/











































































Автор: Антипова А.И.
Теги: белье верхние сорочки нательное белье швейное производство конструирование одежды
Год: 1984
Похожие



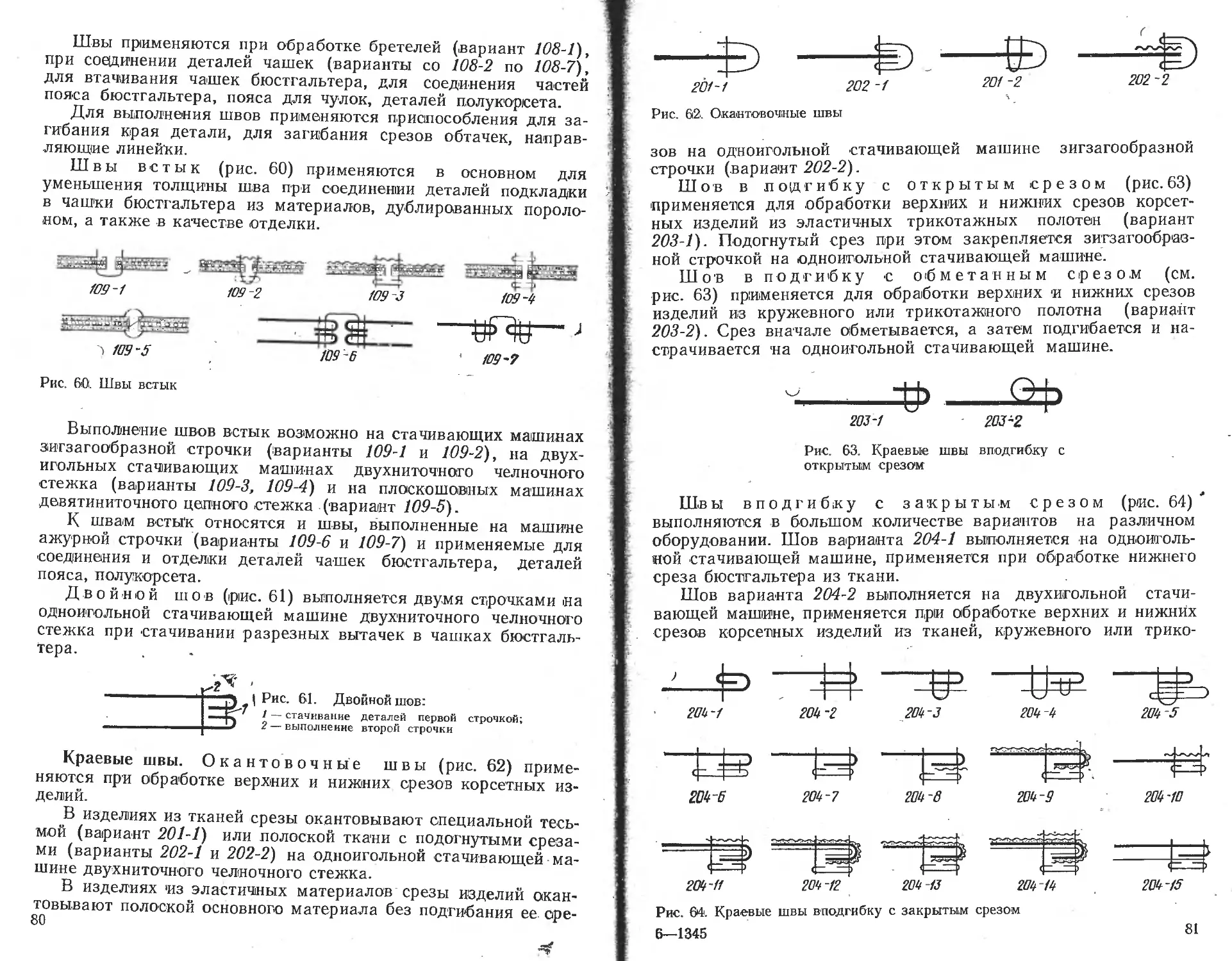
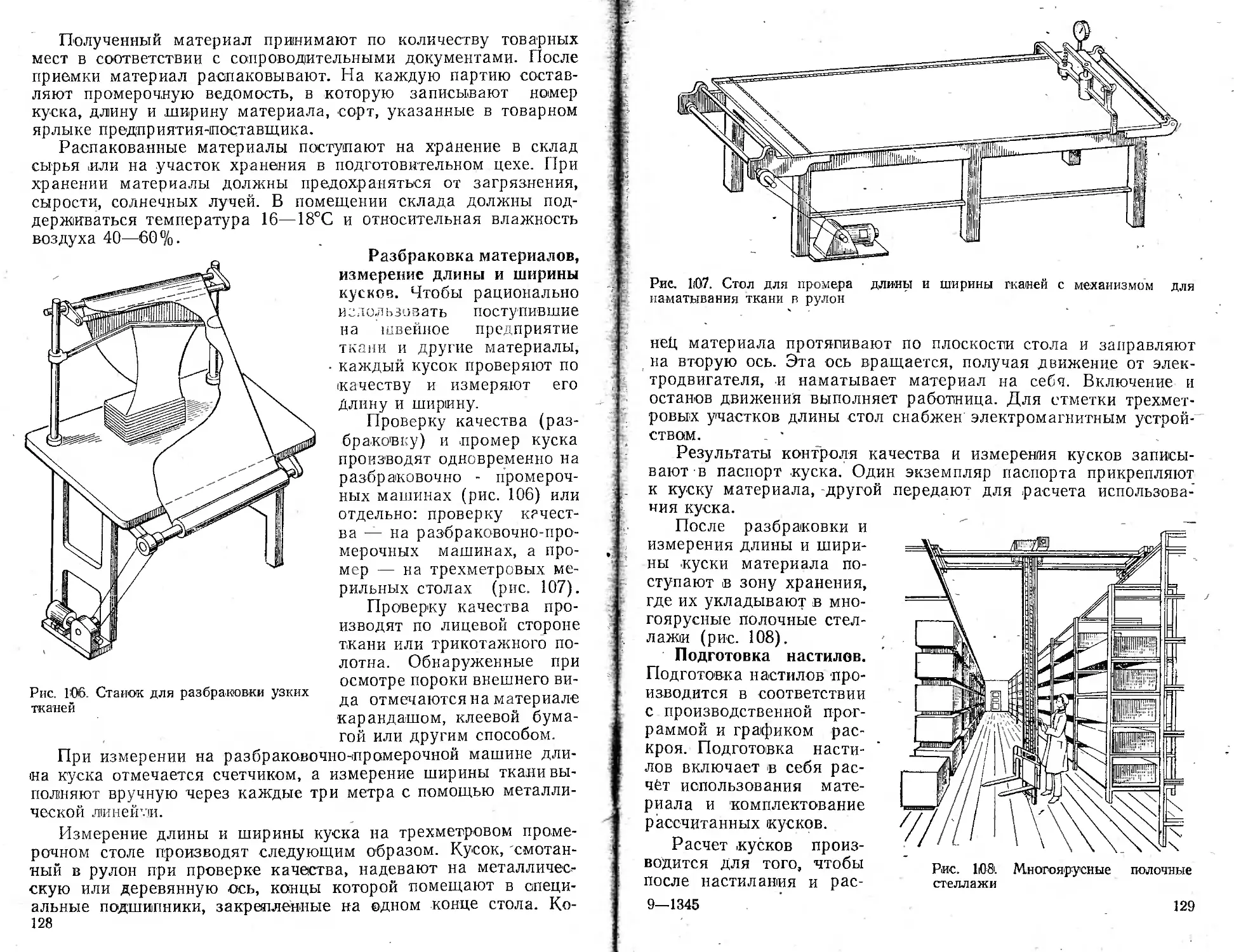
Текст
ЖОнтнлова, '
КОНСТРУИРОВАНИЕ
И ТЕХНОЛОГИЯ
КОРСЕТНЫХ
ИЗДЕЛИЙ
Одрбрена Ученым советом, Государ-.
км/пети CCCT tic'
фсссчонсыьн'с- техническом у об резона-
ним >s ачестее учебника длч ерсд-
','-л < кокаммо-тс.'ни v
if-
- с№ '“^'л - ,
«ЛЕГ-КА ПИ ЕВАЯ РОМЫШЛЕ
1-964 . г -
ББК 37.24
А 72
УДК 687.256.016/.02 (075.32)
Рецензенты: начальник отдела НОТ ЛПШО «Трибуна» С. Б. Кемпи и
преподаватель СРПТУ № 18 Ленинграда-А. А. Коровякова
Антипова А. И.
А 72 Конструирование и технология корсетных изделий:
Учебник для кадров массовых профессий.— М.: Легкая и
пищевая пром-сть, 1984. — 160 с., ил.
Изложены вопросы конструирования корсетных изделий из ткани и эла-
стичных материалов. Рассмотрены различные способы изготовления корсетных
изделий. Освещены вопросы' подготовительно-раскройного производства, стандарт
- тизации, контроля качества изделий, охраны труда и пожарной безопасности
на предприятиях.
Для учащихся средних производственно-техиииеских училищ, может быть
использован при профессиональном обучении рабочих на производстве.
3103000000—299
А------------------144—85
044(01)—84
ББК 37.24
© Издательство «Легкая и пищевая
промышленность», 1984
ВВЕДЕНИЕ
i i
/
Основной задачей швейной промышленности является
обеспечение населения высококачественной одеждой разнооб-
разного вида, назначения, красивой по внешнему виду и соот-
ветствующей современному направлению моды.
Выполняя решения XXVI съезда КПСС по пятилетнему пла-
ну экономического и социального развития СССР на 1981—
1985 гг., работники швейной промышленности постоянно уве-
личивают выпуск швейных изделий, совершенствуют техноло-
гию и организацию производства.
Корсетные изделия являются особой группой бельевых из-
делий для женщин. Предприятия, занятые изготовлением кор-
сетных изделий, появились на территории нашей страны
только при советской власти. В дореволюционной России не су-
ществовало специализированных швейных предприятий по про-
изводству корсетных изделий. Мастерские, которые имелись в
отдельных городах, изготовляли незначительное количество из-
делий по заказам преимущественно богатых женщин. Покуда- л
тельский спрос на модные изделия в основном удовлетворялся
за счет товаров, которые выписывались торговыми фирмами и
магазинами из Франции и некоторых других европейских
стран.
В настоящее время промышленное производство корсетных
изделий организовано почти во всех союзных республиках?"
В производстве корсетных изделий заняты большие коллекти-
вы специализированных производственных швейных объедине-
ний — «Черемушки» (Москва), «Трибуна» (Ленинград), «Си-
луэт» (Челябинск), Симферопольская швейно-галантерейная
фабрика, производственное швейное объединение «Комсомолка»
(Минск) —и другие швейно-галантерейные предприятия страны.
Задачей этих предприятий является обеспечение спроса со-
ветских женщин на корсетные изделия, расширение ассорти-
мента и улучшение качества изделий. Для решения этих задач
необходимо повысить качество моделирования и конструирова-
ния, расширить ассортимент основных, отделочных материалов
и фурнитуры, совершенствовать технологию и организацию про-
изводства.
Увеличение выпуска корсетных изделий должно быть обес-
печено в основном в результате повышения производительно-
сти труда. Сокращение затрат живого труда зависит от приня-
• з
тых в производстве методов обработки, от уровня квалифика-
ции рабочих, занятых изготовлением корсетных изделий.
Основным контингентом рабочих на швейных предприятиях
в настоящее время являются выпускники производственно-тех-
нических училищ, от качества подготовки которых зависят как
результаты их личных успехов в труде, так и результаты произ-
водства в целом.
До последнего времени среди учебных пособий для ПТУ от-
сутствовал учебник по технологии и конструированию корсет-
___ны\ изделий.
Издаваемый учебник по своему содержанию соответствует
рабочим программам учебных курсов: «Технология корсетных
изделий» и «Конструирование корсетных изделий». Учебник со-
ставлен на основе технической документации, принятой в швей-
ной промышленности по вопросам производства корсетных из-
делий и опыта передовых швейных предприятий страны.
Глава 1. ОБЩИЕ СВЕДЕНИЯ
О КОНСТРУКЦИИ КОРСЕТНЫХ ИЗДЕЛИЙ
§ 1. КРАТКАЯ ИСТОРИЯ РАЗВИТИЯ КОРСЕТА
У корсета большая многовековая история. С помощью’
корсета и других дополнений (плечики, накладки на бедра и
др.) люди издавна старались либо подчеркнуть красоту естест-
венных форм женского тела, либо маскировать их, придав фи-
гуре желаемые пропорции, а костюму—-модные силуэтные -
формы.
В зависимости от художественного стиля эпохи и требова-
ний моды одежда меняла свою форму, размеры, пропорции,
либо не нуждалась в корсете, либо, наоборот, корсет становил-
ся основой, каркасом не только женской, но и .мужской одежды.
Так, одежда античного мира (рис. 1) отражала красоту и
достоинство человека мягко падающими складками, сквозь ко-
торые слегка намечались, а при движении ясно проступали ес-
тественные формы тела,-Такая одежда не нуждалась в корсете.
Однако, чтобы придать стройность фигуре, в Древней Греции
женщины" пеленали корпус в холст и лишь потом...Драцир-ова-
лись в различные ткани. Для поддержания груди к одежде_лри-"
шивали полоску ткани или мягкой кожи.
В эпоху средневековья (IV—XIV вв.) женская одежда долж-
на была скрывать тело, так как по церковному учению женское
гело является вместилищем и источником греха. Длинное сво-
бодное платье с рукавами, .покрывающее тело до кончиков баш-
маков, дополненное накидкой на голову и плечи,— вот одежда
женщин Византийской империи. Эта одежда также не нужда-
лась в корсете.
Долгое время и в одежде европейских народов чувствова-
лось римско-византийское влияние. Женщины носили длинное
закрытое платье свободной формы. Стремление подчеркнуть
фигуру покроем платья привело в XI—XII вв.. к появлению в
одежде узкого корсетного жилета, который еще не мьл ял ей кор-
сетом, но подчеркивал формы фигуры и поддерживал грудь.
Появление большого количества разнообразных тканей в~ре-
зультате быстрого развития ремесел-в XIV—XV вв., а также
новые идеалы красоты эпохи Возрождения способствовали соз-
данию новых форм в одежде.. Женская одежда становится бо-
лее свободной и удобной. В конструкции одежды появились
вытачки, детали стали кроеными, что позволило выявить кра-
соту и....грацию женской фигуры. Для этой же цели в одежде
использовали боковую шнуровку.
Рис. 2. Испанский костюм. Королев-
ский женский костюм 80-х годов
XIV в. Ллано. Портрет инфанты
Клары-Евгении, 1584 г.
Рис. 1. Античная
греческий костюм
сом и хламмдиои).
Скульптура V—VI
одежда. Женский,
(хитон с колно-
Диана Габесакая.
ВВ. до. и. э.
Идеалом женской красоты в XIV в. был хрупкий образ мо-
лодой девушки; с 'помощью одежды стремились создать такой
образ. Для этого грудь стягивали корсетом (возникшим в Анг-
лии; — узким лифом из .плотной ткани. ' '
В середине XV в. в женском костюме изменяются пропор-
ции. Линия талии- переносится вверх. Дополненный вытянутым
головным убором недлинным шлейфом костюм подчиняется го-
тическому стилю в искусстве. JS-образный изгиб фигурыЖенщи-
ны в таком костюме обеспечивался с помощью специального
приспособления типа корсета, состоящего из подвижных дере-
вянных планок, соединенных внизу и вверху шнуром.
В XV в. в Испании наметился, а в XVI в. утвердился кар-
касный тип женского костюма (рис. 2). Такой костюм не повто-
6
рял форму тела, а имел жесткую основу из плотной ткани с
металлическими или костяными ^китовый ус) пластинками.
Женщина оказалась в футляре. Лиф согласно испанской моде
делал грудь совершенно плоской. Изменился корсет, ему при-
дали~спереди удлиненную форму, увеличив количество метал-
лических деталей. Каркасная форма испанского костюма в
XVI в. распространилась на все страны Европы.
В начале XVII в. в основе костюма все еще был каркас-
корсет с костяными и металлическими пластинами, обшитыми
плюшем или мягкой замшей/ с вертюгалями *. Спереди корсету
придавали остроугольную удлиненную форму (рис. 3).
Во второй половине XVII в. женщинам было модно иметь
фигуру с тонкой талией. Форма такой фигуры создавалась с
помощью корсета. Новый корсет создавал спереди красивую
Рис.. 3. ’Конструкция испанского женского костюма 50—60-х пг. XVII в.
Д. Веласкес. Портрет Маргариты. '
* Вертюгаль—'конструкция, состоящая из объемного валика, надетого
на талию, и нижней юбки с пришитым к ней ивовым или проволочным
обручем. Платье, надетое на такое сооружение, от талии принимало гори-
зонтальное положение и затем опускалось к полу, образуя цилиндрическую
форму юбки.
Г
полукруглую линию. Спереди • и сзади он имел две металличе-
ские пластины. Изгиб этих пластин определял положение кор-
пуса женщины. Корсет имел сзади шнуровку, украшался кру-
жевом, вышивкой, внизу имел узкую баску или оборку.
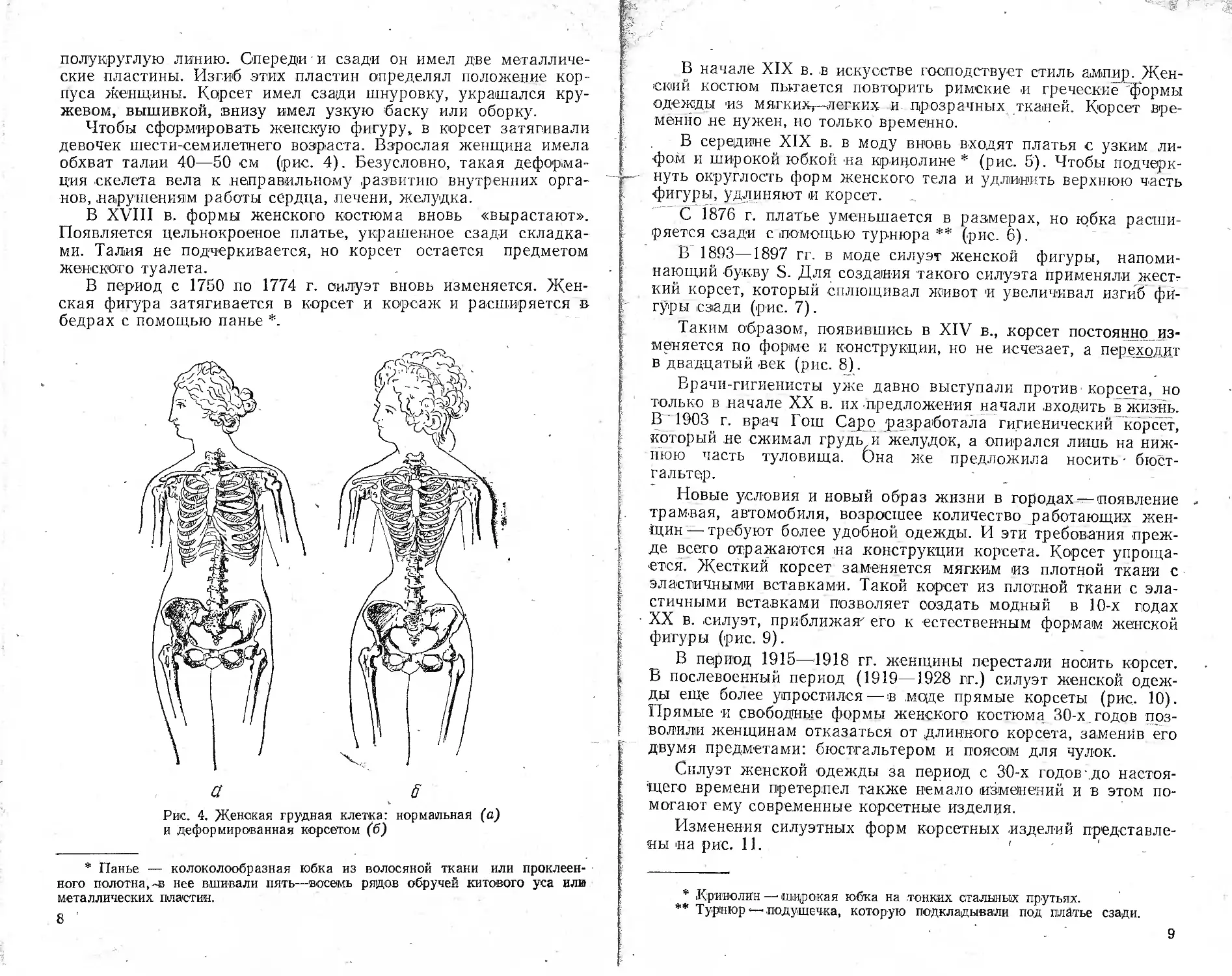
Чтобы сформировать женскую фигуру, в корсет затягивали
девочек шести-семилетнего возраста. Взрослая женщина имела
обхват талии 40—50 см (рис. 4). Безусловно, такая деформа-
ция скелета вела к неправильному развитию внутренних орга-
нов, нарушениям работы сердца, печени, желудка.
В XVIII в. формы женского костюма вновь «вырастают».
Появляется цельнокроеное платье, украшенное сзади складка-
ми. Талия не подчеркивается, но корсет остается предметом
женского туалета.
В период с 1750 по 1774 г. силуэт вновь изменяется. Жен-
ская фигура затягивается в корсет и корсаж и расширяется в
бедрах с помощью панье *.
Рис. 4. Женская грудная клетка: нормальная (а)
и деформированная корсетом (б)
* Панье — колоколообразная юбка из волосяной ткани или проклеен-
ного полотна,-в нее вшивали пять—восемь рядов обручей китового уса или
металлических пластин.
8
В начале XIX в. .в искусстве господствует стиль ампир. Жен-
ский костюм пытается повторить римские и греческие Тформы
одежды из мягкиХт—легких и прозрачных тканей. Корсет вре-
менно не нужен, но только временно.
В середине XIX в. в моду вновь входят платья с узким ли-
фом и широкой юбкой на кринолине* (рис. 5). Чтобы подчерк-
нуть округлость форм женского тела и удлинить верхнюю часть
фигуры, удлиняют и корсет.
С 1876 г. платье уменьшается в размерах, но юбка расши-
ряется сзади с помощью турнюра ** (рис. 6).
В 1893—1897 гг. в моде силуэт женской фигуры, напоми-
нающий букву S. Для создания такого силуэта применяли жест-
кий корсет, который сплющивал живот и увеличивал изгиб фи-
гуры сзади (рис. 7).
Таким образом, появившись в XIV в., корсет постоянно из-
меняется по форме и конструкции, но не исчезает, а переходит
в двадцатый век (рис. 8).
Врачи-гигиенисты уже давно выступали против корсета, но
только в начале XX в. их предложения начали .входить в жизнь.
В 1903 г. врач Гош Capo разработала гигиенический корсет,
который не сжимал грудь и желудок, а опирался лишь на ниж-
нюю часть туловища. Она же предложила носить - бюст-
гальтер.
Новые условия и новый образ жизни в городах —появление
трамвая, автомобиля, возросшее количество работающих жен-
щин — требуют более удобной одежды. И эти требования преж-
де всего отражаются на конструкции корсета. Корсет упроща-
ется. Жесткий корсет заменяется мягким из плотной ткани с
эластичными вставками. Такой корсет из плотной ткани с эла-
стичными вставками позволяет создать модный в 10-х подах
XX в. силуэт, приближая-' его к естественным формам женской
фигуры (рис. 9).
В период 1915—1918 гг. женщины перестали носить корсет.
В послевоенный период (1919—1928 гг.) силуэт женской одеж-
ды еще более упростился—-в .моде прямые корсеты (рис. 10).
Прямые и свободные формы женского костюма 30-х годов поз-
волили женщинам отказаться от длинного корсета, заменив его
двумя предметами: бюстгальтером и поясом для чулок.
Силуэт женской одежды за период с 30-х годов-до настоя-
щего времени претерпел также немало изменений и в этом по-
могают ему современные корсетные изделия.
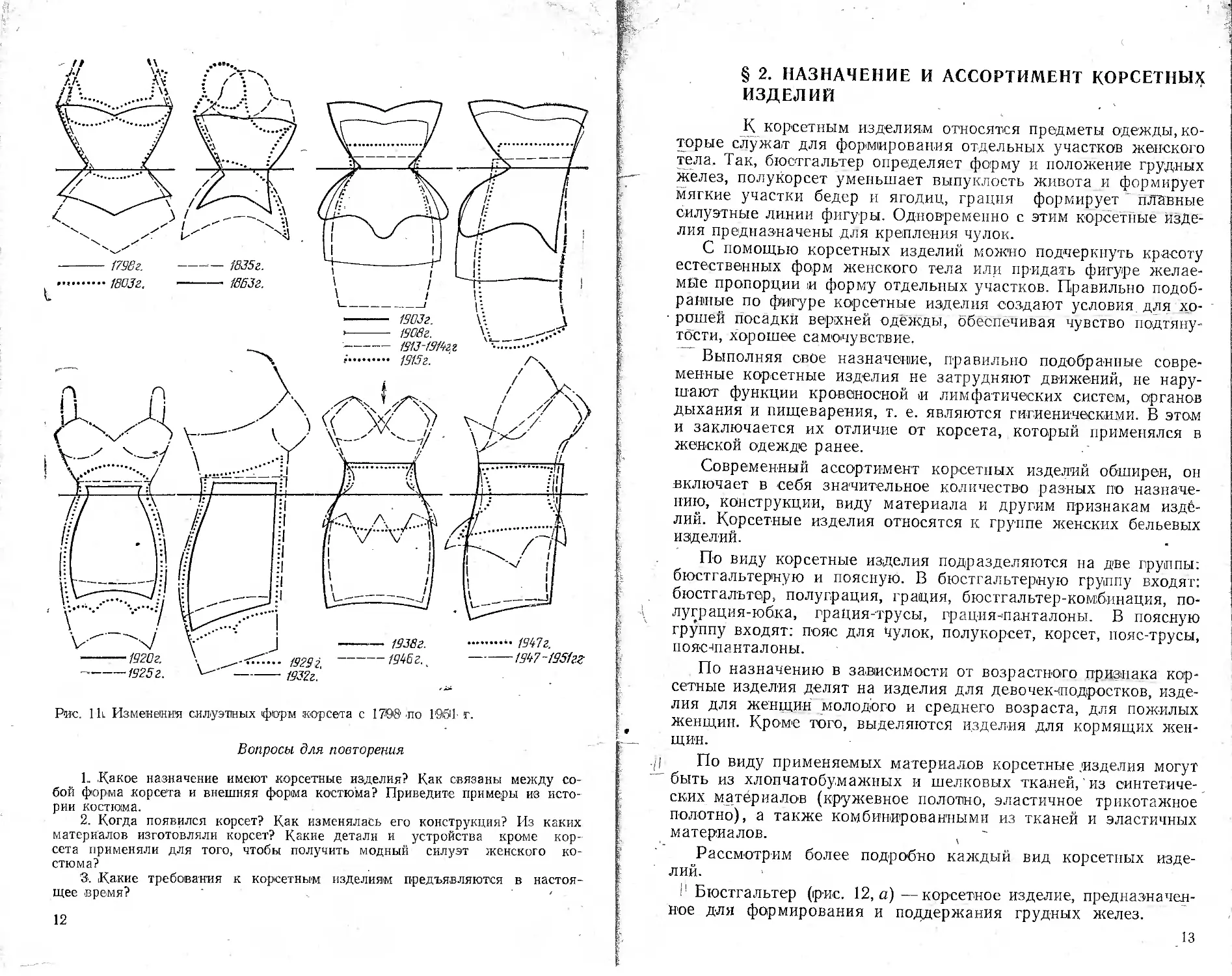
Изменения силуэтных форм корсетных изделий представле-
ны на рис. 11. '
* Кринолин — широкая юбка на .тонких стальных прутьях.
** Турнюр —- подушечка, которую подкладывали под платье сзади.
9
Рис. 5. Бальное женское платье на
кринолине. Гравюра из журнала мод,
I860 г.
Рис. 6. Силуэт женского костюма с
турнюром. Гравюра из журнала мод,
1864 г.
Рис. 7. Корсет, изгибающий туловище
в форме буквы S, 1S02 г.
Г
a 5 .
Рис. 8i Корсет fa) и корсетный лиф f6), МОЙ г.
Рис. 9. Модель, корсета, сохраняющая Рис. 1|0. Прямой корсет 1928 г
естественную осанку, Ц9Ш г.
Рис. Ik Изменения силуэтных форм корсета с 1798'по ll901- г.
Вопросы для повторения
1.. Какое назначение имеют корсетные изделия? Как связаны между со-
бой форма корсета и внешняя форма костюма? Приведите примеры из исто-
рии костюма.
2. Когда появился корсет? Как изменялась его конструкция? Из каких
материалов изготовляли корсет? Какие детали и устройства кроме кор-
сета применяли для того, чтобы получить модный силуэт женского ко-
стюма?
3. Какие требования к корсетным изделиям предъявляются в настоя-
щее время? ' ' '
12
§ 2. НАЗНАЧЕНИЕ И АССОРТИМЕНТ КОРСЕТНЫХ
ИЗДЕЛИЙ
К корсетным изделиям относятся предметы одежды, ко-
торые служат для формирования отдельных участков женского
тела. Так, бюстгальтер определяет форму и положение грудных
желез, полукорсет уменьшает выпуклость живота и формирует
мягкие участки бедер и ягодиц, грация формирует плавные
силуэтные линии фигуры. Одновременно с этим корсетные изде-
лия предназначены для крепления чулок.
С помощью корсетных изделий можно подчеркнуть красоту
естественных форм женского тела или придать фигуре желае-
мые пропорции и форму отдельных участков. Правильно подоб-
ранные по фигуре корсетные изделия создают условия, для хо-
• рошей посадки верхней одежды, обеспечивая чувство подтяну-
тости, хорошее самочувствие.
Выполняя свое назначение, правильно подобранные совре-
менные корсетные изделия не затрудняют движений, не нару-
шают функции кровеносной и лимфатических систем, органов
дыхания и пищеварения, т. е. являются гигиеническими. В этом
и заключается их отличие от корсета, который применялся в
женской одежде ранее.
Современный ассортимент корсетных изделий обширен, он
включает в себя значительное количество разных по назначе-
нию, конструкции, виду материала и другим признакам изде-
лий. Корсетные изделия относятся к группе женских бельевых
изделий.
По виду корсетные изделия подразделяются на две группы:
бюстгальтерную и поясную. В бюстгальтериую группу входят:
бюстгальтер, полуграция, грация, бюстгальтер-комбинация, по-
луграция-юбка, грация-трусы, грация-'панталоны. В поясную
группу входят: пояс для Чулок, полукорсет, корсет, пояс-трусы,
пояс-панталоны.
По назначению в зависимости от возрастного признака кор-
сетные изделия делят на изделия для девочек-подростков, изде-
лия для женщин молодого и среднего возраста, для пожилых
женщин. Кроме того, выделяются изделия для кормящих жен-
щин.
./I По виду применяемых материалов корсетные .изделия могут
быть из хлопчатобумажных и шелковых тканей, из синтетиче-
ских материалов (кружевное полотно, эластичное трикотажное
полотно), а также комбинированными из тканей и эластичных
материалов. ,
Рассмотрим более подробно каждый вид корсетных изде-
лий.
!' Бюстгальтер (рис. 12, а) —корсетное изделие, предназначен-
ное для формирования и поддержания грудных желез.
13
Рис. 12. Виды корсетных изделий:
а — бюстгальтер; б — полуграция; в — грация; г — бюстгальтер-.ком бинация; д — пол у гр а-,
ция юбка; е — грация-трусы; ж — грация-панталоны; з — пояс для чулок; и — полукор*
сет; к — корсет; л — пояс-трусы; м — пояс-панталоны
Полуграцпд (рис. 12,6)—бюстгальтер с длинным поясом,
который формирует верхнюю часть туловища.
Трация (рис. 12, в)—- корсетное изделие, охватывающее ту-
ловище от верхнего основания грудных желез до подъятодич-
ных складок и предназначенное для придания фигуре стройно-
сти и для крепления чулок.
Бюстгальтер-комбинация (рис. 12, г) — корсетное изделие,
•представляющее собой бюстгальтер и комбинацию из ткани или
трикотажного полотна.
Полуграция-юбка (рис. 12, д)—корсетное изделие, пред-
ставляющее собой’ полуграцию и нижнюю юбку из ткани или
трикотажного полотна.
Грация-трусы (рис. 12, е)—трация, дополненная ластови-
цей, которая помогает подтянуть живот и более устойчиво за-
фиксировать положение грации на фигуре.
Грация-панталопы (рис. 12, ж) —это грация с «ножками»,
которые’дбеспечивают формирование бедер и плавный переход
от туловища к мягким тканям бедер.
Пояс для чулок (рис. 12, з)—корсетное изделие, охватыва-
ющее нижнюю часть туловища полностью или частично и пред-
назначенное для крепления чулок.
Полукорсет (рис. 12, и) — корсетное изделие, охватывающее
нижнюю часть туловища от талии до подъягодичных складок
и предназначенное для формирования мягких тканей живота,
ягодиц, бедер, а также для крепления чулок.
Корсет (рис. 12, к)—корсетное изделие жесткой формы/
плотно охватывающее туловище от нижнего основания грудных
желез до подъягодичных складок и предназначенное для при-
дания стройности фигуре и для крепления чулок.
Пояс-трусы (рис. 12, л) — корсетное изделие, объединяющее
пояс для чулок и трусы, предназначенное для формирования
нижней части туловища и для крепления чулок.
Пояс-па,нталоны (рис. 12, л)—корсетное изделие только из
эластичного трикотажного полотна, предназначенное для фор-
мирования нижней части туловища от талии и бедер, а также
для крепления чулок.
Вопросы для повторения
1,. Почему все корсетные изделия разбиты на две группы: бюстгальтер-
ную и поясную? Какие изделия можно отнести к комбинированным? Какие
положительные свойства имеют корсетные изделия из эластичных материа-
лов? _
2. Чем отличаются бюстгальтер, полуграция и грация по конструкции
и назначению?
3. 'Какие корсетные изделия изготовляют только из эластичных мате-
риалов и почему?
4. Как делятся корсетные изделия по назначению в зависимости от воз-
растного признака женщин?
Г5
§ 3. КОНСТРУКЦИЯ ДЕТАЛЕЙ КОРСЕТНЫХ
ИЗДЕЛИЙ
Для получения сложной объемной формы корсетные
изделия изготовляют из большого количества деталей. Коли-
чество, размеры и форма, а также материал деталей опреде-
ляют разнообразие видов и конструкций корсетных изделий.
Однако в каждой группе изделий можно выделить типовые кон-
струкции основных деталей.
Так, типовая конструкция бюстгальтера (рис. 13) состоит из
пояса, чашек и бретелей. Пояс бюстгальтера состоит из двух
деталёТ или из трех: передней и двух боковых. Чашки состоят
также из двух или трех деталей.
Типовая конструкция' полукорсета из тканей (рис. 14) со-
стоит из шестй~^¥алё^Г’задн^'.и_дву2Г7око|вых- задних, перед-
ней и двух боковых передних. Передняя деталь снабжается на-
кладкой-усилителем .из основной ткани.
Типовая конструкция полукорсета из эластичного трикотаж-
ного" полотна (рис. 15) состоит из двух основных деталей: пе-
редней и задней и одной или двух накладок-усилителей.
Типовая конструкция пояса-панталон из эластичного трико-
тажного полотна (рис. 16) состоит из передней и задней дета-
лей и двух деталей ластовицы.
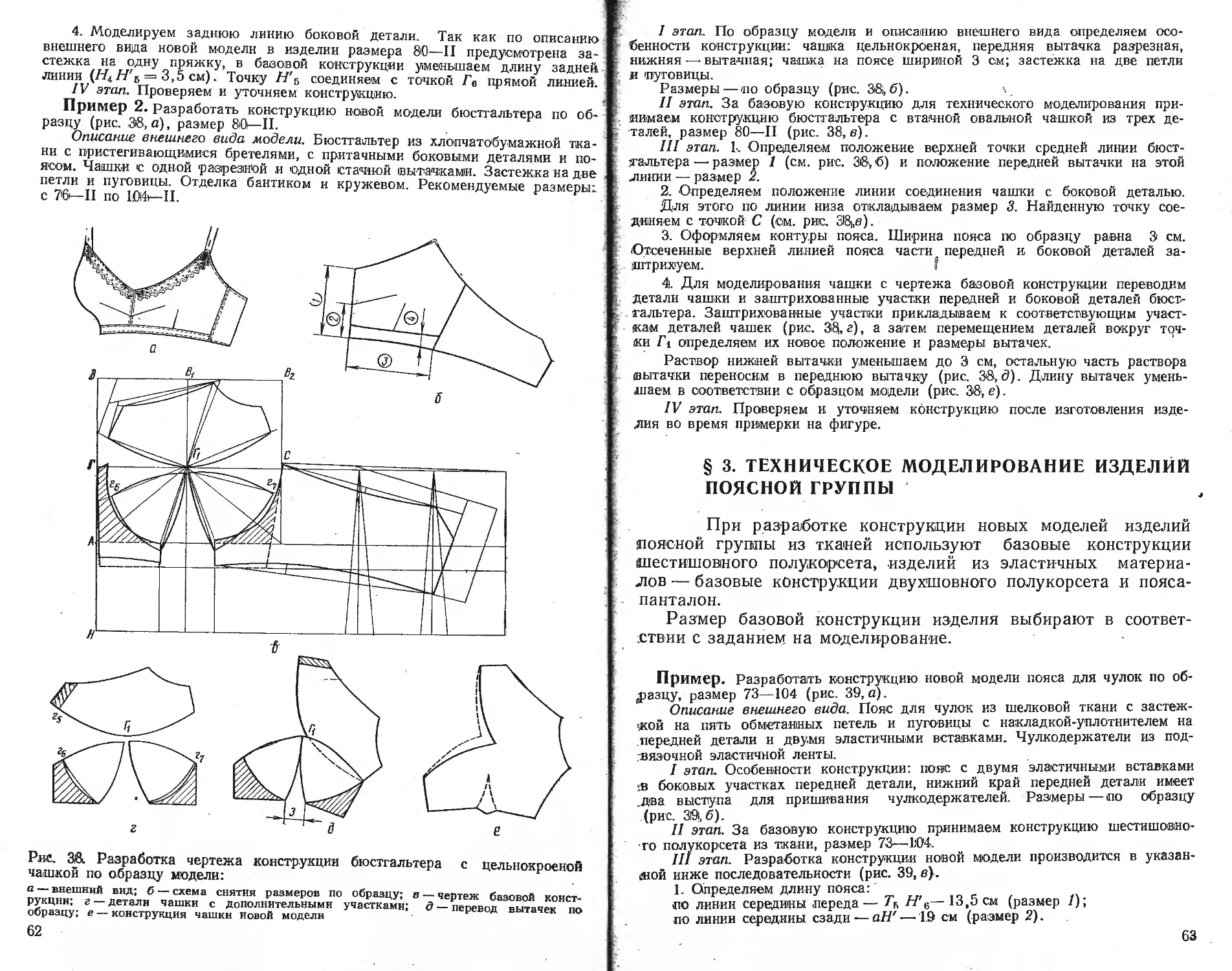
Рис. 1,3. Детали бюстгальтера:
а — цельная чашка с одной вытачкой;-б — верхняя деталь чашки; в — нижняя деталь
чашки; г — верхняя деталь чашки; д — нижние детали чашки; е — боковая деталь
пояса; ок—боковая деталь пояса; з—полоска ткаии для петли; и — передняя деталь
пояса: к — полоска ткани для бретели; л—полоска для обтачивания верхних н ниж-
них срезов
16
Рис. 15. Детали полукорсета из эла-
стичного трикотажного полотна:
а — передняя; б — задняя; в — накладка-
усилитель (штриховые линии определя-
ют долевое направление детали при
раскрое)
Рис. 14. Детали полукорсета из ткани:
а — задняя; б — боковая задняя; в — боковая; г — пе-
редняя
Рис. 16. Детали пояса-панталон из
эластичного трикотажного полотна:
а — передняя; б — задняя; в — ластовица
(штриховые линии определяют долевое
направление детали при раскрое)
Кроме основных деталей в корсетных изделиях используют
детали подкладки, прокладки и детали для отделки. Эти дета-
ли по форме и размерам чаще всего соответствуют основным
деталям.
