/


































































Текст
Системы автоматизации холодильных установок с регулированием
производительности
В. С. ЩЕРБАКОВ, И. Л. ГРУЗИНЦЕВ
ВНИИхолодмаш
692.002.5-52
Освоение отечественной промышленностью
производства холодильных компрессоров с
регулированием производительности методом
электромагнитного отжима пластин
всасывающих клапанов открывает широкие
возможности для комплексной автоматизации
технологических процессов, связанных с применением
искусственного холода.
При автоматизации необходимо в первую
очередь правильно определить параметр, по
которому должна регулироваться
производительность. В системе охлаждения хладоносителем
регулирование целесообразно вести по
температуре рассола (воды) на выходе из
испарителя, в системе непосредственного охлаждения—
по давлению всасывания холодильного агента.
В некоторых случаях регулировать можно
по температуре охлаждающего воздуха или
какому-либо другому параметру в зависимости
от технологического процесса. Качество
регулирования, точность поддержания заданного
параметра во многом определяется выбором
способа, закона регулирования и
характеристик элементов.
Применение метода электромагнитного
отжима пластин всасывающих клапанов
позволяет осуществить как дискретное, с
фиксированным числом ступеней (ступенчатое), так и
практически плавное регулирование
производительности компрессора. Плавное
регулирование достигается импульсным управлением
[1], отсечкой клапанов на части хода путем
изменения подаваемого напряжения на
катушку электромагнита клапана [2] или
синхронизацией подачи управляющего импульса с
положением коленчатого вала компрессора
[3,4].
В случае дискретного регулирования при
достаточно большом числе ступеней и высокой
частоте переключения может быть обеспечено
достаточно точное поддержание температуры
(давления).
Проведенные исследования и испытания
систем автоматического регулирования по
астатической ступенчатой схеме показали хорошие
результаты по точности поддержания
контролируемых параметров [5]. Сигнал на
переключение ступеней формируется в виде
повторяющихся с определенной частотой импульсов, а
включение или отключение ступеней
регулирования компрессора зависит от знака
отклонения регулируемого параметра от заданного
значения.
Применение статической системы
позиционного регулирования менее предпочтительно,
поскольку предусматривает использование
индивидуальных регуляторов на каждую ступень.
Кроме того, общий дифференциал изменения
температуры (давления) даже при некотором
перекрывании уставок чрезмерно велик. Так,
при дифференциале регулятора одной ступени
0,5°С общий дифференциал для четырех
ступеней изменения производительности составит
1,5—2,0°С.
Для ступенчатого регулирования
производительности могут быть использованы
регуляторы, хорошо зарекомендовавшие себя в
условиях эксплуатации: регулятор РПИБ-С в схеме
позиционного регулирования, реле
температуры ТР-1 (при регулировании по температуре),
бесконтактное реле давления РНД-1Э, реле
давления РД-1 (при регулировании по
давлению) и др.
При дискретной системе целесообразно
диапазон регулирования ограничить пределом
25—100% номинальной холодопроизводитель-
ности, оставив в резерве одну ступень
регулирования.
Импульсная система регулирования,
включающая импульсное звено типа 2,
осуществляет преобразование, при котором величина
импульсов, подаваемых на катушки клапанов
компрессора, постоянна, а длительность их
переменна и пропорциональна значению входной
температуры в момент начала импульса,
причем период чередования импульсов постоянен.
Как показали испытания импульсной системы
с регулятором ИРПК-1, она обеспечивает
надежное, практически плавное регулирование
компрессора в диапазоне 5—100%
номинальной холодопроизводительности, равномерный
износ клапанных пластин и высокую точность
поддержания регулируемого параметра. Кроме
того, при импульсном режиме уменьшается
5
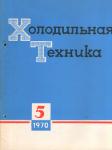
Рис. 1. Принципиальная электрическая схема
унифицированного шкафа управления холодильной машиной.
расход энергии на привод регулирующего
органа и, следовательно, уменьшается нагрев и
увеличивается надежность катушек клапанов.
ВНИИэлектропривод по техническому
заданию ВНИИхолодмаша для холодильных
машин и агрегатов, оснащенных компрессорами
ФУУ80-РЭ и ФУ40-РЭ с электромагнитным
отжимом клапанов, разработал
унифицированную систему автоматизации, состоящую из
шкафа управления, включающего схемы
автоматического управления, защиты и
сигнализации, и блока регулирования, предназначенного
для изменения производительности.
Унификация достигается использованием
одной и той же конструкции и схемы для машин
без регулирования и с регулированием
производительности (в этом случае добавляется
блок регулирования).
На рис. 1 представлена элементная схема
управления нерегулируемой машины. Она
обеспечивает защиту от повышения давления
нагнетания сверх нормы (реле давления РД1),
понижения давления всасывания ниже
допустимого (реле давления РД2), нарушения
режима смазки компрессора (реле контроля
смазки РКС, которое при пуске блокируется
контактами реле времени РВ) и от понижения
температуры теплоносителя в испарителе
(термореле ТР1).
Схемой предусмотрена дополнительная
защита от прекращения подачи циркулирующей
воды (рассола) через испаритель путем
блокировки с циркуляционным насосом, нормально
открытый (н. о.) контакт пускателя ПН
которого вводится в цепь вторичной коммутации
системы управления приводом компрессора.
Для выяснения причины остановки машины
схема содержит сигнализацию,
расшифровывающую и запоминающую причину аварийного
состояния. При срабатывании одного из
защитных датчиков размыкается
соответствующий контакт, отключающий реле контроля
(РК1, РК2, РКЗ или РК4). Реле контроля
нормально закрытыми (н. з.) контактами
включает сигнальную лампу данного вида аварии и
аварийное реле РА, разрывающее цепь
катушки магнитного пускателя компрессора ПК-
Последующий пуск компрессора возможен
после устранения причины аварии. Подготовка
схемы к работе производится кнопкой KVL
Установка режима работы (ручной Р,
полуавтоматический ПА и автоматический А)
осуществляется переключателем П1.
При ручном режиме система защит
отключается. Пуск и остановка электродвигателей
насоса ДН и компрессора ДК производятся
соответственно кнопками КУ2, КУЗ, КУ4 и
КУ5.
В автоматическом режиме компрессор
включается от датчика температуры ДТ1 через
реле РТ, а рассольный насос — автоматически
при срабатывании хотя бы одного из камерных
датчиков ДТ2—ДТ4 через реле Р1—РЗ,
включающих соленоидные вентили СВ1—СВЗ-
Включение ТРВ производится соленоидным
вентилем СВ4 и через реле РП (см. рис. 2)
соленоидным вентилем СВ5.
Блок регулирования служит для
формирования сигналов на отключение (включение)
катушек клапанов при отклонении регулируемого
параметра.
В связи с относительно большим числом
переключений для увеличения надежности
система регулирования выполнена на
бесконтактных полупроводниковых логических элементах
серии ЭТ.
Схема блока регулирования (рис. 2) состоит
из трех частей: генератора импульсов ГИ с
устройством распределения импульсов в
каналы нагрузки или разгрузки (эти функции
выполняет группа элементов Э8, Э11—Э19, Э25
совместно с регулятором РПИБ-С); триггерной
схемы суммирования импульсов ТСИ,
управляющей через усилители выходными тиристор-
ными схемами (элементы Э1—Э4, Э5, Э22—
Э24)\ тиристорных схем отжима (намагничи-
в
вания) и включения (размагничивания)
пластин клапанов.
В момент включения питания ток заряда
емкости С1 создает сигнал* на выходе усилителя
Э6 (8)**. Транзистор усилителя открывается и
«О» на выходе Э6 (8) открывает диоды Э17.
Выходы 7 триггеров Э1—Э4 соединяются с
«О». Этому положению соответствует
отключенное состояние электродвигателя
компрессора и подача намагничивающего напряжения на
все шесть подключенных катушек
электромагнитных клапанов ЭК1—ЭК6.
В это же время начинается отсчет выдержки
времени в схеме ГИ. Элементы Э16 (8) и
Э16 (9) образуют схему «память», которая
имеет два устойчивых состояния и является
разновидностью триггера. Когда на выходе
Э16 (8) имеется сигнал, сигнал на выходе
Э16 (9) отсутствует. При срабатывании
элемента выдержки времени Э15 сигнал с его
выхода перебрасывает «память» на Э16. Теперь
начинает работать элемент выдержки времени
Э12. Когда на выходе Э12 появляется «1»,
«память» перебрасывается в исходное положение
и т. д. Возникают колебания с периодом,
равным сумме уставок элементов Э15 и Э12.
Двоичный счетчик на элементах Э11, Э18,
Э19, Э25 считает импульсы (емкость счетчика
16 импульсов). В любом состоянии счетчика,
за исключением состояния после пятнадцатого
импульса, на выходе 8 триггера (или
триггеров) имеется «О». Соответствующий этому
выходу диод Э17 открывается и на выходах
элементов Э13 и Э14 также появляется «О».
После пятнадцатого импульса на всех выходах 8
счетчика возникает «1». Шестнадцатый
импульс сбрасывает счетчик в нулевое
положение. Таким образом, на выходах Э13 и Э14,
связанных со счетчиком, получаем
чередование «О»—«1»—«О», т. е. импульс,
периодичность которого устанавливается
переключателем П2.
При повышении температуры сверх
установленной на выходе «больше» регулятора
РПИБ-С появляется сигнал, который служит
разрешением на появление импульсов на
выходе элемента Э13. Усилитель Э8 инвертирует
сигнал с регулятора РПИБ-С, поэтому на
выходе элемента Э14 G) в это время
устанавливается «О», что означает запрет выхода.
* При описании схемы под сигналом
подразумевается отрицательный потенциал (—4, —24 в). Наличие
сигнала обозначается цифрой «1», отсутствие
сигнала — «О».
** В скобках указывается маркировка выхода, т. е.
элемент Э6 с выходом 8.
7
При уменьшении температуры ниже
заданной сигнал на выходе регулятора отсутствует,
импульсы с выхода элемента Э13
запрещаются, а элемента Э14 разрешаются.
Провод 123, соединяющий входы триггеров
Э1—Э4 с выходом элемента Э13, образует
шину нагрузки, а провод 125, соединяющий их
входы с выходом элемента Э14, — шину
разгрузки.
При включении питания триггеры Э1—Э4
имеют «О» на выходе. Компрессор отключен,
питание подается на шесть катушек клапанов
компрессора. Первый импульс по каналу
нагрузки перебрасывает триггер Э1, сигнал с его
выхода через усилитель Э5 включает реле
РВК (реле включения компрессора),
осуществляется запуск компрессора с
производительностью 25% от номинальной. Одновременно с
выхода 8 элемента Э1 поступает разрешение
(«О» на вход 5) на переброс триггера 32.
Если температура теплоносителя выше
установленной, но регулятор РПИБ-С не меняет
своего сигнала, сохраняется разрешение на
последующую нагрузку компрессора. Второй
импульс перебрасывает триггер Э2. При этом
через усилители Э22 меняются управляющие
сигналы, идущие на первую тиристорную
схему, на катушки электромагнитных клапанов
Ж1—ЭК2 подается размагничивающее
напряжение, производительность поднимается до
50%.
При поступлении с регулятора РПИБ-С
сигнала «меньше» очередной импульс поступает
на вход 2 элемента Э2, подается сигнал на
намагничивание катушек электромагнитных
клапанов Ж1—ЭК2, производительность
снижается до 25%.
Увеличение (и уменьшение)
производительности до 75% осуществляется перебросом в
соответствующее состояние триггера ЭЗ, до
100% — перебросом триггера Э4.
Каждая пара клапанов включается от одной
из трех одинаковых тиристорных схем.
Рассмотрим работу включения электромагнитных
клапанов ЭК1—ЭК2 (первая схема).
Напряжение намагничивания на катушки
клапанов подается от мостовой схемы УД1—
УД4, питающейся от трансформаторов Tpl и
Тр2 (для клапанов ЖЗ—Ж4 и Ж5—Ж6
соответственно ТрЗ, Тр4 и Тр5, Трб). Цепь
управляющих электродов тиристоров моста
замыкается через развязывающие диоды Э21 и
тиристор УД17, управляющий намагничиванием.
При открывании УД17 напряжение с
трансформатора Тр2 открывает тиристоры УД1 и
УД4. В следующий полупериод, когда
полярность меняется, открываются тиристоры УД2
и УДЗ, питающиеся от трансформатора Tpl
и т. д.
Тиристор УДЗ управляет размагничиванием,
которое во всех тиристорных схемах
осуществляется от трансформатора Тр7. Ток
размагничивания однополупериодный.
Параллельно катушкам электромагнитных
клапанов ЖЗ—ЭК4 включено реле РП,
срабатывающее при переходе на 50%
производительности и отключающее своим н. з.
контактом один из двух соленоидных вентилей,
находящихся в схеме питания испарителя
холодильным агентом (см. рис. 1).
Изменение производительности компрессора
вручную осуществляется переводом в
положения намагничивания Н, размагничивания Р и
автоматики А тумблеров ВК1—ВКЗ.
В системах дискретного регулирования
производительности, когда частота переключения
ступеней относительно невелика (например в
схемах охлаждения холодоносителем)
достаточно высокую надежность обеспечивают
схемы, выполненные на контактных элементах —
реле-
В установках с несколькими компрессорами
изменять производительность целесообразно
воздействием на ступени регулирования в
сочетании с включением и отключением
компрессоров. При этом не все компрессоры должны
быть снабжены системой электромагнитного
отжима. В режиме изменяемой
производительности включается только часть компрессоров
A—2), остальные работают в номинальном
режиме или отключаются. Чтобы избежать
частого включения и отключения компрессоров,
схема должна быть построена так, чтобы
перекрыть диапазон регулирования в пределах
производительности одной машины (агрегата).
На рис. 3 приведена принципиальная схема,
позволяющая ступенчато регулировать
производительность в широком диапазоне при двух
регулируемых и практически любом
количестве нерегулируемых компрессоров с помощью
реверсивного шагового искателя РШИ
обратного действия (кон-акты 1—12) через реле
Р1—Р9.
Сигналы от контролирующих датчиков IT
или 2Т через соответствующие промежуточные
реле РП («прибавить») и РУ («убавить»)
фильтруются по времени посредством реле
времени РВ и РВП и поступают на шаговый
искатель, который через заданные интервалы
времени производит включение или отключение
соответствующих командных реле.
Отличительной особенностью является
последовательность включения командных реле
Р1—Р9. Реле Р1—РЗ и Р5—Р7 регулируют
производительность первого и второго ком-
8
\РШ*Н
прессоров, реле Р4, Р8 и Р9 — включают и
отключают соответственно второй, четвертый и
третий компрессоры. При включении
установки один из регулируемых компрессоров,
например первый, включается вручную на
производительность 25%. По мере роста нагрузки
срабатывают командные реле PI, P2 и РЗ,
увеличивая производительность компрессора
соответственно до 50, 75 и 100%. При
дальнейшем увеличении нагрузки реле Р4 включает
второй регулируемый компрессор, который
загружается аналогично первому командными
реле Р5—Р7. Затем включается третий и
четвертый компрессоры. При этом при запуске
каждого нерегулируемого компрессора при
незначительном увеличении нагрузки РШИ
будет возвращаться назад, разгружая регулиру-
Рис. 3. Принципиальная электрическая схема
астатического (шагового) регулирования
производительности нескольких холодильных машин.
емые компрессоры на величину избыточной
производительности.
Нерегулируемые компрессоры отключаются
в левой половине рабочей зоны РШИ после
предварительной разгрузки регулируемых
компрессоров на величину производительности
150%. Таким образом, они будут включаться и
отключаться лишь при увеличении нагрузки
более 150% производительности агрегата.
При отключении компрессора вручную
(например в случае ремонта) схема сохраняет
работоспособность при введении блокировки в
цепь шагового искателя посредством
контактов ключей К1—К4 управления
компрессорами.
Аналогичная последовательность работы
компрессоров и ступеней регулирования может
2 Зак. 328f
3
Рис. 4. Унифицированная система автоматического
управления холодильными машинами:
а — шкаф управления; б — блок регулирования; в —
пост сигнализации.
быть рекомендована при построении схемы
управления установки на бесконтактных
логических элементах.
На рис. 4 представлен общий вид
унифицированной системы автоматического управления
холодильными машинами с компрессорами
ФУУ80, ФУ40, ФУУ80-РЭ, ФУ40-РЭ, состоя-
щая из шкафа управления, блока
регулирования и поста сигнализации (поставляется по
желанию заказчика), выпускающихся
Ангарским электромеханическим заводом.
Выводы
При комплексной автоматизации
холодильных установок с компрессорами типа
ФУУ80-РЭ, ФУ40-РЭ рекомендуется:
при общем количестве компрессоров не бо- I
лее двух—трех все машины выбирать с
регулированием производительности; в этом случае
целесообразно применять индивидуальные
регуляторы производительности с
соответствующей настройкой в режиме импульсного или
астатического регулирования;
при числе компрессоров в установке более
двух—трех выбирать две машины с
автоматическим регулированием производительности, а
остальные — без регулирования.
Если требуется повышенная точность
поддержания заданных параметров, особенно в
малоинерционных системах, все компрессоры,
входящие в установку, должны быть с
регулированием производительности. Регулирование
в этом случае ведут по астатической схеме.
ЛИТЕРАТУРА
1.
10
Щербаков В. С, Мин ее в П. А.,
Павлов Р. В. Способ автоматического регулирования
производительности поршневых компрессоров.
Авторское свидетельство № 164915. «Бюллетень
изобретений и товарных знаков», 1964, № 17.
2. Щ е р б а к о в В. С, Р е з н и ч е н к о Г. П.
Способ регулирования производительности поршневых
компрессоров. Авторское свидетельство № 182839.
«Изобретения, промышленные образцы, товарные
знаки», 1966, N° 12.
3. Щербаков В. С, Грузинцев И. А., Кон-
д р а ш и н а А. В. Способ автоматического
регулирования производительности поршневого
компрессора. Авторское свидетельство № 225368.
«Изобретения, промышленные образцы, товарные
знаки», 1968, № 27.
4. Щ е р б а к о в В. С, Грузинцев И. А., Г р у-
зинцева Т. В. Способ автоматического
регулирования производительности поршневого
компрессора. Авторское свидетельство № 225369.
«Изобретения, промышленные образцы, товарные знаки»,
1968, № 27.
5. Б ы к о в А. В., Щербаков В. С, Грузин-
ц е в И. А., Г р а б о в с к и й Ю. Б.,
Акимов В. И. Автоматическое регулирование
производительности холодильных машин. «Холодильная
техника», 1970, № 10.
Использование авиационных ГТУ в крупных опреснительных установках
Доктор техн. наук, проф. В. С. МАРТЫНОВСКИЙ, доктор техн. наук Л. 3. МЕЛЬЦЕР,
канд. техн. наук Л. Ф. СМИРНОВОЙ. Т. БОНДАРЕВ, М. А. ФАЙНБЕРГ
Одесский технологический институт пищевой и холодильной промышленности
621.438:621.56/59
Из промышленных методов опреснения воды
дистилляция является в настоящее время
единственным методом, по которому накоплен
значительный опыт работы на установках
большой производительности.
В то же время быстро развиваются другие
перспективные методы опреснения, в частности
холодильные. К ним относятся контактное
вымораживание воды при помощи несмешиваю-
щихся с водой холодильных агентов
(углеводородов), а также кристаллогидратный метод.
Высокая термодинамическая эффективность,
обусловленная возможностью применения
контактного теплообмена при сравнительно малых
теплотах фазовых переходов, отсутствие
затруднений, связанных с накипеобразованием,
меньшие по сравнению с дистилляцией
капитальные затраты и гибкость при регулировании
производственных мощностей установок
делают эти методы особенно перспективными.
Однако при использовании холодильных
методов потребляется обычно более ценная по
сравнению с теплом электрическая энергия.
Затраты электроэнергии при опреснении,
например, морской воды с концентрацией 3,5% солей
составляют около 25 Мдж/м3 ![1]. Очевидно, что
для крупных опреснительных установок
потребовалось бы строительство специальных
электростанций.
Ранее была показана целесообразность
применения теплоиспользующих турбокомпрессор-
ных схем, исключающих необходимость
промежуточной выработки электроэнергии [2].
Комбинированное теплоиспользование,
одной из целей которого является опреснение,
может быть применено во многих отраслях
промышленности: металлургической,
химической, пищевой и др.
Для опреснения, помимо специально
изготовленных теплоиспользующих
турбоагрегатов, на изготовление которых затрачивается
много времени и средств, возможно
применение авиационных газотурбинных установок
(ГТУ), отработавших лётный моторесурс
A500—2000 ч)- Благодаря высокой
надежности и точности изготовления они могут
работать в наземных условиях весьма длительный
срок, от 60 до 100 тыс. ч. Использование
авиационных ГТУ в опреснительных схемах
позволит существенно сократить капитальные
затраты на компрессоры и их привод [3], которые
в замораживающих опреснительных
установках составляют около 10%.
В авиационном агрегате
турбина—компрессор, имеющем общий корпус, отсутствует
промежуточная передача и, что очень важно, нет
ограничения числа оборотов компрессора,
налагаемого потреблением электрического тока
промышленной частоты. Ценным достоинством
авиационных турбоагрегатов является
возможность непосредственного использования
низкопотенциального водяного пара,
вырабатываемого атомным реактором или
теплоэлектроцентралью. Турбина, работающая на водяном
паре низких параметров, приводит в действие
компрессор этой же газотурбинной установки,
с помощью которого совершается
опреснительный цикл.
При использовании авиационных ГТУ в
холодильных схемах опреснения их необходимо
соответствующим образом переоборудовать
[4]: из заднего корпуса компрессора удаляют
камеры сгорания, а полость корпуса
разделяют перегородками, снимают топливную
аппаратуру и реконструируют систему смазки.
Изменяют также проточную часть турбины так,
чтобы можно было обеспечить требуемую
степень расширения при работе ее на водяном
ларе. Для компрессора и турбины
изготавливают коллекторы для подвода и отвода паров
воды и фреона.
Такое переоборудование, как показывает
наш опыт, можно осуществить без особых
технологических трудностей и при небольших
затратах, составляющих по производственной
калькуляции около 10—15 тыс. руб.
Более сложная задача возникает в связи с
необходимостью согласования мощностей
турбины и компрессора. Она решалась двумя
путями: выбором соответствующих параметров
пара при допустимых переделках проточной
части турбины и созданием двухступенчатых
схем для максимального использования
работоспособности пара.
Для расчетов кристаллогидратных
опреснительных схем на базе ГТУ были приняты
следующие параметры пара, предложенные
заинтересованной организацией: р = 7,85 бар, Т—
= 543°К. Температура окружающей среды Г0 =
= 293°К.
2*
11
Таблица 1
Характеристики
Турбовинтовые установки
№ 1
№ 2
Ht 3
Турбореактивные
установки
№4
№ 5
Производительность двигателя по
воздуху, кг\сек
Производительность компрессора по
фреону-12, кг\сек
Производительность установки по
пресной воде, м61 сутки
Возможная мощность турбины, кет
Параметры водяного пара после
турбины
температура, °К ........
давление, бар
Мощность, потребляемая
компрессором в цикле, кет
Загрузка турбины по мощности, <у0
Коэффициент превращения (КП)
греющего пара
12
222
6070
3200
363
0,635]
820
25,6
21,4
20
370
10200
7000
393
0,835
1435 1
20,5
24,8
45
835
22800
17000
335
0,218]
3240
19
22,5
40,5
750
20250
8050
333
1,9
2920
36,2
22,6
164
3040
83500
33000
417
1,35;
11300
36,1
32
В табл. 1 приведены результаты расчетов
опреснительных схем с гидратообразующим
агентом фреоном-12. Солесодержание
исходной воды принималось равным 1,35%
(примерно соответствует солесодержанию Каспийского
моря).
Основной отличительной характеристикой
приведенных в табл. 1 авиационных ГТУ,
условно обозначенных № 1—5, является их
производительность по воздуху.
Как видно из табл. 1, мощности, получаемые
при использовании пара вышеуказанных
параметров, значительно превышают потребную
мощность для привода компрессора, причем
это несоответствие особенно проявляется в
установках с турбовинтовыми двигателями.
Однако для каждого типа установок
существуют условия, при которых мощности турбины
и компрессора согласованы. Так, например,
для установки № 5 такое положение
соответствует параметрам рабочего пара на входе и
выходе из турбины, представленным ниже:
На входе На выходе
в турбину из турбины
Давление, бар 3,52 1,37
Удельный объем, м6\кг 0,59 1,31
Температура, °К 463 393
При необходимости использования
рабочего пара с давлением порядка 8 бар есть
возможность применить авиационный
турбоагрегат в комбинированной каскадной схеме с
двумя опреснительными установками (рис. 1).
В верхнем каскаде пар срабатывается в
энергетически более выгодной кристаллогидратной
установке, а в нижнем — в дистилляционной.
Применение такой комбинированной схемы
позволяет использовать преимущества
кристаллогидратной) метода, а также проводить
глубокое упаривание рассола в хвостовой
дистилляционной установке, в которую
направляется сбросной рассол верхнего каскада.
Отсутствие в схеме конденсатора в силовом
цикле дает значительный экономический эффект и
уменьшает металлоемкость.
Так как не всегда имеется возможность
использовать пар с параметрами, которые
приводят к соответствию мощности турбины и ком-
Ф Л
Водяной пар
Ф-Г2
N
Рис. 1. Принципиальная
комбинированная схема с
двумя опреснительными
установками:
/ — кристаллогидратами
опреснитель; 2 —
компрессор; 3 — турбина; 4 — ди-
стилляционный опреснитель.
прессора, целесообразно применять
двухступенчатую опреснительную схему (рис. 2).
Схема состоит из блока, в который входят три
авиационных ГТУ, осуществляющие процессы
отдельно в каждой кристаллогидратной
опреснительной установке.
12
-fr
\Водянои
-и-
1
L A
1 Г
? ЛШЙ
1
*нсатор
пар
и
Рис. 2. Двухступенчатая
опреснительная схема:
i — компрессор; 2 —
турбина.
Нами были выполнены расчеты гидратной
опреснительной установки на фреоне-12,
работающей по такой схеме. Параметры рабочего
пара принимались такими же, как указано
выше (/7=7,85 бар, Т=543°К).
Расчет установки производительностью
123000 м3/сутки на базе авиационной ГТУ
№ 4 (см. табл. 1) привел к следующим
результатам: стоимость установок около
14 млн. руб., КП (коэффициент
превращения пара, равный количеству пресной воды,
полученной на единицу веса греющего
пара) составляет 22,6, себестоимость пресной
воды при изменении стоимости рабочего пара
от 0,5 до 3,0 руб/Гкал и с учетом окупаемости
капиталовложений 13,7—21,2 коп/мг.
По данным НИИхиммаша, себестоимость
пресной воды, получаемой в дистилляционной
установке производительностью 600 000 м3/сут-
ки, в которой используется пар тех же
параметров, равна 18,5—31,8 коп/м3.
Таким образом, кристаллогидратная
установка рассмотренного типа оказывается
экономически выгодной даже при использовании
дорогостоящего агента фреона-12.
Следует отметить, что на выходе из кристал-
логидратной установки (см. рис. 2) параметры
пара остаются еще довольно высокими,
пригодными для последующего использования в
обычных дистилляционных схемах.
Были рассмотрены и сопоставлены
опреснительные циклы, в которых возможно
применение турбоагрегатов, в том числе и
авиационных.
К ним относятся: 1 — вакуумный
замораживающий с кипением и замораживанием воды в
тройной точке (процесс Зархина), 2 —
контактный замораживающий с вторичным
агентом, 3 — контактный кристаллогидратный,
4 — дистилляционный парокомпрессионный с
вынужденной циркуляцией.
На рис. 3 в Г, 5-диаграмме представлены
рабочие параметры этих циклов, обозначенных
соответственно цифрами 1, 2, 3, 4.
Отдельные результаты подробных расчетов
опреснительных установок, работающих на
насыщенном паре с параметрами р= 1,175 бар и
Г=423°К, приведены в табл. 2 [4, 5]. Пар с
такими параметрами обычно применяется в
дистилляционных схемах. В расчетах принято:
солесодержание исходной воды 2%,
эффективные к.п.д. компрессора и турбины 0,78 и 0,65
соответственно. Расчеты выполнены с учетом
Т9°К
376,6°К'>
/373,8 еЩ
373,15 °И
1Fода)
298,2°К;
0,032бар
2 (н-бутан)
238,2аХ;
2,37ба
3(ippeoH-72)
2S8,2°/(;
16,5бар
1,012бар
Ufdodaj
\28M°/f;
i
283 еУГ
\4,665ар
'281,3 °f(;if,0бар
Температура окружающей
среды
273,15 °К
Ш,7°Щ00Щбар ш1Щтар\
У, дж/(кг-°Ю
Рис. 3. Расчетные рабочие параметры компрессионных опреснительных циклов в Т, 5-диаграмме.
