/


























































































































































































































































































































































































Текст
Л. Н. МАЛОВ
Заслуженный деятель науки и техники РСФСР,
д-р техн. наук проф.
ЗАГРУЗОЧНЫЕ
УСТРОЙСТВА
ДЛЯ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
Издание 2-е, переработанное и дополненное
ИЗДАТЕЛЬСТВО
YyJQ «МАШИНОСТРОЕНИЕ»
Москва 1972
УДК 621.9.06—229.6
М19
М а л о в А. Н. Загрузочные устройства для
металлорежущих станков. Изд. 2-е перераб. и доп.
М., «Машиностроение», 1972, 400 с.
В книге описаны загрузочно-разгрузочные
устройства для металлорежущих станков и
автоматических линий, применяемые на ведущих заводах.
Рассмотрены конструкции этих устройств,
указаны области их применения, даны основные
расчетные зависимости.
Книга предназначена для
инженерно-технических работников машиностроительных и
приборостроительных заводов.
Табл. 9, илл. 280, спис. лит. 38 назв.
Рецензент Заслуженный изобретатель РСФСР М. П. Ковалев
3—13—1
131—72
ВВЕДЕНИЕ
Автоматизация производственных процессов является
характерной чертой современного прогресса. Без автоматизации
невозможны высокие темпы дальнейшего роста
производительности труда. Одной из основных проблем при автоматизации
технологического оборудования и, в частности,
металлорежущих станков, является автоматизация загрузки заготовок
и разгрузки (съема) обработанных деталей, а при создании
автоматических линий, кроме того, и автоматизация
транспортных перемещений между станками.
Автоматизация загрузки и разгрузки в общем комплексе
задач по автоматизации технологических процессов является
одной из наиболее сложных, что вызвано разнообразием
процессов, а также форм и размеров заготовок (деталей). Иногда
конструкция заготовок такова, что автоматизировать загрузку
невозможно.
Автоматизация загрузки и разгрузки оборудования,
находящегося в эксплуатации, позволяет изменить процесс труда,
повысить безопасность и коэффициент использования
оборудования, а в некоторых случаях интенсифицировать режим его
работы; полуавтоматические станки и станки с ручным
управлением можно превратить в автоматы, снизив тем самым
штучное время обработки, и широко использовать многостаночное
обслуживание.
Мнение, что автоматизация загрузки-разгрузки
оборудования ранних лет выпуска целесообразна только в условиях
массового производства, является ошибочным. Оснащение
производства станками и технологической оснасткой
сборно-разборной конструкции позволяет автоматизировать
технологический процесс в условиях серийного и мелкосерийного
производства и при частой смене объектов производства. В
условиях серийного производства автоматизации производства
должна предшествовать типизация технологических процессов
или разработка групповых методов обработки.
Автоматическим загрузочно-разгрузочным устройством
называется комплекс механизмов, обеспечивающих
автоматическое перемещение заготовки с места хранения в рабочую зону
станка, где она закрепляется в зажимном приспособлении,
и после завершения операции обработки — удаление
обработанной детали (полуфабриката) в заданное место хранения.
Загрузочно-разгрузочные устройства могут быть разделены
на два класса: для штучных заготовок и сортового материала
3
(прутки, трубы, листы, полосы и т. д.). Загрузочно-разгрузоч-
ные устройства для штучных заготовок выполняют в виде
самостоятельных механизмов станка, механизмов, связанных со
станком, или механизмов станочных приспособлений.
Устройства имеют емкость (магазин, бункер), в которой сосредоточен
запас заготовок, механизмы ориентации, накопитель, отсекате-
ли, питатель, заталкиватель, ворошитель выталкиватель, раз-
гружатель, приемный лоток и привод. В зависимости от типа
устройства некоторые из перечисленных механизмов могут
и отсутствовать. Например, если заготовки расположены в
емкости ориентированно, то не нужны механизмы ориентации
и контроля, но любой тип автоматического загрузочно-разгру-
зочного устройства имеет питатель и емкость.
Конструкция и принцип работы загрузочно-разгрузочных
устройств определяются типом заготовок, видом обработки
и рабочим пространством станка (автоматической линии), на
который устанавливают это устройство.
Различают загрузочно-разгрузочные устройства трех типов:
магазинные, бункерно-магазинные (штабельные) и бункерные.
В магазинных загрузочных устройствах подаваемые
заготовки, уложенные в один ряд вплотную или вразрядку в
емкости (магазине), загружают и ориентируют вручную или
укладочным (стапелирующим) механизмом; все остальные
перемещения, необходимые для загрузки заготовок, выполняются
автоматически.
В бункерно-магазинных (штабельных) загрузочных
устройствах подаваемые заготовки, уложенные в несколько рядов
вразрядку или штабелем в емкости, являющейся бункером
и магазином, загружают и ориентируют вручную или
укладочным механизмом; все остальные перемещения заготовок,
необходимые для загрузки, выполняются автоматически.
В бункерных загрузочных устройствах заготовки в бункере
(емкости) сосредоточены навалом. Захват из бункера и
ориентация заготовок в положение, требуемое для обработки или
удобное для загрузки, и все последующие перемещения
осуществляются автоматически.
Магазинные загрузочные устройства следует применять для
загрузки заготовок, ориентация которых затруднена вследствие
особенностей их формы, размеров и массы или когда по
характеру серийности производства нецелесообразно изготовлять
сложные загрузочные устройства; бункерно-магазинные
устройства следует применять для загрузки заготовок простой формы,
на обработку которых требуется мало времени, и когда
изготовление механизмов ориентации затруднено или экономически
нецелесообразно; бункерные загрузочные устройства, как
правило, следует применять для загрузки заготовок простой формы,
небольшой массы и размеров, на обработку которых требуется
мало времени.
4
Выбранный тип устройства для загрузки штучных заготовок
и целесообразность его использования, за исключением случаев,
когда оно обязательно для безопасности работы, должен быть
обоснован технико-экономическим расчетом.
Загрузочные устройства эффективны, если они повышают
коэффициент использования станков (автоматических линий),
на которых они установлены, и производительность, а также
облегчают условия труда; не повреждают поверхность
подаваемых заготовок или удаляемых со станка обработанных
деталей; имеют простую конструкцию и минимальное
количество деталей; состоят из нормализованных деталей; удобны
в эксплуатации и дешевы в изготовлении; позволяют легко
заменять быстроизнашивающиеся детали устройств.
Независимо от типа различают универсальные,
универсально-наладочные и специальные загрузочные устройства; первые
два типа с помощью переналадки или подналадки, а также
замены некоторых деталей могут быть использованы для
загрузки заготовок, отличающихся размером, а иногда и формой;
устройства третьего типа применяют только для загрузки
заготовок определенного типа. Загрузочные устройства только
загружают заготовки, а снимают (разгружают) обработанные
детали толкатели станка или детали поступают в приемный
лоток под действием собственного веса (силы тяжести).
Загрузочно-разгрузочные устройства (автооператоры или
механические руки) специальными механизмами не только
загружают, но и разгружают заготовки.
Для сортовых материалов используют магазинные или
бункерно-магазинные загрузочные устройства. Эти устройства
различают также по типу подаваемых заготовок; например,
устройства для загрузки листов, прутков и труб и т. д.
Магазинные загрузочные устройства для сортовых материалов чаще
бывают универсальными и универсально-наладочными и реже
специальными.
Советские ученые и конструкторы разработали основы
теории проектирования загрузочно-разгрузочных устройств и
создали оригинальные конструкции устройств, эксплуатируемые
на заводах. Дальнейшему появлению новых и
высокопроизводительных загрузочно-разгрузочных устройств будет
способствовать разработка и исследование: механизмов ориентации,
используемых для заготовок повышенной сцепляемости;
механизмов ориентации заготовок в магнитном поле и систем
логической ориентации, механизмов вторичной ориентации. Таким
образом, для заготовок малого размера необходимо создать:
1) теорию автоматической ориентации заготовок; 2)
загрузочные устройства (бункерные и магазинные), рентабельные в
условиях серийного производства и, в частности, загрузочные
устройства с программным управлением.
5
Глава МАГАЗИНЫ, МЕХАНИЗМЫ ОРИЕНТАЦИИ
| И ПИТАТЕЛИ
1. МАГАЗИНЫ
D зависимости от способа перемещения заготовок магазины
*-^ разделяют на самотечные, принудительные, или магазины-
транспортеры, и полусамотечные. В самотечных магазинах
(гравитационных) заготовки перемещаются под действием сил
тяжести; эти магазины используют для подачи заготовок
вплотную, а заготовок специальной формы — вразрядку, т. е. с
интервалом, для чего каждая заготовка помещается в отдельное
гнездо или между захватами транспортирующего элемента.
В самотечных магазинах заготовки перемещаются качением
или скольжением, а в магазинах-транспортерах — под
действием приложенной силы или сил тяжести и приложенной силы.
Заготовки в магазинах-транспортерах транспортируются
вплотную и вразрядку, поштучно или порциями. В полусамотечных
магазинах заготовки скользят по плоскости, расположенной под
углом, значительно меньшим угла трения. Заготовки
перемещаются вследствие искусственного уменьшения силы трения
между поверхностями скольжения при поперечном колебании
или равномерном движении несущей поверхности или в
результате образования между поверхностями скольжения воздушной
подушки.
Трубчатые самотечные магазины (рис. 1,а) изготовляют
прямыми и изогнутыми, а также жесткими и гибкими (из
проволоки или резинового шланга). Трубчатые магазины
используют для шариков и цилиндрических заготовок, относящихся
к группе тел вращения, перемещаемых вдоль оси вращения,
а также небольших плоских заготовок.
Прямые изогнутые и трубчатые магазины могут быть
использованы при следующем отношении длины заготовки I к ее
диаметру d:
Если I ~ d, то ориентация заготовок может изменяться
в процессе транспортирования, и они заклиниваются на
участках изгиба трубки. Заклинивание происходит и в тех случаях,
когда заготовка занимает положение под углом р, меньшим
или равным углу трения (рис. 1, в).
6
Диаметр отверстия трубки d\ должен быть таким, чтобы
исключалось одновременное попадание двух заготовок и
заготовки не поворачивались в положение, при котором возможно
их заклинивание; обычно принимают
d, = (l,l-M,15)d.
Если трубчатый магазин имеет изогнутые участки (рис. 1,г),
то минимально допустимый радиус закругления наружной
стенки
2 8S
Диаметр отверстия в изогнутом участке
d2 = d + c + R—0,5/4Я2—/2,
где с — зазор между заготовкой и стенкой трубки; он
соответствует допуску Х4 — Х7 при максимальном значении d
в мм.
На трубчатом магазине закрепляют наконечник (рис. 1,а)
для питателя; формы наконечников разнообразны [24] и
определяются в каждом конкретном случае.
В трубчатых жестких магазинах (рис. 1,6, в) для
наблюдения за перемещением заготовок на прямолинейных участках
Рис. 1. Трубчатые самотечные магазины:
а — витой; б — прямой жесткий; в — изогнутый жесткий; г — изогнутый участок
магазина
прорезают окна шириной Ь = 3 -т- 8 мм. Трубчатые витые
магазины используют в бункерных загрузочных устройствах в
качестве магазинов-накопителей; при этом точного фиксирования
межцентрового расстояния между соединяемыми
функциональными механизмами не требуется. Витые трубчатые магазины не
7
следует применять для заготовок небольшой массы и имеющих
острые кромки.
Трубчатые (шахтные) магазины для плоских заготовок
в форме дисков, квадратов, прямоугольников изготовляют
жесткими прямыми. Поперечное сечение таких магазинов
соответствует форме подаваемых заготовок. Размеры внутренней
полости магазина на 1,2—3 мм больше размеров (диаметра,
стороны квадрата, прямоугольника и т. п.) заготовок.
Недостаток трубчатых магазинов для плоских заготовок заключается
Рис. 2. Рис. 3. Схемы лотков
Стержневой
магазин
в том, что заготовки, падая в магазин, могут изменить
ориентацию. Высоту трубчатых магазинов для плоских заготовок
принимают 250—400 мм. Заготовки из прямых трубчатых
магазинов выдаются в направлении, перпендикулярном оси
магазина; иногда прямые трубчатые магазины делают наклонными.
В условиях массового и крупносерийного производств
трубчатые магазины заполняют плоскими заготовками с помощью
специальных стапелирующих устройств или на станках при
выполнении предшествующих операций. Особенно широко
применяют стапелирующие устройства в приборостроении.
Стержневые (штыревые) магазины (рис. 2) используют
в основном для заготовок класса дисков или плоских
квадратных и прямоугольных заготовок. При ориентации по отверстию
заготовки /, подлежащие загрузке, надеваются на стержень 2,
а при ориентации по контуру заготовки — устанавливаются
между стержнями. Если стержни расположить на подвижных
ползушках, то магазины можно настроить для загрузки
заготовок различных размеров вручную или специальными стапели-
рующими устройствами.
8
Лотки предназначены для накопления и самотечного или
принудительного перемещения заготовок в загрузочных
устройствах и в устройствах межстаночного транспортирования.
Различают лотки-скаты, склизы и роликовые. Лотки-скаты и
склизы бывают прямолинейные обычные (рис. 3, а), прямолинейные
роликовые (рис. 3, б), изогнутые, вогнутые и выпуклые (рис. 3,
в), винтовые (спиральные) (рис. 3, г), зигзагообразные (рис. 3,
д), спирально-овальные (рис. 3, е) и специальные (змейковые,
каскадные и др.) (рис. 3, ж), открытые и закрытые (рис. 4);
а) Ю г)
Рис. 4. Поперечные
сечения лотков:
а — с закраинами для
стержней; б — открытые для
стержней; в — открытые для
дисков; г — закрытые и с
закраинами для дисков;
д — закрытые для стержней
с головками; е — угловые
открытые
закрытые лотки применяют при расположении их в
вертикальном положении, наклоне под углом свыше 10°, при большой
длине заготовок и для заготовок типа колпачков. В закрытых
лотках в стенках делают смотровые щели шириной 3—8 мм для
наблюдения за перемещением заготовок и проталкивания
застрявших заготовок; кроме того, одну из стенок (обычно
верхнюю) нужно делать открывающейся. На боковых стенках
лотков делают прорези, если на торцах подаваемых заготовок
есть выступы. Наклонно расположенные лотки выполняют
с закраинами.
Лотки изготовляют цельными, сборными и регулируемыми;
поверхности лотков, по которым катятся или скользят
заготовки, должны быть обработаны до 8—10-го класса чистоты.
В транспортных устройствах станков и реже в загрузочных
устройствах, используемых в серийном производстве при за-
&
грузке заготовок одинаковой формы, целесообразно применять
регулируемые лотки (рис. 5), т. е. такие, у которых боковые
стенки 1 и колосники 2 раздвигаются и сдвигаются. Необходи-
Рис. 5. Регулируемые лотки из нормализованных деталей:
а — открытый; б — открытый, закрепляемый на угольниках; в —
открытый, закрепляемый на кронштейнах; г — с предохранительной
планкой
Рис. 6. Лотки, обеспечивающие
переориентацию заготовок
А
Рис. 7. Стыки секции лотков:
а — стенок (бортов); б — дна лотка;
В — ширина заготовки;
Вх и В2 — ширина лотков
мую ширину между боковыми стенками и колосниками лотка
устанавливают при помощи распорок 3 или набора шайб.
Лоток собирают с помощью соединительных болтов, шайб и гаек.
Боковые стенки и колосники изготовляют из термически
улучшенной рессорной стали (HRC 46—48). Лотки подвешивают на
ю
угольниках 4 или устанавливают на кронштейнах 5. Для
предотвращения выскакивания заготовок планки 6 прикрепляют
с открытой стороны лотка, а в необходимых случаях с нижней
стороны лотков укрепляют желоба для сбора смазки.
Если в процессе транспортирования заготовки должны
изменить ориентацию, то применяют сочлененные лотки (рис. 6).
При передаче заготовок с межстаночного транспортного лотка
в лоток загрузочного устройства (рис. 6, а) заготовки
перемещаются качением в лотке 1 до упора 2. Так как опорная планка
лотка 1 кончается, не
доходя до упора,
заготовка поступает в лоток 3,
по которому и
перемещается скольжением. Если
заготовку необходимо
повернуть в вертикальной
плоскости, то применяют
сочленение лотков,
показанное на рис. 6, б.
Заготовки катятся по лотку 1
до упора 2 и через вырез
проваливаются в
изогнутый лоток 5. Такое
исполнение лотков позволяет
повернуть
несимметричные цилиндрические
заготовки на 180° в
вертикальной плоскости.
В устройствах для межстаночного транспортирования лотки
собирают из нескольких секций (рис. 7); стыки отдельных
секций не должны затруднять движение заготовок.
При значительных углах наклона и протяженности лотков
конечная скорость движения заготовок в лотках-скатах
становится большой. Для уменьшения конечной скорости
рекомендуется лотки-скаты устанавливать с наклоном так, чтобы
заготовки одним торцом касались боковой стенки лотка; дно
лотка для торможения делают с небольшими уступами
(зигзагами), а в направлении движения заготовок устанавливают
подпружиненные рычаги, флажки и т. д. (рис. 8). Для
замедления движения заготовок можно использовать гофрированные
участки лотков (рис. 8, а), но при такой конструкции не
исключается, возможность изменения ориентации заготовок; высота
гофра h =—.Флажками замедляют движение заготовок сред-
них размеров и массы (рис. 8,6). Расстояние между флажками
L\ = 0,5 / (/ — длина заготовки). При наклоне лотка у = 5°
масса флажка должна составлять « 0,2 т (т — масса
заготовки). Для заготовок большой массы используют гидравлические
Рис. 8. Схемы торможения заготовок в
лотках-скатах с помощью:
а — гофрированного дна; б — флажков; в —
гидравлического замедлителя
11
замедлители (рис. 8, в). Торможение осуществляется роликом 3
двуплечего рычага 2, соединенного с пружиной 1 и штоком 4
поршня 5. Заготовки, катясь по лотку, нажимают на ролик 3,
плавно поворачивают рычаг 2 и перемещаются вперед, причем
при опускании поршня 5 масло в цилиндре 6 перетекает через
отверстие с обратным клапаном из одной полости цилиндра в
другую. Подобные замедлители обеспечивают плавное перемещение
заготовок и исключают случаи их произвольной задержки [4].
Проектирование
лотков заключается в
выборе типа лотка и расчете
его размеров [4, 12, 23].
Ширина
прямолинейного лотка-ската (рис. 9)
(рабочего пространства)
для валиков В = / + А,
где А — зазор между
торцом подаваемой
заготовки и бортом лотка,
определяющий проходимость
заготовки.
заготовки двигаться по
и не закли-
а) 5)
Рис. 9. Расчетная схема лотка-ската
Проходимость — это способность
наклонному лотку, не теряя при этом ориентацию
ниваясь. Зазор А следует выбирать таким, чтобы угол перекоса
р катящейся по лотку заготовки (рис. 9) был несколько больше
угла трения р. Следовательно, условие незаклинивания
заготовки в лотке: tg р > tg p > /; если же tg р ^ tg р ^ /, заготовка
заклинится.
Для заготовок с плоскими торцами (рис. 9, а)
cos В = — = —-1— = , .
г с с \/d2 + l2
Если cos ip выразить через tg p и принять р = р, то для
заготовок гладких цилиндрических с буртами и плоскими торцами
или с одним торцом плоским, а другим торцом в виде
небольшого конуса
У1чТ2
A = ccos|3—/:
Vl+P
•I
или
d
I
Vl+f2 d
Для конических заготовок с плоскими торцами
/
fe—-
к2
D
12
где D — больший диаметр заготовки; k =
D—d,
конусность;
d\ — меньший диаметр заготовки.
В тех случаях, когда заготовка имеет один плоский торец,
а другой сферический или оба торца сферические (рис. 9, б),
зазор рассчитывают по следующим формулам:
а) если заготовка с одним плоским и одним сферическим
торцом касается стенок лотка двумя ребрами, то
d yd2 \ d d Д d * d2 4 / 4*
/
б) если заготовка касается
и сферическим торцом, то
А __ d
Т~ \ + р + \
стенок лотка
_/2_
d2
d
R_
d
+
1
R2
d2 l+f2
Vl+f2 df
одним ребром
Vi + f2
в) если заготовка с двумя сферическими торцами касается
стенок лотка ребрами, то при R\ = R2 = R
d У d2 d d I2 \ d d J * d2 4
X
X
Vi + f2
г) если заготовка с двумя сферическими торцами касается
стенок лотка сферическими торцами, то при Ri = R2 = R
2
= 2
d \/ d2 \ d2 4 d d Г
J l+f2
Заготовки в виде
ступенчатого валика относят
к цилиндрическим или
коническим; при е ^ L
заготовка рассматривается
как конус, а при е < L —
как цилиндр (е —
положение центра тяжести
заготовки) . Когда лоток
имеет закругление для
перемещения заготовок
качением, ширина лотка
(рис. 10, а).
Рис. 10. Изогнутая часть лотка:
а — заготовки перемещаются качением;
б — заготовки перемещаются скольжением
или
B = d + M + (l,0~l?) мм
B = RA-RX;
13
число заготовок на криволинейном участке
п = -
2аа
+ 1; sinad =
2/?л—d '
где Ra — наружный радиус изогнутой части лотка в мм; R] —
радиус по внутренней кромке лотка в мм; <р — угол закругления
лотка в град; 2аа—центральный угол дуги в град; Ad —
допуск на диаметр заготовки в мм.
Угол наклона лотков-скатов принимают в зависимости от
шероховатости поверхности качения и торцов заготовок,
твердости и степени загрязнения заготовок, наличия на их
поверхности смазки.
Угол наклона лотка-ската
sin y>&/
V
2Я
+ tg(ao-P')
где / — коэффициент трения качения; ао — угол между
диагональю и образующей заготовки в град; р' — угол перекоса
в град; k —
коэффициент, зависящий от
шероховатости поверхно-
^
~~|
1
г
и
И сти и чистоты лотка и
й. равный 1,2—1,5 для
у\ обычных и 2,5—3 для
Ш)/////,7й/7ЯШ загрязненных лотков;
Я — высота борта лот-
d
ка; г = •—.
2
На основании
опыта рекомендуются
следующие углы наклона
лотков-скатов [4]. При
тщательно
изготовленных лотках и
заготовках 'у = 5 -т- 7°; если
лотки и заготовки
имеют значительную
шероховатость, то у ~
= 7 -г- 15°.
Высота бортов Я у
лотков зависит от
формы заготовки и типа
лотка и может быть определена по следующим формулам:
а) для открытых коробчатых лотков (рис. 11, а),
используемых для перемещения шаров, колец и дисков, Я = 0,3 d; для
цилиндрических стержней (валиков) Я = @,27-f- 0,3) d; для
колпачков Я = @,35 -s- 0,4) d;
Рис. 11. Схемы лотков для расчета высоты
бортов
14
б) для коробчатых лотков с закраинами (рис. 11, б) Я =
= 0,4 d и Н\ = d +A\ (Ai — зазор между заготовкой и
закраиной лотка);
в) для закрытых коробчатых лотков, состоящих из двух
частей (рис. И, в), H = 0,5d—]/ 0,5d2 — /ill^J (p' — угол
перекоса заготовки, tg р' < /);
г) для ступенчатых валиков высота бортов лотка (рис. 11, г)
при опоре цапф валиков на кромки лотка Н = ~~ + Ai
(Ai — зазор между дном лотка и большим диаметром валика);
если же подаваемые валики перемещаются на средней ступени
(ступени с большим диаметром D) Н = —= Ai (D и d —
диаметры ступеней валика).
При начальной скорости заготовки v0 = 0 конечная скорость
качений заготовок по лотку
*. = ]/-
2g(rHx-k'L')
1,5г
(§ — ускорение силы тяжести).
При начальной скорости vo
/¦
2g(rHx-k'L>) 2
1,5г + 0>
где #i — высота наклонной поверхности в мм; г = радиус
заготовки в мм; U—длина горизонтальной проекции
наклонной поверхности в мм; kr — коэффициент трения качения.
Время движения заготовок по прямолинейному лотку может
быть рассчитано по формулам, предложенным В. Тошем;
окончательно время устанавливают экспериментально. В случае
если:
а) заготовка не касается бортов лотка, то
/-l/ 2S -;
У g(sin у—/cosy)
б) заготовка касается одного борта лотка
(для конических заготовок), то
-V-
и-> 2S
g(sin y cos e—/cos y—/б sin У sm 8)
в) заготовка касается обоих бортов лотка, то
f g\ sinY-/cosY-/c( /|/ -y- + tgpj
15
здесь 5 — путь заготовки; у — угол наклона лотка;
f—коэффициент трения качения; е— угол, на который повернется
заготовка вследствие конусности k в зависимости от угла наклона
лотка tg е = sin y\
перемещение центра тяжести заготовки
1 1 / / \ 3 / / \
1—— + — М_ k—) + — 1—k—\
4 2 I d I 4 \ d I
I \2
a
T
1+Ht)+Ht
/б — коэффициент трения заготовки о стенку лотка; fc —
коэффициент трения поперечного скольжения заготовки; Я —
высота бортов лотка; г — радиус заготовки; р — угол поворота
заготовки.
Лотки-склизы по конструктивному оформлению более
разнообразны, чем лотки-скаты. При проектировании
лотков-склизов, помимо определения их размеров, рассчитывают также
условия перемещения заготовок по лотку. Если для перемещения
заготовок используется коробчатый лоток, то его ширина
В = *min + Д = Lin +
Vat + Ч
min
L V\+f2
где /mm — наименьшая длина заготовки; а — ширина
заготовки; А — зазор между заготовкой и бортом лотка, может быть
принят по 5—7-му классу точности.
Если коробчатый закрытый лоток-склиз имеет
криволинейный участок (рис. 10, б), то его ширина
B = d + c + RA—0,5V4R*—l*,
где Нл—радиус закругления наружного борта лотка; / —
длина заготовки; с — зазор между заготовкой и внутренним
бортом; d — ширина или диаметр заготовки.
Заготовка в процессе перемещения в коробчатом лотке
касается бортов лотка (рис. 12, а). В точках касания возникают
силы реакций N\ и N2 [4]. Если угол перекоса а меньше угла
трения р, то происходит торможение заготовки. В результате
сил реакций N\ и N2 возникают силы трения Т\ и Т2. При
Ni = N2 и N\ + N2 меньше силы трения между заготовкой
и дном лотка, суммарная сила трения
F0 = mgf cosy+ Ti + T2,
где m — масса заготовки; / — коэффициент трения.
16
Обозначив Г, + Т2 = Т0, a N, + N2 = N0, можно написать,
что Го = N0f и Fo = Nof + mgf cos Y, так как
JV0 = mgfcosY
или
F0 = mgf(l + f)cosv.
Обозначив приведенный коэффициент трения /', получим
F0 = mgf A + /)cos y = тя f cos у,
где
f-f + P.
Плавность и скорость перемещения заготовок по лотку
зависят от материала заготовки и лотка, размера и качества
Рис. 12. Расчетные схемы лотков-склизов:
a - силы, действующие на заготовку; б - положение заготовга на лотке; в -пол
сужение заготовки на лотке, состоящем из двух секций; г - лоток, имеющий секции с
разными коэффициентами трения
поверхности скольжения и величины прогиба Лотка. Тяжелые
заготовки при всех прочих равных условиях скользят лучше
легких; заготовки с острыми кромками перемещаются хуже',
чем заготовки, имеющие притуплённые кромки. На выпуклых
и вогнутых участках лотка заготовки перемещаются медленнее,
чем на прямолинейных участках.
Скорость скольжения заготовок в лотках-склизах
определяют следующим образом. . ,
Пренебрегая сопротивлением воздуха, запишем
дифференциальное уравнение движения (рис. 12, б):
m—^mg(sinv—/'.cosy),
dt
17
где т — масса заготовки; v — скорость движения заготовки;
/ — время; У — приведенный коэффициент трения; уско-
dt
рение движения заготовки по наклонной поверхности;
но
v ysin у
где h — высота наклонной поверхности (высота скольжения).
После интегрирования и подстановки начальных условий при
h = О и v = vo, получим
2 2
v —vo = g(siny--/;/cosy) ^ ,j,
2 sin у
откуда при заданном у и опускании заготовки на высоту h
скорость
f=j/ 2gh(l—f'ctgy) + vl,
при vo = 0
v = V 2gh(l-f'ctgy) = V~2&ilfl-rctgy.
Конечная скорость не зависит от формы наклонной
поверхности. Однако между начальной и конечной точкой скорость
движения заготовки определяется формой наклонной
поверхности. Наибольшая скорость движения заготовки обеспечивается
при выполнении наклонной поверхности в виде циклоиды, а
наименьшая — в виде прямой.
Из уравнения A) можно определить угол у при заданной
конечной скорости:
2ghf'
tgY =
2gh + v20 — v2
Оптимальными углами наклона коробчатых лотков-склизов
являются углы у = 20 -т- 25°.
Если конечная скорость заготовки велика, то для ее
уменьшения лоток выполняют в виде двух участков / и //^имеющих
разные углы наклона (рис. 12, в), причем участки I и II
сопрягаются по радиусу Rf величина которого больше длины
заготовки, перемещаемой по лотку. Угол наклона участка / у = 25 ч-
-г- 30°, а угол yi участка // обязательно меньше угла трения;
S — длина скольжения участка /, a Si — участка //.
Из выражения A) запишем уравнение скорости движения
заготовки в конце / и //участков:
для участка /
v*=2g(siny—f'cosy)S + vl; B)
18
но
для участка // при начальной скорости v\ и конечной vK
v2l = vl-2g(smyl-f/cosyl)Sl. C)
Приравнивая правые части уравнений B) и C), находим
2g(siny—f'cosv)S + v20==vK—2g{smyl — f'cosy)Sl,
Si sin yj + S sin v = H'.
Решая совместно два последних уравнения, получим
S _ 2g(\-f'cigy)H' + vl-v2K m
1 2g/'(cos y— ctgysin Yi)
2g{f'cosyl — sinyl)H'—(vl—v2K)smyl
2g/'(cos Y—ctg ysin Yi)sin y
В соответствии с
рис. 12, в
L = Scosy + SiCOSYi.
После подстановки
значений S и Sb
находим
ужшулмм»^
L =
2gH' + v2-v2K
2gf'
т. е. при заданных
начальной и конечной
скоростях движения 6si'nj
заготовок и при
заданной общей высоте
спуска длина
горизонтальной проекции лотка не
зависит от того, в
каком месте сделан
перегиб. Для этой же цели, т. е. для уменьшения конечной скорости,
наклонную прямолинейную поверхность выполняют с разными
коэффициентами трения на участках I и II (рис. 12, г), что
достигается футеровкой или иными способами.
В тех случаях, когда в лотках заготовки движутся общим
потоком (рис. 13, а), скорость заготовки на выходе из лотка [23]
Рис. 13. Расчетная схема лотка-склиза
2gS
м*
-0,5 / . ? ч п + 0,5 ?
-(sin y — / cosy) — /
/i + /z,
п + п1
+»«.
19
а время перемещения заготовки по пути S
, 2S 2S
uo+l/ 2gS ——— (sin Y-f cosy)- ——-f \ + v2Q
При начальной скорости v0 = 0
где
, / /it —0,5 / . г ч /г + 0,5 ,
J/ n-f «i n + n{
*! = =1/ 82,
где 82=—\п\—число заготовок на наклонном участке лотка;
«1
п — число заготовок на горизонтальном участке лотка. Для
обеспечения движения должны быть соблюдены следующие
условия:
«,>( . п+0:5 f+o,5)
V sin y—/cosy /
и
sinv > f cosy.
Если не соблюдается первое условие, то для движения
заготовок необходимо установить дополнительный толкатель.
В случае невыполнения второго условия движение вообще
невозможно.
При конструировании лотков при заданных t\ и S
необходимо определить v\ и у: •
2S . , /~2S~ 1 1 _ /s".
V = arcter-> hl/ZZe ?=*];
¦*. __Si(n + rti) + /(ft + 0,5)
«! — 0,5
Для определения скорости tr перемещения заготовки по
криволинейному лотку радиуса R (рис. 13,6) в конце заданного пу-
,20
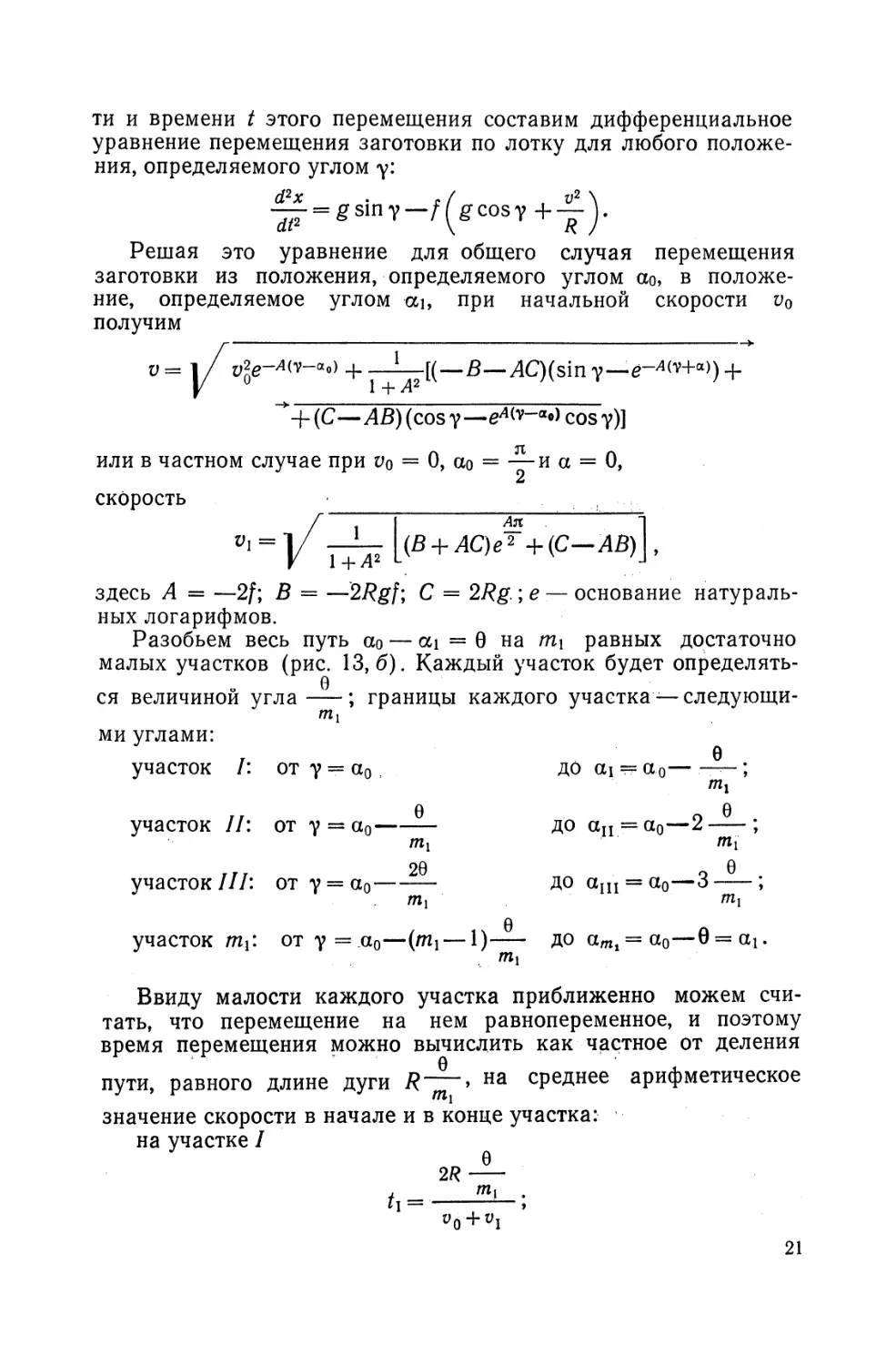
ти и времени / этого перемещения составим дифференциальное
уравнение перемещения заготовки по лотку для любого
положения, определяемого углом у:
d2x . , / , v2 \
— = gsmy—f^gcosy+ — j.
Решая это уравнение для общего случая перемещения
заготовки из положения, определяемого углом ао, в
положение, определяемое углом ai, при начальной скорости v0
получим
v=y v\e~A^-^ + —Ц-К—В—AC)(s'my—*-4<iH-a>) +
~*+(C—AB)(cosy—eA&-*o)cosy)]
или в частном случае при Vo = 0, ао = —и а = О,
скорость
здесь А = —2/; В = —'2Rgf; С = 2Rg.\e— основание
натуральных логарифмов.
Разобьем весь путь ао — ai = 0 на т\ равных достаточно
малых участков (рис. 13,6). Каждый участок будет определять-
е
ся величиной угла ; границы каждого участка — следующи-
ми углами:
участок /: от у = а0
участок //: от у =* а0-
участок ///: от v = «о-
29
т
до
до
ДО
ау
«и
«ш
^а0-
= а0-
= а0-
е
щ
-2-1-;
щ
-ЗА.;
А
участок тх: от у == щ—(тх — 1) до ami=a0—Q = ax.
т\
Ввиду малости каждого участка приближенно можем
считать, что перемещение на нем равнопеременное, и поэтому
время перемещения можно вычислить как частное от деления
пути, равного длине дуги R—, н* среднее арифметическое
значение скорости в начале и в конце участка:
на участке /
2R—-
i т\ •
ч = ~^~ '
v0 + vY
21
на участке //
на участке ///
на участке Ш\
е
2R
hi — >
и1 + уП
0
2R
411 ,
6
2R
1тх
Общее время перемещения заготовки будет равно сумме
составляющих времени:
tl = ytt = 2R-±-(—1— + —[— +...+ 1
При горизонтальном участке перемещения заготовки,
являющемся продолжением криволинейного участка, можно
определить скорость движения заготовок в конце каждого
участка:
Щ = j/tfc-^i-o) + j-i^ [(-В-AC) (sin a,-
1+Л2
_e-"(«i-«o) sin ао) + (С-АВ) (cos а,—?ГЛ(а1-а°) cos a0)J;
он- ^Д^'п-о) + _L_ [(_В-ЛС)Eтап-
'_e-*(«4i-«o) sin ao) + (с—АВ) (cos a„ —e-^n-'o) cos a0)j;
vmi = j/ vle-^-^) + ^ [(_B_^C)(sin ami -
~*—e-A(am,-%)Sm a0) + (C—AB) (cos ami—e^"™ ."«о) cos <*>)] .
При i»o = 0 первый член подкоренного выражения
обращается в ноль. С малой точностью скорости можно вычислить,
принимая каждый криволинейный участок за прямолинейный
22
со средним углом наклона, равным среднему
арифметическому значению крайних, т. е.
aicp — 2 »
тогда скорость в конце каждого i-то участка
Vi = l/ ^~ +2^—(sina^p—f C0SafCp);
полученная конечная скорость может быть увеличена
примерно на 20%.
Рассмотрим перемещение общей массы заготовок по
криволинейному лотку постоянного радиуса R (рис. 13,6) и с
прямолинейным участком длиной nl\ пусть п\ — число заготовок на
криволинейной части лотка и /г—-число заготовок на
прямолинейной части лотка.
Соответственно числу заготовок разобьем криволинейную
часть лотка на п\ число равных участков с центральными уг-
ft
лами —. Каждый участок приближенно будем считать прямо-
п\
линейным, каждую заготовку будем мысленно заменять
точкой — центром тяжести заготовки, к которой и прикладываем.
действующие силы. Полагаем, что вся масса заготовок за
каждый рабочий цикл перемещается на один шаг, равный длине
заготовки, т. е. l = R—. Пусть начальная скорость перемеще-
ния vо, а конечная — v\. Средняя скорость всех заготовок
2
Составляя уравнение живых сил и решая его, получим
конечную скорость
где
А =
2А
2(n + nl)-fQ
X
В-?-; с- *" + *> + * v0-R±x
2g 4g 71!
28Ш 2 f2°0S 2 fn
Вследствие небольшой скорости перемещения заготовок
в лотке приближенный способ дает результат достаточно
точный.
23
Время перемещения заготовок, имеющих длину /,
21
'i=-
«о +»i
При Уо = О
v^\ 2(n + /t,) +
/»'
sina<-' + a<-fVco3a<-' + at.
2 '^ 2
2/
2 sir
frt
l\ = —.
Угловые лотки-склизы (рис. 14) применяют для
перемещения заготовЬк, точно ориентированных вдоль оси. Для
перемещения заготовок в угловом
лотке требуются большие си- и^-Л, ^^
лы, чем в плоском лотке; еле- ^inl*- у*\о
довательно, угловой лоток
должен иметь угол наклона,
больший, чем плоский лоток.
Рис. 14. Угловые лотки:
а — из угловой стали; б — из полосовой
Рис. 15. Расчетная схема пазовых
лотков-склизов
Боковые стенки угловых лотков при массе заготовок до 5 кг
располагают под углом р = 45°, а при массе заготовок более
5 кг— р = 60°. Лотки изготовляют из угловой (рис. 14, а) или
полосовой стали (рис. 14, б). Длина борта в первом случае
В = @,7-т-0,8) d, а во втором В = @,6 + 0,7) d.
При скольжении в угловых лотках сила
sin р
f
Величина f' =—— возрастает при угле р = 60° и достигает
rsin p
удвоенного значения при р = 30°.
24
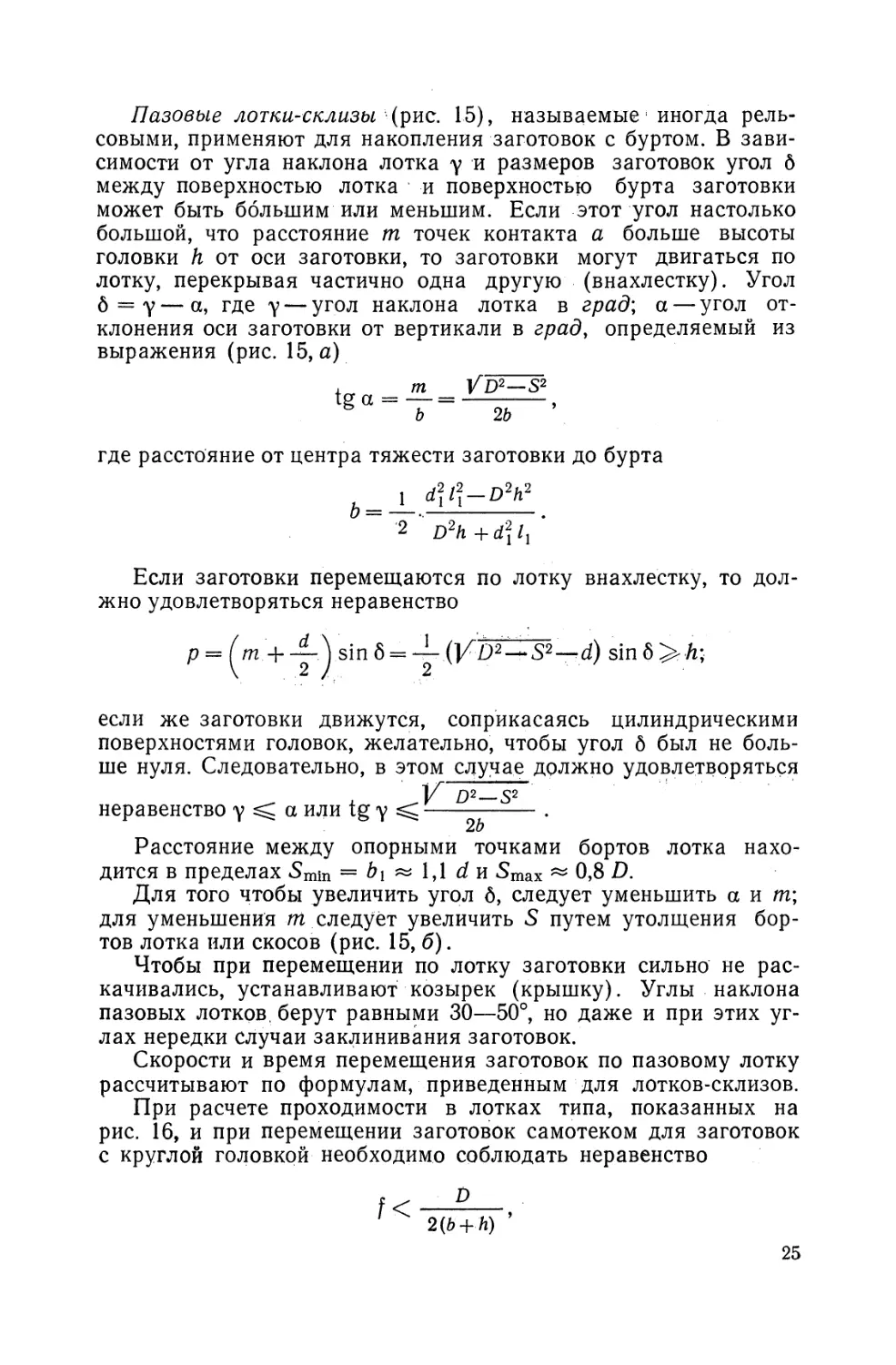
Пазовые лотки-склизы (рис. 15), называемые иногда
рельсовыми, применяют для накопления заготовок с буртом. В
зависимости от угла наклона лотка у и размеров заготовок угол 6
между поверхностью лотка и поверхностью бурта заготовки
может быть большим или меньшим. Если этот угол настолько
большой, что расстояние m точек контакта а больше высоты
головки h от оси заготовки, то заготовки могут двигаться по
лотку, перекрывая частично одна другую (внахлестку). Угол
6 = у—«» где у— угол наклона лотка в град; а — угол
отклонения оси заготовки от вертикали в град, определяемый из
выражения (рис. 15, а)
t m_J^E?f
S b 2b
где расстояние от центра тяжести заготовки до бурта
1 d\l\-D2h2
2 D2h+dU
1 М
Если заготовки перемещаются по лотку внахлестку, то
должно удовлетворяться неравенство
р = fm+ -?,\sin б = ±(Y-D*-~ S2—d) sin б > A;
если же заготовки движутся, соприкасаясь цилиндрическими
поверхностями головок, желательно, чтобы угол б был не
больше нуля. Следовательно, в этом случае должно удовлетворяться
\/~ Q2 S2
неравенство у ^ а или tg у ^ .
Расстояние между опорными точками бортов лотка
находится в пределах Smm = b\ ^ 1,1 d и Smax ~ 0,8 D.
Для того чтобы увеличить угол 6, следует уменьшить а и т;
для уменьшения m следует увеличить S путем утолщения
бортов лотка или скосов (рис. 15, б).
Чтобы при перемещении по лотку заготовки сильно не
раскачивались, устанавливают козырек (крышку). Углы наклона
пазовых лотков, берут равными 30—50°, но даже и при этих
углах нередки случаи заклинивания заготовок.
Скорости и время перемещения заготовок по пазовому лотку
рассчитывают по формулам, приведенным для лотков-склизов.
При расчете проходимости в лотках типа, показанных на
рис. 16, и при перемещении заготовок самотеком для заготовок
с круглой головкой необходимо соблюдать неравенство
f<—?-
2(b + h)
25
где D — диаметр головки в мм\ h — высота головки в мм;
b — расстояние между центром тяжести заготовки до головки
в мм. Заготовки в пазовом лотке будут перемещаться тем
легче, чем меньше коэффициент трения /, больше диаметр головки
D и меньше расстояние b между центром тяжести заготовки
и головкой.
IL
ф
Рис. 16. Пазовые лотки
Рис. 17. Схема спирального
лотка
Спиральные лотки. При проектировании спиральных лотков
определяют ширину, радиус лотка и шаг винтовой линии
(рис. 17). Центральный угол ф определяется из выражения
& 2
2/,
радиус внутренней окружности лотка
d,l.
2 2 d2 — di
ширина лотка
? = /2+/г + Д = /2 + Я Л — сов-^Л + Д,
где А — зазор.
Радиус наружной окружности лотка
# = Б + г=/2 + яA — cos-^) + A + r.
Шаг винтовой линии Т находится из выражения
max*
Условия перемещения заготовки по винтовой поверхности
tgY==^r>tgp=f-
26
где Ymin — наименьшее допустимое значение угла наклона
лотка в град; Z)max — наибольший диаметр транспортируемой
заготовки в мм; q — коэффициент, учитывающий толщину дна
лотка.
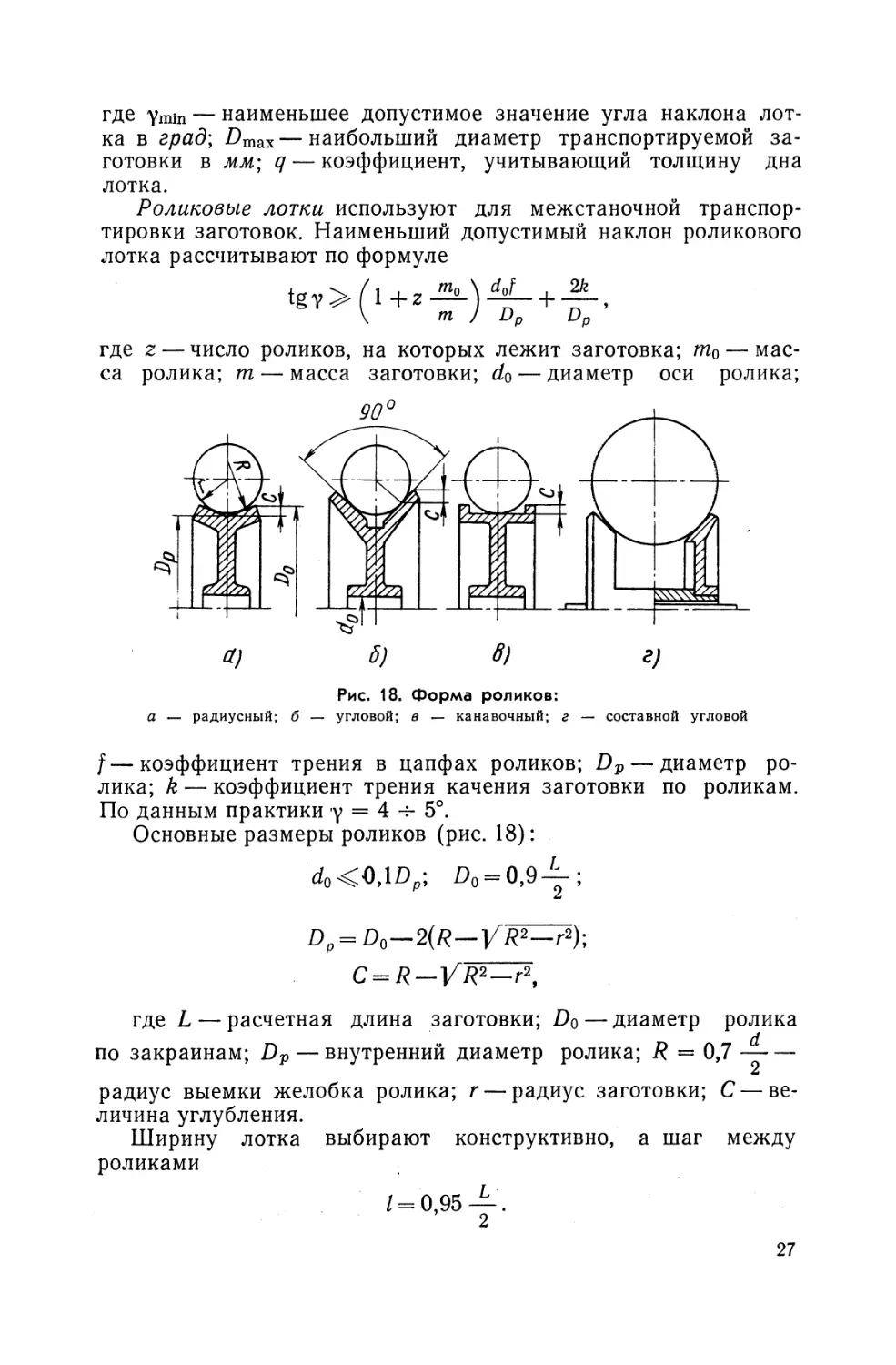
Роликовые лотки используют для межстаночной
транспортировки заготовок. Наименьший допустимый наклон роликового
лотка рассчитывают по формуле
V m J Dp Dp
где z— число роликов, на которых лежит заготовка; т0 —
масса ролика; m — масса заготовки; d0 — диаметр оси ролика;
а) 6) в) г)
Рис. 18. Форма роликов:
а — радиусный; б — угловой; в — канавочный; г — составной угловой
/—коэффициент трения в цапфах роликов; Dp — диаметр
ролика; k — коэффициент трения качения заготовки по роликам.
По данным практики у = 4 -г- 5°.
Основные размеры роликов (рис. 18):
d0«UDp; A, = 0,9-^-;
Dp = D,-2{R-VW=F2)\
C = R-YR2ZZ^9
где L — расчетная длина заготовки; D0 — диаметр ролика
по закраинам; Dv — внутренний диаметр ролика; R = 0,7
радиус выемки желобка ролика; г — радиус заготовки; С —
величина углубления.
Ширину лотка выбирают конструктивно, а шаг между
роликами
/ = 0,95 — .
2
27
Полусамотечные магазины и транспортные устройства по
способу транспортирования разделяют на механические и
пневматические. Заготовки перемещаются самотеком при угле
наклона поверхности, по которой скользят заготовки, меньшем
угла трения, путем уменьшения силы трения между
поверхностями скольжения, поперечного колебания или равномерного
движения несущей поверхности или образования между
поверхностями скольжения воздушной подушки. Схемы механических
полусамотечных магазинов показаны на рис. 19. Одновалковые
Рис. 19. Схемы механических полусамотечных магазинов:
а — для скоб; б — для поршневых колец: в — для стержней с буртами
и конических роликов; г — для призматических заготовок
магазины используют для перемещения скоб (рис. 19, а) и
поршневых колец (рис. 19,6), а двухвалковые магазины — для
стержневых с буртами, конических (рис. 19, в) и призматических
заготовок (рис. 19, г). Валковые полусамотечные магазины
применяют для заготовок массой менее 400 г. Валки
изготовляют из легированных сталей и закаливают до твердости
HRC 56—60; шероховатость поверхности валков должна
соответствовать 7—8-му классу чистоты; угол наклона валков
Y = 2 -*- 3,5°. Валки вращаются, а в некоторых случаях валок,
по которому скользят заготовки, получает еще колебательное
движение вокруг оси.
Одновалковые магазины выполняют консольными и двух-
опорными, а двухвалковые только двухопорными. При загрузке
конических роликов и подобных им деталей применяют
двухвалковые магазины. В этих магазинах заготовки не только
перемещаются, но и ориентируются в требуемом для обработки
положении [4].
Полу самотечные пневматические лотки (рис. 20) имеют
основание U Две боковые стенки 4, канал 2, сообщающийся с
отверстиями 3 диаметром 1—2 мм, ]расположенными вдоль лотка
в один ряд. В канал 2 подается сжатый воздух, который
образует между основанием лотка и транспортируемой заготовкой
устойчивую воздушную подушку S. Воздушная подушка позво-
28
лит заготовкам, находящимся в лотке, перемещаться самотеком
при угле наклона у, меньшем угла трения.
Пневматические лотки применяют для заготовок: а) у
которых поверхности скольжения имеют гальваническое покрытие
(хромированы,
никелированы и т. п.); б) из мате- ^ | ^
риала с высокими фрикци- ^и|^^^^_
онными свойствами (рези- с????ш???Н"'
на, пластмассы, керамика и
т. п.); в) перемещаемых с
малыми скоростями.
Расчет пневматических
лотков производится по
формулам, предложенным
канд. техн. наук В. К. Би-
тюковым. Для того чтобы
заготовка оторвалась от несущей поверхности пневматического
лотка необходимо выполнить следующее условие:
Т \ G •
Рис. 20.
Полусамотечный
ский лоток
пневматиче-
где Т — несущая способность воздушной подушки (прослойки);
F — площадь опорной плоскости заготовки; G — вес
заготовки; ра — атмосферное давление.
Несущая способность воздушной подушки для дисков
nd2p3a
HpI-pI)
1
2Р2 (Pi-Pi)
"зр2 (р*-р§).
а для квадратных и прямоугольных заготовок
lab (pI-pI)
Т =
Чр1-р1)
где а и b — размеры сторон заготовки; d — диаметр заготовки;
Р2 = 0,65 (ри + ра) —давление воздуха после питающего
отверстия (ри — избыточное давление). Недостаточная величина
воздушной подушки приводит к неполному отрыву заготовки от
поверхности лотка, а значительная величина воздушной
подушки вызывает вибрацию заготовки, возможность потери заданной
ориентации и даже сдувание ее.
При шероховатости поверхностей лотка и заготовки
соответствующих 4—5-му классу толщина воздушной подушки S =
= 0,01 -*- 0,02 мм.
Расход воздуха для создания заданной величины воздушной
подушки в,зависимости от типа подаваемых заготовок
рассчитывается по следующим формулам:
29
для дисков
г2 „2
Q2
JtS3 P2 —Pa
12f| Pa
для прямоугольных и квадратных пластин
n aS3 P2~Pa
V2 :
6г|6 ра
где т] — коэффициент абсолютной вязкости воздуха.
Давление воздуха в воздухоподводящем канале
Pi = -^-(T—G) + (p2—ра)\
диаметр питающих отверстий (отверстии на несущей
поверхности лотка)
<*,=]/"
s3(pI-pI) .
SWiPa
диаметр отверстия, подводящего воздух в канал,
сообщающийся с питающими отверстиями,
,/¦.
d0: Ш/ ^ ^-Р"
ЗТ| Ра
где щ — скорость истечения воздуха через питающее
отверстие; п — число питающих отверстий, расположенных на
поверхности скольжения.
Питающие отверстия находятся на расстоянии / = @,6 -т-
-т- 0,75) Ь одно от другого, где b — размер заготовки в
направлении ее перемещения.
Несущая поверхность пневматического лотка наклонена под
углом, минимальная величина которого рассчитывается по
формулам для дисков
ndS ( 2pI
SmY = —— I ра
6G \ ра + Р2
для квадратных и прямоугольных пластин
sinY=-y-(P2^- Pa)'
Производительность пневматических лотков
mvG
Q = 3600
ь + k
где v— скорость перемещения заготовок на воздушной
подушке; /о — расстояние (интервал) между заготовками.
30
Для ориентировочных расчетов конечная скорость
перемещения заготовки при начальной скорости у0 = 0 и время
движения заготовок при перепаде высот Н рассчитываются по
формулам
v = V2gH{\-lc\gy); t=\/ 2H -,
у g(sin у—/cosy)
где у — угол наклона несущей поверхности лотка; / —
коэффициент трения; g = 9,81.
В принудительных магазинах и транспортных устройствах
заготовки перемещаются с помощью приводных механизмов
в любом направлении и с любой скоростью. Устройствами этого
типа можно транспортировать заготовки с помощью несущих
средств (транспортеров и др.) или специальными захватами.
Наиболее широко используются устройства с орбитальным
движением рабочих органов, перемещающих заготовки, с
вращающимися гладкими валками, одновинтовые, двухвинтовые,
инерционные, барабанные, карусельные и др. [1, 4, 6].
2. МЕХАНИЗМЫ ЗАХВАТА И ОРИЕНТАЦИИ
БУНКЕРНЫХ ЗАГРУЗОЧНЫХ УСТРОЙСТВ
Механизмы захвата и ориентации состоят из бункера и
механизма ориентации.
Бункер обеспечивает: а) запас заготовок в количестве,
необходимом для непрерывной работы механизма ориентации
в течение заданного промежутка времени без пополнения;
б) подготовку заготовок к захвату, а значит, и ориентации.
Форма и размеры бункера влияют на производительность,
затраты времени на обслуживание, число обслуживаемых
станков и состояние поверхности подаваемых заготовок.
Наиболее распространенными формами бункеров являются
ковшеобразные (рис. 21, а), имеющие форму цилиндра, конуса
или усеченного цилиндра (рис. 21,6).
При вращающихся захватных органах бункеры имеют
обычно форму тел вращения, а при захватных органах, приводимых
в возвратно-поступательное движение — ковшеобразную
(призматическую). Кроме формы, характерным показателем для
каждого бункера является его вместимость. Чем больше
вместимость бункера, тем меньше времени требуется для его
обслуживания. Но увеличение вместимости бункера связано
с возрастанием размеров как самого бункера, так и механизма
ориентации. Бункеры могут иметь одну емкость для накопления
и захвата заготовок (рис. 21, а) и две емкости (рис. 21,6);
в последнем случае емкость 1 (предбункер) служит для
накопления основного запаса заготовок, а емкость 2(собственно
бункер) — для выдачи заготовок; заготовки из предбункера в бун-
31
кер перемещаются постепенно; иногда предбункер выполняют
отдельно.
Бункеры с одной емкостью широко применяются, но имеют
следующие недостатки; интенсивное ворошение заготовок
в результате действия движущегося захватного органа, что
вызывает забоины и царапины на их поверхности; наличие
запаса заготовок в бункере затрудняет подготовку заготовок
к захвату и уменьшает производительность загрузочного
устройства.
Рис. 21. Схемы бункеров:
а — ковшеобразный; 6 — цилиндрические с предбункером; в — ящичные ков-
шеобразные для стержневых заготовок; г — ящичные для плоских заготовок;
д — цилиндрические для плоских заготовок
Бункеры с двумя емкостями можно рекомендовать для
загрузочных устройств. Предбункер выполняют отдельно только
тогда, когда загрузочное устройство расположено высоко
B,5—3 м)\ предбункер в этом случае не только накапливает
заготовки, но и поднимает их в бункер. Обычно бункеры
неподвижны, хотя существуют конструкции загрузочных устройств
с возвратно-поступательно движущимися или вращающимися
бункерами. Литые бункеры изготовляют из чугуна и
алюминиевых сплавов, а сварные — из листовой стали. Чаще применяют
сварные бункеры.
Объем бункера определяется тем необходимым запасом
заготовок, который должен вмещаться для обеспечения непрерывной
работы загрузочного устройства в течение расчетного периода
времени:
tq q
32
где V3 — объем заготовки в см3; Т — период времени
непрерывной работы загрузочного устройства в мин; t — штучное время
обработки в мин; q —коэффициент объемного заполнения;
Q — средняя производительность загрузочного устройства
в шт/мин.
Коэффициент объемного заполнения q зависит от
конфигурации и размеров заготовок и определяется экспериментально.
Для простых по форме заготовок q = 0,4 -s- 0,7.
Рис. 22. Расчетные схемы бункера:
а — цилиндрического; б — конического
Приведенные формулы позволяют для каждого типа бункера
установить средний уровень загрузки (объем заготовок). В
качестве примера рассчитаем объем заготовок цилиндрического
бункера (рис. 22, а):
V,=
в частном случае, при а = b = R
у6 = ±.фн.
Если бункер имеет форму, показанную на рис. 22, б, то объем
заготовок
hD2
24
-Bф — sin2<p),
где ф — центральный угол в рад. Зная объем заготовок для
одноразовой загрузки, можно рассчитать диаметр бункера D.
Бункеры для бункерно-магазинных устройств в отличие от
бункеров для механизмов ориентации являются только
емкостями. В зависимости от типа заготовок их выполняют в виде
вертикально расположенных ящичных (ковшеобразных)
симметричных и несимметричных емкостей и прямоугольных
с наклонным дном (рис. 21, в) или в виде ящичных (широких
33
лотков) прямоугольных и цилиндрических емкостей (рис. 21, г
и <Э), расположенных горизонтально, наклонно или вертикально.
Емкости типа, показанных на рис. 21, в, применяют для
стержневых заготовок (валиков), длина которых I > 1,5 d, а
показанные на рис. 21, г и д — для плоских заготовок — диски,
кольца, втулки, высотой h < @,5 -*- 0,7) d. В бункерах следует
применять сводоразрушители, т. е. рычаги, получающие
принудительное качание от кулачков или пневмоцилиндров,
вращающийся круг с уступом и т. д.
Механизмы захвата и ориентации с движущимися захватно-
ориентирующими органами — механизмы ориентации
захватывают заготовки из общей массы, ориентируют их в пространстве
и передают в накопитель (магазин), откуда они с помощью
механизма поштучной выдачи и питателя перемещаются к
станку. Заготовки захватываются в процессе движения захватных
органов (вращения или возвратно-поступательного движения)
и заготовок; ориентация заготовок осуществляется захватными
органами в один или два приема, а иногда специальными
механизмами, расположенными вне механизма ориентации.
Процесс захвата ориентации и выдачи заготовок из
механизма ориентации представляет собой случайный процесс, в
результате которого количество заготовок, выдаваемых механизмом
ориентации в единицу времени, колеблется около некоторого
среднего значения.
Для того чтобы обслуживаемый станок работал ритмично,
т. е. потреблял в единицу времени постоянное определенное
количество заготовок, необходимо: 1) в составе бункерного
загрузочного устройства иметь накопитель, размер (емкость)
которого определяется расчетом или экспериментом; 2) средняя
производительность механизма ориентации должна превышать
производительность обслуживаемого станка на 15—25%;
3) в механизме ориентации, работающем с «переполнением»,
должны быть предусмотрены механизмы, сбрасывающие
лишние заготовки или останавливающие рабочий орган при
заполнении накопителя.
Механизмы ориентации могут выдавать заготовки поштучно,
порциями и непрерывным потоком.
Одним из основных параметров, характеризующим работу
механизма ориентации, является его средняя
производительность:
для механизмов с поштучной выдачей заготовок
Q = znv\ ж г] ;
/ + а
для механизмов с выдачей заготовок порциями
Q = znr\m;
34
для механизмов с непрерывной выдачей заготовок
здесь z — число захватных органов (крючков, карманов и т. п.),
принимающих участие в одном цикле работы (один оборот, один
двойной ход); п — число циклов работы (оборотов, двойных
ходов) в 1 мин; v — средняя
скорость движения заготовок;
/ — длина заготовки
(кармана); а — расстояние между
карманами; т — число
заготовок, которые могут быть
захвачены одним захватным
органом; т] — коэффициент
заполнения захватного
органа заготовками
(коэффициент выдачи или коэффициент
захвата); коэффициент ц
меньше единицы и зависит от вида,
формы и размеров
загружаемых заготовок, числа
заготовок в емкости, конструкций и
размеров емкости, режимов
работы механизма и других
факторов.
Ориентировочные значения
г) при определенной скорости
движения захватно-ориенти-
рующего органа механизма ориентации приведены в табл. 1 (по
данным В. Ф. Прейса).
Конструкция механизма ориентации, а также
производительность зависят от конфигурации и размеров подаваемых
заготовок. Механизм ориентации необходимо выбирать в соответствии
со следующей классификацией штучных заготовок (рис. 23).
Заготовки разделены на шесть групп. К первой группе (рис. 23,
а) относятся заготовки, имеющие множество осей симметрии
(шарики); заготовки этой группы не нужно ориентировать. Ко
второй группе (рис. 23, б) относятся заготовки тел вращения,
имеющие одну ось симметрии и одну плоскость симметрии,
перпендикулярную к оси вращения; заготовки этой группы
необходимо ориентировать по оси вращения. К третьей группе
(рис. 23, в) относятся заготовки тел вращения, не имеющие
плоскости симметрии, перпендикулярной оси, т. е. заготовки
с одной осью симметрии — осью вращения; заготовки этой
группы необходимо ориентировать дважды: по оси вращения
и относительно плоскости, перпендикулярной к оси. вращения.
К четвертой группе (рис. 23, г) относятся заготовки тел враще-
Табл и ца 1
Значение v н г\ для некоторых
механизмов ориентации
Тип механизма
Крючковый
Дисковый с
вырезами по
форме
заготовки
Дисковый
зубчатый
Дисковый
карманчиковый
Дисковый с
радиальными
пазами на
торце диска
Секторный и
шиберный
V
max
в м/сек
0,5
0,4
0,25
0,20
0,15
0,20
л
0,52—0,68
0,32—0,35
0,30—0,40
0,55—0,65
0,40—0,48
0,08-0,15
35
ш
—в-
№
а)
-Ф-
><&&&
¦«С ^
S ЕЭ
-в
2Z2ZSZ222Z22ZZ2Z
EzzzzzzzzzzzzQ
\2pzzzzzzzzz%%
f krf
3
zszzzznzzzrr
г)
DQfD
3F
В*ШЭ
, * ,1
й
3 ¦¦¦ ij» '"
in
_
4ititfti
L
<»>>jjj.
tjrtttl
y»;;;;;;j)~
И>ЛУЛУЛУЛУ
WWMW/t
УММШ
Рис. 23. Штучные заготовки
в)
36
ния с несимметричными элементами, эти заготовки в
зависимости от конфигурации и размеров несимметричных элементов
необходимо ориентировать многократно. К пятой группе
(рис. 23, д) отнесены призматические и пластинчатые
заготовки; если заготовки симметричны относительно трех взаимно
перпендикулярных плоскостей, их ориентация не вызывает
трудностей, а если заготовки имеют несимметричные элементы, то
нужна многократная ориентация.
К заготовкам, не поддающимся автоматическому
ориентированию, можно отнести предметы: нетвердые (тонкие резиновые
прокладки, слабо прессованные таблетки), недостаточно
жесткие (детали из тонкой проволоки), взаимосопрягаемые, взаимо-
сцепляющиеся (уголки, конические полые детали, крючки
и т. п.). Такие заготовки рекомендуется изготовлять на
автоматических линиях и транспортировать с одной операции на
другую с ориентацией в жестких захватах. Кроме того,
заготовки следует различать по отношению размеров; для заготовок
формы тел вращения это будет отношение длины заготовки к ее
диаметру, а для плоских заготовок — отношение ширины
к длине. Отношение — (или —) определяет и степень устой-
d a
чивости положения заготовок в загрузочном пространстве
бункера при его работе, а следовательно, и расположение
захватывающих и ориентирующих органов бункера. Приведенную
классификацию заготовок по степени сложности ориентации следует
рассматривать как один из примеров. Для практических целей
рекомендуется создать специальные классификаторы [18, 20, 23,
28, 32].
Механизм ориентации выбирают в зависимости от размеров
заготовки, числа ступеней ориентации (т. е. сложности формы
заготовки), возможности захвата заготовки за наружную,
внутреннюю поверхности или за ту и другую одновременно;
наиболее простым способом является захват за наружную
поверхность.
Механизмы ориентации с поштучной выдачей заготовок.
В крючковом механизме ориентации (рис. 24, а) заготовки из
предбункера 1 скатываются в корпус механизма, где и
захватываются крючками 2, закрепленными на вращающемся
диске 3. При дальнейшем вращении диска захваченные крючками
заготовки передаются в приемник 4 в виде трубчатого лотка
с разрезом, откуда они поступают в накопитель 5, отводящий их
в питатель. Если накопитель заполнен или заготовка на крючке
заняла неправильное положение и не может попасть в
приемник, вращение диска автоматически прекращается, для чего
имеется специальная кулачковая предохранительная муфта
(см. сечение А—А).
Поступление заготовок из предбункера в бункер
регулируется заслонкой.
37
Рис. 24. Крючковым механизм ориентации:
а — конструкция механизма; б, в — варианты исполнения дна бункера; г —
расчетная схема приемника и крючков
38
Крючковые механизмы ориентации приведенной
конструкции используют для колпачков и втулок с / > d. Минимальный
внутренний диаметр заготовки dx = 6 мм; максимальный
наружный диаметр заготовки d = 20 мм; максимальная длина
заготовки / = 70 мм; минимальная толщина стенок заготовки
/ = 0,3 мм; D = 2/?i — диаметр по отогнутой части крючков
зависит от d и / заготовки и принимается равным 250—400 мм;
шаг крючков т = б + L + I + Д/ (рис. 24,6), где диаметр
стержня крючка б = @,4 -*- 0,6) d; длина отогнутой части
крючка L = A,2 -г 1,3)/; А1 — зазор, обеспечивающий
свободное перемещение заготовки на позицию захвата крючком (зазор
по шагу), зависит от окружной скорости диска с крючками;
M>v Г ^L ,
\l g( sin у— — cosy J
где v> — окружная скорость диска; 1Ц — длина пути центра
тяжести очередной заготовки при ее перемещении в зоне захвата
(рис. 24, в); у — угол наклона дна бункера к горизонтальной
2k
плоскости; k « 0,05 — коэффициент трения качения; — при-
d
веденный коэффициент трения качения; число крючков z =
= 8¦ -f- 14; ширина приемника
8/?r+4d
где R\ — радиус диска отогнутой части крючков (рис. 24,г).
Углы наклона днища бункера у = 15 ч- 20°. Глубина
впадины в дне бункера в зоне захвата крючками he^0,5d;
диаметр отогнутой части крючка d2 = @,45 -5- 0,6) d\ (d\ —
внутренний диаметр заготовки).
Отогнутая часть крючка затачивается на конус. Угол отгиба
крючка принимается равным 80—85°. Скорость вращения диска
с крючками лимитируется временем соскальзывания заготовки
с крючка. Заготовка начинает соскальзывать с крючка в тот
момент, когда конец крючка будет иметь достаточный наклон,
а ускорение свободного падения сможет обеспечить скорость
движения заготовки больше окружной скорости перемещения
крючков.
Конструкции механизмов ориентации с крючками
различаются [23, 24] расположением крючков (на торце, по
периферии), формой захватных органов (крючки или штыри на
внутренней поверхности вращающегося кольца и т. д.).
В карманчиковых вертикальных механизмах ориентации
заготовки независимо от формы ориентируются за один прием.
Захватные (ориентирующие) вырезы, из которых заготовки под
39
действием силы тяжести и сил инерции поступают в приемник,
выполнены на боковой поверхности диска.
Механизм ориентации, показанный на рис. 25, а, получивший
наименование дискового с карманами (вырезами) по профилю
заготовки устроен следующим образом. Заготовки, засыпанные
в ковшеобразный бункер 5, скатываются по наклонному дну
и попадают в вырезы диска 4, закрытого кольцом. Вырезы
в диске выполнены в соответствии с наружным очертанием
подаваемых заготобок. При вращении диска 4 заготовки через
окно, сделанное в кольце корпуса 2, поступают в приемник 7
и далее в лоток. Кольцо 3 и диск 4 вращаются от привода
станка через шкив и червячный редуктор /. При переполнении
накопителя загрузочного устройства и приемника 7 заготовки из
вырезов диска 4 возвращаются в полость корпуса механизма.
Иногда механизмы ориентации снабжают устройством для
выталкивания заготовок, застрявших в вырезах диска. Одно
из таких устройств имеет звездочку 6, которая зубцами входит
в вырезы диска 4> как бы сцепляясь с последним. Очевидно,
что если в вырезе диска 4 окажется невыпавшая заготовка, то
она, попадая под зубцы звездочки 6, будет вытолкнута ею
в механизм ориентации. Механизм ориентации снабжен
устройством, автоматически останавливающим диск 4 в случае какой-
либо задержки.
При проектировании рассматриваемых дисковых
механизмов ориентации важно правильно выбрать форму приемника
и вырезов диска (рис. 25,6), а также скорость вращения диска.
Профиль заходной части приемника влияет на
производительность механизма ориентации и должен назначаться с таким
расчетом, чтобы заготовки успели выпасть из захватных
органов (вырезов в диске) в процессе их движения и чтобы форма
приемника соответствовала траектории естественного движения
заготовки под влиянием действующих на нее сил.
Профиль приемника определяется опытным путем или
рассчитывается по формулам, приведенным в литературе [23, 24].
Размеры и форма вырезов в диске рассчитываются по
следующим формулам (рис. 25, б):
d0 = d + Ad; /0 = / + А/;
зазор А/ определяют из условия устранения западания в вырез
неправильно ориентированных заготовок. При г ^ — зазор А/
должен быть меньше 1\. При г =— радиус выреза г0 ^ г + А/,
а при г <— принимается г0 = г + A -г- 3)Д/; оптимально
г = 2Д/.
40
41
Размер по диагонали заготовки должен быть больше высоты
выреза, а длина заготовки должна удовлетворять условию
l<d — Ad. Зазор, необходимый для своевременного западания
заготовки в вырез, Ad « Al. Высота выреза h = @,7 ч- 0,9) d.
Поясок на захватном органе облегчает ориентацию заготовок
в зоне захвата. Ширину Ъ горизонтального участка пояска
принимают исходя из условия Ъ = @,5 -т- 1,0)/. Угол фаски (р =
= 45 ч- 60°; расстояние между осями вырезов (шаг) т =
я? = d + Ad + б, где б =
r n -I = 4 ч- 12 мм — толщина
1 перегородки между выре-
] зами.
Дисковые механизмы
ориентации с карманами
(вырезами) по профилю
заготовки применяют для
колпачков, полых и
сплошных тел вращения
с фасонным профилем
при условии, что высота
заготовки меньше диа-
Рис. 26. Щелевой механизм ориентации метра, НО больше 0,3 ДИа-
для дисков, колец, шайб: метра.
а - конструкция; б - схема диска и при- ЩелеВОЙ ДИСКОВЫЙ
смника
механизм ориентации для
дисков, колец и шайб
имеет корпус 7, бункер 2 и наклонно расположенный
тарельчатый диск 3, в гнезда которого западают заготовки,
устанавливаясь «на ребро» (рис. 26, а). Заготовки перемещаются диском3
в верхнюю часть механизма, откуда они выкатываются по
наклонной поверхности в приемник 49 а затем в накопитель и
питатель. Если накопитель и приемник заполнены заготовками,
выкатывание их прекращается, и они остаются в вырезах
рабочего диска до тех пор, пока в накопителе, а значит, и в
приемнике не окажется свободного места.
Шаг между гнездами (рис. 26, б) в этом механизме
т = d + Ad + б,
а ширина гнезда (щели)
В = а + с,
где Ad = @,1 -f-0,12)d; б = 6 -*- 8 мм — толщина перемычки;
а — толщина заготовки в мм; с^ A ч- 1,5) мм — зазор,
принимаемый в зависимости от диаметров заготовки и диска.
Дисковые карманчиковые механизмы ориентации различаются
расположением карманов для захвата, за сколько приемов
ориентируется заготовка и расположением устройства для
вторичной ориентации внутри или вне бункера. Заготовки в диске
42
могут располагаться по хорде, перпендикулярно диску и по
радиусу диска.
В механизме ориентации (рис. 27) заготовки ориентируются
в один прием. Неподвижный диск / механизма смонтирован на
корпусе, а подвижный (захватный) диск 2 на валу 3 червячного
редуктора. По окружности диска 2 имеются карманы ?, а на
его поверхности расположены лопасти 5, способствующие
лучшему заполнению пазов заготовками; бункер 4 из листовой ста-
В'идА
ли укреплен на неподвижном диске 1\ механизм ориентации
устанавливают под углом 45°. Заготовки загружаются в бункер
на диск 2. При вращении диска заготовки в нижней части
бункера западают в карманы Б. Попавшие в карманы
заготовки выдаются в накопитель через приемное окно в
неподвижном диске.
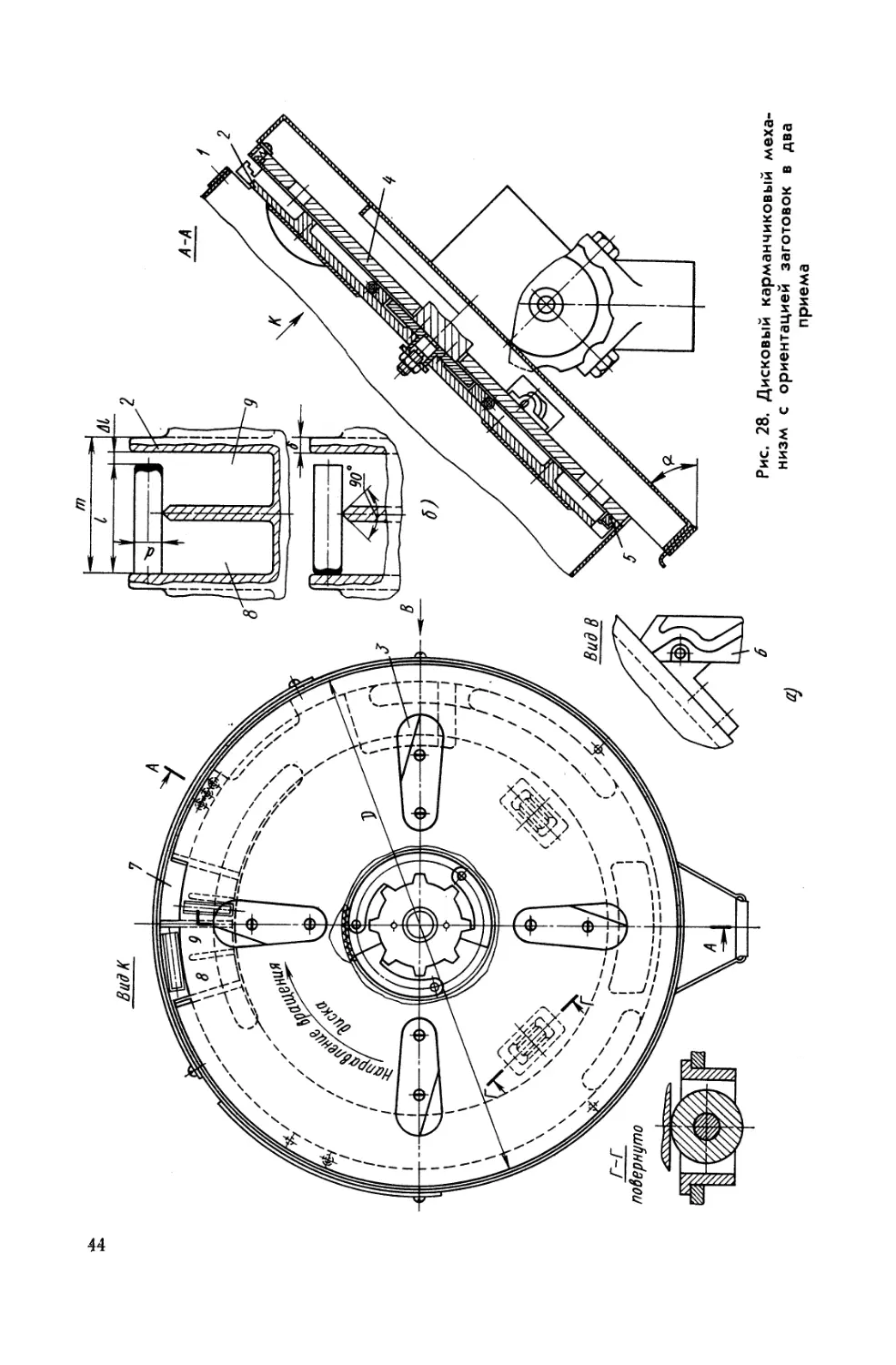
В дисковом карманчиковом механизме (рис. 28, а) заготовки
ориентируются в два этапа. При этом устройства как для
первичной, так и для вторичной ориентации расположены внутри
бункера. Первичная ориентация заготовок осуществляется
карманами (вырезами), расположенными по хорде вращающегося
диска, а вторичная ориентация — карманами на нижней
торцовой поверхности этого диска. Заготовки, засыпанные в бункер /,
западают в вырезы 7 диска (первичная ориентация) - и при
вращении диска перемещаются в верхнюю часть бункера, скользя
43
44
по буртику кольца 5 (торцовому кулачку). Кольцо 5
закреплено в основании 4 бункера. В верхней части бункера, вследствие
того, что центр тяжести смещен, заготовка опрокидывается
в один из внутренних карманов 8 или 9 диска 2 в необходимом
для обработки положении (вторичная ориентация). Для того
чтобы заготовка могла поворачиваться, в стенке бункера сделан
вырез. При следующем обороте диска ориентированная
заготовка через вырез в основании бункера выкатывается в
накопитель 6 (см. вид В), из которого и поступает в питатель. Для
лучшего заполнения вырезов на поверхности диска установлены
лопасти (ворошители) 3. Дисковые карманчиковые механизмы
ориентации используют для гладких и фасонных сплошных
и полых тел вращения d < 15 мм, I < 80 мм, а отношение
— = 2,5 -f- 4.
d
При проектировании механизмов ориентации (рис. 28, б)
необходимо учитывать, что расстояние между осями гнезд
(шаг) для заготовок в захватных органах зависит от длины
заготовки и зазора между заготовкой и стенками гнезда:
где б — толщина перегородки в мм (определяется
конструктивно) ;
Число вырезов (карманов) для первичной ориентации
определяют по длине окружности диска, а шаг корректируется
с учетом толщины перегородки б.
