/



































































































































































































































































































































































































































Автор: Рахматулин М.Д.
Теги: тяга поездов на железных дорогах подвижной состав механика тепловозы железнодорожный транспорт
Год: 1977
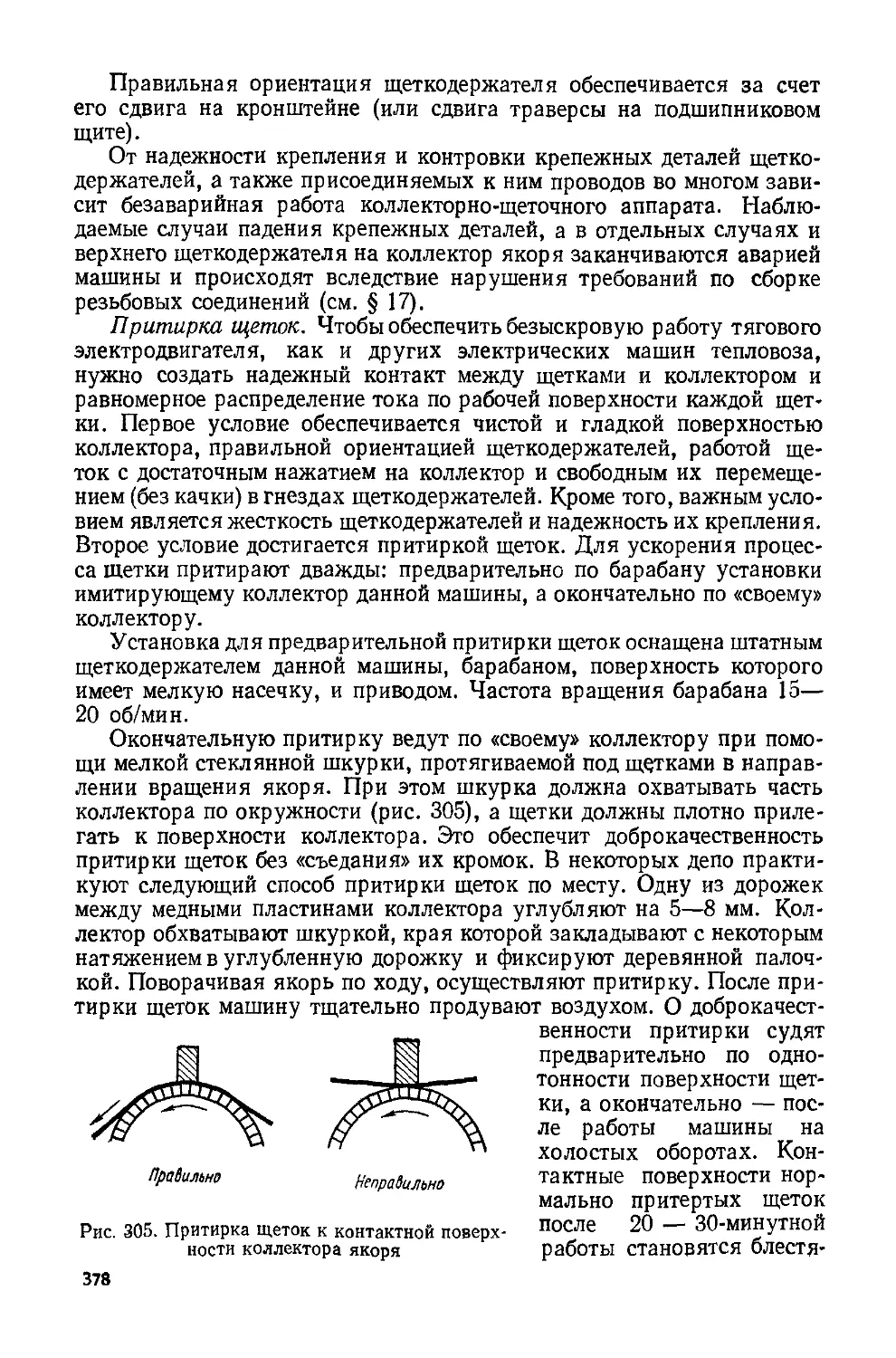
Текст
РЕМОНТ
ТЕПЛОВОЗОВ
I
М. Д, РАХМАТУЛИН
РЕМОНТ
ТЕПЛОВОЗОВ
ИЗДАНИЕ ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
МОСКВА «ТРАНСПОРТ» 1977
УДК 629.424.1.004.67
Ремонт тепловозов. Рахматулин М. Д. Изд. 3-е,
перераб. и доп. М., «Транспорт», 1977. 447 с.
В книге описана технология ремонта важнейшего
оборудования тепловозов с дизель-генераторами типов
Д100 и Д50. Излагаемые технологические рекомендации
могут быть использованы не только при ремонте тепло-
возов, но и электровозов, дизельных поездов, вагонов
и других транспортных средств. Значительное место
отведено современным способам очистки, контроля
и восстановления поврежденных деталей, вопросам раз-
борки и сборки. Учтены правила ремонта, указания и
инструкции МПС и тепловозостроительных заводов по
техническому обслуживанию и ремонту тепловозов.
Рассчитана иа мастеров, технологов и старших сле-
сарей, занятых текущим ремонтом тепловозов.
Ил. 349, табл. 14, список лит. 19 назв.
Р
31802-123
019(011-77
123-77
© Издательство «Транспорт» 1977
от ABTORa
Задача настоящего издания так же, как и предыдущих, >— помочь
ремонтному персоналу локомотивных депо технологически правильно
решать вопросы, связанные с текущим ремонтом тепловозов.
Третье издание отличается от второго тем, что в основу технологии
ремонта положен принцип восстановления работоспособности не от-
дельных деталей, а типовых соединений и узлов как механических, так
и токов едущих частей машин.
При подготовке книги нельзя было не учесть, что за прошедшие го-
ды после второго издания созданы тепловозы новых серий с узлами
различного конструктивного исполнения. Кроме того, накоплен со-
лидный опыт по их техническому обслуживанию и ремонту, появилось
много литературы по рассматриваемому вопросу. С учетом этого при-
шлось изменить построение книги, исключить материалы справочного
характера, описание ремонта несложных элементов оборудования, со-
средоточив основное внимание на разработке общих технологических
указаний, пригодных при ремонте тепловозов любых серий.
Глубокий анализ показал, что подавляющее большинство неисправ-
ностей, за исключением повреждений аварийного характера и вызван-
ных химико-тепловым воздействием, возникает в соединениях дета-
лей. При этом отказ в работе каждого соединения наступает при воз-
никновении определенных, присущих только данному соединению не-
исправностей независимо от того, где оно работает; на тепловозе, элект-
ровозе, станке или в любом другом изделии машиностроения. Поэтому
технологические приемы разборки, восстановления или сборки, конт-
роля качества сборки каждого типа соединения или узла одинаковы.
Отличие в каждом отдельном случае зависит только от материала, тер-
мообработки, степени повреждения деталей, а также экономической
целесообразности применения того или иного способа ремонта.
В данной книге сделана попытка разработать рекомендации по
восстановлению работоспособности типовых соединений и узлов меха-
нических и токоведущих частей оборудования с учетом современных
способов восстановления поврежденных деталей.
Технологические рекомендации общего характера, связанные с раз-
боркой и очисткой объекта ремонта, определением характера и степени
повреждения, сущностью, преимуществами и недостатками современ-
ных способов восстановления деталей механических частей машин,
сосредоточены в гл. II—IV, а токоведущих частей— в гл. IX. Техно-
логия ремонта типовых соединений узлов приведена в гл. V.
При описании ремонта важнейших элементов оборудования тепло-
возов технология восстановления работоспособности вышедших из
строя типовых соединений и узлов, входящих в рассматриваемый
объект, не приводится, а дается ссылка на соответствующий параграф,
где эти вопросы изложены подробно. Вместе с тем более полно освеще-
ны материалы по разборке, сборке и контролю качества ремонта.
Для наглядности и сокращения текстового материала на рисунках
типовые соединения и узлы обозначены цифрами в кружочках. Они
показывают условный номер-шифр того или иного типового соедине-
3
Ния или узла. Например, резьбовое соединение обозначено цифрой I,
подвижные конусные соединения — цифрой VI. Кроме того, на рисун-
ках значения нормальных и допускаемых посадок и зазоров в сочлене-
ниях деталей представлены в виде таблички. Например,
10,40—0,51 | 0,75 | 0,851. В первой клетке даны нормальные зазоры
нового сочленения, во второй — максимально допустимая величина
зазора (0,75) при выпуске тепловоза из текущего ремонта и в третьей—
предельный зазор (0,85).
При написании книги учтены опыт ремонта в депо, технологические
карты ремонта, разработанные проектно-конструкторским бюро ЦТ
МПС, научно-исследовательские работы ЦНИИ МПС и других инсти-
тутов, а также использованы литературные источники, перечень кото-
рых приведен в конце книги.
Отзывы о книге просьба направлять по адресу: 107174, Москва
Б-174, Басманный тупик, 6а, изд-во «Транспорт».
Все замечания читателей автор примет с благодарностью.
Раздел первый
ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА
ТЕПЛОВОЗОВ
ГЛАВА I
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНАЯ
СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА ТЕПЛОВОЗОВ
§ 1. ХАРАКТЕРИСТИКА СИСТЕМЫ ТЕХНИЧЕСКОГО
ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕПЛОВОЗОВ
Надежность тепловоза определяется совершенством его конструк-
ции и технологии изготовления, а также уровнем технического обслу-
живания и ремонта. В процессе эксплуатации на тепловоз воздейст-
вуют различные факторы. Ему приходится работать при температуре
наружного воздуха от —50 до +40° С, когда идет дождь, снег или про-
носится песчаная буря; на дорогах с хорошим и плохим состоянием пу-
ти; тянуть поезда по перевалистому пути; работать на горных участках,
где воздух более разрежен, чем на равнине; часто останавливаться и
вновь набирать нужную скорость.
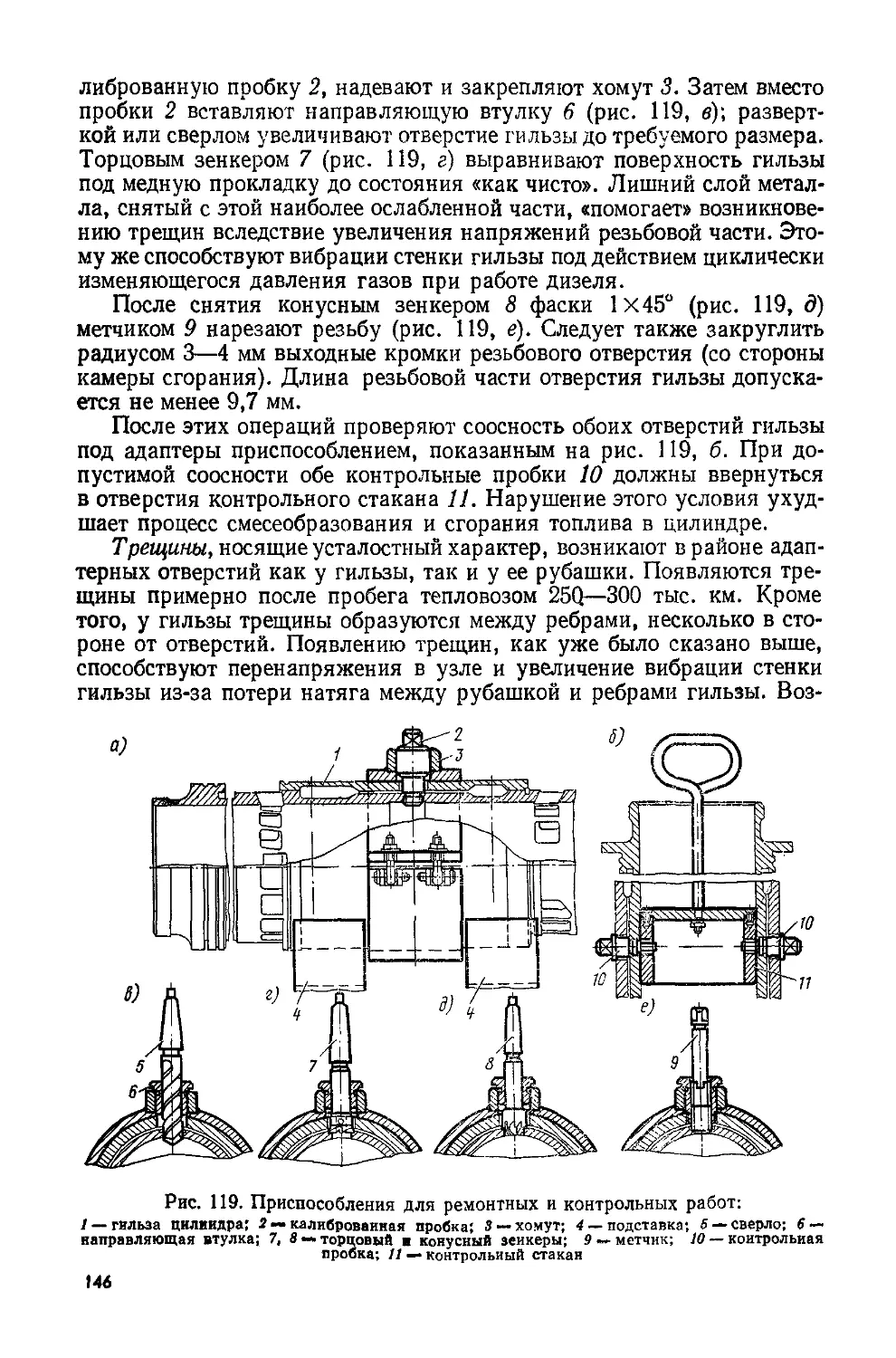
Каждый из этих факторов дает о себе знать по мере нарастания
пробега. Механизмы тепловоза постепенно изнашиваются, в результа-
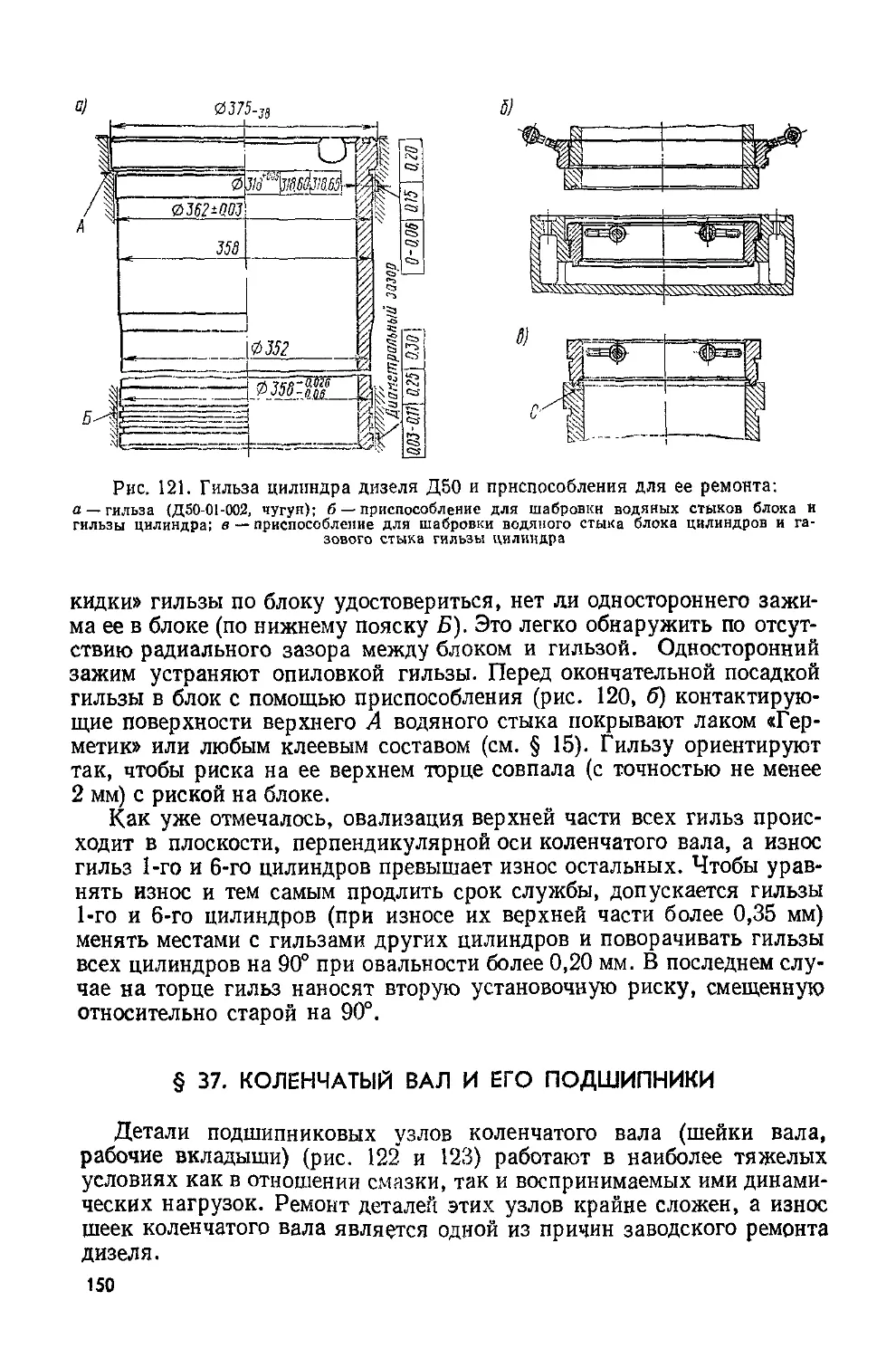
те чего изменяются геометрические размеры и форма деталей, харак-
тер посадки сопряженных деталей и качество их поверхностей. Проч-
ность многих деталей под влиянием высоких температур и значительных
удельных нагрузок уменьшается, они теряют работоспособность и на-
чинают разрушаться. Изоляция токоведущих частей электрического
оборудования постепенно стареет под воздействием токовых нагрузок
и осаждения на замасленных и увлажненных поверхностях изоляции
токопроводящих загрязнений. Резиновые детали теряют эластичность,
покрываются сеткой трещин и разрушаются. Фильтры, предназначен-
ные для очистки масла, топлива и воздуха, загрязняются и перестают
выполнять свои функции. Многие детали и механизмы загрязняются,
покрываются нагаром, накипью, коррозией, окислами и т. п.
Все это приводит к тому, что тяговые качества тепловоза ухудшают-
ся, он становится менее надежным, часто начинает «болеть», расходы на
его содержание возрастают. И если в процессе эксплуатации не при-
нять своевременно нужных мер, то тепловоз, не достигнув предельного
возраста, перестанет выполнять свои функции.
Известно, что износ или старение многих деталей и механизмов
можно значительно уменьшить, если вовремя очистить фильтры и до-
бавить или заменить смазку, уменьшить чрезмерно увеличившийся
зазор, восстановить регулировкой или ремонтом взаимное положение
5
и нормальную посадку деталей, заменить износившуюся деталь, очис-
тить детали от различных отложений, т. е. своевременно и качественно
выполнять требования по техническому обслуживанию и ремонту теп-
ловоза. Эти требования определены планово-предупредительной систе-
мой технического обслуживания и ремонта тепловозов.
Под техническим обслуживанием тепловоза понимают комплекс
работ профилактического характера (по осмотру, очистке, смазке,
креплению, регулировке и т. п.), цель которых предупредить возникно-
вение неисправностей и уменьшить изнашивание деталей, а следователь-
но, постоянно поддерживать тепловоз в состоянии технической готов-
ности к работе.
Однако даже своевременным и качественным выполнением работ
профилактического характера можно лишь замедлить естественный
износ или старение деталей, но нельзя его приостановить. Поэтому
многие сопряжения деталей или отдельные детали в различные сроки
требуют восстановления их работоспособности, т. е. ремонта.
Под ремонтом тепловоза понимают комплекс работ, направленных
на восстановление нормального технического состояния тепловоза пу-
тем устранения повреждений и восстановления посадок деталей в сое-
динениях, потерявших работоспособность. Техническому обслужива-
нию тепловоз подвергается, как правило, принудительно, а ремонту—
при необходимости.
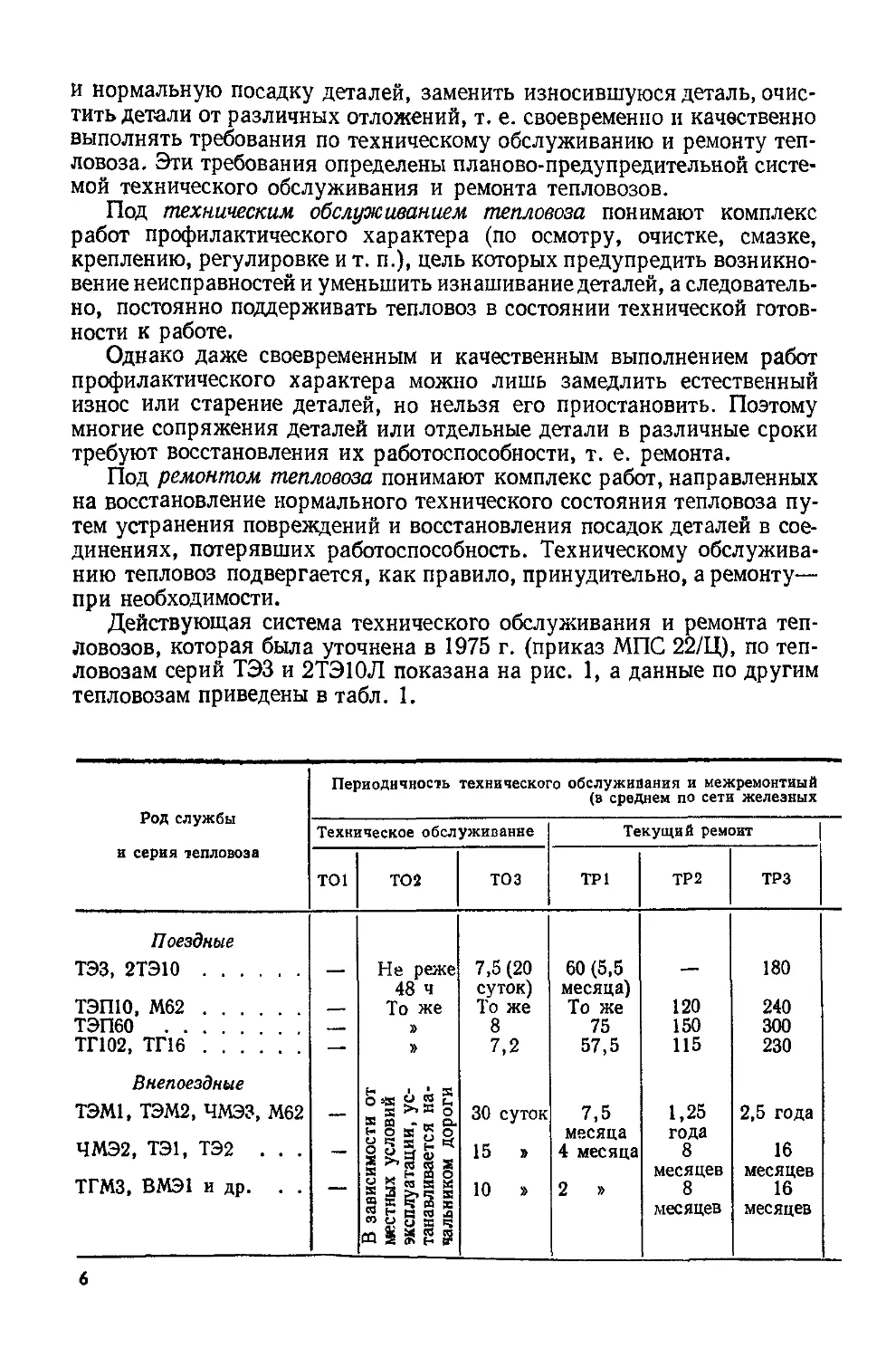
Действующая система технического обслуживания и ремонта теп-
ловозов, которая была уточнена в 1975 г. (приказ МПС 22/Ц), по теп-
ловозам серий ТЭЗ и 2ТЭ10Л показана на рис. 1, а данные по другим
тепловозам приведены в табл. 1.
Род службы Периодичность технического обслуживания и межремонтный (в среднем по сети железных
Техническое обслуживание Текущий ремонт
и серия тепловоза TO1 TO2 тоз ТР1 ТР2 ТРЗ
Поездные ТЭЗ, 2ТЭ10 ТЭП10, М62 ТЭП60 ТГ102, ТГ16 Внепоездные ТЭМ1, ТЭМ2, ЧМЭЗ, М62 ЧМЭ2, ТЭ1, ТЭ2 ... ТГМЗ, ВМЭ1 и др. . . 1 II 1111 В зависимости от местных условий н J эксплуатации, ус- » « ° танавливается на- л g чальником дороги g 7,5 (20 суток) То же 8 7,2 30 суток 15 » 10 » 60 (5,5 месяца) То же 75 57,5 7,5 месяца 4 месяца 2 » 120 150 115 1,25 года 8 месяцев 8 месяцев 180 240 300 230 2,5 года 16 месяцев 16 месяцев
6
При техническом обслуживании ТО1, ТО2 и ТОЗ и частично при
текущем ремонте ТР1 производят осмотр, проверку цельности и надеж-
ности крепления элементов оборудования тепловоза, особенно свя-
занных с безопасностью движения, смазку трущихся деталей, провер-
ку и регулировку отдельных узлов оборудования, в частности форсунок
дизеля (при ТОЗ), очистку фильтров, мойку и очистку тепловоза.
При текущем ремонте ТР2, кроме работ, выполняемых при техни-
ческом обслуживании и текущем ремонте ТР1, снимают для ревизии
и ремонта часть механического и электрического вспомогательного
оборудования, аккумуляторную батарею для «лечебной» перезарядки;
производят ревизию буксовых подшипников и тяговых редукторов, при
необходимости обточку бандажей колесных пар без выкатки из-под
тепловоза, реостатные испытания, периодическую ревизию оборудо-
вания общего назначения.
При текущем ремонте ТРЗ, кроме работ, выполняемых при текущем
ремонте ТР2, ремонтируют: дизель, остальную часть механического
вспомогательного оборудования, электрические машины и остальную
часть электрического вспомогательного оборудования, тележки с вы-
каткой из-под тепловоза. Тепловоз подвергают реостатным и путевым
испытаниям.
При среднем ремонте СР восстанавливают эксплуатационные ха-
рактеристики тепловоза ремонтом или заменой изношенных или по-
врежденных частей. Кроме того, проверяют техническое состояние ос-
тальных элементов оборудования с устранением обнаруженных неис-
правностей. При среднем ремонте может выполняться капитальный
ремонт отдельных основных частей, например дизеля.
Таблица 1
Место производства технического
обслуживания ремонта
период
Дорог), тыс. км
Кем выполняются работы по
техническому обслуживанию
н ремонту
Средний Капи- TO1 ТО2 ТОЗ ж ТР1.
ремонт СР ремонт ТР2 и
КР ТРЗ
720 2160 »s S S о в
720 2160 о Я Ёх 5 о g и 0)
900 1800 S 2 а> sr О
460 920 CU хо Л 2 1-М ц ч 0
X
о
о о
X 0 £ i , 5 В а, о>
7,5 лет 5 » 15 лет 10 » S о S о g Чегя Э « В О □ SB о >»« 7 ® с S 3 к
о s о | в я s Э « ь в 5 х я Й
5 » 10 » ч о 2
з « ® я >» 5 м® s 3 и и о © к S’ я я К S я о> Ои
ср, кр ТО1 ТО2 ТОЗ, ТР1, ТР2 и ТРЗ СР КР
Ремонтным персоналом тепловозоремонтного завода В депо, пунктах экипировки, на станционных путях при сдаче и приеме тепловоза В пунктах тех- нического об- служивания На специализированных стойлах и в цехах основного локомотивного депо ____ Как правило, на тепловозоремоит- ном заводе На тепловозе ремонтном заводе
На станционных путях, пунктах экипировки
7
(S)-Капитальный ремонт КР
О - Текущий ремонт ТР1
21S0 тыс км_____________
@—£—@-----(|----© ©—©
180___________________
-----------О--------------
ф-Текищий. ремонт ТРЗ
(j —Средний ремонт СР • - Техническое одслужидание ТОЗ
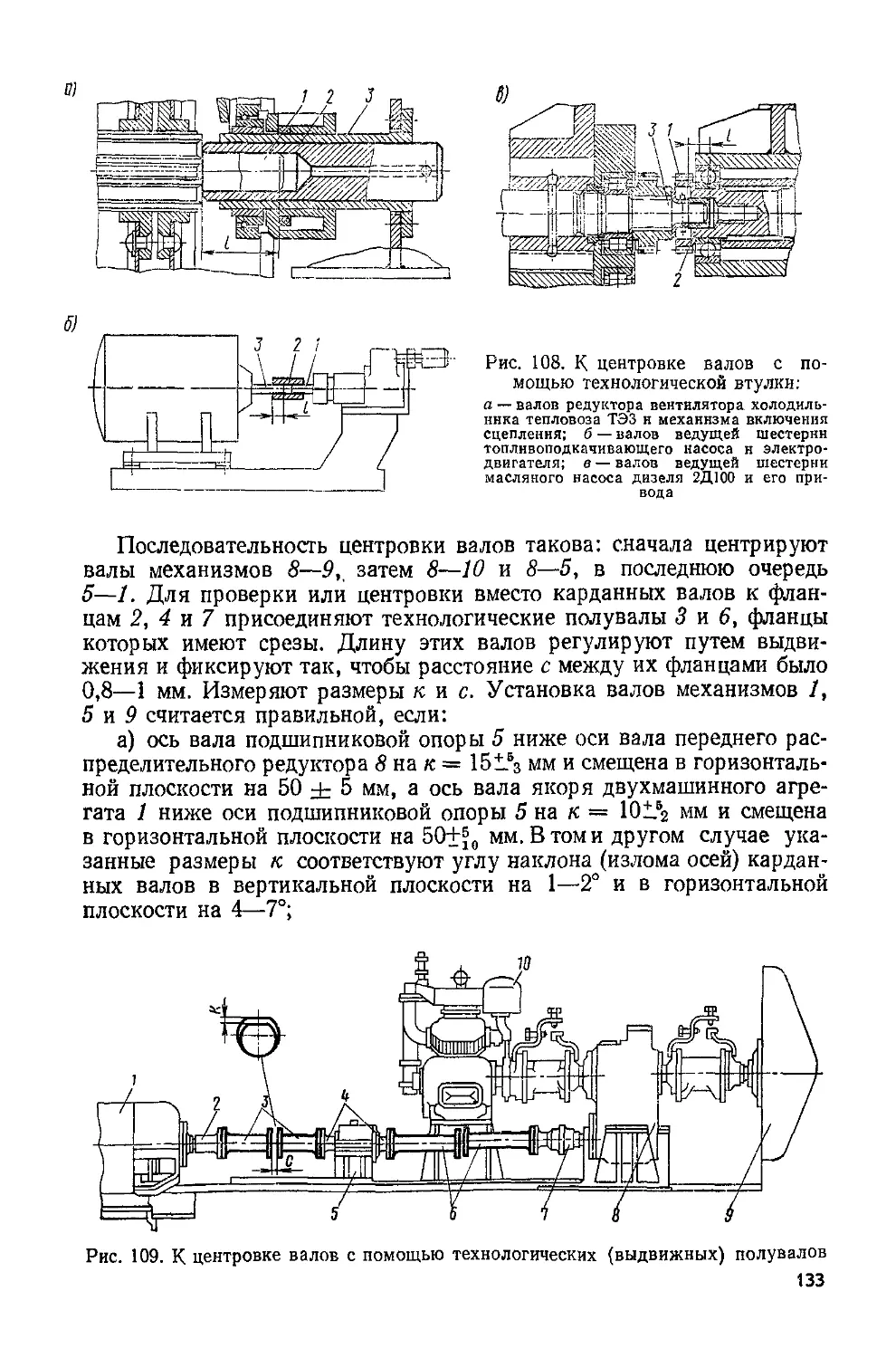
Рис. 1. Система технического обслуживания и ремонта
поездных тепловозов, установленная в 1975 г.
Капитальный ремонт (КР) предназначен для восстановления ис-
правности и полного или близкого к полному ресурса тепловоза с за-
меной или ремонтом любых его частей, включая базовые, и их регули-
ровкой.
При КР может производиться средний ремонт отдельных частей
тепловоза. Полный перечень работ, выполняемых при техническом
обслуживании и ремонте каждой серии тепловозов, приведен в прави-
лах ремонта.
Таким образом, ремонты КР, СР, ТРЗ, ТР2 и частично ТР1 предназ-
начены в той или иной мере для восстановления работоспособности
элементов оборудования, а техническое обслуживание — для преду-
преждения неисправностей, уменьшения изнашивания деталей и обе-
спечения безопасности движения.
Надежная работа тепловозов зависит не только от системы техни-
ческого обслуживания и ремонта, но и от качества топлива и смазочных
материалов, их соответствия современным конструкциям, бережного
отношения к тепловозам, квалифицированного ухода за ними, преду-
преждения перегрузок и соблюдения режимов работы оборудования
в эксплуатации.
§ 2. ДИФФЕРЕНЦИАЦИЯ ПЕРИОДОВ МЕЖРЕМОНТНОЙ
РАБОТЫ ТЕПЛОВОЗОВ
Техническое состояние тепловозов и расходы, связанные с их содер-
жанием, во многом зависят от местных условий эксплуатации.
К местным условиям эксплуатации, влияющим на техническое состо-
яние тепловоза, следует отнести путевые, климатические, режим-
ные и другие условия, а также уровень квалификации технического
персонала.
Путевые условия определяются типом рельсов, состоянием верхне-
го строения пути и профилем железнодорожного полотна (кривизной,
уклонами, подъемами).
8
Климатические условия характеризуются температурой, баромет-
рическим давлением, влажностью и запыленностью окружающей среды.
Под режимными условиями понимают частоту изменения нагрузки
и скорости движения тепловоза, частоту остановок в пути следования
и т. п.
Чтобы яснее представить влияние местных условий на техническое
состояние тепловоза, проследим за работой двух тепловозов одной се-
рии с одинаковыми составами на участках с различными путевыми,
климатическими и режимными условиями.
Предположим, что первый тепловоз работает на двухпутном участ-
ке с отличным состоянием пути, оборудованном автоблокировкой. Ра-
бота протекает при умеренной температуре, чистом воздухе, нормаль-
ном барометрическом давлении. Состав движется под уклон. Второй
тепловоз везет такой же состав по однопутному участку с затяжными
подъемами, при резком перепаде температуры и т. п. Естественно, что
движение второго тепловоза сопровождается постоянными изменения-
ми скорости как из-за частых остановок, так и вследствие перевалисто-
го профиля пути. При движении приходится часто включать систему
пескоподачи, а это, как известно, увеличивает не только сцепление ко-
лес тепловоза с рельсами, но и сцепление колес вагонов, что способст-
вует увеличению сопротивления движению поезда. По мере движения
состава в гору увеличивается разреженность воздуха. Его становится
недостаточно для сгорания топлива. Мощность двигателя падает, а сам
двигатель перегревается. Не в лучшем положении в смысле перегрева
окажутся и тяговые электрические машины, так как они будут нахо-
диться под большими токовыми нагрузками, несмотря на непрерывную
работу охлаждающих устройств. В этих условиях все элементы сило-
вого оборудования тепловоза будут работать крайне напряженно.
Износ деталей всех механизмов, а также старение изоляции токоведу-
щих частей электрического оборудования будут происходить более
интенсивно. Даже фильтры тепловоза быстрее загрязнятся, так как
через них пройдет больше воздуха, топлива и масла. Очевидно, что на
втором участке тепловоз как тяговая машина используется более ин-
тенсивно, чем на первом.
Какой мерой можно оценить работу, выполненную тепловозом на
первом и втором участках?
Если оценить ее пробегом или количеством перевезенного груза
(км, т, ткм), то окажется, что в обоих случаях тепловоз перевез один
и тот же груз на одно и то же расстояние. Видимо, и такие показатели,
как время нахождения тепловоза в эксплуатации, частота вращения
вала его дизеля, техническая скорость поезда, не могут также объек-
тивно оценить загрузку тепловоза. «Неполноценным» окажется и такой
показатель, как «количество энергии, выработанной тяговым генера-
тором» (кВт-ч), так как при холостой работе дизеля (без нагрузки)
как при движении с поездом, так и на стоянках генератор не вырабаты-
вает энергию. К тому же этот показатель может быть применен только
для тепловозов с электрической передачей.
Остается не рассмотренным еще один показатель — расход топлива
тепловозом. Начнем с понятия термина — работа. Как известно, рабо-
9
та, произведенная при том или ином процессе, есть величина, измеряю-
щая количество энергии, превратившейся в данном процессе из одной
формы в другую. В нашем случае тепловоз, как всякий локомотив,
является преобразователем энергии, заключенной в топливе, во внеш-
нюю работу силы тяги, т. е. в механическую работу по передвижению
поезда. Поэтому, не допуская существенной погрешности, можно при-
нять, что количество израсходованного топлива прямо пропорциональ-
но выполненной тепловозом механической работе.
Очевидно, расход топлива будет зависеть при прочих равных усло-
виях от интенсивности загрузки тепловоза в тех или иных условиях
эксплуатации. На рис. 2 приведены фактические измерители работы
поездных тепловозов одной и той же серии, используемые в грузовом
движении в различных депо. Как видно на рис. 2, после затраты оди-
накового количества энергии одни и те же тепловозы, работающие в раз-
личных эксплуатационных условиях, имеют неодинаковые измерители
по пробегу, количеству перевезенных грузов, массе составов, техни-
ческой скорости.
Из этого следует, что наиболее объективным показателем интен-
сивности загрузки тепловоза, учитывающим все многообразие эксплуа-
тационных условий его работы, может служить расход топлива тепло-
возом на 1 км пробега. Расход топлива зависит от серии тепловоза, мас-
сы состава, профиля и состояния пути, скорости движения, времени
работы дизеля на различных частотах вращения под нагрузкой и вхо-
лостую, силы и направления господствующих ветров, атмосферных
осадков и других климатических условий.
Расход топлива, отнесенный к 1 км пробега или 1 ч его работы, назван пока-
зателем использования мощности тепловоза <р. Он характеризует не только за-
грузку основной энергетической установки тепловоза — дизеля, но и всего обору-
дования. Действительно, чем больше загружен дизель, тем напряженнее работают
все элементы передачи, включая колесные пары, тем продолжительнее находятся
под большими токовыми нагрузками токоведущие части и изоляция электричес-
ких машин, аппаратов, кабелей, тем больше времени работают вентиляторы ох-
лаждающих устройств. От снимаемой с дизеля мощности зависит также количест-
во воздуха и топлива, пропускаемых фильтрами, а следовательно, и сроки их
замены или очистки.
Рис. 2. Измерители работы тепловозов серий ТЭЗ и 2ТЭ10 после из-
расходования 1000 т дизельного топлива
10
Анализ показал, что интенсивность износа деталей важнейших элементов
оборудования тепловозов (кроме деталей рессорного подвешивания тележек) за-
висит при прочих равных условиях от того,с какой интенсивностью работает теп-
ловоз [15]. Расход топлива за 1км пробега может служить также показателем
интенсивности загрузки моторных вагонов дизельных поездов, автомотрис, мото-
возов, автодрезин. Показателем использования мощности электровозов и мотор-
ных вагонов электросекций может служить расход электроэнергии на 1 км пробе-
га (кВт/км).
Фактический показатель использования мощности тепловозов каждой серии
(отдельного тепловоза, тепловозов одного депо или одной дороги) находят из
следующего выражения:
тепловозы поездной службы:
<p=Qyc е-104 кг/км,
где Qy0 — средняя условная масса состава брутто, т:
А — выполненная перевозочная работа тепловозами данной серии
за определяемый период, ткм;
£1( Z.2, L3,l — соответственно пробег тепловозов во главе поезда, в двойной
Lit Lt f тнге, в одиночном следовании, в подталкивании и условный
пробег, выполненный тепловозами данной серии за определя-
емый период, км;
е — расход дизельного топлива тепловозами данной серии за оп-
ределяемый период на измеритель, кг/104 ткм брутто.
Для участков дорог, где дизельная тяга вводится впервые нли одна серия теп-
ловозов заменяется другой, необходимые .данные для определения <р находят тя-
говыми расчетами.
Чтобы учесть возможный пробег тепловозов с порожняком, в одиночном сле-
довании, в подталкивании и условный пробег при работе на данном участке, сред-
нюю условную массу состава принимают Qy0= (0,7—0,9)Q, где Q — вес состава,
найденный тяговыми расчетами;
тепловозы внепоездной службы:
ф' =—— кг/ч,
'а
где Е — общий расход дизельного топлива тепловозами данной серии за опре-
деляемый период, кг;
ta — общее время работы в эксплуатации тепловозов дайной серии за опреде-
ляемый период, ч.
Если данная серия тепловозов впервые используется для внепоездной рабо-
ты, временно, до получения фактических данных Е и /э, показатель использова-
ния мощности принимается равным <р = (0,10—0,20)G4, где G4 — часовой расход
топлива дизелем тепловоза данной серии при работе на номинальной мощности,
кг/ч.
Интенсивность загрузки дизелей различных серий тепловозов сравнивается
между собой по коэффициенту загрузки дизеля, который рассчитывают по форму-
ле:
для поездных тепловозов
^тех ф
V" G4 ’
для внепоездных тепловозов
где утех — техническая скорость грузовых илн пассажирских поездов, обслу-
живаемых тепловозами данной серии, за определяемый период, км/ч;
Ф и <р' — показатели использования мощности соответственно поездных и
внепоездных тепловозов данной серии, кг/км и кг/ч.
11
КГ/КН
Коэффициент загрузки дизелей 2Ш о;и О.Зд 0,55 о,л 1Щ 0,41
ТЭЗ 0,43 0,36 0,42 044 W 0,44
наименование железной дороги Сеть ли]. Идеам Кишинев окон Лалене- temnei ОеВер- Hil-l Лоиец- ш придал жская
Рис. 3. Фактические показатели использования
мощности и коэффициенты загрузки дизелей
тепловозов серий ТЭЗ и 2ТЭ10
Фактические показатели
использования мощности и
коэффициент загрузки дизелей
тепловозов различных серий
по сети железных дорог и
отдельным железным дорогам
(рис. 3) подтверждают, что
интенсивность загрузки сило-
вых механизмов тепловозов
зависит от местных условий
эксплуатации и рода выпол-
няемой ими работы.
Министерством путей со-
общения утверждаются сред-
ние периоды межремонтной
работы тепловозов для всей
сети железных дорог (см.
табл. 1). Для тепловозов каж-
дой дороги и депо эти периоды
дифференцируются в зависи-
мости от показателя использо-
вания мощности ср. Если этого
не делать, то тепловозы, рабо-
тающие на участках с неблаго-
приятными условиями эксплу-
атации и с полным использованием мощности, будут подвергаться техническому
обслуживанию и ремонту в тоже периоды, что и тепловозы, работающие на
участках, где условия работы легче, а выполненная тепловозами механичес-
кая работа значительно меньше, что будет приводить к неоправданным рас-
ходам денежных средств, материалов и запасных частей.
Дифференцированные периоды межремонтной работы тепловозов, выра-
женные в км пробега £р (для поездных) и во времени /р (для внепосздных), опре-
деляются из следующих выражений:
, Со
Ln = —— км;
Ф
t0 =-----—— месяцев;
₽ 705 ф
, Со
/р = -0; — суток,
23,5 ф
где Go и Gg — соответственно норма расхода дизельного топлива между отдель-
ными видами технического обслуживания или ремонта для поезд-
ных и виепоездных тепловозов данной серин, кг (табл. 2);
ф и ф' — соответственно показатели использования мощности поездных
и виепоездных тепловозов данной серии, кг/км и кг/ч;
705 и 23,5 — соответственно продолжительность работы внепоездного тепло-
воза в месяц и в сутки, ч.
Как видно, при наличии нормы расхода топлива Go и Gp легко дифференциро-
вать периоды межремонтной работы тепловозов по пробегу или времени работы,
т. е. показателями, более удобными для транспортников. В табл. 2 приведены
такие нормы для тепловозов поездного и внепоездного парков, утвержденные
Главным управлением локомотивного хозяйства МПС (ЦТ МПС).
Норма расхода топлива Go и Gg для каждой серии тепловоза определяется по
формулам:
для поездного тепловоза
G0 = vG4 ^ри кг;
^тех
12
Таблица 2
Серия тепловоза Норма расхода дизельного топлива, кг
Техниче- ское об- служива- ние ТОЗ Текущий ремонт ТР1 Текущий ремонт ТР2 Текущий ремонт ТРЗ Средний ремонт СР Капи- тальный ремонт КР
Поездные
ТЭЗ (две секции) 51 000 410 000 — 1 230 000 4 920 000 14 760 000
2ТЭ10 59 000 470 000 — 1 410 000 5 640 000 16 920 000
ТЭП10 18 800 150 000 300 000 600 000 1 800 000 5 400 000
М62:
грузовой .... 30 000 240 000 480 000 960 000 2 880 000 8 640 000
пассажирский . . 20 100 162 000 325 000 650 000 1 950 000 5 850 000
ТЭ7 (одна секция) 25 000 193 000 — 580 000 2 320 000 6 950 000
ТЭП60 26 000 246 000 492 000 984 000 2 052 000 4 104 000
Внепоездные
ТЭМ1 15 400 115 000 230 000 460 000 1 380 000 2 760 000
ТЭМ2 17 300 130 000 260 000 520 000 1 560 000 3 120 000
ТЭ1, ТЭ2 (одна сек-
ция) 7 700 61 500 123 000 246 000 925 000 1 850 000
ЧМЭЗ 18 500 138 000 276 000 552 000 1 656 000 3 312 000
М62 27 600 207 000 414 000 828 000 2 484 000 4 968 000
ЧМЭ2 5 250 42 000 84 000 168 000 630 000 1 260 000
ТГМЗ 3 800 22 800 91 000 182 000 680 000 1 360 000
ВМЭ1 3 300 20 000 80 000 160 000 600 000 1 200 000
ТГМ1 2 000 12 000 48 000 96 000 360 000 720 000
для внепоездного тепловоза
Go =-y'G4 /эн кг,
где £рн н <эн — соответственно среднесетевые нормы межремонтного периода
в км и во времени поездных и внепоездных тепловозов, утверж-
денные МПС (см. табл. 1).
Коэффициенты загрузки дизелей в зависимости от надежности работы каждой
серин тепловозов рекомендуется принимать для поездных у — 0,5 4- 0,65, для
внепоездных у' = 0.1 4- 0,2.
ГЛАВА II
ОСНОВЫ ТЕХНОЛОГИИ РАЗБОРКИ И ОЧИСТКИ
ДЕТАЛЕЙ ОБЪЕКТА РЕМОНТА
§ 3. ПОСТАНОВКА ТЕПЛОВОЗА В РЕМОНТ. СЪЕМКА
И РАЗБОРКА ОБЪЕКТА РЕМОНТА
Наиболее полно все работы по текущему ремонту тепловоза охва-
чены при ремонтах ТР2 и ТРЗ. Поэтому в книге этим видам ремонта
уделено основное внимание. Текущий ремонт ТР2 или ТРЗ теплово-
за состоит из следующих основных технологических процессов: при-
емки тепловоза в ремонт, разборки, очистки объектов ремонта, вос-
становления поврежденных деталей и соединений, сборки и настройки
объектов ремонта, сборки и испытания тепловоза после ремонта.
До постановки тепловоза в ремонтное стойло электрические маши-
ны и аппараты продувают сухим сжатым воздухом, наружные поверх-
ности кузова, крыши и тележек подвергают мойке на механизирован-
ной установке, из всех систем сливают топливо, масло и воду, песочни-
цы освобождают от песка.
Прежде чем приступить к разборке тепловоза, полезно вспомнить
о некоторых, на первый взгляд элементарных, но в действительности
очень важных рекомендациях, которые вырабатывались не одним поко-
лением людей, занятых ремонтом машин. Речь пойдет о маркировке,
о том, что нужно проверить перед съемкой и разборкой любого объекта
ремонта и почему нельзя обезличивать детали отдельных соединений.
Маркировка. Тепловоз состоит из десятков тысяч деталей. В процессе
его сборки многие детали подбирают по весу и размерам, часть деталей
совместно обрабатывают, а некоторые, кроме того, прирабатывают друг
к другу; при соединении двух агрегатов их валы центрируют, т. е. де-
лают соосными; взаимное расположение ряда деталей регулируют про-
кладками, большинство механизмов после установки фиксируют штиф-
тами. Для того чтобы в процессе последующей сборки быстро распознать
место, ранее занимаемое той или другой деталью, одноименные и ком-
плектные детали маркируют, т. е. наносят на них особые метки (знаки,
цифры, буквы и т. п.) (рис. 4). Например, маркировка АБЭ на гильзе
цилиндра означает, что она принадлежит девятому цилиндру дизеля
АБ; маркировка АВ8НГ на вкладыше коренного подшипника колен-
чатого вала указывает на то, что он относится к дизелю АВ, восьмому
подшипнику его нижнего вала и является верхним вкладышем. Систе-
ма^маркировки каждой машины или механизма приводится в техничес-
кой документации, а места постановки маркировки указываются на
чертежах деталей или узлов.
Технологический процесс съемки и разборки. В процессе съемки
и разборки производят внешний осмотр, определяют положение де-
талей в собранном узле, собственно съемку и разборку.
Внешний осмотр нужен для проверки наличия маркиров-
ки, определения надежности посадки и состояния деталей по видимым
14
признакам. Если на деталях знаков маркировки в местах, предусмот-
ренных чертежом, почему-либо нет или они перепутаны, их наносят
тотчас же после разборки объекта.
Часто нарушение посадки и неисправности деталей удается опре-
делить до разборки объекта по внешним признакам. Например, об
ослаблении посадки вкладышей подшипника коленчатого вала дизеля
легко судить по смещению разъемов вкладышей и гнезда подшипника;
слабо укрепленную или плохо уплотненную катушку на сердечнике
полюса электрической машины определяют по следам смещения (на-
тертости), а также наличию ржавчины на металлических деталях или
поверхности самой катушки. Обугленная изоляция — признак ослаб-
шего контактного соединения. Скопление пыли в виде жилки или не-
большого валика на поверхности деталей (особенно экипажной части)
укажет на наличие трещины или ослабление посадки детали. Жилка
в этом случае будет как бы обрисовывать контур трещины.
Сторона воздуходувки Сторона управления
Номера верхних коренных
подшипников, . ,
-НД-нижняя половина,
нижнего подшипника
-Б
.8Г-верхняя половина,
'верхнего подшипника
"г-ДД-нижняя половина
верхнего подшипника
/ НГ-верхняя половина
нижнего подшипника
Номера нижних копенных
подшипниш
ВГ-верхняя половина
верхнего шатунного
подшипника
В-верхний
поршень
Н-нижний-
поршень
Гильза
Поперечный
разрез дизеля
по цилиндру
(по ВБ)
В-крышка верхнего
подшипника
В-верхний шатун
ЛГ-верхняя половина
левого подшипника
ЛД-нижняя половина
левого подшипника
ВД-нижняя половина
верхнего шатунного
подшипника
НГ-верхняя половина
нижнего^ шатунного
подшипника
Н-нижний шатун
-нижняя половина
нижнего шатунного
подшипника.
Н-крышка нижнего
подшипника
Поперечный
разрез дизеля
по подшипники
(ПОЙЯ)
Рис. 4. Система маркировки деталей дизеля 2Д100
15
Определение положения деталей в собран-
ном узле. Наиболее достоверные данные о величинах зазоров и
разбегов между трущимися деталями, об искажении их формы, дефор-
мации и износе можно получить лишь тогда, когда измерения ведутся
при рабочем положении деталей. Например, зазор «на масло» в под-
шипниках коленчатого вала дизеля, в якорных и моторно-осевых под-
шипниках тягового электродвигателя, боковой зазор между зубьями
различных зубчатых передач или деталями шлицевого соединения наи-
более точно можно определить в собранном узле. Так, искажение фор-
мы постелей подшипников коленчатого вала дизеля или моторно-осе-
вых подшипников тягового электродвигателя можно установить лишь
в том случае, когда крышки подшипников нормально закреплены на
своих местах. О деформации гильзы цилиндра дизеля можно достовер-
но судить лишь при нахождении ее в блоке цилиндров. Внешний ос-
мотр и определение положения деталей в собранном узле являются од-
ними из элементов технической диагностики объекта ремонта.
Съемка и разборка объекта. Трудоемкость разбороч-
ных и сборочных работ составляет значительную часть (примерно 35—
45%) общей трудоемкости ремонта ТРЗ тепловоза. Эта цифра заметно
уменьшается, когда сокращается число пригоночных работ, отпадает
необходимость восстановления поврежденных при разборке деталей,
поиска потерянных крепежа, прокладок и т. п. Поэтому правильная
организация процессов съемки и разборки и качественное их выполне-
ние оказывают весьма заметное влияние на продолжительность, тру-
доемкость и стоимость ремонта тепловоза.
Каких же правил следует придерживаться при демонтаже или раз-
борке объекта ремонта? Прежде всего несколько слов об инструменте.
Он должен быть по возможности механизированным и универсальным,
удобным и безопасным в эксплуатации, обязательно исправным, обес-
печивающим сохранность деталей. Выколотки желательно применять
из алюминия, красной меди или фибры.
Некоторые приспособления, стенды и установки, применяемые для
демонтажных и монтажных работ, описаны в последующих главах, где
освещается ремонт.
Несколько рекомендаций по разборке объекта. Во всех случаях,
когда это возможно, объект ремонта до поступления на рабочее место
нужно очистить (см. § 4), что создаст благоприятные условия для даль-
нейшей работы. Регулировочные прокладки и шайбы, цилиндрические
и конические штифты и т. п., служащие для фиксации или регулировки
взаимного расположения деталей, следует сохранить, чтобы при после-
дующей сборке или монтаже объектов не производить лишних, иногда
очень трудоемких операций по их центровке и регулировке. При сня-
тии люков, крышек или крупных деталей, установленных на гермети-
зирующих прокладках, нужно соблюдать осторожность, чтобы обеспе-
чить их сохранность. Открытые полости оборудования, не снятого с теп-
ловоза, в том числе и труб, а также полости демонтированных объектов
следует закрыть крышками или пробками, чтобы избежать засорения.
Весь годный крепеж (гайки, болты, шпильки) по возможности вновь
поместить на прежние места. Если это не удается, крепеж нужно рас-
16
Рис. 5. Приспособления для транспортировки и укладки яко-
рей электрических машин:
А — необходимый зазор; / — распорка; 2 — временная приставка; 3 —
обмотка якоря; 4-— канат; 5 — подставка
сортировать по размерам и разместить в ячейках комплектовочных
корзин или тележек.
Особая осторожность должна быть проявлена при разборке элект-
рических машин. Небрежное обращение с якорем или катушками полю-
сов, как правило, ведет к повреждению изоляции. Очень часто причи-
ной пробоя изоляции служит стальная стружка, вдавившаяся в изоля-
цию. Нельзя якорь или катушку перетаскивать волоком или перекаты-
ванием. Для этой цели существуют простые и удобные чалочные при-
способления и подставки (рис. 5). Разбирать объект ремонта сдо вин-
тика» не следует. Детали неразъемных (например, клепаных) или
разъемных соединений, но с нормальной посадкой деталей нужно раз-
бирать лишь при необходимости. Часто бывает так, что многие детали
оказываются годными и могут быть повторно использованы, а объект
ремонта после сборки установлен на свое прежнее место. Поэтому в
процессе демонтажных работ снятые детали следует размещать так,
чтобы после очистки и осмотра каждую деталь можно было легко найти
и поместить на прежнее место. Эта рекомендация особенно важна для
спаренных деталей, обезличивание которых не только приводит к потере
времени, но и отрицательно влияет на долговечность работы тепловоза.