Показатели
Производительность
двигателя по воздуху,
1 Компрессор
1 число ступеней . .
! степень сжатия . .
Турбина
число ступеней . .
степень расширения
Параметры водяного па-
| ра после турбины
температура, °К . .
давление, бар . . .
Производительность
установки по пресной
воде, мъ\сутки . . .
Мощность, кет
турбоагрегата . . .
установки
Загрузка турбины по
мощности, о/0 . . . .
jРасход энергии на 1 м3
пресной воды
рабочего пара на
турбину, т\мъ . .
электроэнергии на
насосы, Мдж(мг
Коэффициент
превращения (КП) греющего
Таблица 2
Опреснительный
2 —
контактный
замораживающий
(«-бутан)
40,5
реактивный)
9
7,2
2
9,05
324
0,13
6100
1226
1935
96
0,0772
10,1
12,9
3-
контактный
кристалл о -
гидратный
(фреон-12)
45
винтовой)
14
14
5
15,85
313
0,0745
16450
2900
4820
100
0,0546
10,1
18,3
цикл
4-
дистилля-
ционный
пароком-
прессион-
ный с
вынужденной
циркуляцией (вода)
40,5
реактивный)
9
7,2
2
9,05
324
0,13
3180
971
1249
76
0,117
7,6
8,6 |
потерь, присущих реальным процессам, и на
основе опытных данных работающих
установок подобного действия.
Решалась обратная задача —
производительность установок определялась исходя из
возможностей турбоагрегата- В
опреснительных циклах 1, 2, и 4 при принятых параметрах
пара на входе турбина загружена не
полностью и расход пара через нее и,
следовательно, мощность турбины, равная мощности
компрессора, ограничены лишь весовой
производительностью компрессора. Мощности
турбоагрегата для этих вариантов составляют
16,1; 1226 и 971 кет, а степень загрузки
турбины от ее максимально возможной мощности
1,26; 96 и 76% соответственно.
Низкая мощность опреснительного цикла 1
объясняется большими удельными объемами
водяного пара, поступающего из
кристаллизатора в первую ступень компрессора под
давлением 3,5 мм рт. ст. Это определяет при
постоянной объемной производительности
компрессора малый весовой расход и создает условия
помпажа. Вследствие этого применять
авиационный турбоагрегат в вакуумном цикле не
представляется возможным.
В опреснительном цикле 3 мощность
компрессора, работающего на фреоне-12,
вследствие большой весовой производительности уже
перекрывает максимально возможную
мощность турбины на водяном паре, равную
2900 кет, поэтому в этом случае расчет
проводили исходя из мощности турбины.
Согласно расчетам производительности
установок по пресной воде в опреснительных
циклах 2, 3 и 4 с единичными турбоагрегатами
составляют соответственно 6100, 16450 и
3180 м*/сутки, а КП равен 12,9; 18,3 и 8,6
соответственно (см. табл. 2). Для сравнения
укажем, что типичные значения КП современных
многоступенчатых дистилляционных установок
не превышают 10 при тех же параметрах
рабочего пара.
Несмотря на потери, сопутствующие работе
турбоагрегата в незапроектированном для
него режиме, опреснительные установки с
авиационными ГТУ энергетически
конкурентоспособны по отношению к наиболее
разработанным дистилляционным опреснительным
установкам.
Выводы
Газотурбинные установки, отработавшие
летный моторесурс, могут быть использованы
при создании теплоиспользующих
опреснительных станций средней и крупной
производительности.
Предварительный анализ показывает
экономическую конкурентоспособность
теплоиспользующих опреснительных установок на базе
авиационных ГТУ с наиболее эффективными
многоступенчатыми дистилляционными
установками.
При потреблении на турбину водяного пара
относительно высоких параметров (порядка
8 бар) и работе компрессора на фреоне-12 в
авиационном турбоагрегате обычно
наблюдается превышение возможной мощности
турбины над мощностью, потребляемой
компрессором. При этом после турбины остается еще
вполне работоспособный пар. Для приведения
их в соответствие возможны следующие
варианты: выбор определенных параметров пара;
применение каскадной комбинированной
схемы, в которой в верхнем каскаде работает теп-
лоиспользующая холодильная, а в нижнем —
теплоиспользующая дистилляционная
опреснительная установка; значительное понижение
14
параметров исходного пара (примерно до
1—1,2 бар).
Из всех возможных компрессионных тепло-
использующих циклов наиболее целесообразен
кристаллогидратный благодаря высокой
энергетической эффективности, более высоким по
сравнению с бутанами и водяным паром
плотностям холодильного агента и, следовательно,
более высокой загрузке турбоагрегата.
ЛИТЕРАТУРА
1. В г i g g s F. А., В а г d u h n A. J. Properties of the
hydrates of fluorocarbons 142b and 12B1. Advances in
chemistry Series 38. Saline water conversion II, 1962.
Благодаря ряду существенных
технологических и энергетических преимуществ
опреснения соленой воды методом искусственного
вымораживания [1] разработке этого метода в
последнее время уделяется серьезное
внимание [2, 3]. Однако широкое внедрение
опреснительных установок с искусственным
вымораживанием сдерживается слабой изученностью
отдельных звеньев технологической схемы и
отсутствием надежных и полных данных
экспериментальной проверки рассматриваемой
технологии опреснения воды в целом.
В Институте пустынь Академии наук
Туркменской ССР в течение 1965—1967 гг.
проводились исследования метода опреснения
соленой воды вымораживанием при контактном
охлаждении раствора (рассола)
углеводородными газами. Успех метода во многом
определяется эффективностью работы контактного
кристаллизатора, зависящей, в свою очередь,
от способа ввода, распыления и
перемешивания холодильного агента, конструкции
аппарата и обеспечения соответствующего теплового
и гидродинамического режима процесса
кристаллизации, когда из раствора получаются
достаточно крупные и пресные кристаллы
льда. Над этими проблемами в настоящее
время работают многие исследователи [3—7].
На рис. 1 показана принципиальная схема
экспериментального стенда, на котором
исследовали процесс кристаллизации.
Исследование проводили не в стационарном, а в
статическом режиме, т. е. в течение эксперимента
замораживали одну и ту же порцию воды.
Исходная соленая вода (раствор NaCl),
приготовленная в баке 4, охлаждалась
холодильной машиной /—3 до ГС и подавалась в кри-
2. М ар т ы н о в с к и й В. С, С м и р н о в Л. Ф.
Применение атомной энергии для опреснения морской
воды гидратным методом. «Энергетика», 1967, № 5.
3 Hoffman D. J., M a n d el z wei g S. L., P a
enter M. iS. Desalination by freezing. World Power
Conference, Moscow, 1968.
4. С м и р н о в Л. Ф., Бондарев И. Т.
Использование авиационных турбоагрегатов для опреснения
воды. «Водоснабжение и санитарная техника», 1969,
Ко б.
5. С м и р н о в Л. Ф. Холодильные методы опреснения
соленой воды. Диссертация на соискание ученой
степени канд. техн. наук, 1969.
628.165:542.65
сталлизатор. Водоохлаждающая машина 14
поддерживала в рубашке кристаллизатора
температуру вблизи точки кристаллизации
с точностью ±1°С.
Перед подачей холодильного агента в
испаритель воду вакуумировали (степень
деаэрации контролировали мановакуумметрдм 7).
Затем закрывался вентиль 6 и открывались
вентили 8 и 19 на линиях холодильного
агента. Расход холодильного агента определяли
мерным сосудом 17 объемным методом;
точность измерения составляла 5—7%.
Требуемый режим охлаждения раствора
(определенная плотность орошения кристаллизатора
холодильным агентом q'J устанавливали и
поддерживали по ротаметру 18,
предварительно отградуированному с помощью мерного
сосуда 17.
Конструкция контактного кристаллизатора
в зависимости от способа ввода и
перемешивания холодильного агента позволяла
исследовать процесс кристаллизации без мешалки
и с мешалкой. В кристаллизатор безмешалоч-
ного типа холодильный агент подавался через
распылитель и перемешивался за счет
кипения. В кристаллизатор мешалочного типа
наливали заранее установленное количество
холодильного агента, который перемешивался
мешалкой. Интенсивность охлаждения
раствора при этом регулировали скоростью отсоса
газа.
В настоящей статье представлены
результаты экспериментов, проведенных в
кристаллизаторе безмешалочного типа с
использованием в качестве холодильного агента смеси
углеводородных газов бутан-бутиленовой фракции
следующего состава (жидкая фаза, % вес);
Исследование процесса льдообразования при контактном охлаждении раствора
М. В. КОЛОДИН, С. СЕЙИТКУРБАНОВ
Институт пустынь АН Туркменской ССР
15
воздух
Соленая додш
и—и- Жидкий холодильный азент f\ 5
1 к Газообразный холодильный^'
агент
Расе ал
Рис. 1. Принципиальная схема
экспериментального стенда:
1 — ресиверы; 2 — конденсаторы; 3 —
компрессоры; 4 — бак соленой воды; 5 —
вакуумный насос; 6, 8, 19, 20 -— вентили;
7 — мановакуумметр и образцовый
манометр; 9 — термометр; 10 — крышка
кристаллизатора; 11 — рубашка кристалли-
d затора; 12, 13 — влаго- и маслоотделите-
" ли; 14 — водоохлаждающая машина;
15 — баллон с газом; 16 —- фильтр и
осушитель; 17, 21 — мерные сосуды; 18 —
ротаметры.
я-бутан — 48,6, бутилен — 45,7, изебутан —
4,4, пропан — 1,0, пропилен—0,2, пентан—0,1.
Температуру раствора tv измеряли ртутным
термометром Бекмана 9 с точностью отсчета
0,0ГС. Температуру кипения холодильного
агента t0 определяли косвенным путем:
образцовым манометром 7 измеряли давление
насыщенных паров газа и по заранее найденной
для данной смеси газов зависимости t0 = f(p)
вычисляли соответствующую температуру ^о-
Температурный напор, при котором
отводилось тепло от раствора, представлял собой
разность 6 = ^р—to. Отклонение температуры
раствора tv от равновесной температуры
кристаллизации /Кр характеризует собой
термодвижущую силу процесса кристаллизации или
переохлаждение раствора, т. е. 0х=^кр—tv.
TeMnepatypy кристаллизации /Кр измеряли
термометром Бекмана после прекращения
подачи холодильного агента. При тех значениях
плотности орошения q'x, которые принимались
в опытах, переохлаждение раствора
составляло 0,05—0,10°С.
По окончании замораживания систему ва-
куумировали и затем открывали крышку
кристаллизатора 10. После слива раствора в
мерный сосуд 21 определяли общее количество
шуги — смеси кристаллов льда и захваченного
маточного раствора. Количество же
образовавшегося льда вычисляли по уравнению
солевого баланса, для чего измеряли соленость
исходной воды, раствора и льда. Соленость
определяли кондуктометром ОК-Ю2, и в
каждой серии опытов некоторые пробы для
контроля проверяли методом титрования хлор-
иона.
Не сразу удалось добиться нормальной
работы контактного
испарителя-кристаллизатора. Вначале при подаче холодильного агента
через кольцеобразный, а затем и тарельчатый
распылитель, в местах выхода газа
образовывалась растущая наледь в виде монолита или
полых ледяных трубок. В результате
ухудшались условия контактного теплообмена, так
как холодильный агент не поступал
непосредственно в раствор, а проходил по ледяным
каналам или трубкам, которые удлинялись и
достигали поверхности раствора. Из-за
отсутствия мешалки холодильный агент
накапливался на поверхности раствора.
Была предпринята попытка разрушать
наледь ножевидными лопастями мешалки, но
обломки ледяных трубок «засоряли»
охлаждающийся раствор и нарушали естественный ход
кристаллизации жидкости. В результате
поисков была найдена удачная конструкция
распылителя, в котором эффект дросселирования
агента был сведен до минимума и достигалась
равномерная подача газа и его интенсивное
кипение во всей массе раствора.
На рис. 2 показаны результаты определения
солености шуги Sm в зависимости от
концентрации солей в исходной воде 5С.В и степени
(коэффициента) замораживания р.
Ofi р
Рис. 2. Зависимость солености шуги Sm от
степени замораживания р для
различных концентраций солей в исходной воде
•Ьс.в-
16
Из полученных данных следует, что
соленость шуги в среднем почти в 2 раза меньше
солености исходного раствора. По мере
увеличения степени замораживания р соленость
шуги вначале понижается, а затем вновь
увеличивается. Особенно это явление заметно на
растворах с более высокой концентрацией
солей. При небольших значениях р размеры
кристаллов льда еще малы и поэтому велики
удельная поверхность льда, а значит, и
количество захваченного раствора. Этим
объясняется, что соленость шуги вначале больше.
С возрастанием р размеры кристаллов
увеличиваются и соленость шуги понижается, но до
определенного значения р. При дальнейшем
замораживании концентрация маточного
раствора резко возрастает, а первичные
кристаллы льда, видимо, растут медленно, и прирост
льда идет в основном за счет образования
новых зародышей кристаллов. Поэтому
соленость шуги вновь повышается.
В опытах достигнуты максимальные
значения р = 0,404-0,45, при которых почти весь
раствор превращался в плотную снежную массу,
которую невозможно было перекачивать и
транспортировать по трубам. Поэтому в
реальных условиях коэффициент
замораживания должен составлять 0,05—0,15. Если
опреснитель должен работать с коэффициентом
извлечения г|) = 0,5, то обеспечить такие
значения р можно только рециркуляцией раствора
в системе. При этом кратность рециркуляции
р (отношение величины рециркуляционного
раствора к величине подаваемой исходной
воды) должна составлять 3—8.
Так как кристаллизация производится из
раствора конечного объема, то по мере
образования льда равновесная концентрация
раствора 5Р будет увеличиваться и ее значение
определяться только коэффициентом
извлечения ф:
Например, для морской воды соленостью
3,5% при ^ = 0,5 равновесная концентрация
раствора составит 7,0% независимо от
интенсивности рециркуляции. Поэтому условия
кристаллизации морской воды следует изучать на
растворах соленостью 7,0%. Некоторые
исследователи, изучавшие в лабораторных
условиях кристаллизацию морской воды на
растворах соленостью 3,5%, получили результаты,
которые не всегда удавалось повторить на
опытных и опытно-промышленных установках, где
стационарный процесс протекал при более
высоком значении 5Р [3].
На нашем стенде отсутствовал рециркули-
рующий контур, поэтому условия
кристаллизации по возможности приближали к
реальным, т. е. в опытах имитировали режим
работы будущей опреснительной установки. Так,
коэффициент извлечения принимали равным
0,5, что соответственно повышало
равновесную концентрацию раствора в 2 раза по
сравнению с соленостью исходной воды. Во всех
опытах Р = 0,1, что при заданном коэффициенте
^=0,5 соответствовало кратности
рециркуляции раствора р=4.
Труднее всего было поддерживать
равновесную концентрацию раствора постоянной в
течение эксперимента. Из-за малой емкости
(8 л) лабораторного кристаллизатора она
заметно изменялась даже при р = 0,1. Попытка
сохранить постоянной концентрацию раствора
добавлением свежего раствора не удалась, так
как для этого требовалось знать, сколько в
данный момент времени образовалось льда,
что практически трудно выполнимо. Поэтому
был выбран другой путь. По уравнению
солевого баланса для заданных значений 5Р и
других условий опыта определяли расчетные
значения концентрации раствора в начале и
конце опыта. Так, для исходной воды соленостью
3,5% и заданного режима работы
кристаллизатора, т. е. г]) = 0,5, 5Р = 7,0% и р = 0,1,
начальную концентрацию раствора брали 6,66% и
доводили в конце до 7,33%.
Так как в технологии опреснения воды
вымораживанием важное значение имеют
размеры получаемых кристаллов льда, то большое
внимание было уделено изучению параметров
кристаллизации, влияющих на размеры
кристаллов. На рис. 3 показана зависимость
солености шути Sin, полученной из растворов с
различной равновесной концентрацией, от
средневзвешенных размеров кристаллов dKp льда
в пробе. Чем выше равновесная концентрация
Рис. 3. Зависимость солености шуги 5Ш от размеров
кристаллов dKp льда при различных равновесных
концентрациях раствора Sp (тепловой режим переменный;
Р-0,1).
3 Зак. 32S9
17
раствора, тем больше соленость шуги. При
dKp=0,25 мм соленость шуги почти в 2 раза
ниже солености раствора, из которого она
получена. При одной и той же концентрации
раствора соленость шуги понижается с
увеличением размеров кристаллов вследствие
уменьшения их удельной поверхности и количества
раствора, удерживаемого на них
молекулярными силами.
При очистке кристаллов
центрифугированием конечная соленость льда будет зависеть от
концентрации маточного раствора и размеров
кристаллов. Так как количество пленочного
раствора, удерживаемого на поверхности
кристаллов равных размеров одинаково, то
качество очищенного льда будет определяться
соленостью маточного раствора. Это
подтверждается опытными данными, полученными у
нас в лаборатории. Так, после очистки
кристаллов льда равных размеров
центрифугированием без промывки соленость очищенного
льда из раствора с концентрацией 7,0%
оказалась в 2 раза выше, чем соленость льда из
3,5%-ного раствора. Эффективность очистки
льда центрифугированием возрастает с
увеличением размеров кристаллов льда, тогда как в
промывной дренажной колонне наблюдается
несколько иная картина — расход
промывочной воды и высота колонны возрастают при
некотором уменьшении объема колонны из-за
увеличения скорости подъема льда [7].
Тепловой режим и процессы теплообмена
оказывают значительное влияние на характер
течения кристаллизации воды в испарителе-
кристаллизаторе и на размеры получаемых
кристаллов льда. Например, размеры
кристаллов льда в большей степени зависят от
интенсивности охлаждения раствора, чем от его
солености (рис. 4). Так, увеличение плотности
d„p,MM
ом
0,3
0,2
О,/
0
СГ- ,
«-^
•
^*sn4» ^^ч,,
Д\А
\dVv
2QP
400
600
600
WPt у'х,хг/(м3ч)
Рис. 4. Влияние плотности орошения кристаллизатора
холодильным агентом q'x на размеры получаемых
кристаллов с?кР льда @=0,1; 6=1,0°С).
Рис. 5. Зависимость размеров» получаемых кристаллов
dKP льда от равновесной концентрации раствора 5Р при
различных температурных напорах 6 [C = 0,1: #х ~
= 500 кг/(м*-ч)].
орошения кристаллизатора холодильным
агентом с 300 до 1000 кг/(м3 • ч) уменьшает
средневзвешенный размер получаемых кристаллов
льда в 2,0—3,5 раза, а увеличение
равновесной концентрации раствора с 0,5 до 7,0%
сокращает их размеры в 1,4—2,5 раза.
Дальнейшее увеличение плотности орошения, более
1000 кг/(м3*ч), приводит к тому, что размеры
получаемых кристаллов льда уменьшаются, по
нашему мнению, до размеров зародышей.
Изучено также влияние температурного
напора на размер получаемых кристаллов льда
из растворов различной концентрации при
постоянной плотности орошения
кристаллизатора холодильным агентом (рис. 5). Из рис. 5
видно, что на размер кристаллов льда более
существенное влияние оказывает
температурный напор 0, чем минерализация раствора.
Так, для всех значений 5Р увеличение
температурного напора с 0,5 до 4,0°С сокращает
размеры кристаллов льда почти в 2 раза. Рост
минерализации раствора с 3,5 до 7,0%
вызывает уменьшение размеров кристаллов только
на 19—21%. Следовательно, процесс
кристаллизации необходимо вести с минимально
достижимыми значениями 0 при плотностях
орошения 600—800 кг/(м3*ч).
Из сказанного не следует делать вывода, что
минерализация раствора не играет
существенной роли в процессе опреснения воды
вымораживанием. Концентрация солей в растворе
в значительной степени определяет качество
получаемого льда, а значит и опресненной
воды.
ЛИТЕРАТУРА
1. Г а с а н о в П. М. Опреснение воды
замораживанием. «Водоснабжение и санитарная техника», 1963,
№ 11.
18
2. Мартыновский В. С, Смирнов Л. Ф.
Термодинамический анализ основных методов
опреснения морских и соленых вод. «Теплоэнергетика»,
1966, № 6.
3. Saline water conversion reports .... 1963, 1964, 1965,
1966. Office of Saline Water U. S. Dep. of the
Interior. Washington, 1964—1967.
4. В a r d u h n A. J. a .o. Studies on ice crystal growth
rates and hydrate reaction kinetics. «Res. and Deve-
lopm. Progr. Rept», 1967, No 230. U. S. Gov. Print.
Off., Washington.
Новые герметичные агрегаты
И. М. ЗЕЛИКОВСКИЙ
Харьковский завод холодильных машин,
В 1970 г. Харьковским заводом холодильных
машин начато производство новых
герметичных агрегатов для торгового холодильного
оборудования — ВС 0,55^3 (среднетемпера-
турных) и ВН 0,22 — 3 (низкотемпературных),
дополняющих ряд герметичных агрегатов,
изготовляемых заводом [1, 2].
Среднетемпературный
герметичный агрегат ВС 0,55^3 (рис. 1) состоит из
компрессора ФГ 0,55^3, конденсатора,
вентилятора, диффузора и ресивера, установленных
на общей раме. Холодильный агент—фреон-12,
р-абочий диапазон температур кипения t0 от
—25 до — 10°С, окружающего воздуха tB от 5
до 40°С, всасывания /1Шл до 25°С, номинальная
холодопроизводительность при t0 =—15, /в = 20
и *км1 = 15°С равна 550 ккал/ч.
Компрессор ФГ 0,55^3 (рис. 2)
одноцилиндровый. Диаметр цилиндра 36 мм, ход
поршня 27 мм, часовой объем, описанный
поршнем, 2,65 м3/ч. Амортизаторы наружные.
Рис. 1. Герметичный агрегат ВС 0,55~3.
5. Experimental investigation of direct freeze separation
process using refrigerant R-C318. «Res. and Developm.
Progr. Rept.», 1967, No 256, U. S. Gov. Print. Off.,
Washington, '
6. Landau M., Martindale A. Assessment of cry-
stalliser designs for a butane freeze desalination
process. «Desalination», 1967, Vol. 3, No. 3.
7. Sherwood Т. К-, Brian P. Research on saline
water conversion by freezing. «Res. and Developm.
Progr. Rept.», 1966, No 179, U. S. Gov. Print. Off.»
Washington.
ВС 0,55 - 3 и ВН 0,22 - 3
канд. техн. наук В. Б. ЯКОБСОН
Всесоюзный научно-исследовательский
институт холодильной промышленности
621.57.041-213.4
Встроенный электродвигатель ДГХ-0,35
(Харьковского электротехнического завода)
трехфазный, номинальной мощностью 0,35 кет,
напряжением 220/380 в, синхронной скоростью
вращения 1500 об/мин.
Конденсатор трехсекционный,
оцинкованный. В каждой секции по 10 стальных труб
диаметром 12x0,75, длиной 320 мм со
стальными ребрами шириной 24 и толщиной
0,35 мм. Вентилятор К-95 широколопастный,
малошумный, диаметр крыльчатки 250 мм.
Мощность электродвигателя АВ-041
вентилятора 0,02 кет.
Рис. 2. Компрессор ФГ 0,55~3.
п*
в
Агрегат ВС 0,55~3 (и все его основные
элементы) унифицирован с агрегатом ВС
0,45^3, серийно изготовляемым заводом [1].
В основном различаются ход поршня, высота
электродвигателя компрессора и число секций
конденсатора (три вместо двух). Вместе с тем
электродвигатель не отличается от
электродвигателя компрессора ФГ 0,7^3 того же
завода.
До передачи в серийное производство
компрессор и агрегат прошли заводские и
типовые междуведомственные испытания по
методике, предусмотренной стандартами [3, 4].
Результаты тепловых испытаний компрессора ФГ
0,55^3 представлены на рис. 3.
При номинальном режиме (^о —— 15°С, tK =
= 30°С, *kmi = 25°C) холодопроизводительность
компрессора равна 565 ккал/ч, потребляемая
мощность — 0,30 кет.
Электрическая удельная
холодопроизводительность компрессора при номинальном сред-
нетемпературном режиме 1880 ккал/(квт*ч).
Новый компрессор имеет более высокие
энергетические показатели, чем аналогичные
иностранные образцы.
Проверка на пуск при повышении
температуры конденсации до 50°С и кипения до 10°С
с одновременным падением напряжения
электрического тока на 15% от номинального, а
также проверка работоспособности при
температуре конденсации до 60°С дала
положительные результаты.
Испытания на износоустойчивость
компрессоров проведены на трех образцах при
цикличной работе в течение более 2000 ч (более 15000
циклов по 8 мин работы и 2 мин стоянки).
Износ деталей компрессора ФГ 0,55^3
представлен в табл. 1 (приведены предельные
и средние значения по всем трем образцам).
Максимальный износ наблюдался у
поршневых пальцев и верхних головок шатунов.
Тепловые и энергетические показатели
компрессоров при номинальном режиме улучшились за
счет приработки деталей.
В табл. 2 приведены характеристики
компрессоров до и после испытаний на
износоустойчивость.
Тепловые испытания агрегата ВС 0,55^3
проведены при температурах окружающего
воздуха 20 и 40°С (рис. 4). Номинальная
холодопроизводительность при to — — 15°С, tb —
=20°С, /KMi-15°C равна 575 ккал/ч,
потребляемая мощность при тех же условиях
0,83 кет, удельная холодопроизводительность
1740 ккал/(кет • ч).
На рис. 5 показано изменение температуры
обмотки встроенного электродвигателя
компрессора ФГ 0,55^3 при работе в агрегате ВС
йй>ккал/ч
1200
W00
300
?00
400
гоо
/У9, ндт
0,5
0,3
0,2
Н3, шл/(кШ4[
3500
3000
2500
2000
1500
1000
л
4/
*$/
—i
г^
И
г^Н
W
id
г
52-
:3ч
_—й
L—j
й
500
)
\
А/
*у
50^-
I
i
~25 -20
-15
-10
б
-5
Рис. 3. Характеристики компрессора ФГ 0,55—3:
а — холодопроизводительность; б —
потребляемая мощность; в — электрическая удельная
холодопроизводительность.
0,55~3. Она не превышала 70°С, что
значительно ниже допустимых пределов.
Акустические испытания показали, что
средний уровень звука на расстоянии I м при
работе компрессора в номинальном режиме не
более 51 дбА, а агрегата — 56 дбА. Эти
величины ниже принятых для машин данного
размера [5].
Предварительную проверку на надежность
проводили в соответствии с новыми
нормативными материалами [3, 4] в значительно более
широком объеме, чем при приемке первых аг-
20
Таблица 1
Деталь
Поршень
Цилиндр
Палец
Вал
Шатун
Коренной
подшипник
Нижний
подшипник
Диаметр,
1
36
12
36
12
36
24
24
36
12
24
24
Допуск,
+ 6
—18
— 8
—24
+20
— 4
— 8
—24
+ 6
—18
+ 6
—18
— 8
—22
+20
— 4
+ 4
—12
+23
+23
Износ» мкм |
макси-| мини-
маль- j маль-
ный 1 ный
7
4
6
20
10
4
6
11
50
3
7
0
0
0
6
1
1
0
1
0
0
0
сред- |
кий
3,6
2,2
2,0
8,5
4,7
2,4
2,6
1 6,0
11,0
1,2
1,2
Номер
образца
2
! з
! 7
Qo ном »
ккал\ч
з
5«
Я Я
о Й
et H
548
540
578
У*
« 3
4 2
° «
о 3
с я
568
544
578
Та
^э ном »
ккал\ч
з
S S
О се
в* Н
303
306
304
(
О) Я
с; оз
о 3
с с
306
298
285
блица 2
^э ном »
ккал\ч
3
о»Я
К Я
О ОЗ
«=? Н
1809
1761
1900
s я
4 н
о 3
Я Я
1854
1830
2030
регатов завода. В период с мая по октябрь
1969 г. в условиях эксплуатации на
предприятиях торговли и общественного питания
находились 25 опытных образцов агрегатов.
Наблюдения вели группы надежности
Московского специализированного комбината
холодильного оборудования и Харьковского ре-
монтно-монтажного комбината, а также
Харьковского завода холодильных машин. За это
время ни один компрессор не вышел из строя.
0,2
Кагр,ккм/(к6т-ч)\
2000
Рис. 4. Характеристики агрегата
ВС 0,55-3:
а — холодопроизводительность;
б — потребляемая мощность; в —
электрическая удельная
холодопроизводительность.
После устранения дефектов, связанных с
попаданием влаги в систему, утечками фреона
из системы и неисправностью отдельных
автоматических приборов, агрегаты работали
нормально. С 1 августа по 1 октября наблюдался
лишь один отказ агрегата — утечка фреона
через заглушку жидкостного вентиля. Таким
образом, агрегаты успешно прошли
предварительную проверку на надежность.