Число карманов
arc sin —
D
где D — диаметр диска.
Размеры вырезов (карманов) для захвата и первичной
ориентации и карманов для вторичной ориентации следующие:
1<L< l + d\ L = l + M = m—6.
Диаметр диска D ^ (8-^10)/, где L — длина выреза в мм.
Угол а наклона бункера к горизонтальной плоскости
принимается равным 45—50°; толщина стенки бункера 1,5—3 мм.
Коэффициент вероятности захвата ч\ = 0,6 -ь 0,65.
В дисковом карманчиковом механизме, показанном на рис. 29, а,
заготовки ориентируются в два приема. Механизм предназначен
для подачи колпачков и подобных им заготовок, высота
которых находится в пределах A,25 н- 3,5) d, наибольшая высота
45
46
50 мм, а наименьший диаметр 15—20 мм. Диск 2 с торцовыми
зубцами расположен под углом 40—50° и вращается на роли-
ках 3 от червячной пары 4. В вырезы (между зубцами) диска 2
из бункера / западают заготовки, перпендикулярно плоскости
диска (аксиальное расположение). Когда вследствие вращения
диска заготовки, запазшие во впадины зубцов, переместятся
в верхнее положение, то они ориентируются относительно
центра тяжести; правильно ориентированные при дальнейшем
повороте диска заготовки поступают в приемник 5, а из
последнего— в накопитель 6.
Заготовки типа колпачков, засыпанные в бункер, в вырезах
(карманах) диска устанавливаются в двух положениях:
донышком вверх или вниз. При транспортировании в верхнюю зону
колпачки, расположенные донышком вверх, вследствие наклона
диска 2, наличия скоса на кромке кармана и под влиянием
смещения центра тяжести выпадают под действием
собственного веса из диска и скатываются в нижнюю часть бункера
(рис. 29, б).
Для того чтобы заготовка могла выпасть из выреза
(кармана) диска, стенка бункера в зоне выпадания несколько
отогнута или вырезана. Правильно ориентированные заготовки
проходят верхнюю часть бункера и попадают в зону действия
собачки 7, сидящей на оси и находящейся под действием
пружины 8. При вращении диска собачка вталкивает в приемник 5
заготовки, находящиеся в вырезах. При переполнении
приемника и накопителя 6 заготовками подающая собачка отжимается
и вталкивание заготовок в приемник прекращается. Заготовки
остаются в диске и при одном из последующих оборотов диска
поступают в приемник. Если подаются заготовки, которые не
нужно ориентировать вторично, фаски ориентации в вырезах
снимать не следует.
При проектировании механизмов этого типа расстояние
между осями вырезов для заготовок в диске (шаг) зависит от
диаметра заготовки:
т = d + Ad + б.
Величина Ad, обеспечивающая свободное западание
заготовки в карман, принимается 0,7—1 мм, толщина перегородки 6
должна быть такой, чтобы заготовка не могла лежать
одновременно на трех перегородках вырезов в диске (стенках
кармана)
8<l—2(d + Ad).
Окончательную величину шага определяют исходя из
принятого числа вырезов и корректируют с учетом толщины
перегородки 6. Для лучшей подготовки заготовок к захвату диск
наклонен под углом ср = 3 -*- 5°, а также снабжен желобками.
47
Вид К
Бункер устанавливают под углом а = 40 -s- 50°; угол
наклона приемника у = 90° — а; приемник расположен к
горизонтальной оси бункера под углом р = 4 ~-10°.
Дисковый карманчиковый механизм ориентации с
устройством для вторичной ориентации вне бункера показан на
рис. 30. Заготовки, засыпаемые в бункер 2, на поверхности
диска 1 западают в
прямоугольные гнезда (первичная
ориентация) и при
вращении диска
транспортируются к разгрузочному окну,
через которое поступают в
отсекающее устройство. Это
устройство работает
синхронно с диском от кулачка
и системы рычагов; когда
гнездо с заготовкой
находится в верхней части, отсе-
катель 3 принимает в
выемку заготовку из диска. В
момент прохождения под
приемником промежутка между
гнездами диска отсекатель
3, поворачиваясь, закрывает
загрузочное окно, а
принятую заготовку передает в
смонтированное в
приемнике 4 устройство 5 для
вторичной ориентации. В
последнем заготовка занимает
требуемое для обработки
положение и поступает в
накопитель [4, 24].
ориентации этого типа можно
приведенными для механизмов,
Рис. 30. Дисковый карманчиковый
механизм с устройством для
вторичной ориентации вне бункера
При расчете механизмов
пользоваться зависимостями,
показанных на рис. 28. Дисковые карманчиковые механизмы
захвата и ориентации, показанные на рис. 28 и 30, можно
рассматривать как универсально-наладочные. Для подачи
заготовок другого размера необходимо сменить вращающийся диск,
сменную вставку (приемное окно) в неподвижном диске и
отрегулировать или заменить лоток-накопитель. Для заготовок
разных размеров можно использовать и механизмы, показанные
на рис. 27 и 29; в этом случае необходимо заменить или
отрегулировать дополнительно устройство для приема заготовок из
вращающегося диска и устройство для вторичной
ориентации.
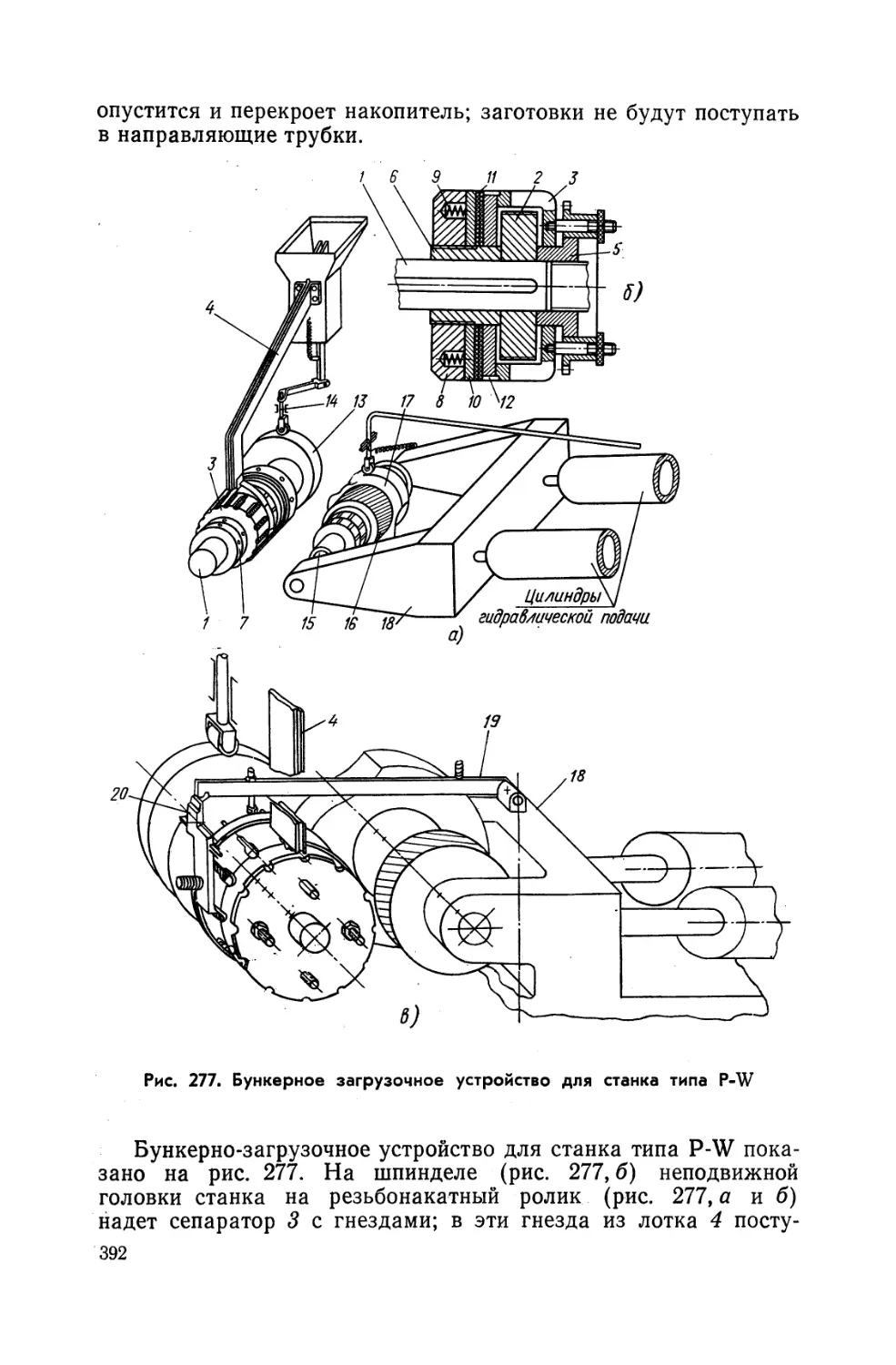
В тех случаях, когда заготовки из механизма должны
выдаваться в горизонтальном положении, следует использовать лот-
48
ки-накопители типа змейковых магазинов, с тем чтобы
исключить поворот заготовки при ее перемещении по лотку; если
заготовки выдаются в направлении вдоль оси, то в качестве
накопителя используют жесткую или витую трубку. Из рабочего
органа карманчикового механизма ориентации заготовки под
действием собственного веса поступают в приемник, ширина
V
Рис. 31. Расчетные схемы для определения ширины
приемника
которого определяется следующим образом [27]. Величина
перемещения рабочего органа за время t составляет В — / = tv,
за время t заготовка переместится в направлении приемника на
и at2
расстояние п = — .
Решая эти зависимости относительно времени и приравняв
их правые части, получим
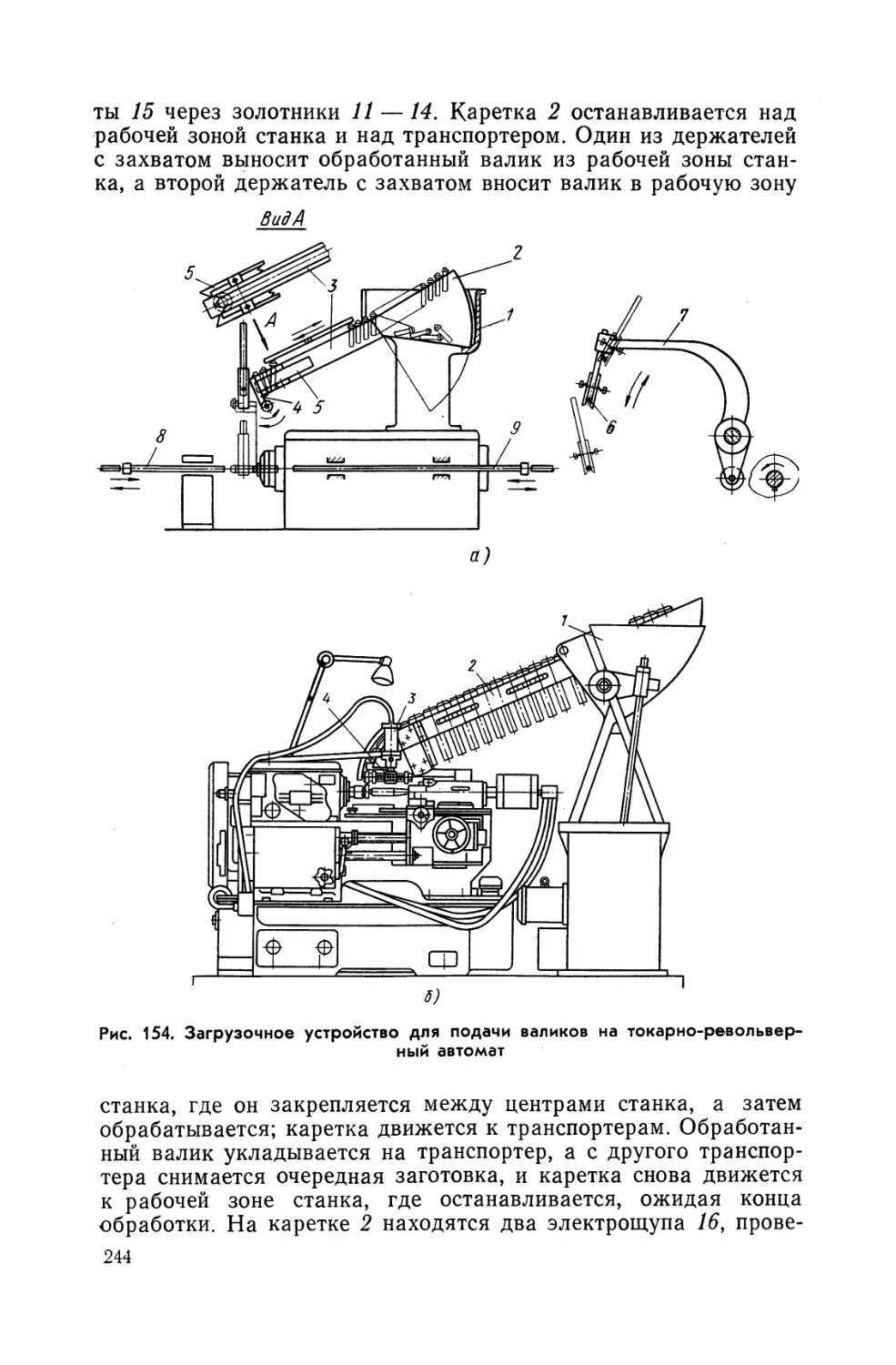
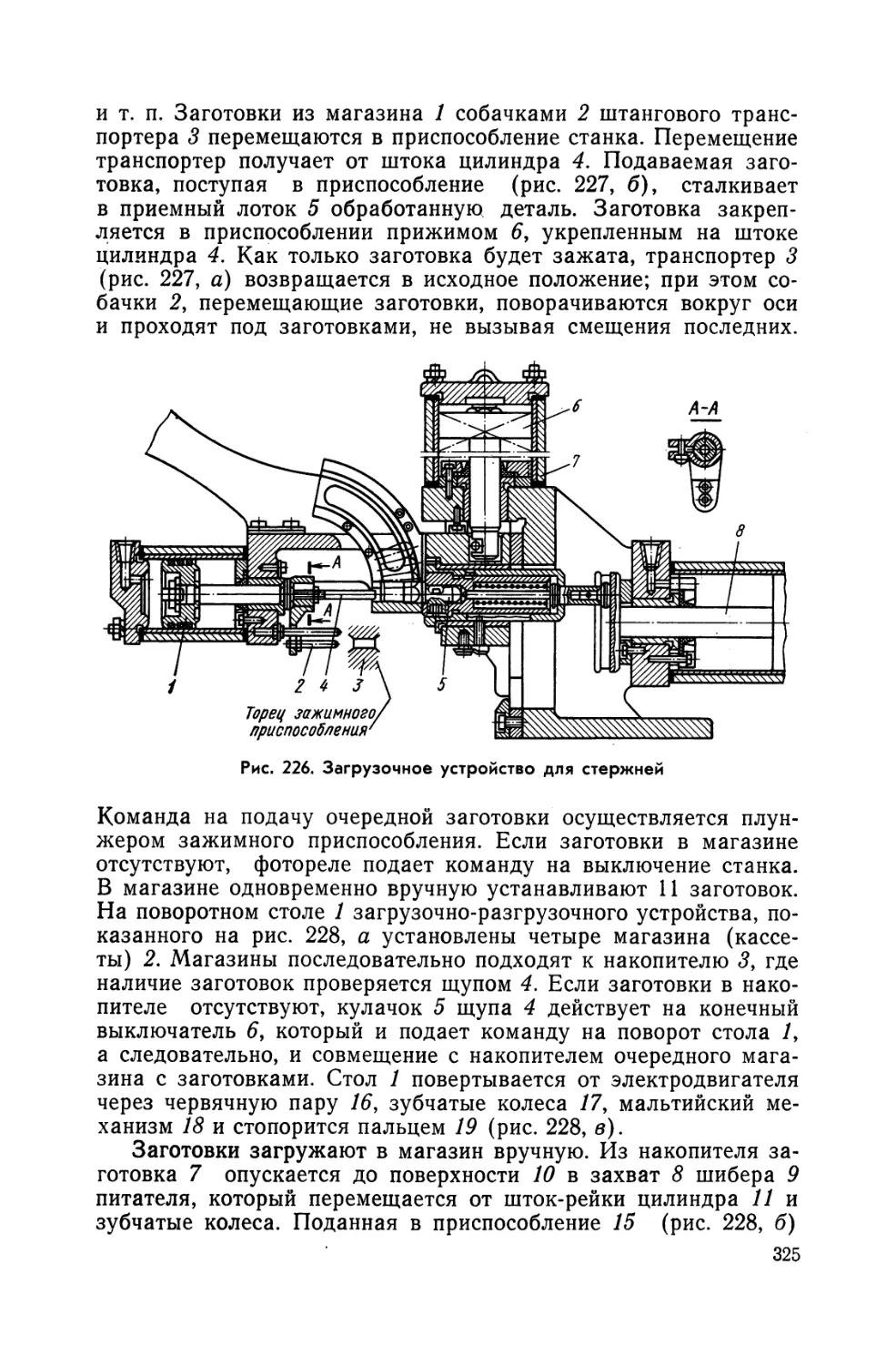
в = г+0|/^.
В зависимости от типа механизма ориентации:
для схемы, показанной на рис. 31, а, при / = d и Я = /
для схемы, показанной на рис. 31, б, при 1= I n Н = d
B-< + n/f;
для схемы, показанной на рис. 31, в, при / = — и Н = d
d
Г
2d
B-i+0l/f-
49
В формулах приняты обозначения: I — размер заготовки
в направлении перемещения диска; Н — размер заготовки
в направлении ее перемещения; а — ускорение, с которым
перемещается заготовка; a = g — при свободном падении
заготовки и а = g(cos a — \i sin a) — при перемещении заготовки
по наклонной поверхности с углом наклона к горизонту, равным
а. Коэффициент \х при скольжении заготовок по лотку равен
коэффициенту трения скольжения /, а при качении — величине
2k
—(k — коэффициент трения качения). Чтобы исключить закли-
d
нивание, ширина лотка должна быть меньше ширины заготовки,
т. е. В < 2d или В < 21. Размер В можно рассчитывать также
по формулам, предложенным В. А. Повидайло.
Скорость вращения рабочего диска: для схемы, показанной
на рис. 31, б,
У 2а, I"
2ах L 2 \ 4pf У / & 2р, J
или
г_1/ g(sina-/cosa)(?-/J
У 2(dS)
где а = g(cos а — f sin a);
-/
——— —
l2+\5r2 , '+ /
; ai = /20arctg
12 . d
(ai — угол поворота заготовки при входе в приемник; по—
коэффициент надежности);
для схемы, показанной на рис. 31, а,
B—d
/
2(l-S)
g(cos a—/sin a)
для схемы, показанной на рис. 31, в,
'v<-(B- lL\ Г g(cosa—/sina)
4 й)У '(т-
В формулах приняты обозначения: а — ускорение заготовки
при скольжении по наклонной поверхности; pi — радиус
инерции заготовки относительно оси, проходящей через точку А;
S — зазор между диском и торцом приемника.
Механизмы ориентации с выдачей заготовок порциями.
К группе механизмов ориентации с выдачей заготовок
порциями относятся дисковые (щелевые и с радиальными пазами),
лопастные, шиберные и секторные.
50
Дисковый, щелевой механизм ориентации с собачками
(рис. 32) предназначен для подачи мелких винтов и подобных
им заготовок при условии, что длина стержня менее 50 мм9
а диаметр менее 10 мм. Заготовки, засыпанные в бункер 1
(рис. 32, а), западают в щель, образованную между внутренней
Рис. 32. Дисковый щелевой механизм ориентации
поверхностью кольца 3 и наружной поверхностью
вращающегося диска 2\ диск опирается на три ролика 7. Ширина щели
несколько больше, чем наружный диаметр стержня подаваемой
заготовки, но меньше диаметра фланца или головки заготовки;
таким образом, стержень проскальзывает в щель, и заготовка
висит на головке или фланце. При вращении диск 2
захватывает подпружиненными собачками 4У установленными на осях
с нижней стороны диска, висящие на головках заготовки и
транспортирует их в приемник 5, откуда они попадают в накопитель
и питатель; число собачек шесть — восемь, щеки приемника
51
образуют щель, шириною В (см- вид А). Для лучшего западания
заготовок в щель бункера на поверхности вращающегося
диска 2 устанавливают кнопки 6 (или лопасть) для ворошения
заготовок. Если приемник и накопитель заполнены, подача заготовок
прекращается, так как собачки 4, упираясь в заготовки и
поворачиваясь на осях, проскальзывают по заготовкам, хотя диск
непрерывно вращается. При освобождении приемника и
накопителя собачки 4 включаются и заготовки подаются
автоматически. Диск 2 вращается через шкив, червячный редуктор 9 и
муфту 8.
Минимальная величина среднего диаметра щели (рис. 32, б)
4/2 /2
Ашп>^г~E-8Lт^;
а а
ширина ориентирующей щели
, 0,85№ + d)
lo = MM .
2
Для устранения заклинивания заготовок расстояние от
внутреннего диаметра щелевого кольца до кожуха (толщина кони-
Рис. 33. Лопастные механизмы ориентации
-52
ческого кольца) следует принимать 1\ = 1,5 d\\ угол наклона
диска составляет 25—30°.
Лопастные механизмы ориентации применяют на метизных
заводах для подачи гаек, болтов и подобных им заготовок.
В механизме ориентации, показанном на рис. 33, а, заготовки
захватываются диском с лопастями 7, а ориентируются с
помощью скосов дна бункера 4 под углом а = 30 -s- 40°, канавок
К и приемника 3. Засыпанные в бункер заготовки (гайки) при
вращении диска захватываются лопастями. Заготовки,,
занявшие правильное положение («на ребро»), попадают в приемник,
от выпадения из которого
предохраняет шарнирно закрепленная на оси
собачка (защелка) 2.
Для подачи болтов, винтов и
подобных им деталей применяют механизм
ориентации, показанный на рис. 33, б.
Механизм имеет привод 14 с
редуктором 15. Левая 16 и правая 17
половины бункера образуют приемную
полость, в которую засыпаются
заготовки. Вращающийся диск 12 с лопастями
13 непрерывно ворошит заготовки,
вследствие чего некоторые из них
попадают стержнями в щель между
половинками бункера и повисают на
головках. Нижняя лопасть нажимает на
ролик 11 и приводит в действие
механизм сбрасывателя, с помощью
которого ориентированные заготовки с направляющих планок
поступают в накопитель 5 и далее к питателю станка, а неправильно
установленные заготовки сбрасываются обратно в бункер.
Рычаг 10 с роликом // поворачивает диск 9, на котором укреплен
регулируемый кронштейн 8, нижний конец которого пружиной 7
связан с изогнутым рычагом сбрасывателя 6. При помощи
такого устройства сбрасыватель движется возвратно-поступательно
по направляющим накопителя, величина двойного хода
которого регулируется перемещением рычага 10 в пазу диска 9 и
поворотом регулировочного кронштейна 8.
Рассмотренный механизм используется для заготовок
диаметром 8—14 мм и длиной 20—70 мм. Для переналадки
механизма ориентации необходимо отрегулировать расстояние между
направляющими (переместив правую половину бункера с
помощью винта), которое берется от 1,05 до 1,15 диаметра
заготовки, и сменить сбрасыватель.
Дисковый механизм ориентации с радиальными пазами по
торцу диска или лопастями показан на рис. 34. В этом
механизме заготовки, попадая в пазы при вращении диска 1,
скользят под действием собственного веса и выпадают в накопи-
Рис. 34. Дисковый
механизм ориентации с
радиальными пазами на
торце диска
53
тель 2. Для того чтобы исключить преждевременное выпадение
заготовок из пазов во время вращения диска 1, пазы на
некоторой части пути диска перекрыты неподвижной планкой 3.
Данный механизм ориентации прост и надежен в работе.
Механизмы ориентации с радиальными пазами на торце
диска выполняют как с непрерывным, так и периодическим
поворотом диска. При непрерывном вращении рабочего диска
необходимо правильно выбрать скорость вращения диска; если
скорость выбрана неправильно, то заготовка может не
выскользнуть из паза диска в накопитель и оказаться заклиненной
между бортом паза диска и планкой. Наибольшая скорость
рабочего диска определяется следующим образом. Ускорение
движения заготовки по пазу рабочего диска
w = g(cos a—/ sin a).
Расстояние, которое заготовка должна пройти из начального
положения в пазу диска до момента выхода за пределы
действия за нее поддерживающей планки, равно длине заготовки;
следовательно, у =— wt2 = I;
время для полного входа заготовки в (приемный лоток)
накопитель
t
V %w '
Если ширина накопителя на входе В, то время, в течение
которого заготовка может заклиниться,
приравнивая
60{B—d)
V
У 6ш *
находим максимально допустимую скорость диска
Ol-60(B-rf)|/^.
В тех случаях, когда диск периодически поворачивается,
рассчитывается время выстоя диска. Для работы механизма без
заклинивания необходимо, чтобы время останова диска было
не меньше времени выпадения заготовки в лоток:
''ост <^ ^вып *
54
Если храповой механизм приводится от кривошипного
механизма, то
, 30
П
Время выпадения заготовки в лоток
вып V а V «(sine.-/
cos a)
где S — путь, проходимый заготовкой.
Совместное решение уравнений позволяет определить
30
я<
/:
2D
g(sin a—/cos а)
Так как число оборотов кривошипа должно быть равным
производительности станка, т. е. п = Q, то максимальная
производительность рассматриваемого механизма
30
=- шт/мин,
Q =
v-
2D
g(sin a—/cos а)
где D — диаметр диска, D « 5.
Барабанные лопастные механизмы ориентации используют
для заготовок длиной / > 3d. Механизм ориентации с
горизонтальной осью вращения
барабана показан на л s 4 1
рис. 35. Заготовки из
бункера 1 под действием
собственного веса попадают
во вращающийся
барабан 4 и лопастями 5
последнего сбрасываются
на вибрирующий лоток 6.
В процессе перемещения
по лоткам заготовки,
занявшие правильное
положение, поступают в
накопитель, а затем в
питатель. Барабан вращается
от электродвигателя
через ременную передачу, редуктор, /предохранительную муфту и
клиноременную передачу 3. Лоток 6 вибрирует от вибратора 2.
Отводящие лотки установлены параллельно друг другу. В
горизонтальном ряду длина всех лотков одинакова, а в
вертикальном—различна; верхний лоток вертикального ряда имеет наи-
Рис. 35* Барабанный лопастной
низм ориентации
55
меньшую длину, а нижний — наибольшую; длина каждой
лопасти равна длине заборной части соответствующего
горизонтального ряда лотков. В каждой секции лопасти различаются
длиной, фрикционными свойствами материала и углом наклона.
Попавшие на лоток заготовки транспортируются
вибролотком из барабана, ориентируются на выходной части лотка, а в
случае сброса с него (на-
з пример, как неправильно
ориентированные)
возвращаются в барабан по
неподвижному поддону.
2-~~[?^Г и \Ш5Г4 Такая конструкция
механизма ориентации позво-
ИУ/ШВТМ II 4SliiB ляет подавать заготовки
liilmmimnjl ^ЩЩ& на позицию обработки в
/ /At<;3 ^WlmMJl Jmm один ручей, в несколько
ручьев, из разных лотков
различной и одинаковой
^>v / производительности и т. д.
Изменяя скорости враще-
5 ния барабана, можно по-
.? лучить различную произ-
7 водительность. При смене
•8 заготовок необходимо за-
';//' менить ориентаторы и
настроить механизм
ориентации.
В механизме
ориентации, показанном на
Рис. 36. Лопастной механизм ориента- рис 36, барабан 4 Вра-
ции щается в корпусе 5, в
который заготовки
поступают из бункера, и, захватывая заготовки лопастями 5, поднимает
их. Заготовки соскальзывают и падают на приемник 2, где они
западают в щель и, повиснув на головках, вследствие наклона
приемника, с помощью присоединенного к нему накопителя 5,
скользят вниз. Неправильно ориентированные заготовки
вращающимся на оси 6 роликом-отражателем 7 сбрасываются в
бункер. Вращение ролику-отражателю сообщается ременной
передачей / от станка.
Вращение барабана с лопастями может быть как
непрерывное, так и прерывистое [24]. Диаметр барабана D и его длину L
выбирают в зависимости от длины подаваемых заготовок:
D=^(8~l0)l; 1 = Eч-7)/.
Для того чтобы заготовки с лопастей выпадали в лоток,
необходимо выполнить следующее условие:
mg > mo2p.
56
(т — масса заготовки; g— ускорение силы тяжести; со —
скорость вращения; р—расстояние центра тяжести заготовки от
оси вращения).
Таким образом, сила тяжести должна быть больше
центробежной силы.
Скорость, при которой заготовки не будут выпадать из
лопастей,
(О
>1/Х; „>i»1/jL;
V 9 я V 9
при р = R (R — расстояние лопастей от оси вращения)
формулы можно написать так:
0)
>л/^ и п>^л/-*-.
У R л V R
Положение накопителя относительно оси вращения барабана
выбирают в соответствии с траекторией движения заготовок при
выпадении их из лопастей
[16]. Траектории движения
заготовок с лопастей в лоток
зависят от радиуса
барабана, угловой скорости
барабана, коэффициента трения
между заготовкой и
лопастью, угла наклона лопасти
и др. Траектории движения
заготовок с лопастей
представляют собой параболы
(рис. 37). Крайние точки
этих парабол А(х\, 0) и
В(х2, 0) определяют
положение накопителя,
координаты этих точек определяются уравнением
-
*
«*_
а\\
Xi Л
*г >
В
\ *
Рис. 37. Траектория падения
заготовок в лопастном механизме
ориентации
при v2 = 0
jAi + vt + 2v{v2 cos(t>ii>2) A/ —;
где vi — скорость движения лопасти; v2 — скорость
относительного движения заготовки в лопасти; h0 — высота расположения
лопастей относительно накопителя; g— ускорение силы тяжести;
R — расстояние от лопасти до оси вращения; со — скорость
лопастей.
57
Таким образом, для выбора основных размеров барабана
с лопастями необходимо выполнить следующие условия:
Х2~тшшХ\ = и
(Ь — ширина лотка);
f 2h
jc == cojR l/ —- ; Q = mzim\,
V 8
где Q — производительность обслуживаемого станка;
m—число заготовок, захватываемых одной лопастью;
z — число лопастей;
т] — коэффициент заполнения захватных органов,
зависящий от формы лопастей заготовок и скорости вращения
барабана (определяется экспериментально);
i — передаточное число от главного (распределительного)
вала к валу барабана.
Рис. 38. Элеваторные механизмы ориентации:
а — с лопастями; б — с магнитами
В барабанно-лопастных механизмах заготовки могут
выдаваться в несколько лотков. Чтобы заготовки равномерно
засыпались в каждый из лотков, необходимо рассчитать траектории
движения заготовок с лопасти в зависимости от режимов
работы механизма ориентации и параметров заготовок и установить
лотки так, чтобы они были расположены в соответствии с
траекториями движения заготовок. К барабанным лопастным
механизмам захвата относятся и роторные для подачи болтов [24].
58
Механизмы захвата и ориентации элеваторного типа.
Рабочие органы (лопасти), захватывающие и ориентирующие
заготовки, укреплены на бесконечной ленте или цепях.
Механизм, показанный на рис. 38, а, работает следующим
образом. Заготовки, загруженные в бункер У, захватываются,
получая необходимую ориентацию непрерывно движущимися
вверх лопастями, наклоненными под углом 30—35°, с
транспортера 2. Лопасти образованы пластинками 3 и укрепленными на
них планками 4. Достигнув входа в приемник, заготовки
выскальзывают из лопастей, сохраняя полученную ориентацию.
Электродвигатель 5 и редуктор 6 расположены в верхней части
транспортера. Конструктивное исполнение лопастей зависит от
формы подаваемых заготовок; например, для гладких валиков
лопасти установлены таким образом, что исключается
размещение двух валиков друг над другом; для дисков устанавливают
козырек, способствующий повороту заготовки на ребро,
и т. д. [22].
Элеваторные механизмы ориентации, предназначенные для
подачи заготовок диаметром 10—30 мм и длиной до 220 мм,
нормализованы (табл. 2 и 3).
Таблица 2
Основные размеры элеваторных механизмов ориентации
Я
«
ass*
1600
1900
2335
1900
2420
2170
1900
2170
i 3 *
равл
выд
тово
Нап
ние
заго
Правое
Левое
»
Правое
Двустороннее
Левое
Правое
»
Таблица 3
Элеваторные механизмы ориентации
. №
бункера
1
2
' 3
•4
d в мм
20—30
10—19
12—25
10—17
/ В ММ
50—140
40—80
50—140
40—80
бункера
5
6
7
8
d в <мм
15—28
12—22
10—26
10—20 ,
/ в мм
50—140
40—80
60—220
60—220
L^^
ез
&
2
1
2
3
4
5
6
7
8
*
' 5
_ о. и
03 о
Я о
ах «
я се а.
3??
300
200
300
200
300
500
200
500
я
??*
н «=* ш.
о ? Я
?sS
56
38
70
38
70
70
48
80
са
э = 3
5 я 3
Р*
Ней
18
12
18
12
18
13
17
16
59
Преимущества элеваторных механизмов ориентации
заключаются в том, что емкость (бункер) расположена с низу механизма
и может быть достаточно большой. Эти механизмы имеют
большую производительность, устойчивую работу, простую
конструкцию и могут быть использованы для подъема тяжелых
заготовок. При проектировании механизмов ориентации
элеваторного типа рекомендуется учитывать следующее:
1. Производительность механизма в основном зависит от
длины захватных органов (планок) и мало зависит от угла
наклона последних. Ю. Н. Шаповалов рекомендует следующие
неравенства, с помощью которых можно определить ширину ленты
В: для стержней 5 -f- б ^ — ^ 2,5 -г- 3; для колец 6 -Ь 7 ^
>-Г> 2>5 - 3-
а
2. Угол наклона захватных органов для стержней составляет
35—45°, а для колец — 25—35°; отклонение транспортера от
вертикального положения 10—15°.
На производительность влияет также и ширина карманов А,
т. е. расстояние между планками, захватывающими заготовки.
Величина h должна быть такой, чтобы обеспечивался захват
только одного ряда заготовок; при — = 0,1 -ь 0,6 и у = 4 -ч- 20°
d
1,865 >А< 1,3 + 1,2 -л 0,015Y,
d d
где угол у в град. Разновидностью элеваторных механизмов
являются механизмы, в которых вместо планок для захвата
устанавливаются магниты (рис. 38, б).
К элеваторным механизмам ориентации условно можно
отнести цепные наклонные транспортеры, используемые в
многорезцовых станках для валов, станков, в автоматических линиях для
межоперационной передачи заготовок в ориентированном
положении [4, 24].
Шиберные (ножевые) механизмы ориентации применяют для
подачи стержней с головкой, а также гаек и валиков. Захват
шиберных механизмов должен быть расположен вслед за
наполнителем или параллельно накопителю. Если захват расположен
параллельно накопителю, то эти механизмы имеют один или два
шибера, расположенных по бокам накопителя.
Шиберные механизмы ориентации с последовательным
расположением шибера и накопителя (накопитель для болтов
предоставляет собой пазовый лоток) работают следующим образом.
•Шибер захватывает из бункера порцию заготовок, занявших
необходимое положение, и поднимает их к накопителю, где и
задерживается на некоторое время с тем, чтобы захваченные
заготовки успели соскользнуть в накопитель. Часть заготовок за
время выстоя не успевает соскользнуть и возвращается в бункер
60
вместе с шибером, который захватывает следующую порцию
заготовок. Шиберные (ножевые) механизмы с
последовательным расположением захвата имеют низкую производительность.
В шиберных механизмах с параллельным расположением
шибера и накопителя (рис. 39, а) заготовки типа болтов,
засыпанные в бункер 5, захватываются шибером (ножом) 1. Часть
захваченных заготовок падает в накопитель 2, а некоторые
попадают стержнями между планками накопителя. Заготовки,
занявшие неправильное положение, скатываясь по поверхности
Рис. 39. Шиберный механизм ориентации:
а — общий вид; б — расчетная схема
накопителя 2, отбрасываются в бункер звездочкой 4,
вращающейся навстречу потоку перемещающихся заготовок.
Заготовки, занявшие правильное положение, опираясь
головками на планки накопителя 2, скользят вследствие его
наклона, проходят под звездочкой 4 и направляющей планкой 5
(не позволяющей заготовке занять вертикальное положение) и
поступают в накопитель, который отводит их к питателю.
Шибер 1 получает возвратно-поступательное движение от
кривошипного механизма, имеющего диск с пальцем и шатун 7.
Кривошипный диск 6 насажен на валу, на котором
смонтирована коническая фрикционная муфта, предохраняющая от
перегрузки привод бункера. Шибер может приводиться от кулачка
или пневмоцилиндра [4, 24].
61
Производительность шиберного механизма ориентации
Q = пгт\ = "^ шт/мин,
где ц = 0,3 -г- 0,4 — коэффициент заполнения; т — число
заготовок, вмещающихся в ориентирующую щель шибера; LH —
длина части накопителя, на которую поступают заготовки с
шибера, в мм; d\ — диаметр головки подаваемой заготовки в мм\
п — число двойных ходов шибера в минуту.
Число двойных ходов шибера выбирают с учетом времени
выдачи заготовок в накопитель:
= 60l/g(s8nY-/cosY)
"max OU у ^
где y — угол наклона накопителя-лотка в град.
Размеры и форма бункера и шибера для захвата заготовок
принимают следующие (рис. 39, б): ширина бункера М = (8 —
-г- 10)/; глубина бункера Н = @,2-bO,3)L; угол скоса шибера
си = 50°; ширина скошенной стороны шибера а= B,5 -f-3)d;
толщина шибера (ножа) а\ = 0,7d; длина шибера L = G,-f- 10)/;
угол наклона накопителя а = 30°, длина LH = (8 ч- 10)/;
ширина щели накопителя В = l,ld; толщина щек накопителя U =
= 0,5d. При / < Ы ход шибера
5 = ( LH н —\ sin у + D -~ 5) мм
\ - cosy /
или
S = C-^4)d мм;
при / = (8 -f- 12)d
S = B+-2,5)d;
для гаек S = E -г- 8) А, где h — высота гайки в мм.
Производительность механизма зависит от исполнения
бункера. Форма бункера должна способствовать подготовке
заготовок к захвату; угол наклона дна бункера у = 2р + E ~ 10°),
где р — угол трения.
Для удаления с лотка неправильно ориентированных
заготовок на выходе из бункера устанавливают сбрасыватель;
скорость вращения сбрасывателя v = 20 ~ 25 м/мин, число зубьев
z = iO-f- 14. Чтобы заготовки не сбрасывались на поверхность
шибера, что уменьшает коэффициент заполнения его,
сбрасыватель располагают на расстоянии L = 1,5/?ь Шиберы бывают
цельными и составными. Шибер следует делать составным, если
механизм ориентации используют для стальных или чугунных
литых и кованых заготовок. Верхнюю часть составного шибера
изготовляют из стали 20Х и закаливают, а сам шибер — из ста-
62
ли 45. Если же составной шибер используют для подачи
окончательно обработанных деталей, то рабочую часть шибера
облицовывают мягкими материалами или, изготовляя ее из стали
20Х или 45, не закаливают; такие шиберы используют для
загрузки заготовок из цветных металлов и сплавов. Для длинных
заготовок класса валиков используют шиберные механизмы
ориентации типа, показанного на рис. 40.
Рис. 40. Шиберный механизм ориентации для длинных валиков
Особенностью механизма является отсутствие направляющих
для захватного органа и постоянства ходов и скорости
захватного органа. Механизм захвата и ориентации имеет бункер 1,
разделенный перегородкой 5. Заготовки загружаются в верхнюю
часть бункера, откуда они под действием собственного веса и
в результате движения перегородки 5 относительно оси 6 на
угол ф поступают через щель в нижнюю часть бункера.
Перегородка совершает качательные движения навстречу потоку
заготовок, что способствует предварительной ориентации заготовок и
исключает образование сводов из заготовок. Перегородка
получает движение от двух кулачков 4 и пружины 2, на которые
действуют тяги 16 через ролики 3, а тяги, в свою очередь,
перемещаются от захватного органа (шибера) 10, который нажимает
угольниками 13 на упоры 15. Заготовки, пройдя щель между дном
бункера и перегородкой, захватываются шибером, поднимаются
над перегородкой 9 и соскальзывают на отводящий цепной
63
транспортер 8, натянутый на две звездочки, из которых одна
приводная. Заготовки, занявшие неправильное положение на
шибере, в момент его подъема сбрасываются в бункер. Высоту
установки цепного
транспортера
регулируют при помощи
винта 11 и гайки 12.
Заготовки на транспортере
располагаются в один
ряд, лишние
удаляются сбрасывателем 7.
Захватный орган
(шибер) загрузочного
устройства,
смонтированный в раме,
подвешенной на рычагах 14,
приводится от
электродвигателя с
электромагнитной муфтой
скольжения,
червячный редуктор,
кривошип и кривошипно-ко-
ромысловый механизм.
На валу червяка
редуктора, кроме
кривошипа, установлена
звездочка, при помощи
которой движутся
цепные передачи
транспортера и
сбрасывателя. Привод
смонтирован на массивной
плите, которая может
смещаться при наладке
относительно
основания при помощи винта
и гайки.
Это загрузочное
устройство может быть
использовано для
валиков диаметром от 10
до 45 мм и длиной до
200 мм. Число двойных
ходов ножа и транспортера устанавливают в зависимости от
необходимой производительности при помощи рукоятки механизма
управления центробежным регулятором асинхронной муфты.
Секторные механизмы ориентации используют для подачи
заготовок с головками (болтов, винтов), валиков и реже небольших
А-А
Положение!
Рис. 41. Секторный механизм ориентации:
а — для заготовок малого размера; б — для в
ликов
64
дисков, П- и Г-образных заготовок. Они различаются взаимным
расположением захвата и накопителя и исполнением устройства,
передающего заготовки к питателю.
Секторные механизмы бывают с последовательным
расположением накопителя и с параллельным расположением
накопителя или транспортера. Секторный механизм ориентации для
винтов и заклепок показан на рис. 41, а. Механизм имеет
бункер 1, подвижный сектор 2 и сбрасыватель <?, предназначенный
для перекрытия части щели, чтобы обеспечить свободное
скольжение заготовок из сектора в накопитель. Сбрасыватель
закреплен на поворотном рычаге и поджимается к сектору спиральной
пружиной (имеются и другие конструкции сбрасывателей).
Конструкция сборного сектора 2 зависит от формы подаваемых
заготовок. Сектор закреплен в бункере на осях, относительно
которых и качается. Для предохранения сектора от быстрого
износа на участке, по которому перемещаются заготовки,
рекомендуется делать съемные стальные закаленные планки, т. е.
изготовлять сектор составным. Сектор качается от кулачка,
кривошипа, кулисы или пневмоцилиндра. Из перечисленных кулисный
привод обеспечивает значительный ход сектора и его
замедленный рабочий ход (что необходимо для захвата заготовок и
соскальзывания их в лоток) и ускоренный обратный ход. Если ход
сектора должен быть небольшой, то лучше использовать
кулачок. Размеры секторных механизмов ориентации выбирают по
формулам шиберных механизмов ориентации.
Число двойных ходов сектора определяют с учетом
необходимости выдачи заготовок, захваченных за один рабочий цикл, из
паза сектора в накопитель и исключения выбрасывания
заготовок из паза сектора в момент его нахождения в верхнем
положении. Первое условие может быть удовлетворено, если время t\
движения заготовки из крайнего положения на секторе в
накопителе меньше или равно времени t2 поворота сектора на угол
2 (а— р), т. е. t\ ^ /г, где а — угол наклона сектора в крайнем
верхнем положении в град; р — угол трения, определяющий
начало движения заготовок по пазу к лотку, под действием
собственной силы тяжести, в град.
Время выпадения заготовок из паза сектора в накопитель
(лоток) -
У g(sma—/cos a)
а время поворота сектора
, __ а—р
(а-f Д)м
где А — угол перебега сектора.
65
Второе условие удовлетворяется при соблюдении
неравенства
gcosa>LEK,
g cos a
где ?к = максимальное угловое ускорение сектора
в рад/сек2- Так как при кривошипном приводе гк
пропорционально п2, то
9 g cos a
откуда
V axL
где а\ — коэффициент, зависящий от угла а:
а в град 20 30 40 50 60
ах 0,0042 0,055 0,0069 0,0077 0,0085
Число двойных ходов в единицу времени возрастает при
увеличении скорости опускания сектора и колебаниях сектора при
его подъеме с небольшой амплитудой. При этом конструкция
привода несколько усложняется, но вследствие улучшения
условий захвата и выдачи повышается производительность.
Максимальный угол а наклона сектора ограничивается
условием прилегания заготовки к сектору всей поверхностью. При
увеличении этого угла выше допустимого заготовки занимают
положение, при котором они не пройдут под вырезом
сбрасывателя. Максимальный угол наклона сектора рассчитывается по
формуле
2хс
где йг — диаметр головки; хс—расстояние до центра тяжести.
Длина паза сектора L определяется размерами заготовки,
необходимой производительностью и числом рабочих циклов. Угол
наклона дна бункера (рис. 41, б) у = 20 -*- 30°. Ширина сектора
зависит от поперечного сечения заготовки (рис. 41, а): для
стержней с головками 1\ = d + A -т- 1,5 мм); для плоских заго-
2х I
товок 1\ = @,9 -т- 0,95)S; х =—, где U — ширина паза
сектора в мм; d — диаметр заготовки в мм; S — толщина
заготовки в мм; /2— длина плоской заготовки в мм; b — ширина
заготовки в мм.
Для заготовок типа валиков с / > 3d используют секторный
механизм ориентации, схема которого показана на рис. 41, б.
66
В этом механизме'захваченные из бункера сектором 6 заготовки,
в момент нахождения его в верхнем положении, под действием
сил тяжести соскальзывают на подвижной цепной
транспортер 4. Заготовки, занявшие на лотке неправильное
положение, сбрасываются в бункер
сбрасывателем 5.
К механизмам ориентации,
выдающим заготовки
непрерывным потоком, относятся дисковые
со щетками, трубчатые и
вибробункеры.
Дисковые фрикционные
механизмы ориентации применяют
для подачи стержней, втулок
небольшого размера, дисков,
колец и т. п.). В механизме,
показанном на рис. 42, заготовки
загружаются в бункер 2 на
поверхность вращающегося диска 1,
которым и переносятся в лоток 3.
Лоток расположен по
касательной к стенке бункера. В
рассматриваемом механизме какие-либо
устройства для ориентации
отсутствуют. Диск вращается от
шкива через пару конических зубчатых колес или червячный
редуктор. В тех случаях, когда диск имеет размеры более
1000 мм, он вращается от цилиндрической зубчатой передачи;
при этом ведомое колесо представляет собой зубчатый венец,
насаженный на диск, перемещающий заготовки.
Производительность фрикционного механизма ориентации
" ''\ 1 V""""" " ''"
Рис. 42. Дисковый фрикционный
механизм ориентации для дисков,
втулок и стержней
Q = ry
VgR
60/
где R — радиус вращающегося диска; I — длина заготовки; г\ —
к. п. д. передачи; g = 9,81 м/сек2.
Число оборотов диска механизма, подающего заготовки,
п = ——
4\nDcp
где Qi — число заготовок, которое необходимо подавать; Dcp —
средний диаметр диска; d—диаметр заготовки; ц = -—^
10 + а
коэффициент, учитывающий проскальзывание заготовок и
прочие неполадки; а — количество слоев заготовок. Эти механизмы
применяют для заготовок цилиндрической формы (валиков,
втулок, дисков, колец) сравнительно небольших размеров, из
любых материалов. Хорошо подаются заготовки типа валиков (вту-
67
лок) при отношении —= 1,5 -f- 5; при—< 1,5 не обеспечивается
d d
I
горизонтальное положение заготовки, а при — > 5 значительно
d
увеличивается диаметр диска и размер механизма.
Для валиков диаметр бункера в мм: D > A5~20)d, а для
колец и дисков D = A2 ч- I5)d. Зазор между диском и стенкой
бункера Z = 1 -f- 2 мм.
Дисковые фрикционные механизмы ориентации применяют
в подшипниковой промышленности (рис. 43) [4]. Механизм име-
1+5 6 7 8 9 10 11 12
Рис. 43. Дисковый фрикционный механизм ориентации
для колец подшипников вращения
ет плиту 1, на которой смонтирован корпус 2. На оси 17,
запрессованной в корпусе, свободно посажено коническое зубчатое
колесо 3, опирающееся на упорный шарикоподшипник и
сцепляющееся с малым коническим зубчатым колесом 16 червячного
редуктора 15. На корпусе 2 установлен бункер 4, внутри
которого у выходного отверстия укреплен козырек 7 и лоток для
транспортирования колец. Распределитель заготовок бункера
соединен с зубчатым колесом пальцем 5. В корпусе 9
сортировочного механизма на оси 10 установлен приводной диск 11 с
захватами 12. В корпусе 9 имеются два криволинейных канала
19 и 20 такой ширины, что в них свободно входят бурты колец.
Эти каналы на выходе сообщаются с лотками 13 и 14.
Заготовки, засыпанные в бункер 4, дном 6, вращающимся
постоянно или периодически, проталкиваются под козырек 7 и
направляются буртами в каналы 19 или 20 в зависимости от того,
68
Рис. 44. Механизмы ориентации с
трубкой:
а — трубка неподвижна; б — трубка
совершает возвратно-поступательное движение
как попала заготовка на захват 12: буртом вверх или буртом
вниз.
Вследствие криволинейной формы канала заготовки
перемещаются под действием собственного веса в лотки 13 и 14.
Заготовки, которые перемещались буртом вверх, попадают в лоток
13. а буртом вниз — в лоток 14; эти заготовки, пройдя по
спиральной части лотка, поворачиваются. Поэтому все заготовки
оказываются повернутыми буртами в одну сторону. Далее
ориентированные заготовки
направляются в станок.
Трубчатые механизмы
ориентации различаются
видом движения (возвратно-
ступательное,
вращательное), и какая часть
механизма совершает эти
движения — бункер (емкость) или
трубка.
Трубчатые механизмы
ориентации с
движущимся
(возвратно-поступательно) бункером и
неподвижной трубкой и с
движущейся трубкой и неподвижным бункером используют для
мелких заготовок типа шариков d < 20 мм, стержней и втулок
d < 15 мм, длина которых / = A,1 -f- 1,25) d; они пригодны
также для загрузки деталей типа пластин небольшого размера.
Механизм с движущимся бункером и неподвижной трубкой
показан на рис. 44, а. Трубка служит для ориентации,
накопления и отвода заготовок в питатель и, кроме того, ворошит
заготовки, загруженные в бункер.
Заготовки, загруженные в бункер 1, скатываются по его
наклонному дну, и в тот момент, когда бункер 1 находится в
верхнем положении, западают в трубку 2; под действием силы
тяжести заготовки перемещаются в накопитель, а из
последнего в питатель. При движении бункера вверх заготовки
перемешиваются и подготавливаются к захвату. Если трубка
переполнена, заготовки в нее не поступают.
Отверстие в трубке соответствует форме поперечного сечения
подаваемой заготовки, но несколько большего размера.
Вероятность западания заготовки в отверстие трубки пропорциональна
квадрату диаметра трубки. Увеличение диаметра трубки
улучшает условия западания заготовки. Диаметр отверстия трубки
выбирают с учетом того, что заготовка не должна
поворачиваться в такое положение, при котором возможно заклинивание, и
в отверстие трубки не должны попадать одновременно две
заготовки. Диаметр отверстия в трубке принимают 1,1—1,35
диаметра подаваемой заготовки, а торец наклоняют под углом
69
а = 25 -=- 30°. Если трубка должна быть изогнута, то радиус
изгиба должен обеспечивать свободное перемещение заготовок
(см. трубчатые механизмы, стр. 7). Аналогично устроен
механизм ориентации с возвратно-поступательным движением трубки
и неподвижным бункером (рис. 44, б). Недостаток этих
механизмов заключается в сложности привода.
Рис. 45. Механизм ориентации с возвратно-поступательными движущимися
ползунами
Как следует из описания конструкции механизмов они не
требуют каких-либо блокировочных устройств в случае
переполнения накопителя (лотка, трубки).
Основные параметры трубчатых механизмов с
возвратно-поступательным движением бункера или трубки определяются
следующим образом: диаметр бункера D = A0-f-15)/; глубина
бункера h = @,3 -f- 0,5) Z); угол зева (конической части) бункера
а = 40 — 50°; число двойных ходов трубки (бункера) п = 50 ч-
-f- 80 в минуту; ход трубки или бункера S = A,2 -f- 1,7)/; произ-
водительность механизма Q = ту, мощность электродвига-
/т
теля N9 = 0,05 ~ 0,1 кет.
70
Механизмы ориентации с возвратно-поступательным
движением ползунов (рис. 45) имеют два ползуна (полувтулки) 3 и 4,
тяги 2 и приводной валик 6 с кулачками 5. В некоторых случаях
движение от кулачков полувтулкам передается через стержни,
а не через промежуточные рычаги. Загруженные в бункер 1
заготовки непрерывно ворошатся ползунами и, принимая строго
ориентированное положение, попадают в приемник, по которому
под действием собственного веса поступают в накопитель, а из
последнего — в питатель.
Механизм ориентации, показанный на рис. 46, предназначен
для ориентации колец диаметром до 100 мм и шириной до 30 мм.
Кольца из механизма ориентации выдаются в положении «на
ребро». Механизм ориентации имеет бункер 1> ползуны 2 с
вырезом по форме подаваемых заготовок и привод ворошителей от
пневмоцилиндра 5; шток 6 цилиндра 5 через рычаг 7
поворачивает вал 5, а вместе с ним и зубчатое колесо 4, сцепленное
с рейками 3 ползунов 2, на 45°. Частоту
возвратно-поступательных движений ползунов, а следовательно, и темп выдачи
ориентированных заготовок можно регулировать дросселированием
подачи сжатого воздуха в пневмоцилиндр. Цилиндр
переключается автоматическим краном, который управляется водилом,
сидящим на валу 8.
Заготовки колец вручную загружают в бункер, где и
ворошатся ползунами. Кольца, занявшие требуемое положение («на
ребро»), поступают в вырез и далее через окно в выходной
лоток, а из него в накопитель, а далее в питатель.
Механизмы, показанные на рис. 45, следует применять для
заготовок без окалины и заусенцев, так как направляющие этих
механизмов легко засоряются, что вызывает заедание
полувтулок; эти механизмы применяют также для подачи коротких
цилиндрических стержней, длина которых незначительно
отличается от их диаметра @,8 < — < 1,4). Встречное возвратно-посту-
d
пательное движение полувтулок способствует принудительной
ориентации цилиндрических заготовок вдоль оси полувтулок, что
делает эти механизмы ориентации пригодными для заготовок
с отношением —, близким к единице, которые трудно поддаются
d
ориентации в других механизмах. Кроме того, эти механизмы
используют и для стержней (игл) с —> 6 при d < 3 мм и
d
стержней с — ^ 3, дисков и шайб. Форма ползунов (полувту-
d
лок) в этом механизме зависит от формы подаваемых заготовок;
угол конуса полувтулок «2 = 45°; угол наклона стенок корпуса
бункера а = 90°—р, где р — угол трения скольжения заготовок
(практически а = 45 -f- 55°); угол конуса дна ai = 55 -=- 65°.
71
Заготовка
Б-Б
лч^ч^ччччу]ч\ччч^\\\ч\^
Рис, 46. Механизм ориентации для колец с переменным движением ползунов
Диаметр d\ полувтулок при подаче стержней, по данным
В. А. Повидайло, зависит от отношения —:
d
при
— > 1,7 ^ = 3^ + 0,2 мм;
d
при
— <1,7 dx = d+2b + 0,l мм,
d
где Ь — толщина стенок трубки в мм9 или
dx = —-—+ l,2d.
cos 30°
Ход каждой из полувтулок (для шайб / — наружный
диаметр)
Н = @,8 -г-0,9)/;
максимальное число двойных ходов полувтулок
4000
в минуту;
производительность механизма
п 60
Q=—г=" ч;
i/f
чем больше —, тем больше ц (ц — коэффициент
заполнения [1]).
Механизмы захвата и ориентации с вращающейся втулкой
(трубкой, бункером) используют для подачи цилиндрических и
конических роликов с —= 1,1 — 3,5 при условии, что d < 20 мм
d
и I < 60 мм и колец диаметром до 100 мм при / = @,2 -f- 0,4) d.
Механизм, показанный на рис. 47, используют для заготовок
небольшой длины и диаметра. Бункер 1 из листовой стали
привинчен (или приварен) к корпусу 2. Угол наклона дна бункера
равен 45—60°. Внутри корпуса вращается втулка 3, приводимая
в движение от обслуживаемого станка или электродвигателя
через ременную передачу, валик и пару зубчатых колес z\ и г2.
Во втулку вставлена сменная трубка 4, имеющая приемный
конус с углом наклона образующей, равным 42—45°. В торец
втулки вставлен ворошитель 5, выполненный в виде флажка,
прикрепленного к трубке под углом; флажок, вращаясь вместе
со втулкой 3, ворошит заготовки, засыпанные в бункер и создает
условия для их западания в трубку, откуда они под действием
сил тяжести попадают в накопитель, а затем в питатель.
73
При проектировании механизмов с вращающейся трубкой
для подачи роликов следует руководствоваться следующим.
Производительность механизма зависит от отношения — загру-
d
жаемых заготовок, угла наклона дна бункера, конуса вставки и
диаметра трубки. Диаметр трубки должен быть таков, чтобы
исключался поворот заготовки, при котором возможно
заклинивание, т. е. tgp = / (р — угол трения), и одновременно попадание
в трубку двух заготовок.
Рис. 47. Механизм ориентации с вращающейся трубкой для стержней
и роликов
Для заготовок с отношением — < 1,7 диаметр трубки
d
"-/ЭР-
где /2i = 0,9-f-0,95 — коэффициент надежности; для заготовок
с отношением — > 2,4 D = 2dn\L\\ для заготовок с отношением
d
— = 1,7 -г 2,4 диаметр рассчитывают по обеим формулам и при-
d
нимают меньший. Если подаются конические ролики, то в фор-
74
мулах следует принимать d = dx— р, где р — угол конусности
заготовки.
Угол конуса трубки следует брать в пределах 42—45°; угол
наклона дна бункера ао = 45 -г- 60°, угол наклона кожуха
бункера а = 45 ч- 42°. Ворошитель должен иметь диаметр
траектории вращения De = D + 2,1 Id.
Производительность механизмов с вращающейся трубкой
Q = — т] шт/мин.
\/*г
Для приближенных расчетов производительность этих
механизмов ориентации при — = 1,6 -г- 3,5.
d
Q = A,5 ~- 3) шт/мин.
Мощность привода и крутящий момент механизма
2Мкрп
N9 = кет, Мкп = М'Нги0гвкгС'СМ,
97500% Р
где г\п — к. п. д. передачи; п — частота вращения ворошителя;
Н — высота зоны ворошения; ио—средняя плотность
расположения заготовок; Я—коэффициент, зависящий от
отношения — :
d
— 1 2 3 4
d
X 0,6 1 1,1 1,3
Механизм захвата и ориентации с вращающейся трубкой
(воронкой), показанный на рис. 48, предназначен для подачи
колец. Этот механизм имеет бункер, в нижней части которого
расположена вращающаяся воронка 7 с привернутыми к ней
двумя лопастями 6, предназначенными для ворошения
заготовок.
Заходящие в трубку (приемник) заготовки ориентируются
регулируемым по высоте стержнем 4 с наконечником 5.
Воронка 7 смонтирована на шарикоподшипниках и приводится во
вращение от электродвигателя через ременную передачу и
конические зубчатые колеса 2 и 3. Горизонтальная втулка 10, из
которой кольца поступают на станок, смонтирована на
шарикоподшипниках и приводится во вращение от конического зубчатого
колеса 5, через зубчатое колесо 8 и цепную передачу 9.
Вертикальная трубка и втулка 10 соединены витым шлангом 1.
Передаточное отношение от электродвигателя втулки 10 t = 1 : 7,5;
скорость колец на выходе 2—2,5 м/мин.
75
В этом механизме заготовки ориентируются при вращении,
вследствие чего достигается гироскопический эффект,
способствующий устойчивости подаваемых колец в вертикальной и
горизонтальной трубках. Внутренний диаметр трубки должен быть
на 0,3—0,5 мм больше внутреннего диаметра втулки, а отверстие
во втулке больше диаметра подаваемой заготовки на 1,5—
2,5 мм. Недостатки этого механизма: а) загрузка заготовок на
большой высоте; б)
невозможность использования
для заготовок разного
размера; в) сложная
переналадка при смене заготовок;
г) громоздкая и сложная
конструкция.
Предохранительные
устройства механизмов
ориентации с движущимися зах-
ватно-ориентирующими
органами. Для непрерывной
работы станка средняя
производительность механизма
ориентации должна быть
выше производительности
обслуживаемого станка.
Так как при этом
накопитель может переполняться,
необходимо останавливать
движение рабочего органа,
осуществляющего захват и
ориентацию заготовок, или
отводить «лишние»
заготовки в загрузочное
пространство бункера или отдельную
тару. Подача заготовок в
накопитель в результате
остановки рабочего органа механизма ориентации прекращается
при использовании специальных предохранительных
механизмов. Предохранительное устройство, показанное на рис. 49,
применяют в механизмах ориентации с горизонтальной осью
вращения рабочего органа (крючковые механизмы ориентации).
Механизм, прекращающий вращение рабочего диска, имеет
закрепленный на валике 4 кулачок 7, на выступы которого
опираются сухари 3, размещенные в отверстиях фланца 6,
насаженного на валик 1 привода. Давление пружин 5 на сухари 3
подобрано так, чтобы валик 4, на который посажен рабочий диск 2,
вращался только при нормальной нагрузке на него. В случае
перегрузки, что бывает при переполнении накопителя или при
случайном заедании рабочего диска 2, пружины 5 позволяют
Рис. 48. Механизм ориентации с
вращающейся трубкой для подачи колец
76
Рис. 49. Предохранительное устройство для
механизмов ориентации с горизонтальной
осью вращения рабочего органа
сухарям 3 выйти из контакта с выступами кулачка 7, в
результате чего вращение валика 4 прекращается. Как только причина
остановки будет устранена, рабочий диск включается
автоматически.
Предохранительное
устройство, показанное
на рис. 50, применяют в
механизмах ориентации с
вертикально или
наклонно расположенной осью
вращения рабочего диска
(см. механизмы
ориентации на рис. 27). Кулачок
4 устройства закреплен
на приводном валу 5, а
два рычага 2 и 7 — на
рабочем диске 3 и
поджимаются пружинами 1 и 6
к кулачку. При
переполнении накопителя
рабочий диск упирается
краем захватного органа
(кармана) в заготовку,
выступающую из
приемника или накопителя.
Вследствие скосов на
выступах кулачка и
рычагов 2 и 7 последние,
преодолевая сопротивление
пружин, расходятся и
скользят по выступам
кулачка. Как только
выступ кулачка
переместится на величину, равную
его ширине, рычаги
опустятся, но рабочий диск
будет неподвижен до
встречи рычагов с
очередным выступом
кулачка. Если причина
остановки рабочего диска
будет исключена, диск в момент встречи рычагов с очередным
выступом кулачка включается автоматически.
Рычаги скошены с двух сторон, что позволяет в момент
опускания рычага по скосу кулачка поворачивать рабочий диск в
направлении, противоположном движению кулачка, а тем самым
освободить зажатую заготовку 8 между краем кармана диска 3
и накопителем.
Рис. 50. Предохранительное устройство для
механизмов ориентации с наклонной или
вертикальной осью вращения рабочего
органа
77
В ряде случаев поступление заготовок в накопитель
прекращается закрытием окон (карманов) на рабочем диске или
проскальзыванием захватного органа рабочего диска по
поверхности подаваемых заготовок. Первое устройство описано при
рассмотрении механизма ориентации, показанного на рис. 30, а
второе — при рассмотрении механизма, показанного на рис. 32.
В ряде механизмов ориентации предохранительные
механизмы отсутствуют; к таким механизмам ориентации относятся
трубчатые, элеваторные и др.
Вибрационные механизмы ориентации являются наиболее
универсальными и совершенными; во многих случаях они
вытесняют механизмы ориентации с движущимися захватно-ориенти-
рующими органами для подачи заготовок к металлорежущим
станкам и станкам автоматической сборки.
Основными достоинствами вибрационных механизмов
ориентации (вибробункеров) являются компактность и простота
конструкции, возможность использования их для разнообразных
симметричных и несимметричных заготовок, в том числе
заготовок из малопрочных и хрупких материалов, возможность
быстрой переналадки с затратой относительно небольших
средств, возможность регулирования производительности,
бесступенчатое регулирование скорости движения заготовок,
долговечность и надежность в работе.
Работа вибробункера или вибролотка основана на движении
заготовок по лотку под действием вибрации, т. е. колебании
малой амплитуды и большой частоты. В вибробункерах и
вибролотках: а) заготовки движутся под действием только сил
инерции; б) равномерная и постоянная скорость движения заготовок
создает благоприятные условия для их ориентации, что особенно
важно для заготовок сложной формы; в) движение заготовок по
лотку не зависит от массы заготовок. Таким образом, как
крупные, так и мелкие заготовки перемещаются с одинаковой
скоростью. На лотке У, наклоненном под углом а (рис. 51), лежит
заготовка 2. Лоток 1 подвешен на плоских пружинах 5,
расположенных под углом у. Один конец пружины закреплен на
лотке, а другой на основании 4. Лоток получает
возвратно-поступательное перемещение (из положения /—I в положение //—// и
обратно) с небольшой амплитудой и значительной частотой в
направлении под углом р к лотку. Таким образом, направление
траектории любой точки лотка составляет с горизонтальной
плоскостью угол у = а + р. Заготовка будет непрерывно двигаться
по лотку, если последнему сообщить колебательное движение
с разными ускорениями в прямом и обратном направлении.
В зависимости от принятого закона движения заготовки либо
проскальзывают, либо, отрываясь от лотка, совершают полет»
а затем снова падают на поверхность лотка и т. д. Таким
образом, часть каждого цикла заготовка перемещается, не касаясь
поверхности лотка. Так как амплитуда колебаний мала, а число
78
колебаний велико, все отдельные микродвижения заготовок,
находящихся на лотке, сливаются в одно, создающее впечатление
равномерного движения. По колеблющемуся лотку заготовки
транспортируются при несимметричном и симметричном
гармонических законах колебательного движения. При
несимметричном колебании лотка заготовка, как правило, по лотку
проскальзывает, т. е. перемещается без отрыва от лотка. При
симметричном законе колебательного движения заготовка по лотку может
Рис. 51. Схема движения заготовки на лотке вибробункера
проскальзывать с безотрывным режимом или совершать
микрополет, т. е. часть цикла перемещения в направлении лотка, ,не
касаясь поверхности лотка, затем снова падать на последний.
В вибробункерах, как правило, используют гармонический закон
колебательного движения, так как его получают возбуждением
колебаний в упругой системе. Этот способ позволяет работать
при резонансной и околорезонансной настройках системы.
Заготовки, засыпанные в чашу (емкость), перемещаются
в результате одновременных крутильных и
возвратно-поступательных колебаний в вертикальном направлении [17, 20, 28, 32].
Вибробункер (вибролоток) получает привод от вибратора,
который является одной из основных его частей и служит для
возбуждения колебаний в его упругой системе. Различают
вибробункеры с электромагнитным, пневматическим поршневым,
гидравлическим, эксцентриковым дебалансным (инерционным), де-
балансным направленного действия и другими приводами. В
машиностроении для загрузки заготовок чаще применяют
вибробункеры с электромагнитным приводом.
79
Вибробункер с вертикальным электромагнитным вибратором
показан на рис. 52. Чаша 1 вибробункера представляет собой
цилиндрический резервуар, на внутренней поверхности которого
имеется спиральный лоток, а на наружной поверхности
смонтирован выходной лоток. Дно 2 чаши укреплено на трех
наклонных цилиндрических стержнях (пружинах) 3 или на трех
рессорах. Стержни расположены таким образом, что проекция их на
горизонтальную плоскость перпендикулярна радиусу в точках
крепления к дну 2 чаши. В центре дна укреплен якорь 4
электромагнита 5, установленного на массивном основании 6 (в 60
Рис. 52. Вибробункер с вертикальным электромагнитным вибратором
раз больше, чем масса чаши с заготовками). Зазор между
якорем и электромагнитом регулируют подъемом или опусканием
последнего с помощью винтов 7. Величина зазора влияет на
скорость перемещения заготовок по лотку. Колебания от
вибропривода к обслуживаемому технологическому оборудованию
передаваться не должны. Амортизаторы вибробункера обеспечивают
более низкую частоту собственных колебаний по сравнению с
частотой возмущающих сил. В качестве амортизаторов обычно
используют резиновые столбики (ножки) 8 небольшой
жесткости или амортизаторы, состоящие из нескольких винтовых
пружин. Привод вибробункера закрыт кожухом 9. Скорость
перемещения заготовок, а значит, и производительность регулируют
с помощью автотрансформатора или реостата изменением
величин возмущающего усилия, действующего на продвижение части
вибробункера, т. е. амплитуды напряжения питания. В
вибробункерах большого размера применяют автотрансформаторы,
80
а в вибробункерах небольшого размера скорость перемещения
регулируют только изменением зазора между якорем и
электромагнитом. Частоту собственных колебаний при постоянной силе
регулируют изменением положения мест зажима стержней.
Длина стержня определяет резонансную настройку вибробункера.
Если чаша вибробункера укреплена на рессорах, то
резонансную настройку можно регулировать изменением количества
пластин в рессорах.
В некоторых конструкциях для виброизоляции вибробункер
устанавливают на трех витых цилиндрических пружинах
сравнительно небольшой жесткости, а для устранения чрезмерной
подвижности вибробункера на этих пружинах на основании
установлен направляющий стержень и резиновая втулка, которая
входит в отверстие плиты с небольшим зазором. Направляющий
стержень и втулка оставляют вибробункеру две степени свободы
(перемещение по вертикали и вращение вокруг вертикальной
оси). Иногда в вибробункерах используют рессоры
(многослойные подвески). Цилиндрические пружинные стержни,
используемые в вибробункерах для подвески чаши, позволяют просто
осуществлять резонансную настройку и имеют одинаковую
жесткость в радиальном направлении, а поэтому не чувствительны
к погрешностям при сборке. Расчет вибробункера с подвесками
в виде круглых стержней прост. Жесткость пластинчатых
подвесок (рессор) зависит от направления их изгиба и точности
установки. Неодинаковая жесткость пластинчатых подвесок, на
которых закреплена чаша вибробункера, нарушает движение
заготовок по спиральному лотку.
Для вибробункера с одним вертикальным электромагнитным
приводом оптимальным значением следует считать угол наклона
стержней для подвески чаши к вертикальной плоскости 20—25°;
при этом скорость движения заготовок может достигать 6—
10 м/мин. С уменьшением угла наклона стержней для подвески
чаши уменьшается устойчивость системы к боковым колебаниям,
что нарушает равномерность скорости движения заготовок по
лотку. В вибробункерах применяют также торсионные подвески
(рис. 53). На фланце 2 (дне вибробункера) с чашей 1 и на
основании 7 смонтированы башмаки 4 и 5, в которых укреплены
стержни-торсионы 3 и 6. Верхние и нижние торсионы соединены
шатунами 8\ торсионы (три или четыре) расположены радиаль-
но. При работе бункера (подъеме и опускании) торсионы
скручиваются на определенный угол и позволяют чаше колебаться.
Перестановкой шатунов 8 вдоль стержней торсионов 3 и 6
(размер /) вибробункер настраивают на нужную частоту собственных
колебаний.
Вибробункер с тангенциальными вибраторами показан на
рис. 54. В этом вибробункере три вибратора расположены
равномерно по окружности. На поверхности основания 7,
установленного на резиновых амортизаторах, закреплены нижние концы
81
трех подвесок цилиндрических стержней 2 (подвесок). Верхние
концы стержней прикреплены к кольцу 4, несущему чашу 3 со
спиральным лотком. Стержни расположены на основании под
углом 120° друг к другу. Электромагниты трех вибраторов 5 на
стойках 6 прикреплены болтами к основанию 1. Якори
вибраторов прикреплены к посадочному кольцу или к удлиненным
угольникам. Зазор между якорем и электромагнитами
регулируют перемещением стойки 6 по пазам основания; привод
закрыт кожухом.
Рис. 53. Вибробункер с торсионной подвеской
Вибраторы [10], применяемые в часовой промышленности,
показаны на рис. 55, а. К основанию 1 при помощи рессор 2
прикреплен фланец 3, на котором смонтирована чаша. Основание
в 4—7 раз должно быть тяжелее верхней части вибробункера.
Вибраторы группы I (рис. 55, а), у которых угол наклона
рессор (к вертикальной плоскости) равен 20°, приводятся в
действие центральным электромагнитом 4\ сердечник
электромагнита с обмоткой через ползун 5 прикреплен к основанию.
Ползун может перемещаться эксцентриком 6 и стопориться
зажимом 7. В электромагните обеспечено плавное регулирование
воздушного зазора, что позволяет изменять скорость
транспортировки. Вибраторы группы I двух исполнений различаются
направлением движения деталей.
У вибраторов группы II (рис. 55, б) для уменьшения высоты
подбрасывания деталей рессоры наклонены под углом 12° и
приводятся в действие четырьмя электромагнитами 4. В этих
вибраторах можно изменять направление движения заготовок
перестановкой кронштейнов, к которым прикреплены рессоры.
82
Вибробункеры рассчитывают следующим образом [19].
Необходимая скорость движения заготовок по лотку вибробункера
с учетом заданной производительности Q в шт/мин
hQcp hQcp
Гцг) 60Л '
где ix — Шаг между заготовками в мм при их движении
вплотную; Тц— время цикла обработки заготовки в сек; ^ —
коэффициент, учитывающий плотность потока ориентированных
заготовок; Qcp — средняя
расчетная
производительность вибробункеров в
шт/мин\ Qcp = -—-;Q —
1—к
производительность
обслуживаемого станка;
k = 0,2 -т- 0,3 —
коэффициент нестабильности
работы вибробункера.
При проектировании
вибробункеров
определяют: а) геометрические
параметры чаши
(бункер); б) угол наклона
рессор, амплитуду
колебания середины лотка,
размеры рессор; в)
параметры вибратора.
Геометрические
параметры чаши (бункера).
Диаметр Dcp и высота Н
цилиндрических чаш
вибробункеров зависят от размеров загружаемых заготовок; их
выбирают по следующим эмпирическим формулам: Dcp — кф1\
Н = @,2 -*- 0,4) Dcp, где / — максимальный размер подаваемой
заготовки; кф — коэффициент формы заготовки; ^ = 6-^8 для
колец, дисков и подобных им заготовок; &$ = 7 -МО для плоских
заготовок с закругленными углами; &# = 8 -^ 10 для гладких и
ступенчатых стержней и стержней с головками; кф = 10 -ч- 14 для
заготовок сложной формы.
В машиностроении принят следующий ряд наружных
диаметров чаш Dcp вибробункеров: 60, 100, 160, 200, 250, 315, 400,
500 и 630 мм. При выборе диаметра чаши следует иметь в виду,
что чем больше диаметр чаши, тем способность заготовок
перемещаться лучше. В небольших по диаметру чашах заготовки не
могут быстро изменять положение, что увеличивает затраты и
уменьшает производительность. Когда в вибробункерах
применяют конические чаши, за DCP принимают малый диаметр кону-
83
Рис. 54.
Вибробункер с тангенциальными
вибраторами
Рис. 55. Вибробункеры, применяемые в часовой промышленности:
а — с тремя вибраторами; б — с четырьмя вибраторами
Основные размеры в мм вибраторов
I группы № = 20°)
Основные размеры в мм вибраторов
II группы (ар= 12°)
Тип
ВБ40
ВБ56
ВБ80
ВБ112
ВБ160
D
40
56
80
112
160
Н
40
53
70
100
135
г
14
20
30,5
44
62
Тип
ВБ230
ВБ315
1 ВБ450
D
230
315
450
Н
180
230
250
г
59
70
150
са. Угол чаши определяют по формуле tg б =—, где b — ширина
лотка; /—шаг спирали лотка. Внутри чаши находится
спиральный лоток. Шаг спирали витка t> 1,5/в + а, где 1в —
максимальный размер подаваемой заготовки по высоте; а — толщина
лотка. Ширина рабочей дорожки плоского лотка должна быть
на 3—5 мм больше ширины заготовки. Угол подъема
спирального лотка р = 1,5 -т- 3°. С учетом / и р диаметр чаши по
средней линии лотка
где гл — число заходов лотка. В тех случаях, когда в
вибробункере предусмотрен предбункер (см. рис. 21, б), во избежание
образования сводов наименьший диаметр воронки камеры пред-
бункера De = C^-4)d, где d — диаметр подаваемой заготовки.
Чаши вибробункеров при малых размерах заготовок
изготовляют из стальной трубы, на внутренней поверхности которой
протачивают винтовую канавку, служащую лотком (лотки
могут быть и на наружной поверхности бункера). Чаши (бункер)
диаметром 70 мм и более изготовляют литыми или составными.
В составных бункерах на внутренней поверхности трубы
нарезают винтовую канавку глубиной 2—3 мм и шириной, равной
толщине лотка. В эту канавку вставляют лотки, изготовленные
в виде колец различного радиуса, и приваривают (лучше лоток
делать заодно с чашей). Для устранения шума при работе
поверхность лотка можно покрывать износостойкой резиной. Если
подаваемые заготовки загрязнены и покрыты маслом, то для
улучшения их движения лоток делают со многими отверстиями
или полосками. Для очень мелких заготовок и заготовок небольт
шой массы чашу (бункер) наполняют маслом, керосином или
эмульсией для лучшего перемещения заготовок по лотку. Чаши
для подачи стальных заготовок изготовляют из немагнитных
материалов. Намагничивания заготовок можно избежать, если
между якорем в одновибраторном приводе и основанием чаши
проложить алюминиевую прокладку. Форма чаши может быть
цилиндрической или конической. Дно чаши выполняют в виде
сферы с радиусом большой кривизны или конусным с небольшим
углом (порядка 2—5°). С увеличением диаметра чаши
производительность выше; высота слоя заготовок в бункере зависит от
их длины: чем больше длина, тем меньще высота слоя.
Для того чтобы не увеличивать размеры бункера при
значительном числе одновременно загружаемых заготовок, над
бункером устанавливают неподвижный предбункер. Положение
предбункера относительно основного бункера регулируют для
равномерного поступления заготовок в бункер.
Ориентированные заготовки выдаются через один или
несколько приемников, расположенных параллельно (один над
85
другим или параллельно друг другу) или под углом друг к
другу и т. д. Если чаша вибробункера колеблется при помощи
электромагнитных вибраторов и по условиям ориентации
требуется уменьшить высоту подбрасывания заготовок или если
заготовки захватываются из чаши автооператором, то для
мелких заготовок частота колебаний должна быть 100—50 гц; для
средних и крупных заготовок в вибробункерах с диаметром
чаши 200—500 мм частота колебаний равна 50 гц, а при диаметре
чаши более 500 мм частота
равна 16—25 гц.
Частота колебаний 16—
25 гц чаши в вибробункерах
с электромагнитным
вибратором достигается питанием
последних током
пониженной частоты или
использованием в качестве привода
инерционных дебалансных
или эксцентриковых
вибраторов. Для вибробункеров с
250 уммЫ диаметром чаши более
200 мм применять частоту
Рис. 56. Зависимость скорости дви- колебаний 100 гц нежела-
жения заготовки от угла тельно, так как электромаг-
нитные вибраторы в этом случае работают с шумом.
Угол наклона рессор и амплитуда колебания середины лотка.
Угол между направлением колебания и лотком ал — Р,
измеренный на середине лотка, определяют по рис. 56. Для того чтобы
определить амплитуду колебаний середины лотка, необходимо
рассчитать круговую частоту колебаний р = 2тспт рад/сек, где
пт — частота колебаний в гц.
Ориентировочная величина амплитуды колебания середины
лотка
Л0 = -|/б,67-^-
X р3 si
в
81п2(ал-Р)
мм.
Методом последовательного приближения находят точное
значение амплитуды колебаний Ал в мм по формуле:
р~0,5Л2лр3 Sin2(a'-P>x
gcos р
х M^sin(a^P)@>14/Ci_0>4/C2)+1>3iB_0>16/Ci1 я
L gcosp J
Если после подстановки величины А0 значение v получится
меньше заданного, то подставляют величины Ал = 1,2Л0
и т. д. до получения v, близкой к заданной. Зна-
86
чения коэффициентов следующие: К\ = 1—tgptg(cu—р);
Кг = 2/'tg(cu— Р) — 1,44—^ f Где f = l,3f — коэффициент
трения движения; f — коэффициент трения.
Угол наклона рессор в град, измеренный по радиусу г,
определяют по формуле
tS« = -^-tgaJI,
где Dcp — диаметр чаши; г — радиус середины заделки рессоры.
Массу и момент инерции чаши с жестко соединенными
деталями определяют с помощью таблиц и формул для
элементарных фигур. При проектировании чаши вибробункера следует,
обеспечивая достаточную жесткость чаши, стремиться к
минимальным величинам М\ и J\.
Приведенная масса чаши с жестко соединенными с ней
деталями
т cos2 a . %. . 0
Щ = «м Ь/Их sin2a.
г2
Момент инерции основания вибробункера
J 2 = K'Ju
где К' = 2 -г- 7. Чем больше вибробункер, тем меньше следует
брать значение коэффициента /С'.
Если центр тяжести чаши находится не на оси колебания или
если кронштейн, на котором устанавливается вибробункер,
недостаточно жесткий, то следует брать большие величины К'.
Толщина пластин рессор (пружинных подвесок вибробункера)
Л,-/,, з/ «Ml
где Е — модуль упругости материала рессор;
1Р — длина гнущейся части рессоры;
Ъ — ширина рессоры;
п — число пружин во всех рессорах.
Размеры 1Р и Ь определяют с учетом конструкции. Запас
прочности рессор
к, ^ *_
^Ч'+тгХ'+т)^'
где a_i — предел выносливости при симметричном цикле; Ко —
коэффициент концентрации напряжений в месте заделки
рессоры; Ко = 3,5 -г- 4, если прокладки между рессорами стальные
87
(или без прокладок); Ко = 2, если прокладки из фибры; А, =
= 5 -f- 7—коэффициент динамичности; чем больше отношение
массы загружаемых заготовок к массе ть тем меньше X.
