/






























































































































































































































































Текст
ттвттатв^^ Н. Я. Камышный
АВТОМАТИЗАЦИЯ
ЗАГРУЗКИ
СТАНКОВ
МОСКВА «МАШШОСТРОЕНИЕ» 1977
6П4.6.08
К18
УДК 621.9 06-229.6
Рецензент инж. М. П. Ковалев
Камышный Н. И.
К18 Автоматизация загрузки станков. М.,
«Машиностроение», 1977.
288 с. с ил.
В книге рассмотрены вопросы по конструированию, расчету и
эксплуатации загрузочно-разгрузочных механизмов станков-автоматов, линий и
промышленных роботов, применяемых для автоматической подачи штучных
заготовок и деталей. Широко представлены вибрационные загрузочные
устройства.
Книга предназначена для инженерно-технических работников,
занимающихся разработкой и эксплуатацией станков-автоматов и автоматических
линий. s
(g) Издательство «Машиностроение», 1977 г*
Предисловие
Автоматизация производственных процессов является основным
направлением технического прогресса. Поэтому в решениях
XXV съезда КПСС предусмотрено создание машин, систем и
приборов, позволяющих комплексно механизировать и
автоматизировать весь технологический цикл производства.
Автоматизация станков позволяет резко повысить их
производительность за счет сокращения времени холостого хода. Лишь
по загрузке и выгрузке деталей оно в ряде случаев составляет
40% от общего времени, требующегося на обработку детали.
Автоматизацию холостых ходов, связанных с загрузкой и
выгрузкой обрабатываемых деталей, производят посредством
механизма питания, который следует разрабатывать при
проектировании нового или модернизации существующего станка. При
применении автоматических механизмов питания подают штучные
заготовки, предварительно обработанные или необработанные,
полученные путем штамповки или методом точного литья; прутки,
предварительно калиброванные и рихтованные; бунтовую
проволоку, которую рихтуют в процессе подачи. В данной книге
рассмотрены механизмы автоматического питания только для
подачи штучных заготовок и деталей.
Целесообразность применения автоматических механизмов
питания определяется прежде всего экономической эффективностью,
а также и другими факторами: облегчением труда, безопасностью
работы, соблюдением гигиенических требований производства.
Существует большое разнообразие конструкций механизмов
питания автоматических станков и линий, поэтому для
упрощения анализа они классифицированы. В книге даны рекомендации
по проектированию оптимальных конструкций механизмов
питания с учетом вида заготовок производства (массового,
крупносерийного и серийного). Рассмотрены конструкции и методы
расчета технологических и вибрационных устройств, в которых
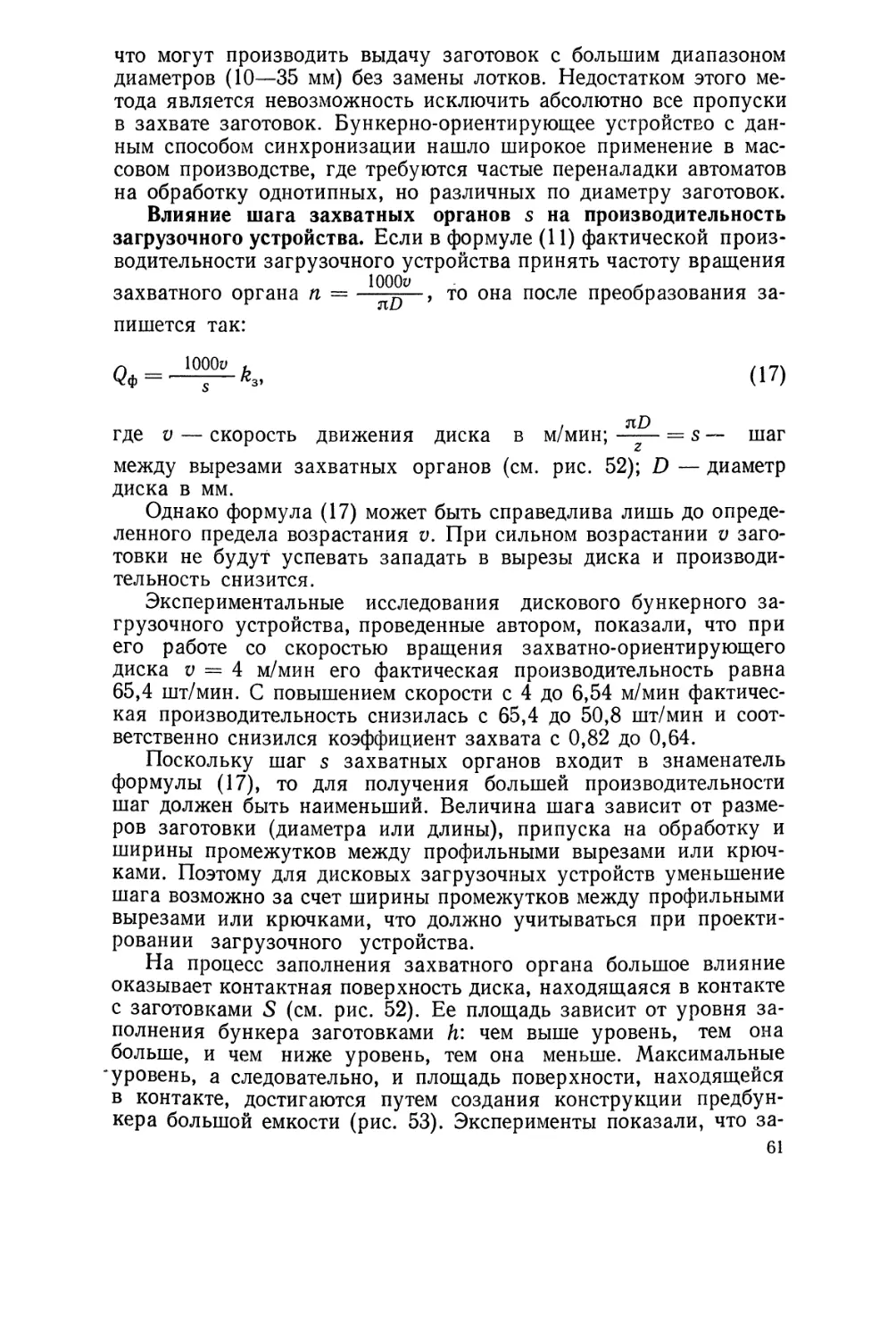
обработка заготовок производится в процессе движения в
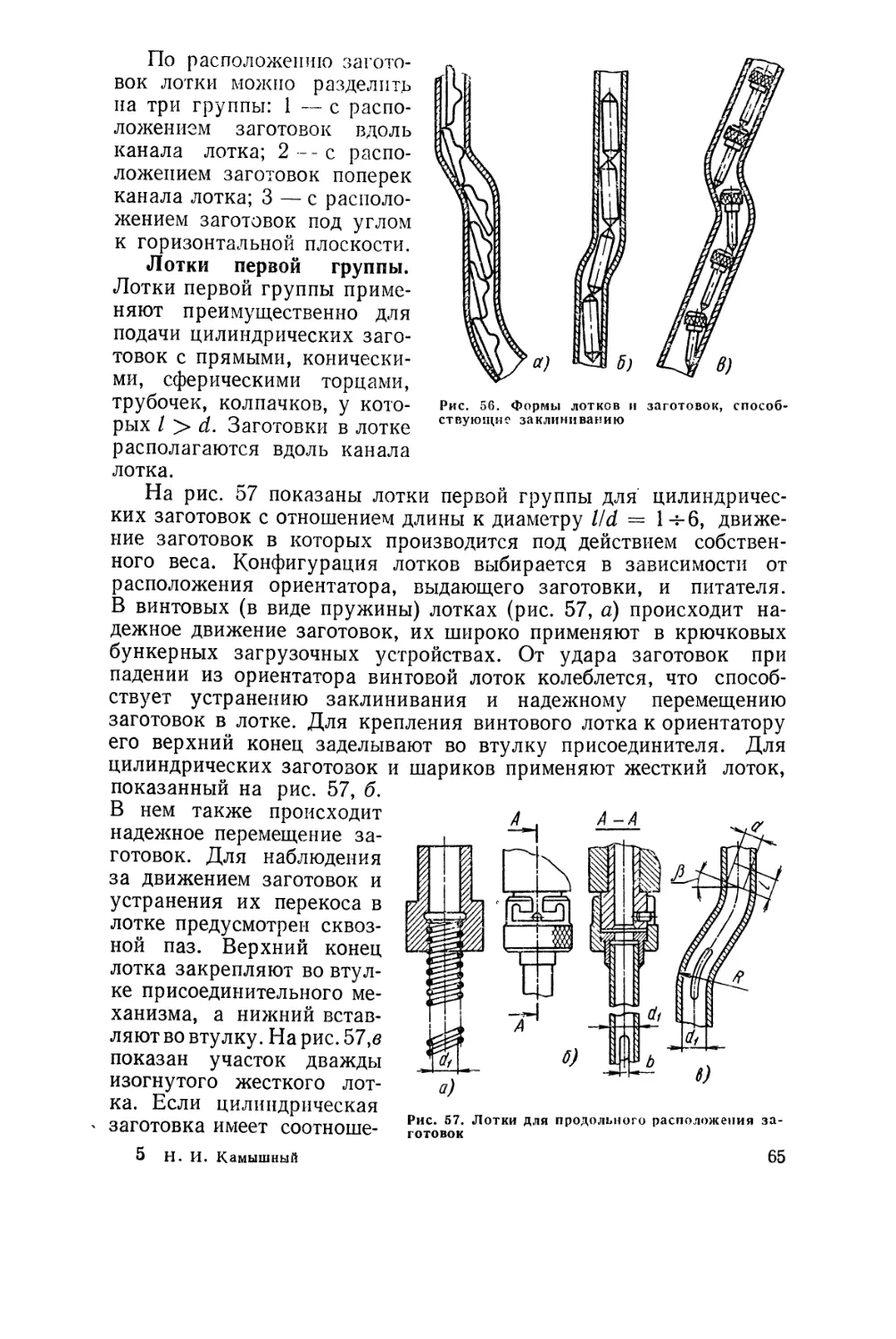
бункерах, заполненных технологическими средами, например жид-
i* з
костью, пастообразной суспензией, указаны область их
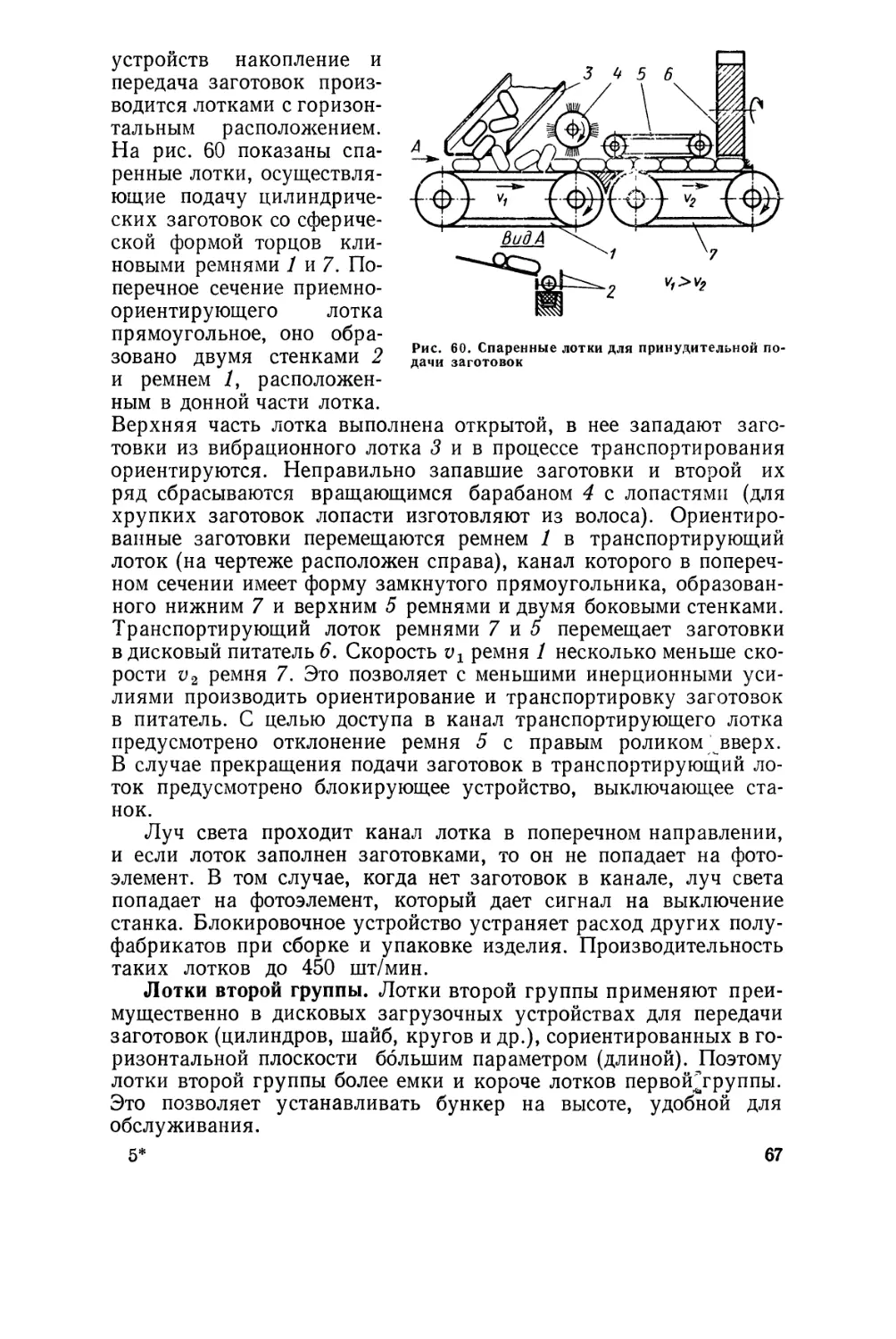
применения и режимы работы.
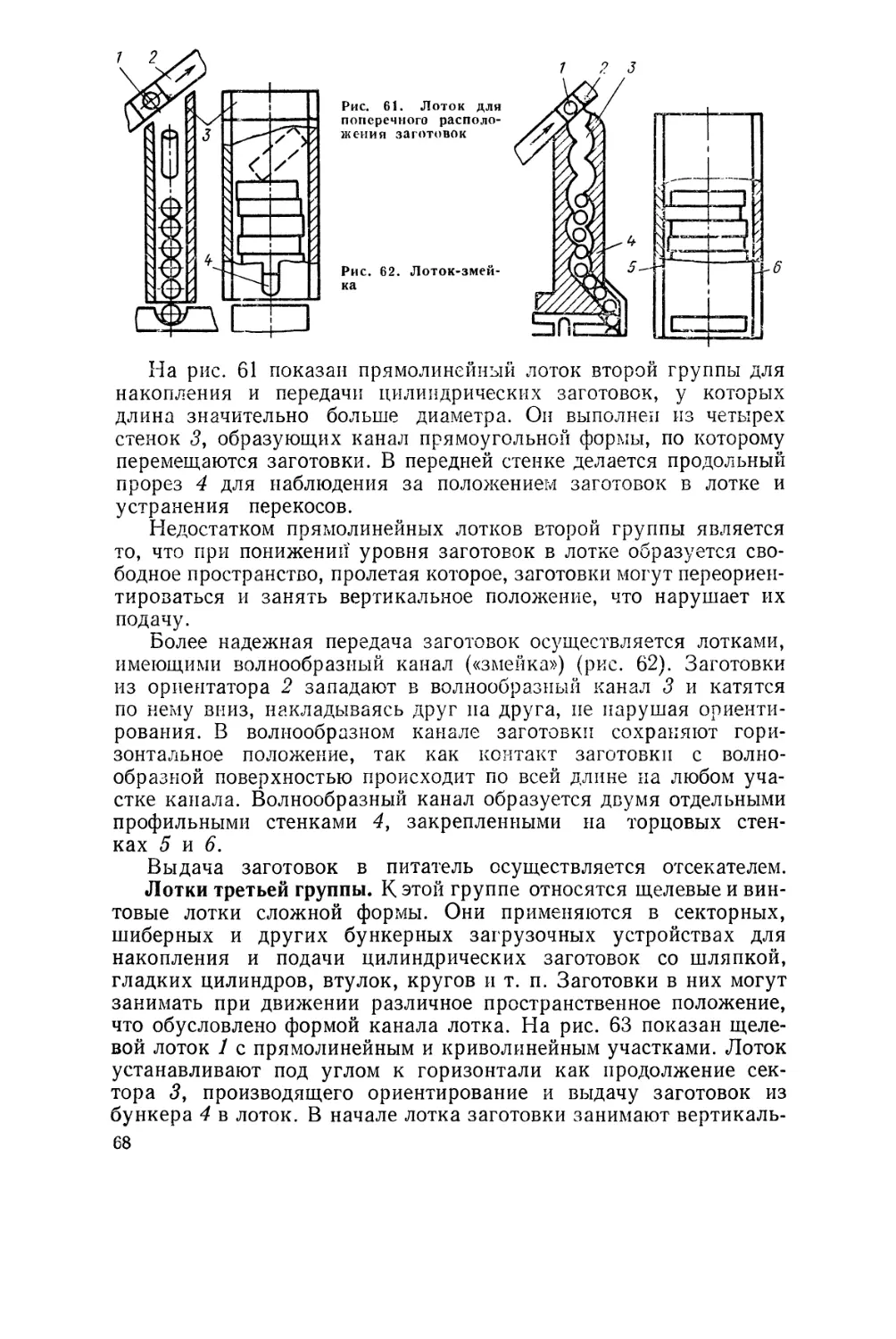
Новыми и весьма перспективными средствами автоматизации
загрузки, выгрузки, транспортировки и укладки штучных
заготовок и деталей являются промышленные роботы (универсальные
манипуляторы, оснащенные программным управлением). Быстрая
перенастраиваемость и автономность роботов позволяет легко
использовать их для обслуживания различных станков и
агрегатов. Промышленные роботы могут обслуживать несколько
станков. Эти особенности отличают промышленные роботы от
механизмов питания автоматических станков, которые не всегда
можно перенастраивать на подачу других заготовок и подавать
их по новым траекториям. Практика использования
промышленных роботов доказывает, что они могут в ряде случаев успешно
заменять труд человека, выполняя его быстрее, качественнее
и эффективнее.
На основе обобщения опыта по проектированию и
эксплуатации промышленных роботов в нашей стране и за рубежом в книге
дана классификация, анализ структуры и рассмотрены
конструкции и системы автоматического управления промышленных
роботов, дана область их применения. При написании книги автор
базировался на достижениях промышленности, трудах советских
ученых и личном опыте исследований и конструирования средств
автоматической загрузки штучных заготовок.
Современное автоматическое производство характерно тем,
что в технологический процесс изготовления изделий включаются
самые разнообразные по своему характеру технологические
операции. Например, в автоматической линии могут выполняться
следующие операции: обработка резанием, измерение,
термическая обработка, очистка, обезжиривание, сборка, завальцовка,
пайка, покрытие, упаковка и др. Естественно, что для
разработки таких технологических процессов, включающих большую
разновидность технологических операций, от технолога требуется
широкая эрудиция и знание методов и средств автоматизации не
только в машиностроении, но и в других отраслях
промышленности.
Данная книга содержит материалы, отображающие
современный уровень науки и техники по автоматизации загрузки и
выгрузки станков и автоматических линий, а также некоторые
примеры по автоматизации загрузки станков в других отраслях
промышленности.
Приведенные в книге классификации штучных заготовок,
систем питания станков, конструкции, технические характеристики
загрузочно-разгрузочных механизмов и рекомендации по их
применению могут служить базой для выбора оборудования
с максимальной степенью автоматизации при разработке новых
технологических процессов.
- глава 1
МЕХАНИЗМЫ ПИТАНИЯ
И КЛАССИФИКАЦИЯ
АВТОМАТИЧЕСКИХ ЛИНИЙ
1. МЕХАНИЗМЫ ПИТАНИЯ КАК СРЕДСТВО АВТОМАТИЗАЦИИ
СТАНКОВ, АВТОМАТОВ И ЛИНИЙ
Механизмы питания позволяют превратить полуавтоматический
станок в автоматический. Конструкции их весьма разнообразны
и зависят от вида подаваемых заготовок, производительности и
компоновки автомата.
Под термином «питание автомата» следует понимать подачу
заготовок в рабочую позицию, их фиксацию, зажим и съем после
обработки. Следовательно, механизм питания автомата есть
совокупность ряда функциональных механизмов, осуществляющих
автоматическую подачу заготовок в позицию обработки, в строго
определенном положении, зажим и съем обработанной детали.
Функциональные механизмы в большинстве случаев выполняют
только одну функцию, например у магазинного загрузочного
устройства магазин (лоток) накопляет заготовки, отсекатель
регулирует число заготовок, выдаваемых из лотка в питатель,
последний подает их в рабочую позицию автомата, толкатель
заталкивает, упор фиксирует, а зажим зажимает, съемный
механизм удаляет обработанную деталь из рабочей позиции. В комплексе
перечисленные функциональные механизмы образуют механизм
питания автомата — магазинное загрузочное устройство.
Механизмы питания автоматических линий дополнены
транспортерами, передающими обрабатываемые заготовки от станка
к станку. Под механизмом питания автомата следует понимать
все разновидности конструкций загрузочно-разгрузочных
устройств, осуществляющих автоматическую подачу
обрабатываемого материала (штучные заготовки, прутки, проволоку из бунта,
порошок и т. п.). Другие существующие названия отдельных
групп механизмов питания лишь уточняют их целевое назначение
и особенности работы. Например, в названии «бункерно-ориенти-
рующее устройство» отображается его особенность работы —
автоматическое ориентирование штучных заготовок, а в названии
«вибрационное загрузочное устройство» — особенность
ориентирования и движения заготовок под действием вибрации бункера
с лотком.
5
В данной книге использованы как обобщающий термин
«механизм питания автомата», так и термины, уточняющие
принадлежность устройства к определенной группе механизмов питания,
например «бункерно-ориентирующее устройство», «вибрационное
загрузочное устройство», «магазинное загрузочное устройство»
и др. Все перечисленные выше устройства являются механизмами
питания автоматов.
При автоматизации питания отдельно работающих станков
заготовками, имеющими большие размеры и сложную
конфигурацию, трудно осуществить необходимый запас заготовок,
автоматическое ориентирование, подачу и фиксацию их в рабочей
позиции. Когда встречаются такие трудности, то применяют
ручную загрузку. В некоторых случаях это оказывается более
рентабельно, чем производить затраты на проектирование,
изготовление, внедрение и обслуживание сложных и дорогостоящих
автоматических механизмов питания.
Принцип работы и конструкция механизмов питания
определяются видом обрабатываемых заготовок, производительностью
и типом станка.
Место расположения механизма питания станка определяет
рабочая зона станка или линии и эргономические требования
к удобству обслуживания устройства. Функциональные
механизмы питания для штучных заготовок подразделяют на
встраиваемые и невстраиваемые в станок. К невстраиваемым механизмам
относятся привод, бункер, ворошитель, захват, ориентатор,
передающий лоток, блокирующий механизм, отсекатель; к
встраиваемым — питатель (частично), заталкиватель, упор, зажим,
выталкиватель (съемник).
В зависимости от типа устройства некоторые функциональные
механизмы могут и не входить в устройство. Например, в
бункерное загрузочное устройство будут входить все перечисленные
функциональные механизмы, но в вибрационном загрузочном
устройстве нет ворошителя и захватного органа; в магазинном
загрузочном устройстве нет захватного органа и ориентатора.
Невстраиваемые функциональные механизмы, хотя и в узком
диапазоне, могут быть приспособлены для подачи однотипных
заготовок и установлены на другие станки. Встраиваемые
функциональные механизмы в один станок трудно использовать в
другом станке.
Основные требования, предъявляемые к механизмам питания
для подачи штучных заготовок: простота конструкции,
надежность работы, высокий коэффициент вероятности выдачи
заготовок из устройства, возможность накопления требуемого объема
запаса заготовок в бункере, легкий доступ к механизмам при
устранении неполадок (застревание заготовок), удобство загрузки
и выгрузки деталей, быстродействие и совмещение холостых ходов
механизма питания с рабочим циклом.
б
2. ШТУЧНЫЕ ЗАГОТОВКИ И СИСТЕМЫ ПИТАНИЯ ИМИ
Штучные заготовки. Штучные заготовки являются наиболее
распространенным видом заготовок современного массового
производства.
Большое разнообразие форм и свойств штучных заготовок
усложняет, а иногда делает невозможной автоматизацию питания
станков, вследствие чего в массовом производстве наряду с
автоматами часто встречаются станки с ручной загрузкой.
Большое значение для развития методов автоматизации
питания станков имеет классификация штучных заготовок. Обычно
классификацию штучных заготовок производят лишь по одному
признаку — по форме. Однако форма не всегда может с
достаточной полнотой характеризовать особенности заготовок,
влияющие на способ автоматизации питания. Свойствами штучных
заготовок, влияющими на способ автоматизации питания, кроме
формы, являются габаритные размеры, масса, припуски, допуски,
шероховатость поверхности, прочность, продолжительность
обработки, а также их физическое состояние (твердые, мягкие,
нагретые). Классификацию штучных заготовок следует
производить с учетом перечисленных свойств; она позволит установить,
какую систему питания целесообразно применять для данного
типа штучных заготовок: бункерную, магазинную или ручную.
При бункерной системе питания ориентирование осуществляется
автоматически при магазинной — ориентирование и закладка
заготовок в магазин производятся вручную.
По степени автоматизации питания станков все штучные
заготовки можно подразделить на три группы. К первой группе
отнесены штучные заготовки массового производства небольших
габаритных размеров типа приведенных на рис. 1. Малая
продолжительность их обработки, форма и прочность позволяют
осуществлять автоматическое ориентирование. Ко второй группе
отнесены штучные заготовки массового и серийного производства
типа приведенных на рис. 2. Заготовки могут требовать
длительных технологических операций, иметь сложную форму, не
позволяющую производить автоматическое ориентирование, и большие
габаритные размеры, вследствие чего трудно создать требуемый
запас заготовок в бункере, необходимый для обеспечения
требуемой продолжительности непрерывной работы станка.
Продолжительность минимального периода непрерывной работы станка
при одной заправке магазина можно принять 8—10 мин, что
подтверждается опытом эксплуатации магазинных загрузочных
устройств на ряде заводов. К третьей группе отнесены штучные
заготовки, которые очень велики по размерам и массе (рис. 3),
например блоки двигателей, а также заготовки штучного
и мелко-серийного производства. Загрузку и разгрузку таких
заготовок производят вручную или при помощи средств
механизации,
7
Рис. 1. Образцы заготовок для автоматического ориентирования
Проектирование деталей массового производства, подлежащих
обработке на станках-автоматах и автоматических линиях, в
большинстве случаев выполняют без учета удобства автоматизации
загрузки и транспортировки. В результате конструкция станков
и автоматических линий усложняется. Разработка конструкции
любого автомата всегда связана с выбором системы питания,
обеспечивающей требуемую производительность при
минимальной затрате труда на процессе загрузки заготовок. Эта задача
может быть успешно разрешена лишь на основе всестороннего
9
Рис. 2. Образцы заготовок для ручного ориентирования
/фффффффф
Рис. 3. Образцы заготовок,
подаваемых вручную
^1_JI 1$.
—Г 1
изучения влияния свойств штучных
заготовок на степень автоматизации
питания станков.
Форма штучных заготовок весьма
часто ограничивает степень
автоматизации питания станка. Например
спиральные пружины имеют такую
форму, которая не позволяет
применить бункерное питание. Пружины,
засыпанные в бункер, сцепляются
друг с другом, и поштучная выдача
их из бункера затруднена, поэтому
подачу пружин осуществляют
магазинными загрузочными устройствами
с кассетами, имеющими выемки под пружины. В данном случае
форма заготовки явилась причиной ограничения степени
автоматизации питания станка.
Габаритные размеры заготовок также влияют на степень
автоматизации питания станка. Если заготовки по размерам большие,
то запас заготовок в бункерах обычных размеров трудно
обеспечить и потребуется частая заправка, что снизит эффективность
работы механизма питания и станка в целом. В таких случаях
снижается степень автоматизации, т. е. она ограничивается
магазинным загрузочным устройством. Автоматизация загрузки
заготовок с малыми размерами также усложняется. Малая масса
заготовок не обеспечивает их надежного перемещения в лотках
и ориентирующих механизмах, поэтому возникает трудность
передачи заготовок из магазина в рабочую позицию. Для
надежности перемещения следует создать поджим заготовок грузом,
пружиной и др.
Припуск на диаметр и длину заготовки влияет на
проходимость в лотках. В случае больших припусков усложняется
процесс ориентирования и фиксации заготовок в зажимах. Степень
автоматизации питания станка может ограничивать также
прочность заготовки. Например, медные электроды осветительных
ламп диаметром 0,5 мм и длиной 100 мм не имеют достаточной
прочности, чтобы можно было подавать их бункерными
загрузочными устройствами. Заготовки, засыпанные в бункер,
изгибаются при движении в них захватного органа. Поэтому
подачу их производят магазинными загрузочными
устройствами.
10
При жестких требованиях к чистоте поверхности заготовок
бункерное загрузочное устройство иногда нельзя применять,
так как в процессе выдачи заготовок из бункера захватные органы
производят интенсивное ворошение заготовок, в результате чего
появляются царапины, надиры, забоины. В таких случаях
ориентирование заготовок целесообразно производить вручную,
применять магазинное, а в отдельных случаях и ручное питание.
Объем запаса заготовок в лотках и бункерах зависит не только
от размеров заготовок, но и от продолжительности обработки.
Например, если обработка длится 0,4 с, то минутная
производительность Q = 60/0,4 = 150 шт/мин. Такой темп подачи
заготовок может обеспечиваться только бункерным загрузочным
устройством, так как человек при средней интенсивности может
подать 60 заготовок в минуту. Для восьмиминутной непрерывной
работы станка и с учетом коэффициента вероятности захвата
потребуется бункер емкостью на 1600 заготовок.
Если продолжительность обработки заготовок 1 мин, то на
8 мин непрерывной работы потребуется 8 заготовок. Такой запас
заготовок легко может обеспечить магазин, и нет необходимости
применять бункерное загрузочное устройство. Приведенные
примеры показывают, что свойства заготовок существенно влияют на
выбор системы питания.
Наиболее характерными причинами, нарушающими загрузку
заготовок, являются отступления от технологических требований
при изготовлении заготовок — изменение формы и размеров,
вследствие чего не обеспечивается надежное ориентирование и
проходимость заготовок в лотках и транспортирующих
устройствах; износ захватных и ориентирующих органов, лотков,
склизов и других элементов; несинхронность работы загрузочного
устройства и станка, вызываемая неравномерностью
производительности бункерного загрузочного устройства; трудность
автоматического отделения стружки от деталей и накопление ее в
рабочей зоне станка; загрязнение деталей и лотков. Поэтому весьма
важным условием надежного прохождения деталей в загрузочных
устройствах является соблюдение технологической дисциплины
изготовления заготовок и разработка таких конструкций, которые
позволяли бы легко удалить некачественные заготовки из лотка
и других функциональных Механизмов.
3. СТРУКТУРА МЕХАНИЗМОВ ПИТАНИЯ
Большое многообразие конструкций механизмов питания,
применяемых в современном станочном оборудовании, вызывает
необходимость разработки их структур и классификации. Анализ
структуры механизмов питания дает возможность проследить их
развитие и наглядно представить путь автоматизации, который
прошли станки от ручной загрузки до автоматических линий.
Классификация позволяет все многообразие механизмов питания
11
привести к ограниченному количеству типовых конструкций и
тем самым упростить задачу исследования и выбора наиболее
производительных механизмов питания. Различные механизмы
питания, загрузочные устройства состоят из функциональных
механизмов (рис. 4): транспортирующих устройств, 1 бункерно-
ориентирующих устройств, магазинных загрузочных устройств,
механизмов, встроенных в станок.
На первом этапе развития механизмов питания для штучных
заготовок были созданы полуавтоматические механизмы —
магазинные загрузочные устройства. Введение магазинных
загрузочных устройств потребовало разработки новых механизмов станка:
автоматического зажима, заталкивателя, выталкивателя.
Структурная схема автомата и магазинного загрузочного устройства
показана на рис. 4, поз. /77, IV.
Применение магазинных загрузочных устройств позволило
создать запас заготовок и повысить производительность станка.
Однако в отдельных случаях, когда заготовки подвергаются
кратковременным технологическим операциям, не удается создать
требуемый запас заготовок посредством магазина. В таком
случае для заполнения магазина потребуется постоянное присутствие
оператора и производительность станка может быть ограничена
темпом ручной загрузки магазина. Магазинные загрузочные
устройства могут быть эффективными, когда технологические
операции обработки заготовок относительно продолжительны.
Дальнейшим этапом развития механизмов питания для
штучных заготовок является создание бункерно-ориентирующих
устройств, осуществляющих автоматическое ориентирование
заготовок. Бункерно-ориентирующее устройство в сочетании с
магазинным загрузочным устройством называют бункерным
загрузочным устройством.
До появления автоматических линий бункерные загрузочные
устройства были высшей ступенью автоматизации питания
станков штучными заготовками. Бункерные загрузочные устройства
являются «надстройкой» магазинных загрузочных устройств и
состоят из бункера, ориентирующего устройства и приемного
лотка. Если проследить путь движения заготовок в бункерном
загрузочном устройстве, то они ориентируются в нем и выпадают
в приемный лоток; далее заготовки проходят магазинное
загрузочное устройство и узлы станка. Структура бункерного
загрузочного устройства показана на рис 4, поз. //.
Бункерное загрузочное устройство позволяет создавать
большой запас заготовок и обеспечивать большую продолжительность
непрерывной работы станка и повысить его производительность,
так как темп работы станка не ограничивается темпом ручной
загрузки, значительно сокращается время, потребное на
обслуживание станка, создаются условия многостаночного
обслуживания и возможности применения автоматических линий для мелких
заготовок.
12
Рис. 4. Функциональные механизмы участка автоматической линии, через которые
проходит заготовка:
/ — транспортирующее устройство: / — транспортер, 2 — раздаточный механизм; II —
бункерно-ориентирующее устройство: 3 — бункер, 4 — ориентатор, 5 — магазин; /// —
магазинное загрузочное устройство: 6 — механизм автоматического выключения, 7 —
отсекатель, 8 —- питатель; IV —• механизмы, встроенные в станок; 9 — заталкиватель,
10 — зажим, // — выталкиватель, 12 — съемный механизм
Дальнейшим этапом автоматизации питания станков является
создание транспортирующих и раздаточных устройств, которые
явились основой для построения автоматических линий. Наиболее
типичными транспортирующими устройствами, применяемыми
в автоматических линиях, являются устройства, осуществляющие
подачу: 1) неориентированных заготовок (рис. 4, поз. /). Оснащение
их раздаточным механизмом позволяет создать автоматическую
линию с параллельным агрегатированием станков; 2)
ориентированных заготовок (рис. 4, поз. VII). Из транспортера заготовки
могут подаваться в магазин-накопитель (рис 4, поз. VI).
Магазинные загрузочные устройства в этом случае оформляют как
самостоятельные механизмы с большой емкостью, например в
автоматических линиях для обработки шарикоподшипников, а также
на автоматическом заводе поршней конструкции ЭНИМС
установлены магазины-накопители, вмещающие до 3000 заготовок;
3) ориентированных, а в некоторых случаях и закрепленных
заготовок на транспортере непосредственно в позицию
обработки (рис 4, поз. V). Такой тип транспортирующих устройств
применяют преимущественно в автоматических линиях,
предназначенных для обработки корпусных деталей.
На рис 4 представлены три основные вида механизмов
питания автоматических линий, образованные из типовых загрузочных
механизмов: для мелких заготовок поз. /, //, /У/, IV\ для
средних заготовок — поз. VII > VY, ///, IV; для крупных заготовок —
поз. Vy IV.
Изменяя последовательно все функциональные механизмы,
можно получить большую разновидность механизмов питания,
а следовательно, автоматов и автоматических линий.
4. КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Разработка классификации автоматических линий является
важным вопросом теории автоматических линий. Типовые
конструкции, выделяемые классификацией, позволяют выбирать станки
с соответствующей системой питания и транспортирующих
устройств и определить комплекс механизмов, через которые
проходит заготовка в автоматической линии.
В качестве признаков при классификации принимаем способ
питания встроенных станков и тип транспортирующего
устройства автоматической линии. Эти признаки наиболее полно
характеризуют структуру автоматических линий. Другие факторы,
влияющие на конструкцию автоматических линий, например
способ агрегатирования, концентрация и дифференциация
технологических операций, совмещение транспортного и рабочего
времени, в данной книге не рассматриваются. Способы питания
встроенных станков. подразделяют на бункерное, магазинное,
непосредственно транспортером и комбинированный. Типы
транспортирующих устройств: инерционные, гравитационные,
цепные и др.
14
Инерционные устройства осуществляют перемещение
заготовок посредством силы выбрасывания, пневматики, вибрации.
Их применяют для мелких и средних деталей. В гравитационных
устройствах заготовки перемещаются посредством собственного
веса. Гравитационные устройства применяют также для мелких
деталей.
Транспортирующие устройства со съемом заготовок для
обработки широко используют для подачи средних деталей,
преимущественно таких, которые при обработке вращаются. К этому
типу транспортирующих устройств относятся шаговые, цепные
с зажимами, захватами, выемками и др.
Транспортирующие устройства без съема заготовок во время
обработки применяют для крупных деталей, в основном
корпусных. При обработке заготовок в данном случае вращается
инструмент. К этому типу транспортирующих устройств относятся
шаговые устройства.
В зависимости от способа питания все автоматические линии
делят на четыре класса: I — с бункерным питанием; II — с
магазинным питанием; III — с непосредственным питанием; IV —
с различными видами питания (магазинным, бункерным,
прутковым, бунтовым).
В зависимости от типа транспортирующего устройства все
автоматические линии делят на три группы: с инерционными и
гравитационными транспортирующими устройствами, с дисковыми
и цепными транспортирующими устройствами со съемом
заготовок и без съема заготовок для обработки.
Автоматические линии I класса (рис. 5) включают автоматы
с бункерным питанием, предназначаются для обработки мелких
деталей и строятся как с последовательным, так и с параллельным
агрегатированием. Линии I класса подразделяются на два типа:
с жесткой связью и с гибкой связью.
На рис. 5, а приведена автоматическая линия с жесткой связью
с межстаночным пневмотранспортом. В первый автомат линии
заготовка подается из бункерного загрузочного устройства 1
и далее проходит последовательную обработку на всех автоматах
без потери ориентирования. Транспортирование заготовок от
автомата к автомату производится пневматикой. На рис. 5, б
показан участок автоматической роторной линии конструкции
Л. Н. Кошкина, в которой возможна большая концентрация
технологических операций на одном автомате, транспортное и
рабочее время совмещено. Транспортирующие устройства 1 и
рабочие блоки 2 представляют собой роторы непрерывного
действия, конструкция которых позволяет производить быструю
подналадку линии. Такие автоматические линии применяют для
изготовления мелких деталей, они состоят из прессов, монтажных
автоматов и др. Для изготовления мелких деталей применяют
также автоматические линии с гибкой связью (с промежуточным
3апасом заготовок в бункерах).
15
Рис. 5. Автоматические линии I класса с жесткой связью
Схемы автоматических линий с гибкой связью параллельного
агрегатирования представлены на рис. 6, а и последовательного —
на рис. 6, б. Заготовки, засыпанные в накопитель / (рис. 6, а)
ленточным транспортером 2, подаются в дозатор 5, из дозатора —
в промежуточный бункер 4 и далее на транспортер 5, который
перемещает заготовки вдоль фронта автоматов, оснащенных
индивидуальными бункерными загрузочными устройствами 6. Из
бункерного загрузочного устройства заготовки в ориентированном
положении поступают на автоматы 7. После обработки детали
поступают на транспортер готовой продукции 8.
Автоматические линии II класса (рис. 7) отличаются тем, что
в них встраивают станки с магазинным питанием. Для построения
этих линий широко используют универсальные автоматы и
полуавтоматы. На автоматических линиях II класса обрабатывают
преимущественно мелкие и средние детали (ролики, кольца
шарикоподшипников, поршни, тракторные ступицы и др.).
Обработку производят путем вращения заготовок с применением
различных операций: обточки, сверления, расточки,
фрезерования, шлифования, нанесения покрытий, контроля, упаковки.
Агрегатирование может быть как последовательное, так и
параллельное. Автоматические линии II класса можно подразделить
на два типа: с жесткой и гибкой связью.
Схема автоматической линии с жесткой связью показана на
рис. 7, а. Питание линии осуществляется из магазина У, а по-
■mm
а) 6)
Рис. 6. Автоматические линии I класса с гибкой связью
16
Рис. 7. Автоматические линии II класса с жесткой связью
последовательного агрегатирования
следующая поштучная передача заготовок производится
пневматическим транспортирующим устройством 2. Автоматическая
линия с параллельным агрегатированием и жесткой связью для
обработки шарикоподшипниковых колец показана на рис. 7, б.
Автоматическая линия выполнена из универсальных
полуавтоматов, оснащенных питателями (автооператорами). На рис. 7, в
изображена схема автоматической линии с последовательным
агрегатированием для обработки и сквозного сверления валиков.
Линия выполнена на базе универсального оборудования. Подача
заготовок из магазина / и от станка к станку осуществляется
шаговым транспортером, представляющим собой подвижные каретки
с автоматическими захватами, совершающими
возвратно-поступательное движение. Автоматическая линия II класса с жесткой
* Н. И. Камышный 17
д)
Рис. 8. Автоматические линии II класса с гибкой связью с
последовательным агрегатированием
связью последовательного агрегатирования показана на рис. 7, г.
Заготовки в ней передаются на шаговый транспортер из магазина.
Автоматическая линия II класса с гибкой связью показана на
рис. 8, а. Промежуточное накопление заготовок в ней производится
в наклонных лотках 1. Подача заготовок из лотка в станок
осуществляется качающимся питателем 2. Перемещение заготовок
в лотках осуществляется под действием собственного веса. На
рис. 8, б показана схема автоматической линии, предназначенной
для расточки и монтажа тракторной ступицы. Промежуточный
запас заготовок создается посредством наклонных лотков 1 и
транспортеров 2. На рис. 8, в показан участок автоматического
завода для обработки поршней (ЭНИМС), где накопление запаса
заготовок производится в транспортере и лотке.
Автоматические линии III класса (рис. 9) обычно применяют
для обработки крупных литых деталей, наиболее характерными
технологическими операциями для них являются операции по
обработке отверстий (сверление, развертывание, зенкование и др.).
Типичными станками этого класса являются агрегатные станки,
18
Рис. 9. Автоматические линии III класса с жесткой связью
последовательного агрегатирования для обработки корпусных деталей
на которых обработка производится при неподвижной заготовке,
вращательное и поступательное движение совершает инструмент.
Последовательное перемещение заготовок в рабочую позицию
станка производится непосредственно транспортером, на котором
смонтированы зажимы.
Транспортное и рабочее время не совмещаются, на одном станке
за счет комбинированного инструмента и введения большого числа
шпинделей выполняется много технологических операций.
Концентрация технологических операций и маршрут
заготовок являются главнейшими факторами сокращения длины
автоматических линий. В этих линиях применяют шаговые
транспортеры, на которых заготовки закреплены и проходят весь
цикл обработки. Применяют также транспортеры со спутниками.
Спутник является отдельной частью транспортера. На нем
заготовка закрепляется и транспортируется от станка к станку. По
Рис. 10. Автоматические линии IV класса с различными видами питания
19
окончании обработки деталь снимается, а спутник сталкивается
на нижний транспортер, который возвращает его в позицию
загрузки. На рис. 9, а приведена схема автоматической линии
с цепным шаговым транспортером, а на рис. 9, б — с шаговым
транспортером со спутниками. На этих линиях за время обработки
деталь не снимается с транспортера.
Автоматические линии IV класса показаны на рис. 10: они
включают различные виды питания (магазинное, бункерное,
прутковое, бунтовое) и различные транспортирующие устройства.
На рис. 10, а показана автоматическая линия для шлифования
конических роликов. В этой линии питание заготовками
встроенных автоматов производится посредством бункерных / и
магазинных 2 загрузочных устройств. Применение двух систем питания
вызвано нарушением ориентирования заготовок в процессе съема
их с позиции обработки.
Развитие комплексной автоматизации производственных
процессов привело к необходимости создания автоматических линий,
выполняющих самые различные технологические операции по
обточке, фрезерованию, шлифованию, термообработке, контролю,
нанесению покрытий, сушке, смазке, монтажу, упаковке. При-'
мером такой комплексной автоматизации может служить
автоматический цех для производства подшипников на 1 ГПЗ. Участок
автоматической линии для обработки корпуса запальной свечи
показан на рис. 10, б. В эту линию встроены восьмишпиндельные
прутковые автоматы, автомат для обезжиривания, мойки и сушки,
счетный автомат и другие установки.
Таким образом, существуют три основных класса
автоматических линий: с бункерным питанием (I класс), с магазинным
питанием (II класс) и с непосредственным питанием (III класс).
Дополнительный класс (IV класс) включает разновидности трех
предыдущих классов и другие виды питания (прутковое,
бунтовое).
глава 2
РАСЧЕТ И ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ
БУНКЕРНО-ОРИЕНТИРУЮЩЕГО
УСТРОЙСТВА
1. БУНКЕРЫ И ПРЕДБУНКЕРЫ
Бункерно-ориентирующим устройством (рис. 11) называют часть
комплексного бункерного загрузочного устройства станка или
машины, производящего автоматическую выборку,
ориентирование и выдачу в лоток. На своем пути движения заготовки
проходят следующие функциональные механизмы бункерно-ориенти-
рующего устройства: бункер 4, механизм ориентирования (ориен-
татор) 3, механизм отвода избыточных заготовок 2, лоток L
Далее из лотка заготовки подаются в магазинное загрузочное
устройство. Движение захватного органа диска 5 производится
от привода 6.
В бункерах смонтированы механизмы захвата и очень часто
механизмы ориентирования, поэтому они являются
конструктивным элементом механизма захвата и ориентирования и выполняют
кроме функции накопления заготовок также и функцию
подготовки заготовок к захвату, т. е. производят внутрибункерное
ориентирование заготовок.
Бункер должен вмещать такое количество заготовок, которое
может обеспечить минимальную продолжительность непрерывной
работы, составляющую обычно при одной заправке 8—10 мин.
Формы бункеров бункерно-ориентирующих устройств весьма
разнообразны и в большинстве случаев представляют собой
сочетание различных поверхностей со сложными переходами. Наиболее
распространены ковшеобразные и цилиндрические бункеры.
В зависимости от формы, размеров и наличия производственных
возможностей бункеры изготовляют литыми из чугуна, алюминия,
силумина или из листовой стали (сварные, клепаные).
Внутренняя поверхность бункера, по которой происходит
скольжение заготовок, должна быть тщательно обработана и не
иметь шероховатости, которая может препятствовать надежному
скольжению заготовок к месту захвата. Если бункер
предназначен для пищевых продуктов, то его внутреннюю поверхность
лудят или изготовляют бункер из нержавеющих материалов.
Для лучшего скольжения некоторых изделий, например конфет,
21
Рис. 11. Бункерно-ориентирую-
щее устройство
производят подогрев бункера.
Бункеры, применяемые в бункерных
загрузочных устройствах металлорежущих
станков, обычно имеют небольшие
размеры — 350 X 400 X 300 мм.
Бункеры бункерно-ориентирующих
устройств можно подразделить на две
принципиально различные группы:
I — бункеры, имеющие общее
пространство для накопления и выборки
заготовок; II—имеющие два пространства:
пространство накопления (предбункер)
и пространство выборки заготовок
(бункер).
В первой группе бункеров (рис. 12) захватные органы
монтируют непосредственно в бункере-накопителе. Захватные органы
в таких бункерах производят интенсивное ворошение всей массы
заготовок. В ряде случаев интенсивное ворошение заготовок
является причиной появления забоин, царапин, вмятин на
заготовках, что нередко приводит к браку. Большое накопление
заготовок в бункерах вызывает постоянное давление верхних слоев
заготовок на нижние, что препятствует свободному развороту
их на дне бункера при прохождении захватных органов и
ухудшает подготовку заготовок к захвату.
Наиболее распространенным, особенно для дисковых
загрузочных устройств, является бункер, показанный на рис. 12, а.
Этот бункер представляет собой усеченный цилиндр 1, в донной
части которого установлен вращающийся диск 2 с захватными
профильными вырезами. Рабочее положение бункера обычно
наклонное, что определяется условиями захвата и выдачи
заготовок. Цилиндрические бункеры обычно изготовляют из листовой
стали, а донную часть 3 — литой из чугуна. Для предотвращения
выпадания заготовок из бункера в ряде случаев бункер
закрывают крышкой 4 (рис 12, б), которая при загрузке заготовок
откидывается вверх.
\ В том случае, когда требуется интенсифицировать западание
заготовок в ориентирующие профильные вырезы или щель, бун-
Рис. 12. Бункеры I группы цилиндрические
22
Рис. 13. Бункеры II группы колеблющиеся:
а — дисковый; б — щелевой
керы делают колеблющимися. Такие конструкции бункеров
показаны на рис. 13. Для уменьшения массы колеблющихся бункеров
их изготовляют из листовой стали или алюминия.
В бункере, относящемся ко второй группе, накопление
заготовок производится в предбункере, а выборка — в бункере.
Заготовки, засыпанные в предбункер 2 (рис. 14, а), поступают
в бункер /. На рис 14, б показан бункер с предбункером
секторного устройства. Накопление заготовок происходит
впредбункере 2, а выборка — в бункере 1. Пространство предбункера
от пространства бункера отделено заслонкой 3, посредством
которой регулируется поток заготовок. Выборка заготовок
осуществляется щелевым сектором, совершающим качательное
движение в направлении, показанном стрелками.
Конструкция вращающегося бункера с невращающимся
предбункером приведена на рис 15, а. Заготовки, засыпанные в пр-д-
бункер 2, поступают в бункер /. При вращении бункера
заготовки пересыпаются в нем и захватываются крючками.
Регулирование потока заготовок из предбункера в бункер осуществляется
заслонками 3. Бункер и предбункер отливают из чугуна. Для по-
а) 6)
Рис. 14. Бункеры II группы с предбункерами (неподвижные)
23
вышения надежности скольжения заготовок иногда предбункер
делают качающимся (рис. 15, б).
В предбункере легко создать большой запас заготовок, а в
бункер подавать минимально необходимый запас, что обеспечит
лучшую подготовку их к захвату вследствие улучшения формы
донной части бункера и более свободного разворота заготовок.
Таким образом, донная часть бункеров второй группы будет
лучше способствовать внутрибункерному ориентированию, чем
в бункерах первой группы. Эта способность выгодно отличает
бункеры второй группы.
Форма бункера зависит от типа захватного органа (диска,
крючков, штырей, щелевого сектора и др.,), угла трения заготовок
о бункер, угла естественного откоса и метода внутрибункерного
ориентирования заготовок, которое происходит при движении
заготовок в зону захвата.
Если захватный орган представляет собой диск с профильными
вырезами, то бункер обычно выполняют в виде усеченного
цилиндра, в донной части которого диск расположен. Для обеспечения
выдачи заготовок в лоток бункер устанавливают под
соответствующим углом (см. рис. 12). При крючковом диске"бункер делают
в виде сосуда с полукруглым дном, предбункером (см. рис. 14, а).
Если захватный орган представляет собой штырь, то донную
часть бункера выполняют в виде воронки. Таким образом, от
типа захватного органа зависит форма бункера
Объем бункера определяется запасом заготовок, необходимым
для обеспечения непрерывной работы загрузочного устройства
в течение расчетного периода времени и может быть вычислен
по формуле
где V3 — объем одной заготовки в см3; Т — период времени
непрерывной работы загрузочного устройства при одной заправке
бункера в мин; t — штучное время на обработку в мин; kv —
коэффициент объемного заполнения.
24
X
С
^1
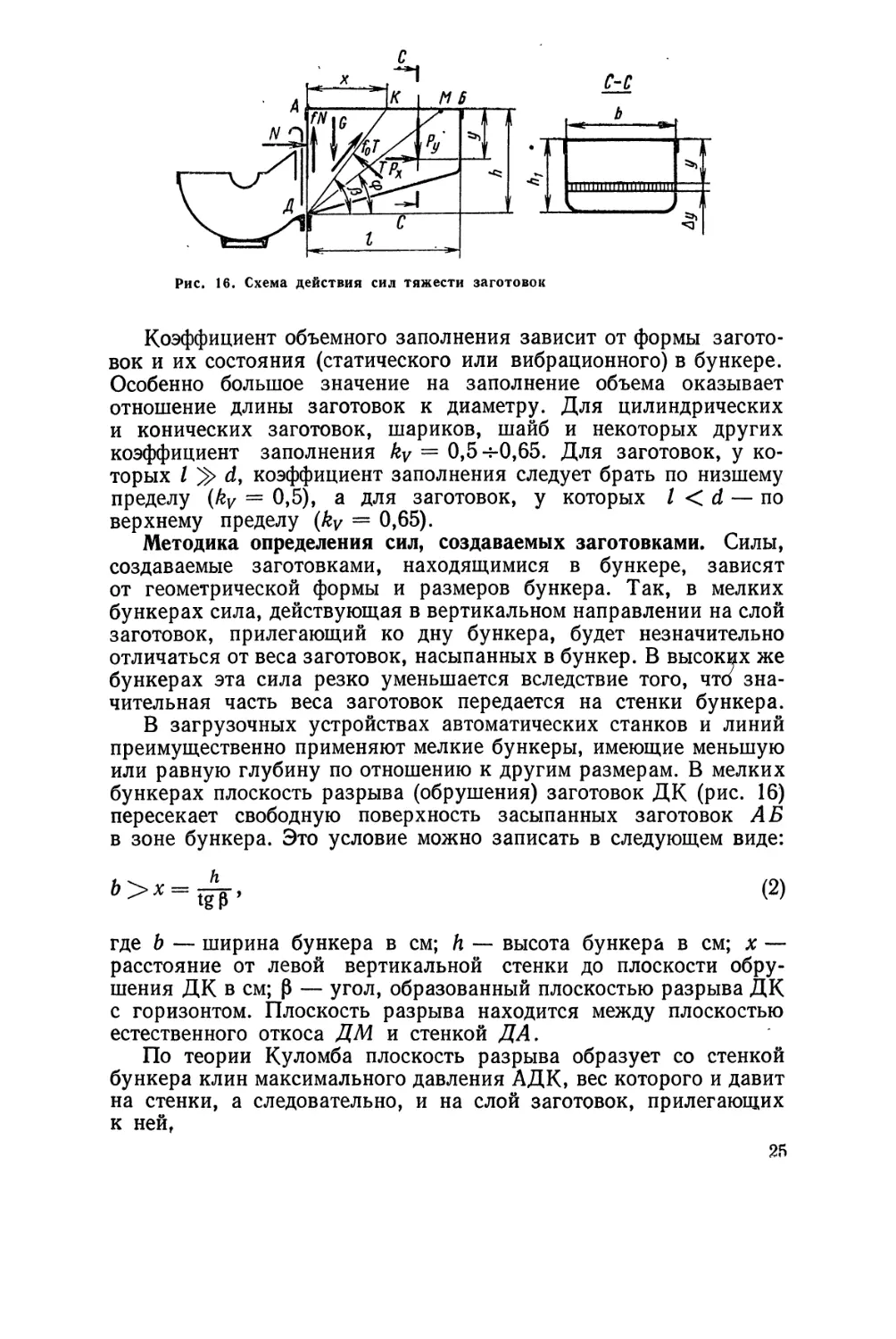
Рис. 16. Схема действия сил тяжести заготовок
Коэффициент объемного заполнения зависит от формы
заготовок и их состояния (статического или вибрационного) в бункере.
Особенно большое значение на заполнение объема оказывает
отношение длины заготовок к диаметру. Для цилиндрических
и конических заготовок, шариков, шайб и некоторых других
коэффициент заполнения kv = 0,5-7-0,65. Для заготовок, у
которых / > d, коэффициент заполнения следует брать по низшему
пределу (kv = 0,5), а для заготовок, у которых / < d — по
верхнему пределу (kv = 0,65).
Методика определения сил, создаваемых заготовками. Силы,
создаваемые заготовками, находящимися в бункере, зависят
от геометрической формы и размеров бункера. Так, в мелких
бункерах сила, действующая в вертикальном направлении на слой
заготовок, прилегающий ко дну бункера, будет незначительно
отличаться от веса заготовок, насыпанных в бункер. В высоких же
бункерах эта сила резко уменьшается вследствие того, что
значительная часть веса заготовок передается на стенки бункера.
В загрузочных устройствах автоматических станков и линий
преимущественно применяют мелкие бункеры, имеющие меньшую
или равную глубину по отношению к другим размерам. В мелких
бункерах плоскость разрыва (обрушения) заготовок ДК (рис. 16)
пересекает свободную поверхность засыпанных заготовок А Б
в зоне бункера. Это условие можно записать в следующем виде:
где Ъ — ширина бункера в см; h — высота бункера в см; х —
расстояние от левой вертикальной стенки до плоскости
обрушения ДК в см; р — угол, образованный плоскостью разрыва ДК
с горизонтом. Плоскость разрыва находится между плоскостью
естественного откоса ДМ и стенкой ДА.
По теории Куломба плоскость разрыва образует со стенкой
бункера клин максимального давления АДК, вес которого и давит
на стенки, а следовательно, и на слой заготовок, прилегающих
к ней.
и . h
(2)
В малых бункерах можно вполне допустить, что заготовки
действуют на стенки и дно бункера как гидростатическое
давление. При этом допущении вертикальное давление Ру на
горизонтальную плоскость, расположенную на высоте у от верхнего
уровня заготовок, будет
Ру = ЧУ> (3)
где у — насыпная плотность заготовок в кг/см3.
Горизонтальное же давление в любой точке по высоте бункера
будет определяться как результат действия клина АДК,
нагруженного собственным весом G. Величина давления в
горизонтальной плоскости
Рх = Pyk = yyk, (4)
где k — постоянный коэффициент, зависящий от степени
подвижности заготовок (сыпучести).
По Эйре
k== (VJl + fTo+VT+Jl)2 9 (5)
здесь /0 = tg ф — коэффициент трения при соприкосновении
заготовок друг с другом (ф — угол естественного откоса заготовок
в условиях покоя); / — коэффициент трения заготовок о стенки
бункера в условиях покоя.
Если принять, что трения между стенками и насыпанными
заготовками нет, т. е. / = 0, тогда
k= ?7sin(p , (6)
1 + sin ф v 7
получили выражение коэффициента k по Ранкину. Это выражение
чаще всего используют при определении сил, создаваемых
сыпучими телами в бункерах. При / = О результаты, полученные по
формуле (6), будут завышенными примерно на 15%.
Общая сила, действующая на слой заготовок, прилегающих
к вертикальной стенке АД,
h h h
Роб = J bPxdy = J byky dy =aky J у dy;
P06 = -^yh2bk.
Подставляя значение коэффициента k в формулу (7), получим
*«-т*» + ■ (8)
Подставим в формулу (7) значение коэффициента k из формулы
(6), тогда
гоб 2 уао 1 + sin Ф ' 1У'
Таким образом, силу, действующую на заготовки от их
собственного веса, можно определить в любой вертикальной
плоскости по формулам (8) и (9), а в горизонтальной — по
приближенной формуле (3).
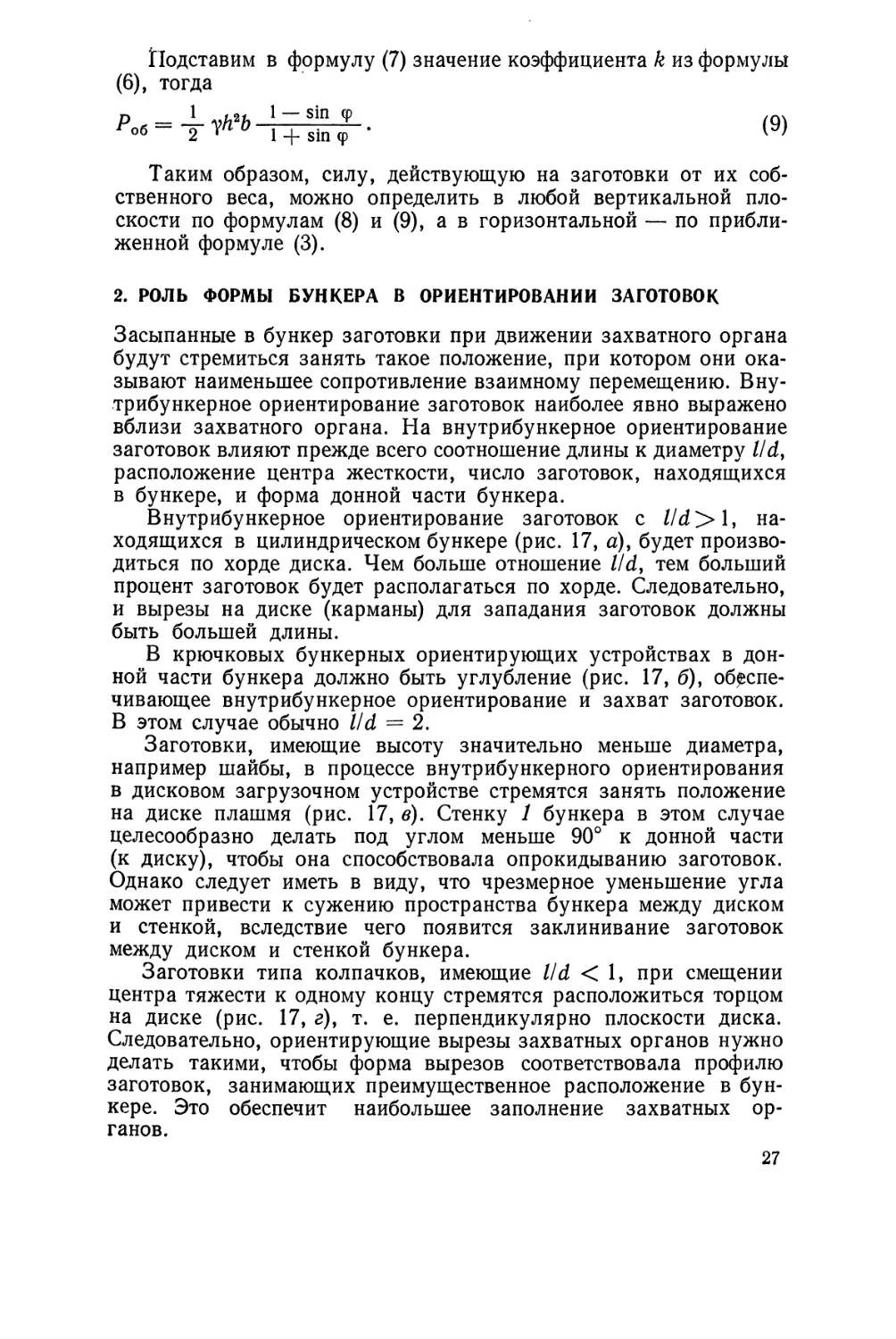
2. РОЛЬ ФОРМЫ БУНКЕРА В ОРИЕНТИРОВАНИИ ЗАГОТОВОК
Засыпанные в бункер заготовки при движении захватного органа
будут стремиться занять такое положение, при котором они
оказывают наименьшее сопротивление взаимному перемещению.
Внутрибункерное ориентирование заготовок наиболее явно выражено
вблизи захватного органа. На внутрибункерное ориентирование
заготовок влияют прежде всего соотношение длины к диаметру IId>
расположение центра жесткости, число заготовок, находящихся
в бункере, и форма донной части бункера.
Внутрибункерное ориентирование заготовок с //d>l,
находящихся в цилиндрическом бункере (рис. 17, а), будет
производиться по хорде диска. Чем больше отношение lid, тем больший
процент заготовок будет располагаться по хорде. Следовательно,
и вырезы на диске (карманы) для западания заготовок должны
быть большей длины.
В крючковых бункерных ориентирующих устройствах в
донной части бункера должно быть углубление (рис. 17, б),
обеспечивающее внутрибункерное ориентирование и захват заготовок.
В этом случае обычно lid = 2.
Заготовки, имеющие высоту значительно меньше диаметра,
например шайбы, в процессе внутрибункерного ориентирования
в дисковом загрузочном устройстве стремятся занять положение
на диске плашмя (рис. 17, в). Стенку 1 бункера в этом случае
целесообразно делать под углом меньше 90° к донной части
(к диску), чтобы она способствовала опрокидыванию заготовок.
Однако следует иметь в виду, что чрезмерное уменьшение угла
может привести к сужению пространства бункера между диском
и стенкой, вследствие чего появится заклинивание заготовок
между диском и стенкой бункера.
Заготовки типа колпачков, имеющие lid < 1, при смещении
центра тяжести к одному концу стремятся расположиться торцом
на диске (рис. 17, г), т. е. перпендикулярно плоскости диска.
Следовательно, ориентирующие вырезы захватных органов нужно
делать такими, чтобы форма вырезов соответствовала профилю
заготовок, занимающих преимущественное расположение в
бункере. Это обеспечит наибольшее заполнение захватных
органов.
27
Рис. 17. Формы бункеров, способствующие ориентированию заготовок
Таким образом, для улучшения захвата заготовок необходимо
создавать такую форму бункера, которая максимально
обеспечивает внутрибункерное ориентирование, а направление движения
захватного органа выбирать с учетом преимущественного
расположения заготовок в бункере.
Над выпускными отверстиями бункеров очень часто образуются
своды из заготовок, которые нарушают эксплуатационную
надежность бункерных загрузочных устройств. Образование сводов
происходит при заготовках, имеющих отнощение lid > 4 и
сложную форму, например метчиках, болтах, винтах. Для разрушения
сводов в конструкцию бункера вводят ворошители, рассекатели,
вибрирующие стенки, а в некоторых случаях бункеры делают
вибрирующими. Во многих случаях образования сводов можно
избежать за счет правильного выбора размеров выходного
отверстия и формы бункера.
Если выходное отверстие больше сводообразующего, диаметр
которого примерно равен 4,5/ при / > d или 4,5d при d > I,
то устойчивого свода не будет и движение заготовок из бункера
будет непрерывным.
Для разрушения сводов применяют различные способы.
1. Ручное ворошение и удары стальным стержнем по бункеру.
Последние весьма часто приводят к деформациям стенок бункера,
особенно тех, которые выполнены из листовой стали (рис. 18, а).
2. С помощью механических ворошителей, имеющих
разнообразные конструкции, их движение происходит в той зоне, где
Рис. 18. Методы разрушения сводов
28
Вибратор
а)
Рис. 19, Способы разрушения сводов
образуются своды. Йа
рис. 18, б показан
ворошитель с
возвратно-поступательным движением.
3. Путем встряхивания
бункера. В этом случае
применяют кривошипы,
кулачковые механизмы и др.
Бункеру сообщают до 300
колебаний в 1 мин (рис. 18, в).
4. Посредством
рассекателя / (рис. 18, г), который
устанавливают внутри^бун- [
кера, он делит пространство бункера на две зоны с высотой слоя
заготовок h > I в каждой зоне. Размер I должен быть несколько
больше сводообразующего отверстия. Давление, создаваемое
верхними заготовками, частично воспринимается рассекателем. Таким
образом, заготовки, находящиеся под рассекателем, испытывают
меньшее давление, что уменьшает начальное сопротивление сдвигу
заготовок и возможность образования устойчивых сводов.
5. С помощью вибраторов. В этом случае часть стенки бункера
или предбункера делают вибрирующей посредством
электромагнита (рис. 19, а).