Испытания на тряскоустойчивость, а также
всесторонняя проверка автоматической
защиты [4], проведенные заводской и
междуведомственной комиссиями, также дали
удовлетворительные результаты.
В конце 1969 г. агрегат был рекомендован
к серийному производству. В связи с тем что
21
iQ s U _ 1 .
-40 -35 -30 tJt°C
Рис. 5. Изменение температуры
обмотки встроенного
электродвигателя:
а — компрессора ФГ 0,55~3 при
работе в агрегате ВС 0,55—3; б —
того же компрессора в агрегате
ВН 0,35—3; в — компрессора
ФГН 0,22-3 в агрегате ВН 0,22^3.
он почти полностью унифицирован с другими
агрегатами ВС, выпускаемыми ХЗХМ,
подготовка к производству была закончена уже з
начале текущего года. До конца года будет
изготовлено несколько тысяч агрегатов ВС
0,55^3. Они найдут применение в объектах,
где в настоящее время используются агрегаты
ВС 0,7^3, а именно: в холодильных шкафах
ШХ-0,7Ю, ШХ-0,8Ю, ШХ-1,2С,
прилавках-витринах «Пингвин» и т. п. Это позволит
повысить температуру кипения, уменьшить усушку
продуктов и отложение инея на испарителях.
Низкотемпературные
герметичные агрегаты работают при температурах
кипения от —40 до —25°С. Давление
всасываемого пара в этом диапазоне ниже, чем у сред-
нетемпературных машин, количество
циркулирующего холодильного агента соответственно
меньше, поэтому охлаждение обмоток
встроенного электродвигателя всасываемым паром
происходит менее интенсивно. Увеличение
отношения давлений нагнетания и всасывания и
применение фреона-22 вместо фреона-12 также
приводят к повышению температурного
уровня компрессора. Вследствие этого при
разработке низкотемпературных двухцилиндровых
компрессоров выявилась необходимость в по-
22
даче пара в канал между ротором и статором
[6] с помощью специальной перегородки. Это
позволило снизить температуру обмотки до
заданного предела, но при этом увеличилась
высота компрессора и усложнилась его конструкт
ция.
Условия охлаждения одноцилиндровых
компрессоров, изготовляемых ХЗХМ, лучше, чем
двухцилиндровых, тепловые нагрузки меньше,
поэтому следовало проверить возможность
применения в низкотемпературных агрегатах
компрессоров без перегородки. Это позволило
бы сократить вес и размеры машины,
уменьшить количество деталей, повысить степень
унификации. Предварительные опыты
показали реальность такого решения.
Первым был сконструирован и изготовлен
агрегат ВН 0,22^-3 на базе агрегата ВС
0,45^3 с компрессором ФГ 0,45 — 3 [2].
В связи с тем что фреон-12 был заменен
фреоном-22, в компрессоре вместо двигателя
ДГ 0,25 номинальной мощностью 250 вт был
установлен двигатель ДГ 0,35 номинальной
мощностью 350 вт.
Агрегат ВН 0,22~3 и компрессор ФГН
0,22 — 3 прошли заводские и
междуведомственные испытания в соответствии с ГОСТами
[3, 4J.
При работе в номинальном
низкотемпературном режиме (t0 =—35°С, /К = 30°С, timl =
= 15°С) холодопроизводительность
компрессора составила 215 ккал/ч, потребляемая
мощность — 0,23 кет, электрическая удельная
холодопроизводительность — 935 ккал/(кет • ч);
при работе в номинальном режиме агрегата
(/0 = _35°С, /В = 20°С, 4-м1 = 15°С)
холодопроизводительность была равна 225 ккал/ч,
потребляемая мощность — 0,26 кет, электрическая
удельная холодопроизводительность —
865 ккалI(кет••ч).
Испытания показали, что во всем диапазоне
рабочих условий, предусмотренных для
низкотемпературных агрегатов, температура
обмоток электродвигателей компрессора ФГН
0,22^3 не превышала 77°С (рис. 5, б).
По остальным показателям агрегат также
полностью отвечает предъявляемым
требованиям. Средний уровень звука на расстоянии
1 м при работе компрессора в номинальном
низкотемпературном режиме составляет 54—
55 дбА, агрегата — 56—59 дбА, т. е. не
превышает допустимых пределов [5].
Предварительная проверка 25
низкотемпературных агрегатов ВН 0,22^3 на
надежность, проведенная на предприятиях торговли
и общественного питания Ленинграда и
Харькова, показала, что после устранения
дефектов, связанных с засорением фильтра ТРВ и
утечкой фреона, агрегаты безотказно
работали с конца 1968 г. по июнь 1969 г.
Междуведомственная комиссия рекомендовала агрегат
ВН 0,22^3 с компрессором ФГН 0,22 — 3 к
серийному производству.
Холодильный агрегат ВН 0,22^3 нашел
применение в низкотемпературном оборудовании,
выпускаемом Марийским заводом торгового
машиностроения — в прилавке для
мороженого ПН-0,2 и низкотемпературном столе
СП-0,15.
В настоящее время ХЗХМ изготовляет
низкотемпературный агрегат ФГКН 0,35^2
значительно большего размера, чем агрегаты ВС
и ВН 0,22 — 3. Поэтому представляло большой
интерес создание низкотемпературного
агрегата также на базе ВС 0,55^3.
Проведенные опыты показали, что
температура обмотки встроенного электродвигателя,
несмотря на отсутствие направляющей
перегородки, не превышает 85°С (рис. 5, в)у т. е.
находится значительно ниже допустимых
пределов.
Производительность компрессора в
номинальном низкотемпературном режиме
составляет 280 ккал/ч, потребляемая мощность --
0,28 кет, электрическая удельная холодопроиз-
водительность — 1000 ккал/(квт*ч). Это
отвечает требованиям, предъявляемым ГОСТ
9666—61 к компрессору ФГН 0,28^3.
Однако для торгового холодильного
оборудования, изготовляемого в Советском Союзе,
необходимы агрегаты холодопроизводительно-
сгью 350 ккал/ч. Полная унификация нового
низкотемпературного агрегата со среднетемпе-
ратурным агрегатом ВС 0,55^3 позволила
получить такую холодопроизводительность с
компрессором ФГН 0,28 ~3 за счет того, что
температурный напор в конденсаторе при
низких температурах кипения и .соответственно,
малых тепловых нагрузках составил только
2—4°С. Кроме того, компрессор ФГ 0,55^3
имеет ход поршня в 1,5 раза больший, чем ФГ
0,7~3, и поэтому при прочих равных
условиях меньший мертвый объем. Это имеет важное
значение в низкотемпературном диапазоне.
На базе агрегата ВС 0,55~3 создается
агрегат ВН 0,35~3. Номинальная
холодопроизводительность этого агрегата 350 ккал/ч,
потребляемая мощность 0,38 кет, удельная
холодопроизводительность 960 ккал/(кет • ч), что
соответствует требованиям ГОСТ 9834—61.
Тепловые и энергетические показатели
агрегата выше, чем агрегата ФГКН 0,35, в то же
время вес уменьшился на 17%, высота — на
25%. Предстоит проверка на надежность.
Внедрение новых агрегатов даст большой
технико-экономический эффект.
ЛИТЕРАТУРА
1. Зеликовский И. М., Кап лая Л. Г. Сира
бочник по малым холодильным машинам и
установкам. М., «Пищевая промышленность», 19G8.
2. Зеликовский И. М., Я к о б с о н В. Б. Новые
герметичные компрессоры и агрегаты.
«Холодильная техника», 1966, №' 1.
3. ГОСТ 10613—63. Компрессоры поршневые
герметичные фреоновые малой холоде про лззэдителыюсти.
Методы испытаний.
4. ГОСТ 13370—67. Агрегаты герметичные фреоновые
малой холодопроизводительности. Методы
испытаний.
5. Т и х о м и р о в В. А., Якобсон В. Б.
Нормирование шума малых холодильных машин.
«Холодильная техника», 1969, № 8.
6. Черняк А. Л., Якобсон В, Б.
Низкотемпературные герметичные компрессоры. «Холодильная
техника», 1963, № 3.
Охлаждение экранированного компрессора
Э. С БАСС
Ярославский завод холодильных машин
Харьковским опытно-конструкторским бюро
холодильных машин разработан компрессор
ФГэ 0,7~3 с вынесенным статором и
экранированным ротором (номинальная
холодопроизводительность 700 ккал/ч) и агрегат ВСэ
0,7^3 с этим компрессором [1]. Тепловые
испытания компрессора и агрегата проведены
совместно с ВНИХИ [2].
Модель обладает основными
преимуществами герметичного компрессора — надежность,
621.57.041
компактность, небольшой вес. В
экранированном компрессоре легко заменяется статор
электродвигателя, исключается возможность
его грязного сгорания; предъявляются менее
жесткие требования к осушке и очистке.
Однако наличие экрана и вынесенного
статора ухудшают условия охлаждения
электродвигателя. Для обеспечения достаточного его
охлаждения при разработке первоначальной
конструкции было применено охлаждение
экрана всасываемым фреоном, проходящим
по специальному змеевику в полость ротора и
экрана, охлаждение масла в нижней части
компрессора этим же фреоном и охлаждение
экрана маслом, поступающим из картера по
сверлению в коленчатом валу в зазор между
ротором и экраном.
В холодильной лаборатории Ярославского
завода холодильных машин (ЯЗХМ)
исследована эффективность каждого из названных
способов.
Опыты проведены с двумя агрегатами ВСэ
0,7~3 на калориметрическом стенде [3].
Методика испытаний разработана ЯЗХМ
совместно с ВНИХИ. Исследования
выполнены при температуре всасывания фреона 15°С,
температуре кипения —25, —15 и —10°С,
температуре воздуха 20 и 40°С.
Влияние подачи фреона в полость ротора и
экрана по трубопроводу (рис. 1) определяли
в наиболее напряженном тепловом режиме
работы экранированного компрессора
(температура кипения по давлению у всасывающего
патрубка агрегата t0=—10°С, температура
воздуха у конденсатора 4=40°С).
Температура обмотки электродвигателя без
направленной подачи фреона в полость ротора достигла
100—10ГС, а при направленной подаче
фреона в полость ротора и экрана на 13—14°С
ниже.
Направленная подача всасываемого фреона
по трубопроводу в полость ротора и экрана
является вполне целесообразной. Все
последующие опыты проводились при этом варианте.
Результаты испытаний показали, что наличие
охлаждающего змеевика приводит к
улучшению одних характеристик компрессора и
ухудшению других. Понижается температура
обмоток электродвигателя компрессора, масла в
кожухе, опорных подшипников.
Так, в одном из агрегатов при t0 = — 15°С и
/В = 20°С температура обмоток
электродвигателя понизилась на ГС, в другом на 2°С; при
t0 = — 10°С и /В=40°С соответственно на 0,ГС и
на 3°С.
Влияние охлаждающего змеевика на
температуру обмоток электродвигателя на
остальных режимах отражена в таблице.
При t0 =—15°С, ^в = 20°С температура масла,
залитого в кожух компрессора, понизилась на
10°С и составила 34°С в испытанных
агрегатах. Наивысшая температура масла 55°С. В
конструкции без охлаждающего змеевика
температура масла соответственно составляла
43°С, наивысшая 63°С. Таким образом,
температура масла находилась в допустимых
пределах, свойственных современным многооборот-
"Дал"
24
Рис. 1. Герметичный экранированный компрессор
ФГэ 0,7~3 (статор снят).
Расположение термопар для измерения температур: / —
всасывания; 2, 3 — на входе и выходе
трубопровода подачи всасываемого пара в полость ротора и экрана;
4 — на входе в трубопровод подачи фреона в
крышку цилиндра; 5 — во всасывающей полости крышки
цилиндра.
Режим испытаний
*о. °С
—25
—15
—10
—25
—15
—10
*В,°С
20
20
20
40
40
40
Температура обмоток
электродвигателя, °с l
с
охлаждающим змеевиком
55,8
58,3
65,5
76,4
85,7
90,2
без змеевика
ч
59,8 *
.59,6'
68,7
76,3
85,1
90,3
ным компрессорам. Например, в компрессоре
ФГ 0,7^3 в наиболее напряженных режимах
температура масла превышает 70°С [4].
Поступление в опорные подшипники
охлажденного фреоном масла привело к снижению
их температуры на ГС при t0 = — 15°С, /в =
= 20°С. Температуру подшипников измеряли
хромель-копелевыми термопарами.
В опытах наблюдалось повышение
температуры фреона на входе во всасывающую
полость в связи с увеличением теплопритока ? от
охлаждаемого масла в кожухе компрессора.
Вследствие этого снизилась холодоироизвади-
тельность и электрическая удельная холоДО-
производительность в среднем на 7% (при
tQ = — 15°С и ^В = 20°С).
Температуру фреона в кожухе компрессбра
определяли хромель-копелевыми термопарами
(места их установки показаны на рис. 1).
На рис. 2 представлено изменение
температуры всасываемого пара фреона внутри
кожуха компрессора (/0 =—25°С). На
горизонтальной оси показаны места измерения (см. рис. !)•
Температура фреона на входе во всасывающею
полость компрессора повышалась на 5°С.
Теплоприток к всасываемому фреону
определяли по его весовому количеству и разности
температур на входе из направляющего
трубопровода и выходе из него. Величина
теплопритока в конструкции с охлаждающим
змеевиком 15—30 ккал/ч, в конструкции без
змеевика 1—3 ккал/ч.
Эффективность охлаждения
электродвигателя компрессора при подаче масла на экран
определяли в наиболее напряженном тепловом
режиме, экранированного компрессора (?о =
= — 10°С, ГВ = 40°С). Масло подавалось
центробежным масляным насосом. Испытания
проведены на образце без охлаждения масла, с
направленной подачей фреона в полость ротора и
4 Зак. 3389
Место измерения
Рис. 2. Изменение температуры
всасываемого пара фреона внутри кожуха компрессора
(/о=-Й5°С):
ц У .компрессор со змеевиком; —
компрессор без змеевика.
экрана, для двух условий — с открытым и
закрытым отверстием в торце вала (в первом
случае масло подается на экран).
При прекращении подачи масла на экран
повышается температура обмоток
электродвигателя на испытанном режиме на 6°С, с 87 до
93°С. ч
Таким образом, в среднетемпературной
машине наиболее целесообразны
непосредственная подача всасываемого фреона в полость
экрана и подача масла по сверлению в валу на
экран.
От змеевика для охлаждения масла следует
отказаться.
Данное решение обеспечивает наилучшие
энергетические показатели и более
технологичную сборку компрессора.
ЛИТЕРАТУРА
1. Элькин И. А. Герметичный компрессор с
вынесенным статором. «Холодильная техника», 1967,
№ 8,
2. Э л ь к и н И. А., Шевченко В. С,
Якобсон В. Б. Тепловые испытания экранированного
герметичного компрессора ФГэ 0,7~3 и агрегата
ВСэ 0,7~3. «Холодильная техника», 1969, № 12.
3. ГОСТ 13370—67. Агрегаты герметичные фреоновые
малой холодопроизводительности. Методы
испытаний.
4. Я к о б с о н В. Б. Исследование теплового режима
холодильной машины с герметичным компрессором.
«Холодильная техника», 1963, № 5.
О техническом уровне
бытовых кондиционеров
И. Р. ЩЕКИНГ Г. С. КУЛИКОВ
ВНИИкондЕентмаш
628.84
Одна из важных задач отечественного кон-
диционеростроения — организация массового
производства автономных бытовых кондицио-
0,7
0,6
0,5
Во
о
о
I
1
!
.
р\КГ~1г6
%
•5г
Зоейэ
—tern
~$~
>
уг
%
г-Ъ
I
1
г
"о }Р о
о ?
ьо ч
ОС
Ь
9°о
э
о
<рс
ш
о
? с
О
о
о™
I с
5
р°§
О (
о
)
о
КГ-3.2
о
)
О
¦р
г
о
рои
о
р
г7
г$
ее
КГЛ5С\
л
<
2)
о
о
!>
*>
о
5>
0°
0
¦¦ ып я
!
о
¦ i
ч
—1
—1
И
О 1
—!
1 ~~'
/ # 1 3.5 ь из 5 15 л
/7 Я &/i HHQJllt.
«•о
<
34
32
30
28
26
^
22
20
18
Г "
I
8
\
и
о
L_
—
с
V
\!
1о-
о
^
т-16
.
>
|
о
с
э
<
) \
э 1
р
1
?
9
>
4.1°
tf
1
>
3
rt^
J
|
._
....
"\/гл^
о
о
Ц5Й
О
ч
"
llLlu
тгф
§
о
%
ь
X
°о
з s
°§
о8
<
*
о
0
СЙ
<
эо
о
1
>
о
о
э
° с
<
1
)
(
h
8>
рс
)
о
>
Ж-3,2
0
?
?
°о
о
о>
г
6Ъ
У
о
о
с
Q
7
fl
&
> <
о
W4S"
>
0
о
ро
0
о
1
о
о
и—
э
э
о
8о
о
^
°!
о
1
]
LJ
неров. Технические характеристики
кондиционеров этого типа в настоящее время
регламентированы ГОСТ 10808—64 [1], составленным
на основе изучения зарубежного опыта конди-
ционеростроения [2].
80
70
СП
ии
50
40
\Л
pS
к
° \
-<
(
ь
о
\
о
пи
оКГ-1,6
)
(
8
о
[ г
N
<?
5
О
Ь
8
о
о
Э
3
b
э
ь
^
Vo
с?
сР
о
<
о
со
о
с
уГЛ??
®и
п
о
Э
О
О
$ц
г
А
о
р
0
бЪ
ОС
)
Ь Л
?1
5**
3
о с
О
о
&
9
>
Ос
Чг/ГА?0?
i
(v5
<j)
»
9i
о
о
3
э
в
8°
э
э
sP
о
сВ
8
Ц
э
/-
ГЛ
ь
о
S о
<
>
э
)
о
О
Ркмд
&
О
г
О
О
8
чЛ
О
Ч
О
О
П
о |
8 1
о |
э
d
г ^ / ^ 3 3,5 ч <*5 5 5.5 6
д Ид.тыс икал/**
1
320 \
япп\
оии\
280 \
260\
Ш
220
200
180
160
¦г-4
р—
о
э
о
\ж-ц
58
о
Щ
о—
о
0
г"
S
-%-
j
^о ^
1
d>
б
о
о
Ч""
о
ее
с?
о
о
Z2~~
¦ <
-7-9
^/
,__Cl
о-'
Jo
о
D
о
О
<©
о
г
о
V-42
о
%
8
2,
о
L°
fl
, о
р
)
[ОО
о
1 ^
/
?
[О
г
^д
/^—
^
о
- о
о
с
О
ю
г
°|
о
-о-
я
о
&>_
1
1
9 !
-Q—
"о |
—1
[о
3,5
V
5,5
@, тыс. л-и ал/ч
2[5 3 3,5 Ч 4,5 5 $5 6
5 00,тыс.ккал/ч
Удельные показатели потребляемой мощности N (а),
веса G (б), объема V (в) и производительности по
воздуху L (г) лучших зарубежных кондиционеров:
1 — показатели ГОСТ 10808—64; 2 — средний уровень
зарубежных кондиционеров.
26
За последние годы зарубежными фирмами
значительно усовершенствованы конструкции
выпускаемых бытовых кондиционеров и
комплектующего оборудования (фреоновые
герметичные компрессоры, малошумные
многоскоростные электродвигатели, приборы и
средства автоматики). Поэтому представляет
интерес сравнить действующий у нас ГОСТ
10808—64 с лучшими зарубежными
образцами.
Сравнение следует проводить по
потребляемой мощности N, весу G и объему V.
Потребляемая мощность характеризует степень
совершенства холодильных машин и
электродвигателей, вес — применение прогрессивных
материалов, а объем — компактность агрегата
в целом. Меньшее значение имеет сравнение
по величине L (производительность по
воздуху, подаваемому в помещение). Для
возможности сравнения различных кондиционеров эти
показатели следует отнести к холодопроизво-
дительности, выраженной в 1000 кксл/ч.
Чтобы более точно установить средний
технический уровень зарубежного кондиционеро-
строения, необходимо для определения
усредненных показателей проанализировать
возможно большее число образцов различных
фирм и стран.
Нами были рассмотрены автономные
бытовые кондиционеры США, Италии, ФРГ,
Англии, Японии и Франции C4 фирмы [3]) и
отобрано более 200 моделей, показатели которых
по N и G лучше приведенных в ГОСТ
10808—64.
На рисунке представлены удельные
показатели по 220 зарубежным автономным
кондиционерам. Эти показатели были обработаны
с помощью электронно-вычислительной
машины «Минск-22» по методу наименьших средних
квадратичных отклонений и выражены в
виде зависимости от номинальной холодопроизво-
дительности кондиционера Q0.
Из рисунка видно, что удельная мощность
зарубежных кондиционеров в среднем на 10%
меньше нормированной ГОСТ 10808—64.
Значительно меньший вес большинства
зарубежных конструкций по сравнению с
требованиями ГОСТ 10808—64 объясняется
широким использованием прогрессивных
материалов (пластики, легкие сплавы) и применением
специально разработанных для бытовых кон-
Таблица 1
Холодопроизводи-
тельность, ккал\ч
8»
Оо
ряда
зарубежных
кондиционеров
Потребляемая
мощность, кет
удельная
Производительность
по воздуху, м*1ч
удельная
общая
Вес сухой, кг
удельный
Объем по
габаритным размерам,
дм*
1600
2200
3200
4500
1000
1250
1500
1750
2000
2250
2500
2750
3000
3250
3500
3750
4000
4250
4500
4750
5000
5250
5500
5750
6000
0,6300
0,5960
0,5727
0,5645
0,5525
0,5495
0,5470
0,5467
0,5442
0,5420
0,5398
0,5384
0,5380
0,5363
0,5347
0,5331
0,5319
0,5305
0,5292
0,5281
0,5270
0,5244
0,5234
0,5224
0,63
0,75
0,86
0,91
0,98
1.00
1,21
Ь23
1.36
К 49
1,62
1,72
1,74
1,88
2,00
2,13
2,26
2,39
2,51
2,64
2,76
2,88
3,02
3,14
280
256
244
239
233
229
219
217
211
205
200
197
196
192
188
184
181
178
175,5
173
171
169
1 167
| 165
280
320
370
390
410
460
480
490
530
570
600
630
640
675
705
740
770
800
835
870
900
930
1 960
990
36,0
33,2
31,2
30,5
29,7
28,4
27,6
27,4
26,5
25,7
25,0
24,4
24,3
23,75
23,25
22,75
22,3
21,9
21,5
21,2
20,9
20,6
1 20,3
20,0
36
42
47
49
52
57
61
62
67
71
75
78
79
84
88
91
95
99
103
106
110
113
117
120
60,0
56,7 |
55,1 !
54,6 1
53,9
52,8
52,0
51,9
51,2
50,5
49,8
49,3
49.2
48,7
48,25
47,8 1
47,4
47,0 !
46,6
46,3
46,0
45,7
45,4
45,1
^^^
60
71
83
88
95
106
116
117
128
139
150
159
160
171
182
192
202
212
222
232
242
252
261
271
27
Таблица 2
Страна
США
Италия
США
США
США
США
ФРГ—США
Франция
США
США
США
США
США
1 США
ФРГ
США
США
США
США
* Кондицион<
Фирма
„Аддисон"
„Делчи"
„Макграв-Эдисон"
„Крейслер"
„Амана"
„Ремингтон"
„Эмерсон"
„Зенит"
„Феддерс"
„Крейслер*
„Дженерал
электрик"
„Крейслер"
„Колдспот"
„Адмирал"
„Линде"
„Аддисон"
„Гибсон"
„Крейслер"
| „Крейслер"
Модель
3835-1
Шс125с
579
S10-11
109С-2
9R62*
9F5WR*
Z44.150.7.67
13С-3*
Н15-13
R290
Н20-13
6172
991АС-23
LKG470
3829-1
G1220-28
Н25-13
В25-15
;р работает по схеме теплового насоса.
« И [и
ез К о
я о о
•° О.Я
ч к 2
»is^
1000
1250
1510
1760
2070
2270
2700
3000
3280
3520
3780
4000
4280
4530
4700
4960
5550
5800
6050
мая!
ч н
о и
О» О
0,75
0,90
0,98
0,94
1,10
1,28
1,20
1,62
1,76
1,96
2,13
2,24
2,50
2,65
2,45
2,70
3,00
3,00
3,25
s s
S-0
О H J»
m о x
Прои
тельн
возду
270
300
430
430
430
450
460
600
670
740
765
790
710
740
! 710
900
845
ИЗО
! 1200
«Г
о
*
>»
Вес с
35,51
31
52
55
53
73
61
61
83
78
76
77
90
85
84
1 107
118
145
[ ПО
в 5<о
Объем
баритнь
мерам,
58
57
88
94
91
115
107
131
145
129
162
130
165
155
190
290
258
312
355
диционеров холодильных компрессоров,
электродвигателей и пр.
Для некоторых кондиционеров величины V
и L превышают требуемые ГОСТом, но общий
процент превышений незначительный (для
1/^11,5%, для 1«7,5%).
В табл. 1 приведены средние показатели,
характеризующие современный уровень
зарубежных бытовых автономных кондиционеров.
Если значения G, V и L, выбранные из
проспектов, каталогов и паспортов
кондиционеров, обычно соответствуют величинам,
определенным при контрольных испытаниях
зарубежных образцов, то значения N в
действительности всегда выше объявленных.
Проведенные ВНИХИ, ХОКБ, ВНИИконд-
вентмашем выборочные контрольные
испытания зарубежных бытовых кондиционеров
показали, что практически потребление
мощности на 10—15% выше, чем приводимое в
рекламных проспектах и каталогах. Это следует
учитывать, повышая соответственно значения
N, указанные в табл. 1.
Для сравнительной оценки кондиционеров
в табл. 2 приведены технические
характеристики наиболее распространенных зарубежных
бытовых кондиционеров.
Показатели среднего технического уровня
мирового кондиционеростроения позволят
правильно определить технические требования к
основному комплектующему оборудованию
для бытовых кондиционеров: холодильным
компрессорам, электродвигателям, приборам
автоматики.
Предложенная методика оценки
технического уровня бытовых кондиционеров может
быть распространена на остальные типы
кондиционеров по ГОСТ 10808—64, что позволит
создать единые положения при определении и
оценке технического уровня всех типов
кондиционеров с компрессионными холодильными
машинами.
ЛИТЕРАТУРА
1. Кондиционеры автономные общего назначения.
Типы и основные параметры. ГОСТ 10808—64.
2. Г о г о л и н А. А., Барулин Н. Я.
Кондиционирование воздуха. М., Госторгиздат, 1963.
3. Каталоги и проспекты фирм США, Италии, ФРГ,
Японии, Франции и Англии.
¦
Определение годового расхода холода в системах кондиционирования воздуха
Доктор техн. наук, проф. П. В. УЧЛСТКИН
Ленинградский институт текстильной и легкой промышленности им. С. М Кирова
628.84
Анализ технико-экономических показателей
различных систем кондиционирования воздуха
показывает, что применение в кондиционере
политропического охлаждения с
использованием холодильных машин часто оказывается
экономически более выгодным, чем
адиабатического (испарительного) [1]. Это объясняется
тем, что при искусственном охлаждении
может быть значительно уменьшена
производительность системы по воздуху, которая
является главным показателем, определяющим
затраты на сооружение и эксплуатацию всей
системы. В связи с этим целесообразно более
широко применять холодильные установки для
кондиционирования воздуха.
В каждом конкретном случае необходимо
экономически обосновывать выбор способа
охлаждения воздуха.
При технико-экономических расчетах систем
кондиционирования воздуха требуется
определять годовой расход холода Qx.r. Он зависит
от количества и перепада энтальпий
охлаждаемого в кондиционере воздуха и
продолжительности потребления холода. Годовой
расход холода можно вычислить по формуле
*н.р
1а —
i0) txG+ Qx.p тп ккал/год, A)
наружного
'о —
где *н.р — расчетная энтальпия
воздуха, ккал/кг;
энтальпия наружного воздуха, при
которой значение /0 достигается
адиабатическим охлаждением,
ккал/кг;
текущее значение энтальпии
воздуха перед воздухоохладителем,
ккал/кг;
энтальпия воздуха после
воздухоохладителя, ккал/кг;
продолжительность стояния
текущего значения энтальпии 1Х, ч/год;
количество охлаждаемого воздуха
при энтальпии ix, кг/ч;
максимальный расчетный расход
холода, ккал/ч;
допускаемая в летний период
продолжительность превышения
заданных параметров
(продолжительность дискомфорта) воздуха в
помещении, ч/год.