§ 4. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ИЗГОТОВЛЕНИЯ КОРСЕТНЫХ ИЗДЕЛИЙ
Для изготовления корсетных изделий необходимы ос-
новные, подкладочные, прокладочные и отделочные материалы,
^-щвейные нитки, а также различная фурнитура.
К материалам, применяемым для корсетных изделий, предъ-
являются следующие требования: они должны быть красивыми,
|'ирочн^1ми на растяжение,Прочными на мокрое истирание,/мяг-
i кими,г обладать высокими гигиеническими свойствами (гигро-
скопичностью, паро- и воздухопроницаемостью), должны хоро-
шо стираться.
В настоящее время для изготовления корсетных изделий в
качестве основ;ных_ м_атер1иало_в_ применяются специаль-'
? «ые корсетные ткани и эластичные материалы.
I 1345~
17
Корсетные ткани типа дамаста, дамассе, атласа отличают-
ся красивой гладкой поверхностью, они мягкие, прочные, обла-
дают хорошими гигиеническими свойствами. Но эти ткани име-
ют и недостатки: значительная усадка при стирке (изделия
уменьшаются в размере) и осыпаемость нитей по срезам, что
затрудняет обработку (ширину швов приходится увеличивать).
Кроме того, корсетные изделия, изготовленные из прочных, прак- !
тически нерастяжимых тканей, затрудняют дыхание и движе-
ния. Длительная носка туго затянутых изделий из тканей при- ,
водит к образованию складок на теле.
Эластичные материалы (ткани и трикотажные полотна), .ши-
роко применяемые при изготовлении корсетных изделий в на-
стоящее время, обладают значительной растяжимостью (50—
100%) и одновременно высокой упругостью. Изготовленные из
этих материалов корсетные изделия хорошо формируют мягкие
участки женского тела и не затрудняют дыхания и движений.
В этом основное преимущество эластичных материалов перед
обычными тканями.
Гигиенические требования к материалам для корсетных из-
делий в эластичных материалах обеспечиваются за счет высо-
кой паро- и воздухопроницаемости.
В качестве основных материалов для изготовления корсет- .
ных изделий применяются кружевное трикотажное полотно, ос-
нововязаное трикотажное полотно, а также такие хлопчатобу-
мажные ткани, как ратист, поплин, сатин, бязь, шитье рельеф-
ное. ‘
Подкладочные материалы применяются для раз-
ных целей: для придания дополнительной жесткости деталям,
для повышения прочности детали при их растяжении, для того,
чтобы закрыть прокладку или жесткие швы в изделии и т. п. .
В качестве подкладочных тканей используют недорогие хлоп-
чатобумажные ткани (мадаполам,, миткаль, ситец, бязь) или
мягкое основовязаное трикотажное полотно.
В отдельных моделях бюстгальтеров, граций, полуграций
между деталями чашки из основной и подкладочной ткани пре-
дусматривают дополнительные детали из прокладочного
материала. Эти материалы придают дополнительную устой-
чивость форме чашки. В качестве .прокладочных материалов ис-
пользуют пенополиуретан (поролон) толщиной не более 3 мм
или прокладочный материал с жесткой пропиткой.
Чтобы разнообразить модели корсетных изделий и улучшить ,
их внешний вид, в настоящее время широко применяют различ-
ные отделочные материалы. Для отделки изделий из
тканей .применяют"кружевные трикотажные полотна, вискоз-
ные, капроновые и капроновискоз|ные~йружева, хлопчатобумаж-
ное шитье, тесьму окантовочную, фестоны из хлопчатобумажной
ткани или трикотажного основовязаного полотна.
18
g?" ; В изделиях из эластичных трикотажных полотен для отдел-
ки верхнего и нижнего краев применяют эластичные отделоч-
| ные ленты, эластичное кружево. Вместо сшитых бретелей при-
? меняют эластичную бретелечную ленту, для крепления зажи-
| мов для чулок—"эластичную подвязочную ленту.
Для шитья корсетных изделий применяют хлопчатобумаж-
ные или полиэфирные швейные нитки.
В производстве корсетных изделий применяется фурниту-
| р а разного вида и назначения.
I? Для застежки бюстгальтера применяют .пластмассовые и
полиэтиленовые пряжки, пуговицы или тесьму с металлически-
ми крючками и петлями. Для застежки пояса, грации приме-
няют тесьму с металлическими крючками и петлями, а также
застежку-молнию. Для регулировки длины бретели применяют
металлические или пластмассовые зажимы-регуляторы. •
Для крепления чулок применяют зажимы чулочные метал-
F лические или полиэтиленовые. Для придания формоустойчиво-
b сти чашкам бюстгальтера применяют специальные металличе-
ские каркасы.
Вопросы для повторения
1 Перечислите ткани, которые применяются для изготовления корсет-
s них.изделий. Какие свойства эластичных материалов наиболее пригодны для
' корсетных изделий?
2 . За счет чего обеспечиваются гигиенические требования в изделиях из
эластичных материалов?
: 3. Какие материалы применяются в качестве подкладки и прокладки?
Глава 2. КОНСТРУИРОВАНИЕ
КОРСЕТНЫХ ИЗДЕЛИЙ
БЮСТГАЛЬТЕРНОЙ ГРУППЫ
§ 1. РАЗМЕРНЫЕ ПРИЗНАКИ И
КЛАССИФИКАЦИЯ ТИПОВЫХ ФИГУР ЖЕНЩИН
Внешние формы женского тела очень разнообразны,
Г особенно в зависимости от размеров и формы грудных желез,
а также нижней части туловища. Для разработки конструкции
; корсетного изделия, соответствующего данной фигуре, нужно
иметь точные измерения тела.
| .При конструировании.по индивидуальным заказам пользу-
ются размерами, снятыми непосредственно с фигуры - заказчи-
- цы. При снятии размеров изучаются особенности .внешней фор-
J мы тела. 1
I' При конструировании изделий для массового производства
i приняты условно типовые фигуры женщин. Величины размер-
ных признаков типовых фигур определяют по таблицам, кото-
' рые составлены на основе данных массовых антропологических
; измерений женского населения СССР.
2* 19
Методика снятия размерных признаков. Чтобы иметь до t
статочно полное представление о внешней форме женского те- "
ла, необходимо правильно измерить его размерные признаки |.
Женщин измеряют в трусах и в бюстгальтере, без обуви. Не
которые измерения выполняют на фигуре без бюстгальтера
Парные размерные признаки измеряют только по правой сто-
роне тела.
При измерениях женщина должна стоять прямо, без напря|
жения, голова должна быть в таком положении, чтобы нижиий|
край глазницы и середина верхнего края наружного слуховогок
прохода были на одном уровне, руки должны быть опущены'-
вдоль тела, пятки вместе, носки раздвинуты.
Измерения тела производят с помощью различных инструЛ
ментов.
Высоту точек над полом измеряют антропометром (рис. 17).Г
Обхваты, дуги измеряют полотняной сантиметровой лентой.?
а — верхняя штанга; б — разъемные штанги; в — определение антропометром высот
точек тела над полом
Рис. h8. Болыиой толстотный циркуль Рис. 19. Основные антропометриче-
ские точки
Шейная б — вершина остистого отростка седьмого шейного-
позвонка.
Точка основания шеи в — точка на пересечении линии об-
хвата шеи с вертикальной плоскостью, рассекающей плечевой
скат пополам.
Сосковая к — 'наиболее выступающая точка грудной желе-
зы.
Передний угол подмышечной впадины н — высшая точка
дуги, образованной передним краем .подмышечной впадины,’при
опущенной руке. Точка скрыта небольшой кожной складкой,
которую нужно расправить, чтобы точно определить вершину
дуги.
Задний угол подмышечной впадины о — высшая точка дуги,,
образованной задним краем подмышечной впадины при опу-
щенной руке. Точка скрыта небольшой-кожной складкой, кото-
рую расправляют для точного определения вершины дуги.
Точка высоты линии талии р — точка на боковой поверхно-
сти туловища посередине между нижним ребром и гребнем под-
Лента должна прилегать к телу, не деформируя мягких тканей.. 1
Диаметры измеряют толстотным циркулем (рис. 18) или верх-1
ней штангой антропометра с удлиненными линейками. Измере-|
ния 'производят с точностью до ! мм.
Перед измерением на теле размечают антропометрические
точки. Линию талии фиксируют эластичной лентой.
Основные антропометрические точки (рис. 19). Верхушеч-
ная а — наивысшая точка темени при постановке головы в по-
ложение глазнично-ушной горизонтали.
20
вздошнои кости.
«Корень» грудной железы с — точка на вершине дуги, опре-
деляющей верхнюю границу основания грудной железы.
Медиальная т — точка на вершине дуги, образованной при
расхождении грудных желез.
Латеральная (боковая) у—точка на середине боковой ли-
f нии основания грудной железы (определяется п.ри поднятии
1 руки вверх).
К Точка основания грудной железы ф — нижняя точка на ли-
) *.нии основания грудной железы.
21
Рис. 20. Размерные признаки женских фигур для конструирования изделий
бюстгальтерной группы
Абсолютные величины размерных признаков
типовых фигур женщин для
Обхват груди чет-
вертый
Поперечный диаметр
грудной железы
Обхват груди третий
Вертикальная дуга
грудной железы
Поперечная дуга
грудной железы
Горизонтальный диа-
метр грудной желе-
зы
Вертикальный диа-
метр грудной желе-
зы
Расстояние. между
сосковыми точками
Расстояние от осно-
вания грудной желе-
зы до линии талии
Обхват талии
Ог IV 68«° 72,0 72,0
du 13,0 14,0 15,0
ш 80,0 84,0 86,0
Д'„ 13-9 15.1 16,6
Д'„ 19-7 21,3 23,0
О'г н’9 12,9 13.8
dB Ю,6 ц,1 ц,б
Цт 18Л 18,8 19.6
Дг.т 1216 12,4 11,4
От 58-6 63,8 65,5
72,0 76,0 76,0 76,0
16,0 15,0 16,0 17,0
88,0 90,0 92,0 94,0
18,1 17,1 18,6 20,1
24.7 23,6 25,3 27,0
14,7 13,9 14,8 15,7
12.1 11,6 12,1 12,6
20,4 19,8 20,6 21,4
10,4 12,0 11,0 10,0
67,2 69,9 71,3 73.0
80,0 80,0 80,0 84,0
16,0 17,0 18,0 17,0
94,0 96,0 98,0 98.0
18,3 19,8 21,3 19,5
25,2 26,9 28,6 26,8
14,9 15,8 16,7 15,9
12,1 12,6 13,1 12,6
20,5 21,3 22,1 21,2
11,8 10,8 9,8 11,6
74,8 76,5 78,2 80,0
22
Размерные признаки типовых фигур женщин для конструи-
рования изделий бюстгальтерной группы. Для выполнения рас-
'четов и построения чертежа деталей бюстгальтера необходимо
иметь десять размерных признаков фигуры.
Обхват груди четвертый O11V (рис. 20, а). Лента должна про-
ходить горизонтально вокруг туловища непосредственно под ос-
нованием грудных желез и замыкаться на правой стороне гру-
ди.
Поперечный диаметр грудной железы dn (рис. 20, в). Изме-
ряют проекционное расстояние между латеральной и медиаль-
ной точками грудной железы на обнаженной фигуре без бюст-
гальтера.
Обхват груди третий Огш (см. рис. 20, а). Лента должна
проходить горизонтально вокруг туловища через выступающие
точки груДных желез и замыкаться спереди на правой стороне
> груди.
Вертикальная дуга грудной железы Д'в (рис. 20,6). Изме-
ряют от «корня» грудной железы через выступающую точку до
основания грудной железы.
Поперечная дуга грудной железы Д'п (см. рис. 20,6). Из-
меряют от латеральной точки через выступающую точку груд-
ной железы до медиальной точки.
Горизонтальный диаметр грудной железы dT. Получают рас-
четным путем. -
Таблица 1
конструирования изделий бюстгальтерной группы, см
для группы изделий
размеров больших, размеров
84-11 84-III 00 СО СО СО СО СО 92-1 1 92-II III-26 96-1' 96-11 ПГ96 100-1 IT00I I04-I 104-11 108-1
84,0 84,0 88,0 88,0 88,0 92,0 92,0 92,0 96,0 96,0 96,0 100,0 100,0 104,0 104,0 108,0
18,0 19,0 17,0 18,0 19,0 18,0 19,0 20,0 19,0 20,0 21,0 20,0 21,0 21,0 22,0 22,0
100,0 102,0 Ю2,0 104,0 106,0 106,0 108,0 110,0 110,0 112,0 114,0114,0 по,0 118,0 120,0 122,0
21,0 22,5 20,0 21,5 23,0 21,2 22,7 24,2 22,4 23,9 2 5,4 23,6 25,1 24,8 26,3 26,0
28 , 5 30,2 27,3 29,0 30,7 28,9 30,6- . 32,3 30,5 32,2 33,9 32,1 33,8 33,7 35,4 35,3
16,8 17,7 15,9 16,8 .17,7 16.9 17,8 18,7 17,9 18, 819,7 18.9 19,8 19,9 20,8 20,9
13,1 13,6 12,7 13.2 13,7 13,2 13,7 14,2 13,7 14,2 14,7 14,2 14,7 14,7 15,2 15,2
22,0 22,8 21,6 22,4 23,2 -22,3 23,1 ‘23,9 23,0 23,8 24,60 23,7 24,5 24,4 25,2 25,1
10,6 9,6 11,6 10,6 9,6 11,4 10,4 9,4 11,2 10,2- 9,2 11,0 10,0 10,8 9,8 10,6
81 7.83,4 84,1 85,8 87,5 89,3 91,0 92,7 94,5 96,2 97,9 99,7 101,4 104,9 106,6 110,1
23
Вертикальный диаметр грудной железы d*B (см. рис. 20, е).
Измеряют проекционное 'расстояние от «корня» грудной железы
до ее основания.
Расстояние между сосковыми точками Цт (см. рис. 20, е).
Измеряют горизонтально по обнаженной фигуре между соско-
выми точками.
Расстояние от линии основания грудных желез до линии та-
лии Д,.т (см. рис. 20, а). Измеряют лентой в .вертикальной, плос-
кости от основания грудных желез вниз до линии талии.
Обхват талии От (см. рис. 20, а). Лента должна проходить
горизонтально вокруг туловища на уровне линии талии.
Абсолютные величины размерных признаков типовых фигур
женщин для конструирования изделий бюстгальтерной группы
даны в табл. 1.
§ 2. КЛАССИФИКАЦИЯ ТИПОВЫХ ФИГУР
ЖЕНЩИН ДЛЯ КОНСТРУИРОВАНИЯ КОРСЕТНЫХ
ИЗДЕЛИЙ БЮСТГАЛЬТЕРНОЙ ГРУППЫ
Для конструирования изделий бюстгальтерной группы
в настоящее время по ОСТ 17-497—83 выделено 27 типовых
фигур. Классификация типовых фигур .представлена в табл. 2.
Таблица 2
Классификация типовых фигур женщин для проектирования
корсетных изделий бюстгальтерной группы
Конструктивная группа Размер изделия Обхват гру- ди третий, см Разница ве- личин-обхва- тов груди третьего и четвертого, см Поперечный диаметр грудной железы, см Количество типовых фигур
Малые разме- 68—0 80 12 13 12 14 4 14 15 16 16
,ры 72—0 72—1 72—II 84 86 88
'Средние раз- меры 76—1 76—II 76—III 90 92 94 14 15 16 16 18 17 14 16 16 17 18 18 15 14 17 16 18 18 19
80—1 80—II 80—III 7 94 96 98
777 СО ОО СО 98 100 102
Определяется на обнаженной фигуре без бюстгальтера.
24
Продолжение-
g Конструктивная группа 1 Размер изделия Обхват гру- ди третий, см Разница ве- личин обхва- тов груди третьего и четвертого, см Поперечный диаметр груд- ной железы, см Количество типовых фигур
88—1 102 14 17
88—II 104 16 18
г 88—III 106 18 18
Е 92—1 106 14 18
92—II 108 16 19
92—III НО 18 20
г Большие разме- 96—1 ПО 14 19
J ры 96—II 112 16 20
96—III 114 18 21
100—1 114 14 20 8
100—II 116 16 21
104—1 118 14 21
104—II 120 16 ’ 22
108—1 122 14 22
Всего типовых фигур 27
обхвате груди чет-
вертом
Примечание. В таблице рамкой обведены размеры типовых фигур,
’ на которые разрабатывают модель и конструкцию.
По этой классификации все типовые фигу-
sr ры разбиты на четыре группы размеров: груп-
па малых размеров — 4 типовые фигуры, груп-
: па средних размеров—15 и группа больших
f размеров — 8 типовых фигур.
Тип фигуры определяется обхватом груди
f четвертым Oriv и полнотой грудной железы.
- Самый малый обхват груди четвертый — 68 см,
i самый большой—108 см, интервал между ни-
L ми равен 4 см. При одном и том же обхвате
; груди четвертом полнота грудной железы мо-
жет быть разной (рис. 21). Полноту грудной
Г железы условно обозначают римскими цифра-
; ми: 0, I, II, III.
I’ Полнота грудной железы определяется
; разницей между измерениями обхвата груди
третьего Огш и обхвата груди четвертого Or]V:
Они—Oriv=12 см — нулевая полнота (0),
Они—Oriv=14 см — первая полнота (I),
Огш—Oriv=16 см — вторая полнота (II),
Огш—Oriv=18 см —.третья полнота (III).
Каждой типовой фигуре соответствует свой
* размер поперечного диаметра грудной железы: от 13 см для фи-
I гуры 68—0 и 22 см для фигуры 108—I.
25
§ 3. ПОСТРОЕНИЕ ОСНОВЫ ЧЕРТЕЖА 1
БЮСТГАЛЬТЕРА С ВТАЧНОЙ ОВАЛЬНОЙ 1
ЧАШКОЙ I
Конструирование швейных изделий включает расчет, и |
построение чертежа деталей изделия. Конструирование изделий |
бюстгальтерной группы ((бюстгальтера, полуграции) производят 1
не «а все типовые фигуры, а .на средние размеры каждой кон- |
структивной группы: группа малых размеров — 72—0, 72—Г и 1
72—II; группа средних размеров — 80—I, 80—II и 80—III; труп- |
па больших размеров —96—I, 96—II и 96—III. На остальные |
размеры лекала получают путем технического размножения.
Для ознакомления с методикой конструирования бюстгаль- |
теров принимается базовая конструкция с овальной втачной
чашкой, состоящей из трех деталей: верхней и двух нижних.
Такая конструкция чашки больше всего соответствует естествен-
ной форме грудной железы. На основе этой конструкции чашки
моделируют другие ее варианты.
я
Для построения ос-
новы чертежа бюст-
гальтера используются
рекомендации по_ конст-
руированию корсетных
изделий, . разработан-
ные лабораторией кон-
струирования бытовой
одежды ЦНИИШПа.
Для построения ос-
новы чертежа бюст-
гальтера берут лист
бумаги. В левом ниж-
нем углу листа на рас-
стоянии 7—8 см от бо-
кового и 3—4 см от
нижнего краев ставят точку Т (рис. 22), из которой строят пря-
мой угол.
Построение чертежа выполняют в три этапа: первый — по-
строение базисной сетки чертежа; второй — построение черте-
К
! t
жей деталей чашки; третий—построение чертежа пояса.
Построение базисной сетки чертежа. Базисная сетка черте-
жа бюстгальтера состоит из горизонтальных и вертикальных
линий, которые определяю^ основные размеры деталей изделия.
На чертеже бюстгальтера горизонтальная линия, проведен-
ная из точки Т, определяет положение линии талии, а верти-
кальная линия — линию середины передней части изделия. Ос-
тальные линии сетки строят так. От точки Т вверх по вертика-
ли откладывают отрезок, равный расстоянию от линии основа-
ния грудных желез до линии талии: ТА=Дг,т.
26,
К'Д От точки А вверх по вертикали откладывают отрезок АВ,
fe равный вертикальной дуге грудной железы: ЛВ=Д'в. Точка В
^определяет положение верхней линии чашки бюстгальтера. Из
! "'точки В вниз по вертикали откладывают отрезок ВГ, равный
Ь’.'0,5 Д'в— 1. Точка Г определяет положение линии, проходящей
! через выступающие точки грудных желез. Через точки А, В. и
К Г вправо проводят горизонтальные линии.
g На горизонтальной линии, проходящей через точку Г, от-
^кладывают отрезки ГД и ГГ2:
ГД = 0,5/4 + 0,3;
ГГ— 3 —для группы малых размеров;
ГГ2 = Д'п — 4,5—для группы средних размеров;
ГГ2— Д'п~ 6—для группы больших размеров.
Через точки Л и Г2 проводят вертикальные линии. Пересе-
чение этих линий с горизонтальными линиями, проведенными
через точки А и В, обозначают соответственно Ai и А2, Bi и В2.
От точки А по горизонтали’ откладывают отрезок АА3.
ДЛз — 0,5O[IV + Рк,в,
где
Oriv—обхват груди четвертый; Р„.в—раствор иижней вытачки.
Раствор нижней вытачки чашки определяют разностью зна-
чений горизонтального диаметра грудной железы dv и опреде-
ленной ранее ширины чашки ГГ2.
Ги.в — ГГ2 — Ьг.
| Через точку А3 проводят вертикальную линию вверх до пе-
[ с горизонталью из точки Г и вниз до пересечения с
[ горизонталью из точки Т. Точки пересечения этой вертикали с
горизонталями соответственно обозначают Г3 и Т5.
На этом построение базисной сетки основы чертежа бюст-
гальтера заканчивают.
В ресечения
гопизонта,
Построение чертежей деталей чашки. Нижняя вытачка. От
точки Ai (рис. 23) вправо .и влево по горизонтали откладывают
отрезки, равные половине раствора нижней вытачки.
At а — Д = 0,5Рн.в = 0,5 (ГГ2— 4Г).
Точки а и щ соединяют с точкой Д прямыми линиями.
Через точки а и проводят вниз вертикальные линии, на
которых откладывают отрезки аа2 и aia3, равные по 1 ом — для
27
в
группы малых . размеров, ]
1,2 см — средних и 1,4 см —•
больших размеров. Точки а2
и а3 определяют положение
В;
Bf
г,
А
3
гз
Гг
л2
'V-
Отложив отрезки Г2г3 и Г2г4 на вертикальной линии Л2В2,
Соединяют точки г3 и г4 прямыми линиями с точкой Г}.
|S Для оформления передней и боковой вытачек определяют
нижних точек боковых сто- ф-лсжение вспомогательных точек 1, 3, 5 и 7. .Для этого из точ-
ен.Г, на каждой из боковых сторон передней-и боковой выта-
чек откладывают отрезок, равный ‘/з г2Г}. На перпендикулярах,
^ставленных в точках 1, 3, 5 и 7, откладывают отрезки:
рон вытачки.
Чтобы определить поло-
жение вершины нижней вы-
тачки, от точки Г1 вниз по
вертикали откладывают от-
резок ЛГп, равный 0,2 см —I
для группы малых, 0,4 см—I
средних й 0,6 см-—больших:
размеров. Точки а2 и а3 соей
диняют прямыми линиями с „ « - ----’
точкой Гп ' ; вторая оформляет нижние стороны передней и боковой выта-
От точек «о и а, ввепх по !СК чашки- На этой линии откладывают отрезок г2Г127, который
линиям а2Г5 и аДД о£кла-1 йфеделяюг по ширине чашки (ГГ2), равный ГГ2 + 0,2 см-для
дывают отрезки а9а4 и а3а4 ' ФУППЫ малых размеров, ГГ2 + 0,4 см —для группы средних
-- равные w отриД |a3SepoB " ГГ1+0-6 «-ЯЛЯ П>У™ы больших размеров.
. а2Гfl- Из точек а4 и а5 вое- 8
ставляют перпендикуляры кж
прямым а2Гц и а3Гц и на
малых размеров;
/—2=7—«=0,41
3-4^5-6=oil,/ для ГРУ™Ы
/—2=7—«=0,51 '
5—4=5—6’=Q2f для гР‘Уппы средних размеров;
1—2=7— «=0,61
5—4^5__6-=^д/ для группы больших размеров.
•Точки гг, 2, Гц, 6 и г4 соединяют плавной кривой линией,
Рис. 23. Построение чертежа иижией
и боковых вытачек чашки
них откладывают отрезки а4а6 и а$а7, равные по 0,2 см
для группы малых, 0,4 см — средних и 0,6 см — больших раз-
меров.
Боковые стороны нижней вытачки оформляют плавными кри-
выми линиями, проводя их через точки а2, а6, Гц и через точ-
ки а3, а7 и Г и.
Передняя и боковая вытачки (см. рис. 23). Раствор перед-
ней Рп.в и боковой Рб.в “р?".—
значений вертикальной дуги грудной железы Д'в
ного диаметра грудной железы de.
- в2
6з
Г
л
Bf 6 4
гз
•
4
Рис. 24. Оформление контуров ниж-
ней боковой детали и построение
чертежа верхней детали чашки
29 -
п.в
овои детали чашки соеди-
распределяют поровну отно
?П.В “ ^б.В —2d’в <4 + 1 •
Раствор передней вытачки Г,
сительно точки Г.
Гг, = Гг2 = 0,5Рп.в = 0,5(Д'в — dB + 1)-
Точки 21 и 22 соединяют прямыми линиями с точкой Г{.
• Раствор боковой вйтачки Рб.в распределяют так, чтобы ббль-1
шая часть раствора размещалась'выше точки Г2, а меньшая—j
ниже точки Г2: • I
Г2 г3 = О.бРе.в = 0,6 (Д'в - dB + 1);
Г2 г4 = 0,4Рб.в = 0,4 (Д'„ - dB + 1) -
Точка г7 — боковая точка .верхней линии нижней боковой де-
j вали.
.. Нижняя боковая деталь чашки (рис. 24). Точку Л2 соединя-
т с точкой Г1 и на ней откладывают отрезок А210, равный—
,6 — 3 см—для группы .малых, 3,1—3,7см — средних и 3,8 —
1,4 см — больших размеров.
От точки 10 вверх по ли-
ни А2Г! откладывают отре-
зок 10—12, равный 0,2 —
J9.6 см. Для оформления ли-
вытачек можно определить разностью^1” втачивания нижней бо-
и вертикаль- к
яют точки г7, 12 и а3 плав-
кой кривой линией.
Верхняя деталь чашки.
начала определяют поло-
ение бретели спере-
ди, Для этого от точки Вг
раво откладывают отре-
)К Bte, равный 3,5 см — для
•полночной группы, 3 см—•
j II и 2,5 см — для III,
j очка в определяет положе;
йе бретели спереди.
Ж От этой точки вправо от-
кладывают отрезок вви рав-
Шлй 0,5 см — для I полнот-
®0й группы, 1 см — для II и
п.в
г
28
1,5 см — для III. Точки 6 и 6] соединяют прямыми линиями^
точкой Гр На линии Г161 откладывают отрезок Г1в2=Г1в. )
При изготовлении лекала его разводят на величину угл;
вГ{в2.
- Для
к и от
построения передней и верхней линий
точки В вправо откладывают отрезок ' Вв3,
чащ
равны;
1,5 см — для -группы малых, 2 см — средних и 2,5 см — большй]
размеров/ Точку вз соединяют с точкой г( прямой линией. Ли
ния вз21 — отведенная линия середины передней детали. 1
От точки 21 вверх по линии 2163 откладывают отрезок zte4
равный 0,5 6i63 — для групп малых и средних размеров |
0,5 2163+ 1 — для группы больших размеров.
Точка б4 — верхняя точка средней линии передней
Эту точку соединяют с точкой в2 прямой линией и на
кладываЮт отрезки 6465 и в4вв:
в1в5=1,5 см—для группы малых размеров;
0405= 1 см — для групп средних и больших размеров;
0406=2 см.
Вправо от точек г\ и г2 по линиям г{1\ и г21\ откладывай)
соответственно отрезки 6i65 и г2гъ, равные по 2 см — для груп
Рис. 25. Построение чертежа перед-
ней детали бюстгальтера и офор-
мление контура передней нижней де-
тали чашки .
|Йо точку А соединяют
К ТОЧКОЙ Г] прямой ли-
|нией. На этой прямой от
крики А откладывают от-
йэезок А9, равный 3,2
Е'3,4 см —- для группы ма-
&1ых размеров, 3,4—
/3,6 см — средних и 3,6—
3,8 см — больших.
Р-- Линию втачивания
„чашки в переднюю деталь
^оформляют, соединяя
детали Главной кривой точки' е8,
н€й °ш> 9 и а.
If- Окончательное постро-
ение чертежа передней
детали выполняют при
i Построении боковой дета-
Би бюстгальтера.
Чтобы получить в е р х-
нюю.линию контура
пы малых размеров й по 1,5 см — для трупп средних и бол) передней нижней детали
~ ших размеров. Эти отрезки определяют ширину передней детг >чашки, соединяют точки
Де, 2 и Гц плавной кривой
^линией.
Для построения нижней
линии контура передней
ли бюстгальтера.
Точки 6S и 86 соединяют с точкой 25. На прямой- 2585 откл;
дывают отрезок 6567=2565. Точку в? соединяют прямой лини®
о точкой б2. Линия 8?в2 определяет положение верхней линЛнижней детали чашки от точки 9 вверх по линии А1\ отклады-
ТЬвают отрезок 9—11, равный 0,2 см — для группы малых раэме-
|ров, 0,4 см — средних и 0,6 см — больших.
Точки г6, 11 и а2 соединяют плавной кривой линией, которая
Вйгявляется линией втачивания передней нижней детали чашки,
ft Построение боковой детали бюстгальтера (рис. 26). Линия
«втачивания чашки. Положение верхней точки С боковой детали
Определяют расчетом:
Е.Д2С—4 ом — для группы малых размеров;
E4?C=dB — 3 см — для. группы средних размеров;
|И?С=4в — 2 см — для группы больших размеров.
Ц/? От точки г7 вправо по дуге Гцг4 откладывают отрезок 2727i,
равный 0,2—0,6 см. Точку Д2 соединяют вспомогательной пря-
[мой с точкой Г1. На этой линии от точки А2 откладывают отре-
№ок А210, равный 2,6 >см — для группы малых размеров, 3,1 —
|Й,7 См—средних и 3,8 —4,4 см—больших. От точки 10 вверх
Ию линии Д2Г1 откладывают отрезок 10—12, равный 0,2—0,6см.
(Соединяя точки С, г?ь Ю и а, плавной кривой линией, полу-
Ьчают линию втачивания чашки на боковой детали бюстгаль-
тера.
чашки. 4
Для оформления верхней линии чашки отрезок в7в2 деля
пополам (б7в21=62162=0,'5в7б2). Из точки деления e2i восста|
ляют перпендикуляр к линии.в7в2, на котором, откладывают о|
резок 621022, равный 0,5—0,7 см. Точки в?/ в22 и в2 соединяю
плавной вогнутой линией. J
Построение боковой линии верхней детали чашки продолж!
ют после построения боковой детали бюстгальтера, |
Построение передней детали бюстгальтера (рис. 25). Ч|
тырехугольник 21646565 является верхней частью передней jra
тали бюстгальтера. Этот четырехугольник нижним основание]
переносят на линию г21\ (2225 = 2165). Из точки г6 проводят дуд
радиусом, равным отрезку 2S64, точку пересечения ее с линий
АВ обозначают гс, она является верхней точкой передней дета
ли бюстгальтера. Затем из точки гс описывают дугу радиусои
равным 6465. Точку пересечения дуг обозначают буквой в8. То|
ка в8 является верхней точкой линии втачивания чашки в п|
реднюю деталь. Точка а на горизонтали АА2 определяет вт|
рой конец линии втачивания чашки в переднюю деталь.
Для оформления линии втачивания чашки в переднюю Д|
таль определяют положение .вспомогательной точки 9. Для эта
зе 1
31
%
-2
°ГО
Не
В
Тг
4
||fc г________4
Нт
А
as
Н
Т
Рис. 26. Построение чертежа боковой детали бюстгальтера ?
соединяют прямой линией и делят ее на тр!
!3
Has, равный
и 1 см — для
откладывают отрезок
и средних размеров
откладывают отрезки
HiCtg И H
по горизонтали на прямые аТ3 и
пе-
ио-
на
бо-
по
Точки С и Г3
равные части:
гальтера.
нию до пересечения с
нии с ....
вой Н2.
32
Ц;: От точки Н вверх
К 1,5 см — для групп малых
|Йгруппы больших размеров.
От точек Hi и Н2 вверх
рравные по 1 см.
р . Точки as и а9 переносят
В аТГ4. Точки а8 и as соединяют прямой линией. Пересечение этой
Й линии с прямой гсТ0 обозначают буквой ап. Точку ап соединя-
|'ют с точкой as .вогнутой линией. Линия а^ад — линия низа
I редней детали бюстгальтера.
| Для построения лекала боковой детали закрывают ранее
| строенные вытачки с вершинами в точках е и бь Для этого
| кальку переносят линии сетки, линию втачивания чашки на
I ковой детали Са3 и линии вытачек.
На кальке закрывают вытачки — перегибают вначале
б средней линии вытачки, а затем совмещают боковые стороны
| вытачки. Кальку с закрытыми вытачками накладывают на чер-
| теж и переносят на него новое положение точек Г3 и Н3. Но-
|. вое положение точки Н3 обозначают точкой H3i, точки Г3 — точ-
£кой Гзь Точку Г31 соединяют вспомогательными линиями сточ-
ками ей Н3\. Линия Г31Н31 определяет среднюю линию бюст-
гальтера сзади.
Если в бюстгальтере проектируют застежку на пряжку с
эластичной лентой, то на чертеже уменьшают длину боковой
S детали на 4 см (так как в готовом виде длина эластичной за-
I-стежки должна равняться 8 см). Для этого на вспомогательных
прямых откладывают отрезки Г31Г4 и Н31Н4, равные по 4 см.
Точки Г4 и Н4 соединяют прямой линией.
Линия низа бюстгальтера. От точки аю на прямой awH4 от-
кладывают отрезок а}0Нъ, равный а\йН4:3. В точке Н6 восстав-
ляют перпендикуляр, на котором откладывают отрезок НЪН7,
равный 1—.1,5 см. Точки аю, Н7 и Н4 соединяют плавной кри-
вой, линией, которая является нижней линией боковой детали
бюстгальтера.
' р Задняя линия боковой детали бюстгальтера. Бюстгальтеры
I рруппы малых размеров могут иметь застежку на одну пряжку,
бюстгальтеры групп средних и больших размеров должны иметь
застежку на две пряжки. В зависимости от этого ширину за-
стежки бюстгальтера проектируют разной.
На линии Д4Т4 откладывают отрезок Н4Н5, равный ширине
застежки:
Се = ее7 — е7 — СГ^'.З.
Из точек е и щ опускают вертикальные линии до пересечен
ния с линией талии ТТ5 и от них вправо и влево откладываю;
:на линии АА3 по 0,5 см—для группы малых размеров, 0,75 см ч
средних и 1 см — больших. Полученные точки соединяют с точ
ками е и ei прямыми линиями, продолжая их вниз до лини:
талии. Таким образом построены вытачки, которые необходим*
будет заложить в боковой детали, чтобы получить плотное об ь
летание фигуры изделием от линии груди до линии талии. .. f
Дополнительные вытачки по линии талии на передней частВ
изделия размещают на линии нижней вытачки чашки и н®
средней линии переда ТВ. Для этого от точки Т\ влево, а о*
точки Г2 вправо откладывают отрезки 72А и ТТГ3, равные п|
0,2 см для групп малых и средних размеров и равные 0 для»
группы больших размеров. Точку Т3 соединяют с точкой а,
точку Т4—с точкой щ прямыми линиями. "
От точки Т вправо откладывают отрезок ТА, равный 1см-4
для группы малых размеров, 0,5 см - средних j 0--болыпш( 1ад5=4,5 см-для группы малых размеров-
Точку То соединяют с точкой гс прямой линиеи.' От точки „ 1 ’
Вниз по вертикали откладывают отрезок АН, равный 3 см. ля груггп средних и больших .размеров.