6. Посредством выбора формы бункера (углов наклона
стенок, несимметричной формы со смещенным выпускным отверстием
от центра). Заготовки с большой скоростью двигаются возле
более крутых стенок бункера и способны разбивать образующиеся
своды (рис. 19, б). ^
Большое влияние на надежность перемещения заготовок из
предбункера в бункер оказывает наклон стенки, разделяющей
предбункер от бункера. В МВТУ им. Баумана было разработано
и изготовлено бункерно-ориентирующее устройство большой
емкости (рис. 20, а). В предбункер вмещалось 8000 галалитовых
шайб диаметром 28 и 1200 диаметром 14 мм. Регулирование потока
заготовок из предбункера в бункер производилось заслонкой,
перекрывающей выходное окно. Эксплуатация этого устройства
на производстве показала, что при полном заполнении
предбункера образуется устойчивый свод в зоне выходного отверстия,
Рнс. 20. Бункерно-ориентирующее устройство большой емкости
29
и движение заготовок из предбункера в бункер нарушалось. В
данном случае образование свода объясняется созданием
определенного давления клином заготовок ADK (см. рис. 20, а),
образованным стенкой AD, разделяющей предбункер от бункера, и
плоскостью разрыва D/C.
Во избежание образования сводов в предбункере стенка,
разделяющая предбункер и бункер, была наклонена к горизонту
под углом
= + 45° = ^- + 45° = 56°,
где ф — угол естественного откоса (для галалитовых шайб ф =
= 22°).
Наклоном стенки DK (рис. 20, б) было исключено влияние
давления клина ADK, и движение заготовок стало весьма
надежным, что подтвердилось длительной эксплуатацией этих
загрузочных устройств на производстве.
3. ЗАХВАТНЫЕ ОРГАНЫ
Захватные органы предназначены для выборки заготовок из
бункеров, находящихся в беспорядочном состоянии. От
конструкции захватных органов во многом зависит производительность
и надежность работы бункерно-ориентирующих устройств.
Захватные органы выполняют в виде крючков,
прямоугольных и фигурных вырезов на диске, штырей, труб и т. п. Крючки
(рис. 21, а) — распространенный захватный и ориентирующий
орган в бункерно-ориентирующих устройствах. Их обычно
делают круглого сечения, а захватную часть (изогнутый конец)
с боковых сторон срезают. Такая форма обеспечивает проход
крючков в щели, меньшей по размерам, чем диаметр приемной
трубки, что предохраняет выпадение заготовок из трубки.
Для выборки небольших колпачков крючки делают заодно
с диском (рис. 21, б). Захватные органы для цилиндрических
колпачков и втулок выполняют с поворотными крючками
(рис. 21, в), которые захватывают заготовки при тангенциальном
расположении крючков 7, а выдают их в лоток при радиальном
расположении 2. Такой способ захвата и выдачи упрощает отвод
заготовок при переполнении лотка, лишние заготовки падают
в бункер.
Для выборки стеклянных заготовок (бусинок диаметром
3,5 мм с отверстием 2,5 мм, длиной 2 мм) применяют захватные
органы с одним крючком (рис. 21, г). На рис. 21, д показан
захватный орган в виде непрерывного ремня У, на котором
закреплены штыри 2, осуществляющие захват заготовок (например,
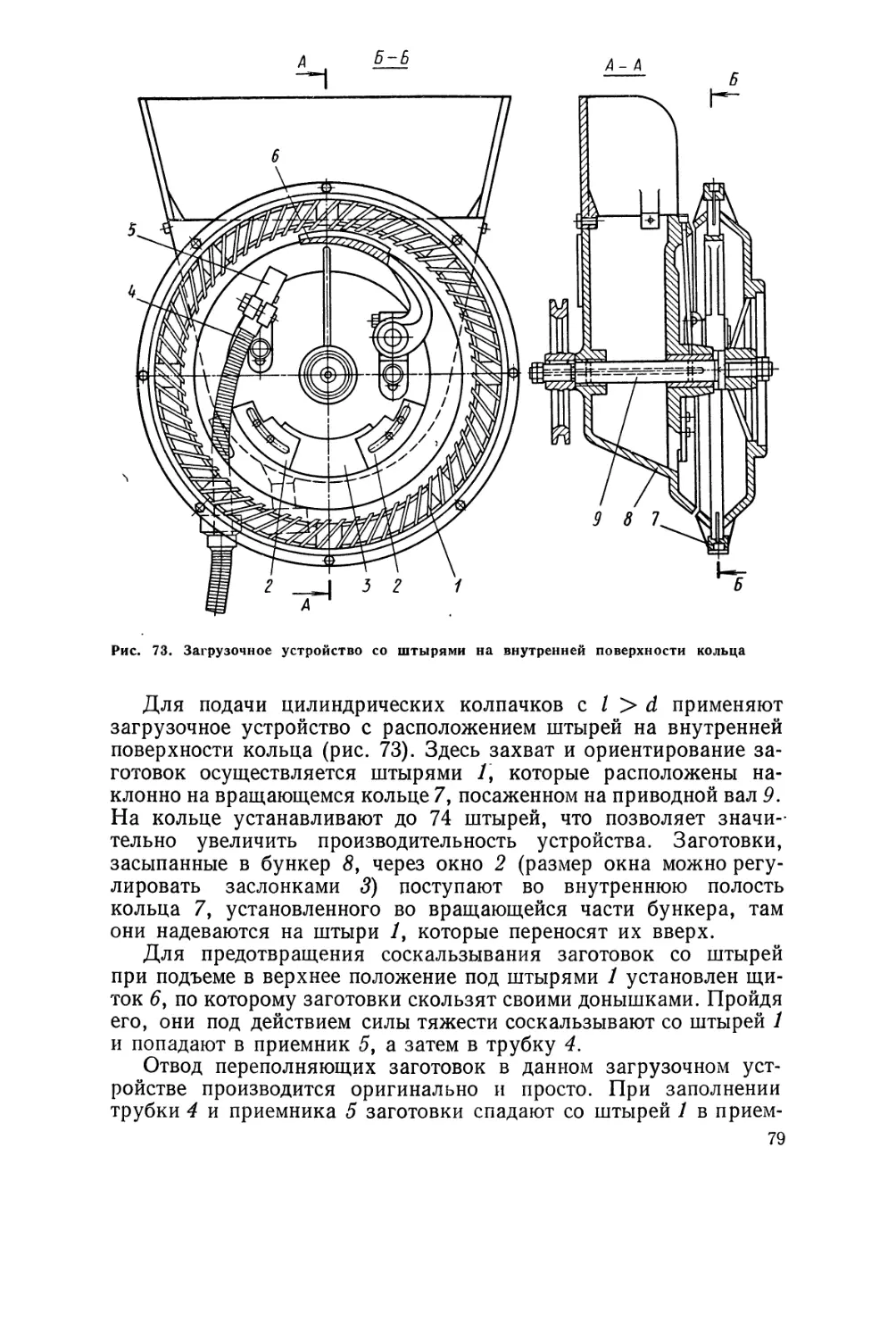
низких колпачков). Захватный орган в виде кольца с
тангенциальным расположением крючков (штырей) показан на рис. 21, е.
В нижнем положении штыря колпачок надевается на штырь,
а в верхнем — спадает в приемную трубку.
30
Число крючков на диске определяется производительностью,
длиной заготовки и обычно равно 8—16. Захватный орган с
тангенциальным расположением штырей на внутренней поверхности
кольца имеет 35—70 штырей. Диаметр по крючкам 350—400 мм,
а по штырям — до 700 мм.
Из перечисленных захватных органов наиболее
производительными являются захватные органы, имеющие штыри,
расположенные тангенциально.
Для выборки заготовок со шляпками, шайб и т. п. применяют
захватные органы, имеющие щель. На рис. 22, а показано
сечение качающегося сектора, стенки 1 и 2 которого образуют щель.
При качательном движении сектора в нижнем его положении
заготовки западают в щель, а в верхнем соскальзывают) в лоток.
Форму и размеры щели выбирают в зависимости от конфигурации
заготовки (рис. 22, а, б, в). Применяют также захватные органы
в виде доски / (рис. 22, г), совершающей
возвратно-поступательное движение. Верхний торец доски 2 захватывает заготовки 3
1
2
Вид А
Вид А
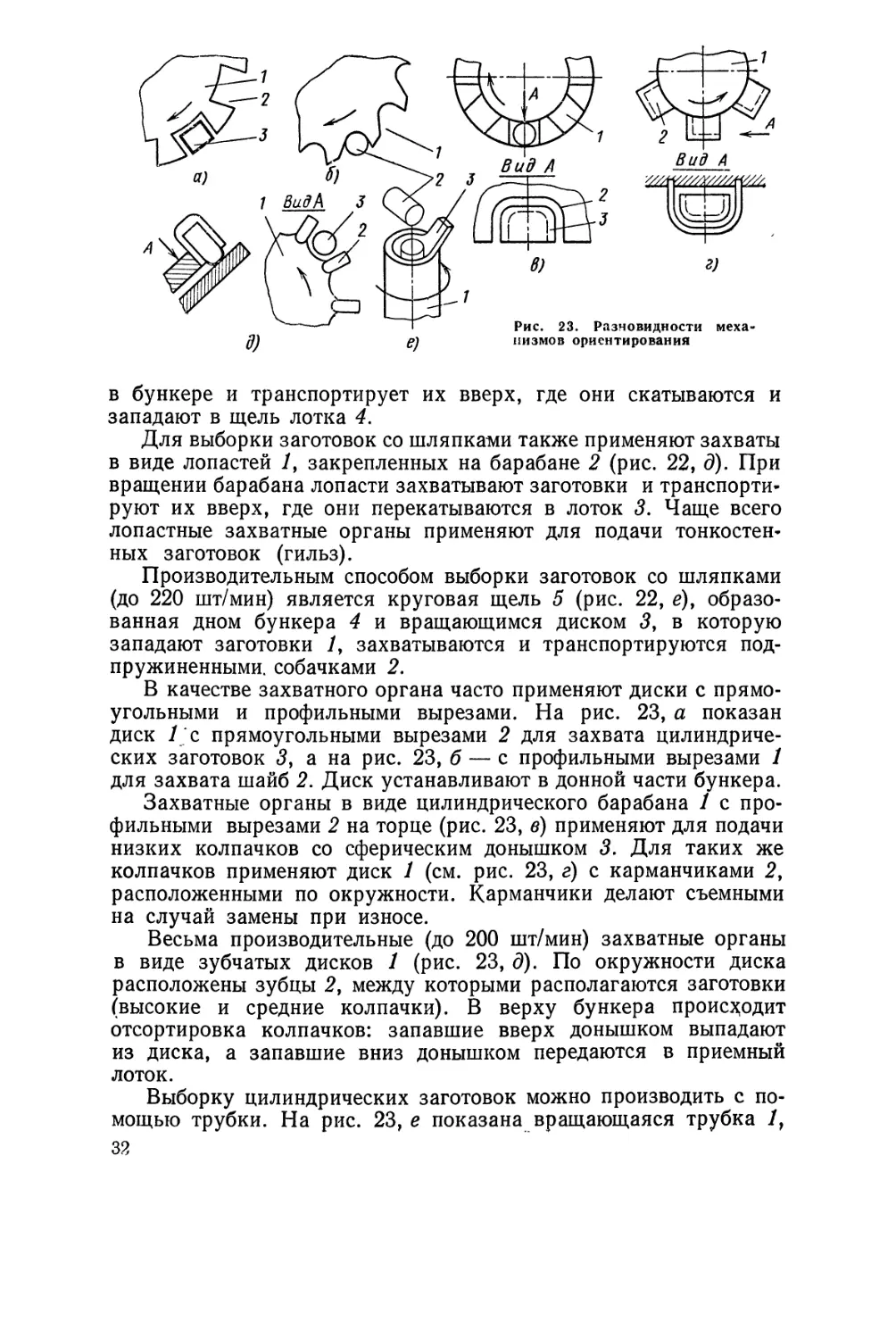
Рис. 23. Разновидности
механизмов ориентирования
в бункере и транспортирует их вверх, где они скатываются и
западают в щель лотка 4.
Для выборки заготовок со шляпками также применяют захваты
в виде лопастей У, закрепленных на барабане 2 (рис. 22, д). При
вращении барабана лопасти захватывают заготовки и
транспортируют их вверх, где они перекатываются в лоток 3. Чаще всего
лопастные захватные органы применяют для подачи
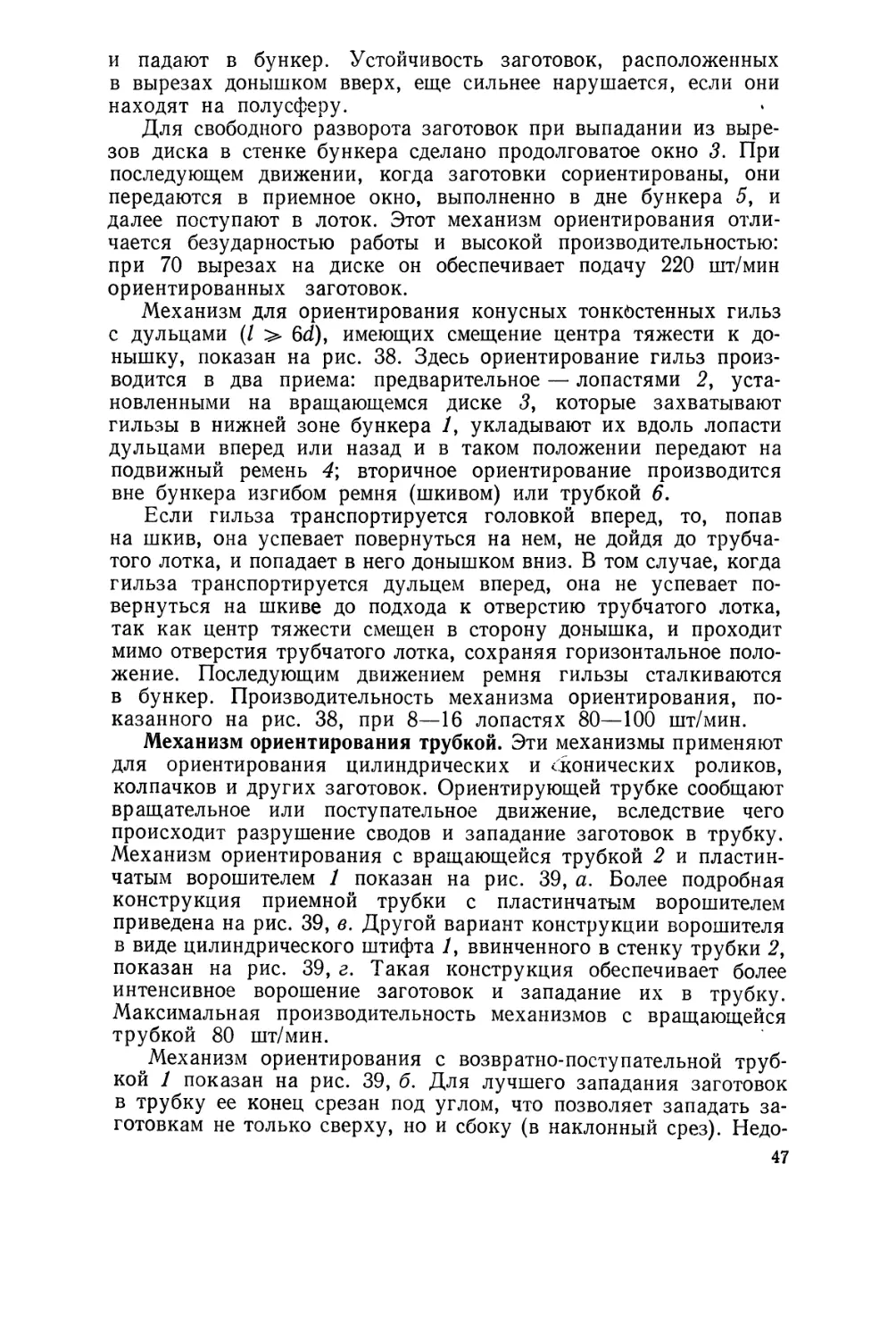
тонкостенных заготовок (гильз).
Производительным способом выборки заготовок со шляпками
(до 220 шт/мин) является круговая щель 5 (рис. 22, е),
образованная дном бункера 4 и вращающимся диском 3, в которую
западают заготовки У, захватываются и транспортируются
подпружиненными, собачками 2.
В качестве захватного органа часто применяют диски с
прямоугольными и профильными вырезами. На рис. 23, а показан
диск Ус прямоугольными вырезами 2 для захвата
цилиндрических заготовок 3, а на рис. 23, б — с профильными вырезами У
для захвата шайб 2. Диск устанавливают в донной части бункера.
Захватные органы в виде цилиндрического барабана У с
профильными вырезами 2 на торце (рис. 23, в) применяют для подачи
низких колпачков со сферическим донышком 3. Для таких же
колпачков применяют диск У (см. рис. 23, г) с карманчиками 2,
расположенными по окружности. Карманчики делают съемными
на случай замены при износе.
Весьма производительные (до 200 шт/мин) захватные органы
в виде зубчатых дисков У (рис. 23, д). По окружности диска
расположены зубцы 2, между которыми располагаются заготовки
(высокие и средние колпачки). В верху бункера происходит
отсортировка колпачков: запавшие вверх донышком выпадают
из диска, а запавшие вниз донышком передаются в приемный
лоток.
Выборку цилиндрических заготовок можно производить с
помощью трубки. На рис. 23, е показана вращающаяся трубка У,
32
вмонтированная в донную часть бункера. Трубка имеет палец 3,
который при вращении ворошит заготовки 2, вследствие чего они
западают в трубку. Захватные трубки могут быть и с возвратно-
поступательным движением, в этом случае на верхнем торце
трубки делают наклонный срез, способствующий лучшему запа-
данию заготовок в трубку. Производительность таких захватных
органов 40 шт/мин.
Рассмотренные разновидности захватных органов являются
наиболее распространенными и могут служить исходной базой
при проектировании бункерно-ориентирующих устройств.
4. МЕХАНИЗМЫ ОРИЕНТИРОВАНИЯ ЗАГОТОВОК
Процесс ориентирования заготовок лежит в основе построения
любого автоматического загрузочного устройства,
осуществляющего подачу штучных заготовок в рабочую позицию в строго
определенном рабочем положении. Поэтому выбор принципа
построения и разработка механизма ориентирования является
одним из главнейших вопросов проектирования автоматических
загрузочных устройств.
Трудность создания механизмов ориентирования обусловлена
необходимостью соблюдения ряда условий: укладка всех
заготовок в требуемом положении, надежность прохождения
заготовок в механизме ориентирования и выдачи их в лоток,
исключение возможных повреждений заготовок в процессе
ориентирования, обеспечение требуемой производительности. Несоблюдение
одного из этих условий может привести к тому, что механизм
ориентирования не обеспечит требуемой производительности.
Для практики проектирования автоматических загрузочных
устройств первостепенное значение имеет знание существующих
способов ориентирования в автоматических загрузочных
устройствах, оправдавших себя в производстве. Существует большое
число разновидностей конструкций механизмов ориентирования,
что усложняет их изучение. Для упрощения выбора и анализа
механизмов ориентирования целесообразно их классифицировать.
За основу при классификации принимаем способ ориентирования
заготовок. ~-
Ориентирование заготовок есть процесс автоматического
разворота заготовок в требуемое положение. Оно происходит при
движении заготовок в механизме ориентирования.
Для разворота заготовок в требуемое положение используют,
с одной стороны, особенности формы заготовок (наличие
отверстия, паза, бурта, головки) или смещения их центра тяжести
относительно оси симметрии, с другой стороны, форму
ориентирующего звена (фасонные вырезы, щель и др.). В зависимости
от выбора той или иной особенности формы заготовки и формы
ориентирующего звена различаются и способы ориентирования.
Например, если заготовка имеет отверстие, а ориентирующее
о Н. И. Камышный 33
звено вид крючка, то такой способ ориентирования называют
«надевание заготовки на крючок».
Если для ориентирования принимают головку заготовки,
а ориентирующее звено — сектор со щелью, то такой способ
называют «ориентирование щелью», или «западание в щель».
Ориентирование заготовок может производиться в один и в два
приема. Ориентирование в один прием осуществляется в процессе
захвата заготовок. Например, в крючковых загрузочных
устройствах заготовка захватывается крючком за отверстие.
Следовательно, захват заготовок является в то же время и процессом
окончательного ориентирования. Ориентирование в два приема
осуществляется раздельно: предварительное — во время захвата,
окончательное — при прохождении через вторичный механизм
ориентирования. Например, в дисковых загрузочных устройствах
предварительное ориентирование цилиндрических длинных
колпачков производится при западании их в прямоугольные вырезы
диска, а окончательное — при транспортировании в верхнем
положении специальным механизмом вторичного ориентирования.
Окончательное ориентирование заготовок может
осуществляться как внутри бункера, так и вне его. В многопозиционных
загрузочных устройствах механизмы ориентирования встраивают
в захватный диск, поэтому заготовки такими бункерно-ориенти-
рующими устройствами выдаются из бункера в лоток окончательно
ориентированными. В ряде конструкций
бункерно-ориентирующих устройств предварительное ориентирование производится
внутри бункера, а вторичное — вне бункера. Механизм
ориентирования в этом случае можно устанавливать в начале, середине
или в конце лотка.
Для классификации механизмов ориентирования выделяем
шесть основных, наиболее распространенных способов
ориентирования: I — надевание заготовки на крючок; II — западание
заготовки в щель; III — западание заготовки в фасонный вырез
по профилю заготовки; IV — поворот заготовки на фасонных
губках и других опорах; V — по расположению центра тяжести;
VI — западание заготовки в трубку; VII — особые случаи
ориентирования, например ориентирование заготовок по их
электрическим свойствам (в частности, ориентирование селеновых шайб).
| Ориентирование заготовок надеванием на крючок, штырь.
Разновидности механизмов ориентирования, построенных на этом
принципе, можно подразделить на две группы: осуществляющие
захват и ориентирование заготовок одновременно (рис. 24 и 25);
осуществляющие ориентирование заготовок в два приема (рис. 26).
На рис. 24, а показана схема механизма ориентирования
в один прием колпачков, у которых I > d. Крючки 2,
установленные на вращающемся диске /, перемещаются в заготовках 4,
засыпанных в бункер <?, захватывают их и транспортируют к
приемному лотку, где они под действием собственного веса спадают
с крючков в лоток. Следует отметить, что крючки, проходя в за-
34
Рис. 24. Механизмы
ориентирования в один прием
Рис. 25. Однокрючковые
механизмы ориентирования в один
прием
готовках, могут повреждать заготовки, особенно тонкостенные
колпачки. Максимальная производительность при 12 крючках —
до 150 шт/мин.
Безударный механизм ориентирования в один прием показан
на рис. 24, б. Во вращающемся бункере вмонтировано кольцо 2,
на внутренней поверхности которого вставлены штыри 1
конической формы под некоторым углом к радиальному направлению
(тангенциальные штыри). При вращении бункера с кольцом
заготовки 3 пересыпаются в нем и под действием собственного веса
надеваются на штыри и транспортируются вве^х к приемному
лотку. При этом способе ориентирования исключается
принудительное движение крючков в заготовках, вследствие чего
заготовки не повреждаются. В кольце размещается от 35 до 73 штырей.
Максимальная производительность при 73 штырях — до
400 шт/мин. Этот способ ориентирования используют в
высокопроизводительных бункерно-ориентирующих загрузочных
устройствах для подачи колпачков на прессы и другие машины.
Рис. 26. Механизмы ориентирования в два приема
3* 35
Для ориентирования низких колпачков используют штыревой
механизм (рис. 24, в). На бесконечном ремне 2 закреплены штыри 1
с определенным шагом. Ремень со штырями размещают в донной
части бункера 3. При движении ремня и штырей в направлении,
показанном стрелкой, штыри захватывают колпачки 4 и
ориентируют их донышком вверх. В таком положении они
транспортируются вверх, ко второму шкиву. На перегибе ремня,
образованном шкивом, штыри уходят вниз, а заготовки соскальзывают
в лоток. Производительность этого механизма ориентирования
до 100 шт/мин.
Одноштыревой механизм ориентирования показан на рис. 24, г.
Его применяют для колпачков, у которых / > d. Штырь 2
совершает возвратно-поступательное движение, в процессе которого (при
движении вверх) на штырь 2 надеваются колпачки 1 и
транспортируются в лоток, установленный в верху бункера 3.
Производительность одноштыревого механизма ориентирования до 70 шт/мин.
Механизмы ориентирования с одним крючком показаны на
рис. 25. Эти механизмы используют для ориентирования
небольших деталей — шайб, гаек и т. п. На рис. 25, а показан механизм,
предназначенный для ориентирования стеклянных бусинок
(шайб) 1 размером DHap = 3,5 мм, dBIiyT = 2,5 мм, Авыс = 2 мм.
Засыпанные в бункер 2 заготовки 1 захватываются
колеблющимся крючком 5. При положении крючка, показанном на
рис. 25, я, бусинки спадают с крючка и надеваются на иглу 3,
имеющую диаметр, равный диаметру крючка. По игле заготовки
перемещаются (под действием собственного веса) к питателю.
Трубку 4 монтируют в бункере с целью предотвращения
попадания бусинок в зону движения их по игле. Бункерно-ориенти-
рующие устройства с таким механизмом ориентирования
применяют в сборочных станках электровакуумного производства.
Их производительность до 35 шт/мин.
Механизм ориентирования заготовок для гаек показан на
рис. 25, б. На периферии вращающегося бункера 2 помещен
крючок /, заостренная часть которого направлена навстречу
движению бункера, а следовательно, и заготовок 3. В процессе
движения заготовки надеваются на крючок, проталкивают друг
друга вдоль крючка и попадают под пластмассовые ролики 4,
которые принудительно (силой трения) перемещают заготовки по
крючку к питателю. При переполнении крючка заготовками
ролики будут проскальзывать по заготовкам. Устройства с данным
способом ориентирования применяют для подачи мелких
заготовок (гаек) на резьбонарезные станки. Производительность
металлорежущих автоматов редко превосходит 50 шт/мин,
поэтому однопозиционные механизмы ориентирования можно с
успехом применять в бункерных загрузочных устройствах,
предназначенных для металлорежущих автоматов. Для станков и машин,
имеющих производительность свыше 100 шт/мин, следует
применять механизмы ориентирования, показанные на рис. 24, а, б.
36
Механизмы, производящие ориентирование заготовок в два
приема, показаны на рис. 26.
Заготовки в виде шайб / (небольших размеров) засыпают
в бункер 2, где их захватывает качающийся совок 4. В верхнем
положении совка шайбы спадают на иглу 3. Шайбы, попавшие
отверстием на иглу, перемещаются по ней вниз к питателю,
а остальные падают в бункер. Работа данного механизма
ориентирования сопровождается ударами, вызываемыми погружением
совка в заготовки, вследствие чего детали могут быть повреждены.
Поэтому для ориентирования заготовок из хрупких материалов
следует применять однокрючковый механизм ориентирования,
показанный на рис. 25, а, который отличается безударной работой.
Механизм ориентирования с поворотными крючками 4>
монтированный на диске 3 (рис. 26, б), применяют для подачи
колпачков, втулок и других заготовок. Особенность этого механизма
состоит в том, что при захвате и транспортировке крючки 4
занимают тангенциальное положение, а при выдаче (в верхнем
положении) поворачиваются на 90°, что способствует быстрому
и надежному спаданию заготовок с крючков и попаданию их
в лоток 2. Если лоток заполнен заготовками, то лишние
заготовки падают в бункер /. Производительность такого механизма
до 100 шт/мин.
Конструкция механизма, ориентирующего колпачки (/ > d)
в два приема, приведена на рис. 26, в. Этот механизм отличается
плавностью работы.
В нижней части бункера колпачки западают в гнезда 2
кольца / и транспортируются вверх к звездочке 4, где они
проходят вторичное ориентирование. Колпачки, запавшие отверстием
вниз, надеваются на штырь звездочки 4 и передаются в лоток 5.
Те колпачки, которые запали отверстием вверх, остаются в
отверстии кольца, так как штыри звездочки упираются в донышки
и сопровождают их до тех пор, пока они не зайдут за лоток.
Приводом вращения звездочки является диск 7, в отверстия
которого входят штыри. Для предупреждения преждевременного
выпадения колпачков из отверстий предусмотрен щиток 3.
Производительность этого механизма ориентирования доходит до
200 шт/мин.
Механизм для ориентирования малых колпачков (I > d)
показан на рис. 26, г. Ориентирование производится в два приема.
Заготовки западают в пространство между крючками 3 донышком
или отверстием к крючку. Если колпачки надеты на крючок, то
они не выдаются в лоток 4, а будут транспортироваться вверх,
где и спадут в бункер 1. Те колпачки, которые расположены
донышком к крючку, перемещаясь вверх, западут в лоток. Крючки
выполняют заодно с диском 2 вследствие их малых размеров.
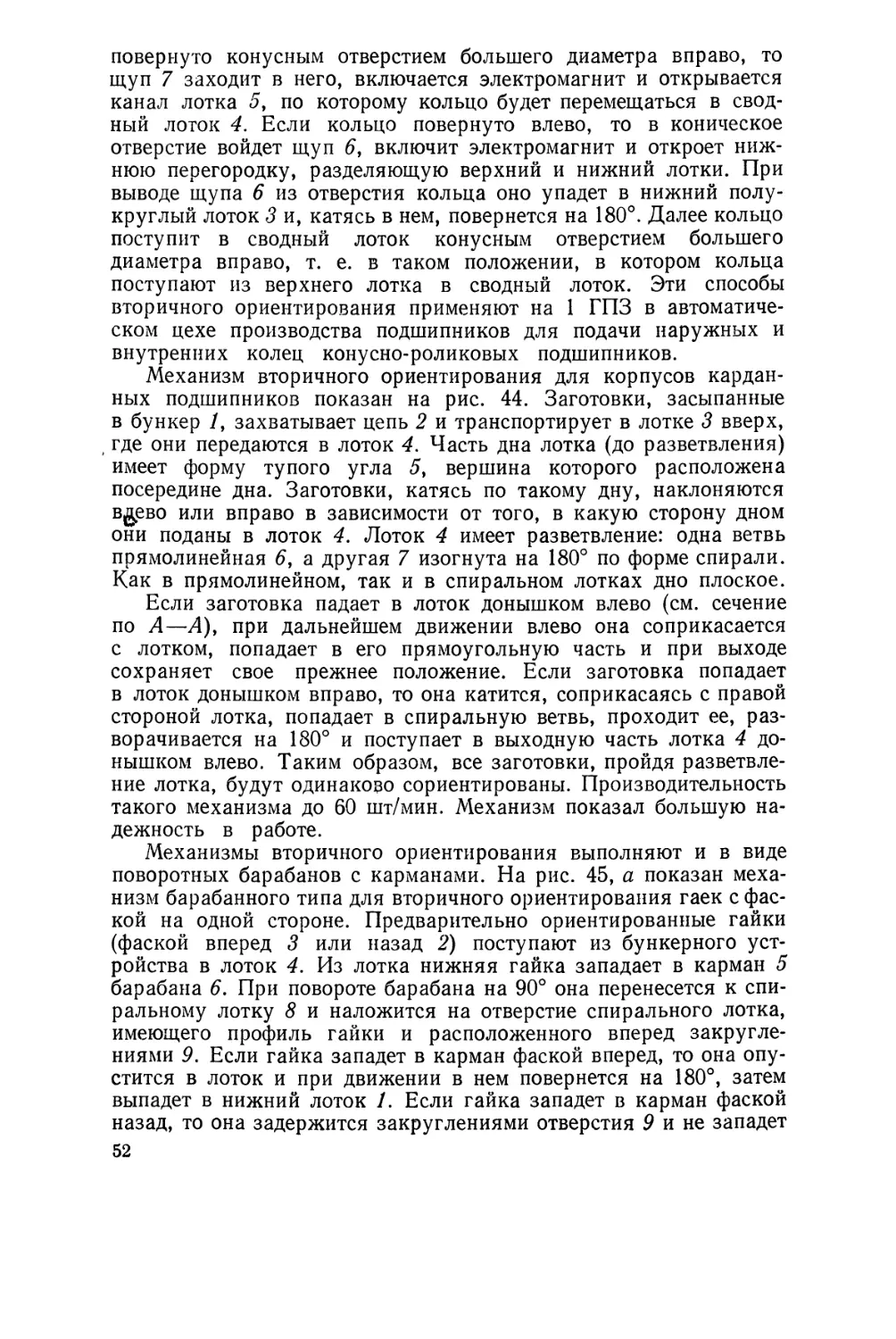
Ориентирование заготовок посредством щели. Этот способ
применяют преимущественно для подачи заготовок с головкой:
болтов, шурупов, винтов, гильз, заклепок. Ориентирование
37
Рис. 27. Щелевые ориентирующие
механизмы
посредством щели применяют также
для заготовок типа шайб^^юнич£-
ских роликов, звеньев цепей, цилин-
~ДричесйШ~ётержней. На рис. 27
показаны механизмы ориентирования
посредством щели в один прием.
Механизм ориентирования с
щелевым качающимся сектором 1
(рис. 27, а) получил широкое
распространение для деталей с головкой
патронного и метизного
производства. Конструкцию качающегося
сектора можно легко приспособить и для подачи шайб, звеньев
цепей, стержней, втулок. Для этого в щели делают
перегородку 2 на глубине, которая определяется размерами и
пространственным расположением заготовок в щели. Например, для
ориентирования шайб с вертикальным расположением диаметра
в щели (рис. 27, я, сечение /) глубину следует брать равной
или несколько меньшей диаметра шайб. При горизонтальном
расположении диаметра шайбы в щели (рис. 27, а, сечение //)
глубину следует брать равной толщине шайбы.
Производительность секторных механизмов ориентирования равна до 130 шт/мин.
Механизм ориентирования с круговой щелью 3 (рис. 27, б),
образованной вращающимся диском / и неподвижным дном
бункера 2У применяют для ориентирования тонкостенных гильз со
шляпками, винтов с цилиндрическими головками и др. Заготовки,
запавшие в щель, захватываются собачками 4, установленными
в щели диска /, и транспортируются в верх бункера, где они
выдаются в щелевой лоток. В том случае, когда лоток переполнен
заготовками, собачки утапливаются в щель диска и
проскальзывают по заготовкам. Собачки поджимаются к заготовкам
пружиной 5. Этот способ ориентирования обеспечивает плавность
работы и высокую производительность (до 220 шт/мин).
38
Механизм ориентирования для гаек показан на рис. 27, в.
Его особенностью является выдача сориентированных гаек в два
потока, что позволяет подавать их из одного бункерно-ориенти-
рующего устройства на две рабочие позиции. Гайки, засыпанные
в бункер, концентрируются в верхнем пространстве,
образованном стенками 1 и доской 4. При возвратно-поступательном
движении доски заготовки западают в каналы 3, образованные
стенками 1 и направляющими 2. В нижнем положении заготовки
выдаются на рабочую позицию.
Механизм для ориентирования шайб, кругов и подобных им
деталей показан на рис. 27, г. Внутри бункера 1 вмонтированы
два ворошителя 2 и лоток 3, канал которого выполнен
прямоугольным и соответствует боковой проекции шайбы. При возвратно-
поступательном движении ворошителей шайбы западают в канал
лотка и под действием силы тяжести перемещаются вниз к
питателю. Возвратно-поступательное движение ворошителей
осуществляется кулачковыми механизмами 4.
Ориентирование длинных цилиндрических заготовок с
головками, у которых / > 4d, производится механизмом, показанным
на рис. 28, а. Вращающийся бункер 1 устанавливают под углом
10—15° к вертикальной оси. Засыпанные в бункер заготовки
перемещаются центробежной силой к периферии бункера, и
большинство из них располагается длиной по хор;рм (головками
вперед или назад). Качающийся щелевой лоток 3 опускается
в бункер, погружается в движущиеся заготовки и захватывает
их щелью. Затем лоток поднимает их вверх, далее они
соскальзывают в неподвижный лоток 2. Недостатком этого механизма
является быстрый износ захватной части качающегося лотка.
Производительность до 40 шт/мин.
Механизм ориентирования заклепок показан на рис. 28, б.
Часть заклепок, засыпанных в бункер /, западает цилиндрическим
концом 3 в круговую щель барабана 5, а часть — головкой 2
в полусферическую выемку, концом вверх. Если заклепка запала
в щель и находится не в полусферической выемке, а на верхней
плоскости барабана, то, подойдя к выступу 4У она остановится,
а барабан 5 будет продолжать вращаться и подведет
полусферическую выемку под заклепку 3, которая и западает в нее. Если
заклепка запала в полусферическую выемку головкой 2, то уступ
повернет ее цилиндрическим концом вниз. При дальнейшем
движении заклепок (за уступом 4) они сохраняют вертикальное
положение по длине. Подойдя к лотку, они выпадают из
сферической выемки в лоток 7. Для надежности выпадания заклепок из
барабана предусмотрен съемник 6, который вставлен в щель.
Особенностью этого механизма является плавность работы. При
выполнении на барабане нескольких ориентирующих щелей и
полусферических выемок возможна многопоточная подача.
В производстве встречаются заготовки, имеющие глубокие
прямолинейные шлицы. Ориентирование таких заготовок про-
39
г j
Рис. 28. Щелевые ориентирующие механизмы с качающимся щелевым
лотком (а); с круговой щелью и сферическими углублениями (б)
изводится надеванием их шлицом на захватный орган в виде
прямоугольника. На рис. 29, а показан механизм для
ориентирования цилиндрических деталей со шляпками и глубокими
вырезами 3. Заготовки, засыпанные в бункер 7, захватываются
вращающимися лопастями 2. При подъеме лопасти вверх заготовки
скользят по криволинейному профилю лопасти и попадают на
прямолинейный. Когда лопасть находится против лотка 4>
заготовки соскальзывают с лопасти на лоток, по которому они
движутся в позицию выборки.
На рис. 29, б показан механизм ориентирования для деталей
с глубокими и длинными шлицами. Детали, засыпанные в лоток 4,
поступают в барабан 2, имеющий лопасти 5. При вращении
барабана детали захватываются лопастями и транспортируются вверх,
откуда они попадают вниз и некоторые из них попадают шлицами
на вибрирующую прямоугольную направляющую / и скользят
в позицию выборки. Для улучшения скольжения деталей
направляющая устанавливается под небольшим углом к горизонтальной
плоскости. Вращение барабана осуществляется с помощью
ременной передачи.
Механизмы ориентирования с карманчиками, вырезами и
отверстиями, выполненными по профилю заготовок. Эти механизмы
Рис. 29. Механизмы ориентирования:
а — с прямоугольными лопастями; б —~с~ вибрирующей'прямоугольной направляющей
Рис. 30. Карманчиковые ориентирующие механизмы
применяют для ориентирования низких колпачков, шайб, шаров,
цилиндров, трубочек и других деталей. Ориентирование
осуществляется, как правило, в один прием при зачерпывании или за-
падании заготовок в карманчики или вырезы.
Карманчиковый механизм ориентирования низких колпачков 3
со сферическими донышками показан на рис. 30, а. При вращении
диска 1 карманчики 2, закрепленные на диске, перемещаются
в заготовках и некоторые из них захватывают заготовки в бункере 4
и транспортируют их вверх. При дальнейшем движении они
выпадают из карманчиков и поступают в лоток 5. Принудительное
зачерпывание заготовок, находящихся в донной части бункера,
приводит к интенсивному ворошению заготовок^ к повышенному
износу карманчиков, а в ряде случаев и к повреждениям
заготовок. Такого типа ориентирующие механизмы следует применять
для жестких колпачков, допускающих царапины на поверхностях.
Максимальная производительность 130 шт/мин.
Более плавную работу обеспечивает механизм ориентирования
с профильными карманчиками 3 (рис. 30, б), выполненными на
торце кольца 1. Внутренняя поверхность кольца (с
карманчиками) находится ниже наклонного дна бункера 2, вследствие чего
колпачки перемещаются и заполняют нижнее пространство,
образованное кольцом. При вращении кольца колпачки пересыпаются
в нем и часть из них под действием силы тяжести западает и
ориентируется профильными карманчиками. Сориентированные
колпачки транспортируются к лотку 4У где выпадают из карманчика
в него. Максимальная производительность 130 шт/мин.
Для колпачков с плоскими донышками / (рис. 31, а)
ориентирование производится профильными вырезами 2 с язычками 3,
выполненными на стенке вращающегося барабана 5. Под
действием центробежной силы, создаваемой вращающимся
барабаном, ускоряется процесс ориентирования, а следовательно, и
увеличивается производительность. Через профильные вырезы
проходят только те колпачки, которые расположены отверстием
к язычкам. При движении колпачков в вырезах они надеваются
на язычки, поворачиваются на некоторый угол и в ориентирован-
41
8
Рис. 31. Карманчиковые ориентирующие механизмы со сложной формой
карманчиков
ном положении поступают в щель 6, образованную вращающимся
барабаном и кожухом 7 с дном. Из щели колпачки попадают
в широкий лоток 4 донышками книзу. В лотке колпачки
укладываются и выдаются в несколько рядов. Такие механизмы
ориентирования применяются в высокопроизводительных прессах,
осуществляющих многопозиционную обработку.
Ориентирование гофрированных металлических колпачков
(пробок) 2 производится окнами, имеющими форму боковой
проекции колпачка (рис. 31, б). Окна образуются диском 3 и шипами 1.
Те колпачки, которые запали большим диаметром к диску,
выдаются в лоток 4, а те, которые запали обратной стороной,
транспортируются вверх и спадают в бункер.
В современном массовом производстве автоматизируют подачу
заготовок, сделанных не только из металла, но и из других
материалов, например из пластмассы, дерева, стекла, мастики.
На рис. 32, а, б показаны механизмы ориентирования
цилиндрических заготовок со сферическими концами из тестообразного
материала с тонкой твердой оболочкой. Ориентирование
производится профильными отверстиями, выполненными на прерывисто
вращающемся диске 2. Диск устанавливается в донной части
бункера /. При движении диска заготовки западают в отверстия 4
Рис. 32. Ориентирующие механизмы с карманчиками
42
и транспортируются к позиции выборки. Второй ряд заготовок
на диске (перед позицией выборки) сбрасывается щеткой 5.
Заготовки, запавшие в отверстия, подаются толкателем 3 вверх,
где они захватываются и передаются в позицию сборки.
Особенностью этого механизма является выдача заготовок вверх, а не
в лоток, как это было в ранее рассмотренных механизмах
ориентирования.
На рис. 32, б приведена другая конструкция механизма
ориентирования для тех же деталей. В диске 2 с наклонным
расположением донной части бункера / выполнены отверстия 3. При
вращении диска заготовки западают в отверстия и транспортируются
вверх. При совмещении отверстия диска 3 и лотка 4 заготовки,
находящиеся в отверстиях, выпадают в лоток. Для улучшения
западания заготовок в отверстия диска механизм ориентирования
делают колеблющимся. Максимальная производительность таких
механизмов ориентирования 145 шт/мин.
Механизмы ориентирования заготовок профильными губками.
Этот способ ориентирования применяется для заготовок, имеющих
параболическую^ коническую и другие близкие к ним формы.
Ориентирование ^производится в два приема — предварительное
(первичное) и окончательное (вторичное) в бункере или вне
бункера.
На рис. 33 показан механизм ориентирования заготовок
параболической формы на профильных губках 7. В донной части
бункера / установлен диск 2, на котором выполнены
прямоугольные вырезы (карманы) 4. При вращении диска заготовки
западают в карманы заостренной частью вправо или влево
(предварительное ориентирование) и транспортируются к механизму
вторичного ориентирования 3. Выпаданию заготовок из карманов
препятствует дно бункера 5, в котором против механизма
вторичного ориентирования сделано окно, через него заготовки
последовательно выпадают из карманов и поступают на губки 7 механизма
вторичного ориентирования. На губках заготовки
разворачиваются острым концом вниз и падают в лоток 6. Таким образом,
вторичное ориентирование осуществляется в одной позиции, вне
бункера. Максимальная производительность 120 шт/мин.
Механизм ориентирования для метчиков аналогичен
описанному выше. Первичное ориентирование производится
прямоугольными карманами, выполненными на диске, а вторичное —
губками 1 с продольными пазами 2, установленными вне бункера
(рис. 34). Пазы имеют жесткий допуск на диаметр рабочей части
(больший диаметр) и свободный — на диаметр хвостовика
(меньший диаметр), вследствие чего хвостовик всегда быстрее
проваливается в паз 2. В лоток 3 метчики поступают расположенные
хвостовиками вниз. Максимальная производительность 100 шт/мин.
В целях повышения производительности созданы
многопозиционные механизмы ориентирования (рис. 35), в которых
ориентирование осуществляется также в два приема, как и в предыдущих
43
механизмах; отличаются они тем, что механизмы вторичного
ориентирования размещены внутри бункера на диске. Таким
образом, как первичное, так и вторичное ориентирование
производится внутри бункера и заготовки выдаются из бункера в лоток
окончательно ориентированными.
Предварительное ориентирование производится карманами У,
образованными перегородками 5 диска 6 и крышкой 2,
окончательное — на профильных губках 3, которые разворачивают
заготовки всегда заостренной частью вниз. Во время движения
заготовки выпадают из карманов через прорезь 7 и попадают
в прямоугольные радиально расположенные прорези диска 4,
который транспортирует и передает заготовки в лоток.
Максимальная производительность многопозиционного ориентирующего
устройства с профильными губками 220 шт/мин.
В многопозиционном механизме (рис. 36) первичное
ориентирование заготовок производится радиальными пазами 2,
выполненными на диске 3, а окончательное — вверху
опрокидывателем 4, который скользит в пазу / диска. Если заготовка 5 запала
неправильно, то она набегает на опрокидыватель, поворачивается
без крышки
44
Рис. 36. Механизм ориентирования с радиальными пазами и
опрокидывателем
на 180° и занимает окончательно ориентированное положение 6
на диске. При дальнейшем движении диска происходит выдача
заготовок в лоток. Максимальная производительность такого
механизма ориентирования 220 шт/мин.
Механизмы ориентирования по расположению центра тяжести
заготовок. Эти механизмы получили широкое распространение
для заготовок цилиндрической формы (колпачков), а также для
деталей, имеющих форму патронных гильз. Характерной
особенностью этих заготовок является смещение центра тяжести
относительно их середины. Ориентирование заготовок при этом
способе производится в два приема: предварительное — в процессе
захвата, окончательное — при прохождении механизма
вторичного ориентирования. Этот способ положен в основу построения
бункерных загрузочных устройств со многими или с одной
позицией вторичного ориентирования.
Многопозиционные механизмы ориентирования показаны на
рис. 37. Окончательное ориентирование заготовок в этих
механизмах (кроме рис. 37, б) производится внутри бункера.
Механизм ориентирования (рис 37, а) представляет собой диск /,
внутри которого выполнены карманы, разделенные
перегородками 6, которые образуют два пространства: правое 7 и левое 3.
Стенки 4 кармана выходят за контур верхнего диска 2 и с вну-
тренней поверхностью стенки 5 бункера образуют щель, по
размерам несколько большую заготовки. Диск с бункером
установлены под углом. При вращении диска в нижней зоне бункера
заготовки западают в щель 8 и транспортируются вверх, в зону
ориентирования. Подойдя к вырезу, выполненному в стенке
бункера, заготовки свободно разворачиваются на ножевой опоре,
т. е. на заострении перегородки 6, вследствие смещения центра
тяжести заготовок относительно опоры, и падают в левую 3 или
в правую 7 зону кармана. При дальнейшей транспортировке
сориентированные заготовки выпадают в окно, сделанное в дне
бункера, и поступают в лоток. В лотке заготовки располагаются
по длине в горизонтальной плоскости, что позволяет делать
короткие лотки и таким образом снижать высоту установки бун-
керно-ориентирующего устройства относительно пола.
Максимальная производительность при 60 карманах 220 шт/мин.
Однопозиционный механизм, предназначенный для подачи
колпачков со смещенным центром тяжести относительно середины,
показан на рис. 37, б. Его устанавливают вне бункера.
Заготовки, предварительно сориентированные прямоугольными
вырезами диска (донышком влево или вправо), поступают в механизм
ориентирования 1. На опоре 2 они под действием момента,
образованного силой тяжести и плечом (расстоянием от опоры до центра
тяжести), опрокидываются всегда донышком вниз и в таком
положении поступают в лоток 3. Этот механизм приспособлен
накапливать- заготовки в лотке и выдавать с вертикальным
расположением их по длине. Максимальная производительность
150 шт/мин.
Для заготовок, имеющих незначительное смещение центра
тяжести относительно середины, применяются механизмы
ориентирования с карманами, стенки 1 которых делают Г-образной
формы (рис. 37, в). Такая форма стенок позволяет смещаться
заготовкам по опоре 2 под козырек 3 тонкими концами и таким
образом увеличивать плечи — расстояния между опорами и
центром тяжести, что повышает надежность опрокидывания
заготовок донышком вверх. Дальнейший процесс ориентирования
аналогичен показанному на рис. 37, а. Максимальная
производительность 200 шт/мин.
Для колпачков со смещенным центром тяжести применяют
оригинальные зубчатые ориентирующие механизмы (рис. 37, г).
В диске У, расположенном в наклонном цилиндрическом бункере i,
выполнены вырезы с радиусными закруглениями. По бокам этих
вырезов сделаны высокие зубцы 6, препятствующие
опрокидыванию заготовок в боковом направлении. В нижней зоне бункера
заготовки западают в вырезы (между зубцами) донышками вниз
или вверх. Те заготовки, которые запали в вырезы донышком
вниз, занимают устойчивое положение даже при прохождении их
над полусферой 4, а запавшие донышком вверх занимают
неустойчивое положение, опрокидываются на кромке радиусного выреза
46
и падают в бункер. Устойчивость заготовок, расположенных
в вырезах донышком вверх, еще сильнее нарушается, если они
находят на полусферу.
Для свободного разворота заготовок при выпадании из
вырезов диска в стенке бункера сделано продолговатое окно 3. При
последующем движении, когда заготовки сориентированы, они
передаются в приемное окно, выполненно в дне бункера 5, и
далее поступают в лоток. Этот механизм ориентирования
отличается безударностью работы и высокой производительностью:
при 70 вырезах на диске он обеспечивает подачу 220 шт/мин
ориентированных заготовок.
Механизм для ориентирования конусных тонкостенных гильз
с дульцами (/ > 6d), имеющих смещение центра тяжести к
донышку, показан на рис. 38. Здесь ориентирование гильз
производится в два приема: предварительное — лопастями 2,
установленными на вращающемся диске 3, которые захватывают
гильзы в нижней зоне бункера /, укладывают их вдоль лопасти
дульцами вперед или назад и в таком положении передают на
подвижный ремень 4\ вторичное ориентирование производится
вне бункера изгибом ремня (шкивом) или трубкой 6.
Если гильза транспортируется головкой вперед, то, попав
на шкив, она успевает повернуться на нем, не дойдя до
трубчатого лотка, и попадает в него донышком вниз. В том случае, когда
гильза транспортируется дульцем вперед, она не успевает
повернуться на шкиве до подхода к отверстию трубчатого лотка,
так как центр тяжести смещен в сторону донышка, и проходит
мимо отверстия трубчатого лотка, сохраняя горизонтальное
положение. Последующим движением ремня гильзы сталкиваются
в бункер. Производительность механизма ориентирования,
показанного на рис. 38, при 8—16 лопастях 80—100 шт/мин.
Механизм ориентирования трубкой. Эти механизмы применяют
для ориентирования цилиндрических и ^конических роликов,
колпачков и других заготовок. Ориентирующей трубке сообщают
вращательное или поступательное движение, вследствие чего
происходит разрушение сводов и западание заготовок в трубку.
Механизм ориентирования с вращающейся трубкой 2 и
пластинчатым ворошителем / показан на рис. 39, а. Более подробная
конструкция приемной трубки с пластинчатым ворошителем
приведена на рис. 39, в. Другой вариант конструкции ворошителя
в виде цилиндрического штифта У, ввинченного в стенку трубки 2,
показан на рис. 39, г. Такая конструкция обеспечивает более
интенсивное ворошение заготовок и западание их в трубку.
Максимальная производительность механизмов с вращающейся
трубкой 80 шт/мин.
Механизм ориентирования с возвратно-поступательной
трубкой J показан на рис. 39, б. Для лучшего западания заготовок
в трубку ее конец срезан под углом, что позволяет западать
заготовкам не только сверху, но и сбоку (в наклонный срез). Недо-
47
статок этого механизма состоит
в том, что при большом числе
ходов (80 дв. ход/мин) конец
ориентирующей трубки ударяет о
заготовки, что может вызвать их
повреждение.
Наиболее надежным и
производительным является механизм
ориентирования с разрезной
трубкой (рис. 40). Полутрубки 1 и 2
(рис. 40, а) совершают возвратно-
поступательное движение в
противоположных направлениях,
вследствие чего заготовки западают
в отверстие, образованное
полутрубками, и перемещаются вниз,
к позиции выдачи. Возвратно-
поступательное движение
полутрубок осуществляется кулачковыми
механизмами 3 и 4 — вверх
кулачками, а вниз — под действием
собственного веса.
Механизм для ориентирования тонких кругов, шайб и т. п. .
показан на рис. 40, б. Поштучная выборка и передача заготовок
в вибрирующую трубку (лоток) 1 производится дисковым бункерно-
ориентирующим устройством 2. Вибрирующая трубка
способствует лучшему развороту и укладке шайб в ориентированном
положении. Максимальная производительность 60 шт/мин.
Механизм, показанный на рис. 41, а, применяют для
ориентирования цилиндрических заготовок из легких материалов,
например пробок. Ориентирование производится двумя фасонными
вращающимися роликами 2, образующими отверстие. Ролики
расположены в низу бункера Д при вращении ворошат пробки 4,
вследствие чего они западают в отверстие между роликами и
поступают в лоток 3. Так как ролики вращаются в направлении
верха бункера, то пробки интенсивно отбрасываются вверх и
Рис. 38. Лопастной механизм
ориентирования с подвижным ремнем
Рис. 39. Механизмы
ориентирования с подвижными трубками
4S
плохо западают в
ориентирующее отверстие. Опыт
эксплуатации таких механизмов
в разливочно-уку порочных
линиях показал
недостаточную надежность их работы и
малую производительность
(20 шт/мин).
Механизм ориентирования
монет (конструкция С. С. Бу-
рякова) показан на рис. 41, б.
Ориентирование происходит
западанием монет в
изогнутую трубку 1 в процессе
совместного вращения
конического бункера 2. Приемная
часть трубки сплющена и
образует щель 3 по размерам
несколько больше монеты.
Западание монет в трубку
происходит в верхней зоне.
Запавшие монеты скользят вправо, чему способствует изгиб
трубки. Коническая форма бункера обеспечивает соскальзывание
монет в левую зону, затем они поднимаются бункером вверх, где
западают в трубку со сплющенным концом. Загрузка заготовок
в конический бункер производится с помощью предбункера 4.
Механизмы вторичного ориентирования (прочие). Эти
механизмы применяют в тех случаях, когда бункерное устройство не
полностью ориентирует заготовки, например трубчатое
загрузочное устройство укладывает и передает в лоток цилиндрические
колпачки донышком вниз или вверх. Таким образом, требуется
доориентирование, при котором все колпачки должны
располагаться донышком в одну сторону. Это выполняют механизмы
вторичного ориентирования. Ниже рассмотрены механизмы вто-
а)
б)
Рис. 40. Механизмы ориентирования с
разрезной и вибрирующей подвижными трубками
Рис. 41. Механизмы
ориентирования
с вращающимися
роликами (а) и с
вращающейся трубкой со
сплющенным концом
(б)
4 Н. И. Камышный
49
Рис. 42. Механизмы вторичного ориентирования
ричного ориентирования, которые выполнены вне бункера
загрузочного устройства и встроены в лоток.
Механизм, предназначенный для вторичного ориентирования
конических роликов, показан на рис. 42, а. Из бункерного
устройства конические ролики подаются в лоток 2, большим или
меньшим основанием вниз. Из лотка ролики поступают на
направляющую 7, имеющую паз 3, в конце которого делается
перегородка 3. Если ролик падает на направляющую большим
основанием 5, то он перекрывает паз и при движении толкателя 1
перемещается по верхней плоскости направляющей и
сталкивается в таком положении в лоток 4. Если ролик падает из лотка
на направляющую меньшим основанием 5, то он опускается в паз
и при движении толкателя перемещается к перегородке 3,
упирается в нее, поворачивается большим основанием вниз и в таком
положении падает в лоток. Таким образом, все конические
ролики будут располагаться в лотке 4 большим основанием вниз.
Механизм вторичного ориентирования колпачков с
донышками показан на рис. 42, б. Из бункерного устройства колпачки
поступают в лоток 1 донышками вверх или вниз. Если колпачки
поступают донышком вверх, то они надеваются на штырь 3 и при
движении толкателя 4 будут опрокидываться донышком вниз
и в таком положении поступать в лоток 2. В том случае, когда
колпачки из лотка поступают к штырю донышком вниз, то при
движении толкателя они будут сталкиваться в лоток донышком
вниз. Таким образом, все заготовки будут расположены в лотке 2
донышками вниз.
Механизм вторичного ориентирования для цилиндров с
конусным заострением приведен на рис. 42, в. Из бункерного
устройства цилиндры поступают в лоток 2 заострением вниз или вверх.
Из лотка Цилиндры поступают в канал 3, сечение которого
выполнено прямоугольным, несколько большим по размерам диаметра
и длины цилиндра. При движении шибера ) скос 6 подойдет
к цилиндру и опрокинет его так, что он будет повернут
заострением к скосу. В таком положении он транспортируется к изгибу,
поворачивается на нем цилиндрической частью вниз и поступает
50
Рис. 43. Лотковые механизмы вторичного ориентирования
в лоток 5. Если цилиндр 4 поступает цилиндрической частью
вниз, то он занимает устойчивое положение независимо от скоса
и в таком положении транспортируется в лоток. Следовательно,
все цилиндры в лотке 5 будут располагаться цилиндрической
частью вниз.
Механизм вторичного ориентирования для цилиндрически
колпачков показан на рис. 42, г. Колпачки по одной штуке
падают из лотка 2 на винт 1. Если колпачки повернуты отверстием
вниз, то они надеваются на винт, а затем опрокидываются и
падают в лоток 3 донышком вниз. Если колпачок падает на винт
донышком, то он отскакивает вверх, а затем падает в лоток 3,
сохраняя прежнее положение, т. е. донышком вниз. Таким
образом, все колпачки, поступившие в лоток 3, будут сориентированы
донышком вниз.
В качестве механизмов вторичного ориентирования часто
применяют спиральные лотки, которые повертывают заготовки в
требуемое положение. На рис. 43, а показан механизм вторичного
ориентирования внутренних колец конусно-роликовых
подшипников. Из бункерного устройства 7 кольца захватываются диском 6
(силой трения) и подаются в лоток 5, сечение канала которого
выполнено по форме колец. Подойдя к барабану, кольца находят
на него и переносятся им к лоткам 2 и 3. Если кольца находятся
большим диаметром на барабане 4, то они попадают в нижний
лоток 2, а если меньшим, то — в верхний лоток 3. Верхний лоток
имеет спиральный участок У, который повертывает кольцо на
180°, т. е. в такое положение, в каком находятся кольца в нижнем
лотке.
Механизм лоткового типа для вторичного ориентирования
наружных колец конусно-роликовых подшипиков показан на
рис. 43, б. Предварительно ориентированы кольца (вправо или
влево коническим отверстием) с большим диаметром подаются
из бункерного устройства 1 диском 2 в лоток 8 и поступают в
позицию вторичного ориентирования (под щупы 6 и 7). Если кольцо
4* 51
повернуто конусным отверстием большего диаметра вправо, то
щуп 7 заходит в него, включается электромагнит и открывается
канал лотка 5, по которому кольцо будет перемещаться в
сводный лоток 4. Если кольцо повернуто влево, то в коническое
отверстие войдет щуп 6, включит электромагнит и откроет
нижнюю перегородку, разделяющую верхний и нижний лотки. При
выводе щупа 6 из отверстия кольца оно упадет в нижний
полукруглый лоток 3 и, катясь в нем, повернется на 180°. Далее кольцо
поступит в сводный лоток конусным отверстием большего
диаметра вправо, т. е. в таком положении, в котором кольца
поступают из верхнего лотка в сводный лоток. Эти способы
вторичного ориентирования применяют на 1 ГПЗ в
автоматическом цехе производства подшипников для подачи наружных и
внутренних колец конусно-роликовых подшипников.
Механизм вторичного ориентирования для корпусов
карданных подшипников показан на рис. 44. Заготовки, засыпанные
в бункер /, захватывает цепь 2 и транспортирует в лотке 3 вверх,
где они передаются в лоток 4. Часть дна лотка (до разветвления)
имеет форму тупого угла 5, вершина которого расположена
посередине дна. Заготовки, катясь по такому дну, наклоняются
в^ево или вправо в зависимости от того, в какую сторону дном
они поданы в лоток 4. Лоток 4 имеет разветвление: одна ветвь
прямолинейная 6, а другая 7 изогнута на 180° по форме спирали.
Как в прямолинейном, так и в спиральном лотках дно плоское.
Если заготовка падает в лоток донышком влево (см. сечение
по А—Л), при дальнейшем движении влево она соприкасается
с лотком, попадает в его прямоугольную часть и при выходе
сохраняет свое прежнее положение. Если заготовка попадает
в лоток донышком вправо, то она катится, соприкасаясь с правой
стороной лотка, попадает в спиральную ветвь, проходит ее,
разворачивается на 180° и поступает в выходную часть лотка 4
донышком влево. Таким образом, все заготовки, пройдя
разветвление лотка, будут одинаково сориентированы. Производительность
такого механизма до 60 шт/мин. Механизм показал большую
надежность в работе.
Механизмы вторичного ориентирования выполняют и в виде
поворотных барабанов с карманами. На рис. 45, а показан
механизм барабанного типа для вторичного ориентирования гаек с
фаской на одной стороне. Предварительно ориентированные гайки
(фаской вперед 3 или назад 2) поступают из бункерного
устройства в лоток 4. Из лотка нижняя гайка западает в карман 5
барабана 6. При повороте барабана на 90° она перенесется к
спиральному лотку 8 и наложится на отверстие спирального лотка,
имеющего профиль гайки и расположенного вперед
закруглениями 9. Если гайка западет в карман фаской вперед, то она
опустится в лоток и при движении в нем повернется на 180°, затем
выпадет в нижний лоток /. Если гайка западет в карман фаской
назад, то она задержится закруглениями отверстия 9 и не западет
52
Рис. 44. Лотковый ме-
в спиральный лоток. При дальнейшем повороте барабана на 180°
гайка выпадет из кармана в нижний лоток, сохраняя прежнее
положение 2, т. е. фаской вперед. Для предотвращения
выпадания гаек из карманов при повороте барабана предусмотрен
щиток 7.
Механизм барабанного типа для вторичного ориентирования
низких колпачков с плоским донышком показан на рис. 45, б.
Бункерным устройством колпачки предварительно ориентируются
либо донышком вниз, либо вверх и подаются в лоток 3. Если
колпачок запал в карман 4 донышком вниз, то при повороте барабана
на 90° он надевается на штифт 2 и не спадает в паз б, выполненный
в оси 7. При дальнейшем повороте барабана на 180° колпачок
спадает со штифта и перемещается в нижний лоток 5, повернутый
донышком вниз. Если колпачок западает в карман донышком
вверх, то при повороте он не наденется на штифт и при
совмещении кармана с пазом 6> имеющим прямоугольный профиль,
западет в него и переместится в нижний лоток донышком вниз.
Таким образом, все колпачки в нижнем лотке будут находиться
донышком вниз.
Рис. 45. Механизмы
вторичного ориентирования
для гаек и колпачков
с прямым донышком
53
Рис. 46. Механизмы вторичного ориентирова- Рис. 47. Механизм вторичного ори-
ния ентирования с разделителем потока
Механизм вторичного ориентирования шайб диаметром 18—
25 мм и толщиной 0,3—0,5 мм, покрытых селеновым слоем с одной
стороны, показан на рис. 46, а. Для ориентирования
использовано различие электрической проводимости непокрытой и
покрытой селеном сторон. Из трубчатого магазина шайбы поступают на
вилку вверх или вниз селеновым покрытием. Если шайба подана
покрытием вверх, то электрощуп 3 включит электромагнит 5
и полувилка 2 повернется влево, тогда шайба, падая, развернется
левым краем 5 вниз, расположится селеновым покрытием влево
и упадет в лоток 6. Если шайба будет подана селеновым покрытием
вниз, то электрощуп включит электромагнит 4 и отведет
полувилку / вправо, тогда шайба, падая, развернется правым краем
вниз 7, расположится селеновым покрытием также влево и упадет
в лоток 6. Производительность такого механизма 60 шт/мин.
Для ориентирования заготовок применяются и фотоэлементы
(рис. 46, б), например для ориентирования колец 2 конусных
роликовых подшипников. Импульс на срабатывание механизма
вторичного ориентирования производится фотоэлементом /,
реагирующим на луч света, поступающего от лампы 3. *
Разделители потока заготовок. В ряде случаев требуется
разделение заготовок, поступающих из бункерно-ориентирующего
устройства, на два и более потока. Эта проблема решается путем
введения разделителей в механизм вторичного ориентирования,
выдачи ориентированных заготовок из бункера в несколько
лотков, спаренных бункерно-ориентирующих устройств. Механизм
вторичного ориентирования с разделителем потока показан на
54
рис. 47. Из бункерного устройства предварительно
ориентированные заготовки поступают в канал 6 ориентатора, на внутренней
поверхности которого сделана канавка 5, по форме заострения. Если
заготовка перемещается заостроенной частью вниз, то она входит
носиком в канавку (рис. 47, а), скользит в ней, а дойдя до нижней
стенки этой канавки, опрокидывается и летит цилиндрической
частью вниз, попадает в левый канал 3, образованный стенкой 4
и разделителем 7. При ударе заготовки о плечо 2 разделитель
отклоняется влево, открывает нижний левый лоток /, в который и
поступают заготовки, расположенные заострением вверх. В том
случае, когда заготовка поступает в канал ориентатора 6
цилиндрической частью вниз, торцовая плоскость заготовки перекрывает
канавку (рис. 47, б) и скользит по стенке канала, сохраняя
прежнее положение (т. е. не опрокидывается). При дальнейшем
движении заготовки, если разделитель отклонен влево, она попадает
в правый канал 3, образованный стенкой 10 и разделителем,
ударяется о правое плечо 9, в результате чего разделитель отклоняется
вправо, открывая нижний правый канал 11, и заготовка поступает
в него. Все заготовки будут располагаться в лотке // заострением
вверх, т. е. так же как и в канале /.
Механизм деления потока заготовок, смонтированный в
зубчатом бункерно-ориентирующем устройстве, показан на рис. 48.
Он представляет собой кронштейн 4 с заталкивающими ползунами
2, установленный под зубчатым диском на дне бункера. В
кронштейне, против ползунов, имеются четыре паза 3, в конце которых
сделаны сквозные отверстия 6. Снизу к этим отверстиям
присоединены лотки 7. Пружины 8 постоянно поджимают ползуны
к пазам.
При вращении зубчатого диска заготовки, запавшие в
вырезы 5 (между зубцами), подводятся к скосу ползуна 2, отжимают
его и заполняют первый паз, затем второй, третий и четвертый.
По мере выборки заготовок с лотков пазы будут пополняться
заготовками. Следует иметь в виду, что при делении потока
заготовок на четыре потока указанным выше способом не
обеспечивается равномерность деления. Наиболее надежно заполняются
первый и второй лотки, а четвертый и третий заполняются не
А-А
55
А А-А
А
Рис. 49. Спаренное бункерно-ориентирующее устройство, подающее заготовки в два
потока
всегда. ПоэтЪму этот способ деления потока заготовок следует
применять в том случае, когда основной поток следует делить на
два потока.