Что касается характера демонтажных работ, то, несмотря на разно-
образие конструктивных элементов оборудования тепловоза, они состо-
ят из небольшого числа повторяющихся операций. К ним следует преж-
де всего отнести разборку резьбовых и прессовых соединений.
§ 4. ОЧИСТКА И МОЙКА ДЕТАЛЕЙ
Объект ремонта в процессе эксплуатации покрывается сухой или
пропитанной влагой и маслом пылью; на поверхностях, охлаждаемых
водой, появляются накипь, а на омываемых маслом — смолистые отложе-
ния и нагар. Металлические детали не только загрязняются, но и по-
17
крываются коррозией или окислами. Частицы загрязнения удержи-
ваются на деталях или за счет молекулярного притяжения, или меха-
ническим сцеплением вследствие шероховатости поверхности. Сущест-
вует два вида очистки деталей — механическая и физико-химическая.
Механическая очистка деталей. К этому виду очистки условно от-
несены: сдувание пыли сжатым воздухом, очистка механическим ин-
струментом и абразивная очистка.
Сдувание пыли сжатым воздухомс поверхности
деталей эффективно лишь в том случае, когда очищаемые поверхности
покрыты сухой пылью, т. е. когда загрязнение плохо сцеплено с поверх-
ностью детали. Очистка ведется обычно в отдельном помещении или
камере, которые оборудованы мощной вытяжной вентиляцией. В от-
дельных случаях воздух предварительно очищают от влаги и масла.
Рекомендуемое давление воздуха 2,5—3,5 кгс/см2.
Очистка механическим инструментом. К это-
му способу прибегают для удаления с поверхностей деталей нагара,
коррозии, старой краски, окислов. Для очистки используют щетки,
скребки или шкурку (наждачную или стеклянную). Применяют круг-
лые и торцовые щетки, сделанные из стальных и латунных проволочек
(Д = 0,05 4- 0,25 мм), волосяных и капроновых нитей. Щетки вращают-
ся электродвигателем или пневматическими машинами. Чем меньше
диаметр щетки, тем больше допустимая частота вращения. В процессе
очистки металлические щетки к поверхности детали прижимают не-
большим усилием, чтобы не изогнуть концы проволочек. Кроме того,
твердая и толстая проволока оставляет на очищаемой поверхности
грубые царапины. Щетки из гофрированной проволоки более упруги
и служат дольше.
Очистка абразивами. При этом способе загрязненную
поверхность детали обрабатывают мягкими или твердыми абразивами,
направляемыми струей воздуха или воды. Частицы абразива, ударяясь
о поверхность детали, разрушают загрязненный слой и уносят с собой
частицы грязи. К мягким абразивам относятся: зерна кукурузной му-
ки, измельченные кукурузные початки, порошок окиси алюминия,
косточковая крошка (дробленая скорлупа ореха, косточек персика,
абрикоса, алычи и т. д.) Мягкие абразивы используют главным образом
для очистки деталей с электрической изоляцией от прочно приставшей
тонкой пленки загрязнения и деталей из легких металлов от любых
загрязнений.
К твердым абразивам относятся кварцевый песок и металлическая
крошка, частицы отбеленного чугуна размерами 0,3—0,8 мм, которые
имеют форму неправильных многоугольников. Твердость частиц
HRC 56—62. Твердые абразивы применяют для удаления нагара, кор-
розии, окислов, старой краски с поверхности деталей из черных и цвет-
ных металлов.
Для очистки деталей тепловозов косточковой крошкой применяют
установки А231. Установка имеет три основные части (рис. 6): камеру,
циклонный фильтр с отстойником и вентилятор. Камера в свою очередь
состоит из рабочей части, бункера и круглого вращающегося стола для
укладки очищаемых деталей. Косточковую крошку засыпают через
18
дверцы камеры 1 в верхнюю часть бункера 8, откуда она через клапан
7, величина открытия которого регулируется ножной педалью, по-
ступает в нижнюю часть бункера и далее к смесителю 6. Сжатый воздух,
подаваемый в смеситель, увлекает абразив и через сопло 10, направляе-
мое рукой рабочего, с силой выбрасывает его на поверхность очищаемой
детали. Отработавшая крошка скапливается в верхней части бункера
и в дальнейшем после промывки может быть использована повторно.
Воздух, загрязненный пылью косточковой крошки и различными
взвешенными частицами (нагара, ржавчины, грязи), пройдя циклонный
фильтр 3, очищается и вентилятором 2 выбрасывается в атмосферу. За-
держанные фильтром частицы опускаются в отстойник 4 с водяной
пленкой. За процессом очистки наблюдают через смотровое стекло;
камера освещается двумя лампами. Продолжительность очистки, на-
пример, поршня дизеля Д50 1—3 мин, гильзы цилиндра дизеля Д100—
3—4 мин. Расход крошки на каждую из этих деталей 0,2—0,3 кг, стои-
мость 1 кг крошки 1,5 коп.
Для очистки деталей металлической крошкой используют установку
А512, а для очистки кварцевым песком — установку П20-55. При
очистке деталей сухими абразивами выделяется много пыли. Поэтому
абразивную очистку желательно вести в отдельных, хорошо вентили-
руемых помещениях. Чтобы предотвратить попадание абразивной пы-
ли в легкие и глаза, рабочий, обслуживающий установку, должен
иметь распиратор и очки. После очистки твердыми абразивами детали,
омываемые маслом, подлежат тщательному ополаскиванию.
Заслуживает внимания гидроабразивный способ очистки деталей,
особенно от нагара, например полостей охлаждения поршней дизеля
Д100. Для этого вида очистки применяют установку, работающую по
принципу раздельной подачи песка и воды (рис. 7). Основные элементы
установки: двухкамерный пескоструйный аппарат со смесителями,
Рис. 7. Схема установки для гидроаб-
разивной очистки:
1 — сопло; 2 — смеситель; 3 — вентиль; 4 —
нижняя камера для песка; 5 —верхняя ка-
мера для песка; 6 — аккумулятор воды
Рис. 6. Схема установки типа А231.05
для очистки деталей косточковой крош-
кой:
1 — рабочая часть камеры; 2 — вентилятор; 3 —
циклонный фильтр; 4 — водяной отстойник; 5 —
вентиль; 5 —смеситель; 7 — клапан; S —бун-
кер; 9 стол; 10 — сопло
19
аккумулятор воды и сопла. Давление воздуха в камерах песка и акку-
муляторе воды поддерживается в пределах 4—5 кгс/см2.
Песок из нижней камеры 4 под давлением воздуха поступает в сме-
ситель 2, где он подхватывается воздухом и по резиновому шлангу по-
ступает к центральному каналу сопла 1. Одновременно к соплу под-
водится под давлением вода. При выходе из сопла струи смешиваются.
Образующаяся смесь воды и песка с силой подается на очищаемую по-
верхность. Перекрыв вентиль 3, можно поверхности, подвергнутые
очистке, промыть водой и продуть сжатым воздухом. В воду добавляют
антикоррозионные присадки — нитрит натрия 0,3—0,4%, эмульсон
0,5—1 % или ингибиторы. В качестве абразива применяют кварцевый
песок.
Обработка деталей абразивами очень эффективна. Однако при не-
умелом использовании этого способа вместо пользы можно получить
вред. Например, при обработке деталей, покрытых электрической изо-
ляцией, крупными абразивами с чрезмерно высоким давлением возду-
ха вместе с пленкой грязи можно легко удалить и изоляционный слой
Детали из черных металлов
Компоненты загрязненные масляными отложениями покрытые нагаром покрытые накнпыо
Номера раство
1 2 3 4 5 6
Содержание
Каустическая сода (едкий натр) Кальцинированная сода (угле- кислый натрий) Жидкое стекло (кремнекислый натрий) Мыло хозяйственное .... Тринатрийфосфат Хромпик (калиевая соль дву- хромовой кислоты) Поверхностно-активное веще- ство ОП7 (полиэтнленгликоле- вый эфир) Осветительный керосин . . . Жировой солидол (смазка УС) любой марки Фосфорная кислота .... Хромовый ангидрид .... Соляная кислота . ... . Уротропин \ ' Температура раствора, °C Продолжительность очистки, мин 3—3,5 1 0,1 0,75 5 1,5 1 10 0,5 2,5 3,1 1 0,8 0,5 3—5 1 1 1 1 1 1 1
75—95 12—25 75—95 12—25 75—95 120— 180 75—95 120— 180 60—80 10—25 8—10 0,04 50—60 10-25
20
(рис. 8). Чтобы этого не случилось, нужно заранее опытным путем
подбирать размер частиц абразива и давление воздуха. Особенно это
важно для очистки деталей, покрытых электрической изоляцией и по-
лудой. Для абразивов в виде кукурузной муки давление воздуха может
быть доведено до 6—6,5 кгс/см2 при диаметре отверстия сопла 6 мм.
Более крупные и тяжелые частицы, такие как измельченные кукуруз-
ные зерна и початки, лучше очищают при давлении воздуха 2,8—
4,2 кгс/см2 и диаметре отверстия сопла 16—25 мм.
Физико-химическая очистка деталей. Современные способы физико-
химической очистки деталей основаны на применении химического
раствора для размягчения и растворения загрязнения, нарушения его
сцепления с поверхностью металла и удержания во взвешенном состоя-
нии в растворе.
При химической очистке используют водные растворы (табл. 3):
щелочные (каустическая и кальцинированная сода, едкий кали)
для очистки обычного загрязнения, масляных отложений, нагара и
кислотные (соляная, серная, фосфорная и другие кислоты) для
Таблица 3
Детали из алюминиевых сплавов Детали с малой шероховатостью поверхностей
загрязненные малляиыми отложениями покрытые нагаром покрытые иакипью загрязненные масляными отложениями
ров (условно)
I 7 I 8 I 9 I 10 | 11 1 12 | 13 1 14 1 15 1 16
в воде, %
1 0,4 0,85 1 — 1-1,5 3 —
— 0,15 1,85 1 — — — — — —
— —• 1 — — I» — — ——
— — — — — — — 3 3 3
0,05 — — 0,5 — — 0,2 0,2 — —
— — — — — — — 0,5 0,7 0,3
— —• — — — — 2 — — —
— — — — — — 4-5 — —
— — — 10 — --- — — — —
— — — 5 — —— — — — —
— — — — — 8—10 — — — —
— — 0,04 — —
75-95 75—95 75—95 75—95 60—80 — 70—80 50-60 50—60 50—60
15—25 15—25 180— 240 180— 240 10-25 10-25 10—15 2-5 2-5 10—15
21
Рис. 8. Очистка деталей с электрической изоляцией:
а — тяжелым крупным абразивом; б — легким мелким абразивом
удаления накипи, ржавчины, окислов. Кроме того, применяют орга-
нические растворители (осветительный керосин, бензин, ацетон, бен-
зол, уайт-спирит, трихлорэтилен, четыреххлористый углерод и т. п.)
для удаления загрязнений, не поддающихся очистке в щелочах, или
там, где нельзя применять щелочи из-за их агрессивности.
В последнее время в ремонтной практике находят широкое приме-
нение различные поверхностно-активные вещества (ПАВ) в сочетании
с неорганическими и органическими добавками. Такими эффективны-
ми моющими препаратами являются МЛ-51 и МЛ-52, представляющие
собой смесь ПАВ с электролитами—натриевыми солями угольной, фос-
форной и кремниевой кислот. Применяют эти препараты для очистки
деталей, загрязненных масляными отложениями. Водный раствор пре-
парата МЛ-51 (10—20 г/л) рекомендуется для очистки струйным спо-
собом, а препарата МЛ-52 (25—35 г/л) — способом погружения. Ус-
пешно стали применять очистку деталей от нагара и накипи в расплаве
солей и щелочи.
Сущность химической очистки (мойки) деталей в растворе заклю-
чается в следующем. Под действием раствора, нагретого до 80—90° С,
загрязнение размягчается. Масляная пленка, расширяясь, разрушает-
ся; на поверхности детали образуются мельчайшие капли масла с гря-
зевыми частицами. Однако сила сцепления масла и металла продол-
жает удерживать эти капли на поверхности детали. Для снижения си-
лы сцепления в состав раствора вводят эмульгаторы, а чтобы ускорить
отрыв капель, раствор заставляют интенсивно перемещаться у очищае-
мой поверхности.
Эмульгаторы — активные вещества (жидкое стекло, мыло, тринат-
рийфосфат, поверхностно-активные вещества ОП-7, ОП-Ю и т. п.), ко-
торые обволакивают капли масла особой пленкой, ослабляющей силу
сцепления масла с металлом, и способствуют формированию мельчай-
ших пузырьков масла в растворе, т. е. эмульсии. Присутствие в раст-
воре эмульгаторов, а также хромпика или жирового солидола предо-
храняет детали от коррозии.
Циркуляция или Возмущение раствора у очищаемой поверхности
достигается пропусканием через раствор сжатого воздуха или пара,
нагревом раствора до кипения, вращением небольших пропеллеров,
22
перемещением деталей в растворе, опрыскиванием, прокачиванием
раствора через изделие и, наконец, созданием быстрых колебаний
раствора вибраторами или ультразвуком.
В зависимости от того, каким способом достигается перемещение
раствора у поверхности очищаемой детали, физико-химическую
очистку подразделяют на следующие способы: вываркой (погружением),
струйным, принудительной циркуляцией раствора, парами раство-
рителя и ультразвуком.
Технологический процесс физико-химической очистки состоит из
трех операций: сортировки, очистки, ополаскивания и сушки.
Сортировка деталей перед очисткой ведется по следующим призна-
кам: по размерам, характеру загрязнения, чистоте обработки поверх-
ностей, материалу, из которого изготовлены детали, материалу по-
крытия (электрическая изоляция, полуда, полимеры, краска). Детали
с высокой чистотой обработки поверхностей (подшипники качения,
прецизионные детали и т. п.) желательно очищать в растворах с орга-
ническими растворителями (№ 13, 14 и 15, см. табл. 3), так как при
очистке в щелочных растворах с их поверхности смывается тонкая жи-
ровая пленка, которая предохраняет детали от ржавления на открытом
воздухе.
Ополаскивание деталей водой — операция заключительная. Она
необходима для удаления с поверхности деталей следов щелочи или
кислоты, опасных в отношении коррозии металла, а также вредно влия-
ющих на кожу рук. Если мойка ведется холодной водой, деталь после
этого сушат, а если горячей, то процесс сушки отпадает.
Очистка вываркой (погружением). Этим про-
стейшим способом чаще всего пользуются для очистки громоздких дета-
лей, а также мелких деталей, загружаемых в ванну с раствором или
в расплав солей и щелочи в сетчатых корзинах. Установка для очистки
блока или картера дизеля, рамы тележки в растворе имеет обычно два
отделения. Одно заполняется раствором, подогреваемым паром, кото-
рый поступает в змеевик, а другое наполняется проточной горячей во-
Рис. 9. Установки для очистки деталей от нагара и накипи
в расплаве солей и щелочи:
1 — пленка грязи; 2 — лак; 3 — изоляция; 4 — проводник
23
дой. Ток горячей воды создается насосом. Для удаления пара, подни-
мающегося с поверхности раствора или воды, над ванной имеется
кожух, соединенный с вытяжной вентиляцией. Детали после очистки
в растворе в течение 15—25 мин помещают в горячую воду для опо-
ласкивания.
Установка для очистки нагара и накипи вываркой (выжиганием)
в расплаве солей и щелочи (рис. 9) состоит из четырех ванн. Первая
(из нержавеющей стали) заполняется расплавом солей и щелочи (в %
по массе): каустическая сода — 65, натрий азотнокислый — 30, соль
поваренная — 5. Температура расплава 380—420° С. Детали из чер-
ных металлов выдерживают 5—15 мин, а из алюминиевых сплавов —
3—5 мин, затем их перегружают в сетчатой корзине 5 в ванну 2 и про-
мывают водой. Для нейтрализации остатков щелочи детали погру-
жают в ванну 3, заполненную 50%-ным раствором ингибированной со-
ляной кислоты (для деталей из черных металлов) или водным раство-
ром фосфорной кислоты (85 г/л) и хромового ангидрида (125 г/л) —
деталей из алюминиевых сплавов. Окончательно детали из черных ме-
таллов промывают в четвертой ванне с горячим водным раствором
кальцинированной соды (3—5 г/л) и тринатрийфосфата (1,5—2 г/л),
а детали из алюминиевых сплавов — в чистой горячей воде.
Недостаток очистки деталей вываркой (погружением) — быстрое
загрязнение раствора (или расплава) и, следовательно, необходимость
частой его замены. Однако очистка и обезжиривание деталей про-
исходят хорошо и довольно быстро, особенно в расплаве солей и щелочи.
Очистка струйным (душевым)способом. Этот
способ выгодно отличается от очистки вываркой тем, что химическое
действие раствора сочетается с динамическим воздействием его струи.
Кроме того, можно применять растворы меньшей концентрации. Струй-
ная очистка осуществляется в одно-, двух- и многокамерных машинах
тупикового или проходного типа. Для очистки деталей длиной до 9 м,
шириной до 3 м и высотой до 1,4 м служит моечная машина тупикового
типа модели ММД-13Б (типа А74). Моечная камера (рис. 10) — основ-
ная часть этой машины — имеет систему принудительной вентиляции
Рис. 10. Моечная камера машины ММД-13Б
24
Рис. 11. Моечная машина типа А328
для очистки мелких деталей:
/ — патрубок; 2 — моечная камера; 3 — на-
сос; 4 — электродвигатель; 5 — редуктор;
6 — дверка
для отсоса паро-воздушной смеси
и сушки деталей, два бака (для
раствора и воды) емкостью каждый
6 м3 с паровым подогревом,а так-
же душевую систему 2 и трубопро-
воды. Детали, подлежащие очист-
ке, укладывают: крупногабарит-
ные — на тедежку 3, а мелкие —
на ту же тележку, но в сетчатых
корзинах. Моечная камера с одно-
го торца имеет глухую стену, а с
другого — дверь, через которую
загруженная деталями тележка
механизмом передвижения со ско-
ростью 4,5 м/мин вкатывается в
моечную камеру. После закрытия
двери включается одновременно
душевая система и механизм пере-
движения тележки. Тележка в те-
чение всего процесса очистки со-
вершает возвратно-поступательное
движение внутри моечной камеры
со скоростью 0,78 м/мин. Ход
тележки 3,9 м. Очистка горячим раствором продолжается 15—25 мин,
а затем в течение 7 мин детали ополаскивают горячей водой. Напор
струй раствора и воды душевой системы из 290 сопел диаметром 5 мм
на выходе достигает 10—12 м вод. ст.
Раздельный слив раствора и воды обеспечивается перекидным
сливным лотком, размещенным на полу моечной камеры. После опо-
ласкивания душевую систему отключают и тележку останавливают.
Для ускорения сушки деталей открывают боковые двери. Раствор
разогревается паровым змеевиком, а вода—насыщенным паром. Расход
воды при ополаскивании 0,4 м3/ч. Раствор пропускают через фильтр
и очищают в отстойнике, а затем используют повторно. Нормальная
температура раствора 80—85° С поддерживается автоматически.
Моечная машина А328 для очистки мелких деталей щелочными или
органическими растворами (№ 1, 2, 7, 8 или 13, 14 и 15, см. табл. 3)
показана на рис. 11. Она состоит из моечной камеры 2 с патрубком 1,
вытяжной вентиляции и душевой системы, бака для раствора с паро-
вым змеевиком и барботером. Последние служат для разогрева раство-
ра. Если в качестве моющей жидкости применяют керосин, через змее-
вик пропускают холодную воду для его охлаждения. Внутри камеры
смонтирован круглый стол диаметром 900 мм, который соединен через
редуктор 5 с электродвигателем. Давление жидкости в душевой систе-
ме создается насосом 3, приводимым в действие электродвигателем 4.
Загружают камеру через дверку 6. Детали на столе располагают на не-
котором расстоянии друг от друга. Чтобы удержать на столе, их обтя-
гивают сеткой. Плотно закрыв дверку 6, включают последовательно
привод стола и душевую систему (21 сопло с отверстиями диаметром
25
2 мм). Стол совершает сложное вращательное движение (3,6 об/мин).
После 10—15 мин очистки прекращают подачу раствора и, не выключая
привод стола, открывают вентиль для обдувки деталей сжатым возду-
хом до их высыхания. После этого детали извлекают из камеры. Для
обдувания в камере имеется трубка с отверстиями.
Очистка принудительной циркуляцией
раствора. Этот способ применяют для очистки внутренних поло-
стей деталей: секций холодильника, теплообменника, крышек цилинд-
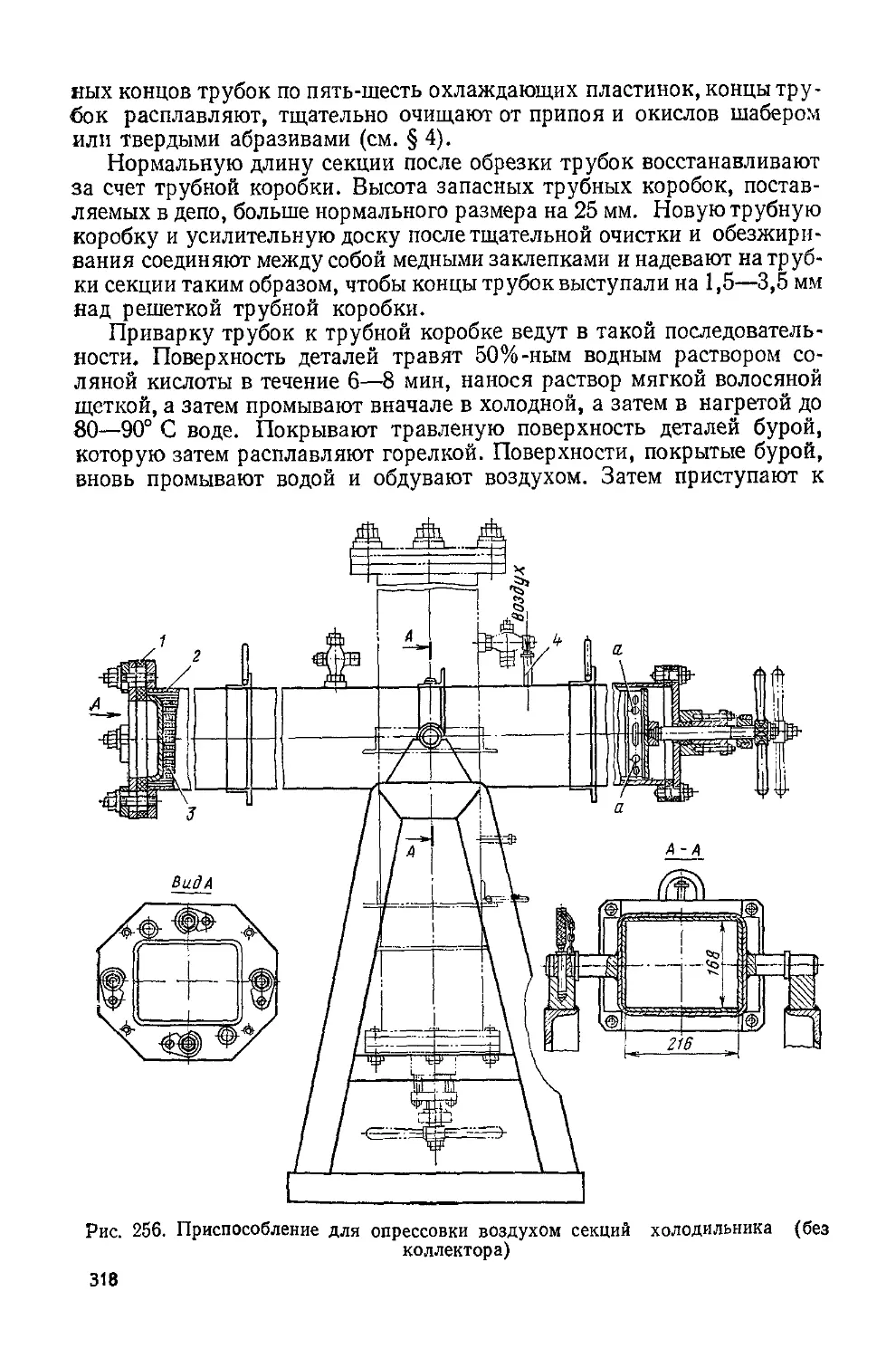
ров и т. п. Схема установки для очистки секций показана на рис. 12.
Раствор для очистки внутренних поверхностей трубок и вода для
наружной мойки секций холодильника залиты в баки 10 и 7 (см. рис. 12)
емкостью каждый 2,4 м3. Раствор нагревают теплообменником 9, а во-
ду — паром, выходящим из отверстий барботера 6. Внутри камеры
укрепляют шесть секций и через них прокачивают раствор № 1 при
очистке масляных и раствор № 6 — водяных секций (см. табл. 3) сна-
чала в одном, а затем в противоположном направлении. После очистки
раствором, которая продолжается примерно 75 мин, секции промывают,
прокачивая через них в течение 15 мин воду. Температуру раствора и
воды поддерживают в пределах 80—95° С. В случае очистки секций
Рис. 12. Схема установки для очистки внутренних и наружных поверхностей сек-
ций холодильника:
/ секции^холодильника; 2 — манометр; 5 —водяной насос; 4— термометр; 5 —фильтр; 6 —
барботер; 7 — бак для горячей воды; 8 конденсационный горшок; 9 — теплообменник: 10 —
бак для раствора; 11 — душевая система
26
14
13
раствором с поверхностно-
активным веществом их не
промывают водой, а про-
паривают, для чего на
нижнем коллекторе преду-
смотрен паровой вентиль.
Длительность промыв-
ки секций зависит от со-
става и температуры рас-
твора, а также от степени
загрязненности секций, горячий пар
Наружную поверхность “
секций обмывают горячей
водой при закрытых две-
рях камеры и при вклю-
ченном вентиляторе отсоса
пара. Общее число сопел
с отверстиями 2 мм для
наружной мойки 1320 шт.,
Уровень пом
12
9
11 10
Рис. 13. Схема испарительной установки для
очистки парами растворителя:
1 — напорная магистраль; 2, 10 — охлаждающий и па-
ровой змеевики; 3, 8 — насосы; 4 — отстойник; 5 — за-
паской бак; 6 — очистительное устройство; 7 — ворон-
ка для спуска отстоя; 9 —вентиль; 11—ваина с рас-
творителем; 12 — моечная камера; 13 — лоток; 14 —
термостат, управляющий процессом нагрева; /5 —вен-
тилятор
" ?)^,Н(
WSSSSS/SSSSSA
У_Вода
EZ
$Пар
напор воды у выхода из
сопел 10 м вод. ст. Производительность водяного насоса 120 м®/ч.
Очистка парами растворителя. Сущность этого
способа состоит в следующем. В паровое облако достаточно сильного
растворителя помещают в подвешенном состоянии холодную деталь,
которая быстро покрывается конденсатом растворителя; последний,
стекая с поверхности детали, уносит с собой частицы грязи. Процесс
продолжается до тех пор, пока деталь не нагреется до температуры па-
ров. В большинстве случаев этого времени оказывается вполне доста-
точно для очистки, так как процесс протекает весьма интенсивно. Ча-
ще всего к рассматриваемому способу очистки прибегают для удаления
прочно приставшей пленки грязи с поверхности деталей с электриче-
ской изоляцией, т. е. якорей и катушек полюсов электрических машин.
Установка для очистки деталей парами растворителя (рис. 13) со-
стоит из моечной камеры с принудительной вентиляцией, устройства
Для очистки загрязненного растворителя и напорной магистрали.
В нижней части смонтирован паровой змеевик для нагревания раство-
рителя. Верхняя часть камеры открытая, ее горловина окружена
змеевиком для циркуляции холодной воды.
Установка работает следующим образом. Включаются нижний (па-
ровой) змеевик 10, вентиляция и верхний (охлаждающий) змеевик 2.
Образующиеся при кипении растворителя пары устремляются вверх.
Достигнув холодного пространства камеры, т. е. зоны верхнего змее-
вика 2, начинают конденсироваться и в виде капель падать вниз. Кон-
денсат, образующийся на поверхности труб верхнего змеевика, стекает
в лоток 13 и далее в отстойник 4. Часть пара, не успевшая превратиться
в конденсат, отсасывается вентилятором 15.
Когда в камеру с горячими испарениями помещают в подвешенном
Состоянии холодную деталь, например якорь, то его поверхность сразу
Покрывается конденсатом, который, стекая, увлекает с собой частицы
27
Рис. 14. Схема образования по-
лости в растворе под действием
ультразвуковых волн
загрязнения. Местные, более крупные
отложения грязи, оставшиеся на по-
верхности детали, удаляют струей чисто-
го растворителя, подаваемого насосом 3
через резиновый шланг и наконечник.
Загрязненный растворитель отсасывает-
ся из ванны насосом 8, пропускается
через очистительное устройство 6 и
накапливается в запасном баке 5. В ка-
честве растворителя применяют трихлор-
этилен и перхлорэтилен, температура
кипения которых соответственно 87 и 121° С. Желательно приме-
нять растворы, имеющие температуру кипения выше, чем у воды.
Тогда отпадает необходимость сушки изоляции якорей и катушек
после очистки.
При работе на рассмотренной установке нужно, во-первых, строго
контролировать температуру нагревания раствора. При чрезмерном
нагревании раствора может произойти его разложение и образование
опасных химических соединений. Во-вторых, время выдержки деталей
в камере должно быть не более времени, необходимого для растворения
грязи. Особенно это касается деталей с электрической изоляцией, из-
готовленных на основе различных кремниевых соединений. Эти соеди-
нения при продолжительном нахождении в парах растворителя могут
сами начать растворяться, т. е. вместе с грязью незаметно может быть
снята и изоляционная лаковая пленка. Время выдержки в камере уста-
навливают опытным путем.
Преимуществами этого способа очистки являются: быстрота и эф-
фективность очистки всегда чистым растворителем; отсутствие необхо-
димости сушки в печи якорей, катушек и других деталей с электриче-
ской изоляцией. Рассмотренный способ очистки весьма перспективен,
хотя пока еще не нашел широкого применения.
Очистка ультразвуком. При этом способе у очищаемых
поверхностей деталей создается интенсивное колебание раствора за счет
ударных волн, возникающих при пропускании через раствор ультра-
звука. Под действием ультразвука в растворе образуются области сжа-
тия и разрежения, распространяющиеся по направлению ультразвуко-
вых волн. В зоне разрежения, на границе между поверхностью детали
и жидкостью, образуется полость С (рис. 14), куда под действием мест-
ного давления из пор Ж капилляров К. выталкивается раствор и загряз-
нение. Через полпериода колебаний в том же месте образуется область
сжатия. В результате пузырек захлопывается, происходит гидравли-
ческий удар, способный создавать большое мгновенное местное давле-
ние, намного превышающее исходное, вызванное распространением
ультразвуковых колебаний1. Это явление сопровождается характерным
шумом. Благодаря большой частоте ультразвуковых колебаний про-
1 Образование полостей (пустот) в жидкости и действие, оказываемое ими
в тех областях среды, где они возникают, получило название кавитации.
28
цессы повторяются до 20 000 раз в 1 с. Под действием раствора и гид-
равлических ударов жировая пленка на поверхности детали разрушает-
ся, загрязнения превращаются в эмульсию и уносятся вместе с раст-
вором. Скорость и качество ультразвуковой очистки зависят от хими-
ческой активности и температуры раствора, а также удельной мощности
ультразвука. В качестве моющей жидкости рекомендуются растворы
№ 15, 16 (см. табл. 3). Температура раствора 50—60° С, удельная мощ-
ность ультразвука 1,5—2 Вт на 1 см2 очищаемой поверхности.
Преимущеетва ультразвуковой очистки деталей: ее качество выше
по сравнению с другими способами очистки, значительно меньшая про-
должительность процесса; очистка легко может быть механизирована.
В промышленности, как правило, ультразвуковой способ применяют
для очистки мелких деталей. В последнее время его начинают внедрять
и при ремонте тепловозов, например для очистки фильтров.
ГЛАВА III
КОНТРОЛЬ СОСТОЯНИЯ ДЕТАЛЕЙ МЕХАНИЧЕСКИХ
ЧАСТЕЙ ТЕПЛОВОЗА
§ 5. КЛАССИФИКАЦИЯ ПОВРЕЖДЕНИЙ ДЕТАЛЕЙ
Детали тепловоза после очистки подвергаются контролю (дефекта-
ции) с целью сравнения их фактического состояния с требованиями
действующей технической документации по ремонту тепловозов. В ре-
зультате контроля устанавливаются пригодность деталей к дальней-
шей работе, возможности их восстановления или браковки. Существуют
три разновидности размеров и других технических характеристик де-
талей: нормальные, допустимые и предельные.
Нормальными считаются размер и другие технические ха-
рактеристики детали, соответствующие рабочим чертежам.
Допустимыми называются размеры, повреждения и другие
технические характеристики детали, при которых она может быть
вновь использована на тепловозе и будет удовлетворительно работать
в течение предстоящего межремонтного периода.
Предельными считаются размеры, повреждения и другие
технические характеристики деталей, при наличии которых детали
бракуются.
Допустимые и предельные размеры и другие технические характе-
ристики деталей устанавливаются правилами ремонта, инструкциями,
руководствами и другой технической документацией, утвержденными
МПС.
Фактическое состояние деталей характеризуется наличием тех или
иных повреждений, причинами возникновения которых могут служить
различные факторы эксплуатационного, производственного, конструк-
ционного или аварийного характера.
Повреждения эксплуатационного харак-
тера возникают, как правило, в результате естественного износа де-
талей или нарушений требований технического обслуживания тепло-
воза.
Дефекты или повреждения производствен-
ного характера являются результатом нарушений, допущен-
ных в процессе изготовления самого тепловоза или его ремонта.
Дефекты конструкционного характера —
результат ошибок, допущенных конструкторами при проектировании
тепловоза из-за неточностей при выборе размеров, допусков на сопря-
женные детали, материала, способа термообработки деталей и т. п.
Повреждения аварийного характера возни-
кают при несвоевременном обнаружении дефектов изготовления или
ремонта, в результате усталости материала, которой подвержены в ос-
новном детали, работающие со знакопеременной нагрузкой (коленча-
тые валы, оси колесных пар, валы якорей тяговых электродвигателей
зо
и др.), а также при грубом нарушении нагрузочных режимов работы
оборудования и столкновении подвижного состава.
Наиболее характерные повреждения деталей тепловозов, встречаю-
щиеся в эксплуатации, можно разделить на три группы: возникающие
вследствие износа, механического характера и повреждения, являю-
щиеся следствием химико-тепловых воздействий.
Износ деталей проявляется обычно в изменении качества их по-
верхности, геометрических размеров и формы. В результате износа
цилиндрические детали по диаметру становятся овальными, а по дли-
не — конусными. В отдельных случаях поверхностная твердость де-
талей уменьшается, например при износе закаленных или цементиро-
ванных поверхностей, и, наоборот, твердость увеличивается в резуль-
тате наклепа, но одновременно повышается хрупкость поверхностного
слоя. Подавляющее число повреждений тепловозных деталей прихо-
дится на неравномерный износ или сочетание его с другими поврежде-
ниями.
Повреждения механического характера. Эти повреждения возни-
кают чаще всего из-за приложения знакопеременных или ударных на-
грузок, нарушения порядка закрепления деталей, недопустимого их
скручивания, заедания или при чрезмерных температурных воздейст-
виях. К этой группе можно отнести: трещины, выкрошивание, дефор-
мацию, вмятины, поломку, отколы, пробоины, риски, задиры.
Трещины появляются главным образом в зонах высоких механи-
ческих и тепловых нагрузок и в зонах концентрации напряжений, на-
пример в подступичных частях оси колесной пары и в галтелях шеек
коленчатого вала. Термические трещины (сетка разгара) на поверх-
ности головки поршня дизеля ДЮО и трещины во второй его канавке
вызываются газовой коррозией и температурной деформацией. Трещи-
ны в цилиндровой крышке дизеля появляются из-за ее перегрева,
резкого охлаждения или в результате деформации крышки, вызван-
ной нарушением порядка крепления.
Выкрошивание в виде осповидных углублений и впадин чаще всего
наблюдается на рабочих поверхностях зубьев шестерен и деталей под-
шипников качения. Глубина и размеры впадин зависят от механических
свойств металла и величины удельных давлений при контакте. Уста-
лостный характер носит и выкрошивание баббитовой заливки вклады-
шей подшипников коленчатых валов дизелей Д50 и ДЮО.
Деформация деталей, например овализация постелей коренных под-
шипников коленчатого вала дизеля, изгиб различных валов, полу-
чается в результате ударных нагрузок, чрезмерного нагрева, наруше-
ния порядка закрепления или регулировки взаимного расположения
деталей и т. п. Большинство повреждений механического характера
падает на трещины и деформацию деталей.
Повреждения от химико-тепловых воздействий. К таким повреж-
дениям можно отнести: коробление, оплавление, коррозию, раковины,
прогары, понижение сопротивления или пробой на корпус изоляции
токоведущих частей, электроэрозию.
Коробление, прогары и оплавление деталей происходят чаще всего
от температурных перегрузок или неудовлетворительного охлаждения.
31
Например, пригорание колец в канавках поршней дизеля Д50 ведет
к перегреву и оплавлению головок; образование толстого слоя нагара
в охлаждающей полости поршней дизеля Д100 приводит к появлению
термических трещин и прогару головок; отложение накипи в полости
крышки цилиндра служит причиной ее перегрева и деформации.
Раковины на деталях возникают вследствие местного перегрева или
газовой коррозии. Например, при плохом прилегании выпускных кла-
панов к крышке цилиндра газы прорываются в зазор между тарелкой
клапана и крышкой, в результате чего на притирочных поверхностях
выгорает металл и появляются раковины.
Фретинг-коррозия. Поверхности многих деталей, в том числе нера-
бочей части вкладышей подшипников коленчатого вала дизеля, наруж-
ные кольца подшипников качения, подвергаются фретинг-коррозии,
которую иногда называют контактной коррозией при трении, фрик-
ционной коррозией или окислением при трении. Такой вид поврежде-
ния возникает на сильно нагруженных сопряженных поверхностях
деталей, подверженных вибрации или колебательному движению друг
относительно друга с очень малой амплитудой. Повреждения деталей
с электрической изоляцией описаны в гл. IX.
§ 6. ИЗМЕРЕНИЕ ИЗНОСА И ДЕФОРМАЦИИ
Величина износа деталей может быть определена как прямым, так
и косвенным методом.
При прямом методе измерения определяемую величину или откло-
нение от нее находят непосредственно по показаниям приборов. При
косвенном методе искомая величина износа оценивается пересчетом
результатов измерения другой величины, связанной с искомой опреде-
ленной зависимостью.
В практике технического обслуживания и ремонта тепловозов чаще
всего прямо износ определяют контактным способом (микрометражом),
а косвенно — по степени загрязнения масла продуктами износа и ин-
тегральным способом.
Способ микрометража. Отсутствие постоянной базы
измерения, от которой можно было бы вести отсчет до изнашиваемой
поверхности, погрешности, возникающие от непостоянства температу-
ры детали и прибора, являются недостатками этого способа.
Определение износа деталей по степени загрязнения
масла продуктами износа (металлическими включения-
ми) сводится к тому, что через определенные промежутки отбирают
пробы смазочного масла. Каждую пробу сжигают и в оставшейся золе
химическим, полярографическим или спектральным анализом опреде-
ляют содержание различных металлов. Этим способом можно дать лишь
общую оценку скорости износа, но нельзя установить его линейную
величину и характер. Возможны также погрешности из-за того, что
крупные частицы продуктов износа оседают на дне резервуаров и
в трубопроводах и могут не попасть в отбираемые для анализа пробы
масла. Поэтому данный способ применяют в основном для контроля со-
32
стояния деталей в нормальной
эксплуатации, определения ненор-
мального (аварийного) износа де-
талей и в тех случаях, когда не-
обходима сравнительная оценка
влияния различных факторов на
изнашиваемость деталей без раз-
борки исследуемого объекта для
микрометража.
Интегральный спо-
соб основан на сравнительной
оценке изменения так называемых
«служебных свойств» деталей или
трущейся пары. Чаще всего за кри-
терий «служебных свойств» прини-
мают характер изменения давле-
ния или расхода рабочего тела (воз-
духа, топлива, масла). Например,
об износе деталей цилиндро-порш-
невой группы дизеля судят по
уменьшению компрессии в цилинд-
ре при опрессовке сжатым возду-
хом или по увеличению расхода
масла на «угар»; об износе плун-
жерной пары топливного насоса —
по увеличению утечки топлива
между ее деталями; об износе от-
верстий распылителя форсунки —
по расходу воздуха или топлива.
Универсально-измерительный
инструмент. В эту группу вхо-
дят: штангенциркули, штанген-
рейсмусы, штангенглубиномеры,
микрометры, микрометрические
глубиномеры и нутромеры.
Штангенциркули из-
ГОТОВЛЯЮТ С величинами отсчета ПО / — скоба; 2 — пята; 3 — микрометрический
л 1 л лг л on винт; 4 — стопор; 5 — стебель; 6 — нониус;
НОНИусу 0,1; 0,05 И 0,02 ММ С пре- 7 — барабан; 8 — трещотка
делами измерения 0—125,150—200,
0—300, 0—500, 250—800 мм и более. Штангенциркули с пределом из-
мерения 0—125 мм выполняют с односторонним расположением губок
(рис. 15) для наружных и внутренних измерений. Они снабжены линей-
кой для измерения глубины.
Штангенрей с м у с ы (рис. 16) выпускают с верхними преде-
лами измерения 200, 300, 400, 500, 800 и 1000 мм и с величинами отсче-
та по нониусу 0,1; 0,05 и 0,02 мм.
Штангенглубиномеры выполняют с верхними предела-
ми измерения от 100 до 500 мм. Штангенглубиномеры с отсчетом по но-
ниусу 0,05 и 0,02 мм имеют микрометрическую подачу рамки.
2 Вак. 1161
Рис. 15. Штангенциркуль:
1 — нониус; 2 — рамка; 3 — штанга; 4 — ли-
нейка глубиномера
Рис. 16. Штаигенрейсмус:
I — штанга; 2 — нониус; 3 — рамка; 4 —
ножка
Рис. 17. Микрометр:
зз
Рис. 18. Микрометрический нутромер
Микрометры (рис. 17) бывают с пределами измерения от
О—25 до 300—500 мм и более с интервалом 25 мм.
Микрометрические нутромеры (рис. 18) выпускают
с пределами измерения 75—175, 75—575, 150—1200 и 150—4000 мм.
К головке нутромера прилагаются сменный наконечник (рис. 18, б)
и двенадцать удлинителей (рис. 18, в) размерами 25, 50, 75, 100, 200,
300, 400, 500 и 1000 мм. Для установки по нижнему предельному раз-
меру к нутромеру прилагается эталон (рис. 18, а).
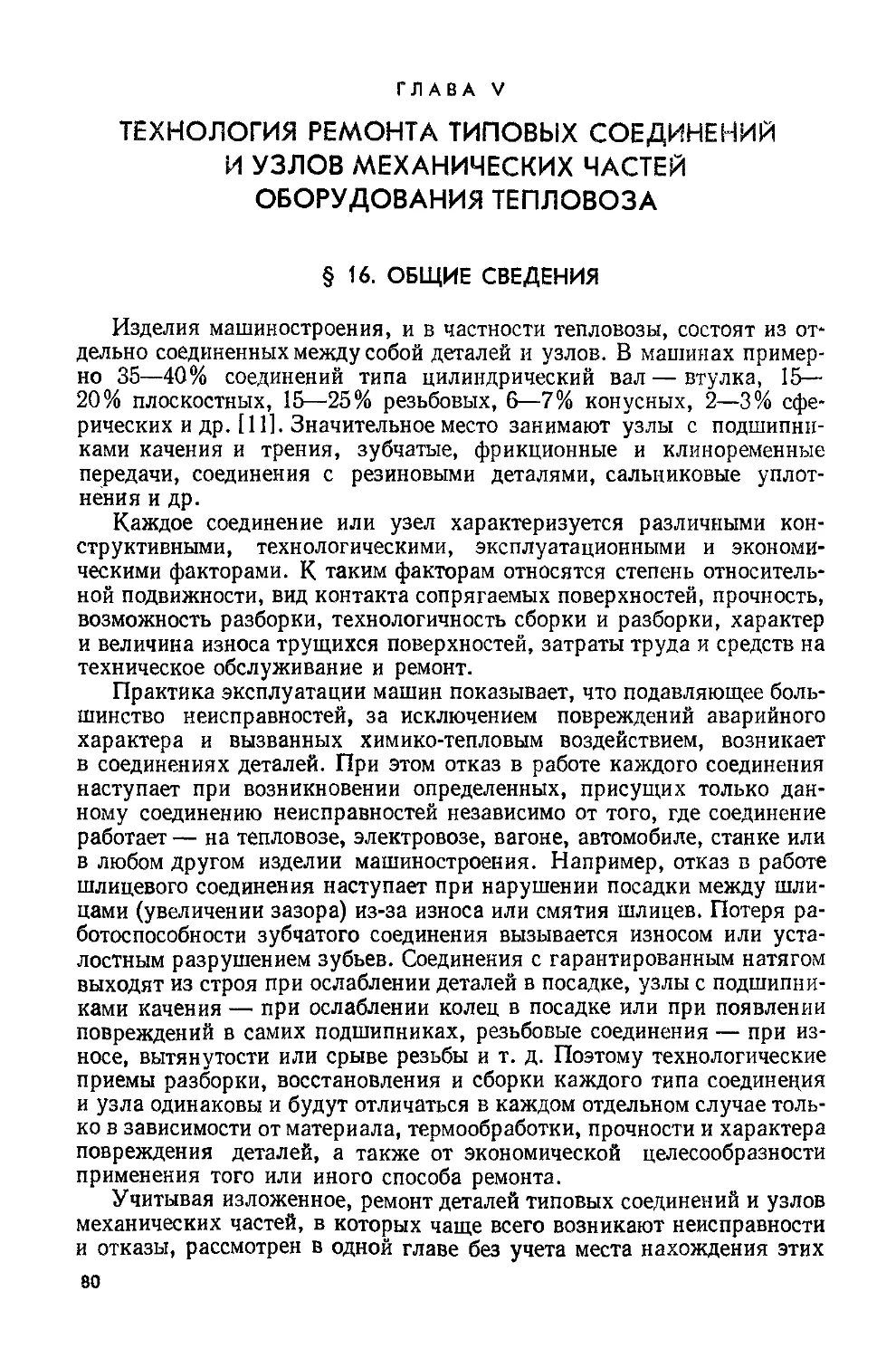
Микрометрические глубиномеры (рис. 19)
имеют пределы измерений 0—25, 0—50, 0—75, 0—100 мм. Увеличение
предела измерений достигается сменой измерительного стержня.
Все микрометрические инструменты снабжены трещоткой, фрик-
ционом и устройством, обеспечивающим постоянное измерительное
усилие. Перед измерением универсально-измерительным инструмен-
том необходимо убедиться в том, что при смыкании первая риска мас-
штабной штанги совпадает с первой риской нониуса (нониусным нулем)
у штангенинструмента (рис. 20, а), а у микрометрического инструмен-
та нулевое деление на стебле совпадает с нулевым делением на нониус-
ном крае барабана (рис. 20, б). Микрометры с пределом измерения выше
25 мм, а также нутромеры и глубиномеры проверяет по прилагаемым
к ним эталонам.
Для измерения диаметра детали микрометром отпускают стопор
и, вращая трещотку, зажимают измеряемую деталь до щелчка трещот-
ки. Затем микрометрический винт фиксируют стопором и снимают мик-
Рис. 19. Микрометрический глубино-
мер
рометр для чтения показаний.
Отсчитывают по масштабу на стеб-
ле (см. рис. 20, б) количество от-
резков от первой риски до нони-
усной кромки барабана. Сотые
доли миллиметра в случае, если
кромка барабана остановилась в
середине масштабного отрезка,
читают по нониусной шкале, т. е.
шкале барабана, по риске, совпа-
дающей с прямой линией на
стебле.
Диаметр отверстий измеряют
индикаторным или микрометричес-
ким нутромером. При измерении
микрометрическим нутромером его
34
Рис. 20. Отсчет по нониусу штангенциркуля (а) и микрометри-
ческого инструмента (б)
вставляют в отверстие, прижимают один из его наконечников к по-
верхности (точке 0 на рис. 21), а другой с микрометрической головкой
осторожно покачивают в продольном (.At и Д2) и поперечном (диамет-
ральном ах и а2) направлениях. При покачивании поворачивают микро-
метрический винт до тех пор, пока не будет найден наибольший диаметр
(точка а) и наименьший размер в продольном направлении (точка А).
Показания читают так же, как и показания микрометра. Длину нако-
нечника (удлинителя) прибавляют к размеру, прочитанному по шкале
и нониусу.
Рычажно-механический измерительный инструмент. Из этой груп-
пы инструмента при ремонте тепловозов применяют: индикаторы, ин-
дикаторные нутромеры, рычажные и индикаторные скобы, а также
рычажные микрометры и миниметры.
Индикаторы часового типа (рис. 22, а) выпускают
с ценой деления 0,01 мм и пределами измерений 0—2, 0—3, 0—5, 0—
10 мм, а торцовые индикаторы — с перемещением измерительного
стержня перпендикулярно шкале 0—2 или 0—3 мм. Кроме того, изго-
товляются рычажио-зубчатые индикаторы (рис. 22, б) с ценой деления
0,01 мм и пределом измерения 0—1 мм.
Рис. 21. Схема измерения микрометрическим Рис. 22. Индикаторы часового типа
нутромером
2*
35
Индикаторные нутромеры (рис. 23) поставляются
с пределами измерений 6—8, 10—18, 18—35, 35—50, 50—100, 100—
160, 160—250, 250—450, 450—700 и 700—1000 мм. К каждому индика-
торному нутромеру прилагается комплект сменных вставок (стержней).
Для измерения диаметра отверстия нижнюю головку инструмента вво-
дят в отверстие, как показано на рис. 24, а, и слегка покачивают. При
этом замечают наименьшее показание индикатора. Затем помещают
нутромер между пятками микрометра так, чтобы центры измеритель-
ных пяток микрометра и нутромера совпали (рис. 24, б). Вращают ба-
рабан микрометра до тех пор, пока показание индикатора нутромера
будет таким же, как и при измерении диаметра отверстия. Затем чи-
тают показание микрометра.
Рычажные микрометры (рис. 25) изготовляют с це-
ной деления 0,002 мм и пределом измерения 0—25 и 25—50 мм (с эта-
лоном). Они отличаются от рычажной скобы (пассаметра) наличием
винтовой пары. Рычажные скобы имеют пределы измерений от 0—25
до 125 — 150 мм. К скобам прилагают эталоны длиной 25 ±
± 0,005 мм.
Индикаторные скобы (рис. 26) имеют цену деления
0,01 мм и пределы измерений от 0—50 и до 900—1000 мм. Скобы с верх-
ним пределом измерения 200 мм и больше имеют переставные пятки;
при смене каждой из пяток диапазон измерения увеличивается на
50 мм. Скобы снабжают индикаторами часового типа и контрольным
эталоном.
Миниметры служат для измерения цилиндрических поверх-
ностей, их изготовляют с ценой деления 0,001; 0,005 и 0,01 мм. На
Рис. 23. Индикаторный ну-
тромер:
1 — индикатор часового типа;
2 —головка; 3 — корпус; 4 —
сменная вставка; 5—центриру-
ющий МО тик
Рис. 24. Измерение индикаторным нутромером:
а — процесс измерения; б — проверка показания нутроме-
ра по микрометру; 1 — нутромер; 2 — держатель нутроме-
ра; 3 — микрометр; 4 —держатель микрометра
36
Рис. 26. Индикаторная скоба:
I — индикатор часового типа; 2 — отвод подвижной
пяты; 3 — корпус; 4 — переставная пята; 5 — упор; 6 —
подвижная пята
Рис. 27. Миниметр
рис. 27 показан широкошкальный миниметр 1, смонтированный на
подставке 2, приспособленный для измерения игл распылителей, плун-
жеров и т. д. Миниметры могут быть приспособлены и для измерения
внутренних цилиндрических поверхностей.
При выборе контактного измерительного инструмента удобно поль-
зоваться номограммами (рис. 28), где по горизонтали указывается оп-
ределяемый размер детали (диаметр вала или отверстия, глубина),
а по вертикали — допуски на изготовление и точность инстру-
мента.
Пневматические измерительные приборы. Из этой группы приборов
при ремонте тепловозов применяют ротаметр (рис. 29) (длино-
мер). Ротаметр предназначен для линейных измерений, а при снабже-
нии его соответствующей головкой может служить и для измерения
шероховатости поверхности и площади проходного сечения отверстий
и т. д.
Ротаметр представляет собой пневматический прибор (микромер),
основанный на изменении расхода воздуха в зависимости от размера
проходного сечения. Основные части ротаметра—стабилизатор дав-
ления, отсчетное устройство и измерительная головка. Стабилизато-
ром является двухступенчатый редуктор 6. Отсчетное устройство со-
стоит из конусной стеклянной трубки 10 (конусность 1:400 или 1:1000),
37
а)
0,005
0,000
0,010
6)
i)
0,015
0,02
0,03
0,04
0,05
0,1
0,2
0,5
1,0
2,0
Оптиметр
Рычомная^-З.
’wa&'t
iimcmu
Макрометр
штангенциркуль Т*
---- отсчетнцогмм
Нез указания
класса точности
Никромег,
Л!тнген-~-----—
шоку» г отсчет™ 0,
Штангенциркуль
с отсчетом 0,1 мм
0,03
0,04
0,05
0,1
0,2
0,5
1,0
2,0
<т
25 50 100 150200500
Размер, мм
Индикаторный
\нутромер
штангенциркуль с ^-т*
отсчетом 0,01 мм I
штангенциркуль с
отсчетом &05мм
Штангенциркуль
с отсчетом 0,1 мм
Z5 50 100150200300
Размер, мм
0.03
0,04
0,05
0,1
0,2
0,5
1,0
2,0
Микрометрический
—_______Зиумют
Штангенциркуль^
с отсчетом 0,1мм
ШтангенглуОиномер с
отсчетом 0,02 мм
ШтангенглуОиномер
отсчетом 0,05мм
25 50 100 150200300
Размер, мм
Рис. 28. Номограммы для выбо-
ра контактного измерительного
инструмента:
а — для валов; б — для отверстий;
в — для глубин
£
алюминиевого поплавка 8 и масштаб-
ной шкалы. Для очистки воздуха
служит фильтр 5.
Путь протекаемого через прибор
воздуха показан на рис. 29 стрел-
ками. Расход воздуха в ротаметре
определяется положением поплавка
8 в трубке, поддерживаемого во
взвешенном состоянии потоком воз-
духа. При большом зазоре (проход-
ном сечении) между измерительной
головкой 3 и деталью 4 расход воз-
духа увеличивается, поплавок в
трубке поднимается, и, наоборот,
при меньшем зазоре (проходном се-
чении) поплавок в трубке опус-
кается. Таким образом, положение
поплавка соответствует определен-
ному расходу воздуха. В зависи-
мости от расхода воздуха определяет-
ся размер и овальность детали в дан-
ном сечении, конусность детали на
определенной длине или площадь
проходного сечения по тарированной
шкале прибора.
Настраивают ротаметр по прила-
гаемой к нему инструкции таким
образом, чтобы при подсоединении
к ротаметру новой (неизношенной)
детали поплавок находился в ниж-
ней части трубки и в верхней, когда
с прибором соединена деталь с пре-
дельным износом. Нижнее и верхнее
положения поплавка фиксируются
на масштабной шкале передвижны-
ми указателями 7 и 9.
Одномерный инструмент. Из этой
группы в ремонтной практике чаще
всего применяют щупы, угольники,
различные предельные калибры.
Щупы выпускаются толщиной от 0,03
до 1 мм с интервалами 0,01 мм и
больше. Стандартом предусмотрено
семь наборов щупов. Набор № 2
состоит из двойного числа щупов
0,03; 0,04 и 0,05 мм. Наиболее
употребительны наборы № 3, 4 и 5.
Как пользоваться щупами описано
в § 19.
38
Рис. 29. Схема ротаметра:
1 — кран; 2 — резиновый шланг; 3 —
измерительная головка; 4 — измеря-
емая деталь; 5 — фильтр; 6 — двух-
ступенчатый редуктор; 7,9 — указа-
тели; Я — поплавок; 10 — стеклянная
конусная трубка
:, пробоин и выкрашивания.
