/










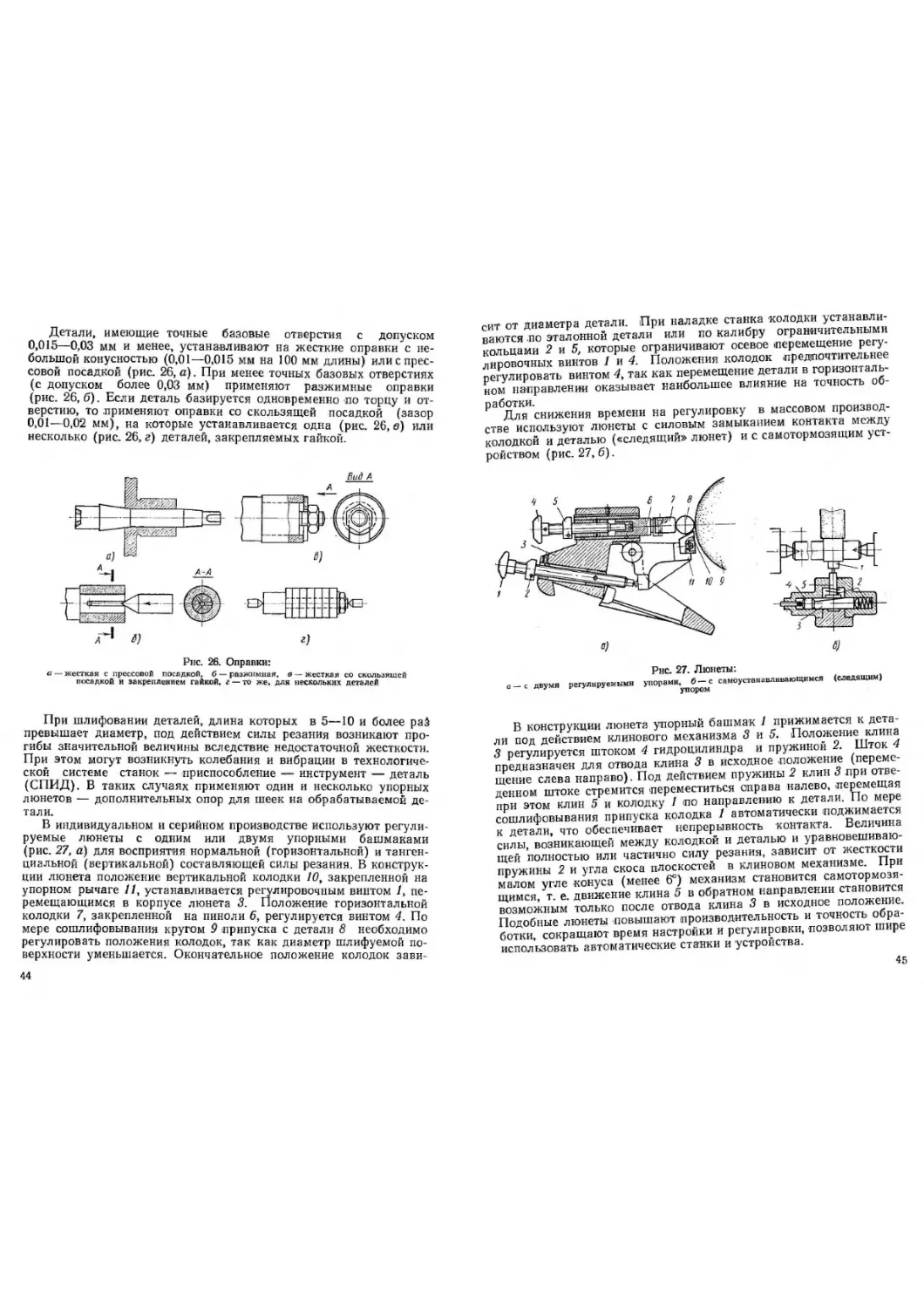

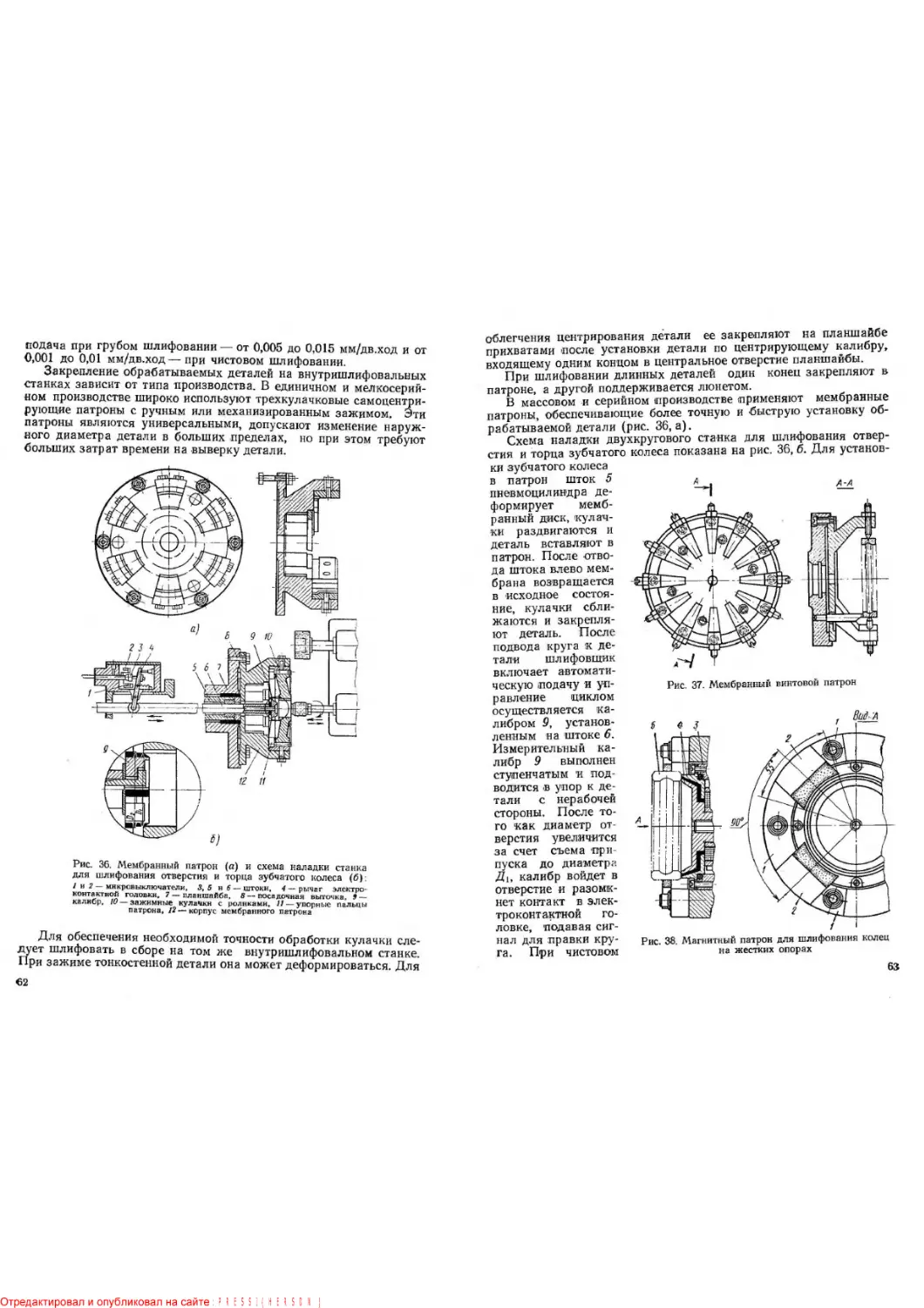
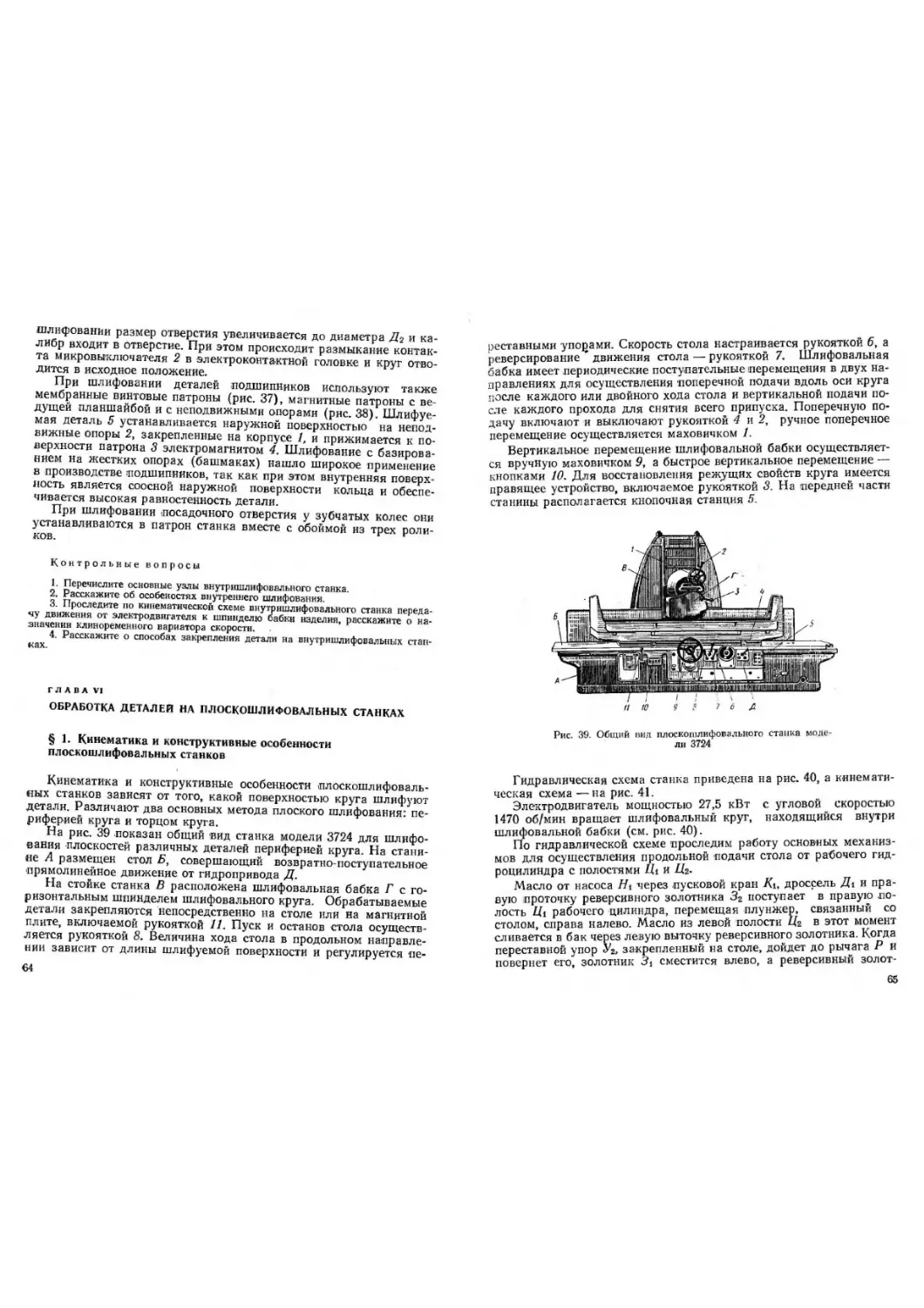
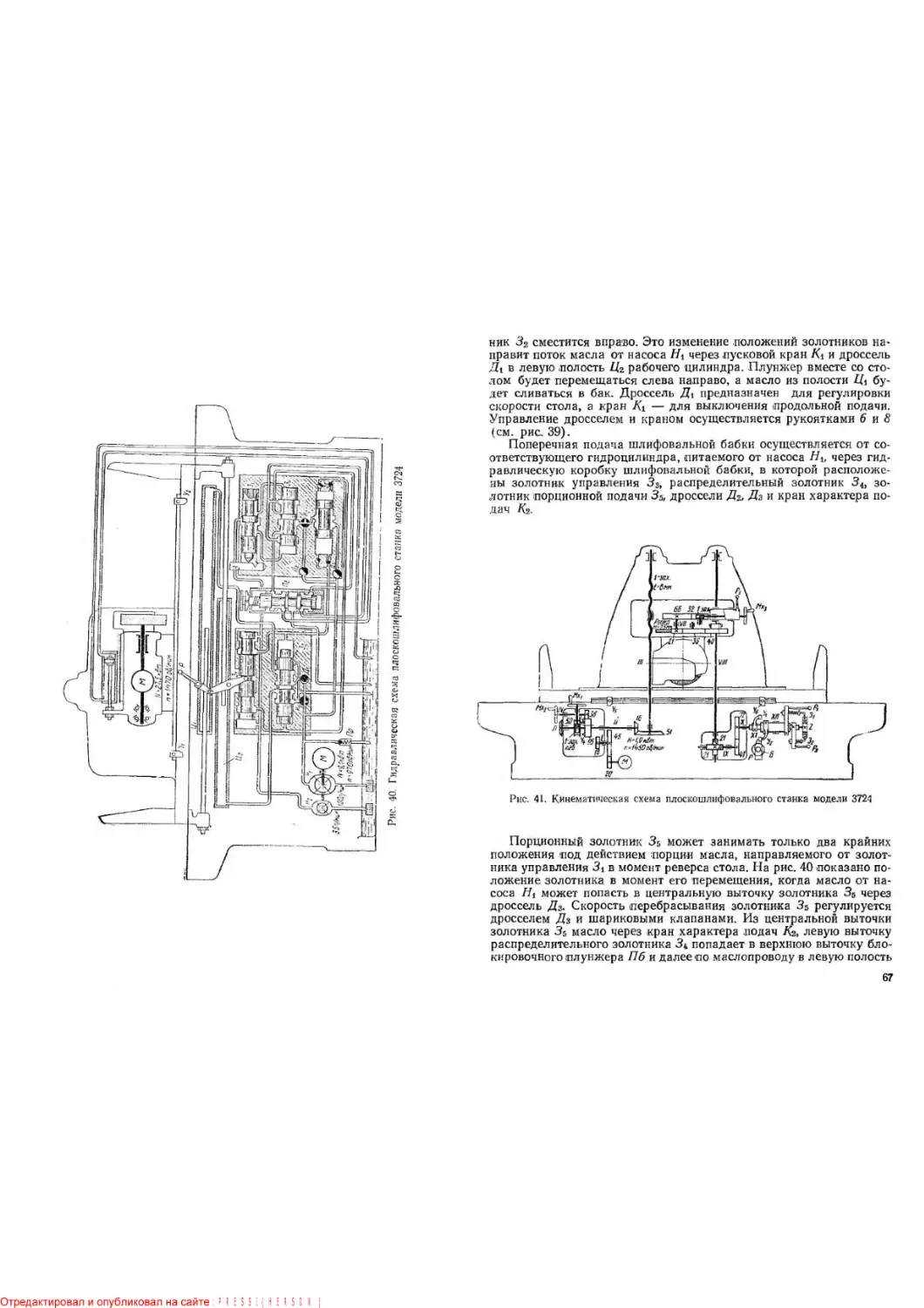

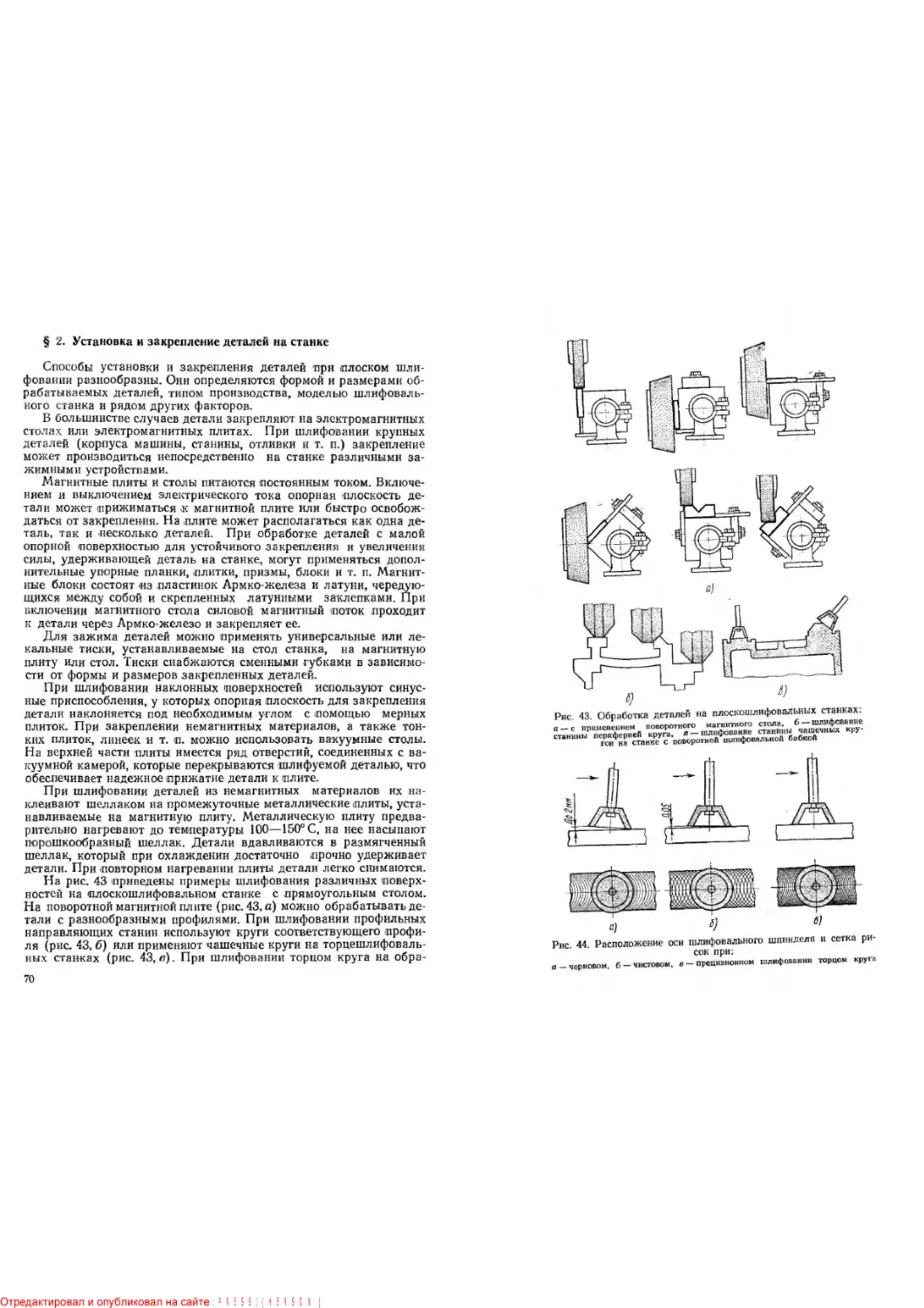












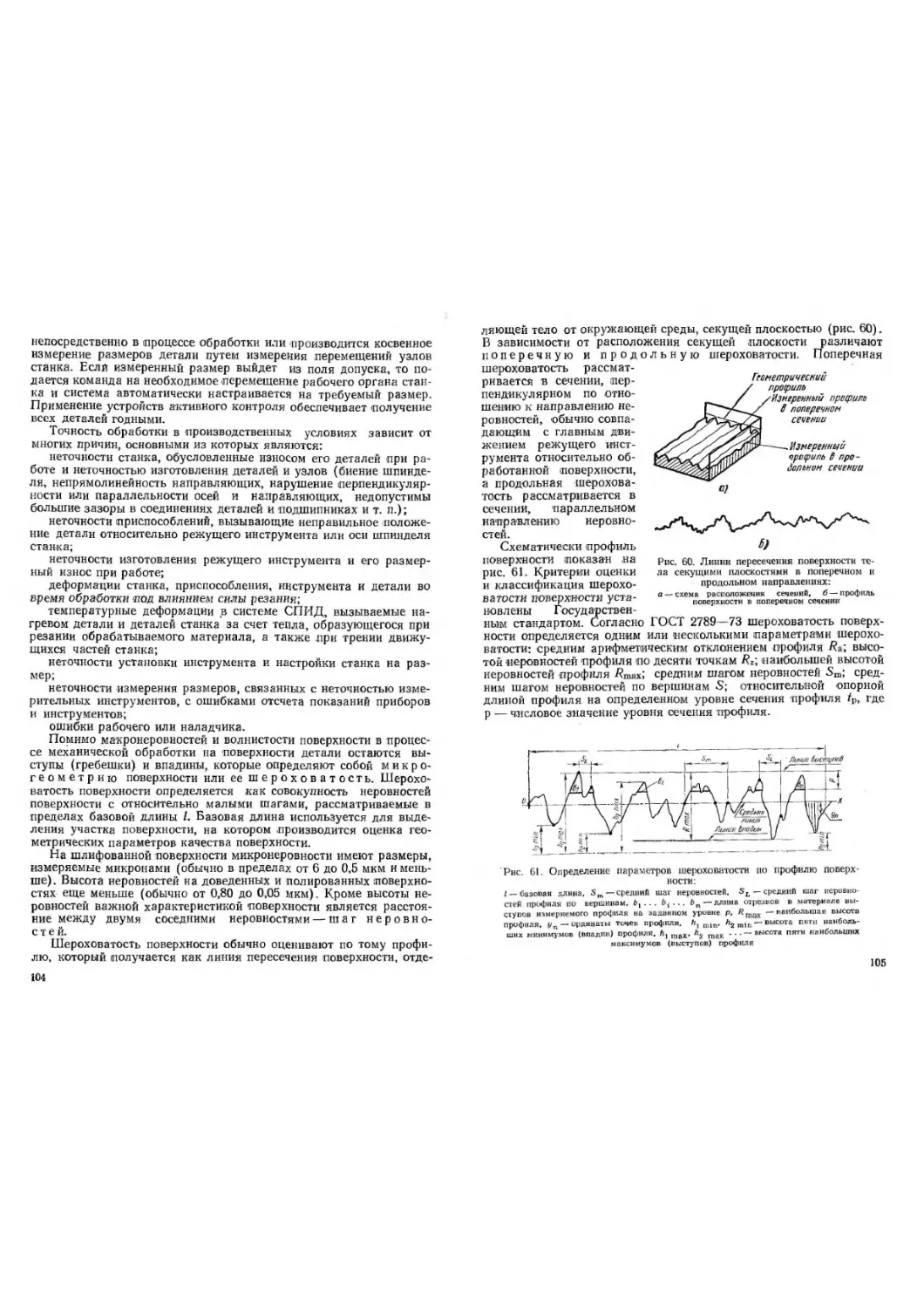




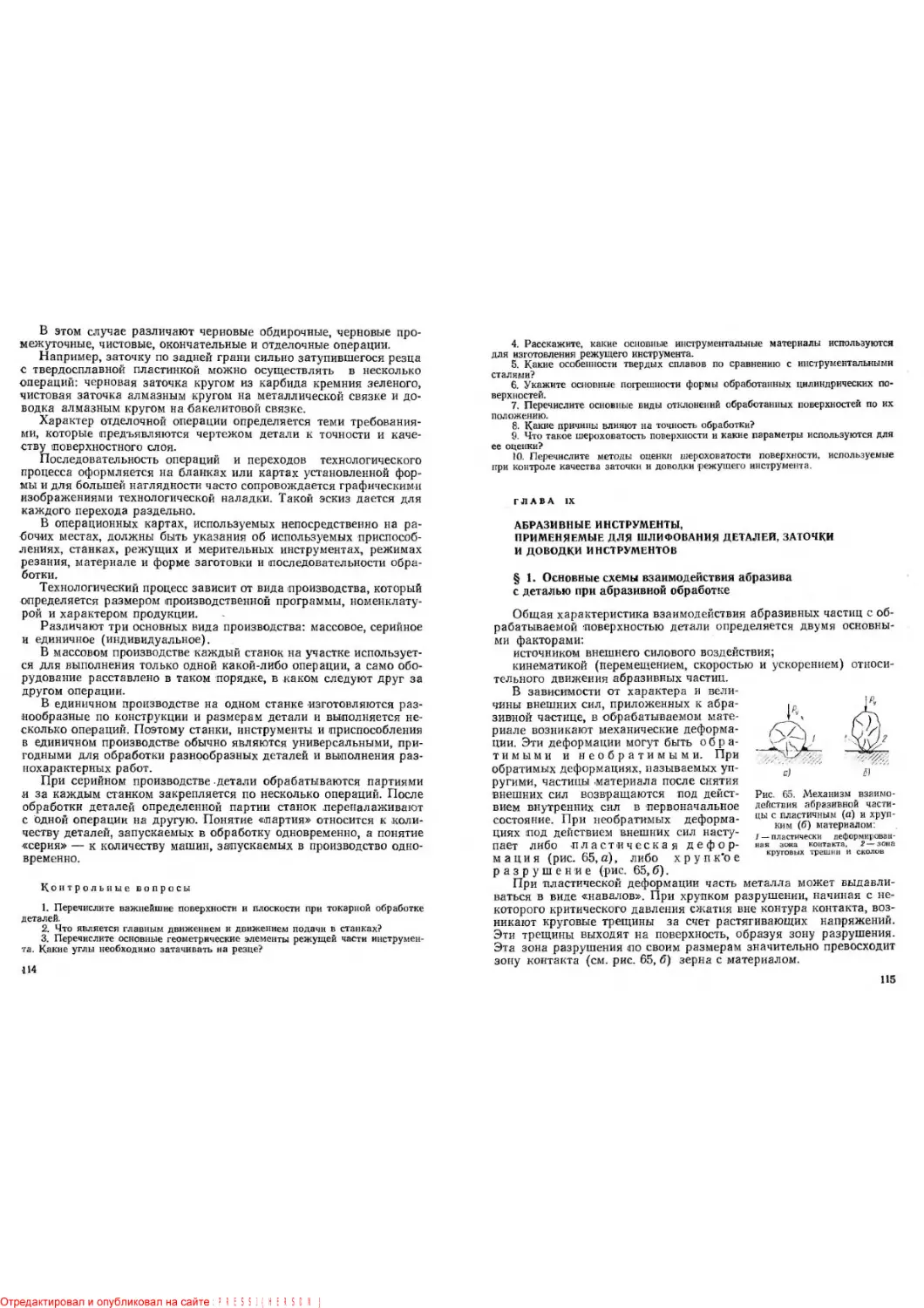

























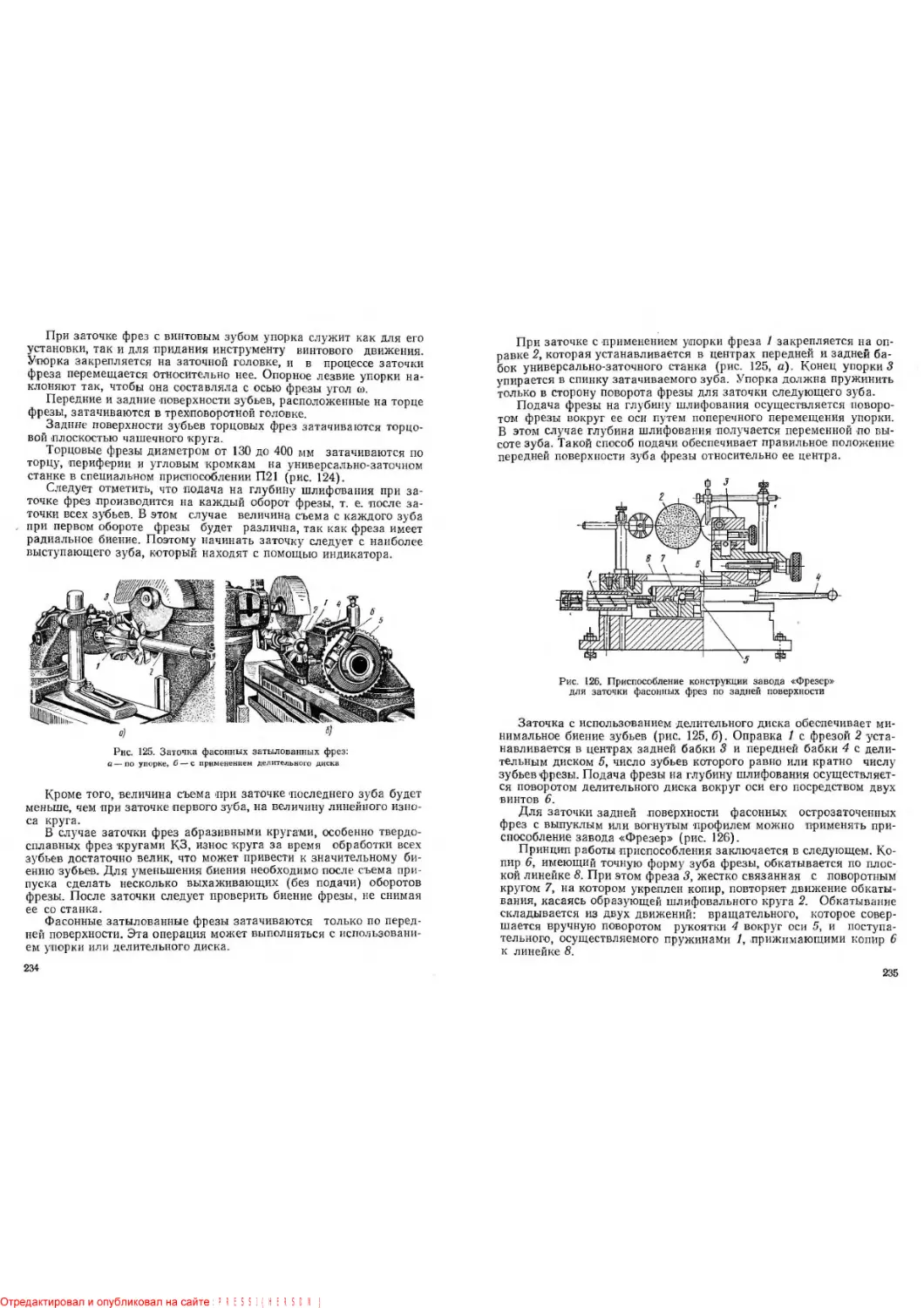
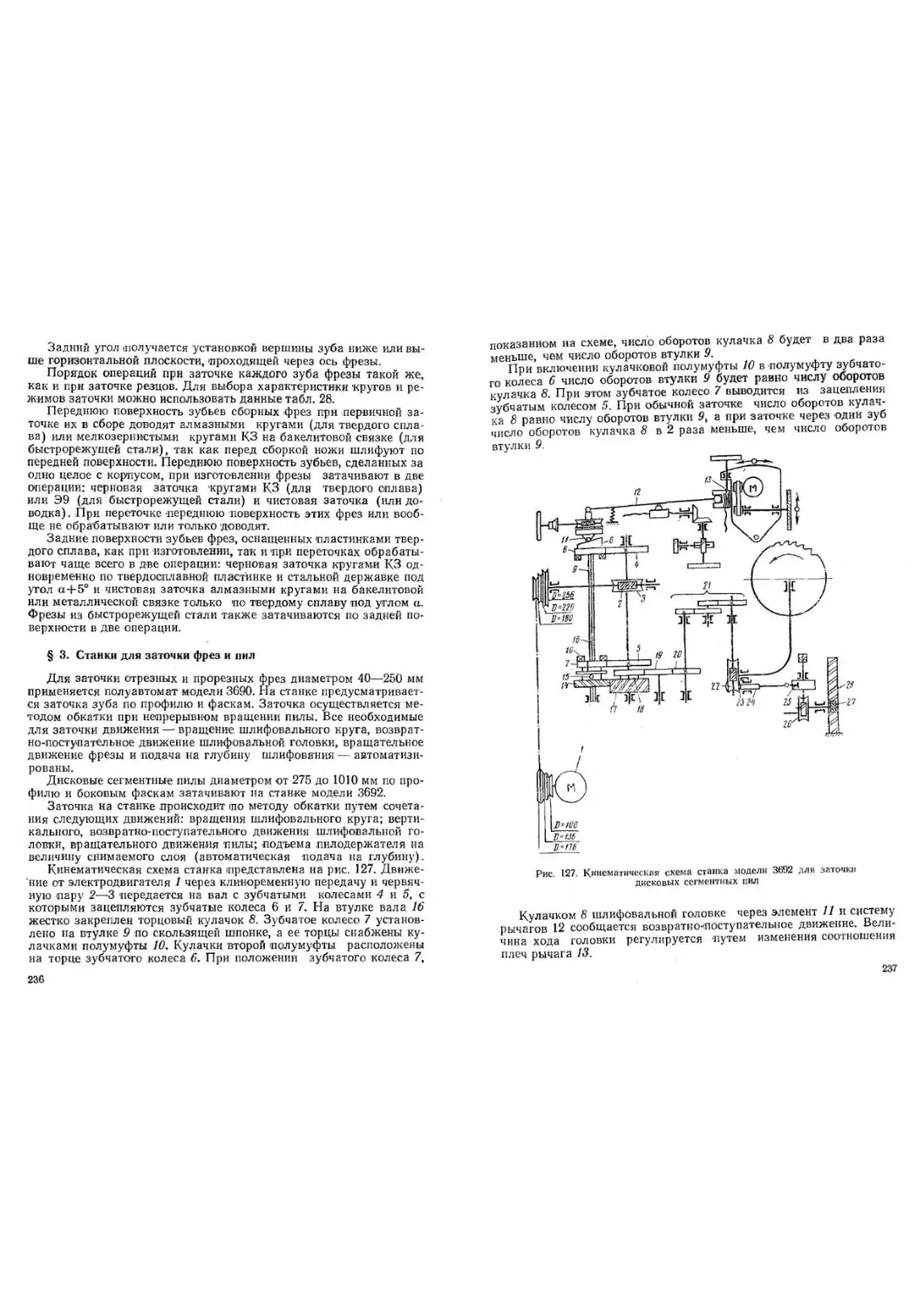

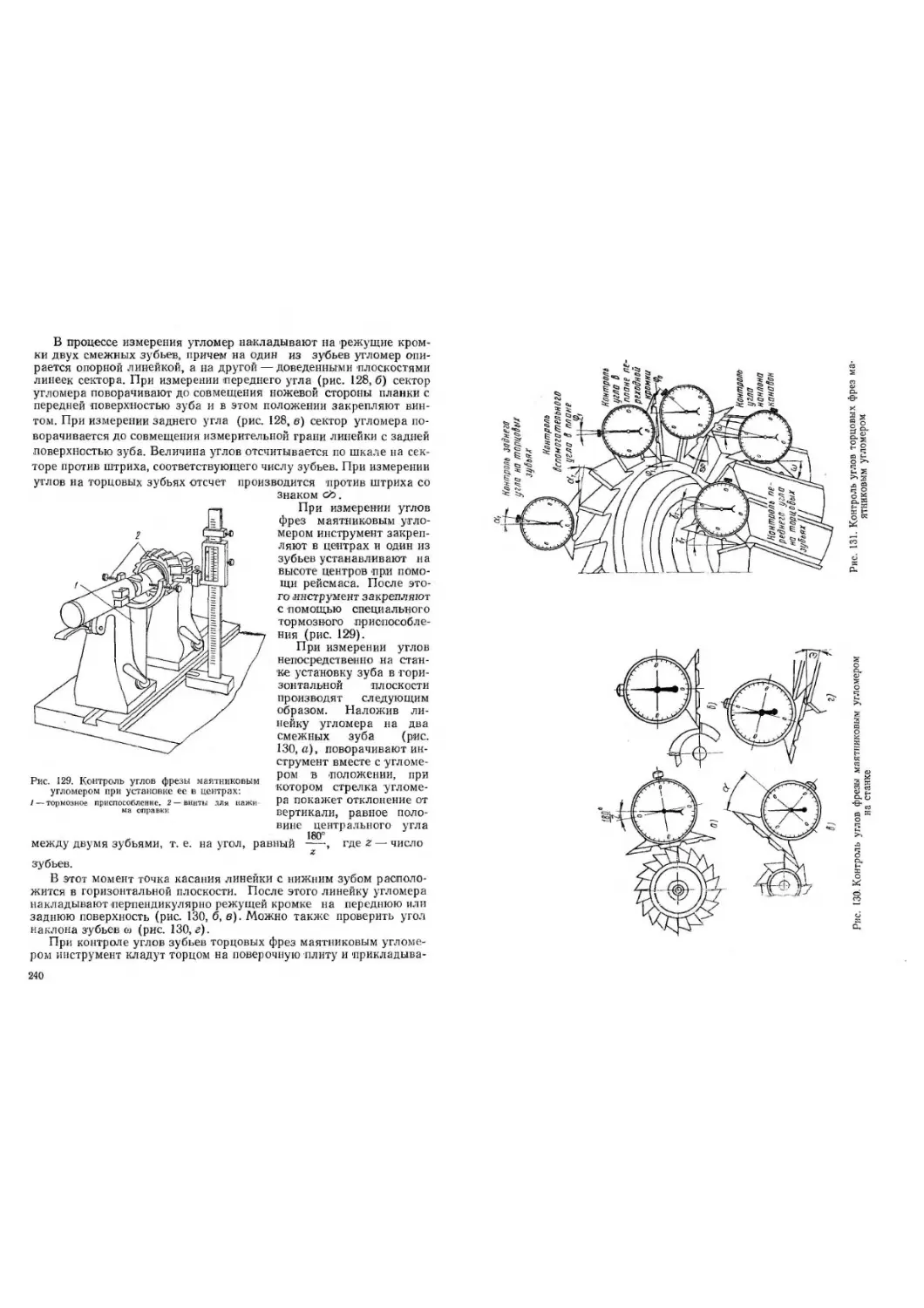
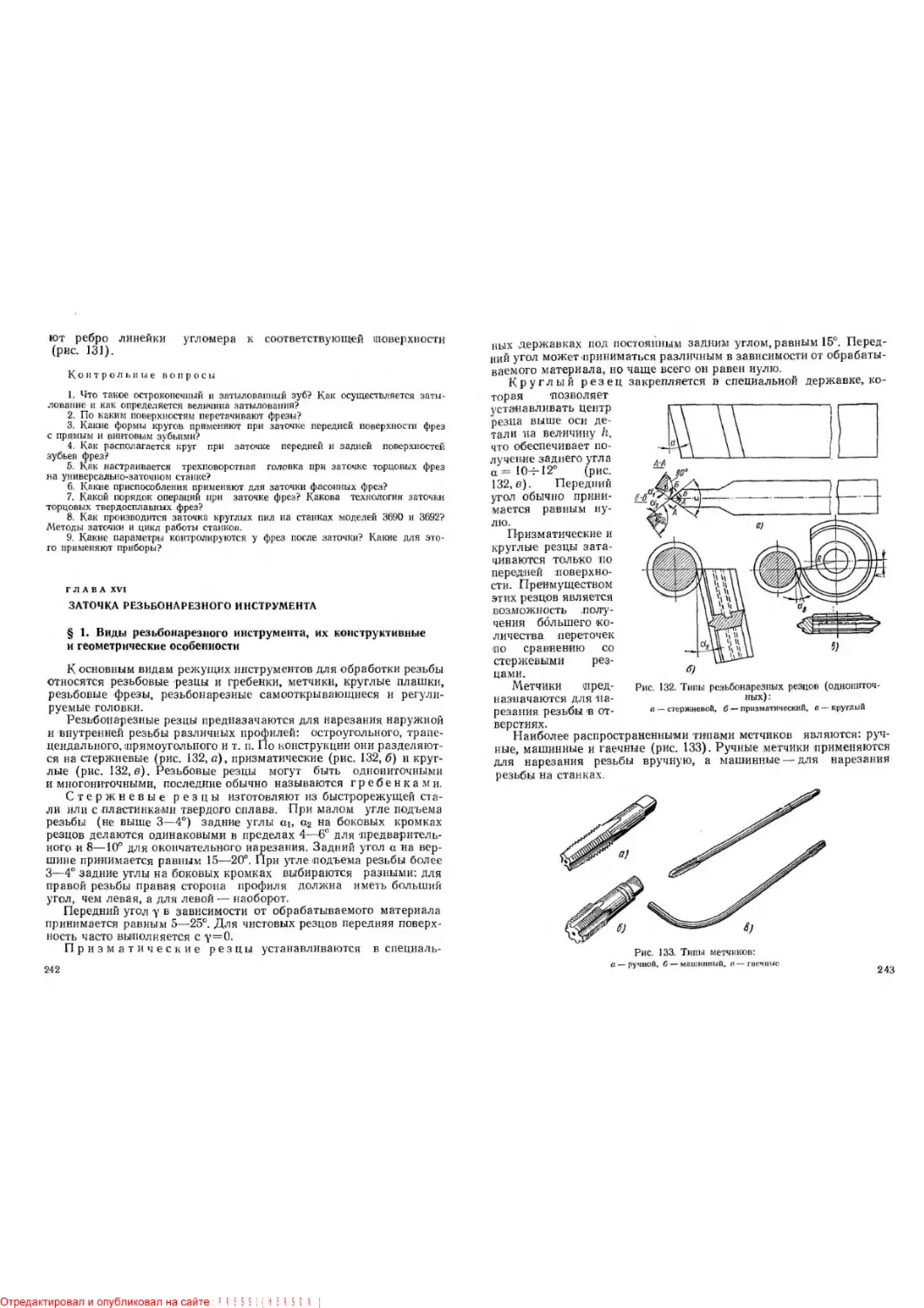






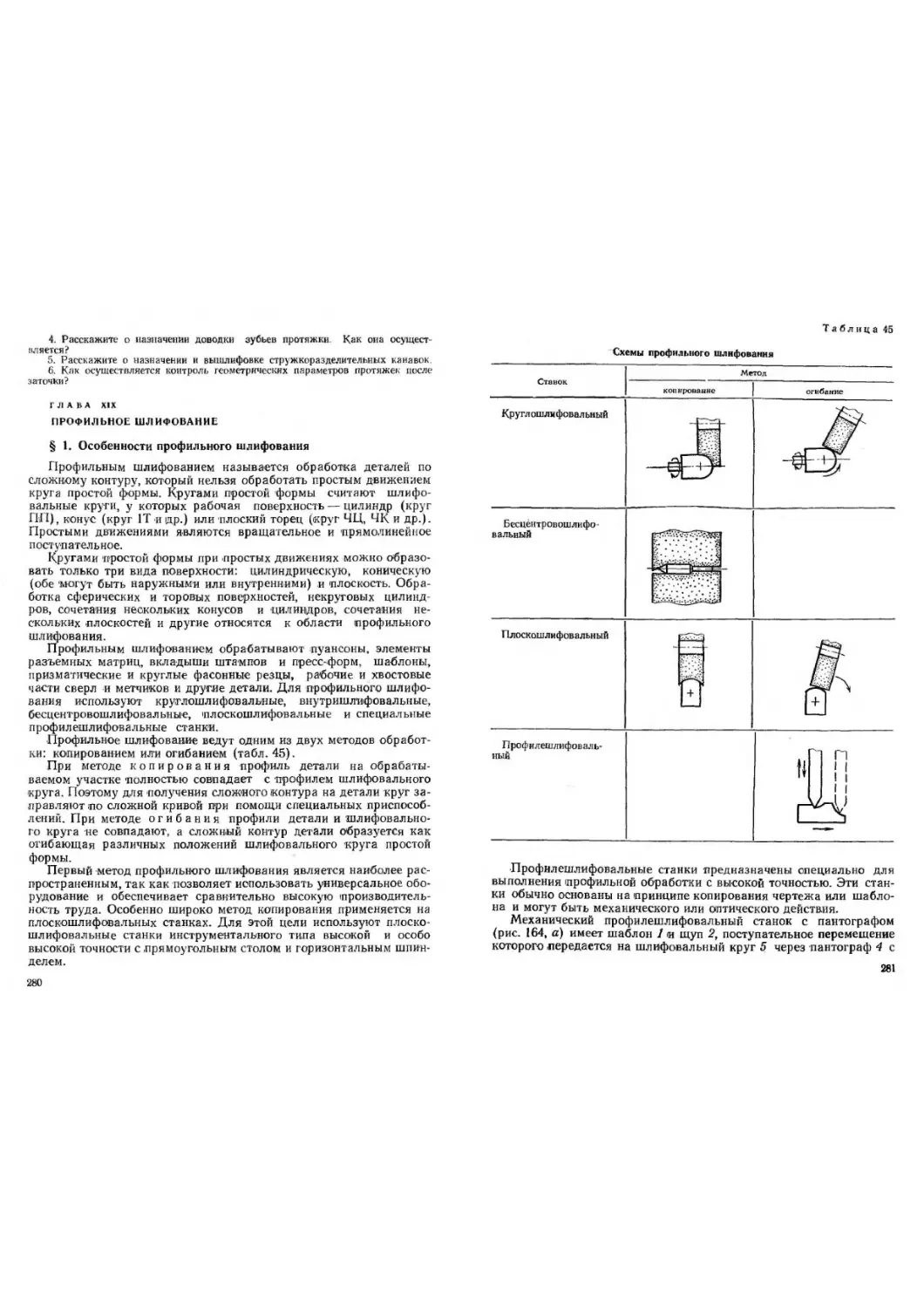
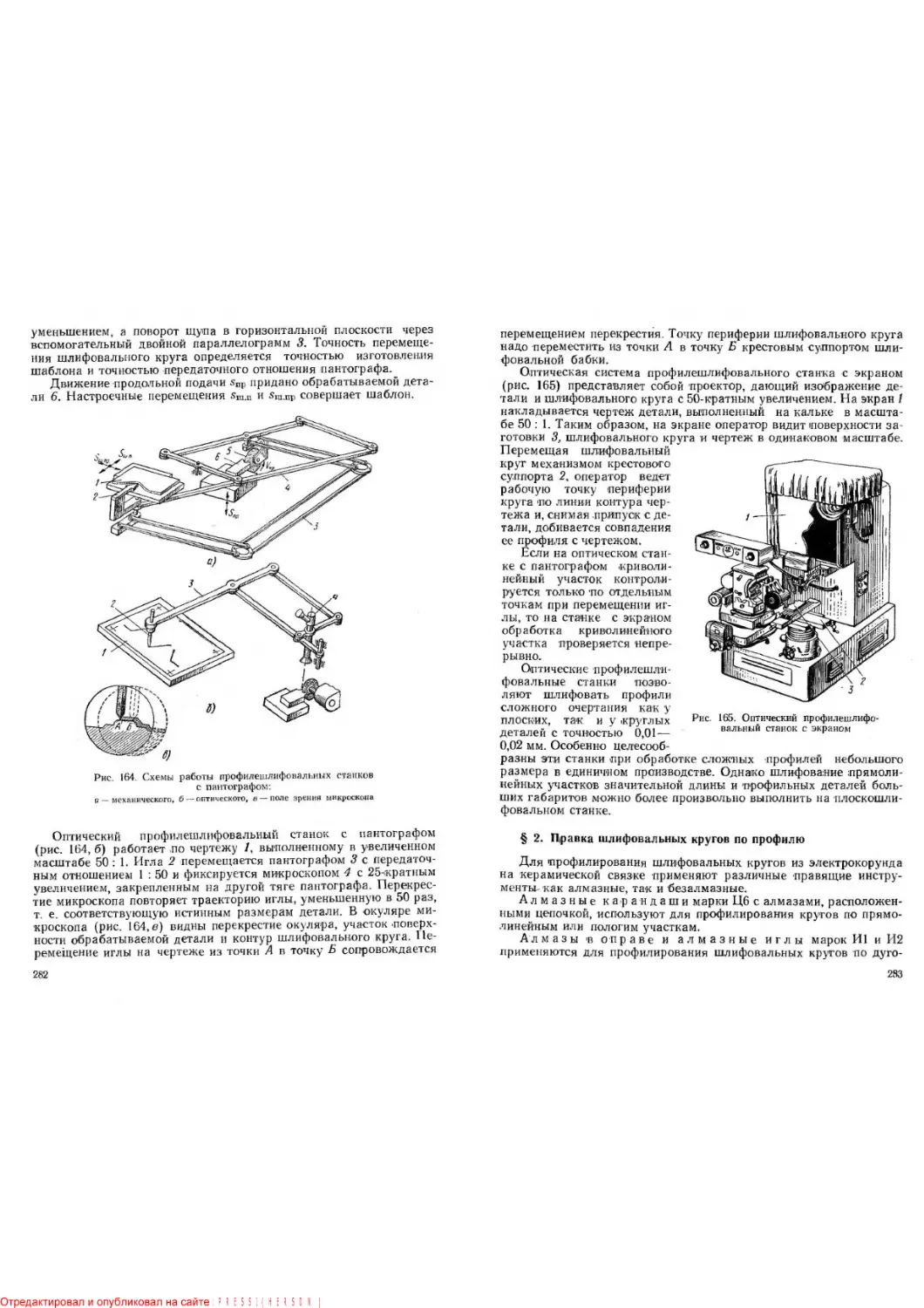
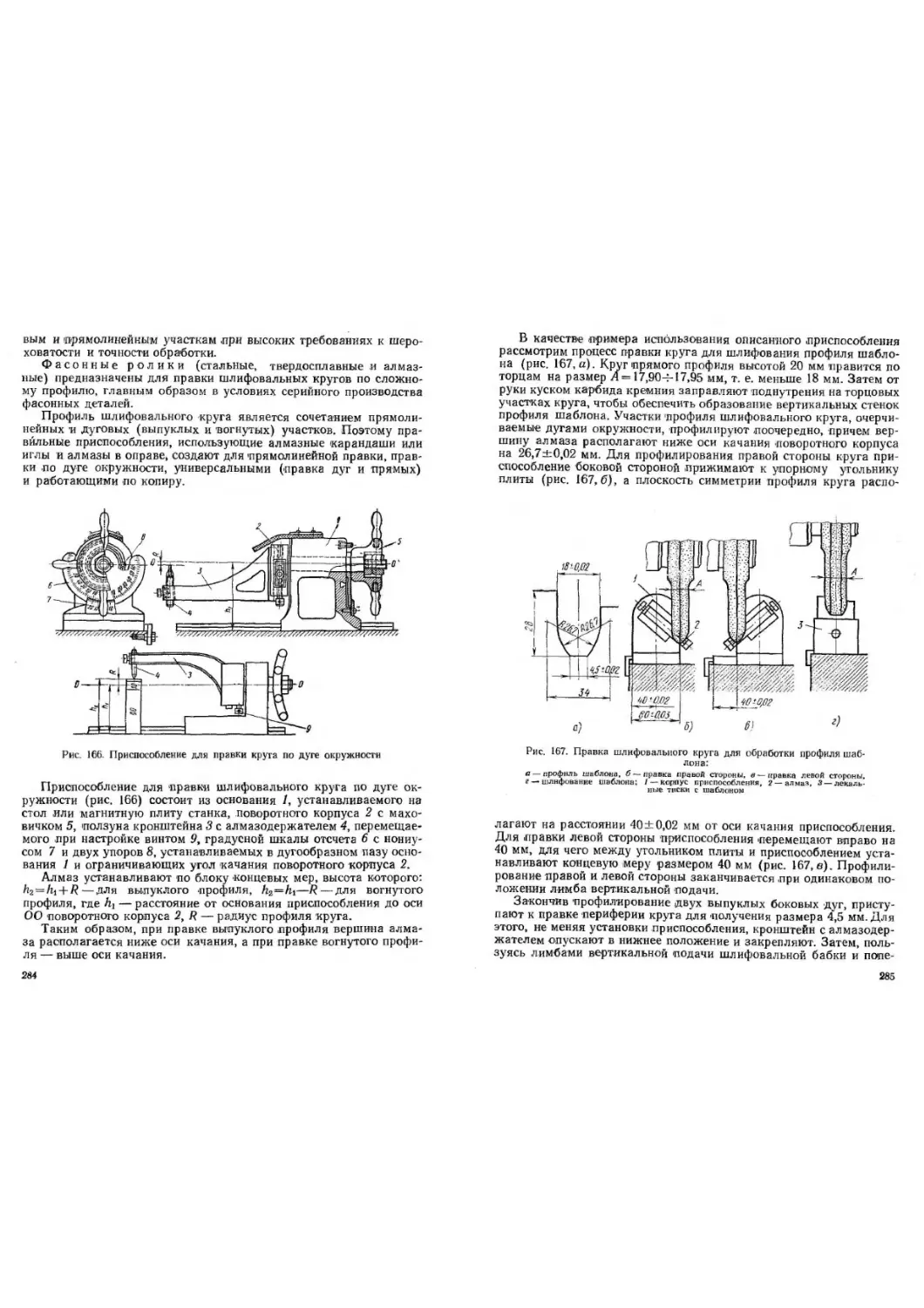
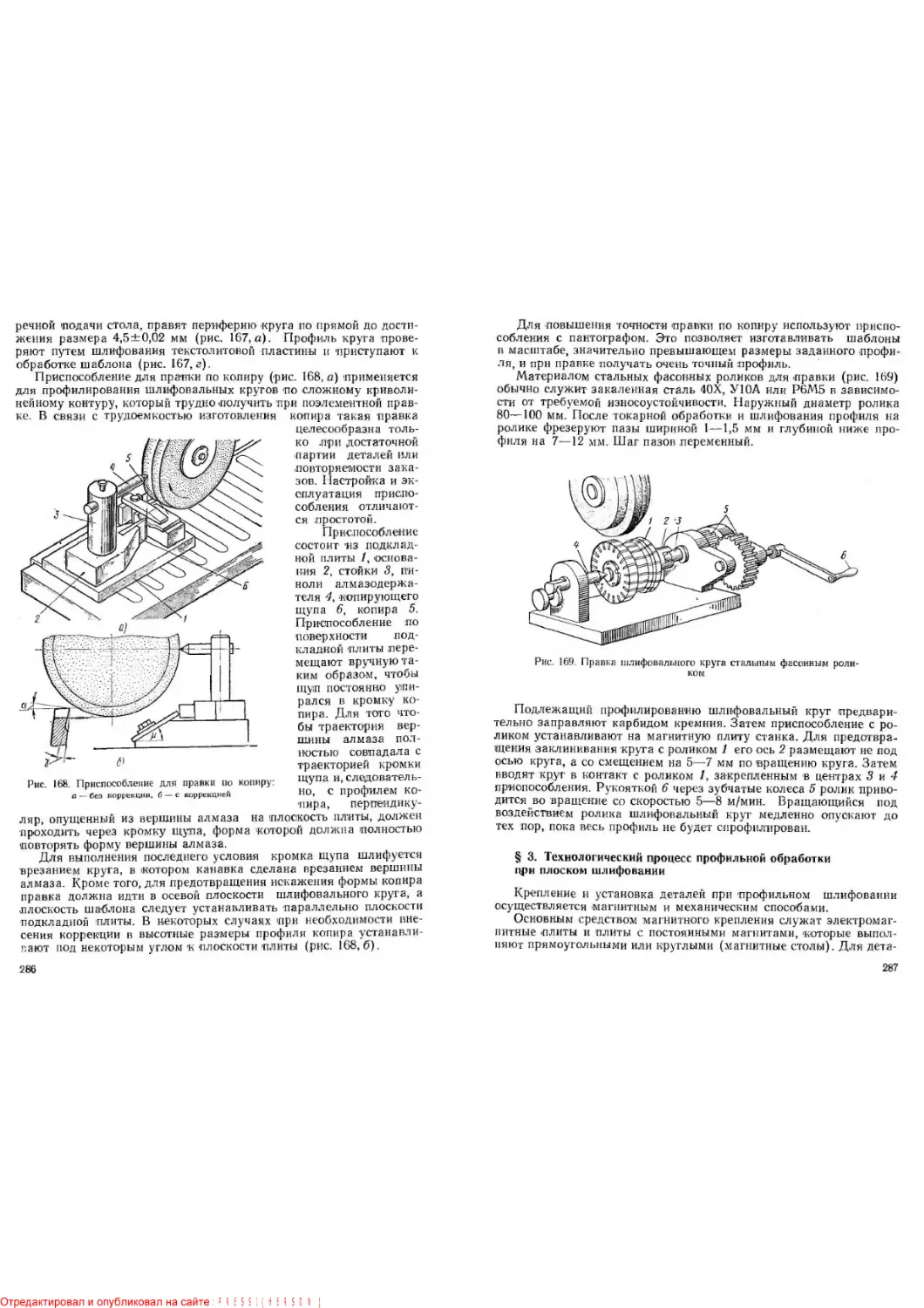

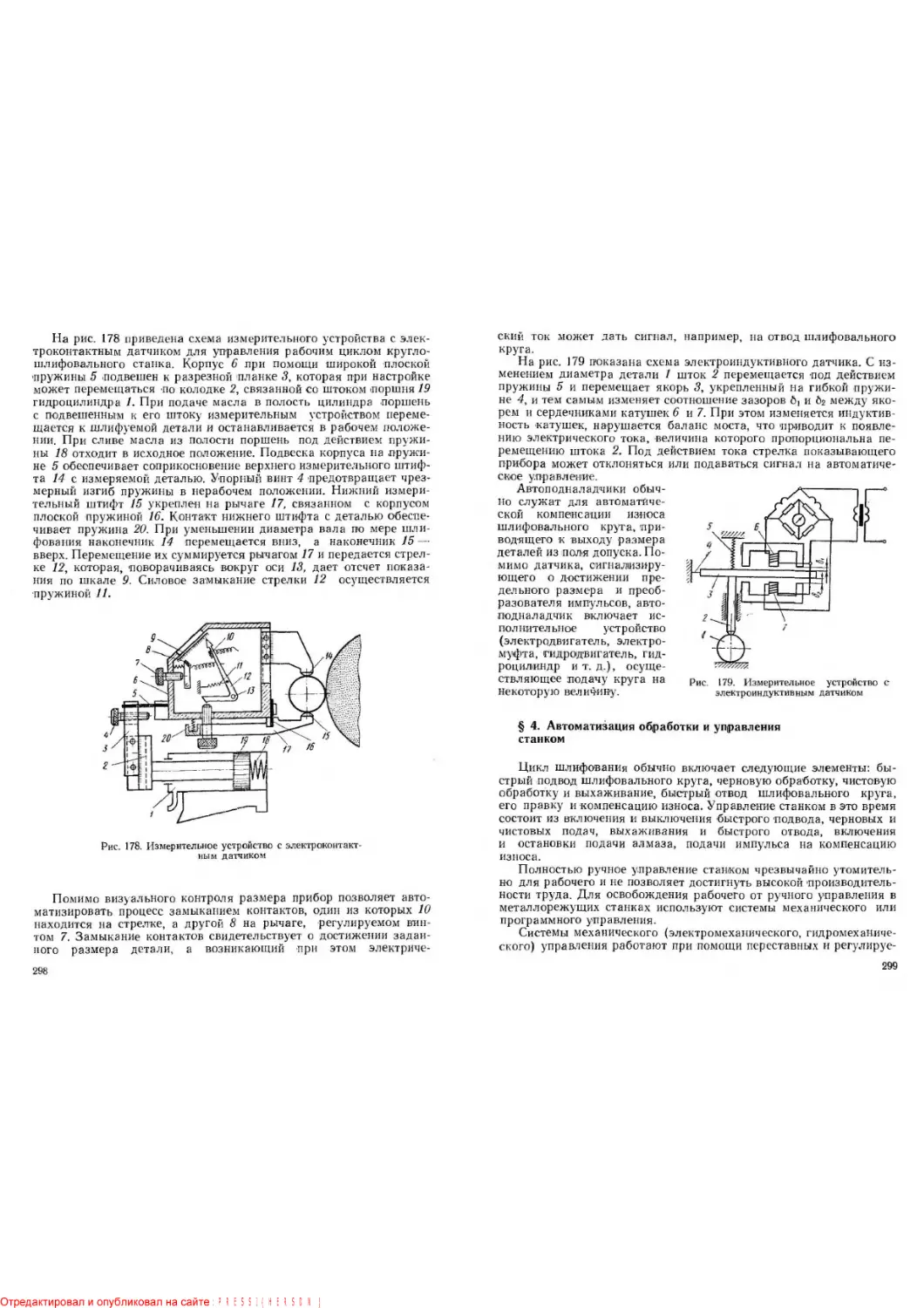






Текст
С. А. ПОПОВ,
Л. Г. ДИБНЕР,
А. С. КАМЕНКОВИЧ
ШЛИФОВАНИЕ
ДЕТАЛЕЙ
И ЗАТОЧКА
РЕЖУЩЕГО
ИНСТРУМЕНТА
Одобрено Ученым советом
Государственного комитета
Совета Министров СССР
по профессионально-техническому образованию
в качестве учебника
для средних профессионально технических
училищ
МОСКВА «ВЫСШАЯ ШКОЛА», 1975
6П4.6
П 58
ВВЕДЕНИЕ
Отзывы и замечания просим направлять по адресу: Москва, К~51,
Неглинная ул., 29114, издательство «Высшая школа».
Попов С. А., Дибнер Л. Г., Каменкович А. С.
П58 Шлифование деталей и заточка режущего инструмен-
та. Учебник для средних проф.-техн. училищ. М., «Высш,
школа», 1975.
311 с. с ил.
В книге изложены основные сведения о научных основах современной
технологии шлифования деталей, заточки и доводки режущих инструментов;
даны основные представления о процессе обработки материалов резанием, о
конструкции и характеристике режущих инструментов, описаны принцип дей-
ствия. устройство и конструктивные особенности шлифовальных и заточных
техники безопасности, механизации и автоматиза-
экономики производства и научной организации
станков, освещены вопросы
ции абразивной обработки,
труда.
„ 31207-478
Л ----------- 93—75
052 (01)—75
6ПО
Издательство «Высшая школа», 1975.
Машиностроение является основой технического прогресса стра-
ны. Особенно бурно развивалось отечественное машиностроение в
период индустриализации, когда были «построены заводы по произ-
водству тракторов, автомобилей, станков, подшипников, самолетов,
сельскохозяйственных машин и другой техники. В годы Великой
Отечественной войны на машиностроительных заводах изготовля-
лось большое количество продукции для нужд фронта. Огромная
роль принадлежит машиностроению в деле создания материально-
технической базы коммунистического общества.
Непрерывный технический прогресс в машиностроении тесно
связан с подготовкой квалифицированных рабочих. Одной из основ-
ных форм «подготовки кадров является обучение молодых рабочих
в средних профессионально-технических училищах. Учащиеся этих
училищ «приобретают не только практические навыки работы на со-
временном оборудовании, но и необходимую теоретическую подго-
товку, «которая является необходимой предпосылкой творческого
труда, совершенствования мастерства, повышения квалификации и
открывает пути для дальнейшей учебы.
Современный машиностроительный завод является сложным
комплексом различных цехов, производств, служб, отделов и других
подразделений. Ведущее место в этом комплексе принадлежит ме-
таллообрабатывающим цехам, в которых изготовляют детали тре-
буемой формы, заданных размеров и качества поверхности. Среди
рабочих металлистов почетное место занимают станочники-шли-
фовщики и заточники, работающие на станках, оснащенных абра-
зивными инструментами.
Настоящее учебное «пособие составлено на основе учебного пла-
на и программы по курсу специальной технологии, утвержденной
Государственным «комитетом Совета Министров СССР то профтех-
образованию, для подготовки квалифицированных рабочих со сред-
ним образованием «по профессии шлифовщик-заточник в средних
профессионально-технических училищах.
Содержание материала настоящей книги и последовательность
изложения обусловлены учебным планом, в котором предусмотрено
первоначальное ознакомление учащихся с основами обработки ме-
таллов резанием, устройством шлифовального станка и техникой
безопасности в объеме, достаточном и необходимом для организа-
ции начального обучения работе в мастерских.
В дальнейшем учащиеся изучают научные основы профессии в
расширенном объеме, необходимом для сознательного, глубокого и
прочного овладения профессией шлифовщика-заточника, сочетая
теоретическое обучение с практическими занятиями в мастерских и
обучением на производстве. В курсе специальной технологии изу-
3
чают основы обработки деталей на основных типах шлифовальных
станков и основы современной технологии заточки основных видов
режущих инструментов на универсальных и специальных заточных
станках.
Объем теоретического материала в книге несколько превышает
уровень требований, которые предъявляются к шлифовщикам-за-
точникам 3-го разряда тарифно-квалификационным справочником,
так как программой курса спецтехнологии предусмотрено подобное
повышение уровня требований на два разряда. При этом также
учитывалось, что книга может быть полезной для дальнейшего по-
вышения квалификации рабочих на производстве.
ГЛАВА I
ПЕРВОНАЧАЛЬНЫЕ СВЕДЕНИЯ ОБ АБРАЗИВНОЙ ОБРАБОТКЕ
И УСТРОЙСТВЕ ШЛИФОВАЛЬНОГО СТАНКА
§ 1. Понятие о процессе обработки металлов р’езанием
Любая машина состоит из составных частей — деталей машин:
корпусов, валов, подшипников, зубчатых колес, винтов, гаек и т. д.,
которые соединяются между собой различными способами. Готовые
детали изготовляют из заготовок или полуфабрикатов для придания
им необходимой формы, заданных размеров и определенного каче-
ства поверхности. Такие процессы, осуществляемые с целью прев-
ращения заготовок, полуфабрикатов или исходных материалов в
детали и машины, называют технологическими процесса-
м и. Если предусмотренный технологическим процессом излишек
материала (припуск) удаляется в виде стружки, то такой процесс
-называется резанием материалов. Большинство деталей
машин изготовляют из металлов, поэтому чаще употребляется тер-
мин «резание металлов». Резание металлов осуществляется глав-
ным образом на металлорежущих станках металлорежущим инст-
рументом.
Заготовки, обрабатываемые на станках, предварительно изго-
товляются методами литья, ковки, штамповки, проката и др.
Срезание лишнего слоя металла связано с большими затратами
труда, средств, энергии и потерями части металла и инструменталь-
ных материалов. Поэтому припуски необходимо оставлять мини-
мальными.
Инструмент, предназначенный для срезания стружки, должен
обладать определенными свойствами: наличием режущих лезвий
(кромок) с характерной геометрией, способных резать металл до-
статочно продолжительное время. По мере износа инструмента его
свойства ухудшаются и инструмент необходимо периодически под-
вергать заточке и доводке или правке.
Способность инструмента оказывать долговременное сопротив-
ление разрушающему или изнашивающему воздействию обрабаты-
ваемого материала и окружающей среды определяет стойкость ин-
струмента между переточками или между повторными правками.
Стойкость инструмента может оцениваться разными параметрами.
Наиболее употребительными мерами стойкости являются: количе-
ство однотипных или одинаковых деталей (в штуках), величина
площади обработанной поверхности (мм2), суммарная длина пути,
затраченного инструментом на обработку поверхности деталей (м),
суммарное рабочее время (мин), суммарная масса срезанного ме-
талла (кгс).
б
Рис. I. Рабочая часть режущего инструмента:
а — строгального резца, б — токарного резца, в—фрезы.
г—шлифовального круга; !—передняя поверхность, 2 —
задняя поверхность
В машиностроении и приборостроении используется очень боль-
шое количество разнообразных инструментов, которые можно раз-
делить по характерным признакам на несколько основных типов.
Некоторые названия инструментов связаны с особенностями их
конструкции. Основными конструктивными типами инструментов
являются резцы, фрезы, протяжки, напильники, шлифовальные кру-
ги. Поэтому и металлорежущие станки в зависимости от типа при-
меняемого инструмента разделяются на токарные, фрезерные про-
тяжные, шлифовальные и т. д.
Часть названий инструментов связана с родом обрабатываемых
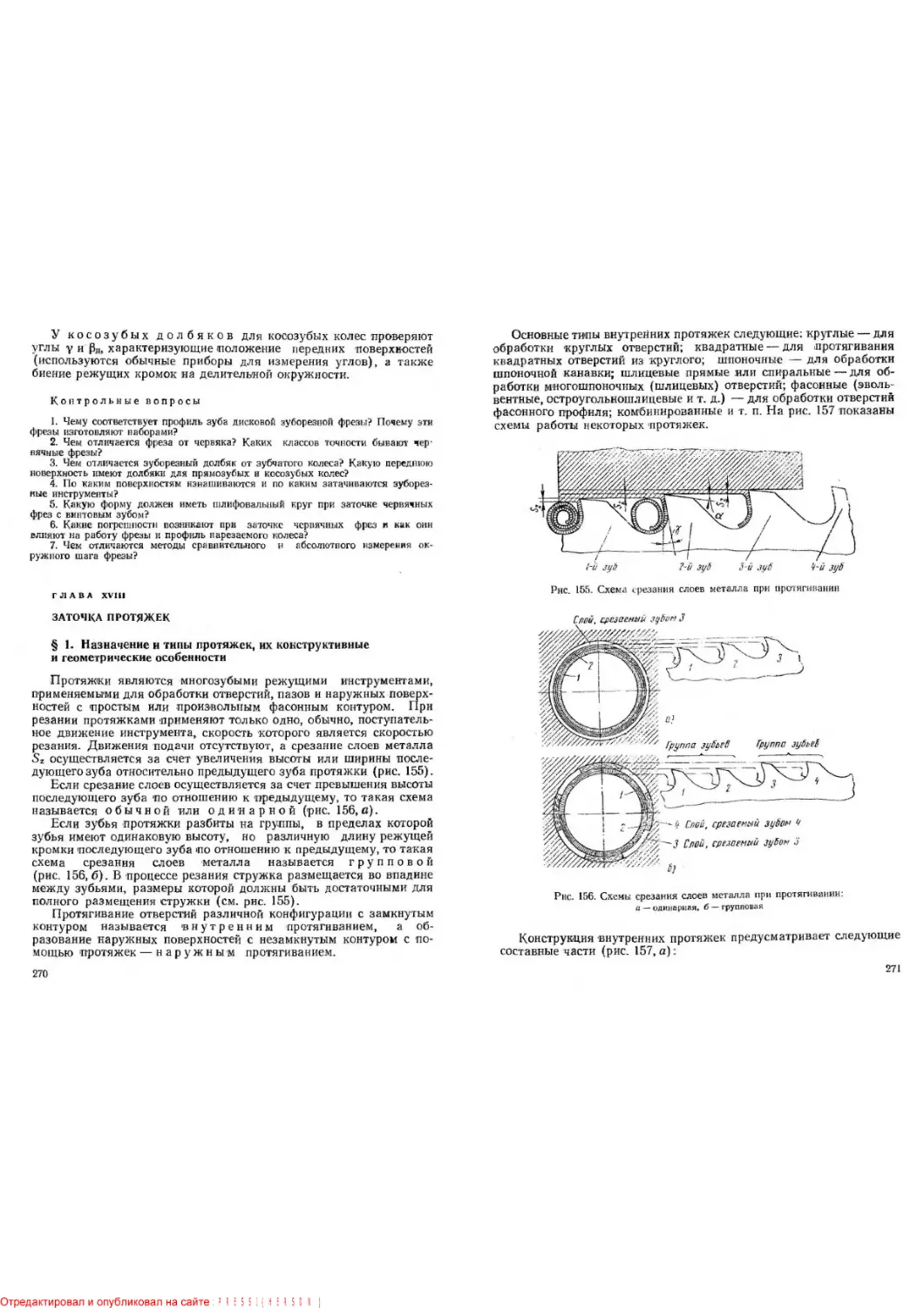
поверхностей: зуборезный инструмент (модульные фрезы, долбяки
гребенки, шеверы и т. п.), инструмент для обработки отверстий
(сверла, зенкеры, раз-
вертки и др.). Метал-
лорежущие станки, со-
ответственно роду об-
рабатываемой поверх-
ности, разделяются на
зуборезные, винторез-
ные, сверлильные, резь-
бонарезные и др.
Важнейшими вида-
ми механической обра-
ботки деталей с по-
мощью металлорежу-
щих инструментов яв-
ляются: точение, стро-
гание, сверление, фре-
зерование, шлифование
и т. п. Эти виды обра-
ботки имеют между
собой как общие чер-
ты, так и существенные
отличия.
Общим элементом любых ‘металлорежущих инструментов яв-
ляется наличие рабочей части инструмента, т. е. таких конструктив-
ных элементов инструмента, которые позволяют ему выполнять
свои основные функции: срезать с заготовки припуск на обработку
и формировать обрабатываемую поверхность с соблюдением необ-
ходимых размеров, формы и качества поверхности.
На рис. 1 показаны рабочие части четырех режущих инструмен-
тов: строгального и токарного резцов, фрезы и шлифовального кру-
га. Под действием сил, передаваемых рабочей части инструмента
от станка, образуется стружка от внедрения режущих элементов
инструмента в обрабатываемый материал. Поверхность инструмен-
та, непосредственно соприкасающаяся со срезаемой стружкой, на-
зывается передней поверхностью, а поверхность, обра-
щенная к обрабатываемой детали — задней поверхностью.
Пересечение передней и задней .поверхностей образует режущую
кромку или режущее лезвие.
Следовательно, часть инструмента, состоящая из режущих лез-
вий и примыкающих к ним участков передней и задней поверхно-
стей, непосредственно соприкасающихся со срезаемой стружкой и
обрабатываемой заготовкой, называется режущей частью ин-
струмента. Режущие лезвия у инструментов разделяются на
главные, вспомогательные и переходные. Геометрия
режущей части инструмента может быть достаточно сложной, ос-
новными параметрами ее являются передний угол у, задний угол а,
угол заостроения р. Точное определение этих углов достаточно
сложно и связано с относительными перемещениями режущей части
инструмента и обработанной поверхности. Необходимость подоб-
ных перемещений обусловлена процессом резания: для образования
стружки необходимо перемещать режущее лезвие. Скорость рабо-
чего движения называют скоростью главного движения
или скоростью резания. При строгании (рис. 1,а) —это
скорость поступательного перемещения заготовки, при точении
(рис. 1,6)—это скорость вращательного движения обрабатывае-
мой заготовки, при фрезеровании (рис. 1,в) и шлифовании
(рис. 1,г) —это скорость вращательного движения режущих лез-
вий.
В большинстве случаев длина режущего лезвия недостаточна
для оформления обработанной поверхности требуемой формы, раз-
меров и качества, поэтому необходимо применять дополнительные
движения — движения подачи. Эти движения обычно осуще-
ствляются с малыми скоростями по отношению к скорости резания
и могут иметь различные направления (в вертикальной и горизон-
тальной плоскостях — вертикальная и горизонтальная подачи; в
продольном и поперечном направлениях относительно определяю-
щего направления на детали — поперечная и продольная подачи; в
радиальном, тангенциальном и осевом направлениях — радиальная,
тангенциальная и осевая подачи и т. д.).
Поверхность, образуемая на обрабатываемой детали непосред-
ственно режущим лезвием, называется поверхностью реза-
ния в отличие от обработанной поверхности, которая
получается на детали после удаления припуска в виде стружки.
Поверхность детали, подлежащая обработке, называется обраба-
тываемой поверхностью.
Величина слоя материала между обрабатываемой и обработан-
ной поверхностью называется припуском на обработку. Его
можно удалить или за один проход инструмента, или за несколько
проходов одного и того же инструмента, или за несколько операций,
осуществляемых разными инструментами.
Величина слоя, срезаемого одним инструментом за один -проход
и измеряемого в направлении, перпендикулярном к обработанной
поверхности, называется глубиной резания. Величину глу-
бины резания обозначают буквой i и измеряют в мм. На рис. 1 по-
казана глубина резания при строгании, фрезеровании и шлифова-
нии. Если припуск удаляется за несколько проходов, то различают
черновую и чистовую обработку. При черновой обработке
удаляют большую часть припуска, а при чистовой обработке полу-
чают на детали окончательные размеры и требуемое качество обра-
ботанной поверхности. Если за одну или две операции не удается
обеспечить требуемые точность и качество обработки, то количе-
ство операций увеличивают. При этом каждая последующая опера-
ция отличается от 'предшествующей большей точностью обработки
и меньшей величиной операционного припуска. В этом случае -по-
добные последовательные операции называют черновой обди-
рочной, черновой промежуточной, чистовой, окон-
чательной, отделочной ит. д.
Величины припуска, подач, скорости главного движения реза-
ния, глубины резания влияют на производительность и качество
обработки и на величину затрат на изготовление деталей. Совокуп-
ность этих и некоторых других элементов резания называют р е-
жимз'ми резания. Режимы резания выбирают с учетом боль-
шого количества факторов.
Н
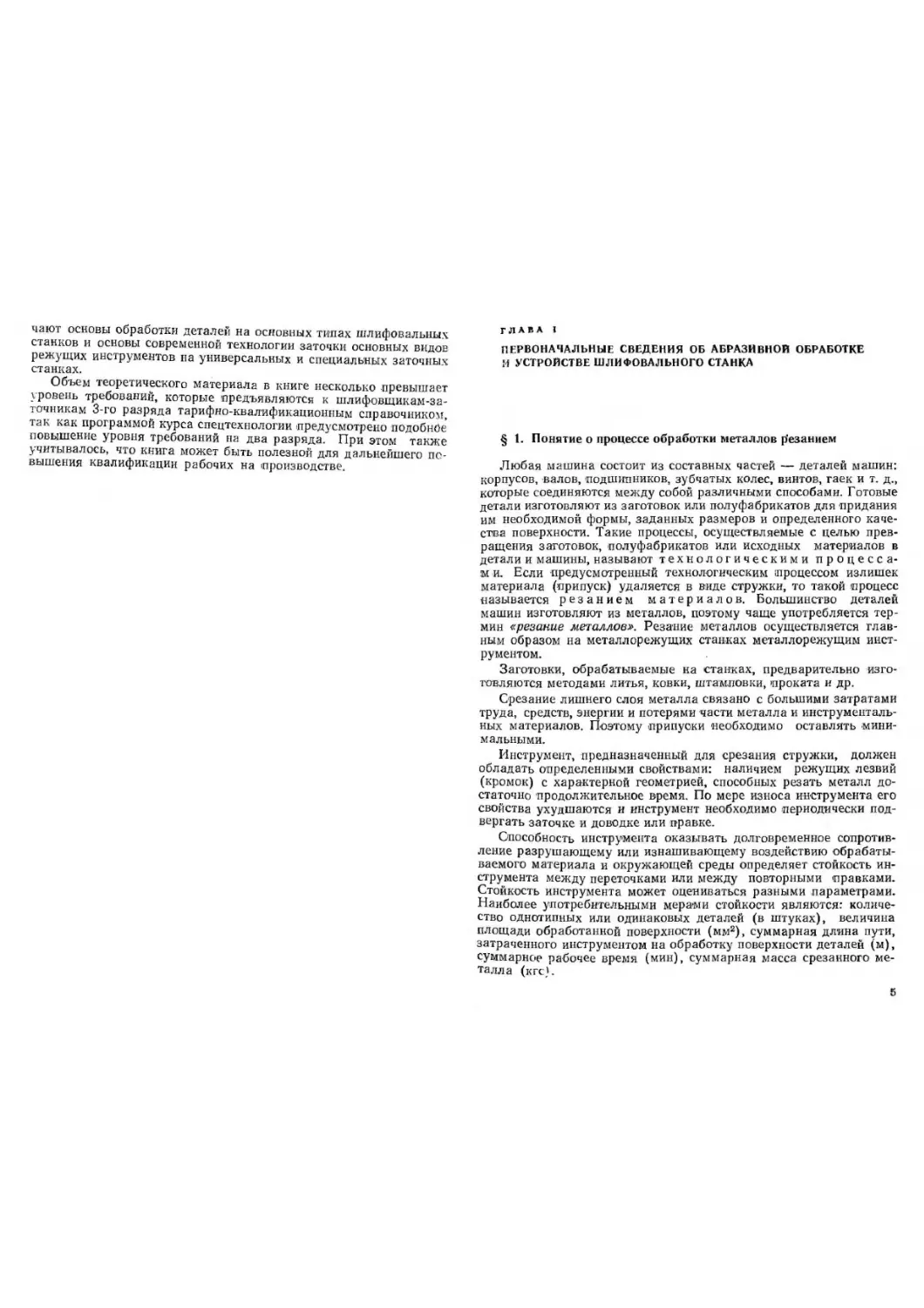
Рис. 2. Схемы движения детали и инструмента при на-
ружном продольном точении (а) и при наружном круг-
лом шлифовании с продольной подачей (б)
Рассмотрим элементы режима резания только для некоторых
случаев: наружного продольного точения (рис. 2, а) и наружно-
го круглого шлифования (рис. 2, б). В первом случае глубина реза-
ния t определяется половиной разности диаметров обрабатывае-
мой -поверхности D и обработанной поверхности d:
. D — d
t =-----мм.
2
При наружном круглом шлифовании с продольной подачей имеется
большее количество движений по сравнению с точением. Если при
продольном точении главное движение осуществляется вращением
детали с числом оборотов п (об/мин), то при шлифовании главное
движение осуществляется быстрым вращением круга с числом обо-
ротов круга пк (об/мин). При продольном точении необходимо пе-
ремещать резец со скоростью продольной додачи 5 (мм/об. детали).
При круглом наружном шлифовании используют три типа подач:
скорость продольного «перемещения стола s (м/мин) вместе с де-
талью; скорость вращения детали с определенным числом оборотов
Пл (об/мин); перемещение круга в направлении, нормальном к об-
рабатываемой поверхности со скоростью поперечной подачи snon
(мм/проход или мм/двойной ход).
Зная числа оборотов и размеры диаметров детали и круга, мож-
но определить окружные скорости, т. е. путь, проходимый той или
иной точкой в единицу времени. При точении окружная скорость
определяется для точки, наиболее удаленной от оси вращения де-
тали, и называется скоростью резания V:
T.Dn ,
V = ----м/мин,
1000
где л=3,14 — постоянное число; D— наибольший диаметр поверх-
ности резания, мм; п — число оборотов детали в минуту.
При шлифовании окружные скорости определяют по аналогич-
ным «формулам:
для шлифовального круга (скорость резания)
v = м/с
к 1000.60
для детали
v — м/мин.
д 1000
Окружная скорость круга значительно больше окружной ско-
рости детали (в 50 и более раз), поэтому ее измеряют обычно в м/с
и в знаменателе формулы вводят дополнительный сомножитель —
60, равный числу секунд, содержащихся в одной минуте.
Срезаемый слой металла может удаляться по-разному, в зави-
симости от направления подач, формы и расположения лезвия ин-
струмента. О геометрии срезаемого слоя судят по размерам его
поперечного сечения (на рис. 2, а оно заштриховано), расположен-
ного между обрабатываемой поверхностью /, обработанной поверх-
ностью 3 и поверхностью резания 2 за один оборот детали.
Расстояние между обрабатываемой и обработанной поверх-
ностями, измеренное по поверхности резания вдоль главного режу-
щего лезвия, называется шириной срезаемого слоя и обозначает-
ся буквой Ь.
Расстояние между положениями поверхности резания за один
оборот детали, измеренное в направлении, перпендикулярном к ши-
рине стружки, называется толщиной срезаемого слоя и обозна-
чается буквой а. При точении геометрия срезаемого слоя при вы-
бранных подачах и геометрии резца остается постоянной. При дру-
гих видах обработки она может быть переменной (например, при
Фрезеровании) или изменяться (например, при шлифовании) слу-
чайным образом.
§ 2. Понятие об абразивных инструментах
и абразивной обработке деталей
Основным элементом любого абразивного инструмента являют-
ся вещества очень высокой твердости, называемые абразивны-
ми материалами.
Абразивные материалы в инструментах используются в виде зе-
рен, разнообразных по форме и размерам. Зерна классифицируются
по своей крупности на несколько групп путем рассева зерна на про-
волочных сетках с разными размерами квадратных отверстий. Раз-
мер отверстий в сетке принимается основной размерной характери-
стикой абразивных зерен. Для удобства размер выражают через со-
тые доли миллиметра (в 0,01 мм) и разделяют на определенные
номера зернистости: например, 125, 80, 50, 40, 25, 16 и т.д.
Чем выше номер зернистости, тем крупнее абразивные зерна.
Абразивные зерна могут использоваться в свободном состоянии
или скрепляться между собой специальными веществами — связ-
к а м и.
Применяют разнообразные связки, но большинство инструмен-
тов изготовляют на таких связках, как керамическая, бакелитовая
и вулканитовая; при маркировке абразивных инструментов вид
связки обозначается буквами: К — керамика; Б — бакелитовая;
В — вулканитовая, а их разновидности — цифровыми индексами,
например К1, К5, К7 и т. д.
Чем прочнее связь между зернами, тем большие нагрузки спо-
собны воспринять абразивные зерна. Это качество абразивных ин-
струментов оценивается твердостью инструмента. Существует
несколько групп твердости, которые обозначаются буквами: мяг-
кие — М, среднемягкие — СМ, средние — С, среднетвердые — СТ
и т. д. Внутри каждой группы твердости выделяются несколько сте-
пеней твердости, обозначаемых цифрами в порядке ее возрастания,
например СТ1, СТ2, СТЗ.
При одной и той же твердости в инструменте может содержать-
ся различное количество зерен и связки. Это различие оценивается
структурой круга. Различают плотную, среднюю и открытую
структуры, которые различаются по номерам. Например, круги со
средней структурой обозначаются номерами 4, 5, 6, 7, 8, причем
увеличение номера структуры соответствует уменьшению объемного
содержания абразивных зерен в инструменте.
Абразивные материалы могут быть природного или искусствен-
ного происхождения и различаться по своему химическому составу
и другим физическим свойствам. Наибольшее распространение по-
лучили такие абразивные материалы, как электрокорунд, карбид
кремния, алмаз и эльбор. При маркировке абразивных материалов
используют цифровые и буквенные обозначения, в зависимости от
разновидности материала.
Белый электрокорунд имеет обозначения — 25А, 24А, 23А, 22А;
карбид кремния черный — 55С, 54С, 53С; карбид кремния зеле-
10
ный — 64С, 63С, 62С; алмаз природный — А; алмаз синтетиче-
ский — АСО, АСР, АСВ; эльбор — Л и т. д.
Инструменты различаются по видам, типам, размерам, областям
и условиям применения. Все эти данные наносятся на инструмент
или на этикетку в виде маркировки инструмента. Маркировка
инструмента дает полное представление о характеристике шлифо-
вального круга.
В маркировку круга входит наименование завода-изготовителя
(ЧАЗ — Челябинский абразивный завод), виды абразивного мате-
риала (15А), зернистость (40), твердость (С2), структура (5), вид
и разновидность связки (К5), рабочая окружная скорость круга,
м/с (35), размеры круга (диаметр X высота X диаметр отверстия)
(250X16X75).
Форма абразивных зерен оказывает существенное влияние на
процесс резания при абразивной обработке. Абразивные зерна не
имеют правильной геометрической формы и расположены на по-
верхности круга случайным образом с различной степенью закреп-
ленности в связке. Поэтому такие зерна не имеют какой-либо про-
стой формы режущего лезвия, как это наблюдается у обычных ре-
жущих инструментов. Режущее лезвие у абразивного инструмента
может рассматриваться только как условная линия, образованная
большим количеством элементарных режущих лезвий у отдельных
зерен. Режущая часть обычных инструментов имеет стабильные
геометрические параметры, формируемые путем заточки инструмен-
та; у абразивного инструмента геометрические параметры отдель-
ных зерен носят случайный характер и изменяются в очень широ-
ком диапазоне. Вследствие этого слой, срезаемый зернами, и от-
дельные стружки имеют очень малые размеры, так как в резании
участвует очень большое количество зерен.
В процессе шлифования режущая -поверхность круга изменяется
и может быть восстановлена путем правки ее специальными
правящими инструментами.
§ 3. Первое знакомство с общим устройством
шлифовального станка
Шлифовальные станки предназначены для обработки деталей
с высокой точностью и малой шероховатостью поверхности. В зави-
симости от формы обрабатываемой поверхности существуют шли-
фовальные станки разных типов: круглошлифовальные, плоско-
шлифовальные и др. В самом названии шлифовального станка
обычно заключено его назначение.
Круглошлифовальные станки предназначены для обработки
круглых деталей, т. е. тел вращения, например цилиндров и кону-
сов.