Точка Н условно определяет положение линии низа бюст р Чтобы определить ширину боковой детали па пинии Г н
Через эту точку вправо проводят горизонтальную ли жниз от точки Г4 откладывают отрезок ЛА, равный 2 см От
> пересечения с линиеи АА. Точки пересечения этой ли;: точки А влево по прямой 1\С откладывают г г °
линией аТ, обозначают буквой Н„ с линией «,7. бук |иЛ 2 см-лля
*3—1345 5
33
Таблица 3
Расчеты для построения чертежа бюстгальтера с втачной овальной чашкой на типовые фигуры базисных размеров__________
Конструктивный отрезок, точка (см. рнс. 27) Расчетная формула Величина конструктивного отрезка, см, для изделий группы
малых размеров средних размеров больших размеров
72-0 72-1 72-11 80-1 80-11 80-111 96-1 96-II 96-III
Построение сетки чертежа
Положение линии основания груд- ТА = Дг.т 12,4 11,4 10,4 11,8 10,8 9,8 11,2 10,2 9,2
ных жедез Положение верхней линии чашки АВ=Д'в 15,1 16,6 18,1 18,3 19,8 21,3 22,4 23,9 25,4
(точка В) Положение линии, проходящей через ВГ=0,5Д'.—1 6,5 7,3 8 8,1 8,9 9,6 10,2 10,9 П,7
выступающие точки грудных желез
(точка Г) _ Положение выступающей точки Гi ГГ1=0,5Дг+0,3 9,7 10,5 10,5 10,9 и,з 11,8 11,8 12,2 12,6
на линии ГГг Положение вершины нижней вытачки ЛГц 0,2 0,2 0,2 0,4 0,4 0,4 0,6 0,6 0,6
(точка Гц) Положение вспомогательных точек щ a2at=O3O5=11аа2Гii По чертежу
и а6 иа линиях а2Ги и а3Ги Положение вспомогательных точек as 0,2 0,2 0,2 0,4 0,4 0,4 0,6 0,6 0,6
и а7 Ширина развертки чашки Г Г г=Д'п—з ГГ2=Д'п—4,5 ГГ2=Д'в—& ААз — 0,5Огху+Рж.в П Г Г Л 18,3 20 21,7 20,7 22,4 24,1 — — —
Ширина базисной сетки чертежа 43,2 5,4 44,4 6,2 45,6 7 48,6 5,8 49,8 5,8 51 7,4 24,5 58,8 6,6 26,2 59,9 7,4 27,9 61,9 8,2
Раствор нижней вытачки Рж.Л — * * 2 Ur
Построение чертежей деталей чашки
Положение нижней вытачки на линии основания грудной железы (точки А1а=А1а1 = 0,5Рж.» 2,7 3,1 3,5 2,9 3,3 3,7 з,з 3,7 4,1
Отрезки на вертикалях, ' опущенных из точек а и 01 ааз—а^аз 1 i • 1 1 1,2 1,2 1,2 1,4 1,4 ВИЯ 1,4 J
Раствор передней и боковой вытачек Распределение передней вытачки Распределение боковой вытачки Рц.ъ=:^Рб.1 = Д’\- Гг^Гг^ОДР^ Г2аз=0,6Рб.» -d»+l 5 2,5 3 6 3 3,6 7 3,5 4,2 7,2 3,6 4,3 8,2 4,1 4,9 9,2 4,6 5.5 8,7 4,3 5,2 10,6 5,3 6Д ИД 5,8 7
Положение вспомогательных точек L 3, 5 и 7 ‘ Положение вспомогательных точек 2 4, 6 и 8 Г2г4=и,4Г'б.» ril=ri3=Pl5= = l/aPie2 1—2 3—4 Л7= 2 0,4 0,1 2,4 0,4 0,1 2,8 0,4 0,1 2,9 3,3 3,7 По чертежу 0,5 0,5 0,5 0,2 0,2 0,2 3,5 0,6 0,3 3,9 0,6 0,3 4Д 0,6 0,3
5—6 0,1 0,1 0,1 0,2 0,2 0,2 0,3 од од
Положение боковой точки г7 на 7—8 22-Г1127 =ZT,2+0,2 0,4 18,5 0,4 20 2 0,4 21 9 0,5 0,5 0,5 0,6 0,6 0,6
верхней линии нижней боковой дета. z2P ца7=ГГ24-0,4 22,1 22,8 24 5
ЛИ Положение вспомогательных точек 10 и 12 на линии А2Л 2гГ ца7 = / 7 '2-f- 0,6 АДО 2,6—3 2,6—3 2,6—3 3,1— 3,7 3,1— 3,7 3,1— 3,7 25,1 3,8— '4,4 26,8 3,8— 4,4 28,5 3,8— 4,4
10—12 0,2— 0,2— 0,2— 0,2— 0,2— 0,2— 0,2— 0,2— 0,2—
Положение бретели на верхней ли- нии чашки Bi8 0,6 3,5 0,6 3 0,6 3 0,6 3,5 0,6 3 0,6 2,5 0,6 3,5 0,6 3 0,6 2,5
Величина разведения лекала детали по верхней липни eei 0,5 1 1,5 0,5 1 1,5 0,5 1 1Д
Положение бретели на линии Г^ (точка в2) Г162=Г\в По чертежу
Отведение средней линии переда Положение верхней точки средней линии переда Положение передней линии верхней Вв3 1,5 1,5 1,5 2 2 2 2 5 25 ’ 2Д у
г1в4=ОДг103 Для группы малых и средних размеров по чер\еж
#164= 0,5с?1бз-{-/ 6465 1,5 Для группы больших 1.5 1.5 1 1 размеров по чертежу 1 1 1 1
детали чашки Ширина передней детали на линии 21^5 = 22Й6 2 2 2 2 2 2 2 1,5 2 1,5 2 1,5 2 1,5 2 1,5 2 1Д
горизонтального шва чашки
Длина передней линии верхней дета- ли чашки 2567 = 2565 По чертежу
Вспомогательная точка в27 67631 = в21б2 = 0,5в7в2 То же
Величина прогиба, верхней детали чашки 621622 0,5— 0,7 0,5— 0,7 0,5— 0,7 - 0,5— 0,7 . ОД- ОД 0,5— 0,7 ОД- ОД од- од од- од
g Продолжение табл. 3
Конструктивный отрезок, точка (см. рис. 27) Расчетная формула Величина конструктивною отрезка, см, для изделий группы
малых размеров средних размеров больших размеров
72-0 72-1 72-11 80-1 8011 80 III 96-1 96-П 96-III
Длина нижней линии верхней детали г1Г1гз=г2Г11г7 По чертежу
чашки
Построение чертежа передней детали бюстгальтера
Положение точки гс на линии АВ гз—гВсс — гзвз По чертежу
(дуга радиуса из точки Гв) Положение точки в8 (дуга радиуса Г 2г==/'с5з==в4в5 То же
Г2 ИЗ ТОЧКИ 2с) Вспомогательная точка 9 А9 3,2 3,2 3,2 3,4 3,1 3,4 3,6 3,6 3,6
Вспомогательная точка И 9—11 0,2 0,2 0,2 0,4 0,4 0,4 0,6 0,6 0,6
Построение чертежа боковой детали бюстгальтера
Положение верхней точки С боковой A2C=dB—4 7,1 7,6 8,1 9,1 9,6 10,1 11,7 12,2 12,7
детали < АгС—dB—3 = —2
Вспомогательная точка г71 Вспомогательные точки е и ef Се = ее1 = 1/йСГз 0,2— 0,6 0,2— 0,6 0,2— 0,6 0,2— 0,6 ] 0,2— 0,2— 0,6 0,6 По чертежу 0,2— 0,6 0,2— 0,6 0,2— 0,6
Раствор вытачек боковой детали на линии, АА3 — 0,5 .0,5 0,5 0,75 0,75 0,75 1 1 1
Дополнительные вытачки на линии ТзТ^Т^Тз 0,2 0,2 0,2 0,2 0,2 0,2 — — —
талии тт0 1 1 1 0,5 0,5 0,5 “ -— — —
Положение линии низа бюстгальтера АН 3 3 3 3 3 3 3 3 3
Укорочение пояса бюстгальтера по средней линии передней детали бюст- Най 1,5 1,5 1,5 1,5 1,5 1,5 1 1 1
, гальтера
Укорбчёнйё А пояса" оюётгёйьтера'по линии нижней вытачки чашки Укорочение пояса для эластичной за- стежки г31л=я31я4 - 4 4 4 1 4 1: д.. 4 4 . 1 4 ? 4 4 -
Положение вспомогательной точки Нз aioHs= ЧзащНь . Пс чертежу
Прогиб линии низа Ширина боковой детали по задней линии нвн7 НьНй 1—1,5 4,5 1—1,5 4,5 1—1,5 4,5 1—1,5 7 1—1,5 1—1,5 7 7 1—1,5 7 1—1,5 7 1—1,5 7
Положение верхнего конца застежки Положение бретели на верхней ли- нии боковой детали Положение вспомогательной точки С2 ГзГз ГзГ6 СС2 = С2Гв=0,5СГв 2 2 2 2 2 2 3 По 2 2 3 3 чертежу 2 3 2 3 2 3
Прогиб верхней линии боковой дета- ли бюстгальтера Положение верхней точки боко- вой линии верхней детали чашки (ду- га радиуса г, из точки 1\ и дуга ра- диуса г2 из точки е3) Положение бокового конца нижней линии верхней детали чашки (дуга радиуса г из точки 1\) C2C3 Г—Р12з=Г,1г7 0,5— 0,7 0,5— 0,7 0,5— 0,7 0,5— 0,5— 0,5— 0,7 0,7 0,7 По чертежу То же 0,5— 0,7 0,5— 0,7 0,5— ОД
средних и больших размеров. Точка Г8 определяет положение
бретели на боковой детали бюстгальтера. Точку Г8 соединяют
с точкой Hs прямой линией.
Верхняя линия боковой детали бюстгальтера. Точку Г6 со-
единяют с точкой С прямой линией и делят ее пополам:
С^2 = ^2 = 0,5СГе.
Из точки С2 восставляют перпендикуляр к прямой СГ8 и на
нем откладывают отрезок С2С3, равный 0,5—0,7 см.
Для оформления верхнего среза боковой детали точки С,
С2 и Гб соединяют плавной кривой линией.
Верхняя линия боковой детали чашки (рис. 27). Из точки
Г1 проводят дугу радиусом, равным отрезку Г1С. Из точки а3
проводят вторую дугу радиусом, .равным отрезку Сг$. Точку пе-
ресечения дуг обозначают буквой Ct. Точки Ci и в соединяют
плавной вогнутой линией.
Из точки Г1 радиусом, равным отрезку 1\г7, проводят дугу.
Точку пересечения этой дуги с прямой Г\г3 обозначают буквой.
г8. Точку г8 соединяют с точкой G плавной линией.
Разведение вытачки вАв2 в верхней детали чашки произво-
дят с помощью кальки. На кальку переносят контуры боковой
части верхней детали Г1вС1г8Г1. По этим контурам лекало раз-
резают и накладывают на чертеж, совмещая срез Дес линией
Г1в2. Новый контур детали получают обводкой срезов детали
из кальки. На чертеже бюстгальтера новые контуры даны штри-
ховой линией.
Рис. 27.. Чертеж конструкции бюстгальтера с втачной овальной чашкой
Проверка и уточнение конструкции бюстгальтера. По окон
Лании построения чертежа чашки необходимо проверить равен-
ство длины .втачивания чашки Двт.ч длине выреза для втачива-
ния чашки в передней и боковой деталях Двт.ю
Двт.ч = б? 2б + гв lla^ + as 12г-, + га Ci',
г^вт.п ~~ Т" ЮС.
р Расчеты для построения чертежа бюстгальтера. Для прак-
тического освоения методики построения в табл. 3 приведены
расчеты на 9 размеров бюстгальтеров.
Вопросы для повторения
у 1. (Какие размерные признаки женской фигуры необходимы для кон-
: струирования изделий бюсптальтерной группы?
2. Сколько типовых фигур женщин принято у нас в стране для кон-
струирования бюстгальтеров? Почему обхват груди четвертый принят как
- ведущий размерный признак? Какие размерные признаки определяют пол-
поту грудных желез? Какая разница между Огш и Ortv соответствует вто-
j .рой полноте грудной железы?
• 3. Какие вертикальные и горизонтальные линии составляют базисную
сетку чертежа бюстгальтера? Расскажите, как определить раствор нижней к
-- боковых вытачек чашки? Чем отличаются конструкции боковой детали бюст-
гальтера в моделях с застежкой на петли и пуговицы и с застежкой на
пряжку с эластичной тесьмой?
р
§ 4. ПОСТРОЕНИЕ ЧЕРТЕЖА ПОЛУГРАЦИИ
Чертеж полуграции (рис. 28) на заданный размер вы-
• полняют на чертеже бюстгальтера такого же размера,
kv- Чертеж полуграции отличается от чертежа бюстгальтера по-
дстроением передней и боковой деталей. При этом изменяется
^положение линии низа, которая проектируется в зависимости
от модели на линии талии, выше ее (если полуграция присте-
гивается к поясу) или ниже линии талии.
S При построении базисной сетки чертежа расстояние от ос-
• .нования грудных желез до линии талии равно:
^ТА = Дг.т+1,,6—для группы малых и средних размеров;
7’Л=Дг.т+2— для группы больших размеров.
С Особенности построения чертежа передней детали. Учиты-
вая особенности строения женской фигуры, среднюю линию пе-
редней детали для группы больших размеров переносят влево
рт точки Т, т. е. 7'7'o=i0,5 см. В группах малых и средних раз-
меров средняя линия совпадает с вертикалью ТВ.
В изделиях группы больших размеров переднюю деталь не
-уменьшают по ширине, а расширяют, для чего от точки Т\ от-
кладывают отрезок 7'17'3=0,5 см. В группах малых и средних
размеров расширения не производят, <и боковая линия передней
^детали совпадает с линией Т,а.
39
38
Рис. 28. Чертеж конструкции полуграции (передняя и боковая детали)
Точки Г4 и Т6 соединяют прямой линией. Затем от точки
Те вверх по прямой Г4Те откладывают отрезок 7677=16 см.
Вниз от точки Г4 откладывают отрезок Г4Г$ — 2 см.
«' Точку Гъ соединяют с точкой С на Чертеже бюстгальтера
Прямой линией. От точки Г5 откладывают отрезок Г6Г6==3,5 см.
Отрезок СГ6 делят пополам. Из точки деления С2 опускают пер-
пендикуляр, на котором откладывают отрезок С2Сз, равный
гС,5—0,7 см.
F Соединяя точки С, С3 и Г6, получают верхнюю линию гюлу-
гграции. Точка Гб определяет положение бретели на боковой
; детали. Эту точку соединяют с. точкой Т?. Линия Т?Те — задняя
линия боковой детали. Линию низа боковой детали оформляют
плавной кривой линией через точки Те, Ti2 и Тю.
§ 5. ТЕХНИЧЕСКОЕ РАЗМНОЖЕНИЕ ЛЕКАЛ
Способ технического размножения лекал заключается
ЕВ. том, что по одному базисному размеру лекал получают нес-
Йколько смежных размеров. Для этого необходимы чертежи ле-
ркал базисного размера и таблицы величин приращений.
Е ' В качестве базисных размеров при конструировании бюст-
.гальтеров приняты следующие:
для
для
для
Нижнюю линию передней детали поднимают вверх, для это
го от точек 7 и 71 откладывают отрезки 778 и 7i79, равные п
0,5 см — для групп малых и средних размеров и по 0,8 см -
для группы больших размеров.
Особенности построения чертежа боковой детали. В груг
пе больших размеров от точки Т2 откладывают влево отрезо]
группы малых размеров — 72—0, 72—I и 72—II;
группы средних размеров—-80—I, 80—II и 801—III;
группы больших размеров — 96—I, 9.6>— 11 и 96—III.
Остальные размеры внутри каждой группы получают путем
размножения. Для этого на лист бумаги переносят контур ле-
? 'кала с обозначением конструктивных точек. Затем, пользуясь
детали совпадает с вертикалью T2ai-
7274=0,5 см, чтобы расширить передний участок полуграции ('таблицей величин приращений, на чертеже находят новое поло-
В группах .малых и средних размеров контур передней лини: жение каждой конструктивной точки. Полученные точки соеди-
”. Ёняют и таким образом получают контур детали смежного раз-
Для уравнивания длин боковых сторон переднего шва от то Кйера. Например, по чертежу лекала 80—I можно получить чер-
теж лекал 76—I и 84—I. На рис. 29 показана схема перемеще-
Йния конструктивных точек при увеличении размера детали.
В табл. 4 в качестве примера даны величины перемещений
конструктивных точек боковой детали бюстгальтера от размера
]к размеру. Величины приращений в таблице даны со знаком
плюс ( + ) или минус (—).
Если величина приращения дана со знаком плюс ( + ), то при
увеличении размера конструктивную точку перемещают по вер-
тикали вверх, по горизонтали вправо. При уменьшении размера
конструктивную точку перемещают по вертикали вниз, по го-
ризонтали влево.
Если величина приращения дана со знаком (—), то при
увеличении размера конструктивную точку перемещают по вер-
тикали вниз, по горизонтали влево. При уменьшении размера
конструктивную точку перемещают по вертикали вверх, по го-
ризонтали вправо.
чек 7, 71 и 72 вверх откладывают соответственно отрезки 77g
= 7i79 = 727io, равные по 0,5 см для группы малых и средни
размеров и по 0,8 см для группы больших размеров.
Для оформления контура боковой детали, как и при пострс
ении чертежа бюстгальтера, с помощью кальки закрывают вы
тачки. Новое положение точки 75 (точку 7S)) с кальки перенс
сят на чертеж. Точку T5i соединяют с точкой 7]0 вспомогатель
ной прямой 7io7si. Отрезок 7ю751 делят пополам. Из точки де [5
ления 7ц восставляют перпендикуляр, на котором откладываю Ь
отрезок 7ц712='1—1,5 см. Точки Т10, Т12 и 7Si соединяют плач г
ной кривой линией.
Если в полуграции предусмотрена застежка на пряжки
эластичной лентой, то при построении чертежа, так же как ; »
при построении чертежа бюстгальтера, заднюю линию боково г
детали после закрытия вытачки переносят на 4 ом влев В
(Г3\Г4 = 7gi7e = 4 см). ... •
40
-
41
Таблица 4
Величины перемещений конструктивных точек от размера к размеру
лекала боковой детали бюстгальтера (дли всех полнотных групп)
Наименование конструктивного отрезка и точки (см. рис. 29) Обозначение точки Разность между смежными; размерами, см
по вертикали по горизонта- ли
Передняя линия
верхняя точка «1 0 —0,9
нижняя точка П10 0 —0,9
Вершина линии втачивания С +0,5 0
Точка притачивания бретели Гв +0,5 + 1
Середина верхней линии Задняя линия Сз +0,5 +0,5
верхняя точка Нъ 0 + 1,1
нижняя точка н< 0 +1,1
Вспомогательная точка 10 +0,1 —0,2
Вопросы для повторения
1) . Для чего производится техническое размножение лекал деталей бюст-
гальтера?
2. Какие размеры бюстгальтеров приняты за базисные для технического»
размножения?
3. Как получить новое положение той или иной конструктивной точки
лекала?
42
Глава 3. КОНСТРУИРОВАНИЕ
КОРСЕТНЫХ ИЗДЕЛИЙ, ПОЯСНОЙ
| ГРУППЫ
§ 1. КЛАССИФИКАЦИЯ ТИПОВЫХ ФИГУР
ЖЕНЩИН ДЛЯ КОНСТРУИРОВАНИЯ КОРСЕТНЫХ
ИЗДЕЛИИ ПОЯСНОЙ ГРУППЫ
Чтобы выполнить расчеты и чертежи деталей корсетных
изделий поясной группы, нужно иметь шесть размерных при-
знаков (мерок), снятых с фигуры при изготовлении изделий по
индивидуальным заказам или принятых в соответствии с
ОСТ 17-497—83 для типовых фигур.
Для конструирования пояса и полукорсета необходимы сле-
: дующие размерные признаки: обхват талии От, обхват бедер
о учетом выступа живота Об! расстояние от линии талии до
ЯГОДИЧНОЙ ТОЧКИ Дт.я-
Для конструирования пояса-трусов и пояса-панталон необ-
ходимы дополнительные размерные признаки: обхват бедра
Обпь дуговое расстояние от линии середины талии до подъяго-
дичной складки Дт.п.с и дуга через паховую область Д'п.Об-
Эти размерные признаки измеряют следующим образом.
Обхват талии От (рис. 30, а). Лента должна проходить во-
: круг туловища на уровне линии талии.
Обхват бедер с учетом выступа живота Об (рис. 30,6). ЛеНз
ту накладывают на ягодичные точки. Лента должна проходить
горизонтально вокруг туловища, спереди — по гибкой пластине,
приложенной к животу, и замыкаться на правой стороне туло-
вища.
Расстояние от линии талии до ягодичной точки Дт.я
(рис. 30,6). Определяется разностью размерных признаков вы-
соты подъягодичной складки Ва.с и высоты линии талии Вл.т-
Обхват бедра Обш (ом. рис. 30, а). Лента должна прохо-
дить горизонтально вокруг бедра, касаясь верхним краем подъ-
Рис. ЭД Снятие .размерных признаков женской фигуры для конструирования
поясных изделий
43
ягодичной складки, и замыкаться на наружной поверхности
бедра.
Дуговое расстояние от линии середины талии до подъягодич--
ной складки Дт.п.с (см. рис. 30, а). Лента должна проходить в1
вертикальном положении через наиболее выступающую назад]
точку правой ягодицы. (
Дуга через паховую область Д'п.об (рис. 30, е). Измеряют от]
линии талии спереди до л-инил талии сзади. j
Строение нижней части туловища женской фигуры не менее в
разнообразно, чем строение верхней ее части. Кроме того, изде- W
лия поясной группы изготовляются из очень разных по своим |
свойствам материалов (ткань, эластичное трикотажное полот-1
но). Вот почему для конструирования корсетных изделий пояс-1
ной группы понадобилось выделить большое количество типо-1
вых фигур женщин и учесть разнообразие материалов. 1
В соответствии с требованиями ОСТ 17-497—83 для каждо- |
го вида применяемого материала установлена своя классифика-1
ция поясных изделий. При этом для конструирования изделий]
поясной группы из хлопчатобумажных и шелковых тканей при-1
нято 48 типовых фигур; изделий из хлопчатобумажных и шел-
ковых тканей с эластичными вставками — 33 типовые фигуры и ’Ц
изделий из эластичных трикотажных полотен — 24 типовые фи-j
гуры.
Таблица 5
Классификация типовых фигур женщин по размерным
и полистным группам для проектирования корсетных изделий поясной
^группы из хлопчатобумажных и шелковых тканей без эластичных вставок
1
Й
Первым, основным, размерным признаком,!
определяющим размер изделия, принят обхватК
талии От, вторым размерным признаком — об-1
хват бедер с учетом выступа живота Об-
Полнотную группу фигуры определяют раз-
ностью размерных признаков обхвата бедер с
учетом выступа живота и обхвата талии (рис.
31). Эта разность составляет 15—35 см.
Классификация типовых фигур женщин по
размерным и полнотпым группам для проекти-
рования корсетных изделий из различных тка-
ней приведена в табл. 5 и 6.
Для проектирования изделий из тканей без
эластичных вставок типовые фигуры предусматривают шесть
полнотных групп; для проектирования изделий из тканей с эла-
стичными вставками — пять полнотных групп и для проектиро-
вания изделий из эластичных материалов — четыре полнотные
группы.
Рис. 311. Форма
иижней части жен-
ской фигуры
Вопросы для повторения
il. Какие размерные признаки женской фигуры нужны для конструиро-
вания изделий поясной группы? Как измеряются обхват бедер Об и обхват
бедра Они?
2. Почему для конструирования поясов, полукорсетов и других изделий
предусмотрена своя классификация женских фигур? Сколько типовых фигур
женщин принято для конструирования изделий из тканей? Сколько полнот-
ных трупп принято в классификации типовых фигур для коиструироваиия
изделий из эластичных материалов?
44
с
Я’
О
Я
ч
О
С
1-я ‘
2-я
3-я
4-я
5-я
6-я
s
К CQ И
£ X Ч
15
19
88
92
96
Обхват талии при обхвате бедер, см
100
104
108
112
116
120
124
128
132
Э S
81
85
93
|97|
93
101
105
109
113 117 7
97
101
105
109 113 9
23 — -
27 61 65
73
77
31
35
69
73
81
|77|
|8б|
81
89
85
61
65
69
61
65
69
77
|73|
81
таблице
рамкой
обведены
L-.- Примечание. В
на которые разрабатывают модель и конструкцию.
в
i
93
89
85
.81
97
93
89
размеры
101
97
— • 8
- 10
8
_ - - 6
48
типовых фигур,
Г
fe
Классификация типовых фшур лспщпл uv гш.—,------
и полистным группам для проектирования корсетных изделий поясиой группы
— --— »-v попптои
Таблица §
Классификация типовых фигур женщин по размерным
-------------------------.-V нопшллм гглягппй rnvnnbi
и» эластичных тоикотажных полотен
Полнотная группа Разность обхватов бедер н талии (О6-От), см Обхват тални при обхвате бедер, см Количество типовых фигур
94 100 106 112 116 124 130
1-я 15 — 85 91 103 109 115 6
2-я 21 73 79 91 97 103 — 6
3-я 27 67 73 © 85 91 •97 — б
4-я 33 61 67 1!11 79 85 91 — 6
1. В таблице
£- Примечания;
jy на которые разрабатывают модель и конструкцию.
.2. Для поясных изделий из эластичного трикотажного полотна интервал
между величинами обхватов бедер и галии равен 6 см.
45
24
рамкой обведены размеры типовых фигур,
§ 2. ПОСТРОЕНИЕ ОСНОВЫ ЧЕРТЕЖА БАЗОВОЙ^
КОНСТРУКЦИИ ПОЛУКОРСЕТА ИЗ ТКАНИ
В качестве базовой принята конструкция шестишовно-
го полукорсета из хлопчатобумажной или шелковой ткани с за-;
стежкой на левой стороне передней детали. Построение основы
чертежа базовой конструкции полукорсета производится в соот-
ветствии с рекомендациями по конструированию корсетных из-
делий ЦНИИШПа. .
Расчет и построение основы чертежа конструкции произво-
дят на одну типовую фигуру среднего размера в каждой пол-
нотной группе. На остальные размеры чертежи лекал получают
путем технического размножения.
Чтобы обеспечить некоторую утяжку мягких тканей тела,
при конструировании полукорсета и других поясных изделий
из тканей предусматривают отрицательные прибавки (убавки)
(табл. 7).
Т аблица 7
Величины отрицательных прибавок, см
Прибавка Условное обозначение Полистные группы
1-я и 2-я 3-я и 4-я 5-я и 6-я
7,_______________Т1______________J
Нг Н1
Рис. 32. Базисная сетка
чертежа основы полукорсе-
та
К обхвату талии П-, 2 2 1
К обхвату бедер Пб 2 1 О
Построение чертежа полукорсета выполняют в два этапа:
первый—построение базисной сетки, второй—.построение чер-
тежа конструкции деталей.
Построение базисной сетки чертежа полукорсета (рис. 32).
На листе бумаги в верхнем левом углу строят прямой угол с
вершиной в точке Т. Горизонтальная линия, проведенная через
точку Т, определяет положение линии талии; вертикальная ли-
ния, опущенная из точки Т, определяет среднюю линию задней
детали полукорсета.
От точки Т вниз откладывают
отрезки ТБ и TH. Отрезок ТБ опре-
деляет положение линии бедер.
77>=Дт.я + 2.
Отрезок TH определяет положе-
ние линии низа: 777=35 см—для
1-й и 2-й полистных групп; ТН=
= 34 см — для 3-й и 4-й полнотных
групп, TH=32 см —для 5-й и 6-й
полнотных групп.
Через точки Б и Н вправо про-
водят горизонтальные линии. От
46
"точки Б на горизонтальной линии откладывают отрезок
ББ\, равный ширине .изделия на линии бедер. Z>Z>i= (Ос—Яб):2.
От точки Б вправо откладывают отрезок ББ2, определяю-
щий положение 'бокового шва на линии бедер. 2йБ2= (<%—/7И):4.
s Через точки Бх и Б2 проводят вертикальные линии вверх до
Пересечения с линией талии и вниз до пересечения с линией
низа. Точки пересечения обозначают соответственно буквами
Тг, Т2 и Hi, Н2.
' На этом заканчивается построение базисной сетки, опреде-
ляющей основные размеры деталей изделия.
Построение чертежа задней и передней деталей полукорсета
(рис, 33). Построение верхней линии. Положение верхней ли-
нии задней детали полукорсета определяется величиной отрез-
ка Та, равного: 4,5 см — для 1-й и 2-й полнотных групп; 4 см —
.для 3-й и 4-й и 3 см — для 5-й и 6-й.
Рис. 33. Чертеж шестишовного полукорсета из ткани
Положение верхней линии передней детали определяется от-
резком TiTs, который откладывают вверх от точки Л и равен
2 см — для 1-й .и 2-й полнотных групп; 1 см — для 3-й и 4-й;
0,5 см — для 5-й и 6-й. .
В шестишовном полукорсете вытачки, обеспечивающие объ-
емность изделия, располагают по боковому шву, по рельефным
швам на задней и передней деталях. Положение задней вытач-
ки определяется отрезком ББ3, равным 0,45 ББ2 — для 1, 2 и 3-й
полнотных групп и 0,4 ББ2 — для 4, 5 и 6-й.
4 Положение передней вытачки детали определяется отрезком
БгБ.:
4'7
6’1S4=0,1.2i5i(06—/7с) +.2,210 ом —для 1-й и 2-й полистных групп;
£>i£i—0,l25(Oc—77о) + 1,5 см — для 3-й и 4-й полистных групп;
Л, £>'4=0,126(69с—По) +1> см—для 5-й и 6-й .полистных групп.
Через точки Б3 и Бл проводят вертикальные линии до пере-,
сечения с линиями талии в точках Т3 и Л и с линией низа
в точке Н3.
Сумма раствора вытачек на линии талии определяется раз-
ностью ширин изделия на линиях бедер и талии:
Р =[(О6 -/7б) — (Ог -/7Т)]:2 + 0.5.
Построение вытачки в боковом шве. Раствор вытачки на ли-
нии талии в боковом шве Рб составляет 0,22Р— для 1, 2 и
3-й полнотных групп, 0,25ЕР — для 4-й полнотной группы,
0,35 2 Р — для 5-й и 0,4 2 Р — для 6-й.
Для смещения оси боковой вытачки от точ-
ки Т2 влево откладывают отрезок Т2Т'2,равный 2 см—для 1-й
и 2-й полнотных групп и 1 см — для 3-й и 4-й.
В изделиях 5-й и 6-й полнотных групп смещения оси вы-
тачки не производят. Соединяя точку Т'2 с точкой Б2 и продол-
жая ее вниз, получают ось вытачки Т'2Б2 для изделий 1, 2, 3
и 4-й полнотных групп.
Боковую вытачку распределяют поровну относительно то-
чек Т2 или Т'2
7'27’21 = 7’'37’22='0;5>Рс— для 1, 2, 3 и 4-й полнотных групп;
Г27’21 = 7’27’22=0,№б—для 5-й и 6-и полнотных'групп.
Через точки Тц и Т22 проводят вниз вертикальные линии,
на которых откладывают отрезки Т21 T'2i и Т22Т'22, равные по 1 см
для 1-й и 2-й полнотных групп, по 0,7 см — для 3-й и 4-й, по
0,5 см —для 5-й и 6-й.
Точки Т'2Х и Т'22— вершины боковых линий задней и перед-
ней деталей.
Для оформления верхней части боковой вы-
тачки на линии талии из точки Б2 вверх по оси вытачки от-
кладывают отрезок Б2Б2\, равный 11,5 см-—для 1-й и 2-й пол-
нотных групп, 10,5 см —для 3-й полнотной группы и 2,5 см —
для 4, 5 и 6-й полнотных групп.
Точку Б21 соединяют вначале прямыми, а затем плавными
кривыми линиями с точками Т21 и Т22. Величина выпуклости
линий посередине прямых Б21Т21 и Б2Т22 составляет 0,2 см —
для изделий 1-й и 2-й полнотных групп, 0,5—0,6 см — для из-
делий 3, 4, 5 и 6-й полнотных групп.
Построение боковой вытачки по линии ни-
за и о л у к о р с е т а производят следующим образом. Из' точ-
ки Б2 радиусом, равным 6 см, проводят дугу. Ось вытачки, рас?
положенной внизу бокового шва, перемещают от вертикальной
48
'оси вправо по дуге на 1 см в полукорсетах 1-й и 2-й полнотных
трупп и ма 0,7 см — в полукорсетах 3, 4, 5 и 6-й полнотных
|групп,
|к' Раствор нижней боковой вытачки, равный 1 см для изделий
всех полнотных групп, распределяют также по хорде симмет-
рично относительно смещенной оси вытачки. Полученные на ду-
Цедочки соединяют с точкой Б2, и продолжают эти прямые до
горизонтали НН\. Нижние точки боковых сторон задней и не-
вредней деталей определяются далее при построении линии низа
:..деталей.
Построение задних вытачек. Для изделий 1, 2 и 3-й полнот-
|ных .групп ось вытачки смещают по линии талии влево от точ-
рщ Т’з на отрезок Т3Т'3, равный 1 см — для 1-й и 2-й полнотных
:групп и 0,5 см — для 3-й полнотной группы. Для изделий 4, 5 и
:-6-й полистных групп смещения оси не производят.
• Раствор задней вытачки на линии талии Р3.г составляет
У0.4 2Р— для 1-й и 2-й полнотных групп, 0,5 2 Р— для 3-й и
|4-й, 0,45 2Р— для 5-й полнотной группы и 0,4 2 Р — для 6-й.
Раствор задней вытачки на линии талии распределяют сим-
|метрично оси вытачки:
Тз1=Гв ,7’з2= 0,5Рз.т — для 1, 2 и 3-й полнотных групп;
^7^Тз1=7’з7’з2=0>5Рв.т — для 4, 5 и 6-й полнотных групп.
г-7 Через точки 73i и Т32 проводят вниз вертикали, на которых
^откладывают отрезки:
=7’з27’,32=3 см — для 1-й и 2-й полнотных групп;
К:7з17’/31 = Т32Т'з2=2.6 см—для 3-й и 4-й полнотных групп;
K /81=7’зг7’/з2=1,6 см —для 5-й и 6-й полнотных групп.
Ц-Д Соединяя точки Т'31 и Б3, а также точки Т'32 и Б3 вначале
Ж прямыми, а затем плавными кривыми линиями, получают боко-
®чвые стороны задней вытачки.
Построение задней вытачки на линии низа Р3.н
• производят следующим образом. От точки Б3 вниз на оси вы-
Jтачки откладывают отрезок БВБ'3, равный 1,5 ом-—для изде-
ьлий 1-й и 2-й полнотных групп и 2 см — для изделий 3, 4, 5 и
;6-й .полнотных групп.
I ; Из точки Б'3 проводят дугу радиусом, равным 6 см. На этой
= дуге откладывают симметрично оси раствор вытачКи Р3.н, рав-
ейЫй 2,3 см — для 1, 2 и 3-й полнотных групп и 2 ом — для 4, 5
ей 6-й полнотных групп.
р. Полученные на дуге точки соединяют с точкой Б'3 прямыми
.линиями, продолжая их до пересечения с горизонталью ННу
? Точки пересечения обозначают буквами Н3\ и Н32. Боковые сто-
рроны вытачки оформляют плавными кривыми линиями с проги-
: бом — на 0,2—0,4 см.
4-Щ345
49
Таблица 8
Построение передней вытачки. Положение передней вытачки]
определяется осью Б4Т4. j
Раствор передней вытачки .на линии талии Рп равен 0,4 2 Р?
для 1-й и 2-й полнотных групп, 0,3 2 Р— для 3-Й ПОЛН-ОТНОЙ!]
группы, 0,25 2 Р — для 4-й полнотной группы и 0,2 2 Р — для.
5-й и 6-й полнотных групп. j
Раствор передней вытачки распределяют симметрично от-,
носительно точки Т4: ;
Т4741 = 74743 = 0,5Рп. |
От точек Т41 и Ла вверх откладывают отрезки и
равные по 1,8 см — для 1-й и 2-й полнотных групп, по 1,3 см—I
для 3-й и 4-й полнотных групп и по 0,7 см — для 5-й и 6-ftJ
Точки Т'ц и 7\2определяют вершины боковых сторон передней-
вытачки. j
Для. оформления передней вытачки от точки Б4 вверх откла-1
дывают отрезок Б4Б41, равный 6 см — для 1, 2, 3 и 4-й пол-1
нотных групп и 8,5 см-—для 5-й и 6-й. Точка Бц — конец вы-1
тачки. 1
Точку Z>4i соединяют с точками T'4i и T'i2 вначале прямыми^
а затем плавными кривыми линиями. Величина прогиба боко--
вых сторон вытачки составляет 0,2 см для
полнотных групп и 0,5—0,6 ом для изделий
ных групп.
Верхнюю линию изделия проводят через
и Т'21, Т'22 и Г'41, T'i2 и Т5, соединяя их прямыми линиями. За-’
тем оформдяют каждый из участков верхней линии. Участки^
aT'3i, T'SiT'2i, T'22T'it оформляют плавными вогнутыми кривыми’
линиями.
Линию верхнего среза полукорсета уточняют сопряжением
верхних линий деталей.
изделий 1-й и 2-й.
остальных полнот-
точки а и 7'8i,
Раствор боковой вытачки по
линии талии
Смещение осн боковой вытачки
Влево
/Распределение боковой вытач-
«Йси относительно оси
г Перемещение точек раствора
Построение линии низа полукорсета. От точки Б, вниз по 1н=етиеИнижнего конца бо-
вертикали откладывают отрезок Б\Нц, равный 2 см. Через точ- Ежовой вытачки (точка 6’21)
ку Нц проводят влево горизонтальную линию, на которой от- (Выпуклость боковых сторон
/вытачки
ЙРадиус дуги из точки Б2
Смещение оси вытачки от вер-
• /тикали вправо по дуге
^Раствор нижней боковой вы-
р Тачки на дуге
^Распределение раствора ниж-
мей вытачки по дуге относи-
тельно оси вытачки
кладывают отрезок HnHi2, равный 11 см — для 1-й и 2-й пол-
нотных групп, 10,5 см — для 3-й .и 4-й и 9,5 см — для 5-й и 6-й-
Точка Я12 определяет место прикрепления эластичной тесьмы
с зажимом для чулок.
От точки Б2 вниз по левой стороне боковой вытачки откла-
дывают отрезок Б2Н21 = 7,5 ом. Правую сторону вытачки урав-
нивают с левой: Б2Н22=Б2Н21. Точку
Н32, а точку Н%2 с точкой Н\2 прямыми
Участок между точками Н22 и Hi2
нией. Для построения ее определяют
ной точки 1.
H2i соединяют с точкой
линиями.
оформляют вогнутой ли-
положение вспомогатель-
/71а I — 1/3 /733 /71г.
С Расчет шестишовного полукорсета из ткани
Конструктивный участок Расчетная Расчет, см
Е на чертеже, точка (см. рис. 33) формула
Построение базисной сетки чертежа
7£=Дт.я+2
7+=34
ББ1 = 0,5(Ое—По)
ББ2==(Оо—Пв) :4
18,6+2=20,6
34
0,5(104—1) =51,5
йПоложение линии бедер
Положение линии низа
(Ширина изделия на линии
Дер
Положение бокового шва в
s делии
бе-
из-
(104—1) : 4=25,8
Построение
чертежа задней и передней деталей полукорсета
линии пе-
Положение верхней линии-зад-
ней детали
Положение верхней
‘ редней детали
Положение задней вытачки
Положение передней вытачки
4
1
Сумма растворов вытачек на
ЛИНИИ талии
Та=4
7'17’5=1
ББз = 0,4ББ2
fi,fi4=0,125(O6—
-77б) + 1,5
2Р=0,5{(Об—
—П е)—-(От—
-77т)1+0,5
0,4-25,8=10,8
0,125(104—1)+1,5= 14,4
0,5[(104—1)—(77—2)]+
+0,5=14,5
Построение боковой вытачки
Ри.т=0,252Р
0,25-14,5=3,6
Т2Т2‘
1
7/721 = 7/722= 0,5-3,6= 1,8
= 0,5Рб.т 72172/=72272/= = 0,7 0,7
Б2Б21 2,5
— 0,5
г=6 6
— 0,7
Рб.н=2 2
1
у. Построение задних вытачек
^Перемещение оси задней вы- —•
тачки
/Раствор задней вытачки на ли- Р3.т=0,52Р (
|?нии талии
М*
о
0,5-14,5=7,2
51
50
Конструктивный участок на чертеже, точка (см. рис. 33) Расчетная формула Рас*’
Распределение раствора задней Т2Тц = Т3Т32 = 0,5-7,2 = 3,6
вытачки относительно точки Тз =0,5Р3 т
Перемещение точек раствора вытачкн вниз по вертикалям Т з1Т з±=Т 32Т 32'— = 2,6 2,6
Перемещение вершины вытачки Б3Б3 ^=2 2
Радиус вспомогательной дуги для размещения раствора вы- тачки из точки Б'з — 6
Раствор вытачки на вспомога- тельной дуге Рз.н = 2 2
Величина выпуклости посере- дине боковых сторон задней вытачки 0,2
Построение передней вытачки
Раствор передней вытачки на линии талии Рв = 0,252Р 0,25-14,5=3
Распределение раствора вытач- <и относительно точки 7\ 7 Д 41 = 7 Д 42 = = 0,5Рп 0,5-3,6 =1,8
Перемещение точек Т41 и Г42 вверх TtlTu' = Т\27\2 1,3
Нижний конец передней вы- тачки Z>4±>41 = 6 6
Величина прогиба посередине боковых сторон вытачки — 0,5—0,6
Построение верхней линии полукорсета
Величина прогиба верхней ли- нии задней детали — 0,25
Величина прогиба верхней ли- нии боковых деталей — 0,4
Построение линии низа полукорсета
Положение линии низа перед- ней детали £1/7ц = 2 2
Место прикрепления подвязоч- ной эластичной ленты Б 10,5 10,5
Положение линии низа на бо- ковых линиях передней и зад- ней деталей Б^Б 21 = Б%Н 22 7,5
Вспомогательная точка 1 771г7 = */377227712 —
Величина прогиба кривой Нг22Н1г 1— 2 5
см
1,6
Продолжение табл. 3 !