Подача заготовок в два потока может производиться путем
спаривания двух бункерно-ориентирующих устройств. В этом
случае сокращается один привод, сохраняется производительность
каждого устройства, что существенно влияет на экономичность
применения таких конструкций. В качестве примера на рис. 49
показана конструкция спаренного крючкового бункерно-ориенти-
рующего устройства. Из предбункера 1 заготовки
(цилиндрические колпачки) перемещаются как в правый бункер 5, так и в
левый 9; в процессе этого движения происходит деление заготовок на
два потока (в левый и правый бункеры). Вращающиеся крючковые
диски 2 и 10 захватывают и переносят заготовки к приемникам 4
и 8, где они спадают с крючков и поступают в них, а затем —
в лотки 6 и 7. Щиток 12 предохраняет заготовки от выпадания в
сторону и направляет их в лотки. Потоки заготовок, поступающие
в бункеры из предбункера, регулируются заслонками 3 и 11.
Произведенная классификация и анализ механизмов
ориентирования вместе с конструктивными схемами и техническими
характеристиками могут служить исходной базой при выборе и
разработке конструкций бункерно-ориентирующих устройств.
5. СИНХРОНИЗАЦИЯ ПРОИЗВОДИТЕЛЬНОСТИ
БУНКЕРНО-ОРИЕНТИРУЮЩИХ УСТРОЙСТВ И СТАНКА
Производительность бункерно-ориентирующего устройства всегда
переменна, что называется особенностью процесса захвата
заготовок. Захватные органы, перемещаясь в заготовках,
расположенных в беспорядочном положении в бункере, могут захватить или
не захватить их.
Пропуски в захвате заготовок можно свести до минимума за
счет совершенствования конструкции бункерных загрузочных
56 Шк
устройств, но исключить все пропуски практически невозможно.
Поэтому всегда имеет место колебание производительности бун-
керно-ориентирующего устройства. Это обстоятельство сильно
усложняет процесс питания станка заготовками, так как при
переменной производительности бункерно-ориентирующего
устройства должна обеспечиваться строго определенная
производительность станка.
Равномерность производительности бункерно-ориентирующих
устройств характеризуется коэффициентом вероятности захвата —
коэффициентом захвата k3. Коэффициент захвата изменяется
в весьма широких пределах (от 0,15 до 1) и не может иметь
одинакового значения для различных конструкций
бункерно-ориентирующих устройств. Чем больше коэффициент захвата, тем меньше
колебания производительности и тем лучше условия
синхронизации производительности бункерно-ориентирующего устройства
и станка и, наоборот, чем меньше коэффициент захвата, тем хуже
условия синхронизации.
Возможны следующие способы синхронизации
производительности бункерно-ориентирующего устройства и станка: 1) созданием
запаса заготовок в лотке в период большей производительности
бункерно-ориентирующего устройства, чем производительность
станка, и выдачей его в период минимальной производительности;
2) приравниванием минимальной производительности бункерно-
ориентирующего устройства производительности станка; 3)
повторением проходов захватного органа в заготовках, находящихся
в бункере, до выдачи их в лоток.
Синхронизация посредством накопления запаса заготовок
в лотке. Накопление запаса заготовок в лотке производится
в момент большей производительности бункерно-ориентирующего
устройства и выдача этого запаса — в момент меньшей
производительности по сравнению с производительностью станка.
Процесс накопления заготовок в лотке, а также выдача их
происходит непрерывно, в течение всей работы
бункерно-ориентирующего устройства. Но так как периоды максимальной и
минимальной производительности чередуются незакономерно, то
возможно, что максимальной производительность будет в течение
продолжительного времени. Это приведет к переполнению лотка,
а следовательно, и к нарушению работы бункерного загрузочного
устройства. Поэтому предусматривают отвод избыточных
заготовок из лотка или захватного органа.
На рис. 50, а показан график колебания минутной
производительности бункерного дискового загрузочного устройства,
применяемого для подачи рандолей диаметром 15—25 мм на специальные
токарные автоматы. Производительность станка Qcr = 75,1 шт/мин
постоянна; производительность бункерно-ориентирующего
устройства непостоянна. Его средняя производительность Qcp =
= 75,1 шт/мин. В случае, когда QCT = Qcp, возможно
незаполнение лотка заготовками вследствие неритмичного колебания ми-
57
нутнои производительности.
В случае меньшей
производительности, чем
производительность станка, в течение
продолжительного времени
возможно, что накопленного
запаса заготовок в лотке
окажется недостаточно и
компенсация недостающих заготовок
станку не будет обеспечена.
Таким образом, среднюю
производительность бункерно-
ориентирующего устройства
можно принять равной
производительности станка лишь
в тех случаях, когда
колебания производительности
бункерного загрузочного
устройства незначительны, т. е.
когда коэффициент захвата
будет близким к единице.
Если принять среднюю
производительность бункер-
но-ориентирующего
устройства большей
производительности станка (Qcp > QCT)
(рис. 50, б), то возможно
обеспечить бесперебойную
подачу заготовок станку.
В этом случае задача
синхронизации сводится к
определению оптимального
завышения средней производительности бункерно-ориентирующего
устройства по отношению к производительности станка и
определению длины лотка.
Длину лотка L (рис. 51) можно определить по коэффициенту
вероятности захвата k3 и производительности станка QCT,
поскольку эти величины известны. Теоретическая
производительность бункерно-ориентирующего устройства (шт/мин)
Рис. 50. График изменения
производительности по времени
Q? = гп,
(10)
где z — число захватных органов (крючков, профильных
вырезов и т. п.); п — частота вращения захватных органов.
Фактическая производительность бункерно-ориентирующего
устройства
58
(И)
Коэффициент захвата k3 = фф/$т, он характеризует величину
отклонения производительности бункерно-ориентирующего
устройства; и чем меньше его величина, тем больше будет
изменена производительность устройства.
Если фф = QCT шт/мин, то отклонения производительности
от средней (фактической)
?=±(4г-<^)4- о2)
Тогда длина лотка L, необходимая для вмещения запаса
заготовок, обеспечивающего синхронизацию производительности,
определится по формуле
L = qdT, (13)
где d — диаметр или длина заготовки в мм; Т — время в мин.
В данном случае Т = 1 мин, тогда L = qd.
Теоретическая производительность бункерно-ориентирующего
устройства (шт/мин) исходя из заданной производительности
станка
QT = % + q.
(14)
Для более надежного заполнения лотка целесообразно
производить завышение теоретической производительности бункерно-
ориентирующего устройства на величину knQ$y где kn —
коэффициент завышения. По экспериментальным данным, для
крючковых, дисковых и других бункерно-ориентирующих устройств
kn = 0,05-5-0,1, тогда теоретическая завышенная
производительность
QT. з = (0,05-5- 0,1) Qt + Qv.
(15)
В тех случаях, когда лоток получается большой длины и
бункер располагается на большой высоте, усложняющей
обслуживание, лоток делают изогнутым, что
позволяет до некоторой степени снизить высоту
бункера.
Длина лотка зависит также от
расположения заготовок в нем. Если заготовка
располагается по длине в лотке, а длина
больше диаметра, то длина лотка будет
максимальная, и, наоборот, когда
заготовка располагается диаметром в
горизонтальном положении в лотке и диаметр
меньше, чем длина, то длина лотка будет
минимальной. Данное обстоятельство
следуют учитывать при проектировании
бункерного загрузочного устройства.
Синхронизация приравниванием
минимальной производительности бункерно- Рис. 5i. лоток
59
Вид А
1 3
Рис. 52.
Бункерно-ориентирующее устройство
с синхронизацией
производительности
оборотами диска
ориентирующего устройства к производительности станка. Если
взять минимальную производительность
бункерно-ориентирующего устройства равной производительности станка, то получим
наибольшее завышение производительности. Лоток в этом случае
всегда будет переполнен заготовками (см. рис. 50, в), и в
некоторых типах бункерно-ориентирующих устройств
предохранительная муфта будет постоянно работать и быстро выйдет из строя.
Данный метод синхронизации можно применять в бункерно-
ориентирующих устройствах, осуществляющих отвод излишних
заготовок без останова движения захватных органов, например
в дисковых.
Синхронизация производительности посредством повторных
проходов захватных органов в заготовках перед выдачей их в
лоток. В дисковых бункерных загрузочных устройствах
синхронизация производительности осуществляется без создания запаса
заготовок в лотке путем максимального устранения пропусков
захвата. Это достигается за счет нескольких проходов (двух-
трех) захватного органа в заготовках, находящихся в бункере
перед выдачей их в лоток. На рис. 52 показано
бункерно-ориентирующее устройство, работающее по этому способу
синхронизации. Темп выдачи заготовок из захватного органа / равен темпу
потребления станка. Лоток 2 в этом случае играет роль
передатчика заготовок и может быть любой длины. Отсекающий
механизм 3 выполняется непосредственно возле захватного органа
сверху лотка. При соответствующей наладке отсекающей
механизм может выдавать заготовки из диска через один или два
захватных выреза. Фактическая производительность таких бункерно-
ориентирующих устройств (шт/мин)
где z — число захватных органов; п — частота вращения
захватного органа в об/мин; и — число повторных проходов захватного
органа.
Бункерно-оркентирующие устройства, построенные с
использованием данного способа синхронизации, имеют то преимущество,
° и
(16)
60
что могут производить выдачу заготовок с большим диапазоном
диаметров (10—35 мм) без замены лотков. Недостатком этого
метода является невозможность исключить абсолютно все пропуски
в захвате заготовок. Бункерно-ориентирующее устройство с
данным способом синхронизации нашло широкое применение в
массовом производстве, где требуются частые переналадки автоматов
на обработку однотипных, но различных по диаметру заготовок.
Влияние шага захватных органов s на производительность
загрузочного устройства. Если в формуле (11) фактической
производительности загрузочного устройства принять частоту вращения
ЮООи *
захватного органа п = —^—, то она после преобразования
запишется так:
Q# = J29*4, (17)
где v — скорость движения диска в м/мин; —у- = s — шаг
между вырезами захватных органов (см. рис. 52); D — диаметр
диска в мм.
Однако формула (17) может быть справедлива лишь до
определенного предела возрастания v. При сильном возрастании v
заготовки не будут успевать западать в вырезы диска и
производительность снизится.
Экспериментальные исследования дискового бункерного
загрузочного устройства, проведенные автором, показали, что при
его работе со скоростью вращения захватно-ориентирующего
диска v = 4 м/мин его фактическая производительность равна
65,4 шт/мин. С повышением скорости с 4 до 6,54 м/мин
фактическая производительность снизилась с 65,4 до 50,8 шт/мин и
соответственно снизился коэффициент захвата с 0,82 до 0,64.
Поскольку шаг s захватных органов входит в знаменатель
формулы (17), то для получения большей производительности
шаг должен быть наименьший. Величина шага зависит от
размеров заготовки (диаметра или длины), припуска на обработку и
ширины промежутков между профильными вырезами или
крючками. Поэтому для дисковых загрузочных устройств уменьшение
шага возможно за счет ширины промежутков между профильными
вырезами или крючками, что должно учитываться при
проектировании загрузочного устройства.
На процесс заполнения захватного органа большое влияние
оказывает контактная поверхность диска, находящаяся в контакте
с заготовками S (см. рис. 52). Ее площадь зависит от уровня
заполнения бункера заготовками h: чем выше уровень, тем она
больше, и чем ниже уровень, тем она меньше. Максимальные
'уровень, а следовательно, и площадь поверхности, находящейся
в контакте, достигаются путем создания конструкции предбун-
кера большой емкости (рис. 53). Эксперименты показали, что за-
61
Q, шт/мин
Шг
120\
ПО
100
90
ЦТ=132шт/мин
№400 600 8001000 7200740076007800 Кшт 96 W2 106 1Н 1W Ц,шт/пин
а)
д)
Рис. 53. Зависимость производительности загрузочного устройства от емкости
бункера (а) и распределение минутной производительности (б)
грузочное устройство при теоретической производительности
QT = 132 шт/мин и фактической фф = 122 шт/мин (коэффициент
захвата k3 = 0,83) только в конце работы (за 4 мин) резко снижает
свою производительность. Кривая распределения хорошо
воспроизводит Гауссово распределение.
Таким образом, метод поддержания постоянного уровня
заготовок в бункере, т. е. максимальной площади поверхности,
находящейся в контакте с заготовками, является одним из основных
методов повышения и стабильности коэффициента захвата, что
упрощает решение вопроса синхронизации производительности
бункерно-ориентирующего устройства и станка.
6. ОТВОД ИЗБЫТОЧНЫХ ЗАГОТОВОК
Процесс накопления заготовок в лотке и их выдача на станок
происходит непрерывно, в течение всей работы загрузочного
устройства. Но так как максимальная и минимальная
производительность чередуются незакономерно, то может наступить период,
когда производительность будет максимальной в течение
продолжительного времени. Это приведет к переполнению лотка, а
следовательно, и к нарушению работы загрузочного устройства.
Поэтому в конструкции устройства предусматривают отвод
лишних заготовок («отвод переполнения»).
Некоторые типовые методы отвода переполнения приведены
ниже.
Схема механизма крючкового загрузочного устройства,
осуществляющего отвод переполнения за счет остановки вращения
крючкового диска показана на рис. 54, а. В момент переполнения
лотка 4 образуется столбик заготовок по всей его длине.
Крючок 3, несущий очередную заготовку, подойдет к лотку и упрется
в столбик заготовок, вследствие чего прекратится движение
крючкового диска и подача заготовок в лоток. Остановка вращения
крючкового диска производится посредством предохранительной
муфты 2. Когда крючок упрется в столбик заготовок, то
произойдет отжим собачек / скосами 5, в результате чего крючковый
диск будет на время отключен от приводного вала. Заготовка,
62
Рис. 54. Способы отвода заготовок,
переполняющих лоток
находящаяся на крючке,
не будет зажата и спадет
с крючка при понижении
уровня заготовок в лотке.
На рис. 54, б показана
схема загрузочного
устройства с тангенциальными
крючками. Отвод
переполнения в нем производится
путем сброса заготовок
с крючков в бункер без
прекращения движения
крючкового диска. Когда
лоток / заполнен, то
спадающая с крючка
заготовка 2 ударяется о верхнюю
заготовку, находящуюся
в лотке, отскакивает от нее
и падает в бункер. С
понижением уровня заготовки
начнут заполнять лоток.
Этот способ отвода
переполнения является лучшим
по сравнению с другими, так как не требует предохранительной
муфты; заготовки, поступающие в лоток, не подвергаются силовым
воздействиям. На рис. 54, в показана схема отвода переполнения
посредством прекращения выдачи заготовок из захватного
органа (диска) без останова его движения. Этот способ применяется
в дисковых загрузочных устройствах с прямоугольными
вырезами. В случае заполнения лотка / рычаг 2 упирается в заготовку
и шибер 4 отключается от кулачка 3, а заготовки, находящиеся
в вырезах диска, транспортируются в них дальше и на втором
обороте, если лоток освобожден, сбрасываются в него. На рис. 54, г
показана схема отвода переполнения в отдельную тару, которая
применяется в карманных загрузочных и других типах устройств.
При заполнении лотка 1 заготовки, транспортируемые диском 4,
скатываются в окно 3 и падают в отдельную тару 2, а захватные
органы не прекращают своего движения.
Отвод переполнения путем прекращения подачи заготовок из
бункера применяется в вибрационных загрузочных устройствах
(рис. 55, а). Заготовки из бункера 6 под действием вибрации
лотка 5 подаются в ориентатор 4. В случае переполнения
ориентирующего устройства заготовки приподнимут щуп 3 и рычаг 2
выключит конечный выключатель 1 и электромагнит 7. Лоток 5
перестанет вибрировать, и подача заготовок в ориентатор прекратится.
По мере выборки заготовок из ориентатора щуп под действием
пружины опустится вниз и замкнет электроцепь, лоток снова
начнет вибрировать, и заготовки будут подаваться в ориентатор.
63
Рис. 55. Способы отвода лишних заготовок поворотом щупа с выключением
электромагнита и за счет проскальзывания заготовок по дну бункера
Отвод переполнения за счет проскальзывания заготовок
относительно захватного органа применяется в бункерных
загрузочных устройствах, когда из бункера заготовки подаются в лоток
под действием силы трения (рис. 55, б). В случае заполнения
лотка 2 заготовки остаются на месте, а захватный орган — диск /,
перемещаясь, проскальзывает относительно заготовок. Этот
способ переполнения применен в бункерном загрузочном устройстве
автоматического цеха по производству шариковых и роликовых
подшипников на 1 ГПЗ.
7. ЛОТКИ
Лотки предназначены для накопления заготовок, с целью
синхронизации производительности бункерного загрузочного
устройства и станка, и передачи их в питатель. Лотки оказывают большое
влияние на надежность работы бункерного загрузочного
устройства, так как в них очень часто происходит застревание заготовок
вследствие неправильного выбора диаметра, изгиба и наклона
лотка. В ряде случаев заготовки имеют такую форму, которая
способствует их заклиниванию в лотке, например шайбы с большими
фасками и выступами посредине (рис. 56, а), цилиндры и винты
с заостренными концами (рис. 56, б, в). Поэтому проектирование
лотков для таких деталей представляет значительные трудности
и связано с большими затратами времени на их разработку и
исследование.
На надежность работы лотков влияют также отступления от
размеров и допусков при обработке заготовок. В этом случае
сечение канала лотка может оказаться малым или большим,
что приведет к застреванию заготовок в лотке и нарушению работы
устройства. Поэтому соблюдение технологии обработки заготовок
непосредственно связано с надежностью работы бункерного
загрузочного устройства.
G4
Рис. 58. Бункерно-ориентирую-
щее устройство с различными
конструкциями лотков
ние lid < 1, а угол р,
образованный стенкой
лотка и торцовой
поверхностью заготовки, меньше
угла / трения между
стенкой и заготовкой, то
заготовка на изгибе лотка будет
заклиниваться. Поэтому
необходимо р ассчитывать
радиус изгиба лотка R и
диаметральный зазор
между заготовкой и лотком.
Бункерное загрузочное
устройство, приведенное на
рис. 58, применяют для подачи конусных роликов на
шлифовальный станок. Ролики из бункера 1 подаются на сортировочный
механизм 2, выполненный в виде двух вращающихся валиков,
образующих мерную щель. Валики вращаются в разные стороны (снизу
вверх). Ролики, имеющие заданный диаметр, перемещаются на
валиках и спадают с них на подающий механизме аналогичной
конструкции с сортировочным механизмом. Ролики с меньшим диаметром
(бракованные) проваливаются через щель и попадают в коробку 6.
С валикового механизма 3 заготовки спадают в лоток 4, верхняя
часть которого представляет собой витой лоток, а нижняя —
жесткий. Далее заготовки поступают в дисковый питатель 5.
Более полно конструкция загрузочного устройства с
комбинированным лотком показана на рис. 59. Ролики, под действием
собственного веса, по гибкому в виде пружины лотку и жесткому
лотку перемещаются вниз. Крайний нижний ролик заталкивается
в отверстие дискового питателя 2. Более надежное прижатие
ролика к стенкам отверстия питателя производится за счет
разрежения, создаваемого струей
сжатого воздуха,
проходящей в сопле 4. Воздух
давлением 5—6 кгс/см2
подается от сети гибким
шлангом 5. Для отвода и
гашения струи воздуха,
выходящего из сопла,
служит щиток 3. Дисковый
питатель подает ролики
на шлифовальные круги /,
которые обрабатывают их
торцы.
Лотки с
принудительным движением заготовок.
Рис. 59. Комбинированный лоток В НеКОТООЫХ КОНСТРУКЦИЯХ
с воздушным питателем шш ^ ~. .
иш бункерных загрузочных
66
Рис. 56. Формы лотков и заготовок,
способствующие заклиниванию
По расположению
заготовок лотки можно разделить
на три группы: 1 — с
расположением заготовок вдоль
канала лотка; 2 — с
расположением заготовок поперек
канала лотка; 3 — с
расположением заготовок под углом
к горизонтальной плоскости.
Лотки первой группы.
Лотки первой группы
применяют преимущественно для
подачи цилиндрических
заготовок с прямыми,
коническими, сферическими торцами,
трубочек, колпачков, у
которых / > d. Заготовки в лотке
располагаются вдоль канала
лотка.
На рис. 57 показаны лотки первой группы для
цилиндрических заготовок с отношением длины к диаметру lid — 1ч-6,
движение заготовок в которых производится под действием
собственного веса. Конфигурация лотков выбирается в зависимости от
расположения ориентатора, выдающего заготовки, и питателя.
В винтовых (в виде пружины) лотках (рис. 57, а) происходит
надежное движение заготовок, их широко применяют в крючковых
бункерных загрузочных устройствах. От удара заготовок при
падении из ориентатора винтовой лоток колеблется, что
способствует устранению заклинивания и надежному перемещению
заготовок в лотке. Для крепления винтового лотка к ориентатору
его верхний конец заделывают во втулку присоединителя. Для
цилиндрических заготовок и шариков применяют жесткий лоток,
показанный на рис. 57, б.
В нем также происходит
надежное перемещение
заготовок. Для наблюдения
за движением заготовок и
устранения их перекоса в
лотке предусмотрен
сквозной паз. Верхний конец
лотка закрепляют во
втулке присоединительного
механизма, а нижний
вставляют во втулку. На рис. 57,в
показан участок дважды
изогнутого жесткого
лотка. Если цилиндрическая
заготовка имеет соотноше- Лотки Аля продольного ия за"
5 Н. И. Камышный 65
Рис. 60. Спаренные лотки для принудительной
подачи заготовок
устройств накопление и
передача заготовок
производится лотками с
горизонтальным расположением.
На рис. 60 показаны
спаренные лотки,
осуществляющие подачу
цилиндрических заготовок со
сферической формой торцов
клиновыми ремнями 1 и 7.
Поперечное сечение приемно-
ориентирующего лотка
прямоугольное, оно
образовано двумя стенками 2
и ремнем
расположенным в донной части лотка.
Верхняя часть лотка выполнена открытой, в нее западают
заготовки из вибрационного лотка 3 и в процессе транспортирования
ориентируются. Неправильно запавшие заготовки и второй их
ряд сбрасываются вращающимся барабаном 4 с лопастями (для
хрупких заготовок лопасти изготовляют из волоса).
Ориентированные заготовки перемещаются ремнем I в транспортирующий
лоток (на чертеже расположен справа), канал которого в
поперечном сечении имеет форму замкнутого прямоугольника,
образованного нижним 7 и верхним 5 ремнями и двумя боковыми стенками.
Транспортирующий лоток ремнями 7 и 5 перемещает заготовки
в дисковый питатель 6. Скорость vx ремня 1 несколько меньше
скорости v2 ремня 7. Это позволяет с меньшими инерционными
усилиями производить ориентирование и транспортировку заготозок
в питатель. С целью доступа в канал транспортирующего лотка
предусмотрено отклонение ремня 5 с правым роликом вверх.
В случае прекращения подачи заготовок в транспортирующий
лоток предусмотрено блокирующее устройство, выключающее
станок.
Луч света проходит канал лотка в поперечном направлении,
и если лоток заполнен заготовками, то он не попадает на
фотоэлемент. В том случае, когда нет заготовок в канале, луч света
попадает на фотоэлемент, который дает сигнал на выключение
станка. Блокировочное устройство устраняет расход других
полуфабрикатов при сборке и упаковке изделия. Производительность
таких лотков до 450 шт/мин.
Лотки второй группы. Лотки второй группы применяют
преимущественно в дисковых загрузочных устройствах для передачи
заготовок (цилиндров, шайб, кругов и др.), сориентированных в
горизонтальной плоскости большим параметром (длиной). Поэтому
лотки второй группы более емки и короче лотков первой^группы.
Это позволяет устанавливать бункер на высоте, удобной для
обслуживания.
5* 67
На рис. 61 показан прямолинейный лоток второй группы для
накопления и передачи цилиндрических заготовок, у которых
длина значительно больше диаметра. Он выполнен из четырех
стенок 3, образующих канал прямоугольной формы, по которому
перемещаются заготовки. В передней стенке делается продольный
прорез 4 для наблюдения за положением заготовок в лотке и
устранения перекосов.
Недостатком прямолинейных лотков второй группы является
то, что при понижении уровня заготовок в лотке образуется
свободное пространство, пролетая которое, заготовки могут
переориентироваться и занять вертикальное положение, что нарушает их
подачу.
Более надежная передача заготовок осуществляется лотками,
имеющими волнообразный канал («змейка») (рис. 62). Заготовки
из ориентатора 2 западают в волнообразный канал 3 и катятся
по нему вниз, накладываясь друг на друга, не нарушая
ориентирования. В волнообразном канале заготовки сохраняют
горизонтальное положение, так как контакт заготовки с
волнообразной поверхностью происходит по всей длине на любом
участке канала. Волнообразный канал образуется двумя отдельными
профильными стенками 4, закрепленными на торцовых
стенках 5 и 6.
Выдача заготовок в питатель осуществляется отсекателем.
Лотки третьей группы. К этой группе относятся щелевые и
винтовые лотки сложной формы. Они применяются в секторных,
шиберных и других бункерных загрузочных устройствах для
накопления и подачи цилиндрических заготовок со шляпкой,
гладких цилиндров, втулок, кругов ит. п. Заготовки в них могут
занимать при движении различное пространственное положение,
что обусловлено формой канала лотка. На рис. 63 показан
щелевой лоток / с прямолинейным и криволинейным участками. Лоток
устанавливают под углом к горизонтали как продолжение
сектора 3, производящего ориентирование и выдачу заготовок из
бункера 4 в лоток. В начале лотка заготовки занимают вертикаль-
68
Рис. 63. Лоток, поворачивающий заготовки
на 90°
Рис. 64. Спиральный лоток,
осуществляющий пространственный поворот заготовок
на 90°
ное положение, а по мере движения вниз они принимают свое
пространственное положение и в конце лотка занимают
горизонтальное положение в котором захватываются питателем для
передачи в рабочую позицию. Для предотвращения выпадания
заготовок из щели в зону изгиба лотка установлен предохранительный
щиток 2.
На рис. 64 показан спирально-щелевой лоток 2, у которого
щель проходит по спирали. Он предназначен для подачи
цилиндрических заготовок с головками. Заготовка, перемещаясь по
спиральной щели сверху вниз,
поворачивается из вертикального в горизонтальное
положение. В лоток 2 заготовки в
ориентированном положении поступают из
бункера 4 в короткий лоток 3, прикрепленный
к донной части бункера. Лоток прикрыт
щитком 1У препятствующим выпадению
заготовок из лотка. Такая конструкция
лотка не требует специального механизма
поворота заготовок.
Винтовые лотки применяют в тех
случаях, когда недопустимы удары одной
заготовки о другую, что имеет место при
падении заготовок из ориентатора.
Винтовые лотки исключают удары. Винтовой
лоток (рис. 65) состоит из трубы 1 и
спирали 2 в виде пружины. Заготовка обоими
концами заходит в канавку спирали, где
под действием силы тяжести вращается
вокруг центра и плавно перемещается
вниз в ориентированном положении к
питателю. Ширина канавки а должна быть
больше диаметра заготовки d на 0,1—0,5d,
Рис. 65. Винтовой лоток
69
а диаметр трубы D больше длины заготовки / на 0,15/. Угол
подъема спирали обычно лежит в пределах 30—40°.
Винтовые лотки сложны и трудоемки в изготовлении, поэтому
на практике их распространение ограничено.
8. ПРИВОДЫ
Конструкции привода бункерно-ориентирующих устройств
весьма разнообразны, они зависят от высоты расположения бункера
с учетом удобства обслуживания, расстояния между питателем и
шпинделем, числа захватных органов, расположения заготовки
в лотке и др.
По характеру совершаемого движения захватных органов
приводы подразделяются на три группы (рис. 66): 1))С
вращательным движением; 2) с колебательным движением; 3) с возвратно-
поступательным движением.
К первой группе относятся приводы, показанные на
рис. 66, а, б, в. Привод, изображенный на рис. 66, а, используют,
когда передаточное число лежит в пределах 1 : 4. Передача
осуществляется посредством шкивов и двух зубчатых колес. Привод,
представленный на рис. 66, б, применяют для передачи
вращательного движения захватному органу при передаточном числе
в пределах от 1 : 20 до 1 : 50. Этот привод может иметь
индивидуальный электродвигатель. Привод, изображенный на рис. 66, в,
применяют для передачи вращения от горизонтального вала
захватному органу, диску, расположенному на валике, ось
которого находится под углом, способствующим западанию заготовок
в ориентирующий орган. Примененный в данном случае
червячный редуктор имеет две червячных пары.
Ко второй и третьей группе относятся приводы, показанные на
рис. 66, г, д, е. Привод, представленный на рис. 66, г, применяют
в загрузочных устройствах, требующих возвратно-поступательного
или колебательного движения захватного органа, причем
передаточное число между источником движения и захватным органом
лежит в пределах от 1 до 16. Рабочее движение в этом случае
осуществляется кривошипным механизмом.
Привод, показанный на рис. 66, д, аналогичен предыдущему,
но вместо кривошипного механизма в нем установлен эксцентрик.
Кулисный привод, представленный на рис. 66, е, является
наиболее рациональным для механизмов, осуществляющих
преобразование вращательного движения в возвратно-поступательное
или колебательное движение захватного органа. В тех случаях,
когда передаточное число лежит в пределах от 1 до 16, привод
делают без редуктора.
Конструкции корпусов и опор приводов. Конструкция и форма
корпуса привода зависит от числа и типа передаточных звеньев,
например при червячной паре корпус / (рис. 67) имеет
коробчатую форму с кронштейном 2У выполненным заодно с ним. Крепле-
70
Рис. 67. Бункерно-ориентирующее устройство с приводом, установленным на круглой
опоре
Рис. 68. Бункерно-ориентирующее устройство с приводом, установленным на литой опоре
Бункерно-ориентирующие устройства могут иметь подвижные
предбункеры, перемещающиеся в вертикальном направлении
(рис. 70). (
В МВТУ им. Н. Э. Баумана разработано бункерное
загрузочное устройство для подачи конических роликов на шлифова'льные
станки, расположенные на высоте 2 м. На каждом станке
обрабатывается от 20 до 60 тыс. роликов в смену. Оператор за смену
загружает до 5000 кг роликов, засыпая их в бункер с лестницы из
ящика, масса которого 12—14 кг. Для облегчения загрузки
загрузочное устройство было модернизировано путем введения подвиж-
Рис. 69. Зоны удобства обслуживания при работе стоя
72
ние корпуса к станку или отдельной опоре производится
посредством кронштейна. Варианты крепления показаны на рис. 68.
В ряде случае опоры выполняют в виде цилиндрических
стержней, причем сечение их выбирают таким, чтобы они были не
жесткие и допускали колебания, необходимые для разрушения
образующихся сводов в бункере. Большое значение имеет высота
установки и месторасположение бункера. Бункер может
располагаться как впереди станка, так и за станком. Это зависит в свою
очередь, от расположения рукояток управления станком или
пульта управления, а также от способа отвода обработанных
деталей от станка (удобство эксплуатации).
Различные зоны удобства при работе стоя показаны на
рис. 69: неудобная У и 5, менее удобная 2 и 4, удобная 3. Бункер
должен находиться на такой высоте, чтобы рабочий без труда
мог загружать в него необходимое число заготовок. Если рабочему
не представляется возможности видеть уровень заготовок в
бункере из-за высокого расположения его над полем, то целесообразно
наверху рядом с бункером поместить зеркало, установив его под
определенным углом.
71
ного предбункера. К
стойке прикреплена
направляющая плита (швеллер),
по которой перемещается
каретка с предбункером,
вмещающим 50 кг роликов.
Предбункер со стороны
направляющей плиты не
имеет стенки.
В верхней части
направляющей плиты сделано
отверстие. При
совмещении открытого окна
предбункера с отверстием пли-
I ты ролики из предбун-
1 кера, по мере выборки их,
пересыпаются в бункер.
Поворот рукоятки
золотника согласуется с
движением предбункера в три
положения: «вверх»,
«нейтральное» и «вниз».
Скорость подъема и опускания
предбункера 4 м/мин.
Ограничение хода
каретки в верхнем и нижнем
положениях
осуществляется резиновыми
амортизаторами. Засыпка роликов
производится в нижнем положении предбункера (350 мм от пола).
Опускание и подъем его осуществляется пневматическим приводом,
состоящим из поршня диаметром 100 мм, на конце штока которого
выполнена рейка, сцепляющаяся с шестерней, установленной на
валике звездочки. Последняя сцеплена с роликовой цепью,
закрепленной на каретке.
Отношение диаметров шестерни и звездочки принято 1 : 2,
поэтому путь перемещения роликовой цепи в 2 раза больше пути
перемещения штока. Такое конструктивное решение позволило
выполнить пневматический привод в малых габаритных размерах.
При загрузке бункера роликами в цилиндр подается сжатый
воздух от сети давлением 4'кгс/см2. В результате введения
механизации загрузки роликов значительно облегчен труд операторов,
которые могут обслуживать в 2 раза больше станков.
Рис. 70. Бункерно-ориентирующее устройство
с подвижным предбункером
1
! /
ГЛАВА 3
БУНКЕРНО-ОРИЕНТИРУЮЩИЕ
УСТРОЙСТВА
1. КРЮЧКОВЫЕ И ШТЫРЕВЫЕ УСТРОЙСТВА
Бункерное питание широко применяют в массовом производстве,
где форма обрабатываемых заготовок не изменяется в течение
продолжительного времени, а их размеры обычно малы, как,
например, деталей патронного, метизного и других производств.
Характерная особенность процесса обработки заготовок при
бункерном питании заключается в кратковременности рабочих
операций: фрезерования шлицев, подрезки торцов, нарезания
резьбы плашкой и т. п.
Иногда ручная загрузка не обеспечивает необходимое для
работы высокопроизводительного полуавтомата количество
заготовок, что снижает его произвздительность. В эгом случае
применяют бункерное питание.
Для упрощения анализа конструкций
бункерно-ориентирующих устройств классифицируем их по способу ориентирования
заготовок, являющемуся наиболее типичным, характеризующим
как принцип работы, так и конструкцию каждого
бункерно-ориентирующего устройства. Способ ориентирования заготовок при
бункерном питании определяется формой, размерами, шероховатостью
поверхности и другими особенностями обрабатываемых заготовок.
Бункерно-ориентирующие устройства подразделяются на:
1) крючковые и штыревые; 2) щелевые (секторные, лопастные,
шиберные); 3) дисковые с профильными вырезами и
карманчиками; 4) дисковые с поворотными механизмами; 5) устройства
с ориентирующей трубкой.
Крючковые и штыревые загрузочные устройства. Крючковые
загрузочные устройства применяют в основном для подачи
цилиндрических колпачков, у которых / > d. По характеру движения
захватного органа (крючка, итыря) их можно разделить на два
типа: 1) с колебательным (маятниковым) и
возвратно-поступательным прямолинейным движением захватного органа; 2) с
вращательным движением (прерывным и непрерывным).
Загрузочные устройства первого типа обычно делают одно-
позиционными. Они обладают меньшей производительностью по
сравнению с устройствами второго типа, их применяют в тех слу- \
74
При подъеме тяги 5 вверх кулачки 6 поворачиваются в
обратном направлении. Нижние профи^жлуц отходят влево, а верхние
вправо, действуя на ролики 2\ в результате ползун 4 переместится
влево, а ползун 1 — вправо. При этом нижние губки 5 зажимают
иглу 11, верхние губки 10 зажимают заготовку, а средние губки
9 раскрываются. Если длина заготовки больше предусмотренной,
то верхние губки 10 будут зажимать ее и не выдадут в питатель,
так как они будут зажимать не одну, а две заготовки (нижнюю
и верхнюю). Бракованные заготовки удаляют вручную.
76
чаях, когда производительность загрузочных устройств не
лимитирует работу станка.
Загрузочные устройства второго типа обычно
многопозиционные, они обеспечивают высокую производительность, поэтому их
широко применяют в прессах, сборочных станках, в некоторых
металлорежущих автоматах с кратковременными
технологическими операциями обработки заготовок.
Загрузочное устройство с захватным органом в виде крючка,
совершающего колебательное движение, показано на рис. 71.
Оно предназначено для подачи заготовок диаметром 3,5—4 мм,
имеющих форму коротких цилиндров, у которых / = 2,5, а
диаметр отверстий 2,5 мм. Заготовки, засыпанные в бункер 12,
захватываются за внутренние отверстия качающимся крючком 13.
Крючок с нанизанными на нем заготовками занимает верхнее
положение, где под действием силы тяжести заготовки спадают
с него в приемное устройство, состоящее из иглы 11 и
удерживающих губок 8у 9'и 10. Для лучшего захвата заготовок крючок 13
отогнут от вертикальной оси на небольшой угол (8—12°).
Качательное движение крючок получает от валика 14,
зубчатого колеса 16, рейки 17, тяги 18 и кулачка (кулачок на чертеже
не показан). Угол качания крючка равен 250—260°.
Перемещение и выдача заготовок из отсекателя происходят
следующим образом: игла 11 с нанизанными на ней заготовками
удерживается в вертикальном положении средними губками 9
и нижними 5. Столбик заготовок удерживается верхними
губками 10, заготовки могут перемещаться вниз по игле лишь при
раскрытых губках. Во избежание выпадения иглы из губок
последние раскрываются поочередно. Сначала раскрываются
верхние и нижние губки. Игла при этом удерживается средними
губками. Столбик заготовок опускается по игле вниз до верхней
плоскости средних губок. Расстояние между нижней плоскостью
верхних губок 10 и верхней плоскостью средних губок 9 выбирают
равным длине заготовок с учетом допуска. При закрывании
верхние губки 10 зажимают снизу следующую заготовку, а нижние 8
удерживают иглу //. В это время раскрываются средние губки 9.
Заготовка, лежащая на средних губках, перемещается вниз и
попадает на нижние губки. При последующем цикле, когда
раскроются нижние губки, заготовка спадает с иглы в питатель.
Поочередное раскрытие губок 10, 9, 8 осуществляется
посредством тяги 5, совершающей возвратно-поступательное движение.
При опускании тяги 5 вниз рычаг 27 поворачивает ось 26, а
вместе с ней и кулачки 6, которые своими нижними профилями
действуют на ролики 3 и перемещают ползун 4 вправо. При этом
раскроются губки 8, так как закрывающая их пружина 7 будет сжата.
Одновременно с этим поворачиваются оси 19 с шайбами 20, в
которые запрессованы штифты 24. Последние упираются в выступы 25
верхних губок 10 и раскрывают их, преодолевая упругость
пружины 21, производящей зажим заготовок.
75
Рис. 72. Крючковое загрузочное устройство
муфты на незначительный угол (10—15°). Для этого шпоночный
паз в диске 5 выполнен в виде сектора. В обратном направлении
диск 8 поворачивается пружиной 9, один конец которой закреплен
в диске 8, а другой — в диске 5. В процессе рабочего вращения
вследствие наличия секторного шпоночного паза на диске диск 5
муфты 13 проворачивается относительно диска 5- и натягивает
пружину 9. В тот момент, когда выступы диска 8 выжмут штифты 10
и пройдут их, пружина 9 провернет диск 8 относительно фланца 11,
что уменьшит силу нажима крючка на детали. Если заготовки
уже выбраны питателем из трубки, то крючковый диск 5
автоматически начнет вращаться и подавать заготовки в приемник.
Рассмотренное крючковое загрузочное устройство получило
широкое распространение в различных видах производства. Оно
компактно, надежно в работе и обладает высокой
производительностью (120—180 шт/мин).
78
Данный тип загрузочного устройства обеспечивает плавность
работы. При захвате заготовок нет их интенсивного ворошения
в бункере, это уменьшает их повреждения, что особенно важно
при автоматизации загрузки неметаллических заготовок,
например стеклянных. Производительность рассмотренного
загрузочного устройства небольшая, в пределах 20—30 шт/мин.
В бункерных загрузочных устройствах с
возвратно-поступательным движением захватного органа ориентирование
заготовок, имеющих форму колпачка с / > d, производится путем их
надевания на штырь, совершающий -возвратно-поступательное
движение внутри бункера. Надевшиеся на штырь заготовки
переносятся им вверх и проталкиваются в'приемник. При обратном
ходе штыря заготовки снимаются подпружиненными губками
приемника, а с последующей подачей находящиеся в приемнике
заготовки проталкиваются штырем дальше в лоток.
В случае переполнения приемника заготовками штырь
упирается в них и останавливается вследствие сжатия пружины,
находящейся в муфте. При этом заготовки падают опять в бункер.
Данный тип загрузочных устройств менее распространен в
производстве, так как их производительность меньше, чем у многокрюч-
ковык загрузочных устройств.
Захват и подача заготовок в загрузочном устройстве с
наружным расположением крючков на окружности диска (рис. 72)
осуществляется следующим образом. Заготовки, засыпанные
в бункер 7, через окно (величина окна регулируется заслонкой 6)
поступают в корпус /, где их захватывают крючки диска 5 и
передают в приемник 3, затем4 по трубке 2 к питателю. При спадании
заготовок с крючков для направления их в приемник
предусмотрена круговая направляющая 4.
При переполнении трубки 2 подача заготовок в приемник
автоматически прекращается до тех пор, пока питатель не выберет
часть заготовок. Работа привода крючкового диска с
предохранительной муфтой 13 происходит следующим образом. Крючковый
диск 5 приводится во вращение с помощью зубчатой передачи 14
валиком с фланцем //, двумя подпружиненными штифтами 10,
скользящими в гнездах фланца // выступами диска S,
посаженного на вал крючкового диска.
При заполнении трубки заготовками крючок упирается в
столбик заготовок и не может перемещаться, приводной же вал с
фланцем // постоянно вращаются, поэтому на валу и фланце
возрастают крутящие моменты. При достижении соответствующей
силы штифты 10 скосами выступов диска 8 отожмутся и выйдут
из зацепления с выступами диска 8, в результате чего вращение
крючкового диска прекратится. Как только лоток освободится
от переполнения заготовками включение крючкового диска
произойдет автоматически.
Для устранения нажима крючка на детали, находящиеся
в приемнике 3, при переполнении предусмотрен поворот диска и
77
Техническая характеристика крючковых и штыревых
бункерно-ориентирующих устройств
Таблица 1
Бункерне-ориентирую-
щее устройство
Область
применения
Число
захватных
органов
Максимальная
дительность
шт/мин
Максимальная
скорость
захватного органа,
м/с
Крючковое с
колебательным движением
(рис. 71)
С
возвратно-поступательным движением
захватного органа
(рис. 24, г)
С радиальным
наружным
расположением крючков по
окружности
вращающегося диска
(рис. 72)
С наклонным
расположением штырей на
внутренней
поверхности вращающегося
кольца (рис. 73)
Для шайб
^тах = 4 мм,
W = 2,5 мм,
толщиной стенки
t > 1 мм
Для колпачков
при / > dy
dmax = 20 мм,
/max = 25 мм,
минимальная
толщина стенки / =
= 0,5-^1 мм
Для колпачков и
трубок при / > dt
dmax = 6 мм,
dmax = 30 мм,
длина / < 20 мм,
толщина стенки
/ > 0,3 мм
Для колпачков и
трубок при / > d,
dmin =10 мм,
^тах = 40 мм,
длине / < 90 мм,
толщине стенки
t > 0,3 мм
9-12
60—70
20-30
50—70
120—140
140—250
0,2-0,5
0,15-0,2
ник 5, но последний уже заполнен заготовками, поэтому они,
ударяясь о верхнюю заготовку, падают обратно в бункер.
Таким образом, останова захватного органа (кольца 7 со
штырями 1) не требуется, а следовательно, нет необходимости в
дополнительном устройстве для этого. Такая особенность упрощает
конструкцию механизма загрузочного устройства.
Производительность данных загрузочных устройств достигает 250 штук в минуту.
Техническая характеристика крючковых и штыревых бункерно-
ориентирующих устройств приведена в табл. 1.
2. ЩЕЛЕВЫЕ УСТРОЙСТВА
(СЕКТОРНЫЕ, ЛОПАСТНЫЕ, ШИБЕРНЫЕ)
Щелевые загрузочные устройства предназначены для подачи
заготовок, имеющих форму цилиндров или конусов со шляпками,
например болтов, заклепок. Некоторые из них могут быть при-
80
Рис. 73. Загрузочное устройство со штырями на внутренней поверхности кольца
Для подачи цилиндрических колпачков с I > d применяют
загрузочное устройство с расположением штырей на внутренней
поверхности кольца (рис. 73). Здесь захват и ориентирование
заготовок осуществляется штырями /, которые расположены
наклонно на вращающемся кольце 7, посаженном на приводной вал 9.
На кольце устанавливают до 74 штырей, что позволяет
значительно увеличить производительность устройства. Заготовки,
засыпанные в бункер 8, через окно 2 (размер окна можно
регулировать заслонками 3) поступают во внутреннюю полость
кольца 7, установленного во вращающейся части бункера, там
они надеваются на штыри 1, которые переносят их вверх.
Для предотвращения соскальзывания заготовок со штырей
при подъеме в верхнее положение под штырями / установлен
щиток 6у по которому заготовки скользят своими донышками. Пройдя
его, они под действием силы тяжести соскальзывают со штырей 1
и попадают в приемник 5, а затем в трубку 4.
Отвод переполняющих заготовок в данном загрузочном
устройстве производится оригинально и просто. При заполнении
трубки 4 и приемника 5 заготовки спадают со штырей 1 в прием-
79
способлены для подачи шайб, гаек и др. Ориентирование
заготовок осуществляется путем их западания в щель. Так как ширина
щели меньше шляпок заготовок, то запавшие в щель заготовки
повисают на шляпках. Если же заготовки типа шайб или гаек,
то ширину щели делают немного больше толщины заготовок и
перекрывают ее дном на глубине, равной или меньшей диаметра
заготовок. На этом принципе ориентирования заготовок построены
секторные, дисково-щелевые и лопастные загрузочные устройства.
Секторное загрузочное устройство. Секторные загрузочные
устройства (рис. 74) бывают самых различных конструкций. Все
они содержат следующие элементы: привод 7, сбрасыватель 5,
бункер 7 сектор 6, ось сектора 9 и др.
Профиль сектора зависит от формы захватываемых заготовок.
Если заготовки имеют форму стержня с головкой, то сектор
делают из двух щек и промежуточной планки (см. рис. 22, а).
Расстояние между щеками, равное (1,05 -5-1,15) d, обеспечивает
легкое западание заготовок с повисанием на головке по верхней
плоскости щек. Если захватываемые заготовки имеют форму гладкого
стержня, то на поверхности сектора делают канавку, ширина
которой равна диаметру заготовки, но глубина не более 0,25d
подаваемой заготовки (см. рис. 22, б).
Если заготовки имеют форму диска или шайбы, то в секторе
делается канавка, ширина которой несколько больше ширины
заготовки, а глубина равна 0,5 диаметра подаваемой заготовки.
Для Г-образных заготовок сектор состоит из двух щек и
планки (см. рис. 22, в). В данном секторном загрузочном устройстве
применен бункер, который способствует снижению уровня
заготовок в зоне выборки. Заготовки загружают в бункер
несимметричной формы, что способствует снижению уровня в зоне выборки
(за счет регулирования потока заготовок заслонкой 8). Это также
уменьшает нагрузку на сектор и обеспечивает более спокойную
работу привода.
При выборке заготовок сектор совершает колебательные
движения, передаваемые от кулисного привода (поз. У, 2, 3).
Кулисный привод позволяет осуществлять верхний ход сектора
медленно, а ход вниз быстрее. Это способствует лучшему западанию
заготовок в щель и уменьшает выброс заготовок из бункера.
Из сектора ориентированные заготовки под действием силы
тяжести перемещаются по лотку 4 к питателю. Вследствие
интенсивного износа поверхностей лотка и сектора от скольжения
заготовок, верхние части щек лотка и сектора делают съемными. Для
предотвращения защемления заготовок между передней стенкой
бункера и сектором предусматривают сбрасыватели 5.
Конструкции сбрасывателей и предохранительных устройств
(рис. 75) могут быть разные: а) в виде предохранительного щитка
или гребня, один конец которого закреплен на качающемся
секторе, а другой проходит через окно передней стенки бункера
(рис. 75, а); б) скользящий сбрасыватель, закрепленный на пово-
6 Н. И. Камышный 81
6)
Рис. 75. Конструкции сбрасывателей и предохранителей
ротном рычаге, к сектору поджимается спиральной пружиной
(рис. 75, б); в) вращающийся ролик, который сбрасывает
заготовки, не запавшие в щель (рис. 75, в). Последний тип
сбрасывателя применяют преимущественно в загрузочных устройствах с
поступательным ползуном, а для загрузочных устройств с
качающимся сектором лучшим^ является сбрасыватель в виде гребня,
отличающийся простотой конструкции и надежностью в работе.
В секторных загрузочных устройствах при большом числе
двойных ходов сектора имеет место интенсивное ворошение заготовок,
вызывающее нередко повреждение их поверхности. Кроме того,
заготовки вылетают из бункера и не успевают западать в щель
сектора. Поэтому увеличение производительности секторных за-
6* 83
грузочных устройств затруднительно. Число двойных ходов
сектора выбирают таким, чтобы работа происходила без больших
динамических сил. Максимальная производительность секторных
загрузочных устройств достигает 120—130 шт/мин.
Для подачи тонкостенных заготовок в виде полого цилиндра
со шляпкой применяют преимущественно бункерное щелевое
загрузочное устройство, изображенное на рис. 76.
Ориентирование и подача заготовок в таком бункерно-ориентирующем
устройстве осуществляется безударно и плавно, что избавляет заготовки
от повреждений. Загрузочное устройство состоит из червячного
редуктора 7, неподвижного корпуса 6, бункера 5 и вращающегося
диска с собачками 1.
Засыпанные в бункер 6 заготовки при вращении диска 4
западают в щель, которая образуется между неподвижным
корпусом 6 и вращающимся диском 4. Так как щель по ширине уже, чем
шляпка заготовки, то цилиндрическая часть заготовки
проваливается в щель и заготовка повисает на шляпке. На диске 4
установлены шесть собачек У, которые одним плечом заходят в щель,
а другим в паз диска 4. Собачка может поворачиваться на своей
оси. Собачки 1 постоянно поджаты к диску 4 пружиной. При
вращении диска собачки захватывают запавшие в щель заготовки
и транспортируют их вверх к приемнику 2. Приемник
конструктивно выполнен так, что своими щеками образует щель, равную
по ширине щели бункера. Когда заготовки приближаются к
приемнику, собачка выталкивает их в щель. В случае переполнения
приемника заготовками дальнейшее поступление их прекращается,
собачка / отжимается в паз диска 4 и скользит по неподвижным
Рис. 76. Загрузочное устройство с круговой щелью
84
Дисковые щелевые загрузочные устройства. Дисковые щелевые
загрузочные устройства отличаются от всех других загрузочных
устройств, производящих ориентирование заготовок щелью,
высокой производительностью, достигающей 250 шт/мин при
безударной и плавной работе.
Лопастное бункерно-ориентирующее устройство. Лопастное
бункерно-ориентирующее устройство, применяемое для подачи
четырех- и шестигранных гаек или подобных им деталей (от квадратной
до круглой формы), показано на рис. 78. Засыпанные в бункер 4
заготовки при вращении лопастей 1 захватываются ими и на пути
движения западают в щель, находящуюся в дне бункера.
При заполнении щели перемещающаяся лопасть будет
создавать давление на ряд заготовок, вследствие чего они будут (в
криволинейной части щели) приподниматься и заполнят пространство
между подпружиненной собачкой 2 и щелью. В случае
переполнения этого пространства заготовки поднимут собачку и выпадут
в бункер. Заготовки, занявшие правильное положение, поступают
в приемник 3.
Бункерно-ориентирующее устройство элеваторного типа.
Бункерно-ориентирующее устройство этого типа (рис. 79) часто
применяется на практике. Рабочие органы (лопасти) 7, захватывающие
и ориентирующие заготовки, укреплены на бесконечной ленте
или цепях 2. При движении лопастей в зоне бункера 1
производится захват и ориентирование заготовок.
86
Рис. 77. Загрузочное устройство
с круговой щелью и сферическими
углублениями
заготовкам, находящимся в щели
бункера. После освобождения
приемника от заготовок следующая собачка
опять транспортирует и заталкивает
заготовки в щель приемника.
Загрузочное устройство
устанавливают наклонно для того, чтобы
основная масса заготовок
концентрировалась в нижней части бункера,
а не в верхней, где они передаются
в приемник. Вращательное движение
диска 4 осуществляется посредством
шкива 9, вала 8> червячной пары и
вала 3. Для ручного поворота вала 8
предусмотрен маховичок 72, для
включения шкива 9 служит
шпоночная муфта. Барабанчик // имеет
профильное отверстие и при повороте
его относительно вала 8 утапливает
шпонку 10 в паз вала, производя
выключение шкива. Описанное
устройство обладает плавностью
работы и высокой производительностью (200 шт/мин).
Щелевое загрузочное устройство конструкции Курочкиных.
Для одновременной подачи семи заклепок в полусепаратор
шарикоподшипника применяют щелевое загрузочное устройство,
приведенное на рис. 77. Заклепки засыпают в бункер 2. Дном бункера
является вращающийся барабан У, на котором выполнено семь
выемок с 16 сферическими углублениями 3. На дне бункера имеется
гребенка, делящая его на семь отдельных отсеков, ширина
которых на 0,1 мм больше диаметра головки заклепки. Все
отсеки расположены строго над пазами барабана. Заклепки
западают в пазы и сферические углубления в произвольном
положении.
Если заклепки западут в сферические углубления вверх
цилиндрическим концом, то скосы бункера помогут им повернуться
и они же сбросят назад в бункер лишние заклепки, запавшие в
пазы. При вращении барабана заклепки под действием силы
тяжести перевертываются в сферических углублениях и занимают
положение, при подходе к приемной трубке, вверх головкой. При
движении к приемным трубкам заклепки наскакивают на
съемники 4, которые сталкивают их в приемные трубки 5. По трубкам
заклепки подводятся к полусепаратору. К моменту выдачи
заклепок шпиндель с полусепаратором посредством нажима на
специальную рукоятку поднимается к трубкам, из которых заклепки
передаются в гнезда полусепаратора. Производительность такого
загрузочного устройства 4700 шт. в смену. Это освобождает от
тяжелого труда 10—12 работниц.
85
Рис. 80. Шиберное бункерно-ориентирующее загрузочное устройство
для закалки головок болтов
Для облегчения съема заготовок лопасти установлены под
углом 30—35°. При транспортировании щиток 3 препятствует
выпадению заготовок из паза наклонных лопастей. В верхней части
предохранительного щитка заготовка соскальзывает в приемник 4,
сохраняя полученное ориентированное положение.
Электродвигатель 6 и редуктор 5 расположены в верхней части устройства.
Конструкция лопастей зависит от формы подаваемых
заготовок. Например, для гладких валиков лопасти устанавливают так,
чтобы исключить размещение двух валиков друг над другом;
для заготовок типа дисков устанавливают козырек,
способствующий повороту заготовки на ребро и т. д. Элеваторные бункерно-
ориентирующие устройства предназначены для подачи заготовок
диаметром 10—30 мм и длиной до 220 мм. В элеваторных
устройствах бункер расположен на небольшой высоте, имеет большую
емкость и удобен для загрузки — в этом их преимущество.
Элеваторные устройства имеют простую конструкцию, большую
производительность, работают надежно и могут быть использованы для
подъема тяжелых заготовок.
Шиберное бункерно-ориентирующее устройство. Такое
устройство применяют в автомате для закалки головок болтов (рис. 80).
Детали, засыпанные в бункер, захватываются и ориентируются
при помощи скоса шибера 11. В крайнем верхнем положении они
передаются в щель лотка 10, образованную двумя щеками, по
которым скользят к питателю 6. Детали с неустойчивым
положением спадают с шибера обратно в бункер, а второй ряд
сбрасывается звездочкой 9, имеющей направление вращения, встречное
потоку перемещающихся болтов.
Для подачи болтов на закалочный автомат производится
периодическая загрузка их в отверстия алюминиевого диска 3
лотком-питателем 6 и отсекателем 2, который приводится в действие
электромагнитом 5. Клещевые захваты отсекателя 2 связаны
тягой с сердечником электромагнита. При выключенном
электромагните захваты сжаты пружиной 4 и удерживают весь столбик
болтов, находящийся в лотке-питателя.
Как только диск 3 повернется на необходимый угол и
очередное его отверстие окажется под нижним концом питателя, на
электромагнит поступает импульс напряжения, при этом клещевые
захваты разжимаются, нижний болт попадает в отверстие диска,
а расположенный за ним в трубке, опираясь на головку первого,
удерживает весь столбик болтов, находящийся в питателе. В этот
момент электромагнит выключается и клещевые захваты
удерживают находящийся в трубке болт в течение всего времени, пока
диск 3 не повернется на определенный угол (до совпадения
следующего отверстия с осью трубки). Болты, попавшие в отверстия
диска, передаются им при вращении в рабочую позицию, где
производится их закалка.
Движение на шибер 11, ролики 7 и 8 (ворошители) и храповой
механизм (поз. 20, 21, 22, 23, 24) передается от электродвигателя 19
87
Таблица 2
Техническая характеристика секторных, щелевых
и лопастных бункерно-ориентирующих устройств
Загрузочное
устройство
Область
применения
Средняя
производительность,
шт/мин
Частота
вращения,
об/мин (или
число двойных
ходов
в мин)
Д<г.ина
рабочей
поверхности
сектора или
диаметр
диска, мм
Секторное
Для подачи
за120—130
30—40
300-430
(рис. 74)
готовок со
шляпками (заклепок,
винтов, патронов)
Бункерное
щелеТо же
200-250
5-16
450—600
вое (рис. 76)
Лопастное
Для подачи
гра150-200
4-6
10—16
(рис. 78)
ненных
заготовок (гаек)
через редуктор 18, зубчатые колеса 17, 16, 15, 14. Характеристики
секторных, бункерных щелевых и лопастных загрузочных
устройств приведены в табл. 2.
3. КАРМАНЧИКОВЫЕ И ДИСКОВЫЕ БУНКЕРНО-ОРИЕНТИРУЮЩИЕ
УСТРОЙСТВА С ПРОФИЛЬНЫМИ ВЫРЕЗАМИ
Карманчиковые устройства. Для подачи колпачков со
сферической наружной поверхностью донышка и длиной / < d применяют
загрузочное устройство с расположением карманчиков на кольце
(рис. 81). Диск 5 с кольцом 4 получает вращательное движение от
шкива 10 через червяк 2, червячное колесо 3, вал и
предохранительную муфту 6. К корпусу редуктора посредством фланца 7
прикреплено кольцо 8 и бункер 1. Заготовки, засыпанные в бункер,
скользят по его наклонному дну и попадают внутрь вращающегося
корончатого кольца 4, которое имеет сквозные вырезы
(карманчики) по форме заготовок. Для лучшего западания заготовок
карманчики делают несколько больших размеров, чем размеры
заготовок.
Число карманчиков в диске зависит от производительности и
диаметра подаваемых колпачков, обычно оно равно 24—36.
Заготовки, запавшие в карманчики диска 5, транспортируются
кверху; проходя приемник //, они выкатываются из карманчиков
в канал приемника 11, а затем попадают в лоток 12. Если лоток и
приемник заполнены, то заготовки остаются в карманчиках кольца,
транспортируются вверх и падают снова в бункер. Если заготовка
по каким-либо причинам не выпала из карманчика, ее выталкивает
звездочка 9, которая входит своими зубьями в карманчики и
приводится ими во вращение. Кольцо 4 можно легко сменить, что
особенно удобно при переналадке загрузочного устройства на дру-
89
Рис. 81. Загрузочное устройство с карманчиками
Рис. 82. Загрузочное устройство
с профильными вырезами
гой размер заготовки.
Данное загрузочнце устройство
надежно в работе и всегда
обеспечивает подачу
заготовок в правильно
ориентированном положении.
Средняя
производительность такого устройства
100—200 шт/мин, частота
вращения рабочего диска
20—25 об/мин, число
ориентирующих гнезд 20—
40, диаметр диска по
ориентирующим гнездам 350—
400 мм.
Для ориентирования и
подачи колпачков, высота
которых составляет 0,8—
1,1 диаметра, применяют
устройство с вращающимся наклонным бункером, показанное
на рис. 82. Заготовки, засыпанные в наклонный бункер 2,
западают в вырезы 4 с язычками ориентирующего кольца 1 и,
ориентируясь по наружной и внутренней поверхности, при вращении
кольца попадают в лоток 3, по которому поступают в питатель.
При переполнении лотка 3 колпачки остаются в вырезах.
4. ДИСКОВЫЕ УСТРОЙСТВА С ПОВОРОТНЫМИ МЕХАНИЗМАМИ
Загрузочные устройства этой группы применяют для подачи
цилиндрических и фигурных заготовок, у которых центр тяжести
смещен с оси симметрии.
Загрузочные устройства с карманами и зубчатые делают
многопозиционными, поэтому они являются
высокопроизводительными.
Карманное загрузочное устройство, применяемое для подачи
цилиндрических заготовок, со смещенным с оси симметрии
центром тяжести показано на рис. 83. Заготовки, засыпанные в
бункер, подвергаются интенсивному ворошению вращающимся
диском 7, который приводится в движение валом 11 и червячной
парой 12. В нижней части бункера заготовки западают в щель,
образованную с одной стороны внутренней стенкой бункера,
а с другой — диском 7, диаметр которого меньше внутреннего
диаметра бункера. Стенками 2 карманов щель разделена на
участки, длина которых больше длины заготовки. Запавшая в щель
заготовка при вращении диска 8 продвигается стенкой кармана
вверх по наклонной дорожке (неподвижному диску 9)
91
Рис. 83. Загрузочное устройство с
карманами
Гкс. 84. Зубчатое
загрузочное устройство
Карманы диска 5, образованные стенками 2, разделены
перегородками на две части. Перегородка со стороны западания
изделия заострена и служит ножевой опорой при ориентировании
заготовки.
В процессе транспортирования вверх заготовки располагаются
на ножевой опоре /, но повернуться на ней не могут, встречая
препятствия со стороны стенки бункера. Заготовка
опрокидывается в левую или правую часть кармана, когда подходит к
вырезу, находящемуся в верхней части бункера. Заготовки,
запавшие в карманы, транспортируются вниз и на втором обороте
выпадают в приемное окно диска 8, а оттуда поступают в
гофрированный лоток в горизонтальном положении.
Вращательное движения диска 8 осуществляется посредством
шки&а 14, вала 15, червячной пары 13, пустотелого вала 5 и
предохранительной муфты 3 с кулачками 4. Для выключения шкива 14
предусмотрена кулачковая муфта 16. Для передачи вращения
червячной паре 12 на левом конце червячного вала 15 посажено
зубчатое колесо z = 26. Данное устройство включает в себя двух-
червячный редуктор с бункером и два вращающихся в
противоположном направлении диска: диск 8, поддерживаемый тремя
роликами 10, и диск 7.
Для подачи цилиндрических заготовок с центром тяжести,
смещенным к донышку, применяют зубчатое загрузочное
устройство, показанное на рис. 84. Оно обеспечивает высокую
производительность и может одновременно подавать заготовки из одного
бункера в два лотка.
Зубчатые загрузочные устройства отличаются от карманных
лишь конструкцией ориентирующего диска. Заготовки,
загруженные в бункер /, устанавливаются в вертикальное положение
между зубьями, с помощью которых они транспортируются к
подпружиненному съемнику, расположенному под диском. При
вращении диска 2 съемник выталкивает заготовки в приемную трубу.
Таблица 3
Техническая характеристика бункерно-ориентирующих устройств
с карманами и зубчатого
Загрузочное
устройство
Область применения
Средняя
производительность,
шт/мин
Число
ориентирующих
гнезд
Частота
вращения
диска,
об/мин
С карманами
(рис. 83)
Зубчатое (рис. 84)
Для подачи
цилиндрических заготовок с центром
тяжести, смещенным с оси
симметрии (по длине)
Для подачи
цилиндрических заготовок с центром
тяжести, смещенным к
донышку
180—250
180- 200
20-32
30—70
8—12
3-10
93
Рис. 85. Зубчатое устройство с
вращающимся бункером и ориентирующей трубкой
В случае переполнения трубки
съемник отводится заготовками
назад и не выталкивает их
в приемную трубку.
Особая форма зубьев
обеспечивает расположение заготовок
в определенном положении, так
что заготовки, попавшие между
зубьями донышком вверх,
выпадают обратно в бункер в момент
нахождения зубьев в верхнем
положении. Для отключения
зубчатого диска от привода при
заедании предусмотрена
предохранительная муфта. В табл. 3 приведена техническая
характеристика карманного и зубчатого загрузочных устройств.
5. УСТРОЙСТВА С ОРИЕНТИРУЮЩЕЙ ТРУБКОЙ
Эти устройства применяют в том случае, когда поступающая
в зажим цилиндрическая заготовка может быть подана любым
концом.
Загрузочное устройство с вращающимся бункером и
ориентирующей трубкой показано на рис. 85. Засыпанные во
вращающийся бункер 1 заготовки под действием центробежной силы
перемещаются к стенкам бункера, освобождая вход в приемную
трубку. Сбрасыватель 3, установленный внутри бункера, делает
периодические движения к центру и отделяет при этом часть
движущихся заготовок от общего потока. Попав на центр
бункера, эти заготовки теряют скорость и западают в приемную
трубку. Заготовки, не запавшие в трубку, под действием
центробежной силы снова перемещаются к стенкам бункера.
Характеристика устройства с ориентирующей трубкой дана
в табл. 4.
Таблица 4
Техническая характеристика бункерно-ориентирующих устройств
с ориентирующей трубкой
Загрузочное устройство
Область применения
Средняя
дительность,
шт/мин
Число
двойных
ходов
трубки
в мин
Частота
вращения
ориентирующей
трубки,
об/мин
С поступательно
движущейся трубкой (рис. 39, б)
С вращающейся приемной
трубкой с ворошителем
(рис. 39, а)
Для подачи
цилиндрических заготовок
То же
80—100
120—150
15—30
30—60
глава 4
МАГАЗИННЫЕ ЗАГРУЗОЧНЫЕ
УСТРОЙСТВА
1. ОБЩИЕ СВЕДЕНИЯ
Магазинным загрузочным устройством называют комплекс
функциональных механизмов, осуществляющих автоматическую
подачу штучных заготовок из магазина (накопителя) в позицию
обработки, при этом ориентирование и загрузку заготовок в
магазин производят вручную. Магазинные загрузочные устройства
применяют в массовом или в крупносерийном производстве при
обработке заготовок, захват и ориентирование которых
затруднены из-за геометрической формы, размеров или массы. Заготовки
подают штампованные, литые или же отрезанные из прутка,
требующие «вторых операций» (операций, которые не могут быть
выполнены с одного установа заготовки из-за недостаточного
числа инструментов на станке или необходимости обработки
заготовки со стороны отрезки).
Заготовки, подаваемые магазинными устройствами, по
продолжительности рабочих операций могут быть подразделены на
две группы: с кратковременными рабочими операциями и с
продолжительными рабочими операциями. Детали с
кратковременными рабочими операциями требуют постоянного присутствия
рабочего у станка для обеспечения непрерывной подачи заготовок
в магазин. При обработке деталей с кратковременными операциями
на станке с магазинным питанием часто встречаются случаи, когда
производительность станка превосходит производительность
одного рабочего по закладке заготовок в магазин, поэтому для
загрузки одного магазина ставят двух рабочих. Такой метод
загрузки является нерентабельным. Для деталей с кратковременными
рабочими операциями выгоднее использовать не магазинное,
а бункерное питание, при котором достигается высокая
производительность подачи заготовок.
Для деталей с продолжительными рабочими операциями,
позволяющими производить загрузку магазина периодически, через
10—20 мин, магазинное питание дает большой экономический
эффект. Оно позволяет широко использовать многостаночное
обслуживание и создает предпосылки для построения
автоматических линий.
95
5,6, /
схема типового
Конструктивная схема
типового магазинного загрузочного
устройства показана на рис. 86.
В нем от загрузки в магазин
до окончания обработки
заготовки проходят через
следующие функциональные
механизмы: магазин /, блокирующий
механизм 5, отсекатель 2,
питатель 3 и механизмы,
встраиваемые в станок: заталкиватель 5,
зажим 6, выталкиватель 7 и
отводное приспособление 4.
Встречаются магазинные
устройства, состоящие из одного
целевого узла, например
магазинное устройство для подачи
цилиндрических заготовок на бесцентрово-шлифовальный станок
состоит только из магазина (лотка). Для обработки той же
заготовки на токарном автомате может понадобиться магазинное
устройство со всеми перечисленными функциональными механизмами.