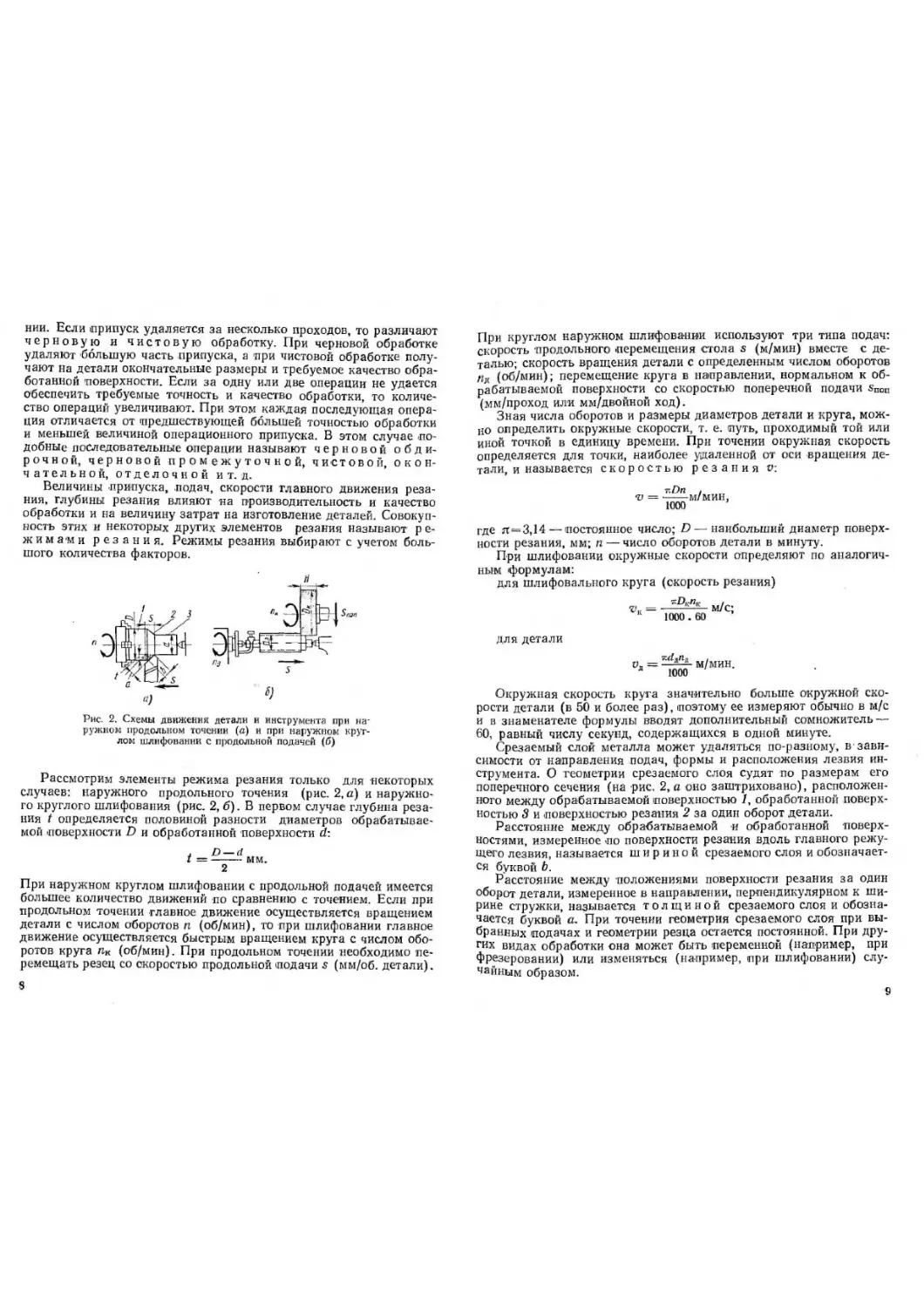
Круглошлифовальный станок (рис. 3) состоит из
следующих основных узлов: шлифовальной бабки 7, обеспечиваю-
щей закрепление шлифовального круга и придание ему вращения;
передней 4 и задней 8 бабок, предназначенных для установки и за-
11
крепления детали, а также придания ей вращения вокруг своей оси;
стола 9, на котором установлены передняя и задняя бабки, пред-
назначенного для их перемещения вместе с деталью вдоль ее оси со
скоростью продольной подачи; салазок поперечной подачи, на кото-
рых установлена шлифовальная бабка
вода шлифовального круга к детали и
и предназначенных для под-
его
6
5
1 ICHII I
1D
12
Рис. 3. Основные
стан-
узлы круглошлифовального
ка
подачи на глубину шли-
фования; станины /,
являющейся основа-
нием станка, на кото-
ром монтируются все
его узлы; гидрообору-
дования, при помощи
которого осуществляет-
ся автоматическое пе-
ремещение стола и са-
лазок;
дования,
которого
электрообору-
посредством
осуществи я-
ется привод вращения
шлифовального круга и
детали, а также привод
и управление гидро-
оборудованием; панели
12, на которой сосре-
доточены кнопки пуска
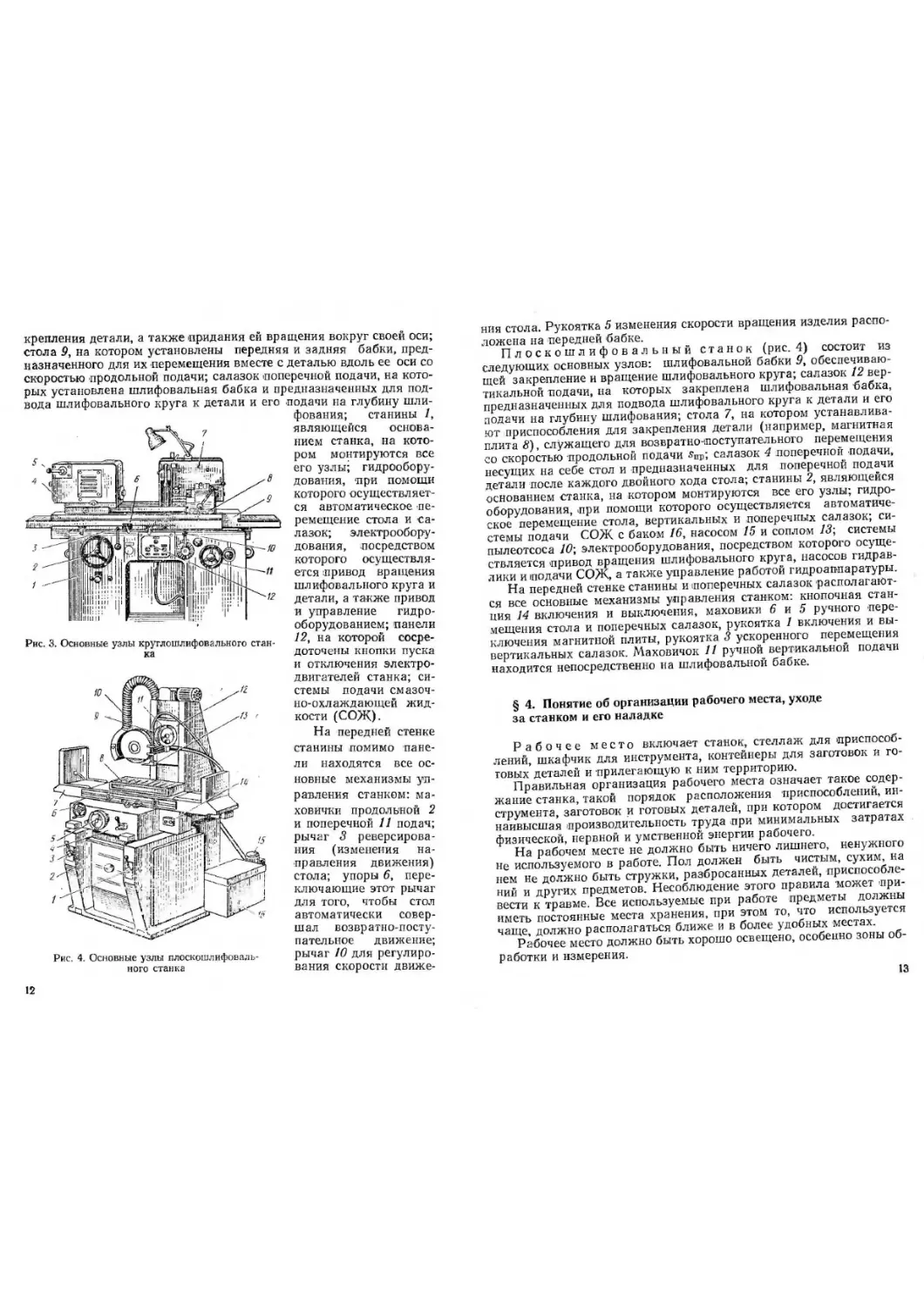
Рис. 4. Основные узлы плоскошлифоваль-
ного станка
и отключения электро-
двигателей станка; си-
стемы подачи смазоч-
но-охлаждающей жид-
кости (СОЖ).
На передней стенке
станины помимо пане-
ли находятся все ос-
новные механизмы уп-
равления станком: ма-
ховички продольной 2
и поперечной 11 подач;
рычаг 3 реверсирова-
ния (изменения на-
правления движения)
стола; упоры б, пере-
ключающие этот рычаг
для того, чтобы стол
автоматически совер-
шал возвратно-посту-
пательное движение;
рычаг 10 для регулиро-
вания скорости движе-
ния стола. Рукоятка 5 изменения скорости вращения изделия распо-
ложена на передней бабке.
Плоскошлифовальный станок (рис. 4) состоит из
следующих основных узлов: шлифовальной бабки 9, обеспечиваю-
щей закрепление и вращение шлифовального круга; салазок 12 вер-
тикальной подачи, на которых закреплена шлифовальная бабка,
предназначенных для подвода шлифовального круга к детали и его
подачи на глубину шлифования; стола 7, на котором устанавлива-
ют приспособления для закрепления детали (например, магнитная
плита б), служащего для возвратно-поступательного перемещения
со скоростью продольной подачи $Пр; салазок 4 поперечной подачи,
несущих на себе стол и предназначенных для поперечной подачи
детали после каждого двойного хода стола; станины 2, являющейся
основанием станка, на котором монтируются все его узлы; гидро-
оборудования, при помощи которого осуществляется автоматиче-
ское перемещение стола, вертикальных и поперечных салазок; си-
стемы подачи СОЖ с баком 16, насосом 15 и соплом 13\ системы
пылеотсоса 10\ электрооборудования, посредством которого осуще-
ствляется привод вращения шлифовального круга, насосов гидрав-
лики и подачи СОЖ, а также управление работой гидроаппаратуры.
На передней стенке станины и поперечных салазок располагают-
ся все основные механизмы управления станком: кнопочная стан-
ция 14 включения и выключения, маховики 6 и 5 ручного пере-
мещения стола и поперечных салазок, рукоятка 1 включения и вы-
ключения магнитной плиты, рукоятка 3 ускоренного перемещения
вертикальных салазок. Маховичок 11 ручной вертикальной подачи
находится непосредственно на шлифовальной бабке.
§ 4. Понятие об организации рабочего места, уходе
за станком и его наладке
Рабочее место включает станок, стеллаж для приспособ-
лений, шкафчик для инструмента, контейнеры для заготовок и го-
товых деталей и прилегающую к ним территорию.
Правильная организация рабочего места означает такое содер-
жание станка, такой порядок расположения приспособлений, ин-
струмента, заготовок и готовых деталей, при котором достигается
наивысшая производительность труда при минимальных затратах
физической, нервной и умственной энергии рабочего.
На рабочем месте не должно быть ничего лишнего, ненужного
не используемого в работе. Пол должен быть чистым, сухим, на
нем не должно быть стружки, разбросанных деталей, приспособле-
ний и других предметов. Несоблюдение этого правила может при-
вести к травме. Все используемые при работе предметы должны
иметь постоянные места хранения, при этом то, что используется
чаще, должно располагаться ближе и в более удобных местах.
Рабочее место должно быть хорошо освещено, особенно зоны об-
работки и измерения.
Уход за станком включает:
очистку станка от загрязнений, выполняемую обязательно по
окончании смены, а -при необходимости, и перед началом работы;
смазку трущихся частей, которая производится регулярно в со-
ответствии с указаниями руководства по станку;
своевременную замену быстроизнашивающихся частей (центров
сухарей люнета и др.) по мере износа;
очистку и промывку системы -подачи СОЖ с полной заменой
жидкости не реже двух раз в месяц.
Чистка и смазка станка должны -производиться во время полной
его остановки при отключении от электросети, около рубильника
должен быть вывешен плакатик «Не включать».
Наладка станка означает подготовку его к выполнению
определенной операции на определенной детали. Рекомендуется
следующий порядок наладки станка:
1. Внешний осмотр станка, удаление загрязнений, проверка на-
личия смазки. Проверка легкости хода всех ручных перемещений
стола, салазок и шлифовальной головки. Включение станка в сеть.
2. Включение вращения шлифовального шпинделя, проверка по-
ступления смазки к его подшипникам. Включение насоса подачи
СОЖ и проверка подачи жидкости.
3. Включение гидравлики. Проверка давления масла по мано-
метру. Предварительная установка упоров стола. Пуск стола, про-
верка плавности его хода. Проверка быстрого подвода и отвода
шлифовальной бабки.
4. Ознакомление с чертежом детали, заготовкой, режимами об-
работки, перечнем инструмента и приспособлений. Подбор инстру-
мента и приспособлений. При замене шлифовального круга необхо-
дима установка нового круга на запасную планшайбу, его баланси-
ровка, установка на шпиндель, правка, снятие со шпинделя, повтор-
ная балансировка и установка круга на шпиндель. Правка круга,
настройка положения сопла и расхода охлаждающей жидкости.
5. Установка и проверка приспособлений. Установка центров
или -патрона на круглошлифовальном станке, магнитной плиты или
тисков—на плоскошлифовальном, специальных приспособле-
ний— на заточном; установка или замена сменных элементов при-
способлений. Проверка легкости вращения шпинделя передней баб-
ки и пробный ее пуск. Проверка подвода и отвода заднего центра.
Проверка прочности крепления деталей в приспособлении или на
магнитной плите.
6. Регулировка приспособлений и пробная установка деталей.
Уточнение положения упоров стола и регулировка его скорости до
значений, -предусмотренных технологией. Регулировка значений по-
перечной подачи и подачи на глубину шлифования, подвод шлифо-
вального круга к детали.
Контрольные вопросы
1. Какой формы обрабатывают детали на круглошлифовальных и плоскошли-
фовальных станках?
14
2. Какие основные узлы имеют круглошлифовальные и плоско шлифовальные
станки? Каково их назначение?
3. Назовите основные правила организации рабочего места.
4. Какие основные правила нужно соблюдать при уходе за станком и его на-
ладке?
ГЛАВА II
ШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. Типы шлифовальных станков
Шлифование позволяет вести обработку деталей различной фор-
мы и разными методами. Вследствие этого существует много типов
шлифовальных станков, из которых наиболее распространенными
являются круглошлифовальные, бесцентровошлифовальные, вну-
тришлифовальные и «плоскошлифовальные.
Круглошлифовальные станки, точнее круглошлифо-
вальные центровые станки, предназначены для обработки наруж-
ных цилиндрических, конических и других поверхностей деталей в
виде тел вращения (рис. 5, а) при установке детали в центрах,
патроне или в цанге.
Бесцентровошлифовальные станки, точнее кругло-
шлифовальные бесцентровые станки, -предназначены для тех же це-
лей, что и центровые станки, однако базирование и привод враще-
ния детали здесь осуществляются без использования центров
(рис. 5, б). Бесцентровошлифовальный станок имеет два круга:
шлифовальный 1 и ведущий 5, между которыми находится не-
подвижная опора детали — нож 4, сделанный из закаленной стали
или армированный твердым сплавом. Скос ножа обращен к веду-
щему кругу. Деталь 2 располагается на ноже и касается ведущего
круга, который при вращении увлекает ее за собой.
В ну тр и шл и ф ов а л ьн ы е станки предназначены для обра-
ботки внутренних цилиндрических, конических и других «поверхно-
стей вращения (рис. 5, в). Обработка ведется в-патроне или в цанге.
Диаметр шлифовального круга должен быть меньше диаметра шли-
фуемого отверстия.
Плоскошлифовальные станки служат главным обра-
зом для обработки плоскостей. Плоскошлифовальные станки вы-
пускаются с прямоугольным и с круглым столом.
На станках с прямоугольным столом продольная подача осу-
ществляется вследствие возвратно-поступательного движения сто-
ла. Такие станки бывают с горизонтальным или вертикальным
шпинделем. На станках с прямоугольным столом и горизонтальным
шлипделем обработка ведется «периферией шлифовального круга
(рис. 5, г), форма профиля которого полностью копируется деталью.
Это позволяет обрабатывать не только плоскости, но и фасонные
поверхности.
На станках с прямоугольным столом и вертикальным шпинделем
работают торцом круга (рис. 5, д), диаметр которого обычно превы-
шает ширину детали, что позволяет обрабатывать плоскости за
счет продольной подачи стола. Производительность таких станков
15
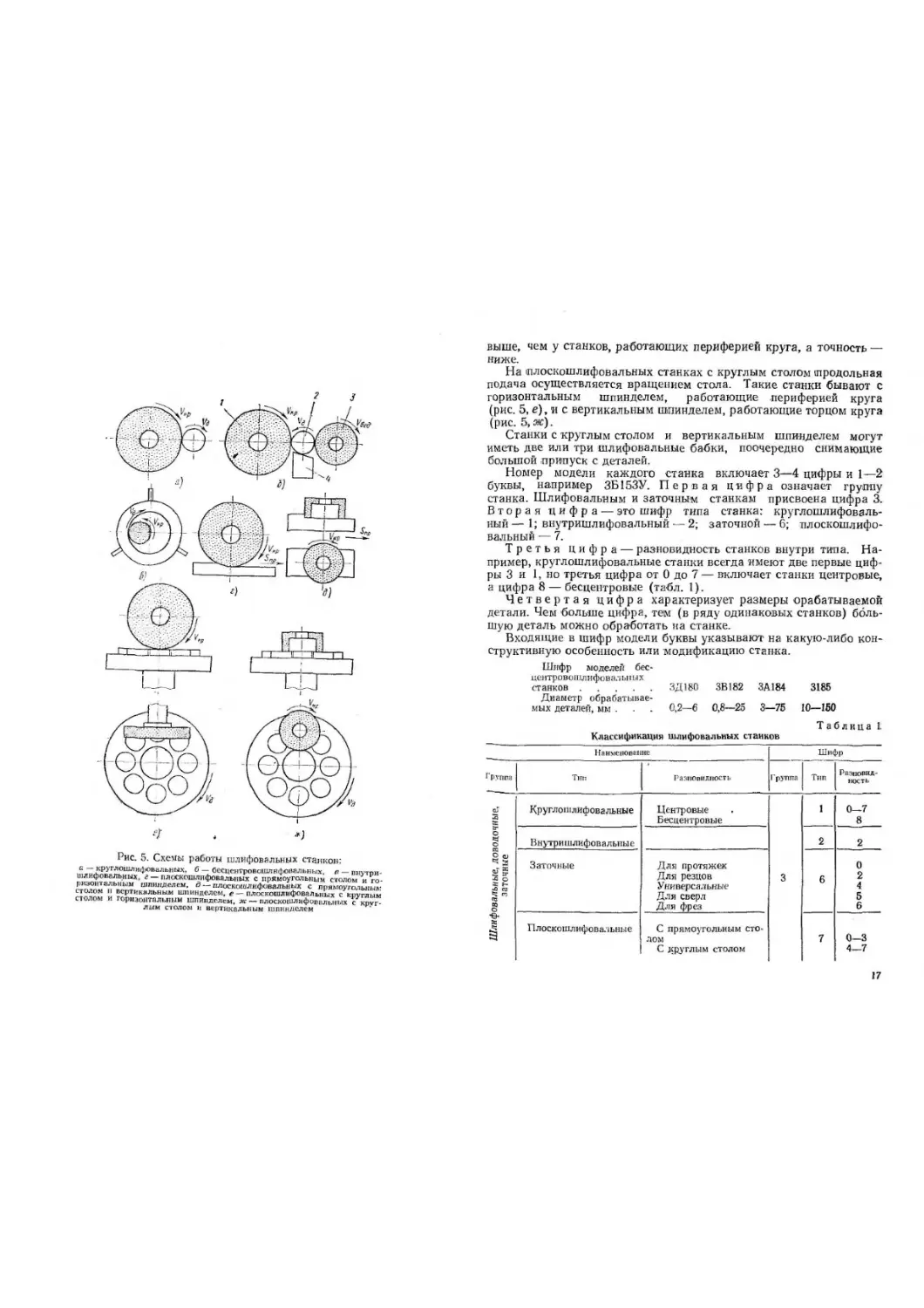
Рнс. 5. Схемы работы шлифовальных станков:
° ~ круглошлифовальных, б — бесцеитровошлнфовальных. в — внутои-
шлифовальных, г — плоскошлифовальных с прямоугольным столом и го-
ризонтальным шпинделем, д — плоскошлифовальных с прямоугольным
столом и вертикальным шпинделем, е — плоскошлифовальных с круглым
столом и горизонтальным шпинделем, ж — плоскошлифовальных с круг-
лым столом н вертикальным шпинделем
выше, чем у станков, работающих периферией круга, а точность —
ниже.
На плоскошлифовальных станках с круглым столом продольная
подача осуществляется вращением стола. Такие станки бывают с
горизонтальным шпинделем, работающие периферией круга
(рис. 5, е), и с вертикальным шпинделем, работающие торцом круга
(рис. 5,ж).
Станки с круглым столом и вертикальным шпинделем могут
иметь две или три шлифовальные бабки, поочередно снимающие
большой припуск с деталей.
Номер модели каждого станка включает 3—4 цифры и 1—2
буквы, например ЗБ153У. Первая цифра означает группу
станка. Шлифовальным и заточным станкам присвоена цифра 3.
Вторая цифра — это шифр типа станка: круглошлифоваль-
ный — 1; внутришлифовальный — 2; заточной — 6; плоскошлифо-
вальный — 7.
Третья цифра — разновидность станков внутри типа. На-
пример, круглошлифовальные станки всегда имеют две первые циф-
ры 3 и 1, но третья цифра от 0 до 7 — включает станки центровые,
а цифра 8 — бесцентровые (табл. 1).
Четвертая цифра характеризует размеры срабатываемой
детали. Чем больше цифра, тем (в ряду одинаковых станков) боль-
шую деталь можно обработать на станке.
Входящие в шифр модели буквы указывают на какую-либо кон-
структивную особенность или модификацию станка.
Шифр моделей бес-
цснтровошлифовальных
станков............ЗД180 ЗВ182 ЗА184 3185
Диаметр обрабатывае-
мых деталей, мм . . 0,2—6 0,8—25 3—75 10—150
Таблица 1
Классификация шлифовальных станков
Наименование Шифр
Группа Тип Разновидность Группа Тип Разновид- ность
Шлифовальные, доводочные, заточные Круглошлифовальные Центровые Бесцентровые 3 1 0-7 8
Внутришлифовальные 2 2
Заточные Для протяжек Для резцов Универсальные Для сверл Для фрез 6 0 2 4 5 6
Плоскошлифовальные С прямоугольным сто- лом С круглым столом 7 0-3 4—7
Каждый шлифовальный станок состоит из целого ряда узлов,
в число которых входят шлифовальная бабка, станина, стол, салаз-
ки, механизмы подач, гидрооборудование, электрооборудование,
аппаратура управления и система подачи СОЖ.
Узлы и механизмы станка в свою очередь состоят из отдельных
деталей: валов, подшипников, направляющих, механических и гид-
равлических передач, без изучения конструкции которых трудно
понять общее взаимодействие механизмов станка.
Общим назначением всех механизмов при всем их многообразии
является сообщение целесообразного движения, передача сил
и крутящих моментов другим узлам и деталям.
Необходимые для обработки взаимные «перемещения шлифо-
вального круга и детали слагаются из ряда вращательных и воз-
вратно-поступательных движений. В станках первичным источни-
ком движения всегда является электродвигатель. Для того чтобы
передать движение от электродвигателя к шлифовальному кругу
или детали, заставив их совершать движения в нужном направле-
нии с заданной скоростью, служат передачи, которые могут быть
механического, гидравлического, пневматического или электриче-
ского действия.
§ 2. Основные сведения о механических передачах
Механическими называются такие передачи, в которых силы,
моменты и движения передаются вследствие взаимодействия твер-
дых тел. Основными элементами механичесой передачи являются
валы с подшипниками, ременные, цепные и зубчатые передачи.
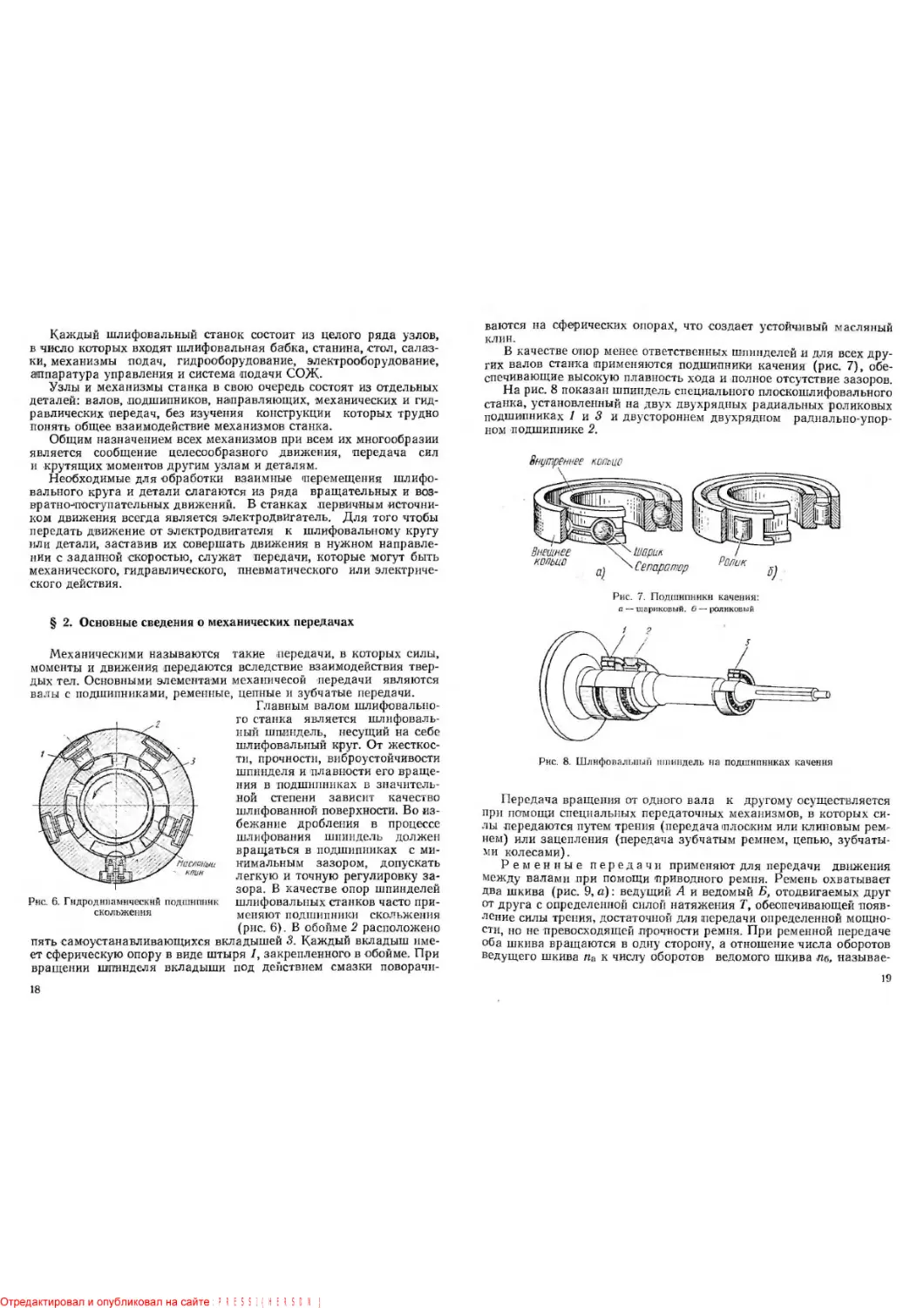
Главным валом шлифовально-
Рис. 6. Гидродинамический подшипник
скольжения
го станка является шлифоваль-
ный шпиндель, несущий на себе
шлифовальный круг. От жесткос-
ти, прочности, виброустойчивости
шпинделя и плавности его враще-
ния в подшипниках в значитель-
ной степени зависит качество
шлифованной поверхности. Во из-
бежание дробления в процессе
шлифования шпиндель должен
вращаться в подшипниках с ми-
нимальным зазором, допускать
легкую и точную регулировку за-
зора. В качестве опор шпинделей
шлифовальных станков часто при-
меняют подшипники скольжения
(рис. 6). В обойме 2 расположено
пять самоустанавливающихся вкладышей 3. Каждый вкладыш име-
ет сферическую опору в виде штыря /, закрепленного в обойме. При
вращении шпинделя вкладыши под действием смазки поворачи-
ваются на сферических опорах, что создает устойчивый масляный
клин.
В качестве опор менее ответственных шпинделей и для всех дру-
гих валов станка «применяются подшипники качения (рис. 7), обе-
спечивающие высокую плавность хода и полное отсутствие зазоров.
На рис. 8 показан шпиндель специального плоскошлифовального
станка, установленный на двух двухрядных радиальных роликовых
подшипниках 1 и 3 и двустороннем двухрядном радиально-упор-
ном подшипнике 2.
Рис. 7. Подшипники качения:
а — шариковый. 6 — роликовый
Рис. 8. Шлифовальный шпиндель на подшипниках качения
Передача вращения от одного вала к другому осуществляется
при помощи специальных передаточных механизмов, в которых си-
лы передаются путем трения (передача «плоским или клиновым рем-
нем) или зацепления (передача зубчатым ремнем, цепью, зубчаты-
ми колесами).
Ременные передачи применяют для передачи движения
между валами при помощи 'Приводного ремня. Ремень охватывает
два шкива (рис. 9, а): ведущий А и ведомый Б, отодвигаемых друг
от друга с определенной силой натяжения Г, обеспечивающей появ-
ление силы трения, достаточной для передачи определенной мощно-
сти, но не превосходящей прочности ремня. При ременной передаче
оба шкива вращаются в одну сторону, а отношение числа оборотов
ведущего шкива па к числу оборотов ведомого шкива Яб, называе-
19
18
мое передаточным отношением, обратно пропорционально диамет-
рам шкивов:
”б £>а’
Если диаметр ведущего шкива Л в 2 раза меньше, чем диаметр
ведомого шкива Б, то ведущий шкив будет вращаться в 2 раза бы-
стрее, чем ведомый.
Плоский ремень (рис. 9, б) — это непрерывная лента из пласт-
массы или из прорезиненной ткани. Он обеспечивает плавное, лег-
кое вращение без толчков и вибраций и часто применяется в приво-
де вращения шлифовального шпинделя.
При передаче больших мощностей используют несколько клино-
вых ремней, имеющих трапециевидное сечение и входящих в канав-
ки такой же формы на шкивах (рис. 9, в).
Успешно применяются поликлиновые и зубчатые ремни
(рис. 9, г, д). Поли-
клиновой ремень
представляет собой
группу небольших
по сечению клино-
вых ремней, объеди-
ненных общим осно-
ванием. Зубчатый
ремень обеспечивает
передачу более точ-
ного передаточного
отношения, так как
выступы ремня вхо-
дят во впадины шки-
вов и передаточное
отношение определя-
ется как частное от
деления числа впа-
дин ведомого шки-
ва к числу впадин
ведущего. Плоские
клиновые, поликли-
новые и зубчатые
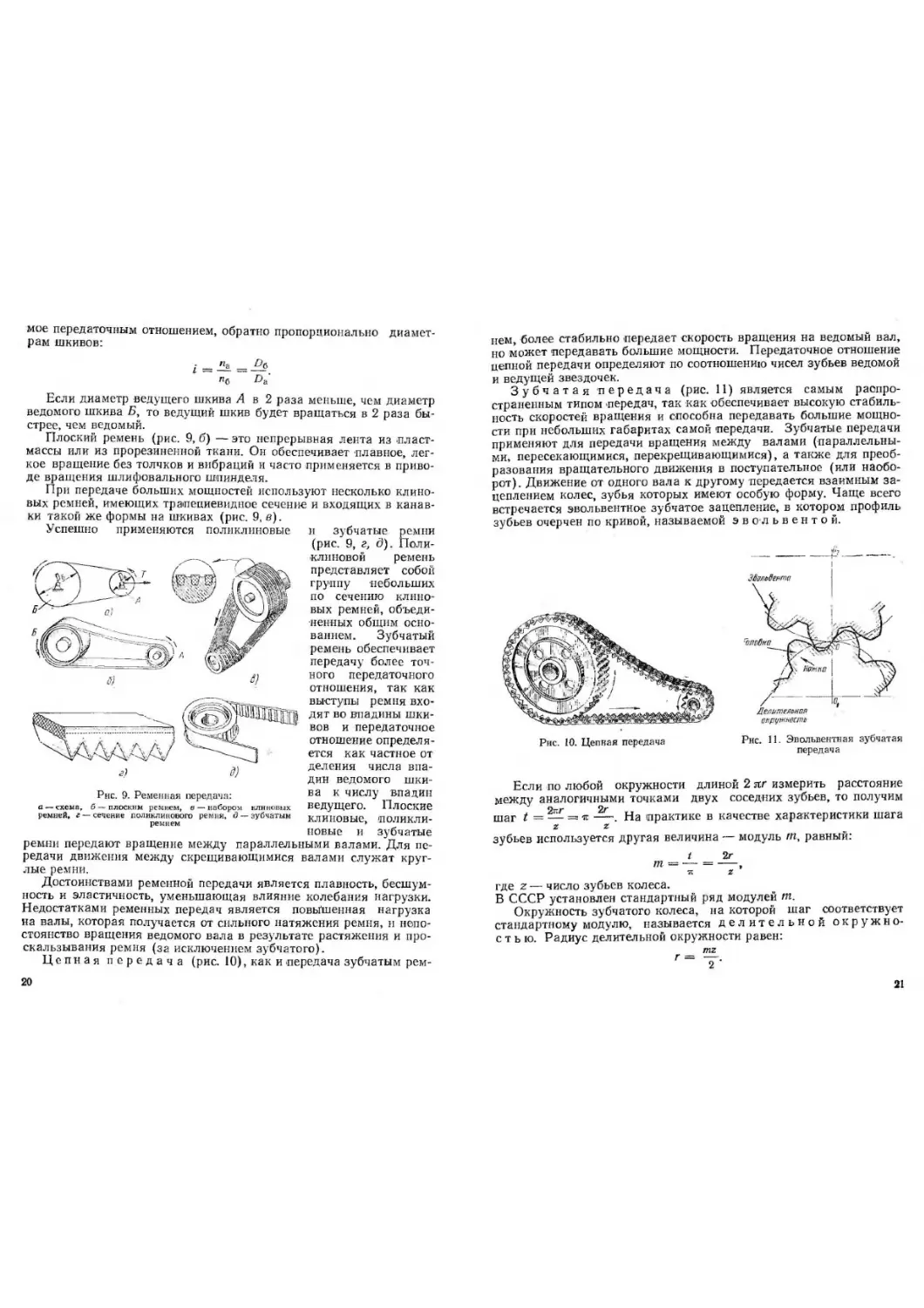
Рис. 9. Ременная передача:
а — схема, б — плоским ремнем, в — набором клиновых
ремней, г —сечение поликлинового ремня, d —зубчатым
ремнем
ремни передают вращение между параллельными валами. Для пе-
редачи движения между скрещивающимися валами служат круг-
лые ремни.
Достоинствами ременной передачи является плавность, бесшум-
ность и эластичность, уменьшающая влияние колебания нагрузки.
Недостатками ременных передач является повыЩенная нагрузка
на валы, которая получается от сильного натяжения ремня, и непо-
стоянство вращения ведомого вала в результате растяжения и про-
скальзывания ремня (за исключением зубчатого).
Цепная передача (рис. 10), как и передача зубчатым рем-
нем, более стабильно передает скорость вращения на ведомый вал,
но может передавать большие мощности. Передаточное отношение
цепной передачи определяют по соотношению чисел зубьев ведомой
и ведущей звездочек.
Зубчатая передача (рис. 11) является самым распро-
страненным типом передач, так как обеспечивает высокую стабиль-
ность скоростей вращения и способна передавать большие мощно-
сти при небольших габаритах самой передачи. Зубчатые передачи
применяют для передачи вращения между валами (параллельны-
ми, пересекающимися, перекрещивающимися), а также для преоб-
разования вращательного движения в поступательное (или наобо-
рот). Движение от одного вала к другому передается взаимным за-
цеплением колес, зубья которых имеют особую форму. Чаще всего
встречается эвольвентное зубчатое зацепление, в котором профиль
зубьев очерчен по кривой, называемой эвольвентой.
Рис. 10. Цепная передача
Рис. 11. Эвольвентная зубчатая
передача
Если по любой окружности длиной 2 яг измерить расстояние
между аналогичными точками двух соседних зубьев, то получим
шаг t = — == -гс На практике в качестве характеристики шага
z z
зубьев используется другая величина — модуль /и, равный:
где z — число зубьев колеса.
В СССР установлен стандартный ряд модулей tn.
Окружность зубчатого колеса, на которой шаг соответствует
стандартному модулю, называется делительной окружно-
стью. Радиус делительной окружности равен:
относительно
кор-
... для передачи
При наружном зацепле-
в разные стороны, а при
внутреннем зацепле-
пуса.
Для передачи
вращения между пе-
ресекающимися ва-
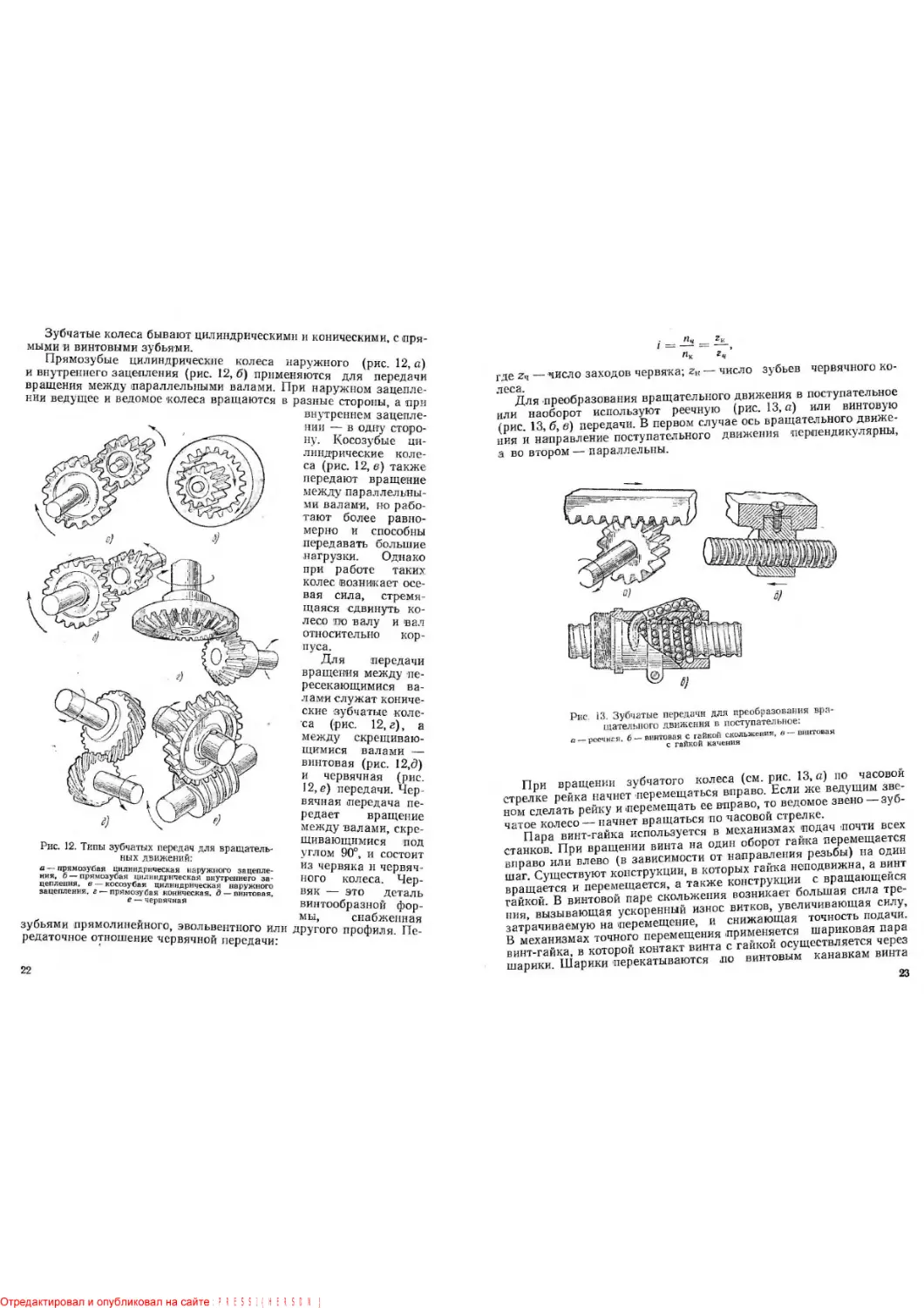
Зубчатые колеса бывают цилиндрическими и коническими, с «пря-
мыми и винтовыми зубьями.
Прямозубые цилиндрические колеса наружного (рис. 12, а)
и внутреннего зацепления (рис. 12, б) применяются
вращения между параллельными валами,
нии ведущее и ведомое колеса вращаются
Рис. 12. Типы зубчатых передач для вращатель-
ных движений:
а —прямозубая цилиндрическая наружного зацепле-
ния, б — прямозубая цилиндрическая внутреннего за-
цепления. в —косозубая цилиндрическая наружного
зацепления, г — прямозубая коническая, д — винтовая,
е — червячная
зубьями прямолинейного, эвольвентного или
редаточное отношение червячной передачи:
нии — в одну сторо-
ну. Косозубые ци-
линдрические коле-
са (рис. 12, в) также
передают вращение
между параллельны-
ми валами, но рабо-
тают более равно-
мерно и способны
передавать большие
нагрузки. Однако
при работе таких
колес возникает осе-
вая сила, стремя-
щаяся сдвинуть ко-
лесо по валу и вал
лами служат кониче-
ские зубчатые коле-
са (рис. 12, г), а
между скрещиваю-
щимися валами —
винтовая (рис. 12,д)
и червячная (рис.
12, е) передачи. Чер-
вячная «передача пе-
редает вращение
между валами, скре-
щивающимися под
углом 90°, и состоит
из червяка и червяч-
ного колеса. Чер-
вяк — это деталь
винтообразной фор-
мы, снабженная
другого профиля. Пе-
22
. пч ZK
/ = — — —,
Лк гч
где хч — число заходов червяка; гк — число зубьев червячного ко-
леса.
Для преобразования вращательного движения в поступательное
или наоборот используют реечную (рис. 13, с) или винтовую
(рис. 13, б, в) передачи. В первом случае ось вращательного движе-
ния и направление поступательного движения пер«пендикулярны,
а во втором — параллельны.
Рис 13. Зубчатые передачи для преобразования вра-
щательного движения в поступательное:
а —реечнся, б — винтовая с гайкой скольжения, в — винтовая
с гайкой качения
При вращении зубчатого колеса (см. рис. 13, а) по часовой
стрелке рейка начнет перемещаться вправо. Если же ведущим зве-
ном сделать рейку и «перемещать ее вправо, то ведомое звено —зуб-
чатое колесо — начнет вращаться по часовой стрелке.
Пара винт-гайка используется в механизмах тгодач почти всех
станков. При вращении винта на один оборот гайка перемещается
вправо или влево (в зависимости от направления резьбы) на один
шаг. Существуют конструкции, в которых гайка неподвижна, а винт
вращается и перемещается, а также конструкции с вращающейся
гайкой. В винтовой паре скольжения возникает большая сила тре-
ния, вызывающая ускоренный износ витков, увеличивающая силу,
затрачиваемую на перемещение, и снижающая точность подачи.
В механизмах точного перемещения «применяется шариковая пара
винт-гайка, в которой контакт винта с гайкой осуществляется через
шарики. Шарики перекатываются «по винтовым канавкам винта
23
и гайки и возвращаются по специальной трубке, обеспечивающей
создание замкнутой системы циркуляции.
Современный шлифовальный станок включает в себя много
разного типа передач и других элементов. Для правильной эксплу-
атации и ремонта станка необходимо знать взаимодействие всех
его частей и механизмов. Для этого составляют кинематические или
гидрокинематические схемы, на которых дано условное изображе-
ние всех механизмов.
§ 3. Гидрооборудование
Гидрооборудование станка состоит из гидропривода (насосы,
гидроцилиндры и гидродвигатели), аппаратуры управления (предо-
хранительные и редукционные клапаны, дроссели, золотники, рас-
пределительные панели) и вспомогательных устройств (гидробак,
трубопроводы, уплотнения, фильтры).
Гидропривод находит широкое применение в современных шли-
фовальных и заточных станках для создания возвратно-поступа-
тельного, возвратно-вращательного (качателыюго) и вращательно-
го движения.
К достоинствам гидропривода относятся бесступенчатое измене-
ние скорости движения рабочих органов станка в широких преде-
лах, плавность хода, удобство управления, простота автоматизации
взаимодействия механизмов станка.
К недостаткам гидропривода относится изменение свойств
жидкости в связи с ее разогревом в ходе работы, что не позволяет
заранее точно задавать скорость движения исполнительных органов
станка.
В гидравлических системах применяют очищенные минеральные
масла: индустриальное марок 12 и 20 и турбинное марки 22. Масло
в работе должно сохранять постоянные свойства, не содержать и не
выделять воздух, не создавать пены, обладать антикоррозионными
свойствами, оптимальной для данных условий вязкостью, быть по-
жаробезопасным.
Источником энергии в гидросистеме служит насос, преобразую-
щий механическую энергию, полученную от электродвигателя, в
гидростатический напор рабочей жидкости. Наибольшее распро-
странение получили шестеренчатые и лопастные насосы.
Шестеренчатый насос (рис. 14, а) состоит из двух зуб-
чатых колес, находящихся в зацеплении и вращающихся в закры-
том корпусе. Из полости всасывания В жидкость захватывается
зубьями и перегоняется в полость нагнетания //, откуда она посту-
пает в трубопровод. Шестеренчатые насосы просты, компактны
и надежны в работе. Для производительной их работы очень важ-
но, чтобы зазоры по торцам и периферии зубчатых колес были ми-
нимальными.
Лопастной насос (рис. 14,6) состоит из неподвижного
статора и вращающегося ротора. Полость статора имеет эллиптиче-
скую форму, поэтому между статором и круглым ротором образует-
ся зазор переменной ширины. Лопасти Л, вставленные свободно в
пазы ротора, под действием центробежной силы плотно прижи-
маются к внутренней поверхности статора и объем камеры, образуе-
мой между каждыми двумя лопастями, изменяется при вращении
ротора от некоторого максимума до минимума, осуществляя всасы-
вание и нагнетание. На торце статора имеется два окна всасывания
В и два окна нагнетания Я, к которым подводятся соответствую-
щие трубопроводы. За один оборот ротора происходят два цикла
всасывания и два цикла нагнетания.
Рис. 15. Гидропривод возвратно-посту-
пательного движения
Рис. 14. Схемы работы гидравлических насосов:
а — шестеренчатого, б — лопастного
Исполнительными органами гидропривода являются гидроци-
линдры, осуществляющие поступательное движение, или гидродви-
гатели, создающие вращатель-
ное движение.
Гидр о цилиндры могут
быть двустороннего силового
действия, в которых поршень в
обоих направлениях переме-
щается под давлением масла,
и односторонними, имеющими
подвод масла только с одной
стороны, а поршень возвра-
щается под действием пру-
жины.
Для контроля и регулиро-
вания количества и давления
масла, подаваемого в гидро-
цилиндр, применяют различные
контрольно-регулирующие уст-
ройства. Предохранительные
клапаны для ограничения дав-
ления масла в гидравлической
системе, дроссели для регули-
рования “количества ’подаваемого масла, редукционные клапаны
для снижения высокого давления до заданной величины, золотники
для переключения направления потока жидкости.
Принцип действия гидропривода возвратно-поступательного
движения «показан на рис. 15.
Масло из бака 1 -подается шестеренчатым насосом 3 в трубопро-
вод 2. Величина давления поддерживается предохранительным
клапаном 4 со сливным патрубком 5. Через дроссель 6, регулирую-
щий подачу жидкости, масло через золотник 7 поступает в левую
полость гидроцилиндра по трубопроводу 10 и перемещает поршень
11 вправо. Шток поршня связан со столом станка. Из правой поло-
сти гидроцилиндра масло через другую выточку золотника сливает-
ся в бак. В конце хода упоры стола через рычаг 8 перемещают зо-
лотник в крайнее левое положение. При этом левая выточка золот-
ника свяжет трубопровод 9 правой полости цилиндра с подводом
масла. Поршень начнет перемещаться влево.
К вспомогательным устройствам относятся гидробак, трубопро-
воды, уплотнения, фильтры.
Гидробак предназначен для сбора, охлаждения, отстоя и очист-
ки масла. Поэтому емкость бака рассчитывается таким образом,
чтобы масло успевало охлаждаться и отстаиваться. Для отстоя
и очистки масла гидробак перегораживают на ряд отсеков. Сливные
трубки должны -быть опущены ниже уровня масла, чтобы предотвра-
тить попадание воздуха в масло. На всасывающем патрубке дол-
жен устанавливаться сетчатый фильтр.
Фильтры применяются для очистки масла от металлических
и абразивных примесей. Фильтры грубой очистки пропускают части-
цы мельче 0,2 мм, нормальной очистки — менее 0,1 мм, тонкой очи-
стки — не более 0,05 мм.
Элементы гидропривода на схемах имеют условное изображе-
ние по ГОСТ 2.781—68 и 2.782—68.
§ 4. Электрооборудование
В состав электрооборудования станка входят электропривод, ап-
паратура управления, размещаемая в электрошкафу, в пульте
и других частях станка, а также лампы освещения.
Электропривод современного шлифовального станка включает
несколько электродвигателей привода: шлифовального круга, гид-
ронасоса, электроприспособления, например передней бабки, насо-
са охлаждения, ускоренного перемещения суппорта и др.
Наибольшее применение в станках получил простой, дешевый
и надежный асинхронный электродвигатель с короткозамкнутым
ротором. На статоре такого электродвигателя расположена трех-
фазная обмотка, питаемая переменным током, который создает
вращающееся магнитное поле. В зависимости от числа полюсов в
обмотке статора вращающееся магнитное поле для промышленного
тока с частотой 50 периодов в секунду совершает 3000, 1500, 1000
или 750 оборотов в мипуту.
26
Вращение магнитного поля возбуждает в обмотке ротора ток,
который, взаимодействуя с магнитным полем статора, создает кру-
тящий момент, под действием которого ротор начинает вращаться в
ту же сторону, что и магнитное поле, но с некоторым отставанием
(скольжением).
Достоинством асинхронных электродвигателей является сравни-
тельно небольшое изменение числа оборотов (на 10—15%) при зна-
чительном возрастании нагрузки (в 2—2,5 раза).
Реверсирование (изменение направления вращения) асинхрон-
ного электродвигателя осуществляется путем переключения любых
двух внешних контактов фазовых обмоток статора.
Режимы работы электродвигателя (пуск, остановка, реверсиро-
вание, изменение числа оборотов) изменяют при помощи аппарату-
ры управления. Различают два вида управления: ручное и автома-
тическое.
Ручное управление осуществляется непосредственно рабочим
через'Простейшие аппараты: рубильники, пакетные переключатели,
барабанные переключатели.
Автоматическое управление может быть дистанционным или
местным. К автоматической аппаратуре относят контакторы, маг-
нитные пускатели, реле различных конструкций, путевые переклю-
чатели и др.
Магнитные пускатели служат для дистанционного прямого пус-
ка, переключения и остановки короткозамкнутых электродвигате-
лей. Нереверсивный магнитный пускатель включает в себя трех-
полюсный контактор и тепловые реле, реверсивный магнитный пу-
скатель имеет не один, а два контактора.
Схема работы контактора приведена на рис. 16. Соленоид КЛ
представляет собой катушку с большим сопротивлением (большим
числом витков тонкой проволоки). При включении кнопки Пуск —
по катушке соленоида проходит ток и создается магнитное поле,
втягивающее сердечник катушки, включающий рубильник А элек-
тродвигателя М. При нажатии кнопки Стоп прекращается подача
тока в соленоид, сердечник пружиной возвращается в исходное по-
ложение, рубильник отключается и электродвигатель останавли-
вается.
При помощи контакторов можно управлять не только работой
силовых цепей, но и различными аппаратами для управления при-
водом.
Для предупреждения перегрузок станка, которые могут приве-
сти к поломке его узлов и деталей или повреждению электроприво-
да, используют тепловые реле и плавкие предохранители.
Дистанционное управление релейно-контактной аппаратурой
(контакторами, реле и др.) осуществляется от кнопок и кнопочных
станций.
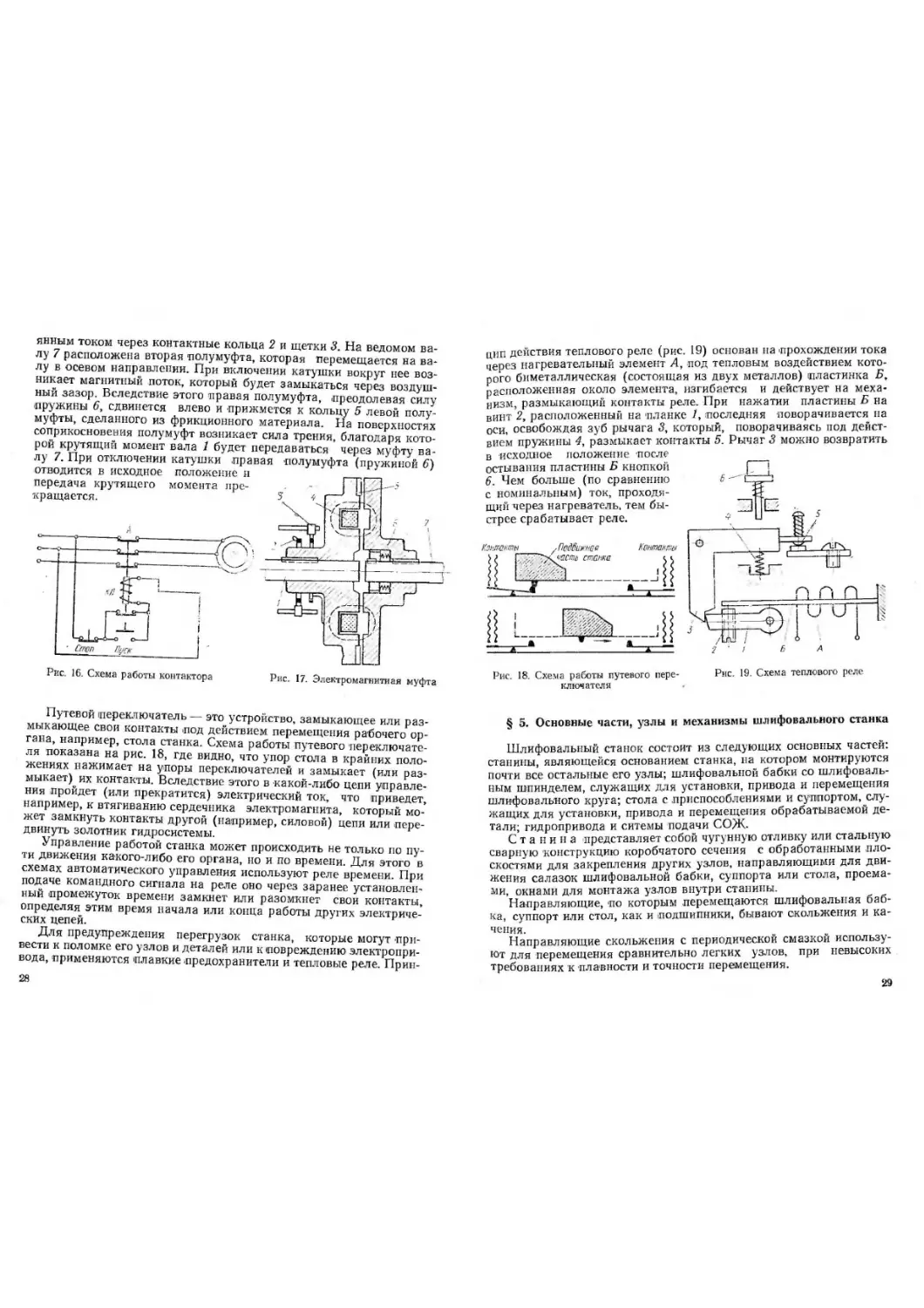
Для размыкания и замыкания кинематических цепей без оста-
новки вращения применяют электромагнитные муфты (рис. 17). На
ведущем валу 1 жестко закреплена левая половина муфты, в коль-
цевую выточку которой закладывается катушка 4, питаемая посто-
27
янным током через контактные кольца 2 и щетки 3. На ведомом ва-
лу 7 расположена вторая полумуфта, которая перемещается на ва-
лу в осевом направлении. При включении катушки вокруг нее воз-
никает магнитный поток, который будет замыкаться через воздуш-
ный зазор. Вследствие этого правая полумуфта, преодолевая силу
-пружины 6, сдвинется влево и прижмется к кольцу 5 левой полу-
муфты, сделанного из фрикционного материала. На поверхностях
соприкосновения полумуфт возникает сила трения, благодаря кото-
рой крутящий момент вала 1 будет передаваться через муфту ва-
лу 7. При отключении катушки правая полумуфта (пружиной 6)
отводится в исходное положение и
передача крутящего момента пре-
кращается.
Степ Пуск
Рис. 16. Схема работы контактора
Рис. 17. Электромагнитная муфта
цип действия теплового реле (рис. 19) основан на прохождении тока
через нагревательный элемент А, под тепловым воздействием кото-
рого биметаллическая (состоящая из двух металлов) пластинка Б,
расположенная около элемента, изгибается и действует на меха-
низм, размыкающий контакты реле. При нажатии пластины Б на
винт 2, расположенный на планке /, последняя поворачивается на
оси, освобождая зуб рычага 5, который, поворачиваясь под дейст-
вием пружины 4, размыкает контакты 5. Рычаг 3 можно возвратить
в исходное положение после
остывания пластины Б кнопкой
6. Чем больше (по сравнению
с номинальным) ток, проходя-
щий через нагреватель, тем бы-
стрее срабатывает реле.
Рис. 18. Схема работы путевого пере- Рис. 19. Схема теплового реле
ключателя
Путевой переключатель — это устройство, замыкающее или раз-
мыкающее свои контакты -под действием перемещения рабочего ор-
гана, например, стола станка. Схема работы путевого переключате-
ля показана на рис. 18, где видно, что упор стола в крайних поло-
жениях нажимает на упоры переключателей и замыкает (или раз-
мыкает) их контакты. Вследствие этого в какой-либо цепи управле-
ния пройдет (или прекратится) электрический ток, что приведет,
например, к втягиванию сердечника электромагнита, который мо-
жет замкнуть контакты другой (например, силовой) цепи или пере-
двинуть золотник гидросистемы.
Управление работой станка может происходить не только по пу-
ти движения какого-либо его органа, но и по времени. Для этого в
схемах автоматического управления используют реле времени. При
подаче командного сигнала на реле оно через заранее установлен-
ный промежуток времени замкнет или разомкнет свои контакты,
определяя этим время начала или конца работы других электриче-
ских цепей.
Для предупреждения перегрузок станка, которые могут при-
вести к поломке его узлов и деталей или к повреждению электропри-
вода, применяются плавкие предохранители и тепловые реле. Прин-
28
§ 5. Основные части, узлы и механизмы шлифовального станка
Шлифовальный станок состоит из следующих основных частей:
станины, являющейся основанием станка, на котором монтируются
почти все остальные его узлы; шлифовальной бабки со шлифоваль-
ным шпинделем, служащих для установки, привода и перемещения
шлифовального круга; стола с .приспособлениями и суппортом, слу-
жащих для установки, привода и перемещения обрабатываемой де-
тали; гидропривода и ситемы подачи СОЖ-
Станина представляет собой чугунную отливку или стальную
сварную конструкцию коробчатого сечения с обработанными пло-
скостями для закрепления других узлов, направляющими для дви-
жения салазок шлифовальной бабки, суппорта или стола, проема-
ми, окнами для монтажа узлов внутри станины.
Направляющие, по которым перемещаются шлифовальная баб-
ка, суппорт или стол, как и подшипники, бывают скольжения и ка-
чения.
Направляющие скольжения с периодической смазкой использу-
ют для перемещения сравнительно легких узлов, при невысоких
требованиях к плавности и точности перемещения.
Для перемещения тяжелых узлов при высоких требованиях к
точности перемещения и отсутствию вибраций применяют гидро-
статические направляющие скольжения. В станине на поверхности
трения создаются небольшие полости-карманы, в которые под дав-
лением нагнетается масло.
Направляющие качения могут быть шариковыми или роликовы-
ми с различным расположением тел качения. Направляющие каче-
ния обеспечивают легкость хода, позволяют полностью ликвидиро-
вать зазоры, однако хуже противостоят вибрациям.
круглошлифовального
Рис. 20. Шлифовальная бабка
станка
Шлифовальная бабка (рис. 20) круглошлифовального
станка перемещается на роликовых направляющих 4 по станине 5.
Установленный на гидродинамических подшипниках скольжения
шпиндель 2 приводится во вращение от электродвигателя 1 через
клиноременную передачу 3.
К шлифовальной бабке снизу крепится кронштейн 6 с гайкой,
которая при вращении перемещается по винту поперечной подачи.
На внутришлифовальных станках, где для поддержания нор-
мальной скорости шлифования при небольшом диаметре круга не-
обходимо иметь высокое число оборотов шпинделя (от 18 000 до
90 000 об/мин), используют электрошпиндели со встроенным элек-
тродвигателем, ротор которого закреплен непосредственно на шли-
фовальном шпинделе.
30
Стол круглошлифовального станка так же, как и стол плоско-
шлифовального станка, перемещается от гидроцилиндра по приз-
матическим и плоским направляющим.
ГЛАВА III
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ
АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Основной задачей техники безопасности является обеспечение
безопасных и здоровых условий труда, без снижения его производи-
тельности. Для этого проводится большой комплекс мероприятий
по улучшению условий труда, по борьбе с производственными трав-
мами. Основная часть этих мероприятий проводится при проектиро-
вании и строительстве цехов, конструировании станков, оборудова-
ния, приспособлений и инструментов, при выборе технологии обра-
ботки деталей.
Для предупреждения травм части станков, движущихся с боль-
шой скоростью (при вращении или возвратно-поступательном дви-
жении), снабжают оградительными и предохранительными защит-
ными устройствами (барьеры, решетки, кожухи, щитки и т. п.). Для
обеспечения на рабочем месте воздушной среды, соответствующей
санитарным нормам, станки снабжаются индивидуальными или
групповыми отсасывающими устройствами или имеют устройства
и кожухи для закрывания и изоляции зоны обработки.
Однако полное обеспечение безопасной и безвредной работы
возможно только в том случае, если каждый рабочий хорошо знает
и обязательно соблюдает правила техники безопасности и гигиены
труда.
Несоблюдение правил техники безопасности может привести к
производственной травме — телесному повреждению, в результате
которого наступает временная или постоянная потеря трудоспособ-
ности. Телесные повреждения могут возникнуть при механическом
(ушибы, порезы, разрывы тканей, переломы костей), электрическом
(электрический удар, озноб), химическом, тепловом (ожоги), свето-
вом (ослепление), акустическом (шумовая контузия) -или другого
рода воздействий на организм человека.
Работа с абразивным инструментом представляет повышенную
опасность, что связано прежде всего с высокими скоростями реза-
ния, образованием абразивной пыли и мелкой металлической струж-
ки, возможностью разрыва шлифовального круга, наличием аэро-
золей смазочно-охлаждающей жидкости и т. п.
§ 1. Общие требования безопасности при работе
на заточных и шлифовальных станках
Нельзя приступать к работе, связанной с использованием шли-
фовальных кругов, если рабочий не получил инструктажа по техни-
ке безопасности.
31
Перед началом работы необходимо:
1. Выполнить все требования, связанные с подготовкой и уста-
новкой шлифовальных кругов.
2. Осмотреть рабочее место, убрать со станка и с пола все лиш-
нее, что мешает работе. Если пол возле рабочего места скользкий,
залит эмульсией, охлаждающей жидкостью, то необходимо посы-
пать его опилками; под ноги положить деревянную решетку.
3. Привести в порядок свою рабочую одежду. Нельзя работать
в расстегнутом халате с широкими рукавами без манжет, достаточ-
но плотно прилегающих к запястьям рук.
4. -Проверить исправность освещения рабочего места, отрегули-
ровать местное освещение станка, протереть электролампу и ее ар-
матуру.
5. Проверить наличие и исправность предохранительных и за-
щитных устройств, устройств для закрепления абразивных инстру-
ментов и обрабатываемых деталей. Работать на станке со снятым
кожухом шлифовального круга категорически запрещается.
6. Проверить и обеспечить смазку станка, подачу охлаждающей
жидкости, установить предохранительный прозрачный экран или
надеть очки.
7. Проверить исправность пускового и остановочного устройств,
механизмов переключения скоростей и подач, убедиться в исправ-
ности устройств, исключающих самопроизвольное включение
станка.
Во время работы необходимо:
1. Шлифование и заточку производить по режимам, указанным
в операционной карте. Изменение режимов допускается после раз-
решения мастера или технолога.
2. Вначале включать механизм вращения круга, а затем меха-
низмы подачи. При работе вручную включение подач производить
плавно, без резких изменений и перегрузок круга. Перед шлифова-
нием новый шлифовальный круг следует прокрутить на рабочей
скорости не менее 5 мин. Запрещается стоять в плоскости вращения
круга; надо держаться несколько в стороне от круга.
3. Точно устанавливать ограничители хода и упоры для переклю-
чения направления подач в соответствии с размерами обрабаты-
ваемой детали или затачиваемого инструмента. Необходимо прове-
рять надежность крепления передней и задней бабок на столе
станка.
4. Правильно устанавливать обрабатываемую деталь или зата-
чиваемый инструмент на станке. Размеры центров должны соответ-
ствовать размерам центровых отверстий; изношенные конусы цен-
тров применять запрещается, центровые отверстия перед установ-
кой следует заполнять смазкой. После установки детали проверить
закрепление задней бабки и пиноли.
5. Выполнять специальные требования безопасности, изложен-
ные в инструкциях по технике безопасности.
§ 2. Требования безопасности при подготовке к работе,
установке и эксплуатации абразивных инструментов
Современные заточные и шлифовальные станки при правильной
их эксплуатации обеспечивают безопасные условия работы рабоче-
го. Несоблюдение основных требований по правильному закрепле-
нию абразивных инструментов на станках, при установке защитных
ограждений и других специальных мер безопасности, предусмотрен-
ных ГОСТ 12.2.001—74, может привести к несчастному случаю.
Подготовка шлифовальных кругов к работе
Осмотр инструмента. Каждый круг, полученный от завода-изго-
товителя, с базы или со склада, должен быть проверен на отсутствие
трещин, выбоин и других видимых дефектов. Отсутствие трещин про-
веряется легким простукиванием круга (по торцу) деревянным мо-
лотком массой 200—300 г. Круг без трещин, подвешенный на дере-
вянный или металлический стержень, при простукивании должен
издавать чистый звук. Если звук будет дребезжащим, то круг бра-
куют, так как такой звук свидетельствует о наличии трещин, внут-
ренних расслоений или других дефектов.
Условия и способы хранения абразивных кругов могут быть раз-
ными: в ящиках или коробках, стоймя на ребре или стопкой на стел-
лажах и полках. Эти способы обязательно должны соответствовать
требованиям ГОСТ 12.2.001—74, обеспечивающим сохранность ин-
струмента. При транспортировке абразивных инструментов со скла-
да на рабочее место необходимо выполнять определенные правила.
Тележки должны иметь обрезиненные колеса и рессоры, если дно
и борта тележки не выложены упругим материалом, то под инстру-
мент следует подложить амортизирующие прокладки из пенопласта,
резины, стружек, опилок и т. п. При перевозке кругов высота стопок
должна быть не более 500 мм, а между кругами диаметром 500 мм
и более следует проложить амортизирующие прокладки толщиной
3—5 мм, размером не менее половины диаметра круга.
Испытание кругов на прочность. Перед установкой на заточной
или шлифовальный станок круги диаметром 150 мм и более, а ско-
ростные (с рабочей скоростью свыше 40 м/с) круги диаметром 30 мм
и более должны быть испытаны на прочность при вращении со ско-
ростью, превышающей на 50% рабочую скорость (табл. 2). Круги
на прочность при вращении испытывают на специальных станках.
Продолжительность вращения при испытаниях должна быть не ме-
нее: для кругов диаметром от 150 до 475 мм — 5 мин, для кругов
диаметром свыше 475 мм — 7 мин, а скоростных кругов диаметром
от 30 до 150 мм (при рабочей скорости свыше 40 м/с) — 3 мин. Про-
должительность испытания кругов при вращении со скоростью, пре-
вышающей на 65% рабочую скорость, снижается до 2 мин.
Круги, подвергавшиеся какой-либо механической переделке, хи-
мической обработке, компенсации неуравновешенности путем выруб-
ки и заливки свинцом, или не имеющие в маркировке указаний о до-
пустимой рабочей скорости, а также круги на бакелитовой и магне-
зиальной связке, хранящиеся более года, должны испытываться в
течение 10 мин при скорости, превышающей рабочую на 60%.
Таблица 2
Максимально допустимые рабочие окружные скорости
абразивных инструментов
Виды абразивного инструмента Форма инстру- мента Подача инструмента или детали при об- работке Рабочая окружная ско- рость. м/с, для инстру- мента на связке
керами- ческой бакели- товой вулка- нитовой
Инструмент с рабочими скоростями до 40 м/с
Плоские прямого про- ПП Ручная 30 40 35
филя Механическая автомеханическая или 35 40 35
Плоские с двусторон- 2П Механическая или 35 35 ——
ним коническим профи- автоматическая
лем 35
Плоские конического ЗП —- —
профиля (45°) Плоские с односторон- ним коническим профи- лем (не более 30°) 4П То же 30 35 —
Плоские с выточкой ПВ Ручная Механическая 25 —- —
35 35 -—
Плоские с конической выточкой пвк Механическая 30 —
Плоские с двусторон- ней выточкой пвд Механическая 35 35 —
Чашки конические чк Ручная 25 30
Механическая 30 35 —-
Чашки цилиндрические ЧП Ручная Механическая 25 30 —-
30 35 —
Тарелки IT, 2Т, Механическая или 30 30 -—
зт автоматическая
Инструмент с рабочими скоростями свыше 40 до 65 м/с
Плоские прямого про- Ручная 50 50
филя: для обдирочно-шли- ПП
фовальных работ диаметром от 30 до ЛП Механическая или 50-65 — —
150 мм, высотой до 100 мм диаметром 175 мм и ПП автоматическая То же 50 50 50—60
более всех высот Диски д Ручная 50 50
Плоские с двусторон- ним комплексным про- филем для нарезания и шлифования резьбы 2Г1 Механическая Ручная или механи- ческая 55 55
Максимально допустимые окружные скорости кругов зависят от
прочности кругов, они указываются в маркировке и должны соответ-
ствовать данным табл. 2. Для кругов зернистостью 50 и более, твер-
достью М3 и мягче они должны быть на 20% ниже величин,
указанных в табл. 2. Для кругов на магнезиальной связке рабочая
окружная скорость не должна превышать 20 м/с.
На каждом испытанном круге должна быть отметка краской
или наклеен ярлык об испытании круга. Ярлык должен содержать
порядковый номер круга по книге испытаний, дату испытаний и под-
пись (или условный знак) ответственного за испытание лица. При-
менять круги без отметки не разрешается.
Крепление круга при установке на станке
Круг при установке на станок должен закрепляться фланцами
или винтами по ГОСТ 2270—69. Диаметры и размеры кольцевых
поверхностей, зажимающих круг с обеих сторон, должны быть одина-
ковы. Прижимную поверхность фланцев выполняют с поднутрением
0,1—0,3 мм для прокладок, изготовленных из эластичного матери-
ала: плотной бумаги, картона или резины. Прокладки должны быть
с обеих сторон. Толщина прокладок должна быть в пределах от 0,5
до 1 мм в зависимости от диаметра круга. Минимальная ширина
кольцевой прижимной поверхности фланца регламентирована нор-
мами в зависимости от диаметра круга и диаметра отверстия и ко-
леблется в пределах от 2,5 до 32 мм.
После установки во фланцах круг должен быть выверен в от-
ношении центричности его периферии к оси шпинделя и перпендику-
лярности одной из его сторон к оси шпинделя. Гайки при креплении
кругов должны затягиваться только гаечным ключом, удары по ко-
торому не допускаются.
Затяжку винтов при установке круга во фланцах необходимо
проводить попарно: последовательно затягивать пару креплений,
расположенных на диаметрально противоположных концах фланца.
Это обеспечит равномерное распределение усилий затяжки винтов
по окружности.
Защитные устройства. Неогражденные передаточные механизмы
и вращающиеся части станка могут быть причиной травмы рабоче-
го. Большинство современных станков имеют постоянные огражде-
ния, прочно прикрепляемые к корпусу станка. Работать на станке,
не имеющем необходимых ограждений, запрещается. Особое внима-
ние должно обращаться на кожух круга, который должен быть из-
готовлен из стали листовой или стального литья и обладать необхо-
димой прочностью. Минимальная толщина стенок кожуха зависит
от размеров и рабочей окружной скорости круга и колеблется в пре-
делах от 3 до 8 мм при диаметре круга до 70 мм и в пределах от 20
До 30 мм при диаметрах кругов свыше 750 мм.
Расположение и наибольшие допустимые углы раскрытия за-
щитного кожуха зависят от типа станка и условий работы.
35
Для кругов, применяемых на обдирочных и точильных станках,
открытая часть должна быть не более 90° (рис. 21, а), причем угол
раскрытия по отношению к горизонтальной линии не должен пре-
вышать 65°. Для этих станков при необходимости располагать де-
таль или затачиваемый инструмент ниже оси круга допускается
увеличивать угол раскрытия до 125° с установкой кожуха согласно
рис. 21,6. На круглошлифовальных, резьбошлифовальных, плоско-
шлифовальных, обдирочно-заточных и некоторых других станках
кожухи имеют постоянное крепление.
Рис. 21. Расположение и наибольшие углы раскрытия защитно-
го кожуха при различных условиях работы:
а—для кругов не обдирочных и точильных станках, б — для тех же
станков при расположении затачиваемого инструмента ниже осн кру-
га, в — для кругов на плоскошлнфовальных станках, г —для кругов на
обдирочных станках с качающейся рамой, д — для кругов с подвижным
кожухом
На универсально-заточных станках по условиям работы прихо-
дится 'Применять сменные защитные кожухи с передней стенкой
или без нее (например, при заточке чашечными кругами, работаю-
щими торцом круга). Для передвижных кожухов угол раскрытия
над горизонтальной плоскостью, проходящей через ось шпинделя
станка, не должен превышать 30°.'Если по условиям работы кожух
имеет больший угол, то необходимо устанавливать передвижные
козырьки, служащие для уменьшения раскрытия кожуха. Козырь-
ки должны плавно перемещаться во время установок и прочно за-
крепляться во время работы круга. Нельзя перемещать козырьки
в процессе шлифования.
Особое внимание следует уделять величине зазора между пери-
ферией круга и передней кромкой предохранительного козырька на
неподвижном кожухе. Этот зазор не должен превышать 6 мм
(рис. 21, д), что обеспечивает меньшую вероятность ранения в слу-
чае разрыва круга.
§ 3. Меры безопасности при правке шлифовальных кругов
Каждый круг после установки его на шпинделе станка должен
предварительно вращаться вхолостую при рабочем числе оборотов
не менее 5 мин при обязательном наличии защитного кожуха. Убе-
дившись в надежности крепления и прочности круга, необходимо
править рабочую поверхность круга.
Алмазный или безалмазный правящий инструмент нужно уста-
навливать в соответствующих державках или приспособлениях и
жестко закреплять на станке. У ручных правящих приборов необхо-
димо иметь площадки для опоры их на подручник и упор, предо-
храняющий от вырывания прибора из рук во время правки. Правка
куском абразива, зажатым в руках, запрещается.
Подачи -правящего инструмента следует использовать механи-
зированные или автоматизированные, а их величина не должна
превышать допустимых значений.
Тип правящего инструмента и режимы правки должны соответ-
ствовать виду абразивной обработки, особенностям конструкций
станка и характеру выполняемой работы (см. гл. X).
Правящий инструмент следует подводить к поверхности шлифо-
вального круга очень осторожно, чтобы избежать перегрузки при
соприкосновении рабочей поверхности круга с поверхностью правя-
щего инструмента.
Включить рабочую продольную подачу можно после того, как
правящий инструмент вошел в контакт с наиболее выступающими
частями круга, обычно в середине его высоты.
Контрольные вопросы
1. Почему необходимо соблюдать правила техники безопасности?
2. Какие требования безопасности необходимо выполнять перед началом ра-
боты на станке?
3. Какие требования безопасности необходимо соблюдать во время работы на
станке?
4. Расскажите о правилах крепления круга при установке на станке.
5. Какие меры безопасности необходимо соблюдать при правке шлифовальных
кругов?
ГЛАВА IV
ОБРАБОТКА ДЕТАЛЕЙ НА КРУГЛОШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. Кинематика и конструктивные особенности
круглошлифовального станка
Общий вид круглошлифовального станка показан на рис. 22, а
его кинематическая схема приведена на рис. 23.
Деталь на станке закрепляют либо в патроне, либо в центрах и
сообщают вращательное движение от привода круговой по-
дачи. Вращение детали осуществляется от передней бабки А и
задней бабки В (см. рис. 22). Привод круговой подачи обычно яв-
ляется независимым, т. е. на станке имеется отдельный электродви-
гатель, от которого передается движение патрону бабки изделия
при помощи ременной передачи,
В модели станка, показанного на рис. 23, вращение поводкового
патрона осуществляется от электродвигателя мощностью 0,8 кВт
с угловой скоростью 940 об/мин, которая изменяется клиноремен-
ной передачей с трехступенчатыми шкивами разных диаметров
(175 и 115, 125 и 165, 90 и 200 мм), клипоременной передачей
90—215 и плоскоременной передачей 115—215. Подобный -привод
имеет три разных передаточных отношения (0,45; 0,75; 1,51), что
позволяет осуществлять различную скорость вращения детали.
В некоторых станках применяется бесступенчатый привод, или при-
вод с большим числом ступеней для получения требуемой величи-
ны круговой подачи при шлифовании деталей с разными диамет-
рами.
Рис. 22. Общий вид и основные узлы круглошлифовального
станка модели 3151:
А — передняя бабка, Б — шлифовальная бабка, В — задняя бабка, Г —
станина, Д — гидропривод стола, Е — стол, Ж — поворотная плита;
/—маховичок ручного поперечного перемещения шлифовальной баб-
ки, 2— рукоятки управления гидроприводом станка, 3 — маховичок
ручного продольного перемещения стола, 4 — кнопочная станция
Передняя и задняя бабки закреплены на поворотной плите Ж,
установленной на столе £ (см. рис. 22). Стол может Перемещаться
по направляющим станины Г от гидропривода стола Д, располо-
женного во внутренней полости станины, либо вручную три помощи
зубчато-реечной передачи.
Подобное перемещение стола является продольной -пода-
че й и может осуществляться с разными скоростями.
38
Рис. 23. Кинематическая схема круглошлифовального станка модели 3151
Ручное продольное перемещение стола является вспомогатель-
ным движением и осуществляется вращением маховичка Мх2
(см. рис. 23), закрепленного на валу VIII, Рейка, закрепленная на
столе, может двигаться поступательно при вращении колеса 14, за-
крепленного на валу XI, после ввода в зацепление зубчатых ко-
лес 30 и 30 при определенном положении поршня П2. Вал IX, на ко-
тором закреплено зубчатое колесо 30, может получить вращение от
маховичка либо через зубчатые колеса 15—60, 25—45 с внеш-
ними зубьями по зубчатому колесу 20—90 внутреннего зацепления,
либо непосредственно через зубчатые колеса 15—90, если вал VIII
вместе с зубчатым колесом 15 сместить в осевом направлении и
ввести ее в зацепление с колесом 90 с внутренними зубьями. В пер-
вом случае ручное перемещение стола осуществляется более мед-
ленно, чем во втором случае.
При обработке детали продольная подача стола осуществляется
обычно не вручную, а гидроприводом, состоящего из бака, трубо-
проводов фильтра, электродвигателя (на рис. 23 показан электро-
двигатель мощностью 1,7 кВт с угловой скоростью 1420 об/мин),
гидравлического насоса Н, рабочего цилиндра, давление в левой и
правой полостях которого регулируется и изменяется при помощи
гидропанели.
При работе гидропривода насос Н с производительностью
35 л/мин подает масло из гидробака в напорную магистраль, вели-
чина давления в которой регулируется клапаном Пр. При увели-
чении давления масло отжимает шарик и сливается по трубопро-
воду в бак.
Количество масла, поступающего в напорную магистраль, регу-
лируется дросселем Дз. Это позволяет изменять скорость продоль-
ной подачи стола путем регулирования скорости подачи масла в по-
лость рабочего цилиндра. Включение продольной подачи осуществ-
ляется пусковым золотником 36. В зависимости от положения зо-
лотника масло из напорной магистрали может поступать в рабочий
цилиндр или сливаться в гидробак. При верхнем положении золот-
ника Зе масло в напорной магистрали сдвигает вправо золотник 3s
и поступает в левую проточку золотника управления 32 и через
клапан ОК1 попадает в левую полость реверсивного золотника Зь
передвигая его вправо. Через левую выточку реверсивного золот-
ника 3j основной поток масла подводится в левую полость рабочего
цилиндра стола, что вызывает движение поршня со столом вправо.
При таком движении стола масло из левой полости цилиндра сли-
вается в бак через правую выточку реверсивного золотника 34 и
среднюю выточку золотника управления 32.
Реверсирование возвратно-поступательного движения стола осу-
ществляется автоматически при помощи переставных упоров и <У2,
рычага Р и золотника управления 32. При движении стола вправо
переставной упор У1 поворачивает в конце хода рычаг Р, передви-
гая при этом золотник 32 влево. Это вызывает изменение направле-
ния движения масла из напорной магистрали: основной поток
масла будет поступать в правую полость рабочего цилиндра, так
40
как при перемещении золотника 32 влево масло из напорной маги-
страли через правую выточку золотника 32 и дроссель Д2 попадает
в правую полость золотника 3j, который при этом смещается влево
и позволяет маслу поступать в правую полость рабочего цилиндра
и перемещать поршень со столом влево. Длина хода при автомати-
ческом режиме работы регулируется расстоянием между перестав-
ными упорами У1 и У2.
Стол останавливается смещением пускового золотника 36 вниз.
Напорная магистраль при этом соединяется со сливным трубопро-
водом, а обе полости рабочего цилиндра соединяются между со-
бой, так как золотник 35 смещается влево под действием пружины.
Шлифовальный круг устанавливается на шпинделе шлифоваль-
ной бабки Б (см. рис. 22) и вращается с постоянным числом обо-
ротов от электродвигателя через клиноременную передачу ПО—150
(см. рис. 23). Мощность двигателя — 7 кВт, угловая скорость —
1440 об/мин.
Шлифовальная бабка может перемещаться в поперечном на-
правлении вручную или от гидропривода. Ручное поперечное пере-
мещение шлифовальной бабки осуществляется вращением махо-
вичка Afxi, вращение которого передается через зубчатые колеса
24—36 и 24—96 к винтовой передаче. Гайка винтовой передачи
установлена в корпусе бабки на подшипниках, поэтому ее вращение
вызывает перемещение бабки.
Ускоренный подвод и отвод шлифовальной бабки осуществляет-
ся гидроцилиндром, поршень 17± которого связан с винтом попереч-
ной подачи. Масло из напорной магистрали поступает в цилиндр
через золотник быстрых ходов З4.
Поперечная подача круга осуществляется в момент реверсиро-
вания хода стола -при помощи храпового механизма, собачка кото-
рого получает периодическое движение от поршня Пз. Масло в зо-
лотник З3 механизма поперечной подачи поступает через краны Ki
и Кг из левой или правой -полости золотника 3i. Периодичность по-
перечной подачи связана со смещением золотника 3i влево или
вправо. Если открыты оба крана Ki и Кг, то поперечная подача
осуществляется за каждый ход стола. Если кран Ki закрыт, то по-
перечная подача происходит за каждый двойной ход. При закры-
тии крана К2 периодическая подача при помощи гидравлики отклю-
чается. Величину поперечной подачи можно регулировать измене-
нием хода поршня Пз при помощи упора.
§ 2. Установка и закрепление деталей на станке
На круглошлифовальных станках обычно шлифуют наружные
цилиндрические поверхности таких деталей, как гладкие валы и
втулки, валы с одной или несколькими соосными шейками или усту-
пами разных диаметров (ступенчатые валы).
Детали имеют на торцах специальные центровые отверстия.
Конические поверхности этих отверстий при установке детали сов-
падают с коническими поверхностями центров передней и задней
бабок станка. Угол при вершине конуса центрового отверстия ра-
вен 60° (рис. 24, а) и должен достаточно точно совпадать с углами
у центров станка, чтобы обеспечить плотное прилегание поверхно-
стей друг к Другу. Иногда центровые отверстия имеют предохра-
нительный конус с углом 120° (рис. 24, б), что позволяет предохра-
нить основную посадочную коническую поверхность центрового от-
верстия от повреждений случайными забоинами на торцовой по-
верхности детали.
При повышенных требованиях к точности обработки вместо ко-
нической фаски применяют цилиндрическую предохранительную
выточку (рис. 24, в), которая надежно предохраняет коническую по-
садочную поверхность отверстия от возможных забоин на торце де-
тали вследствие случайных ударов. В некоторых случаях детали ба-
зируют с помощью выпуклых поверхностей: с ‘криволинейной об-
разующей у центрового отверстия или сферической поверхностью
на центре (рис. 24, г, б). Детали, имеющие отверстия или выточки
на торце диаметром более 15 мм, обрабатывают на грибковых
центрах.
Рис. 24. Центровые отверстия:
а —без предохранительной фаски, 6 — с предохранительной
фаской, о — с предохранительной выточкой, г — с криволиней-
ной образующей, д — со сферической поверхностью центра
Если деталь перед шлифованием подвергается термической об-
работке, то центровые отверстия перед установкой на станок долж-
ны очищаться от окалины, загрязнений путем расшлифовки или
притирки. Для уменьшения трения между деталью и центрами не-
обходимо вводить в центровые отверстия густую смазку или поль-
зоваться центрами со специальными смазочными канавками. Для
повышения износостойкости применяют центры, у которых рабочий
конус выполнен из твердого сплава или имеет антифрикционное
покрытие.
42
Перед установкой детали гнезда центровых отверстий и центра
необходимо очистить от возможного загрязнения и смазать. Если
эффективность консистентной или жидкой смазки оказывается не-
достаточной, то следует применять специальные смазки для тяже-
лых условий работы. Можно также использовать белила, разведен-
ные в индустриальном масле, или смесь, состоящую из 5% графи-
та, 5% серы, 25% мела (тщательно размельченных и просеянных)
и 65% солидола.
Размеры центра в задней бабке должны позволять свободный
выход круга из контакта с деталью в момент реверсирования про-
дольного перемещения стола: длина выступающей части центра из
пиноли должна быть на 10—
12 мм больше ширины шлифо-
вального круга. Если диаметр
центра окажется больше диа-
метра шлифуемой детали, то
следует использовать срезан-
ный центр, у которого боковая
часть тела центра предвари-
тельно сошлифована в форме
лыски.
Для обеспечения более вы-
сокой точности обработки
центры круглошлифовальных
станков делают неподвижны-
ми. Однако тяжелые детали и
детали с отверстиями, имею-
щие узкие центровочные фаски,
приходится обрабатывать на
вращающихся центрах.
Если деталь имеет отвер-
стия, по которым она должна
базироваться при обработке, то
ее закрепляют в патронах или на оправках.