Амплитуда колебаний середины заделки рессор
Ai = Ajto*±l MM9
sin a
В ряде случаев в качестве рессор (пружинных подвесок)
используют круглые стержни из пружинной стали. Такие рессоры
проще изготовлять, но настроить вибробункер сложнее. В тех
случаях, когда в качестве привода используют
электромагнитные вибраторы, требуемое усилие электромагнита Р0 и
относительную амплитуду А определяют следующим образом;
если магниты перпендикулярны рессорам,
Ро = -^-; А=A+^-)Аг1
пэ \ 12 }
если имеется один вертикальный магнит,
sin а \ /2 /
если оси магнитов горизонтальны,
Яо = ?JL—\ ^(l+^Wos'a,
пэ cos а \ J2 /
где пэ—число электромагнитов; ]\ — момент инерции чаши;
/2 — момент инерции основания вибробункера; А\ = Ал —
sin a
А
амплитуда колебания середины заделки рессоры; Fo =—1т\р2 —
приведенное усилие электромагнита.
Тип электромагнита выбирают по усилию при зазоре а =
= А + 0,3 мм с помощью тяговой характеристики, приводимой
в каталоге или полученной экспериментально [19, 22, 28, 32].
Вибробункеры с разделением колебаний в горизонтальном и
вертикальном направлениях позволяют работать с большой
производительностью при создании благоприятных условий
ориентации заготовок сложной конфигурации (рис. 57). Крутильные
колебания в горизонтальной плоскости создаются торсионом 3,
прикрепленным к дну бункера 5. Нижний фланец 8 торсиона
через промежуточные втулки 6 и 7 укреплен на горизонтально
расположенных плоских пружинах — мембранах 1 и 2. Требуемую
амплитуду вынужденных колебаний в горизонтальной
плоскости создают два электромагнита 4. Колебания бункера в
вертикальной плоскости создает электромагнит 9, в котором якорем
является цилиндрический стержень нижнего фланца
торсиона 3. Регулированием электромагнита 9 и начальной фазы коле-
88
баний можно обеспечить различные режимы работы
вибробункера.
Наряду с обычными вибробункерами (т. е. с одной чашей и
предбункером или только с одной чашей) в станках для
автоматической сборки широко используют двухчашечные и
многоярусные вибробункеры с вертикальным расположением чаш или
с концентрическим расположением чаш, что позволяет
уменьшить габаритные размеры станка и расход электроэнергии
[26, 38].
Рис. 57. Вибробункер с раздельными колебаниями в
горизонтальном и вертикальном направлениях
В качестве привода вибробункеров используют
электромагнитные и инерционные вибраторы. В инерционных вибраторах
возмущающая сила создается в результате вращения одной или
нескольких неуравновешенных масс. К вибраторам с
возмущающей силой относятся дебалансные вибраторы. Возмущающая
сила дебалансного вибратора постоянна по величине, но
непрерывно изменяет свое направление. Возмущающая сила
Qo = тпо2, где т — масса груза; г — расстояние от оси вращения
до центра тяжести груза; со — угловая скорость вращения
груза. Эксцентриковые вибраторы преобразуют вращательное
движение вала в колебательное движение шатуна; шатун шарнирно
соединен с чашей вибробункера.
В поршневых пневматических и гидравлических вибраторах
возмущающая сила создается в результате возвратно-поступа-
89
тельного движения поршня или заменяющего его элемента.
Пневматические вибраторы позволяют работать с
регулированием частоты, на дозвуковых частотах и без отрыва заготовок,
что значительно уменьшает шум.
Автоматическое ориентирование заготовок в вибробункерах.
Прежде чем выбрать способ ориентации, необходимо
установить, можно ли ориентировать заготовку. Критерием годности
заготовок для ориентации в вибробункере является сложность
их формы и сцепляемость заготовок между собой. Трудно
ориентировать заготовки неправильной формы; к таким заготовкам
относятся скобы, шаровые рукоятки, валики с закрытым
шпоночным пазом и др.
Нельзя ориентировать в бункере заготовки, имеющие
длинные и гибкие элементы, спирали и пружины с неподогнутыми
крайними витками. Результаты исследования автоматического
ориентирования в вибробункерах, в гравитационных,
фрикционных, электрических и электромагнитных полях приведены в
работах М. В. Медвидя, Н. И. Шеришевского, В. А. Яхимовича,
А. Н. Рабиновича, М. С. Лебедовского, автора [18, 20, 32 и др.].
Автоматическое ориентирование осуществляют с помощью
устройств: а) активных, т. е. сообщающих заготовкам
определенное положение вне зависимости от того, в каком положении они
находились в потоке; б) пассивных, т. е. пропускающих только
те заготовки, которые уже были ориентированы. Устройства для
ориентирования подаваемых заготовок располагают в механизме
ориентации или в накопителе, независимо от конструкции
ориентирующих устройств заготовки ориентируются в один или
несколько этапов. В качестве устройств для ориентации в
вибробункерах применяют вырезы, козырьки, пороги и т. д., которые
обеспечивают расположение заготовок на лотке в один ряд. Для
заготовок простой формы (заготовки класса тел вращения с
одной осью вращения и одной плоскостью симметрии и для
плоских заготовок с тремя плоскостями симметрии) указанных
элементов лотка достаточно также и для ориентации. С тем чтобы
создать благоприятные условия для ориентации, устраивают
участки сброса напора, представляющие собой дугообразные
выступы на стенке чаши бункера, а для получения
гарантированного зазора между заготовками перед участками ориентации
угол подъема лотка уменьшают или лоток наклоняют, чтобы
исключить заклинивание заготовок по высоте; вместо
цилиндрических применяют каскадно-конические чаши (емкости). При
ориентации заготовок необходимо создать систематизированный
поток с сообщением заготовкам одного или нескольких
устойчивых положений и придать им требуемое положение.
Устройства, ориентирующие заготовки в процессе их
транспортирования внутри чаши (емкости), могут быть первичной и
вторичной ориентации^ Устройства первичной ориентации в
основном создают систематизированный поток из любых загото-
90
вок, а заготовки, имеющие ось вращения и плоскость симметрии,
перпендикулярную к оси, т. е. гладкие валики и втулки,
ступенчатые валики с симметричными концами и т. п. и одним
устойчивым положением, — полностью ориентируют.
В устройствах вторичной ориентации заготовки, имеющие
несколько определенных положений, проходят очередной этап
ориентации; число этапов вторичной ориентации зависит от
формы подаваемых заготовок.
Ориентируемые заготовки условно можно разделить на
четыре класса: 1) заготовки простой формы (I класс), которые
ориентируются с помощью вырезов на лотках, отсекателей и скосов;
2) заготовки со смещенным центром тяжести (II класс),
которые ориентируются пазом или при повороте во время
прохождения их через щель (вырез) в лотке; 3) симметричные и
асимметричные заготовки (III класс), которые ориентируются при
провале в специальное окно спирального лотка (ориентация по
трафарету); в чаше под направляющими спирального лотка
устанавливают лоток для сброса ориентированных заготовок или
селлектор; форма ориентирующих окон может повторять
конфигурацию заготовки (ориентация заготовки обеспечивается
смещением центра тяжести заготовки в момент прохождения ее над
ориентирующим окном); 4) заготовки (IV класс),
ориентируемые с помощью специальных устройств, которые могут быть
установлены в чаше вибробункера или же вынесены за ее пределы.
Примеры ориентации заготовок I и II классов приведены на
рис. 58. Колпачки (рис. 58, а) высотой h = @,4^ 0,95) d
должны быть выданы из бункера в магазин донышком вниз. Козырек
U расположенный на высоте / = 1,1 А, сбрасывает в бункер
колпачки, занявшие на лотке положение а, б, в, а специальный
вырез К, расположенный на расстоянии 0,5d от стенки бункера,
окончательно ориентирует заготовки, так как позволяет сбросить
в бункер колпачки, расположенные донышком вверх. Таким
образом, на поверхности лотка бункера остаются только
колпачки, имеющие требуемую ориентацию.
Диски и подобные им по форме заготовки высотой h < 0,4d
должны быть поданы в вертикальном положении (положение
«на ребро») в один ряд (рис. 58, б). Для этого участок Л лотка
должен быть выполнен наклонно под углом 45°. На наклонном
участке лотка имеется бурт высотой 2h в начале лотка
(сечение ББ), а затем 0,8/z (сечение ВВ). В результате наклона
лишние диски падают, а на лотке диски расположены только в один
ряд и поступают на полуоткрытую часть лотка (сечение ГГ),
а из последнего, занимая вертикальное положение («на ребро»),
в магазин (сечение ДД) загрузочного устройства.
Ступенчатые диски и кольца (рис. 58, в) с отношением — < 1,
— у 1, максимальным диаметром D < 60 мм и общей высотой
91
//
то
!
*-
m
к.
i
т т
¦^
-' ¦
Рис. 58. Примеры ориентации заготовок в вибробункерах:
а — колпачков; б — дисков; в — ступенчатых дисков
92
L до 0,4 D должны быть выданы в один ряд и ориентированы
ступенью меньшего диаметра вниз. Диски и кольца, занявшие
на лотке 2 бункера положения а, б, в, сбрасываются козырьком
U расположенным над лотком на высоте А + Д (Д = 0,5 -т-
-±- 0,7 мм).
На лотке 2 бункера сделан паз шириной и глубиной
соответственно диаметру и высоте ступени диска или кольца.
Правильно ориентированные диски и кольца, прошедшие под козырьком,
поступают в коробчатый лоток, а из последнего в магазин. Если
Рис. 59. Примеры ориентации заготовок в вибробункере по положению
центра тяжести
необходимо диски или кольца подавать в положении «на ребро»,
то лоток-желоб делают винтовым.
Для ориентации валиков с одной цапфой (рис. 59, а)
используют продольную асимметрию, т. е. смещение центра тяжести.
Систематизация потока валиков (расположение в один ряд)
достигается выбором соответствующей ширины лотка и
установкой козырька над лотком на высоте 1,1 d (на рисунке козырек
не показан); окончательную ориентацию валики получают после
того, как они поступят в канал / и провалятся в воронку 2
шириной /. В канале 1 сделана прорезь шириной Ъ = 1,1 d.
Если валик перемещается концом большего диаметра D
вперед, то он падает в воронку 2 в неизменном положении, а если
валик перемещается концом малого диаметра d вперед, то он
находит на ориентир 3 и, выйдя из канала лотка,
поворачивается, принимая требуемое положение. Аналогично [10, 22, 32]
ориентируются планки с вырезами и выступами (рис. 59, бив), та-
93
Рис.
кой способ ориентации применим для заготовок толщиной более
0,5 мм. При меньших толщинах на правильность ориентации
влияет искривление заготовок и наличие на них заусенцев.
Рассмотренные устройства ориентации применимы для
заготовок групп I и II. Заготовки III и IV групп ориентируются при
помощи специальных устройств, устанавливаемых в чаше
вибробункера или около лотка [10, 18, 28, 32].
Устройства для ориентации мелких заготовок должны
обеспечивать: 1) совмещение процессов ориентации и
транспортирования; 2) контроль правильности ориентации и удаление или
переориентацию с помощью
контрольно-ориентирующих механизмов в случае
ориентирования по
внутренним поверхностям
заготовок; 3) возможность
подбора длительности
ориентирования независимо от
скорости транспортирования;
4) отсутствие жесткой
кинематической связи
ориентирующего устройства с
питателем или внешним командо-
аппаратом.
Если вибробункеры с
обычными ориентирующими
устройствами не имеют перечисленных признаков, то
целесообразно использовать вибрационно-роторные загрузочные
устройства (ВРЗУ), в которых есть ротор.
Для ориентации мелких деталей применяют роторы
(селекторы), встроенные в вибробункеры. Подобное ориентирующее
устройство для валиков с малым отверстием на одном из торцов
показано на рис. 60. Предварительно ориентированные на лотке
1 бункера (чаши) заготовки попадают в радиальные пазы
ротора 2, внутри которых расположены штыри 4. Ротор 2
постоянно вращается на оси 3 в наклонной плоскости под действием
вибрации в направлении стрелки. Если заготовка при этом
наденется на штырь (т. е. была ориентирована отверстием вперед) >
то, сойдя со стрелки 6, она удержится на штыре и ротором
(селектором) перенесется к лотку 5, по которому переместится
в требуемом положении к выходному лотку вибробункера; если
же заготовка на штырь ротора не наденется, то, будучи
поднятой наверх до края стрелки 5, она упадет в чашу вибробункера.
Конструкция роторов и их расположение в вибробункере зависят
от формы подаваемых заготовок или расположения и формы
поверхностей, по которым происходит ориентация. Ориентирующие
устройства с роторами применяют в часовой
промышленности [10].
60. Схема ориентации
с глухим отверстием
94
Ориентирующие устройства для втулок и валиков с лыской
или пазом показаны на рис. 61. Заготовки перемещаются по
лотку 1 (рис. 61, а); на участке В лотка смонтирована на
плоских пружинах 3 планка 2, которая колеблется в направлении
стрелки Г; поэтому заготовка 4 наряду с поступательным
движением вращается в направлении стрелки Б до тех пор, пока ее
паз не совпадет с планкой (рис. 61, б) или лыской (рис. 61, в).
Сочетание двух перемещений
обеспечивает требуемую
ориентацию. Вращательное
движение сообщается не только
вследствие виброколебаний
планки, но и фрикционными
механизмами и др.
см>-
а
]°
Рис. 61. Схема устройства для
ориентации валиков с пазом или лыской
Рис. 62. Устройство для ориентации
крышек конденсаторов
Для контроля правильности ориентации заготовок, которые
падают торцом, не имеющим канавок, вверх, наиболее
целесообразно использовать пневматическое устройство (рис. 62).
Давление воздуха перед соплом 4 зависит от расстояния h. При
прохождении заготовки 3 гладким торцом вверх под соплом
давление в пневмосистеме будет постоянным. Если же заготовка
проходит торцом с кольцевыми канавками вверх, то давление
в пневмосистеме уменьшается. Изменение давления
регистрируется электроконтактным манометром 5, от которого
срабатывает двухпредельный датчик 6, подающий сигнал на
электромагнит 1; последний притягивает откидную часть лотка 2, и
заготовка скатывается в чашу. При движении заготовки в нужном
положении электромагнит не срабатывает и заготовка
перемещается на выходной лоток.
Рассмотренный пример ориентации с использованием
специального устройства относится к пассивным методам ориентации.
95
При активной ориентации используют устройства с поворотом
заготовок [22, 24, 32].
Устройства переориентации подобного типа иногда называют
селекторными (рис. 63); они имеют корпус 6, кольцо 3,
периодически вращающееся от храпового механизма, и неподвижную
центральную пробку 2.
В центральной пробке выточен кольцеобразный паз Я,
ширина которого на 0,5—0,7 мм превышает диаметр уступа
подаваемой заготовки, а глубина — на 1—1,2 мм длину этого уступа.
Напротив приемной трубки 4 в пробку 2 запрессован
закаленный стержень-упор 5 и перпендикулярно оси просверлено
отверстие О, диаметр которого на 0,7—
0,9 мм превышает наибольший
диаметр подаваемой заготовки. В
кольце 3 по окружности имеются
отверстия, диаметр которых на 0,6—1 мм
7 больше диаметра заготовки, а в
3 корпусе 6 — отверстия для трубок
4 и 1, а также гнездо под штифт 7,
на который действует плоская
пружина 8.
Заготовка из механизма
первичной ориентации поступает по
трубке 4 в одно из отверстий кольца 3
Рис. 63. Селекторное устрой- и останавливается стержнем-упо-
ство для ориентации заготовок ром 5 Когда кольцо 3 пОВОр^ЧИВа-
ется на одно деление, заготовка,
занимающая правильное положение (цапфой вперед), сдвигается
со стержня-упора 5 и опускается в кольцевой паз центральной
пробки 2. Минуя штифт 7, заготовка через отверстие О в пробке
попадает в трубку 1, по которой и отводится в питатель. Если же
заготовка ориентирована неправильно, то при повороте кольца
она не может опуститься в паз пробки и зажимается. При
следующем повороте кольца эта заготовка поступает в трубку 1 в
необходимом для обработки положении. Для ориентации
плоских заготовок сложной конфигурации можно использовать
устройства для многоконтактного логического ориентирования
(рис. 64), предложенное инж. В. Т. Стогнушенко. Процесс
ориентирования с использованием таких устройств заключается в
контроле положения, которое занимает заготовка, и подаче команды
на переориентацию в требуемое положение, а также в
переориентации и выдаче заготовок в приемный лоток для дальнейшего
транспортирования, т. е. перемещения в питатель. Устройство
для многоконтактного логического ориентирования имеет: лоток
с «ощупывающими» датчиками, которые подают сигнал о
положении ориентируемой заготовки на схему управления; приемную
втулку со сквозным пазом; привод, обеспечивающий поворот
втулки, а значит, и заготовки в требуемое положение для обра-
96
ботки; электродвигатели; каркас (корпус), в котором закреплены
все детали устройства и приемный лоток.
Заготовка поступает в лоток 14, укрепленный на плите 15, и
перемещается под «ощупывающие» датчики 13 (рис. 64, а);
результаты «ощупывания»
передаются на схему
управления, а заготовка
поступает в сквозной паз
втулки 10, связанной
жестко с коническим
зубчатым колесом 7,
которое посажено на втулку 8,
свободно вращающуюся
во втулке водила 9.
Когда электродвигатель 1
получает команду на
включение, зубчатое
колесо 3 передает вращение
зубчатому колесу 4 и
коническим колесам 12 и 7,
а значит, и втулке 10 с
находящейся в ее пазу
заготовкой. Втулка 10 и
заготовка будут повернуты
в вертикальной
плоскости. Если одновременно
включатся
электродвигатели 1 и 16, зубчатое
колесо 2 повернет ось 11
водила, и весь механизм,
вращаясь, переместит
втулку 10 с заготовкой в
горизонтальной
плоскости. Для исключения
выпадения заготовки из
втулки при ее повороте в
горизонтальной
плоскости предусмотрен
козырек 6 [32]. Рассмотренное
устройство относится к группе универсально-наладочных; для
использования его для заготовок других формы и размеров не-
ооходимо изменить расположение датчиков, «ощупывающих»
заготовку, заменить втулку 10 и лотки 14 и 5.
Теоретическая производительность рассмотренного
устройства (рис. 64, б)
Рис. 64. Устройство для
многоконтактного логического ориентирования
QT=-±_
3600
*ц 'i + *2 + 'з + *4 +tb
шт/сек,
97
где
1/ VQ + 2g(siny + fcosy)ll—v0
сек;
g(sin y + /cosy)
, 1
to = — сек
2л
i "<— Л/ — об/мин; U = l/ ^ сек;
луг у g(s\ny—/cosy)
фактическая производительность
Q# = Qrib turn/сек,
где т]э — коэффициент, учитывающий потери времени на
техническое и организационное обслуживание устройства; U —
время перемещения по лотку и пазу втулки ориентации в сек;
1\ — путь заготовки по лотку и втулки ориентации в м;
U — время поворота втулки ориентации в сек; г —
расстояние от оси водила исполнительного устройства до центра
тяжести заготовки в м; п — скорость вращения водила в об/мин;
tz — время опускания заслонки в сек; U — время выхода
заготовки из втулки ориентирования в сек; 12 — длина заготовки
в м; U — время подъема заслонки в сек.
Автоматические загрузочные устройства с программным
управлением. Рассмотренные конструкции механизмов ориентации
и специальные устройства для ориентации используют только
в крупносерийном и массовом производствах; применение их
в мелкосерийном и серийном производствах экономически
невыгодно. В условиях мелкосерийного и серийного производств
одним из путей решения проблемы автоматизации загрузки
является использование загрузочных устройств с программным
ориентированием. Программным ориентированием называется
процесс, в результате которого различные заготовки приводятся
дискретно или непрерывно по команде устройства программного
управления (ПУ) в точно определенное положение
относительно заданных ориентирующих поверхностей в пространстве
(пространственное ориентирование) или относительно других
заготовок (взаимное ориентирование) с помощью
универсальных переналаживаемых по заданной программе устройств.
Таким образом, имея заранее составленную программу
ориентирования и механизм, заставляющий заготовку изменять
свое положение из произвольного в заданное, можно
осуществлять требуемое автоматическое ориентирование.
Накопители *. Необходимость установки накопителя между
механизмом ориентации и питателем вызвана тем, что количе-
* Расчет изложен по материалам И. И. Капустина, Д. Я. Ильинского
и Н М. Карелина.
98
ство заготовок, выдаваемых в единицу времени механизмом
ориентации, не является постоянным, а колеблется в широких
пределах. Захват и ориентация заготовки в требуемое
положение и передача в приемник, а значит и накопитель является
случайным событием, характеризуемым вероятностью его
появления [17].
Величина вероятности захвата зависит от конфигурации
заготовки, конструкции захватно-ориентирующих органов,
скорости их движения и определяется экспериментально.
Обозначим вероятность захвата Э. За время прохождения одного
захватного органа через массу заготовок с вероятностью 9
произойдет событие «захват заготовки» и с вероятностью
A—8) «незахват заготовки». Если число
захватно-ориентирующих органов z, то в течение одного оборота диска
произойдет z событий. Так как мы имеем случай, когда производится z
независимых испытаний, в каждом из которых вероятность
появления события «захват заготовки» — величина постоянная
и равна Э, то закон распределения вероятностей выдачи из
механизма захвата и ориентации того или иного определенного
количества заготовок п выражается уравнением
P(n = k) = CkzQk(l — 9)г~\
При этом законом распределения случайной величины
является ее характеристика, дающая соответствие между
значениями величины и вероятностями их появления.
Поскольку в течение одной минуты совершается п0 оборотов,
то общее число заготовок, поступающих в отводной канал,
п9
За среднюю минутную производительность бункера можно
принять математическое ожидание числа N, т. е.
Е(Л0=2Е(д<).
t=l
Математическое ожидание приближенно равно среднему
арифметическому наблюденных значений случайной величины
(тем точнее, чем больше число испытаний).
Для расчета оптимальной емкости накопителей бункерных
загрузочных устройств, снабженных движущимися захватно-
ориентирующими органами, используют математические модели
процесса накопления и выдачи заготовок из накопителя,
описываемые теорией марковских процессов. Основными понятиями
в этом случае являются понятия состояния и перехода из одного
состояния в другое. Рассматриваемая система, т. е. накопитель,
99
за каждый шаг, т. е. за каждое действие, способное перевести
систему из одного состояния в другое, действительно переходит
из одного состояния в другое; извлекается одна заготовка,
поступающая на рабочую позицию; с некоторыми
вероятностями в накопитель добавляется одна или несколько заготовок.
При этом время между шагами рассматривается как отдельные
пронумерованные мгновения, т. е. дискретное время.
Если емкость накопителя будет V заготовок, то система
может характеризоваться V + 1 состояниями,
пронумерованными числами от 1 до V + 1 и отвечающими числу заготовок
в накопителе соответственно 0, 1,2, ..., V.
В рассматриваемом случае вероятность перехода из
состояния Si в состояние Sj в течение следующего шага является
функцией Si и Sj и не зависит от состояния системы до момента
ее перехода в состояние Si. Введем набор условных
вероятностей [pij] того, что система, находящаяся сейчас в состоянии
Su после очередного шага окажется в состоянии Sj. Поскольку
система должна обязательно перейти в какое-либо состояние
(либо остаться без изменения), то
где 0 < р^ < 1.
Особенностью рассматриваемого случая является то, что
система может перейти не только в соседние состояния
(добавление или убыль одной заготовки), но и в состояния, отстоящие
на некотором расстоянии (добавление нескольких заготовок).
Приняв, что pij — вероятность перехода события за один
шаг из состояния 5г- в состояние Sj, а также то, что за один
шаг может быть захвачена только одна заготовка и добавлено
максимально S заготовок, получим матрицу вероятностей
перехода за один шаг:
Ри
Pl\
0
0
Р12-
Р22.
/>32-
0 .
••Pl.s+1
• 'P2.S+1
¦•Ps.s+1
.. 0
0
P2.s
P.i.s
0
0
0
Pa.s+i
0
0
0
0
0
0
0
0
Pv, o+l
0
0
0
^0+1,0+1
Использование предложенных X. Б. Кор донским методов
решения системы уравнений, характеризующих марковские
процессы, а также учет указанных выше вероятностных
закономерностей захвата заготовок позволяют определить емкость
накопителей загрузочных устройств с движущимися захватно-
100
ориентирующими органами, состоящих
ции и накопителя;
Qm
из механизма ориента-
1 Г|+ ° _ Qm 1
ige+ig
(¦?•-')-
1 шт.,
led—в)
(надежность) бесперебойного
"Ч*ч
где р — 0,999; вероятность
питания магазина;
по — скорость вращения (или число двойных ходов) захват-
но-ориентирующего органа в об/мин;
Q — производительность обслуживаемого станка,
принимаемая обычно с запасом 20—25%, в шт/мин.
Накопитель выполняют в виде лотка или трубки; по
конструкции он подобен магазинам самотечного типа. Для гладких
и ступенчатых валиков, цилиндрических
колпачков, длина которых в 4 раза и
более больше диаметра при условии, что
направление перемещения
перпендикулярно оси заготовок для исключения
поворота заготовок, при нарушении
непрерывности потока применяют
накопители-змейки, чаще называемые лотками-
змейками (рис. 65). Лоток-змейка имеет
две щеки 1 и 2, внутренняя поверхность
которых волнистая.
Проходимость заготовок в лотке
зависит от соотношения размеров
заготовок и от профиля рабочей поверхности
лотка-змейки, т. е. значений г, /, S, а. По
всей длине лотка-накопителя
необходимо, чтобы ширина его в начальном
состоянии была везде одинаковой.
Н. Е. Чернис для расчета указанных
параметров предлагает следующие
формулы.
Шаг волнистой поверхности (змейки)
Рис. 65. Расчетная схема
лотка-змейки
t = 2(d + S + 2r)]/l — sin2 p,
ГДе Ртах =
(р + а) arc sin
р = arc tg /.
Расстояние между линиями, проходящими через центры
кривизны цилиндрических поверхностей, а = (d + S + 2/*) sin p.
Ширина лотка (расстояние между боковыми стенками)
В
заготовки.
Yi+(ri
+ @,5 ч- 1), где L — длина подаваемой
101
Радиус выпуклой поверхности г в мм должен
соответствовать большему значению, полученному при решении одной из
следующих эмпирических формул:
при d > 10 г = 0,1 d или
_ 0,75+Л[1 —cos(a + p)] .
2cos(a + p)—1
r= 1,0
_ 0,75 + <i [1 — cos(a + p)] .
2cos(a + p)—1
при d < 5 r = 0,5 или
= 0,4 + rf[l — cos(a + P)] .
2cos(a + p)—1
при a = 0 радиус г будет следующим:
им Св. 10 5—10 5
г в мм 0,Ы 1 0,5
Найденные значения г округляют до ближайшего значения
ряда чисел 0,5; 1,0; 1,25; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0. Величину
зазора S между подаваемой заготовкой и направляющими
поверхностями лотка-змейки в нормальном сечении получают
из условий исключения заклинивания заготовки при движении
в лотке-змейке. Зазор, а значит, и проходимость заготовки
определяют по рис. 66. Кривые F функционально зависят от
геометрических параметров профиля лотка-змейки и заготовки.
Области, в которых F ^ /ь являются областями свободной
проходимости одиночной заготовки в лотке-змейке. Кривые v соответ-
S
ствуют предельному значению относительного зазора; v =
d
r+T
обеспечивают проходимость заготовок при движении в лотке-
змейке. На нижней части рисунка нанесены кривые для
определения угла перекоса заготовки б.
Известны диаметр заготовки d = 10 мм, длина L = 60 мм9
коэффициент трения скольжения заготовки о стенки лотка-
змейки f = 0,2 и радиус выпуклой поверхности г = 1 мм.
Необходимо определить величину зазора, при котором не
происходит заклинивания заготовки.
Из точки пересечения прямой / = 0,2 и кривой F, соответ-
Г+~2
ствующей =0,1, опускаем перпендикуляр на ось v. Точка
при d ^ 10 ^ 5
или
102
пересечения v = 0,1 будет соответствовать минимальному
значению относительного зазора.
Максимальное значение относительного зазора можно
определить, опустив из точки пересечения прямой / = 0,2 и кривой
б (/' = 0,1 d) перпендикуляр на ось v. Точка пересечения будет
соответствовать v = 1,56; однако при данной величине относи-
Рис. 66. Номограмма для расчета проходимости заготовок в лотках-змейках
тельного зазора максимально возможный угол перекоса б =
= 50°, что недопустимо.
Если принять б = 30°, то v = 0,77. Следовательно, исходя из
обеспечения проходимости, зазор в лотке-змейке должен быть
4,6 мм.
Лотки-змейки изготовляют из целой заготовки, в которой
растачивают отверстия радиусом Ry оставляя перемычки между
отверстиями. После растачивания заготовку разрезают на две
половины и выпуклые поверхности фрезеруют с последующей
подгонкой выступа, описанного радиусом г по шаблону. Можно
растачивать и лотки-змейки, составленные из двух половинок.
103
Лоток-змейку собирают после того, как в одной из стенок
вырезан участок, равный шагу /, а в другой стенке — участок,
равный половине шага, т. е. //2.
3. МЕХАНИЗМЫ ПОШТУЧНОЙ ВЫДАЧИ И ДЕЛЕНИЯ
ПОТОКА ЗАГОТОВОК
Механизмы поштучной или порционной выдачи заготовок из
магазина (накопитель) в питатель или транспортирующую
систему станка. Механизмы поштучной выдачи, называемые отсека-
телями (отделителями), предназначены для отделения одной
заготовки (или нескольких заготовок) от общего потока
заготовок, поступающих из магазина (накопителя), и для
обеспечения перемещения этой заготовки (или заготовок) в питатель,
зажимное приспособление станка или на транспортер
автоматической линии. Необходимость установки механизма
поштучной выдачи определяется в каждом конкретном случае в
зависимости от формы, размеров и массы заготовки, конструкции
и формы магазина (накопителя), а также и конструкции
станка, обслуживаемого загрузочным устройством. В некоторых
загрузочных устройствах эти механизмы отсутствуют или
совмещены с питателем обслуживаемого станка. Поштучную
выдачу заготовок можно осуществить: специальным
механизмом поштучной выдачи, механизмом поштучной выдачи,
совмещенным с питателем, непосредственной выдачей на линию
действия инструментом, т. е. совмещением поштучной выдачи
с движением инструмента.
Схемы наиболее часто встречающихся специальных
механизмов поштучной выдачи, монтируемые в магазинах или
накопителях, показаны на рис. 67; их можно разбить на
механизмы простого действия и механизмы двойного действия, а по
движению отсекателей, отделяющих заготовки, различают
отсекатели: а) с возвратно-поступательным движением; б)
колебательным движением; в) с вращательным движением.
В качестве собственно отсекателей заготовок используют
штифты, планки, кулачки, винты, барабаны, диски с пазами или
отверстиями. Отсекатели типа штифтов приводятся от
подвижной части питателя загрузочного устройства, кулачков
распределительного вала (командоаппараты) пневмоцилиндров или
пневмокамер, получающих питание от сети управления циклом
автоматизированного станка. Незаслуженно редко для привода
отсекателей типа штифтов используют соленоиды
(электромагниты). Винтовые, дисковые и барабанные отсекатели получают
привод от специальных механизмов.
Механизмы поштучной выдачи простого действия показаны
на рис. 67, а и б. Отсекатель удерживает заготовки,
находящиеся в магазине, кроме нижней, которую он сталкивает в
лоток и дает ей возможность свободно перемещаться в питатель.
104
Такие механизмы поштучной выдачи применяют ограниченно.
В механизмах двойного действия с отсекателями типа штифтов,
совершающими поступательно-возвратное (рис. 67, в, г) или
колебательные (рис. 67, д, е) движения, отсекатели
расположены параллельно друг другу при поштучной выдаче на расстоя-
Рис. 67. Схемы механизмов поштучной выдачи
нии, равном размеру заготовки в направлении перемещения,
т. е. L = d, а при порционной выдаче L = nd + А (А — допуск
на погрешности формы и наличие заусенцев на поверхности
заготовки; п — число одновременно выдаваемых заготовок).
Один из отсекателей выпускает очередную заготовку из
магазина (накопителя) в захват питателя или в зону перемещения
толкателя питателя, в то время как другой штифт удерживает
105
остальные, находящиеся в магазине (накопителе), заготовки.
При возвращении в исходное положение, т. е. когда второй
штифт отойдет от заготовки, а первый перекроет магазин,
отделенная от потока заготовка перемещается до
соприкосновения с первым штифтом.
Показанные на рис. 67, в—е механизмы поштучной выдачи
отличаются исполнением собственно отсекателей и их приводом.
В механизме поштучной выдачи, показанном на рис. 67, в,
отсекатели 1 и 2 заходят в отверстие магазина 3 и шарнирно
связаны с качающейся на оси 4 планкой 5. Планка 5 получает
перемещение от подвижной части питателя или исполнительного
органа станка. В зависимости от направления ее поворота один
из отсекателей входит в отверстие магазина, в то время как
другой отсекатель выходит из магазина. В механизме
поштучной выдачи, показанном на рис. 67, г, отсекатели 1 и 2
расположены на разных сторонах магазина 6 и смонтированы на
планке 3, которая шарнирно связана с качающимся на оси 5
рычагом 4. Рычаг получает перемещение от тяги, связанной
с подвижной частью питателя или станка. В механизме
поштучной выдачи, показанном на рис. 67, д, отсекатели 1 и 2
расположены с разных сторон магазина и закреплены в качающемся
на оси 4 вильчатом рычаге 3, который, как и в предыдущем
случае, получает привод от подвижной части станка или
питателя. Механизм поштучной выдачи, показанный на рис. 67, е,
аналогичен только что рассмотренному, но рычаг 2, а значит,
и отсекатели У и 5, получают перемещение на оси 3 в одну
сторону от кулачков 6, находящихся на роторе станка, а обратно —
пружиной 4У после того как длинное плечо рычага 2 выйдет из
контакта с кулачком ротора.
Рассмотренные конструкции механизмов поштучной выдачи
имели привод от исполнительного органа питателя или станка.
Механизмы поштучной выдачи, как и указывалось выше,
приводятся в ряде случаев от пневмоцилиндров пневмокамер или
электромагнитов. На рис. 67, ж для привода отсекателей
использованы пневмоцилиндры простого действия, причем штоки этих
цилиндров и являются отсекателями, а< на рис. 67, з в качестве
привода использован электромагнит. К недостаткам отсекателей
типа штифтов относится возможность наскакивания штифтов на
очередные заготовки или проскальзывания нескольких
заготовок за один период действия, что является следствием
нейтрального положения отсекателей или недостаточной скорости
их движения.
Производительность отсекателей типа штифтов обычно не
превышает 100—150 заготовок, поскольку время отсекания не
может быть меньше минимального времени движения заготовок
в зоне действия механизма отсекания.
В кулачковых отсекателях (рис. 67, и) вместо штифтов
имеются кулачки / и 2, установленные так, что при вращении
i06
удерживает
один из кулачков выпускает заготовку, а другой
находящиеся в магазине (накопителе) 3 заготовки.
Барабанные отсекатели (рис. 67, к) представляют собой
диски или барабаны 1 с вырезами для подаваемых заготовок. Диск
или барабан вращаются от специального механизма (чаще
храпового). При повороте такого диска или барабана на
некоторый угол заготовка, запавшая из магазина 2 в вырез,
отделяется от остальных заготовок и передается в питатель, в то
время как остальные
заготовки удерживаются в
магазине. Барабанные
отсекатели более
производительны, чем отсекатели
типа штифтовых; имея
относительно малую
скорость вращения, они
обеспечивают высокую
производительность,
плавность работы и не
повреждают поверхности
подаваемых заготовок.
Недостатком механизмов
поштучной выдачи с
барабанными отсекателями
следует считать более
сложную конструкцию
привода и возможность
их использования лишь
для заготовок
определенных форм (тел вращения). Значительно реже используют
винтовые отсекатели (рис. 67, л).
Механизмы деления потока заготовок. В ряде случаев,
особенно в загрузочных устройствах, обслуживающих
многопозиционные станки, поток заготовок, поступающий из механизма
ориентации, необходимо делить на два, три, а иногда и более
потоков заготовок, поступающих в питатели [17, 24]. Между
механизмом ориентации и накопителем или между накопителем
и питателем устанавливают механизм деления потока
заготовок.
Конструкции механизмов деления разнообразны и зависят от
формы и размеров подаваемых заготовок, исполнения
механизма ориентации и питателя.
В механизме, показанном на рис. 68, а, поток заготовок,
поступающих в канал корпуса /, делит заслонка 2,
поворачивающаяся вокруг своей оси так, что каждая последующая
заготовка направляется в другой канал, т. е. либо в канал 3, либо в
канал 4. В механизме деления, показанном на рис. 68, б, поток
заготовок делит шибер 7, движущийся возвратно-поступательно
107
Рис.
68. Схемы механизмов деления
потока заготовок
от специального привода. Заготовка, поступив в одно из
отверстий шибера, передается в канал 2 или канал 3. В механизме,
показанном на рис. 68, в, заготовки делятся на три потока.
4. ПИТАТЕЛИ ЗАГРУЗОЧНЫХ УСТРОЙСТВ
Питателем называется механизм, предназначенный для
принудительного перемещения ориентированных заготовок из
магазина или накопителя в зону зажимного приспособления
станка или к транспортирующей системе автоматической линии.
Под точностью работы питателя понимают степень
соответствия действительного положения заготовки в зоне обработки
заданному положению. Точность работы питателя определяется
величиной суммарной ошибки положения заготовки
относительно заданного положения и зависит от различных факторов:
закона движения захватного органа питателя и величины
максимальных скоростей и ускорений его рабочего перемещения;
способа базирования заготовки в рабочей зоне; размеров
заготовки; точности изготовления заготовки; поверхностей
направляющих и заготовки и т. п.
Конструкции питателей разнообразны; их форма, размеры
и привод подвижных частей для транспортирования заготовок
зависят от конструкции станка, взаимного положения
подаваемой заготовки и инструмента, от геометрической формы
и материала подаваемых заготовок. В отличие от работы
механизма ориентации, работа питателя зависит от кинематики
станка.
Питатель является неотъемлемой частью автоматического
загрузочного устройства. По движению подающего звена
различают питатели: 1) с возвратно-поступательным движением
(траектория — прямая линия); 2) с колебательным движением
(траектория — часть окружности); 3) с вращательным
движением (траектория — окружность); 4) со сложным движением
(траектория — замкнутый прямоугольник или сочетание прямой
с частью окружности или полной окружностью).
В зависимости от типа привода подающего звена питатели
бывают механические, пневматические, гидравлические и
электромеханические. Кроме того, различают питатели с
механическими, магнитными, электромагнитными, вакуумными
струйными и адгезионными захватами. Для заготовок, обрабатываемых
на станках, применяют питатели с механическими и
вакуумными захватами; на прессах — с механическими, магнитными,
электромагнитными и вакуумными захватами. Питатели с
адгезионными захватами в настоящее время не применяют.
Питатели имеют корпус, захват, механизм перемещения
и привод, а иногда еще и механизм торможения подвижных
деталей, несущих захват. Питатель может не иметь захвата,
и тогда он не перемещает, а проталкивает заготовку.
108
Питатели с возвратно-поступательным движением
подающего звена наиболее широко применяют в загрузочных
устройствах. Конструкция их проста, но они могут быть
рекомендованы только при малых скоростях перемещения толкателя.
В питателях этого типа подлежащие обработке заготовки
имеют прямолинейное перемещение, осуществляемое при помощи
толкателя (шибера), совершающего возвратно-поступательные
движения. Когда толкатель (шибер) отведен в исходное
положение, под действием силы тяжести из магазина или накопителя
к нему (или в захват толкателя) подается очередная заготовка.
При рабочем ходе
толкателя заготовка
перемещается в рабочую
зону станка или в
зажимное
приспособление по направляющей
или путем переноса.
В первом случае
толкатель не имеет
захвата, а во втором
толкатель для удерживания
заготовки в момент
перемещения имеет
захват.
Движение
толкателю (шиберу) в
питателях механического
действия передается от рычага, рычага и пружины сектора,
зубчатого колеса и рейки, двух реек и зубчатого колеса, а в
питателях с пневматическим или гидравлическим приводом — от
штока цилиндра привода или от штока и промежуточной
механической передачи.
Заготовки из магазина под толкатель или в захват могут
поступать из вертикального или наклонного магазина
(накопитель) сверху или сбоку. От зоны приема до зоны выдачи может
осуществляться захват и транспортирование одной заготовки,
захват и транспортирование в ряд, т. е. нескольких
заготовок.
Питатели с колебательным движением (маятниковые) по
конструкции проще питателей с возвратно-поступательным
движением (рис. 69); кроме того, они позволяют освободить рабочую
зону обслуживаемого станка. Эти питатели перемещают
заготовку рабочим органам только путем переноса, а поэтому для
удержания подаваемой заготовки они имеют захват. В зависимости
от типа обслуживаемого станка питатель может иметь
горизонтальную или вертикальную ось качания. Движение питателю
передается с помощью кулачков в сочетании с системой
рычагов, кулачков и системы рычагов или рейки и зубчатого колеса,
109
Рис. 69. Схемы с колебательным
(маятниковым) движением питателей
пневматического и гидравлического приводов в сочетании с
механическими передачами.
Схемы питателей, показанные на рис. 69, а—г, в основном
используют для заготовок небольших размеров. Питатели
отличаются исполнением захвата и рабочего органа, переносящего
заготовку от магазина в рабочую зону станка. Для заготовок
среднего размера применяют питатели, в которых для привода
захвата заготовки и перемещения рабочего органа питателя
используют пневматический и гидравлический приводы.
В питателе с пневматическим приводом (рис. 69, б)
заготовка захватывается клещевым захватом, приводимым от штока
пневматического цилиндра, а колебательное движение рабочего-
органа с захватом, в результате которого заготовки переносятся
в зажимное приспособление станка, где она закрепляется,
осуществляется от штока пневматического цилиндра. Когда
заготовка будет зажата, захват освобождает заготовку и
возвращается в исходное положение, после чего рабочий орган
питателя с захватом совершают перемещение в направлении
к магазину с заготовками; захват поступательно движется к
заготовкам, и цикл повторяется.
Винтовые питатели (рис. 70) движутся поступательно;
заготовки в этих питателях расположены поперек и вдоль оси
винтов. Питатели первого типа используют для проволочных,,
трубчатых, стержневых с сильно развитой головкой и подобных
заготовок значительной длины, но малыми размерами
поперечного сечения. Элементом, транспортирующим заготовки,
являются два и реже один винт со специальной нарезкой,
имеющей профиль, по форме соответствующий поперечному сечению
заготовки. Расстояние между винтами выбирают такое, чтобы
заготовка (с учетом положения центра тяжести) занимала в
процессе движения устойчивое положение. Винты могут быть
расположены в горизонтальной или в вертикальной плоскостях.
Заготовки из магазина-накопителя (рис. 70, а), а иногда и
вручную, когда питатель и магазин-транспортер совмещены,
укладываются на винты 1 и 2 между направляющими и в результате
вращения винтов перемещаются в направлении стрелки М к
рабочей зоне станка или к лотку, отводящему заготовку в рабочую
зону станка. Направление вращения винтов произвольное. При
направлении вращения винтов в разные стороны уменьшается
трение между одним из торцов заготовки и направляющей.
В винтовом питателе все заготовки, перемещаясь винтами в
направлении стрелки М, стремятся сдвинуться в направлении
стрелки С, скользя по левой направляющей 3 (сечение АА). При
изменении вращения винтов (по часовой стрелке) заготовки
будут сдвигаться в направлении стрелки С\ и скользить по
правой направляющей 3.
В положение Б заготовки сбрасываются с винтов и
передаются в приспособление. Передача может происходить самоте-
110
ком по наклонному лотку или при помощи шибера, но часта
винты встраивают непосредственно в приспособление.
Неподвижность положения заготовок в момент обработки может
обеспечиваться путем использования для привода винтов
храпового, фрикционного или мальтийского механизмов или при
помощи кольцевой канавки, выполненной по части окружности
Рис. 70. Схемы винтовых питателей
винтов, как показано в положении Е. За время, которое
заготовка находится в канавке, или, что то же самое, за время,
необходимое для поворота винтов на угол, соответствующий
положению канавки, заготовка остается в неподвижном
состоянии. Количество канавок по длине винтов может быть любое —
соответственно числу выполняемых операций или переходов.
В случае подачи конических заготовок профиль и глубина
резьбы винтов должны соответствовать размерам заготовок
в сечениях их с винтами. Для подачи конических роликов
иногда применяют питатели, состоящие из винта и гладкого валика.
Равномерность и безотказность действия винтовых питателей
ill
зависят от качества обработки винтов, постоянства и
совпадения их числа оборотов. Качество поверхности рабочей части
винтов должно соответствовать 6—8-му классу чистоты. Винты
с односторонним и двусторонним вращением должны быть
синхронизированы, что обеспечивается жесткой кинематической
связью их с приводом. Угол подъема винтовой линии не должен
превышать 45°.
Винтовой питатель с горизонтально расположенными
винтами используют для подачи клапанов (рис. 70,6). Клапаны из
пазового лотка 1 выдаются в винтовой питатель 3 механизмом
поштучной выдачи 2. Винтами питателя клапаны перемещаются
в рабочую зону станка; при перемещении они занимают
требуемое положение с помощью планок 4. После выхода из рабочей
зоны клапаны перемещаются выталкивателем 5 в приемный
лоток. В питателе, показанном на рис. 70, в, заготовки,
поступившие из механизма захвата и ориентации, перемещаются в
рабочую зону станка двумя вращающимися винтами 1 и 2. Оба
винта имеют принудительное вращение в разные стороны от
зубчатой передачи. Заготовка укладывается между двумя
винтами и при вращении винтов перемещается вдоль их оси.
Шаг спирали t = Lmax + b + B-^6) мм, где Lmax —
наибольшая длина заготовок, обрабатываемых на данном станке;
b — толщина выступов нарезки винтов, принимаемая равной
2 мм при диаметре заготовки меньше 6 мм и А мм при диаметре
7—25 мм.
Диаметр винтов 50 мм при диаметре заготовок меньше 6 мм
и 80 мм при диаметре заготовки до 25 мм. Если заготовка имеет
наружные центры, то высота выступов h = Ь B -f- 4) мм, где
D — максимальный диаметр заготовки в мм.
Если же подаваемые заготовки имеют центровые
углубления, то при диаметре валка 50 мм h = 4,5 -f- 5 мм, а при
диаметре валка 80 мм h = 8 -*- 9 мм. В тех случаях, когда
заготовки поступают в винтовой питатель из карманчикового
механизма ориентации типа, показанного на рис. 27, а винты питателя
и привод диска механизма ориентации общие (червячный
редуктор), необходимо, чтобы передаточное число червячной
передачи было равно числу пазов (карманов) z диска, а
передаточное отношение зубчатых колес, приводящих во вращение
винты, было равно единице. Таким образом, й части оборота
диска механизма ориентации соответствует один оборот винтов
питателя, а значит и перемещение заготовки на величину шага
винтов.
Скорость подачи винтовым питателем vn = nnt, где пп —
скорость вращения винтов в об/мин; t — шаг спирали в мм.
Если винтовой питатель устанавливают на бесцентрово-
шлифовальном станке, то минутная подача при бесцентровом
112
шлифовании и скорость подачи винтовым питателем должны
быть согласованы. В этом случае скорость вращения винтов
питателя
^ nDeKneKksina
пп<* - ,
где DeK и Пек — диаметр и скорость вращения ведущего круга;
а —угол наклона оси ведущего круга; k — коэффициент
скольжения в направлении оси.
Выбранное превышение величины подачи над скоростью
перемещения заготовок, подаваемых винтами, должно быть
таким, при котором в зоне шлифования находилось более одной
Рис. 71. Схемы питателей с качающейся рамкой
заготовки, что позволит избежать одностороннего отжима
кругов, а значит, и искажения формы шлифуемой заготовки.
Подающим элементом в цепных питателях является
прерывно движущаяся цепь, приводимая в движение от
обслуживаемого станка через рычажную, зубчатую или цепную передачи,
и храповой, фрикционный или мальтийский механизмы. Цепные
питатели конструктивно выполняются аналогично цепным
магазинам-транспортерам [24].
Питатели с качающейся рамкой применяют в загрузочных
устройствах для многопозиционных контрольно-сортировочных
станков и машин для сборки с последовательным
расположением рабочих или измерительных позиций. В этом случае
подлежащие обработке, сборке или измерению заготовки
перемещаются по траектории, состоящей из прямолинейных отрезков, при
помощи ползуна (гребенки), совершающего
возвратно-поступательные движения от кулачков и системы рычагов в продольном
и поперечном направлениях.
Применяют две принципиально отличные схемы питателей
с качающейся рамкой. Питатель, показанный на рис. 71, а,
используют для тел вращения. Гребенка 1, имеющая ряд
углублений, движется по замкнутому контуру abed. Вдоль гребенки
ИЗ
расположены рабочие или измерительные позиции станка.
Гребенка, опускаясь, захватывает заготовки 2, перемещает
(перекатывает) их на один шаг подачи и устанавливает на рабочую
(или измерительную) позицию, где их обрабатывают или
контролируют. Затем гребенка поднимается и возвращается в
исходное положение и цикл повторяется. В питателе, приведенном
на рис. 71, б, линейка 6
движется по
замкнутому прямоугольнику от
двух кулачков 3 и 4 и
рычагов 5. Заготовки
в этом случае не
перекатываются с одной
позиции на другую, а
переносятся и из
линейки выталкиваются
выталкивателями.
Выталкиватели имеют
возвратно -
поступательное движение,
согласованное с работой
линейки. Каждый из
захватов линейки
забирает заготовку на
одной и той же позиции
и имеет конфигурацию,
соответствующую
форме заготовки на
данной позиции, таким
образом, форма захвата
на линейке может быть
различной.
Револьверные дисковые и барабанные питатели (рис. 72)
часто являются частью станка, а не загрузочного устройства.
В револьверные дисковые и барабанные питатели заготовки,
подлежащие транспортированию, загружают вручную или из
магазина.
Способ загрузки влияет на конструкцию питателя. В
магазинах и специальных загрузочных устройствах необходимо
предусмотреть механизм поштучной выдачи заготовок, а в ряде
случаев и механизм заталкивания. Механизм для поштучной
выдачи заготовок в этом случае должен приводится от кулачка,
смонтированного на поверхности револьверного диска или
барабана.
Различают револьверные питатели с горизонтальной и
вертикальной осями вращения диска или барабана.
В зависимости от положения заготовок в револьверном диске
или барабане различают питатели, в которых заготовки встав-
Рис.
72. Схемы револьверных дисковых и
барабанных питателей
114
ляются или укладываются с торцовой поверхности диска или
барабана (рис. 72, а—г), и питатели, в которых заготовки
укладываются с боковой поверхности диска или барабана (рис. 72,
д—е).
В тех случаях, когда заготовки укладываются на боковой
поверхности револьверного диска или барабана, они
удерживаются стальной лентой, натянутой на ролики (рис. 72, ж и з).
Рис. 73. Комбинированный питатель с возвратно-поступательным
и колебательным движением рабочих органов
Комбинированные питатели — механические руки или
автооператоры (питатели со сложной траекторией перемещения
подаваемой заготовки) выполняют ряд перемещений в процессе
передачи заготовки из магазина (накопителя) в рабочую зону
станка.
В комбинированном питателе, показанном на рис. 73,
предусмотрено два движения: поступательное для подготовки
заготовки к подаче и колебательные для перемещения заготовки
на линию действия заталкивателя. Оба движения взаимно
увязаны и осуществляются от кулачков, расположенных на
распределительном валу станка. В корпусе стойки 4У в которой
закреплен лоток 3 для заготовок, движется
возвратно-поступательно толкатель 5 (шибер) с захватом. Толкатель
перемещается от тяги 2 через рычаг 1. В тот момент, когда захват
толкателя 5 совмещается с каналом лотка 3, в него из магазина
115
опускается заготовка. При дальнейшем перемещении толкателя
заготовка перемещается под захват 6 рычага 7 (механическая
рука), смонтированного в стойке 8. Рычаг 7 с захватом 6
совершает колебательное движение. Опускаясь, захват 6 из
толкателя 5 забирает заготовку и переносит ее на линию действия
выталкивателя станка.
Комбинированный питатель, в котором для подачи заготовок
использованы поступательное и вращательное движения испол-
Рис. 74. Комбинированный питатель с возвратно-поступательным и
вращательным движениями рабочего органа
нительного органа, подающего заготовки из магазина в цангу
(зажимное приспособление) станка, показан на рис. 74. При
ходе револьверной головки 4 назад сухарь 2 головки захвата,
встречая копир 1, установленный на станке, разводит кулачки 3.
Одновременно с этим выступ на головке перемещает
толкатель 6, а последний через зубчатое колесо 9 сообщает
поступательное движение пальцу 8, который и выталкивает заготовку
из магазина 7 в раскрытые кулачки механизма захвата, где она
зажимается кулачками 3. При обратном движении револьверной
головки захваченная заготовка выталкивается из магазина,
а толкатель 6 под действием пружины 5 и палец 8
возвращаются в исходное положение, позволяя очередной заготовке в
магазине занять положение, необходимое для захвата.
Во избежание разжатия кулачков при движении
револьверной головки в сторону шпинделя сухарь 2 поворачивает копир 7,
116
который при прекращении давления сухаря, возвращается
пружиной в исходное положение. После поворота револьверной
головки в момент ее движения к шпинделю станка заготовка
заталкивается в цангу, сжимая при этом пружину
выталкивателя, установленного в шпинделе станка. При этом сухарь 2,
встречая копир, установленный на станке, разводит
захватывающие кулачки и освобождает заготовку. Окончательное
заталкивание производится головкой захвата. В конце хода
револьверной головки цанга зажимает заготовку, револьверная
головка отходит, заготовка обрабатывается, а цанга подготовляется
Рис. 75. Питатель с комбинированным движением рабочего органа
к захвату очередной заготовки; обработанная деталь
выталкивается, и цикл повторяется в описанной последовательности.
В комбинированных питателях может быть один
исполнительный рабочий орган, осуществляющий сложное движение.
Питатель, показанный на рис. 75, предназначен для подачи
заготовок с буртом (клапанов). Подача заготовок сопровождается
изменением их положения. Питатель имеет пневматический
цилиндр 1, на штоке 2 которого насажена подпружиненная
втулка с шарнирно закрепленным на ней захватом 3, связанным
шарнирно со штоком планкой 4. При движении поршня и штока
на величину А захват поворачивается на 90° по стрелке /С, а при
дальнейшем перемещении на величину В захват совершает
поступательное движение, а шток упирается в подпружиненную
втулку. При обратном ходе захват питателя занимает исходное
положение; очередная заготовка поступает в него из магазина 5.
Еще одна конструкция комбинированного питателя показана
117
на рис. 76. Заготовки из механизма ориентации и накопителя
поступают в приемный канал корпуса У и по пазу
направляющей 10 через губки 14 и 17 перемещаются до упора 12. Рычаг 4
с помощью тяг 5, 7 и амортизатора 6 соединен с рычагом 5, на
котором укреплены неподвижная 14 и подвижная 17 губки
клещевого захвата. При подъеме рычага 8 неподвижная губка
14 под действием пружины 16 зажимает заготовку. Рычаг 13
с направляющей и упором 12 пружиной 18 поворачиваются и
перекрывают канал корпуса 1. При подходе к клещам рычага,
переносящего заготовку
из питателя в рабочую
зону станка, губка 14
выступом наталкивается на
рычажок механизма
переноса и, поворачиваясь
вокруг оси 15,
освобождает заготовку, когда
клещи рычага переноса
захватят ее. Затем клещи
вместе с рычагом
переноса перемещают заготовку
в рабочую зону
обслуживаемого станка, а рычаг 8
возвращается в исходное
положение. Возвращаясь,
рычаг вступает в контакт
с выступом рычага 13 и
опускает его до упора 11.
Рис. 76. Комбинированный питатель При ЭТОМ канал В направ-
ляющей 10 совмещается с
каналом корпуса 1 и очередная заготовка получает возможность
переместиться до упора 12. Следующая заготовка, находящаяся
в канале корпуса, прижимается рычагом 9 механизма
поштучной выдачи, который укреплен на одной оси с рычагом 2. При
нажиме упора 3 на рычаг 2 рычаг 9 отходит от заготовки и
освобождает ее, после чего цикл повторяется в описанной
последовательности.
Схема движения питателя (автооператора) [17],
выполненного по типу поворотного крана, дана на рис. 77, где АВГ —
неподвижная система координат, а аВу — подвижная. Считая все
движения, совершаемые питателем, вспомогательными,
обозначим их В с индексами; буква обозначает ось,
относительно которой рассматривается движение, цифра 1 соответствует
непрерывному вращению, цифра 2 — прерывному вращению
в одну сторону или вращению вперед — назад
(колебательному), цифра 3 — прямолинейному возвратно-поступательному
движению. Кроме указанных, питатель может еще иметь одно
движение (или в общем случае — группу движений) для захва-
118
та заготовки приводными или неприводными захватами. Если
питатель имеет приводной захват, то считаем, что он совершает
еще одно движение (движение фиксирования) 5<Ф). В питателе
реализуются те или иные комбинации из указанных на рис. 76
десяти движений; чаще используют питатели с пятью
движениями.
В общем случае число возможных вариантов движений
питателя
М = (к-п) + 2«+т^Си1+т),
s=2
где k = 10— общее число рассматриваемых движений; 1 = 2—
количество пар «взаимозаменяемых» движений, т. е. таких
движений, из которых используется только одно (в данном
случае такими парами будут ?<АЗ) и В(а3\ В<АЗ) и В<г2); т = 2 —
количество пар «взаимоисключающих» движений, т. е.
движений, использование одного из которых исключает использование
другого (в одном случае такими парами будут В<А1) и В(А2\ ?<г1)
и В<г2); п = 1 — количество «несамостоятельных» движений,
т. е. движений, которые отдельно не используют (в данном
случае таким движением будет В<#); /7 = 5 — наибольшее
количество движений, которые используют в питателе; С|_(/1 —чис-
119
ло сочетаний из [k— (I + т)] по s, где 5 = 2; 3; 4; 5. С учетом
указаных числовых значений величин, входящих в формулу,
получаем М ^ 900.
Питатель (автооператор), показанный на рис. 78, выполнен
в качестве самостоятельного, не зависящего от конструкции
станка. Кроме загрузки заготовок, этот питатель может
выполнять кантование. Питатель имеет стойку 1, перемещающуюся
по цилиндрическим направляющим каретки 2, на которой
смонтирован поворотный держатель 3 с захватами 4. На стойке 1
смонтирован также
электрошкаф 5, в
котором расположены
устройства для
управления питателем.
Каретка 2 перемещается от
электродвигателя
через цепную передачу.
Держатель с
захватами поворачивается
планетарной передачей с
коническими
зубчатыми колесами. Все
другие движения
осуществляются от
гидропривода. Каретка
перемещается в зависимости
от размеров питателя
(автооператора) на
250—600 мм\
держатель захватов
поворачивается на 180°;
максимальный угол поворота захватов 280°; высота загрузки при
обычной конструкции питателя 1200—1250 или 1280—1350 мм;
время, затрачиваемое на установку заготовки и снятие
обработанной детали без учета времени работы зажимного
приспособления станка, составляет 6 сек.
Питатель, схема которого показана на рис. 79, предназначен
для подачи заготовок дисков, зубчатых колес и фланцев в
рабочую зону станка автоматической линии, а после их обработки для
возвращения на продольный межстаночный транспортер,
который перемещает заготовки (полуфабрикат) к следующему
станку, входящему в состав автоматической линии (транспортер
на линии периодического действия). Заготовки перемещаются
от питателя к питателю при помощи штанги с поводками,
совершающей возвратно-поступательное движение. Захват 3
питателя в исходном положении находится под заготовкой 2, поданной
продольным межстаночным транспортером 15. Захват 3,
укрепленный на конце держателя / питателя, поворачивающегося
Рис. 79. Схема питателя (автооператора)
для заготовок фланцев и зубчатых колес
120
вокруг оси каретки питателя, перемещает заготовку вверх,
а затем в рабочую зону станка. Захват и держатель при
этом движутся по траектории, которая определяется профилем
копирной планки, укрепленной на держателе. В рабочей зоне
станка держатель с захватом опускают поданную заготовку на
базовые штыри зажимного приспособления станка, где она
и зажимается, а держатель с захватом возвращаются в исходное
положение. После обработки деталь освобождается от зажима
в приспособлении, держатель с захватом вводятся под деталь
и поднимают ее, а затем переносят на межстаночный
транспортер.
Работой питателя управляют механизмы, приводимые
гидроцилиндрами. Возвратно-поступательные перемещения,
обеспечивающие ввод заготовки или вывод обработанной детали из
рабочей зоны станка, осуществляются от цилиндра 8 через
смонтированную в корпусе питателя реечную передачу 7, вал 17',
зубчатое колесо 11 и рейку 10, укрепленную на каретке
питателя, несущей держатель 1 с захватом 3. Подъем и опускание
держателя с захватом производятся штоком цилиндра 4 через
рычаг 5, тягу 6, рычаг 14, насаженный на валик 16, зубчатый
сектор 13 и толкатель 12, выполненный в виде рейки, на конце
которой укреплен ролик, контактирующий с копирной планкой
держателя 1, закрепленного на оси 9 и несущего захват 3.
Питатель (автооператор) надежен в работе и прост в
наладке.
Питатель (автооператор) типа поворотного крана,
показанный на рис. 80, а, предназначен для подачи заготовок и съема
обработанных деталей типа дисков и втулок со станков с
многопозиционными столами, имеющими вертикальную ось вращения.
Питатель имеет держатель с двумя захватами, стойку с
механизмами поворота и поступательно-возвратного перемещения
держателя, механизм, подающий заготовки на позицию захвата,
механизм, принимающий обработанные детали и
транспортирующий их в тару или межстаночный транспортер, и блок
клапанов, переключающий подачу сжатого воздуха в пневмоцилин-
дры загрузочного устройства. В нижней части стойки 1
расположен пневмоцилиндр 7, шток-рейка 2 которого сцеплена
с зубчатым колесом 3, закрепленным на валу 4, который на
участке К является воздухораспределителем, в который воздух
поступает по трем штуцерам 8, на участке Л — направляющей
для перемещения держателя 5, на участке М — штоком пневмо-
цилиндра 6, поднимающего и опускающего держатель 5. В
результате перемещения рейки в ту или иную сторону вал,.
а вместе с ним и держатель 5 с захватами поворачиваются на
заданный угол. Держатель 5 выполнен в виде двуплечего
рычага, в котором устанавливаются захваты: один — для заготовки,
а другой — для обработанной детали (конструкция захватов
показана на рис. 101,6).
121
Рис. 80. Питатель к станку вертикального исполнения с многопозиционным
столом
122
На стойке и держателе установлены сборочные единицы
системы автоматического управления загрузочным устройством:
микропереключатели, упоры, рычаги и т. д. Механизм,
подающий заготовку под захват (рис. 80,6), имеет лоток 1У пневмо-
дилиндр 2, шток которого одним концом установлен на
шарикоподшипнике, вмонтированном в поршень 3, а на другом конце
его установлен захват, соответствующий форме заготовки,
принимаемой из магазина. Захват с заготовкой, а значит, и шток
двигаются поступательно в результате перемещения поршня 3
в цилиндре и одновременно поворачиваются на 90°, так как
установленный в захвате ролик перемещается по винтовому
лазу, сделанному в корпусе 4, который укреплен на
кронштейне 5, а последний — на станине обслуживаемого станка. Такое
исполнение механизма, подающего заготовки в
ориентированном виде под захват, необязательно. Механизм может быть
только с возвратно-поступательным перемещением ползуна,
с захватом или с колебательным движением ползуна питателя,
а значит, и захвата. Значительно реже для подачи заготовок
под захват используют дисковые магазины с периодическим
поворотом от храпового или мальтийского механизмов.
Команду на начало работы питатель получает от кулачка,
укрепленного на поворотном столе станка в период его останова.
В результате подачи воздуха в правую полость цилиндра 7
(рис. 80, а), находящегося в стойке 1У шток-рейка 2
поворачивает зубчатое колесо 3, а вместе с ним вал 4 и держатель 5 с
захватами по ходу движения часовой стрелки. Одновременно
воздух поступает в пневмоцилиндр механизма, подающего
заготовки на позицию захвата (рис. 80,6). По окончании движения
держателя 5 установленный на нем упор нажимает на кнопку
микропереключателя, в результате чего сжатый воздух
поступает в цилиндр 6, и держатель опускается. В нижнем положении
держатель упором нажимает на микропереключатель, и сжатый
воздух поступает в цилиндры кулачковых захватов. Кулачки
одного захвата зажимают заготовку, а другого — обработанную
деталь, находящуюся в зажимном приспособлении поворотного
стола станка. После некоторой выдержки, достаточной для
зажима, реле времени сообщает команду на переключение
клапанов. Сжатый воздух начинает поступать в другую полость
цилиндра 6, в результате чего держатель 5 поднимается. Упор
нажимает на кнопку микропереключателя, после чего сжатый
воздух поступает в левую полость цилиндра 7, и шток-рейка
поворачивает зубчатое колесо, вал и держатель с захватами
против часовой стрелки. В результате поворота держателя
захват с заготовкой устанавливается напротив зажимного
приспособления станка, а обработанная деталь — в зоне устройства,
принимающего обработанную деталь. Упор держателя
нажимает на кнопку микропереключателя, и сжатый воздух начинает
поступать в цилиндр 6, и держатель опускается с захватами.
123
В нижнем положении держателя с захватами подается команда
на выпуск сжатого воздуха из цилиндров захвата в
окружающую среду, и кулачки расходятся; заготовка поступает в
механизм приема, а затем и в лоток.
После выдержки реле времени сообщает команду на впуск
сжатого воздуха в цилиндр 5, в результате чего держатель
поднимается. Упор нажимает кнопку микропереключателя,
и станок включается. После поворота стола и обработки
заготовки цикл работы питателя повторяется. Питатель, показанный
Рис. 81. Питатель к станку вертикального и горизонтального исполнения
(однопозиционный)
на рис. 81, а, б, применяют в автоматической линии для подачи
стаканов втулок и подобных им заготовок как на станках
с вертикальным, так и с горизонтальным исполнением. Питатель
имеет корпус 11, вал 8 с замкнутым винтовым пазом А,
поворачивающийся на 90° от гидроцилиндров 1 и 4 через шток-
рейку 5 и зубчатое колесо 6, барабан 10 с пазом Б, форма
которого соответствует требуемому движению заготовки от зоны
захвата до зоны разгрузки, пальцы 9 и 7, скользящие в пазах
вала и барабана, и два держателя, расположенных под углом
90° один к другому и несущих захваты 2 и 3. При отводе
суппорта станка установленный на нем кулачок 12 нажимает на
золотник 13, в результате чего гидропружинный фиксатор 21
выходит из контакта с кулачком 23, фиксирующим рабочие
органы питателя в исходном положении. В результате вращения
124
вала 8 и барабана 10 кронштейны и захваты 2 и 3
поворачиваются и совершают возвратно-поступательное перемещение.
Один из захватов держателя берет заготовку из магазина,
а другой — обработанную деталь, предварительно
освобожденную от зажима из зажимного приспособления станка. В момент
окончания движения держателя с захватами упор 22,
смонтированный на шток-рейке 5 гидроцилиндра 1, переключает
золотник 14, а упор 15 на штоке 16 цилиндра 18, управляющего
зажимным приспособлением, переключает золотник 19. Шток-
рейка 5 цилиндра 1, вал 8, барабан 10 и держатели с
захватами 2 и 3 движутся в обратном направлении, т. е. захваты
поднимаются, поворачиваются и опускаются. Упор 20 на
шток-рейке 5 переключает золотник 14 цилиндра 18, в результате
движения штока которого упор 17 действует на золотник 19.
Захваты перемещаются в исходное положение, где их
останавливает фиксатор 21.
За время полного цикла автооператор поднимается,
поворачивается и опускается. Работы питателя и зажимного
приспособления станка взаимно связаны, что позволяет сообщать
требуемые движения рабочим органам питателя и приводу
зажимного приспособления станка. При использовании описанного
питателя (автооператора) на станках горизонтального
исполнения корпус устройства закрепляют на передней бабке 24 станка
(рис. 81, б). Оси валика и барабана управления располагают
параллельно оси шпинделя станка; магазин 25 для заготовок
с механизмом поштучной выдачи и отводящий желоб 26 для
обработанных деталей крепятся на отдельных стойках,
смонтированных около станка или на специальных кронштейнах,
смонтированных на передней бабке станка. Питатели типа поворотного
крана снабжены клещевыми или кулачковыми (патронными)
захватами.
Питатель с вакуумным захватом, показанный на рис. 82,
обеспечивает три движения держателя 10, а следовательно, и
подаваемой заготовки. Вертикальное перемещение держатель 10
лолучает от штока 9 цилиндра 8; горизонтальное — в результате
перемещения каретки 6 от штока 7 цилиндра 5, поворот
каретки 6 вокруг вертикальной оси — от зубчатого колеса 2 и
зубчатой рейки-штока 3 цилиндра 4. Для уменьшения сил трения
каретка размещена на шариковой опоре 12, смонтированной
в корпусе 1. Питатель используют для подачи плоских
заготовок, поэтому захват выполнен в виде сменного резинового коло-
колообразного грибка 11, снабженного широким опорным
пояском. Питатель имеет индивидуальный гидропривод,
помещенный в корпусе 1.
Питатели типа поворотного крана с программным
управлением могут обслуживать разнообразные станки и технологические
агрегаты. Перенастройка их заключается в замене захватного
органа (клещей, патронов, магнитов), вспомогательных уст-
125
ройств и программы. Исполнительный орган питателя с
программным управлением, обладая несколькими степенями
свободы, обеспечивает
о
пространственное
перемещение захватного
органа.
Последовательность перемещений
задается программой.
Питатели выполняют
с пневмогидравличе-
ским управлением от
запоминающего
барабана, а также с
электромеханическим
приводом и электронным
управлением и т. п.
В зависимости от
конкретных задач
конструкция питателей и
их движение
изменяются (рис. 83, а—д).
Перемещения, которыми
обладает тот или иной
питатель, на рисунках
показаны стрелками..
Питатели с
программным управлением используют для загрузки автоматических
линий и конвейеров. Питатели типа поворотного крана применяют
в автоматических линиях.
С
Рис. 82. Схема
питателя с
хватом
вакуумным за-
ОЩ~
126
Рис. 83. Общие виды питателей с программным управлением
Схема одного из таких питателей конструкции ЭНИМС (мод.
Э113), используемого для подачи заготовок типа втулок, дисков
или колец с транспортера или магазина в рабочую зону станков
вертикального исполнения, показана на рис. 84. Устройство
может работать только в одном из двух циклов (загрузки или
разгрузки), причем переход от одного цикла к другому
осуществляется за счет реверсирования электродвигателя.
Циклы загрузки осуществляются в следующей
последовательности: перемещение держателя с захватом вниз и захват
заготовки из магазина;
перемещение держателя с
захватом и заготовкой вверх;
поворот держателя с
захватом и заготовкой в рабочую
зону станка; перемещение
держателя с захватом и
заготовкой вниз и
освобождение заготовки, т. е.
установка в зажимное
приспособление станка;
перемещение держателя с захватом
вверх; поворот держателя с
захватом в исходное
положение.
Цикл разгрузки —
поворот держателя с захватом в
рабочую зону станка;
перемещение держателя с
захватом вниз и захват
обработанной детали,
находящейся в зажимном
приспособлении или на
транспортере; перемещение держателя с захватом и деталью вверх; поворот
держателя с захватом к магазину; перемещение держателя с
захватом и деталью вниз и освобождение детали; перемещение
держателя с захватом вверх.
Питатель (автооператор) имеет колонку, по которой
перемещается держатель с кулачковым захватом для заготовок, если
питатель используют для загрузки, или для обработанных
деталей при разгрузке. Питатель приводится электродвигателем 5
через червячную передачу 6, промежуточный валик 7,
конические зубчатые колеса 12—13 или И—12, валик 14, на котором
установлена ведущая звездочка 16, соединенная с валиком
двусторонней муфтой 15. Звездочка 16 при помощи цепи
передает движение гильзе 3, а вместе с ней и держателю 1 с
патроном (захватом). Гильза перемещается возвратно-поступательно
по неподвижной штанге 4 колонны. По пазу трубы 2, служащей
также кожухом для штанги, перемещается шпонка, закрепленная
127
Рис. 84. Кинематическая схема питателя
мод. Э113
на держателе так, что при повороте трубы поворачивается
и держатель с захватом. Поворот трубы ограничивается
закрепленным в нижней части трубы рычагом поворота и
регулируемыми упорами.
Конические зубчатые колеса 13 и И включаются кулачковой
муфтой 10, которая переключается кулачками 9 барабана
управления через систему рычагов. Кулачки переключения
муфты переставные. Переключение должно быть мгновенным с тем,
чтобы исключить произвольное вращение конических зубчатых
колес под силой тяжести держателя, когда он находится в
верхнем положении. Барабан управления вращается от
промежуточного валика 7 и гитары зубчатых колес. Поворотом руки
управляет кулачок 5, выполненный отдельно от барабана и
закрепленный при помощи шпонки. Если держатель с захватом
упрется в стопку заготовок, то срабатывает (свободно
прокручивается) муфта 15, так как момент на муфте будет больше момента,
на передачу которого она рассчитана, и валик 14 привода
некоторое время вращается вхолостую. После изменения
направления вращения валика 14 муфта вновь передает момент на
звездочку и держатель с захватом перемещается в обратную
сторону. В комплект загрузочного устройства, кроме питателя,
входит магазин для заготовок. Конструкция магазина зависит
от типа и формы заготовок; магазины бывают одноместными
и многоместными (в последнем случае они поворотные).
Конструкция захвата для заготовок зависит от формы, размеров
и способа их укладки в магазине.
Питатель мод. Т02А, кинематическая схема которого
показана на рис. 85, предназначен для загрузки заготовок зубчатых
колес, дисков и колец диаметром от 100 до 220 мм и высотой
не более 80 мм. Питатель (автооператор) данного типа может
быть использован только на станках, имеющих загрузочную
площадку, перемещающуюся вдоль оси шпинделя. Держатель
с захватом снимает обработанную деталь и на ее место
укладывает заготовку. Подъемные штыри опускаются, после чего
заготовка зажимается в зажимном приспособлении (патроне
или на оправке) станка. Питатель может быть использован как
для загрузки отдельных станков (если заготовки находятся
в магазине), так и станков, встраиваемых в автоматическую
линию.
Питатель состоит из двух частей — одна часть
предназначена для операций загрузки-разгрузки станка, а другая — для
загрузки-разгрузки столика питателя. Такое разделение общего
пути перемещения заготовки позволяет сократить простой
станка. Питатель имеет два держателя, выполненных в виде штанг
с захватами (которые могут перемещаться
возвратно-поступательно в вертикальной плоскости), загрузочный столик с
механизмом, задающим направление движения столика (поворот,
подъем и т. д.), магазин для заготовок и привод. Цикл работы
128
питателя следующий (к моменту начала работы питателя на
загрузочной позиции столика лежит заготовка, штанги с
захватами находятся в верхнем положении): 1) поворот загрузочного
столика в положение II; 2) подъем загрузочного столика и съем
обработанной детали с подъемных штырей станка; 3) поворот
загрузочного столика в положение III; 4) опускание
загрузочного столика (деталь, находившаяся на загрузочной позиции
Рис. 85. Схема питателя мод. Т02А
столика, остается на подъемных штырях станка); 5) поворот
загрузочного столика в положение IV; 6) подъем загрузочного
столика; в середине пути столик останавливается и дается
команда на начало работы станка; 7) перемещение держателей
(штанг) с захватами (патронами) вниз; при этом один
держатель с захватом (патроном) захватывает с загрузочного столика
обработанную деталь, а другой захватывает из магазина
заготовку; 8) перемещение держателей с захватами, в которых
находятся деталь и заготовка, вверх; 9) подъем загрузочного
столика; 10) поворот загрузочного столика; 11) опускание
загрузочного столика; в середине пути опускания столик останав-
129
ливается; 12) опускание держателей с захватами; в крайнем
нижнем положении держатель с захватом, в котором находится
деталь, опускает ее в приемную кассету (магазины), а
держатель с захватом, в котором находится заготовка, опускает ее
в зажимное приспособление станка; 13) загрузочный столик
опускается; 14) загрузочный столик поворачивается в исходное
положение I и останавливается.
Держатели / с захватами 13 перемещаются от
электродвигателя 2 через планетарный редуктор; зубчатое колесо 5
редуктора жестко закреплено в корпусе; зубчатое колесо 4 насажено
на кривошипный вал 3, который закреплен на валу
электродвигателя. В зубчатом колесе 4 имеются четыре отверстия, в
которые входят пальцы фланца 6, вращающегося соосно с валом
электродвигателя. Этим устройством прекращается вращение
зубчатого колеса 4 вокруг его оси; передаточное отношение
редуктора 1 : 40. Небольшое количество зубчатых колес в
редукторе обеспечивает получение высокого к. п. д. От редуктора
через распределительную коробку и конические зубчатые
колеса 7 вращение передается горизонтальному 8 и вертикальному 9
валам. Горизонтальный вал 8 через конические зубчатые
колеса 10 передает вращение валу 12, на котором установлены
цилиндрические зубчатые колеса 11\ последние, вращаясь в ту
или иную сторону, через рейки сообщают перемещение двум
держателям 1 (штангам), на конце которых и закреплены
захваты 13 (патроны): один — для заготовок, а другой — для
обработанных деталей. Зубчатые колеса соединяются с валом
через специальную муфту 26 ограниченного момента, которая
позволяет работать при упоре держателей с захватами в столик.
Таким образом, при изменении вращения этого вала в
результате реверса электродвигателя меняется направление
перемещения держателей 1 с захватами 13 вверх либо вниз. Вращение
вертикального вала 16 передается через клиноременную
передачу и шкивы 17 вертикальному валу 19, осуществляющему
поворот, подъем и опускание загрузочного столика. В месте
соединения вала 9 с валом 16 редуктора находится механизм
переключения электродвигателя, который имеет гайку 14. На
наружной поверхности гайки имеются шлицы. Гайка входит
•в стакан 15 с шлицевым отверстием, который закреплен на
валу 16. При вращении вала 9 редуктора в одну либо в другую
сторону гайка 14 стремится переместиться вверх или вниз.
Перемещение гайки вниз ограничивается упорным кольцом,
насаженным на вал редуктора. Вверх гайка перемещается до
конечного выключателя. В нижней части вала 19 расположена
двусторонняя муфта 18 необратимого вращения, позволяющая
валу вращаться только при передаче движения от шкива 17.
На валу закреплен барабан 20 с винтовым пазом, который
.поднимает и опускает столик 22. В винтовой паз входит
ролик 21, укрепленный на, наружном барабане 24, который несет
130
столик 22. На барабане 24 сделан паз, задающий траекторию
движения столика. В паз входит ролик 23, закрепленный на
корпусе зажимного приспособления. Таким образом, в
зависимости от положения ролика 23 в пазу наружный барабан 24
будет либо поворачиваться, либо подниматься, либо опускаться.
В верхней части вала 19 находится фрикционный тормоз 25,
частично ликвидирующий влияние люфтов в соединении
винтовой барабан — ролик. Кроме того, этот тормоз служит
направляющей для загрузочного столика. Фрикционный тормоз
затягивается гайкой, передающей силу через пружину. При ходе
загрузочного столика вниз сила торможения возрастает, а при
ходе вверх — уменьшается, чем частично компенсируется
влияние массы перемещаемых деталей на работу механизма.
Загрузочный столик быстросъемный, что позволяет значительно
сократить время на переналадку для обработки заготовки
другого типоразмера.
Питатель включается в работу по команде об окончании
цикла обработки, поступающей со станка. Электродвигатель 2
начинает вращаться против часовой стрелки, при этом валы 16
и 19 вращаются по часовой стрелке. Так как ролик 23 в это
время находится на горизонтальном участке паза барабана 24,
загрузочный столик 22 поворачивается. Когда центр
разгрузочной позиции столика совместится с осью станка, горизонтальный
участок паза барабана кончается, и ролик не дает возможности
барабану со столиком продолжать поворот. Вал 19 с
находящимся на нем барабаном продолжает вращаться, и наружный
барабан 24 поднимет столик; при этом столик снимает с
подъемных штырей станка обработанную деталь. В конце подъема
барабан через горизонтальный паз поворачивает столик 22
в среднее положение между разгрузочной и загрузочной
позициями столика. Начинается опускание столика по
вертикальному пазу на барабане 24. При опускании заготовка, лежащая
на столике, попадает на подъемные штыри станка, столик
опустится несколько ниже и ролик зайдет в горизонтальный паз
барабана. Столик поворачивается в положение под захват
держателя 1 разгрузки; затем опять начинается подъем. В середине
вертикального паза барабана 24 расположен сухарь. При
подъеме барабана ось, проходящая через центральное отверстие
в ролике 23, отодвигается сухарем и нажимает на конечный
выключатель. При этом подается команда станку на обработку
заготовки. Одновременно с этим дается команда на изменение
направления вращения электродвигателя 2. При этом вал 12
начинает вращаться в направлении, соответствующем
перемещению держателей 1 с захватами 13 вниз. Держатель с
захватом, обеспечивающий разгрузку, упирается в обработанную
деталь, лежащую на столике, и ее муфта выключится (прощел-
кивает). Держатель с захватом для загрузки продолжает
движение вниз до встречи с заготовкой, находящейся на стержне
131
магазина (или на нижнем транспортере). При этом муфта при
встрече держателя загрузки с заготовкой тоже прощелкивает.
В это время раскрытые захваты цри нажиме захватывают
заготовку в обработанную деталь. Муфта 18 ограничивает вращение
валов 19 и 16 в обратную сторону. Поэтому при вращении вала
редуктора гайка 14 механизма переключения поднимается по
участку вала 9 с резьбой до тех пор, пока гайка не нажмет на
конечный выключатель. Направление вращения
электродвигателя 2 снова меняется. Держатели 1 с захватами 13 поднимаются,
а гайка 14 механизма переключателя опускается. Когда гайка
коснется упорного кольца, начинают вращаться валы 16 и 19\
в это время держатели с захватами уже подняты в крайнее
верхнее положение.
Загрузочный столик 22 поднимается, поворачивается до
совпадения оси заготовки с осью держателя захвата и начинает
опускаться. В середине вертикального паза, соответствующего
опусканию столика, также расположен сухарь, поэтому опять
подается команда на изменение направления вращения
электродвигателя, а держатели с захватами перемещаются вниз.
При этом держатель с захватом, осуществляющий загрузку,
укладывает заготовку на столик, а держатель с захватом,
осуществляющий разгрузку, — обработанную деталь в приемный
лоток или на транспортер. Затем держатель с раскрытыми
захватами поднимается, столик опускается и поворачивается на
угол 10—15°, возвращаясь в исходное положение. Цикл загрузки
заготовок и выгрузки (съема) обработанных деталей
повторяется в описанной последовательности.
Для станков, смонтированных в автоматические линии
с передачей заготовок от станка к станку пластинчатым
транспортером, успешно применяют питатели (автооператоры) мод.
ПФ-120 (рис. 86) для станков вертикального исполнения
и ПФ-150 для станков горизонтального исполнения.
Питатель (автооператор) (рис. 86, а) имеет вертикальную
стойку 1, прикрепляемую к обслуживаемому станку. На стойке
смонтированы штанга 2, кронштейн 7 с держателем, несущим
захваты 6 для заготовки и обработанной детали, пневмогидро-
привод 8 поворота кронштейна 7, а значит, и захватов,
электродвигатель 3, реверсивный редуктор 4 с электромагнитными
муфтами и механизмами 5 вертикального перемещения
кронштейна с держателем и захватами. Кронштейн перемещается
в вертикальной и поворачивается в горизонтальной плоскостях.