При изменении любого входящего в устройство функционального
механизма будет образовываться новый тип устройства,
г Магазинные загрузочные устройства многообразны но
конструкции, пространственны и многозвенны, поэтому изучение
какого-то одного типа магазинного устройства не дает полного
представления о многообразии конструкций магазинных
загрузочных устройств. Ниже приведена классификация и анализ
функциональных механизмов, различное варьирование которыми дает
при проектировании большое число разнообразных магазинных
загрузочных устройств.
Рис. 86. Конструктивная
магазинного устройства
2. МАГАЗИНЫ (НАКОПИТЕЛИ)
Магазины служат для накопления и выдачи заготовок в захват
питателя. Конструкции магазинов разнообразны, поэтому с целью
упрощения анализа произведена их классификация. За признак
классификации принят способ перемещения заготовок в магазине.
Существует два способа перемещения: под действием силы тяжести
заготовок (первая группа); принудительный: грузом, пружиной,
силой трения, цепью, диском (вторая группа).
Магазины первой группы наиболее распространены вследствие
простоты конструкции (рис. 87). В зависимости от конфигурации
магазины подразделяются на: прямолинейные, изогнутые,
спиральные, трубчатые, бункерные и бункерно-кассетные.
Заготовки, подаваемые магазинами этой группы, могут быть
самой различной конфигурации: цилиндры гладкие и со шляпками,
плоские круги, конические ролики, стержни, валики ступенчатой
96
Рис. 87. Магазинные загрузочные устройства, в которых осуществляется подача
заготовок под действием силы тяжести (прямолинейные, качающиеся, изогнутые и спиральные)
формы, рычаги и т. п. Характерная особенность этих заготовок
состоит в том, что они имеют массу, достаточную для их
перемещения в канале магазина (лотка) и западания в захват питателя.
Прямолинейные магазины (рис. 37, а, б, в) наиболее просты
по конструкции и технологии изготовления. Обычно их
изготовляют из листовой стали. Поверхности стенок, образующие
канал магазина, по которому скользят заготовки, в целях
уменьшения трения подвергают тщательной мехенической обработке,
а для повышения износостойкости — термической.
Для удобства наблюдения за движением заготовки в стенках
магазина делают вырезы или магазин делают без верхней стенки.
Для придания магазинам универсальности их изготовляют
регулируемыми, для чего боковые стенки делают раздвижными. Форму
поперечного сечения магазина (канала) выбирают в соответствии
с профилем подаваемых заготовок, для свободного перемещения
которых предусматривают соответствующий зазор. Магазины
располагают вертикально или под углом, обеспечивающим
надежное перемещение заготовок в канале. Имеются магазины,
совершающие при загрузке колебательные движения (рис 87, в).
Выбор типа и положения магазина относительно станка зависит от
конфигурации и размеров заготовок, производительности, доступа
к рабочей зоне, удобства обслуживания.
7 Н. И. Камышный 97
рис. 88. Магазинные
загрузочные
устройства, в которых
осуществляется подача
заготовок под
действием силы тяжести
(трубчатый,
бункерный, с качающимся
бункером,Ч бункерно-
кассетный)
Изогнутые магазины (рис. 87, г, д, е) так же, как и
прямолинейные магазины, изготовляют из полосовой или листовой стали.
Трущиеся поверхности магазина подвергают механической и
термической обработке. Форму изгиба магазинов выбирают исходя
из условий удобства загрузки заготовок, максимального
накопления, близкого расположения к рабочей позиции и величины
углов наклона, обеспечивающих надежное движение заготовок
в канале магазина.
Спиральные магазины (рис. 87, жу з, а) применяют в
большинстве случаев для подачи конических и цилиндрических заготовок,
имеющих буртики, а также в случаях, когда во время движения
заготовки необходимо изменить ее положение. Эти магазины обычно
изготовляют из листовой стали или делают литыми.
Трубчатые магазины (рис. 88, а, б) применяют для подачи
заготовок в виде тонких кругов и цилиндров. Такие магазины
изготовляют из стальных труб, внутренние поверхности которых
хорошо обрабатывают. Для удобства загрузки и наблюдения
в стенках магазина делают продольные вырезы (рис. 88, а).
Бункерные магазины, представленные на рис. 88, в, г,
отличаются от ранее рассмотренных тем, что они позволяют накоплять
большое число заготовок, укладываемых в ориентированном
положении рядами. В бункерных магазинах могут образовываться
своды из заготовок, поэтому в них монтируют ворошители,
разрушающие своды.
Для некоторых заготовок, например кусков проволоки
диаметром 0,5 и длиной 135 мм, бункерные магазины делают с качатель-
98
ным движением (рис. 87, д), препятствующим образованию
сводов. Большая емкость бункера позволяет загружать заготовки
через большие промежутки времени, что позволяет одному
рабочему обслуживать несколько станков одновременно.
Бункерно-кассетные магазины. Для быстроты загрузки
магазина заготовками применяют так называемые кассеты
(рис. 88, е9 ж). Кассеты наполняют вне бункера. Когда требуется
очередное пополнение бункера, в него вставляют наполненную
кассету и открывают ее выдвижное дно, что позволяет заготовкам
переместиться в бункер. Для создания запаса ориентированных
заготовок магазин снабжают несколькими кассетами.
Сводоразрушители. При конструировании бункерных и бун-
керно-кассетных магазинов следует учитывать необходимость
обязательного разрушения сводов, образующихся в заготовках
над отверстием лотка (рис. 89, а).
Наиболее распространенные способы разрушения сводов
следующие: 1) с похмощью ворошителя в виде качающегося рычага 1
или лотка 2 или вращающегося кулачка 3, устанавливаемых
внутри бункера (см. рис. 89, б); 2) с помощью качающейся
перегородки, устанавливаемой внутри бункера; поперечное сечение
перегородки имеет форму ромба 2 (рис. 89, в), она предназначена
для разрушения свода, образующегося вне зоны действия
ворошителя 1\ 3) внизу бункера делается большое выпадное отверстие,
которое перекрывается питателем с круговым / или с возвратно-
поступательным движением 2 (рис. 89, г). Питатель находится
в контакте с тремя и более заготовками одновременно. Питатель 2
с возвратно-поступательным движением при обратном ходе
ворошит зубьями 3 заготовки в окне и препятствует образованию
сводов.
Разновидности магазинов второй группы (с принудительным
перемещением заготовок) приведены на рис. 90. Для подачи лег-
Рис. 89. Способы разрушения сводов
7*
99
Рис. 90. Магазинные загрузочные устройства с принудительной подачей
ких заготовок, которые под действием силы тяжести не могут
перемещаться в магазине, применяют груз 1 (рис. 90, а).
Поперечное сечение груза делают по профилю канала магазина. Для
обеспечения свободного перемещения груза в канале
предусматривают соответствующий зазор. Силой тяжести груза заготовки
по мере выборки из магазина перемещаются вниз.
Конструкция трубчатого магазина с горизонтальным
расположением и грузовым механизмом подачи показана на рис. 90, б.
Заготовки в ориентированном положении загружают в магазин 3;
посредством груза У, каната 2 и толкателя 5 они поджимаются
к питателю 4. По мере выборки заготовок из магазина груз
перемещается вниз, а толкатель с заготовками — к питателю. Для
возможности перемещения поводка 6 с толкателем вдоль магазина
сделана прорезь на длину хода толкателя. При загрузке
заготовок в магазин толкатель вынимают.
Более современная конструкция трубчатого магазина с
горизонтальным расположением показана на рис. 90, в. В нем груз
заменен спиральной пружиной У, поэтому он стал компактнее.
Магазин, показанный на рис. 90, г, осуществляет
принудительную подачу заготовок в питатель У посредством силы трения,
возникающей между заготовками и подвижными ремнями 2,
образующими лоток V-образной формы. Наличие подвижных ремней
100
Рис. 91. Путь S полета заготовки при
горизонтальном (а) и вертикальном (б)
расположении в лотках £
Рис. 92. Циклограмма работы автомата
с магазинным загрузочным устройством
f
а3; 4) обратный ход заталкивателя а4; 5) обратный ход питателя аб;
6) обработка заготовки, в этот период происходит западание
заготовки из магазина в питатель, т. е. операция западания и рабочая
совмещены а6; 7) разжим заготовки ос7; 8) выталкивание детали а8.
Далее цикл повторяется.
Таким образом, процесс западания заготовок в питатель для
большинства автоматов с магазинным загрузочным устройством
не является лимитирующим, так как может совмещаться с
рабочей операцией. Суммарный угол, требуемый на питание автомата,
а = аг +а2 + а8 +а4 +а5 +а6 +а7 +ос8. При разработке
циклограммы необходимо производить подбор кулачков с такими
профилями, которые обеспечивали бы в минимальное время
процесс питания станка, т. е. чтобы угол а был минимальным.
3. МЕХАНИЗМЫ КОНТРОЛЯ НАЛИЧИЯ И ПРАВИЛЬНОГО
ОРИЕНТИРОВАНИЯ ЗАГОТОВОК В МАГАЗИНЕ
В ряде случаев, например при автоматической сборке
шарикоподшипников, пропуски в подаче деталей (полуфабрикатов) не
допускаются. Если даже один шарик не будет подан в позицию
сборки, то шарикоподшипник пойдет в брак независимо от
качественного изготовления других деталей, составляющих
шарикоподшипник. Поэтому в конце магазина (лотка) устанавливают
механизм, контролирующий наличие деталей в лотке и
правильность их ориентирования. Их обычно устанавливают на две-три
102
требует приводов, которые сильно усложняют конструкцию
магазинов. Применяют их в производстве шарикоподшипников для
подачи колец.
Магазин, осуществляющий подачу заготовок в питатель
подвижной цепью, показан на рис. 90, д. Заготовки закладывают
на крючки 3, закрепленные на подвижной цепи /. В нижнем
положении заготовки западают в захват питателя 2. Цепные
магазины применяют для подачи длинных цилиндрических валиков,
втулок и др. Конструкция магазинов усложнена наличием
привода для перемещения цепи. Их применяют в многошпиндельных
и одношпиндельных револьверных автоматах.
Магазин в виде вращающегося диска показан на рис. 90, е.
Он может быть как с горизонтальным, так и с вертикальным
расположением диска. Эти магазины применяют для подачи плоских
кругов, втулок, цилиндрических гладких и ступенчатых валиков
в многошпиндельных и одношпиндельных токарных автоматах.
Габаритные размеры магазина зависят от размеров и
продолжительности обработки заготовок.
Максимальная производительность магазина определяется
временем свободного падения заготовки из магазина в захват.
Заготовка при свободном падении из магазина в питатель
обычно пролетает путь, равный диаметру или длине заготовки
(рис. 91, а, б). Пренебрегая трением между заготовкой и стенками
канала, максимальную производительность магазина (шт/мин)
можно выразить формулой
где У время свободного падения заготовки, с; S — путь
свободного падения заготовок, см; g — ускорение свободного
падения (g - 982 см/с2).
Из формулы видно, что для повышения производительности
заготовки выгоднее располагать в магазине в горизонтальном
положении, а не в вертикальном. Однако фактическая
производительность магазина определяется двумя факторами: темпом
ручной загрузки заготовок в магазин и производительностью станка.
Например, максимальная производительность металлорежущих
автоматов редко превосходит 50 шт/мин, поэтому в данном случае
производительность магазина будет определяться
производительностью автомата.
Цикл работы станка обычно состоит из рабочих и холостых
ходов. Часть переходов по питанию (холостые ходы) могут
совмещаться с рабочими операциями. Для наглядности рассмотрим цикл
работы автомата с магазинным загрузочным устройством (рис. 92):
1) перемещение заготовки от магазина в рабочую позицию аг;
2) передача заготовки из питателя в зажим а2; 3) зажим заготовки
60
101
детали выше детали, находящейся в
питателе. Это делается для того, чтобы станок
можно было остановить после
поступления сигнала о прекращении подачи или
неправильного ориентирования заготовки.
Конструктивная схема механизма
контроля показана на рис. 93. Корпус 9
прикреплен к лотку J, в сквозном
отверстии которого помещен щуп 8. При
исходном ПОЛОЖеНИИ ПИТатеЛЯ 10, Как ПОКазаНО Рис- 83- Механизм контроля
' w г.аличия заготовок в лотке
на рис. 93, щуп отведен пружиной 5
назад до упора 4 и не касается заготовки.
При подаче заготовки в рабочую позицию подпружиненный
упор 6, установленный на кронштейне 7, упирается в щуп
и перемещает его к заготовке. Если в лотке есть заготовки
(на этом уровне), то щуп останавливается и конечный
выключатель 2 не размыкает электрическую цепь привода — станок
продолжает работать.
Если заготовок нет, то щуп проходит дальше, в канал лотка,
и упором 3, жестко скрепленным со щупом, разрывает цепь
привода — станок останавливается. Если заготовки в виде
колпачков, находящихся в ориентированном положении, будут
располагаться в лотке донышками к щупу и заполнят лоток выше щупа,
то, как и в предыдущем случае, станок будет продолжать работать,
В том случае, когда колпачок будет повернут отверстием к щупу,
станок выключится. В данном случае контролируется наличие
заготовок и правильность их ориентирования в лотке.
4. ОТСЕКАТЕЛИ, ПИТАТЕЛИ И ЗАХВАТЫ
Отсекатель — механизм, регулирующий число заготовок,
поступающих из магазина в питатель. Заготовки из магазина
поступают к питателю непрерывным потоком. В конце магазина
движение заготовок прерывается отсекателем, который отделяет их
от общего потока по одной или несколько заготовок и передает
их в питатель.
Отсекающие механизмы по характеру совершаемого движения
отсекающих звеньев подразделяют на четыре типа: 1) с возвратно-
поступательным движением; 2) с колебательным движением;
3) с вращательным движение; 4) со сложным движением.
Отсекатели с возвратно-поступательным движением являются
наиболее простыми по конструкции, и их функции нередко
выполняет инструмент или питатель. На рис. 94, а показан способ
отсекания заготовок от общего потока инструментом
(пуансоном который в данном случае является отсекателем,
перекрывающим канал магазина при рабочем движении с захваченной
заготовкой.
103
Способ отсекания заготовок питателем приведен на рис. 94, б.
Верхняя площадка питателя 1 выполняет функции отсекателя,
перекрывая канал магазина при подаче заготовок в рабочую
позицию.
Отсекатель, выполненный в виде отдельного механизма,
показан на рис. 94, в. Два отсекающих звена (планки или штифты)
1 совершают возвратно-поступательное движение и отделяют по
одной заготовке от общего потока заготовок, находящихся в
канале магазина. Движение штифтов сблокировано с движением
питателя.
Рассмотренные выше отсекающие механизмы используют
преимущественно для станков и машин со средней
производительностью 50—70 шт/мин. При высокой производительности (порядка
150 шт/мин) они работают ненадежно, часто выходят из строя
отсекающие звенья и вследствие больших скоростей отсекающих
звеньев повреждаются заготовки.
Отсекатели с колебательным движением применяют для
станков средней производительности. Если магазинное загрузочное
устройство снабжено питателем качающегося типа, то функции
отсекающего механизма часто выполняет сам питатель. При
способе отсекания заготовок питателем с колебательным
движением (рис. 94, г) наружная поверхность питателя 1 перекрывает
магазин при подаче заготовок в рабочую позицию и таким образом
выполняет функцию отсекателя.
В отсекателе, выполненном в виде отдельного механизма
(рис. 94, д), движение отсекающих звеньев 1 сблокировано с
движением питателя. Групповой отсекатель, показанный на рис. 94, е
одновременно отсекает по пять заготовок в двух лотках.
Отсекатели барабанные с вращательным движением (рис. 95, а, б)
выполняют в виде дисков или барабанов с профильными канавками,
в которые заготовки западают из лотка. Наружная поверхность
диска 1 отсекает заготовки в лотке. Большое число профильных
канавок на диске позволяет подавать много заготовок за один
оборот диска, поэтому такие отсекатели работают при малых
скоростях, плавно.
Сдвоенный барабанный отсекатель (рис. 95, в) выполнен в
виде двух барабанов с профильными гнездами, барабаны
вращаются синхронно. Заготовки, загруженные в сдвоенный лоток в
определенном порядке, захватываются барабанами и переносятся
в нижний одинарный лоток. При помощи такого отсекателя
можно укладывать заготовки в определенном порядке.
В отсекателе кулачкового типа для деталей типа цилиндров,
колец и дисков (рис. 95, г) имеются два кулачка 2 и 3,
установленные так, что при возвратно-качательном движении один из них
выпускает очередную заготовку, а другой придерживает все
остальные. Возвратно-качательное движение на кулачки
передается рычажной системой L
104
производительности. По характеру движения подающего звена
питатели делят на четыре группы: с возвратно-поступательным,
возвратно-колебательным (колебательным), вращательным и
сложным движением.
Питатели с возвратно-поступательным движением (рис. 96, а,
б, в) обеспечивают требуемую точность подачи заготовок и не
занимают рабочее пространство во время обработки, так как они
отводятся к магазину, установленному на большом расстоянии
от шпинделя. В питателях этого типа, показанных на рис. 96, а, б
заготовки подаются ползуном 2, имеющим выемку /. Когда ползун
отведен в исходное положение, выемка находится против отверстия
магазина. В этом положении ползуна заготовка западает в выемку.
При движении ползуна запавшая заготовка переносится к центру
шпинделя и передается в зажим. Затем ползун совершает обратный
ход, а выемка снова устанавливается против отверстия магазина
и происходит западание следующей заготовки — цикл повто-
106
Рис. 94. Отсекатели с возвратно-поступательным движением
В винтовых вращающихся отсекателях (рис. 95, д, ё) одно-
заходный винт при повороте на один оборот отсекает одну
заготовку от общей массы, если же винт двухзаходный — две
заготовки. Отсекатели с вращательным движением более
производительные, чем отсекатели с возвратно-поступательным и
колебательным движением, они отличаются также плавностью работы
и меньше повреждают заготовки.
Питатели — механизмы, которые подают заготовки из лотка
к шпинделю станка. Он обычно имеет захват, захватывающий
и фиксирующий заготовку в определенном положении во время
переноса из лотка к шпинделю и съема и отвода обработанной
детали из рабочей зоны станка. Конструкции питателей
разнообразны, они многозвенны и пространственны и зависят от
конструкции и компоновки станка, формы и размеров заготовок,
ГП
д)
Рис. 95. Отсекатели барабанные,
кулачковые и спиральные
105
Вид А
повороте диска обработанная заготовка выпадает под действием
силы тяжести или удаляется съемником.
В дисковом питателе с непрерывным вращением диска в одном
направлении (рис. 97, б) после выполнения рабочей операции —
шлифования торцов — при последующем повороте заготовки
удаляются из отверстий диска. Загрузка заготовок производится
в позиции 2, шлифование — в верхней зоне, а съем — в позиции /.
Дисковые питатели широко применяют в многопозиционных
станках, а также в шлифовальных станках для обработки торцов
заготовок во время их транспортирования.
Производительность питателей с непрерывным вращательным
движением высокая. Они обеспечивают плавность и надежность
работы. К недостаткам питателей этого типа следует отнести
ограниченную возможность их применения в однопозиционных
и многопозиционных станках вследствие постоянного нахождения
диска в рабочей зоне.
В питателях с комбинированным движением, в которых
подающие звенья (захват и питатель) совершают сложное движение
(рис. 96,з), заготовки, западающие в раскрытый захват, в начале
108
ряется. Работа питателя, предназначенного для заготовок в виде
тонких кругов (рис. 96, б), аналогична рассмотренному выше.
Нередко встречаются конструкции магазинных устройств,
в которых функции питателя выполняет сам магазин. Когда
требуется подача заготовки к центру шпинделя, магазин,
расположенный в направляющих, перемещается к центру шпинделя
со всей массой заготовок и останавливается в таком положении,
что ось нижней заготовки совпадает с осью шпинделя (рис. 96, в).
В нижней части боковых стенок магазина имеются отверстия,
через которые заготовки поступают в зажим, после чего магазин
отводится в исходное положение. Но эти устройства имеют
существенные недостатки. При большом числе двойных ходов (100—
120) на подающих звеньях возникают большие скорости, вследствие
чего заготовки не успевают западать в захват или выскакивают
во время транспортировки к шпинделю, что нарушает работу
станка. Кроме того, при больших скоростях подвижные звенья
подвергаются быстрому износу, что может уменьшать точность
подачи заготовок.
В питателях с колебательным движением подача заготовок
осуществляется посредством рычага, снабженного захватом
(рис. 96, г). Когда механизм захвата находится против отверстия
магазина, пружинящая губка отклонена от центра, благодаря
этому захват открывается больше и заготовки западают в него
свободно. При движении рычага заготовка зажимается захватом,
который переносит ее к центру шпинделя и передает в зажим.
При обратном движении захват снова подходит к отверстию
магазина, в него западает следующая заготовка, и цикл повторяется.
Если магазин выполняет функции питателя, то его делают
качающимся (рис 96, д, ё). Заготовки поступают к центру
шпинделя при отклоненном положении магазина; после съема нижней
заготовки магазин возвращается в исходное положение. Питатели
с колебательным движением широко применяют в производстве.
Они обеспечивают большую производительность, надежны в
работе, просты по конструкции и jie требуют направляющих,
подверженных быстрому износу.
Питатели с вращательным движением представляют собой
диски с профильными вырезами (рис. 96, ж). Диск вращается
в одном направлении и поочередно подводит вырезы к окну
магазина, где заготовки западают в вырезы и транспортируются
вниз в позицию съема /. Наличие на диске большого числа
вырезов обеспечивает высокую производительность при
незначительных окружных скоростях диска. Вращение диска в одном
направлении обеспечивает плавность работы.
Нередко питатели выполняют функции зажимных
приспособлений. Запавшие в выемки питателя заготовки
транспортируются прерывистым движением в рабочую позицию 1
(рис. 97, а) и зажимаются в выемке специальным прижимом, после
этого производится фрезерование шлица. При последующем
107
движения зажимаются и переносятся питателем к центру
шпинделя. В процессе поступательного движения питатель вместе
с захватом и заготовкой поворачивается на угол 90°, причем
заготовка принимает такое положение, в каком она должна
поступить в зажим.
В цепном питателе, выполненном в виде бесконечной звеньевой
цепи, надетой на три звездочки, одна из которых ведущая
(рис. 97, в)у с наружной стороны звеньев сделаны канавки по
профилю заготовок. В эти канавки западают заготовки из
магазина. При периодическом движении цепи заготовки подаются
к шпинделю, а затем в зажим.
Иногда функции питателя выполняют отдельные части станка,
например суппорт или револьверная головка. Способ подачи
заготовок из магазина к шпинделю при помощи револьверной
головки показан на рис. 97, г. Магазин закреплен сзади
револьверной головки. В одно из ее инструментальных гнезд помещают
державку с захватом, которые вместе с револьверным суппортом
образуют питатель, производящий выборку заготовок из
магазина и транспортировку их в зажим шпинделя. Винтовые питатели
(рис. 97, д, ё) применяют для подачи шаровых, стержневых и
конических роликов, колец и других деталей.
Рассмотренные выше типы питателей можно применять в
металлорежущих станках с магазинным питанием, так как
производительность металлорежущих станков сравнительно невысокая
(30—60 шт/мин). При этой производительности не возникает
больших скоростей перемещения заготовок и питателя, что
обеспечивает надежную их работу.
При выборе конструкции питателя следует учитывать тип
станка и расположение магазина на нем, с тем чтобы можно
было применить наиболее простую рычажную систему,
передающую движение от распределительного вала к питателю, и
использовать свободное рабочее пространство.
Рассмотренные питатели применяют также для станков с
бункерным питанием. Однако при бункерном питании в
высокопроизводительных станках, например прессах, имеющих 250—
300 ход/мин, конструкция питателей усложняется, здесь наиболее
рациональными являются многопозиционные дисковые питатели,
обеспечивающие высокую производительность при меньших
скоростях перемещения питателя и заготовок.
Захваты. По способу выборки заготовки из лотка и крепления
ее в захвате при транспортировке в рабочую позицию захваты
подразделяются на пять групп: 1) с профильными вырезами
(в виде призмы, полукруга, круглой выточки), в которые
заготовки западают под действием силы тяжести или подаются
принудительно; 2) клещевые, осуществляющие захват заготовок за
наружную поверхность; 3) стержневые, цанговые, шариковые
и кулачковые, осуществляющие захват заготовок за внутреннюю
поверхность; 4) вакуумные; 5) электромагнитные.
109
В захватах первой группы в призматический захват /
(рис. 98, а) заготовка западает из магазина 2 под действием силы
тяжести и незакрепленная транспортируется питателем 3 в
рабочую зону, где она посредством толкателя передается в шпиндель.
После отвода толкателя захват отходит в исходное положение
(к магазину). Для облегчения переналадки захвата на подачу
заготовок, различающихся размерами и конфигурацией, захваты
выполняют съемными. С целью совмещения по времени обратного
хода толкателя и захвата левую сторону призмы / (рис 98, б)
делают подпружиненной, она может отклоняться на большой
угол (до 40°). Это позволяет отводить захват в исходное положение,
в то время как толкатель еще не выведен из призмы, т. совмещать
их движение по времени.
В захвате /, имеющем полукруглую канавку (рис 98, в),
заготовки из магазина западают в канавку под действием силы
тяжести. Преимущество такого профиля канавки состоит в том, что
при больших скоростях движения и резких остановках питателя
заготовки в канавке захвата сохраняют устойчивое положение.
Для тонких круглых заготовок захват делают в виде круглой
выточки 4 в питателе 3 (рис. 98, г). Диаметр выточки должен
быть несколько больше диаметра заготовки. Из магазина 2
заготовка подается в выточку принудительно толкателем 1. Затем
она транспортируется к шпинделю, где передается заталкивателем
в цанговый зажим 5.
Захваты второй группы (рис 99, а, б, в) применяют в тех
случаях, когда заготовки в позицию выборки выдаются поштучно
Рис. 98. Захваты
призматические (а, б), канав-
кообразный (б) и в виде
кольцевой выточки (г)
2)
110
или расположены в
магазине с интервалом,
например в цепных магазинах.
Это обусловлено тем, что ь
в случае сплошного потока
заготовок одна из губок
(обращенная к заготовкам)
при выборке будет
перемещать вверх все заготовки,
находящиеся в магазине.
Это приведет к быстрому
износу губок и канала
магазина, а иногда и к
повреждению заготовок.
Клещевой захват
(рис. 99, а), у которого j ||
одна неподвижная губка /,
а другая
подпружиненная 7, имеет плечо 5,
находящееся постоянно под
воздействием пружины 4,
вследствие этого губка
стремится повернуться
вокруг оси 6 к неподвижной
губке. Угол поворота
губки 7 ограничен
плоскостями 2 и 3. При захвате губки скользят по наружной
поверхности заготовки, при этом губка 7 поворачивается, обхватывает
заготовку призматическим углублением и транспортирует в
рабочую позицию.
Клещевой захват с двумя подпружиненными губками 7,
имеющими плечи 3, показан на рис. 99, б. Губки посажены на
оси 5, закрепленные в корпусе 4. Пружина 7, находящаяся в
отверстии корпуса, разводит плечи губок, которые, поворачиваясь
на осях, сводят губки друг с другом. Ход губок ограничивают
площадки 6. Захват заготовок осуществляется при движении
губок вниз, при этом скосы 8 губок скользят по поверхности
заготовки и расходятся на величину ее диаметра. Заготовка, попав
в призматические углубления губок, зажимается ими и в таком
положении транспортируется в рабочую позицию. При
воздействии упоров на скосы 2 плечи сходятся, а губки расходятся
и освобождают заготовку.
Клещевой захват, показанный на рис. 99, в, имеет управляемые
губки 1, установленные на осях 2, которые раскрываются или
закрываются принудительно. Губки приводятся в движение
пневмо- или гидроприводами. Шток пневмо- или гидроцилиндра
соединен с тягой 4 и перемещается согласованно с циклом подачи
заготовок. Захват с подпружиненной губкой, предназначенный
Рис. 99. Клещевые захваты
Ш
для подачи цилиндрических заготовок и заготовок, имеющих
небольшой конус, показан на рис. 99, г. Когда захват находится
под магазином 3, то подпружиненная губка 2 упирается в стенку
магазина, вследствие чего образуется пространство между
губками, несколько большее, чем диаметр заготовки. Это
способствует свободному западанию заготовок в захват. При движении
питателя 4 влево губка 2 под действием пружины 1 зажимает
заготовку и в таком состоянии транспортирует ее в рабочую зону.
Паз 6, находящийся на питателе, и неподвижный штифт 5
позволяют поворачивать заготовку на угол 90°. При прямолинейной
форме паза 6 заготовка будет подаваться в таком положении,
в котором она была при поступлении в захват.
Захваты для цилиндрических заготовок выполняют и с
колебательным движением (рис. 99, д). Когда захват останавливается
под магазином 5, то хвостовик 7 серьги 3 упирается в упор S,
вследствие этого губка 4 поворачивается на оси 2 и отходит от
корпуса питателя /, открывая губки захвата на расстояние,
большее диаметра заготовки. Это способствует надежному
западанию заготовок в захват. В начале движения питателя губка 4
под действием пружины 6 зажимает заготовку и в таком виде
транспортирует ее в рабочую позицию. Клещевые захваты,
показанные на рис. 99, в, г, д, широко применяют в
высокопроизводительных станках и машинах, так как они транспортируют
заготовки в зажатом положении и допускают высокие скорости
подающих звеньев.
К захватам третьей группы относится стержневой захват 4
(рис. 100, а)у который вмонтирован в гильзу 6 на радиально-
упорных подшипниках. Такая конструкция позволяет передавать
заготовку во вращающийся цанговый зажим 2 без трения между
торцом заготовки и буртиком захвата. Когда захват отведен
вправо и пространство под магазином свободно, то заготовки
из магазина 3 поштучно выдаются отсекателем 5 в позицию
выборки 7. При движении захват захватывает заготовку и
транспортирует в цанговый зажим. После обработки деталь выталкивается
из цангового зажима толкателем ).
Цанговый захват показанный на рис. 100, б, отличается от
стержневого захвата более точной фиксацией заготовки, но для
ввода его в отверстие заготовки требуется упор 2, совершающий
возвратно-поступательное движение. В остальном его работа
аналогична работе стержневого захвата.
Для заготовок типа зубчатых колес применяют шариковый
захват (рис. 101), который захватывает заготовку за внутреннее
отверстие и может транспортировать ее как в вертикальном, так
и в горизонтальном положениях. Отверстие под захват может
быть цилиндрическим гладким или со шлицами и другой формы.
Захват заготовки производится непосредственно шариками /,
которые вводятся в отверстие и распираются подпружиненным
конусом 2. Уклон конуса должен быть меньше угла трения между
112
Рис. 100. Штыревой (а)
и цанговый (б) захваты
шариками и заготовкой, в описанной конструкции этот угол равен
5°. Такой угол обеспечивает надежный захват заготовки. Отвод
шариков происходит при движении конуса 2 вниз вместе с
питателем, в который конус вмонтирован.
Для деталей с шлицевыми отверстиями число шариков должно
отличаться от числа шлицев, тогда шарики будут постоянно
находиться в контакте с поверхностью шлицев, а не западать
в канавки.
Для колец, втулок, дисков и зубчатых колес применяют
кулачковые захваты. Кулачковый захват, приведенный на рис. 102,
имеет пневматический привод. Правая сторона цилиндра 2
является пневмоцилиндром, а левая — направляющей штока 4.
При подаче сжатого воздуха в поперечный канал цилиндра 2
поршень 3 со штоком 4 отходит в исходное положение (вправо).
Качающиеся кулачки 5, установленные на осях /, под действием
уступа и плеч кулачков 5 отводятся к центру. Кулачки 5 в
отведенном положении не выходят за контур цилиндра, что
способствует свободному их движению в отверстии заготовки. При
захвате подача сжатого воздуха производится в канал,
выполненный во фланце. Поршень 3 со штоком 4 будет перемещаться влево
и конусом выдвинет кулачки 5 — произойдет надежный зажим
заготовки, после чего питатель 1 отправит заготовку в рабочую
позицию.
Захваты четвертой группы (рис. 103) применяют как для
малых, так и для больших деталей. У вакуумного захвата (при-
Рис. 103. Вакуумный захват для
миниатюрных деталей
Рис. 104. Вакуумный захват для
средних деталей
coca), предназначенного для малых деталей (трубочек, спиралей
с навивкой виток к витку и др.), показанного на рис. 103, корпус 4
закреплен на рычаге 9. В корпусе сделаны отверстия, одно из них
большого диаметра 7 и ряд отверстий малого диаметра 8. У
большого отверстия через шланг /, патрубок 2 (отверстие 3)
периодически создается вакуум или давление воздуха. Вакуум, или
давление воздуха, через отверстие 7 создается и в малых отверстиях 8,
выходящих в канавку 6 присоса.
Вакуум в присосе создается при захвате детали из кассеты 5
и переносе ее в рабочую позицию. После зажатия детали в присос
поступает сжатый воздух давлением р = 1,6-?-1,7 кгс/см2. Он
облегчает отрыв детали от присоса, а также прочищает отверстия
малого диаметра 8 от засорений. Подвод присоса к магазину и
отвод его в рабочую позицию производится при колебательном
движении, осуществляемом рычагом 9, Рычаг закреплен на оси 10
клеммовым зажимом, позволяющим производить наладку хода
присоса.
Для захвата и транспортирования больших деталей, листов
и полос применяются управляемые вакуумные захваты [19 J
(рис. 104). Корпус 16 имеет резиновый присос 1, удерживаемый
гайкой 4 и закрепленный на втулке /3, которая может
перемещаться в неподвижной втулке 14, смонтированной в держателе 7
114
Рис. 105. Электромагнитный захват
полуавтомата 1261П
питателя. Положение втулки 14
относительно держателя
регулируется ее резьбой и
фиксируется гайкой 6. На втулке 13
установлен цилиндр 6\ внутри
которого расположены
пружина 10, поршень 11 и шток 12,
канал штока (внизу) перекрыт
шариком 3 обратного
клапана 2, заходящего в гнездо
корпуса 16. Постоянный прижим
присоса 1 к подаваемой
заготовке обеспечивается
пружиной 15, упругость которой
регулируют гайкой 5.
При приближении питателя к заготовке присос / накладывается
на нее. При дальнейшем движении питателя вниз присос плотно
прижимается к детали, в результате создается давление воздуха
в полости 18 и клапан 2 поднимается вверх, образуется зазор
между клапаном и седлом корпуса 16. Через образовавшийся
зазор, расточку и отверстие Б корпуса 16 воздух выходит в
атмосферу, давление снижается. Одновременно с этим через боковое
отверстие цилиндра 8 и канал в штоке 12 вакуумная установка
отсасывает воздух из полости 18.
Во время работы вакуумной установки клапан 2 садится на
седло корпуса 16 и разобщает полость 18 с атмосферой, при этом
заготовка надежно удерживается присосом. При открытии
клапана 2 полость 18 сообщается с атмосферой и заготовка
отделяется от присоса, что достигается подачей воздуха из пневмо-
системы в цилиндр 8 через канал А: Так как канал в штоке 12
перекрыт шариком 3 обратного клапана, сжатый воздух давит
на поршень 11 и, преодолевая сопротивление пружины 10,
поднимает шток 12 с клапаном 2, в результате чего полость 18
сообщается с атмосферой. Упорный винт 9 ограничивает движение
поршня 11.
Захваты пятой группы — электромагнитные — применяют для
подачи стальных деталей (втулок, цилиндров, кругов и т. п.),
допускающих намагничивание. Их преимущество в простоте
конструкции. Электромагнитный захват (рис. 105) предназначен
для захвата и подачи втулок на полуавтомат 1261 П. В начале
цикла подачи захват 3 отведен в правое исходное положение.
При движении влево он подходит к заготовке, находящейся
внизу магазина 5, захватывает ее и транспортирует в зажим 2.
Затем захват отводится назад (в зону магазина 5). После обработки
захват снова подводится к детали, включается электромагнит 3,
а зажим 2 освобождает деталь, которая вместе с захватом и
питателем 4 перемещается от зажима. В тот момент, когда
обработанная деталь находится в зоне приемного лотка 1, электромагнитный
8* 115
захват выключается и деталь падает в приемный лоток. Питатель
с захватом продолжает перемещаться в правое исходное
положение, отсекатель же позволяет очередной заготовке в магазине
переместиться в позицию выборки (в нижнюю часть лотка). Затем
питатель с захватом вновь перемещается к заготовке и далее
цикл подачи повторяется.
5. ЗАЖИМНЫЕ МЕХАНИЗМЫ, ЗАТАЛКИВАТЕЛИ
И ВЫТАЛКИВАТЕЛИ
Зажим заготовок при магазинном питании обычно производится
цанговыми зажимными механизмами с упорами и без упоров.
Цанговые зажимные механизмы останавливают подаваемые
заготовки в требуемом для обработки положении специальными
упорами, находящимися внутри шпинделей (рис. 106, б), или
торцом цанги (рис. 106, а). Заготовки в этих зажимных механизмах
при обработке не имеют осевого смещения, так как их фиксируют
жесткие упоры. _
В цанговых зажимных механизмах без упоров /подаваемые
заготовки останавливаются в требуемом положении заталкивате-
лем (рис. 106, в). Заготовка, подаваемая * раскрытую цангу,
останавливается вместе с заталкивателем в конце хода заталки-
вателя. Точность подачи заготовки в осевом направлении
определяется точностью хода заталкивателя.
Заталкиватели служат для передачи заготовок из питателя
в зажим. Их изготовляют двух типов: с буферной пружиной
и жесткие. Заталкиватели с буферной пружиной (рис. 106, г, д)
позволяют осуществлять подачу заготовок различной длины до
упора при постоянном ходе заталкивателя. Жесткие
заталкиватели (рис. 106, ё) применяют для подачи заготовок в цанговые
зажимные механизмы третьего типа (с цангой с обратным конусом,
промежуточным стаканом, с коническим отверстием и торцовым
упором — рис. 106, в). По конструкции они значительно проще
заталкивателей первого типа.
Выталкиватели изготовляют двух типов: пружинные и жесткие.
Пружинный выталкиватель встраивают внутрь цангового зажима,
он представляет собой подвижный стержень, находящийся под
постоянным воздействием спиральной пружины (рис. 106, а, в).
Если в цанге нет заготовки, то подвижный стержень выдвигается
и располагается в цанге в зоне зажима заготовки. При подаче
заготовки в цангу она упирается в подвижный стержень и отводит
его назад. После обработки цанга раскрывается и заготовка
под действием пружины выталкивается подвижным стержнем.
Жесткий выталкиватель (рис. 106, б) представляет собой
подвижный стержень, смонтированный внутри шпинделя, который
совершает возвратно-поступательное движение от кулачкового
механизма. Когда производится загрузка заготовки в цангу,
подвижный стержень отведен назад на глубину заталкивания
116
Рис.5106. Цанговые зажимные устройства с выталкивателями (а, б, в) и заталкивателями (г, д, е)
заготовки и останавливает ее при загрузке. После обработки
заготовки цанга раскрывается, стержень выталкивает готовую деталь
и снова отводится назад. Типы зажимных механизмов и заталки-
вателей выбирают в зависимости от точности, предъявляемой
к изготовляемой детали.
Если заготовка в осевом направлении фиксируется задним
торцом или буртом, то можно применять третий тип зажимных
механизмов (рис. 106, а) и первый тип — с прямым
конусом (рис. 106, б) в сочетании с буферными заталкивателями
(рис. 106, г, д). Если же заготовка фиксируется передним торцом,
т. е. со стороны обработки, то можно применять цанговые
зажимные механизмы третьего типа (рис. 106, в) в сочетании с
конструкцией жесткого упора (рис. 106, г).
6. КОНСТРУКЦИИ МАГАЗИННЫХ ЗАГРУЗОЧНЫХ УСТРОЙСТВ
Распространенными заготовками в производстве являются диски,
для подачи которых часто используют магазинные загрузочные
устройства. В бункерно-магазинном устройстве токарного станка
мод. 1046А (рис. 107) ориентирование и загрузку дисков в бункер 8
производят вручную. Из бункера в паз питателя 4 диски
перемещаются под действием силы тяжести. При качательном движении
питателя нижний диск переносится и устанавливается на ось
цангового зажима 2, затем диск заталкивается в цангу (заталки-
ватель на рисунке не показан). В этот момент паз, образованный
стенкой бункера и ворошителем 7, перекрывается сектором 6.
Щиток 14, поверхность которого совпадает с торцом цанги,
перекрывает заднюю стенку питателя. Для удержания нижнего диска
Рис. 107. Бункерно-магазинное устройство с ка- ремещеНИИ ПИТатеЛЯ И СОВМе-
во время транспортирования
к цанге служит
подпружиненная створка /,
установленная на питателе.
Качательное движение
питателя осуществляется по-
ср е дством р а сп р е дел ител ь-
ного вала, рейки 13,
зубчатого колеса 11 и зубчатого
сектора 9, посаженного на
ось 10. Угол поворота
питателя ограничен
регулируемыми упорами 12, 15 и 5. При
заталкивании диска в цангу
верхние заготовки,
находящиеся в питателе,
удерживаются подпружиненным
отсекателем 3. При обратном пе-
чающимся лотком токарного станка мод. 1046А
для подачи дисков
щении паза питателя с пазом,
118
образованным стенкой бункера и ворошителем, отсекатель
выводится упором из паза питателя и не препятствует перемещению
заготовок в питателе и бункере.
Для разрушения сводов, образующихся из заготовок, введен
ворошитель 7, колебательное движение которому сообщается
питателем и зубчатой поверхностью ворошителя. После зажима
заготовки питатель отходит в исходное положение.
Магазинное загрузочное устройство контрольного автомата
для подачи шайб диаметром 18—25 мм и толщиной 0,3—1 мм в два
канала (рис. 108) отличается тем, что имеет два одинаковых
ротора-магазина (на рис. 108 показан один) с вертикальными
трубками. Каждый ротор состоит из двух дисков 13 и пятнадцати
трубок вместимостью 180 деталей каждая. Поворот роторов
производится только в том случае, когда детали выбраны из трубки.
Загрузка трубок производится пакетами со стержней (кассет),
119
на которые детали надеты. В нижней части ротора находится
неподвижный отсекающий диск, имеющий окно. На остальных
четырнадцати позициях]детали удерживаются отсекающим диском.
На валу 12 вместе с ротором закреплен поворотный диск 10,
в котором установлены 15 подвижных фиксаторов 9. Рычаг 11,
свободно сидящий на валу 12, получает качательное движение от
кривошипа 1 и рычажной системы 2. При каждом цикле подачи
рычаг поворачивается на 24°.
Выборка шайб производится из приемной трубки 16,
заполнение которой происходит из трубки 14. При выборке каждой детали
щуп 15 проверяет наличие деталей в приемной трубке, в случае
их отсутствия щуп делает поворот на большой угол. Планка 4,
находящаяся под постоянным воздействием пружины 3, замыкает
контакты 5 цепи, питающей электромагнит 7, при срабатывании
которого фиксатор выводится из диска с помощью рычага 8.
Рычаг // захватывает следующий фиксатор и поворачивает диск 10
на 24°. Таким образом, свободная трубка выводится из позиции
выборки, а заполненная туда подводится. Фиксатор опускается
вниз под действием пружины 6. Из приемной трубки 16 шайбы
шибером 17 подаются в, позицию ориентирования, где при
обратном ходе шибера они укладываются съемниками 18 на вилку 20.
Затем электрощуп 21 подводится к шайбе. Если шайба уложена
катодным слоем вверх (рис. 109, а), то электрощуп включит
соленоид 19 (рис. 108) и вилка 20 повернется влево; шайба, падая,
развертывается правым краем вниз. Если шайба повернута
катодным слоем вниз (рис. 109, б), то электрощуп не произведет
замыкания цепи и вилка 20 (см. рис. 108) останется на месте; шайба,
падая, развернется левым краем вниз. В том и другом случае
шайбы будут уложены в лотке катодным слоем вправо. После
контроля шайбы передаются в ориентированном положении
в специальные лотки, где они укладываются и надеваются на
стержень. Производительность такого приспособления 60 шт/мин.
Стержневой магазин для подачи тонких квадратных пластин
или дисков большого диаметра (рис. ПО) представляет собой
трубку 2 длиной 330 мм и диаметром 10 мм, на которую
надеваются заготовки. Для удержания трубчатого магазина в
вертикальном положении предусмотрены два боковых паза / разной
ширины. Это позволяет всегда закреплять трубчатый магазин
в одном и том же положении. Надевание заготовок на стержни
магазина производится при снятом его положении. Внутри
трубки 2 проходит стержень 3, на верхнем конце которого имеются
две лыски для поворота стержня. На нижнем конце стержня на
шейку винта 4 посажен отсекатель 5, а на нижнем конце
трубчатого магазина эксцентрично закреплен цилиндр 6, переходящий
в конус. Диаметры трубчатого магазина и цилиндра равные.
Столбик заготовок, находящийся в трубчатом магазине, упирается
в выступ цилиндра 6 и упор 7. При повороте стержня
поворачивается и винт (ось) 4, вследствие чего отсекатель 5 перемещает
120
Рис. 109. Контроль и
ориентирование шайб по электрическим
параметрам
заготовку в сторону
эксцентрично
расположенного цилиндра. Когда центр
отверстия заготовки будет
совмещен с осью цилиндра,
то диск будет перемещаться
вниз и поступит в рабочую
позицию. На рис. ПО, а,
б, в показаны начальное,
промежуточное и
конечное положения заготовки
соответственно при переталкивании ее в цилиндр.
В бункерно-магазинном загрузочном устройстве для стержней
и стеклянных трубок диаметром 4 мм и длиной 100 мм (рис. 111)
в магазин 6 загружают до 200 деталей, что обеспечивает
продолжительность непрерывной работы в течение 12 мин. Внизу
магазина смонтирован поворотный барабан 5, имеющий 24 выемки
по окружности, в которые западают детали. При повороте
барабана детали переносятся из верхнего положения в нцжнее. Бара-
а) 6) 6)
Рис ПО. Стержневой магазин для подачи тонких шайб большого диаметра
121
бан совершает прерывистое движение, поэтому каждая выемка
поочередно останавливается против щели приемного лотка /,
в который деталь падает. Когда деталь попадает в лоток, то правый
ее конец ударяется в распорную втулку 9, а левый падает
свободно. В результате деталь принимает вертикальное положение,
в котором она и выдается в шпиндель через нижнее отверстие
лотка /. Для смягчения ударов в случае подачи стеклянных
деталей стенку лотка покрывают текстолитовой пластиной.
Магазин с барабаном устанавливают под углом 15°, это
предупреждает выпадание деталей при повороте барабана (детали
постоянно прижаты силой тяжести к стенке 2). Правая боковая
стенка 3 магазина сделана более пологой, чем левая, с целью
устранения защемления деталей при повороте барабана. Окно
магазина под барабаном сделано широким, чтобы предупредить
образование сводов и зависание деталей.
Прерывистое движение барабана осуществляется храповым
механизмом 4. Фиксация барабана при совпадении его выемок
122
Рис. 112. Магазинное
загрузочное устройство с двумя
качающимися бункерами
с лотком / производится посредством
диска 7, имеющего 24 фиксирующих гнезда,
и фиксатора 5. Концы фиксатора и гнезда
выполнены в виде полукруга. Для
лучшего доступа к застревающим деталям
в боковых стенках лотка 1 сделаны пазы.
Такое загрузочное устройство
применяется в сборочных автоматах, его
производительность 20 шт/мин.
В загрузочном устройстве с двумя
качающимися бункерными магазинами 5,
предназначенными для одновременной подачи двух деталей
диаметром 0,5 мм и длиной 100 мм (рис. 112), качательное
движение бункеров осуществляется реечной передачей 1 с помощью
рычагов 2f 3 и пружины 4. В каждый бункерный магазин 5
закладывают 95—120 деталей. При заходе клещевых захватов 6 под
детали бункерный магазин наклоняется вниз и в каждый захват
поступает по одной детали. Захваты посредством пружины 9
зажимают детали и транспортируют вверх. В крайнем верхнем
положении губки клещевых захватов разводятся, детали падают
в приемный лоток 7 и скользят по нему в механизм выдачи 8.
Во избежание пропусков для каждого бункера предусмотрены
два клещевых захвата, работа которых сблокирована так, что
123
Рис. 113. Загрузочное устройство для кусковой Рис. 114. Конструкция сопла
проволоки
всегда происходит зажим только одной детали.
Производительность устройства 22 детали в минуту.
Магазинные загрузочные устройства для легких деталей.
Автоматизация загрузки деталей с небольшими массой и размерами
представляет значительные трудности, так как их малая масса
не обеспечивает надежного гравитационного перемещения в
магазине. Кроме того, сложность формы и недостаточная прочность
таких деталей препятствует применению загрузочных
приспособлений с автоматическим ориентированием. Для автоматической
загрузки указанных деталей применяют загрузочные устройства,
в которых предварительное ориентирование деталей производят
вручную.
Накопление запаса деталей иногда производят посредством
раскладки их на столе. В устройстве для загрузки заготовок
в виде кусков проволоки диаметром 0,06 мм и длиной 165 мм
(рис. 113) масса заготовки (16 мг) не обеспечивает ее надежного
гравитационного движения в магазине, а малый диаметр
затрудняет автоматическую передачу из магазина в питатель. В этом
случае для передачи заготовок используют сжатый воздух.
Пучок проволоки (заготовки) 2 укладывают на стол /, верхняя
часть которого сделана из стекла. Стол освещен лампой б, а снизу
подсвечивается лампой зеленого света 3. Верхняя плоскость
стола совпадает с центром отверстия сопла 5. Сжатый воздух
подведен к соплу через пустотелую стойку 4. Рабочий отделяет
пальцем одну деталь и перемещает ее к соплу. Поток воздуха
увлекает деталь в сопло (рис. 114) и подает на рабочую позицию
до упора.
Загрузочное устройство для подачи мастики. Современные
сборочные автоматы и автоматические линии отличаются тем, что
на них выполняются самые различные технологические операции:
запрессовка, развальцовка, штамповка, нагрев, покрытие, на:
124
18 20 19 21 22 25
Рис. 115. Бункерное загрузочное устройство для мастики
мазка мастикой и др. Ниже, в качестве примера, приведено
загрузочное устройство (рис. 115) для намазки гладких и рельефных
внутренних поверхностей колпачков и других деталей. Мастика
при загрузке имеет тестообразное состояние.
Перед началом работы бункер 12 должен быть заполнен
мастикой не менее чем до половины. Если мастики будет меньше, то
не все колпачки будут одинаково намазаны. Когда колпачок
125
подан под бункер 12, то ролик / находится на спаде дискового
кулачка 30. Постоянный поджим ролика / к кулачку 30
производится посредством двух пружин 24, рычага 22 с роликом 21,
упора 23, посаженного на толкателе 2. Толкатель 2 начинает
опускаться вниз, а вместе с ним опускается и пустотелый шток 27,
на котором смонтирован бункер 12, постоянно прижимаемый
пружиной 25 к буртику штока 26. При опускании штока 27 пружина 3
выталкивает упор 6 и зажимает колпачок между упором и
резиновым кольцом 8.
Бункер 12 опускается вместе с толкателем 2 до тех пор, пока
шток 27 не упрется нижним торцом в уступ неподвижной стойки 28.
После этого бункер останавливается, а толкатель 2 продолжает
опускаться, при этом рычаг 22 поворачивается правым плечом
вниз на своей оси 16. Пальцы 18, запрессованные в рычаг,
опускают плунжер 14 вниз. Головка плунжера // отсекает в
пространстве, образованном втулкой 10 и донной частью гайки 9,
определенный объем мастики и при дальнейшем ходе давит на нее.
Пружина 15 через рычаг 17 прижимает клапан 7, который
закреплен на стержне 13, проходящем сквозь пустотелый
плунжер 14, к нижней выточке гайки 9. Когда давление мастики на
клапан превышает упругость пружины 15, клапан отходит от
нижней выточки гайки 9 и при дальнейшем опускании головка
плунжера 11 выдавливает кольцо мастики на внутреннюю
поверхность колпачка. Количество выдавленной мастики зависит от
длины пути опускания плунжера 14.
Регулирование хода плунжера осуществляется винтом 19,
который при качении вниз рычага 22 упирается в упор 20. После
того как колпачок намазан, толкатель 2 начинает подниматься.
Когда бурт стержня дойдет до уступа, вместе со стержнем начнет
подниматься и шток 27 с бункером мастики 12. На штоке укреплен
винт 29, который поднимает, при ходе штока вверх, правое плечо
рычага 5, ось которого смонтирована в стойке 28. Левое же плечо
рычага утапливает упор 6. При этом происходит разжим губок
питателя и колпачок падает в отводной лоток 4. Далее цикл работы
загрузочного устройства повторяется. Рассмотренное загрузочное
устройство обеспечивает производительность 22 шт/мин.
7. МАГАЗИННЫЕ ЗАГРУЗОЧНО-РАЗГРУЗОЧНЫЕ
УСТРОЙСТВА МНОГООПЕРАЦИОННЫХ СТАНКОВ
В многооперационных станках во время работы инструменты
устанавливаются в шпиндель и снимаются с помощью механизма
автоматической смены инструментов. Хранение инструментов
производится в специальном инструментальном магазине,
выполненном в виде многопозиционной револьверной головки, диска
с отверстиями, цепного или тракового транспортера и т. д.
В инструментальном магазине заблаговременно устанавливают
соответствующие инструменты. Выбор и загрузка необходимого
120
Рис. 117. Схема
последовательности
операций цикла смены
инструмента на
многоцелевом станке
мод. 243ВФ4
оправки кантователя, расположенного в горизонтальном
положении, в шпиндель 1 производится питателем 2.
Последовательность операции цикла смены инструмента этого станка (рис. 119)
следующая: захват инструмента из магазина и опрокидывание
его кантователем на 90° (рис. 119, а); захват рычагом 2
инструментов, находящихся в шпинделе 1 и кантователе 3 (рис. 119, б);
перемещение рычага с инструментами вдоль своей оси вперед и
поворот на 180° (рис. 119, в, г); загрузка инструментов в шпиндель
128
Рис. 116. Общий вид mhoiоцслсвого станка мод.
243ВФ4 с автоматической сменой инструмента
инструмента осуществляется
автоматически программным управлением.
Инструментальный магазин, как
правило, устанавливают вне рабочей
зоны станка. Это позволяет
освободить рабочую зону при "загрузке
станка заготовками и повысить
удобство его обслуживания.
К механизмам автоматической
смены инструмента предъявляют
следующие основные требования:
достаточная емкость инструментального
магазина, высокая надежность
работы, минимальные затраты времени
на смену инструмента. Этим
требованиям наиболее полно удовлетворяют
многооперационные станки, имеющие дисковый
инструментальный магазин и загрузочное устройство.
Многоцелевой станок мод. 243ВФ4 Одесского завода
прецизионных станков (рис. 116) имеет компоновку, сходную с
компоновкой расточного станка, крестовый стол 2 и станину /. С левой
стороны колонны 3 имеется дисковый инструментальный
магазин 4 вместимостью 30 инструментов. Смена инструментов
осуществляется автооператором 5 в течение 5 с. В целом механизм
смены инструментов выполнен автономным, что очень облегчает
его обслуживание: осмотр и замену изношенных инструментов,
периодическую очистку оправок и т. д.
Автоматическая смена инструментов происходит в следующей
последовательности (рис. 117): 1) поворот магазина в позицию
разгрузки—загрузки; 2) захват инструмента автооператором,
вынос его из магазина; 3) поворот автооператора в положение,
при котором оси инструмента и шпинделя параллельны; подъем
шпиндельной головки в верхнее положение и разжим инструмента;
4) захват инструмента автооператором и вынос из шпинделя;
5) поворот автооператора на 180° и установка инструментов
в шпиндель и магазин.
Несколько иную компоновку и схему работы механизма
автоматической смены инструмента имеет многооперациониый станок
мод. МС300-500А Владимирского
производственно-конструкторского объединения «Техника». Инструментальный магазин этого
станка выполнен в виде цепного транспортера 4 (рис. 118),
в звеньях которого установлены режущие инструменты 5.
Характерной конструктивной особенностью этого станка является то,
что оси инструментов, установленных в магазине,
перпендикулярны оси шпинделя 1 и, следовательно, для их установки
необходим специальный кантователь 3. Передача инструмента из
127
Рис. 118. Схема механизма загрузки и
выгрузки инструмента многоцелевого станка
мод. МС300-500А
и кантователь (рис 119, д);
установка рычага оператора в
исходное положение (рис 119, ё).
В качестве примера на
рис 120 показана
пространственная схема механизма
автоматической смены инструмента
станка мод. МС300-500А.
Механизм состоит из двух основных
частей: кантователя и автооператора с электромеханическим
приводом. Кантователь представляет собой систему рычагов, которые
преобразуют поступательное движение штока гидроцилиндра 3
в поворотное — втулки 2 с инструментом. Функциональное
перемещение рычага / осуществляется от системы цилиндрического 6
и плоских 5, 7 кулачков, закрепленных на валу /—/.
Цилиндрический кулачок сообщает возвратно-поступательное
движение рычагу / вдоль оси //—// шпинделя 15, а плоские
кулачки 5 и 7 производят поворот рычагов. Ролики плоских
кулачков связаны с зубчатыми секторами 4 и 8, которые зацепляются
с зубчатыми колесами 12 и 14, свободно сидящими на валу /—/.
Сцепление колес 12 и 14 с валом 11 происходит с помощью
зубчатой муфты 13. Перемещение муфты 13 производится с помощью
Рис. 120. Механизм
автоматической смены
инструмента станка
мод. МС300-500А
кулачка 6. Вращение
кулачкового вала
осуществляется от
электродвигателя 10 через червячно-ци-
линдрический редуктор 9 и
электромагнитную муфту.
На рис. 121 показана
шпиндельная головка
станка мод. МС300-500
Владимирского производственно-
конструкторского объединения «Техника». Станок предназначен
для сверления, зенкерования, развертывания, нарезания резьбы,
растачивания, а также для контурного фрезерования.
В верхней части салазок смонтирована шпиндельная головка 2
и инструментальный цепной магазин вместимостью 28
инструментов. В шпиндельной головке 2 расположены также привод
главного движения, привод перемещения пиноли шпинделя,
механизм ориентирования шпинделей, привод цепного магазина
и шпиндельный узел. В корпусе шпиндельной головки помещается
пиноль 2 (рис. 122) с нарезанными на ней зубьями, образующими
130
1 2 3 <t 5 6 7 д 9 ЮН 12
Рис. 122. Шпиндельный узел многоцелевого станка мод. МС300-500
рейку. В пиноли на подшипниках /, 10 и 11 смонтирован
шпиндель 7, имеющий внутренний несамотормозящий конус.
Во внутреннем отверстии шпинделя установлен шариковый
захват инструмента, состоящий из втулки 4У фиксатора 5 с
пружиной 6У шариков 3 и штока 8 с пружиной 9. Установка
инструмента в корпус шпинделя производится при перемещении
шпиндельной головки в крайнее левое положение. В этом положении
вращение шпинделя переключается на малые обороты. С помощью
механизма ориентирования шпиндель устанавливается в
положение загрузки инструмента и останавливается. В это же время
в соответствии с заданной программой очередное звено
транспортера с инструментом останавливается против шпинделя. При
перемещении шпиндельной головки влево хвостовик инструмента,
закрепленного в звене, выталкивает фиксатор 5, шарики 3
попадают в кольцевую канавку хвостовика и предварительно сжатая
пружина 9 затягивает инструмент в конус шпинделя с силой
140 кгс. При смене инструмента происходит обратный процесс —
шпиндельная коробка отводится назад, шток 8 упирается в конец
шлицевого вала 12 привода шпинделя, пружина 9 деформируется,
шарики возвращаются в исходное положение и запираются
фиксатором.
8. РАЗГРУЗОЧНЫЕ МЕХАНИЗМЫ
Разгрузочный (съемный) механизм предназначен для
автоматического съема и передачи обработанных деталей в отводной лоток,
в специальную тару или на транспортер. Разгрузка обычно
производится после окончательной обработки детали и время,
затраченное на разгрузку, входит в цикловое время. Поэтому
стремление конструктора при разработке разгрузочных механизмов
должно быть направлено на сокращение времени его работы. Ниже
рассмотрены наиболее распространенные способы разгрузки.
Разгрузка захватом и отводным лотком. Обработанная деталь 2
(рис. 123) захватом 4 снимается с зажимного механизма / и
транспортируется в отводной лоток 5. По лотку деталь перемещается
и поступает в специальную тару, на транспортер или в рабочую
позицию другого станка. Захват 4 также используется для
выборки заготовок из лотка-накопителя 3 и подачи их в зажимной
механизм. '
9*
131
10 11 12 12 3 4
6 7 6 5
Рис. 123. Разгрузочный механизм с захва- Рис. 124. Разгрузочный механизм со
спетом и отводным лотком циальным ловителем и отводным лотком
Разгрузка специальным ловителем и отводным лотком.
Обработанная деталь / (рис. 124) выталкивается из цанги или
снимается с оправки и падает на специальный ловитель 2, посаженный
на ось 3. При повороте сектора 6 штоком 9 вправо ловитель с
деталью под действием пружины 4 при отходе упора 5 опускается
вниз. Когда ловитель отойдет за дно лотка 7, деталь под
действием силы тяжести будет перемещаться по лотку в приемник S.
Подача заготовки из лотка-накопителя 10 в зажим 12
осуществляется захватом 11, установленным на секторе.
Разгрузка выталкивателем и качающимся лотком (рис. 125).
Обработанная деталь 3 подается в зажим 4 питателем 5 и заталки-
вателем выталкивается из зажимного механизма и ударяется
в отражательный щиток 6, затем падает в отводной лоток /,
который направляет деталь в
специальную тару 8 или на
транспортер. Качательное
движение лотка
осуществляется посредством тяги 2
Рис. 125. Разгрузочный механизм с
выталкивателем, отражателем и
качающимся лотком
Рис. 126. Разгрузочный механизм со
специальным съемником
132
Рис. 127. Разгрузочный механизм с
выталкивателем, ударником и отводным
лотком
и осей 7, на которых смонтирован
лоток. Во время обработки детали
лоток отводится в крайнее левое
положение, а во время съема
детали подводится под заготовку.
Разгрузка специальным
съемным механизмом (рис. 126).
Питатель 3 с захватом 2,
предназначенные для загрузки заготовок,
а гидроцилиндр со штоком 8 и
захватом 11 — для разгрузки
обработанных деталей — смонтированы
на поворотном корпусе 5. Когда
деталь окончательно обработана, то гидроцилиндр подводит
шток 8 с захватом 11 к заготовке, после этого зажим 12 освобождает
ее и шток гидроцилиндра отводит захват 11 с обработанной
деталью вправо (в положение, как показано на рис. 126).
Посредством гидроцилиндра 4 и реечной передачи 6 и 7
корпус 5 поворачивается против часовой стрелки и устанавливает
захваты против конвейеров 9 и 10, затем они подаются к
конвейерам. Захват // освобождает деталь, и она падает на конвейер 9.
В это время питатель 3 подводит захват 2 к заготовке, лежащей
на конвейере 10, и захватывает ее, после чего захват 2 (с
заготовкой) и захват 11 (свободный) отводятся вверх и поворотом
корпуса 5 по часовой стрелке устанавливают захваты в исходное
положение. Питатель 2 подает заготовку в зажимной механизм 12
и после зажима отходит назад. Далее цикл повторяется.
Разгрузка посредством выталкивателя, ударника и отводного
лотка (рис. 127). При высокой частоте вращения шпинделя деталь 1
приобретает большую инерционную силу и при выталкивании
из зажимного механизма ударяется об инструмент и детали
станка. Это часто приводит к поломкам инструмента и
повреждениям самой обработанной детали, а также к разбросу деталей
по цеху. Для предотвращения этого применен ударник 2, который
направляет летящую заготовку в отводной лоток 3. Во время
обработки ударник находится в верхнем положении и не мешает
подводу и отводу инструмента, а когда деталь обработана и
вытолкнута из зажимного механизма, по ней ударяет ударник и
деталь падает в отводной лоток. Для предотвращения повреждений
деталей на ударник надевают резиновую трубку или
пластмассовое кольцо.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ВИБРАЦИОННОГО ТРАНСПОРТИРОВАНИЯ
ЗАГОТОВОК
1. СТРУКТУРА И ФУНКЦИОНАЛЬНЫЕ МЕХАНИЗМЫ
ВИБРАЦИОННЫХ ЗАГРУЗОЧНЫХ УСТРОЙСТВ
Вибрационное перемещение широко используют в различных
отраслях промышленности. В машиностроении его применяют
для подачи штучных заготовок в зону обработки, передачи их от
станка к станку в автоматических линиях и для удаления стружки.
При выдаче из транспортно-бункерных вибрационных
устройств детали необходимо выдавать строго ориентированными,
с заданным ритмом работы или очень точной дозировкой
насыпного материала (например, порошка для напыления подложек
интегральных схем). Эти условия определяют специфические
требования к методу расчета и проектирования вибрационных
загрузочных и технологических устройств.
При автоматизации станков применяют различные конструкции
бункерных загрузочных устройств, но из всех существующих
вибрационные загрузочные устройства с круговыми бункерами
получили наибольшее распространение. Они отличаются
простотой конструкции, универсальностью, надежностью и
долговечностью работы, экономичностью.
Вибрационное загрузочное устройство с круговым бункером
(рис. 128) легко встраивается в автоматические линии, позволяет
осуществлять дистанционное управление скоростями перемещения.
В нем выдача заготовок или порошкообразного материал all
согласована с циклом работы станка или машины.
Вибрация вносит ряд новых положительных качеств в процесс
подачи штучных заготовок: позволяет производить выборку
заготовок из бункера без захватных органов; уменьшает силы
трения между заготовками и, таким образом, способствует более
свободному развороту и движению их в бункере; предотвращает
повреждение поверхности при выборке и является в ряде случаев
единственно возможным способом автоматизации загрузки хрупких
деталей и деталей с очень тонкими стенками; исключает
образование устойчивых сводов и заторов в бункерах; способствует
разрешению проблемы ориентирования заготовок простыми
элементами (щелями, уступами, пазами или скосами на лотке)
134
В большинстве вибрационных загрузочных устройств
последовательность расположения функциональных механизмов
одинакова, что позволяет дать его общую структуру и, таким образом,
упростить их изучение. Вибрационное загрузочное устройство,
представленное на рис. 129, является типовым. В нем подача
заготовок из неподвижного бункера 1 производится
колеблющимся лотком 2, являющимся донной частью бункера. С лотка
детали поступают в ориентатор 4, где они западают в вырезы
периодически вращающегося диска 9, а затем выталкивателем
передаются в рабочую зону машины. Второй ряд заготовок на
диске в зоне выборки сбрасывается вращающейся щеткой 8.
Регулирование потока заготовок производится блокирующим
механизмом 5 при помощи щупа 6. В случае переполнения
ориентатора заготовками щуп повернется вверх и вибратор выключится,
а при малом количестве заготовок включится. В колебательное
движение лоток приводится вибратором 3, состоящим из
электромагнита — источника возбуждения колебаний, — верхней
платформы, основания и упругих подвесок. Для виброизоляции
устройство устанавливают на амортизаторы 10.
Типы вибраторов. Одним из главных функциональных
механизмов, определяющих надежность работы вибрационного уст.
136
ройства в целом, является вибратор. В зависимости от способа
возбуждения колебаний вибраторы подразделяют на
электромагнитные, дебалансные, механические, пневматические и
гидравлические.
В электромагнитных вибраторах (рис. 130) платформа 1
приводится в колебательное движение электромагнитом 3, якорь 4
которого крепится к платформе, а сердечник 7 — к корпусу 9
вибратора при помощи проставки 2. Упругими элементами
вибратора являются четыре плоские пружины 5, прикрепленные
верхними концами к платформе, а нижними к корпусу вибратора.
Такого типа вибраторы применяют для групповой выборки
деталей из донного отверстия неподвижного бункера и
транспортирования их в ориентатор.