Устройство и работа специализиро-
ванных стендов и приборов для опреде-
ления величины и характера износа
или изменения «служебных свойств»
деталей или узлов описаны в соответ-
ствующих разделах книги.
§ 7. МЕТОДЫ КОНТРОЛЯ
В ремонтной практике чаще всего
применяют следующие методы контро-
ля деталей: визуальный, акустический,
гидравлическое испытание (опрессовка),
цветная, магнитная и ультразвуковая
дефектоскопия.
Визуальный и акустический методы.
Визуальный и акустический методы
контроля деталей или соединений нера-
ботающих механизмов весьма просты,
но не точны и мало надежны. Их приме-
няют для отыскания видимых поврежде-
ний: крупных трещин, отколов, поломок
Визуальный метод заключается в осмотре деталей невооруженным
глазом. В отдельных случаях используют лупы 5—10-кратного уве-
личения или микроскопы. Особое внимание при этом обращается на
поверхности, расположенные в зонах высоких тепловых и механичес-
ких нагрузок, а также в зонах концентрации напряжений.
Акустический метод основан на различии тонов звука при обстуки-
вании исправных деталей и деталей с трещинами, с нормальной и ослаб-
шей посадкой (например, бандажей колесных пар, различного крепежа)
и т. д. Акустический метод с применением современных измерительных
приборов начинают широко использовать для технической диагности-
ки действующих механизмов без их разборки.
Метод опрессовки. Сущность этого метода заключается в том, что
полость детали заполняют водой, керосином, топливом, маслом или
сжатым воздухом и создают определенное давление. О наличии по-
вреждения (трещины, раковины, различные поры) судят по «потению»
или появлению жидкости на поверхности детали, шипению или по-
явлению пузырьков воздуха, когда контролируемое изделие опущено
в воду.
Эффективность контроля повышается, когда проверяемое изделие
опрессовывают жидкостью, нагретой до температуры, при которой оно
работает в эксплуатации. Например, опрессовку секции и теплообмен-
ника, блока и цилиндровых крышек ведут водой, нагретой до 60—75° С.
Горячая жидкость повышает надежность испытаний. Объясняется это
тем, что при нагревании опрессовочная жидкость становится более
текучей (менее вязкой), кроме того, быстрее размягчаются загрязнения,
закупоривающие поры и трещины.
39
Недостатком этого метода является то, что нельзя выявить несквоз-
ные трещины, а также сквозные трещины, плотно забитые отложе-
ниями.
Цветная дефектоскопия. Цветная дефектоскопия применяется для
контроля состояния деталей из черных и цветных металлов, пластмасс,
твердых сплавов, имеющих пороки, выходящие на поверхность. В ос-
нове метода лежит способность определенных жидкостей, имеющих
чрезвычайно высокую капиллярность, слабое поверхностное натяже-
ние и малую вязкость, проникать в самые тончайшие трещины деталей.
Деталь, подлежащую контролю, очищают физико-химическими
способами, обезжиривают, а затем погружают в проникающую жид-
кость или ее наносят на поверхность детали. По истечении 5—10 мин,
когда жидкость проникнет глубоко в трещины и поры, деталь промы-
вают проточной холодной водой или 5%-ным раствором кальциниро-
ванной соды. Затем деталь сушат (обычно подогретым сжатым возду-
хом), покрывают мелким сухим микропористым порошком силика-
геля или водным раствором каолина или мела (на 1 л воды 600—700 г
каолина или 300—400 г порошка мела). Нанесенный на поверхность
детали каолин или мел должен высохнуть. Если деталь имеет трещи-
ну, то проникающая жидкость из нее под действием капиллярных
сил заполняет микропоры силикагеля (каолина или мела), который
действует как промокательная бумага. В результате над трещиной
появляется цветная линия, копирующая форму и размеры трещины.
По ширине этой линии (жилки) судят о глубине трещины: чем она ши-
ре, тем глубже трещина.
В качестве проникающей жидкости может служить состав, приго-
товленный из 80% керосина, 20% скипидара и 15 г краски «Судан IV»
на 1 л смеси. Можно применять также состав из 75% керосина, 20%
трансформаторного масла и 5% антраценового масла и другие составы.
Наиболее активными индикаторами являются составы шубикол и но-
рикол.
По сравнению с другими метод цветной дефектоскопии более на-
гляден, прост и дешев. Он позволяет контролировать детали в собран-
ных узлах или конструкциях, не разгружая их, обладает хорошей ре-
зультативностью, особенно при комнатной температуре, и уступает
по эффективности только магнитному методу.
К недостаткам следует отнести необходимость сушки громоздких
и тяжелых деталей, которая сопряжена с большими трудностями.
Магнитная дефектоскопия (метод магнитного порошка). Магнит-
ную дефектоскопию применяют для контроля деталей из металлов, ко-
торые могут быть намагничены. Этот метод позволяет обнаружить ус-
талостные и закалочные трещины, волосовины, включения и другие
пороки металла, выходящие на поверхность.
Сущность метода заключается в следующем. Деталь намагничивают.
При наличии на ее поверхности трещины процесс намагничивания со-
провождается (вследствие изменения магнитной проницаемости) кон-
центрацией магнитных силовых линий на заостренных кромках тре-
щины и образованием в этих местах магнитных полюсов. Если на та-
кую деталь нанести ферромагнитный порошок, то под действием сил
40
магнитного поля частицы порошка будут скапливаться и удерживать-
ся на том месте, где трещина выходит на поверхность. Частички порош-
ка будут как бы обрисовывать контур трещины, т. е. показывать ее
месторасположение, форму, длину.
В качестве искателя дефекта используют ферромагнитные порошки
(мягкую сталь, кузнечную окалину и крокус, т. е. окись железа), до-
веденные до пылевидного состояния (поперечный размер частиц 50—
60 мкм). Лучшими магнитными свойствами обладает порошок из мяг-
кой стали. Жидкой основой для смеси служат органические масла или
их смеси с керосином. Обычно в 1 л жидкости рекомендуется добавлять
125—175 г порошка из окиси железа или 200 г порошка из мягкой
стали.
Этот метод очень эффективен при выявлении поверхностных де-
фектов; испытания деталей быстры, надежны, дешевы и наглядны. К
недостаткам следует отнести трудности, возникающие при размагни-
чивании громоздких деталей (коленчатых валов, блоков и т. д.), не-
доступность непосредственного контроля деталей в узлах или кон-
струкциях без их разборки, а также невозможность контроля деталей
из пластмасс, цветных металлов и сталей аустенитного класса.
Существуют два способа намагничивания деталей: полюсное и бес-
полюсное (циркулярное). При первом способе деталь намагничивают
электромагнитом или соленоидом (намагничивающей катушкой), при
этом в детали возникают продольные силовые линии (рис. 30). При бес-
полюсном способе сплошная деталь намагничивается включением ее
в цепь тока, а полая деталь — с помощью массивного проводника,
помещенного внутри детали и включенного в цепь источника питания
(рис. 31). В этом случае в детали возникают поперечные магнитные
силовые линии.
Наибольшее распространение в условиях локомотивных депо на-
шли магнитные дефектоскопы переменного тока круглые ДГЭ-М, сед-
лообразные ДГС-М (рис. 32) и настольные ДГН (рис. 33). Все эти де-
фектоскопы относятся к числу соленоидных, приборов, отличающихся
друг от друга конструктивным оформлением. Они предназначены для
выявления поперечных трещин у деталей, которые могут уместиться
в отверстии дефектоскопа. Несколько иную конструкцию имеет дефек-
тоскоп, служащий для отыскания трещин у адаптерных отверстий
(рис. 34).
Общим для этих дефектоскопов является то, что контроль деталей
осуществляется при действующем магнитном поле, т. е. при включен-
Рис. 30. Схема полюсного на-
магничивания деталей
Намагничиваемая деталь
'Электрод
------0 0--------- ---------0 0--------
Рис. 31. Схема бесполюсного намагничивания
деталей
41
Рис. 32. Дефектоскоп ДГС-М:
1 — выключатель; 2 — сердечник; 3 — клеммовый щи-
ток; 4 — корпус; 5 — трехжильный кабель; 6, 7 — на-
магничивающая и дополнительная катушки
Рис. 33. Дефектоскоп ДГН-1Б:
1 — намагничивающая катушка; 2 — корпус; 3 — трех-
жильный кабель; 4 — стойка; 5 —эталон; 3 —понижа-
ющий трансформатор; 7 — посуда с магнитной смесью
ном дефектоскопе. Иссле-
дуемая деталь может охва-
тываться намагничиваю-
щей катушкой полностью
(ДГЭ, ДГН) или частично
(ДГС).
Каждый из указанных
дефектоскопов имеет сле-
дующие основные части:
корпус, намагничивающую
катушку, состоящую из
двух или более изолиро-
ванных друг от друга сек-
ций, стальной сердечник,
служащий магнитопрово-
дом, и выключатель. Ис-
правность дефектоскопа
и качество магнитной сме-
си или сухого порошка
проверяют контрольным
эталоном (стальной валик,
часть бандажа и т. д.) с
естественными трещинами
или хорошо зачеканенной
искусственной вставкой.
Технологический про-
цесс контроля деталей
магнитным дефектоскопом
состоит из следующих опе-
раций: измерения сопро-
тивления изоляции токо-
ведущих частей дефекто-
скопа и проверки надеж-
ности заземления его ме-
таллических частей; подго-
товки деталей для контро-
ля, дефектоскопии и раз-
магничивания .
Состояние изоляции токоведущих частей и надежность заземления
металлических частей дефектоскопа проверяют мегомметром (см. § 61).
Деталь, подвергаемую магнитному контролю, очищают до металли-
ческого блеска от смазки, пыли, краски, коррозии и т. д. Для выявле-
ния поперечных трещин или трещин, расположенных с большим накло-
ном, дефектоскоп на контролируемой детали располагают таким обра-
зом, чтобы обеспечить продольное намагничивание детали и особенно
мест, наиболее подверженных образованию трещин (галтелей, углов
прямоугольных рамок, шпоночных гнезд, отверстий и т. п.).
В процессе контроля, т. е. во время поливки магнитной смесью и
осмотра детали, дефектоскоп должен оставаться на детали и быть вклю-
42
Рис. 34. Дефектоскоп для про-
верки адаптерных отверстий
гильзы цилиндра дизеля Д100:
1 — катушка; 2 — рукоятка; 3 — вы-
ключатель; 4— магиитопровод; 5 —
гильза цилиндра; 6 — рубашка гиль-
зы
ценным. В случае скопления на каком-
либо участке поверхности детали маг-
нитного порошка в виде характерной
темной жилки, указывающей на нали-
чие трещины, это место обтирают и
вновь проверяют, но более внима-
тельно. Дефектное место очерчивают
мелом.
Намагниченные детали могут дли-
тельное время притягивать к себе сталь-
ные опилки и частицы, которые особен-
но опасны для трущихся деталей под-
шипниковых узлов. Поэтому детали,
подвергнутые контролю, размагничи-
вают. Для этого деталь, находящуюся
внутри включенного дефектоскопа, по-
степенно удаляют от дефектоскопа (или
дефектоскоп от детали) на расстояние
не менее 1—1,5 м. После этого дефекто-
скоп выключают. Полностью размагни-
ченная деталь не должна притягивать
стальную пластинку или опилки.
Ультразвуковая дефектоскопия. Ультразвуковую дефектоскопию
применяют для отыскания глубинных пороков, т. е. пороков, не вы-
ходящих на поверхность деталей. Этот вид дефектоскопии основан на
свойстве ультразвуковых колебаний с частотами выше 20 000 Гц про-
никать в толщу любого твердого или жидкого тела и отражаться от гра-
ниц раздела двух сред (воздух — металл, инородные включения —
металл, жидкость — газ и т. д.).
Ультразвуковую дефектоскопию можно осуществить двумя мето-
дами: акустической тени и отраженного эха. В первом случае
(рис. 35, а) контролируемое изделие располагают между двумя искате-
лями, один из которых посылает ультразвуковые колебания, а другой
их принимает. Если у детали имеется дефект, то часть ультразвуковых
колебаний отразится от него и не достигнет приемного искателя.
Вследствие этого за дефектом образуется «акустическая тень». Во вто-
ром случае, т. е. при способе отраженного эха (рис. 35, б), оба искате-
ля располагают на одной какой-либо стороне детали и искатель-при-
емник воспринимает лишь ультра-
звуковые колебания, отраженные
от дефекта. Метод акустической
тени обладает сравнительно малой
чувствительностью, поэтому боль-
шее распространение получил ме-
тод отраженного эха.
Наиболее существенным до-
стоинством ультразвуковой дефек-
тоскопии является возможность
выявления глубинных дефектов
Рис. 35. Схема распространения уль-
тразвуковых колебаний
43
Рис. 36. Схема ультразвукового дефектоскопа
как у отдельных деталей,
так и у деталей, находя-
щихся в собранных узлах
и конструкциях, незави-
симо от материала, из ко-
торого они изготовлены.
Например, можно выявить
дефекты подступичных
частей оси колесной пары,
на шейках коленчатого
вала, не снятого с дизеля,
болтах крепления полюсов тягового электродвигателя, зубьях ше-
стерен тяговых редукторов, находящихся под тепловозом, и т. д.
К недостаткам этого метода следует отнести необходимость изготов-
ления «своего» искателя для проверки каждого типа изделия с учетом
его формы, размеров и материала. Нужна также предварительная тща-
тельная обработка контролируемой части изделия. Кроме того, ультра-
звуковой контроль требует знания особенностей работы аппаратуры
и навыков по расшифровке дефектов.
Для ультразвукового контроля в локомотивных депо используют
дефектоскопы УЗД-64, работающие по методу отраженного эха (рис. 36).
Импульсный генератор 4 через равные промежутки времени посылает
короткие электрические импульсы на пьезоэлектрическую пластинку
передающего искателя 6, который преобразует импульсы в ультразву-
lиг нал настройки
по бездефектному поршню
Рис. 37. Искатель к ультразву-
ковому дефектоскопу для опре-
деления трещин и рыхлот
в ручьях поршня:
1 — штепсельный разъем; 2 — индук-
ционная катушка; 3, 7 — демпферы;
4, 6 — пьезоэлектрические пластины;
5 — поршень; 8 — корпус
ковые и направляет в контролируемое
изделие 7. Одновременно с этим вступает
в работу генератор развертки 2. При
отсутствии дефекта ультразвуковые
колебания отражаются от противопо-
ложной поверхности изделия (дна) и
воспринимаются такой же (или той же)
пластиной приемного искателя 5, где
они вновь преобразуются в электричес-
кие импульсы, которые поступают в уси-
литель 3, а затем на вертикально откло-
няющие пластины электронно-лучевой
трубки 1. На ее экране возникает так
называемый донный сигнал. При нали-
чии в изделии дефекта часть ультра-
звуковых колебаний вначале отразится
от него (эхо-сигнал), а остальная часть
отразится от противоположной стороны
изделия (донный сигнал). Усиленный
эхо-сигнал попадает на вертикально
отклоняющие пластины электронно-
лучевой трубки раньше донного. Вслед-
ствие этого на экране левее донного
сигнала появится эхо-сигнал от дефекта.
Прием эхо-сигналов происходит в про-
44
межутке между двумя очередными
электрическими импульсами генератора.
Для изготовления искателей приме-
няют керамические пластины титаната
бария, плоские поверхности которых
покрывают тонким слоем серебра. Иска-
тель для выявления трещин и рыхлот
против второго ручья поршня дизеля
ДЮО показан на рис. 37. Для контроля
коленчатых валов дизелей ДЮО исполь-
зуются пять различных искателей. Два
из них с метками Ш предназначены для
контроля шатунных шеек, два с метка-
ми К — коренных шеек валов. Иска-
тель с меткой А применяют для отыска-
ния поперечных трещин на галтели
хвостовика вала под антивибратор.
Конструктивное оформление и схема
искателя с меткой К для обнаружения
поперечных трещин показаны на рис. 38.
Как видно, одна из пластин искателя
служит для передачи, а другая — для
приема ультразвуковых колебаний.
Устройство искателя для контроля
зубьев шестерен тяговых редукторов
тепловозов отражено на рис. 39.
Технологический процесс ультразву-
кового контроля деталей состоит из
следующих операций: измерения сопро-
тивления изоляции токоведущих частей
и проверки надежности заземления ме-
таллических частей дефектоскопа, вклю-
чения и настройки дефектоскопа, подго-
товки контролируемых деталей, контро-
ля деталей.
Контроль поршня дизеля ДЮО.
Поршень, особенно его вторую и третью
ручьи для колец, тщательно очищают.
Чтобы избежать воздушной прослойки
между искателем и поршнем и тем самым
создать лучшие условия для проникно-
вения ультразвуковых колебаний в ме-
Рис. 39. Искатель к ультразвуковому дефекто-
скопу для контроля зубьев шестерен тяговых
редукторов:
1 — штепсельный разъем; 2 — электроизоляционная
трубка; 3 — индукционная катушка; 4 —демпфер; 5 —
пластинка титаната бария; 6— корпус
Рис. 38, Сдвоенный искатель
к ультразвуковому дефектоско-
пу для определения поперечных
трещин на коренных шейках ко-
ленчатого вала дизеля:
/ — пьезоэлектрическая пластина;
2 — индукционная катушка; 3 —
корпус; 4 — штепсельное гнездо; 5 —
демпфер
45
Рис. 40. Схема проверки шейки коленчатого ва-
ла дизеля ультразвуковым дефектоскопом:
а — сигнал от дефекта вблизи края искателя; б — сиг-
нал от дефекта на галтели; в —сигнал от кромки ще-
ки; 1 — искатель; 5 — коренная шейка; 3 — щека; 4 —
шкала регулятора «Глубина»
талл, поверхность проверяемых ручьев поршня обильно смазывают
маслом. Лучше всего для этой цели подходит чистое, без механических
примесей компрессорное масло. После включения и настройки дефекто-
скопа к нему присоединяют искатель. Поршень боковой поверхностью
укладывают на ролики, позволяющие свободно его вращать вокруг
оси. Затем ножки искателя вставляют в канавки поршня (см. рис. 37)
и плотно прижимают к поверхности поршня. При таком положении
искателя поршень медленно поворачивают на роликах.
При наличии дефекта (трещины, рыхлости, неметаллические вклю-
чения и т. п.) сигналы на экране дефектоскопа сильно уменьшатся по
высоте либо пропадут совсем. Поворачивая поршень и наблюдая за
экраном дефектоскопа, замечают размеры и место положения дефекта.
Начало дефектного места определяется по снижению высоты сигналов
с 25 до 5—7 мм, а конец — по их увеличению от 0 до 5—7 мм. Начало
и конец дефекта отмечают мелом на поршне против середины искателя.
Контроль коленчатого вала дизеля Д100. Шейки коленчатого вала
контролируют поверхностными ультразвуковыми волнами, тогда как
проверка ручья поршня ведется наклонными волнами. Включают и
настраивают дефектоскоп, присоединяют к нему искатель, шейки вала
очищают н обильно смазывают маслом. Искатель плотно прижимают
к одной из галтелей
(рис. 40) и медленно об-
водят вокруг шейки. При
этом будет исследована
противоположная искате-
лю галтель и прилегаю-
щая к ней половина по-
верхности шейки. Для про-
верки второй половины
шейки искатель прижи-
мают к другой галтели;
операцию повторяют. При
обводке искателя вокруг
шейки на различных участ-
ках линии развертки экра-
на дефектоскопа будут воз-
никать небольшие, быстро
исчезающие импульсы,
сигнализирующие о хоро-
шей работе искателя, а
также удовлетворительной
работе и настройке дефек-
тоскопа.
Возникновение на экра-
не большого по величине
и устойчивого при переме-
щениях импульса указы-
вает на наличие дефекта
на исследуемом участке.
46
Проверку на этом участке повторяют еще раз, но более внима-
тельно.
Дефектоскоп предварительно настраивают таким образом, чтобы
сигналы от дефекта располагались на его экране в определенном месте
(см. рис. 40). Различают эти сигналы по показанию шкалы регулято-
ра «Глубина». Протяженность дефекта определяют как разность между
длиной перемещения искателя по окружности шейки (при наличии
на экране импульса) и шириной ультразвукового луча. Она обычно
колеблется в пределах 3—5 мм в зависимости от настройки дефекто-
скопа. Точечные дефекты и дефекты небольших размеров (1—2 мм) не
фиксируются.
Контроль зубьев зубчатого колеса. Зубья зубчатых колес тягового
редуктора тепловоза проверяют поверхностными ультразвуковыми
волнами. Такая проверка может быть сделана без выкатки колесной
пары из-под тепловоза. После включения и настройки дефектоскопа
к нему присоединяют искатель. Зубья колеса очищают и обильно по-
крывают маслом. Искатель ставят между впадинами зубьев проверяе-
мого колеса. Перемещая плотно прижатый искатель вдоль зубьев,
наблюдают за экраном дефектоскопа. Начало дефектного места опреде-
ляют по снижению высоты сигналов с 25 до 5—7 мм, а конец— по их
увеличению от 0 до 5—7 мм. Начало и конец дефекта отмечают мелом
на вершине зуба против середины искателя. Этими искателями обнару-
живают трещины глубиной 1,5 мм и более при длине не менее 7 мм.
ГЛАВА IV
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ
ПОВРЕЖДЕННЫХ ДЕТАЛЕЙ
МЕХАНИЧЕСКИХ ЧАСТЕЙ
ОБОРУДОВАНИЯ ТЕПЛОВОЗА
§ 8. СПОСОБЫ ВОССТАНОВЛЕНИЯ
Причиной неполадок в работе тепловозов, возникающих обычно
в соединениях, в большинстве случаев является износ и лишь незна-
чительная часть повреждений вызывается механическим и химико-
тепловым воздействием. Поэтому перед ремонтным персоналом чаще
всего возникает вопрос, как восстановить первоначальную посадку
(натяг, зазор, прилегание и т. п.) в соединениях тех или иных деталей,
т. е. как вернуть начальные размеры, геометрическую форму и поверх-
ностные свойства деталям класса «вал» (шейкам валов, пальцев, вали-
ков, цапф) или класса «отверстие» (отверстиям цилиндров и втулок,
гнездам подшипников и т. п.). Эти детали изнашиваются или деформи-
руются, у них появляются овальность, конусность, риски, задиры,
наклеп, раковины и т. п. Реже приходится решать вопросы, связанные
с восстановлением цельности деталей, т. е. устранением трещин, от-
колов, раковин и т. п.
Восстановить первоначальную посадку деталей соединения, работо-
способность которого нарушена естественным износом или деформа-
цией деталей, можно двумя принципиальными путями:
а) изменением нормального (первоначального), размера детали
с одновременным получением нормальной геометрической формы, что
достигается, как правило, механической обработкой поврежденных
поверхностей;
б) восстановлением нормальных размеров и формы детали. В по-
давляющем большинстве случаев изношенные или поврежденные части
деталей восстанавливают наращиванием тем или иным способом, а за-
тем подвергают (где это необходимо) механической, тепловой или хи-
мико-термической обработке. Что же касается устранения поврежде-
ний аварийного характера и повреждений, вызванных механическим
или химико-тепловым воздействием, то нельзя рекомендовать какие-
либо обобщенные пути их устранения, так как повреждения могут быть
весьма разнообразными.
В табл. 4 перечислены основные способы восстановления повреж-
денных деталей, чаще всего применяемые в практике ремонта меха-
нических частей тепловозов.
Для выбора наиболее эффективного способа ниже рассказывается
о сущности, положительных и отрицательных сторонах каждого
из них.
48
Таблица 4
№ по пор. | Способы восстановления поврежденных деталей механических частей Детали класса «вал» Детали класса «отверстие» Устранение трещин | Примечания
Восстановление нормальной формы Восстановление нормальных формы и размера Восстановление 1 резьбы 1 Восстановление нормальной формы Восстановление нормальных формы и размера Восстановление резьбы 1
1 2 3 4 Опиливание Шабрение Развертывание Штифтование + + + + + Для устранения незна- чительной овальности и локальных повреждений шеек валов (забоин, не- значительных трещин, рисок н т. п.) Для обработки и при- гонки подшипников скольжения по шейкам валов, обработки стыко- вых поверхностей сопря- гаемых деталей Для окончательной об- работки неразъемных подшипников скольже- ния в узле, отверстий под штифты и прнзон- ные болты Для устранения трещин в ненагруженных частях корпусных деталей (блок, корпус редуктора и т. п.)
5 6 7 8 Обработка под ре- монтный размер Постановка доба- вочной (ремонтной) детали Замена части дета- ли Осадка давлением + + + + + + + + + + + + + + Для обработки под за- ранее выбранный раз- мер сложных н дорого- стоящих деталей и ча- стей (шеек коленчатого вала, постелей моторно- осевых подшипников и т. п.). Механическая об- работка валов с целью устранения незначитель- ных трещин Для восстановления кон- цевых шеек валов, от- верстий корпусных дета- лей Для замены шлицевого илн резьбового конца вала Для восстановления ко- ротких втулок из цвет- ных металлов, стальных валиков и т. п.
49
Продолжение табл 4
р. о с о в й Способы восстановления поврежденных деталей механических частей Детали класса «вал» Детали класса «отрсрстие» Устранение трещин 1 Примечания
Восстановление нормальной формы Восстановление 1 нормальных формы и размера Восстановление 1 резьбы | Восстановление нормальной формы Восстановление нормальных формы н размера Восстановление резьбы
9 10 И 12 13 14 15 16 17 Раздача давлением Обжатие давлением Металлизация Хромирование Осталивание Электрическая и газовая сварка и наплавка Внбродуговая на- плавка Электроискровая обработка Жидкие клеевые составы + + + 4- + + + + + + + + + + + + + + + Для восстановления на- ружного диаметра по- лых цилиндрических де- талей (пальцев, втулок, осей и т. п.) Для восстановления внутреннего диаметра цилиндрических деталей (втулок из цветных ме- таллов) Для наращивания ци- линдрических и плоских поверхностей деталей Для наращивания тру- щихся поверхностей де- талей, восстановления прессовой посадки дета- лей Для наращивания по- верхностей деталей, со- здания подслоя перед хромированием Для наращивания дета- лей, сварки отдельных частей, заварки отвер- стий, устранения трещин Для наращивания шеек валов сравнительно ма- лого диаметра, с незна- чительным износом, ва- лов, подверженных зна- копеременной нагрузке Для наращивания с це- лью компенсации износа поверхностей деталей шлицевых и шпоночных соединений, деталей прессовых соединений и особенно у громоздких и сложных по конфигура- ции деталей Для наращивания дета- лей при восстановлении прессовой посадки, склеивания деталей
50
Продолжение табл. 4
Детали класса Детали класса
<вал» «отверстие»
Способы
восстановления
поврежденных
деталей
механических
частей
Примечания
18 Пастообразные
клеевые составы
19 Напыление порош-
ковыми термоплас-
тами
20 Пайка мягкими и
твердыми припоя-
ми
+ Для заделки трещин и
пробоин, устранения не-
ровностей: забоин, вмя-
тин, углублений и т. п.
Для наращивания тру-
щихся поверхностей де-
талей, заполнения не-
ровностей, защитного
покрытия и т. п.
+ Дли наращивания и
спайки деталей, устра-
нения трещин
§ 9. СЛЕСАРНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
Шабрение. Шабрение — ручная обработка поверхностей слесар-
ным инструментом-шабером, довольно часто применяемая для обра-
ботки вогнутых поверхностей, главным образом для устранения незна-
чительной овальности отверстий неразъемных подшипников скольже-
ния или подгонки различных вкладышей по шейкам валов или посте-
лям (гнездам) подшипников.
Нередко шабрением пользуются для подгонки различных плоских
стыковых поверхностей, особенно плоскостей громоздких деталей.
Процесс шабрения состоит в следующем. Поверхность шейки вала
или другой технологической детали, по которой ведут шабрение, по-
крывают тонким слоем краски1. Для получения отпечатка обрабатывае-
мую деталь накладывают на поверхность технологической детали или,
наоборот, технологическую деталь помещают в отверстие обрабатывае-
мой детали и несколько раз проворачивают (или передвигают). Шабре-
нию подвергают те места, где хорошо видны отпечатки краски. Этот
процесс повторяют до тех пор, пока мелкие отпечатки краски будут
равномерно распределены на обрабатываемой поверхности. Для по-
верхностей средней точности на площади 25x25 мм число пятен долж-
но быть 10—15, выше средней точности — 15 — 20 и высокой точно-
сти— 20—25. Число пятен удобно подсчитывать наложением целлуло-
идного шаблона с нанесенной на нем сеткой (25x25 мм).
1 Ультрамарин синий сухой УХК или УС, разведенный в масле, или ульт-
рамарин УМ1 и УМ2 по тому же стандарту.
51
При ремонте тепловозов к шабрению прибегают чаще всего для
подгонки вкладышей моторно-осевых подшипников к шейкам оси и
постелям в остове, для устранения мелких повреждений баббитовой
заливки вкладышей подшипников коленчатого и кулачкового валов,
устранения незначительной овальности неразъемных подшипников
скольжения и т. д.
Недостатком рассматриваемого способа обработки является низкая
производительность и высокая стоимость.
Развертывание. Обработку развертками применяют в основном для
окончательной обработки отверстий различных неразъемных подшип-
ников скольжения после их запрессовки в корпусную деталь или для
устранения овальности отверстий износившихся деталей. При одновре-
менном развертывании отверстий двух подшипников для достижения их
соосности, например отверстий втулок, установленных в крышке и
корпусе масляного насоса дизеля Д50, применяют регулируемые раз-
вертки с направляющей частью или развертки соответствующей длины.
В последнем случае обработка ведется вручную или на сверлильном
станке двумя или тремя развертками, отличающимися друг от друга
диаметрами. Так, для обработки отверстия втулки верхней головки ша-
туна дизеля Д100 используют развертки диаметрами 82,12; 82,14 и
82,16 мм.
Применение этого способа, как и шабрения, вызывается тем, что
отверстия неразъемных подшипников скольжения после их запрессов-
ки в корпусную деталь на станке обрабатывать трудно.
Штифтование. Постановкой штифтов (гужонов) устраняют трещины
в неответственных (ненагруженных) частях деталей, например в стен-
ках охлаждающей полости блока, в корпусах редукторов и воздухо-
нагнетателей и т. п., т. е. там, где трещины нельзя устранять сваркой,
пайкой или эпоксидными пастами
по технологическим причинам.
Вначале, чтобы предотвратить
дальнейшее распространение тре-
щины, по ее видимым концам свер-
лят сквозные отверстия 1 и 2
(рис. 41, а). В отверстиях наре-
зают резьбу и ввертывают гужо-
ны, выступающие концы которых
срезают заподлицо с поверхностью
детали. Затем между гужонами
вдоль всей трещины фрезой или
зубилом делают паз А глубиной
1,5 — 2 мм и шириной, несколько
большей диаметра гужона (рис.
41, б). Сверлят отверстия 3 и 5
(рис. 41, е), нарезают резьбу и
ввертывают гужоны, выступающие
концы которых срезают, оставив
около 5 мм (рис. 41, в, г), расче-
канивают до заполнения паза
52
Рис. 41. Схема восстановления дета-
ли с трещиной постановкой гужонов
изношенная часть
Рис. 42. К определению ремонтных
размеров вала (а) и отверстия (б)
ослабления ранее поставленных
(рис. 41, д). После этого сверлят
отверстия 4 и 6 (см. рис. 41, е) и
вновь повторяют процесс, пока
трещина не будет заполнена пере-
крывающими друг друга гужона-
ми. Расчеканенный шов зачищают
заподлицо с поверхностью детали,
протравливают и пропаивают при-
поем или оловом. Качество выпол-
ненной работы проверяют опрес-
совкой.
При постановке гужонов не-
обходимо соблюдать следующие
условия:
не допускать раздачи трещины
гужонов. Каждое последующее отверстие, начиная от отверстия 3,
должно перекрывать предыдущее с расчеканенным гужоном на 1/3 диа-
метра;
гужон следует изготовлять из прутка красной меди длиной 100—
200 мм. Резьба у гужона должна быть несколько полнее, чем у отвер-
стия, для того чтобы он вворачивался с некоторым усилием;
диаметр гужона не должен превышать толщину детали вблизи тре-
щины. Обычно используют гужоны диаметром 5—10 мм;
перед ввертыванием гужона резьбовые части отверстия и гужона
следует покрыть клеем ГЭН-150В или БФ2.
Рассмотренный способ прост и достаточно надежен, однако он дорог
и трудоемок, требует высококвалифицированного исполнителя, поэтому
применение его ограничено.
Обработка под ремонтный размер. При восстановлении поврежден-
ных поверхностей деталей класса «вал» или «отверстие» этим способом
детали подвергают станочной обработке под заранее выбранный раз-
мер, не изменяя при этом положения геометрической оси вала или от-
верстия. Для вала ремонтный размер всегда меньше нормального, а
для отверстия — больше нормального. Одна деталь может иметь не-
сколько ремонтных размеров. Разность двух ближайших размеров
называется ремонтным интервалом 0. Его находят из выражения
0 = 2 (6 + х),
где 6 — максимальный односторонний износ, мм (рис. 42);
х— максимальный припуск на обработку, мм.
Число ремонтных размеров (градаций) определяется по формуле:
для вала
„ da — _
0 '
для отверстия
„ _ dn—dg
п- 0 1
где dn — нормальный диаметр шейки или отверстия, мм;
dn — предельный диаметр, мм.
53
Величина da зависит от прочности детали, глубины цементацион-
ного или закаленного слоя. Так, предельный диаметр шейки коленча-
того вала ограничивается удельным давлением на шейку, которое
с уменьшением шейки возрастает.
Ремонтный размер диаметра вала или отверстия находят из выраже-
ния
dp — (1ц ± 2 (5 + х).
Знак минус ставится при вычислении ремонтного размера шейки
вала (рис. 42, а), а плюс — при определении ремонтного размера от-
верстия (рис. 42, б). Деталь под ремонтный размер обрабатывают, как
правило, в конце технологического процесса после термических, сва-
рочных, слесарных и других операций. Этим удается избежать воз-
можных деформаций или повреждений у окончательно обработанных
деталей.
В тепловозной практике под ремонтные размеры обрабатывают
сложные, дорогостоящие детали, такие, как шейки коленчатых валов
дизеля и компрессора, гильзы цилиндров дизеля и цилиндры компрес-
сора, гнезда коренных подшипников коленчатого вала в блоке (карте-
ре) дизеля или моторно-осевых подшипников в остове тягового электро-
двигателя. Кроме того, этот способ обработки широко используется
для восстановления деталей резьбовых соединений, а также для прида-
ния цилиндрической формы шейкам пальцев, цапф, валиков, осей
в узлах с неразъемными подшипниками скольжения. Преимуществами
данного способа являются простота и дешевизна. Без значительных
затрат продлевается срок службы сложных дорогих деталей. К недо-
статкам следует отнести необходимость замены или ремонта сопряжен-
ной детали, что приводит к необходимости хранения большого числа
«замороженных» одноименных деталей различных ремонтных градаций.
Например, к каждому размеру гильзы цилиндра нужно иметь «свой»
поршень и поршневые кольца нескольких ремонтных размеров.
Постановка добавочной (ремонтной) детали. Рассматриваемый спо-
соб применяют, когда деталь имеет значительные повреждения, гро-
моздка или нетехнологична в ремонте. Поврежденную часть вала или
отверстия подвергают станочной обработке, а затем напрессовывают
на шейку вала или запрессовывают в отверстие тонкую втулку, после
чего наружную или внутреннюю поверхность втулки обрабатывают под
нормальный размер. Таким образом восстанавливают концевые шейки
коленчатого вала дизеля или компрессора, валов якорей тягового
электродвигателя или тягового генератора, гнездо роликового под-
шипника в корпусе вертикальной передачи дизеля Д100, крыльчатки
водяного насоса и т. п.
Если в отверстие детали цельную втулку установить нельзя, то ста-
вят полувтулки, которые затем укрепляют сваркой, шурупами, при-
клеивают или фиксируют каким-либо другим способом. Так поступают
при восстановлении гнезд подшипников качения у механизма, имеюще-
го разъемный корпус, например гнезда подшипников в корпусе гидро-
механического редуктора тепловоза ТЭЗ, лабиринты у турбовоздухо-
дувки и т. п.
54
Рис. 43. Резьбовые отверстия, восста-
новленные постановкой дополнитель-
ной детали:
а — пвертыша; б — втулки
К рассматриваемому способу
нередко прибегают для восстанов-
ления поврежденных резьбовых
отверстий, особенно в деталях,
изготовленных из легких сплавов.
При этом ставят либо добавочные
втулки, либо резьбовые ввертыши
. 43). Как правило, для доба-
вочной детали берется материал
той же марки, что и у восстанав-
ливаемой. Допускается в отвер-
стия чугунных деталей и деталей, изготовленных из легких спла-
вов, ставить добавочные детали из стали (обычно сталь 20).
Для стальных втулок толщину стенок принимают не менее 2 мм,
для чугунных — не менее 4 мм. Для большей надежности добавочные
втулки, установленные с натягом, рекомендуется стопорить винтами
или штифтами. При диаметре втулки 30 мм ставят один, при диаметрах
от 30 до 50 мм — два стопора один против другого и при диаметре более
50 мм — три под углом 120° друг к другу.
Хотя способ добавочных (ремонтных) деталей и позволяет восста-
навливать сильно изношенные шейки валов и отверстия (резьбовые
и гладкие) под нормальный размер, не требует нагревания восстанавли-
ваемой детали и, следовательно, не вызывает нарушения ее термооб-
работки, однако применение этого способа часто ограничивается кон-
струкцией детали и ее прочностью.
Разновидностью описанного способа является ремонт путем заме-
ны поврежденной части детали, т. е. когда резьбовой или шлицевый
конец вала срезают и вместо него приваривают новый, который затем
обрабатывают согласно чертежу.
§ 10. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
ДАВЛЕНИЕМ
Процесс восстановления деталей давлением основан на использо-
вании пластичности металлов, т. е. их способности под действием внеш-
ней силы изменять свою геометрическую форму без разрушения. Вос-
становление формы и размеров, главным образом втулок и полых вали-
ков, пальцев, достигается за счет перераспределения металла самой де-
тали в направлении к ее изношенным поверхностям.
Различают два вида пластической деформации: холодную и горячую.
Первая, осуществляемая за счет приложения значительных внешних
сил, сопровождается внутрикристаллическими сдвигами металла и
его уплотнением. Холодную деформацию чаще всего применяют при
ремонте деталей из цветных металлов.
Второй вид деформации достигается предварительным подогревом
детали до ковочных температур. В этом случае происходят межкристал-
лические сдвиги металла, требуется меньшая внешняя сила, упрочне-
ния металла не происходит, уменьшается опасность появления трещин.
55
Наибольшее распространение среди процессов восстановления деталей
давлением получили осадка, раздача и обжатие (рис. 44).
Осадка характеризуется несовпадением направления внешней си-
лы Р с направлением деформации 6 (рис.44, а). Ее применяют для увели-
чения диаметров коротких валиков, пальцев и т. п. или для уменьше-
ния размера отверстий втулок за счет уменьшения их высоты. Перед
осадкой в имеющиеся во втулке отверстия, канавки или прорези по-
мещают соответствующие вставки, чтобы предотвратить их деформа-
цию. Оправки, ограничивающие деформацию втулки по отверстию,
принимают на 0,2 мм меньше его диаметра, а оправки, ограничиваю-
щие раздачу втулки по наружному диаметру, — на 0,2 мм больше по-
следнего с учетом припуска на механическую обработку. Втулки 2 оса-
живают прессом усилием Р до исчезновения зазора с между оправками
1 и 3. При этом деформируемый металл заполнит боковой зазор между
оправками и втулкой.
Окончательно отверстие обрабатывают развертками или на станке.
При восстановлении осадкой сильно нагруженных втулок (например,
втулки верхней головки шатуна) допускается уменьшение нор-
мальной высоты не более 5%, в остальных случаях — до 15% вы-
соты.
Раздача. При раздаче направления силы Р и деформации 6
(рис. 44, б) совпадают. Раздача применяется для восстановления разме-
ров наружного диаметра полых деталей (пальцев, втулок, осей и т.п.).
Для примера ниже приводится процесс восстановления поршневого
пальца дизеля ДЮО холодной раздачей. Процесс состоит из следую-
щих операций: сортировки, отжига, раздачи, термической и механи-
ческой обработки.
\ /
Рис. 44. Схемы восстановления деталей способами давления:
а —осадка; б —раздача; в — обжатие; 1, 3 — оправки; 2, 11— втулки; 4, 5 — нижияя и верх-
няя части кондуктора; 6 — прошивка; 7 — ручка; 8 — поршневой палец; 9 — кондуктор; 10 —•
толкатель; 12 — матрица
56
Сортировка пальцев позволяет избежать непроизводительных рас-
ходов по их цементации. При сортировке устанавливают, подвергались
пальцы раздаче ранее или нет. Если раздача производится впервые,
то после нее можно пальцы обработать на станке, сохранив достаточный
для работоспособности пальца цементационный слой. Допускается сня-
тие слоя цементации толщиной до 0,35 мм. Вторично раздаваемые паль-
цы, как правило, надо цементировать. Кроме того, сортировка пальцев
по группам с разницей в диаметрах отверстий 0,2 мм делается для под-
бора оправок.
Отжиг (высокий отпуск) делают для придания материалу пальца
необходимой пластичности. Нагрев и выдержка при 880 — 890° С
в течение 0,5 — 1 ч, охлаждение до температуры окружающей
среды.
Раздача ведется прошивками 6 (диаметром 47,2; 47,4 и 47,6 мм),
пропускаемыми через отверстие пальца (см. рис. 44, б). Припуск на
механическую обработку 0,20 мм.
Если сохранился старый цементационный слой, то палец подвер-
гают только закалке: нагрев и выдержка 0,5—1 ч при температуре
760—800° С, охлаждение в масле комнатной температуры. Для снятия
внутренних напряжений делают низкотемпературный отжиг: нагрев до
180—200° С с последующим охлаждением на воздухе. Палец нагревают
в соляной ванне, в электрической печи или на высокочастотной уста-
новке. Механическая обработка состоит из шлифования и полирования
до размеров и шероховатости, предусмотренных чертежом. Кроме
того, обязательно проверяют твердость рабочей поверхности и нет ли
трещин.
Обжатие деталей характеризуется совпадением направлений силы
Р и деформации б, при этом у полых деталей в процессе обжатия умень-
шается как внешний, так и внутренний диаметр (рис. 44, в). Обжатие
применяют, когда нужно восстановить нормальную посадку по внутрен-
нему диаметру различных втулок из цветных металлов. Уменьшение
наружного диаметра втулки в результате обжатия компенсируется од-
ним из способов наращивания (см. табл. 4).
Для примера ниже приводится схема технологического процесса
восстановления обжатием бронзовой втулки верхней головки шатуна
дизеля Д100. После удаления из головки шатуна втулок (стальной сов-
местно с бронзовой) их разъединяют. Бронзовые втулки, подлежащие
восстановлению, сортируют по двум группам: с износом до 0,3 мм и
с износом более 0,3 мм. Втулки первой группы пропускают через матри-
цу диаметром 93,6 мм, а втулки второй группы — через матрицу диа-
метром 93,1 мм. Затем наращивают наружный диаметр втулок (метал-
лизацией, меднением или клеевыми составами) до необходимых разме-
ров. После соединения стальной втулки с бронзовой их запрессовывают
в головку шатуна. Внутренний диаметр бронзовой втулки окончатель-
но обрабатывают развертками под нормальный размер.
Способ восстановления деталей давлением прост. Он дает возмож-
ность экономить цветные металлы и высококачественные стали. При-
менение этого способа ограничивается наличием в деталях необходимо-
го запаса металла.
57
§11. МЕТАЛЛИЗАЦИЯ
Сущность способа наращивания металлизацией состоит в том, что
металл, расплавленный в металлизаторе, распыляется струей сжатого
воздуха до мельчайших частиц (1,5—10 мкм) и с большой скоростью
(100—200 м/с) наносится на заранее подготовленную шероховатую по-
верхность ремонтируемой детали. Время от момента образования час-
тиц металла до их столкновения с поверхностью детали не превышает
0,003 с. При столкновении с деталью еще не остывшие частицы металла
расплющиваются, принимая вид чешуек, которые, накладываясь одна
на другую, заполняют шероховатости на поверхности детали, образуя
сплошной слой. Сцепление частиц с деталью и друг с другом происходит
вследствие шероховатости поверхности и молекулярного взаимодейст-
вия Металлизация применяется для наращивания плоских поверхнос-
тей и деталей класса «вал», а также для заполнения различных углуб-
лений, возникших от износа, ударов и т. п.
Технологический процесс наращивания металлизацией включает
в себя подготовку поверхности детали, нанесение металлизационного
слоя и обработку наращенной поверхности. Подготовка поверхности
заключается в придании ей шероховатости и затем обезжиривании. Пе-
ред нанесением тонкого металлизационного слоя до 0,3 мм шерохова-
тость создается абразивной очисткой кварцевым песком или металли-
ческой крошкой; перед нанесением более толстого слоя поверхность
обрабатывают нарезанием так называемой рваной резьбы, электроис-
кровым способом, накаткой и т. п. Металлизационный слой наносят
металлизаторами. В газовых металлизаторах (типов ГИМ1, ГИМ2 и
др.) плавят металл ацетилено-кислородным или водородно-кислород-
ным пламенем, а в электрических металлизаторах (типа Л К или ЭМ) —
электрической дугой, образуемой между двумя электродами. Сущест-
вуют и высокочастотные металлизаторы. Чаще пользуются сравнитель-
но дорогими газовыми металлизаторами (рис. 45), имеющими по срав-
нению с электрическими ряд преимуществ: меньший угар основных
элементов (С, Мп, Si), мелкий распыл частиц, меньшая пористость и бо-
лее высокая твердость слоя. Температура детали в процессе металли-
Рис. 45. Газовый мсталлизатор:
1 — смесительная камера; 2 — подающий механизм; 3 —• проволока; 4 — направ-
ляющая втулка; 5 — корпус
£8
зации не должна превышать 70° С, а сжатый воздух должен быть очи-
щен от влаги и масла. Механическая обработка наращенных поверх-
ностей ведется обычными способами (шлифованием, полированием).
Преимуществами наращивания деталей металлизацией являются:
1) возможность нанесения слоя металла толщиной от 0,03 до 15 мм
на любой материал без опасности его перегрева; металлизировать мож-
но не только металлы, но и дерево, стекло, гипс и т. п.; 2) получение
достаточно пористого покрытия, на котором хорошо удерживается
смазка, а значит, повышается износостойкость.
К числу существенных минусов металлизации относятся недостаточ-
ная прочность сцепления покрытия с поверхностью восстанавливаемой
детали, большая трудоемкость подготовительных операций и, наконец,
значительные потери металла в процессе напыления.
§ 12. ЭЛЕКТРОЛИТИЧЕСКОЕ НАРАЩИВАНИЕ
Процесс электролитического наращивания основан на электролизе,
т. е. способности металла осаждаться на катоде при прохождении по-
стоянного тока через электролиты. В ванну с электролитом, содержа-
щим металл покрытия (рис. 46), опускают деталь, поверхность которой
надо нарастить. На ванне укрепляют и соответствующим образом изо-
лируют от нее три штанги, две крайние из них присоединяют к положи-
тельному, а среднюю — к отрицательному выводу электрической ма-
шины. На средней штанге на подвеске укрепляют деталь (катод), а
на крайних штангах—металл покрытия (анод).
Известно, что при растворении в воде электролиты диссоциируют,
т. е. распадаются на ионы. При прохождении тока через растворы
электролитов ионы двигаются к электродам (катоду и аноду). При этом
положительно заряженные ионы (катионы) направляются к отрицатель-
ному электроду — катоду, а отрицательно заряженные (анионы) —
к положительному электроду — аноду. На электродах ионы или сов-
сем теряют заряд, выделяясь в виде нейтраль-
ных атомов, или изменяют заряд, образуя новые
химические соединения. В результате на катоде
осаждается металл покрытия (из раствора солей
и щелочей) и водород (из солей кислот и воды).
Количество выделенных при электролизе ве-
ществ пропорционально току и времени его
прохождения.
В качестве электролита применяют: при
хромировании — водный раствор хромового
ангидрида (150 — 250 г/л) и серной кислоты
(1,5—2,5 г/л); при осталивании — водный
раствор хлористого железа (200 г/л) и соляной
кислоты (0,6—0,8 г/л). Анодами служат при хро-
мировании свинцовые пластины с добавкой до
8% сурьмы для повышения механической проч-
ности (нерастворимый анод), а при осталивании—
Рис. 46. Схема уста-
новки для электроли-
тического наращива-
ния
59
стальные пластины из малоуглеродистой стали (растворимый
анод).
В ремонтной практике наибольшее распространение получило хро-
мирование и осталивание. Меднение и никелирование применяют зна-
чительно реже и главным образом для вспомогательных целей.
Хромирование. Технологический процесс хромирования состоит
из трех этапов: подготовки детали (механическая обработка, изоля-
ция мест, не подлежащих покрытию, монтаж детали на подвеску, обез-
жиривание и промывка, декапирование), собственно хромирования
и обработки после покрытия.
Механическая обработка детали — шлифование
и полирование — необходима для придания поверхности правильной
формы, так как при отложении хрома на поверхности детали будут
«скопированы» все неровности и изъяны.
Изоляция мест, не подлежащих хромиро-
ванию, делается целлулоидной лентой, цапон-лаком (целлулоид,
растворенный в бензине), бакелитовым лаком, резиновыми чехлами,
клеем ГЭН-150В и т. п. Отверстия, имеющиеся в детали, закрывают
свинцовыми пробками, чтобы избежать искривления силовых линий
у отверстий. Перед изоляцией деталь обезжиривают промывкой в бен-
зине.
Монтаж детали на подвеску. Детали монтируют вне
ванны. При этом выдерживают равномерное расстояние между анодом
и деталью для того, чтобы плотность тока (силовых линий), а следова-
тельно, и слой хрома на наращиваемых поверхностях были одинаковы-
ми (рис. 47). Как правило, форма анодов должна соответствовать форме
поверхности, подвергаемой- покрытию.
Обезжиривание ипромывка производятся для луч-
шего соединения хрома с наращиваемыми поверхностями детали.
Предварительное обезжиривание ведется одним их химических спо-
собов (см. § 4) и затем электролитическим способом. В последнем слу-
чае деталь подвешивают в ванну с водным раствором едкого натра 70—
100 г/л и 2—3 г/л жидкого стекла. В процессе электролиза на катоде
происходит интенсивное выделение пузырьков газа (водорода), сры-
вающего с поверхности детали жировую пленку, одновременно идут и
процессы омыления и эмульгирования жиров.
После обезжиривания деталь промывают горячей или холодной
водой для удаления остатков раствора. Качество обезжиривания про-
веряют по смачиваемости поверхности детали водой.
Декапирование — процесс удаления тончайшей пленки
окислов для получения активной поверхности металла, необходимой
для его прочного сцепления с покрытием. Декапирование делается в те-
чение 1 мин в отдельной ванне или в ванне с электролитом для хроми-
рования, при этом деталь служит анодом, а свинцовая пластина —
катодом.
Хромирование ведется до получения необходимого слоя на
детали в ванне с электролитом при соответствующем режиме (плот-
ности тока и температуре электролита). Практически толщина наращи-
ваемого слоя хрома при ремонте ограничивается 0,1—0,2 мм. Слой боль-
60
Рис. 47. Подвеска для хромирования
гильзы цилиндра дизеля Д100 (а),
характер силовых линий при плоских
свинцовых анодах (б) и круглых
анодах (в):
1 — хвостовик анода; 2 — анод; 3 — катод-
ная подвеска; 4 — шайба; 5 — гильза ци-
линдра; 6 — винипластовый экран
шей толщины непрочен и некачествен по структуре. Хромовые осадки
делятся на гладкие и пористые. Гладким хромом обычно наращивают
детали с неподвижными посадками, а пористым — детали трения
(поршневые кольца и пальцы, гильзы цилиндров и т. п.). Поры хоро-
шо удерживают масляную пленку, которая предохраняет трущиеся
поверхности от сухого и граничного трения.
Процесс обработки детали после хромирова-
ния состоит из следующих операций: промывки детали и подвесного
приспособления, снятия детали с подвески и удаления изоляции, тер-
мической обработки с целью обезводороживания (нагрев в сушильном
шкафу и выдержка в течение 2—3 ч при температуре 150—200° С),
контроля качества наращенного слоя и при надобности механической
обработки до нужного размера.
Преимущества хромирования:
возможность наращивания как термически обработанных, так и не-
обработанных деталей без нарушения структуры основного металла,
так как процесс ведется при температуре не свыше 70° С;
высокая твердость хромового покрытия, а у пористого хрома, кро-
ме того, высокая износостойкость;
61
хорошая сопротивляемость действию кислот и сернистых соедине-
ний, жаростойкость (допускает нагрев до 500° С).
Недостатки хромирования: длительность процесса и сложность
подготовительных операций; возможность восстановления деталей
только с относительно небольшим износом, так как при толщине слоя
более 0,3 мм осадок хрома становится непрочным; малая производи-
тельность (за 1 ч работы ванны наращивается слой 0,015—0,03 мм) и
относительно высокая стоимость.
Осталивание. Технологический процесс осталивания (железнения)
имеет много общего с процессом хромирования. Он также состоит из
трех этапов: подготовки, покрытия и последующей обработки детали.
Осталивание применяют для восстановления деталей с неподвижной
посадкой без дополнительной термической обработки, для создания
подслоя (при восстановлении деталей с большим износом) при после-
дующем хромировании и для восстановления деталей с последующей
термообработкой поверхностного слоя.
Преимущества осталивания: сохранение структуры металла дета-
ли — процесс ведется при температуре не более 100° С; возможность
получения достаточно твердого слоя без термообработки (при необходи-
мости осталенные детали могут быть подвергнуты цементации, закалке
и отпуску); возможность восстановления деталей с относительно боль-
шим износом (толщина наращиваемого слоя — 5 мм и более); высокая
производительность процесса — примерно в 8—10 раз выше, чем хро-
мирование; стоимость процесса в несколько раз меньше хромирования,
так как при осталивании применяют менее дефицитные, дешевые мате-
риалы.
Недостатки осталивания: сложность подготовительных операций;
необходимость частой фильтрации и систематической корректировки
электролита; трудность подбора материала ванн и необходимость по-
догрева электролита.
§ 13. СВАРКА И НАПЛАВКА
Под наплавкой понимают процесс нанесения на поверхность детали
металла или сплава плавлением. Плавление достигается за счет тепла
электрической дуги (электрическая сварка и наплавка) или тепла, об-
разующегося при сгорании ацетилена, природного газа и др. в струе
кислорода (газовая сварка и наплавка).
В процессе плавления металла и его последующем затвердевании к
из-за неравномерного распределения тепла на участке, прилегающем
наплавленному слою (в зоне термического влияния), происходят струк-
турные изменения в металле и изменения линейных размеров детали.
Глубина зоны термического влияния, зависящая от начальной темпе-
ратуры детали, скорости и способа охлаждения, теплопроводности
основного металла, способов и режима наплавки, колеблется от 1 до
25 мм. Изменения структуры металла и линейных размеров, если не
принять особых мер,приводят к местнойдеформации детали и появлению
трещин. К особым мерам относятся: предварительный подогрев и по-
62
следующее медленное охлаждение детали, особые приемы наплавки,
отжиг и отпуск после наплавки, защита расплавленного металла от
воздействия воздуха и т, п.
В процессе наплавки наплавленный металл насыщается кислородом,
азотом и водородом воздуха, а также выгорают легирующие элементы.
Образование окислов в наплавленном металле снижает предел проч-
ности и ударную вязкость шва, а насыщение стали азотом ухудшает его
пластические свойства, уменьшает ударную вязкость и относительное
удлинение и т. п. Для защиты расплавленного металла от воздействия
кислорода и азота воздуха и компенсации выгоревших легирующих
элементов применяют электроды с покрытиями или наплавку ведут под
слоем флюса и в среде защитных газов.
По степени механизации процесса электрическая сварка и наплавка
разделяются на ручную, полуавтоматическую и автоматическую. При
ручной все операции ведет сварщик вручную. Качество работ зависит
от квалификации сварщика; производительность процесса невысока.
Несмотря на эти недостатки, ручная сварка нашла широкое применение
в ремонтных работах,особенно для наплавки небольших поверхностей,
устранения трещин, отколов и т. п.
Сварка и наплавка стальных деталей. Для защиты сварочного шва
от вредных действий воздуха при ручной сварке и наплавке применяют
электроды с тонкими (0,10—0,25 мм на сторону) и толстыми (0,5—
1,5 мм на сторону) покрытиями. Тонкие покрытия (чаще всего из 80—
85% мела и 20—15% жидкого стекла) способствуют устойчивости го-
рения дуги, поэтому их часто называют стабилизирующими, или иони-
зирующими. Электроды с тонкими покрытиями используют для сварки
малоответственных деталей, работающих при статических нагрузках.