При охлаждении только наружного воздуха
величина ix равна текущему значению энталь-
G
Vx.p
Тп
пин наружного воздуха iH.x, а при охлаждении
смеси наружного и рециркуляционного
воздуха
Я+/вA-Я),
I у /¦.,
где
Р
доля наружного воздуха в смеси;
энтальпия рециркуляционного
воздуха, ккал/кг.
Величины G и i0 могут быть постоянными
или переменными. Они связаны с изменениями
теплового баланса и влаговыделений в
помещении в зависимости от параметров
наружного воздуха и допустимых пределов
отклонений параметров воздуха в помещении, а
также от способов регулирования процессов
обработки воздуха в кондиционере.
При любых условиях для определения
расхода холода необходимо выявить зависимость
между 1Н.Х и хх.
Анализ материалов работы, выполненной
под руководством В. И. Мошкина [2], в
которой для 103 населенных пунктов,
расположенных в различных климатических зонах СССР,
указана продолжительность стояния энтальпии
наружного воздуха от 7 ккал/кг до
максимального значения в данной местности,
позволил установить, что для любого пункта
взаимосвязь суммарной продолжительности
стояния энтальпии наружного воздуха с ее
значениями может быть с достаточным
ближением для практических расчетов
жена линейной зависимостью:
Хх\-х2 ^ ('н.« — kxi) Л Ч/г0д1 B)
гДе тдг1_г2 — суммарное годовое число часов
стояния энтальпии наружного
воздуха в интервале ее
значений ОТ /н.х1 ДО iB.X2\
Д — постоянный коэффициент для
данного населенного пункта,
кг • ч/(ккал • год) (см.
таблицу).
Следует отметить, что явно выраженной
зависимости коэффициента Д от климатических
зон нет. Он может быть различным для
населенных пунктов, расположенных в одной зоне.
Это, по-видимому, объясняется спецификой
климатических условий данной местности.
В интервалах энтальпии наружного
воздуха, близких к ее максимальному значению,
величина ^х1_х2, вычисляемая по уравнению
B) при значениях коэффициента Д,
указанных в таблице, оказывается несколько завы-
при-
выра-
29
Города
Коэффициент Д,
кг • ч!
(ккал год)
Мурманск
Хабаровск
Архангельск, Иркутск, Чита
Абакан, Астрахань, Владивосток, Вологда,
Кемерово, Красноярск, Николаевск-на-
Амуре, Пенза, Улан-Удэ,
Усть-Каменогорск, Херсон
Барнаул, Камышин, Новосибирск, Омск
Бийск, Иваново, Казань, Киров,
Куйбышев, Павлодар, Пермь, Тобольск,
Семипалатинск, Тюмень, Уфа, Чебоксары . .
Актюбинск, Баку, Владимир, Воронеж,
Горький, Киев, Кустанай, Кызыл,
Махачкала, Нижний Тагил, Оренбург,
Рязань, Саранск, Саратов, Свердловск,
Тамбов, Ульяновск, Ярославль ....
Волгоград, Калинин, Курск, Кзыл-Орда,
Одесса, Ростов-на-Дону, Харьков,
Целиноград, Челябинск
Брянск, Днепропетровск, Измаил,
Караганда, Краснодар, Магнитогорск, Иов-
город .
Жданов, Москва, Орел, Петрозаводск,
Полтава, Тула, Чернигов
Запорожье, Ленинград, Кишинев, Рига,
Тбилиси, Фергана
Батуми, Донецк, Псков, Смоленск, Талды-
Курган, Ужгород, Чарджоу
Вильнюс, Винница, Ленинабад
Ашхабад, Ереван, Минск, Ташкент,
Фрунзе
Душанбе, Львов, Ялта ..........
Таллин
Алма-Ата, Самарканд
340
360
380
420
440
460
480
50С
520
540
560
580
600
620
640
660
680
шенной по сравнению с действительной
продолжительностью. Однако ввиду того, что
длительность стояния таких значений энтальпии
относительно мала, это не приводит к
существенной ошибке при определении годозого
расхода холода.
Уравнение B) имеет важное значение для
практических расчетов расхода холода. При
использовании этого, уравнения можно
принимать среднюю энтальпию наружного
воздуха для рассматриваемого периода
потребления холода. Оно может быть применено таюке
для вычисления длительности работы
кондиционера на том или ином режиме в
зависимости от изменений параметров наружного
воздуха.
При известных зависимостях количества
охлаждаемого в кондиционере воздуха G и
энтальпии воздуха после воздухоохладителя
iQ от параметров наружного воздуха
определить годовой расход холода по выражению
A) не представляет затруднений.
Возьмем, например, часто встречающийся
в практике случай, когда в течение всего
периода потребления холода величины G и *о
постоянны и в кондиционере обрабатывается
только наружный воздух.
Исходя из уравнения B) и учитывая, что
*о = *а» определим среднее значение энтальпии
наружного воздуха в пределах от /0 = 4 до
расчетного значения iH.v:
*н.р
+ *•
/а = 0,5 (/н#р — /а) ккал\кг. щ
Суммарное число часов стояния энтальпии
наружного воздуха в пределах от /а до ?н.р
а в пределах от /н.р до максимального значения
*нтах, принимаемого по СНиП для
параметров «Б»,
Имея в виду, что
и заменив в формуле A) соответствующие
члены приведенными выше выражениями, получим
следующую формулу для определения годового
расхода холода:
Qx.r = [ *н тах — 0,5 (/н.р + Q] Qx.o Д ккал/год.
C)
Для случая, когда G и ia постоянны, а при
значениях от /н.р до /нтах в кондиционере
обрабатывается смесь наружного и
рециркуляционного воздуха,
Qx, = {0,5D- *аJ0+|Ч шах-
- 0,5 (/н.р + /в)] Qt.P\ Д шал/год. D)
Выводы
Связь между суммарной длительностью
стояния энтальпии наружного воздуха в пределах
каких-либо двух ее значений (от ?н=7 ккал/кг
и выше) и разностью энтальпий в данном
пределе с достаточным приближением можно
принимать линейной.
При вычислении расходов холода, зависящих
от изменения энтальпии наружного воздуха,
можно принимать среднее ее значение для
рассматриваемого периода потребления холода.
Уравнением B) можно пользоваться для
приближенного определения
продолжительности любых режимов работы кондиционера в
зависимости от параметров наружного воздуха.
ЛИТЕРАТУРА
1. Участкин П. В. Экономика систем
кондиционирования при адиабатическом и политропическом
охлаждении воздуха. «Водоснабжение и санитарная
техника», 1969, № 4.
2. Расчетные параметры наружного воздуха для
проектирования систем кондиционирования воздуха по
различным городам СССР. ГПИ-1 Миилегпрома
СССР, 1966.
30
Теплоотдача при конденсации фреона-21 на горизонтальных трубках
Канд, техн. наук И. И. ГОГОНИН, А. Р. ДОРОХОВ
Институт теплофизики СО АН СССР
Перспектива использования фреона-21 в
качестве рабочего вещества в низкой ступени
бинарных циклов мощных энергетических
установок делает важным изучение
коэффициентов теплоотдачи при его конденсации.
В Институте теплофизики СО АН СССР
были проведены исследования теплообмена при
конденсации неподвижного пара фреона-21 на
горизонтальных гладких, мелковолнистых и
сребренных трубках.
Экспериментальная установка и методика
проведения опытов. Одноконтурная
экспериментальная установка, на которой
проводились опыты, была спроектирована по типу
установок, описанных в работах [1, 2]. Ее
принципиальная схема показана на рис. 1.
Основные узлы установки: рабочий объем /,
термостатирующая рубашка 2,
экспериментальный участок 3, бак постоянного напора 4,
а также предохранительная и запорная
арматура.
Рабочий объем представлял собой барабан
из нержавеющей стали внутренним диаметром
350 и длиной 600 мм, со темным фланцем.
Для визуального наблюдения с ;«ьух сторон
в рабочем объеме и термостатирующей
рубашке расположены смотровые <жка диаметром
40 мм. В корпус вварены гильзы для
термопар и образцового ртутного термометра.
Рабошй об;>ем заполнялся фреоном из
баллона 5.
Для испаретел фреона в рабочем объеме
находился электронагреватель 6 мощностью
Рис. 1. Схема экспериментальной установки.
536.24
6 кет, питаемый от регулятора напряжения
типа РНО, последовательно соединенного с
силовым трансформатором. Мощность этого
нагревателя при данном количестве
охлаждающей участок воды подбиралась таким
образом, чтобы выйти на заданный режим.
Пар осушался электронагревателем 7,
выполненным в виде сетки, что позволяло
поддерживать температуру пара на 0,2—0,3°С
выше температуры насыщения.
Термостатирование установки
осуществлялось электронагревателем 8, намотанным
снаружи термостатирующей емкости, тщательной
изоляцией асбестом всех нагреваемых узлов,
подключением термостатирующей жидкости
к ультратермостату 9 марки U-10 и
контролировалось дифференциальной термопарой 10,
Перед началом измерений установка
многократно продувалась до полного удаления
воздуха.
Температуру пара в рабочем объеме
измеряли двухспайной хромель-копелевой
термопарой И и контролировали по образцовому
ртутному термометру с ценой деления 0,1°С;
температуру жидкого фреона —
термопарой 12, Температуру воды на входе в
экспериментальный участок измеряли термопарой
13, а разность температур на входе и выходе
воды из рабочего участка —
дифференциальной термопарой 14. Все термопары имели
индивидуальную градуировку.
Температуру стенок трубок определяли
двумя способами. Гладкие и мелковолнистые
трубки использовали как термометры
сопротивления. Температуру оребренных трубок
измеряли девятью термопарами, зачеканенны-
ми по три в трех сечениях. Температуру
усредняли как по периметру, так и по длине трубки.
Тепловой поток на экспериментальном
участке определяли по мощности, выделяемой
электронагревателями 6 и 7, а также по
расходу и нагреву охлаждающей воды с
помощью соответственно весов (на схеме не
показано) и дифференциальной термопары 14.
Разница в измерениях теплового потока
первым и вторым (контрольным) способом была
незначительной.
Экспериментальные участки были длиной
580 мм. К торцам участков припаивали участки
стабилизации из нержавеющей стали длиной
30d на входе и 10d на выходе. Геометриче-
31
| . Трубки
1 **'
чи
Глад^е 1 и 2§ . . . .
Мел кобол нистая 1 . .
Me л ^волнистая 2 . .
Оребренная 1 .• . . .
Оребренная 2 ... * .
Оребренная 3 . . . .
s о. ¦•
«о
\© о»
Диаметр тр
основанию
17,0
15,7
15,8
1-17,0
13,0
15,5
со
ю
О*
3
1,25
0,62
2,00
1,25
0,75
между 1
основания 1
Расстояние
ребрами у
а, мм
—
—
0,33
0,50
0,20
;бра у вер-|
1
§и
ч я
о я
на
с
—
0,43
0,33
0,22
*Г 1
а.
а»
.. g 1
О
—
2,2
1,5
1,4
1
a?
ее
О
о
а. 1
и
1
Си
0,31
0,16
—
—
—
оверхность]
тального J
нечитанная 1
трубки, 1
1Щ<
Sfi S « S «
5 8 2 w •
3,10
2,86
2,88
3,10
2,38
2,83
ужная по-1
экспери- 1
о участка 1
"! _1
1 Полная нар
верхность
ментальног
кп.н'102,.
3,10
3,72
4,03
9,30
8,10
13,00
л
я
О)
Е-
осп.
Б*
si
Эо
о о»
я а.
CQ О
1,0
1,3
1,4
3,0
3,4
4,6
ские характеристики испытывавшихся трубок
приведены в таблице и на рис. 2.
Общая погрешность измерения
коэффициента теплоотдачи а вт/(м2 - град), определяемая
в основном точностью измерения
температурного напора 0°С (в опытах при 0^5^, на
гладких трубках не превышала 5%, а на ореб-
ренных — 10%.
Зависимость коэффициента теплоотдачи а
от температурного напора 9 показана на
рис. 3.
Рис. 2. Профили
поверхности экс-
перименталь н ы х
участков:
а —
мелковолнистые трубки; б —
оребренные труб-
rts>
1
?
?0*
о
"н Л
7
о
5
и
3
г
ю3
UI
**f
-IL I 4q
А
W+-.L
*"ttP*
& L
Ai>
*т*к
2jVl*-
! 1 I " I 1 >
wJJ 1
fffitt
йиТпг
1
•11 I
11 1 1
1 II—r~"\"
WhxJ j
EulrM*
nPW?
HsJJ
T) ~*~-T-Lrt--^'
1 1 1
?tH
"""г-н
Qvj~""V
rH^Tl
.1M
J"
¦"vL
ulT
rcp
TjF
~P"
J^
Г
Г
f
d/*
!
j j
" i !
i
imnA
-}Г„ оиь-^{
¦v-Гп**"!-.-I I
¦St^caqJ^'I
i т>ч
Ю0 ^ Z 3 4 5 6 783W1 20 3D %r505QB.T
Рис. З: Зависимость коэффициента теплоотдачи а,
отнесенного к поверхности гладкой трубки диаметром d0> от
температурного напора 0: „ '
/ гладкие трубки; 2 — мелковолнистая трубка I; 3 —
мелковолнистая"трубка 2; 4'—'оребренная трубка 1,
серийно выпускаемая промышленностью; 5 — оребренная
трубка 2; 6 — оребренная трубка 3. •-«-•¦¦
"*
Теплоотдача на гладких трубках. Опыты на
гладких латунной 1 и никелевой 2 трубках
(см. таблицу) были проведены в интервале
температур насыщения 30—90°С через каждые
10°С при изменении удельного теплового
потока от 3,5-103 до 75-Ю3 вт/м2, а
температурного напора пар — стенка от 1 до 55°С.
Скорость охлаждающей воды в опытах
изменялась от 0,2 до 2,5 м/сек, а ее температура —
от 15 до 55°С. Таким образом, температурный
напор изменялся в результате увеличения
скорости охлаждающей воды или ее подогрева
горячей водой при постоянной скорости.
Скорость движения паров в паровом
пространстве даже при максимальной тепловой нагрузке
не превышала 0,05 м/сек, что позволяло
считать пар неподвижным.
Как видно из рис. 3, кривая I, осредняющая
измерения опытов, лежит между
теоретическими кривыми (пунктирные линии),
построенными'на основе вычисления аналогичной
зависимости коэффициента теплоотдачи от
температурное напора по формуле Нуссельта [3] при
30- и 90°С. Количественные расхождения
между опытными и теоретическими данными
достигали 10%. Физические свойства фреона-21
принимали по справочникам [4—6], а
недостающие — вычисляли в соответствии с
рекомендациями [7].
В пределах экспериментальной точности,
в отличие от теории, в опытах не наблюдалось
расслоения данных по давлениям, хотя
давление изменялось от 3 до 10 бар. Этот результат
хорошо согласуется с данными, полученными
ранее другими авторами [8].
Визуальные наблюдения показали, что на
поверхности трубок всегда была пленочная
конденсация.
Теплоотдача на мелковолнистых трубках.
Как показано в работе [9], силы
поверхностного натяжения создают градиент давления, под
действием которого конденсат,
образовавшийся на выступах, стекает во впадину. Средний
?2
для выступа и впадины коэффициент
теплоотдачи оказывается большим, чем для гладкой
поверхности в пересчете на полную
поверхность профилированной трубки. Нами были
исследованы две латунные мелковолнистые
трубки 1 и 2 (см. таблицу и рис. 3, кривые 2
и 3), имеющие критерий Вебера
соответственно 48 и 13. Критерий Вебера
We = -
Я? Г
где о — поверхностное натяжение, кг/м;
R — радиус окружности, которым
очерчен профиль (см. рис. 2, а), мм;
у' — удельный вес жидкости на линии
насыщения, кг/мг.
Профилировка трубок была выполнена в
виде винтовой нарезки круглого профиля.
На рис. 4 показаны обобщенные по
эмпирической критериальной зависимости [9]
экспериментальные данные, полученные для
мелковолнистых трубок. В качестве линейного
размера в этой критериальной зависимости
принят Д — радиус окружности, которым очерчен
профиль.
Как видно из рис. 4, результаты наших
опытов удовлетворительно согласуются с
результатами опытов, проведенных при конденсации
водяного пара [9].
Теплоотдача на оребренных трубках. Опыты
проводили на медных трубках 1,2 и 3 (см.
таблицу) с малым шагом и значительным
коэффициентом оребрения с таким расчетом,
чтобы сохранить влияние сил поверхностного
натяжения, как в опытах с мелковолнистыми
трубками. Результаты измерений на рис. 3
обобщены соответственно кривыми 4, 5 и 6.
При отнесении коэффициента теплоотдачи к
полной наружной поверхности трубки
измерения на трубке 1 практически совпали с
измерениями на гладкой трубке, что хорошо согла-
fe^#
ds
?V2
ш
1 о
Ъ
ЯМ^З
&
L,
1
¦
ZA
I
i
>
Г- !
Т*
|
' *
| . ¦
|
суется с результатами, полученными на
аналогичных трубках при конденсации фрео-
нов-12, 22 и 113 [10—12]. На трубках 2 и 3
коэффициент теплоотдачи, определенный
аналогичным образом, оказался выше в 1,3 и 1,2
раза соответственно пЪ^сравнению с гладкой
трубкой.
В опытах наблюдалась значительная
неравномерность температуры по периметру трубок.
В нижней части трубки 3 Температурный
напор был в 1,6—1,8 раза больше, чем в верхней.
Это связано, по-видимому, с затоплением
межреберных канавок конденсатом и его
переохлаждением. На трубке 1 это явление было
выражено гораздо слабее.
Благодаря высокой степени оребрения и
действию сил поверхностного натяжения
коэффициент теплоотдачи по сравнению с гладкой
трубкой (см. рис. 3) на трубках с малым
шагом 2 и 3 увеличивается в 4,5 и 5,3 раза
соответственно.
В отличие от данных работы [12] в наших
опытах по указанным выше причинам не
наблюдалось значительного увеличения
коэффициента теплоотдачи в пересчете на полную
наружную поверхность трубки.
Результаты наших измерений можно
описать зависимостью
Nu = C(GaPrK)°>25,
где Nu= ~ критерий Нуссельта;
л
dQ — диаметр трубки,
измеренный по основанию ребра,
мм;
К — коэффициент
теплопроводности, вт/(м*град);
!5М
г 3 Ч5В78ЭЮ3 Z 3 4 56783W4- Z 3 4 5Б783105
ао
Рис. 4. Обобщенные по эмпирической критериальной
зависимости [9] экспериментальные данные, полученные для
мелковолнистых трубок:
ф, Н, А—соответственно # = 0,5; 0,34; 0,25 мм, вода [9];
О, А — соответственно i?=0,16; 0,31 мм, фреон-21
(данные авторов); 8 — поправочный множитель [9].
Qa =
_ g*
о
- критерий Галилея;
g — ускорение силы тяжести,
м2/сек;
v — кинематическая вязкость,
м2/сек;
К-
критерий Кутателадзе;
г — скрытая теплота
парообразования, дж/кг;
ср — удельная теплоемкость,
дж/'(кг •град);
At — разность температур, °С.
Коэффициент С для оребренных трубок 1,
2, 3 равен соответственно 2; 2,3; 3,2.
Наши данные по формуле, приведенной в
работе [12], не обобщаются.
Выводы
Полученные экспериментальные данные по
конденсации фреона-21 на гладких трубках
в пределах экспериментальной точности не
33
расслаиваются по давлениям, как это следует
из теории Нуссельта, и отличаются от
теоретических не более чем на 10%, что хорошо
согласуется с результатами других авторов по
конденсации органических жидкостей.
Эксперименты на мелковолнистых и ореб-
ренных трубках указывают на возможность
значительной интенсификации теплооб мена
при конденсации этого фреона.
ЛИТЕРАТУРА
. Б е р м а н Л. Д., Т у м а н о в Ю. А. Исследование
теплоотдачи при конденсации движущегося пара на
горизонтальной трубе. «Теплоэнергетика», 1962,
№ 10.
White R. «Refrig. Eng.», 1948, Vol. 55, No. 4.
N u s s e 11 W. «Z. Vereins dtsch. Ingr.», I960, Ed. 60,
Nr. 27—28.
. Фреоны. Свойства и применение. Справочное
руководство. Изд. 2-е, испр. и доп. Л., ГИПХ, 1959.
5. Ва р г а ф т и к Н. Б. Справочник по теплофизиче-
ским свойствам газов и жидкостей. М., Физматгиз,
1963.
6. Теплофизические свойства фреонов. Новосибирск,
«Наука», 1969.
7. Бадылькес И. С. Рабочие вещества и
процессы холодильных машин. М., Госторгиздат, 1962.
8. Боришанский В. М., Кочурова Н. Н.
Учет влияния давления при расчете теплоотдачи
конденсирующегося насыщенного пара.
«Энергомашиностроение», 1964, № 10.
9. С о л о д о в А. П., Исаченко В. П. Труды
МЭИ, вып. 63, 1965.
10. Слеп ян Е. Определение коэффициентов
теплоотдачи при конденсации пара фреона-12 на гладкой
и ребристых трубах. «Холодильная техника», 1952,
№ 1.
П.Соколова Е. Исследование теплоотдачи при
конденсации фреона-22. «Холодильная техника», '1957,
№ 3.
12. Зозуля Н. В., Боровков В. П., К а р-
х у В. А. Интенсификация процесса теплоотдачи
при конденсации фреона-113 на горизонтальных
трубках. «Холодильная техника», 1969, № 4.
Растворимость фреона-22 в смеси дибутилфталата и диметилформамида
Доктор техн. наук В. М. СЕЛИВЕРСТОВ
Ленинградский институт водного транспорта
621.564.25
К недостаткам предложенного нами и
испытанного в абсорбционных холодильных
машинах раствора фреон-22 — дибутилфталат
(ДБФ) -относятся сравнительно большая
вязкость и не очень высокая абсорбционная
способность абсорбента при значительной зоне
дегазации [1, 2].
На кратность циркуляции раствора
существенно влияют зона дегазации и абсолютная
величина абсорбционной способности
абсорбента. С увеличением абсорбционной
способности при той же зоне дегазации возрастает
тепловой коэффициент машины.
Для устранения отмеченных недостатков
было исследовано влияние на раствор
фреон-22 — ДБФ различных присадок, из
которых наиболее эффективной оказался диметил-
формамид (ДМФ).
Физические характеристики ДБФ и ДМФ
следующие:
ДБФ ДМФ
Удельный вес при 20°С, кг\мг . . 1,046 0,950
Температура, °С:
кипения при 760 ммрт. ст. . . 340,0 153,0
затвердевания —35,0 —61,0
вспышки 160,0 58,0
Упругость пара при 80°С, ммрт,ст. 0 30,2
Вязкость при 20°С, спз 20,0 0,902
34
Исследование проводили * на
экспериментальной установке [3] (качающийся сосуд
заменен сосудом с электромагнитной
мешалкой).
Точность измерения давления в опытах
0,02 кгс/см2. Колебания температуры ±0,1°С.
По данным хроматографическрго анализа,
степень чистоты фреона-22 составляла 98%.
Погрешность найденных экспериментальных
величин оценивалась в 2—4%.
Результаты, полученные в опытах по
растворимости фреона-22 в смеси ДБФ и ДМФ,
приведены в табл. 1.
На рис. 1 представлены изотермы
растворимости фреона-22 в смеси ДБФ и ДМФ при
различных концентрациях ДМФ и
температурах 20 и 80°С. Как видно, с увеличением
весовой концентрации ДМФ в смеси от 0 до 0,477
абсорбционная способность растворителя
возрастает в 2,4—3,0 раза.
* В выполнении экспериментальной части работы
принимали участие А. М. Забродин, А. А, Пантелеев и
В. Н. Хвастунов.
Таблица 1
t, ec
5ПМ<1
~д*'»ч
20
20
20
20
40
40
40
40
60
60
60
60
80
80
80
?дмф:
20
20
20
20
40
40
40
40
60
60
60
60
80
80
м
3
v»
о.
>=0;
¦
1,15
2,40
4,30
6,10
2,22
4,30
7,40
10,40
3,80
7,50
11,80
15,50
5,70
10,75
16,25
=0,132
1,80 1
3,40
4,22
5,15
3,00
5,50
6,80
8,46
3,90
8,05
9,82
11,80
5,62
10,32
Концентрация
фреона-22
весовые
доли
%i ¦¦¦ "¦¦¦"Ч
"мольные
доли
гДБФ=1.о
Д^т
0,07 5
0,150
0,250
0,350
0,075
0,150
0,250
0,350
0,075
0,150
0,250
0,350
0,075
0,150
1 0,250
0,206
0,362
0,520
0,635
0,206
0,362
0,520
0,635
0,206
0,362
0,520
0,635
0,206
0,362
0,520
J &дбф =0»868
0,1291
0,256
0,338
0,423
0,129
0,256
0,338
0,423
0,129
0,256
0,338
0,423
0,129
0,256
0,258
0,445
0,545
0,632
0,258
0,445
0,545
0,632
0,258
0,445
0,545
0,632
0,258
0,445
/, °с
80
80
С4
^
*»
с».
12,72
16,30
Концентрация
фреона-22
весовые
доли
0,338
0,423
мольные
доли
0,545
0,632
?дмф=0>288; 6ДБФ =0,712
20
20
20
40
40
40
60
60
60
80
80
80
1,45
2,35
3,35
2,32
3,75
5,40
3,64
6,00
8,45
5,43
8,41
11,70
0,172
0,280
0,380
0,172
0,280
0,380
0,172
0,280
0,380
0,172
0,280
0,380
0,271
0,410
0,521
0,271
0,410
0,521
0,271
0,410
0,521
0,271
0,410
0,521
"дмф=°,477; *дбф =°>523
20
20
20
40
40
40
60
60
60
80
80
80
1,55
2,40
3,40
2,42
3,88
5,50
3,73
6,00
9,00
5,41
8,70
11,30
i
0,246
0,358
0,471
0,246
0,358
0,471
0,246
0,358
0,471
0,246
0,358
0,471
0,310
0,433
0,542
0,310
0,433
0,542
0,310
0,433
0,542
0,310
0,433
0,542
В табл. 2 приведены значения
концентрации крепкого раствора в абсорбере, зоны
дегазации (температура в генераторе 80°С,
абсорбере 20°С, испарителе 0°С, давление в
конденсаторе 12 кгс/см2), а также кратности
циркуляции при различных концентрациях ДМФ.
Как видно из табл. 2, с увеличением
концентрации ДМФ зона дегазации вначале
практически не изменяется, а затем возрастает»
Кратность циркуляции раствора снижается с
7,8 до 3,2, вследствие чего рассмотренная
система позволяет получать более высокий
тепловой коэффициент холодильной машины.
С этой точки зрения присадка ДМФ к
раствору фреон-22 — ДБФ оправдана.
На рис. 2 приведена зависимость
коэффициента кинематической вязкости v абсорбентов
от температуры t. Зависимость вязкости от
0,10 0,15 0,20 0,25 0,30 0,35 0^0 ОЛ5 0,50 i^22
Рис. 1. Изотермы растворимости фреона-22 в смеси ДБФ
и ДМФ при различных концентрациях ДМФ и
температурах 20 и 80°С:
1 — 5дмф = 0; 2 — ?дмф = 0,132; 3 — ?ДМф = 0,288; 4 —
5дмф = 0,477.
$-Ю,м<;зз*
w го
50 60 t?G
Рис. 2. Зависимость коэффициента
кинематической вязкости v абсорбентов от
температуры t:
1 ~ ДБФ; 2 — ?дмф=0,185; 3 — ^дмф^
-0,280; 4 ~ ?ДМф = 0,375; 5 — вода.
Таблица 2
Концентрация
ДМФ
0
0,132
0,288
0,477
Концентрация
крепкого
раствора
0,28
0,400
0,525
0,650
Зона
дегазации
0,105
0,100
0,135
0,160
Кратность
циркуляции
7,8
7,0
4,5
3,2
температуры определяли в вискозиметре Пин-
кевича с тремя расширениями. Как видно из
рис. 2, с увеличением присадки ДМФ
вязкость смеси уменьшается и приближается к
вязкости воды.
Полученные материалы подтверждают
целесообразность использования смеси дибутил-
фталата и диметилформамида в качестве
абсорбента фреона-22.
ЛИТЕРАТУРА
1. Селиверстов В. М. Применение дибутилфтала-
та для фреоновых абсорбционных холодильных
машин. «Холодильная техника», 1965, № 2.
2. Селиверстов В. М., Б а р а ц В. А.,
Хвастунов В. Н. Опытная абсорбционная машина,
работающая на растворе фреона-22 и дибутилфталата.
«Холодильная техника», 1967, № 5.
3. Селиверстов В. М. Растворимость дифтормоно-
хлорметана в дибутилсебацинаге. «Журнал
физической химии», 1965, № 10.