При установке детали в мембранных патронах (рис. 25) дости-
гается высокая точность обработки поверхности. Базовую поверх-
ность отверстия детали 6 устанавливают на кулачки 5, закреплен-
ные на мембранном диске 4, соединенном с планшайбой 3 на шпин-
деле 2 шлифовального станка. Мембранный диск может изгибаться
под воздействием штока /, связанного с гидро- или пневмоцилинд-
ром механизма зажима детали. При движении штока справа налево
прогиб диска приводит к сближению кулачков к центру, что позво-
ляет установить деталь по отверстию. При возврате штока слева
направо в исходное положение кулачки прочно зажимают деталь
по внутренней цилиндрической поверхности.
Оправки, используемые для установки деталей с осевыми отвер-
стиями, различаются по своей конструкции и размерами в зависи-
мости от особенностей шлифуемых деталей и требований по точ-
ности.
43
Детали, имеющие точные базовые отверстия с допуском
0,015—0,03 мм и менее, устанавливают на жесткие оправки с не-
большой конусностью (0,01—0,015 мм на 100 мм длины) или с прес-
совой посадкой (рис. 26, а). При менее точных базовых отверстиях
(с допуском более 0,03 мм) применяют разжимные оправки
(рис. 26,6). Если деталь базируется одновременно по торцу и от-
верстию, то применяют оправки со скользящей посадкой (зазор
0,01—0,02 мм) , на которые устанавливается одна (рис. 26, в) или
несколько (рис. 26, г) деталей, закрепляемых гайкой.
сит от диаметра детали. При наладке станка колодки устанавли-
ваются по эталонной детали или по калибру ограничительными
кольцами 2 и 5, которые ограничивают осевое перемещение регу-
лировочных винтов 1 и 4. Положения колодок .предпочтительнее
регулировать винтом 4, так как перемещение детали в горизонталь-
ном направлении оказывает наибольшее влияние на точность об-
работки.
Для снижения времени на регулировку в массовом производ-
стве используют люнеты с силовым замыканием контакта между
колодкой и деталью («следящий» люнет) и с самотормозящим уст-
ройством (рис. 27,6).
6)
Рис. 27. Люнеты:
о—с двумя регулируемыми упорами, б— с самоустанавлнвающимся (следящим)
упором
Рис. 26. Оправки:
а — жесткая с прессовой посадкой, б —разжимная, е — жесткая со скользящей
посадкой и закреплением гайкой, г —то же, для нескольких деталей
При шлифовании деталей, длина которых в 5—10 и более раЗ
превышает диаметр, под действием силы резания возникают про-
гибы значительной величины вследствие недостаточной жесткости.
При этом могут возникнуть колебания и вибрации в технологиче-
ской системе станок — приспособление — инструмент — деталь
(СПИД). В таких случаях применяют один и несколько упорных
люнетов — дополнительных опор для шеек на обрабатываемой де-
тали.
В индивидуальном и серийном производстве используют регули-
руемые люнеты с одним или двумя упорными башмаками
(рис. 27, а) для восприятия нормальной (горизонтальной) и танген-
циальной (вертикальной) составляющей силы резания. В конструк-
ции люнета положение вертикальной колодки 10, закрепленной на
упорном рычаге 11, устанавливается регулировочным винтом 1, пе-
ремещающимся в корпусе люнета 3. Положение горизонтальной
колодки 7, закрепленной на пиноли 6, регулируется винтом 4. По
мере сошлифовывания кругом 9 припуска с детали 8 необходимо
регулировать положения колодок, так как диаметр шлифуемой по-
верхности уменьшается. Окончательное положение колодок зави-
В конструкции люнета упорный башмак / прижимается к дета-
ли под действием клинового механизма 3 и 5. Положение клина
3 регулируется штоком 4 гидроцилиндра и пружиной 2. Шток 4
предназначен для отвода клина 3 в исходное .положение (переме-
щение слева направо). Под действием пружины 2 клин 3 при отве-
денном штоке стремится переместиться оправа налево, перемещая
при этом клин 5 и колодку 1 по направлению к детали. По мере
сошлифовывания припуска колодка 1 автоматически поджимается
к детали, что обеспечивает непрерывность контакта. Величина
силы, возникающей между колодкой и деталью и уравновешиваю-
щей полностью или частично силу резания, зависит от жесткости
пружины 2 и угла скоса плоскостей в клиновом механизме. При
малом угле конуса (менее 6°) механизм становится самотормозя-
щимся, т. е. движение клина 5 в обратном направлении становится
возможным только после отвода клина 3 в исходное положение.
Подобные люнеты повышают производительность и точность обра-
ботки, сокращают время настройки и регулировки, позволяют шире
использовать автоматические станки и устройства.
При шлифовании тонкостенных деталей для уменьшения разно-
стенности и (повышения точности по соосности внутренней и наруж-
ной поверхностей применяют оправки с цанговым (рис. 28) или
гидропластовым (рис. 29) зажимом. Цанга 4 (см. рис. 28) зажимает
деталь 5 двумя конусами 2 и 3 на оправке 1, установленной в цент-
рах.
На рис. 29 показана установка тонкостенной детали 5 на втул-
ку 2. Втулка 2 закреплена гайкой на оправке 1 и имеет внутрен-
нюю полость, заполняемую пластической массой 3 (гидропластом)
через -полость 4. При повороте винта 6 давление в полости 3 повы-
шается, втулка 2 деформируется и зажимает деталь 5, создавая
момент сил трения, достаточный для восприятия момента от силы
резания.
Для передачи крутящего момента от планшайбы станка к оправ-
кам и деталям применяют различные поводки, хомутики и патроны
(рис. 30). Применение патронов с самозажимающимися кулачками
значительно сокращает время на закрепление деталей и позволяет
использовать их в автоматических устройствах. При закреплении
детали с оправкой в центрах (рис. 30, г положение II) зажимные ку-
лачки 3 перемещаются в радиальном направлении -по -прорези и
поворачиваются вокруг оси 4, сжимая при этом пружины 5 и 2. Го-
ловка 1 патрона также занимает равновесное положение, так как
она может перемещаться -по торцовой поверхности патрона в пре-
делах зазоров между отверстиями и болтами 7. В свободном со-
стоянии (рис. 30,г положение /) равновесное состояние головки 1
обеспечивается плоскими пружинами 6.
§ 3. Способы и технология круглого наружного
шлифования
На круглошлифовальных станках детали шлифуют различными
методами в зависимости от типа производства, особенностей конст-
рукции деталей, величины снимаемого припуска и требований к
точности и качеству обработки.
Наиболее характерным методом шлифования является много-
проходное шлифование, при котором припуск снимается постепен-
но: за большое количество продольных ходов стола и за большое
количество оборотов детали. Наиболее часто детали шлифуют при
параллельном расположении осей детали и шлифовального круга,
реже — при пересекающихся осях.
В массовом и серийном производстве для обработки колец, вту-
лок, зубчатых колес, цилиндрических и конических шеек на валах
(коленчатые валы, распределительные кулачковые валики, ступен-
чатые валы и шпиндели) при длине шлифования до 100 мм обычно
применяют врезное шлифование, при котором использует-
ся поперечная подача в направлении, перпендикулярном
оси детали (табл. 3). При врезном шлифовании можно обрабаты-
вать не только цилиндрические, но и торцовые и конические поверх-
ности.
46
Рис. 30. Хомутики поводок, г-по-
Таблица 3
Основные схемы обработки деталей при круглом шлифовании
Относи- тельное располо- жение осей детали и круга Направление подачи при шлифовании Схема обработки Название способа шлифования
Оси па- раллель- ные Перпендику- лярно оси дета- ли (подача на врезание) Круглое врезное шлифование перифе- рией круга
Круглое врезное шлифование перифе- рией и торцом круга
Круглое врезное шлифование перифе- рией и торцом не- скольких кругов, уста- новленных на общем шпинделе
Относи-
нельное располо- Направление
жение осей подачи при
детали шлифовании
и круга
Параллельное
оси круга (про-
дольная пода-
ча)
Совмещенная обработ-
ка нескольких поверх-
ностей на многокруговых
станках
Оси пе-
ресека-
ются
Параллельно
оси детали
(продольная
подача)
Перпендику-
лярно оси дета-
ли (подача на
врезание)
Круглое шлифова-
ние периферией кру-
га с продольной по-
дачей (многопроход-
ное)
Глубинное (одно-
проходное) шлифова-
ние периферией круга
Глубинное (одно-
проходное) шлифо-
вание торцом и пери-
ферией круга
Круглое шлифова-
ние цилиндрической
и торцовой поверх-
ности профилирован-
ным кругом
Продолжение табл. 3
Название способа
шлифования
Схема обработки
Перпендику-
лярно оси шли-
фовального
круга (подача
под углом к оси
детали)
Круглое шлифова-
ние широкими круга-
ми с подачей бабки
под углом к оси цент-
ров станка
Круглое шлифова-
ние периферией кру-
га конической поверх-
ности
Круглое врезное
шлифование несколь-
ких шеек одновремен-
но на многобабочных
шлифовальных стан-
ках
При автоматической поперечной подаче до жесткого упора до-
стигаемая точность обработки 3-го класса, а при шлифовании с
устройствами для автоматического контроля — точность повышает-
ся до 1—2-го классов.
При обработке деталей длиной более 80 мм в условиях массо-
вого производства или при обработке более коротких деталей в ус-
ловиях индивидуального и мелкосерийного производства, шлифова-
ние осуществляют с 'продольной -подачей в направлении,
параллельном оси детали. После каждого продольного прохода в
одном направлении (одинарный проход) или в прямом и обратном
на-правлениях (двойной проход) осуществляется поперечная пода-
ча. В зависимости от жесткости системы происходит деление при-
пуска (по толщине удаляемого слоя) на фактическую глубину слоя,
сошлифовываемого за один одинарный или двойной проход. Если
основная часть припуска снимается за один проход, то такое шли-
фование называется глубинным. При глубинном шлифовании
величина продольной подачи устанавливается значительно меньшей,
чем >при многопроходном шлифовании.
При одновременном шлифовании нескольких поверхностей при-
меняют профилированные (фасонные) круги, подача которых осу-
ществляется перпендикулярно оси детали или под некоторым углом
к ней.
В массовом производстве шлифование профилированными кру-
гами позволяет резко сократить время обработки и обеспечить точ-
ность в пределах 1—2-го классов (точность размеров в пределах
10—25 мкм, соосность поверхностей в пределах 5—10 мкм).
Если поверхности, подлежащие шлифованию, расположены на
детали далеко друг от друга (коренные шейки распределительного
вала, шейки на шпинделе станка и т. д.), то совмещенное шлифо-
вание несколькими кругами возможно при использовании несколь-
ких шлифовальных бабок, имеющих независимые механизмы пода-
чи. Подобные станки снабжают несколькими механизмами для
правки кругов, активного контроля размеров в процессе шлифова-
ния.
Для обеспечения заданного качества при круглом шлифовании
деталь перед обработкой должна иметь припуск, который удаляет-
ся в -процессе обработки.
Общий припуск, т. е. слой, удаляемый в процессе обработки от
«черной» заготовки до
Рис. 31. Диаграмма изменения припуска при круг-
лом шлифовании в центрах в зависимости от диа-
метра и длины детали
готовой детали, уда-
ляется за несколько
технологических опе-
раций.
В индивидуальном
'Производстве шлифова-
ние обычно выполняет-
ся в одну операцию, в
массовом и серийном
производстве обработ-
ка ведется в одну, две
и более операций в за-
висимости от величины
припуска, требований к
точности и качеству по-
верхности. Ориентиро-
вочное значение припу-
ска при обработке за-
каленных стальных деталей можно принимать по диаграмме, при-
веденной на рис. 31. С увеличением диаметра и длины детали при-
пуск увеличивается.
Если заданные точность и качество детали не обеспечиваются,
то при шлифовании в одну операцию после съема 70—80% при-
пуска круг подвергают повторной правке, а при шлифовании в две
операции используют круги разных характеристик и шлифование
выполняют с разными режимами. Характеристику круга в зависи-
мости от марки обрабатываемого материала, его термической обра-
ботки и вида шлифования выбирают по табл. 4.
Режим шлифования определяют интенсивностью съема металла
(мм3/мин) в единицу времени (мин или с). Для ориентировочной
я еягвяз X X ку
еГ
X
с; ю *« СМ и см о г и б и
я о О О 1 ( 1 1
н У стЗ X t- CJ ©£ 1 2 5 сч см (N S
О Е «4 О о о о S О о о
с: о X
о X из С X со о I O.S 25 ё -СТ1 2—С2 -СТ] и 1 -СТ1 -С2 сч CJ о 1
С П{Х 3 § С2- £ О а § (J СТ1 । ем О 6 1 •—« о СМ2
- X X ©. <в , = к S?
X X X X с f 4СТ0С1 = Ч 3 g X о *“ ю сч i 1 о 3 1 о О) О а
я ш 1 X «5 - 3 X X о СО предва- ритель- ный § s о я- о т 8 40—25 8 50-40 о 8 о
аружном ш ика круга Абразив- ный мате- риал 14 А, 15А, 16А 23А, 24А, 25А 14А, 15А, 16А 23А, 24А, 25А 14А, 15А, 16А < < 1© тГ — еч <<<< 14А-16А 23А-25А |
X 3S о е;
£ £ ЕКЕВЯЭ X
с.
2 « X 5 г £« см Н о ь н
X о О О 1 о О
С. Е Я U X X X »- § се С НН J, О т □ А о СМ2 д и см U О С2 см £ О
S X S ж X X о. юм шлифован: д од шлифовани предвари- тельный СТ2-СТЗ С1-С2 СТ1—СТ2 Cl—С2 С2—СТ1 СО Н о 7 н с? С2—СТ1 СТ1-СТ2 см (J 1 О
о Ж я о. я ри врезг X § ь V <я , = 42 g X © н 40—25 ш см J© ем <1 тт ю •о см 40—25 а ю см 4 с© см
X с. С X X Л 1 и rjcs о О Т Й о
о ю 3 о 1 со 1 я о 2 a t- С ах 1 Е ©. I 1 8 4 S 50— о 4Г о LO о
CQ азив- мате- иал , 1'5А, 24А, 1 15А, 24А, 15А. 15А, 24А, < с© 1 1 VS3-
схв о. <<<< •ф С© СО L© — — см см 14А, 16А •чг <£> со со — — см см 14А- см
isi г =; га X 1 •ч го X X ф ©> кал. лен. <ал. X ф
Тер UP г ! S- ю о Неза СЗ X га СО га п а> X Зака Я о Е—- Неза Зака. Неза] я X га СО
61ТЫ- мый = л о ганце- сталь [истая левая
Обра вае: о Ь Ф о Е к з с Mapi [стая Хром аль Нике аль
о О y-i О о &
51
50
Характеристика круга При шлифовании с продольной подачей ехеквэ & & iZ !Z^Z:Z
Твердость Род шлифования оконча- тельный Cl—С2 Cl—СТ1 ! СМ2—С1 1 СМ1—СМ2 1 СМ2-С1 1С2 М3—СМ1 СМ 1—СМ2 СМ1—СМ2 М3—СМ1 СМ2
I предвари- тельный СТ1-СТ2 С2-СТ1 Cl—С2 СМ2-С1 СМ2-С1 СТ1-СТ2 СЧ СЧ СЧ о ч | I । 1 *—* »—• — W—• £ о
Зернистость 1 оконча- тель- ный 40-25 25—16 25 25 40—25 40 О LO кТйч ~ a g
предва- ритель- ный 50-40 40 1 40 50 50 40 ООО ТГ Ю SW °
Абразив- ный мате- риал 14А—16А 23А-25А 52С—55С | 14А—16А 52С—55С 14А— 16А 52С-55С То же » 14 А—25А
При врезном шлифовании еяЕкяэ SZ tZ^ZiZ tZlfliZtZ bZ
Твердость Род шлифования оконча- тельный С2 СМ2-С1 е с J 2 С СМ2—С1 Cl—С2 СТ1 М—<3? - ииои и ш । । — СМ СЧ —. о £ ииии и
предвари- тельный СТ1-СТЗ lei— С2 I 1 1 С2—СТ1 Cl—С2 Cl— С2 СТЗ UUU U III 1 — ZjZjCM сч -с. ииии о
Зернистость | оконча- тель- ный 40—25 25 io ю I о СМ СЧ 1 гг io"i СЧ 1 U с- 1 25 40-25 ое 1 с 1 о ч
се Л со t-e о ь х схх г! О- 50—40 40 S 1 S 50 80-50 40 50 50—40 50—40 я0_ 50—40
Абразив- ный мате- риал 14А— 16А 23А— 9SA > 1 । । Ё 1 с S 14А—16А 52С—Э5С | 14А—16А 52С-55С То же 52С-55С 14 А—25А
Терми- ческая обработка Незакал. Закален. 1 ’5 ё »= ’== s 3 3 2 g-&=5S ОС цаьй 1 1 Мягкая Твердая
Обрабаты- ваемый материал Хромони- келевая сталь 1 1 » Чугун Алюминий и его сплавы Медь Латунь Бронза
оценки уровня режима шлифования и сопоставления различных
случаев шлифования удобной величиной является удельная интен-
сивность съема металла, отнесенная к 1 мм активной части высоты
круга:
Qyj = — мм8/мин »,мм.
На рис. 32 показаны пределы изменения удельной интенсивно-
сти съема углеродистой стали при тонком, чистовом, получистовом
и черновом шлифовании и их влияние на удельную мощность, за-
трачиваемую в процессе съема металла.
Выбрав в зависимости от размеров детали, припуска на
обработку, требований к шероховатости поверхности, точности
обработки, характеристики станка и шлифовального круга, оп-
ределенную интенсивность съема металла, можно назначить
окружную скорость детали ид,
продольную подачу s0 и пода-
чу на глубину шлифования
(поперечную подачу) /. Обыч-
но режимы шлифования при-
водят в справочных таблицах
(нормативах) режимов реза-
ния и времени обработки. По
табл. 5 можно ориентировочно
назначить режимы резания
при круглом шлифовании, ког-
да требования к точности и
Рис. 32. Зависимость между удельной
мощностью и интенсивностью съема ме-
талла при шлифовании
глифуемой поверхности (в табл, о
шероховатости поверхности не
регламентированы. Последо-
вательность выбора подач в
таблице показана стрелками.
В зависимости от диаметра
показано для диаметра 80 мм) выбирают скорость вращения дета-
ли (20 м/мин), назначают продольную подачу стола (0,63 Н мм,
где Н—высота шлифовального круга) и определяют рекомендуе-
мую подачу на глубину шлифования (0,015 мм/ход стола). Если
поперечная подача осуществляется на двойной ход стола, то таб-
личное значение удваивают.
Выбранные значения параметров режима шлифования сле-
дует уточнить с паспортными или фактическими значениями в за-
висимости от чисел оборотов соответствующих шпинделей.
Скорость круга ик рассчитывают по формуле:
тсРкПк
1000 . 60 ’
где DK — диаметр круга, мм; ик — число оборотов шлифовального
шпинделя, об/мин.
Таблица 5
Режимы резания при круглом наружном шлифовании незакаленной стали
Продольная подача на одни оборот детали (в долях высоты круга) Скорость вращения детали, м/мин
ол 10-12,5 16 20 25 32
“ 25 32
0,63 10—12,5 16 11
ОД 10-12.5 16 20 V 25 32
Диаметр шлифова- ния, мм Скорость вращения детали, м/мин Число оборотов детали, об/мнн n 1 Поперечная подача на ход стола, мм/ход
16—25 25—40 40—63 ОЛ 10—2 10—2 11—2 !4 !б !8 200—305 125—210 85—140 0,019 0,022 0,026 0,015 0,017 0,021 0,012 0,014 0,016 0,0099 0,011 0,013 0,008 0,006 0,005 0,009 0,007 0,005 0,010 0,008 0,006
ои 63—100 100—160 160—250 Св. 250 12—2 13—2 15,5—3 16-2 !8 Ю 12 14 4 60—90 40—60 31—41 20-34 0,030 0,035 0,040 0,046 0,024 0,028 0,032 0,036 0,019 0,022 0,025 0,029 1 _Y |0,015|ч- 0,017 0,02 0,023 -0,012 0,009 0,007 0,014 0,0110,008 0,016 0,012 0,010 0,018 0,014 0,011
Расчетное число оборотов детали пд.р определяют по формуле:
1000ид. р
Лд. р = ~ ,
где 1/д.р — выбранная скорость детали, м/мин.
Уточнив это число с возможностями станка, определяют факти-
ческую скорость детали од:
va = ^,
а 1000
где пд — принятое число оборотов детали по паспорту станка,
об/мин.
Для разобранного примера имеем следующие паспортные дан-
ные: диаметр шлифовального круга в диапазоне 450—600 мм (фак-
тический 550 мм), число - оборотов детали в диапазоне
63—400 об/мин, регулирование бесступенчатое, число оборотов
шпинделя шлифовальной бабки 1272 об/мин.
Подставляя в формулу фактические параметры режима резания,
получим:
г-Ркпк
1000.60
3,14» 550» 1272
1000.60
= 36,8 м/с,
54
~-4i^
1000
3,14-80 -85
1000
= 21э4 м/мин.
Продольная подача (при высоте круга 77 = 65 мм) на один обо-
рот детали:
so = 0,637/ = 0,63 • 65 = 41 мм/об детали.
Скорость продольной подачи стола:
^ппод = • л, = 41 • 85 = 3500 мм/мин = 3,5 м/мин.
Поперечная подача на глубину шлифования: / = 0,015 мм/ход. Ин-
тенсивность съема металла при шлифовании:
QM = t • s0 • z/д = 0,015 - 41 • 21 400^ 13 200 мм3/мин.
Удельная интенсивность съема металла, отнесенная к 1 мм высоты
круга:
Q = — = = 200 мм3/мин • мм.
^уд н 65 1
Удельная мощность шлифования (по графику на рис. 32):
N =0,12 кВт/мм.
ум ж
Общая эффективная мощность шлифования Л/эф=7/уд-//=0,12-65 =
= 7,8 кВт.
При выборе режимов шлифования для конкретных условий об-
работки приходится учитывать много факторов. Основными явля-
ются требования, предъявляемые к точности шлифования, шерохо-
ватости обработанной поверхности, конструктивные особенности де-
тали, механические свойства материала, тип производства. По
табл. 6 можно ориентировочно выбрать режимы шлифования.
Таблица 6
Режимы шлифования при круглом наружном шлифовании в центрах
Вид подачи при шлифо- вании Характер обработки Продольная по- дача в долях ширины круга Окружная ско- рость детали, м/мнн Подача на глубину шлифования
мм/мин мм/ход стола мм
дв. ход стола
Врезное Черновая Чистовая — 30—50 20—40 0,10—0,50 0,05—0,20 —
С продоль- ной подачей Черновая Чистовая 0,3—0,7 0,2—0,4 15—30 20—60 — 0,010—0,0250,015—0,050 0,005—0,010 0,005—0,010
Контрольные вопросы
1. Перечислите основные узлы круглошлифовального станка.
2. Проследите по кинематической схеме круглошлифовального станка переда-
чу вращательного движения от электродвигателей к шпинделю шлифовального
круга и к поводковому патрону бабки изделия.
55
3. Расскажите об установке и закреплении деталей на станке.
4. С какой целью применяются люнеты при шлифовании?
5. Перечислите основные методы круглого наружного шлифования.
6. Какие факторы учитывают при выборе режимов шлифования?
ГЛАВА V
ОБРАБОТКА ДЕТАЛЕЙ НА ВНУТРИ ШЛИФОВАЛ ЬНЫХ СТАНКАХ
§ 1. Кинематика и конструктивные особенности
внутришлифовального станка
Общий вид внутришлифовального станка показан на рис. 33, а
его кинематическая схема «приведена на рис. 34. На внутришлифо-
вальных станках обрабатывают цилиндрические и конические по-
верхности сквозных и глухих отверстий, а также торцовые поверх-
ности.
Шлифуемую деталь при обработке обычно закрепляют в кулач-
ковом или мембранном патроне, которому сообщается вращатель-
ное движение от бабки изделия А (см. рис. 33).
Рис. 33. Общий вид внутришлифовального станка модели ЗА252
Шлифовальный круг закрепляют на шпинделе шлифовальной
бабки Б, установленной на столе В, «перемещение которого относи-
тельно станины Д осуществляется гидроприводом стола Г. Шли-
фовальный круг (см. рис. 34) вращается при передаче вращатель-
ного движения от мотора мощностью 4,5 кВт с угловой скоростью
ротора 2900 об/мин через ременную передачу со сменными шкива-
ми с диаметрами 225; 120; 95; 65 мм. Это обеспечивает изменение
Рис. 34. Кинематическая схема внутришлифовального станка модели ЗА252
угловой скорости шлифовального шпинделя в пределах от 3550 до
10000 об/мин.
Шпиндель бабки изделия (вал III) (приводится во вращение от
двухскоростного мотора мощностью 1,2 кВт (угловые скорости ро-
тора 740 и 1460 об/мин) через ременную передачу 90—160, клино-
ременный вариатор с раздвижными конусами, вал II и клиноремен-
ную передачу 100—188 с натяжным роликом. Привод позволяет из-
менять число оборотов детали в пределах от 140 до 600 об/мин.
Числа оборотов шпинделя изменяются вращением маховичка 1
(см. рис. 33). Поперечное перемещение бабки изделия осуществ-
ляется винтом (квадрат 5), а поворот относительно вертикальной
оси при шлифовании конических отверстий — квадратом 10 (соот-
ветственно Ki и Кг см. на рис. 34).
Поперечное перемещение шлифовальной бабки может осуществ-
ляться либо вручную при вращении винта VII маховичком 2
(см. рис. 33) или Мх2 (см. на рис. 34), либо периодически соленои-
дом Сд, поворачивающим храповое колесо 200 на определенное
число зубьев z, захватываемых собачкой. При повороте храпового
колеса 200, связанного с корпусом К, происходит поворот эксцент-
ричного вала VIII, несущего блок сателлитных колес 22—23 плане-
тарного механизма с неподвижным относительно стола колесом 23,
имеющим общую ось с винтом VII, и центральным колесом 24, за-
крепленным на винте VII.
Передаточное отношение (планетарного редуктора равно:
.22.23 2 1
1-------=------ = --.
24 . 23 24 12
При повороте храпового колеса на один угловой шаг (1/200)
поперечная подача будет минимальной и равной (при шаге винта
3 мм):
snon mln = 3 • • — = 0,00125 мм.
ZvU lx
Зазор в винтовой паре гайки Г — винт VII выбирается пружи-
ной П. Для включения радиальной периодической подачи служит
грибок Гр (3 см. на рис. 33).
Продольное перемещение стола может осуществляться вручную
или от гидропривода.
При ручном перемещении необходимо реечное колесо 15 ввести
в зацепление с рейкой с модулем 3 мм, закрепленной на столе, и,
вращая маховичок Mxi (см. на рис. 33 маховичок 4), передать вра-
щение через колеса 18—53 на вал IX и через колеса 18—53 на
вал X и далее колесу 15.
При продольной подаче стола от гидропривода, состоящего из
насоса И, рабочего цилиндра пилота 77ь реверсивного золотни-
ка 3, панели автоматики, ручное перемещение стола выключается
автоматически механизмом блокировки, так как масло из системы
маслопроводов попадает в цилиндр Цг, перемещая поршень вниз,
53
сжимая при этом пружину Па и выводя реечное колесо 15 из зацеп-
ления с рейкой.
Поршень цилиндра Ц4 соединен штоком со столом станка. Мас-
ло, попадая от насоса через пилот и правую выточку золотни-
ка 3 в правую полость цилиндра Ц1, перемещает стол справа на-
лево. При этом ходе масло из левой полости цилиндра сливается
в бак через среднюю выточку золотника 3 и дроссель Д4, с по-
мощью которого регулируется скорость хода стола. На столе рас-
положен переставной упор У2, который может поворачивать ры-
чаг Р, что вызывает перемещение золотника 3 влево и соединение
левой полости цилиндра Ц1 с нагнетающим маслопроводом. Избы-
точное давление в левой полости цилиндра Ц1 вызывает движение
поршня слева направо. Масло из правой полости цилиндра будет
сливаться в бак через золотник и панель автоматики. Это движение
будет продолжаться до тех пор, пока левый переставной упор У1 не
повернет рычаг Р вправо и движение стола изменится. Перестанов-
кой упоров У1 и У2 можно регулировать как длину хода стола, так
и момент реверсирования движения, т. е. положение круга по отно-
шению к шлифуемой детали.
Гидропривод стола включается поворотом рукоятки 5
(см. рис. 33), отвод стола в нерабочее положение — рукояткой 7,
а изменение скорости хода стола — рукоятками 6. Станок приво-
дится в работу кнопочной станцией 8.
Для повышения производительности станок оборудован систе-
мой, обеспечивающей автоматический цикл работы. После зажима
детали гидроцилиндром Z/з, поршень которого соединен тягой с за-
жимным устройством патрона, станок осуществляет черновое шли-
фование.
После снятия заданного припуска, электроизмерительное уст-
ройство дает команду на отвод стола в крайнее правое положение.
Специальный дроссель устанавливает замедленную скорость пере-
мещения стола и осуществляется правка режущей поверхности кру-
га. По окончании правки станок переключается на режим чистово-
го шлифования с заданной поперечной подачей. Получив требуе-
мый размер на детали, происходит выключение периодической по-
перечной подачи по команде измерительного устройства и начинает-
ся процесс выхаживания, продолжительность которого определяет-
ся настройкой реле времени. При окончании выхаживания подается
команда на отвод стола вправо. После остановки стола рукоят-
кой 11 (см. рис. 33) можно освободить гидрозажим детали, снять
деталь и установить следующую деталь для шлифования.
§ 2. Особенности внутреннего шлифования
На внутришлифовальных станках отверстия обрабатывают сле-
дующими методами: шлифование с продольной подачей на проход;
шлифование с поперечной подачей на врезание; шлифование врез-
ное с дополнительным осциллирующим движением; шлифование с
планетарным движением шлифовального круга.
59
Примеры обработки отверстий типовых деталей внутренним
шлифованием приведены на рис. 35. Шлифование на проход
(рис. 35, а, г) обеспечивает более высокую точность и меньшую ше-
роховатость поверхности. Врезной способ используется при обра-
ботке фасонных (рис. 35, д), коротких (рис. 35, в) и глухих отвер-
стий, не имеющих канавки для выхода круга (рис. 35,6).
При планетарном движении шлифовальный шпиндель помимо
вращения вокруг своей оси имеет вращательное движение относи-
тельно оси шлифуемого отверстия от специального устройства
станка. Этот метод имеет ограниченное применение, в основном для
шлифования отверстий в тяжелых корпусных деталях, устанавли-
ваемых на станке неподвижно.
Рис. 35. Примеры шлифования отверстий типовых деталей
Особенностями внутреннего шлифования, ограничивающими
его возможности, являются: малый диаметр шлифовальных кру-
гов; малая жесткость шпинделя шлифовальной головки; необходи-
мость применения очень высоких чисел оборотов шпинделя для
обеспечения оптимальной скорости резания; большой линейный из-
нос кругов из-за малых размеров режущей поверхности.
В связи с этими особенностями диаметр шлифовального круга
следует выбирать наибольшим из допустимых по условию разме-
щения его в отверстии.
§ 3. Технология шлифования отверстий
Учитывая малую жесткость шпинделя шлифовальной головки и
малый диаметр шлифовального круга, необходимо так проектиро-
вать технологический процесс, чтобы величина припуска была бы
наименьшей. При определении предельных размеров припуска при-
ходится учитывать размеры и форму отверстия, обрабатываемый
материал, отношение длины шлифования к диаметру отверстия,
характер термической обработки и другие производственные усло-
вия. С увеличением диаметра и длины отверстия припуск следует
также увеличивать.
Припуск на обработку тонкостенных деталей, а также деталей,
подверженных короблению при термической обработке, следует уве-
личивать на 20—50% по сравнению с рекомендуемыми в табл. 7.
Таблица 7
Припуски на шлифование отверстий
Диаметр шли- фуемого отверстия, мм Припуск (по диаметру), мм, при длине отверстия
до 25 26—50 51—100 101—150 151—200 свыше 200
До 10 От 10 до 30 От 30 до 80 От 80 до 120 Свыше 120 0,07—0,10 0,12—0,15 0,15—0,25 0,25-0,30 0,30—0,35 0,10—0,12 0,12—0,18 0,20—0,30 0,25—0,35 0,30—0,40 0,15—0,22 0,25-0,30 0,28—0,38 0,40—0,45 0,20—0,25 0,25—0,35 0,30—0,38 0,40—0,45 0,22—0,27 0,27—0,40 0,35—0,45 0,45—0,55 0,30—0,45 0,40—0,55 0,50—0.60
При выборе характеристики кругов для внутреннего шлифова-
ния справедливы общие рекомендации, приведенные в главах IX
и X. При предварительном шлифовании используют круги зерни-
стостью 40, при окончательном — 25—16. При шлифовании дета-
лей из чугуна, алюминия и его сплавов применяют круги большей
крупности: при предварительном шлифовании зернистостью 50—40,
при окончательном шлифовании — 40—25.
При шлифовании различных сталей применяют круги из элек-
трокорундов марок 15А, 24А, 34А, при шлифовании чугунных и алю-
миниевых деталей — карбид кремния черный марок 53С, 54С.
Связка обычно применяется керамическая марок К1, К5, К8.
Круги, как правило, должны иметь структуру № 5 и твердость в
пределах СМ2—СТ1 при шлифовании незакаленных сталей и в пре-
делах М3—СМ2 при шлифовании закаленных сталей, чугунов и
алюминиевых сплавов.
Слишком твердые и мелкозернистые круги требуют очень частой
правки и дают прижоги. Однако при использовании мягких кругов
наблюдается большой износ круга, а иногда не удается обеспечить
требуемую точность и шероховатость поверхности.
Скорость круга следует применять наибольшую, допускаемую
числом оборотов шпинделя. Рекомендуется назначать скорости
круга в следующих пределах в зависимости от марки обрабатывае-
мого материала:
м/с
Стали углеродистые и низколегированные ... 25—35
Стали закаленные и высоколегированные . . 15—20
Чугун............ 20—25
Цветные сплавы . . . ... 20—30
Пластмассы ... 15—20
Скорость вращения детали зависит от диаметра шлифуемого
отверстия и выбирается в пределах от 10 до 60 м/мин при грубом
шлифовании и от 12 до ПО м/мин — при окончательном шлифова-
нии. Продольная подача выбирается в долях от высоты круга Я;
при грубом шлифовании (0,5—0,8) /7, при окончательном шлифо-
вании снижается до (0,25—0,5) Я. Поперечная подача при врезном
шлифовании выбирается в пределах 0,10—0,8 мм/мин, продольная
подача при грубом шлифовании — от 0,005 до 0,015 мм/дв.ход и от
0,001 до 0,01 мм/дв.ход—при чистовом шлифовании.
Закрепление обрабатываемых деталей на внутришлифовальных
станках зависит от типа производства. В единичном и мелкосерий-
ном производстве широко используют трехкулачковые самоцентри-
рующие патроны с ручным или механизированным зажимом. Эти
патроны являются универсальными, допускают изменение наруж-
ного диаметра детали в больших пределах, но при этом требуют
больших затрат времени на выверку детали.
Рис. 36. Мембранный патрон (а) и схема наладки станка
для шлифования отверстия и торца зубчатого колеса (6)
1 и 2 — микровыключатели, 3,5 н 6 —штоки, 4 — рычаг электро-
контактной головки, 7 — планшайба, 8 — посадочная выточка, 9 —
калибр, 10 — зажимные кулачки с роликами, 11 — упорные пальцы
патрона, 12— корпус мембранного патрона
Для обеспечения необходимой точности обработки кулачки сле-
дует шлифовать в сборе на том же внутришлифовальном станке.
При зажиме тонкостенной детали она может деформироваться. Для
62
облегчения центрирования детали ее закрепляют на планшайбе
прихватами после установки детали по центрирующему калибру,
входящему одним концом в центральное отверстие планшайбы.
При шлифовании длинных деталей один конец закрепляют в
патроне, а другой поддерживается люнетом.
В массовом и серийном производстве применяют мембранные
патроны, обеспечивающие более точную и быструю установку об-
рабатываемой детали (рис. 36, а).
Схема наладки двухкругового станка для шлифования отвер-
стия и торца зубчатого колеса показана на рис. 36, б. Для установ-
ки зубчатого колеса
в патрон шток 5
пневмоцилиндра де-
формирует мемб-
ранный диск, кулач-
ки раздвигаются и
деталь вставляют в
патрон. После отво-
да штока влево мем-
брана возвращается
в исходное состоя-
ние, кулачки сбли-
жаются и закрепля-
ют деталь. После
подвода круга к де-
тали шлифовщик
включает автомати-
ческую .подачу и уп-
равление циклом
осуществляется ка-
либром 9, установ-
ленным на штоке 6.
Измерительный ка-
либр 9 выполнен
ступенчатым и под-
водится в упор к де-
тали с нерабочей
стороны. После то-
го как диаметр от-
верстия увеличится
за счет съема при-
пуска до диаметра
Дь калибр войдет в
отверстие и разомк-
нет контакт в элек-
тро контактной го-
ловке, подавая сиг-
нал для правки кру-
га. При чистовом
Рис. 37. Мембранный винтовой патрон
Blrf-A
Рис. 38. Магнитный патрон для шлифования колец
на жестких опорах
63
шлифовании размер отверстия увеличивается до диаметра Д2 и ка-
либр входит в отверстие. При этом происходит размыкание контак-
та микровыключателя 2 в электроконтактной головке и круг отво-
дится в исходное положение.
При шлифовании деталей подшипников используют также
мембранные винтовые патроны (рис. 37), магнитные патроны с ве-
дущей планшайбой и с неподвижными опорами (рис. 38). Шлифуе-
мая деталь 5 устанавливается наружной поверхностью на непод-
вижные опоры 2, закрепленные на корпусе /, и прижимается к по-
верхности патрона 3 электромагнитом 4. Шлифование с базирова-
нием на жестких опорах (башмаках) нашло широкое применение
в производстве подшипников, так как при этом внутренняя поверх-
ность является соосной наружной поверхности кольца и обеспе-
чивается высокая равностенность детали.
При шлифовании посадочного отверстия у зубчатых колес они
устанавливаются в патрон станка вместе с обоймой из трех роли-
ков.
Контрольные вопросы
1. Перечислите основные узлы внутришлифовального станка.
2. Расскажите об особеностях внутреннего шлифования.
3. Проследите по кинематической схеме внутришлифовального станка переда-
чу движения от электродвигателя к шпинделю бабки изделия, расскажите о на-
значении клиноременного вариатора скорости.
4. Расскажите о способах закрепления детали на внутришлифовальных стан-
ГЛАВА VI
ОБРАБОТКА ДЕТАЛЕЙ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. Кинематика и конструктивные особенности
плоскошлифовальных станков
Кинематика и конструктивные особенности плоскошлифоваль-
ных станков зависят от того, какой поверхностью круга шлифуют
детали. Различают два основных метода плоского шлифования: пе-
риферией круга и торцом круга.
На рис. 39 показан общий вид станка модели 3724 для шлифо-
вания плоскостей различных деталей периферией круга. На стани-
не А размещен стол Б, совершающий возвратно-поступательное
прямолинейное движение от гидропривода Д.
На стойке станка В расположена шлифовальная бабка Г с го-
ризонтальным шпинделем шлифовального круга. Обрабатываемые
детали закрепляются непосредственно на столе или на магнитной
плите, включаемой рукояткой 11. Пуск и останов стола осуществ-
ляется рукояткой 8. Величина хода стола в продольном направле-
нии зависит от длины шлифуемой поверхности и регулируется пе-
реставными упорами. Скорость стола настраивается рукояткой 6, а
реверсирование движения стола — рукояткой 7. Шлифовальная
бабка имеет периодические поступательные перемещения в двух на-
правлениях для осуществления поперечной подачи вдоль оси круга
после каждого или двойного хода стола и вертикальной подачи по-
сле каждого прохода для снятия всего припуска. Поперечную по-
дачу включают и выключают рукояткой 4 и 2, ручное поперечное
перемещение осуществляется маховичком 1.
Вертикальное перемещение шлифовальной бабки осуществляет-
ся вручную маховичком 9, а быстрое вертикальное перемещение —
кнопками 10. Для восстановления режущих свойств круга имеется
правящее устройство, включаемое рукояткой 3. На передней части
станины располагается кнопочная станция 5.
Рис 39 Общий вид плоскошлифовального станка моде-
ли 3724
Гидравлическая схема станка приведена на рис. 40, а кинемати-
ческая схема — на рис. 41.
Электродвигатель мощностью 27,5 кВт с угловой скоростью
1470 об/мин вращает шлифовальный круг, находящийся внутри
шлифовальной бабки (см. рис. 40).
По гидравлической схеме проследим работу основных механиз-
мов для осуществления продольной подачи стола от рабочего гид-
роцилиндра с полостями и U.2-
Масло от насоса Hi через пусковой кран Ki, дроссель Д1 и пра-
вую проточку реверсивного золотника 32 поступает в правую по-
лость Ц{ рабочего цилиндра, перемещая плунжер, связанный со
столом, справа налево. Масло из левой полости Д2 в этот момент
сливается в бак через левую выточку реверсивного золотника. Когда
переставной упор У2, закрепленный на столе, дойдет до рычага Р и
повернет его, золотник 3j сместится влево, а реверсивный золот-
ник 32 сместится вправо. Это изменение положений золотников на-
правит поток масла от насоса Н1 через -пусковой кран Ki и дроссель
в левую .полость Ц2 рабочего цилиндра. Плунжер вместе со сто-
лом будет перемещаться слева направо, а масло из полости Ц\ бу-
дет сливаться в бак. Дроссель Д1 предназначен для регулировки
скорости стола, а кран Ki — для выключения продольной подачи.
Управление дросселем и краном осуществляется рукоятками 6 и 8
(см. рис. 39).
Поперечная подача шлифовальной бабки осуществляется от со-
ответствующего гидроцилиндра, питаемого от насоса Hlt через гид-
равлическую коробку шлифовальной бабки, в которой расположе-
ны золотник управления Зз, распределительный золотник 34, зо-
лотник порционной подачи 35, дроссели Д2, Дз и кран характера по-
дач Кг.
Рис. 41. Кинематическая схема плоскошлифовального станка модели 3724
Порционный золотник Зб может занимать только два крайних
положения под действием порции масла, направляемого от золот-
ника управления 31 в момент реверса стола. На рис. 40 показано по-
ложение золотника в момент его перемещения, когда масло от на-
соса Ht может попасть в центральную выточку золотника 3$ через
дроссель Дз. Скорость перебрасывания золотника Зэ регулируется
дросселем Дз и шариковыми клапанами. Из центральной выточки
золотника 35 масло через кран характера подач Кг, левую выточку
распределительного золотника 34 попадает в верхнюю выточку бло-
кировочного плунжера Пб и далее по маслопроводу в левую полость
67
цилиндра подачи шлифовальной бабки. При перемещении -поршня
слева направо масло из правой полости цилиндра сливается в бак
через нижнюю выточку блокировочного (плунжера Пб и правую вы-
точку распределительного золотника 34.
Блокировочный плунжер Пб позволяет осуществлять ручное пе-
ремещение бабки. Для этого следует плунжер опустить вниз и соз-
дать возможность слива масла из обеих (полостей цилиндра в бак.
Это осуществляется выключением соленоида. При включенном со-
леноиде блокировочный плунжер всегда занимает верхнее положе-
ние, показанное на рис. 40.
Направление поперечной подачи изменяется золотником управ-
ления Зз, который может занимать разные положения при смеще-
нии валика В под действием упоров (на схеме упоры не показаны).
При подъеме валика В золотник управления Зз сместится вле-
во под действием пружины и масло от вспомогательного насоса
через правую проточку золотника Зз .попадет в правую полость рас-
пределительного золотника 34 и сместит его влево. Положение зо-
лотника 34 откроет путь маслу от насоса через дроссель Дз,
кран К2, правую выточку золотника 34, нижнюю выточку блокиро-
вочного плунжера Пб к правой полости цилиндра шлифовальной
бабки. При перемещении шлифовальной бабки справа налево мас-
ло из левой полости сливается в бак через верхнюю выточку бло-
кировочного плунжера Пб и левую выточку распределительного зо-
лотника 34.
Если кран характера подач Кг повернуть на 90° против часовой
стрелки, то масло от насоса будет проходить непрерывно через
дроссель Дг, минуя порционный золотник З5. В этом случае масло
в зависимости от .положения валика В, управляющего положением
золотника 34, будет проходить в левую или правую выточку золот-
ника 34, верхнюю или нижнюю выточку блокировочного плунжера
Пб и соответственно в левую или правую полость цилиндра шлифо-
вальной бабки. При таком положении крана Кг будет происходить
быстрое перемещение шлифовальной бабки в ту или иную сторону.
Поперечное перемещение шлифовальной бабки может осуществ-
ляться вручную маховичком Мхз (см. рис. 41), червячной переда-
чей 1—32, зубчатым колесом 66, сидящим на валу VII вместе с
реечным колесом 21. Рейка модуля дп = 2,5 мм закреплена на корпу-
се шлифовальной бабки, поэтому при вращении реечного колеса 21
происходит поперечное перемещение шлифовальной бабки.
Однозаходный червяк смонтирован на валу VI эксцентрично по
отношению к гильзе, которую можно поворачивать рычагом Рз. Ве-
личина эксцентриситета выбрана такой, которая является доста-
точной, чтобы вывести червяк из зацепления с колесом 32, имею-
щим косые зубья. Управляя рукояткой Рз, можно включать или вы-
ключать механизм ручного .поперечного перемещения бабки.
Для настройки величины хода шлифовальной бабки в попереч
ном направлении служит механизм упоров У1 и У г, воздействую-
щих при помощи ролика Р и рычажной системы на валик В, управ-
ляющий золотником управления З3 (см. рис. 40). При движении
68
бабки от гидропривода реечное колесо 21, постоянно находящееся
в зацеплении с рейкой, передает вращение через колеса 36 и 40
валу VIII, винтовую передачу 21—21 на вал IX и далее через коле-
са 41—72 на вал X, на котором посажен зубчатый диск 2. Рукоят-
ками Pi и Рг можно настроить механизм на требуемую длину хода
шлифовальной бабки, вводя соответственно собачки 3i и З2 в зацеп-
ление с диском z раздвигая упоры У1 и У2 на требуемый угол. При
вращении диска z собачки 3! и 32 поворачивают полые валики XI
и XII, на которых закреплены упоры У\ и У2. Упоры Ух и У2 соот-
ветственно воздействуют на валик В, перемещая его вверх или вниз,
что обеспечивает изменение направления подачи шлифовальной
бабки.
На рис. 42 показан общий вид двухшпиндельного плоскошлифо-
вального полуавтомата
модели 3772 для плоского
шлифования деталей тор-
цами сегментных или
кольцевых абразивных
кругов.
На станине А смонти-
рованы круглый стол Ж
для закрепления дета-
лей, коробка подач Е, ле-
вая шлифовальная бабка
В с приводом вертикаль-
ного перемещения В, пра-
вая шлифовальная баб-
ка Г с приводом верти-
кального перемещения Д.
Для автоматического
КОНТрОЛЯ размеров об- Рис- 42. Общий вид двухшпиндельного плос-
рабатываемых деталей кошлифовального станка модели 3772
предназначен прибор 3.
Детали обрабатываются торцами шлифовальных кругов после-
довательно за один оборот круглого вращающегося стола. Круги
вращаются от отдельных электродвигателей, встроенных в шлифо-
вальные бабки. Электродвигателями управляют от центральной
кнопочной станции 9. Вертикальное положение шлифовальных ба-
бок может устанавливаться вручную при вращении маховичков 2
и 6, либо от независимых электродвигателей, включаемых кноп-
ками 3 и контролируемых лимбами 1 и 7. Полуавтомат имеет ше-
стискоростную коробку подач, включаемую рукояткой настройки 8.
Для компенсации износа шлифовальных кругов станок оснащен
автоматическими подналадчиками, которые настраиваются по эта-
лонной детали. Команда на опускание бабки шлифовального круга
подается в том случае, если высота шлифуемой поверхности ока-
жется больше допустимого предела. Настройка измерительного
приспособления осуществляется маховичком 5. Рукоятки 4 служат
для управления прибором правки шлифовальных кругов.
§ 2. Установка и закрепление деталей на станке
Способы установки и закрепления деталей при плоском шли-
фовании разнообразны. Они определяются формой и размерами об-
рабатываемых деталей, типом производства, моделью шлифоваль-
ного станка и рядом других факторов.
В большинстве случаев детали закрепляют на электромагнитных
столах или электромагнитных плитах. При шлифовании крупных
деталей (корпуса машины, станины, отливки и т. п.) закрепление
может производиться непосредственно на станке различными за-
жимными устройствами.
Магнитные плиты и столы питаются постоянным током. Включе-
нием и выключением электрического тока опорная плоскость де-
тали может прижиматься к магнитной плите или быстро освобож-
даться от закрепления. На плите может располагаться как одна де-
таль, так и несколько деталей. При обработке деталей с малой
опорной поверхностью для устойчивого закрепления и увеличения
силы, удерживающей деталь на станке, могут применяться допол-
нительные упорные планки, плитки, призмы, блоки и т. п. Магнит-
ные блоки состоят из пластинок Армко-железа и латуни, чередую-
щихся между собой и скрепленных латунными заклепками. При
включении магнитного стола силовой магнитный поток проходит
к детали через Армко-железо и закрепляет ее.
Для зажима деталей можно применять универсальные или ле-
кальные тиски, устанавливаемые на стол станка, на магнитную
плиту или стол. Тиски снабжаются сменными губками в зависимо-
сти от формы и размеров закрепленных деталей.
При шлифовании наклонных поверхностей используют синус-
ные приспособления, у которых опорная плоскость для закрепления
детали наклоняется под необходимым углом с помощью мерных
плиток. При закреплении немагнитных материалов, а также тон-
ких плиток, линеек и т. п. можно использовать вакуумные столы.
На верхней части плиты имеется ряд отверстий, соединенных с ва-
куумной камерой, которые перекрываются шлифуемой деталью, что
обеспечивает надежное прижатие детали к плите.
При шлифовании деталей из немагнитных материалов их на-
клеивают шеллаком на промежуточные металлические плиты, уста-
навливаемые на магнитную плиту. Металлическую плиту предва-
рительно нагревают до температуры 100—150° С, на нее насыпают
порошкообразный шеллак. Детали вдавливаются в размягченный
шеллак, который при охлаждении достаточно прочно удерживает
детали. При повторном нагревании плиты детали легко снимаются.
На рис. 43 приведены примеры шлифования различных поверх-
ностей на плоскошлифовальном станке с прямоугольным столом.
На поворотной магнитной плите (рис. 43, а) можно обрабатывать де-
тали с разнообразными профилями. При шлифовании профильных
направляющих станин используют круги соответствующего профи-
ля (рис. 43, б) или применяют чашечные круги на торцешлифоваль-
ных станках (рис. 43, в). При шлифовании торцом круга на обра-
70
Рис 43 Обработка деталей на плоскошлифовальных станках:
Рис 44 Расположение оси шлифовального шпинделя и сетка ри-
сок при.
а —черновом, б - чистовом, в - прецизионном шлифовании торцом круга
ботанной поверхности заметны дугообразные риски (штрихи). Ри-
сунок этих штрихов (сетка) зависит от наклона шпинделя (рис. 44).
На рис. 45 показан пример закрепления деталей на круглом
магнитном столе двухшпиндельного торцешлифовального станка.
Детали 5 скользят по загрузочному лотку 3 свободно, так к#к в
зоне Б электрический ток через электромагниты не проходит. По-
падая в зону 2, детали закрепляются на магнитном столе и прочно
удерживаются по всей зоне А. После однопроходного шлифования
кругами 1 детали проходят зону, по выходе из которой освобож-
даются от закрепления и сбрасываются в лоток 4. При однопроход-
ном шлифовании припуск снимается за один проход. При шлифо-
вании сплошных поверхностей значительных размеров применяют
не сплошные круги (рис. 46, а), а круги с отверстиями, канавками
(рис. 46, б) или сегментные (рис. 46, в).
Контрольные вопросы
1. Перечислите основные узлы плоскошлифовального станка.
2. Расскажите об особенностях плоского шлифования периферией и торном.
3. Перечислите основные способы закрепления деталей при плоском шлифова-
нии.
ГЛАВА VII
ОБРАБОТКА ДЕТАЛЕЙ НА БЕСЦЕНТРОВОШЛИФОВАЛЬНЫХ
СТАНКАХ
§ 1. Кинематика и конструктивные особенности
бесцентровошлифовального станка
Общий вид бесцентрового круглошлифовального станка пока-
зан на рис. 47, а его кинематическая схема приведена на рис, 48.
Шлифуемая деталь
(рис. 47) устанавли-
вается на опорном
ноже Г между шли-
фовальным крутом,
вращающимся в
бабке Б, и ведущим
кругом, вращаю-
щимся в бабке Е.
Бабка шлифоваль-
ного круга Б и баб-
ка ведущего круга Е
расположены на
станине А. Расстоя-
ние между кругами
определяется разме-
ром диаметра шли-
фуемой детали и ре-
Рис. 47. Общий вид бесцентрового круглошли-
фовального станка модели 3180
гулируется переме-
щением бабки ведущего круга на салазках Ж.
Бабка ведущего круга перемещается маховичком 9, быстрый
ручной подвод и отвод этой же бабки — рычагом 10, а ее микро-
метрическая подача вручную грибком 8.
Рабочая поверхность ведущего круга правится приспособлени-
ем Д, а режущая поверхность шлифовального круга — приспособ-
лением В. Рукоятки 1, 2, 3 предназначены для управления движе-
ниями при правке шлифовального круга, а рукоятки 5, 6, 7 — для
управления движениями при правке ведущего круга. Управление из-
мерительным устройством осуществляется рукояткой 4.
Рис. 48. Кинематическая схема бесцентрового круглошлифовального станка моде-
ли 3180
Движение резания при шлифовании детали осуществляется
шлифовальным кругом, вращающимся от электродвигателя, имею-
щего мотор мощностью 14 кВт с угловой скоростью ротора
пЭ1=1400 об/мин (рис. 48). Вращение от электродвигателя пере-
дается на шпиндель VI шлифовального круга клиноременной пере-
дачей, имеющей шкивы диаметром 158 и 190 мм. Число оборотов
шлифовальнго круга определяется соотношением:
74
пк — ЛЭ1' Ч». п = 1400 • = 1200 об/мин.
Ведущий круг, установленный на шлинделе III, получает враще-
ние при включенной муфте Ж1 от электродвигателя мощностью
1 кВт с угловой скоростью ротора Иэ2=1410 об/мин через цепную
передачу 17—23, сменные зубчатые колеса А и В, установленные
на валах I и II, и червячную передачу 1—30.
Число оборотов ведущего круга определяется соотношением:
/1В< к— пэ2 • /цп • гзп • /чп = 1410 • - = 35 • — об/мин.
ZO £) 0U £>
Устанавливая «попарно сменные зубчатые колеса А и В с разны-
ми числами зубьев, можно изменять число оборотов ведущего кру-
га в пределах от 13 до 94 об/мин.
При правке ведущего круга муфта Aft выводится из зацепления
с червячным колесом 30 и вводится в зацепление с косозубым ко-
лесом 55, получающим вращение от колеса 16, цепной передачи
17—23.
В этом случае число оборотов ведущего круга равно:
к — 1410 • = 300 об/мин.
23 55
В станке предусмотрен второй вариант вращения ведущего кру-
га от гидромотора Гд через цепную передачу и z2 при соответст-
вующем включении муфты Ah. Гидропривод вращения ведущего
круга состоит из электродвигателя мощностью 6,0 кВт с угловой
скоростью ротора пэз=1410 об/мин, насоса Н для нагнетания масла
в цилиндры гидромотора Гд. Система снабжена предохранительным
клапаном Пр, переливным клапаном Пл и дросселем Д\. Поворотом
дросселя можно изменять бесступенчато число оборотов ротора
гидромотора, а следовательно, и число оборотов ведущего круга в
диапазоне от 25 до 225 об/мин. Бесступенчатое регулирование чис-
ла оборотов ведущего круга позволяет поддерживать окружную
скорость на его периферии постоянной, независимо от уменьшения
размеров круга по мере его износа. Широкий предел изменения чи-
сел оборотов ведущего круга позволяет назначить оптимальный ре-
жим при шлифовании деталей с диаметром шлифования от 3 до
75 мм.
Поперечный винт IV осуществляет радиальное перемещение
бабки ведущего круга при повороте рычага Р\ (быстрый отвод
и подвод бабки) или при вращении гайки Вг от маховичка Afxt на
валу V через червячную передачу 2—24. В последнем случае попе-
речный винт закрепляется стопорами Ст на кронштейне.
Величины перемещения бабки ведущего круга отсчитывают по
лимбу Л, установленному на валу V. При необходимости осущест-
вить перемещение бабки в радиальном направлении на заданную
величину (припуск) предусмотрены два упора: неподвижный упор
Ун и переставной упор Уп, закрепляемый в круговом пазу лимба Л.
75
После установки переставного упора Уп на заданную величину пе-
ремещения бабки вращение вала V прекращается в момент, когда
упоры Уп и Ун войдут в соприкосновение друг с другом. По мере ра-
боты ведущий круг изнашивается и поэтому для компенсации его
износа предусмотрено дополнительное перемещение бабки поворо-
том лимба Л с упором Уп зубчатой передачей 16—184 при повороте
грибка Гр относительно маховичка Mxt. На торце грибка распо-
ложены 22 зуба, образующие муфту с маховичком Af*i. Поворот
грибка на один торцовый зуб муфты обеспечивает перемещение
бабки при шаге винта, равного 6 мм на следующую величину:
16
184
— = 0,002 мм.
22
£п = 6-
На рис. 48 показан гидропривод, который перемещает приспо-
собления для правки шлифовального круга, жестко связанного
штоком с поршнем цилиндра Ц. Масло -поступает в полости ци-
линдра Ц от насоса И по трубопроводам через реверсивный
кран Ki. Изменение скорости перемещения поршня регулируется
дросселем Дг.
Описанный станок дает общее представление об основных узлах
и кинематике бесцентрового шлифовального станка. В промышлен-
ности используется ряд моделей станков этого типа, отличающихся
друг от друга по компоновке и конструктивному оформлению от-
дельных узлов, по степени автоматизации цикла шлифования, прав-
ки кругов, контроля размеров деталей, -по устройствам для загруз-
ки и перемещения деталей, позволяющих повысить производитель-
ность и точность шлифования.
§ 2. Схемы наружного бесцентрового шлифования, установка
и перемещение деталей на станке
Если деталь 1 (рис. 49, а) поместить на опорный нож 5, имею-
щий скос под некоторым углом, то деталь коснется ведущего кру-
га 4.
При вращении круга с угловой скоростью щ деталь также на-
чнет вращаться с некоторым числом оборотов п± за счет сил трения,
которые возникнут в зоне контакта. Эти силы трения будут очень ма-
лыми, так как величина нормальной нагрузки в зоне контакта
мала. Она зависит от относительного расположения опорного но-
жа 5, расположения осей детали Oi и ведущего круга О4, а также
массы детали Припокое детали или ее равномерном движении
три вектора сил Glt P3i и Рц образуют замкнутый треугольник
(рис. 49, а справа). Если сцепление между деталью 1 и ведущим
кругом будет хорошим, то соприкасающиеся поверхности детали
и круга не имеют относительного проскальзывания и линейные ско-
рости точек в зоне контакта будут равными. При наличии некоторо-
го проскальзывания поверхностей линейная скорость на поверхно-
Рис. 49. Схема сил, действующих на деталь при
разной установке детали на бесцентровом стан-
ке
сти детали будет немного меньше линейной скорости на поверхно-
сти ведущего круга.
Если в контакт с деталью 1 ввести шлифовальный круг 2
(рис. 49, б), то картина сил, действующих на деталь, существенно
изменится. Для наглядности можно пренебречь массой детали Gu
так как в ряде случаев
масса детали меньше дру-
гих сил.
Для осуществления
съема металла с детали
необходимо создать в зо-
не контакта нормальную
силу Ру достаточной ве-
личины. При вращении
круга сила резания имеет
также и тангенциальную
составляющую Pz. Сумма •
сил Ру и Р2 (рис. 49, б)
определяет их результи-
рующую Р21, называемую
силой резания. Под дейст-
вием силы Pz деталь по-
лучает вращение, которо-
му препятствуют силы
трения между деталью и
опорными ножами, а так-
же между деталью и ве-
дущим кругом. Эти силы
трения направлены про-
тив скорости проскальзы-
вания поверхности детали
относительно соответству-
ющих контактных поверх-
ностей.
Если момент сил трения относительно оси детали Oi будет ра-
вен моменту силы Pz относительно той же оси, то деталь 1 будет
равномерно вращаться вокруг оси Оь Если момент сил трения бу-
дет мал, то деталь / под действием силы Pz начнет вращаться
ускоренно и ее необходимо дополнительно тормозить. Величина сил
трения с одной стороны зависит от коэффициентов трения между
соприкасающимися поверхностями, а_с другой стороны—от вели-
чины радиальных составляющих сил Ai и Рзь Три вектора Р21» Ры
и P3i должны образовать замкнутый треугольник (рис. 49,6). На-
правление сторон этого векторного треугольника зависит от относи-
тельного расположения оси ведущего круга и угла наклона скоса
на опорном ноже.
Если нож опустить ниже линии центров O2Oi (рис. 49, в), то ве-
личина сил в зонах контакта детали с ведущим кругом и опорным
ножом возрастет даже при неизменной величине силы резания Р21
(на рис. 49, в сила резания P2i изменила только направление
вследствие изменения положения оси детали Oj по отношению к оси
круга О2)-
На рис. 49, в показаны силы, действующие на деталь в случае
изменения угла скоса <р на опорном ноже 3. Увеличение этого угла
по сравнению с ножом вызывает возрастание сил Р31 иЛ( в зонах
контакта детали с ножом и ведущим кругом. Анализ силового на-
гружения детали при бесцентровом шлифовании показывает, что ве-
дущий круг оказывает тормозящее действие на деталь, обеспечивая
ее равномерное вращение -при отсутствии проскальзывания. Харак-
теристика ведущих кругов обычно принимается неизменной. В боль-
шинстве случаев используются эл ектрокорундовые круги зерни-
стостью 16 на вулканитовой связке твердостью СТ. В некоторых
случаях с успехом применяют круги металлические из чугуна или
алюминиевого сплава.
Анализ силового нагружения детали показывает, что шлифов-
щик должен уделять большое внимание правильному выбору высо-
ты h оси обрабатываемой детали над линией центров О2О4 и углу
скоса ножа <р.
В большинстве случаев угол скоса ножа ср принимается постоян-
ным и равным 30°. При шлифовании деталей диаметром меньше
10 мм его рекомендуется увеличивать, что приводит к повышению
силы (прижима детали к опорному ножу и ведущему кругу. При чи-
стовом и получистовом шлифовании угол скоса нужно увеличивать
Выбор высоты центра детали h определяется диаметрами дета-
ли £?д, шлифовального Рк и ведущего £>в.к 'кругов, углом скоса опор-
ного ножа и требованиями к точности обработки (рис. 49, б).
Высоту центра детали А можно определить как катет в прямо-
угольном треугольнике с гипотенузой OiO2 — по формуле-
д = (£>к-Нд) 7
2
Угол у обычно выбирается положительным, т. е. ось детали рас-
полагается выше линии центров О2О4. Величина угла у выбирается
в зависимости от вида обработки: при обдирочной обработке реко-
мендуется угол, равный 1°, при .получистовой — 3—3,5°, при чисто-
вой — 4,5—5°.
Учитывая, что при малых углах у синус угла практически равен
значению угла в радианах, вышенаписанную формулу можно пре-
образовать в более удобную для практических расчетов.
h = Ок±^ж . = о,ОО87Т°(Д. + <*,).
78
Для установки ножа по высоте и углу скоса следует применять
специальные приспособления или пользоваться универсальными ин-
струментами (глубиномерами, высотомерами и т.п.).Точность уста-
новки ножа по высоте 0,05 мм.
Во многих инструкциях по наладке станков приводятся таблицы,
по которым рекомендуется выбирать высоту А в зависимости от
диаметра детали, так как диаметр круга на данном станке считает-
ся неизменным. Иногда пользуются опытной формулой:
h — 5 4- 0,Шд мм.
В ряде случаев в эту формулу вносят дополнения и уточнения с
учетом условий шлифования: при предварительном шлифовании
А=5+0,&/д, при окончательном шлифовании А=5+0,13б/д, при шли-
фовании в одну операцию А=5+0,09с?д.
Следует помнить, что при бесцентровом шлифовании в отличие
от шлифования на круглошлифовальных станках отсутствует жест-
кая кинематическая связь детали с базовыми элементами станка
(центрами). Базирование детали, как .правило, происходит по обра-
батываемой поверхности, а в начальный период — по исходной по-
верхности заготовки. Эти особенности обработки деталей на бес-
центровом станке иногда приводят к появлению погрешностей фор-
мы детали в поперечном сечении, обычно огранки и овальности.
Эти виды погрешностей зависят от высоты h центра детали. Если
на заготовке имеется исходная овальность, то она хорошо исправ-
ляется путем приближения центра детали к линии центров станка
(А стремится к нулю).
Однако при малой высоте А деталь получается также некруглой,
либо появляется огранка, обычно в форме трехгранника с криволи-
нейными сторонами. Эта трехгранность хорошо исправляется, если
располагать деталь по возможности выше над линией центров стан-
ка. Однако в этом случае уменьшаются силы прижима детали к
опорному ножу и ведущему кругу, что может привести к появлению
вибраций и овальности б поперечном сечении детали. Следователь-
но, при наладке станка надо находить оптимальное значение вы-
соты А.
При шлифовании длинных деталей малого диаметра необходимо
развить повышенные силы, что достигается установкой центра дета-
ли ниже линии центров станка при отрицательном значении угла у.
В отдельных случаях увеличивают угол наклона опорного ножа до
45°. Линия центров кругов на различных универсальных и специаль-
ных станках может располагаться горизонтально (рис. 50, а, б)
(у станков мелких и средних габаритов), иметь наклон до 30° и бо-
лее (рис. 50, в, г) (у станков средних и круглых габаритов для об-
работки тяжелых деталей) или быть вертикальной (рис. 50, д)
(встречается редко). Для обработки прутков длиной до 20 м боль-
шого диаметра вместо опорного ножа применяют опорные ролики
или два ведущих круга (рис. 50, е), что обеспечивает надежное
вращение прутка в процессе шлифования.
79
о W о . .
1
I» sg Q
*2 = dS
Chi
aBcS Sc- *
Я в о n
E§?ai
ilfli
h”i5
3Pi!i
i>°?s
;Hi!t
я
I?
is
fi
5n
Е
22
3
i^h
3?0 §
в
8
£*«
sE а
еЛ§
о
5 S3 5
Й.Э°В
2
=
о
2 = d а 1
к.,* le
s s « Q g
»• H C
± л a
55 E n 2 Ъ
“s3rt®'
hilg
фование кольцевых
поверхно-
стей у вала значительной длины
Рис. 51. Схема шлифования
разных деталей по методу
врезания:
а — предварительное шлифова-
ние дорожек у двух внутренних
колец конических роликовых
подшипников, б — предваритель-
ное чистовое и окончательное
шлифование поверхностей каче-
ния бочкообразных роликов, в,
г — шлифование стебля и выш-
лифовка пазов у клапана, д —
шлифование двух цапф у вилки
карданной передачи, е —шли-
фование сферической поверхно-
сти, ж — одновременное шлифо-
вание всех поверхностей вала,
з, и — шлифование разобщен-
ных шеек вала, к, л, л —шли-
фование торцовых и цилиндри-
ческих поверхностей, н — шли-
При обработке прутков малого диаметра используют станки
с двумя шлифовальными кругами, вращающимися в разные сторо-
ны, с базированием прутка на опорном ноже (рис. 50, ж). Подача
прутка и его вращение обеспечиваются специальными подающими
роликами, расположенными вне зоны шлифования.
Для съема металла с детали, получения требуемых размеров
и формы применяют три основных метода бесцентрового шлифова-
ния наружных поверхностей:
шлифование врезное с поперечной подачей, шлифование с про-
дольной подачей на проход, шлифование с продольной подачей до
упора.
На рис. 51 приведены схемы шлифования разнообразных дета-
лей, отличающихся по конструкции, размерам, форме и назначению.
При шлифовании врезанием деталь может базироваться на но-
же и ведущем круге, на ноже, на жестких опорах (башмаках), на
ведущих роликах и ведущих круга. Положение детали в осевом на-
правлении фиксируется торцовыми упорами. Для формообразова-
ния поверхности режущая поверхность кругов профилируется при
правке алмазами в оправках, либо алмазными роликами или гре-
бенками соответствующего профиля.
На рис. 52 приведены типовые схемы обработки деталей на
проход.
Рис. 52. Схема шлифования деталей с продольной подачей на проход:
а, б. в, г — шлифование наружной цилиндрической поверхности деталей с разным соот-
ношением длины и диаметра: (а) — (б) — 8, (в, г) — О, е —
шлифование конических поверхностей у шпнлек (д) и фасок (е), ас, з — шлифование
криволинейных поверхностей бочкообразных роликов (яс) и шаров (з); / — шлифоваль-
ный круг, 2 — ведущий круг, 3 — нож, 4 — обрабатываемая деталь, 5 — направляющие
щечки, 6 — прижимной ролик, 7 — барабан, 8—оправка
При бесцентровом шлифовании деталей на проход продольная
подача во многих станках осуществляется ведущим кругом, со-
вместно с круговой «подачей детали. Для этого необходимо повер-
нуть ось ведущего круга на некоторый угол по отношению к оси де-
тали. При вращательном движении двух соприкасающихся поверх-
ностей вокруг скрещивающихся осей неизбежно скольжение со ско-
ростью vCk=Vk—Цд=Удк (рис. 53, а), что вызывает появление сил
трения в осевом направлении детали. Под действием этих сил про-
исходит осевое перемещение детали с определенной скоростью
Зпрод, зависящей от окружной скорости ведущего круга пв.к, угла
скрещивания осей а и коэффициента К, учитывающего величину
проскальзывания между деталью и ведущим кругом. Скорость
скольжения гСк поверхностей на линии кратчайшего расстояния
между осями определяется соотношением
• sin а — ГиРв кПв к . Sin а м/мин.
ск 14 1АЛА
Скорость продольной подачи детали равна:
•$прод — К. •
где К — коэффициент проскальзывания детали относительно веду-
щего круга.
Для снижения величины .проскальзывания, снижения удельных
давлений в зоне контакта, улучшения условий контакта между де-
талью и ведущим кру-
гом можно заменить
точечный контакт двух
цилиндрических по-
верхностей линейным
контактом, если рабо-
чей поверхности веду-
щего круга придать со-
ответствующую фор -
му, например форму
гиперболоида враще-
ния. Поверхность ги-
перболоида вращения
является линейчатой
(рис. 53,6), так как ее
образование можно
представить как по-
верхность, образую-
Рис. 53. Схема расположения и образования рабо-
чей поверхности ведущего круга при шлифовании
деталей с продольной подачей
щуюся при вращении
прямой линии ав (рис. 53, в) относительно оси, составляющей неко-
торый угол а с этой прямой.
Такая поверхность придается ведущему кругу правкой, напри-
мер, алмазным зерном, перемещающимся вдоль линейчатой обра-
зующей гиперболоида вращения. Для улучшения условий контакта
круга с деталью рабочая поверхность ведущего круга является
83
только некоторой частью теоретической поверхности гиперболоида
и по внешнему виду напоминает усеченный конус. Так как ось де-
тали расположена выше линии центров кругов (см. рис. 49, б) на
высоту Л, то линия контакта детали с поверхностью ведущего круга
смещена на величину Ла, которая определяется из соотношения:
__ 1>в. к ___ 1
Л Do. к 4" da 1 -J- DB. к
Пример. Требуется произвести расчет наладки станка при шлифовании дета-
ли диаметром б/д=60 мм в одну операцию. Диаметр ведущего круга 300 мм. Вы-
соту установки оси детали определяем по ранее приведенной формуле:
h = 5-J-0,09d4 = 54-0,09- 60 = 10,4мм.
Высота установки алмаза ha при правке ведущего круга:
h _ 10,4 10,4
Л‘_1 + ^д/Ов.к - 1 + 60/300 ~ 1,2 ~8,
При правке крута для окончательного шлифования соответственно имеем:
h = 54-0, Шд = 54-0,13 • 60= 12,8мм;
h 12,8 12Л
а“ 14-б/д/Рв.к “ 14-60/300 1,2“ ,7мм‘
§ 3. Технология обработки деталей на бесцентровых
шлифовальных станках
Бесцентровые станки применяются в подшипниковой, автомо-
бильной, тракторной « металлургической промышленности. По
сравнению с обработкой на центровых станках при бесцентровом
шлифовании обеспечивается более высокая однородность деталей
по качеству и размерам, устраняются «прогибы детали, что позво-
ляет применять более напряженные режимы шлифования и снижать
припуск на обработку. Сокращается или полностью совмещается
вспомогательное время, связанное с установкой и снятием деталей
со станка, проверкой размеров и т. п.
При шлифовании на проход обеспечивается получение погреш-
ностей формы в поперечном сечении в пределах до 2,5 мкм, с шеро-
ховатостью в пределах 9-го класса. Для снижения шероховатости
поверхности детали на планшайбе некоторых станков устанавли-
вают два шлифовальных круга разной характеристики: крупнозер-
нистый для основной части припуска и мелкозернистый для повы-
шения класса шероховатости.
При чистовой обработке большое внимание должно уделяться
правке шлифовального круга. * Для рационального распределения
нагрузки в зоне контакта на режущей поверхности круга создают
четыре основных участка, выполняющих разные функции. На уча-
84
стке входа деталей формируется заборный корпус длиной 10—30 мм
с таким углом, который бы обеспечивал беспрепятственный и на-
дежный вход в зону шлифования деталей с предельной величиной
припуска.
Основную часть по высоте круга занимает рабочий конус, обе-
спечивающий равномерное распределение съема припуска по линии
контакта детали с кругом. Калибрующая зона выполняется при
правке образующей параллельно оси круга на длину не более
100 мм и предназначена для формирования заданной шероховато-
сти поверхности, требуемой точности размеров и формы. Четвертая
зона имеет обратную конусность, обеспечивающую правильный вы-
ход детали из зоны контакта с кругом. Обратный конус обычно
имеет длину 20—30 мм.
Шлифовальные круги указанного профиля правят с помощью
копирных линеек. При черновом шлифовании с невысокими требо-
ваниями к качеству поверхности (6-й класс шероховатости, допуск
на размер до 0,1 мм) на круге выполняют только заборный и обрат-
ный конусы.
При бесцентровом шлифовании на проход для ввода деталей
в зону шлифования и вывода из нее служат направляющие линей-
ки, установленные параллельно линии контакта детали со шлифо-
вальным кругом. При повороте линеек или их смещении относитель-
но образующей ведущего крура геометрическая форма деталей
искажается, в основном в продольном сечении образуется конусооб-
разность, седлообразность или бочкообразность.
При выборе характеристики шлифовальных кругов необходимо
учитывать вид операции (предварительное, чистовое, доводочное
шлифование), марку обрабатываемого материала, требования к ше-
роховатости поверхности, состояние исходной заготовки, величину
припуска и ряд других условий.
Для точного учета всех условий обработки следует пользоваться
подробными технологическими справочниками. В табл. 8 и 9 приве-
дены рекомендации по выбору режимов шлифования и характери-
стики кругов. В них учитывается способ бесцентрового шлифования
(врезание и на проход), марка обрабатываемого материала (сталь
и чугун), исходная погрешность заготовки, требования к точности
формы детали в поперечном сечении и требуемый класс шерохова-
тости. Располагая этими технологическими параметрами, по табли-
це выбирается необходимая характеристика шлифовального круга
по виду абразивного материала, зернистости, твердости и связке,
необходимое количество переходов, устанавливаемое в зависимо-
сти от исходной погрешности заготовки.
Так, например, на стальной детали требуется получить 8-й класс
шероховатости, точность формы в пределах 0,01 мм при исходной
погрешности заготовки в пределах 0,05—0,10 мм.
По табл. 8 устанавливаем, что заданные требования к качеству
поверхности и точности обработки можно получить на переходе д
при использовании круга 25А16 (С1—С2)К, выполнив предвари-
тельно переходы бив кругом 15А40СТ1К и переход г кругом
Таблица 8
Выбор характеристики круга, удвоенной глубины шлифования
и числа переходов при бесцентровом проходном шлифовании
1 Обрабатываемый материал Требуемая точ- ность формы, мм Требуемый класс шероховатости поверхности Необходимая ха рактеристика шлифовального круга Рекомендуемая удвоенная глуби- на шлифования на данном переходе, мм Условия обозпачс* ния перехода Рекомендуемые переходы при шлифовании в за- висимости от исходной точности формы, мм
«о й о о о 1 о 8 о А о 8 о о* «г- з о А о о о о i о S о 1 о S о
Сталь 0,15—0,10 0,10—0,05 0,05—0,03 0,03—0,015 0,015—0,010 0,010 0,005— 0,0025 5-6 6—7 7 7—8 8 8-9 9—10 15А50СТ2К 15А4ОСТ1К 15А40СТ1К 15А40СТ1К 15А25 (С2— СТ1)К 25А25С2К 25А25С2К 25А16 (С1—С2)К 25А16Т-В 25А12СТ-В 0,20—0,35 0,15—0,20 0,10—0,15 0,05—0,10 0,03—0,05 0,015—0,03 0,01—0,015 а б в г д е ж + ± 1 ф 4- + i н - н - 1 и h н 4 н н г ь н ф + + 4- 4- 4- 4- ф 4-
Чугун 0,10—0,05 0,05—0,03 0,03-0,01 0,01—0,005 0,005— 0,0025 6—7 7 8 8-9 5—10 54С50 (С1—С2)К 54С40 (С1—С2)К 54С25 (СМ2—С1 )К 54С16С1К 15А16Т-В 15А12СТ-В 0,20—0,35 0,15—0,20 0,10—0,15 0,05-0,10 0,015-0,03 а б в г д + + ± н н _ъ 1 4- 4- 4- 4-
Примечания. I. Знак г означает, что данный переход необходимо выполнить для
получения требуемого качества поверхности при заданной исходной
точности формы.
2. Характеристика ведущего круга во всех случаях одинакова
I5A16T—В.
Таблица 9
Выбор характеристики круга, удвоенной глубины шлифования и числа переходов при бесцентровом врезном шлифовании
Обрабатываемый материал Требуемая точность формы, мм Требуемый класс шеро- ховатости поверхности Необходимая харак- теристика шлиф о вального круга Рекомендуе- мая удвоен- ная глубина шлифования, мм, на данном переходе Условия обозначения перехода рекомендуе- мые переходы при шлифо- вании в зави- симости от ис- ходной точно- сти формы. мм
0,30—0,20 0,20—0,10 so'o-ого 1 0,05-0,02
Сталь 0,15—0,10 0,10—0,05 0,05—0,02 0,02—0,01 6 6-7 7—8 8 15А50 (СТ2—СТЗ) К 15А40(СТ1—СТ2)К 15А40(СТ1—СТ2)К 25А25(СТ1—СТ2)К 25А16(С2—СТ1)К 0,3—0,5 0,2—0,3 0,1—0,15 0,05—0,1 а б в г + +±±. ± 1 i ± 1 4-
X >» ГТ 0,10—0,05 0,05—0,02 0,02—0,01 6—7 7 8 54С5О(С2—СТ1)К 54С40(С2—СТ1)К 54С4О(С2—СТ1)К 54С25(С1— С2)К 0,3—0,5 0,15—0,3 0,05—0,15 а б в 4- ф 4- 4* 4- 4- 4-
Примечания
означает, что данный
переход необходимо выполнить для
поверхности при заданной исходной
I. Знак +
получения требуемого качества
точности формы.
2. Характеристика ведущего круга во всех переходах одинаковая
15А16Т—В.
3. Рекомендации по числу переходов предусматривают последователь-
ную обработку на ряде станков. При обработке на одном стайке
число переходов может быть уменьшено в два раза при одновре-
менном уменьшении минутной поперечной подачи на 20—40%.
Контрольные вопросы
1. Перечислите основные узлы бесцентрово-шлифовального станка.
2. Расскажите о назначении ведущего и шлифовального кругов при бесцент-
ровом шлифованип.
3. Влияет ли угол скоса и высота установки ножа на величину сил, действую-
щих на деталь при бесцентровом шлифовании?
4. Какая форма придается ведущему и шлифовальному кругу при правке их
рабочей поверхности?
25А25С2К. В табл. 8 указана рекомендуемая глубина шлифования
на каждом из этих переходов.
Величину осевых подач и интенсивность съема назначают в зави-
симости от типа детали и требования к качеству шлифуемой поверх-
ности. Например, при обдирочном шлифовании «прутков на станках
с широким кругом скорость осевой подачи составляет около
10 м/мин, при шлифовании -поршневых пальцев, осей —
1,5—4,5 м/мин, при шлифовании колец подшипников —
0,25—2 м/мин. При врезном шлифовании скорость поперечной по-
дачи: чистовой — 0,3—1,5 мм/мин, черновой — 0,8—5 мм/мин, фор-
сированной — 3—10 мм/мин.
86
ГЛАВА VIII
ОСНОВНЫЕ СВЕДЕНИЯ О ЛЕЗВИЙНОМ РЕЖУЩЕМ ИНСТРУМЕНТЕ
§ 1. Геометрические и конструктивные элементы
режущих инструментов
Различные инструменты, несмотря на их внешнее отличие, пред-
назначены для обработки деталей путем резания материала и по-
лучения на деталях поверхностей требуемой формы, размеров и оп-
ределенного качества. Поэтому каждый инструмент имеет часть,
которая непосредственно срезает с заготовки излишний материал
87
и называется режущей частью. Та часть, которая непосредст-
венно формирует образование обработанной поверхности, назы-
вается калибрующей. У некоторых инструментов калибрую-
щая часть объединяется с режущей частью (например, у резцов
вспомогательное режущее лезвие и вершина непосредственно соеди-
няются с главным режущим лезвием).
У других же инструментов эти части очень четко разделяются
(например, у метчиков, разверток, протяжек и т. д.).
По числу режущих лезвий инструменты разделяются на однолез-
вийные <и многолезвийные (многозубые).
Использование большого количества режущих лезвий (зубьев)
позволяет увеличить длину активной части режущих лезвий, ис-
пользовать в работе одновременно большое количество кромок, сни-
зить удельные нагрузки и обеспечить высокую скорость съема ме-
талла при резании. В многозубых инструментах каждый зуб являет-
ся по существу отдельным
резцом, закрепленным на
общем корпусе. Между
зубьями должно быть сво-
бодное пространство, обес-
печивающее свободный от-
вод стружки от режущей
кромки.
Если объем стружечной
канавки мал, то стружка
защемляется и запрессовы-
вается в канавке, что может
привести к поломке инстру-
мента. Для правильного от-
вода стружки и ее дробления режущая часть инструмента должна
иметь необходимую форму (порожки, канавки и т. п.) или инстру-
мент должен обеспечиваться специальными устройствами. Для об-
легчения отвода стружки поверхность канавок должна быть глад-
кой, иногда даже полированной (например, у сверл).
Наиболее простой -и распространенный вид режущего инструмен-
та — резец (рис. 54). Он состоит из двух частей: рабочей части (го-
ловки) и стержня (тела), предназначенного для закрепления резца
в резцедержателе, установленном на суппорте станка.
Основными элементами головки резца являются три поверхно-
сти: передняя, по которой сходит стружка, задняя главная и задняя
вспомогательная поверхности, обращенные к обрабатываемой де-
тали. Пересечение этих поверхностей образует соответственно глав-
ное режущее лезвие, вспомогательное режущее лезвие и вершину
резца. Вершина резца .представляет собой сопряжение режущих лез-
вий и часто выполняется по радиусу, обычно в пределах от 0,1 до
2 мм.
Главные углы у резцов измеряются в главной секущей плоскости
(рис. 55), которая перпендикулярна к проекции главного режущего
лезвия на основную плоскость.
Вспомога-
тельное ре-
гнущее
лезвие
Вершина
резца
Рабочая часть
Стержень
Рис. 54. Важнейшие части и элементы резца
Вспомогатель- Главное режущее лезвие
нал задняя поверхность
Передняя по-
верхность
Главная задняя поверхность
Главным задним углом а называют угол между следом
плоскости резания и касательной к главной задней поверхности
резца в рассматриваемой точке режущего лезвия.
Главным передним углом у называют угол между сле-
дом плоскости, перпендикулярной к плоскости резания и касатель-
ной к передней поверхности в рассматриваемой точке режущего
лезвия.
Углом заострения (3 называется угол между следами пе-
редней и главной задней поверхностей.
Углом резания б называется угол между следами перед-
ней поверхности и плоскости резания.
Рис 55. Определение углов резца в главной и вспо-
могательной секущих плоскостях
В вспомогательной секущей плоскости, проведенной перпенди-
кулярно к проекции вспомогательного режущего лезвия на основ-
ную плоскость, также различают вспомогательный задний угол щ
и вспомогательный передний угол уь
В основной плоскости измеряются углы в плане. Главным углом
в плане <р называется угол между проекцией главного режущего
лезвия на основную плоскость и направлением подачи.
Вспомогательным углом в плане <pi называется угол
между проекцией вспомогательного лезвия на основную плоскость
и направлением подачи.
Углом при вершине в плане е называется угол между
проекциями режущих лезвий на основную плоскость.
Углом наклона главного режущего лезвия X на-
зывается угол в плоскости, перпендикулярной основной плоскости,
и заключенный между главным режущим лезвием и линией, про-
веденной через вершину резца параллельно основной плоскости.
Если режущее лезвие параллельно основной плоскости, то этот
угол равен нулю. Если на главном режущем лезвии вершина рез-
ца является наинизшей точкой, то этот угол считается положитель-
иым; когда вершина резца является наивысшей точкой — то угол
приобретает отрицательное значение (рис. 56).
Геометрические параметры режущей части инструмента оказы-
вают очень существенное влияние на процесс резания, качество об-
работки, ее производительность и экономичность.
Оптимальные геометрические параметры инструмента зависят
от конкретных условий обработки и
Рис. 56. Определение знака угла X на-
клона главного режущего лезвия рез-
ца
Рис. 57. Изменение размеров срезае-
мого слоя материала при продольном
точении резцами с разными главными
углами в плане ф
нельзя установить одну, при-
годную для всех случаев,
форму рабочей части инст-
румента. Поэтому заточнику
режущего инструмента
очень важно уяснить основ-
ные принципиальные поло-
жения по выбору важней-
ших геометрических пара-
метров инструмента.
Задний угол в основ-
ном предназначен для обес-
печения свободного переме-
щения инструмента по обра-
батываемой поверхности и
уменьшения трения и износа
по задней поверхности инст-
румента. Увеличение задне-
го угла до определенного
предела, особенно при сре-
зании тонких стружек, спо-
собствует повышению стой-
кости инструмента, умень-
шению шероховатости об-
работанной поверхности.
Однако повышение заднего угла приводит к уменьшению угла за-
острения, а следовательно, к ослаблению режущего лезвия, а иног-
да к его выкрашиванию и преждевременному выходу инструмента
из строя. Поэтому задний угол следует выбирать в зависимости
от условий работы инструмента.
Главный угол в плане при постоянных значениях пода-
чи 5 и глубины резания t определяет соотношение между шири-
ной б, толщиной среза а\ при уменьшении угла ср уменьшается тол-
щина среза а и увеличивается его ширина b (рис. 57). Увеличение
активной длины режущего лезвия, т. е. той части, которая находится
в непосредственном соприкосновении с обрабатываемой заготовкой,
приводит к уменьшению температуры в зоне резания, что снижает
износ резца и повышает его стойкость. Однако при обработке неже-
стких деталей (например, длинных валиков) рекомендуется приме-
нять углы ф=60—75°, так как при меньших углах возможно появ-
ление вибраций и недопустимых прогибов заготовки.
Вспомогательный угол в плане cpi влияет на шеро-
90
ховатость обработанной поверхности, прочность вершины резца
и его стойкость.
В случае применения высоких подач на детали появляются зна-
чительные остаточные гребешки. Поэтому для повышения зачищаю-
щей роли вспомогательного режущего лезвия стремятся применять
малые значения углов <рь обычно в пределах 10—15°.
Угол наклона главной режущей кромки X особое
значение имеет для формирования размеров стружки и направления
ее сбега с передней поверхности резца. При положительных значе-
ниях угла X место первоначального контакта резца с заготовкой
удаляется от вершины, что повышает стойкость резца, особенно
при обработке заготовок с прерывистой поверхностью или неравно-
мерным припуском.