перпендикуляр.
на котором отклады
Размерные признаки, см
обхват талии О,
обхват бедер с учетом выступа живота Оеш
расстояние от линии талии до ягодичной точки Д-
Отрицательные прибавки, см
к обхвату талии 77т
к обхвату бедер Пв
77
104
18,6
2
1
§ 3. ТЕХНИЧЕСКОЕ РАЗМНОЖЕНИЕ ЛЕКАЛ
ПОЛУКОРСЕТА
Расчеты и построение чертежей деталей полукорсетов
..производятся только на один базисный размер в каждой пол-
? нотной группе. На остальные размеры, входящие в одну пол-
нотную группу, чертежи конструкций можно получить техниче-
ским размножением.
- Пример величин перемещений конструктивных точек от раз-
мера к размеру для лекала задней детали приведен в табл. .9.
Таблица 9
Величины перемещений конструктивных точек
от размера к размеру в задних деталях полукорсета из тканей
t. Конструктивная Точка на чертеже (рис. 34) Условное обозначение Величина перемещения, см, между смежными размерами по полистной группе
1-й 2-й з-й 1 4-й 5-й 6-й
; Середина верхней линии : задней детали а —0,45 —0,45 —0,45 —0,4 —0,4 —0,4
Середина нижней линии задней детали н —0,45 —0,45 —0,45 —0,4 —0,4 —0,4
i. Пересечение линии низа с г боковой линией н21 +0,55 +0,55 +0,55 +0,6 +0,6 +0,6
• Пересечение линии бедер с "боковой линией Бз +0,55 +0,55 +0,55 +0,6 +0,6 +0,6
„ Конец вытачки на боковой линии [ Пересечение верхней линии - •с боковой линией Б21 +0,55 +0,55 +0,55 +0,6 +0,6 +0,6
7V +0,55 +0,55 +0,55 +0,6 +0,6 +0,6
В точке 1 восставляют
вают отрезок 1—2, равный 5 см. Точки Н22, 2 и Hi2 соединяют
плавной вогнутой линией.
Пример расчета конструкции шестишовного полукорсета из
ткани (табл. 8). Исходными данными для расчетов при по-
строении чертежа конструкции являются размерные признаки
и .прибавки.
T2L
б2/
Рис. 34. Техническое
лекал деталей полукорсета
размножение
52 И 53
Глава 4. ОСОБЕННОСТИ
КОНСТРУИРОВАНИЯ КОРСЕТНЫХ
ИЗДЕЛИЙ ПОЯСНОЙ ГРУППЫ
ИЗ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ
§ 1. ОТРИЦАТЕЛЬНЫЕ ПРИБАВКИ
Эластичные трикотажные полотна, применяемые для
изготовления корсетных изделий, обладают различной растя-
жимостью, поэтому для целей конструирования они разбиты
на три группы:
Группа Растяжимость растяжимости полотна, % I &0— 80 п ео-ио III 1.1Ю1—130 < Чтобы давление изделия на тело не превышало давления, допустимого медицинскими требованиями, при конструирова- Таблица 10 Отрицательные прибавки к обхватам талии От и бедер Ов в изделиях без вставки и накладки, см
Размеры изделия, см Растяжимость эластичного полотна, %
50—80 80—110 110—130
От Об От Об От Об
61—94 6 17 9 20 12 23 67—100 7 18 10 21 13 24 73—106 8 19 11 22 14 25 79—112 9 20 12 23 15 26 85—118 10 21 13 24 16 27 91—124 11 22 14 25 17 28 67—94 8 17 11 20 14 23 73—100 9 18 12 21 15 24 79—106 10 19 13 22 16 25 85—112 И 20 14 23 17 26 , 91—118 12 21 15 24 18 27 97—124 13 22 16 25 19 28 73—94 10 17 13 20 16 23 79—100 11 18 14 21 17 24 85—106 12 19 15 22 18 25 91—112 13 20 16 23 19 26 97—118 14 5 21 17 24 20 27 103—124 15 22 18 25 21 28 85—100 13 18 16 21 19 24 91—106 14 19 17 22 20 25 97—112 15 20 18 23 21 26 103—118 16 21 19 24 22 27 109—124 17 22 20 25 23 28 115—130 18 23 21 26 24 29
54
нии корсетных изделий из эластичных полотен разных групп
растяжимости, принимают различные отрицательные прибавки
(убавки).
Величины отрицательных прибавок принимаются разными
не только по группе растяжимости эластичного полотна, но и
в зависимости от участка изделия (линия талии, линия бедер)
(табл. 10).
Например, при конструировании црлукорсета одного и того
же размера (61-—94) из эластичных полотен разных групп рас-
тяжимости принимаются следующие прибавки, см:
Наименоваиие прибавки I п III
<’ по линии талии € 9 1'2
по линии бедер 17 2Ю 23
Величина отрицательной прибавки зависит также от размет-
ра и конструкции изделия.
§ 2. ПОСТРОЕНИЕ ЧЕРТЕЖА ДВУХШОВНОГО
ПОЛУКОРСЕТА ИЗ ЭЛАСТИЧНОГО
ТРИКОТАЖНОГО ПОЛОТНА
Базисная сетка чертежа полукорсета. Для построения
фазисной сетки чертежа через точку Т (рис. 35) проводят впра-
во горизонтальную и вниз вертикальную линии. На вертикаль-
ной линии откладывают отрезок ТБ, равный расстоянию от ли- »
нии талии до ягодичной точки плюс 2 см, и определяющий по-
ложение линии бедер (7Д=Дт.я+2).
Положение линии подъягодичной складки на чертеже опре-
деляется отрезком ТС, равным для всех полнотных групп дуго-
вому расстоянию от линии середины талии до подъягодичной
складки (7'С=Дт.п.с).
Положение линии низа изделия определяется отрезком TH.
ТН=Дяп+3,Ь — для полукорсета первой полнотной группы
второй » »
третьей » »
четвертой » »
вправо проводят горизонтальные ли-
нии.
На горизонтали, проведенной через точку Б, откладывают
ширину изделия по линии бедер.
ББ^ (Об-/7б):2.
Положение бокового шва «а линии бедер определяется от-
резком ББг.
1 Л=Дизд+И,3— » »
77/=Д„д+3,0 — » >
777=Диад+2:,&— » »
Из точек Т, Б, С и Н
553= (Об —/76):4-2.
55
Сг
H Hz Hf
Рис. 35. Базисная сетка чертежа ос-
новы двухшовного полукорсета из
эластичных материалов
Рис. 36. Чертеж конструкции двух-
шовного полукорсета из эластичных
материалов
Через точки Б1 и Б2 проводят вертикальные линии вверх и
вниз до пересечения с горизонтальными линиями из точек Т,
Н и С. Точки пересечения обозначают соответственно буквами
Ti и Тг, Hi и Н2, Ci и С2.
Построение чертежа задней и передней деталей (рис. 36).
От точки Т вниз по вертикали откладывают отрезок Tai, рав-
ный 3,5 см — для 1-й полнотной группы, 3,3 ом — для 2-й, Зсм—
для 3-й и 2,5 см — для 4-й. Точка ai определяет положение верх-
ней линии задней "детали полукорсета.
От точки Ci вниз откладывают длину полукорсета aiH посе-
редине задней детали, равную 32,5 см — для 1-й полнотной
группы, 32 см — для 2-й, 31,5 см — для 3-й и 31 см—для 4-й.
Из точки Ti вниз по вертикали откладывают отрезок Т1Т3,
равный 1 см—для 1-й полнотной группы, 0,7 см — для 2-й,
0,5 — для 3-й и 0,3 см — для 4-й.
Положение линии низа передней детали определяется отрез-
ком БхНв, равным 5,5 ом — для 1-й полнотной группы, 5 см —
для 2-й, 4,5 ом — для 3-й и 4 см — для 4-й.
Чтобы построить боковые линии передней и задней
деталей, определяют величину раствора вытачки Рт по линии
талии.
Рт = 0,5 [ (О6 - Z76) - (От - Z7T)].
Вытачку
образом:
распределяют относительно точки Т2 следующим
Т3Г8 = 2/ЗРт; Т2Л=!/ЗРт.
Точки Т3 и соединяют с точкой Б2 вначале прямыми, а
затем плавными кривыми линиями. Для проведения этих линий
определяют положение вспомогательных точек 1 и 2.
Б31 = Б2Т3/3; Ба2 = БаТ<13.
56
Е. Из точек 1 и 2 восставляют перпендикуляры, на которых
Ь откладывают отрезки 1—3 и 2—4, равные по 0,3—0,5 см — для
1-й полнотной группы, 0,6—0,7 см — для 2-й, 0,8—1 см —для
3-й и 0,9—4Д ом—для 4-й. s
. От точки Б2 вниз по вертикали откладывают отрезок Б2Б0,
| равный 6 см для всех полнотных групп. Через точку Бо прово-
дят отрезок горизонтальной линии, на которой симметрично от
h точки 5о распределяют раствор нижней вытачки Рп, равный
- 1,6 ом — для 1-й полнотной группы, 1,3 см — для 2-й и 1 см —
для 3-й и 4-й полнотных групп.
Б о Б01 — Бв Бю = 0,5Рв.
Точки Б01 и Б02 соединяют прямыми линиями с точкой Б2,
“• продолжая их вниз до пересечения с линией низа в точках Н3
£ и Н4. Точки пересечения этих прямых с линией CCi обознача-
L ют Нз1 и Нц.
Для оформления верхней линии полукорсета через
точку ai проводят горизонтальную линию, на которой отклады-
вают отрезок £Zifl2, равный 4—10 см.
Точку а2 соединяют с точкой Т3 вначале прямой, а затем
плавной кривой линией. Величина прогиба 9—10 кривой линии
на середине прямой а2Т3 составляет 0,1—1 см.
Соединяя точки at, а2, 10 и Т3, получают верхнюю линию
Г задней детали.
Для оформления верхней линии передней детали соединяют*
г точки Тб и Т4 так, чтобы от точки Т5 влево на расстоянии 4—
10 см линия была горизонтальной, а далее вогнутой кривой.
Величина прогиба кривой в зависимости от размера составляет
[' . 0,1—1 ом.
Для оформления линии низа полукорсета на горизон-
тали вправо от точки Н откладывают отрезок НН$, равный 5—
Р 6 ом для полукорсетов всех полнотных групп. Точку Н3 соеди-
няют с точкой Н31 вначале прямой, а затем плавной кривой
линией. Величина выпуклости на середине прямой H5H3i со-
_ - ставляет 0,2—0,5 см.
Оформление линии низа на передней детали производится
следующим образом. От точки Н6 влево по горизонтали откла-
дывают отрезок НъНт, равный 3—4 см для полукорсетов всех
полнотных групп.
Точку Н7 соединяют с точкой Нц вначале прямой, а затем
плавной кривой линией. Прогиб кривой посередине прямой
Н7Н^ в зависимости от размера изделия равен 0,8—1,2 см.
Пример расчета конструкции двухшовного полукорсета
из эластичного трикотажного полотна (табл. 11). Исходными
данными для расчетов при построении чертежа конструкции яв-
ляются размерные признаки и прибавки.
57
Таблица 11 Расчет для построения чертежа конструкции
Наименование конструктивных точек и участков чертежа (см. рис. 36) Расчетная формула Расчет, см
Построение базисной сетки чертежа Положение линии бедер 7'£=Дя.т+2 Положение линии подъягодичной Т’С=Дт.п.с складки Ширина изделия EEi = (О6—Пе) : 2 Положение бокового шва на ли- ББ2= (Об—/7б) 4—2 нии бедер 18,5+2=20,6 28,7 (106—22) : 2=42 (106—22) : 4—2= = 19
Построение чертежа задней и передней деталей полукорсета Положение верхней линии задней 7’а1=3 3 детали Длина полукорсета сзади а,Я=31,5 31,5 Положение верхней линии перед- 7'17'6=0,5 0,5 ней детали Положение линии низа передней £1Д6=4,5 4,5 детали Раствор вытачки по боковому шву Рт.= 0,5[(Об—77е)— 0,5[(106—22) — на линии талии —(От—Пт)] —(79—13)]=9 Распределение раствора вытачки 7’2/7's=2/3Pt 2-9 : 3=6 относительно точки Т2 T2Tt= 1/ЗРт 1-9; 3=3 Положение вспомогательных тр- Б21—Б22=\/ЗБ2Т3 — чек 1 и 2 Величина прогиба боковых сторон 1—3—2—4 0,8—1 вытачки Положение вспомогательной го- — 6 ризонтали Б2Ба
Раствор нижней боковой вытачки на вспомогательной горизонтали рв 1
Распределение раствора нижней вытачки относительно точки Бо I — Ь'о/>02 ~ 0,5Р н 0,5
Величина выпуклости боковых сторон нижней вытачки —. 0,1—0,5
Горизонтальный участок верхней линии задней детали С1Й2 4—10
Величина прогиба верхней линии задней детали "посередине линии а2Т2 9—10 0,1—1
Длина горизонтального участка верхней линии передней детали — 4—10
Величина прогиба верхней линии — передней детали посередине меж- ду точками Т5 и 7\ Оформление линии низа полукорсета 0,1—1
Длина горизонтального участка линии низа задней детали Величина прогиба линии низа зад- ней детали посередине линии HsH3l нн5 5—6 0,2—0,5
Длина горизонтального участка на линии низа передней детали Н^Нч 3—4
Величина прогиба линии низа по- середине прямой H2Ht\ — 0,8—1,2
58
Размерные признаки, ам
обхват талии От 79
обхват бедер Об 106
расстояние от линии талии до ягодичной точки Дт.н 18,5
дуговое расстояние от линии талии до середины 28,7
подъягодичной складки Дт,-п.с
Отрицательные прибавки (убавки), см
по линии талии Пт 13
по линии бедер Пв 22
Вопросы для повторения
1. Какие материалы называются эластичными? Какую растяжимость
имеют эластичные материалы, применяемые для изготовления корсетных из-
делий? На сколько групп делятся эластичные материалы по растяжимости?
2. Что такое отрицательные прибавки при конструировании одежды?
Для чего они принимаются? От чего зависит величина отрицательной при-
бавки? По табл. 1.0 отыщите самую малую и самую большую величину от-
рицательной прибавки, объясните причину разницы.
3. Какие исходные данные нужно иметь перед конструированием изде-
лий из эластичных материалов? Какие размерные признаки необходимы при
конструировании полукорсета? Какие отрицательные прибавки выбираются
при этом?
4. Перечислите горизонтальные и вертикальные линии, из которых состо-
ит базисная сетка чертежа полукорсета из эластичных материалов.
б. Сравните конструкции полукорсета из тканей и из эластичных мате-
риалов. Сколько деталей в конструкции полу-корсетов из тканей и из эла-
стичных материалов?
Глава 5. ТЕХНИЧЕСКОЕ
МОДЕЛИРОВАНИЕ КОРСЕТНЫХ
ИЗДЕЛИЙ
§ 1. ОБЩАЯ МЕТОДИКА ТЕХНИЧЕСКОГО
МОДЕЛИРОВАНИЯ
Техническое моделирование — процесс разработки кон-
струкции деталей новых моделей с использованием базовых ос-
нов и типовых .конструкций.
Техническое моделирование выполняют по эскизному проек-
ту (рисунку) .модели или по образцу модели. Разработка кон-
струкций новой модели производится в такой последовательно-
сти.
I этап — изучение конструкции новой модели. Цо рисунку
или образцу модели изучают особенности конструкции. Так, в
бюстгальтере определяют вид чашки, количество деталей в чаш-
ке, характер линии верхнего края, положение шва соединения
верхней и нижней деталей чашки, форму и размеры передней,
боковой деталей, бретелей, вид и размеры застежки и др.
В полукорсете определяют количество, размеры и форму де-
талей, количество, размеры и размещение эластичных вставок,
вид застежки, форму линии верхнего и нижнего краев и др.
59
Размеры деталей определяют по образцу модели или по ри?
сунку. При моделировании по рисунку размеры определяются-,
из пропорций деталей по масштабу рисунка.
II этап—выбор базовой (типовой) конструкции для разра-
ботки новой модели. После изучения особенностей конструкции
новой модели решают, какую базовую конструкцию можно при-’
менить для моделирования.
III этап — разработка конструкции новой модели (техниче-.
ское моделирование). На чертеже выбранной базовой (типовой)
конструкции наносят характерные точки и линии новой моде-
ли, с помощью кальки или графическими способами изменяют
положение вытачек, затем определяют размеры и форму дета-
лей.
IV этап — уточнение конструкции новой модели. Для уточ-
нения разработанной конструкции изготовляют лекала, раскраи-
вают детали и прошивают изделие. Если по внешнему виду или
по посадке изделия на фигуре обнаруживаются недостатки, в
конструкцию деталей вносят изменения.
§ 2. ТЕХНИЧЕСКОЕ МОДЕЛИРОВАНИЕ
БЮСТГАЛЬТЕРОВ
При разработке новых моделей бюстгальтеров исполь-
зуют базовые конструкции бюстгальтера с втачной овальной
чашкой, разработанные на средний размер для каждой группы
размеров отдельно по О, I, II и III полнотным группам:
группа малых размеров — 72—'ft, 721—1 и TJ2—II;
» средних » 8]0—I, 80)—II и 80—III;
» больших » 96>—I, 96—II и 9)6—III.
Размер базовой конструкции бюстгальтера выбирают в со-
ответствии с заданием на моделирование.
Пример 1. Разработать конструкцию новой модели бюстгальтера из шел-
ковой ткани по образцу (рис. 317, а), размер 80-П.
Описание внешнего вида. Бюстгальтер из шелковой ткаии с пристеги-
вающимися бретелями, с притачными передней и боковой деталями. Чашки
состоят из трех деталей с подкладкой из хлопчатобумажной ткани, нижняя
деталь выстрочена параллельными строчками. Застежка на пряжку, в боль-
ших размерах (с 88 и выше) — иа две пряжки. Отделка бейкой с фестонами
и бантиком. Рекомендуемые размеры: 72—1, с 72—II ио 96>—II.
I этап. По образцу модели и описанию внешнего вида определяем осо-
бенности конструкции: чашка не втачная, нижние детали цельнокроенные
с поясом, передняя и боковые детали соединяются с чашкой по прямым ли-
ниям; застежка на одну пряжку. Размеры — по образцу (рис. 37, б).
II этап. Для технического моделирования выбираем конструкцию бюст-
гальтера с втачной овальной чашкой, размер 80—II (рис. 37, в);
III этап. 1. Наносим на чертеж базовой конструкции контуры передней
детали. Для этого по линии середины передней детали от точки о» откла-
дываем размер 1 (см. рис. 37, б), равный ill см, по линии низа — размер
2, равный 2,7 см. Ширину дередней детали вверху оставляем без изменений.
60
Рис. 3'7. Разработка чертежа конструкции новой модели
бюстгальтера по образцу:
а — внешний вид; б — схема снятия размеров по образцу; в —
чертеж базовой конструкции; г — детали чашки и боковые части
новой конструкции
Соединяя точки г8 и а12 (см. рис. 37, в), получим контур передней детали
новой модели.
2. Наносим иа чертеж линию соединения чашки с боковой деталью. Для
этого от средней линии передней детали по линии нива вправо откладываем
размер 3 (см. рис. 37, е), равный 11,5 см (по образцу). Боковую точку этого
отрезка соединим с точкой С (ом. рис. 3'7, в)). Отсеченный этой линией уча-
сток боковой детали заштрихуем.
3. Для моделирования деталей чашки с чертежа базовой конструкции
бюстгальтера переводим детали чашки и заштрихованные участки передней и
боковых деталей. Заштрихованные участки вырезаем и прикладываем к де-
талям чашки (рис. 37, г). Новые контуры деталей чашки оформляем плав-
ными кривыми линиями.
61
4. Моделируем заднюю линию боковой детали. Так как по описанию
внешнего вида новой модели в изделии размера 80—II предусмотрена за-
стежка на одну пряжку, в базовой конструкции уменьшаем длину задней
линии (РЦН'ъ = 3,5 см). Точку Н'ъ соединяем с точкой Ге прямой линией.
IV этап. Проверяем и уточняем конструкцию.
Пример 2. Разработать конструкцию новой модели бюстгальтера по об-
разцу (рис. 38, а), размер 80—II.
Описание внешнего вида модели. Бюстгальтер из хлопчатобумажной тка-
ни с пристегивающимися бретелями, с притачными боковыми деталями и по-
ясом. Чашки с одной 'разрезной и одной стачной вытачками. Застежка на две
петли и пуговицы. Отделка бантиком и кружевом. Рекомендуемые размеры:
с 7&—II по 104t—II.
Рис. 38. Разработка чертежа конструкции бюстгальтера с цельнокроеной
чашкой по образцу модели:
а — внешний вид; б — схема снятия размеров по образцу; в — чертеж базовой конст-
рукции; г — детали чашки с дополнительными участками; д — перевод вытачек по
образцу; е — конструкция чашки Новой модели
62
I этап. По образцу модели и описанию внешнего вида определяем осо-
бенности конструкции: чашка цельнокроеная, передняя вытачка разрезная,
нижняя — вытачная; чашка на поясе шириной 3 см; застежка на две петли
и 'пуговицы.
Размеры—но образцу (рис. Зв,б).
II этап. За базовую конструкцию для технического моделирования при-
нимаем конструкцию бюстгальтера с втачной овальной чашкой из трех де-
талей, размер 80—II (рис. 38, в).
III этап. L. Определяем положение верхней точки средней линии бюст-
гальтера — размер 1 (см. рис. Зв, б) и положение передней вытачки на этой
линии — размер 2.
2. Определяем положение линии соединения чашки с боковой деталью.
Для этого по линии низа откладываем размер 3. Найденную точку сое-
диняем с точкой С (ом. рис. 318|,в).
3. Оформляем контуры пояса. Ширина пояса по образцу равна 3 см.
Отсеченные верхней линией пояса части передней и боковой деталей за-
штрихуем. ?
4. Для моделирования чашки с чертежа базовой конструкции переводим
детали чашки и заштрихованные участки передней и боковой деталей бюст-
гальтера. Заштрихованные участки прикладываем к соответствующим участ-
кам деталей чашек (рис. 38, г), а затем перемещением деталей вокруг точ-
ки Г1 определяем их новое положение и размеры вытачек.
Раствор нижней вытачки уменьшаем до 3 см, остальную часть раствора
вытачки переносим в переднюю вытачку (рис. Зв, д). Длину вытачек умень-
шаем в соответствии с образцом модели (рис. Зв, е).
IV этап. Проверяем и уточняем конструкцию после изготовления изде-
лия во время примерки на фигуре.
§ 3. ТЕХНИЧЕСКОЕ МОДЕЛИРОВАНИЕ ИЗДЕЛЙЙ
ПОЯСНОЙ ГРУППЫ
При разработке конструкции новых моделей изделий
поясной группы из тканей используют базовые конструкции
шестишовного полукорсета, изделий из эластичных материа-
лов — базовые конструкции двухшовного полукорсета и пояса-
панталон.
Размер базовой конструкции изделия выбирают в соответ-
ствии с заданием на моделирование.
Пример. Разработать конструкцию новой модели пояса для чулок по об-
разцу, размер 73—104 (рис. 39, а).
Описание внешнего вида. Пояс для чулок из шелковой ткани с застеж-
кой на пять обметанных петель и пуговицы с накладкой-уплотнителем на
передней детали и двумя эластичными вставками. Чулкодержатели из под-
вязочной эластичной ленты.
I этап. Особенности конструкции: пояс с двумя эластичными вставками
в боковых участках передней детали, нижний край передней детали имеет
.два выступа для пришивания чулкодержателей. Размеры — по образцу
(рис. 3l9i, б).
II этап. За базовую конструкцию принимаем конструкцию шестишовно-
го полукорсета из ткани, размер 73—1:0'4.
III этап. Разработка конструкции новой модели производится в указан-
ной ниже последовательности (рис. 39, в).
1. Определяем длину пояса:
по линии середины переда— Тъ Н'ъ— 13,5 см (размер /);
по линии середины сзади — аН'—19 см (размер 2).
63
Через точку Н' проводим вправо горизонтальную линию до оси задних'
вытачек. Через точку Н'ъ проводим влево горизонтальную линию до оси,
передних вытачек.
2. Определяем положение чулкодержателей. Спереди чулкодержатель раз-
мещаем так же, как и в полукорсете. По линии низа переда оформляем вы-,
ступ для прикрепления эластичной ленты длиной 2Д—3 см. На задней дета-
ли выступ оформляем по линии боковой вытачки. Длина пояса для чулок
по линии боковой вытачки 22 см (размер 5).
3. Оформляем линию пояса плавными кривыми. Соединяя точки Н'3 и
Л/'2, вначале прямой линией, а затем плавной кривой, получим линию низа
задней детали пояса для чулок. Линию низа передней детали пояса для
чулок оформляем подобно линии низа полукорсета. Ширина горизонтального
участка выступа принимается равной ширине подвязочной эластичной ленты.
4. Определяем положение и форму накладки на переднюю деталь. Ши-
рина накладки по линии талии — 7,5 см (размер 4). От точки Т$ влево по
верхней линии полукорсета на чертеже откладываем отрезок TsT5i, равный
3,3 см. Ширина накладки по линии низа (размер 5) равна 2 см. От точки
Я'в влево по горизонтали откладываем отрезок Н'вН"е=2 см. Соединяя точки
Г5 и Н"е вначале прямой, а затем плавной кривой линией, получаем контур
накладки на переднюю деталь пояса.
5. Эластичные вставки размещаем вместо боковых частей передней де-
тали.
Рис. Зв. Разработка чертежа конструкции новой модели пояса для чулок:
а — внешний вид; б—схема снятия размеров по образцу модели; в — нанесение кон-
тура пояса на базовой конструкции шестншовмого полукорсета; г — детали пояса; д —
моделирование боковой задней детали; е — окончательная форма боковой задней
детали
64
6. Моделируем боковую заднюю деталь пояса для чулок. Для этого де-
тали I и II (рис. 39, г) переведем на кальку, вырежем и соединим по верх-
ним и нижним точкам (рис. 3i9, б). Чтобы компенсировать уменьшение де-
тали по ширине, правую сторону детали оформляем плавной выпуклой ли-
нией (рис. 39, е).
Глава 6. СПОСОБЫ СОЕДИНЕНИЙ
ДЕТАЛЕЙ КОРСЕТНЫХ ИЗДЕЛИЙ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Для соединения деталей швейных изделий применяются
ниточные, клеевые, сварные, а также комбинированные швы.
При обработке деталей корсетных изделий применяются в
основном ниточные швы, выполняемые на швейных машинах
различными стежками и строчками.
Стежок — законченный цикл переплетения ниток, получен-
ный между двумя проколами материала иглой.
Строчка — последовательный ряд стежков.
Шов—соединение двух или нескольких слоев материала
строчками.
Ниточный способ, применяемый при обработке швейных из-
делий, можно отнести к последовательному методу об-
работки, когда рабочий орган машины воздействует на деталь,
обрабатывая участок за участком.
В настоящее время для временного соединения деталей чаш-
ки из основного материала с кружевным полотном, для соеди-
нения прокладки с подкладкой применяют клеевой способ —
соединение с помощью полиамидной эмульсии на специальном
оборудовании. При этом соединение слоев материала обеспечи-
вается по всей площади детали. Такой метод обработки назы-
вается параллельным.
При обработке корсетных изделий применяется также и по-
следовательно-параллельный метод обработки,
при котором несколько рабочих органов машины одновременно
воздействует на деталь, параллельно обрабатывая один участок
за другим. Примером этого метода является применение двух-
игольной машины при обработке срезов бюстгальтера, при вы-
страчивании чашки и др.
§ 2. МАШИННЫЕ СТЕЖКИ И СТРОЧКИ
Виды стежков и строчек. Стежки различают по спосо-
бу переплетения ниток на челночные и цепные; по ко-
личеству ниток, участвующий в переплете-
нии,— на однониточные, двухниточные, трехниточные и много-
ниточные.
Машинные строчки, применяемые при изготовлении корсет-
ных изделий, можно разделить по назначению на стачивающие,
5—1345 65
обметочные, стачивающе-обметочные, петельные для прямых пе-
тель, отделочные.
По количеству линий строчки могут быть одно-
линейными, двухлинейными, трехлинейными, четырехлинейны-
ми, пятилинейными, многолинейными, по расположению
стежков относительно направления строч-
ки — прямолинейные, зигзагообразные.
Челночные стежки и строчки. Челночный стежок (рис. 40)
образуется при переплетении двух ниток: верхней (игольной) 1
и нижней (челночной) 2 следующим образом. Игла прокалыва-
ет ткани и проводит сквозь них верхнюю нитку. Опустившись
до крайнего нижнего положения, игла получает движение вверх.
Около ушка иглы образуется петелька-напуск из верхней нит-
ки. В это время челнок подводит свой носик к петле, захваты-
вает ее и обводит вокруг шпульного колпачка, в котором раз-
мещена шпулька с нижней ниткой. Таким образом происходит
переплетение верхней и-нижней ниток.
Рис. 4i0. Процесс образования двухниточного челночного стежка:
а — проведение игольной ннтки через соединяемые ткани; б — захват петли игольной
нитки носиком челнока; в — обвод игольной нитки вокруг челнока; г — переплетение
игольной и челночной ниток, затягивание стежка
После выхода иглы из тканей и перемещения их на вели-
чину стежка происходит затягивание стежка, переплетение ни-
ток перемещается внутрь соединяемых тканей.
С лицевой и изнаночной сторон ткани строчка двухниточно-
го челночного переплетения представляет собой штриховые ли-
нии.
На швейных машинах челночного стежка выполняются од-
нолинейные, двухлинейные и зигзагообразные строчки (рис. 41).
Для выполнения двухлинейной строчки машина должна иметь
две иглы и два челнока. Чтобы стежки образовали зигзагооб-
разную строчку, игла в машине должна иметь движения не
только вверх и вниз, а еще и поперек строчки.
Однолинейные строчки с двухниточным челночным пе-
реплетением применяются для соединения двух или более де-
талей; двухлинейные —для соединения деталей при об-
работке верхних и нижних срезов бюстгальтера, пояса, полу-
66
Рис. 4.1. Строчки с двухниточным челночнвш переплетением:
а— однолинейная; б — двухлИнейная; в — зигзагообразная
корсета с подгибанием срезов и обтачивании полоской подкла-
дочной ткани, для отделки .деталей, зигзагообразные
строчки — для соединения деталей и обработки срезов изделий
из эластичных полотен.
Цепные стежки и строчки. Цепные стежки могут быть
одно-, двух, трехниточными и мпогониточными.
Однониточный цепной стежок (рис. 42) образуется перепле-
тением петель игольной нитки. При этом игла швейной машины
проводит игольную нитку через соединяемые слои материала.
При движении иглы вверх петля 1, образованная около ушка
иглы, захватывается, а затем удерживается крючком 3. После
перемещения материала и при вторичном проколе игла попада-'*
ет в первую петлю 1. Крючок сбрасывает первую петлю и про-
водит сквозь нее вторую петлю 2. При движении иглы вверх
стежок затягивается. С лицевой стороны строчка представляет
собой штриховую линию, а с изнаночной — цепочку.
Стачивающую однолинейную строчку с одно-
ниточным цепным переплетением применяют для временного
соединения деталей, так как ее можно легко распустить. Такая
строчка применяется также как отделочная.
Если в машине игла помимо движения вверх и вниз имеет
отклонения поперек строчки, образуется зигзагообразная
строчка с однониточным цепным переплетением (рис. 43).
Такая строчка используется в машинах для пришивания пуго-
виц, для обметывания петель.
Рис. 42. Процесс образования одно-
ниточното цепного стежка
Б*
Рис. 43. Зигзагообразная строчка с
однониточным цепным переплетением
67
Двухниточный цепной стежок образуется переплетением пе-
тель верхней игольной нитки А и нижней нитки петлителя Б,
поочередно входящих друг в друга (рис. 44, а) . Игла машины/,
двигаясь вниз, прокалывает материал и проводит верхнюю нит-
ку (рис. 44,6). Опустившись до крайнего нижнего положения,
игла получает движение вверх. Со стороны короткого желобка
иглы около ушка образуется петля-напуск 2 из игольной нитки.
В эту петлю входит петлитель 3. Двигаясь по стрелке 1, петли-
тель удерживает петлю иглы на себе. Игла двигается вверх.
После выхода иглы из материала петлитель 3 перемещается по
стрелке II, переходя на другую сторону от иглы, а материал
передвигается на величину стежка. При следующем проколе
игла попадает в петлю 4 петлителя 3. Петлитель, на котором
висит петля 2, перемещается по стрелке III и сбрасывает пет-
лю 2, затягивая при этом свою петлю. Игла, продолжая опус-
каться, затягивает петлю 2. После этого петлитель перемещает-
ся по стрелке IV, возвращаясь в исходное положение. При вы-
ходе иглы из материала и при его перемещении на длину стеж-
ка происходит окончательное затягивание стежка.
Ряд повторяющихся стежков такого типа образует стачи-
вающую однолинейную строчку с двухниточным цеп-
ным переплетением.
Такая строчка широко применяется при обработке верхней
одежды пз трикотажа. При изготовлении корсетных изделий
применяют стачивающую двухлииейную строчку с
двухниточным цепным переплетением для настрачивания бре-
телей.
Если 'игла в машине движется не только вверх и вниз, но
и перемещается по горизонтали, образуется з и гз а го об р яв-
ная строчка с двухниточным цепным переплетением
(рис. 45). Такую строчку применяют для настрачивания кружев
на изделиях из эластичных полотен.
Трехниточный цепной стежок (рис. 46, а) образуется пере-
плетением петель трех ниток: двух игольных 1 и одной ниткой
петлителя 2.
Машина трехниточного цепного стежка снабжена двумя иг-
лами, закрепленными в одном игловодителе. Процесс образо-
вания стежка такой же, как и в машинах двухниточного цеп-
ного стежка (рис. 46,6) с той разницей, что петлитель 2 вво-
дит свою нить не в одну петлю, а в две петли /: сначала одной
.иглы, а затем второй. Чтобы петлитель смог захватить обе пет-
ли, иглы в машине установлены на разной высоте.
Стачивающая двухлинейная строчка с трехниточ-
ным цепным переплетением применяется для обработки белье-
вых изделий из трикотажа. В корсетных изделиях строчка при-
меняется для притачивания отделочной эластичной ленты по
верхнему краю пояса, полукорсета, обработки верхнего края
68
Рис. 44. Двухниточный цепной стежок (а) и процесс его образования (б)
Рис. 415. Зигзагообразная строчка с двухни-
точным цепным переплетением
Рис. 46. Трехниточный цепной стежок:
а — стачивающая двухлинейная строчка с трехннточным цепным переплетением; б —
процесс образования стежка
а
Рис. 47. Плоские цепные стежки:
а — пятиниточный; б — шестиниточный
/
68
1
1
Рис. 48. Плоский девятиниточный цепной стежок
бюстгальтеров, соединения деталей пояса, бюстгальтера из три-
котажных полотен.
Плоские пятиниточные (рис. 47, а) и плоские шестиниточные
(рис. 47, б) цепные стежки образуются введением одной петли 1
петлителя в три игольные петли 2. На лицевой стороне изделия
в пятиниточной строчке располагается одна покровная нитка 3,
а в шеютиниточной — две покровные нитки 3 и 4. Стачиваю-
щие строчки с пяти- и шестиниточным цеп-
ным переплетением применяются для соединения де-
талей корсетных изделий из эластичных материалов накладным
швом.
Плоский девятиниточный цепной стежок (рис. 48) образует-
ся переплетением четырех игольных петель 1 с петлями 2 четы-
рех петлителей и одной покровной нитки 3. С обеих сторон сое-
диняемых материалов стачивающая дев ятмниточна я
строчка с, цепным переплетением обеспечивает
широкий застил места стыка. Применяется для соединения де-
талей в изделиях из эластичных материалов (стачивание бо-
ковых срезов, втачивание ластовицы в поясе-панталонах и др.).
Двухниточный обметочный цепной стежок (рис. 49, а) обра-
зуется последовательным переплетением петли 1 (рис. 49,6) из
игольной нитки и петли 2 петлителя. Для этого мгла 1
(рис. 49, в) машины прокалывает соединяемые материалы, про-
водит сквозь них верхнюю нитку 2 и опускается до крайнего
нижнего положения. При движении вверх в образованную со
стороны короткого желобка иглы петельку-напуск входит пет-
литель 5 с ниткой. Игла продолжает двигаться вверх, а пет-
лю 3 петлителя захватывает крючок 4 и переносит вокруг сре-
зов материала на линию движения иглы. После перемещения
.материала на длину стежка игла вновь опускается, попадая в
70
Рис. 4'9. Двухниточный обметочный стежок:
а — двухниточный обметочный цепной стежок; б — обметочная строчка с двухниточным
цепным переплетением; в — процесс образования стежка
F
петлю 3 петлителя. Крючок 4 выходит из петли 3 и возвраща-
ется в исходное положение.
* Трехниточный обметочный цепной стежок (рис. 50, а) обра-
зуется последовательным переплетением петли 1 игольной нит-
. ки и двух петель 2 и 3 ниток петлителей. Для этого игла 2
(рис. 50, б) прокалывает материал, проводит сквозь него верх-
нюю нитку и опускается до крайнего нижнего положения. При
движении вверх в образованную со стороны короткого желобка
> петельку-напуск из игольной нитки 4 входит петлитель 1. Пет-
i ля 4 игольной нитки оказывается надетой на петлитель 1. При
it обратном движении петлителя 1 около него также образуется
’ петля из нити петлителя 5. В петлю входит петлитель 6, прово-
дит свою петлю 3, а затем переносит ее вокруг срезов соединяе-
мых материалов наверх на линию движения иглы.
Игла после перемещения материала на длину стежка опус-
} кается и попадает в петлю 3, а затем вновь прокалывает мате-
риал.
Стачивающе-об меточная строчка с трехни-
точным цепным переплетением (ом. рис. 50, а) при-
меняется для обметывания верхних срезов бюстгальтеров, для
соединения деталей изделий из трикотажа.
Комбинированные строчки. Ряд современных машин обеспе-
чивает возможность выполнения двух строчек одновременно.
Это позволяет от последовательного метода обработки перейти
к последовательно-параллельному методу, а значит уменьшить
затраты времени и повысить качество обработки.
К таким строчкам относятся комбинированные из двух стро-
чек: 1) стачивающей двухниточной челночной и
' обметочной трехниточней цепной (рис. 51,а);
71
Рис. 5ft. Т.рехниточный обметочный цепной стежок:
а — стачмвающе-обметочная строчка с трехниточным цепным переплетением; б— про-
цесс образования стежка
Рис. 51i Комбинированные строчки:
а — стачивающая двухниточная челночная и обметочная трехниточяая цепная; б — ста-
чивающая двухннточная цепная и обметочная трехннточиая цепная
2) стачивающей двуоспиточной цепной и обме-
точной трехниточной цепной (рис. 51, б).
Первая применяется для стачивания и одновременного об-
метывания срезов деталей изделий из тканей, вторая —при об-
работке изделий из трикотажа.
§ 3. НИТОЧНЫЕ ШВЫ
Ниточные швы, применяемые при изготовлении одежды
разного В1ида из тканей, трикотажа и других материалов, клас-
сифицируются в соответствии с ГОСТ 12807—79 «Изделия швей-
ные. Классификация стежков, строчек и швов».
72
По назначению швы делятся на три вида: соединительные,
краевые и отделочные.
Каждый вид включает в себя несколько разнообразных по
конструкции швов (табл. 12). %.