Контроль качества фреонов методом хроматографии
Доктор техн. наук 3. И. ГЕЛЛЕР, Ю. И. АРУТЮНОВ, Л. Б. СИЛИНА
Одесский технологический институт пищевой и холодильной промышленности
621.564.25
В аппаратах холодильных установок, где в
качестве рабочего вещества применяется смесь
холодильных агентов, например фреонов-12 и
22, фреонов-12 и 13, фреонов-12 и 143, следует
периодически контролировать ее состав.
Кроме того, при теплофизических
исследованиях необходимо знать степень чистоты
испытуемого вещества и количественный состав
примесей. Поскольку выпускаемые
промышленностью фреоны представляют собой
многокомпонентную смесь, в которой содержание
примесей часто значительно превышает
норму, указанную в ГОСТе, необходим контроль
чистоты каждого фреона. Известно, например,
что колебание в составе вещества порядка
сотых долей процента изменяет критическую
температуру на 2—3% [1].
Для нахождения состава двухкомпонентной
смеси фреонов и определения чистоты
исследуемого фреона целесообразно применять
метод газожидкостной хроматографии.
Авторами разработана методика
определения оптимальных параметров и режимов хро-
матографического разделения наиболее
трудноделимых фреонов, таких как фреоны-12 и
22, 13 и 14, 14 и воздух.
Используя метод программируемого нагрева
хроматографической колонки, можно в течение
6—8 мин разделить на колонке с
широкопористым силикагелем С-3 многокомпонентную
смесь воздуха, фреонов-14, 13, 12, 22 и 21, т. е.
таких веществ, элюирование которых
происходит обычно в течение часа [2].
Анализ проводили на хроматографе УХ-1 с
детектором по теплопроводности и с гелием в
качестве газа-носителя.
При анализе фреонов на хроматографе УХ-1
с программированием температуры
использовали приставку для программируемого
нагрева от хроматографа ХТ-2МУ.
В целях количественной интерпретации хро-
матограмм был применен метод внутреннего
нормирования с введением калибровочных
коэффициентов относительно воздуха*.
Поскольку воздух в виде примеси присутствует во всех
фреонах (рис. 1, 2), то его можно
использовать как стандартное вещество для
калибровки. Калибровочные коэффициенты получают
путем попеременного введения в детектор
хроматографа равных объемов фреонов и
воздуха и сравнения получаемых площадей пиков.
Расчет заключается в приведении к 100% сум-
кмб
мин 9 д
Рис. 1. Хроматограмма фреона-13
на колонке с широкопористым
силикагелем С-3 (силикагель С-3 по
ТУ Горьковской опытной базы
ВНИИ НП, длина колонки 150 см,
внутренний диаметр 0,4 см,
скорость гелия 50 мл/мин,
температура ~-20°С):
/ — воздух; 2 — фреон-14; 3 —
фреон-13; 4 — фреон-12.
36
Рис. 2. Хроматограмма фрео-
на-22 на колонке с ИНЗ-600 и
дибутилфталатом (длина
колонки 250 см, внутренний
диаметр 0,4 см, скорость гелия
30 мл/мин, температура
—20°С):
/ — воздух; 2 — фреон-23; 5 —
фреон-12; 4 — фреон-22; 5 —
фреон-21.
мы исправленных площадей всех пиков хро-
матограммы [3]:
Ci
Pi
Kt
где Ci — концентрация одного из
компонентов;
площадь пика этого компонента;
калибровочный коэффициент по
воздуху.
Проверена зависимость калибровочных
коэффициентов от скорости гелия и температуры
колонки. Установлено, что для диапазона
скоростей 40—60 мл/мин и температур 18— 140°С
калибровочные коэффициенты практически
постоянны и могут быть рекомендованы в
качестве стандартных.
В таблице приведены калибровочные
коэффициенты для фреонов по воздуху при
скорости гелия 60 смъ/мин.
Вещество
Фреон-14 .
Фреон-13 .
Фреон-12 .
Фреон-22 .
Фреон-115 .
Фреон-143 .
Фреон-21 .
Фреон-13В1
18°С
1,72
2,07
2,53
2,06
2,48
2,05
1,96
2,29
30° С
1,72
2,07
2,50
2,06
2,48
2,05
1,96
2,29
75° С
1,70
2,05
2,50
2,04
2,46
2,03
1,94
2,27
140°С
1,68
2,02
2,48
2,01
2,44
2,01
1,91
2,24
ЛИТЕРАТУРА
1. Вороне ль В. В., Гитерман М. Ш. Ill
Всесоюзная теплофизическая конференция по свойствам
веществ при высоких температурах (тезисы
докладов). Баку, 1968.
2. Долгий а А. И., Ширяев В. В. Газовая
хроматография. Труды второй Всесоюзной
конференции. М., «Наука», 1964.
3. Ж у х о в и ц к и й А. А., Т у р к е л ь т а у б Н. М.
Газовая хроматография. JVL Гостоптехиздат, 1962.
Подписывайтесь на 197! г. на ежемесячный
научно-технический и производственный журнал
«ХОЛОДИЛЬНАЯ ТЕХНИКА»
Журнал является единственным в СССР периодическим изданием по
вопросам производства искусственного холода и его применения в
пищевой, химической, нефтяной, металлургической, машиностроительной
и других отраслях промышленности, в предприятиях торговли и
общественного питания, сельском хозяйстве, на транспорте и в быту.
Большое внимание уделяется опыту работы передовых предприятий,
автоматизации и механизации производственных процессов,
проектированию, строительству и эксплуатации холодильников, экономике и
планированию холодильного хозяйства.
Даются консультации по эксплуатации холодильных машин и
установок, монтажу и ремонту холодильного оборудования, наладке
приборов автоматики, холодильной обработке и хранению продуктов.
Систематически помещаются справочные материалы о новых холодильных
машинах и аппаратах, приборах автоматики, типовых проектах
холодильников, фабрик мороженого, заводов сухого льда.
Периодичность — 12 номеров в год. Объем номера — 4 печатных
листа F4 страницы).
Подписная цена: на 12 мес. — 6 руб., на 6 мес. — 3 руб. Цена
отдельного номера — 50 коп.
Журнал распространяется только по подписке. Подписка
принимается без ограничения в пунктах подписки «Союзпечать», на почтамтах,
в узлах и отделениях связи, а также общественными
распространителями печати на предприятиях, в учреждениях и учебных заведениях.
ИЗ ДИССЕРТАЦИОННЫХ РАБОТ
Влияние расположения испарителя
на его коэффициент теплопередачи
Доктор техн. наук А. А. ГОГОЛИН
Всесоюзный научно-исследовательский институт
холодильной промышленности,
С. С. АБЪЯН
Московский институт народного хозяйства им. Г. В.
Плеханова
621.57.048:536.2
В торговом холодильном оборудовании применяются
в основном испарители с пластинчатыми ребрами и
естественной конвекцией воздуха.
При небольшом внутреннем объеме оборудования
большое влияние на теплопередачу в испарителе
оказывает его расположение.
До сих пор этот фактор не учитывался в расчетах,
и коэффициент теплопередачи испарителя принимался
одинаковым независимо от его расположения — в
большой сборной камере или в прилавке (витрине).
Теплопередача в испарителях с естественной
конвекцией воздуха наиболее полно исследована Гачиловым
[1], однако он не касался влияния расположения
испарителя.
Для изучения этого вопроса во ВНИХИ был испытан
стандартный испаритель наружной поверхностью 5,7 м2,
состоящий из медных трубок 0 16XI и латунных
пластинчатых ребер 160X60X0,4 мм с шагом 9 мм.
Степень оребрения 21,6. Испаритель помещали в шкаф
ШХ-0,8, находившийся в термостатной камере.
Схема экспериментальной установки представлена на
рис. 1. Для удобства перемещения испарителя фреон
подводили и отводили по гибким шлангам. Жидкий
фреон-12 из конденсатора и ресивера поступал через
стеклянный глазок, переохладитель, фильтр-осушитель,
регенеративный теплообменник и регулирующие вентили ^в
испаритель, откуда влажный пар проходил через
регенеративный теплообменник, электрический пароосуши-
тель-калориметр и отсасывался компрессором.
Холодопроизводительность испарителя определяли по
формуле
Qo== ^а (^вс *р.в) ^а^ж (Ар.т, *2р.т)
-860jV9-AQ
где Ga — количество циркулирующего фреона, г$г]ч;
i'bc, /р.в — энтальпии фреона перед компрессором и перед
регулирующим вентилем, ккал/кг;
Cm — теплоемкость жидкого фреона, ккал'КкгХ
Хград);
г
?
rw*^
#77 водонапорного
бот
?
<Lr _ja
ш
9 Ф
ПРО
Рис. 1. Схема экспериментальной установки:
1 — компрессор; 2 — конденсатор; 3 — ресивер; 4 — стеклянный глазок; 5 —
переохладитель; 6 — фильтр-осушитель; 7 — регулятор напряжения;
S—регулирующие вентили; 9 — испаритель; 10 — гибкие шланги; Л — регенеративный
теплообменник; 12 — пароосушитель-калориметр.
38
^i р-т, t2 p-т — температуры жидкого фреона на входе в
регенеративный теплообменник и на
выходе из него, °С;
Na -*- мощность, потребляемая
электроосушителем, кет;
AQ — приток тепла к теплообменнику, пароосу-
шителю и трубопроводу на участке от
испарителя до компрессора, ккал/ч.
Количество циркулирующего фреона находили по
тепловому балансу конденсатора с проверкой по
переохладителю. Чтобы исключить влияние перегрева или
влажности пара после испарителя на коэффициент
теплопередачи последнего, опыты проводили с паросодержа-
нием около 60%. Общая погрешность в опытах ±12%.
Коэффициент теплопередачи относили к перепаду
температур 0 между воздухом и температурой кипения
фреона, определяемой по его давлению. Температуру
воздуха вычисляли как среднюю из показаний четырех
термопар, расположенных на одной высоте с испарителем на
расстоянии 100 мм от него.
Для определения наружного коэффициента
теплоотдачи измеряли также температуру поверхности трубки
испарителя с помощью припаянных к ней термопар.
Опыты проводили при температуре воздуха в
среднем —4,5°С и небольшом выпадении инея.
Относительная влажность в шкафу при отсутствии внутренних
выделений влаги устанавливалась на уровне 72—76%.
Для выявления условий циркуляции воздуха в
ограниченном объеме и их влияния на теплообмен в
испарителе его размещали в различных местах шкафа
(рис. 2). Таким образом имитировались условия его
работы в различных типах торгового холодильного
оборудования (шкаф, витрина, прилавок).
Условия циркуляции воздуха в шкафу значительно
зависят от высоты h столба холодного воздуха под
испарителем, определяющей интенсивность естественной
конвекции (рис. 3). Область выше испарителя в
конвекции не участвует (на рис. 3 заштрихована).
Зависимость коэффициента теплопередачи k от
высоты h расположения испарителя при 0=15°С
представлена на рис. 4. Верхняя кривая относится к
центральному'положению испарителя (положения /—V),
нижняя — к боковому, пристенному (положения VI, VII).
При боковом расположении с односторонним подводом
воздуха несколько снижается коэффициент
теплопередачи по сравнению с центральным. Чем выше расположен
Рис. 3. Схема циркуляции
воздуха в шкафу.
3.51
щи
>
1
•ас"
2,0
Ж-
0
\
!
Г""~
sOT
_- J
i <* -i
i/
Уж I
Г 1 1 !
400 750 №0 h.MM
Рис. 4. Зависимость коэффициента
теплопередачи k от высоты h
расположения испарителя при 0=15°С:
центральное расположение
испарителя; боковое
расположение испарителя.
ършшш&^^шшшш
3,5
з,о
2,5
2,0
15
8 1
1 !
^.Й
,7 1
Z^w
r-*w
-?——в""
*•" f*
t i
2 I
3
"Xr-
и
ь"
о
1
"~п
Тш
5 f
ГГ^
5 4
Ш
7 В'С
Рис. 2. Расположение испарителя в
различных местах шкафа.
Рис. 5. Зависимость коэффициента теплопередачи к от
перепада температур 6 между воздухом и температурой
кипения:
центральное расположение испаоителя; ——-
боковое расположение испарителя.
39
испаритель, тем больше коэффициент теплопередачи.
Как видно из рис. 4, при /i=l м, характерной для
холодильных шкафов, коэффициент теплопередачи почти в
1,5 раза выше, чем при h= 0,2 м, характерной для
открытых витрин.
Полученные в опытах значения коэффициентов
теплопередачи были сопоставлены с результатами работ [1]
и [2];
Величины коэффициентов теплопередачи, полученные
Гачиловым (положение VIII) для сопоставимых
условий, ниже опытных (положение II) примерно на 8%,
что связано с более высоким паросодержанием фреона
на выходе из испарителя (у Гачилова jc= 1, в опытах
#=0,6). Значения,1 йаиденные Гершзоном, ниже
полученных авторами (положение /) примерно на 20%. Это
объясняется наличием в исследованиях [2] перегрева
пара фреона после испарителя на 4—5°С.
Зависимость коэффициента'теплопередачи k от
перепада температур 9 между воздухом и температурой
кипения показана на рис. 5. Здесь же пунктиром дана
аналогичная зависимость, построенная по опытам
Гачилова. Опытные кривые авторов имеют в два раза меньший
уклон, чем Гачилова, что, очевидно, является
результатом затрудненной циркуляции воздуха в сравнительно
небольшом объеме шкафа. Путем измерения
термопарами температуры стенки трубки общий коэффициент
теплопередачи был расчленен на отдельные составляющие
по уравнению
где ан — коэффициент теплоотдачи, отнесенный к
наружной поверхности и к средней ее
температуре, ккал/(м2 • ч • град);
Еп — коэффициент эффективности ребристой
поверхности (определяли по методике [3]; он
оказался равным 0,91);
Теплоотдача при кипении аммиака
на горизонтальных трубах
А. В. КУПРИЯНОВА
Ленинградский технологический институт холодильной
промышленности
536.24
Аммиак широко применяется в холодильных
установках крупной и средней производительности, где
испарителями служат кожухотрубные аппараты с гладкими
трубами.
В печати опубликованы две работы [1, 2],
посвященные процессу теплопередачи в аммиачных кожухотруб-
ных испарителях, в которых содержатся сведения о
теплообмене кипящего агента.
Консли [1] испытывал испаритель промышленной
установки нри температурах кипения /о=— 9-5—23°С и
Р — степень оребрения испарителя, равная 21,6;
аа — коэффициент теплоотдачи от стенки трубки
к кипящему фреону-12, отнесенный к
внутренней поверхности, ккал/(м2 • ч • град).
Полученные таким образом величины коэффициентов
аа составляли 200—250 ккал/(м2 • ч • град), что
примерно соответствует опытным данным Богданова [4] для
весовой скорости фреона-12 около 20 кг/(м2 • сек) и
удельных тепловых нагрузок 450—1000 ккал/(м2-ч),
полученных в опытах авторов.
Математическая обработка результатов исследований
приводит к следующей зависимости:
для центрального расположения испарителя
&= 1,64+0,05 0—0,65 Л+1.12Л2;
для бокового расположения испарителя *
¦k= 1,49+0,05 9—0,65 h+ 1,12 h2.
Таким образом, в торговом холодильном
оборудовании коэффициенты теплопередачи и наружной
теплоотдачи испарителя существенно зависят от высоты его
расположения: с увеличением высоты теплообмен в
испарителях улучшается.
ЛИТЕРАТУРА
1. Гачилов Т. С. Исследование теплообмена в
испарителях малых холодильных машин,
работающих при естественной конвекции воздуха.
Диссертация, ЛТИХП, 1968.
2. Г е р ш з о н Д. Е. Испытание шкафа ШХ-0,8.
Отчет ВНИХИ, 1965.
3. Schmidt Т. Die Warmeleistung von berippten Ober-
flachen. Abhandl des DKV. Karlsruhe, 1950.
4. Б о г д а н о в С. Н. Теплообмен при кипении фрео-
нов внутри горизонтальной трубы. «Холодильная
техника», 1964, № 4.
тепловых нагрузках д=500-5-5000 ккал/(м2-ч).
Коэффициенты теплоотдачи, найденные пересчетом из
коэффициентов теплопередачи, не зависели от температуры
кипения. Для труб 0 31,7 мм были получены большие
коэффициенты тешюотда< я, чем для труб 0 50,8 мм.
Гоголин [2] выполнил подробное экспериментальное
исследование процессов теплопередачи и теплоотдачи в
кожухотрубном четырнадцатирядном (по высоте)
испарителе при /0=0~—25°С и <7=750-~3600 ккал/(м2-ч).
Диаметр труб 50/57 мм. Для определения
коэффициентов теплоотдачи на стороне рассола и аммиака были
применены термопары, позволявшие измерять перепад
температур между аммиаком и стенкой трубы и между
рассолом и стенкой трубы. Средние коэффициенты
теплоотдачи были найдены пересчетом по измеренным
коэффициентам теплопередачи. С понижением температуры
кипения коэффициенты теплоотдачи в опытах Гоголина
увеличивались.
Материалы этих двух работ ограничены
исследованными пределами изменения величин to и q, к тому же в
отношении влияния температуры кипения на
коэффициент теплоотдачи они в некоторой степени противоре-
40
чивы. В связи с недостаточностью сведений о
теплообмене аммиака представляется необходимым дальнейшее
изучение этого вопроса. При этом для того, чтобы
исключить возможные неточности определения коэффициента
теплоотдачи по коэффициенту теплопередачи, связанные
с погрешностями определения термического
сопротивления загрязнений и коэффициента теплоотдачи со
стороны рассола, процесс теплоотдачи со стороны кипящего
агента должен быть исследован самостоятельно.
Настоящая работа посвящена исследованию
процесса теплообмена при кипении технически чистого
аммиака на одиночных трубах и на пучке труб с целью
выявить влияние температуры кипения, теплового потока
и числа рядов в пучке на коэффициент теплоотдачи.
Экспериментальная установка, на которой
проводились опыты с одиночной трубой, отличалась от описан-
Одиночные трубы. На трубе № 1 было проведено две
серии опытов с целью определить коэффициент
теплоотдачи a=f(q) при разных значениях t0.
После окончания первой серии аммиак был выпущен
из установки и последняя была заново заполнена
аммиаком для проведения второй серии опытов.
На трубе № 2, кроме экспериментов по определению
зависимости а=/(<7, ^0), было исследовано влияние
направления изменения теплового потока на теплоотдачу.
Для стабилизации по времени процесса кипения до
начала измерений установка работала в течение 24—
36 ч.
Визуальные наблюдения и измерения позволяют
отметить наличие гистерезиса при переходе от кипения к
свободному движению и от свободного движения к
кипению. Коэффициенты теплоотдачи при одном и том же
тепловом потоке существенно различны в случае
ведения процесса в сторону увеличения или уменьшения q
(рис. 1). Причем это различие отмечается вплоть до
?=50000-7-100000 вт/м2.
Тепловой поток, при котором кипение прекращается
или имеются единичные центры парообразования,
зависит от температуры кипения и составляет 4200—
12000 вт/м2 при /0=+20-т—40°С (рис. 2).
Опыты, проведенные с трубами № 1 и 2 согласуются
между собой. На основании этого можно предположить,
что шероховатость поверхности в рассмотренном
интервале Rz не влияет существенно на коэффициент
теплоотдачи кипящего аммиака.
На рис. 2 представлены результаты двух серий
экспериментов с одиночной трубой № 1 при температурах
кипения —40, —20 и +20°С. Опыты проводились при
изной в работе [3] тем, что кипятильник, конденсатор и
соединительные трубопроводы были изготовлены из
нержавеющей стали. Для исследования теплообмена на
пучке была реконструирована установка, описанная в
статье [4]. Все медные детали и узлы были заменены
стальными. В качестве конденсатора был использован
стальной змеевик, опущенный в бак с водным раствором
этиленгликоля. Конденсация аммиака осуществлялась
Енутри труб. Поверхностями теплообмена во всех
опытах служили трубки непосредственного нагрева.
Установку заполняли аммиачным паром, поступавшим в
конденсатор из находящегося в вертикальном положении
баллона.
Условия проведенных опытов и характеристика
использованных поверхностей нагрева приведены в
таблице.
менении q от больших величин к меньшим. Пунктирные
линии представляют собой усредняющие данные для
фреона-22, полученные в Ленинградском
технологическом институте холодильной промышленности [5] на
трубе такого же диаметра и в той же экспериментальной
установке, что и в опытах с аммиаком.
Как видно из рис. 2, в области свободного движения
и слабого кипения коэффициенты теплоотдачи при /0 =
=—40-7- +20СС могут быть обобщены линией 1, для ко-
Рис. 1. Влияние направления изменения теплового
потока на теплоотдачу при кипении аммиака (t0=
= +20°С):
О, # — уменьшение q (первая и вторая серии
опытов); Д — увеличение q.
Поверхность
теплообмена
Одиночная труба
№ 1
Одиночная труба
N° 2
Пучок труб
(шахматный), шаг
в пучке s =
=24,1 мм
Материал
Ст. 3
Нержавеющая сталь
Нержавеющая сталь
Наружный
диаметр трубы
d, мм
5
6
17,7
Толщина
стенки трубы, мм
0,3
0,2
0,3
Длина трубы,
мм
90
92
290
Шероховатость
поверхности Rz , |х
6,02
2,6
0,95
q, вт/м*
600—72000
440—91400
680—11000
и, °с
—4О--+20
—4О-+20
—254-f20
41
JU
6
ll
*,
t^
^
JO3
3
в
4
3
Ы
U"
/
D 1 I
Li*1*
n°Gi<
M
ж
4-r"
•
1 \/
Tl
Щ
Л' 1
-44
/ x
те?й
k,p"^
-14 iV
TV
v»
" ]
¦ у
'.to,
/
'
и
ш
1 Kl 1
лч 1 \У
У
—
,>' I >
,<
1 w
owl
if^ ы
т1
лУ
1
—1 ff
1
/
1
j^fVi
•y
,/
4$r
11 i
/ 2. f °n
?рия серия Lo> ь
• о + Я7
¦ a -20
^ д -4tf
'
>
^
^
;c
>
'w
*tj
ы
^1
II IN
I
J 4 fi 8 10u
3 4 5 6
r 6m/m2
Рис. 2. Коэффициенты теплоотдачи при кипении аммиака
на одиночной трубе X* 1: *
/ — а=215 ?°<2 ет/(м*-град); 2 — а-3,4 <Л7; 5 — а =
= 2,7 ^0.7. 4 _ а = 2,0 ^7; аммиак;
фреон-22.
торой a-я0-2. В области развитого кипения
интенсивность теплообмена растет с повышением температуры
кипения и можно принять a~q°>7 (линии 2—4). Во втором
случае опытные точки вблизи линии свободного
движения при *0= f 20°С идут круче, а при г0 = —40°С положе
усредняющих линий. По-видимому, это связано с тем
что в области q= E-S-20) • 103 еще нет
стабилизированного режима развитого кипения.
Для свободного движения капельных жидкосэй у
горизонтальной трубы Михеева [6] рекомендует
критериальную зависимость, которая в размерном виде при
небольших перепадах температур поиводится к
выражению
а = 74,5 q0'2 &
-0,2
A)
eml(M2 • град),
из которого для трубы d=5,l мм получаем
a = 215q0'2 вт!(м2 • град). B)
Уравнение B) соответствует прямой / на рис. 2,
достаточно хорошо усредняющей наши опытные данные.
Следовательно, для расчета а аммиака при свободном
движении можно рекомендовать уравнение A).
Для области развитого кипения влияние давления и
теплового потока, соответствующее линиям 2—4,
выражается формулой
a=2,2q°>7 /А21 вт1(лР . град). C)
Результаты опытов в области развитого кипения
сопоставлялись с результатами расчетов по обобщенным
критериальным уравнениям Кружилина, Кутателадзе,
Лабунцова. Расчет по всем перечисленным уравнениям
дает более высокие значения коэффициентов
теплоотдачи по сравнению с опытными.
Опытные данные, обработанные в системе критериев
Кутателадзе, дают уравнение с постоянным множителем
5,9- 10 4, меньшим, чем для воды G- 10~4 [7]).
Nu* = 5,9.10-4Re2'7 Pr0'35 К°р>\
D)
где
* i у у— т"
ReJH=-JL_l/_^_.
гТч V T'—V
Ко
VT^F
¦Г)
А, — теплопроводность жидкости;
Gf — коэффициент поверхностного натяжения;
у^ — удельный вес насыщенной жидкости;
У — удельный вес насыщенного пара;
г — скрытая теплота парообразования;
v — кинематическая вязкость жидкости.
Процесс кипения фреона-22 начинается и
прекращается при меньших тепловых потоках, чем у аммиака,,
что обусловлено, главным образом, меньшим
поверхностным натяжением фреона. Несмотря на это,
интенсивность теплообмена аммиака, как видно из рис. 2, до
определенного значения q выше, чем у фреона-22. Жидкий
аммиак имеет более высокую теплопроводность, чем
фреон-22, поэтому при малых значениях q, когда кипение"
фреона развито слабо, процесс передачи тепла в
аммиаке идет более интенсивно.
Когда процесс кипения фреона становится весьма
значительным, теплоотдача фреона и теплоотдача
аммиака сравниваются, а при г0=+20сС теплоотдача
фреона-22 даже превышает теплоотдачу аммиака. Здесь
сказывается также большая степень влияния давления на
теплоотдачу при кипении фреона-22 (при равных
значениях t0 приведенное давление у фреона больше, чем у
аммиака).
В области t0 =—20~—40°С и ^=1000^-5000 зт/м2
аам больше аф_22 в 1,2—2,2 раза: при с7 = 8000-г-
1300 вт/м2 коэффициенты теплоотдачи сравниваются.
При г0=+20°С и <7>5000 вт/м2
V22
1,5.
Пучок труб. В опытах обогревали 20 труб
пучка. Коэффициенты теплоотдачи определяли для
шести труб, указанных на представленной на рис. 3 схеме
расположения труб в пучке.
U
hrh^rir
-d.
fw
i>
4
*з.
Ф-
!
^,
у
\s\^J**
А
\>У
А
у
у
у
у
to
»'
|
^У
п
Wg
\\А
j-^Y |
\г
А\К
тг
у
А
ш
А
6W
5 8 8 103
3 *
б 8 W* г
а. *т/м2
Рис. 3. Средние коэффициенты теплоотдачи
при кипении аммиака на пучке труб:
А — t0 = — 25°С; О — 'о = — 20°С; ? -
f0 =—Ю°С; Ло— г0 = 0°С; « — г0= + 10°С;
V — ^о=+20°С; 1,2,3 — одиночная труба,
аммиак [1—a=167 q0'- вт/(м2 • град); 2 —
*о=+20°С; 3 -- го—20°С]; пучок
труб, фреон-22.
ш
Термопары для измерения температуры стенки были
установлены в четырех точках среднего (по длине)
сечения каждой трубы на поверхности поршней, плотно
прилегающих к ее внутренней поверхности. Для
сопоставления на этом же пучке были проведены опыты с фрео-
ном-22. Результаты измерений показывают, что так же,
как и для одиночной трубы, процесс кипения аммиака на
исследованном пучке и в рассмотренном интервале q
и t0 был менее интенсивен, чем процесс кипения
фреона-22, и характеризовался небольшим числом
действующих центров парообразования.
Влияние рядов на интенсивность теплоотдачи
аммиака проявлялось очень слабо, причем так же, как и для
фреона-22, оно оказалось наиболее существенным при
/о=—25°С и наименьших опытных значениях q.
При ^о=+20°С средние коэффициенты теплоотдачи
пучка имеют максимальное отклонение от а отдельных
рядов ±10%.
При /0=—25°С и #< 6000 в г/ж2 изменение а по рядам
оказалось более существенным.
На рис. 3 приведены средние для пучка
коэффициенты теплоотдачи аммиака. Они определены как средние
арифметические из опытных значений а для каждого из
шести рядов пучка. Линия / соответствует уравнению
A), которое для трубы d=\7,7 мм приобретает вид
а = 167#0'2 вт1(м2 • град). E)
Линии 2 и 3 представляют собой опытные данные
для одиночной трубы в области развитого кипения.
Для /о=-г20°С средние значения а
удовлетворительно согласуются при <7^2000 вт/м2 с линией /, а при
д>2000 с линией 2. В области </<6000 вт/м2 средние
коэффициенты теплоотдачи растут с понижением
температуры кипения. При этом в интервале /о = —25ч—10°С
изменение коэффициента теплоотдачи сравнительно
невелико и его можно принимать для этих температур
кипения приблизительно одинаковым (неточность 6%).
Как указывалось выше, подобный результат был
получен Консли [1] для to=—9-.—23°С. При повышении
температуры кипения от 0 до 20°С ее влияние на
теплоотдачу становится более сильным.
Уменьшение теплоотдачи с повышением to было
отмечено Гоголиным [2].
Обратная зависимость между температурой кипения
и коэффициентом теплоотдачи, видимо, связана с
ростом интенсивности конвективного теплообмена при
низких температурах кипения и большей его относительной
ролью в общем процессе теплообмена при малых
тепловых потоках.