Следовательно, в зависимости от конструкции инструмента и ха-
рактера обработки конкретные значения геометрических парамет-
ров режущей части различных инструментов могут изменяться в
очень широких пределах. Однако для всех инструментов установле-
ны единые определения важнейших поверхностей и единые обозна-
чения углов режущей части.
Режущие лезвия у инструментов следует выполнять достаточно
острыми: для многих случаев требуется иметь радиус округления
лезвий не более 10 мкм. Зазубрины, завалы, забоины и трещины на
режущих лезвиях не допускаются. Это обеспечивается тщательным
шлифованием, заточкой или доводкой передних и задних поверхно-
стей. Шероховатость этих поверхностей имеет особое значение для
отделочных инструментов. Чем меньше высота неровностей на ра-
бочих поверхностях инструмента, тем выше его стойкость, тем мень-
ше шероховатость и выше качество обработанной поверхности на
детали. Снижение высоты неровностей можно достигнуть путем до-
водки рабочих поверхностей на режущих инструментах.
Помимо режущей и калибрующей частей любой инструмент
имеет соединительные элементы, при помощи которых инструмент
закрепляется на металлорежущем станке и передает силы и момен-
ты от привода станка (точнее его шпинделя) или от суппорта на
его режущую часть. Соединительные элементы также являются
и базами при установке инструмента на станке.
Концевые инструменты закрепляются посредством -конуса с лап-
кой, иногда с резьбовыми отверстиями или посредством цилиндриче-
ского хвостовика. Насадные инструменты закрепляются на цилин-
дрических или конических оправках.
Некоторые инструменты имеют специальные методы крепления:
зажимную часть в виде ласточкиного хвоста или хвоста с зажимной
чекой. Для ряда инструментов закрепление осуществляется быстро-
сменными замками разнообразных конструкций.
Все оправки и концевые инструменты с цилиндрической или ко-
нической рабочей поверхностью на обоих торцах имеют центровые
отверстия, которые являются базой при изготовлении инструмента
и контроля при переточках.
91
§ 2. Материалы, применяемые для изготовления
режущих инструментов
Материал, из которого изготовляется инструмент, должен обла-
дать определенными свойствами, чтобы режущая часть инструмен-
та внедрялась в обрабатываемый материал и длительное время сре-
зала с заготовки лишний слой (припуск).
В «первую очередь инструментальный материал должен быть
очень твердым и прочным. Предел прочности на сжатие и на
срез инструментального материала должен быть значительно боль-
ше, чем у обрабатываемого материала, иначе резание материала
становится невозможным. Эти свойства материалы должны сохра-
няться и при нагреве его до высоких температур, т. е. инструмен-
тальный материал должен обладать теплостойкостью (или
красностойкостью). Режущая часть инструмента должна быть спо-
собна сопротивляться истирающему воздействию обрабатываемого
материала в течение продолжительного времени в условиях высо-
ких давлений и нагрева, т. е. инструментальный материал должен
обладать высокой износостойкостью. Инструментальный ма-
териал должен быть и достаточно вязким, чтобы при обработке
материалов вблизи режущих лезвий не могли появляться трещины
и сколы.
Инструментальные материалы должны также обладать и опре-
деленными технологическими свойствами, т. е. способностью
обрабатываться три первоначальном изготовлении режущих
инструментов и затачиваться в процессе их эксплуатации.
Все эти свойства зависят от химического состава, структурного
состояния и физико-механических свойств инструментальных мате-
риалов.
Современные режущие инструменты изготовляют из следующих
основных материалов: углеродистых инструментальных сталей, ле-
гированных инструментальных сталей, быстрорежущих инструмен-
тальных сталей, твердых сплавов, минералокерамики, алмазов, аб-
разивных материалов.
Углеродистые и легированные инструментальные
стали обладают высокой твердостью, прочностью и износостойко-
стью, но эти свойства сохраняются лишь при нагреве до невысоких
температур (не свыше 200—300° С). Поэтому такие материалы при-
меняют для резания сравнительно мягких, малопрочных мате-
риалов и обрабатывают с невысокой скоростью резания.
Для получения высокой твердости инструментальные стали име-
ют повышенное содержание углерода: от 0,7 до 1,4%. Они содержат
также сравнительно небольшое количество других элементов, кото-
рые называют легирующими.
Введение в сталь легирующих элементов придает ей специаль-
ные свойства, так как усложняется строение стали и физико-меха-
нические свойства улучшаются в два, три раза, а иногда и в десят-
ки раз.
В настоящее время в качестве легирующих элементов исполь-
зуют хром, кобальт, никель, молибден, титан, вольфрам, бор, азот,
алюминий, ванадий, цирконий, ниобий и др.
В инструментальных сталях суммарное количество легирующих
элементов сравнительно невелико, обычно до 3—4%.
Углеродистые инструментальные стали в соответствии с про-
центом содержания в стали углерода делятся на марки: У7А, У8А,
У9А, У10А, УНА, У12А, У13А. Маркировка этих сталей расшифро-
вывается так: буква У означает «углеродистая», следующая за бук-
вой У цифра указывает содержание в стали углерода, выраженное в
десятых долях процента, т. е. 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3%. Бук-
ва А в конце маркировки указывает на высококачественность стали
в связи с малым содержанием вредных примесей (серы и фосфора).
Легированные стали имеют также свою маркировку, причем
каждый легирующий элемент обозначается определенной буквой:
Хром — X Вольфрам — В Азот — А
Никель — н Кремний — С Алюминий — Ю
Молибден — М Кобальт — К Титан — Т
Марганец — г Ванадий — ф Цирконий -ц
Медь -д Ниобий — Б Фосфор — П
и т. д.
Содержание легирующего элемента (в процентах) указывается
цифрами после индекса; если его содержание меньше, равно или
близко к 1 % (в среднем), то после индекса цифра не проставляется.
Хромокремнистая сталь 9ХС соответствует следующему содержа-
нию элементов: 0,95—1,10% С (углерода — 9); 0,95—1,25% Сг
(хрома — X); 1,20—1,60% Si (кремния — С). В инструментальных
сталях мар-кировка углерода не выдерживается по единой системе
с обозначением содержания легирующих элементов, она дается в
десятых долях процента, а не в процентах. Иногда при маркировке
содержание углерода вообще опускается: например, сталь Х12Ф1
содержит 11,0—12,5% Сг (хрома Х12) и 0,7—0,9% V (ванадия Ф1)
и 1,2—1,4% С (углерода).
В -производстве режущих инструментов из инструментальных ле-
гированных сталей наибольшее применение находят две стали: хро-
мокремнистая 9ХС и хромовольфрамомарганцовистая ХВГ.
Если процент легирующих элементов в стали увеличить: воль-
фрама до 8,5—19%, хрома до 3,8—4,6%, а также вводить в качест-
ве лрисадок молибден и ванадий, то можно «повысить теплостой-
кость до 600° С без существенного снижения износостойкости. Та-
кие стали называют быстрорежущими.
Если сравнить инструменты из быстрорежущей стали с инстру-
ментами из углеродистых сталей, то первыми можно работать на
скоростях резания в 2—3 раза более высокими и при этом стойкость
будет примерно одинаковой.
Основной маркой быстрорежущей стали является Р18, которая
содержит 17—18,5% W (вольфрама), 3,8—4,4% Сг (хрома),
0,7—0,8% С (углерода) и 1,0—1,4% V (ванадия).
Из этой стали изготовляют большинство режущих инструментов,
так как в закаленном состоянии она обладает стальными высокими
режущими свойствами и весьма повышенной износостойкостью. Ин-
струменты из стали Р18 хорошо переносят ударные нагрузки при ра-
боте и их легко можно перетачивать по мере затупления и износа.
Так как непосредственное резание осуществляет только режущая
часть, то многие инструменты делают составными: рабочая часть
выполняется из быстрорежущей стали, а нерабочая (корпус, хво-
стовая часть и т. д.) из менее дорогой — конструкционной стали.
В последние годы сталь Р18 постепенно заменяется быстроре-
жущими сталями с меньшим содержанием вольфрама. Во многих
случаях эти стали 'позволяют более экономно и лучше использовать
легирующие элементы. К ним относятся стали Р6М5, Р6МЗ,
Р12, Р9.
Низковольфрамовая быстрорежущая сталь Р9 содержит воль-
фрама в пределах 8,5—10%, т. е. в два раза меньше по сравнению
со сталью Р18. Однако содержание ванадия повышено до 2—2,6%
вместо 1,0—1,4%, что позволило почти выравнять режущие свойст-
ва, но привело к плохой шлифуемости. Поэтому при заточке вслед-
ствие повышенного содержания ванадия могут возникать поверхно-
стные дефекты—прижоги, ведущие к понижению твердости. На-
ибольшее распространение из вольфрамо-молибденовых сталей по-
лучила сталь Р6М5, предназначенная для обработки сталей, чугу-
нов и цветных металлов.
Помимо сталей нормальной производительности (Р18 и Р9) при-
меняют также быстрорежущие стали повышенной производительно-
сти, в тех случаях когда применение сталей Р12, Р6М5 оказывается
неэффективным.
Ванадиевая сталь Р9Ф5 имеет увеличенное содержание ванадия
(до 4,3—5,1%) и углерода (до 1,4—1,5%) и обладает высокой изно-
состойкостью в инструментах, работающих с небольшой толщиной
стружки и малыми скоростями (развертки, метчики, протяжки
и т. п.).
Быстрорежущие стали Р18Ф2 и Р14Ф4 с меньшим количеством
ванадия (1,8—2,4% и 3,4—4,1% соответственно) занимают по своим
свойствам промежуточное положение.
Кобальтовые быстрорежущие стали повышенной производитель-
ности Р9К5, Р9КЮ, Р18К5Ф2 и Р10К5Ф5 обладают более высокой
износостойкостью, красностойкостью и твердостью по сравнению
со сталью Р18 и могут применяться для изготовления инструмен-
тов, нагревающихся при работе до высоких температур (обработка
нержавеющих, жаропрочных сплавов и сталей, а также при обра-
ботке легированных сталей твердостью НВ 300—350). Кобальтовые
стали используют при изготовлении фрез, резцов, сверл и других ин-
струментов.
Все инструментальные стали получают свою твердость после
термической обработки: закалки и отпуска.
Инструментальные углеродистые и легированные стали после
соответствующей термической обработки могут иметь твердость
HRC 58—64. Твердость быстрорежущих сталей обычной производи-
94
тельности HRC 63—65, для быстрорежущих сталей повышенной
производительности HRC 64—66.
Инструменты с низкой твердостью очень быстро изнашиваются,
теряют свою форму и размеры. С .повышением твердости шлифуе-
мость стали при изготовлении и при переточках уменьшается. Од-
нако чрезмерное повышение твердости может вызвать преждевре-
менное выкрашивание режущих кромок и поломку инструмента.
В настоящее время для производства режущих инструментов
широко используют твердые сплавы. Эти инструментальные
материалы в своем составе содержат чрезвычайно твердые и туго-
плавкие металлоподобные вещества, называмые карбидами, нитри-
дами, боридами и силицидами. Они представляют собой соедине-
ния углерода, азота, бора, кремния с металлами: вольфрамом, тита-
ном, танталом, ниобием, молибденом. Температура плавления кар-
бидов очень высокая, в пределах 2000—3800° С, а их твердость так-
же очень высокая, хотя и меньше, чем у самого твердого вещест-
ва — алмаза.
Изготовляют твердые сплавы .по особому технологическому про-
цессу, называемому порошковой металлургией. Порошки карбидов
смешивают с порошками некоторых металлов, из них формуют
и прессуют изделия или пластинки, которые затем подвергают тер-
мической обработке — спеканию при температуре ниже температу-
ры плавления исходных материалов. Такой процесс позволяет по-
лучать инструменты и детали сложной формы, с особой структурой.
Обычно это мелкозернистые соединения частиц карбидов размера-
ми 0,5—10 мкм, соединенных более мелкой цементирующей фазой.
Цементирующим металлом в твердых сплавах обычно является ко-
бальт.
Использование для изготовления инструментов твердых метал-
локерамических сплавов позволяет существенно повысить произво-
дительность обработки (почти в 2—3 раза), в основном за счет ис-
пользования более высоких скоростей резания: до 150—200 м/мин
вместо 40—50 м/мин для инструментов из быстрорежущих сталей.
Теплостойкость твердых сплавов достигает 750—900° С и выше
(до 1100°С), а их твердость находится в пределах HRA 87—92, вы-
ше твердости быстрорежущей стали на 5—8 единиц по HRC.
В СССР стандартизовано три шкалы (В, С, А) измерения твер-
дости по Роквеллу. При пользовании шкалой С алмазный конус
внедряется в поверхность детали под нагрузкой 150 кгс, а при оп-
ределении твердости деталей из твердых сплавов по шкале А на-
грузка уменьшается до 60 кгс, так как большие нагрузки в этом
случае могут повредить алмаз.
Для изготовления режущих инструментов применяют три группы
твердых сплавов.
К первой группе относятся вольфрамовые однокарбидные
сплавы В К (ВК2, ВКЗМ, ВК4, ВЕД ВК6М, ВК8, ВК8В), представ-
ляющие сплав карбида вольфрама WC с кобальтом, содержание ко-
торого колеблется в пределах от 2 до 8% и выше. Процентное со-
держание кобальта указывается в обозначении сплава. Например,
95
сплав ВК6М содержит 6% кобальта и 94% карбида вольфрама.
Буква М обозначает, что сплав является мелкозернистым. Крупно-
зернистые сплавы этой группы имеют дополнительное обозначе-
ние— букву В (например, ВК8В).
Сплавы типа ВК в основном применяют для обработки чугуна и
неметаллических материалов.
Ко второй группе относятся двухкарбидные титано-
вольфрамовые сплавы типа ТК (Т5КЮ, Т14К8, Т15К6, Т30К4,
Т5К12В), структура которых состоит из зерен твердого раствора
карбида вольфрама в карбиде титана и избыточных зерен карбида
вольфрама, сцементированных кобальтом. Эти сплавы менее проч-
ны, чем сплавы типа В К, но они имеют более высокую износостой-
кость -при обработке деталей из различных видов стали.
В обозначении сплавов этой группы цифра, следующая после
буквы Т, обозначает примерное содержание в сплаве карбида тита-
на, а цифра после буквы К—содержание кобальта. Например,
сплав Т15К6 содержит 15% TiC (карбида титана), 6% Со (кобаль-
та), а остальные 79% WC (карбида вольфрама).
К третьей группе относятся сплавы титанотанталоволь-
фрамового типа ТТК и их структура состоит из зерен твердого рас-
твора карбида титана, карбида тантала, карбида вольфрама и из-
быточных зерен карбида вольфрама ([Ti, Та, W]C), сцементирован-
ных кобальтом (ТТ7К12, ТТ10К8Б). Сплав ТТ10К8Б содержит
10% карбидов тантала и титана (в том числе 7% карбида тантала,
3% карбида титана), 8% кобальта и 82% карбида вольфрама.
Сплав ТТ7К12 содержит 7% карбидов тантала и титана (в том
числе 3% карбида тантала и 4% карбида титана), 12% кобальта и
остальное 81 % — карбида вольфрама. Эти сплавы в основном при-
меняют для обработки резанием сталей.
Твердые сплавы для режущих инструментов применяют в виде
стандартных пластинок определенных форм и размеров. Пластин-
ки к корпусу или державке инструмента могут прикрепляться ме-
ханически или напайкой.
Некоторые виды инструментов небольших размеров (прорезные
и отрезные фрезы, сверла, фасонные резцы, фрезы канавочные, шли-
цевые, пальцевые, червячные) изготовляют монолитными.
Твердые сплавы, хотя и обладают высокой теплостойкостью,
очень чувствительны к резким колебаниям температуры, которые
возможны как в процессе резания, так и при изготовлении инстру-
мента (припайка, шлифование, заточка и т. in.).
При неправильном проведении этих процессов на твердом спла-
ве появляются трещины, которые могут быть и глубокими или толь-
ко поверхностными с незначительной глубиной проникновения. Ти-
тановольфрамокарбидные сплавы типа ТК более чувствительны
к появлению трещин, чем вольфрамокарбидные сплавы типа ВК.
Теплопроводность сплавов типа ТК в 2—3 раза меньше теплопро-
водности сплавов типа ВК.
Коэффициент теплопроводности у некоторых марок твердых
сплавов равен (кал/см-с-град); ВК8 — 0,130; Т5КЮ — 0,092;
Т15К6 — 0,065; Т30К4 — 0,057. Для сравнения приведем коэффи-
циенты теплопроводности: меди — 0,863, алюминия — 0,536, бы-
строрежущей стали Р18 — 0,065, алмаза — 0,350, черепка абразив-
ного круга на керамической связке —0,011 кал/см-с-град.
Теплоемкость твердых сплавов сравнительно мала и в 2—2,5 ра-
за меньше теплоемкости быстрорежущей стали и составляет: для
стали Р18 — 1,14, для сплавов ВК8 — 0,53, Т15К6 —
0,65 кал/см3-град. Коэффициент линейного расширения твердых
сплавов типа ТК почти в 2 раза меньше, чем для углеродистой ста-
ли, из которой изготовляют державки и корпуса. Поэтому из-за
разницы в значениях коэффициентов линейного расширения пласти-
нок твердого сплава и стальной державки при напайке могут воз-
никнуть дополнительные напряжения, следствием которых может
быть отслаивание пластинок.
С повышением в сплавах ТК содержания карбидов титана склон-
ность к появлению трещин значительно возрастает.
Твердые сплавы обладают малой пластичностью и могут успеш-
но работать только при постоянных нагрузках. При переменных
нагрузках и вибрациях твердые сплавы выкрашиваются. Пластич-
ность твердых сплавов уменьшается с уменьшением содержания в
сплаве кобальта, однако их режущие свойства повышаются.
Твердые сплавы в своем составе содержат сравнительно редкие
элементы (вольфрам, тантал, кобальт) и поэтому являются доро-
гими материалами. Минералокерамические материалы
получают из глинозема (окиси алюминия AI2O3). Инструменталь-
ные минералокерамические материалы (например, керамика марки
ЦМ-332) имеют достаточную прочность, высокую твердость
(HRA 89—95) и повышенную теплостойкость (до 1100—1200° С). Их
высокая износостойкость позволяет производить резание с очень
высокими скоростями при весьма малом размерном износе инстру-
мента.
Однако минералокерамика обладает низкой ударной вязкостью,
малой пластичностью и большой хрупкостью. Поэтому, несмотря
на ее преимущества перед твердыми сплавами по некоторым пара-
метрам, применение минералокерамики пока ограничивается только
операциями чистовой и получистовой обработки с равномерным
припуском и на станках достаточно высокой жесткости. В послед-
нее время разработаны новые марки минералокерамики, которые,
например, успешно используются на Волжском автозаводе.
Алмаз как инструментальный материал известен очень давно.
Его твердость является наиболее высокой из всех твердых тел, а
его износостойкость при обработке некоторых материалов в сотни
и тысячи раз превосходит износостойкость обычных абразивных ма-
териалов и твердых сплавов. В ряде случаев обработка обычными
инструментальными материалами оказывается невозможной.
Алмазы используют в виде однокристалльного и многокристалль-
ного инструмента. Для однокристалльного инструмента применяют
природные алмазы, а для многокристалльного — синтетические и
природные алмазы. В последнее время начали применять поликри-
сталлы на основе синтетических алмазов типа баллас (мар-
ка АСБ) и карбонадо (марка АСПК), а также кубического
нитрида бора типа эльбор-Р (марка ЛР), поликристалличе-
ские алмазы типа СВ и СВС, композиции на основе порошков
алмаза и кубического нитрида бора СВ АД и другие, которые мож-
но использовать для изготовления резцов, фрез и других инстру-
ментов, для обработки закаленных сталей, твердых сплавов и дру-
гих материалов.
Инструментальные (абразивные) материалы, используемые при
изготовлении абразивных, алмазных и эльборовых инструментов,
будут рассмотрены в гл. IX.
§ 3. Заточка и доводка режущего инструмента
В процессе резания металлов стружка перемещается по перед-
ней поверхности инструмента, а обработанная поверхность на де-
тали или поверхность резания перемещаются относительно зад-
них поверхностей инструмента. Благодаря относительному движе-
нию и силовому воздействию на этих поверхностях инструмента
возникает трение и происходит износ материала инструмента. Из-
носу подвергаются все контактные поверхности режущей части ин-
струмента, однако величина износа в различных точках отличается
друг от друга. Те точки на контактных площадках, которые нахо-
дятся под большими нагрузками и более высокими температурами,
будут изнашиваться быстрее по сравнению с менее напряженными
в силовом и температурном отношении контактными площадками.
При внешнем осмотре многих инструментов можно установить, что
в одних случаях основной износ наблюдается только по задней по-
верхности, в других — только по передней поверхности, а в
третьих — одновременно и по задней и по передней поверхностям
(рис. 58).
Помимо образования площадок износа наблюдаются разруше-
ния инструмента в виде местного выкрашивания режущего лезвия.
Одним из распространенных видов износа является абразив-
ный износ, при котором материал разрушается путем срезания
и царапания более твердыми и высокопрочными (по сравнению с
разрушаемым материалом) частицами.
Адгезионный износ обусловлен молекулярным взаимо-
действием контактируемых поверхностей и выражается в прилипа<
нии, схватывании, свариваемости частиц материалов.
Способность атомов одного тела проникать (диффундировать)
в другое тело, находящееся в контакте, обусловливает третий вид
износа, называемый диффузионным износом.
На характер износа инструментов влияют физико-механические
свойства как инструментального, так и обрабатываемого материа-
ла, режимы резания и другие условия обработки.
Износ по задней поверхности обычно наблюдается у инструмен-
тов, срезающих сравнительно малую толщину (до 0,15 мм) мате-
риала. Его обычно принято характеризовать шириной площадки
98
Износ толоно
/'задней поверхности
ку
Рис. 58.
Характерные виды износа
режущей части инструментов:
а — износ только задней поверхности.
б — износ задней и передней поверх-
ностей. в — износ только передней по-
верхности
ИЗНОС
передней
поверхности
износа Л3 (рис. 58, а), которую измеряют при помощи лупы с
20-кратным увеличением.
Одновременный износ по задней и передней поверхностям наблю-
дается на инструментах, работающих с малыми или средними ско-
ростями резания при толщинах срезаемого слоя больше 0,10 мм.
На передней поверхности образуется вогнутая площадка — лунка
с шириной В (рис. 58, б). Лунка обычно не примыкает непосред;
ственно к режущей кромке, так как часто поверхность шириной f
предохраняется от износа застойным материалом — наростом. При
резании твердосплавными инстру-
ментами нарост обычно не наблю-
дается, и поэтому износ происходит
по всей контактной площадке, начи-
ная от режущей кромки.
Инструменты, срезающие слой
больше 0,3 мм при большей скоро-
сти резания и при отсутствии сма-
зочно-охлаждающей жидкости, из-
нашиваются в основном по передней
поверхности (рис. 58, в).
Величина износа по мере работы
инструмента непрерывно увеличи-
вается: наиболее интенсивно в на-
чальный период работы, более или
менее равномерно на протяжении
некоторого промежутка времени и
затем опять с возрастающей интен-
сивностью. Иногда износ возрастает
очень резко и если работа не будет
прекращена своевременно, то след-
ствием явится катастрофический из-
нос инструмента или его поломка.
В производстве допускается из-
нашивать инструмент только до не-
которой величины, количественное
выражение которой устанавливает-
ся -по критерию износа.
Наиболее распространенным кри-
терием является величина о п-
тимального износа инструмента, при которой обеспечивается
наибольший срок службы инструмента с учетом его переточек. Ве-
личины износа по задней или1 передней поверхности инструментов,
соответствующие критерию оптимального износа, зависят от многих
причин: конструкции и размеров режущего инструмента, обрабаты-
ваемого материала, режима обработки и других условий.
Например, для токарных проходных резцов с пластинками из
твердого сплава критерием оптимального износа является ширина
площадки износа по задней поверхности в пределах 1,0—1.4 мм
при черновой обработке стали и 0,4—0,6 мм при чистовой обработ-
Износ
задней по
верхности
Износ тольно
передней по-
верхности
99
ке стали. При обработке чугуна эти пределы увеличиваются:
0,8—1,0 мм при черновой обработке и 0,6—0,8 мм при чистовом то-
чении.
Для инструментов, предназначенных для окончательного формо-
образования, в определенных условиях приходится применять иной
критерий износа, так как при обработке по мере затупления инст-
румента начинает возрастать шероховатость обработанной поверх-
ности или размеры детали выходят из поля допуска. В этом случае
используют технологический критерий. Например, таким
критерием может быть принята определенная величина износа ин-
струмента в радиальном (нормальном) направлении по отношению
к обрабатываемой поверхности, соответствующая так называемой
размерной стойкости.
В некоторых случаях можно использовать силовой критерий,
соответствующий такому затуплению, при котором наблюдается
резкое увеличение силы резания.
При токарной обработке в производственных условиях иногда
используют критерий «блестящей полоски» при обработке
стали или критерий «темных пятен» при обработке чугуна,
хотя это ужей является признаком начала катастрофического износа
инструмента. Придание инструменту заданных геометрических па-
раметров режущей части и восстановление режущих свойств инст-
румента, утраченных в результате его износа и затупления, осуще-
ствляется путем заточки и доводки.
Качественная и своевременная заточка и доводка инструмента
позволяет не только восстановить его геометрические параметры, но
способствует улучшению качества обрабатываемых деталей, повы-
шению производительности труда рабочих основного производства,
позволяет сократить расход инструмента, способствует ритмичной
и бесперебойной работе металлорежущих станков.
Так, например, если значительно снизить шероховатость на пе-
редней поверхности метчика, то его стойкость возрастет почти в
два раза.
Если на быстрорежущем резце осуществить доводку основных
элементов режущей части, то при том же периоде его стойкости
можно увеличить скорость резания на 10—15%. Если скорость ре-
зания оставить в прежних пределах, то стойкость доведенного бы-
строрежущего резца возрастет почти в два раза, что уменьшит рас-
ходы на инструмент и снизит вспомогательное время, связанное со
сменой инструмента и переналадкой станка.
В течение многих лет в нашей промышленности твердосплав-
ный инструмент затачивали абразивными кругами из карбида
кремния зеленого. В последние годы для этой цели широко исполь-
зуют алмазные круги, внедрение которых в большинстве случаев
позволяет получать более высокое качество заточенных поверхно-
стей на инструменте. Следствием этого является увеличение стой-
кости инструмента, подвергнутого алмазной заточке, в 1,5^2 раза
по сравнению с абразивной заточкой. Естественно, что если процесс
абразивной заточки вести с нормальными режимами, не приводя-
щими к созданию повышенных внутренних напряжений и сетки
микротрещин на режущих и обеспечивающих толщину дефектного
слоя в допускаемых пределах, то такой инструмент будет также
обладать нормальными режущими свойствами. Однако некоторые
заточники стремятся форсировать процесс заточки, осуществлять
его с чрезвычайно большими скоростями съема материала и чрез-
мерными подачами. Увеличение производительности на заточных
операциях приносит большой ущерб производству: заточенный та-
ким образом инструмент обладает очень плохими режущими свой-
ствами и низкой стойкостью при работе.
Особенно внимательно и тщательно должна осуществляться за-
точка и доводка инструмента, применяемого на автоматических
станках и автоматических линиях, где необходимо обеспечить за-
данную стойкость и стабильность работы не одного инструмента,
а всех инструментов, одновременно работающих на различных
станках автоматической линии. Преждевременный выход из строя
только одного инструмента может быть причиной остановки и вы-
нужденного непроизводительного простоя всей линии.
Чтобы понять и четко уяснить значение заточки и доводки ин-
струмента в автоматизированном производстве, можно указать, что
автоматические линии для обработки блоков и головок автомобиль-
ных двигателей состоят из нескольких десятков станков, на кото-
рых установлено до 500—600 инструментов. Время, затрачиваемое
на замену одного инструмента, составляет: 1,5—2 мин для сверл,
зенкеров, метчиков и разверток; 2—5 мин для резцов; 3 мин для
концевых фрез; 5—10 мин для торцовых фрез. Случайный выход
инструмента из строя по причине потери его режущих свойств в
автоматическом производстве наносит такие большие потери,
что считается экономически выгодным пользоваться не критерием
оптимального износа инструмента, а критерием размерной стойко-
сти, т. е. количеством деталей, изготовленных в пределах допуска
без регулирования или смены инструмента. Такой размерный износ
составляет 40—50% от износа, допускаемого по другим технологи-
ческим критериям. Замена инструмента в автоматических линиях
осуществляется принудительно с интервалами, обычно кратными
промежутками времени между сменами или перерывами.
В последнее время для уменьшения времени остановки станка,
для смены и подналадки инструмента в автоматизированном про-
изводстве больше стали применять специальные устройства, авто-
матически осуществляющие смену или подналадку изношенного ин-
струмента в периоды холостых движений станков.
Следовательно, основное назначение процесса заточки и довод-
ки режущего инструмента заключается в следующем:
выполнить оптимальные заданные геометрические параметры
режущей части инструмента, способствующие повышению стойко-
сти инструмента, точности и производительности обработки;
обеспечить шероховатость заточенных или доведенных поверхно-
стей на инструменте в заданных пределах, обеспечивающих каче-
ство обработанной поверхности и уменьшение износа инструмента;
сохранить режущие свойства, присущие инструментальному ма-
териалу, обеспечив минимально допустимые изменения в поверхно-
стных слоях инструмента, связанные со структурными превраще-
ниями, появлением внутренних напряжений и трещин, способство-
вать повышению стойкости инструмента;
удовлетворить условия экономичной эксплуатации инструмента.
§ 4. Точность обработки и шероховатость поверхности
При изготовлении деталей стремятся выдержать все ее пара-
метры в соответствии с рабочим чертежом. Однако абсолютно точно
изготовить деталь невозможно. В результате обработки получаются
различные погрешности. Степень соответствия параметров изготов-
ляемой детали заданным параметрам называется точностью
детали.
Различают характеристики точности: точность размеров детали,
точность геометрической формы обработанной поверхности, точ-
ность по микрогеометрии (шероховатости) поверхности, точность по
расположению поверхности относительно других поверхностей де-
талей.
Действительный размер детали можно получить путем измере-
ния ее после обработки. Сопоставление действительного размера с
заданным позволяет численно выразить точность обработки по раз-
меру. Заданный размер выражают не одним каким-либо числом,
а двумя его допустимыми предельными размерами, разность между
которыми называется допуском размера. Чем выше точность
детали, тем меньше допуски на размеры.
Под точностью формы поверхности понимается степень
ее соответствия геометрически правильной поверхности.
Например, для цилиндрической поверхности рассматривают от-
клонения профиля в двух сечениях: поперечном (перпендикуляр-
ном оси) и продольном, и сравнивают профили либо с окруж-
ностью, либо с прямой линией. Суммарная погрешность формы всей
поверхности называется нецилиндричностью.
В поперечном сечении наибольшее расстояние от точек реаль-
ного профиля детали по прилегающей к нему окружности назы-
вается некруглостью (рис. 59, а). Простейшими видами не-
круглости являются овальность и огранка (рис. 59, б, в).
Наибольшее расстояние от точек реального профиля до соответ-
ствующей стороны прилегающего профиля называется отклоне-
нием профиля Продольного сечения.
В продольном сечении цилиндрической поверхности простейши-
ми видами отклонений формы являются конусообразность,
бочко об разность, седлообразность и изогнутость
(рис. 59, г, д, е, ж).
Для плоских поверхностей погрешностями формы являются
^прямолинейность и неплоскостность.
Предельно допустимые отклонения формы поверхностей приве-
дены в ГОСТ 10356—63. Помимо этих отклонений формы, которые
102
рассматриваются в пределах габаритных размеров детали и назы-
ваются макрогеометрическими отклонениями, различают еще перио-
дические неровности 1поверхности, называемые волйистостью.
Шаг волнистости, т. е. расстояние между двумя соседними вы-
ступами или впадинами на поверхности детали, сравнительно боль-
шой, обычно в пределах от 1,0 до 15 мм. Высота волн на шлифо-
вальных поверхностях примерно в тысячу раз меньше и находится
в пределах от 1,5 до 20 мкм.
Следующим показателем точности детали является точность по-
ложения одной поверхности
относительно другой, вы-
бранной за базу. Отклоне-
ния от правильного положе-
ния поверхностей рассмат-
ривают в одной или двух
взаимно перпендикулярных
плоскостях. Различают сле-
дующие основные виды от-
клонений: н еп а р аллель-
ность, неперпендику-
лярность, торцовое и
радиальное биение и —
н е с о о с н о с т ь.
Точность при изготовле- L
нии деталей, в том числе при
заточке режущего инстру-
мента, может обеспечивать-
ся различными технологи-
ческими методами. Наибо-
Рис. 59. Основные виды отклонений от фор-
мы цилиндрической поверхности:
а — некруглость, б — овальность, в — огранка,
г — кону сообразность, д — бочкообразность, е —
седлообразность, ж — изогнутость
лее распространенным ме-
тодом, применяемым в ин-
дивндуалъном производстве,
является метод пробных
проходов. При этом ме-
тоде станок настраивается
на окончательный размер при обработке каждой детали. Припуск
снижается последовательно и после каждого пробного прохода осу-
ществляется измерение размера. При этом методе применяется руч-
ной труд и достигаемая точность зависит от квалификации рабоче-
го, его внимательности, а также от точности станка и чувствитель-
ности используемых измерительных средств.
В серийном и массовом производстве необходимые размеры по-
лучают автоматически на предварительно настроенном станке, за-
готовки на котором устанавливают на заранее выбранные и подго-
товленные базовые поверхности без выверки. Обработка каждой
детали осуществляется за один проход ц поэтому точность в основ-
ном зависит от качества настройки и поднастройки станка. В авто-
матизированном производстве применяют измерительно-регулирую-
щие устройства — подналадчики. В этом случае деталь измеряется
103
непосредственно в процессе обработки или производится косвенное
измерение размеров детали путем измерения перемещений узлов
станка. Если измеренный размер выйдет из поля допуска, то по-
дается команда на необходимое перемещение рабочего органа стан-
ка и система автоматически настраивается на требуемый размер.
Применение устройств активного контроля обеспечивает получение
всех деталей годными.
Точность обработки в производственных условиях зависит от
многих причин, основными из которых являются:
неточности станка, обусловленные износом его деталей при ра-
боте и неточностью изготовления деталей и узлов (биение шпинде-
ля, непрямолинейность направляющих, нарушение перпендикуляр-
ности или параллельности осей и направляющих, недопустимы
большие зазоры в соединениях деталей и подшипниках и т. п.);
неточности приспособлений, вызывающие неправильное положе-
ние детали относительно режущего инструмента или оси шпинделя
станка;
неточности изготовления режущего инструмента и его размер-
ный износ при работе;
деформации станка, приспособления, инструмента и детали во
время обработки под влиянием силы резания;
температурные деформации в системе СПИД, вызываемые на-
гревом детали и деталей станка за счет тепла, образующегося при
резании обрабатываемого материала, а также при трении движу-
щихся частей станка;
неточности установки инструмента и настройки станка на раз-
мер;
неточности измерения размеров, связанных с неточностью изме-
рительных инструментов, с ошибками отсчета показаний приборов
и инструментов;
ошибки рабочего или наладчика.
Помимо макронеровностей и волнистости поверхности в процес-
се механической обработки на поверхности детали остаются вы-
ступы (гребешки) и впадины, которые определяют собой микро-
геометрию поверхности или ее шероховатость. Шерохо-
ватость поверхности определяется как совокупность неровностей
поверхности с относительно малыми шагами, рассматриваемые в
пределах базовой длины I. Базовая длина используется для выде-
ления участка поверхности, на котором производится оценка гео-
метрических параметров качества поверхности.
На шлифованной поверхности микронеровности имеют размеры,
измеряемые микронами (обычно в пределах от 6 до 0,5 мкм и мень-
ше). Высота неровностей на доведенных и полированных поверхно-
стях еще меньше (обычно от 0,80 до 0,05 мкм). Кроме высоты не-
ровностей важной характеристикой поверхности является расстоя-
ние между двумя соседними неровностями — шаг неровно-
стей.
Шероховатость поверхности обычно оценивают по тому профи-
лю, который получается как линия пересечения поверхности, отде-
104
ляющей тело от окружающей среды, секущей плоскостью (рис. 60).
В зависимости от расположения секущей плоскости различают
поперечную и продольную шероховатости. Поперечная
шероховатость рассмат-
ривается в сечении, пер-
пендикулярном по отно-
шению к направлению не-
ровностей, обычно совпа-
дающим с главным дви-
жением режущего инст-
румента относительно об-
работанной поверхности,
а продольная шерохова-
тость рассматривается в
сечении, параллельном
направлению неровно-
стей.
Схематически профиль
поверхности показан на
рис. 61. Критерии оценки
и классификация шерохо-
ватости поверхности уста-
новлены Государствен-
ным стандартом. Согласно
Рис. 60. Линии пересечения поверхности те-
ла секущими плоскостями в поперечном и
продольном направлениях:
a — схема расположения сечений, б — профиль
поверхности в поперечном сечении
Геометрический
профиль
Измеренный профиль
В поперечном
сечении
Измеренный
профиль В про-
дольном сечении
ГОСТ 2789—73 шероховатость поверх-
ности определяется одним или несколькими параметрами шерохо-
ватости: средним арифметическим отклонением профиля R&; высо-
той неровностей профиля по десяти точкам Rz; наибольшей высотой
неровностей профиля Яшах; средним шагом неровностей 5т; сред-
ним шагом неровностей по вершинам S; относительной опорной
длиной профиля на определенном уровне сечения профиля /Р, где
р — числовое значение уровня сечения профиля.
Рис. 61. Определение параметров шероховатости по профилю поверх-
ности:
I — базовая длина, 5т —средний шаг неровностей, — средний шаг неровно-
стей профиля по вершинам. .. . bn — длина отрезков в материале вы-
ступов измеряемого профиля на заданном уровне р, R тах — наибольшая высота
профиля, уп — ординаты точек профиля, h, min, h2 mln — высота пяти наиболь-
ших минимумов (впадин) профиля, hx maX. /z2 max ... — высота пяти наибольших
максимумов (выступов) профиля
При определении шероховатости .пользуются базовой линией
(базовой длиной), в пределах которой отсчитывают высоты неров-
ностей. Базовая длина выбирается значительно больших размеров
по отношению к высоте неровностей из следующего ряда: 25- 8; 2,5-
0,80; 0,25; 0,08; 0,03; 0,01 мм.
Высота неровностей по десяти точкам Rz определяется
как среднее значение высот неровностей профиля между находя-
щимися в пределах базовой длины пятью высшими точками (мак-
симумами выступов) и пятью низшими точками впадин (неболь-
шими минимумами профиля), измеренное от линии, параллельной
средней линии (рис. 61).
max I max 1 * * *~|~ max)—(^Imln—1")^, min ~F” • "4“ ^6 mln)
Z~ 5 ~
1/5 5 \
e “Z- I У шах У min 1 •
° \/-1 /=1 /
Величина среднего арифметического отклоне-
ния профиля есть среднее значение отклонений профиля до его
средней линии ОХ.
Для определения .положения средней линии считают, что площа-
ди под кривой профиля до средней линии равны между собой по
обеим сторонам от этой линии.
Согласно ГОСТ 2789—73 установлено 14 классов шероховато-
сти поверхности, для которых пределы изменения числовых значе-
ний критериев шероватости при определенных длинах базовой
линии приведены в табл. 10.
Классы шероховатости поверхности
Таблица 10
Классы шеро- ховатости поверхности Среднее арифметическое отклонение профиля, мкм Высота неровностей, мкм Базовая длина, мм
1 От 320 до 100 8
2 — » 160 » 80
3 —' » 80 > 40
4 5 — От 40 до 20 » 20 > 10 2,5
6 От 2,5 до 1,25 0,8
7 » 1,25 » 0,63
8 » 0,63 » 0,32 --
106
Продолжение табл. 10
Классы шеро- ховатости поверхности Среднее арифметическое отклонение профиля, мкм Высота неровностей, мкм Базовая длина, мм
9 От 0,32 до 0,16 0,25
10 » 0,16 » 0,08 —
11 » 0,08 » 0,04 —
12 От 0,04 до 0,02
13 От 0,1 до 0,050 0,08
14 — » 0,05 » 0,025
Для 6—12 -классов шероховатости регламентирован параметр
/?а> а для остальных классов (1—5 и 13—14) — параметр Rz. Клас-
сы от 6 до 14 дополнительно разделяются на три разряда каждый.
В табл. 11 приведены параметры шероховатости для классов с 6
по 12.
Таблица 11
Параметры шероховатости поверхности разных классов и разрядов
Классы шероховатости поверхности Среднее арифметическое отклонение профиля Ra, мкм
Разряды
а 1 в
6 7 8 9 10 11 12 1 1 2,5—2,0 1 1,25-1,0 0,63—0,50 ! 0,32—0,25 0,16—0,125 0,080—0,063 0,04—0,032 2,0-1,6 0,8—0,63 0,50—0,40 0,25—0,20 0,125—0,100 0,063—0,05 0,032—0,025 1,6—1,25 0.8—0,63 0,40—0,32 0,20—0,16 0,10—0,080 0,05—0,04 0,025—0,020
Средний шаг неровностей профиля Sm — среднее
значение шага неровностей профиля в пределах базовой длины.
Под шагом неровностей профиля понимается длина отрезка сред-
ней линии, пересекающего профиль в трех соседних точках и огра-
ниченного двумя крайними точками (см. рис. 61).
Средний шаг неровностей профиля по верши-
нам Sl — среднее значение шага неровностей профиля по верши-
нам в пределах базовой длины. Под шагом неровностей профиля
по вершинам понимается длина отрезка средней линии между про-
екциями на нее двух наивысших точек соседних выступов профиля
(см. рис. 61).
107
Наибольшая высота 'профиля Ятах — расстояние
между линией выступов профиля и линией впадин профиля в пре-
делах базовой длины. «Линия выступов проходит через наивысшую
точку профиля параллельно средней линии в пределах базовой
длины. «Линия впадин профиля проходит через наинизшую точку
профиля параллельно средней линии в пределах базовой длины
(см. рис. 61).
Отношение длины профиля к базовой длине называется отно-
сительной Длиной профиля. Сумма длин отрезков 62,
Ьз,(см. рис. 61), отсекаемых на заданном уровне р в мате-
риале выступов измеряемого профиля линией, эквидистантной сред-
ней линии в пределах базовой длины, называется опорной дли-
ной профиля 1Р.
Отношение опорной длины профиля к базовой длине называют
относительной опорной длиной профиля tp на уров-
не р сечения профиля:
4~ -f- • • • Ц- Ь/ 4~... -|-^л 1Р
Под уровнем сечения профиля р понимается расстояние
между линией выступов профиля и линией, пересекающей профиль
эквидистантно линии выступов профиля.
I I
L_______J
Параметры шрро-
\ходагпости
Г ~1 базовая длина
Г
'—1 Условное обозначена
направления неровностей
Знак
Вид обработки пберхности
I Полно, знака
а)
Рис. 62. Знаки для обозначения шероховато-
сти поверхности на чертежах:
а — структура обозначения шероховатости поверх-
ности, б — знак для обозначения поверхности для
случая, когда нет указания о виде обработки,
е — знак для обозначения поверхности, образуе-
мой удалением материала (точение, фрезерова-
ние, шлифование, полирование и т. п.), г—знак
для обозначения поверхности, образуемой без
удаления слоя материала (лнтье, ковка, объем-
ная штамповка, прокат), д—обозначение не-
скольких параметров шероховатости, высота не-
ровностей /?о=0,1 мкм, средний шаг неровностей
профиля Sm в пределах 0,063—0,040 мм; относи-
тельная опорная длина профиля на уровне 50 мкм
равна 80±10%; базовая длина — 0,25 мм
Ь) 6) г) *)
Зависимость значе-
ний опорной длины
профиля от уровня се-
чения профиля назы-
вают опорной кри-
вой профиля.
Зависимость значе-
ний относительной
опорной длины профи-
ля от уровня сечения
профиля называется
относите л ь н о й
опорной кривой
профиля. Обычно
относительную опор-
ную длину профиля вы-
ражают количественно
в процентах. Напри-
мер: Zp= 20, 30, 40,50%.
Сумма площадей уча-
стков, отсекаемых на
заданном уровне в пре-
делах тела поверхно-
сти, эквидистантной
средней поверхности,
расположенных в квадрате со сторонами, равными базовой длине,
называется опорной площадью поверхности.
Шероховатость поверхности обозначается на чертежах одним из
знаков, приведенных на рис. 62, а расположения параметров шеро-
ховатости по отношению к знаку показаны на рис. 62, а.
По ГОСТ 2789—73 обозначение шероховатости для параметра
RA дается без символа, а для остальных параметров после соответ-
ствующего символа. Если приводятся пределы значения параметра,
то их размещают в две строки, например:
Для 7-го Для 13-го класса
класса шероховатости
шерохова-
тости
1,00 0,080 0,80
0,63 Яг0,032 Яшах 0,32
Для уровня сечения
50 мкм относительная
опорная длина
профиля, %
50
/50 70 и т. д.
Иногда указывают номинальное значение параметра и его пре-
дельные отклонения 1±20% (7-й класс шероховатости); Rz 80-ю %
(3-й класс шероховатости); Sm 0,63 ±20 %; t&0 70±30% и т. д. При
указании нескольких параметров шероховатости их записывают
сверху вниз в определенном порядке (рис. 62, д).
Базовая длина может не ука-
зываться, если параметры Ra или
Rz нормируются в соответствии с
характеристиками классов шеро-
ховатости по ГОСТ 2789—73.
Условные обозначения направ-
ления неровностей на чертежах
должны соответствовать рис. 63.
Их следует приводить только в
случае необходимости.
Вид обработки поверхности в
обозначении шероховатости при-
водят в том случае, если он яв-
ляется единственным, примени-
мым для получения требуемого
качества поверхности.
Если все поверхности детали
имеют одинаковую шерохова-
Рис. 63. Условные обозначения направле-
ния неровностей поверхности
тость, то ее обозначение помещают
в правом верхнем углу чертежа, а
на изображение детали не нано-
сят.
Если одинаковую шероховатость имеют только некоторые части
детали, то в правом верхнем углу чертежа помещают условное
обозначение и обозначение одинаковой шероховатости (рис. 64).
Это означает, что все поверхности детали, на которых нет нанесен-
ного обозначения шероховатости, должны иметь шероховатость,
указанную перед обозначением.
Требования к степени шероховатости поверхностей на режущем
инструменте различны в зависимости от их назначения.
Рис. 64. Условное обозначе-
ние разной шероховатости
на поверхности детали:
в средней части детали параметры
шероховатости Яа^0,32 мкм (9а
класс шероховатости) при базовой
длине 0,8 мм. вес остальные по-
верхности детали должны иметь
шероховатость /?х^40 мкм (4-й
класс шероховатости)
Наиболее высокие требования
предъявляются к поверхностям режу-
щей части инструмента: передней по-
верхности, задней поверхности, режу-
щему лезвию, направляющим ленточ-
кам и стружечным канавкам. Опыт ис-
пользования режущего инструмента
показывает, что для большинства ин-
струментов шероховатость этих по-
верхностей должна быть не ниже
8—9-го классов (R& от 0,63 до
0,16 мкм), а для некоторых инструмен-
тов — не ниже 10-го класса (/?а от 0,16
до 0,08 мкм).
Такие требования связаны с тем что, чем меньше высота неров-
ностей на рабочих поверхностях инструмента, тем меньше величи-
ны радиуса округления режущего лезвия, который играет очень
важную роль при резании с тонкими стружками. Величина радиуса
округления у инструментов, предназначенных для чистовой обра-
ботки, должна быть не более 5—10 мкм, что возможно получить
только при достаточно малой степени шероховатости поверхностей,
образующих режущую кромку. Более подробные сведения о реко-
мендуемых классах шероховатости поверхностей режущей части
различных инструментов приведены в табл. 12.
Высокие требования также предъявляются к поверхностям, с по-
мощью которых инструмент закрепляется на станке: инструменталь-
ным корпусам, хвостовикам, цилиндрическим и коническим отвер-
стиям, опорным торцам и т. д.
Шероховатость этих поверхностей также должна быть не ниже
8—9-го классов.
Некоторые инструменты изготовляют сборными (фрезы, зенке-
ры, развертки и т. п.), что позволяет производить замену отдель-
ных режущих зубьев в случае их поломки или скола пластинок,
чрезмерного выкрашивания режущих кромок и т. п. Поверхности,
определяющие положение вставных ножей в корпусе инструмента,
могут иметь более шероховатую поверхность (обычно в пределах
6—7-го классов шероховатости поверхности) по сравнению с по-
верхностями режущей части инструмента. К некоторым поверхно-
стям инструментов, в зависимости от их конструкции, предъявляют-
ся более высокие требования (8—9-й классы шероховатости).
Наиболее низкие требования предъявляются к свободным по-
верхностям на инструменте, т. е. к таким, которые не находятся в
непосредственном контакте с обрабатываемой деталью или с уста-
новочными поверхностями металлорежущего станка (например, по-
верхности, лапки на хвостовике сверла, боковые поверхности тела
резца и т. п.).
Для контроля шероховатости поверхностей режущего инстру-
мента используют различные методы, применяемые в общем маши-
Таблица 12
Классы шероховатости поверхности режущей части
некоторых видов инструмента
Наименование инструмента Поверхность Класс шеро- ховатости поверхности
Резцы токарные цельные или составные с пластинками из быстрорежущей стали Передняя поверхность Задние поверхности на пла- стинке Задние поверхности на державке 9 9 6
Резцы токарные составные с пластинками из твердого сплава Передняя поверхность Фаска на передней поверхности Задние поверхности на пластинке Задние поверхности на державке 7—9 9 9 6
Сверла спиральные из бы- строрежущей стали Поверхность канавок Задние поверхности Поверхность ленточек 6—7 7-8 8
Сверла спиральные с пла- стинками из твердого сплава Передние поверхности Задние поверхности 9 9___
Развертки из быстрорежущей стали Передние поверхности Задние поверхности 8-9 9—10
Развертки, оснащенные пла- стинками твердого сплава Передние поверхности Задние поверхности 9—10 10—11
Протяжки круглые Передние поверхности Задние поверхности Спинка зуба Передняя и задняя направляю- щие части Поверхности хвостовика и шейки 8-9 9—10 7—8 8 6—7
Фрезы цилиндрические цель- ные и сборные со вставными ножами из быстрорежущей стали Передние поверхности Задние поверхности Спинки зуба Ленточка 9 9 6—7 9-10
Фрезерная головка торцовая с ножами, оснащенными твер- дым сплавом Передние поверхности Задние поверхности 9—10 9—10
Метчики Передняя поверхность Задние поверхности Остальные поверхности 8 5—7
Круглые плашки Передние поверхности Задние поверхности 7—8 7
Долбяки зуборезные Передняя поверхность Задние поверхности 9—10 9
111
ПО
построении. Однако малые размеры шлифованных и доведенных
поверхностей на инструменте, их сложная геометрическая форма и
неудобное расположение контролируемых поверхностей (например,
на спиральном сверле) затрудняет контроль шероховатости на
обычных приборах.
Иногда в производственных условиях приходится проводить
только качественную оценку шероховатости. Самым примитивным
способом качественной оценки является визуальный (зрительный)
контроль невооруженным глазом или с помощью лупы 5—10-крат-
ного увеличения. Обычно такой контроль сопровождается ощупы-
ванием поверхности пальцем или ногтем. Однако этот способ при-
меним только для грубых поверхностей (обычно до 7-го класса ше-
роховатости) и применяется очень квалифицированными, трениро-
ванными заточниками. Субъективность оценки шероховатости мож-
но несколько уменьшить, если использовать метод непосредствен-
ного сравнения контролируемой поверхности на инструменте с по-
верхностью образцов-эталонов, шероховатость которой предвари-
тельно измерена на приборах. Для контроля шероховатости поверх-
ности широко используют контактный метод, при котором прибор
и его часть в виде иглы непосредственно соприкасаются с контро-
лируемой поверхностью. Ощупывающим элементом, обеспечиваю-
щим профилирование неровностей на поверхности, обычно является
тонкая алмазная игла с очень малым радиусом округления верши-
ны (не более 10 или 2 мкм для разных типов игл при угле конуса
иглы 90°). Приборы, основанные на контактном методе, называют
щуповыми приборами.
По своему назначению щуповые приборы разделяются на про-
филометры и профилографы или комбинированные приборы. С по-
мощью профилографов получают запись неровностей исследуемо-
го участка поверхности — профилограмму, которую в дальнейшем
необходимо обработать. Профилометры позволяют непосредственно
получить прямую оценку шероховатости поверхности по како-
му-либо критерию. Наиболее совершенным прибором является
профилометр-профилограф «Калибр-ВЭИ». Щуповые приборы
позволяют измерять шероховатость поверхности в пределах
5—12 классов.
§ 5. Структура и основные элементы технологического процесса
Весь процесс механической опработки той или иной детали со-
стоит из отдельных составных частей или элементов, которые в за-
висимости от назначения и содержания называются операциями,
переходами, проходами, установками, позициями, приемами.
Операция — это такая часть технологического процесса, кото-
рая выполняется на одном рабочем месте одним или несколькими
рабочими и охватывает все последовательные действия по обработ-
ке детали (или нескольких одновременно обрабатываемых дета-
лей) .
Например, заточка резца по главной задней, вспомогательной
задней и (передней поверхности, выполняемая последовательно
на одном и том же заточном станке без снятия резца со станка, яв-
ляется одной операцией.
Если же резцы данной партии затачиваются сначала по глав-
ным задним поверхностям, затем по вспомогательным задним по-
верхностям и далее по передним поверхностям, то это составляет
три операции.
Установкой называется часть операции, выполняемая при
одном закреплении детали на станке или в приспособлении. Уста-
новка обеспечивает геометрическую определенность получения
детали на станке, которая фиксируется закреплением.
Например, если затачиваемый резец был закреплен в трехпово-
ротную головку заточного станка и заточка его поверхностей осу-
ществлялась при неизменном закреплении его только за счет пово-
ротов на определенные углы относительно шлифовального круга,
то это будет обработка за одну установку, но в несколько позиций.
Позицией называется часть операции, которая выполняется
при каждом новом положении детали относительно станка при не-
изменном ее закреплении.
Переходом называется часть операции, на протяжении ко-
торой обработка какой-либо поверхности осуществляется с неиз-
менными режимами работы (скорость резания и подачи) при неиз-
менной установке инструментов.
Изменение хотя бы только одного из этих элементов (обраба-
тываемой поверхности, инструмента и режима работы) определяет
новый переход.
Проходом называется повторяющаяся часть перехода, свя-
занная со снятием только одного слоя материала без изменения
поверхности обработки, инструмента и режима работы.
Операциям и переходам присваивают порядковые номера, при-
чем для каждой операции порядковые номера переходов дают са-
мостоятельно, начиная с первого номера. В технологической доку-
ментации операции обозначают римскими цифрами, а переходы —
арабскими.
При выполнении операции рабочий совершает определенные
действия, которые расчленяются на отдельные приемы. Совокуп-
ность определенных действий рабочего, имеющих целевое назначе-
ние при выполнении технологической операции, называется прие-
мом.
Примерами приемов являются: включение станка, снятие дета-
ли, закрепление инструмента и т. д.
Одна и та же поверхность может быть обработана окончатель-
но в одну операцию или в несколько операций. В последнем случае
слой металла на заготовке, подлежащий удалению и называемый
общим припуском, снимается за несколько операций, причем на
каждой последующей операции снимается все более меньший слой
металла, называемый операционным припуском.
В этом случае различают черновые обдирочные, черновые про-
межуточные, чистовые, окончательные и отделочные операции.
Например, заточку по задней грани сильно затупившегося резца
с твердосплавной пластинкой можно осуществлять в несколько
операций: черновая заточка кругом из карбида кремния зеленого,
чистовая заточка алмазным кругом на металлической связке и до-
водка алмазным кругом на бакелитовой связке.
Характер отделочной операции определяется теми требования-
ми, которые предъявляются чертежом детали к точности и каче-
ству поверхностного слоя.
Последовательность операций и переходов технологического
процесса оформляется на бланках или картах установленной фор-
мы и для большей наглядности часто сопровождается графическими
изображениями технологической наладки. Такой эскиз дается для
каждого перехода раздельно.
В операционных картах, используемых непосредственно на ра-
бочих местах, должны быть указания об используемых приспособ-
лениях, станках, режущих и мерительных инструментах, режимах
резания, материале и форме заготовки и последовательности обра-
ботки.
Технологический процесс зависит от вида производства, который
определяется размером производственной программы, номенклату-
рой и характером продукции.
Различают три основных вида производства: массовое, серийное
и единичное (индивидуальное).
В массовом производстве каждый станок на участке использует-
ся для выполнения только одной какой-либо операции, а само обо-
рудование расставлено в таком порядке, в каком следуют друг за
другом операции.
В единичном производстве на одном станке изготовляются раз-
нообразные по конструкции и размерам детали и выполняется не-
сколько операций. Поэтому станки, инструменты и приспособления
в единичном производстве обычно являются универсальными, при-
годными для обработки разнообразных деталей и выполнения раз-
нохарактерных работ.
При серийном производстве детали обрабатываются партиями
и за каждым станком закрепляется по несколько операций. После
обработки деталей определенной партии станок переналаживают
с одной операции на другую. Понятие «партия» относится к коли-
честву деталей, запускаемых в обработку одновременно, а понятие
«серия» — к количеству машин, запускаемых в производство одно-
временно.
Контрольные вопросы
1. Перечислите важнейшие поверхности и плоскости при токарной обработке
деталей.
2. Что является главным движением и движением подачи в станках?
3. Перечислите основные геометрические элементы режущей части инструмен-
та. Какие углы необходимо затачивать на резце?
114
4. Расскажите, какие основные инструментальные материалы используются
для изготовления режущего инструмента.
5. Какие особенности твердых сплавов по сравнению с инструментальными
сталями?
6. Укажите основные погрешности формы обработанных цилиндрических по-
верхностей.
7. Перечислите основные виды отклонений обработанных поверхностей по их
положению.
8. Какие причины влияют на точность обработки?
9. Что такое шероховатость поверхности и какие параметры используются для
ее оценки?
10. Перечислите методы оценки шероховатости поверхности, используемые
при контроле качества заточки и доводки режущего инструмента.
ГЛАВА IX
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ,
ПРИМЕНЯЕМЫЕ ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ, ЗАТОЧКИ
И ДОВОДКИ ИНСТРУМЕНТОВ
§ 1. Основные схемы взаимодействия абразива
с деталью при абразивной обработке
Общая характеристика взаимодействия абразивных частиц с об-
рабатываемой -поверхностью детали определяется двумя основны-
ми факторами:
источником внешнего силового воздействия;
кинематикой (перемещением, скоростью
тельного движения абразивных частиц.
В зависимости от характера и вели-
чины внешних сил, приложенных к абра-
зивной частице, в обрабатываемом мате-
риале возникают механические деформа-
ции. Эти деформации могут быть обра-
тимыми и необратимыми. При
обратимых деформациях, называемых уп-
ругими, частицы материала после снятия
внешних сил возвращаются под дейст-
вием внутренних сил в первоначальное
состояние. При необратимых деформа-
циях под действием внешних сил насту-
пает либо пластическая дефор-
мация (рис. 65,а), либо хрупк'ое
разрушение (рис. 65,б).
При пластической деформации часть
и ускорением) относи-
Рис. 65. Механизм взаимо-
действия абразивной части-
цы с пластичным (а) и хруп-
ким (б) материалом:
/ — пластически деформирован-
ная зона контакта. 2— зона
круговых трещин и сколов
металла может выдавли-
ваться в виде «навалов». При хрупком разрушении, начиная с не
которого критического давления сжатия вне контура контакта, воз-
никают круговые трещины за счет растягивающих напряжений.
Эти трещины выходят на поверхность, образуя зону разрушения.
Эта зона разрушения по своим размерам значительно превосходит
зону контакта (см. рис. 65, б) зерна с материалом.
115
При перемещении абразивного зерна достаточной твердости по
поверхности детали образуются царапины и риски, так как в зоне
взаимодействия возникают напряжения, которые превосходят неко-
торый предел, называемый -пределом прочности.
Следовательно, взаимодействие обрабатываемого материала с
абразивными зернами определяется совокупностью упругих, пла-
стических и прочностных свойств материалов, объединяемых общим
термином — механические свойства.
При абразивной обработке для удаления припуска материала
необходимо преодолеть значительное сопротивление и затратить
некоторое количество энергии. Эта энергия должна быть накоплена
абразивной частицей предварительно или -передана ей извне в про-
цессе взаимодействия. При первом способе абразивные частицы
разгоняются потоком газа (обычно воздухом) или жидкости (обыч-
но водой) и запасают кинетическую энергию, которая зависит от
массы частицы tn и скорости частицы v в квадрате:
р __ пю*
~ 2 '
Чем выше скорость потока частиц, тем выше эффективность аб-
разивногазовой и абразивножидкостной обработки. Большое значе-
ние имеет угол атаки, под -которым происходит встреча частиц с
поверхностью детали.
При втором способе эффективность передачи сил на абразивные
частицы зависит от свойств передающей среды и степени закреп-
ленности зерна в этой среде. Если закрепление абразивных частиц
в среде отсутствует, то деталь обрабатывается во вращающихся
или вибрирующихся барабанах или в специальных контейнерах,
обеспечивающих перемещение абразивной массы относительно об-
рабатываемых поверхностей деталей.
Слабое закрепление абразивных частиц обеспечивают фетровые,
поролоновые и другие эластичные полировальники, используемые
при доводке и полировке деталей. Иногда абразивные частицы
вводятся в зону между деталью и шлифовальным диском в виде
суспензии на основе воды, керосина или иной жидкости более слож-
ного состава.
Наибольшая эффективность по глубине внедрения отдельных аб-
разивных зерен и по величине съема материала в единицу времени
достигается при жестком закреплении зерен в инструментах путем
их механического заклинивания (шаржирование дисков, металли-
ческие связки), цементационных сил сцепления зерен с цементи-
рующим веществом или химических и физико-химических связей
(органические, керамические и другие связки).
Тело определенной геометрической формы, состоящее из зерен
абразива, скрепленных между собой связующим веществом, назы-
вают абразивным инструмент ом.
Абразивные инструменты различаются между собой по ряду
признаков, основными из которых являются:
тип инструмента, его геометрическая форма и размеры;
вид абразивного материала, его сорт и свойства;
крупность абразивных зерен и порошков, распределение круп-
ности частиц по классам зернистости и форме (зернистость инстру-
мента) ;
тип связующего или цементирующего вещества и его свойства
(связка инструмента);
концентрация абразивных зерен в объеме инструмента (струк-
тура инструмента);
прочность закрепления абразивных зерен в связке (твердость
инструмента).
Совокупность этих основных признаков, определяющих экс-
плуатационные свойства инструмента, называют характеристи-
кой абразивного инструмента. Характеристика инстру-
мента является основой при выборе инструментов для конкретных
операций абразивной обработки. Выбор оптимальной характери-
стики зависит от требуемой производительности процесса, шерохо-
ватости и качества обработанной поверхности, точности обработки
и стойкости инструмента для заданных условий работы.
§ 2. Абразивные материалы
Вещества природного, искусственного или синтетического про-
исхождения, содержащие минералы высокой твердости и прочности,
зерна и порошки которых способны обрабатывать поверхности дру-
гих твердых тел путем царапания, скобления или истирания, назы-
вают абразивными материалами.
Из природных абразивных материалов применяют алмаз, кварц,
корунд, наждак, кремень, гранат.
К искусственным и синтетическим абразивным материалам от-
носятся: электрокорунд нормальный, электрокорунд белый, элек-
трокорунд хромистый, электрокорунд титанистый, монокорунд, кар-
бид кремния зеленый и черный, карбид бора, синтетические алмазы,
кубический нитрид бора и др.
Природный алмаз состоит из углерода с незначительным
количеством примесей, является минералом, добываемым из корен-
ных или россыпных месторождений. Многие сорта алмаза относят-
ся к драгоценным камням первого класса, так как после огранки
они по красоте и блеску -превосходят другие драгоценные камни.
Алмаз хрупок, но обладает наибольшей твердостью из всех извест-
ных веществ. Он способен царапать любые минералы и вещества,
встречающиеся в природе. Добыча алмазов сопряжена с большими
трудностями, так как даже в богатых месторождениях в одной тон-
не породы содержится от 0,02 до 0,1 грамма алмазов.
Для абразивных инструментов в основном используют синте-
тические алмазы, путем синтеза их из углеродосодержащих ве-
ществ.
По ГОСТ 9206—70 выпускают шлифпорошки из синтетических
алмазов пяти марок: АСО, АСР, АСВ, АСК и АСС.
Алмазы марки АСО имеют прочность на сжатие от 0,22 до
0,15 кг в зависимости от размера зерен, который колеблется от 160
до 40 мкм. Зерна этой марки имеют шероховатую, хорошо разви-
тую поверхность, обладают пониженной прочностью и повышенной
хрупкостью.
Алмазы марки АСР выпускают с размерами от 250 до 50 мкм,
имеют прочность на сжатие от 0,70 до 0,26 кг. Зерна этой марки
обладают большей прочностью и меньшей хрупкостью по сравне-
нию с маркой АСО.
Алмазы марки АСВ имеют более гладкую поверхность, большую
прочность и меньшую хрупкость по сравнению с алмазами АСО
и АСР. Порошки АСВ выпускают с размерами-от 315 до 63 мкм и
имеют прочность на сжатие от 1,30 до 0,43 кг.
Алмазы марки АСК выпускают с размерами от 400 до 80 мкм
и имеют прочность на сжатие в пределах от 2,7 до 0,90 кг.
Алмазы марки АСС обладают наибольшей прочностью и пред-
ставляют собой зерна блочной формы. Они выпускаются с разме-
рами от 630 до 100 мкм и обладают прочностью на сжатие от 6,6
до 2,0 кг.
Алмазные микропорошки выпускают с нормальной (марки АМ
из природных и АСМ из синтетических алмазов) и с повышенной
абразивной способностью (марки АН из природных и АСН из син-
тетических алмазов).
Природный алмаз имеет условное обозначение А, а синтетиче-
ские алмазы — АС, с добавлением условного обозначения марки:
для шлифпорошков — АСО, АСР, АСВ, АСС; для микропорош-
ков — АСМ, АСН. Монокристаллы или поликристаллы алмаза или
их осколок размером более 800 мкм называют алмазным зер-
ном. Совокупность алмазных зерен размером менее 800 мкм на-
зывают алмазным порошком.
Корунд — минерал, состоящий из кристаллической окиси алю-
миния А12О3 (глинозем) с различными примесями. Небольшие за-
пасы корунда в природе позволяют применять его ограниченно,
главным образом, для доводочных операций и для обработки опти-
ческого стекла.
Наибольшее применение в настоящее время получили искусст-
венные электрокорундовые абразивные материалы, так как они об-
ладают более высокими и стабильными качествами.
Электрокорунд получают при плавке шихты, составленной
из естественных бокситов и других веществ и представляет собой
корунд с незначительными примесями других минералов. Электро-
корунд выпускается в следующих разновидностях: электро-
корунд нормальный; электрокорунд белый; монокорунд; электро-
корунд хромистый; электрокорунд титанистый; электрокорунд цир-
кониевый; сферокорунд.
Электрокорунд нормальный получают в процессе
плавки боксита в электр о дуговых печах и содержит главным об-
118
разом окись алюминия А12О3. В зависимости от содержания окиси
алюминия, а также различных примесей электрокорунд нормаль-
ный подразделяют на несколько марок: 12А, 13А, 14А, 15А, 16А.
Основная масса зерна выпускается маркой 15А, а производство
низших марок резко уменьшено или прекращено. Цвет зерен — от
розового и светло-коричневого до темно-коричневого.
Электро корунд белый получают в процессе плавки гли-
нозема в электродуговых печах. Содержание окиси алюминия в
электрокорунде белом от 98 до 99%, т. е. значительно выше, чем в
электрокорунде нормальном. Электрокорунд белый имеет марки-
ровку следующих градаций: 22А, 23А, 24А, 25А. В настоящее время
в основном выпускаются марки 24А и 25А с содержанием А12О3
99% и выше. Цвет зерен электрокорунда бело-розовый или белый.
Электрокорунд хромистый (технический рубин) по-
лучают путем плавки глинозема с добавкой окиси хрома в электро-
дуговых печах. Он содержит не менее 97% А12О3 и 0,4—1,2% Сг2О3.
Зерна хромистого электрокорунда по цвету сходны с рубином,
имеют розовую или темно-вишневую окраску, обладают более вы-
сокой по сравнению с электрокорундом белым стабильностью фи-
зико-механических свойств и содержат больший процент монокри-
сталлов. Хромистый электрокорунд имеет следующие обозначения
марок: 32А, ЗЗА, 34А.
Электрокорунд титанистый (технический сапфир) по-
лучают также путем плавки глинозема, но с присадками двуокиси
титана. Форма зерен титанистого электрокорунда более изометрич-
ная, что позволяет повысить абразивную способность инструмен-
тов. Электрокорунд титанистый выпускают под маркой 37А.
Электрокорунд циркониевый получают путем плав-
ки в электродуговых печах из сырья, в состав которого входит гли-
нозем, циркониевая руда или чистая двуокись циркония, окислы
титана и восстановитель.
Сферокорунд содержит более 99% А12О3 и небольшое коли-
чество примесей и получается искусственным путем из корунда в
виде полых сфер разного диаметра с толщиной стенки от 30 до
200 мкм.
Карбид кремния (карборунд) представляет собой
соединение кремния с углеродом — Si С. Он получается в электро-
печах сопротивления и содержит около 97—99% SiC и незначитель-
ное количество других минералов. Промышленность выпускает две
разновидности карбида кремния — зеленый и черный, отличаю-
щиеся по цвету и некоторым механическим свойствам. Зеленый
карбид кремния имеет повышенную, сравнительно с черным, хруп-
кость. Его цвет от светло-зеленого до зеленого с отдельными про-
зрачными кристаллами. Черный карбид кремния имеет черный или
темно-синий цвет.
Условное обозначение марок карбида кремния черного — 52С,
53С, 54С, 55С; карбида кремния зеленого — 62С, 63С, 64С.
Карбид бора получают в дуговых электрических печах.
Карбид бора представляет собой твердый раствор бора в В4С и со-
119
держит до 93% В4С, 1,5% свободного углерода. В карбиде бора
элементарного бора содержится до 74%.
В 1957 г. было открыто новое вещество — кубический нитрид
бора. Новое вещество обладает весьма большой твердостью, цара-
пает алмаз, обладает уникальными абразивными свойствами.
Абразивный материал из кубического нитрида бора в СССР вы-
пускается под двумя торговыми названиями: эльбор (условное
обозначение Л) и кубонит (условное обозначение шлифпорошков —
КО и микропорошков — КМ).
Теоретическая плотность кубического нитрида бора меньше
плотности алмаза (3,48 и 3,51 см3 соответственно).
С 1973 г. введено новое условное обозначение абразивных мате-
риалов по сравнению с принятыми ранее обозначениями (табл. 13).
Таблица 13
Условное обозначение абразивных материалов
Наименование абразивного материала Прежнее обозначе- ние мате- риала Новое обозначе- ние мате- риала Разновидности абразивного материала
Электрокорунд нормальный э 1А 12А, 13А, 14 А, 15А, 16А
Электрокорунд белый ЭБ 2А 22А, 23А, 24А, 25А
Электрокорунд хромистый ЭХ ЗА 32А, ЗЗА, 34А
Электрокорунд титанистый ЭТ ЗА 37А
Монокорунд М 4А 43А, 44А, 45А
Карбид кремния черный кч 5С 53С, 54С, 55С
Карбид кремния зеленый КЗ 6С 63С, 64С
Корунд природный Е 9Е —
Алмаз природный А А А, АМ, АН
Алмаз синтетический АС АС АСО, АСР, АСВ, АСК, ACC, АСМ, АСН
Кубический нитрид бора (эль- бор) Л Л ЛО, ЛП
Основными свойствами абразивных материалов являются их
твердость, абразивная способность, прочность и износостойкость.
Высокая твердость абразивных материалов является главной
отличительной особенностью их. Для определения твердости абра-
зивных материалов применяют различные методы. Наибольшее
распространение получили метод царапания острием одного тела по
поверхности другого и метод вдавливания алмазной пирамиды под
малой нагрузкой в поверхность испытуемого материала. Характери-
стики твердости, определяемые при этих методах, являются различ-
ными как по величине, так и по физическому смыслу. По методу ца-
рапания составлена минералогическая шкала твердости, а по мето-
ду вдавливания при нагрузке в 200 г — шкала микротвердости
Хрущева М. М. Значения твердости абразивных материалов, а так-
же значения микротвердости некоторых карбидов, инструменталь-
ных и конструкционных материалов следующие (кгс/мм2):
120
Алмаз А и АС . 8 000— 10000
Нитрид бора кубический . . ... 7 300— 10 000
Карбид бора .... . . 3300 — 4 500
Карбид кремния зеленый . 2 800 — 3 600
Карбид кремния черный . 2 800 — 3 600
Монокорунд 2100 — 2600
Электрокорунд циркониевый . 2 300 — 2 400
Электрокорунд титанистый 2200— 2300
Электрокорунд хромистый 2000 — 2 200
Электрокорунд белый . 2 000 — 2 100
Электрокорунд нормальный 1 800 — 2 000
Сферокорунд . 2000— 2100
Корунд .... 1 900- 2 200
Наждак . . ... Кварц .... - 1 900 — 2200 1 000— 1 100
Гранат 1 300— 1650
Кремень 1 000— 1 100
Техническое стекло . 400 — 900
Карбид титана 2800- 3200
Карбид вольфрама ... Твердый сплав Т15К6, ВК8 1 700 — 2 500
1 200 — 3 000
Минералокерамика ЦМ332 ... 1 200— 2900
Быстрорежущая сталь закаленная Р18 . Сталь инструментальная углеродистая за- каленная У12 Сталь углеродистая закаленная ... 1 300— 1 800 1030 560
Микротвердость абразивных материалов при нагреве снижается
(табл. 14).
Таблица 14
Мнкротвердость абразивных материалов при разных температурах
Повышение температуры до 1000° С уменьшает микротвердость
некоторых абразивов почти в 2—2,5 раза по сравнению с микро-
твердостью при комнатной температуре. Повышение температуры
до 1300° С вызывает снижение твердости почти в 4—6 раз.
Под абразивной способностью понимается способ-
ность абразивных зерен обрабатывать тот или иной материал. Для
сравнения абразивной способности опыты проводят при шлифова-
нии абразивными зернами,.помещенными между двумя стеклянными
дисками, вращающимися в разные стороны. По количеству сошли-
фованного материала дисков за определенный промежуток времени
судят об абразивной способности, принимая за единицу абразивную
способность алмазных зерен (табл. 15).
Таблица 15
Абразивная способность абразивных материалов
Абразивный материал Абразивная способность
по износу стек- лянного диска зерном номер 16(г) относительная (по отноше- нию к ал- мазу)
Алмаз А, АС 0,75—0,77 1,0
Кубический нитрид бора (эльбор Л) 0,58—0,64 0,8
Карбид кремния 55С 0,4—0,45 0,55
Карбид бора 0,50—0,53 0,71
Монокорунд 45А 0,160 0,21
Электрокорунд хромистый 34А 0,164 0,21
Электрокорунд белый 24А 0,155 0,20
Электрокорунд белый 23А 0,135 0,18
Электрокорунд нормальный 15А 0,170 0,22
Электрокорунд нормальный I3A 0,155 0,20
Электрокорунд титанистый 37А 0,112 0,15
Корунд природный 0,135 0,18
Наждак 0,105 0,14
Кварц 0,047 0,06
Кремень 0,050 0,06
О «прочности абразивных материалов судят по их механическим
свойствам: пределу прочности при изгибе и сжатии, а также проч-
ности зерен при раздавливании под действием статической нагруз-
ки. Показателем прочности при раздавливании служит процентное
весовое количество абразивных зерен, не просеивающихся через то
же сито, с которого была взята навеска для испытания, т. е. зерен.,
не разрушившихся или разрушившихся незначительно. Давление
при испытании принимается равным 250 кгс/см2, масса навески —
5 г. Минимальные значения механической прочности различных аб-
разивных материалов следующие (%):
Электрокорунд белый 24А, 25Л . 85—90
Электрокорунд белый 22А, 23А . 75—80
Электрокорунд хромистый 32А, 34А . 80—90
Электрокорунд титанистый 75—85
Монокорунд 44Л, 45А... . 85
Монокорунд 43А.................................. 75
Электрокорунд нормальный 15А, 16А 80—85
Электрокорунд нормальный 13А 70—80
Электрокорунд нормальный 12Л...............65—75
Карбид кремния черный 52С—55С и зеленый
62С—64С . . 75—80
Механическая прочность на раздавливание характеризует дро-
бимость зерен, их дефектность.
Пределы прочности разных материалов обычно определяют на
образцах правильной геометрической формы. Абразивные зерна не
имеют правильной геометрической формы, они отличаются также
и линейными размерами. Поэтому о прочности зерен судят аю вели-
чине сжимающей нагрузки, при которой единичное зерно разру-
122
шается. Зерна помещают между пластинами из твердого сплава или
корунда.
Обработка результатов экспериментов по разрушению единич-
ных зерен показала, что их прочность зависит от вида абразивного
материала. Расчетные пределы прочности абразивных зерен на сжа-
тие следующие (кг/мм2):
Электрокорунд нормальный
Электрокорунд белый .
Электрокорунд хромистый
Монокорунд ....
Карбид кремния зеленый
Карбид кремния черный
Алмаз природный (зернистость 63,
Кубический нитрид бора
179
176
165
185
211
220
40—60
65—15
Таблица 16
Теплофизические свойства абразивных материалов
Абразивный материал Коэффициент линейного расширения цХЮ-е, град-1 Коэффициент теплопровод- ности, кал/см X Хс • град Удельная теплоемкость, кал/г • град 1 Коэффициент температуро- проводности см2•с—1
Алмаз Кубический нитрид бора Электрокорунд Карбид кремния Карбид бора 1,19-1,2 2,1—2,3 7—9 4—7 4,5-4,7 0,33—0,35 0,0075 0,024 0,025—0,040 0,80 0,009—0,012 0,019—0,029 0,80 0,09—0,012 0,019—0,029
При подборе связующего вещества в абразивных и алмазных
кругах большую роль играет коэффициент линейного теплового
расширения. Распирающие силы, которые могут возникнуть из-за
теплового расширения зерен, могут привести к трещинам и расслое-
ниям связки.
Значения коэффициентов теплового расширения для различных
абразивных материалов приведены в табл. 16.
Для сопоставления можно указать, что у бронзы коэффициент
линейного расширения равен 17,5-Ю-6 град-1, т. е. значительно
больше абразивного материала.
Коэффициент теплопроводности алмаза (см. табл. 16) выше, чем
у стали (0,108 кал/см-с-град) почти в три раза. Поэтому алмаз
всегда на ощупь кажется холодным, как и металл.
Коэффициент теплопроводности у алмаза в 14 раз больше, чем
у карбида кремния, и почти в 45 раз выше, чем у электрокорунда.
Удельная теплоемкость, отнесенная в 1 г вещества, выше всего у
электрокорунда и несколько меньше у карбида кремния и алмаза
(см. табл. 16).
Коэффициент температуропроводности самый высокий у алмаза
(0,80), а самый низкий у электрокорунда (0,009—0,12 см2 с-1).
С повышением температуры значения коэффициента линейного
расширения и коэффициента теплопроводности уменьшаются. На-
123
пример, ‘повышение температуры с 20 до 900° С уменьшает коэффи-
циент теплопроводности в 4 раза.
Если требуется нагреть тело от одной температуры до более вы-
сокой, то к телу необходимо подвести энергию в виде тепла. То коли-
чество тепла, которое необходимо для повышения температуры на
1°С, называют теплоемкостью тела.
При нагревании до 700—850° С алмаз на воздухе не сгорает, при
нагревании в окислительной среде алмаз сгорает при температуре
500—800° С с образованием углекислого газа СО2. Скорость охлаж-
дения зависит от размера частиц. Например, микропорошки алмаза
при температуре 500° С и выдержке 120 мин окисляются почти пол-
ностью, а зерна с размерами 100 мкм окисляются всего на 1—5%
(по потере массы). При температуре 700°С и выдержке 120 мин те
же порошки окисляются почти на 85% (по потере массы).
Карбид кремния начинает окисляться при нагреве в 800° С, но
процесс окисления идет очень медленно.
Термостойкость абразивных и некоторых инструментальных ма-
териалов следующая (°C):
Элекгрокорунд циркониевый 1900—2000
Электрокорунд белый ... ... 1700—1800
Электрокорунд хромистый . . 1700—1800
Монокорунд . . 1700—1800
Сферокорунд 1700—1800
Корунд................................ ... 1700—1800
Наждак ...... . . 1700—1800
Кремень.............. . 1500—1600
Карбид кремния зеленый . 1300—1400
Карбид кремния черный .... . . 1300—1400
Кубический нитрид бора (эльбор) . 1200—1500
Электрокорунд нормальный .... 1250—1300
Карбид бора.................... 700—800
Алмаз природный и синтетический . 700—850
Стекло техническое .... . 500—600
Минералокерамика ЦМ332 . . 1200
Твердый сплав ВК8 .... 900
Быстрорежущая сталь Р18. . 600
Углеродистая сталь У12 . .............. 200
§ 3. Зернистость абразивных материалов и инструментов
Абразивные материалы, добытые в рудниках, полученные искус-
ственно в электрических печах или синтезированные на прессах,
подвергаются различным операциям в зависимости от состава
исходных материалов, требований к качеству абразивного матери-
ала. Цель этих операций заключается в сортировке материалов, их
дроблении, измельчении и очистке от посторонних веществ путем
химического, магнитного обогащения, термической обработки.
Обогащенное зерно подвергается классификации по крупности
частиц путем рассева через сита специальных установок, либо путем
осаждения в жидкости (гидравлическая классификация), если тре-
буется разделить частицы с размерами менее 40 мкм. Зерно пред-
ставляет собой либо отдельные кристаллы, либо сростки, либо
осколки кристаллов, обычно неправильной формы, размером не бо-
лее 5 мм.
Зерно имеет три основных размера: длину, ширину и толщину.
Однако для простоты зерно характеризуют одним размером — ши-
риной, которая называется размерной характеристикой зерна. Мел-
кие сыпучие абразивные материалы обычно рассеивают на прово-
лочных сетках с квадратными отверстиями. Размеры отверстий в
этих сетках за рубежом и до 1960 г. в СССР характеризовались чис-
лом меш, т. е. числом отверстий на одном линейном дюйме
(25,4 мм). В 1960 г. был введен новый ГОСТ 3647—59 на классифи-
кацию абразивных материалов по крупности, который предусмат-
ривает переход на метрическую систему вместо ранее принятой
дюймовой системы подразделения абразивных материалов по зер-
нистости.
В метрической системе за номер зернистости принимается номи-
нальный размер стороны ячейки в свету сетки, на которой задержи-
вается зерно при рассеве. Этот размер условно выражается в сотых
долях мм. Например, если зерна проходят через ячейки со стороной
500 мкм и задерживаются на сетке с ячейками размером 400 мкм, то
зернистость порошка обозначается номером 40.
Абразивные материалы в зерне разделяются по крупности на
группы и номера, приведенные в табл. 17.
Т аблица 17
Зернистость абразивных материалов
Наименование группы
Шлифзерно
Шлифпорошки
Микропорошки
Номера зернистости
200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16
12, 10, 8, 6, 5, 4, 3
М40, М28, М20, Ml 4, Ml О, М7, М5
Крупность продуктов гидравлической классификации опреде-
ляется линейными размерами зерен, причем за номер зернистости
микропорошков принимается верхний предел 'крупности зерен ос-
новной фракции.
В зерне определенного номера содержатся в некоторых преде-
лах зерна соседних более крупных и более мелких номеров зернисто-
сти, Поэтому каждый номер зернистости характеризуется предель-
ной, крупной, основной, комплексной и мелкой фракциями.
Определяющей характеристикой номера зернистости является
количество и крупность его основной фракции.
Каждый номер зернистости шлифзерна должен содержать не ме-
нее 39—45% основной фракции, не более 20% крупной фракции (со-
седнего более крупного номера зернистости) и не менее 90% ком-
плексной фракции (основного и соседних более крупных и более
мелких номеров зернистости). В отдельных случаях зерно, порошки
и микропорошки изготовляют с повышенным содержанием основной
фракции (до 55%) и отсутствием предельной фракции.
Абразивные инструменты выпускаются следующих номеров зер-
нистости: 160, 125, 80, 50, 40, 25, 16, 12, 8, 6, 5, 4, М40, М28, М20,
М14, М10.
Приведенное выше обозначение номеров зернистости в СССР яв-
ляется единым для всех абразивных материалов, за исключением
алмазов.
Зернистость алмазных порошков дана в ГОСТ 9206—70. Алмаз-
ные порошки в зависимости от размера зерен, метода их получения
и контроля делятся на две группы:
шлифпорошки, получаемые путем рассева на ситах с контролем
зернового состава ситовым методом;
микропорошки, получаемые путем классификации с использова-
нием жидкости и контролем зернового состава под микроскопом.
Зернистость алмазных порошков в отличие от абразивных обо-
значается дробью, в которой числитель соответствует наибольшему,
а знаменатель наименьшему размеру зерен основной фракции. Эти
размеры являются номинальными, так как они соответствуют фак-
тически размерам ячеек сит в свету (мкм): через верхнее сито зер-
на должны проходить, а на нижнем задерживаться.
Новый ГОСТ предусматривает выпуск шлифпорошков двух ди-
апазонов зернистости: широкого — пяти зернистостей от 400/250 до
63/40 и узкого— 12 зернистостей от 630/500 до 50/40. Микропорош-
ки выпускают 11 зернистостей: от 60/40 до 1/0.
§ 4. Концентрация зерен и структура абразивного инструмента
В абразивных инструментах различают несколько основных
фаз: абразивную фазу, занимаемую абразивными зернами; связую-
щую фазу, занимаемую связкой; газообразную фазу, занимаемую
порами.
В некоторых инструментах вводится дополнительная фаза, зани-
маемая наполнителями. Содержание каждой фазы выражают в до-
лях объема (объемная фазовая характеристика) или в единицах
массы (массовая фазовая характеристика). Весовыми характери-
стиками пользуются при изготовлении инструментов. В маркировке
инструментов принято указывать объемные фазовые ха-
рактеристики, причем в условных обозначениях. Долю объема
или массы, которую занимает та или иная фаза в инструменте,
обычно выражают в процентах от общего объема и от массы инст-
румента (рис. 66).
С увеличением объемного содержания зерен уменьшается рас-
стояние между зернами, а следовательно, и минимальная толщина
мостиков связи между зернами.
Если принять условно зерна в виде шаров одинакового диамет-
ра d и расположить их равномерно по схеме гранецентрированного
куба, то толщина мостиков связки определяется простой формулой:
126
Г v3
где У3— объемная доля зерен в относительных единицах.
Из этой формулы видно, что с увеличением объемной доли зе-
рен в инструменте расстояние между зернами будет убывать и при
74%-ном содержании зерен соседние зерна будут касаться друг дру-
га, образуя жесткий каркас.
Фазовые объемы
Фазовые объемы
Объем
пор- Vn,%
Овьем связки
Объем связки
Объем алмазных
'зерен
Объем пор
Фазовые массы
^Пасса керосина О*
-Пасса стеарина Се
\ Пасса олеиновой
I кислоты 0ц
в'
Рис. 66. Фазовый состав абразивных инструментов и паст:
а — инструменты из обычных абразивов, б — инструменты из алмаза и эльбора, в —до-
водочная паста
Влияние объемного содержания абразивных зерен на мини-
мальную толщину мостика связки между зернами приведено ниже.
Фазовый объем
зерен (в %) 74 67,5 50 37,5 25 12,5 6,25
Минимальная тол-
щина слоя между
зернами (в % от
диаметра зерна) 0 3 14 25 43 81 135
Изменение объемного содержания абразивной фазы в инстру-
менте принято характеризовать номером структуры для инструмен-
тов из обычных абразивных материалов или концентрацией зерен
для инструментов из алмазных или эльборовых зерен (табл. 18).