Взаимосвязь отдельных механизмов питателя проследим по
кинематической схеме, показанной на рис. 86, б. Кронштейн 7
с держателем, несущим захваты вверх и вниз по штанге 18,
перемещается электродвигателем 1 через реверсивный редуктор
с электромагнитными муфтами, цепную передачу 9 и
водило 5 с двумя роликами, которые катятся по направляющей 2,
прикрепленной к стойке и имеющей вид прямоугольного глад-
132
кого бруса. Вниз кронштейн 7 перемещается до упоров 16 и 17,
закрепленных на стойке 18 так, чтобы кронштейн мог
перемещаться, после того как держатель с захватами,
смонтированный на валу 13, достигает упоров, установленных на
обслуживаемом станке или транспортере автоматической линии.
Дальнейшее движение кронштейна 7 необходимо для
сообщения перемещения клещами захвата. При движении
кронштейна 7 вниз диск 11 нажимает на выступающие зубчатые
рейки держателя с захватами, рейки поворачивают
соответствующие зубчатые колеса держателя, а последние приводят
в движение механизм клещей, которые захватывают или
освобождают заготовки (детали). Кронштейн 7, а вместе с ним
и держатель с захватами, кроме движения вверх и вниз, может
поворачиваться в горизонтальной плоскости от двухпоршневого
гидроцилиндра 5, шток-рейка которого находится в зацеплении
с зубчатым колесом 4, закрепленным на штанге 18. Вместе со
штангой 18 поворачивается и звездочка 15, которая через
цепь 14 и звездочку 10 перемещает гильзу 12, установленную
на валу 13, а на последнем укреплен держатель с захватами.
Если звездочку 10 и держатель с захватами лишить
возможности поворота относительно кронштейна 7, то звездочка 15,
вращаясь вместе со штангой 18, повернет и кронштейн 7, а если
звездочку 10 освободить, то повернется держатель с захватами.
Кронштейн 7 в горизонтальной плоскости на заданный угол
перемещается до упоров 6, а держатель с захватами
относительно кронштейна 7 — до упоров 8. Работу питателя (азтоопе-
ратора) проследим по рис. 86, а.
В исходном положении питателя кронштейн 7 с держателем,
в одном захвате которого зажата заготовка, находится в
верхнем исходном положении, т. е. над транспортером или
магазином с заготовками. В это время нажаты конечные
выключатели 9, 12, 13, включены электромагнитные муфты, а
электромагнит 14 воздухораспределителя 15 выключен. После получения
с обслуживаемого станка команды на разгрузку-загрузку
команда подается электромагниту 14 воздухораспределителя 15,
воздух из которого поступает в бак, вытесняя масло из вала
в двухпоршневой цилиндр 8. Кронштейн 7 поворачивается
вокруг штанги 2, а держатель с захватами перемещается в
направлении к рабочей зоне станка. Поворот кронштейна на
заданный угол фиксируется упорами; одновременно с
кронштейном поворачивается держатель с захватами до положения, при
котором захват для обработанной детали оказался над
шпинделем станка. Держатель с захватами поворачивается при
освобожденной звездочке до упоров, установленных на гильзе
кронштейна. В конце поворота конечный выключатель 9 дает
команду на включение одной из электромагнитных муфт.
Кронштейн 7 и держатель опускаются, и захват зажимает
обработанную деталь. В конце зажима обработанной детали нажи-
133
мается конечный выключатель 10, отключается одна магнитная
муфта и включается другая, в результате чего кронштейн с
держателем и захватами поднимается. В конце подъема держатель
с захватами, находясь под действием пневмогидропривода,
поворачивается, и над шпинделем станка оказывается захват
с заготовкой. После поворота захватов в позицию загрузки
нажимаются конечные выключатели 9 и 10, которые выключают
другую муфту; кронштейн с держателем и захватами опускается
и оставляет заготовку в зажимном приспособлении станка.
В конце перемещения кронштейна 7 вниз нажимается
конечный выключатель 10, который включает одну электромагнитную
муфту и выключает другую для подъема кронштейна. В
начальный момент подъема кронштейна пружина возвращает
держатель в исходное положение. В конце подъема кронштейн
нажимает на конечные выключатели 11 и 12, которые
выключают электромагнитную муфту и электромагнит 14. Захваты
Рис. S6. Схема питателя мод. ПФ-120
135
поворачиваются от станка к транспортеру, при этом действуют
на конечный выключатель 9, станок получает команду на
повторение цикла работы, а электропневмоклапан — на задержание
заготовки и отсекателя транспортера. Затем кронштейн 1
опускается для освобождения обработанной детали и получения
новой заготовки. В конце его опускания нажимается конечный
выключатель, и в результате переключения электромагнитных
муфт кронштейн с держателем и захватами поднимается. При
достижении верхнего конечного положения кронштейном
конечные выключатели 12 и 13 выключают электромагнитную муфту
и подают сигнал о готовности загрузочного устройства к циклу
разгрузки деталей и загрузки заготовок. Команда на повторение
цикла работы загрузочного устройства подается после
окончания обработки детали.
В питателях мод. ПФ-150 кронштейн, несущий обойму 6
(рис. 87, а) и держатель с захватами, перемещается по
штанге 22 от электродвигателя 23 через редуктор 16, цепную
передачу, водило 15 и муфту 11. Ограничителями перемещения
являются упоры 20 и 21, устанавливаемые на неподвижной
стойке устройства.
Кронштейн перемещается в горизонтальной плоскости после
того, как пружина будет сжиматься муфтой 11. В результате
через рычаг 10 секторы 8 и 9 будут перемещаться по валу 19,
втулке 7, а значит, и обойме 6, на валу 4 которой и смонтирован
держатель с захватами 3. Клещи захвата раскрываются и
закрываются диском 1 обоймы 6, который, преодолевая
сопротивление пружины 2, нажимает на выступающие концы зубчатых
реек, а последние через зубчатые колеса и соответствующий
механизм заставляют захват зажимать заготовки или
опускать.
Кронштейн, держатель с захватами и штанга 22
поворачиваются в горизонтальной плоскости от гидроцилиндра 12, шток-
рейка которого сцеплена с зубчатым колесом 13. Поворот
кронштейна до заданного положения фиксируется
регулируемыми упорами 14. Сидящее на штанге 22 коническое зубчатое
колесо 17 сообщает вращение сцепленному с ним коническому
зубчатому колесу 18, закрепленному на валу 19 обоймы 6\ далее
через цепную передачу вращение получает вал 4, несущий
держатель с захватами 3. Если зубчатое колесо 18 вместе со
штангой 22 повернет кронштейн и если коническое зубчатое колесо
освободить, то оно через коническое зубчатое колесо 17 и
цепную передачу повернет установленный в обойме 6 держатель
с захватами до упоров 5.
Последовательность работы рассматриваемого устройства
показана на рис. 87, б. В исходном положении обойма, несущая
держатель с захватами, поднята и находится над транспортером
(положение /). Затем она поворачивается к станку (положение
//), опускается в положение, при котором захват держателя
136
Рис. 87. Схема питателя мод. ПФ-150
137
устанавливается напротив шпинделя станка; кронштейн
перемещается в направлении к шпинделю станка, захватывает
обработанную деталь, снимает ее с зажимного приспособления
и возвращается в исходную позицию (положение ///). В
дальнейшем захваты поворачиваются на 180°, меняясь местами
(положение IV). Обойма поворачивается и перемещается
в направлении к шпинделю, в результате чего находящаяся
в захвате держателя заготовка передается в зажимное
приспособление станка (положение V). В дальнейшем обойма вновь
занимает исходное положение, захваты поворачиваются на 180°
в обратную сторону (положение VI и VII). Кронштейн
перемещается по штанге в направлении транспортера, причем захваты
в процессе перемещения кронштейна поворачиваются на 90°
вокруг оси держателя и, таким образом, занимают положение,
при котором торец детали параллелен плоскости транспортера
(положение VIII). Захват, несущий обработанную деталь,
разжимается, а другой захватывает заготовку. Кронштейн
поднимается в исходное положение (положение IX), и цикл
повторяется.
Питатель, схема которого показана на рис. 88, предназначен
для длинных валиков, подаваемых с транспортера,
расположенного вдоль станков. В рассматриваемом питателе держатели
с захватами (манипулятором) для подачи заготовок и съема
обработанных деталей смонтированы на стреле, которая может
поворачиваться относительно стойки на 90°, так как оси
заготовок, лежащих на межстаночном транспортере, и линия
центров обслуживаемого токарного станка перпендикулярны.
Питатель управляется командоаппаратом автоматической
системы станка. Получив соответствующую команду от кулачка
командоаппарата, пневмоклапаны открывают доступ воздуху из
цеховой сети в герметически закрытый гидробачок 4, из
которого масло выжимается сначала в трубку, а затем в
гидроцилиндр 8, смонтированный на стреле 5'. Шток-рейка 9
гидроцилиндра 8 обкатывается вокруг зубчатого колеса 10,
закрепленного на неподвижной стойке, и стрела 5 поворачивается
в направлении к станку. По зубчатому колесу 10 обкатывается
также и шток-рейка 11 пневмоцилиндра 12, полость которого
постоянно сообщена с цеховой сетью сжатого воздуха. Площадь
поршня пневмоцилиндра 12 меньше площади поршня
гидроцилиндра 8, что необходимо для поворота стрелы 5. В момент
поворота стрелы 5 к станку пневмоцилиндр 12 замедляет
скорость поворота, а когда подача сжатого воздуха из сети
в гидроцилиндр 8 будет прекращена, шток-рейка 11
пневмоцилиндра 12 возвратит стрелу 5 в исходное положение. Захватами
питателя управляют при помощи клапана 3 и двух
электромагнитов 13 и 2. После поворота стрелы 5 к станку командоаппа-
рат включает электромагнит 13, открывающий клапан 1,
и сжатый воздух поступает из сети в верхнюю полость цилин-
138
дра 7; пружинный захват, укрепленный на штоке пневмоцилин-
дра; опускается и захватывает обработанную деталь. Когда
последняя будет освобождена от зажима приспособления
станка, электромагнит 13 выключается; воздух, находящийся
в верхней полости пневмоцилиндра 7, выпускается в
окружающую среду и под действием давления воздуха в нижней полости
Рис. 88. Схема питателя для длинных валиков
этого цилиндра захват (манипулятор) вместе с деталью
поднимается.
Возвратно-поступательное движение захвата
(манипулятора) осуществляется вследствие разницы площадей поршня
пневмоцилиндра 7 сверху и снизу (снизу площадь меньше на
величину площади штока). Включается электромагнит 2 и
открывает пневмоклапан; сжатый воздух поступает в верхнюю
полость пневмоцилиндра 6 и захват, в котором находится
заготовка, опускается и устанавливает последнюю на линию центров
станка. После зажима заготовки в центрах захват поднимается;
поступление сжатого воздуха в гидробачок 4 прекращается,
и стрела 5 загрузочного устройства поворачивается на 90°, т. е.
139
в исходное положение; захват, несущий обработанную деталь,
опускает ее на транспортер, а другой захват захватывает
очередную заготовку, и цикл повторяется в описанной
последовательности. Питатель имеет электроблокировку, выключающую
станок, если одна из рук не поднимется. Для электроблокировки
используют конечные выключатели и кулачки на рейках,
укрепленные на штоках пневмоцилиндров захватов.
Загрузочно-разгрузочное устройство, схема которого
показана на рис. 89, использовано в автоматической линии для
обработки валов электродвигателей (ГДР). В этом устройстве
заготовки поступают из магазина (лотка) в гнездо отсекателя 2
(позиция /), откуда и захватываются клещевым захватом 3
Рис. 89. Схема питателя для подачи средних по размеру валиков
питателя (позиция //). Захваченная заготовка поднимается,
а захват 4 с обработанной деталью и пальцем 5 опускаются
(позиция ///).' Палец 5 заставляет отсекатель 2 переместиться.
Когда захват 4 будет в крайнем нижнем положении, клещи
захвата разжимаются, обработанная деталь поступает в
приемный лоток, а в гнездо отсекателя 2 из магазина 1 опускается
заготовка (позиция IV). При подъеме захвата 4, а значит,
и пальца 5 в исходное положение отсекатель 2 также
поднимается и перекрывает выступом отверстие в магазине, исключая
тем самым возможность выпада заготовок (позиция V).
Питатели (автооператоры), показанные на рис. 90, имеют отличные
от рассмотренных траектории перемещения.
Питатель, изображенный на рис. 90, а, имеет корпус /,
совершающий возвратно-поступательное перемещение в
горизонтальной плоскости, держатель 2 с патронным захватом 3,
движущимся возвратно-поступательно в вертикальной плоскости
приспособление 4, магазин 5 с механизмом поштучной выдачи
и приемный лоток 6. Питатель, показанный на рис. 90, б,
отличается исполнением держателей с захватами, их креплением
и перемещениями. Питатель, выполненный по типу мостового
крана (рис. 91), используют для валов средних размеров. По
траверсе 1 перемещаются держатели 2 с клещевыми захватами;
но
держатели от штоков гидроцилиндров 3 получают возвратно-
поступательно перемещение в вертикальной плоскости.
Заготовки и обработанные детали расположены в цепном магазине-
Рис. 90. Схемы питателей для колец
транспортере периодического действия, установленном со
стороны задней бабки станка.
Привод питателя рабочего (исполнительного) органа
выбирают с учетом общей компоновки питателя и обслуживаемого
станка, конструкции захватного органа, формы и размеров
подаваемых заготовок и т. д.
141
(О
а
о
с
142
Питатели бывают с индивидуальным приводом и приводом
от одной из подвижных сборочных единиц обслуживаемого
станка. Пневмоприводы широко применяют в загрузочных
устройствах, что объясняется рядом преимуществ этого привода:
простотой конструкции и обслуживания, надежностью в работе,
взрыво- и пожаробезопасностью, высокой скоростью
срабатывания и др. Источником энергии для пневматического привода
является сжатый воздух давлением. 4—6 кГ/см2, подаваемый
компрессорной установкой. В пневматических приводах
используют пневмодвигатели, различающиеся принципом действия
(одностороннего и двустороннего действия), конструктивным
оформлением (поршневые и диафрагменные), способом
закрепления (стационарные, качающиеся, плавающие, вращающиеся).
Пневмодвигатели могут быть выполнены в виде отдельных
конструкций или быть встроенными.
Проектирование пневмопривода заключается в определении
размеров цилиндра, сечений трубопроводов, времени
срабатывания, расхода воздуха за цикл переключения.
Расчет пневматических поршневых приводов загрузочно-
разгрузочных устройств. Сила на штоке в пневмоприводе
одностороннего действия с одним поршнем в кгс:
для рабочей полости со стороны штока
Г n(D2-D\) I
Р==[Р 4 4-q\i
для рабочей полости, противоположной штоку,
Сила на штоке в пневмоприводе двустороннего действия
с одним поршнем в кгс:
для рабочей полости со стороны штока
4
для рабочей полости со стороны, противоположной штоку,
4
Сила на штоке в пневмоприводе с двумя поршнями на штоке
в кгс:
при поступлении воздуха в задние полости (шток работает на
сжатие)
я BD2—D\)
4
143
при поступлении воздуха в передние полости (шток работает
на растяжение)
Р =
pJL{D>-Dl) + pJL(D>-D*)U
4 4 J
Диаметр шпилек (болтов) для крепления крышек цилиндра
^i = l/ аР мм-
У ЩоР]
Диаметр резьбы на штоке
V я [ор]
4ао
н мм.
Время срабатывания поршневого пневмопривода
/ = 22,8 • КГ6 . гЬ сек при 8 > 0,528;
р2у е1,43_е1,715
t = 84,4 • 10~6 -^- сек при е < 0,528,
или по упрощенной формуле
. DL
t = сек.
d0v
Расход сжатого воздуха в смг за час работы:
для цилиндров одностороннего действия
W = v2n;
для цилиндров двустороннего действия
W = {v2 + v{)n.
Диаметр воздухопровода
-*/=
d0 = 2 1/ —г см.
nvt
Падение давления в пневмосети
Ар = К —1>3p кгс/см2.
dQ
В формулах приняты обозначения: р — давление сжатого
воздуха в кгс/см2; г\ — к. п. д. (т] = 0,85); q — сопротивление
пружины при крайнем рабочем положении поршня в кгс\ D —
диаметр поршня пневмоцилиндра в см; D\ — диаметр штока
пневмоцилиндра в см; d\ — внутренний диаметр резьбы шпилек,
крепящих крышку цилиндра, в мм; а — коэффициент
затяжки (а ^2,25); Z — число шпилек (болтов); [ар] —
допускаемое напряжение материала шпилек (болтов) при растяжении
144
в кгс/мм2; d%—внутренний диаметр резьбы на штоке в мм; t —
время срабатывания поршневого пневмопривода в сек; г =——;
pFp'
Рг — приведенная сила на штоке в начале движения (сила
сопротивления перемещению штока) в кгс; F — площадь поршня
в см2; Pi = 0,92 — коэффициент, учитывающий трение между
поршнем и цилиндром; L — длина хода поршня в см; р =—-;
d0 — диаметр воздухопровода; v — скорость воздуха в цилиндре
(v = 1500-^2000 см/сек); v2 — объем рабочей полости
цилиндра в см3; v\ — объем рабочей полости со стороны штока в см3;
п — число рабочих ходов поршня в час; V — объем сжатого
воздуха, проходящего по воздухопроводу за один рабочий ход,
в смъ; X — коэффициент сопротивления (см. табл. 4); / —
расчетная длина воздухопровода, равная сумме длины труб и
эквивалентных длин местных сопротивлений (значения эквивалентных
длин приведены в табл. 5); d0 — диаметр воздухопровода в м;
р — плотность сжатого воздуха в кг/м3 (при р = 4 -4- 6 кгс/см2
р= 5,15^6,45 кг/м3); v3 — скорость движения воздуха в сети
в м/сек.
Таблица 4 Таблица 5
Значения коэффициента Эквивалентные длины местных
сопротивления X • 107 сопротивлений прямой трубы в м
Вид местных
сопротивлений
в трубопроводах
Колено гнутое 90°
Колено гнутое 90°
с фланцевым
соединителем
Тройник
Нормальный
вентиль
Обратный клапан
Диаметр трубы
в шм
20
0,9
1,3
2,2
5,5
1,3
30
1,0
1,5
2,5
6,0
1,5
40
1.5
3,2
5
13
3,2
Расход
воздуха
в кг/ч
100
120
150
200
250
400
500
800
1000
Условный
диаметр трубы в лт
20
2,082
2,027
1,960
1,879
1,819
1,696
1,640
1,528
1,481
30
2,103
2,047
1,980
1,898
1,837
1,713
1,675
1,546
1,496
В загрузочно-разгрузочных устройствах наряду с
поршневыми пневмоприводами применяют и диафрагменные пневмокаме-
ры одно- и двустороннего действия. Пневмокамеры просты по
конструкции, допускают большое число переключений (циклов);
их недостатки: малый ход и изменение величины силы на штоке
по мере движения последнего.
Расчет силы (ориентировочный) Р на штоке пневмокамер в
зависимости от типа используемых диафрагм и их положения
производится по следующим формулам:
145
а) для пневмокамер одностороннего действия с резино-ткане-
вой диафрагмой в исходном положении штока
P = -?-(D + dyp-qt
а при ходе диафрагмы 0,3 D для тарельчатых и 0,07 D для
плоских диафрагм
P = ^-{D + dfp-q;
б) для пневмокамер одностороннего действия с резиновой
диафрагмой в исходном положении штока
p = JLd2p-q.
4
при ходе штока на расстояние 0,22 D
Р = —— d2p— q;
в) для пневмокамер двустороннего действия с резино-ткане-
вой диафрагмой в исходном положении штока
P = JL(D + d)*p;
при ходе диафрагмы 0,3 D для тарельчатых и 0,07 D для
плоских диафрагм
P = ^L(D + dfp;
г) для пневмокамер двустороннего действия с резиновой
диафрагмой в исходном положении штока
P = JLd2p;
4
при ходе штока на расстояние 0,22 D
Р = —— а2р.
4 Г
Диаметр опорной шайбы для резино-тканевых диафрагм d =
= 0,7 D, а для резиновых d ^ D — 2t — B ч- 4) мм. В формулах
приняты обозначения: D — диаметр диафрагмы в см; d —
диаметр опорной шайбы в см; р — давление сжатого воздуха
в кгс/см2; q — сила пружины в положении, соответствующем
положению штока; для пневмокамер двустороннего действия q = 0.
Гидроприводы применяют в загрузочных устройствах,
устанавливаемых на станках, имеющих гидропривод. При
проектировании гидропривода рассчитывают гидроцилиндры, сечения
трубопроводов, время срабатывания и устанавливают закон
движения рабочего органа.
146
При проектировании гидроцилиндров для загрузочных
устройств следует пользоваться нормалями машиностроения
МН 1250—60, а расчет проводить по следующим формулам [2].
Сила на штоке гидроцилиндра:
тянущая
p=JI(D2_d2)pTi;
4
толкающая
p=-2-D*pr\.
Время срабатывания
, _ ztD2L
4-.103QH '
Внутренний диаметр трубопровода
d0 = 4,6
В формулах приняты обозначения: D — диаметр поршня в см;
d — диаметр штока в см; р — давление масла в гидросистеме
в кгс/см2; г\ — к. п. д. гидроцилиндра; L — длина хода в см;
QH — производительность насоса в л)мин; v — скорость
перемещения масла по трубопроводу в м/сек.
Для питателей, требующих периодически прерывистого
движения рабочего органа, несущего заготовки, в качестве привода
используют храповые, кулачково-цевочные и мальтийские
механизмы.
Независимо от вида механизма, осуществляющего
периодически прерывистое движение, они должны удовлетворять
следующим условиям: а) осуществлять поворот в кратчайшее время
при минимальных значениях ускорений; б) ускорение ведомого
звена не должно иметь разрывов второго рода (т. е. начальная
угловая скорость соо = 0 и начальное ускорение ео = 0); в)
обеспечивать точный останов с фиксацией ведомого звена.
Храповые механизмы выполняют с качающейся осью собачки
и возвратно-поступательно перемещающейся осью качания
собачки.
Расчет храповых механизмов первого типа производится по
следующим формулам:
угол поворота храпового колеса
360° ,
а = &,
z
где z — число зубьев храпового колеса; k—число зубьев
колеса, захватываемых собачкой при повороте рабочего органа
питателя из позиции в позицию;
/*•
147
угол качания собачки
где C'— дополнительный угол качания рычага с собачкой,
увеличивающий надежность заскакивания собачки во
впадину зуба.
Радиус расположения центра собачки
а радиус храпового колеса по впадинам зубьев
г =»2L- h
х? 2
где Dxv — наружный диаметр храпового колеса; dx — диаметр
бобышки собачки; h — высота зуба; S — зазор между бобышкой
и вершиной зуба.
Передний угол зуба у принимают равным 8—12°, угол
впадины зуба ф = 45 -г- 80°, a <pi — угол при вершине носика собачки,
равный <р — 5°.
Расчет храпового механизма периодического поворота
рабочего органа питателя с возвратно-поступательным движением
собачки производится по следующим формулам:
ход ползушки с собачкой
где Sx— перебег ползушки в мм; Sp — ход ползушки,
соответствующий повороту рабочего органа на угол а,
Sp=2R0sin-±9
где Ro = 0,25(Dxp + D{) —радиус контакта собачки с диском;
ДсР — наружный диаметр колеса в мм; D{ — диаметр впадин
диска в мм.
Величину перебега ползушки определяют с учетом
свободного западания собачки во впадину диска: Sx = @,03 -f- 0,05)Sp.
Кулачково-цевочные механизмы для периодического
поворота рабочего органа питателей загрузочных устройств имеют
ограниченное применение, хотя и обладают рядом преимуществ:
возможностью выполнения различных законов движения
рабочего органа, получения выгодного соотношения между временем
выстоя рабочего органа и временем его движения и
возможностью во многих случаях отказаться от дополнительного
фиксирования рабочего органа во время ее выстоя.
Шаг между центрами цевочных роликов
И = D sin — = D sin ,
2 п
148
где D — диаметр цевочного диска по центрам роликов; п —
число роликов; р — угол между центрами соседних роликов.
Ширина фиксирующего диска кулачка
B = H-dH,
где йц — наружный диаметр роликов цевочного диска.
Угол давления в середине кривой кулачка с рабочим
профилем, построенным по косинусоидальному закону,
ад DK 2td DK
где Тц = —? ; td = Тц -^; ад = 60 ~ 120°, где Q — заданная
Q 360
производительность питателя в шт/мин\ q— число параллельно
обрабатываемых деталей; DK — диаметр кулачка; Тц — время
рабочего цикла; td — время поворота кулачка на угол аа.
Крутящий момент, необходимый для поворота вала с
кулачком,
MKp=Mc-^tge,
где Мс — момент сопротивления, преодолеваемый при повороте
цевочного диска с учетом статического и
динамического моментов сопротивления.
Мальтийские механизмы. Наибольшее применение получили
механизмы с внешним зацеплением, имеющие одну цевку.
Расчет этих механизмов производится по следующим формулам.
Угол поворота пальца кривошипа, соответствующий
движению креста, 2ф1 = л { 1 ), где z — число пазов креста.
Угол поворота пальца кривошипа, соответствующий покою
(выстой) креста, 2ф2 = я ( 1 Н \
Угол поворота креста при заданном числе пазов
о. 2я
2
Угловая скорость кривошипа
Jlft ! .
coi = 1 сек,
где п — частота вращения вала кривошипа в об/мин.
Время движения креста
^?l=30/1_AN ек
cdj п \ г )
Время покоя креста
, 2n-2<p1=i0/1+ _2Х ,
eoj ft \ z J
149
Время полного оборота кривошипа
T = td + tn = — сек.
п
Коэффициент движения
fc,.^L_J=L
td + tn 2г
Коэффициент времени работы
k - *д - г~2
Р tn 2 + 2
Длина пазов креста
h = A(cos — + sin— — lW,
где А — межосевое расстояние; г — радиус цевки.
Угловая скорость креста
A,(cos(p--X) # . г, .
1 — 2Xcos9+X2 A
г\ — радиус кривошипа; ф— текущее значение угла поворота
пальца кривошипа; X — отношение радиуса кривошипа к
межосевому расстоянию.
Максимальная угловая скорость креста (при <р = 0)
X sin it/г
ю2 max — ®i ~—г- = ®\ -; : — •
1 — X 1—Sin Jt/2
Угловое ускорение креста (верхний знак соответствует
первой половине поворота креста; нижний — второй половине
поворота креста)
2 - * A—2?tcos9+A,2J "
Максимальное ускорение креста при ф = arc cos ( —h
\ 4л
+ 1/ -^-^—~ + 2 ) будет следующее:
J/ 16А,2 /
г 3 4 6 8 12
е2тах 31,60J 5,5ю? 1,4©2 0,7©2 0K5<»2
Угловое ускорение креста в моменты входа и выхода цевки
из зацепления гыач.коп — ± ©?tg— :
1 г
z 3 4 6 8 12
82ИМ.МК 1,7©? 1,0<а? 0,6©2 0,4ю2 0,25ю?
150
Скорость рабочего органа питателя, несущего захват. При
проектировании питателя, помимо выбора конструктивной
схемы, необходимо установить величину, характер и скорость
перемещения рабочего органа (держателя), несущего захват.
Величина и характер перемещения рабочего органа, несущего захват,
в основном зависят от типа обслуживаемого станка и
расположения питателя относительно зажимного приспособления станка
и функциональных механизмов загрузочного устройства.
Скорость перемещения рабочего органа зависит от
конструкции захвата, т. е. заготовка зажата в захвате или находится
в незакрепленном состоянии. В первом случае фактором,
ограничивающим скорость рабочего органа, несущего захват, у
таких питателей является сохранение устойчивости и требуемой
ориентации заготовки (детали). Если же заготовка (деталь)
в захвате зажата, указанные ограничения отсутствуют, скорость
рабочего органа с захватом, несущим заготовку (деталь),
ограничивается явлением соударения его с упором пластической
деформацией упора, а иногда и его разрушением. Любое из
указанных явлений — отскок, пластическая деформация —
снижают точность перемещения заготовки к месту загрузки, а значит
и надежность работы загрузочного устройства.
Повысить скорость перемещения рабочего органа питателя,
несущего заготовку (деталь), зажатую в захвате, можно, если
в питателе предусмотреть тормозные устройства. Если привод
рабочего органа гидропоршневой, то следует тормозить поршень
и связанные с ним массы искусственным повышением
сопротивлений гидролиний путем уменьшения отверстия, открытого для
прохода масла в золотниковом устройстве, или другими
способами.
При выборе закона движения рабочего органа, несущего
незажатую заготовку, предпочтение следует отдать
синусоидальному закону движения, обеспечивающему минимальные ускорения
в начале и конце хода рабочего органа.
Производительность питателей с возвратно-поступательным
движением рабочего органа с захватом, в котором заготовка
незажата, а закон движения — синусоидальный,
0 = 60 _ 60
VlF+Tx
где L — путь перемещения заготовки; f — коэффициент трения
между заготовкой и поверхностью, по которой она
перемещается; Тр — время рабочего хода; Тх — время холостого хода.
Быстродействие загрузочных устройств достигается не
только применением торможения и принудительной фиксации
заготовки в захвате, но и оптимизацией параметров их работы.
Для решения задачи оптимизации параметров работы загру-
151
зочных устройств рекомендуется использовать метод
математического моделирования, осуществляемый на вычислительных
машинах.
Любой из действующих или вновь спроектированных
питателей следует подвергнуть кинематическому и динамическому
анализу. Для этого необходимо: составить кинематическую схему
питателя с указанием размеров звеньев и профилей кулачков и
циклограмму работы питателя до взаимосвязи с работой станка;
определить цикл работы питателя; построить график путей,
скоростей и ускорений рабочего органа. График пути строят,
используя метод засечек, метод шаблонов или метод особых точек;
графики скоростей и ускорений строят по данным планов
скоростей для всех положений рабочего органа. В тех случаях,
когда к графикам скоростей не предъявляется требований
большой точности, они могут быть получены графическим
дифференцированием графика перемещения рабочего органа питателя.
Подобный анализ всегда способствует получению наиболее
рациональной конструкции питателя.
Кинематические зависимости перемещения питателей можно
исследовать при записи циклограмм движения питателя на
различных режимах работы. Циклограммы записывают
самопишущим прибором, получающим привод от электродвигателя и
редуктора. Силовые зависимости определяют индикаторами по
записи давления в полостях цилиндра питателя. Осциллограммы
давлений в полостях цилиндра записывают датчики
осциллографа. Точность конечных положений захвата питателя и точность
загрузки заготовок определяют индикаторами часового типа.
Подобная установка и методика исследования могут быть
использованы для питателей с гидро- и пневмоприводом. Помимо
исследования кинематических зависимостей весьма актуальной
проблемой является исследование производительности
загрузочных устройств в целом и его функциональных механизмов.
Надежность питателей. Недостаточная надежность
питателей — одна из основных причин значительного процента
простоев станков. Основными характеристиками надежности питателей
являются:
а) коэффициент надежности, характеризующий среднее
количество циклов работы механизма между двумя его отказами
как среднюю наработку на один отказ; б) среднее время
единичного простоя станка для наладки и подналадки механизма;
в) общие внецикловые потери, связанные с работой механизма,
т. е. простои, приходящиеся на один рабочий цикл.
Б. А. Усов предлагает определять производительность станка
в зависимости от коэффициента надежности питателя:
1
,+Qo(Ar+z-)'
152
откуда коэффициент надежности питателя
н~1~<р(дг<г0+1)'
где ф — коэффициент изменения производительности;
Q0—производительность станка при ручной загрузке в шт/мин\ AT —
изменение рабочего цикла станка в результате его
автоматизации в мин; 8ср — среднее время устранения неполадок питателя
в мин.
В тех случаях, когда следует определить надежность
бункерного загрузочного устройства в целом, следует воспользоваться
формулой
1
ф~ l+Q0(AT+tMH) '
где tMH — внецикловые потери по вине загрузочного устройства,
_ n2Qcp Л1е1б1 г2
lmh— v "Г • ,
где 0i — среднее время устранения неполадок механизма
ориентации в мин\ П\ — количество механизмов ориентации в станке;
Кн — коэффициент надежности питателя; Кн\ — коэффициент
надежности механизма ориентации; п2—количество питателей
в станке; Т\ — цикл работы механизма ориентации (расчетный
ритм подачи заготовок) в мин; Т2 — цикл работы станка,
определяющий частоту срабатывания питателя; 8i — коэффициент
наложения потерь между механизмом ориентации и питателем.
Захваты питателей (автооператоров). Захваты, применяемые
в питателях загрузочно-разгрузочных устройств, делятся по
способу захватывания на незажимные и зажимные, по действию
захвата на неприводные и приводные, по захватываемой
поверхности на наружные и внутренние, а по роду привода на
механические, вакуумные, магнитные и электромагнитные.
Захваты питателей (автооператоров) должны быть надежны
в работе, компактны и удобны при креплении в питателе, а
также должны обеспечивать требуемое положение заготовки при
загрузке, разгрузке и транспортировании, не повреждать
поверхности заготовок и быстро переналаживаться (если они
универсально-наладочные) при обработке заготовки другого
типоразмера.
Захваты питателей, не зажимающие заготовки, показаны на
рис. 92. В зависимости от формы захватываемой заготовки они
выполнены в виде призматического выреза или отверстия
(рис. 92, а). Если заготовка (втулка) захватывается за
внутреннюю поверхность, то захват имеет форму ступенчатого валика
(рис. 92, б), диаметр df конца захвата на 0,5—0,7 мм меньше
153
диаметра D отверстия заготовки; длина конца захвата V должна
быть не более диаметра D отверстия подаваемой заготовки, что
обеспечивает ее устойчивое положение в момент перемещения
Рис. 92. Схемы захватов питателей без зажима подаваемых заготовок
в зажимное приспособление станка. Конец захвата для более
легкого улавливания заготовки снабжен фаской. Захват во
избежание повреждения магазина (лотка) должен быть смещен на
154
величину h относительно оси подаваемой заготовки. Если
заготовка не имеет отверстия, то захват (толкатель) выполняют
в виде стержня.
Планочные и стержневые толкающие захваты рассчитывают
с учетом обеспечения силы проталкивания, необходимой для
продвижения заготовок по неподвижным поверхностям
загрузочного устройства:
где т — масса одной заготовки; п — число проталкиваемых
заготовок; р = 1,4 ~ 1,6 — коэффициент запаса; / — коэффициент
трения при проталкивании. Приведенная формула справедлива
при выводе заготовки под захват из лотка, расположенного
наклонно и снабженного механизмом поштучной выдачи. Если
механизм поштучной выдачи отсутствует, а лоток расположен
вертикально или наклонно (угол наклона более 10°), то необходимо
учесть массу заготовок, находящихся в лотке. С учетом
динамических нагрузок, возникающих в момент расчета,
QT = 2$fnG ¦
G'
8
где G — вес рабочих органов питателя (подвижных), а —
ускорение в период разгона; g — ускорение силы тяжести.
Планочные
торцовые захваты 2 (рис. 93)
перемещают заготовки
1 поштучно (рис. 93, а)
«дорожкой» (рис. 93,
б) или «каскадом», в
последнем случае
захват выполняется
ступенчатым (рис. 93, в).
Планочный захват
первого типа используют
для плоских заготовок
любой формы при
условии, что толщина
последних более 0,5 мм;
захваты второго типа
применяют только для
заготовок правильной
геометрической формы
(прямоугольник,
шестигранник, круг и др.) толщиной более 1 мм; захваты третьего
типа могут быть использованы для плоских заготовок любой
формы.
155
Рис. 93. Схемы толкающих захватных органов
питателей
Величина хода захватов при поштучном транспортировании
(рис. 93, а)
при транспортировании «дорожкой» (рис. 93, б)
h3^-±-+hx=l+hx;
при транспортировании «каскадом» (рис. 93, в)
h3 = ± + hx=l + 2hx,
где L — величина перемещения заготовки; I— размер заготовки
в направлении перемещения; Z3 — количество заготовок,
находящихся между рабочей и исходной позициями; hx = 0,8 4-
-7- 1,2 мм — величина перебега захвата.
При подаче открытым захватом (без выреза) в исходном
положении заготовки останавливаются в конце движения в
результате сил трения между заготовкой и поверхностью скольжения.
Если питатель с захватом останавливается резко, то заготовки
могут вылететь из захвата. Если принять, что вся кинетическая
энергия заготовки тратится на преодоление сил трения в
процессе ее торможения и закон торможения равномерно замедленный,
то максимальная скорость движения заготовки
vmax = V2fglm;
замедление рабочего органа питателя (шибера)
Ящах = fg,
где 1т— путь торможения захватного органа; /—коэффициент
трения скольжения заготовки по направляющим.
Захваты выполняют не только в виде планок или стержней,
совершающих возвратно-поступательное движение, но и в виде
совершающих колебательное движение секторов или
периодически вращающихся дисков, барабанов (рис. 92, в). В последнем
случае захват делают многогнездным и он имеет механизм пе-
2я
риодического поворота. Угол поворота захвата ф =—, где Z —
число рабочих позиций. Для загрузки заготовок класса валов
используют питатели (автооператоры), рабочий орган которых
имеет призматический захват и совершает горизонтальное или
наклонное возвратно-поступательное движение (рис. 92, г).
В ряде случаев рассматриваемые захваты применяют в
питателях со сложной траекторией перемещения заготовок.
Питатель (автооператор), показанный на рис. 94,
используют в автоматической линии для обработки оси катка. Заготовки
2 загружаются захватом У, получающим перемещение под уг-
156
лом 25° к горизонтальной плоскости. Поданная заготовка
зажимается в приспособлении 3 станка, а захват возвращается в
исходное положение. Обработанная деталь (полуфабрикат) после
освобождения от зажима поступает в захват 4 и вместе с ним
движется в исходное положение, в процессе перемещения
подвижной части питателя ролик последней зайдет в паз копира 5,
в результате чего подвижная часть из горизонтального положе-
Рис. 94. Схема захватов питателей без зажима заготовок
ния переместится в вертикальное положение, что необходимо для
последующей обработки.
При проектировании питателей указанного типа определяют
максимально допустимые ускорения рабочего органа, в захвате
которого свободно лежит заготовка (при этом заготовка не
должна терять ориентации), угол призматического углубления
захвата, при котором погрешность базирования подаваемой
заготовки была наименьшей, а устойчивость заготовки в процессе
движения рабочего органа питателя наибольшей, и оптимальный
закон движения рабочего органа.
В результате исследований [33] можно принять: а) при
движении рабочего органа питателя с призматическим захватом
в горизонтальной плоскости допустимое ускорение зависит
только от угла а захвата; с увеличением а ускорение уменьшается;
157
б) при движении рабочего органа питателя с призматическим
захватом под углом ф к горизонтальной плоскости допустимое
ускорение при разгоне и торможении зависит от положения
призматического захвата; питатели с горизонтально расположен-
ными призматическими захватами при разгоне и торможении
можно разгонять с большими ускорениями, чем с
призматическими захватами, расположенными параллельно траектории
движения рабочего органа; в) погрешность ориентации
заготовки (детали) зависит от угла захвата: чем меньше а, тем больше
погрешность; при угле а = 45° достигается также устойчивое
положение заготовки во время движения захвата; г)
максимально допустимое ускорение не зависит от смещения центра
тяжести заготовки; д) использование оптимальных углов наклона
призмы у в захватах с наклонной траекторией движения
свободно лежащих на них заготовок увеличивает принимаемые
максимально допускаемые ускорения а на 80% при угле наклона
захвата ф = 5 -т- 20°; е) с увеличением угла ф разница допускаемых
ускорений возрастает; при углах ф = 0и«у = фс увеличением
угла ф нижние значения допускаемого ускорения резко
уменьшаются, а при оптимальном значении у допускаемые ускорения
не зависят от угла ф и остаются постоянными. Следовательно,
применение оптимального угла расширяет возможности
использования захватов со свободно лежащими на них заготовками
при больших углах наклона захвата; ж) максимально
допускаемое ускорение определяют по формулам, предложенным
И. И. Слуцким, для любого значения угла наклона захвата ф,
в том числе и для вертикально движущихся захватов (табл. 6).
Оптимальный угол поворота призмы захвата относительно
траектории движения, при котором максимальное допустимое
ускорение разгона равно максимальному допустимому
ускорению торможения,
у = — [ф + arc sin(sin ф cos2a)].
Захваты с подпружиненными откидными планками (рис. 95)
применяют для заготовок типа валов и втулок, подаваемых в
рабочую зону станков горизонтального исполнения. Ось ползуна
питателя, а значит, и захвата расположена перпендикулярно или
под углом к линии центров станка. Захваты этой группы могут
быть выполнены: а) за одно целое с ползуном питателя и с
подпружиненной откидной планкой; б) с ползуном питателя и
плоской пружиной, удерживающей заготовку; в) отдельно от
ползуна питателя в виде неподвижной головки или шарнирно
укрепленной головки с подпружиненной планкой. Один из захватов с
откидной планкой показан на рис. 95, а.
При проектировании захватов этой группы необходимо
особое внимание обращать на выбор точки опоры для
захватываемой заготовки, положение шарнира откидной подпружиненной
158
Таблица 6
Допускаемое ускорение призматических захватов, в которых заготовки типа
валов не зажаты
Движение захвата
По горизонтальной
плоскости
Под углом ф к
горизонтальной плоскости
(ускорение под углом ф
направлено вверх,
призма захвата занимает
горизонтальное положение)
Под углом ф к
горизонтальной плоскости
(ускорение под углом ф
направлено вниз, призма
захвата занимает
горизонтальное положение)
Под углом ф к
горизонтальной плоскости
(захват расположен
параллельно траектории
движения; ускорение под
углом ф направлено
вниз)
Под углом ф к
горизонтальной плоскости
(захват расположен
параллельно траектории
движения; ускорение под
углом ф направлено
вниз)
* При расчете ускорен?
пренебрегают.
Расчетная схема
к
\
^
/
СА
IV
<р7\
\ ^
h п
|Ч
]
гя ко:
>ффр
^>
т
'
^Г
1"Хл
ф^
\о(
—^^
кС
\о?
К »?-
[цие
нтом трения к
Угол
наклона
призмы
и захвата
Y=0;
ф = 0
Y = 0;
Ф>0
V = 0;
Ф>0
у = ф>0
Ф>у>0
у = Ф>0
ф>у>0
ачения вви
Ускорение*
а в \м*/сек
g ctg a
g cos а 1
sin (а + ф)
g cos а 1
sin (а — ф)
g cos (а — у)
sin а
gcos(ct—у) 1
sin[a + (<p— у)] 1
g cos (a — ф)
sin a
g cos (a + ф)
sin [а—(ф— yI I
ду его малости
159
губки (планки) 2 и ползуна питателя 3 относительно магазина
(лотка) 1 с заготовками.
В результате эксплуатации питателей с подобными
захватами можно дать следующие рекомендации.
1. Губка, шарнирно закрепленная на ползуне питателя,
должна только поддерживать захватываемую заготовку, но не
являться для нее опорой. Если губка (планка) служит опорой, то
поддерживающая ее пружина 4 должна быть жесткой, что
повреждает поверхность подаваемой заготовки в момент отхода ползуна
Рис. 95. Схемы захватов питателей с подпружиненными планками
питателя, после того как поданная заготовка будет зажата
в приспособлении станка; кроме того, такая пружина 4 вызывает
износ шарнира и необходимость частого ремонта питателя.
Поддерживающую губку (планку) использовать в качестве опоры
можно только в тех случаях, когда ползун питателя отходит
в исходное положение, после того как заготовка будет
вытолкнута из захвата в приспособление станка в направлении,
перпендикулярном перемещению ползуна питателя.
2. Ось губки (планки) следует размещать правее центра
подаваемой заготовки, находящейся в выемке, образованной
губкой (планкой); так как при этом угол, на который должна быть
отклонена губка для освобождения заготовки, получается
меньшим по сравнению с углом отклонения губки, ось которой
размещается левее центра подаваемой заготовки.
160
3. Ползун питателя (держатель с захватом) следует
располагать так, чтобы очередная заготовка, находящаяся в
магазине (лотке), опускаясь вслед за выданной заготовкой, не
препятствовала работе ползуна питателя, т. е. чтобы была исключена
возможность поломки питателя или магазина и не была бы
повреждена поверхность заготовки.
4. Торец ползуна питателя и губка в собранном виде должны
образовать призматическое углубление, так как подобная форма
углубления наиболее удобна для улавливания и центрирования
выдаваемых из магазина заготовок. Делать стенки углубления
вертикальными или одну из стенок (на ползуне питателя)
вертикальной, а другую наклонной, не рекомендуется, так как при
этом попадание заготовок, выдаваемых из магазина (лотка)
механизмом поштучной выдачи, более затруднено, чем в
призматическое углубление.
Захват, показанный на рис. 95, б, предназначен для
удержания заготовки за внутреннюю поверхность. В процессе переноса
заготовки из магазина к зажимному приспособлению она
удерживается подпружиненными губками /. После того как
заготовка будет зажата в приспособлении, захват возвращается в
исходное положение; при этом губки отклоняются, выходят из
отверстия и с помощью пружин 2 возвращаются в исходное
положение. Захват для заготовок класса валов (рис. 95, в)
совершает колебательное перемещение от места загрузки к зажимному
приспособлению. Когда захват устанавливается под магазином,
подпружиненная планка в результате контакта стержня 1 с
упором, отходит, создавая условия для опускания заготовки в
гнездо захвата. Привод рабочего органа питателя с захватами,
показанными на рис. 95, а — в, механического, пневматического и
гидравлического действия. Рабочий орган питателя с захватами,
показанными на рис. 95, г и д, пневматического или
гидравлического действия. Рабочий орган питателя, а значит, и захват
перемещаются в вертикальной плоскости. После того как захват,
укрепленный на подвижной части 3 питателя (рис. 95, г),
перенесет заготовку / в рабочую зону станка, где она зажимается,
шток 4 отходит вверх и захват 2 под действием собственного
веса опрокидывается, тем самым освобождая путь для
возвращения рабочего органа питателя вместе с захватом в исходное
положение. В момент достижения исходного положения шток 4
опускается и возвращает захват в первоначальное положение
для приема следующей заготовки. Захваты, работающие по
такому принципу, применяют в загрузочных устройствах,
расположенных над рабочим пространством обслуживаемого станка
с горизонтальной осью компоновки шпинделя.
Захват, показанный на рис. 95, д, используют для заготовок
типа дисков. В исходном положении язычки 4 убраны в корпус 2
захвата под действием штока 3 поршня гидроцилиндра,
размещенного в корпусе 2. Когда захват опускается в отверстие заго-
161
товки 7, из полости А цилиндра масло сливается в бак. Поршень
под действием пружины 5 поднимается, вследствие чего шток
выдвигает язычки, удерживающие заготовку. После этого захват
поднимается вместе с заготовкой и переносит ее на требуемое
место [1, 2, 4, 22, 26].
Клещевые захваты бывают с приводом клещей, зажимающих
заготовку, от пружины и штока пневмо- или гидроцилиндров; по
числу захватов, зажимающих заготовку, они бывают одно- и
двухзахватные.
в) г)
Рис. 96. Клещевые захваты питателей
а)
Захват, применяемый для небольших размеров валиков,
показан на рис. 96, а. Нижняя часть захвата представляет собой
пинцет. Диаметр d\ = d—@,02-f-0,05) мм. Центр отверстия
диаметром d\ смещен относительно нижнего конца захвата на
величину h = @,1 -f- 0,2)d. Силу пружинения захвата
подбирают шлифованием участка А.
Для заготовок средних размеров и масс клещевые захваты
выполняют так, как показано на рис. 96, б. Одна из губок
захвата неподвижна, а другая, закрепленная шарнирно, находится
под действием пружины. Для этих же заготовок применяют
клещевые захваты, у которых обе губки закреплены шарнирно.
В захвате, показанном на рис. 96, в, корпус захвата прикреплен
к держателю. В корпусе на осях укреплены губки. Подаваемая
заготовка зажимается губками. Губки раскрываются при
движении захвата на заготовку, для чего на губках сделаны
скосы /0 Недостаток захватов этого типа заключается в неудобном
расположении пружины относительно осей губок, что влияет на
162
величину зажимной силы захвата. Заготовка освобождается
в результате действия губок внешних упоров на скосы М.
В захвате, показанном на рис. 96, г, губки / установлены на
рычагах, которые смонтированы на осях 2 вильчатого
держателя 3. На рычагах захвата закреплены стержни 4, которые
находятся под действием пружины 5. Губки раскрываются
заготовкой, для чего на губках сделаны скосы К. Величина раскрытия
(зева) губок без заготовки устанавливается винтами 7
относительно упора 6. Особенностью этого захвата является
возможность смены губок.
Клещевые захваты, показанные на рис. 96, имеют следующие
недостатки: а) губки раскрываются заготовкой, а
следовательно, поверхность заготовки может быть повреждена; б) при
значительной массе заготовок обеспечить точность положения
заготовки трудно; в) не всегда удается создать необходимую силу
зажима при соблюдении условия компактности захвата.
Клещевой захват, показанный на рис. 97, а, относится к
управляемым; губки этого захвата раскрываются или закрываются
принудительно. Губки 1, установленные на осях 2 корпуса 3,
приводятся от штока пневмо- или гидроцилиндров,
соединенного с тягой 4 в соответствии с циклом загрузки-разгрузки.
В клещевом захвате, показанном на рис. 97, б, губки
раскрываются и закрываются в результате перемещения штока
цилиндра. На конце штока укреплена вилка с пальцами, которые,
скользя по пазам губок, приводят их в движение.
163.
В универсально-наладочном захвате, показанном на рис. 97, ву
корпус 1 прикреплен к штоку 2 и направляющим 3. Губки 4 при
возвратно-поступательном движении тяги 6, вилки 7 и оси 8,
поворачиваются на осях 5, тем самым зажимая или разжимая
заготовки; для регулировки захвата в соответствии с диаметром
подаваемой заготовки в губках предусмотрены винты 9. В
отличие от ранее рассмотренных в этом захвате две пары губок 4,
так как он предназначен для захвата валиков значительной
длины.
Недостатками клещевых захватов этого типа являются:
а) при значительных усилиях зажима на поверхности заготовки
Рис. 98. Патронный (кулачковый) за- Рис. 99. Патронный (кулачковый)
захват питателей хват питателя, не требующий
остановки шпинделя станка
могут быть вмятины от винтов 9\ б) значительное время на
загрузку-разгрузку.
Для заготовок типа колец, дисков и втулок при захвате их
за наружную поверхность применяют патронные (кулачковые)
захваты. Патронный (кулачковый) захват, показанный на
рис. 98, имеет стакан 8, тягу 6 и корпус 2, укрепленный на
держателе 1 питателя (автооператора); в корпусе на осях 3
закреплены рычаги 4 с кулачками 5, перемещающиеся от пружины 7.
На торцовой поверхности корпуса 2 на винтах смонтирован
диск 10 с шариком 9, который способствует правильной
установке заготовки. Заготовка закрепляется при движении захвата
на заготовку, а освобождается после зажима заготовки в
приспособлении.
В тех случаях, когда заготовки загружаются во
вращающееся приспособление (загрузка без остановки вращения шпинделя
станка), захват следует выполнять так, как показано на рис. 99.
Захват смонтирован на двух шариковых подшипниках 3,
позволяющих ему вращаться вместе с приспособлением в момент ус-
164
тановки заготовок. В корпусе 4 рассматриваемого захвата
имеется три подпружиненные губки 6, насаженные на осях 5.
Для регулировки губок в обойме 10 установлены винты-упоры 9,
а для регулирования силы зажима винты с колпачками 7 и
пружины 8. Упор 11 служит для ограничения положения заготовки
в захвате. Захват в держателе питателя 1 устанавливается с
помощью оправки 2.
Кулачковый захват мод. ТОП-2 (рис. 100, а) предназначен
для заготовок диаметром 80—400 мм. Захват имеет механизмы,
обеспечивающие зажим заготовки и удержание захвата в
раскрытом положении. В пазах диска 1 механизма заготовки на
осях закреплены рычаги 2 и 3, к которым шарнирно
присоединены кулачки 4. Рычаг 5 шарнирно соединен с рычагами 3,
которые свободно посажены на осях, имеющихся в диске 6; между
дисками расположены пружины 7 с направляющими
стержнями 8.
165
На верхнем диске механизма фиксации укреплены две
втулки с зубцами. Верхняя втулка имеет шесть зубцов, а нижняя —
четыре зубца, расположенных по два напротив друг друга.
Кроме того, имеются два паза, расположенных под углом 180°.
Зубцы верхней втулки сдвинуты относительно зубцов нижней
втулки на полшага. На нижнем диске захвата укреплена ось
с защелкой (фиксатором) и со скосами. Защелка свободно
вращается на оси, а в продольном направлении покачивается, что
обеспечивает прилегание скоса защелки к двум зубцам втулок.
При опускании захвата в направлении к заготовке
(рис. 100, б и г) нижний диск захвата упирается в торец
заготовки и останавливается, в то время как верхний диск, сжимая
пружины, продолжает перемещение. За время перемещения
верхнего диска относительно нижнего защелка выходит из
зацепления с зубцами нижней втулки (положение /) и входит
в зацепление с зубцами верхней втулки (положение //),
поворачиваясь при этом на угол, соответствующий половине шага
зубцов втулок (положение ///). Движение верхнего диска
прекращается. При возврате питателя загрузочного устройства
в исходное положение вместе с ним в начальный момент
движения под действием пружин перемещается только верхний диск
захвата. В результате этого движения зубцы верхней втулки
освобождают защелку; последняя входит в контакт с зубцами
нижней втулки (положение IV) и, скользя по зубу нижней
втулки, останавливается напротив паза, а затем проходит в паз
(положение V), что и позволяет верхнему диску подниматься
вместе с питателем. При движении верхнего диска рычаги
расходятся, а кулачки зажимают заготовку.
Когда заготовка будет перенесена в приспособление станка
(или обработанная деталь в приемник), т. е. в положение, при
котором нижний диск захвата будет неподвижен (рис. 100, г),
верхний диск захвата в результате движения питателя, сжимая
пружины, будет продолжать перемещение. Защелка, проходя
через паз (положение /), войдет в контакт с зубцами верхней
втулки (положение //) и, скользя по скосу зубца, повернется на
угол, соответствующий половине шага зубцов (положение ///).
Такое положение соответствует наибольшему сближению дисков
и разводу кулачков, а также нахождению питателя в крайнем
исходном положении. При возврате питателя и захвата в
начальный момент движется только верхний диск. При
перемещении верхнего диска защелка перемещается вниз (положение IV)
и, скользя по скосу зубца нижней втулки, поворачивается, а
затем заходит во впадину зубца нижней втулки (положение V).
Кулачки при повороте защелки несколько сближаются, но
продолжают оставаться в раскрытом положении. Таким образом,
система остается замкнутой, т. е. диски сближены, а кулачки
разведены. В дальнейшем цикл работы захвата может быть
повторен. Когда в загрузочном устройстве используют магазины
166
или приемники со стойкой, захват ТОП-2 применять нельзя, так
как в этом случае в захвате необходимо иметь центральное
отверстие под стойку, а это значит, что механизм фиксации в
захвате должен быть расположен сбоку.
Захваты, показанные на рис. 101, а,
имеют привод от пружины и
гидроцилиндра (первый тип) и от пневмоци-
линдра (второй тип). Захват и
трубопровод 9 для подачи масла в цилиндр
укреплены на держателе 6. Внутри
корпуса 7 цилиндра захвата
перемещается поршень со штоком 5. Для
уплотнения поршня применены
резиновые кольца. В торцовой части корпуса
цилиндра имеются три паза, в которых
на осях 3 насажены закаленные ку-
а) лачки 1\ кулачки через тяги 2 связаны
4 5
Рис. 101. Патронные захваты питателей с приводом кулачков от встроенных
пневмо- или гидроприводов
со штоком 5 цилиндра. При ходе поршня цилиндра вправо
кулачки зажимают заготовку.
При уменьшении давления пружина 4 возвращает кулачки 1
в исходное положение и освобождает заготовку. Скалка 8
с упорным винтом 10 предназначены для ограничения
перемещения кулачков в момент захвата заготовок и установки их
в патрон.
Захват, показанный на рис. 101, б, имеет патрон и привод.
Патрон 10 для захвата заготовок — кулачковый; корпус патрона
167
лМ
является крышкой цилиндра 6, смонтированного в держателе 1
питателя. Привод кулачки 3 получают от полого штока 7
цилиндра 6 и головки тяги 8 через двуплечие рычаги 9, качающиеся на
осях корпуса патрона 2. Масло в полости цилиндра 6 из
гидросистемы станка поступает через распределительное устройство.
Кулачки 3 выполнены так, что их выступ П может захватывать
заготовку за наружную или внутреннюю поверхности. На левом
конце тяги 8 расположено блокирующее электромеханическое
устройство, выключающее
главный привод станка,
если заготовка не захвачена
кулачками патрона.
Электромеханическое
устройство имеет регулятор,
состоящий из двух половин
корпуса 13, винта 14 и
ползун 12. Через вилку ползуш-
ки проходит палец 11,
связывающий два рычага 4,
которые действуют на
переключатели 5. Один из
переключателей подает команду
на остановку станка, когда
заготовка не зажата за
внутреннюю поверхность, а
другой — когда она не зажата
за наружную поверхность.
Чтобы работал левый
переключатель, винт 14
регулятора вращают против часовой стрелки, а чтобы работал
правый переключатель — по часовой стрелке. Оба переключателя не
работают, когда ползун 12 регулятора находится в среднем
положении. От положения ползуна зависит момент выключения
главного привода станка. В том случае, когда заготовка
зажимается за внутреннюю поверхность, крайнее положение пол-
зушки соответствует наименьшему диаметру заготовки, а при
зажиме за наружную поверхность — наибольшему.
Захват для колец, втулок и дисков показан на рис. 102.
Когда масло поступает в полость 5, поршень 2 перемещается вправо
и с помощью кулачков 4 и 5 заготовка зажимается;
одновременно с этим поршень 2 при помощи плунжера 7 и головки 8
перемещает планки 6 от заготовки. После того как держатель
питателя переместит заготовку в зажимное приспособление станка,
масло поступает в полость Л, а полость В сообщается со сливом.
Поршень 2 перемещается влево, в результате чего кулачки 4 и
5 расходятся, а планки 6 перемещаются плунжером и
прижимают заготовку к базовой поверхности зажимного
приспособления. В зависимости от диаметра подаваемой заготовки кулачки
Рис. 102. Патронный захват питателя
168
Рис. 103. Патронный захват питателя, зажимающий заготовку
за отверстие
Рис. 104. Патронный (кулачковый) захват
питателя, зажимающий заготовку за
отверстие
169
переставляются, для чего на торцовой поверхности их есть
зубчики. Корпус захвата 3 укрепляется на держателе питателя
(автооператора) 1.
Для заготовок типа колец, втулок, дисков применяют
захваты, зажимающие заготовки за внутреннюю поверхность. Захват,
показанный на рис. 103, а, представляет собой оправку 1,
укрепляемую в головке держателя 4 питателя (автооператора), или,
если захват вращающийся, то оправка вставляется во втулку 2,
смонтированную на
шарикоподшипниках 3 корпуса 5, а
последняя крепится в
держателе. Оправка 1 во втулке 2
удерживается винтом 6. На
оправке заготовка
удерживается пружинами (рис. 103,6)
или пробками 1 (рис. 103, в),
находящимися под действием
резиновой втулки. От
выпадения из оправки пробки
удерживаются кольцевой
пружиной 2. Рассмотренные захваты
используют для легких
заготовок небольшого размера; для
более крупных заготовок
применяют кулачковые захваты.
Корпус 1 захвата, показанного
на рис. 104, а, укреплен в
держателе питателя; три
подпружиненных кулачка 2
насажены на оси 5. Для регулирова-
Рис. 105. Захват шариковый ния кулачков В обойме 6 ИМе-
ются винты-упоры 7, а для
регулирования силы зажима — винты-колпачки 4 и пружины 3.
Упор 7 ограничивает осевое перемещение держателя питателя
захвата. Захват, показанный на рис. 104,6, предназначен для
более крупных заготовок, он состоит из корпуса 1, в пазах
которого на осях 4 размещены три кулачка 2, находящихся под
действием пружин 3, размещенных в кольце 7. Перемещение
кулачков ограничивают винты-упоры 6. Захват укреплен на оправке 8
держателя питателя 5. Заготовка в захвате подается до
упора 9.
Иногда вместо кулачков устанавливают плоские пружины
(рессоры). Для заготовок, перемещаемых в вертикальной
плоскости, используют шариковый захват, показанный на рис. 105,
отверстие под захват может быть круглым, цилиндрическим или
квадратным. Захват состоит из деталей зажима и фиксирования;
зажим имеет конус 2 и шарики У, расположенные по
окружности конуса.
170
Для шлицевых отверстий число шариков должно быть таким,
чтобы шарики контактировали с поверхностью шлицев и не
закатывались во впадину. Механизм фиксации рассматриваемого
захвата аналогичен механизму захвата ТОП-2 (рис. 100).
Управляемые захваты для колец, втулок и дисков с зажимом
за внутреннюю поверхность показаны на рис. 106. Кулачковый
захват (рис. 106, а) имеет привод (пневмоцилиндр или камеру)
и патрон. При подаче сжатого воздуха в пневмоцилиндр
(камеру) шток последнего перемещает клин 1 и клин 2, который,
сжимая пружины 3, перемещает по пазам корпуса 4 кулачки 5,
Рис. 106. Кулачковый захват питателя с пневмо- или
гидроприводом
которые и зажимают заготовку. При возврате штока привода
в исходное положение пружины освобождают заготовку.
Захват, показанный на рис. 106, б имеет корпус 2, поршень 1,
шток 3 с конической головкой и кулачки 4, качающиеся на
осях 5.
При расчете клещевых и кулачковых захватов [40]
необходимо соблюдать следующее условие: Qp ^ Q ^ Qd или Qp ^
^ Qpk ^ Qd, где Qp — расчетная сила зажима; Q —
необходимая сила зажима; Qd — допустимая сила зажима; k = 1,2 ч- 2 —
коэффициент запаса.
Для расчета указанных параметров необходимо знать вид
(направление) движения питателя, ускорения, возникающие при
разгоне и торможении питателя, размер и массу заготовки,
величину раскрытия клещей или кулачков, время обрабатывания
захвата и др.
Для расчета силы зажима и силы, возникающей в местах
контакта заготовки (детали) и захвата, И. Шинько предложил
формулы, приведенные в табл. 7 и 8 [40].
Формулы составлены с рядом допущений и при условии
оптимальных значений угла а призматического углубления
зажимных губок и угла р, под которым движется захват. Для
клещевых захватов р = 90°, патронных двухкулачковых захватов
171
Таблица 7
Формулы для расчета сил зажима клещевых и кулачковых захватов
Расчетная схема захвата
Формулы для определения Qua
X 0,63
q=i,3g(— + ijx
Ь \уЬахЬ \
а ' (bl+0Ad)at
а = 30 -г- 45°
к кгс\
ш.
?»
:я я
Q=2,84G-^-(— + l)
X 1 +
2ai
^+0,Ы
а = 65 -г- 75(
X
/г кгс\
> = 2,84G —(
При №<l,84g
2а}
1 + -
&!+0,Ы
а = 65-г-75°.
При №>l,84g
k кгс]
Q = P— —
а \ g
g
2ах
+ 1 X
bi+OAd.
а = 65 -f- 75'
/г /сгс;
Q = 2,84G
6 / со:
а \ Я
¦R+l)x
2fli \
&! + (),Id/
X ( 1 + ГТ~7"* ) * ^гс»
X 1 +
2ai
а = 65-*-75°
fc /сгс;
Продолжение табл. 7
Расчетная схема захвата
Формулы для определения Q и а
Q = 2,84G — (— + 1 )х
I со2
¦(—+
2gi \
1+0, Ы)
X [ 1 + : 1 k кгс\
Ь ( со2 \
X [ 1 + г—. I k кгс\
а = 65 -н 75°
Q=1,72G— 1 :
а [ &1+0,1а*
x(l,5— + 2) +
+ ( — + 1 ) Ь кгс;
а = 75 -5- 85°
Q= 1.72G— Г —
с I ^ + 0,
x(l.5i + l)
и
X
+
W
+ @,5 — +1 j \k кгс\
а = 75 -ь 85°
О]-
Л „ 6 / со2 \
Q = G—f #+1 Jx
Х( 1,72 + ' *' )fe /сгс;
Q = G — ( — R+\)x
а \ g /
( 1,72а, \
х 1.72 + -- гЬ)****
а = 75 -4- 85°
В формулах табл. 7 приняты обозначения: С = rag; m — масса захватываемой
заготовки в кг; d — диаметр заготовки (детали) в местах захвата в мм; R —
радиус качания захвата в мм; а — угол призматического углубления зажимных губок
в град; a, b — размеры захватов в мм; ах — расстояние от края зажимных губок до
центра тяжести заготовки (детали) в мм; Ьх — ширина зева захвата в мм; W —
ускорение, возникающее при движении захвата, в м/сек2; g = 9,81 . 10 м/сек2 —
ускорение силы тяжести; со — угловая скорость при колебательном движении захвата
в Мсек; 8 — угловое ускорение при качательном движении захвата в 1/ce/c2; k =
= 1,2 -г 2 — коэффициент запаса. Для захватов, совершающих колебательное
движение, величину Q определяют по известным величинам углового ускорения и
угловой скорости и принимают большую из них.
Таблица 8
Силы, возникающие в местах контакта заготовки и зажимных
элементов захвата
Расчетная схема
Формулы для определения N
в кгс
46 sin k
2
a+rftgp
\b sin — k
2
ctgP
46 sin — k
2
н
U-
-ЛМ
U
b—f2d
n(a + f{c)k
dctg(a + p) + b
b—f2d
n(a + f3c)[ 1+ —f4 )ft
174
Продолжение табл. 8
Расчетная cxeiMa
Формулы для определения N
в кгс
п( l + 3Yh
) tg(a + p)/
)b + dctg(a+p)
n{a + fc)k
1 —tg(a + p)tgp2np з/
nig(a + p)k y a
В формулах табл. 8 приняты следующие обозначения: п — число зажимных
губок или кулачков; U — коэффициент трения между поверхностями заготовок и
зажимных элементов захвата; f2 — коэффициент трения между поверхностями
зажимного элемента; f3 — коэффициент трения между поверхностями кулачков и
зажимного рычага; U — коэффициент трения в направляющих кулачка; р — угол трения
(р = arctgf2); Pi — коэффициент трения плунжера; k — коэффициент, учитывающий
потери на трение.
с расположением кулачков перпендикулярно направлению
движения — р = 90°, а с расположением кулачков по направлению
движения р.= 0° при W < 1,84g и — р = 90° при W > l,84g.
Расчет захвата типа, показанного на рис. 100, заключается
в подборе рычагов длиной 1\ и /2:
/, ^ sin р + ft cos p
U
fi cos a
где /i — коэффициент трения между кулачком и заготовкой.
Наименьшее отношение плеч необходимо при а = 0 и J3 =¦
= arctg(fi), что соответствует наибольшим силам зажима.
Вакуумные захваты. Действие вакуумных захватов основано
на использовании эффекта, сущность которого заключается
в создании разности давлений воздуха на определенном участке
заготовки (детали), предназначенной для захвата. Для
образования необходимой разности давлений на замкнутого
пространства, образуемого при наложении захвата на заготовку, воздух
откачивается до создания некоторого давления р0. Разница
между давлением окружающей среды ра и давлением в рабочей
полости присоса ро создает эффект, необходимый для
возникновения силы N, прижимающей заготовку (деталь) к захвату (подъ-
17S
емная сила). Величина подъемной силы зависит от размера
(площади) внутренней полости захвата SeHy ограниченной
уплотняющим кольцом, и площади самого уплотнительного кольца SK.
В общем виде функциональную зависимость между этими
величинами можно выразить как f (pa, p0, SeHy SK, N) = 0.
Подъемную силу вакуумных захватов можно изменять в
широких пределах.
Вакуумные захваты по сравнению с захватами механического
действия и магнитными захватами обладают следующими
достоинствами:
1. Отсутствие сосредоточенных сил зажима, разрушающих
некоторые типы заготовок, и каких-либо повреждений поверхности
заготовок при их захвате и транспортировке.
2. Универсальность — возможность использования для
захвата и транспортировки заготовок сложной формы, крепление
которых другими способами затруднено.
3. Возможность использования для заготовок (деталей) из
любых материалов.
4. Простота и компактность, меньшая масса и объем по
сравнению с другими захватами (в том числе и магнитными)
одинаковой грузоподъемности.
5. Удобство поштучного отделения заготовок (деталей),
расположенных в вертикальном магазине.
6. Возможность захвата заготовок массой от нескольких
миллиграмм до десятков тонн.
Одиночные вакуумные захваты предназначены для захвата
одной заготовки; групповые вакуумные захваты имеют
несколько присосок, смонтированных на одном основании. Групповые
вакуумные захваты используют для захвата одной заготовки,
когда требуется большая величина подъемной силы, или
захватываемая заготовка имеет значительные размеры, а также для
захвата нескольких заготовок.
Захваты бывают с деформируемым уплотнительным кольцом
и без него.
В вакуумных захватах без деформируемого уплотнительного
кольца необходимо постоянно удалять воздух из зазора между
захватом и заготовкой; иначе подъемная сила уменьшается до
нуля.
Вакуумные захваты с деформируемым уплотнительным
кольцом после достижения необходимого разрежения могут быть
отключены от вакуумной системы; при этом величина подъемной
силы остается постоянной или с течением времени
незначительно изменяется вследствие попадания воздуха через уплотнитель-
ную прокладку в полость захвата. Поэтому вакуумные захваты
без деформируемого уплотнительного кольца используют
для легких и хрупких заготовок, в остальных случаях
применяют вакуумные захваты с деформируемым уплотнительным
кольцом.
176
Вакуумные захваты с деформируемым уплотнительным
кольцом по способу создания вакуума бывают автономные и
неавтономные, а без деформируемого уплотнительного кольца только
неавтономные. В автономных вакуумных захватах разрежение
создается изменением объема внутренней полости захвата при
помощи поршня, эластичного корпуса, мембраны или сильфона.
В неавтономных вакуумных захватах разрежение создается от
вакуумного насоса (индивидуального или группового), эжекци-
онных устройств, пневмоцилиндров или вентилятора.
Специальные вакуумные захваты предназначены для захвата
определенной заготовки, а универсально-переналаживаемые —
для захвата группы заготовок. По способу управления
вакуумные захваты могут быть ручные и автоматизированные; в
последних клапаны управляются автоматически по определенной
программе.
Вакуумные захваты в зависимости от жесткости наконечника
делятся на жесткие, полужесткие и эластичные. К жестким
относятся наконечники, изготовленные из металлической или
пластмассовой трубки; полужесткие имеют жесткий корпус с
резиновым наконечником, а эластичные захваты полностью
изготовлены из резины.
Подвижный управляемый вакуумный захват, показанный на
рис. 107, используют для подачи заготовок из листа [27].
Разрежение (вакуум) во внутренней полости резинового
присоса 1 обеспечивается специальной вакуумной установкой.
Корпус 16 имеет присос 1, удерживаемый накидной гайкой 4, и
закреплен на втулке 13, которая может перемещаться в
неподвижной втулке 14, смонтированной в держателе 7 питателя;
положение втулки 14 относительно держателя питателя регулируется
гайкой 6. На втулке 13 установлен цилиндр 8, внутри которого
расположены пружина 10, поршень 11 и шток 12, канал которого
перекрыт шариком 3 обратного клапана 2, заходящего в гнездо
корпуса 16 захвата. Постоянство контакта присоса и подаваемой
заготовки обеспечивается- пружиной 15, давление которой
регулируется специальной гайкой 5. При перемещении держателя
питателя в направлении подаваемой заготовки присос 1
контактирует с последней; в это время корпус 16, втулка 13 и
цилиндр 8 перемещаются вверх, сжимая пружину 15. При
разжатии резинового присоса воздух из полости выходит в
окружающую среду через отверстие в корпусе 16 в направлении
стрелки Б. Одновременно с этим с помощью обратного клапана 2
давление падает и через канал в цилиндре 8 и штоке 12
вакуумная установка отсасывает воздух из полости 18. При работе
вакуумной установки клапан 2 входит в седло корпуса 16,
прекращая сообщение полости 18 с окружающей средой; при этом
заготовка надежно удерживается присосом. Для отделения
заготовки от присоса 1 достаточно поднять клапан 2 и сообщить
полость 18 с окружающей средой, что осуществляется подачей
177
воздуха из ресивера через канал в цилиндре 8 в направлении
стрелки А. Так как канал в штоке 12 перекрыт шариком 3
обратного клапана, то сжатый воздух действует на поршень 11 и,
преодолевая сопротивление пружины 10, поднимает шток 12,
а значит, и укрепленный на нем гайкой 17 клапан 2, в
результате чего полость 18 сообщается с окружающей средой. Винт 9
ограничивает движение поршня И вверх.
Рис. 107. Вакуумный за- Рис. 108. Вакуумные захваты питате-
хват питателя лей для заготовок из листов и полос
и крупных заготовок
Для заготовок из листов и полос, а также крупных заготовок
применяют захваты типа, показанного на рис. 108.
Особенностью захвата является способ устранения разрежения с
помощью электромагнита. В корпусе 1 укреплен штуцер 2, на
наружной поверхности которого с помощью хомута 3 смонтирован
резиновый присос 4, в отверстии которого укреплена втулка 5,
отверстие 6 которой перекрыто обратным клапаном 7. Клапан 7
шарнирно соединен с якорем 8 электромагнита 9, размещенного
в корпусе L При опускании захвата на подаваемую заготовку
резиновый присос деформируется и воздух через отверстие во
втулке и обратный клапан поступают в окружающую среду. При
обратном движении захвата резиновый присос принимает
первоначальную форму, внутри его создается разрежение и заготовка
захватывается. После перемещения заготовки в зону обработки
или другое место включается электромагнит присоса, в резуль-
178
тате чего обратный клапан поднимается и сообщает внутреннюю
полость присоса с окружающей средой, устраняя тем самым
разрежение в полости присоса, а значит,
освобождая подаваемую заготовку.
Иногда такие захваты выполняют с
ручным управлением. Для освобождения
заготовки рукоятку, а следовательно, и кран
поворачивают вручную, в результате чего
полость под резиновым присосом
сообщается с окружающей средой и заготовка
освобождается.
Вакуумный захват, показанный на
рис. 109, смонтирован в трубчатом
держателе 10 и имеет втулку 3 с резиновым
присосом У, внутренняя полость которого
сообщается с полостью втулки через
отверстие, перекрываемое клапаном, в канавке
которого укреплен подпружиненный щуп 2.
Хвостовик клапана имеет также канавку
под шариковый фиксатор 9,
смонтированный в корпусе S, который соединен с
втулкой 3 гайкой 7. При контактировании
резинового присоса с подаваемой заготовкой
последний разжимается; щуп 2,
преодолевая сопротивление пружины, поднимается,
в результате чего заготовка захватывается
присосом.
После того как заготовка перенесена в
рабочую зону (или из рабочей зоны в случае
разгрузки), для освобождения ее
необходимо дальнейшее нажатие на резиновый
присос; при этом головка щупа 2, приходя в
контакт с клапаном, приподнимает его.
В канавку хвостовика клапана западает
шариковый фиксатор 9 и удерживает его в
приподнятом положении. Воздух через
отверстия 4 во втулке 3 поступает во
внутреннюю полость присоса, в результате чего
заготовка освобождается. При подъеме
захвата в исходное положение щуп 2 опускается и через кольцо,
укрепленное на клапане, сталкивает захват с фиксатора 9,
перекрывает отверстия 4, исключая тем самым поступление воздуха
из окружающей среды в полость клапана через отверстие 6\
таким образом захват подготовляется к повторению цикла
загрузки (разгрузки).
Расчет силы вакуумного захвата, удерживающего
заготовку. Величина вакуума для захвата подаваемых заготовок при
условии, что сила тяжести заготовки направлена по нормали к
Рис. 109.
Вакуумный захват
питателя
179
поверхности присоса, ориентировочно может быть определена по
формуле
р—ра = —-г—;
\хш2т{
полагая, что N = G и k = 2, находим
8G
Р—Ра = —-—•
\1ш2т1
Если сила тяжести заготовки направлена по касательной
к поверхности присоса, то
16Gsin a
р~Ра = —т2—;
при а = 90°
16G
Р—Ра'
\ind2m{
В формулах приняты обозначения: р — давление воздуха
внутри присоса (захвата) в кгс/см2; ра — давление воздуха
окружающей среды в кгс/см2; N—нормальная отрывающая
сила в кгс; k= 1,5 ч- 2— коэффициент надежности удержания;
в расчетах принято k = 2; \л — коэффициент трения между
присосом (захватом) и подаваемой заготовкой; d — диаметр
входного отверстия присоса (захвата) у среза в см\ т{ — число
отверстий присоса (захвата); а — угол, под которым направлен вес
заготовки к поверхности присоса.
Для управляемых вакуумных захватов перепад давлений
(давление разрежения), создаваемых в полости захвата,
определяется параметрами вакуумной установки; для неуправляемых
захватов перепад давлений равен 0,3—0,35 кгс/см2.
Приведенные формулы пригодны для предварительных
расчетов; для более точных расчетов рекомендуется пользоваться
формулами, приведенными в работе А. П. Мацнева.
Магнитные захваты. Для захватов используют литые или ак-
сидно-бариевые магниты, последним следует отдать
предпочтение как более дешевым.
Магнитные захваты используют в конвейерах для
межоперационного перемещения жестяных банок в моечных и
антикоррозионных агрегатах. В магнитных транспортно-загрузочных
устройствах применяют магниты, потребляющие электроэнергию, и
магниты без подвода электроэнергии. Магниты выполняют в
виде пластин, роликов, барабанов и специальных захватов.
Достоинством магнитных захватов является простая конструкция,
возможность захвата заготовок (деталей) любой конфигурации,
отсутствие повреждения поверхности перемещаемых заготовок
(деталей), возможность перемещения заготовок с большей
скоростью по сравнению с другими захватами.
180
5. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
АВТОМАТИЗАЦИИ
Основными показателями экономической эффективности
внедрения новой техники в соответствии с типовой методикой
определения эффективности капитальных вложений в народном
хозяйстве СССР, разработанной и утвержденной АН СССР,
являются: а) капитальные вложения, необходимые для
осуществления мероприятия; б) себестоимость продукции; в) срок
окупаемости капитальных вложений на внедрение новой техники;
г) производительность труда.
Срок окупаемости дополнительных капиталовложений
с1—с2
I Q Q
коэффициент эффективности капиталовложений /=— = — -,
п К2—Ki
где /С2 и /Ci — капиталовложения по двум вариантам
производства; С2 и С\ — соответственно себестоимость выпуска
продукции за год. Величина t представляет собой прибыль на
дополнительные капиталовложения. При использовании приведенных
формул значениями п и t задаются; в машиностроении
принимают д = 5ч-7и/ = 0,1ч- 0,2. Расчет по приведенным
формулам относится к категории поверочных и выполняется после
того, как устройство, способствующее автоматизации, внедрено.
Для проектных расчетов следует использовать методику расчета,
предложенную Г. А. Шаумяном.
Главным критерием экономической эффективности новой
техники согласно этой методики является рост
производительности труда при сравнении двух вариантов производства, один из
которых принимается за исходный:
Я = г^ K + N(m0+\)
¦¦ ф8-
Ког + N (ш0бф8 + 1)
где К и т0 — характеристики исходного варианта производства;
К — отношение единовременных затрат прошлого труда (в
данном случае цены станка) к годовым затратам живого труда —
заработной плате производственных рабочих; т0 — отношение
текущих затрат прошлого труда (цены инструмента,
электроэнергии, вспомогательных материалов, текущего ремонта и т. д.)
к затратам живого труда за одинаковый промежуток времени;
Ф, е, а, б — безразмерные коэффициенты, характеризующие
сравнительные технико-экономические показатели обоих
вариантов производства; ф — коэффициент роста
производительности, показывающий, во сколько раз увеличивается
производительность при втором варианте по сравнению с исходным; е—
коэффициент сокращения затрат живого труда при втором
варианте по сравнению с исходным; а — коэффициент изменения
181
затрат на средства производства; б — коэффициент изменения
текущих эксплуатационных затрат на единицу продукции; N —
текущее время эксплуатации в годах, начиная с момента пуска.
При автоматизации действующего оборудования формула
видоизменяется:
я^ [1 + Ч>(Ф—l)][^ + ^(m0+l)]
fca + N(l — ^)(m+l) + N^ (т0ду +—J
где г|) = 1 коэффициент использования сроков службы.
Если автоматизируется новое оборудование, то я|) = 1,0. Расчет
экономической эффективности по критерию производительности
позволяет оценить прогрессивность того или иного варианта
автоматизации, определить важнейшие технико-экономические
показатели, обеспечивающие высокую ее эффективность. Срок
окупаемости
/ца-Ф)
т0фA —6) + ф— —
8
Величина допустимых расходов на автоматизацию при
заданных сроках окупаемости и других технико-экономических
показателях
°доп = 1 + -jr [m0q>(l —6) + ф Ц.
Более полные сведения о методике, предложенной Г. А.
Шаумяном, можно получить в работе [7].
Глава ЗАГРУЗОЧНО-РАЗГРУЗОЧНЫЕ УСТРОЙСТВА
11 ДЛЯ ТОКАРНЫХ СТАНКОВ,
ТОКАРНЫХ ПОЛУАВТОМАТОВ,
АВТОМАТОВ И ЦЕНТРОВОЧНЫХ СТАНКОВ
1. ЗАГРУЗОЧНО-РАЗГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ УНИВЕРСАЛЬНЫХ ТОКАРНЫХ СТАНКОВ
Д втоматизации загрузочно-разгрузочных операций на универ-
** сальных токарных станках должна предшествовать
модернизация станка для перевода его на автоматический цикл
работы. На рис. ПО показана общая схема токарного станка для
обработки валиков (с некоторыми изменениями она пригодна и
для обработки втулок, колец, дисков). Управление
автоматическим циклом, т. е. работой всех механизмов станка, путевое.
На станке автоматизированы загрузка заготовок при
помощи загрузочного устройства 4, зажим заготовок в
пневматическом поводковом патроне 6, действующем от пневмокамеры 2 и
заднего центра, перемещающегося вместе с пинолью задней
бабки пневмоцилиндром 5. Поперечная подача осуществляется от
пневмоцилиндра 9\ величина ее регулируется дросселем 8.
Продольная подача выключается муфтой 1 и механизмом 7, а
быстрый отвод суппорта — пневмогидравлическим цилиндром 10,
в который поступает масло из резервуара 11; станок включается
от пульта 3.
Загрузочные устройства для колец, дисков и втулок.
Загрузочное устройство, показанное на рис. 111, предназначено для
колец с наружным диаметром 90—200 мм, внутренним
диаметром 75—130 мм и высотой 10—50 мм и более.
С тем чтобы обеспечить работу по автоматическому циклу,
станок имеет механизмы: ускоренного хода суппорта с
дополнительным электродвигателем, быстрого вывода резца из зоны
резания, пневмопатрон для зажима заготовок и загрузочное
устройство с пневмоприводом, осуществляющее загрузку заготовок
колец в зажимное приспособление станка и съем обработанных
деталей.
Механизм загрузки заготовок имеет корпус 4 и пневмоци-
линдр 5, на конце штока 6 которого установлена головка
захвата 7 со специальной защелкой для удержания заготовки,
поступающей из магазина (лотка); головка захвата снабжена
козырьком 9, установленным на оси 10 планки 8.