Действительно, количество пара, получающееся при
определенной тепловой нагрузке и, температуре
кипения <г0 определяется величиной
Gn = — m*I(j#.4)9
г
где v" — удельный объем насыщенного пара.
Если тепловая нагрузка остается постоянной, то
Gn
сС.6т/(мг-град)
-20°С ^-20 г+20 0,6236 • 283,6
V +20°С
' + 20'
-20
0,149-317,3
-3,74,
т. е. при понижении температуры кипения с +20 до
—20°С объем пара, приходящийся на единицу
поверхности, увеличивается приблизительно в 4 раза. Если
учесть, что число центров парообразования при
понижении г0 резко уменьшается, то, очевидно, размеры
пузырей и их скорость подъема должны возрасти, что и
приводит к большей турбулизации жидкости паровыми
пузырями и росту скорости циркуляции.
С ростом тепловой нагрузки влияние температуры
кипения на теплоотдачу уменьшается и кривые а=/(<7)
при разных значениях г0 сближаются. Можно предполо-
louu
то
woo
750
500
—^
7
~7~—
г
Кя00ЯЛ^
—^^^
j
>^^-J
•30
-20
10
00,о
Рис. 4. Влияние температуры кипения на коэффициент
теплоотдачи при кипении аммиака и фреона-22 на пучке
труб при <7 = 2000 вт/м2:
1 — аммиак, данные автора; 2 — аммиак, данные Гого-
лина [2]; 3 — фреон-22, данные автора.
жить (судя по характеру кривых на рис. 3), что при
д>104 зависимость а от t0 станет прямой.
В этих условиях роль процесса собственно
парообразования становится определяющей, влияние конвекции
менее существенным и теплоотдача пучка может
подчиняться общим закономерностям теплообмена при
кипении на одиночной трубе.
Для проверки вышесказанного необходимо иметь
количественные данные о размерах и скорости подъема
аммиачных пузырей, а также расширить
экспериментальные сведения для пучков на область q>\0A вт/м2.
На рис. 4 представлена зависимость средних величин
коэффициентов теплоотдачи аммиака (линия 1) и
фреона-22 (линия 3) от температуры кипения при о —
= 2000 вт/м2. Характер влияния температуры кипения
для аммиака согласуется с данными, полученными по
формуле Гоголина [2] при диаметре трубок 38 мм
(линия 2).
Опытные данные по кипению фреона-22 на
пучке труб в области развитого кипения до q= 104 вт/м2
обобщаются уравнением
а= 1,88?0'7 /А42 вт!(м2 • град).
F)
Нижний предел q зависит от температуры кипения и
при —27°С составляет 1700 вт/м2, при +20°С—350 вт/м2.
Средние опытные величины а для фреона-22 при /о=
=—27 и +20°С даны на рис. 3. При г0=— 25°С и
тепловых потоках ?=700-г-3500 вт/м2, характерных для
работы холодильных аппаратов, теплоотдача при кипении
аммиака на пучке в 1,5—2 раза выше, чем при кипении
фреона-22. С увеличением q и повышением t0 различие в
коэффициентах теплоотдачи аммиака и фреона-22
уменьшается. При /0=+20°С интенсивность теплообмена у
фреона-22 даже в области малых значений q становится
большей, чем у аммиака. При ^>6000 вт/м2
коэффициенты теплоотдачи этих агентов сравниваются и для
низких температур кипения. Частично причины различных
соотношений между их коэффициентами теплоотдачи в
разных условиях были рассмотрены выше при изложении
результатов экспериментов с одиночной трубой. Здесь
еще добавляется различное влияние пучка на кипение
этих жидкостей из-за большого числа действующих
центров и меньших отрывных размеров пузырей фреона-22
в сравнении с аммиаком.
Выводы
Коэффициенты теплообмена аммиака на одиночной
трубе в области свободного движения и слабого
кипения подчиняются уравнению A), а в области развитого
кипения уравнению C).
43
Влияние гистерезиса при кипении аммиака
проявляется при всех исследованных значениях tQ и охватывает
область от <7=50О0 ДО <7=50000ч-100000 ет/м2. Начало
и прекращение кипения соответствует большим
величинам q, чем для фреона-22.
При кипении аммиака на пучке труб изменение
коэффициента теплоотдачи по рядам менее значительно, чем
при кипении фреона-22 и в наибольшей степени
сказывается при низких температурах кипения и малых
тепловых потоках.
В области 700<<7<6000 средние значения а пучка
увеличиваются с понижением t0, причем наибольшее
влияние температуры проявляется в интервале 0—20°С.
Влияние to на а уменьшается с ростом q.
Для условий работы холодильных испарителей (^о=
=—254—10°С и <7=7O0-f-3500 вт/м2) теплоотдача
аммиака в 1,5—2 раза выше, чем у фреона-22. С
увеличением q к t0 различие* в а уменьшается и при
определенных условиях величины аф_22 оказываются более
высокими, чем величины аам.
ЛИТЕРАТУРА
1. Cons ley I. С. «Refr. Engng.». 1938, Vol. 35, No. 6.
p. 409.
2. Цыдзик В. Е.( Б ар мин В. П., Вейн-
берг Б. С. Холодильные машины и аппараты. М.,
Машгиз, 1946.
З.Данилова Г. Н., Куприянова А. В.
Теплообмен при кипении фреонов-С318 и 21. В сб.
«Холодильная техника и технология», вып. 8. Киев,.
«Техшка», 1969.
4. Б е л ь с к и й В. К. Исследование теплообмена при
кипении фреона-12 на пучке трубок и одиночных
очехленных трубках. «Холодильная техника», 1970,
№ 2.
5. Д а н и л о в а Г. Н. Теплообмен при кипении фрео-
нов. Докторская диссертация. Л., ЛТИХП, 1968.
6. М и х е е в а И. М. Теплоотдача при свободном
движении различных жидкостей. Теплопередача и
тепловое моделирование. М, Изд-во АН СССР, 1959.
7. К у т а т е л а д з е С. С. Основы теории теплообмена.
М.~Л., Машгиз, 1962.
Уважаемые читатели!
ВСЕСОЮЗНЫЙ ИНСТИТУТ НАУЧНОЙ И ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ ИЗДАЕТ
ИНФОРМАЦИОННУЮ ЛИТЕРАТУРУ ПО ВСЕМ ОСНОВНЫМ ВОПРОСАМ НАУКИ
И ТЕХНИКИ.
В изданиях ВИНИТИ — Реферативном журнале, Экспресс-информации, сборниках
«Итоги науки и техники», Сигнальной информации и других — помещаются рефераты,
аннотации, обзоры, библиографические и патентные описания, охватывающие мировую
литературу по естественным и техническим наукам, издающуюся в 117 странах мира
на 65 языках.
ЧИТАЙТЕ, ВЫПИСЫВАЙТЕ, ИСПОЛЬЗУЙТЕ!
Реферативные журналы: «Насосостроение и компрессоростроение», «Холодильное
машиностроение», «Оборудование пищевой промышленности», «Вопросы технического
прогресса в машиностроении», «Коммунальное, бытовое и торговое оборудование»,
«Экономика промышленности» F выпусков) и др.
Индексы Союзпечати: 71884—887; 171894—897; 71784—787; 71832—835; 71646—649
и др.
Экспресс-информацию: «Мясная и молочная промышленность»; «Надежность
и контроль качества»; «Пищевая промышленность»; «Рыбная промышленность» и
другие серии.
Индексы Союзпечати: 72148—149; 72150—151; 72164—165; 72212—213 и др.
«Итоги науки», серия «Оборудование пищевой промышленности», 1970 г.
Заказы на Сигнальную информацию, «Итоги науки и техники», реферативную
и библиографическую картотеки, труды по научной информации и другие издания
принимаются по адресу: г. Л ю б е р ц ы-10, Московской обл., Октябрьский
проспект, 40 3, Производственн о-и здательский комбинат
ВИНИТИ, отдел распространения. Тел. 271-90-10, доб. 26—2?.
Там же можете подробно ознакомиться со всей интересующей Вас литературой
по своей специальности и получить проспекты.
ОБМЕН ОПЫТОМ
О модернизации клапанов холодильных .компрессоров с ходом поршня 130 мм
В 1968 г. московский завод «Компрессор»
наладил выпуск компрессоров с
модернизированными нагнетательными клапанами,
а с 1970 г. компрессоры базы АУ200
(ход поршня 130 мм, диаметр цилиндра
150 мм) выпускаются с новыми
всасывающими клапанами*. До организации
серийного производства большая партия новых
всасывающих и нагнетательных клапанов прошла
эксплуатационные испытания на ряде
объектов (Бауманская и Бескудниковская
плодоовощные базы, Дорхимзавод и кондитерская
фабрика «Рот-Фронт» в г. Москве,
холодильник № 2 и мясокомбинат в г. Минске и др.)-
Наблюдения за работой новых клапанов,
проводимые с 1967 г- ВНИИхолодмашем,
подтвердили их высокую эксплуатационную
надежность. Количество отказов пластин
сократилось у нагнетательных клапанов в ~15 раз,
у всасывающих — в ^5 раз. Общая же
безотказность (наработка на отказ) компрессора
АУ200 возросла приблизительно в 7 раз и
составляет около 2000 ч.
621.646
производительные простои холодильного
оборудования, вызывавшие нарушение
технологического режима предприятий, снизились
затраты на ремонты.
Случайные отказы (поломки пластин
клапанов в подавляющем большинстве являются
случайными отказами) могут явиться причиной
других, зависимых, зачастую более тяжелых
отказов, например задиров гильз*.
Статистика показывает, что в среднем на 10—12
поломок клапанных пластин приходится один
задир гильзы.
В результате самых простых расчетов,
основанных только на сокращении объема разбо-
рочно-сборочных работ с целью замены
пластин компрессора (без учета сокращения
простоев, прекращения нарушений
технологических режимов, уменьшения зависимых отказов,
а также повышения удельной эффективной хо-
лодопроизводительности), установлено, что
трудозатраты в год на один компрессор
АУ200 снижаются на 65—70 чел.-ч.
В таблице приведены сравнительные данные
по частоте отказов старых и новых клапанов.
Параметры
АУ200
всасывающий клапан
(московские
плодоовощные базы)
новый
старый
нагнетательный клапан
(Минский
мясокомбинат)
новый
старый
АВ100
нагнетательный клапан
(Минский холодильник
№ 2)
новый
старый
Количество компрессоров
Усредненная наработка компрессоров, ч
Количество отказов пластнн клапанов
Среднее количество отказов пластин клапанов,
приходящихся на один цилиндр, за 1000 я
работы компрессора
5
1520
4
0,13
3980
42
0,34
2
4396
2
0,06
б
11543
188
0,68
б
9580
4
0,034
7
590
5
0,63
С повышением работоспособности клапанов
прекратились непредвиденные остановки и не-
* Серийное производство клапанов организовано на
специализированном заводе «Венибе» (г. Укмерге,
Литовская ССР) по чертежам для централизованного
производства, разработанным ВНИИхолодмашем.
В результате модернизации не только
снизилась общая частота отказов компрессоров,
но и произошло перераспределение структуры
* Э. М. Б е ж а н и ш в и л и, Ю. В. Пермяков. К
расчету потребности в запасных частях для
холодильных компрессоров. «Холодильная техника», 1970, № 5,
45
отказов. Па диаграммах (рис. 1) показаны
структуры отказов компрессора АУ200 со
старыми и новыми клапанами (по
эксплуатационным данным на Бауманской плодоовощной
базе).
Все детали старых всасывающих и
нагнетательных клапанов, в том числе и пластины,
не могут быть заменены соответствующими
деталями модернизированных клапанов.
Для старых клапанов выпускаются только
пластины.
Новые (АУ20О-Ц2О-03-00М) * и старые
(АУ200-20-03-ООК) всасывающие клапаны в
сборе полностью взаимозаменяемы.
Новые (АУ200-Ц41-ООМ) и старые (АУ200-
41-00) нагнетательные клапаны в сборе
невзаимозаменяемы. Поэтому при замене
нагнетательных клапанов в сборе или их седел и
розеток, установленных на компрессорах
АВ100, АУ200, АУУ400, ДАУ50, ДАУУ100,
22ФВ100, 22ФУ200, выпущенных до 1968 г., на
модернизированные следует также заменить
одну старую буферную пружину на две новые
(АУ200-00-12Л и АУ20О-00-25) и старые
фонари на новые (АУ200-00-10М). Для этого
требуется расточить старые, как показано на
рис. 2, или заказать новые верхние крышки
(АУ200-00-02К).
Установка новых нагнетательных клапанов
может быть произведена и без замены
буферных пружин и фонарей. В этом случае
вытачивают и устанавливают на фонаре шайбу и
рассверливают в фонаре два штифтовых
отверстия (рис. 3).
Для того чтобы заменить всасывающие
клапаны в сборе, установленные на тех же
компрессорах, или их седла и розетки, нужно
заказать модернизированные всасывающие
клапаны (АУ200-03-00М).
С января 1970 г. московский завод
«Компрессор» устанавливает на указанных
компрессорах поршни из алюминиевого сплава.
При замене чугунных поршней старых
компрессоров на поршни из алюминиевого сплава
следует во избежание отрыва всасывающего
клапана от поршня применять новые,
удлиненные болты (АУ200-20-08Л) для крепления
клапана к поршню.
Рис. 1. Диаграммы структуры отказов компрессора
АУ200:
а — со старыми нагнетательными и всасывающими
клапанами (три компрессора, общая наработка
20802 ч, 29 отказов); б — с модернизированными
нагнетательными и всасывающими клапанами (три
компрессора, общая наработка 24535 ч, 13 отказов); / —
пластины всасывающих клапанов; 2 — пластины
нагнетательных клапанов; 3 — сальники; 4 —
вкладыши; 5 — элементы приводкой муфты; 6 — поршневые
кольца; 7 — прочие элементы.
III.
LLU
/1.
Г
, у» .
'ИГ
1Ь->
Ф$0_
SlfTl
_JJliJ
Рис. 2. Эскиз расточки верхней крышки цилиндров
(под диаметр 94 мм).
В скобках указаны номера рабочих чертежей.
46
Рис. 3. Эскиз установки шайбы и
рассверловки фонаря:
/ — шайба; 2 — фонарь.
Высокая надежность модернизированных
клапанов и эффективность их применения в
компрессорах с диаметром цилиндра 150 мм
позволили разработать новые нагнетательные
клапаны аналогичной конструкции для
компрессоров с диаметром цилиндров 190 мм
(компрессоры ФУ 175, ФУУ350, БАУ200).
В настоящее время эти клапаны
(ФУ175-Ц41-00М) также централизованно
выпускаются заводом «Венибе».
В компрессорах с диаметром цилиндров
190 мм старые клапаны заменяются на новые
так же, как и в компрессорах с диаметром
цилиндров 150 мм.
Э. М. БЕЖАНИШВИЛИ, И. Г. ХАЗАНОВ —
ВНИИхолодмаш
КРИТИКА И БИБЛИОГРАФИЯ
О некоторых ошибках в полезной брошюре
Н. П. Онищенко. Техника безопасности при обслуживании аммиачных холодиль
ных установок. Изд. 2-е. Мч «Машиностроение», 1969. Цена 28 коп.
I.
Брошюра предназначена в качестве практического
руководства для машинистов аммиачных холодильных
установок.
В издании такого материала ощущалась большая
потребность. Он должен был служить пояснением к
трудно запоминающимся машинистами «Правилам
техники безопасности на аммиачных холодильных
установках» (издание ВНИХИ, 1967).
В девяти разделах брошюры изложены основные
положения техники безопасности на аммиачных
холодильных установках компрессионных систем и правила их
эксплуатации, описаны приборы автоматического
регулирования и контроля, применяемые на аммиачных
холодильных установках, приведены противопожарные
мероприятия и способы оказания первой медицинской
помощи.
Однако в тексте брошюры содержатся ошибочные
положения, противоречащие «Правилам техники
безопасности на аммиачных холодильных установках».
Так, на стр. 6 указано, что на всех компрессорах
современных холодильников должны быть установлены
реле высокого давления. Отсюда можно сделать вывод,
что на компрессорах холодильников старой постройки
устанавливать реле высокого давления не обязательно.
Это противоречит § 100 Правил.
Автор утверждает, что машинное отделение
располагают только на первом этаже производственного здания
(стр. 7), однако согласно Правилам (§ 145) машинное
отделение холодильной установки группы Б можно
располагать и в подвале.
Рисунки 1 и 3, на которых изображены
вертикальный кожухотрубныи кснденсатор и кожухотрубныи
вертикальный испаритель, не иллюстрируют требований
Правил и ТУ. Перед манометрами, установленными на
конденсаторе и ресивере, нет вентилей, необходимых для
контрольных проверок и ремонта манометров. На
выходном штуцере линейного ресивера нет запорного
вентиля. На ресивере не показан воздухоотделитель и
маслосборник. Трехходовой переключающийся вентиль
присоединен к конденсатору через два штуцера.
Поплавковые регулирующие вентили ПРВ (рис. 2, 3
и стр. 25) названы парорегулирующими вентилями. На
кожухотрубном испарителе установлен манометр, тогда
как согласно Правилам требуется установка мановаку-
умметра. У дистанционного указателя уровня жидкого
аммиака нет запорных вентилей, необходимых для
отключения его в период ремонта. Вентиль,
расположенный на входе жидкости в ПРВ, не соединен с
жидкостным трубопроводом. Установлены два
предохранительных клапана без трехходового переключающегося
вентиля.
На вертикальном испарителе (рис. 3) ПРВ показан
без газовой уравнительной линии с запорным вентилем
на ней, необходимым для отключения ПРВ в периоды
ремонта; у маслособирателя нет штуцера с вентилем
для выпуска масла.
На стр. 12 читаем: «Пружинный предохранительный
клапан должен открываться при разности давлений
16 кГ/см2 и быть полностью открытым при давлении
18.4 кГ/см2. На этой перепускной линии запорных
приспособлений не ставят. При превышении разрешенного
рабочего давления предохранительный клапан должен
открываться и выпускать аммиак в атмосферу».
Из приведенного абзаца неясно, где установлен
предохранительный клапан, с чем соединена перепускная
линия и откуда через предохранительный клапан
должен выпускаться аммиак в атмосферу.
Далее сказано, что предохранительные клапаны
аппаратов и сосудов должны быть отрегулированы на
начало открывания при избыточном давлении на
нагнетательной стороне 18,5 кгс/см2, а на стороне всасывания
12.5 кгс/см2. Согласно Правилам (§ 60) эти клапаны
должны быть отрегулированы на начало открывания
при избыточном давлении на нагнетательной стороне
18 кгс/см2, на всасывающей 12 кгс/см2.
Там же утверждается, что предохранительные
клапаны проверяют не реже двух раз в год. Правилами
(§ 203) предусматривается проверка их не реже одного
раза в 12 месяцев, а также во время производства
ремонта.
Рекомендуется (стр. 20) регулировать давление в
масляном трубопроводе компрессоров на 0,5—1 кгс/см2
выше давления всасывания компрессора. Это неверно,
поскольку давление в масляной системе регулируется не
по давлению всасывания компрессора, а по давлению
в картере. Кроме того, величину разности давлений
принимают по заводским инструкциям, так как она зависит
от конструктивных особенностей компрессора. Для
компрессора, например марки АУ-300, эта величина
находится в пределах 1,0—1,2 кгс/см2.
При пуске компрессора автором рекомендуется
одновременно открыть нагнетательный вентиль и закрыть
перепускной (стр. 23). Однако это может привести к
аварии. Перепускной вентиль закрывают, предварительно
открыв нагнетательный вентиль компрессора.
Неверно утверждение (стр. 27), что по заданной
температуре кипения аммиака устанавливают
соответствующую температуру нагнетаемых паров аммиака.
Температура нагнетаемых паров зависит не только от
температуры кипения, но и от температуры конденсации.
В действительном процессе температура нагнетания
зависит также от степени охлаждения цилиндров и
состояния компрессора.
В разделе «Техника безопасности при эксплуатации
аппаратов и вспомогательного оборудования» на рис. 6
изображен маслоотделитель старой конструкции марки
ОМ, снятый с производства 20 лет назад. Следовало бы
привести наиболее распространенный маслоотделитель
47
марки ОММ с промывкой нагнетаемых паров в жидком
аммиаке.
Для предотвращения замерзания рассола в трубах,
кожухотрубного испарителя при прекращении
циркуляции рассола автор рекомендует (стр. 32) немедленно
прекратить подачу жидкого аммиака в испаритель.
Однако если при этом не прекратить отсос паров аммиака
из испарителя, то рассол замерзнет через 7—10 мин.
На стр. 46 требуется удалять масло из
конденсаторов раз в месяц, а на стр. 30 — 2—3 раза в месяц.
Предельная норма заполнения баллонов аммиаком
указана 0,57 кг/л (стр. 84), а в Правилах (§ 193) до
0,5 кг/л.
В разделе «Техника безопасности при продувке
батарей горячими парами аммиака и наполнения системы
аммиаком» для присоединения аммиачных баллонов к
коллектору регулирующей станции рекомендуется
применять резиновые шланги (стр. 84 и 85). Правила
(§ 190) запрещают применять резиновые шланги для
присоединения баллонов к коллектору регулирующей
станции, так как это может привести к авариям.
Следовало бы дать схему слива аммиака в систему
из баллонов, выполненную в соответствии с § 189 и 190
Правил.
В разделе «Меры предупреждения аварий» указано,
что температура всасывания должна быть выше
температуры кипения аммиака на 1—10°С (стр. 87). Это
противоречит Правилам (§ 224), требующим для
предотвращения опасного влажного хода компрессора
поддерживать перегрев в пределах 5—15°С.
Излишни рекомендации на стр. 88 о необходимости
хорошей изоляции трубопровода для удаления из
системы воздуха и неконденсирующихся газов.
Указано, что ресиверы линейные и циркуляционные
допускается заполнять на 70% их емкости (стр. 91,
табл. 6). Правилами (примечание к табл. 1 в
приложении 5) допускается заполнение этих ресиверов до 80%.
Перед предохранительным клапаном, находящимся
на аппарате, для удобства ремонта и проверки
разрешается устанавливать запорный вентиль,
опломбированный в открытом положении (стр. 92). Это грубое
нарушение Правил (§ 57), которые запрещают установку
запорных органов между аппаратом и
предохранительным клапаном.
На стр.* 94 приведено подробное описание устройства
вспрыска жидкого аммиака в цилиндры компрессоров и
даны указания о монтаже этого устройства. Это также
грубое нарушение Правил (§ 89 и 225), запрещающих
вспрыск жидкого аммиака в цилиндры компрессоров во
избежание гидравлических ударов. Кроме того, при
вспрыске жидкости смывается масло с поверхности
цилиндров, что ухудшает их смазку.
В разделе «Технический надзор за холодильным
оборудованием» приведены нормы испытаний систем
холодильной установки давлением воздуха (стр. 102 и 103),
не соответствующие аналогичным нормам Правил
(§ 75).
Допущенные автором брошюры ошибки и неточности
снижают ценность этого полезного пособия.
И. М. СЛИЗОВСКИЙ — Московское
специализированное пуско-наладочное управление треста «Оргпище-
пром»
II
Надежность работы холодильных установок зависит
от соблюдения обслуживающим персоналом правил их
эксплуатации и требований техники безопасности.
Брошюра Н. П. Онищенко «Техника безопасности
при обслуживании аммиачных холодильных установок»
содержит ряд положений, не соответствующих
действующим «Правилам техники безопасности на аммиачных
холодильных установках» (издание ВНИХИ, 1967).
Указано, что температура воды на выходе из
рубашек цилиндров компрессора не должна превышать 35—
40°С (стр. 23), в § 215 Правил — не более 45°С.
Отмечена недопустимость повышения температуры
нагнетания свыше 110°С (стр. 24), в то время как в § 225
Правил разрешается эксплуатировать компрессоры при
температурах нагнетания до 150°С (горизонтальные
тихоходные компрессоры старых марок до 135°С).
Рекомендации по сливу жидкого аммиака из
всасывающих трубопроводов (стр. 93—94) игнорируют § 93
Правил.
В разделе «Продувка и испытание холодильных
установок» (стр. 102—103) разъяснения по выполнению
работ не соответствуют нормативным требованиям
Правил (§ 76—79).
В брошюре дается ряд рекомендаций,
противоречащих опыту эксплуатации аммиачных холодильных
установок.
Так, на стр. 35—36 описан порядок обслуживания
отделителя жидкости. При этом нет четкого различия
между спецификой работы отделителя жидкости в насосных
и безнасосных системах. Рекомендуется, в частности,
при переполнении циркуляционного ресивера,
выполняющего функции и отделителя жидкости, закрывать
регулирующий вентиль. Однако на практике этого не
делают, поскольку соленоидный вентиль на трубопроводе
подачи жидкого аммиака в ресивер закрывается при
срабатывании верхнего контакта указателя уровня
жидкости на ресивере.
Если предусматривается переливной трубопровод из
отделителя жидкости, то этот трубопровод
подсоединяют не к дренажному ресиверу, а к защитному, как
рекомендовано ВНИХИ для безнасосных систем.
На стр. 42 написано, что при прекращении подачи
электроэнергии все электродвигатели должны быть
выключены. Однако правилами эксплуатации
предусматривается такая компоновка электрической схемы
холодильной установки, которая исключает возможность
самозапуска компрессоров после срабатывания хотя бы
одного из приборов защитной автоматики. Пуск схемы
(компрессоров) возможен только после ручной дебло-
кировки защит. При этом необходимо закрыть
регулирующий и всасывающий вентили, а в некоторых случаях
и нагнетательный вентиль на компрессоре.
Во избежание гидравлического удара при
переполнении системы аммиаком часть его автором
рекомендуется перепустить из компрессора в запасные ресиверы или
баллоны (стр. 89). Обычно лишний аммиак выпускают
из конденсатора.
Несмотря на то, что брошюра издана
переработанной и дополненной, в ':ей содержатся устаревшие
сведения по эксплуатации горизонтальных компрессоров
(стр. 21—23), системам заправки масла (стр. 24),
порядку пуска и эксплуатации компрессоров
двухступенчатого сжатия (стр. 24—25), применяемым смазочным
маслам (стр. 43), приведены в качестве примера снятые
с эксплуатации компрессоры (стр. 34, 46).
Подобных упущений можно было бы избежать, если
бы к редактированию были привлечены сотрудники
головных научно-исследовательских институтов
холодильной промышленности — ВНИХИ и ВНИИхолодмаша.
Канд. техн. наук В. М. ШЛЯХОВЕЦКИЙ —
Краснодарский политехнический институт
48
Шалва Николаевич Кобулашвили
4 октября 1970 г.
скоропостижно
скончался директор
Всесоюзного
научно-исследовательского
института холодильной
промышл е н н о с т и,
главный редактор
журнала
«Холодильная техника»,
почетный член
Международного института
холода Шалва
Николаевич Кобулашвили.
Шалва Николаевич
родился 30 апреля
1899 г. в семье
крестьянина в селе Гагу-
лечи Кутаисского
округа Грузинской ССР.
В 1914 г. он поступил
в Бакинское
техническое училище, которое окончил в 1920 г., получив
специальность техника-строителя. В 1922 г. Шалва
Николаевич становится студентом Бакинского
политехнического института, а с 1925 г. — Московского высшего
технического училища им. Н. Э. Баумана, которое
окончил в 1930 г.
Трудовая деятельность Ш. Н. Кобулашвили началась
в 1921 г. в Баку, где он работал техником-строителем.
Работать по холодильной специальности Шалва
Николаевич начал будучи еще студентом МВТУ. В 1928 г. он
поступил на завод «Котлоаппарат» (ныне завод
«Компрессор») конструктором технического отдела, а в
1929 г. стал главным инженером боенского
холодильника.
С 1930 г. Ш. Н. Кобулашвили начал работать во
ВНИХИ. В то время институт находился в стадии
организации и Шалва Николаевич сыграл огромную роль в
его становлении и развитии. Им был разработан проект
оборудования здания ВНИХИ, осуществленный под его
руководством в 1935 г.
Являясь руководителем механического сектора
ВНИХИ, Шалва Николаевич много сил и труда отдавал
организации научных исследований холодильного
оборудования. Он творчески относился к работе, проявляя
большие способности к научному предвидению и
изобретательству. В это время им созданы аммиакомер,
беззмеевиковый промежуточный сосуд,
воздухоотделитель, вертикальный оросительный конденсатор,
низкотемпературная батарея. В 1939 г. Шалва Николаевич
стал заместителем директора ВНИХИ по научной
работе.
Наиболее полно развернулись его споссбности
организатора в годы Великой Отечественной войны, когда
он был назначен начальником машиностроительного
треста «Мясомолмаш», предприятия которого
выпускали боеприпасы для фронта.
В 1943 г. Ш. Н. Кобулашвили вступил в ряды
Коммунистической партии Советского Союза.