Дебалансный вибратор (рис. 131) состоит из лотка 1,
электродвигателя 3 с неуравновешенным грузом 2 на валу, четырех
плоских пружин 4, закрепленных верхними концами к лотку, а
нижними к опорам. Этот тип вибра-
Рис. 131. Дебалансный вибратор " Рис. 132. Механический вибратор
137
«Рис. 128. Вибрационное загрузочное
устройство с круговым бункером
без применения специальных
ориентирующих устройств;
улучшает процесс движения
заготовок в лотках, их
маневренность и универсальность
и позволяет одним и тем же
спиральным лотком подавать
различные детали по
размерам и конфигурации (шайбы,
метчики, миниатюрные
зубчатые колеса и оси часов,
подложки интегральных схем
и т. д.); решает проблему1
сепарации деталей по
размерам и отделение их от
стружки.
Все перечисленные
положительные качества работы
вибрационных загрузочных устройств способствовали быстрому
их распространению в промышленности. Их успешно используют
в автоматических линиях. Например, на 1 ГПЗ как в линиях
механической обработки, так и на сборке подшипников основными
загрузочными устройствами являются вибрационные.
Транспортирование и бункерное питание мелкими шпоночными фрезами и
метчиками на автоматических линиях инструментальных заводов
(МИЗ, «Фрезер» и др.) осуществляется вибрационным способом.
За рубежом вибрационные загрузочные устройства получили
широкое распространение для подачи мелких заготовок на
сборочных станках и линиях. В ряде случаев вибрационные
загрузочные устройства со спиральными лотками применяют на участках
полуавтоматических монтажных линий, например фирма Крейслер
(США) в полуавтоматической линии сборки двигателей ПлаймутУ-8.
Вибрационные загрузочные устройства хотя и очень просты
по конструкции, но b^ja же время требуют выполнения сложных
расчетов при проектировании. Сложность проектирования
вибрационных загрузочных устройств вызвана тем, что на процесс
вибрации лотка одновременно влияет большое количество
различных факторов: жесткость системы, частота колебаний, резонансные
явления и др.
Функциональные механизмы вибрационных устройств с
прямолинейными лотками. Вибрационные загрузочные устройства
с прямолинейными лотками могут быть самыми разнообразными
по конструкции, но все они имеют схожую структуру и
функциональные механизмы.
Вибрационное загрузочное устройство с прямолинейным
лотком (рис. 129) состоит из следующих функциональных механизмов:
бункера /, прямолинейного лотка 2, вибратора 3, ориентатора 4,
блокирующего механизма 5, щупа 6 и амортизатора 7.
135
леб/мин, а включение в цепь питания катушки
автотрансформатора позволяет плавно изменять напряжение, т. е. управлять
амплитудой колебания лотка. В отличие от других
электромагнитные вибраторы не имеют вращающихся и трущихся
поверхностей.
Срок службы электромагнитного вибратора может быть весьма
продолжительным. При эксплуатации электромагнитный вибратор
почти не требует никакого ухода, в то время как другие нуждаются
в постоянном наблюдении и смазке. Электромагнитный вибратор
расходует меньше энергии, так как имеет большой КПД.
Конструкция загрузочного устройства при электромагнитном
вибраторе по сравнению с другими типами проще.
Функциональные механизмы вибрационных устройств с
круговыми бункерами. Вибрационное загрузочное устройство с
круговым бункером и тремя тангенциально расположенными
электромагнитами, представленное на рис. 134, было разработано в 1956 г.
в МВТУ им. Н. Э. Баумана. Оно явилось прототипом всех
вибрационных загрузочных устройств с круговыми бункерами и
наклонными подвесками. Функциональные механизмы этого
устройства являются типовыми, так как последовательность их
расположения одинаковая для всех вибрационных устройств с круговыми
бункерами. Отличие может быть в размерах, мощности электро-
i
139
ной неуравновешенных грузов, имеет
большую мощность и более низкую частоту
колебаний лотка (25—50 Гц).
Дебалансные вибраторы применяют
в транспортирующих лотках,
предназначенных для подачи земли, песка и других
сыпучих материалов, а также в
вибрационных загрузочных устройствах,
имеющих высокие цилиндры с наружным
расположением спиральных лотков. Такие
рис. 1зз. пневматический вибрационные загрузочные устройства по-
вибратор дают детали на большую высоту. Так как
на спиральном лотке скапливается
большое количество деталей, то для их колебания требуется источник
возбуждения и низкая частота колебания. Этим можно объяснить
применение в таких устройствах электродвигателей.
Механический вибратор (рис. 132) состоит из кулачкового
механизма, имеющего кулачок 4, рычаги 3 и боек /. Этот вибратор
чаще всего встраивают в станок и применяют для улучшения
движения заготовок в лотках и западания одной детали в другую
при монтажных работах, например для вставки заклепок в
сепараторы шарикоподшипников. Вращение дискового кулачка
и натяг пружины 2 создают колебательное движение рычажной
системы бойка. Боек воздействует на лоток или на другую деталь
станка. Механический вибратор обеспечивает низкое количество
колебаний 100—200 колеб/мин, причем нередко колебания
создаются периодически, что обеспечивается прерывным вращением
кулачка или его профилем.
Пневматический вибратор (рис. 133) представляет собой
цилиндр / с патрубком 3 для подвода сжатого воздуха. В правом
и левом поясках 4 золотника сделаны сквозные отверстия 5,
через которые сжатый воздух по очереди поступает то в левую,
то в правую полости. Для выхода воздуха из правой и левой
полости в цилиндре сделаны отверстия 2. Подача сжатого
воздуха в левую или правую полости цилиндра производится
перекрытием левого или правого канала патрубка рабочими поясками
золотника. Под действием сжатого воздуха в зависимости от
направления его подачи средний поясок будет перемещать
золотник то влево, то вправо. Пневматический вибратор делает 1000—
2000 колеб/мин при давлении сжатого воздуха 5—6 кгс/см2.
Гидравлический вибратор применяют для удаления стружки,
запавшей во время обработки внутрь корпусных деталей,
обрабатываемых на автоматических линиях. Деталь поворачивается вниз
отверстием, и гидравлический вибратор колеблет ее с частотой
30 Гц, что способствует выпадению стружки из корпуса.
Для станочных загрузочных устройств наибольший интерес
представляют электромагнитные вибраторы. Они позволяют
привести лоток в колебательное движение с частотой 3—6 тыс. ко-
138
магнитов, конструктивном оформлении. Вибрационное устройство
с круговым бункером и тремя электромагнитами состоит из
следующих функциональных механизмов: бункера со спиральным
лотком, вибродвигателя, основания, амортизатора.
Конструкция вибродвигателя данного типового вибрационного
устройства следующая: на массивной плите 7 смонтированы три
опоры 6, к которым крепятся двухслойные плоские пружины 3.
На этих же опорах устанавливаются кронштейны 5, в верхней
части которых закреплены сердечники электромагнитов 4. На
подвесках установлена платформа 2. На верхней цилиндрической
части платформы находится донная часть бункера /.
Регулирование воздушного зазора между якорем 8 и сердечником 4
электромагнитов производится перемещением кронштейна 5 по опоре 6.
Вибрационное загрузочное устройство, представленное на рис. 135,
позволяет регулировать амплитуду вертикальных и крутильных
колебаний независимо. Вибрационное загрузочное устройство
такого типа состоит из таких же функциональных механизмов,
как вибрационные устройства с наклонными подвесками, но
отличается от них конструкцией вибродвигателя.
Конструкция вибродвигателя состоит из торсиона 9 и
электромагнитов 13 крутильных колебаний, закрепленных на
основании 1. На торсионе установлен стакан 8 с электромагнитом
вертикальных колебаний 12, якорь 3 которого установлен на
трехлучевой пружине 5, закрепленной на стакане 8 планками б и 7.
Бункер 2 с транспортируемыми заготовками закрепляется на фланце 4
вибродвигателя.
Зазор между якорем 3 и сердечником электромагнита
вертикальных колебаний 12 можно регулировать путем подгонки
планок 7. Зазор между якорем и сердечником электромагнита
крутильных колебаний 13 регулируют перемещением кронштейнов 11.
Частотную настройку вибродвигателя осуществляют путем
изменения толщины пружины 5 и диаметра торсиона 9. Для
виброизоляции на основании / установлены резиновые амортизаторы 10.
2. ДВИЖЕНИЕ ЗАГОТОВОК ПО ГОРИЗОНТАЛЬНОМУ
ЛОТКУ. ФАЗЫ СДВИГА И КРИТИЧЕСКИЕ АМПЛИТУДЫ
Вибрационное перемещение — это среднее одностороннее
направленное движение деталей или сыпучих материалов за счет
периодически действующих на них сил. Движение тела по колеблющемуся
лотку может возникнуть, если в механизме взаимодействия его
с лотком имеется нелинейное звено, роль которого в большинстве
случаев выполняет трение без смазки. Условием движения
заготовки по горизонтальному вибрирующему лотку (рис. 136)
является ее непрерывное проскальзывание под действием
инерционных сил, которые возникают при гармоническом колебании лотка.
140
Лоток колеблется под
углом а к горизонту по
закону, выраженному
формулой
где s„ — перемещение
лотка; б — размах колебаний
лотка; со — круговая
частота; t — текущее время.
5л= g-cosarf, (18)
F = fN
Заготовки проскальзы-
Рис. 136. План сил при движении детали по лотку
вают по поверхности
колеблющегося лотка, если сила инерции, стремящаяся сдвинуть их,
превышает силу трения, или движутся совместно с лотком, если
сила инерции меньше по величине силы трения. Для
вибрационного перемещения заготовки по лотку необходимо, чтобы
направление колебаний лотка составляло некоторый угол а с его
рабочей поверхностью.
Таким образом, вибрационное перемещение при симметричном
изменении силы инерции, направленной вдоль рабочей
поверхности лотка, осуществляется путем перераспределения величины
нормального давления, создаваемого действием симметричной
силы инерции, направленной перпендикулярно поверхности лотка,
в результате чего изменяется величина силы трения. Например,
при действии на заготовку силы инерции, направленной вправо
вверх, сила трения в процессе движения
где N — нормальная реакция; f — коэффициент трения
движения.
Сила F будет меньше по величине потому, что вертикальная
сила инерции в этот момент направлена вверх, а нормальная
реакция N = mg — \ ту\ уменьшается и условия для
проскальзывания заготовки облегчаются. При действии силы инерции,
направленной вниз и влево (см. рис. 136), сила трения становится
больше, так как сила инерции направлена вниз и увеличивает
нормальную реакцию N и проскальзывание заготовки влево
затруднено. Таким образом, продольные колебания поверхности
лотка (движущие) вызывают прямое и обратное проскальзывание
заготовки, а поперечные колебания (управляющие) приводят
к перераспределению величин сил трения.
При малых значениях амплитуды колебаний лотка заготовки
колеблются вместе с лотком без какого-либо относительного
перемещения. При увеличении амплитуды заготовка начинает
скользить по лотку, а при больших значениях скользить с
подбрасыванием.
(19)
141
Наличие большого разнообразия режимов движения по
вибрирующему лотку и различных положений и форм лотков приводят
к необходимости при разработке типового расчета выбирать
эталонный механизм.
За эталонный механизм принят прямолинейный лоток с
горизонтальным расположением. Все другие условия работы лотка
(наклонное расположение, неодинаковые частоты колебаний при
типовом расчете) учитываются коэффициентом приведения.
Характер относительного движения детали по
горизонтальному лотку может быть описан дифференциальным уравнением
ml=F + (-mx), (20)
где т — масса заготовки; £ — относительное ускорение заготовки
по оси X; F — сила трения движения между лотком и заготовкой;
х — переносное ускорение, т. е. ускорение лотка,
спроектированное на ось X,
х = -^-cosacosco*, (21)
где a — угол наклона подвесок.
При прямом и обратном движении детали по колеблющемуся
лотку сила трения будет переменной по знаку +f N и определится
законом Амантона—Кулона
если| >0, F~-fN;\ (22)
если | < 0, F = + fN. j
Для определения величины реакции N составим сумму
проекций всех сил на ось Y:
N-mg-my = 0, (23)
где у = -—^-sinacoscotf; g — ускорение свободного падения.
Подставив в уравнение (23) значение у9 получим
N = т (g + -^г- sin a cos со/),
тогда
F = ^/m(g+^staacosarf). (24)
Подставив значения (23) и (24) в уравнение (20), получим
т|# =: hf fm + cos со* sin a) — m~- cos a cos ®t.
142
Преобразовав это выражение, получим дифференциальное
уравнение относительного движения заготовки при скольжении
по -горизонтальному лотку
1* = +fg —^п- cos at (cos а ± / sin а). (25)
Верхние знаки в уравнении (25) соответствуют
проскальзыванию заготовки по лотку вперед (прямое проскальзывание),
нижние — назад (обратное проскальзывание).
Для характеристики режимов движения заготовки по
вибрирующему лотку и получения оптимальных параметров устройства
принимаем амплитудный критерий — амплитуды в рабочей
плоскости лотка.
Амплитуда колебаний лотка, измеренная в плоскости движения
заготовок (горизонтальная амплитуда),
А = JL cos а. (26)
Перемещение лотка в горизонтальном направлении
х= — Л cos со/. (27)
Режимы и скорость вибрационного перемещения заготовок
определяются соотношением трех видов движения заготовки:
прямого, проскальзывания по лотку, обратного проскальзывания
и свободного полета (после отрыва). Для анализа режимов
движения заготовки необходимо знать границы начала прямого и
обратного проскальзывания и отрыва заготовки от лотка, т. е.
фазы и критические амплитуды эталонного механизма.
В момент начала сдвига заготовки вперед сдвигающая сила
(сила инерции) и сила сопротивления (сила трения покоя) равны
по величине, поэтому сумма проекций всех сил на ось движения
заготовки будет равна нулю, т. е.
- F± - т ^ cos Ых cos а =. О, (28)
где Fx — сила трения покоя; t± — значение времени, при
котором проекция силы инерции, стремящаяся сдвинуть заготовку
вперед, > уравновешивается силой трения покоя.
Сила трения покоя определяется аналогично силе трения
движения по зависимости (24), в которой коэффициент трения
движения / заменен коэффициентом трения покоя ft:
Fi = hm (g + -^p- cos Ыг sin a), (29)
где fx — коэффициент трения покоя.
143
Подставив в уравнение (28) значение (29), получим
ко*
2
Из этого уравнения
fig — h -^г~ cos sin a —тг~ cos cos a = 0
cos coh = - 1£ . (30)
°^ (cosa + /i sin a)
Для определения фазового угла непосредственно по
измеренной амплитуде в плоскости лотка А преобразуем формулу (30).
Преобразовав знаменатель и, используя зависимость (26),
формулу (30) приведем к виду
^--Wfegio- (31)
Здесь (ot1 — фаза, соответствующая моменту сдвига. Так как
cos (ot1 отрицателен, то сдвиг вперед может произойти, если
зх 3я» я
— <; Ыг ^ -у, а фактически -^-^со^^я, так как в этих
пределах силы инерции возрастают, а сдвиг произойдет в тот
момент, когда при своем возрастании силы инерции превысят
величину сил трения (в момент сдвига будут равны).
Формула показывает, что начало сдвига со£А зависит от
величины амплитуды А и при ее изменении может колебаться в
пределах от -g- до я.
Так как косинус, угла изменяется в пределах 0 ± 1, то для
получения проскальзывания
/ig<4co2(l+/itga),
или
А^ «>(1+/ЛаГ .(32)
Формула (32) выражает условие возникновения
проскальзывания в зависимости от величины амплитуды. Если
co*(l + /itga)'
то сдвиг невозможен ни при каких фазах. Если
А>
<o2(l+/itga) '
то получим режим проскальзывания, а фаза начала
проскальзывания (otx будет определяться по формулам (30) или (31).
144
Граничным будет случай, когда
Л+1== co^l+fitga) ' (33)
Как видно, начало сдвига зависит только от параметров
загрузочного устройства. Величина амплитуды А+1 будет
критической, так как при более высоких значениях наступает сдвиг,
при более низких — сдвиг невозможен. Иначе говоря, это будет
минимальная амплитуда, при которой невозможно
проскальзывание.
При А > А+1 будет сдвиг; А = А+1 — граничное состояние;
А < А+1 — относительный покой.
Формулу (30) определения фазового угла начала
проскальзывания заготовки вперед преобразуем с помощью выражения (33):
008©*!= (34)
Определим тем же методом фазовый угол сдвига заготовки
назад, т. е. фазовый угол начала проскальзывания назад,
cos о)4 = -5js & , (35)
-g- (cos а — /i sin а)
где t3 — время, при котором проекция силы инерции,
стремящаяся сдвинуть заготовку назад, уравновешивается силой трения
покоя.
Формулу, как и в предыдущем случае, приведем к более
удобному виду
A(o4lf^ktga) . (36)
Так как косинус фазового угла положителен, то сдвиг назад
может произойти при условии 0 < со/3 < -|- и -у^ < со/3 < 2я,
т. е. во время первого колебания сдвиг начнется с началом
движения, а в последующих циклах колебаний — на отрезке, когда
сила инерции возрастает, т. е. при условии -Щ- < со/3 < 2я.
Для сдвига заготовки назад можно повторить те же
рассуждения, что и для сдвига вперед, и также получить наименьшую
амплитуду лотка в плоскости перемещения заготовок, меньше
которой сдвиг назад вообще невозможен. Это также будет
критическая амплитуда для обратного проскальзывания
Л-1= 0)2(1-fitg а) • (37>
При А < А_г будет относительный покой; при А > А_г —
проскальзывание назад, момент начала которого можно
определить по выведенным выше формулам.
Ю Н. И. Камышный 145
Формулу определения фазового угла начала проскальзываний
Можно привести к виду
cos со*з = -^-. (38)
Пользуясь тем же методом, можно определить и фазу сдвига
и амплитуду отрыва заготовки от лотка.
Отрыв заготовки от лотка может произойти лишь тогда, когда
сила инерции изменит свое направление на обратное, т. е. когда
-у-<^о<2я и 0<со/0<-^-. Сумма проекций всех сил на
ось X будет
N + w-^p ( — cos со/) slna — mg = Ot
В результате возрастания сил инерции заготовка отрывается
от лотка в момент времени /0, тогда реакция
бсо2
N = mg — т —^- (— cos со/0) sin a = 0.
Отсюда можно определить фазовый угол отрыва заготовки
cosat^—A , (39)
2 sin a
где tQ — значение времени, при котором вертикальная проекция
силы инерции, стремящаяся оторвать заготовку от поверхности
лотка, уравновешивается силой тяжести заготовки.
Для того чтобы перейти к максимальной амплитуде, умножим
знаменатель на cos a/cos а, тогда получим
cos со/0 = —. (40)
° i4co2tga v 7
Путем аналогичных преобразований, как и для случаев
прямого и обратного проскальзывания, можно получить критическую
амплитуду для отрыва, т. е. такое значение максимальной
амплитуды Л о, ниже которого отрыв невозможен ни при какой фазе
колебаний лотка
А0= * . (41)
Соответственно этому формула, определяющая момент отрыва,
примет вид
cosco/0= —4°.. (42)
146
А-10'4,м A -йг *я A • HTJm
Рис. 137. График зависимости фазовых углов от максимальной амплитуды колебаний
лотка:
а — для определения ®tt; б — для юг2; в — для (ota; I — при а = 30*; ю *= 628 с"1;
2 — при а = 15°; со = 628 с-1; 5 — при а = 30°, со = 314 с*"1; 4 — при а = 15е, О) =
= 314 с-1
Таким образом, мы получим три выражения для критических
горизонтальных амплитуд эталонного механизма,
соответствующие различным видам движения заготовки относительно лотка:
(33), (37) и (38).
График зависимости фазовых углов (начала относительного
движения заготовки по горизонтальному лотку) от максимальной
амплитуды, приведенный на рис. 137, построен при следующих
значениях: со = 628 с"1, а = 30° и а = 15°, /х = 0,5. Из графика
видно, что интенсивный рост фазовых углов находится в
небольшом интервале значений максимальной амплитуды, угол наклона
подвесок а оказывает несущественное влияние на закономерность
изменения фазовых углов, основное изменение вносит круговая
частота со.
3. ТИПОВЫЕ РЕЖИМЫ ДВИЖЕНИЯ ЗАГОТОВОК
ПО ГОРИЗОНТАЛЬНОМУ ЛОТКУ
Для исследования режимов движения заготовок по лотку и
определения границ их существования принят амплитудный
критерий — амплитуда в горизонтальной плоскости лотка А.
Наиболее часто встречаются на практике следующие пять
типовых режимов движения заготовки по вибрирующему ^лотку
в зависимости от величины горизонтальной амплитуды А:
I — заготовка перемещается вместе с лотком (относительный
покой);
II — одностороннее проскальзывание'заготовок вперед без
подбрасывания;
10* 147
III — двустороннее проскальзывание без подбрасывания,
причем проскальзывание вперед большее, чем назад и в результате
этого заготовка перемещается вперед;
IV — двустороннее проскальзывание заготовки с
подбрасыванием, заготовка перемещается вперед;
V — одностороннее проскальзывание заготовки с
подбрасыванием, заготовка перемещается вперед.
Критерии и номограмма определения типовых режимов
движения заготовок. Режимы движения заготовок по колеблющемуся
лотку зависят от соотношения величин амплитуд Л+1, A_lt А0, А,
а расположение областей этих режимов (рис. 138) — от величины
горизонтальной максимальной амплитуды колебания лотка Л,
угла наклона подвесок а круговой частоты колебания лотка со
и коэффициента трения /х.
Так как электромагниты в вибрационных загрузочных
устройствах питаются переменным током частотой 50 Гц (в этом случае
лоток делает 100 колеб/с) или через полупроводниковый
выпрямитель (в этом случае лоток делает 50 колеб/с), на графике (см.
рис. 138) приведены две амплитудные шкалы: Л100 —
максимальная горизонтальная амплитуда эталонного механизма при частоте
колебаний лотка 100 колеб/с, Л50 — при частоте колебаний лотка
50 колеб/с.
При определении скоростей перемещения заготовок по
колеблющемуся лотку очень важно знать, в каком типовом режиме
работает вибрационное загрузочное устройство. Поэтому удобно
и быстро, не производя каких-либо предварительных расчетов,
режим движения заготовки по колеблющемуся горизонтальному
лотку эталонного механизма можно определить по номограмме,
представленной на рис. 139. На номограмме построены кривые
функций Л о = /х (а) (штрихпунктирная линия); А_г = f2 (а)
(пунктирная линия), Л+1 = /3 (а) (сплошные линии) при
постоянных значениях коэффициентов трения fx = 0,1; 0,2; 0,3; 0,4;
0,5. Для считывания максимальных критических амплитуд
горизонтальных колебаний лотка приведены также две шкалы,
аналогичные рис. 138. Сравнивая значения критических амплитуд
-4+1» A-i> А0 с горизонтальной амплитудой колебания лотка Л,
определяют режим вибрационного перемещения заготовки по
лотку.
Анализ типовых режимов. I режим — совместное перемещение
заготовки с лотком — характеризуется неравенством
Этот режим не представляет практического интереса из-за
отсутствия относительного перемещения заготовки по лотку.
II режим — одностороннее проскальзывание заготовки вперед
без подбрасывания — характеризуется неравенством
А<А+1<А^<А0.
(43)
А+1<А<А_1<А9.
148
(44)
О 0 30° 60° о?
Рис. 138. Области различных режимов
движения заготовок:
/ — заготовка колеблется вместе с
лотком без проскальзывания; // —
одностороннее проскальзывание без
подбрасывания; ///— двустороннее проскаль^/
зывание без подбрасывания; IV —
двустороннее проскальзывание с
подбрасыванием; V — одностороннее
проскальзывание с подбрасыванием
ко il
0° 15° W* 65° 60° 7S° d
Рис. 139. Номограмма для определения
критических амплитуд
Скорость относительного движения заготовки по лотку
получаем интегрированием уравнения (25)
| = J^Sin©*(cosa-/sina) + C; (45)
| = - fgt - Асо (sin at - sin co/i) (1 + / tg a) + С, (46)
где С — постоянная интегрирования, определяется из начальных
условий.
При одностороннем проскальзывании заготовки возможно
движение заготовки вперед с одной длительной остановкой,
следовательно, в момент начала движения (34)
Шг = arccos ( ^j- ^ .
Начальная скорость равна нулю \г = 0, а уравнение (46)
примет вид
I = Лсо[ - -i±±- (со* - ©у - (sin Ы - sin ©у] (1 + / tg a). (47)
149
Относительное перемещение заготовки по лотку получим
интегрированием уравнения (47), приняв за начало перемещения
точку со£х:
Б = А (1 + /tgа) [ -W-<»W + (erf-coti)sincotx -
— (cos at — cos (о/х) J . (48)
Для определения величины перемещения по формуле (48)
необходимо знать момент окончания движения заготовки на этапе
проскальзывания вперед. Для определения момента <ot2
окончания движения заготовки выражение (47) приравняем нулю и
получим трансцендентное уравнение
sin cot2 = — Ы2 -f sin Ых + ©flf (49)
решение которого позволит определить значение момента (ot2
окончания движения вперед.
Найденное значение &t2 из уравнения (49) подставим в
уравнение (48) и получим формулу для определения величины
перемещения за один период колебания лотка
+ (со/2 — со^) sin co/i — (cos Ы2 — cos (о/х) J . (50)
Для определения момента Ы2 окончания движения вперед
и величины перемещения помимо аналитического решения
существует также графический метод (рис. 140).
Построив график функции у = sin at, из точки (ot1 начала
движения проводят прямую линию у = ^jp- со /до пересечения
с синусоидой. Точка со/2 пересечения прямой с синусоидой и
будет решением уравнения (49). При использовании
рассмотренного выше графического метода перемещения заготовки за один
этап проскальзывания вперед определяется заштрихованной
площадью, заключенной между синусоидой и прямой линией и
умноженной на А (1 + f tg a):
s+=i4(l+/tga)S+, (51)
где S+ — площадь, заключенная между прямой и синусоидой,
на этапе проскальзывания вперед.
Средняя скорость движения заготовки по лотку
v = 50Л (1 + / tg a). (52)
150
У
о
-1
Рис. 140. График определения момента Т2 окончания движения вперед
III режим — двустороннее проскальзывание без
подбрасывания — характеризуется неравенством
Ускорение движения заготовки в любой момент времени
определяется суммарным действием сил трения и инерции. На
следующих графиках последовательно показаны кривые перемещения,
скорости и ускорения заготовки и лотка за цикл с момента начала
движения.
В отличие от режима II, где движение заготовки за цикл
определялось одним уравнением, в режиме III необходимо различать,
по крайней мере, три участка со своими законами движения
заготовки: движение вперед, движение назад, совместное движение
заготовки с лотком, при котором отсутствует относительное
проскальзывание, и поэтому оно далее не рассматривается.
Первый участок (движение заготовки вперед), соответствует
периоду разгона лотка. Так как А_г <Л, то сдвиг заготовки
начинается с первого момента со^ движения лотка и
продолжается до момента со^2. На этом участке движение заготовки по
лотку определяется уравнением (25), а скорость перемещения
из уравнения (45), граничная точка (ot2 определяется равенством
gx = 0 по уравнению (49).
При этом на первом участке может быть три случая остановки
заготовки: 1) <о£2 < (dt3, т. е. заготовка остановится прежде,
чем возникнут условия для ее сдвига в обратную сторону (т. е.
условия прямого проскальзывания); тогда будем иметь так
называемую длительную остановку заготовки на период cot2—(ot3;
2) со/2 = <ot3 — окончание периода проскальзывания вперед
совпадает с началом периода проскальзывания назад, так называемая
мгновенная остановка заготовки; 3) (ot2 > (*>t3 — условия
проскальзывания заготовки назад возникают прежде, чем закончится
период проскальзывания вперед. Это наиболее общий и часто
встречающийся в практике случай движения заготовки с двумя
мгновенными остановками, который и показан на графике.^
< А.х < А <А0.
(53)
Второй участок — движение заготовки на участке
проскальзывания назад определяется уравнением (25)
• • бсо2
U = + fg — т cos Ы (cos а — f sin а)»
т. е. заготовка имеет тот же закон движения, что и в режиме II.
Скорость движения
12 = + fg (t -t3) - Лео (sin (о/ - sin о*,) (l - / tg a) + C2, (54)
где C2 — постоянная интегрирования, определяется из начальных
условий.
В случае, если проскальзывание назад произошло после
длительной остановки на период (ot2—со t3, то момент начала
движения назад
(о*з = arccos (-^р ) у (55)
но начальная скорость |2 = 0, тогда уравнение (54) примет вид
Ь = Лео [-^L (со* — ю*8) — (sin со* - sin со*3) ] (1 - / tg а). (56)
Момент со <4 окончания движения назад определяется
аналогично, как и со/2, по уравнению
sin со£4 = А£ со^4 + sin со£4 со*3. g
Найденное значение со/4 из уравнения (57) подставим в общее
уравнение (56) и, проинтегрировав его, получим формулу для
определения величины перемещения назад за один период
колебания лотка
S- = A{\-fXga)[*f- <"«7"«> +
+ (cof4 — Ы3) sin со£3 — ( cos с0*4 cos со^з) j . ^
Перемещение заготовки за период колебания определяется
разницей величин перемещения вперед и назад
s = s+ — s_. (59)
Определение величины перемещения заготовки по
формулам (50), (58) и (59) справедливо только при условии со/2 < at3.
Движение с двумя мгновенными остановками (вариант
случая 3), если условие проскальзывания назад возникает прежде,
чем закончится период проскальзывания вперед, то мгновенные
остановки не будут совпадать со значениями со tx и со /3, а
мгновенная остановка со£_+ при переходе от проскальзывания назад
к проскальзыванию вперед находится в интервале со^ < со*._+ <
152
i*
Рис. 141. Графическое
определение мгновенных
остановок
О
/450 (2**Т-+) ut
-1
уг = arc cos
A max
< со/2, мгновенная остановка перехода проскальзывания вперед
к проскальзыванию назад находится в интервале (ot3 < (ot+_ <
Моменты (ot+_ и (ot_+ проще можно определить графическим
методом. В установившемся режиме транспортирования со/+_ =
= 2я + (dt_+ = 2я + со/_+. Это условие позволяет
построить треугольник (рис. 141, а) со стороной АВ = 2я и двумя
Наложив треугольник ABC на синусоиду у = sin со/
(рис. 141, б) с периодом 2я так, чтобы сторона АВ была
параллельной оси со/, получим точки пересечения синусоиды, совпадающие
с точками Л, В, С, которые и будут соответствовать Л = со/_+;
С = со/+_; В = 2я + со/_+.
Величина перемещения заготовки вперед за один период
колебания в режиме с двумя мгновенными остановками определяется
по формуле (50), в которой необходимо заменить значения Ыг
на со/_+ и значение со/2 на со/+_, тогда формула примет вид
+ (ю/_+ — ю^ь-) sin со/_+ — (cos со/+_ — cos co/_+) ].
Аналогично величина перемещения назад определится по
формуле
s+ = i4(l+/tga)[
А+1 (®t+- — 2
А 2
+
+ (со/+_ — со/_+) sin со/_+ — (cos со/+_ — cos со/_+)
+ (co/_+ — co/+_) sin co/+_ — (cos co/_+ — cos co/_+)
153
Перемещение заготовки за период колебания лотка исходя из
формулы (59)
s =
*М(Л_х-Л+1) Г А1,(А?- ЧО + ^лЦ'-ЛЮ 1
_____ +/я tgo^ А(А+1-А.^ J'
(60)
Скорость транспортирования заготовки в режиме с двумя
мгновенными остановками
*-5°Я i + +^§а А(А+1 + А.^
(61)
IV режим — двустороннее проскальзывание с
подбрасыванием — характеризуется неравенством
А+1<А_1<А0<А. (62)
Он существует при больших значениях горизонтальной
амплитуды колебания лотка.
Как и при III режиме, в режиме с отрывом можно выделить
три характерных участка: проскальзывание заготовки назад,
проскальзывание вперед и отрыв заготовки от лотка.
Уравнения, определяющие характер движения на первом
и втором участках, аналогичны уравнениям (25), (45), (54),
выведенным для III режима.
£ Уравнение (54) справедливо лишь до того момента, когда
исчезает опорная реакция, что соответствует условию
4> = т4*- <63>
При А0 > ^2tga заготовка отрывается от лотка и некоторое
время летит. Условно можно считать, что в пространстве заготовка
летит по параболе, а по горизонтальной оси ее движение
равномерно вплоть до момента, когда она снова коснется лотка. Удар
заготовки о плоскость лотка принимаем как абсолютно неупругий,
поэтому скорость заготовки после удара обращается в нуль.
Предполагается, что продольная составляющая в результате
удара не изменяется.
Во многих случаях следует избегать режима с
подбрасыванием, например для хрупких деталей (стеклянных) или в случаях,
когда нежелательно перемешивание заготовок. Кроме того, при
работе с подбрасыванием расходуется большая мощность на
вибраторе, возникает стук заготовок о лоток. Подача
неориентированных заготовок в режиме с проскальзыванием при большой
производительности может быть достигнута путем увеличения ширины
лотка, толщины слоя заготовок, а также таким режимом работы,
J 54
при котором амплитуды колебаний близки по величине к режиму
с подбрасыванием.
Если вибрационное загрузочное устройство работает в IV
режиме, то скорость движения заготовки будет больше, чем при
режимах II и III.
V режим — одностороннее проскальзывание с
подбрасыванием — характеризуется неравенством
А+1<А^<А0<А (64)
и в станочных вибрационных загрузочных устройствах
практически не применяется.
Пример. Вибрационное загрузочное устройство имеет угол наклона подвесок
а = 30°, частоту колебаний лотка = 3000 колеб/мин и коэффициент трения
покоя заготовки по лотку /х = 0,3. По номограмме определим Л+1 = 0,0265 мм,
А_г = 0,036 мм и А о = 0,172. При горизонтальной амплитуде колебаний лотка
А = 0,2 мм заготовка перемещается в режиме двустороннего проскальзывания
с подбрасыванием (режим IV). Если снизить значение амплитуды колебания до
0,1 мм, то заготовки будут находиться в режиме чистого двустороннего
проскальзывания (режим III). Если амплитуду колебания лотка снизить до величины
0,035 мм, то заготовки будут находиться в режиме одностороннего
проскальзывания вперед (режим II).
4. ОПТИМАЛЬНЫЙ УГОЛ НАКЛОНА ПОДВЕСОК
Важнейшим конструктивным параметром, который необходимо
определить при проектировании вибрационных загрузочных
устройств, является угол наклона подвесок а'— угол между
направлением колебания и направлением движения заготовки по лотку
(см. рис. 136).
Найдем отношение между амплитудами Л_х и Л+1:
Ь - 1 + а
1 ~ А+1 - l-/tga "
Из полученного выражения видно, что при a = 0 kx = 1,
a > 0 kx > 1, при a < 0 kx < 1.
В любом загрузочном устройстве необходимо добиться
перемещения заготовки в одном направлении (вперед). Следовательно,
условия движения заготовки назад (А_х) должны быть более
затруднительными, чем условия движения вперед (Л+1):
хг-ттк-1- (65)
Из равенства (65) видно, что соотношение k2 между
амплитудами зависит от двух параметров: коэффициента трения покоя f
и угла наклона плоских пружин вибратора а. Найдем условия,
при которых обе амплитуды одинаковы:
и А0
155
Подставим в уравнение (65) k2 = 1, тогда получим / tg а = 0,5.
Так как / не превышает 0,5, то tg а = 1, а а = 45°. Следовательно,
при / = 0,5 А0 > А_ъ если а < 45° и А0 < А_ъ если а > 45°.
Поэтому для всех существующих конструкций (для режимов с
проскальзыванием) а > 0, k2 > 1. Следовательно, в реальных
конструкциях А0 > А_г > А+1.
Вопрос о выборе величины угла а следует решать с точки
зрения достижения максимальной скорости положительного
движения заготовки по лотку при прочих равных условиях. Возьмем,
например, простейший режим II. Скорость относительного
перемещения заготовки по лотку определяется по формуле (51). Для
того чтобы определить оптимальное значение угла а,
соответствующее максимальной скорости, частную производную от выражения
(52) приравняем к нулю:
-д£- = (— 50AS+ sin а) (— sin а + / cos а)=0. (66)
Так как — S0AS + sin а Ф 0, то
sina + /cosa=0;
При помощи математических преобразований нетрудно
установить, что и для положительного проскальзывания в точке
сложных режимов (III и IV) величина оптимального угла а та же самая.
Рассмотрение многочисленных конструкций
вибротранспортеров, виброгрохотов и других вибромашин показывает, что почти
везде в них угол а близок к величинам, получаемым по формуле
(67). В вибрационных загрузочных устройствах угол а не должен
превышать *45°, иначе скорость перемещения заготовок будет
снижаться.
5. ДВИЖЕНИЕ ЗАГОТОВОК ПО НАКЛОННОМУ ЛОТКУ
В случае, когда лоток имеет наклон (рис. 142), дифференциальное
уравнение относительного движения заготовки по лотку примет
вид
mi =s — mgsin 6 ± / (mgcosG + т—^- cos со/ sin a
— т —2~ cos со/ cos a.
После преобразования получим уравнение
1" = — g (sin 0 ± / cos 9) cos со/ (cos a ± f sin a). (68)
Здесь верхние знаки (в скобках) соответствуют
проскальзыванию заготовки по лотку вперед, нижние — назад.
156
Рис. 142. План сил при движении
детали по наклонному лотку вверх
Все закономерности,
полученные для
эталонного механизма (6 = 0),
можно распространить и
на общий случай, когда
лоток имеет наклон (8=^0).
Критические амплитуды
наклонного лотка А+1н —
при проскальзывании заго
товки вперед;
А_1н
при проскальзывании заготовки назад; Лон — при отрыве
заготовки от лотка, определяющие границы между различными
режимами работы, могут быть рассчитаны по формулам
- _ g(/icos8 + sin 6) .
Л+1н- co2(1 + /ltga) '
(69)
Алп —
g(/x cos 8— sin 8)
a>2(l-/i tg a)
- gcos8
0H ~~ co2tga
(70)
(71)
Режимы движения заготовок по наклонному лотку можно
определять по номограмме эталонного механизма (см. рис. 139)
и коэффициентов приведения, учитывающих влияние угла 8
наклона лотка на критические амплитуды.
Преобразуем формулы критических амплитуд наклонного лотка
(69)—(71) и введем обозначения коэффициентов приведения
1
cos 8
(72)
cos 9 ■
sin 6
я+1_ ,™а, sine
cos е -\—-—
(73)
(74)
Тогда
AJ..
g
fig
fig
fi>2(l+/itga)
(75)
(76)
(77)
157
Нетрудно заметить, что
коэффициенты приведения учитывают влияние
угла 0 на величину критических
амплитуд: если 0 = 0, то все три
коэффициента Х0, К_ъ Я+1 равны единице, а
формулы (75)—(77) преобразуются в
формулы частного случая (33), (37) и (41).
Исходя из этого, для любого лотка
с любым значением 0 можно найти
режим работы, пользуясь единой
диаграммой, приведенной на рис. 139, и коэф-
фициентами приведения. Например,
-20° -10° о ю° 9 если нужно выяснить режим работы
рис. 143. зависимость коэффи- существующего вибрационного загру-
2аклонаП0РИлоеткаИЯ *° °Т УГЛ ЗОЧНОГО устройства С НаКЛОННЫМ
ЛОТКОМ, то определяют непосредственным
измерением амплитуду в плоскости лотка А и затем
умножают ее на соответствующий коэффициент приведения.
Приведенную амплитуду откладывают на диаграмме, изображенной
на рис. 138, и определяют существование данного режима.
Для удобства расчета коэффициенты приведения Х09 %+1
вычислены для диапазона углов наклона лотка в пределах —20° <
< 0 < +20° для значений коэффициента трения покоя fx =0,1-т-
-т-0,5 и представлены графиками на рис. 143, 144, 145, по которым
можно непосредственно получить необходимое значение
коэффициентов приведения.
Рис. 144. Зависимость коэффициента при- Рис. 145. Зависимость коэффициента
приведения Kt от угла наклона 0 лотка ведения х+2 от угла наклона 0 лотка
—
2/0
>,75
1,50
1,25
0f7S
0,50
0,25
1
—
—
=2=
1-
•
158
Для реальных значений угла 9 величина коэффициента
приведения К0 — поэтому практически нет необходимости
применять приведенный коэффициент при определении режима с
подбрасыванием и можно подставлять в диаграмму величину
амплитуды колебания, измеренную непосредственно в плоскости лотка.
Пример. Для заготовок, имеющих /х = 0,3, определить режим движения
по лотку вибрационного загрузочного устройства имеющего, следующие
параметры: гл = 100 колеб./с. 0 = —10°, угол наклона плоских пружин а = 30°,
амплитуда колебаний лотка, измеренная на его торце, А = 0,01 мм.
Для выяснения режима работы определяем последовательно наличие всех
трех видов движения заготовки по лотку.
1. Определяем наличие прямого проскальзывания
АХ+1 = 0,01-2,48= 0,0248.
Величину Х+1 определяем по диаграмме, представленной на рис. 145, для
условий 6 = —10°, fx = 0,3, Х+1 = 2,48. Отложив полученную величину АХ+1 =
== 0,0248 на диаграмме, приведенной на рис. 139, и сравнив ее с А+1 для fx =
= 0,3, устанавливаем, что > А+1. Следовательно, прямое проскальзывание
существует.
2. Определяем наличие обратного проскальзывания
Ак_г = 0,01.0,64 = 0,0064.
Величину коэффициента приведения определяем по диаграмме,
приведенной на рис. 144, для тех же условий, находим Х_г = 0,64. Отложив приведенную
амплитуду на диаграмме, приведенной на рис. 139, и сравнив ее с величиной
А_ъ устанавливаем, что ЛА,_!<; А_г. Следовательно, обратное проскальзывание
отсутствует.
3. Определяем возможность подбрасывания. Выше указывалось, что для
подбрасывания АХ0я& А0. Отложив на диаграмме, приведенный на рис. 139,
величину реальной амплитуды Л, можно установить, что А <С А0у т. е.
подбрасывание отсутствует v
Следовательно, заготовки на лотке будут находиться во II режиме — режиме
одностороннего проскальзывания.
Методика определения режимов работы служит основой для
выбора амплитуды колебания лотка при проектировании
вибрационных загрузочных устройств.
Все числовые значения, приведенные выше, получены при
условии Vj, = 100 колеб/с, со = 628 с"1 или vn = 50 колеб/с. В тех же
случаях, когда частота колебаний лотка отличается от vn =
= 100 колеб/с или ул = 50 колеб/с, при определении режима
работы лотка необходимо учитывать коэффициент приведения
где Av — максимальная амплитуда колебаний лотка при круговой
частоте 2nv; гл — частота колебаний лотка, Гц; ул — частота
колебаний лотка (гл = 100 Гц) при частоте тока 50 Гц.
по частоте]
(78)
159
средней скорости с положительного на отрицательный) следует
определять из условия Л_1н = Заменим значения обеих
критических амплитуд их выражениями по формулам (69) и (70) при
данном максимальном угле 0
g (h cos 0 — sin 6) g (/x cos 0 + sin 0)
<»a(l + /itga) - a>20 + Mga)
После преобразований получим формулу для определения
предельного угла подъема заготовок вверх по лотку
tg8 = /ftga. (79)
И Н. И. Камышный
А
0,0S
0,04
o,or
0,01
-2д° -1S° -10° ~S°
S° 10° 15°
Рис. 146. График зависимости амплитуд
колебаний лотка от угла его наклона
Важным конструктивным
параметром является
максимальный угол наклона лотка
к горизонту 0, при котором
возможно движение заготовки
вверх по лотку (см. рис. 142).
При выборе этих углов
следует иметь в виду, что их
величина не должна
превосходить по абсолютной
величине угол трения, в
противном случае заготовка начнет
скользить по лотку
самопроизвольно и без вибраций.
Ввиду этого угол изменяется практически в пределах не более 20°.
Из формул (69) и (70) следует, что изменение угла вызывает
изменение величины критических амплитуд А_ъ Л+1. Задача
состоит в том, чтобы по возможности облегчить проскальзывание
заготовки вперед, а назад затруднить, т. е. сделать отношение
A-i/A+i максимальным.
На графике зависимости амплитуд от угла наклона лотка,
приведенном на рис. 146, АХ+1 = /х (0) и АХ_г = /2(0) для значений
fx = 0,3, а = 15°, со = 314 с"1.
При увеличении угла наклона лотка движение заготовок вверх
по лотку становится все более затруднительным, поэтому при
проектировании вибрационных загрузочных устройств очень важно
знать предельную величину угла 6, при которой заготовка еще
перемещается вверх.
Из рис. 138 ясно, что на горизонтальном лотке при любом
положительном угле а условия сдвига заготовки вперед
(положительное проскальзывание) легче, чем условия сдвига заготовок назад
(отрицательное проскальзывание), т. е. при а > 0 Л_х > А+1,
и величина этого неравенства в значительной степени зависит от
величины коэффициента трения /. Благодаря этому средняя
скорость заготовки на горизонтальном лотке (т. е. перемещение
заготовки за конечный отрезок времени) будет положительной. Из
рис. 138 также видно, что при горизонтальном лотке критическая
амплитуда А_г > А+1.
Однако с изменением угла 0 соотношение между обеими
критическими амплитудами будет также изменяться (см. рис. 146).
Если лоток будет иметь наклон вниз, то заготовка будет скользить
вперед (средняя скорость увеличится), что и подтверждается
диаграммой, так как Л_х > А+1. Однако несомненна и обратная
картина: если лоток будет иметь наклон вверх, то при достаточно
больших углах 0 (в пределах угла трения) заготовка будет
соскальзывать по лотку назад, так как в этом случае А+1 > А_г.
Поэтому предельный угол подъема заготовок (т. е. отыскание того
значения угла, при достижении которого у заготовки меняется знак
160
ГЛАВА 6
КОНСТРУКЦИИ ВИБРАЦИОННЫХ
ЗАГРУЗОЧНЫХ
УСТРОЙСТВ
1. ВИБРОБУНКЕРЫ СО СПИРАЛЬНЫМИ ЛОТКАМИ
Вибрационные загрузочные устройства со спиральными лотками
для подачи штучных заготовок нашли широкое применение для
загрузки деталями отдельно работающих станков или станков,
встроенных в автоматические линии.
По устойчивости на вибрирующем лотке заготовки
подразделяют на три группы: плоские — шайбы, квадраты, пластины,
граненые стерженьки и т. п., которые при движении по
вибрирующему лотку только скользят, но не перекатываются,
цилиндрические — цилиндр сплошного сечения, колпачки, трубочки,
цилиндрики с уступами и т. п., которые в зависимости от
расположения на вибрирующем лотке скользят или перекатываются;
округлые шары, цилиндры с большими фасками, колпачки со
сферическими донышками и др., которые при движении
перекатываются по лотку. Вибрационные загрузочные устройства
подают заготовки, первой и второй группы, заготовки третьей группы
не подаются ввиду отсутствия их устойчивости на вибрирующем
лотке.
Автором были разработаны и в лаборатории «Станки» МВТУ
им. Н. Э. Баумана изготовлены несколько экспериментальных
образцов вибрационных загрузочных устройств со спиральными
лотками, которые прошли длительное испытание и широко
внедрены в промышленность.
На принципиальной схеме конструкции вибрационного
устройства, представленной на рис. 147, круговой бункер 2,
установленный на трех подвесках /, совершает крутильные (вокруг
вертикальной оси) и возвратно-поступательные (в вертикальном
направлении) колебания, которые приводят к движению заготовок
вверх по спиральному лотку 3. Заготовки, находящиеся на
спиральном лотке, осуществляют в зависимости от величины
амплитуды и угла наклона подвесок [11] скольжение или микрополеты
в направлении подъема лотка. В процессе колебания на заготовки
действует центробежная сила, которая сдвигает их от центра к
внутренней стенке, несущей спиральный лоток, последний
захватывает и транспортирует их вверх.
162
Из бункера на рабочую позицию заготовки передаются лотком
(под действием гравитационной силы), который обычно является
продолжением спирального лотка. Для поштучной выдачи
заготовок на лотке установлен отсекатель, приводимый в действие чаще
всего электромагнитом или пневмоприводом. Если лоток заполнен,
то находящиеся на спиральном лотке заготовки автоматически
останавливаются в результате проскальзывания относительно
спирального лотка. Как только заготовки освобождают
самотечный лоток, немедленно начинается их движение по спирали вверх
и лоток заполняется.
Рассмотрим более подробно типовые конструкции
вибрационных загрузочных устройств со спиральными лотками и приводами,
состоящими из одного и трех электромагнитов.
Вибрационное загрузочное устройство типа В-4 с приводом,
имеющим один электромагнит (рис. 148) предназначено для
автоматической подачи шайб, колец, колпачков, цилиндров и других
деталей диаметром до 25 мм. Бункер 2 установлен на трех
подвесках 3. В центре донной части бункера закреплен якорь 4
электромагнита, а на плите 5 — сердечник 6. Регулирование зазора между
сердечником и якорем производится за счет перемещения плиты 5
вверх или вниз, что достигается винтом 7 с гайкой, и четырех
резиновых буферов 8. Подвески 3 закреплены на массивном основании
9. Для виброизоляции вибрационное загрузочное устройство
установлено на трех резиновых амортизаторах 10.
Для удобства транспортирования устройства предусмотрены
две ручки. Отвод заготовок из бункера в приемный лоток
происходит.через прямолинейный участок лотка, являющийся
продолжением спирального лотка. Питание электромагнита осуществляется
через селеновый выпрямитель./.
Техническая характеристика вибрационного загрузочного
устройства типа В-4
Производительность при подаче квадратов, шайб из
пластмассы диаметром 25 и толщиной 4 мм, шт/мин До 120
Наибольший диаметр подаваемой заготовки, мм . . 30
Диаметр бункера, изготовленного из алюминия, мм 310
Угол подъема спирали 0, град 2
Угол подъема подвесок а, град 45
Амплитуда колебаний бункера Лтах, мм До 1
Питание электромагнита через селеновый выпрямитель:
ток, А 0,3
напряжение, В 250
Мощность, потребляемая из сети при напряжении
180 В, Вт 30
Число колебаний кругового бункера в минуту .... 3000
Габаритные размеры (диаметр, высота), мм 314X240
Вибрационное загрузочное устройство типа В-5 для подачи
трубочек диаметром 0,5 и высотой 25 мм при изготовлении
малогабаритных электронных ламп аналогично по конструкции
описанному выше, но отличается от него тем, что подача трубочек
одновременно идет в шесть потоков, для чего круговой бункер
выполнен с шестизаходным спиральным лотком. Подвески изготовлены
из пружинной проволоки диаметром 2,5 мм. Регулирование
производительности осуществляется изменением величины амплитуды
колебаний путем регулирования питания электромагнита с
помощью автотрансформатора.
Техническая характеристика вибрационного загрузочного
устройства типа В-5
Производительность (при шести лотках) при подаче
металлических трубочек радиоламп диаметром 0,5
и длиной 2,5 мм, шт/мин До 1200
Диаметр бункера, мм 114
Угол подъема спирали 0, град 2
Угол наклона подвесок а, град 35
Питание электромагнита непосредственно от сети 5
переменного тока:
частота, Гц 50
напряжение, В 220
потребляемая мощность, Вт 5
Число колебаний кругового бункера в минуту . . . 6000
Амплитуда колебания бункера Лтах» мм До 0,5
Габаритные размеры (диаметр, высота), мм .... 114X114
На рис. 134 показано вибрационное загрузочное устройство
типа В-2 с тремя электромагнитами в приводе. Наличие трех
164
электромагнитов позволяет создавать большую тяговую силу,
что необходимо при больших размерах бункера и большой массе
заготовок, загруженных в него.
Техническая характеристика вибрационного загрузочного
устройства типа В-2
Производительность при, подаче стальных колец
диаметром 40 мм, шт/мин До 100
Диаметр бункера, изготовленного из алюминия, мм 420
Максимальный диаметр подаваемой заготовки, мм 40
Угол подъема спирали 0, град 2L
Угол наклона подвесок а, град 25
Амплитуда колебаний бункера, мм До 1
Мощность, потребляемая тремя электромагнитами при
напряжении U = 170 В, Вт 80
Сила тока питания электромагнитов, А 2 .
Напряжение питания (через селеновый выпрямитель), В 250
Число колебаний бункера в мин 3000
Обмотка электромагнита:
диаметр проволоки, мм 0,55
число витков катушки 2000
Габаритные размеры (диаметр, высота), мм .... 420X295
Накопление запаса заготовок. Одним из важнейших вопросов
эффективности применения загрузочного устройства является
создание запаса заготовок в бункере, обеспечивающего такую
продолжительность непрерывной работы, при которой возможно
многостаночное обслуживание. Однако практика проектирования
и эксплуатации вибрационных загрузочных устройств с
круговыми бункерами показывает, что создание большого запаса
заготовок непосредственно в
бункере нецелесообразно, так как
значительно возрастают
габаритные размеры и повышается
потребляемая мощность.
Поэтому накопление
большого запаса заготовок следует
производить в предбункере /
(рис. 149), который
устанавливают над бункером 2. В
конструкции опор 3 должна быть
предусмотрена регулировка
предбункера по высоте. Для
этой цели введены стойки 6 и
болт 4. Вибропривод с
бункером устанавливают на
массивное основание 5, а стойки 6 —
ня nrrnnv Рис. 149. Вибрационное загрузочное устрой-
п<х ипиру. ство с пред бункером
165
Рис. 150. Активное и пассивное ориентирование заготовок
2. ОРИЕНТИРОВАНИЕ ЗАГОТОВОК В КРУГОВЫХ БУНКЕРАХ
В вибрационных загрузочных устройствах ориентирование
заготовок происходит в процессе их движения по спиральному лотку,
выполненному чаще всего на внутренней поверхности бункера.
Способы ориентирования бывают активные и пассивные. При
активном способе все заготовки ориентируются независимо от того,
в каком положении они находились в начале спирального лотка.
При пассивном способе в приемный лоток проходят и передаются
только те заготовки, которые заняли правильное
(ориентированное) положение, а занявшие неправильное сбрасываются в
вибробункер. Ниже приведены примеры активного и пассивного
ориентирования различных по форме заготовок.
Плоские заготовки типа кругов, колец (рис. 150, а), у которых
диаметр d больше толщины к, подаются с помощью спирального
лотка, транспортирующая площадь которого в радиальном
сечении наклонена к центру бункера на угол |3 = 3-т-5°. Это делается
с цедью обеспечения сброса второго слоя заготовок. Буртик лотка
т делают меньше высоты заготовки h.
Колпачки, у которых d > А, ориентируются пассивным
методом с помощью выреза с язычком (рис. 150, б). Заготовки,
перемещающиеся донышком вниз, проходят по язычку, не
опрокидываясь, так как язычок является достаточной опорой для
обеспечения устойчивого положения заготовки. Заготовки, расположенные
отверстием вниз, будут надеваться на язычок, терять равновесие
и падать обратно в бункер.
Пассивное ориентирование трубочек, у которых d <1,
показано на рис. 150, в. Сориентированные заготовки должны
подаваться в горизонтальном положении, поэтому для сброса трубочек,
занявших вертикальное положение, над лотком установлен
козырек, который расположен на высоте, равной 1,Ы.
При подаче ступенчатых дисков (рис. 150, г) также применяют
пассивное ориентирование, при котором используют особенности
формы заготовки. Заготовки, расположенные стороной с большим
диаметром вниз, проходят над козырьком и перемещаются дальше
по лотку, а заготовки, расположенные стороной с большим
диаметром вверх, находят на козырек и сталкиваются с лотка в бункер.
Козырек укреплен над лотком на высоте К + А, где А = 0,5-*-
-т-0,7 мм.
Активный способ ориентирования заготовок с головками типа
болтов, винтов и т. д. показан на рис. 150, д. На позицию выдачи
заготовки должны приходить головками вверх. Для этого на
прямолинейном участке на выходе сделана прорезь, в которую заготовки
западают концом с меньшим диаметром и занимают вертикальное
положение. Активное ориентирование длинных колпачков
показано на рис. 150, е. Колпачки, которые по лотку перемещаются
отверстием вперед, при падении надеваются на выступ и
переворачиваются в нужное положение для выдачи. Заготовки, которые
166
движутся донышками вперед, при падении ударяются донышком
о выступ, скользят по нему и поступают в приемник, сохраняя
прежнее положение, т. е. такое, которое они занимали на верхнем
участке лотка.
Пример ориентирования и поворота круглых заготовок, у
которых d > /, на угол 90° приведен на рис. 151. Заготовки
захватываются лотком, ориентируются и транспортируются к его
изогнутому участку, при прохождении через который занимают
промежуточные положения (см. сечения Б—Б, В—В, Г—Г), затем
поступают в участок лотка, повернутого на 90° (см. сечение Д—Д)
относительно спирального лотка в сечении А—А.
Для ориентирования тонких заготовок в виде скоб,
треугольников, круглых секторов применяют пассивный способ
ориентирования, при котором используют расположение центра тяжести
заготовок, со смещением с оси симметрии. Заготовка 2 (рис. 152, а),
Рис. 152. Ориентирование заготовок по положению центра тяжести
занявшая положение на вибрирующем лотке 1, вырезом к центру
бункера (вправо), имеет устойчивое положение и при движении не
падает с лотка. Заготовка 5, занявшая положение вырезом к стенке
бункера, находится в неустойчивом положении и при движении
падает с лотка в бункер.
Для пластин Г-образной формы 1 (рис. 152, б) применяют
активный способ ориентирования, при котором также используют
несимметричное расположение центра тяжести заготовок со
смещением с оси симметрии. Заготовка 2, расположенная головкой
вперед, при сходе с лотка 4 поворачивается на кромке лотка (не
задевая упора 5) и скользит головкой вперед по криволинейному
участку лотка 7 и на прямолинейном участке лотка 6 занимает
горизонтальное положение. В этом случае, когда заготовка
расположена головкой назад, при сходе с лотка узкая часть ее находит
на упор 5. Затем заготовка с лотка сходит с прямолинейного
левого участка и скользит головкой по криволинейному участку
лотка 7, упираясь тонким концом об упор. В результате она
поворачивается на 180° и дальше перемещается по прямолинейному
участку лотка 6 головкой вперед.
3. КРУГОВЫЕ БУНКЕРЫ И ИХ ПРОИЗВОДИТЕЛЬНОСТЬ
Круговой бункер является основной частью вибрационного
загрузочного устройства, от его конструкции зависит
работоспособность устройства. Посредством кругового бункера производится
накопление, ориентирование и транспортирование заготовок к
приемному лотку, и если одна из этих функций не выполняется
бункером, то устройство окажется вообще не работоспособным.
Конструкции круговых бункеров можно подразделить на три
основных типа:
цилиндрические с одним или несколькими спиральными
лотками, расположенными на внутренней стенке (рис. 153, а):
конические с развертывающимся спиральным лотком,
расположенным на внутренней стенке (рис. 153, б);
комбинированные, у которых конический бункер является
накопителем, а цилиндр с внешним расположением спирального
лотка производит выборку и транспортирование заготовок
(рис. 153, в). Такую конструкцию применяют при необходимости
подачи заготовок на большую высоту.
Круговые бункеры делают точеными, литыми и сварными.
Точеные бункеры очень часто изготовляют из алюминия. Донная часть
бункера обычно делается отъемной с целью возможности быстрой
замены бункера при переналадке устройства на подачу других
заготовок. Литые бункеры изготовляют конической и
цилиндрической формы; бункер и спиральный лоток делают в виде одной
отливки. Сварные бункеры изготовляют трех типов —
цилиндрические, конические и комбинированные. Для изготовления сварных
бункеров используют листовые материалы из стали, меди, дюралю-
169
а)
Рис. 153. Типовые конструкции бункеров:
а — цилиндрический бункер с внутренним спиральным лотком: / J— заготовка; 2 —
неправильно ориентированные заготовки: 3 — опрокидыватель; 4 — предварительно
ориентированные заготовки; 5 — трудно разнимаемые заготовки; 6 — сбрасыватель; б —
конический бункер с внутренним спиральным лотком; в — цилиндрический бункер с наружным
спиральным лотком: / — спиральный лоток; 2 — цилиндр; 3 — бункер-накопитель
миния и алюминия. Толщину листа выбирают в зависимости от
размеров бункера 1—5 мм.
В точеных бункерах при правильно выбранных его
параметрах заготовки всегда перемещаются по всему спиральному лотку
в направлении подъема лотка. В сварных бункерах перемещение
заготовок в направлении подъема лотка иногда задерживается.
Исследования показали, что точечная сварка спирального лотка
с большим шагом (h = 100 мм при диаметре бункера 300 мм) не
обеспечивает требуемой жесткости крепления лотка. В результате
такой сварки амплитуда поперечных колебаний между точками
сварки может быть большей, нежели амплитуда крутильных
колебаний бункера, вследствие этого заготовки перемещаются на
некоторых участках лотка вверх, а на других вниз. Кроме того,
замечен интенсивный сброс заготовок с лотка в бункер.
Спиральный лоток, приваренный или припаянный сплошным
швом (у малых бункеров), обладает достаточной жесткостью
крепления лотка, и заготовки в нем перемещаются надежно по всей
спирали в направлении подъема.
Выборка заготовок в вибрационных бункерах производится
спиральным лотком. Если в бункере много заготовок и часть
спирального лотка скрыта под заготовками, то выборка будет
производится в том месте, где лоток выходит из заготовок. Если на дне
бункера остается один ряд заготовок, то выборка их производится
170
началом спирального лотка, прилегающего ко дну. Под действием
центробежной силы, создаваемой крутильными колебаниями,
заготовки на дне бункера сдвигаются от центра к стенке и,
перемещаясь по кругу, попадают в зону расположения начала лотка,
который захватывает их и транспортирует вверх. Так как
амплитуда колебаний бункера во много раз меньше радиуса бункера
(например, = 0,4 мм, г = 200 мм), то центробежная сила
будет мала и заготовки будут смещаться от центра к стенкам
бункера медленно, что ухудшит подход заготовок к лотку, а
следовательно, и их выборку. Поэтому дно бункера с целью улучшения
движения заготовок к лотку целесообразно делать конической
формы.
Зона входа заготовок в расположение начала спирального
лотка в цилиндрическом бункере образована дном бункера 1
(рис. 154, а), спиральным лотком 2, началом лотка 3 и местом
лотка 4, в котором высота от дна бункера до спирального лотка
больше высоты заготовки. Это пространство характеризуется
углом яр, между сторонами которого заготовка перемещается к
заборной части лотка 3. Чем больше угол г|), тем лучше будет
производиться выборка заготовок. С целью увеличения угла г|) делают
уступ в дне бункера (рис. 154, б).
Предельная технологическая производительность QT может
быть определена из условия перемещения правильно
ориентированных заготовок, движущихся плотным потоком друг за другом,
Qt = J^L, (80)
где vcp — скорость транспортирования^заготовок, м/с; / — длина
заготовки, м.
Фактическая производительность фф представляет собой общее
число заготовок, прошедших за 1 мин в зону выдачи, в том числе
годных к снятию вакуумной присоской ффП и неправильно
ориентированных ффН.
При увеличении колебаний лотка, расположенного под углом
20° к горизонту, происходит рост технологической
производительности вибробункера (рис. 155, кривая /), однако фактическая
производительность увеличивается значительно медленнее
(кривая 2). Выдача правильно ориентированных заготовок (рис. 156,
кривая 3) имеет экстремальную зависимость от величины
интенсивности колебаний лотка. Экстремальное значение числа годных
к снятию вакуумной присоской заготовок равно 45 шт/мин при
амплитуде колебаний -|- = 0,6 мм. При работе вибробункера
в режиме накопления сформированный в ряд слой заготовок на
лотке начинает разрушаться при амплитуде колебаний -у =
= 0,66 мм. Следовательно, дальнейшее увеличение амплитуды
колебаний недопустимо.
171
Рис. 157. Вибрационное загрузочное устройство с прямолинейным лотком
Экспериментальное вибрационное загрузочное устройство
с прямолинейным лотком, показанное на рис. 158, предназначено
для подачи профильных шайб, пуговиц из гололита и других
аналогичных деталей. Бункер / в донной части имеет сквозное
отверстие, которое перекрывается вибрирующим лотком 4. Когда бункер
заполнен деталями и включен вибратор 3, детали перемещаются
по лотку, проходят трубку 2 и попадают в ориентатор.
Ориентирование деталей типа пуговиц осуществляется в два приема:
предварительное — с помощью вибрирующей трубки 2, окончательное —
прижимом и опрокидывателем ориентатора (данный способ
ориентирования подробно описан в гл. 2 п. 4). Производительность этого
устройства 60 шт/мин.
Загрузочное устройство с вибрирующим лотком для подачи
штампованных заготовок диаметром 40 и длиной 70 мм на шести-
шпиндельный автомат типа 1260 показан на рис. 159. Заготовки
загружают в магазин /, который можно быстро снимать и
устанавливать на вибратор 2.
Для того чтобы заготовки перемещались по магазину к
приемной трубке и западали в нее, магазин установлен наклонно к
приемной трубке 6. Поштучная выдача заготовок из магазина в
приемную трубку осуществляется отсекателем 5, который приводится
в движение при обратном ходе отрезного суппорта. Из приемной
трубки 6 заготовка под действием силы тяжести попадает в желоб 4
174
Рис. 158. Загрузочное устройство Рис. 159. Магазинное вибрационное загрузочное
для подачи шайб устройство для подачи заготовок к шестишпин-
дельному автомату
и толкателем 3 перемещается в шпиндель. После обработки деталь
выталкивается из шпинделя и попадает на отводной лоток. С
помощью вибрационных загрузочных устройств можно значительно
повысить производительность станка и значительно сократить
число рабочих, занятых на загрузке заготовок.
В ряде случаев вибрационные загрузочные устройства
являются единственным средством автоматизации подачи штучных
заготовок, таких как пружины, миниатюрные заготовки, склонные
к прилипанию к стенкам лотка при заверточном движении, и
детали, имеющие малую прочность, например стеклянные.
5. НАМАГНИЧИВАНИЕ ЗАГОТОВОК
И БОРЬБА С ШУМОМ
Так как в вибрационных станочных загрузочных устройствах
лоток располагается над электромагнитом, то заготовки, находясь
в магнитном поле электромагнита, могут намагничиваться.
Некоторые виды заготовок, обрабатываемых на станках и
автоматических линиях, не допускают намагничивания, например кольца
шарикоподшипников. Поэтому необходима разработка методов,
предупреждающих намагничивание.
В качестве магнитных экранов можно применять пластины из
различных материалов: стальные толщиной 1,6; 2; 3; 10 мм;
алюминиевые толщиной 1; 1,5; 3 мм; латунные толщиной 2 мм;
из трансформаторного железа толщиной 0,3 мм.
Различные материалы и толщина экранов, выполненных из
этих материалов, по-разному снижают намагничивание. При
стальном экране величина магнитного потока рассеяния, проходящего
по воздушному пространству за экраном, уменьшается вследствие
малого магнитного сопротивления экрана, особенно при экранах
из мягкой стали или трансформаторного железа и пермаллоя.
175
ских — шум незначительный и не оказывает влияния на
утомляемость рабочего.
Шум возникает также от соударения заготовок одна о другую и
о бункер (спиральный лоток, стенки, дно); колебаний бункера
(при амплитуде колебаний 2,5 мм и размерах подвесок 4 х 40 X180
возникает гул); нежесткого крепления деталей устройства.
Размеры бункера также могут быть причиной повышенного шума.
Если бункер сделан высоким, то при больших амплитудах
колебаний он может оказаться резонатором и усиливать шум.
12 Н И- Камышный
Алюминиевый и латунный
экраны мало влияют на магнитный
поток рассеяния вследствие
наличия в них вихревых токов и малой
частоты питающего тока. Экраны
из мягкой стали,
трансформаторного железа и пермаллоя можно
применять при малых частотах
(50—200 Гц), а экран из алюминия
и латуни — при высоких частотах
питающего тока (1000 Гц и выше).
Рис. 160. Экранирование магнитного ПИТаЮЩеГО ТОКа (1000 Гц И ВЫШе).
за экраном уменьшается. При проектировании экранов желательно
не допускать магнитного насыщения материала, так как в этом
случае магнитное сопротивление экрана резко возрастает и поток
рассеяния за экраном увеличивается.