Соединительные швы. Стачные швы выполняются на
одноигольной стачивающей машине двухниточного челночного
переплетения с ограничительной линейкой или на машине с но-
жом. Ширина шва — 4—5 мм. Варианты шва отличаются друг
от друга видом и числом слоев соединяемых материалов. Чис-
ло слоев — 2—6.
На рис. 52 представлены условные изображения и коды (но-
мера вариантов) стачных швов. Условные обозначения видов
материала и условные обозначения различных видов соедини-
тельных швов представлены соответственно в табл. 13 и 14.
Рис. 52. Стачные швы
Стачные швы применяются для соединения деталей чашек,
для соединения основных деталей с деталями подкладки, стачи-
вания деталей полукорсета, пояса и т. п.
Рас стр очные швы (рис. 53) применяются для закреп-
ления припусков стачного шва в развернутом виде.
Все варианты расстрочных швов применяются для соединен
ния чашек бюстгальтеров^уграций по передним срезаь^сВариант
шва (102-1) выполняется на одноигольной стачивающей маши-
не тремя строчками: первая строчка соединяет детали (шири-
на шва 4—5 мм), вторая и третья строчки выполняются на рас
Рис. 58. Раюстрочиые швы
Вариант 102-2 расстрочного шва выполняется тремя строч-
ками: первой — стачивающей на одноигольной машине, второй
и третьей — стачивающими на двухигольной машине с одновре-
менным настрачиванием обтачки, закрывающей срезы стачного
шва.
Шов варианта 102-3 выполняется двумя строчками: первой —
стачивающей однолинейной, второй — зигзагообразной (ширина
строчки — 4—5 мм, шаг стежка — 3 мм). Срезы стачного шва
закрываются тесьмой.
73
Виды ««точных швов по ГОСТ 12807—79
Вид шва
Схема шва
Соединительные швы
Таблица^
Код
Стачной
Расстрочной
Стачной с обмепаг””™ срезов
Ж/
Настрочной с одним закрытым срез<ад
Настрочной с открытыми срезами
Накладной с открытыми срезами
Накладной с закрытым срезом
“Накладной с двумя закрытыми срезами
Шов встык
Запошивочный
Взамок
Двойной
101 Я
102 я
юз я
104 I
105 я
106 1
107 |
108 |
109 I
110
ш
112
s
Продолжение табл. 12
Вид шва
S Окантовочный с открытым срезом
Окантовочный с закрытыми срезами
Вподгибку с открытым или обметанным
срезом
Вподгибку с закрытым срезом
Вподгибку с окантованным срезом
Вподгибку с притачанной подкладкой
Обтачной в кант
Обтачной в рамку
Швы для образования отделочных
простых складок
Шов для образования простых
соединительных складок
_ Окончание табл. д
Вид шва Схема шва Код Я
Шов для образования сложных складок
Рельефные швы
Шов с кантом
304
305
13 I
Таблица
Условные обозначения видов материала
Условное обозначение Вид материала
Основной материал (ткань, трикотажное эластичное:
полотно)
Подкладка (ткань, трикотажное полотно)
Поролон
Кружевное полотно
Основная
ткань, дублированная кружевным полотном
Поролон,
дублированный подкладочным материалом
u , a г л.
Поролон,
полотном
Обтачка из подкладочного материала
Лента эластичная, тесьма
Кружево
Условные обозначения соединительных швов а ®-п и ц а
дублированный с двух сторон трикотажным
Условное обозначение Вид соединительного шва
Соединение стачивающей однолинейной строчкой Соединение стачивающей и обметочной строчкой
Соединение двумя стачивающими строчками
Соединение зигзагообразной строчкой
Соединение многониточной плоской строчкой
Соединение ажурной строчкой
Клеевое соединение
4—' I '—' Рис. 54. Стачные швы с обметанными
ЮЗ-1 юз-2 срезами
Стачные швы с обметанными срезами
(рис. 54) .применяются для соединения деталей из трикотажных
и кружевных полотен. Вариант шва 103-1 выполняется на ста-
чивающе-обметочной машине трехниточного цепного стежка.
Вариант шва 103-2 выполняется комбинированной строчкой —
с стачивающей двухниточной с цепным переплетением и стачи-.
вающей трехниточной обметочной. ________
.Настройные швы с открытыми срезами
(рис. 55) применяются для соединения деталей чашек бюст-
гальтера, грации, деталей пояса, полукорсета из тканей. Швы
выполняются последовательно двумя строчками на одноиголь-
ной стачивающей машине с двухниточным челночным перепле-
тением и с применением ограничительных линеек. Первойстроч-
кой детали стачиваются, второй — настрачиваются на расстоя-
нии 1—1,5 мм от перегиба верхней____детали^ Варианты швов
104-1, 104-2, 104-3, 104-4 и 104-5 отличаются друг от друга ви-
дом и количеством слоев соединяемых материалов.
Открытые срезы швов закрываются при дальнейшей обра-
ботке деталей.
Вариант шва 104-6 применяется для соединения деталей из-
делий из эластичных материалов. Он выполняется двумя строч-
ками: первой —обтачивающей однолинейной с двухниточны^
челночным переплетением, второй — зигзагообразной с двухни-
гочным челночным переплетением.
Рис. 55. Настроч'ные швы с открытыми срезами
Настрочные швы с закрытыми срезами
(рис. 56) применяются при обработке чашек бюстгальтеров, поя-
сов, полукорсетов из тканей.
Швы выполняются двумя или тремя строчками. Первой
строчкой стачивают все детали (от двух до шести в разных
вариантах), второй и третьей строчками настрачивают шов пос-
ле раскладывания деталей в разные стороны. При этом строч-
77
Рис. 56. Настрочные швы с закрытыми срезами
ка может закреплять от шести до восьми слоев материала. ПТи-
рина шва стачивания деталей 4—5 мм, расстояние от строчки
до линии перегиба верхней детали 1—1,5 .мм.
В вариантах швов со 105-4 по 105-14 настрачивание произ-
водится двумя параллельными строчками на двухигольной ста-
чивающей машине. Расстояние между строчками 5—8 мм.
В вариантах швов со 105-10 по 105-14 срезы соединяемых
материалов закрываются обтачкой из хлопчатобумажной тка-
ни.
При выполнении настрочных швов с закрытыми срезами при-
меняются ограничительные линейки, приспособление для заги-
бания срезов обтачки с двух сторон и др.
Накладные швы с открытыми срезами
(рис. 57) очень широко применяются при изготовлении корсет-
106-13 Ю6-/4 «Jb-n
Рис. 57. Накладные швы с открытыми срезами
78
Шов варианта 106-1 применяется для стачивания полосок
бретелей по торцевым краям, варианта 106-2 — при настрачи-
вании кружева на одноигольной стачивающей машине, а вари-
анта 106-3—при .настрачивании кружева на двухиголыюй ста-
чивающей машине с использованием различных приспособле-
ний, 106-4 — при соединении деталей чашек.
В изделиях из эластичных материалов накладные швы вы-
полняются на машине зигзагообразной строчки (варианты со
106-5 по 106-8) или на плоскошовной машине девятиниточного
цепного переплетения (варианты со 106-9 по 106-15).
Накладные швы с одним закрытым срезом
(рис. 58) применяются при соединении деталей корсетных из-
делий из тканей на одноигольной стачивающей машине двух-
ниточного челночного стежка (вариант 107-1).
Рис. 58. Накладные швы с одним закрытым срезом
107-4
107-5
107-6
При изготовлении корсетных изделий из эластичных мате-
риалов накладные швы выполняются на машинах зигзагообраз-
ной строчки (варианты со 107-2 по 107-5) или на плоскошов-
ной машине трехниточного цепного стежка (вариант 107-6).
Ширина подгиба верхнего слоя 7—10 мм, расстояние от
строчки до перегиба 1—2 мм.
Накладные швы с двумя закрытыми среза-
ми (рис. 59) применяются в обработке корсетных изделий из
тканей и выполняются на одноигольной или двухигольной ма-
шинах двухниточного челночного стежка. При этом верхняя на-
кладная деталь подгибается на изнаночную сторону на 7—8 мм,
расстояние от первой строчки до линии перегиба 1—2 мм.
Расстояние между строчками 5—8 мм.
Рис. 59. Накладные швы с двумя закрытыми срезами
79
Швы применяются при обработке бретелей (.вариант 108-1),
при соединении деталей чашек (варианты со 108-2 по 108-7),
для втачивания чашек бюстгальтера, для соединения частей
пояса бюстгальтера, пояса для чулок, деталей полукорсета.
Для выполнения швов применяются приспособления для за-
гибания края детали, для загибания срезов обтачек, направ-
ляющие линейки.
Швы встык (рис. 60) применяются в основном для
уменьшения толщины шва при соединении деталей подкладки
в чашки бюстгальтера из материалов, дублированных пороло-
ном, а также в качестве отделки.
Выполнение швов встык возможно на стачивающих машинах
зигзагообразной строчки (варианты 109-1 и 109-2), на двух-
игольных стачивающих машинах двухниточного челночного
стежка (варианты 109-3, 109-4) и на плоскошовных машинах
девятиниточното цепного стежка (•вариант 109-5).
К швам встык относятся и швы, выполненные на машине
ажурной строчки (варианты 109-6 и 109-7) и применяемые для
соединения и отделки деталей чашек бюстгальтера, деталей
пояса, полукорсета.
Двойной шов (рис. 61) выполняется двумя строчками на
одноигольной стачивающей машине двухниточного челночного
стежка при стачивании разрезных вытачек в чашках бюстгаль-
тера.
Рис. 61. Двойной шов:
/ — стачивание деталей первой строчкой;
2 — выполнение второй строчки
Краевые швы. Окантовочные швы (рис. 62) приме-
няются при обработке верхних и нижних срезов корсетных из-
делий.
В изделиях из тканей срезы окантовывают специальной тесь-
мой (вариант 201-1) или полоской ткани с подогнутыми среза-
ми (варианты 202-1 и 202-2) на одноигольной стачивающей ма-
шине двухниточного челночного стежка.
В изделиях из эластичных материалов срезы изделий окан-
товывают полоской основного материала без подгибания ее оре-
201-1
202-1
202'2
Рис. 62. Окантовочные швы
зов на одноигольной стачивающей машине зигзагообразной
строчки (вариант 202-2).
Шов в подгибку с открытым срезом (рис. 63)
применяется для обработки верхних и нижних срезов корсет-
ных изделий из эластичных трикотажных полотен (вариант
203-1). Подогнутый срез при этом закрепляется зигзагообраз-
ной строчкой на одноигольной стачивающей машине.
Шов в подгибку с обметанным срезом (см.
рис. 63) применяется для обработки верхних н нижних срезов
изделий из кружевного или трикотажного полотна (вариант
203-2). Срез вначале обметывается, а затем подгибается и на-
страчивается на одноигольной стачивающей машине.
203-1 203-2
Рис. 63. Краевые швы вподгибку с
открытым срезом
Ш.вы вподгибку с закрытым срезом (рнс. 64) *
выполняются в большом количестве вариантов на различном
оборудовании. Шов варианта 204-1 выполняется на одноиголь-
ной стачивающей машине, применяется при обработке нижнего
среза бюстгальтера из ткани.
Шов варианта 204-2 выполняется на двухигольной стачи-
вающей машине, применяется при обработке верхних и нижних
срезов корсетных изделий из тканей, кружевного или трико-
204-1 204'2 204'3 204 ~4
204'0 204'7 204'8 204'9
204-11 204-12 204-13 204'14
Рис. 64. Краевые швы вподгибку с закрытым срезом
6—1345
тажного полотна эластичной лентой или эластичным кружевом.
При настрачивании эластичная лента растягивается.
Швы вариантов 204-3, 204-4 и 204-5 выполняются на маши-
не зигзагообразной строчки, применяются в изделиях из эла-
стичных материалов. Для закрытия подогнутого среза в швах
вариантов 204-3 и 204-4 применяется эластичная лента или эла-
стичное кружево. В шве варианта 204-5 для отделки края при-
меняется полоска ткани или трикотажа, заранее обработанная
с фестонами.
Швы вариантов с 204-6 по 204-15 выполняются на двухиголь-
ной машине. Срезы изделий в этих швах закрываются косой
полоской ткани с. подогнутыми с двух сторон краями.
В изделиях из эластичных трикотажных полотен применя-
ются краевые швы без подгибания среза
(рис. 65). Эти швы выполняются также на различном оборудо-
вании. Так, шов без подгибания с кружевами (вариант 209-1)
выполняется на двухигольной машине трехниточного цепного
стежка. Шов без подгибания среза (вариант 209-2) выполняет-
ся на двухигольной машине двухниточного челночного стежка,
швы вариантов 209-3, 209-4 и 209-5
зигзагообразной строчки.
выполняются на машине
209 7
209-2 О
209-9
209 -5
Рис. 66. Краевые швы без подгибания срезов
Обтачной шов (рис. 66) применяется при обработке
верхних и нижних срезов в изделиях на подкладке (пояс, полу-
корсет), срезов застежки в полукорсете, грации из тканей.
Рис. 66. Обтачные швы
Вопросы для повторения
1. Какие способы соединений деталей применяются при изготовлении
корсетных изделий? Что такое последовательный, параллельный и последо-
вательно-параллельный методы обработки в швейном производстве?
2. По каким признакам подразделяются ниточные стежки? Сколько ни-
ток могут участвовать в образовании стежка?
3. Перечислите виды строчек, которые могут быть получены на маши-
нах двухмиточиого челночного стежка?
4. Чем отличаются свойства строчек челночного и цепного переплете-
ний? Какой недостаток у строчки одвониточного цепного стежка?
5. Что такое комбинированные строчки? Что дает применение комби-
нированных строчек в производстве одежды?
82
6. Какое назначение имеют швы в одежде? Перечислите виды соедини-
тельных швов. Сколько видов краевых швов предусматривает ГОСТ 12.807'—>
79?
7. Как выполняются расстрочные швы? Когда и где они применяются?
8. Сколько видов и вариантов краевых швов применяется при изго-
товлении корсетных изделий?
§ 4. ТЕХНОЛОГИЧЕСКАЯ ХАРАКТЕРИСТИКА
ШВЕЙНЫХ МАШИН
В производстве корсетных изделий для выполнения сое-
динительных, краевых швов, для отделки изделий применяют-
ся швейные машины равных видов и разного назначения оте-
чественного и зарубежного производства.
Швейные машины можно разделить на две основные груп-
пы: первая — для обработки изделий из хлопчатобумажных и
шелковых тканей, вторая — для обработки изделий из эластич-
ных трикотажных полотен.
Швейные машины, применяемые для обработки изделий из
тканей. Одноигольные и много игольные стачивающие машины.
Машина 9 7 к л., 03 Л М (Оршанского завода «Легмаш») —
одноигольная, предназначена для стачивания легких и средних
тканей толщиной до 4 мм строчкой двухниточного челночного
переплетения. Длина стежка до 4 мм. Частота вращения глав-
ного вала — до 5000 мин-1. Машина имеет кривошипио^шатун-
ный механизм иглы, челнок — вращающийся, нитепритягива-
тель — вращающийся, механизм перемещения материала— '
реечный с прямым и обратным ходом для закрепления концов
строчки.
Машина 97-А кл. ОЗЛМ выполнена на базе машины
97 кл. Частота вращения главного вала — 5500 мин-1.
Машина 597 к л. ОЗЛМ выполнена также на базе ма-
шины 97 кл. Имеет отклоняющуюся иглу, что обеспечивает бес-
посадочную строчку.
Ма шин-а 80 3 X 7-2 (1 852-1) кл. ПМЗ (Подольского
механического завода им. М. И. Калинина)—двухигольная,
двухниточного челночного стежка, частота вращения главного
вала до 3200 мин-1. Механизм перемещения материала — рееч-
ный, иглы — отклоняющиеся. Назначение — для обработки верх-
них, и нижних срезов корсетных изделий косой полоской ткани
SBj5H>Tnapaflne4bHbiiMH строчками. ~ ~ ~
"—М"ЭТп1Т71ТГ8^7:ТТХ"7)^‘??ГЗ — двухигольная;. двухниточ-
ного челночного стежка длиной до J5 мм. Частота вращения
главного вала — до 5000 мин-1, механизм перемещения материа-
ла—'реечный, иглы — отклоняющиеся. Предназначена ддя вта-
чивания чашек двумя параллельными строчками с одновремен-
ной обработкой срезов косой полоской ткани.
Машин а 3 9^7~—ЮлГ~~О37ТМ — одноигольная, двухниточ-
ного челночного стежка с одновременной обрезкой среза шва.
6* 83
Расстояние от линии строчки до среза 4,5—6 мм. Выполнена
на базе машины 97 кл. ОЗЛМ. Частота вращения главного ва-
ла— до 4500 мин-1. Длина стежка до 4 мм. Применяется для
стачивания полосок для (бретелей.
Машина 1397 к л. ОЗЛМ — одноигольная, двухниточно-
го челночного стежка, предназначена для выстрачивания чашек
по спирали. Выполнена на базе машины 97 кл. ОЗЛМ. Частота
вращения главного вала — 2000 мин-1. Механизм перемещения
материала — нижняя зубчатая рейка и специальный механизм.
Наибольший радиус спирали—175 .мм, наименьший—45 мм,
шаг спирали 4—10 мм.
Швейные машины-полуавтоматы. М а ш и н а - п о л у а в т о-
мат 25-АМ к л. ПМЗ — одноигольная, предназначена для
изготовления прямых петель под пуговицы с закрепками на кон-
цах и прорубанием материала после обметывания. Длина петли
регулируется от 9 до 24 мм, ширина обметывания кромки пет-
ли от 1 до 2,5 мм, расстояние между кромками петли 0,5—4 мм.
Ширина петли до 6 мм. Длина закрепок до 5,5 мм с количест-
вом стежков .в закрепке от 6 до 12. Частота вращения главно-
го .вала— до 2000 мин-1.
При работе на машине рабочий укладывает изделие под за-
жим и включает машину; обметывание петли, разрезание петли
и останов машины .производятся автоматически. При нажиме на
педаль поднимается зажим материала, в этот момент ножи от-
секают верхнюю и нижнюю нитки около материала. Петли об-
метываются с лицевой стороны изделия.
Машин а-по л у авто м а т 811 кл. фирмы «Минерва»
(ЧССР) — одноигольная, однониточного цепного стежка, пред-
назначена так же, как и машина 25 AM кл. ПМЗ, Для изготов-
ления прямых петель. Частота вращения главного вала—до
3000 мин-1. Длина петли 8—36 мм, ширина обметывания кро-
мок 1,5—2 мм. Расстояние между кромками петли 0,5—1 мм.
Ширина петли до 5 мм. Число стежков в закрепке 5—6. Петли
обметываются с изнаночной стороны изделия.
М а ши н а - п о л у а вт о м а т 27 к л. ПМЗ — одноигольная,
предназначена для пришивания плоских пуговиц с двумя и че-
тырьмя отверстиями челночными зигзагообразными строчками.
Диаметр пуговиц 15—35 мм, толщина до 4 мм. Расстояние меж-
ду отверстиями 3—5 мм. Частота вращения главного вала —
1500 мин-1. Игла в машине кроме вертикальные движений от-
клоняется поперек платформы. Модификации машины 727 кл.
и 827 кл. ПМЗ.
Машина-полуавтомат 1652-510 А кл. фирмы
«Паннония» (ВЙР)—одноигольная для выполнения прямо-
угольной строчки двухниточного челночного стежка. Частота
вращения главного вала — 3000 мин-1. Длина строчек в направ-
лении главного вала 24 мм, перпендикулярно главному валу
36 мм. Толщина сшиваемых материалов 6 мм. Машина снаб-
84
жена ножевым устройством для обрезки концов нижней и верх-
ней ниток. Машина применяется для настрачивания чулкодер-
жателей в пбясахнпатгталонах.
Швейные машиньГ дляобработки изделий из эластичных
материалов. При обработке корсетных изделий из эластичных
материалов применяются машины зигзагообразной строчки,
машины стачивающе-обметочные, плоскошовные цепного стежка.
Машина 335 к л. фирмы «Минерва» (ЧССР)—одно-
игольная для выполнения зигзагообразной строчки двухниточ-
ного челночного переплетения. Частота вращения главного ва-
ла— до 4200 мин-1. Длина стежка до 5 мм, ширина зигзага до
10 мм. Механизм перемещения материала —нижняя зубчатая
рейка. Машина применяется для выполнения соединительных и
краевых швов.
Машина 336 к л. фирмы «Минерва» (ЧССР)—одно-
игольная машина для выполнения зигзагообразных строчек раз-
ной формы, стежок двухниточный челночный. Частота враще-
ния главного вала—до 3500 мин-1. Длина стежка до 7,5 мм.
Ширина зигзага 4—10 мм. Машина применяется для выполне-
ния отделочных строчек.
Машина 725 2 0-101 к л. фирмы «Минерва» (ЧССР) —
одноигольная машина для выполнения сложной зигзагообразной
строчки двухниточного челночного переплетения. Частота вра-
щения главного вала — до 4800 мин-1. Длина стежка до 5 мм,
ширина зигзага 2—10 мм. Механизм перемещения материала —
реечного типа.
Машина применяется для выполнения соединительных и
краевых швов.
Машина 876 к л. ПМЗ предназначена для обработки
краевых швов с подгибанием срезов бельевых изделий из три-
котажа. Машина выполняет трехниточный плоский цепной сте-
жок, образуемый двумя иглами и одним петлителем. Частота
вращ^нйя^лавнбГгД-вала до 5200 мин-1. Длина стежка 1,8—
2,8 мм. Расстояние между иглами 4 мм.
Применяется для настрачивания кружев по краю полугра-
иии-юбки, для застрачивания верхнего среза пояса бюстгаль-
тера из кружевных полотен и др.
Маш ина «Ф л а т л о к» 8480 к л. фирмы «Унион-Специ-
аль» (ФРГ) —девятиниточная, применяется для соединения де-
талей плоским швом вс)ЫкТ7^ашипа имеет четыре иглыДччР
тыре петлителя и ширитель игольныхПётёльГ
На лапке машины имеется ножевое устройство, которое об-
резает срезы соединяемых деталей, направитель, который укла-
дывает срезы изделия встык, и раскладчик покровной нитки.
Механизм перемещения материала — дифференциальный. Шири-
на шва 5,2 мм. Длина стежка до 4 мм. Частота вращения глав-
ного вала—до 4000 мин-1.
85
При изготовлении корсетных изделий из эластичного трико-
тажного полотна соединение деталей выполняют накладным
швом, при этом ножевое устройство и направитель с лапки,
снимают.
Машина 442 к л. фирмы «Пфафф» (ФРГ)—двухиголь-
ная, трехниточного челночного стежка. Машина имеет два вер-
тикальных челнока. Частота вращения главного вала — до
5000 мин-1. Перемещение материала — зубчатой рейкой и от-
клоняющимися иглами. Максимальная длина стежка 4,5 мм.
Расстояние между иглами 0,8—4 мм.
Машина применяется при обработке изделий из эластичных
материалов.
Вопросы для повторения
1. Дайте характеристику одноигольной стачивающей машине 9,7 кл.
ОЗЛМ. Сколькими нитками образуется стежок в машине 97 кл. ОЗЛМ?
Максимальная длина стежка.
й. Чем отличается машина 597 кл. ОЗЛМ от машины 97 кл. ОЗЛМ?
3. На какой машине одновременно со стачиванием обрезаются срезы
шва?
4. Чем отличаются машины-полуавтоматы от обычных машин? Какие
машины-полуавтоматы применяются при изготовлении корсетных изделий?
5. Можно ли использовать машины двухниточиого челночного стежка
при обработке изделий из эластичных материалов?
Глава 7. ТЕХНОЛОГИЯ ОБРАБОТКИ
ИЗДЕЛИЙ БЮСТГАЛЬТЕРНОЙ ГРУППЫ
Всю обработку бюстгальтеров можно разделить на три
группы работ:/заготовка деталей,.!; монтаж (сбррка) деталей и
//отделочные работы.
! В заготовку деталей входят: обработка петель для застеж-
ки, обработка бретелей, обработка чашек, соединение частей
пояса.
7/ “При монтаже бюстгальтера выполняют втачивание чашек/
"притачивание бретелей, обработку застежки и верхних и ниж-
них срезрвиизделия.
Тф'ТС отделочным работам относятся: обметывание петель, при-
"Щивание пуговиц,-утюжильная обработка бюстгальтера, конт-
роль качества, маркировка и упаковка готовых изделий.
§ 1. ЗАГОТОВКА ДЕТАЛЕЙ
Петли. Для 'изготовления петель полоску ткани шири-
ной 2—2,5 ом перегибают пополам вдоль ' детали изнанкой
внутрь, срезы полоски подгибают в сторону изнанки и строчат
на расстоянии 1—1,5 мм от подогнутых краев (рис. 67, а). Ши-
рина полоски после стачивания 6—8 мм.
Стачанную полоску разрезают по длине одной петли: если
петля одинарная — длиной 70—80 мм, двойная — 120 мм.
«6
Рис. 67. Обработка петель
Петлю можно- настрачивать второй строчкой. В этом случае
стачанную полоску складывают вдвое, образуя петлю с двой-
ным или одинарным перегибом.
Если петля выполняется с двойным перегибом (рис. 67, б),
полоску настрачивают второй строчкой до перегиба на расстоя-
нии 1—1,5 мм от края. Петлю с одинарным перегибом
(рис. 67, в) настрачивают после перегиба по внешним сторо-
нам петли и по основанию образованного при перегибе треу-
гольника.
Если петля двойная с регулировкой, полоски настрачивают
двойной .поперечной строчкой.
Бретели. Бретели бюстгальтеров могут быть узкими и ши-
рокими, с отделкой и без отделки, с регулировкой длины и без
регулировки, с прокладкой или без прокладки, одинарными или
на подкладке.
Бретели могут быть изготовлены из ткани, из эластичных
материалов, из специальной -тесьмы или эластичной ленты.
При обработке бретелей выкроенную полоску ткани склады-
вают вдоль изнанкой внутрь, подгибая один срез полоски на
5—7 мм, и застрачивают одной строчкой посередине детали на
расстоянии 1—2 мм от подогнутого края (рис. 68, а).
Чтобы сократить затраты времени на обработку, целесооб-
разно полоски для бретелей предварительно соединить друг с
другом в ленту. Для этого концы полосок накладывают друг на
Рис. 68. Обработка бретелей одной строчкой
87
друга на 3—4 мм и стачивают .посередине наложения
(рис. 68,6). Заготовленную ленту длиной 40—50 м заправля-
ют в специальное приспособление ,и настрачивают по всей дли-
не. Стачанную ленту разрезают по длине бретелей одновре-
менно с выполнением зигзагообразной строчки на машине с но-
жом. Таким образом, один конец бретели оказывается обрабо-
танным зигзагообразной строчкой шириной 4 мм (рис.. 68, в).
В изделиях .из эластичных материалов выкроенную полоску
перегибают с наложением срезов друг на друга на 5—7 мм и
настрачивают зигзагообразной строчкой посередине детали
(рис. 68, г).
При обработке бретелей двумя строчками без прокладки
(рис. 69, а) или с прокладкой (рис. 69, б) на одноигольной ста-
чивающей машине срезы полоски ткани подгибают в сторону
изнанки на 5—7 м.м и настрачивают на расстоянии 1—2 мм от
подогнутых краев. Строчку продолжают по поперечному краю,
подгибая по нему срезы детали внутрь на 5—7 мм, а затем
настрачивают бретель на расстоянии 1—2 мм от сгиба детали.
Рис. 69. Обработка бретелей двумя строчками
Две строчки двухниточного цепного переплетения выполни
ют при обработке бретелей из тонкого трикотажного полотна
с прокладкой (рис. 69, в) или без прокладки (рис. 69, г).
В ряде моделей срезы бретелей обрабатываются так же, как
и верхние срезы самого бюстгальтера.
Боковые срезы бретелей из тканей могут быть окантованы
полоской ткани с подгибом срезов полоски на 3—4 мм
(рис. 69,6), а также специальной тесьмой (рис. 69, е). Оканто-
вывание выполняют на одноигольной стачивающей машине с
помощью специального приспособления —окантовывателя.
! ~ В изделиях из эластичных материалов срезы бретелей могут
। быть окантованы полоской этого же материала на машине зпг-
< загообразной строчки. Ширина полоски в крое 10 мм. Ширина
i строчки — 3 мм, шаг стежков — 3 мм (рис. 69, ж).
Если бретели регулируются по длине застежкой на пугови-
цы, на обработанном конце бретели посередине вдоль детали
обметывают две петли: первая — на расстоянии 15 мм от края,
вторая—на расстоянии 10 мм от первой. Длина петли на 2—
\ 5.мм больше диаметра пуговицы.
88
Если длина бретели регулируется
пряжкой, конец бретели продевают в
отверстие пряжки, подгибают на 5'—
7 мм и настрачивают строчкой на
расстоянии 1—2 мм от подогнутого
края (рис. 70, а). Концы строчки за- (
крепляют на длину 5—7 мм двойной
обратной строчкой. Второй конец бре-
тели продевают в отверстие кольца
регулятора, а затем в два отверстия
пряжки (рис. 70,6).
Чашки. Чашки могут изготовлять-
ся из одной детали (цельнокроеная чашка), из двух или трех
деталей, без подкладки и с подкладкой, без прокладки и с про-
кладкой, с отделкой и без нее.
Обработка цельнокроеной чашки из одной детали заключа-
ется в обработке одной или нескольких разрезных или нераз-
резных Вытачек.
Разрезные вытачки обрабатывают двойным швом (рис. 71, о)
или стачным с обметыванием срезов (рис. 71,6). Двойной шов
выполняют на стачивающей машине, ширина внутреннего шва
5—6 мм, ширина шва в готовом виде 7—8 мм. Концы строчек
закрепляют двойной обратной строчкой длиной 5—7 мм.
Рис. Ж Обработка вытачек:
а — двойным швом; б — стачным с обметыванием срезов; в — стачивание неразрезных
вытачек; г — настрочным швом
Швы с обметыванием срезов выполняют со стороны изнанки
вначале на стачивающей машине, а затем на стачивающе-обме-
точной машине. Ширина шва при стачивании 7—8.мм, ширина
обметочной строчки 4—5 мм.
Неразрезные вытачки стачивают по линии разметки, начи-
ная- от срезов детали, к концам строчку сводят на нет и закреп-
ляют двойной обратной строчкой (рис. 71, в).
Швы вытачек, как разрезных, так и неразрезных, .могут быть
настрочены с лицевой стороны на расстоянии 1—1,5 мм от шва
стачивания (рис. 71,г).
89
Обработка чашек из нескольких деталей без подкладки со-
стоит в соединении деталей швами разного вида. Чтобы закрыть
срезы детали и сделать швы более прочными и мягкими, их об-
рабатывают обтачкой—полоской сиз хлопчатобумажной ткани,
выкроенной под углом 45° к нити основы.
Соединение деталей
накладным швом (рис.
72,’ а) “згптолйЯьугна двух-
игольной машине с под-
0гр.Мп14°м среза верхней де-
v ча^и на 7 мм с помощью
специального приспособ-
ления. Снизу деталей по-
дается обтачка, срезы ко-
торой подогнуты с двух
сторон. При настрачива-
деталей двумя строчками
мягкое соединение. Рас-
от строчек до
Рис. 72. Соединение деталей чашки
накладным швом:
а — с помощью обтачки; б — с помощью
тесьмы
нии подготовленных таким образом
обеспечивается красивое, прочное и
стояние между строчками 5—8 мм, расстояние
подогнутых краев 1—1,5 мм.
При обработке такого вида шва
использована специальная тесьма
кружевных полотен для обработки
вместо обтачки может быть
(рис. 72, б). В изделиях из
швов применяется обтачка
из трикотажного полотна.
При соединении деталей чашек настрочным швом с обтач-
кой на двухигольной машине детали сначала складывают ли-
цевой стороной внутрь и стачивают на одноигольной стачиваю-
щей машине швом шириной 5—7 мм (рис. 73,а). Затем шов
настрачивают с лицевой стороны на двухигольной машине, на-
страчивая при этом подогнутую с двух сторон обтачку
(рис. 73, б).
Рис. 73. Соединение деталей чашек настрочным швом
При соединении деталей чашек настрочным швом на одно-
игольной стачивающей машине их стачивают, подкладывая по-
лоску ткани (рис. 73, в). Затем детали развертывают, отгибая
шов и полоску ткани в сторону, и настрачивают с лицевой сто-
роны на расстоянии 1—1,5 мм от шва стачивания. Второй срез
полоски ткани подгибают внутрь на 4—5 мм и настрачивают
на расстоянии 1—1,5 мм от подогнутого края (рис. 73,г). Рас-
стояние между строчками — по модели.
90
При обработке чашек из трех деталей с подкладкой на
нижних деталях последние складывают попарно лицевой
стороной внутрь, накладывают друг на друга, уравнивают по<
средним срезам и стачивают со стороны основных деталей швом,
шириной 6—7 мм (рис. 74, а). Затем шов расстрачивают с от-
гибанием одной детали верха и подкладки (рис. 74, б) или бед
отгибания подкладки (рис. 74, в), в этом случае второй слой
подкладки отгибают после расстрачивания. Второй вариант
обработки улучшает вид изделия со стороны изнанки, строчка,
не раздражает кожу, меньше изнашивается при стирке.
Рис. 74. Соединение деталей чашки с подкладкой нижних деталей
После соединения нижних деталей (рис. 74, г) их соединяют
с верхней деталью чашки на стачивающей машине с ножом, а
затем шов настрачивают по верхней детали на стачивающей
двухигольной машине. Со стороны изнанки деталей одновремен-
но настрачивают обтачку (рис. 74,5), которая закрывает шов.
Обработку чашек с подкладкой в верхней и ниж-
них деталях выполняют так же, как при стачивании ниж-
них деталей с подкладкой. При обработке чашек с подкладкой
и прокладкой отдельно обрабатывают чашку из основной ткани
и чашку из трикотажной подкладки, дублированной поролоном.
Детали чашки из основной ткани соединяются настрочными
швами (рис. 75, а).
Детали чашки из дубли- . .
рованных материалов сое-
диняются друг с другом / // /
швом встык на четырех- L0
игольной машине девятини-
точного цепного стежка или и
на машине зигзагообразной рис ж обработка чашки с под-
строчки (рис. 75, б). кладкой и прокладкой
После обработки чашку
из подкладки и прокладки владывают в чашку из основной
ткани, выправляют, совмещая их по форме, а затем стачивают
по всем срезам с одновременной обрезкой неровностей. Рас-
стояние строчки от среза 3—4 мм.
Соединение деталей чашек из дублированных многослойных
материалов производят на плоскошовной машине типа «Флат-
91
лок» или на машине зигзагообразной строчки швом встык или
накладным швом.
Соединение чашек по передним срезам.
В некоторых моделях бюстгальтеров чашки не втачивают в вы-
рез пояса, а соединяют между собой по передним срезам или
с помощью планки на одноигольной или двухигольной машине.
Передние срезы .могут соединяться стачным или расстрочным
швом с обработкой срезов обтачкой из хлопчатобумажной тка-
ни или тесьмой.
Соединение передних срезов чашек стачным швом произво-
дят с лицевой или изнаночной стороны швом шириной 7 мм.
Шов раскладывают на две стороны. На шов накладывают тесь-
му или планку с подогнутыми срезами и настрачивают их на
расстоянии 1—1,6 мм от краев (рис. 76, а). При расстрачивании
шва на двухигольной машине срезы шва закрывают обтачкой
из подкладочной ткани (рис. 76,6).
Рис. 716. Соединение чашек
Если планка предусмотрена с подкладкой, то планку вместе
с подкладкой притачивают к переднему срезу одной чашки швом
шириной 7 мм (рис. 76, в). Затем планку и подкладку отгиба-
ют и настрачивают по шву одной или двумя строчками. Рас-
стояние от шва до первой строчки 1—1,5 мм, расстояние между
строчками — по модели. Вторую чашку вначале притачивают к
подкладке планки, после чего планку подгибают на 7 мм и на-
страчивают одной или двумя строчками (рис. 76, г).
Пояс. В зависимости от модели пояс бюстгальтера может
быть из двух и более деталей, без подкладки или с подкладкой.
Обработка пояса заключается в соединении деталей различны-
ми швами: запошивочными, настрочными (рис. 77, а), наклад-
ными (рис. 77, б).
При соединении частей пояса с подкладкой их соединяют
стачным швом шириной 7 мм. Затем детали отгибают и настра-
чивают на одноигольной или двухигольной машине: первая —
92
Рис. 77. Соединение частей пояса бюстгальтера
на расстоянии 1—1,5 мм от шва, вторая — по модели (см.
рис. 77, б).
Соединение частей пояса бюстгальтера из эластичных ма-
териалов производят накладным швом на машине зигзагооб-
разной строчки (рис. 77, в) или на многониточной плоскошов-
ной машине.
Детали пояса соединяют также на стачивающе-обметочной
машине с последующим настрачиванием шва на стачивающей
машине (рис. 77, г).
§ 2. МОНТАЖ ИЗДЕЛИЯ
Втачивание чашек в вырез пояса бюстгальтера. Втачи-
вание обработанных чашек в вырез пояса производят запоши-
вочным, настрочным или накладным швом.
запошивочным швом
пояса, выпуская срез
и соединяют их со стороны
Шов отгибают в сторону
При втачивании чашек
(рис. 78, а) чашки вкладывают в вырез
чашки на 3—4 мм за срез пояса,
пояса по контрольным надсечкам.
пояса, срезы подгибают
внутрь и настрачивают на
расстоянии 1—1,5 мм от
подогнутого среза.
При соединении настроч-
ным швом (рис. 78, б) чаш-
ку совмещают с поясом по
Рис. 718. Втачивание чашек
верхним срезам и стачива-
ют их по контрольным над-
сечкам швом шириной 5 мм.-
Шов втачивания чашки на-|
страчивают по поясу двумя
строчками: первая — на рас-
стоянии 1—1,5 мм от шва,
93
вторая — на расстоянии 5—8 мм от первой. При Настрачивании
со стороны изнанки шов закрывается обтачкой с подогнутыми
срезами.
При выполнении шва на одноигольной машине обтачку при-
тачивают при втачивании чашки. Второй край обтачки настра-
чивают с подгибанием среза на 5—7 мм.
Втачивание чашки в вырез пояса накладным швом
производится на двухигольной стачивающей машине. При этом
возможно применение разных вариантов накладного шва: на-
кладной с подгибанием срезов пояса с одновременным настра-
чиванием обтачки со стороны изнанки (рис. 78,в), накладной
без подгибания срезов деталей. Срезы в этом случае закрыва-
ются со стороны изнанки также обтачкой, а с лицевой сторо-
ны — кружевом (рис. 78, г).
Соединение бретелей с изделием. Если по модели бретель
не регулируется по длине, ее соединяют с верхними срезами
чашки и боковой детали до обработки верхних и нижних сре-
зов бюстгальтера.
Притачивание концов бретелей к фигурным выступам боко-
вой детали пояса возможно на стачивающе-обметочной машине
(рис. 79, а), на машине зигзагообразной строчки (рис. 79, б),
а также на двухигольной машине с одновременным настрачи-
ванием обтачек (рис. 79, в).
Рис. 79. Соединение бретелей с фигурными выступами чашек и боковых
деталей пояса
В изделиях из эластичных материалов бретели соединяют
накладным швом на плоскошовной многониточной машине
(рис. 79, г).
Пристегивающиеся бретели соединяют с изделием при обра-
ботке верхних и нижних срезов. В этом случае бретель укла-
дывают на боковую деталь пояса по разметке так, чтобы необ-
работанный конец попал в шов настрачивания нижнего края
изделия.