Структура обозначается номерами от 0 до 20. С увеличением
структуры на один номер объем зерна в круге уменьшается на
ДУ=2%, а объем связки соответственно увеличивается на 2%
(Из+йУ) + ( VCb±AV) + Уп= 100%.
Эти обозначения имеют определенные условности: чем меньше
зерна в единице объема, тем выше порядковый номер структуры
для традиционных абразивных материалов.
Содержание абразивного порошка из алмазов и эльбора, равно-
мерно распределяемого в объеме, характеризуется концентрацией.
Применяются круги 25, 50, 100 и 150%-ной концентрации.
Условность маркировки заключается в том, что действительное
содержание алмазов в 4 раза меньше, чем количественное обозна-
чение концентрации (табл. 18).
127
Наименование
структуры
Объемное со-
держание зе-
рен в инстру-
менте, %
Условное обо-
значение номе-
ра структуры
инструментов
из обычных аб-
разивов
Условное обо-
значение кон-
центрации зе-
рен в алмазных
и эльборовых
инструментах
(в условных %)
Таблица 18
Фазовый объем абразивных зерен в инструментах
(номера структуры или концентрация зерен)
Плотная
Средняя
Открытая
Очень открытая
60 58
56 54 52
50 48 46
44 42
40
36 34 32 18,8 12,5
30 28 26 25 24 22 6,25
ность губки (рис. 67, в, г). Поры такой величины получаются в ре-
зультате выгорания -при термической обработке добавок (древесные
опилки и мука, молотый уголь, пластмассы, бисер сополимера
и т. д), которые вводятся в формовочную массу перед прессова-
нием в виде наполнителей.
Высокопористые круги в основном предназначены для шлифо-
вания мягких и вязких материалов (резина, кожа, дерево, пласт-
массы и т. п.), так как повышенная пористость создает лучшие ус-
ловия для размещения стружки, уменьшается застревание струж-
ки в порах.
Абразивные инструменты зернистостью 125—80 обычно изготов-
ляют третьей-четвертой структуры, зернистостью 50—40 — пятой-
шестой структуры, зернистостью 25—12 — шестой-седьмой струк-
туры.
12345 6
9 10
11 12
13 14 15
16 17 18
19 20
Рис. 67. Относительное расположение абразивных зерен, связки, наполнителя
и пор в кругах разной структуры при постоянной пористости (Кп = 36%) и
твердости С2:
а — структура 3 (Va=56%, Vc*8%), б —структура 8 (Va-46%, Vc-18%), в —струк-
тура 16 (У3=ЗО%. Vc«=34(y0), г —то же, с выгорающим наполнителем (Г3=ЗО%,
1с — 34%), д — с мелкозернистым наполнителем при малой пористости (У3=25%:
Vc=4n- ^ = 25%. *п=5%)
200
150
100
75 50 25
Содержание алмаза в 1 мм3 алмазоносного слоя кругов разной
концентрации принимается следующим:
Для кругов с 25%-ной концентрацией .... 0,22 мг
Для кругов с 50%-ной » ... 0,44 мг
Для кругов с 100 %-ной » .... 0,88 мг
При 100%-ной концентрации алмазный порошок фактически за-
нимает только часть (25%) объема круга, а остальные 75% при-
ходятся на долю связки с наполнителем и поры.
Абразивные инструменты плотной структуры номеров 0—3 име-
ют очень тесное расположение зерен, малые промежутки между
зернами, малые поры и применяются ограниченно, главным обра-
зом для доводочных работ (рис. 67, а).
Открытая структура (номера 9—12) обеспечивает большее рас-
стояние между соседними абразивными зернами (рис. 67,6), луч-
ший отвод срезаемой стружки и позволяет работать на повышен-
ных режимах. Однако круги открытой структуры обладают мень-
шей прочностью.
В последнее время, помимо кругов с фиксированной структурой,
широкое применение находят высокопористые круги, отличающиеся
повышенной 'пористостью. Величина пор у таких кругов обычно
больше (до 2—3 мм) в поперечнике, чем размеры абразивных зерен
и поверхность такого круга напоминает по своему строению поверх-
Из табл. 18 видно, что алмазные и эльборовые круги имеют
очень малое процентное содержание абразивных зерен, по сравне-
нию с обычными иструментами. Поэтому при изготовлении таких
кругов в связующее вводят различные наполнители, которые в от-
личие от высокопористых кругов остаются в композиции, улучшая
ее физико-механические свойства (рис. 67, 6).
§ 5. Связка абразивных инструментов
Абразивные зерна в инструменте закрепляются при помощи
связки. Механизм закрепления зерен в связке зависит от харак-
тера взаимодействия связки с зернами. Все связки разделяются на
три основных вида: органические, минеральные (керамические) и
металлические.
К органическим связкам относятся бакелитовая, вул-
канитовая, эпоксидная, глифталевая и др.
Керамические связки обычно являются многокомпонент-
ными составами, приготовленными из измельченных материалов.
Металлические связки представляют собой сплавы ме-
ди, олова, цинка, алюминия, никеля и других элементов и исполь-
зуются в основном для алмазных инструментов. Выпуск абразив-
ного инструмента на керамической связке составляет 50—60% от
общего объема производства, на бакелитовой 30—39%, на вулкани-
товой — 4—7% и на других связках — не более 1—2%.
Процесс изготовления абразивного инструмента состоит в -при-
готовлении связки, приготовлении формовочной массы, состоящей
из абразивного зерна и связки, формовании, термической обработ-
ке, механической обработке и испытании.
Формование абразивных изделий в основном осуществляется
прессованием в специальных пресс-формах. При термической обра-
ботке происходит окончательное скрепление абразивных зерен в из-
делиях и придание инструментам определенных свойств. Инстру-
менты на керамической связке обладают высокой прочностью, теп-
лостойкостью, жесткостью (табл. 19). Круги на керамической связ-
ке имеют универсальное применение и используются для разнооб-
разных шлифовальных операций. Однако инструменты на керами-
ческой связке имеют повышенную хрупкость и поэтому не приме-
няются при ударной нагрузке и малой высоте круга. Круги на баке-
литовой связке обладают более высокой прочностью и упругостью.
Крут на бакелитовой связке по сравнению со сталью является бо-
лее эластичным телом, так как модуль упругости связки в
20—50 раз меньше, чем у стали (2-104 кгс/мм2 — для стали). Такие
круги нагревают шлифуемое изделие, однако имеют невысокую хи-
мическую стойкость и теплостойкость. Работа кругами на бакели-
товой связке часто ведется без охлаждения. При температуре 200° и
выше бакелитовая связка становится хрупкой и круги быстро сра-
батываются.
Таблица 19
Механические свойства абразивных кругов на разных связках
Механические свойства Единицы измерения Связка
керамиче- ская бакелито- вая вулканито- вая
1. Предел прочности а) при растяжении КГС/мм2 3—5 3—3,5 4,6
б) при сжатии 7—9 15 7—8,5
в) при изгибе 4,5—6 6 8-10
2. Ударная вязкость кгс/см2 1,2—5 5-6 10—15
3. Модуль упругости кгс/мм2103 5-8,5 0,4—1,0 0,1—0,4
4. Температура размягче- ния °C 500—700 100—120 80—100
5. Плотность г/см3 2,2—2,8 1,2—1,4 1,0-1,4
Абразивные инструменты на вулканитовой связке имеют боль-
шую упругость и плотность, хорошую водоупорность, но обладают
несколько меньшей прочностью и теплостойкостью. Они широко
применяются при прорезных и отрезных работах и для получения
130
изделий с малой шероховатостью поверхности. Керамическая связ-
ка имеет несколько разновидностей, которые имеют различную
маркировку. Они разделяются на две основные группы: плавя-
щиеся (стекловидные) и спекающиеся (фарфоровидные). На стек-
ловидных связках изготовляют инструмент из электрокорундовых
материалов. Эти связки химически взаимодействуют с зерном и
обеспечивают прочное закрепление зерен. Инструмент из карбида
кремния изготовляют на фарфоровидных связках К2 и КЗ.
Связка К2 используется для мелкозернистых кругов, отжигае-
мых при температуре 800° С.
Для кругов из электрокорунда применяют связку К8, из электро-
корунда белого — К1 и К5. Для мелкозернистых кругов предназ-
начена связка К7. Связку К5 изготовляют из боросодержащего
сырья и она предназначена для кругов с повышенной износостой-
костью кромок и профиля.
Недостатком керамической связки является ее высокая хруп-
кость, более сложный и длительный цикл изготовления инструмен-
тов. Эти крути нельзя использовать при больших и ударных на-
грузках. Круги тонкие (менее 3 мм) легко ломаются от боковой на-
грузки.
Инструмент на бакелитовых связках обладает более высокой
прочностью на сжатие по сравнению с керамикой. Круги на баке-
литовой связке, армированные стеклосеткой, работают при очень
высоких скоростях (80 м/с и более). При температуре 250—300°С
бакелитовая связка выгорает, если воздействие температуры будет
достаточно длительным. При действии щелочных растворов бакели-
товая связка разлагается. Поэтому поверхность кругов на бакели-
товой связке окрашивают водонепроницаемой краской, лаком, сури-
ком или покрывают серой, пропитывают парафином. Концентрация
щелочного раствора, применяемого для охлаждения бакелитовых
кругов, не должна превышать 1,5%.
Бакелитовая связка имеет три основные разновидности: пуль-
вербакелит (Б, Б1), жидкий бакелит (Б2) и специальная (БЗ), ко-
торая используется для резьбошлифовальных и тонких разрезных
кругов.
Вулканитовая связка по сравнению с другими является более
плотной и эластичной, что вызывает повышенный нагрев обрабаты-
ваемой детали. Теплостойкость каучука низкая — 150—180гС. Соз-
дать большие давления при вулканитовой связке нельзя, так как
зерна углубляются в связку. Эластичность связки позволяет созда-
вать очень тонкие отрезные круги при значительном диаметре (де-
сятые доли мм по толщине при диаметре 150—200 мм).
Вулканитовую связку выпускают нескольких разновидностей:
В, Bl, В2, ВЗ. В связке В1 используют синтетический каучук, а кру-
ги формируются прокаткой на вальцах. Связку В2 используют для
резьбошлифовальных кругов, для шлифования резьб с малым ша-
гом.
Алмазные и эльборовые круги состоят из корпуса и абразивно-
го слоя кольца. Корпус обычно изготовляют из алюминиевых спла-
131
bob AK6 и Д16 по ГОСТ 4784—74, пластмасс или стали марок
СтЗ, 20, 25, 30 по ГОСТ 380—71. Абразивный слой состоит из ал-
мазного или эльборового порошка, связки и наполнителя. Толщина
абразивного слоя зависит от связки, закрепляющей зерна, и может
колебаться от нескольких десятых <мм до нескольких мм. У боль-
шинства кругов эта толщина находится в пределах 1,5—3 мм.
Алмазные и эльборовые круги в настоящее время изготовляют
на четырех основных связках: органической, керамической, метал-
лической порошковой или гальванической.
Из органических связок основной является бакелитовая, состоя-
щая из связующего вещества — фенолформальдегидной смолы и
различных наполнителей, объемное содержание которых составляет
от 37,5 до 12,5% в зависимости от различной концентрации алма-
зов. В качестве наполнителя в бакелитовых связках используют аб-
разивные материалы (связки Б1, БЗ и Б4), металлические порошки
(связка Б2) или более сложные композиции (связки Т02, Б156, Б8
и др.). Алмазные круги на бакелитовой связке обладают хорошими
режущими свойствами, что позволяет работать с небольшими сила-
ми резания. Малое количество образующего тепла при шлифовании
создает благоприятные условия для шлифования без охлаждения и
поэтому эти круги широко используют при заточке многолезвийного
инструмента, когда применение охлаждения не позволяет заточнику
наблюдать за зоной шлифования.
Металлическую порошковую связку применяют в кругах, пред-
назначенных для предварительной и чистовой алмазной обработки
при сравнительно невысоких требованиях к шероховатости поверх-
ности (обычно не выше 8-го класса). Удельный износ алмаза и из-
менение размеров по профилю у кругов на металлической связке
значительно меньше, чем у кругов на бакелитовой связке. Однако
в процессе шлифования возникают сравнительно большие силы и
работа без охлаждения невозможна.
Наиболее распространенными из металлических связок являют-
ся основная связка Ml на бронзовой основе и ее разновидности и
связка М5 на цинково-алюминиевой основе и ее разновидности:
ТМ2, МО13, МВ1 и др.
Круги на керамической связке обладают наиболее высокими
режущими свойствами и в основном предназначены для одновре-
менной обработки твердого сплава со стальными державками или
корпусами, а также для обработки некоторых высоколегированных
сплавов -и материалов.
В кругах на никелевой связке используют метод гальваниче-
ского закрепления алмазных зерен на металлический корпус той
или иной конфигурации. Алмазные зерна могут закрепляться в
один или несколько слоев.
§ 6. Твердость абразивных инструментов
Под твердостью абразивного инструмента пони-
мается способность связки сопротивляться вырыванию абразивных
зерен с рабочей поверхности инструмента под влиянием внешних
сил. Следовательно, чем выше твердость абразивного инструмента,
тем прочнее связь между абразивными зернами, тем большие силы
способны они воспринять без выкрошивания. Мягкими абразивны-
ми инструментами в отличие от твердых называют такие инстру-
менты, которые слабо удерживают абразивные зерна. Чем выше
твердость, тем меньше размеры пор, тем больше связки и тем проч-
нее зерно удерживается в круге, тем большую силу надо прило-
жить для вырывания зерна. Поэтому более твердые круги изнаши-
ваются меньше.
Твердость инструментов из шлифовального зерна зернистостью
125—16 определяют на пескоструйном приборе измерением глуби-
ны лунки, образующейся на поверхности инструмента под дейст-
вием струи кварцевого песка, выбрасываемого ив рабочей камеры
прибора сжатым воздухом при давлении в 1,5 кгс/см2. С увеличе-
нием твердости абразивного инструмента глубина лунки, получен-
ная на пескоструйном приборе, уменьшается.
Бакелитовая связка создает в инструментах очень незначитель-
ную объемную пористость. Твердость таких инструментов можно
измерять подобно изменению твердости других материалов, т. е. пу-
тем внедрения другого твердого тела под действием заданной на-
грузки с помощью специальных приборов, называемых твердо-
мера м и.
Твердость инструментов из шлифовальных порошков зернисто-
стью 12—М14, а также алмазных и эльборовых кругов определяет-
ся изменением глубины лунки, образующейся от вдавливания в
тело инструмента стального шарика под действием нагрузки в
60 кгс на приборе Роквелла.
Наиболее существенным фактором, определяющим силы сцеп-
ления между зерном и связкой, является степень полимеризации
смолы при изготовлении кругов. При частичной полимеризации
удерживающая способность связки ниже и круги относятся к «мяг-
ким» по степени твердости.
Твердость абразивных инструментов зависит от количества и
качества связки, вида абразивного материала, степени шерохова-
тости и конфигурации абразивных зерен и технологического про-
цесса изготовления (давление, режим термической обработки
и т. д.).
Выше отмечалось, что общий объем абразивного инструмента
можно представить в виде трех составных частей: объема, занимае-
мого абразивными зернами У3; объема, занимаемого связкой УСв,
и объема, приходящегося на поры Уп-
V3+ Кв+ 14=^100%.
Изменение твердости инструмента на керамической связке до-
стигается изменением доли связки ДУсв и соответствующим изме-
нением объема пор при неизменном объеме зерен, соответствующем
определенной структуре круга (см. рис. 67). Изменение доли связки
влияет на прочность закрепления абразивных зерен.
Эту закономерность можно выразить соотношением:
К + (VCB ± AV) + (Vn ± АГ) = 100%.
Уменьшение или увеличение объема связки на АГ=1,5% дает
изменение твердости на одну степень.
По степени твердости абразивные инструменты подразделяются
на восемь групп и более двадцати степеней твердости (табл. 20).
Таблица 20
Шкала твердости абразивных инструментов
Твердость инструмента Обозначение Подразделения твердости на связках
керамической и бакелитовой вулкани- товой
Чрезвычайно мягкие Весьма мягкие чм ВМ, ВМ1, О ХАЛ
Мягкий м Ml, М2, М3
Средне мягкий см CM1, СМ2
Средний с С1,С2 С
Средне твердый ст СТ1, СТ2, СТЗ ст
Твердый т Tl, Т2 т
Весьма твердый ВТ ВТ1, ВТ2
Чрезвычайно твердый ЧТ ЧТ1, ЧТ2, ЧТЗ, ЧТ4 ЧТ5, ЧТ6, ЧТ7, ЧТ8, ЧТ9, ЧТЮ
Цифры 1, 2, 3 справа от буквенного обозначения подразделений
твердости характеризуют твердость абразивного инструмента в по-
рядке ее возрастания.
Абразивный инструмент на керамической связке выпускают всех
степеней твердости, на бакелитовой от СМ1 до Т1.
Абразивный инструмент на вулканитовой связке выпускают без
указания подразделений по твердости.
Определенной твердости круга соответствует определенный
объем пор независимо от номера структуры (рис. 68). Процентный
объем пор в абразивном инструменте на керамической связке раз-
личных степеней твердости следующий:
Твер-
дость
абразив-
ного
инстру-
мента Ml М2 М3 СМ1 СМ2 Cl С2 СТ1 СТ2 СТЗ
Объем
пор, % 46,5 45,0 43,5 42 40,5 39,0 37,5 36,0 34,5 33,0
Структура №5
Рис. 68. Соотношение между объемом абразивных зерен, пор и
связки в кругах разной твердости для двух номеров структуры:
а — структура б, б — структура 10
Степень твердости инструмента на керамической и бакелитовой
связке должна быть в пределах одной степени для инструментов
класса Айв пределах двух степеней — для инструментов класса Б.
134
§ 7. Геометрическая форма и размеры абразивных
инструментов. Маркировка инструментов
Абразивные инструменты в зависимости от геометрической фор-
мы разделяются на пять групп: шлифовальные круги, шлифоваль-
ные головки, шлифовальные сегменты, шлифовальные бруски, аб-
разивные ленты и шкурки.
Шлифовальными круга м и называют абразивные инстру-
менты, представляющие собой тела вращения и имеющие сквозное
осевое отверстие, предназначенное для крепления на шпинделе стан-
Рис. 69. Различные формы сечений шлифовальных кругов:
с —прямого профиля ПП, б —С двусторонним коническим профилем 2П, в —
45 -го конического профиля ЗП, г — с малым углом конического профиля 4П,
о —с выточкой ПВ, е — с конической выточкой ПВК, м—с двусторонней
выточкой ПВД, з — с двусторонней конической выточкой ПВДК, и — рифле
нь:е ПР, к— наращенные ПН, л —диски Д, м — кольца 1K, н — кольца с вы-
точкой 2К, о——чашки цилиндрические ЧЦ, п — чашки конические ЧК, р. с, т —
тарелки IT, 2T, ЗТ, у — круг для шлифования калибровых скоб С
ка. Форма сечений шлифовальных кругов и их размеры регламен-
тированы ГОСТ 2424—67, который предусматривает 22 профиля и
несколько сотен типоразмеров. На рис. 69 .приведены виды, форма
сечения и условное обозначение абразивных кругов. Шлифоваль-
ные круги с диаметром отверстия от 1 до 13 мм можно наклеивать
на шпильку. Шлифовальные круги с диаметром отверстия от 3 до
20 мм и наружным диаметром до 70 мм закрепляют на станке флан-
цами (рис. 70), которые в свою очередь устанавливают на шпин-
дель станка. Крути с диаметром отверстия от 32 до 508 мм крепят
на переходных фланцах винтами или гайкой.
Крут формы К и сегменты наклеивают с помощью специаль-
ных веществ на переходных фланцах.
При креплении кругов необходимо между опорными поверхно-
стями абразивного инструмента и зажимных деталей устанавливать
картонные прокладки для более равномерного распределения дав-
ления.
Рис. 70. Способы крепления абразивных инструментов:
а — на шпильке, б — на винте, в — на шпинделе винтом илн гайкой, г-на шпинде-
ле илн оправке с помощью фланцев, д — на переходных фланцах, е — наклеиванием
на переходных фланцах
Шлифовальными головками называют абразивные ин-
струменты, представляющие собой тела вращения, имеющие не-
сквозное отверстие. Головку наклеивают на шпильку, один конец
которой изготовляют гладким или с накаткой и устанавливают в
отверстие головки, а другой конец зажимается в патроне станка.
Применяются следующие виды головок: цилиндрические — ГЦ,
угловые — ГУ, конические с углом конуса 60° — ГК6О, сводчатые —
ГСВ, конические с закругленной вершиной — ГКЗ, шаровые — ГШ,
шаровые с цилиндрическими боковыми поверхностями — ГШЦ.
Брусками и сегментами называют абразивные инстру-
менты, имеющие одинаковый профиль поперечного сечения по всей
длине. Обычно бруски и сегменты предназначены для закрепления
в специальных патронах или головках и применяют в собранном
виде. Бруски, кроме того, применяют для ручной работы три отде-
лочных и заточных операциях.
Лентами и шкурками называют абразивный инструмент,
представляющий собой тонкую гибкую основу с закрепленным на
ней слоем абразивного зерна. Шлифование лентами и шкурками
производится или вручную, или на специальных станках.
Маркировка шлифовальных кругов. На одной из сторон шлифо-
вального круга водостойкой краской наносится условное обозначе-
ние, называемое маркировкой круга. Для инструментов ме-
нее 40 мм диаметром характеристика наносится на этикетке, на-
клеиваемой на коробку.
Маркировка круга должна содержать:
сокращенное наименование завода-изготовителя или его товар-
ный знак (марку);
типоразмер круга по ГОСТ 2424—67 (на кругах диаметром
250 мм и более);
марку абразивного материала;
номер зернистости;
степень твердости;
вид связки и ее разновидность (на кругах диаметром 50 мм и
более, кроме кругов ЧК 50x25 мм);
рабочую окружную скорость (для кругов диаметром 150 мм и
более);
класс инструмента;
класс дисбаланса (на кругах диаметром 250 мм и более, высотой
6 мм и более);
номер маршрутного листа.
Круги для скоростного шлифования должны иметь на торце по
диаметру одну красную полосу (для скоростей 50 м/с) или две
красные полосы (для скоростей 65 м/с при внутреннем шлифова-
нии).
На высокопористых кругах наносят дополнительные обозначе-
ния для зернистости наполнителя.
При маркировке условные обозначения располагаются в опре-
деленной последовательности: абразивный материал и его марка,
номер зернистости, степень твердости, номер структуры, вид
связки.
Пример полной маркировки крута.
КАЗ (Косулинский абразивный завод); 24А (абразивный мате-
риал — электрокорунд белый марки 24А); 40 (номер зернистости);
С2 (степень твердости); 5 (номер структуры); К1 (вид связки);
35 м/с (рабочая окружная скорость); 250X20X127 (размеры круга
Dy.Hy.d мм); А (класс инструмента); 2 кл. (класс дисбаланса);
142 (номер маршрутного листа).
Пример сокращенной маркировки шлифовальных кругов.
J38
Условное обозначение
маркировки
44А40С26К5
63С16СМ15КЗ
24А12СВ
54С80СТ2Б
Расшифровка маркировки
Монокорунд 44А, зернистость 40,
твердость С2, структура 6, связка ке-
рамическая разновидности Кб
Карбид кремния зеленый 63С, зерни-
стость 16, твердость СМ1, структура 5,
связка керамическая разновидности
КЗ
Электрокорунд белый 24А, зерни-
стость 12, твердость С, связка вулка-
нитовая В
Карбид кремния черный 54С, зерни-
стость 80, твердость СТ2, связка баке-
литовая Б
При маркировке алмазных абразивных инструментов с наруж-
ным диаметром 60 мм и более следует указывать:
товарный знак завода-изготовителя,
обозначение круга;
марку и зернистость алмазного порошка;
концентрацию алмазов в алмазоносном слое в условных процен-
тах;
маркировку связки;
номер круга по системе нумерации, принятой на заводе-изгото-
вителе;
год изготовления.
Каждый алмазный круг сопровождается паспортом, в котором
помимо перечисленных выше параметров указывается также масса
алмазов в каратах и допустимая рабочая скорость круга в м/с. При
маркировке эльборовых кругов зернистость обозначается по систе-
ме, принятой для обычных абразивов.
Пример маркировки алмазного круга.
ТЗАИ (Томилинскийзавод алмазных инструментов); АСР (мар-
ка алмазного порошка); 100/80 (зернистость); 100 (концентрация
в условных процентах); Б156 (бакелитовая связка); 2317 (номер
круга); 1973 (год изготовления).
Пример маркировки эльборового круга.
И (Ленинградский абразивный завод «Ильич»); ЛО (марка
эльборового порошка), 12 (зернистость), С2 (степень твердости),
100 (концентрация в условных процентах), 7 (структура), К (связ-
ка керамическая), 1215 (номер круга), 1974 (год изготовления).
В приложении приведено сопоставление старых и новых обозна-
чений зернистости, твердости и связок, применяемых в СССР и в
других странах.
§ 8. Режущая поверхность абразивного инструмента
Стандартная маркировка кругов и других абразивных инстру-
ментов отражает только некоторые характерные особенности, но не
является достаточно полной.
139
Например, указание о зернистости характеризует только сред-
ние размеры совокупности абразивных зерен, но не отражает фор-
му зерен и содержание зерен различных размеров.
Исключительно важное значение имеют структура
и геометрия
Рис. 71. Рельеф режущей поверхности аб-
разивного инструмента:
L— базовая длина вдоль профиля рельефа,
Лр F2. Fa,. . .. Fn — площадки сечения релье-
фа плоскостью на уровне р, в,, в2, в8. в4 —
длина отрезков профиля на уровне в
режущей поверхности,
ибо они определяют эф-
фективность и эксплуа-
тационные свойства аб-
разивных инструмен-
тов.
Рельеф режущей по-
верхности абразивного
инструмента может
характеризоваться раз-
ными величинами: чис-
лами режущих элемен-
тов (или кромок) абра-
зивных зерен, приходя-
щихся на единицу пло-
щади поверхности ин-
струмента; средневе-
роятным расстоянием
между режущими
кромками; разновысот-
ностью режущих кро-
мок, характеризующей
их расположение по
высоте рельефа; вели-
чиной контактной пло-
щади рельефа режущей
поверхности.
Процесс снятия
стружки при абразив-
ной обработке сущест-
венно зависит от числа
контактирующих зе-
рен, размера площадок
контакта, т. е. от общей
площади контактной
поверхности и среднего
расстояния между зер-
нами. На рис. 71 схема-
тически показано рас-
Рис. 7'2. Микрофотография шлифа шлифо-
вального круга на уровне 50 мкм:
/—абразивные зерна, 2—связка, 3 — поры ПОЛОЖение Зерен НИ
режущей поверхности
инструмента. Если от нулевой плоскости отсчета XOY углубиться
в тело инструмента на глубину /г, то получим представление о се-
чении определенного участка режущей поверхности. Реально это се-
чение можно получить путем изготовления шлифа (рис. 72). Рас-
сматривая шлиф под микроскопом или по его фотографии, можно
определить площадь, занимаемую порами, зернами и связкой и вы-
разить их в процентах или относительных величинах. Долю площа-
ди, занимаемую зернами, обозначим Ца, связкой т]с, порами цп.
Ъ + -Ъ + Tin = 1 (или 100%).
Если изготовить несколько шлифов, последовательно удаляясь
в тело инструмента, то можно построить кривые изменения этих
коэффициентов по высоте рельефа. Для примера такие графики по-
казаны на рис. 73 для круга 24А25С1К5. Площадь, занимаемая
связкой, изменяется незначительно, в пределах от 7 до 9%. Пло-
щадь. занимаемая абразивными зернами, существенно увеличи-
вается с 15 до 58%. Площадь, приходящаяся на поверхностные по-
ры, пропорционально уменьшается (кривая т)п). Изучение шлифов
дает наглядное представление о строении режущей поверхности.
Использовать метод шлифов для контроля качества инструментов
затруднительно из-за большой трудоемкости их изготовления и ма-
лого размера их площади. Поэтому для количественной оценки
геометрии рельефа режущей поверхности в МВТУ нм. Баумана был
предложен метод профилирования режущей поверхности алмазной
иглой с записью профиля на бумажную ленту при помощи само-
пишущих устройств или осциллографов.
Рис. 73. Изменение относительной площади, занимаемой на
шлифе разными фазами:
связкой — Т]с. порами — т)п, абразивом — ?]а
На рис. 74 показаны профилограммы с режущей поверхности
кругов разной зернистости на керамической связке. При рассмот-
рении этих профилограмм видно, что профили имеют нерегуляр-
ный, случайный характер. Форма, размеры и относительное распо-
ложение выступов зерен на режущей поверхности различаются в
широких пределах. При меньшей зернистости в верхних слоях нахо-
дится значительно большее количество зерен, а расстояние между
ними меньше по сравнению с кругами больших номеров зернисто-
сти. Для получения количественных характеристик разделим про-
филь рельефа профилограмм горизонтальными линиями.
На каждой секущей линии часть отрезков попадает внутрь кон-
тура, а другая часть расположена вне контура -кривой. Если про-
суммировать длину отрезков, попадающих внутрь контура «профи-
ля А/14-А/2+Л/з... и разделить полученную сумму на общую длину
трассы измерения /, то выражение
А/а 4- А/э А/п __ SAZ/
I
I
характеризует величину контактной площади в относительных ве
личинах. Если это выражение умножить на 100, то получим значе-
ния контактной площади в про-
длулу п гд центах. На рис. 75 приведены
Рис. 74. Профилограмма режущей по-
верхности электрокорундовых шлифо-
вальных кругов на керамической связ-
ке твердостью СМ2 разной зернисто-
сти (в сотых долях мм):
а — 12, 6 — 16, в — 25, г - 40
кривые, показывающие измене-
ние контактной площади по вы-
соте рельефа режущей поверхно-
сти для шлифовальных кругов
разной зернистости. Чем больше
крупность зерен, тем меньшую
контактную площадь имеют кру-
ги на всех уровнях.
Чтобы проследить влияние ха-
рактеристики кругов на величи-
ну контактной площади, достаточ-
но знать изменение ее для одного
какого-либо фиксированного
Рис. 75. Изменение коэффициента
контактной площади по высоте релье-
фа режущей поверхности шлифоваль-
ных кругов разной зернистости:
а — 12, 6—16, в — 25, г — 40
10 мкм). На рис. 76 приведены по-
уровня (например, для уровня в 12_____• хл ix по-
добные зависимости, показывающие изменение контактной площа-
ди режущей поверхности на уровне 10 мкм для кругов разных но-
меров зернистости и степеней твердости.
142
Располагая подобными зависимостями, можно обоснованно вы-
бирать характеристику крутов и других абразивных инструментов
для конкретных условий обработки или вносить коррективы, если
выбранный инструмент не обеспечивает требуемой ’производитель-
ности, класса шероховатости и точности обработки.
§ 9. Уравновешивание
(балансировка)
шлифовальных кругов
Шлифовальный круг, будучи уста-
новлен и закреплен на шпинделе стан-
ка, в -пр«оцессе работы вращается с
большой угловой скоростью. Если мас-
са круга распределена несимметрично
относительно оси вращения, то при
вращении шпинделя появляются дина-
мические реакции на его подшипники.
При значительной величине этих реак-
ций в технологической системе ста-
нок — деталь —инструмент могут по-
явиться нежелательные колебания и
вибрация, которые приведут к ухудше-
нию точности и качества шлифуемой
детали, к увеличению расхода абрази-
ва из-за повышенного и неравномерно-
го износа режущей поверхности круга.
Поэтому шлифовальные круги необхо-
димо уравновешивать, добиваясь сим-
метричного распределения вращаю-
щихся масс относительно оси враще-
ния. Подобная операция, выполняемая
после изготовления кругов, называет-
ся балансировкой.
Причины неуравновешенности кру-
га могут быть разными. Выделим три
Степень твердости
сСразивиогс круга
S)
Рис. 76. Влияние зернистости
(а) и степени твердости (б) на
изменение коэффициента кон-
тактной площади на уровне
профиля 10 мкм для кругов из
электрокорунда на керамиче-
ской связке
основных причины.
1. Наследственная неуравновешенность, связанная с изготовле-
нием кругов и обусловленная: неравномерной плотностью массы
круга по его объему; погрешностями и отклонениями геометриче-
ской формы круга (некруглость, непараллельность торцов и т. п.);
погрешностями в относительном расположении поверхностей круга
(эксцентричное расположение наружной цилиндрической и внут-
ренней поверхности отверстия).
2. Установочная неуравновешенность, связанная с 'погрешностя-
ми установки круга на станке (перекос круга, смещение круга в ра-
диальном направлении при его закреплении во фланцах или на
планшайбе).
3. Эксплуатационная неуравновешенность, связанная с исполь-
зованием круга на станке (неравномерный износ круга, неравно-
143
мерное распределение охлаждающей жидкости в порах круга
и т. п.).
Неуравновешенность круга может проявляться либо в смещении
центра тяжести относительно осц вращения (статическая неурав-
новешенность), либо в несовпадении главной центральной оси инер-
ции с осью вращения (динамическая неуравновешенность). Стати-
ческая неуравновешенность может быть обнаружена без вращения,
а динамическая неуравновешенность выявляется только в динами-
ческом режиме, т. е. при вращении шпинделя станка с установлен-
ным кругом.
Неуравновешенность круга вызывает дополнительные, .причем
весьма значительные, нагрузки на (подшипники шпинделя, которые
меняют свое направление с частотой, равной числу оборотов шпин-
деля. Поэтому неуравновешенность круга является причиной коле-
баний и вибраций станка, вызывает ухудшение качества шлифуе-
мой поверхности, способствует преждевременному износу подшип-
ников.
Состояние любого вращающего ротора, у которого вызванные
центробежными силами нагрузки и вибрации передаются на его
подшипники и опоры, принято называть дисбалансом (иногда
применяют термин дебаланс, небаланс, неуравновешенность).
По ГОСТ 3060—55 для шлифовальных кругов установлено
4 класса дисбаланса: 1, 2, 3 и 4, отличающихся числом единиц ста-
тического дисбаланса.
Чем ниже класс точности и чем меньше высота круга, тем боль-
ше число единиц дисбаланса считается допустимым при эксплуата-
ции кругов.
Обнаружить неуравновешенность можно при помощи специаль-
ных устройств, которые называются балансировочными приспособ-
лениями, балансировочными установками, балансировочными ма-
шинами, балансировочными станками и отличаются по конструкции
и принципу работы.
Наиболее простыми являются приспособления для статиче-
ской балансировки.
По ГОСТ 3060—55 статическая балансировка кругов должна
проводиться на простом балансировочном станке с двумя сталь-
ными цилиндрическими валиками одинакового диаметра. Валики
должны быть закалены по твердости HRC 54—60, а шерохова-
тость — в пределах 9-го класса шероховатости, непрямолинейность
валиков — в пределах 4—5 мкм, износ рабочей поверхности вали-
ков — в пределах 4—5 мкм. Некруглость шеек оправки и их биение
относительно посадочной конусной поверхности — не более
2—Змкм. Оправки следует хранить вертикально для устранения
возможного прогиба под действием собственной массы.
Балансировка кругов на станках с цилиндрическими валиками
производится следующим образом:
устанавливают валики балансировочного станка горизонтально;
круг с оправкой устанавливают таким образом, чтобы он рас-
полагался между валиками симметрично, а ось балансировочной
оправки была перпендикулярна к валикам станка;
компенсирующие грузики во фланцах устанавливают в нейтраль-
ное положение, т. е. в положение, при котором они взаимно уравно-
вешиваются относительно оси фланца;
отмечают радиальной чертой при помощи мела «легкое место»
и проверяют правильность отметки путем покачивания в одну и
другую стороны;
перемещают балансировочные сухарики по пазу в рабочем флан-
це, добиваясь статического равновесия. Обычно средний сухарик
должен быть установлен симметрично относительно меловой чер-
ты, а два крайних примерно на равном расстоянии от него. Если
тяжелая часть по-прежнему стремится занять нижнее положение,
то крайние сухарики приближают последовательно к среднему и
наоборот.
Уравновешенный круг остается неподвижным на валиках в лю-
бом положении относительно меловой черты.
Контрольные вопросы
1. Перечислите признаки, по которым различаются абразивные инструменты.
2. Расскажите об особенностях абразивных материалов и их условных обозна-
чениях.
3. На какие группы разделяются абразивные материалы по крупности? Как
обозначается зернистость абразивных инструментов?
4. Перечислите основные виды связок, применяемых при изготовлении абра-
зивных и алмазных инструментов.
5. Что понимается под твердостью абразивного инструмента? Какие подраз-
деления приняты для обозначения твердости абразивных инструментов?
6. Как контролируется степень твердости шлифовальных кругов?
7. Что характеризует структура абразивного инструмента?
8. Перечислите основные формы алмазных кругов.
9. Расшифруйте маркировку шлифовального круга «Ильич», ЧК 150X50;
63С40СМ15КЗ.
10. Расскажите об особенностях алмазных кругов. Что понимается под кон-
центрацией алмазов в круге и какая условность допускается в обозначении кон-
центрации алмазов?
11. Какие параметры характеризуют рельеф режущей поверхности абразив-
ного инструмента?
12. Почему необходимо уравновешивать шлифовальные круги?
13. Как производится уравновешивание шлифовального круга на балансиро-
вочном станке с цилиндрическими валиками?
ГЛАВА X
ОСОБЕННОСТИ ПРОЦЕССА РЕЗАНИЯ АБРАЗИВНЫМ
ИНСТРУМЕНТОМ, ЕГО ВЫБОР И ЭКСПЛУАТАЦИЯ
§ 1. Процесс образования поверхности при абразивной
обработке
Режущая поверхность абразивного инструмента не имеет опре-
деленных геометрических параметров, присущих металлическому
инструменту. Пространственное расположение и распределение ре-
жущих граней и поверхностей абразивных зерен разнообразной
формы и размеров определяет существенное отличие процесса об-
разования поверхности при абразивной обработке от процесса реза-
ния обычными инструментами.
Размеры стружек при абразивной обработке очень малы, а
число тонких стружек очень велико (до сотни миллионов в одну ми-
нуту). Толщина стружек составляет всего несколько микрон; шири-
на стружек больше в 8—15 раз их толщины, а длина зависит от
размера зоны контакта и при шлифовании обычно менее 1—2 мм.
Абразивные зерна, беспорядочно расположенные на рабочей по-
верхности круга, срезают стружки с шероховатой поверхности обра-
батываемого изделия. Поэтому сечение срезаемого металла отдель-
ными зернами может практически изменяться в широких пределах
и приобретать разнообразную форму и размеры.
В действительности не все абразивные зерна, находящиеся на
Рис. 77. Схема зоны контакта зерна с
деталью (а) и зависимость между на-
грузкой и глубиной относительного
внедрения абразивного зерна (6):
А — зона упругого деформирования, В —
зона пластического деформирования и от-
теснения металла, С—зона микрорезания
поверхности круга, имеют воз-
можность срезать стружки. Ак-
тивно участвуют в резании толь-
ко около 10% (иногда меньше
или больше) абразивных зерен,
расположенных на той части по-
верхности круга, которая в дан-
ный момент находится в контак-
те с обрабатываемой поверх-
ностью. Остальные зерна либо не
имеют фактического контакта с
изделием, либо только скользят
по поверхности и заглаживают
шероховатости, образованные
предшествующими зернами.
В зависимости от радиуса округления р режущих кромок абра-
зивных зерен, глубины их внедрения t и молекулярного взаимодей-
ствия абразивного и обрабатываемого материалов будет различ-
ным характер резания отдельными зернами. Если глубина внедре-
ния режущей кромки зерна при шлифовании без охлаждения бу-
дет не меньше 0,1 радиуса округления вершины, то такое зерно бу-
дет производить микрорезание с различной формой стружек. Такие
зерна условно можно назвать режущими. Если глубина внедрения
будет меньше, то такое зерно будет производить пластическое от-
теснение материала. Подобные зерна иногда называют «давящими».
В случае, когда глубина внедрения зерна менее 0,01 радиуса ок-
ругления вершины, происходит упругое оттеснение материала. Зер-
на в этом случае называют условно «скользящими». Переходу от
упругого деформирования к пластическому и от пластического от-
теснения к микрорезанию соответствуют определенные критические
нагрузки (рис. 77). В зоне пластического деформирования металл
не отделяется от основной массы, а обтекает абразивное зерно и
выдавливается в направлении, перпендикулярном скорости резания.
Объем оттесненного металла, выдавленного по краям канавки, мо-
жет быть значительным (до 80% от объема царапины). При увели-
чении относительного внедрения зерен оттеснение материала сме-
няется его торможением относительно движущегося зерна, т. е. об-
разованием стружки, которая отделяется от основного металла.
Рабочий цикл шлифования, т. е. процесс съема металла в пре-
делах припуска осуществляется в три этапа. С момента контакта
круга с деталью на первом этапе происходит процесс постепенного
врезания. Действительный съем металла в этот период меньше чем
следовало бы ожидать, если рассчитать его, исходя из номиналь-
ной поперечной подачи. Это объясняется тем, что при внедрении
абразивных зерен в -металл появляется сила сопротивления, кото-
рая действует на круг со стороны шлифуемого изделия. Эта сила
называется радиальной силой. Под действием радиальной
силы в механизмах станка происходит выбор имеющихся зазоров,
люфтов и деформация некоторых деталей. В системе станок —
круг — изделие в этот период создается натяг. С увеличением на-
тяга возрастает и съем металла.
Время этапа врезания зависит от режима шлифования и от спо-
собности системы сопротивляться силам, стремящимся ее дефор-
мировать, или, иными словами, от жесткости системы. Жесткость
технологической системы станок — приспособление — деталь
(СПИД) определяется отношением действующей силы Ру к вели-
чине деформации у (перемещения), вызываемой этой силой:
j = кгс/мм.
У
После создания определенного натяга в системе устанавливает-
ся примерно постоянная интенсивность съема металла. В этот пе-
риод, называемый установившимся процессом, толщина слоя сни-
маемого металла примерно соответствует по величине поперечной
подаче.
В третий период шлифование производится с уменьшенной или
выключенной (нулевой) поперечной подачей. Интенсивность съема
металла убывает, так как глубина врезания абразивных зерен и на-
тяг в системе постепенно уменьшаются. Этот период называется
зачисткой или выхаживанием.
При выхаживании уменьшается шероховатость шлифуемой по-
верхности и повышается точность обработки.
§ 2. Силы резания при шлифовании
При срезании стружек между абразивными зернами инструмен-
та и обрабатываемым материалом возникают силы, которые явля-
ются силами сопротивления материала деформированию и разру-
шению. Эти силы называют силами резания. Сила, действую-
щая на шлифовальный круг в направлении главного движения,
т. е. касательно к режущей поверхности круга, называется тан-
генциальной силой и обозначается Рг. Сила, препятствую-
щая внедрению абразивных зерен в срезаемый металл и направлен-
147
пая нормально к режущей поверхности круга, называется нор-
мальной силой и обозначается Ру. Если режущая поверх-
ность является цилиндрической, то нормальную силу Ру иногда
называют радиальной.
Основным фактором, определяющим величину силы резания, яв-
ляется производительность, т. е. объем материала, удаляемого в
единицу времени. Эта величина называется скоростью съема (или
интенсивностью съема) материала и выражается в мм3/мин или
см3/мин. При обдирочных операциях иногда ее выражают в кгс/ч.
Эту зависимость можно записать в следующем виде:
Ру = CQ" = • См КГС>
Л
где С — коэффициент обрабатываемости материала; К—коэффи-
циент, численно равный той скорости съема материала, которая со-
ответствует 1 кгс нормальной силы в зоне контакта и имеющий
размерность м'м3/мин • кгс.
Коэффициент К является удельной интенсивностью съема мате-
риала, его иногда принято называть коэффициентом режущей спо-
собности абразивного инструмента. Он является величиной перемен-
ной, зависящей от многих факторов. Если число этих факторов огра-
ничить, то для некоторого диапазона переменных условий обработ-
ки его можно считать постоянным и равным определенной средней
величине. Эту величину можно определить опытным путем и в даль-
нейшем использовать ее для расчетов.
Некоторые значения удельной интенсивности съема материала
при обработке электрокорундовыми, алмазными и эльборовыми ин-
струментами приведены в табл. 21.
Таблица 21
Удельная интенсивность съема материала при шлифовании
Вид абразивного инструмента Обрабатываемый материал Среднее значение и пределы изменения удельной интенсив- ности съема, мм3/мии • кгс
Электрокорувдовые круги твердостью СМ1—СМ2 на керамической связке Алмазные круги на баке- литовой связке То же, на металлической Углеродистые закаленные и незакаленные стали Легированные стали Инструментальные быстро- режущие стали Твердый сплав Твердый сплав со стальной державкой Быстрорежущая сталь Твердый сплав 200(150—300) 120(80—180) 30(20—60) 40(20-60) 30(20—40) 5(3—10) 15( 10—30)
связке Эльборовые круги на ба- келитовой связке Круги из карбида крем- ния Подшипниковая сталь Быстрорежущие стали Твердый сплав Твердый сплав 60(40-100) 40(20—50) 2(1—5) 7(5-15)
При круглом шлифовании величины радиальной силы обычно
составляет 10—70 кгс, тангенциальная сила обычно в 1,5—2,5 раза
меньше радиальной, а осевая сила очень незначительна и бывает не
более 0,5—1 кгс. При заточке режущего инструмента силы резания
значительно меньше, так как снимаются небольшие величины при-
пуска при меньшей интенсивности съема материала. Скорость съема
металла в единицу времени определяется произведением отдельных
видов подач S, t и и выражается в мм3/мин.
С увеличением любой из подач силы резания увеличиваются.
На величину сил резания оказывают также влияние свойства обра-
батываемого материала, характеристика поверхности круга, свойст-
ва охлаждающей жидкости и другие факторы.
Чем тверже и прочнее обрабатываемый металл, тем больше си-
лы резания при шлифовании. Применение охлаждения обычно не-
много уменьшает силы резания. Чем острее абразивные зерна, рас-
положенные на режущей поверхности круга, чем меньше площадь
их контакта со шлифуемой поверхностью, тем легче они внедряются
в обрабатываемый металл и тем меньше силы резания при этом
возникают. Например, при шлифовании твердых сплавов алмазны-
ми кругами радиальная и тангенциальная силы в 3—5 раз меньше
сил, которые возникают при работе кругами из карбида кремния
зеленого. При увеличении твердости абразивных кругов силы реза-
ния возрастают по отношению к кругам твердостью М2—М3:
СМ1—СМ2 в 1,1 раза, С1—С2—в 1,3 раза; СТ1—СТ2 — в 1,5 раза.
Силы, возникающие при шлифовании, действуют и на шлифуе-
мую деталь. Под действием сил резания обрабатываемая деталь
стремится сдвинуться. Этому препятствуют приспособления, в ко-
торых деталь закрепляется на станке (патрон, центра, тиски, маг-
нитная плита и т. д.). Однако даже при надежном закреплении
деталь прогибается и это уменьшает точность ее формы и размеров
при шлифовании. При выхаживании интенсивность съема металла
уменьшается, следовательно, уменьшается и сила резания, а это
приводит к повышению точности геометрической формы обрабаты-
ваемой детали.
§ 3. Тепловые явления и охлаждение при шлифовании
Силы, которые возникают при шлифовании, производят работу
срезания и деформирования стружек и преодолевают трение абра-
зивных зерен по обрабатываемой поверхности. Около 80% внешней
работы, затрачиваемой на шлифование, обычно переходит в тепло-
ту. Часть образующейся теплоты уносится со стружкой, часть
остается в обрабатываемой детали, а некоторая часть тепла уходит
в абразивный инструмент или излучается в окружающую среду.
С увеличением скорости съема металла QM почти пропорциональ-
но увеличивается количество выделяющего тепла, в том числе уве-
личивается доля тепла, переходящего из зоны контакта в деталь
(рис. 78,о).
Тепло, поглощаемое стружкой, приводит к высоким температу-
рам стружки и она часто оплавляется, а частично сгорает за счет
окисления углерода, содержащегося в металле, кислородом воздуха.
Различные примеси, содержащиеся в металле, определяют ин-
тенсивность окисления, форму и цвет пучка искр. Например, при
шлифовании углеродистых сталей пучок искр получается светло-
желтого цвета со звездочками, количество которых увеличивается
с повышением содержания углерода в стали. При шлифовании бы-
строрежущей стали образуется пучок искр темно-красного цвета с
редкими звездочками на концах. По пучку искр иногда в производ-
ственных условиях контролируют марку шлифуемого металла.
Рис. 78. Влияние интенсивности съема твердого сплава Т15К6 на мощ-
ность теплового потока в деталь (а) и на температуру поверхности (6)
при плоском шлифовании с разными продольными подачами:
7—1; 7/—3; /// — 8; /V—13; V— 22 м/мИн; круг алмазный — АСО 80/63—Б1—100%
При шлифовании различают следующие основные температуры:
среднюю установившуюся температуру поверхности детали, из-
меняющуюся в пределах от 20 до 400° С в зависимости от режима
шлифования, размеров и материала детали и условий охлаждения;
'мгновенную контактную температуру в зоне резания, изменяю-
щуюся в пределах от 150 до 1200° С;
мгновенную температуру резания отдельными абразивными зер-
нами, которая колеблется в пределах от 1000° до температуры плав-
ления шлифуемого металла.
Наличие высоких мгновенных температур в зоне резания при-
водит к изменению структуры поверхностного слоя шлифуемой дета-
ли, появлению тепловых деформаций детали, остаточных деформа-
ций, шлифовочным ожогам и трещинам.
Ожоги и трещины возникают в основном при шлифовании зака-
ленных стальных деталей, имеющих высокую твердость и прочность,
или появляются на деталях, изготовленных из металлов с низкой
теплопроводностью (например, жаропрочные сплавы).
150
Быстрорежущая сталь имеет меньшую теплопроводность по
сравнению с углеродистыми сталями, поэтому при шлифовании ее
могут появляться трещины.
Причина появления трещин заключается в том, что под влияни-
ем выделяющегося при шлифовании тепла в поверхностных слоях
происходит разложение мартенсита, связанное с уменьшением объ-
ема. Структурные превращения протекают с различной скоростью
по глубине поверхностного слоя, что приводит к возникновению
внутренних напряжений и к появлению сетки шлифовочных трещин.
Ожоги уменьшают твердость и износостойкость поверхностного
слоя детали, т. е. ухудшают его качество.
Появление ожогов и трещин наблюдается при завышенной ин-
тенсивности съема металла, при шлифовании слишком твердыми
кругами, при недостаточном охлаждении. Для устранения ожогов
и трещин надо правильно подбирать характеристику круга, имея
в виду, что уменьшение степени твердости, применение крупнозер-
нистых кругов, увеличение номера структуры, снижение контактной
площади рельефа на режущей поверхности круга приводят к умень-
шению теплоты, образующейся при шлифовании.
При появлении ожогов и трещин иногда приходится уменьшать
интенсивность съема металла снижением поперечной подачи. По-
лезно также увеличивать скорость детали. В этом случае, сохраняя
скорость съема металла неизменной, можно снизить температуру
на поверхности детали.
Для примера на рис. 78, б приведены кривые, показывающие
изменение температуры поверхности твердого сплава в зоне контак-
та от интенсивности съема при разных продольных подачах. Если
проследить за этими кривыми, то можно обнаружить, например, что
при производительности 400 мм3/мин температура в зоне контакта
составила при разных продольных подачах следующие величины:
при 3 м/мин — 400° С, при 8 м/мин — 300° С, при 13 м/мин — 250° С.
Для обнаружения изменений «в поверхностном слое шлифоваль-
ной детали или заточенного инструмента, вызванных чрезмерным
нагревом при шлифовании или заточке, используют различные ме-
тоды.
В инструментальных сталях поверхностный дефектный слой
можно обнаружить травлением, например, в 10 %-ном растворе
азотной кислоты. Участки пониженной твердости травятся интенсив-
нее и обнаруживаются в виде пятен темно-коричневого цвета. Тем-
нотравящаяся зона является следствием отпуска, и ее твердость
снижается до 30—35 HRC в углеродистой и легированной инстру-
ментальной стали и до 55—58 HRC -в быстрорежущей стали.
Иногда при травлении обнаруживается плохо травящийся свет-
лый слой, который является следствием вторичной закалки и имеет
аустенитно-мартенситную структуру. Углеродистые и легированные
инструментальные стали имеют более низкую температуру закалки
по сравнению с быстрорежущей, что способствует образованию бе-
лого слоя вторичной закалки. Толщина этого слоя достигает
30—50 мкм для быстрорежущих сталей и до 100 мкм для углеро-
151
дистых сталей. Толщина темнотравящегося отпущенного слоя пони-
женной твердости может при неправильной заточке достигать до
0.5—0,8 мм в случае быстрорежущих сталей и до 1—2 мм для угле-
родистых и легированных сталей.
Если структурные изменения захватывают большие участки, то
их можно обнаружить невооруженным глазом или в лупу с 5—10-
кратным увеличением.
Темнотравящую зону обнаруживают по прижогам, потемневшим
участкам и цветам побежалости. Однако визуальный контроль ча-
сто оказывается недостаточным, ибо при доводке и выхаживании
потемневшие участки и цвета побежалости могут быть заглажены.
Вторично закаленный слой определяют в лабораторных услови-
ях путем изготовления шлифов (обычно косых —под малым углом
к поверхности детали) или рентгеноструктурным анализом, позво-
ляющим определять повышенное количество аустенита, образую-
щегося при очень быстром нагреве.
Пластическая деформация металла силами резания приводит в
зоне резания абразивными зернами к возникновению остаточных
напряжений сжатия. Наряду с этим проявляется воздействие и тер-
мического фактора: высокие температуры в условиях неравномер-
ного нагрева по глубине поверхностного слоя первоначально вызы-
вают напряжения сжатия, которые после остывания приводят к воз-
никновению остаточных напряжений растяжения. Эти растягиваю-
щие напряжения обычно достигают своего максимума не на поверх-
ности, а на некоторой глубине (порядка 5—20 мкм). Остаточные на-
пряжения растяжения особенно опасны, так как они сопровождают-
ся трещинами в поверхностных слоях.
Для того, чтобы достичь высокой производительности шлифова-
ния при надлежащем качестве поверхностного слоя изделий, приме-
няется охлаждение детали.
Наиболее эффективное охлаждение обеспечивается применени-
ем смазочно-охлаждающих жидкостей.
Смазочно-охлаждающие жидкости подаются в зону контакта
шлифовального круга с изделием и оказывают существенное влия-
ние на процесс шлифования за счет охлаждающего, смазочного,
абсорбционного, смывающего и антикоррозионного действий.
Охлаждающее действие жидкости заключается в отводе тепла
из зоны шлифования за счет теплопередачи и поглощения его
жидкостью при испарении. Наилучшей охлаждающей способностью
из жидкостей обладает вода, имеющая достаточно высокие теплоем-
кость, теплопроводность и скорость испарения. Применение в вод-
ных растворах, так называемых поверхностно-активных веществ
(животные жиры, растительные масла, жирные и нефтяные кисло-
ты, мыло и т. л.), приводит к образованию на абразивных зернах
шлифовального круга и поверхности шлифуемого металла прочно
удерживаемых тончайших пленок смазки. Эти пленки способствуют
уменьшению трения при шлифовании, а также обеспечивают луч-
шую растекаемость жидкости по поверхности, что увеличивает теп-
лоотвод.
Поверхностно-активные вещества также проникают в микротре-
щины поверхностного слоя шлифуемой детали и образуют там тон-
чайшие (адсорбционные) пленки, оказывающие расклинивающее
воздействие. В результате такого воздействия облегчается пласти-
ческая деформация срезаемого слоя металла.
Смазочно-охлаждающие жидкости удаляют из зоны резания, а
также с поверхности изделия и шлифовального круга мелкую
стружку и продукты износа абразивных зерен и связки.
Применение воды может привести к появлению ржавчины дета-
ли и частей станка, т. е. к коррозии. Для устранения коррозии к во-
де добавляют мыло и электролиты (углекислый натрий, кальцини-
рованная сода, тринатрийфосфат, нитрит натрия, силикат натрия
и т. д.), которые образуют защитные пленки.
При обычном шлифовании чаще всего пользуются мыльными
и содовыми растворами, а при чистовом шлифовании — низкокон-
центрированными эмульсиями.
Иногда применяют способ подачи охлаждающей жидкости че-
рез отверстие шлифовального круга с помощью специальных уст-
ройств, откуда жидкость под действием центробежных сил прони-
кает через поры в тело круга и далее на периферию круга непосред-
ственно в зону контакта круга со шлифуемым изделием.
При внутреннем охлаждении повышается стойкость кругов и по-
вышается качество поверхностного слоя изделия. Иногда применя-
ют двойное охлаждение: обычная подача эмульсии в зону контакта
круга с деталью и подача через поры круга масла в количестве
2—3 г/мин. При двойном охлаждении вследствие высокой охлаж-
дающей способности эмульсии и хорошего смазывающего действия
масла удается значительно уменьшить износ кругов, повысить каче-
ство шлифуемой поверхности.
§ 4. Износ рабочей поверхности круга при шлифовании
и правка кругов
При резании металлов абразивными инструментами происходит
износ его рабочей поверхности, который в зависимости от условий
шлифования может проявляться в следующем.
1. Зерна, слабо удерживаемые связкой или невыгодно ориенти-
рованные на поверхности, вырываются из связки под действием сил
резания. Такой обрыв может происходить либо по мостикам связки
(рис. 79, а), либо за счет объемного разрушения зерен (рис. 79, б).
2. Режущие грани и вершины наиболее выступающих абразив-
ных зерен частично обламываются (рис. 79, в), частично истирают-
ся и заглаживаются (рис. 79, г) вследствие трения об обрабатывае-
мый металл. На поверхности абразивных зерен появляются плоские
площадки износа, которые затрудняют внедрение абразивных зерен
в металл.
3. Снимаемая стружка совместно с продуктами износа абразив-
ных зерен и связки попадает в поры крута и постепенно их запол-
няет (рис. 79, д).
Ь2
4. Обрабатываемый металл прилипает вследствие схватывания
или химического взаимодействия с материалом абразивных зерен
на вершины и площадки абразивных зерен (рис. 79, е).
В случае, когда износ протекает в основном за счет выкрашива-
ния абразивных зерен с непрерывным обновлением режущей по-
верхности круга, происходит так называемое «самозатачивание кру-
га». Свойством самозатачивания обладают круги мягкие и средне-
мягкие по степени твердости, работающие при интенсивном съеме ме-
талла. В остальных случаях обычно говорят о преобладании либо
затупления, либо «засаливания» режущей поверхности круга.
Рис. 79. Различные виды износа абразивных инструментов:
а — вырывание абразивного зерна с разрушением мостиков связки, б — объемное
разрушение зерна но нескольким поверхностям, в — микроразрушенне режущих
кромок зерна, г — истирание зерна с образованием площадок износа, д — запол-
нение впадин (горизонтальная штриховка) обрабатываемым материалом и про-
дуктами износа, е — налипание материала на вершинах зерен с образованием
площадок износа (вертикальная штриховка)
Выкрашивание абразивных зерен, затупление и засаливание
рабочей поверхности круга приводит к искажению первоначальной
геометрической формы крута, -снижению его режущей способности,
возникновению вибраций и (появлению характерных шумов, к ухуд-
шению шероховатости шлифуемой поверхности и уменьшению точ-
ности обработки.
Для восстановления необходимой геометрической формы абра-
зивного инструмента, режущих свойств и микропрофиля его рабо-
чей -поверхности применяют операцию правки.
При правке снимается абразивный материал и связка с рабочей
-поверхностью круга специальными правящими инструментами.
Время -между двумя правками, измеряемое в минутах шлифова-
ния, называется периодом стойкости абразивного инструмента. Пе-
риод стойкости зависит от режима шлифования, характеристики аб-
разивного инструмента, условий шлифования и колеблется в широ-
ких пределах: от 0,5 до 300 мин при внутреннем шлифовании, от 3
до 80 мин при круглом наружном шлифовании.
Увеличение поперечной и продольной подач, применение круп-
нозернистых кругов вместо мелкозернистых, увеличение степени по-
ристости, уменьшение степени твердости приводит к -повышению из-
носа кругов. Увеличение окружной скорости круга, применение кру-
154
гов из электрокорунда белого и монокорунда вместо кругов из элек-
трокорунда нормального, керамической и бакелитовой связки вме-
сто вулканитовой приводит к повышению периода стойкости.
Правка абразивных кругов производится алмазным и безалмаз-
ным правящими инструментами.
При алмазной правке применяются:
алмазные зерна с естественными гранями, закрепленные пайкой
или зачеканкой в оправы;
алмазно-металлические карандаши, вставка которых изготов-
ляется из алмазных зерен на металлической связке и запрессовы-
вается в оправку. Общая масса алмазов в карандаше составляет от
100 до 200 мг. Алмазные зерна во вставке могут располагаться це-
почкой вдоль оси карандаша (тип Ц), слоями (тип С) или произ-
вольно (тип Н);
алмазные иглы и резцы, режущая часть которых подвергается
искусственной огранке для придания ей определенных геометриче-
ских параметров;
алмазно-металлические правящие круги и ролики для непрерыв-
ной или периодической правки.
В настоящее время алмазная правка разрешается только для ог-
раниченного числа операций при определенных требованиях к точ-
ности размера, формы, расположению поверхности и чистоте
шлифуемых поверхностей деталей.
Например, при наружном шлифовании алмазы можно применять
при изготовлении деталей 1-го класса точности в сочетании с шеро-
ховатостью поверхности детали 8-го класса и выше.
Для безалмазной правки применяют следующие виды инстру-
ментов: диски твердосплавные монолитные и из зерен на металли-
ческой связке, диски и звездочки металлические, абразивные круги
и бруски из карбида кремния. Обычно эти инструменты укрепляют
в специальные державки.
Наибольшее применение получили державки ДО40, ДО75
и АТР-18МУ, в которых устанавливаются твердосплавные диски.
При работе на заточных станках правка обычно производится
алмазно-металлическими карандашами или бруском из карбида
кремния зернистостью 125—50, твердостью Т1—ВТ 1. Брусок следует
надежно закреплять в тиски или в крайнем случае удерживать в ру-
ках, соблюдая правила техники безопасности.
Правка обдирочных кругов обычно производится звездочками
и шарошками в специальных державках, которые -при правке
должны иметь опору на станине или столе станка.
Восстановление режущих свойств алмазных кругов производит-
ся путем очистки рабочей поверхности от стружки, частиц твердого
сплава и продуктов износа и вскрытия новых вершин алмазных зе-
рен, ранее не -принимавших участия в резании. Круги на бакелито-
вых связках обычно в правке не нуждаются. Если же в этом возни-
кает необходимость, то правку можно осуществлять на заточном
станке абразивными брусками из электрокорунда белого 22А—25А
зернистостью 8—10, твердостью СМ2.
155
Правка обтачиванием применяется для абразивных
кругов, предназначенных для шлифования деталей высокой точно-
сти (обычно 1-го класса точности) при малой шероховатости по-
верхности (8—9-го и выше классов шероховатости поверхности).
Станки в этом случае снабжаются механизмами автоматической
правки или механизмами для правки по определенному профилю.
Используются одиночные кристаллы алмазов (зерна ограненные
или природные без огранки в оправках и резцовых державках) или
группы зерен, закрепленные в связке (карандаши, гребенки и т. п.).
На рис. 80 показаны некоторые виды алмазных кристалльных пра-
вящих инструментов.
Алмазные зерна природной формы в оправке используют
для профильной правки, для правки кругов высокой твердости
(СТ1 и выше), при одновременной правке режущих поверхностей
нескольких кругов, установленных на общей оправке при шлифова-
нии разобщенных участков на детали, при высоких требованиях к
точности (1-го класса) и шероховатости поверхности (8-то класса
и выше).
Ограненные одиночные зерна алмазов в резцах или гребенках
используются при правке одиночных и многониточных резьбошли-
фовальных кругов, при шлице- и зубошлифовании, фасонном шли-
фовании, при одновременном шлифовании торцовой и цилиндриче-
ской поверхности (шейка с галтелью), на станках с угловым пере-
мещением шлифовальной бабки.
Алмазные ролики для правки абразивных кругов (рис. 81) изго-
товляют по ГОСТ 16014—70, они состоят из алмазоносного слоя
(алмазы в твердосплавной связке) и корпуса, изготовленного из
стали марки 35 или 45 по ГОСТ 1050—74. Для изготовления алма-
зоносного слоя ролика используют природные алмазы в виде целых
кристаллов с незначительным искажением от правильной формы.
Алмазы располагаются на поверхности ролика равномерно. Гаран-
тийный срок работы ролика при правке абразивного круга твердо-
стью С2 не меньше 20 000 правок при следующем режиме: продоль-
ная подача 0,3 м/мин, поперечная подача 0,02 мм/дв. ход, число обо-
ротов ролика 2800 об/мин.
Наиболее широкое применение при правке обтачиванием полу-
чили алмазные карандаши (см. рис. 80, г, д, е), в которых исполь-
зуются зерна различной крупности, закрепленные в алмазоносных
вставках, расположенных в цилиндрических оправках. Алмазы в
этих вставках располагаются без всякой ориентации (марка Н)
слоями (марка С) или цепочкой вдоль оси карандаша (марка Ц).
Карандаши отличаются по своим размерам, общему виду алмазов
во вставке, количеству алмазных зерен в слое. Их номенклатура
регламентирована ГОСТ 607—63.
Карандаши марки Ц имеют номера с Ц1 по Ц6, причем в каран-
дашах Ц1 — Ц4 общая масса алмазов составляет 0,5 карата
(100 мг), в карандаше Ц5—1 карат (200 мг).
Карандаши марки С имеют номера с Cl по С5. Общая масса
алмазов 1 карат (для С4 — 2 карата), но количество алмазов в слое
разное: С1 — 12—14 шт; С2 — 2—4 шт.: СЗ, С4 — 2—4 шт.; С5 —
5—7 шт.
Карандаши марки Н имеют номера с Hl по Н7 с общей массой
алмазов 1 карат. Чем больше номер карандаша, тем крупнее зерни-
стость алмазов (от А8 в карандашах Н1 до А50 в карандашах Н6).
Рис. 80. Кристалльные алмазные инструменты для
правки:
а — алмаз в оправке, б — игла алмазная для правки резь-
бошлифовальных кругов, в —карандаш однослойный, г —
карандаш с алмазами, расположенными цепочкой вдоль
оси типа Ц, б—карандаш с алмазами, расположенными
слоями типа С, е —карандаш с неориентированными ал-
мазами типа Н
Рис. 81. Ролик алмазный
для правки абразивных
кругов:
1 — алмазоносный слой. 2 —
корпус
При правке обкатыванием используют металлические,
твердосплавные или абразивные диски, устанавливаемые на осях в
специальных державках (рис. 82). При «правке они вводятся в со-
прикосновение со шлифовальным кругом и получают от сил трения
вращение с очень большим числом оборотов. При продольном пере-
мещении вдоль образующей круга происходит дробление абразив-
ных зерен и образование определенного рельефа на режущей по-
верхности. Этот метод правки обычно используют при черновом
шлифовании и на некоторых других операциях с небольшими требо-
ваниями к качеству поверхности и точности деталей.
Рис. 82. Примеры комплектации державки ДО-40 различным правящим ин
струментом:
/ — диск, 2 — кольцо
При правке шлифованием используют абразивные
круги высокой твердости и алмазные ролики, которые получают
принудительное вращение от привода передней бабки станка
(рис. 83). Иногда применяют для вращения индивидуальный
привод.
Форма шлифовального
круга
Область применения
Рис. 83. Оправка-скалка для правки ме-
тодом шлифования:
/ — центр передней бабкн, 2— абразивный
правящий круг, 3—оправка-скалка, 4 —
центр задней бабки
Плоские с кониче-
ским профилем 2П,
ЗП, 4П
Диски Д
Кольца 1К и 2К
§ 5. Выбор характеристики шлифовальных кругов
Правильный выбор характеристики абразивного инструмента
для конкретных условий работы имеет важнейшее значение для по-
вышения производительности шлифовки, получения деталей требуе-
мого качества, устранения брака при шлифовании и снижения
стоимости обработки.
Выбор круга по форме и размерам. Форму абразивного инстру-
мента выбирают в зависимости от конструкции станка, крепежных
приспособлений и характера выполняемой работы. В табл. 22 ука-
зана область применения абразивных, алмазных и эльборовых кру-
гов различной формы.
Таблица 22
Назначение основных форм шлифовальных кругов
Чашки цилиндри-
ческие ЧЦ
Чашки конические
ЧК
Тарелки IT, 2Т, ЗТ
Форма С
Форма И
Форма КС
Форма М
Алмазные круги
АПП, А1ПП, А2ПП
Форма шлифовального круга Область применения
Плоские, прямого Универсальное применение. Наиболее распространен-
профиля ПП ные случаи в зависимости от диаметра круга, мм: до 150 — внутреннее шлифование; » Г50—500 —заточка инструментов; » 250—1100 — круглое наружное шлифование; » 250—600 —бесцентровое шлифование; » 200—450 — плоское периферией крута; » 150—600 — ручное обдирочное шлифование; » 100—500 — резьбошлнфование
Плоские, с выточ- Универсальное применение, подобно кругам ПП
ками ПВ, ПВК, пвд, Назначение выточек:
ПВДК лучший доступ круга при подходе его к обраба-
158
Алмазные круги
АПВ, АПВД, АЧК
Алмазные круги
АЧК, А1ЧК, А2ЧК,
AT, А1Т
Алмазные круги
АЗТ, А4Т
Алмазные круги
А2П
Алмазные фасонные
крути А5П
Алмазные отрезные
круги
тываемой детали; возможность одновременно шли-
фовать цилиндрические и торцовые поверхности
(«в упор»);
уменьшить площадь соприкосновения торцовой
поверхности круга с обрабатываемой поверхностью
при обработке буртов, фланцев (формы ПВК,
ПВДК)
Для резьбошлифования, шлицешлифования, зубошли-
фования (2П, 4П), заточки некоторых видов многолез-
вийного инструмента (фрезы 4П), пилы (ЗП).
Для обдирочного плоского шлифования. Рифленая по-
верхность кругов ПР снижает нагрев обрабатываемой
детали. Иногда применяют для чистового шлифования
на специальных станках
Для шлифования глубоких узких пазов, отрезных и
прорезных работ, шлифования фасонных поверхностей
на профильно-шлифовальных станках
Для плоского шлифования торцом круга. Крепление
кругов на планшайбе при помощи цементирующих ве-
ществ
Для заточки и доводки режущего инструмента, для
внутреннего и плоского шлифования (например, шлифо-
вание направляющих станин и корпусных деталей)
Для заточки и доводки инструментов, плоского шли-
фования в случае, когда затруднена обработка кругами
других форм (например, шлифование направляющих
станин)
Для заточки и доводки многолезвийного режущего
инструмента, зубошлифования и шлифования трудно-
доступных мест
Для шлифования калибровых скоб и пазов
Для заточки иголок
Для заточки ножей косилок
Для разрезания минералов
Для обработки цилиндрических и плоских поверхно-
стей, для шлифования и доводки деталей и инструмен-
тов из твердых сплавов на кругло- и плоскошлифоваль-
ных ставках и универсально-заточных станках
Для обработки плоских- поверхностей, для заточки и
доводки твердосплавных резцов, обработки меритель-
ного инструмента
Для заточки и доводки передних и задних поверхно-
стей одно- и многолезвийного инструмента, оснащенного
твердыми сплавами на универсально-заточных и спе-
циальных станках
Для заточки и доводки многолезвийного инструмента
с винтовым зубом по передней поверхности
Для шлифования и доводки твердосплавных деталей
и инструментов на профильношлифовальных станках,
шлифование резьб на резьбошлифовальных станках
Для шлифования фасонных поверхностей на твердо-
сплавном фасонном инструменте, обработка стружко-
ломающих канавок
Для отрезки и прорезки глубоких пазов
159
При выборе размеров круга следует брать возможно большие
размеры по диаметру и ширине, так как это улучшает условия шли-
фования и снижает стоимость обработки. Верхний предел размеров
круга ограничивается конструкцией и размерами станка, а иногда
размерами и формой обрабатываемого изделия.
Выбор круга по абразивному материалу. Область применения
того или иного абразивного материала определяется физико-меха-
ническими свойствами обрабатываемой детали и условиями шлифо-
вания (табл. 23).
Таблица 23
Основные области применения абразивных материалов
Вид абра- зивного материала Обозначение и марка материала Виды абразив- ного инстру- мента Важнейшие области использования абразивного материала
Обрабатываемые материалы Основные виды абразивной обраомткп
Элек- I2A Сегменты, Материалы с вы- Обдирочные работы
троко- 13А крути, пасты, соким пределом при зачистке поковок.
рунд нормаль- ный и бе- лый 14А свободное зер- но прочности литья и заготовок из проката. Доводка паста- ми и незакрепленным зерном
I4A Круги, бру- Углеродистые Предварительное и по-
15А ски, шкурка инструменталь- ные стали лучистовое шлифование со значительной интен- сивностью съема мате- риала. Отделочные работы шкуркой. Круги для ско- ростного шлифования
22А Круги, бру- Чугун ковкий Отделочное и про-
23А ски, шкурки, свободное зерно Чугун высоко- фильное шлифование,
24А прочный резьбошлифование, шли- фование и заточка режу- щего инструмента, шли- фование тонкостенных деталей, хонингование, суперфиниширование. Ис- пользование при доводке пастами и незакреплен- ным зерном
24А Круги, бру- Чугун отбелен- Окончательная абра-
Элек- 25А ски, шкурки ный Бронза твердая и вязкая Алюминиевые сплавы зивная обработка дета- лей с высокими требова- ниями по шероховатости поверхности и структур- ным изменениям в по- верхностном слое. Отделочные работы шлнфшкуркой
32А Круги, бру- Шлифование с повы-
троко- ЗЗА ски, шкурки, свободное зер- но шенной интенсивностью
рунд хроми- стый 34А съема материала. Окон- чательное, отделочное и профильное шлифова-
Вид абра- зивного материала Обозначение и марка материала Виды абразив- ного инстру- мента Важнейшие области использования абразивного материала
Обрабатываемые материалы Основные виды абразивной обработки
Моно- 37А Шкурки, бру- Труднообраба- ние, заточка быстроре- жущих инструментов Шлифование и заточка
корунд 43А ски, пасты. тываемые стали и многолезвийного инст-
44А свободное зер- материалы, обра- румента, обработка про-
4'5А но, круги батываемые элек- фильных поверхностей
Карбид 53С Пасты, сво- трокорундами Материалы с низ- (например, шлифования шеек с галтелями на ко- ленчатых валах) Окончательная обра- ботка труднообрабаты- ваемых сталей незакреп- ленным зерном и шкур- кой Предварительное, чи-
кремния 54С бодное зерно, ким пределом стовое и отделочное шли-
черный 55С сегменты, бру- прочности, мате- фование, обдирочные ра-
1 Алма- А ски, круги, шлифшкурка Ролики, ка- риалы хрупкие и твердые: чугун се- рый, чугун отбе- ленный, бронзовое и латунное литье, медь, бронза мяг- кая, алюминий и его сплавы, твер- дые сплавы, неме- таллические мате- риалы (стекло, ко- жа, фарфор), ми- нералы и др. Неметаллические боты с большой интен- сивностью съема мате- риала. Доводка шлифо- вальной шкуркой и не- закрепленными микро- порошками Предварительное, чи- стовое и отделочное шли- фование, чистовая за- точка инструментов, хо- нингование и суперфи- ниширование. Доводка шлифовальной шкуркой и незакрепленным зер- ном Разрезка кварца, стек-
зы при- рандаши, бру- хрупкие материа- ла. Доводка неметалли-
родные ски, пасты, сво- лы (кварц, стекло ческих хрупких материа-
1 бодное зерно, и т. п.) лов, огранка алмазов и
Алмазы АСО крути Круги, бру- Твердые сплавы, ювелирных камнем. Правка шлифовальных кругов Заточка и доводка
синтети- АСР ски, пасты неметаллические твердосплавного режу-
ческие АСВ материалы, хруп- щего инструмента. Шли-
АСК АСС 1 1 1 кие и прочные фование твердосплавных деталей. Шлифование некоторых марок легиро- ванных сталей и чугунов (иногда совместно с твердосплавными встав- ками). Доводка неза- крепленным зерном
Вид абра- зивного материала Обозначение к марка материала Виды абразив- ного инстру- мента Важнейшие области использования абразивного материала
Обрабатываемые материалы Основные виды абразивной обработки
Куби- л Круги, бру- Быстрорежущие Заточка и доводка ин-
ческий нитрид бора (эльбор) I ски, пасты инструментальные стали повышенной производительно- сти, шарикопод- шипниковые стали, чугун струментов из быстроре- жущих сталей повышен- ной производительности. Шлифование и доводка деталей подшипников ка- чения. Резьбошлифова- ние, зубошлифование, шлифование направляю- щих на корпусных дета- лях и станках при высо- ких требованиях к пря- молинейности. Отделка шкуркой и незакреплен- ным зерном
Карбид Свободное Минералы (ру- Доводка и притирка
бора зерно, пасты бин. агат, топаз и др.), твердые сплавы деталей и инструментов из твердых сплавов, ми- нералов и керамики не- закрепленным зерном и микропорошками
Круги из электрокорунда белого 'применяют в основном на чи-
стовых и отделочных операциях обработки закаленных деталей
и инструментов из углеродистых, быстрорежущих, легированных
и нержавеющих сталей. Абразивные зерна из электрокорунда бело-
го имеют более высокую износостойкость по сравнению с зернами
из электрокорунда нормального, большую хрупкость, в процессе
шлифования выделяют меньшее 'количество тепла и поэтому ис-
пользуются во всех случаях, где имеется опасность образования
трещин и прижогов.
Круги из электрокорунда нормального широко применяют на
обдирочных и черновых операциях обработки деталей из мате-
риалов, имеющих высокий предел прочности на растяжение.
Абразивные инструменты из карбида кремния применяют в
основном для обработки твердых материалов, так как абразивные
зерна имеют более высокую микротвердость и прочность на изгиб
по сравнению с зернами из электрокорунда, меньшие радиусы округ-
ления вершин зерен и низкую степень химического взаимодействия
с твердыми сплавами и с чугунами. Крупнозернистые круги из кар-
бида кремния используют для обработки неметаллических мате-
риалов и для правки шлифовальных кругов.
Круги из монокорунда используют в основном на получистовых
и чистовых операциях деталей из . средне- и высоколегированных
162
сталей, подвергнутых поверхностной обработке (хромированию,
азотированию и т. п.).
Круги из хромистых и титанистых электрокорундов обладают бо-
лее высокими режущими свойствами и выделяют меньше тепла
при шлифовании по сравнению с кругами из обычного и белого элек-
трокорунда. Это позволяет использовать эти инструменты на опера-
циях, где имеется опасность появления прижогов или недостаточ-
ная стойкость инструментов (особенно по сохранению профиля ра-
бочей поверхности).
Выбор круга по зернистости. Выбор зернистости круга зависит
от вида шлифования, требуемой шероховатости поверхности, точно-
сти обработки шлифуемого материала и величины снимаемого при-
пуска.
Таблица 24
Области применения абразивных инструментов различной зернистости
Номер зернистости инструментов Область применения
абразивных алмазных
Меньше 1 мкм 1/0 Для доводки особо точных деталей
М40—М5 40/28—5/3 Окончательная доводка деталей с точностью 3—5 мкм и менее; шероховатостью 10—14-го классов чистоты; суперфиниширования, окон- чательное хонингование, резьбошлифование с мелким шагом
-8,6 63/50-50/40 Доводка режущего инструмента, резьбошли- фование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, ме- таллов, стекла и других неметаллических мате- риалов, чистовое хонингование
12,10 125/100—80/63 Алмазное шлифование чистовое, заточка ре- жущих инструментов, отделочное шлифова- ние деталей с шероховатостью 8—9-го классов. Предварительное хонингование
25,20,16 200/100—125/100 Чистовое шлифование деталей, заточка режу- щих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхно- стей с шероховатостью 7—9-го классов. Шли- фование хрупких материалов
40,32 50,63 125,100,800 315/250—250/200 Предварительное н окончательное шлифова- ние деталей с шероховатостью поверхностей 6—8-го классов. Заточка режущих инструмен- тов Предварительное круглое наружное, внутрен- нее, бесцентровое и плоское шлифование с ше- роховатостью поверхности 5—7-го классов чи- стоты. Отделка металлов и неметаллических материалов. Шлифование вязких материалов. Заточка крупных и средних резцов. Отрезка. Правка инструмента Правка шлифовальных кругов. Ручные обди- рочные операции, зачистка заготовок, поковок, сварных швов, литья, проката, штампованных деталей
163
В табл. 24 приведены укрупненные области применения инстру-
ментов различной зернистости.
Наиболее широко применяют абразивные круги средней зерни-
стости 40—16, которые обеспечивают высокую производительность
при достижении требуемой шероховатости поверхности и точности
обработки. Номер зернистости круга следует увеличивать (т. е. при-
менять более крупнозернистые круги) в следующих случаях:
при увеличении -припусков на обработку;
для уменьшения опасности засаливания кругов и появления
прижогов на детали;
для повышения производительности шлифования;
при увеличении окружной скорости шлифовального круга;
при переходе на шлифование кругами на бакелитовой и вулка-
нитовой связках вместо керамической связки;
при увеличении вязкости и уменьшении твердости шлифуемого
материала;
при уменьшении номера структуры круга.
При выборе зернистости алмазных кругов можно пользоваться
следующими рекомендациями:
для предварительного шлифования — зернистость 200/160—
100/80, марки АСР, АСВ;
для чистового шлифования—зернистость 80/63—50/40, мар-
ки АСО, АСР;
для доводочного шлифования — зернистость 40/28 и мельче.
В случае когда предварительное и окончательное чистовое шли-
фование производится одним кругом, следует применять круги зер-
нистостью 100/80—63/50 с алмазами марок АСР и АСВ.
Выбор круга по связке. В большинстве случаев применяют абра-
зивные круги на керамической связке. В случаях когда появляется
опасность прижогов и трещин, используют круги на бакелитовой
и вулканитовой связках (табл. 25).
Круги на вулканитовой связке применяют также для разрезки
и отрезки, при фасонном и бесцентровом шлифовании деталей из
углеродистых, быстрорежущих и подшипниковых сталей.
Круги на бакелитовой связке используют при доводке режущего
инструмента, окончательном и обдирочном плоском и бесцентровом
шлифовании деталей из чугуна, закаленных углеродистых, быстро-
режущих и хромоникелевых сталей.
Эльборовые круги используют в основном на бакелитовых Б1,
Б156 и керамической связках.
Алмазные крути на металлической связке выбирают для обработ-
ки твердосплавных деталей штампов, высадочных матриц, заточки
твердосплавного инструмента, резки твердых материалов, обработ-
ки драгоценных и полудрагоценных камней, шлифования, сверле-
ния, резки и вырезки оптического стекла, обработки ферритов, кера-
мики, стекла и т. п.
Алмазные круги на бакелитовых связках в основном предназна-
чены для чистовой и окончательной обработки (доводки) твердо-
сплавных деталей штампов, высадочных матриц, режущих инстру-
ментов и других изделий.
Круги на керамической связке в основном предназначены для
одновременной обработки твердосплавной вставки или пластины
и стального корпуса, а также для обработки некоторых высоколеги-
рованных сталей и сплавов с высоким содержанием карбидов (на-
пример, при шлифовании изделий из высокованадиевых быстроре-
жущих сталей).
Таблица 25
Выбор связки абразивных кругов
Вид связки Разновидности связки Область применения
обычные абразивы алмаз, эльбор
Керамическая К К2, КЗ KI, К2; К4, К5, Кб, К8 СЮ, 22М, К1 К5 Изготовление инструментов из карбида кремния для рекомендуе- мых областей его использования Изготовление инструментов из электрокору вдовых материалов для всех видов шлифования, кро- ме разрезки, прорезки пазов, об- дирки на подвесных станках Инструменты из эльбора Инструменты из синтетических алмазов
Бакелитовая Б Б, Б1, Б2 БЗ БУ Б1, Б2, В156, Б8, ТО2 Обдирочное шлифование, отрез- ка, прорезка пазов, плоское шли- фование торцом круга, отделоч- ное шлифование мелкозернисты- ми инструментами Резьбошлнфование, хонингова- ние Круги, армированные стеклосет- кой для работы с окружной ско- ростью до 80 м/с Для алмазных и эльборовых ин- струментов
Вулканитовая В В, В1,В2, ВЗ Ведущие крути для бесцентрово- го шлифования, отрезка, прореза и шлифование пазов, обработка сферических поверхностей, чисто- вое фасонное шлифование, поли- рование гибкими кругами, отде- лочное шлифование
Глифталевая ГФ ГФ Мелкозернистые круги для окончательной обработки
Поливиформа- левая ПФ ПФ Декоративная обработка дета- лей
Металлическая М J i Ml, ТМ2, М5, МВ1, МОЮ, МО4, МС6, Для алмазных инструментов
МС15
Выбор круга по твердости. Выбор твердости шлифовального
крута зависит главным образом от вида шлифования, точности
и формы шлифуемых деталей, физико-механических свойств обра-
батываемого материала, типа станка.
В большинстве случаев применяют круги средней твердости, обе-
спечивающие высокую производительность и большую стойкость.
Некоторые общие рекомендации по выбору твердости кругов
приведены в табл. 26.
Таблица 26
Применение кругов различной твердости
Степень твердости кругов
Мягкие и среднемягкие
М2—СМ2
Среднемягкие и средние
СМ2—С2
Средние и среднетвердые
С2—СТ2
Среднетвердые и твердые
СТ2—Т2
Весьма твердые и чрезвы-
чайно твердые ВТ1-ЧТ4
Область применения
Плоское шлифование торцом круга (на бакели-
товой связке), периферией круга (на керамической
связке). Шлифование деталей и заточка инстру-
ментов из твердых сплавов, минералокерамики и
закаленных углеродистых и легированных сталей.
Шлифование цветных металлов и сплавов
Чистовое (круглое, бесцентровое, внутреннее
плоское периферией) шлифование деталей из за-
каленных сталей. Шлифование резьб с крупным
шагом
Шлифование (круглое, бесцентровое, профиль-
ное, резьбошлифование) деталей из незакаленных
углеродистых и легированных сталей и сплавов,
чугуна и других вязких металлов и материалов.
Плоское шлифование сегментами. Хонингование
брусками
При обдирочном и предварительном шлифова-
нии, при шлифовании фасонных профилей, преры-
вистых поверхностей, изделий малого диаметра.
Снятие заусенцев на поковках и литье, отрезка,
ведущие круги для бесцентрового шлифования, хо-
нингование закаленных сталей
Для правки шлифовальных кругов методом об-
катки и шлифования. Шлифование деталей прибо-
ров с малым съемом материала (часовые механиз-
мы), шлифование шариков для подшипников
При выборе твердости кругов для конкретных условий шлифова-
ния необходимо учитывать следующие положения:
при работе на станках с высокой жесткостью и виброустойчи-
востью можно использовать более мягкие круги, чем на легких
станках;
при шлифовании периферией круга используют более твердые
круги, чем при шлифовании торцом;
при бесцентровом, внутреннем и плоском шлифовании применя-
ют более мягкие круги, чем при круглом наружном шлифовании;
при фасонном шлифовании, резьбошлифовании, шлифовании
прерывистых поверхностей, шлифовании деталей малых диаметров,
при точном шлифовании цилиндрических поверхностей, ограничен-
166
ных галтелями с жестким- допуском на радиус, используют более
твердые круги;
при шлифовании с применением смазочно-охлаждающих жидко-
стей применяют более твердые круги, чем при шлифовании без ох-
лаждения;
при замене керамической связки на бакелитовую, электрокорун-
да нормального на электрокорунд белый, электрокорунда белого на
монокорунд, крупнозернистых кругов на мелкозернистые следует
повысить твердость круга на одну-две степени;
для устранения опасности появления ожогов и трещин следует
-применять более мягкие круги.
Выбор круга по структуре. В большинстве случаев применяют
круги, имеющие структуру № 5—8. В табл. 27 приведены рекоменда-
ции по выбору номера структуры.