С увеличением воздушного зазора между экраном и
сердечником электромагнита магнитная проводимость воздушного зазора
уменьшается, уменьшается и магнитный поток за экраном. С
увеличением напряжения в сети магнитный поток за экраном
увеличивается.
При проведении опытов с электромагнитным вибратором,
изображенным на рис. 160, было установлено, что заготовки 2 при
движении по лотку находятся в таком переменном магнитном поле,
напряженность которого по мере их перемещения постепенно
уменьшается и заготовки размагничиваются. Размагничивание
происходит только при питании электромагнита переменным током,
т. е. при 100 колеб/с лотка, а при питании электромагнита
пульсирующим током (через выпрямитель), т. е. при 50 колеб/с,
заготовки не размагничиваются.
Для полной изоляции заготовок от влияния магнитного потока
рассеяния необходимо установить экран / из мягкой стали или из
АРМКО-железа, лучше из пермаллоя, толщиной 0,5—1,5 мм и
расположить его между электромагнитом и лотком 3. Если имеется
опасность влияния магнитных силовых линий со стороны якоря, то
необходимо поставить боковой экран 4 на расстоянии 15—25 мм
от пружин толщиной 0,5—1,5 мм. Если одинарный экран
полностью не устраняет влияния магнитного потока рассеяния, то
необходимо применять двойные и даже тройные экраны с изоляцией
между ними из эбонита или гетинакса.
Длительное наблюдение за работой вибрационных
загрузочных устройств позволило установить, что возникновение шума
зависит от размеров и материала заготовок бункера. Если бункером
со спиральным лотком производится подача средних (диаметр
20 мм) и крупных (диаметр 100 мм) заготовок, изготовленных из
стали, то возникает наибольший шум. В случае подачи мелких
металлических заготовок (диаметр 5 мм) и заготовок неметалличе-
потока
При увеличении толщины
экрана магнитный поток рассеяния
176
ГЛАВА 7
РАСЧЕТ ВИБРАЦИОННЫХ
ЗАГРУЗОЧНЫХ
УСТРОЙСТВ
1. ГАБАРИТНЫЕ РАЗМЕРЫ БУНКЕРА
И УГОЛ НАКЛОНА ПОДВЕСОК
Для определения режимов движения заготовок по вибрирующему
спиральному лотку, углов наклона подвесок а и углов подъема
спирального лотка Э за эталонный механизм принимаем
вибрационный лоток, который совершает гармонические синусоидальные
колебания. Осциллографирование колебаний кругового бункера
со спиральным лотком показывает, что они происходят также по
синусоидальному закону. Поэтому расчетные формулы
конструктивных параметров для прямолинейного лотка могут давать
достаточно точные результаты и для вибрационных загрузочных
устройство со спиральными лотками. На основании
экспериментальных исследований скоростей установлено, что такое допущение
дает ошибку в расчетах в пределах 8%, что вполне оправдано
созданием единого расчета вибрационных загрузочных устройств
с прямолинейными и спиральными лотками.
Оптимальный угол наклона подвесок а для режима с
проскальзыванием определяют по формуле (67). Максимальный угол
подвесок для режима с подбрасыванием не превышает 45°.
Максимальный угол подъема спирального лотка 9, при котором возможно
движение заготовки вверх по лотку, определяют по формуле (79).
Следует иметь в виду, что при малых значениях коэффициента
трения /х заготовок р лоток для движения заготовок с
проскальзыванием угол подвесок и угол подъема спирального лотка будут
малы. Малые же углы приводят к большим, недопустимым по
конструктивным соображениям размерам бункера. Поэтому
величины углов а и 0, определенные по упомянутым формулам, для
станочных вибрационных загрузочных устройств с круговыми
бункерами следует считать предельными, обеспечивающими режимы
движения заготовок по вибрирующему лотку с проскальзыванием,
Но эти углы не являются максимальными для режимов движения
заготовок с подбрасыванием.
Оптимальные размеры бункера могут быть получены при
увеличении коэффициента трения /х между заготовками и лотком
путем выбора материала лотка, имеющего большой коэффициент
трения, например алюминия, покрытия поверхности лотка слоем
178
Отах
W
d 1 Гор и mm
7
7
/
у
Л=100 125 150 175
20
JO
40
SO
Рис. 161. Номограмма для определения
угла наклона спирали лотка
Рис. 162. Номограмма для определения
шага спирали лотка
резины, или лужением, а также выбором режима движения
заготовок с подбрасыванием. В этом случае угол подвесок а принимают
не более 45°.
Для быстрого определения углов подъема спирали 0 в
зависимости от угла наклона а и коэффициента трения построен график,
приведенный на рис. 161, а номограмма, приведенная на рис. 162,
позволяет быстро определить шаг спирали бункера t по углу 0
и диаметру D или диаметр бункера по углу 0 и заданному шагу.
Например, /х = 0,3, а = 22°, t = 40 мм. По графику на рис. 161
находим 0 = 2°, а по номограмме на рис. 162 D = 350 мм.
2. ЭЛЕКТРОМАГНИТНЫЕ ВИБРАТОРЫ
Выбор числа электромагнитов в виброприводе. При
проектировании вибрационных загрузочных устройств со спиральными
лотками важным является выбор числа электромагнитов в приводе.
Определяющими критериями выбора являются соотношение
тяговых сил, действующих на подвески при одном и трех
электромагнитах в приводе и жесткость дна бункера.
Если в приводе один электромагнит, то тяговая сила
электромагнита Р, приходящаяся на одну подвеску (рис. 163, а), действует
не полностью в направлении меньшей жесткости подвески,
а только как ее составляющая:
Р0
Pi
■ sin а,
(82)
где Р0 — тяговая сила электромагнита, Н; а — угол наклона
подвесок.
12* 179
а) В)
Рис. КЗ. Схема действия сил электромагнита
Изменение составляющей Рх тяговой силы пропорционально
синусу угла наклойа подвесок а: чем больше угол а, тем больше
составляющая Рх и, наоборот, чем меньше угол а, тем меньше
составляющая Pv
Изменения составляющих Рх и Р2 тяговой силы в зависимости
от угла наклона подвески а показаны на графике, приведенном на
рис. 164.
Таким образом, при одном электромагните в приводе выгодно
принимать углы наклона подвесок наибольшими, близкими к 45°.
Затрачиваемая мощность для создания требуемой тяговой силы
в этом случае будет наименьшая. Габаритные размеры
электромагнита также будут наименьшими.
Диаметр бункера также влияет на выбор числа электромагнитов
в приводе. При больших диаметрах бункеров жесткость дна
бункера уменьшается, поскольку массу дна и бункера увеличивать
нецелесообразно, а недостаточная жесткость дна бункера может
привести к тому, что оно будет
колебаться как мембрана и
амплитуда крутильных колебаний
может оказаться слишком малой
и не вызывать движения
заготовок по лотку.
При трех электромагнитах
в приводе тяговая сила Р,
создаваемая одним
электромагнитом, целиком действует на
подвеску в направлении меньшей
ее жесткости (см. рис. 163, б).
Кроме того, электромагниты
Р,кгс
2
/
10
180
20
30
40
SO
Рис. 164. Изменение составляющих
тяговой силы электромагнита:
— Pt = Р sin а; 2 ~ Р% = Р cos а
рис. 165. Однотактные
электромагнитные вибраторы
ftJTi [ЦП
-в 0 1 i 0 0 •
Я7
0
КЗ
И,
11 ОС^<<^/~~|
устанавливают против
подвесок и они действуют на
бункер в местах большей
жесткости, т. е. по его краям.
Экспериментальная
работа, проведенная в
лаборатории МВТУ им. Н. Э. Баумана,
позволила сделать
следующие выводы: привод с одним
эл ектр ома гн итом цел есооб-
разно применять в
вибрационных загрузочных
устройствах с небольшими бункерами
(диаметром не более 0,4 м)
для подачи мелких и легких г)
заготовок; привод с тремя
электромагнитами — с бункерами средних и крупных размеров
(диаметром 300—1000 мм) для подачи тяжелых (металлических)
заготовок, так как тремя магнитами можно создать большую
тяговую силу.
Электромагнитные вибраторы и схемы их питания.
Электромагнитный вибратор следует рассматривать как единую
электромеханическую колебательную систему, где происходит
преобразование электроэнергии, получаемой из электросети, в
механическую энергию колебаний.
Изменение жесткости подвесок, массы подвижных частей,
физического состояния материала деталей и другие факторы приводят
к изменению амплитуды колебаний, поэтому для получения
необходимых законов движения лотка вибрационного устройства
применяют различные конструкции электромагнитных вибраторов и
схемы их питания.
По принципу действия электромагнитные вибраторы
подразделяются на однотактные и двухтактные. Однотактные
электромагнитные вибраторы (рис. 165) состоят из одного электромагнита,
Рис. 166. График тяговой силы электромагнита при питании
катушки синусоидальным током:
а — I = /0 sin at; б — Р (t) = Р0 (1 — cos 2©О
181
/
Pft)
t
Рис. 167. График тяговой силы электромагнита при питании катушки
пульсирующим током (через выпрямитель):
а — I — /0 sin (at; б — Р (t) = Р0 (1 — cos 2(0/)
в котором возникает односторонне направленная сила. Обратный
ход якоря осуществляется за счет упругой энергии, накопленной
в подвесках при прямом ходе. Таким образом, в однотактных
электромагнитных вибраторах вследствие одностороннего действия
постоянной слагающей силы притяжения возникает
дополнительная нагрузка на упругие элементы вибратора.
Самым простым является электромагнитный вибратор,
изображенный на рис. 165, а. При питании катушки переменным током
частотой 50 Гц в течение каждого полупериода при достижении
током в цепи катушки максимального значения происходит
притяжение якоря, а при уменьшении тока упругие отжатая рессор
возвращают его в исходное положение. Таким образом, частота
колебаний лотка по сравнению с частотой питающего тока
удваивается (рис. 166). Тяговая сила электромагнита при питании
катушки синусоидальным током
где Fp — амплитуда величины изменяющейся тяговой силы.
Если в цепь питания катушки включить последовательно
выпрямитель (см. рис. 165, б), то переменный ток сети достигает своего
максимального значения за период всего один раз. В этом случае
частота колебаний лотка будет одинаковой с частотой тока.
Тяговая сила электромагнита при питании катушки пульсирующим
током (рис. 167)
где Т — период колебания круговой чаши.
Разложив периодическую функцию (84) в ряд Фурье
р0 = Fp (1 — cos 2со/),
(83)
(84)
182
получим, что тяговая сила электромагнита при питании катушки
пульсирующим током состоит из ряда полигармонических
составляющих. При настройке свободных колебаний кругового бункера
в резонанс на частоту основной гармоники можно пренебречь
влиянием высших гармоник на режим колебательного движения
вибратора, как величинами второго порядка малости. В этом
случае тяговая сила будет
Р0 = Fp (sin2 со/ + sin со/) . (85)
Электромагнитные вибраторы, построенные по схеме рис. 165, в,
имея в цепи питания катушки последовательно включенные емкость
и потенциометр, позволяют получать переменную частоту и
амплитуду колебания, однако они очень чувствительны даже к
небольшим изменениям параметров и из-за неустойчивости работы их не
применяют.
Однотактные электромагнитные вибраторы, схемы которых
представлены на рис. 165, г, д, е, нашли широкое применение в
промышленности. Принцип их работы аналогичен приведенным выше
и отличается только способами регулирования напряжения,
подаваемого на катушки от сети.
Двухтактные электромагнитные вибраторы (рис. 168) состоят
из двух электромагнитов, якори которых жестко соединены между
собой. При такой компоновке вибратора тяговая сила
электромагнитов действует в обе стороны симметрично и не дает
дополнительной нагрузки на упругую систему (подвески). Поэтому
изменение тяговой силы
Р0 = FpSin со/. (86)
Двухтактные электромагнитные вибраторы являются более
совершенными, так как позволяют сохранить симметричность
кривой изменения тока, исключить возможность появления
искажений, обеспечить более мягкую работу и повысить мощность.
183
им
-I n=J г-
5=Щ
5 к
Рис. 169. Схемы двухтактных электромагнитных вибраторов
На рис. 169 приведены разновидности двухтактных
электромагнитных вибраторов, нашедшие широкое применение в
промышленности.
Расчет электромагнитов. В вибрационных загрузочных
устройствах обычно применяют малогабаритные электромагниты,
сердечники которых изготовляют из стандартного железа Ш-образной
формы (рис. 170).
Расчет электромагнита сводится к тому, чтобы получить
необходимую тяговую силу для возбуждения колебаний в системе.
Сила притяжения, развиваемая электромагнитом, зависит от
величины магнитного потока, проходящего через воздушный зазор,
и величины врздушного зазора между якорем и сердечником.
Поэтому исходными величинами расчета электромагнитов являются
тяговая сила Р0> рабочая величина магнитной индукции В ==
= Ы08-И-5-108 71, плотность тока J = 2-нЗ А/мм2 и
напряжение сети, питающие катушку.
Определяют геометрические размеры железа электромагнитам
Сечение среднего стержня сердечника (см2)
-*ср
э / 5000 \2
Рис. 170. Электромагнит с Ш-образным
сердечником:
/ — катушка; 2 — якорь; 3 — сердечник
184
где Р0 — средняя сила,
развиваемая электромагнитом, кгс;
В — максимальная магнитная
индукция в железе, Т; k —
коэффициент рассеяния
магнитной индукции в воздушном
зазоре.
Ширина среднего стержня
(см)
/с = * = VsZ,
где b — толщина пакета, см,
задаваемая конструктором.
с =
Ширина крайних стержней (см)
2
В,гсЮ°
20
15
10
5
10 20 30 )/Н,
S1S75W0 400 1000
">см
Рис. 171. График
напряженности магнитного поля для
железа Э1А
Высота окна (см)
h = (2,5-5-3) п,
где п = 1с — ширина окна.
Габаритная ширина железа /ш = /с +
+ 2с + 2я, высота lB = h + с.
Полученные размеры железа
сравнивают со стандартными.
Число ампер-витков определяют по
второму закону Кирхгофа для магнитной цепи
п
Aw=% НА-
k=i
Так как электромагнит симметричный, то расчет ампер-витков
проводят на одну половину магнитной цепи:
где 1Ж = 2 (h + п + 2с) — магнитная цепь железа, см; А —
воздушный зазор между сердечником и якорем электромагнита.
Напряженность магнитного поля Н определяют по кривой
намагничивания (рис. 171). Для железа Э1А при величине магнитной
индукции В = МО8 Т Н = 4 А/см.
Напряженность магнитного поля в воздушном зазоре Нв =
= 0,88 В.
По геометрическим размерам железа определяют число ампер-
витков, которое может вместиться в окнеГ железа:
Aw = hn- l02JkOKU>
гДе &окн =_0,25-f-0,3 — коэффициент заполнения медью окна
железа.
Полученный результат сравнивают с ампер-витками,
подсчитанными по второму закону Кирхгофа. Результаты должны быть
близки друг другу.
Необходимое число витков определяют из заданного
напряжения и геометрических размеров железа:
\08и
w
4,44vBScp
где v — частота тока.
Зная необходимое число витков, определяют сечение провода:
\02-hnkOKH
w
а затем и диаметр провода
В этом случае ток обмотки катушки
w
Катушку электромагнита проектируют по размерам железа, ко"
торое позволит разместить число витков в ряду:
, _ 0,9/iK
d '
где hK — длина обмоточного окна катушки, мм; d — диаметр
провода, мм; 0,9 — коэффициент, учитывающий плотность
намотки.
Число рядов в катушке
где пк — ширина обмоточного окна катушки, мм; 0,8 —
коэффициент, учитывающий наличие изоляционной прокладки между
рядами проволоки.
Число витков, вмещаемое в катушку wK = kBm.
В рационально сконструированных электромагнитах обычно
используется все пространство, предназначенное для размещения
обмотки.
Проверку катушки на нагрев выполняют из условия
потребления мощности электромагнита.
Активная мощность, переходящая в теплоту, Ра = UI cos <р =
= I2 — /?а, где cos ф — коэффициент мощности; Ra — активное
сопротивление обмотки катушки,
Г) _ PlcpW .
с ' >
здесь /ср — длина среднего витка катушки, м; р — удельное
сопротивление материала провода, для меди р = 0,0175 Ом-мм2/м.
р
Работа электромагнита должна отвечать условию g а < 0,05,
где SHap — боковая поверхность катушки, см2.
Торцовые поверхности катушки в расчете не учитываются.
Характеристики наиболее часто используемых
электромагнитов в вибрационных устройствах приведены в табл. 5.
186
Таблица 5
Характеристика электромагнитов
Обмоточные данные
Ш-6
со
6
6
15
18
12
1,5
6400
0,06
1110^20%
28
Ш-10
5
10
10
25
30
20
1,2
3800
0,16
270^20%
54
Ш-16
8
16
16
40
48
32
0,9
1715
0,41
30^20%
60
Ш-20
10
20
20
50
60
40
0,5
1150
0,62
, 12=t20%
168
о?
о со
он X м
с 2
«о §
cx<v
ню .
ее * s
sos
я >>
ас £
(u то
« -О
к s
о о «
03 я
о <я
к о
н си
3. РАСЧЕТНЫЕ СХЕМЫ ВИБРАЦИОННЫХ
ЗАГРУЗОЧНЫХ УСТРОЙСТВ
Вибрационные устройства с круговыми бункерами. Круговая
чаша 1 расчетной схемы вибрационного устройства (рис. 172)
имеет угловое перемещение вокруг вертикальной оси и линейное
по направлению вертикальной оси.
Определим зависимость между угловым перемещением чаши и
линейным перемещением в горизонтальной плоскости точки
крепления подвески к чаше
xi = ri sin ф, (87)
где х± — перемещение по прямой, касательной к окружности,
образуемой радиусом гг\ гх — радиус точек крепления подвесок
к чаше.
Ввиду малого различия величин перемещения по дуге
окружности и по касательной прямой, пренебрегая величинами второго
порядка малости, зависимость (87) представим в виде
*i = /чф;
Х1 = Г1Ц)\ г (88)
Таким образом, угол поворота чаши однозначно определяется
величиной перемещения точки крепления подвески к чаше.
Вертикальное перемещение чаши равно по величине перемещению в
вертикальном направлении точки крепления подвески к чаше. Таким
образом, знание траектории движения точки крепления подвески
полностью определяет траекторию движения любой точки,
расположенной на чаше. Траектория движения точки крепления
подвески к чаше определяется конструкцией упругого элемента, его
размерами и схемой нагружения.
187
Рис. 172. Расчетная схема вибрационного Рис. 173. Схема дейст-
устройства с круговым бункером вия сил на подвеску
Схема нагружения наклонных подвесок вибрационных устройств
с круговыми бункерами. Все силы, действующие на вибрационное
устройство, можно привести к трем составляющим: РхХ\ Ру1\
Mxiyu — приложенным к верхнему концу наклонной подвески
(рис. 173).
Согласно принципу Даламбера, составляющие силы являются
суммой всех внешних возбуждающих и инерционных сил:
= [^«1 + ^1 (014-
^ = [^1 + ^ (oi 4-; \ (89)
М,1,1^[Х1+МИ1 + М1(0]4
где Pxi(t) — проекция возбуждающей силы электромагнита на
ось Хг\ Pyi(t) — проекция возбуждающих сил электромагнита
на ось Yx\ Milt) — момент, возникающий в результате
несовпадения направлений действия результирующей упругой силы с
направлением возбуждающей силы; Рих1 — проекция инерционных
сил на ось Хг\ Рщ1 — проекция инерционных сил на ось Yг\
Мп1 — момент, возникающий в результате несовмещения центра
тяжести бункера с центром тяжести системы в целом; Хг —
неизвестный момент; п — число симметрично расположенных упругих
подвесок.
Проекции возбуждающих сил зависят от числа электромагнитов
и схемы их расположения. Например, при возбуждении колебаний
одним центрально расположенным магнитом они будут иметь
следующие значения:
P*(t) = 0\ Pyl(t) =
Porn
Проекции сил инерции при принятой схеме компоновки
вибрационного устройства имеют следующие значения:
где J — момент инерции чаши; т — масса чаши.
Симметричное расположение подвесок не позволяет чаше
совершать боковые паразитные колебания, поэтому защемленные концы
подвесок не могут иметь углового перемещения в плоскости ХгОУг.
Это приводит к расчетной схеме подвесок один раз статически
неопределимой. В расчетной схеме лишнюю связь заменим
неизвестным моментом Хъ который определяется из условия, что угол
поворота подвески в точке ее крепления к чаше равен нулю.
Вибрационные устройства с прямолинейными лотками. Расчет
многих вибрационных устройств с прямолинейными лотками может
быть сведен к типовым расчетным схемам (рис. 174), которые в
большинстве случаев отличаются только схемой расположения
электромагнитов. В зависимости от расположения источника
возбуждения колебаний (электромагнитов) схемы расчета будут иметь
некоторые отличительные особенности, но принцип их расчета будет
одинаковым.
Рис. 174. Типовые расчетные схемы вибрационных устройств с линейными
лотками
189
Схема нагружения наклонных подвесок вибрационных
устройств с прямолинейными лотками полностью совпадает со схемой
нагружения вибрационных устройств с круговыми бункерами и
отличается только учетом сил инерции, действующих в
горизонтальной плоскости. Проекция силы инерции вибрационного
устройства с прямолинейным лотком Ру1 = mxv
Большое сходство всех приведенных схем позволяет
разработать единый метод расчета упругих элементов вибрационных
устройств с круговыми и прямолинейными бункерами.
Расчет подвесок на колебания. Метод расчета подвесок на
колебания рассмотрим на примере (см. рис. 174).
За положительное перемещение лотка примем такое, которое
будет возникать в результате приложения статической силы Р0,
равной силе Р (f) при максимальной амплитуде.
Составим каноническое уравнение
8пХг + Ар = О,
где бХ1 — перемещение по направлению момента Хх от действия
единичного момента (Хг = 1); А/? — перемещение по направлению
момента Хг от действия внешних сил Р0, определяемое формулой
(86), и сил инерции тхг и ту\.
Определим момент Хъ решив каноническое уравнение
Хг = ^р- = -L. ^ — PJ cos а + tnxxl cos a -f- туг1 sina^ ,
где / — длина подвески, а — угол наклона подвески.
Выразим координаты перемещения массы лотка по
направлению осей Хх и Уг через все действующие силы
/3 cos а Г п •• •• . 1
Хх = ^EJn 0 c0s а ~~ mXl c0s а ~~ тУ1 sin °ч >
ух = \2EJn \_^°C0Sа — mXl C0S а ~~~ тУ1 sinа] *
Из схемы деформирования подвесок видно, что =tga.
Траектория движения лотка определяется только перемещениями
изгиба подвесок, поэтому она является всегда линейной.
Составляющие движения лотка можно описать
дифференциальными уравнениями второго порядка с постоянными
коэффициентами
тхх Is cos2 а + l2EJnx1 + Щ\ Is cos a sin а = PQ Р cos2 a;
тхг I3 sin a cos a -f- \2EJnyx + myx I3 sin2 a = PJP sin a cos a.
190
Решение этих уравнений имеет экспоненциальную форму
yt = c2er<; y&rt'*; y\ = c/V;
ca = c1tga,
(91)
где t — текущее время.
Подставляя значения (91) в систему уравнений (90), получим
Рассмотрим свободные колебания системы, приравняв правую
часть предыдущего уравнения нулю:
enCi (^тр-+12£/Л)_^_ = о.
Решение характеристического уравнения даст два значения
корней rlt2 = где
/p-V^W1' (92)
здесь / — осевой момент инерции подвесок; Е — модуль
упругости материала подвесок.
Так как корни являются комплексными числами, решение
уравнения будет хг = c^sin pt +сп cos pt или хг = с sin (pt +
+ где р — частота собственных колебаний рабочего органа.
Таким же путем получим уг = с tga sin {pt + г|э).
Работа вибрационного устройства полностью определяется
вынужденными колебаниями системы. Частное решение уравнений
выразим в виде
хх = A cos 2(о/ + В sin 2Ы + Д 1
Ух = tg а (Л cos 2atf + £ sin 2Ы + D), j ^
где со — круговая частоте возбуждающей силы.
Верхнее равенство (93) продифференцируем дважды и
подставим в левую часть верхнего уравнения (90):
m/3cos2a (44co2cos 2со/ + 54co2sin 2со/) —
— m/3sin2a (44(o2cos 2со/ + jB4co2sin 2со/) +
+ \2EJn (A cos 2(dt + В sin 2со/ + D) = Fp(l — cos 2g>0 X
X /3cos2a.
Отсюда находим значения произвольных постоянных
л Fpl* cos2 a D л FpPcos2 a
л = «*»/3/</-.ч2 i iog/„5 # = U; b> =
m/34co2 + \2EJn' ' ~ ~~ 12£7/i "
191
Рис. 175. Типы
подвесок вибрационных
устройств
в) б) в)
Таким образом, установившееся движение лотка будет
описываться уравнением
Результаты полученного решения показывают, что закон
движения лотка гармонический. Колебание системы происходит около
динамического центра, который смещается в результате
однонаправленного действия силы электромагнита. Все вибрационные
устройства с наклонными подвесками, независимо от
расположения электромагнита, имеют линейную траекторию лотка. Это было
подтверждено неоднократным осциллографированием траектории
движения лотка.
В качестве подвесок в вибрационных загрузочных устройствах
применяют плоские пружины (рис. 175, а); многослойные плоские
пружины (рис. 175, б); пружины круглого сечения (рис. 175, в).
Режимы работы вибрационного загрузочного устройства
зависят прежде всего от правильного выбора жесткости подвесок,
а также от того, обладают ли все подвески вибратора одинаковой
жесткостью. Разная жесткость пружин вызывается рядом
факторов: отступлением от размеров при изготовлении, различием
материалов, неправильной заделкой концов к основанию и бункеру.
Разная жесткость приводит к тому, что лоток начинает совершать
паразитные колебания, а это вызывает неравномерное
перемещение деталей по лотку. Поэтому расчет подвесок может быть
эффективным лишь при условии устранения факторов, влияющих на
изменение жесткости пружин.
Расчет подвесок производится исходя из условия настройки
работы вибрационного устройства на резонансный режим, поэтому
формула для определения геометрических размеров подвесок
имеет вид
где v — частота собственных колебаний бункера или
прямолинейного лотка.
FP cos2 а/3
COS 2(ot
FP cos2 ос/3
\2EJn
192
Для подвесок с прямоугольным сечением осевой момент инерции
ah?
12
где а — ширина подвески; h — толщина подвески.
Длину рабочего участка / подвесок и ее ширину а выбирают,
исходя из конструктивных соображений. Тогда толщина пружины
В многослойных подвесках толщину пластин в пакетах
следует выбирать одинаковую исходя из условия равной прочности.
В этом случае формула (95) для определения толщины пластин
в пакетах подвесок остается справедливой, только вместо п следует
ставить общее число пластин во всех пакетах подвесок.
Для подвесок с круглым сечением осевой момент инерции
J = -^щ- , где d — диаметр сечения подвески.
Формула для определения диаметра d круглых подвесок:
Расчет подвесок на прочность. Размеры подвесок,
определенные исходя из условия резонансной настройки, необходимо
проверять, удовлетворяют ли они прочностным свойствам. Проверку на
прочность можно выполнить двумя путями: во-первых, по
известному закону движения лотка определяют максимальные силы
инерции и производят расчет на прочность от действия этих сил и
возмущающих сил; во-вторых, зная максимальное отклонение
подвесок и закон распределения изгибающих моментов по длине
подвески, определяют силы, а затем величины напряжений в
опасном сечении.
Оба варианта решения дают одинаковые результаты. Примем
второй путь решения. Из уравнения установившегося движения
лотка видно, что он будет совершать гармонические колебания
около динамического центра равновесия 02 (рис. 176), величина
смещения D' которого определяется тяговой силой электромагнита
однонаправленного действия. * ь-'
В расчетной схеме подвеска представляет собой балку с двумя
защемленными концами по краям (рис. 177, а). В результате
действующих сил на лоток верхний конец подвески смещается на
произвольную величину х2. Таким образом, расчетная схема является
три раза статически неопределимой, т. е. имеет три лишние связи,
освобождая которые, необходимо ввести три неизвестные силы Xlf
(95)
(96)
Х„ Х3 (рис. 177, б).
13 Н. И. Камышный
193
Рис. 176. Схема перемещения верхнего конца подвески:
D — смещение центра 02 динамического равновесия от центра 0г статического
равновесия по направлению оси хх\ б — размах колебаний точки крепления подвески к чаше по
направлению оси хъ\ А — амплитуда горизонтальных колебаний точки крепления
подвески к чаше
Рис. 177. Расчетные схемы подвесок
Зная величину перемещения верхнего конца подвески,
составляем канонические уравнения для нахождения неизвестных
б11Х1 + б12Х2 + 813Хз4-Др1 = 0;
б2Л + 62 А + 623*3 + Др2 = 0;
63Л + 632*2 + 633*3 + ДРЗ = 0,
(97)
где би, б12, б33 — коэффициенты канонического уравнения,
полученные в результате перемножения единичных эпюр
изгибающих моментов по правилам метода сил; Aplf Ар2, Ар3 —
коэффициенты канонического уравнения, полученные в результате
перемножения грузовых эпюр изгибающих моментов на единичные.
Пренебрегая величиной перемещения верхнего конца подвески
от действия осевой растягивающей силы как величиной второго
порядка малости, получим зависимость
1Хг = . (98)
На основе зависимости (98) строим эпюру изгибающих
моментов (рис. 177, в), которая позволяет определить опасное сечение и
величину максимального изгибающего момента, выраженную через
неизвестную X2t
М = х*1
1Г1иаг. max 2
Неизвестная сила определяется величиной перемещения
верхнего конца подвески по формуле
Y \2EJx2
194
Таким образом, величина
изгибающего момента в опасном
сечении определяется
величиной смещения верхнего конца
подвески относительно нижнего
по формуле
Л^изг. max = р • (99)
Рис. 178. Циклограмма усталостных
напряжений
Закон изменения главного максимального напряжения
является гармоническим, и его цикл может быть представлен как
результат наложения постоянного напряжения от на напряжение,
меняющееся по симметричному циклу с амплитудой аа (рис. 178).
Величина постоянного напряжения определяется путем замены
х2 величиной D' (см. рис. 176), которую определяют из уравнения
(93) по максимальной амплитуде тяговой силы электромагнита
х2 = D' = ^ • Подставив в формулу (99) значение х2> получим
Fpl cos а
2л
Fpl cos а
2nW
(100)
Значение величины максимальной амплитуды меняющегося
напряжения по симметричному циклу
Fpl cos а
2п
(101)
w
где W — момент сопротивления сечения подвески.
Обычно на практике проводят испытания материала при
симметричном цикле и в литературе приведены данные предела
выносливости, представляющие собой значение макримального
напряжения, при котором материал не разрушается при любом числе
циклов.
Для сталей предел выносливости равен половине предела
прочности а_! = (0,4-ь0,5) авр. Для высокопрочных сталей можно
принять
0^ = 4000 + ^0^,
где авр — напряжение
временного сопротивления материала
подвесок.
Прочностные свойства
материала, испытывающего
несимметричные циклические напряже-
Рве. 170. Диаграмма уеталоетных
напряжений
13*
195
ния, определяют по диаграмме усталостной прочности"^(рис. 179),
у которой точка А соответствует пределу прочности при простом
растяжении, а точка В отражает результаты испытания в
условиях симметричного цикла.
Прочность подвески характеризуется значениями напряжений
аа и от. Эти величины представляют собой координаты точки в
плоскости оаот, которая должна быть расположена ниже предельной
кривой. Если рабочая точка будет расположена выше предельной
кривой, то подвеска разрушится после некоторого небольшого
числа циклов работы, поэтому необходимо изменить параметры
вибрационного привода и весь расчет повторить снова.
4. АМОРТИЗАТОРЫ
Вибрационные загрузочные устройства при жестком закреплении
на станке почти полностью передают возбуждающую силу на
станок и далее на фундамент. В результате ухудшается работа не
только того станка, на котором оно закреплено, но и других, близко
установленных станков. Поэтому с применением вибрационных
загрузочных устройств в машиностроении возникла необходимость
разработки виброизоляции.
Для ослабления вибраций обычно применяют упругие опоры —
амортизаторы, на которых устанавливают вибросистему. В
качестве упругого звена применяют пружины, резину и пробку,
которые при определенных условиях могут настолько ослаблять
вибрации, что они не будут нарушать работу станка.
Если пренебречь силами трения в амортизаторах, то на станок
будет передаваться только сила упругой деформации амортизатора.
Для анализа работы амортизаторов вибрационное устройство
представим как одномассовую систему (рис. 180) с действующими на
нее возмущающей и инерционной силами. Таким образом, частота
собственных колебаний вибрационного устройства на
амортизаторах
где с — жесткость амортизатора; 2т — масса всего
вибрационного устройства.
При анализе амплитудно-частотной характеристики одномас-
совой системы с одной степенью свободы устанавливаем, что
отклонение массы от статического равновесия находится в фазе с
возмущающей силой при частоте возмущения, меньшей частоты
собственных колебаний ( — >1 и в противофазе — при частоте
возмущения, большей частоты собственных колебаний (—- < 1
Отсюда вытекает, что упругая деформация амортизатора при работе
вибрационного устройства будет меньше, если частота собственных
196
(102)
колебаний будет меньше возбуждающей i у
частоты, а вместе с этим уменьшится
и передача вибрации на станок. I "™
При наличии диссипативной силы взу
величина передаваемой вибрации на
станок зависит от характеристик упру- '—i -j—
гих и диссипативных сил амортизатора. 1 ^>
В процессе колебательного движения \—у~\ >с
вибрационного устройства максималь- ^ .
ное значение амплитуды изменения ^^^^^ш^^^Ш
упругой силы амортизатора смещено Рис 180 Динамическая схема
ПО фазе К МаКСИМаЛЬНОМу ЗНачеНИЮ ам- при расчете амортизаторов
плитуды демпфирующей силы, поэтому
в каждый момент времени передаваемая сила на станок будет
определяться по величине алгебраической суммы упругой и
диссипативной сил.
Конструкции амортизаторов. Резиновый амортизатор
(вибратор с прямолинейным лотком обычно устанавливают на четырех
резиновых амортизаторах), в котором навулканизацию резины
производят непосредственно к нижней и верхней стальным опорам,
показан на рис. 181, а(Р = 2,5 кгс). Резиновый амортизатор, в
котором крепление резины к опорам производится штифтами,
показан на рис. 181, б (Р = 8 кгс). Резина в этом случае может быть
изготовлена из толстостенного шланга.
Конструкция пробкового амортизатора показана на рис. 181, в
(Р = 3 кгс). Пружинный амортизатор показан на рис. 181, г.
Пружинные амортизаторы имеют то преимущество, что их можно
подобрать любой жесткости, а следовательно, добиться требуемой
частоты собственных колебаний вибросистемы. Кроме того, упругие
свойства пружинной стали сохраняются более продолжительное
время, чем у органических материалов (резины, пробки).
Наибольшее распространение для установки вибраторов на станки
получили резиновые амортизаторы, так как резина является достаточно
упругим материалом и обладает хорошими виброизолирующими
а) 6) б) в)
Рис. 181. Конструкции амортизаторов
197
свойствами. Простота конструкции,
сравнительно небольшая масса
станочных вибраторов позволяют их делать
малогабаритными.
Определение жесткости
амортизаторов. Основной задачей при расчете
амортизаторов является выбор
наиболее рационального соотношения между
жесткостями подвесок вибрационного
устройства сг и амортизатора с2.
Зависимость жесткости
амортизатора от основных параметров
вибратора может быть установлена-решением
уравнения демпфирования колебаний.
Зная частоту собственных va и вынужденных со колебаний
системы, можно подсчитать коэффициент демпфирования
Рис. 182. График зависимости
коэффициента демпфирования
от частотной настройки
Р =
j>2
(103)
где Т — период собственных колебаний системы; Тг — период
вынужденных колебаний системы.
Заменив в формуле (103) величины Т и 7\ соответственно через
F = — и 7\ = —, тогда
1
l-(©/va)e
(104)
Выражение (104) можно представить графической зависимостью,
изображенной на рис. 182, которая показывает, что амортизаторы
дают положительные результаты лишь при отношении частот
— = 1,41, при меньших значениях отношений амортизаторы
малоэффективны. В зоне отношения — = 2 и при нулевом демпфи-
va
ровании амортизаторы позволяют уменьшить амплитуду
вынужденных колебаний основания на 65%, а при — = 6 — на 96%.
Для решения уравнения (102) относительно va преобразуем
формулу
j (v?-fv22)±K(v|-vl)2 + 4^vf
va — ъ
(105)
где vi =
m2
т1
сг> с2 — жесткость подве-
/ла — масса рабочего ор-
сок и амортизатора соответственно; т19 т2
гана и реактивной части соответственно; vx, v2 — частота
колебаний рабочего органа и реактивной массы соответственно.
198
Приближенное решение зависимости (105) позволяет получить
два значения:
2 Сл , Сл + съ 2 л
^=1к+щ-- Vo2=0-
Подставляя значение pBi в уравнение (104), получим
выражение коэффициента демпфирования
Р= ^ • (Ю6)
1
| ci + c2
Из формулы (106) получаем искомую явную зависимость с2 =
= / (сг) при заданной величине р
со2 т1 + т2
С2 - 1 _ 1/р Ш2 - °1 ^ '
Пример. Определим коэффициент демпфирования для вибрационного
устройства с прямолинейным лотком. Расчетные параметры вибратора: сг = 278000 Н/м;
тг = 3,45 кг; с2 = 93700 Н/м; т2 = 19,4 кг; со = 2nv = 628 с"1. По формуле
(106) получим
. '628 =-°'318-
278 000 278 000 + 93 700
3,45 + 19,4
Знак минус перед полученной величиной коэффициента демпфирования
свидетельствует о том, что в данной конструкции вибратора вынужденные колебания
и возмущающая сила смещены относительно друг друга по фазе на величину я.
Таким образом, задаваясь величиной массы лотка и основания,
исходя из условия получения наибольшей амплитуды колебаний,
и величиной коэффициента демпфирования |3 при заданной частоте
вынужденных колебаний, определяем зависимость между
жесткостью пружин лотка и амортизатора. Приближенная формула
(106) позволяет получать результаты с ошибкой, не превышающей
0,13%.
5. РАСЧЕТ ВИБРАЦИОННОГО ЗАГРУЗОЧНОГО
УСТРОЙСТВА С КРУГОВЫМ БУНКЕРОМ
Порядок расчета вибрационного загрузочного устройства с
круговым бункером рассмотрим на конкретном примере.
Задача. Спроектировать вибрационное загрузочное устройство с круговым
бункером и спиральным лотком для подачи деталей типа стакан (рис. 183) в зону
обработки станка с технологической производительностью цикла 30 шт/мин.
Схема вибрационного загрузочного устройства показана на рис. 184.
1. Синхронизация производительности вибрационного загрузочного
устройства и станка. Вибрационное устройство должно обеспечивать бесперебойную
подачу заготовок к станку, и в этом случае его технологическая (фактическая)
199
016
производительность должна быть выше производительности станка в 1,3 раза
и допускать работу станка в более интенсивном режиме:
Qcp = Qu&p = 30-1,3 = 3940 шт/мин, ,
где Q$ — фактическая производительность вибрационного загрузочного
устройства; Qu — плановая цикловая производительность станка; kp — коэффициент
роста производительности станка.
Определим требуемую скорость вибрационного транспортирования деталей
по лотку
<?ф£ 40-0,02 . ,
tVp^lfc = ■^^^Б"=2м/MИII•■
где L — длина подаваемых заготовок; k3 — коэффициент эксплуатационного
запаса технологической производительности; kop — коэффициент выдачи
ориентированных заготовок.
2. Определение геометрических параметров чаши. Определяем
максимальный угол подъема лотка
вшах = arctg (f\ tg аоп) = arctg (0,32-0,38) & 2°,
где fx — 0,3 — коэффициент трения стальной заготовки по алюминиевому лотку;
а0п — оптимальный угол наклона подвесок.
По номограмме (см. рис. 162) определяем шаг спирали и диаметр чаши:
?см — 28 мм; D = 250 мм.
Емкость чаши должна компенсировать допустимый единовременный простой
станка в течение 20 мин
Е = QJn. max = 30-20 = 600 шт/мин, t
где tn, max — максимально допустимый единовременный простой.
Определяем количество заготовок, способных разместиться в чаше в один
слой,
п --- -
1 , VI 2nrt- , , 2я-20 . 2я-40 . 2я-б0 , 2я-80 , 2я-100 пс
2 - 1 + 2j "Г- Г 1 ! "20 - + —20" + ~Т<Г ^ "ТГ + ST в 95*
с=о
200
Число слоев заготовок,
которые разместят весь
единовременный запас заготовок,
Е 600
п ■■
95
: 6,3 ^ 7 слоев.
Рис. 185. Круговой бункер (чаша)
Высота чаши h — я/г3+Д=
= 7.10+ 30= 100 мм,
где п — число слоев; Л — запас
емкости чаши.
Спроектируем конструкцию
чаши (рис 185).
3. Определение массы и
момента инерции верхней
колеблющейся части вибрационного загрузочного устройства. Разобьем конфигурацию
чаши на простые элементы и определим массу чаши (см. рис, 185)
m?)= тст + пгл + тд — т0Тв = 1,015 + 0,388 + 1,710 — 0,136 = 3,06 кг.
Определяем момент инерции чаши
J4 = JCT + /л + уд _ /отв = (155 + 48 + 75,4 — 1,11) 10"4 = 2,77-10"2 кгс-м2,
где тст и /ст — масса и момент инерции стенки чаши; тл иУл — масса и момент
инерции лотка; тд и /д — масса и момент инерции дна; тотв и /отв — масса и
момент инерции отверстия.
Определяем массу платформы (рис. 186)
= 7,§.3,14.42-0,8 + 7,8-3,14-82-1 = 1,92 кг.
Определяем момент инерции платформы
5,35-10"3 кгс-м2.
_ mxR\ , m2R
Jn — о I о~
Общая масса верхней колеблющейся части бункера т = тч + тп — 3,06 +
+ 1,92 = 4a98jfir и момент инерции J = Уп + А = 3,3• 10~2 кгс«м2. Масса
заготовок полностью загруженного бункера тзаг = 7,34 кг.
4. Определение режимов движения заготовки. По приближенной формуле
ср л л /iNCQSa
определяем критическую горизонтальную
амплитуду
л — ^срcos a _
х ~.^2'Kvjlkf1 tg a ~"
2^20°
== 2^. 10~4 м,
2-1.3000.0,13.0,3 tg 20°
где X = 1 — коэффициент, учитывающий угол
наклона лотка; ул = 3000 — частота колебаний
лотка; fx = 0,3 — коэффициент трония покоя
стальной заготовки по алюминиевому лотку;
k --0,13 — коэффициент, считывающий
расхождение, теоретической скорости перемещения
с фактической.
-
V//A
'///,
Рис. 18Q. Платформа
201
По номограмме, приведенной на рис. 139, определим значения критических
амплитуд колебаний эталонного лотка с углом налона подвесок а = 20° при
частоте ул = 3000 колеб/мин: А0 = 0,022 см; Л_х = 0,0062 см; А+1 = 0,0043 см.
Определим критические приведенные амплитуды наклонного лотка
A+iKi = 0,0039 см; А^г = 0,0062-1,08 = 0,0067 см;
Ло^о= 0,022 см, где коэффициенты приведения определены по номограмме
Я0= 1 (см. рис. 143); 1,08 (см. рис. 144) и к+1= 0,91 (см. рис. 145).
Таким образом, последовательность расстановки критических амплитуд
следующая: Л+1<3 Л_х<: Л0< Ах, т.е. движение заготовок происходит на
границе режимов III (двустороннее проскальзывание без подбрасывания) и IV
(двустороннее проскальзывание с подбрасыванием).
5. Уравнение движения чаши. За обобщенную координату примем
горизонтальное перемещение точки крепления подвески к чаше по направлению
касательной прямой X. В этом случае дифференциальное уравнение движения
х + v\x = qPQ( \ — cos 2Ш),
^ va = YbSZ::i„ ; * = = 0,077 кг-*;
\2EJn tgg
6m/3 cos2 а ' 6m
б = (^Г + ^а) = 0'96-
Из условия резонансной настройки определяем толщину пластин подвесок
1,36-10-2 м.
\Г cos2 а ® / 52_2.0,96-4Д4- 143-cos2 20°
~ V Еап ~~ У
2-105-2-3
Определяем значение частоты собственных колебаний чаши, заполненной
заготовками,
v.
ЕаЬН „
= 40 Гц.
6m/3 cos а
Уравнение движения точки крепления подвески к чаше в горизонтальной
плоскости
х - qP° cos 2со/ 4-/3 ^ас052а р
Определим необходимую наибольшую тяговую силу электромагнита, которая
позволит обеспечить устойчивое колебание чаши с критической амплитудой
А = 2,5-Ю-4 м, измеренной на радиусе движения заготовок по спиральному
лотку:
арп key А (4со2 — v2)
4со2 — v2 Я
где k2 — коэффициент, учитывающий запас величины тяговой силы с учетом того,
что произойдет уменьшение амплитуды колебаний чаши вследствие колебания
реактивной массы в противофазеГ~ ~
6. Расчет электромагнита. Необходимая тяговая сила Р0 = 150 Н.
Напряжение питания электромагнита U = 220 В.
Магнитная индукция железа В= 1000 Гс (1 Гс = МО'4 Т), материал
сердечника — железо Э1А.
202
Сечение среднего стержня сердечника
v2
ем3.
Толщину пакета принимаем равной 2,5 см.
S 6
Ширина среднего стержня /Ср = o0g ■ = тгт = 2,4 см.
Ширина крайних стержней с = = = 1,2 см.
Ширина окна п = /ср = 2,4 см.
Высота окна h = (2,5-5-3) /ср^ 2,6-2,4 = 6,5 см.
Габаритная ширина железа 1Ш = /ср + 2с+ 2л = 2,4 + 2-1,2 + 2-2,4 =
= 9,6 см.
Высота железа /в = h + с = 6,5 + 1,2 = 7,7 см.
Необходимое число ампер-витков
- Я/ж , и Яв ОА 4-22,6 . Л - 8000 07Л
= ■ + & Д 2Д = 7=г—' + 0,8 <—т=г- 2-0,1 =* 970,
где Я = 4 А/см (при В = 10 000 Гс; Э1А, см. рис. 171); /ж = 2 (/z + л + 2с) =
= 2 (6,5+ 2,4 + 2-1,2) = 22.6 см; Яв = 0,85 = 0,8-10 000 = 8000 А/см; k =
= 0,8; А = 0,1 см: Am = 970.
Число ампер-витков, вмещаемое окном железа,
Лш= hnA04fOKH = 2,4^6,5-Ю2-2-0,3= 950,
где б = 2 А/см.
Необходимое число витков
(/-108 220-10* 1скл -п г
w = 7~Тл о~о—' = л ал сл гллл а = *б50, ПРИ VT = 50 Гц.
4,44vT£UIScp 4,44-50-1000-6 г
Сечение провода
„ hnkOKK\0* 6,5-2,4-0,35-102
5П = = jagg = 0'33 мм *
Диаметр провода принимаем d = 0,65 см (5П = 0,33 мм).
Ток обмотки
f Aw 970 л ел д
= "~5Г = "ТВВо" =
Число витков, вмещаемое в катушку с размерами hK = 55 мм, пк = 18 мм:
число витков в первом ряду
0,9-55
*в-^65^-76'
число рядов
0,8-18
= 22;
0,65
w = £вт = 76-22 = 1680 витков.
203
Проверка катушки на нагрев:
Р=, I*Ra^ 0,592-16 = 5,5;
R - plcvw - °>017^-°Л8-1650
а Sn
= 16 см; для меди
р = 0,0175-^^-
Рис. 187. Амортизатор
■'нор
5,5
120
0,046
0,33 ~"
/ср = 0» 18 см;
Вт
см*
<
5нор = 120 см2.
7. Проверка подвесок на прочность. Определяем величину постоянного
напряжения в результате действия однотактного электромагнита
3/ tg а cos2 аР0
3-14- 0,36 -0,93362 -150
2.1,362-3
= 140 Н/см2.
Определяем величину амплитуды циклического напряжения
_ ЗЕЬ tg csP0 _ 3-2-106-1,36-0,36-150
1Чт (4о)2 — v2) 142.0,96-12,28 (2500 — 2700)
:9500 Н/см2.
Так как для любой стали ат = 140 Н/см2 < авр = 60 000 Н/см2, а аа =
= 9500 Н/см3 < а_! = 20 000 Н/см2, то по прочностным свойствам будут
удовлетворять подвески, изготовленные из стали, например из стали 45.
8. Определение размеров реактивной массы. Из конструктивных
соображений принимаем реактивную массу в форме диска диаметром Dp = 250 см. Высоту
диска реактивной массы принимаем
, 4mg 4-25-980
ynDp
7,8-3,14-252
= 6,3 см ^6,5 см.
9. Определение размеров резиновых амортизаторов. Из формулы определяем
диаметр амортизатора (рис. 187)
где va — круговая частота собственных колебаний вибрационного устройства
на амортизаторах; 2 т —- общая масса вибратора: h — высота амортизатора;
d — диаметр внутреннего отверстия амортизатора: п — число амортизаторов;
Е — модуль упругости резины.
глава 8
ТЕХНОЛОГИЧЕСКИЕ И ДОЗИРУЮЩИЕ
ВИБРАЦИОННЫЕ
УСТРОЙСТВА
1. ТРЕБОВАНИЯ И СТРУКТУРА
К питателям и бункерным устройствам, применяемым при
автоматизации электрофизических, электрохимических, химических и
химико-механических процессов обработки, предъявляются
следующие требования:
а) быть широкоуниверсальными, быстро переналаживаемыми
и допускать вариантность технологического процесса;
б) обеспечивать надежное транспортирование, загрузку и
выгрузку деталей различной конфигурации и размеров;
в) не допускать повреждение поверхности заготовки, особенно
хрупких деталей и имеющих тонкие стенки при выборке из навала
и транспортировании;
г) обеспечивать надежную химическую защиту оборудования
и окружающей среды.
Перечисленным требованиям в полной мере удовлетворяют
только вибрационные устройства. Они позволяют просто решать
вопросы химической защиты оборудования и создавать
автоматические устройства непрерывного действия с более высокой степенью
автоматизации.
Структура технологических вибрационных устройств очень
сходна с вибрационными загрузочными устройствами. Они также
состоят из круговой чаши, вибродвигателя и амортизатора.
Конструкции вибродвигателей (см. рис. 134) с наклонными
подвесками или с независимым возбуждением вертикальных и
крутильных колебаний (см. рис. 135) однотипны как для загрузочных
устройств, так и для технологических. Отличие имеется лишь в
конструктивном оформлении рабочего органа.
2. ДВИЖЕНИЕ ЗАГОТОВОК В ЧАШАХ ВИБРАЦИОННЫХ
УСТРОЙСТВ, ЗАПОЛНЕННЫХ ТЕХНОЛОГИЧЕСКИМИ
жидкостями
В промышленной практике часто встречаются случаи
вибрационного перемещения деталей по лотку, смоченному жидкостью.
В связи с этим в лаборатории МВТУ им. Н. Э. Баумана были про-
205
ведены исследования с целью выявления влияния различных
жидкостей на скорость перемещения деталей по колеблющемуся лотку.
Результаты исследований, опубликованные в работе [11],
показали, что на скорость перемещения деталей оказывает влияние
характер применяемой жидкости и масса перемещаемых деталей.
Жидкость с малым коэффициентом вязкости оказывает меньшее
влияние на уменьшение скорости перемещения, чем жидкость
с большим коэффициентом вязкости. При наличии слоя жидкости
между деталью и лотком импульс количества движения передается
от лотка к детали через этот слой. Влияние слоя жидкости зависит
от его толщины, которая в свою очередь зависит от вязкости
жидкости и массы перемещаемой детали.
Технологические жидкости, применяемые при различных
методах обработки, могут быть самыми разнообразными: растворы,
электролиты, эмульсии и суспензии. Во время выполнения
технологических операций в жидкостях имеют место физико-химические
явления: тепло- и массообмен между двумя фазами,
поверхностное натяжение, химические реакции между компонентами фаз,
электрические и электростатические явления и др. Теоретическое
исследование вибрационного перемещения деталей в
технологических жидкостях с учетом всех сопутствующих явлений будет
чрезвычайно сложным. Для упрощения расчетов и исследования
режимов вибрационного перемещения физико-химические явления не
учитывают, тогда задача сведется к чистой классической механике.
Технологические жидкости являются однофазными или
смесью, состоящей из двух, реже из трех фаз. Во всех случаях
сплошной средой является жидкость, а дисперсной фазой —
твердые частицы, несмешиваемая жидкость или газовые пузырьки.
Любая комбинация дисперсных фаз внесет свои особенности в
определение величин сопротивления перемещаемым в них деталям.
Присутствие посторонних включений в сплошной среде исказит
картину распределения скоростей в слоях, которая бывает в
однофазной жидкости, так как взвешенные частицы искривляют пути
движения отдельных частиц жидкости и вызывают некоторое
перемешивание слоев. При этом происходит более быстрый переход
ламинарного движения к турбулентному. Однако и до перехода
к турбулентному режиму присутствие взвешенных частиц влияет
на сопротивление течению жидкости. Твердые частицы сужают
пространство, занятое струями жидкости, и увеличивают средний
градиент скорости в поперечном сечении потока, а вместе с этим и
градиентные силы трения. Но общая закономерность течения
технологической жидкости не изменится. Поэтому все
технологические жидкости будем рассматривать как вязкие несжимаемые и при
решении задач использовать метод, применяемый в механике
однофазных жидкостей. Все особенности характеристик
технологических жидкостей, существенно влияющие на механику движения
[12] деталей, следует учитывать эквивалентными коэффициентами
приведения (рис. 188).
206
Сплошная
фаза
Дисперсная фаза
Размеры
частиц
ДФ
Отношение
Названиет
дисперсии
Жидкость
Твердые частицы
—■
<1
Суспензия
—
Шлам
>0,1
—
Дисперсоид
<0,1
—
Коллоид
Жидкость
несмешиваемая
Капельки жидкости
Эмульсия
смешиваемая
—
—
Растворы
Газовые пузырьки
и полости
—
<1
Кипящая
жидкость
—
Пена
Эквивалентные коэффициенты приведения пь Фортье
Вязкая несжимаемая однофазная жидкость с приведенными
эквивалентными характеристиками
Рис. 188. Схема идеализации технологических жидкостей
При вибрационном перемещении направление и скорость
движения штучных деталей непрерывно изменяются. Чтобы деталь
двигалась в жидкости с ускорением, к ней должна быть приложена
не только сила, необходимая для ускорения самой детали, но еще
и дополнительная сила, необходимая для ускорения движения
жидкости. Поэтому полная сила, необходимая для ускорения
движения тела в жидкости,
Fa — hnxpj (107)
где к = ^1 + 5 т — масса детали; *д—величина
абсолютного ускорения движущейся детали; k — коэффициент
присоединенной массы; рж — плотность жидкости; рт — плотность твердого
материала.
207
Для определения силы вязкого сопротивления применяют
формулу
F = а —
1 с их 2
(108)
где ах — коэффициент сопротивления среды; Sa — площадь
поперечного сечения детали.
Если примем, что деталь в процессе вибрационного
перемещения по гармонически колеблющемуся лотку в жидкости имеет
только линейные перемещения в вертикальном и продольном
направлениях, а угловые перемещения учитывать не будем, то
распределение гидроподъемного давления по поверхности детали
будет равномерным и сила жидкостного трения в этом случае
определится упрощенной зависимостью
где \х — вязкость жидкости; S — площадь поверхности детали,
соприкасающейся с лотком; h — толщина тонкого слоя между
деталью и лотком; \ — скорость относительного
проскальзывания.
Формула (109) силы жидкостного трения описывает процесс
взаимодействия несоприкасающихся поверхностей, когда величины
их^шероховатости малы по сравнению с толщиной смазочной
прослойки, т. е. для идеализированных гладких поверхностей.
Фактические поверхности лотка и транспортируемой детали имеют
сложный профиль контакта. Поэтому формулу (109) для реальных
поверхностей целесообразнее представить в виде
где .S0 — фактическая площадь контакта, на участке которого
действует кинетическое прилипание; Ah — максимальная
усредненная толщина смазочной прослойки между контактирующими
микросферами.
Изменение величины зазора Ah в нормальном направлении
приводит к изменению силы прилипания по зависимости [20 ]
где kv — коэффициент скорости изменения зазора.
Таким образом, вертикальные колебания лотка приведут к
изменению сил трения за счет сил кинетического прилипания. Сила
жидкостного трения с учетом влияния сил прилипания
(109)
N =
6fxS0fep
Ah
(ПО)
208
Рассмотрим движение детали у
на горизонтальной,
гармонически колеблющейся плоскости
в продольном направлении
(рис. 189). Дифференциальное
уравнение относительного дви- ^
жения детали на колеблющейся i
плоскости имеет вид 0
%mi + fSl = ХтАх(д2 sin со*,
/ 2 у=const
3
(111)
Рис. 189. Схема сил при движении детали
в жидкости по колеблющейся плоскости
где А х — амплитуда продольных колебаний горизонтального лотка;
со — частота круговых колебаний лотка; t — текущее время.
Порядок линейного дифференциального уравнения можно
понизить до первого:
Ахи? sin a>t,
(112)
Решение уравнения (112) первого порядка с разделяющимися
переменными будет следующим:
| = Се-*' + А,со2 fesing-^2CQS^ . (113)
В начальный момент времени деталь имела скорость
l = vQ при t = 0. (114)
Тогда из граничных условий (114) найдем значение
постоянной интегрирования
С -1> — Ах(0
' ■+(-*-)■ •
а уравнение (113) примет вид
k sin со/ — со cos Ш
62+(03
(115)
Из формулы (115) следует, что при достаточно большом
времени скорость относительного движения детали мало зависит
от начальной скорости v0i так как
Ах(о
1 + (*/©)«
■]е-*'-
>0,
т. е. быстро уменьшается до нуля.
В связи с этим при установившемся режиме движения детали
по гармонически колеблющемуся лотку изменение скорости
14 Н, И. Камышный 209
детали можно представить
выражением
к
I = Л©
sin cctf — cos со/
Рис. 190. График изменения абсолютного ус ко- где h =
рения: А
/ -— детали при жидкостном трении; 2 —
лотка; 3 — детали при трении без смазки
tge =
х 1 + (£/со)2
(116)
Сделав преобразования,
получим в окончательном
виде
£ = M^cosin^-e), (117)
1
"75"" •
Ускорение относительного движения детали в жидкости по
горизонтальной плоскости, колеблющейся в продольном
направлении, будет определяться выражением
1' = ЬА/о* cos (ю* - е). (118)
Абсолютное ускорение движения детали, транспортируемой
в жидкости вибрационным способом, получается в результате
гармонического сложения векторов относительного ускорения
(118) детали с ускорением лотка:
Уд = ь±Ах со2 sin (cot — е), (119)
где Ъг = l/l + b2 — 2b cos е.
Из уравнения (119) видно, что при взаимодействии детали
с лотком по закону жидкостного трения (ПО) абсолютное
ускорение детали изменяется по гармоническому закону и отстает по
фазе от ускорения лотка, изменяющегося также по гармоничес-
скому закону.
Экспериментальные исследования показали [11], что вид
формулы трения в большей степени зависит от вязкости жидкости.
Для жидкостей с большой вязкостью закон силы трения является
жидкостным (рис. 190, кривая У), а для маловязких жидкостей
сила трения детали по лотку описывается законом Кулона — Амон-
тона (кривая 3). Кривая 2 — абсолютное ускорение лотка.
Таким образом, механизм взаимодействия детали с лотком и
количественные величины значений сил трения детали о лоток
определяются параметрами кривых, полученных при измерении
абсолютного ускорения детали, помещенной на гармонически
колеблющейся плоскости в продольном направлении.
210
3. РЕЖИМЫ РАБОТЫ И ПРОИЗВОДИТЕЛЬНОСТЬ
ТЕХНОЛОГИЧЕСКИХ ВИБРАЦИОННЫХ УСТРОЙСТВ
Исследование движения штучной детали по вибрирующему лотку
является одной из главных задач теории вибрационного
перемещения. Рассмотрим поведение детали на лотке (рис. 191)
вибрационного устройства, чаша которого заполнена технологической
жидкостью. Лоток совершает колебательное движение, которое
описывается двумя уравнениями по направлению продольной
оси X и вертикальной Y:
х = Ах sin coif; )
* У I 1 Г\Г\\
где Ах — амплитуда продольных колебаний лотка; Ау —
амплитуда вертикальных колебаний лотка; со — частота круговых
колебаний; еу — угол сдвига между продольной и вертикальной
составляющими колебаний лотка; t — текущее время.
Система дифференциальных уравнений относительного
движения детали в жидкости по колеблющемуся лотку будет иметь
вид
Ath|'+ ах\ = —Хтх~^ахх + FT — 6mgsina; j
%тх\-\-аух\ = — Хту — ауу-\-N —bmg cos a, J
где a — угол наклона лотка к горизонту; 8 — коэффициент,
учитывающий архимедову силу; аху ау — коэффициенты
сопротивления формы детали соответственно в продольном и
вертикальном направлениях.
Детали с плоской поверхностью при колебательном
движении лотка в вертикальном направлении движутся совместно с
лотком при ускорении лотка до 70 м/с2, т. е. можно считать
т| = const; г\ = т) = 0. (122)
Второе уравнение системы (121) с учетом значения (122)
примет вид
N = pS = 8mg cos a — ЯтЛ^со2 sin (cot + гу). (123)
Подставим значение (123) в первое уравнение системы (121)
и получим дифференциальное уравнение относительного
движения детали в продольном направлении лотка
(120)
= Ах<а2 sin at — aAx(x> cos (at s- g sin a,
(124)
2ll
V, см/с
»l
i
г
3
л
20 40 60
Рис. 191. Движение детали по наклонному колеблющемуся лотку
ахиг,м/сг
Рис. 192. График зависимости скорости транспортирования от амплитуды колебаний
лотка:
/ — расчетная теоретическая; 2 — экспериментальная при Ау®2 — 40 м/с2; 3 —
экспериментальная при Ау(&2 — 60 м/с2
Приближенное решение уравнения (124) с разделяющимися
переменными будет следующим:
*>ср =
0,076 [ехр (АУ>)]*
а + fg -у cos а
аАхю cos (&у — е*) —
76/a6g sin а
X j/"w2 + а2 .
(125)
где б* — сдвиг фазы между составляющими колебаниями лотка,
соответствующий максимальной скорости движения детали.
Если учесть результаты экспериментальных исследований
(рис. 192), которые подтверждают слабое влияние вертикальных
колебаний на величины средних скоростей транспортирования,
то для удобства определения расчетных величин по формуле (125)
выражение [ехр (/Л^со)]2 заменим средним постоянным числом
и получим приближенную рабочую формулу для определения
средней скорости транспортирования деталей в технологических
жидкостях
0,076-2,718б/ Г - „ш, n 76/g6a sin al /10~ч
lU = —1 r-г I оЛс® COS^e, - 8?) - л. I , (126)
a+fg~Y cosa
X l^co2 + a2
где / — коэффициент жидкостного трения; а — коэффициент
вязкого сопротивления среды; к — коэффициент присоединенной
массы; б — коэффициент, учитывающий архимедову силу; р —
угол наклона колебаний лотка; a — угол наклона лотка к
горизонту; Ах — амплитуда продольных колебаний лотка; со —
круговая частота изменения возмущающей силы; гу — угол сдвига
фазы между составляющими колебаниями лотка; г\ — угол
сдвига фазы колебаний детали относительно горизонтальной
составляющей колебаний лотка; g — ускорение свободного
падения.
212
Пример. При транспортировании интегральных схем типа «Логика» в
процессе мойки в толуоле сдвиг фазы е* = 62°, сопротивление среды а = 156 с-1,
коэффициент присоединенной массы л= 1,2, угол подъема лотка а= 2°, сдвиг
фазы между составляющими колебаниями лотка гу ~ О, коэффициент
архимедовой силы б -~ 0,872, круговая частота лотка со = 314 с"1 и амплитуда
продольных колебаний лотка Лх ~ 0,5 мм. Подставляя значения в формулу (126),
получим расчетную среднюю скорость транспортирования деталей
0,076.2,7186 0'51 " 5-981 , гоо,
1,Ср = (Г872 156 —ЗТТ- cos (~ 62 ) -
156 + 0,51-981 ^£^cos2° L d14
1 ,z
76-0,5Ы5б-0,872.981 sin 2°1 0 ^ ,
= 2,47 см/с.
l,2l/"3142+ 1562
Рассмотрим основные зависимости средней скорости
транспортирования от параметров колебаний лотка. Выбор частоты
колебаний лотка в большинстве зависит от возможности
получения простого конструктивного решения. Поэтому из большого
числа источников возбуждения колебаний наибольший интерес
представляют однотактные и двухтактные электромагнитные
вибраторы [14].
В электромагнитных вибраторах лоток приводится в
колебательное движение частотой 100 Гц при непосредственном питании
-катушек электромагнита от сети или с частотой 50 Гц
посредством включения выпрямителя в цепь питания, а включение
автотрансформатора в цепь питания катушки электромагнита
позволяет изменять напряжение плавно, т. е. управлять амплитудой
колебаний лотка. Поэтому приведенные факторы явились
определяющими при выборе частоты колебаний лотка.
Выявить правильную закономерность влияния отношения
продольной амплитуды колебаний лотка к вертикальной на
среднюю скорость транспортирования деталей имеет большое
практическое значение при проектировании вибрационного устройства.
Для этого обозначим отношение составляющих амплитуд через
tg р угла наклона прямой к плоскости лотка, являющейся
диагональю прямоугольника со сторонами, равными величинам
вертикальной и продольной амплитуд колебаний лотка, тогда
Яу
В этом случае средняя скорость транспортирования
определяется выражением
= 0,076[ехр(/^)12Г gpcQs _ ^ЩаЩЛ (т)
a_/g_2_cosa L *,K«» + a»J
Возьмем частную производную от средней скорости по
величине угла р и приравняем нулю
ар "~и-
213
Решив уравнение (127)
относительно угла а, получим формулу
определения предельного угла
подъема детали вверх
sin а =
с(, град
18
е=60°
76fe6
40
120
(129)
Например, при
транспортировании прямоугольной пластмассовой
детали с размерами 4x5x20 мм
по колеблющемуся лотку с
эллиптической траекторией и значением угла
сдвига фазы между составляющими колебаниями 8 = 60°
140
U0
10 20 30 40Ахи2,м/с*
Рис. 193. Предельные углы наклона
лотка
sin а =
1,2.5-981 + (-|~-)2 cos (60°--52е
76-0,51.981.0,872
= 0,254 и а «15°
Значения предельного угла подъема в зависимости от
параметров колебаний лотка представлены на рис. 193.
4. КОНСТРУКЦИИ ТЕХНОЛОГИЧЕСКИХ
ВИБРАЦИОННЫХ БУНКЕРНЫХ УСТРОЙСТВ
Вибрационные технологические устройства являются
дальнейшим развитием вибрационных загрузочных устройств, которые
выполняли роль бункеров .и накопителей в автоматических
линиях.
I Вибрационные устройства впервые стали выполнять функции
технологических устройств на сборочных операциях.
Разработанные в МВТУ им. Н. Э. Баумана спаренные вибрационные
загрузочные устройства были применены на сборке болта с шайбой
с передачей их на позицию последующей операции.
Условия движения мелких деталей, обладающих большим
сцеплением с лотком из-за наличия грязи, масла и по другим
причинам, улучшаются, если поместить их в жидкость, например
в масло.
Используя вибрационное транспортирование деталей в
технологических жидкостях, удалось создать ряд технологических
машин, которые выполняют обработку деталей в процессе их
перемещения. В таких технологических вибрационных устройствах
кроме загрузки, транспортирования и выгрузки деталей, при
обработке необходимо предусматривать меры по интенсификации
технологических процессов, протекающих в технологических
жидкостях.