Обработка верхнего и нижнего срезов бюстгальтера. Спо-
собы обработки верхних и нижних срезов бюстгальтеров зави-
сят от модели, от вида материала, из которого изготовляются
изделия, от применяемого оборудования. Верхние и нижние
срезы бюстгальтера могут обрабатываться с подгибанием
срезов, которые настрачиваются на двухигольной машине об-
94
Рис. 80. Обработка верхних и нижних срезов бюстгальтера
тачкой из хлопчатобумажной ткани, в изделиях кружевных —
из основовязаного трикотажного полотна (рис. 80, а). Для вы-
полнения операции в этом случае необходимо специальное при-
способление, обеспечивающее подгибание срезов основной де-
тали и подгибание обтачки с двух сторон, а также лапка-огра-
ничитель для настрачивания в край по лицевой стороне.
Варианты этого шва: с отделкой кружевом (рис. 80,6), с
отделкой специальной бейкой с фестонами (рис. 80, в).
В изделиях из эластичных материалов верхние и нижние
срезы подгибают и застрачивают зигзагообразной строчкой
(рис. 80, г).
При обработке верхних и нижних срезов без подгиба-
ния в изделиях из тканей срезы настрачивают кружевом с
одной стороны и обтачкой—с другой (рис. 80,6). Настрачива-
ние выполняется на двухигольной машине с помощью специаль-
ных приспособлений: направляющей для кружева и приспособ-
ления для подгибания срезов обтачки.
Обработка швом без подгибания срезов в изделиях из эла-
стичных материалов уменьшает расход материала на изделие.
В этом случае для укрепления и украшения на срез изделия на-
страчивается эластичная отделочная лента (рис. 80, е) на ма-
шине с зигзагообразной строчкой.
Третьей группой швов, применяемых при обработке верхних
и нижних срезов бюстгальтеров, являются окантовочные
швы. При обработке изделий из тканей окантовочная полоска
ткани заправляется в специальное приспособление, которое
обеспечивает перегиб полоски посередине ширины полоски и
подгибание срезов с двух сторон. Полоска огибает срез детали,
а после настрачивания на одноигольной машине закрепляет
юр ай (рис. 80, ж).
95
Вторым вариантом этого шва является шов с отделкой. Кру-
жево или отделочная бейка с фестонами заправляется в специ-
альное приспособление и настрачивается одновременно с окан-
товыванием (рис. 80, з). Ширина окантовки определяется мо-
делью. Строчку прокладывают на расстоянии 1 мм от подогну-
тых краев.
В изделиях из трикотажных полотен для окантовки исполь-
зуется специальная тесьма (рис. 80, и). В изделиях из эластич-
ных материалов применяют полоску основного материала шири-
ной 8—9 .мм, которую настрачивают зигзагообразной строчкой
(рис. 80, к).
Обработка застежки бюстгальтера. Застежка бюстгальтера
может быть на петли и пуговицы, на пряжку или на металли-
ческие крючки и петли. Обработку петель см. на с. 86.
Обработку срезов бюстгальтера для застежки на петли
и пуговицы выполняют обтачкой из подкладочной ткани.
Обтачку накладывают на конец бюстгальтера лицевой сторо-
ной на лицевую сторону изделия, совмещают срезы и стачива-
ют швом шириной 7 мм. Между обтачкой и изделием вклады-
вают эластичную ленту с пряжкой (рис. 81, а), а при застежке
на пуговицы с правого конца вкладывают петли на равном
расстоянии друг от друга. После притачивания обтачку отги-
бают, срезы обтачки подгибают на 5—7 мм и настрачивают с
трех сторон на расстоянии 1—1,5 мм от краев (рис. 81,6).
Обработка срезов застежки может производиться одновре-
менно с обработкой верхнего и нижнего срезов изделия
(рис. 82, а). В этом .случае петли или эластичные ленты с пряж-
ками притачивают к срезу застежки предварительно (рис. 82,6).
В бюстгальтерах из эластичного материала и застегиваю-
щихся на одну пряжку удлиненный конец изделия продевают
в пряжку и срезы настрачивают с подгибанием их на стачиваю-
щей машине (рис. 83, а) или без подгибания зигзагообразной
строчкой (рис. 83,6).
Для обработки застежки на металлические крючки
и петли применяется специальная тесьма с отвертиями для
вставки крючков и петель. Крючки и петли настрачивают на по-
лоски подкладочной ткани на специальных полуавтоматах.
Крючки закрепляют на полоске ткани шириной 30 мм
(рис. 84, а). Для настрачивания и закрепления петель исполь-
зуют три или четыре полоски ткани (рис. 84, 6).
Заготовленную тесьму или полоску ткани с петлями прита-
чивают к левой стороне бюстгальтера настрочным швом
(рис. 84, в). Тесьму или полоску ткани с крючками настрачи-
вают на изнаночную сторону правой стороны застежки с под-
гибанием среза пояса (рис. 84, а). Вторую сторону тесьму или
полоски с крючками настрачивают на расстоянии 1—1,5 мм от
края тесьмы. Верхние и нижние срезы тесьмы или детали из
подкладочной ткани настрачивают зигзагообразной строчкой.
96
б
Рис. 81. Обработка среза застежки планкой
Рис. 82. Обработка среза застежки обтачкой од-
новременно с обработкой верхнего и нижнего
срезов
Рис. 83. Закрепление пряжки в бюстгальтере из
эластичного материала
7—1345
97
§ 3. ТЕХНОЛОГИЧЕСКАЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ
БЮСТГАЛЬТЕРОВ
Технологическая последовательность обработки швей-
ных изделий зависит от вида .изделия, его конструкции (без
.подкладки, с подкладкой, без прокладки, с прокладками, с от-
делкой, без отделки), от вида материала и принятых методов
обработки и оборудования.
Технологическая последовательность обработки составляется
на каждую новую модель. Для составления технологической по- •
следовательности обработки изделия необходимо иметь образец
изделия и описание внешнего вида.
Ниже дано несколько примеров технологической последова-
тельности обработки бюстгальтеров.
Технологическая последовательность обработки бюстгальтера
модели 1 (рис. 85, табл. 15). Описание внешнего вида.
Бюстгальтер женский из хлопчатобумажной ткани. Чашки цель-
нокроеные, с тремя вытачками: две — стачные, третья — разрез-
ная. Застежка на одну пряжку с эластичной лентой. Бретели
фигурное притачные, без регулировки длины. Верхние срезы ",
бюстгальтера и края бретелей окантованы полоской основной
ткани, нижний срез обработан обтачкой.
Технологическая последовательность обработки бюстгальтера
модели 2 (рис. 86, табл. 16). Описание внешнего вида.
Рис. 86. Обработка бюстгальтера модели 1
98
Таблица .15
Технологическая последовательность обработки бюстгальтера модели 1
Номер операции Наименование операции Вид работы Разряд работы Оборудование, класс машины
1 Разобрать пачки кроя Р 2 —
2 Нарезать эластичную ленту, Р 1 —
3 Вдеть эластичную ленту в отверстия пряжки Р 1
4 Стачать две разрезные вытачки м 2 97
5. Стачать четыре вытачки стачным швом с закрепками на концах м 2 97
6 Стачать чашки между собой по сред- ним срезам стачным швом м 2 97
7 Настрочить обтачку на шов стачива- ния чашек между собой м 2 252
8 Притачать боковые детали бюстгаль- тера к чашкам, с изнанки настрачи- вая обтачку , м 2 252
9 Притачать бретели к чашкам стач- ным швом м 2 97
10 Окантовать верхние срезы бюстгаль- тера хлопчатобумажной бейкой м 2 97
11 Окантовать открытые срезы пройм хлопчатобумажной бейкой м 2 97
12 Притачать эластичную ленту с пряж- кой к срезам застежки бюстгальтера м 2 97
13 Обтачать нижний срез хлопчатобу- мажной обтачкой, под обтачку под- ложить товарный ярлык м 2 , - 852
14 Приутюжить бюстгальтер У 2 Утюг
15 Скомплектовать бюстгальтеры в пачки р 2
16 Опломбировать пачку бюстгальтеров р 1
17 Упаковать в пачки р 1
Бюстгальтер женский из шелковой ткани с втачными чашками
на подкладке,^с отделкой кружевным'полотном. Пояс застеги-
вается на одну пряжку с эластичной лентой. Бретели1 пристеги-
ваются к чашкам на обметанные петли и пуговицы. Передние
срезы чашки и швы втачивания чашек отделаны узким круже-
вом.
Технологическая обработка бюстгальтера, комбинированного
из хлопчатобумажной ткани и эластичного полотна модели 3
(рис. 87, табл. 17). Описание внешнего вида. Бюстгальтер жен-
ский из хлопчатобумажного поплина. Боковые детали пояса из
эластичного трикотажного полотна с застежкой на одну вояж-
ку. Чашки из двух деталей. Бретели из эластичной ленты. Верх-
ние, передние и боковые срезы чашек настрочены кружевом и
обтачкой. Отделка вышитой «розочкой».
7* (69
Рис. 86. Обработка бюстгальтера модели 2
Таблица 16
Технологическая последовательность обработки модели 2
Номер операции Наименование операции Вид работы Разряд работы ’ Оборудование, класс машины
I Разобрать пачки кроя Р 2 —
2 Стачать полоски для бретелей м 2 97
3 Разрезать ленту на бретели, обме- тать срез с/м 1 397
4 Обрезать нитки по концам строчек р 1 —
5 Обметать 4 петли с/м 2 27
6 Стачать нижние детали чашки м 2 97
7 Настрочить швы стачивания нижних деталей чашек, не отгибая подкладки м 2 97
8 Стачать верхние детали чашек с ни- жними м 2 97
9 Настрочить швы стачивания верхних деталей с нижними, не отгибая под- кладки м 2 97
10 Притачать боковые части пояса к пе- редней м 2 852'
11 Втачать чашки, настрачивая с лице- вой стороны кружева, с изнаноч- ной — обтачку м 2 852
12 Нарезать эластичную ленту для за- р 1 — 4
стежки
100
Продолжение
Номер «операции Наименование операции Вид работы- Разряд .работы Оборудование, класс машины.
' п Вдеть эластичную ленту в отверстия пряжки Р 1 —
14 Притачать эластичную ленту с пряж- кой к срезам застежки бюстгальтера м 2 97
15 Стачать верхние срезы чашек, сов- мещая детали, с одновременной под- резкой неровностей м 2 397
16 Обтачать верхние н боковые срезы бюстгальтера обтачкой, одновремен- но настрачивая с лицевой стороны кружево и вкладывая бретели м 2 852
17 Обтачать нижний срез бюстгальтера обтачкой м 2 852
.18 Прищить две пуговицы с/м 2 27
19 Пришить товарный ярлык м 2 97-А
20 Проутюжить бюстгальтер У 2 Утюг
21 Скомплектовать бюстгальтеры в пач- ки - р о —
22 Опломбировать пачку бюстгальтеров р I —
23 Упаковать готовые изделия в пачки р 1 . —
Рис. 87. Обработка бюстгальтера модели 3
101
Таблица 17
Технологическая последовательность обработки модели
Номер операции Наименование операции Вид работы Разряд работы Оборудование, класс машины
1 2 Разобрать пачки кроя Стачать детали чашек Р. м 2 2 97-А
3 Обметать швы стачивания детален чашек с/м 2 51-А
4 Настрочить швы стачивания дета- лей чашек м 2 97-А
5 Застрочить подогнутые верхние сре- зы боковых эластичных деталей с/м 2 72520
6 Притачать чашки к боковым деталям бюстгальтера накладным швом, пе- реходя к обтачиванию верхних и пе- редних срезов чашек с лицевой сто- роны кружевом, со стороны изнан- ки— обтачкой, вкладывая в шов бретели с/м 2 852
7 Настрочить эластичную ленту по нижнему срезу бюстгальтера, вкла- дывая в шов ленту с фирменным знаком с/м 2 72520
8 Настрочить задние концы бретелеч- ной ленты на задние срезы боковых эластичных деталей с/м 2 72520
9 Продеть концы бретелечной ленты в пряжку и застрочить с/м 2 72520
10 Пришить товарный ярлык и памят- ку на боковую деталь м 2 97-А
И Пришить «розочку» с/м 2 27
12 Скомплектовать бюстгальтеры в пач- ки р 2 —
13 Заполнить этикетку для заклеивания коробки р 2 —
14 Опломбировать пачку бюстгальтеров р 1 —
15 Упаковать бюстгальтеры в коробки р 1
Вопросы для повторения
1. Расскажите, какие виды работ относятся к заготовке деталей, к мон-
тажу и отделке бюстгальтеров.
2. Как обрабатывают петлю с двойным перегибом?
3. Какие виды бретелей могут быть в бюстгальтерах? Расскажите об
обработке бретелей одной строчкой? Как обрабатывают пристегивающийся
конец бретелей? Какой строчкой можно обрабатывать бретели из эластич-
ных материалов?
4. Какие виды швов применяются для соединения деталей чашек бюст-
гальтера без подкладки? То же, с подкладкой? На какой машине соединяют
детали чашек из дублированных многослойных материалов?
5, Какими швами втачивают чашку в вырез пояса бюстгальтера? На ка-
ком оборудовании? Расскажите, как втачать чашку без подкладки настроч-
ным швом на одноигольной машине?
1С2
6. От чего зависит обработка верхних и нижних срезов бюстгальтера?
Какое оборудование применяется при обработке верхних и нижних срезов
'бюстгальтера из тканей и из эластичных материалов?
Е. 7. Какие виды застежки может иметь бюстгальтер? Как обрабатывают
застежку бюстгальтера из эластичных материалов, если по модели он за-
стегивается на одну пряжку?
Глава 8. ТЕХНОЛОГИЯ ОБРАБОТКИ
ИЗДЕЛИЙ ПОЯСНОЙ ГРУППЫ
Пояса, полукорсеты, корсеты, пояса-трусы изготовляют
из тканей, из эластичных материалов или комбинированными
.из тканей и эластичных материалов. Поясчпа'нталоны и грацию-
пайталоны изготовляют только из эластичных материалов.
Поясные изделия могут быть без подкладки и с подкладкой
Всех деталей или только некоторых. Детали изделий могут из-
готовляться с прокладками или накладками-усилителями из ос-
новного материала. Для отделки изделий применяются кружев-
ное полотно, кружева, отделочные ленты.
Для застежки в поясных изделиях из тканей применяются
застежки на петли и пуговицы, застежка на металлические
крючки и .петли, застежка-молния, застежка на пряжку.
В обработке поясных изделий можно выделить следующие
группы работ: соединение деталей,’обработку застежек "и^ббра-
ботку верхних и нижних срезов .изделий.
§ 1. СОЕДИНЕНИЕ ДЕТАЛЕЙ
2 Соединение деталей (передних, боковых, задних) в из де-
лиях из тканей без подкладки производят на-
1 строчными или накладными швами на одноигольной или двух-
. игольной швейной машине‘с применением специальных приспо-
соблений.
Чтобы закрыть срезы деталей, применяется тесьма или об-
тачка из хлопчатобумажных тканей.
В изделиях из тканей с подкладкой соединение
деталей может быть выполнено стачным, иастрочным и наклад-
ными швами.
При соединении деталей стачным швом сначала стачивают
одну деталь с одной или двумя деталями подкладки швом 10 мм
(рис. 88, а). Затем нижний слой подкладки отгибают в-сторону,
на шов накладывают вторую из соединяемых деталей с подги-
банием среза «а 7—10 мм, подогнутый край детали настрачи-
вают одной или двумя строчками в соответствии ~z моделью
’ (рис. 88, б).
При применении накладных швов 'одну из соединяемых де-
талей накладывают на вторую, уложенную вместе с деталями
подкладки, с подгибанием среза в сторону изнанки на 7—10 мм
и настрачивают на стачивающей .машине (рис.88, в).3атемниж-
* 103
Рис. 88. Соединение деталей поясных изделий из тканей с подкладкой
нюю подкладочную деталь отгибают в сторону и шов настрачи--.
вают второй строчкой по модели (рис. 88, г). Если соединение
выполняют на двухигольной машине, подгибание срезов деталей
верха и подкладки производится одновременно с настрачива-
нием с помощью специальных приспособлений.
Накладные детали (усилители) размещают по модели и на-ц
страчивают с подгибанием срезов (рис. 88, д) или без подгиба-J
ния, закрывая срез кружевом (рис. 88, е). ' 1
Соединение деталей из эластичных материале»!
выполняют накладным швом на плоскошовной машине девяти- 1
ниточного цепного стежка. Ширина наложения одной детали^
на другую 4—5 -мм. 3
При соединении деталей из эластичных материалов зигзаго-1
образной строчкой простого и сложного стежка применяются-
швы разных видов: накладной без подгибания срезов (рис. 89, а), 1
накладной с подгибанием срезов (рис. 89,6), а также настрой- 1
ной (рис. 89, в).
Рис. 89. Соединение деталей поясных изделий из.
эластичных .материалов
104
§ 2. ОБРАБОТКА ЗАСТЕЖКИ
В п'оясах, полукорсете, корсете из тканей применяется
^открытая или потайная застежка.
f Открытая застежка может быть на пряжки, на на-
чже’сные петли и пуговицы, на обметанные петли и пуговицы, па
^.металлические крючки и петли, на застежку-молнию.
Потайная застежка отличается от открытой тем, что са-
Ьма застежка сверху закрыта специальной деталью или основной
[-.деталью изделия. Благодаря этому застежка становится менее
«.заметной сквозь ткань платья.
Изделия из эластичных материалов изготовляют без застеж-
Еуки либо с застежкой-молнией.
( Обработка застежки на пряжку. Такая застеж-
Е'жа применяется при, изготовлении узких поясов для чулок. В
^’зависимости от модели застежка может быть на одну, две или
к три пряжки.
Для регулировки по ширине изделия в каждую половинку
пряжки продевают эластичную денту. Ленту с пряжкой накла-
г дывают на лицевую сторону боковых срезов застежки, совме-
[ -щая срезы ленты и изделия, и притачивают ее швом шириной
4—5 мм. Если операция выполняется на стачивающей машине
f/ -с ножом, то в готовом виде ширина шва может быть 2—3 мм.
При обработке застежки на две, три и' более пряжек их рас-
г полагают по' разметке. Верхние и нижние края ленты распола-
f гают на расстоянии 7—8 см от срезов изделия. Окончательное
Е закрепление ленты с пряжками обеспечивается при обработке
Б верхних, нижних и боковых срезов изделия в изделиях без под-
F. кладки обтачкой из хлопчатобумажной ткани так же, как и
г. при обработке застежки бюстгальтера (см. рис. 81 и 82).
Обработка застежки на навесные петли и пуговицы (первый
Г вариант). Обработанные петли в изделиях без подкладки на-
г кладывают лицевыми сторонами на лицевую сторону передней
L детали по размеченным линиям или по надсечкам, уравнивают
срезы и притачивают к ним швом шириной 5—7 мм (рис. 90, п).
-Окончательно петли закрепляются при обработке срезов изде-
лия обтачкой (рис. 90, 6) или планкой.
Рис. 90. Обработка среза застежки на навесные петли и пуговицы (первый
вариант)
105
— ______ — — — — — — — --------------------------------ч
При обработке среза застежки планкой ее притачивают од-,
повременно с притачиванием петель (рис. 90, в). Планку отги-
бают на изнанку изделия, шов выправляют, выпуская кант ши-
риной 1 мм со стороны изделия, срезы планки подгибают внутрь
на 5—-7 мм и настрачивают с четырех сторон на расстоянии-
1—1,5 мм от края (рис. 90, г).
В изделиях с подкладкой обработанные петли притачивают
к правому боковому срезу подкладки, накладывая их изнаноч-
ной стороной на лицевую сторону подкладки. Шов отгибают в
сторону подкладки и настрачивают на расстоянии 1—1,5 мм от-
края детали.
Второй срез застежки под пуговицы в изделиях без подклад-
ки обрабатывают планкой из подкладочной ткани. Планку на-
кладывают на боковой срез задней детали со стороны изнанки";
лицевой стороной вверх, уравнивая срезы. Внутренний' срез"
планки подгибают на 5—7 мм и настрачивают на расстоянии:
1—1,5 мм от подогнутого края.
Обработка застежки на петли и пуговицы (второй вариант).
Изготовление петель. Для изготовления петель из основной тка-.!
ни выкраивают две полоски: одну шириной 70—80 мм, другую—.
40—45 мм, равную длине застежки. Обе полоски перегибают
вдоль, втрое накладывая срезы друг на друга. Верхний срез
подгибают внутрь на 5—7 мм и настрачивают его на расстоянии"1
1—1,5 мм от подогнутого края (рис. 91, а). Готовые полоски-
для петель разрезают по длине петли. Нарезанные полоски на-
кладывают на лицевую сторону полоски ткани, длина которой -
равна длине застежки, уравнивая срезы-полосок для петель со .
срезом полоски-обтачки. Боковые стороны полосок для петель"
укладывают рядом друг с другом, после чего полоски для пе- •
тель притачивают к полоске-обтачке швом шириной 7—10 мм
(рис. 91,6).
Концы полосок для петель огибают обтачкой, срез обтачки
подгибают внутрь на 7 мм и настрачивают на расстоянии 1—
1,5 мм от сгиба (рис. 91, в)..
Свободные концы полосок для петель притачивают к право-
му боковому срезу передней детали.
Если -изделие с подкладкой, то петли притачивают
вначале к подкладке, а затем настрачивают, подгибая срез ос-
Рис. 91,. Обработка среза застежки на петли и пуговицы (второй вариант)
106
р новной детали на 7 мм на расстоянии 1—1,5 мм от подогнутого
края (рис. 91, г). Если изделие без подкладки, то сво-
бодные' концы петли притачивают к передней детали с лицевой
[у стороны, а затем шов отгибают в сторону основной детали и
настрачивают с обтачкой с изнаночной стороны на двухиголь-
t ной машине (рис. 91,(9).
Обработка края застежки под пуговицы на «ножке» изтесь-
>:.мы. Если изделие без подкладки, срез застежки обтачивают •
обтачкой из подкладочной ткани, складывая ее лицевой сторо-
'• ной с лицевой стороной изделия. Ширина шва 7--10 мм. Шов
F огибают обтачкой и настрачивают по краю на расстоянии 1—
р 1,5 мм.
Второй срез обтачки настрачивают на основную ткань на
' расстоянии 5 мм от среза (рис. 92,а).
Рис. 92. Обработка среза застежки под пуговицы на
«вожже» из тесьмы
На лицевую сторону изделия настрачивают полоску из ос-
новной ткани с подогнутыми срезами. При этом под наружный
край полоски подкладывают концы тесьмы, продетой в отвер-
стия пуговиц (рис. 92, б).
Если изделие с подкладкой (первый вариант), срезы
основной ткани и подкладки подгибают внутрь на 7—8 мм и
настрачивают на расстоянии 1—1,5 мм от подогнутых краев
(рис. 92, в). Пуговицы закрепляют так же, как описано
выше.
Из подкладочной ткани выкраивают полоску—планку ши-
риной 70 мм (второй вариант). Планку перегибают вдоль посе-
редине. На планку настрачивают концы тесьмы, продетой в от-
верстия пуговиц (рис. 93, а). Затем планку с пуговицами при-
тачивают к подкладке швом шириной 7—10 мм (рис. 93,6).
Срез основной детали подгибают внутрь на 7 мм и настрачива-
ют двумя-тремя строчками: первой на расстоянии 1—1,5 мм от
Рис. 93. Обработка среза застежки под пуговицы в изделии с подкладкой
107
перегиба Детали, второй — на расстоянии 5 мм от первой
(рис. 93, в). При работе на двухигольной машине применяется
обтачка (рис. 93, г).
Обработка застежки с обметанными петлями. При обра-
ботке такой застежки к боковому срезу передней детали при-
тачивают планку швом шириной 7 мм. Затем планку перегибают
на лицевую сторону изделия. Свободный срез подгибают на 7 ми
% и настрачивают на расстоянии 1—1,5 мм отпсрелиба (рис. 94, а).
-1
Рис. 94. Обработка среза застежки с обметанными пет-
лями '
Край застежки можно обработать обтачкой с изнаночной
стороны основной детали. Обтачку притачивают к краю застеж- " .
ки швом шириной 7 мм, затем обтачку перегибают на изнаноч- j
ную сторону изделия, шов выправляют, образуя кант из основ- л
ной детали шириной 1 мм, и настрачивают на расстоянии 1— и !.
1,5 мм от края. Второй срез обтачки подгибают .на 5—7 мм
внутрь и настрачивают на расстоянии 1—1,5 мм от перегиба- '
(рис. 94,6). * L
Петли обметывают по разметке на машине-полуавтомате.
Обработка застежки-молнии. Застежку-молнию обрабаты-
вают в зависимости от модели в боковом или переднем шве из-
делия. Вначале этот шов стачивают до линии разметки, опре- ' у
деляющей нижний конец застежки.
Тесьму застежку-молнии накладывают лицевой стороной на
лицевые стороны основных деталей, и притачивают к срезам за-
стежки. Тесьму отгибают нанзнанйу.,?'.
Правую сторону застежки обрабатывают двумя строчками: 1
на расстоянии 2 мм от шва притачивания тесьмы и с изнаноч- |
ной стороны на расстоянии 1 мм от края тесьмы (рис. 95, а):. |
Левую сторону застежки обрабатывают двумя строчками,,
одновременно подкладывая с изнаночной стороны полоску хлоп-
чатобумажной ткани. Длина полоски должна быть равной дли-
не застежки. Верхний ’и боковые срезы полоски обметывают на
специальной машине, нижний подгибают внутрь на 5 мм и на-
страчивают, одновременно закрепляя нижнюю часть правой
стороны застежки до начала тесьмы застежки-молнии.
В изделиях из эластичных материалов срезы застежки вна-
чале обметывают на специальной машине и стачивают до линий
разметки. Тесьму настрачивают на подогнутые срезы застежки
на расстоянии 5 мм от подогнутых краев. Внутренние края
тесьмы настрачивают на расстоянии 1 мм от края тесьмы. Ле-
вую сторону застежки настрачивают второй строчкой на рас-
стоянии 7 мм от перегиба, одновременно подкладывая вниз по-
лоску ткани, обметанную ранее с трех сторон (рис. 95,6).
Обработка застежки на металлические крючки и петли (см.
рис. 65). Чтобы избежать самопроизвольного растегиванмя
крючков при движении, в верхней части застежки при настра-
чивании тесьмы с крючками вкладывают петлю из ткани. С дру-
гой стороны застежки пришивают пуговицу.
Обработка потайной застежки. При обработке потайной
застежки в изделиях поясной группы подкладку передней де-
тали выкраивают уже основной на 30—35 мм. Изготовленную
ранее деталь с петлями 'притачивают к боковому срезу под-
кладки передней детали швом шириной 5—6 мм (р-ис. 96, а).
Боковой срез передней детали обтачивают с лицевой стороны
обтачкой шириной 40—45 мм. Обтачку перегибают на изнаноч-
ную сторону, образуя кант .из основной детали шириной 1 мм,
и настрачивают на расстоянии 1—1,5 мм от края (рис. 96,6).
Подкладку накладывают на верх передней детали так, чтобы
обтачанный край петель располагался на расстоянии 1,5—2 мм
от бокового края верхней детали, и притачивают в шов при-
тачивания петель.
Подкладку отгибают в сторону передней детали и настра-
чивают двумя строчками: первой на расстоянии 1—1,5 мм от
линии притачивания петель и подкладки, второй на расстоянии
.5—7 мм от первой (рис. 96, в).
Рис. 9,5. Обработка застежки-молнии
Рис 96.. Обработка потайной застежки
109
§ 3. ОБРАБОТКА ЧУЛ КОДЕРЖАТЕЛ Ей
Чулкод ер жители изготовляют из эластичной подвязоч-
ной ленты, продетой в отверстие зажима для чулок. Чулкодер-
жатели могут быть съемными или несъемными, с одинарной или
двойной эластичной лентой, с регулировкой или без регулиров-
ки длины ленты. Эластичную лейту нарезают по длине в зави-
симости от модели.
При обработке чулко-
держателей с одинарной
эластичной лентой нижний
конец ее продевают в отвер-
стие зажима для чулок,
срез подгибают на 7 мм и
застрачивают на одноиголь-
ной стачивающей машине
Рис. 97. Обработка чулкодержателей двухниточного челночного
стежка (рис. 97, а). Прш
обработке на машине зигзагообразной строчки срез ленты за-
страчивают, не подгибая (рис. 97,6). Концы строчек закрепля-
ют двойной обратной строчкой.
Изготовленные чулкодержатели притачивают к нижнему
срезу изделия (пояса, полукорсета, корсета, грации) предва-
рительно перед обработкой нижнего среза или вкладывают
верхние концы эластичной ленты при обработке нижних сре-
зов. <
Если чулкодержатель съемный, то верхний срез эластич-
ной ленты обрабатывают обтачкой .из подкладочной ткани с при-
тачиванием или без притачивания петли. Обтачку и петлю при-
тачивают к верхнему срезу эластичной ленты швом шириной
5—7 мм. Обтачку отгибают в сторону зажима для чулок, под-
гибают с трех сторон и настрачивают вокруг на расстоянии
0,5—2 мм от края (рис. 97, в).
В съемных чулкодержателях без петли к верхнему концу
пришивают пуговицу на машине-лолуавтрмате с лицевой сто-
роны детали.
§ 4. ОБРАБОТКА ВЕРХНИХ И НИЖНИХ СРЕЗОВ
Верхние и нижние срезы поясных изделий из тканей
без подкладки обрабатывают обтачкой из подкладочной
ткани. При обработке на одноигольной стачивающей машине
обтачку притачивают к срезу швом 7—40 мм. Шов отгибают
в сторону детали и настрачивают на расстоянии 1—1,5 мм от
края. Второй срез обтачки подгибают на 5—7 Мм и настрачи-
вают на расстоянии 1—1^5 мм от перегиба (см. рис. 64, 204-6).
При обработке на двухигольной стачивающей машине обтач-
ку настрачивают одновременно двумя строчками с подгибанием
110
срезов изделия и обтачиванием с помощью специальных при-
способлений (см. рис. 64, 204-7).
При обработке нижнего среза вкладывают эластичные ленты
или 'петли.
В изделиях с подкладкой верхние и нижние срезы об-
тачивают подкладкой швом шириной 7—10 мм либо обтачкой
из подкладочной ткани.
После обтачивания детали изделия (переднюю, боковую,
заднюю) вывертывают, швы выправляют и настрачивают двумя ,
строчками: первой на расстоянии 1—-1,5 мм от края, второй —
на расстоянии 5—8 мм от первой.
При обработке обтачкой подкладку накладывают на основ-
ную деталь и настрачивают на расстоянии 2—3 мм от срезов
на машине с ножом. Затем верхние и нижние срезы детали
обтачивают на стачивающей двухигольной машине с проклады-
ванием со стороны изнанки обтачки с двумя подогнутыми сре-
зами.
В изделиях из эластичных материалов верхние и
нижние срезы обрабатывают с применением эластичной ленты,
эластичного кружева, полоски эластичного материала различ-
ного вида швами.
При обработке с подгибанием срезов эластичную ленту, на-
страчивают на лицевую сторону изделия на машине зигзагооб-
разной строчки. Затем ленту отгибают на изнаночную сторону
и настрачивают второй край эластичной ленты на этой же ма-
шине (!см. рис. 64, 204-4).
Если есть машина со сложной зигзагообразной строчкой, лен-
ту настрачивают с изнаночной стороны на подогнутый срез ос-
новной детали (см. рис. 64, 204-3).
Верхние и нижние срезы изделий из эластичного материала
можно обработать швом вподгибку с открытым или обметан-
ным срезом на машине зигзагообразной строчки или на плоско-
шовной-машине (см. рис. 63, 203-1, 203-2).
При обработке срезов без подгибания эластичную ленту на-
страчивают зигзагообразной строчкой с лицевой стороны изде-
лия или с изнаночной стороны, а на лицевую сторону одновре-
менно настрачивают эластичное кружево (см. рис. 65, 209-5).
Нижние срезы можно обработать на плоскошовной машине
(рис. 65, 209-1).
Верхние ‘и нижние срезы могут быть окантованы узкой по-
лоской из основного материала на машине зигзагообразной
строчки (см. рис. 62, 202-2).
Нижние срезы пояса-трусов, пояса-панталон и других изде-
лий могут быть обработаны широкими эластичными кружева-
ми. В этом случае кружева настрачивают с лицевой стороны
накладным швом шириной 3—7 мм на двухигольной плоскошов-
ной машине (см. рис. 65, 209-1) или на машине зигзагообраз-
ной строчки (См. рис. 65, 209-3).
Ill
§ 5. технологическая последовательность
ОБРАБОТКИ ПОЯСНЫХ ИЗДЕЛИЙ
Последовательность обработки поясных корсетных из-
делий, как и бюстгальтеров, в основном зависит от вида изде-
лия, конструкции модели и выбранных для изготовления изде-
лий методов обработки.
Пояса для чулок, полукорсеты изготовляют в такой после-
довательности:
обработка петель;
заготовка чулкодержателей;
обработка передней детали и эластичной вставки;
обработка застежки;
соединение деталей;
обработка верхнего и нижнего срезов-изделия;
притачивание чулкодержателей;
изготовление петель;
пришивание пуговиц.
Ниже даны примеры технологической последовательности
обработки поясных изделий.
Технологическая последовательность обработки пояса
из хлопчатобумажной ткани для чулок (рис. 98, табл. 18). Опи-
сание внешнего вида. По-яс для чулок из хлопчатобумажной
ткани без подкладки с передней. накладкой из основной ткани,
с эластичной вставкой сзади. Застежка на пять навесных петель
и пуговиц. Чулкодер жители с подвязочной эластичной лентой
без регулятора длины.
Рис. .98. Обработка пояса для чулок
112
Таблица 18
Технологическая последовательность обработки пояса
для чулок из хлопчатобумажной тканн
Номер операции Наименование операции Вид работы Разряд работы -Оборудование, класс машины
1 Разобрать пачки кроя Р 2. —
2 Нарезать подвязочную эластичную ленту Р 2 —
3 Вдеть подвязочную эластичную лен- ту в зажим для чулок, подогнуть срезы, застрочить с закрепками на концах м 2 97-А
4 Стачать пять петель двумя строчка- ми м 2 97-А
5 Застрочить верхний и нижний срезы эластичной вставки с/м 2 72520
6 Настрочить планку под пуговицы на левую боковую деталь пояса м 2 97-А
7 Стачать части накладки м 2 97-А
8 Настрочить накладку на Переднюю деталь м 2 97-А
9 Настрочить боковые срезы ’ накладки с кружевом с/м 2 852 ‘
10' Стачать переднюю и правую заднюю детали накладным швом с настрачи- ванием обтачки с изнаночной сторо- ны с/м 2 852
11 Притачать эластичную вставку к бо- ковым задним деталям пояса м 2 » 97-А
12 Обтачать верхний, нижиий срезы и срез левой стороны застежки обтач- кой, вкладывая в шов верхний ко- нец подвязочной эластичной ленты м 2 852
13 Обтачать верхний, нижний срезы и срез застежки правой стороны пояса обтачкой, вкладывая в шов пять пе- тель и 4 чулкодержателя м 2 852
14 Пришить пять пуговиц с/м 2 827
15 Скомплектовать изделия в соответ- ствии с маршрутным листом р 2 —
16 Пришить товарный ярлык м 2 97-А
17 Упаковать изделия в пачку р 2 —
18 Опломбировать пачку изделий р 2 —
8—1345
113
Таблица 19
Технологическая последовательность обработки пояса-трусов
.Номер операции Наименование операции Вид работы Разряд работы Оборудование, класс машины
1 - Разобрать пачки кроя Р 2 —
2 Настрочить накладки-усилители на переднюю деталь с/м 2 72520
3 Притачать ластовицу к передней де- тали с/м 2 36200
4 Притачать ластовицу к задней дета- ли с/м 2 36200
5 Стачать боковые срезы с/м 2 36200
6 Нарезать подвязочную эластичную ленту р 1
7 Вдеть подвязочную эластичную ленту в отверстия зажима для чулок и ста- чать верхние срезы подвязочной эластичной ленты м 2 97
8 Настрочить отделочную эластичную ленту по нижним срезам двумя строчками, вкладывая чулкодержа- тели с/м 2 72520
9 Настрочить эластичную отделочную ленту по верхнему срезу двумя строч- ками с/м 2 72520
10 Пришить торговый ярлык с/м 2 72520
11 Скомплектовать пояса-трусы в соот- ветствии с маршрутным листом р 2 —
12 Опломбировать пачку изделий р 2 —
13 114 Упаковать изделия в коробки р 2 —
Технологическая последовательность обработки пояса-трусов
из эластичного трикотажного полотна (рис. 99, табл. 19).
Описание внешнего вида. Пояс-трусы женские из эластичного
трикотажного полотна с тремя накладкайи-усилителями на пе-
редней детали и четырьмя чулкодержателями. Передняя и зад-
няя детали, а также ластовица на подкладке соединены на
плоокошовной машине девятиниточного стежка. Верхний и ниж-
ние срезы обработаны эластичной отделочной лентой.
Технологическая последовательность обработки полукорсета
из шелковой ткани (рис. 100, табл. 20). Описание внешнего
вида. Полукорсет женский из шелковой ткани на подкладке с
застежкой на пять обметанных1 петель и пуговиц, с -чулкодер-
жателями из эластичной подвязочной ленты. На передней дета-
ли отделка из кружевного полотна, внутренние срезы отделоч-
ных деталей настрочены кружевом.
Технологическая последовательность обработки пояса-пан-
талон из эластичного трикотажного полотна (рис. 101, табл.21).
Описание внешнего вида. Пояс-панталоны из эластичного три-
котажного полотна с накладкой-усилителем на передней дета-
ли, опинка со средним швом, ластовица втачная. Чулкодержа-
тели с внутренней стороны изделия. Отделка зигзагообразными
строчками.
Рис. 1Q0. Обработка полукорсета из шелковой ткани
8
115
Таблица 20
Технологическая последовательность обработки полукорсета
Номер операции Наименование операции Вид работы Разряд работы Оборудование», класс машины
1 Разобрать пачки кроя р 2 —
2 Нарезать подвязочную эластичную ленту р 1 —
3 Вдеть подвязочную эластичную ленту в отверстия зажимов для чулок и стачать концы ленты м 2 97-А
4 Застрочить подогнутые верхний н нижний срезы эластичной вставки с/м 2 72520-
5 Вдеть тесьму в отверстия пуговиц р 1 —
6 Перегнуть планку под пуговицы вдоль, совмещая срезы, и настрочить да нее тесьму с пуговицами м 2 97-А
7 Соединить строчкой по боковым сре- зам кружевные детали, подкладку, основную ткань передней детали м 2 97-А
8 Настрочить кружево по внутренним срезам кружевных деталей с/м 2 72520
9 Притачать к передней детали две бо- ковые передние детали вместе с под- кладкой м 2 97-А
10 Настрочить швы притачивания боко- вых деталей к передней, отгибая под- м 2 97-А
11 кладку и 'Основную ткань Обатачать левый срез застежки план- м 2 97-А
12 13 кой под петли Настрочить шов обтачивания левой стороны застежки м 2 97-А
Подогнуть и настрочить внутренний срез планки под петли м 2 97-А
14 Притачать боковую деталь к перед- м 2 97-А
ней детали
15 Притачать планку под пуговицы к боковой детали м 2 97-А
16 Отогнуть детали верха и подкладки и настрочить швы притачивания м 2 97-А
планки
17 Соединить верхние срезы подкладки и верха изделия строчкой, обрезая м 2 397
неровности и притачивая эластичную вставку
18 Соединить нижние срезы подкладки м 2 397
19 и верха строчкой, обрезая неровнос- ти и притачивая чулкодержатели -
Обтачать верхние и нижние срезы полукорсета обтачкой с/м 2 852
20 Обметать пять петель с/м 2 811 —
21 Пришить торговый ярлык с/м 2 27
22 Проутюжить изделие У 3 Утюг
23 Скомплектовать полукорсет в пачки р 2 —
в соответствии с маршрутным листом р
24 Опломбировать пачку изделий р 2 —
25 Упаковать в коробки 2 —
116
Рис. 1,01.. Обработка пояса-панталов-
Таблица 21
Технологическая последовательность обработки пояса-панталон
Номер операции Наименование операции Вид работы Разряд работы Оборудование^ класс машины
I Разобрать пачки кроя р 2
2 Стачать средние срезы передней де- тали накладным швом с/м 3 36200
3 Настрочить усилитель на переднюю деталь с/м 3 72520
4 Стачать средние срезы ластовицы накладным швом с/м 3 36200
5 Настрочить эластичные детали для чулкодержателей с/м 3 72520
6 Вдеть эластичные детали в зажимы для чулок р 2 —
7 Настрочить эластичные детали чул- кодержателей на переднюю и зад- нюю детали м 2 97-А
8 Притачать ластовицу к передней де- тали накладным швом с/м • 3 36200
9 Втачать ластовицу в вырез задней детали с/м 3 36200’
10 Стачать боковые срезы с/м 3 36200
11 х Настрочить эластичную отделочную ленту па верхний срез двумя строч- ками с/м 3. 72520
12 Настрочить эластичную отделочную ленту на нижние срезы с/м 72520
13 Скомплектовать изделия в соответ- ствии с маршрутным листом р 2 —
14 Пришить товарный ярлык м '2 97-А
15 Опломбировать пачку изделий р 2 —
16 Упаковал изделия в коробки р 2 117'
Вопросы для повторения ,1
1. Какие изделия относятся к поясной группе? Из каких материале® |
изготовляют изделия поясной группы? i
2. Какие виды швов применяются при соединении деталей изделий пояс- I
НОЙ группы? ;S
3. Перечислите виды застежек, применяемых в изделиях поясной груп-
пы?