Наклонно расположенный пневмоцилиндр 2 механизма
съема обработанной детали закреплен в хомутах 1, один из кото-
183
тгт—л
7 8
Рис. 110. Принципиальная схема автоматизации универсального токарного
станка (размещение механизмов)
Рис. 111. Загрузочно-разгрузочное устройство к токарному станку для
колец и втулок
184
рых шарнирно соединен со стойкой, а на другой действует
пружина <3, постоянно поджимающая регулируемую опору корпуса
цилиндра к стойке; на штоке пневмоцилиндра установлен захват
для съема обработанной детали.
Заготовка из магазина скатывается в головку захвата 7;
затем головка и заготовка вместе со штоком перемещаются к
патрону станка. Когда заготовка введена между кулачком патрона
или надета на оправку, подается команда на ее закрепление,
после чего шток, а следовательно, и захват, но уже без
заготовки, возвращаются в исходное положение; включается станок,
заготовка обрабатывается, а в головку захвата из магазина
поступает очередная заготовка.
После окончания обработки, в момент отхода суппорта в
исходное положение, головка захвата механизма разгрузки в
результате подачи сжатого воздуха в пневмоцилиндр 2
надвигается на обработанную деталь и зажимает ее при помощи прихвата
и пружины. Как только сработает механизм, отключающий
пневмопатрон станка, головка разгружателя, возвращаемая
штоком пневмоцилиндра 2 в исходное положение, снимет деталь
с патрона (оправки) и переместит ее к отводящему лотку. При
подходе головки разгружателя к отводящему лотку
обработанная деталь освобождается и выкатывается из головки в
отводящий лоток.
Изменяя конструкцию головки захвата, можно обрабатывать
наружные, внутренние и торцовые поверхности заготовок.
Зажимное приспособление станка и загрузочное устройство
управляются электрической путевой схемой. Воздух распределяется
в цилиндры рабочих органов командоаппаратом.
Загрузочное устройство для заготовок типа втулок,
показанное на рис. 112, работает следующим образом. Заготовки
вручную загружают в магазин 1 (изогнутый сборный коробчатый
лоток), в котором, перемещаясь, опускаются до отсекателя 6
механизма поштучной выдачи. Когда клещевый захват 5
питателя, приводимый от штока пневмоцилиндра 3, установленного
на стойке 2, находится в зоне магазина, отсекатель 6,
движущийся от рычага 4, позволяет заготовке переместиться из
магазина в захват питателя. Одновременно с этим правый рожок
отсекателя удерживает остальные заготовки, находящиеся в
магазине, от перемещения. После того как сжатый воздух поступит
в верхнюю полость пневмоцилиндра 3, ползун питателя выведет
заготовку, находящуюся в захвате, на линию центров станка,
а отсекатель 6 позволит заготовкам, находящимся в магазине,
передвинуться. Заготовка заталкивателем, установленным в
задней бабке, переместится в зажимной патрон станка и зажмется.
Затем сжатый воздух подается в нижнюю полость
пневмоцилиндра 3, в результате чего ползун питателя с захватом
поднимается. При перемещении ползуна питателя нижняя губка 8
клещевого захвата поворачивается вокруг оси, а как только вый-
185
7 8 Ь 6
Рис. 112. Загрузочное устройство для втулок
Рис. 113. Загрузочное устройство для колец
186
дет из контакта с заготовкой, пружиной 7 возвращается в
исходное положение. При дальнейшем движении захват питателя
дойдет до магазина, и цикл работы загрузочного устройства
повторится.
Загрузочное устройство конструкции Д. М. Лушечкина и
И. Н. Уварова, показанное на рис. 113, предназначено для
подачи колец карданных подшипников; корпус 6 устройства
смонтирован на основании 10, которое устанавливается на плите,
закрепленной на станине токарного станка. В корпусе 6 под
действием штока пневмоцилиндра 9, укрепленного на кронштейне
11, возвратно-поступательно движется скалка (держатель) 7,
расположенная соосно со шпинделем станка. На переднем конце
скалки (держателе) имеется приемная головка для колец,
внутри которой на шарикоподшипниках смонтирован тарельчатый
вращающийся упор /. На корпусе 6 установлен кронштейн 3, на
котором закреплен магазин с механизмом поштучной выдачи;
последний имеет отсекатели-штифты 4 и 5. Перемещением отсе-
кателей-штифтов управляет скалка 7 посредством хомута 8 и
промежуточного рычага. На передней части корпуса
смонтированы два откидных упора 2, которые удерживают от выпадения
заготовки (кольца). Обработанная деталь удаляется в
отводящий лоток из зажимного патрона станка подпружиненным
сбрасывателем, смонтированным в патроне. Заготовка подается из
магазина в приемную головку скалки 7 механизмом поштучной
выдачи. При помощи штока пневмоцилиндра 9 скалка 7
получает перемещение и заготовка, находящаяся в приемной
головке, подается в патрон станка, где и зажимается. В момент
контакта заготовки с вращающимся патроном тарельчатый упор /
с заготовкой вращаются, что обеспечивает нормальную работу
загрузочного устройства.
Загрузочно-разгрузочное устройство, показанное на рис. 114,
предназначено для колец, обрабатываемых на токарных
станках мод. 02С03. Заготовки загружаются и разгружаются без
остановки шпинделя токарного станка.
Заготовки загружаются в магазин 6 из механизма
ориентации или вручную и опускаются до отсекателя 7 механизма
поштучной выдачи. Когда отсекатель 7 переместится вправо,
нижняя заготовка опустится до держателя питателя; как только
последний выйдет из магазина, отсекатель зайдет в отверстие
очередной заготовки, а нижняя заготовка опустится в магазин
и займет положение, при котором оси заготовки и шпинделя
станка совпадут. Затем скалка 8 (держатель) питателя
перемещается к шпинделю станка; подпружиненный толкатель 5
заходит в отверстие заготовки и вместе с гильзой 3 и скалкой 8 пе-
перемещают заготовку к оправке 2 станка; выталкиватель /
утапливается заготовкой, сжимая пружину; заготовка
обрабатывается; вместе с заготовкой вращается гильза 3 питателя,
установленная внутри скалки 8 на подшипниках качения.
187
По окончании обработки заготовки (кольца) скалка 8 и
гильза 3 питателя перемещаются вправо; толкатель 5 под
действием пружины в начальный момент отхода скалки остается на
месте до тех пор, пока выталкиватели 1 не снимут с оправки 2
обработанное кольцо. При дальнейшем перемещении скалки 8
вместе с толкателем 5 кольцо заходит в приемный лоток 10 и
снимается с толкателя собачками 4. После того как скалка
пройдет магазин 6, опускается очередная заготовка, и цикл загрузки
повторяется. Возвратно-поступательное перемещение скалка 8
Рис. 114. Загрузочное устройство для колец, подаваемых на токарные
станки мод. 02С03
получает от кулачков барабана станка через систему рычагов,
зубчатое колесо 9 и рейку, изготовленную за одно целое со
скалкой 8. Для того чтобы исключить попадание стружки в
приемный лоток, отверстие в нем перекрыто раздвигающимися
створками 11.
В загрузочном устройстве, показанном на рис. 115, заготовки
из магазина 6 поступают в приемную часть патрона,
устанавливаются на призму 2 и поддерживаются двумя кулачками 4У
после чего держатели питателя подаются в рабочую зону. По
окончании обработки держатель питателя забирает
обработанную деталь и отходит в исходное положение. При помощи
специального механизма патрон поворачивается в положение,
обозначенное на рисунке штрих-пунктирной линией, и обработанная
деталь выталкивается в отводящий лоток 1.
Одной из основных частей питателя является пневмоцилиндр
7, шток которого соединен с патроном (захватом). Диски 11 и 8
патрона соединены рычагами при помощи шарниров и могут пе-
188
умещаться, занимая положение: 1) при котором заготовка
подается на оправку и с оправки снимается обработанная деталь
(в этом положении диски удерживаются фиксирующим
механизмом 9, а кулачки 4 сдвинуты); 2) при котором держатель
питателя движется за обработанной деталью. Штыри 3 являют-
Рис. 115. Загрузочное устройство для втулок и
колец
ся направляющими при относительном смещении дисков-
кулачки сближаются и разводятся после каждого нажима на упор 10
Патрон поворачивается при помощи рычага, приводимого
в движение пневмоцилиндром 5. При подъеме штока пневмоци-
линдра обработанная деталь выталкивается в разгрузочный
лоток, а заготовка заталкивается в зев отсекателя; при ходе штока
вниз заготовка выдается в приемную часть патрона
Выдача заготовок из лотка, закрепление и освобождение их
189
снятие обработанных деталей, а также включение станка
осуществляются пневмоцилиндрами с распределением воздуха коман-
доаппаратом, управляемым путевыми выключателями.
Загрузочное устройство для токарного станка мод. 1К62М
(может быть использовано и для других токарных станков)
показано на рис. 116. Загрузочное устройство имеет корпус с
редуктором, дисковый магазин, питатель (механическую руку) и
механизмы, периодически поворачивающие магазин и
перемещающие питатель, один захват которого подает заготовку в
приспособление станка, а другой — снимает с приспособления
обработанную деталь и передает ее на оправку магазина (или
в разгрузочный лоток). Корпус 27 устройства с редуктором
смонтирован на крышке шпиндельной бабки станка. На валу
редуктора установлен диск 28 со штырями 5 (магазин), на
которые устанавливают заготовки. Питатель имеет держатель и
два захвата: одним захватом заготовка снимается со штыря 8
диска 28 и устанавливается на разжимную оправку станка,
а вторым захватом обработанные детали снимаются с оправки
станка и передаются в разгрузочный лоток.
Во время обработки заготовки, зажатой на оправке станка,.
масло насосом подается в полости гидроцилиндра 31, полость
гидроцилиндра 30 фиксатора бив полость гидроцилиндра
рычагов-съемников питателя к шпинделю. При завершении
обработки масло нагнетается в гидроцилиндр 3 для отвода
держателя 11 и в гидроцилиндр для вывода фиксатора 6 из втулки 7.
Отвод держателя завершается подачей команды от путевого
переключателя 2 на нагнетание масла в полость гидроцилиндра 31у
в результате чего шток-рейки 26, перемещаясь, поворачивают
зубчатое колесо 25, укрепленное на валу 24, на который
насажен держатель с захватами. Зубчатые колеса 10 и 9,
сцепленные с колесом 25, поворачивают рычаг 4 на 120°, который
выходит из паза мальтийского креста 5.
В конце перемещения рычага срабатывает путевой
переключатель 29; масло начинает поступать в гидроцилиндры 3 и 30,
что сопровождается перемещением держателя 11 и фиксатора 6.
При подходе держателя к обработанной детали головка 18
захвата упирается в деталь и останавливается, но держатель
вместе с валиком 22 и фланцем 15 продолжает перемещаться
к шпинделю станка. Пружина 14 давит на втулку 13 и корпус
12, а пружина 16 — на втулку 17 с конической поверхностью.
Между корпусом 12 и втулкой 17 находятся рычажки 19.
Вследствие того, что сила, развиваемая пружиной 14, больше силы
пружины 16, перемещение втулки замедляется, и рычаги 19
начинают поворачиваться, что сопровождается перемещением в
радиальном направлении трех ползунов 20 с закрепленными на
них кулачками 21; последние захватывают обработанную
деталь. Шарик 23, который в начальный период работы съемника
находился в пазу валика 22, после перемещения последнего вы-
190
Рис. 116. Загрузочное устройство для дисков и колец, подаваемых на
токарный станок мод. 1К62М
падает из него, фиксатор 6 входит во втулку, и положение
диска 28 магазина фиксируется.
Перемещение вала 24 завершается срабатыванием путевого
переключателя 1 и нагнетанием масла в полость гидроцилиндра
31, причем это не сопровождается дальнейшей передачей
движения, так как зубчатое колесо 10 выходит из зацепления со
штоком-рейкой 26. Одновременно закрепленная на оправке
обработанная деталь освобождается и в результате поступления
масла в гидроцилиндр 3 и 30 обеспечивается отвод держателя
с захватом и обработанной деталью и вывод фиксатора 6 из
втулки 7. При возвращении держателя с захватом в исходное
положение кулачки 21 захвата надежно зажимают деталь, так
как шарик 23 препятствует перемещению валика 22 вправо.
Отвод держателя с захватами сопровождается
срабатыванием путевого переключателя 2, а вместе с этим и нагнетанием
масла в полость гидроцилиндра 31. Держатель вторично
поворачивается на 120°, а связанный с ним ролик рычага 4 входит
в паз мальтийского креста 5. В конце поворота срабатывает
путевой переключатель 29, в результате чего держатель
перемещается к шпинделю станка, а фиксатор 6 входит во втулку 7;
обработанная деталь надевается на свободный штырь, а
заготовки — на оправку. Нажимом кулачков на путевой
переключатель 1 обеспечивается подача масла в гидроцилиндр 31;
заготовка закрепляется на оправке; подается команда на отвод
держателя и вывод фиксатора 6 из втулки диска 28. При отводе
держателя от шпинделя станка головки 18 остаются в
начальный момент на месте, так как в пазу валика 22 размещается
шарик 23; в это время рычажками 19 разводятся кулачки 21, что
сопровождается освобождением детали.
При срабатывании путевого переключателя 2 обеспечивается
третий поворот механической руки на 120°; на этот же угол
поворачивается и рычаг 4, а мальтийский крест 5 — на 60°. Диск 28
через зубчатую передачу поворачивается на угол 45 или 22,5°;
следующая заготовка оказывается подготовленной к установке
на оправку. В результате срабатывания путевого
переключателя 29 обеспечивается перемещение держателя с захватами
к шпинделю станка; цикл работы загрузочного устройства
повторяется в описанной последовательности. Синхронизация
работы механизмов устройства обеспечивается командоаппа-
ратом.
Загрузочное устройство, показанное на рис. 117,
предназначено для подачи втулок диаметром 50—100 мм и длиной 20—
50 мм на станок мод. 161АМ. Загрузочное устройство
(рис. 117, а) смонтировано на кронштейне 6, который укреплен
на станине станка, и состоит из магазина 4, качающегося пнев-
моцилиндра 5, держателя захвата (механической руки) 3 и двух
упоров 1 и 2. Держатель захвата (рис. 117, б) имеет торцовый
кулачок 10 (рис. 117, в), полумуфту 11, рычаг 12 с захватом,
192
/J 1k
15 16
Рис. 117. Загрузочное устройство для колец и втулок, подаваемых на
токарный станок мод. 161 AM:
а — общий вид; б — шариковый захват; в — держатель с цанговым захватом
193
водило 20, ось с роликом 19 и пружину 18, обеспечивающую
постоянство контакта кулачка 10 и полу муфты 11.
Держатель с захватом при перемещении переносит заготовку
из магазина к станку и одновременно совершает поступательное
перемещение для подачи заготовки в патрон станка; при
возврате держателя с захватом в исходное положение он совершает
возвратное перемещение от патрона станка, колебательное для
вывода захвата из рабочей зоны станка и поступательное к
магазину для захвата очередной заготовки.
Шариковый захват (рис. 117, б) состоит из корпуса, трех
подпружиненных шариков и кольца; заготовка удерживается
шариками и силой трения. Цанговый захват (рис. 117, в) имеет
корпус 15, цангу 16, направляющие винты 14 и пружины 17\
заготовка зажимается цангой. Оба захвата в держателе
смонтированы на шарикоподшипниках 13, так как заготовки
загружают во вращающийся кулачковый патрон станка. Заготовки
вручную или специальным механизмом (в тех случаях, когда
станок включен в автоматическую линию) загружаются в
магазин (лоток) и скатываются в зону захвата. При поступлении
воздуха в нижнюю полость пневмоцилиндра шток, поднимаясь,
поворачивает водило 20 и связанный с ним шпонкой торцовый
кулачок 10, который пружиной 18 поджимается к полумуфте 1L
В результате того, что на кулачке имеется выступ, а на
полумуфте — впадина, держатель и захват перемещаются к
магазину.
После того как зазор б между кулачком и полумуфтой (см.
рис. 117, а) будет полностью устранен и выступ кулачка 8
войдет во впадину полумуфты 9, последняя вместе с кулачком 8 и
водилом 7 повернется до упора 1. Кулачок 8 продолжает
поворачиваться, и его выступ выходит из впадины полумуфты 9,
которая под действием пружины передвигается вправо. Ее
дальнейший поворот ограничен упором 1, в контакте с которым
находится ролик 19 (рис. 117, в) у в результате чего захват подает
заготовку в патрон станка, где она зажимается. Сжатый воздух
поступает в верхнюю полость пневмоцилиндра, и порядок
работы до возврата держателя с захватом в исходное положение,
т. е. до упора 2, повторяется. Обработанная деталь
освобождается от зажима и выталкивателем сбрасывается в
разгрузочный лоток; цикл загрузки повторяется. Управление
автоматическим циклом работы станка осуществляется командоаппаратом.
Загрузочное устройство для подачи колец, фланцев и
зубчатых колес показано на рис. 118. Устройство имеет магазин и
питатель, установленный вместо задней бабки станка, и
состоящий из держателя с захватами, механизма поворота держателя
и механизма продольного хода. После окончания обработки
суппорт станка отходит в исходное положение, закрепленный на
суппорте кулачок переключает конечный выключатель и
последний дает команду золотнику, управляющему подачей масла
194
с;
195
в гидроцилиндр 2. Шток-рейка 3 гидроцилиндра при
перемещении через зубчатое колесо 4 поворачивает держатель 5 с
захватами 1 и 6. Закрепленный на держателе кулачок 17 нажимает
на конечный выключатель 15, подает команду на переключение
золотника, и масло поступает в гидроцилиндр 11. Шток
гидроцилиндра перемещает держатель 5 с захватами к шпинделю
станка. Один из захватов находит на обработанную деталь,
зажатую в патроне
станка, а другой
захват — на заготовку, в
магазине.
После того как
масло через полый вал
12 и трубки 10
поступит в гидроцилиндры 9
захватов, кулачки 7
захватов зажимают
один — деталь, а
другой — заготовку.
Когда детали и заготовка
будут зажаты, через
реле времени и
конечный выключатель или
реле деления подается
команда клапану на
подачу масла в
гидроцилиндр 11, в
результате чего поршень со
штоком и держателем
захватов
перемещаются от шпинделя станка, т. е. в правое исходное положение.
В конце хода держателя конечный, выключатель 13, на который
действует кулачок 14, подает команду клапану, масло поступает
в гидроцилиндр 2, шток-рейка 3 которого, перемещаясь,
поворачивает держатель с захватами на 120°. Захват с заготовкой
устанавливается напротив шпинделя станка, а захват с
деталью — в зоне разгрузочного лотка. Конечный выключатель
16 подает команду через соответствующий клапан, и масло
поступает в гидроцилиндр 11. Поршень со штоком и держателем
с захватами движутся к патрону станка; заготовка зажимается,
и разжимаются захваты держателя пружинами 8; держатель
с захватами отводятся в исходное положение; заготовка
обрабатывается. Суппорты после обработки возвращаются в
исходное положение, а цикл разгрузки и загрузки повторяется.
В устройстве, схема которого показана на рис. 119, корпус /
устанавливают на шпиндельной бабке станка. Внутри корпуса
размещают аппаратуру гидроэлектрического управления цикла
загрузки и разгрузки и два гидроцилиндра, осуществляющих го-
196
Рис. 119. Загрузочное устройство для втулок,
колец и дисков
ризонтальное перемещение держателей с. захватами
механических рук. На концах штоков горизонтальных цилиндров
укреплены держатели с захватами (механические руки) 2 и 3, на
штоках гидроцилиндров которых смонтированы захваты.
Заготовки к захвату для загрузки поступают из магазина 4, а
обработанные детали держателем с захватом для разгрузки
передаются в приемный лоток. После окончания обработки держатель
для разгрузки с раскрытыми кулачками перемещается в
горизонтальной плоскости, затем опускается в положение, когда оси
захвата и шпинделя совмещаются, далее держатель с захватом
перемещается к патрону станка.
В крайнем левом положении держателя кулачки захвата
зажимают обработанную деталь, а патрон (оправка) станка
освобождает деталь. Держатель с захватом для разгрузки
перемещается в горизонтальной плоскости, затем поднимается к лотку
приема и далее — к шпиндельной бабке. Держатель с захватом
для загрузки штоком гидроцилиндра вместе с заготовкой,
захваченной из магазина, перемещаются от шпиндельной бабки,
затем опускаются и перемещаются к патрону станка. Поданная
в патрон заготовка зажимается, а затем освобождается
кулачками захвата.
Держатель для загрузки с раскрытыми кулачками захвата
перемещается от шпиндельной бабки,.затем поднимается и вновь
перемещается к шпиндельной бабке в зону магазина, где и
захватывает очередную заготовку; станок включается, заготовка
обрабатывается, и цикл повторяется в описанной
последовательности.
Загрузочно-разгрузочные устройства для валиков
небольшого размера. В зависимости от размеров подаваемых заготовок
и выполняемых работ загрузочные устройства устанавливают на
станке или выполняют в виде отдельных агрегатов,
устанавливаемых около станка. Если диаметр заготовки менее 30 мм,
а длина менее 200—250 мм, загрузочные устройства
устанавливают на станине станка. Исполнительный (рабочий) орган
питателя в этих устройствах совершает возвратно-поступательное
или, что реже, колебательное движение.
Загрузочное устройство показано на рис. 120. Магазин 1
устройства установлен под углом 15°. Заготовки перемещаются
вниз, и одна из них западает в гнездо захвата питателя,
образованное вырезом в головке захвата, подпружиненной губкой и
планкой 11. Когда сжатый воздух поступает в полость А пнев-
моцилиндра 2, поршень и шток последнего вместе с
держателем 8 питателя, а значит, и заготовкой, перемещаются к линии
центров станка. В этом положении заготовка зажимается между
центрами станка, после чего сжатый воздух поступает в полость
Б пневмоцилиндра 2, и держателем 5 питателя возвращается
в исходное положение. Так как заготовка зажата, губка 10
клещевого захвата, смонтированная на держателе питателя, растя-
197
гивая пружину 9, поворачивается, а выйдя из контакта с
заготовкой, вновь занимает показанное на рис. 120 положение.
Когда держатель 8 питателя вернется в исходное положение и
гнездо головки захвата расположится под магазином (лотком),
из последнего опустится очередная заготовка, после чего цикл
Рис. 120. Загрузочное устройство для валиков
Рис. 121. Загрузочно-разгрузочное устройство для валиков
загрузки повторится в описанной последовательности.
Загрузочное устройство управляется золотником 7 и двухходовым
краном 3, на которые действуют болты 4 и 5, смонтированные
в кронштейне б, который установлен на держателе 8 питателя.
Загрузочно-разгрузочное устройство, показанное на рис. 121,
отличается от рассмотренного тем, что оно имеет еще механизм
для съема обработанной детали. После того как обработка за-
198
кончена (но деталь еще закреплена между центрами станка),
сжатый воздух поступит в пневмоцилиндр 1, в результате чего
установленный на штоке 2 клещевой захват, состоящий из
неподвижной губки 3 и планки 4, забирает обработанную деталь.
Когда последняя будет освобождена от зажима в зажимном
приспособлении станка, шток 2 с захватом возвратятся с
деталью в исходное положение. В момент возврата планка 4
упирается в упор 5 и, скользя по скосу последнего, повернется около
оси, освободит деталь и последнюю подаст в приемную тару.
Затем сжатый воздух будет
поступать в пневмоцилиндр 6,
управляющий подачей
заготовок из магазина 7. При
впуске, сжатого воздуха в верхнюю
полость цилиндра 6 поршень
со штоком 8, на конце
которого закреплен захват,
перемещаясь к магазину,
захватывает выданную механизмом
поштучной выдачи заготовку и
подает ее на линию центров
станка. После того как
заготовка будет зажата между
центрами, сжатый воздух
поступает в нижнюю полость
цилиндра, в результате чего
шток 8 и захват возвращаются
В ИСХОДНОе Положение, а заго- Рис. 122. Загрузочное устройство
ТОВКа Обрабатывается; затем с питателем, совершающим колеба-
ЦИКЛ ПОВТОряеТСЯ. тельное движение
В загрузочном устройстве,
показанном на рис. 122, питатель 2 для подачи валов
небольшого диаметра и длины совершает колебательное движение от
пневмоцилиндра 4 через рычаг 3. Заготовки, находящиеся в
клещевом захвате питателя, поддерживаются подпружиненной
планкой 1, которая отводится и возвращается в исходное
положение пружиной.
Загрузочное устройство, показанное на рис. 123,
предназначено для загрузки валиков диаметром 25—60 мм и длиной 140—
370 мм на токарный станок мод. 1С62. Магазин / устройства,
выполненный в виде коробчатого изогнутого лотка с
предохранительным щитком 3, смонтирован на кронштейне 2, который
привернут к корпусу шпиндельной бабки станка. Заготовки из
магазина западают в вырез сектора 6, где удерживаются
рычагом захвата 4, положение которого регулируется упорами 5, 7 и
8, тягой 10 и пружиной 9. Сектор 6 насажен на шлицевый вал 11,
поддерживаемый подшипниками кронштейна 12, укрепленного
на опоре 13; когда шлицевый вал будет поворачиваться на не-
199
обходимый угол, сектор вместе с заготовкой переместится в
рабочую зону станка и установит заготовку между центром задней
бабки и поводковым эксцентриковым патроном, укрепленным
на шпинделе станка. Когда заготовка будет зажата, шлицевый
вал будет повернут в обратном направлении и сектор
возвратится в положение, при котором из магазина опустится
очередная заготовка. После обработки и освобождения от зажима
обработанной детали цикл повторится.
В некоторых случаях для удаления обработанных деталей
загрузочные устройства, подобные рассмотренным на рис. 123,
имеют механизм разгрузки (рис. 124). На кронштейне
механизма размещен гидроцилиндр 2 с призмой 1. Перемещение
гидроцилиндра 2 с призмой относительно неподвижного поршня со
штоком 3 обеспечивается нагнетанием масла в полость
цилиндра. После того как на выдвинутую к линии центров станка
призму 1 падает обработанная деталь, происходит отвод цилиндра 2>
а значит, и призмы с обработанной деталью в исходное
положение. Механизм проталкивания перемещает обработанную
деталь, а с помощью механизма сброса деталь транспортируется
в тару. Механизмы разгрузки деталей и загрузки заготовок
работают от общего привода.
Особенность загрузочного устройства, показанного на
рис. 125, заключается в том, что заготовки в магазин 3
подаются цепным транспортером со звеньями /, образующими
призматические углубления. Цепь транспортера приводится в движение
четырехкулачковыми валиками 2. Заготовка, поступившая в
магазин 3, скатывается до отсекателя 4 механизма поштучной
выдачи. Питатель 5 при колебательном движении из рабочей зоны
станка отводит рычаг и отсекатель механизма поштучной
выдачи; заготовка из магазина опускается на фибровые ролики 6,
смонтированные в захвате питателя. При движении питателя 5
в направлении центров станка отсекатель 4 механизма
поштучной выдачи перекрывает отверстие магазина 3 и исключает
возможность выпадения очередной заготовки из магазина.
После того как заготовка будет зажата между центрами
станка, питатель возвращается в исходное положение; при этом
ролики 6, обкатываясь по поверхности заготовок вместе с
коромыслом захвата, на котором они установлены, слегка
отклоняются, когда же они выйдут из контакта с заготовкой, пружина
возвращает коромысло в исходное положение. Колебательные
движения питатель 5 получает от кулачка 10
распределительного вала через рычаг 9, ролик которого прижимается к кулачку
пружиной 8. После окончания обработки деталь освобождается
от зажима центрами и падает в приемный лоток 7; цикл
загрузки и обработки повторяется в описанной последовательности.
Загрузочное устройство для подачи заготовок клапанов
показано на рис. 126. Загрузочное устройство смонтировано на
прикрепленном к станине станка кронштейне 8. Магазин 1 пред-
200
Рис. 123. Загрузочное устройство для подачи валиков на
токарный станок мод. 1С62
Рис. 124. Загрузочно-разгрузочное устройство для валиков
20.1
Рис. 125. Загрузочное
устройство для валиков,
снабженное цепным
магазином-транспортером
Рис. 126. Загрузочное устройство для клапанов
202
ставляет собой обычный изогнутый пазовый лоток, перекрытый
в зоне изгиба козырьком; в магазине предусмотрен механизм
поштучной выдачи 13 заготовок в питатель, состоящий из
корпуса и двух пневмоцилиндров простого действия, штоки которых
являются отсекателями. Когда один из отсекателей заходит
в магазин и удерживает заготовки, исключая их перемещение,
другой отсекатель освобождает одну заготовку и позволяет ей
опуститься в гнездо захвата питателя. Питатель
пневматического действия имеет цилиндр 2, к штоку 3 которого прикреплен
держатель 4 с захватом клещевого типа, состоящим из двух
губок: неподвижной 6 с призматическим вырезом и подвижной 5,
насаженной на ось 7, находящейся под действием пружины 14.
Кроме захвата, на держателе хомутиком 9 укреплена скалка 11
с кулачками 10 и 12. Кулачки действуют на путевой
выключатель, который включает электромагнит; воздухораспределитель
подает воздух в пневмоцилиндр механизма, осуществляющего
зажим поданной заготовки. Таким образом, команда на зажим
заготовки и освобождение обработанной детали подается
держателем питателя.
Магазин (лоток) заполняется заготовками вручную. Из
магазина они поштучно подаются в захват держателя питателя,
который штоком пневмоцилиндра перемещает заготовку к
зажимному приспособлению станка, где она и зажимается. После
зажима заготовки держатель питателя штоком пневмоцилиндра
возвращается в исходное положение.
Загрузочное устройство для подачи заготовок типа валиков
и втулок небольших диаметра и длины показано на рис. 127, а.
Магазин 1 (лоток), по которому транспортируются заготовки,
устанавливают на корпус привода питателя (пневмоцилиндр);
наклон магазина регулируют при помощи резьбовой тяги 9.
Шток пневмоцилиндра является питателем. Внутри штока
находится держатель 7; на одном конце он несет захват 5, а на
другом имеет спиральный паз (канавку), в который заходит
палец 8. Паз (канавки) позволяет держателю одновременно с
поступательным или возвратным движением поворачиваться
вместе со штоком на 90°, а значит, такие же перемещения имеет
захват 5, закрепленный на штоке.
Когда поршень 6, а вместе с ним и шток с держателем
находятся в правой части пневмоцилиндра 4, отсекатель механизма
поштучной выдачи 3 позволяет одной заготовке из магазина 1
переместиться в вертикальный лоток 2. Заготовка падает в
гнездо захвата и зажимается планками (кулачками). При
перемещении поршня, штока и держателя в направлении центров
(патрона) станка держатель поворачивается вместе с захватом 5 и
заготовкой на 90°. Когда ось подаваемой заготовки будет
совпадать с осью шпинделя станка, происходит ее зажим между
центрами (или в патроне), после чего поршень со штоком,
держателем и захватом возвращаются в исходное положение; в этот
203
момент поданная заготовка обрабатывается. Если в качестве
приспособления используют патрон, то обработанную деталь
удаляют при помощи подпружиненного сбрасывателя- затем
цикл повторяется. Сигналы (команды) на выполнение цикловых
операции передаются от общего командоаппарата станка
Загрузочное устройство, показанное на рис. 127, б, по
принципу действия аналогично рассмотренному (рис. 127, а) и
отличается конструкцией отдельных механизмов. Заготовки загру-
1ЁЁ1115!5|55
а)
Рис. 127. Загрузочное устройство
для валиков и втулок:
а — с пневмоприводом держателя; б —
с приводом держателя от кулачка
женные в трубчатый магазин 1 вручную (или из механизма
ориентации в случае бункерного загрузочного устройства),
задерживаются механизмом поштучной выдачи, состоящим из
планки 2, качающегося на оси рычага 3, отсекателя 4 и пружины 5.
Выданная механизмом поштучной выдачи заготовка поступает
в захват б, закрепленный на держателе 7 питателя,
выполненного в виде круглой скалки. Держатель 7 в процессе
перемещения от места приема заготовки из магазина 1 до ее выдачи в
зажимное приспособление станка движется поступательно с
помощью системы рычагов 8 от кулачка, смонтированного на станке
распределительного вала, или кулачка командоаппарата и
шариковый привод, и вращается вследствие винтового паза Л. При
движении держателя 7 питателя влево перемещается планка 2:
204
Перемещаясь, держатель с захватом поворачивается на 90°.
В крайнем положении он останавливается напротив заготовки.
Клещи захвата 6 в результате встречи с упором 9 разжимаются.
Планка 2 в этом положении освобождает путь заготовки,
которая падает через раскрытые клещи захвата до упора 10. Рычаг 3
под действием пружины 5 отклоняется вправо, и отсекатель 4
прекращает перемещение заготовок из магазина /. В начальный
момент движения держателя вправо заготовка зажимается
клещами захвата 6, а при последующем перемещении держателя
поворачивается на 90°. В крайнем правом положении заготовка
зажимается между центрами станка или заталкивателем
перемещается в зажимной патрон станка. Планка 2 вместе с
держателем также движется вправо и перекрывает отверстие в
магазине /, кроме того, планка штифтом 11 нажимает на рычаг <?,
поворачивая его так, что отсекатель 4 выйдет из канала
магазина и освободит путь заготовкам. Последние перемещаются
вниз.
Нижняя заготовка упирается в планку 2 и ограничивает
движение остальных заготовок. При последующем движении
держателя влево цикл повторяется. Для перекрытия канала магазина
вручную, что необходимо в момент наладки станка,
предусмотрена подпружиненная защелка 12. Возвратно-поступатедьное
движение держателя 7 осуществляется пружиной 13 и
рычагами S, управляемыми от кулачка, а для поворота держателя 7
служит паз Л и неподвижный штифт. Загрузочное устройство
используют для заготовок с отношением1 длины к диаметру
более 6 при условии, что диаметр заготовок менее 25 мм, а длина
130—140 мм.
Загрузочное устройство, показанное на рис. 128,
предназначено для подачи заготовок валиков на токарный станок.
Питатель этого устройства имеет два движения:
возвратно-поступательное для перемещения заготовок в промежуточный лоток
(накопитель) и колебательное для поштучной выдачи заготовок
под заталкиватель станка. Заготовки по трубчатому магазину /
из механизма ориентации соскальзывают в углубление планки 2,
с которой сталкиваются толкателем <?, перемещающимся от
кулачка через качающийся рычаг 4. Заготовки сталкиваются
в лоток-змейку 5 в тот момент, когда последний, совершая
колебательное движение от кулачка распределительного вала
через тягу 6, будет находиться в крайнем левом положении. При
крайнем правом положении лотка толкатель 3 пружиной
возвращается в исходное положение, а лоток-змейка 5
устанавливается так, чтобы оси заталкивателя и зажимного
приспособления станка совпадали. Так как в лотке-змейке 5 одновременно
находится несколько заготовок, то отсекатель 7, производя
поштучную выдачу, исключает возможность перемещения
заготовок в "тот момент, когда выталкиватель вводит заготовку в
зажимное приспособление станка. Это загрузочное устройство
205,
может быть рекомендовано для подачи осей, валиков и втулок
диаметром менее 15 мм и длиной до 100 мм.
Загрузочное устройство, показанное на рис. 129,
предназначено для штампованных заготовок, у которых обтачиваются
цапфы на токарном станке мод. 1610П. Магазин рассматриваемого
устройства выполнен в виде барабана. Загрузочное устройство,
имеющее магазин и питатель, смонтировано на кронштейне 15>
который укреплен на задней части станины станка. Заготовки
вручную загружают в пазы барабана 6, находящегося внутри*
Рис. 128. Загрузочное устройство с питателем, имеющим два движения
неподвижной обоймы 7. Число пазов и их конфигурация зависят
от размеров и формы заготовки.
Загрузочное отверстие в обойме и гнезда в барабане имеют
определенный профиль и размеры, что обеспечивает
расположение заготовок в барабане в ориентированном положении.
Барабан 6 насажен на ось 9\ на этой же оси закреплено храповое
колесо 8 для периодического поворота барабана; число зубцов на
храповом колесе соответствует числу пазов в барабане.
Заготовки загружают в барабан вручную. При загрузке барабан
поворачивают рукояткой 17, смонтированной на стойке 21, через
плунжер 22, входящий под действием пружины 20 в очередную
впадину зубцов храпового колеса 8. После поворота рукоятки 17
вправо на одно деление ее возвращают в исходное положение
вместе с плунжером, который в этом случае скользит по
поверхности храпового колеса. В момент возврата плунжера 22
храповое колесо 8 от возможного поворота в обратную сторону
удерживается защелкой 23, смонтированной в корпусе отсекателя 24.
После заполнения заготовками всех пазов барабана рукоятка 17
фиксируется выступом, входящим в специальный паз барабана 6
206
Заготовка
to
о
Рис. 129. Загрузочное устройство с барабанным питателем
при повороте ее вокруг оси 18 под действием плунжера 19.
Пружинным упором 16 барабан 6 удерживается от смещения в
осевом направлении. При опускании этого упора обеспечивается
возможность удаления барабана 6 из обоймы 7.
В условиях массового производства необходимо иметь два
барабана, что позволит сократить простои станка во время
загрузки заготовками. Заготовки подаются на линию центров
станка держателя 4 питателя. Когда сжатый воздух поступает
в полость А, поршень 13 в цилиндре 14 вместе со штоком 12 и
держателем 4 перемещается вправо. Кулачок 10, встречая упор
11, открывает паз в обойме 7, и из барабана 6 по наклонным
скосам отсекателя очередная заготовка попадает на призму
захвата держателя 4. Подача воздуха в полость Б цилиндра 14
сопровождается перемещением держателя с захватом и
заготовкой к линии центров станка. Под действием пружины 5 отсека-
тель возвращается в исходное положение; паз в обойме 7
перекрывается, а барабан 6 храповым механизмом поворачивается,
в результате чего очередная заготовка оказывается
подготовленной для выдачи в захват держателя 4. Заготовка в захвате
держателя удерживается губкой 2, поджимаемой плунжером 25.
Перемещение держателя 4 питателя сопровождается поворотом
губки 2 вокруг оси 3 при встрече с упором 1. В результате
призма оказывается подготовленной для установки следующей
заготовки.
Загрузочно-разгрузочные устройства для валиков средних
размеров, подаваемых на токарные станки, несколько
отличаются от рассмотренных конструкций магазинов. Если в
рассмотренных устройствах главным образом использовали
самотечные магазины, то в данных устройствах используют как
самотечные магазины, так и магазины-транспортеры. Заготовки
подаются и снимаются -(разгружаются) специальными
механизмами. Привод механизмов, осуществляющих перемещения,
пневматический, гидравлический, электромеханический и реже
механический.
Групповое загрузочное устройство (рис. 130) используют для
подачи гладких и ступенчатых валиков диаметром от 20 до
60 мм и длиной от 200 до 250 мм на токарный станок.
Загрузочное устройство имеет основание,- направляющие, рейку,
регулируемые призмы, питатель и приемный лоток. Загрузочное
устройство укрепляют на Останине станка. Устройство может
перемещаться по штангам для установки относительно рабочей зоны
станка; в требуемом положении устройство фиксируют винтами.
Загрузочное устройство работает по следующему циклу:
подвод захвата к заготовке, захват заготовки, подача заготовки на
линию центров станка, разжим губок захвата (освобождение
заготовки), отхйд в исходное положение. Первые три цикловые
операции осуществляются при перемещении цилиндра 13
питателя вперед, а следующие две — при перемещении цилиндра 13
208
Рас по ложе нив /»/• ¦ ¦ • > • • • • • • ¦ i i ¦ i i i i
заготоВок018-2Щ 2r^J^P^^TmJLp^aJLuL
Ш Ш
Рис. 130. Групповое загрузочное устройство для подачи валиков на токарный
станок:
а — общий вид; б — установка загрузочного устройства на станок
209
питателя назад. Цилиндр 13 перемещается вперед под
действием сжатого воздуха, поступающего по трубопроводу 17 через
центральный канал неподвижно закрепленного специальной
гайкой 16 штока 15 в переднюю полость цилиндра, образованную
патрубком 9. Три шарика 11 обеспечивают перемещение
цилиндра вместе с гильзой 12, головкой / и губками 18—19 и
20—21, которые в этот момент максимально раздвинуты. Так
как цилиндр, гильза и головка перемещаются как одно целое, то
и все промежуточные детали, при помощи которых цилиндр
связан с губками и осуществляет управление последними,
относительно друг друга будут неподвижны, а губки останутся
раскрытыми. Такое перемещение губок необходимо для того, чтобы
заготовка оказалась внутри зева губок.
В конце хода цилиндра, гильзы и головки уступ а на нижней
части гильзы подойдет к зубу стопора 27; движение гильзы и
головки прекратится. Так как шарики 11 окажутся против
кольцевой канавки б в обойме 10, то цилиндр переместит шарики
в канавку и, освобождаясь от соединения с гильзой, будет
перемещаться вперед до тех пор, пока не упрется в головку, а
кольцевая канавка в не окажется против канавки б в обойме. При
свободном (плавающем) перемещении цилиндра (на 35 мм)
движение будет передаваться через патрубок и пружину 14
толкателю 7, через рейку 3 и зубчатое колесо — губкам 20 и 21;
через рейку 4 и зубчатое колесо — губкам 18 и 19. Если обе
пары губок (при их вертикальном перемещении по шпоночным
пазам в головке) остановятся, то одновременно остановятся оба
зубчатых колеса 2 и рейки 3 и 4, а зубчатое колесо 5 в этом
случае будет выполнять функцию двуплечего рычага. Если
заготовка ступенчатая, то пара губок и вместе с ней зубчатое колесо 2
и двойная рейка 3 или 4 остановятся раньше, а зубчатое колесо
5 при дальнейшем движении толкателя 7 и оси 6 будет
обкатываться по остановившейся двойной рейке, проталкивая вторую
двойную рейку до тех пор, пока вторая пара губок не войдет
в соприкосновение с заготовкой. Свободный ход цилиндра
C5 мм) рассчитан таким образом, что за первые 7 мм губки
подводятся к заготовке наибольшего диаметра (Dmax = 60 мм);
за следующие 24 мм губки зажимаются, если заготовка
оказалась наименьшего диаметра (Z>min = 20 мм), и последние 4 мм
необходимы для того, чтобы обеспечить надежное зажатие зева
губок при минимальном диаметре заготовки. Если заготовки
будут ступенчатыми или большего диаметра (чем минимальный),
то губки зажимаются с большей силой. Гильза удерживается
при помощи стопора 27 лишь в начале свободного хода до тех
пор, пока шарики не переместятся в канавку. При дальнейшем
ходе цилиндра стопор утапливается скосом штифта 26, и гильза
удерживается в обойме при помощи шариков. Затем при
перемещении цилиндра вперед шарики перекатываются в канавку б,
и цилиндр перемещается (на 120 мм) вместе с гильзой и голов-
210
кой, вынося при этом заготовку, зажатую в губках, на линию
центров станка.
При обратном перемещении цилиндра сжатый воздух
подается через крышку 16 в заднюю полость. В начале обратного
хода цилиндр, перемещая шарики из канавки б в канавку в,
разъединяется с гильзой и при дальнейшем движении через
стакан 8 и буртик толкателя захватывает последний, сообщая
обратное движение двойным рейкам 3 и 4, зубчатым колесам 2 и
губкам 18 и 19 и 20 и 21. В результате свободного хода
цилиндра губки разжимают заготовку, и вся система зубчатых колес
и реек устанавливается относительно головки в исходное
положение.
С направляющих на лотки, а затем в зону захвата заготовки
передаются губками следующим образом. Головка при помощи
защелки 23 и тяги 24 увлекает ползун 25, имеющий два выступа
со скосами е и торцами ж. Ползун, набегая скосами е на ролики
рычагов 28 и 29, отжимает эти ролики и концы рычагов вниз на
12 мм (рис. 130, б); концы двуплечих рычагов при этом
движутся вверх, поднимая на 12 мм траверсы 30, на которых
размещены упоры 31. При подъеме острые кольца упоров располагаются
между заготовками, а плоские торцы упоров оказываются выше
направляющих на 1—2 мм, в результате чего заготовки будут
приподняты и готовы к перемещению вперед. Заготовки
перемещаются в конце хода головки и ползуна на 24, 48 или 60 мм (в
зависимости от диаметра заготовки) торцами ж (рис. 130, а),
которыми ползун упирается в штифты и подает траверсы вперед.
При обратном ходе ползуна (и головки) сначала траверса
опускается, а затем перемещается в исходное положение. Все
заготовки перемещаются на один шаг, а передняя заготовка
оказывается в лотке, который опускается; при этом заготовка
располагается впереди губок. Положение упоров, повернутых
заостренными концами вверх, определяется наибольшим диаметром
заготовок и может быть изменено, если поднять шомпол вверх
(повернув его вокруг оси 22).
Рассмотренное устройство легко переналадить для подачи
заготовок с иным диаметром или длиной; оно может быть
использовано и при небольших партиях изготовляемых деталей.
Загрузочное устройство, показанное на рис. 131,
предназначено для подачи валиков диаметром 25—80 мм и длиной 100—
500 мм на токарные станки мод. 1А62. Загрузочное устройство
имеет механизм подачи заготовок в питатель и питатель станка.
Заготовки вручную укладывают в магазин (лоток) 3
(рис. 131, а), откуда они самотеком поступают в V-образный
лоток 1. В приемнике имеется паз, по которому под действием
штока пневмоцилиндра перемещается ползушка 2, которая и
заталкивает заготовку в захват питателя. В конце хода штока
упор ползушки 2 нажимает на путевой выключатель, в
результате чего через командоаппарат дается команда на подачу воз-
211
духа в другую полость цилиндра, и шток, а значит, и ползушки 2
возвратятся в исходное положение, где и будут ждать команды
на подачу следующей заготовки. Ползушка 2 при обратном
ходе штока цилиндра проходит под поданной в приемник
заготовкой, не вызывая ее перемещения. Захват питателя (рис. 131, б)
Рис. 131. Загрузочное устройство для средних по размеру валиков на
токарный станок мод. 1А62:
а — общий вид; б — питатель; в — устройство для регулирования
настраивается регулирующим механизмом в зависимости от
диаметров подаваемых заготовок и цилиндра, шток которого
перемещает захват в вертикальной плоскости и механизм
раскрывания и закрывания захвата.
Для перемещения захвата в вертикальной плоскости к
рабочей зоне станка сжатый воздух из сети поступает в полость А
цилиндра 16, в результате чего поршень 18 со штоком 4
опускается. После того как поршень 18 переместится до поршня 17
со штоком 5 под действием штока 4, установленная в нем ось 6
212
повернет рычаг 7 так, что фиксатор 8 продвинется вправо и
отожмет собачку 10, не позволяя повернуться на осях лотку //,
так как соединенный с ним флажок 9 упирается в фиксатор 8,
занявший положение собачки 10. При дальнейшем движении
шток 4 увлекает шток 5, который не может двигаться, так как
каретка 14, закрепленная на штоке, заперта защелкой 12,
отведенной собачкой 10, которая повертывает на оси 15 рычаг 13.
Лоток И во время движения удерживается фиксатором 8 за
флажок 9. После того как сжатый воздух будет поступать в
полость Б цилиндра 16, он, проходя через отверстие С поршня 17,
заставит переместиться поршень 18 и тем самым обеспечит
относительный сдвиг поршней. Рычаг 7 перемещает фиксатор 8,
вследствие чего флажок 9 наезжает на собачку 10 и, скользя по
ней скосом, поворачивает лоток 11 в положение для приема
очередной заготовки. После того как захват окажется в верхнем
исходном положении, подается команда на вращение шпинделя
и подачу суппорта. После окончания обработки вращение
шпинделя прекращается, обработанная деталь освобождается от
зажима и падает на лоток, отводящий деталь в тару. Затем
включается загрузочное устройство и цикл работы повторяется в
описанной последовательности.
Захват питателя снабжен механизмом для регулировки
наладки питателя. Регулировка (рис. 131, в) осуществляется
маховичком 19, в результате вращения которого через конические
зубчатые колеса 20 и 21 передается движение винту 25 с правой
и левой резьбой. Винт 25 заставляет каретки 22 и 26
сближаться или расходиться (в зависимости от направления вращения
маховичка 1)\ на каретках закреплены губки 23 и 24 захвата;
нижняя V-образная губка определяет положение заготовки,
а верхняя 23 подпружиненная предназначена для зажима
заготовки.
Загрузочное устройство, показанное на рис. 132,
предназначено для подачи гладких и ступенчатых валиков диаметром
30—80 мм и длиной 180—500 мм на токарные станки с высотой
центров 150—250 мм. Загрузочное устройство имеет магазин,
установленный около станка, привод магазина, два держателя
с захватами (механические руки) и привод для перемещения
вдоль станка, а также траверсу со стойками и механизмом
разгрузки. В магазин помещается 12—15 заготовок в зависимости
от размера. Размер ступеней выбран тадим образом, чтобы
исключить одновременное нахождение на одной ступени двух
заготовок. Каждая из ступеней магазина имеет неподвижную 15 и
подвижную 16 части. Подвижная часть механизма, а значит, и
ступеней получает возвратно-поступательные перемещения в
вертикальной плоскости от штока цилиндра 17. При подъеме
подвижной части 16 цилиндром заготовка, находящаяся на
нижней ее ступени, скатывается на неподвижную часть второй
ступени магазина, а при опускании подвижной части заготовка
213
скатывается на вторую ступень подвижной части. При
повторном движении подвижной части магазина заготовка
перемещается со второй ступени на третью и т. д., пока не достигнет
верхней части магазина; на первую ступень укладывается очередная
заготовка.
Для того чтобы обеспечить одинаковое положение
подаваемых заготовок относительно левого торца, в магазине
предусмотрен подвижной лоток б, который может поворачиваться на
Рис. 132. Загрузочное устройство со ступенчатым
магазином-транспортером для валиков средних размеров
оси 5, укрепленной на неподвижной части магазина. При
перемещении подвижной части вверх поднимается и правая сторона
лотка, до верхней ступени неподвижной части магазина. При
этом лежащая на ней заготовка падает в лоток и скользит вдоль
него до тех пор, пока левый торец не упрется в стенку лотка.
Над станком на стойках / смонтирован пневмоцилиндр,
параллельно линии центров станка. Шток 3 неподвижен, а
перемещение получает цилиндр 5. На платиках цилиндра 5 укреплен
вертикально расположенный цилиндр 7, на штоке которого
укреплены два захвата (руки) 14, обеспечивающих захват заготовок.
Пневмоцилиндр 7 с кронштейном 13 перемещаются при помощи
штока цилиндра 5 по направляющей станка 2 вдоль станка.
Когда лоток 6 расположен в горизонтальной плоскости,
цилиндры 5 и 7 и держатели с захватом перемещаются вправо. Шток
цилиндра 7 с захватами опускаются, захватывают заготовку
с лотка и поднимаются; при помощи цилиндра 5 захваты вместе
с заготовками перемещаются в рабочую зону станка, где они
задерживаются до окончания обработки ранее поданной
заготовки.
214
Когда обработка будет закончена, суппорт станка отойдет
вправо. В это же время при помощи пневмоцилиндра 9 защелка
освобождает скалку 4, которая под действием груза 12
поворачивается в двух подшипниках и подводит укрепленные на ней
две скобы 11 под обработанную деталь. В этом положении
скалка фиксируется защелкой, а пиноль задней бабки и
укрепленный в ней задний центр под действием пневмоцилиндра 10
отходят вправо, и обработанная деталь падает на скобы 11. Затем
защелка скалки 4 при помощи штока цилиндра 9 оттягивается,
и скобы И упавшей деталью отклоняются назад, сбрасывая
деталь на качающийся приемный лоток 19, который наклоняется,
Рис. 133. Загрузочное устройство с
магазином-транспортером для подачи валиков средних размеров
и деталь перемещается на склиз 18, а затем в тару. В это время
захваты с очередной заготовкой опускаются, а пиноль задней
бабки с задним центром, перемещаясь влево, заталкивает
заготовку в самозажимной патрон станка. Заготовка
обрабатывается, и цикл повторяется.
Для загрузки заготовок и выгрузки деталей типа валов
длиной 200—500 мм и диаметром 25—100 мм на токарных станках
используют загрузочное устройство, показанное на рис. 133.
Загрузочное устройство имеет траверсу 1, каретку 2 с двумя
держателями захватов 3 (механических рук) и
магазин-транспортер 4. Траверса смонтирована над станком; одна ее стойка 5
расположена на коробке передач, а другая 6—на корпусе
магазина 4. Магазин-транспортер 4 расположен возле станка,
перпендикулярно линии центров станка. В магазине размещаются
две-три обработанных детали и семь-восемь заготовок в
разрядку. Магазин-транспортер имеет поступательное движение от двух
цилиндров, управляющих перемещением пиноли задней бабки
станка. Каретка 2 перемещается по траверсе от гидродвигателя,
а держатели с клещевыми захватами (механические руки) — от
215
цилиндров. Загрузочное устройство управляется от командоап-
парата, барабан которого включает в работу те или иные
золотники, в результате чего рабочие органы загрузочного устройства
перемещаются. Начальные и конечные положения каждого
перемещения рабочих органов фиксируются электрическим
контактом.
Над рабочей зоной станка держатель, в захвате которого
находится заготовка, ожидает окончания обработки заготовки.
Рис. 134. Загрузочное устройство для токарных станков
Когда обработка заканчивается и станок автоматически
останавливается, держатель с открытым захватом для разгрузки
опускается и захватывает обработанную деталь; пиноль задней
бабки отходит от детали, одновременно на
магазине-транспортере планки с призматическими вырезами поднимают все
заготовки и детали, находящиеся на транспортере. После того как
пиноль задней бабки и центр переместятся в крайнее исходное
положение, держатель с захватом для разгрузки извлечет
обработанную деталь из патрона и поднимет ее, а держатель с
захватом для загрузки опустит заготовку на линию центров, после
чего пиноль задней бабки переместится вперед и тем самым
заготовка будет закреплена между центрами станка; одновременно
с движением пиноли задней бабки перемещается транспортер;
216
одна из обработанных деталей падает в отводной лоток.
Держатели с захватами (один с обработанной деталью, а другой
свободный) перемещаются к транспортеру и при опускании один
держатель с захватом укладывает в призмы транспортера
обработанную деталь, а другой — захватывает из магазина
очередную заготовку. Станок включается; каретка и держатели с
захватами возвращаются в исходное положение.
Две конструкции загрузочных устройств, подобных
рассмотренным, приводятся на рис. 134, а и б. К моменту окончания
обработки питатель 1, несущий держатели с захватами 2 и 3,
находится над рабочей зоной станка. Когда обработка будет
закончена и станок включен, опускается держатель с захватом 2
для разгрузки. Клещевой захват зажимает деталь, и как только
она Ьудет освобождена от зажима центров станка, держатель
возвращается в верхнее исходное положение. Затем держатель
с захватом 3 для загрузки вводит в рабочую зону заготовку.
После того как заготовка будет зажата, клещевой захват
раскрывается и держатель с захватом поднимаются в верхнее исходное
положение. Станок включается, а каретка питателя 1> с
держателем и захватами 2 и 3 перемещается к
магазину-транспортеру 4. В момент, когда каретка достигнет исходного положения,
опускается держатель с захватом для загрузки и, захватив
с транспортера заготовку, поднимается вверх; держатель с
захватом для разгрузки отпускается к транспортеру, укладывает
на последний обработанную деталь и поднимается с
раскрытыми клещами захвата. Затем каретка питателя, в захвате
держателя которого находится заготовка, возвращается в положение
над рабочей зоной станка. Магазин-транспортер перемещается
на один шаг, и цикл загрузочного устройства повторяется.
2. ЗАГРУЗОЧНО-РАЗГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ТОКАРНЫХ ПОЛУАВТОМАТОВ
И ЦЕНТРОВОЧНЫХ СТАНКОВ
Загрузочно-разгрузочные устройства для токарных
полуавтоматов используют в подшипниковой промышленности.
Загрузочное устройство конструкции Л. Н. Булгакова,
установленное на четырехшпиндельном токарном полуавтомате,
показано на рис. 135. Загрузочное устройство имеет полый
держатель 5 (скалку) с захватом (трехкулачковый патрон). Основные
детали держателя и все шланги воздухопровода расположены
в коробке передач станка. Держатель расположен на двух
опорах; в качестве одной из опор используют отверстие в стенке
корпуса коробки передач, а другая опора сделана в
кронштейне 6\ на левом конце держателя смонтирован пневмоцилиндр /,
поршень которого при помощи тяги 2, проходящей внутри
держателя, и промежуточной распорной втулки перемещает
кулачки патрона 9. В зависимости от направления движения поршня
217
пневмоцилиндра 1 происходит перемещение кулачков патрона
для зажима или освобождение заготовки. Конструкция кулачков
патрона 9 зависит от поверхности, за которую захватываются
подаваемые заготовки (за наружную или внутреннюю). Сжатый
воздух подается в цилиндр 1 через закрепленный на станине
станка плоский распределительный золотник 10. Золотник 10
приводится рычагом 11 от кулачка 12, установленного на
распределительном валу станка. Держатель 5 с патроном 9 и пневмо-
цилиндром 1 за каждый цикл работы станка имеет два разных по
длине возвратно-поступательных парамещения от кулачка 13
Рис. 135. Загрузочное устройство для подачи колец на четырехшпиндель-
ные полуавтоматы Питтлер Н5Р
барабана распределительного вала через систему рычагов 14.
Соответствующее профилирование кулачков на
распределительном валу станка и их взаимное расположение обеспечивают
точную кинематическую связь держателя и золотника с
остальными механизмами станка.
Магазин 8 представляет собой коробчатый лоток закрытого
типа, закрепленный на кронштейне. В магазине установлен
механизм поштучной выдачи с отсекателем 7, работа которого
сблокирована при помощи тяги 4 и планки 3 с перемещением
держателя 5 таким образом, что за один рабочий цикл станка,
т. е. за два возвратно-поступательных хода держателя, от
общего потока отделяется и выдается только одна заготовка.
В нижней части магазина со стороны патрона шпинделя
станка симметрично расположены два откидных упора. В
отверстие (проем), образованное упорами, с некоторым зазором
@,5—1 мм) входит только патрон держателя 5 (без заготовки),
218
а на противоположной стороне магазина имеется отверстие,
в которое патрон с держателем проходит свободно, что
исключает возможность поворота и падения заготовки.
Загрузочное устройство снабжено также блокирующим
механизмом, выключающим распределительный вал станка в
случае нарушения нормальной работы, т. е. когда в патроне
осталась обработанная деталь, заготовка имеет завышенные
размеры или занимает неправильное положение в нижней части
магазина. Кроме того, в загрузочном устройстве имеется
рычажный механизм автоматического управления пневматическим
зажимным патроном шпинделя станка, который работает от
распределительного вала станка и зависит от рабочего цикла
станка.
После очередного поворота шпиндельного барабана станка
шпиндель с обработанной деталью останавливается в позиции
загрузки и не вращается. Держатель 5 с раскрытыми кулачками
патрона 9 из исходного положения начинает перемещаться
слева направо. Перемещение держателя прекращается в тот
момент, когда упор патрона держателя придет в соприкосновение
с торцом обработанной детали, зажатой в патроне станка.
Зажимной патрон станка освобождает обработанную деталь,
а кулачки патрона 9, установленного на переднем конце
держателя, зажимают ее. Затем держатель вместе с зажатой деталью
перемещается справа налево, и в тот момент, когда деталь будет
на расстоянии 3—5 мм от желоба, отводящего обработанные
детали, кулачки патрона держателя освободят деталь (причем
верхний откидной упор не дает детали опрокинуться при
проходе через магазин), а упоры магазина задержат ее и сбросят
в желоб (отводной лоток), по которому она и скатится к
другому станку на транспортер поточной линии или в тару.
После сброса детали держатель 5 продолжает двигаться
налево, механизм поштучной выдачи позволяет очередной
заготовке опуститься в нижнюю часть магазина, для чего при помощи
тяги 4 из магазина 8 выводится нижний зуб отсекателя 7, а два
верхних зуба отсекателя, выполненных в виде вилки, свободно
входят между наружными поверхностями заготовок и
удерживают в магазине весь запас заготовок, находящихся выше
отсекателя. Выведенный из магазина нижний зуб отсекателя выдает
в нижнюю часть магазина очередную заготовку.
С этого момента держатель 5 начинает перемещаться слева
направо; упор, двигаясь с держателем, освобождает тягу, и
верхние зубья отсекателя под действием пружины выходят из
магазина; весь запас заготовок опускается до нижнего зуба
отсекателя. Патрон держателя входит в магазин, кулачки патрона
9 держателя зажимают заготовку, затем приоткрывают в
результате дальнейшего движения держателя откидные упоры
магазина и перемещают заготовку к патрону станка. Патрон
держателя с заготовкой, войдя в зону кулачков патрона станка,
219
освобождает заготовку, а кулачки патрона станка зажмут
заготовку. Держатель 5 переместится справа в исходное положение
с разжатыми кулачками патрона. На этом цикл загрузки
заканчивается. Шпиндель станка начинает вращаться. Шпиндельный
барабан поворачивается, и к загрузочному устройству подходит
другой шпиндель с обработанной деталью; весь цикл
повторяется в описанной последовательности. Для обработки кольца по
Рис. 136. Загрузочное устройство к многошпиндельному токарному
полуавтомату Питтлер РРН-4/200:
а — общий вид; б — держатель питателя с захватом
внутреннему диаметру захват (патрон) следует заменить.
Рассматриваемое загрузочное устройство позволяет повысить
производительность станка на 20—25% и одному рабочему
обслуживать одновременно пять-шесть станков.
Загрузочное устройство, показанное на рис. 136, а,
предназначено для съема обработанных колец и подачи заготовок
колец на многошпиндельный полуавтомат Питтлер РРН-4/200.
Держатель 14 питателя (скалка) загрузочного устройства
(рис. 136, а) установлен на двух опорах и получает возвратно-
поступательное движение от кулачков 1 барабана 2,
распределительного вала станка через рычаг 3, блокировочный
механизм 4, ползун 5 станка и хомут 6. На держателе укреплен за-
220
хват 13, представляющий собой трехкулачковый патрон. Захват
снимает обработанную деталь с зажимного патрона станка и
захватывает с последующим зажимом заготовку из магазина 12.
На держателе 14 питателя (рис. 136, б) укреплена пневмока-
мера 15, шток 16 которой через тягу 17 перемещает шток 19
захвата (патрона) 13. Камера 15 одностороннего действия; шток
возвращается в исходное положение пружиной 18. Сжатый
воздух подается в пневмокамеру через распределительный кран,
золотник которого перемещает кулачки барабана
распределительного вала станка. Рычаг, приводящий в движение
держатель питателя, с механизмом блокировки, срабатывающим, если
на пути перемещения держателя питателя или захвата
встретится препятствие, включает фрикционную муфту станка, и станок
остановится.
Заготовки загружают вручную в магазин 12 (рис. 136, а),
снабженный механизмом поштучной выдачи, который имеет два
подпружиненных отсекателя 9 и 11, укрепленных на двуплечем
рычаге 10. На отсекателе 9 укреплена тяга 7, перемещаемая
вилкой 8, установленной на держателе 14 питателя. В
результате поочередного перемещения отсекателеи заготовки выдаются
поштучно.
Загрузочное устройство конструкции Г. Г. Домокурова
(рис. 137) предназначается для многошпиндельных токарных
полуавтоматов и в отличие от рассмотренных устройств
допускает установку заготовок и снятие обработанных деталей без
остановки шпинделя станка. Загрузочное устройство
(рис. 137, а) имеет держатель (скалку) 2 питателя, являющийся
штоком поршня пневмоцилиндра 1. На правом конце держателя
на двух шариковых подшипниках 3 смонтирован захват 4 типа
специальной цанги, предназначенный для снятия обработанных
деталей с зажимного патрона станка и подачи в последний
заготовок из магазина.
Работой цилиндра /, а следовательно, и
возвратно-поступательным движением держателя 2 управляет золотниковый кран
6 (рис. 137, б), приводимый в действие от системы рычагов, на
которые действуют кулачки 8 распределительного вала станка.
На этом валу имеются кулачки, которые через механизм 10
(рис. 137, в) управляют зажимом заготовки и освобождением
обработанной детали в зажимном патроне станка.
Заготовки, подлежащие обработке, подаются в зону
держателя питателя специальным подающим механизмом, показанным
на рис. 137, айв; подающий механизм смонтирован на верхнем
поперечном суппорте 7 (рис. 137, в) станка и в момент
обработки детали выводится из рабочей зоны станка.
Подающий механизм перемещается рычагом 9, зубчатым
сектором 11 и рейкой 12. В подающем механизме предусмотрен
отсекатель, обеспечивающий поштучную выдачу заготовок, а на
некотором расстоянии от патрона станка установлен ограничи-
221
тель 5 (рис 137, а), предназначенный для снятия с захвата 4
держателя 2 обработанной детали.
После того как обработка детали закончена, держатеть 2
с захватом 4 проходит через отверстие планки ограничителя 5
входит в отверстие детали, зажатой в патроне станка, и
захватывает ее. В этот же момент патрон станка освобождает обра-
Рис. 137. Загрузочное устройство для многошпиндельных токарных
полуав-
ботанную деталь. При перемещении держателя 2 с
обработанной деталью в обратном направлении деталь упирается в
ограничитель 5 и сбрасывается в отводящий лоток, а держатель
питателя с захватом перемещаются в исходное положение. Этому
моменту соответствует поштучная выдача заготовки и
перемещение ее в зону держателя. Затем держатель 2 вновь
перемещается вперед, в результате чего захват 4 зажимает заготовку,
установленную на позицию захвата подающим механизмом, и
держатель питателя с заготовкой отойдет назад. Подающий
механизм отводится в исходное положение, после чего держатель
222
питателя вновь перемещается вперед, вводит заготовку в
зажимной патрон станка, а по окончании зажима возвращается в
исходное положение. На этом цикл установки заканчивается и
начинается цикл обработки.
Загрузочное устройство для шестишпиндельного
полуавтомата мод. 1261П показано на рис. 138. Заготовка, выданная
механизмом 3 поштучной выдачи из магазина 1, поступает в захват
держателя 2 питателя и при перемещении последнего от штока
гидроцилиндра выносится к
зажимному патрону станка,
в который и вталкивается
толкателем, укрепленным
на штоке гидроцилиндра.
После того как заготовка
подана в патрон станка, она
зажимается, а толкатель и
держатель питателя
возвращаются в исходное
положение. Когда обработка будет
закончена, к детали с
раскрытыми клещами подается
разгружатель 4, который
снимает обработанную
деталь и сбрасывает в лоток
5. Моменту сброса
предшествует раскрытие клещей Рис. 138. Загрузочное устройство для
разгружателя. Загрузочное подачи колец на токарный полуавтомат
устройство управляется ку- МОА*
лачками барабана и
кулачками, располагаемыми на ползунах питателя и разгружателя.
Загрузочное устройство конструкции Н. М. Князькова, схема
которого показана на рис. 139, предназначено для загрузки и
выгрузки дисков и колец различной формы, наибольшим
диаметром 100 мм и длиной 50 мм на шестишпиндельные токарные
полуавтоматы мод. 1261 П. Загрузочное устройство работает от
гидропривода станка и снабжено гидроуправлением. Все
механизмы загрузочного устройства управляются от
распределительного вала. Загрузочное устройство имеет питатель, держатель 12
которого выполнен в виде скалки с захватом 5 типа кулачковой
разжимной оправки; магазин 1 с механизмом поштучной
выдачи, с двумя отсекателями 3 (верхним и нижним);
гидросистему с распределительной золотниковой коробкой 20 и
пилотом 18.
Питатель загрузочного устройства расположен на
загрузочной позиции станка соосно со шпинделем; питатель имеет две
опоры: неподвижную в виде втулки, установленную в передней
стенке коробки передачи станка, и подвижную — ползун,
перемещающийся по салазкам продольного суппорта. На переднем
223
конце держателя 12 питателя установлен захват 5, выполненный
в виде кулачковой оправки (патрона). Захват предназначен для
снятия с патрона станка обработанных деталей и разгрузки их
в лоток 6У а также для захвата заготовок из магазина ) и
установки их в патрон станка.
Кулачки захвата перемещаются при разжиме от плунжера 10
гидроцилиндра, выполненного в передней части корпуса
питателя. Шток действует на конусный стержень 5, который находится
25 24-
Рис. 139. Загрузочное устройство для подачи дисков и колец на токарный
полуавтомат мод. 1261П
в контакте с выступами кулачков; возврат последних в исходное
положение, а значит, и освобождение заготовки производятся
пружиной 9, которая перемещает конусный стержень вправо,
а значит, и плунжер 10 в момент слива масла из цилиндра. На
заднем конце держателя 12 питателя укреплен цилиндр 15
с поршнем и неподвижно закрепленным штоком 16.
Гидроцилиндр 15 сообщает возвратно-поступательные движения
держателю 12 питателя, необходимые для перемещения заготовок из
магазина в зажимной патрон станка, для переноса
обработанных деталей к лотку разгрузки, а после разгрузки — для
возврата держателя питателя в исходное положение.
224
Магазин / загрузочного устройства представляет собой
коробчатый закрытый лоток, установленный в центрах кронштейна
и жестко закрепленный на траверсе станка. Из магазина
заготовки выдаются по одной отсекателями 3 механизма поштучной
выдачи. Отсекатели управляются через тягу от упора,
закрепленного на держателе питателя. Чтобы заготовка не
перекосилась и не выпала из магазина, предусмотрены пружинные
откидные упоры 4. Эти упоры предназначены и для снятия
обработанной детали с захвата питателя.
Перемещением держателя питателя и действиями захвата
(кулачковой оправки) управляет распределительная коробка 20;
коробка регулирует подачу и слив масла в цилиндр 15
держателя 12 питателя; золотниковый пилот 18 подает масло к штоку
гидроцилиндра, действующего на конусный стержень 8, который
перемещает кулачки захвата. Распределительная коробка 20
имеет корпус и два подпружиненных золотника 21 и 22, один
из которых подает масло через наладочный кран 19 к цилиндру
15, а другой к пилоту 18 и через него в цилиндр захвата 5.
Золотники распределительной коробки перемещаются под
действием толкателей 23 и 26, которые перемещаются от кулачков 24 и
25, укрепленных на верхнем инструментальном барабане станка.
В исходное положение золотники возвращаются пружинами.
Золотник пилота переключается кулачками 17, укрепленными на
держателе 12 питателя.
После очередного поворота шпиндельного барабана кулачок
24, укрепленный на инструментальном барабане, набегает на
ролик ползуна 23 и перемещает вправо золотник 22,
управляющий перемещением держателя 12. При этом масло от насоса
поступает через золотник, наладочный кран и по одному из
отверстий в штоке 16 в левую полость гидроцилиндра 15. Держатель
12 движется влево от исходного положения к шпинделю станка.
Масло из правой полости цилиндра выдавливается по другому
отверстию в штоке 16 и через наладочный кран и
соединительное отверстие в корпусе золотниковой коробки дополняет поток
масла, поступающий в левую полость цилиндра 15.
Одновременно с кулачком 24 в механизме управления шпинделя кулачок
набегает на ролик рычага, в результате чего шпиндель,
находящийся на загрузочной позиции, останавливается.
Держатель 12 при движении к шпинделю толкает вилкой 11
ползун 27 механизма поштучной выдачи магазина, и верхний
отсекатель механизма поштучной выдачи входит в отверстие
заготовки, находящейся в магазине. Захват питателя проходит
через окно в магазине и входит в отверстие обработанной детали,
зажатой в' патроне шпинделя.
В исходном положении захвата питателя жидкость в
держателе 12 питателя поступает под плунжер 10. Последний толкает
влево конусный стержень 8, сжимает пружину 9 и раздвигает
кулачки захвата 5.
225
При движении корпуса питателя влево поводок под
действием кулачков 17 поворачивает пилот 18 в положение Б. Тогда
плунжер 10 под действием пружины 9 выдавливает масло на
слив, и кулачки захвата 5 смыкаются. Когда захват 5 войдет
в отверстие обработанной детали, кулачок 25, нажимая на
ролик ползуна 26, передвигает вправо золотник 21. Масло под
давлением начинает поступать через пилот под плунжер 10, и
обработанная деталь будет зажата кулачками захвата 5 питателя.
Кулачок продолжает нажимать на ролик, в результате чего
обработанная деталь освобождается от зажима в патроне
шпинделя. Затем к ролику ползуна 23 подходит впадина кулачка 24,
и под действием пружины золотник 22 и ползун 23
возвращаются в исходное положение. Тогда масло из левой полости
цилиндра 15 направляется на слив и в держатель 12 вследствие
того, что правая полость цилиндра постоянно находится под
давлением; В момент, когда захват 5 питателя проходит приемный
лоток 6, в результате взаимодействия поводка пилота с
кулачками 17, пилот повернется в положение А, кулачки захвата 5
питателя сомкнутся и обработанная деталь упадет в отводящий
лоток (расположенный под углом 70°).
Вилка 11 потянет ползун 27, и ролик на конце
подпружиненного шарнирно закрепленного на корпусе магазина рычага 2
попадет во впадину кулачка 28, заставляя последний
повернуться на 90°. Ось кулачка связана зубчатой передачей с рейкой,
имеющей на обоих концах выступы. Выступ рейки потянет за
собой нижний отсекатель 3, очередная заготовка провалится на
дно магазина и удержится подпружиненными откидными
упорами 7. При повторном движении держателя питателя к
шпинделю заготовка, в отверстие которой входят захваты питателя,
захватывается и вставляется в патрон станка. Кулачки захвата
освобождают заготовку, а патрон шпинделя захватывает ее. При
движении держателя питателя к шпинделю станка нижний
отсекатель становится в прежнее положение, а при повторном
возврате держателя питателя в исходное положение — втягивается
в корпус, пропуская очередную заготовку до нижнего отсекате-
ля. Таким образом, за один рабочий цикл загрузочного
устройства держатель питателя с захватом совершает два двойных
хода. Шпиндель включается, и шпиндельный барабан
поворачивается.
Блокирующее устройство имеет конечный выключатель 14 й
кулачок 13, жестко закрепленный на держателе 12 питателя.
Выключатель 14 включается последовательно в цепь блокирующей
системы. Если держатель питателя не возвратится в исходное
положение, муфта сцепления распределительного вала станка
включается и шпиндельный барабан не будет поворачиваться.
Загрузочное устройство, показанное на рис. 140,
предназначено для цодачи колец и втулок на шестишпиндельные
полуавтоматы мод. 1261 П. Загрузочное устройство устанавливают на
226
шестой загрузочной позиции станка. После поворота
шпиндельного блока держатель питателя с захватом от кулачка 4 через
систему рычагов, кронштейн 3, пружину 6 и регулируемое упор^;
ное кольцо получает перемещение к патрону 2 станка. При
подходе к обработанной детали включается электромагнитный
захват 1, закрепленный на держателе питателя, а зажимной
патрон станка в этот момент освобождает от зажима
обработанную деталь, и последняя вместе с держателем и захватом
питателя перемещается от шпинделя. В тот момент, когда
обработанная деталь находится в зоне приемного лотка,
электромагнит захвата выключается и деталь падает в приемный лоток.
Рис. 140. Схема загрузочного устройства для подачи колец и
втулок на токарный полуавтомат мод. 1261П
Держатель питателя продолжает перемещаться в крайнее
правое исходное положение, отсекатель же позволяет очередной
заготовке в магазине подготовиться к выдаче. Держатель питателя
вновь перемещается к шпинделю; электромагнитный захват
захватывает очередную заготовку и переносит ее в зажимной
патрон станка, где она зажимается; электромагнит захвата
отключается и держатель питателя возвращается в исходное
положение. Загрузочное устройство снабжено автоблокировкой, которая
срабатывает, если держатель питателя при перемещении к
шпинделю встретит препятствие и остановится, кронштейн 3 будет
двигаться вперед, сжимая пружину 6; конечный выключатель 5
находит на упор держателя питателя, что приводит к
выключению станка.
Загрузочное устройство, схема которого показана на рис. 141,;
используется для подачи колец на токарный полуавтомат
мод. 1262П. Магазин / закреплен на поперечном суппорте
станка. Отсекатель 2 механизма поштучной выдачи получает
перемещение для выдачи очередной заготовки от кулачка в
момент перемещения суппорта. Держатель 5 и кулачковый
захват4 расположены на загрузочной позиции станка и
перемещаются с помощью системы рычагов 6, 7, 15, сектора 10 у
227
рычага 11 от пружины 13. Рычаг 7 насажен на ось 5; в вилке
рычага 7 установлен сектор 10, левый конец которого опирается
на регулируемый упор 9 в рычаге 15, жестко закрепленном на
оси 8. Пружина 13 через рычаг 11 и ролик прижимает рычаг 7
через упор 9 к рычагу 15; при повороте рычага 15 влево
пружина 13 через рычаг 11 и сектор 10, рычаг 7 и 6 перемещает
держатель питателя вправо. Рычаг 15 вращается вправо и через
упор 9 передает вращение рычагам 7 и 6, а они перемещают
держатель с захватом.
Рис. 141. Схема загрузочного устройства для подачи колец на токар- .
ный полуавтомат 1262П
После окончания обработки и поворота шпиндельного блока
держатель 5, перемещаясь к шпинделю, подходит к
обработанному кольцу, и кулачки захвата 4 зажимают кольцо; патрон
станка освобождает кольцо. При отходе держателя с захватом
от шпинделя кулачки захвата 4 освобождают обработанное
кольцо, и оно поступает в приемный лоток 14, по которому
и скатывается в тару. После отхода держателя вправо магазин,
перемещаясь в радиальном направлении, переносит заготовку,
выданную отсекателём 2 в приемник магазина, в положение,
при котором оси заготовки и шпинделя совпадут. Держатель
с захватом вновь перемещаются к шпинделю и, захватив
заготовку, возвращаются в исходное положение одновременно
с магазином, а скалка с захватом и заготовкой, перемещаясь
в направлении к шпинделю, передают заготовку в патрон 3
станка. Захват освобождает заготовку, которая и зажимается
патроном станка. Держатель с захватом, но уже без заготовки,
возвращаются в исходное положение. Если в момент перемеще-
228
ния к шпинделю станка держатель встретит какое-либо
препятствие и остановится, то рычаг 15, продолжая вращаться влево,
нажмет упором на левую сторону сектора 10 и поднимет его;
в результате рычаг 11, преодолевая силу пружины, повернется
и золотник 12 включит станок.
Загрузочное устройство конструкции А. И. Мелкова
и В. И. Горбунова, показанное на рис. 142, предназначено для
съема обработанных колец и подачи заготовок на токарный
Рис. 142. Схема загрузочного устройства для подачи колец на токарный
полуавтомат мод. 1261П
полуавтомат мод 1261 П. Загрузочное устройство устанавливают
на продольный суппорт полуавтомата (рис. 142, в); оно имеет
съемник и загружатель. Загружатель (рис. 142, айв)
установлен на VI позиции; магазин 7 смонтирован на кронштейне 4\
толкатель 3 поджимается пружиной 6, находящейся на тяге 5.
Съемник (рис. 142,6 и в) установлен на V позиции; цанга 2
закреплена в кронштейне 1, который перемещается к суппорту.
После поворота шпиндельного блока обработанное кольцо
поступает на V позицию и вращение шпинделя прекращается.
Продольный суппорт с установленными на нем съемником
и загружателем перемещается к шпинделям станка. Цанга 2
съемника находит на обработанное кольцо, зажатое на оправке,
и захватывает его. Оправка станка освобождает кольцо
и, когда суппорт возвращается в исходное положение (отходит
229
от шпинделя), цанга захватывает его и перемещается вместе
,с кольцом. При движении суппорта вправо, кронштейн 1 с
упором останавливается раньше окончания хода суппорта для
того, чтобы при ходе суппорта к шпинделю, цанга съемника
подошла к шпинделю раньше, чем загружатель.
После того как обработанное кольцо снято и суппорт
займет крайнее правое исходное положение, шпиндельный блок
повернется. Освобожденный от кольца шпиндель подается на
VI позицию под загрузку, а
на V позицию приходит
шпиндель с обработанным
кольцом.
Одновременно со съемом
кольца на VI позиции будут
загружаться заготовки. При
движении продольного
суппорта влево кронштейн 4 с
магазином 7 также
перемещаются влево в результате
трения в направляющих.
Дойдя до оправки станка,
кронштейн 4 и магазин ос-
танавливаваются, толкатель
3 продолжает перемещаться
через пружину 6 от
кронштейна и надевает
заготовку, находящуюся в
приемнике магазина, на оправку
шпинделя станка; заготовка
зажимается на оправке.
Кронштейн с магазином
перемещаются вместе с
суппортом до тех пор, пока
кронштейн не упрется в
упор. Толкатель продолжает перемещаться вправо и тем самым
позволяет очередной заготовке опуститься в приемник. Когда
суппорт возвратится в правое исходное положение,
шпиндельный блок повернется и цикл повторится. Таким образом, при
каждом ходе суппорта к шпинделям обработанное кольцо
захватывается, затем освобождается от зажима на оправке
станка, заготовка подается на оправку станка и зажимается в
патроне; когда суппорт возвращается в исходное положение,
обработанное кольцо снимается, а заготовка выдается из магазина
в зону толкателя (приемник).
Загрузочное устройство снабжено блокирующей системой,
которая срабатывает в том случае, когда толкатель, встретив
препятствие, не сможет дойти до крайнего левого положения при
движении к шпинделям станка.
Рис. 143. Загрузочно-разгрузочное
устройство для подачи колец на
токарный полуавтомат мод. 1262П
230
Загрузочно-разгрузочное устройство к четырехшпиндельному
токарному полуавтомату мод. 1262П показано на рис. 143, а его
гидросхема — на рис. 144. Загрузочное устройство (рис. 143)
смонтировано на кронштейне 10, который закреплен на
шпиндельном блоке полуавтомата. Подвижные рабочие органы
загрузочного устройства, осуществляющие подачу заготовок
и съем обработанных деталей, приводятся от гидросистемы
управления полуавтоматом.
Рис. 144. Гидросхема устройства, показанного на рис. 143
В кронштейне 10 запрессованы две направляющие
колонки 13, по которым штоком 12 гидроцилиндра в горизонтальной
плоскости перемещается плита 3. На плите 3 в направляющих 8
смонтированы расположенные под углом друг к другу два
держателя с захватами. Захват 1 служит для подачи заготовок из
магазина 2, а захват 16 — для снятия с приспособления станка
и передачи в отводной лоток 4 обработанной детали. Магазин
и лоток установлены на стойках 11 кронштейна 10. Держатели
(механические руки) представляют собой подвижные цилиндры
диаметром 30 мм. Положение цилиндров относительно
шпинделя станка регулируется упорами 9.
Масло в полость цилиндра подается через полые двухка-
нальные штоки 7, закрепленные тягами 6 и хомутом 5;
заготовки и обработанные детали захватываются захватами в виде
трехкулачковых патронов. Кулачки 14 захвата 15 под действием
пружины постоянно находятся в сжатом положении. Кулачки
имеют скосы, с помощью которых они разводятсй при переме-
231
щении плиты 3 с механической рукой к заготовке. Когда
заготовка входит в зев захвата, кулачки, находясь под действием
пружины, удерживают захваченную из магазина заготовку.
Загрузочное устройство (рис. 144) управляется от кулачков
15, 17, 19 и 20, смонтированных на барабане 16
распределительного вала 18 станка, которые действуют на золотники 14,
21 и 22. Переключением гидроцилиндра управления работой
шпинделя (выключения вращения шпинделя и освобождения
обработанной детали) управляет двухступенчатый кулачок 12,
а закреплением заготовки и включением шпинделя станка —
кулачок 10. Оба кулачка смонтированы на барабане 11
главного вала станка. Кулачки на барабанах 11 и 16 установлены
так, что движения рабочих органов загрузочного устройства
и станка согласованы.
Исходному положению плиты 8 с держателями 6 и 7,
несущими захваты, соответствует положение, при котором
кулачки 15, 17, 19 и 20 не действуют на плунжеры золотников 14, 21
и 22 и масло от гидропанели станка через редукционный
клапан 13 и золотник 22 по трубопроводу 4 поступает в левую
полость цилиндра 9. Когда плита 8 находится в исходном
положении, масло по трубопроводу 2 направляется в задние полости
цилиндров держателей, что и вызывает отвод их в исходное
положение. Шпиндель станка в загрузочной позиции вращается.