Таблица 27
Применение кругов различной структуры
№ струк-
туры
1—3
3-4
5-6
7—8
9—12
14—16
Область применения
Шлифование деталей с малым съемом металла кругами на баке-
литовой и керамической связках (преимущественно при обработке
некоторых деталей шарикоподшипников)
Фасонное шлифование. Шлифование твердых и хрупких материа-
лов с высокой шероховатостью поверхности, доводка. Шлифование
с большими подачами, переменной нагрузкой. Отрезные работы
Универсальное применение, почти для всех видов шлифования ме-
таллов с высоким сопротивлением разрыву (круглое наружное, бес-
центровое, плоское шлифование периферией крута)
Для шлифования вязких металлов с низким сопротивлением раз-
рыву. Плоское шлифование торцом круга, внутреннее шлифование,
заточка инструментов
Для уменьшения теплообразования при шлифовании, для скорост-
ного шлифования. Профильное шлифование мелкозернистыми круга-
ми, шлифование резьбы
Для шлифования неметаллических материалов, для устранения
ожогов и трещин при шлифовании металлов с низкой теплопровод-
ностью
Приведенные общие рекомендации по выбору характеристики
абразивных и алмазных кругов на практике должны уточняться в
зависимости от условий и режима работы (табл. 28).
Приходится учитывать большое количество ограничений и усло-
вия работы, в частности, учитывать вид шлифования, конструкцию
и габариты шлифуемой детали и используемого оборудования, мар-
ку и физико-механические свойства обрабатываемого материала,
величину припуска и требования к шероховатости и точности обра-
батываемых поверхностей, размеры зоны контакта и т. п.
В табл. 29 приведены примеры учета некоторых из этих факто-
ров при выборе характеристики кругов и корректировки этого выбо-
ра в случае появления брака или недостаточной эффективности об-
работки.
167
со
Й
X
«Ч
хо
со
Выбор характеристики абразивных инструментов для заточки и шлифования режущих инструментов
Характеристика абразивного инструмента связка со ео < 2 . * W о» ►сч • & cq^ taStQtoua KI, К5, К8 К5 KI, К5 Б1, Б156 КБ, Б1 Б, Б1 К1.К5. К8 К5 KI. К5 KI. К8
структура или концентрация зерен, ?; ex IT 5 D О ха О А 8 у ОО 00CJ3 ха о Л J>J> 88 О ОО ..1 и JL
твердость CM 1—СМ2 М3—СМ1 СМ1—СМ2 СМ2—£1 СМ2-С1 М3—СМ1 CMI—CM2 СМ2-С1 1 СМ2-С1 1 М3—СМ1 СМ 1—СМ2; 1 CI-C2
зернистость 25-40 4Л 16-25 16—25 125/100—100/80 100/80-50/40 5-8 с ’t > О 1Л о • ЧГ СЧ -Ч ООО > > d о uL ю 1 сч — —• 25-40 25-40 16—25 g о М"
। 1 < *ч С rt Е в SF н ЭД S SS s'* £ Й 25А, 24А, 23А 43А, 44А, 45А 25А, 24А, 23А ЛО ЛО 64С. 63С 25А, 24А, 23А 43А, 44А, 45А 25А, 24А. 23А 15А 1
Вид операции абразивной обработки инструмента Заточка пред- варительная To же Заточка окон- чательная То же > ! Доводка Заточка пред- варительная То же Заточка окон- чательная То же Доводка Заточка пред- варительная То же Заточка окон- чательная Шлифование, за- точка по задней поверхности
Вид шлифовального инструмента Резцы, фрезы, развертки, сверла и дру1 пи инстру- менты, оснащен- ные твердым спла- вом < с С 3 ? < С развертки, сверла,। протяжки и т. д. । Резцы, разверт- ки, сверла и т. п. Державки, кор- пуса
Инструментальный материал Твердый сплав Быстрорежу- щая сталь Инструмен- тальная угле- родистая сталь 1 Сталь конст- рукционная ।
Общие рекомендации по выбору характеристики круга
Выбираемый параметр характеристики круга Основные факторы, влияющие на выбор параметра характеристики круга Общие рекомендации, определяющие выбор зернистости круга
Зерни- стость Припуск на выпол- няемой операции или переходе Чем больше припуск, тем большую круп- ность зерна в круге следует выбирать. Для черновой и предварительной обработки вы- бирать крупную и среднюю зернистость, для чистовой и окончательной обработки — среднюю и мелкую зернистость, для отде- лочной обработки — мелкую и очень мел- кую зернистость
Требуемый класс шероховатости по- верхности Чем меньше шероховатость поверхности детали, тем меньшую крупность зерен реко- мендуется применять: ниже 6-го класса — 125—50; 6—7-го классов — 50—40; 7—8-го классов — 40—25; 8—9-го классов — 40—16; 9-го класса и выше — 25—6 номера зернистости
Марка обрабаты- ваемого материала и его физико-механиче- ские свойства При обработке мягких и вязких материа- лов применять крупнозернистые круги, при обработке твердых и хрупких материалов рекомендуется уменьшать зернистость круга
Размер зоны кон- такта круга с деталью Чем больше площадь зоны контакта, тем большую крупность зерен рекомендуется применять
Твердость Марка обрабаты- ваемого материала и его физико-механиче- ские свойства Шлифование материалов с повышенной твердостью производить с меньшей твер- достью (от М3 до С2). При шлифовании мягких и вязких материалов применять бо- лее твердые круги (от С1 до СТЗ). Шлифо- вание цветных металлов — твердость СМ1-С2
Размер зоны кон- такта круга с де- талью Особенности гео- метрической формы шлифуемой поверх- ности Соотношение между скоростями круга и детали (vK/va) Чем больше площадь зоны контакта кру- га с деталью, тем меньшую твердость дол- жен иметь круг. При торцовом плоском шлифовании применяют мягкие круги, при плоском шлифовании периферией круга — круги твердостью СМ1—С2 и выше При шлифовании прерывистых и фасон- ных поверхностей применяют более твер- дые круги. При шлифовании глухих отвер- стий, шеек с буртами и галтелями надо использовать более твердые круги; при шли- фовании тонкостенных деталей применять мягкие круги Чем выше скорость круга и чем больше отношение скоростей, тем мягче должен быть круг. С увеличением скорости детали при постоянной скорости круга следует увеличивать твердость круга
Выбираемый параметр характеристики круга Основные факторы, влияющие на выбор параметра характеристики круга Общие рекомендации, определяющие выбор зернистости круга
Интенсивность съема материала С увеличением подач и возрастанием силы резания следует применять круги большей твердости. При черновом и обди- рочном шлифовании — СТ!—Т2, при чисто- вом шлифовании степень твердости умень- шается до СМ1—СТ2
Жесткость и дина- мическая характери- стика станка На станках повышенной жесткости ис- пользуют более мягкие круги При снижении точности .станка и его износе следует применять (юлее твердые круги
Характер подач на станке, степень авто- матизации станка При работе с ручными подачами приме- нять более твердые круги. На станках с автоматическими подачами применять кру- ги меньшей твердости на одну-две степени
Наличие СОЖ При шлифовании с охлаждением следует применять более твердые круги, чем при шлифовании всухую
Другие параметры характеристики круга С уменьшением зернистости круга следует применять более мягкие круги, на бакели- товой связке следует выбирать более твер- дыми, чем круги на керамической связке (на одну-три степени) При изменении абразивного материала следует корректировать твердость: замена электрокорунда белого на монокорунд, за- мена электрокорунда нормального на бе- лый сопровождается повышением степени твердости (на одну-две степени)
Связка Марка обрабаты- ваемого материала н его физико-механи- ческие свойства Для обработки большинства материалов применять керамическую связку Для обработки материалов, склонных к прижогам, трещинам, использовать бакели- товую связку. При обработке твердых спла- вов для снижения удельного расхода алма- зов следует применять круги на металличе- ских связках
Размер зоны кон- такта круга с де- талью Прн больших размерах зоны контакта, при окончательном шлифовании шеек и ря- да деталей следует применять бакелитовую связку
Особенности гео- метрической формы шлифуемой поверх- ности При обработке шлицевых валиков, одно- временном шлифовании цилиндрических и торцовых поверхностей (шейки с буртами, галтелями и т. п.) применять связки с более прочным сцеплением с зернами (боросодер- жащие керамические связки). При шлифо-
170
Выбираемый параметр характеристики круга Основные факторы, влияющие на выбор параметра характеристики круга Общие рекомендации, определяющие выбор зернистости круга
вании нежестких деталей — бакелитовую связку
Требуемая точ- ность и класс шерохо- ватости поверхности При обработке точных деталей применять керамическую связку, использование баке- литовой и вулканитовой связок позволяет уменьшить шероховатость поверхности де- талей
Припуск на выпол- няемой операции или переходе При большей интенсивности съема ме- талла применять круги на керамической связке. При неравномерности припуска, воз- можных ударах и вибрациях использовать круги на бакелитовой связке. При неболь- шой интенсивности съема металла исполь- зуют вулканитовую и бакелитовую связки
Структура Марка обрабатывае- мого материала и его физико-механические свойства Шлифование вязких металлов с низким пределом прочности на разрыв — круги со средней и открытой структурой (7, 8, 9), шлифование металлов с высоким пределом прочности на разрыв — средняя структура (4, 5), твердые и хрупкие материалы — плотная структура (3, 4)
Требуемый класс шероховатости по- верхности Чем выше требования- к шероховатости поверхности, тем более плотная структура круга используется. Открытая структура кругов используется при предварительной обработке
Размер зоны кон- такта круга с де- талью Чем больше площадь контакта круга с деталью, тем более открытую структуру должен иметь круг
Вид шлифования При шлифовании наружным кругом и плоским периферией крута — использовать крути средних номеров структуры (5, 6, 7) при одновременном шлифовании цилиндри- ческих и торцовых поверхностей, при внут- реннем и шлицешлифовании — средние и открытые номера структур (7, 8, 9)
§ 6. Основные виды брака при шлифовании и способы
его предупреждения
Эксплуатационные свойства деталей определяются в значитель-
ной мере состоянием поверхностных слоев, подвергавшихся шлифо-
ванию. Поэтому к качеству поверхности, которое оценивается рядом
геометрических и физических параметров, предъявляются опреде-
ленные требования, изложенные на рабочем чертеже детали или в
17!
технических условиях. Несоблюдение этих требований приводит к
браку. В подавляющем большинстве случаев причиной брака яв-
ляется произвольный выбор технологических условий шлифования
без учета требований, заданных конструктором к качеству поверх-
ности.
Наиболее распространенным является брак по геометрическим
параметрам шлифованной поверхности: по шероховатости, по вол-
нистости, по отклонению формы и взаимного расположения поверх-
ностей, по несоблюдению размеров. Физические параметры шлифо-
ванной поверхности в подавляющем большинстве случаев пока не
нормируются и на чертежах не указываются, за исключением очень
ответственных деталей. Рост требований к надежности и долговеч-
ности машин вызвал необходимость в изменении ранее действовав-
ших стандартов на качество поверхности и увеличение количества
критериев шероховатости поверхности. Среди этого ряда парамет-
ров особое значение имеют такие, как шероховатость, волнистость,
погрешности формы, микротвердость поверхности, которые можно
контролировать на большинстве предприятий.
В табл. 30 дана характеристика основных видов брака при шли-
фовании, технологическая (причина появления брака и указаны тех-
нологические меры для его устранения.
Контрольные вопросы
1. Расскажите, как Вы представляете процесс снятия металла при абразив-
ной обработке?
2. Какие основные этапы различают в рабочем цикле шлифования?
3. Что называется жесткостью технологической системы СПИД?
4. Какие факторы влияют на силы резания при шлифовании?
5. Что является причиной появления прижогов и трещин в поверхностном
слое детали при шлифовании?
6. Какие методы используются для обнаружения прижогов и трещин в по-
верхностном слое детали?
7. Какую роль при шлифовании играют смазочно-охлаждающие жидкости?
8. Как проявляется износ абразивного инструмента при шлифовании?
9. Какое основное назначение правки шлифовальных кругов?
10. Какие инструменты применяют для правки кругов?
11. Расскажите о выборе шлифовальных кругов по форме.
12. Каким образом выбирается зернистость абразивных и алмазных кругов?
13. Какие основные виды брака возможны по качеству поверхностного слоя
(л назовите технологические причины нх появления?
ГЛАВА XI
УНИВЕРСАЛЬНЫЕ СТАНКИ ДЛЯ ЗАТОЧКИ
РЕЖУЩЕГО ИНСТРУМЕНТА
Режущий инструмент затачивается на специализированных или
универсальных станках. К специализированным относятся станки,
-предназначенные для заточки одного вида режущего инструмента:
сверл, резцов, червячных фрез и т. п. На универсальных станках,
к которым относятся точильно-шлифовальные и универсально-за-
точные станки, можно затачивать различные инструменты. Так на
Основные виды и способы устранения брака по качеству
поверхностного слоя деталей при шлифовании
Вид брака
Технологическая причина
брака
Технологические меры для
устранения брака
Несоответствие геометрических параметров шлифованной
поверхности требуемому качеству
По шероховато- сти (высота ми- кронеровностей больше требуемой) Зернистость круга не соответствует требуемо- му классу шероховатости поверхности Применить крут другой зерни- стости: для уменьшения шерохова- тости крупнозернистый круг сме- нить на круг меньшего номера зернистости
Твердость круга вы- брана не оптимальной Установить круг оптимальной твердости: для уменьшения шеро- ховатости повысить степень твер- дости круга
Связка круга не соот- ветствует условиям обра- ботки Установить круг на связке, ре- комендуемой для данных условий шлифования
Грубые режимы правки Увеличить количество зачист- ных проходов правящего инстру- мента, снизить продольную подачу при правке
Правящий инструмент не обеспечивает требуе- мой геометрии рельефа режущей поверхности круга Использовать другой правящий инструмент: безалмазную правку заменить на алмазную, алмазный карандаш заменить на многокри- сталльный алмазный инструмент
Режимы шлифования не соответствуют тре- буемому классу шерохо- ватости поверхности Снизить режимы шлифования, увеличить количество зачистных проходов при выхаживании, изме- нить цикл обработки
Наличие абразивных частиц в охлаждающей жидкости Очистить резервуар для СОЖ от шлама, улучшить очистку и фильтрацию СОЖ от загрязнений, производить правку круга при обильном охлаждении
По волнистости поверхности (на- личие граненности, следы дробления и т. д.) Неправильный угол центров или их чрезмер- ный износ, неплотная посадка центров в кони- ческих отверстиях перед- ней и задней бабок Проверить угол центров, ка- чество их поверхности и плотность посадки центров
Неуравновешенность шлифовального крута на" станке Тщательно отбалансировать круг статически, применить динамиче- скую балансировку илн статиче- скую балансировку в динамиче- ском режиме
Вид брака Технологическая причина брака Технологические меры для устранения брака
Низкие режущие свой- ства круга, применение слишком твердого или мелкозернистого круга Применить круг другой характе- ристики (снизить твердость круга, применить круг с большей круп- ностью зерен, увеличить номер структуры круга и т. п.)
Изменить периодичность, усло- вия и режимы правки (применять чаще правку, использовать алмаз- ные правящие инструменты, изме- нить подачи при правке, изменить количество зачистных проходов при правке и т. д.)
Недостаточно прочное закрепление круга во фланце и на шпинделе или детали на станке, на- личие зазоров в под- вижных соединениях, неплотная посадка флан- ца на шпинделе шлифо- вальной бабки Неправильная уста- новка детали на станке Проверить крепление фланцев на шпинделе, проверить крепление круга во фланцах, проверить креп- ление передней и задней бабок, шлифовальных салазок, устранить или отрегулировать люфты, отре- гулировать зазоры или сменить подшипники шпинделя При бесцентровом шлифовании изменить установку ножа, увели- чить жесткость ножа, устранить износ ножа
Влияние вибраций стачка Уравновесить вращающиеся звенья, заменить сшитые ремни на клееные или клиноременные, при- менить прецизионные подшипни- ки. Крупные следы дробления сви- детельствуют о неполадках в ра- боте передней бабки, мелкие сле- ды дробления — о дефектах при- вода шлифовального круга
Влияние вибраций и колебаний в окружаю- щей среде Применить станки повышенной жесткости, улучшить виброизоля- цию станка от среды вследствие применения виброизолирующнх опор или специальных фундамен- тов, уменьшить вибрации соседних работающих машин
При круглом наружном шлифовании
Ло отклонению формы детали: не- круглость, оваль- ность Неправильная геомет- рия или большая изно- шенность цейтров и центровых отверстий Проверить форму и размеры центровых отверстий, очистить центровые отверстия и смазать, проверить геометрию центров и при необходимости перешлифо- вать их
174
Вид брака Технологическая причина брака Технологические меры для устранения браке
Неправильная регули- ровка шпинделя перед- ней бабки при шлифова- нии в патроне, непра- вильная регулировка лю- нетов Проверить точность регулиров- ки люнетов и шпинделя передней бабкн станка, проверить оваль- ность шеек шпинделя
Применение поводко- вого хомутика, неуравно- вешенность детали Произвести балансировку де- тали, применить поводок другой конструкции
Деформации в техно- логической системе СПИД, недостаточное охлаждение Снизить режим шлифования, увеличить продолжительность выхаживания, использовать ста- нок повышенной жесткости, повы- сить эффективность охлаждения
Наличие внутренних напряжений в детали вследствие технологиче- ской наследственности Принять меры для снятия тех- нологических остаточных напря- жений на предшествующих ста- диях изготовления детали
Нецилиндрич- аость Неправильная налад- ка станка (непараллель- ность между линией центров и перемещением стола, непрямолиней- ность продольного пере- мещения стола и т. п.). Проверить станок на точность, наладить станок
Деформации в техно- логической системе СПИД за счет осевых сил Отрегулировать зажим детали в центрах, улучшить охлаждение де- тали для отвода тепла
Деформации детали за счет нормальных сил Установить достаточное коли- чество люнетов, отрегулировать их установку, снизить интенсив- ность съема материала с целью уменьшения нагрузки в зоне шли- фования
Размерный износ круга Принять меры для компенсации износа круга, повысить износо- стойкость круга, используя круги иной твердости и связки, изменить режим правки круга
При внутреннем круглом шлифовании
Некруглость, овальность Чрезмерная исходная овальность на заготов- ках Произвести измерение заготовок и разбраковку их на группы по ис- ходной погрешности формы, уточ- нить режимы шлифования
175
Вид брака Технологнческа я причина брака Технологические меры для устранения брака
Погрешности установ- ки зажимных устройств и установки детали в них Произвести проверку точности зажимных и установочных уст- ройств, их наладку, прошлифо- вать установочные базы на стан- ке, уменьшить или отрегулировать неравномерность зажима детали в патроне, очистить установочные поверхности от загрязнения
Износ подшипников шпинделя Проверить станок на точность, сменить подшипники
Нецилиндрич- ность, конусность Чрезмерная деформа- ция шпинделя под дей- ствием силы резания Заменить шпиндель на более жесткий, снизить интенсивность съема материала
Габаритные размеры круга не соответствуют размерам отверстия Улучшить режущие свойства круга применением либо более ши- рокого круга, либо круга с боль- шим наружным диаметром (до 0,9 диаметра отверстия)
Неправильный выход круга из отверстия Отрегулировать перемещение стола, обеспечивающее выход кру- га из отверстия на 30—50% его высоты
Неправильная уста- новка шлифовальной бабки, неправильный ход станка Проверить точность станка, ра- боту механизма продольной пода- чи и реверсирования стола, произ- вести наладку
Образование дефектного слоя, физические параметры которого
не соответствуют требуемому качеству
По структуре
поверхностных
слоев. Изменение
структурного и
химического со-
стояния поверх-
ностного слоя по
сравнению с ис-
ходным состоя-
нием: наличие зон
повышенной тра-
вимости. белые
слои, повышен-
ная концентрация
остаточного аусте-
нита и карбидов и
другие фазовые
превращения
Неблагоприятный теп-
ловой режим шлифова-
ния
Установить круг с повышенными
режущими свойствами (уменьшить
твердость, изменить режимы прав-
ки), увеличить скорость переме-
щения шлифуемой поверхности
(увеличить продольную подачу,
увеличить число оборотов детали
и т. п.), снизить интенсивность
съема материала (уменьшить по-
дачу на глубину шлифования);
улучшить условия теплоотвода
(усилить подачу СОЖ, отрегули-
ровать положение струи СОЖ
и т. п.).
Вид брака Технологическая причина брака Технологические меры для устранения брака
По остаточным Жесткие режимы шли- Снизить интенсивность съема
напряжениям в по- верхностном слое (образование оста- точных напряже- ний растяжения, трещинообразова- ние, снижение усталостной проч- ности и т. п.) фования Применение круга с низкими режущими свой- ствами металла, уменьшить время дей- ствия теплового источника увели- чением скорости перемещения шлифуемой детали (увеличить продольную подачу, увеличить число оборотов детали и т. д.) Установить круг с повышенными режущими свойствами (использо- вать легированные электрокорун- ды или другие абразивные мате- риалы, уменьшить твердость кру- га, изменить связку, изменить ре- жимы правки и т. д.)
По микротвер- Неблагоприятный теп- Изменить режим шлифования
дости поверхност- ловой и силовой режимы и характеристику шлифовального
ного слоя (сниже- ние микротвердо- сти слоя) шлифования круга для создания более благо- приятных условий шлифования
точильно-шлифовальном станке можно заточить и резец, и сверло,
выполнить мелкие слесарно-обдирочные и полировальные работы.
На универсально-заточном станке, используя специальные приспо-
собления, можно затачивать любые виды режущего инструмента.
Специализированные заточные станки высокопроизводительны
и обеспечивают более точную обработку. Однако их применение це-
лесообразно только при достаточном объеме централизованно пере-
тачиваемого инструмента, когда станок загружен не менее 50% ра-
бочего времени или когда необходимая точность инструмента не мо-
жет быть достигнута на универсальном оборудовании.
§ 1. Точильно-шлифовальные станки
Точильно-шлифовальные станки (точила)—это наиболее про-
стые заточные станки, применяемые для заточки инструмента вруч-
ную, а также для зачистки деталей и ручной шлифовки. Для каче-
ственного выполнения этих операций используют несложные при-
способления.
Станки в зависимости от назначения можно разбить по размерам
шлифовальных кругов па 3 группы: малые станки с кругами
Рис. 84. Точильне-шлифо-
вальный станок модели
ЗБбЗЗ:
I — шлифовальная головка, 2 —
защитный экран, 3 — торцовый
столик, 4—станина, 5 — пульт
управления, 6 — подручник
диаметром 100—175 мм, применяемые для заточки мелкого инстру-
мента в часовой и приборостроительной промышленности; сред-
ние станки с кругами диаметром 200—350 мм, применяемые в
машиностроении для заточки основных типов резцов; крупные
станки с кругами диаметром 400 мм и более, используемые, глав-
ным образом, для ручной шлифовки деталей и как обдирочно-за-
чистные.
У точильно-шлифовального станка модели ЗБбЗЗ (рис. 84) с ди-
аметром круга 300 мм шлифовальная головка 1 представляет собой
двухскоростной встроенный электродвигатель, вал которого являет-
ся шпинделем станка, установленным
на двух опорах из сдвоенных шарико-
вых радиально-упорных подшипников.
Станина 4 чугунная литая со встроен-
ным электрошкафом и пультом управ-
ления 5.
Возле левого круга, имеющего фор-
му ПП, устанавливают подручник 6,
имеющий с одной стороны плоскую
площадку для обработки плоских де-
талей, а с другой — призматическую
поверхность для обработки криволи-
нейных поверхностей деталей. Наличие
паза в кронштейне и паза в подручни-
ке позволяет регулировать положение
подручника по высоте и по отношению
к шлифовальному кругу.
На правом конце шпинделя уста-
навливают круг формы ПВ. Рядом
монтируют торцовый столик 3 для за-
точки резцов. Столик можно поворачи-
вать на величину заднего угла до 20°.
Конструкция кронштейна допускает
перемещение столика к шлифовально-
му кругу как по торцу, так и по пери-
ферии.
Станок оснащается приспособле-
нием для заточки сверл диаметром
6—25 и 10—50 мм, а также приспособлениями для ленточного шли-
фования, полирования и правки кругов.
§ 2. Универсально-заточные станки
Универсально-заточной станок — основной тип оборудования,
используемого для заточки многолезвийного инструмента: зенкеров,
разверток, фрез, долбяков и метчиков. Можно затачивать сверла,
резцы, червячные фрезы, зуборезные головки и протяжки. Станки
приспособлены для круглого (наружного и внутреннего) и плоского
шлифования.
178
Наша промышленность' выпускает три габарита универсально-
заточных станков
Модель...............
Наибольший диаметр де-
тали, мм ... .
Поверхность стола (дли-
на X ширина), мм
3640 ЗВ641 ЗВ642
100 160 250
63X400 100X 630 140X 900
Наибольшее распространение в машиностроении получили стан-
ки третьего габарита: ЗА64М, ЗА64Д и ЗВ642.
Универсально-заточной станок модели ЗА64Д (рис. 85, а) со-
стоит из узлов стани-
ны, колонки, шлифо-
вальной головки, суп-
порта и комплекта при-
способлений. Станина 1
представляет собой чу-
гунную отливку короб-
чатой формы, к кото-
рой крепят остальные
узлы станка.
На верхней плоско-
сти станины (рис. 85,6)
закрепляется горлови-
на 20, внутри которой
.перемещается цилинд-
рическая гильза 16.
Для подъема и опуска-
ния колонны необходи-
мо повернуть махови-
чок 2. Движение через
червячную пару пере-
дается на зубчатое ко-
лесо и рейку 17, за-
крепленную на гильзе
16. Цена деления лим-
ба вертикальной по-
дачи — 0,02 мм. Рейка
Рис 85. Универсально-заточной станок модели
ЗА64Д:
а — внешний вид, б — кинематическая схема; / —
станина, 2 — маховичок вертикальной подачи, 3, 11 —
маховички поперечной подачи, 4 — поворотная часть
стола, 5 —передняя бабка, б—корпус шлифовальной
головки. 7 — задняя бабка, 8—стол, 9 — кнопка вы-
движного валика. 10 — рукоятка медленной продоль-
ной подачи, /2 — поперечные салазки. /3 — электро-
двигатель, 14 — промежуточный вал, 15 — колонка,
16 — гильза, 17, 22 — рейки, /8 — винт. 19 — гайка,
20 — горловина, 21 — неподвижный ролик, 23 — рееч-
ное зубчатое колесо, 24 — маховичок быстрой про-
дольной подачи, 25 — подпружиненный ролнк, 26 —
червяк тонкой поперечной подачи
выполняет также роль
шпонки, предупреждая
поворот гильзы в гор-
ловине. Внутри гильзы
16 располагается ко-
лонка 15, к которой
крепятся сверху корпус
шлифовальной голов-
ки 6 и снизу кронштейн
с электродвигателем 13 и промежуточным валом 14. Колонна, внут-
ри которой проходит ременная 'передача, вместе с шлифовальной
179
головкой и электродвигателем может поворачиваться в гильзе на
270° и закрепляться в нужном положении.
Шлифовальная головка состоит из корпуса, стаканов с радиаль-
но-упорными подшипниками и шпинделя. С одной стороны корпуса
по всей его длине имеется разрез, благодаря которому обеспечи-
вается удобное закрепление или освобождение стаканов. При смене
ремня стаканы со шпинделем вынимают из корпуса. На каждом
конце шпинделя имеется внутренний конус и гайка для затачива-
ния и выталкивания оправки со шлифовальным кругом.
Суппорт станка (см. рис. 85, а) состоит из поперечных сала-
зок 12 и продольного стола с поворотной частью 4. Салазки при по-
мощи маховичка 11, 3 и винтовой пары 18, 19 (см. рис. 85,6) пере-
мещаются по плоской и призматической поперечным направляющим
станины. Стол перемещается по поперечным салазкам на направ-
ляющих качения, выполненных в виде роликовых цепей.
Для быстрого ручного продольного перемещения стола служит
маховичок 24, насаженный на выдвижной валик, несущий реечное
колесо 23. При осевом смещении маховичка с валиком колесо вхо-
дит в зацепление с рейкой 22, прикрепленной снизу к столу 8. Вра-
щение маховичка преобразуется в поступательное движение стола.
Медленное ручное перемещение стола осуществляют рукояткой 10
планетарного механизма, который включается в работу посредством
выдвижного валика с кнопкой 9. Рейка 22 используется также для
поддержания прямолинейного движения стола: боковая сторона
рейки прижимается к неподвижным роликам 21 при помощи под-
вижных подпружиненных роликов 25.
Приспособления устанавливают на верхнюю плоскость поворот-
ной части стола, -по всей длине которого проходит Т-образный паз
для установки крепежных болтов. Верхняя часть стола имеет при-
ближенный поворот по лимбу на угол ±60° и точный поворот по
шкале на угол ±3°.
На передней стенке стола в пазу перемещаются упоры, ограни-
чивающие продольный ход стола при подходе к жесткому круглому
фиксатору, закрепленному в поперечных салазках. Упоры сделаны
двусторонними с одним жестким и одним подпружиненным паль-
цами. Их легко менять в зависимости от условий обработки. При за-
точке на проход работают с подпружиненным «мягким упором», так
как он осуществляет реверс стола. Жесткие упоры необходимы для
точной остановки стола.
Шлифовальный шпиндель получает вращение от электродвигате-
ля 13 через клиноременную передачу на промежуточный вал 14
и далее через плоскоременную передачу. Использование двухскоро-
стного электродвигателя и двухступенчатых шкивов клиноременной
передачи позволяет получить четыре числа оборотов шлифовально-
го шпинделя от 2240 до 6300 об/мин.
Маховички поперечных подач служат для перемещения верхних
•салазок с точностью до 0,01 мм, а червяк тонкой поперечной пода-
чи 26 позволяет плавно подводить инструмент к кругу. Во время
быстрого поперечного перемещения механизм тонкой подачи отклю-
чается специальной кнопкой.
При заточке с охлаждением станок оснащают системой охлаж-
дения с баком, устанавливаемым рядом со станком, насосом произ-
водительностью 18 л/мин, а также корытом на 'поворотной части
стола и ограждающими кожухами. Величина струи охлаждающей
жидкости регулируется краном. Кран с соплом закрепляют в пово-
ротном кронштейне на шлифовальной головке, что позволяет на-
править струю жидкости в любое место стола. При работе всухую
кронштейн с соплом снимают со шлифовальной головки.
Современные станки моделей ЗВ641, ЗБ641, ЗВ642 и ЗБ642 имеют
более жесткую конструкцию и позволяют вести обработку с более
высокой точностью. Точность, чувствительность и плавность про-
дольных и вертикальных подач обеспечивается направляющими ка-
чения с устройствами для защиты от пыли. Механизм тонких попе-
речных подач допускает работу с подачами дю 0,0025 мм. Имеется
две скорости вертикального перемещения шлифовальной головки:
быстрая и медленная с ценой деления лимба 0,05 и 0,005 мм соот-
ветственно.
Для заточки различных видов инструмента универсально-заточ-
ные станки оснащаются комплектом приспособлений. В основной
комплект универсально-заточного станка входят центровые бабки
(передняя и задняя), большая и малая универсальные головки, уни-
версальная упорка, тиски трехповоротные, приспособления для
круглого наружного шлифования и др. В число приспособлений так-
же могут входить приспособления для правки абразивных и алмаз-
ных кругов, приспособления для заточки сверл, метчиков, зенкеров,
фрезерных головок, червячных фрез, приспособления для фасонной
заточки резцов и фрез и др.
Центровые бабки (см. рис. 85, а) служат для заточки ин-
струмента в центрах: фрез концевых по передней и задней поверх-
ности зубьев на цилиндрической части, зенкеров и разверток по пе-
редней и задней поверхности на калибрующей части, метчиков по
передней поверхности.
Передняя бабка 5 обычно располагается слева, а задняя справа.
Передняя бабка имеет сквозное отверствие для установки непод-
вижного центра, на котором может закрепляться поводок со шка-
лой. Задняя бабка 7 имеет скользящую подпружиненную пиноль с
коническим отверстием под центр. Для отвода пиноли от инструмен-
та при его замене имеется рычаг. Обе бабки устанавливаются на
верхнюю плоскость стола и ориентируется по пазу шпонками.
Универсальные головки применяются для заточки тор-
цовых и наклонных режущих кромок фрез и зенкеров, закрепляемых
при заточке за хвостовик (консольно).
Большая универсальная головка (рис. 86. а) с делительным ме-
ханизмом предназначена для выполнения наиболее точных работ.
Она имеет шпиндель, установленный на шариковых подшипниках,
угловой кронштейн 2 и основание /. Шпиндель имеет с двух концов
конусные отверстия Морзе № 5 и № 3. При настройке корпус го-
182
ловки может поворачиваться вокруг горизонтальной оси на 360°, а
вместе с угловым кронштейном вокруг вертикальной оси также на
360°.
Рис. 86. Приспособления к универсально-заточному станку:
а — большая универсальная головка, б — малая универсальная головка, в — упорка, г —
трехповоротные тиски; / — основание, 2— угловой поворотный кронштейн, 3 — корпус,
4 — делительный диск. 5— рукоятка фиксатора, б — регулировочные винты, 7 —держав-
ка, 8 — язычок, 9 — пуговка микроподачн, 10 и 11 — подвижная и неподвижная губки
При заточке инструмента с точным окружным шагом на верх-
нюю площадку корпуса шпинделя устанавливается корпус фиксато-
ра, а на конец шпинделя закрепляют делительный диск 4 с флан-
цем. Делительный механизм поставляется с тремя делительными
дисками на 6; 8 и 12 пазов. Для вывода фиксатора из паза диска
служит рукоятка 5. Регулировочные винты 6 на фланце позволяют
вследствие поворота инструмента уточнять его положение относи-
тельно шлифовального круга. Для закрепления концевого инстру-
мента с цилиндрическим хвостовиком диаметром от 3 до 20 мм ис-
183
пользуют цанговый зажим, устанавливаемый в коническое отвер-
стие шпинделя.
Большая универсальная головка используется также в качестве
передней бабки для круглошлифовальных работ. Для этого на гори-
зонтальную площадку углового кронштейна закрепляется плита с
электродвигателем, имеющим шкив клиноременной передачи. Вто-
рой шкив устанавливается на шпиндель головки.
Малая универсальная головка (рис. 86, б) отличается широкими
возможностями и удобством эксплуатации. У малой головки корпус
шпинделя связан с основанием не через один, а через два угловых
поворотных кронштейна 2. Поэтому, если большая головка является
трехповоротной (повороты углового кронштейна, корпуса головки
и шпинделя), то малая головка— четырехповоротная. На заднем
конце шпинделя располагается делительный механизм храпового
типа, .позволяющий быстро производить деление одной рукой при за-
точке многолезвийного инструмента.
Многие многолезвийные инструменты, например фрезы, при за-
точке задних поверхностей базируются передней поверхностью за-
тачиваемого зуба на упорку (рис. 86, в), что исключает влияние по-
грешности окружного шага зубьев на биение режущих кромок ин-
струмента. Пуговка 9 служит для точного перемещения упорки
вверх и вниз при настройке величины заднего угла.
Резцы и другие инструменты с призматической державкой зата-
чивают в трехповоротных тисках (рис. 86,г), конструкция которых
в принципе аналогична малой головке с заменой корпуса шпинделя
на узел тисочного зажима. Подвижная губка 10 перемещается по
направляющим поворотного корпуса 3 при помощи винта и прижи-
мает закрепляемую деталь к неподвижной губке 11.
Контрольные вопросы
1. Какое оборудование считается универсальным, а какое специализиро-
ванным?
2. Как устроены направляющие верхнего стола для облегчения его хода?
3. Для чего служат центровые бабки и чем отличается передняя бабка от
задней?
4. Какие универсальные головки входят в комплект универсально-заточного
станка? Какая головка и каким образом используется для круглошлифовальных
работ?
ГЛАВА XII
ЗАТОЧКА РЕЗЦОВ
§ 1. Типы резцов, их конструктивные
и геометрические особенности
Резец является наиболее распространенным инструментом в ме-
таллообрабатывающей промышленности. Он применяется для обра-
ботки плоскостей, тел вращения, фасонных поверхностей, а также
для разрезки материалов, нарезания резьб и т. д.
Резцы подразделяются:
По виду станков — на токарные, строгальные, долбежные,
резцы для автоматов и полуавтоматов, расточные, специальные для
специальных станков.
По направлению подачи—на резцы правые и левые.
Правые резцы на токарном станке работают при подаче справа на-
лево, т. е. перемещаются к передней бабке станка.
По конструкции головки — на прямые, отогнутые, изо-
гнутые, оттянутые.
По виду обработки — на проходные, подрезные, отрезные,
прорезные, расточные, фасонные, резьбонарезные.
По характеру обработки — на обдирочные (черновые),
чистовые, резцы для тонкого точения.
По роду материала — на резцы с пластинками из твердо-
го сплава, из быстрорежущей стали, с .пластинками из минералоке-
рамики, различных сверхтвердых материалов.
По способу изготовления — на цельные и составные.
Цельные резцы — это резцы, у которых головка и державка изго-
товлены из одного материала. При использовании дорогостоящих
твердых сплавов и быстрорежущих сталей резцы изготовляют со-
ставными: головка — из инструментального матерала, а тело (дер-
жавка) — из конструкционной углеродистой стали.
Наибольшее распространение получили составные резцы с пла-
стинками из твердого сплава или быстрорежущей стали, прикреп-
ленными тем или иным способом к головке резца. Пластинки из
твердого сплава припаиваются или крепятся механически, а пла-
стинки из быстрорежущей стали привариваются.
Основное назначение заднего угла — обеспечить свободное пе-
ремещение резца по обрабатываемой поверхности. Рекомендуемые
значения главного и вспомогательного задних углов в зависимости
от назначения резца и 'подачи в градусах приведены ниже
Проходные, подрезные .
Отрезные, прорезные .
Расточные
При подаче
меньше
0,25 мм
12
12—15
12—15
При подаче
больше
0,25 мм
6—8
8—10
8—10
Эти значения действительны для резцов с пластинками из твер-
дого сплава и быстрорежущей стали.
Задняя поверхность должна быть выполнена так, чтобы затраты
на заточку и доводку были минимальными. Для твердосплавных
резцов возможны следующие варианты в зависимости от величины
угла врезания пластинки и ее расположения по отношению к дер-
жавке. Задняя поверхность твердосплавных пластинок почти всех
номеров снабжена скосом под углом а = 20°. Пластинка для напаян-
ных резцов устанавливается под углом 0 в пределах 12—18е
(рис. 87). В этом случае задняя поверхность может оформляться
под тремя углами: по фаске угол а, по остальной части пластинки
угол а+3° и по державке угол а+5° (рис. 88, а). Это позволяет за-
тачивать пластинку и державку различными кругами, а также про-
изводить доводку резцов. При одновременной обработке твердо-
сплавной пластинки и державки кругами из карбида кремния зад-
няя •поверхность будет иметь только два утла: а по фаске и а4-2°
по пластинке и державке.
В конструкции резца допускается нависание твердосплавной
пластинки относительно державки на величину до 1,5 мм после
пайки.
После заточки нависание пластинки над державкой не должно
превышать 0,8 мм (рис. 88, б). Это позволяет затачивать и доводить
пластинку твердого сплава алмазными кругами, не касаясь дер-
жавки.
Рис. 87. Схема врезания
твердосплавной пластин-
ки
Рис. 88. Форма задней поверхности
резцов с твердосплавной пластинкой:
а — без нависания твердосплавной пла-
стинки, б — с нависанием твердосплавной
пластинки
Передняя поверхность может иметь две основные формы: пло-
скую и криволинейную (рис. 89). Плоская форма применяется для
обработки хрупких или весьма твердых материалов (чугун, бронза,
сталь с сгВр=Ю0 кгс/мм2), криволинейная — для обработки вяз-
ких, мягких или
средней твердости
материалов (сталь с
оВр = 70 кгс/мм2).
Обе формы могут
быть снабжены лен-
точкой f. Ширина ее
принимается в пре-
делах 0,2—1 мм в за-
висимости от вели-
чины -подачи, причем
с увеличением пода-
чи ширина ленточки
возрастает.
Рис. 89. Формы передней поверхности резцов:
а — плоская, б — криволинейная
Рис. 90. Виды стружколомателей:
а _ лунка, б — мелкоразмерная лунка, в — уступ
Ленточка упрочняет режущую кромку и предохраняет ее от вы-
крашивания. Для резцов из быстрорежущей стали ленточка на-
правлена под положительным углом от 0 до 8°, а для твердосплав-
ных резцов — под отрицательным углом от —3 до —10°. При пода-
чах $^0,02 мм/об ленточку не делают, в этом случае рекомен-
дуется небольшое притупление кромки.
Для облегчения отвода стружки при обработке сталей передняя
поверхность делается с лункой радиусом R (рис. 90, а). Размеры
лунки — ширина В и радиус R выбираются в зависимости от пода-
чи, глубины резания,
скорости резания и ме-
ханических свойств об-
рабатываемого мате-
риала. При получисто-
вой обработке стали
Овр < 80 кгс/мм2, с t =
= 1,0—5,0 мм и s>
> 0,3 мм/об рекомен-
дуется брать В=2,0—
2,5 мм и R=4—6 мм.
В последнее время
получили распростра-
нение резцы с мелко-
размерными лунками
(Я = 0,8—1,8 мм), обес-
печивающие надежное
и стабильное ломание
стружки (рис. 90,6).
Завивание и лома-
ние стружки можно по-
лучить также при по-
мощи уступа на перед-
ней поверхности (рис.
90, в), который целесо-
образно применять при
5 = 0,25 мм/об. Рекомен-
дуемые размеры усту-
па: е=105—115°; т=5—
—15°; Л=0,6—1,5 мм;
R=0,25—0,75 мм. Ши-
рина уступа R зависит
от режима резания и может выбираться в пределах 1,6—6,0 мм.
Величину радиуса закругления для токарных резцов выбирают
в пределах 0,5—3 мм. Для строгальных резцов его следует брать
в 2—2,5 раза больше, чем для однотипых токарных резцов.
Резцы в зависимости от их конструкции и характера износа
затачивают по передней, задней или по обеим поверхностям. Стан-
дартные резцы с пластинками твердого сплава или быстрорежу-
щей стали наиболее часто затачивают по всем режущим поверх-
186
187
ностям. В ряде случаев при незначительном износе резцов по перед-
ней поверхности резцы рационально затачивать только ио задней
поверхности.
Резцы, предназначенные для многорезцовых станков, затачи-
вают только по задней поверхности, а фасонные резцы — по перед-
ней 'поверхности.
Величина стачивания за одну переточку (припуск на переточку)
зависит от величины износа резцов, его конструктивной формы и
геометрических параметров режущей части (табл. 31). Эти данные
справедливы, если износ резцов не превышает допустимого и на
режущих поверхностях отсутствуют трещины и выкрашивания.
Припуск на переточку резцов
Таблица 31
Наименование
инструмента
Инструменталь-
ный материал
Затачивае-
мая по-
верхность
Величина стачивания за одну
________переточку, мм_________
Сечения резца, нмХмм
Токарные про-
ходные, подрез-
ные, отрезные, рас-
точные для одно-
инструментальной
обработки
Твердый
сплав
Быстрорежу-
щая сталь
Передняя 0,2 0,2 0,3
и задняя
0,3 0,4 0,5
0,3 0,4
0,5 0,6
Резцы для мно-
гой нструмецталь-
ной обработки
Твердый
сплав
Быстрорежу-
щая сталь
Задняя 0,6 0,6 0,7
— 0,7 0,8
0,7 0,8
0,8 0,9
0,4 0,5
0,6 0,6
0,9 —
Резцы круглые
фасонные односто-
ронние диаметром
52 и 68 мм
Быстрорежу-
щая сталь
Передняя
§ 2. Технологический процесс заточки
Резцы затачивают в основном на точильно-шлифовальных и уни-
версально-заточных станках.
При заточке на точильно-шлифовальных станках резец устанав-
ливают на поворотный столик или подручник, а затем вручную
прижимают к шлифовальному кругу обрабатываемой поверхностью.
Для равномерного износа круга резец необходимо перемещать по
столику или подручнику относительно рабочей поверхности круга
(рис. 91,а).
При заточке резца по задним поверхностям столик или подруч-
ник поворачивают на заданный задний угол. Резец кладут на сто-
лик или подручник опорной поверхностью так, чтобы режущая
кромка располагалась параллельно рабочей поверхности круга.
Переднюю поверхность резца чаще всего затачивают боковой
поверхностью круга (рис. 91,6), при этом резец базируется боко-
вой поверхностью на подручнике, который располагается горизон-
тально. Переднюю поверхность можно затачивать и периферией’
круга, однако такой способ менее удобен.
Резцы на точильно-шлифовальных станках затачиваются абра-
зивными кругами прямого
профиля, диаметр кото-
рых зависит от модели
станка. На станках новых
моделей применяют так-
же круги формы ПВ.
Круг должен вращать-
ся в направлении от ре-
жущей кромки в тело рез-
ца. Это правило должно
соблюдаться при заточке
и доводке всех видов ин-
струмента (рис. 92), так
как в этом случае полу-
чается более высокое ка-
чество режущей кром-
ки — меньшая шерохова-
тость и незначительные
выкрашивания (особенно
для твердосплавного ин-
струмента) .
При заточке резцов на
точильно - шлифовальных
станках можно строго ог-
раничить только характе-
ристику круга и его ско-
рость. Подачи на глуби-
ну шлифования и про-
дольную выполняют вруч-
ную и полностью зависят от квалификации заточника.
Очень важно, с точки зрения производительности процесса обра-
ботки и качества заточенного инструмента, обеспечить соответст-
вующую силу прижима резца к кругу. С увеличением силы прижи-
ма возрастает производительность труда, но повышается опасность-
появления прижогов и трещин. Рекомендуется затачивать резцы с
силой прижима 2—3 кгс.
Резцы из быстрорежущей стали обрабатываются в такой после-
довательности: сначала затачивается передняя поверхность, а за-
тем главная и вспомогательная задние поверхности и вершина рез-
ца. При заточке твердосплавных резцов применяется такой же по-
рядок «операций, только предварительно следует обработать задние
поверхности резца по державке кругами из электрокорунда Э40С1К.
Державки обрабатываются под углом на 2—3° большим по сравне-
нию с углом заточки по пластинке твердого сплава.
Способ заточки резцов на точильно-шлифовальных станках яв-
ляется наиболее простым и производительным.
Заточка резцов на универсально-заточном станке в трехпово-
ротных тисках обеспечивает получение заданных геометрических
параметров режущей части резца.
Для настройки тисков необходимо рассчитать величины углов,
на которые следует повернуть тиски по трем шкалам с тем, чтобы
правильно расположить резец относительно рабочей поверхности
шлифовального круга.
Неправильно
Рис. 92. Направление вращения круга при заточке резцов
Правильно
Резцы на универсально-заточном станке могут затачиваться
шлифовальными кругами чашечной формы (цилиндрической или
конической) или кругами прямого профиля.
При заточке чашечными кругами шлифование производится
торцом круга, а при заточке кругами прямого профиля — перифе-
рией круга. Шлифование торцом круга повышает производитель-
ность процесса заточки, а также снижает удельный расход абразив-
ного материала. Шлифование торцом круга является основным спо-
собом заточки резцов как на универсально-заточных, так и на спе-
циальных станках для заточки резцов.
При заточке на универсально-заточном станке резцу придают
два движения: возвратно-поступательное перемещение вдоль рабо-
чей поверхности круга (продольная подача — snp) и перемещение
на круг (подача на глубину шлифования — /). Оба эти движения
осуществляются столом станка.
На универсально-заточных станках резцы обычно затачиваются
с подачей на двойной ход стола, так как подачу на одинарный ход
при ручном управлении практически осуществить труднее.
При заточке на универсально-заточном станке резцу придается
возвратно-поступательное движение относительно шлифовального
круга (продольная подача). При этом резец может находиться по-
стоянно в контакте с рабочей поверхностью круга или при каждом
ходе выходить из контакта с кругом. В первом случае процесс ре-
зания является непрерывным, а во втором — прерывистым.
190
При непрерывном шлифовании нет холостых пробегов резца,
что приводит к повышению производительности процесса заточки
по сравнению с прерывистым шлифованием.
К недостаткам заточки с прерывистым контактом следует также
отнести наличие ударов в момент входа резца в контакт, которые
вызывают в системе СПИД колебания (вибрацию).
Характерной особенностью заточки с прерывистым контактом
является многократный циклический нагрев и охлаждение поверх-
ностного слоя инструмента, что способствует образованию трещин
при обработке твердосплавного инструмента. При непрерывном
шлифовании затачиваемая поверхность нагревается до больших
температур по сравнению с прерывистым шлифованием, так как не
происходит охлаждения при холостых пробегах.
Поэтому при непрерывной заточке резцов из быстрорежущей
стали повышается опасность образования прижогов. Однако при
непрерывном шлифовании отсутствует цикличный нагрев и охлаж-
дение поверхностного слоя, что уменьшает опасность образования
трещин в твердосплавном инструменте.
Сопоставление особенностей этих методов показывает, что при
заточке твердосплавного инструмента наиболее целесообразно при-
менять шлифование с непрерывным контактом, а при заточке ин-
струмента из быстрорежущей стали — шлифование с прерывистым
контактом.
При заточке твердосплавных резцов «применяются следующие
операции: обработка Державин по задним поверхностям, черновая
заточка, чистовая заточка и доводка. Необходимость выполнения
каждой из этих операций зависит от величины снимаемого припу-
ска и требований к шероховатости затачиваемых поверхностей
(табл. 32).
Таблица 32
Операции технологического процесса заточки и доводки резцов
Операция технологического процесса
Класс шерохова-
тости заточенной
поверхности
Обработка державки
Черновая заточка
Чистовая заточка
Доводка
Припуск на
операцию, мм
0,4 и более
0,1—0,3
0,05—0,1
9—10
Черновая заточка производится кругами из карбида кремния
зеленого, а чистовая заточка и доводка — кругами из синтетиче-
ских алмазов (табл. 33 и 34).
При выборе характеристики кругов из карбида кремния и режи-
мов заточки следует руководствоваться следующим правилом: чем
выше хрупкость твердого сплава, тем мягче должен быть круг и
меньше его скорость. Наиболее мягкие круги и наименьшие скоро-
сти резания применяют при заточке резцов из сплавов Т30К4 и
ВК2.
191
Таблица 33
Выбор характеристики кругов из карбида кремния и режимов обработки
для заточки резцов на универсально-заточном станке
Характеристика круга Режим заточки
Марка твердого сплава зернистость связка твердость скорость круга, м/с продольная подача, м/мии ! подача на глубину шли- фования, мм/дв. ход
ВК6; ВК8 Т5КЮ Керамическая Бакелитовая СМ1 СМ2 15 18 0,1—0,15
ВК2; Т14К8; ТГ5К6 25-40 Керамическая Бакелитовая М3 СМ1 12 15 8—12
ТЗОК4 Керамическая Бакелитовая Ml М2 8 10 0,08—0,1
Таблица 34
Выбор характеристики алмазных кругов и режимов обработки
для заточки и доводки твердосплавных резцов
Вид операции технологиче- ского про- цесса Характеристика круга Режимы обработки
связка зернистость концентра- ция, % скорость круга, м/с 1 1 1 < 1 продольная подача, м/мнн подача на глубину шли- фования, мм/дв. ход
Чистовая заточка Доводка Тонкая доводка Б1; ТО-2; 6156 М5 Б1; ТО-2; Б156 М.5 61; ТО-2; Б156 АСО80/63—125/100 АСР80/63—125/100 АС050/40—80/63 АСР80/40—63/50 АСО14/10—20/14 100 100 50 100 25 20—25 16—22 25—30 25—30 30—35 1—2 2—3 0,7—1 0,7—1 0,5—0,7 0,02—0,03 0,03—0,05 0,01—0,015 0,01—0,02 0,005—0,01
С увеличением продольной подачи уменьшается опасность обра-
зования трещин. Нельзя применять небольшие глубины шлифо-
вания, так как в этом случае происходит засаливание кругов и уве-
личивается число проходов для съема заданного припуска. Заточку
твердосплавного инструмента кругами 63С на универсально-заточ-
ном станке лучше проводить без охлаждения, так как при недо-
статочном расходе жидкости повышается опасность образования
трещин.
При изготовлении твердосплавных резцов заточка и доводка
производятся в следующей (последовательности. При наличии на-
висания твердосплавной .пластинки над державкой сначала вы-
полняется чистовая заточка резцов по задним поверхностям под
углом а+2° (для стандартных резцов обычно под углом 8°). Затем
доводится передняя поверхность по фаске шириной 2—4 мм. Зата-
чивать всю площадь передней поверхности нецелесообразно, так
как чистая (без припоя) поверхность твердого сплава обеспечивает
требования технических условий по шероховатости поверхности.
Последней операцией является доводка главной задней поверх-
ности и радиуса. Эта операция может выполняться вручную с под-
ручника или в специальном приспособлении.
При переточках резцов приходится снимать больший припуск,
чем при первичной заточке. Кроме того, в результате переточек ис-
чезает нависание твердосплавной пластинки над державкой. По-
этому при переточках резцов необходимо произвести черновую за-
точку по передней и задним поверхностям кругами 63С, причем,
если резцы имеют сечение менее 20X30, то задние поверхности об-
рабатываются одновременно по твердому сплаву и стали.
Резцы ббльшего сечения сначала обрабатывают кругами из
электрокорунда по державке под углом а 4-5°, а затем производят
черновую заточку кругами 63С только по твердому сплаву. После
этого резцы доводят алмазными кругами по передней и задним по-
верхностям и по радиусу.
Порядок операций при заточке и доводке резцов из быстроре-
жущей стали в основном соответствует порядку операций при за-
точке и доводке резцов с пластинками твердого сплава. Следует
учитывать, что при обработке резцов с наваренными пластинками
из быстрорежущей стали заточка по державке как отдельная опе-
рация не производится.
Характеристику кругов и режимы обработки для заточки и до-
водки резцов из быстрорежущих сталей Р18 и Р9 следует выби-
рать по табл 35.
Таблица 35
Характеристика абразивных кругов и режимов обработки
для заточки и доводки резцов из быстрорежущих сталей Р18 и Р9
Вид опера- ции техноло- гического процесса Характеристика круга Режим обработки
абразивный материал связка зернистость твердость скорость круга, м/с продольная подача, и/мин подача на глубину шлифования, мм/дв. ход )
Черновая заточка Чистовая заточка Доводка 24А 24А 63С Керами- ческая Керами- ческая Бакели- товая 40—25 25—16 8—3 С1 СМ2 СМ2-СМ1 СМ2—СМ 1 20—25 20—25 23-25 3-5 1—3 1—2 0,05-0,1 0,02—0,04 0,01—0,02
П р и м е ч а и и е. Для заточки резцов из сталей Р12. Р9 и Р6МЗ следует применять
меньшие значения скорости круга.
Резцы из быстрорежущей стали затачиваются кругами из элек-
трокорунда 24А на керамической связке, зернистостью 40—25 и
твердостью СМ1—СМ2. При заточке необходимо применять обиль-
ное охлаждение с расходом 5—8 л/мин. Резцы доводятся мелкозер-
нистыми кругами 63С—64С на бакелитовой связке. В этом случае
можно получить шероховатость поверхности 9—10-го классов. До-
водка кругами 63С—64С может производиться как с охлаждение?^,
так и всухую.
Электрохимический метод заточки твердосплавных резцов нахо-
дит широкое применение в промышленности.
Режущим инструментом является алмазный круг на металличе-
ской связке. Шпиндель изолируют от стола станка. Алмазный круг
соединяют через токосъемные щетки с отрицательным полюсом
источника постоянного тока, а изделие — с положительным. Таким
образом, круг является катодом, изделие — анодом. Во время про-
цесса заточки в зону резания подается электролит.
При электрохимической заточке материал снимается благодаря
анодному растворению твердого сплава и механическому удалению
его частиц алмазными зернами круга.
Для этой заточки следует применять круги с синтетическим ал-
мазным зерном высокой прочности (АСВ) или с натуральным ал-
мазом. В качестве связок рекомендуются металлические связки
типа Ml и М5. Зернистость кругов 63/50—100/80 100 %-ной концент-
рации.
Рекомендуемые режимы заточки: скорость круга 18—22 м/с,
давление резца на круг 10—15 кгс/см2, продольная подача
1 —1,5 м/мин, величина сбега круга с обрабатываемой поверхности
1,5—2,5 мм.
При снятии основного припуска напряжение должно быть
3,5—5,0 В, а ток 30—80 А. В процессе заточки может возникать
искрение, интенсивность которого зависит от величины напряжения,
давления и других факторов.
При электрохимической алмазной заточке интенсивность съема
твердого сплава повышается в 1,5—2 раза по сравнению с обычной
алмазной заточкой. Но расход алмазов при элетрохимической за-
точке несколько выше (-примерно на 30%).
Несмотря на увеличение расхода алмазов, стоимость съема еди-
ницы объема твердого сплава при электрохимической заточке сни-
жается в 1,2—1,5 раза. Наиболее экономично применять электро-
химическую заточку при обработке крупногабаритных резцов с
шириной затачиваемой поверхности 6—10 мм и более.
§ 3. Станки для заточки и доводки резцов
Заточку резцов, оснащенных пластинками из твердого сплава,
быстрорежущей стали и сверхтвердых материалов, можно произво-
дить на станке модели 3622. На этом станке резцы затачиваются и
доводятся по задним поверхностям торцом алмазного и эльборо-
194
вого круга. Возможна заточка резцов по передней поверхности
кругом прямого профиля.
При заточке резец закрепляется в резцедержателе на поворот-
ном столе. Стол поворачивают на задний угол кнопкой 2 через
винт 4 и гайку 3 (рис. 93).
Вращение шлифовального круга осуществляется от реверсивного
электродвигателя через плоскоременную передачу. Возможны две
скорости круга — 20 и 28 м/с.
Рис. 93. Кинематическая схема станка для заточки рез
цов модели 3622
Шлифовальная головка имеет продольную и поперечную подачи.
Осцилляция (продольная подача) шлифовальной головки осуществ-
ляется от электродвигателя через червячный редуктор (червяк 7 и
червячное колесо /). От вала Л вращение через муфту передается
шлицевому валу /, на котором находится эксцентричный кулак 5
с изменяющимся по длине эксцентриситетом. Кулак 5, вращаясь
в отверстии рычага 6 совместно с промежуточным кольцом, придает
рычагу колебательное движение. От рычага 6 через шарнирное сое-
динение движение осцилляции передается корпусу шлифовальной
головки.
13*
195
Величину осцилляции шлифовальной головки настраивают ма-
ховичком //, который жестко закреплен на валу. При повороте ма-
ховичка через зубчатые колеса 10, 12 и 13 вращение передается
винту 8. При вращении винта гайка 9 перемещает кулак 5 по шли-
цевому валу /, в результате чего изменяется его эксцентриситет и
величина осцилляции шлифовальной головки.
Поперечная подача шлифовальной головки осуществляется ма-
ховичком 14, при повороте которого получает вращение винт 15.
По винту перемещается гайка 16, жестко связанная с корпусом
шлифования головки.
Алмазный круг правится на станке с 'помощью специального
приспособления, представляющего собой внутришлифовальную го-
ловку, на одном конце которой устанавливается абразивный круг,
а на втором тормозное устройство.
Полуавтомат модели ЗЁ624 предназначен для чистовой алмаз-
ной заточки токарных и строгальных резцов всех типов (за исклю-
чением изогнутых) по открытым задним поверхностям с высотой
державки от 12 до 50 мм.
Все узлы и механизмы станка смонтированы на станине 1 и внут-
ри ее (рис. 94). Сзади на станине крепится стойка 2, внутри кото-
рой расположены салазки осцилляции 5 с электродвигателем при-
вода шлифовального круга, салазки врезания 4. Пульт управления
станком и механизм управления осцилляции расположен на стой-
ке спереди, вверху. На станине крепится наклонный стол 16.
Осцилляция (продольная подача) шлифовальной головки осу-
ществляется от гидроцилиндра 15. Величина осцилляции регули-
руется симметрично кнопкой 8 через зубчатые передачи винт-гайки
9, 10, 11, 12, упоры -реверса 13 и 14.
Автоматическое врезание шлифовального круга (поперечная
подача) производится от пружин 6 и механизма спуска, работаю-
щего от гидроцилиндра 3. Усилие пружины круга к резцу регули-
руется.
Для регулировки величины автоматического врезания служит
маховичок 7, которым перемещается винт-упор, связанный с конеч-
ным выключателем.
Станок может работать по методу упругой и жесткой заточки ин-
струмента.
При упругой заточке съем припуска осуществляется вследствие
подачи салазок врезания вместе с салазками осцилляции и шлифо-
вальной головкой на затачиваемый резец от пружины сжатия.
Величина осцилляции настраивается так, чтобы шлифовальный
круг постоянно находился в контакте с резцом, причем величина
схода твердосплавной пластинки за наружную и внутреннюю кром-
ки шлифовального круга должна составлять 1/3—1/2 от длины ре-
жущей кромки, что обеспечивает равномерный износ круга. Окон-
чание врезания контролируется конечным выключателем, который
передает команду на реле времени, по которому настраивается
время выхаживания.
При жесткой заточке шлифовальная головка с определенной
скоростью врезания перемещается в поперечном направлении на
резец. Величина возвратно-поступательного движения шлифоваль-
ной головки настраивается таким образом, чтобы круг выходил из
контакта с резцом на 2—3 мм.
При жесткой заточке необходимо создать такое предваритель-
ное сжатие пружин подачи, которое бы значительно превышало осе-
вую составляющую силы резания.
Рис. 94. Кинематическая схема полуавтомата для заточки резцов модели ЗЕ624
Установка и ориентация резца на наклонном столе и съем рез-
ца после заточки -производится вручную. Резец может закрепляться
как автоматически (гидроприспособлением в цикле), так и вруч-
ную.
На станке можно затачивать резцы вручную при отключенной
автоматике.
Электрохимическая заточка твердосплавных резцов сечением от
10X16 до 40X50 мм может производиться на станке модели 3623.
§ 4. Контроль резцов после заточки
После заточки режущего инструмента необходимо провести
контроль геометрических параметров (углов заточки, ширины фа-
сок, плоскостности передней и задней граней) и качества поверх-
ности (шероховатости, отсутствие трещин и выкрошиваний, прижо-
гов и т. п.).
Углы заточки (с, у, ф и 1) можно контролировать с помощью
угломеров (универсального или маятникового) или специального
прибора ВНИИ.
Настройка маятникового угломера состоит в проверке правиль-
ности установки шкалы. Для этого ребро линейки совмещают с по-
верхностью конт-
рольной плиты, точ-
но установленной по
уровню. После осво-
бождения тормоза
стрелка должна ус-
тановиться против
нулевого деления
шкалы. Если это не
наблюдается, то по-
ворачивают в соот-
ветствующее поло-
жение шкалу и сно-
ва закрепляют
стрелку.
При контроле
проверяемый резец
кладут опорной по-
верхностью на по-
верочную плиту. Для
измерения угла в
плане ребро линейки
прикладывают к зад-
ней -поверхности па-
параллельно режущей кромке (рис. 95, а), а заднего угла — к зад-
ней поверхности перпендикулярно режущей кромке (рис. 95, б), пе-
реднего угла — к передней поверхности перпендикулярно режущей
кромке (рис. 95, в), угла наклона режущей кромки — к передней по-
верхности параллельно режущей кромке (рис. 95,г). После наложе-
ния ребра линейки на соответствующую поверхность нажимают на
кнопку тормоза и фиксируют величину отсчета.
Прибор ВНИИ (рис. 96) имеет основание /, на котором укреп-
лен поворотный стол 2 и стойка 3 с измерительной головкой. Изме-
рительная головка укреплена на кронштейне 4, который переме-
щается на стойке на шпонке 5 и фиксируется винтом 6. К крон-
штейну крепится шкала 7 с ценой деления /°. На оси <5, проходя-
198
щей через центр шкалы, находится шаблон 9 с указательной рис-
кой.
При контроле резец укладывается или опорной (при измерении
у, X и а) или боковой (при измерении <р) поверхностями на стол. По-
ворачивая стол и перемещая по поверхности стола, добиваются
необходимого положения плоскости шкалы и ребра шаблона по
отношению к резцу.
При измерении переднего угла плоскость шкалы должна быть
перпендикулярна главной режущей кромке, а ребро III шаблона
располагаться без просвета на передней поверхности (рис. 97, а).
При измерении угла X плоскость шкалы располагают параллель-
но главной режущей кромке и ребро III ложится без просвета на
кромку (рис. 97, б).
Для контроля заднего угла а измерительную головку опускают
вниз так, чтобы ось находилась на 2—3 мм ниже главной режущей
кромки резца (рис. 97, в). Затем плоскость шкалы располагают
перпендикулярно главной режущей кромке и добиваются контакта
без просвета ребра I шаблона с задней поверхностью резца.
При измерении углов в плане добиваются контакта без просвета
ребра II шаблона с режущей кромкой (рис. 97,г). Отсчет произ-
водится следующим образом: если риска шаблона отклоняется
вправо от нуля, то проверяемый угол равен 45° минус показание
риски шаблона; если риска шаблона отклонится влево от нуля, то
проверяемый угол будет равен 45° плюс показание риски шаблона.
Углы в плане меньше 45° можно измерять так же, как задние углы
при помощи ребра I шаблона.
Контроль радиуса при вершине для обычных резцов может про-
изводиться при помощи шаблонов, а для прецизионных резцов —
на инструментальном микроскопе при помощи радиусной головки.
Шероховатость поверхности можно определять сравнением с
эталонами или на двойном микроскопе МИС-11.
Для контроля трещин в твердосплавном инструменте можно ис-
пользовать микроскоп и метод цветной дефектоскопии.
199
Рис. 97. Контроль резцов на приборе ВНИИ
Контрольные вопросы
1. Назовите основные типы резцов.
2. По каким поверхностям перетачиваются резцы? Чему равен припуск на
заточку резцов?
3. Какой порядок операций при заточке резцов?
4. Как производится заточка резцов на точильно-шлифовальном станке?
5. Назовите основные правила по выбору характеристики кругов и режимов
заточки твердосплавных резцов.
6. Какие характеристики кругов и режимы применяются при заточке и до-
водке резцов из быстрорежущей стали?
7. Какие параметры измеряют у резца после заточки? Какие для этого при-
меняют контрольные средства?
ГЛАВА XIII
ЗАТОЧКА СВЕРЛ
§ 1. Типы сверл, их конструктивные
и геометрические особенности
Сверло предназначено для образования цилиндрических отвер-
стий в сплошном материале*. В промышленности применяются
* При рассверливании сверло используется не по прямому назначению, а в
качестве зенкера.
следующие основные типы сверл: спиральные, перовые, пушечные и
ружейные. Как правило, режущую часть сверла изготовляют из
быстрорежущей стали марок Р18, Р6М5, Р14Ф4, Р9К5 или твердого
сплава марок ВК8М, ВК8 и ВК15.
Спиральное сверло (рис. 98, а, б) является наиболее рас-
пространенным типом сверл. Его особенность заключается в том,
что канавки сверла делают винтовыми для облегчения транспорти-
ровки стружки из отверстия. Угол наклона канавки обычно равен
19—33°. С увеличением угла наклона улучшается отвод стружки, но
ослабляется прочность режущего клина и снижается жесткость
корпуса сверла.
Рис. 98. Сверла:
а — спиральное с коническим хвостовиком, б — спиральное с ци-
линдрическим хвостовиком, в — ружейное
Спиральное сверло при одинарной заточке имеет пять режущих
кромок, симметрично расположенных относительно его оси: две
главные кромки, две кромки ленточек и одну поперечную кромку
(рис. 99). При двойной заточке дополнительно образуется две пере-
ходные кромки.
Главная кромка образуется пересечением поверхности винто-
вой канавки с задней поверхностью сверла. Кромки ленточек вы-
полняют работу резания на длине, равной половине осевой подачи
сверла. Поперечная кромка возникает от пересечения задних по-
верхностей.
Задняя поверхность сверла должна соприкасаться с дном отвер-
стия (поверхностью резания) только по режущей кромке. Между
остальными точками задней поверхности и поверхностью резания
имеется зазор, без которого сверление становится невозможным.
Наличие достаточного зазора оценивается по спаду задней поверх-
ности q, который представляет собой расстояние между начальной
и конечной точками пера, измеренным в направлении оси сверла.
Величина спада должна быть достаточной, чтобы обеспечить за-
зор между задней поверхностью сверла и дном отверстия, но не
чрезмерной во избежание снижения теплоемкости, жесткости и ви-
броустойчивости режущего клина. Оптимальным является спад
задней поверхности в пределах q= (0,044-0,08) D.
Рис. 99. Геометрические параметры спирального сверла:
а — с одинарной заточкой, б — с двойной заточкой
Угол сверла при вершине 2<р находится между проек-
циями главных кромок на осевую плоскость сверла, им параллель-
ную. При заточке угол между осью сверла и плоскостью шлифо-
вального круга (ро всегда меньше, чем угол <р.
Задние углы образуются между двумя плоскостями, прохо-
дящими через главную кромку. Одна плоскость касательна к задней
поверхности, а другая — к поверхности вращения кромки вокруг
оси сверла. Пересекая эти плоскости цилиндром диаметра D, по-
лучим задний угол а на периферии сверла. Нормальный задний
угол аЛг измеряется в плоскости, перпендикулярной к главной ре-
жущей кромке.
При всех методах заточки задний угол в цилиндрическом сече-
нии возрастает с приближением к оси сверла.
Величины углов 2<р и а выбирают по условиям сверления и глав-
ным образом в зависимости от обрабатываемого материа-
ла. Обычные пределы величин этих углов: 2<р ==704-140°,
а —84-18°.
Угол наклона поперечной кромки ’F определяет-
ся между проекциями главной и поперечной кромки на торцовую
202
плоскость сверла. С увеличением угла Ч' сокращается длина попе-
речной кромки и возрастает активная длина главных кромок: точ-
ность сверления повышается. С уменьшением угла наклона улуч-
шаются условия отвода стружки, образующейся на поперечной
кромке, в канавки сверла: стойкость сверла возрастает. На практи-
ке применяют утлы Чт=354-65°. Рекомендуются значения угла: для
повышения точности 60°±5°, а для повышения стойкости
Ч/=45°±5°.
Выпуклость поперечной кромки f влияет на точ-
ность сверления, характеризуя опережающее врезание центральной
точки поперечной кромки.
Износ спиральных сверл протекает по (передним и зад-
ним поверхностям, по
ленточкам и поперечной
кромке (рис. 100). При
работе по чугуну лимити-
рующим является износ
по задней поверхности со
срезом уголков hy (рис.
100,а). При работе по
стали лимитирующим яв-
ляется износ ino ленточ-
кам ha (рис. 100,6).
При переточке сверла
необходимо полностью
Рис. 100. Виды износа спиральных сверл:
а —по задней поверхности со срезом уголков, б —
по ленточкам с образованием проточин и появлением
налипов
удалить следы износа
на его ленточках. Поэтому величина припуска при переточ-
ке равна Л=Лл-ьД, где Д =0,14-0,15 мм для быстрорежущих сверл
и Д=0,05 мм для твердосплавных сверл.
Величина припуска для нормальных условий эксплуатации оп-
ределяется по табл. 36 или по приближенным зависимостям:
h — 0,1 (D -|- 1)—для быстрорежущих сверл;
h = 0,05 (D 4- 1)—для твердосплавных сверл.
Таблица 36
Нормальный припуск на переточку сверла
Сверла
быстрорежущие |твердосплавные
Диаметр сверла, мм Обрабатываемый материал
сталь | чугун чугун
Припуск, мм
До 5 0,8 0,8 0,6
От 5 ДО 10' 1,0 0,9 0,7
» 10 » 15 1.5 1.0 0,8
» 15 » 20 2,0 1.2 0,9
» 20 » 25 2,2 1.4 Ы
Свыше 25 2,5 1,6 1.2
203
Ружейное сверло (см. рис. 98,в) применяют для сверле-
ния глубоких отверстий. Сверло состоит из двух частей: рабочей
(из быстрорежущей стали) длиной 60—150 мм и зажимной (из уг-
леродистой стали), представляющей длинную трубку с провальцо-
ваиной по всей длине канавкой. Рабочая часть снабжена отвер-
стием круглой или серпообразной формы для подвода охлаждаю-
щей жидкости к режущей кромке; обратно жидкость вместе со
стружкой выходит по канавке. Сверло имеет одну режущую кром-
ку, состоящую из двух частей: наружной (длинной) и внутренней
(короткой). Для направления в работе вершина сверла смещена
от его оси на величину (0,2—0,25) D. Для уменьшения трения пре-
дусмотрены лыски с оставлением ленточек небольшой ширины. Дно
канавки располагается ниже оси сверла на 0,05—0,2 мм. Задние
поверхности ружейного сверла затачивают по винтовым поверхно-
стям на универсально-заточном станке в специальном приспособ-
лении.
§ 2. Методы заточки спиральных сверл
Наиболее известными на практике являются четыре метода за-
точки: конический, винтовой, одно плоскостной и двухплоскостной.
Коническая заточка — наиболее известный метод заточки
сверл. Задняя поверхность каждого пера оформляется как часть
конуса. При заточке (рис. 101) сверло покачивается вокруг оси
/—/, скрещивающейся с осью сверла.
Рис. 101. Типы конической заточки сверла
Параметры конической заточки:
h — расстояние между осью сверла и осью качания (осью кону-
са заточки) — основной фактор при настройке заднего угла свер-
ла;
II — расстояние между вершиной конуса заточки и осью сверла;
е — угол разворота сверла, измеряемый между проекциями оси
качания и главной кромки на торцовую плоскость сверла. Угол е
может быть положительным, отрицательным или равным нулю. Ве-
тичины Н и е — основные параметры настройки угла наклона по-
леречной кромки сверла;
<р0— угол установки сверла измеряется между осью сверла и
плоскостью шлифовального круга. Угол установки всегда несколь-
ко меньше, чем ф— половина угла сверла при вершине. Угол уста-
новки сверла используется для настройки угла 2ф;
о — угол скрещивания осей сверла и конуса заточки;
б — половина угла конуса заточки:
С увеличением межосевого расстояния h задний угол а возра-
стает, углы 2ф и ф уменьшаются.
Влияние остальных параметров заточки: Н, е, б, <т, фо — проти-
воположно влиянию h.
Существуют три типа конической заточки.
I тип, при котором вершина конуса заточки располагается впе-
реди вершины сверла, угол скрещивания о обычно принимается
20 или 45° (рис. 101, а).
II тип, при котором ось качания параллельна поверхности шли-
фовального круга и конус заточки превращается в круговой ци-
линдр (рис. 101,6).
III тип, при котором вершина конуса заточки располагается
позади вершины сверла, угол скрещивания выбирается в пределах
80-100° (рис. 101,в).
По мере приближения к оси сверла нормальный задний угол ал
возрастает при заточке I типа, остается постоянным при заточке
II типа и умень-
шается при заточке
III типа. Задний
угол а в цилиндри-
ческом сечении для
всех типов заточки
возрастает от пери-
ферии к центру
сверла.
Винтовая за-
точка — метод,
положенный в осно-
ву большинства оте-
чественных сверло-
заточных станков.
При этом методе
сверло совершает
три формообразую-
щих движения *
Рис. 102. Винтовая заточка сверла.
а — все движения приданы сверлу, б и в—движения
распределены между сверлом и кругом; 3 — движение
затылования. О —движение осциллкрования, В —вра-
щение сверла
(рис. 102): вращение вокруг своей оси и возвратно-поступательные
движения затылования и осциллирования, которые в большинстве
станков взаимно перпендикулярны.
* Формообразующими называются движения, влияющие на форму задней по-
верхности.
Различают две разновидности винтовой заточки: с заострением
и без заостроения 'поперечной кромки.
Из схемы последовательных положений сверла и круга при
винтовой заточке с заострением (рис. 103) видно, что в начальный
момент заточки ось сверла не выходит из контакта со шлифоваль-
ным кругом, а в конечный — находится за пределами угловой
кромки круга. Поперечная кромка сверла формируется угловой
кромкой шлифовального круга в тот момент, когда в ходе посту-
пательных движений ось сверла пересекает угловую кромку круга.
При дальнейшем движении угловая кромка круга заостряет попе-
речную кромку сверла.
Рис. 103. Положение сверла и круга при винтовой заточке:
а — исходное, б — формирование главной кромки, в — формирование
поперечной кромки, г—конечное перед отводом; КК — граница кон-
такта сверла с кругом (площадь контакта заштрихована), 3 и О —
движения затылования и оецнллирования шлифовального круга, В —
вращение сверла
Возвратно-поступательные движения выполняются под дейст-
вием дисковых и торцовых кулачков с равномерным подъемом
(архимедова спираль) или кулачков-эксцентриков.
При винтовой заточке без заострения ось сверла не выходит за
пределы угловой кромки круга. Образование поперечной кромки
возможно только при использовании двух эксцентриков, сдвинутых
по фазе (см. станок модели 3653, стр. 212).
Формообразующие движения при винтовой заточке кинемати-
чески так взаимосвязаны, что на один оборот сверла приходится по
два цикла возвратно-поступательных движений. Таким образом
обеспечивается непрерывное деление и шлифование обоих перьев
при каждом обороте сверла.
206
Одноплоскостная. заточка (рис. 104, а) применяется
главным образом для мелких сверл диаметром менее 3 мм. Задняя
поверхность каждого пера оформляется одной плоскостью. Для
того чтобы конец пера не упирался в дно просверливаемого отвер-
стия, задний угол в цилиндрическом сечении должен, как правило,
быть не менее 28—30°, что создает опасность выкрашивания глав-
ных кромок. Поперечная кромка сверла прямолинейна и перпенди-
кулярна к оси сверла.
Рнс. 104. Сверла, заточенные по плоскостям:
а — по одной, б — по одной с удалением затылочной части, в — по двум
Для одноплоскостной заточки на сверлах диаметром более 3 мм
при углах а=84-12о удаляют затылочную часть пера (рис. 140,6).
Двух плоскостная заточка (рис. 104, в) является ком-
бинированным методом, так как каждая из двух плоскостей, обра-
зующих заднюю поверхность пера, затачивается отдельно. Ребро
пересечения плоскостей проходит через ось сверла и обычно парал-
лельно главным кромкам. Поперечная кромка сверла состоит из
двух наклонных прямых с выступающей центральной точкой, кото-
рая улучшает работу сверла в начальный момент врезания и по-
вышает точность сверления.
Задний угол первой плоскости сц выбирается в зависимости от
обрабатываемого материала. Задний угол второй плоскости а2 при-
нимают в пределах 25—40°. Чем больше угол а2, тем меньше осевая
сила и выше точность сверления. Однако резкий наклон второй
плоскости уменьшает жесткость пера, ослабляет режущий клин и
ухудшает теплоотвод. При сверлении материалов средней и низ-
кой прочности сверла из быстрорежущей стали имеют угол
а2=354-40°. Быстрорежущие сверла при сверлении высокопрочных
207
материалов, а также твердосплавные сверла по всем материалам
имеют угол «2 = 254-30°.
Двухплоскостная заточка может производиться одним шлифо-
вальным кругом, тогда для перехода от заточки первой плоскости
ко второй следует повернуть сверло вокруг оси, совпадающей с реб-
ром пересечения плоскостей. На этом принципе работают ряд спе-
циальных станков и приспособлений для двухплоскостной заточки.
Двухплоскостная заточка может производиться и двумя круга-
ми, один из которых наклонен под углом щк и обрабатывает пер-
вую плоскость пера, а второй — под углом агх и обрабатывает вто-
рую плоскость. Каждое перо обрабатывается за один проход. На
такой схеме основаны наиболее современные станки для двухпло-
скостной заточки сверл.
§ 3. Технологический процесс заточки
Рассмотренные методы заточки сверл можно разделить на две
принципиально отличные группы: на методы, требующие определен
ной установки сверла и шлифовального круга вдоль линии их кон-
такта, и методы, допускающие произвольную их установку. Напри-
мер, при конической и плоскостной заточках положение сверла на
образующей шлифовального круга может быть произвольным, так
как оно не отражается на форме задней поверхности. При винтовой
заточке (см. рис. 103) положение оси сверла относительно угловой
кромки шлифовального круга (размер С) влияет на геометрические
параметры поперечной кромки и должно быть вполне определен-
ным.
Произвольность положения сверла на линии его контакта с кру-
гом при коническом, одно- и двухплоскостном методах позволяет
придавать кругу и сверлу свободное осциллирование вдоль линии
их контакта, что способствует равномерному износу круга.
Возможны три схемы удаления припуска при заточке сверла:
раздельная, попеременная и смешанная.
Раздельная заточка заключается в том, что заданный
припуск полностью удаляется сначала с одного, а затем с другого
пера. Деление происходит только один раз. Для предупреждения
биения кромок сверла, вызванного износом круга, правку и компен-
сацию износа выполняют дважды в цикле — перед окончанием об-
работки каждого пера.
При попеременной заточке деление выполняется после
каждого прохода и поэтому следующий проход приходится уже на
другое перо. Число делений (поворотов сверла на 180°) равно чис-
лу проходов, необходимых для удаления заданного припуска с
обоих перьев. Для винтового метода, при котором сверло непре-
рывно вращается, попеременная заточка перьев обеспечивается
кинематикой станка. Для остальных методов применение попере-
менной заточки невыгодно из-за большой потери времени на деле
ние.
При коническом, одноплоскостном и двухплоскостном методах
обычно применяют смешанную схему, при которой основная часть
припуска удаляется с перьев сверла, раздельно, а зачистные и вы-
хаживающие проходы выполняются попеременно. Такая схема
обеспечивает высокую производительность заточки сверла и незна-
чительное биение режущих кромок.
Качество заточки сверла в большой степени определяется пра-
вильностью выбора абразивных кругов и режимов шлифования.
Сверла из быстрорежущей стали следует затачивать и доводить
только с охлаждением.
Сверла, оснащенные твердосплавной пластинкой, чаще всего
затачиваются по двум поверхностям. Сперва затачивается затылоч-
ная поверхность с задним углом 25—30°. Эта операция выполняет-
ся кругами из зеленого карбида кремния. Затем алмазным кругом
обрабатывается участок твердосплавной пластинки, непосредствен-
но прилегающий к главной кромке.
Монолитные твердосплавные сверла можно сразу затачивать
алмазным кругом, если припуск не превышает 0,3—0,4 мм.
§ 4. Станки для заточки сверл
Серийно выпускаемые станки для переточки сверл основаны на
методах двухплоскостной и винтовой заточки и четырьмя моделями
охватывают широкий диапазон диаметров от 0,1 до 80 мм с углом
при вершине 70—140°:
Модель станка . ЗБ650 ЗЕ651 3653 3659М
Диаметр сверла, мм . 0,1—2 0,4—6 3—32 12—80
Полуавтомат модели ЗБ650 (рис. 105) предназначен для заточки
твердосплавных и быстрорежущих сверл диаметром от 0,1 до 2,0 мм.
Сверла затачиваются по двум плоскостям двумя шлифоваль-
ными кругами: алмазными— при заточке твердосплавных сверл и
эльборовыми — при заточке быстрорежущих сверл. Съем припуска
происходит за один проход.
Основные узлы станка (две шлифовальные бабки, бабка изде-
лия и стол) установлены на литой станине коробчатой формы с
углублением для ног на передней стенке. Справа и слева к станине
крепят поворотные столики для установки механизма ориентации
с бинокулярным микроскопом и укладки заготовок и заточенных
сверл.
Внутри станины находится насосная станция системы подачи
СОЖ. К задней стенке станины примыкают гидроагрегат с электро-
шкафом.
Сверло, хвостовик которого зажат в цанговой оправке 18, уста-
навливается в шпиндель /6 головки изделия 20 и опирается вблизи
вершины на люнетную втулку 13. Закрепленное на шпинделе зуб-
чатое колесо 15 служит для поворота сверла на 180° при делении
посредством поршень-рейки 14, масло к которой передается через
ось поворота 19 головки. На заднем конце оправки 18 закрепляется
ориентирующая втулка 17.
Стол 21 вместе с головкой изделия перемещается по роликовым
направляющим 22 под действием гидроцилиндра 23. Основание
стола монтируется на верхней плоскости станины 24. Для настрой-
ки угла сверла при вершине 2<р головка изделия поворачивается
вокруг оси 19, проходящей через вершину сверла, таким образом,
чтобы ось сверла составляла с направлением продольной подачи
угол (р.
Рис. 105. Полуавтомат модели ЗБ650
Обработка задней поверхности сверла ведется торцами двух
кругов формы АЧК, мимо которых -последовательно проходит свер-
ло. Один круг И обрабатывает первую, а другой 12 вторую пло-
скость того же пера. Оси шлифовальных кругов составляют с гори-
зонтальной плоскостью углы, равные нормальным задним углам
первой и второй плоскостей — алч и с^.
Для регулирования значения заднего угла шлифовальные шпин-
дели 7 и 8 закреплены в поворотных кронштейнах 10, оси поворота
которых проходят через вершину сверла. На поворотных кронштей-
нах установлены электродвигатели 9, передающие через сменные
210
шкивы плоскоременной передачи вращение на шлифовальные шпин-
дели. Смена шкивов производится при переходе с алмазных кругов
на металлической связке, работающих со скоростью 18 м/с, на
эльборовые круги на керамической связке, ведущих обработку при
скорости 40 м/с.
Каждое основание 6 поворотного кронштейна 10 смонтировано
на поперечных салазках 5, которые -получают установочное пере-
мещение от винтовой пары 3—4, приводимой в движение махович-
ком (на рис. не показан) через конические колеса 2—1 и пару пря-
мозубых колес. Перемещением шлифовальных бабок по поперечным
салазкам устанавливается величина снимаемого припуска, дости-
гается прохождение ребра пересечения плоскостей через ось сверла
и компенсация износа круга.
При настройке станка необходимо установить угол сверла при
вершине 2<р поворотом головки изделия и нормальные задние углы
первой и второй плоскостью адч и адт2 поворотом шлифовальных
шпинделей. Учитывая, что в чертежах чаще задается задний угол
в цилиндрическом сечении (по ленточке), нормальный задний угол
определяют расчетом по формуле:
К
tg «д’ = tg * sin cos <p,
где К — диаметр сердцевины или ориентировочно aw=a—Да, где
величина -поправки Да берется из табл. 37.
Таблица 37
Выбор величины поправки Да=а—ап
2?° KfD
0,15 0,20 0,25 | 0.30 0.35
90 11° 13° 15° 17° 19°
100 9° 11° 13° 15° 17°
118 7° 8’ О' 10° 11°
130 5е 6° 7° 8° 9°
140 3° 4’ 5° 6Э 7°
Заменив цангу в оправке и люнетную втулку, сверло закрепляют
хвостовиком в цанговую оправку и помещают в устройство для
ориентации, где ориентируют в осевом и угловом отношении при
помощи бинокулярного микроскопа. Достигнутая ориентация фик-
сируется ориентирующей втулкой, в паз которой входит штифт
ориентирующего устройства. Далее оправка со сверлом переносит-
ся в шпиндель головки изделия, где необходимое положение до-
стигается ориентирующей втулкой, торец которой прижимается к
торцу шпинделя, а паз надевается на штифт шпинделя. Режущие
кромки сверла при этом почти горизонтальны. Зажим оправки в
Шпинделе выполняется вручную при повороте.
Включают электродвигатели шлифовальных шпинделей, гидро-
агрегат и нажимают кнопку Пуск цикла. При этом стол совершает
211
Рис. 106. Полуавтомат модели
3653:
/ —головка изделия, 2— шлифоваль-
ная бабка, 3—маховик поперечной по-
дачи, 4 — маховик настройки величины
подачи, 5-—маховик набора припуска,
б — узел поворота головки изделия,
7 — шкала угла при вершине, 8 — ма-
ховик зажима. 9 — кнопка оецнллиро-
вания, 10 — кнопка затылования
ход в одну сторону, проходя последовательно мимо шлифовальных
кругов первой и второй плоскостей. Затем стол останавливается
и сверло, находящееся внутри второго шлифовального круга, со-
вершает поворот на 180° (деление) под действием поршень-рей-
ки 14. Затем стол совершает обратный ход, последовательно обра-
ватывая на другом пере вторую и первую плоскости. Заточенное
сверло проверяется на инструментальном микроскопе по парамет-
рам 2q?, aj и прохождению ребра пересечения через ось сверла. Не-
совпадение ребер пересечения не должно превышать 0,02 мм.