215
В результате получим уравнение, решая которое относительно
cos р, получим cos2 р = 0 или р = 90°, т. е. значение отношения
составляющих амплитуд должно стремиться к бесконечности:
Эта зависимость показывает, что при наличии постоянной
величины вертикальных колебаний, позволяющих осуществлять
перераспределение силы трения детали о лоток, скорость
транспортирования деталей будет увеличиваться при увеличении
продольной составляющей. Оптимального отношения амплитуд
получить практически нельзя, так как беспредельно увеличивать
амплитуду крутильных колебаний исходя из условия прочности
упругих элементов не представляется возможным, но стремиться
необходимо к транспортированию с предельно допустимой
амплитудой крутильных колебаний.
Средняя скорость транспортирования зависит не только от
отношения амплитуд составляющих колебаний, но и от величины
сдвига фазы между этими составляющими, т. е. в целом от формы
траектории колебаний лотка. Поэтому важно также знать
экстремальное значение величины сдвига фазы гу. Возьмем частную
производную от средней скорости транспортирования по
величине сдвига фазы и ее значение приравняем нулю
деу
В результате получим
0,076 [exptfW aAx<i> sin {Ву _ ef) e 0> (128)
о> — fg cos ОС
отсюда гу = ej.
Анализ зависимости (128) показывает, что при эллиптической
траектории колебаний лотка имеется экстремальное значение
сдвига фазы между составляющими колебаниями, при которой
средняя скорость транспортирования получается наивысшей.
Значение экстремального сдвига фазы*зависит от частоты
колебаний лотка, формы, размеров и массы детали, а также от режима
обтекания детали ^жидкостью, т. е. величин сопротивления а.
При проектировании вибрационных4 устройств важно знать
максимальный угол наклона лотка, при котором возможно
движение детали вверх. При увеличении угла наклона движение
детали вверх по лотку становится все более затруднительным, а при
значении угла, превышающем максимальное, деталь начинает
скользить вниз. Поэтому задачу отыскания предельного угла
подъема детали, при достижении которого деталь меняет знак
средней скорости с положительного на отрицательный, следует
определять из условия vcp = 0.
214
Рис. 194. Устройство для
вибрационной очистки
кремниевых пластин
Рис. 195. Вибробункер
для мойки деталей
/1
11
Из промышленной практики известно, что под действием
механических колебаний ряд химических, химико-механических
и электрохимических процессов ускоряются. При
химико-механической обработке вибрация способствует более быстрому
механическому удалению тонкого поверхностного слоя (продуктов
химической реакции), при этом 'улучшается и интенсифицируется
процесс.
Перспективным является использование вибрации при очистке
деталей. По степени очистки вибрационная очистка уступает лишь
ультразвуковой, однако ультразвук вредно влияет на организм
человека; кавитационные явления, возникающие в результате
применения ультразвука, вызывают часто эрозию поверхности.
Поэтому, например, для очистки полупроводниковых элементов
и микросхем, имеющих /?-/г-переходы или нанесенные
светочувствительные и металлические пленки, применение ультразвука
недопустимо.
Схема устройства для вибрационной обработки кремниевых
пластин показана на рис 194. Кремниевую пластину 3
устанавливают в кассету 4, а затем
Уровень жидкости
Рис. 196. Установка для обработки изделий
в двух реактивах
опускают в ванну 2, которая
заполнена технологической
жидкостью, и приводится в
колебательное движение от
вибродвигателя 1. В процессе
колебательного движения в жидкости
возникает переменное давление
на поверхности обрабатываемой
детали, вызывающее местные
и общие гидродинамические
потоки. Частицы загрязнения под
действием гидродинамических
и инерционных сил срываются
с поверхности и уносятся
потоками рабочей жидкости.
Операция промывки кремниевых пла-
216
Рис. 198. Вибрационное устройство с
концентрическими перегородками в чаше
Рис. 199. Вибрационное устройство с кольцевыми
камерами:
/, //, ///, IV, ... п — технологические
кольцевые камеры; / — вибродвигатель; 2 — блок
кольцевых ванн; 3 — приемный лоток; 4— трубопровод
подвода рабочей жидкости; 5 — емкость с
жидкостью, поддерживающей уровень в ваннах; 6 —
сливные трубы; 7 — сливной бак
осуществляется терморадиационная сушка детали. Устройство 3
подает детали в бункер 4.
Однако с усложнением технологического процесса размеры
установок начинают сильно расти. Поэтому целесообразно
размещать в одной вибрирующей массе несколько вибрационных
Рис. 200. Развертка кольцевой камеры:
/ — окно для загрузки деталей; 2 — отверстие для отвода
технологической жидкости; 3 — отверстие для подвода технологической жидкости
218
камер. Если чашу 2 вибрационного устройства (рис. 198)
разделить концентрическими перегородками, то образуются отдельные
рабочие камеры, каждая из которых заполняется требуемой
технологической жидкостью согласно технологическому процессу
обработки детали. Детали подают в отверстие 7, размещенное
в центре чаши бункера. Затем под действием направленных
колебаний чаши 2, приводимой в колебательное движение от
вибродвигателя У, детали по спиральному лотку 6 поштучно поступают
в камеру промывки 5, после чего лотком 3 передаются в камеру 4
сушки и по лотку 8 выдаются в зону выгрузки.
Конструкция экспериментальной вибрационной установки
с чашей из блоков кольцевых камер со спиральными лотками
показана на рис. 199. Для выяснения работы установки
рассмотрим развертки блока камер по среднему диаметру (рис. 200).
Детали по входному гравитационному лотку поступают в
камеру /. Под действием направленных вибраций детали
поднимаются по спиральному дну камеры, обрабатываясь в жидкости.
Пройдя сухой участок камеры /, детали переходят в камеру //
для обработки в следующей жидкости и так последовательно п
камер. Для исключения попадания паров рабочей жидкости
в атмосферу цеха установка оборудована системой мокрых
шлюзов, состоящих из камеры с нейтральной жидкостью и
герметичной перегородки, опущенной ниже уровня жидкости. Описанная
установка обладает рядом преимуществ. Она имеет небольшие
габаритные размеры, позволяет производить обработку
практически в любом количестве рабочей жидкости, несложна в
изготовлении. Камеры могут быть изготовлены из любого химически
стойкого материала. Данная установка удобна в эксплуатации,
так как легко разбирается для профилактического осмотра.
Установка позволяет варьировать технологическим процессом,
так как камеры можно легко менять местами.
Установка для вибрационной очистки полупроводниковых
пластин, закрепленных на технологическом спутнике из
керамики, выполняет следующие технологические процессы: промывку
в горячей деионизированной воде; сушку изделий; двукратную
промывку изделий в горячем толуоле; сушку изделий горячим
обеспыленным воздухом; двукратную промывку изделий в
горячем изопропиловом спирте; сушку горячим воздухом; промывку
в горячей деионизированной воде; сушку изделий.
Камеры промывки в воде служат мокрыми шлюзами,
исключающими попадание паров органических растворителей в
атмосферу цеха. Для облегчения регулирования продолжительности
обработки изделий каждая ванна имеет отсекатель,
удерживающий изделие в ванне. Отсекатели всех ванн работают синхронно.
Установка (см. рис. 199) состоит из вибродвигателя /, на котором
закреплены восемь кольцевых ванн. Изделия по лотку 2
поступают для обработки в паровую ванну 3. Последовательно
обрабатываясь в каждой из восьми ванн, изделия выходят из установки
219
по лотку 4. Ванны для обработки в деионизированной воде
выполнены из органического стекла, а для обработки в органических
растворителях и сушки — из нержавеющей стали.
В последнее время нашла применение обработка деталей
различными суспензиями. Например, для отделки деталей- на
операциях шлифования, полирования и удаления заусенцев
применяют электрохимическое вибрационное шлифование в
абразивной среде. Этот метод в 3 раза производительнее ручного
метода и позволяет обрабатывать поверхности до шероховатости
Ra = 0,16 -^- 0,008 мкм. Автоматизировать снятие и установку
деталей можно при помощи устройства, приведенного на рис. 201.
Здесь обрабатываемую деталь устанавливают во вращающийся
шпиндель 2, при этом контейнер 4 с абразивной суспензией
находится в крайнем нижнем положении. Затем чаша 5 приводится
в колебательное движение от вибродвигателя 6, в результате
чего контейнер~4 по винтовому соединению поднимается вверх
до упорного винта 7 и деталь начинает обрабатываться в
абразивной среде, состоящей из электролита 20%-ного раствора
поваренной соли и шлифзерна № 32 нормального электрокорунда.
В процессе обработки деталь и контейнер включаются под
напряжение 20 В и устанавливается плотность тока 0,7 А/см2. После
окончания обработки изменением направления колебаний чаши 5
контейнер 4 опускается вниз, а обработанную деталь заменяют
другой.
Обработку мелких деталей в машиностроении и
приборостроении производят в абразивной суспензии при воздействии
интенсивных колебаний (рис. 202). Под действием гидродинамических
220
рис. 197. Установка для
последовательной обработки кремниевых
пластин
стин, а также операции
проявления, травления и
другие при
фотолитографии протекают более
интенсивно по сравнению
с обработкой в статических
условиях и с более
высоким качеством.
Конструкция вибррбун- |
кера (рис. 195) для очистки j
деталей в жидкости состоит l
из вибродвигателя 7, при- . !
водящего в движение ча- |
шу 2 со спиральным лот- I
ком. В процессе мойки "
в чашу 2, заполненную
технологической
жидкостью, подают детали через верхнее отверстие 3 в крышке.
Детали в процессе перемещения по спиральному лотку вверх
одновременно обрабатываются, а затем поштучно выдаются по
выходному лотку 4. Слив жидкости происходит через кран 5.
Логическим развитием конструкции, приведенной на рис. 195,
явились линии, состоящие из нескольких вибрационных устройств,
связанных между собой переходными лотками.
Установка (рис. 196) для обработки изделий в двух реактивах
состоит из двух совершенно одинаковых вибрационных устройств,
связанных между собой переходным лотком 6. Чаша 2
вибрационного устройства приводится в колебательное движение от
вибродвигателя /. Детали поступают на обработку по входному
лотку 3, а затем под действием направленных колебаний они
опускаются в жидкость по лотку 4. На.дне ванны детали
переходят на лоток 5, по которому поднимаются вверх и передаются
по лотку 6 в другой такой же конструкции вибрационный бункер.
Описанная конструкция позволяет производить обработку
деталей последовательно в любом количестве реактивов.
Установка (рис. 197), выполненная по приведенной выше
схеме, для промывки в органических растворителях и сушки
деталей состоит из стола 7, скафандра 2, предназначенного для
химической защиты вибрационных устройств 4, 5, 6,
осуществляет поштучную выдачу деталей на выходные лотки, в которых
детали промываются в горячем трихлорэтилене. Затем деталь
передается в вибрационное устройство 5 для вторичной промывки
также в горячем трихлорэтилене. После вторичной промывки
Детали передаются в вибрационное устройство 69 в чаше которого
217
потоков, вызываемых колебаниями чаши У, зерна абразива и
детали 2 из-за различных размеров и плотностей получают
неодинаковые скорости. Вследствие этого происходит их взаимное
проскальзывание и снятие небольших частиц материала с деталей.
В таком устройстве вибрация интенсифицирует процесс
декоративного шлифования, отделки, полирования и снятия заусенцев
на мелких деталях. После длительной обработки выгрузка
деталей из чаши производится изменением направления колебаний
чаши.
5. ДВИЖЕНИЕ И ДОЗИРОВАНИЕ ПОРОШКООБРАЗНЫХ
МАТЕРИАЛОВ В ВИБРАЦИОННЫХ БУНКЕРНЫХ
УСТРОЙСТВАХ
Рассмотрим движение слоя порошкообразного материала по
спиральному лотку вибрационного устройства, имеющего
независимое колебательное движение в вертикальной и горизонтальной
плоскостях. Движение лотка можно представить уравнениями
где АХ1 Ау — амплитуды колебаний лотка горизонтальной и
вертикальной составляющих соответственно; со — круговая
частота колебаний лотка; t — текущее время; у — сдвиг фаз между
горизонтальной и вертикальной составляющими колебаний.
Вибрационное перемещение порошкообразного материала
происходит под действием сил инерции, равномерно распределенных
вдоль всего потока транспортируемого по лотку материала.
Поэтому рассмотрим движение некоторого элемента слоя длиной
А/ (рис. 203), вырезанного из общего потока двумя сечениями,
перпендикулярными направлению лотка. Движение всего потока
порошкообразного материала будет аналогичным, если
предположить, что в процессе движения материала по лотку не
происходит изменение плотности
потока и его поперечного
сечения. В реальных
конструкциях вибрационных бункер- q
ных устройств для подачи
порошкообразного материала
угол подъема винтовой линии
лотка не превышает 3°,
поэтому в дальнейшем будем
считать угол а малым.
Элемент потока
порошкообразного материала
представляет собой систему с
бесконечным ЧИСЛОМ Степеней СВО- Рис. 203. Элемент потока сыпучего материала
(130)
221
боды. Для облегчения аналитического исследования указанная
система может быть заменена системой с сосредоточенными
параметрами. Поэтому считаем, что вся масса элемента т
сосредоточена в одной точке, расстояние от лотка до которой мало
по величине:
т = ЫД/р, (131)
где h — толщина потока транспортируемого материала; d —
ширина потока: Д/ — длина элемента; р — насыпная полость
транспортируемого материала.
При транспортировании мелкодисперсных порошковых
материалов в вакууме важную поль играют адгезионные силы между
транспортируемыми частицами и поверхностью лотка. Влияние
адгезионных сил на процесс вибрационного транспортирования
следует учитывать коэффициентом
fc=l + (132)
1 mgcosa v '
где 0л — силы адгезии между поверхностью лотка и
транспортируемым элементом слоя; g—ускорение свободного падения.
Система дифференциальных уравнений относительного
движения сыпучего метариала с учетом принятых допущений примет
вид
т\ --= тАхы2 sin (u>t + у) — mg sin a -f F\
тц = тАу(о2 sin at — kmg cos a + N,
где F — сила трения элемента о дно лотка; N — нормальная
реакция элемента порошкообразного материала на дно лотка.
При движении порошкообразного материала по вибрирующему
лотку процессы, происходящие на площади контакта, очень
сложны. Может иметь место скольжение отдельных частиц по
плоскости лотка, их перекатывание, а также взаимное
перемещение частиц относительно друг друга. Указанные явления
приводят к дополнительному рассеиванию энергии в слое
порошкообразного материала, которое увеличивается с ростом скорости
транспортирования.
Принимаем силы трения пропорциональными скорости
относительного движения элемента и нормальному давлению на лоток,
что позволит получить простые аналитические зависимости.
В случае, если не происходит отрыва элемента от поверхности
лотка (безотрывное движение), то нормальная реакция
определяется из второго уравнения системы (133)
(133)
Af (t) = kmg cos a — тАуы2 sin atf.
222
(134)
Если в некоторый момент времени t нормальная реакция,
определяемая уравнением (134), обращается в нуль, то
о)^о = arcsin z0,
kg cos a
происходит отрыв элемента потока от плоскости лотка и
дальнейший его полет до момента tn падения на лоток. Этот момент
зависит от вертикального ускорения лотка и коэффициента
восстановления при ударе транспортируемой частицы о лоток и в
большинстве случаев не превышает периода колебания лотка
2я
tn — t0< —, так как более интенсивные режимы в исследуемых
конструкциях нецелесообразны.
Для режимов движения с отрывом детали от лотка закон
изменения нормальной реакции может быть представлен в
следующем виде:
kmg cos а — тАу(й2 sin at — при tn < t < t0 + —;
(135)
N(t) =
0 - при t0 < t < tn.
В момент времени падения tn происходит соударение элемента
о лоток. Примем удар абсолютно неупругим, происходящим в
короткий промежуток времени At, в течение которого сила
соударения постоянна.
Тогда PAt = — т]п/п, где т)п — проекция относительной
скорости элемента на ось OY в момент падения.
Для упрощения решения перейдем к безразмерному времени
т = (dty обозначая моменты безразмерными индексами, а затем
изменение нормальной реакции по выражению (135) представим
периодической функцией с периодом 2л:
N_
т
Ау(о2 (г0 — sin т)
О
Pirn
тп < т < т0 + 2я
*0<*<Тп (136)
тп<т<тп +Дт
Т)„ = Ауа [(cos тп - cos т0) + z (тп - т0)].
Произведем гармоническую линеаризацию выражения (136),
разложив его в ряд Фурье, ограничившись точностью первых
трех членов ряда:
JL (т) = N0 + Nc cos т + Ns sin т, (137)
223
COSd ' * '
4
5 4
Рис. 204. График изменения коэффициентов
нормального давления, угла сдвига и без-
р<> размерного коэффициента нормального
давления:
/ - Л'2; 2 - Лг ; 5 - ; 4 - Р; 5 — V
47
ИЛИ
0 ^Г(Т)^^0~^281П(Т-Ф),
т0+2я
да где ЛГ0 = -^ J 4^dT;
То
То+2я
То
т0+2я
^ = 4 1 -^Wsintdt; ^^y^i + iVc2; tg<p = ^-. (138)
То
Для нахождения интегралов от выражений (130) разобьем
интервал интегрирования на участки, в которых функция (136)
выражена аналитически, определим квадратуры и затем
просуммируем результат. Следует учесть, что интервал Ат мал, а
следовательно, sin Дт ^ Ат; cos Дт ^ 1.
После преобразований получим
N0 = &gcosa;
^с = {[cos т« ~ cos т° + z°(Тп ~~ To)1 cos т»
- z0 (sin тп — sin т0) — т (cos 2тп — cos 2т0) 1;
(139)
(140)
= {[cos тп - cos т0 + z0 (тп - т0)] sin тп
~ (т0 + 2я - тп) + z0 (cos тп - cos т0) -
~(sin2tn —sin 2т0)|.
(141)
Как видно из формул (140), (141), величина коэффициента
линеаризованного нормального давления является функцией
вертикального ускорения лотка. На рис. 204 показано изменение
коэффициентов N89 Nc, Nz, а также фазы ф в зависимости от
изменения амплитуды вертикальных колебаний лотка. При пе-
224
реходе в область движения с отрывом характеристика
безразмерного ускорения Я = ьАу® > 1 и линейный характер
Rg COS ОС
зависимости коэффициентов нормального давления от амплитуды
вертикальных колебаний нарушается и при режиме непрерывного
подбрасывания (Я = 3,3) N% = 2.
Использовав безразмерный коэффициент нормального давления
Р = А а , получим параметры линеаризованного нормального
давления в виде приближенных зависимостей
1
1 1,45-0,26
0
ф== i 0,87-1,05
0<Я< 1,75
1,75 < Ж 3,3
0<Я < 1,2
1,2 <Я < 3,3
Безотрывное вибрационное перемещение порошкообразного
материала. Главной задачей при исследовании движения элемента
транспортируемого материала является определение средней
скорости перемещения. Безотрывное перемещение элемента может
быть описано первым уравнением системы уравнений (133),
в котором значение нормальной реакции должно быть
подставлено по формуле (134), после преобразования получим
^ + (В - Csin т) г = sin (т + у) - Л, (142)
^m> ^ii — коэффициенты пропорциональности сил сопротивления
относительной скорости и нормального давления.
Будем рассматривать эти коэффициенты как некоторые
постоянные, зависящие от коэффициентов внутреннего и внешнего
трения, размеров и формы слоя, материала лотка и т. д.
Решение уравнения запишем в следующем виде:
z = e J {[sin (т -f у) — Л] eJ dz + Df, (143)
где D — постоянная интегрирования.
Разложим eCC0ST и e-ccosx в ряд и сохраним два первых
члена ряда, тогда уравнение. (142) примет следующий вид:
z = е-Вс (1 — с cos т) {(Isin (т + у) — А\ х
X (l + ccosxJe^dT + D}. (144)
15 НИ. Камышный 225
Рассмотрим установившийся режим движения слоя
порошкообразного материала:
+ [ -wft - Jh&TTL ] см*1 - 4£ir cos' т sin т -
-^smHcost+'V+f'^^ + Te^B-T' <145>
где k2 = cos 7; &8 =» sin 7 — ЛС; &4 cos у; =* е sin
Средняя безразмерная скорость вибрационного перемещения,
называемая обычно коэффициентом скорости,
2я
kv = -^ \tycdr. (146)
о
После интегрирования уравнения (146) получим
Ь — ccosy 1 g sin у , ABC2 А_ (\±7\
*v— 2(Б»+1) + 2В(В*+\) ' 2 (В2 +1) В '
Членом 2(в^+21) можно пренебречь как величиной второго
порядка малости. Из уравнения (147) получим среднюю скорость
безотрывного вибрационного перемещения порошкообразного
материала в вакууме
Wn(cosv+-igg5-gtaT)
vc» = Ахс{- \/eA«*™" , ' -4г-|- (148)
Полученная аналитическая зависимость (148) показывает,
что средняя скорость вибрационного перемещения при
безотрывном режиме пропорциональна амплитуде вертикальных
колебаний лотка.
Для определения фазового угла ут, обеспечивающего
максимальную скорость вибрационного перемещения, возьмем частную
производную по углу у и приравняем ее нулю-^- = 0.
Анализируя зависимость оптимального значения фазового
угла сдвига от изменения амплитуды продольных колебаний лотка
и коэффициента сопротивления km (рис. 205), видим, что ут
стремится к 90°. Экспериментально полученная зависимость средней
226
уср; 10 м/с
60
т=0
6 ахыч81,м/ь*
-10
-.20
-30
-40
-50
-60
3
г
к
к
А
/
/
\\
V
\
V
\
\\
J
t
\\
V
V
0
//
ч
/
V
J
й 40 80 120 160 200 240 280 320 f
Рис. 205. График изменения оптимального сдвига фазы:
/, 2, 4, 7, 8 — от изменения амплитуды и коэффициента сопротивления 3 — для
штучных заготовок; 5 — для порошка А1203 крупностью 100 мкм; 6 — для порошка Л1203
крупностью 50 мкм; 9 — для порошка А1203 крупностью 20 мкм
Рис. 206. График изменения средней скорости транспортирования от величины сдвига
фазового угла:
/ — при А ы2 — 0,6g; А о)2 = 4g; 2 — при А (О2
l,2g; Ах(д2 = 4g; 3
при А (д2
скорости транспортирования от сдвига фазы между
составляющими колебаниями лотка (рис. 206) показывает, что при
увеличении интенсивности вертикальных
значений угла у происходит
смещение значения
максимальной скорости. При
оптимальном значении фазового
угла коэффициент скорости
транспортирования
возрастает (рис. 207) до значения,
an(d2kn
равного 2g cos а и в Дальнеи"
шем остается постоянным.
Вибрационное
перемещение порошкообразного
материала с отрывом от лотка.
Представление нормального
давления перемещения с от-
Рис. 207. График коэффициента
скорости транспортирования
колебаний в сторону меньших
15*
227
рывом в виде приближенных аналитических зависимостей
(139) —(141) позволяет получить линеаризованное
дифференциальное уравнение
£ + (В + С, sin т) z ~ sin (т + - Д (149)
r*c^^Mo = ^^; 1> = Т + Ф.
Уравнение (149) движения с отрывом аналогично уравнению
(140), поэтому решение его будет подобным ему, а средняя
скорость отрывного вибрационного перемещения
Ау(дЧпР sin ( у + ф + arctg- ь т
2gcosa (/ J
(150)
Дозирование порошковых материалов вибрационными
бункерными устройствами. Наиболее важным показателем работы
вибрационного загрузочного устройства для подачи порошковых
материалов является его производительность, т. е. количество
материала, подаваемого на рабочую позицию в единицу времени.
Если считать, что перемещения порошкового материала по
всему поперечному сечению потока одинакова, то
производительность вибрационного устройства
q = vcpSp, (151)
где S — поперечное сечение потока; vcp — средняя скорость
потока; р — плотность потока.
Для упрощения расчетов изменение сечения потока будем
учитывать коэффициентом заполнения лотка S = k3an S0, где
^зап — коэффициент заполнения, зависит от параметров
колебательного движения лотка; SQ — площадь поперечного сечения
лотка.
Коэффициент заполнения лотка определяется выражением
Ь2Л2АУ
зап ~~ 1 ^ 2S0gr '
здесь ЬЛ — ширина лотка;
г—радиус спирального лотка.
Однако для правильной работы испарителя при вакуумном
напылении тонких пленок имеет важное значение не только
производительность по времени. Вибрационная подача порошковых
материалов является периодическим процессом. За один период
колебания лотка вибрационное устройство подает микродозу
порошкового материала. В случае, если величина микродозы
превышает количество мгновенно испаряемого материала, то на
испарителе происходит его накопление в виде расплава, что приводит
к сепарации сплава и повышенной эрозии испарителя. Если раз-
228
мер микродозы меньше заданной, то недоиспользуются
энергетические возможности испарителя и снижается
производительность процесса напыления.
Общая доза т состоит из конечной суммы отдельных микро-
доз q, поэтому следует произвести анализ ошибок микродоз и
выявить первичные погрешности, вызывающие эти погрешности.
Величина микродоз
4i ^W^' О52)
где \ii = SiPi — погонная масса потока порошкового материала.
Так как скорость вибрационного перемещения и погонная
масса потока — случайные величины, то среднее квадратичное
отклонение микродозы можно определять по формуле
Од = -^г (W + 0сра£ + И Ol),
где — среднее квадратичное отклонение микродозы; ov —
среднее квадратичное отклонение средней скорости
вибрационного перемещения; сгд — среднее квадратичное отклонение
погонной массы; уср, — математическое ожидание средней
скорости и погонной массы соответственно.
Общая доза /п, поданная вибрационным устройством на
испаритель за полный цикл напыления,
п г
fn = ^'ql = qit"^9 (153)
где п=^- — число колебаний лотка за время напыления.
6. КОНСТРУКЦИИ, ОСОБЕННОСТИ НАСТРОЙКИ
И ЭКСПЛУАТАЦИИ БУНКЕРНЫХ ДОЗИРУЮЩИХ УСТРОЙСТВ
В современном производстве все большее применение находят
процессы напыления в вакууме. Напыление в вакууме стало
важным способом изготовления тонких пленок и слоев.
Напыление тонких слоев в вакууме производится в три этапа: разложение
твердого порошкового материала на атомы или молекулы; перенос
атомов или молекул к предмету, подлежащему покрытию;
осаждение, конденсация атомов или молекул на поверхности деталей,
подлежащих покрытию тонким слоем.
Методом многослойного напыления получают пассивные и
активные элементы при изготовлении интегральных микросхем.
Для напыления пленок из сплавов, содержащих компоненты,
сильно отличающиеся по парциальному давлению насыщенных
паров и молекулярному весу, необходимо подавать в испаритель
мелкодисперсный порошок напыляемого материала непрерывно
и с большой точностью.
229
Рис. 208. Вибрационное загрузочное устройство Рис. 209. Герметизация
электромагнита
Наиболее широкое применение на предприятиях электронной
промышленности имеет вибрационное загрузочное устройство,
представленное на рис. 208; оно предназначено для подачи рези-
стивных сплавов типа МЛТ. Производительность устройства
может изменяться в пределах от 1 до 20 мг/с. Общее количество
загружаемого порошкового материала не более 5 см3.
Вибрационное загрузочное устройство состоит из основания У,
в центре которого закреплен электромагнит 2. Якорь
электромагнита 4 подвешен на трех плоских пружинах 3, расположенных
под углом 20° к вертикали. На якорь 4 винтом 7 закреплена
чаша 6 вибропитателя, на стенках которой имеется винтовой
лоток углового профиля. Угол подъема винтового лотка около 2°.
Зазор между якорем и сердечником электромагнита можно
регулировать вертикальным перемещением электромагнита, который
в требуемом положении закрепляют винтовым зажимом 9.
Вибродвигатель закрыт кожухом 2. Порошок подается к испарителю
лотком 8.
Вибрационное загрузочное устройство, представленное на
рис. 209, отличается от известных конструкций герметичным
исполнением электромагнита. Сердечник электромагнита 4,
изготовленный из стандартных Ш-образных пластин, и его катушка 3
помещены в корпус 2, изготовленный из нержавеющей стали и
закрыты мембраной 5. Питание электромагнита осуществляется
через вакуумный ввод 1. Эта конструкция имеет минимальное
газовыделение и может эксплуатироваться в условиях вакуума
при температурах до 150°. С целью уменьшения газовыделения
все детали вибропитателя, кроме якоря и пружин, изготовлены
из стали Х18Н10Т. Якорь и пружины изготовлены из
конструкционных сталей и никелированы. Поверхность всех деталей
230
тщательно отполированы. Особенностью настройки и
эксплуатации вибрационных дозирующих устройств является получение
большой точности их работы. Главным источником первичных
погрешностей производительности вибропитателей является
изменение параметров колебаний чаши. Вибропитатель
представляет собой электромеханическую колебательную систему,
работающую в условиях, близких к резонансу, т. е. когда частота
собственных колебаний электромеханической системы близка
к частоте возмущающей силы. Наиболее полной характеристикой
колебательной системы является ее амплитудно-частотная
характеристика. Анализ амплитудно-частотных характеристик
показывает, что загружаемый порошковый материал значительно
снижает амплитуду резонансных колебаний системы, что
объясняется рассеиванием энергии на вибрационное перемещение и
внутреннее трение в слое порошкового материала.
Частота собственных колебаний вибропитателя с наклонными
подвесками
где km — суммарная жесткость пружин упругой подвески;
тпр — приведенная масса чаши вибропитателя,
здесь г — радиус закрепления пружин упругой подвески.
С увеличением количества материала в бункере вибрационного
устройства с наклонными подвесками резонансная амплитуда и
частота собственных колебаний колебательной системы
уменьшается. При проектировании вибропитателей возможны два пути
стабилизации амплитуды при изменении массы загрузки.
Во-первых, масса загружаемого порошкового материала мала по
сравнению с массой чаши. Если масса загружаемого порошкового
материала составляет 5% от массы чащи, то изменение амплитуды
не превышает 5% для вибрационного устройства с собственной
частотой 105 Гц.
Другой причиной изменения амплитуды колебаний
вибропитателя является нагрев электромагнита, при этом сопротивление
его обмотки возрастает и соответственно уменьшается
протекающий через обмотку ток. В первые 5 мин работы вибропитателя
при неизменном напряжении питающей электросети происходит
уменьшение амплитуды колебаний приблизительно на 20%, что,
безусловно, недопустимо. При работе в атмосферных условиях
за счет лучшего теплоотвода изменение амплитуды колебаний
не так значительно. Для стабилизации амплитуды при нагреве
электромагнита рекомендуется снабжать вибропитатели,
работающие в условиях вакуума, водоохлаждаемыми экранами, а также
предварительно производить подогрев вибропитателя.
(154)
тпр = mr sin213 +
231
А-А
1716
Для вибрационного
транспортирования порошкового
материала при эллиптических
колебаниях лотка можно
применять вибропитатель с
независимым возбуждением
вертикальной и горизонтальной
составляющей колебаний
(рис. 210). Дозатор
предназначен для работы в вакууме
10-
мм ртутного столба,
Рис. 210. Вибрационное загрузочное
устройство с независимым
возбуждением колебаний
в среде инертного газа или
в
окислительно-оздоровительной среде.
Все детали дозатора, за исключением магнитопровода,
выполнены из нержавеющей стали. Катушки электромагнита залиты
эпоксидным компаундом. Дозатор устанавливается в герметичной
рабочей камере и должен обеспечивать непрерывную работу
установки в течение смены, что достигается при помощи
предбункера емкостью до 3000 см3 рабочего порошка. Дозатор состоит из
массивного основания 3, на котором закреплены горизонтальные
электромагниты 5, сообщающие подвешенной на торсионе чаше
13 крутильные колебания. Для изменения частоты собственных
крутильных колебаний на торсионе закреплены радиальные
пружины У, длина которых может изменяться при помощи планок,
закрепленных в пазах, что позволяет изменять частоту
собственных крутильных колебаний на 5—8 Гц. На торсионе закреплен
стакан 6, в котором установлен вертикальный электромагнит 7
и закреплены концы пружины 9 вертикальных колебаний. Длина
пружины 9 может изменяться за счет перемещения планок 5, 10
232
в пазах стакана 6. В центре пружины закреплен якорь 15.
Чаша 13 имеет спиральный лоток. Дно 14 чаши выполнено
коническим. Предбункер крепится посредством стоек к основанию 3.
Положение дна предбункера 12 можно регулировать по высоте
за счет спиральных пазов. Основание 3 через амортизационные
пружины крепится к промежуточному кольцу 17, которое имеет
ножки 18. Жесткость амортизационных пружин 2, 4 подбирают
исходя их условия изменения частоты собственных колебаний
питателя порядка 4—5 Гц.
Настройка вибропитателя. Загружаемый порошковый материал
оказывает различное влияние на горизонтальное и вертикальное
колебания вибропитателя. Приближенные формулы для подсчета
частоты собственных вертикальных и горизонтальных колебаний
вибропитателя с учетом подаваемого порошкового материала
следующие:
где vHr, vHB — частота собственных горизонтальных и
вертикальных колебаний чаши соответственно; klnt k2n — жесткость
упругих подвесов горизонтальных и вертикальных колебаний
чаши соответственно; J — момент инерции чаши; тг — масса
чаши; тзаг — масса загружаемого порошкообразного материала.
Вибропитатели с независимым возбуждением перед пуском
в эксплуатацию необходимо настроить на резонансный режим
работы. Настройку вибродвигателя производят после крепления
к держателю всех деталей, совершающих колебательное
движение. Для настройки вибродвигателя применяют звуковой
генератор типа ГЗ-33, к которому посредством двухпозиционного
переключателя подключают электромагнит вертикальных колебаний ЭМ1
или электромагниты горизонтальных колебаний ЭМ2, ЭМЗ и ЭМ4.
При настройке частоты собственных горизонтальных колебаний
на катушки электромагнитов ЭМ2, ЭМЗ, ЭМ4 подают напряжение,
а поворотом рукоятки «Частота Н» звукового генератора находят
положение, при котором чаша колеблется с максимальной
амплитудой, т. е. частота собственных колебаний равняется
возбуждающей частоте тока, подаваемого в это время на катушку
генератора. В случае, если частота собственных крутильных колебаний
находится за пределами допуска, то необходимо обработать
диаметр стойки (рис. 211) до размера dr:
где dT — диаметр стойки после обработки; dH—диаметр стойки, при
котором измерена частота собственных горизонтальных колебаний;
(155)
(156)
(157)
233
рис. 212. С этой целью на оси абсцисс откладывают измеренное
значение частоты vHr собственных горизонтальных колебаний,
из этой точки проводят вертикально вверх линию до пересечения
с линией, соответствующей значению измеренного диаметра dH
стойки, а затем горизонтальную линию до оси ординат, на
которой считают величину диаметра dT, который должен
соответствовать частоте собственных колебаний, равной 50 Гц (схема
определения требуемого размера на номограмме показана пунктирной
линией).
р| После настройки частоты собственных крутильных колебаний
аналогично проводят настройку частоты собственных
вертикальных колебаний. Разница заключается в том, что изменение частоты
собственных вертикальных колебаний производят путем
регулирования рабочей длины / пружины (рисЛ213).
Если измеренная частота собственных вертикальных
колебаний находится за пределами допуска, то требуемую рабочую
длину /т пружины определяют по формуле
K=(t)V\. (158)
где /и — рабочая длина пружины, при которой измерена частота
собственных колебаний: vHB — частота собственных
вертикальных колебаний, измеренная до настройки; vT — частота
собственных вертикальных колебаний, которая должна быть получена
после настройки.
Для облегчения расчетов по формуле (158) построена
номограмма, представленная на рис. 214.
Рис. 211. Торсион Рис.212. Номограмма для определения диаметра торсиона
вибродвигателя
vHr — частота собственных крутильных колебаний,
измеренная при диаметре стойки dH; vT — частота собственных
горизонтальных колебаний, на которую должен быть настроен
вибродвигатель.
Для быстрого определения требуемого диаметра стойки
целесообразно пользоваться номограммой, представленной на
30 40 50 60 4ив,Гц
234
ГЛАВА 9
ПРОМЫШЛЕННЫЕ РОБОТЫ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И РАЗМЕРНЫЙ РЯД
Под промышленными роботами (универсальными манипуляторами)
обычно понимают автоматически действующие устройства с
программным управлением, которое с помощью механических рук
осуществляют захват пространственные перемещения и
ориентирование транспортируемых деталей.
Оснащение промышленных роботов программным управлением
делает их более универсальными и быстропереналаживаемыми
средствами автоматизации в сравнении с аналогичными по
назначению устройствами, например автооператорами. Высокая
кинематическая подвижность исполнительных органов (обычно «рук»
с захватами) работа позволяет осуществлять сложные
пространственные движения, которые по своему характеру приближаются
к движениям руки человека. Эта возможность роботов позволяет
успешно использовать их для автоматизации разнообразных
ручных и вспомогательных работ. В целом по стране на
выполнении этих работ занято около 40% трудящихся, что составляет
большой резерв рабочей силы и источник повышения
производительности труда [1 ].
В последнее время роботы применяют и для выполнения
«умственного» труда в сфере обслуживания, например для чтения
текста, решения задач, обслуживания телефона и т. п. Очень
часто роботам придают внешний вид человека или животного,
движения которых они воспроизводят.
В машиностроении^промышленные роботы используют для
автоматизации загрузочно-разгрузочных и транспортных
операций при обслуживании металлорежущего, кузнечно-прессового,
сборочного, литейного, термического и другого оборудования.
Помимо этого, роботы часто применяют для осуществления
сложных контурных перемещений исполнительных механизмов,
например перемещения сварочной головки при выполнении
автоматической сварки или пульверизатора при окраске.
Крайне необходимо применение промышленных роботов для
автоматизации производственных процессов с внедреными
условиями труда (наличием радиоактивных излучений, выделе-
236
нием вредных газов, работой при высоких температурах и т. п.),
т. е. там, где требуется охрана здоровья человека. Роботы
являются важным средством при автоматизации производства
изделий, к которым предъявляются высокие гигиенические
требования, например изделий электронной промышленности.
Применение роботов также выгодно для выполнения работ, носящих
монотонный и однообразный характер, когда оператор быстро
устает, вследствие чего производительность и качество работы
снижаются.
Впервые промышленные роботы появились в начале 60-х
годов. Они за сравнительно небольшой период времени получили
значительное практическое применение во многих технически
развитых странах. Уже к 1973 г. изготовлением роботов
занимались свыше 100 фирм, а число выпускаемых различных моделей
роботов составило более 250. В этот же период в мире
эксплуатировалось около 2600 роботов, в том числе в Японии 1500, в США
800 и в Европе 300. По прогнозам советских и зарубежных
специалистов, намечаются большие перспективы роста выпуска
роботов. Только в США, по таким оценкам, общее количество
промышленных роботов к концу столетия достигнет порядка
50 тыс шт. [24].
Размерный ряд промышленных роботов. Значительная
перспектива применения промышленных роботов вызывает
необходимость в их размерной градации по основным техническим
характеристикам. Одной из главных характеристик робота
является его грузоподъемность. Для установления градации
промышленных роботов по грузоподьемности используем материалы
классификатора деталей общего машиностроительного
применения [9], составленного на основе анализа и изучения машин,
выпускаемых различными отраслями машиностроения. В
классификаторе, помимо деления деталей по
конструктивно-технологическим признакам, приведены данные по суммарной годовой
потребности различных деталей. На основе этих данных делается
вывод, что* к деталям наиболее частого общего
машиностроительного применения относятся детали типа тел вращения, причем
детали с длиной до 500 мм составляют до 93% общего их
количества и 97% из них имеют диаметр менее 250 мм.
В классификаторе указывается, что в деталях меньшего
диаметра имеется большая потребность. Это хорошо иллюстрируется
графиком, приведенным на рис. 215, который получен в
результате суммирования табличных значений годовой потребности 9
в деталях для одинаковых диапазонов диаметров.
Детали типа тел вращения с длиной / до 500 мм и диаметром d
до 250 мм могут быть приняты за основной объект
транспортирования, с которыми будут работать промышленные роботы. В
координатных осях I—d (рис. 216) площадь, ограниченная значениями
= 500 мм u^d = 250 мм, будет представлять собой основную
область использования ""роботов,
237
Q,ujm/2od
600000
Рис, 215. Кривая потребности в деталях в
зависимости от их размеров
mm
гооооо и |~
о
250d,MM
Если принять, что детали имеют цилиндрическую форму,
то их масса определится по формуле
где /, d — соответственно длина и диаметр детали; у — плотность
(для стальных деталей у = 7,8-10"6 кг/мм3).
Построив в координатах /—d кривые грузоподъемности т =
= const получим, что они разделяют общую область
использования роботов на ряд элементарных площадей Sif каждая из кото-
ных и будет предполагаемой областью использования робота
с соответствующей грузоподьемностью. Например, площадь Si9
заключенная между кривой 25 и 50, будет областью
использования роботов с грузоподъемностью 50 кг.
Для учета более реальных значений областей использования
введено ограничение отношения длины детали к ее диаметру:
-g- < - J- < 5. Такое допущение подтверждается данными
классификаторов, согласно которым детали с соотношением размеров,
выходящих за указанные пределы, имеют более редкое применение.
с!,мм
250 п
200
100
d~5
о
$=0,01кг 0,03
Рис. 216. Графическое изображение размерного ряда
238
При разделении общей области использования роботов на
элементарные участки приняты следующие условия:
1) загрузочные роботы меньшей грузоподъемности должны
иметь меньшую область использования Sif так как в деталях
меньших размеров имеется значительно большая потребность
(см. рис 215), поэтому выгодно применять в таком случае менее
универсальные средства автоматической загрузки;
2) размерный ряд по грузоподъемности должен удовлетворять
предпочтительным рядам;
3) размерный ряд должен учитывать влияние массы
транспортируемых деталей на конструкцию и другие параметры робота.
Целесообразно, чтобы в промышленных роботах, как и в основном
технологическом оборудовании, все основные параметры с
изменением ступеней ряда (нагрузки) изменялись по геометрической
прогрессии. В большинстве случаев это условие выполняется,
если нагрузка изменяется также по геометрическому ряду. Если
взять за основу изменения момента инерции площади поперечного
сечения звеньев робота в зависимости от нагрузки (так как звенья
в основном работают на изгиб), то для аналогичных роботов по
конструкции прогиб конца руки
где т — масса транспортируемой детали; Е — модуль
упругости материала, который обычно является величиной постоянной:
J — момент инерции поперечных сечений звеньев робота.
Приведенная зависимость подтверждает, что изменение
моментов инерции сечений звеньев робота по геометрической
прогрессии при постоянном прогибе б = const будет в том случае,
если нагрузка будет изменяться по такому же закону. Таким
образом, оптимальный размерный ряд промышленных роботов
по грузоподъемности должен представлять собой геометрическую
прогрессию с постоянно увеличивающейся областью
использования Si от ступени к ступени при возрастании членов ряда.
На основе анализа различных вариантов изменений ступеней
ряда с учетом поставленных требований размерный ряд
промышленных роботов по грузоподъемности (с округлением) может
быть принят следующий:
Грузоподъемность, кг . . . 0,01 0,03 0,1 0,3 1 3 6 12 25 50 100
Знаменатель ряда — 3 333 322222
Такой ряд представляет собой геометрическую прогрессию
со знаменателем 3 на нижнем участке ряда (0,01—3 кг) и со
знаменателем 2 на верхнем участке (3—100 кг). При установлении
нижних ступеней ряда, в особенности меньше 0,1 кг, учитывалось
не 'только наличие большого числа деталей общего
машиностроительного применения с малыми размерами, но и огромное число
239
таких деталей в приборостроении и радиоэлектронике, т. е.
там, где в основном необходимы роботы малой грузоподъемности—
микророботы. В случае необходимости этот ряд может быть
продолжен в сторону большей грузоподъемности. При этом
целесообразно, чтобы с увеличением ступеней ряда знаменатель
постепенно уменьшался.
Кроме грузоподъемности промышленные роботы отличаются
между собой величиной и скоростью перемещения подвижных
звеньев, точностью позиционирования и т. п. Достижение
требуемых технических характеристик в значительной спетени зависит
от конструкции и надежности функциональных механизмов
промышленных роботов.
2. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ПРОМЫШЛЕННЫХ РОБОТОВ
Практика использования промышленных роботов предъявляет
высокие требования к эффективности их применения. Одним из
наиболее общих критериев оценки прогрессивности и
экономической эффективности новой техники является рост
производительности труда. Под производительностью труда обычно
понимают отношение количества выпущенной продукции к трудовым
затратам:
Рост производительности труда в данном случае определяется
отношением
где Я — коэффициент роста производительности труда; П1 —
производительность труда оборудования при обслуживании его
человеком; П2 — производительность труда оборудования при
обслуживании его роботом.
Так как здесь рассматривается производительность труда
на рабочем месте, то
где Qx — годовой выпуск продукции на данном рабочем месте;
7\к1 — текущие годовые затраты живого труда на обслуживание
человеком оборудования (годовая заработная плата рабочего,
включая отчисления на социальное страхование); N — время
эксплуатации оборудования в годах.
(159)
А/Гж1
(160)
240
Производительность труда оборудования при обслуживании
его роботом
гт W _ NQ2 nfin
"2~ Т2 ""'ГП2 + Л/(Ги2 + Гж2) ' (i0i)
где Q2 — годовой выпуск продукции при данном варианте
эксплуатации оборудования; Тп2 — единовременные затраты прошлого
труда на создание, транспортировку и монтаж робота; Tv2 —
годовые текущие затраты прошлого труда, связанные с
эксплуатацией робота (электроэнергия, ремонт и т. п.); Тж2 — текущие
годовые затраты живого труда на обслуживание робота
(заработная плата наладчика).
Подставим значения производительности труда при обоих
вариантах эксплуатации в формулу (159) роста
производительности труда:
\ _0г МТж1 /1 со\
Введем обозначения: &ф = — коэффициент повышения
производительности оборудования, показывающий, во сколько
раз изменилась его производительность при замене рабочего
т
промышленным роботом; kK = — отношение единовремен-
* ж1
ных затрат на приобретение и установку робота к годовой
заработной плате рабочего, обслуживавшего данное оборудование;
т
km ~ — отношение годовых текущих затрат прошлого труда,
1 Ж2
связанных с эксплуатацией робота, к той же величине
заработной платы;
ke = — коэффициент сокращения живого труда при исполь-
1 Ж2
зовании робота.
Подставляя коэффициенты в формулу (162), получим
К:==кч> г-—ГТ • (163)
ф / 1 \ *
Из формулы (163) следует, что рост производительности труда
при использовании роботов прямо пропорционально зависит
от роста производительности самого оборудования (&ф).
Повышение производительности оборудования обычно достигается в том
случае, если робот выполняет требуемую операцию быстрее
рабочего, сокращая тем самым непроизводительный простой
оборудования. Для этого необходимо, чтобы робот обладал высоким
быстродействием движений по всем степеням свободы, имел
многозахватное или «многорукое» исполнение и т. п. Большое
влияние здесь также оказывает «неутомляемость» робота, т. е.
способность его многократно, быстро и точно повторять заданный цикл
движений.
16 Н. И. Камышный 241
л
1,5
1,0
0,5
У
л,
у .
1
-И"
у
!
Рис. 217. Зависимость коэффициента роста
производительности труда от срока
эксплуатации оборудования в годах при различных
значениях характеристик робота:
1 ~ кк = * km= °'25^
= 1.25; 4 - fr = 4,
^ = 0,75
kp = 10; k =
8 ф
*U = 0,1, ke =10,
0,1
m
Sfi n 7,5
N
Производительность труда в значительной степени зависит
от коэффициента относительной стоимости робота kK. Увеличение X
в данном случае достигается за счет снижения стоимости робота
Тп2 и повышения годовой экономии заработной платы Тж1.
Основные направления уменьшения Тп2 связаны со
стандартизацией и унификацией основных частей и деталей роботов,
созданием агрегатных конструкций, централизованным производством
роботов и т. д. Для увеличения экономии заработной платы
необходимо повышать сменность использования роботов, использовать
их для многостаночного обслуживания, добиваться более полной
загрузки робота по времени.
Влияние текущих эксплуатационных расходов km, ke на
рост производительности труда в основном зависит от
совершенства конструкции робота, его надежности, ремонтопригодности,
т. е. от того, что определяет величину затрат на его наладку,
ремонт и обслуживание.
Сокращение затрат живого труда Тж2, увеличение ke
оказывает влияние на рост производительности труда только в
начальный период эксплуатации робота, после чего интенсивность
этого влияния резко падает. Даже значительное уменьшение
этих затрат не обеспечивает желаемого увеличения
производительности труда, если робот имеет низкие технико-экономические
показатели. Приведенные на рис. 217 зависимости Я от N при
различных значениях характеристик робота (относительной
стоимости kK, величины эксплуатационных расходов km и k&)
показывают, что при малых сроках эксплуатации более выгодно
применение упрощенных конструкций меньшей стоимости (кривая /).
Если сроки эксплуатации большие, то целесообразнее
применение более совершенных роботов большей стоимости, но с меньшими
эксплуатационными расходами (кривая 2). Точка пересечения
этих кривых п и определяет границу их применимости. Все
рассмотренные зависимости приведены в предположении, что
производительность оборудования постоянна (&ф = 1). Если же
применение робота увеличивает £ф, то эффективность такой эксплуа-
242
12
Рис. 218. Зависимость срока окупаемости п от коэффициента сокращения затрат живого
труда &8:
/ — при kK =* 2, km
0,1, Лф = 1; 2 - при kK = 4, kn
0,2, k = 1
ф
Рис. 219. Зависимость срока окупаемости от коэффициента повышения производитель:
ности оборудования при различных значениях коэффициентов kK и km%
1 ~ кк = 2' km = °*25' % = 4> 2
= 0,1, *т = 10
ф
0,25, К = 4; 3 —
ф к
тации прямо пропорционально возрастает (кривая 3).
Уменьшение &ф приводит к аналогичному отрицательному влиянию
(кривая 4).
В практике оценка новой техники обычно определяется
сроками окупаемости дополнительных капитальных вложений.
С точки зрения производительности общественного труда срок
окупаемости — это период времени N = п, когда
производительность труда в обоих вариантах упрощенной и сложной
конструкции роботов уравнивается по величине, т. е. Я = 1. Учитывая
упомянутое, из формулы (163) получим срок окупаемости
дополнительных капитальных вложений на создание и внедрение
промышленных роботов
яо- А — • (164)
Эта формула позволяет выявить влияние различных технико-
экономических показателей на величину срока окупаемости.
Зависимость срока окупаемости от величины сокращения
затрат живого труда ke приведена на рис. 218. Эта зависимость
подтверждает, что с увеличением ke снижение сроков окупаемости
достигается только в начальный период. Для обеспечения
дальнейшего уменьшения п необходимо улучшать технико-экономические
характеристики робота (кривая У), например величину
относительной стоимости робота kK (рис. 219).
С уменьшением значения kK пропорционально уменьшаются
сроки ркупаемости. Величина относительной стоимости робота
обратно пропорциональна сменности использования робота, т. е.
16* 243
величине сэкономленной заработной платы Тж1. Поэтому
увеличение сменности использования робота позволяет резко сократить
сроки его окупаемости. При определенных условиях существенное
влияние на величину срока окупаемости оказывают
эксплуатационные расходы. С уменьшением этих расходов уменьшается
и срок окупаемости, особенно при длительных сроках
эксплуатации робота и в случаях, когда применение робота приводит к
снижению производительности оборудования &ф < 1. В целом
использование роботов будет экономически эффективным в
основном только тогда, когда применение роботов повышает
производительность оборудования. Даже незначительное уменьшение
&ф приводит к резкому увеличению сроков окупаемости, в
особенности для дорогостоящих конструкций роботов (кривая 2).
3. ФУНКЦИОНАЛЬНЫЕ МЕХАНИЗМЫ
Промышленные роботы по своей конструкции и структуре весьма
разнообразны. Они состоят из большого числа функциональных
механизмов с пространственной компоновкой.
Однако из большого многообразия структур можно выделить
две основные: «Версатран» и «Юнимейт». «Версатран» — робот,
имеющий поворотную колонну, несущую механическую руку
(плечо) с захватом. «Юнимейт» — робот, имеющий поворотный
корпус с выдвижной механической рукой с захватом.
У робота типа «Версатран» (рис. 220) пространственные
перемещения деталей могут осуществляться как за счет подвижности
всего робота (основания /), так и за счет подвижности отдельных
звеньев относительно основания. Подвижное основание
промышленного робота обычно представляет собой тележку 2, которая
перемещается по специальным направляющим 3. В этом случае
требуется комплексное решение компоновки робота и
программного управления, места расположения и длины шланга.
Подвижные роботы с наземными тележками в машиностроении
применяют редко, так как в этом случае трудно осуществить большое
Рис. 220. Структурная
схема и функциональные
механизмы робота типа
«Версатран » :
/ — основание; 2 —
тележка; '3 — направляющие; 4 —
гидростанция; 5 —
электродвигатель; 6 — колонна;
7 — гидродвигатель; 8 —
плечо; 9 —
ориентирующий механизм (кисть); 10 —
захват; // пульт
управления
244
Рис. 221. Исполнительные механизмы для точечной сварки (а) и покрытия
распылителем (б)
число ходов и остановок и точность позиционирования робота.
В транспортных же роботах широко используются монорельсовые
механизмы перемещения.
Звенья робота, осуществляющие пространственные
перемещения детали при неподвижном основании, принято относить к руке
робота. Рука робота включает в себя несколько подвижных
звеньев, образующих кинематическую цепь. В роботе подвижные
звенья конструктивно могут быть выполнены в виде различных
стоек, качающихся рычагов и т. п. Число подвижных звеньев,
их величина и взаимное расположение определяют его внешний
вид. Горизонтальное плечо 8 может осуществлять вертикальное
и горизонтальное перемещение относительно колонны 6 и
вращаться совместно с ней вокруг вертикальной оси.
Ориентирование перемещаемых роботом деталей
производится вращением захвата в различных координатных осях.
Конструктивно механизмы ориентирования располагают на конце
руки робота в непосредственной близости к захватам и по
функциональной аналогии их часто называют кистью руки робота.
Захватный орган обеспечивает захват и удержание
перемещаемых деталей. Так как робот может работать с различными по
форме и размерам деталями, захваты в большинстве случаев
выполняют быстросменными. Исполнительные механизмы так же
являются сменными элементами робота. В каждом конкретном случае
их выбирают в зависимости от выполняемой работы. Пример
такого механизма для точечной сварки представлен на рис. 221, а
и для покрытия при помощи распылителя — на рис. 221, б.
Приводы. В роботах применяют электромеханический,
гидравлический и пневматический приводы. Каждый из этих приводов
имеет свои достоинства и недостатки, определяющие
целесообразность их применения в той или иной области. Для повышения
автономности и мобильности робота обычно насосную станцию 4
(см. рис. 220) и приводной электродвигатель 5 встраивают в
основание робота. Исполнительные гидродвигатели 7 устанавливают
в непосредственной близости к подвижным звеньям.
245
Рис. 222. Структурная схема робота
типа «Юнимейт»:
1 — основание; 2 — система
управления; 3 — гидроцилиндр; 4 — плечо;
5 — ориентирующий механизм (кисть);
6 — захват; 7 — электродвигатель;
8 — гидростанция
Система управления. В роботах применяют различные по
сложности и совершенству системы управления, начиная от простых
цикловых систем и кончая системами с элементами и
искусственного интеллекта (искусственное зрение и т. п.). Наибольшее
распространение получили позиционные и контурные системы
управления с программоносителями в виде штекерных и
матричных панелей, магнитных и перфорированных лент. По
конструктивному расположению эти системы могут быть выполнены
в виде отдельного пульта (см. рис. 220) или встроены в корпус
робота. В конструкции робота типа «Юнимейт» (рис. 222) плечо 4
вращается вокруг вертикальной и горизонтальной осей и
обеспечивает возвратно-поступательное перемещение вдоль своей оси.
4. КИНЕМАТИКА РОБОТОВ
Кинематика промышленных роботов оказывает большое влияние
на их конструктивное исполнение и функциональные
возможности. Общая оценка кинематики роботов производится по числу
степеней свободы движения, их виду (поступательные или
вращательные движения) и кинематической последовательности.
Для удобства анализа и правильности выбора кинематику
робота целесообразно разделять на три кинематические группы,
которые различаются между собой по функциональному
назначению: кинематику основания, кинематику руки и кинематику
кисти.
Кинематика основания. Степени свободы движения,
обеспечивающие перемещения робота, т. е. подвижность его основания,
составляют кинематику основания.1^ Как по функциональному
назначению, так и по конкретным примерам существующих
конструкций роботов, считается достаточным, если основание
обладает одной степенью свободы, сообщая роботу рабочие или
установочные перемещения, например перемещения робота от
станка к станку.
Кинематика руки. Степени свободы движения,
обеспечивающие пространственное перемещение конца руки с захватом при
неподвижном основании, составляют кинематику руки робота.
На выбор кинематической схемы руки основное влияние
оказывают величина и характер требуемых перемещений детали,
особенности ее ориентирования при перемещениях и установках.
246
Перемещения детали в пространственно-объемной рабочей зоне
возможны уже при наличии трех степеней свободы движения.
Дальнейшее увеличение числа степеней свободы способствует
только улучшению маневренности, не изменяя характера рабочей
зоны [9]. Наиболее приемлемыми являются кинематические
схемы с различными по виду движения степенями свободы. Ниже
рассмотрены типовые кинематические схемы роботов с тремя
степенями свободы движения руки.
Кинематическая схема с тремя возвратно-поступательными
движениями (рис. 223, а) обеспечивает перемещение плеча руки 1
с захватом 2 в объемно-прямоугольной рабочей зоне (рис. 223, б).
Преимуществом такой кинематической схемы является то, что
в процессе перемещения детали сохраняется ее ориентированное
положение.
Кинематическая схема с двумя возвратно-поступательными и
одним вращательным движениями (рис. 223, в) обеспечивает
перемещение деталей в объемно-цилиндрической зоне (рис. 223, г).
В данной и последующих схемах принято допущение, что
вращательные движения осуществляются полностью на 360°. В
действительности поворот функциональных механизмов
производится на значительно меньший угол. Поэтому рабочие зоны
будут лишь частью объемно-пространственных зон, показанных
на рис. 223, г; например, угол поворота колонны у робота «Верса-
тран» равен 240°. Эта часть цилиндра и будет являться рабочей
зоной робота.
247
Сохраняя то же число и вид движений, но меняя их
последовательность, получим другие кинематические схемы и
соответственно рабочие зоны. Схемы с двумя поступательными и одним
вращательным движениями могут обеспечивать цилиндрические
рабочие зоны как с неподвижной осью цилиндра (рис. 223, г),
так и подвижной (рис. 223, д). При этом положении самой оси
может быть вертикальным и горизонтальным. Если движение
осуществляется относительно различных координатных осей,
то рука с захватом перемещается только в плоской зоне
(рис. 223, ё).
Замена одного вида движения другим дает новые
кинематические схемы. При схеме руки с двумя вращательными и одним
поступательным движением (рис. 224, а) робот имеет возможность
перемещать детали в объемно-сферической зоне, как показано
на рис. 223, б (см. рис. 222). Кинематические схемы с тремя
вращательными движениями руки (рис. 224, в) обеспечивают
перемещение захвата по поверхности сферы (рис. 224, г).
Невозможность перемещения деталей в пространственно-объемной зоне
ограничивает их применение.
Помимо рассмотренных кинематических схем с тремя
степенями свободы движения руки могут быть и другие, образуемые
различным сочетанием видов движений и подвижностей
функциональных механизмов робота. В практике роботостроения
основное распространение получили кинематические схемы,
приведенные на рис. 223, в, 224, я, которые обеспечивают соответственно
цилиндрические (см. рис. 223, г) и сферические (см. рис. 224, б)
рабочие зоны. Такие схемы допускают более высокую
универсальность пространственных перемещений транспортируемых
деталей, а выполненные на их основе конструкции роботов
характеризуются компактностью.
Кинематика кисти. К кинематике кисти отнесены те степени
свободы движения, коротые обеспечивают ориентирующие
движения транспортируемых деталей. Перемещения детали при этом
носят локальный характер [9]. Выбор кинематики кисти в
значительной степени зависит от кинематики руки, т. е. от характера
перемещения детали из исходного положения в конечное.
Перемещение деталей посредством вращательных движений обычно
приводит к изменению угловой их ориентации. Таким образом,
сколько различных вращательных степеней свободы содержит
кинематика руки, столько имеется возможных угловых
переориентирований детали при ее пространственном перемещении.
Для поддержания неизменного углового положения детали в
процессе ее перемещения необходимо, чтобы кисть имела столько же
вращательных степеней свободы относительно тех же
координатных осей, сколько и рука. Для роботов с двумя поступательными
и одним вращательным движением руки (см. рис. 223, в)
поддержание исходной угловой ориентации детали в конечном
положении возможно, если кисть (рис. 225, а) имеет одну степень
248
Рис. 224. Кинематические схемы робота и зоны обслуживания
вращательного движения. Для роботов с одним поступательным
и двумя вращательными движениями (рис. 224, а) необходима
подвижность кисти вокруг двух координатных осей (рис. 225, б).
Кисть руки должна обеспечивать не только поддержание
исходной ориентации деталей, но и позволять выполнять специальные
повороты детали. В большинстве случаев эти движения
необходимы для переустановки детали в технологическом процессе
обработки или сборки. Учитывая то, что детали на
металлорежущем и другом оборудовании в основном устанавливаются
с горизонтальным или вертикальным расположением осей,
достаточно универсальной следует считать такую кинематику кисти,
которая обладает двумя степенями свободы вращения вокруг
этих осей.
Роботы, работающие с неориентированными деталями, должны
иметь кинематику кисти с тремя вращательными движениями.
Кисть руки робота обычно содержит в себе привод захватов 2
(см. рис. 225), который обеспечивает захват и удержание
деталей. Этот привод целесообразно не включать в общее число
степеней свободы движения роботов, так как он не обеспечивает
изменения пространственного положения или ориентирования
детали и может иметь как механическое, так и немеханическое
(вакуумное, электромагнитное и т. п.) исполнение.
Рис. 225. Кинематические схемы кисти
робота:
а — с одним вращательным движением;
б — с двумя вращательными движениями
249
Следовательно, кинематическую структуру промышленных
роботов с одной рукой и одним захватом можно оценить следующий
структурной формулой:
п = п0 + яр + пк, (165)
где п — общее число степеней свободы движения робота; п0,
пр> пк — соответственно число степеней свободы движения
основания, руки и кисти.
Следует считать, что достаточно универсальными будут такие
роботы, которые имеют пять—семь степеней свободы движения
со следующим структурным распределением их по кинематическим
группам: 5 — 7 = (0 — 1)0 + Зр + (2 — 3)к, т. е. к
универсальным промышленным роботам могут быть отнесены роботы как
стационарного, так и подвижного исполнения с тремя степенями
свободы движения руки и двумя—тремя степенями свободы
движения кисти. Промышленные роботы с меньшим числом степеней
свободы обычно выполняют специального или
специализированного назначения, а с большим числом будут особо универсальными
высокоманевренными.
Структурный анализ позволяет обоснованно подойти к вопросу
выбора самых сложных кинематических схем робота. Так,
кинематическую схему двурукого робота можно представить следующей
структурной формулой:
п-п 4-/лр1 + як1
где яр1, пр2 — число степеней свободы первой и второй руки;
пкъ пК2 — число степеней свободы первой и второй кисти
соответственно.
Кинематическую структуру двурукого робота с двумя
захватами, а следовательно, с двумя кистями на каждой руке, можно
представить в виде структурной формулы
/пр1 + \пк12
(,67)
Первая цифра при числе степеней свободы движения
кисти (nKij) указывает на порядковый номер руки робота, а
вторая — на порядковый номер кисти для данной руки.
Например, як21 — число степеней свободы движения первой кисти
второй руки.
5. конструкции роботов
В основе существующих роботов лежат самые разные
конструктивные решения, которые обеспечивают получение требуемых
технических характеристик. Так, ЭНИМСом созданы коиструк-
250
ции промышленных роботов (универсальных манипуляторов)
АУ1-Р1, РВ-50 и др., предназначенные в основном для загрузочно-
разгрузочных работ при обслуживании металлорежущих станков.
Конструкция робота РВ-50 представлена на рис. 226. На
сварном основании смонтированы все остальные части робота. Вдоль
станка робот перемещается по рельсам 9 на приводных колесах 8.
В корпусе 5, установленном на основании, расположены приводы
руки робота 4 с захватом 3. Загрузка станка заготовками 6
осуществляется из тары 7, установленной на подвижном столе 2.
Максимальная масса перемещаемых деталей 50 кг.
Кинематическая схема робота РВ-50 (рис. 227) обеспечивает
три степени свободы движения руки и одну — кисти. Рука может
перемещаться в горизонтальном направлении при помощи
гидроцилиндра Ц5, качаться вокруг этой оси при помощи
гидроцилиндра Ц2, перемещаться в вертикальном направлении —
гидроцилиндра Ц1. Конструктивно рука выполнена в виде
горизонтальной ) и вертикальной 2 пинолей. Пиноль 1 установлена
в корпусе робота и правым концом соединена со штоком
гидроцилиндра Ц5, а левым — жестко с корпусом захватного
устройства 5.
Для выполнения установочных перемещений пиноли
предусмотрена механизм ручной наладки 3. На пиноли закреплен
зубчатый сектор z8, который входит в зацепление со шток-рейкой
гидроцилиндра Ц2. Таким образом, поступательное перемещение
штока Ц2 преобразуется в качательное движение пиноли / и
вместе с ней захватного устройства. Внутри пиноли проходит
шпиндель 4, который зубчатым венцом гг зацепляется со шток-
рейкой гидроцилиндра Ц1. Поступательное перемещение в
данном случае преобразуется во вращение шпинделя, а далее
движение через зубчатые колеса z2 и гь передается реечной шестерне г4.
Последняя приводит в движение вертикальную пиноль 2
относительно корпуса захватного устройства. Внутри пиноли 2
находится шпиндель б, на нижнем конце которого имеется бойонет-
ный зажим для закрепления захватной головки 7. Внутри
шпинделя 6 проходит тяга, один конец которой соединен с захватами,
а второй со штоком гидроцилиндра зажима ЦЗ. К верхней части
пиноли 2 крепится механизм ориентирующего вращения
захватов (кантования) с гидроцилиндром Ц4. Перемещение тары с
заготовками относительно захватов осуществляется столом 8
посредством гидроцилиндра Ц6.
Скорость перемещения руки и кисти регулируется с помощью
дросселей. Помимо этого привод имеет тормозные устройства,
которые обеспечивают плавное снижение скорости в конце хода
руки. Управляет роботом цикловая система управления.
Необходимый цикл движений задается переключением тумблеров на
пульте управления. Величины перемещения руки в вертикальном
направлении вращения вокруг горизонтальной оси
ограничиваются специальными упорами 9 и 10. Контроль выполнения
251
252
каждой команды цикла осуществляется конечными
выключателями. Техническая характеристика робота РВ-50 приведена
в табл. 6.
Ряд моделей промышленных роботов создан ;в НИАТе (УМ-1)
(см. табл. 6), Оргстанкинпроме (УПР-11) и других
организациях. Из зарубежных конструкций наибольшее
распространение получили американские роботы «Версатран» и «Юни-
мейт». «Версатран» является универсальным роботом агрегатной
конструкции, выпускаемым в различных модификациях. Основное
исполнение робота обеспечивает пять степеней свободы движения,
из них три движения выполняет рука (горизонтальное,
вертикальное и вращательное вокруг вертикальной оси) и два
вращательных движения кисти с захватом. Робот способен выполнять свои
функции в различных положениях. Его можно устанавливать
неподвижно на пол и закреплять под любым углом
непосредственно на станке. В зависимости от сложности
запрограммированных движений робот может совершать до 1200 циклов в час.
Максимальная грузоподъемность таких роботов достигает 90 кг.
Робот типа «Версатран» и зона, в которой он может выполнять
рабочие движения, показаны на рис. 228. Техническая
характеристика робота приведена в табл. 6.
Цепной дифференциальный механизм подъема и опускания
каретки плеча руки робота, приведенный на рис. 229,
смонтирован внутри поворотной колонны 2, которая установлена на
основании 1. В каретку 16 вставлены две подвижные скалки 17, на
одном конце которых закреплена кисть руки с захватом, а на
другом — кронштейн для фиксации их межосевого положения
и монтажа гидропривода. В результате образуется подвижная
рамная система, способная переносить загружаемую деталь
массой 20—40 кг.