При вращении барабанов 16 к 11 с кулачками кулачок 20
нажимает на плунжер золотника 21, и масло по трубопроводу 3
начинает поступать в переднюю полость цилиндра держателя 7,
а шток с Захватом последнего перемещается вперед до упора.
Находящееся в задней полости масло уходит из цилиндра. При
дальнейшем вращении барабана кулачок 19 действует на
плунжер золотника 22, и масло по трубопроводу 5 поступает в
правую полость цилиндра 9, шток которого заставит переместиться
плиту 8 влево. Вместе с плитой 8 перемещаются держатели,
и кулачки захвата держателя 7 захватывают обработанную
деталь.
Моменту захвата детали предшествует выключение
фрикционной муфты и остановка шпинделя станка с помощью
кулачка 12 барабана // через систему рычагов. При дальнейшем
вращении барабана гидрозажим выключается и обработанная
деталь освобождается, а захват держателя захватывает из
магазина подлежащую обработке заготовку. Когда кулачок 19 не
будет действовать на плунжер золотника 22, масло из
трубопровода 4 поступает в левую полость цилиндра 9, и шток этого
цилиндра заставит плиту 8 с держателями, в захвате одной из
которых находится заготовка, а в захвате другой —
обработанная деталь, переместиться вправо. При выходе из контакта
кулачка 20 с плунжером золотника 21 масло по трубопроводу 2
заполняет заднюю полость цилиндра держателя 7, и шток с
захватом отходит в исходное положение, а масло из передней
232
полости цилиндра по трубопроводу 3 сливается через отверстие
в золотнике 21. Кулачок 15 действует на плунжер золотника 14,
и масло по трубопроводу 1 поступает в переднюю полость
цилиндра держателя 6, а шток с захватом, в котором зажата
заготовка, перемещается к шпинделю станка.
Плунжер золотника 22 повторно переключается от
кулачка 17, и масло, поступая по трубопроводу 5 в цилиндр плиты 8,
заставляет последнюю перемещаться вместе с держателями
влево. В результате заготовка, находящаяся в захвате
держателя 6, передается в патрон шпинделя станка, где и зажимается
вследствие включения кулачком 10 гидрозажима через систему
рычагов, а Обработанная деталь, находящаяся в захвате
держателя 7, сбрасывается тремя кулачками, смонтированными
в отводном лотке (желобе). После освобождения плунжера
золотника от контакта с кулачком плита с держателями
возвращается в исходное положение, а кулачок 10 включает через
систему рычагов фрикционную муфту. Шпиндель станка,
в патроне которого зажата заготовка, начинает вращаться,
освобождая от действия кулачка 15 плунжер золотника 14,
в результате чего держатель 6 возвращается в исходное
положение. Во время рабочего цикла загрузочного устройства
происходит механическая обработка заготовок на остальных
трех шпинделях станка. После останова рабочих органов
загрузочного устройства шпиндельный блок станка
поворачивается, очередной шпиндель устанавливается в загрузочную
позицию, включается загрузочное устройство и цикл работы
повторяется. В результате работы загрузочного устройства
осуществляется: а) съем обработанной детали с зажимного патрона
станка держателем 16 (рис. 143) и захват держателем 1
заготовки из магазина загрузочного устройства; б)
перемещение заготовки и передача ее для зажима в патроне шпинделя
станка и одновременно перемещение держателем 16 с
обработанной деталью и ее сброс в лоток.
Загрузочное устройство к шестишпиндельному токарному
полуавтомату мод. 1261П, показанное на рис. 145,
предназначено для подачи втулок и дисков. Загрузочное устройство имеет
механизмы продольного хода 1 и поворота 2, держатель 3
с двумя захватами и систему управления работой устройства.
Цикл работы загрузочного устройства следующий: а)
перемещение держателя с захватами загрузочного устройства в
рабочую зону станка; б) захват заготовки, находящейся в магазине,
и обработанной детали, зажатой в патроне шпинделя,
находящегося на загрузочной позиции; в) отвод захватов с заготовкой
и обработанной деталью в исходное положение и поворот
захватов на 120°; г) перемещение захватов в рабочую зону с
установкой заготовки в патрон станка и разгрузкой обработанной
детали в отводящий лоток; д) возврат в исходное положение
и поворот их на 120°.
233
Механизм продольного хода (рис. 146, а) предназначен для
сообщения держателю с захватами загрузочного устройства
возвратно-поступательного движения. Этот механизм укреплен
на траверсе станка и скалке и представляет собой
гидроцилиндр 4, поршень 5 которого насажен на полый шток 3. Внутри
Рис. 145. Загрузочное
устройство для подачи втулок
и дисков на токарный
полуавтомат мод. 1261П
штока 3 проходит вал 2 со шлицевыми пазами. На шейку
вала 2 насажено водило 6, связанное через скалку 1 с
держателем захватов, укрепленным на конце вала 2. Для фиксации
поворота держателя установлены регулируемые упоры 7.
По этим упорам в момент продольного перемещения держателя
с захватами скользит скалка У, обеспечивая тем самым соосное
расположение патронов захватов держателя относительно
шпинделя станка. На водиле 6 устанавливают два регулируемых
234
/ 2 3 4 х5
Рис. 146. Механизмы загрузочного устройства, показанного на рис. 145:
а— продольного хода; б— поворота держателя
235
упора 8, через которые осуществляется управление поворотом
держателя с захватами.
Механизм поворота (рис. 146, б) предназначен для
перемещения держателя с захватами из положения разгрузки станка
в положение загрузки и обратно. Корпуса 9 устанавливают на
скалке станка и соединяют болтами с цилиндром механизма
продольного хода. Внутри корпуса размещены зубчатое
колесо 10, смонтированное на двух шарикоподшипниках, и шток-
рейка 11, на конце которой укреплен поршень 12 цилиндра 13.
Рейка опирается на ролик 14, чем облегчается уплотнение
гидроцилиндра. В отверстии зубчатого колеса 10 имеются шлице-
вые пазы Я, которые служат для передачи вращения валу
•механизма продольного хода (рис. 146, а).
На корпусе 9 механизма поворота установлен кронштейн 15,
на котором смонтированы устройства, имеющие передаточные
стержни, промежуточные рычаги и переключатели, подающие
команду на перемещение золотников и подачу масла в ту или
иную полость цилиндра 13 поворота держателя с захватами.
Стержни, включающие через рычаги переключатели,
перемещаются от упоров, установленных на водиле механизма
продольного хода (рис. 146, а, позиции 6 и 8).
Переключатель 16, рычаг 17 и стержни 19 служат для
поворота держателя с захватами из исходного положения
(разгрузка станка) в положение загрузки. Поворот на 120°
держателя с захватами происходит при выходе их из рабочей зоны
станка в исходное положение в результате того, что верхний
подпружиненный упор на водиле механизма продольного хода,
приходя в контакт со стержнем 19, перемещает его, а стержень
через рычаг 17 нажимает на кнопку верхнего переключателя 16,
который и подает команду на поворот держателя с захватами
в положение для загрузки очередной заготовки. При этом
нижний подпружиненный упор на водиле подходит
перпендикулярно к стержню 19 нижнего электромеханического
устройства, но не вызывает его перемещения. В результате
перемещения держателя с захватами осуществляется загрузка и
освобождение нижнего подпружиненного упора на водиле. В момент
возврата держателя с захватами в исходное положение нижний
упор нажимает на стержень 19 и через рычаг 20 действует
на нижний переключатель 16, который и подает команду на
поворот держателя с захватами в положение для разгрузки.
Верхний подпружиненный упор на водиле механизма
продольного хода подходит к верхнему стержню 10 и утапливается
последним, не оказывая действия на электромеханическое
устройство до окончания разгрузки.
Стержень 18 и переключатель 15 являются частью
блокирующего устройства, исключающего поворот шпиндельного
блока, если держатель с захватами не находится в исходном
положении. Когда водило механизма продольного хода нахо-
236
дится в исходном положении, оно через стержень 18 нажимает
на переключатель 16 и блокирующее устройство главного
привода станка отключается. При поворотах держателя с
захватами стержень 18 скользит по соответствующей дорожке
на водиле. Держатель с захватами предназначен для захвата
детали и заготовки и при совместной работе с другими
механизмами загрузочного устройства — для перемещения их
в зону патрона станка, магазина и разгрузочного лотка.
Рис. 147. Загрузочное устройство многошпиндельного станка
Загрузочное устройство для подачи колец, конических
роликоподшипников на шести- или восьмишпиндельные токарные
полуавтоматы [6] показано на рис. 147. Магазин загрузочного
устройства имеет закрепленную на кронштейне траверсы
плиту 4, на которой в направляющих 7 расположен подвижный
лоток 8 для загрузки заготовок. Вне лотка на оси 6
смонтирован контователь 9 с подпружиненными планками 10. Перед
кантователем в направляющих 1 плиты 4 установлен
подвижный отводящий лоток 2. Кантователь совершает колебательное
движение (на 180°) с помощью механизма, имеющего зубчатое
колесо 12 на оси 6, рейку 11, получающую
возвратно-поступательное движение от кулачка 24, сектор 25, рычаг-балансир 26
и тягу 13. Кулачок 24 получает вращение от распределительного
вала автомата. Кантователь 9 при помощи тяги 5 соединен
с отводящим лотком 2, а последний через угловой рычаг 3
связан с цодводящим лотком 8. В направляющих 21
кронштейна 22 досылателя загрузочного устройства перемещается
ползун 23, на нижнем конце которого смонтирован цилиндр 15 со
237
штоком 18, несущим поперечину 16. На краях поперечины 16
укреплены цилиндры 17, на которых смонтированы держатели
с захватами 20 для удержания обработанных деталей. Зажим
и освобождение детали осуществляются в результате
перемещения внутри цилиндров 17 штоков. Ползун 23 перемещается от
штока цилиндра, расположенного внутри ползуна. Заготовка
из подающего лотка поступает в патрон шпинделя позиции V.
В процессе обработки шпиндельный блок поворачивается через
один шпиндель, т. е. заготовка последовательно поступает
в патроны 14 шпинделей V, I, /// и снова V. Далее загрузочным
устройством полуобработанное кольцо поворачивается на 180°
и поступает в патроны шпинделей VI, II, IV и снова VI, откуда
и сбрасывается разгрузочным механизмом в отводящий лоток 2.
Головки 19 досылателя движутся к патронам шпинделей V
и VI, подходят к ним, снимают полуобработанную заготовку
и обработанное кольцо и переносят их в положение А—А,
в котором при движении головок досылателя вперед
обработанное кольцо со шпинделя VI сбрасывается в отводящий
лоток 2, а полуобработанная заготовка со шпинделя V поступает
в кантователь 9, При повороте кантователя 9 в нижнее поло-
жение отводящий лоток 2 опускается, а подводящий лоток 8
движется к блоку; при этом его отверстие, в котором находится
очередная заготовка, становится в положение А—А, при
движении головок 19 досылателя вперед и назад верхняя головка
захватывает заготовку, а нижняя — полуобработанную
заготовку и переносит в положение Б—Б\ далее заготовки загружают
в свободные патроны шпинделей V и VI.
Бункерно-магазинное загрузочное устройство, показанное
на рис. 148, предназначено для подачи дисков на двухшпиндель-
ный токарный автомат мод. 1046А. Загрузочное устройство
имеет бункер-магазин и питатель, совершающий колебательные
движения. Заготовки в бункер-магазин 2 загружают вручную,
откуда они перемещаются в питатель 13 в тот момент, когда паз
бункер-магазина и питателя совпадают. Питатель
поворачивается в положение, при котором оси подаваемой заготовки
и зажимной цанги 11 совпадают, от кулачка
распределительного вала станка через рейку 7, зубчатое колесо 5 и насаженный
на ось 4 вместе с питателем зубчатый сектор 3. С тем чтобы
исключить падение подаваемых заготовок в момент
перемещения захваченной заготовки из бункер-магазина в положение
выдачи в цангу станка, отверстие в питателе в исходном
положении перекрыто поверхностью А корпуса 13. Заднюю стенку
питателя перекрывают неподвижным щитком 8, поверхность
которого совпадает с торцом цанги станка, а левая боковая
сторона питателя закрыта подпружиненной створкой 10,
смонтированной на крышке питателя. Поворот питателя
ограничивается регулируемыми упорами 6, 9 и 14, а удерживание
заготовок от перемещения в питателе при заталкивании нижней
238
заготовки в цангу осуществляется отсекателем 12. В положении,
когда отверстия бункер-магазина 2 и паза в питателе 13
совпадают, отсекатель 12 под действием упора поворачивается
и заготовки свободно перемещаются. При повороте питателя
отсекатель выходит из контакта с упором и под действием
пружины поворачивается
и входит в паз питателя,
удерживая заготовки от
перемещения.
В момент поворота
питателя в положение
загрузки бункер-магазин
перекрывается
поверхностью А корпуса 13, а
от сводообразования
предохраняет ворошитель 1,
перемещающийся при
повороте питателя, для
чего нижняя поверхность
ворошителя выполнена
зубчатой. Поданная
питателем заготовка
заталкивается в цангу 11
толкателем. После зажатия
ЗагОТОВКИ В Цанге 11 ПИ- Рис 148. Бункерно-магазинное устрой-
ТатеЛЬ ВОЗВращаетСЯ В ИС- ство для подачи дисков на токарный
ХОДНОе ПОЛОЖение; НаЛИ- полуавтомат мод. 1046А
чие подпружиненной
створки позволяет ему беспрепятственно перемещаться. После
того как деталь обработана, а питатель находится в исходном
положении, цанга раскрывается и деталь выталкивается
выталкивателем, смонтированным в отверстии.
Устройства для многорезцовых токарных станков.
Многорезцовые станки используют для обработки втулок, колец и дисков.
Во всех случаях использование загрузочно-разгрузочных
устройств на многорезцовых станках связано с необходимостью
модернизации станков.
Загрузочное устройство (рис. 149) к токарному
многорезцовому станку мод. 116 используют для подачи втулок.
Заготовки загружают в магазин У, установленный в промежутке
между приспособлением для крепления заготовки и задней
бабкой станка. Из магазина к механизму поштучной выдачи
заготовки перемещаются самотеком. Механизм 2 поштучной
выдачи заготовок действует следующим образом: при
опущенном держателе 5 питателя под действием рычага 4 и пружины
отсекатель 7 занимает нижнее, а отсекатель 8 — верхнее
положение,^ вследствие чего выход заготовок из магазина 1 закрыт.
При поднятом держателе 5 питателя рычаг 4 поворачивается
239
против часовой стрелки; под действием пружины спускается
отсекатель 8 и, сжимая пружину, поднимает отсекатель 7. В этот
момент очередная заготовка освобождается и поступает из
магазина в захват держателя 5 питателя. Все остальные
заготовки задерживаются в лотке отсекателем 5. Рычаг 4 и отсе-
катели перемещаются в результате нажима кулачков 3 и 6,
Рис. 149. Загрузочное устройство для подачи втулок
на токарный многорезцовый станок мод. 116
укрепленных на ползуне, на рычаг. За один двойной ход (вверх
и вниз) ползуна механизм поштучной выдачи выдает одну
заготовку. Держатель 5 приводится от копиров (кулачков)
главного барабана станка через систему рычагов, тягу и пружину.
Когда держатель 5 с захватом и заготовкой будет на линии
центров, под действием сжатого воздуха, поступающего в
цилиндр, пиноль задней бабки выдвигается, задний центр входит
в отверстие заготовки и досылает ее до упора в торец разжим-
240
7777777777777777777777,
Рис. 150. Загрузочное устройство для
подачи втулок и валиков на токарный
многорезцовый станок мод. 1720
ной оправки. Одновременно срабатывает пневмоцилиндр,
укрепленный на заднем конце шпинделя станка, и заготовка
закрепляется на оправке.
Загрузочное устройство, показанное на рис. 150,
предназначено для подачи втулок и валиков на токарный многорезцовый
полуавтомат мод. 1720.
Заготовки вручную
загружают в магазин 4У
смонтированный на
кронштейне S, который
закреплен на корпусе 11
питателя. В корпусе И
питателя от штока 9
цилиндра 10 перемещается
держатель 5 питателя, в
котором сделан вырез 5
для приема заготовки из
магазина, а на оси 3
установлен захват 2
заготовки. Захват 2
находится в контакте со
стержнем 6, на который
действует пружина 7.
При поступлении
сжатого воздуха в полость А
цилиндра 10 держатель 5
питателя, в захвате
которого находится
заготовка, перемещается к
рабочей зоне станка, где
заготовка зажимается
между центрами станка.
После зажима заготовки
сжатый воздух поступает
в полость Б пневмоци-
линдра и шток
последнего перемещает
держатель питателя в исходное
положение. Захват 2
поворачивается на оси 3,
перемещает стержень 6 и
сжимает пружину 7. При выходе из контакта с заготовкой под
действием пружины и стержня захват занимает прежнее
положение и когда держатель возвратится в исходное положение из
магазина, в него опустится очередная заготовка; затем
заготовка обрабатывается. Когда обработка закончена, деталь
освобождается и падает в приемный лоток 1, по которому и
скатывается в тару.
241
Рис. 151. Бункерно-магазинное
устройство для втулок
Бункерно-магазинное загрузочное устройство, показанное
на рис. 151, установлено на многорезцовом полуавтомате.
Устройство устанавливают на передней бабке станка, для чего
на крышке коробки передач имеются гнезда для крепления.
В бункер-магазин 1 устройства укладывают заготовки в
необходимом для обработки положении. Питатель 2 и разгружа-
тель 3 находятся в
зацеплении со свободно
сидящим на валу зубчатым
колесом 4\ на этом же
валу закреплена храповая
муфта (для отключения
станка в случае какой-ли-.
бо задержки), которая
через тягу 5 связана с
кулачком, посаженным на
распределительном валу
станка. Зубчатое колесо
4, поворачиваясь от
кулачка, сообщает рейкам
возвратно -
поступательное движение. В
питателе 2 имеется гнездо для
захвата заготовок, а в
разгружателе захватная
планка 6 находится под
действием
подпружиненной губки 7. Корпус
захвата планкой 8 соединен
со штоком Р, который
проходит через корпус
разгружателя и
отжимается пружиной 10. На
стенке магазина
установлен регулируемый упор
12. При встрече с упором
шток 9 сжимает пружину
10, перемещается и
поворачивает захват,
передавая тем самым обработанную деталь в желоб 1L
Нейтральное положение питателя и разгружателя
соответствует моменту обработки заготовки на станке.
Загрузочное устройство для подачи валиков диаметром
15—30 мм и длиной 150—260 мм на токарный многорезцовый
станок мод. КТ-16 показано на рис. 152. Магазин 1 прикреплен
к станине станка; шток 2 пневмоцилиндра сообщает захвату 3
с планкой 4 возвратно-поступательное движение; механизм
разгрузки имеет лоток 5, с рейкой которого сцеплен зубчатый
Рис. 152. Загрузочное устройство для
подачи валиков на токарный многорезцовый
станок мод. КТ-16
242
сектор 7, смонтированный на валу 6. Лоток укреплен на
кронштейнах, которые установлены на валу 6\ кронштейны
соединены при помощи подпружиненных шариковых фиксаторов
с шестью секторами. Вал 6 поворачивается рейкой от копира,
смонтированного на задней стойке суппорта. Когда обработка
заготовки закончена, лоток 5 поднят. При отводе суппорта
рейка перемещается копиром вниз, вал 6 поворачивается, а вместе
с ним кронштейн и лоток.
Магазиц 1 загрузочного устройства вмещает 20—40
заготовок в зависимости от их диаметра. Магазин представляет собой
Рис. 153. Загрузочное
устройство для пода- Из сети.
чи
распределительных валиков
В атмосферу
сборный изогнутый коробчатый лоток; его можно
переналаживать в зависимости от длины заготовки.
Загрузочное устройство, схема которого показана на рис. 153,
смонтировано на токарном многорезцовом полуавтомате
мод. 1А892. На станке обрабатывают шейки распределительных
валиков. Заготовки устанавливают в центрах, прижимают
левым торцом к опорной поверхности патрона передней бабки
и поддерживают люнетом за среднюю опорную шейку.
Шейки обрабатывают широкими резцами методом врезания.
Заготовки валов находятся на загрузочном транспортере, а
обработанные валы поступают на отводящий транспортер.
Транспортеры размещены с правой стороны у станка. Загрузочно-
разгрузочное устройство имеет два держателя с захватами /,
смонтированных на каретке 2, которая движется возвратно-
поступательно вдоль станка от винта 3, а последний вращается
от электродвигателя 4 через муфту 5 и червячную пару 6 и 7.
Держатели с захватами перемещаются от цилиндра 8\
клещевые захваты разжимаются от пневмоцилиндра 9, а зажимаются
пружинами 10; движением захватов управляют электромагни-
243
ты 15 через золотники 11 —14. Каретка 2 останавливается над
рабочей зоной станка и над транспортером. Один из держателей
с захватом выносит обработанный валик из рабочей зоны
станка, а второй держатель с захватом вносит валик в рабочую зону
Вид А
Рис. 154. Загрузочное устройство для подачи валиков на токарно-револьвер-
ный автомат
станка, где он закрепляется между центрами станка, а затем
обрабатывается; каретка движется к транспортерам.
Обработанный валик укладывается на транспортер, а с другого
транспортера снимается очередная заготовка, и каретка снова движется
к рабочей зоне станка, где останавливается, ожидая конца
обработки. На каретке 2 находятся два электрощупа 16, прове-
244
ряющих наличие заготовки или обработанного валика в
соответствующем держателе с захватом. При отсутствии заготовки
или обработанного валика подается команда на отключение
станка. Для валиков небольшого размера, обрабатываемых на
токарных полуавтоматах, применяют бункерные загрузочные
устройства (рис. 154). В загрузочном устройстве, показанном
на рис. 154, а, заготовки, загруженные в бункер 1 секторного
механизма ориентации, захватываются сектором 2, из которого
они соскальзывают в магазин (лоток) 3. В конце лотка имеется
планка 4, которая, откидываясь, перемещает заготовку из
вертикального положения в горизонтальное.
Заготовки, поданные сектором 2, удерживаются в лотке от
перемещения рычагом 5, находящимся под действием пружин.
С планки 4 заготовка снимается захватом 6, установленным на
рычаге 7, совершающем колебательное движение от кулачка
распределительного вала, и переносится на линию зажимного
приспособления, в которое и перемещается заталкивателем S,
после чего все механизмы устройства занимают исходное
положение и рабочий цикл повторяется.
Обработанные детали удаляют выталкивателем 9,
получающим принудительное перемещение от кулачка
распределительного вала. На распределительном валу имеется три кулачка:
один из них управляет работой рычага с захватами, другой —
возвратно-поступательным движением заталкивателя, а третий
сообщает перемещение выталкивателю.
Устройство для подачи заготовок типа валиков с головкой,
смонтированное на многорезцовом полуавтомате мод. 1720,
показано на рис. 154,6. Заготовки из секторного механизма
ориентации 1 поступают в накопитель 2, в котором они
изменяют ориентацию (вместо наклонного положения занимают
горизонтальное), и перемещаются к отсекателям механизма
поштучной выдачи. Далее заготовки захватываются клещами 4
держателя питателя, перемещающегося от штока пневмоци-
линдра 3. В рабочей зоне станка заготовка зажимается между
центрами, а держатель питателя возвращается в исходное
положение; далее заготовка обрабатывается, освобождается от
зажима и цикл загрузки и обработки повторяется.
3. ЗАГРУЗОЧНО-РАЗГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ
ТОКАРНЫХ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ
Заготовки, которые необходимо обработать, могут иметь
любую форму при условии, что поверхность, за которую
осуществляется зажим, представляет поверхность вращения, и она
выполнена не грубее 4-го класса точности.
Рассматриваемые в дальнейшем- загрузочные устройства,
как правило, только загрузочные; для разгрузки (съема)
обработанных деталей используют механизм выталкивания.
245
.Исключение составляют автоматы, встраиваемые в
автоматические линии. В этом случае устанавливают разгрузочные
и транспортные устройства, в которые и поступают
обработанные детали. Загрузочные устройства для подачи заготовок
колец, втулок, дисков устанавливают на одном из поперечных
суппортов или сзади револьверной головки. В большинстве
случаев эти устройства магазинные и реже бункерно-магазин-
ные или бункерные.
Загрузочное устройство, показанное -на рис. 155, а,
предназначено для подачи втулок диаметром до 20 мм и длиной менее
Рис. 155. Загрузочное устройство для втулок с шиберным питателем
50 мм на токарно-револьверные автоматы. Заготовки
загружают в магазин 1 вручную или поступают из механизма
ориентации. В магазине заготовки занимают положение, необходимое
для обработки. Когда шиберный питатель 5 находится в
исходном положении, заготовка западает в захват 3 питателя. При
движении шибера (держателя) питателя 5 с захватом,
установленного на поперечном суппорте автомата, вправо заготовка
переносится в положение, при котором оси заготовки и
шпинделя станка совпадают, а отсекатель 2 перекрывает отверстие
магазина 1.
Заталкиватель вталкивает заготовку в зажимное
приспособление станка, где она зажимается. Суппорт станка и шибер
питателя возвращаются в исходное положение. При этом
захват 3 питателя поворачивается на оси 4, а как только он
выйдет из контакта с заготовкой, пружиной возвращается в
исходное положение. При дальнейшем перемещении влево отсекатель
2 открывает доступ очередной заготовки в захват питателя,
и цикл загрузки, после того как обработанная деталь будет
вытолкнута из приспособления станка, повторится.
246
Приведенное на рис. 155,6 загрузочное устройство для
подачи втулок имеет, как и предыдущее, питатель шиберного
типа. Поперечное сечение магазина 1 выполнено в соответствии
с формой подаваемых заготовок. Магазин смонтирован на
специальном кронштейне, который прикреплен болтами к бабке
автомата, а питатель 2 — на заднем суппорте автомата.
Заготовки загружают в магазин вручную; они скатываются по
наклонной поверхности лотка и попадают на призму 3 питателя.
При движении суппорта к шпинделю автомата заготовка
останавливается против цанги и в тот момент, когда цанга открыта,
заталкиватель, находящийся в револьверной головке автомата,
Рис. 156. Загрузочное устройство для втулок с питателем,
совершающим колебательное движение
заталкивает заготовку в раскрытую цангу. После зажатия
заготовки в цанге суппорт и питатель возвращаются в исходное
положение. Когда призма питателя расположится под
магазином, очередная заготовка выкатывается из него. По окончании
обработки цанга разжимается и обработанная деталь
выбрасывается выталкивателем, движущимся от пружины, находящейся
внутри шпинделя автомата. Для выталкивания детали может
быть также использован механизм подачи прутка при некоторой
его переделке.
В загрузочном устройстве, показанном на рис. 156,;
магазин У, являющийся одновременно и питателем, смонтирован на
оси 2, закрепленной в передней бабке автомата. Магазин
получает колебательное перемещение от рычага 3 в момент
поступательного движения суппорта. Заготовки коротких втулок
заталкиваются из магазина в цангу автомата заталкивателем 4.
Магазинное загрузочное устройство, показанное на рис: 157,
предназначено для подачи дисков малой толщины. Трубчатый
магазин 1 и приемник 2 установлены на вертикальном
суппорте. При перемещении револьй'ерйой головки установленный
в ней пластинчатый толкатель 3 выталкивает нижнюю затй*гЬвку
из магазина 1. Заготовка в приемнике 2 из горизонтального
положения устанавливается в вертикальное напротив отвер-
247
Рис.
157. Загрузочное устройство
для подачи дисков
стия А. Из этого положения при дальнейшем перемещении
револьверной головки толкатель 4 заталкивает заготовку в
раскрытую цангу и удерживает ее до тех пор, пока цанга не
зажмет головку. Затем револьверная головка возвращается
в исходное положение.
После соответствующей
обработки заготовки цикл
загрузки повторяется.
Достоинством рассмотренного
загрузочного устройства
является его простота, а
недостатком — загруженность
рабочих гнезд револьверной
головки.
Для удобства загрузки
магазин лучше делать
съемным, устанавливая его на
салазках.
Загрузочное устройство,
схема которого показана на
рис. 158, используют для
подачи заготовок дисков и
втулок диаметром до 40 мм
и длиной от 25 до 40 мм на
токарно-револьверный
автомат мод. 1А136. Заготовки
из механизма захвата и
ориентации или вручную в
ориентированном положении
загружают в магазин 5, где
они удерживаются отсека-
телями 4 к 6. Нижний отсе-
катель 6 укреплен на
питателе 3 с захватом. Питатель
может поворачиваться
вокруг оси. При повороте
питателя 3 под действием
пружины отсекатель 6
занимает положение, при котором
одна из заготовок
перемещается из магазина 5 в пи-
патель 3. При возвращении питателя с помощью зубчатых
секторов 8 в исходное положение захваченная питателем заготовка
устанавливается на линии действия толкателя, смонтированного
в револьверной головке станка; остальные заготовки от
перемещения удерживаются отсекателем 6. Заготовка заталкивается
подпружиненным толкателем 7 в цангу 1; обработанная деталь
на цанги удаляется подпружиненным выталкивателем 2.
Рис. 158. Схема загрузочного
устройства для дисков и втулок
248
Загрузочные устройства располагают на одном из
поперечных суппортов, что в ряде случаев является недостатком, так
как сокращается число инструментов, которые могут быть
установлены на поперечных суппортах. Загрузочные устройства
также устанавливают сзади револьверной головки при загрузке
заготовок сложной формы.
Аш Вид Б
Револьверная
головка
Рис. 159. Загрузочное устройство для заготовок типа втулок, подаваемых
на автомат мод. 1136
Загрузочное устройство (рис. 159) к токарно-револьверному
автомату мод. 1136 устанавливают за револьверной головкой
так, чтобы оси шпинделя станка, гнезда в головке и заготовки,
подготовленной к выдаче^ совпали. Устройство (рис. 159, а)
имеет корпус 4, магазин 2, ограничительную призму 11,
толкатель 7 и механизм поштучной выдачи, состоящий из
качающегося рычага 6 и двух отсекателей 1 и 3. При движении
толкателя 7 с заготовкой вперед под действием рычага 9 рычаг 6У
перемещаясь от планки 5, установленной на толкателе,
поворачивается, выдвигает нижний отсекатель 1 и освобождает
верхний отсекатель 3, который отходит назад под действием
пружины 5. В результате отхода отсекателя 3 освобожденная из
249
магазина заготовка падает на нижний отсекатель /. При отходе
толкателя назад верхние отсекатели задерживают находящиеся
в магазине заготовки. Нижний отсекатель 1 освобождает
лежащую на нем заготовку,, и . она опускается ца призму /7, где
и поддерживается двумя защелками 10.
Головка из разгрузочного устройства захватывается
специальным заталкивателем (рис. 159,6), установленным в
револьверной головке станка и представляющим полую гильзу,
приемная часть которой соответствует форме заготовки. При
подходе револьверной головки с заталкивателем к загрузочному
устройству (рис. 159, а) подающий рычаг 9, действующий от
кулачка распределительного вала, заставляет толкатель 7
переместиться вперед, в результате чего лежащая на призме 11
заготовка надевается на заталкиватель, установленный в
револьверной головке; затем заготовка перемещается в шпиндель
автомата.
Из цанги деталь выталкивается выталкивателем, который
перемещается пружиной, расположенной в гайке, ввернутой
в цангу. Для выталкивания обработанных деталей можно
использовать с некоторой переделкой механизм подачи прутка.
Если обработанные детали необходимо транспортировать
в определенном положении, что важно в тех случаях, когда
станок включен в автоматическую линию, устанавливают
дополнительное устройство (рис. 160), имеющее основание 8,
привернутое к шпиндельной бабке автомата, и стойку 5,
установленную на поперечном суппорте и перемещающемся от кулачка
распределительного вала. На основании 8 смонтирована ось,
на которой жестко установлен сварной съемник 1 и зубчатое
колесо 7. В стойке 5 закреплен один конец рейки 6, входящей
в зацепление с зубчатым колесом 7; другой конец рейки
перемещается свободно. На основании крепится кронштейн 4 с
приемным желобом 3. При перемещении заднего суппорта рейка 6
поворачивает зубчатое колесо 7, осуществляя этим колебательное
движение съемника, к поверхности которого привернуты две
губки 9 и 12, стянутые пружиной 10. В момент выталкивания
обработанной детали из цанги съемник опускается, снимает
вытолкнутую деталь и, поворачиваясь, переносит ее к желобу.
При транспортировании деталь удерживается губками 9 и 12
и штифтом 11, запрессованным в теле съемника. При подходе
к желобу губка 12 выступающим концом скользит по скосу
пластинки 2, прикрепленной к желобу, и освобождает деталь,
которая скатывается в приемный желоб 3.
Загрузочное устройство, показанное на рис. 161,
предназначено для подачи заготовок к токарно-револьверным
автоматам. Корпус //загрузочного устройства укреплен вместо щитка,
предохраняющего от разбрызгивания масла при вращении
револьверной головки. В корпусе помещен толкатель 6 для подачи
колец или втулок из магазина 4 в заталкиватель 2. Магазин 4
250
Рис. 160. Устройство для съема обработанных деталей
Патрон
Л
J
Рис. 161. Загрузочное устройство для втулок
251
при помощи кронштейна 5 прикреплен к корпусу 11 и имеет две
губки 1, закрепленные на плоских пружинах 3. Заталкиватель 2
принимает заготовки из магазина и подает их в цангу.
Заготовки в заталкивателе удерживаются тремя кулачками. Вместо
механизма ручной подачи револьверной головки укреплен
кронштейн 7. В нем на валике укреплен рычаг 10, передающий
движение толкателю 6. На другом конце валика укреплен рычаг 9,
несущий ролик 8 для передачи движения от кулачка к
толкателю 6; кулачок укреплен на валу револьверной головки.
В магазин загружают заготовки, опускающиеся до упора.
Из магазина заготовка толкателем 6 подается в заталкиватель 2>
который при повороте револьверной головки и ее движении
вперед подает заготовку в цангу автомата. Когда цанга зажмет
заготовку, заталкиватель 2 отходит назад и, после того как
головка повернется на 180°, подходит к магазину 4 для приема
следующей заготовки.
На токарно-револьверных автоматах применяют бункерные
устройства. Загрузочное устройство, показанное на рис. 162,
предназначено для подачи гаек, пистонов и подобных им
деталей на токарно-револьверные автоматы мод. 1112 и 1118. В
бункере 6 загрузочного устройства помещен сектор 9, закрепленный
на оси 18. Сектор приводится в движение тягой 10 через рычаг-
балансир 17. Тяга 10 соединена с рычагом, перемещающим
зубчатый сектор, ролик которого в результате действия пружи-
252
ны 11 на рычаг-балансир 17 находится в контакте с кулачком
на распределительном валу автомата. Сектор 9 и сухарь 2
имеют пазы, по которым перемещаются подаваемые заготовки,
неправильно расположенные в пазу сектора заготовки, а лишние
заготовки удаляются башмаком 5, имеющим вырез, который
обеспечивает свободный проход головки, но исключает
высыпание заготовок из сектора при его качании. Башмак 5 качается
на рычаге 3 относительно оси 4. Рычаг 3 жестко связан
с осью 14, на этой же оси укреплен рычаг 13 с пружиной 12.
Башмак 5, постоянно прижимаясь к сектору 9, перемещается от
последнего.
Из механизма захвата и ориентации заготовки попадают
в спиральный лоток и, перемещаясь в последнем, переходят
из вертикального положения в горизонтальное. Заготовки по
лотку движутся самотеком, а возможные заедания заготовок
устраняются вследствие постоянных ударов пружины 7. Один
конец пружины прикреплен к передней бабке автомата, а
другой — к револьверному суппорту. При отходе револьверного
суппорта пружина, растягиваясь, ударяет по лотку 1, вызывая
его вибрацию и содействуя более надежному перемещению
заготовок по лотку. Из лотка 1 через планку с вырезом,
соответствующим форме подаваемых заготовок, последние попадают
в питатель, смонтированный на заднем суппорте автомата.
Подающая часть питателя имеет захват, качающийся на оси 20
и постоянно поджимаемый плоской пружиной 19 к отсекателю.
Из питателя в зажимную цангу 15 заготовки перемещаются
пружинным толкателем S, установленным в револьверной
головке автомата. Обработанная деталь после раскрытия цанги
удаляется выталкивателем 16.
Заготовки, засыпанные навалом в бункер, западают в щель
сектора. При подъеме сектора заготовки перемещаются по
щели и попадают через сухарь 2 в лоток 1. Заготовки,
расположившиеся в пазу сектора неправильно, выравниваются или
сбрасываются башмаком 5 в бункер. Перемещаясь по лотку,
заготовки из вертикального положения занимают
горизонтальное, затем поступают в питатель, который переносит заготовку
и устанавливает ее на линии центров автомата. При подходе
револьверной головки толкатель подает заготовку в цангу,
которая и зажимает ее; задний суппорт с питателем отходят
в исходное положение, а работает установленный в
револьверной головке инструмент. При отходе заднего суппорта
собачка 21 питателя, упираясь в зажатую в цанге заготовку и
поворачиваясь йа оси, отходит вниз; когда собачка 21 выйдет из
контакта с заготовкой, питатель возвращается пружиной в
исходное положение. Очередная заготовка, удерживаемая отсе-
кателем, попадает в углубление собачки 21.
После окончания обработки цанга разжимается и
выталкиватель под действием пружин выталкивает деталь [22, 25].
253
4. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ЦЕНТРОВОЧНЫХ СТАНКОВ
Загрузочное устройство, показанное на рис. 163,
предназначено для подачи валов диаметром до 50 мм и длиной до 300 мм
на центровочный станок мод. Т-273. Кроме механизмов,
подающих заготовки, предусмотрен механизм для зажима поданных,
заготовок и механизм, обеспечивающий симметричную
установку заготовок относительно инструмента. Загрузочное устройства
имеет корпус 1, магазин, питатель, механизмы зажима и
центрирования заготовки. Заготовки из магазина 5 попадают в зону
захвата питателя, состоящего из неподвижной губки и
подпружиненной собачки 11. Захваченная заготовка переносится
ползуном питателя в зону зажимного механизма, имеющего
цилиндр 4, подвижную призму 13, смонтированную на штоке
цилиндра, и неподвижную призму 14. Ползун питателя
перемещается от штока-рейки 10 цилиндра 9; шток выполнен в виде
рейки. Шток-рейка 10 вращает зубчатое колесо 20, вместе
с которым, вращаются конические зубчатые колеса 19 и
цилиндрические зубчатые колеса 21; последние соединены с
зубчатыми рейками 22, укрепленными на ползуне питателя. В момент
перемещения ползуна питателя с заготовкой к зажимному
механизму заготовки центрируются устройством, состоящим
из рейки 6, укрепленной в корпусе питателя, зубчатого колеса 7У
насаженного на валик 18 с правой и левой резьбой, который
установлен в ползуне питателя, и гаек 17, которые, раздвигаясь,,
заставляют рычаги 16 поворачиваться и центрировать
положение заготовки.
Как только заготовка будет зажата рычагами 16, зубчатое
колесо перестанет вращаться и начнет двигать рейку 6,
преодолевая сопротивление груза 8, подвешенного на тросе; затем
заготовка зажимается между двумя призмами 13 и 14. Верхняя:
призма 13 укреплена на шток-рейке 3 цилиндра 4, а нижняя:
призма 14 перемещается от шток-рейки 3 через зубчатое
колесо 2, две скалки с рейками и траверсу 15. После зажатия
заготовки шток-рейка 10 пневмоцилиндра 9 возвращается в
исходное положение; рычаги 16 отходят от торцов заготовки. Ползун
питателя перемещается в исходное положение, груз 8
возвращает рейку в исходное положение, и рычаги расходятся.
Обработанная деталь после освобождения остается на направляющих
и при следующем цикле работы загрузочного устройства
сталкивается подпружиненными упорами 12, укрепленными на
ползуне питателя.
Загрузочно-разгрузочное устройство, показанное на рис. 164,.
предназначено для фрезерно-центровального автомата.
Заготовки вручную загружают в магазин 4 и опускают до отсека-
теля 3 механизма поштучной выдачи, которым выдаются в
приспособление станка, где зажимаются цилиндром / через систему
.254
4f со esj
о
>з:
О
а
о.
255
К5
От
О)
j!g5^i^W44444444444^\\\\\\\\W\v
у//?////////////////у////////;////?л х////////////л
'/////Ш///Щ \^
ьш
W
Рис. 164. Загрузочное устройство к фрезерно-центровальному
полуавтомату
тяг и рычагов 2. После зажима и фрезерования приспособление
вместе с заготовкой перемещается на позицию сверления.
Когда сверление заканчивается, обработанная деталь
освобождается от зажима, рычаг 6 с клещевым захватом 5 опускается,
забирает ее из приспособления и выносит в приемный лоток.
Приспособление возвращается в исходное положение, после
чего цикл повторяется.
Бункерно-загрузочное устройство для подачи заготовок
валиков на центровочный автомат показано на рис. 165.
Заготовки вручную загружают в бункер-магазин 1, из которого они
поступают в призматический вырез ползунов 2 питателя,
перемещающихся от штока цилиндра 3 при поступлении сжатого
воздуха в полость А. Когда заготовки устанавливаются на
линии центров станка, они центрируются и зажимаются
подпружиненными призмами 4, которые перемещаются от рычагов 5
при упоре в них ползунов питателя. После центрирования
поданной заготовки при поступлении сжатого воздуха в полость Б
цилиндра ползун питателя возвращается в исходное положение
и обработанная деталь, подпружиненная планками 6,
сбрасывается в приемный лоток 7. Отсекатель механизма поштучной
выдачи, выходя из отверстия бункер-магазина, позволяет
очередной заготовке опуститься сначала на поверхность ползуна,
а затем в гнездо ползуна питателя, после чего сжатый воздух
поступает в полость А цилиндра, и цикл подачи повторится.
Для устранения сводообразования в загрузочном устройстве
предусмотрен механизм, имеющий планку, укрепленную на
вертикальной стенке бункер-магазина, и подвижную планку
(ворошитель), качающиеся на оси и получающие привод от ползуна
питателя.
Бункерно-магазинное устройство для центровочных станков
показанное на рис. 166, имеет бункер-магазин с ворошителем,
питатель и механизм зажима; рабочие органы устройства,
питатель, зажимы и ворошитель получают привод от пневмоци-
линдров. Бункер-магазин 1 заполняют заготовками вручную.
С тем чтобы исключить сводообразование заготовок, в бункере
на оси 2 закреплен ворошитель 3, получающий привод от
качающегося пневмоцилиндра 4. Питатель имеет планку 7,
укрепленную на корпусе 9 устройства, внизу которой
перемещается ползун 6 питателя, получающий привод от штока
пневмоцилиндра 8. Паз планки 7 перекрыт плитой, а к ней прикреплен
приемник 5, в который из бункер-магазина 1 поступают
заготовки. Поданная заготовка зажимается между планками 12 и 11
при помощи пневмоцилиндра 10. При движении штока
пневмоцилиндра вперед ползун 6 питателя подает поступившую из
бункер-магазина 1 заготовку в планки 11 и 12 и зажимает ее.
Сжатый воздух поступает в цилиндр 4, в результате чего
ворошитель 3 способствует перемещению заготовок. Происходит
процесс центрирования, после чего сжатый воздух, поступая
257
Рис. 165. Загрузочное
устройство для центровочного
автомата
к\\\\\\\\\\\\\\\1
10 11
Рис. 166. Бункер-
но-магазинное
устройство для
центровочного
станка
258
в цилиндр 10, заставляет шток, а вместе с ним и планку
возвратиться в исходное положение. Штоки цилиндров 8 и 4
возвращаются в исходное положение, в результате чего ползун 6
питателя позволяет зацентрованной заготовке выпасть на
приемный лоток, а ворошитель 3— занять исходное положение.
Сжатый воздух вновь поступает в цилиндр 10, шток которого
и планка 11 перемещаются вперед, после чего цикл загрузки
повторяется.
Рис. 167. Бункерно-магазинное устройство для центровочного станка
Загрузочное устройство, используемое для валиков
диаметром менее 15 мм и длиной менее 200 мм, показано на рис. 167.
В этом устройстве заготовки из бункер-магазина 1 опускаются
в гнездо секторов питателя 2. В верхнем исходном положении
сектора питателя подпружиненные рычаги захвата 3, упираясь
в скос лотка, поворачиваются на оси, обеспечивая тем самым
свободное западание заготовки в гнездо питателя. Рейка 5
перемещается от кулачков распределительного вала через
систему рычагов или штока цилиндра и поворачивает зубчатое
колесо 4; вместе с ним через зубчатую муфту 6 поворачивается
вал 7 и секторы питателя 2, несущие заготовку. Заготовка при
повороте секторов против часовой стрелки переносится в
приспособление, где зажимается. Секторы возвращаются в
исходное положение. После обработки освобожденная от зажима
в приспособлении деталь падает в тару и цикл загрузки
повторяется.
Глава ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
111 ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
1. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ СТАНКОВ
Загрузочные устройства для подачи колец и втулок.
Валковое загрузочное устройство, показанное на рис. 168, имеет
два валка 1, 2 и привод серии ПМС с асинхронной муфтой
скольжения и центробежным регулятором скорости. Валковые
устройства применяют не только для загрузки заготовок, но
и для отвода обработанных деталей. Валки вращаются в одну
сторону при помощи цепной передачи. Опоры валков подвижные
и позволяют перемещать ведущий валок под углом 60° к
горизонтальной плоскости, а поддерживающий — под углом 30°;
кроме того, передние опоры позволяют перемещать валки
и в вертикальной плоскости. Устройство монтируют на тумбе;
его положение относительно станка регулируют гайкой или
винтом. В рассматриваемой конструкции загрузочного
устройства один валок цилиндрический, а другой конический или оба
валка конические. Имеются также устройства с двумя
цилиндрическими валками и с ведущим валком гиперболоидальной
формы, а поддерживающим — конической формы.
Валковые загрузочные устройства с двумя цилиндрическими
валками просты в изготовлении, но заготовки в этих
устройствах перемещаются неравномерно с разрывами. Устройства
с одним цилиндрическим и одним коническим валком подают
заготовки без разрывов в том случае, если заготовки
перемещаются в направлении к меньшему диаметру конического
валка, а если к большому диаметру, то с явно выраженными
разрывами. При перемещении заготовок в направлении к
малому диаметру конического валка заготовки проскальзывают,
так как скорость цилиндрического валка постоянная, а
конического — переменная, но вместе с этим заготовки занимают
устойчивое положение относительно поверхности валка.
Устройства с двумя коническими валками перемещают заготовки
плотным столбом без разрывов в направлении к меньшим
диаметрам валков и с разрывами — к большим диаметрам.
Наиболее благоприятным сочетанием следует считать гиперболоидаль-
ный валок и конический валик. В тех случаях, когда на
токарном станке обрабатывают гиперболоидные валки, рассчитывают
260
смещение задней бабки по вертикали и определяют координаты
положения шлифовального круга относительно валка [1].
Для подачи тяжелых заготовок используют секционные валки
Г'' Л
Рис. 168. Валковое загрузочное устройство конструкции ЭНИМС
Рис. 169. Схемы загрузки валков из лотка
[29]. Заготовки на валки загружают вручную или из лотка
(рис. 169,а). В выходной части лотка / смонтирован механизм
поштучной выдачи двойного действия 2, управляемый
электромагнитом 3 и пружиной 4. Сбоку валков на стойке установлены
261
рычаг 5 с роликом 6 и электроконтактная головка 7.
Подаваемая заготовка, выданная механизмом поштучной выдачи,
опирается на ролик 6. Как только заготовка войдет в контакт
с роликом, рычаг 5 отклонится вверх, и головка 7 подаст
команду на включение электромагнита 3; он срабатывает, и от-
секатели пропускают очередную заготовку; последняя действует
на рычаг, электромагнит выключается, отсекатели
возвращаются в исходное положение, и цикл повторяется.
Устройство для автоматической укладки колец на валки или
вибролоток, транспортирующий их к шлифовальному кругу,
показано на рис. 169, б. Устройство имеет электродвигатель /,
редуктор 2, на конце вала которого находится кулачок 3,
управляющий работой механизма поштучной выдачи 4 с отсека-
телями 5 и 6, и толкатель 7, подающий заготовки на валки 8.
Кулачок 3 при вращении поворачивает рычаг 9, который
отводит толкатель 7 в крайнее исходное положение, и заготовка,
выданная механизмом поштучной выдачи, устанавливается на
линию толкателя. При дальнейшем же вращении кулачка
пружина 10 поворачивает рычаг 9 и последний перемещает
заготовку через гильзу 12 на валки 8. Одновременно поворачивается
рычаг 11 механизма поштучной выдачи, отсекатели которого
и выдают очередную заготовку. Параметры валковых
загрузочных устройств приведены в табл. 9 [29].
Таблица 9
Основные параметры валковых загрузочных устройств
для бесцентрово-шлифовальных станков
УДЯ^ч?
Тип валков
Цилиндрические
Конические
Гиперболоидальные
Примечания: 1.
2. Угол E у конически
%
Углы
контакта
в град
Фо
50—75
50—75
50—75
ФО
30-45
25—45
25-45
Длина валков /
х валков принил
¦$.
Угол
наклона
валка
а в град
0-2°
0—2°30'
0—2°30'
в мм принимг
[ают от Г до 1°
\й
^T=L
Л
d-
^_М
1
f
Диаметр валков D0 для
заготовок диаметром D.,
в мм °
0—50
30—60
40—70
40-70
50—150
60—90
80—100
80—100
150-300]
70—100
100—150
100-150
1ется от 500 до 1500 мм.
30'.
262
Режим работы валковых загрузочных устройств
рассчитывают по приведенным ниже формулам.
Скорость вращения валков: а) для случая, когда заготовки,
находящиеся в рабочей зоне станка, не испытывают осевого
давления со стороны заготовок, расположенных на валках:
для цилиндрических валков
п = —Егн— об/мин;
r)jtD0 tg a
для конических и гиперболоидальных валков.
п = -—V"K, об/мин;
T)«(D0-/tgp)ytg2a-tg2p
б) для случая, когда заготовки, находящиеся в рабочей зоне
станка, испытывают осевое давление (подпор) со стороны
заготовок, расположенных на валках:
для цилиндрических валков
п = ^ — об/мин;
\ * max /
для конических и гиперболоидальных валков
п = ^- : об/мин;
x\n(D0-l tgp^tg* a-tg» p A —??*-)
\ "max /
где vn4 — скорость подачи заготовок на цилиндрических
валках, принимаемая равной скорости подачи заготовок ведущим
кругом; vtin — скорость подачи заготовок на конических или
гиперболоидальных валках; т) = 0,7 -=- 0,8 — коэффициент
проскальзывания; Рос — осевое сопротивление, необходимое для
устранения зазоров между заготовками в рабочей зоне;
Лпах — максимальная осевая сила (подпор), создающаяся
валками; Do, Р, а, I — приведены в табл. 9.
для цилиндрических валков
/'micos(po
* max
. / , е
sin((p0 + q>o-
2 J
для конических и гиперболоидальных валков
__ fmi cos фр
* max , п
(<Ро + Фо + у)
sin I ф0 +
где i — число заготовок на валках; т — масса заготовки; f —
приведенный коэффициент трения скольжения; / — коэффициент
трения скольжения.
263
Амплитуда колебания заготовки в момент ее входа в
рабочую зону станка (между кругами);
для цилиндрических валков
для конических и гиперболоидальных валков
* V д М LV L (Dd + d)\ga tgaj
— arc sin-^-Mll,
tg а ЛГ
где Dq — диаметр подаваемых заготовок; d — наименьший
диаметр валка; h — длина заготовки.
Производительность валковых загрузочных устройств
Мощность привода валкового устройства
Nss knD0nFmax
60-102-1000
где k — коэффициент, учитывающий потери в кинематической
цепи привода и в подшипниках; FmSiX — максимально
возможная сила трения.
Для загрузки колец на бесцентрово-шлифовальные станки
также применяют устройства с цепными
магазинами-транспортерами и вибролотками. Корпус 7 устройства с цепным
транспортером (рис. 170) укреплен на кронштейне 4.
Транспортеры 5 и 8 расположены относительно друг друга под углом 60°.
При этом поверхность ведущей ветви цепного транспортера 8
должна находиться на одном уровне с поверхностью опорного
ножа. Цепи транспортеров приводятся от электродвигателя /
через клиноременную передачу, редуктор 3 и цепную передачу 2.
Загрузочное устройство является универсальным и позволяет
изменять положение транспортера 5 относительно
транспортера 8 при помощи винтов 6.
Для загрузки втулок и реже колец используют вибролотки
(рис. 171). Вибролоток имеет массивное основание /, четыре
наклонно установленные плоские пружины (рессоры) 2,
корпус 3 с электромагнитом 4 и V-образный лоток 5; заготовки
укладывают на лоток 5 вручную. При включении
электромагнита в результате взаимодействия якоря 6 с сердечником
электромагнита 4 лоток колеблется, в результате чего заготовки
перемещаются к рабочему пространству станка. Вибролотки
применяют на бесцентрово-шлифовальных станках только при
264
черновом шлифовании. В условиях массового производства для
автоматизации укладки заготовок на валки применяют
вибробункеры. Из всех рассмотренных загрузочных устройств для
подачи колец и втулок на бесцентрово-шлифовальные станки
наиболее совершенными, особенно для колец, следует считать
валковые загрузочные устройства конструкции ЭНИМС. В тех
случаях, когда заготовки загружают на
бесцентрово-шлифовальные станки, работающие по методу врезания, описанные
Рис. 170. Загрузочное
устройство с цепным магазином-
транспортером
устройства применять нельзя, а рекомендуется использовать
устройства типа, показанного на рис. 172. Заготовки из лотка
скатываются к рычагу 1, расположенному в конце магазина.
Когда шлифование закончено, сжатый воздух подается в
цилиндр 5, шток которого перемещает захват 2 питателя за
очередной заготовкой. Когда захват 2 движется вперед, рычаг 1
позволяет заготовке опуститься на направляющие ножи
станка. При движении захвата питателя назад очередная заготовка
подается до упора 3, а выталкиватель 4 перемещает
отшлифованную деталь в приемный лоток. Кроме загрузочного
устройства, на бесцентрово-шлифовальных станках при шлифовании
колец устанавливают еще приспособление для возврата колец
к месту загрузки (рис. 173,а). Заготовку, находящуюся на
призме 8, толкатель 1, перемещающийся от штока цилиндра
двойного действия, сталкивает на конусные вращающиеся валки 7,
265
Рис. 171. Вибролоток для загрузки колец
Рис. 172. Загрузочное устройство для бесцентрово-шлифовального
станка, работающего по методу врезания
266
по которым заготовки транспортируются в рабочую зону станка.
Обработанные кольца поступают на транспортер 6,
выполненный из клиновых ремцей и получающий привод от станка,
а с транспортера—на наклонный желоб 5. Скатываясь по
желобу, кольца попадают на заслонку 4, имеющую противовес,
что позволяет исключить заклинивание колец и изменить
ориентацию кольца при подаче на ленточный транспортер 3
и к лотку 2. При переходе с транспортера 3 в лоток 2 кольца
занимают положение «на ребро» и поступают к призме. После
соответствующей настройки станка цикл загрузки, обработки
и возврата колец повторяется.
Рис. 173. Схемы устройств для возврата колец к месту загрузки
Для колец среднего размера применяют устройство,
показанное на рис. 173,6. Заготовки колец поступают на валковое
загрузочное устройство 9, которым и подаются в рабочую зону
станка. Обработанные кольца по приемному лотку 10 поступают
на ленточные транспортеры 11 и 12, а затем — в кассету или
ящик 13. Ленточный транспортер 11 имеет привод от
электродвигателя и редуктора, а ленточный транспортер 12 — от того
же электродвигателя с редуктором, цепную передачу и
конические зубчатые колеса.
Загрузочные устройства для подачи валиков. Валики можно
обрабатывать шлифованием на проход; с осевой подачей до
упора; врезанием и врезанием с осциллирующим движением
заготовок или рабочего круга.
Основными типами загрузочных устройств при шлифовании
на проход являются бункерно-магазинные и бункерные
устройства. Наиболее простое магазинное загрузочное устройство
имеет лоток из равнобокой угловой стали и детали для его
крепления к станку» Наклон лотка выбирают в соответствии
с размером подлежащих шлифованию заготовок. Заготовки по
лотку перемещаются самотеком. Такие загрузочные устройства
267
Рие.
применяют в серийном производстве при относительно малой
длине шлифуемых заготовок.
Загрузочное устройство, у которого заготовки вводятся
между кругами толкателем, перемещающимся от привода
(рис. 174), предназначено для подачи валиков диаметром от 5»
до 20 мм и длиной от 70 до 200 мм. Заготовки загружаются
в магазин /, из которого они опускаются на опорный нож 2
станка. Заготовки проталкиваются между кругами
толкателем 3, получающим принудительное возвратно-поступательное
движение от ведущего
круга станка. Ведущий круг
через шарнир 4 и
цилиндрические и конические
зубчатые колеса, через ролик 6 к
пружины 7 сообщает
возвратно-поступательное
движение салазками 8, в
зажимах 5 которых укреплен
толкатель 3. При
возвращении толкателя в исходное
положение из магазина на
нож падает следующая
заготовка и цикл повторяется.
Если на пути толкателя
возникает препятствие,
вызванное неправильным
опусканием заготовки из магазина на нож или какой-либо другой
причиной, движение толкателя прекращается, а пружины 7
остаются растянутыми. В этом случае остальные механизмы
продолжают работать нормально. Профиль кулачка рассчитывается
таким образом, чтобы скорость движения салазок с толкателем
составила 1,1—1,25 скорости продольной подачи при
шлифовании, а длина хода толкателя составляла 0,5—0,8 длины
шлифуемой заготовки.
Загрузочное устройство, показанное на рис. 175,
предназначено для подачи сверл и гладких валиков на бесцентрово-
шлифовальные станки мод. 3180, 3182, 3184. Устройство имеет
бункер-магазин и питатель, выполненный в виде бесконечной
цепи с захватами. Цепь с захватами приводится от ведущего
круга станка. Заготовки вручную загружают в
бункер-магазин 1, который во время вращения вала 8 при помощи
эксцентрика 9 и тяги 10 качается относительно оси 5. Выданная из
бункер-магазина 1 заготовка попадает между пальцами цепи 2
и подается в зону резания.
После обработки детали выпадают из цепи на лоток. Цепь
с пальцами получает привод от шкива 4 вала ведущего круга
станка через муфту, конические зубчатые колеса 3, вал 8 и
звездочки 6 и 7.
174. Загрузочное устройство
для подачи валиков
268
Бункерно-магазинное загрузочное устройство, показанное
на рис. 176, используют на бесцентрово-шлифовальном станке
мод. 3184 для подачи валиков диаметром до 10 мм. Заготовки
загружают в бункер-магазин 1 с подвижной пластиной 2. Бункер
при помощи цилиндра 3 совершает колебательное движение
для предотвращения сводообразования заготовок. Из бункера
заготовки опускаются в сменную кассету (накопитель) 4\ кассета
{накопитель) имеет механизм поштучной выдачи.
Рис. 175. Бункерно-магазинное загрузочное устройство для подачи
сверл и гладких валиков
Цилиндр 5 через рычаг 6 и толкатель 7 подает заготовки
на нож. Положение толкателя 7 по длине регулируется
перемещением подвижной втулки 8. Пружина 9 предохраняет
толкатель или заготовку от заедания. Для стабильной работы
приспособления поставлен реверсивный золотник с
гидроуправлением от трубопроводов цилиндра быстрого подвода
шлифовального круга к заготовке. Устройство относится к группе
универсально-наладочных.
Загрузочное устройство, показанное на рис. 177,
предназначено для подачи валиков диаметром 10—20 мм и длиной
до 500 мм на бесцентрово-шлифовальный станок. Загрузочное
устройство имеет корпус, питатель, бункер-магазин. Корпус 11
представляет собой сварную конструкцию и установлен на
выдвигаемых ножках 10, что необходимо для регулирования
положения загрузочного устройства относительно рабочей зоны
станка. Загрузочное устройство перемещается от станка к
станку на роликах 9.
Бункер-магазин, вмещающий 200—300 заготовок (рис. 178),
представляет сварную коробку / с коническим дном 2. В
механизме поштучной выдачи 3 (отсекателе) может поместиться
269
Рис. 176. Бункерно-магазинное загрузочное устройство для подачи
валиков
Рис. 177. Бункерно-магазинное загрузочное устройство для подачи
валиков
270
только одна подаваемая заготовка. Барабан вращается от
электродвигателя 5 (см. рис. 177), червячный редуктор 12,
цепную передачу 13, конические зубчатые колеса (см.
рис. 178), отделяет одну заготовку и передает ее в приемник
питателя. Питатель имеет червячный редуктор (передаточное
число 1 :50), кривошипный диск 14 (см. рис. 177), кулису 3
с ползуном 2, толкатель 1, коромысло 7 и подвеску 6. Ход
кулисы регулируют перемещением пальца 4 в пазу
кривошипного диска 14 и подвески 6 в пазу 5 корпуса рамы. При
шлифовании длинные валы подаются головкой кулисы 3, а более
короткие—толкателем 1. Перемещения рабочего органа
питателя и барабана согласованы. Заготовки загружают в
бункер-магазин; в барабан бункера западает одна заготовка»
Рис. 178. Бункерно-магазинное устройство
и в момент, когда кулиса 3 находится в крайнем исходном
положении, захваченная заготовка передается на
направляющие 4 (см. рис. 178). При перемещении кулисы к станку
(см. рис. 177) заготовка перемещается головкой кулисы или
толкателем к кругам станка, затем толкатель возвращается
в исходное положение, а паз барабана в это время захватывает
следующую заготовку, и цикл загрузки повторяется.
Бункерно-магазинное загрузочное устройство, показанное
на рис. 179, предназначено для подачи цилиндрических
валиков диаметром 6—7 мм и длиной до 150 мм на бесцентрово-
шлифовальный станок мод. 3180 и состоит из качающегося
бункер-магазина с механизмом поштучной выдачи,
выполненным в; виде барабана, механизма качания и питателя с
приводом для перемещения толкателя (ползуна) питателя.
Бункер-магазин имеет корпус и кожух 4; в корпусе 7 на
валу 2 установлен барабан с продольным пазом, в котором
размещена призма 6. В призму из бункер-магазина западает
заготовка и при повороте барабана передается в питатель.
Чтобы повысить надежность западания заготовок в паз
барабана, он выполняется граненым, а бункер-магазин
устанавливают на центрах 5 в двух стойках 11; он получает колебатель-
271
ное движение от эксцентрика 9 и пружины 8, действующих на
рычаг 10, привинченный к бункер-магазину. Барабан и
эксцентрик вращаются от звездочки 1, а последняя — от
электродвигателя через зубчатые колеса (редуктор). Корпус 13 питателя
укреплен на станине станка; внутри корпуса установлен
диск 14 с роликом 15, который входит в паз кулисы 16,
качающейся на оси 17. Колебательное движение кулисы
преобразуется в возвратно-поступательное движение ползуна 12
питателя по призме.
Рис. 179. Бункерно-магазинное загрузочное устройство для
подачи валиков
В ползуне установлен подпружиненный толкатель. Та часть
рабочей поверхности направляющей призмы, которая
находится у шлифовального и ведущего кругов, сделана разъемной
и состоит из двух призм 3, укрепленных на кронштейне 18.
Положение ползуна 19 может быть изменено винтом 20, а
положение кронштейна — винтом 21, для компенсации установки
заготовки при износе шлифовального круга. Для привода
подвижных частей загрузочного устройства предусмотрен
индивидуальный электродвигатель, редуктор и сменные колеса.
Заготовки в бункер-магазин загружают вручную; одна из
заготовок западает в паз барабана. При повороте последнего
заготовка передается в призматическое углубление корпуса
питателя, по которому толкателем, получающим привод от
272
кулисы, перемещается в зону кругов станка. Загрузочное
устройство относится к универсально-наладочным. При обработке
заготовок другого типоразмера положение перегородки в
бункер-магазине устанавливают в зависимости от длины
заготовок; заменяют призму барабана; регулируют призмы питателя
и положение кронштейна по высоте; подбирают скорость
вращения диска с пальцем, сообщающим качательное
движение кулисе, а также скорость перемещения толкателя и
барабана механизма поштучной выдачи. Бункерно-магазинное
загрузочное устройство, показанное на рис. 180, а и б, имеет
бункер /, магазин (накопитель) 2 и кронштейн 3 с питателем
пневматического действия. В бункере размещены два
качающихся рычага с ворошителями 5, которые приводятся в
движение от цилиндра 9. Глубину бункера и щель между
рычагами-ворошителями 5 делают такими, чтобы загружаемые
заготовки перемещались. В дне бункера имеется окно, размеры
которого обеспечивают свободное прохождение заготовки
в магазин (накопитель). В нижней части магазина имеется
прорезь, в которую проходит передний конец опорного ножа
станка. Магазин прикреплен к нижней опорной поверхности
бункера 1, а лапками 5 — к корпусу станка. Кронштейн 3
смонтирован на подвижном столе станка, на котором установлен
и люнет с ведущим кругом. Таким образом, при износе
шлифовального круга и подаче люнета с ведущим кругом
соответственно подается и кронштейн 3 с бункером. На этом же столе
смонтирован специальный воздухораспределительный кран 7,
включенный кулачком 6, который установлен на шпинделе
ведущего круга. Цилиндры 4 и 9 соединены между собой
воздухопроводами таким образом, что при одном обороте
ведущего круга поршни обоих цилиндров совершают по одному
возвратно-поступательному движению. При удалении готовой
детали с опорного ножа кулачок 6 нажимает на кран 7, и шток
цилиндра 4 питателя подает из магазина следующую заготовку.
По возвращении штока в исходное положение на передний
конец опорного ножа опускается следующая заготовка.
Наряду с магазинными и бункерно-магазинными
загрузочными устройствами для мелких заготовок применяют
бункерные загрузочные устройства. Одно из таких загрузочных
устройств, используемое для подачи заготовок диаметром от
1,5 до 5 мм и длиной 20—30 мм показано на рис. 181. Внутри
бункера 5 на валу 7 установлен ворошитель 6 с четырьмя
лопастями. Для привода ворошителя используется пневмодрель
типа РС-22 и РС-32. Бункер закрывается герметической
крышкой 2 с резиновой прокладкой при помощи рукоятки 3. В
стенке бункера установлены две трубки 4 и /. По резиновому
шлангу и трубке 4 сжатый воздух под давлением 4—5 кгс/см2
поступает в бункер; давление струи воздуха регулируют
краном. Сжатый воздух, поступая в бункер, захватывает заготовки
273
Рис. 180. Бункерно-мага-
зинное загрузочное
устройство для подачи
валиков:
а — общий вид; б — схе-
Рис. 181. Бункерное загрузочное устройство
пневматического действия для подачи мелких валиков
и подает их в приемную трубку /, пройдя которую они
поступают с заданной скоростью в зону шлифования.
Рассмотренное устройство может быть отнесено к группе универсально-
наладочных. При подаче заготовок другого диаметра
необходимо заменить только приемную втулку.
Загрузочное устройство, показанное на рис. 182, а и б,
используют для подачи валиков длиной менее 100 мм на бес-
центрово-шлифовальные станки мод. 3180. Загрузочное
устройство смонтировано на салазках бабки ведущего круга.
В загрузочном устройстве применяют дисковый карманчи-
ковый механизм ориентации и питатель с тремя винтовыми
валками. Два винтовых валка транспортирующие, а третий
винтовой валок направляющий. Левый транспортирующий
валок 2 имеет наружную спираль прямоугольного сечения,
а правый транспортирующий валок 3 меньшего диаметра —
винтовую канавку, в которую входит спираль валка 2. Оба
валка имеют принудительное вращение в разные стороны.
Шаг спирали на валках несколько больше длины подаваемых
заготовок. Спираль левого валка должна свободно входить
в винтовую канавку правого валка, чтобы оба валка при
совмещении могли свободно вращаться.
Верхний короткий направляющий валок 1 имеет такую же
винтовую канавку, как и правый валок, и спираль левого валка
входит в винтовую канавку верхнего валка.
Верхний направляющий валок должен находиться в
постоянном контакте с левым транспортирующим валком и опираться
на него так, чтобы между ним и правым транспортирующим
валком образовался зазор; подаваемая заготовка также не
должна касаться направляющего валка; валок 2 вращается по
часовой стрелке, а валок 3 — против часовой стрелки. Для
подачи заготовок в один ряд на одной оси с направляющим
валком установлен валок-сбрасыватель 4 для заготовок,
диаметр которых меньше 18 мм\ при сбрасывании заготовок
больших диаметров вместо валка применяют неподвижную планку.
Расстояние от нижней поверхности сбрасывателя до
транспортирующих валков можно регулировать и устанавливать в
зависимости от диаметра подаваемых заготовок.
Механизм ориентации и транспортирующие валки, подающие
заготовки в зону ведущего и шлифовального кругов станка,
получают вращение от индивидуального электродвигателя через
червяк, червячные колеса 5 на захватывающий диск 6,
вращающийся внутри бункера 7, и через червяк, червячные колеса
и зубчатые колеса 8—11 на транспортирующие валки питателя.
Направляющий валок 1 и сбрасыватель 4 вращаются от
левого валка 2. Заготовки из механизма ориентации выпадают
на лоток 12, с которого самотеком перемещаются на
вращающиеся в разные стороны валки. Заготовка, попавшая между
двумя винтовыми валками, перемещается к опорному ножу 13
275
Рис. 182. Бункерное загрузочное устройство с винтовым питателем для подачи валиков
станка, подается на нож, а затем захватывается ведущим
и шлифовальным кругами 14. При обработке заготовок других
размеров требуется только заменить диск в механизме
ориентации и отрегулировать сбрасыватель; поэтому данное устройство
можно применять в условиях не только массового, но и
серийного производств.
Загрузочное устройство рассчитывают по следующим
формулам: шаг спирали на винтовых валках t = Lmax + b +
+ B-4-6) мм; высота транспортирующего винта валка h =
= —niM. + B -т- 4) мм; скорость подачи винтовым питателем
v = ht2; величина минутной подачи бесцентрового шлифования
vn = пЬвкпвк-sin ои$; скорость вращения валков питателя
^ лРвкПвк sin ар
"""* t
В формулах приняты обозначения: Lmax — наибольшая
длина заготовки, обрабатываемой на данном станке, в мм; b —
толщина нитки спирали в мм; DmdLX — максимальный диаметр
заготовки в мм; п — скорость вращения транспортирующего
валка в об/мин; D^ и пвк — соответственно диаметр (в мм)
и скорость вращения ведущего круга (в об/мин); а — угол
наклона оси ведущего круга в град; р — коэффициент
скольжения.
Скорость, подачи заготовок валками должна быть меньше
продольной подачи при шлифовании; продольную подачу
выбирают такой, чтобы исключалась возможность нахождения в зоне
ведущего и шлифовального кругов одной заготовки, так как
в этом случае будет односторонний отжим кругов и, как
следствие этого, искажение формы шлифуемой заготовки.
Бункерное загрузочное устройство, показанное на рис. 183,
не только подает ролики в требуемом для обработки
положении, но и, сортируя ролики по диаметру, удаляет из общего
потока ролики с малым или большим диаметром. Загрузочное
устройство имеет механизм захвата и ориентации, а также
двухъярусный механизм для сортировки, являющийся
одновременно магазином, питателем и отводной трубкой, по которой
ролики транспортируются к ведущему и шлифовальному кругам.
Устройство работает от индивидуального электродвигателя.
Конические ролики загружают в бункер / дискового механизма
захвата и ориентации. При вращении рабочего диска этого
механизма ролики западают в вырезы диска любым концом и
переносятся к окну в дне бункера, через которое и падают в
приемный желоб 2, расположенный над верхними сортировочными
валками 3. Валки вращаются в противоположных направлениях
от электродвигателя через червячный редуктор, шкивы и
зубчатые колеса. Валки параллельны друг другу и наклонены под
углом у. Величину щели между валками устанавливают при
помощи регулировочных винтов 4. Вследствие вращения и на-
277
клона валков ролики, занимая вертикальное положение,
перемещаются сначала до уступа 7\ а затем до уступа Ти
являющихся калибрами. Щель в зоне первого уступа на валках
соответствует наименьшему размеру большего диаметра конуса
ролика, а щель в зоне уступа Т\ на валках соответствует
наибольшему размеру большего диаметра конуса ролика. Ролики
наименьшего диаметра проваливаются через щели между
уступами Т и попадают на валки 5, вращающиеся в том же
направлении, что и валки 3. Ролики, диаметр которых меньше
допускаемого размера, проваливаются в щель между первой парой
Рис. 183. Бункерное загрузочное устройство с валковым питателем
для подачи конических роликов
валков до уступа Т и попадают по лотку в специальный
сборник. Ролики большего диаметра, дойдя до щели, образованной
уступами Т\, проваливаются через нее и отводятся в тару.
Вторая пара валков 5 имеет уступ Г2. Ролики, переместившиеся до
щели, образуемой этим уступом, проваливаются через приемник
и попадают в трубчатый магазин, в котором транспортируются
к приемным ножам шлифовального станка.
Для валиков малого диаметра и небольшой длины
используют бункерные загрузочные устройства (рис. 184), имеющие
электродвигатель S, клиноременные передачи 4—7, редуктор,
механизм ориентации 2 и накопитель У, расположенный на
уровне опорного ножа станка. Заготовки, подлежащие шлифованию,
загружаются на быстровращающийся диск 3 и под действием
центробежной силы отбрасываются к стенке бункера, а затем
поступают в накопитель.
В загрузочном устройстве, показанном на рис. 185, заготовки,
засыпанные в бункер 3, в результате качания относительно
278
оси 7 двух ножей 13, приводимых в движение кулачками,
к которым ножи прижимаются пружинами 2, попадают на
транспортер 12, расположенный между ножами 13, который и
выносит их из бункера под планки 4 и 8 ив накопитель 9. Если
заготовка заняла неправильное положение относительно
транспортера 12, то она сбрасывается в бункер сбрасывателем 11,
который во избежании заклинивания установлен на
подпружиненных опорах 10 и вращается в сторону, обратную
направлению движения транспортера. Заготовки в накопитель попадают
под вращающийся на оси 5 резиновый ролик 6, который и
создает требуемый подпор. Транспортер и ножи приводятся от
электродвигателя 1 через редуктор 16 и цепную передачу, которая
через звездочку 15 вращает
вал 14. На валу укреплены
звездочка транспортера 12 и
кулачки 17. В устройстве есть
механизмы, регулируя
которые можно получить
необходимое натяжение роликовой цепи.
Устройство относится к
универсально-наладочным.
Чтобы его использовать для
заготовок другого размера,
необходимо заменить накопитель 9
и отрегулировать положение
сбрасывателя 11, ролика 6 и
направляющих планок 4 и 8 в
соответствии с диаметром заготовки. Для загрузки бесцентрово-
шлифовальных станков применяют вибробункеры ,[28, 32].
В зависимости от направления подачи шлифуемых заготовок
загрузочные устройства при шлифовании врезанием разделяют
на две группы: к первой относятся устройства, подающие
заготовки-— параллельно оси шлифовального круга, а ко второй —
устройства с подачей заготовок перпендикулярно оси круга.
К первой группе относятся устройства для станков, работающих
по методу врезного шлифования профильным ведущим кругом,
и устройства для шлифования гладким ведущим кругом. При
врезном шлифовании профильным кругом круг в поперечном
сечении выполнен с постепенным нарастанием радиуса-вектора
по архимедовой спирали в направлении, обратном вращению
круга.
Весь цикл шлифования, включая загрузку заготовки
и съем обработанной детали, осуществляется за один оборот
ведущего круга.
Формы ведущего круга показаны на рис. 186. Для
шлифования заготовок длиной менее 80 мм применяют круги,
показанные на рис. 186, а, имеющие паз вдоль образующей круга, этот
паз служит для удаления деталей. Для длинных деталей и
Рис. 184. Бункерное загрузочное
устройство с дисковым механизмом
ориентации для валиков
279
Jg Рис. 185. Бункерное загрузочное устройство
° с секторным механизмом ориентации для »
валиков
А-А
деталей со значительной разницей диаметром ступеней круги
делают без паза. Детали в этом случае удаляют
выталкивателем, возвращающим их в направлении загрузки (рис. 186,6).
Последовательность шлифования по методу врезания
кругами типа показанных на рис. 186, а показана на рис. 186, в. Когда
ведущий круг находится в положении /, в зазор между кругами
на нож подается заготовка. Поверхность этого участка (рис. 186,
а) выполнена по архимедовой спирали с разницей радиусов
0,5—1,0 мм; эта разница
учитывает не только зазор,
необходимый для
свободного ввода заготовок, но и
колебание припуска на
последних. Длина дуги этого
участка
zidentx
и-
60
Рис. 186. Круги для шлифования
врезанием
йв — диаметр ведущего
круга в мм; п — скорость
вращения ведущего круга в
об/мин; t\ — время
загрузки заготовки на опорный
нож в сек.
При дальнейшем
повороте ведущего круга в рафоту
вступает участок рабочей части круга, выполненный по
архимедовой спирали, у которой разность конечного и начального
радиусов равна припуску на диаметр.
Длина рабочего участка
1Б ж ndz —.,
где d3 — диаметр заготовки в мм; h — припуск на обработку
в мм\ sn — поперечная подача на один оборот заготовки
в мм/об (длина дуги 1В).
Калибрующая часть круга выполнена с постоянным
радиусом. Длина дуги калибрующего участка 1В определяется в
зависимости от требуемых точности и класса чистоты обработки.
Часть круга длиной 1Г выполнена в виде паза. Когда ведущий
круг сделает один полный оборот (рис. 186, в), к ножу
подойдет участок круга с пазом (положение //) и отшлифованная
деталь закатится в паз. Когда паз займет нижнее положение,
отшлифованная деталь выпадет в тару (положение III).
Так как процесс шлифования заканчивается за время
оборота ведущего круга, необходимо быстро установить
следующую заготовку и удалить деталь, что производится с помощью
быстродействующих загрузочных устройств.
281
Загрузочное устройство для подачи ступенчатых валиков
на бесцентрово-шлифовальный станок показано на рис. 187, а,
а на рис. 187,6 дана схема привода. Заготовки загружают
в V-образный лоток 1; они перемещаются по нему в
накопитель 2, закрепленный на кронштейне 4, который прикреплен
к люнету ножа. Под магазином 2 расположен выступающий
конец опорного ножа 3 станка. Заготовки выталкиваются из
магазина 2 между шлифовальным и ведущим кругами
штоком 5 цилиндра 6. Шток одновременно поштучно выдает
заготовки, так как в тот момент, когда он находится в магазине,
Рис. 187. Загрузочное устройство для ступенчатых валиков
заготовки не могут перемещаться в вертикальной плоскости,
но как только шток займет крайнее исходное положение,
очередная заготовка опустится на опорный нож 3;
отшлифованная деталь удаляется в паз ведущего круга.
Работой цилиндра и вращением ведущего круга управляет
кулачок 7, действующий через коромысло с роликом на
трехходовой кран 8 управления. В тот момент, когда кулачок 7
выступом нажмет на коромысло, золотник опустится (рис. 187,6)
в нижнее положение, в результате сжатый воздух из левой
полости цилиндра 6 через трубку 9 выходит в окружающую
среду, а в правую полость цилиндра по трубке 10 поступает
сжатый воздух из сети. Поршень и шток перемещаются к
магазину, и лежащая на ноже заготовка будет перемещена до
упора 11. Когда заготовка будет подана, кулачок 7 освободит
коромысло клапана, пружина возвратит золотники в исходное
положение и толкатель с поршнем возвратится в исходное
положение, в этот момент происходит процесс шлифования. Так
как заготовка имеет ступенчатую форму и шлифуется одновре-
282
менно по двум ступеням, опорный нож должен иметь тоже
ступенчатую форму.
Загрузочное устройство для подачи клапанов
автомобильного двигателя показано на рис. 188. Клапаны вручную
загружают в щелевой спиральный магазин 1 (рис. 188, а),
закрепленный на кронштейне 2, который смонтирован на
стойке 3; угол наклона магазина и скорости перемещающихся
клапанов можно регулировать. Стойку 3 устанавливают на
основании каретки ведущего круга станка. Клапаны,
перемещаясь в магазине, попадают в зону механизма поштучной
выдачи 4 пневматического действия, а затем на опорный нож
станка. Конструкция механизма поштучной выдачи приведена
на рис. 188, б. На штоке 8 поршня цилиндра 9 укреплена
скоба 10 с отсекателями 11 и 12. При перемещении скобы 10
и отсекателей в крайнее левое положение отсекатель 11
позволяет клапану переместиться до отсекателя 12; при
перемещении скобы в крайнее правое положение отсекатель 11 отделяет
один клапан от остальных. В это же время отсекатель 12
освобождает клапан и последний падает на нож станка. Чтобы
уменьшить высоту падения подаваемого клапана из механизма
поштучной выдачи на нож и исключить возможность
повреждения поверхности клапана и опорного ножа, в механизме
поштучной выдачи предусмотрен рычаг 13 с лапками 14. Когда
отсекатель 12 механизма поштучной выдачи освободит клапан,
он переместится только до лапок 14, расположенных на
половине пути от отсекателя 12 до опорного ножа станка, и только
в момент следующего переключения механизма поштучной
выдачи, т. е. когда скоба 10 будет перемещаться влево,
лапки 14 позволят клапану опуститься на опорный нож станка.
Отшлифованный клапан удаляется выталкивателем 5
(рис. 188, а), закрепленным на штоке цилиндра 6,
установленном на кронштейне позади опорного ножа. Таким образом,
клапан выталкивается в направлении, обратном направлению
подачи заготовок. Цилиндрами механизма поштучной выдачи
и выталкивателя управляет кулачок, установленный на валу
ведущего круга, и распределительный кран 7.
Магазинное устройство, показанное на рис. 189,
предназначено для подачи заготовки пальца стойки подвески автомобиля.
Заготовки загружают в магазин 4, где они опускаются до
отсекателей 5 и 6, перемещающихся от пневмоцилиндра 2. Поршень-
рейка цилиндра 2 поворачивает зубчатое колесо 3, а последнее
валик 11 и тягу 8 и далее через рычажную систему перемещает
отсекатели механизма поштучной выдачи. Выданная
отсекателями заготовка попадает в желоб 7, который при повороте его
тягой 8 сбрасывает заготовку на нож станка. Затем механизм
станка подводит бабку ведущего круга к заготовке; происходит
процесс шлифования; когда шлифование будет закончено, бабка
ведущего круга возвратится в исходное положение, а обрабо-
283
, А Направление
°' I движения клапанов
Рис. 188. Загрузочное устройство для клапанов
тайная деталь удалится толкателем 10, работающим от штока
цилиндра U в приемный лоток 9\ цикл загрузки, обработки,
выгрузки повторяется.
Загрузочное устройство, изображенное на рис. 190,
предназначено для валиков диаметром до 8 жж и длиной менее
40 мм. Заготовки загружают в магазин /; одна из ^заготовок
опускается в паз барабана 2 механизма поштучной выдачи.
Барабан 2 закреплен на валу 3, выполненном с зубчатым
колесом, с которым сцеплена рейка 4, являющаяся поршнем
цилиндра 5 двойного действия. При перемещении поршня зубчатое
Рис. 189. Загрузочное устройство для пальца, стойки подвески
автомобиля
колесо, вращаясь, заставляет барабан повернуться на 180°,
в результате чего находящаяся в пазу барабана заготовка будет
перенесена из магазина на призму 6. Заготовка
подпружиненным толкателем 7, установленным на штоке цилиндра S,
подается на опорный нож между шлифовальным и ведущим
кругами. Заготовка выходит из паза барабана; последний
поворачивается для приема очередной заготовки, а толкатель
возвращается в исходное положение; весь цикл повторяется;
заготовка шлифуется за один оборот ведущего круга.