Толстые покрытия являются защитно-легирующими. В них входят газо-
шлакообразующие, легирующие вещества и раскислители, способст-
вующие формированию шва с повышенными механическими свойства-
ми. Электроды с толстыми покрытиями применяют для сварки и наплав-
ки ответственных частей из углеродистых и низколегированных сталей.
Для наращивания изношенных поверхностей стальных деталей поль-
зуются наплавочными электродами, обеспечивающими получение плот-
ного слоя металла необходимой твердости [51.
Сварка чугунных деталей. При разработке технологии восстанов-
ления чугунных деталей сваркой следует иметь в виду, что в процессе
сварки из-за высокого местного нагрева, быстрого охлаждения и усад-
ки в металле возникают значительные внутренние напряжения, кото-
рые могут привести к появлению трещин. При быстром охлаждении,
кроме усадки, происходит отбеливание чугуна, шов получается по-
ристым. Отбеленный чугун характеризуется высокой хрупкостью и
твердостью, что снижает прочность шва и затрудняет механическую об-
работку. Для предупреждения этих нежелательных явлений при свар-
ке чугунных деталей применяют соответствующие электроды и флюсы.
Сварку ответственных деталей ведут с предварительным подогревом
(горячая сварка) и во всех случаях с медленным охлаждением детали
[5]. Горячая сварка чугуна возможна как ацетилено-кислородным пла-
менем, так и электрической дугой.
63
Рис. 48. Схема наплавки под слоем
флюса:
1 — флюс; 2 — патрубок; 3 — мундштук; 4 —
электродная проволока; 5 — газовый пу-
зырь; б — источник тока; 7 — шлаковая
корка; 8 — слой наплавленного металла
Сварка и наплавка деталей из
алюминиевого сплава осложняются
из-за того, что при нагревании эти
сплавы интенсивно окисляются,
а окислы тугоплавки. Температу-
ра плавления алюминия 657° С,
а его окислов 2050° С. Пленка
окислов затрудняет процесс сплав-
ления присадочного материала с
основным и препятствует выходу
газов из расплавленного металла.
Удаляют окислы флюсами или
электродными покрытиями, раст-
воряющими или связывающими
окись алюминия. Присадочным
материалом могут служить стерж-
ни того же состава, что и основ-
ной металл. В процессе наплавки
ответственных деталей, напри-
мер поршней дизеля Д50, их подогревают до температуры 300—350°С,
а после окончания наплавочных работ медленно охлаждают, чтобы
предупредить коробление [5].
В практике ремонта тепловозов чаще для сварки и наплавки алюми-
ния пользуются ацетилено-кислородной сваркой. Хорошие результаты
дает электродуговая сварка в защитной среде газа аргона (аргоно-ду-
говая сварка неплавящимся электродом). Однако применение этого вида
сварки ограничивается высокой стоимостью и дефицитностью аргона.
Полуавтоматическая и автоматическая сварка и наплавка. Элект-
рическая сварка и наплавка, при которой механизирована (автомати-
зирована) только подача присадочного материала, называется полу-
автоматической; если же механизировано и передвижение электрода
вдоль шва — автоматической. Рассматриваемые виды сварки и наплав-
ки находят все большее применение на тепловозоремонтных заводах
и в депо с большим объемом ремонтных работ. При полуавтоматической
и автоматической сварке электрическая дуга и расплавленная ванноч-
ка металла изолируются от воздуха флюсом или защитным нейтраль-
ным газом.
Сварка и наплавка под слоем флюса (рис.48).
Электрическая дуга горит под слоем сухого зернистого флюса 1, по-
ступающего перед дугой из патрубка 2. Плавится как электрод 4 (го-
лая необмазанная проволока), подаваемый в зону плавления с постоян-
ной скоростью, так и часть флюса 1. При этом над сварочной ванной
образуется газовый пузырь 5, флюсовая оболочка которого (жидкий
шлак) надежно защищает зону горения от влияния воздуха. Эта же обо-
лочка не дает разбрызгиваться жидкому металлу, сохраняет тепло дуги,
замедляет остывание шва, так как после остывания над швом образует-
ся плотная шлаковая корка 7.
Флюс создает благоприятные условия для выхода газов из свароч-
ной ванны, т. е. способствует формированию однородного и плотного
64
слоя наплавленного металла с меньшим количеством шлаковых и газо-
вых включений и хорошими механическими свойствами. Кроме того,
вследствие длительного контакта флюса с жидким металлом происходит
легирование наплавленного слоя. При автоматизации процесса не толь-
ко получается более качественный шов, но и значительно повышается
производительность труда, экономнее расходуется электродная прово-
лока и электроэнергия. Кроме того, работу могут выполнять сварщики
более низкой квалификации.
Вместе с тем автоматизированный процесс имеет и недостатки: зна-
чительная глубина зоны термического влияния; затруднена наплавка
деталей диаметром менее 100 мм, так как расплавленный флюс и шлак
не успевают затвердеть и стекают с поверхности детали, и, кроме того,
такие детали сильно деформируются; для получения слоя большой
твердости нужны дорогостоящие флюсы; большие потери времени на
вспомогательные работы.
Автоматической наплавкой под слоем флюса целесообразно восста-
навливать детали классов «вал» и «отверстие» больших размеров, со
значительным износом последовательным наложением швов по винто-
вой линии при вращении детали.
Наплавка в среде защитных газов. Этот способ
отличается от наплавки под слоем флюса тем, что электрическая дуга
и сварочная ванна изолируются от воздуха оболочкой инертного газа—
аргона или углекислого газа (рис. 49). Сварку и наплавку в защитной
среде инертного газа рекомендуется вести постоянным током обратной
полярности для получения более устойчивой дуги и меньшей зоны тер-
мического влияния.
Рассматриваемый вид наплавки широко применяется при восста-
новлении постелей коренных подшипников коленчатого вала дизеля
ДЮО (наплавка в среде углекислого газа) и восстановлении алюминие-
вых блоков дизелей (аргоно-дуговая сварка и наплавка).
Рис. 49. Схема электродуговой наплавки в среде углекислого газа (а) .и газовая
горелка (б):
1 — баллон с газом; 2 — редуктор; 3 — влагоотделитель; 4 — электрический подогреватель;
5 — газовая горелка; 6 — электродная проволока; 7 — мундштук с наконечником; 8 — охла-
ждаемая полость горелки; 9— подающий механизм; 10 — сварочный генератор
3 Зак. 1161 65
Рис. 50. Схема формирования шва при вибро-
дуговой наплавке:
а — короткое замыкание; б — отрыв электрода; в —
горение дуги; г —холостой ход
Вибродуг о в а я
наплавка. Этот спо-
соб отличается от обычной
автоматической электроду-
говой наплавки тем, что
электродная проволока в
процессе наплавки непре-
рывно вибрирует, вслед-
ствие чего электрическая
дуга горит не постоянно,
а возбуждается периоди-
чески (рис. 50). Циклич-
ность возбуждения дуги
способствует более устой-
чивому протеканию процесса и переносу электродного материала
на деталь в мелкокапельном состоянии. Это позволяет получить плот-
ные слои наплавленного металла небольшой толщины (от 0,50 до 2 мм)
при малой глубине зоны термического влияния, т. е. практически без
деформации детали. Поэтому способ впбродуговой наплавки широко
применяют для восстановления деталей классов «вал» и «отверстие»
сравнительно малого диаметра и с незначительным износом.
Вибродуговая наплавка ведется с охлаждением жидкостью (раствор
4—5% кальцинированной соды или 20% технического глицерина в
воде), подаваемой па расстоянии 10—40 мм от электрода, под слоем
флюса или под слоем флюса с одновременным охлаждением детали
жидкостью. Если ограничиться только подачей жидкости в зону на-
плавляемою слоя, то будут возникать микротрещины и мелкие газо-
вые поры, отрицательно влияющие на прочность детали, и, кроме того,
твердость наплавленного слоя получается неравномерной.
При наплавке под слоем флюса (рис. 51,а) или под слоем флюса с
охлаждением детали жидкостью (рис. 51, б), подаваемой внутрь вра-
щающейся детали или на поверхность вслед за резцом, снимающим шла-
Рис. 51. Схема впбродуговой наплавки:
а — под слоем флюса; б — под слоем флюса с охлаждением внутренней полости водой; / —
патрон стайка; 2 — восстанавливаемая деталь; 3 — патрубок для подачи флюса; 4 — мунд-
штук; 5 — флюсоудерживающее приспособление; 6— проставка; 7 —задний центр станка;
8 — пиноль старка; 9 — шланги подвода и отвода охлаждают,ей воды
66
новую корку, микротрещины и другие дефекты в наплавленном слое
практически не возникают. Детали тепловозов, в том числе подвержен-
ные переменной динамической нагрузке, после восстановления вибро-
дуговой наплавкой под слоем флюса работают надежно ПО].
Для вибродуговой наплавки чаще всего используют старогодные
токарно-винторезные станки, обеспечивающие вращение детали и
продольное перемещение вибродуговой головки. Вибрация электрода
достигается электромагнитным или механическим вибратором или за
счет эксцентри'ситета мундштука головки.
§ 14. ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Электроискровая обработка основана на электрической эррозии
(разрушении) металла. В ремонтной практике для электроискрового
наращивания обычно служит конденсаторная установка, схема кото-
рой показана на рис. 52. Электрический ток от источника энергии по-
дается на обкладки конденсаторной батареи 4, где накапливается в виде
статического заряда. При приближении электрода 2 к детали 1 на рас-
стояние, пробиваемое определенным напряжением, происходит разряд
в виде короткого мощного импульса. В этот момент от электрода отде-
ляется капля расплавленного металла и устремляется к поверхности
детали, ударяясь о которую прочно приваривается к ней. В период
разряда температура между электродом (анодом) и деталью (катодом)
достигает 10 0000 С. Присутствие в этой зоне различных легирующих
элементов, входящих в состав электрода, позволяет не только наращи-
вать, но и легировать поверхность детали. Кроме этого, при наращива-
нии стальных деталей происходит сверхскоростная закалка их поверх-
ностей на глубину 0,2—0,8 мм в зависимости от мощности установки.
Величина наращиваемого слоя зависит от количества и мощности
импульсов тока, свойств материала электрода. При грубых режимах
(сила тока более 10 А) можно получить слой до 0,5 мм, а при мягких
режимах (ток до 1 А) — до
0,2 мм. Толщина слоя огра-
ничивается из-за его окис-
ления и азотизации. Поэ-
Рис. 53. Установка ЭФИ-10:
1 — корпус; 2 — вибратор; 3 —• контактная пластина
Рис. 52. Схема установки для
электроискрового наращива-
ния и легирования:
1 — деталь; 2 — электрод; 3 — ви-
братор; 4 — конденсаторная батарея
3*
67
тому эрозионная стойкость поверхности детали и электрода стано-
вится одинаковой. Для возможности электроискрового наращивания
эрозионная стойкость детали должна быть выше, чем у электрода.
В среде защитных газов слой можно получить в 2—3 раза больший.
Наращивать детали можно металлами и сплавами любой твердости
(вольфрамом, сормайтом, победитом и др.). При грубых режимах слой
получается пористым и шероховатым, особенно если процесс наращи-
вания ведется вручную.
Установки для электроискрового наращивания и упрочнения типа
ЭФИ (рис. 53), выпускаемые серийно, рассчитаны на различные режи-
мы. Наращивание осуществляется ручным или механическим спосо-
бом. В последнем случае, кроме установки, нужно иметь переоборудо-
ванный токарный станок, обеспечивающий нужную скорость вращения
детали и перемещения суппорта, на котором монтируется вибратор
обычно электромагнитного типа. При ручном способе деталь уклады-
вают на контактную пластину 3, а вибратор с электродом (анодом)
вручную передвигают по поверхности детали.
Электроискровое наращивание наиболее эффективно для компенса-
ции износа и смятия рабочих поверхностей деталей шлицевых и шпо-
ночных соединений, восстановления натяга между деталями прессо-
вых соединений и особенно у громоздких и сложных по конфигурации
деталей, например для наращивания ребер гильзы цилиндра дизеля
ДЮО при восстановлении натяга между гильзой и ее рубашкой, корпуса
буксы и др.
§ 15. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
ПОЛИМЕРНЫМИ МАТЕРИАЛАМИ
Ремонт деталей пластмассами прост, экономичен и надежен. Ими
можно наращивать поверхности для создания натяга в соединении или
износостойкого покрытия, заделывать трещины и пробоины, склеивать
детали, выравнивать поверхности, герметизировать соединения, на-
дежно закрывать поры в любых деталях, даже в труднодоступных мес-
тах. Клеевые составы и пластмассы в ряде случаев успешно заменяют
сварку и пайку, хромирование и осталивание, а иногда являются един-
ственно возможными средствами восстановления.
Ниже рассматриваются клеевые составы и пласмассы, которые наш-
ли применение в ремонте тепловозов. Пластмассы представляют собой
либо полимеры, т. е. высокомолекулярные органические соединения,
либо композиции, в которые, кроме полимера, входят наполнители,
пластификаторы, отвердители и другие вещества, придающие пласт-
массам требуемые свойства.
Применяемые в ремонте пластмассы можно разделить на две груп-
пы. К первой относятся термореактивные (реактопласты), т. е. пласт-
массы, которые отвердевают и теряют свои пластические свойства при
нагреве. Применяют их в виде различных композиций (в жидком или
пастообразном состоянии) для наращивания, склеивания, герметиза-
ции, заделки трещин и пробоин. Композиции составляются преимущест-
венно на основе различных смол.
68
Вторую группу составляют термопластические пластмассы (термо-
пласты), которые при нагреве не отвердевают и сохраняют свои плас-
тические свойства. Используют их для наращивания и изготовления
различных деталей. К ним относятся полиамиды П68, АК-7, капрон
и др.
Клеевые составы. В ремонтном производстве наиболее распростра-
нены следующие клеевые составы.
Жидкие клеевые составы. Клеи типа БФ представ-
ляют собой спиртовые растворы термореактивных смол. Клей БФ-2
используют для склеивания и наращивания металлических деталей,
работающих при температуре 60—80° С и выше, а БФ-4 — в тех слу-
чаях, когда требуется большая эластичность и высокая стойкость к
вибрациям. Клей БФ-6 применяют для склеивания металлов с пласт-
массами и тканями. Пленка и соединения клея устойчивы по отношению
к воде, холоду, действию нефтепродуктов, а также кислот ниже
20 %-ной концентрации. Эта клеи являются хорошими диэлектрика-
ми, поставляются в готовом виде.
Клей (эластомер) ГЭН-150В — продукт сочетания смолы ВДУ
с нитрильным каучуком СКН-40; его изготовляют в виде вальцованных
листов (шкурок) толщиной 2—4 мм. Раствор клея приготовляют сле-
дующим образом. Мелко нарезанные кусочки сухого клея помещают
в стеклянную посуду с притертой пробкой, заливают смесью ацетона
с бензолом (или одним ацетоном) в пропорции 1:5 и выдерживают 8—
10 ч. После этого бутыль с содержимым периодически взбалтывают в те-
чение 2—3 ч, а затем раствор отстаивают 30 мин и профильтровывают
через металлическую сетку (100—500 отверстий на 1 см2).
Раствор клея не должен содержать нерастворимых частиц, при
выливании на стекло должен давать ровную однородную пленку. Плен-
ка имеет высокую адгезию (прилипаемость) к металлу, обладает хоро-
шей эластичностью и прочностью на растяжение, выдерживает высокие
удельные давления и значительные ударные нагрузки, маслостойка
и после ее нанесения поверхность не требует обработки. Кроме того,
поверхности деталей, покрытые пленкой этого клея, не подвергаются
фретинг-коррозии. Клей является хорошим диэлектриком. Этот клее-
вой раствор применяется как для наращивания,так и для склеивания
деталей. Высокая адгезия, эластичность, вибростойкость, маслостой-
кость придают пленке хорошие герметизирующие свойства, поэтому
клей широко применяется для уплотнения различных полостей (на-
пример, рубашек гильз цилиндров дизеля Д100), для пропитки уплот-
нительных прокладок и т. п. Наиболее целесообразная толщина нара-
щиваемого слоя не более 0,20 мм.
Клей ВС-ЮТ представляет собой раствор синтетических смол в
органических растворителях. Он применяется для наращивания и
склеивания различных металлов и неметаллических материалов в лю-
бом сочетании. Пленка клея обладает высокой термостойкостью. По-
лученные соединения могут выдерживать температуру 200° С до 5 ч.
Клей устойчив против воды, холода, нефтепродуктов, огнестоек. При
ремонте тепловозов успешно применяется для приклеивания фрик-
ционных накладок муфт сцепления. Поставляется клей в готовом виде.
69
Пастообразные клеевые составы. Состав наи-
более употребительных паст на основе эпоксидных смол приведен в
табл. 5. Отвердитель в состав пасты вводится для превращения ее из
тестообразного состояния в необратимое твердое; пластификатор уве-
личивает эластичность пленки, повышает ее ударную вязкость и стой-
кость к температурным колебаниям. Наполнители добавляются для
повышения механической прочности и теплостойкости клеевого соста-
ва, снижения усадки и приближения коэффициентов термического рас-
ширения пасты и восстанавливаемой детали. Введение наполнителей
снижает стоимость паст.
Для приготовления пасты эпоксидную смолу подогревают до 120—
160° С и выдерживают при этой температуре некоторое время, чтобы
удалить влагу. Затем вводят пластификатор и массу тщательно пере-
мешивают. В процессе перемешивания добавляют наполнители. В те-
чение 10—15 мин поддерживают температуру 80—100° С и только
после этого массу охлаждают до 20 ± 5° С. Отвердитель холодного
отверждевания (полиэтиленполиамин) вводят, тщательно перемеши-
вая массу, непосредственно перед применением пасты, так как пример-
но через 30 мин после введения отвердителя паста начинает затверде-
вать. Полное отвердение пасты при температуре 20° С происходит в те-
чение 24—70 ч, а при температуре 80—100° С это время сокращается
до 1—5 ч. Прогревать пасту открытым огнем нельзя. Клеевой состав
без отвердителя можно хранить неограниченное время. Пасты чаще
всего применяют для заделки трещин и пробоин, наращивания поверх-
ностей деталей для устранения неровностей (забоин, вмятин, задиров
и т.п.).
Порошковые термопласты. В ремонтной практике для нанесения
покрытий нашли применение следующие термопласты.
Капрон — представитель полиамидных смол. Этот термопласт не-
дефицитен, имеет хорошие химико-физические свойства. Одно из наи-
более ценных свойств — высокая износостойкость и малый коэффициент
Таблица 5
Компоненты Составы в весовых частях
№ 1 № 2 № 3 № 4 № 5
Эпоксидная смола ЭД6 . . . Отвердитель: полиэтиленполи- 100 100 100 100 100
амин или гексомстилепдиампи Наполнители: 10 10 10 10 10
чугунный порошок .... 150 — — — —
окись железа — 150 — —
графит — — — 50 —
молотая слюда 20 20 — —
алюминиевая пудра . . . — — 20 — 90
этрол Пластификатор: дибутилфта- — — — — 90
лат 15—20 15—20 15—20 15-20 15—20
Применяется для деталей из чу!уна стали алюми- ния чугуна пласт- масс
70
трения. Применяется для изготовления различных подшипников, шес-
терен и других деталей, а также для нанесения износостойких и деко-
ративных покрытий на металлические поверхности. Температура плав-
ления 215° С. При температурах ниже нуля приобретает повышенную
жесткость. Стоек к щелочам, маслам, ацетону, бензину и т. п. Имеет
хорошие диэлектрические свойства.
Капрон имеет низкую теплопроводность — примерно в 250—300 раз
меньше, чем металлы, и высокий коэффициент линейного расширения—
примерно в 10 раз больше, чем у стали. Поставляется в виде гранул раз-
мером 7—8 мм. Для размельчения используют шаровую мельницу, в ко-
торую засыпают капроновую крошку и измельченную твердую угле-
кислоту («сухой лед») с температурой кипения минус 78,5° С. Капрон
при такой температуре становится хрупким, легко перемалывается в по-
рошок.
Полиамиды (смолы) П68 и АК-7 — твердые роговидные вещества
белого или светло-желтого цвета. Смола П68 выпускается в виде крош-
ки или гранул. Кроме смолы П68, промышленность вырабатывает на-
полненные полиамиды П68 марок П68-Т5 и П68-Т10, П68-Г5 и П68-
Г10, которые вводят для повышения износостойкости, твердости н при-
дания других свойств.
ТермопластПФН-Ю — порошкообразная смесь, состоящая из 54%
поливинилбутиралевойсмолы, 23% графита, 21 % идитолаи 2% уртопи-
на. Температура плавления порошка 210—220° С. Термопласт применя-
ют при газопламенном нанесении покрытий на поверхность деталей
для наращивания, устранения вмятин, углублений, неровностей и дру-
гих повреждений.
Наращивание жидким клеевым составом. Технологический процесс
наращивания состоит из подготовки поверхности детали для нанесе-
ния слоя и его термообработки (сушки). Подготовка поверхности необ-
ходима для создания наилучших условий ее сцепления с пленкой клея,
т. е. шероховатости поверхности и чистоты. Загрязнения и жиры, а у
алюминиевых деталей и окислы препятствуют адгезии клея. Шерохо-
ватость создается искусственно в зависимости от материала и термооб-
работки детали наждачной шкуркой, металлическим абразивом,
дробью или крупнозернистым шлифовальным камнем, зачисткой драче-
вым напильником или металлической щеткой, электроэрозионной обра-
боткой, насечкой зубилом или керном и т. п. Она увеличивает площадь
контакта между пленкой клея и деталью. Более заметная шерохова-
тость (насечка зубилом или керном, электроэрозионная обработка и
т. п.) необходима, когда поверхность детали нужно нарастить поро-
шковыми термопластами или клеевыми растворами (пастами) для устра-
нения глубоких задиров, забоин, углублений и т. п. Для получения
чистой поверхности детали ее очищают от загрязнений до металличес-
кого блеска и тщательно обезжиривают растворителями, т. е. промы-
вают (не менее 2—3 раз) ватным тампоном или мягкой волосяной кис-
тью, смоченными растворителем. Качество обезжиривания проверяют
по смачиваемости поверхности детали водой. Касаться руками обезжи-
ренных поверхностей нельзя. Наиболее употребительные растворите-
ли в ремонтной практике следующие.
71
Технический бензин хорошо растворяет свежие и отработавшие ми-
неральные масла, консистентные смазки и консервационные составы.
Бензины БР-1 («калоша») и БР-2 по растворяющей способности по-
добны техническому бензину. Использовать для обезжиривания авто-
мобильный бензин не рекомендуется из-за наличия в нем различных
органических масел.
Бензол, ксилол и толуол применяют для очистки деталей от жиров,
масел, старых лаков и красок.
Ацетон используют для обезжиривания слабозагрязненных дета-
лей.
Уайт-спирит хорошо растворяет жиры и масла (кроме касторового
и окисленных жирных кислот).
Ручной способ нанесения клея. Клей наносят мяг-
кой волосяной кистью. Для получения равномерного слоя необходимо,
чтобы глубина погружения и выдержка кисти в клеевом составе каж-
дый раз были одинаковыми, движение кисти было в одном направлении.
При этом накладываемые ряды должны быть параллельны друг другу
и не заходить один на другой. Второй слой накладывают по истечении
15—20 мин, когда детали выдерживаются при комнатной температуре,
и 3—5 мин—при их сушке в печи при температуре 60—65° С. Этого вре-
мени достаточно, чтобы дать возможность улетучиться парам раство-
рителя. Толщина пленки зависит от количества нанесенных слоев и
условной вязкости клеевого раствора. Для клея ГЭН-150В такая за-
висимость приведена на рис. 54.
Механизированные способы нанесения
клея. Внутренние поверхности крупных деталей— различных вту-
лок и колец (деталей класса «отверстие») — рациональнее покрывать
клеевыми составами центробежным способом, а наружные поверхности
втулок и шеек валов — путем напы-
ления.
Установка А469 (рис. 55) для центро-
бежного нанесения пленки клея состоит
из шкафа с ящиками для хранения пере-
ходящих колец и станка, смонтированно-
го на плите 1. Станок имеет два патрона 5
и 7, навернутых по концам вала, вра-
щающегося на двух шариковых подшип-
никах в корпусе 6. Вращение вала осу-
ществляется через ременную передачу
от электродвигателя; частота вращения
1000—1500 об/мин. Каждая бабка стан-
ка состоит из корпуса 3, пустотелого
наконечника 4 и рукоятки 2. До нанесе-
ния пленки деталь вставляют в переход-
ное кольцо, а затем в патрон станка и
зажимают гайкой. Пустотелый наконеч-
ник заполняют необходимым количеством
Рис. 54. Зависимость толщины
слоя клея ГЭН-150В, наноси-
мого вручную, от его условной
вязкости:
/ — один слой; 2 — два слоя; 3 — три
слоя
клея. Включают электродвигатель, пе-
редвигают бабку настолько, чтобы конец
72
Рис. 55. Установка А469 для центробежного нанесения
пленки клея
наконечника вошел в патрон. Затем рукояткой 2 перевертывают нако-
нечник так, чтобы клей из него вылился и а поверхность детали. Пр
истечении 2—4 мин выключают электродвигатель и вынимают деталь
с переходным кольцом. Затем нанесенный слой клея подвергают
термообработке, как описано ниже. Необходимое количество клея при
центробежном нанесении можно определить по номограмме (рис. 56).
Слой пленки на наружные поверхности втулок и шеек валов нано-
сят обычными распылителями (типа краскораспылителей). В бачок
распылителя заливают клей с пониженной вязкостью (для клея ГЭН-
ДОВ — 10—15 с). При прохождении сжатого воздуха давлением 2—
4 кгс/см2 через смесительную камеру распылителя в ней образуется
смесь воздуха и клея, которая, пройдя сопло, попадает на поверхность
детали, вращающейся с частотой 20—30 об/мин. При этом способе не-
сколько возрастают потери клея.
Термообработку (сушку) наращенного слоя клея де-
лают для ускорения отвердения и получения максимальных прочност-
ных свойств. Сушка обычно ведется в электрической печи. Деталь после
нанесения последнего слоя клея и выдержки на воздухе 15—20 мин
помещают в сушильный шкаф и нагревают до температуры 150±5° С
для клея БФ и ГЭН-150В или 180±5° С для клея ВС-ЮТ. Скорость
повышения температуры 2—3°Св 1 мин. При указанных температурах
деталь выдерживают в течение 1 ч, а затем медленно (2—3° С в 1
мин) охлаждают до комнатной температуры.
Если наращенная деталь монтируется в узле с натягом, то на плен-
ку клея после термообработки рекомендуется дополнительно нанести
(втереть) ватным тампоном пленку коллоидального графита или 5%-
ного раствора селиконового каучука в толуоле. Это делается для пре-
дохранения от склеивания сочлененных деталей и облегчения в даль-
нейшем их демонтажа.
73
Преимущество наращивания деталей жидким клеевым составом:
простота технологического процесса и оборудования; возможность на-
несения пленки толщиной от 0,001 до 0,20 мм; не требуется механи-
ческая обработка покрытия; структура наращиваемого металла не
изменяется; процесс протекает при температуре не более 180° С.
Наращивание пастообразным клеевым составом. Технологический
процесс наращивания пастами состоит из подготовки детали, нанесения
пасты, термической и механической обработки. Поверхность детали
обрабатывают для нанесения пасты так же, как и перед нанесением
жидкого клеевого раствора. Пасту наносят аккуратно и быстро, пока
она не загустела, металлическим или деревянным шпателем, уплот-
няют ее, тщательно втирая в шероховатости и поры поверхности детали.
Накладывают пасту с избытком, так как она после высыхания дает
усадку. Желательно, чтобы наращиваемая поверхность детали распола-
галась горизонтально. Если сделать это не удается, а имеется опасение,
что паста может сползти, нужно ее для удержания закрыть бумагой,
края которой приклеить к поверхности детали.
Термическая обработка ускоряет затвердевание пасты. Хорошие
результаты дает выдержка детали при комнатной температуре в тече-
ние 20—24 ч с последующей сушкой в электрической печи при темпера-
туре 80—100° С с выдержкой 2—4 ч. Повышают и понижают темпера-
туру печи постепенно. Нагревать деталь открытым огнем нельзя. Пол-
ное затвердение пасты при комнатной температуре (20° С) в зависи-
мости от толщины слоя наступает через 24—72 ч. Для механической
обработки отвердевшей пасты применяют обычные инструменты для
обработки металлов.
Преимущества наращивания деталей эпоксидными пастами: воз-
можность получения плотного, монолитного и прочного покрытия
значительной толщины; простота технологического процесса и оборудо-
вания; сравнительно не-
высокая температура про-
цесса термообработки —
не выше 180° С.
Наращивание порошко-
выми термопластами. Тех-
нологический процесс на-
несения порошковых поли-
меров на поверхность
деталей состоит из следую-
щих элементов: подготов-
ки порошковой смеси, под-
готовки самой детали, на-
несения покрытия и его
термической и механичес-
кой обработки.
Подготовка по-
рошковой смеси.
Порошок должен быть
равномерным, тонкого по-
Рис. 56. Номограмма для определения объема
клея при его центробежном нанесении
74
Рис. 57. Схема установки для
вихревого напыления:
/ — бортовой отсос; 2 — рабочая ка-
мера; 3 — напыляемая деталь; 4
фильтр; 5 — пористая перегородка;
6 — насадка для подвода сжатого
воздуха или инертного газа
мола, свободно просыпаться через стек-
лянную трубку диаметром 5 — 10 мм.
Размер частиц 100—150 мкм, влажность
не более 0,2%, сушат порошок при тем-
пературе 60° С. Для получения износо-
стойкого покрытия в порошок капрона
добавляют 5% дисульфидмолибдена,
5—10% графита, 10—20% сернокислого
бария; для декоративного окрашивания
в порошок полимера добавляют крася-
щие вещества (пигменты). Порошковую
смесь также просушивают.
Подготовка детали вклю-
чает операции: механическую обработ-
ку, изоляцию мест, не подлежащих
покрытию, обезжиривание.
Чтобы предупредить образование
наростов и пузырьков на поверхности
полимерной пленки, острые грани и
узлы детали закругляют радиусом 3 — 5 мм, а глубокие риски,
поры и раковины удаляют шлифованием. Для лучшего сцепления
наращиваемая поверхность должна быть несколько шероховатой
(ниже 5-го класса). Изоляция мест, не подлежащих покрытию,
необходима в основном при вихревом способе напыления. Изолируют
жидким стеклом, асбестом, алюминиевой фольгой и т. п. Обезжирива-
ние мест, подлежащих покрытию, производится так же, как и перед
покрытием клеем.
Нанесение покрытия. Существуют три способа нанесе-
ния порошкового полимера на поверхность детали: вихревой, газопла-
менный и струйный (центробежный).
Вихревое напыление делают по следующей технологической схеме.
Деталь после соответствующей подготовки и нагрева на 40—60° С выше
температуры плавления полимера (но не выше температуры его разло-
жения— деструкции) погружают на 2—10 с в рабочую камеру 2
установки (рис. 57), где полимерный порошок находится во взвихрен-
ном состоянии. Интенсивное вихревое движение порошка создается
сжатым воздухом, поступающим через пористую перегородку 5. По-
рошок, соприкасаясь с деталью 3, плавится и прилипает к ней, образуя
На поверхности тонкую пленку полимера. Для получения равномерного
покрытия деталь вращают и перемещают вдоль оси рабочей камеры.
Толщина пленки зависит от температуры нагрева детали, напыляемого
полимера и времени выдержки в рабочей камере. При необходимости
выравнивания и доплавления покрытия деталь сразу же после выемки
из рабочей камеры подвергают дополнительному нагреву.
Преимущества вихревого напыления: возможность покрытия дета-
лей сложной конфигурации; получение слоя хорошего качества тол-
щиной от 0,05 до 1,5 мм; высокая производительность и полное отсут-
ствие потерь порошка; простота технологического оборудования и
процесса.
75
К недостаткам способа следует отнести необходимость изоляции
поверхностей детали, не подлежащих покрытию, и высокий нагрев
(до 300° С и более).
Газопламенное напыление. Сущность процесса состоит в следую-
щем. На подогретую деталь напыляется сжатым воздухом через пламя
газовой горелки полимерный порошок. При выходе из горелки частицы
порошка становятся пластичными; под действием сжатого воздуха они
ударяются о нагретую деталь, и, находясь в полужидком, пластичном
состоянии, сцепляются с поверхностью детали и между собой, образуя
прочное покрытие.
Преимущества такого напыления: возможность получения покры-
тий значительной толщины (до 5 мм и больше), возможность нанесения
полимерных материалов на детали больших размеров и сложной конфи-
гурации.
Недостатки — снижение качества наносимого материала вследствие
деструкции частиц порошка в пламени горелки. Для газопламенного
струйного напыления используются универсальные установки УПН.
Струйное (центробежное) напыление подобно центробежному на-
несению клеевого состава. Наращиваемую втулку, нагретую несколько
выше температуры плавления порошка, быстро устанавливают в пат-
рон станка, находящийся в нагревательной камере. При вращении
патрона (20—30 об/мин) к внутренней поверхности втулки под дейст-
вием центробежной силы прижимается полимерный порошок, подавае-
мый струей сжатого воздуха. За счет аккумулированного в детали теп-
ла порошок оплавляется, образуя плотное равномерное покрытие.
Термообработку покрытия ведут в масле при темпе-
ратуре 160—180° С в течение 15—20 мин с последующим медленным ох-
лаждением детали вместе с маслом. Эта операция необходима для по-
вышения износостойкости покрытий и поэтому не обязательна для дета-
лей, не работающих на износ.
Склеивание деталей. Опыт показывает, что прочность клеевого со-
единения деталей зависит главным образом от качества подготовки
склеиваемых поверхностей, толщины клеевого слоя — с уменьшением
его толщины прочность клеевого шва повышается; от площади прилега-
ния двух деталей; режима термообработки в период отвердевания клее-
вого шва.
Увеличение площади прилегания склеиваемых поверхностей до-
стигается созданием шероховатости и обжатием деталей в приспособле-
ниях. Усилие обжатия зависит от материала и гибкости деталей.
Склеенныедетали рекомендуется подвергать эксплуатационным нагруз-
кам не раньше чем через 20—30 ч после термообработки и охлаждения.
В течение этого времени повышается прочность клеевого шва.
Преимущества соединения деталей клеевыми составами: можно со-
единять друг с другом различные материалы в любом сочетании (ме-
таллы, фрикционные материалы, пластмассы, ткани и т. д.); возмож-
ность получения герметичных соединений, устойчивых к воздействию
нефтепродуктов, вибростойких; отсутствие внутренних напряжений
в клеевом шве. Процесс ведется при температурах не более 180° С. Не-
достатки — низкая теплоскойкость, недостаточно высокая прочность.
76
Ниже для примера приводятся технологические схемы приклеива-
ния фрикционных накладок муфты включения тепловозов и герметиза-
ции охлаждающей полости гильзы цилиндра дизеля ДЮО.
Технологический процесс приклеивания фрикционных накладок к
стальным дискам состоит из таких операций: подготовка поверхностей
деталей, нанесение клея, соединение деталей и их обжатие, термообра-
ботка клеевого шва.
Подготовка склеиваемых поверхностей деталей и нанесение на них
клея вручную ведутся, как и обычно (см. стр. 71). Наносят два слоя
клея ВС-ЮТ. Касаться клеевых поверхностей руками или их загряз-
нять нельзя. После нанесения второго слоя и необходимой выдержки
детали соединяют и монтируют в приспособлении (рис. 58). Поворотом
ручки 1 диски 4 обжимают усилием 3—4 кгс/см2. Затем приспособление
с дисками помещают в электрическую печь. Термообработка ведется
с соблюдением условий, приведенных на стр. 73.
Технологический процесс герметизации водяных стыков гильзы
цилиндра дизеля ДЮО состоит из съемки рубашки с гильзы, восстанов-
ления натяга между рубашкой и гильзой и склеивания рубашки с гиль-
зой по водяным стыкам. Для нормальной работы необходимо, чтобы
посадка рубашки на гильзе была выполнена с допусками, указанными
на рис. 59.
Если после съемки рубашки с гильзы и очистки деталей их микро-
метраж показал, что в местах А, Б и В натяги и зазоры не соответст-
вуют указанным на рис. 59, нормальные посадки восстанавливают пу-
тем наращивания. Поверхности А и В, т. е. поясков уплотнения водя-
ных стыков, и поверхности Б ребер по всей их длине наращивают
клеем ГЭН-150В по следующей технологической схеме: подготовка
поверхностей, нанесение необходимого слоя клея и термообработка
с точным соблюдением рекомендаций, изложенных на стр. 71 и 73.
Если зазор между ребрами
гильзы и рубашкой в мес-
тах Б превышает 0,15 мм,
то сначала ребра наращи-
вают электроискровым спо-
собом (см. 14), а затем
сверху наносят один слой
клея ГЭН-150В с после-
дующей его термообра-
боткой.
Только после оконча-
ния процесса наращивания
поверхностей А, Б и В
приступают к герметиза-
ции водяных стыков гиль-
Рис. 58. Приспособление для обжатия дисков
сцепления с фрикционными накладками при
склеивании:
/ — ручка; 2, 3 — прижимы; 4 — диск сцепления; S —
основание
зы путем склеивания ру-
башки с гильзой в местах
А и В.
Процесс герметизации
состоит из следующих опе-
77
Рис. 59. К сборке гильзы ци-
линдра дизеля Д100-.
1, 4 — резиновые кольца; 2 •— гиль-
за; 3—рубашка; 5 — упорное коль-
цо; 6 — втулка; 7центрирующий
раций: установки резиновых колец, подготовки поверхностен деталей
к склеиванию, нанесения клея, монтажа рубашки на гильзу, термо-
обработки клеевого шва и проверки качества уплотнения.
Не скручивая, надевают на гильзу резиновые кольца 1 и 4. После
размещения в канавках их надежно уплотняют путем обстукивания
деревянным молотком. Важно, чтобы кольца имели одинаковую твер-
дость, выступали из канавок равномерно по окружности на 1,3 —
1,9 мм.
Подготовку склеиваемых поверхностей А и В как у гильзы, так и
у рубашки ведут в таком порядке. Если эти поверхности у обеих дета-
лей ранее наращиванию клеем не подвергались, то готовят их к склеи-
ванию обычным порядком (стр. 71). Если же их уже наращивали
клеем, то только тщательно обезжиривают. Обезжиривают и поверх-
ности резиновых колец. Клей (два слоя) на поверхностях А и В , а
также и на поверхности резиновых колец наносят вручную.
Рубашку на гильзу монтируют
после нагрева ее до 120 — 160° С в
электрической печи или индукционным
способом. Правильность монтажа кон-
тролируют по соосности адаптерных
отверстий гильзы и рубашки, защем-
лению упорного- кольца 5 и совпадению
контрольных рисок, нанесенных на де-
талях. Соосность отверстий проверяют
центрирующим стержнем 7 со втулкой 6
(см. рис. 59). Смещение осей допускает-
ся не более 0,5 мм. В процессе напрес-
совки рубашки на гильзу возможен
частичный срез поверхностей отдельных
резиновых колец. Запрещается трогать
руками, а также смазывать маслом по-
верхности резиновых колец, покрытые
клеем. В противном случае детали не
склеиваются.
Для быстрейшего затвердевания и
получения максимальных прочностных
свойств клеевого шва его подвергают
термообработке (стр. 73).
Качество герметизации водяных сты-
ков гильзы проверяют опрессовкой го-
рячей водой (см. § 7), которую можно
делать только после термообработки
клеевого шва. В противном случае в
процессе опрессовки между склеивае-
мыми поверхностями может проникнуть
загрязненная вода и склеивания гиль-
зы с рубашкой не произойдет. После
остывания делают микрометраж гильзы.
Разница в овальности гильзы до и после
78
напрессовки рубашки допускается не более 0,05 мм, в том числе и
по сечению в месте постановки стопорного кольца. В противном слу-
чае производят перепрессовку рубашки.
Заделка трещин и пробоин в деталях. Технологический процесс
заделки трещин и пробоин в деталях или устранения повреждений ка-
витационного характера в корпусных деталях, таких, как корпусы
турбокомпрессоров и воздуходувок, блоки цилиндров и др., отличается
от наращивания деталей пастами главным образом предварительной
разделкой мест повреждения (рис, 60, а). По концам трещин сверлят
отверстия диаметром 3—4 мм, кромки трещин раскрывают под углом
60—90°. Если необходима высокая прочность детали, шов по длине
усиливают скобами (рис. 60, г), сверлят технологические отверстия
через каждые 20—30 мм для клеевых заклепок (рис. 60, в) или на шов
накладывают 2—3 слоя стеклоткани (рис. 60, б). При разделке пробоин
острые кромки у краев притупляют, а у корпусных деталей с толстыми
стенками по периферии пробоины сверлят отверстия диаметром 2 —
3 мм через каждые 20—30 мм для кле-
евых заклепок. Зону вокруг разделки
трещины или пробоины на расстоянии
15—20 мм зачищают до металлического
блеска. Поверхности для наращива-
ния и нанесения пасты готовят, как
обычно.
При заделывании трещин пасту
наносят в два слоя. Второй слой
наносят с таким расчетом, чтобы он
заполнил всю трещину и перекрыл ее
по обеим сторонам на 10—15 мм при
толщине слоя 2 — 3 мм. Стеклоткань
толщиной 0,1 — 0,3 мм накладывают
между слоями пасты и обязательно про-
катывают роликом.
Заделывание пробоин начинают с
заполнения пастой просверленных от-
верстий и намазывания пасты вокруг
пробоины. Пробоину закрывают сталь-
ной накладкой (рис. 60, б), слегка
ее прижимают, наносят поочередно
два-три слоя пасты, каждый из которых
покрывают любой сетчатой тканью и
прокатывают роликом. При заделке
пробоины заподлицо (рис. 60, е), чтобы
паста не проваливалась, снизу к детали
приклеивают или удерживают на прово-
локе поддерживающую пластину. Затем
поочередно накладывают слои пасты и
ткани. После затвердения пасты поддер-
живающую пластину снимают, а высту-
пающий конец проволоки обрезают.
Рис. 60. Разделка н способы
заделывании трещин и пробоин
пастами:
а ~ разделка трещин; б — усиление
шва лакоткаиыо; в ** то же клее-
выми заклепками; г —то же скоба-
ми; д — заделка пробоины сталь-
ной накладкой; е — то же заподли-
цо; 1 — стеклоткань; 2 — клеевая
заклепка; 3 — скоба; 4 —стальная
накладка; S — проволока; 6 — под-
держивающая пластина; 7 —ткаиь
79
ГЛАВА V
ТЕХНОЛОГИЯ РЕМОНТА ТИПОВЫХ СОЕДИНЕНИЙ
И УЗЛОВ МЕХАНИЧЕСКИХ ЧАСТЕЙ
ОБОРУДОВАНИЯ ТЕПЛОВОЗА
§ 16. ОБЩИЕ СВЕДЕНИЯ
Изделия машиностроения, и в частности тепловозы, состоят из от-
дельно соединенных между собой деталей и узлов. В машинах пример-
но 35—40% соединений типа цилиндрический вал — втулка, 15—-
20% плоскостных, 15—25% резьбовых, 6—7% конусных, 2—3% сфе-
рических и др. [11]. Значительное место занимают узлы с подшипни-
ками качения и трения, зубчатые, фрикционные и клиноременные
передачи, соединения с резиновыми деталями, сальниковые уплот-
нения и др.
Каждое соединение или узел характеризуется различными кон-
структивными, технологическими, эксплуатационными и экономи-
ческими факторами. К таким факторам относятся степень относитель-
ной подвижности, вид контакта сопрягаемых поверхностей, прочность,
возможность разборки, технологичность сборки и разборки, характер
и величина износа трущихся поверхностей, затраты труда и средств на
техническое обслуживание и ремонт.
Практика эксплуатации машин показывает, что подавляющее боль-
шинство неисправностей, за исключением повреждений аварийного
характера и вызванных химико-тепловым воздействием, возникает
в соединениях деталей. При этом отказ в работе каждого соединения
наступает при возникновении определенных, присущих только дан-
ному соединению неисправностей независимо от того, где соединение
работает — на тепловозе, электровозе, вагоне, автомобиле, станке или
в любом другом изделии машиностроения. Например, отказ в работе
шлицевого соединения наступает при нарушении посадки между шли-
цами (увеличении зазора) из-за износа или смятия шлицев. Потеря ра-
ботоспособности зубчатого соединения вызывается износом или уста-
лостным разрушением зубьев. Соединения с гарантированным натягом
выходят из строя при ослаблении деталей в посадке, узлы с подшипни-
ками качения — при ослаблении колец в посадке или при появлении
повреждений в самих подшипниках, резьбовые соединения — при из-
носе, вытянутости или срыве резьбы и т. д. Поэтому технологические
приемы разборки, восстановления и сборки каждого типа соединения
и узла одинаковы и будут отличаться в каждом отдельном случае толь-
ко в зависимости от материала, термообработки, прочности и характера
повреждения деталей, а также от экономической целесообразности
применения того или иного способа ремонта.
Учитывая изложенное, ремонт деталей типовых соединений и узлов
механических частей, в которых чаще всего возникают неисправности
и отказы, рассмотрен в одной главе без учета места нахождения этих
80
соединений и узлов па тепловозе. Для наглядности и сокращения тек-
стового материала на рисунках типовые соединения обозначены цифра-
ми в кружочках, которые показывают условный номер-шифр данного
типового соединения или узла. Все рассматриваемые типовые соедине-
ния классифицированы по технологическим признакам.
§ 17. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения (шпилька — деталь — гайка, болт — деталь,
болт — гайка) широко применяют для обеспечения неподвижности,
прочности, герметичности, установки и регулирования взаимного рас-
положения сопрягаемых деталей. Резьбовые соединения на рисунках
обозначены цифрой I в кружочке.
Основные повреждения резьбовых частей деталей: вытягивание,
смятие и срыв резьбы и ее износ по диаметру. Срыв, значительное смя-
тие и вытягивание резьбы легко можно обнаружить визуально. Износ
и незаметное на глаз смятие резьбы определяют по тому, как ввинчи-
вается гайка, болт или шпилька, а также по величинам качки или вер-
тикального перемещения сопрягаемых деталей; более точно эти не-
исправности измеряют резьбовыми калибрами.
Разборка. Если при отвертывании гайки или болта приходится
прилагать слишком большое усилие, то нужно проверить, не оста-
лось ли в стопорном отверстии части шплинта. Неплохо резьбовые со-
единения, подверженные коррозии (особенно экипажной части, выхлоп-
ного тракта дизеля и т. п.), за 15—20 мин до разборки обложить тампо-
нами, обильно пропитанными керосином. Если деталь закреплена не-
сколькими болтами или гайками, то во избежание ее коробления сна-
чала слегка отпускают все болты и гайки, а затем отворачивают их
полностью.
При разборке трубопроводов для предотвращения их скручивания,
а также при отворачивании контргаек пользуются одновременно
двумя гаечными ключами. Соединения, находящиеся под действием
дополнительной нагрузки,
создаваемой пружиной (уз-
лы рессорного подвешива-
ния тележки, пружина
сервомотора регулятора
дизеля и т. п.), перед раз-
боркой разгружают, чтобы
обеспечить безопасность
работ.
Способы удаления кон-
ца оборванной шпильки
или болта из отверстия
показаны на рис. 61. Из
алюминиевого корпуса та-
кую деталь можно извлечь
путем травления раствором
Рис. 61. Способы удаления конца оборванной
шпнлькн или болта из отверстия:
а, б — с помощью зубчатых оправок; в — приваркой
гайки
81
азотной кислоты, а из корпусов небольшого размера — электроэро-
зионным сверлением медным электродом.
Ремонт. Какими способами восстанавливают резьбовые части дета-
лей, сказано в табл. 4. При восстановлении резьбовых частей наплав-
кой недостаточно сточить старую резьбу. Надо дополнительно снять
слой металла еще на одну глубину резьбы. Делается это для того, чтобы
при последующей наплавке и нарезании резьбы место соединения основ-
ного и наплавленного металла не располагалось по внутреннему диа-
метру резьбы.
Сборка. Нет необходимости останавливаться на том, почему нельзя
применять крепежные детали с поврежденной резьбой и забитыми гра-
нями головок. Однако существует ряд очень важных требований по
сборке, которые надо неукоснительно выполнять.
Первое, основное из этих требований. На рис. 62 показано положе-
ние гайки и головки болта после затяжки гайки до «упора», т. е. до
момента, когда для дальнейшего ее поворота нужно резко увеличить
усилие, прилагаемое к ключу с рукояткой длиной 300 мм.Как видно
на рисунке, гайка и головка болта касаются детали только одной сто-
роной, что можно легко проверить щупом или по отпечатку краски.
Если такую гайку затянуть окончательно, то произойдет изгиб болта.
Эта очень опасная погрешность сборки, особенно в тяжело нагружен-
ных соединениях, в таких, как крепление крышек шатунных и корен-
ных подшипников коленчатого вала, цилиндровых крышек, адаптеров
форсунок гильзы цилиндра и т. п. Опыт показывает, что обрывы шпилек
или болтов, появление трещин в деталях являются следствием именно
такой неточности сборки. Поэтому не случайно в Правилах ремонта
тепловозов [13] сказано: «Проверить прилегание по краске головок
болтов и гаек по опорным поверхностям шатуна. Допускается не более
двух разрывов отпечатка по окружности длиной не более 3 мм каждый».
Таким образом, при сборке резьбового соединения необходимо следить
за тем, чтобы торец гайки (головки болта) и опорная часть зажимаемой
ею детали были перпендикулярны оси резьбы. В общем случае допусти-
мое биение торца гайки (болта) не более 0,01
диаметра описанной окружности.
Второе не менее важное требование сборки
резьбовых соединений: при закреплении двух
деталей нельзя ввертывать болт, длина которо-
го более нормальной, или нормальный болт в
уменьшенное по глубине несквозное резьбовое
отверстие. Погрешности, возникающие при нару-
шении этого требования, проиллюстрированы на
рис. 63, где показано положение окончательна
затянутого одного и того же болта, ввернутого
в резьбовое отверстие нормальной глубины и в
отверстие с уменьшенной глубиной. В последнем
случае детали только прижаты друг к другу,
пружинная шайба, помещенная под головкой
болта, лишь слегка обжата, так как болт уперся
в дно отверстия.
Рис. 62. К сборке резь-
бовых соединений
82
Неправильно
Правильно
Рис. 63. К сборке резьбовых соединений
В большинстве случаев
проверить надежность за-
крепления деталей такого
типа путем обстукивания
болта, щупом или другим 1
способом не удается. При t
правильном закреплении \
надежность такого соеди-
нения можно гарантиро-
вать лишь в том случае,
если предварительной про-
веркой установлено соот-
ветствие размеров деталей
чертежу.
Третье требование касается последовательности и равномерности
затяжки крепежных деталей. Процесс затяжки гайки (или болта) после
навинчивания состоит из предварительной, так называемой затяжки до
«упора» и окончательной. Затяжка до «упора» необходима для опреде-
ления положения гайки, с которого нужно начинать окончательную
затяжку. Особенно это важно при ручной затяжке. Окончательное
крепление гаек или болтов в многорезьбовых соединениях необходимо
вести в строго определенной последовательности. Правильно выбранная
последовательность гарантирует доброкачественность сборки, исклю-
чает возможные перекосы и деформации деталей. На практике чаще
приходится сталкиваться с креплением гаек, расположенных по окруж-
ности, квадрату, прямоугольному контуру или по прямой (рис. 64).
В первом случае гайки затягивают крест-накрест попарно, считая
в каждой паре гайки, расположенные на концах одного и того же диа-
метра (рис. 64, а). Во втором случае сначала затягивают средние гайки,
а затем постепенно приближаются к краям (рис. 64, б). Поря-
док затягивания гаек, расположенных по прямой, показан на
рис. 64, в.
Однако важна не только последовательность, но и равномерность
затяжки гаек (болтов). Гайки нужно затягивать постепенно, т. е. сна-
чала затянуть все гайки, предположим, на одну треть величины за-
тяжки от положения «упора», затем еще на треть и, наконец, оконча-
тельно заданным усилием. Это правило надо соблюдать как при за-
тяжке гаек предельным и динамометрическим ключами, гайковерта-
ми, так и вручную.
В некоторых депо в целях ускорения сборочных работ применяют
гайковерты, у которых нельзя изменять усилие затяжки. В этом случае
затяжку гаек (например, крепления цилиндровых крышек дизеля)
хотя и ведут с соблюдением нужной последовательности, но с грубей-
шим нарушением постепенности, т. е. каждую гайку крепят сразу и
окончательно. Хуже того, в случае пропуска газов или течи воды из-
под цилиндровой крышки производят дополнительное крепление от-
дельных гаек, естественно, с приложением еще большего усилия. Такие
«методы» механизации приводят к резкому увеличению выхода из
строя цилиндровых блоков и крышек из-за появления трещин.
83
Четвертое требование. Перед креплением гаек или болтов ответст-
венных соединений, таких как вставки поршня дизеля Д100, адап-
теров гильз цилиндров, коллекторных болтов якорей электрических
машин, штуцера крепления нагнетательного клапана топливного насо-
са и т. п., нужно вначале создать условия, обеспечивающие «жесткость»
соединения, и лишь после этого затягивать крепежные детали оконча-
тельно.
«Жесткость» в соединении деталей достигается предварительной
одно-двукратной перетяжкой крепежных деталей от большого усилия,
но с обязательным соблюдением условий последовательной затяжки.
При этом сглаживаются неровности и устраняется волнистость регули-
ровочных или герметизирующих прокладок, помещенных между дета-
лями, сминаются небольшие заусенцы, забоины и случайно попавшие
между деталями загрязнения.
Пренебрежение этим советом из-за стремления ускорить процесс
сборки приводит к тяжелым последствиям, так как неустраненные не-
ровности, особенно у деталей, испытывающих переменные динамичес-
кие нагрузки, при работе постепенно сглаживаются, и соединение те-
ряет «жесткость». Так, например, после разъединения поршня дизеля
Д100 со вставкой часто можно наблюдать наклеп на контактирующих
поверхностях деталей (головки поршня, прокладок и вставки). То же
можно сказать и о креплении верхней и нижней частей вертикальной
передачи в отсеке блока дизеля Д100, адаптеров гильз цилиндра и т. п.
Эти неисправности появляются, как правило, в результате потери
«жесткости» соедин ен ия.
Каким должно быть усилие затяжки гаек и болтов? В общем случае
максимальный момент, создаваемый на ключе при затяжке, должен
быть не более
Afmax=O,ld4
где о— предел прочности материала болта или шпильки, кгс/см2;
d — диаметр болта или шпильки, мм.
Как поступить в том случае, когда гайки затягивают без специали-
зированного инструмента (предельных или динамометрических клю-
чей), а усилие, прикладываемое к рукоятке ключа, у отдельных испол-
нителей колеблется от 40 до 60 кгс для правой руки и от 18 до 28 кгс
для левой? В этих случаях, особенно для ответственных соединений,
Рис. 64. Последовательность затяжки крепеж-
ных деталей
детали которых при рабо-
те испытывают переменные
динамические нагрузки,
усилие затяжки устанавли-
вают опытным путем, а кон-
троль усилия затяжки ве-
дут по повороту гайки или
болта на определенный,
заранее установленный
угол, по удлинению болта
(шпильки) или по степени
деформации деталей.
84
Рассмотрим для примера, как реко-
мендуется затягивать вручную гайки
крепления крышки цилиндра дизеля
Д50. Сначала затягивают все гайки до
«упора», а затем для создания «жесткости»
еще на 1 — 1,5 грани в два-три приема
в последовательности, показанной на
рис. 64, а, после чего все гайки отвер.
тывают и вновь заворачивают до «упо-
ра». Лишь после этого приступают к
окончательному их закреплению. Для
этого все гайки заворачивают на 1—1,5
грани в два-три приема в последователь-
ности, указанной на рис. 64, а.
Несколько советов по стопорению
деталей резьбовых соединений. Для со-
хранения стабильности затяжки и пре-
дупреждения самопроизвольного отворачивания крепежных деталей
применяют различные способы их стопорения. На тепловозах чаще
всего такое стопорение делают упругой шайбой, разводным шплин-
том, винтом, проволокой и в отдельных случаях контргайкой.
Пружинная шайба должна обладать достаточной упругостью. При
правильной сборке шайба полностью прилегает к опорным поверх-
ностям детали и гайки или головки болта (см. рис. 63).