4. Какая из застежек более удобна в пользовании, какая наименее тру-
доемка? ' — :
5- Для чего пуговицы в изделиях поясной группы пришивают на «нож- - ’
ке» из тесьмы? 1 ‘ ?
6. Почему в грации, полукорсете и других изделиях применяют потай-
ную застежку?
7. Расскажите., как обрабатывают потайную застежку?
Глава 9. ТЕХНОЛОГИЯ ОБРАБОТКИ
КОМБИНИРОВАННЫХ КОРСЕТНЫХ
ИЗДЕЛИЙ
К комбинированным корсетным изделиям относятся гра-
адия^^ацвд-труаы^^ация-я-антало'йН?Тюсггал11тсрчкомбинацйя,
полуграция-юбка. Эти изделия являются комбмн<фованными"йе
только по назначению^ то часто и по виду материалов, из ко-
торых их изготовляют. ’ -----
Технология обработки комбинированных изделий имеет не-
которые отличия от технологии, принятой при обработке бюст-
гальтеров и поясных изделий, описанных в главах 2 и 3.
§ 1. ОБРАБОТКА ГРАЦИИ
Технология и последовательность обработки грации в
основном зависят от’ конструкции модели, и вида материалов,
из'которых их изготовляют, а также от имеющихся на пред-
приятии оборудования и специальных приспособлений.
Обработка грации состоит из обработки верхней, ее. части гу
нижнеш- 7~
Верхняя часть грации поддерживает и формирует грудные
железы, т. е. является бюстгальтером, а потому обработка ее
деталей (петли, бретели, чашки) такая же, как в бюстгальтере
(см.-главу 2). ~ ~ ‘
Нижняя...часть грации состоит из различного числа деталей,
как; в полукорсете или .корсете. Соединение деталей,„обработка
застежки _и _об£аботкаунижнего и верхнего срезов в грации_про-
изводятся так же, как и при обработке полукорсета или корсе-
та (см. главу 3).
Особенности обработки грации. В некоторых. моделях гра-
ций предусматривается съемная ластовица (рис. 102). Обра-
ботка съемной (пристегивающейся на петли и пуговицы) ласто-
вицы производится следующим образом. Ластовицу складыва-
.118
ют с подкладкой лицевыми сторонами
внутрь и обтачивают со стороны под-
кладки швом шириной 7 мм, оставляя
отверстие для вывертывания ластови-
цы. При обтачивании в передний шов
вкладывают 2—3 петли, в задний —
3—5 петель, распределяя их по раз-
метке. Ластовицу выворачивают на
лицевую сторону, шов выправляют,
образуя кант шириной 1 мм из основ-
ной ткани, и настрачивают кругом
двумя строчками: первой — на расстоя-
нии 1—1,5 мм от края, второй — на
Рис. Г02. Обработка при-
стегивающейся ластови-
цы
расстоянии 5 мм от
первой.
Для пристегивания ластовицы на переднем и-даднем -нижних
краяхЗиздёлия пришивают пуговицы.
Так "же,' каЗГТПтри" обработке, бюстгальтеров, полу кор сетов,
корсетов, обработка грации начинается с заготовки деталей
(петель, бретелей, чашек, чулкодержителей). Затем производят
соединение деталей, обработку застежки и обработку верхних
и нижних срезов изделия.
Технологическая последовательность обработки грации
из шелковой ткани на подкладке (рис. ЮЗ, табл. 22). Описание
внешнего вида. Грация из шелковых тканей на подкладке с за-
стежкой на обметанные петли и пуговицы и эластичной встав-
кой сзади. Чашки состоят из трех деталей, .верхняя — с отделкой-1
Таблица 22
Технологическая последовательность обработки грации
Номер операции Наименование операции Вид работы Разряд работы Оборудование, класс машины
г Разобрать пачки кроя и запустить В П.ОТОК Р 3 —
2 Нарезать подвязочную эластичную ленту Р 1 Спецприспо- собление
3 Вдеть подвязочную эластичную лен- ту в зажим для чулок Р 1 —
4 Стачать концы .подвязочной эластич-, ной ленты м 2 97-А
5 Застрочить верхний и нижний срезы эластичной вставки с/м 2 72520
6 Продеть тесьму в отверстия пуговиц р 2 —
7 Настрочить тесьму с пуговицами на боковую деталь грации по 'надсеч- кам м 2 97-А
8 Перегнуть планку под пуговицы по- полам и притачать ее к срезу застеж- ки боковой детали ( рщ м ‘.^3'2 2 ) 97-А
9 Настрочить шов притачивания план- ки иод пуговицы по лицевой стороне с/м ' ' 2 852
10 Стачать нижние детали чашек с под- кладкой м 2 97-А
11 Настрочить шов стачивания нижних деталей чашки м 2 97-А
12 Стачать верхнюю деталь чашки с нижними м Z 2 97-А
13 Настрочить шов стачивания верхней детали с нижними м 2 97-А
14 Стачать чашки между собой м 2 97-А
15 Расстрочить шов стачивания чашек с/м 2 72520
16 Настрочить обтачку на припуск к шву стачивания чашек с/м 2 852
17 Стачать передние детали грации вме- сте с подкладкой м 2 97-А
18 Настрочить шов стачивания перед- них деталей м 2 97-А
19 z Стачать верхние срезы передних де- талей (верх и подкладка), обрезая неровности м 2 397
20 Стачать нижние срезы верха и под- кладки передних деталей м 2 397
21 Настрочить чашки на переднюю де- таль накладным швом м 2 97-А
22 Притачать планку под петли к левой передней детали г м 2 397
23 Настрочить шов притачивания план- ки под петли с обтачкой с изнаноч- ной стороны с/м 2 852
24 Стачать боковую деталь с передней (верх и подкладка) м 2 97-А
Продолжение табл. 224
Номер операции "Наименование операции Вид работы _ • Разряд работы Оборудование^., класс машины.»
26 Настрочить шов стачивания передней и боковой деталей с/м 2 852
26 Обтачать передние срезы бретелей с лицевой стороны кружевом с изна- ночной — обтачкой без подгибания срезов с/м 3 852
27 Обтачать боковые срезы и концы бретелей обтачкой с подгибанием с/м 2 852
срезов
28 Стачать детали верха и подкладки по верхним срезам, одновременно притачивая бретели к задним дета- лям, по нижним срезам притачивая чулкодержатели, притачать эластич- м 2 397
ную вставку
29 Обтачать передние срезы чашек с лицевой стороны кружевом, с изна- ночной — обтачкой без подгибания м 3 852-
срезов
- 30 Обтачать верхние боковые срезы ча- шек, нижний срез грации с подгиба- нием срезов и настрачиванием обтач- с/м 3 852
ки на шов притачивания эластичной
вставки
31 Обметать 4 петли на выступах чашек с/м 2 25-А
32 Обметать 11—12' петель на плаике под петли с/м 2 25-А
33 Пришить 4 пуговицы на бретели с/м 2 827
34 Приутюжить грацию У 3 Утюг
35 Пришить товарный ярлык и,памятку м 2 97-А
36 Опломбировать пачку изделий р 2 —
37 Упаковать грации в коробки р 2 —
из кружевного полотна. Шов стачивания чашек с передней де-
талью и верхние передние срезы чашек, а также внутренние
края бретелей отделаны кружевом. Бретели спереди застегива-
ются на две обметанные петли и пуговицы.
§ 2. ОБРАБОТКА БЮСТГАЛЬТЕРА-
КОМБИНАЦИИ
Бюстгальтер-комбинацию изготовляют из хлопчатобу-
мажных тканей, круженного или трикотажного полотна, а так-
же комбинированной из разных материалов.
Обработка бюстгальтера-комбинации включает обработку
верхней и нижней частей изделия. Верхнюю часть изделия —
бюстгальтер — обрабатывают в зависимости от конструкции так
же, как описан© в главе 2.
121
Детали нижней части изделия — комбинации — соединяют
друг с другом в основном на стачивающе-обметочной машине.
Соединение бюстгальтера и комбинации производят различ-
ными видами соединительных швов.
Особенности обработки бюстгальтера-комбинации заключа-
ются в обработке застежки. Если нижняя часть изделия не име-
ет среднего шва на спинке, разрез застежки обрабатывают
окантовочным швом (рис. 104, а).
Рис. 104. Обработка застежки в бюстгальтере-комбинации
Если же спинка нижней части изделия имеет средний шов,
срезы застежки обрабатывают обтачкой из подкладочной тка-
ни, настрачивая ее двумя строчками: первой — на расстоянии
1—1,5 мм от края, второй — по модели (рис. 104,6). Верхний
конец обтачки подгибают внутрь на 5 мм. Средние срезы ниж-
ней части изделия стачивают на стачивающе-обметочной ма-
шине.
Вопросы для повторения
1. Какие виды корсетных изделий можно отнести к комбинированным?
2. Назначение ластовицы в грации? Расскажите, как обрабатывается
пристегивающаяся ластовица,
3. В какой последовательности обрабатываются грация, грация-трусы,
грация-панталоны, бюстгальтер-комбинация и полуграция-юбка?
122
Глава 10. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА
КОРСЕТНЫХ ИЗДЕЛИЙ
В окончательиую отделку изделий входят: изготовление
петель, пришивание пуговиц, чистка и приутюживайте изделий,
их м_ав«ир.овка^ и упаковка.
Петли изготовляют на специальных машинах-полуавтоматах
двухниточного челночного или цепного переплетения без раз-
метки или с разметкой. Разметку петель производят по вспо-
могательным лекалам.
Длина петель должна быть больше диаметра пуговицы на
2—5 мм. Обметываний петель должно быть плотным без про-
светов между стежками, количество стежков в -10 мм строчки —
20:—25. Для обметывания петель применяют хлопчатобумажные
нитки с результирующей линейной плотностью 22,7 — 41,8 текс
(торговый номер 80—50).
Пуговицы пришивают на специальных машинах-полуавтома-
тах в автоматическом режиме: при пришивании пуговиц с дву-
мя отверстиями—10—15 уколов в каждую пару, отверстий, с
четырьмя отверстиями —~8—Т0~укрлов. Для пришивания пуго-
вйЦ'дгрщм^йоТхлоп'чатобумажные нитки линейной плотностью
30,3—46,8 текс (торговый номер 60—50).
Чистка изделия от производственного мусора заключается
в обрезке концов ниток вручную ножницами с лицевой и изна-
ночной сторон изделия.
’ Готовые изделия приутюживаютцручную электрическим утю-
гом весом 1,5 кг. Изделия приутюживают с лицевой стороны
без увлажнения. Параметры влажно-тепловой обработки даны
в таблт~23;...
Таблица 23
Параметры влажно-тепловой обработки корсетных изделий
Ткань Температура нагрева гла- дильной по- верхности утюга, °C Время воз- действия утюга, с
Хлопчатобумажная 180—200 30
Шелковая с добавлением вискозных волокон 180—200 30
Капроновая 150—160 30
При маркировке изделия в товарном ярлыке заполняют сле-
дующие'данные: номер модели, размер и по.'Ш'ОТПую Труппу,
розничную цену. Товарный ярлык притачивают пр верхнему
краю готового изделия редкой • строчкой на стачивающей* ма-
шине.
Готовые изделия подбирают в партии согласно маршрутным
листам, упаковывают и сдают на склад.
123
Корсетные изделия упаковывают в коробки или в пачки.
В одну коробку упаковывают: бюстгальтеры из шелковой тка-
ни— от 20 до 50 шт.; пояса, корсеты, грации из шелковой тка-
аи — до 20 шт.; пояса детские одинарные из шелковой ткани —
до 40 шт.
Изделия из хлопчатобумажных тканей упаковывают в пач- <
•ки до 50 шт.
J
Глава П. ПОДГОТОВИТЕЛЬНО-
РАСКРОЙНОЕ ПРОИЗВОДСТВО
Организация массового изготовления швейных изделий
требует большой подготовительной работы, которая складыва- '
ется из разработки новых моделей и подготовки их к запуску
в производство, подготовки тканей и других материалов к рас-
крою и раскроя материалов на детали швейных изделий.
Разработка новых моделей и подготовка их к запуску в про-
изводство выполняются в экспериментальном цехе швейного
предприятия. Подготовка тканей и других материалов произ-
водятся в подготовительном цехе, а настилание и раскрой тка-
ней— в раскройном. ' 's
§ 1. РАЗРАБОТКА НОВЫХ МОДЕЛЕЙ
И ПОДГОТОВКА ИХ К ЗАПУСКУ . '
В ПРОИЗВОДСТВО
В отличие от разработки других швейных изделий раз-
работкой новых моделей корсетных изделий занимаются худож- .
ники и модельеры-конструкторы на швейных предприятиях, а
не в Домах моделей. . •
В соответствии с планом .выпуска новых моделей художник
или модельер-конструктор разрабатывает эскизы моделей. Эс-
кизы рассматриваются па совете специалистов, в который вхо-
дят: начальник экспериментального цеха, художник, конструк-
тор и инженер-технолог. Совет принимает решение о том, из
каких материалов может быть изготовлена модель, о методах
обработки и применяемом оборудовании, устанавливает разме-
ры и полнот,ные группы, в которых можно рекомендовать дан-
ную модель.
На отобранную советом специалистов модель разрабатыва-
ется конструкция. Швея экспериментального цеха изготовляет
модель. При этом уточняются.методы и последовательность об-
работки. Качество посадки проверяется на фигуре.
Затем модель утверждается на художественно-техническом
совете предприятия. На утвержденные модели конструктор
уточняет конструкцию, размножает лекала на все размеры, швея
изготовляет два образца, конфекционер заполняет конфекцион-
124
ную карту, технолог составляет технологическую последователь-
ность обработки, модельер-конструктор составляет техническое
описание .на модель.
Новая модель утверждается художественно-техническим со-
ветом Дома моделей, после чего предприятие может включить
эту модель в план массового производства. На утвержденные к
массовому производству модели необходимо изготовить три об-
разца: образец-эталон для экспериментального цеха, образец-
эталон для, торговой базы и дубликат образца для проработки
опытной партии.
'Изготовление лекал. На каждую новук> модель изделия
должны быть изготовлены лекала-эталоны и рабочие (основ-
ные и подсобные) лекала.
Лекала-эталоны .выполняются конструктором на все размеры
.и полнотные группы. Рабочие лекала изготовляет лекальщик в
количестве 4—5 комплектов, из которых : 1 комплект — для экс-
периментальной раскладки при нормировании расхода мате-
риала; 1 —для зарисовки раскладок лекал в раскройном цехе;
1 — для контроля качества деталей кроя в раскройном цехе и
1 — для швейного цеха.
На всех основных лекалах, применяемых при раскладке, на-
носят линии, определяющие долевое направление ткани в де-
талях и допускаемое отклонение от долевого направления. По
срезам всех лекал проводят контрольную линию.
На всех лекалах указывают номер модели, размер, полнот-
ную группу, наименование детали. На одном из лекал дают
опись 'всех деталей, входящих в комплект лекал из основных,
подкладочных и прокладочных материалов.
Площадь лекал измеряют на ..фотоэлектронной машине ИЛ.
Рабочие лекала проверяют по лекалам-эталонам и табелю
мер не реже одного раза в месяц. Допускаемые отклонения не
должны превышать ±1,0 мм. Лекала хранят в подвешенном
' состоянии на кронштейнах.
Нормирование расхода материалов на изделие. Сокращение
[(расхода материалов на изделие является одной из основных
кзадач массового производства одежды. Поэтому, прежде чем
^приступить к раскрою, определяют расход ткани и других ма-
/ терналов -на единицу изделия. Сначала устанавливают предва-
рительную норму расхода. Она определяется по моделям-ана-
\ логам либо по отраслевым нормам.
/ Чтобы установить норму расхода на раскладку лекал в кон-
С^кретных условиях (вид и ширина материала, вид изделия, раз-
/ мер и полнотная группа,• количество комплектов лекал в рас-
'кладке), выполняют экспериментальные раскладки на бумаге
I (рис. 105). Разработанные нормы длины раскладок записыва-
) ют в нормировочные карты.
/ По расходу ткани на раскладку выполняют расчет норм
/ расхода на единицу изделия данной, модели. Полученные . ре-
। 125
Рис. 105. Раскладка лекал деталей бюстгальтера из шелковой ткани
зультаты сравнивают с отраслевыми нормами расхода мате-
риала на корсетные изделия. Одновременно устанавливают нор-
мы расхода вспомогательных материалов.
Рассчитанные в экспериментальном цехе.нормы расхода тка-
ни и других материалов передаются в подготовительный цех
для расчета кусков и подбора материала для настилания. Од-
новременно в подготовительный цех передают зарисовку рас-
кладки лекал в уменьшенном масштабе для изготовления зари-
совок на бумаге в натуральную величину.
Технические условия на раскладку лекал. Раскладку лекал
выполняют на бумаге, где отмечена длина и ширина расклад-
ки. Лекала раскладывают с учетом долевого направления ни-
тей основы в деталях и допускаемых отклонений.
На гладкокрашеных тканях лекала деталей изделий рас-
кладывают в противоположных направлениях. На тканях с ри-
сунком, который может быть расположен в. изделии только вод-
ном направлении, лекала в раскладке укладывают в одном на-
правлении.
При обводке лекал толщина карандашной линии должна
быть не более 0,1 мм; внутренняя сторона линии обводки долж-
на совпадать с контуром лекала; расстояние между особо ответ-
ственными срезами- деталей в раскладке лекал должно быть
не менее .2 мм.
Технические условия на детали кроя. Чтобы обеспечить
правильное положение изделия на фигуре и высокую прочность
при растяжении, детали корсетных изделий из шелковых и
хлопчатобумажных тканей выкраивают так, чтобы направление
нитей основы в них совпадало с направлением растягивающих
усилий. Так, в бретелях, в поясе бюстгальтера, в полосках тка-
ни для петель направление нитей основы должно быть парал-
. лельным линии, проведенной посередине вдоль детали. В дета-
лях чашки направление нитей основы выбирает конструктор.
В деталях подкладки направление нитей основы такое же, ка-
кое и в основных деталях.
Для экономного использования ткани при раскладке лекал
допускаются отклонения от номинального направления нитей
26
основы. Величина этих отклонений в деталях кроя корсетных
изделий очень небольшая — 0,5 — 2%. Например, при раскрое
бретели — 0,5%, при раскрое боковой детали бюстгальтера, пе-
редней и задней деталей полукорсета — 2%.,
Чтобы обеспечить точность формы и размеров изделия в го-
товом виде, детали кроя должны совпадать по форме и разме-
рам с лекалами.
Отклонения формы линий срезов в деталях .не должны пре-
вышать: по срезам деталей чашек, по верхним срезам бюст-
гальтера, по боковым срезам пояса, срезам обтачек из. основ-
ной ткани ± 1 мм, по боковым срезам бюстгальтеров, по верх-
ним срезам пояса, срезам бретелей из основной и подкладоч-
ной тканей ±2 мм; по нижним срезам пояса и бюстгальтера
из основной и подкладочной тканей, срезам различных прокла-
док ±3 мм.
Проработка опытной партии новой модели. В задачи про-
работки опытной партии входит уточнение конструкции, мето-
дов и последовательности обработки, а также выбранного обо-
рудования и .приспособлений.
Проработка опытной партии производился в швейном цехе,
для чего изделие раскраивают в количестве 300—400 шт.
Наблюдение за изготовлением опытной партии новой моде-
ли ведут модельер-конструктор, инженер-технолог эксперимен-
тального цеха, технолог швейного цеха и мастер потока.
После изготовления партии вносятся изменения в конструк-
цию, .методы обработки, последовательность обработки с уче-
том всех замечаний.
Изготовление зарисовок раскладки лекал. Для раскроя де-
талей корсетных изделий на настил сверху накладывают бу-
мажное полотно с изображением раскладки лекал — зарисовку
раскладки лекал.
Для размножения зарисовок в настоящее время применя-
ются светокопии. В этом случае зарисовка раскладок лекал вы-
полняется на кальке с обводкой контуров лекал не каранда-
шом, а шариковой ручкой. Светокопии с зарисовок раскладок
лекал получают на светокопировальной машине СКА-1 или
СКА-2.
При раскладке .лекал в подготовительном " цехе используют
зарисовки раскладок лекал, выполненные в экспериментальном
цехе в уменьшенном .масштабе.
§ 2. ПОДГОТОВКА МАТЕРИАЛА К РАСКРОЮ
Прием и хранение материалов. Ткани и другие мате-
риалы поступают на швейные предприятия по железной дороге
в контейнерах или на автомашинах в первичной упаковке (в
кипах, ящиках, рулонах или в кусках, упакованных в бумагу,
в полиэтиленовые мешки).
127
Полученный материал принимают по количеству товарных
мест в соответствии с сопроводительными документами. После
приемки материал распаковывают. На каждую партию состав-
ляют промерочную ведомость, в которую записывают номер
куска, длину и ширину материала, сорт, указанные в товарном
ярлыке предприятия-поставщика.
Распакованные материалы поступают на хранение в склад
сырья или на участок хранения в подготовительном цехе. При
хранении материалы должны предохраняться от загрязнения,
сырости, солнечных лучей. В помещении склада должны под-
держиваться температура 16—18°С и относительная влажность
воздуха 40—60%.
поступившие
предприятие
Разбраковка материалов,
измерение длины и ширины
кусков. Чтобы рационально
использовать
на швейное
ткани и другие материалы,
• каждый кусок проверяют по
качеству и измеряют его
Длину и ширину.
Проверку качества (раз-
браковку) и промер куска
производят одновременно на
разбраковочно - промероч-
ных машинах (рис. 106) или
отдельно: проверку качест-
ва •— на разбраковочно-про-
мерочных машинах, а про-
мер — на трехметровых ме-
рильных столах (рис. 107).
Проверку качества про-
изводят по лицевой стороне
ткани или трикотажного по-
лотна. Обнаруженные при
„ осмотре пороки внешнего ви-
ткаке1?6' ИОК ДЛЯ разбрак,овки узких да отмечаются на материале
карандашом, клеевой бума-
гой или другим способом.
При измерении на разбраковочнонпромерочной машине дли-
на куска отмечается счетчиком, а измерение ширины ткани вы-
полняют вручную через каждые три метра с помощью металли-
ческой Л1иней’.1и.
Измерение длины и ширины куска на трехметровом проме-
ренном столе производят следующим образом. Кусок, смотан-
ный в рулон при проверке качества, надевают на металличес-
скую или деревянную ось, концы которой помещают в специ-
альные подшипники, закрепленные на ©дном конце стола. Ко-
128
Рис. 1(07. Стол для промера длины и ширины тканей с механизмом для
наматывания ткани в рулон
ней, материала протягивают по плоскости стола и заправляют
на вторую ось. Эта ось вращается, получая движение от элек-
тродвигателя, и наматывает материал на себя. Включение и
останов движения выполняет работница. Для отметки трехмет-
ровых участков длины стол снабжен электромагнитным устрой-
ством.
Результаты контроля качества и измерения кусков записы-
вают в паспорт куска. Один экземпляр паспорта прикрепляют
к куску материала, другой передают для расчета использова-
ния куска.
После разбраковки и
измерения длины и шири-
ны куски материала по-
ступают в зону хранения,
где их укладывают в мно-
гоярусные полочные стел-
лажи (рис. 108).
Подготовка настилов.
Подготовка настилов про-
изводится в соответствии
с производственной прог-
раммой и графиком рас-
кроя. Подготовка насти-
лов включает в себя рас-
чёт использования мате-
риала и комплектование
рассчитанных кусков.
Расчет кусков произ-
водится для того, чтобы
после настилания и рас-
129
Рис. 1(08. Многоярусные полочные
стеллажи
9—1345
кроя от куска не было нерациональных остатков. Нерацио-
нальным называется такой остаток, из которого нельзя рас-
кроить изделие самого малого размера и роста, предусмотрен-
ного производственной программой предприятия.
Расчет кусков производится не на один#настил, а одновре-
менно на несколько, что позволяет использовать кусок без
остатков. Расчет производят по паспортам кусков вручную с ис-
пользованием специальных таблиц или на электронно-вычисли-
тельных машинах ЭМРТ-2, «Каштан» илй «Раздан-2». Если ку-
сок ткани на данные настилы на рассчитывается, паспорт кус-
ка откладывается для использования без остатка по другой
карте раскроя материала.
Подбор и комплектование рулонов материала.для настила-
ния и раскроя выполняется в соответствии с картой раскроя
,материала и графиком раскроя. Подобранные материалы из
подготовительного цеха передаются в раскройный цех.
§ 3. НАСТИЛАНИЕ И РАСКРОИ МАТЕРИАЛОВ
Настилание материала производят вручную на столах
длиной 10—12 м, шириной 1,5—2,2 м, имеющих специальное
гладкое покрытие и оборудованных линейками для обрезания
полотен и ограничительной — для равнения и зажима второго
конца пастила.
Перед настиланием работницы отмечают на столе с двух
сторон общую длину и все длины секционных настилов, вклю-
ченных в расчет.. % '
Затем от каждого куска отрезают и настилают расчетное ко-
личество полотен. С рулона, надетого на ось сматывающего
устройства, полотно материала протаскивается работницами по
поверхности стола до нужной длины. На обратном пути работ-
ницы расправляют складки, неровности, после чего полотно об-
резают. При настилании полотна выравнивают по одной боко-
вой стороне. После настилания всех секций на настил накла-
дывают зарисовку раскладки лекал или светокопию.
Рекомендуется следующее количество полотен в настилах:
для шелковых тканей— 100—120, хлопчатобумажных—100—
150, эластичных гладких полотен — 100—120 и эластичных ри-
сунчатых полотен — 80—100.
По окончании настилания съемщик настила проверяет об-
щее количество полотен в настиле, количество полотен из ма-
териала каждого артикула, фактическую длину настила и об-
щую длину остатков, сравнивая их с расчетными. Одновремен-
но проверяется выполнение всех требований к йастиланию.
Раскрой материалов выполняют в настилах. Сначала настил
рассекают на части передвижными раскройными машинами с
прямым ножом (рис. 109, а) ЭЗМ-2, ЭЗМ-З, Cs-529 и Cs-530
130
Рис. 100. Передвижные раскройные маш-ины:
а — с вертикальным ножом; б — с дисковым ножом
(фирмы «Паннония», ВНР) или машинами с дисковым ножом
(рис. 109,6) ЭЗДМ-З, ЭЗДМ-4, ОМ-4.
Куски настила передают на стационарную ленточную маши-
ну (РЛ-4 или РЛ-5). Вырезание производят по нарисованным
на бумаге контурам деталей.
Для раскроя детален корсетных изделий применяют также
вырубочные прессы ПВТ-8, Г1ТГ-12 и др. Вырубка на прессах
производится с помощью штампов, изготовленных по форме вы-
рубаемых деталей из специальной полосовой стали.
Раскрой ткани или трикотажного полотна на косые полоски,
для обтачивания разной ширины выполняют следующим обра-
зом. На агрегате ACT ткань складывается вдвое и стачивается
по боковым сторонам «чулком». Такой «чулок» заправляют в
машину МРТ для разрезания ее по винтовой линии под углом
45°. Нарезанная полоска сматывается в катушки, которые за-
тем подаются в швейные цехи. Срезы полоски могут быть за-
утюжены на машине МЗТБ. '
Для изготовления полоски ткани на бретели рулон ткани
разрезают на машине РБ. Ширина полоски можег быть раз-
ной. Катушки снимают совала машины и укладывают в короб-
ки для подачи в швейный цех.
Качество выкроенных деталей проверяют по лекалам, совме-
щая для этого поочередно верхнюю, а ’затем нижнюю деталь
в настиле. Если в деталях обнаружены отклонения более чем
допускаемые, детали подрезают по лекалу или перекраивают
на размер меньше.
Одновременно проверяют наличие всех деталей во всех раз-
мерах и соответствие по цвету, оттенку и количеству деталей
верха, подкладки и отделки. Детали кроя связывают вместе
я- ГЯ
по размерам. В таком виде крой передается на комплектовку.
Комплектовщицы развязывают пачки, разбирают крой, раскла-
дывают детали, комплектуют пачки по цвету и снова связыва-
ют. Скомплектованный крой хранится в кладовой на поддонах
в ячейках многоярусных полочных стеллажей.
В соответствии с каждой картой раскроя материала на ,
скомплектованный крой заполняется маршрутный лист, кото-
рый вместе с кроем передается в швейный цех, а затем вместе
с изготовленными изделиями — в склад готовой продукции.
Вопросы для повторения
1. В нем заключается подготовка массового производства швейных из-
делий? Где производятся подготовка моделей,, тканей и раскрои деталей?
2. Где разрабатывают и утверждают модели корсетных изделий?
3. Расскажите о порядке подготовки модели к запуску в производство.
4. Перечислите основные условия на раскладку лекал.
5. Для чего производят проработку опытной партии изделий?
6, Для чего необходимо измерение ткани по длине и ширине куска?
Как это осуществляется на промеренном столе? Куда записываются дан-
ные измерения? Для чего необходимо выявление внешних текстильных по-
роков материалов, а также определение ряда их свойств?
7. Расскажите, как хранятся ткани и другие материалы на швейном
предприятии. , .
8. Для чего производится расчет кусков тканей перед настиланием?
На сколько настилов рассчитывают куски?
9. Можно ли в один настил подобрать ткани разных артикулов, разно-
го цвета и оттенка? По какому документу выполняют настилание ткани?
lift. Какое оборудование применяют для раскроя настилов? В каком
случае раскрой деталей выполняют на стационарной машине? Какие пра-
вила по технике безопасности нужно помнить при работе на раскройных
машинах?
Глава 12. ОСНОВЫ РАСЧЕТА
ТЕХНОЛОГИЧЕСКИХ ПОТОКОВ -
В ШВЕЙНОМ ПРОИЗВОДСТВЕ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКИХ
ПОТОКАХ
Для увеличения выпуска, расширения ассортимента и
повышения качества одежды решающее значение имеет приме-
нение прогрессивных форм организации производства. В швей-
ной промышленности применяется наиболее совершенный метод
организации производства — поточный.
Поточное производство характеризуется следующими при-
знаками: специализацией работ на основе разделения труда по
операциям; размещением рабочих мест и оборудования в по-
рядке .технологической последовательности изготовления изде-
лия; согласованием (синхронностью) времени выполнения опе-
раций по такту (ритму) потока.
132 '
По способу передачи предметов труда с одного рабочего
места на другое потоки делятся да конвейерные н неконвейер-
«ые.
Конвейерные потоки характеризуются тем, что предме-
ты труда (изделия) перемещаются от ’одного рабочего места к
другому ’ с помощью непрерывно или периодически действую-
щего транспортного средства с регламентированным ритмом.
Неконвейерные потоки отличаются от конвейерных
тем, что изделия в процессе обработки перемещаются от одно-
го рабочего места к другому вручную или с помощью механи-
ческих средств (скатов, желобов, тележек) со свободным рит-
мом. При этом темп движения предметов труда не согласуется
с темпом выполнения, операций. »
В зависимости от сменного задания потоки различают по
мощности: большой, средней и малой мощности.
По количеству одновременно изготовляемых видов или мо-
делей изделий потоки бывают: одномодельпые, многомодельные
или многоассортиментные.
Одномодельные (узкоспециализированные) потоки спе-
циализируются на выпуске одного вида или модели изделия.
В многомодельных потоках изготовляют одновременно три —
пять моделей изделий одного вида. В м н о г о а с с о р ти м е н т-
ных— два-три вида изделий, например полукорсет, пояс и по-
яс-трусы из эластичных материалов.
Потоки могут быть съемные и несъемные.
В несъемных потоках бригада каждой смены продолжа-
ет обработку изделий, начатых в другой смене.
' В съемных потоках каждая бригада изготовляет различ-
ные (самостоятельные) партии изделий.
По количеству рядов, рабочих мест в’ одном потоке они мо-
гут быть:' однолинейные однорядные, одноли-
нейные двухр ядные ит.д..
По количеству групп (секций), потоки делятся па сек-
ционные и я ес екЦ и о н н ы е.
Секционными потоками называют такие потоки, в которых
технологический процесс разбит на секции: заготовительную,
где обрабатываются детдли и узлы, имеющие .модельные отли-
чия, монтажную, где производится сборка изделия, и отделоч-
ную, куда выносят операции по отделке, влажно-тепловой обра-
ботке, контролю качества, комплектованию, а иногда и упаков-
ке изделий. , ’ '
По способу запуска полуфабриката потоки различаются: с
•последовательным, цикличным, последовательно-ассортимент-
ным и комбинированным запусками.
Последовательный запуск изделий используется в од-
номодельном потоке* В многомодельных и мпогоассортимент-
ных потоках запуск мгвког быть различным.
133
При цикличном запуске изделия в поток запускаю,т |
по циклам. Например, в потоке -обрабатывают три модели: А, )
Б и В. При равных выпусках по всем моделям запуск изделий ’
должен осуществляться в следующем порядке: Д Б, В; А, Б, В !
и т. д. Если выпуск по модели А равен 50%, а по моделям Б .1
и В по 25%, то запуск нужно сделать по циклу Д А, Б, В.
Последовательно-ассортиментный запуск— 1
в поток запускают последовательно одну модель, затем другую J
или одно изделие за другим. Перезаправку с одной модели на j
другую производят в течение одной или нескольких смен. Такой
запуск позволяет выпускать по каждой модели любое количе-
ство изделий.
По величине транспортной партии потоки могут быть с п о- '-1
штучным или пачковым запуском. . ’
§ 2. ОСНОВЫ РАСЧЕТА ПОТОКА
Для организации потока по -изготовлению того или ино-
го вида одежды необходимо выполнить его расчет, который
включает следующие этапы:
гы'бор типа потока;
выбор моделей для одновременной обработки в потоке;
выбор методов обработки и оборудования;
составление технологической последовательности обработки;
определение такта,и расчетной мощности потока;
комплектование организационных операций;
составление технологической схемы потока (разделения тру-
да);
анализ технологической -схемы потока.
Выбор типа потока. Выбор типа потока производят на ос-
нове общей характеристики потоков, применяемых в швейной
промышленности, опыта передовых предприятий, рекомендаций
ЦНИИЩПа.
На предприятиях, специализирующихся на выпуске корсет-
ных изделий, в настоящее время применяются специализиро-
ванные многомодельные и многоассортиментные агрегатно-
групповые секционные потоки с пачковым запуском Моделей, со
свободным ритмом и перемещением полуфабриката по между-
стольям, скатам, напольными тележками или транспортерной
лентой.
По рекомендациям ЦНИИШПа наиболее эффективным по-
током по изготовлению бюстгальтеров из хлопчатобумажных и
шелковых тканей является многомодельный секционный поток.
При этом предусматривается одна или несколько заготовитель-
ных секций в зависимости от мощности потока и количества
одновременно изготовляемых моделей.
В заготовительной секции выделяется несколько групп: по
обработке бретелей, чашек, пояса, застежки бюстгальтера (на-
резание эластичной ленты, вдевание ленты в пряжку).
134
< Для отделки изделий (влажно-тепловая обработка, приши-
! вание. пугов’иц, обметывание петель, контроль качества, комп-
лектованиеи упаковка) рекомендуется организация централи-
J зованного участка для нескольких потоков. ,
; Перемещение полуфабриката обеспечивается вручную по
; междустолью, скатам, тележкам или транспортерным лентам
j пачками по 20 шт. со свободным ритмом.
! '• Для многомодельного секционного потока по изготовлению
; бюстгальтеров из хлопчатобумажных или шелковых тканей ре-
' командуемая мощность составляет 2000 штлв смену при коли-
j честве рабочих в потоке соответственно 39 и 46 человек.
j При изготовлении изделий из эластичных материалов
ЦНИИШП рекомендует организацию специализированного мно-
F гомодельного несекционного потока мощностью 2000 шт. в сме-
: ну с (количеством рабочих 22 человека. Вид запуска—пачко-
вый, размер пачки — 20 шт., поток — недонвейерный со свобод-
i ным ритмом..
Выбор моделей. При выборе моделей для изготовления в
. одном потоке необходимо учитывать следующие требования:
модели должны изготовляться из однотипных по технологи-
'г ческим свойствам материалов;
f модели должны быть однотипными1 по конструкции и техно-
s. логин;
I разница в затрате времени на модели должна быть мини-
: мальной.
; Выполнение этих требований позволяет для выпуска различ-
: ных моделей использовать одно и то же оборудование, одина-
< ковые режимы обработки, номера ниток и игл, а также одина-
; ковую технологическую последовательность обработки. Для од-
j . повременного изготовления в потоке выбирают три-четыре мо-
; дели.
Выбор методов обработки и оборудования. От выбора ме-
тодов обработки во многом зависят качество и стоимость изго-
товления изделия. Поэтому необходимо выбирать такие методы
. обработки, которые обеспечивали бы высокое качество изделия
при наименьшей затрате времени на его обработку. При выборе
методов обработки предусматривают максимальное .-использо-
вание современного высокопроизводительного оборудования.
Например, обработка верхнего и нижнего срезов бюстгальтера
обтачкой на двухигольной машине сокращает затрату времени
на'30% по сравнению с обработкой этих срезов на одноиголь-
ной машине. При этом качество обработки значительно повы-
| шается.
Методы обработки изделий устанавливают с учетом про-
мышленной технологии поузловой обработки корсетных изде-
лий, достижений передовых предприятий.
Составление технологической последовательности обработки
изделий. Технологическая последовательность обработки — это
135
перечень технологически неделимых операций, составленных в
порядке последовательности >их выполнения при обработке узла»
изделия.
К технологически неделимым операциям относят отдельные
законченные работы, расчленение которых невозможно или не*
целесообразно, так как может привести к ухудшению качества.
Обработку симметричных швов объединяют и рассматривают
как неделимые операции, так как они должны выполняться на
одном оборудовании одним и тем'же исполнителем (втачать
чашки бюстгальтера, притачать бретели и др.).
Технологическая последовательность обработки составляет-
ся по форме 1.