Полуавтомат модели ЗЕ651
для двухплоскостной заточки
сверл диаметром 0,4—6 мм по
конструкции и принципу работы
аналогичен станку модели ЗБ650.
Винтовая заточка сверл вы-
полняется на полуавтоматах мо-
делей 3653 и 3659М.
Полуавтомат модели 3653
(рис. 106) предназначен для за-
точки правых и левых быстроре-
жущих и твердосплавных сверл
диаметром от 3 до 32 мм (реко-
мендуемый диапазон 5—32 мм) с
углами 2<р= 70-т-160° и а=
= 84-28°, ступенчатых сверл с уг-
лом второй ступени от 60 до 180°,
причем твердосплавные инстру-
менты затачиваются алмазным
крутом.
Станок состоит из следующих
основных узлов: головки изделия
1 с механизмом винтовой заточ-
ки, узла закрепления сверла с ма-
ховичком зажима 8, шлифоваль-
ной бабки 2 с маховичком подво-
да шлифовального круга 3, меха-
низма привода, расположенного
в станине, с маховичками набора
припуска 5 и настройки величины
поперечной подачи 4, узла перевода сверла из рабочей позиции в
загрузочную 6.
Для установки сверла головку изделия при помощи рукоятки 7
поворачивают в загрузочную позицию, в которой оси сверла и кру-
га параллельны. Установив сверло в оправку, вводят его сзади в
отверстие патрона. На переднем конце головки имеется откидной
упор, ограничивающий осевое перемещение сверла и ориентирую-
щий его по одному из перьев. Сведение кулачков патрона и закреп-
ление сверла осуществляется маховичком 8.
Величина заднего утла зависит от настройки хода затылования
и осциллирования. На одинаковых шкалах затылования и осцилли-
рования нанесены цифры от 8 до 64 мм, означающие диаметр свер-
ла в миллиметрах. При установке по обеим шкалам при помощи
кнопок 10 и 9 значений, равных диаметру сверла, задний угол бу-
дет:
2<р, град
а, град.
70 90 118 140 160—180
16 14 12 10 8
Если шкалы затылования и осциллирования настроить на вели-
чину большую или меньшую, чем диаметр сверла, то задний угол
соответственно возрастает или уменьшается.
Для настройки угла наклона поперечной кромки сверла исполь-
зуют круговые шкалы, нанесенные на корпусе и шпинделе головки
изделия. Если в соответствии с заданным углом при вершине наст-
ройка выполнена по нулевой риске, то угол наклона будет равен:
2<р, град . 70 90 118 140 160
ф, град . 60 55 50 45 35
Указанные величины угла наклона достигаются только при вин-
товой заточке с заострением. Если угловая кромка шлифовального
круга не участвует в работе, т. е. поперечная кромка сверла не
заостряется, то углы наклона уменьшаются в среднем на 5°.
При настройке станка на заточку партии сверл, прежде чем пе-
ревести головку изделия из загрузочной позиции в рабочую, реко-
мендуется отвести шлифовальный круг при помощи маховичка 3
на достаточное расстояние. Затем переводят головку в рабочую
позицию до упора и настраивают заданный угол сверла при вер-
шине 2ф.
Маховичок настройки величины поперечной подачи 4 устанав-
ливается при грубой заточке на 6—8 деление, при получистовой на
4—5 и при чистовой на 2—3 деления. На маховичке 5 упор пере-
двигается на цифру, соответствующую заданной величине припу-
ска.
За -последовательным нажатие!М пусковых кнопок шлифовально-
го круга и изделия маховичок 5 поворачивают <по часовой стрелке
до упора и, продвинув его вперед, включают цикл обработки. При
заточке первого сверла в партии необходимо за маховик 3 подве-
сти шлифовальный круг к сверлу до касания.
После съема основной части припуска станок автоматически
снизит вдвое скорость вращения сверла, выполнит выхаживание,
отведет круг от сверла и остановится. Специальный механизм обес-
печивает остановку вращения шпинделя изделия в положении, удоб-
ном для ориентации следующего сверла.
Монолитные твердосплавные сверла затачиваются алмазным
кругом. Сверла, оснащенные пластинками твердого сплава, зата-
чиваются в две операции: с задним углом 20—24° по корпусу и пла-
стинке кругом из зеленого карбида кремния, затем с «=84-12°
только по пластинке алмазным кругом.
§ 5. Подточка сверл
Улучшение работоспособности сверла, стойкости и точности
сверления может быть достигнуто путем подточки главных и попе-
речной хромок, а также ленточек.
Поперечную кромку необходимо подтачивать у всех сверл, пред-
назначенных для обработки высокопрочных материалов, у твердо-
сплавных сверл, а также у сверл, имеющих диаметр сердцевины
0,18£>. У сверл с более тонкой сердцевиной, работающих по
материалам средней и низкой прочности, поперечная кромка может
не подтачиваться после винтовой заточки с заострением или двух-
плоскостной заточки.
Рис. 107. Типы подточки поперечной кромки сверла:
л — со стружкоотводящей канавкой, б —с увеличением передних уг-
лов на поперечной кромке, в — с увеличением передних углов на по-
перечной кромке и срезанием затылочной части пера, г —со срезанием
части поперечной кромки, д— со срезанием части поперечной кромки
и подточки главных кромок, е — с прорезкой поперечной кромки
Применяется пять основных разновидностей подточки, улучшаю-
щих условия работы поперечной кромки сверла.
В .первом случае стружкоотводящая канавка на передней по-
верхности поперечной кромки (рис. 107, а) образуется кругом ра-
диусной формы, причем канавка касается поперечной кромки
только в крайней ее точке.
Такая подточка рекомендуется для большинства встречающих-
ся на практике случаев сверления, не требует высокой точности
исполнения и дает небольшой расход круга.
Подточка, показанная на рис. 107, б, отличается тем, что струж-
коотводящая канавка проходит непосредственно через поперечную
214
кромку, что дает увеличение передних углов на поперечной
кромке с —50° до —(20-j-30°).
Следующая разновидность подточки (рис. 107, в) отличается
применением более простой формы круга. При этом, однако, сре-
зается затылочная часть пера и режущий клин пера ослабляется.
Для подточек типа бив требуется более квалифицированная
наладка, высокая точность исполнения; расход круга выше, чем
при подточке а. Эти подточки применяются для сверления лег-
кообрабатываемых материалов, для глубокого сверления.
Далее идут два типа подточек (рис. 107, г, д), «при которых попе-
речная кромка, образованная при заточке задних поверхностей,
частично срезается и заменяется новой кромкой, имеющей другие
передние углы и угол наклона. Подточка типа г наиболее распро-
странена на практике, но рекомендуется для сверления на глубину
не более 3D. Подточка типа д применяется в тех случаях, когда
принятые углы наклона винтовых канавок сверла приводят к обра-
зованию на главных кромках передних углов, не соответствующих
условиям резания, т. е. когда их необходимо дополнительно приту-
пить или заострить.
Подточка типа е на рис. 107, е (подточка Жирова) является
дальнейшим развитием предыдущих подточек и приводит к полному
срезанию первоначальной поперечной кромки. Такая подточка ис-
пользуется для сверления чугуна.
Обязательным требованием, предъявляемым к операции подточ-
ки, является симметричность ее выполнения на обоих перьях, что
может быть достигнуто только в специальных приспособлениях или
станках.
§ 6. Контроль сверл после заточки
Сверло считается правильно заточенным, если удалены следы
затупления, на заточенной поверхности нет прижогов или трещин,
шероховатость задних поверхностей находится в пределах
7—8 класса для быстрорежущих сверл и 8—9 класса для сверл,
оснащенных пластинками из твердого сплава, должны отсутствовать
заусенцы и выкрашивания режущих кромок. Геометрические пара-
метры 2ср, а, V следует выполнять с необходимой точностью, биение
главных кромок должно находиться в установленных пределах,
спад задней поверхности должен предупреждать затирание заты-
лочной части пера.
Отсутствие прижогов и трещин выявляется визуально как со
стороны задней поверхности сверла, так и в канавке возле режущих
кромок.
Шероховатость задних поверхностей определяется по сравнению
с эталонами или измерением шероховатости на приборе МИС-11.
Углы сверла измеряют при помощи универсального угломера,
комбинированного или простых шаблонов, а также на инструмен-
тальном микроскопе.
216
Принцип использования универсального угломера и комбиниро-
ванного шаблона показан на рис. 108 и 109.
Для получения высокой стойкости сверла и точных отверстий
задние поверхности перьев должны быть заточены симметрично.
Это включает в себя равенство углов 2<р и а, незначительное бие-
ние главных кромок.
Наиболее характерной считается величина биения, измеренная
посередине главных режущих кромок. Эта величина должна быть:
для сверл диаметром до 6 мм не более 0,05 мм;
для сверл диаметром св. 6 до 10 мм не более 0,10 мм;
для сверл диаметром св. 10 мм не более 0,20 мм.
Для определения симметричности заточки сверл диаметром свы-
ше 6 мм удобно пользоваться прибором конструкции ВНИИ. При-
бор позволяет одновременно контролировать углы <pi, ф2 и среднее
осевое биение режущих кромок.
Контрольные вопросы
1. Сколько режущих кромок имеет спиральное сверло?
2. Для чего канавки спирального сверла делают винтовыми?
3. Что такое спад задней поверхности?
4. Какой вид износа у сверл является лимитирующим?
5. Как располагается ось качания относительно оси сверла при конической
заточке? Как меняется величина заднего угла при увеличении расстояния между
этими осями? Чем отличаются типы конической заточки?
Какие формообразующие движения имеют сверло и шлифовальный круг
при винтовой заточке? В какой момент винтовой заточки образуется поперечная
кромка сверла?
6. В чем заключаются преимущества двухплоскостной заточки перед одно-
плоскостной?
7. Какие возможны схемы удаления припуска при заточке? Их достоинства
и недостатки.
8. По какому методу заточки работает станок модели 3653? Какие виды
сверл можно затачивать на этом станке? Какие последовательные этапы вклю-
чает в себя автоматический цикл заточки на этом станке?
9. Какие разновидности подточки сверл и для каких случаев применяются
на практике?
10. Какие параметры и какими контрольными приборами измеряются у
сверла после заточки?
ГЛАВА XIV
ЗАТОЧКА ЗЕНКЕРОВ И РАЗВЕРТОК
§ 1. Типы зенкеров и разверток, их конструктивные
и геометрические особенности
Зенкерование и развертывание являются операциями, непосред-
ственно следующими за сверлением с целью повышения точности
и шероховатости обработки отверстия. Зенкерование дает отвер-
стия 4—5-го классов точности с шероховатостью поверхности
4—5-го классов, а развертывание позволяет достигнуть 2—3-го
классов точности и 6—7-го классов шероховатости.
Припуск на диаметр под зенкерование и развертывание обычно
равен соответственно 1—2 мм и 0,1—0,3 мм.
Зенкеры (рис. 110) бывают хвостовыми или насадными,
цельными или со вставными зубьями, быстрорежущими или с пла-
стинками из твердого сплава.
Рис. 110. Зенкеры:
а — цельный хвостовой, б — оснащенный пластинками из
твердого сплава, насадной, в — сборный со вставными но-
жами, оснащенными пластинками из твердого сплава, на-
садной
Цельный хвостовой зенкер напоминает сверло, но, имея большее
число зубьев — три или четыре и увеличенный диаметр сердцевины,
зенкер обеспечивает себе лучшее направление в отверстии, повы-
шенную чистоту обработки и исправление погрешностей формы от-
верстия.
Главный угол в плане режущих кромок в большинстве случаев
равен <р=60°. У быстрорежущих зенкеров, работающих по стали, и
всех твердосплавных зенкеров рекомендуется создавать переходную
кромку с утлом <pi = 30° и длиной 0,3—1 мм.
Геометрические параметры режущей части задаются обычно в
218
сечении плоскостью, перпендикулярной к проекции режущей кром-
ки на осевую плоскость зенкера. Передний угол выбирается в зави-
симости от свойств обрабатываемого материала: для стали 8—12е,
чугуна 6—10°, легких и цветных металлов 25—30°. Задний угол при-
нимают равным 8—10°. Для правильной работы зенкера необхо-
димо, чтобы биение главных кромок не превышало 0,05—0,06 мм.
Угол наклона канавок к оси инструмента принимают в пределах
(0=104-20°.
Зенкеры диаметром 10—32 мм делают хвостовыми, а диаметром
25—80 мм — насадными.
Примение зенкеров, оснащенных пластинками твердого сплава,
позволяет значительно повысить производительность обработки.
Пластинки твердого сплава могут напаиваться непосредственно в
корпус зенкера или на вставной нож. Применение сборных конст-
рукций дает возможность замены зубьев в случае их поломки, вос-
становления и регулирования размера зенкера и многократного ис-
пользования корпуса. Во избежание выкрашивания твердого спла-
ва на передней поверхности твердого сплава зачастую вводится от-
рицательная фаска (у= —10°; /=0,24-0,3 мм). Задняя поверхность
режущей и калибрующей части зенкера, оснащенного твердым
сплавом, выполняется .под двумя углами.
Развертки (рис. 111) бывают ручными или машинными,
хвостовыми или насадными, цельными или сборными из стали (ле-
гированной, быстрорежущей) или с пластинками из твердого
сплава.
Ручные развертки, используемые при слесарных работах, отли-
чаются малым углом в плане <р=14-2° и большой длиной режущей
части. Эти развертки изготовляют обычно из стали 9ХС.
Машинные развертки используются при работе на токарных,
револьверных и сверлильных станках. Угол в плане на режущей
части равен ф= 15° для вязких металлов и ф=5° для хрупких метал-
лов. На переднем конце режущей части снимается заходная фаска
под углом 45°, для направления развертки в отверстии, предохра-
нения зубьев от выкрашивания в момент входа в отверстие и сня-
тия завышенного припуска.
Калибрующая часть развертки служит для калибрования и за-
чистки отверстия и направления развертки при обработке. Зубья
на калибрующей части имеют цилиндрическую ленточку, требую-
щую очень тщательной доводки.
Для предупреждения огранки отверстия зубья развертки имеют
неравномерную разбивку, поэтому заточка разверток в делитель-
ных приспособлениях невозможна.
Передний угол у у разверток обычно равен нулю и только у чер-
новых разверток или при обработке особо вязких материалов
у=54-10°. Задний угол на режущей части а=8°. Развертки, осна-
щенные твердым сплавом, затачивают по задней поверхности под
Двумя задними углами а = 8 и ai= 15°.
На рис. 111,в показан чертеж развертки с кольцевой заточкой.
Рабочая часть состоит из калибрующей части и нескольких коль-
219
цевых уступов, служащих для снятия припуска и направления раз-
вертки в начале работы.
Износ зенкеров и разверток (рис. 112) протекает по
задним поверхностям, по передним поверхностям с образованием
лунки и по ленточке с образованием поперечных проточин.
Лимитирующим износом зенкера, определяющим наибольшее
допустимое количество переточек, является износ по ленточке. Оп-
тимальным считается Ад = (0,03—0,04) £>. Величина припуска по
длине зуба при переточке равна Л=АЛ+А, где А=0,08—0,10 мм.
Величина допустимого износа разверток определяется уменьше-
нием точности размеров отверстия, поэтому нельзя допускать зна-
чительного износа разверток. Величина стачивания по длине зуба
за одну переточку равна:
Диаметр
развертки,
мм . . . 3 5 10
Величина
стачивания,
мм . . . 0,5 0.6 0,7
15 20 25—30 35—40 45—50
0,8 0,9 1,0 1,1 1,2
Рис. 111. Развертки:
о —ручная цельная хвостовая, б — машинная цельная хвостовая, в —
машинная цельная насадная с кольцевой заточкой, г — машинная сборная
со вставными ножами, оснащенными пластинками пз твердого сплава
Рис. 112. Износ развертки из быстрорежущей стали:
а — ло задней поверхности, б — по передней поверхности, е - по ленточке
§ 2. Технологический процесс заточки
Зенкеры и развертки затачиваются, как правило, на универсаль-
но-заточном станке. Операции по заточке и доводке передних, зад-
них поверхностей и ленточек на калибрующей части, а также зад-
них поверхностей на режущей части при угле в плане <р^45° про-
изводятся в центрах, причем насадной инструмент предварительно
закрепляется на оправке. Заточка и доводка задних поверхностей
зубьев зенкеров на режущей части с углом $^60° выполняются в
двух или трехповоротных головках при консольном закреплении
инструмента с базированием на конический хвостовик.
При изготовлении инструмента заточка передней поверхности
имеет целью снять окалину и обезуглероженный слой, придать пе-
редней поверхности необходимые геометрические параметры и ше-
роховатость поверхности. При переточке передняя поверхность
подвергается обработке (чаще всего доводке) только в случае ее
износа или повреждения.
Передняя поверхность зуба зенкеров или развертки затачивает-
ся кругом тарельчатой формы, причем для инструментов с прямыми
зубьями используется торцовая сторона круга (рис. 113, о) а вин-
товые зубья обрабатываются конической стороной (рис. 113, б). Для
радиальной установки рабочей поверхности круга пользуются спе-
циальным шаблоном.
При заточке инструмента с винтовым зубом угол между осями
шлифовального круга и инструмента должен составлять о=90°—to;
о) — угол наклона зубьев.
Припуск по передней поверхности составляет в среднем при за-
точке зенкеров 0,2 м,м, разверток 0,15 мм, а при доводке
0,03—0,05 мм.
Заточку передних поверхностей зенкеров и разверток выпол-
няют в центрах без делительных приспособлений, прижимая вруч-
ную зуб инструмента к кругу. Равномерность съема металла с каж-
дого зуба зависит от квалификации заточника.
ft
Установка шлифовального
заточке передней поверхно-
сти инструмента:
О)
Рис. 113.
круга при
а — с прямым зубом при у=0, б — с вин-
товым зубом при у=0, в — с винтовым
зубом при у<0
Для выбора шлифовальных
кругов можно использовать
данные табл. 28.
При изготовлении зенкеров
и разверток вслед за заточкой
передней поверхности следуют
операции шлифования ленто-
чек и заточки задней поверхно-
сти на калибрующей части.
Шлифование ленточки пред-
почтительно выполнять на
кр углошлифовальном станке,
хотя эта операция может про-
водиться и на универсально-
заточном станке с использова-
нием приводной бабки.
Заточка задней поверхно-
сти на калибрующей части
производится в центрах на
универсально-заточном станке.
Ось центров располагается па-
раллельно направлению продольной подачи стола, а вершина зуба
с помощью упорки устанавливается ниже горизонтальной осевой
плоскости инструмента на некоторую величину hi
h = ~ .sinо,.,
где ат — задний угол в торцовом сечении, который для инструмента
с винтовым зубом tg ат = tg on • cos £0, а для прямозубого инструмен-
та 01 = 0?/.
Заданная величина смещения упорки на станке устанавливается
с помощью штангенрейсмаса.
При заточке инструмента с прямым зубом упорка используется
только для деления. Упорка закрепляется на столе станка и в про-
цессе заточки перемещается вместе с инструментом. Упорка уста-
навливается в любом месте по длине калибрующей части таким об-
разом, чтобы ее опорное лезвие касалось передней поверхности за-
тачиваемого зуба как можно ближе к режущей кромке (не далее
0,5 мм). Затачиваемый зуб прижимается к у порке вручную.
При заточке инструмента с винтовым зубом упорка служит как
для деления, так и для придания инструменту винтового движения.
Упорка закрепляется на заточной головке и в процессе заточки
инструмент перемещается относительно ее. Опорное лезвие упорки
наклоняют так, чтобы оно составляло с осью инструмента угол ш.
Величина смещения упорки устанавливается по средней точке опор-
222
ного лезвия, которое может быть прямолинейным длиной 3—5 мм
или криволинейным.
Задние поверхности затачиваются торцом круга формы кониче-
ской чашки при одном из двух вариантов правки. В первом вариан-
те (рис. 114, а) круг поднутряется на угол 20—25° с таким расчетом,
чтобы на торце осталась только узкая рабочая ленточка шириной
2—3 мм. Тем самым уменьшается зона контакта круга с затачивае-
мым зубом и снижается опасность прижогов. Ось круга разворачи-
вают на угол 1—3°, чтобы в работе участвовала только одна сторо-
на круга.
половину толщины
Во втором варианте (рис. 114,6) торец круга заправляется под
двумя конусами, каждый из которых занимает
стенки круга. Образу-
ющая внутреннего не-
рабочего конуса состав-
ляет с торцовой ’.ПЛО-
СКОСТЬЮ угол 30—35°, а
образующая наружно-
го рабочего конуса —
15°. При заточке ось
круга развернута на
15*. Такая заправка
круга также снижает
опасность прижогов.
Задние поверхно-
сти зубьев на режущей
части затачиваются так
же, как на калибрую-
щей. Отличия заклю-
чаются в том, что верх-
няя часть стола пово-
рачивается на угол за-
борного конуса (р, ве-
личина смещения упор-
ки рассчитывается по
среднему диаметру ре-
жущей части, зубья
остро затачиваются.
После заточки биение
режущих кромок про-
веряется индикатором.
б)
Рис. 114. Форма заправки шлифовального круга
для заточки задних поверхностей инструмента при
работе:
а —торцом круга, б —тупым конусом
О
Быстрорежущие развертки доводятся мелкозернистыми алмаз-
ными кругами на бакелитовой связке. Приемы и методы доводки
такие же, как при заточке.
У зенкера и развертки, оснащенных твердым сплавом, затачи-
ваются следующие поверхности:
передние поверхности (по пластине);
ленточки на калибрующей части (по пластине);
223
затылочные поверхности на калибрующей части (по корпусу
и пластине одновременно);
задние .поверхности на калибрующей части (по пластине);
затылочные поверхности на режущей части (по корпусу и пла-
стине одновременно);
задние поверхности на режущей части (по пластине).
Одновременная заточка по корпусу и пластине ведется кругами
из зеленого карбида -кремния. Заточка только по .пластине выпол-
няется алмазными кругами. При этом стремятся к тому, чтобы ал-
мазный круг не касался стального корпуса.
§ 3. Контроль инструмента после заточки
После заточки зенкер или развертку визуально осматривают для
выявления трещин, прижогов, выкрашивания и других дефектов.
Шероховатость заточенной поверхности определяется по эталонам
или на приборе МИС-11.
Контролю подлежат следующие геометрические параметры: угол
в плане ср, длина режущей части, ее биение и задний угол на ней.
Для контроля используют универсальные измерительные средства
и шаблоны (рис. 115). Зенкеры и развертки диаметром менее 5 мм
измеряют на инструментальном микроскопе так же, как и сверла.
При измерении заднего угла универсальным угломером и шабло-
ном, а также на инструментальном микроскопе определяют сначала
задний угол в осевом сечении а0, а затем пересчетом находят задан-
ный чертежом угол в нормальном сечении:
tg«A=tg aoshl <р.
Маятниковый утломер позволяет сразу определять нормальный
задний угол. Для правильного измерения режущая кромка инстру-
мента должна находиться в горизонтальной осевой плоскости.
При контроле параметров на инструментальном микроскопе ин-
струмент устанавливается на призму или в центра.
Контрольные вопросы
1. Чему равен припуск на зенкерование и развертывание?
2. Чему равен угол заборного конуса у зенкеров и разверток? Чем отлича-
ется кольцевая заточка разверток?
3. В каком порядке затачиваются поверхности зенкеров и разверток?
4. Какую форму имеет рабочая поверхность шлифовального круга при за-
точке передних поверхностей инструмента с прямым и винтовым зубьями?
5. Какую форму имеет шлифовальный круг при заточке задних поверхностей
инструмента и как он заправляется?
6. Чем отличается установка упорки при заточке инструмента с прямым
и винтовым зубьями?
7. Какие поверхности затачиваются у зенкера и развертки, оснащенных
твердым сплавом?
Рис. 115. Контроль параметров заточки зенкеров и разверток:
угла в плане универсальным угломером и шаблоном, б —заднего угла универсальным угломером и шаблоном, в — заднего
z угла маятниковым угломером
ГЛАВА XV
ЗАТОЧКА ФРЕЗ
§ 1. Типы фрез, их конструктивные и геометрические
особенности
Фреза — многозубый инструмент, представляющий собой тело
вращения, на образующей поверхности которого или на торце
имеются режущие зубья. Фрезы применяют для обработки плоско-
стей, пазов, фасонных поверхностей, тел вращения, а также для
разрезания материалов (пилы) и для изготовления резьбы (резьбо-
вые фрезы) и зубчатых колес (зуборезные фрезы).
В зависимости от конструкции зубьев фрезы подразделяют на
фрезы с остроконечными (острозаточенными) и с затылованными
зубьями.
На практике применяют три типа остроконечных зубьев
(рис. 116). Общим для всех типов остроконечных зубьев является
то, что часть задней поверхности (шириной f), непосредственно
прилегающая к режущей кромке, является плоскостью.
Рис. 116. Типы остроконечных зубьев:
а — трапецеидальный, б — параболический, в — усиленный
Фасонные фрезы затачивать по задней поверхности очень слож-
но. Затачивать эти фрезы только по передней поверхности при тех
формах задней поверхности, которые приняты для остроконечных
фрез, нельзя, так как в этом случае после каждой переточки будут
изменяться задний угол и профиль.
Для сохранения профиля фрезы при переточке ее по передней
поверхности задняя поверхность зуба оформляется по определенной
кривой, которая должна обеспечить постоянство высоты профиля в
любом сечении по радиусу и заднего утла (рис. 117). В этом случае
фрезы называются затылованными.
В качестве кривой затылования принята архимедова спираль,
которая наиболее удобна для производства фрез.
Затылование осуществляется на токарно-затыловочном станке.
По мере равномерного вращения фрезы резец равномерно поступа-
226
тельно продвигается к центру детали от кулачка. Величина затыло-
вания определяет продвижение резца. Зная задний угол, диаметр D
и число зубьев г фрезы, можно определить величину затылова-
ния К:
К = — -tga.
Z
В зависимости от расположения зубьев относительно оси фрезы
они подразделяются на:
цилиндрические фрезы с зубьями на цилиндрической поверхно-
сти (рис. 118, а);
Рис. 117. Затылованный зуб:
а — кривая затылования, б — схема затылования
торцовые фрезы с зубьями на торцовой поверхности (рис. 118, б);
дисковые трехсторонние и двусторонние фрезы с зубьями на ци-
линдрической и торцовой (с одной или двух сторон) поверхностях
(рис. 118, в);
угловые фрезы с зубьями на конической поверхности;
фасонные фрезы с зубьями, расположенными на поверхности с
•криволинейной образующей.
Наиболее распространенными типами фрез являются фрезы с
расположением зубьев как на периферии (цилиндре, конусе), так
и на одном или двух торцах.
В зависимости от формы зубьев фрезы бывают с прямыми, угло-
выми и винтовыми зубьями. В зависимости от конструкции инстру-
мента фрезы могут быть:
цельные с зубьями, сделанными за одно целое с корпусом
(см. рис. 118, д);
фрезы сборные со вставными зубьями (см. рис. 118, б);
227
Рис. 118. Типы фрез:
а — цилиндрические цельные, б — торцовые сборные, в — трехсторон-
ние сборные, г — концевые
фрезы составные, состоящие из двух одинаковых частей, напри-
мер пазовые, или из двух половинок и прокладки между ними для
восстановления первоначального размера фрезы после износа;
фрезы комплектные, состоящие из нескольких отдельных фрез
и предназначенные для одновременной обработки нескольких по-
верхностей.
В зависимости от способа крепления фрезы бывают насадные с
отверстием для насаждения на оправку и концевые с цилиндриче-
ским хвостовиком.
Каждый зуб фрезы можно рассматривать как отдельный резец.
Задний угол а зависит от характера обработки и назначе-
ния фрезы. Для фрез с мелкими зубьями, предназначенных для сня-
тия небольшого слоя металла, угол а принимается равным 16°, для
фрез с крупным зубом — 12°. Для фрез пазовых, концевых и угло-
вых а=20°, а для шлицевых составляет 30°.
Задний угол на вспомогательной режущей кромке си принимает-
ся в пределах 4—8°.
Фрезы, оснащенные пластинками твердого сплава, имеют раз-
личные задние углы по пластинке и державке. Чаще всего задний
угол по державке на 5° больше, чем по пластинке.
Передний угол удг выбирается в зависимости от физико-
механических свойств обрабатываемого материала (табл. 38).
Т а блица 38
Значения переднего угла Т^. град
Обрабатываемый материал Материал режущей части фрез
б ыстрорежуща я сталь | твердый сплав
Сталь Пир до 60 кгс/мм2 20 15
» оВр = 50—100 кгс/мм2 15 +5ч—5
» Овр св. 100 кгс/мм2 12—10 —10ч—15
Чугун 5—15 +5-5—5
Главный угол в плане <р наиболее часто принимается
равным 60° (при фрезеровании на проход).
Для упрочнения вершины зуба у торцовых твердосплавных фрез
делается обычно переходная кромка /=1Ч-2 мм, направленная под
углом <РО =
Угол наклона режущей кромки к для торцовых, ди-
сковых дву- и трехсторонних фрез принимается равным 5—15°. Для
цилиндрических и концевых фрез угол к соответствует углу наклона
винтового зуба (см. рис. 118, а). Для этих фрез угол а=30+-45°.
Фрезы отрезные или круглые пилы предназначаются для разре-
зания прутков разного профиля. Они изготовляются монолитными
и сборными со ‘вставными зубьями илн сегментами.
Монолитные пилы имеют диаметр от 63 до 250 мм и толщину от
1 до 5 мм. Для уменьшения трения и облегчения работы пилы из-
готовляют с углом поднутрения <pi в пределах 15—30°. Поднутрение
может распространяться до отверстия (рис. 119, а) или может быть
сделано на небольшом участке (рис. 119, б).
Для повышения .прочности зубьев применяют ступенчатую заточ-
ку, которая выполняется в различных вариантах. Например, фаска
под углом 45° снимается поочередно у двух следуемых друг за дру-
гом зубьев то слева, то справа (рис. 119, в).
Пилы диаметром более 250 мм делают сборными. Наибольшее
распространение получили сборные пилы с приклепанными сегмен-
тами (рис. 120, а) из быстрорежущей стали.
Зуб сегмента имеет криволинейную форму (рис. 120,6). Перед-
ний угол выбирается в зависимости от обрабатываемого материала
в пределах 0—25°. Для иил, выпускаемых инструментальными заво-
дами, передний угол принят равным у=20°. Задний угол
а = 124-16°.
Для облегчения работы соседние зубья сегмента имеют различ-
ную форму заточки. Для одного зуба затачиваются по бокам сим-
метрично фаски под углом 45° на длине, равной 7з толщины сегмен-
та. Другой зуб делается ниже на величину (7=0,54-0,8 мм. Такая
заточка производится после сборки сегментов. Поэтому запасные
сегменты поставляются потребителю без заточки.
Износ фрез происходит в основном по задней поверхности
зубьев. Торцовые, дисковые и отрезные фрезы изнашиваются по
задним поверхностям главной и переходной режущим кромкам —
по уголкам фрез. Износ фрез по передней поверхности незначи-
телен.
Фрезы с остроконечными зубьями затачиваются по задним по-
верхностям главной и вспомогательной режущих кромок, а фрезы с
затылованным зубом —по передней поверхности. Фрезы отрезные
и прорезные затачиваются по передней и задней поверхностям.
Средние значения величины стачивания за одну переточку приве-
дены в табл. 39.
230
Таблица 39
Припуск на заточку фрез
Наименование инструмента Величина стачивания за одну пере- точку, мм
Фрезы цельные из быстрорежущей слали Цилиндрические Концевые Дисковые Угловые О/—0,6 0,2-0,3 0,3-0,5 0,25
Фрезы со вставными ножами Торцовые Быстрорежущие Твердосплавные 0,4—0,6 0,6-0,9
Дисковые Быстрорежущие Твердосплавные 0,4-0,7 0,5-0,7
Фрезы шпоночные Быстрорежущие Твердосплавные 0,4-0,6 0,5—0,7
Фрезы с затылованным зубом Пазовые Фасонные 0,4—0,5 1,0
Пилы круглые 0 60—200 | 0,4—0,5
231
§ 2. Технологический процесс заточки
Большинство типов фрез затачивается чаще всего на универ-
сально-заточном станке. Для заточки торцовых фрез и круглых лил
используются специальные заточные станки.
Заточка и доводка передних и задних поверхностей зубьев, рас-
положенных на цилиндрической части фрезы, производятся на уни-
версально-заточном станке в центрах, причем насадной инструмент
предварительно закрепляется на оправке. Операции по заточке
и доводке передних и задних поверхностей торцовых зубьев выпол-
няются при установке фрезы в большой или малой универсальных
головках. Концевые фрезы базируются в головке на конический хво-
Рис. 121. Схема заточки
передней поверхности
винтового зуба
стовик, а насадные фрезы устанавлива-
ются при помощи конической оправки в
центрах.
Передняя поверхность винтового зуба
фрез затачивается конической стороной
тарельчатого крута (рис. 121). Если за-
точка производится плоской торцовой по-
. верхностью круга, то срезается часть ре-
жущей кромки зуба фрезы. Передняя по-
верхность прямых зубьев затачивается
торцом круга тарельчатой или чашечной
формы.
При заточке фрез с передним углом
у=0 рабочая поверхность круга должна
располагаться в осевой плоскости (по
радиусу) фрезы (рис. 122,а). Для такой
установки круга применяют специальные
шаблоны.
Если передний угол не равен нулю, то
круг необходимо сместить от радиального расположения на вели-
чину h (рис. 122, б).
При заточке торцом круга:
h = — sin y
2
где D — наружный диаметр фрезы; у — передний угол.
При заточке конической стороной круга:
h = DsInj
2 cos р*
где р — угол заправки круга.
При заточке инструмента с винтовым зубом угол между осями
шлифовального круга и фрезы должен составлять в = 90°—w,
где со — угол поворота заточной головки.
Заточку передних поверхностей цилиндрического зуба, как пра-
вило, выполняют в центрах, прижимая вручную зуб инструмента к
232
кругу. Равномерность съема металла с каждого зуба зависит от
квалификации заточника.
Заточка задней поверхности цилиндрического зуба производится
в центрах на универсально-заточном станке чашечными или диско-
выми -кругами.
При заточке фрез дисковым шлифовальным крутом (рис. 123, а)
необходимо его ось сместить относительно оси фрезы на величи-
ну Н.
Рис. 123. Схема заточки задней по-
верхности зуба фрезы:
а — дисковым кругом, б — чашечным
кругом
Рис. 124. Приспособление для заточки торцо-
вых фрез
При заточке задней поверхности зуба торцовой поверхностью
чашечного круга фрезу поворачивают вокруг своей оси на угол а
так, чтобы вершина зуба располагалась ниже оси фрезы на вели-
чину Н (рис. 123,6). Зуб фрезы устанавливается с помощью упор-
ки, опорное лезвие которой должно касаться передней поверхности
зуба как можно ближе к режущей кроме (не далее 0,5 мм). При за-
точке инструмента с прямым зубом упорка закрепляется на столе
станка и в процессе заточки -перемещается вместе с инструментом.
Затачиваемый зуб прижимается к упорке вручную.
При заточке фрез с винтовым зубом упорка служит как для его
установки, так и для придания инструменту винтового движения.
Упорка закрепляется на заточной головке, и в процессе заточки
фреза перемещается относительно нее. Опорное лезвие упорки на-
клоняют так, чтобы она составляла с осью фрезы угол со.
Передние и задние поверхности зубьев, расположенные на торце
фрезы, затачиваются в трехповоротной головке.
Задние поверхности зубьев торцовых фрез затачиваются торцо-
вой плоскостью чашечного круга.
Торцовые фрезы диаметром от 130 до 400 мм затачиваются по
торцу, периферии и угловым кромкам на универсально-заточном
станке в специальном приспособлении П21 (рис. 124).
Следует отметить, что подача на глубину шлифования при за-
точке фрез производится на каждый оборот фрезы, т. е. после за-
точки всех зубьев. В этом случае величина съема с каждого зуба
. при первом обороте фрезы будет различна, так как фреза имеет
радиальное биение. Поэтому начинать заточку следует с наиболее
выступающего зуба, который находят с помощью индикатора.
Рис.
а — по
125. Заточка фасонных затылованных фрез:
упорке, б —с применением делительного диска
Кроме того, величина съема при заточке последнего зуба будет
меньше, чем при заточке первого зуба, на величину линейного изно-
са круга.
В случае заточки фрез абразивными кругами, особенно твердо-
сплавных фрез кругами КЗ, износ круга за время обработки всех
зубьев достаточно велик, что может привести к значительному би-
ению зубьев. Для уменьшения биения необходимо после съема при-
пуска сделать несколько выхаживающих (без подачи) оборотов
фрезы. После заточки следует проверить биение фрезы, не снимая
ее со станка.
Фасонные затылованные фрезы затачиваются только по перед-
ней поверхности. Эта операция может выполняться с использовани-
ем упорки или делительного диска.
234
При заточке с применением упорки фреза J закрепляется на оп-
равке 2, которая устанавливается в центрах передней и задней ба-
бок универсально-заточного станка (рис. 125, а). Конец упорки 3
упирается в спинку затачиваемого зуба. Упорка должна пружинить
только в сторону поворота фрезы для заточки следующего зуба.
Подача фрезы на глубину шлифования осуществляется поворо-
том фрезы вокруг ее оси путем поперечного перемещения упорки.
В этом случае глубина шлифования получается переменной по вы-
соте зуба. Такой способ подачи обеспечивает правильное положение
передней поверхности зуба фрезы относительно ее центра.
Рис. 126. Приспособление конструкции завода «Фрезер»
для заточки фасонных фрез по задней поверхности
Заточка с использованием делительного диска обеспечивает ми-
нимальное биение зубьев (рис. 125, б). Оправка 1 с фрезой 2 уста-
навливается в центрах задней бабки 3 и передней бабки 4 с дели-
тельным диском 5, число зубьев которого равно или кратно числу
зубьев фрезы. Подача фрезы на глубину шлифования осуществляет-
ся поворотом делительного диска вокруг оси его посредством двух
винтов 6.
Для заточки задней поверхности фасонных острозаточенных
фрез с выпуклым или вогнутым профилем можно применять при-
способление завода «Фрезер» (рис. 126).
Принцип работы приспособления заключается в следующем. Ко-
пир 6, имеющий точную форму зуба фрезы, обкатывается по плос-
кой линейке 8. При этом фреза 5, жестко связанная с поворотным
кругом 7, на котором укреплен копир, повторяет движение обкаты-
вания, касаясь образующей шлифовального круга 2. Обкатывание
складывается из двух движений: вращательного, которое совер-
шается вручную поворотом рукоятки 4 вокруг оси 5, и поступа-
тельного, осуществляемого пружинами /, прижимающими копир 6
к линейке 8.
235
Задний угол получается установкой вершины зуба ниже или вы-
ше горизонтальной плоскости, проходящей через ось фрезы.
Порядок операций при заточке каждого зуба фрезы такой же,
как и при заточке резцов. Для выбора характеристики кругов и ре-
жимов заточки можно использовать данные табл. 28.
Переднюю поверхность зубьев сборных фрез при первичной за-
точке их в сборе доводят алмазными кругами (для твердого спла-
ва) или мелкозернистыми кругами КЗ на бакелитовой связке (для
быстрорежущей стали), так как перед сборкой ножи шлифуют по
передней поверхности. Переднюю поверхность зубьев, сделанных за
одно целое с корпусом, при изготовлении фрезы затачивают в две
операции: черновая заточка кругами КЗ (для твердого сплава)
или Э9 (для быстрорежущей стали) и чистовая заточка (или до-
водка). При переточке переднюю поверхность этих фрез или вооб-
ще не обрабатывают или только доводят.
Задние поверхности зубьев фрез, оснащенных пластинками твер-
дого сплава, как при изготовлении, так и при переточках обрабаты-
вают чаще всего в две операции: черновая заточка кругами КЗ од-
новременно по твердосплавной пластинке и стальной державке под
угол а+5° и чистовая заточка алмазными кругами на бакелитовой
или металлической связке только по твердому сплаву под утлом а.
Фрезы из быстрорежущей стали также затачиваются по задней по-
верхности в две операции.
§ 3. Станки для заточки фрез и лил
Для заточки отрезных и прорезных фрез диаметром 40—250 мм
применяется полуавтомат модели 3690. На станке предусматривает-
ся заточка зуба по профилю и фаскам. Заточка осуществляется ме-
тодом обкатки при непрерывном вращении пилы. Все необходимые
для заточки движения — вращение шлифовального круга, возврат-
но-поступательное движение шлифовальной головки, вращательное
движение фрезы и подача на глубину шлифования — автоматизи-
рованы.
Дисковые сегментные пилы диаметром от 275 до 1010 мм по про-
филю и боковым фаскам затачивают на станке модели 3692.
Заточка на станке происходит по методу обкатки путем сочета-
ния следующих движений: вращения шлифовального круга; верти-
кального, возвратно-поступательного движения шлифовальной го-
ловки, вращательного движения пилы; подъема пилодержателя на
величину снимаемого слоя (автоматическая подача на глубину).
Кинематическая схема станка (Представлена на рис. 127. Движе-
ние от электродвигателя 1 через клиноременную передачу и червяч-
ную пару 2—3 передается на вал с зубчатыми колесами 4 и 5, с
которыми зацепляются зубчатые колеса 6 и 7. На втулке вала 16
жестко закреплен торцовый кулачок 8. Зубчатое колесо 7 установ-
лено на втулке 9 по скользящей шпонке, а ее торцы снабжены ку-
лачками полумуфты 10. Кулачки второй полумуфты расположены
на торце зубчатого колеса 6. При положении зубчатого колеса 7,
показанном на схеме, число оборотов кулачка 8 будет в два раза
меньше, чем число оборотов втулки 9.
При включении кулачковой полумуфты 10 в полумуфту зубчато-
го колеса 6 число оборотов втулки 9 будет равно числу оборотов
кулачка 8. При этом зубчатое колесо 7 выводится из зацепления
зубчатым колесом 5. При обычной заточке число оборотов кулач-
ка 8 равно числу оборотов втулки 9, а при заточке через один зуб
число оборотов кулачка 8 в 2 раза меньше, чем число оборотов
втулки 9.
ПЧ36
D-/76
Рис. 127. Кинематическая схема станка модели 3692 для заточки
дисковых сегментных пил
Кулачком 8 шлифовальной головке через элемент 11 и систему
рычагов 12 сообщается возвратно-поступательное движение. Вели-
чина хода головки регулируется -путем изменения соотношения
плеч рычага 13.
23>7
Одновременно с возвратно-поступательным движением шлифо-
вальной головки осуществляется вращательное движение пилы.
Движение от втулки 9 передается на зубчатое колесо 14 через
штифт 15, запрессованный в ступице колеса 14 и проходящий в пазу
втулки 9. Кроме того, посредством штифта 15 зубчатое колесо 14
жестко соединено с валом 16, расположенным внутри втулки 9.
Верхний конец вала смонтирован в элементе 11 таким образом, что
вал совершает возвратно-поступательное движение (совместно с
элементом 11) в осевом направлении и одновременно вращается
вместе с втулкой 9. От зубчатого колеса 14 движение передается
через колеса 17, 18, 19, 20, 21 (сменные) и червячную пару 22, 23
на пилу.
При заточке зуба по задней поверхности и спинке-пила находит-
ся во вращательном движении, а шлифовальный круг при этом пе-
ремещается прямолинейно от впадины зуба к его вершине, что до-
стигается вертикальным перемещением зубчатого колеса 14 по втул-
ке 9.
При заточке зуба -по передней поверхности пила не вращается,
так как в этом случае движение от колеса 14 на зубчатое колесо 17
не передается.
Подача на глубину шлифования осуществляется на оборот пи-
лы. Для этого на торце червячного колеса 23 имеется кулачок и в
корпусе пилодержателя смонтирован храповой механизм 24 и 25,
зубчатое колесо 26 и реечное колесо 27. Рейка 28 закреплена на
станине станка.
Для заточки торцовых фрез применяют станок модели ЗБ667.
§ 4. Контроль фрез после заточки
Передний и задний углы фрез могут контролироваться с по-
мощью маятникового угломера, штангенрейсмаса и специального
угломера типа 2УРИ.
Угломер типа 2УРИ позволяет измерять углы заточки многолез-
вийного инструмента с зубьями, расположенными на торце и ци-
линдре. Угломер можно использовать для инструментов, имеющих
не менее трех зубьев и равномерный шаг, при этом длина прямоли-
нейных участков на передней и задней поверхностях должна быть
не менее 1 мм.
Основной деталью прибора (рис. 128, а) является дуга 1 с нерав-
я „ „ 180
номерной шкалой, риски которой расположены под углом -у- к ли-
нии уу. В дуге 1 имеется -паз, по которому -перемещается опорная
линейка 2. Сектор 4 перемещается по дуге 1 и фиксируется в тре-
буемом положении винтом 5. Сектор снабжен шкалами А и В с де-
лениями в градусах, по которым отсчитывают величины углов: пе-
редних — по шкале Л от 0 до 25°, задних — по шкале В от 0 до 35°.
К сектору 4 прикреплена пластинка 6 с измерительной плоско-
стью а, снабженная пазом для измерительной линейки 7, которая
может перемещаться в пазу и закрепляться винтом 8 в зависимости
238
от высоты зубьев контролируемого инструмента. При совпадении
риски 0 на шкале сектора 4 и индекса на шкале дуги 1 рабочая пло-
скость линейки 2 проходит через центр вращения сектора 4 и со-
ставляет с линейкой 7 прямой угол.
Для уменьшения погрешности измерения углов с малой протя-
женностью сторон угломер имеет съемное оптическое устройство,
которое крепится к опорной линейке 2 гайкой 3.
Основание 9 оптического устройства наглухо прикреплено к
кронштейну 10, на котором имеется пружина 11. На кронштейне
надета и закреплена гайкой 13 оправка 12, в которой перемещается
линза 14 (трех- или пятикратного увеличения).
Рис. 128. Контроль фрез угломером 2УРИ:
а — общий вид угломера, б —схема измерения переднего угла, в — схема
измерения заднего угла
Перед измерением устанавливают опорную линейку 2 в зависи-
мости от шага зубьев измеряемого инструмента и закрепляют ее
гайкой 3. Линейку 7 устанавливают в зависимости от длины, (прямо-
линейного участка на передней поверхности зубьев и фиксируют в
этом положении винтом 8.
239
В процессе измерения угломер накладывают на режущие кром-
ки двух смежных зубьев, причем на один из зубьев угломер опи-
рается опорной линейкой, а на другой — доведенными плоскостями
линеек сектора. При измерении переднего угла (рис. 128,6) сектор
угломера поворачивают до совмещения ножевой стороны планки с
передней поверхностью зуба и в этом положении закрепляют вин-
том. При измерении заднего угла (рис. 128, в) сектор угломера по-
ворачивается до совмещения измерительной грани линейки с задней
поверхностью зуба. Величина углов отсчитывается по шкале на сек-
торе против штриха, соответствующего числу зубьев. При измерении
углов на торцовых зубьях отсчет производится против штриха со
знаком сд.
Рис. 129. Контроль углов фрезы маятниковым
угломером при установке ее в центрах:
/ — тормозное приспособление, 2 — винты для нажи
ма оправки
При измерении углов
фрез маятниковым угло-
мером инструмент закреп-
ляют в центрах и один из
зубьев устанавливают на
высоте центров при помо-
щи рейсмаса. После это-
го «инструмент закрепляют
с помощью специального
тормозного приспособле-
ния (рис. 129).
При измерении углов
непосредственно на стан-
ке установку зуба в гори-
зонтальной плоскости
производят следующим
образом. Наложив ли-
нейку угломера на два
смежных зуба (рис.
130, а), поворачивают ин-
Ж
О
&
струмент вместе с угломе-
ром в положении, при
котором стрелка угломе-
ра покажет отклонение от
вертикали, равное поло-
и
cq
О
g
S9
g
и?
сг
$
3
9
о.
ф
и
X
сг
rt
вине центрального угла
. - 180°
между двумя зубьями, т. е. на угол, равный -------, где z — число
£
зубьев.
В этот момент точка касания линейки с нижним зубом располо-
жится в горизонтальной плоскости. После этого линейку угломера
накладывают перпендикулярно режущей кромке на переднюю или
заднюю поверхность (рис. 130, б, в). Можно также проверить угол
наклона зубьев со (рис. 130, г).
При контроле углов зубьев торцовых фрез маятниковым угломе-
ром инструмент кладут торцом на поверочную плиту и прикладыва-
д ЕС
3
Я
ют ребро линейки угломера к соответствующей (поверхности
Контрольные вопросы
1. Что такое остроконечный и затылованный зуб? Как осуществляется заты-
лование и как определяется величина затылования?
2. По каким поверхностям перетачивают фрезы?
3. Какие формы кругов применяют при заточке передней поверхности фрез
с прямым и винтовым зубьями?
4. Как располагается круг при заточке передней и задней поверхностей
зубьев фрез?
5. Как настраивается трехповоротная головка при заточке торцовых фрез
на универсально-заточном станке?
6. Какие приспособления применяют для заточки фасонных фрез?
7. Какой порядок операций при заточке фрез? Какова технология заточки
торцовых твердосплавных фрез?
8. Как производится заточка круглых пил на станках моделей 3690 и 3692?
Методы заточки и цикл работы станков.
9. Какие параметры контролируются у фрез после заточки? Какие для это-
го применяют приборы?
ГЛАВА XVI
ЗАТОЧКА РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА
§ 1. Виды резьбонарезного инструмента, их конструктивные
и геометрические особенности
К основным видам режущих инструментов для обработки резьбы
относятся резьбовые резцы и гребенки, метчики, круглые плашки,
резьбовые фрезы, резьбонарезные самооткрывающиеся и регули-
руемые головки.
Резьбонарезные резцы предназачаются для нарезания наружной
и внутренней резьбы различных профилей: остроугольного, трапе-
цеидального, (прямоугольного и т. п. По конструкции они разделяют-
ся на стержневые (рис. 132, а), призматические (рис. 132, б) и круг-
лые (рис. 132, в). Резьбовые резцы могут быть однониточными
и многониточными, последние обычно называются гребенками.
Стержневые резцы изготовляют из быстрорежущей ста-
ли или с пластинка-ми твердого сплава. При малом угле подъема
резьбы (не выше 3—4°) задние углы сц, а2 на боковых кромках
резцов делаются одинаковыми в пределах 4—6° для предваритель-
ного и 8—10° для окончательного нарезания. Задний угол а на вер-
шине принимается равным 15—20°. При утле -подъема резьбы более
3—4° задние углы на боковых кромках выбираются разными: для
правой резьбы правая сторона профиля должна иметь больший
угол, чем левая, а для левой — наоборот.
Передний угол у в зависимости от обрабатываемого материала
принимается равным 5—25°. Для чистовых резцов передняя поверх-
ность часто выполняется с у=0.
Призматические резцы устанавливаются в специаль-
242
Рис. 132. Типы резьбонарезных резцов (однониточ
ных):
а — стержневой, б — призматический, в — круглый
ных державках под постоянным задним углом, равным 15°. Перед-
ний угол может приниматься различным в зависимости от обрабаты-
ваемого материала, но чаще всего он равен нулю.
Круглый резец закрепляется в специальной державке, ко-
торая позволяет
устанавливать центр
резца выше оси де-
тали на величину /г,
что обеспечивает по-
лучение заднего угла
а =104-12° (рис.
132, в). Передний
угол обычно прини-
мается равным ну-
лю.
Призматические и
круглые резцы зата-
чиваются только по
передней поверхно-
сти. Преимуществом
этих резцов является
возможность .полу-
чения большего ко-
личества переточек
-по сравнению со
стержевыми рез-
цами.
Метчики пред-
назначаются для на-
резания резьбы -в от-
верстиях.
Наиболее распространенными типами метчиков являются: руч-
ные, машинные и гаечные (рис. 133). Ручные метчики применяются
для нарезания резьбы вручную, а машинные — для нарезания
резьбы на станках.
Рис. 133. Типы метчиков:
« — ручной, б — машинный, в — гаечные
243
Гаечными метчиками нарезается резьба в гайках. Ручные мет-
чики изготовляют из углеродистой и быстрорежущей сталей, а ма-
шинные и гаечные — только из быстрорежущей стали.
Рабочая часть метчика разделяется на режущую Ц и калибрую-
щую часть /2 (рис. 134).
Режущая часть метчика выполняет основную работу по образо-
ванию профиля резьбы. Угол в плане <р выбирается для ручных
метчиков равным 5°, для машинных — 6°30' и для гаечных — 3°30'.
Длина режущей части зависит от типа метчика, вида отверстия
и количества метчиков в комплекте.
Рис. 134. Основные геометрические параметры метчика
Калибрующая часть метчика служит для зачистки нарезаемой
резьбы, для направления метчика при обработке и обеспечения пе-
ремещения метчика по подаче.
Передний и задний углы измеряются обычно в плоскости, пер-
пендикулярной оси метчика. Величина переднего угла в зависимо-
сти от обрабатываемого материала рекомендуется:
Чугун, бронза и твердая сталь ... 0—5°
Сталь средней твердости и латунь 8—10°
Сталь мягкая и вязкая . 12—15°
Легкие сплавы................................. . 20—20°
Метчики, выпускаемые инструменатальными заводами, имеют
средние значения угла у = 54-10°.
Задний угол на режущей части метчика получается путем заты-
лования только по наружному диаметру. Для машинных и гаечных
метчиков рекомендуется угол а=84-10°, для ручных — 6—8°. При
обработке легких сплавов угол а уменьшается до 5—6° для сквоз-
ных отверстий и до 3—4° для глухих.
Затылование обычно производится по архимедовой спирали.
На рабочих чертежах обычно проставляется величина затылова-
ния, а не задний угол.
Метчики со шлифованной резьбой затылуют также на кали-
брующей части. Затылование производится не только по наружному
диаметру, но и по всему профилю резьбы метчика. Величина затн-
244
лования по профилю резьбы принимается на ширине Я пера в пре-
делах 0,02—0,04 мм.
Круглые плашки предназначены для нарезания наруж-
и других деталях. Круглая плашка
Рис. 135. Конструкция круглой плашки
ной резьбы на болтах,
представляет собой за-
каленную гайку с от-
верстиями, образую-
щими режущие кромки
после их затылования
(рис. 135). Плашки из-
готовляют в основном
из инструментальной
стали 9ХС.
Режущая часть /1
производит основную
работу по образованию
профиля резьбы. Она
выполняется в виде
внутреннего конуса,
угол которого 2ср обыч-
но равен 50°.
Передний у и задний а углы режущей части измеряются в плос-
кости, перпендикулярной оси плашки. Эти углы незначительно от-
личаются от углов yw и oov, измеренных в плоскости, перпендику-
лярной к образующей режущей части NN, так как угол.ср достаточ-
но мал (25°).
Передний угол у выбирается в зависимости от обрабатываемого
Рис. 136. Формы передней поверх-
ности круглой плашки:
а — криволинейная, б — прямолинейная
-материала: для твердых мате-
риалов 10—15°, для мягких
20—25°. Стандартные плашки из-
готовляют с у= 154-20°. Следует
отметить, что передний угол в раз-
личных точках режущей кромки
различен. Для точек, лежащих 5
внутреннего диаметра резьбы, пе-
редний угол наибольший (он со-
ответствует рекомендуемому), а
в точках, расположенных на на-
ружном диаметре, он умень-
шается.
Существуют две формы перед-
ней поверхности: криволинейная
(рис. 136, а) и прямолинейная
(рис. 136,6). При криволинейной
передней поверхности колебания
переднего угла более значитель-
ные, чем при -прямолинейной.
Задний угол а создается толь-
ко на режущей части плашек. Для
стандартных плашек угол а=б4-9°. Задний угол получается путем
затылования по архимедовой спирали. Стандартные плашки имеют
угол 1 = 0°. В этом случае при нарезании резьбы стружка остается в
отверстии плашки. При утле Х>0 плашка направляет стружку впе-
ред, поэтому рекомендуется делать угол положительным.
Винторезная головка представляет собой патрон (кор-
пус) со вставными плашками или гребенками (рис. 137, с). Головки
самораскрывающиеся, т. е. в конце нарезания резьбы плашки или
гребенки автоматически расходятся и при обратном ходе не сопри-
касаются с резьбой.
Наиболее широко при-
меняются головки с
круглыми гребенками
(рис. 137, б).
Круглые гребенки
представляют собой
круглые резцы, снаб-
Рис. 137. Винторезная головка с круглыми гре-
бенками:
а ~ общий вид, б — схема работы, в — конструкция
круглой гребенки
кольцевой
женные
резьбой (рис. 137, в).
Поскольку при распо-
ложении гребенок в го-
ловке необходимо, что-
бы резьба соседних
гребенок располага-
лась со смещением,
равным шагу, деленно-
му на число гребенок,
то каждая из гребенок
в комплекте должна
иметь определенное
расположение резьбы
относительно опорного
торца.
Угол ср режущей части гребенки принимается обычно рав-
ным 20°, а передний угол в торцовой плоскости — 20—25°. Задний
угол получается в результате расположения центра гребенки выше
центра заготовки. Гребенки для лучшего отвода стружки снабжены
углом X наклона передней поверхности к оси.
Для нарезания резьбы применяются резьбовые фрезы:
гребенчатые (многониточные) и дисковые (однониточные). Гребен-
чатые фрезы изготовляют с затылованными зубьями. Величина за-
тылования выбирается из расчета получения заднего угла 8—12°.
Рекомендуемый передний угол 5—10°. Резьбовые фрезы затачи
ваются, как и все затылованные, только по передней поверхности.
Износ ручных, машинных и гаечных метчиков, круглых плашек
и круглых резьбонарезных гребенок происходит по задней поверхно-
сти режущей части и первым двум ниткам калибрующей части. При-
знаками затупления инструмента являются ухудшение шероховато-
сти резьбы и снижение ее точности.
246
Ручные и машинные метчики при нормальном износе лучше пе-
ретачивать по задней поверхности, что позволяет увеличить число
переточек по сравнению с заточкой по передней поверхности. Сле-
дует также учитывать, что по мере переточки метчика по задней по-
верхности режущей части постепенно уменьшается длина его ка-
либрующей части, вследствие чего количество переточек ограничи-
вается минимально допустимой длиной калибрующей части (2—3
витка). Поэтому для увеличения суммарной стойкости метчика сле-
дует периодически затачивать и по передней поверхности. При нали-
чии значительных выкрашиваний на режущих кромках заточка ве-
дется по той поверхности, по которой припуск будет меньше.
Метчики для глухих отверстий и гаечные обычно затачивают по
передним поверхностям. Количество переточек по передней поверх-
ности ограничивается толщиной пера, которая должна быть не ме-
нее половины его первоначальной толщины.
Круглые плашки перетачиваются по л средней поверхности. Ко-
личество переточек зависит от ширины пера плашки.
Припуск на переточку метчиков и плашек представлен в табл. 40.
Круглые гребенки затачиваются по передней поверхности. При-
пуск на одну переточку составляет (в зависимости от их размера)
1—2 мм.
Таблица 40
Припуск на переточку метчиков и плашек
Величина стачивания при диаметре резьбы, мм
Наименование
инструмента
Затачиваемая
поверхность
Метчики машин- но-ручные для мет- рической резьбы Передняя Задняя 0,08—0,1 0,8-0,8 0,1—0,3 0.9—1,1 0,4 0,5—0,6 1,6 2.0 0,6 0,70,7 3,0 3,84,5
Метчики гаечные для метрической резьбы Передняя Задняя — 0,3 0,8 0,4 1,3 1 1 1 1 CD ь. о“—Г
Метчики гаеч- ные с изогнутым хвостовиком ДЛЯ метрической резь- бы Передняя 0,4—0,6
Плашки круг- лые Передняя — 0,25 0,35 0,50,750,8
§ 2. Технологический процесс заточки
Метчики затачиваются на универсально-заточных или на специ-
альном станке модели 4А.
Передняя поверхность метчиков чаще всего затачивается и до-
водится на универсально-заточных станках при установке метчика
247
в центровых бабках. Если центровые отверстия у метчика отсутству-
ют или непригодны для использования, заточку по -передней поверх-
ности можно вести в универсальной головке с цанговым или патрон-
ным зажимом.
Метчики по передней поверхности затачиваются торцом круга
тарельчатой или чашечной формы. Схема взаимного расположения
круга и метчика при заточке передней поверхности показана на
рис. 138. Для получения переднего угла необходимо расположить
рабочую поверхность круга относительно оси метчика со смещени-
ем, которое определяется по формуле:
, D .
h — —sin 7,
2 *’
Рис. 138. Схема вза-
имного расположения
круга и метчика при
заточке передней по-
верхности
где D — наружный диаметр метчика; у — заданный передний угол.
Шлифовальный круг должен правиться так, чтобы ширина рабо-
чей поверхности круга была меньше шири-
ны затачиваемой поверхности, а шцрина за-
тачиваемой поверхности должна состав-
лять не менее двух высот резьбы.
При заточке передней поверхности мет-
чиков в центрах деление может произво-
диться с помощью упорки, причем базой
служит задняя поверхность затачиваемого
зуба. Часто заточка метчиков по передней
поверхности выполняется без каких-либо
делительных устройств, а путем прижима
вручную зуба инструмента к кругу.
В этом случае возможен неравномерный
съем металла с каждого зуба, вследствие
чего метчик после заточки будет иметь по-
вышенное биение режущих кромок. Для по-
вышения точности деления при заточке мет-
чиков можно использовать делительные при-
способления или производить деление с по-
мощью упорки по специальному делитель-
ному диску, закрепленному на хвостовике
метчика.
При заточке передней поверхности мет-
чиков, выполненных с углом X, верхняя
часть стола универсально-заточного станк i
поворачивается вместе с закрепленными на нем центровыми бабка-
ми и метчиком на угол А.
Передняя поверхность метчика может затачиваться в одну (чи-
стовая заточка) или в две (черновая и чистовая заточка) операции.
При первичной заточке метчики размером до М8 целесообразно
обрабатывать в одну операцию, а метчики больших размеров — в
две операции. При эксплуатации метчиков количество операций за-
висит от схемы переточки. Если метчик перетачивается только по
задней поверхности, то передняя поверхность только слегка зачи-
щается. При -переточке метчика по-передней поверхности обработку
следует производить в две операции.
Заточку (затылование) задней поверхности режущей части мож-
но производить при изготовлении метчиков на специальном станке
модели 4М, а при эксплуатации метчиков на универсально-заточном
станке — с помощью специального приспособления.
На станке модели 4М можно затачивать метчики диаметром
резьбы от 2 до 36 мм. Затылующее движение сообщается метчику,
а подача — шлифовальному кругу. Метчик крепится за квадрат в
патроне передней бабки и подпирается центром задней бабки.
Шпиндель передней бабки совершает вращательное и качательное
движения. Шлифовальный шпиндель смонтирован на суппорте, ко-
торый может -перемещаться вручную при помощи маховичка, винта
и гайки.
На станке модели 4М применяют круги прямого профиля ди-
аметром 175 мм и шириной 20 и 32 мм. Круг по периферии заправ-
ляется -под углом наклона режущей части ср.
Характеристика круга должна быть 24А25СМ2 — СМ1К- Заточку
следует производить при скоростях вращения круга 20—22 м/с
и метчика 3—5 м/мин. Подача на оборот должна составлять
0,03—0,05 мм. После съема припуска необходимо совершать 2—3
выхаживающих оборота, при этом скорость вращения метчика
должна быть снижена до 1—2 м/мин.
Приспособление к универсально-заточному станку предназначе-
но для затачивания задней поверхности режущей части метчиков
диаметром от 3 до 52 мм и длиной до 280 мм (П20А).
Круглые плашки затачиваются по задним поверхностям
режущей части перьев и по передней поверхности режущей и калиб-
рующей частей перьев. В плашках, имеющих -подточку для образо-
вания угла А, передние поверхности режущей и калибрующей частей
пера не совпадают, и их заточка представляет собой две раздельные
операции.
Заточка задних поверхностей режущей части перьев круглой
плашки обычно производится только один раз (при изготовлении
плашки^ на специальных станках модели 7Б.
Заточка на этом станке производится кругом формы ПП диамет-
ром 4—25 мм, величина которого зависит от размера плашки. Ре-
комендуется следующая характеристика круга: 43А или
24А10-16С2-СТ2К. Частота вращения шпинделя шлифовального
круга равна 15000 об/мин, что соответствует скорости резания
и=34-20 м/с в зависимости от диаметра круга. Скорость вращения
плашки 84 об/мин.
Передняя поверхность затачивается -как при изготовлении пла-
шек, так и в процессе их эксплуатации. Эта операция обычно вы-
полняется на станках модели 27А (рис. 139).
Шлифовальный круг закрепляется на вертикальном шпинделе.
Плашка устанавливается на столе станка и во время заточки ее пе-
редняя поверхность вручную прижимается к кругу. Глубина шлифо-
вания определяется силой прижима плашки к кругу. Для равномер-
него износа шлифовального круга по всей длине ему сообщается
возвратно-поступательное движение.
Число оборотов шпинделя станка постоянное и равно
22 000 об/мин. Диаметры шлифовальных кругов, применяемых для
заточки плашек, незначительны (обычно не более 4—12 мм), поэто-
му скорость резания оказывается небольшой: п-ри наибольшем ди-
аметре круга 12 мм она составляет 12,5 м/с. Это является причиной
низкой стойкости абразивных кругов при заточке плашек по перед-
ней поверхности.
Следует применять круги максимально-возможных (с точки зре-
ния размеров плашки и технологии заточки) диаметров; минималь-
но допустимым диаметром неизношенного шлифовального круга
является dK=3 мм, что соответст-
вует скорости резания у = 3 м/с.
Для заточки плашек по перед-
ней поверхности применяют кру-
ги из монокорунда 43А или элек-
трокорунда 24А зернистостью
10—16, твердостью С2—СТ2, на
керамической связке, а также
крути из эльбора зернистостью
8—12 100 %-ной концентрации на
бакелитовой или керамической
связках. Стойкость этих кругов в
8—10 раз выше стойкости абра-
зивных кругов.
Рис. 139. Схема работы станка мо-
дели 27А для заточки круглых пла-
шек по передней поверхности
Рис. 140. Схема заточки круглых плашек
по криволинейной передней поверхности
(о), по прямолинейной передней поверх-
ности «на проход» (б) и в «упор» (в)
Передняя поверхность плашек может быть криволинейной или
прямолинейной. Прямолинейная поверхность длительнее сохраняет-
ся ’при работе, однако процесс заточки криволинейной передней по-
верхности плашек проще и быстрее, чем прямолинейной поверхно-
сти (рис. 140, а). Диаметр шлифовального круга при заточке кри-
250
волинейной поверхности значительно больше, чем при заточке
прямолинейной поверхности, и берется обычно на 1 мм меньше ди-
аметра стружечных отверстий.
Заточка круглых плашек по прямолинейной поверхности может
производиться «на проход» (рис. 140,6) или «в упор» (рис. 140, в).
Заточка «на проход» более проста и удобна, чем заточка «в упор»,
но в этом случае из-за опасности повреждения соседнего пера при-
ходится работать кругами небольших диаметров.
Расчет показывает, что для резьб меньших, чем М12, заточка
плашек с прямолинейной передней поверхностью не может произво-
диться «на проход», так как максимально допустимые диаметры
кругов меньше 3 мм.
Рис. 141. Схема образования подточки на угол X у
круглых плашек:
dK — расчетный диаметр шлифовального круга, р — угол на-
клона оси цилиндрического шлифовального круга, I, — дли-
на подточки, равная обычно длине режущей части
При заточке прямолинейной -передней поверхности плашек
«в упор» необходимо станок оборудовать упорами, ограничивающи-
ми перемещение плашки и .-предупреждающими повреждение сосед-
него пера.
В плашках, имеющих подточку для образования угла X, заточка
передней поверхности режущей части является самостоятельной
операцией. Эту операцию можно выполнять цилиндрическим или
коническим кругом.
Более экономичной и производительной является заточка цилин-
дрическими кругами (141, /), но их применение ограничивается
тем, что при некоторых соотношениях диаметра круга его высо-
251
большим, чем расчетный диаметр
Школа для углод z ... , в ,
* С1 Школа для углод ф
Греденко
Школа для углов ьу
Рис. 142. Приспособление для заточки
круглых гребенок
ты hK и диаметра стружечного отверстия dG невозможно использо-
вать круг на всю длину его образующей (рис. 141, 77). Это приводит
к неравномерному и ускоренному износу круга, что может вызвать
появление завалов на режущих кромках.
В этом случае следует перейти на заточку коническим кругом
(рис. 141, 777), который представляет собой усеченный конус. Диа-
метр нижнего основания усеченного конуса равен заданному черте-
жом диаметру цилиндрического круга а угол конуса имеет ве-
личину, близкую к углу р (обычно 0=204-30°).
В процессе заточки круг изнашивается, изменяя свой первона-
чальный диаметр. Поэтому диаметр нового круга берется несколько
dK. Отклонения действительного
диаметра круга при износе от
расчетного допускаются в пре-
делах ±0,08 dK.
Круглые гребенки к
резьбонарезным головкам за-
тачиваются по передней (по-
верхности в специальном при-
способлении в сборе с кулач-
ками. Перед установкой гре-
бенки с кулачком в приспособ-
ление необходимо для созда-
ния припуска на заточку повер-
нуть гребенку относительно
кулачка на некоторый угол так,
чтобы -режущая кромка пере-
местилась не менее чем на
0,2—0,25 мм. Конструкция
соединения гребенки с кулач-
ком через двухвенцовую звездочку позволяет произвести такой по-
ворот перед заточкой.
Приспособление для заточки (рис. 142) состоит из плиты /, на
которой установлена стойка 2, имеющая возможность поворачивать-
ся вокруг вертикальной оси. В стойке крепится державка 5, пово-
рачивающаяся вокруг горизонтальной оси 5. На державке установ-
лен гребенкодержатель 4, имеющий возможность поворачиваться
на крепящем его винте.
Державка 3 устанавливается под некоторым углом <р, который
зависит от конструкции головок и при заточке гребенок к головкам
1К—ЗК и IKA—ЗКА равен 12°, а к головкам 4К—6К и
4КА—6КА—10°.
Для получения на гребенке углов у и а гребенкодержатель сле-
дует повернуть вокруг его оси на некоторый угол уь
. tg Т • cos Ф . А
tg Ti = ——---------------Sin ф • tg U>,
COS co
где у — передний угол гребенки; co — угол наклона опорной плоско-
сти кулачка гребенки, град.
Одновременно стойку приспособления 2 нужно повернуть во-
круг ее оси на угол ©j:
tga>i = cos^sin {ptgY-4-coscpsln u>).
Стержневые и призматические резьбовые резцы можно затачи-
вать на универсально-заточном станке в трехповоротных тисках
так же, как и обычные резцы.
§ 3. Контроль резьбонарезного инструмента
Рис. 143. Измерение переднего угла
метчиков штангенрейсмасом
При заточке метчиков контролируют передний и задний углы их
режущей части.
Передний угол метчиков можно контролировать в центрах с по-
мощью шт анген рейсмаса или
специальных приборов.
При контроле переднего угла
штангенрейсмасом метчик за-
крепляют в центрах и штанген-
рейсмасом измеряют высоту М
положения передней поверхности
(рис. 143). Величину (переднего
угла определяют по формуле
. 2(77 —Л4)
Sin Т = -------~9
где Н — высота центров; D — на-
ружный диаметр метчика.
Передний угол метчиков с на-
ружным диаметром от 10 до 50мм
(за исключением гаечных метчи-
ков с изогнутым хвостовиком)
можно контролировать на прибо-
ре ВНИИ. На этом приборе мож-
но измерять передние углы от
—20° до ±20° с точностью до
±1°.
В процессе измерения метчик устанавливают в центре прибора
и поворачивают, прижимая переднюю поверхность к острию рыча-
га. По индикатору производят отсчет переднего угла.
Для контроля переднего угла мелких метчиков с наружным диа-
метром до 10 мм включительно применяется прибор ВНИИ. Диа-
пазон углов от ±30 до —30° с точностью ± 1°.
Контроль величины заднего угла (затылования) на режущей ча-
сти метчика осуществляется в центрах при помощи индикатора с
ценой деления 0,01 мм по схеме, показанной на рис. 144. При изме-
рении определяют спад h затылка на ширине пера f.
252
253
При заточке круглых плашек контролируют величину переднего
угла с помощью специального штангенциркуля (рис. 145). Он пред-
ставляет собой обычный штангенциркуль, у которого на губке рам-
ки сделан скос для создания узкой измерительной поверхности, а к
губке штанги привернута упорная планка. В процессе контроля из-
меряется расстояние Л1 от наружной цилиндрической поверхности
плашек до передней поверхности. Угол у определяется по формуле.
2 Я— D
Sln у = ---
«вн
где D — наружный диаметр
резьбы плашек.
плашки; — внутренний диаметр
Рис. 145. Измерение переднего уг-
ла круглых плашек
Рис. 144. Измерение вели-
чины затылования метчи-
ка
Контрольные вопросы
1. Назовите основные типы резьбонарезного инструмента.
2. Какими конструктивными особенностями отличается плашка от метчика?
3. Каковы схемы переточки метчиков и плашек?
4. Какие формы кругов применяются для заточки метчиков по передней и
задней поверхностям?
5. Как затачивают метчики на универсально-заточном станке по передней
и задней поверхностям?
6. Каковы особенности заточки плашек по передней поверхности?
7. Как затачивают круглые гребенки к резьбонарезным головкам?
8. Как контролируют метчики после заточки?
254
ГЛАВ А XVII
ЗАТОЧКА ЗУБОРЕЗНОГО ИНСТРУМЕНТА
§ 1. Типы зуборезного инструмента, их конструктивные
и геометрические особенности
Зубчатые колеса нарезаются специальными зуборезными инстру-
ментами: дисковыми и червячными фрезами, долбяками, резцовы-
ми головками и др.
Дисковая зуборезная фреза (рис. 146) является фак-
тически фасонной фрезой с затылованным зубом, профиль которого
соответствует профилю впади-
ны нарезаемого колеса. Заго-
товка закрепляется в делитель-
ной головке и поворачивается
на величину окружного шага
перед нарезанием новой впади-
ны. Обработка ведется на уни-
версально- или горизонтально-
фрезерных станках. В связи с
тем что профиль зуба колеса
зависит от его модуля и числа
зубьев, каждая фреза предназ-
начена для нарезания колес
определенного модуля и неко-
торого ограниченного диапазо-
на чисел зубьев. Дисковые зу-
борезные фрезы изготовляют-
ся наборами по 8 или 15 шт.,
позволяющими нарезать все
зубчатые колеса данного мо-
146. Дисковые зуборезные фрезы:
а — без перемычки, б — с перемычкой
дуля.
Дисковые фрезы бывают цельными или сборными. Дно впади-
ны между зубьями может быть прямолинейным или с перемычкой.
Наличие «перемычки упрочняет зубья, но усложняет заточку перед-
ней поверхности.
Фасонная задняя поверхность зуба образуется путем затылова-
ния резцом. Задний угол на вершине зуба около 12°. В редких слу-
чаях задняя поверхность фрезы после термообработки подвергает-
ся шлифованию.
Фрезы после затупления перетачивают только по передней по-
верхности, которая у чистовых фрез радиальна, а у черновых под-
нутряется с у=8-е-10°.
Червячная зуборезная фреза (рис. 147) представляет
собой червяк, обращенный в режущий инструмент путем прореза-
ния продольных стружечных винтовых канавок, перпендикулярных
к виткам червяка, и затылования зубьев. Эти фрезы применяются
для нарезания зубчатых колес с прямыми и косыми зубьями, а так-
же червячных колес.
255
В процессе зубонарезания фреза и заготовка вращаются, причем
соотношение их чисел оборотов обратно пропорционально отноше-
О)
Рис. 147. Червячные зуборезные фрезы:
а — цельная, б — сборная насадная для цилиндрических колес, в — цельная
хвостовая для червячных колес
нию числа зубьев нарезаемого колеса к числу заходов фрезы. При
этом фреза и заготовка воспроизводят таиое же зацепление, какое
имел бы червяк, из которого образована фреза с нарезаемым коле-
сом. Процесс деления совершается непрерывно и совмещается с
формообразованием зуба (метод обкатки).
Задние -поверхности на вершине и на боковых сторонах профи-
ля зуба фрезы образуются путем затылования. Чистовые червячные
256
фрезы обязательно шлифуются по профилю. Задний угол на вер-
шине зуба ав = 104-12° и на боковых кромках 06=24-3 .
Как и все инструменты с затылованными зубьями червячные
фрезы перетачиваются только по передней поверхности. Для соз-
дания равных условий резания на боковых кромках винтовая пе-
редняя поверхность зубьев имеет угол наклона, равный углу
подъема витков основно-
го червяка на его сред-
нем диаметре. Передний
угол у=0 у чистовых
фрез, у черновых у=84-
4-10°. Угол наклона стру-
жечных канавок (и у чи-
стовых фрез обычно ме-
нее 5°.
Червячные фрезы для
цилиндрических зубчатых
колес, как правило, вы-
полняются насадными.
Они могут быть цельными
яля сборными. Фрезы ДЛЯ
червячных колес делают
хвостовыми. Угол си у та-
ких фрез больше 10°.
Червячные фрезы из-
готовляют пяти классов
точности: С — понижен-
ной точности, В — нор-
мальной точности, А —
повышенной точности,
АА — высокой точности.
ААА — особо высокой
Рис. 148. Зуборезные долбяки:
а — хвостовой прямозубый, б — дисковый КОСОЗу-
бый, в, г — цилиндрические сечения зуба косозу
бых долбяков для косозубых (е) и шевронных (г)
колес
точности.
Зуборезный долбяк (рис. 148, а, б) представляет собой
зубчатое колесо, обращенное в режущий инструмент путем затыло-
вания боковых поверхностей и вершины зубьев. Долбяки применя-
ются для нарезания зубчатых колес с прямыми или винтовыми
зубьями, внешнего или внутреннего зацепления.
В процессе зубонарезания долбяк и заготовка вращаются, при-
чем соотношение их чисел оборотов обратно пропорционально отно-
шению чисел зубьев. Для снятия стружки долбяк совершает воз-
вратно-поступательное движение вдоль своей оси. Процесс деле-
ния совмещен с формообразованием.
Задние поверхности на вершине зубьев являются частью кону-
са наружной поверхности долбя ка. Задний угол на вершине зуба
ав = 6-?9°. Боковые задние поверхности образуются при шлифова-
нии эвольвентных боковых поверхностей зуба долбяка ас = 2°. За-
тупленный долбяк перетачивается только по передней поверх-
ности.
По способу крепления различают долбяки насадные
(дисковые или чашечные) и хвостовые. По направлению
зубьев долбяки бывают прямо- или косозубыми.
Прямозубый долбяк «применяется для нарезания прямозубых
колес и имеет коническую переднюю поверхность с углом у=54-10°.
Косозубые долбяки для косозубых колес имеют на каждом зубе
плоскую переднюю поверхность, перпендикулярную к винтовой ли-
нии зуба (рис. 148, в). У косозубых долбяков для шевронных колес
отдельно: одна притупляется
фаской, а другая заостря-
каждая сторона зуба затачивается
Рис. 149. Износ по задней поверхности зуба:
дисковой (с) и червячной (б) зуборезных фрез и
зуборезного долбяяа (в)
ется канавкой с -целью вы-
равнивания условий реза-
ния на обеих кромках
(рис. 148, г).
Износ зуборез-
ного инструмента
происходит по задней и
передней поверхностям
(рис. 149). Критерием из-
носа зуборезного инстру-
мента являются техноло-
гические «критерии: точ-
ность нарезаемого колеса и шероховатость обработки. Лимитирую-
щим является износ по задней поверхности у вершины зуба Л3, до-
пустимые значения которого приведены в табл. 41. Величина съема
по передней поверхности A = /i3 + (0,1—0,15) мм.
Таблица 41
Значения допустимого износа для зуборезного инструмента
Виды инструмента Обрабатываемый материал Характер обработки Допустимый износ по зад- ней поверхио сти у верши «ы зуба, /lg, мм
Фрезы дисковые Сталь Чистовая 0,2—03
Предварительная 0,8—1,0
Фрезы червячные Сталь Чистовая 0,2—0,4
Предварительная 1,0—1,5
Чугун Чистовая 0,2—0,4 0,6—0,8
Предварительная
Долбяки дисковые Сталь и чугун Чистовая 0,1—0,25
Предварительная 0,8—1,0
258
§ 2. Технологический процесс заточки
Все рассматриваемые виды зуборезного инструмента: дисковые
и червячные фрезы и долбяки, как правило, являются затылован-
ным инструментом, который характеризуется тем, что задние по-
верхности зубьев оформляются сложными криволинейными поверх-
ностями, переточка которых в процессе эксплуатации затруднена.
Такие инструменты перетачиваются только по передней поверхно-
сти.
Задние поверхности зуборезного инструмента имеют точное вза-
имное расположение. Поэтому для предупреждения биения режу-
щих кромок взаимное расположение передних поверхностей при за-
точке также должно быть выполнено с высокой точностью.
При заточке дисковых и червячных фрез и косозубых долбяков
применяют устройства с точными делительными дисками. Съем
припуска ведется способом послойного шлифования («поочередная
заточка зубьев): после двойного хода круга по зубу происходит
деление. Заточка выполняется за несколько оборотов инструмента.
Подача на глубину шлифования осуществляется чаще всего один
раз на каждый оборот инструмента.
Дисковые зуборезные фрезы затачивают обычно на универсаль-
но-заточном станке на оправке в центрах торцом тарельчатого шли-
фовального круга так же, как у других фасонных затылованных
фрез (см. гл. XV). Эти фрезы можно также затачивать на специаль-
ных станках или приспособлениях с автоматическим или ручным
делением, «предназначенных для заточки червячных зуборезных
фрез.
Сложность заточки чер-
вячных зуборезных фрез
связана с тем, что передняя
поверхность их зубьев яв-
ляется винтовой поверх-
ностью. В связи с этим чер-
вячная фреза при заточке
должна получать винтовое
Рис. 150. Форма шлифовального круга
для заточки червячных фрез с винтовы-
ми канавками:
в — неправильная, б — правильная при
в — неправильная при оУ>10°. г — пра-
вильная при w > 10°
движение определенного ша-
га. Передняя поверхность
червячных фрез не может
затачиваться торцом шли-
фовального круга (рис. 150).
Теоретически для правиль-
ной заточки необходим круг
с выпуклым профилем (рис. 150, г), форма которого зависит от диа-
метров круга и фрезы, а также угла наклона винтовых канавок. Та-
кой профиль получают правкой круга при помощи специального
сложного правильного приспособления и по заранее подготов-
ленному шаблону. На практике для заточки фрез класса не выше,
чем А, при угле наклона канавок менее 10° допускается использо-
вать для заточки коническую поверхность шлифовального круга.
Здесь применяется прямолинейная 'Правка.
259
оольшинство червячных фрез имеют передний угол у=0°. Для
того чтобы образующая поверхности шлифовального круга распо-
лагалась в осевой плоскости фрезы, используются центрирующие
шаблоны (см. рис. 113) или центрирующие опраъки с радиальной
линейкой.
По окончании настройки взаимного ‘положения фрезы и шлифо-
вального круга, круг вводят в канавку и медленным вращением
фрезы вокруг своей оси (круговая подача) в процессе ее винтового
движения добиваются легкого касания круга с передней поверх-
ностью. Затем без подачи совершают один цикл прохода -по всем
зубьям (один оборот фрезы). Цель этого холостого оборота заклю-
чается в проверке правильности деления зубьев фрезы. В дальней-
шем круговая подача выполняется после каждого оборота фрезы
до тех пор, -пока со всех зубьев не будут удалены следы износа.
После съема основной части припуска целесообразно выполнить
правку круга с целью компенсации его износа. Заточка заканчи-
вается одним-тремя выхаживающими (без подачи) оборотами
фрезы. На заводах, как правило, червячные фрезы затачивают
всухую. Однако для более качественной и производительной заточ-
ки рекомендуется обильное охлаждение.
При заточке червячной фрезы 'возможны следующие погреш-
ности.
1. Нерадиальность передней поверхности, ее поднутрение
(у > 0) или отвал (у < 0), приводящие к несимметричности профи-
ля зуба. Причиной нерадиальности передней поверхности является
неправильная установка шлифовального крута относительно оси
фрезы.
2. Непрямолинейность передней поверхности, вызываемая не-
правильной формой шлифовального круга. Так, выпуклая передняя
поверхность получается при заточке червячных фрез с крутыми ка-
навками (со > 10°) кругом конической формы (см. рис. 153).
Погрешность непрямолинейности снижается с уменьшением диа-
метра и угла конуса (2£) шлифовального крута, а также высоты
профиля и угла наклона канавок червячной фрезы. Эта погреш-
ность приводит к искажению профиля фрезы, а следовательно, и
нарезаемого колеса.
3. Ошибки деления создают неравномерное расположение
зубьев по окружности и вызывают биение режущих кромок фрезы.
Эти ошибки связаны с неточностью делительного диска или неста-
бильностью работы делительного механизма.
4. Неправильный шаг винтовой передней поверхности приводит
к конусности фрезы и биению режущих кромок. Такая погрешность
возникает при небрежной настройке или износе механизма образо-
вания спирали (винтового движения фрезы).
При заточке червячных фрез особое внимание следует уделять
состоянию центровых гнезд и биению оправок.
Долбяки с прямыми зубьями затачиваются по передней поверх-
ности методом круглого шлифования (рис. 151, а). Эта операция
выполняется на универсально-заточном станке с использованием
приспособления для круглого шлифования, на универсально-шлифо-
вальном станке или плоскошлифовальном станке с круглым сто-
лом.
Заточка косозубых долбяков (рис. 151,6) сложнее, чем прямо-
зубых уже потому, что у каждого зуба (а иногда и у каждой ре-
жущей кромки) своя передняя поверхность и каждый зуб затачи-
вается отдельно. Косозубые долбяки для косозубых колес затачи-
ваются периферией круга прямого профиля методом плоского шли-
фования. В качестве делительного диска часто используется сам
затачиваемый долбяк.
Рис. 151. Заточка долбяков:
а — прямозубого, б — косозубого для косозубых колес
Дисковые зуборезные фрезы, прямозубые долбяки и косозубые
долбяки для косозубых колес, как правило, затачиваются на уни-
версально-заточном станке с использованием нормальных приспо-
соблений. Для качественной заточки червячных фрез требуются спе-
циализированные станки или в крайнем случае приспособления к
универсально-заточному станку.
§ 3. Станки для заточки червячных фрез
В современных станках и приспособлениях для заточки червяч-
ных фрез винтовое движение фрезы создается кинематически при
помощи специальных механизмов. Поступательное движение стола
преобразуется во вращательное реечной передачей. Шаг винтовые
канавок настраивается посредством поворотной копиркой линейки
или сменных зубчатых колес.
Гамма станков для заточки червячных фрез включает три основ-
ных модели:
Модель .
Диаметр фрезы, мм .
Модуль, мм .
ЗА660Б
до 65
0,05—1
ЗА662
до £0°
0,5— U
3663-
до 320
1—22
Полуавтомат модели ЗА660Б выполнен с подвижным столом
Шаг винтового движения фрезы настраивается копирной линейкой.
Полуавтоматы модели ЗА662 и 3663 выполнены с подвижной шли-
фовальной бабкой. Шаг винтового движения настраивается смен-
ными зубчатыми колесами. Полуавтоматы трех указанных моделей
предназначены для заточки червячных фрез класса АА. Для фрез
класса ААА выпускается станок модели 3663П.
Рис. 152. Полуавтомат модели ЗА662:
/—'агрегат системы подачи и очистки охлаждающей жидкости,
2 — делительная бабка, 3 — задняя бабка, — пульт управле-
ния, 5 — педаль подвода пиноли задней бабки. — рукоятка
переключения иа прямую и винтовую канадку. 7 —станина,
8 — штурвал круговой подачи. 9 — маховичок настройки вели-
чины круговой подачи
Полуавтомат модели ЗА622 (рис. 152) предназначен для заточки
фрез класса АА диаметром 65—200 мм с модулем от 0,5 до 14 мм,
длиной до 280 мм, с углом наклона винтовых стружечных кана-
вок до ±40°; станок гндрофицирован и имеет высокую степень ав-
томатизации.