Разводной шплинт должен сидеть в отверстии болта или шпиль-
ки плотно, и его головка должна утопать в прорези гайки (так, чтобы
шплинт работал на срез полным сечением); короткий конец шплинта
загибают и плотно прижимают к торцу болта или шпильки, а длинный—
к грани гайки. При несовпадении отверстия под шплинт с прорезями
гайки гайку подтягивают, но не отворачивают. Завязанная контрящая
проволока (рис. 65) не должна иметь свободного перемещения.
§ 18. ПРЕССОВЫЕ СОЕДИНЕНИЯ
Прессовые соединения— соединения цилиндрических деталей с га-
рантированным натягом — обозначены на рисунках цифрой II в кру-
жочке. Натяг создается благодаря тому, что охватываемая деталь имеет
наружный диаметр больший, чем диаметр отверстия охватывающей
детали.
Потеря работоспособности прессового соединения вызывается ослаб-
лением деталей в посадке и чаще всего у соединений, детали которых
испытывают при работе ударную или цикличную нагрузку. При ослаб-
лении деталей в посадке в одном случае происходит наклеп, в другом —
проворот одной детали относительно другой, сопровождаемый износом
деталей, а в отдельных случаях и задиром контактирующих поверх-
ностей.
Ослабление деталей в посадке можно определить как по внешним
признакам, так и другими способами. Внешними признаками иногда
85
служат смещение контрольных рисок, например рисок на бандаже и
колесном центре, скопление грязи в виде валика или ржавчины в мес-
тах соединения.
В некоторых случаях эффективным оказывается обстукивание
молотком (акустический способ). Иногда ослабление посадки де-
талей в собранных узлах удается обнаружить по их сдвигу (во-
круг оси) при перемене направления вращения вала. Например,
надежность посадки деталей 3, 17, 30 и 28 на валах вертикальной пере-
дачи дизеля Д100(см. рис. 133) определяют путем измерения линейной
величины камеры сжатия в одном из цилиндров дизеля по свинцовым
выжимкам. Первый свинцовый кубик обжимают между поршнями дизе-
ля при повороте коленчатого вала по часовой стрелке, а второй — при
вращении вала против часовой стрелки. Если толщины обжатых час-
тей свинцовых кубиков разнятся (в данном случае более чем на 0,2 мм),
то это укажет на ослабление одной из деталей на валу. В процессе раз-
борки ослабление посадки деталей можно заметить по усилию распрес-
совки, а после разъединения — по наличию наклепа, коррозии, а
также путем обмера диаметров деталей.
Разборка. Когда деталь может быть извлечена в обе стороны, на-
пример втулка без заплечиков в сквозном отверстии, ее выпрессовы-
вают в направлении запрессовки. В этом случае потребуется меньше
усилия и лучше сохранятся контактные поверхности разбираемых
деталей.
Лучше всего распрессовку производить гидравлическим способом
путем нагнетания масла под высоким давлением между контактными
поверхностями деталей. Охватывающая деталь расширяется, а охва-
тываемая получает усадку, чем практически устраняется трение меж-
ду деталями при их разъединении. Для возможности гидравлической
распрессовки в охватываемых деталях предусматривают каналы и
кольцевые канавки, по которым под давлением подается масло
(см. рис. 67, 68).
На рис. 66 показано распределение давления между деталями: кон-
тактное давление до нагнетания масла (рис. 66, а), после нагнетания
масла, когда его давление сравнивается с контактным давлением
(рис. 66, б) и когда давление масла превышает контактное (рис. 66, в).
Рис. 66. Характер распределения давления между контактными по-
верхностями при гидравлической распрессовке
86
Рис. 67. Плунжерный насос высокого давления:
/ — вентиль; 2, 6’— шариковые клапаны; 3 — ограничи-
тель подъема; 4 — пружина; 5 —масляный резерву-
ар; 6 — штуцер; 7 — рычаг; .9 *— плунжер
В последнем случае масло
начинает проникать между
деталями и почти пол-
ностью отделяет контакт-
ные поверхности деталей,
за исключением узкой по-
лоски по обоим концам
охватывающей детали.
Масло между деталями
нагнетается плунжерным
насосом высокого давления
до 4000 кгс/см2 (рис. 67) или
ручным винтовым прессом
давления до 1000 кгс/см2
(рис. 68).
Ремонт. Нормальную
посадку деталей восстанав-
ливают приданием поса-
дочной поверхности одной
из деталей цилиндрической
формы, если есть в этом нужда, и наращиванием посадочной поверх-
ности другой детали до размера, обеспечивающего необходимый натяг,
или наращиванием посадочных поверхностей обеих деталей и при-
данием им нормальных размеров (см. табл. 4).
Сборка. Прочность прессового соединения деталей зависит от пра-
вильности цилиндрической формы и величин микронеровностей сопря-
гаемых поверхностей, натяга и способа сборки. При неправильной фор-
ме сопрягаемых поверхностей (овальности и конусности) напряжения,
возникающие при посадке, будут распределены неравномерно по ок-
ружности деталей, что отрицательно скажется на прочности соединения.
Сборку прессовых соединений можно вести холодной запрессовкой,
т. е. без нагревания деталей, с нагреванием охватывающей или охлаж-
дением охватываемой детали. Предпочтительнее сборку вести двумя
последними способами. Соединения деталей получаются более прочны-
ми, так как микронеровности сопрягаемых поверхностей не сглажи-
ваются, как при холодной
запрессовке, а как бы сцеп-
ляются друг с другом.
Кроме того, требуется
меньше времени на сборку
и более простое оборудова-
ние. Сглаживание неров-
ностей, происходящее при
холодной запрессовке, при-
водит к ослаблению посад-
ки деталей. В зависимости
от конструкции, материала
и необходимого натяга де-
тали можно нагревать
Рис. 68. Ручной винтовой пресс:
1 — сменные наконечники; 2 — рукоятка пресса
87
в жидкой среде, в газовой или электрических печах и индук-
ционным способом. К нагреванию в жидкой среде (в масляной или водя-
ной ванне) прибегают в тех случаях, когда достаточна температура до
110° С и нужно выдержать ее в узких пределах. При нагревании в содо-
вой воде (10 г соды на 1 л воды) деталь дополнительно очищают и обез-
жиривают. После нагревания индукционным способом деталь размаг-
ничивают.
Деталь до —75° С охлаждают в среде твердой углекислоты (сухого
льда). Для этого деталь помещают в деревянный или металлический
ящик с хорошей изоляцией, заполненный твердой углекислотой. Жид-
ким азотом деталь можно охладить до —195° С. Для охлаждения тре-
буется меньше времени, чем для нагревания детали. Кроме того, ох-
лаждение исключает температурные напряжения, местные деформации
и окисление поверхностей деталей, особенно сложной формы. Время
выдержки при нагревании или охлаждении зависит от формы, массы
и материала детали.
Прочность соединения возрастает при покрытии посадочных по-
верхностей деталей промежуточным слоем металла (меди, никеля,
цинка) или полимерных материалов—клея ГЭН-150В, смолы ВДУ
и т. п. Такие покрытия толщиной не более 20 мкм предохраняют сопря-
гаемые поверхности деталей как при сборке, так и при разборке, а
также защищают их от коррозии. Для устранения задиров при холод-
ной запрессовке посадочные поверхности деталей покрывают тонким
слоем смазки, применяют приспособления, обеспечивающие действие
усилия строго по оси запрессовываемой детали.
§ 19. УЗЛЫ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Каждый такой узел обозначен на рисунках цифрой Ш в кружочке.
Подшипники скольжения могут быть неразъемными и разъемными.
В первом случае в узел подшипника входят цельный корпус, втулка
и соединительная деталь, а во втором — разъемный корпус, два вкла-
дыша и соединительная деталь. Втулку или вкладыши изготов-
ляют, как правило, из антифрикционного материала. Соеди-
нительной деталью могут служить вал, палец, цапфа, короткий
валик.
Работоспособность узла с подшипником скольжения нарушается
вследствие износа деталей в зоне трения или из-за ослабления втулки
(вкладышей) в посадке. По мере износа деталей увеличивается зазор
между ними, что приводит в одних случаях к появлению ударных на-
грузок, а в других — к разрегулировке соединительных цепей, напри-
мер в рычажных передачах, а также к утечке смазки, т. е. нарушению
смазывания деталей.
Ремонт. Для восстановления работоспособности узла с подшипни-
ком скольжения необходимо устранить ослабление втулки (вклады-
шей) в посадке и довести зазор между деталями трущейся пары до
нормальной величины. О том, как восстановить нормальную прессо-
вую посадку, было рассказано при описании ремонта соединения типа
88
II. Довести зазор между трущимися деталями до нормальной величины
можно:
обработкой одной из деталей, чаще всего шейки вала (пальца, оси,
цапфы), под ремонтный размер с одновременным уменьшением диамет-
ра отверстия подшипника;
заменой одной из деталей новой и восстановлением нормальной фор-
мы трущейся части незаменяемой детали;
восстановлением нормальных размеров и формы деталей путем на-
ращивания.
Рекомендуемые способы увеличения диаметра вала (пальца, оси,
цапфы) или уменьшения диаметра отверстия втулки у изношенных дета-
лей приведены в табл. 4.
Сборка. При сборке узлов с подшипниками скольжения важно
добиться точности геометрических размеров и хорошего состояния тру-
щихся поверхностей деталей, а у многоопорных валов, кроме того,
соосности и минимальной ступенчатости подшипников, а также доста-
точно полного прилегания шеек вала к несущей (рабочей) части под-
шипника.
При замене отдельных втулок неразъемных подшипников новыми,
чтобы не производить дополнительную обработку отверстия втулки
после ее запрессовки в корпус (шабрением, разверткой или чистовой
расточкой), необходимо:
а) точно выдержать натяг. При слишком большом натяге форма
отверстия втулки искажается. Это может привести к тому, что прилега-
ние шейки вала к подшипнику окажется неудовлетворительным, а за-
зор «на масло» в подшипнике будет слишком мал;
б) втулку перед запрессовкой в корпус сориентировать так, чтобы
отверстия в ней, служащие для подвода смазки в подшипник, совпали
с аналогичными отверстиями в корпусе;
в) монтаж втулки в корпусе желательно выполнять, нагревая
корпус или охлаждая втулку, если чертежом предусмотрен значитель-
ный натяг. При выполнении этой операции вручную или при помощи
пресса нужно применять хотя бы несложные приспособления, обеспе-
чивающие направление усилия строго по оси втулки и предотвращаю-
щие ее перекашивание. После запрессовки втулка должна быть за-
креплена от проворачивания (штифтом, винтом, резьбовым стопором
и т. п.), если такое крепление предусмотрено чертежом.
О соосности и ступенчатости подшипников.
Для нормальной работы подшипниковых узлов многоопорных валов
(например, кулачковых и коленчатых валов дизеля) необходимо, чтобы
геометрические оси отверстий подшипников совпадали, а ступенчатость
несущих (рабочих) поверхностей подшипников была минимальной.
Под ступенчатостью неразъемных или собранных разъемных под-
шипников скольжения (или их постелей) многоопорных валов понимают
разность расстояний от геометрической оси подшипников до места при-
легания шеек вала к рабочей (несущей) поверхности в вертикальной
плоскости. Различают ступенчатость между соседними подшипниками
(или их постелями) и общую ступенчатость- наибольшую ступенча-
тость между опорами данного вала.
89
Причиной возникновения ступенчатости служит неравномерный
износ несущих (наиболее нагруженных) частей подшипников одного
вала. Величина этого износа зависит от конструкции, характера на-
грузки и других факторов. Несущие части изношенных подшипников
находятся дальше от оси вала, чем несущие части новых или менее изно-
шенных подшипников; таким образом появляется их ступенчатость.
В результате вал опирается только на менее изношенные подшипники,
а над изношенными провисает. При работе такой вал прогибается,
вызывая резкое увеличение давления на кромки отдельных подшипни-
ков, что в свою очередь способствует разрушению масляной пленки
и появлению полусухого трения. Поэтому очень важно своевременно
определить, не превышает ли ступенчатость допустимые пределы.
Соосность и ступенчатость подшипников (или их постелей) можно
проверить технологическим валом, стрункой и оптическим способом.
Проверка технологическим валом. Технологический вал (рис. 69)
представляет собой цельный или составной полый вал, диаметр рабо-
чих частей которого меньше нормального диаметра отверстия подшип-
ника (или их постелей) на двойную величину допускаемой несоос-
ности. Вал должен обеспечивать одновременную проверку ступенча-
тости всех и как минимум трех подшипников (или их постелей). Такой
вал при допустимой соосности подшипников (или их постелей) легко
вставляется в подшипники и от небольшого усилия вращается вокруг
оси. Величину ступенчатости подшипников (или их постелей) опреде-
ляют щупом по зазору между несущей частью подшипника (или по-
стели) и шейкой технологического вала, а качество прилегания шеек
вала к подшипникам — по отпечатку краски. Существенным преиму-
ществом этого способа является простота, достаточная для практичес-
ких целей точность, возможность одновременной проверки соосности
и ступенчатости всех подшипников (постелей) многоопорных валов.
Рис. 69. Технологический нал для проверки соосности и ступенчатости подшипнн-
ков распределительного вала дизеля Д50:
а — ось технологического нала; б — ось подшипников распределительного вала; / — блок ди-
зеля; 2 — подшипник распределительного вала; 3—технологический вал на четыре опоры
90
Рис. 70. Схема проверки соосности коренных подшипников коленчатого вала ди-
зеля Д50 с помощью струнки:
/ — ролик; 2 — струнка; 3 — груз
Кроме того, имеется возможность контроля качества прилегания шеек
вала к несущим поверхностям подшипников или их постелей.
Проверка стрункой. Стрункой (стальная проволока 00,3 —0,5 мм)
как«материализированной» осью пользуются для измерения ступенчато-
сти подшипников или их постелей с большими диаметром и расстоянием
между опорами, например у коренных подшипников коленчатых валов
дизелей Д50 и Д100 (рис. 70). Вес груза для натяжения равен 0,5—
0,6 разрывного усилия струнки. Первоначально струнку выставляют
так, чтобы она совпадала с осями (центрами) крайних опор. Измерив
микрометрическим нутромером радиусы г в вертикальной и горизон-
тальной плоскостях и в двух поясах по длине каждой опоры, вычис-
ляют смещение и излом осей опор. Касание измерительного инструмен-
та к струнке фиксируется по звуку или загоранию низковольтной
лампочки, включенной в цепь струнки и корпуса подшипника.
Недостатки данного способа — длительность и невысокая точность,
но они компенсируются простотой и дешевизной оснастки.
Оптический способ проверки соосности подшипников отличается
большой точностью [17], однако он очень сложен, требует много време-
ни и специализированной оснастки.
Перед проверкой любым способом корпусных деталей или частей
с многоопорными подшипниками н большим расстоянием между опора-
ми, например блока или картера дизеля, необходимо принимать меры,
предотвращающие их деформацию. Такие части должны быть предвари-
тельно установлены на достаточно жесткие, тщательно выверенные
опорные балки.
Уменьшить ступенчатость подшипников скольжения многоопорных
валов можно шабрением несущих поверхностей подшипников по крас-
ке с применением технологического вала или заменой отдельных под-
шипников. Если зазор «на масло» у какого-либо неразъемного подшип-
ника в пределах нормы, а ступенчатость велика, то такой подшипник
(втулку) можно извлечь, повернуть вокруг оси на 180° и вновь запрес-
совать на старое место. Неизношенная часть втулки станет несущей
частью. Как устраняют ступенчатость разъемных подшипников сколь-
жения, подробно рассказывается в § 37.
В случае замены всех неразъемных подшипников, особенно у двух
и трех опорных валов, наилучшие результаты достигаются как в отно-
91
шении соосности, так и ступенчатости, когда после запрессовки в кор-
пус подшипники растачивают на станке или обрабатывают развертка-
ми с одной установки (одного прохода). Если обработать таким образом
подшипники не удается из-за громоздкости корпусной детали, отсутст-
вия оборудования и т. п., следует придерживаться рекомендаций, при-
веденных выше по замене отдельных втулок неразъемных подшипников.
Контроль качества сборки узлов с подшипниками скольжения.
Сборка узлов с подшипниками скольжения считается нормальной,
когда:
а) втулки (или вкладыши) правильно ориентированы в корпусе
подшипника, имеют нормальную посадку и застопорены согласно черте-
жу. Плотность посадки контролируют обстукиванием по торцу втулки
(вкладыша) деревянным молотком или измерением зазора между по-
верхностями сопряжения деталей. При нормальной посадке при об-
стукивании не происходит «отдачи в руку», а при измерении щуп
0,03 мм не будет «закусывать» между втулкой и корпусом подшипника;
б) каждая шейка многоопорного вала, находящегося в рабочем
положении, хорошо прилегает к несущей (рабочей) части подшип-
ника. О качестве прилегания судят по отпечатку краски или отсутствию
зазора между шейкой и несущей частью подшипника при измерении
щупом в вертикальной плоскости с обеих сторон шейки. Щуп 0,05 мм
не должен заходить на глубину более 15 мм;
в) величины зазоров «на масло» и разность этих зазоров у подшип-
ников одного вала находятся в пределах допускаемых норм.
Зазором та масло» в подшипнике скольжения принято называть диа-
метральный зазор между шейкой
Рис. 71. Схема измерения зазора «на
масло» в коренных подшипниках верх-
него коленчатого вала дизеля Д100:
Л и Б — места измерения зазора; СГ — сто-
рона генератора; СУ —сторона управления;
/ — рабочий (несущий) вкладыш; 2 — нера-
бочий вкладыш
вала (оси, цапфы, пальца, валика)
и подшипником, измеренный по оси
вала в вертикальной плоскости.
Зазор «на масло» в собранном под-
шипнике скольжения можно изме-
рить щупом, индикаторным приспо-
соблением или обмером деталей.
Измерение зазора «на масло» щу-
пом. Щуп применяют в тех случаях,
когда имеется свободный доступ
к подшипнику и диаметр шейки
вала более 50 мм. Зазор «на масло»
измеряют с каждой стороны под-
шипника. При этом пластина щу-
па должна входить в зазор меж-
ду деталями от небольшого усилия
и на всю длину.
За действительный зазор в под-
шипнике принимается среднеариф-
метическая величина зазоров, полу-
ченных с обеих сторон подшипни-
ка. Точность измерения до 0,02 мм.
Для примера на рис. 71 при-
ведена схема измерения зазора «на
92
Рис. 72. Схема измерения зазора «на масло» в подшипниках скольжения индика-
торным приспособлением:
1 — рычаг; 2 — шатунный подшипник дизеля ДЮО; 3 — индикатор; 4 — подшипник турбоком-
прессора; 5 — рым
масло» в коренных подшипниках верхнего коленчатого вала дизеля
ДЮО. Чтобы измерить зазор в точках А и Б с обеих сторон подшип-
ника, соседние шатунные шейки попеременно устанавливают то в ниж-
нюю мертвую точку (и. м. т), то в верхнюю мертвую точку (в. м. т.).
Пример вычисления зазора. Допустим, в результате измерения седьмого
коренного подшипника коленчатого вала зафиксированы следующие зазоры:
Сторона управления Сторона генератора
Лу Ду Лг Бг
0,19 0,07 0,22 0,06
Действительный зазор «на масло»
(0,19+ 0,07) + (0,22 + 0,06) п о-7 ....
----------------------------- = мм.
2
Измерение зазора та масло-» индикаторным приспособлением.
Этот способ применяют, когда нельзя измерить зазор щупом или когда
диаметр шейки вала менее 50 мм. Чаще всего индикаторным приспособ-
лением измеряют зазоры в подшипниках одно- или двухопорных ва-
лов.
Для примера на рис. 72 показаны схемы измерений зазоров «на
масло» в подшипниках турбокомпрессора (рис. 72, б ) и в шатунном
подшипнике дизеля ДЮО (рис. 72, а). В первом случае ножка инди-
катора упирается сверху на конец вала, а во втором — на шатун (кор-
пус подшипника). Для определения зазора вал (или корпус подшипни-
ка) перемещают в вертикальной плоскости. Колебание стрелки ин-
дикатора будет соответствовать зазору «на масло» в подшипнике.
Точность измерения зазора в данном случае несколько ниже, чем
при измерении щупом, т. е. 0,03—0,04 мм.
Измерение зазора «на масло» путем обмера деталей. Способ обмера
(микрометража) деталей применяют в тех случаях, когда зазор в соб-
ранном подшипнике измерить не удается, например у опорно-упорного
93
Рис. 73. Схема измерения деталей шатунного подшипника ди-
зеля Д100 при определении зазора «на масло»
коренного подшипника коленчатого вала, или когда подшипник ра-
зобран и необходимы точные данные о зазоре.
Чтобы результаты измерений соответствовали рабочим условиям,
до обмера втулочный подшипник запрессовывают в корпус, а разъем-
ный собирают, при этом гайки крышки подшипника закрепляют до сов-
падения меток окончательной затяжки. Точность измерения зазора
достигает 0,01 мм.
Например, при измерении деталей шатунного подшипника дизе-
ля Д100 (рис. 73) зазор в подшипнике 6Ш находят как разность меж-
ду диаметром подшипника D, измеренным в плоскости оси симметрии
шатуна а—а, и диаметром шейки вала d в плоскости оси симметрии
щек б—б:
6Ш — D — d мм.
За действительный зазор «на масло» принимают среднеарифмети-
ческую величину зазоров, полученных с каждой стороны подшипника
в поясах I и II, т. е.
С _ +6п1Ц
иш ~ п
§ 20. УЗЛЫ С ПОДШИПНИКАМИ КАЧЕНИЯ
К этому узлу относятся детали, совершающие вращательное или
колебательное движение на подшипниках качения (вал—подшипник —
корпус). На рисунках узлы с подшипниками качения отмечены циф-
рой IV в кружочке. Работоспособность узла с подшипником качения
теряется вследствие ослабления колец подшипника в посадке или неис-
правностей, возникших в самом подшипнике. Ослабление колец в по-
садке вызывается «ростом» материала колец в эксплуатации, смятием
неровностей и образованием задиров при демонтаже, износом сопря-
гаемых поверхностей вала и кольца вследствие фретинг-коррозии
или перемещения наружного кольца по окружности.
94
В процессе работы механизма неполадки в узле с подшипником
качения иногда удается определить по характерному шуму и вибра-
ции, а ослабление деталей в посадке — по внешним признакам.
Разборка. Узлы с подшипниками качения надо разбирать очень
осторожно, соблюдая требования по разборке прессовых соединений.
Перед демонтажем тяжело нагруженных подшипников, например якор-
ных подшипников тягового электродвигателя, букс колесных пар и
т. п., необходимо пометить положение, занимаемое наружным коль-
цом относительно корпуса. После очистки отыскание неисправностей
подшипника заключается в его осмотре, проверке «хода», т. е. легкости
и равномерности вращения, определении износа и деформации дета-
лей. При осмотре для более тщательного контроля поверхностей ка-
чения однорядные радиально-упорные, роликовые и другие подшип-
ники разъемной конструкции разбирают, а у двухрядных сферических
подшипников внутренние кольца вместе с сепараторами и шариками
(роликами) поворачивают на 90° относительно наружного кольца;
у радиальных однорядных шарикоподшипников с одной или двумя
защитными шайбами последние снимают.
О «ходе» подшипника судят по издаваемому им шуму при враще-
нии от руки, степени торможения и «отдачи в руку». В случае ненор-
мального вращения подшипник промывают вторично и вновь прове-
ряют. «Ход» проверяемого подшипника сравнивают с вращением эта-
лонного (нового) подшипника.
Износ и деформацию деталей проверяют измерением осевого раз-
бега в подшипнике. Простейшее приспособление для измерения
этой величины показано на рис. 74, а допуски в приложении 4.
Годными для повторного использования считают подшипники
с ровным, без заеданий «ходом» и незначительным шумом, а также
с нормальными зазорами и размерами.
С какими повреждениями подшипники качения допускаются
к дальнейшей работе или подлежат замене, сказано в Правилах ре-
монта [13, 14].
Рис. 74. Приспособление для измерения зазора в подшипниках качения
95
Ремонт. Мелкие вмятины, риски, слабую коррозию с поверхностей
качения и с мест посадки деталей подшипников устраняют зачисткой
мелкой шкуркой или пастами. Устранение других повреждений, ре-
монт подшипников с заменой отдельных деталей с целью восстановле-
ния нормальных посадок выполняют согласно ГОСТ 6275—57 и от-
дельным технологическим указаниям МПС.
Сборка. За редким исключением внутренние кольца подшипников
качения, установленные в узлах тепловозов, имеют неподвижную
посадку (натяг), а невращающиеся наружные кольца имеют подвижную
посадку. Беговая дорожка внутреннего вращающегося кольца изна-
шивается равномерно, а наружные кольца — в основном в зоне на-
гружения, т. е. на небольшом участке. Особенно это заметно у тяже-
ло нагруженных подшипников.
Практикой установлено, что одинаково вреден как увеличенный,
так и уменьшенный натяг. Чрезмерный натяг приводит к заклинива-
нию деталей из-за уменьшения радиального зазора в подшипнике, тем
более, что этот зазор у неустановленного в узел подшипника очень
мал. Для подшипника среднего размера и точности он составляет
5—25 мкм. Практически можно считать, что изменение диаметра бе-
говой дорожки составляет для внутреннего кольца при монтаже его
на вал около 0,7 фактического натяга. Малый натяг внутреннего коль-
ца приводит к его ослаблению и проворачиванию на валу. Подвижная
посадка наружного (неподвижного) кольца сделана еще и для того,
чтобы дать ему возможность в процессе работы несколько проворачи-
ваться и менять зону нагружения (см. приложение 2).
Надежная работа подшипника зависит не только от посадки, но и
от строгого соблюдения правил монтажа. В зависимости от натяга и
серии подшипника температура его нагревания перед монтажом долж-
на быть в пределах 60—100° С. Подшипники легкой и средней серии
нли их кольца лучше нагревать в масляных ваннах, а тяжелых —
индукционным способом. Если подшипник или его кольца монтируют
вручную, нельзя наносить удары непосредственно по ним. В этих слу-
чаях, а также когда монтаж ведется при помощи пресса, применяют
оправки (рис. 75), обеспечивающие действие усилия запрессовки
по оси вала.
Рис. 75. Оправки для монтажа подшипников качения:
а —• длл напрессовки подшипника на вал; б — для запрессовки подшипника в корпус; в — для
напрессовки на вал и запрессовки в корпус
96
Подшипник нужно напрессовывать на вал до тех пор, пока внут-
реннее кольцо не упрется в заплечик вала или в другую деталь данного
узла, а при посадке в корпус — в бурт гнезда. Подшипник распола-
гают так, чтобы была видна заводская маркировка, нанесенная на нем.
Чтобы у тяжело нагруженного подшипника зона нагружения не при-
ходилась каждый раз на один и тот же участок наружного кольца, его
перед монтажом в корпус поворачивают на некоторый угол относи-
тельно положения, которое оно занимало до демонтажа. Если вал вра-
щается на двух и более шариковых подшипниках, один из них фикси-
руют от осевого смещения на валу и в корпусе, остальные —• только
на валу. Это делается для компенсации возможных неточностей сбор-
ки, а также во избежание заклинивания шариков при температурных
деформациях деталей.
О том, что узел с подшипником качения собран правильно, шарики
и ролики не защемлены, судят по следующим признакам: легкости
вращения вала, наличию осевого разбега вала, смонтированного
на шариковых и конических подшипниках, или нормального ради-
ального зазора у роликовых подшипников (см. приложение 3).
Осевой разбег вала контролируют индикаторным приспособле-
нием, а радиальный зазор в роликовом подшипнике можно проверить
индикаторным приспособлением и щупом (см. § 33).
Смазка. Недостаток твердой смазки, как и ее излишек, одинаково
вредны для подшипника качения. Если смазки много и заложена она
в корпус очень плотно, то ролики или шарики будут сминать ее. Это
вызовет нагрев смазки, ее вытекание и в конечном счете работу под-
шипника «всухую». Твердой смазкой заполняют щели между ролика-
ми и шариками и не более 50% объема корпуса (гнезда) подшипника.
Нельзя закладывать в один и тот же подшипник различные сорта
смазки.
§ 21. УЗЛЫ С ЦИЛИНДРИЧЕСКИМИ ДЕТАЛЯМИ,
ДВИЖУЩИМИСЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНО
К узлам с цилиндрическими деталями, движущимися возвратно-
поступательно, относятся пары: поршень—цилиндр, клапан и его
направляющая, шток и его направляющая, плунжер и гильза, игла
и корпус распылителя и т. п. На рисунках такие узлы отмечены циф-
рой V в кружочке.
Соединения этого типа условно подразделены на три группы.
К первой отнесены прецизионные пары, у которых зазор в сопря-
жении не превышает 0,01 мм, например гильза—плунжер топливного
насоса, игла—корпус распылителя форсунки и т. п.
Ко второй — пары, зазор между движущимися деталями которых
превышает 0,01 мм: клапан и его направляющая в цилиндровой крыш-
ке, поршень — цилиндр сервомотора или масляного аккумулятора
регулятора частоты вращения, корпус—толкатель топливного насоса.
К третьей — пары, у которых поршень, движущийся в цилиндре,
имеет уплотняющие кольца или манжету. Например, поршень
и цилиндр дизеля или компрессора, поршень—тормозной цилиндр и др.
7 Зая. 116 97
Работоспособность соединений с цилиндрическими деталями, дви-
жущимися возвратно-поступательно, нарушается, как правило, в ре-
зультате износа деталей, т. е. при изменении качества их поверхности,
геометрических размеров и формы. Такие изменения ведут к потере
герметичности соединения и, следовательно, к утечке газа, воздуха,
масла и т. п. Трущиеся поверхности деталей изнашиваются неравно-
мерно. Величину и характер износа деталей определяют у пар первой
группы интегральным методом, а у пар второй и третьей групп — мик-
рометражом (см. § 6). Целью ремонта является восстановление слу-
жебных качеств соединения, т. е. нормального зазора в соединении.
Восстановление работоспособности пар
первой группы. Нормальный зазор между деталями преци-
зионных пар восстанавливают перекомплектовкой деталей, заменой
одной из деталей новой и электролитическим наращиванием одной
из деталей (обычно охватываемой). Из перечисленных способов наи-
более прост способ перекомплектовки, так как он не требует сложного
оборудования и поэтому чаще применяется в условиях депо. На ре-
монтных заводах или в специализированных мастерских, имеющих
большой ремонтный фонд деталей и соответствующее оборудование,
целесообразнее пользоваться другими способами.
Способ перекомплектовки заключается в том, что изношенные дета-
ли различных пар после соответствующей сортировки и доводки спари-
ваются заново. Технологический процесс состоит из следующих опера-
ций: отбора и сортировки деталей, доводки при надобности прецизи-
онных поверхностей, спаривания деталей, обкатки спаренных пар.
Отбор и сортировка деталей. Все пары ремонтного фонда, т. е. па-
ры с низкой плотностью, разукомплектовывают. Детали, негодные
по внешнему состоянию, отбраковывают, а годные сортируют по диа-
метрам с разницей 0,002 мм.
Доводка прецизионных поверхностей. Цель доводки — удаление
с трущихся поверхностей незначительных натиров, рисок и местных
потемнений. Для доводочных работ используют притиры и различные
абразивные пасты. Охватываемую деталь (иглу распылителя, буксу
5 регулятора и т. п.) (рис. 76) зажимают в патроне станка, на преци-
Рис. 76. Притиры для доводки поверхностей охватываемых деталей:
/—притир; 2 — оправка; 3 — зажимной болт; 4 — игла распылителя форсунки; 5 — букса ре-
гулятора частоты вращения
98
знойную поверхность на-
носят топкий слой доводоч-
ной пасты. Притир 1 с
оправкой 2 надевают на
деталь. Чтобы обеспечить
густую сетку пересечений
абразивных частиц, при-
тир перемещают вдоль и
вокруг детали. По мере
износа притира постепен-
но зажимают болт 3 так,
чтобы притир перемещал-
ся вдоль детали без качки.
Прецизионную поверх-
ность охватывающей дета-
Рис. 77. Притиры для доводки поверхностей
обхватывающих деталей:
ЛИ (гильзы, Koonvca притир; 2 — оправка; 3 — корпус распылителя
х ‘ J форсунки; 4 — корпус сервомотора регулятора часто-
сервомотора регулятора, ты вращения
корпуса распылителя)
доводят другим притиром (рис. 77). В патроне станка зажимают
конец оправки притира. По мере износа притир разжимают, слегка
ударяя по его торцу. С этой целью оправка 2 сделана конусной, а сам
притир 1 разрезным. Разжимают притир настолько, чтобы деталь
могла свободно перемещаться по нему. Доводочные работы с приме-
нением паст заканчивают после удаления с прецизионных поверх-
ностей заметных на глаз дефектов. После этого доводку продолжают
на чистом масле.
Спаривание деталей. Перед спариванием детали подбирают так,
чтобы обхватываемая деталь входила в отверстие обхватывающей дета-
ли на 1/5 — 2/5 своей длины. Для спаривания обхватываемую деталь
(плунжер, иглу и т. п.) зажимают в патроне станка, а обхватывающую
укрепляют в оправке. После пуска станка на поверхность обхватывае-
мой детали наносят тонкий слой пасты; обхватывающую деталь посте-
пенно надвигают на обхватываемую. Работа, связанная со спарива-
нием деталей, требует от исполнителя большого терпения. Малейшая
поспешность может свести на нет многочасовую работу, особенно в кон-
це процесса спаривания, когда обхватывающая деталь уже полностью
заходит на обхватываемую, но еще несколько заедает. С этого момента
следует работать на старой пасте, имеющейся на поверхностях дета-
лей, или применять более мелкую пасту (микропасту), а затем продол-
жать процесс на чистом масле. Спаривание деталей считается закончен-
ным, когда обхватываемая деталь, вынутая на 1/3 из обхватывающей,
наклоненной к горизонту под углом 45°, будет плавно опускаться
при любом повороте вокруг оси. Окончательно детали спаренной пары
доводят обкаткой на стенде в течение 30—40 мин. Качество выполнен-
ной работы проверяют интегральным методом (см. §45, 47).
Восстановление работоспособности пар
второй группы. Пары этой группы ремонтируют теми же спо-
собами, что и прецизионные. Только чаще прибегают к замене одной
из деталей новой, к наращиванию изношенной поверхности одной из
7*
99
деталей хромированием или осталиванием, а в отдельных случаях к
постановке дополнительной детали в отверстие охватывающей детали.
Процесс восстановления состоит из следующих операций: доводки
отверстия обхватывающей детали, подгонки охватываемой детали и
спаривания деталей. Цель первой операции — восстановление цилинд-
рической формы и устранение мелких повреждений (натпров, рисок и
т. п.) с поверхности отверстия. В зависимости от размера и техноло-
гичности детали цилиндрическую форму восстанавливают станочной
обработкой (шлифованием, хонингованием) или притирами. Там, где
у обхватывающей детали имеются два отверстия с общей осью, напри-
мер в корпусах сервомотора регулятора частоты вращения или толка-
теля топливного насоса, должны быть выдержаны требования по со-
осности отверстий. Незначительные натиры, риски и т. п. с отдельных
участков трущихся поверхностей удаляют вручную мелким наждачным
или алмазным камнем, шкуркой или притирочными пастами, нанесен-
ными на войлок, с последующей полировкой. Зачищать и полировать
поврежденные участки предпочтительнее перпендикулярно направле-
нию движения охватываемой детали. Такая обработка способствует
удержанию смазки и ускоряет процесс приработки трущихся пар.
Задачей второй операции является пригонка новой, восстановлен-
ной или запасной детали по отверстию обхватывающей детали с таким
расчетом, чтобы обеспечить наименьший допускаемый зазор между
ними. Детали, поставляемые в запас, такие, как поршни сервомотора,
золотниковые втулки или буксы регулятора частоты вращения и т. п.,
делаются с некоторым припуском по диаметру. Чтобы обеспечить
сооснорть деталей, станочную обработку трущихся поверхностей двух
охватываемых деталей, смонтированных на одной оси, например порш-
ней 34 и 36 сервомотора (см. рис. 218), ведут с одной установки и
только после закрепления их на оси.
Третья окончательная операция — доводка поверхностей прити-
рами и спаривание деталей — ведется с таким расчетом, чтобы обеспе-
чить минимально допускаемый зазор между деталями и сделать тру-
щиеся поверхности ровными и чистыми, без заметных на глаз рисок.
Детали после спаривания должны перемещаться (возвратно-поступа-
тельно) свободно, без заметных задержек. О ремонте соединений
третьей группы подробно рассказывается в § 36, 40.
Доводочные притиры и пасты. Притиры для доводочных работ из-
готовляют из перлитного чугуна, бронзы или латуни в виде разрезных
колец или втулок. Перечисленные материалы обладают высокой изно-
соустойчивостью и шаржирующей способностью. Твердость притиров
НВ 190—203 ед.
Пасты, применяемые для доводочных работ, подразделяют на пасты
механического и химико-механического действия. В состав паст меха-
нического действия входят обычно порошки из твердых абразивов (ко-
рунд, карбид кремния, карбид бора, синтетический алмазный порошок
и т. п.). Основными составляющими паст химико-механического дей-
ствия являются мягкие абразивы — окись хрома или алюминия.
Состав доводочных паст, выпускаемых Кусковским заводом консистент-
ных смазок МПС, приведен в приложении 4.
too
§ 22. ПОДВИЖНЫЕ КОНУСНЫЕ СОЕДИНЕНИЯ
Конусные подвижные соединения на рисунках отмечены цифрой
VI в кружочке. Соединение этого типа характеризуется плотным при-
леганием конусных рабочих поверхностей деталей, герметически от-
деляющих две полости. При работе одна из деталей совершает посту-
пательное или вращательное движение.
Конусные подвижные соединения бывают двух видов:
1) соединения, детали которых имеют широкую притирочную фаску
(более 0,5 мм), например клапаны крышки цилиндра дизеля, нагнета-
тельный клапан топливного насоса, различные предохранительные и
редукционные клапаны, пробковые краны и т. п.;
2) соединения с узкой (менее 0,5 мм) притирочной фаской, напри-
мер игла распылителя форсунки дизеля.
Характерной неисправностью подвижного конусного соединения
является потеря герметичности запорного конуса, вызванная изно-
сом, наклепом, выгоранием сопрягаемых поверхностей или деформа-
цией деталей. О том, как проверяют герметичность запорного конуса,
рассказано несколько ниже.
Ремонт соединений первого вида. Работоспо-
собность соединения можно восстановить:
а) при незначительном повреждении притирочных фасок — вза-
имной притиркой деталей;
б) при более крупных изъянах — предварительной обработкой ра-
бочей части конусов деталей с последующей взаимной их притиркой;
в) при значительных повреждениях — наращиванием рабочей час-
ти конусов наплавкой с последующей станочной обработкой и вза-
имной притиркой деталей;
г) заменой одной из деталей новой.
При любом случае механической обработки конусных поверхностей
деталей чрезвычайно важно, чтобы:
а) радиальное биение поверхности А (рис. 78) рабочей части ко-
нуса относительно направляющей Б детали было минимальным. На-
пример, у иглы распылителя форсунки оно не должно превышать
0,002 мм, у клапана цилиндровой крышки — 0,05 мм, у нагнетатель-
ного клапана топливного насоса — 0,005 мм;
б) вершина рабочего конуса детали совпадала с осью вала (клапа-
на, иглы) или отверстия охватывающей детали (седла, корпуса).
Даже незначительные нарушения перечисленных условий приво-
дят к резкому возрастанию затрат труда и времени при взаимной при-
тирке деталей. Нелегко бывает в этих случаях устранить односторон-
нее прилегание конусных частей деталей. Надо заметить, что притирка
клапана (иглы) к седлу не восстанавливает нарушений соосности.
Остановимся на некоторых особенностях притирки конусных деталей.
Притирка деталей с широкой фаской. Притирочные работы ведут
на специализированных станках, механизированным инструментом
или вручную.
Как следует производить притирку, покажем на примере цилинд-
ровой крышки дизеля Д50. До начала работы между клапаном 1 и
101
крышкой 2 помещают пружину. Она служит для поднятия клапана
над седлом. Чтобы шлифпорошок не попадал между стержнем клапана
и его направляющей 3, под пружину подкладывают войлочное кольцо.
Затем наносят шлифовальную смесь на поверхность рабочей части
конуса седла. Не следует ее брать слишком много. Притирку начина-
ют легким постукиванием клапана об седло. Чтобы избежать образо-
вания круговых рисок на притирочных фасках, одновременно с пос-
тукиванием клапан небольшим усилием поворачивают на х/3—х/2
оборота в разные стороны. При опускании клапана шлифовальная
смесь отжимается от притираемых поверхностей, а при отрыве всасы-
вается обратно к середине притираемой поверхности. Работу продол-
жают до тех пор, пока притирочный след не станет матовым и пол-
ностью исчезнут неровности.
Притирку начинают обычно с применения среднезернистого ко-
рундового порошка, затем заменяют его мелкозернистым, а заканчи-
вают полировкой на чистом масле. Если долго не удается притереть
клапан к седлу, следует проверить, не нарушена ли соосность конус-
ных и направляющих поверхностей деталей (см. рис. 78). Ручная
притирка деталей очень трудоемка. Простейшим средством механи-
зации притирочных работ в депо является пневматический или элект-
рический инструмент вращательного действия с реверсивным ходом,
повышающий производительность труда примерно в два раза.
Простым и надежным способом контроля правильности геометри-
ческой формы, соосности клапана и его седла, а также качества при-
тирки деталей является проверка на карандашные риски и краску.
На притирочный след клапана наносят равномерно 8—10 поперечных
рисок мягким карандашом или тонкую сплошную пленку краски —
ультрамарин синий сухой, смешанную с маслом. Клапан встав-
ляют в гнездо и один раз поворачивают с некоторым нажи-
Рис. 78. К притирке деталей подвижных конусных соединений с широкой фаской:
/ — клапан; 2— крышка цилиндра; 3 — направляющая клапана
102
Рис. 79. К притирке деталей подвижных конусных соединений с узкой
фаской
мом на четверть оборота. Вынув клапан, проверяют, насколько стер-
ты карандашные риски или каков характер отпечатка краски на сед-
ле. Притирочный след должен быть непрерывным по окружности и ши-
риной не менее 1 мм. Предпочтительнее иметь контакт клапана с сед-
лом ближе к середине рабочей части конуса.
Окончательная проверка качества притирки деталей подвижных
конусных соединений может быть произведена опрессовкой возду-
хом, жидкостью и наливом керосина. О плохом качестве притирки
будут свидетельствовать пузырьки воздуха, если опрессовка ведется
воздухом, а испытуемые детали опущены в жидкость; если детали
смочены мыльной водой — шипение воздуха и образование мыльного
пузыря; при опрессовке жидкостью — «потение», образование капель
или течь.
Ремонт соединений второго вида покажем
на примере распылителя форсунки дизеля Д100. Следует заметить,
что в условиях депо герметичность запорного конуса восстанавливают
только взаимной притиркой. Объясняется это тем, что:
1) узкая притирочная фаска в этом соединении достигнута благо-
даря точности изготовления деталей и разнице в углах рабочих час-
тей конусов примерно в Г (рис. 79, а, б, в);
2) подтекание распылителя по запорному конусу вызывается об-
разованием микроскопических ямок и канальчиков вследствие дефор-
мации металла и попадания абразивов. Насколько мал износ иглы 1
и корпуса 2 распылителя в запорной части, можно судить по тому, что
за 200 тыс. км пробега тепловоза он обычно достигает всего 0,003 мм;
3) станочная обработка (шлифование) рабочей части конусов воз-
можна только на прецизионных станках, которые имеются на заводах-
изготовителях. Ручная же правка этих поверхностей при помощи «ко-
сяков», как показала практика, слишком трудоемка и не дает желаемых
результатов.
Учитывая это обстоятельство, нельзя при удалении притиркой
микроскопических ямок и канальчиков применять грубые шлиф-
порошки, притирку вести пристукиванием и вращать шпиндель станка
с большой скоростью. Поспешность в данном случае только вредит.
К чему она приводит, можно видеть на рис. 79, б. Притирочная фас-
юз
ка иглы по ширине почти сравня-
лась с рабочей частью конуса
корпуса распылителя, к тому же
образовался кольцевой буртик
а. При опрессовке такой рас-
пылитель может и не подтекать.
Однако после непродолжитель-
ной работы игла сядет на бур-
тик а и герметичность запорного
конуса распылителя нарушится.
У таких форсунок подтекание
топлива из распылителя будет
происходить до подъема иглы
и после посадки ее на свое мес-
то, ухудшится резкость отсечки
топлива.
Рис. 80. Станок для притирки деталей
топливной аппаратуры дизелей
(ПР 279.01—1):
1 — электродвигатель 0,5 кВт; 2 — выключа-
тель; 3 — шпиндельная бабка; 4 —ременная
передача; 5 — полки для деталей; 6 — коробка
скоростей (138—272 об/мин)
Для восстановления герме-
тичности запорного конуса рас-
пылителя целесообразно исполь-
зовать типовой станок с ком-
плектом приспособлений (рис. 80)
и пасты заводского изготовле-
ния (см. приложение 4). В част-
ности, для притирки, вернее сказать «оживления», фасок иглы и корпу-
са распылителя рекомендуется применять микропасту Ml или УС20
(экстра 500). Частота вращения шпинделя станка не должна превы-
шать 140—270 об/мин. Чистую, насухо протертую иглу зажимают
в патроне станка. После пуска станка на рабочую часть конуса иглы
(со стороны вершины конуса) наносят тонкий слой ласты, а цилинд-
рическую поверхность покрывают маслом. Затем на иглу осторожно
надвигают корпус распылителя.
«Оживление» притирочных фасок ведут с легким нажатием корпу-
са на иглу без пристукивания. Не следует увлекаться излишним
употреблением пасты. Нужно помнить, что данная операция предназ-
начена лишь для удаления с поверхности притирочных фасок микро-
скопических неровностей. Достаточно операцию повторить один-два
раза. Окончательную доводку ведут на чистом масле. Притирочный
след должен быть блестящим шириной не более 0,4 мм.
Герметичность запорного конуса проверяют опрессовкой при конт-
роле работы форсунки на стенде (см. § 47).
§ 23. НЕПОДВИЖНЫЕ КОНУСНЫЕ СОЕДИНЕНИЯ
В рассматриваемых соединениях две детали с коническими сопря-
гаемыми поверхностями фиксируются неподвижно натягом. Натяг
создается за счет напрессовки обхватывающего конуса на обхватывае-
мый. Такого типа соединения на рисунках отмечены цифрой VII
в кружочке. Работоспособность данного ссгединения чаще всего нару-
104
шается в результате ослабления деталей в посадке. Обнаруживают
ослабление по тем же признакам и путем тех же проверок, что и ос-
лабление деталей прессового соединения, т. е. соединения типа II.
Аналогично, с соблюдением тех же условий, ведется в случае надоб-
ности и разъединение деталей. Усилие, необходимое для разъединения,
зависит от величины конуса сопрягаемых поверхностей. По мере уве-
личения конуса сила, требующаяся для распрессовки, умень-
шается.
Ремонт. Работоспособность такого соединения в зависимости от ха-
рактера повреждения деталей можно восстановить следующими спо-
собами:
при незначительных изъянах — приданием деталям правиль-
ной конической формы и необходимой шероховатости поверхностям
шлифованием, проточкой, обработкой конусными развертками с пос-
ледующей взаимной притиркой конических поверхностей;
при значительных повреждениях <—наращиванием конусов (виб-
родуговой наплавкой, осталиванием, металлизацией), постановкой
детали в отверстие охватывающей детали или заменой конусной части
конца вала с последующей механической обработкой и взаимной при-
тиркой конических поверхностей.
При выборе способа ремонта следует учитывать характер усилий,
воспринимаемых соединением (ударное, знакопеременное и т. п.),
конструкцию и материал деталей, экономическую целесообразность
выбранного способа и наличие оборудования.
Весьма важно при обработке рассматриваемых деталей, как и при
ремонте подвижных конусных соединений, обеспечить соосность их
конусных и цилиндрических поверхностей (см. рис. 78). Хотя в данном
соединении несоосность и не влияет на процесс взаимной притирки
деталей, однако значительно ухудшает работу смежных узлов. Дело
в том, что даже при правильной центровке валов имеет место биение
фланцев муфт, насаженных на эти валы. При несоосности конусов
фланцев (а следовательно, и валов) биение валов намного увеличи-
вается, а это, как известно, способствует быстрому выходу из строя
деталей соединительных муфт, подшипников узлов и т. д.
Притирка деталей. Для нормальной посадки необхо-
димо, чтобы коническая поверхность охватывающей детали плотно
прилегала к конусу вала. Прилегание проверяют по краске. Если от-
печаток краски неравномерный и менее 75% площади сопряжения, то
производят взаимную притирку деталей. Притирка и контроль ка-
чества прилегания достигаются так же, как и при ремонте соединения
типа VI. Чтобы охватывающая деталь занимала правильное положе-
ние, а также для возможности использования ее массы притирку ве-
дут при вертикальном положении осей притираемых конусов. Пло-
щадь сопряжения можно приближенно определить по ширине и вы-
соте притирочного следа.
Сборка. Если размеры деталей точно выдержаны, прилегание ко-
нических поверхностей равномерное и не менее 75% площади сопря-
жения, то в дальнейшем прочность рассматриваемого соединения бу-
дет зависеть от качества сборки.
105
Рис. 81. К сборке неподвижного конусного соединения
Сборку можно вести холодной напрессовкой, нагреванием обхва-
тывающей или охлаждением обхватываемой детали. Холодная напрес-
совка может быть осуществлена за счет усилия, создаваемого поворо-
том обычной гайки, падающим грузом или гидравлическим прессом.
Гайку затягивают предельным или динамометрическим ключом.
О преимуществах и недостатках этих способов сборки говорилось
при описании ремонта прессовых соединений.
Натяг в соединении достигается за счет передвижения (просадки)
охватывающей детали 1 (рис. 81) по валу 2 на расстояние = h2.
Величину измеряют после притирки детали 1 по валу. Расстояние
Д/г для каждого соединения указывается на чертеже. Например, это
расстояние при монтаже шестерни на вал якоря тягового электродви-
гателя равно 1,1 — 1,35 мм [13].
Какие ошибки чаще всего встречаются при сборке неподвижных
конусных соединений, покажем на примере монтажа шестерни на вал
якоря тягового электродвигателя.
Первая ошибка — образование на конических поверхностях дета-
лей незаметных на глаз уступов. На конусе вала 2 — со стороны боль-
Рис. 82. К сборке неподвижного конусного соединения:
1 — шестерня; 2 —стопорная шайба; 3 —вал; 4— гайка
106
шого основания, а у шестерни 1 — со стороны меньшего основания
конуса (рис. 81, а). Они возникают при повторной притирке шестер-
ни на валу из-за истирания металла деталей каждый раз примерно
на 0,02—0,03 мм. Если эти маленькие уступчики не заметить и свое-
временно не удалить, шестерня после насадки будет удерживаться
на валу лишь в местах сопряжения с уступами (рис. 81, б) и в процес-
се эксплуатации повернется на валу.
Вторая ошибка—отсутствие зазора а (рис. 82)—вызывается неточ-
ностью обработки конусов деталей и повторными притирками шестер-
ни на валу. По величине зазора а обычно судят о надежности стопоре-
ния охватывающей детали на валу гайкой 4. Наличие зазора а свиде-
тельствует о том, что в соединении имеется гарантированный натяг,
который при надобности можно увеличить за счет дополнительной за-
тяжки гайки.
§ 24. САЛЬНИКОВЫЕ УПЛОТНЕНИЯ
Сальниковые уплотнения предназначены для герметизации отвер
стий, через которые проходят или внутри которых размещаются под-
вижные части механизмов. Такие узлы с самоподжимными или набив-
ными сальниками, войлочными, резиновыми кольцами или манже-
тами на рисунках отмечены цифрой VIII в кружочке.
Нарушение герметичности любого правильно собранного сальни-
кового уплотнения вызывается главным образом потерей эластичности
уплотнительных колец (манжет) и односторонним износом трущихся
поверхностей деталей. При потере эластичности резко падает усилие,
с которым кольцо обжимает шейку вала или прижимается к внутрен-
ней поверхности цилиндра, а при одностороннем износе искажается
цилиндрическая форма трущихся поверхностей.
Контроль состояния и ремонт деталей. Состояние уплотнительных
колец и манжет проверяют обычным осмотром. Во всех случаях
при разборке сальниковых уплотнений кольца из войлока, набивку
из хлопчатобумажного, асбестового или пенькового шнура или свер-
нутого из этих материалов жгута заменяют независимо от их состоя-
ния. Подлежат также замене разиновые кольца и манжеты и самопод-
жимные сальники, смонтированные в труднодоступных местах меха-
низмов. В остальных случаях резиновые детали и самоподжимные
сальники заменяют только при потере эластичности, при наличии
надрывов и изъянов на трущихся поверхностях, расслоении или раз-
мягчении резины.
Характер и величину износа деталей, биение шеек вала в местах
прилегания уплотнительных колец или манжет определяют измере-
нием, а устраняют последствия износа, т. е. восстанавливают цилинд-
рическую форму или нормальный размер, одним из способов, приве-
денных в табл. 4.
Сборка. Любое сальниковое уплотнение нормально работает лишь
в том случае, когда сальник обжимает шейку вала или прижимается
к поверхности цилиндра равномерно и с одинаковым усилием. Для
107
Рис. 83. Приспособления для
монтажа самоподжимных саль-
ников:
1 — самоподжимиый сальник; 2 —
монтажный наконечник; 3 — оправ-
ка: 4 — уплотнительная кромка
этого нужно, чтобы оси вала, отверстия детали под сальник и самого
сальника были соосными. Кроме того, биение шейки вала, вращающе-
гося в сальнике, должно быть минимальным (не более 0,05 мм), а тру-
щиеся поверхности вала или цилиндра иметь гладкую, без заусенцев
поверхность.
Уплотнения с войлочными кольцами. Мате-
риал и размеры колец любого соединения должны соответствовать
требованиям чертежа. Для придания эластичности и уменьшения
износа колец их рекомендуется пропитывать в течение 5 — 10 мин
особыми составами, подогретыми до 120— 130° С. В качестве таких
составов может быть применена смесь из 75% технического глицери-
на, 20% натриевого мыла и 5% чешуйчатого графита или 90% касто-
рового масла. 5% натриевого мыла и 5% чешуйчатого графита. Коль-
ца, устанавливаемые в крышках, должны входить в выточку крышки
плотно. Трущаяся поверхность колец должна быть чистой и ровной,
без утолщений, выемок и подрезов, кольцо должно плотно и равно-
мерно обжимать подвижную деталь.
Уплотнения с сальниковыми кольцами.
Сальниковая набивка (типа сальника водяного насоса) состоит обычно
из отдельных колец с косым срезом.
Стыки соседних колец смещают на 120
или 180°. Для ускорения процесса на-
бивки желательно иметь оправки, лег-
кими ударами по которым кольца хоро-
шо уплотняются. Нужно быть внима-
тельным при окончательной затяжке
гаек нажимной сальниковой втулки.
Неравномерная с перекосами затяжка
гаек часто приводит к нагреванию и
чрезмерному износу трущихся частей
деталей.
Уплотнения с самопод-
жимными сальниками, ре-
зиновыми кольцами и ман-
жетами. В свободном состоянии
пружина самоподжимного сальника
должна несколько обжимать манжету;
усилие обжатия регулируется измене-
нием длины пружины. Слишком боль-
шое усилие хотя и повышает герметич-
ность соединения, однако может выз-
вать перегрев и форсированный износ
деталей. Для облегчения монтажа рези-
новых деталей их трущиеся поверх-
ности смазывают тонким слоем солидо-
ла. Чтобы достигнуть лучшего уплотне-
ния, контактирующие поверхности гнез-
да корпуса и самоподжимного сальника
покрывают клеем ГЭН-150В, свин-
108
цовыми белилами, герметиком, шеллаком или карбинольным
клеем.
Приспособления, показанные на рис. 83, не только облегчают мон-
тажные работы, но и повышают их качество. Монтажный наконечник
2 предотвращает подвертывание и смятие уплотнительной кромки
манжеты сальника, которая в большинстве случаев обращена в сто-
рону уплотняемой полости. Оправка 3 предохраняет корпус сальника
от деформации, так как обеспечивает приложение усилия запрессовки
только к корпусу сальника. Сальник следует запрессовывать в гнездо
до упора.
§ 25. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое соединение представляет собой глухое или подвижное
соединение деталей, осуществленное с продольными выступами-шли-
цами, входящими в соответствующие выемки сопрягаемой детали.
На тепловозах применяют главным образом шлицевые соединения
с прямобочными шлицами с подвижной посадкой, значительно реже
эвольвентные и треугольные. Такие соединения на рисунках обозна-
чены цифрой IX в кружочке.