Таблица 6
Технические характеристики промышленных роботов
Модель робота
Число степеней
свободы
Величина перемещения
руки
Скорость
перемещения
Грузоподъемность, кг
Точность
позиционирования, мм
горизонтального, мм
вертикального,
мм
поворота
вокруг
вертикальной оси, град
поворота вокруг
горизонтальной
оси, град
пост
телы
ш
, о
а <->
о о
со к
s л
(X ч
о со
и н
упа-
юго,
i/c
о
. о
к ж
л т
вращательного,
град/с
РВ-50 (ЭНИМС)
4
50
300
70
500
60
50
±0,7
УМ-1 (НИАТ)
5
760
760
240
—
1000
90
40
±2
«Версатран» (США)
5
770
770
240
—
914
90
68
±0,76
«Юнимейт» (США)
5
1070
—
220
60
1270
ПО
34
±1,27
АН-6 (Япония)
4
600
100
120
—
1000
500
—
4
±0,1
IRB-10 (Япония)
5
800
200
200
—
800
200
90
10
±2
МНИ (Швеция)
5
1100
500
360
50
1000
300
90
10
±0,5
253
13 Ik
Рис. 228. Робот типа «Версатран» и зона Рис. 229. Цепной дифференциальный ме-
обслуживания ханизм подъема и спускания каретки с
механической рукой
В вертикальном направлении каретка перемещается на
четырех круглых направляющих 15, верхние концы которых
закреплены к верхней стенке колонны, а нижние — к выступу 18
колонны. Движение каретки осуществляется посредством
гидропривода и двух синхронно работающих цепных передач. Шток 10
гидроцилиндра передает возвратно-поступательное движение
каретке 6 привода, которая посажена на две круглые
направляющие 5 с закрепленными концами к колонне. На каретке
(на одной оси) установлены две звездочки 7. Роликовая цепь 4,
закрепленная одним концом к кронштейну 3, охватывает первую
звездочку 7, а затем звездочку 19, установленную в кронштейне 20.
Другой конец цепи закреплен снизу к каретке 16. Вторая
роликовая цепь 8 аналогично первой одним концом закреплена к
кронштейну 12 и охватывает вторую звездочку 7 и звездочку 14,
установленную в кронштейне 13; второй конец цепи закреплен сверху
к каретке. Такая компоновка роликовых цепей и звездочек
образует двойную синхронно работающую передачу, в которой
функции ведомого звена поочередно меняются — при движении ка-
254
ретки 6 со звездочками 7 вверх
ведущей является цепь 4, а
ведомой цепь 8. При движении
каретки 6 со звездочками 7 вниз
ведущей будет цепь <§, а
ведомой — цепь 9.
Движение от штока 10 к
каретке 16 передается следующим
образом. Когда каретка 6 со
звездочками 7 перемещается вверх,
то левая ветвь роликовой цепи 4,
закрепленная к кронштейну 3,
будет оставаться неподвижной,
а сходящий участок цепи со
звездочки 7 будет выпрямляться
и накладываться на стенку 9
колонны, образуя своеобразную
рейку, по которой катится
звездочка 7, вследствие этого
правая ветвь цепи будет
перемещаться со скоростью в 2 раза
большей, чем ось звездочки 7.
Таким путем достигаются
большие перемещения каретки 16
при малых перемещениях
штока 10. Так как левая ветвь между
звездочками 7 и 19 перемещается
вверх, то звездочка 19 будет
поворачиваться против часовой стрелки и перемещать участок цепи
между звездочкой 10 и кареткой 16 вниз, а следовательно, и саму
каретку 16 перемещать вниз. В том случае, когда каретка 6 со
звездочками 7 перемещается вниз, конец цепи <§, прикрепленный
к кронштейну 12, будет неподвижным, а сходящий участок цепи
со второй звездочкой 7 будет выпрямляться и накладываться на
стенку колонны. В этом случае также образуется своеобразная
рейка и качение второй звездочки 7 по этой рейке будет
увеличивать скорость движения правой ветви цепи 8 и каретки 16 в 2 раза
по отношению к скорости перемещения центра звездочки 7.
Рассмотренный цепной дифференциальный механизм в сочетании
с гидроприводом позволяет создавать компактную конструкцию
привода вертикальных перемещений плеча руки робота.
Механизм продольного перемещения руки робота типа
«Версатран» [2] показан на рис. 230. Два гидроцилиндра /
установлены на поворотном столе. Поршни гидроцилиндров скреплены
с одинаковыми по конструкции двусторонними рейками 2. Рейки
находятся в постоянном зацеплении с двумя зубчатыми
колесами 3, а среднее колесо одновременно зацепляется с двумя
рейками. На каждом валу колес 3 закреплено еще три одинаковых
Рис. 230. Механизм продольного
перемещения руки
255
Рис. 231. Конструкция руки робота J2 11 Ю 9 7
с пневмоприводом
колеса 4 с целью уменьшения люфта при реверсивном движении
исполнительных звеньев механизма и повышения плавности
зацепления.
Движение от среднего вала на вал 6 передается колесом 5 и
колесом, посаженным на нижний конец вала 6. Вал 6 имеет две V-об-
разные продольные канавки, в которые входят концы штырей 7,
вставленных в ступицу реечного колеса 3. Колесо 3,
смонтированное в подшипниках корпуса 9 руки //, зацепляется с рейкой 10,
закрепленной на руке 11. При реверсивном вращении вала 6 с
колесом 3 осуществляется возвратно-поступательное движение
руки 11. Один из гидроцилиндров вращает вертикальный вал в одну
сторону, а второй — в другую. Рассмотренная конструктивная
схема отличается компактностью и допускает одновременное
перемещение руки в вертикальном и горизонтальном направлениях.
Конструктивная схема руки робота с пневмоприводом
показана на рис. 231. Механизм руки 5 может осуществлять
продольное перемещение и поворот кисти 2
вокруг вертикальной оси, а также
движение захвата. Продольное
перемещение руки производится при
подаче воздуха в одну из полостей
пневмоцилиндра 11. Поворот руки
(кисти 2) производится отдельным
пневмо-цилиндром, шток которого
перемещает рейку 6, сцепленную
с зубчатым колесом 7. При повороте
колеса поворачиваются валы 9 к 13
вместе с цилиндром 14 и кистью 2
с захватом /. Закрытие захвата
осуществляется при подаче воздуха
в пневмоцилиндр 14, а раскрытие—
под действием пружины 3. В
некоторых роботах с пневмоприводом
поворотные движения руки
осуществляются не пневмоцилиндром, а пневмо-
двигателем [2].
Промышленные роботы «Юни-
зРоИ^ 1%2с^1°:^ «юнимейт» и мейт» представляют другую типовую
256
д 7 8 J 9 10
-J- / I -t't- _ ц
Рис. 233. Конструкция робота «Юнимейт»
конструктивную
разновидность роботов. В этих
роботах рука с захватом
может поворачиваться
вокруг вертикальной и
горизонтальной осей и
выдвигаться. На рис. 232
показан общий вид робота типа
«Юнимейт» и
обслуживаемые им зоны, а в табл. 6 дана техническая характеристика.
Механическая часть этих роботов (рис. 233) состоит из
неподвижного основания / с опорной колонной, относительно
которой перемещается рука 4 с захватом 5. Корпус руки крепится
в цапфах 23 на поворотной части колонны 25. Наклон руки вверх
и вниз производится посредством гидроцилиндра 3, который
одним концом соединен с поворотной колонной, а вторым — с
рукой робота. Корпус руки имеет цилиндрические) расточки,
служащие направляющими для двух полых валов 10 и 13, на
которых крепится корпус кисти 12. Поступательное перемещение
руки осуществляется от гидроцилиндра 14. Пара
гидроцилиндров 15 одностороннего действия через цепную передачу 21
приводит во вращение конические шестерни 20 и 18. Последняя
телескопически связана с валом 19, проходящим внутри полого
вала 10, который передает вращение через конические шестерни 9
и 8 корпусу 7 и сообщает ему качательное движение относительно
оси I—/. Аналогичным образом через полый вал 13 передается
вращательное движение корпусу захватов 6 относительно оси //—
77. Зажим и разжим губок 5 захвата 6 осуществляется
посредством пневмоцилиндра 11. Применение пневматического привода
захватов позволяет роботу работать с заготовками, имеющими
высокую температуру нагрева.
17 Н. И. Камышный 257
движения кисти с захватом. При необходимости головка может
быть снабжена устройством для ее продольного перемещения.
В роботе применена как позиционная система программного
управления в виде штекерной панели, так и цифровая система
с записью программы на магнитной ленте и способностью
программирования по методу самообучения. Привод движения в роботах
гидравлический. Техническая характеристика IRB-10 приведена
в табл. 6.
6. ЗАХВАТНЫЕ МЕХАНИЗМЫ
Большая универсальность промышленных роботов позволяет
перемещать детали различной формы и размеров. Захват и
удержание деталей производится быстросменными или достаточно
универсальными захватными механизмами. В практике основное
распространение получили сменные конструкции захватов. Для
осуществления быстрой их смены необходимо, чтобы
присоединительные элементы руки робота и захватных механизмов
удовлетворяли требованиям взаимозаменяемости. Помимо этого, должны
быть обеспечены жесткость соединения захватов с рукой робота,
точность их взаимного расположения, удобство и надежность
соединения захвата с его приводом, так как последний обычно
располагается на руке робота.
Выбор типа захватного механизма в основном определяется
формой и размерами транспортируемых деталей, условиями их
захвата и особенностями зажима. Наибольшее распространение
получили механические конструкции захватов. В их основе лежат
разнообразные исполнения рычажных, клиновых, винтовых и
других механизмов. Для зажима цилиндрических деталей чаще
всего используют захваты типа клещей (рис. 235, а, б, г), в
которых поступательное движение приводной тяги / преобразуется
в качательное перемещение губок клещей 2, осуществляющих
зажим или освобождение детали. Зажим плоских деталей
возможен с помощью захвата, приведенного на рис. 235, в.
Конструкция крепления губок 2 позволяет им параллельно сближаться
или удаляться при поступательном перемещении клина 3. Удер-
Рис. 235. Захватные механизмы роботов
17* 259
жание тяжелых или габаритных деталей осуществляется
захватами с двумя парами зажимных губок (см. рис. 235, г). Движение
от тяги 1 передается через планки 4 на рейки 3. Зубчатое
зацепление рейки с сектором клещей 2 позволяет им осуществлять
зажим детали. Возможность качения планок 4 относительно тяги /
обеспечивает зажим ступенчатых валов.
В некоторых конструкциях захватов делают сменными сами
губки (рис. 236). Они могут быть как жесткими с одним или
несколькими гнездами, так и самоустанавливающимися,
например, для захвата плоских деталей. Большинство захватных
механизмов предусматривает регулировку величины раскрытия
губок. Это обеспечивает удобный вход руки с захватом в рабочую
зону и быстрый зажим детали.
Привод движения захватов в основном осуществляется
посредством гидро- или пневмоцилиндров. Преимущественное
применение гидропривода имеет место в тех случаях, когда необходимо
создать значительную силу зажима. Ограничением применения
этого привода часто служит высокая температура нагрева деталей
(при ковке, термообработке и т. д.) или рабочей зоны, куда входит
рука робота. Это связано с нарушением химико-физических
свойств рабочей жидкости и загоранием уплотнений
гидроцилиндра. Гидропривод в таких случаях необходимо размещать
дальше от захватов.
Пневмопривод не имеет отмеченных недостатков, что позволяет
использовать его при работе с нагретыми заготовками. Его
применяют в основном при зажиме деталей небольшой массы. В
захватных механизмах роботов часто используют комбинированный
привод, когда зажим детали осуществляется с помощью гидро-
или пневмопривода, а разжим — с помощью пружины или
наоборот.
260
Движение руки и кисти
робота осуществляется гидропри-
I водом при давлении жидкости
I 53—70 кгс/см2. В роботе
применена контурная система про-
{ граммного управления с записью
| программы на магнитной ленте,
j Система управления выполнена
| по замкнутой схеме, имеет дат-
| чики обратной связи 2, 16, 17,
I 22, 24 и блок «памяти». Процесс
I программирования занимает не
| более 30 мин. Система
программного управления и привод
рабочих движений расположены
в основании робота.
Практика эксплуатации ро-
рис 234. робот jrb-10 ботов «Юнимейт» доказывает,
что их можно успешно использо- ;
вать для одновременного обслу- :
живания нескольких единиц технологического оборудования,
например участок обработки поковок зубчатых колес, состоящий
из трех станков. Расположенные вокруг робота станки выполняют
операции обточки, прошивки и сверления. Заготовки на участок
поступают по роликовому конвейеру, с которого робот снимает
их и последовательно по технологическому процессу загружает 4
на станки. Обработанные детали робот передает на отводящий
конвейер.
Робот. АН-6 японской фирмы Aida Engineering имеет
пневматический привод, осуществляющий горизонтальное и
вертикальное перемещения руки и вращение ее вокруг вертикальной оси.
Захватная головка имеет возможность поворачиваться
относительно оси руки на 180°. Все движения руки и захвата
осуществляются от пневмоцилиндра с давлением воздуха 4—5 кгс/см2.
Этот робот может оснащаться одним, двумя или' тремя жестко
сблокированными плечами. Система программного управления \
позиционная (штекерная) с настройкой величины перемещения
по жестким упорам, что обеспечивает точность позиционирования
±0,1 мм. Техническая характеристика робота АН-6 приведена
в табл. 6.
Интерес представляет японский робот IRB-10 (рис 234) со ,
складывающейся рукой. Параллелограммная конструкция руки ;
обеспечивает поддержание неизменной ориентации захвата с
деталью в процессе ее складывания. Отсутствие обратного вылета
руки обеспечивает безопасность работы и уменьшает занимаемую
роботом площадь. В этом роботе может производиться
горизонтальное (складыванием) и вертикальное перемещение руки,
вращение ее совместно с вертикальной колонной и два вращательных
258
Для перемещения листовых или хрупких материалов
(кинескопов и т. д.) применяют захватные механизмы в виде
электромагнитов или вакуумных присосок.
В настоящее время создан ряд универсальных захватных
механизмов. Все они имитируют собой пальцы руки человека как
наиболее совершенного захватного органа. Уже созданы
универсальные захватывающие механизмы для промышленных роботов
с двумя, тремя (рис. 237) и пятью пальцами. Захватный механизм
с тремя пальцами позволяет захватывать до 80% тех предметов,
которые может удерживать рука человека. Движение пальцев
осуществляется программированным натяжением тонких тросов.
Помимо загрузочно-разгрузочных, транспортных и других
подобных работ промышленные роботы часто применяют для
непосредственного выполнения различных технологических
операций, например сварки, окраски, напыления и др. Выполнение
таких операций возможно при оснащении робота специальными
операционными механизмами. Для этого конструкция робота
должна позволять закреплять соответствующие механизмы к его
руке и обеспечивать нормальное их функционирование.
глава Ю
СИСТЕМЫ УПРАВЛЕНИЯ И РАСЧЕТ
ПРОМЫШЛЕННЫХ
РОБОТОВ
1. ПРИВОДЫ
Движения кинематических звеньев промышленных роботов могут
осуществляться от электрического, гидравлического,
пневматического приводов или их комбинации. На выбор типа привода
основное влияние оказывает назначение робота и условия его
эксплуатации: грузоподъемность, ритм работы, температура и
давление окружающей среды, ее запыленность,
радиоактивность и т. п.
Электрический привод обеспечивает получение хороших
динамических характеристик при большом диапазоне изменения
скорости и высокой точности позиционирования. Это в
значительной степени определяется его приспособленностью к
автоматическому управлению, в том числе и к применению числового
программного управления. В качестве приводных двигателей
наиболее часто применяют двигатели переменного и постоянного
тока, шаговые электродвигатели, а также двигатели с тиристорным
управлением и др.
Для передачи движения от электродвигателей на подвижные
звенья обычно требуются промежуточные механические передачи.
К таким передачам предъявляют требования по компактности
конструкции при высокой нагрузочной способности, отсутствию
люфтов, высокого КПД. В качестве передаточных звеньев и пар
в приводах роботов широко используют зубчатые, реечные,
червячные, цепные и рычажные передачи и валы. Применение
механических передач позволяет преобразовывать и редуцировать
движения, кроме того, сделать робот более компактным за счет
выноса приводного электродвигателя ближе к основанию робота.
Основное распространение электрический привод получил
в промышленных роботах малой грузоподъемности, а также в
высокоманевренных роботах с дистанционным управлением, имеющих
сложные пространственные движения исполнительных звеньев.
Гидроприводу присущи достоинства: способность развивать
большую силу и мощность при малых габаритных размерах,
широкий диапазон бесступенчатого регулирования скорости,
262
высокая быстрота и плавность реверсирования, удобство
осуществления поступательных движений, — поэтому он является
основным приводом для промышленных роботов. При хорошем
обслуживании гидропривод считается более надежным и допускающим
значительные перегрузки. Применение в качестве гидродвигателей
гидроцилиндров позволяет совместить в штоке поршня
гидроцилиндра и функции подвижного звена робота, т. е. шток может быть
и горизонтальным плечом и вертикальной подвижной стойкой.
Компактными являются поворотные гидродвигатели, которые
находят все большее применение. Основными недостатками
гидроприводов являются чувствительность их к изменению температуры
окружающей среды, громоздкость насосных станций, утечки
рабочей жидкости.
Пневмопривод во многом сходен с гидроприводом. Основными
отличиями являются отсутствие обратных трубопроводов и
меньшая чувствительность пневмоприводов к изменению температуры.
Пневматический привод работает с меньшим давлением, обычно
4—5 кгс/см2, что не позволяет развивать значительных сил. Это
определило его распространение в роботах с малой
грузоподъемностью (до 5—10 кг). В большинстве случаев пневмопривод
рассчитан на использование внешнего источника энергии — пневмо-
сети цеха. В качестве двигателей в основном применяют пневмо-
цилиндры. Использование пневмопривода обеспечивает получение
высоких скоростей и большой частоты реверсирования
исполнительных механизмов.
Комбинированный привод, с одной стороны, позволяет
использовать преимущества перечисленных приводов и улучшить
тем самым характеристики робота. С другой стороны, применение
в роботе двух различных систем приводов связано с усложнением
конструкции. Примером применения комбинированного
привода может служить гидропневмосистема робота- «Юнимейт»
(см. рис 233), в котором гидравлическая часть системы
обеспечивает перемещение руки и кисти, а пневматический привод
осуществляет зажим и разжим захватов. Такой привод позволяет
роботу загружать и разгружать детали большой массы при
высоких температурах их нагрева.
В этом приводе (рис. 238, а) движение от электродвигателя 5
мощностью 7,5 кВт передается гидронасосу 4 шестеренного типа.
Рабочая жидкость из насоса поступает в систему через фильтр 3.
Предохранительный клапан 6 обеспечивает поддержание рабочего
давления около 70 кгс/см2. Дроссель 7 используется для
уменьшения при необходимости до нуля рабочего давления в системе.
К распределителям 12 жидкость поступает через обратный
клапан 2. Применение гидроаккумулятора 1 объемом 11,5 л
позволяет увеличивать расход жидкости в системе при включении
в работу нескольких гидроцилиндров, а также обеспечивает
сглажинание пульсации давления жидкости, в особенности при
пусках и остановках. В системе предусмотрен автоматический
263
ii iii iv v
Рис. 238. Гидропневмопривод робота «Юнимейт» :
/ — вращение колонны; // — перемещение руки; /// — поворот колонны в
вертикальной плоскости; IV — наклон кисти; V — поворот кисти
контроль давления с помощью реле давления. При падении
давления ниже 35 кгс/см2 реле срабатывает и размыкает контакты
выключателя электрической системы управления двигателем.
Распределители управляются электрическими сигналами,
поступающими из системы управления. Величина сигнала
определяет величину открытия распределителя и, следовательно,
скорость движения. Жидкость из распределителя поступает в
полость исполнительного гидроцилиндра, соответствующую
требуемому направлению движения. При этом другая полость
открывается на слив. Исключение составляет приводное устройство
радиального перемещения руки. Здесь жидкость под рабочим
давлением постоянно поступает в штоковую полость
гидроцилиндра. Распределитель управляет потоком, поступающим только
в поршневую полость.
Из сливной линии жидкость перед поступлением в бак
проходит через радиатор охлаждения 8. Вентилятор радиатора
установлен непосредственно на валу электродвигателя. Часть
жидкости из сливной магистрали проходит через фильтр тонкой очистки 9-
Зазор в реечном зацеплении устраняется посредством поршня 11.
В системе имеется механизм смазки 10.
Пневмосистема робота приведена на рис. 238, б. Захваты
приводятся в движение сжатым воздухом. В пневмосистеме
предусмотрен' фильтр 15 с влагоотделителем. Регулятор давления 14
в нормальном состоянии отрегулирован на давление 3 кгс/см2.
Из регулятора воздух поступает через устройство смазки 13 на
вход к распределителю, управляемому соленоидом. Проходя
через устройство смазки, воздух захватывает определенное
количество масла для смазки трущихся поверхностей пневмоцилиндра.
При отключении электропитания соленоида сжатый воздух по-
264
ступает в пневмоцилиндр привода захватов, обеспечивая их
сжимание. Включение электропитания соленоида обеспечивает
соединение полости пневмоцилиндра с атмосферой, и захваты под
действием пружины размыкаются.
2. СИСТЕМЫ УПРАВЛЕНИЯ
В промышленных роботах применяют разнообразные системы
управления, начиная от простых цикловых систем и кончая
сложными системами с элементами искусственного интеллекта. Выбор
системы управления в значительной степени определяет
универсальность робота, быстроту его перестройки на выполнение
другого цикла работы, приспособленность к обслуживанию
различного оборудования. Помимо этого, системы управления должны
обеспечить синхронизацию совместной автоматической работы
робота с обслуживаемым им оборудованием. Это обычно
достигается стыковкой систем управления, что позволяет подавать
команды как с робота на станок, так и наоборот.
В зависимости от сложности и совершенства управляющих
устройств промышленные роботы принято разделять на три
поколения. К первому поколению относятся роботы, работающие по
жесткой, заранее заданной программе. Основное распространение
получили позиционные и контурные системы программного
управления. Позиционное управление применяют тогда, когда робот
должен обеспечивать точное перемещение детали с исходного
положения в конечное без контроля за процессом движения в
промежуточных точках траектории. Такое движение необходимо
при выполнении загрузочно-разгрузочных, транспортно-склад-
ских и других операций. В качестве программоносителя в этих
системах управления наиболее часто используют штекерные и
матричные панели. Принципиальная схема штекерной системы
управления приведена на рис. 239. Требуемая последовательность
движений звеньев руки и кисти «записывается» соответствующей
расстановкой штекеров 4 в гнездах панели. Каждое гнездо состоит
из двух токопроводящих полуколец. Левые половинки 1 каждого
вертикального ряда соединены проводниками 2 с
соответствующими реле Ply Р2У ... Р10у вторые концы которых имеют общий
вывод 5. Правые половинки гнезд 3 каждого горизонтального
ряда соединены проводниками 6 с контактами А1, А2, A3f А4
шагового искателя. При контакте щетки шагового искателя
с одним из контактов А ток от проводника 9 поступит на правые
половинки того горизонтального ряда, который соединен с этим
контактом. Наличие штекера в одном из гнезд замыкает обе
половинки гнезда, и ток поступает на обмотки реле. Реле
срабатывает и подает команду на включение в работу подсоединенного
к нему привода (с помощью электромагнитных золотников,
муфт и т. п.).
265
PfO P9 P8 P7 P6 P5 PU РЗ P2 PI
Рис. 239. Штекерная схема программного управления
После того как исполнительное звено переместится на
требуемую величину, переставной упор дойдет до соответствующего
путевого выключателя, нажимая на последний, разорвет цепь
питания реле, и остановит тем самым движение. Одновременно
с этим происходит замыкание цепи питания электромагнита 12
шагового искателя. Электромагнит, притягивая якорь 11,
посредством собачки 10 повернет храповое колесо 8, чем обеспечит
переход щетки 7 на следующий контакт А. Под током окажется
следующий горизонтальный ряд. Расставленные в нем штекеры
аналогичным образом обеспечат срабатывание соединенных с ними
реле и выполнение следующих движений и т. д. Число
вертикальных рядов гнезд определяет число управляемых приводов, а число
горизонтальных рядов — число последовательных команд общего
цикла.
Для непрерывного управления процессом движения по
нескольким координатам применяют контурные системы
управления. Это позволяет перемещать захват руки робота по сложной
криволинейной траектории, что необходимо, например, при
выполнении автоматической дуговой сварки, окраски и т. п. В
качестве программоносителя в таких системах управления могут
быть использованы перфорированные карты и ленты, магнитные
ленты, барабаны или диски. На указанных программоносителях
записываются последовательность движений, их величина,
скорость и ускорение для различных моментов движения.
Записанная информация, например, на магнитной ленте / (рис. 240, а)
с помощью специальных считывающих устройств 2 преобразуется
в импульсные команды. Считывающая головка (рис. 240, б)
представляет собой магнитный сердечник с зазором а, на котором
располагаются обмотки катушки. При протягивании ленты мимо
считывающей головки магнитные штрихи (полученные на ленте
266
АШАШАА
Рис. 240. Схема управления с помощью магнитной
ленты
при записи программы),
перемещаясь в зазоре
сердечника, создают
в нем переменный
магнитный поток,
который возбуждает
электродвижущую силу
(импульс) в катушках
головки.
Полученные
импульсные команды в
специальных устройствах
управления 3 (рис. 240, а)
расшифровываются и
усиливаются, послечегоони
поступают в привод 4
исполнительного механизма 5, обеспечивая его перемещение.
В большинстве случаев контурные системы управления имеют
обратную связь, которая позволяет контролировать с помощью
потенциометрических и других датчиков величину действительного
перемещения. При наличии рассогласования между заданной и
действительной величиной перемещения подается команда на
устранение ошибки перемещения.
В ряде конструкций запись программы осуществляется по
методу самообучения. Такая схема записи и воспроизведения
программы робота «Юнимейт» приведена на рис. 241. Оператор
в наладочном режиме перемещает руку с захватной головкой
в конечные точки требуемого цикла движений, которые в виде
сигналов от кодовых датчиков 8 фиксируются в блоке памяти на
магнитном барабане 12. На поверхности этого барабана имеется
16 тыс. магнитных сегментов, каждый из которых может быть
поляризован в одном из двух направлений. Это соответствует
общему объему памяти 16 тыс. бит (единичных сигналов)
информации.
Магнитные сегменты расположены на периферии барабана
в 200 параллельных рядах, так что в каждом ряду содержится
80 сегментов. Следовательно, каждая команда записывается
в пределах 80-разрядного числового кода и может содержать
всю информацию для управления движениями робота, а также
работой оборудования, взаимодействующего с роботом.
Каждое из программируемых движений робота имеет кодовый
датчик, который определяет числовой код для каждой позиции
руки. После того как с помощью кнопки обучения и управляющего
золотника поршень гидропривода приведен в требуемую позицию,
нажатием кнопки «Запись» данные кодового датчика записываются
с помощью записывающих головок 11 на магнитный барабан.
Во время операции записи барабан неподвижен, а после
окончания записи поворачивается на шаг с помощью шагового электро-
267
а) 6)
Рис. 241. Схема записи (а) и воспроизведения программы (б):
/ — кнопка запуска; 2 — ручное программирование внешней памяти; 3 — панель
управления вспомогательными функциями; 4 — кнопка записи программы;- 5, 23 —
гидравлические золотники; 6, 20 — гидроприводы исполнительных устройств; 7 —
исполнительное устройство; 8, 19 — кодовые датчики; 9 — цепь обратной связи; 10 — блок
записи программы; // — записывающие головки; 21, 18 — барабаны памяти; 13, 16 —
шаговые приводы; 14 — блок контроля выполнения [функций; 15 — блок
вспомогательных команд; 17 — считывающие головки; 21 — компаратор; 22 —- логическая система;
24 — усилитель
двигателя. После этого барабан готов для записи следующей
команды.
Процесс считывания команд осуществляется специальными
считывающими головками 17 (см. рис. 241, б). При переключении
робота в режим «повторение» магнитный барабан поворачивается
в позицию, в которой считывающие головки располагаются над
начальным рядом магнитных элементов. Каждый код от барабана
памяти и код от датчиков позиции посылаются в специальное
сравнивающее устройство—компаратор 21, который определяет
разность по знаку и численной величине между двумя входными
сигналами.
Сигнал разности приводит в действие золотник 5 (см. рис. 241, а),
который включает гидропривод 20 (см. рис. 241, б) до тех пор,
пока разность не будет устранена. После выполнения всех
движений в данном переходе барабан поворачивается на шаг и
процесс повторяется.
Необходимым условием нормальной работы роботов первого
поколения с различными системами управления является
предварительное ориентирование деталей и точное их расположение
в позиции захвата. Это вызвано тем, что роботы не имеют
возможности самостоятельно определять положение и ориентирование
деталей и не способны приспосабливаться к изменяющимся
условиям работы. Практически существующие конструкции
промышленных роботов, в том числе и описанные в гл. 9, относятся
к первому поколению.
Роботы второго поколения характеризуются наличием более
развитой «памяти» в виде ЭВМ и информационной системы, кото-
268
рая позволяет получать некоторую информацию о внешней среде
от различного рода датчиков положения, соприкосновения, силы,
вплоть до зрительной информации от фотодиодов или
телевизионных установок. Эта информация поступает в вычислительную
машину, которая корректирует или вырабатывает новую
программу действия робота в соответствии с изменившимися
условиями работы. Обычно роботы такого типа позволяют определять
наличие, положение и размеры предметов в рабочей зоне, условия
их захвата, контроль необходимой силы зажима и т. п.
Самостоятельность робота в выборе решений жестко определяется
заложенным в нем алгоритмом поведения.
К роботам третьего поколения относят автоматы, которые
в своих действиях более полно приближаются к человеку по
совершенству информационных и управляющих действий. Такие
роботы могут распознавать и анализировать возникающие в их
деятельности ситуации и самостоятельно находить эффективные
способы их решения. Оснащение роботов зрительной, слуховой,
тактильной и другими информационными системами в комплексе
с управляющим центром создает своего рода искусственный
интеллект. Значительная сложность этих роботов не позволяет ожидать
быстрого окончания хотя бы предварительных стадий их
разработок, которые позволили бы начать выпуск экономических
образцов.
3. РАСЧЕТ РОБОТОВ НА ЖЕСТКОСТЬ
И ТОЧНОСТЬ ПОЗИЦИОНИРОВАНИЯ
Конструкция роботов представляет пространственно-незамкнутые
стержневые системы с высокой кинематической подвижностью
исполнительных звеньев. Для таких систем главными критериями
расчета являются жесткость и динамическая устойчивость
конструкции, от которых в значительной степени зависят точность
позиционирования, быстрота перемещения деталей
(производительность) и их масса.
Жесткость робота / представляет собой отношение силы (обычно
силы тяжести детали), приложенной к захвату, к перемещению,
вызванному силой:
Если направление силы и измеряемой деформации совпадает,
то жесткость робота в направлении каждой координатной оси
соответственно будет jx, /V, jz- Для промышленных роботов
характерна большая податливость звеньев в направлениях, не
совпадающих с направлением действующей силы. Жесткость
в таких случаях обозначают /хк, ]zx> /xz---> гДе первая буква
указывает на направление измерения жесткости, а вторая —
на направление действующей силы (например, jxz— жесткость
в направлении оси X от силы, приложенной в направлении оси Z).
269
Рис. 242. Конструктивные и расчетные схемы
Суммарная жесткость конструкции робота состоит из
собственной и контактной жесткости. Собственная жесткость учитывает
деформацию отдельных звеньев: стойки, плеча, захватов и т. п.
Контактная жесткость в основном учитывает деформацию в
стыках опор подвижных звеньев робота. Роль собственной и
контактной жесткости в конструкции робота одинаково велика.
При конструировании роботов важно достичь не только
требуемой суммарной жесткости, но и необходимо правильно
распределить ее между отдельными звеньями с учетом их влияния на
величину общего смещения конца руки робота. Это позволит
снизить металлоемкость конструкции и повысить ее динамическую
устойчивость.
Рассмотрим жесткость промышленных роботов, выполненных
по Г-образной схеме, которая лежит в основе большинства
конструкций роботов как отечественного производства (например,
робот ВР-50 конструкции ЭНИМСа), так и зарубежного
(например, «Версатран» — США). Кинематика таких роботов
обеспечивает перемещение горизонтально расположенного плеча руки
(рис. 242) с захватом в горизонтальном и вертикальном
направлениях и вращение его совместно с вертикальной стойкой вокруг
вертикальной оси. Конструкции роботов в основном выполняют
с неподвижной (рис 242, а) или подвижной вертикальной стойкой
с постоянным (рис 242, б) или переменным (рис. 242,
^расстоянием между опорами.
Общей первоначальной расчетной схемой на жесткость таких
конструкций может быть схема, приведенная на рис. 242, г,
в которой учитывается нагружение робота как полезной
нагрузкой в различных направлениях (Ръ Я2, Р3), так и собственной
силой тяжести плеча, представленной в виде распределенной
нагрузки q.
Распределение жесткости между вертикальным и
горизонтальным стержнями определим на основе влияния их на величину
прогиба переднего конца руки робота. Уравнение деформации
конструкции определяют по методу дифференцирования потен-
270
Цйальной энергии рассматриваемой системы. Так, при действии
только вертикальной нагрузки (вес транспортируемой детали)
захват руки робота смещается в вертикальном Ь2 и
горизонтальном бх направлениях:
bz e we (8pi+3?а)+-щг l2P*a+? <а2 -62)]; (168)
bx^^[2Pia + q(a^b% (169)
где Jt и Jh — осевой момент инерции горизонтального плеча и
вертикальной стойки соответственно; Е — модуль упругости;
a, b, h — линейные размеры.
Из формул (168) и (169) следует, что прогиб горизонтально
расположенного плеча в вертикальном направлении вызван
деформацией обеих, горизонтальной и вертикальной стоек, а
смещение плеча в горизонтальном направлении обусловлено только
деформацией вертикальной стойки.
Влияние некоторых конструктивных параметров на величину
деформации рассмотрим при максимальном вылете плеча а = I,
т. е. при максимальной деформации системы. Так, при одинаковой
длине вертикальной и горизонтальной стоек / = h и одинаковых
их моментах инерции // = Jh формулы прогибов примут вид
bZmax = ^r(2A3P1 + ql);
бхшах = 1|Г(2Р1 + ^).
Сравнивая эти деформации, при принятых условиях,
установим, что деформации в вертикальном направлении превышают
деформации в горизонтальном более чем в 2,5 раза:
max о с 2>\ЪР1-\- ql 0 с
17п^Г ~ ^ 2p1 + ql >
Учитывая то, что деформации в вертикальном направлении
складываются из деформации вертикальной и горизонтальной
стоек, формулу прогиба в этом направлении (168) можно записать:
h = -gi&T (SZr + 6zB)»
где 6Zr, 8Zb — составляющие, учитывающие влияние
соответственно горизонтальной и вертикальной стоек на деформацию
в вертикальном направлении. При сравнении этих составляющих
видно, что прогиб в вертикальном направлении от деформации
вертикальной стойки более чем в 3 раза превышает прогиб от
деформации горизонтальной стойки:
SZb _ \2(2px + ql) ^ q
6zr ""4^!+ 0,75?/)
271
0 0,5 1,0 1,5 2,0 l/h 0 0,5 1,0 1,5 2,0 Цп
й) Ь)
Рис. 243. Графики соотношения деформаций в зависимости от / и Л,
Jh и Jl'
1 _ Jh/Jt = 0,5; 2 - Jh/Jl = 1; 3 - JhUх = 2; 4 - = 4
Уже из этих сравнений следует, что жесткость вертикальной
стойки должна быть значительно выше горизонтальной.
Соотношение деформаций системы в вертикальном и горизонтальном
направлениях при различных соотношениях длины / и h и
моментов инерции // и Jh приведено на рис. 243, а. Влияние
деформации вертикальной и горизонтальной стоек на прогиб в
вертикальном направлении при аналогичных соотношениях длин;
и моментов инерции стоек приведено на рис. 243, б. Эти графики;
позволяют правильно подобрать соотношение жесткостей
вертикальной и горизонтальной стоек для обеспечения минимальных:
прогибов системы. Приближенно можно рекомендовать для
конструкций, в которых длина горизонтальной стойки меньше длиньс
вертикальной, чтобы жесткость вертикальной стойки была в 4—
5 раз больше, чем у горизонтальной. При короткой длине
вертикальной стойки по отношению к горизонтальной ее жесткость»
должна быть выше последней в 2—3 раза. Зная допустимую
величину прогиба в любом направлении и определив оптимальное:
соотношение жесткостей вертикальной и горизонтальной стоек:
из графиков (см. рис. 243, а, б), по формулам (168) и (169) можно*
определить размеры сечений стоек.
Аналогичным путем можно оценить влияние отдельных звеньев
на суммарную деформацию конструкции при других направлениях
действующей нагрузки.
Влияние контактной жесткости в основном связано с
наличием в роботе значительного числа опор. Основное
распространение в роботах получили опоры качения, обладающие малыми
потерями на трение. Имеющиеся в опорах зазоры и контактные
деформации ведут к появлению дополнительных смещений конца
руки робота, снижающих точность позиционирования. Влияние
указанных факторов рассмотрим по схеме, приведенной на рис. 244, а.
Эта схема учитывает наличие опор для вертикальной стойки и
горизонтального плеча.
Смещение конца руки робота в вертикальном направлении
Az = AZ1 + Az2> где AZ1, AZ2 — смещения конца руки, вызван-
272
Рис. 244. Расчетные схемы влияния зазоров и контактных деформаций в
опорах:
а — схема смещения конца руки робота; б — схема к выбору расстояния между
опорами в горизонтальной плоскости; в — схема к определению прогиба плеча
ные наличием зазоров и деформацией соответственно в
горизонтальной и вертикальной опорах.
Смещения руки в горизонтальном направлении зависят только
от зазоров и контактных деформаций в опорах вертикальной
стойки Ах = Л*2- Раскрывая эти зависимости, получим
Az = Д21 + AZ2 = [(Дх + А2) f + Ах] + (А3 + А4)±]; (170)
Дх = Дха=(Д3 + Д4)у- + Л3, (171)
где Д1э А 2, А3, А4 — величины зазора и контактной деформации
для каждой опоры (см. рис. 244, a); a, I, h — линейные размеры,
определяющие геометрическое положение опор в конструкции
робота; ll9 /2 — расстояния между опорами.
Из уравнений (170) и (171) следует, что суммарные смещения
конца руки зависят от числа опор, их геометрического положения
в конструкции робота и величины зазора, а также контактных
деформаций в каждой из опор. Для снижения смещений
необходимо уменьшать число опор, если это возможно, применять
беззазорные опоры с высокой контактной жесткостью и уменьшать
отношения-^-, -г-, -г~. Длины а, /, h обычно являются
величиях h h
нами постоянными, так как они определяют длину хода звеньев,
поэтому уменьшения отмеченных соотношений можно достичь
только увеличением расстояния между опорами. С другой
стороны, это ведет к возрастанию габаритных размеров робота,
его массы, т. е. ухудшению других, в особенности динамических
характеристик.
Для более обоснованного выбора расстояний между опорами
рассмотрим зависимость смещений А от всех входящих в формулы
параметров. Так как слагаемые по каждой опоре одинаковы, то
18 н. И. Камышный 273
0,25 0,50 0,75 h/a
Рис. 245. График влияния расстояний между опорами на смещение руки робота (а)
и схемы расположения опор (б)
достаточно будет рассмотрения указанной зависимости для одной
опоры, например горизонтальной (см. рис. 244, б). Зависимости
представлены на рис. 245, а. Из графика видно, что интенсивность
влияния зазоров и деформаций на величину AZ1 различна в
зависимости от относительной длины между опорами. Каждому
значению Дх и А2 соответствует свое оптимальное расстояние
между опорами, последующее увеличение которого приводит
к менее заметному снижению AZ1. Например, если Дх = А2 =
= 0,01 мм, то при увеличении IJa больше 0,25 уменьшение А
практически не существенно. С увеличением Ах и А2 граница
оптимального расстояния между опорами смещается вправо.
Этот вывод полностью применим и при выборе расстояний
между опорами для вертикальной стойки. Оптимальное значение
IJa, как уже отмечалось, можно находить только за счет
изменения расстояний между опорами, так как а = const. Увеличение 1Х
будет, с одной стороны, уменьшать влияние зазоров и контактных
деформаций, а с другой, увеличивать собственную деформацию
плеча вследствие увеличения его длины.
Закономерность влияния расстояний между опорами на
величину собственной его деформации при постоянном вылете плеча
рассмотрим на примере консольной балки, лежащей на двух
опорах (см. рис. 244, в). Прогиб плеча определяют на основе
дифференциальных уравнений изогнутой оси балки по формуле
6z =la mj •
Входящие в формулу линейные обозначения приведены на
рис. 244, в.
Для графического представления зависимости прогиба 8Z
от расстояний между опорами введем обозначение отношения веса
консоли (О = да) к полезной нагрузке Р k = -р-.
смещения конца руки робота AZ1 от Ах и А2 и. отношений-^
274
Зависимость изменения прогиба конца плеча 8Z от величины
IJa при различных величинах k имеет прямо пропорциональную
зависимость (см. рис. 245, а). Интенсивность увеличения 8Z
во всем рассматриваемом диапазоне практически ниже
интенсивности снижения А. Таким образом, за основу выбора оптимального
расстояния между опорами необходимо принимать зависимость
смещений конца руки робота от величины зазора и контактных
деформаций в опорах. Последние необходимо стремиться свести
к минимуму, чтобы обеспечить уменьшение погрешности
позиционирования руки при минимальном расстоянии между опорами.
Это в свою очередь ведет к уменьшению габаритных размеров
робота и снижению массы подвижных звеньев.
На величину прогиба конца руки робота существенное
влияние оказывает само расположение опор относительно оси
вертикальной стойки. Возможные схемы расположения опор
приведены на рис. 245, б. Величина изгибающего момента М0,
действующего на вертикальную стойку, для схемы / М0 = RJlt для
схемы // М0 = (RA + RB) -у-, для схемы /// М0 = RAl±.
Учитывая то, что более нагруженной является передняя опора
(RA > RB), меньшую нагрузку на вертикальную стойку, а
следовательно, меньшую ее деформацию обеспечит схема /, где
передняя опора совмещается с осью стойки.
4. АНАЛИЗ ДИНАМИКИ РОБОТОВ
Процесс перемещения деталей роботом по каждой степени
свободы движения состоит из этапов разгона, установившегося
движения л торможения.
Обеспечение высокой скорости движений требует
осуществления ускоренного разгона и торможения, что в свою очередь
связано с возникновением больших динамических нагрузок,
которые приводят к появлению колебательных движений звеньев
робота, нарушению точности позиционирования, возникновению
недопустимых деформаций и напряжений, в особенности в
период торможения.
При динамическом анализе конструкцию робота
рассматриваем как стержневую систему, нагруженную массой
транспортируемой детали. Такое допущение вполне соответствует
конструктивному исполнению роботов, так как большинство его звеньев
выполнено в виде стоек, балок и других подобных деталей. Для
получения достоверных теоретических выводов необходимо, чтобы
расчетная схема обладала такими же энергетическими
показателями, как и заданная реальная конструкция.
Основной нагрузкой робота является вес (масса)
транспортируемой детали, она в расчетной схеме может быть представлена
в виде сосредоточенной нагрузки, приложенной к его руке.
Большая длина консольных звеньев и соизмеримость их массы с массой
18» 276
Рис. 246. Динамические схемы
перемещаемых деталей требуют обоснованного учета их в
расчетах. Исходя из того, что эти звенья представляют собой элементы
с распределенной нагрузкой, то наиболее правильным было бы
представлять их в виде стержней с бесконечным числом степеней
свободы. Сложность таких расчетов и несущественность
получаемых при этом уточнений ограничивает целесообразность их
выполнения, поэтому в расчетной схеме такие звенья необходимо
заменять невесомыми стержнями с некоторым числом
сосредоточенных масс.
Рассмотренная выше конструкция робота (см. рис. 244) при
максимальном вылете подвижных звеньев представляет Г-образ-
ную систему (рис. 246). Если в такой системе массой стержня
пренебречь, то она будет нагружена только массой т1
транспортируемой детали (см. рис. 246, а) и иметь три степени
свободы, каждая из которых условно обозначена х19 х2> х3.
Расчетные схемы, учитывающие влияние массы стержней,
приведены на рис. 246, б, в9 г. Массу горизонтального стержня т2
можно представить симметрично расположенной посредине
стержня (рис. 246, б) или в виде двух масс т2/2 по его концам
(рис. 246, в). Симметричной является также система, где т2/2
расположена посредине плеча, а т2/4 — на концах (рис. 246, г).
Аналогичным образом можно учесть массу вертикального
стержня т3.
Увеличивая число участков на горизонтальном и
вертикальном стержне, мы тем самым приближаем расчетную систему к ее
реальному значению. Введение каждой новой массы обычно
приводит к добавлению трех степеней свободы, что резко усложняет
расчеты. В этих условиях важным воцросом является определение
той степени приближения расчетной схемы к реальной
конструкции, при которой получаем достоверную оценку динамических
свойств исследуемой конструкции. Сложность расчетов при этом
должна быть по возможности минимальной.
Обоснование необходимого числа заменяющих масс и их
расположения по длине стержней выполнено на основе анализа
частоты собственных колебаний рассматриваемой конструкции,
276
которая является наиболее важной характеристикой
колебательной системы, так как она является функцией только параметров
системы (жесткости и ее массы) и не зависит от амплитуды
колебаний или способа, каким система приводится в движение. Для
решения поставленных вопросов необходимо составить исходную
систему уравнений движения. Используя метод Даламбера и
учитывая известные из механики соотношения между
воздействующими на систему силами и перемещениями ее точек,
уравнение движений при свободных колебаниях можно записать
в форме
где в/у — коэффициенты, учитывающие влияние, перемещения
масс в направлении I от действия единичной силы в
направлении /; trij — движущаяся масса; Xj — ускорение массы в /-м
направлении; i — число степеней свободы.
Пренебрегая продольными колебаниями стержней и учитывая,
что момент инерции масс (т3 + ) вокруг вертикальной оси
незначителен, исходную систему дифференциальных уравнений
движения в горизонтальном и вертикальном направлениях для
схемы, приведенной на рис. 245, г, можно записать в виде
уравнений
Уравнения колебательного движения относительно
вертикальной оси будут:
п
Ч + «и {щ + щ + -?-) Хг + б12 (щ + -2L) 'х\ +
+ 618-^-х3 = 0;
*2 + 62X(m1 + /n2 + -f-)yi + 822 + +
~Ь S23 Xq = 0;
*з + S3i («1 + Щ + -2* ) х\ + б82 (щ + £ +
Н~ &3а~~^~ #9 == 0*
(172)
*4 + (щ + -х) Ч + S45 хъ = 0; '
хъ + 664 (Ч + £ + бБ5 ^ = 0.
(173)
277
При решении уравнений (172) и (173) принимаем, что
колебательные движения по каждой координате осуществляются по
гармоническому закону
Xi = uL cos (vpt + ф), (174)
где иi — амплитудные отклонения; vp — круговая частота
собственных колебаний; ф — фаза колебаний. Определив хь по
уравнениям (173) и подставив их в уравнение (174), получим
уравнение частот.
Пример. При моментах инерции стержней Jh= Ji= 2000 см4 и массе
mi ~ т2 — ^ кг частоты собственных колебаний системы в направлении
поступательных движений будут: vx = 27, v2 = 84, v3 = 970. Для системы,
в которой стержни считаются невесомыми, а нагрузка создается' только массой
захватного устройства и транспортируемого груза тг (см. рис. 245, а), первые
две частоты при тех же исходных условиях (так как система в направлении
поступательных движений имеет две степени свободы) vx = 40, v2 = 120.
С учетом массы горизонтального стержня, условно сосредоточенной
посредине его длины (см. рис. 245, б), система обладает тремя степенями свободы в
направлениях поступательных движений, а следовательно, имеет три частоты
собственных колебаний: vx = 31, v2 = 100, v3 = 730.
Если массу горизонтального и вертикального стержней распределить по их
концам (см. рис. 245, в), то расчетная система будет иметь только две степени
свободы: vt~ 24, v2 = 85.
Таким образом, ориентировочное значение частоты
собственных колебаний конструкции можно получить из упрощенной
расчетной схемы, где стержни приняты невесомыми. Значения
частоты при этом будут завышенными.
Наиболее благоприятной расчетной схемой, дающей
достаточно точные значения первых частот собственных колебаний
при сравнительно невысокой сложности расчетов, является
система, в которой масса стержня принята в виде двух
сосредоточенных масс по их концам.
Для роботов характерно, что частота его собственных
колебаний является величиной переменной. Наибольшее влияние на
частоту собственных колебаний робота оказывает масса
транспортируемой детали и вылет горизонтального плеча при повороте
руки вокруг вертикальной оси.
Кривая / (рис. 247, а) показывает изменение основной
гармоники колебаний системы с учетом массы детали ml9 а кривая 2 —
без учета тх. Из графика следует, что изменение горизонтального
вылета плеча оказывает большое влияние на частоту собственных
колебаний, а следовательно, и на динамические характеристики
робота. Наибольшая частота колебаний у роботов без нагрузки
будет при среднем положении руки (all = 0,5).
При приложении нагрузки к плечу роботарего частота
колебаний будет уменьшаться (см. рис. 247, а, кривая /). Максимальное
значение частоты в этом случае будет уже при другом вылете
плеча, но при том же условии, что ось вращения является
главной центральной осью инерции системы.
278
ots
о
0,2fc
0,S
a)
0,7S
_a
I
Рис. 247. Зависимость частот собственных колебаний системы от
соотношения а/1 при I = h и Ji =- Jfo и т\ = т%:
а — влияние массы деталей на частоты собственных колебаний системы; б —
размерные параметры робота
Непостоянство частоты колебаний конструкции робота
приводит к тому, что при одном и том же законе разгона и торможения
в различных положениях руки точность позиционирования и
быстрота перемещения руки с учетом выстоя для затухания
колебаний будут неодинаковы. Поэтому для достижения одинаковой
точности позиционирования и быстроты перемещения руки
целесообразно корректировать характер движения в зависимости от
величины вылета руки робота и действующей на нее нагрузки.
Интенсивность и продолжительность колебательных движений
звеньев робота в значительной степени зависят от принятых
законов движения. Если для изучаемой конструкции робота уже
определены частоты собственных колебаний, то дальнейшее
решение удобно осуществлять в главных координатах. Движение масс
системы с п степенями свободы в данном случае можно
представить уравнением
где qK (f) — главные координаты; uiK — амплитудные отклонения
массы при t-ой форме собственных колебаний.
Амплитудные отклонения uiK определяют формы собственных
колебаний. При этом находят только отношение между
амплитудными отклонениями, так как действительная величина амплитуды
колебаний зависит от начальных условий возбуждения колебаний
в системе. Так, для рассматриваемой системы, задаваясь
амплитудой в направлении х19 равной единице при различных частотах,
амплитудные отклонения и1г = и12 = 1 в направлении х2 можно
определить из уравнений собственных колебаний. При тех же
исходных значениях жесткости, которые были приняты в
примере выше: и21 = 0,78иц; и22 = — 3,3и12.
п
(175)
279
Наиболее важными в цикле движений руки робота являются
процесс торможения (вынужденные колебания) и следующий за
ним период остановки (свободные затухающие колебания).
Учитывая, что торможение подвижных звеньев осуществляется
сравнительно быстро (порядка одного периода основной гармоники
колебаний), при определении главных координат демпфированием
можно пренебречь:
Я* + *Я. = Ь®-, . (176)
где vK—&-я частота собственных колебаний системы; Рк —
обобщенные силы; тк — обобщенные массы.
Обобщенные силы зависят от принятых законов торможения.
Для промышленных роботов, конструкции которых имеют низкую
жесткость, целесообразно принимать безударные законы
движения. Благоприятным в этом отношении является синусоидальный
закон. Тормозная сила, необходимая для остановки руки робота
в горизонтальном направлении, по этому закону должна быть
Р = Р0 sin со/, где Р0 — амплитудное значение силы.
Так как действие тормозной силы происходит в
направлении хъ где амплитудные отклонения при каждой форме
колебаний 11ц == ui2 = 1> тогда из выражения тормозная сила Рк (t) =
п
= S Pi (t) u>iK находим тормозные силы, возникающие при пер-
вой и второй формах колебаний Рг (t) = Р2 (t) = PQ sin со/.
Обобщенные массы определяют из уравнений
п
i=l
Принимая те же исходные данные (mx = т2 = mji
= 2 кг), т1^5т, т2*=&20т.
Общее решение уравнений (176) можно записать
Чк (0 = Ск cos (vK/ + Фк) + Ак sin со/,
откуда амплитуда
А Р°
Постоянные Ск и фк определяют из начальных условий.
Согласно уравнению (177) полное уравнение колебательных
движений конца руки (175) в момент торможения можно записать
в следующем виде:
хг = [Ci cos (vxt + фх) + Л sin со/] ип +
+ [С, cos (v2/ + ф2) + А2 sin со/] и„;
х2 = [d cos (v^ -f фх) + Ах sin со*) и21 + *
+ [С2 cos (v2/ -f ф2) + А2 sin со/] а22.
280
= m =
(177)
Для определения постоянных Cl9 С2, <plf ф2 принимаем, что
система в начале торможения (t = 0) не деформирована и не
имеет колебательных движений, т. е. хг (0) = 0; х2 (0) = 0;
(0) — 0; х2 (0) = 0. Тогда из уравнений (177) и (178) находим
-J— г --<Pi = -у; Ф2 =
v2
Jt
т
Подставляя значения С и ср в уравнение (178), окончательно
получим
хх = Д (sinсо^ —^- sinvxtf) + Л2 (sin со/ — ^ sinv2f) ; |
*2 = 0,78ЛХ (sin со* — -J sin vxf) —
— 3,ЗЛ2 (sin cot — -~-sinv2^ .
(179)
Учитывая, что т2 ^ 4mlf av2 = 3,54V!, то Аг > Л2.
Следовательно, влияние второй гармоники на колебательные движения
руки робота незначительно, и им без существенной погрешности
можно пренебречь. Тогда уравнения (179) можно записать
#i= A (sin©/ — sin ;
х2 = 0,78ЛХ (sin cot — sin ,
(180)
Из уравнений следует, что амплитуда колебательного
движения в значительной степени зависит от отношения частоты
изменения возмущающей силы со (времени торможения) к частоте
собственных колебаний vlf резкое увеличение упругого
смещения х0, х, х происходит при co/vj > 0,4—0,5. Следовательно, для
осуществления быстрого и плавного торможения с минимальными
колебательными движениями необходимо, чтобы время
торможения tT = (0,8 -г-1,0) Т, где Т = 2n/v1 — период собственных
колебаний.
Время торможения, в свою' очередь, оказывает влияние на
величину общего времени перемещения t:
*=-~-(1+2Л),
где s — путь перемещения; v — максимальная установившаяся
скорость; k = sT/s — отношение пути торможения к общему
перемещению (& = 0 4-0,5, так как путь торможения принят
28J
равным пути разгона). Здесь также принято, что средняя
скорость разгона и торможения
V
^р. ср ^т. ср ~2~ •
Если процесс торможения осуществлять с соблюдением того,
что время торможения равно периоду собственных колебаний
tT ^ Т, то уменьшение пути торможения (величины k) требует
■ уменьшения Т. Это, в свою очередь, связано с увеличением ча-
2я
стоты собственных колебаний Т = —. Минимальную частоту
собственных колебаний конструкция будет иметь при k = 0,5,
когда время перемещения максимально:
Последующее уменьшение k требует увеличения v:
k = — , as = -~- = —- , то v — —г .
s ' T 2 v ' s k
Увеличение частоты собственных колебаний достигается за
счет увеличения жесткости стержней и их массы т. Таким
образом, для каждой конструкции роботов существует вполне
определенное приемлемое значение отношения пути торможения
к общему перемещению (в приведенном примере это k = 0,2-г-0,3),
последующее уменьшение которого не приводит к существенному
уменьшению времени перемещения t, но требует резкого
увеличения конструктивных параметров робота.
За процессом торможения следует остановка руки робота
(позиционирование). Возникающие в этот период динамические
нагрузки являются источником собственных колебаний системы
с затуханием. Колебательные движения периода торможения можно
также определить по уравнению (175).
Для системы с демпфированием, в которой сила
сопротивления пропорциональна скорости, главные координаты определяют
из уравнения
Як + 2kKqK + v*qK = 0,
где kK — коэффициент пропорциональности демпфирования.
Решение этого уравнения ищут в виде
9к(0 = Ске~^со8К/ + Фк). (181)
Подставляя его в исходную систему уравнений (175), получим
*i = CjTktt cos (vtt + фх) ип + С21е~м cos (v2t + ф2) и12; \
х2 = Схе 1 cos {yxt + фх) и2Х + С8е 2 cos (v?/ + фа) ti22. )
т
Постоянные С и <р определяют аналогично иё начальные
условий. Если принять, что в момент начала остановки (t = 0)
упругое смещение руки в горизонтальном и вертикальном
направлениях равны нулю: хг (0) = 0; х2 (0) =0; х2 = (0) = 0,
а скорость в горизонтальном направлении хг (0) = vrt тогда
из уравнений (181) и (182) (при t = 0) находим
<Pi=f; Ф2=-у; Сх= -0,8087^; С2 = 0,054-^.
С учетом этих постоянных уравнения колебаний конца руки
будут иметь вид
хг = (0,8087е-м sin vxt + 0,054е~м sin v2t)\
х2 = ^(0,6307е""^^тг^ - 0,178e~Msinv2/). (183)
Из уравнений следует, что амплитуда колебаний и их
продолжительность зависят от динамического качества конструкции
робота (частоты собственных колебаний v и демпфирования k)
и характера остановки (начальной скорости и упругого смещения).
Характер колебания как в горизонтальном, так и в вертикальном
направлениях практически зависит только от частоты основной
гармоники колебаний vx (первой гармоники). Таким образом, для
уменьшения интенсивности колебаний, повышения точности и
быстроты перемещения руки робота необходимо улучшать
динамическое качество конструкции и осуществлять быстрое и плавное
торможение с обеспечением минимальной начальной скорости
и упругого смещения руки в момент остановки.
список литературы
1. Андриенко С. Н., Ворошилов М. С, Петров Б. А. Проектирование
приводов манипуляторов. Л. «Машиностроение», 1975. 310 с.
2. Белянин П. Н. Промышленные роботы. М., «Машиностроение», 1975. 398 с.
3. Волчкевич Л. И., Усов Б. А. Автооператоры. М., «Машиностроение», 1974.
212 с.
4. Волчкевич Л. И., Кузнецов М. М., Усов Б. А. Автоматы и автоматические
линии. Ч. I, М. «Высшая школа», 1975. 229 с. часть II, 331 с.
5. Вороничев Н. М., Гении В. В., Тартаковский Ж. Э. Автоматические линии
из агрегатных станков. М., «Машиностроение». 1971. 552 с.
6. Гринштейн Я. Г., Вайсман Е. Г. Системы питания автоматов в
приборостроении. М., «Машиностроение». 1966. 179 с.
7. Детали общемашиностроительного применения. Номенклатура, потребность,
очередность разработки типовых комплексных технологических процессов.
М., Центральный институт научно-технической информации по
автоматизации и машиностроению. ОМТРМ 0606—061—64, 1964. 190 с.
8. Камышный Н. И., Павленко И. И. Жесткость промышленных роботов. —
В кн.: Известия вузов. Машиностроение, 1974. № 11, с. 171—174.
9. Камышный Н. И., Павленко И. И. Кинематика промышленных роботов. —
«Вестник машиностроения», 1975, № 1, с. 63—66.
10. Камышный Н. И., Сапожников Б. И. Вибрационное устройство с Г-образными
подвесками. — «Вестник машиностроения». 1974, № 1, с. 66—67.
11. Камышный Н. И., Сапожников Б. И. Взаимодействие транспортируемой
в жидкости детали с колеблющимся лотком. — В кн.: Известия вузов.
Машиностроение, 1974, № 1, с. 116—118.
12. Камышный Н. И., Сапожников Б. И. Метод определения сил при
вибрационном перемещении деталей в жидкости. — В кн.: Известия вузов.
Машиностроение, 1974, № 10, с. 159—163.
13. Капустин И. И., Ильинский Д. Я., Карелин Н. М.. Устройства и механизмы
автоматических сборочных машин. М.» «Машиностроение», 1969. 279 с.
14. Клусов И. А., Прейс В. Ф., Сафарянц А. Р. Роторные системы
технологических машин. 4.1. Технологические процессы, конструкции, узлы и элементы.
Тула, Изд. Тульского политехнического института, 1971. 241 с.
15. Корсаков В. С. Основы технологии машиностроения. М., «Высшая школа»,
1974. 335 с.
16. Кошкин Л. Н. Комплексная автоматизация производства на базе роторных
линий. М., «Машиностроение», 1972. 352 с.
17. Лебедовский М. О., Федотов А. И. Автоматизация сборочных работ. Л.,
Лениздат, 1970. 448 с.
18. Кулешов В. С, Локота Н. А. Динамика систем управления манипуляторами.
М., «Энергия», 1971. 302 с.
19. Малов А. Н. Загрузочные устройства металлорежущих станков. М.,
«Машиностроение», 1972. 396 с.
£0. Маталин А. А., Дашевский Т. Б., Княжицкий Й. Й. Многооперационныё
станки. М., «Машиностроение». 1974. 320 с.
21. Мягков А. Т., Вяльцев А. А. Интенсификация и повышение качества техно-
химических процессов при производстве интегральных схем. — В кн.: Обмен
опытом в электронной промышленности, 1969. № 3, 148 с.
22. Норицин И. А., Власов В. И. Автоматизация и механизация
технологических процессов ковки и штамповки. М., «Машиностроение», 1967. 388 с
23. Пособие по применению промышленных роботов. Под ред. Кацухико Нода
(японского издания); Белянина П. Н., Розина Б. Ш., Данилевского В. Н.
(русского издания). Пер. с японского Путиловой В. В., М., «Мир». 1975.
с 449.
24. Рабинович А. Н. Автоматическое ориентирование и загрузка штучных
деталей. Киев, «Техника», 1968. 290 с.
25. Рабинович А. Н. Автоматизация механосборочного производства. Киев,
«Высшая школа», 1969. 542 с.
26. Тамарченко В. С Основы конструирования сборочных машин
электровакуумного производства. М., «Энергия», 1968. 136 с.
27. Технология изготовления заготовок в машиностроении (Сборник статей).
Под ред. проф. д-ра техн. наук Корсакова В. С. М., «Машиностроение»,
1971. 223 с.
28. Фортье А. Механика суспензий. М., «Мир». 1971. 264 с.
29. Шаумян Г. А. Комплексная автоматизация производственных процессов.
М., «Машиностроение», 1973. 637 с.
оглавление
Предисловие 3
Глава U МЕХАНИЗМЫ ПИТАНИЯ И КЛАССИФИКАЦИЯ
АВТОМАТИЧЕСКИХ ЛИНИЙ
1. Механизмы питания как средство автоматизации станков, автоматов
и линий^ 5
2. Штучные заготовки и системы питания ими 7
3. Структура механизмов питания И
4. Классификация автоматических линий 14
Глава 2. РАСЧЕТ И ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ
БУНКЕРНО-ОРИЕНТИРУЮЩЕГО УСТРОЙСТВА
1. Бункеры и предбункеры 21
2. Роль формы бункера в ориентировании заготовок 27
3. Захватные органы 30
4. Механизмы ориентирования заготовок 33
5. Синхронизация производительности бункерно-ориентирующих
устройств и станка 56
6. Отвод избыточных заготовок 62
7. Лотки 64
8. Приводы 70
Глава 3. БУНКЕРНО-ОРИЕНТИРУЮЩИЕ УСТРОЙСТВА
1. Крючковые и штыревые устройства 74
2. Щелевые устройства (секторные, лопастные, шиберные) 80
3. Карманчиковые и дисковые бункерно-ориентирующие устройства
с профильными вырезами 89
4. Дисковые устройства с поворотными механизмами 91
5. Устройства с ориентирующей трубкой 94
Глава 4. МАГАЗИННЫЕ ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
1. Общие сведения 95
2. Магазины (накопители) 96
3. Механизмы контроля наличия и правильного ориентирования
заготовок в магазине 102
4. Отеекатели, питатели и захваты 103
5. Зажимные механизмы, заталкиватели и выталкиватели 116
6. Конструкции магазинных загрузочных устройств 118
7. Магазинные загрузочно-разгрузочные устройства
многооперационных станков 126
8. Разгрузочные механизмы 131
286
ИБ J* 687
Николай Иванович Камышный
АВТОМАТИЗАЦИЯ
ЗАГРУЗКИ
СТАНКОВ
Редактор А. И. Коновалов
Технический редактор Л. Т. Зубко
Корректор И. М. Борейша
Переплет художника Л. С. Вендрова
Сдано в набор 15/XI 1976 г. Подписано
к печати 31/1 1977 г. Т-0232 Формат 60Х 90Vie
Бумага типографская № 2
Усл. печ. л. 18,0 Уч.-изд. л. 20,2
Тираж 17 ООО экз. Заказ № 1363
Цена 1 р. 37 к.
Издательство «Машиностроение»,
107885, Москва, Б-78, 1-й Басманный пер.,
Ленинградская типография № 6
Союзполиграфпрома при Государственном
комитете Совета Министров СССР
по делам издательств, полиграфии
и книжной торговли
193144, Ленинград,
Q-144, ул. Моисеенко, 10
Глава 5. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ВИБРАЦИОННОГО
ТРАНСПОРТИРОВАНИЯ ЗАГОТОВОК
1. Структура и функциональные механизмы вибрационных загрузочных
устройств 134
2. Движение заготовок по горизонтальному лотку. Фазы сдвига и
критические амплитуды 140
3. Типовые режимы движения заготовок по горизонтальному лотку ... 147
4. Оптимальный угол наклона подвесок 155
5. Движение заготовок по наклонному лотку 156
Глава 6. КОНСТРУКЦИИ. ВИБРАЦИОННЫХ ЗАГРУЗОЧНЫХ
УСТРОЙСТВ
1. Вибробункеры со спиральными лотками 162
2. Ориентирование заготовок в круговых бункерах 166
3. Круговые бункеры и их производительность 169
4. Загрузочные устройства с неподвижным бункером и вибрирующим
прямолинейным лотком 173
5. Намагничивание заготовок и борьба с шумом 175
Глава 7. РАСЧЕТ ВИБРАЦИОННЫХ ЗАГРУЗОЧНЫХ
УСТРОЙСТВ
1. Габаритные размеры бункера и угол наклона подвесок 178
2. Электромагнитные вибраторы 179
3. Расчетные схемы вибрационных загрузочных устройств 187
4. Амортизаторы 196
5. Расчет вибрационного загрузочного устройства с круговым бункером 199
Глава 8. ТЕХНОЛОГИЧЕСКИЕ И ДОЗИРУЮЩИЕ
ВИБРАЦИОННЫЕ УСТРОЙСТВА
1. Требования и структура 205
2. Движение заготовок в чашах вибрационных устройств, заполненных
технологическими жидкостями 205
3. Режимы работы и производительность технологических вибрационных
устройств 211
4. Конструкции технологических вибрационных бункерных устройств 215
5. Движение и дозирование порошкообразных материалов в вибрационных
бункерных устройствах 221
6. Конструкции, особенности настройки и эксплуатации бункерных
дозирующих устройств 229
Глава 9. ПРОМЫШЛЕННЫЕ РОБОТЫ
1. Область применения и размерный ряд 236
2. Экономическая эффективность промышленных роботов 240
3. Функциональные механизмы 244
4. Кинематика роботов 246
5. Конструкции роботов 250
6. Захватные механизмы 259
Глава 10. СИСТЕМЫ УПРАВЛЕНИЯ И РАСЧЕТ
ПРОМЫШЛЕННЫХ РОБОТОВ
1. Приводы 262
2. Системы управления 265
3. Расчет роботов на жесткость и точносгь позиционирования 269
4. Анализ динамики роботов . . . . . 275
Список литературы 284