Затачиваемая фреза на оправке устанавливается в центрах де-
лительной 1 и задней 2 бабок (рис. 153), закрепленных на попереч-
262
пых салазках, которые перемещаются по направляющим станины
при настройке от маховичка 3. Отвод пиноли 4 задней бабки от гЯД-
роцилиндра 5 через две реечные передачи выполняется по сигналу
оператора при нажатии педали. Подвод происходит от того же гИД-
роцилиндра при отпущенной педали 6.
Салазки шлифовальной головки перемещаются по направляю-
щим позади станины от гидроцилиндра 7 через две реечных пере-
дачи 8, 9 и 10, 11. Ручное перемещение салазок при настройке вы-
полняется вращением квадрата 12. Шлифовальную головку повора-
чивают на угол наклона винтовых канавок квадратом сзади стан-
ка через червячную передачу и реечное зубчатое колесо, которое
обкатывается по зубчатому сектору.
Для вертикального подъема пиноли 13 шлифовальной головки
вручную служит маховичок 14. Перемещение пиноли для компенса-
ции износа шлифовального крута происходит автоматически в цук-
ле от шток-рейки гидроцилиндра 15 через храповое колесо 16, чер-
вячную и винтовую пары.
На передней стенке станины расположены кнопочная станция,
рукоятка 17 переключения на прямую или винтовую канавку, махо-
вичок ручной круговой подачи 18, маховичок настройки величины
автоматической круговой подачи 19 и ряд других органов управле-
ния. Справа к станине примыкает поворачивающийся на шарнирах
шкаф для электроаппаратуры, агрегат системы охлаждения и гид-
роагрегат располагаются вне станины позади станка.
Шпиндель 20 делительной бабки установлен в корпусе на пяти
подшипниках: нагрузка в передней опоре шпинделя воспринимает-
ся двухрядным подшипником с короткими цилиндрическими роли-
ками и двумя радиально-упорными подшипниками с предваритель-
ным натягом. В задней опоре установлены два радиально-упорных
подшипника.
На шпинделе жестко закреплены ступица со сменным делитель-
ным диском 21 и храповое колесо 22. Свободно посаженная из
шпиндель втулка 23, несущая на себе муфту 24, рычаги 25 и 26,
имеет паз, по которому перемещается ползушка с фиксатором. Зуб-
чатое колесо 28 с поводком 29 и собачкой 30 свободно поворачи-
вается на шпинделе.
Деление шпинделя происходит после каждого двойного хода са-
лазок шлифовальной головки при правом их положении, когда
шлифовальный круг полностью вышел из канавки фрезы. Во время
деления салазки неподвижны. В конце хода салазок срабатывает
золотник панели деления 31, который через систему рычагов 25, 26
и муфту 24 выводит фиксатор 27 из паза делительного диска 21.
Вслед за этим гидроцилиндр через шток-рейку 32, зубчатое коле-
со 28, собачку 30 и храповое колесо 22 поворачивает шпиндель 20.
Тогда фиксатор 27 опускается на делительный диск 21 и скользит
по его цилиндрической поверхности до момента встречи с очеред-
ным пазом, после чего деление заканчивается. Шток-рейка 32 со-
вершает обратный ход, при этом собачка 30 проскакивает по зубьям
храпового колеса 22, а в конце хода поджимается на заслонку,
263
полностью освобождая шпиндель от своего воздействия. Отвод
шток-рейки в крайнее положение дает сигнал на рабочий ход са-
лазок шлифовальной головки.
Рассмотрим работу механизма образования спирали и круговой
подачи. От вала 33, связанного через реечное зубчатое колесо 10
с рейкой //, закрепленной на салазках шлифовальной головки, че-
рез полумуфты 34, 35 вращение ‘передается на ведущее колесо 36
дифференциала. Далее через сателлитные колеса 37 и 38, ведомое
колесо 39 дифференциала, цилиндрические 40, 41 и конические ко-
леса 42, 43, гитару сменных колес а — в —с — d — е движение пе-
редается зубчатому венцу втулки 23, связанной со шпинделем че-
рез фиксатор и делительный диск. Гитара сменных колес настраи-
вается по формуле: i ~ b d— = 0.000024444313//, где Н — шаг
а • с • е
винтовых стружечных канавок, или по таблице, прикрепленной с
внутренней стороны -кожуха гитары. Набор, поставляемый со стан-
ком, состоит из 38 сменных зубчатых колес с модулем 2 мм.
При заточке фрез с правыми винтовыми канавками гитара со-
ставляется из пяти сменных колес а, в, с, d, е, а три левых канав-
ках в гитару вводится дополнительное «паразитное зубчатое колесо.
Сигнал на круговую подачу поступает от торцового выступа на
зубчатом колесе 44, которое связано с колесом, закрепленным на
шпинделе. При срабатывании микропереключателя 45 электромаг-
нит передвинет золотник и масло поступит в цилиндр подачи, кото-
рый через шток-рейку 46, колесо 47, поводок с собачкой 48, храпо-
вое колесо 49, зубчатый перебор 50, 51, блок реверса подачи 52, блок
53 и червяк 54 передает движение на червячное колесо, насажен-
ное на корпус ('водило) дифференциала. Поворот корпуса диффе-
ренциала приведет к повороту ведомого зубчатого колеса 39, а да-
лее по цепи образования спирали — и к повороту шпинделя с чер-
вячной фрезой. Величина автоматической круговой подачи зависит
от числа зубьев храпового колеса 49, захватываемых при каждом
ходе собачки 48 и регулируется посредством маховичка 19. Для
ручной круговой подачи служит маховичок 18.
В станке модели ЗА662 предусмотрено специальное устройство
для выборки люфтов в цепи образования спирали. Выборка люфтов
осуществляется гидроцилиндром 55 за счет осевого смещения чер-
вяка 54. При прямом ходе стола масло подается в одну полость гид-
роцилиндра, а при обратном ходе — в другую. Следовательно, в мо-
мент реверса стола поршень смещает червяк 54, выбирает все люф-
Рис. 153. Кинематическая схема полуавтомата ЗА662:
/ — делительная бабка, 2— задняя бабка, 8— маховичок поперечных салазок, 4—пиноль
задней бабки, 5, 7, 15, 55—гидроцилиндр, 6— педаль, 8, 11 — рейки, 9, 10—реечные зубчатые
колеса, 12—квадрат ручной продольной подачи, 13—пиноль шлифовальной головки, 14—ма-
ховичок, 16, 22, 49 — храповое колесо, П — рукоятка переключения на прямую и винтовую ка
навку. 18 — маховичок круговой подачи, /9—маховичок настройки величины круговой подачи.
20 —шпиндель делительной бабки, 21 — делительный диск, 23— втулка, 24—муфта. 25, 26 —
рычаги, 27— фиксатор, 28, 40, 41, 42, 43, 44, 41 — зубчатые колеса, 29— поводок, 30, 48 — собач
ка, 31 —- золотник, 32, 46 — шток-рейка, 33 —вал, 34, 35 — полумуфты, 36 — ведущее зубчатое
колесо, 37, 38 — сателлитные зубчатые колеса, 39—ведомое зубчатое колесо, 45— микропере-
ключатель. 50, 5/ —зубчатый перебор, 52, 53 — блоки зубчатых колес. 54 — червяк
ты и изменяет направление натяга в цепи образования спирали.
Поэтому при заточке фрезы можно не опасаться завалов передней
поверхности, а ход салазок лишь на незначительную величину дол-
жен превышать длину участка шлифования.
Универсальный механизм правки может работать как в цикле
заточки фрезы, так и ою команде от кнопки. Механизм приводится
в действие от гидроцилиндра и работает по копиру. Плоский копир
обеспечивает прямолинейную правку, а фасонный — криволиней-
ную. Место и величина хода алмаза регулируется перемещением
упоров. При ручной правке необходимо вращать квадрат, выходя-
щий из корпуса механизма правки. Для установки алмаза по высо-
те служит специальный упор, который крепится на кожух механиз-
ма правки.
В станке модели ЗА662 имеется специальная счетная схема,
контролирующая число выхаживающих проходов после съема при-
пуска.
§ 4. Контроль инструмента после заточки
При заточке дисковых зуборезных фрез могут
возникнуть три основных вида погрешностей: нерадиальность или
непрямолинейность передней поверхности, вызывающие искажение
профиля зуба фрезы, а также неравномерность окружного шага,
приводящую к биению режущих кромок.
Учитывая, что дисковые фрезы применяются для нарезания
зубчатых колес пониженной точности, проверку этих погрешностей
можно вести сравнительно простыми средствами. Непрямолиней-
ность передней поверхности проверяется лекальной линейкой. Ра-
диальность передней поверхности контролируется обычными при-
борами для контроля величины переднего угла, например, с по-
мощью маятникового угломера или специального прибора для изме-
рения передних углов (см. гл. XV). О неравномерности окружного
шага можно судить по биению режущих кромок на вершине зуба.
Дисковые зуборезные фрезы можно также проверять при помощи
приборов для контроля тех же элементов у червячных фрез.
В червячных фрезах помимо дефектов положения и фор-
мы передней поверхности, накопленной погрешности окружного
шага зубьев, возможна также погрешность шага винтовых канавок.
Червячные фрезы проверяются более квалифицированными прибо-
рами, зачастую специального назначения. В табл. 42 приведены ве-
личины допускаемых отклонений параметров червячных фрез, из-
меряемых после заточки.
Радиальность передней поверхности можно контролировать в
центрах при помощи индикатора с ценой деления 0,01 мм. Измери-
тельный наконечник располагают в горизонтальной осевой плоско-
сти и устанавливают индикатор на нуль при натяге 1—1,5 оборо-
та. Установку на нуль рекомендуется выполнять по блоку конце-
вых мер длины, верхняя поверхность которого совпадает с осью
центров или .по специальной оправке, имеющей срез в осевой пло-
266
скости. Проверяемую фрезу укрепляют на оправке в центрах так,
чтобы при соприкосновении измерительного наконечника с перед-
ней поверхностью у вершины зуба индикатор показывал нуль. По-
сле этого измерительный наконечник перемещают в радиальном на-
правлении и по показаниям индикатора определяют величину и
знак нерадиальности передней поверхности зуба. Проверку произ-
водят по среднему зубу в каждой винтовой стружечной канавке. За
отклонение от радиальности принимается наибольшая разность
показаний индикатора на длине зуба, обнаруженная во всех стру-
жечных канавках.
Таблица 42
Допускаемые отклонения параметров червячных фрез
Проверяемые параметры Обозначе- ние , Класс 1 точности Модули, мм
1—1,5 | 1.5-2,5 | 2,5-4 4-6 |б-ю I | 10-16
Допускаемые отклонении, мкм
Отклонения от радиальности пе- редней поверхно- сти в сторону под- нутрения △г АА А В С 25 32 50 80 32 40 63 100 40 50 80 125 50 63 100 160 63 80 125 200 100 160 250
Накопленная по- грешность окруж- ного шага канавок ^окр^ АА А В С 25 40 63 100 32 50 80 125 40 63 100 160 50 80 125 200 63 100 160 250 125 200 320
Разность сосед- них окружных ша- гов канавок ^окр АА А В С 20 32 50 80 25 40 63 100 32 50 80 125 40 63 100 160 50 80 125 200 100 160 250
Погрешность шага винтовых стружечных кана- вок АА Л В С ±2 ±3 ±5 в % от Н ±2 ±1,6 ±1,25 ±3 ±2,5 ±2 ±5 ±4 ±3 Не регламентируется ±1,25 ±2 ±3 [ сН,6 ±2.5
Погрешностью окружного шага канавок называется отклонение
окружного шага между стружечными канавками от теоретического
значения. Для проверки этой погрешности используются два вида
приборов: для сравнительного измерения окружных шагов и с дели-
тельным диском.
Для сравнительных измерений окружного шага проверку произ-
водят на приборах МИЗ типа КЗФ-150 (рис. 154, а). Проверяемую
фрезу укрепляют в центрах прибора. Измерительный суппорт /
устанавливают таким образом, чтобы наконечники неподвижного 2
и рычажного 4 упоров касались передних поверхностей двух сосед-
них зубьев в точках, расположенных примерно на одной окружно-
267
сти. В начале измерения индикатор 3 должен показывать нуль при
упоре суппорта 1 в установочный винт 5.
При измерении окружного шага последующих зубьев измери-
тельный суппорт 1 отводят от фрезы для вывода наконечников из
впадин фрезы. Затем фрезу поворачивают на один зуб, измеритель-
ный суппорт подводят к фрезе (до упора) и определяют показания
прибора. В результате измерения получают относительные отклоне-
ния окружного шага. Расчетным путем находят абсолютные погреш-
ности окружного шага, т. е. отклонения от теоретического шага и
накопленную погрешность окружного шага, а затем и наибольшую
накопленную погрешность окружного шага, -которая не должна пре-
вышать значения, указанные в табл. 42.
Рис. 154. Схемы контроля параметров червячной фрезы после заточки:
а—сравнительное измерение окружного шага на приборе типа КЗФ-160, б—аб-
солютное измерение окружного шага на приборе типа 17000, в — измерение ради-
альности и прямолинейности передней поверхности на приборе типа 17000; 1 —
измерительный суппорт, 2—неподвижный упор, 3, /3—индикатор, 4 — рычажный
упор, 5 — установочный винт, К — каретка, 7 — измерительный наконечник, 8 —
микромер, 9 — фреза, 10 —- фиксатор, // — рукоятка, 12 — делительный диск
Измерение на приборах с делительными дисками (рис. 154, б)
заключается в том, что фактические окружные шаги сравниваются
с теоретическими окружными шагами, которые воспроизводятся
при помощи точных делительных дисков прибора. Непосредствен-
ными результатами измерений являются накопленные погрешности
окружного шага. При измерении на приборе типа 17000 измери-
тельная каретка 6 устанавливается таким образом, чтобы измери-
тельный наконечник 7 располагался на среднем диаметре фрезы.
Вращая фрезу 9, подводят переднюю грань зуба к измерительному
наконечнику, создавая натяг на микромере 8. Замечают показания
микромера 8 и индикатора 13. Отводят измерительную каретку
так, чтобы измерительный наконечник 7 вышел за пределы зуба
фрезы, рукояткой 11 выводят фиксатор 10 из паза сменного дели-
тельного диска 12. После поворота делительного диска с фрезой на
следующий зуб подводят измерительную каретку в первоначаль-
ное положение.
В связи с тем что зубья червячной фрезы расположены по вин-
товой поверхности, в процессе измерения окружного шага проис-
ходит сдвиг контактной точки измерительного наконечника к бо-
ковой режущей кромке и при повороте фрезы на 180° наконечник
попадает во впадину между зубьями. Во избежание этого после
промера нескольких шагов, когда наконечник подойдет к боковой
режущей кромке, замечают показания микромера, затем продоль-
ным -перемещением всего узла измерительной каретки вдоль оси
фрезы смещают измерительный наконечник к противоположной
стороне профиля. Поворотом фрезы устанавливают на микромере
ту же величину отклонения, что и до смещения.
На приборе типа 17000 можно проверять также радиальность и
прямолинейность передней поверхности (рис. 154, в). При этом из-
мерительный наконечник 7 при помощи концевых мер длины уста-
навливают так, чтобы он двигался в осевой плоскости фрезы. Шка-
ла микромера 8 устанавливается на нуль.
Переднюю поверхность фрезы подводят к измерительному на-
конечнику, давая микромеру натяг на полный оборот с доведением
стрелки до нуля. Перемещая измерительную каретку б, следят за
показаниями микромера 8 и индикатора 13. Передний угол вычис-
ляется по формуле
. а
tgl==y,
где а — показания микромера; I — показания индикатора.
При контроле шага винтовых стружечных канавок на приборе
типа 17000 узел измерительной каретки перемещается вдоль оси
фрезы, которая посредством синусной линейки получает угловой по-
ворот, необходимый для воспроизведения теоретического шага вин-
товых канавок. Измерительный наконечник, касающийся передней
поверхности на среднем диаметре фрезы, фиксирует отклонения
фактического шага стружечных канавок.
Отклонение шага винтовых стружечных канавок можно опреде-
лять также на универсальном микроскопе.
У прямозубого долбяка следует проверить прямолиней-
ность передней грани (лекальной линейкой), величину переднего
угла (любым угломером, например, маятниковым) и торцовое бие-
ние передней поверхности на делительной окружности (индикато-
ром). Биение кромок не должно превышать 0,02 и 0,04 мм для дол-
бяков классов А и В соответственно.
У косозубых долбяков для косозубых колес проверяют
углы у и ₽д, характеризующие положение передних поверхностей
(используются обычные приборы для измерения углов), а также
биение режущих кромок на делительной окружности.
Контрольные вопросы
1. Чему соответствует профиль зуба дисковой зуборезной фрезы? Почему эти
фрезы изготовляют наборами?
2. Чем отличается фреза от червяка? Каких классов точности бывают чер-
вячные фрезы?
3. Чем отличается зуборезный долбяк от зубчатого колеса? Какую переднюю
поверхность имеют долбяки для прямозубых и косозубых колес?
4. По каким поверхностям изнашиваются и по каким затачиваются зуборез-
ные инструменты?
5. Какую форму должен иметь шлифовальный круг при заточке червячных
фрез с винтовым зубом?
6. Какие погрешности возникают при заточке червячных фрез и как они
влияют на работу фрезы и профиль нарезаемого колеса?
7. Чем отличаются методы сравнительного и абсолютного измерения ок-
ружного шага фрезы?
ГЛАВА XV 111
ЗАТОЧКА ПРОТЯЖЕК
§ 1. Назначение и типы протяжек, их конструктивные
и геометрические особенности
Протяжки являются многозубыми режущими инструментами,
применяемыми для обработки отверстий, пазов и наружных поверх-
ностей с простым или произвольным фасонным контуром. При
резании протяжками применяют только одно, обычно, поступатель-
ное движение инструмента, скорость которого является скоростью
резания. Движения подачи отсутствуют, а срезание слоев металла
Sz осуществляется за счет увеличения высоты или ширины после-
дующего зуба относительно предыдущего зуба протяжки (рис. 155).
Если срезание слоев осуществляется за счет превышения высоты
последующего зуба по отношению к предыдущему, то такая схема
называется обычной или одинарной (рис. 156,а).
Если зубья протяжки разбиты на группы, в пределах которой
зубья имеют одинаковую высоту, но различную длину режущей
кромки последующего зуба по отношению к предыдущему, то такая
схема срезания слоев металла называется групповой
(рис. 156,6). В процессе резания стружка размещается во впадине
между зубьями, размеры которой должны быть достаточными для
полного размещения стружки (см. рис. 155).
Протягивание отверстий различной конфигурации с замкнутым
контуром называется внутренним протягиванием, а об-
разование наружных поверхностей с незамкнутым контуром с по-
мощью протяжек — наружным протягиванием.
270
Основные типы внутренних протяжек следующие: круглые — для
обработки круглых отверстий; квадратные — для протягивания
квадратных отверстий из круглого; шпоночные — для обработки
шпоночной канавки; шлицевые прямые или спиральные—для об-
работки многошпоночных (шлицевых) отверстий; фасонные (эволь-
вентные, остроугольношлицевые и т. д.) — для обработки отверстий
фасонного профиля; комбинированные и т. п. На рис. 157 показаны
схемы работы некоторых протяжек.
Рис. 155. Схема срезания слоев металла при протягивании
Рис. 156. Схемы срезания слоев металла при протягивании:
а — одинарная, б — групповая
Конструкция внутренних протяжек предусматривает следующие
составные части (рис. 157, а) :
271
хвостовик 1 с длиной Zx, предназначенный для закрепления про-
тяжки в патроне;
шейка 2 с длиной /ш, соединяющая хвостовик с передней на-
правляющей частью 4 переходным конусом 3 длиной /п.к;
-передняя направляющая 4 с длиной /п.н, обеспечивающая цент-
рирование или направление протяжки в начальный момент работы
рабочих зубьев;
рабочая часть с длиной /Р, состоящая из рабочих зубьев;
калибрующая часть с длиной ZF, состоящая из 4—8 калибрую-
щих зубьев;
Рис. 157. Схема работы основных типов протяжек:
а — протягивание отверстия круглой протяжкой, б—протягивание отвер-
стия круглой прошивкой, в — протягивание наружной поверхности тела
вращения плоской протяжкой, г — протягивание наружной поверхности те-
ла вращения дисковой протяжкой, д — протягивание наружной поверхно-
сти тела вращения охватывающей протяжкой, е — протягивание внутрен-
ней поверхности тела вращения дисковой протяжкой
задняя направляющая часть 5 с Длиной /З.ю предназначенная
для поддержки и центрирования протяжки при выходе из контак-
та последних зубьев;
задний хвостовик с длиной /ц, предназначенный для соединения
протяжки с патроном на станках для автоматического протягива-
ния.
Для изготовления протяжек применяют в основном инструмен-
тальную сталь ХВГ и быстрорежущие стали Р9, Р12 и Р18. Для об-
работки твердых материалов, имеющих включения, используют
сборные протяжки, оснащенные твердым сплавом.
Передние углы у 'протяжек измеряют в «плоскости, нормальной
к режущей кромке. Чем больше передний угол, тем меньше сила
протягивания. Рекомендуемые значения переднего угла (средняя
величина) зависят от обрабатываемого материала и вида зубьев и
приведены в табл. 43.
Таблица 43
Рекомендуемые значения переднего угла у протяжек
Обрабатываемый материал Передний угол, град
обдирочные зубья 1 чистовые и калиб- рующие зубья
Сталь 15—18 5
Чугун серый 5—10 5
Чугун КОВКИЙ 10 5
Алюминиевые сплавы 20 20
Латунь, бронза 5 5
Жаропрочные сплавы 15 5
Титановые сплавы 3—5 5
Задние углы у протяжек измеряются в осевой плоскости, совпа-
дающей с направлением перемещения протяжек при протягивании.
Средние значения задних углов зависят от типа протяжки и
вида зубьев на протяжке (табл. 44).
Таблица 4'4
Рекомендуемые значения задних углов у протяжек
Тип протяжки Задний угол, град
черновые зубья чистовые зубья калибрую- щие зубья
Круглые шлицевые 3 2 1
Шпоночные 3 2 2
Наружные нерегулируемые 3—4 2 1—2
Наружные регулируемые 3—4 3-4 3—4
На всех угловых переходах необходимо затачивать переходные
режущие кромки длиной 0,3—0,5 мм. Задние углы на переходных
кромках равны заднему углу на основных режущих кромках.
На калибрующих зубьях внутренних протяжек для сохранения
размера задний угол на ленточке шириной 0,2—1,2 мм равен нулю
или выполняется в пределах 0,5—10°.
Ширина ленточки на калибрующих зубьях минимальная, у пер-
вого зуба 0,2 мм и постепенно увеличивается к последнему калиб-
рующему зубу.
Калибрующие зубья не имеют подъема зуба и не снимают
стружку. По мере износа и переточки режущих зубьев калибрую-
щие зубья последовательно переводят в режущие путем переточки.
Для уменьшения шероховатости и получения высокой точности
в конце калибрующих зубьев делается несколько уплотняющих
зубьев.
На режущих зубьях протяжек для обеспечения образования
стружки и возможности ее удаления из впадины вышлифовываются
стружкоделительные канавки. Угол между сторонами канавки при-
нимается в зависимости от диаметра протяжки в пределах от 45
до 60°.
Количество канавок на круглых протяжках диаметром от 10
до 80 мм выбирается в пределах от 6 до 36 шт. с таким расчетом,
чтобы расстояние между ними было не более 5—7 мм. Ширина ка-
навки— в пределах 0,6—1,2 мм, глубина впадины — от 0,4 до
0,8 мм, а радиус закругления дна впадины — от 0,2 до 0,4 мм в за-
висимости от диаметра протяжки. Примерно такие же размеры
канавок делаются на шпоночных, шлицевых, прямоугольных и пло-
ских протяжках.
§ 2. Износ протяжек и величина слоя, сошлифовываемого
при переточках
Износ зубьев .протяжки происходит по всем поверхностям, кото-
рые имеют контакт с обрабатываемой деталью и стружкой в про-
цессе резания: по передней и задней поверхностям, по уголкам и пе-
реходным режущим кромкам, по ленточке у калибрующих зубьев
(рис. 158, о, б, в). Лимитирующим износом является износ задней
поверхности /?3 и /гу и округление кромки зуба протяжки (рис. 158, а).
Рис. 158. Схема износа зубьев протяжек:
а — шпоночная протяжка без стружкоделительных канавок, 6 — шпо
яочиая протяжка со струж ко делительными канавками, в — круглая
яротяжка со стружкоделительными канавками, «-— износ по передней
и задней поверхностям и округление режущего лезвия зуба протяжки
274
Допустимая величина износа по задней поверхности зубьев про-
тяжек ha находится в пределах 0,10—0,15 мм, а по уголкам струж-
коделительных канавок — в пределах 0,2—0,4 мм. Нарастание изно-
са по задней поверхности до указанных пределов происходит про-
порционально времени работы. Округление режущей кромки проте-
кает неравномерно, несколько интенсивнее в начальный период и
стабилизируется в последующий период работы.
Чрезмерное округление кромки вызывает ухудшение шерохова-
тости поверхности, изменение размеров и формы протягиваемых от-
верстий. Поэтому допустимые значения величины износа по задней
поверхности и величины округления режущей кромки лимитируют-
ся в основном технологическими требованиями к качеству поверх-
ности деталей.
Восстановление режущих свойств зуба протяжки осуществляет-
ся путем переточки по передней поверхности, так как при этом
уменьшение диаметра зубьев будет минимальным. Однако даже при
малых значениях углов на зубьях протяжек диаметр зубьев убывает
и величину стачиваемого слоя Xi (рис. 158, г) необходимо согласо-
вывать с величиной допуска на диаметр протягиваемого отверстия.
Обычно эту величину принимают:
хт = h3 4- 0,05 мм.
Средние величины толщины слоя, сошлифовываемого за одну
переточку (мм) в зависимости от типа протяжек, следующие: круг-
лые — 0,15—0,30; шлицевые — 0,15—0,25; шпоночные — 0,25—0,30;
профильные — 0,15—0,25; комбинированные — 0,15—0,125.
Меньшие цифры относятся к чистовым протяжкам, а большие —
к черновым протяжкам, работающим в напряженных условиях. Об-
щая -величина слоя на все переточки обычно находится в пределах
до 1,5 мм.
Наружные и шпоночные протяжки перетачиваются по задним
поверхностям. По мере уменьшения высоты зубьев и уменьшения
объема канавок после 3—5 переточек необходимо углублять впади-
ну зуба и производить перешлифовку по передней поверхности.
§ 3. Технологический процесс заточки протяжек
Технологический процесс заточки протяжек и режимы заточки
должны быть такими, чтобы выдержать требуемые геометрические
параметры и размеры (подъем на зуб), шероховатость затачивае-
мой поверхности и радиус округления режущих кромок в задан-
ных пределах.
Заточка передней поверхности внутренних протяжек может осу-
ществляться конической поверхностью круга тарельчатой формы
(рис. 159), так как передняя поверхность внутренних протяжек яв-
ляется конической, то при положительном переднем угле необхо-
димо, чтобы шлифовальный крут «вписывался» в размеры канавки
и не «разваливал» зуб. Это возможно, если в сечении АА радиус
кривизны конической поверхности крута будет меньше радиуса кри-
275
визны конической передней поверхности протяжки. Поэтому заточ-
ка передней поверхности внутренней протяжки не может осуществ-
ляться торцом круга. Более того, диаметр шлифовального круга не
должен быть слишком большим; его величина должна согласовы-
ваться с размерами протяжки и углом р установки шпинделя за-
точного станка.
Из рис. 159 следует, что == ——— и Rv*= -----------г.
2 sin 7 2 sin (3 — у)
Учитывая, что Rn > R«, получим:
DK<
Di sin (ft — ?)•
sin 7
Например, при р=40°; у=16°, А=36 мм получим следующие результаты
расчета
36. sin (40—16°) 36. sin24е 36.0,406 rn
---------------— =------------= ----------= 53 мм
K sin 16° sin 16е 0,276
Выбираем DK = 45 мм.
После выбора требуемого диаметра круга и закрепления его на
станке производится правка конической 1поверх'ности и радиусной
части круга при помощи алмазно-металлического карандаша или
бруска из карбида кремния зеленого. Шпиндель круга при оправке
устанавливается под углом р—у (рис. 160) относительно оси цент-
ров передней и задней бабок станка.
Рис. 159. Схема заточки круглой
протяжки по передней поверхности
Рис. 160. Схема уста-
новки шпинделя шли-
фовального круга при
правке конической по-
верхности тарельчато-
го круга
Для заточки протяжек из быстрорежущих и инструментальных
сталей применяются круги 24А, зернистостью 16—25, твердостью
CMI—СМ2 на керамической связке. При доводке протяжек мелко-
зернистыми кругами зернистость круга уменьшается до 10-го номе-
ра, связка бакелитовая, твердость — С2.
Окружная скорость круга принимается равной 20—25 м/с при
заточке протяжек из стали Р18 и ХВГ ив пределах 18—20 м/с —
для стали Р9, Р12.
При заточке внутренних протяжек окружная скорость протяжки
выбирается в пределах 10—15 м/мин.
Глубина шлифования за каждый проход при заточке плоских
наружных дротяжек не должна превышать 0,02—0,04 мм. При за-
точке круглых протяжек разовая подача на глубину шлифования
не должна превышать 0,03—0,05 мм. После снятия всего припуска
следует дать некоторое время на выхаживание до полного исчезно-
вения искры. Контроль за полнотой сошлифования, требуемого
затупленного слоя, осуществляется либо при помощи измерений,
либо путем визуального наблюдения за шириной блестящей ленточ-
ки затупления по задней поверхности (см. рис. 158). При заточке
передней .поверхности протяжки круг вводится во впадину до сопри-
косновения с ее дном и постепенно перемещается к 'передней по-
верхности. Это позволяет получить впадину без уступа, который мо-
жет помешать завиванию стружки.
Рис. 161. Схема установки круга при вышлифовании стружко
разделительных канавок:
а — правильно, б — неправильно, в —в сечении, перпендикулярном оси
протяжки
Вышлифовывание стружкоразделительных канавок производит-
ся методом врезания периферией круга, образующая которого при
правке получает надлежащий профиль (рис. 161, в). Ось круга
должна иметь необходимое смещение К относительно передней по-
верхности (рис. 161, а) для образования задних углов на вспомога-
тельных кромках стружкоразделительной канавки.
Если величина смещения К будет недостаточной (рис. 161,6),
то при заточке могут быть получены слишком малые или даже от-
рицательные задние углы, которые вызывают чрезмерно большой
износ уголков. Вышлифовывание канавок необходимо проводить
очень осторожно, так как можно повредить кромку следующего
зуба. Нельзя шлифовать канавки с большими поперечными пода-
чами, так как это вызовет местный отжиг на зубе протяжки, резкое
снижение твердости на уголках.
В протяжках группового резания разделение стружки произво-
дится широкими выкружками (размеры а и R) (рис. 162, а) которые
могут вышлифовываться кругами с цилиндрической (рис. 162, б) или
с конической (рис. 162, в) рабочей поверхностью. В первом случае
вышлифовывание осуществляется с продольной подачей стола, а
необходимые задние углы на вспомогательных режущих кромках
обеспечиваются надлежащим наклоном оси протяжки (рис. 162,б).
Во втором случае образующая конуса составляет с осью протяжки
ai = 44-6o (рис. 162, в).
Рис. 162. Схема расположения круга при вышлифовывании вы-
кружек на протяжках группового резания:
а — расположение выкружек на зубьях круглой протяжки, б —вышлифо-
вывание выкружки кругом с цилиндрической поверхностью, в — вышлифо
вываиие выкружки кругом с конической поверхностью
Доводка протяжек осуществляется обычно по задним по-
верхностям пастами или мелкозернистыми кругами на бакелитовой
связке.
На большинстве заводов доводка круглых протяжек производит-
ся на токарном станке со специальным приспособлением, которое
обеспечивает вращение доводочного круга (2500—3000 об/мин) и
его быстрое возвратно-поступательное перемещение (осцилляцию)
вдоль образующей задней поверхности (300 дв. ход/мин). Амплиту-
да колебаний притира должна регулироваться. В одном из приспо-
соблений это осуществлено при помощи сменных эксцентриков,
обеспечивающих ход, равный 0,5; 1; 3, 4 и 5 мм.
Диаметр притира выбирают таким, чтобы при колебательных
движениях шпинделя притир не задевал соседних зубьев. Иногда
принимают диаметр притира меньше, чем шаг между зубьями у до-
водимой протяжки.
Доводочная головка приспособления имеет подпружиненный
шпиндель (рис. 163), что позволяет осуществлять доводку с норми-
рованной нормальной силой, обычно равной 1—2 кгс. Головка со-
стоит из корпуса /, пружины 2, гильзы 5, ограничительного коль-
278
доводят все зубья, имеющие
Рис. 163. Схема доводки задней
поверхности круглой протяжки
ца 4 и притира 5. Угол наклона р доводочного шпинделя равен зад-
нему углу а на протяжке. Если угол 0 будет больше, чем а, то при
доводке придется снимать излишне большой припуск, что увеличи-
вает износ притира и время доводки. Поэтому установку доводоч-
ного шпинделя следует выполнять тщательно, чтобы обеспечить при
доводке снятие равномерного слоя. Доводка зубьев протяжек про-
изводится последовательно: вначале
одинаковый задний угол, а затем
зубья, имеющие по тем или иным
причинам иной задний угол. При-
пуск .после шлифования на доводку
оставляется в пределах 0,01—0,02 мм
и снимается в две операции: предва-
рительную и окончательную. Пред-
варительная доводка осуществляет-
ся металлическими притирами,
обычно из серого чугуна с помощью
пасты зернистостью М20 из окиси
хрома и карбида бора или синтети-
ческих алмазов. Паста наносится
тонким слоем и растирается на зад-
них поверхностях зубьев протяжки.
Скорость вращения протяжки при-
нимается равной 14—16 м/мин для
круглых протяжек и 3—10 м/мин
для шлицевых протяжек.
При окончательной доводке сни-
мается припуск 0,002—0,003 мм и
обеспечивается шероховатость поверхности в пределах 10—11-го
классов шероховатости поверхности.
§ 4. Контроль протяжек после заточки
Для контроля переднего угла после заточки можно использо-
вать универсальный угломер или специальные угломеры с набором
сменных радиусных шаблонов. При измерении опорная поверхность
угломера накладывается на зубья протяжки, а шаблон соответству-
ющим ребром совмещается с передней поверхностью протяжки.
У плоских протяжек после заточки по задней поверхности
контролируется задний угол и величина подъема на зуб, т. е. раз-
ность между высотами двух смежных зубьев. Измерение высоты
зубьев осуществляется при помощи микрометра, а измерение зад-
него угла —-при помощи шаблонов или при помощи угломера.
Контрольные вопросы
1. Расскажите об особенностях конструкции протяжек.
2. Почему переточка зубьев у внутренних протяжек осуществляется по пе-
редней поверхности?
3. Выберите характеристику круга для заточки протяжки из быстрорежущей
стали.
279
4. Расскажите о назначении доводки зубьев протяжки Как она осущест-
вляется?
5. Расскажите о назначении и вышлифовке стружкоразделительных канавок.
6. Как осуществляется контроль геометрических параметров протяжек после
заточки?
ГЛАВА XIX
ПРОФИЛЬНОЕ ШЛИФОВАНИЕ
§ 1. Особенности профильного шлифования
Профильным шлифованием называется обработка деталей по
сложному контуру, который нельзя обработать простым движением
круга простой формы. Кругами простой формы считают шлифо-
вальные круги, у которых рабочая поверхность — цилиндр (круг
ПП), конус (круг 1Т и др.) или плоский торец (круг ЧЦ, ЧК и др.).
Простыми движениями являются вращательное и прямолинейное
п оступатель ное.
Кругами простой формы при простых движениях можно образо-
вать только три вида поверхности: цилиндрическую, коническую
(обе могут быть наружными или внутренними) и ’плоскость. Обра-
ботка сферических и торовых поверхностей, некруговых цилинд-
ров, сочетания нескольких конусов и цилиндров, сочетания не-
скольких -плоскостей и другие относятся к области профильного
шлифования.
Профильным шлифованием обрабатывают пуансоны, элементы
разъемных матриц, вкладыши штампов и пресс-форм, шаблоны,
призматические и круглые фасонные резцы, рабочие и хвостовые
части сверл и метчиков и другие детали. Для профильного шлифо-
вания используют круглошлифовальные, внутришлпфовальные,
бесцентровошлифовальные, плоскошлифовальные и специальные
профилешлифовальные станки.
Профильное шлифование ведут одним из двух методов обработ-
ки: копированием или огибанием (табл. 45).
При методе копирования профиль детали на обрабаты-
ваемом участке полностью совпадает с профилем шлифовального
круга. Поэтому для получения сложного контура на детали круг за-
правляют по сложной кривой при помощи специальных приспособ-
лений. При методе огибания профили детали и шлифовально-
го круга не совпадают, а сложный контур детали образуется как
огибающая различных положений шлифовального круга простой
формы.
Первый метод профильного шлифования является наиболее рас-
пространенным, так как позволяет использовать универсальное обо-
рудование и обеспечивает сравнительно высокую производитель-
ность труда. Особенно широко метод копирования применяется на
плоскошлифовальных станках. Для этой цели используют плоско-
шлифовальные станки инструментального типа высокой и особо
высокой точности с .прямоугольным столом и горизонтальным шпин-
делем.
Станок
Таблица 45
Схемы профильного шлифования
Метод
Круглошлмфовальный
Плоскошлифовальный
Профилешлифоваль-
ный
Бесцёнтровошлифо-
вальиый
огибание
копирование
Профилешлифовальные станки предназначены специально для
выполнения профильной обработки с высокой точностью. Эти стан-
ки обычно основаны на принципе копирования чертежа или шабло-
на и могут быть механического или оптического действия.
Механический профилешлифовальный станок с пантографом
(рис. 164, а) имеет шаблон 1 и щуп 2, поступательное перемещение
которого передается на шлифовальный круг 5 через пантограф 4 с
уменьшением, а поворот щупа в горизонтальной плоскости через
вспомогательный двойной параллелограмм 3. Точность перемеще-
ния шлифовального круга определяется точностью изготовления
шаблона и точностью передаточного отношения пантографа.
Движение продольной подачи $Пр придано обрабатываемой дета-
ли 6. Настроечные перемещения «ш.п и $ш.пр совершает шаблон.
Рис. 164. Схемы работы профилешлифовальных станков
с пантографом:
а — механического, б — оптического, в — поле зрения микроскопа
Оптический профилешл1}фовальный станок с пантографом
(рис. 164, 6) работает по чертежу /, выполненному в увеличенном
масштабе 50 : 1. Игла 2 перемещается пантографом 3 с передаточ-
ным отношением 1 : 50 и фиксируется микроскопом 4 с 25-кратным
увеличением, закрепленным на другой тяге пантографа. Перекрес-
тие микроскопа повторяет траекторию иглы, уменьшенную в 50 раз,
т. е. соответствующую истинным размерам детали. В окуляре ми-
кроскопа (рис. 164, в) видны перекрестие окуляра, участок .поверх-
ности обрабатываемой детали и контур шлифовального круга. Пе-
ремещение иглы на чертеже из точки А в точку Б сопровождается
282
перемещением перекрестия. Точку периферии шлифовального круга
надо переместить из точки А в точку Б крестовым суппортом шли-
фовальной бабки.
Оптическая система профилешлифовального станка с экраном
(рис. 165) представляет собой проектор, дающий изображение де-
тали и шлифовального круга с 50-кратным увеличением. На экран 1
накладывается чертеж детали, выполненный на кальке в масшта-
бе 50 : 1. Таким образом, на экране оператор видит (поверхности за-
готовки 3, шлифовального круга и чертеж в одинаковом масштабе.
Перемещая шлифовальный
круг механизмом крестового
суппорта 2, оператор ведет
рабочую точку периферии
круга -по линии контура чер-
тежа и, снимая припуск с де-
тали, добивается совпадения
ее профиля с чертежом.
Если на оптическом стан-
ке с пантографом -криволи-
нейный участок контроли-
руется только по отдельным
точкам при перемещении иг-
лы, то на стайке с экраном
обработка криволинейного
участка проверяется непре-
рывно.
Оптические профилешли-
фовальные станки позво-
ляют шлифовать профили
сложного очертания как у
плоских, так и у .круглых
деталей с точностью 0,01—
0,02 мм. Особенно целесооб-
Рис. 165. Оптический профилешлифо-
вальный станок с экраном
разны эти станки при обработке сложных профилей небольшого
размера в единичном производстве. Однако шлифование прямоли-
нейных участков значительной длины и профильных деталей боль-
ших габаритов можно более произвольно выполнить на плоскошли-
фовальном станке.
§ 2. Правка шлифовальных кругов по профилю
Для профилирования шлифовальных кругов из электрокорунда
на керамической связке применяют различные правящие инстру-
ментьг как алмазные, так и безалмазные.
Алмазные карандаши марки Ц6 с алмазами, расположен-
ными цепочкой, используют для профилирования кругов по прямо-
линейным или пологим участкам.
Ал мазы в оправе и алмазные иглы марок И1 и И2
применяются для профилирования шлифовальных кругов по дуго-
283
вым и (Прямолинейным участкам при высоких требованиях к шеро-
ховатости и точности обработки.
Фасонные ролики (стальные, твердосплавные и алмаз-
ные) предназначены для правки шлифовальных кругов по сложно-
му профилю, главным образом в условиях серийного производства
фасонных деталей.
Профиль шлифовального круга является сочетанием прямоли-
нейных и дуговых (выпуклых и вогнутых) участков. Поэтому пра-
вильные приспособления, использующие алмазные карандаши или
иглы и алмазы в оправе, создают для прямолинейной правки, прав-
ки .по дуге окружности, универсальными («правка дуг и прямых)
и работающими по копиру.
В качестве примера использования описанного приспособления
рассмотрим процесс правки круга для шлифования профиля шабло-
на (рис. 167, а). Круг прямого профиля высотой 20 мм правится по
торцам на размер А = 17,90-7-17,95 мм, т. е. меньше 18 мм. Затем от
руки куском карбида кремния заправляют поднутрения на торцовых
участках круга, чтобы обеспечить образование вертикальных стенок
профиля шаблона. Участки профиля шлифовального круга, очерчи-
ваемые дугами окружности, профилируют поочередно, причем вер-
шину алмаза располагают ниже оси качания поворотного корпуса
на 26,7±0,02 мм. Для профилирования правой стороны круга при-
способление боковой стороной прижимают к упорному угольнику
плиты (рис. 167,6), а плоскость симметрии профиля круга распо-
Рис. 166. Приспособление для правки круга по дуге окружности
Приспособление для правки шлифовального круга по дуге ок-
ружности (рис. 166) состоит из основания /, устанавливаемого на
стол или магнитную плиту станка, поворотного корпуса 2 с махо-
вичком 5, ползуна кронштейна 3 с алмазодержателем 4, перемещае-
мого при настройке винтом 9, градусной шкалы отсчета 6 с нониу-
сом 7 и двух упоров 8, устанавливаемых в дугообразном пазу осно-
вания 1 и ограничивающих угол качания поворотного корпуса 2.
Алмаз устанавливают по блоку концевых мер, высота которого:
h2—hi + R — для выпуклого профиля, h2=hi—R— для вогнутого
профиля, где hi — расстояние от основания приспособления до оси
ОО поворотного корпуса 2, R — радиус профиля круга.
Таким образом, при правке выпуклого .профиля вершина алма-
за располагается ниже оси качания, а при правке вогнутого профи-
ля — выше оси качания.
Рис. 167. Правка шлифовального круга для обработки профиля шаб-
лона:
fl —профиль шаблона, б—правка правой стороны, в —правка левой стороны,
е — шлифование шаблона; /— корпус приспособления, 2— алмаз, 3— лекаль-
ные тиски с шаблоном
лагают на расстоянии 40±0,02 мм от оси качания приспособления.
Для .правки левой стороны приспособления «перемещают вправо на
40 мм, для чего между угольником плиты и приспособлением уста-
навливают концевую меру размером 40 мм (рис. 167,в). Профили-
рование правой и левой стороны заканчивается .при одинаковом по-
ложении лимба вертикальной подачи.
Закончив профилирование двух выпуклых боковых дуг, присту-
пают к правке периферии крута для «получения размера 4,5 мм. Для
этого, не меняя установки приспособления, кронштейн с алмазодер-
жателем опускают в нижнее положение и закрепляют. Затем, поль-
зуясь лимбами вертикальной «подачи шлифовальной бабки и попе-
речной подачи стола, правят периферию круга по прямой до дости-
жения размера 4,5±0,02 мм (рис. 167, а). Профиль круга прове-
ряют путем шлифования текстолитовой пластины и приступают к
обработке шаблона (рис. 167, г).
Приспособление для правки по копиру (-рис. 168, а) применяется
для профилирования шлифовальных кругов по сложному криволи-
нейному контуру, который трудно-получить при поэлементной прав-
ке. В связи с трудоемкостью изготовления копира такая правка
Рис. 168. Приспособление для правки по копиру:
а — без коррекции, б — с коррекцией
целесообразна толь-
ко .при достаточной
партии деталей или
.повторяемости зака-
зов. Настройка и эк-
сплуатация приспо-
собления отличают-
ся простотой.
Приспособление
состоит из подклад-
ной плиты /, ‘©снова-
ния 2, стойки 3, пи-
ноли алмазодержа-
теля 4, копирующего
щупа 6У копира 5.
Приспособление по
поверхности под-
кладной плиты пере-
мещают вручную та-
ким образо-м, чтобы
щуп постоянно упи-
рался в кромку ко-
пира. Для того что-
бы траектория вер-
шины алмаза пол-
ностью совпадала с
траекторией кромки
щупа и, следователь-
но, с профилем ко-
пира, перпендику-
ляр, опущенный из вершины алмаза на плоскость плиты, должен
проходить через кромку щупа, форма которой должна полностью
повторять форму вершины алмаза.
Для выполнения последнего условия кромка щупа шлифуется
врезанием круга, в котором канавка сделана врезанием вершины
алмаза. Кроме того, для предотвращения искажения формы копира
правка должна идти в осевой плоскости шлифовального крута, а
плоскость шаблона следует устанавливать -параллельно плоскости
подкладной плиты. В некоторых случаях при необходимости вне-
сения коррекции в высотные размеры профиля копира устанавли-
вают под некоторым углом к плоскости плиты (рис. 168, б).
286
Для повышения точности правки по копиру используют приспо-
собления с пантографом. Это позволяет изготавливать шаблоны
в масштабе, значительно превышающем размеры заданного профи-
ля, и при правке получать очень точный профиль.
Материалом стальных фасонных роликов для -правки (рис. 169)
обычно служит закаленная сталь 40Х, У10А или Р6М5 в зависимо-
сти от требуемой износоустойчивости. Наружный диаметр ролика
80—100 мм. После токарной обработки и шлифования профиля на
ролике фрезеруют пазы шириной 1 —1,5 мм и глубиной ниже про-
филя на 7—12 мм. Шаг пазов переменный.
Рис. 169. Правка шлифовального круга стальным фасонным роли-
ком
Подлежащий профилированию шлифовальный крут предвари-
тельно заправляют карбидом кремния. Затем приспособление с ро-
ликом устанавливают на магнитную плиту станка. Для предотвра-
щения заклинивания круга с роликом 1 его ось 2 размещают не под
осью круга, а со смещением на 5—7 мм по вращению круга. Затем
вводят круг в контакт с роликом 1, закрепленным в центрах 3 и 4
приспособления. Рукояткой 6 через зубчатые колеса 5 ролик приво-
дится во вращение со скоростью 5—8 м/мин. Вращающийся под
воздействием ролика шлифовальный круг медленно опускают до
тех пор, пока весь профиль не будет спрофилирован.
§ 3. Технологический процесс профильной обработки
при плоском шлифовании
Крепление и установка деталей при профильном шлифовании
осуществляется магнитным и механическим способами.
Основным средством магнитного крепления служат электромаг-
нитные -плиты и плиты с постоянными магнитами, которые выпол-
няют прямоугольными или круглыми (магнитные столы). Для дета-
287
лей, имеющих скосы и выступы, не позволяющие укрепить их в
нужном положении на зеркале магнитной плиты, -применяют раз-
личные магнитные блоки (рис. 170,а), которые с небольшими по-
терями передают магнитный силовой поток, создаваемый -плитой.
Блоки состоят из чередующихся латунных и железных пластин или
изготовляются из латунного корпуса, в который запрессовываются
стальные стержни.
Рис. 170. Приспособления для установки и закрепления деталей:
а — магнитные блоки, б — тиски с поворотными губками
Для закрепления деталей со скосами применяют тиски с пово-
ротными губками (рис. 170, б). Тиски имеют основание / с четырьмя
роликами 9, используемыми для точной установки тисков в гори-
зонтальной плоскости, поворотную губку 6 с осью поворота 10 и
установочным роликом 7, служащим для точного поворота губки,
подвижную губку 4 с самоустанавливающимся вкладышем 5 и при-
жимными планками //, передвижную гайку 3 и винт 2. При изме-
нении блока концевых мер 8 можно получать различные (до 45°)
углы наклона плоскости -поворотной губки.
Широкое распространение получили различные приспособления,
основанные на принципе синусной линейки, позволяющие вести
установку углов с точностью до ±Г (рис. 171). К основанию любого
синусного приспособления «прикреплены два параллельных валика
одинакового диаметра с точным расстоянием L между их осями, на-
зываемым базой приспособления. Если под один валик подложить
блок мерных плиток размера h, то основание приспособления на-
клонится под углом
Рис. 171. Синусные приспособления:
а — линейка, б — тиски, в — магнитное, г — центровое, д — кубик, е — двойное
На -простом синусном приспособлении (синусной линейке) де-
таль -крепится прихватами. Детали с параллельными сторонами за-
жимаются в синусных тисках. Возможно крепление детали на си-
нусной магнитной плите или в центрах. Известны конструкции
центровых синусных приспособлений с делительным диском. Синус-
ный кубик используют для продольного шлифования шаблонов.
В тех случаях когда положение скоса, подлежащего обработке, за-
дано на детали двумя углами, во взаимно перпендикулярных пло-
скостях применяют двойные синусные приспособления.
Рассмотрим несколько примеров профильного шлифования ме-
тодом копирования. Шлифование шаблона с симметричным профи-
лем, состоящим из трех прямолинейных и одного дугового участка
(рис. 172), ведется двумя шлифовальными кругами: вначале по
половинам дугового участка, затем по прямолинейным. Круг для
шлифования дугового участка правится по дуге радиуса
21,2 ±0,02 мм с переходом за центральную часть дуги на 0,5- 1,0 мм,
а также по прямой для достижения высоты дугового профиля
10,8±0,01 мм. Лекальные тиски / с закрепленным в них комплек-
том шаблонов 2 устанавливают на магнитную плиту 3 до упорного
уготьника 4 и шлифуют первую половину дуги профиля, выдержи-
вая размер 10,8—0,02 мм. Затем тиски переворачивают и шлифуют
вторую половину дуги профиля, не допуская врезания круга в ра-
нее прошлифованный участок. Заправленный по дуге круг снимают
и на его место устанавливают круг прямого профиля шириной
10 мм, который правят по периферии и по торцам, уменьшая его
высоту до 9 мм. После шлифования прямолинейных участков од-
ной и другой стороны шаблона (с поворотом тисков) проверяется
размер 58,4±0,02 при помощи блока концевых мер.
Рис. 172. Процесс шлифования шаблона
Пои обработке фасонных резцов профиль шлифовального круга
не совпадает ни с профилем резца, ни с профилем детали. В таком
случае наиболее целесообразно правку шлифовального круга вест
в приспособлении для правки по копиру (см. рис. 168, б) Копир
при этом наклоняется на угол р, что автоматически дает рр
цию профиля шлифовального круга.
Для резца, имеющего передний угол у и задний угол а, угол
наклона копира pt выбирается следующим образом:
1Д — a_j_y — при задании профиля резца в плоскости .передней п
верхности;
cos (а 4-т)
р — аге cos--1—L-LL- — при задании профиля детали в ее осевой
cos у
плоскости.
При шлифовании резец устанавливается в специальной наклон-
ной державке таким образом, что угол, образуемый основанием
резца с плоскостью стола, равен 90°—а.
Режимы 'плоского профильного шлифования закаленных сталей
выбираются по табл. 46. Шлифовальный крут правят через 3—10 де-
талей при скорости ‘перемещения алмаза 0,2—0,4 м/мин и глубине
правки от 0,01 до 0,04 мм в зависимости от требуемой шероховато-
сти обработки.
Таблица 40
Выбор параметров плоского профильного шлифования закаленных сталей
Вид шлифования Скорость кру- га при обра- ботке стали, м/с Подача Характеристика круга
конструкци- онной и леги- рованной быстрорежу- щей вертикаль- ная, мм/ход продольная, м/мнн абразивный материал твердость зернистость
Предвари- тельное 30—35 20- 24 0,02—0,05 10—13 23А, ЗЗА СМ 1—СМ2 25—16
Чистовое 30—35 20—24 0,004—0,008 5-6 23А, ЗЗА Cl—СТ1 16-10
Величина ’припуска при шлифовании зависит от формы, разме-
ров и материала детали, т. е. факторов, влияющих на ее дефор-
мацию.
Если деталь изготовлена из мал од сформируем ой инструменталь-
ной стали (ХВГ, XI2, Х12М) -при размерах до 100—120 мм и имеет
форму, не склонную к деформации, припуск равен 0,2—0,4 мм по
всему профилю. В других случаях припуск увеличивают до
0,5—1 мм.
Для измерения изделий со сложной формой используют обычные
средства измерения: штангенциркули, микрометры, индикаторы,
угломеры, наборы концевых мер длины, микроскопы, проекторы
и др. Сложные криволинейные профили на микроскопе измеряют
поэлементно, а на проекторе сравнивают с точно выполненным чер-
тежом детали.
Для измерения профилей также используют метод вспомога-
тельных роликов, обеспечивающий измерение с точностью до
±0,005 мм, но ^требующий дополнительных геометрических расче-
тов. Рассмотрим примеры измерения при помощи вспомогательных
роликов.
У шаблона (рис. 173, а) должен быть выдержан размер
/i = 25,4 мм между вершинами внутреннего и внешнего угла. Изме-
291
290
рить этот размер невозможно не только микрометром, но даже на
инструментальном микроскопе, так как вершина угла на шаблоне
всегда имеет некоторое закругление и, следовательно, не совпадает
с теоретической вершиной. Установив в угол ролик, можно изме-
рить микрометром размер М = 55— в + а — R. Учитывая, что
a—Rctg 30°, 6=25,4-tg 30°, при диаметре ролика 20 мм после под-
становки найдем М=67,655 мм.
Аналогичным образом измеряется профиль типа «ласточкин
хвост» (рис. 173, б), где М= 2R + ан-6-|-38,76=90,361 мм.
Рис. 173. Измерение шаблонов и калибров при помощи
вспомогательных роликов:
а— углового шаблона, б — шаблона «ласточкин хвост»
Контрольные вопросы
1. В чем заключаются особенности профильного шлифования?
2. В чем заключается отличие методов копирования и огибания при про-
фильном шлифовании?
3. Как работает приспособление для правки по копиру? Как ведется кор-
рекция профиля?
4. В чем заключается принцип работы синусных приспособлений?
5. Как используют метод вспомогательных роликов для измерения про-
фильных деталей?
ГЛАВА XX
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ШЛИФОВАЛЬНЫХ
И ЗАТОЧНЫХ ОПЕРАЦИИ
§ 1. Основные понятия
Механизация и автоматизация технологических процессов или
отдельных станков является одним из основных условий увеличе-
ния выпуска промышленной продукции и роста производительно-
сти труда. Эти мероприятия обеспечивают значительное снижение
себестоимости изготовления продукции, улучшение ее качества, по-
вышают безопасность и улучшают условия труда рабочих.
Механизация технологических процессов означает частич-
ную или полную замену ручного мускульного труда человека ма-
шинным при сохранении непосредственного участия человека в уп-
равлении машинами (станками) и контроле за их работой.
Автоматизация технологических процессов означает такую
организацию управления и контроля над технологическими процес-
сами или отдельными машинами (станками), которая исключает
непосредственное участие человека в ходе процесса, так как работа
машин и механизмов происходит по программе, заранее разрабо-
танной человеком.
Все приемы, выполняемые рабочим или механизмами станка в
течение цикла обработки детали, можно разделить на следую-
щие пять видов: загрузка, обработка, разгрузка, контроль и управ-
ление.
Загрузка включает в себя захватывание детали из емкости,
перенос ее в зону обработки, ориентацию, установку и закрепление
детали в приспособлении.
Обработка — это целенаправленное изменение формы и раз-
меров детали режущим инструментом (шлифовальным кругом). Во
время обработки происходит подвод инструмента, включение пода-
чи, рабочее перемещение инструмента и детали, выключение пода-
чи, отвод инструмента.
Разгрузка состоит из открепления и захвата детали и пере-
носа ее из приспособления в емкость.
Контроль включает измерение формы и размеров детали до,
в ходе и после обработки, измерение формы, размеров и состояния
режущего инструмента (шлифовального круга), подналадку инст-
румента (в частности правку и компенсацию износа шлифовального
круга).
Управление — это установление и изменение порядка опе-
раций, режимов обработки, величин перемещения всех узлов и ме-
ханизмов в соответствии с заданной технической документацией
или результатами контроля.
Все металлорежущие станки по степени автоматизации разде-
ляются на три группы: простые станки, полуавтоматы и авто-
маты.
В простых станках механизированы только перемещения
инструмента и детали. В полуавтоматах полностью автома-
тизирована обработка, а частично — контроль и управление. В ав-
томатах автоматизированы загрузка, обработка, разгрузка, уп-
равление и в некоторых случаях контроль.
§ 2. Автоматизация загрузки-разгрузки
При ручной загрузке деталей рабочий берет из тары одну или
несколько деталей и устанавливает их в станочное приспособление.
При автоматической загрузке подача деталей в станочное приспо-
собление производится автоматическим загрузочным приспособле-
нием. Рабочий только загружает детали в емкость (тару) загру-
зочного приспособления.
В зависимости от расположения деталей в емкости различают
три типа загрузочных приспособлений: магазинное, штабельное и
бункерное (рис. 174).
В магазинном загрузочном приспособлении (рис. 174, а) запас
деталей в емкости (магазине) / размещен в один ряд в ориентиро-
ванном положении. На линию центров станка деталь выносится пи-
Рис. 174, Типы загрузочных приспособлений:
а — магазинное, б — штабельное, в — бункерное; 1 —
бункер (магазин), 2 — питатель, 3 кулачок, 4 — за-
хват, 5 — ориентирующее устройство, 6 — отсекатель
тателем 2 (автоопера-
ром, механической ру-
кой), который -под дей-
ствием кулачка <3, кине-
матически связанного
со станком, совер-
шает строго согласо-
ванные со станком воз-
вратно-поступательные
движения, благодаря
чему питатель подает
новую заготовку только
после окончания пре-
дыдущей обработки и
ее удаления со станка.
В штабельном за-
грузочном приспособ-
лении (рис. 174,6) за-
пас деталей в емкости
(штабельнике) / раз-
мещается в несколько
рядов в ориентирован-
ном положении. Для
предупреждения обра-
зования свода (зависа-
ния заготовок) исполь-
зуется ворошитель 4,
покачивающийся на
ОСИ.
В бункерном загру-
зочном приспособлении
(рис. 174, в) запас де-
талей в емкости (бункере) 1 располагается беспорядочно (нава-
лом). Захват 4, совершающий возвратно-поступательное движение,
подает одну или несколько деталей к ориентирующему устрой-
ству 5, которое сбрасывает неправильно ориентированные детали и
пропускает в лоток правильно ориентированные. Из лотка пита-
тель 2 подает детали в зону обработки Отсекатель 6 предотвра-
щает переполнение выходной части лотка.
294
Бункерное загрузочное приспособление является наиболее со-
вершенным, наиболее автоматизированным, но более сложным, чем
магазинное и штабельное. Каждый тип загрузочного приспособле-
ния находит применение в промышленности в соответствии с фор-
мой детали и серийностью производства.
По способ}^ перемещения деталей загрузочные приспособления
разделяют на самотечные, полусамотечные, принудительные и ком-
бинированные.
К самотечным относятся такие устройства, в которых заго-
товки скользят, катятся или перекатываются 'в лотках под дейст-
вием собственного веса. В п о л у с а м о т е ч н ы х приспособлениях
перемещение деталей происходит под действием собственного веса
при искусственном уменьшении силы трения между деталью и по-
верхностью скольжения (например, вследствие ее колебания). По-
лусамотечные приспособления занимают меньше места, чем само-
течные, однако в обоих случаях транспортировка деталей возмож-
на только сверху вниз.
Рис. 176. Магазинное загрузоч
ное приспособление с автоопе-
ратором к круглошлифовально-
му станку
Рис. 175. Автоматическое за-
грузочное устройство к бесцент-
ровошлифовальному станку
В принудительных приспособлениях перемещение деталей
происходит при помощи приводных механизмов (грузом, пружи-
ной, диском, цепью и др.). Они позволяют перемещать детали в лю-
бом направлении с любой скоростью.
295
При бесцентровом шлифовании врезанием можно использовать
штабельные загрузочные приспособления комбинированного
типа (рис. 175). Заготовки 4, уложенные в емкость 1 под дейст-
вием собственного веса, опускаются на нож 7. Для устранения
сводообразования имеется ворошитель 2, действующий от пнев-
моцилиндра 3.
Перемещение детали по ножу в зону обработки осуществляется
принудительно питателем 6, совершающим возвратно-поступатель-
ные движения под действием пневмоцилиндра 5, работой которого
управляют кулачок 8 и золотник 9. По окончании обработки де-
таль с ножа скатывается в паз ведущего круга и выносится из зоны
обработки.
Для загрузки точных деталей сложной формы применение само-
течных систем невозможно. Их загрузка может производиться
автооператором из цепного магазина (рис. 176).
Во время каждого цикла цепной магазин 5, выполненный в виде
шагового транспортера, смещается на один шаг. Питатель-авто-
оператор 2 с двумя механическими руками 3 и 4 находится над
магазином. Рука 3 подается гидроцилиндром вниз и, наталкиваясь
на заготовку, захватывает ее, после чего рука 3 поднимается
вверх.
Корпус автооператора поворачивается вокруг колонны / на 90°,
и располагает заготовку под линией центров. Рука 4 опускается
вниз, захватывает готовую деталь и после отвода заднего центра
поднимает ее вверх. Затем рука 3 опускает заготовку на линию
центров и после подвода заднего центра освобождает захваты и
уходит вверх.
В это время происходит быстрый подвод шлифовальной бабки,
и начинается обработка. Корпус автооператора поворачивается в
обратную сторону на 90° и рука 4 опускает обработанную деталь на
транспортер, который затем смещается на шаг.
§ 3. Автоматизация контроля
Устройства автоматического контроля составляют неотъемлемую
часть всех автоматических систем, так как нельзя управлять рабо-
той любых механизмов, не зная и не контролируя значения их па-
раметров. Автоматизация контроля имеет особое значение для шли-
фовальных операций, где затраты вспомогательного времени на
измерение детали составляют от 20 до 40% всего вспомогательного
времени.
Различают два вида контроля деталей: активный, выпол-
няемый в процессе обработки, и пассивный, который проводит-
ся по окончании обработки. Внедрение активного контроля обеспе-
чивает повышение производительности труда рабочего, пре-
дупреждает появление брака, снижает себестоимость обработки
и т. д.
Приборы для активного контроля размеров деталей в процессе
Рис. 177. Активный контроль цилиндриче-
ских поверхностей измерительными при-
борами:
а — одноконтактными, б — двухконтактиыми, в —
трехконта ктны м н
обработки основываются на прямом или косвенном измерении. При
прямом методе измерения чувствительный элемент системы все вре-
мя находится в соприкосновении с обрабатываемой поверхностью
детали и непосредственно контролирует ее размер. При косвенном
методе измерения чувствительный элемент системы с обрабатывае-
мой поверхностью детали не соприкасается. Необходимый размер
детали в этих системах устанавливается путем измерения переме-
щения исполнительного органа станка, несущего инструмент (шли-
фовальной бабки).
Автоматические измерительные устройства делятся на три вида:
1. Устройства непосредственного контроля, которые в случае
отклонения измеряемо-
го размера либо сигна-
лизируют, либо оста-
навливают станок.
2. Автоподналадчи-
ки, корректирующие
работу станка для по-
лучения годных загото-
вок.
3. Блокирующие и
защитные устройства,
предотвращающие ава-
рию при поступлении
заготовки с недопусти-
мыми размерами.
Для активного конт-
роля деталей приме-
няют одно-, двух- и
трехконтактные изме-
рительные приборы.
Одноконтактные при-
боры (рис. 177, а) при-
меняют на плоскошли-
фовальных и бесцент-
рово - шлифовальных
станках. Двух- и трех-
контактные приборы
(рис. 177, б, в) исполь-
зуют на кругло- и
внутришлмфовальных
станках.
Чувствительным эле-
ментом систем актив-
ного контроля являют-
ся датчики. В зависи-
мости от способа, на
котором основана работа датчика, различают электроконтактные,
индуктивные, емкостные, пневматические датчики.
На рис. 178 приведена схема измерительного устройства с элек-
троконтактным датчиком для управления рабочим циклом кругло-
шлифовального станка. Корпус 6 при помощи широкой плоской
пружины 5 подвешен к разрезной планке 3, которая при настройке
может перемещаться по колодке 2, связанной со штоком поршня 19
гидроцилиндра 1. При подаче масла в полость цилиндра поршень
с подвешенным к его штоку измерительным устройством переме-
щается к шлифуемой детали и останавливается в рабочем положе-
нии. При сливе масла из полости поршень под действием пружи-
ны 18 отходит в исходное положение. Подвеска корпуса на пружи-
не 5 обеспечивает соприкосновение верхнего измерительного штиф-
та 14 с измеряемой деталью. Упорный винт 4 предотвращает чрез-
мерный изгиб пружины в нерабочем положении. Нижний измери-
тельный штифт 15 укреплен на рычаге 17, связанном с корпусом
плоской пружиной 16. Контакт нижнего штифта с деталью обеспе-
чивает пружина 20. При уменьшении диаметра вала по мере шли-
фования наконечник 14 перемещается вниз, а наконечник 15 —
вверх. Перемещение их суммируется рычагом 17 и передается стрел-
ке 12, которая, поворачиваясь вокруг оси 13, дает отсчет показа-
ния по шкале 9. Силовое замыкание стрелки 12 осуществляется
пружиной 11.
Рис. 178. Измерительное устройство с электроконтакт-
ным датчиком
Помимо визуального контроля размера прибор позволяет авто-
матизировать процесс замыканием контактов, один из которых 10
находится на стрелке, а другой 8 на рычаге, регулируемом вин-
том 7. Замыкание контактов свидетельствует о достижении задан-
ного размера детали, а возникающий при этом электриче-
298
скип ток может дать сигнал, например, на отвод шлифовального
круга.
На рис. 179 показана схема электроиндуктивного датчика. С из-
менением диаметра детали 1 шток 2 перемещается под действием
пружины 5 и перемещает якорь 3, укрепленный на гибкой пружи-
не 4, и тем самым изменяет соотношение зазоров б] и бг между яко-
рем и сердечниками катушек 6 и 7. При этом изменяется индуктив-
ность катушек, нарушается баланс моста, что приводит к появле-
нию электрического тока, величина которого пропорциональна пе-
ремещению штока 2. Под действием тока стрелка показывающего
прибора может отклоняться или подаваться сигнал на автоматиче-
ское управление.
Автоподналадчики обыч-
но служат для автоматиче-
ской компенсации износа
шлифовального крута, при-
водящего к выходу размера
деталей из поля допуска. По-
мимо датчика, сигнализиру-
ющего о достижении пре-
дельного размера и преоб-
разователя импульсов, авто-
подналадчик включает ис-
полнительное устройство
(электродвигатель, электро-
муфта, гидродвигатель, гид-
роцилиндр и т. д.), осуще-
ствляющее подачу круга на
некоторую величину.
Рис. 179. Измерительное устройство с
электроиндуктивным датчиком
§ 4. Автоматизация обработки и управления
станком
Цикл шлифования обычно включает следующие элементы: бы-
стрый подвод шлифовального круга, черновую обработку, чистовую
обработку и выхаживание, быстрый отвод шлифовального круга,
его правку и компенсацию износа. Управление станком в это время
состоит из включения и выключения быстрого подвода, черновых и
чистовых подач, выхаживания и быстрого отвода, включения
и остановки подачи алмаза, подачи импульса на компенсацию
износа.
Полностью ручное управление станком чрезвычайно утомитель-
но для рабочего и не позволяет достигнуть высокой производитель-
ности труда. Для освобождения рабочего от ручного управления в
металлорежущих станках используют системы механического или
программного управления.
Системы механического (электромеханического, гидромеханиче-
ского) управления работают при помощи переставных и регулируе-
299
мых упоров или профильных кулачков (дисковых, торцовых, бара-
банных), расположенных на распределительном валу, позволяю-
щих производить точное перемещение суппортов и столов, изменять
направления и скорость их движения, останавливать станок после
окончания обработки и т. д.'
В состав системы автоматического управления в качестве его
элементов входят датчик, преобразователь импульсов и исполни-
тельный орган.
Импульсы, создаваемые датчиками, могут быть использованы
для усиления, ослабления, замедления и для преобразования (на-
пример, электрического в гидравлический или механический).
Исполнительный орган станка — это механизм, выполняющий
заданную работу. Он может быть механическим, электрическим,
электромеханическим, гидравлическим и пневматическим.
При управлении станками широко используют устройства актив-
ного контроля. Измерительное электроконтактное устройство
(см. рис. 178) позволяет «по достижении определенного размера пе-
реключить станок с чернового режима на чистовой, а затем отве-
сти круг от детали и остановить станок.
При внутреннем шлифовании в связи с низкой жесткостью оп-
равки шлифовального круга для обеспечения точности размеров и
формы требуется длительное выхаживание. Повышение точности
обработки возможно путем стабилизации радиального усилия шли-
фования или величи-
Рис. 180. Внутреннее шлифование с контролем уп-
ругих отжатий оправки
ны упругого отжа-
тия оправки (рис.
180). В качестве дат-
чика величины упру-
гого отжатия исполь-
зуется сопло 1 пнев-
матического прибо-
ра. Кроме того, име-
ется шкальный при-
бор 2 с электрокон-
тактами и стабили-
затор 3 давления
воздуха. Цикл обра-
ботки ведется следующим образом: ускоренный -подвод круга по
кулачку, черновая подача до упора, выхаживание по реле времени,
отвод круга, его правка и подвод до упора, подача на компенсацию,
выхаживание до команды пневматического прибора, указывающего,
что деформация оправки меньше допуска на некруглость отвер-
стия.
Системы программного управления значительно
сокращают время переналадки станка с одной детали на другую,
дают высокую точность и стабильность обработки. Под програм-
мным управлением вообще и числовым программным управлением
(ЧПУ) в частности понимают управление, обеспечивающее быст-
рый переход на любую программу работы путем набора ее или за-
писи условным кодом на программоносителе, при помощи которого
она вводится в станок. В качестве носителя программы используют-
ся перфорированные карты и ленты, магнитные ленты, штекерные
панели и другие устройства. В станках с программным управлением
необходимая «последовательность, величина, направление и ско-
рость перемещений рабочих органов устанавливаются заранее пу-
тем условной записи.
Системы «программного управления могут быть разомкнутыми,
замкнутыми и самонастраивающимися (адаптивными). В разомкну-
тых системах программного управления (рис. 181, а) из узла про-
граммы 1 информация об обработке поступает в узел управления 2,
который воздействует на исполнительные механизмы 3 станка.
В этих системах отсутствует контроль за правильностью и точ-
ностью исполнения программы.
В замкнутых системах (рис. 181, б) имеется второй поток инфор-
мации (обратная связь), идущий от приборов активного контроля
перемещений исполнительных органов к узлу управления, который
сравнивает сигналы, поступающие из узла программы с фактиче-
скими результатами, и компенсирует их расхождение. Датчики об-
ратной связи обычно соединены с ходовым винтом или со столом и
не учитывают силовых и температурных деформаций деталей, на-
ходящихся между исполнительным меха-
низмом и обрабатываемым изделием, а
также износ инструмента.
В самонастраивающихся системах
(рис. 181, в) в поступающую программу
узел управлениия вносит коррекцию с
учетом результатов измерения готовой
детали, что позволяет повышать точность
обработки после каждой следующей де-
тали. В этих системах учитываются все
факторы, влияющие на точность и каче-
ство обработки, так как изменение усло-
вий работы постоянно учитывается, за-
поминается и обобщается в узлах самона-
стройки памяти станка.
Все действия, выполняемые элемента-
Рис. 181. Блок-схемы
станков с системами про-
граммного управления:
a — разомкнутой, б — замк-
нутой, в — самонастраиваю-
щейся; / — программа, 2 —
управление, 3 — исполнитель-
ный механизм станка, 4 —
контроль перемещений ис-
полнительного механизма,
5 — контроль размеров гото-
вой детали. 6 — самона-
стройка, 7 — память
ми станка по сигналам программного уп-
равления, делятся на две группы:
перемещения различных салазок;
включения и выключения, выполняе-
мые для изменения режимов резания,
смены инструмента и т. д.
Информацию о детали и процессе ее
обработки, содержащуюся в чертеже и
технологической карте, необходимо пре-
образовать в ряд команд, обеспечиваю-
щих нужные для выполнения данной работы действия элементов
станка в требуемой последовательности. Заспись этих команд на со-
ответствующем программоносителе представляет внешнюю память
системы программного управления.
При использовании в качестве программоносителя перфориро-
ванных и магнитных лент или карт внешняя память является долго-
временной, пригодной для многократного использования. Програм-
моносителями кратковременной памяти являются разного рода
командоап'параты и коммутаторы.
Перфорированная лента изготовляется из бумаги, кинопленки
и других материалов. Запись программы на ленту наносится проби-
ванием (перфорацией) круглых отверстий, располагаемых в не-
сколько рядов (дорожек).
Лента пропускается через считывающее устройство — дешифра-
тор (рис. 182, а), на выходе которого при считывании программы
возникают соответствующие командные сигналы.
Магнитная лента изготовляется из ацетилцеллюлозы, покрытой
тонким слоем ферромагнитной эмульсии. При записи программы на
ленте образуются элементарные магнитные штрихи, располагаю-
щиеся в несколько дорожек. При считывании программы
Рис. 182. Схема действия считывающих устройств:
а — фотоэлектрического от перфорированной ленты, б —
электромагнитного от магнитной ленты: / — лента, 2 — ис-
точник света, 3—фотоэлемент, 4—магнитная головка, 5 —
блок управления. 6— шаговый электродвигатель, 7 — салаз-
ки станка
(рис. 182,6) в маг-
нитных головках
возникает электри-
ческий ток, являю-
щийся кодирован-
ным сигналом на вы-
полнение определен-
ных команд.
По виду инфор-
мации о перемеще-
нии салазок системы
программного уп-
равления делятся на
числовые и нечисло-
вые (цикловые). В
числовых системах
положение салазок
характеризуется чис-
лами. В одних систе-
мах эти числа пока-
зывают значение ко-
ординат точек обра-
ботанной поверхно-
сти относительно на-
чала выбранной си-
стемы координат, в
других — величину
Нечисловые системы работают по методу -переключений. Инфор-
мация о перемещениях салазок задается упорами, кулачками, не-
цифровыми коммутаторами.
В шлифовальных станках используются системы числового и
циклового программного управления. Заточные станки обычнл
имеют цикловое программное управление.
Контрольные вопросы
1. В чем отличие понятий механизации и автоматизации?
2. Чем отличается простой станок от полуавтомата и автомата?
3. Какие характерные особенности имеют типы загрузочных приспособлений?
4. Что такое активный контроль деталей?
5. Чем отличаются разомкнутые и замкнутые системы программного уп-
равления?
перемещения сала-
зок, необходимую для установки их в следующее рабочее положение
или для обработки данного отрезка поверхности.
302
ПРИЛОЖЕНИЕ
Обозначение зернистости алмазных порошков
Зернистость в метрической системе Зернистость в дюймовой системе (в мешах)
Группа зерни- стости Обозначение широкого диапазона по ГОСТ 9206-70 Обозначение узкого диа- пазона по ГОСТ 9206—70 Обозначение по немецкому стандарту 1 Прежнее обо- значение по ГОСТ 9206-59
Шлифоваль- ные порошки 630/500 500/400 Д550 Д450 — 30/35 35/40
400/250 400/315 315/250 Д350 Д280 50 40 40/50 50/60
250/160 250/200 200/160 Д220 Д180 32 60/70
25 70/80 80/100
160/100 160/125 125/100 Д140 дио 20 16 100/120 120/140
100/63 100/80 80/63 Д90 Д65 12 140/170
10 170/200 200/230
63/40 63/50 50/40 Д55 Д45 8 6 230/270 270/325
Микро- порошки 60/40 40/28 28/20 20/14 14/10 10/7 7/5 5/3 3/2 2/1 1/0 5—4 М40 М28 М20 М14 М10 М7 М5 М3 М2 Ml
Зернистость абразивных зерен и порошков из разных материалов
Наименование абразивного мате- риала Марка материала Зернистость выпускаемых материалов по группам
по ОСТ2— 115—71 и ОСТ2— 114—71 прежнее обозначе- шлиф- зерно шлифпорошкн мнкро- порошки
ние
1 12А Э2—ЭЗ 12—3 М40—М7
Электрокорунд 13А Э2—Э4 200—16 12—3 М40—М20
нормальный 14А ЭЗ—Э5 200—16 12—3 М63—М5
15А Э5 50—16 12—3
16А — 50—16 12—3 —
22А Э8 63—16 12—3
Электрокорунд 23А Э8—Э9 80—16 12—3 М40—М5
белый 24А Э9 80—16 12—3 М63—М5
25А Э9А 80—16 12—3 —
Электрокорунд 32А ЗЗА ЭХБ ОС 1 1 12—6 —
хромистый 34А ЭХА 80—16 12—6 —
Монокорунд 43А М7 80—16 6-5
44А М8 40—16 12—8
45А М8 40—16 12-8 —
Карбид кремния зеленый 62С 63С 64С К36 — К38 63—16 80—16 80—16 12—4 12—4 М63— М5 М63-М5
Алмаз синтети- АСО АСО 160/125—50/40 60/40-1/0
ческий АСР АСП 250/200—63/50
А СВ АСВ 400/315—80/63
АСК АСК 500/400—100/80
АСС АСКС 630/500—125/100
Эльбор Л ЛО, ЛП 40—16 12—4 АМ40—ЛМ1
Условные обозначения связок абразивных инструментов
Вид связки Основное обозначе- ние вида связки Маркировка разностей связки Особенности связки нли ранее применявшееся условное обозначение связки
Керамиче- ская К К! К2 КЗ К4 Кб Кб К7 КВ № 1 ОС ш к беетальковая № 51 бариевая № 7 № 853
Бакелитовая Б Б Б1 Б1 Б156 Б2 Б2 БЗ БУ Пульвербакелит с криолитом Пульвербакелит с другими напол- нителями Для алмазных и эльборовых кру- гов — пульвербакелит с карбидом бора в качестве наполнителя То же, с медью, оловом и карби- дом бора То же, с железным порошком Бакелит жидкий для обычных аб- разивов Специальная ГБ Для инструментов, армированных стеклотканью
Вулканитовая В В В1 В2 ВЗ Натрийбутадиеновая вальцован- ная Специальная СК Специальная СКН Специальная при изготовлении ин- струментов на прессах
Глифталевая ГФ ГФ
Поливинил- формалевая ПФ ПФ
Металличе- ская м Ml М5 ЛЮ 13 MBI ТМ2 Бронзовая Многокомпонентный алюминиево- цинковый сплав
306
Перевод обозначений твердости по шкале,
принятой зарубежными фирмами в обозначении по шкале ГОСТ СССР
Шкала по ГОСТ Шкала международная (по Нортону)
твердость инструмента степень твердости твердость инструмента степень твердости
Очень мягкие А В С Е F Д
Очень мягкие ВМ1 ВМ2
Мягкие Ml М2 М3 Мягкие N 1 J К
Среднемягкие СМ1 СМ2
Средние L М N О
Средние Cl С2
Среднетвердые СТ1 СТ2 СТЗ
Твердые Р Q R S
Твердые Т1 Т2
Весьма твердые ВТ1 ВТ2 Весьма твердые Т и
Чрезвычайно твердые ЧТ1 ЧТ2 ЧТЗ ЧТ4 ЧТ5 Чрезвычайно твердые V W X Y Z
ОГЛАВЛЕНИЕ
Введение................................ ..........................
Глава I. Первоначальные сведения об абразивной обработке и устройстве
шлифовального станка........................................... ... 5
§ 1. Понятие о процессе обработки металлов резанием ... 5
§ 2. Понятие об абразивных инструментах и абразивной обра-
ботке деталей...............................................10
§ 3. Первое знакомство с общим устройством шлифовального
станка...................... ................11
§ 4. Понятие об организации рабочего места, уходе за станком
и его наладке......................................... ... 13
Глада //. Шлифовальные станки....................................... 15
§ 1. Типы шлифовальных станков..............................15
§ 2. Основные сведения о механических передачах .... 18
§ 3. Гидрооборудование .... 24
§ 4. Электрооборудование................................... 2®
§ 5. Основные части, узлы и механизмы шлифовального станка . 29
Глава III. Техника безопасности при работе абразивным инструментом . 31
§ 1. Общие требования безопасности при работе на заточных
и шлифовальных станках......................................3!
§ 2. Требования безопасности при подготовке к работе, установ-
ке и эксплуатации абразивных инструментов...................33
§ 3. Меры безопасности при правке шлифовальных кругов . . 37
Глава IV. Обработка деталей на круглошлифовальных станках .... 37
§ 1. Кинематика и конструктивные особенности круглошлифо-
вального станка . ................................... .... 37
§ 2. Установка и закрепление деталей на станке 41
§ 3. Способы и технология круглого наружного шлифования . 46
Глава V. Обработка деталей на внутришлифовальных станках . . 56
§ 1. Кинематика и конструктивные особенности внутрншлифо-
вального станка....................................... ... 56
§ 2. Особенности внутреннего шлифования . . .... 59
§ 3. Технология шлифования отверстий .............60
Глава VI. Обработка деталей на плоскошлнфовальных станках ... 64
§ 1. Кинематика и конструктивные особенности плоскошлифо-
вальиых станков . . .... ... 64
§ 2. Установка и закрепление деталей на станке..................70
Г лава VII. Обработка деталей на бесцентровошлифовальных станках . 73
§ 1. Кинематика и конструктивные особенности бесцентровошли-
фовального станка.......................................... .73
§ 2. Схемы наружного бесцентрового шлифования, установка и
перемещение деталей на станке................................76
§ 3. Технология обработки деталей на бесцентровых шлифоваль-
ных станках .... . .... 84
Г лава VIII. Основные сведения о лезвийном режущем инструменте ... 87
§ 1. Геометрические и конструктивные элементы режущих инст-
рументов ....................................................87
§ 2. Материалы, применяемые для изготовления режущих инст-
рументов ................................. ... 92
§ 3. Заточка и доводка режущего инструмента . 98
§ 4. Точность обработки и шероховатость поверхности ... 102
§ 5. Структура и основные элементы технологического процесса 112
Глава IX. Абразивные инструменты, применяемые для шлифования дета-
лей, заточки и доводки инструментов . 115
§ 1. Основные схемы взаимодействия абразива с деталью при аб-
разивной обработке.......................................115
§ 2. Абразивные материалы................. ... 117
§ 3. Зернистость абразивных материалов и инструментов . . 124
§ 4. Концентрация зерен и структура абразивного инструмента . 126
§ 5. Связка абразивных инструментов.....................129
§ 6. Твердость абразивных инструментов...................132
§ 7. Геометрическая форма и размеры абразивных инструментов.
Маркировка инструментов.................................136
§ 8. Режущая поверхность абразивного инструмента ... 139
§ 9. Уравновешивание (балансировка) шлифовальных кругов . 143
Глава X. Особенности процесса резания абразивным инструментом, его
выбор и эксплуатация..................................................145
§ 1. Процесс образования поверхности при абразивной обработке 145
§ 2. Силы резания при шлифовании . . .... 147
§ 3. Тепловые явления и охлаждение при шлифовании . .149
§ 4. Износ рабочей поверхности круга при шлифовании и правка
кругов......................................................153
§ 5. Выбор характеристики шлифовальных кругов . .158
§ 6. Основные виды брака при шлифовании и способы его пре-
дупреждения ................................................171
Глава XI. Универсальные станки для заточки режущего инструмента . .172
§ I. Точильно-шлифовальные станки.............................177
§ 2. Универсально-заточные станки . .............178
Глава XII. Заточка резцов . . . . ... 184
§ 1. Типы резцов, их конструктивные и геометрические особен-
ности ... .... 184
§ 2. Технологический процесс заточки 188
§ 3. Станки для заточки и доводки резцов .194
§ 4. Контроль резцов после заточки 198
Глава XIII. Заточка сверл .... 200
§ 1. Типы сверл, их конструктивные н геометрические особенности 200
§ 2. Методы заточки спиральных сверл . 204
§ 3. Технологический процесс заточки 208
§ 4. Станки для заточки сверл . 209
§ 5. Подточка сверл ... . ... 214
§ 6. Контроль сверл после заточки . 215
Глава XIV. Заточка зенкеров и разверток . . ...............217
§ 1. Типы зенкеров и разверток, их конструктивные и геометри-
ческие особенности .............. .217
§ 2. Технологический процесс заточки .221
§ 3. Контроль инструмента после заточки.....................224
Глава XV. Заточка фрез ............................................. 226
§ 1. Типы фрез, их конструктивные л геометрические особен-
ности ................. . .................226
§ 2. Технологический процесс заточки..................... . 232
§ 3. Станки для заточки фрез и пил 236
§ 4. Контроль фрез после заточки . 238
Глава XVI. Заточка резьбонарезного инструмента 242
§ 1. Виды резьбонарезного инструмента, их конструктивные и
геометрические особенности ... .... 242
§ 2. Технологический процесс заточки 247
§ 3. Контроль резьбонарезного инструмента 253
Глава XVII. Заточка зуборезного инструмента . . . . . 255
§ 1. Типы зуборезного инструмента, их конструктивные и геомет-
рические особенности . 255
§ 2. Технологический процесс заточки . 259
§ 3. Станки для заточки червячных фрез . .261
§ 4. Контроль инструмента после заточки 266
Глава XVIII. Заточка протяжек 270
§ 1. Назначение и типы протяжек, их конструктивные и геомет-
рические особенности.........................................270
ООО § п
§ 2. Износ протяжек- и величина слоя, сошлифовываемого при
переточках ... . . . 274
§ 3. Технологический процесс заточки протяжек
§ 4. Контроль протяжек после заточки
Глава XIX. Профильное шлифование
§ 1. Особенности профильного шлифования
§ 2. Правка шлифовальных кругов по профилю .
§ 3. Технологический процесс профильной обработки при пло-
ском шлифовании . ... . .
Глава XX. Механизация и автоматизация шлифовальных и заточных опе-
раций ...... . ..............
§ 1. Основные понятия . . . .
§ 2. Автоматизация загрузки-разгрузки
§ 3. Автоматизация контроля ... . .
§ 4. Автоматизация обработки и управления станком .
Приложение .......................
310
Сергей Александрович Попов
Леонид Григорьевич Дибнер
Анатолий Самойлович Даменкович
ШЛИФОВАНИЕ ДЕТАЛЕЙ
И ЗАТОЧКА РЕЖУЩИХ ИНСТРУМЕНТОВ
Редактор В. А. Козлов. Переплет художника А. К. Ре-
шетова. Художественный редактор В. И. Пономаренко.
Технический редактор Э. М. Чижевский. Корректор
М. А. Минкова
Т-16977. Сдано в набор 2/ХП-74 г. Подписано к печати 24/Х-75 г
Формат 60х901Д€. Бум. тип. № 2. Объем 19.5 печ. л. Усл. л. 19,5
Уч.-нзд. л. 21.29. Изд. № М-8. Тираж 30.000 экз.
Заказ № 1586. Цена 63 коп.
План выпуска литературы издательства <Высшая школа*
(профтехобразование) на 1975 г. Позиция № 93
Москва, К-51, Неглииная ул., д. 29/14,
издательство <Высшая школа».
Великолукская городская типография управления издательств,
полиграфии н книжной торговли Псковского облисполкома,
г. Великие Луки, Половская, 13.