Износ шлицев и трещины в деталях соединения — наиболее часто
встречающиеся неисправности. При износе и смятии шлицев увеличи-
ваются боковые зазоры между ними, вследствие чего возрастает ра-
бота удара, возникают перекосы деталей, вызывающие перегрузку
отдельных участков шлицев. Чрезмерный износ и смятие шлицев
сопровождаются характерным стуком при изменении частоты враще-
ния механизма.
Разборка. Перед разъединением шлицевого соединения следует
сделать метки, фиксирующие ориентировку шлицев в рабочем поло-
жении. Метки необходимы при последующей сборке. Это вызвано тем,
что шлицы в процессе эксплуатации прирабатываются друг к другу.
Износ спаренных шлицев как по длине, так и по ширине происходит
неравномерно. Измерить величину и определить характер износа
каждого шлица, особенно у охватывающей детали, сложно. Поэтому
в ремонтной практике чаще прибегают к измерению бокового зазор^
между шлицами в рабочем положении. Как измерить этот зазор, рас-
сказано в § 28.
Ремонт. При предельном износе шлицев, т. е. когда боковой зазор
между шлицами повышает на 50% нормальный, работоспособ-
ность соединения восстанавливают одним из следующих спо-
собов:
а) наращиванием изношенной части шлицев электроискровым спо-
собом;
б) наплавкой шлицевой части охватываемой детали вибродуго-
вым способом под слоем флюса. При восстановлении шлицев до 6 мм
(у валов диаметром до 50 мм) чаще всего прибегают к сплошной завар-
ке каналов. У валов с шлицами шириной более 6 мм наплавляют толь-
ко их изношенную сторону;
109
в) заменой шлицевого конца вала новым или постановкой ремонт-
ной шлицевой втулки внутрь охватывающей детали. Мелкие забоины
с поверхности шлицев удаляют шлифованием.
Выбор способа восстановления шлицевого соединения определяется
прочностью и размерами деталей, величиной нагрузки на них и эко-
номической целесообразностью ремонта.
Сборка. При сборке прямобочного (эвольвентного, треугольного)
шлицевого соединения с подвижной посадкой необходимо обеспечить
надлежащий контакт между рабочими сторонами шлицев как по дли-
не, так и по ширине. В том случае, когда соединение собирают из де-
талей, ранее работавших вместе, их спаривают согласно меткам, сде-
ланным перед разъединением. Если прежнюю ориентировку таких
шлицев изменить, то контакт между ними нарушится и работа соедине-
ния резко ухудшится.
Если соединение собирают из новых или отремонтированных дета-
лей, нужно обеспечить нормальные допуски на посадку. В случае
сборки шлицевого соединения из обезличенных деталей, бывших
в эксплуатации, что крайне нежелательно, их подбирают таким обра-
зом, чтобы боковой зазор между шлицами не превышал максимально
допустимый зазор для соединения из новых деталей более чем на 30%,
а прилегание шлицев по длине составляло не менее 40% . Во всех слу-
чаях монтажа механизмов со шлицевым соединением следует обеспе-
чить соосность отверстия охватывающей детали и шлицевого вала.
Соосность гарантирует полный контакт шлицев по длине, а нормаль-
ные допуски на посадку — подвижность деталей по шлицам. О регу-
лировке соосности деталей различных соединений подробно расска-
зывается в § 34.
§ 26. ШПОНОЧНЫЕ СОЕДИНЕНИЯ
В соединении этого вида ориентированное положение вращающихся
деталей фиксируется с помощью шпонки. На рисунках эти соединения
отмечены цифрой X в кружочке.
На тепловозах применяют главным образом прямоугольные шпон-
ки с неподвижной посадкой на валу. Характерная неисправность та-
ких соединений — ослабление посадки шпонки в пазу вала из-за смя-
тия поверхностей шпонки и пазов в местах контакта. Указанную неис-
правность можно обнаружить по внешним признакам и микромет-
ражом деталей.
Ремонт. В зависимости от размеров деталей, нагрузки и харак-
тера работы работоспособность соединения восстанавливают одним
из следующих способов:
а) обработкой пазов спариваемых деталей под ремонтный размер
с постановкой шпонки ремонтного размера;
б) обработкой паза только у одной детали под ремонтный размер
с постановкой ступенчатой шпонки (рис. 84). Допускается увеличи-
вать пазы по ширине более нормального размера: при ширине паза
до 10 мм на 0,5 мм, а при ширине более 10 мм на 1 мм;
110
Рис. 84. Ступенчатая (ре-
монтная) шпонка
Рис. 85. К сборке шпоночных соединений
в) наращиванием контактирующих поверхностей паза и шпонки
электроискровым способом (см. § 14);
г) электродуговой наплавкой пазов с последующей обработкой
под нормальный размер;
д) нарезанием нового паза у охватывающей детали с постановкой
ступенчатой шпонки или шпонки нормального размера;
е) постановкой добавочной втулки в отверстие охватывающей де-
тали или заменой шпоночной части вала.
Сборка. Чтобы достигнуть равномерного распределения нагрузки
по длине и высоте прямоугольной шпонки, нужно выдержать допуски
на посадку шпонки в установленных пределах и добиться совпадения
осей шпоночных пазов у сопрягаемых деталей. Недопустимые большие
зазоры и перекос осей пазов приводят к резкому повышению удельных
давлений на отдельные участки шпонки и пазов, смятию их и, как
следствие, выходу из строя соединения (рис. 85). Важно также, чтобы
высота выступающей части шпонки была одинаковой по всей ее длине,
а зазор с был достаточным, чтобы охватывающая деталь не «сидела»
на шпонке, а центрировалась исключительно на цилиндрической или
конусной части вала. При постановке ступенчатой шпонки утолщен-
ная ее часть не должна выступать над поверхностью вала или отвер-
стия охватыващей детали.
§ 27. СОЕДИНЕНИЯ С ДЕТАЛЯМИ, БАЗИРУЮЩИМИСЯ
НА ПЛОСКОСТЯХ
Наиболее ответственные соединения, в которых одна из деталей
базируется на плоскости другой, отмечены на рисунках цифрой XI
в кружочке. К ним можно отнести блок-картер или блок-цилиндровую
крышку дизеля, отдельные части корпуса редукторов, турбокомпрессо-
ра, регулятора частоты вращения, поршень-вставку, крышку-корпус
масляного насоса, газовый стык между крышкой и гильзой цилиндра
и т. п.
Прочность соединения с деталями, базирующимися на плоскостях,
нарушается вследствие деформации (коробления) деталей или ослаб-
ления их крепления. В этих случаях соединение начинает как бы «ды-
шать», теряет «жесткость», а в отдельных случаях после непродолжи»
111
тельной работы расшатывается настолько, что оказывает отрицатель-
ное влияние на работу связанных с ним узлов. Наклеп на контакти-
рующих поверхностях деталей указывает на ослабление крепления,
а местные потемнения — на коробление или неприлегание, т. е. не-
плоскостность одной или обеих сопрягаемых поверхностей. Наклеп
в виде ряби и засветленных мест на поверхности детали виден при обыч-
ном осмотре.
Прямолинейность и плоскостность небольших поверхностей конт-
ролируют поверочной линейкой с широкой рабочей поверхностью
или плитой, а больших поверхностей—уровнем с чувствительностью
0,02 мм на 1 м, сообщающимися сосудами или оптическими при-
борами.
При проверке линейкой прямолинейность и плоскостность опреде-
ляют:
а) по световой щели. Линейку укладывают в разных местах на кон-
тролируемой поверхности и смотрят, нет ли просвета между линей-
кой и поверхностью детали;
б) по линейному отклонению. В этом случае линейку выставляют
на проверяемой плоскости (шириной и длиной не более 3 м) на двух
точно обработанных одинаковых по высоте плоскопараллельных плит-
ках и измеряют щупом или нутромером расстояние между линейкой
и поверхностью детали. Чтобы избежать провисания линейки, плитки
располагают на расстоянии 0,223Л от ее концов, где L — длина ли-
нейки. Для проверки плоскостности надо определить линейкой пря-
молинейность в разных местах по длине и ширине поверхности. При
контроле поверочной плитой плоскостность определяют по пятнам
краски.
Ремонт. В зависимости от величины повреждения, конструкции,
материала и прочности деталей, а также экономической целесообраз-
ности ремонта повреждения сопрягаемых поверхностей устраняют
одним из следующих способов:
а) незначительные изъяны — слесарно-механической обработкой:
опиловкой, шабрением или шлифованием;
б) более крупные изъяны — станочной обработкой поверхности:
строжкой, фрезерованием или шлифованием; наращиванием повреж-
денных участков: металлизацией, эпоксидными пастами или порошко-
выми полимерами. В случае устранения изъянов станочной обработ-
кой уменьшение высоты привалочных частей деталей от нормального
размера допускается до 15%. Качество прилегания плоскостей
двух деталей контролируют по пятнам краски, а в менее точных
соединениях — по световой щели или щупом при незакрепленных
деталях.
Сборка. Качество сборки соединения, в котором одна из деталей ба-
зируется на плоскости другой, зависит главным образом от соблюдения
порядка и равномерности затяжки крепежных деталей (см. § 17).
Особенно это относится к соединениям, где много стыков, малая
толщина фланцев, большое расстояние между сопрягаемыми поверх-
ностями, имеется уплотнительная прокладка и жесткость деталей
невелика.
112
Рис. 86. Типы штифтов, применяемых для фиксации соединений с деталями,
базирующимися на плоскостях:
а — конические; б — цилиндрические
Для повышения плотности (герметичности) между сопрягаемыми
поверхностями укладывают шелковую или асбестовую нить, поверх-
ности покрывают тонким слоем герметизирующей пасты или клея
(ГЭН-150В, «Герметик» и т. п.). В ответственных соединениях после
их выверки и окончательного крепления сопрягаемые детали фикси-
руют между собой постановкой одного или нескольких штифтов
(рис. 86) или призонных болтов.
Если необходимо заменить штифты или призонные болты, посту-
пают следующим образом. После выверки и закрепления деталей старые
отверстия под штифты или призонные болты проверяют развертками
и после этого притачивают к каждому отверстию новые фиксирующие
детали с последующей их маркировкой. Увеличение нормального
диаметра отверстия под штифт или болт допускается до 20%.
Нормальный диаметр отверстия под штифты восстанавливают поста-
новкой резьбовой втулки. Допускается постановка ступенчатых
штифтов.
§ 28. ЗУБЧАТЫЕ ПЕРЕДАЧИ
Зубчатые передачи, т. е. соединения двух или нескольких валов
с помощью щестерен (колес), на рисунках обозначены цифрой XII
в кружочке.
На тепловозах применяют главным образом цилиндрические и
конические зубчатые передачи.
Потеря работопособности зубчатой передачи наступает вследствие
износа зубьев и увеличения бокового зазора между ними. Такая пе-
редача работает обычно с большим шумом и издает характерные звуки
при изменении частоты или направления вращения. Наиболее харак-
терные повреждения зубьев показаны на рис. 87. При износе зубьев
уменьшается их толщина и прочность, возрастает так называемый
«мертвый» ход, когда отклонение на некоторый угол ведущей шестер-
ни не вызывает поворот ведомой, а следовательно, увеличиваются
ударная нагрузка и перекосы в передаче.
113
Рис. 87. Повреждения зубьев
Радиальный зазор
БоноВой зазор
Рис. 88. Индикаторное приспо-
собление для измерения боко-
вого зазора между зубьями
Все это способствует возникновению
трещин в зубьях и их поломке. Износ
зубьев во многих случаях неравно-
мерный как по их длине, так и по
высоте.
Точечное разрушение (питинги) на
поверхности зубьев является следствием
чрезмерных нагрузок, сконцентрирован-
ных на небольших площадках зубьев.
В этих местах частицы металла отслаи-
ваются, оставляя характерные мелкие
раковины. Появлению точечного разру-
шения способствуют неполное прилега-
ние зубьев по длине или грубая обра-
ботка поверхностей зубьев. Иногда
точечное разрушение прекращается
после приработки зубьев, т. е. когда
поверхность касания увеличится до
площади, достаточной для достижения
нормальной нагрузки.
Разборка. До разборки передачи,
т. е. когда ее детали находятся в рабо-
чем положении, следует измерить боко-
вой зазор между зубьями и осевой раз-
бег валов. Кроме того, если парные
шестерни имеют одинаковое число зубьев,
нужно пометить краской любую пару
зубьев, находящихся в постоянном за-
цеплении.
Боковой зазор между зубьями Сб
(рис. 88) можно измерить щупом, вы-
жимкой (из свинца, пластилина и т. п.)
или индикаторным приспособлением.
С целью определения равномерности
зазора измерение ведут в трех-четырех
точках по окружности, а у конической
передачи, кроме того, первый раз при
раздвинутых, а второй раз при сдвину-
тых шестернях. Щупом или выжимкой
пользуются, когда к шестерням имеется
свободный доступ.
Если передача открытая, для изме-
рения зазора Сб две или три П-образ-
ные скобы, сделанные из свинцовой
проволоки, надевают на зубья одной
из шестерен, расположив их равномер-
но по окружности. Медленно провора-
чивая передачу, прокатывают скобы
между зубьями. Толщину обжатых
114
частей каждой скобы с обеих сторон зуба, равную зазору Сб, изме-
ряют микрометром.
Измерив толщину скоб со стороны головки зуба, определяют ве-
личину радиального зазора Ср между зубьями. Если две-три П-образные
скобы расположить по длине зуба, можно определить перекос в за-
цеплении зубьев.
Если передача закрытая, но к ней возможен доступ через смотровые
или монтажные люки, патрубки и т. п. Свинцовую проволоку закла-
дывают и пропускают между зубьями шестерен в процессе медленного
проворота передачи.
В том случае, когда конструкция передачи такова, что свободного
доступа к шестерням нет, пользуются индикаторным приспособлением
(см. рис. 88). На валу одной из шестерен укрепляют поводок 1, конец
которого упирается в стержень индикатора 2, смонтированного на
стойке 3. Если в рассматриваемом случае нижнюю шестерню удер-
живать от вращения, а верхнюю вместе с поводком поворачивать в одну
и другую сторону, то этот поворот будет возможен на величину боко-
вого зазора Сб между зубьями. Истинная величина зазора опреде-
лится из выражения
Св — ~а,
о
где а — показание индикатора, мм;
R — радиус делительной или начальной окружности шестерни,
на валу которой укреплен поводок, мм;
L — расстояние от оси шестерни до точки упора измерительного
стержня индикатора, мм.
Более точные результаты получаются при измерении зазоров в зуб-
чатой передаче при помощи выжимки, так как выжимка раз-
двигает (расклинивает) шестерни, как при работе передачи.
Износ зубьев шестерен цилиндричес-
кой передачи определяют непосредствен-
ным измерением толщины зуба sx штан-
гензубомером (рис. 89).
Износ зубьев шестерен конической
передачи непосредственным измерением
установить затруднительно, так как
зубья имеют переменную толщину и
неравномерно изнашиваются по длине.
Поэтому в ремонтной практике толщи-
ну зубьев не измеряют, а о предельном
их износе судят по характеру работы
передачи. Работа конической зубчатой
передачи считается нормальной, когда
Рис. 89. Измерение толщины зу-
ба колеса цилиндрической пе-
редачи:
$х — толщина зуба; hx — высота го-
ловки зуба; Од—делительная ок-
ружность
шестерни вращаются с допустимым для
данного типа передачи шумом и без
рывков, при нормальном боковом за-
зоре Сб, радиальный зазор Ср между
зубьями составляет не менее 0,10 мм,
115
а относительное смещение шестерен по затылкам не превышает
1 — 2 мм.
Ремонт. Восстановление изношенных или поврежденных зубьев
шестерен является сложной задачей, поскольку их изготовляют из
качественных сталей, подвергают довольно сложной термической
обработке, механическую обработку зубьев осуществляют на зубо-
обрабатывающих станках. Поэтому шестерни с трещинами у основа-
ния зубьев, отколом хотя бы одного зуба, предельным износом зубьев,
т. е. когда при зазоре Ср не менее 0,10 мм зазор С5 превышает на 50%
максимально допустимый зазор для новой пары шестерен, обычно за-
меняют новыми.
Согласно Правилам ремонта [131 разрешается оставлять в работе
шестерни, если вмятины, питинги и другие повреждения имеют глу-
бину не более 0,20 мм. Большая глубина этих повреждений (до 0,50 мм)
допускается только в том случае, когда их общая площадь не превы-
шает 10% рабочей поверхности зубьев. Допускаются также отколы
части зуба, если отколовшаяся часть зубьев находится от торца зуба
на расстоянии, не превышающем 10% длины зуба.
Сборка. Если передачу собирают из деталей, ранее работавших
в данном узле, при этом боковой зазор между зубьями и его разномер-
ность у пары шестерен находятся в пределах нормы (что установлено
перед разборкой передачи), то сборка затруднений не вызывает. Сбор-
ку ведут со старыми регулировочными кольцами и прокладками,
а колеса вводят в зацепление (при одинаковом числе зубьев) по мет-
кам, сделанным перед разборкой. Если необходимо уменьшить боковой
зазор Со между зубьями или заменить одну из парных шестерен, то
прежде всего следует обратить внимание на величину уступов (см.
рис. 87) и проверить, не велико ли торцовое биение шестерен. Уступы,
появившиеся в результате износа, не приносят вреда, пока не меняется
зацепление шестерен. В случае уменьшения бокового зазора Сб или
замены одной из парных шестерен уступы начинают взаимодейство-
вать с вершинами зубьев парной ше-
стерни и сообщать ей толчки. Толчки
будут передаваться через валы и под-
шипники всему механизму, вызывая его
расстройство. Поэтому уступы необходи-
мо своевременно удалять шлифованием
или заменить вторую шестерню. В край-
нем случае вновь устанавливаемую ше-
стерню следует подобрать так, чтобы
она по состоянию поверхностей зубьев
приближалась к парной.
Чрезмерное торцовое биение шестер-
ни, смонтированной на валу или цапфе,
вызывает перекос в зацеплении зубьев
по их длине, что вредно сказывается на
работе передачи. Торцовое биение из-
меряют индикаторным приспособлением
по окружности впадин шестерни (см.
Рис. 90. Сменная регулировоч-
ная вилка
116
Рис. 91. К регулировке зацепления зубьев колес конической зубчатой пе-
редачи (Объяснение а, б, в, г см. под рис. 92)
§ 33). Величина этого биения допускается при диаметре окружности
впадин до 200 мм — 0,10 мм; от 200 до 300 — 0,15; от 300 до
500 — 0,20; свыше 500 — 0,25 мм.
Регулировка зацепления зубчатой передачи. В зубчатой передаче
регулируют зазоры между зубьями и их прилегание как по длине,
так и по высоте. Как известно, зазоры в зацеплении необходимы для
компенсации ошибок в размерах зубьев и межцентрового расстояния,
а также для компенсации температурных деформаций.
Боковой Сб и радиальный Ср зазоры между зубьями шестерен
(см. рис. 88) регулируют следующим образом.
Цилиндрическая передача. Регулировка ведется
за счет: а) подбора парных шестерен; б) изменения межцентрового
расстояния, если конструкция механизма позволяет это сделать, на-
пример путем изменения толщины вкладышей моторно-осевых под-
шипников тягового электродвигателя или изменения положения кор-
пуса водяного насоса относительно блока дизеля Д50 и т. п. Качество
зацепления в основном зависит от отсутствия перекосов осей шестерен.
Коническая зубчатая передача. Регулировка
зазоров Сб и Ср достигается осевым сдвигом шестерни по валу или пе-
ремещением вала вместе с шестерней. Можно перемещать обе шестерни
или одну. При этом важно обеспечить совпадение у обеих шестерен
вершин делительных конусов в точке О (см. рис. 91) и торцов зубьев.
Несовпадение торцов зубьев кик шестерен допускается не более
2 мм. Этим достигается нормальное зацепление в передаче. Нужное
положение шестерен на валах (или в узле) фиксируют постановкой
регулировочных колец или прокладок. Число колец или прокладок
должно быть минимальным. Чем их меньше, тем «жестче» будет соеди-
нение и менее вероятен сдвиг шестерни на валу из-за смятия и сгла-
живания прокладок. Чтобы в процессе предварительной регулировки
каждый раз не разбирать узел или не снимать шестерни с валов для
постановки регулировочных колец или прокладок, вместо них реко-
мендуется пользоваться, где это возможно, набором регулировочных
вилок (рис. 90), значительно сокращающих сборочный процесс.
117
Рис. 92. К регулировке зацепления зубьев колес цилиндрической зубчатой пере-
дачи:
а — отпечаток краски при нормальном зацеплении: б — то же при большом боковом зазоре;
а — то же при малом боковом зазоре, г — при перекосе зубьев
Качество зацепления цилиндрической и конических передач про-
веряют на краску и по характеру работы передачи. Для проверки
на краску зубья одной из шестерен, лучше ведущей, покрывают крас-
кой и передачу прокручивают на несколько оборотов. Погрешности
в зацеплении узнают по размерам и расположению пятна контакта
на зубьях парной шестерни (рис. 91, а, б, в, г и 92). Желательно, чтобы
у шестерен конической передачи касание зубьев было ближе к тонким
концам. При работе передачи под нагрузкой тонкий конец зуба боль-
ше деформируется, и тем самым обеспечивается лучшее прилегание
зубьев по длине и более быстрая их приработка. Размеры пятна кон-
такта по высоте и длине зубьев регламентируются Правилами ремонта.
Показателем качества зацепления при работе передачи является
плавность хода и уровень шума. Плавность хода считается удовлет-
ворительной, если передача вращается от руки свободно, без толчков
и рывков. Интенсивность шума оценивается в децибеллах. Например,
при окружной скорости на венцах шестерен в пределах 5—6,5 м/с
интенсивность шума считается удовлетворительной, если она не пре-
вышает 91 — 95 дБ.
§ 29. РЕМЕННЫЕ ПЕРЕДАЧИ
Ременная передача — соединение двух или нескольких валов с по-
мощью закрепленных на валах шкивов и надетых на них с натяжением
одного плоского ремня либо одного или нескольких клиновых рем-
ней.На тепловозах применяют клиноременную передачу с ремнями тра-
пецеидального сечения (рис. 93). Рабочими являются боковые поверх-
ности ремня. На приводимых в книге рисунках ременная передача
отмечена цифрой XIII в кружочке.
Тяговая способность клиноременной передачи падает по мере уве-
личения проскальзывания ремня по шкиву из-за растяжения ремня и
износа его рабочих поверхностей и поверхностей канавки шкива.
Непараллельность осей вращения, значительное смещение канавок
шкивов, а также слабое натяжение ремней являются теми причинами,
которые способствуют ухудшению тяговых качеств ременной передачи.
Кордшнуровые ремни, потерявшие эластичность, имеющие вытяж-
ку, с поврежденными и изношенными рабочими поверхностями заме-
няют. В случае выхода из строя одного ремня, работающего в комп-
118
лекте, заменяют весь комплект. Износ канавок чугунных шкивов
больших размеров, а также шкивов, изготовленных из стали, устра-
няют наплавкой с последующей механической обработкой. Профиль
канавок шкивов должен соответствовать чертежу, а шероховатость
рабочих поверхностей должна быть не ниже 6-го класса.
Для надежной работы ременной передачи при ее сборке реко-
мендуется выдерживать следующие требования (рис. 94):
1. Валы шкивов располагать параллельно, а канавки — друг
против друга (рис. 94, б). Допускаемая непараллельность осей вра-
щения (рис. 94, в) не более 1 мм на 100 мм длины оси. Допуск на сме-
щение канавок шкивов (рис. 94, б) не более 3 мм на 1 м межосевого
расстояния и может увеличиваться не более чем на 0,03 мм на каждые
100 мм межосевого расстояния свыше 1 м.
2. Разность между длинами комплектуемых ремней под одинако-
вым натяжениемдопускается не больше 4мм при длине ремня до1600мм,
не больше 8 мм — при длине ремня до 2500 мм и 12 мм — при длине
до 4500 мм. Включение в один комплект ремней с нарушением указан-
ных допусков приводит к неравномерному распределению нагрузок
между ремнями и преждевременному выходу из строя наиболее нагру-
женных ремней.
3. Торцовое и радиальное биение шкивов, установленных на валах,
допускается не более 0,15 мм при диаметре шкива до 300 мм и 0,30 мм
при диаметре шкива до 600 мм.
Рис. 93. Поперечное сечение
трапецеидального ремия:
а — нормального; б — с изношенной
канавкой шкива; 1 — ремень; 2 —
шкив
Рис. 94. К сборке клиноремеиной передачи:
а — измерение натяжения ремия; б — нормальное по-
ложение шкивов; в — непараллельность осей враще-
ния; г — торцовое биение шкивов; б —смещение ка-
навок шкивов
119
Степень натяжения каждого ремня проверяют по величине стрелы
прогиба t (рис. 94, а) от усилия р, прилагаемого к середине ремня.
Величины t и р для каждой ременной передачи приводятся в Прави-
лах ремонта тепловозов [131. Величина t при одном и том же усилии р
для старого ремня допускается на 30—40% больше, чем для нового
ремня (проработавшего не более 48 ч).
§ 30. СОЕДИНЕНИЯ С РЕЗИНОВЫМИ ДЕТАЛЯМИ
Разъемные соединения, осуществленные с помощью резиновых или
металлорезиновых деталей, служат на тепловозах для передачи враща-
ющего момента или динамических нагрузок и являются в то же вре-
мя амортизаторами. Такие соединения на рисунках отмечены цифрой
XIV в кружочке.
Соединения с резиновыми деталями на тепловозах имеются в муф-
тах валопроводов привода силовых механизмов, в рессорном подвеши-
вании, в буксовых поводках и гасителях колебаний тележек, под ка-
бинами машиниста и т. д. Работоспособность таких соединений теря-
ется из-за выхода из строя резиновых деталей. При ремонте резиновые
и металлорезиновые детали заменяют в следующих случаях:
а) на поверхности резины имеются трещины и отслоения. Отдель-
ные повреждения резины глубиной до 2 мм можно удалять срезкой
с плавным выходом на поверхность;
б) толщина резиновой детали или слоя резины у металлорезиновых
деталей вследствие остаточных деформаций (усадки) меньше нормаль-
ной на 15%;
в) поверхность резины размягчена (под действием различных раст-
ворителей) более чем на 10% толщины;
г) произошло отслоение резины от армировки у металлорезиновой
шайбы более чем на 20% общей площади, а у сайлент-блоков — более
чем на 10% высоты и 20% длины окружности;
д) у отверстий резиновых деталей имеются надрывы, трещины,
а также значительное искажение формы.
§ 31. КОНТРОЛЬ СОСТОЯНИЯ И РЕМОНТ
ВИТЫХ ПРУЖИН
Наиболее ответственные пружины на рисунках отмечены цифрой
XV в кружочке. Отказ пружин в работе вызывается в большинстве
случаев их просадкой или поломкой. Нередки случаи откола шлифо-
ванной части крайних витков. Поврежденную пружину (в собранном
узле), например у муфты вертикальной передачи дизеля ДЮО, у ци-
линдровых крышек и т. д., иногда удается обнаружить при внешнем
осмотре. У неисправной пружины расстояние между витками обычно
бывает больше, чем у аналогичных исправных пружин. После раз-
борки объекта ремонта у пружин проверяют: цельность витков —
обстукиванием и визуально; высоту в свободном состоянии — линей -
120
кой, оканчивающейся угольником, или штангенциркулем. У от-
ветственных пружин, таких, как компенсирующая пружина регу-
лятора частоты вращения, пружины клапанов цилиндровых кры-
шек, пружина нагнетательного клапана топливного насоса
и т. п., дополнительно проверяют: перпендикулярность опорных пло-
скостей к геометрической оси — с помощью обычного угольника и
упругость — прибором (рис. 95). Известно, что сила упругости пру-
жины прямо пропорциональна ее деформации или прогибу. Сила
упругости пружины воспринимается поршнем, сжимающим масло
в цилиндре прибора; давление масла фиксируется манометром. Чтобы
получить значение упругости пружины, показание манометра умножа-
ют на площадь поршня прибора.
Пружины, высота которых в свободном состоянии менее нормальной
на 5% и более, с трещинами и поломанными витками заменяют. От-
клонение оси пружины от перпендикуляра к торцовой плоскости
иа каждые 100 мм длины допускается: для пружин 1-го класса — не
более 1 мм, для пружин 2-го класса — не более 1,5 мм и для 3-го
класса — не более 2 мм.
Пружины с недопустимыми упругостью, высотой и отклонением
оси от перпендикуляра к торцовой плоскости в отдельных случаях вос-
станавливают по следующей технологической схеме: нагрев, разводка,
закалка, отпуск и механическая обработка торцов. Нагревают пружины
перед разводкой в электрической или газовой печи. Разводку ведут
так, чтобы шаг витков был равномерным, высота пружины была не-
сколько больше нормальной, а крайние витки оставались прижатыми.
После разводки пружину фиксируют на оправке и подвергают термооб-
работке. Режим термообработки для пружин, изготовленных из ста-
лей 50ХФА, 60С2, 60С2А, примерно та-
ков. Нагрев до 850—870° С и выдержка
при этой температуре 5 — 15 мин; время
выдержки зависит от размеров пружины.
Закалка в масле; для равномерности за-
калки пружину покачивают в закалоч-
ной среде. Для ликвидации остаточных
напряжений, появившихся при закалке,
производят отпуск: нагрев пружины и
выдержка ее при температуре 460—520° С
в течение 30 мин. Последующее охлажде-
ние ведется в воде, масле или на воздухе.
При сборке узлов с двумя концентрич-
но расположенными пружинами (пружи-
ны клапанов цилиндровых крышек Д50,
масляных аккумуляторов регулятора
частоты вращения и т. п.) их размещают
так, чтобы направление витков наружной
и внутренней пружин было разным. Это
делается для того, чтобы предотвратить
попадание витков при поломке одной из
пружин между витками другой.
Рис. 95, Прибор для проверки
упругости винтовых пружин
121
ГЛАВА VI
СБОРКА, ИСПЫТАНИЕ И УСТАНОВКА
ОБЪЕКТА РЕМОНТА
§ 32. ОБЩИЕ ПОЛОЖЕНИЯ. КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ
Под сборкой понимают соединение деталей в подгруппы и узлы
(группы), а последних — в законченный механизм с соблюдением их
кинематических схем, заданных посадок и размерных цепей. Сборка
объекта из отремонтированных деталей заметно отличается от сборки
объекта из новых деталей. При ремонте объект собирают из трех групп
деталей: из ранее работавших, но годных к дальнейшей эксплуатации,
восстановленных и новых.
Технологическому процессу сборки объекта ремонта по имеющейся
схеме сборки предшествует осмотр деталей и их комплектование.
Осмотру подвергают все детали, поступающие на сборку. Мелкие
повреждения деталей (заусенцы, забоины и т. п.), появившиеся в ре-
зультате небрежного обращения, устраняют. Масляные каналы, сма-
зочные и резьбовые отверстия деталей очищают и. продувают сжатым
воздухом. Масляные каналы, кроме того, проверяют магнитной прово-
локой. Герметизирующие прокладки из бумаги, картона, паронита,
резины рекомендуется ставить новые. Годные прокладки из красной
меди отжигают, а для устранения неровностей — обжимают под прес-
сом. Бумажные и картонные прокладки до постановки в узел пропиты-
вают в горячем масле, а паронитовые— покрывают лаком «Герметик»
или клеем ГЭН-150В.
Комплектованием деталей перед сборкой объекта
называют комплекс работ по подбору и взаимной подгонке деталей
согласно заданным посадкам и величинам размерных цепей. Различают
три способа подбора деталей в комплект: простой, селективный и сме-
шанный.
При простом комплектовании к базовым деталям подбирают соот-
ветствующие детали таким обрзом, чтобы выдержать нормальный
зазор в сопряжениях. Например, в условиях депо подбирают к колен-
чатому валу вкладыши подшипников или к гильзе цилиндров —
поршни. Нередко прибегают также к индивидуальной пригонке одной
из деталей сопряжения путем ее обработки или постановки компенса-
торов. Хотя этот способ подбора сложен и требует больших затрат вре-
мени, его достаточно широко используют в практике ремонта тепло-
возов в депо и на многих заводах, где ремонт ведется в основном без
обезличивания деталей. С целью же сокращения объема работ по ком-
плектованию годные трущиеся детали, ранее работавшие вместе,
а также спаренные детали, т. е. ранее подобранные индивидуальной
подгонкой по размерам, массе или другим параметрам, стараются
по возможности не обезличивать.
При селективном комплектовании поля допусков размеров обеих
сопрягаемых деталей разбивают на несколько одинаковых интервалов,
122
а детали сортируют в соответствии с этими интервалами на размерные
группы. В дальнейшем сопрягаемые детали одинаковых размерных
групп комплектуют без подбора, т. е. на основе взаимозаменяемости,
либо с подбором в пределах каждой размерной группы. Селективный
подбор обеспечивает высокое качество сборки в минимальные сроки,
но при этом ремонт становится намного дороже за счет ужесточения
допусков на изготовление деталей.
Смешанное комплектование, используемое обычно на тепловозо-
ремонтных заводах, сочетает в себе оба указанных способа. Детали
особо ответственных сопряжений (подшипники-шейки коленчатого
вала, гильза—поршень, детали подшипников качения и т. п.) комплек-
туют селективным подбором, а детали менее ответственных сопряже-
ний — простым подбором.
К комплектованию также относятся работы по подбору деталей
по массе и балансировка с целью устранения неуравновешенности
вращающихся частей механизмов. Неуравновешенность вращающихся
частей, таких, как детали шатунно-поршневой группы, коленчатого
вала, якоря электрической машины, карданных валов, ротора турбо-
компрессора, чрезвычайно вредна, так как вызывает вибрацию, по-
вышенные износы и ускоренное разрушение многих деталей и особен-
но подшипниковых узлов.
Подбор деталей по массе. Чтобы достигнуть уравно-
вешенности дизеля, крупные однотипные детали его шатунно-поршне-
вой группы подбирают с минимальной разницей по массе. Например,
у дизеля ДЮО шатуны в сборе с поршнями (отдельно верхние и от-
дельно нижние) подбирают с разницей по массе не более 500 г, а порш-
ни со вставками — с разницей не более 250 г. Массу отдельных дета-
лей при надобности уменьшают за счет удаления металла с мест, обо-
значенных на чертеже каждой детали.
Балансировка деталей. Неуравновешенность любой
вращающейся детали тепловоза может возникнуть как в процессе
эксплуатации вследствие неравномерного износа, изгиба, скопления
загрязнений в каком-либо одном месте, при утере балансировочного
груза, так и в процессе ремонта из-за неправильной обработки детали
(смещения оси вращения) или неточной центровки валов. Для уравно-
вешивания деталей их подвергают балансировке. Существуют два ви-
да балансировки: статическая и
Статическая баланси-
ровка. У неуравновешенной
детали ее масса распола-
гается несимметрично от- /
носительно оси вращения. /
Поэтому при статическом ~Т
положении такой детали, '
т. е. когда она находится
в покое, центр тяжести бу-
дет стремиться занять ниж-
нее положение (рис. 96). рис
Для уравновешивания де-
динамическая.
96. Схема статического уравновешивания
деталей
123
Рис. 97. Установки для статического уравнове-
шивания деталей:
а — с параллельными призмами; б — с роликовыми
опорами
тали добавляют с диамет-
рально противоположной
стороны груз массой т2 с
таким расчетом, чтобы его
момент т2г2был равен мо-
менту неуравновешенной
массы т^!. При этом усло-
вии деталь будет находить-
ся в равновесии при любом
положении, так как центр
тяжести ее будет лежать
на оси вращения. Равнове-
сие может быть достигнуто
также путем удаления ча-
сти металла детали высвер-
ловкой, спиливанием или
фрезеровкой со стороны неуравновешенной массы тх. На чертежах
деталей и в Правилах ремонта на балансировку деталей дается до-
пуск, который называют дисбалансом. Он измеряется в гем.
Статической балансировке подвергают плоские детали, имеющие
небольшое отношение длины к диаметру: зубчатое колесо тягового
редуктора, крыльчатку вентилятора холодильника и т. п. Статическая
балансировка ведется на горизонтально-параллельных призмах, ци-
линдрических стержнях или на роликовых опорах (рис. 97). Поверх-
ности призм, стержней и роликов должны быть тщательно обработаны.
Точность статической балансировки во многом зависит от состояния
поверхностей этих деталей.
Динамическая балансировка. Динамической балансировке обычно
подвергают детали, длина которых равна или больше их диаметра.
На рис. 98 показан статически отбалансированный ротор, у которого
масса т уравновешена грузом М. Этот ротор при медленном вращении
будет находиться в равновесии в любом положении. Однако при
быстром его вращении возникнут две равные, но противоположно
направленные центробежные силы и F2. При этом образуется момент
F^!, который стремится повернуть ось ротора на некоторый угол вок-
руг его центра тяжести, т. е. наблюдается динамическое не-
равновесие ротора со всеми вытекающими отсюда последствиями
(вибрация, неравномерный износ и т. п.). Момент этой пары сил
Рис. 98. Схема динамического уравновешивания
деталей
может быть уравновешен
только другой парой сил,
действующей в тбй же
плоскости и создающей
равный противодействую-
щий момент. Для этого в
нашем примере нужно при-
ложить к ротору в той же
плоскости (вертикальной)
два груза массами тх = т2
на равном расстоянии от
124
И J 1Г
Рис. 99. Схема балансировочно-
го станка консольного типа
оси вращения. Грузы и их расстояния
от оси вращения подбирают так, чтобы
центробежные силы от этих грузов соз-
давали момент Р^2, противодействую-
щий моменту Fj/j и уравновешивающий
его. Чаще всего уравновешивающие
грузы прикрепляют к торцовым плос-
костям деталей или с этих плоскостей
удаляют часть металла.
При ремонте тепловозов динамичес-
кой балансировке подвергают такие
быстровращающиеся детали, как ро-
тор турбокомпрессора, якорь тяго-
вого электродвигателя или другой
электрической машины, рабочее колесо воздуходувки в сборе
с приводной шестерней, вал водяного насоса в сборе с крыль-
чаткой и зубчатым колесом, карданные валы привода силовых меха-
низмов.
Динамическое уравновешивание ведется на балансировочных стан-
ках. Принципиальная схема такого станка консольного типа показана
на рис. 99. Балансировка, например, якоря тягового электродвига-
теля ведется в таком порядке. Якорь 3 укладывают на опоры качаю-
щейся рамы 4. Рама одной точкой упирается на станину 6 станка,
а другой — на пружину 1. При вращении якоря неуравновешенная
масса любого его участка (кроме масс, лежащих в плоскости II—II)
вызывает качание рамы. Амплитуда колебания рамы фиксируется ин-
дикатором 2. Чтобы уравновесить якорь в плоскости I—I, к его тор-
цу со стороны коллектора (к нажимному конусу) прикрепляют по-
очередно различные по массе пробные грузы и добиваются прекраще-
ния колебания рамы или его уменьшения до допускаемой величины.
Затем якорь переворачивают так, чтобы плоскость I—I проходила
через неподвижную опору 5 станины, и повторяют те же операции для
плоскости II—II. В этом случае балансировочный груз прикрепляют
к задней нажимной шайбе якоря. Допускаемый дисбаланс якоря
500 гем. В депо и на ремонтных заводах чаще всего для балансировки
применяют станок ПС-25 Минского завода.
Маркировка деталей. После окончания всех работ
по комплектованию детали подобранных комплектов маркируют (бук-
вами или цифрами) согласно требованиям чертежей.
§ 33. СБОРКА И КОНТРОЛЬ КАЧЕСТВА СБОРКИ
После окончания работ по комплектованию деталей приступают
к сборке. В практике ремонта тепловозов сборка объектов ремонта
осуществляется в большинстве случаев на основе неполной взаимоза-
меняемости. В отдельных случаях для достижения заданных условий
прибегают к индивидуальной пригонке одной из деталей узла путем
слесарно-механической обработки.
125
В конструкции многих узлов тепловоза для достижения установ-
ленных зазоров, например в зацеплении конической зубчатой переда-
чи и в узлах с коническими роликовыми подшипниками, в разъемных
подшипниках скольжения, а также для регулировки соосности сое-
диняемых валов двух агрегатов предусмотрены так называемые ком-
пенсаторы. Компенсаторы бывают неподвижные — регулировочные
прокладки, шайбы, кольца и т. п. и подвижные — регулировочные
упоры, болты и гайки.
Несмотря на разнообразие конструктивных элементов тепловозов,
сборочные работы состоят из небольшого числа повторяющихся опе-
раций. К ним следует прежде всего отнести сборку резьбовых и прес-
совых соединений, узлов с подшипниками качения и скольжения,
зубчатых передач. О сборке этих и других типовых соединений и узлов
подробно рассказано в гл. V.
В процессе сборки выполняют различные контрольные операции,
связанные с проверкой взаимной ориентации деталей в узле или меха-
низме. Многие из этих проверок были освещены при ремонте типовых
соединений и узлов.
Проверка пространственного положения
дет ал ей в узле. Ниже излагаются проверки, производимые ин-
дикаторным приспособлением с целью выявления правильности прост-
ранственного положения деталей, обусловливаемого допускаемыми
величинами биения, непараллельное™ и неперпендикулярности по-
верхностей деталей в собранных узлах. Опорами для вращения конт-
ролируемых валов в зависимости от их конструкции и размеров служат
центры токарного станка, собственные подшипники вала или роликовые
опоры, размещаемые на поверхности жесткой контрольной плиты.
На рис. 100, а показана схема проверки прямолинейности (от-
сутствия биения) цилиндрического вала, а на рис. 100, б—схема про-
верки коренных шеек коленчатого вала. Поясы измерений I, II, III
для цилиндрического вала выбирают произвольно, но их должно быть
не менее трех по длине вала (по концам и середине), а для каждой
S)
Рис. 100. Схема проверки прямолинейности цилиндрического вала и коренных
шеек коленчатого вала индикаторным приспособлением
126
Рис. 101. Схемы проверки: пространственного положения деталей в собранных уз-
лах (а); радиального биения фланца пружинной муфты относительно оси вала
вертикальной передачи дизеля Д100 (б); измерения осевого разбега ротора
турбокомпрессора (е); торцового биения ступицы вала вертикальной передачи
дизеля Д100 (а):
1, 4 — радиальное биение; 2 — торцовое биение; 3 — осевой разбег
шейки коленчатого вала не менее двух поясов — по краям шейки
на расстоянии 15—20 мм от галтелей. До начала измерений поворотом
шкалы цифру 0 выставляют против стрелки индикатора (рис. 100, в).
Медленно поворачивают вал на полный оборот, через каждые 45°
читают и записывают на круговой диаграмме (рис. 100, г) показание
индикатора в каждом поясе измерения (/, II, III). Отклонение стрел-
ки индикатора от нуля против часовой стрелки записывают со знаком
«минус», а по часовой стрелке — со знаком «плюс». Результаты из-
мерений считаются правильными, если после полного оборота вала
стрелка индикатора (при нахождении над точкой а) установится про-
тив нуля шкалы. В противном случае измерения повторяют.
Находят наибольшую алгебраическую разность между показаниями
индикатора в каждой плоскости а—а', б—б', в—в', г—г' отдельно для
каждого пояса измерения. Она и является действительной величиной
несоосности (биения) контролируемого вала. В нашем примере несо-
осность Св-в' = 0,08— (—0,12) = 0,20 мм.
По величине биения коренных шеек коленчатого вала (бывшего
в эксплуатации) косвенно судят как о характере износа шеек, так и
о их соосности (возможном прогибе). Биение шеек нового или отремон-
тированного вала (после шлифования шеек) более 0,03 мм указывает
на неточность обработки шеек или прогиб вала.
127
Описанный способ проверки валов индикатором хотя и менее то-
чен, чем оптико-механический способ, но вполне пригоден для практи-
ческих целей. Он прост, не слишком трудоемок и не требует сложных
измерительных средств.
На рис. 101 показаны схемы проверки индикаторным приспособ-
лением пространственного положения деталей, радиального и торцо-
вого биения, осевого разбега и даны конкретные примеры измерения
этих величин у отдельных узлов тепловозов.
Проверка параллельности и скрещивания осей отверстий показана
на примере контроля шатуна дизеля (рис. 102). Проверяемый шатун
выставляют на плите вертикально таким образом, чтобы расстояния
и /г2 были равны. Измеряют расстояния Нг и Н2. Разность этих вели-
чин укажет на непараллельность (перекос) оси отверстия верхней голов-
ки относительно оси отверстия нижней головки шатуна. Для провер-
ки скрещивания осей шатун укладывают на три призмы горизонтально
и так, чтобы тг ~ т2. Измеряют расстояния Мг и М2- Разность этих
величин покажет, насколько скрещиваются оси отверстий шатуна
в пространстве.
Приспособления для проверки взаимной ориентации корпуса и под-
шипниковых плит воздуходувки дизеля 2Д100 показаны на рис. 103.
Контрольные трубы б и 7 выставляют с помощью регулируемых ножек
Рис 102 Схема проверки инди-
каторным приспособлением па-
раллельности и скрещивания
осей отверстий головки шатуна
звездочки 4 в центре отверстий корпуса.
При провороте контрольной трубы 7 по
показанию индикатора 1 определяют
соосность отверстий корпуса и гнезда
переднего подшипникового щита 3, а по
показаниям индикаторов 8 и 9 — пер-
пендикулярность привалочной плоскости
заднего подшипникового щита 5 к оси
отверстия корпуса. Параллельность осей
отверстий корпуса проверяют уровнем
с микроскопическим винтом, укладывае-
мым на поверхностях контрольных труб
6 и 7. Для проверки соосности отвер-
стий корпуса и гнезд заднего подшип-
никового щита 5 индикаторы 1 и 2 вме-
сте с хомутами 10 укрепляют с противо-
положной стороны контрольных труб.
Проверка работы соб-
ранного объекта ремонта.
Согласно Правилам ремонта ответствен-
ные объекты до постановки на тепловоз
подвергают приработке и испытаниям
на типовых стендах или установках,
имитирующих условия работы объекта
на тепловозе. Приработка деталей объ-
екта ремонта необходима даже и в том
случае, когда поверхности трущихся
деталей подвергались тщательной об-
128
Рис. 103. К проверке пространственного положения подшипниковых щитов и кор-
пуса воздуходувки дизеля 2Д100 индикаторным приспособлением
работке и сборка объектов выполнена безупречно. Это вызвано
тем, то действительная площадь соприкосновения трущихся поверх-
ностей деталей в начальный период работы невелика (меньше
расчетной во много раз), что приводит к появлению большого удель-
ного давления и интенсивному износу трущихся поверхностей.
При этом происходит выравнивание неровностей, увеличивается пло-
щадь контакта сопряженных деталей, т. е. они прирабатываются.
После приработки скорость изнашивания деталей уменьшается. Испы-
тание объекта ремонта ведется при определенных рабочих режимах
с целью проверки качества ремонта. Об испытаниях отдельных объек-
тов подробно рассказывается в последующих главах книги.
§ 34. ПОСТАНОВКА ОБЪЕКТА РЕМОНТА НА ТЕПЛОВОЗ
ИЛИ ДИЗЕЛЬ. ЦЕНТРОВКА ВАЛОВ
Для нормальной работы многих элементов оборудования теплово-
за необходимо, чтобы геометрические оси соединяемых валов совпа-
дали, т. е. были сцентрированы. Как показала практика эксплуатации
тепловозов, преждевременный выход из строя деталей подшипнико-
вых узлов, соединительных звеньев валопроводов привода силовых
механизмов, возникновение трещин в корпусных деталях и т. п. не-
редко являются следствием несоосности валов.
5 Зак. 1161 129
Рис. 104. Варианты возможных несовпадений осей валов
Возможны три случая несовпадения осей валов: смещение, излом
и смещение с одновременным изломом. Смещение показано на
рис. 104, а, где а — величина смещения оси выверяемого вала Б
относительно оси выверенного вала А. Излом осей (рис. 104, б) выража-
ется отклонением на угол а оси вала Б от оси вала А. Смещение осей
с одновременным изломом показано на рис. 104, в. Корпус механизма
с выверенным валом, как правило, перед центровкой валов закреп-
ляют. Центровка производится за счет постановки стальных прокла-
док под корпус выверяемого механизма или сдвигом его в горизонталь-
ной плоскости. Чтобы предупредить «усадку» механизмов и расцент-
ровку валов в период эксплуатации вследствие смятия и сглаживания
прокладок, число последних не должно быть более 2 шт. Чем меньше
прокладок, тем «жестче» соединение.
На тепловозах валы многих механизмов соединены муфтами раз-
личного исполнения и шлицевыми втулками. Резиновые детали муфт
уменьшают динамические нагрузки, возникающие в приводе механиз-
мов. Изменение длины многих валов компенсируется за счет шлицевых
соединений. Несмотря на многообразие соединительных звеньев, со-
осность валов можно проверять индикаторным приспособлением, шли-
цевой или технологической втулкой, технологическими (выдвижны-
ми) полувалами и приспособленцем со скобами. Покажем на приме-
рах, когда и как пользуются различными приспособлениями для конт-
роля центровки валов.
Индикаторное приспособление используют в тех случаях, когда ва-
лы соединены жесткой муфтой (разъединять которую нельзя), напри-
мер соединение вала дизеля Д50 с валом тягового генератора. В этом
случае несоосность валов определяется величиной упругой деформа-
ции (изгибом) валов (рис. 105). В нашем примере эту величину кос-
венно находят по расхождению щек, т. е. по изменению расстояния
между щеками шестой шатунной шейки коленчатого вала при его вра-
щении. Если валы несо-
Рис. 105. Схема проверки соосности вала дизе-
ля Д50 с валом тягового генератора
осны, т. е. соединены с
некоторым изломом осей,
то при их вращении ще-
ки ближайших к генера-
тору шатунных шеек бу-
дут деформироваться. На-
пример, если при поло-
жении шатунной шейки в
н. м. т. щеки сходятся,
то при положении в в. м.т.
во
они разойдутся, что в конечном счете может привести к разрушению
вала.
У собранного дизель-генератора расхождение щек контролируют
индикаторным приспособлением (рис. 106), которое размещают между
щеками шатунной шейки коленчатого вала ближе к краю щеки. Уста-
новив шатунную шейку в н. м. т., поворотом шкалы цифру 0 выстав-
ляют против стрелки индикатора. Коленчатый вал поворачивают
на полный оборот. Через каждые 90° записывают показание индикатора
на круговой диаграмме (см. рис. 105). Отклонение стрелки от нуля
по часовой стрелке записывают со знаком «плюс», указывающим, что
щеки сходятся; отклонение стрелки от нуля в обратную сторону отме-
чают со знаком «минус» — в этом случае щеки расходятся. Замер пов-
торяют дважды. Затем находят наибольшую алгебраическую разность
между показаниями индикатора в точках 0 — 180 и 90 — 270°. Наи-
большую разность принимают за действительную величину расхож-
дения щек. В нашем примере:
ao-i8o = 0.03 — (0) = 0,03 мм;
аэо-27о == 0,04 — (0,03) = 0,07 мм.
Недопустимое расхождение щек (более 0,05 мм) устраняют путем
сдвига остова генератора относительно картера дизеля и постановки
клиновых прокладок между ними, а также под пружины, расположен-
ные под лапами генератора. Нельзя помещать прокладки между под-
шипниковым щитом и остовом генератора. Это, как правило, вызывает
деформацию подшипникового щита и появление в нем трещин. После
центровки остов генератора фиксируют относительно картера дизеля
постановкой штифтов.
Шлицевой втулкой пользуются, когда сама втулка служит соеди-
нительным звеном (рис. 107). В этом случае два вала можно соединить
Рис. 106. Индикаторное приспособление для измерения расхож-
дения щек шатунной шейки коленчатого вала дизеля:
1 — корпус; 2 — индикатор часового типа; 3 — противовес
5*
131
шлицевой втулкой только при соосности валов. Соосность может быть
достигнута за счет перемещения механизмов (вверх, вниз, вбок) и
установки плоских или клиновых прокладок 6. После центровки кор-
пус механизма выверенного вала фиксируют штифтами.
Технологическую втулку применяют, если доступ к соединитель-
ному звену затруднен (рис. 108, а, в) или детали соединительного
звена легко можно демонтировать с валов (рис. 108, б). Для центровки
служит технологическая втулка, устанавливаемая на конце вала вы-
веряемого механизма с небольшим натягом 0,0 — 0,01 мм или за-
зором 0,03 — 0,05 мм. Центровку валов, как н в случае со шлицевой
втулкой, осуществляют постановкой плоских или клиновых прокла-
док под корпус выверяемого механизма или его смещения по плос-
кости. Смещение чаще всего производится путем распиловки отверстий
под крепежные детали. Валы считаются соосными, если технологи-
ческая втулка свободно перемещается по концу вала 1 выверенного
механизма (см. рис. 108, б) или входит в отверстие вала 1 (см.
рис. 108, в). Чем меньше зазор между технологической втулкой 2 и
шейкой (отверстием) выверенного вала 1 (рекомендуемый зазор
0,10— 0,20 мм) и больше длина I их сопряжения, тем выше точность
центровки. После постановки штифтов, фиксирующих положение
отцентрированных корпусов механизмов, технологическую втулку
снимают.
Технологические (выдвижные) полувалы применяют для центровки
валов, соединительным звеном которых являются карданные головки
автомобильного типа с крестовинами, снабженными подшипниками
качения или скольжения. Такие соединительные звенья позволяют
передавать вращение валам, оси которых имеют излом в вертикальных
и горизонтальных плоскостях. На рис. 109 показана схема центровки
валов привода компрессора и двухмашинного агрегата тепловоза 2ТЭ10.
Рис. 107. Механизмы, валы которых соединены шлицевой втулкой:
а — привод масляного насоса дизеля Д50: б — привод регулятора частоты вращения дизеля
2Д100; 1 — вертикальный валик; 2, 1 — шлицевые втулки; 3 — цапфа ведущей шестерни; 5 —
соединительный вал; 6 — прокладки
132
Рис. 108. к центровке валов с по-
мощью технологической втулки:
а — валов редуктора вентилятора холодиль-
ннка тепловоза ТЭЗ н механизма включения
сцепления; б — валов ведущей шестерни
топлнвоподкачивающего насоса и электро-
двигателя; в — валов ведущей шестерни
масляного насоса дизеля 2Д100 и его при-
вода
Последовательность центровки валов такова: сначала центрируют
валы механизмов 8—9,, затем 8—10 и 8—5, в последнюю очередь
5—1. Для проверки или центровки вместо карданных валов к флан-
цам 2, 4 и 7 присоединяют технологические полувалы 3 и 6, фланцы
которых имеют срезы. Длину этих валов регулируют путем выдви-
жения и фиксируют так, чтобы расстояние с между их фланцами было
0,8—1 мм. Измеряют размеры кис. Установка валов механизмов 1,
5 и 9 считается правильной, если:
а) ось вала подшипниковой опоры 5 ниже оси вала переднего рас-
пределительного редуктора 8 на к = 15±.53 мм и смещена в горизонталь-
ной плоскости на 50 ± 5 мм, а ось вала якоря двухмашинного агре-
гата 1 ниже оси подшипниковой опоры 5 на к = 10±Л2 мм и смещена
в горизонтальной плоскости на 5О+^о мм. В том и другом случае ука-
занные размеры к соответствуют углу наклона (излома осей) кардан-
ных валов в вертикальной плоскости на 1—2° и в горизонтальной
плоскости на 4—7°;
Рис. 109. К центровке валов с помощью технологических (выдвижных) полувалов
133
Рис. ПО. Соединительные муфты
а — пластинчатая; б — зубчатая; в — сдвоенная пластинчатая
б) при нормальном угле наклона центрируемых валов (в вертикаль-
ной и горизонтальной плоскостях) непараллельность торцовых по-
верхностей фланцев при измерении размера с в четырех диаметрально
противоположных плоскостях на диаметре 205 мм не превышает 1,5 мм.
Такое расположение при необходимости достигается постановкой
прокладок под корпусы механизмов 1, 5 и 8 и смещением последних
в горизонтальной плоскости. После центрирования механизмы фик-
сируются штифтами.
Приспособление со скобами применяют во всех случаях, когда сое-
динительным звеном между валами служат пластинчатая, кулачко-
вая или с резиновыми деталями муфты (рис. ПО). Схема приспособ-
ления со скобами показана на рис. 111, а, а один из вариантов конст-
руктивного исполнения — на рис. 111, в. Скобу 4 с помощью хомута
5 закрепляют на выверенном валу, а скобу 1 — на выверяемом. Предва-
рительные зазоры а и б в пределах 2—3 мм устанавливают измери-
тельным болтом 2.