Загрузочные устройства для бесцентрово-шлифовальных
станков с подачей заготовок в направлении, перпендикулярном
к оси вращения кругов, предназначены для механизации и
автоматизации процесса шлифования наружных • поверхностей
колец. Станки для шлифования таких заготовок настраивают на
285
постоянное расстояние между осями шлифовального и ведущего
кругов, т. е. поперечная подача ведущего круга отсутствует или
перед началом шлифования ведущий круг автоматически
подводится к шлифуемой заготовке, а по окончании шлифования —
возвращается в исходное положение.
Рис. 191. Загрузочное устрой-
| ство для подачи колец
Загрузочное устройство, схема которого показана на рис. 191,
предназначено для подачи колец на бесцентрово-шлифовальныи
станок мод. 01С25; на внутренних кольцах шарикоподшипника
шлифуют беговую дорожку. Устройство имеет магазин 7,
корпус 1, питатель 5, держатель с захватом которого получает
возвратно-поступательное движение от штока цилиндра 2,
механизм поштучной выдачи с отсекателями 3 и 8 и приемный
лоток 4. Обработанное кольцо снимается с ножа 6 и держателем
286
питателя 5 поднимается к приемному лотку 4. С помощью отсе-
кателя очередная заготовка поступает в захват держателя
питателя 5, в котором удерживается отсекателем 3. Держатель
питателя перемещает заготовку вниз и устанавливает ее на нож 6\
происходит обработка, и цикл повторяется.
Рис. 192. Загрузочное устройство для ступенчатых валиков
В устройстве, показанном на рис. 192, а, заготовки,
загруженные в магазин У, поштучно закатываются в гнездо 2
ползуна 3 в тот момент, когда последний находится в верхнем
исходном положении. В начальный момент движения ползуна 3
вниз планка 4 препятствует выпадению заготовки из гнезда.
При дальнейшем движении ползуна 3 заготовка поступает
между шлифовальным и ведущим кругами, шлифуется, находясь
в гнезде 2 ползуна, и, когда ползун 3 опускается в крайнее
нижнее положение, отшлифованная деталь выпадает из гнезда 2
в тару.
Возвратно-поступательное движение и остановку ползун 3
получает через ролик 5 от кулачка 6, а последний вращается от
вала ведущего круга станка через шкив 7 и конические зубчатые
колеса 8 и 9.
287
Кулачок 6 спрофилирован в соответствии с циклом
шлифования (рис. 192,6): участок / F—15°)—заготовка западает
в гнездо 2 ползуна 3; участок II A7°) —ползун 3 быстро
перемещается к шлифовальным кругам; участок /// A50°)
—происходит шлифование; участок IV (~55°) —происходит чистовое
шлифование; участок V (~30°) —ползун 3 опускается ниже
осей кругов; участок VI (~10°) —деталь выпадает из гнезда
ползуна; участок VII (~18°) —ползун 3 быстро возвращается
в исходное положение. Подобные загрузочные устройства для
бесцентрово-шлифовальных станков применимы для деталей
длиной не более 350 мм, диаметром от 10 до 20 мм, как при
невысокой точности шлифуемых поверхностей, так соосности
поверхностей, которые не подвергаются шлифованию.
Загрузочные устройства для шлифования по методу врезания
с использованием обычных кругов предназначены для подачи
стержней с головкой и отличаются механизмами удаления
шлифованных деталей и механизмами поштучной выдачи.
Наиболее простыми загрузочными устройствами, обеспечивающими
безопасную работу, являются укладчики.
Шлифованные детали удаляются устройствами с ручным
выталкиванием детали вдоль оси круга.
Загрузочное устройство, показанное на рис. 193, а, имеет
магазин 1, механизм поштучной выдачи 2 и два цилиндра. Шток
одного цилиндра управляет работой механизма поштучной
выдачи, а другого цилиндра — выталкивателем 3. Последователь-,
ность работы загрузочного устройства проследим по схеме,
приведенной на рис. 193,6. В положении / происходит шлифование:
торец шлифуемой детали упирается в шток / цилиндра 2. В
положении // шлифование закончено; ведущий круг станка
отходит от детали; в этот момент сжатый воздух из магистрали
поступает в полость цилиндра 2, шток которого выталкивает
деталь. Поршень 3, перемещаясь, открывает доступ сжатому
воздуху в цилиндр 4\ шток этого цилиндра через рычажную
систему 5 действует на механизм 6 поштучной выдачи и
позволяет очередной заготовке опуститься до нижнего отсекателя.
В положении /// происходит подача заготовки на нож станка.
Воздух из цилиндра 2 выходит в окружающую среду; поршень,
перемещаясь под действием пружины 7, перекрывает доступ
воздуха в цилиндр 4, в результате чего поршень 8 отходит,
рычаг механизма поштучной выдачи поворачивается и
заготовка падает на опорный нож станка; цикл повторяется.
Загрузочное устройство, показанное на рис. 194,
предназначено для подачи прутков длиной 3—4 м, диаметром от 6 до
12 мм к бесцентрово-шлифовальному станку. Прутки
укладывают в магазин 3, откуда они скользят к подающим роликам 1.
Угол наклона магазина 3 регулируют винтом 4 в зависимости
от диаметра и массы подаваемых прутков. Планки 2 являются
отсекателями, обеспечивая подвод прутков к роликам в один
288
ряд и предохраняя прутки от перехлестывания. Ролики /
вращаются от электродвигателя 6; через цепную передачу 7
ролики подают пруток сквозь отверстие во втулке
направляющего устройства, укрепленного на раме магазина. Суппорт 8
Рис. 193. Загрузочное устройство для валиков с фланцем
и стойка 5 позволяют точно отрегулировать положение
загрузочного и направляющего устройств относительно
шлифовального круга бесцентрово-шлифовального станка.
2. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ
Загрузочное устройство мод. КШ51 конструкции ЭНИМС,
показанное на рис. 195, предназначено для подачи гладких
и ступенчатых валиков на круглошлифовальные станки
289
о
а
о
о
а
о
п
а
03
ГО
X
мод. 3151, 315, 315М, 316М, 313, 3130. Устройство универсальное,
и при загрузке заготовок другого размера его необходимо
переналадить. Наибольший диаметр загружаемых заготовок от 30
до 80 мм, длина 200—500 мм.
Переналадка заключается в том, что питатель и
сбрасывающие механизмы устанавливают в одно из трех положений
в зависимости от длины заготовок: / — 200—300 мм, II — 300—
400 мм, III — 400—500 мм.
Магазин в устройстве ступенчатого типа, приводной,
вмещает от 12 до 30 заготовок в зависимости от их диаметра.
В результате возвратно-поступательного перемещения
подвижного ступенчатого шибера 2 от штока пневмогидравлического
цилиндра 1 заготовки передаются последовательно с одной
неподвижной ступени 3 магазина на другую, а затем на верхний
ярус двухъярусного лотка 11. Из лотка заготовка толкателем,
укрепленным на цепном транспортере, перемещается в зону
клещевого захвата 4, укрепленного на держателе,
смонтированного на штоке пневмоцилиндра 10, который установлен в
кронштейне 5 и может поворачиваться вокруг оси 7. Когда сжатый
воздух поступает в верхнюю полость цилиндра 10, держатель
с захватом опускаются и захват забирает заготовку из лотка.
Затем сжатый воздух начинает поступать в нижнюю полость
цилиндра 10 и держатель с захватом и зажатой в нем
заготовкой поднимаются. При движении держателя с захватом
и заготовкой вверх цилиндр 10 поворачивается вокруг оси 7.
В этом положении сжатый воздух в результате переключения
воздухораспределителя поступает в верхнюю полость
цилиндра 10 и держатель с захватом % заготовкой перемещаются
в рабочую зону станка, где заготовка зажимается между
центрами станка. Затем держатель с захватом в результате
переключения воздухораспределителя и Поступления сжатого
воздуха в нижнюю часть цилиндра 10 возвращаются в исходное
положение; на лоток из магазина подается очередная заготовка,
а на станке обрабатывается поданная заготовка.
При отходе шлифовального круга в исходное положение
после обработки детали, под деталь подходит призма 6. Деталь
падает на призму, а затем попадает на цепь 8 с пальцами 9,
которая, перемещаясь толкателем, переносит деталь на нижний
ярус лотка 11, а из последнего толкателем, укрепленным на
нижней ветви цепного транспортера, проталкивается в
отводящий лоток и тару.
Загрузочно-разгрузочное устройство (автооператор) для
подачи оси катка гусеничного трактора на круглошлифовальный
станок показано на рис. 196. Шейки А и Б, имеющие
одинаковый диаметр, шлифуют по методу врезания. Цикл обработки
полностью автоматизирован; заготовка захватывается с
транспортера и перемещается в рабочее пространство станка,
устанавливается и закрепляется в специальном патроне и поддержи-
291
to
ю
Рис. 195. Загрузочное устройство для гладких
и ступенчатых валиков средних размеров
Заготобкй
Д\
ri
1
Г" к.
1 г
J м
V~^
hi-
i
Рис. 196. Загрузочно-разгрузочное устройство для оси катка
гусеничного трактора
вается центром задней бабки, ориентируется относительно торца
шлифовального круга, контролируется перед обработкой,
обрабатывается, освобождается от зажима центрами и перемещается
на транспортер. Питатель 1 загрузочно-разгрузочного
устройства имеет два держателя с захватами: один держатель
с захватом захватывает и перемещает на транспортер,
расположенный перпендикулярно шлифовальному станку,
обработанную деталь, а другой берет с транспортера заготовку и
перемещает ее в рабочую зону станка. При подаче масла в полость 2
гидроцилиндра в результате перемещения штока 4, а значит,
Рис. 197. Загрузочно-разгрузочное устройство для валиков:
а — общий вид; б — схема устройства (вид спереди)
и держателя с захватом вниз, пружина 3 сжимается и губки 6
и 7 клещевого захвата расходятся; при поступлении масла
в полость 5 пружина 3 перемещает губки 6 я 7 в обратном
направлении и заготовка (обработанная деталь) зажимается.
После шлифования первой шейки заготовка освобождается от
зажима в специальном приспособлении и захватывается
клещевым захватом держателя, затем питатель (автооператор)
с помощью реечно-поршневого механизма поворачивается на
180°. Заготовка переносится в рабочее пространство станка,
зажимается в приспособлении с поджимом центром задней
бабки, и цикл повторяется в описанной последовательности [34].
Загрузочно-разгрузочное устройство, показанное на рис. 197,
предназначено для валиков средних размеров; оно установлено
около шлифовального станка у задней бабки 1 и имеет
колонну 11с поворотным рукавом 7 и электродвигатель 10. С
каждой стороны рукава 7 в направляющих 6 с электродвигателем 8
перемещаются салазки 3, на оси 4 последних смонтирована
поворачивающаяся грейферная балка 9 с захватами 2. Кулиса 5
обеспечивает быстрое опускание конца заготовки со стороны
шпиндельной бабки, а рукав 7 — загрузку станка при помощи
293
передних захватов и выдачу деталей при помощи задних.
Загрузочный 12 и разгрузочный 13 лотки расположены
наклонно, что обеспечивает самотечное перемещение заготовок и
деталей.
Для станков, включенных в автоматические линии, загрузоч-
но-разгрузочные операции обычно выполняют при помощи
питателей типа поворотного крана (рис. 198), питатель
устанавливают над штанговым конвейером 10. В момент остановки
конвейера захват 11,
укрепленный на штоке
7 гидроцилиндра 4,
смонтированного на
полой колонке 8,
захватывает заготовку и
поднимает ее. В
верхнем положении
двуплечий рычаг 9
захвата 11, приходя в
контакт с упором 5,
поворачивается и
перемещает заготовку из
захвата 11 на верхний
лоток 3. При движении
захвата вниз
последний поворачивает
рычаг 6, а вместе с ним и
отсекатель 12, в
результате чего
обработанная на станке
деталь поступает в
захват 11, с которым и
перемещается в
штанговый конвейер для
транспортирования к
следующему станку
автоматической линии.
С лотка 3 заготовка самотеком поступает в захват-призму /,
укрепленный на штоке гидроцилиндра, с которым и
перемещается на линию центров станка. После того как заготовка будет
укреплена в центрах станка, захват-призма 1 возвращается в
исходное положение и, нажав на отсекатель 2, позволяет
очередной заготовке скатиться в захват-призму 1. По окончании
обработки захват 14, укрепленный на штоке гидроцилиндра,
движется к линии центров станка, принимает обработанную
деталь и перемещает ее на нижний лоток 13, а с последнего деталь,
поступив в захват 11, перемещается в штанговый конвейер.
Загрузочное устройство с питателем, рабочий орган которого
выполнен в виде барабана, показано на рис. 199. Загрузочное
Рис. 198.
Загрузочно-разгрузочное устройство
для валов
294
устройство используют для подачи на центровой круглошлифо-
вальный станок втулок. Подлежащие шлифованию заготовки 1
загружают в магазин 2, откуда они толкателем цилиндра 3
проталкиваются в гнезда поворотного барабана 4. Барабан, получая
прерывистое движение от гидроцилиндра 10, через собачку 8
и храповое колесо 9 перемещает заготовку к центрам 5,
вращающимся от отдельных электродвигателей постоянного тока.
Скорость вращения обрабатываемой заготовки регулируется
небольшим реостатом. В тот момент, когда барабан неподвижен,
поршни цилиндров 6 сближают центры и зажимают между ними
заготовку; после этого происходит шлифование; по окончании
Рис. 199. Загрузочное устройство с питателем в виде барабана
шлифования центры станка возвращаются в исходное
положение.
На позиции загрузки отшлифованная деталь выталкивается
из гнезда барабана в наклонно расположенный приемный
лоток 7, по которому направляется в тару. Выталкивание
осуществляется толкателем через деталь, подаваемую из
магазина 2. Автоматическим циклом работы станка управляет
распределительный механизм. Распределительный вал механизма
имеет постоянное число оборотов и вращается от
электродвигателя и редуктора. Скорость вращения распределительного вала
соответствует числу автоматических циклов станка. Кулаки
распределительного вала управляют золотниками,
распределяющими масло к гидроцилиндрам в определенной
последовательности,
Масло подается к корпусу распределительного механизма от
общей гидросистемы шлифовального станка либо от отдельной
установки.
295
3. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ СПЕЦИАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ, ЖЕЛОБО-
И БУРТОШЛИФОВАЛЬНЫХ СТАНКОВ
Загрузочно-разгрузочное устройство, схема которого
показана на рис. 200, используют на круглошлифовальных станках
мод. ХСЗ, 3486 для подачи заготовок диаметром 50—100 мм
при длине менее 50 мм. Магазин / смонтирован на передней
бабке станка: питатель 3 установлен на столе станка и несет
держатель с захватами 2 и приемный лоток 5. После того как
обработка закончена, держатель с захватами 2 перемещается
к шпиндельной бабке. Один захват зажимает заготовку,
выданную из магазина механизмом поштучной выдачи, а другой —
деталь, находящуюся в приспособлении 4 станка. Держатель
вместе с захватами поступательно движется от шпиндельной
бабки и поворачивается в положение, при котором заготовка
останавливается против приспособления станка, а захват
296
с деталью — против приемного лотка. Держатель с захватами
снова движется к шпиндельной бабке, в результате чего один
захват загружает заготовку в приспособление станка, где она
и зажимается, а другой захват в это время сбрасывает деталь
в приемный лоток. Держатель с захватами отходит от
шпиндельной бабки и поворачивается в исходное положение;
поданная заготовка обрабатывается и цикл разгрузки-загрузки повто-
штучной выдачи
ряется. Исполнительные органы устройства управляются от
гидропривода.
Загрузочное устройство, показанное на рис. 201, а и о,
предназначено для подачи внутренних колец роликовых
подшипников на круглошлифовальный станок для шлифования дорожки
качения. Загрузочное устройство закреплено на поворотной
части бабки шпинделя с заготовкой и имеет магазин 11, корпус
питателя, в котором смонтирован гидроцилиндр 2 со штоком 1Г
и траверсу 3, соединяющую шток 1 и валик 4. На
шарикоподшипнике 7 установлен держатель 6 захвата. Внутри держателя
на пальце закреплен самоцентрирующийся под действием
тарельчатой пружины плавающий наконечник 12. На магазине 11
297
установлен механизм поштучной выдачи, отсекатели 8 и 10
которых, установленные в рычаге 9, перемещаются от пружины
и толкателя 5, закрепленного на траверсе.
Конечный выключатель подает команду на подачу
шлифовальной бабки, после того как заготовка подана и зажата на
кулачках мембранного патрона станка.
Направление движения траверсы и держателя захвата
изменяется переключателями.
После окончания обработки заготовки бабка шлифовального
круга отходит в исходное положение, при котором масло
поступает в полость А цилиндра 2. Шток У, перемещаясь вправо,
снимает планкой 13 с кулачков мембранного патрона
обработанное кольцо, которое падает на разгрузочный лоток. Из
магазина механизм поштучной выдачи позволяет опуститься одной
заготовке. Бабка шлифовального круга занимает крайнее заднее
положение; золотник получает команду на переключение, и
масло поступает в полость Б гидроцилиндра 2, в результате чего
шток 1 и траверса 3 с захватом питателя перемещаются к бабке
с заготовкой; заготовка при помощи плавающей втулки 12
подается на мембранный патрон. Заготовка в процессе обработки
все время поджимается по торцу плавающей втулкой;
следовательно, втулка 12 и держатель захвата 6 вращаются вместе
с заготовкой и патроном.
Чтобы облегчить процесс насаживания заготовки на кулачки
мембранного патрона его рекомендуется базировать по
обработанной и снятой с патрона детали, для чего последняя после
съема в период заталкивания заготовки удерживается
специальным упором, расположенным в приемном лотке. Когда
заготовка надета на патрон, упор позволяет обработанной детали
переместиться в тару; затем бабка с шлифовальным кругом
подводится к заготовке, после чего цикл повторяется.
Загрузочное устройство, выполненное в виде гидрофйциро-
ванного агрегата (приставки), показано на рис. 202, оно
предназначено для подачи заготовок подшипниковых колец на жело-
бошлифовальный станок мод. ЛЗ-26. Устройство имеет магазин,
питатели, снимающий с патрона станка обработанные кольца и
подающий в зажимной патрон станка из магазина заготовки,
распределитель масла, управляющий циклом подачи масла во
все рабочие органы загрузочного устройства, насос с
электродвигателем и бак для масла. Заготовки в ориентированном
положении вручную загружают в магазин 1, где они опускаются
до отсекателя 2 механизма поштучной выдачи. После окончания
обработки питатель 3 с вращающимся на шарикоподшипниках
упором 4 и пружиной 5 отводится в исходное положение
штоком 7 гидроцилиндра 6 одностороннего действия, и в момент
отвода пружина 8 сжимается. Отсекатель 2 механизма
поштучной выдачи входит в магазин и позволяет нижней заготовке
выпасть в приемник 11 питателя и занять положение, при котором
298
ось заготовки и оправки 12, установленной на шпинделе станка,
совпадает. В момент окончания перемещения питателя в правое
исходное положение кулачок 13 нажмет на клапан 14 и откроет
доступ масла в цилиндр 6, откуда оно сливается по
трубопроводу 16. Питатель под действием пружины 8 перемещается к
оправке 12 шпинделя станка. Масло из цилиндра 6 сливается через
трубопровод 17. Кулачок 13 выходит из контакта с клапаном 14
и последний перекрывает доступ масла в правую полость
золотника пилота 15. Заготовка будет надета на оправку 12 и
поджата вращающимся упором 4. После окончания обработки заго-
Рис. 202. Загрузочное устройство для желобошлифовального станка
мод. ЛЗ-26
товки масло начинает поступать в цилиндр 6 и питатель 3
перемещается в правое исходное положение, обработанное кольцо
снимается и скатывается в разгрузочный лоток. Питатель
занимает исходное положение, цикл загрузки повторяется. Если
заготовка не поступит из магазина 1 в приемник 11 питателя, то
заготовка не будет надета на оправку 12, упор 9 не нажмет на
рычаг 10, а последний не войдет в контакт с конечным
выключателем 18 и станок не включится. Кроме загрузочного
устройства на станке установлен механизм для контроля
обрабатываемого кольца в процессе шлифования и механизмы для
управления рабочими органами станка.
299
4. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ВНУТРИШЛИФОВАЛЬНЫХ СТАНКОВ
19 18 17
Рис. 203. Схема загрузки и выгрузки колец
Загрузочные устройства для бесцентрово-шлифовальных
станков, показанное на рис. 203, применяют при обработке колец
средних размеров A00—200 мм) с цилиндрическими и
коническими отверстиями. Для обработки конических отверстий
нижняя плита 16, на которой установлена бабка станка,
поворачивается на угол от 0 до 6° в вертикальной плоскости, а при
обработке отверстий с криволинейной образующей плита 17
поворачивается на угол от 0 до 20° в горизонтальной плоскости.
Заготовку 1 из магазина 5 устанавливают на ведущий 15 и опорный
18 ролики; она
опирается торцом на опору 2
штока 3 и поджимается к
роликам 15 и 18 роликом
4. Для настройки станка
на обработку
заготовки заданного диаметра
опорный ролик
перемещают путем движения
пиноли 19 и поворота
прижимного ролика 4.
Для поджима заготовки
к торцу опоры 2 ролик 18
необходимо повернуть, а
под бабку ведущего ролика 15 подложить клин. Ведущий ролик
15 смонтирован на шпинделе 11, на котором установлен ведущий
шкив 13, вращающийся от червячного редуктора, а в отверстии
на подшипниках качения смонтирован вал 12, несущий рычаг
10 для съема (разгрузки) обработанного кольца и кулачок 9
управляющий работой механизма 6 поштучной выдачи. Вал 12
соединен муфтой 14 с гидравлическим механизмом загрузки.
После того как отверстие в поданной заготовке (кольце) про-
шлифовано, круг выходит из отверстия, прижимной ролик 4
отходит и освобождает обработанную деталь, а перемещающийся
по часовой стрелке рычаг 10 захватывает ее и сбрасывает в
лоток разгрузки. Когда рычаг 10 находится в конечном верхнем
положении, кулачок 9 через толкатель 8, преодолевая
сопротивление пружин 7, действует на механизм поштучной выдачи и от-
секатель последнего позволяет заготовке, находящейся в
магазине 5 переместиться до упора в рычаг 10. При возвращении
кулачка 9 и рычага 10 в исходное положение заготовка
устанавливается на ведущий и опорный ролики, после чего подходит
прижимной ролик 4, перемещающийся от штока гидроцилиндра,
и зажимает заготовку; включается привод ведущего ролика,
подводится шлифовальный круг и начинается процесс
шлифования, после чего цикл повторяется. Рассмотренное за-
300
Рис. 204. Схема загрузочного
устройства для станка мод. Л54СЗ
грузочное устройство имеет простую конструкцию, надежно в
работе и может быть принято как типовое для бесцентрово-шлифо-
вальных станков внутреннего шлифования.
Загрузочное устройство (рис. 204) для внутришлифовальных
станков мод. Л54СЗ применяют при подаче колец. Захват
держателя (механической руки) 8 при осевом перемещении к
магазину 6 заходит в отверстие заготовки и с помощью
подпружиненных шариков 7 зажимает заготовку. Продольное
перемещение держатель 8 с захватом (механическая рука) получает от
кулачка 10 с помощью ползуна
У, установленного на оси рычага
.2, и валика 3. Когда перемещение
на заданную величину будет
закончено держатель 8 под
действием зубчатого колеса 4,
насаженного на валик 3,
поворачивается в положение, при котором
оси заготовки патрона
(зажимного приспособления) станка
будут совпадать. В этом
положении держатель 8 под действием
пружины 5 перемещается, в
результате чего заготовка
перемещается в направлении патрона,
где и зажимается. Держатель 8 поворачивается в положение,
лри котором захват располагается напротив заготовки,
выданной механизмом поштучной выдачи. В этот момент поданная
заготовка шлифуется. После окончания шлифования патрон
освобождает обработанную деталь и последняя выталкивается
в поворотный приемный лоток 9. Поворотом лотка 9 управляет
кулачок 11, Цикл работы повторяется в описанной
последовательности.
Загрузочное устройство для подачи колец карданного
игольчатого подшипника на внутришлифовальный станок показано на
рис. 205. В этом устройстве заготовки, ориентированные в
пространстве, захватываются держателем с захватом (механической
рукой), совершающим два вида движений (колебательное и
возвратно-поступательное) и подаются в мембранный патрон
станка, где и зажимаются. Электродвигатель через планетарный
редуктор 1 и зубчатую пару 2 передает вращение
распределительному валу 3, смонтированному на подшипниках качения в
корпусе 4. На распределительном валу установлены кулачки 5, 7,
8, 9. Кулачок 5 управляет работой золотника 16, подающего
команду на закрепление заготовки в мембранном патроне
станка. Кулачок 9 через рычаги 13 и пружину 14 управляет
поворотом валика 10, на котором расположен захват 11. Угол поворота
валика 10 ограничивается роликом, установленным на рычаге 6,
который упирается в ограничительную планку. Кулачок 8 через
301
302
рычаг 15 и муфту сообщает поступательное движение
заготовке, заводя ее толкателем 12 в патрон станка; кулачок 7
действует на конечный выключатель, управляющий подачей станка.
От выпадения заготовок из лотка при загрузке предусмотрен
подпружиненный отсекатель 17.
5. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ДЛЯ
ПЛОСКОШЛИФОВАЛЬНЫХ И ТОРЦЕШЛИФОВАЛЬНЫХ
СТАНКОВ
Загрузочное устройство, показанное на рис. 206, применяют
для подачи колец на торцешлифовальный станок. Загрузочное
устройство имеет магазин, механизм периодического поворота
Рис. 206. Схема загрузочного устройства для колец, обрабатываемых
на торцешлифовальном станке
с питателем в виде диска и вращающийся магнитный стол.
Кольца вручную загружают в магазин 1. После того как ползун
станка совершит двойной ход, питатель 7 в виде диска с шестью
гнездами поворачивается на 7б часть оборота над вращающимся
магнитным столом 2, в результате чего обработанное кольца
сбрасывается в приемный лоток, а с последнего на стойку 4;
очередная заготовка из магазина поступает на магнитный стол.
Питатель 7 поворачивается от пневмоцилиндра 6,
шток-рейка которого сцеплена с зубчатым колесом 5, а на торце
последнего установлена собачка, которая и вращает храповое колесо,
а вместе с ним и питатель. Подачей сжатого воздуха в правую
или левую полость цилиндра управляет воздухораспределитель
3, действующий от упоров, установленных на ползуне станка.
зоа
Широкое применение на
плоскошлифовальных станках
получают фрикционные бункерные
устройства; схема одного из
таких устройств для подачи колец
(дисков) на двухшпиндельный
вертикальный станок показана
на рис. 207. Заготовки загружают
во фрикционный механизм
ориентации /, откуда они поступают
сначала в лоток, а затем на
электромагнитный стол 2. Стол
вращается и подает заготовку под
круг 3, который осуществляет
черновое (предварительное)
шлифование, а затем под круг 4 для
окончательного шлифования.
Обработанные кольца поступают в
лоток 5, где проходят через де-
магнитозатор 6,
размагничиваются, а затем поступают в тару.
Для одновременного шлифования
торцов небольших колец (d ^ 60 мм) используют торцешлифо-
вальные станки с горизонтальной осью вращения кругов.
Рис. 207. Схема
загрузочного устройства
(фрикционного) для подачи колец
V77777777777777777777777777,
Рис. 208. Схема загрузочного устройства для колец с барабанным питателем
304
Загрузочное устройство в этом случае выполняют по типу,
показанному на рис. 208 [4]. В загрузочном устройстве
использован фрикционный механизм ориентации 1, при вращении диска 2
которого заготовки (кольца) поступают в накопитель
(коробчатый лоток) <?, а из последнего в питатель 4, выполненный в виде
барабана с вырезами 5. Барабан непрерывно вращается, в
результате чего кольца вводятся между двумя шлифовальными
кругами. После того как заготовки
шлифовальными кругами будут
обработаны, они выпадают из
барабана в приемный лоток 6. Для
загрузки двусторонних торцешлифоваль-
ных станков с горизонтальной осью
вращения кругов применяют также
загрузочные устройства, схемы
которых показаны на рис. 209 [6].
Загрузочное устройство, схема
которого показана на рис. 209, а,
характеризуется прямолинейным
прерывистым движением заготовки, в
процессе которого и происходит ее
шлифование. Заготовки из магазина
механизмом поштучной выдачи
поступают под толкатель У, который,
совершая возвратно-поступательное
движение, проталкивает заготовку
между направляющими планками 2 и 3 в зону кругов, С каждым
двойным ходом толкателя подается очередная заготовка и
выталкивается обработанная деталь; ход толкателя соответствует
диаметру заготовки.
В загрузочном устройстве, показанном на рис. 209, б,
заготовки непрерывно перемещаются в рабочую зону станка.
Заготовки 4 из магазина поступают между направляющими
линейками 5 и 7 и перемещаются между вращающимися
шлифовальными кругами штырями 9, смонтированными на непрерывно
движущемся бесконечном ремне 8. При входе между кругами
заготовка направляется планками 10, а при выходе
обработанных деталей — направляющими планками 6.
9 8 7
6)
Рис. 209. Схема загрузочных
устройств для колец,
обрабатываемых на торцешлифоваль-
ных станках
Глава ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
| V ДЛЯ ФРЕЗЕРНЫХ, АГРЕГАТНЫХ,
ПРОТЯЖНЫХ И СВЕРЛИЛЬНЫХ СТАНКОВ
1. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
Конструкция загрузочных устройств для фрезерных станков
определяется конструкцией станка, характером
выполняемой операции фрезерования и типом производства. Загрузочные
устройства для фрезерных станков выполняют как механизм,
входящий в приспособление, или как механизм, входящий
в станок.
Загрузочные устройства, являющиеся дополнительным
механизмом приспособления (автоматические приспособления).
Приспособление, показанное на рис. 210, предназначено для
фрезерования двух лысок у втулок или стержней на горизонтально-
фрезерном станке мод. 6Н81. Заготовки вручную загружают
в магазин 4, где они от выпадения в питатель удерживаются
механизмом поштучной выдачи. При поступлении сжатого
воздуха в полость А пневмоцилиндра 1 шток последнего движется
влево и проходит в отверстие кронштейна 5, укрепленного на
ползуне 6 питателя; как только бурт штока зайдет в выточку
кронштейна, последний и ползун 6 питателя отводятся в крайнее
левое положение. В этом положении упорный винт ползуна
питателя нажмет на рычаг механизма поштучной выдачи 3.
Нижняя заготовка, освобожденная штифтом-отсекателем, выпадает
в вырез планки 10, где и удерживается за головку; остальные
заготовки, находящиеся в магазине, удерживаются верхним
штифтом-отсекателем, который перекрывает отверстие магазина.
При впуске сжатого воздуха в полость Б цилиндра /, шток 2
перемещается вправо. Пружина 12 перемещает кронштейн 5 и
ползун 6 питателя вместе с заготовкой вправо к неподвижной
призме 7; происходит предварительное зажатие поданной
заготовки. Ползун питателя останавливается, а шток, продолжая
двигаться вправо, конической насадкой 11 действует на рычаг <3,
который, повернушись на оси 9, запрет ползун 6 питателя;
заготовка зажимается окончательно. Одновременно механизм
поштучной выдачи, отводящий верхний штифт-отсекатель и
перекрывающий магазин нижним штифтом-отсекателем, позволит
заготовкам опуститься и подготовиться к выдаче в питатель.
После окончания обработки, сжатый воздух поступает в полость А
306
Рис. 210. Автоматическое приспособление для фрезерования двух
лысок
В 9
Рис. 211. Автоматическое приспособление для фрезерования валиков
307
цилиндра, рычаг 8 освобождает ползун 6 питателя и последний
перемещается пружиной влево, освобождая обработанную
деталь и позволяя ей выпасть в приемный лоток; цикл загрузки
повторяется.
В устройстве, показанном на рис. 211, заготовка, выданная
механизмом поштучной. выдачи из магазина, захватывается
призмой ползуна 4 питателя и сначала подается, а затем
зажимается в призме 2. Ползун 4 питателя перемещает шток 10
цилиндра 7. Моменты подачи и зажима заготовки, а также
освобождения обработанной детали определяются профилем
кулачка 9, закрепленного на корпусе питателя, который, приходя
в контакт с роликом 8 воздухораспределителя, смонтированного
на станине станка, переключает золотник; сжатый воздух,
поступая в полость А цилиндра, перемещает ползун 4 питателя
к призме 2. Когда обработка закончена и стол станка
возвращается в исходное положение, кулачок выйдет из контакта с
роликом воздухораспределителя, золотник переместится и сжатый
воздух будет поступать в полость Б цилиндра, в результате чего
ползун питателя отходит и обработанная деталь выпадает в
лоток. Чтобы в процессе обработки заготовки ползун 4 питателя
не отошел назад и заготовка не вырвалась фрезой, в устройстве
предусмотрен механизм запирания, получающий
возвратно-поступательные перемещения (в зависимости от того, подает
ползун питателя заготовку или освобождает обработанную деталь)
от цилиндра 12, срабатывающего от того же
воздухораспределителя, что и пневмоцилиндр 7, и посылающего шток в
направлении, перпендикулярно движению ползуна питателя. Ползун 4
питателя запирается после зажима заготовки; после обработки
вначале происходит освобождение ползуна питателя, затем его
возврат в исходное положение, в результате чего обработанная
деталь падает в приемный лоток. Из магазина заготовки
выдаются механизмом поштучной выдачи. Отсекатели 5 получают
перемещение через рычаг 6 с помощью скоса на ползуне 4
питателя, а отсекатели 3— от кулачка 11, установленного на
корпусе питателя, через двуплечий рычаг 13, защелку / и
пружину 14.
Одноместное приспособление для фрезерования пазов
показано на рис. 212, а, а схема его работы — на рис. 212, б.
Заготовки загружают в магазин i, закрепленный на салазках
станка. Когда стол фрезерного станка движется в крайнее
положение /, шибер 2 отводится упором 3, что позволяет очередной
заготовке выпасть из магазина в приемник. В положении //
ролик шибера соскользнет с упора 3 и пружина 4 переместит
шибер 2 вместе с подлежащей обработке заготовкой, подавая
последнюю в призматический вырез корпуса приспособления и
утапливая плунжер 5 сбрасывателя. После этого заготовка
зажимается прихватом 6, перемещающимся от поршня цилиндра 7.
В положении /// стол фрезерного станка вместе с приспособле-
308
Положение I
Положение П Положение Ш
Рис. 212. Автоматическое приспособление для фрезерования пазов втулок
нием перемещается к фрезе. Упор 3 роликом шибера
возвращается в исходное положение. В положении IV происходит
фрезерование заготовки, а в положении V после переключения
упором, установленным на станке, крана 8 поршень идет вниз,
и обработанная деталь освобождается, а плунжер 5 сбрасывает
обработанную деталь в тару, после чего цикл повторяется.
Приспособление, показанное на рис. 213, предназначено для
фрезерования торцов лопаток двумя дисковыми фрезами.
Заготовки лопаток загружают вручную в ориентированном
положении в магазин 6, в котором они перемещаются самотеком,
нижняя заготовка опирается на
поверхность шибера 9
(ползуна) питателя загрузочного
устройства. Когда шибер 9
перемещается в крайнее правое
положение, собачка 8 запирает
отсекатель 7 механизма
поштучной выдачи, а также заго-
// товки, находящиеся в магази-
12 не 6, за исключением одной
заготовки, лежащей на
поверхности шибера. Когда
шибер перемещается в крайнее
исходное положение,
заготовка выпадает в паз
планки 4 зажимного механизма,
выдвинутой из шибера
пружиной 10.
В правом исходном положении стол станка получает реверс
и ускоренно перемещается к фрезе. В процессе перемещения
стола к фрезе, т. е. справа налево, переключается путевой кран
и сжатый воздух направляется в кран 1, а из последнего —
в правую полость пневмоцилиндра 15. Трубопровод 13 в это
время сообщен с окружающей средой. В результате
перемещения поршня и штока 14 пневмоцилиндра 15 начинает
перемещаться и связанный со штоком шибер 9, который, захватив
выданную из магазина заготовку, транспортирует ее к
неподвижной губке 3 приспособления. Во время зажатия заготовка
перемещает подпружиненный толкатель 2, который открывает
клапан крана /, в результате чего сжатый воздух из сети поступает
в цилиндр 12, шток 11 которого запирает шток 14, обеспечивая
надежное закрепление заготовки в приспособлении. Затем
следует обработка и возврат стола, в процессе перемещения
которого установленный на столе кулачок действует на путевой
кран, и сжатый воздух из сети по трубопроводу 13 направится
в цилиндры 12 и 15. В результате шток 11 выйдет из контакта
со штоком 14. Сжатый воздух из полостей А пневмоцилиндров
15 и 12 выходит свободно, так как эти полости через трубки
Рис. 213. Схема автоматического
приспособления для фрезерования двух
торцов у лопатки
310
крана 1 и путевой кран сообщены с окружающей средой. После
освобождения штока 14 шибер 9 отходит в крайнее положение,
отсекатель 5 позволяет выдать из магазина 6 очередную
заготовку и цикл повторяется.
Однопозиционное автоматическое приспособление,
изображенное на рис. 214, используют для закрепления заготовок
простой конфигурации в центрах. В этом приспособлении два пнев-
моцилиндра 17 и 5. работают последовательно от
распределителей. Ползун (клин) 7 от штока 6 цилиндра 5 передает движение
рычагу 8 и подвижной губке 1, а вместе с последней
перемещается центр 2 для фиксации заготовки и упор 12 для
поддержания и направления заготовки при зажиме. Неподвижный
центр 3 закреплен в стойке 4, смонтированной в корпусе
приспособления. Цилиндр 17 предназначен для окончательного
базирования и фиксации заготовки. Шток 18 действует скосом на
штырь 19, который обеспечивает поворот заготовки до базового
уступа на ее головке. Магазин 15 представляет собой лоток,
сечение которого соответствует конфигурации заготовки,
смонтирован на оси кронштейна 21, который, в свою очередь,
закреплен на станине станка.
При перемещении стола станка в положение «Под загрузку»
планка 20 приспособления приходит в контакт с планкой 16, и
магазин поворачивается вокруг оси. Заготовка из магазина
через вырез Н поступает на планку 10, ориентирующую ее
относительно центров 2 и 3 приспособления, и удерживается зубом Б
в момент закрепления.
Как только приспособление вместе со столом начнет
перемещаться к фрезе, пружина 13 возвращает магазин 15 в исходное
положение. Находящиеся в магазине заготовки удерживаются
от выпадения планкой 9, к которой магазин прижимается
пружиной 14. Изготовленные детали удаляются в тару по
желобу 11.
При положении стола станка «Под загрузку» срабатывает
электромагнит клапана подачи сжатого воздуха в цилиндр 5,
в результате чего происходит базирование заготовки; подвижная
губка 1 нажимает на конечный выключатель и подает команду
на клапан, управляющий подачей сжатого воздуха в цилиндр 17,
и заготовки зажимаются. Одновременно подается команда на
ускоренный подвод стола к фрезе, происходит фрезерование, и
в крайнем левом положении стола электромагнит клапана
переключается, подвижный центр отходит влево, деталь
освобождается, и цикл повторяется.
Автоматические приспособления бывают и многоместными
(рис. 215). В таком приспособлении одновременно
обрабатывают четыре заготовки. Подлежащие обработке заготовки вручную
загружают в трубчатые магазины 1, закрепленные на хоботе
фрезерного станка, где они опускаются на планки 2.
Заготовки зажимаются ползунами 3, которые перемещаются от
311
^1 Заготовка
*ж+
Рис. 214. Автоматическое приспособление для фрезерования валиков
312
штоков пневмоцилиндров 5 через шарнирно закрепленные
рычаги 4.
В приспособлении имеются два пневмоцилиндра 5, каждый
из которых обслуживает два ползуна, зажимающих заготовки.
Приспособление вместе со столом станка перемещается слева
направо к фрезам. Когда фрезерование будет закончено и
приспособление окажется в крайнем правом положении,
распределительный кран 6 повертывается правым неподвижным упором
Рис. 215. Многоместное автоматическое приспособление для
фрезерования
7, закрепленным на станке, в результате чего воздух выйдет из
пневмоцилиндра 5, а ползуны, перемещаясь справа налево,
освободят обработанную деталь. Планки 2 с закрепленными на
них регулируемыми винтами 9, встречаясь с упором 10,
отодвигаются, сжимая пружину 11, и позволяют деталям выпасть в
лоток 12. После того как стол фрезерного станка возвратится
в крайнее левое положение, упор 8 повернет распределительный
кран 6, воздух из сети будет поступать в цилиндры 5, и планка 2
возвратится в исходное положение.
Все рассмотренные однопозиционные автоматические
приспособления относились к группе специальных. В ЭНИМСе
разработаны автоматические универсально-наладочные
приспособления, т. е. приспособления, в которых при смене некоторых
деталей и соответствующей наладке можно зажимать
разнообразные по форме и размерам заготовки. Для перемещения зажим-
313
2U 25 W 11 12
ных элементов в приспособлении использован гидропривод.
Приспособление управляется командоаппаратом.
Приспособление, показанное на рис. 216, устанавливают на
фрезерных станках (мод. 6П80Г и др.), которые могут работать
по автоматическому циклу. Приспособление предназначено для
фрезерования колец и втулок. На корпусе 8 приспособления
закреплена опорная (неподвижная) губка 7. В корпусе от штока 2
гидроцилиндра /
перемещается каретка 4 с губкой
6. Перемещаясь слева
направо, каретка 4 доходит до
упора 11 и последний,
нажимая на регулируемый
винт 12, ввернутый в рычаг
14, поворачивает его вокруг
оси 13, в результате чего
рычаг упрется в толкатель
15 и ролик 16,
закрепленный в штоке 17 цилиндра
18; упор 11 заклинивается и
каретка 4 останавливается
в положении, при котором
между подвижной 6 и
опорной 7 губками будет
расстояние, необходимое для
установки заготовки,
поступающей из магазина 5
загрузочного устройства. Затем
начинает работать цилиндр
18, шток 17 которого
перемещается в верхнее полот
жение. Толкатель 15 сходит
с ролика 16, в результате
чего каретка 4
перемещается к губке 7. При движении
вверх шток 17, перемещаясь
по клиновой поверхности упора 20, закрепленного в каретке* 4,
перемещает последнюю к опорной губке, в результате чего
заготовка зажимается между губками 6 и 7. Для заготовок,
прижимаемых боковой поверхностью к опорным штырям
приспособления (деталей, имеющих форму параллелепипеда),
предусмотрено устройство, имеющее кулачок 24, находящийся с ним
в контакте, ролик 25, закрепленный на рычаге 23, который
качается на оси 22, и подпружиненный толкатель 10. При
перемещении каретки 4 к опорной губке рычаг 23 в результате
взаимодействия ролика 25 и кулачка 24 поворачивается и, преодолевая
сопротивление пружины, перемещает толкатель 10, который и
поджимает заготовку к опорным штырям приспособления.
314
Рис. 216. Универсально-наладочное
приспособление для фрезерования колец и
втулок
При освобождении и удалении обработанной детали масло
поступает в правую полость цилиндра 1 и одновременно в
верхнюю полость цилиндра 18. Шток 2 цилиндра, перемещая
каретку, освобождает обработанную деталь, и последняя
сталкивается с опорных штырей губки 6 толкателем 3 и падает на поддон 9;
из этого положения деталь при зажиме очередной заготовки
будет выталкивателем 28 сброшена на отводной лоток 26, а из
него в тару. Выталкиватель 28 перемещается от каретки 4, на
которой имеется рейка 24, сцепленная с
сектором 27. Масло подает в цилиндры
1 и 18 золотник 21, который
переключается кулачками-упорами 19.
Гидросхема рассмотренного
приспособления показана на рис. 217.
Масло от насоса 1 проходит по
трубопроводу 2 через напорный 3 и
реверсивный 4 золотники. Реверсивные
золотники управляются электромагнит-
тами, которые при перемещении стола
получают команду от. конечного
выключателя, размещенного в командо-
аппарате.
В момент нахождения стола станка
и установленного на нем
приспособления в положении «Загрузка» масло по
трубопроводу 5 поступает в полость А
цилиндра 7, а так как четырехходовой
золотник 6 находится в контакте с
кулачком, масло не может поступать
в цилиндр 8. Это положение на схеме
соответствует перемещению каретки с
подвижной зажимной губкой до упора,
т. е. когда расстояние между подвижной и опорной губками
достаточно для установки между ними заготовки. Как только стол
станка будет перемещаться вправо, золотник 6 открывает
доступ масла в полость Б цилиндра 8, в результате чего каретка
перемещается и заготовка зажимается. После зажима следует
обработка, и как только она будет закончена, масло на трубе 9
одновременно начнет поступать в полость В и Г цилиндра 7 и 8,
а масло из полостей А и Б отводится по трубопроводами и 10
в бак, в результате чего каретка приспособления, перемещаясь
влево, освободит обработанную деталь, и она упадет на плиту.
Приспособление управляется командоаппаратом (рис. 218).
В корпусе 4 командоаппарата установлены конечный
выключатель ВК-211, звездочка 5 и постоянно поджатый к ней
пружиной 2 толкатель 6. Звездочка 5 закреплена на оси звездочки 3.
Механизм командоаппарата приводится в действие во время
хода стола; при этом кулачки 1, устанавливаемые на планке,
Рис. 217. Гидравлическая
схема приспособления,
показанного на рис.. 216
315
закрепленной спереди стола, действуя на выступы звездочки 3,
поворачивают ее, а вместе с ней и звездочку 5. Звездочка 5
скосами перемещает толкатель 6, который действует на конечный
выключатель, а последний подает команды электромагнитам
реверсирующего золотника гидростанции (см. рис. 217). Откидные
кулачки 1 действуют на звездочку 3 при движении стола только
в одну сторону; при движении стола в противоположную
сторону кулачки поворачиваются на осях 7, проходя над звездочкой,
а затем возвращаются в вертикальное положение и
фиксируются шариком под действием пружины 8.
Магазинное устройство для загрузки цилиндрических
деталей диаметром 12—36 мм при обработке их на горизонтально-
фрезерных станках показано на рис. 219. Магазинное устройство
закреплено на кронштейне 1, который смонтирован на хоботе
станка и закреплен на нем при помощи сухаря 2, планки Зу
шпильки 4 и гайки 5. Магазинное устройство может
перемещаться относительно кронштейна в вертикальной плоскости;
приспособление устанавливают с помощью винтов 6.
Лоток магазинного устройства имеет призмы 7 и 8. Призма 8
перемещается относительно призмы 7 при помощи винта 9.
Внизу магазинного устройства расположен отсекатель, состоящий
из штыря 10, планки 11 и пружины 12. Для контроля высоты
установки заготовки в приспособлении служит винт 13,
закрепленный в рычаге 14. Если заготовка не пришла в контакт со
штырями подвижной губки, то при движении стола она нажмет
на винт 13, который отрегулирован на требуемую высоту
установки заготовки, и рычаг 14, поворачиваясь на оси 15, действует
на конечный выключатель 16, прекращающий подачу стола
станка.
Рабочий укладывает заготовки между призмами 7 и 8. При
подходе стола в положение «Под загрузку» винт зажимного
приспособления нажимает на штырь 10, открывая тем самым
магазин. Заготовка проваливается и устанавливается между
губками зажимного приспособления. В начале движения стола вле^
во заготовка зажимается в приспособлении, а оставшиеся в
магазине заготовки отсекаются планкой 11 отсекателя. Для
предотвращения поломки магазина служит пластинчатая
пружина 17. Застрявшая заготовка отжимает пружину и нажимает
на винт 13.
Расположение магазина и зажимного механизма зависит от
конфигурации заготовок, вида обработки и конструкции станка.
Ориентация заготовки в момент ее транспортирования от
магазина в зажимной механизм приспособления не должна меняться.
Необходимо предусматривать автоматическую очистку
приспособления от стружки путем обдувки его сжатым воздухом.
Загрузочные устройства, являющиеся механизмом
фрезерного станка. Загрузочное устройство, изображенное на рис. 220,
предназначено для подачи пробок на горизонтально-фрезерный
316
5-6
Вид К
^
{
Г
Ц
Ж
ш-
Ж у
Рис. 218. Командоаппарат приспособления, показанного на рис. 216
тот
15 8 9
Рис. 219. Загрузочное устройство к горизонтально-фрезерному станку
317
станок мод. 680. Магазин представляет собой сборный
коробчатый открытый изогнутый лоток 1, закрепленный на кронштейне
2, установленном на хоботе станка; механизм поштучной
выдачи — двойного действия. Отсекатели 3 механизма перемещаются
от кулачка 4 через качающийся рычаг и пружины. Питатель
пневматического действия одновременно служит для зажима
заготовки; кроме того, в питателе смонтировано устройство для
съема обработанной детали. Заготовки вручную загружают в
лоток 1, где они перемещаются до отсекателя 3 механизма
поштучной выдачи. Выданная из магазина механизмом поштучной
выдачи заготовка опускается через приемник 12 на два
штифта 9 и от падения удерживается подпружиненной планкой 11 >
установленной на приемнике 12; затем заготовка зажимается
прихватами 13, которые вместе с рычагами 14 перемещаются от
штока 6 пневмоцилиндра 5 через рычаг-усилитель 7 и ползун 10у
на котором установлены прихваты.
После того как деталь обработана (профрезерован паз),
стол станка и приспособление с зажатой деталью отойдут от
фрезы; деталь освобождается; шток цилиндра перемещается
вправо, а ползун с захватами влево; деталь сбрасывается
рычагами 14 в приемный лоток S, после чего цикл загрузки и
обработки повторяется.
Магазинное загрузочное устройство, показанное на рис. 221,
используют для подачи заготовок, разрезаемых на две
сегментные штонки, на горизонтально-фрезерный станок мод. 682.
Магазин 5 устройства укреплен на плите 6, которая установлена
на салазках 15; питатель имеет возвратно-поступательно
движущийся шибер 7. Шибер приводится от цилиндрического кулачка
13 с винтовым пазом, укрепленного на валу 12; вал вращается
от ходового винта продольной подачи стола через зубчатые
колеса 11 и 10. Поданная шибером питателя заготовка
зажимается рычагом 2 на опорной площадке 4 салазок 15.
Рычаг 2 перемещается от штока пневмоцилиндра /. Работой
пневмоцилиндра / управляет золотник 9 и кулачок S, которые
взаимодействуют при возвратно-поступательных перемещениях
салазок 15. После того как заготовка разрезана, т. е. получены две
сегментные шпонки, а рычаг 2 освободит их от зажима, шпонки
сталкиваются очередной заготовкой на салазки, а с последних
качающимся скребком 3 в тару. Салазки 15 вместе с заготовкой
перемещаются цилиндрическим кулачком 14 с винтовым пазом,
укрепленным, как и кулачок 13, на валу 12. Салазки 15
возвращаются в исходное положение пружиной 16; устройство
относится к универсально-наладочным.
Загрузочное устройство, показанное на рис. 222,
предназначено для подачи колец. Устройство установлено на фрезерном
станке и имеет магазин, механизмы для зажима поданной
заготовки и стол станка, получающий привод от пазового кулачка.
Магазин представляет собой лоток 2, с которым смонтирован
318
А-А
5-6
Рис. 220. Загрузочное устройство для подачи пробок
16 15
" ЧИН
Рис. 221. Загрузочное устройство для подачи заготовок на станок
мод. 682
319
отсекатель 3 механизма поштучной вылачи м*
на поперечине станка и во впрм» «Д Магазин укреплен
При отходе стола с а^мным !пГ °Т« СТанка неподвижен.
магазина „,* „„ж^Та^Г/ SFZ&ZZS™
Рис. 222. Загрузочное устройство для подачи колец
способление в станка ПпиТпГ падает в зажимное при-
осв„6ожяе„„ь.етпарнУж„нПь,ри7 SEESE'«?S?7 2™*6
ми головками закрепляют чят™»™ _ ржни у> которые свои-
ни Р остают/я ДодвТжТьГи Ko™"p™„™ ELT^"
11, которые задерживают следующую заготовку, поступающую
из приемника, после чего цикл повторяется.
На Горьковском автомобильном заводе создан автомат для
фрезерования паза в крышке автомобильного шатуна. Цикл
обработки автоматизирован с помощью двух цилиндров. Шток
одного цилиндра подает заготовки из магазинного загрузочного
Рис. 223. Магазинное загрузочное устройство
устройства в приспособление и зажимает их в последнем, а шток
другого цилиндра сообщает столу станка
возвратно-поступательное перемещение. Команду на подачу сжатого воздуха в
цилиндры дают конечные выключатели. Магазинное загрузочное
устройство и приспособление (рис. 223) устроены следующим
образом. Магазин имеет стойку 3 и планку 4. Заготовки загружают
в магазин вручную, где они перемещаются под ползун 5,
приводимый в действие штоком цилиндра 9. При перемещении
заготовки кантуются, прижимаются к упору 1 и фиксируются
планками 2. Регулируемый болт 7 установлен в кронштейне,
который связан с ползуном; болт нажимает на конечные
выключатели 6 или S, в результате чего сжатый воздух поступает
321
в соответствующую полосу цилиндра, сообщающего возвратно-
поступательное движение столу станка.
В горизонтально-фрезерном станке мод. ТГ-2 при обработке
канавок метчиков, разверток и подобных им деталей (рис. 224)
Рис. 224. Загрузочное устройство для подачи заготовок метчиков
заготовка устанавливается в центрах делительного
приспособления. Шпиндель 7 перемещается с помощью шток-рейки 3,
зубчатого колеса 4, выполненного за одно целое с храповым
колесом 5 и жестко сидящего на шпинделе делительного диска 6.
Шток-рейка приводится в движение цилиндром 1\ величина
поворота ограничивается упором 2. По окончании поворота
шпиндель зажимается прижимом 75, на который действует шток
цилиндра 17. Сжатый воздух подается в цилиндр 17 в результате
действия шток-рейки на распределитель 16. Заготовка зажимает-
322
ся между центрами в результате перемещения центра 9 к
переднему центру с поводком 8. Задний центр 9 установлен в
ползуне 10, в паз которого входит клин 11 штока 12 цилиндра.
Заготовки автоматически подаются цепным магазином
периодического действия. Периодическое движение цепи 14 магазина,
надетой на две звездочки, осуществляется от храпового
механизма, приводимого от цилиндра 13 двойного действия. Сжатый
воздух подается в цилиндр распределителем, расположенным
на задней бабке приспособления.
2. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ АГРЕГАТНЫХ СТАНКОВ
Загрузочное устройство, показанное на рис. 225,
предназначено для подачи втулок на агрегатный станок для сверления
в них двух отверстий, расположенных под углом. Устройство
Рис. 225. Загрузочное устройство для втулок, подаваемых на агрегатный
станок
имеет магазин, питатель, механизмы для зажима поданных
заготовок и удаления обработанных деталей. Заготовки B0—
30 шт. в зависимости от высоты) вручную нанизывают на
стержень 12 магазина с рукояткой и запирают чекой, с тем чтобы
при переносе они не соскользнули со стержня. Стержень с заго-
323-
товками устанавливают в стойку магазина, а чеку выдергивают.
Когда обработка заготовки, поданной в приспособление,
закончится, а шпиндели с инструментами возвратятся в исходное
положение, будет подана команда от конечного выключателя
электромагнитному золотнику, и сжатый воздух поступит в полость Л
цилиндра 1, приводящего зажимные устройства приспособления.
В результате перемещения поршня и штока влево толкатель 3
пружинами 6 и 17 и съемником 5 опускается; толкатель 15
также опускается, и нижняя заготовка западает в гнездо ползуна
питателя 13. Вместе со съемником 5 опускается стержень 8, и
установленная на нем планка 9 нажимает на кнопку конечного
выключателя 7. Подается команда электромагнитному
золотнику, и сжатый воздух начинает поступать в полость В цилиндра
14, шток которого перемещает ползун питателя 13 влево до тех
пор, пока его торец не коснется упорных планок. Вместе с
ползуном питателя перемещается заготовка, находящаяся в гнезде
Д. Когда ползун питателя будет в крайнем левом положении,
оси заготовки штыря 4 совпадут. Обработанная деталь при ходе
ползуна выступами питателя проталкивается в приемный лоток
2. Заготовки со стержня 12 магазина 11 опуститься не могут,
так как они опираются на верхнюю поверхность ползуна
питателя. Когда ползун питателя будет в крайнем левом положении,
уступ на штоке нажмет на рычаг 16, а. последний — на кнопку
конечного выключателя 18, и электромагнитный золотник
откроет доступ сжатому воздуху в полость Б пневмоцилиндра.
Толкатель 15, поднимаясь, поддерживает столб заготовок,
а толкатель 3 перемещает заготовку и надевает ее на штырь 4,
прижимая к плите. Заготовка утапливает съемник 5, а
последний через стержень 8 и планку 9 нажимает на кнопку конечного
выключателя 10, который подает команду на включение
рабочих органов станка с инструментами, производящими
обработку, на подачу сжатого воздуха в полость Г цилиндра 14, и,
следовательно, на возврат ползуна питателя 13 в исходное
положение. Загрузочно-разгрузочное устройство, показанное на
рис. 226, предназначено для подачи заготовок и съема
обработанных деталей — стержней со сферической головкой.
Заготовки из секторного механизма ориентации поступают в
лоток-накопитель, откуда перемещаются в приспособление. При
перемещении штока цилиндра / выталкиватель 2 головки, укрепленной
на штоке, выталкивает обработанную деталь из приспособления
3 на приемный лоток и одновременно толкатель 4 перемещает
подлежащую обработке заготовку из накопителя в приемное
гнездо гильзы 5. Затем шток 6 цилиндра 7, опускаясь,
устанавливает заготовку против гнезда приспособления, а шток
цилиндра 8, перемещая гильзу 5 влево, заталкивает заготовку в
приспособление.
Загрузочно-разгрузочное устройство, показанное на
рис. 227, а, предназначено для подачи стаканов, колец, поршней
324
и т. п. Заготовки из магазина 1 собачками 2 штангового
транспортера 3 перемещаются в приспособление станка. Перемещение
транспортер получает от штока цилиндра 4. Подаваемая
заготовка, поступая в приспособление (рис. 227, б), сталкивает
в приемный лоток 5 обработанную деталь. Заготовка
закрепляется в приспособлении прижимом 6, укрепленным на штоке
цилиндра 4. Как только заготовка будет зажата, транспортер 3
(рис. 227, а) возвращается в исходное положение; при этом
собачки 2, перемещающие заготовки, поворачиваются вокруг оси
и проходят под заготовками, не вызывая смещения последних.
Рис. 226. Загрузочное устройство для стержней
Команда на подачу очередной заготовки осуществляется
плунжером зажимного приспособления. Если заготовки в магазине
отсутствуют, фотореле подает команду на выключение станка.
В магазине одновременно вручную устанавливают 11 заготовок.
На поворотном столе 1 загрузочно-разгрузочного устройства,
показанного на рис. 228, а установлены четыре магазина
(кассеты) 2. Магазины последовательно подходят к накопителю 5, где
наличие заготовок проверяется щупом 4. Если заготовки в
накопителе отсутствуют, кулачок 5 щупа 4 действует на конечный
выключатель 6, который и подает команду на поворот стола 1,
а следовательно, и совмещение с накопителем очередного
магазина с заготовками. Стол 1 повертывается от электродвигателя
через червячную пару 16, зубчатые колеса 17, мальтийский
механизм 18 и стопорится пальцем 19 (рис. 228, в).
Заготовки загружают в магазин вручную. Из накопителя
заготовка 7 опускается до поверхности 10 в захват 8 шибера 9
питателя, который перемещается от шток-рейки цилиндра 11 и
зубчатые колеса. Поданная в приспособление 15 (рис. 228, б)
325
заготовка плунжером 13, перемещающимся от шток-клина
цилиндра 12, прижимается к призмам 14. Обработанная деталь
сталкивается в приемный лоток; в приспособление поступает
очередная заготовка, и процесс загрузки повторяется. В тех слу-
Рис. 227. Загрузочное устройство для колец
чаях, когда на агрегатном станке обрабатываются фасонные
заготовки, следует применять автооператоры, выполненные по
типу поворотого крана.
Загрузочное устройство, показанное на рис. 229, а,
используют для подачи заготовок валов на малый агрегатный станок (на
валах фрезеруют канавку под сегментную шпонку). Загрузочное
устройство имеет электрогидравлическое управление. Особен-
326
ность рассматриваемого загрузочного устройства состоит в том,
что в периодически вращающемся барабанном магазине
подаваемые заготовки находятся вразрядку; ползуны питателя
приводятся от цилиндра. Заготовка вала питателем передается
Рис. 228. Загрузочное устройство с поворотным столом для магазинов
в зажимное приспособление станка и в последнем
транспортируется в рабочую зону станка.
Загрузочное устройство используют также для разгрузки
(съема) обработанных деталей; оно имеет барабанный магазин,
механизм периодического поворота и фиксации поворота,
питатель с захватами и привод для загрузки заготовок, механизм
выгрузки обработанных деталей и приспособление для зажима
327
Установочное
приспособ-
' ление
Рис. 229. Загрузочное устройство для подачи валиков
328
поданной заготовки вала. В корпусе 5 станка закреплена ось У,
на которой смонтирован магазин 2. На магазине 2 установлены
планки 9 с упорами 10 и подпружиненными захватами 11, в
которых и удерживаются подаваемые заготовки и разгружаемые
обработанные детали. Магазин периодически поворачивается от
цилиндра 12 (рис. 229, б). На штоке цилиндра смонтирована
собачка 15, которая нажимает на ролик 13 и выводит фиксатор
14 из впадины делительного диска 5, а затем входит во впадину
зуба храпового колеса 7 и поворачивает последнее; так как
делительное и храповое колеса насажены на шлицевой конец 6
оси /, то повертывается и ось вместе с магазином 2 и
находящимися в нем заготовками (деталями). После поворота
магазина подается команда на возврат поршня цилиндра 12; в исходное
положение возвращается и собачка 15, а фиксатор 14 под
действием пружины заскакивает во впадину делительного диска 5
и фиксирует правильность поворота; затем начинает работать
цилиндр 3, на штоке которого укреплен ползун 4 питателя, и
цилиндр, аналогичный гидроцилиндру 3, на штоке которого
укреплен сбрасыватель обработанных деталей. Цилиндры питателя
и сбрасывателя расположены на плите корпуса 8 загрузочного
устройства; они перемещаются по пазам плит и закрепляются
в любом удобном для работы месте.
Приспособление для зажима заготовки (рис. 229, б) имеет
корпус 16 с призмами 17, сухарями 18 и 19 для
предварительной установки заготовки вала и механизм зажима с двумя
цилиндрами 23, на штоках которых смонтированы плавающие
клинья 22 с губками 21. Обработанные детали снимаются с
приспособления планкой 20, установленной на конце штока
цилиндра 24. Работой цилиндров управляют переключающие краны,
смонтированные на корпусе приспособления. Деталь из
приспособления поступает в захваты магазина; после поворота
магазина питатель подает заготовку в приспособление, где она
зажимается, а затем вместе с приспособлением, смонтированным на
поворотном столе станка, подается на обработку. Обработанная
деталь, перемещаясь вместе с магазином, поступает в механизм
разгрузки и выталкивается из захватов магазина в приемный
лоток и далее в тару; заготовки загружают в магазин вручную.
К загрузочно-разгрузочным устройствам относятся также
роторы для перемещения заготовок (полуфабрикатов) с одного
рабочего ротора на другой в роторных автоматических линиях.
3. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ПРОТЯЖНЫХ СТАНКОВ
Загрузочно-разгрузочное устройство, схема которого
показана на рис. 230, предназначено для подачи втулок и дисков
диаметром 80—250 мм и длиной до 100 мм на
вертикально-протяжной станок мод. МА-1 и для съема со станка обработанных
деталей.
Устройство имеет два магазина со стойками, механизм для
поддержания постоянного уровня заготовок и деталей с
приводом от цилиндра и питатель с двумя захватами, один из которых
подает заготовку, а другой удаляет обработанную деталь.
В конце перемещения вспомогательной каретки станка
подается команда и масло поступает в верхнюю полость цилиндра
1, шток-рейка 2 которого, опускаясь, вращает зубчатое колесо 3.
330
Одновременно с зубчатым колесом вращается звездочка 4, в
результате чего планка 16, закрепленная на цепи 15, вместе с
заготовками, находящимися на скалке 13 магазина, поднимается
на величину, равную высоте подаваемой заготовки. Подача
масла в цилиндр 1 прекращается, и планка 16 вместе с заготовками
удерживается от перемещения вниз. При вращении звездочки 4
вращаются и звездочки 14 и 11, а также цепь 10. Планка 9
опускается на величину, равную подъему планки 16, т. е. на высоту
заготовки. После того как площадки останавливаются, масло
Рис. 230. Загрузочное устройство для втулок, подаваемых на
протяжной станок
поступает в цилиндр 6. Шток 8 цилиндра 6 неподвижен, а на
корпус его смонтировано два захвата: один для поданной из
магазина заготовки, а другой для съема и транспортирования
на скалку 12 приемного магазина обработанной детали. При
перемещении вправо корпуса цилиндра 6 (масло в цилиндр
поступает по каналу штока 8) захват 5 перемещает заготовку, а
захват 7 — обработанную деталь в промежуточное положение.
В момент прекращения движения цилиндра рабочая каретка
станка возвращается в исходное положение, а протяжка входит
в патрон вспомогательной каретки. Масло поступает в цилиндр
6, и последний начинает перемещаться; захватом 5 заготовка
устанавливается на позицию протягивания, а захватом 7
обработанная деталь перемещается на скалку 12 приемного
магазина. Когда цилиндр 6 достигнет крайнего правого положения,
подается команда на его возврат в крайнее левое положение.
Планка 16 с заготовками поднимается, а планка 9 с деталями
331
опускается. После того как планка 16 займет крайнее верхнее,
а планка 9 — крайнее нижнее положения, т. е. на скалке 13
будут израсходованы все заготовки, а скалка 12 полностью
заполнена деталями, станок автоматически отключается. Включают
механизм поддержания постоянного уровня заготовок и деталей,,
и масло поступает в нижнюю полость цилиндра У; шток-рейка 2,
поднимаясь, вращает зубчатое колесо 3 и звездочку 4 в
обратную сторону, планка 16 опускается, а планка 9 поднимается;
магазины поворачиваются, и в зону планки 16 поступают снова
Рис. 231. Загрузочное устройство для подачи дисков, фланцев и зубчатых
колес
заготовки, а в зону планки 9 — свободная стойка, после чего
станок включается на автоматический цикл.
В загрузочное устройство для подачи дисков, фланцев и
зубчатых колес (рис. 231) заготовки поступают из изогнутого
лотка. Питатель имеет цилиндр 1 и два кронштейна 2,
смонтированных на столе станка и соединенных штангами 3, по которым
перемещается ползун 4 с укрепленными на нем отсекателями 5
и 6. Ползун 4 соединен со штоком цилиндра 1, который
сообщает ползунам и отсекателям 5 и 6 возвратно-поступательное
движение. Заготовки из лотка поступают между отсекателями, и
при нахождении штока в крайнем правом положении происходит
протягивание. Протяжка выходит из заготовки, и шток
перемещает заготовку для разгрузки, а отсекатель 5 перекрывает
лоток, исключая поступление заготовок. Подобные загрузочные
устройства бывают одноместные, двухместные и трехместные.
Загрузочное устройство, показанное на рис. 232,
предназначено для подачи гаек рулевого управления при протягивании
332
в них паза. Заготовки 1 загружают в лоток 2, из которого они
поступают в лоток 3, а из последней через окно в стенке лотка
на обработку. Выдачей заготовок из лотка управляет отсекатель
5 механизма поштучной выдачи, получающий, как и питатель,
привод от цилиндра 10, смонтированного на плите 35, которая
закреплена на столе станка. На штоке 9 цилиндра 10 закреплен
кронштейн 11 с двумя пальцами 7, несущими сухари 12, которые
перемещаются по пазам направляющих 4. Между
направляющими 4 имеется ползушка 13, через отверстия которой проходят
Вид К
Рис. 232. Загрузочное устройство для подачи гаек рулевого управления
пальцы 7; на пальцах с помощью планки 8 и болтов укреплен
кронштейн 6, в отверстии которого и находится отсекатель 5. На
оси 15 ползушки 13 установлен упор 14.
При перемещении штока 9 цилиндра 10 вправо отсекатель 5
заходит в отверстие заготовки, а упор 14 подходит к заготовке и
перемещает ее по направляющим 4. В процессе перемещения
заготовка упирается в крышку 16, поворачивается на торец и
в этом положении перемещается упором 14. Заготовка отжимает
собачку 17, находящуюся под действием плоской пружины 18, и
сталкивает обработанную деталь на планки 29 и 30 и далее
в лоток.
Подача заготовки заканчивается, и включается цилиндр 2Ь,
управляющий работой механизма зажима заготовки. Масло
поступает во внештоковую полость цилиндра, поршень со штоком
25 перемещают клин 24 влево в направляющих, закрытых
крышкой 28; клин имеет два скоса (один под углом 45°, а другой под
333
углом 7°); первый скос обеспечивает перемещение плунжера 23>
а второй скос — зажатие заготовки плунжером 23 между
призмой 22 и планками 19 и 20 на рабочей позиции 21. Происходит
протягивание паза; обработанная деталь освобождается от
зажима, так как клин перемещается штоком цилиндра вправо*
а плунжер 23 возвращается в исходное положение пружиной 27.
Механизмы загрузочного устройства перемещаются путевыми
выключателями, располагаемыми на площадках 33 и 34. На
путевые выключатели действуют упоры 31 и 32; один из упоров
смонтирован на клине 24, а другой — на кронштейне 11.
Механизм подачи отводится в крайнее левое положение. При
перемещении ползушки 13 влево собачка 17 сдвигает назад
заготовку до тех пор, пока она не упрется в зуб собачки. При
дальнейшем перемещении ползушки 13 влево упор 14, упираясь в
поверхность отверстия заготовки, поворачивается вокруг оси 15 по»
часовой стрелке до тех пор, пока не выйдет из контакта с
заготовкой; пружина возвращает собачку 17 в исходное положение.
При дальнейшем перемещении ползушки отсекатель 5
выводится из нижней части лотка, в результате чего заготовка
скатывается в исходное положение, и цикл работы устройства
повторяется. При отсутствии заготовок перемещением собачки 17
включается дополнительный путевой выключатель и станок не
включается.
Загрузочное устройство для подачи осей показано на
рис. 233, а. Заготовки из магазина 1 заталкиваются в зажимное
приспособление 2 штоком 3 цилиндра 4. Заготовка выталкивает
обработанную деталь, которая по лотку 5 направляется в тару.
После того как заготовка подана, гайка 6 штока касается
рычага 7, который действует на микропереключатель 5;
микропереключатель подает команду столу станка на перемещение в зону
протяжек. Заготовка зажимается в приспособлении, шток
возвращается в исходное положение, и у заготовки снимают лыски.
Зажимное приспособление со столом станка возвращается в
исходное положение, т. е. под загрузку; обработанная деталь
освобождается, и цикл повторяется. Пневматическая схема
рассмотренного загрузочного устройства и зажимного приспособления
показана на рис. 233, б.
Все механизмы на схеме показаны в рабочем состоянии.
После того как процесс обработки закончен, стол станка
возвращается в исходное положение и приспособление с обработанной
деталью устанавливается под загрузку. В своем крайнем
положении стол переключает рукоятку воздухораспределителя 11 иа
положения Б в положение А, в результате чего сжатый воздух:
из сети поступает в пневмопанель 12, откуда через влагоотдели-
тель, редуктор давления, маслораспылитель и
распределительную коробку поступает в трубопровод 7, резиновый шланг 2,.
трубопровод 3, воздухораспределитель 11 и далее по
трубопроводу 5 во внештоковую полость пневмоцилиндра 13. Клин пере-
334
мещаясь, освобождает от зажима заготовку, которая
удерживается в приспособлении только силой пружины. В начале воз-
Рис. 233. Загрузочное устройство для подачи осей
врата стола в заднее исходное положение винт освободит
толкатель клапана 14 под действием пружины. Закрывается
поступление сжатого воздуха в штоковую полость пневмоци-
линдра 15 из трубопровода 7 прекращается и воздух из этой
335
полости цилиндра по трубопроводу 10 и клапан 14 поступает
в окружающую среду. В конце хода стола станка в заднее
положение винт нажимает на толкатель клапана 16, полость
последнего, соединенная с окружающей средой, будет перекрыта и
сжатый воздух из распределительной коробки по трубопроводу
6 через клапан 16, трубопровод 8, дроссель с обратным
клапаном, трубопровод 9 поступит во внештоковую полость
пневмоцилиндра 15, в результате чего обработанная деталь из
приспособления удаляется, а на ее место из магазина подается
очередная заготовка. При возврате стола станка в переднее
положение винт освобождает от нажима толкатель клапана 16,
подача сжатого воздуха во внештоковую полость цилиндра 15
прекращается, полость цилиндра соединяется с окружающей
средой. При дальнейшем движении стола станка в переднее
положение рукоятка крана 11 кулачком переводится в положение
Б и сжатый воздух по трубопроводу 4 поступит в штоковую
полость пневмоцилиндра 13, заготовка в приспособлении
зажимается, а сжатый воздух из внештоковой полости цилиндра по
трубопроводу 5 и кран 11 поступит в окружающую среду. В
конце хода стола в переднее положение винт воздействует на
толкатель клапана 14 и сжатый воздух из распределительной
коробки по трубопроводам 7 и 6, клапан 14 трубопровод 10
поступит в штоковую полость пневмоцилиндра 15 и толкатель,
осуществляющий загрузку заготовки возвращается в исходное
положение, после чего происходит обработка и повторение
цикла в описанной последовательности.
4. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Бункерно-загрузочное устройство для сверлильного станка
показано на рис. 234, а кондуктор для сверления одной из
заготовок — на рис. 235. Устройство (рис. 234) приводится от
электродвигателя станка через червячный редуктор /, а от
последнего через цепную передачу и кривошип 2 получает перемещение
механизм ориентации 3 бункерного загрузочного устройства.
Кулачок 4 управляет подачей пиноли шпинделя станка, а
кулачок 5 — зажимом заготовки в кондукторе и ее освобождением
после сверления. В устройстве предусмотрен блокирующий
механизм, автоматически выключающий станок при поломке или
затуплении сверла. В кондукторе (рис. 235) на конце штока
поршневого цилиндра 2 насажена планка 3, заходящая в паз
ползуна 4. В крышке кондуктора находится отсекатель 7,
втулка 8 и центр 9, который фиксирует заготовки, подаваемые
ползуном 4 для сверления. В нижней части корпуса 1 размещен
лоток 5, по которому детали отводятся после сверления.
Кондуктор очищается от стружки сжатым воздухом, подаваемым по
шлангу 6.
336
Еще один пример бункерного загрузочного устройства для
автомата сверления, выполненного на базе настольного
сверлильного станка, показан на рис. 236. Автомат используют для
сверления отверстий в валиках диаметром менее 10 мм и дли-
Рис. 234. Бункерно-загрузочное устройство для сверлильного станка
Рис. 235. Кондуктор
ной A,1 -т- l,7)d, где d — диаметр валика. Заготовки из
механизма ориентации с полувтулками /, получающими возвратно-
поступательные движения от валика с кулачками 2, попадают
в накопитель 3. Чтобы избежать образования сводов в
полувтулки 1 ввернуты штифты. Из накопителя заготовка поступает в
кондуктор, и при опускании шпинделя в ней просверливается
отверстие. В момент подъема шпинделя станка обработанная
деталь сбрасывается, из накопителя поступает очередная заготовка
337
и цикл повторяется. Шпиндель станка, кулачок, подающий
шпиндель и валик с кулачками для привода полувтулок
механизма захвата и ориентации, получают движение от
электродвигателя.
Рис. 236. Бункерно-загрузочное устройство для сверлильного
автомата
Иногда сверлильные станки не переделывают для
автоматического цикла работы. В этом случае на стол станка или вместо
стола станка устанавливают агрегат, позволяющий полностью
автоматизировать цикл обработки, не нарушая универсальности
станка. Такой способ автоматизации может быть рекомендован
338
для массового и крупносерийного производств, а также для
групповой обработки в серийном производстве. Агрегат имеет
электродвигатель, который вращает распределительный вал
с кулачками, управляющими подачей заготовок из магазина
(накопителя) и зажимом в приспособлении. На валу
устанавливают кривошипный механизм, сообщающий
возвратно-поступательное движение гильзе шпинделя и шпинделю с инструментом.
Установка для автоматического развертывания отверстия
в тарелке клапанной пружины показана на рис. 237, а на
рис. 238 дана ее кинематическая схема (позиции на рис. 237 и
238 одни и те же). Заготовки в ориентированном положении из
вибробункера (или вручную) загружаются в магазин 34.
Электродвигатель 2, смонтированный на корпусе 1, через червячный
редуктор 4 и цилиндрические зубчатые колеса 5 вращает
распределительный вал 3, на котором находится втулка 6 с
кулачками 7—9. При вращении вала торцовый кулачок 9 через палец
28, тягу 29, рычаг 30, качающийся на оси 31, и шпильку 32
сообщает штоку 33 поступательное движение; шток, захватив
заготовку из магазина 34, подает ее на позицию Г. При
дальнейшем вращении вала 3 кулачки 7 и 8 через ролик 17 перемещают
ползун 18 с плоским, кулачком 19, который скользит по планке
20, а сверху касается роликов 21, насаженных на оси 22.
Кулачок 19, перемещаясь вправо толкателем 35, подает заготовку на
рабочую позицию, а затем освобождает планку 23 со скалками
24, которые скользят во втулке 25, позволяя ей под действием
пружин 26 зажать заготовку уступом 27. При дальнейшем
вращении вала кривошипный механизм, имеющий диск 10 с
пальцем 11, серьги 12 и 14 и тягу 13, сообщает пальцу 15 хомута 16
и шпинделю станка рабочий ход, а по окончании обработки
отводит его в исходное положение. В момент отвода режущего
инструмента в исходное положение кулачки 7 и 8 перемещают
ползун с кулачком 19 влево. Наклонные поверхности
последнего, преодолевая сопротивление пружин 26, поднимают планку 23
и освобождают обработанную деталь, которая удаляется в
лоток очередной заготовкой, подаваемой из магазина; весь цикл
повторяется.
Бункерно-магазинное устройство, показанное на рис. 239,
предназначено для подачи втулок на настольный вертикально-
сверлильный станок, где осуществляется снятие фаски и
нарезание резьбы. На станке установлены: загрузочное устройство,
состоящее из бункер-магазина и механизма заталкивателя,
приспособление с механизмом периодического поворота, механизм
фиксации и пневмодрель с инструментом для снятия фаски и
приводом, сообщающим возвратно-поступательное движение
дрели. Перемещающие механизмы приводятся от пневмокамер и
пневмоцилиндров.
Заготовки из бункер-магазина 13, в результате действия на
последний вибратора 15, поступают в лоток 14. Из лотка 8 за-
339
готовка толкателем 7,
перемещающимся от
штока камеры 6,
поступает в гнездо
приспособления 9 станка.
Заготовка зажимается в
приспособлении
клином 21, который
перемещается от штока
камеры 1. Клин заходит
в отверстие втулки 2
приспособления и
зажимает заготовку.
После зажатия заготовки
у нее снимается фаска
зенковкой,
установленной в дрели 3.
Поступательное движение
дрели осуществляется
штоком 4 цилиндра 5.
После снятия фаски
нарезается резьба. На
конце шпинделя на
шлицах посажен винт
12 с гайкой И,
вмонтированной в
кронштейн 10, который
связан с пинолью станков.
При вращении
шпинделя гайка перемещается
по винту, подавая
метчик. Шаг резьбы
соединения гайка — винт
согласован с шагом
нарезаемой резьбы.
После обработки
заготовки клин 21 выходит из
отверстия, диск
приспособления
поворачивается, и обработанная
деталь падает в
приемный лоток и далее
в тару. На валу 20
насажено зубчатое
колесо 18, сцепленное с
рейкой 19. При движении
рейки 19 в
направлении от камеры 22 по-
340
Вид А
12 II
Uk
ш.
ш
1
Рис. 237. Установка для автоматизации процесса развертывания
ворачивается зубчатое колесо 18 и скрепленный с ним сектор 17.
На секторе закреплен кулачок 23 и собачка 24. При повороте
сектора кулачок отводит фиксатор 25, а собачка 24
поворачивает диск 16. При обратном ходе рейки 19 фиксатор 25
западает в паз диска 16, а вся система фиксируется пальцем 26,
приводящимся от штока камеры 27; происходит обработка,
а затем цикл повторяется.
Автоматические приспособления для сверления.
Автоматическое приспособление, предназначенное для сверления отверстия
во втулках, показано на
рис. 240. Втулки
загружают в магазин, где они
перемещаются до
подпружиненного упора /,
установленного в корпусе 2.
При движении шпинделя
станка вниз вместе с ним
опускается и подвесная
кондукторная плита 3,
призматические выступы
которой центрируют и
зажимают обрабатываемую
втулку, а штифты 4,
нажимая на упор 1,
опускают его, тем самым
освобождая обработанную
втулку, и позволяют ей
скатиться в тару,
установленную около станка.
Автоматическое
приспособление, показанное
на рис. 241, пневматического действия и предназначено для
снятия фасок гаек. Гайки загружают в магазин 3; в момент
нахождения поршня цилиндра 1 в исходном положении гайки
опускаются на поверхность ползуна 2, связанного с поршнем.
При подаче сжатого воздуха в цилиндр 1 ползун 2 захватывает
одну гайку и перемещает ее до упора 5. При перемещении
ползуна расположенный над ним съемник 4 отклоняется и
пропускает захваченную ползуном гайку.
После зажатия гайки между упором 5 и ползуном 2 сверлом
снимают фаску. Когда сверло возвратится в исходное
положение, поршень вместе с ползуном и гайкой начнут двигаться
в обратном направлении, но съемник 4 задерживает гайку и
сбрасывает ее с ползуна. При повторном движении ползуна
вместе с новой гайкой вправо ранее обработанная гайка
сталкивается в отводящий желоб 6.
Автоматическое приспособление, показанное на рис. 242,
используют для сверления отверстий в гладких валиках на верти-
Рис.
238. Кинематическая схема
установки, показанной на рис. 237
342
5-5
20 18 17 16
со
со
Рис. 239. Бункерно-магазинное устройство для вертикально-сверлильного станка
кально-сверлильном станке мод. 2125. Все исполнительные
органы приспособления перемещаются от пневмоцилиндров. В
исходном положении поршень цилиндра
8 и шток вместе с ползуном питателя
7 находятся в крайнем левом положе-
фЙВ *i j ! ИГ нии' а заготовка из магазина 1 опус-
1 |р™' ' ' ! кается в гнездо питателя, где и
удерживается от выпадения двумя
подпружиненными планками 6. Поршень
цилиндра 8 со штоком и ползуном
питателя, в котором находится
заготовка, перемещаются в крайнее
правое положение, а заготовка — от
подпружиненного упора к неподвижной
базовой планке. Сжатый воздух
подается в цилиндр 4, и заготовка
зажимается при опускании кондукторной
плиты 5 с призмой 3; затем
опускается шпиндель со сверлом, и происходит
обработка. По окончании обработки
цилиндр 4 освобождает деталь от
зажима, а цилиндр 8 возвращает ползун
питателя в крайнее левое положение.
8 момент возврата ползуна питателя
деталь, упираясь в упор 2,
сбрасывается в приемный лоток, а из магазина 1 опускается очередная
заготовка; цикл загрузки и зажима повторяется.
Г
Рис. 240. Автоматическое
приспособление для
сверления отверстий во втулках
Рис. 241. Автоматическое приспособление для снятия фасок у гаек
Для сверления отверстий в валиках может быть также
использовано автоматическое приспособление, показанное на
рис. 243. Заготовки из магазина опускаются в призматический
344
Рис. 242.