Форма 1
Технологическая последовательность обработки
Номер неде- лимой опера- ции Наименование неделимой операции Специаль- ность Разряд Норма времени, с, по модели м^ Оборудование^, инструменты, приспособле- ния
А Б В,
1
В конце определяется общая затрата времени на обработку
изделия. Если технологическая последовательность составля-
лась одновременно на несколько, моделей, то рассчитывается
средняя затрата времени на изготовление одного изделия по
формуле
Тер= (Л + Т2 + TJIC, .
где Ti, Tz, Т3 — общая затрата времени на обработку соответственно 1„ 2 е-
3-й модели и т. д.; С—число моделей,, одновременно изготовляемых в од-
ном потоке при равном их выпуске.
Определение такта потока. Такт (ритм) потока —
средний промежуток времени между выпусками двух следую-
щих одно за другим изделий.
Исходными данными для расчета такта являются затрата
времени на обработку изделий и мощность потока (выпуск из-
делий в смену или количество рабочих).
Если задан выпуск изделий в смену, такт потока определя-
ют по формуле
” = Т’см/ЛТсм,
где т — такт потока, с; ТСм — продолжительность смены, равная 29БЙ0 cj
AfCM — выпуск изделии, шт. в смену.
Например. Определить такт потока, если выпуск в смену- Л4СМ равен
2000 шт., продолжительность смены Тск равна 219 5,20 с.
т=219520: 2ЮЮЮ=14,7 с.
136
Если мощность потока задана количеством рабочих, такт
иотока определяют по формуле
t=TodKp.
где Тов — общая затрата времени на обработку изделия, с; Kv — количество
рабочих в потоке.
Например. Определить такт потока по изготовлению полуко.р1сета из эла-
стичного трикотажного полотна, если общая затрата времени на обработку
полукррсета Тов равна 308 с, а количество рабочих в потоке Кр составляет
22 человека.
1=308:'22= 14 с.
Для многомодельных потоков с цикличным запуском такт
определяют по формуле
тср = Е.р/Лр,'
где Тер — средний такт потока, с; ТСр— средняя затрата времени на обра-
ботку изделия, с; Кр— количество рабочих в потоке.
Комплектование организационных операций потока. Орга-
на в ац ионная операция-—это одна или несколько.тех-
нологически неделимых операций, скомплектованных по виду и
сложности работы (ручные, машинные), виду оборудования.
Продолжительность выполнения организационной операции
должна быть равна или кратна такту потока, но технологичес-
кие операции имеют различную продолжительность, и выпол-
нить это условие практически невозможно. Чтобы упростить
согласование. времени операций с тактом потока, допускают
следующие отклонения от него: в конвейерных потоках с регла-
ментированным ритмом ±5%, в потоках со свободным ритмом
±(10-15)%. - - .
Если отклонение от такта потока принять равным ±10%, то
расчетное время выполнения организационной операции
Х/о= (0,9-1,1)Крг,.
। *
где Кр — количество рабочих; т — такт потока.
Эта формула определяет условия согласования времени опе-
раций с тактом одномодельного потока.
Например. Рассчитать условия согласования времени операций потока,
такт которого т равен 14,3 с.
Условия согласования для операций, выполняемых:
одним рабочим.— 2/о=(0,'9—1Д.) 1(4,3-!.= 12,9—15,7 с;
двумя рабочими — S,lo= (0,9>—1,1,) 1.4,3'-2=2б,8—31,4 с;
гремя-рабочими — 2/0= (0,9—1,1) 14,3-3=38,7-—47 Л с и т. д.
137
Если же в потоке одновременно изготовляют две и более
моделей изделия, то условие согласования определяют по фор-
муле
XZO = XZO4 + S = (0,9-1,05)СхСр/<р,
где С—'количество моделей; /0, 1^, /0' —расчетное время выполнения опе-
раций по моделям А, Б и В.
Пример комплектования, организационной операции в специ-
ализированном потоке по изготовлению бюстгальтера из хлоп-
чатобумажной ткани дан в табл'. 24.
Таблица 24
Комплектование организационной операции (т= 14,3 с)
Иомер органи- зационной опе- рации Номер недели- мой операции Содержание операции Вид работы Разряд Затрата времени, с Число рабочих Оборудование
расчет- ное Ф <0 ь ° 2 ш •S- р-
5 1 ' Развязать и р 1 3,2 0,22 — —
связать пачку
12 Притачать эла- м 2 24 1,68 ’ — 97-А
стичную тесьму
с пряжкой к
задним срезам
бюстгальтера
13. Притачать бре- м 2 29 2,03 — 97-А
тели к верхним
уступам чашек „
210=56,2 3,93 4
Технологическая схема потока. После комплектования тех-
нологических операций в организационные составляют техно-
логическую схему потока по форме, которая зависит от типа
потока (формы 2 и 3).
Технологическая схема является основным техническим до-
кументом потока; По ней производят расстановку рабочих мест
и оборудования, подбирают рабочих по операциям, ведут расчет
заработной платы и др.
При оформлении технологической схемы потока по всем не-
делимым операциям определяют расценки, нормы выработки.
Расчетное количество рабочих определяют на оргайизационные
операции.
Расценку за выполнение технологически неделимой опе-
рации Р, коп., определяют с точностью до 0,001 умножением
138
Форма. .2
Технологическая схема специализированного потока
Изделие.............................Такт потока, с....................
Расчетная мощность, штук в смену........................................
Расчетное количество рабочих в потоке...................................
Фактическое количество рабочих в потоке.................................
'тру
Технологическая схема многомодельиого потока с цикличным запуском
Вид изделия ........ Такт потока, с...................................
Продолжение
Расценка по моделям, коп. Расчетное количество рабочих Норма выработки, шт. Оборудова- ние, приспо- собления, ин- струмент
А Ь В
секундной тарифной ставки СТС данного разряда на- затрату
времени t, с, выполнения технологически неделимой операции:
P=CTCt.
Расценка за .выполнение организационной операции Ро опре-
деляется как сумма расценок за выполнение технологически
неделимых операций, входящих в состав организационной:
Ро = 2 Р.
139
Расчетное количество рабочих на данной опе-
рации определяют с точностью до 0,01 делением затраты вре-
мени на выполнение организационной операции на такт потока::
Кр = - tol~
Норму выработки //выр (единиц в смену) определяют-
' делением продолжительности смены, с, на затрату времени на*
выполнение организационной операции
бЛ|ЫГ) = ГСМ/^ С-
Составление сводок рабочей силы и оборудования. Сводки
рабочей силы и оборудования составляют путем .выборки по»
технологической схеме. По сводке рабочей силы определяют
численность рабочих по специальностям и разрядам, а также
средний разряд и средний тарифный коэффициент (табл. 25).
По сводке оборудования определяют перечень и количество не-
обходимого оборудования (табл. 26).
Количество запасного'и .резервного оборудования принима-
ют равным от 5 до 10% количества основного оборудования.
Технико-экономические показатели потока. Характеристи-
кой потока служат следующие технико-экономические показа-
.дели. .
Затраты времени Т на обработку, с, прини-
мают по технологической схеме.
Расчетная мощность потока, 7ИСм, штук в смену..
Выработку на одного рабочего; В, штук в сме-
ну, определяют по формуле В=Л'1см/Др. •
Средний разряд получают делением суммы разрядов на рас-
четное количество рабочих-(см. табл. 25).
Средний тарифный коэффициент — Ктср опреде-
ляется как сумма тарифных коэффициентов, деленная г: а рас-
четное число рабочих.
Расценка за единицу изделия Ризд, коп., опре-
деляется как сумма расценок по всем организационным опера-
циям: РНЗд = ХРо. Расценку за единицу изделия можно также
рассчитать по формуле
- Рнзд — СТС Тобщ Кт. ср г
где Уобщ —общая затрата времени на - обработку изделия, с; К-,. си — сред-
ний тарифный коэффициент.
Расценку за единицу изделия определяют по каждой моделв
в отдельности, а по потокам с цикличным запуском, кроме того,,
определяют среднюю расценку РИЗд.ср по формуле.
Визд.ср = СТС ТСр Кт.ер,
где Тер — средняя затрата времени на обработку одного изделия, с.
140
-
\ Т а б л и ц а 25 Сводка рабочей силы к технологической схеме потока по изготовлению бюстгальтеров из шелковой ткани Расчетный выпуск — 2608 штук в смену. Такт потока 11,32 с. ' Фактическое количество рабочих в потоке — 48 человек. Сумма тарифных коэффициентов кг к? ‘1-й — ' — 3,55 — 3,55 1-3,55=3,55 1,0 1-3,55 = 3,55 2-й 10,49 5,19 — — 15,68 2-15,68 = 31,36 ' 1,088 1,088-15,68=17,06 3-й — 25,09 3,54 2,14 30,77 3-30,77=92,3 1,182 1,182-30,77=36,37 Итого по специ- 10,49 30,28 7,09 2,14 50 127,22 — 53,43 альности Удельный вес, % 20,98 60,56 14,18 4,28 100 ( — —-
днэипиффсоя И1ЧНф1П11?1
1 Сумма оазоядов
И12ТГ -Bdeed on хин -oped .оахээыиг -ОМ OOHJ-OhOEd
Расчетное количество рабочих t по видам работ & ВЕН -hAd ‘вен -Ч1ГИЖОН./£
вемьАд
и/э -Ayj ВЕННИШ -ЕИПОИЭ
insw ’djy вен -нигпед
с <Х D. 1
141
Таблица 26
Сводка оборудования потока по изготовлению бюстгальтеров
из хлопчатобумажной ткани • ,
'Наименование оборудова- ния, тип, класс, марка Количество оборудования, шт.
установленного в потоке основного жапасного резервного итого
Стачивающая машина 19 1 1 21 97-А кл. ОЗЛМ ' Дзухнгольная машина 12 1 — 13 803-2(Х7) кл. ПМЗ Специальная машина 6 1 — 7 «52-2 (Х7) кл. ПМЗ Коэффициент механизации потока Км опреде- ляет удельный вес механизированных операций в общем процес- се и рассчитывается по формуле
/<М = (S 4. + S tc!U + s /авт)/Г,
где 2/м — суммарное время выполнения всех машинных операций, с; 2ТС/М —
то же, спецмашинных операций; 2/авт—то же, операций на автоматах.
§ 3. ПЛАНИРОВКА РАБОЧИХ МЕСТ В ПОТОКЕ
Планировку рабочих мест в потоке выполняют в соот-
ветствии с технологической схемой и условиями размещения
потока на производственной площади (размещение лифтов, га-
барит помещения, сетка колонн и др.).
При планировке сначала решают вопросы размещения от-
дельных участков потока: участка подготовки и подачи кроя в
поток, заготовительной и монтажной .секций, участка отделки,
контроля качества готовых изделий. Так, участки заготовки и
монтажа изделий нескольких потоков. могут быть размещены
в одном цехе, а отделка изделий для всех потоков может быть
вынесена в другой цех (рис. ПО, а). Можно каждый техноло-
гический поток разместить полностью в одном цехе (рис. 110,6).
После размещения участков потока на плане цеха выпол-
няют планировку рабочих мест и оборудования в потоке. При
этом возможны два варианта:
размещение рабочих мест в соответствии с технологической
последовательностью обработки изделия. Движение деталей
при этом может быть прямолинейным или зигзагообразным
(рис. 111);
размещение рабочих мест группами, в каждой из которых
выполняется обработка одной какой-либо детали. В этом слу-
чае прямолинейность движения обрабатываемой детали не
обязательна.
142
—
Рис. Mid. Схема планировки потоков в
цехе с размещением секций в разных
помещениях (а) и с размещением сек-
ций в одном помещении (б):
1 — участок подготовки кроя к запуску; 2 —‘
„секция заготовки деталей; 3 — монтажная
секция; 4 — секция окончательной отделки
изделий; 5 — участок приемки и комплекто-
вания готовых изделий
Рис. 111. Схема перемещения изделий по рабочим местам в потоке: •
а — прямолинейное перемещение; б — зигзагообразное перемещение
При размещении по первому варианту рабочие места рас-
полагают поперек или под углом к основной линии потока. Ра-
бочие места должны устанавливаться так, чтобы рабочий мог
брать изделие с транспортируемой ленты или междустолья ле-
вой рукой.
При планировке рабочих мест в потоках по изготовлению
корсетных изделий применяют агрегаты с механическими транс-
портными средствами (ленточный или цепной конвейер), а так-
же агрегаты с использованием междустольев. Передачу по-
луфабриката осуществляют вручную по междустолв.ю. Все рабо-
' чие места оснащается передвижными стеллажами-тележками
и тележками-контейнерами.
' . Размеры рабочих столов для машинных, спецмашинныХ, руч-.
ных и утюжильных операций для выполнения корсетных изде-
лий приведены в табл. 27. Размеры проходов в цехе приведены
в табл. 28.
143
Таблица 27
Размеры рабочих мест для изготовления корсетных
изделий
Размеры стола, мм
Рабочее место Длина Ширина
Для стачивающей маши- ны 1200 600
Для специальной маши- ны 1200- _ 600
Для .влажно-тепловой .. про, 600 ,
обработки готовых изде- лий
Для приемщиков готовой продукции 1600 1000 Таблица 28
Размеры проходов в цехе
Место прохода Ширина прохода, мм
Эт торцевой степы до на- чала (конца) агрегата 3000—3500
Продольное расстояние меж- 2500—3500
ду агрегатами Поперечное расстояние ме- 1500—1800
жду агрегатами Главный проход вдоль цеха 3000—3500
От боковых стен до рабочих 1000—1200
мест
От колонн до рабочих мест 400-500
Таблица 29 /
Размеры нестандартного оборудования потока ---
Наименование оборудования Размеры оборудования, мм
Ширина Длина Высота
Междустолье 600 ,-800 800
» W 500 800
» 6000 500 800
Стеллаж двухполочный для хранения 2000 600,,.- 1000
кроя
Стол для разборки кроя и комплек- 2000 1000 800
тования деталей
Стол для комплектования деталей 1300 800 80
Стеллаж для- хранения полуфабри- 1183 600 1277
ката марки 83 600 000"
Тележка-стеллагд марки 77 500 000 883 500 900
Тележка-контейнер марки 78 800 000 883 500 900
Тележка-контейнер марки 78 800 001 883 500 900
144
Рабочие места устанавливают так, чтобы расстояние между
оборудованием смежных мест обеспечивало удобство работы -и
безопасность рабочего и было не менее 500 мм.
Размеры нестандартного оборудования, рекомендуемого для
потоков по изготовлению корсетных изделий, указаны в
табл. 29.
План цеха и планировку оборудования проектируемого по-
тока вычерчивают карандашом в масштабе 1 i 100. На каждом
рабочем месте обозначают номер организационной операции и
специальность или марку оборудования. На чертеже указывают
места запуска и выпуска, а. также направление грузопотока.
Кроме того, указывают длину и ширину агрегата.
На рис. 112 дан пример планировки оборудования в потоке
по изготовлению корсетных изделий.
Рис. 1'12,. Планировка оборудования в потоке: L
/ — стол запуска; И — транспортирующая лента; III — стол выпуска; /V — тележки
для перемещения и хранения кроя и готовых изделий; V — столы для комплектования
и упаковки готовых изделий
*
Вопросы для повторения
1. Что дает специализация работы в производстве? Для чего в потоке
рабочие места размещаются в порядке технологической последователь-
ности?
2. Чем отличается многомодельный поток от многоассортиментного? По-
чему в потоках по изготовлению корсетных изделий запуск производится
. пачками?
3. Перечислите основные вопросы, которые нужно решить при проек-
тировании потоков.
4. Какие типы технологических потоков применяются в производстве
корсетных изделий?
б. Какие модели можно обрабатывать одновременно в потоке и по-
чему?
в. Что такое технологическая схема потока?
10—1345
145
Глава 13. КОНТРОЛЬ КАЧЕСТВА
ШВЕЙНЫХ ИЗДЕЛИЙ
§ 1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К КАЧЕСТВУ ШВЕЙНЫХ ИЗДЕЛИЙ
Повышение качества одежды является одной из основ-
ных задач швейного производства. Требования к качеству
одежды непостоянны, они. изменяются и растут прежде всего
с ростом благосостояния населения, изменением моды, совер-
шенствованием техники и т. -д.
К одежде предъявляются самые разнообразные требования,
их можно разделить на две группы: потребительские и про-
мышленно-экономические.
Потребительские требования включают эргономиче-
ские, гигиенические, эстетические требования, а также требова-
ния долговечности срока службы одежды.
Эргономические требования заключаются в требовании соот-
ветствия одежды назначению, строению тела человека. Одежда
должна соответствовать форме и размерам тела, не стеснять
движений, не нарушать дыхания, кровообращения, быть удоб-
ной в пользовании.
Сюда же можно отнести и гигиенические требования к одеж-
де, так как одежда создает благоприятные условия для нор-
мального функционирования организма, сохраняет постоянство
температуры тела; выводит продукты обмена —пары воды, уг-
лекислый газ, соли; создает препятствия для проникания извне
пыли, грязи, микробов.
Эстетические требования сводятся к тому, чтобы одежда
была красива и современна. На эстетические требования к
одежде большое влияние оказывают современный стиль и мода.
Требования к сроку службы одежды определяют экономич-
ность изделия с точки зрения потребителя^ Долговечность изде-
лия характеризуется его работоспособностью до разрушения.
Она зависит от качества материалов, конструкции и техноло-
гии.
На срок службы все большее влияние оказывает моральный
износ: т. е. изделие физически еще не устарело, но оно уже не
отвечает изменившимся требованиям потребителя к форме,
цвету, фактуре материала.
Так как одежда изготовляется в условиях, массового произ-
водства, к ней предъявляются п р о м ы ш л е н н о - эк о н о м и-
ческие требования: качество готовых швейных изделий дол-
жно соответствовать первичным образцам моделей при мини-
мальных затратах труда и .материалов.
146
§ 2. СТАНДАРТИЗАЦИЯ В ПРОИЗВОДСТВЕ
ОДЕЖДЫ
' Стандартизация — это отбор из множества видов изде-
лий одинакового назначения одного или нескольких видов этих
изделий с наилучшими качествами или свойствами, отвечаю-
щими уровню развития науки и техники, практическому опыту
и обеспечивающими наибольшее удовлетворение потребностей
общества. В результате стандартизации устанавливаются пра-
вила, требования, которым должна отвечать изготовляемая про-
дукция.
В настоящее время в нашей стране действуют следующие
категории стандартов:
ГОСТ — государственные стандарты;
ОСТ — отраслевой стандарт;
РСТ — республиканский стандарт,
ТУ — технические условия.
Государственные стандарты разрабатываются для изделий
массового производства, ведомственной, производственной и спе-
циальной одежды.
В настоящее время в швейной промышленности разработано
и действует большое количество государственных стандартов,
например:
ГОСТ. 12807—79 «Изделия швейные. Классификация стеж-
ков, строчек .и швов»;
ГОСТ 12566—-81 «Изделия швейные бытового назначения.
Определение сортности»;
ГОСТ 4103—82 «Изделия швейные. Методы проверки каче-
ства готовых изделий»;
ГОСТ 17037—11 «Изделия швейные. Термины и определе-
ния».
Ряд требований к одежде изложен в отраслевых стандартах,
которые распространяются на группу или отдельные виды швей-
ных изделий. Например, в производстве корсетных изделий
действуют следующие отраслевые стандарты:
ОСТ 17-497—83 «Изделия швейные. Типовые фигуры жен-
щин. Размерные признаки для проектирования корсетных изде-
лий»;
ОСТ 17-758—78 «Фурнитура для предметов мужского, жен-
ского и детского туалета. Общие условия»;
ОСТ 17-835—80 «Изделия швейные. Технические требования
к стежкам, строчкам и швам».
Наряду с государственными и отраслевыми стандартами на
каждую^ модель швейного изделия разрабатывается техничес-
кое описание (ТО), которое является основным документом для
запуска модели в производство. Техническое описание опреде-
ляет рекомендации по размерам, требования к материалам,
10* " 147
фурнитуре, методам обработки, перечень деталей и другие тре-
бования.
В настоящее время кроме перечисленных стандартов разра-
батываются стандарты предприятия.
Расширение стандартизации имеет очень важное значение
для повышения качества одежды, выпускаемой промышленно-
стью.
§ 3. КОНТРОЛЬ КАЧЕСТВА ОДЕЖДЫ
Контроль качества одежды заключается в проверке со-
ответствия показателей качества изделий требованиям, содер-
жащимся в стандартах и другой нормативно-технической доку-
ментации.
Производственный контроль- осуществляется отделом техни-
ческого контроля (ОТК) и отделом управления качества (ОУК)
предприятия. Основной задачей ОТК является предупреждение
выпуска недоброкачественной продукции, не соответствующей
стандартам и техническим условиям.
Чтобы обеспечить выпуск высококачественной готовой про-
дукции, ОТК предприятия осуществляет контроль качества ма-
териалов, фурнитуры (входной контроль), контроль ка-
чества выполнения технологических операций (раскрой дета-
лей, обработка деталей и узлов — операционный конт-
роль), контроль готовых изделий (приемочный конт-
роль).
Схема контроля качества на швейных предприятиях приве-
дена в табл. 30.
Таблица 30
Схема контроля качества одежды на швейном предприятии
П роизводствени ый участок Вид контроля качества Объект контроля Ответствен- ный за конт- роль
Эксперименталь- Контроль доку- Техническое описание на ОТК
ный цех ментации модель
Контроль качества Соответствие лекал ле- ОТК
лекал калам-оригиналам
Подготовитель- Приемка тканей
ный цех
Контроль качества
материалов
Контроль качества
обмелкн
Целостность упаковки, Зав. скла-
соответствие принятой дом
ткани по ярлыкам запи-
сям в сопроводительной
документации
Наличие и распрложе- Контролер
ние дефектов на ткани ОТК
Правильность располо- То же -
жения отдельных дета-
148
Продолжение табл. 30
Производственный участок Вид контроля качества Объект контроля Ответственный» за контроль
t Контроль качества рабочих лекал лей, наличие всех дета- лей, четкость линий об- водки лекал Соответствие рабочих Контролер лекал лекалам-оригина-ОТК лам
Раскройный цех Контроль качества настилания тканей Контроль выкро- енных деталей Ровнота боковых краев Съемщик полотен, совпадение ри- настила сунка, правильность под- борки по ширине Соответствие рамеров и Контролер формы деталей лекалам. ОТК положение долевых ли- ний, ‘ положение конт- рольных надсечек
Швейный цех Самоконтроль Операционный контроль на уста- новочных операци- ях • Контроль качества готовых изделий Проверка качества вы- полнения предыдущей операции Проверка качества вы- полнения операции, вы- полняемой самой работ- ницей Проверка качества всех ранее выполненных опе- раций Проверка соответствия изделий первичному об- разцу и техническому описанию, проверка раз- меров, технологии Работница. ». Контролер ОТК
Склад готовых изделий Контроль за хра- нением, упаковкой и отправкой изде- лий Проверка условий нения хра- То же
Вопросы для повторения
1. Что такое стандартизация?
2. Какие категории' стандартов действуют в швейном производстве на-
шей страны?
3, Какие виды контроля качества действуют на швейных предприятиях?"
В чем заключается входной контроль?
4. Что такое операционный контроль?
б. На каком этапе производства действует приемочный контроль?
'в. .Кто участвует в контроле качества кроме контролеров отдела тех-
нического контроля?
14S*
Глава 14. ОХРАНА ТРУДА
Охрана труда — это система законодательных актов и
соответствующих им социально-экономических, технических, ги-
гиенических и'' организационных мероприятий, обеспечивающих
безопасность и сохранение здоровья и работоспособность чело-
века в процессе труда (ГОСТ 12.0002—-74).
Забота об улучшении условий и охраны труда в нашей стра-
не находится в центре внимания Коммунистической партии, Со-
ветского государства и профсоюзов. Облегчение и оздоровление
условий труда на производстве, устранение причин травматиз-
ма и заболеваемости рабочих рассматриваются как государст-
венная задача.
§ 1. ОРГАНИЗАЦИЯ ОХРАНЫ ТРУДА
НА ПРОИЗВОДСТВЕ
Организация безопасного труда на предприятии возло-
жена на администрацию. Руководством по обеспечению безопас-
ных условий труда служат санитарные нормы и правила по
технике безопасности и производственной санитарии.
Схема организации работы и контроля по охране труда
Контроль
профсоюзов
I
Комиссия по
охране труда
Общественные
инспекторы по
охране труда
Чтобы предотвратить производственные травмы, все вновь
поступающие на промышленные предприятия должны обяза-
тельно пройти общий вводный инструктаж по технике безопас-
ности и производственной санитарии, а также инструктаж на
рабочем месте. Регулярно, не реже чем один раз в год; все ра-
ботающие независимо от стажа и опыта работы должны пройти
150
повторный инструктаж. В зависимости от особенностей пред-
приятия, а также при необходимости повторный инструктаж
проводят два раза в год и даже один раз в квартал.
После проведения любого инструктажа работающие долж-
ны расписаться в специальной книге.
Общий вводный нструктаж проводится с каждым
вновь принятым работником индивидуально и предусматривает
ознакомление его с общими нормами охраны труда и техники
безопасности. При этом поступающего на работу знакомят с на-
значением предприятия, цеха, с правилами поведения на пред-
приятии, характером работы, правилами безопасного обслужи-
вания оборудования, содержания рабочего места, со способом
оказания -первой помощи пострадавшим от несчастного случая,
порядком регистрации производственного травматизма, а так-
же с обязанностями работника по соблюдению правил безопас-
ности.
Первичный инструктаж проводится непосредствен-
но на рабочем месте мастером или начальником цеха. Рабоче-,
му выдается печатная инструкция или памятка по технике бе-
зопасности.
Повторный инструктаж проводится для выяснения,
как усвоили рабочие требования техники безопасности, и для
ознакомления с изменениями в технологических процессах.
§ 2. МЕРОПРИЯТИЯ ПО ПРЕДУПРЕЖДЕНИЮ
ТРАВМАТИЗМА
Для предупреждения травматизма на швейном пред-
приятии должны соблюдаться следующие условия.
Площадь производственного помещения, приходящаяся на
одного работающего, не должна быть,меньше 4 м2.
Опёрации'со значительным выделением тепла, влаги и пыли
(окончательная влажно-тепловая обработка) должны быть вы-
делены в изолированные помещения и снабжены местной вен-
тиляцией.
Все производственные, и бытовые помещения, рабочие места
и оборудование должны содержаться в чистоте и порядке.
Помещения Должны иметь общую приточную вентиляцию.
В производственных помещениях должна поддерживаться
температура в пределах 18—22°С и нормальная влажность воз-
духа..
Рабочие места должны быть хорошо освещены естественным
или искусственным светом.
Все токоподводящие места утюгов, прессов и другого обору-
дования должны быть заизолированы и заземлены.
Все вращающиеся части и ремни должны быть ограждены
от попадания в них рук работающего.
151
Бее прессы и аппараты должны иметь двухкнопочное управ-
ление.
Пуговичные машины-полуавтоматы должны иметь загради-
тельные щитки от попадания осколков пуговиц и поломанных
игл в глаза работающего.
Ленточные машины должны быть оборудованы электромаг-
нитными улавливателями ленты при ее обрыве.
Передвижные раскройные машины должны иметь лапки,
•предохраняющие руки от порезов.
Каждое утюжильное место должно быть оборудовано рези-
новым ковриком для ног.
В цехах на..видных местах должны быть аптечки первой по-
мощи.
Рабочие, не прошедшие инструктаж, к работе на оборудова-
нии не допускаются.
§ 3. ИНСТРУКЦИЯ ДЛЯ РАБОТАЮЩИХ
НА РУЧНЫХ ОПЕРАЦИЯХ, НА СПЕЦИАЛЬНЫХ
И СТАЧИВАЮЩИХ МАШИНАХ
При выполнении работы необходимо соблюдать следую-
щие требования:
соблюдать правила личной гигиены и санитарные нормы на
рабочем месте;
выполнять все правила техники безопасности труда;
знать, что .к несчастному случаю приводит незнание безо-
пасных способов труда и неисправный инструмент;
в случае нарушения правил безопасности со стороны рабо-
тающих в цехе следует немедленно, сообщить администрации и
требовать устранения причин, могущих вызвать несчастный
случай.
Правилами техники безопасности запрещено:
загромождать проходы к рабочему месту;
перелезать через ограждения, лазить под машинами или
.ходовыми частями во время работы машин;
снимать установленные ограждения,;
работать без обуви;
передавать предметы через работающие машины;
отвлекаться самому и отвлекать других посторонними раз-_
говорами во время работы;
принимать пищу во время работы;
ввертывать и вывертывать электролампы;
класть ножницы около вращающихся частей, машины;
надевать ремень на шкив машины на ходу;
352
работать на пуговичной машине без предохранительного
экрана;
чистить и смазывать машину ла ходу;
бросать на пол пустые катушки, бобины;
класть какие-либо предметы на электродвигатели, отопи-
тельные приборы.
Вопросы для повторения
.!,. Кто организует безапосность труда на предприятии?
2. Кто контролирует организацию безопасного труда?
3. В чем состоит вводный инструктаж? Кто проводит первичный ин-
структаж?
4. Почему под ногами рабочего должен быть резиновый коврик?
5. Какие правила должен соблюдать работающий на швейной ма-
шине?
В конце учебника дано приложение, в котором в табличной
форме (табл. 1—4) приведены необходимые сведения о техно-
логических требованиях к машинным строчкам и швам, о под-
боре швейных ниток и игл, а также .взаимозаменяемости швей-
ных ниток, используемых при изготовлении швейных изделий.
ПРИЛОЖЕНИЕ
1. Технические требования к машинным строчкам, применяемым
при изготовлении корсетных изделий (по ОСТ 17-835—80)
Строчка Число стежков в 10 мм строчки Результирующая швейных линейная плотность ниток, текс
хлопчатобумажных 1 полиэфирных
Синтетические ткани типа капроновых, кружевное полотна
Стачивающая 4—6 ’ 22,7—46,8 ' 24,5—37,5
Обметочная 3—5 22,7—41,8 24,5
Стачивающе-обме- 4—5 22,7—46,8 24,5
тачная 3 игза гообр азпа я 5—8 22,7—41,8 24,5
Петельная 20—25 22,7—41,8 24,5
Пуговичная В автоматическом 30,3—46,8 —£
Шелковые режиме хлопчатобумажные ткани, эластичные материалы
Ст ачивающая 4—5 22,7—46,8 22,5—37,5
Обметочная 3—6 22,7—39,4 24,5
Стачпвающе-обме- 4—5. , 22,7—46,8 24,5
точная Зигзагообразная 20—25 . 22,7—46,8 24,5—37,5
Петельная 20—25 22,7—46,8 24,5
Пуговичная D автоматическом 30,3—46,8 —
режиме
2. Технические требования к швам, применяемым при изготовлении
корсетных изделий (по ОСТ 17-835—80) *
Кодовое обозначе- ние шва Вид шва Основные технологические операции Параметры шва, мм
101 Стачной Соединение деталей по- Расстояние от срезов
лукорсета, пояса-трусов деталей до строчки 7—
и других изделий дан- 10
ной группы Соединение деталей ча- То же, 6—7-
Стачной с шек бюстгальтеров, дета- лей поясов
103 одно- Соединение детален в » 7—8
временным обме- поясах, корсетах и дру-
тыванием срезов гих изделиях
107 Накладной с за- Настрачивание тесьмы Расстояние подогнутого
крытым срезом по краю детали, изготов- ление бретелей, соедине- ние деталей пояса, полу- коксе га и* других изде- лий края до строчки 1—2 или от края тесьмы до строчки по модели
154
Продолжение
Кодовое
<Л
Вид шва
Основные технологические
операции
Параметры шва,, мм
108 Накладной с дву- Соединение бретелей Расстояние от подогну-
у мя закрытыми сре- тых краев до строчки
зами I—2- ИЛИ ОТ СТрОЧКИ ДО!
строчки 5—7
109 Встык » Соединение обработан- Расстояние между дета- ных краев деталей лями 3—5 Соединение дублирован- Ширина строчки 4—6 пых деталей чашки в бюстгальтере
НО Запошивочный Соединение деталей Расстояние между строч-
ками 3—7 или от подо- гнутого края до строчки j 2
Ill Взамок Соединение деталей Расстояние между строч- ками ’ 4—7 или от подо- гнутого края до строчки 1—2, ширина шва со стороны верхней детали равна ширине шва со стороны нижней детали
112 Двойной Стачивание разрезных Расстояние от срезов до вытачек в чашках бюст- первой строчки 3—5 или гальтеров от края детали до вто- ' , ' рой 5—7
203 Вподгибку с за- Застрачивание краев де- Расстояние от подогну -
крытым срезом талей того края детали до
края внутреннего подги-
ба по модели, ширина
внутреннего подгиба 3.—
3. Подбор швейных игл и ниток
Помер игл по ГОСТ 22249—76 Результирующая линейная плотность швейных ниток, текс
хлопчатобумажных полиэфирных
75, 80/90, 100 22,7—41,8 24,5
90, 100 39,4—54,1 37,5
110,120, 100 50—58,6 67
120, 130 63,6—103 67
155
4. Взаимозаменяемость швейных ниток
Хлопчатобумажные нитки | Полиэфирные ннтки
Условное । обозначение (торговый * номер) Результирующая линейная плотность, текс Условный номер Результи- рующая ли- нейная плот- ность, текс
^Экстра» в 3 сло- жения «I [рима» *в 3 сло- жения 13 4 сло- жения Специаль- ные в 6 сложений
10 103 103 — 103 — —
20 81,8 81,8 — 81,8 — —
30 63,6 63,6 67,3; 66,3 68,6 60 л 67
40 50 50 54,1; 53 55 л 63
50 35,4 — 44,9; 43,9 46,8 33 л 37,5
60 30,3 — 40,4 . 41,8 ' 22 л- 24,5
ЙО 22,7 -- 35,3; 34,6 36,8 22 л 24,5
СПИСОК ЛИТЕРАТУРЫ
Акилова 3. Т. Проектирование корсетных изделий. М., 19791
Изместьева А. Я. и др. Технологические расчеты основных цехов швей-
ных фабрик / Изместьева А. Я., Юдина Л. П„ Седельникова Е. А. М., 1978.
Корнева Н. Ф., Краснухина Г. С. Рекомендации по конструированию кор-
сетных изделий, М., 1975.
Основы промышленной технологии поузловой обработки верхних соро-
чек и белья J Куликова Т. И., Лечицкая Р. И., Свастпкова Т М. и др М
1975.
Справочник по конструированию одежды / Медведков В1. М„ Борони-
на Л.‘П., Дурыгина Т. Ф. и др. Пзщ ред. П. П. Кокеткина. М., 1982.
Типовая техническая документация по конструированию, технолога» 'из-
готовления, организации производства и труда, основным и прикладным ма-
териалам, применяемым при изготовлении корсетных изделий. М., 11981.
СОДЕРЖАНИЕ
Введение . 3
Глава 1. Общие сведения о конструкции корсетных изделий 5
§ 1. Краткая история развития корсета 5
§ 2. Назначение и ассортимент корсетных излетай 13
§ 3. Конструкция деталей корсетных изделий .... 16
§ 4. Материалы, применяемые для изготовления корсетных
изделий . . . . . . . < . . . . . 17
Глава 2. Конструирование корсетных изделий бюстгальтерной группы 19
- § 1. Размерные признаки и'классификация типовых фигур
женщин 19
§ 2. Классификация типовых фигур женщин для конструи-
рования корсетных изделий бюстгальтерной группы 24
§ 3. Построение основы чертежа бюстгальтера с втачной
овальной чашкой 26
§ 4. Построение чертежа полуграции . . • . 39
§ '5. Техническое размножение лекал 41
Глава 3. Конструирование корсетных изделий поясной группы 43,
§ К Классификация типовых фигур женщин для копструи-
рования корсетных изделий поясной группы .... 43
§ 2. Построение основы чертежа базовой конструкции по-
лукорсета из ткани 1 46
§ 3. Техническое размножение лекал полукорсета 53
Глава 4. Особенности конструирования корсетных изделий поясной
группы из эластичных материалов 54
§ 1. Отрицательные прибавки 54
§ 2. Построение чертежа двухшовного полукорсета из зла-
этичного трикотажного полотна 55
Глава 5. Техническое моделирование корсетных изделий 59
§ 1. Общая методика технического моделирования 59
§ 2. Техническое моделирование бюстгальтеров 60
§ 3. Техническое моделирование изделий поясной группы СЗ
Глава 6. Способы соединений деталей корсетных изделий 65
§ 1. Общие сведения 65
§ 2. Машинные стежки и строчки 65
§ 3. Ниточные швы 72
§ 4. Технологическая характеристика швейных машин 83
158
Глава 7., Технология обработки изделий бюстгальтерной группы . 86
§ 1. Заготовка деталей .•...............................66
- § 2. Моктаде изделия......................................93
§ 3. Технологическая последовательность обработки бюст-
гальтеров ..........................’...................-98
Глава 8. Технология обработки изделий поясной группы . . . 103
§ I. Соединение детален..................................ЮЗ
§ 2. Обработка застежки................................105
§ 3. Обработка чулкюдёржателей ....... ПО
§ 4. Обработка верхних и нижних срезов................110
§ 5. Технологическая последовательность обработки пояс-
ных изделий.............................................112
Глава 9. Технология обработки комбинированных корсетных «зделий 118
§ 1. Обработка грации .................................118
§ 2. Обработка-бюстгальтера-комбинации.................121
Глава 10. Окончательная отделка корсетных изделий .... 123
Глава 11. Подготовительно-раскройное, производство .... 124
§ .1 . Разработка новых моделей и подготовка их к запуску
в проиэводспво..........................................124
§ 2. Подготовка материала к раскрою...................127
§ 3. Настилание и раскрой материалов.................130 •
Глава 12. Основы расчета технологических потоков в швейном про-
изводстве ........................................................ 132
§ 1. Общие сведения о технологических потоках . . . 132
§ 2. Основы расчета потока.................- . . . 134
§ 3. Планировка рабочих мест в потоке . . . . . 142
Глава 1'3. Контроль качества швейных изделий..................146.
§ 1. Требования,, предъявляемые к качеству швейных из-
делий ..................................................146
i§ 2. Стандартизация в производстве одежды . . . . 147
§'3. Контроль качества одежды........................148
Глава 141 Охрана труда.........................................150
§ 1. Организация охраны труда иа производстве . . . 150
§ 2. Мероприятия по предупреждению травматизма . . 151
§ 3. Инструкция для работающих на ручных операциях,
на специальных и стачивающих машинах...................152
Приложение'........................................................154
Список литературы.............................................' 157
•А
/
159
Анисия Ивановна Антипова
КОНСТРУИРОВАНИЕ И ТЕХНОЛОГИЯ
• КОРСЕТНЫХ ИЗДЕЛИИ • . . ,
Редактор И. Н. Пахомова. ; ; ...
. Художественный редактор- Л. К- Овчинникова
'Технический редактор Т/С. П р о н ч е н к о в а.
Корректоры Т. М. Родичева, Е. А. Постни-.
. к о в а .
Ч ИБ № 728
Сдано'в’набор 25.'01.84. Подписано в печать 27.08.84.
Т-18,120, Формат OOxSOVie.. Бумага кн.-журнальная. <
"Литературная гарнитура. Высокая печать. - Объем
10,-ОО.й. л. Ус.'н и. л. 10,00. Уел; кр.-стт. 10,38.
:Уч.-йзд; =л.', 10,09. Тираж 4(1 000 экз/ Заказ- 1345. .
Цена 25 коп. ..--. 4 . .
-Издательство «Легкая'll пищевая промышленность». ,
113036,-уМюсква, М-3'5„ 1<й Кадашевский пер.-, Д; 12
Московская типография Ns 8 'ВГО «Союзучетиздат»
при Государственном комитете: СССР
-по делам издательств, полиграфии и книжной тор-
говли, 107078, Москва, Каланчевский туп., 3/5