Для того чтобы проверить соосность, оба вала одновременно пово-
рачивают на полный оборот. Через каждые 90° фиксируют и записы-
вают зазоры а и б на круговой диаграмме (рис. 111, б). Такой порядок
записи принят условно, если смотреть на торец вала Б со стороны вы-
веренного вала А.
Рис. 111. К проверке соосности валов приспособлением со скобами:
а — схема приспособления; б «—круговая диаграмма; в — конструкция одного из приспособ*
леиий; 1, 4 —скобы; 2 — измерительный болт; 3 — упор; 5 — хомут
134
Таблица 6
Соединительная муфта Разность зазоров между остриями скобы, приведенная к радиусу 100 мм
Радиальный зазор а (смещение осей), мм Осевой зазор б (излом осей), мм
Жесткая 0,1 0,1
Пластинчатая зубчатая 0,2 0,2
С резиновыми деталями 0,3 0,3
Кулачковая с резиновым амортиза-
тором 0,5 0,5
Измерения считаются правильными, если:
1) сумма радиальных, а также осевых зазоров по двум взаимно
перпендикулярным плоскостям одинакова, т. е. ar + as = а2 + а.\
= 62 + 64;
2) после полного оборота валов вновь измеренная величина зазора
в точке аг совпадает с первоначальной (допускается отклонение не бо-
лее 0,05 мм).
Разность зазоров — as и а2 — а4 характеризует смещение осей
валов соответственно в вертикальной и горизонтальной плоскостях,
а разность зазоров 64 — 63 и б2 — б4 — излом осей в тех же плоско-
стях. Смещение или излом выверяемого вала Б всегда направлены
в сторону наименьших значений зазоров. Допускаемые величины раз-
ности зазоров между остриями скобы приспособления приведены
в табл. 6.
Направления, в которых нужно перемещать выверяемый механизм,
определяют по формулам:
Gg
2
v °2 а4 । в2— 64 /2
Х2---— +—- -
где х4 и г/4 — соответственно горизонтальное и вертикальное перемеще-
ния подшипника П1г т. е. ближайшего к муфте (рис. 112);
х2 и i/2 — соответственно горизонтальное и вертикальное пере-
мещения подшипника П2;
/х и /2 — соответственно расстояние от середины подшипников
/7х и П2 до торца (полумуфты) выверяемого вала Б\
г — радиус скобы, отнесенный к точке измерений осевого
зазора.
Когда х4 и х2 или и у2 имеют положительные значения, переме-
щения производят соответственно вправо или вверх, а при отрицатель-
ных значениях — влево или вниз.
Выверяемый вал Б перемещают обычным путем, т. е. постановкой
прокладок под корпус выверяемого механизма или смещением этого
135
корпуса в горизонтальной плоскости. После центровки и постановки
фиксирующих штифтов производят окончательную сборку соедини-
тельного звена (муфты).
При центровке валов приспособлением со скобами необходимо иметь
в виду следующие весьма важные требования, пренебрежение которыми
часто приводит к грубым ошибкам;
1. Муфта, соединяющая валы центрируемых механизмов, должна
быть разъединена или демонтирована, чтобы исключить касание тор-
цов валов (полумуфт). Для возможности одновременного вращения
валов допускается соединять полумуфты (не стягивая их) двумя бол-
тами диаметром, несколько меньшим, чем диаметр болтов муфты, что-
бы быть уверенным в том, что валы не находятся в напряженном сос-
тоянии, т. е. не подвержены упругой деформации.
2. Скобы приспособления должны обладать достаточной жест-
костью. Размещать их надо на самих валах, а не на фланцах муфты.
В случае монтажа скоб на фланцах следует убедиться в том, что ради-
альное и торцовое биение фланцев не превышает допуска.
3. Направления перемещения выверяемого механизма (см.
рис, 111, б) будут правильными только в том случае, если при измере-
ниях и при записи результатов их соблюдены следующие условия:
а) скоба 4 (см. рис. 111, а) закреплена на выверенном валу А;
б) расположение буквенных обозначений сделано для торца выве-
ряемого вала Б, если смотреть на этот торец со стороны выверенного
вала А;
в) независимо от принятого направления вращения валов отсчеты
аг и бг записывают сверху, а а2 и ба — справа. Величины и 12 и г
соответствуют обозначениям, приведенным на рис. 112, а.
Рис. 112. К проверке соосности валов приспособлением со скобами-
Пример. Пусть вал выверяемого механизма и скоба для измерения осевых
зазоров имеют размеры, приведенные на рис. 112, а. По результатам измерений
радиальных и осевых зазоров расположение валов (рис. 112,6) соответствует
показанному на рис. 112, в.
Пользуясь приведенными формулами, получим: ух — 0,37 мм; у2 — 1,47 мм;
Xj = 0,18 мм; х2 = —1,58 мм.
Таким образом, подшипник 77х необходимо поднять вверх на 0,37 мм и сдви-
нуть вправо на 0,18 мм, а подшипник !72 поднять вверх на 1,47 мм и сдвинуть
влево (знак «минус») на 1,58 мм при условии, что на торец вала Б смотрим со
стороны вала А.
136
Раздел второй
ТЕХНОЛОГИЯ РЕМОНТА ДИЗЕЛЯ
И ВСПОМОГАТЕЛЬНОГО
ОБОРУДОВАНИЯ
ГЛАВА VII
РЕМОНТ ОСНОВНЫХ УЗЛОВ ДИЗЕЛЯ
§ 35. БЛОК ЦИЛИНДРОВ И КАРТЕР
Внешний осмотр частей блока и картера (сварных швов, крепежа,
герметичности соединений и т. п.) производится при плановых видах
технического обслуживания и ремонте ТР1. Контроль состояния
узлов и частей, подверженных различным повреждениям, ведут при
ремонтах ТР2, ТРЗ, СР и КР.
Опыт показывает, что к наиболее серьезным повреждениям, появ-
ляющимся в блоке и картере, относятся: трещины, ступенчатость
постелей коренных подшипников и искажение формы расточек под
гильзы цилиндров.
Трещины чаще всего встречаются в зонах максимальных нагрузок
и концентраций напряжений. У блока дизеля Д100 они возникают
в постелях коренных подшипников (в бугелях и крышках), в косынках
и сварных швах, соединяющих посадочные гнезда вертикальной пере-
дачи со стенками блока, а у дизеля Д50 — в посадочных гнездах гильз
цилиндров. В картере дизеля Д50 трещины наблюдаются в местах пе-
реходов вертикальных ребер к постелям коренных подшипников и бо-
ковых стенок к лапам крепления.
Трещины отыскивают методами цветной или магнитной дефектоско-
пии (см. § 7). В зависимости от характера и величины трещин у сталь-
ного блока дизеля Д100 их устраняют путем разделки и заварки по-
врежденных мест или вваркой новой части вместо поврежденной
с соблюдением мер по предупреждению коробления [5].
Трещины в посадочных гнездах гильз блока дизеля Д50 на ре-
монтных заводах устраняют постановкой добавочной детали — сталь-
ного кольца 1 (рис. 113, а). Качество соединений блока с кольцом
во многом зависит от тщательности выполнения операций по механи-
ческой обработке блока и кольца и их склеивания (см. § 15). В усло-
виях депо течь воды по трещине устраняют постановкой на гильзу
кольца из термостойкой резины (рис. 113, б). Качество ремонта бло-
ка проверяют опрессовкой (см. § 7).
Искажение формы расточек под гильзы цилиндров у блока дизе-
ля Д100 происходит вдоль оси блока и чаще всего наблюдается у 5—10
137
цилиндров в нижней части (по третьему опорному пояску). Такому
характеру деформации способствуют усилия, возникающие от нагрева
и удлинения (в сторону генератора) выпускного коллектора. Вслед-
ствие этого нижние части гильз смещаются вдоль оси коленчатого вала
и прижимаются к опорным пояскам блока, что и приводит к деформа-
ции как расточек блока, так и гильз цилиндров. Чрезмерный наклон и
деформация гильзы способствуют появлению течи воды по ее нижнему
водяному стыку, а также задирообразованию между гильзой и порш-
нем из-за нарушения равномерности диаметрального зазора между
ними. Деформация расточек под вертикальную передачу ухудшает
условия зацепления зубчатой передачи, приводит к образованию
на поверхности зубьев питингов и трещин.
У блока дизеля Д50 деформации подвержены в основном верхние
пояски расточек под гильзы, овализация происходит в плоскости,
перпендикулярной оси коленчатого вала. Степень деформации рас-
точек и перпендикулярность осей расточек к оси коленчатого вала
определяют микрометражом и с помощью струнки (см. § 19, 33).
На ремонтных заводах деформацию расточек под гильзы и вертикаль-
ную передачу более допускаемой нормы у блока дизеля ДЮО устра-
няют электрической наплавкой с последующей обработкой под нор-
мальный размер, а у дизеля Д50—наращиванием отдельных участков
электроискровым способом (см. § 14). В условиях депо чрезмерную
деформацию поясков у отдельных расточек устраняют электроискро-
вым наращиванием.
Ступенчатость постелей коренных подшипников возникает в ре-
зультате остаточной деформации как самого блока (картера), так и
крышек подшипников. При этом постели подшипников несколько сме-
щаются и деформируются, их несущие части из-за различия в величинах
деформаций по опорам располагаются как бы на разных уровнях —
ступенями, соосность постелей нарушается. Все это оказывает отри-
цательное влияние на работу подшипниковых узлов и коленчатого
вала.
Ступенчатость постелей коренных подшипников блока (картера)
определяют с помощью технологического вала или по струнке (см.
Рис. 113. К восстановлению герметичности
верхнего водяного стыка блока дизеля Д50:
1 — стальное кольцо; 2 — блок дизеля; 3 гильза ци-
линдра; 4 — резиновое кольцо
§ 19). При контроле техно-
логическим валом послед-
ний должен покоиться на
несущих поверхностях по-
стелей подшипников, т. е.
у дизеля Д100 на поверх-
ностях крышек подшипни-
ков, а у дизеля Д50—в рас-
точках картера. Поэтому
такая проверка должна
вестись после снятия и
разборки дизеля.
Недопустимую ступен-
чатость или овальность
отдельной постели под-
138
шипника дизеля ДЮО устраняют тор-
цовкой стыков С крышки подшипника
при установленном технологическом
вале (рис. 114). Торцовку ведут до тех
пор, пока зазор между крышкой и
шейкой технологического вала исчез-
нет или достигнет минимально допус-
тимой величины (0,05 мм). При этом
указанный зазор с обеих сторон постели
при измерении в вертикальной плос-
кости должен быть одинаковым.
Недопустимую овальность отдельной
постели подшипника дизеля Д50 устра-
няют также торцовкой стыков С крыш-
ки, а ступенчатость — шабровкой несу-
щих поверхностей постелей картера 4
по технологическому валу.
Восстановление соосности и цилинд-
рической формы, а также устранение
ступенчатости одновременно у всех
постелей коренных подшипников дизеля
ДЮО производят в условиях ремонтных
заводов по следующей технологической
схеме: наплавка поверхности постелей
(бугелей и крышек), подгонка крышек
«по замкам» блока (размерам 62 и 382,
рис. 114, б) и расточка постелей на стан-
ке с одной установки. Если наплавляют
только поверхности бугелей, то стыки
крышек перед подгонкой по замкам
торцуют на 0,15 — 0,20 мм, чтобы при
расточке постелей сохранить нормаль-
ное расстояние между осями верхнего
и нижнего коленчатых валов. После
расточки каждую крышку и бугель
маркируют одним номером. Маркировка
дает возможность при последующих
разборках обеспечить посадку кры-
шек подшипников в строго определенном положении для
сохранения соосности и избежания ступенчатости постелей.
Замена крышки коренного подшипника. Крышки подшипников
со значительными повреждениями и трещиной заменяют. Запасные
крышки поставляют с припуском «по замкам» и окончательно расто-
ченными по диаметру 242 мм для дизелей ДЮО и по диаметру 255 мм
для дизелей Д50 (см. рис. 114).
Таким образом, замена крышки сводится к подгонке новой «по зам-
кам» блока (картера) по технологическому валу. Подгоночные работы
ведут опиловкой, шабровкой или шлифовкой замковых поверхностей
Щ. Замковые поверхности Щ можно нарастить электроискровым спо-
139
Рис. 114. Постели коренных
подшипников коленчатого вала:
а —верхнего вала дизеля ДЮО; б —
нижнего вала дизеля ДЮО; в— ди-
зеля Д50; 1,3 — крышки подшипни-
ка; 2 — бугель; 4 — картер
собой, вибродуговой или элактрической наплавкой (см. § 13, 14)
или клеевыми составами (см. § 15).
Допуски на посадку крышки коренного подшипника «по замкам»
приведены на рис. 114. На вновь установленной крышке ставят те же
знаки маркировки, которые имелись на замененной.
§ 36. ГИЛЬЗА (ВТУЛКА) ЦИЛИНДРА
Гильза цилиндра — часть типового узла с цилиндрическими дета-
лями, движущимися возвратно-поступательно (см. § 21). Характер-
ной неисправностью гильз являются износ и искажение цилиндриче-
ской формы рабочей поверхности. Демонтируют гильзы с дизеля при
ремонте ТРЗ для устранения повреждений износного характера, вос-
становления герметичности газового или водяного стыка. До этого
выполняют лишь работы профилактического характера: осматривают
рабочие поверхности, очищают впускные и выпускные окна от нагара
(Д100). Слой нагара толщиной более 1 мм заметно снижает экономич-
ность дизеля вследствие повышения температуры отработавших газов,
увеличения перепада давления и количества остаточных газов в ци-
линдрах, а также повышения температурных воздействий на головки
поршней. Осмотр ведут через люки картера (Д50, Д100) или воздушных
ресиверов и выпускных коллекторов (Д100). При этом поршни ставят
попеременно в в. м. т. и н. м. т. Внутреннюю полость цилиндра
освещают небольшой лампочкой, укрепленной на тонком стержне.
Гильза цилиндра дизеля Д100 (рис. 115, а). С ъ е м к а гильзы.
Перед выемкой любой гильзы из блока, так же как и после установки
ее в блок, определяют величину и характер износа, а также степень
деформации ее рабочей поверхности (зеркала). Измерения ведут инди-
каторным нутромером (см. § 6) согласно схеме, показанной на рис. 116.
Чтобы извлечь гильзу из блока, выпускают воду из охлаждающей
системы дизеля, демонтируют верхний коленчатый вал, поршни, инди-
каторный кран, форсунки, адаптеры и трубопровод; вывертывают
из гильзы шпильки. После отвинчивания четырех гаек, которыми
гильза крепится к блоку, и закрепления на ней приспособления
(рис. 115, б) гильзу извлекают из блока. Если гильза «засела», ее
страгивают двумя выжимными болтами, которые ввертывают в резь-
бовые отверстия фланца. Чтобы предупредить возможную деформацию
гильзы при хранении, очистке (см §4) и ремонте, желательно держать
ее в вертикальном положении.
Контроль состояния и ремонт. Наиболее характерные неисправ-
ности гильзы: износ рабочей поверхности, потеря герметичности водя-
ными и газовыми стыками и трещины.
Износ рабочей поверхности. На рис. 116, а приведены фактиче-
ские износные характеристики гильз, отнесенные к 104 км пробега
тепловоза. Как видно, максимальный износ гильзы наблюдается в зо-
не ее контакта с верхними компрессионными кольцами при положении
поршней в в. м. т. и особенно в плоскости, перпендикулярной оси ко-
ленчатого вала. Вызывается такой износ, во-первых, повышенным
140
давлением от верхнего кольца на гильзу и частичным выдавливанием
смазки. Давление возрастает из-за того, что газы, попавшие при сго-
рании топлива за кольцо, сильно распирают его. Во-вторых, от высо-
кой температуры и попадания части несгоревшего топлива масло раз-
жижается и стекает со стенок цилиндра, что приводит к полусухому
трению между кольцами и гильзой. В-третьих, эта часть гильзы в боль-
шей степени подвержена корродирующему действию продуктов сго-
рания.
Рис. 115. Гильза цилиндра дизеля Д100 и монтажная скоба:
а — гильза; б — монтажная скоба; в — схема последовательности затяжки гаек крепления
гильзы; 1, 2, И — канавки для уплотнительного кольца (Д 100.01.31 А); 3 — гильза
(Д 100.01.001-3, чугун); 4 — уплотнительное кольцо (Д100.01.024А, резина); 5 — рубашка гильзы
(2Д100.01.002-1, сталь 38ХА); 5 — уплотнительное кольцо (Д 100.01.025А, резина); 7 —упорное
кольцо; в, 9, 10 — канавки для уплотнительного кольца Д100.01 025Д
141
Овализация гильзы вызывается давлением Поршня на ее стенку
от нормальной силы, которая является одной из составляющих силы
давления газов. Несколько повышенный износ наблюдается также
в зоне впускных н выпускных окон, особенно у перемычек из-за замет-
ного увеличения удельного давления от колец в этом месте. Вследствие
этого у нижних кромок окон образуются уступы Ж с острыми краями
(см. рис. 116).
Чрезмерный износ гильз, как правило, является следствием по-
падания в цилиндры пыли и песка через засоренные фильтры, приме-
нения не соответствующих для данного дизеля масла и топлива, нека-
чественных поршневых колец и, наконец, нарушения температурного
и нагрузочного режимов работы дизеля. Особенно вредно быстрое
нагружение слабо прогретого дизеля.
На дизелях 10Д100 наблюдаются также задиры рабочей поверх-
ности гильз. Задиры возникают в районе уступов Ж окон у новых
гильз после пробега тепловозом 140—160 тыс. км. Причинами образо-
вания задиров могут служить: возрастание (по сравнению с дизелями
2Д100) нормальной силы от поршня на гильзу; деформация гильз,
вызванная смещением их нижних частей вдоль оси коленчатого вала,
напрессовка рубашки на гильзу с чрезмерным натягом или постаиовк;
Рис. 116. Схема измерения и фактические характеристики износа гильз цилиндров
дизелей ДЮО и Д50:
а — гильза цилиндра дизеля ДЮО; б — гильза цилиндра дизеля Д50; 1 — овальность: 2 — из-
нос по высоте
142
на гильзу не соответствующих по сечению и твердости уплотнительных
резиновых колец, а также разрыв масляной пленки острыми гранями
уступов Ж. И наконец, нарушением условий приработки деталей,
когда поршень, приработанный к «своей» гильзе одной стороной, был
установлен в нее же, но с разворотом на 180° или смонтирован в «чу-
жую» гильзу.
Нормируемые износы гильз приведены на рис. 115, а. Гильзы
с предельным износом восстанавливают местным хромированием зон
максимального износа, расположенных на расстоянии 40 мм от адап-
терных отверстий (см. § 12).
Острые кромки выпускных и впускных окон скругляют радиусом
2—3 мм шабером с последующей полировкой зоны перемычек вой-
лочным кругом с притирочной пастой.
Гильзы с задирами и грубыми рисками на рабочей поверхности
по длине хода поршня заменяют. Незначительные натиры и риски уда-
ляют вручную (см. § 21). Наработок (уступ) более 0,15 мм, образую-
щийся в зонах максимального износа гильзы, устраняют механической
обработкой до плавного перехода. Этим предупреждается возможная
поломка верхнего компрессионного кольца в случае смены поршней
данного цилиндра.
Течь воды по водяным стыкам. Герметичность водяных стыков меж-
ду гильзой и рубашкой проверяют опрессовкой после извлечения гиль-
зы из блока, а стыки между адаптерами и рубашкой — после установки
гильзы в блок (см. § 7). В последнем случае через открытые люки вы-
пускного коллектора и ресивера удается обнаружить и течь воды по уп-
лотнениям между рубашкой и гильзой. Герметичность этих соединений
восстанавливают заменой резиновых уплотнительных колец.
Демонтируют рубашку с гильзы на прессе типа А353. Сначала
гильзу помещают на пресс (рис. 117, а), затем на торец рубашки ста-
вят стакан 2, а на шток 6 надевают вилку 1, спрессовывают рубашку
на 10—12 мм, чтобы можно было удалить с гильзы упорное кольцо <3.
Приподнимают гильзу и подкладывают под нее две поставки 11, а на
дно станины пресса помещают резиновую подкладку 10 (рис. 117, б).
Приподняв поршень пресса вверх, ставят на торец гильзы диск 12 и
вилку 1 и спрессовывают рубашку с гильзы. Напрессовку рубашки
на гильзу ведут в обратной последовательности (рис. 117, в).
Обезличивать рубашку с гильзой нельзя. В случае острой необ-
ходимости при их перестановке должны быть выдержаны два обяза-
тельных условия:
1) посадка рубашки на гильзе выполнена с допусками, указанными
на рис. 115, а;
2) биение поверхностей П и И рубашки относительно поверхности
Ц гильзы не должно превышать 0,2 мм. Технологический процесс
герметизации водяных стыков между рубашкой и гильзой подробно
описан в § 15.
У нормально собранной гильзы нарушение герметизации водяных
стыков происходит вследствие старения резины и потери упругости
кольцами, а у нижнего стыка, кроме того, из-за деформаций гильзы
в процессе эксплуатации.
143
Утечка газов по газовому стыку между гильзой и адаптерами про-
исходит при появлении радиальных трещин у адаптерных отверстий
гильзы, неудовлетворительном контакте между гильзой, медной про-
кладкой 8 и адаптером 5 (рис. 118, а).
Рис. 117. Пресс А353 для снятия и постановки рубашки гильзы цилиндра дизеля
Д100:
1 — вилка; 2-—стакан; 3 — упорное кольцо; 4 — рубашка гильзы; 5 — станина; б —шток;
7 — поршень; 8 — цилиндр; 9— труба; 10— резиновая подкладка; //—металлическая под-
ставка; 12 — диск
144
Рис. 118. Адаптерный узел гильзы цилиндра дизеля Д100:
а — адаптер старой конструкции; б — адаптер новой конструкции; в — часть гильзы с уси-
ленным резьбовым адаптерным отверстием; 1 — обечайка (Д100-01-039-1, сталь); 2 — фланец
(Д100-01-040-1, сталь); 3 —гайка (Д100-01-041-1, сталь 35Л-1); 4 — фланец (Д100-01-030,
сталь 40); 5 — адаптер (Д100-01-005-3, сталь 2X13); 6 — резиновое кольцо (Д100-01-038); 7 —
гильза цилиндра; 8—прокладка (Д100.01 -014, медь М3); 9 — адаптер форсунки (Д 100.01.005-53,
сталь 2ХН13); /0 — уплотнительное кольцо (Д 100.01.038-53, резина); 11 — нажимная втулка
(Д100.01.053-53, сталь 20); 12— гайка (Д100.01.041.53); /3 —фланец (Д100.01.030-53)
Неплотность газового стыка можно обнаружить при работающем
дизеле по выбросу воды из системы охлаждения через горловину рас-
ширительного бака или ультразвуковым дефектоскопом (см. § 7).
Искатель дефектоскопа прикладывают к торцу патрубка, отводящего
воду из полости гильзы.
После остановки дизеля негерметичность обнаруживают, во-первых,
по появлению капель воды на зеркале гильзы при опрессовке водяной
полости гильз. Наблюдение ведут через открытые люки выпускного
коллектора и ресивера, освещая лампой стенки гильзы со стороны,
противоположной наблюдателю. Во-вторых, по звуковым колебаниям,
прослушиваемым медицинским фонендоскопом, который приклады-
вают к торцу патрубка, отводящего воду из полости гильзы при опрес-
совке цилиндра сжатым воздухом. Поршни при опрессовке должны
находиться в в. м. т.; давление воздуха, подводимого через индикатор-
ный кран, 8—10 кгс/см2.
Неудовлетворительный контакт в адаптерном узле (односторонний
зажим медной прокладки) чаще всего вызывается нарушением основных
требований по ремонту и сборке резьбового соединения (см. § 17).
Пропуск газов из-за одностороннего зажима медной прокладки побуж-
дает сборщика «получше» затянуть адаптер, а это обычно приводит к вы-
тягиванию и срыву резьбы и возникновению микроскопических трещин
у резьбовых отверстий гильзы.
Поэтому при ремонте резьбового соединения (см. рис. 118, а)
важно обеспечить не только совпадение осей резьбовых частей отвер-
стия гильзы и адаптера, но и перпендикулярность их к поверхностям
Р гильзы и М адаптера. Чтобы этого достигнуть, прежде всего необ-
ходимо правильно обработать резьбовую часть нового адаптера на стан-
ке, а для перенарезания резьбы отверстия гильзы под ремонтный раз-
мер (МЗЗХ1 или М36Х2) применять приспособление, показанное
на рис. 119, а. В последнем случае в отверстие гильзы ввертывают ка-
145
либрованную пробку 2, надевают и закрепляют хомут 3. Затем вместо
пробки 2 вставляют направляющую втулку 6 (рис. 119, в); разверт-
кой или сверлом увеличивают отверстие гильзы до требуемого размера.
Торцовым зенкером 7 (рис. 119, г) выравнивают поверхность гильзы
под медную прокладку до состояния «как чисто». Лишний слой метал-
ла, снятый с этой наиболее ослабленной части, «помогает» возникнове-
нию трещин вследствие увеличения напряжений резьбовой части. Это-
му же способствуют вибрации стенки гильзы под действием циклически
изменяющегося давления газов при работе дизеля.
После снятия конусным зенкером 8 фаски 1X45° (рис. 119, д')
метчиком 9 нарезают резьбу (рис. 119, е). Следует также закруглить
радиусом 3—4 мм выходные кромки резьбового отверстия (со стороны
камеры сгорания). Длина резьбовой части отверстия гильзы допуска-
ется не менее 9,7 мм.
После этих операций проверяют соосность обоих отверстий гильзы
под адаптеры приспособлением, показанным на рис. 119, б. При до-
пустимой соосности обе контрольные пробки 10 должны ввернуться
в отверстия контрольного стакана 11. Нарушение этого условия ухуд-
шает процесс смесеобразования и сгорания топлива в цилиндре.
Трещины, носящие усталостный характер, возникают в районе адап-
терных отверстий как у гильзы, так и у ее рубашки. Появляются тре-
щины примерно после пробега тепловозом 25Q—300 тыс. км. Кроме
того, у гильзы трещины образуются между ребрами, несколько в сто-
роне от отверстий. Появлению трещин, как уже было сказано выше,
способствуют перенапряжения в узле и увеличение вибрации стенки
гильзы из-за потери натяга между рубашкой и ребрами гильзы. Воз-
Рис. 119. Приспособления для ремонтных и контрольных работ:
1 — гильза цилиндра; 2 ~ калиброванная пробка; 3 — хомут; 4 — подставка; S — сверло; 6 —
направляющая втулка; 7, 8 — торцовый и конусный зенкеры; 9 — метчик; 10 — контрольная
пробка; И — контрольный стакан
146
никновению продольных трещин между ребрами гильзы «помогают»
подрезы у основания ребер, не устраненные после отливки гильзы.
Трещины у рубашки возникают из-за снижения ее прочности при
коррозионно-кавитационном повреждении кромок отверстий. Такого
характера повреждения чаще наблюдаются у дизеля 10Д100 и особенно
у рубашек с разрушенной защитной пленкой бакелитового лака, нане-
сенного вокруг отверстия. Наличие трещин контролируют методом
магнитной дефектоскопии (см. § 7). Гильзы и рубашки с трещинами
бракуют.
К профилактическим мерам, предотвращающим возникновение
трещин, следует отнести в первую очередь восстановление нормального
натяга между ребрами гильзы и рубашкой (см. § 15), соблюдение тре-
бований по ремонту и сборке резьбовою соединения адаптерного узла
(см. § 17), восстановление защитной пленки вокруг адаптерного
отверстия рубашки путем наращивания бакелитовым лаком (см. § 15),
скругление кромок отверстий радиусом 2—3 мм и устранение подре-
зов между ребрами гильзы. Кроме того, предложена новая конструкция
адаптера, а у гильзы усилены резьбовые адаптерные отверстия. Новый
адаптер (рис. 118, б) не требует точной установки относительно
оси отверстия, а затяжка гайки уплотнения, имеющего резиновое
кольцо трапецеидальной формы, не создает дополнительной нагрузки
на резьбовое соединение. У опытных гильз соседние с резьбовым адап-
терным отверстием ребра сплошные, не имеют разрывов, центральные
ребра у отверстий расширены, что способствует резкому сокращению
трещин (рис. 118, в).
Установка гильзы в блоке. Процесс монтажа гильзы в блоке сос-
тоит из следующих операций: «прикидки» гильзы по блоку, размеще-
ния резиновых колец в ее канавках 1, 2, 8, 9, 10 и 11 (см. рис. 115, а),
установки гильзы в блоке с последующим обмером ее рабочей поверх-
ности, сборки адаптерных узлов и присоединения водяных патрубков.
Не следует обезличивать гильзы с расточками блока и ранее работав-
шими в них поршнями.
«Прикидка» необходима для проверки посадки гильзы в блоке.
Нормально гильза (без наружных резиновых колец) должна свободно
от собственного веса опуститься до конца в расточку блока и огневой
коробки. Местные зажимы, свидетельствующие о нарушении цилинд-
рической формы гильзы или расточки блока, устраняют опиловкой по-
верхности гильзы, но не поясков блока.
Прежде чем надеть резиновые кольца на гильзу, их подбирают
по размерам (см. рис. 115, а). Надевать кольца на гильзу нужно,
не скручивая, а после их размещения в канавках надежно уплотнить
обстукиванием деревянным молотком. Важно, чтобы кольца имели
одинаковую твердость, каждое кольцо выступало из своей канавки
на одинаковую величину по всей окружности.
О качестве монтажа гильзы судя г по степени деформации ее ра-
бочей поверхности после окончательного крепления ее к блоку и при-
соединения огневой коробки к выпускному коллектору. Овальность
рабочей поверхности новой гильзы считается в допустимых пределах,
если она не превышает 0,05 мм, а старой, бывшей в работе, 0,08 мм
147
сверх овальности, полученной при измерении гильзы до ее постановки
в блок. Особенно опасны местные зажимы гильзы в поясках блока.
В этих местах происходит прогиб стенки внутрь (местное выпучива-
ние), нарушается равномерность диаметрального зазора между гиль-
зой и поршнем. Такие места являются очагами задирообразования.
Чтобы не вызвать деформацию гильзы при присоединении к ней водя-
ных патрубков, а к выпускному коллектору — огневой коробки, сле-
дует точно соблюдать основные положения по сборке резьбовых соеди-
нений (см. § 17).
Сборка адаптерных узлов. Чтобы обеспечить ширину
пояска обжатия медной прокладки 8 не менее 4 мм, размеры контактных
поверхностей Р и М гильзы 7, адаптера 5 и медной прокладки 8 (см.
рис. 118, а) должны строго соответствовать чертежным. Медные про-
кладки, годные к дальнейшей работе (толщиной не менее 1,5 мм),
следует отжечь и обжать под прессом для сминания неровностей.
Перед ввинчиванием адаптера его резьбу покрывают графитовой
смазкой; момент при затяжке адаптера 25—30 кгс-м. Резьбовая
часть адаптера не должна выступать внутрь цилиндра. Для того чтобы
равномерно обжать резиновое кольцо 6, нужно фланец 2 и обечайку
1 сориентировать строго по риске, совпадающей с вертикальной осью
отверстия адаптера. Гайку следует затягивать небольшим усилием
ключом с рукояткой длиной не более 120 мм. Сильно обжатое резино-
вое кольцо (более 20% объема) теряет эластичность, быстро стареет
и перестает выполнять свои функции. Кроме того, создается реактив-
ная сила от упора кольца в рубашку, которая стремится вырвать адап-
тер из гильзы и уменьшить усилия обжатия медного кольца, а также
увеличивает и без того большие напряжения в резьбовом соединении
адаптера. Присоединение водных патрубков ведут обычным порядком.
Уплотнительные прокладки заменяют новыми.
Гильза цилиндра дизеля Д50. Съемка гильзы. Чтобы из-
влечь гильзу из блока, спускают воду из системы охлаждения, демон-
тируют клапанную коробку, крышку цилиндра и поршень с шатуном.
Затем измеряют рабочую поверхность гильзы (см. рис. 116) и извле-
кают ее с помощью приспособления (рис. 120, а) и мостового крана
из блока.
Наиболее характерные повреждения гильзы — износ рабочей по-
верхности, потеря герметичности водяными и газовыми стыками, тре-
щины.
Износ рабочей поверхности. Характер износа и причины, вызываю-
щие неравномерный износ гильз дизелей Д50 и ДЮО, идентичны. Фак-
тические износные характеристики гильз дизеля Д50 приведены
на рис. 116, а допускаемые — на рис. 121, а. Характерно, что ско-
рость нарастания износа у гильз первого и шестого цилиндров несколь-
ко выше (примерно на 15—20%), чем у остальных цилиндров. При уст-
ранении мелких повреждений рабочей поверхности (натиров, рисок
и т. п.), а также наработка (уступа), образовавшегося в зоне Макси-
мального износа, придерживаются тех же рекомендаций, что и при ре-
монте гильзы дизеля ДЮО. Гильзы, имеющие предельный износ
по I поясу, восстанавливают местным хромированием (см. § 12),
148
Рис. 120. Монтажные приспособления для гильзы цилиндра дизеля Д50:
а —для извлечения гильзы из блока; б —для посадки гильзы в блок; / — винт; 2 — гайка
с рукояткой; 3 —шариковая опора; 4 — стойка; 5 — диск; 6, 7 — нижняя и верхняя опоры
а гильзы с задирами, глубокими рисками и наволакиванием металла
на рабочей поверхности (на длине хода поршня) заменяют.
Течь воды по водяным стыкам. Герметичность водяных стыков между
гильзой и блоком проверяют опрессовкой (см. § 7). Течь воды по ниж-
нему пояску Б устраняют заменой резиновых колец (см. рис. 121, а),
а по верхнему пояску А — шабровкой контактных поверхностей гиль-
зы и блока с последующей их притиркой (при надобности). При шаб-
ровочных и контрольных операциях используют приспособления,
показанные на рис. 121, б. Прилегание контактирующих поверх-
ностей по краске должно быть непрерывным и шириной не менее 2 мм.
Утечка газов по газовому стыку между гильзой и цилиндровой крыш-
кой происходит вследствие их деформации. Неплотность газового сты-
ка обнаруживается по характерному звуку при работе дизеля. Эту
неисправность устраняют обработкой контактирующих поверхностей
С у гильзы (рис. 121, в) и уплотнительного бурта цилиндровой крыш-
ки с использованием вышеприведенных технологических приемов и
приспособлений.
Трещины, как правило, возникают под опорным буртом гильзы и
располагаются по окружности. Причинами их появления могут слу-
жить: подрезы, допущенные при механической обработке, уменьше-
ние радиусов скруглений, некачественное литье и нарушения требо-
ваний монтажа гильзы — установка в блок с перекосом, неправильная
затяжка гаек крышки цилиндра (см. § 17).
Установку гильзы в блок производят, соблюдая те же условия, что
и при монтаже гильзы дизеля Д100. Необходимо лишь в процессе «при-
149
Рис. 121. Гильза цилиндра дизеля Д50 и приспособления для ее ремонта:
а — гильза (Д50-01-002, чугун); б — приспособление для шабровки водяных стыков блока и
гильзы цилиндра; в — приспособление для шабровки водяного стыка блока цилиндров и га-
зового стыка гильзы цилиндра
кидки» гильзы по блоку удостовериться, нет ли одностороннего зажи-
ма ее в блоке (по нижнему пояску Б). Это легко обнаружить по отсут-
ствию радиального зазора между блоком и гильзой. Односторонний
зажим устраняют опиловкой гильзы. Перед окончательной посадкой
гильзы в блок с помощью приспособления (рис. 120, б) контактирую-
щие поверхности верхнего А водяного стыка покрывают лаком «Гер-
метик» или любым клеевым составом (см. § 15). Гильзу ориентируют
так, чтобы риска на ее верхнем торце совпала (с точностью не менее
2 мм) с риской на блоке.
Как уже отмечалось, овализация верхней части всех гильз проис-
ходит в плоскости, перпендикулярной оси коленчатого вала, а износ
гильз 1-го и 6-го цилиндров превышает износ остальных. Чтобы урав-
нять износ и тем самым продлить срок службы, допускается гильзы
1-го и 6-го цилиндров (при износе их верхней части более 0,35 мм)
менять местами с гильзами других цилиндров и поворачивать гильзы
всех цилиндров на 90° при овальности более 0,20 мм. В последнем слу-
чае на торце гильз наносят вторую установочную риску, смещенную
относительно старой на 90°.
§ 37. КОЛЕНЧАТЫЙ ВАЛ И ЕГО ПОДШИПНИКИ
Детали подшипниковых узлов коленчатого вала (шейки вала,
рабочие вкладыши) (рис. 122' и 123) работают в наиболее тяжелых
условиях как в отношении смазки, так и воспринимаемых ими динами-
ческих нагрузок. Ремонт деталей этих узлов крайне сложен, а износ
шеек коленчатого вала является одной из причин заводского ремонта
дизеля.
150
Работы профилактического характера (осмотр, проверка надеж-
ности крепления, измерение зазоров) производят при ТОЗ и ТР1,
а работы ремонтного характера по вкладышам — при ТР2 и ТРЗ,
а по коленчатому валу — при СР и КР. Работоспособность коренных
и шатунных подшипников нарушается чаще всего из-за повреждения
рабочих (несущих) вкладышей.
Суммарный зазор,, на ошспа"
1А,23_^да
10,50-^т.
19,05-^12
L
Натяг на оба вша дыша упорного
0,16-0,50 \0,08\0,01\подшипника
ЮЛ5-о,ог
19,50-0,02
19,15-0,02
10,0-о,ог
10,15-0,ог
Ремонтные
размеры
1
2
3_
У
5
IQfl -о,п
10,15-о.п
Ремонтные
размеры
7
2
3
♦
5
вкладыша
0,16-0,50 Ю,1 \о7дТ\
Зазор „ В усах"
(1,г5\0,50\0,5б\
Осевой разбег
верхнего и ниж-
него валов
Рис. 122. Коренные подшипники дизеля ДЮО:
1 — крышка опорного подшипника верхнего вала (Д100.02.001-2, сталь 38ХС); 2 —штифт; 3 —
рабочий вкладыш опорного подшипника — канавочный (Д100.02.005-1, бронза + баббнт БК2),
рабочий вкладыш опорного подшипника нижнего коленчатого вала — бесканавочный
(Д100.02.137 сб), рабочий вкладыш опорного подшипника верхнего коленчатого вала —
бесканавочный (Д100.02.138 сб); 4 — вкладыш упорного подшипника (Д100.02.136 сб); 5 —
шпилька; 6 — крышка верхнего упорного подшипника (Д 100.02.003-3, сталь 38ХС); 7 — крышка
нижнего упорного подшипника (Д 100.02.002.3, сталь 38ХС); « — болт (Д100.02-008-2, сталь
18Х2Н4ВА); 9 — крышка ннжнего упорного подшипника (Д 100.02.004-3, сталь 38ХС); 10 —
шплинт 6X60
151
СсеЗой
разО'ег Зала
Зазор „ на масло "
8 упорном подшипнике
\0,гч-0,20\0,50\0,‘(Й\
Зазор,, на масло“
3 опорном поошш'чине
/ 3 Ремонтные
размеры
В,50^г
208-ш
-О, IS
/Ремонтные
размеры
пъе*0,03
'’'й-мг
s,Q-ioi
8,25-^i
a cn*MJ
0>Эи-0,02
Я
°>'Э-о,ог
и m.S. Во
10-й градации
натяг „ „
на оВинОнлаВыш Зазор„ В усах
\0,2Ы$0,П\0, ~ \0,06-0рн\0,1ц\0р8
ат. 0. Во
10-й грайа-
гцаи
Натяг 0,02-0,08
Зазор Оа 0,05
Рис. 123. Коренные подшипники дизеля Д50:
1 — крышки 1, 2, 3, 5, 6-го подшипников (Д50-02-002-1А, сталь 40) и крышка 4-го подшипника
(Д50-02-003-1А, сталь 40); 2 — вкладыши 1, 2, 3, 5, 6-го подшипников (Д5О-О2-0ОБ-1А, бронза
Бр. ОЦС 3-12.5 + баббит ВК2) и вкладыш 4-го подшипника Д50-02-006-1А, бронза
Бр. ОЦС 3-12-5 + баббит БК2); 3 — вкладыш 7-го подшипника (Д-50-02-007-1А, Бр. ОЦС
3-12-5 + баббит БК2); 4 — крышка 7-го подшипника (Д50-02-004-1А, сталь 40); 5 -- шпилька
(Д50-02-008-1, сталь 37ХС); 6 — шплинт 8X80
Осмотр и разборка подшипника. Состояние деталей собранного
подшипникового узла в отдельных случаях можно определить как по
внешним признакам, так и путем измерения и обстукивания. Напри-
мер, ослабление вкладышей в посадке (потерю натяга) визуально опре-
деляют по смещению их стыков относительно линии разъема корпуса
подшипника, а еле уловимое смещение вкладышей устанавливают
при обстукивании по их торцу по «отдаче в руку». Наличие чешуек
баббита на стенках и сетках картера, появление зазора между несущим
(рабочим) вкладышем и коренной шейкой нижнего коленчатого вала,
резкое увеличение зазора «на масло», осевого разбега вала или упи-
рание щупа при измерении зазора в подшипнике в какое-то препятст-
вие — все это сигнализирует о неисправностях вкладышей: чрезмер-
ном их износе или повреждениях баббитовой заливки.
При осмотре, кроме этого, проверяют надежность крепления и
контровки крепежных деталей, состояние маслопровода и нет ли тре-
щин в крышке подшипника и шейке вала (у галтелей). Чтобы заранее
знать, необходима ли замена изношенных и поврежденных вкладышей
перед разборкой подшипника, в нем измеряют зазоры (см. § 19) и осе-
вой разбег коленчатого вала (см. § 33).
Процесс разборки подшипников не вызывает затруднений, одиако
имеет свои особенности:
152
прежде чем отвернуть гайки крепления крышки подшипника,
нужно проверить, имеются ли метки окончательной затяжки на де-
талях;
чтобы не произошло чрезмерного прогиба коленчатого вала, нель-
зя удалять рабочие вкладыши одновременно у двух крайних подшип-
ников со стороны тягового генератора или более чем у двух рядом рас-
положенных подшипников. Коленчатый вал двигателя (по длине)
должен всегда покоиться на трех опорах, например на 1, 6
и 12-й;
до того как приподнять коленчатый вал, следует удалить оба вкла-
дыша опорно-упорного подшипника (у седьмой опоры дизеля Д50
и у одиннадцатой дизеля Д100). В противном случае неизбежны полом-
ка вала или повреждение торца опорно-упорного вкладыша. Коленча-
тый вал снимают обычно краном; чалочное приспособление или пень-
ковый трос зачаливают за шатунные шейки н так, чтобы вал распо-
лагался горизонтально;
при удалении любого вкладыша коренного подшипника из гнезда
картера дизеля Д50 с помощью технологического штифта (рис. 124)
коленчатый вал нужно поворачивать только по часовой стрелке (если
смотреть со стороны генератора), иначе можно смять фиксирующий
выступ на вкладыше;
крепежные детали подшипников (болт—гайка, шпилька—гайка) спа-
рены и имеют метки окончательной затяжки, чаще всего в виде рисок
или кернов. Чтобы детали этих пар не перепутать, гайки следует
навернуть на свои болты и шпильки и хранить их в отдельном ящике
с кассетами;
в случае разборки шатунного подшипника верхнего коленчатого
вала дизеля Д100 сначала на шатуне нужно укрепить трос подъемного
приспособления, снять крышку подшипника с нерабочим вкладышем,
опустить поршень с шатуном в цилиндр настолько, чтобы можно было
поворотом коленчатого вала установить кривошип в горизонтальное
положение, и затем снять с шатуна рабочий вкладыш. Чтобы поршень
с шатуном не могли упасть в цилиндр, их выставляют на опорном стер-
жне 7 (см. рис. 149);
Рис. 124. Технологические штифты для заводки и удаления вкладышей коренных
подшипников:
3 — короткие штифты; 2 —длинный штифт; 4 — вкладыш опорно-упорного подшипника;
5 — вкладыш опорного подшипника
153
открытые шейки коленчатого вала необходимо закрыть предохра-
нительными чехлами. Некоторые инструменты и приспособления для
разборки и сборки подшипниковых узлов показаны на рис. 125.
Контроль состояния и ремонт деталей. Коленчатый вал.
К неисправностям коленчатого вала относятся износ шеек и трещины.
Износ шеек вала. Характер износа шеек верхнего коленчатого вала
дизеля Д100 иллюстрируют эпюры износа (рис. 126). Как видно,
шейки вала изнашиваются не одинаково. Если зона максимального
износа шатунных шеек расположена по оси симметрии щек, то харак-
тер и величина износа коренных шеек различны. Наибольший износ
наблюдается у первой коренной шейки; ее износ в среднем на 20—30%
выше, чем у остальных коренных шеек. Меньше всего изнашивается
двенадцатая шейка. Зона максимального износа у первой коренной
шейки находится со стороны шатунной шейки, тогда как у большинст-
ва других шеек она располагается .примерно по биссектрисе угла,
образованного между соседними кривошипами (рис. 127). Кроме пер-
вой, несколько повышенный износ имеют четвертая, пятая, седьмая и
восьмая коренные шейки. Примерно такая же картина износа шеек и
у коленчатого вала дизеля Д50. Максимальный износ имеет первая
коренная шейка, минимальный — седьмая.
При текущем ремонте проверяют микрометражом овальность толь-
ко наиболее изнашиваемых коренных шеек, т. е. первой и восьмой.
В случае нагрева и местного прогиба какой-либо шейки вследствие
аварийного выхода из строя вкладышей подшипника (расплавление
баббита, проворот или разрушение вкладышей) дополнительно изме-
ряют индикаторным приспособлением биение коренных шеек вала
(см. § 33).
Овальность шеек коленчатых валов в эксплуатации ограничивается
величинами 0,18 (2Д100), 0,09 (10Д100) и 0,15 мм (Д50). Допустимое
биение коренных шеек 0,25 (2Д100 и Д50) и 0,15 мм (10Д100).
Цилиндрическую форму шеек коленчатого вала восстанавливают
при заводском ремонте станочной обработкой шеек (шлифованием
с последующей полировкой) под ремонтный размер. При этом размеры
отдельных коренных и отдельных шатунных шеек одного вала не дол-
Рис. 125. Инструменты для разборки подшипниковых узлов коленчатых валов ди-
зеля Д100:
а —коренных подшипников верхнего вала; б —то же нижнего вала; в — шатунных подшипни-
ков
154
Рис. 126. Характер износа шатунных и коренных шеек верхнего коленчатого вала дизеля Д100:
Ц — места, доступные для измерения зазоров «на масло» в коренных подшипниках со стороны управления (СУ) и со стороны генераторов (С/
1—12 — нумерация коренных шеек; I—X — нумерация шатунных шеек
жны отличаться между собой более чем на одну ремонтную градацию
(0,5 мм). Это позволяет иметь меньшее число вкладышей различных
градаций на одном дизеле.
Прогиб какой-либо шейки стального коленчатого вала устраняют
термической или механической плавкой, т. е. укорачиванием волокон
выпуклой стороны шейки вала или удлинением сжатых волокон
вогнутой стороны.
Укорачивают волокна быстрым местным нагревом (400 — 500° С)
выпуклой стороны шейки. Сжатые волокна (с вогнутой, холодной
стороны шейки), находящиеся под напряжением, сначала будут пре-
пятствовать дальнейшему расширению нагретых волокон, а когда тем-
пература последних превысит предел текучести, сжатые волокна нач-
нут выпрямлять вал. Нагрев ведется двумя газовыми горелками.
Зона нагрева не должна превышать одной пятой длины окружности
шейки и должна находиться в плоскости максимального прогиба.
Как при нагреве, так и при охлаждении недопустимы сквозняки.
Процесс нагрева и медленного охлаждения повторяют до устранения
прогиба. Время нагрева зависит от размера вала. Удлиняют сжатые
волокна чеканкой (наклепом) вогнутого участка шейки вала ручным
или пневматическим молотком с шаровой головкой.
Мелкие повреждения — песчаные риски глубиной более 0,1 мм,
забоины, вмятины и т. п. — с поверхности шейки удаляют обработкой
личным напильником, наждачным или алмазным кругом, шабрением
и т. п. с последующей полировкой жимками (рис. 128). В отверстие
жимка вклеивается кожаная или фетровая полоска, на поверхность
которой наносят полировочную пасту. Качество обработки шейки про-
веряют технологическим вкладышем на краску.
Трещины, наблюдаемые у коленчатых валов дизеля ДЮО и осо-
бенно у нижнего вала, носят усталостный характер, распределяются
Рис. 127. Характер износа II—X
коренных шеек коленчатого ва-
ла дизеля ДЮО
по длине вала неравномерно. Чаще
их обнаруживают у 7, 8 и 10-й ша-
тунных и 11-й коренной шеек, а так-
же у хвостовика под антивибратор. Пер-
воначально трещины возникают на по-
верхности галтелей, т. е. в местах со-
пряжения шейки со щеками кривошипа.
Хотя развитие трещин происходит мед-
ленно, однако они могут привести к
поломке вала.
Основной причиной возникновения
трещин у чугунных коленчатых валов
дизелей ДЮО, имеющих низкую уста-
лостную прочность, следует считать
длительную работу валов на ступен-
чатых опорах, в результате чего неко-
торые коренные шейки вала не опира-
ются на свои подшипники, а как бы
провисают над ними. При работе дизеля
такой вал прогибается, в галтелях его
156
Рис. 128. Жимки для полирова-
ния шеек вала:
а — металлический; б — деревянный
возникают чрезмерные напряжения,
которые и вызывают трещины.
Трещины у валов отыскивают маг-
нитным или ультразвуковым дефекто-
скопом (см. § 7). Валы дизелей 10Д100
с любой трещиной, а дизелей 2Д100 с
трещиной длиной 40 мм и более незави-
симо от места их расположения бра-
куют. Трещины длиной до 40 мм, глу-
биной до 2 мм на шеке или до 3 мм на
шейке вала дизеля 2Д100 допускается
удалять обработкой напильником, наж-
дачным или алмазным кругом с последующей полировкой. Зона об-
работки должна перекрывать трещину и выходить на здоровое место
с закруглением радиусом не менее 8 мм. Качество выполненной ра-
боты по удалению трещины контролируют дефектоскопированием.
Вкладыши подшипников. Наиболее характерные по-
вреждения вкладышей: усталостное и коррозионное разрушение баб-
битовой заливки, износ трущихся поверхностей и ослабление в посад-
ке (потеря натяга). Преобладающим является усталостное разрушение
баббитовой заливки.
Больше изнашиваются и чаще повреждаются рабочие вкладыши
у дизелей 10Д100, чем у дизелей 2Д100, что объясняется более высо-
кими удельными нагрузками на их подшипники. Бесканавочные
рабочие вкладыши, т. е. вкладыши, не имеющие кольцевую канавку
на трущейся поверхности как у шатунных, так и у коренных под-
шипников дизелей Д100, работают устойчивее, чем вкладыши с
канавками.
У верхнего коленчатого вала дизелей Д100 чаще выходят из строя
рабочие вкладыши шатунных подшипников, а у нижнего коленчатого
вала — вкладыши коренных подшипников. Первое можно объяснить
некоторым ухудшением условий смазки, а второе — более высокими
удельными нагрузками.
Подшипниковые узлы коленчатых валов дизелей Д50 работают
значительно надежнее, чем у дизелей Д100.
Усталостному разрушению баббитовой заливки — возникнове-
нию трещин и последующему отделению частиц баббита (выкрашива-
нию)—способствуют главным образом большие удельные нагрузки на
подшипники, залитые свинцовистым баббитом, который имеет низкую
усталостную прочность. Очаги разрушения (1,2) появляются обычно
у краев смазочной канавки канавочного вкладыша (рис. 129, а) или
в средней части 3 над наружной кольцевой канавкой бесканавочного
вкладыша (рис. 129,6) с некоторым смещением в сторону вращения ко-
ленчатого вала. Ускорению процесса усталостного разрушения баб-
битовой заливки способствуют как нарушения, допускаемые при изго-
товлении и хранении вкладышей, так и нарушения требований их мон-
тажа. Вкладыши с выкрашиванием более 10 см2 трущейся поверхности
заменяют, а с меньшей площадью разрушения — восстанавливают
наплавкой припоем ПОС-20 или оловом с последующей обработкой
157
Рис. 129. Усталостное разрушение баббитовой заливки рабочих вкла-
дышей подшипников дизеля Д100
слесарно-механическими способами. Мелкие очаги разрушения лока-
лизируют, т. е. расчищают до здорового металла. Вкладыши, под-
вергнутые восстановлению, используют только как нерабочие.
Коррозионное разрушение баббитовой заливки имеет вид губчатой
сыпи, т. е. отдельных близко расположенных ямок с размытыми края-
ми. Такое разрушение происходит из-за попадания воды в систему
смазки и образования в масле мельчайших паро-воздушных пузырьков
Нередко вымывание баббитовой заливки вкладышей и резкое увели-
чение зазора «на масло» в подшипнике вызываются повышением тем-
пературы смазочного масла (более 85° С) или длительной работой
дизеля на окисленном масле. Вкладыши, имеющие даже незначи-
тельное коррозионное разрушение рабочей части (зоны трения) или
более 20% нерабочей части, подлежат замене..
Износ вкладышей. Изнашиваются только рабочие вкладыши под-
шипников. Зона износа несколько смещена в сторону вращения ко-
ленчатого вала (рис. 130, а). Если вкладыши шатунных подшипников
одного коленчатого вала изнашиваются примерно одинаково, то у ко-
ренных подшипников большему износу подвержены вкладыши пер-
вой, седьмой, восьмой и двенадцатой опор у дизеля Д100 и первой и
второй опор у дизеля Д50. Бесканавочные вкладыши изнашиваются
меньше, чем канавочные.
Толщину рабочего вкладыша измеряют микрометром со сфери-
ческой пятой в точках а и б (рис. 130, б). Наименьший размер при-
нимают за действительную толщину вкладыша. Сравнивая полученное
значение с первоначальной толщиной, выбитой на теле вкладыша, на-
ходят величину износа. Если она более 0,15 мм (Д100) или более
0,25 мм (Д50), вкладыш заменяют.
Ослабление вкладышей в посадке. Как известно, вкладыши шатун-
ных дизелей изготовляют
с увеличенным наружным
диаметром (рис. 131, а).
При плотном прижатии та-
кого вкладыша к постели
его торцы будут возвышать-
ся над ней на Д/г (рис.
131,6). При сборке подшип-
ника вкладыши обжимают,
создавая натяг, соответст-
вующий примерно прессо-
вой посадке (рис. 131, в).
ных и коренных
подшипников
Рнс. 130. Схема измерения толщины рабочего
вкладыша подшипника коленчатого вала
158
Ослабление вкладышей в посадке (потеря натяга) у нормально соб-
ранного подшипника происходит из-за деформации гнезда подшипника
или самих вкладышей, а также усадки металла вкладышей. Чаще все-
го такое явление наблюдается у тонкостенных вкладышей, особенно
у шатунных подшипников дизеля 10Д100.
Наличие натяга у вкладышей собранного подшипника можно опре-
делить обстукиванием вкладышей и по относительной ориентировке
деталей подшипникового узла (см. стр. 152), а у разобранного подшип-
ника — по внешним признакам и непосредственным измерением.
Внешними признаками работы вкладышей со слабой посадкой могут
служить: гладкая (без следов механической обработки) поверхность
торцов в плоскости разъема, наличие у кромок торцов мелких острых
заусенцев, искаженная форма отверстия под штифт.
Непосредственным измерением натяг вкладышей определяют на
стенде или в собственных подшипниковых гнездах дизеля. Чтобы
не впасть в ошибку, нельзя измерять натяг раздельно каждого вкла-
дыша данного подшипника; необходимо определять суммарный натяг
сразу рабочего и нерабочего вкладышей в постелях стенда или в собст-
венных подшипниковых гнездах на дизеле. Такое требование дикту-
ется тем, что:
1) как у вкладышей, так и у постелей плоскости разъема выпол-
няются не строго симметрично (в пределах поля допуска);
2) ранее работавшие вкладыши могут иметь усадку и деформацию;
3) подшипниковые гнезда даже у одного дизеля могут быть дефор-
мированы по-разному.
Схема стенда для определения суммарного натяга вкладышей по-
казана на рис. 132, а. На столе стенда смонтированы две постели,
копирующие корпусы коренного и шатунного подшипников коленча-
того вала. Крышка 3 каждой постели 4 тягами связана со штоком
воздушного цилиндра 7, в подпоршневое пространство которого через
кран 6 подводится сжатый воздух, создающий необходимое усилие для
плотного прижатия контролируемых вкладышей 2 и 5 к постели. Дав-
ление воздуха регулируют клапаном 8 и контролируют по манометру
1. Плотное прижатие к постелям достигается при давлении воздуха:
при измерении вкладышей коренных подшипников 4,8—5 кгс/см2
(ДЮО) и 2,8—3 кгс/см2 (Д50); соответственно вкладышей шатунных
подшипников 2,8—3 и 2—2,1 кгс/см2.