В июне 1944 г. Шалва Николаевич становится
директором ВНИХИ. Вскоре его командировали в США для
приемки закупаемого оборудования, затем в
Германию в качестве уполномоченного Минмясомолпрома. В
1948 г. Шалва Николаевич вновь вернулся к исполнению
обязанностей директора ВНИХИ. В этой должности он
проработал более 20 лет.
Шалва Николаевич много сделал для развития
отечественной холодильной техники и повышения уровня
научной работы во ВНИХИ. Он принимал
непосредственное участие во многих научных исследованиях,
проводимых институтом: в разработке насосно-циркуляци-
онных охлаждающих систем для холодильников,
автоматизации холодильных установок, создании
интенсивных скороморозильных аппаратов, автоматизированных
воздухоотделителей и др.
Велика заслуга Ш. Н. Кобулашвили перед журналом
«Холодильная техника». На протяжении многих лет он
был одним из активных авторов журнала. С 1948 г. стал
сотрудничать в нем в качестве члена редколлегии. В
1957 г. Шалва Николаевич был назначен главным
редактором журнала. Глубокое знание нужд
промышленности, большой авторитет Шалвы Николаевича как
ученого и крупного специалиста в области холодильной
техники значительно способствовали повышению научно-
технического уровня журнала. Шалва Николаевич
придавал большое значение мнению и запросам читателей.
По его инициативе проводились очные и заочные
читательские конференции. Все замечания читателей
учитывались, а полезные предложения настойчиво
проводились им в жизнь.
Шалва Николаевич активно участвовал в работе
Международного института холода в качестве
вице-президента Исполнительного комитета A955—1963 гг.). В
последнее время он был почетным членом МИХ. Он
неоднократно представлял нашу страну на
международных конгрессах и симпозиумах по холодильной
технике. Велика его роль в укреплении контактов между
советскими и зарубежными учеными и специалистами-
холодильщиками.
Шалва Николаевич много времени уделял
общественной работе. В течение 10 лет он был председателем
Всесоюзной холодильной секции НТО пищевой
промышленности. С 1950 г. пять раз избирался депутатом
Тимирязевского районного Совета депутатов
трудящихся г. Москвы. За свои заслуги Шалва Николаевич
был награжден орденом Трудового Красного Знамени,
орденом Красной Звезды, двумя орденами «Знак
Почета» и медалями.
Все знавшие Шалву Николаевича глубоко уважали
его. Ему были присущи скромность, отзывчивость,
высокое чувство долга, любовь к труду. Его кончина —
большая потеря для всех специалистов-холодильщиков
как в нашей стране, так и за рубежом.
Память о Шалве Николаевиче Кобулашвили надолго
сохранится в сердцах всех, кто знал его и работал
вместе с ним.
НОВЫЕ ИЗОБРЕТЕНИЯ
Класс 17 а, 1/04 МПК F 25 b
№ 264408 A279637/24-6 от 1 ноября 1968 г.)
И. А. Элькин, А. Л. Черняк, А. С.Шмидт,
Л. А. Вегери В. Я. Якименко
Холодильный агрегат
Холодильный агрегат, содержащий помещенный в
герметичном кожухе компрессор в сборе с
охлаждаемым парами хладагента электродвигателем, статор кото-
sssssssssss
рого установлен в кожухе, снаружи охлаждаемом,
например водой, отличающийся тем, что с целью
улучшения теплоотвода от электродвигателя в кожухе
размещена плотно прилегающая к его внутренней
поверхности и выполненная из материала с высокими
теплопроводными свойствами втулка с каналами для прохода
паров хладагента, в которую запрессован статор
электродвигателя.
Класс 17 а, 1/05 МПК F 25 b
№ 264409 A250132/24-6 от 18 июня 1968 г.)
Л. Л. Генин и Л. И. Мак
Способ пуска каскадной холодильной машины
Способ пуска каскадной холодильной машины с
компрессором, конденсатором, испарителем и
теплообменником-регенератором для жидкого хладагента после
конденсатора и его паров после испарителя в каждом
каскаде, отличающийся тем, что с целью сокращения
пускового периода жидкий хладагент из конденсатора
нижнего каскада направляют непосредственно в
испаритель, минуя теплообменник-регенератор.
Классы 17 а, 12; 12 е, 1/03 МПК F 25 Ь; В 01 d
№ 264412 A248953/23-26 от 10 июня 1968 г.)
Авторы изобретения Б. А. М и н к у с, Е. Н. Б и я-
з и и А. Г. Дергачев
Заявитель Одесский технологический институт
пищевой и холодильной промышленности
Устройство для поглощения паров переохлажденной
жидкостью
Устройство для поглощения паров переохлажденной
жидкостью, содержащее абсорбер и эжектор,
смесительная камера которого соединена с линией выхода из
абсорбера, отличающееся тем, что с целью повышения
температуры процесса и обеспечения циркуляции жидкости
между эжектором и абсорбером на линии выхода паро-
жидкостыой смеси из эжектора установлен массообмен-
ный аппарат.
Классы 17 с, 3/08; 63 с, 2 МПК F 25 d; В 62 d
№ 264414 A272009/24-6 от 23 сентября 1968 г.)
Авторы изобретения B.C. Мартыновский,
В. А. Семеню к, А. И. Азаров, В. И.
Дубово й, А. И. Тупиков, М. Б. Ш и ц м а и, В. В.
Станкевич, Г. Б. М а р г у л и с и А. Г. В и х о-
р ев.
Заявитель Одесский технологический институт
пищевой и холодильной промышленности
Транспортное холодильное устройство
1. Транспортное холодильное устройство, например
для автомашины с двигателем на жидком топливе
(бензине), содержащее камеру для хранения продуктов и
теплообменник-охладитель, отличающееся тем, что с
целью повышения холодопроизводительности и
обеспечения стабильности теплообменник-охладитель выполнен
противоточным по типу «труба в трубе», внутренняя из
которых выведена в атмосферу и снабжена по всей
длине отверстиями для выхода воздуха, а наружная
труба одним концом соединена с топливопроводом и
другим — с впускным трубопроводом двигателя.
2. Устройство по п. 1, отличающееся тем, что
отверстия внутренней трубы имеют увеличивающуюся
площадь сечения по длине трубы в направлении
движения воздуха.
3. Устройство по п. 1, отличающееся тем, что
теплообменник-охладитель выполнен в виде плоского
змеевика и размещен параллельно одной из стенок камеры.
51
4. Устройство по п. 1, отличающееся тем, что
теплообменник-охладитель выполнен в виде спирального
змеевика с плотно уложенными витками, образующими
холодильную камеру.
Класс 17 Ь, 6/07 МПК F 25 с
№ 265126 A225504/28-13 от 18 марта 1968 г.)
Авторы изобретения В. И. М а т и е ц, Д. Г. С м и р-
н о в, М. А. Фишман, В. А. Тей д ер, С. И. Я н о в-
ский и Л. П. Ряби нин
Заявитель Ленинградский хладокомбинат
Установка для производства мороженого «эскимо»
1. Установка для производства мороженого
«эскимо», состоящая из фризера, поршневого дозатора
смеси мороженого, укрепленного на раме ценного
конвейера с носителями конических формочек для эскимо,
устройства для наколки порций мороженого на деревянные
палочки, камеры для закалки мороженого, устройства
для оттайки порций мороженого от формочек,
устройства для выемки порции за палочки из формочек,
ванны для шоколадной глазури, машины для завертки
эскимо в бумажную ленту или фольгу и электропривода с
рычажно-кулачковыми механизмами, отличающаяся тем,
что с целью повышения производительности и
надежности установки, а также улучшения качества готового
продукта устройство для наколки порций мороженого
на деревянные палочки состоит из наклонного стола с
пазами для стопок палочек, в которых размещены
ползуны, перемещающиеся под действием собственного
веса по направлению паза для поддержания палочек в
вертикальном положении и их поджатия, рейки-захвата,
служащей для поштучного отделения палочек от стопок
и размещения их над формочками с порциями
мороженого, выполненной в виде вертикально
установленной у выходного участка наклонного стола пластины,
имеющей пазы по размеру палочки, совершающей
возвратно-поступательное перемещение в горизонтальной
плоскости от копира, жестко закрепленного на раме
конвейера, и размещенной между соединенными между
собой П-образными пластинами, одна из которых имеет
окна для прохода палочек в пазы рейки-захвата и
вертикальные прорези по ширине и толщине палочек и
толкателей для проталкивания палочек из пазов
рейки-захвата, представляющих собой вертикально
смонтированные над рейкой-захватом пластины, объединенные
между собой рейкой, при этом толкатели имеют
возможность возвратно-поступательного перемещения от
системы рычагов, связанных через ось с рейкой, движущейся
по пазам вертикальных стоек, укрепленных на
наклонном столе, причем устройство для наколки палочек и
дозатор смонтированы над конвейером на общей ра»ме,
приводимой в возвратно-поступательное перемещение
по направляющим, размещенным на раме конвейера, от
рычажно-кулачковой системы привода установки;
устройство для выемки эскимо за палочку из формочек
носителей представляет собой установленную
вертикально на упорном подшипнике и совершающую возвратно-
поступательное перемещение стойку с укрепленным на
ее верхнем конце диском, снабженным системой
кронштейнов, связанных с захватами палочек.
2. Установка по п. 1, отличающаяся тем, что
каждый из захватов палочек выполнен в виде пары озуб-
цованных щек, шарнир но соединенных между собой
системой рычагов, связанных с горизонтальной осью,
установленной в подшипниках на кронштейнах, при
этом захваты снабжены устройством для разведения
щек, представляющим собой систему рычагов,
установленных на осях и связанных с рычагами щек и
рычагами, служащими для их разведения.
3. Установка по п. 1, отличающаяся тем, что
устройство для оттайки порций мороженого от формочек
выполнено в виде установленного за камерой для закалки
мороженого щелевого насадка, связанного с
калорифером и вентилятором.
4. Установка по п. 1, отличающаяся тем, что
каждый из носителей выполнен в виде шарнирно
укрепленной к звеньям конвейера пластины с отверстиями для
конических формочек порций мороженого, объединенных
в нижней части рядом ребер, служащих для
увеличения охлаждающей поверхности.
Класс 17 Ь, 6/05 JVUlK F 25 с
№ 265904 A304538/28-13 от 31 января 1969 г.)
Авторы изобретения Н. К. Я с т р е б о в а, В. С. Ч у-
канов, А. П. Гуров и Ю. С. Каулинис
Заявитель Всесоюзный научно-исследовательский
и экспериментально-конструкторский институт
продовольственного машиностроения
Устройство для подачи вафельных стаканчиков от'
расфасовочного автомата в люльки скороморозильного
конвейера
1. Устройство для подачи вафельных стаканчиков от
расфасовочного автомата в люлькм скороморозильного
конвейера, включающее держатель-толкатель
стаканчиков и связанный с ним и с расфасовочным автоматом
кронштейн, совершающей возвратно-поступательное
перемещение в горизонтал *>ной и вертикальной плоскостях,
отличающееся тем, что с целью удержания стаканчиков
в строго вертикальном положении при их перемещении
и исключения повреждения стаканчиков, держатель
состоит из двух размещенных в вертикальной плоскости
гребенок, одна из которых — задняя жестко закреплена
на опорной плите, а другая — передняя подпружинена,
выполнена поворотной и установлена на оси,
смонтированной в подшипниках на опорной плите, при этом
устройство снабжено механизмом поворота и фиксации
передней гребенки.
2. Устройство по п. 1, отличающееся тем, что
механизм поворота и фиксации передней гребенки выполнен
в виде жестко связанного с поворотной осью рычага,
снабженного роликом, перемещающимся по
направляющей расфасовочного автомата, а одно плечо рычага
связано через пружину со стойкой, имеющей
винт-ограничитель поворота передней гребенки.
52
«ДАНИЛ-70»
Холодильная техника на Датской промышленной выставке
С 16 по 25 июля 1970 г. в Москве, в парке
«Сокольники», проводилась Датская промышленная выставка,
на которой экспонировалось также холодильное
оборудование, приборы и системы автоматизации
холодильных установок, выпускаемые ведущими фирмами Дании.
В период выставки датскими специалистами были
прочитаны доклады о некоторых новых разработках
представляемых ими фирм. В частности, X. Кристенсе-»
ном (фирма «Данфосс») был сделан обзорный доклад
об автоматическом регулировании температуры и
влажности в охлаждаемых помещениях.
ХОЛОДИЛЬНОЕ ОБОРУДОВАНИЕ
Малые герметичные холодильные агрегаты и
компрессоры демонстрировала фирма «Данфосс».
В табл. 1 приведены характеристики выпускаемых
фирмой агрегатов типа PEWEE (холодильный агент —
фреон-12).
Синхронная скорость вращения компрессоров
3000 об/мин. Компрессоры типов LST и HST
отличаются встроенными электродвигателями: в компрессорах
HST установлены встроенные электродвигатели с
примерно вдвое большим пусковым моментом, чем в
компрессорах LST.
Агрегаты с компрессорами LST предназначены для
работы только с капиллярной трубкой, агрегаты HST
могут работать также и с ТРВ.
Мощность электродвигателя вентилятора 35 вт,
число оборотов 1200 в минуту.
На рис. 1 показан агрегат марки ЗК7.
• Фирмой «Данфосс» были представлены также
жидкостные фильтры и фильтры-осушители. Заполнитель —
силикагель или молекулярное сито.
Фирмой ^аврабхумна тредвнда тетшесбигетшков
типа НЕ для -«ал«х хояодаиняизгх установок.
Теплообменники •подбир'аятя по диаметру всасвнуш&нфй трубки и
холодопроизводительности при заданной температуре
кипения.
На рис. 2 показана конструкция теплообменников н
дан график зависимости их гидравлического
сопротивления от температуры кипения.
Компрессоры холодопроизводительностью от 3000 до
2 млн. ккал/ч (при /о=—Ю°С, /К=25°С; фреон-22)
выпускает фирма «С а бр о-Атлас».
В соответствии с новой градацией, которую фирма
освоила в последние годы, холодопроизводительность
до 600 тыс. ккал/ч обеспечивается сальниковыми
поршневыми компрессорами, созданными на 5 базах, а
холодопроизводительность от 400 тыс. до 2 млн. ккал/ч —
винтовыми компрессорами, изготавливаемыми
совместно с западногерманской фирмой «Гуттехофнунгсхютте».
Поршневые компрессоры типов РКО и СМО
предназначены для работы на фреонах-12, 22 и 502,*а
компрессоры типов SMC и TSMC также и на аммиаке.
На выставке впервые экспонировались новые
непрямоточные одноступенчатые с воздушным охлаждением
цилиндров компрессоры типа РКО (РК012, РКО 14,
РК016). Число цилиндров 2, 4 и 6, диаметр цилиндра
50 мм, ход поршня 40 мм. Максимальная скорость
вращения 1750 об/мин при работе на фреоне-12 и
1450 об/мин при работе на фреонах-22 и 502.
На рис. 3 показан шестицилиндровый компрессор
этого типа.
Особенности конструкции — отлитые из
специального чугуна блок-картер без боковых и нижних крышек и
эксцентриковый вал. Сальник эксцентрикового вала вы-
Марка
агрегата
типа
PW
ЗК7
3.5К7
3.5К9
4.5К9
4.5К11
5.5К11
5.5X14
7.5X14
7.5К14
7X18
9К18
9X18
9X22
11К22
11X22
Диапазон
температур
кипения, °С
4-15-—10
—5-
+15-
—5-
+15-
—5-
+15-
—5-
—5-
+15-
—5-
—5-
+15-
—5-
—5-
—40
—10
—40
—10
—40
—10
—40
—40
—10
—40
—40
—10
—40
—40
Холодопроизводительность,
ккал/ч, при температурах
окружающего воздуха и
всасывания 32°С и температуре
кипения (°С)
-10
145
—
180
—
220
—
285
285
—
325
325
—
390
390
-25
80
—
95
—
120
—
160
160
—
175
175
—
205
205
+5
205
—
240
—
315
—
395
—
—
480
—
—
570
—
—
Потребляемая мощность
(с вентилятором), впг
-10
~~Z
165
—
190
—
235
—
285
285
—
350
350
—
400
400
-25
~~Z
140
—
150
—
180
—
205
205
—
250
250
—
285
285
+5
175
—
190
—
220
—
290
—
—
390
—
—
435
—
—
«?
11,5
11,5
12
12
13,2
12,4
14
14
14
15,5
18
18
18
19,5
19,5
ень шума
03
52
50
53
50
56
50
58
56
56
60
56
56
60
58
58
Таблица 1
Компрессор |
тип
LST
LST
LST
LST
LST
LST
HST
HST
LST
HST
LST
HST
HST
LST
HST
диаметр
цилиндра
и ход
поршня,
ммхмм
21X8,5
21X10
21X10 !
21X12,5
21X12,5
21X16
21X16
23X18
23X18
30X10
30X12,5
30X12,5
30X12,5
30X16
30X16
§3
Рис. 1. Герметичный холодильный агрегат марки ЗК7
фирмы «Данфосс».
полнен с парой трения графит — сталь и имеет
масляный затвор.
Шатуны изготовлены из высокопрочного чугуна с
неразъемной нижней головкой, имеющей специальное
покрытие, уменьшающее износ. Аналогичное покрытие
имеют и изготовленные из алюминиевого сплава поршни.
В верхней головке шатуна установлена втулка из
свинцовистой бронзы.
комбинированной масляный фильтр с магнитной
ловушкой, а также подогреватель масла в картере
мощностью 150 вт.
Холодопроизводительность Q0 и мощность N
компрессоров типа РКО при работе на фреоне-12 (л=«
=1500 об/мин) приведены в табл. 2, а характеристики
компрессора РК016 на фреоне-22 — на рис. 4.
Сухой вес компрессора РКО 16 без маховика 75 кг.
В компрессорах РКО 14 и РКО 16 на нагнетательной
стороне каждого блока цилиндров предусмотрен бай-
пасный соленоидный вентиль для возможности
регулирования производительности. Ступени регулирования
компрессоров РК014—100 и 50%, РК016—100, 67
и 33%.
Более крупные одноступенчатые компрессоры типа
SMC с пластинчатыми всасывающими клапанами имеют
систему регулирования производительности отжимом
пластин всасывающих клапанов. Для этой цели фирма
поставляет с компрессором специальную
исполнительную систему «Саброматик» и новую электронную
систему управления. Предусмотрена возможность ручного
регулирования.
На рис. 5 показан агрегат с двухступенчатым
16-цилиндровым компрессором TSMC 16-100 (Ш00 ккал/ч
при г0=— 30°С, *К=25°С; аммиак; 53,8 кет).
Ряд винтовых компрессоров фирмы «Сабро-Атлао
состоит из трех машин, техническая характеристика
которых приведена в табл. 3.
г 1
bS.—1^
1
?^=
V-SOi
Ф-22,
ч>-.
V
/4>чг
ш_^^>
йр,нгс/см^
0J0
0,06
0,0*
ОМ \ ^К-~
в Г"
-50 -40 -30 -20 -10
и°с
Всасывающие клапаны ленточного типа,
нагнетательные—полосовые подпружиненные; мертвый объем около
3%. Нагнетательный коллектор выполнен сварным, с
вводом пара непосредственно из крышек цилиндров.
Система смазки включает реверсивный масляный
насос роторного типа с внутренним зацеплением,
смонтированный в корпусе коренного подшипника скольжения,
Рис. 2. Теплообменник типа
НЕ (а):
/ —- паровая полость; 2 —
жидкостная полость; 3 —
внутреннее оребрение паровой
полости;
гидравлическое сопротивление
Ар теплообменника в
зависимости от температуры кипения
h (б):
100%
производительности; 50%
производительности.
Все винтовые компрессоры снабжены устройством
для плавного регулирования производительности от 0
до 100%.
На рис. 6 показан агрегат с винтовым компрессором
типа VMY.
Кроме компрессоров, фирма представила ребристые
воздухоохладительные батареи с шагом ребер 6, 12 и
18 мм, а также различные охлаждающие и
морозильные аппараты, некоторые из которых уже
демонстрировались на Международной выставке «Инрыбпром-68>
в Ленинграде (см. «Холодильная техника», 1968, № 12).
54
^^^^^^^^^^^^^^^
Щ-
Рис 3. Компрессор типа РКО фирмы «Сабро-Атлас».
Таблица 2 а0,пхал/ч
Тип
РК012
РК014
! РК016
Q0, ккал\ч | N, кет
/о=5°С; /К=45°С
6600
13200
19800
2
4,1
6,1
Q0, ккал\ч | N, кет 1
/0=-Ю°С; .*К=25°С
4700
9500
14200
1,4
2,7
4,1
Большую номенклатуру холодильного оборудования
выпускает датская фирма «Грам», также
представленная на выставке.
В ее продукцию входят компрессоры, холодильные
агрегаты, настенные и напольные воздухоохладители,
испарители, фризеры, эскимогенераторы и другое
оборудование для производства мороженого,
льдогенераторы, торговое холодильное оборудование и домашние
холодильники, авторефрижераторы, приборы автоматики
и т. д.
Фирма выпускает сальниковые поршневые
непрямоточные компрессоры типа НС75 с числом цилиндров 2,
4, 6 и 8 для работы на аммиаке и фреонах-12, 22 и 502
с числом оборотов от 600 до 1500 в минуту. Диаметр
цилиндров 75 мм, ход поршней 65 мм*
50000
W00
30000
20000
WO0O
/Ч
tH-30°C
Ne/
20 ,
1*^30
44tf
{ / -j
/ A
ч
-J
40
-30
-20
-10
Ne,Hdm
7
W
Рис. 4. Холодопроизводительность и эффективная
мощность компрессора РКО 16 (фреон-22).
55
Рис. 5. Двухступенчатый аммиачный компрессорно-кон- Рис. 6. Агрегат с винтовым компрессором типа VMY
денсаторный агрегат фирмы «Сабро-Атлас». фирмы «Сабро-Атлас».
Таблица 3
Показатели
Холодопроизводительность при работе на фреоне-22
(^0=—10, гк=25, ги=15°С, 2950 об/мин), ккал\я . . .
Холодопроизводительность при работе на аммиаке
(f0=—10, ^к=25, *„=15°С, 2950 об/мин), ккал\я . .
Диаметр ротора, мм
Длина ротора, мм
Теоретический часовой объем при 3000 об/мин, мг\я . .
Скорость вращения, об\мин
минимальная
максимальная
Вес (нетто), kz
Марка компрессора
VMY225
375000
88
370000
87
172
275
711
1000
5200
2500
VMY325
760000
186
770000
182
215
345
1404
1000
4200
3600
VMY425
1520000
374
1540000
362
270
432
2691
1000
3700
5100
Оригинален морозильный спиральный аппарат, в
котором охлаждаемый продукт движется снизу вверх по
цилиндрической спирали и обдувается холодным
воздухом, выходящим из воздухоохладителя. Аппарат
компактен, занимает малую площадь.
Представляет интерес открытая торговая витрина с
воздушной завесой, препятствующей теплопритоку из
окружающей среды в охлаждаемый полезный обьем
витрины.
Фирмой «Нордиск-вентилятор» рекламировались ане-
мостаты для подачи кондиционированного воздуха в
помещение, а также различные вентиляторы и
вентиляторные агрегаты.
В. В. КАТЕРУХИН, Н. Н. РОМАНОВСКИЙ — ВНИИхолод-
маш, Л. Е. МЕДОВАР — ВНИХИ
ХОЛОДИЛЬНАЯ АВТОМАТИКА
Приборы и средства автоматики, а также схемы
автоматизации холодильных установок были
представлены на выставке фирмами «Данфосс» и «Сабро».
Дальнейшее развитие получил ряд терморегулирую-
щих вентилей типа ТЕ (фирма «Данфосс»),
выпускаемых на базе мембранных термосистем.
Холодопроизводительность вентилей прямого действия для фреонов
доведена до 255000 ккал/н (фреон-22). Для улучшения
свойств приборов в вентилях ТЕ55 применены двухсе-
дельные регулирующие клапаны. На выставке впервые
экспонировались новые ТРВ типов ТЕА20 и ТЕА85 для
аммиака (рис. 1, а) также с мембранной термосистемой
для холодопроизводительности от 3000 до 255000 ккал/ч,
работающие в диапазоне температур кипения от —50
до 0°С.
56
¦ :'." Ш:
Рис. 1. Новые терморегулирующие вентили фирмы
«Данфосс»:
а - ТРВ прямого действия типа ТЕА85 для аммиака;
б-пилотный ТРВ типа РНТ85 для фреонов; / _
корпус исполнительного механизма; 2 — задатчик, а
корпус пилота; 4 - штуцер уравнительной линии, Ь -
штуцер сбросной линии пилота.
Поелставленные фирмой пилотные ТРВ типа PH1S5
(рис РГбГсозданные на базе исполнительных
механизмов РН и ТР В типа ТЕ предназначаются для крупных
фреоновых установок (фреоны-12, 22, 502).^Зти приоо
ры охватывают диапазон производительностеи (по
фреону-22) от 90 до 400 тыс. ккал/ч.
ФР Все выпускаемые в настоящее время ТРВ имеют
специальное наполнение термосистемы, сочетающее iсебе
положительные свойства парового и адсорбционного на
П°1яирИоЯко экспонировались дроссельные регуляторы
температуры и давления. Эти приборы применяются в
установке различной производительности для
поддержания заданного давления кипения, заданной
температуры воздухГили жидкого хладоносителя, ограничения
давления всасывания при пусках и перегрузках в
схемах автоматического оттаивания испарителей и т. д.
Они хорошо сочетаются с системами регулирования хо-
лодопроизводительности компрессоров. ПР0ИПЗВ°Д"Л°
этих приборов растет и по прогнозам фирмы «Данфосс»
в предстоящие годы ожидается значительный рост по-
ТР%оСсТсельнНыеХ'регуляторы развиваются в двух направ-
ЛеНВо?первых, продолжается совершенствование
регуляторов прямого действия и механических пилотных
регуляторов. Такие регуляторы применяются, когда
требуется поддерживать температуру и давление в преде-
А лах ±0,75°С и ±0,2 кгс/см2.
" Во-вторых, наметилась тенденция к выпуску дрос-
" сельных регуляторов температуры с электронным
пилотным управлением. Для этой цели фирма «Данфосс»
разработала и поставляет электронный регулирующий
прибор типа ЕРТ60, реализующий пропорциональН^
(П) и пропорционально-интегральный (ПИ) законы
регулирования.
По данным фирмы, применение такого регулятора
позволяет поддерживать температуру воздуха в
камерах (например, в камерах созревания бананов) с
точностью +01вС. В целях унификации электронные регули-
Рис. 2. Клапан «Саброматик» для
гидравлической системы регулирования холодопро-
изводительности:
а — схематический разрез: 1 — золотник;
2 — рама с шариками; 3 — шарики; 4 —
подвижная втулка; 5 — пружинная тяга;
6 — поршень; 7 — пружина; 8 — дроссель;
9 — корпус; 10 — цилиндр; // — штуцер
подвода масла от насоса; 12 — выходные
штуцеры к гидроприводам цилиндров; Id —
масляная камера;
б, в, г — схемы сочленения распределителя
соответственно с регулятором давления
всасывания, с пневматическим регулятором
давления и с электрическим
исполнительным механизмом: СМ — распределитель
«Саброматик»; / — атмосферное давление;
// IV — регулируемое давление; Ш —
сброс масла в картер; V - воздух от
компрессора; VI — электрический сигнал.
пуюшие приборы работают совместно с теми же
исполнительными устройствами, что и пилотные регуляторы.
ПпГэтом управление производится через
электромоторный исполнительный механизм, переставляющий
задатки™ Датчиком регулятора служит стандартный
никелевый термометр сопротивленияi с: Ко-100 °м-
Дооссельные регуляторы применяются также
фирмой «Сабро». El тех случаях, когда к точности под-
57
держания температуры воздуха или жидкости
предъявляются высокие требования, на каждом из объектов
охлаждения устанавливают дроссельный регулятор, при
этом система регулирования компрессора удерживает
давление всасывания в определенных пределах.
Считают, что такая система наиболее экономична, так как в
большинстве случаев степень дросселирования невелика.
Если компрессор не имеет встроенных устройств для
регулирования (как, например, компрессоры РКО фирмы
«Сабро»), то совместно с дроссельными регуляторами
объектов охлаждения работает специальное байпасное
устройство. Для этой цели применяют трехходовой
электромагнитный клапан, пропускающий сжатый газ из
части цилиндров на всасывающую сторону.
Развитие пилотных дроссельных регуляторов фирмы
«Данфосс» оказало влияние на другие типы приборов.
Исполнительные механизмы регуляторов универсальны
и используются в крупных ТРВ, например упомянутом
выше РНТ85, а также в качестве запорных органов с
электромагнитным управлением для трубопроводов
больших диаметров. В связи с этим новые конструкции
обычных электромагнитных вентилей имеют
максимальный условный проход D7 20 мм. Для трубопроводов
больших размеров (до DY 100 мм) применяют пилотные
вентили на базе дроссельных регуляторов.