Автоматическое приспособ- -F^
ление для валиков
Рис. 244. Стол-транспортер
? о) b oj То
со
*&*
см
Рис. 243. Автоматическое
приспособление для сверления отверстия в
валиках
вырез ползуна питателя, когда он находится в крайнем правом
положении, определяемом регулируемым упором. После того
как сжатый воздух будет поступать в полость А цилиндра,
вмонтированного в корпус 9, шток-рейка 2 через зубчатое колесо 3 и
рейку 6 переместит ползун питателя 7 вправо до контакта с
упором 8, а захват 4, поднимаясь, перекрывает отверстие
магазина 5. После того как шток нажмет на клапан 1, дается команда
на перемещение шпинделя станка и инструмента вниз. Сжатый
воздух из сети поступает в полость Б цилиндра, и шток-рейка 2
через зубчатое колесо 3 и рейку 6 перемещает ползун питателя
влево. Захват 4, захватив из магазина 5 заготовку, подает ее
в рабочую зону приспособления, где она и зажимается при
дальнейшем перемещении ползуна питателя 7; происходит
обработка и освобождение обработанной детали; цикл загрузки
повторяется.
К автоматическим приспособлениям условно можно отнести
стол-транспортер устройства с цепным питателем (рис. 244),
используемый при работе на многошпиндельных вертикально-
сверлильных станках. В столе-транспортере заготовки
устанавливают в приспособлениях (кондукторах) 1, закрепленных на
прерывисто движущейся цепи 2. Шаг цепи соответствует
расстоянию между шпинделями станка. Звездочка 3 и заготовка
приводятся от электродвигателя 4 через редуктор, клиноремен-
ную передачу 5 и барабан 6, на котором установлены два
кулачка 7 и 8. При набегании кулачка 7 на конечный выключатель 9,
срабатывает электромагнит 10, который выводит защелку 11 из
зацепления с делительным диском 12. Кулачок 8 действует на
клапан 13, который открывает доступ маслу в цилиндр 14, в
результате чего поршень со штоком поднимутся, переместят
рычаг 15 с собачкой и повернут делительный диск 12. При
дальнейшем вращении диска с кулачками клапан возвращается
в исходное положение, масло поступает в верхнюю полость
цилиндра, поршень со штоком опускается и рычаг с собачкой
возвращаются в исходное положение.
Электромагнит отключается, а защелка 11 под действием
пружины 16 входит в одну из канавок диска и тем самым
запирает его; движение цепи прекращается. После
просверливания отверстий цикл перемещения повторяется. Периодическое
движение цепи может обеспечиваться также мальтийским
механизмом.
Глава ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
V ДЛЯ ЗУБООБРАБАТЫВАЮЩИХ
РЕЗЬБОФРЕЗЕРНЫХ И РЕЗЬБОНАКАТНЫХ
СТАНКОВ
1. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ЗУБОРЕЗНЫХ И ЗУБОДОЛБЕЖНЫХ СТАНКОВ
Загрузочные устройства для подачи мелких заготовок
зубчатых колес бывают как магазинные, так и бункерные. В
качестве механизма ориентации используют вибробункеры.
Магазинное загрузочное устройство показано на рис. 245,
особенностью этого устройства является колебательное
движение магазина, в результате которого заготовка перемещается
в рабочую зону станка, где и зажимается в приспособлении
(между центрами передней и задней бабок станка). Загрузочное
устройство имеет укрепленный на держателе 2 лоток 4
(магазин), который качается относительно оси 8. Лоток перемещается
от кулачка распределительного вала через рычаги 9 и 13,
пружину 7 и рычаг 12. Лоток отводится в исходное положение
пружиной 10. При этом рычаг 12, перемещаясь вправо, упирается
в винт 6, укрепленный на кронштейне 5, а последний
смонтирован на держателе 2 лотка, который установлен на каретке
станка. Ось качания магазина 3 и ось 5 укреплены на кронштейне 1,
смонтированном на каретке станка. Положение подаваемой
заготовки относительно зажимающих ее центров станка
регулируют винтом 11. Заготовки загружают в магазин вручную, где они
перемещаются самотеком. При малой массе заготовок для
создания более благоприятных условий их перемещения в лоток
вставляют груз. Основным недостатком загрузочных устройств
этого типа является отсутствие перемещения лотка-питателя
вместе с загружаемой заготовкой вдоль линии центров (осевое
перемещение), что создавало бы более благоприятные условия
для ввода цапфы заготовки в отверстие переднего центра.
Бункерное загрузочное устройство (рис. 246) имеет вибробункер и
питатель. Заготовки из выходного лотка вибробункера
забираются захватом 4 питателя, выполненным в виде клещей. Захват
4 смонтирован на рычаге 2, который соединен при помощи
шарниров с рычагами 1 и 3 корпуса питателя 11. На оси рычага 3
посажено зубчатое колесо 5, которое находится в зацеплении
с сектором 6, качающимся на оси и получающим привод от
кулачка 10 распределительного вала станка через толкатель 9,
347
Рис. 245. Магазинное устройство для подачи
мелких зубчатых колес-валиков
Рис. 246. Бункерное загрузочное устройство для подачи
зубчатых колес-валиков
регулировочный винт 7 и пружину 8. Если рычаги, несущие
захват питателя, будут поворачиваться по часовой стрелке, то
захват опускается к выходному лотку вибробункера и
захватывает заготовку. Пружина заставляет сектор возвратиться в
исходное положение, в результате чего зубчатое колесо и рычаги
поворачиваются против часовой стрелки и устанавливают
заготовку в положение, при котором ее ось совпадает с осью
шпинделя станка. Заготовка зажимается между центрами станка.
Кулачок заставляет толкатель, сектор, зубчатое колесо, рычаги
и захват переместиться к вибробункеру для захвата очередной
заготовки: в этот момент происходит обработка. Обработанное
зубчатое колесо падает на приемный лоток; цикл обработки
повторяется.
В загрузочном устройстве, показанном на рис. 247, а,
закрепленный на оси 9 корпуса 1 зубчатый сектор 7 в результате
отхода толкателя, передающего команду от кулачка
распределительного вала, под действием пружины 8 поворачивается по
часовой стрелке. Зубчатые колеса 5 и 6, вращаясь, поворачивают
рычаг 4 против часовой стрелки до соприкосновения с
регулируемым упором. В результате перемещения рычага 4 держатель
3 с клещевым захватом, поворачиваясь вокруг штыря 2,
опустится к выходному лотку вибробункера или к магазину и захватит
заготовку. Перемещаясь от кулачка распределительного вала
вправо, толкатель * заставляет зубчатый сектор 7, растягивая
пружину 5, вращаться против часовой стрелки. Сектор 7
передает вращение зубчатым колесам 5 и 6. При упоре рычага 4 в
регулируемый упор ось заготовки, находящейся в захвате
питателя, совпадает с осью центров шпинделя станка. При дальнейшем
движении толкателя, передающего команду от кулачка, сектор
и зубчатые колеса будут вращаться, а рычаг и держатель с
захватом будут неподвижны вследствие того, что рычаг находится
в контакте с регулируемым упором.
При повороте зубчатого колеса 5 относительно валика 10
ступица колеса, нажимая скосом на штифт 11, заставляет валик
с рычагом и держатель с захватом и заготовкой переместиться
влево, сжимая пружину 12, и вставить заготовку в цангу или
надеть на оправку станка. Пружина перемещает сектор по
часовой стрелке; цикл загрузки повторяется.
Загрузочное устройство, показанное на рис. 247, б,
предназначено для подачи трибов (зубчатых колес малого размера) на
зубофрезерный полуавтомат. Устройство имеет вибробункер 13
и держатель с захватом, смонтированный на кронштейне 6 и
укрепленный на бабке станка. От диска на распределительном
валу станка перемещается тяга 1, которая через рычаг 3 и вал 2
сообщает качательное движение рычагу 8 питателя. На рычаге 8
установлено зубчатое колесо 10, которое приводит в движение
рейку 9 с пружинящим захватом 12. При перемещении рейки
к вибробункеру 13 захват 12 доходит до упора 11 и останавли-
349
вается у выходного лотка вибробункера; так как зубчатое
колесо и рычаг 8 вращаются, захват 12 будет перемещаться в
вертикальной плоскости, захватывая заготовку. При обратном
перемещении тяги 1, рычага 3, вала 2, рычага S, зубчатого колеса 10
и рейки 9 с захватом 12 заготовка переносится в рабочую зону
станка. Захват и рычаг контактируют с упорами 11 и 7, что
обеспечивает установку захвата с заготовкой на линии центров стан-
Рис. 247. Загрузочные устройства для подачи
а — для втулок;
3&0
ка. Вал 2 вследствие деформации пружины продолжает
вращаться. Планка 4, закрепленная на рычаге 3, скользит по
кулачку 5 и вал 2 вместе с захватом и заготовкой
перемещаются в горизонтальной плоскости, в результате чего заготовка
надевается на оправку шпинделя станка. При вращении зубчатого
колеса 10 винты 14 скользят по кулачку 15. Центр задней бабки
зажимает заготовку, а захват 12 возвращается в исходное
положение к выходному лотку вибробункера для захвата очередной
заготовки. Вал 2, зубчатое колесо 10 и захват 12 возвращаются
в исходное положение пружинами 16. После окончания
обработки задняя бабка станка освобождает обработанную деталь,
съемник сбрасывает ее и цикл загрузки повторяется.
Общий вид и кинематическая схема загрузочного устройства
для одновременной подачи двух заготовок на зубофрезерный
станок показаны на рис. 248, а и б. Заготовки из двухручьевого
вибробункера в ориентированном положении поступают в лотки
11, где, перемещаясь, поступают на подвижные призмы 12 до
упора в регулируемые винты 13. При подъеме рейки 5 зубчатое
колесо 7 и рычаги 4, 6 и 9 вращаются по часовой стрелке. Рычаг
6 и зубчатое колесо 7 закреплены на оси 8. Держатель 3
питателя, шарнирно соединенный с рычагами 4, 6 и 9, с двумя
клещевыми захватами 10 опускается на заготовки (положение /)>
лежащие на призмах 12, и захватывает их. Рейка возвращается
в исходное положение, а зубчатое колесо 7 вращается против
часовой стрелки. Рычаги 4, 6 и 9 переносят держатель с
захватами и заготовками в рабочую зону станка, где последние
закрепляются между центрами 1 и 2 станка (положение //), после
зубчатых колес-валиков и втулок:
б — для колес валиков
351
со
СП.
Рис. 248. Загрузочное устройство для одновременной подачи двух заготовок:
а — общий вид; б — кинематическая схема
чего держатель 3 возвращается в исходное положение, и цикл
работы повторяется. Для фрезерования зубцов на корпусе
барабана используют загрузочные устройства, показанные на
рис. 249 [10].
Заготовки загружают в чашу вибробункера У, оттуда они
поступают в лоток 2, прижимая впереди идущую заготовку к
втулке 3. Для транспортировки заготовок из лотка в цангу 10
используют держатель (механическая рука) с управляемым упру-
Рис. 249. Загрузочное устройство для подачи корпуса барабана на
зуборезный станок
гим захватом 9. Рычаг держателя питателя укреплен на валу 13.
При повороте против часовой стрелки, когда в паз захвата
попадает конический штифт 5, упругий захват разжимается.
Захват опускается, сдвигая втулку 3 вниз, до упора винта 15
в стойку 7. Заготовка, стоящая на упоре, попадает в отверстие
В, а затем, когда штифт 5, управляемый от кулачка распредег
лительного вала, опускается, она обжимается лепестками
захвата. После зажима заготовки в упругом захвате другой кулачок
через тягу 4 и рычаг 6 поворачивает сектор 12. В зацеплении
с зубчатым венцом сектора находится зубчатое колесо 11, укреп-
ленное на одном валу с рычагом 8 держателя. Рычаг
поворачивается по часовой стрелке, надевая заготовку отверстием на
выступ цанги. Положение захвата по высоте регулируют
винтом 14. После зажима заготовки цангой держатель (механиче-
353
екая рука) возвращается за следующей заготовкой. Применение
загрузочных устройств для зубообрабатывающих станков
позволяет повысить производительность этих станков на 20—30%.
Загрузочное устройство (рис. 250) к зубофрезерному станку
мод. 5А326 используют для нарезания прямозубых колес
диаметром 50—200 мм. Заготовка базируется на втулке 3 с опорой
торцом на втулку 2 и фиксируется по отверстию штоком 5 ци-
циндра 7. Заготовка зажимается через опорную шайбу 4,
нажимающую на верхний торец ступицы заготовки. Движение штока
5 вверх ограничивается разжимными сухарями 7.
Зажимное устройство вместе с подвижным кронштейном 10
может перемещаться в вертикальной плоскости при помощи
цилиндра 8, установленного на неподвижном кронштейне 9.
В отверстии штока 5 размещен стержень 6 для блокировки
сухаря 1 при отводе зажимного механизма. Заготовки
загружаются и выгружаются при помощи трехпозиционного поворотного
стола 12, приводящегося в движение цилиндром 11 и храповым
механизмом. Магазин имеет четыре стержня 13 и рычажный
механизм 14 поштучной выдачи двойного действия.
Загрузочное устройство с дисковым питателем,
установленным на зубофрезерных станках, показано на рис. 251 [35]. Диск
1, смонтированный на оси кронштейна 2, имеет три гнезда.
Диск 1 периодически поворачивается от штока цилиндра через
рейку и зубчатое колесо. Заготовки зубчатых колес,
закрепленные по две на втулке, укладывают на замкнутый постоянно
движущийся пластинчатый транспортер 3, с помощью которого они
западают в гнездо А диска / и останавливаются. После
обработки зубчатого колеса диск / поворачивается на 120° и
перемещает уложенные в его гнездо две заготовки из зоны Л в зону
Б, а обработанное зубчатое колесо — в зону В. За время
обработки зубчатых колес постоянно движущийся транспортер 3
перемещает обработанные зубчатые колеса из зоны В и таким
образом дает возможность диску 1 повернуться при следующем
цикле. В процессе резания диск 1 фиксируется пальцем 4,
который входит в одно из трех фиксирующих отверстий 5. Когда
закончится обработка, палец 4 поднимается и позволяет диску 1
повернуться. В каждом гнезде диска 1 имеются захваты 6У с
помощью которых в момент поворота диска / заготовки
зажимаются пакетом пластинчатых пружин 7 и перемещаются с одной
позиции на другую. Во время обработки губки захватов
раскрыты. Палец, проходящий через центральное отверстие диска 1,
раздвигает кулачки 5, которые, преодолевая силу сжатия
пластинчатых пружин 7, заставят губки захватов 6 повернуться
вокруг осей 9 и раскрыться. Время, затрачиваемое на снятие,
установку, разжим и зажим заготовки в приспособлении
составляет 15 сек; время поворота диска питателя 3 сек.
Загрузочное устройство, показанное на рис. 252, применяют
для зубофрезерных станков. Питатель устройства смонтирован
354
9 8%
1
№
тцгг пцт |
Рис. 250. Загрузочное устройство к зубофрезерному
станку мод. 5А326
355
СО
СЛ
съ
Рис. 251. Загрузочное устройство зуборезного станка:
о — схема устройства; б — транспортер; в — питатель
УЯШ
VS/SSA
Рис. 252. Загрузочное устройство к зубо-
фрезерным станкам
на направляющих станка под задней бабкой и имеет клещевой
захват, работающий от цилиндра 2. Цилиндр 1 управляет
перемещением питателя и лопастным приводом 3 для поворота
питателя в горизонтальной плоскости. В качестве
магазина-транспортера используют замкнутый цепной транспортер
периодического действия.
Когда процесс нарезания зубьев на колесе закончен, захват
питателя вводится в рабочую зону станка; клещи захвата
зажимают колесо, после чего задняя бабка станка отходит в
исходное положение, освобождая обработанное колесо, а питатель
снимает колесо с оправки станка. Зубчатое колесо при повороте
питателя переносится к магазину-транспортеру; питатель,
опускаясь, надевает колесо на оправку, а клещи освобождают
колесо. Питатель поднимается над магазином-транспортером,
который передвигается на один шаг, в результате чего к питателю
подается очередная заготовка. Питатель вновь опускается, и
клещи захвата питателя зажимают заготовку; затем питатель,
поднимаясь, снимает заготовку с оправки
магазина-транспортера, поворачивается в горизонтальной плоскости и переносит
заготовку в рабочую зону станка; опускаясь, он надевает ее на
оправку станка; задняя бабка станка зажимает заготовку;
клещи захвата освобождают заготовку, питатель выходит из рабочей
зоны станка, и на заготовке нарезаются зубья. К этой же
группе загрузочных устройств [35] относится устройство
(рис. 253, а — в), установленное на двухсекционном зубофре-
зерном автомате. Устройство имеет дисковый магазин 3 с
пальцами 9, на которые устанавливают обрабатываемые зубчатые
колеса и питатель; поворот магазина на шаг определяется
делительным диском 10 синхронно с рабочим циклом станка.
Питатель /, действующий от привода, захватывает заготовку из
магазина и переносит ее в приспособление 2. Заготовки из
магазина и обрабатываемые детали из приспособления захваг
тываются двусторонним захватом питателя, губки которого
разжимаются пружиной 6, а сближаются от привода в результате
поступления масла по каналу 7 в полость 5. Питатель имеет
следующие перемещения: возвратно-поступательное движение
в вертикальной плоскости от цилиндра 4 и поворот вокруг оси
на 180° в горизонтальной плоскости от зубчатого колеса и рейки
5, приводящейся от штока цилиндра. Когда процесс зубонаре-
зания заканчивается, губки захвата питателя зажимают
обработанное зубчатое колесо и заготовку, находящуюся в дисковом
магазине; держатель с захватами поднимается на величину,
достаточную для снятия заготовки с оправки (пальца) магазина.
Когда держатель будет в верхнем исходном положении, он и
захваты поворачиваются на 180°, в результате чего заготовка из
магазина переносится в зону обработки, а обработанное
колесо — в магазин. Держатель с захватами опускается в нижнее
исходное положение, заготовка — в приспособление станка, где
357
и зажимается, а нарезанное зубчатое колесо — в магазин;
происходит процесс обработки, и цикл повторяется.
Загрузочно-разгрузочное устройство, показанное на рис. 254,
установлено на двухпозиционном зубофрезерном станке,
предназначенном для обработки многовенцовых зубчатых колес. На
каждой из позиции станка имеется отдельный цепной магазин-
Рис. 253. Загрузочное устройство к зубофрезерному автомату
транспортер 1 с оправками 2, размер которых соответствует
отверстию в колесе. После окончания нарезания зубьев суппорт
станка отходит от колеса, а питатель 3 с захватами
поворачивается на 90°, чтобы загружающий захват захватил новую
заготовку, а разгружающий — нарезанное колесо. При подъеме
питателя захваты снимают заготовку с оправки на
магазине-транспортере и нарезанное колесо с оправки станка. Затем питатели
поворачиваются так, что заготовка и нарезанное колесо
меняются местами и опускаются. Нарезанное колесо надевается на
оправку транспортера, а заготовка — на оправку станка.
Заготовка зажимается, питатель возвращается в исходное положение
358
Рис. 254. Загрузочно-разгрузочное устройство к зубофрезерному станку
Рис. 255. Загрузочное устройство к зубодолбежному станку мод. 512:
а — магазин; б — питатель
359
и на заготовке нарезается зуб. В период обработки магазин-
транспортер перемещается на один шаг и вводит очередную
заготовку в зону действия питателя; цикл работы загрузочного
устройства повторяется.
В загрузочных устройствах, у которых питатель выполняют
с вертикальной осью вращения, на диске смонтированы захваты,
которые и транспортируют заготовку в рабочую зону станка, где
ее закрепляют, а затем на ней нарезают зубья. Обработанное
зубчатое колесо после освобождения от зажима при очередном
повороте револьверного диска выводится из рабочей зоны
станка, а затем сбрасывается в приемный лоток. Заготовки
загружаются в питатель вручную или из магазина (лотка).
На зубодолбежном станке мод. 512 нарезают одновенцовые
зубчатые колеса с круглыми и шлицевыми отверстиями
диаметром 55—100 мм и высотой 12—40 мм. Загрузочное устройство
для этого станка имеет магазин, питатель, приемный лоток и
шпиндель. Магазин (рис. 255, а) смонтирован на стойках 2 на
корпусе питателя и имеет две стенки 1, внутренняя полость
которых сделана в форме призмы, что необходимо для
центрирования заготовок по наружному диаметру. Петли стенок могут
поворачиваться на оси 3, запрессованной в кронштейне 4.
Нижние петли рычагами 5 соединены с пальцами 6. При обработке
заготовок разного размера стенки смещают по пазам
относительно пальца 6, а затем затягивают болт.
Заготовки из магазина поступают в призматический вырез
шибера 3 питателя (рис. 255, б) на поверхности поддона 5.
Шибер и заготовка перемещаются от штока 4 цилиндра 6\ шток 4 и
шибер 3 связаны поводком L Кроме поводка, на штоке 4
установлен упор 2, который действует на конечные выключатели,
подающие команду на изменение направления перемещения
шибера. Обработанное зубчатое колесо, после того как из него
выйдет оправка шпинделя, сталкивается в приемный лоток 9
очередной заготовкой, подаваемой в рабочую зону станка.
Питатель установлен на кронштейне; для того чтобы
обеспечить свободный доступ к станку в процессе его наладки или
ремонта, питатель отводят в сторону, для чего кронштейн
поворачивается вокруг оси 7 при освобождении болта 8. Подаваемую
заготовку закрепляют на шлицевой оправке. Так как заготовка,
поданная шибером питателя, не ориентирована по положению
шлицев оправки, в момент насаживания на оправку шпинделя
ее поворачивают доворотником до совпадения шлицев.
Доворотник (рис. 256) смонтирован на кронштейне 1,
который укреплен на корыте со шпинделем. В кронштейн /
запрессованы гладкая направляющая колонка 3 и резьбовая колонка
7, по которым перемещается корпус S, укрепленный на штоке 10
цилиндра 9.
В корпусе размещена шлицевая оправка 2, подпружиненная
втулка 4 и зубчатые колеса 5 и 6. При движении штока 10 ци-
360
линдра и корпуса 8 вниз оправка 2 наконечником заходит в
отверстие заготовки; в результате поворота резьбовой колонки 7
поворачиваются зубчатые колеса 5 и 5, подпружиненная втулка
4 и оправка 2, которая захватывает заготовку. После совпадения
станка Рис. 257. Шпиндель с оправкой
ра 3 в наконечнике 7 укреплены две защелки 8 и 9, которые
удерживают конец оправки 2 (см. рис. 256); в результате
действия тарельчатых пружин 5 (рис. 257) поршень 4 и шток 6
возвращаются в исходное положение; заготовки зажимаются.
Освободить от зажима заготовки можно только при условии,
если шток 6 цилиндра 3 будет подниматься, сжимая
тарельчатые пружины 5 и выводя защелки 8 и 9 из контакта с головкой
оправки доворотника. Для защиты механизма от попадания
стружки и охлаждающей жидкости применяют бронзовые
кольца 12 на шлицевой оправке 13, резиновый щиток 2, крышку для
подвижной опоры 11 и корыто 10.
361
Заготовки из магазина шибером толкателя перемещаются
в рабочую зону станка, сталкивая при этом ранее обработанную
деталь в приемный лоток. В отверстие заготовки при опускании
корпуса доворотника заходит наконечник оправки и
поворачивает заготовку, лежащую на подвижной опоре шпинделя, до
тех пор, пока шлицы отверстия заготовки и оправки шпинделя
не займут такого положения, при котором заготовка при
дальнейшем опускании наденется на оправку. Защелки,
установленные в наконечнике штока цилиндра шпинделя, захватывают
головку оправки доворотника и тем самым зажимают заготовку;
этим заканчивается цикл загрузки, после чего подводится
суппорт с долбяком и производится обработка. По окончании
обработки суппорт отводится в исходное положение. Защелки
освобождают головку оправки доворотника; последний
поднимается и обработанная деталь снимается со шлицевой оправки
шпинделя; при подаче шибером питателя очередной заготовки
обработанная деталь сталкивается в приемный лоток, и цикл
повторяется.
Загрузочно-разгрузочное устройство (рис. 258)
предназначено для подачи зубчатых колес диаметром менее 250 мм и
шириной менее 50 мм на зуборезные и зубодолбежные станки
с вертикальной осью шпинделя при условии, что станок имеет
механизм, обеспечивающий автоматический зажим подаваемых
заготовок и освобождение обработанных деталей. Один из
магазинов загрузочного устройства предназначен для заготовок,
а второй для обработанных деталей; устройство имеет питатель
с захватом, разгружатель с захватом и устройства,
управляющие рабочими органами; управление работой —
электрогидравлическое.
Загрузочное устройство смонтировано на кронштейне,
который закрепляется на станине станка. Магазины для заготовок
и обработанных деталей выполнены в виде стоек, укрепленных
на плитах, а последние установлены на кронштейнах.
Положение плит на кронштейнах можно регулировать;
магазин, свободный от заготовок, перемещают на место снятого
магазина, а на освободившееся место ставят магазин с
заготовками.
Питатель загрузочного устройства имеет корпус, два
вертикально расположенных цилиндра 8 и 9, штоки которых
закреплены в корпусе питателя. Цилиндры, кроме перемещения
в вертикальной плоскости (подъем и опускание), могут
поворачиваться на 180°. Цилиндры поворачивают коническими
зубчатыми колесами 5 и 7, цилиндрическим зубчатым колесом 6
и рейкой 4, получающей возвратно-поступательное движение от
штока цилиндра 3, укрепленного в корпусе питателя. В
цилиндрах укреплены рычаги, на концах которых установлены
захваты / и 2 питателя. Захваты представляют собой кулачковые
рычажные патроны.
362
В процессе обработки поданной и зажатой в приспособлении
станка заготовки загрузочное устройство находится в исходном
положении; при поступлении масла в золотники 10 цилиндры 8
и 9 с захватами 1 и 2 подняты до упора (нажат путевой
выключатель). Захваты в горизонтальной плоскости находятся
в среднем положении, при котором путевой выключатель нажат,
электромагниты отключены, а золотник 11 находится в среднем
Рис. 258. Загрузочно-разгрузочное устройство для
подачи зубчатых колес
положении, запирая масло в цилиндре 3. После того как
обработка закончена и обработанная деталь освобождена от зажима,
подается команда электромагниту золотника 11; масло
поступает в одну из полостей цилиндра 3, в результате чего корпусы
цилиндров 8 и 9 и захваты 1 и 2 поворачиваются в положение,
при котором захват 2 останавливается над магазином с
заготовками, а оси захвата 1 и шпинделя совмещаются.
Перемещение захватов прекращается, как только кулачок штока
рейки 4 нажмет на путевой выключатель и будет подана команда
электромагниту золотника 10, который направляет масло в
цилиндры 8 и 9\ захваты опускаются до тех пор, пока захват 1 не
упрется в заготовку, а захват 2 — в обработанную деталь. В ре-
363
зультате встречи захватов с деталью и заготовкой цилиндры
останавливаются, давление в гидросистеме повышается,
срабатывает реле давления 12 и подается команда через путевой
выключатель на отключение электромагнита золотника 10.
Поток масла изменяет направление, и цилиндры (в захвате
одного из них находится.заготовка, а в захвате другого —
обработанная деталь) поднимаются. В результате вторичного
нажатия на путевой выключатель подается команда на
включение электромагнита; захваты 1 и 2 поворачиваются в
горизонтальной плоскости в положение, при котором захват с
обработанной деталью останавливается напротив магазина для
обработаных деталей, а оси захвата с заготовкой и
приспособления станка совмещаются. При этом положении захватов
будет нажат путевой выключатель и подана команда
электромагниту золотника 10 на перемещение цилиндров 8 и 9 в
вертикальной плоскости. В нижнем положении захваты
разжимаются; один из них оставляет деталь на стойке магазина,
а другой — заготовку в приспособлении станка, где она и
зажимается. Затем следует команда реле давления 12 на отключение
электромагнита, в результате чего захваты поднимаются.
Срабатывает путевой выключатель, и выключается
электромагнит, а захваты поворачиваются в среднее исходное положение,
где в результате нажима подается команда на путевой
выключатель; электромагнит отключается, и дается команда на зажим
заготовки и ее обработку, после чего цикл повторяется.
Загрузочное устройство относится к универсально-наладочным. При
обработке заготовки другого размера или при установке на
другой станок предусмотрена система регулировочно-наладочных
устройств; скорость поворота и перемещения в вертикальной
плоскости регулируют дросселями, положение захватов —
винтами и упорами.
Для подачи заготовок зубчатых колес на зубодолбежные
станки используют устройство, схема которого показана на
рис. 259. Загрузочное устройство имеет трубчатый магазин 3
и питатель, выполненный в виде сектора 1 с захватом 2. В
исходном положении (положение А) захват питателя открывается
и в него из магазина 3 опускается заготовка. При повороте
питателя заготовка зажимается и перемещается в рабочую зону
(положение В). Нарезанное зубчатое колесо выталкивается
подаваемой заготовкой в приемный лоток 4. Затем
центрирующая и зажимная оправки 5 опускаются, зажимают заготовку,
а питатель возвращается в исходное положение и начинается
нарезание, после чего цикл работы загрузочного устройства
будет повторен.
Загрузочное устройство для зубодолбежных станков
(рис. 260) предназначено для подачи и обработки двумя долбя-
ками 2 блочного зубчатого колеса. Заготовки транспортируются
в рабочую зону непрерывным цепным транспортером 10, переме-
364
Рис. 259. Загрузочное устройство к зубодолбежному станку
6) Ю 7
Рис. 260. Загрузочное устройство (а) с цепным транспортером (б) к
зубодолбежному станку
365
щающимся от привода 11. После каждого перемещения цепи
транспортера с захватами (карманами), в которых находятся
заготовки, транспортер, фиксируется устройством 7. Цепь
транспортера приводится от привода через редуктор и четыре
звездочки 8. Транспортер имеет натяжное устройство 9; когда
заготовка будет введена в рабочую зону станка, центрирующий
палец 3 опускается на приспособление 4 и центрирует заготовку,
а головка пальца входит в открытые кулачки. Под действием
пакета тарельчатых пружин 6 кулачки 5 зажимаются и
опускаются для зажима заготовки в приспособлении; начинается
обработка. Нарезанное колесо освобождается от зажима,
центрирующий палец 3 поднимается в исходное положение, и
транспортер перемещается, подавая очередную заготовку в рабочую
зону станка. Нарезанное колесо поступает на транспортер
(участок 13) для того, чтобы исключить возможность
попадания нарезанных колес в ту часть цепи, которая предназначена
для заготовок (участок 12); на станке установлен конечный
выключатель. Обычно 3Д длины цепи транспортера отводятся
для накопления заготовок, a lU — для транспортирования
обработанных колес до места съема. Для удержания заготовок
и нарезанных колес на транспортере смонтированы клещевые
захваты с приводом подвижной губки от штока цилиндра
через систему рычагов.
Загрузочное устройство для подачи конических зубчатых
колес со спиральным зубом диаметром до 120 мм и шириной
зубчатого венца до 20 мм на станки мод. 5П23 и 5П23А
показано на рис. 261, а и б. Устройство имеет дисковый магазин со
штырями, на которые устанавливают вручную заготовки,
механизм периодического поворота диска магазина, питатель с
захватом (механической руки), а также механизм зажима
заготовки и освобождения от зажима с последующим удалением
нарезанного колеса (обработанной детали). Заготовку зубчатого
конического колеса устанавливают на оправках / диска
(магазина). Диск поворачивается вокруг оси 4 и фиксируется от
цилиндра 3 при помощи шток-рейки S, зубчатого колеса 5,
рейки 7, на которой имеется два выступа Б и В со скосами,
направленными в разные стороны. Диск 6 насажен на ось, на
которой закреплен магазин 2 с заготовками. Когда сухарь
движется вниз, выступ Б запирает, т. е. фиксирует, диск 6 и
магазин с заготовками, а когда сухарь поднимается, выступ В
скосом поворачивает диск 6 и магазин 2 на угол,
соответствующий шагу между двумя пальцами. Питатель загрузочного
устройства имеет захват 10 с двумя подпружиненными
губками 9. Захват 10 закреплен на валике // (скалке) питателя.
Валик с захватом движутся поступательно от кулачка 19, а
поворачиваются от зубчатого колеса 16, сцепленного с сектором 17,
находящимся на валике 18, державка 20 с пальцем 21
которого находится в контакте с пазом на торцовой поверхности
366
/5_ВД
12 1 2 3 4 6
Заготовки
Рис. 261. Загрузочное устройство для подачи конических
зубчатых колес:
а — схема; б — конструкция устройства
367
кулачка 19. Вал 12 питателя, на котором закреплен кулачок 19,
вращается от электродвигателя 15 через цилиндрические
зубчатые колеса 14 и червячную пару 13. Поданная питателем
заготовка зажимается в цанге 36, и нарезанное колесо
освобождается механизмом, имеющим кулачок 22, насаженный
на вал 12, палец 23, укрепленный на толкателе 24, и рычаг 25,
качающийся на оси 26. Рычаг 25 отжимает пружину 29 через
тягу 27 и перемещает цангу 36 вперед. Цанга освобождает
обработанное колесо, а пружина 30 выбрасывает ее из цанги
в приемный лоток. Поданная в цангу заготовка зажимается
пружиной 29 через втулку 28 и тяги 35.
Диск магазина поворачивается, а шпиндель включается
и выключается путевыми выключателями 31 и 34, а также
упорами 32 и 33, размещенными на кулачке 22.
После нарезания последнего зуба стол вместе с бабкой
отводится от инструментального шпинделя в исходное
положение и нарезанное коническое зубчатое колесо выталкивается из
цанги рабочего шпинделя. Захват питателя забирает с оправки
диска магазина очередную заготовку и подает ее в цангу
шпинделя. При перемещении заготовки от оправки до шпинделя
захват и заготовка совершают возвратно-поступательное и
колебательное движения. Заготовка зажимается, захват
возвращается в исходное положение, диск магазина поворачивается,
стол с бабкой подводится к инструментальному шпинделю,
нарезается зуб, и цикл повторяется.
Рассмотренное загрузочное устройство относится к
универсально-наладочным. Чтобы его использовать для подачи колес
другого размера, необходимо заменить диск с оправками или
оправки магазина, клещи захвата и цангу.
2. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ЗУБОШЕВИНГОВАЛЬНЫХ СТАНКОВ
Загрузочные устройства исключают возможность
механических повреждений зубьев в процессе транспортировки и падения
обработанных колес, т. е. обеспечивают плавную передачу
в приемный лоток; они имеют демпфирующее устройство, чтобы
не произошло несовпадения зубьев обрабатываемого колеса
и шевера. Различают загрузочные устройства для зубошевинго-
вальных станков с качающимся рабочим органом питателя
и возвратно-поступательным движением рабочего органа.
Загрузочные устройства, рабочий орган питателя которых
имеет колебательное движение. Загрузочное устройство (рис. 262)
предназначено для подачи зубчатых колес на зубошевинговаль-
ный станок мод. С-524 (или на станках мод. 571 и 5713).
Загрузочное устройство имеет магазин 3, в котором смонтированы два
зубчатых колеса-калибра 2, которые исключают возможность
368
загрузки зубчатых колес большего размера, чем требуется,
питатель, загружающий заготовки, рычаг 10 для съема
обработанных колес, компенсатор 7, отводящий поданную заготовку,
если ее зубья и зубья шевера не совпадут, а также приемный
лоток 13, по которому обработанные зубчатые колеса отводятся
в тару.
Питатель 9 закреплен на оси 12 и перемещается от штока 4
цилиндра /. Управление работой загрузочного устройства элек-
14 13 12 11
Рис. 262. Загрузочное устройство к зу.бошевинговаяьному станку
мод. С-524
трогидравлическое. При приеме заготовки из магазина 3
питатель 9 штоком 4 цилиндра 1 повернут на оси 12 в крайнее левое
положение. Палец 6, укрепленный на рычаге 8 захвата 5,
упирается в винт 14, и заготовка из магазина опускается в гнездо
захвата. В тот момент, когда питатель 9 перемещается для
приема заготовки, установленный на нем палец // заставляет
рычаг 10 повернуться на оси и занять положение в зоне
приспособления, при котором шевингуется ранее поданное зубчатое
колесо.
После окончания обработки центры приспособления
освобождают обработанное колесо, которое опускается в гнездо
рычага 10. Масло поступает в левую полость цилиндра /, шток 4
которого заставляет перемещаться питатель 9 по часовой
стрелке. Питатель перекрывает магазин 3, исключая тем самым
возможность выпадения находящихся там заготовок. Палец 6
отходит от винта 14 и рычаг 8 под действием пружины зажима-
369
ет поданную заготовку зубчатого колеса. Питатель 9 переносит
заготовку в рабочую зону станка, где она зажимается между
центрами. Рычаг 10 с обработанным колесом под действием
пружины опускается и переносит его в лоток 13.
После того как заготовки зажаты, масло поступает в правую
полость цилиндра, шток 4 перемещает питатель 9 против
часовой стрелки, рычаг 5, сжимая пружину, поворачивается
вокруг оси и проходит под зажатой в центрах заготовкой
зубчатого колеса. Как только рычаг 8 выйдет из контакта с заготовкой,
он возвращается пружиной в исходное положение. Далее
питатель перемещается в левое исходное положение и захват
Рис. 263. Загрузочное устройство к зубошевинговальному станку
открывает доступ заготовкам из магазина; в результате встречи
пальца и упора рычаг поворачивается, что позволяет заготовке
опуститься в гнездо питателя, а рычагу разгрузки занять
положение для приема обработанного зубчатого колеса; цикл
загрузки — выгрузки повторяется.
Загрузочное устройство с питателем, рабочий орган которого
совершает возвратно-поступательное движение, показано на
рис. 263; устройство установлено на зубошевинговальном станке.
Когда шевингование закончено, обработанное колесо рычагом 3
опускается и подается на разгрузочный лоток 9, а захват,
установленный на штоке цилиндра 8, перемещает заготовку / из
магазина в рабочую зону, т. е. под шевер 2. В момент
перемещения заготовки, как только губка 4 выйдет из контакта с
планкой 5, она под действием пружины зажмет заготовку. В
рабочем положении заготовка будет зажата задней бабкой станка,
после чего начнется процесс шевингования. Рычаг 3 в
результате действия штока цилиндра на рычаг 10 повернется в верти-
370
кальное положение и подготовится к разгрузке. Питатель,
возвращаясь в исходное положение, в результате действия кулачка
на губку 4 будет открыт ив захват выпадет очередная
заготовка, освобожденная отсекателем 6, на который действует
планка 7.
Загрузочное устройство для зубошевинговального станка
мод. 5714 показано на рис. 264. Устройство имеет магазин 3
с механизмом поштучной выдачи, получающий команду от
кулачка 4, питатель с приводом ползуна от штока цилиндра
и смонтированные на ползуне питателя захват для заготовки
11 10 7 8 9
Рис. 264. Загрузочное устройство к зубошевинговальному станку мод. 5714
и рычаг для разгрузки обработанного зубчатого колеса. В
исходном положении отделенная отсекателем 6 от общего потока
заготовка опускается в гнездо захвата, шарнирно укрепленного
на конце ползуна 5 питателя. Обработанное зубчатое колесо,
освобожденное от зажима в приспособлении, опускается на
рычаг 8 для разгрузки, сжатый воздух подается в полость А
цилиндра ), шток 2 которого заставляет ползун питателя 5,
захват с заготовкой и рычаг 8 с обработанной деталью
переместиться в рабочую зону станка так, что рычаг 8
устанавливается в зоне приемного лотка 9 и, повернувшись на оси,
сбрасывает деталь в лоток, а захват с заготовкой — в зоне
приспособления станка. Заготовка надевается на оправку в
результате перемещения пиноли бабки приспособления станка от
штока пневмоцилиндра. Воздухораспределитель переключается,
и сжатый воздух поступает в полость Б цилиндра; ползун
питателя возвращается в крайнее левое исходное положение.
Захват 7, проходя под заготовкой, зажатой в приспособлении,
поворачивается на оси 11, а выйдя из контакта с заготовкой,
371
возвращается пружиной 10 в исходное положение; затем цикл
повторяется.
Цикл загрузки в этом устройстве автоматизируется при
помощи последовательного нажатия движущихся упоров,
укрепленных на ползуне питателя и пиноли приспособления,
осуществляющей посадку на оправке, на конечные выключатели,
которые и подают команду на переключение
воздухораспределителей и на включение или выключение рабочего цикла станка.
Это загрузочное устройство используют для колес диаметром от
30 до 130 мм.
Рис. 265. Загрузочное устройство к зубошевинговальному станку
Загрузочное устройство, показанное на рис. 265, имеет
магазин (лоток), установленный под углом 8—10° и вмещающий
девять зубчатых колес для шевингования. Колеса отделены
друг от друга качающимися собачками 1. Когда держатель 2
питателя находится в крайнем исходном положении, кулачок 3
перемещает плунжер 4, а последний поднимает планку 5 с
регулировочным винтом 5, в результате чего заготовка
перемещается из магазина в захват. Находящиеся в магазине
заготовки не могут перемещаться, так как болт 7, упираясь в выступ
держателя, не дает повернуться собачке. При движении
держателя 2 питателя с захватом и заготовкой вперед кулачок
выходит из контакта с плунжером и последний перемещает
под действием пружины 9 планку 5 вниз, запирая магазин.
Собачка, потеряв опору, уходит из-под поданного зубчатого
колеса, так как левый ее конец тяжелее правого. Зубчатое
колесо перемещается до упора в винт поперечины, приподнимая
собачку. Одновременно другие зубчатые колеса в магазине
также перемещаются и занимают новое положение.
Для облегчения зацепления обрабатываемого колеса с шеве-
ром и возврата держателя питателя с захватом в исходное
372
положение при зажатом в бабках колесе, держатель с
ползуном 10 удерживается подпружиненным стержнем 11, свободный
конец которого упирается в скалку 12. Если обрабатываемое
колесо вошло в зацепление с шевером, центровые бабки
зажимают его, а держатель питателя с захватом возвращаются
в исходное положение за следующим зубчатым колесом,
приемный лоток 8 в этом положении находится под
обрабатываемым зубчатым колесом. Он помогает зубчатому колесу попасть
на разгрузочный склад после его освобождения от зажима. Если
поданное обработанное колесо не войдет в зацепление с
шевером, держатель отклонится, стержень толкнет скалку и повернет
планку 13, которая нажмет на конечный выключатель.
Центровые бабки не зажимают обработанное колесо, и держатель
с захватом отводится к промежуточному конечному
выключателю, сигнал которого возвращает держатель с захватом и
обработанным колесом. Если колесо и шевер не войдут в зацепление,
поступательное движение держателя повторится. При
зацеплении обрабатываемого колеса с шевером нажимается конечный
выключатель переднего положения держателя, который подает
команду на зажатие обрабатываемого колеса.
Устройство для автоматической загрузки и разгрузки
зубчатых колес диаметром до 100 мм показано на рис. 266.
Зубчатые колеса, подлежащие шевингованию, укладывают в
лоток 1. Отсекатель 2 на первой стадии задерживает перемещение
колес в зону резания (рис. 266, а). После того как станок будет
включен, толкатель 3 при помощи цилиндра 4 перемещается
вправо и направляет обрабатываемое колесо в зону резания.
При крайнем положении толкателя 3 ролик 5 входит в
канавку 6 толкателя (рис. 266, б) и через систему рычагов частично
выводит из лотка отсекатель 2 и таким образом дает
возможность зубчатому колесу опуститься ниже. При перемещении
толкателя 3 влево ролик выходит из канавки 6. Отсекатель 2
перемещается в первоначальное положение и входит в отверстие
первого зубчатого колеса в лотке и задерживает его. При
следующем движении толкателя 3, отсекатель 2 сбрасывает
зубчатое колесо вниз для передачи в зону резания и
задерживает следующее колесо в магазине. Когда толкатель 3 перемещает
обрабатываемое колесо в зону шевера, последнее входит в
зацепление с шевером 10 и рейкой 7. Рейка 7 одним концом
свободно установлена на оси, а другой конец ее подпружинен.
Наличие рейки гарантирует совпадение зуба обрабатываемого
зубчатого колеса со впадиной зуба шевера. При перемещении
зубчатого колеса 8 в зону резания обработанное колесо 9
сдвигается в лоток 11 и направляется на палец для разгрузки,
установленный сзади станка.
При шевинговании прямозубых зубчатых колес, а иногда
и в других случаях обработанное колесо недостаточно легко
отделяется от зубчатого колеса, которое подано на обработку.
373
Чтобы исключить это явление, сделан специальный отсека-
тель 12, который приводится в действие через систему рычагов
толкателем 3. При ходе толкателя 3 вправо отсекатель 12
отделяет обработанное зубчатое колесо, и оно направляется в
лоток 11. Обрабатываемое колесо на оправке 15 центрируется по
отверстию, а зажимается по торцам. Палец 16 пиноли правой
бабки входит в отверстие оправки 15. Правая и левая пиноли
Рис. 266. Загрузочное устройство к зубошевинговальному станку
бабок подвижны, поэтому зона предварительной установки
обрабатываемого колеса ограничена неподвижными крышками 13
и 14. Эти крышки удерживают колесо, когда пиноли с
оправками расходятся в исходное положение.
3. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ ШЛИЦЕФРЕЗЕРНЫХ И РЕЗЬБОФРЕЗЕРНЫХ СТАНКОВ
Загрузочное устройство для подачи заготовок к шлицефре-
зерным станкам мод. КТ-76 и резьботокарным станкам мод.
КТ-37 показано на рис. 267, а. Загрузочное устройство имеет
траверсу 5, каретки Г с механическими руками 2, электродви-
374
Рис. 267. Загрузочное устройство для шлицефрезерного станка:
а — схема устройства; б — держатель с захватом
375
гатель 7 с редуктором 6 и два транспортера 8\ один из них
служит для заготовок, второй — для обработанных деталей.
Траверса 5 смонтирована на двух опорах; одна из опор
крепится к шпиндельной бабке, а другая — к торцу станины станка.
По направляющим траверсы винтом 4 и гайкой 3 перемещаются
каретки 1 с механическими руками 2. Винт вращается от
электродвигателя 7 через редукторы. Винт 4 и вал редуктора
соединены предохранительной муфтой. Держатель с захватами
(механические руки) установлены на каретках суппорта
и работают синхронно: одна снимает заготовки с транспортера
загрузки и переносит их в приспособление станка, а другая
снимает обработанные детали и переносит их на транспортер
разгрузки.
Держатель имеет захваты клещевого типа и два цилиндра
(рис. 267,6). Один из цилиндров сообщает захвату возвратно-
поступательное движение, а другой цилиндр управляет
перемещением губок захвата. Губки для захвата заготовок
(обработанных деталей) перемещаются цилиндром 1, вместе с поршнем
которого передвигается шток-рейка 7, действующая на зубчатые
секторы 8 губок 10 головки захвата 9. Для того чтобы
исключить выпадение заготовки из головки захвата в цилиндре /
установлена пружина 2.
Захваты с заготовками движутся вверх и вниз от цилиндра 6
при помощи полого штока, а каретки 3 по траверсе 4 —
винтом 5. В магазине-транспортере смонтированы приемные
призмы. Заготовки перемещаются на транспортере
штоком-толкателем цилиндра. При движении штока вправо собачка
захватывает валик и перемещает цепь также вправо на один
шаг; при движении штока влево собачка утапливается валиком.
В исходном положении заготовка в магазине-транспортере
загрузки (рис. 267, а) лежит на призмах. Клещи захвата
держателя раскрыты, а каретка держателя для заготовок находится
в крайнем левом положении. Патрон (приспособление) станка
разжат, инструмент выведен из зоны обработки. Магазин-
транспортер разгрузки находится в положении, при котором
призма расположена под захватом держателя, производящего
разгрузку. После включения станка штоки с захватами и
цилиндры, сообщающие перемещения держателями, перемещаются
вниз.
Заготовка и обработанная деталь захватываются клещевыми
захватами держателей. Когда захваты возвратятся в исходное
положение каретки держателей переместятся вправо за счет
включения электродвигателя, сообщающего вращение винту.
Когда каретки с держателями переместятся в крайнее правое
положение, электродвигатель выключается, а электромагнитная
тормозная муфта включается, и каретки останавливаются.
Захваты держателей опускаются, клещи раскрываются, заготовка
и деталь укладываются на призмы транспортера. Держатели
376
с раскрытыми клещами захватами поднимаются в исходное
положение. Заготовка заталкивается в патрон (приспособление)
станка и зажимается; подается инструмент и начинается
обработка; магазины-транспортеры перемещаются на шаг.
Инструмент выходит из зоны обработки в исходное положение; патрон
станка, разжимаясь, освобождает обработанную деталь, после
чего подается команда на повторение всех цикловых
операций.
Загрузочное устройство для резьбофрезерного станка мод.
КТ85 (рис. 268, а и б) предназначено для подачи колец или
втулок, в отверстии которых нарезается резьба. Заготовки
вручную в ориентированном для обработки положении
загружают в магазин 14, где они удерживаются механизмом
поштучной выдачи. Кулачок 11 перемещает шарики 12 и 13 отсе-
кателей в направлении, перпендикулярном к оси кулачка.
Заготовки 1 загружаются из магазина во втулку 2
приспособления 3 станка. В поперечный паз 8 шпинделя станка заходит
толкатель 4 питателя, перемещающийся от цилиндра 7. Когда
толкатель переместится в крайнее рабочее положение,
закрепленный на нем упор 9, преодолевая сопротивление пружины,
переместит кулачок 1 У, в результате чего шарик 13 опустится
и заготовка 1 выкатится из магазина; остальные заготовки
удерживаются шариком 12. Толкатель 4 базирует выданную из
магазина заготовку по оси шпинделя. Цанга 6,
перемещающаяся от цилиндра станка, переносит заготовку во втулку 2
приспособления и удерживает ее в этом положении в процессе
нарезания резьбы. Толкатель 4 возвращается в исходное
положение и шпинделе станка начинает вращаться. После нарезания
резьбы цанга 6 перемещает обработанную деталь до
соприкосновения со втулкой 5; деталь сбрасывается в поперечный паз
шпинделя, а из последнего — в нижний лоток и проталкивается
толкателем 10 в тару.
Загрузочное устройство для подачи колец и втулок на резь-
бофрезерный станок мод. КТ89 показано на рис. 269. Заготовки
вручную загружают в магазин 1, в котором они удерживаются
отсекателем — шариком 2 механизма поштучной выдачи. При
перемещении толкателя 3 от штока цилиндра 4 выступ
толкателя нажимает на валик 5 механизма поштучной выдачи
и последний отсекателем позволяет выдать одну заготовку.
Выданная из магазина 6 заготовка толкателем питателя подается
в положение, при котором ось заготовки и шпинделя станка
совпадут; затем заготовки подаются в приспособление станка;
толкатель 3 возвращается в исходное положение, подается
команда на вращение шпинделя, нарезается резьба. К
обработанной детали подходит разгружатель, подаваемый штоком
цилиндра 7; приспособление освобождает деталь, и она
поступает в разгружатель, который возвращается в исходное положение
и подает команду на повторение цикла.
377
14 11 12 13 1
Рис. 268. Загрузочное устройство для резьбофрезерного станка мод. КТ85:
а — загрузочное устройство; б — приспособление
3 4
Рис. 269. Загрузочное устройство для резьбофрезерного станка мод. КТ89
378
Для нарезания резьбы на концах труб диаметром 12—20 мм
и длиной 200—1000 мм на заводе «Красный пролетарий»
модернизированы резьбонарезные станки мод. 5Б07. Изготовлены
новые механизмы, в том числе и бункерно-магазинное
загрузочное устройство. Питатель этого устройства (рис. 270) установлен
на каретке станка и вместе с последней перемещается
относительно неподвижно укрепленной резьбонарезной головки.
Питатель имеет полый вал 2, вращающийся в подшипниках
качения, которые размещены в стойках 17 и 22. На валу 2
установлен барабан 3 питателя, диск 4 с опорами для подаваемых
заготовок (труб) и гидрораспределитель. Диск 4 с опорами
соединен со втулкой 5 вала 2 на шлицах. Такое исполнение
позволяет устанавливать диск в зависимости от длины заготовки
с последующей фиксацией найденного положения винтом.
Барабан 3 и диск 4 поворачиваются от цилиндра 12, шток-рейка
которого сцеплена с зубчатым колесом 8. Храповой механизм
сообщает вращение барабану и диску с заготовками только
в одну сторону. Барабан поворачивается на 120° при движении
штока цилиндра 12 вверх. Когда поршень цилиндра 14
заканчивает рабочий ход, подпружиненный клапан 13 закрывает
отверстие слива масла в крышке И цилиндра, оставляя лишь
проход через дроссельную насадку 10, чем обеспечивается
торможение питателя. При ходе штока вниз собачка 9
проскальзывает в обратном направлении на 120° во втулке зубчатого
колеса 8\ барабан удерживается от поворота механизмом
фиксации. В барабане на осях 19 смонтированы три цилиндра 20,
штоки которых действуют на защелки 18, зажимающие
заготовки в гнездах барабана. В момент нахождения гнезда
барабана под бункер-магазином в гнездо барабана из бункер-магазина
западает заготовка.
При движении . заготовки из позиции / в позицию // она
зажимается; при перемещении обработанной детали из
позиции // в позицию /// она освобождается и выпадает в приемный
лоток. При повороте вала 2 распределитель 1 последовательно
сообщает трубопроводы с цилиндрами 20. Защелки 18 отводятся
пружинами 21.
Исполнительные органы питателя включаются и
выключаются переключателями 15 с помощью упоров 6, размещенных на
диске 7, который поворачивается от зубчатых колес 8 и 16.
В питателе предусмотрен механизм фиксации поворота и
контроля наличия заготовки в гнездах питателя. Этот механизм
размещают около барабана 3 питателя, к которому пружиной
постоянно поджимается ролик. Если в гнезде барабана
заготовка отсутствует, то рычаг поворачивается, и болт перестает
нажимать на кнопку выключателя, в результате чего станок
останавливается и подается световой сигнал. Если же в гнезде
питателя заготовка есть, то цикл повторяется. Поворот
барабана питателя фиксируется установленным на рычаге роликом.
379
Рис. 270. Бункерно-магазинное загрузочное устройство для подачи труб
на резьбонарезной станок
380
который в результате действия пружины заходит в вырезы на
периферии барабана.
Из бункер-магазина в гнездо питателя выдается заготовка,
которая в момент переноса к резьбонарезной головке
зажимается. Правильность поворота барабана фиксируется
механизмом фиксации; обработанная деталь переносится на позицию
загрузки, освобождается от зажима и сбрасывается в приемный
лоток. Каретка с питателем движется к резьбонарезной головке,
которая включается в работу от механизма закрывания;
начинается процесс нарезания резьбы. Механизм открывания и
закрывания разводит плашки головки, каретка с питателем
отводится в исходное положение, питатель поворачивается, и цикл
повторяется. Загрузочное устройство завода «Красный
пролетарий» (рис. 271, а) предназначено для подачи заготовок на резь-
бофрезерный станок. Загрузочное устройство имеет магазин-
транспортер для заготовок, захваты с приводами для
перемещения заготовок и самих захватов, устройства для управления
автоматическим циклом работы загрузочного устройства
и станка. Цикл работы станка состоит из подвода каретки
в исходное положение, фрезерования резьбы, отвода каретки,
ускоренного возврата стола в исходное положение и деления.
Цикл повторяется 4 раза (нарезаемый червяк четырехзаход-
ный). Затем захваты держателя (механические руки) зажимают
обработанную деталь и заготовку, после чего пиноль отводится
и разжимается патрон; держатель и захваты с заготовкой и
обработанной деталью поднимаются и поворачиваются на 60°.
После поворота захваты опускаются, сбрасывают готовую
деталь в лоток, а заготовку устанавливают на линию центров
станка.
Заготовка закрепляется патроном и поддерживается центром
пиноли; держатель с захватом поднимается и поворачивается,
после чего цикл повторяется. ч
Магазин загрузочного устройства прикреплен к корпусу 8
станка и имеет цепь с гнездами 7 для подаваемых заготовок 5,
приемную призму 3, на которую заготовка поступает из гнезд 7
цепи, храповой механизм 6 и цепную передачу У, 2, 4.
Прерывистая подача цепи с гнездами 7 строго согласована по времени
с работой станка и осуществляется от цилиндра через храповой
механизм 6 и цепную передачу /, 2, 4. Заготовки перемещаются
из гнезд 7 цепи магазина в призму 3. Из призмы заготовка
забирается захватами держателя, конструкция которого
показана на рис. 271,6. Держатель с захватом (механическая
рука) смонтирован на кронштейне У, укрепленном на станине
станка. Один из захватов 11 держателя захватывает из
магазина-транспортера заготовку, а второй захват — обработанную
деталь из патрона. Сжатый воздух поступает в цилиндр S, в
результате перемещения поршня и шток-рейки 7 вал с зубчатыми
колесами 6 и 10 вращается. Зубчатые колеса 10 сцеплены
381
Рис. 271. Загрузочное устройство для подачи валиков на резьбофрезер-
ный станок
382
с рейками, выполненными за одно целое со штоками 9,
несущими захваты 11\ захваты имеют держатель 12 и подпружиненные
губки 13. После того как захваты // подняты, сжатый воздух
подается в цилиндр 5, в результате перемещения шток-рейки 2
которого, поворота зубчатого колеса 3 и вала 4 держатель с
захватами поворачивается на 60°. Сжатый воздух поступает в
цилиндр 8 и при возврате шток-рейки 7 в исходное положение
захваты И с заготовкой и обработанной деталью опускаются;
обработанная деталь снимается съемником 14 в лоток, а
заготовка устанавливается на линию центров станка, где
закрепляется в патроне станка и поджимается центром. Держатель
с захватами возвращается в исходное положение; заготовка
обрабатывается (нарезается резьба), после чего цикл
повторяется. Загрузочно-разгрузочное устройство завода «Красный
пролетарий» (рис. 272) предназначено для подачи заготовок на
резьбофрезерный станок мод. 563Б; с незначительными
изменениями оно может быть использовано и на станках мод. 563А
и 563В (рис. 272, а). Устройство имеет дисковый магазин
с механизмом 1 для периодического поворота диска, питатель 4
с держателем 2 и двумя захватами, а также приемный лоток 3.
Корпус 5 дискового магазина укреплен на шпиндельной бабке
станка (рис. 272, б), в котором установлен вал 3, несущий диск 2
с оправками 1 для заготовок. Число оправок на диске заготовок
составляет 15, 20 или 30; заготовки удерживаются на оправках
подпружиненными шариками 4. В цапфе оправок
предусмотрены конические гнезда Л, в которые после поворота диска
заходит фиксатор.
Диск поворачивается механизмом, состоящим из
цилиндра 11, шток-рейки 10, зубчатого сектора 9 с собачкой
храпового колеса, собачки 12 и сменных зубчатых колес 8. Цилиндр 11
сблокирован с цилиндром 7 (рис. 272, в), шток 6 которого
заходит в конусное гнездо А. До тех пор, пока шток (фиксатор) не
будет выведен из конусного гнезда, масло не будет поступать
в цилиндр поворота диска. Окончательному фиксированию
диска 2 предшествует предварительное фиксирование,
осуществляемое диском, укрепленным на том же валу, что и храповое колесо.
В диске по числу оправок имеются отверстия, в которые и
заскакивает подпружиненный шарик.
Работа гидроцилиндра регулируется конечными упорами
и переключателями. Питатель имеет держатель с двумя
захватами и корпус с механизмами продольного хода и поворота
вала, несущего держатель.
Держатель с захватами (рис. 272, г) 1 предназначен для
захвата заготовок из магазина и переноса их в приспособление
станка, а также для захвата обработанной детали из
приспособления станка и переноса ее в приемный лоток; держатель
выполнен в виде двуплечего рычага, в котором предусмотрены
трубопроводы для подачи масла в цилиндры 2 захватов. За-
383
хваты для заготовок и обработанных деталей сменные, и их
размер зависит от диаметра заготовок.
Заготовки захватываются тремя кулачками 4, которые на
осях 3 поворачиваются рычагами 5 от штока 6 цилиндра 2.
Цилиндр 2 обеспечивает только зажим заготовки, разжим же
осуществляется в результате перемещения штока пружиной 7.
Питатель (рис. 272, д) сообщает три положения держателю
с захватами: исходное, когда захват, осуществляющий подачу
заготовки, устанавливается соосно с очередной заготовкой
в дисковом магазине и когда захват, осуществляющий подачу
заготовки, расположен соосно с приспособлением станка
(шпинделю станка), а захват, осуществляющий снятие обработанной
детали,— напротив приемного лотка, т. е. в положении
разгрузки.
Основание питателя смонтировано на шпиндельной бабке;
двухпозиционный цилиндр осуществляет продольные хода,
и трехпозиционный цилиндр поворачивает вал, несущий
держатель с захватами.
Вал 1 имеет отверстие, через которое масло подается к
трубкам держателя, а из последних поступает в цилиндры захватов.
Вал опирается на две втулки полого штока 2 цилиндра 3
продольных ходов;
левый конец вала — шлицевый. На поверхности полого штока
установлен рычаг 4, в отверстие малой головки которого
закреплена скалка 6 с кулачками, которые действуют на путевой
переключатель.
Вал / и держатель с захватами поворачиваются от цилиндра.
В полости А цилиндра всегда имеется подпор масла. Когда
масло подается в полость В шток 5 за счет разности площадей
поршней преодолевает имеющееся противодавление в полости А
и перемещается до упора ограничительной гайки во фланец,
увлекая вместе с собой шток-рейку. Последняя сцеплена с
зубчатым колесом, смонтированным в кронштейне и насаженным
на шлицевый конец вала. Вал и держатель с захватами
поворачиваются из исходного положения в положение, когда захват
соосен заготовке в магазине. Для того чтобы повернуть
держатель с захватами из этого положения в положение, когда захват
соосен приспособлению станка, снимается давление в полости В,
а в полость Б масло подается дополнительно. Шток отходит
в исходное положение, в результате чего шток-рейка, двигаясь
вперед, вращает зубчатое колесо и вал с держателем и
захватами. Чтобы повернуть держатель с захватами в исходное
положение, давление масла в полости Б снимается, и шток-рейка,
перемещаясь назад, вращает в обратную сторону зубчатое
колесо и вал с держателями и захватами. Каждое из положений
держателя с захватами (исходное, промежуточное и коническое)
фиксируется путевыми выключателями, на которые действуют
кулачки.
384
В исходном положении шпиндельная бабка и питатель
отведены, обработанная деталь зажата в патроне станка, диск
магазина находится в положении, при котором оси заготовки
и захвата совпадают. После подачи команды на начало цикла
загрузки держатель с захватами перемещается к диску
магазина и патрону станка; захваты зажимают один — заготовку,
а другой деталь. Патрон станка освобождает обработанную
деталь, и держатель с захватами возвращается в исходное
положение. Держатель с захватами вновь поворачивается
и перемещается к шпиндельной бабке. Заготовка подается
в патрон станка, а обработанная деталь — в приемный лоток;
далее патрон зажимает новую заготовку, а захваты
освобождают заготовку и деталь. По истечению некоторого времени
держатель с захватами возвращается в исходное положение,
а шпиндельная бабка с зажатой в патроне заготовкой
перемещается к фрезерной бабке. Включается электродвигатель
главного привода, и заготовка обрабатывается. Фиксатор выходит
из отверстия диска магазина; диск поворачивается и
фиксируется. После окончания обработки шпиндельная бабка отходит
в исходное положение и цикл повторяется.
Для автоматизации процесса обработки и загрузки принята
система с путевым контролем.
Загрузочное устройство валиков к шлицестрогальному
станку мод. МА-4 показано на рис. 273. При включении
электромагнита Э\ масло от насоса поступает в полость цилиндра 18,
вследствие чего поперечная каретка с рейкой 1 и угольником 2
начинает двигаться вправо. Рейка 1 вращает зубчатые колеса 3
и 4. Колесо 3 находится в зацеплении с рейкой 5, а последняя —
с кареткой 6\ на каретке смонтирован копирный барабан 7,
который может вращаться вокруг своей оси. На оси барабана
укреплена планка 8 с двумя захватами. В копирном барабане
имеется паз 9; в паз входит неподвижный палец 10. Верхний
захват планки 8 несет заготовку, подлежащую обработке,
а нижний свободен.
При движении каретки палец 10 скользит по пазу 9, в
результате захваты сначала движутся прямолинейно, затем
поворачиваются на 90° и снова движутся прямолинейно.
Захваты зажимают валик, а упор 11 через рычаг 12 и систему рычагов
станка нажимает на два пилота, которые отводят нижний центр
станка. Одновременно упор 11 действует на путевой
выключатель 13, разрывающий цепь электромагнита; каретка
останавливается. Нижний центр, опускаясь, освобождает обработанный
валик и включает электромагнит; масло поступает в полость
цилиндра 18 и перемещает поршень вправо. Упор 14 утапливает
правый фиксатор 15. Каретка перемещается вправо под
действием упирающегося в нее угольника 2. Обработанная
заготовка перемещается вправо, а необработанная становится на
линию центров. В конце движения каретки левый фиксатор
385
ш>
10 42 5)
Рис. 272. Загрузочное устройство для подачи
а — общий вид; 6 — дисковый магазин; в — держатель;
386
7 6
А-А
валиков на резьбофрезерный станок:
с захватами; г — механизм поворота держателя с захватами
387
выходит из гнезд и запирает ее, препятствуя перемещению
влево при обработанном ходе поршня. Упор 16 нажимает на
путевой выключатель 17 и разрывает цепь электромагнита, каретка
останавливается, а нижний центр поднимается, перемещает
заготовку до упора в верхний центр. При этом давление в системе
Рис. 273. Загрузочное устройство для шлицестрогального станка
станка повышается и срабатывает реле давления, которое
замыкает цепь электромагнита. Масло поступает в полость
цилиндра 18 и перемещает поршень влево. Упор 14 освобождает
правый фиксатор и при дальнейшем движении поршня копир-
ный барабан с захватами и каретка 6 перемещаются в исходное
положение; упор 14, действуя на конечный выключатель,
размыкает цепь электромагнита, и механизм останавливается до
получения новой команды на включение электромагнита.
388
4. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ РЕЗЬБОНАКАТНЫХ СТАНКОВ
Загрузочное устройство для подачи болтов к накатному
станку показано на рис. 274. Накатываемые заготовки засыпают
в бункер У, из которого при помощи шибера 2, движущегося
возвратно-поступательно, передаются в наклонно
расположенный лоток 3. Неправильно ориентированные заготовки
сбрасываются вращающейся против часовой стрелки звездочкой 4.
И
А-А
Рис. 274. Бункерное загрузочное устройство для накатного станка
В крайнем правом положении подвижной накатной плашки 5
заготовки из лотка выталкиваются толкателем 6, который
движется возвратно-поступательно от кулачка станка. При
движении накатной плашки 5 вперед пластина 7 проталкивает
заготовку между накатными плашками, которые накатывают резьбу
на заготовке.
В рассматриваемом загрузочном устройстве для захвата
и ориентации засыпанных в бункер заготовок использовано
возвратно-поступательное движение шибера (ножа).
Для накатывания резьбы на резьбонакатных станках
используют бункерное загрузочное устройство, в котором
механизм ориентации представляет собой диск с планками по торцу
(рис. 275). Диск вращается от электродвигателя через
червячный редуктор. Заготовки (винты, болты) загружают в бункер /;
389
при вращении диска 2 от электродвигателя 3 они
захватываются планками 4 и переносятся в верхнюю часть бункера.
Заготовки, занявшие правильное положение, т. е. головками вверх,
соскальзывают в лоток 5 и перемещаются до механизма
поштучной выдачи. Тяга 5, связанная через ролик 6 и планку 7
с ползуном станка, при перемещении влево толкает клином 9
ролик 10, насаженный на кронштейн 11. Отсекатели 12 и 13
этого кронштейна входят в лоток 5 поочередно в зависимости
от того, в какую сторону будет повернут вокруг оси 14
кронштейн 11.
Из механизма поштучной выдачи заготовка через трубку 15
и приемную воронку 16 попадает между накатными плашками.
Если заготовка не полностью вышла из воронки и заняла
в плашках неправильное положение, то воронка повернется
вместе с кронштейном, и винт 17, ввернутый в планку 18 и упи-
390
рающийся в воронку 16, освобождается. Планка 18 под
действием пружины 19 перемещается вниз вместе с хомутом 20,
преграждая очередной заготовке доступ из лотка 5 в трубку 15.
На заводах используют цепные, лопастные и роторные
механизмы ориентации. На некоторых заводах для винтов
диаметром до 5 мм и длиной до 50 мм применяют вибрационные
механизмы ориентации (вибробункеры). В загрузочном
устройстве, показанном на рис. 276, болты из вибробункера 1
поступают в накопитель 2, из которого механизмом поштучной
выдачи 7, получающим команду от кулачка 4, выдаются
в трубки 5 и 6, а затем в рабочую зону станка.
При обработке заготовок другого размера необходимо
маховичками 3 отрегулировать ширину накопителя 2, а также
заменить направляющие трубки 5 и 6 в соответствии с
диаметром головки (болта). В устройстве предусмотрен механизм,
выключающий отсекатель, если трубка 6, прикрепленная
к станку, отклоняется от заданного положения. Если трубка 6
наклонится, планка 8, опирающаяся на трубку, соскочит с
последней, в результате чего скоба 9 под действием пружины 10
391
опустится и перекроет накопитель; заготовки не будут поступать
в направляющие трубки.
16 9 11 2 3
Рис. 277. Бункерное загрузочное устройство для станка типа P-W
Бункерно-загрузочное устройство для станка типа P-W
показано на рис. 277. На шпинделе (рис. 277,6) неподвижной
головки станка на резьбонакатный ролик (рис. 277, а и б)
надет сепаратор 3 с гнездами; в эти гнезда из лотка 4 посту-
392
пают заготовки, на которых должна быть накатана резьба.
Сепаратор вращается на втулке 5, а резьбонакатный ролик 2
посажен на шпонку шпинделя 1 и упирается торцовой
поверхностью во втулку 6, которой регулируют положение ролика
в горизонтальной плоскости. Ролик удерживается втулкой 5
и гайками 7. На втулке 6 навернута гайка 8 с пружинами 9,
которые прижимают диски 10 и 11 к крышке сепаратора 12.
Такое устройство при вращении шпинделя 1 станка позволяет
вращать сепаратор 3. На шпинделе 1 устанавливают дисковый
кулачок 13, передающий движение захватному органу через
систему рычагов 14. На подвижном шпинделе 15 закреплен
накатный ролик 16 и кулачок 17, который перемещает
головку 18. На корпусе головки укреплена тяга 19 (на рис. 277, в),
которая управляет перемещение рычага 20, исключающим
вращение сепаратора в момент накатывания резьбы.
Заготовки из лотка 4 поступают в прорези сепаратора 3.
Сепаратор поворачивается и переносит заготовку для
накатывания резьбы. Рычаг 20, заходя во впадину сепаратора,
прекращает вращение последнего, а подвижная головка 18
подходит к заготовке. После накатывания резьбы головка отходит,
а рычаг 20 освобождает сепаратор; последний поворачивается,
накатанная деталь выносится в тару, а на ее место поступает
следующая заготовка.
Применение рассмотренного устройства позволяет повысить
производительность станка в 6—10 раз.
В загрузочном устройстве, показанном на рис. 278, заготовки
из магазина / поступают в пазы питателя 2, по которым они
перемещаются к накатному ролику 3, имеющему радиальную
подачу. Резьбонакатные станки вследствие изменения
геометрических параметров одного из резьбонакатных роликов
и введения загрузочного устройства (рис. 279) могут быть
превращены в резьбонакатные автоматы. В автомате имеется два
резьбонакатных ролика: обычный 4 и затылованный 6 с двумя
или более вырезами для загрузки заготовок. Заготовки из
механизма ориентации по лотку / выдаются поштучно отсека-
телями 2 и поступают в сепаратор 3 с 12 пазами, внутри
которого находится резьбонакатный ролик 4. Сепаратор 3, вращаясь
вместе с валом, переносит заготовку в рабочую зону, где и
останавливается так, что заготовка располагается между накатными
роликами. К заготовке подводится подвижная каретка с заты-
лованным накатным роликом 6, и происходит накатывание
резьбы. Когда накатывание заканчивается, рычаг 5 под
действием кулачка 7 освобождает сепаратор 3; последний
поворачивается и накатная деталь выносится в тару, а на ее место,
т. е. в рабочую зону, поступает следующая заготовка; сепаратор
фиксируется, и процесс повторяется. Производительность труда
при использовании этого загрузочного устройства повышается
в 5—10 раз.
393
г j
Рис. 278. Загрузочное устройство для подачи шарового
пальца
Заборная
часть
Рис. 279. Питатель к резьбонакатному станку
394
Загрузочное устройство, показанное на рис. 280,
предназначено для подачи втулок и валиков диаметром 10—60 мм
и длиной 10—60 мм на резьбонакатный станок мод. РНП-4.
Привод устройства — пневматический. Устройство (рис. 280, а)
имеет магазин 3, питатель 1, приемный лоток 4, механизм 2
Рис. 280. Загрузочное устройство для резьбонакатных станков мод. РНП-4
блокировки и управления. Коробчатый лоток магазина
установлен на угольник, который закреплен на кронштейне
неподвижной бабки резьбонакатного станка. В нижней части лотка
расположена подпружиненная призма для точного расположения
заготовки относительно захвата питателя. В лотке установлен
механизм поштучной выдачи, состоящий из двух отсекателей,
рычагов и цилиндра.
Питатель (рис. 280, б) прикреплен к кронштейну 20
неподвижной бабки станка и имеет скалку 1, на которой установлена
серьга 13 с оправкой 11 на шарикоподшипниках, базирующих
заготовку относительно торцов накатных роликов и пальца 12.
395
Серьга может поворачиваться относительно скалки 1 при
помощи пружины 18 и тяги 16, смонтированной на угольнике 15
подвижной бабки станка. В корпусе питателя 2 на
шарикоподшипниках установлены оправки 10 для захватов. Корпус
питателя укреплен на шпонке 3 втулки 8, а последняя свободно
закреплена на корпус цилиндра 5, который перемещается
относительно неподвижной скалки 1 и поршня 7, сообщая
возвратно-поступательное движение цилиндру; движение цилиндра
вперед ограничивается регулируемым винтом 6, а назад —
поршнем 7.
На цилиндре 5 укреплен корпус 4, в котором с двух сторон
имеются цилиндры 14 и 22 со штоком-рейкой 21, сцепленной
с сектором 17, свободно установленным на корпусе цилиндра 5.
На хвостовой части сектора посажена собачка 19, находящаяся
в зацеплении с храповым колесом 9, которое периодически
поворачивает его вместе с захватами. Правильность поворота
фиксируется пальцем 12 серьги, который заходит во втулку корпуса.
Приемный лоток сборный; его можно переналаживать в
соответствии с размерами заготовок. Для съема детали с захвата
в лоток установлены две подпружиненные защелки. Заготовки
вручную загружают в лоток магазина в ориентированном
положении, где они опускаются до отсекателеи механизма поштучной
выдачи. Отделенная отсекателями от общего потока заготовка
опускается на призму, установленую в нижней части магазина.
При движении корпуса питателя к накатным роликам станка
первый захват входит в окно лотка, а затем в отверстие
заготовки, зажимая ее. После этого питатель возвращается в
исходное положение и поворачивается с помощью цилиндра, шток-
рейки, сектора и храпового механизма на 120° и вновь
перемещается вперед, перенося заготовку в зону обработки до
упора в серьгу. Второй захват переносит обработанную деталь
в приемный лоток, а третий захват, оставив обработанную
деталь в приемном лотке, останавливается в зоне лотка
магазина. При движении питателя вперед поворотный механизм
возвращается в исходное положение и, так как собачка,
укрепленная на секторе, проскальзывает по зубьям храпового колеса,
поворота корпуса питателя не происходит. Одновременно
с перемещением корпуса питателя в продольном направлении
пневмоцилиндр механизма поштучной выдачи через рычаги
перемещает отсекатели и очередная заготовка подготовляется
к захвату.
Из рассмотрения последовательности работы загрузочного
устройства следует, что оно работает в цикле станка. За каждый
цикл накатывается одна деталь; при этом корпус питателя
выполняет следующие цикловые операции: движение корпуса
питателя к накатным роликам, отход корпуса питателя назад,
поворот корпуса питателя на 120°.
396
СПИСОК ЛИТЕРАТУРЫ
1. Автоматические транспортно-загрузочные устройства. МДНТП
им. Дзержинского (материалы семинара), 1966.
2. Бравичев В. А. Гидравлические и пневматические
систематизирующие устройства металлорежущих станков. М., «Машиностроение», 1964
3. Б е ж а н о в Б. Н. Пневматические системы автоматизации
технологических процессов. М.— Л., Машгиз, 1963.
4. Б о б р о в В. П. Проектирование загрузочных и транспортных
устройств к станкам и автоматическим линиям. М„ «Машиностроение», 1964.
5. Богуславский Б. Л. Автоматы и комплексная автоматизация. М.,
«Машиностроение», 1964.
6. Б р о н Л. С. и др. Конструкция и наладка автоматических линий
и специальных станков. М., «Высшая школа», 1969.
7. Волчкевич Л. И. и Усов Б. А. Автооператоры. М.,
«Машиностроение», 1965.
8. Владзиевский А. П. Автоматические линии в машиностроении
М., Машгиз, 1958.
9. Гиндин Д. Е. Исследование автооператоров загрузочных устройств.
Автореферат диссертации на соискание ученой степени канд. техн. наук. М.,
1969.
10. Гринштейн Я. Г. и Вайсман Е. Г. Системы питания
автоматов в приборостроении. М., «Машиностроение», 1966.
11. Гаврилов А. Н. и др. Автоматизация производственных
процессов в приборостроении и агрегатостроении. М., «Высшая школа», 1968.
12. Ивановский К. Е. Теоретические основы перемещения штучных
грузов. М., «Машиностроение», 1966.
13. Корабейников В. Г., Сак-Шаг Б. А., Тетелютин Ю. Л.
Автоматизация универсальных металлорежущих станков. М., Машгиз, 1960.
14. Калешин А. Г. и др. Автоматизация протяжных станков. М.,
«Машиностроение», 1966.
15. К о со в Н. П. Пути повышения производительности станочных
операций. Ростовское книжное издательство, 1962.
16. Кольцов С. К., Капустин И. И. Сборка узлов и механизмов
машин и автоматов. М., Издательство научно-технической литературы
РСФСР, 1961.
17. Капустин И. И., И л ьи иски й Д. Я., Карелин Н. М.
Устройства и механизмы автоматических сборочных машин. М., «Машиностроение»,
1969.
18. Лебедовский М. О., Федотов А. И. Автоматизация сборочных
работ. Лениздат, 1970.
19. Малки н Д. Д. Вибрационные загрузочные устройства. ЦБТИ Мос-
горсовнархоза, 1962.
20. М е д в и д ь М. В. Автоматические ориентирующие загрузочные
устройства и механизмы. Киев, Машгиз, 1963.
21. Морозов А. И. Применение пневматических устройств для
автоматизации в машиностроении. М., «Машиностроение», 1965.
397
22. Ma л ов А. Н. Загрузочные устройства для металлорежущих станков
М., «Машиностроение», 1965.
23. М а л о в А. Н., П р е й с В. Ф. Механизация и автоматизация
штамповочных работ. М., Машгиз, 1955.
24. М а л о в А. Н. Автоматизация загрузки металлорежущих станков. М.„
Машгиз, 1955.
25. М а л о в А. Н. Механизация и автоматизация универсальных
металлорежущих станков. М., «Машиностроение», 1969.
26. М а л о в А. Н. Механизация и автоматизация сборочных работ в
приборостроении. М., «Машиностроение», 1964.
27. Н о р и ц и н И. А. и Власов В. И. Автоматизация и механизация
технологических процессов ковки и штамповки. М., «Машиностроение», 1967.
28. П о в и д а й л о В. А. Расчет и конструирование вибрационных
питателей. М., Машгиз, 1962.
29. Р у в и н о в Д. Я. Автоматизация загрузки бесцентрово-шлифовальных
станков. М.— Л., Машгиз, 1963.
30. Передовая технология и автоматизация управления процессами
обработки деталей машины. Л., «Машиностроение», 1970.
31. Рабинович А. Н. Автоматизация механосборочного производства.
Киев, «Высшая школа», 1969.
32. Рабинович А. Н. Автоматическое ориентирование и загрузка
штучных деталей. Киев, «Техника», 1968.
33. Слуцкий И. И. Транспортные системы автоматических линий в
машиностроении. «Вестник машиностроения», 1961, № 10.
34. С а с о в В. В. и др. Технология автотракторостроения. М.,
«Машиностроение», 1968.
35. С ы р о е г и н А. А. и К а л а ш н и #о в CL Т. Автоматизация и
механизация производства зубчатых колес. М., «Машиностроение», 1969.
36. Т а м а р че нко В. С. Основы конструирования сборочных машин
электровакуумного производства. М., «Энергия», 1968.
37. Шаумян Г. А. Автоматы и автоматические линии. М., Машгиз,.
1961.
38. Шеришевский Н. И. Анализ и синтез многоярусной сборки
М., «Машиностроение», 1971.
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Магазины, механизмы ориентации и питатели 6
1. Магазины 6
2. Механизмы захвата и ориентации бункерных загрузочных
устройств 31
3. Механизмы поштучной выдачи и деления потока заготовок . 104
4. Питатели загрузочных устройств 108
5. Экономическая эффективность автоматизации . . . .181
Глава II. Загрузочно-разгрузочные устройства для токарных станков,
токарных полуавтоматов, автоматов и центровочных станков 183
1. Загрузочно-разгрузочные устройства для универсальных
токарных станков 183
2. Загрузочно-разгрузочные устройства для токарных
полуавтоматов, и центровочных станков 217
3. Загрузочно-разгрузочные устройства для токарных одношпин-
дельных автоматов 245
4. Загрузочные устройства для центровочных станков . . . 254
Глава III. Загрузочные устройства для шлифовальных станков . . 260
1. Загрузочные устройства для бесцентрово-шлифовальных станков 260
2. Загрузочные устройства для круглошлифовальных станков . 289
3. Загрузочные устройства для специальных круглошлифовальных,
желобо- и буртошлифовальных станков 296
4. Загрузочные устройства для внутришлифовальных станков . 300
5. Загрузочные устройства для плоскошлифовальных и торцешли-
фовальных станков 303
Глава IV. Загрузочные устройства для фрезерных, агрегатных,
протяжных и сверлильных станков 306
1. Загрузочные устройства для фрезерных станков .... 306
2. Загрузочные устройства для агрегатных станков .... 323
3. Загрузочные устройства для протяжных станков .... 330
4. Загрузочные устройства для сверлильных станков .... 336
Глава V. Загрузочные устройства для зубообрабатывающих резьбо-
фрезерных и резьбонакатных станков ... ... 347
1. Загрузочные устройства для зуборезных и зубодолбежных
станков ..... 347
2. Загрузочные устройства для зубошевинговальных станков . . 368
3. Загрузочные устройства для шлицефрезерных и резьбофрезер-
ных станков 374
4. Загрузочные устройства для резьбонакатных станков . . . 389
Список литературы 397
Алексей Николаевич Малов
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Редактор издательства И. И. Лесниченко
Технический редактор А. Ф. Уварова
Корректор А. М. Усачева
Переплет художника А; #. Михайлова
Сдано в набор 13/1 1972 г.
Подписано к печати 2/VI 1972 г.
Т-08293 Формат 60 X 90Vie Бумага № 1
Печ. л. 25 Уч.-изд. л. 24,25
Тираж 14 500 экз. Заказ 21 Цена 1 р. 52 к.
Издательство «Машиностроение»,
Москва, Б-78, 1-й Басманный пер., 3
Экспериментальная типография ВНИИ полиграфии
Комитета по печати при Совете Министров СССР
Москва К-51, Цветной бульвар, 30