Интересна конструкция обратного клапана РНК,
созданного также на базе исполнительного механизма
дроссельного регулятора. Поршневой механизм и малый
электромагнитный вентиль-пилот (D7 3 мм)
обеспечивают независимость положения клапана от пульсаций
потока.
Наметилась тенденция к применению электронных
приборов в качестве реле температуры. Фирма «Дан-
фосс» экспонировала прибор типа ЕРТ31, в котором
совмещены трехпозиционные реле температуры и часть
схемы управления. Обращает на себя внимание высокая
вибро- и ударостойкость прибора, позволяющая
применять его в грузовых железнодорожных вагонах. Прибор
нормально функционирует при окружающих
температурах ±50°С. Диапазон настройки от —30 до + 30°С,
причем шкала имеет деления через 1°С, точность
градуировки ±0,3°С. Реле управляет работой охлаждающего
и нагревательного устройств; имеются раздельные
настроечные рукоятки, позволяющие независимо
установить каждую из температур срабатывания: включение
и выключение охладителя, включение и выключение
нагревателя. Минимальная зона нечувствительности ГС.
Дополнительные погрешности срабатывания за счет
изменения окружающей температуры ±0,003 град/град, за
счет изменения питающего напряжения ±0,001 град/в.
В корпусе прибора размещен также переключатель,
позволяющий установить один из режимов работы:
автоматическое охлаждение, автоматическое нагревание,
автоматическое охлаждение и нагревание, непрерывное
охлаждение или нагревание, выключено. В приборе
использованы интегральные модули.
Электронный прибор для управления компрессором
с регулируемой холодопроизводительностью
демонстрировала фирма «Сабро». Этот прибор сочетает в себе
трехпозиционное электронное реле* температуры с
импульсным прерывателем. Чувствительность реле
порядка 0, ГС. Выход реле приспособлен к работе в
комплекте с клапаном «Саброматик», служащим для
управления всасывающими клапанами компрессора с
гидравлическим отжимом.
Основным типом встроенных устройств для
изменения холодопроизводительности компрессоров, как и
прежде, являются отжимные всасывающие клапаны с
гидравлическим приводом от общей маслосистемы.
Фирма «Сабро» экспонировала компрессоры, снабженные
ручным регулятором либо клапаном «Саброматик».
Последний представляет собой распределитель давления
масла по рабочим цилиндрам гидроприводов.
Схематический разрез распределителя представлен
на рис. 2, а. Золотник / перемещается внутри корпуса 9,
и соединяет штуцер 12 с полостью, в которую через шту^
цер 11 подается масло от насоса. Количество штуцеров^
12 равно числу управляемых групп цилиндров
компрессора. Если в штуцер 12 подводится масло под
давлением, то соответствующие цилиндры компрессоров
работают, если не подводится — всасывающие клапаны
отжаты пружинами. Золотник перемещается поршнем
вдвигающимся в цилиндре 10. Движение передается через
подвижную втулку 4 и цилиндрическую раму 2, в
передней части которой расположена пружинная тяга 5.
Между рамой, имеющей углубления, и золотником
помещаются шарики 3 фиксатора. Двигаясь, втулка 4
передает усилие пружинной тяге, а последняя — золотнику.
Шариковый фиксатор действует так, что золотник
передвигается вправо или влево шагами, длина которых
равна расстоянию между отводами штуцеров 12.
Поршень 6 может двигаться под давлением масла в
камере 13 либо при непосредственном нажатии на него
какого-либо привода. Давление масла в камере зависит
от положения управляющего клапана (на схеме не
изображен), через который масло сбрасывается в картер
компрессора: чем больше проходное сечение клапана,
тем больше падение давления на дросселе 8, тем
меньшее давление воздействует на поршень.
На рис. 2, б, в и г показаны варианты сочленения
распределителя «Саброматик» (СМ) с различными
устройствами.
Фирма обращает внимание на то, что в случае
работы нескольких компрессоров на одну испарительную
систему автоматическое регулирование целесообразно
осуществлять только в одном компрессоре. Имеются схемы,
обеспечивающие равномерную работу компрессоров.
В. С. УЖАНСКИЙ — ВНИИхолодмаш
Вниманию проектных организаций и заказчиков!
Читинским машиностроительным заводом освоено серийное
производство холодильных машин с автоматическим регулированием
производительности типа ХМФУУ801РЭ.
Поставка осуществляется по ТУ 26-03-124—69.
Технические данные и рекомендации по применению смотрите в
журнале «Холодильная техника» № 10, 11 и 12 за этот год.
СПРАВОЧНЫЙ ОТДЕЛ
Холодильник распределительный одноэтажный емкостью 125 т
621.565:692
^Институтом Гипрохолод в 1967 г. разработан
типовой проект G01-4-9) распределительного одноэтажного
холодильника емкостью 125 г с аммиачной системой
непосредственного охлаждения *.
Холодильник предназначен для длительного
хранения мороженого и охлажденного мяса, мороженой
рыбы, яиц, молочных и других скоропортящихся
продуктов. Грузы доставляются на холодильник и в
потребительскую сеть автомашинами.
Фасад
I-I
то
Рис. 1. Распределительный холодильник
емкостью 125 т:
1 — камера № 1 универсальная, 52 м2; 2 —
камера № 2 хранения мороженых грузов,
52 м2; 3 — камера № 3 хранения мороженых
грузов, 35 м2\ 4 — камера № 4 доморажива-
ния, 35 м2; 5 — машинное отделение, 45,46 м2;
6 — щитовая, 16,86 м2; 7 — вестибюль, 25,3 м2;
8 — платформа, 59 м2\ Э — электрический
кабель; Т — тепловая сеть.
* Вариант типового проекта 701-4-9 — проект
распределительного одноэтажного холодильника емкостью
125 т с фреоново-рассольной системой охлаждения —
был описан в журнале «Холодильная техника», 1970,
№ 5, стр. 55—58.
Проект рассчитан для климатических районов с
температурой наружного воздуха —20, —30 и —40°С.
Строительство холодильников в районах
вечной|мерзлоты и сейсмичностью выше 6 баллов не предусмотрено.
Распределительный одноэтажный холодильник
емкостью 125 т (план, разрез, фасад) показан на рис. 1.
Класс здания II, степень огнестойкости II, степень
долговечности II. Нормативная снеговая нагрузка
100 кгс/м2, ветровая — 35 кгс/м2.
Фундаменты под стены ленточные, из стеновых
блоков подвала. Стены кирпичные. Перегородки кирпичные,
с изоляцией в холодном контуре жесткими минерало-
ватными плитами, специальными, по ГОСТ 10140—62.
Покрытие выполняется из предварительно напряженных
панелей с овальными пустотами. Изоляция ^стен и
покрытия холодного контура — жесткие минераловатные
плиты, специальные, марки 300, ГОСТ 10140—62.
Переплеты окон деревянные, по ГОСТ 12506—67,2
типоразмера. Подоконные плиты по ГОСТ 8484—57, 2
типоразмера. Двери деревянные, по ГОСТ 6629—64, 2
типоразмера, для камер — индивидуальные,
изолированные, 1 типоразмер.
Отделка — внутренняя штукатурка.
Ниже приведена характеристика холодильника и
основные сметные данные:
Общая условная емкость холодильника, m . . 125
в том числе
камеры № 1 универсальной с температурой
0ч—20°С 43,4
камеры № 2 хранения мороженых грузов
с температурой —20°С 43,5
камеры № 3 хранения мороженых грузов
с температурой —20°С 27,5
камеры № 4 домораживания с
температурой —20°С 10,6
Расчетное суточное поступление грузов на
холодильник, тп 10
Расчетная суточная выдача грузов, m 12
Потребность в ресурсах
тепле при расчетной температуре —30°С,
ккал\я 22500
воде (на градирню), м3/сутки 4,80
электроэнергии (в год), квт*ч 211400
холоде при температуре кипения аммиака
—28°С, ккал/ч 21400
Расход
воцы, м3/ч 0,2
тепла, ккал/ч 22500
Установленная мощность оборудования, кет . . 68,8
в том числе
силового 62,3
осветительного 6,5
Количество смен в сутки 2
Количество обслуживающего персонала .... 8
в том числе максимально в смену 5
Строительный объем, м3 1709
в том числе
холодного склада 1264
машинного отделения 445
Площадь застройки, м2 427
в том числе
холодного склада 264
машинного отделения 76
59
Расход материалов
цемента, т 112
стали, т 8,48
в том числе арматурной 4,05
бетона тяжелого, м3 123
бетона легкого, м3 13
сборного железобетона и бетона, м3 . . . 129
кирпича, тыс. шт 114
лесоматериалов, м3 19
жестких минераловатных плит, м3 216
Общая сметная стоимость* строительства, тыс.
РУб.
вариант с ребристыми батареями 93,61
вариант с панельными батареями 90,82
в том числе
строительно-монтажных работ
вариант с ребристыми батареями . . . .81,74
вариант с панельными батареями .... 79,05
оборудования
вариант с ребристыми батареями .... 11,86
вариант с панельными батареями . . . .11,77
Стоимость 1 м3 здания, руб.
с оборудованием
вариант с ребристыми батареями 54,77
вариант с панельными батареями 53,14
без оборудования
вариант с ребристыми батареями 42,91
вариант с панельными батареями 41,37
Стоимость 1 т условной емкости, руб.
вариант с ребристыми батареями 748,88
вариант с панельными батареями 726,56
Трудоемкость возведения здания, чел-дней
в целом 2555
1 м3 здания 150
* В ценах, принятых с 1 января 1969 г.
Холодильник оборудован аммиачной, безнасосной
системой непосредственного охлаждения. Работа
холодильной установки предусматривается на температуру
кипения аммиака —28°С.
Охлаждающее оборудование камер решено в двух
вариантах: с использованием ребристых и панельных
батарей. Отопление универсальной камеры в зимнее
время при хранении охлажденных грузов
осуществляется электронагревателями. Температурный режим в
камерах поддерживается автоматически.
Оборудование холодильника перечислено ниже, а его
размещение показано на рис. 2.
о 1Z
Позиция
на рис. 2
Компрессорно-конденсаторный
агрегат АК-АУ45-Н ........ 1
Насос водяной 2К-6а 2
Распределительное устройство ... 3
Ресивер горизонтальный
дренажный 0,75РД 4
линейный 0,75РВ 5
Вентилятор Ц4-70 № 5, <?=2300л*3/*
без электронагревателя .... 6
с электронагревателем 4,5 кет 7
Батарея аммиачная
панельная
потолочная из 12 труб .... 8
пристенная из 9 труб 9
пристенная из 6 труб 10
ребристая
потолочная 11
пристенная 12
Завеса воздушная 13
Количество
2
2
1
2
1
1
1
Рис. 2. Размещение оборудования на распределительном
холодильнике емкостью 125 т:
а — вариант с ребристыми батареями; б — вариант с
панельными батареями.
Подача воды к конденсаторам и рубашкам
цилиндров компрессоров предусмотрена от оборотной или пря*
моточной систем водоснабжения.
Оттаивание приборов охлаждения от снеговой шубы
производится горячими парами аммиака.
Отопление от внешнего источника, система
двухтрубная, тупиковая, с верхней подачей. Теплоноситель —
вода с температурой 70^»150°С. Вентиляция приточно-вы-
тяжная с механическим побуждением и естественная.
Электроснабжение от местных сетей энергосистемы
напряжением 6 или 10 кв.
Операции по приему, перемещению, складированию
и выдаче грузов механизируются с помощью
самоходных аккумуляторных электропогрузчиков,
электротележек, напольных тележек^ контейнеров и роликовых
дорожек.
Проект состоит из пяти альбомов: альбом I —
«Архитектурно-строительная часть», альбом II — «Холо-
дильно-технологическая часть», альбом III — «Сани-
тарно-техническая часть. Электротехническая часть»,
альбом IV — «Автоматизация и контроль», альбом V •¦—
«Стоимость строительства».
В полном объеме (рабочие чертежи, сметы и т. д.)
проект можно заказать по адресу: Москва, К-31, ул.
Жданова, д. 10/2. Гяпрохолод.
М. Н. МЕРТЕШОВ, А. И. БАЛАНДИН — Гипрохолод
60
t, г-диаграммы для растворов фреона-22 в дибутилфталате
и диметиловом эфире тетраэтиленгликоля
Для расчета возможных режимов работы фреоновых
абсорбционных холодильных машин удобны диаграммы
температура t — весовая концентрация ? для раствора
фреона-22 в дибутилфталате и раствора фреона-22 в
диметиловом эфире тетраэтиленгликоля (рис. 1, 2). От
опубликованных диаграмм [1, 2] они отличаются тем, что
на основе уравнений, приведенных в работе [2],
произведена экстраполяция в область отрицательных
температур до —40°С. Данные в указанной области важны при
решении вопроса о получении температур до —40°С с
помощью фреоновых абсорбционных холодильных
машин.
621.564@84.21)
для которой величина ?о равна значению ?, найденному
для предыдущей температуры. Порядок расчетов
повторялся до |= 1. При ?>1 определяли новое значение рк
и так далее до получения полного объема данных,
необходимых для построения t, g-диаграмм.
Точность нахождения ? характеризуется величиной
шага, которой задаются при вычислениях.
Пример. По оси ординат при ?=0 отложены
значения температур раствора /, а при §= 1 — значения
/к — температур насыщения чистого агента,
соответствующих давлению раствора на изобарах. Необходимо
определить концентрацию слабого раствора при темпе-
Рис. 1. г,?-диаграмма раствора
тилфталате.
реона-22 в дибу-
Для удобства пользования диаграммами изобары
строили для давлений, соответствующих значениям
температур насыщения чистого фреона-22, кратным десяти.
Поэтому вначале определяли давление рк чистого
фреона-22 при заданной температуре конденсации tK. Затем
последовательно для различных температур раствора,
начиная с максимальной, находили величину ?,
соответствующую найденному давлению рк.
Расчеты | выполнены на ЭЦВМ. Метод вычисления g
при максимальной температуре раствора заключался в
последовательном расчете давления смеси р для
различных значений ig, изменяющихся с шагом А|, начиная с
?о—0, и в сравнении его с рк.
При р^ря фиксировалась соответствующая величина
? и производился переход на более низкую температуру,
ГС
/80
ISO
м
120
100
80
ВО
40
20
0
•20
-40
МЖ^ '
1К\\
1\\\
ж
\\
ш
г\
Ь
^
\\i
\\1
8
ч ^s
J
Ik
4?*
9s/
чЛ
но
80
70
50
40
30
Ш
0
-Ю
-LU
-30
-40
о
0,2
0,4
0,6
0,8
№
Рис. 2. fc.g-диаграмма раствора фреона-22 в
диметиловом эфире тетраэтиленгликоля.
ратуре в генераторе /=100°С и температуре конденсации
/к=50вС. Для этого на пересечении изотермы 100°С и
изобары, соответствующей гк=50°С, находим g=0,270
по диаграмме на рис. 1 и g=0,395 по диаграмме на
рис. 2.
ЛИТЕРАТУРА
1. Латышев В. П. ?, /-диаграммы растворов фре-
он-22 — дибутилфталат и фреон-22 — диметиловый
эфир тетраэтиленгликоля. «Холодильная техника»,
1969, № 7.
2. Latyshev V. The I. I. R.'s commissions II and VI.
The Liege meeting, 9—11 September, 1969.
В. П. ЛАТЫШЕВ — ВНИХИ
РЕФЕРАТЫ
ft
692.002.552
Системы автоматизации холодильных установок с
регулированием производительности. ЩЕРБАКОВ В. С,
ГРУЗИНЦЕВ И. А. «Холодильная техника», 1970, № 11,
5—10.
Рассмотрены вопросы автоматизации холодильных
установок с различным числом компрессоров,
оснащенных системой регулирования производительности
методом электромагнитного отжима пластин всасывающих
клапанов. Даются рекомендации по применению
импульсного и ступенчатого регулирования
производительности, приведены схемы управления, составленные как
на бесконтактных логических, так и на релейных
элементах. Библиографий 5. Иллюстраций 4.
621.438:621.56/59
Использование авиационных ГТУ в крупных
опреснительных установках. МАРТЫНОВСКИЙ В. С, МЕЛЬ-
ЦЕР Л. 3., СМИРНОЙ Л. Ф., БОНДАРЕВ И. Т., ФАИН-
БЕРГ М. А. «Холодильная техника», 1970, № 11, 11—15.
Показана возможность применения в крупных тепло-
использующих опреснительных установках, работающих
по холодильным методам без промежуточной выработки
электроэнергии, авиационных газотурбинных установок
(ГТУ), отработавших летный моторесурс. Приведены
расчетные данные гидратных опреснительных схем на
базе ГТУ с использованием фреона-12. Рассмотрены и
сопоставлены опреснительные циклы, в которых
возможно применение авиационных ГТУ. Сравниваются
технико-экономические показатели теплоиепользующих
холодильных и дистилляционных многоступенчатых
опреснительных установок. Таблиц 2. Библиографий 5.
Иллюстраций 3.
628.165:542.65
Исследование процесса льдообразования при
контактном охлаждении раствора. КО Л О ДИН М. В., СЕЙ-
ИТКУРБАНОВ С. «Холодильная техника», 1970, № 11,
15—19.
Приведены результаты экспериментов по опреснению
соленых вод методом искусственного вымораживания
при контактном охлаждении раствора углеводородными
газами, проведенных в кристаллизаторе безмешалочного
типа. Описана принципиальная схема
экспериментального стенда. Библиографий 7. Иллюстраций 5.
621.57.041-213.4
Новые герметичные агрегаты ВС 0,55^3 и ВН 0,22^3.
ЗЕЛИКОВСКИЙ И. М., ЯКОБСОН В. Б.
«Холодильная техника», 1970, № 11, 19—23.
Описаны новые среднетемпературный герметичный
агрегат ВС 0,55~3 холодопроизводительностью
550 ккал/ч и унифицированные с ним
низкотемпературные агрегаты ВН 0,22~3 и ВН 0,35^3
холодопроизводительностью 220 и 350 ккал/ч соответственно
Харьковского завода холодильных машин. Приведены
результаты их испытаний: тепловых, акустических, на
износоустойчивость компрессоров и предварительной проверки на
надежность. Таблиц 2. Библиографий 6. Иллюстраций 5.
621.57.041
Охлаждение экранированного компрессора. БАСС
Э. С. «Холодильная техника», 1970, №11, 23—25.
Описаны результаты испытаний по определению
эффективности охлаждения экранированного компрессора
номинальной холодопроизводительностью 700 ккал/ч.
Предложено наиболее целесообразное конструктивное
решение, обеспечивающее наилучшие энергетические
показатели и более технологичную сборку компрессора.
Таблиц 1. Библиографий 4. Иллюстраций 2.
628.84
О техническом уровне бытовых кондиционеров. ЩЕ-
КИН И. Р., КУЛИКОВ Г. С. «Холодильная техника»,
1970, № 11, 26—28.
Определены основные технические показатели, по
которым следует сравнивать автономные бытовые
кондиционеры различных моделей. Выведены путем
математической обработки усредненные показатели по 220
лучшим зарубежным кондиционерам, приведены
технические характеристики этих кондиционеров. Таблиц 2.
Библиографий 3. Иллюстраций 1.
628.84
Определение годового расхода холода в системе
кондиционирования воздуха, УЧАСТКИН П. В.
«Холодильная техника», 1970, №11, 29—30.
Приведены формулы для расчета годового расхода
холода в системах кондиционирования воздуха и при- (
мерной продолжительности режимов работы
кондиционера в зависимости от параметров наружного воздуха.
Таблиц. 1. Библиографий 2.
536.24
Теплоотдача при конденсации фреона-21 на
горизонтальных трубках. ГОГОНИН И. И., ДОРОХОВ А. Р.
«Холодильная техника», 1970, № 11, 31—34.
Приведены экспериментальные данные по
теплоотдаче при конденсации фреона-21 на одиночных
горизонтальных гладких, мелковолнистых и оребренных
трубках. Сделан вывод, что выбором соответствующего
оребрения можно заметно увеличить коэффициент
теплоотдачи, отнесенный к полной поверхности оребренных
трубок. Таблиц 1. Библиографий 12. Иллюстраций 4.
621.564.25
Растворимость фреона-22 в смеси дибутилфталата и
диметилформамида. СЕЛИВЕРСТОВ В. М.
«Холодильная техника», 1970, № 11, 34—36.
Приведены результаты исследования растворимости
фреона-22 в смеси дибутилфталата и
диметилформамида. Эту смесь можно эффективно использовать в
качестве поглотителя в абсорбционных холодильных
машинах. Таблиц 2. Библиографий 3. Иллюстраций 2.
621.564.25
Контроль качества фреонов методом хроматографии.
ГЕЛЛЕР 3. И., АРУТЮНОВ Ю. И., СИЛИНА Л. Б.
«Холодильная техника», 1970, №11, 36—37.
Разработана методика определения оптимальных
режимов работы хроматографа. Экспериментально
получены гелиевые калибровочные коэффициенты
чувствительности детектора для различных фреонов по воздуху.
Таблиц 1. Библиографий 3. Иллюстраций 2.
621.57.048:536.2
Влияние расположения испарителя на его
коэффициент теплопередачи. ГОГОЛИН А. А., АБЪЯН С. С.
«Холодильная техника», 1970, № 11, 38—40.
Исследован теплообмен в закрытом торговом
холодильном оборудовании при различных положениях
испарителя. Описаны экспериментальная установка,
методика и результаты испытаний. Библиографий 4.
Иллюстраций 5.
536.24
Теплоотдача при кипении аммиака на
горизонтальных трубах. КУПРИЯНОВА А. В. «Холодильная
техника», 1970, № 11, 40—44.
Описаны результаты исследований процесса
теплообмена при кипении технически чистого аммиака на
одиночных трубах и на пучке труб. Рассмотрено влияние
температуры кипения, теплового потока и числа рядов
в пучке на коэффициент теплоотдачи аммиака. Таблиц 1.
Библиографий 7. Иллюстраций 4.
62
CONTENTS
A. Y. Moruzhenko. Operation of Refrigeration
Enterprises in Moscow Under New Conditions 1
All Reserves — into Action!
M. V. Zhikharev, R. У. Varganova. Our Pledges will be
fulfilled ahead of Time 4
У. S. Shcherbakov, I. A. Cruzintsev. Automation Systems
for Refrigerating Plants with Capacity Control . . 5
V. S. Martynovsky, L. Z. Meltser, L F, Smirnov,
I. T. Bondarev, M. A. Feinberg. Utilization of
Aviation Gas-Turbine Units in Large Plants for
Conversion of Saline Water to Fresh 11
M. У. Kolodin, S. Seitkurbanov. Investigation of Ice
Formation Process at Contact Cooling 15
I. M. Zelikovsky, У. В. Yakobson. New Hermetic Units,
Types VS 0,55^/3 and VN 0,22^3 19
E. S. Bass. Cooling of Screened Compressor .... 23
I. R. Shchekin, G. S. Kulikov. Technical Level of Do-
M mestic Air Conditioners 26
^-P. У. Uchastkin. Determination of Annual Consumption
of Refrigeration in Air Conditioning Plants ... 29
I. I. Gogonin, A. R. Dorokhov. Heat Transfer at
Condensation of Freon-21 on Horizontal Tubes .... 31
У. М. Seliverstov. Solubility of Freon-22 in Mixture of
Dibutyl Phthalate and Dimethyl Formamide. . . 34
Z. I. Geller, U. I. Arutyunov, L. B. Silina. Freon Quality
Control by Chromatography 36
From dissertations
A. A. Gogolin, S. S. Abyan. influence of Evaporator
Location on Its Coefficient of Heat Transfer . . 33
А. У. Kupriyanova. Heat Transfer at Ammonia Boiling
on Horizontal Tubes 40
Practice exchange
E. M. Bezhanishvili, I. G. Khazanov. Modernization of
Valves of Refrigerating Compressors with 130 mm
Piston Stroke 45
Book veriew
I. M. Slizovsky, У. М. Shlyakhovetsky. Several Errors in
Useful Booklet (N. P. Onishchenko. Safety Rules
for Ammonia Refrigerating Plants) 47
Obituary
I Sh. N. Kobulashvili I 49
At Scientific Technical Society of Food Industry
А. У. Budnijr P. B. Dolzhanov. Results of All—Union
Review Science—Technology—Quality Dedicated to
100th Anniversary of V. I. Lenin 50
New Inventions 51
„Denmark-70"
У. У. Katerukhin, N. N. Romanovsky, L. E. Medovar,
У. S. Uzhansky. Refrigerating Engineering at Danish
Industrial Exhibition 53
Reference data
M. N. Merteshov, A. I. Balandin. Single-Storey
Distribution Cold Storage Warehouse of 125 t Capacity . 59
У. P. Latyshev. t, ^-Diagrams for Solutions of Freon-22
in Dibutyl Phthalate and Dimethyl Ether of Tetra-
ethylene Glycol 61
Summaries . 62
СОДЕРЖАНИЕ
A. Я. Моруженко. Работа холодильных
предприятий Москвы в новых условиях
Все резервы — в действие!
М. В. Жихарев, Р. В. Варганова. Обязательства
будут выполнены досрочно! .......
B. С. Щербаков, И. А. Грузинцев. Системы
автоматизации холодильных установок с
регулированием производительности
В. С. Мартыновский, Л. 3. Мельцер, Л. Ф.
Смирнов, И. Т. Бондарев, М. А. Файнберг.
Использование авиационных ГТУ в крупных
опреснительных установках
М. В. Колодин, С. Сейиткурбанов. Исследование
процесса льдообразования при контактном
охлаждении раствора
И. М. Зеликовский, В. Б. Якобсон. Новые
герметичные агрегаты ВС 0,55~3 и ВН 0,22^3 . .
Э. С. Басе. Охлаждение экранированного
компрессора
И. Р. Щекин, Г. С. Куликов. О техническом
уровне бытовых кондиционеров
П. В. Участкин. Определение годового расхода
холода в системах кондиционирования
воздуха
И. И. Гогонин, А. Р. Дорохов. Теплоотдача при
конденсации фреона-21 на горизонтальных
трубках
В. М. Селиверстов. Растворимость фреона-22 в
смеси дибутилфталата и диметилформамида
3. И. Геллер, Ю. И. Арутюнов, Л. Б. Силина.
Контроль качества фреонов методом
хроматографии 36
Из диссертационных работ
А. А. Гоголин, С. С. Абъян. Влияние
расположения испарителя на его коэффициент
теплопередачи
А. В. Куприянова. Теплоотдача при кипении
аммиака на горизонтальных трубах
Обмен опытом
Э. М. Бежанишвили, И. Г. Хазанов. О
модернизации клапанов холодильных компрессоров с
ходом поршня 130 мм
Критика и библиография
И. М. Слизовский, В. М. Шляховецкий. О
некоторых ошибках в полезной брошюре (Н. П. Они-
щенко. Техника безопасности при
обслуживании аммиачных холодильных установок) . .
Некролог
| Ш. Н. Кобуяашвили
11
15
19
23
26
29
31
34
38
40
45
47
49
В НТО пищевой промышленности
A. В. Будный, П. Б. Должанов. Итоги
Всесоюзного смотра НТК, посвященного 100-летию со
дня рождения В. И. Ленина
Новые изобретения
«Дания-70»
B. В. Катерухин, Н. Н. Романовский, Л. Е.
Медовар, В. С. Ужанский. Холодильная техника на
Датской промышленной выставке
Справочный отдел
М. Н. Мертешов, А. И. Баландин. Холодильник
распределительный одноэтажный емкостью
125 т
В. П. Латышев, t, ^-диаграммы для растворов
фреона-22 в дибутилфталате и диметиловом
эфире тетраэтиленгликоля
Рефераты
50
51
53
59
61
62
РЕДАКЦИОННАЯ КОЛЛЕГИЯ: 1 Ш. Н. Кобулашвили [ (главный редактор), Д. Г. Рютов (зам. главного редактора),
Л. Д. Акимова (зам. главного редактора), проф. И. С. Бадылькес, Б. С. Вейнберг, А. А. Гоголин, В. А. Дедух,
М. Г. Дик, А. В. Кан, В. Я. Кокорев, М. С. Мартынов, проф. В. С. Мартыновский, М. Н. Мертешов, Р. В. Павлов,
проф. Г. Б. Чижов, А. П. Шеффер.
Адрес редакции: Москва, И-434, ул. Костякова, 12. Телефон 250-00-34, доб. 49
Технический редактор А. М. Сатарова
Т-16721 Сдано в набор 3/IX 1970 г. Подп. в печ. 26/Х 1970 г. ~ Фоомат 84Xl08l/ie
Уч.-изд. л. 8,05 Объем 4 п. л. = 6,72 усл. п. л. Тираж 16 850 Цена 50 коп.
Типография изд-ва «Московская правда». Потаповский пер., 3.