Рис. 131. Форма тонкостенного вкладыша подшипника коленчатого
вала
159
Натяг и качество прилегания вкладышей к постели на стенде про-
веряют следующим образом. С контактирующих поверхностей вклады-
шей и постели стенда удаляют загрязнения и заусенцы. Поверхность
постели стенда покрывают тонким слоем краски. Размещают рабочий
и нерабочий вкладыши контролируемого подшипника в постели стен-
да так, чтобы плоскости их разъемов находились примерно на одной
линии. Поворотом рукоятки крана 6 опускают крышку 3 и прижимают
вкладыши к постели. Измеряют щупом зазоры между крышкой 3 и
основанием постели стенда в плоскости разъема (в точках С и С').
Суммарная величина зазоров С + С принимается за действительную
величину натяга двух вкладышей данного подшипника. Нормальные и
допускаемые величины натягов вкладышей шатунных и коренных под-
шипников приведены на рис. 122 и 123.
До измерения зазоров в точках С и С' удостоверяются в плотности
прижатия вкладышей к постели. При обстукивании вкладыши не долж-
ны смещаться (отсутствие «отдачи в руку»), а щуп 0,03 мм не должен
проходить не только между стыками вкладышей, но и между постелью
и вкладышами на глубину более чем 15 мм. Наличие зазора К вблизи
стыков вкладышей (рис. 132, б) недопустимо. Зазор сигнализирует
о том, что вкладыши деформированы, их стыки сведены внутрь и нет
натяга. Для устранения зазора К нужно стыки вкладышей развести
на оправке нанесением легких ударов по тыльной части вкладыша ре-
зиновым или деревянным молотком. Диаметр оправки должен быть
на 15—20 мм больше внутреннего диаметра вкладыша.
Если нет стенда, наличие гарантированного (минимально допусти-
мого) натяга и качество прилегания вкладышей проверяют в собст-
венных подшипниковых гнездах, т. е. в корпусе коренного подшипни-
ка или в шатуне дизеля.Такая проверка отличается от вышеописанной
тем, что:
во-первых, между крышкой и постелью блока (картера) или крыш-
кой и стержнем шатуна с каждой стороны помещают по одной металли-
ческой прокладке одинаковой толщины. Суммарная толщина двух
прокладок должна равняться минимально допустимому натягу вкла-
в Воздух из
магистрам.
Рис. 132. Схема стенда типа А448 для измерения натяга вкладышей
подшипников коленчатого вала дизеля
160
дышей данного подшипника. Например, для коренного подшипника
дизеля Д100 суммарная толщина прокладок должна быть 0,16 мм,
а для шатунного подшипника — 0,08 мм;
во-вторых, гайки крепления крышки подшипника заворачивают
до меток окончательной затяжки, т. е. вкладыши обжимают, как при
окончательной сборке подшипника, тогда как при проверке на стенде
вкладыши лишь прижимались к постелям;
в-третьих, реличина натяга вкладышей считается достаточной,
если при обстукивании они не смещаются (нет «отдачи в руку») и,
кроме того, щуп 0,03 мм не проходит в плоскости разъема вкладышей и
корпуса подшипника. Допускается проход щупа 0,03 мм лишь между
вкладышами и постелью корпуса подшипника, но на глубину не более
15 мм.
Наиболее достоверные данные о суммарном натяге вкладышей
получаются в последнем случае, т. е. когда измерения ведут в собст-
венных постелях, в которых вкладыши будут работать.
Следует учесть, что одинаково вреден недостаточный и чрезмерный
натяг вкладышей. При малом натяге происходит постепенное ослаб-
ление и проворот вкладышей. Слишком большой натяг вызывает
чрезмерную деформацию вкладышей при сборке подшипника (см.
рис. 132, б). В последнем случае бывает трудно установить нормаль-
ный зазор «на масло» в подшипнике.
О качестве прилегания тыльной части вкладышей к постели стенда
судят по отпечатку краски. Прилегание считается нормальным, если
отпечаток краски располагается равномерно и составляет не менее 75%
площади тыльной части каждого вкладыша. Причинами неравномер-
ного прилегания могут быть вмятины, заусенцы и загрязнения на соп-
рягаемых поверхностях, деформация гнезда подшипника и самих
вкладышей, непараллельность поверхностей стыка образующим на-
ружной поверхности вкладышей. В необходимых случаях допускается
шабровка тыльной части вкладышей по краске.
Суммарный натяг вкладышей одного подшипника восстанавливают
приклеиванием к поверхности каждого стыка одной металлической
пластины необходимой толщины или наращиванием тыльной части
нерабочего вкладыша клеем ГЭН-150 (см. § 15).
Сборка подшипников. Технологический процесс сборки состоит
из следующих операций: комплектования деталей, собственно сборки
и контроля качества сборки.
Комплектование деталей. При комплектовании под-
шипниковых узлов коленчатого вала вкладышами обеспечивают:
минимальную ступенчатость рабочих-вкладышей для того, чтобы ко-
ренные шейки коленчатого вала опирались на все опоры по длине вала;
нормальные зазоры «на масло» с минимальной разницей этих за-
зоров по подшипникам одного вала для создания лучших условий
смазки трущихся пар и предотвращения чрезмерной утечки масла
через подшипники;
максимальную площадь контакта между вкладышами и гнездами
подшипников. Это позволяет обеспечить равномерное распределение
нагрузки на рабочие вкладыши и нормальный отвод тепла от них.
6 Зав. 1161 161
При недостаточном прилегании резко возрастают удельные давления
на отдельные участки рабочих вкладышей;
плотную, с нормальным натягом посадку вкладышей в постелях,
что гарантирует работу подшипников без проворота вкладышей;
нормальный осевой разбег коленчатого вала в опорно-упорном
подшипнике.
К комплектованию допускаются как новые, так и годные вклады-
ши, бывшие в эксплуатации. При подборе деталей подшипниковых
узлов нужно иметь в виду следующее.
Дизель 2Д100. Крышки и крепежные детали всех подшипников
невзаимозаменяемы. Вкладыши всех подшипников канавочные, взаи-
мозаменяемые. Вкладыши коренных и шатунных подшипников отли-
чаются между собой размерами. Вкладыши одиннадцатого опорно-
упорного коренного подшипника имею бурты.
Дизель 10Д100- Крышки и крепежные детали всех подшипников
невзаимозаменяемые. Рабочие вкладыши всех подшипников бескана-
вочные. Кроме того, рабочие вкладыши коренных подшипников верх-
него коленчатого вала на затылочной части имеют канавку, тогда как
аналогичные вкладыши нижнего коленчатого вала такой канавки
не имеют. Вкладыши одиннадцатого опорно-упорного коренного под-
шипника, нерабочие вкладыши остальных коренных и шатунных
подшипников сохранены прежней конструкции и имеют кольцевые
канавки на баббитовой поверхности. В последних выпусках дизелей
нерабочий вкладыш одиннадцатого опорно-упорного подшипника
не имеет буртов.
Учитывая эти обстоятельства, нельзя в любом коренном или ша-
тунном подшипнике вместо рабочего бесканавочного вкладыша ста-
вить вкладыш с канавкой или даже менять местами рабочие бескана-
вочные вкладыши коренных подшипников верхнего и нижнего колен-
чатых валов. При установке в шатунный подшипник вместо рабочего
бесканавочного вкладыша вкладыш с канавкой прекратится поступ-
ление масла на охлаждение поршня. Если же бесканавочный вкладыш
коренного подшипника, не имеющий на тыльной части канавки, уста-
новить вместо рабочего вкладыша коренного подшипника верхнего
коленчатого вала, прекратится поступление смазки в этот подшипник.
Дизель Д50. Крышки и крепежные детали всех подшипников не-
взаимозаменяемы. Вкладыши коренных и шатунных подшипников ка-
навочные. Рабочие и нерабочие вкладыши шатунных подшипников
взаимозаменяемы. Вкладыши коренных подшипников отличаются
между собой по ширине; ширина вкладышей четвертого подшипника
197 мм, седьмого 208 мм с буртами, а остальных 146 мм. Рабочие и
нерабочие вкладыши взаимозаменяемы.
Комплектация коренных и шатунных подшипников коленчатого
вала вкладышами ведется в такой последовательности: подбор рабочих
вкладышей по ступенчатости (только у коренных подшипников), под-
бор вкладышей по зазору «на масло», измерение суммарного натяга
рабочего и нерабочего вкладышей каждого подшипника с одновремен-
ной проверкой на краску качества прилегания тыльной части вклады-
шей к постелям.
162
Подбор рабочих вкладышей коренных под-
шипников по ступенчатости (толщине). За ступен-
чатость рабочих вкладышей коренных подшипников одного коленча-
того вала принимают наибольшую разность между их толщинами
в средней части (для вкладышей одной градации). Ступенчатость опре-
деляют не менее как по трем вкладышам рядом расположенных опор.
Если эта величина для дизелей Д100 и Д50 превышает 0,04 мм при вы-
пуске из ремонтов ТР2 и ТРЗ или 0,08 мм при выпуске из ремонта ТР1
и непланового ремонта отдельные вкладыши с минимальной или мак-
симальной толщиной заменяют другими. В том случае, когда вкладыши
по своей толщине относятся к различным ремонтным градациям (см.
рис. 122, 123), то перед подсчетом ступенчатости их приводят к одной
градации, преимущественной для вкладышей подшипников данного
коленчатого вала. Например, у ремонтируемого дизеля Д50 рабочие
вкладыши имеют толщину 7,90; 7,95; 7,72; 7,70; 7,68; 7,69; 7,71 мм.
Путем сравнения с данными, приведенными на рис. 123, устанавли-
вают, что эти вкладыши относятся к двум ремонтным градациям: два
первых — к первой градации, а остальные—к нулевой. Преимущест-
венной градацией в данном случае является нулевая. Поскольку раз-
ность между этими градациями составляет 0,25 мм, вычитают эту ве-
личину из толщины первых двух вкладышей для приведения их
к нулевой градации 7,90—0,25 = 7,65 мм; 7,95 — 0,25 = 7,70 мм.
Тогда наибольшая ступенчатость рабочих вкладышей этого вала будет
7,72 — 7,65 = 0,07 мм. Чтобы достигнуть ступенчатости в пределах
0—0,04 мм, рабочий вкладыш первой опоры нужно заменить вклады-
шем, имеющем толщину не менее 7,93 мм. Вкладыши по толщине в от-
дельных случаях подгоняют шабровкой баббитовой заливки. При этом
для обеспечения нормального зазора в «усах» подшипника толщину
вкладыша у «усов» на расстоянии 10—12 мм от торцов делают
на 0,08—0,12 мм меньше, чем в средней части. Поверхность, обрабо-
танную шабером, выравнивают гладилкой.
Если при подборе выявляется необходимость в замене более 50%
рабочих вкладышей, то целесообразно заменить новыми все рабочие
вкладыши коренных подшипников. Это позволит свести к минимуму
сложные подгоночные работы. В том случае, когда возникает потреб-
ность в замене рабочего вкладыша какой-либо одной опоры (при не-
плановом ремонте), нужно разобрать не только неисправный подшип-
ник, но и соседние для определения ступенчатости их рабочих вкла-
дышей. Такое требование вызвано тем, что преждевременный выход
из строя рабочего вкладыша единичной опоры обычно происходит
не вследствие естественного износа, а по другим причинам: из-за пе-
регрева подшипника, отслаивания и растрескивания баббитовой залив-
ки, потери натяга, проворота и т. п. В этих случаях для создания нор-
мальных условий работы всем трем соседствующим подшипникам
(по ступенчатости) необходимо толщину вновь устанавливаемого вкла-
дыша согласовать с толщинами рабочих вкладышей соседних опор,
а не с фактической толщиной заменяемого вкладыша.
Подбор вкладышей опорно-упорного корен-
ного подшипника. Как известно, вкладыши одиннадца-
6* из
того (Д100) и седьмого (Д50) коренных подшипников имеют боковые,
залитые баббитом упорные бурты, которые служат для ограничения
осевого разбега коленчатого вала. Поэтому их подбирают не только
по толщине, но и по длине так, чтобы зазор между буртами коленчато-
го вала и буртами вкладышей был в пределах, указанных на рис. 122
и 123. Если этот зазор, т. е. осевой разбег коленчатого вала, мал, то
с поверхности буртов вкладышей снимают необходимый слой баббита;
если он велик, бурты напаивают припоем ПОС-20 или оловом с после-
дующей обработкой этих поверхностей на станке.
Подбор вкладышей подшипников по зазо-
рам «на м а с л о». Увеличение зазоров в подшипниках коленча-.
того вала происходит обычно из-за:
а) естественного износа шеек вала и рабочих вкладышей. Нерабо-
чие вкладыши практически не изнашиваются. Процесс роста зазоров
у всех подшипников в этом случае протекает медленно;
б) коррозионного разрушения баббитовой заливки, главным обра-
зом у рабочих вкладышей. В этом случае зазоры во всех подшипниках
увеличиваются быстро;
в) отслаивания или растрескивания баббитовой заливки рабочих
вкладышей у отдельных подшипников.
Увеличение зазоров в подшипниках коленчатого вала происходит
в основном вследствие износа и повреждения рабочих вкладышей.
Поэтому и восстанавливают нормальный зазор «на масло», как пра-
вило, за счет замены рабочих вкладышей. Только в отдельных слу-
чаях, когда толщина баббитовой заливки, а у коренных подшип-
ников и ступенчатость рабочих вкладышей находятся в допустимых
пределах, зазор «на масло» можно регулировать постановкой утол-
щенных нерабочих вкладышей. Как определить зазор «на масло»
у подшипника скольжения, рассказано в § 19. О том, как измерить
натяг и проверить качество прилегания вкладышей к постелям, сказа-
но на стр. 160. Маркируют вкладыши подшипников согласно чертежу.
Сборка. Сопрягаемые поверхности постелей и вкладышей подшип-
ников протирают чистой безворсной салфеткой, а трущиеся поверх-
ности вкладышей и шейки коленчатого вала покрывают тонким слоем
масла, употребляемого для смазки дизеля.
Сборка коренных под ши пни ков. Дизель Д100.
Когда сборочные работы ведутся на поворотном стенде, позволяющем
перевертывать блок на 180°, сначала сверху блока в его постелях раз-
мещают согласно маркировке нерабочие вкладыши, кроме вкладыша
одиннадцатой опоры, имеющего бурты. Затем укладывают на вклады-
ши коленчатый вал и заводят на свое место нерабочий вкладыш один-
надцатой опоры. На шейках вала помещают рабочие вкладыши и
крышки подшипников. Крепление гаек крышек подшипников ведут
до совмещения меток окончательной затяжки на гайках и болтах
(шпильках). Гайки стопорят разводными шплинтами (см. § 17).
К крышкам подшипников присоединяют трубки подвода смазки.
Цельность трубок проверяют на «отсос».
Сборку единичного коренного подшипника, когда собраны осталь-
ные, ведут в том же порядке. Нерабочий вкладыш на свое место в бло-
164
ке заводят технологическим штифтом (см. рис. 124). Штифт вставляют
в отверстие шейки вала, вкладыш накладывают на шейку и прижимают
к ней приспособлением. При пробуксовке вала головка штифта упрет-
ся в торец вкладыша и заведет последний между блоком и шейкой
вала. После этого штифт удаляют.
Дизель Д50. В условиях депо сборку обычно ведут при неснятом
коленчатом вале. Вначале заводят на свои места в картере рабочие
вкладыши (см. рис. 124), затем на шейки вала укладывают нерабочие
вкладыши, а на них крышки подшипников. Вкладыши размещают таким
образом, чтобы фиксирующий выступ рабочего вкладыша совпал с вы-
емкой в ложе картера, а выступ нерабочего вкладыша — с выемкой
в крышке подшипника. Имея это в виду, после заводки рабочего вкла-
дыша под шейку вала с помощью технологического штифта нельзя по-
ворачивать коленчатый вал дальше, иначе будет смят фиксирующий
выступ вкладыша. В остальном работы по сборке коренных подшипни-
ков ведутся с соблюдением тех же рекомендаций, которые были даны
при сборке подшипников дизеля ДЮО.
Сборка шатунных подшипников. Сборку ша-
тунного подшипника начинают после установки поршня с шатуном
в цилиндре. Рабочий вкладыш размещают в ложе шатуна, а нерабо-
чий — в ложе крышки шатуна согласно маркировке, нанесенной
на каждом вкладыше. Гайки шатунных болтов затягивают до совме-
щения меток окончательной затяжки (см. рис. 154 и 167) и стопорят
разводными шплинтами, придерживаясь рекомендаций, изложенных
в § 17.
Контроль качества сборки подшипников коленчатого вала. Сборка
подшипниковых узлов коленчатого вала считается нормальной, когда:
а) вкладыши правильно ориентированы в корпусе подшипника и
имеют нормальную посадку, т. е. линии разъема вкладышей и корпуса
подшипника совпадают (допускаемое несовпадение 2 мм) и между по-
верхностями сопряжения деталей подшипникового узла нет зазора.
Щуп 0,03 мм не «закусывает», а при обстукивании торцов вкладышей
деревянным молотком не происходит «отдачи в руку»;
б) каждая шейка коленчатого вала, находящегося в рабочем поло-
жении, плотно прилегает к поверхности рабочего вкладыша. Щуп
0,05 мм не заходит на глубину более 15 мм.
Примечания 1. Прилегание шеек верхнего коленчатого вала дизеля
ДЮО к рабочим вкладышам коренных подшипников проверяют при переверну-
том на 180° дизеле.
2. После присоединения якоря генератора из-за его сравнительно большой
массы нижний коленчатый вал дизеля ДЮО несколько прогибается и между
шейкой 8, 9 и 10-го цилиндров и рабочими вкладышами образуется зазор (до
0,10 мм), величина которого обычно указывается в паспорте дизеля. Такое «про-
висание» шеек над рабочими вкладышами допускается и не служит браковочным
признаком.
в) зазоры «на масло» и их разность у подшипников одного вала,
а также зазоры в «усах» и осевой разбег коленчатого вала находятся
в пределах, указанных на рис. 122 и 123.
При малом зазоре в подшипнике происходит полусухое трение,
«схватывание» поверхностей трения, нагрев и выплавление баббитовой
165
заливки вкладышей. При чрезмерно больших зазорах динамические
нагрузки приобретают ударный характер, происходит усиленный из-
нос деталей. Кроме того, значительно возрастают утечки масла по за-
зору в подшипниках, что приводит к снижению давления масла в сис-
теме смазки, и работа дизеля становится небезопасной. Особенно опас-
но для дизелей, у которых головки поршней охлаждаются маслом.
§ 38. ВЕРТИКАЛЬНАЯ ПЕРЕДАЧА ДИЗЕЛЯ Д100
Вертикальные передачи дизелей Д100 с эластичной муфтой и тор-
сионным валом показаны на рис. 133 и 134. Осмотр передачи (крепе-
жа, шестерен, пружин) производят при ТОЗ и ремонте ТР1. При ТР1,
кроме того, проверяют надежность посадки деталей на валах без раз-
борки передачи (см. § 18). Полностью вертикальную передачу разби-
рают при ремонтах ТРЗ.СР и КР, главным образом для контроля сос-
тояния деталей соединений и узлов, отмеченных цифрами VII, II, IV,
IX и XV в кружочках (см. рис. 134).
Замена поврежденных пружин без демон-
тажа эластичной муфты. Чтобы заменить пружину
со стороны щеки 22 (рис. 135), вывертывают болт, удаляют щеку и
пружину. Для извлечения пружины со стороны щеки 15 отвинчива-
ют болт соседних пружин, так как его головка мешает снятию щеки.
Съемка эластичной муфты. Перед тем как разъеди-
нить передачу, т. е. снять эластичную муфту, проверяют опережение
нижнего коленчатого вала (см. стр. 176), величину бокового зазора
между зубьями зубчатых колес (см. § 28) и наличие установочных ри-
сок и маркировки на деталях муфты. Для снятия муфты отвертывают
болты С (см. рис. 135) крепления ступицы 17 и конической муфты 28,
выпрессовывают штифты 16. В одно из двух резьбовых отверстий крес-
товины муфты ввертывают рым, а затем сдвигают муфту и выводят ее
из отсека блока. Если муфта не сдвигается, рекомендуется несколько
ослабить болты К, стягивающие пружины муфты.
Демонтаж торсионного вала. Перед съемкой вала
делают те же проверки, что и перед съемкой эластичной муфты. Кро-
ме того, керном или краской отмечают взаимную ориентировку шли-
цев деталей 19, 20 и 21, а также 21 и 24 (см. рис. 134). Чтобы извлечь
торсионный вал 21, отворачивают болты С, удаляют штифты 16 и
разъединяют муфту 20 со ступицей 15. Опускают муфту на торец ниж-
него вала 24. Вывернув болты 18 из нижней и верхней головок торси-
онного вала и отвернув гайки 17, опускают втулку 19 на торец ниж-
Рис. 133. Вертикальная передача с эластичной муфтой:
/ — коническая шестерня (Д100-08-003, сталь 12ХНЗА); 2— стойка; 3 — малая коническая ше-
стерня (Д100-08-004-1, сталь 12ХНЗА); / — верхний вал (Д100-08-005-3, сталь 45Х); 5 — стопор-
ное кольцо; 6 — роликоподшипник 2Н32322; 7 — верхний корпус (Д100 08-001-2, чугун
СЧ.21-40); « — регулировочная прокладка; 9 — распорная втулка (Д100-08-008-4, сталь 40);
/0 — регулировочное кольцо; II — шарикоподшипник 66322Л; 12 — проставочное кольцо; 13,
32 —гайки; 14 — нажимной фланец (Д100-08-007-1, сталь 40); 15 — щека (Д100-08-40, сталь 40);
16 — конический штифт (Д100-08-021, сталь 40); П — ступица (Д100-08-006-1, сталь 40Х); 18 —
фланец (Д100-08-036, сталь 40Х); 19— крестовина (Д100-08-037, сталь 40Х); 20 — втулка
(Д100-08-046, бронза Бр.АЖМЦ 10-3-1,5); 21 — втулка (Д100-08-043, сталь 40); 22 — щека
(Д100-08-039, сталь 40); 23— проставочная труба; 24 — упорное кольцо (Д100-08-045, бронза
166
®Р-,АЖЭ-4>! 25 ~ ПЯТ„%(Д‘“-08-044. броиза Бр.АЖЭ-4); 26 — стяжной болт; 27 — фланец
(Д100-08-^о’Л5пГа*^ь 28 коническая муфта (Д100-08-025, сталь 45); 29 — стопорная плаи-
конусная муфта (Д100-08-0Л-1, сталь 40Х); 31 — нажимное кольцо
1п‘}?5*2?'215’пСталь 4г* о?^нао?НМН0Й фланец (Д100-08-009-3, сталь 40); 34 — нижний корпус
(Д100-08-002-2, чугун Сч.21-40); 35 — регулировочная прокладка; 36 — кольцо (Д100-08-064, сталь
38ХС); 37 — нижний вал (Д100-08-057-1, сталь 45Х)
167
Рис. 134. Вертикальная передача с торсионным
валом:
1—14 — см. позиции на рис. 133; 15 — ступица
(Д100-08-006-2, сталь 40); 16 — штифт; 17 — гайка
(Д100-08-078-1, сталь 45); 13 — болт; 19— шлицепая
втулка (Д100-08-076, сталь 38ХС); 20— муфта
(Д100-08-024, сталь 38ХС); 2/•—торсионный вал
(Д100-08-100, сталь 45ХН2МФА); 22 — чайка; 23 — ниж-
ний корпус (Д1ОО-О8-ОО2.2, чугун Сч.21-40); 24 — ниж-
ний вал (Д100-08-057-2, сталь 38ХС)
него вала 24. Отворачи-
вают гайки крепления
корпуса, поднимают и на-
клоняют нижнюю часть
передачи (не трогая торси-
онный вал) до положения,
позволяющего направить
торсионный вал мимо ко-
ленчатого вала в картер.
Съемка нижней
части передачи.
У вертикальной передачи
с торсионным валом снятие
нижней части (когда снят
торсионный вал)затрудне-
ний не вызывает. У пере-
дачи с эластичной муфтой
(см. рис. 135) сначала уда-
ляют эту муфту, спрессо-
вывают детали 17,28 и 30,
отворачивают гайки креп-
ления корпуса, отсоеди-
няют маслопровод и, при-
подняв и наклонив ниж-
нюю часть передачи, выво-
дят ее через люк отсека.
Демонтаж верх-
ней части переда-
ч и. Демонтаж начинают
со снятия верхнего колен-
чатого вала, затем отсое-
диняют маслопровод, от-
вертывают гайки крепле-
ния корпуса. Ввернув рым
в резьбовые отверстия на
торце вала, извлекают
верхнюю часть передачи
из отсека блока. При сня-
той верхней части извлечь
из отсека эластичную муф-
ту или торсионный вал,
а также нижнюю часть пе-
редачи (через люк отсека)
не трудно. Регулировоч-
ные прокладки 8 (см.
рис. 133 и 134), помещае-
мые под корпусы нижней
и верхней частей переда-
чи, связывают (отдельно
168
каждую группу) и сохра-
няют. Приспособления для
демонтажных работ пока-
заны на рис. 136.
Разборка частей верти-
кальной передачи. Все
операции по разборке и
сборке выполняют на стен-
де (рис. 137), на столе ко-
торого в направляющих
помещена плита 2 подъем-
ника, которая может быть
зафиксирована в верхнем
положении. В траверсу 8,
укрепленную на стойках
6, вмонтирован рабочий
цилиндр 7. Стойки вместе
с рабочим цилиндром при
помощи винта 9 могут пе-
ремещаться вдоль стола.
Подлежащую разборке
верхнюю или нижнюю
часть передачи помещают
на столе и фиксируют
планками 4, предваритель- Рис- 135. К разборке и сборке вертикальной пе-
но переместив рабочий Редачи с эластиЧн°айрВт3?) (обозначения см'
цилиндр вправо. Отверты-
вают гайку с конца вала,
перемещают стойки с рабочим цилиндром до упора влево. Заводят лапы
под фланец ступицы или конической муфты (рис. 137, а), поднимают
плиту подъемника, удаляют шкворни 13, переключают золотник так,
чтобы масло поступало в верхнюю полость рабочего цилиндра, и
спрессовывают фланец или муфту с конца вала. Свинчивают с вала
гайку, подкладывают под корпус подставку и выпрессовывают вал
из корпуса (рис. 137, б и в). Внутренние кольца роликоподшипника
спрессовывают с вала при помощи технологических полуколец
(рис. 137, г). Как правило, внутреннее кольцо роликоподшипника и
зубчатое колесо снимают с вала только при необходимости их замены.
Для удаления из корпуса подшипников качения и распорной втул-
ки снимают детали 14, 33 и 5 (см. рис. 133). Кольца 10 и 12 каждой
пары опорно-упорных шарикоподшипников связывают и сохраняют.
Чтобы разобрать эластичную муфту (см. рис. 135), отвертывают
болты, снимают щеки 15 и 22, извлекают из гнезд пружины, удаляют
фланец 18. Отвинчивают гайку со стяжного болта и демонтируют де-
тали 23, 24, 26, 27 с пятой 25 (см. рис. 133). Все снятые детали подвер-
гают очистке и мойке (см. § 4).
Контроль состояния и ремонт деталей. Какие возникают поврежде-
ния, как их отыскивают и устраняют у наиболее ответственных сое-
динений и узлов вертикальной передачи, отмеченных на рисунках циф-
169
Рис. 136. Приспособления для
съемки и установки верхней (а)
и нижней (б) частей вертикаль-
ной передачи
рами в кружочках, подробно рассказы-
вается в гл. V. Детали 4, 37, 17, 28 и
30 (см. рис. 133) и 4, 21 (см. рис. 134)
проверяют магнитным дефектоскопом
(см. § 7) и при наличии трещин заме-
няют.
Сборка вертикальной передачи. Тех-
нологический процесс сборки состоит
из комплектования деталей, сборки от-
дельных частей и установки последних
на дизеле.
Комплектование дета-
лей. Детали отдельных частей пере-
дачи подбирают в случае замены ша-
рикоподшипников, какого-либо зубча-
того колеса или вала и деталей конус-
ных неподвижных соединений.
Подбор комплекта опорно-упорных
шарикопсдшипников. Чтобы подобрать
комплект шарикоподшипников, их вме-
сте с кольцами 1 и 5 (рис. 138) наде-
вают на оправку 3 внутрь узким тор-
цом наружных обойм и зажимают гай-
кой 4. На верхний подшипник кладут
груз 2. При таком положении между
кольцом 1 и наружными обоймами ша-
рикоподшипников должен быть зазор
0,03—0,05 мм, предпочтительнее 0,03 мм.
Зазор регулируют за счет толщины
кольца 1. Подобранные таким образом
детали составляют комплект, замена
отдельных деталей в котором не допус-
кается. Детали каждого комплекта мар-
кируют кислотой или электрографом
одним номером.
После установки комплекта на свое
место в корпус передачи наружные обой-
мы подшипников обжимают фланцами
14 и 33 (см. рис. 133) до исчезновения
зазора Ц (рис. 138, а), что создает осе-
вой натяг между шариками и обоймами подшипников. Если ком-
плект подобран из новых подшипников, кольцо 1 берут толщиной
5 мм, а кольцо 5 — толщиной 4 мм.
Подбор проставочного кольца 8 между шестерней и валом передачи
(см. рис. 138, б). Эту операцию выполняют в случае замены ше-
стерни.
Толщину проставочного кольца 8 находят из выражения
Е = Д— 191,
170
где Д — фактическое базовое расстояние от торца шестерни до точ-
ки О, т. е. до точки совпадения вершин делительных кону-
сов шестерен. Этот размер выбивается на поверхности А
каждой шестерни; практически он составляет 194—196,5 мм;
191 — расчетное базовое расстояние от торца шестерни 9 до оси
коленчатого вала с учетом 8-миллиметровой толщины
проставочного кольца.
Рис. 137. Стенд А317 для разборки и сборки вертикальной передачи:
а — спрессовка ступицы и муфты с вала; б, в —• выпрессовка верхнего и нижнего валов; г —
спрессовка внутреннего кольца роликового подшипника с вала; д — напрессовка подшипника
на вал" / — подъемник; 2 — плита подъемника; 3 — стол; 4 — планка; 5 —верхняя часть пе-
редачи; 6 — стойки; 7 — рабочий цилиндр; 8 — траверса; 9 — винт перемещения стоек; 10 —
рукоятка; //—электродвигатель; 12 — масляный насос; /3 —шкворни
171
Рис. 138. Комплектование деталей верти-
кальной передачи при сборке:
а — приспособление для регулировки натяга опор-
но-упорных шарикоподшипников; б —• схема к под-
бору проставочного кольца между шестерней и ва-
лом передачи; 1 — проставочное кольцо
(Д100-08-033-1); 2 — груз; 3 — оправка; 4 — гайка;
5 — регулировочное кольцо (Д100-08-034-1А); б —
упор; 7 — вал; 8 — проставочное кольцо
(Д100-08-064); Р —шестерня
У вертикальной передачи с торсионным валом проставочное коль-
цо не подбирают. В этой конструкции оно не предусмотрено.
Сборка верхней или нижней частей верти-
кальной передачи. Готовые к сборке детали осматривают и
очищают от случайных загрязнений. Все операции по сборке ведут
на стенде (см. рис. 137). Сборку верхней или нижней части передачи
начинают с контроля размеров Сх и С2, т. е. расстояния от торца сту-
пицы 17 или конической муфты 28 до бурта вала (см. рис. 133). Для
этого на конец верхнего вала надевают и закрепляют гайкой ступицу
17, а на конец нижнего вала — коническую муфту 28 в сборе с конус-
ной 30. Если размеры Сх и С2 выше номинальных, подрезают фланцы
деталей 17 и 28, а если меньше — подрезают бурт вала. В том и другом
случаях уменьшение толщины фланцев деталей 17 и 28 или высоты
бурта вала допускается до 3 мм. После регулировки размеров С2 и Сг
проверяют торцовое биение поверхностей В деталей 12 и 5 (рис. 139)
индикаторным приспособлением (см. § 33). Биение этих поверхностей
на диаметре 250 мм допускается не более 0,05 мм. После окончания
этих операций детали 5 и 12 демонтируют. Надевают на вал проставоч-
ное кольцо 36, шестерню 3 со шпонкой, внутреннюю обойму ролико-
подшипника 6 (см. рис. 133). Вставляют в корпус 7 наружную обойму
роликоподшипника и стопорят ее кольцом 5. В таком виде корпус на-
девают на вал и затем на него устанавливают распорную втулку 9,
ранее подобранный комплект шариковых подшипников 11с кольцами
10 и 12, стопорную шайбу, навертывают и закрепляют гайку 13.
Ставят на место и закрепляют сначала нажимной фланец 14, а затем
ступицу 17 со шпонкой. В таком же порядке собирают и нижнюю часть
передачи.
172
При сборке типовых соединений и узлов соблюдают рекомендации,
изложенные в гл. V, и допуски на посадку, приведенные на рис. 133
и 134. Усилие затяжки гаек 13 и 32 должно быть в пределах 135—
180 кгс, а гаек крепления ступицы 17 и муфты 28 — в пределах 75—
90 кгс. Гайки нажимных фланцев 14 или 33 затягивают в последова-
тельности, показанной на рис. 64, а, сначала до «упора», а затем
не более чем на 1/4—1/2 грани. Условием правильности затяжки
является равномерность зазора по окружности между корпусом и на-
жимным фланцем. Наличие этого зазора обязательно. Натяг («просад-
ка») деталей 17, 28 или 30 на конусной части вала 0,4—0,6 мм. После
окончания сборочных операций проверяют легкость вращения вала
на подшипниках, вновь контролируют размеры и С2 и биение тор-
цов деталей 17 и 28.
Сборка эластичной муфты (см. рис. 133). Перед
сборкой муфты ее фланцы 18 и 27 центрируют с сопрягаемыми деталя-
ми верхней и нижней частей передачи. С этой целью фланец 18 в сбор-
ке со втулкой присоединяют к ступице 17 верхней части передачи.
Рис. 139. К установке вертикальной передачи на дизеле:
/ — корпус передачи; 2, 10 — регулировочные прокладки; 3 — блок дизеля; 4 — болт; 5 —
коническая муфта; 6 — стопорная планка; 7 — конусная муфта; 8 — малая коническая тестер-
ЙЯ; р большая коническая шестерня; 11 — фланец коленчатого вала; 12 — ступица
173
Индикаторным приспособлением (см. § 33) измеряют радиальное бие-
ние поверхности втулки 20 относительно оси вращения вала. Смеще-
нием фланца относительно ступицы доводят биение до минимума
(О—0,05 мм). Таким же образом нижний фланец 27 в сборе с пятой
центрируют с валом нижней части передачи. У вертикальной передачи
с торсионным валом центровке подвергают только шлицевую муфту 20
со ступицей 15 верхней части передачи (см. рис. 134). Отцентрирован-
ные и окончательно закрепленные детали фиксируют конусными штиф-
тами и затем наносят риски спаренности (см. рис. 135). Операции
по центровке обычно производят при замене деталей 20 и 25 (см.
рис. 133), ремонте сопрягаемых поверхностей деталей соединений
типа VII и в случаях, когда часто выходят из строя пружины, шарико-
подшипники и слабнут в посадке детали.
Сборку муфты ведут в таком порядке. Накладывают на нижний фла-
нец с пятой крестовину. Надевают на каждый болт щеку (без резьбы)
и пружину, вставляют их в выточки крестовины и отверстия фланца.
На каждый болт с противоположной стороны надевают еще по одной
пружине и болт ввертывают в щеку (с резьбой). Окончательную за-
тяжку болтов (обжатие пружин) производят после установки муфты
на дизеле. Эти операции повторяют вновь после наложения на кресто-
вину верхнего фланца. В отверстие пяты снизу вставляют стяжной
болт, на него надевают упорное кольцо, проставочную трубу и стя-
гивают их гайкой. Высота собранной муфты должна быть 201 мм.
Установка вертикальной передачи на дизеле. Процесс монтажа
частей вертикальной передачи на дизеле состоит из регулировки за-
цепления передачи, соединения верхней и нижней частей передачи
эластичной муфтой (или торсионным валом), регулировки опережения
нижнего коленчатого вала.
Регулировка зацеплен, ия зубчатой пере-
дачи. Как известно, соосность валов нижней и верхней частей вер-
тикальной передачи на дизелях Д100 не регулируют; она обеспечи-
вается точностью обработки корпусов передачи, опорных частей и цент-
рирующих поясов расточек блока. Поэтому перед регулировкой бо-
ковых зазоров между зубьями шестерен чрезвычайно важно тщатель-
но очистить (от загрязнений, забоин, заусенцев и т. п.) сопрягаемые
поверхности О к С блока, М и И корпусов передачи и регулировочных
прокладок 2 (см. рис. 139). Прокладки предварительно следует обжать
под прессом для устранения морщин, волнистости, забоин и т. п. От ка-
чества этих подготовительных работ во многом зависит «жесткость»
соединений (см. § 17) и качество зацепления шестерен.
Чтобы отрегулировать боковой зазор между зубьями нижней пары
зубчатых колес, укладывают на блоке снятые при разборке регулиро-
вочные прокладки 2, через смотровое окно отсека блока заводят и ста-
вят на место нижнюю часть передачи, закрепляют ее четырьмя гай-
ками. Измеряют боковой зазор между зубьями шестерен. Зазор регу-
лируют прокладками 2 и 10. Ставить клиновые прокладки под корпус 1
передачи запрещается, так как можно перекосить корпус и нарушить
соосность валов нижней и верхней частей передачи. Не перекошен ли
корпус, проверяют по величине торцового биения поверхности В ко-
174
нической муфты. Биение указанной поверхности на диаметре 250 мм
допускается не более 0,05 мм.
Для регулировки бокового зазора между зубьями верхней пары
колес ставят на место и укрепляют верхнюю часть передачи. Предва-
рительно под корпус подкладывают снятые при разборке регулиро-
вочные прокладки 2. Ставят на место верхний коленчатый вал, соби-
рают коренные подшипники 1, 4, 8 и 12-й опор. Для измерения зазоров
и проверки качества зацепления блок дизеля переворачивают на 180°
так, чтобы верхний коленчатый вал с большим зубчатым колесом занял
нормальное (рабочее) положение, т. е. покоился бы на рабочих вкла-
дышах. В противном случае регулировка зацепления будет выполнена
некачественно. Регулировку зазоров ведут так же, как и у нижней
пары колес, изменением толщины прокладок 2 и 10. Прокладки 2
изготовляют толщиной 0,1; 0,25 и 1 мм, а прокладки 10, имеющие вид
полуколец, — толщиной 0,1 и 0,25 мм. О том, как измеряют зазоры
между зубьями шестерен, какие нужно соблюдать условия при регу-
лировке зазоров в зубчатых передачах, рассказано в § 28. При несня-
том с тепловоза дизеле регулировочные работы, как исключение, до-
пускается вести при нерабочем положении верхнего коленчатого вала.
Соединение нижней и верхней частей передач эластичной муфтой.
После регулировки зацепления зубчатых передач и закрепления верх-
ней и нижней частей в блоке измеряют размер А (см. рис. 139). Если
размер А менее 200 мм, снимают часть металла с поверхностей В сту-
пицы 12 и конической муфты 5; если он более 202,3 мм, между фланцем
эластичной муфты и ступицей 12 (или конической муфтой 5) помещают
нужной толщины дополнительное кольцо. В этом случае конические
штифты заменяют новыми (см. § 27); отверстия для них развертывают
совместно с дополнительным кольцом. Для соединения верхней и ниж-
ней частей передачи собранную эластичную муфту (при необжатых
пружинах) устанавливают на свое место через смотровое окно в отсеке
блока. Присоединяют муфту согласно рискам спаренности (см. рис. 135).
При сборке резьбовых соединений и постановке конических штифтов
следует придерживаться рекомендаций, приведенных в § 17, 27. По-
следней операцией является обжатие пружин эластичной муфты бол-
тами и контровка головок болтов.
Соединение частей передачи торсионным валом 1. При снятом
верхнем коленчатом вале. Нижнюю часть передачи укрепляют на бло-
ке. Торсионный вал вставляют внутрь вала нижней части передачи.
Собирают нижнюю головку торсионного вала 21, навертывают гайку
17 и фиксируют ее болтами 18 (см. рис. 134). Верхнюю головку тор-
сионного вала собирают заранее, вне дизеля. Размещают и укрепляют
на блоке верхнюю часть передачи. К ее ступице присоединяют (бол-
тами, штифтами) согласно рискам спаренности муфту 20 в сборе с верх-
ней головкой торсионного вала. Если детали шлицевых соединений
при ремонте не заменялись, то их соединяют между собой строго
по меткам, сделанным в процессе разборки передачи. Важность
этого требования пояснялась в § 25.
2. При установленном верхнем коленчатом вале. Отвертывают че-
тыре гайки, приподнимают и наклоняют нижнюю часть передачи
175
до положения, позволяющего вставить в нее торсионный вал. Закреп-
ляют нижнюю часть передачи на блоке. Собирают нижнюю головку
торсионного вала, а верхняя собирается заранее, вне дизеля. Тор-
сионный вал к верхней части передачи присоединяют только после
регулировки опережения нижнего коленчатого вала.
Регулировка опережения нижнего колен-
чатого вала. Для нормальной работы дизеля ДЮО необходимо,
чтобы нижний коленчатый вал опережал верхний на 12° по углу пово-
рота кривошипа (рис. 140, а). Работы по регулировке ведутся в та-
ком порядке.
При снятом верхнем коленчатом вале. После соединения частей пе-
редачи эластичной муфтой или торсионным валом нижний коленчатый
вал проворачивают по ходу (по часовой стрелке, если смотреть со сто-
роны тягового генератора) так, чтобы стрелка, укрепленная на блоке,
расположилась против метки «342» или «355» на ведущем диске муфты
привода тягового генератора (рис. 140, в). Верхний коленчатый вал
зачаливают в первом случае (метка «342») за вторую и девятую шатун-
Рис. 140. К регулировке опережения нижнего коленчатого вала
дизеля ДЮО
176
ные шейки, а во втором (метка «355») — за четвертую и девятую ша-
тунные шейки и укладывают в блок. При соблюдении этих условий
нижний коленчатый вал будет опережать верхний на 12° по углу по-
ворота кривошипа. Чтобы удостовериться в этом, медленно вращая
коленчатые валы по ходу, выставляют первую шатунную шейку верх-
него вала в в. м. т. по шаблону 1, как показано на рис. 140, б. При та-
ком положении верхнего коленчатого вала 2 стрелка, укрепленная на
блоке, должна находиться против метки «м. в. т. В/» ведущего диска
муфты привода тягового генератора. Шаблон плоскостью А прижи-
мают к верхнему торцу блока, а поверхность Б должна точно приле-
гать к обработанной поверхности щеки первого кривошипа.
При установленном верхнем коленчатом вале. В случаях, когда
нижняя часть передачи или торсионный вал заменялись или демонти-
ровались без съемки верхнего коленчатого вала, опережение нижнего
коленчатого вала регулируют в таком порядке:
I. Передача с эластичной муфтой. До постановки нижней части
передачи в блок детали 5 и 7 (см. рис. 139) расслабляют и затем при-
крепляют друг к другу четырьмя болтами 4, не проходящими через сто-
порную планку. Монтируют нижнюю часть передачи в блоке и соеди-
няют ее с верхней частью эластичной муфтой. Первую шатунную
шейку верхнего вала выставляют в в. м. т. по шаблону (см. рис. 140, б).
Отворачивают болты 4. Разъединяют при помощи клина детали
5 и 7 (см. рис. 139), поворачивают нижний коленчатый вал по ходу
до совпадения метки «В. М. Т. В Id на диске муфты привода тягового
генератора со стрелкой на блоке дизеля. При таком положении ко-
ленчатых валов прочно стягивают болтами 4 детали 5 и 7 и снова
проверяют, опережает ли нижний коленчатый вал верхний на 12°.
При правильной регулировке старые отверстия стопорной планки 6
(см. рис. 139) заваривают, а новые размечают по отверстиям детали
5 и вновь просверливают. Замки стопорной планки после наплавки
плотно подгоняют по углублениям детали 7. Эту операцию выполняют
тщательно.
2. Передача с торсионным валом. После установки нижней части
передачи с торсионным валом в блоке первую шатунную шейку верх-
него коленчатого вала выставляют по шаблону в в. м. т. Поворачивают
нижний коленчатый вал по ходу до совпадения метки «В. М. Т. В Id
(см. рис. 140) на диске муфты со стрелкой на блоке. В этом положении
коленчатых валов соединяют передачу торсионным валом, для чего
отвертывают болты 18 (см. рис. 134), освобождают шлицевую втулку
19 и опускают ее вниз по валу. Соединяют муфту 20 со ступицей 15
согласно рискам спаренности. Приподняв шлицевую втулку 19, вво-
дят ее в зацепление со шлицами вала 21 и муфты 20 в произвольном
положении. Отмечают краской относительное новое положение вала,
шлицевой втулки и муфты. Разъединяют детали 20 и 15. Совместив
метки, отмеченные краской, вводят в зацепление с валом шлицевую
втулку, наворачивают гайку 17 на хвостовик вала до упора и совпаде-
ния отверстий в гайке с резьбовыми отверстиями в шлицевой втулке.
Заворачивают болты 18 и контрят их головки. Затем приподнимают
муфту, вводят ее в зацепление со шлицевой втулкой (по меткам, от-
177
меченным краской) и соединяют болтами и коническими штифтами
со ступицей 15 верхней части передачи согласно рискам спаренности.
Каждый раз перед закрытием смотровых окоп отсека передачи сле-
дует убедиться в том, что крепежные детали надежно затянуты и за-
контрены, трубки подвода смазки присоединены правильно, а острие
стойки 2 (см. рис. 133) направлено на зубья шестерни.
§ 39. КРЫШКА ЦИЛИНДРА И ПРИВОД КЛАПАНОВ
ДИЗЕЛЯ Д50
Крышка цилиндра. Крышку цилиндра дизеля Д50 (рис. 141)
проверяют при ТОЗ, ремонтах ТР1 и ТР2. Демонтируют крышки с ди-
зеля при ремонте ТРЗ с целью восстановления работоспособности под-
вижных конусных соединений.
Тарелки клапанов, особенно выпускных, под действием высокой
температуры отработавших газов коробятся, обгорают, притирочные
Рис. 141. Цилиндрическая крышка дизеля Д50:
/ — впускной клапан (Д50-09-009. сталь Х9С2); 2 — направляющая впускного клапана
(Д50-06-026, чугун Сч.М1); 3 — колпачок (Д50-09-006, сталь 12ХН2А); 4 —тарелка клапанной
пружины (Д50-09-008, сталь 40); 5 — прокладка (Д50-09-011, фибра КГФ); б —сухарь клапана
(Д50-09-007, сталь 40); 7 — малая пружина клапана (Д50-09-004-1, проволока 50ХФА; 7) 8 —
большая пружина Клапана (Д50-09-003-2, проволока 50ХФА, 7); 9 — выпускной клапан;
(Д50-09-010, сталь Х10С2М); 10— направляющая выпускного клапана (Д50-06-025, чугун
Сч.М1); /7 —крышка цилиндра (Д50-06-1сб, чугун Сч.21—40); 72 —пружинный замок
178
л-д
Рис. 142. Приспособление для разборки цилин-
дровой крышки дизеля Д50:
1 — штанга; 2 — рычаг; 3, 4 — верхний и инжний
упоры
фаски покрываются рако-
винами. Этому способ-
ствует также плохая при-
тирка клапанов к седлам,
ослабление пружин клапа-
на (просадка), недостаточ-
ный температурный зазор
и износ стержня клапана
и его направляющей, осо-
бенно в нижней части.
Чрезмерный зазор Д вызы-
вает радиальное смещение
клапана при его посадке
на седло, т. е. способствует
перекосу клапана, что ве-
дет к пропуску газов и
неравномерному охлажде-
нию тарелки. В эксплуа-
тации наблюдается также
течь воды из-под крышки
цилиндра. Происходит это
при повреждении резино-
вых уплотнительных ко-
лец, установленных между
крышкой и блоком. Иног-
да вода просачивается че-
рез трещины в блоке в
месте посадки гильзы ци-
линдра, а также по резь-
бе шпилек, ввернутых в
блок.
Снятие и разборка. До снятия крышки надо измерить линейную
величину камеры сжатия данного цилиндра и зазор между крышкой
и блоком. Не следует принебрегать этим советом, чтобы в послед-
ствии при монтаже крышки на дизеле не делать лишней работы.
Для демонтажа крышки с дизеля снимают корпус привода клапа-
нов в сборе с рычагами, извлекают из блока штанги, отсоединяют па-
трубки коллекторов и отвертывают гайки крепления крышки с учетом
рекомендаций, приведенных в § 17. Присоединив подъемную ско-
бу к крышке, снимают ее с дизеля. Снятую крышку укладывают на
деревянные опоры, чтобы не повредить обработанную поверхность уп-
лотнительного бурта. Чтобы разобрать крышку, на ней монтируют
приспособление (рис. 142). Снимают детали 3 и 12 (см. рис. 141), сжав
пружины рычагом приспособления, удаляют детали 5 и б, приподняв
рычаг и сняв детали 4, 7 и 8, высвобождают клапан 9. Таким же об-
разом высвобождают и другие клапаны. После этого снимают с крыш-
ки приспособление и извлекают клапаны. Индикаторный кран вывер-
тывают только при пропуске газов. Снятые детали моют и очищают
(см. § 4).
179
Контроль состояния и ремонт деталей. Клапан и его на-
правляющая. У этих деталей наблюдаются в основном повреж-
дения, характерные для соединений типов VI, V и II. Как эти повреж-
дения выявить и устранить, подробно рассказано в § 18, 21 и 22.
Ниже приведены дополнительные рекомендации, специфичные для
крышки цилиндра. Во-первых, не следует торопиться «разлучать»
клапаны с их гнездами в крышке. Если заметных на глаз изъянов на
притирочных фасках тарелки клапана нет, то большой ошибкой бу-
дет устранение мелких повреждений станочной обработкой рабочих
конусов деталей, так как снятие верхнего наклепанного слоя заметно
сокращает срок службы клапана и крышки.
Во-вторых, до притирки клапанов к седлам нужно измерить:
а) приспособлением (рис. 143) толщину h тарелки клапана; б) микро-
метрическим глубиномером —• утопание каждого клапана относитель-
но поверхности А крышки (см. рис. 141); в) масштабной линейкой —
выступание эталонного клапана над крышкой. За эталон можно при-
нять новый клапан, взятый из запаса. Измеренные величины сравни-
вают с допускаемыми, приведенными на рис. 141.
Очень важным является размер утопания клапана. Если он более
допустимого, то понижается степень сжатия цилиндра (из-за увели-
чения объема камеры сжатия), что ухудшает процесс сгорания топли-
ва в цилиндре. Уменьшают этот размер постановкой клапана с тарел-
кой большей толщины. Если это не дает желаемого результата, то про-
тачивают крышку по поверхности А на станке. При этом по условиям
прочности нельзя допускать, чтобы высота крышки была менее ука-
занной на рис. 141. Притирочный след на рабочих конусах тарелки
клапана и седла крышки должен быть непрерывным по окружности и
шириной не менее 2 мм. Предпочтительнее, чтобы притирочный след
располагался ближе к внешнему диаметру деталей; а не к внутренне-
му, так как при этом сбиваются случайно попавшиеся частицы нага-
ра и обеспечивается быстрая и
плотная посадка.
Согласно Правилам ремонта
113] допускается оставлять на по-
верхности рабочих конусов дета-
лей круговые риски до 60% длины
окружности, расположенные вне
притирочного следа.
Крышка. В крышке чаще
всего приходится иметь дело с по-
вреждением рабочей части конуса
седел клапанов и изъянами поверх-
ности уплотнительного бурта, т. е.
повреждениями, характерными
для соединений типов VI и XI
(см. § 22, 27). Трещина в днище
крышки (в перемычках между от-
верстиями под клапаны и форсун-
ку) является самым крупным, хотя
Рис. 143. Приспособление для измере-
ния толщины тарелки клапана (от
тыльной части до середины рабочего
конуса):
/ — стержень; 2 — фиксатор; з — корпус;
4 — нониус; 5 — ось вращения фиксатора;
6 — ограничитель
180
Рис. 144. Приспособление для опрес-
совки цилиндровой крышки дизеля
Д50:
1 — штуцер подвода воды; 2 — резиновая
прокладка; 3 — усилительные ребра; 4 — ру-
коятка; 5 — кран для выпуска воздуха; 6 —
цилиндровая крышка; 7 — зажимное кольцо
редко встречающимся у дизеля
Д50, повреждением. О том, как
устраняют повреждения притироч-
ных фасок клапана и седла крыш-
ки, сказано в § 22. При удалении
изъянов с поверхности уплотни-
тельного бурта (забоин, попереч-
ных рисок, .коробления и т. п.)
воспользуйтесь советами, приве-
денными в § 27.
Ремонт уплотнительного бурта
следует выполнять особенно тща-
тельно, так как между крышкой и
гильзой цилиндра (газовый стык)
никаких герметизирующих про-
кладок не ставят. Прилегание
бурта по краске к поверхности
контрольной плиты должно быть
непрерывным по окружности и ши-
риной не менее 2 мм. Трещины
в днище крышки, выходящие
на поверхность, удается обна-
ружить осмотром или цветной
дефектоскопией (см. § 7). Значительно сложнее проверить, сквоз-
ная трещина или не сквозная. Для этого надо очистить, а за-
тем опрессовать водой охлаждаемую полость крышки (см. § 4 и 7),
используя приспособление, показанное на рис. 144. Крышку с не-
сквозной трещиной можно не заменять. Однако, чтобы предупредить
дальнейшее распространение трещины, по ее концам сверлят, если
это возможно, несквозные (неглубокие) отверстия. При этом их цент-
ры располагают на расстоянии 3—4 мм от видимых концов трещины.
Крышку со сквозной трещиной заменяют. При отсутствии запасной
крышки трещину можно устранить сваркой или постановкой гужо-
нов (см. § 9). Второй способ предпочтительнее, так как крышка, вос-
становленная сваркой (ввиду сложной конфигурации и значительных
остаточных деформаций), работает менее надежно.
Пружины клапанов. О контроле состояния и ремонте
пружин подробно говорится в § 31.
Сборка цилиндровой крышки. Процесс сборки слагается из ком-
плектования деталей и собственно сборки.
Комплектование деталей Каждую крышку деталя-
ми, а дизель — крышками комплектуют таким образом, чтобы:
1) детали, устанавливаемые вместо изъятых, имели допуски на
посадку и размеры в пределах норм (см. рис. 141). При этом детали,
ранее работавшие вместе, особенно пару клапан — направляющая,
сохраняют;
2) линейная величина камеры сжатия каждого цилиндра была
в пределах 3,5—4,5 мм, а разность этой величины у цилиндров одного
дизеля не превышала 0,6 мм;
181
3) зазор между крышкой и блоком (кругом) был в пределах
0,7—1,4 мм, а разность этого зазора была не более 0,5 мм.
Линейную величину камеры сжатия и зазор между крышкой и
блоком регулируют в двух случаях: а) когда они отличаются от нор-
мальных, что обнаруживают перед демонтажом крышки с дизеля;
б) когда крышку на данный цилиндр устанавливают впервые или бы-
ла заменена гильза цилиндра.
Чтобы измерить линейную величину камеры сжатия, крышку
(без клапанов и форсунки) монтируют иа блоке. Нормально крышка
должна садиться на блок свободно, а после посадки поворачиваться
относительно оси цилиндра в пределах зазора между шпильками и от-
верстиями в крышке. После такой проверки крышку укрепляют
(крест-накрест) четырьмя гайками. До установки крышки на блок
на поршень данного цилиндра с каждой стороны его головки (ближе
к внешнему диаметру) укладывают по одному свинцовому кубику вы-
сотой 8—10 мм. Кубики можно поместить на головку поршня и при
смонтированной на блоке крышке при помощи приспособления
(рис. 145). Его опускают в цилиндр через форсуночное отверстие
в крышке, подвижные концы стержня со свинцовыми кубиками 5 раз-
водят и выставляют вдоль оси коленчатого вала. Проворачивают ко-
ленчатый вал, пока поршень не пройдет в. м. т. и не обожмет кубики.
Чтобы извлечь кубики из цилиндра, снимают крышку или вынимают
приспособление из крышки. До снятия крышки измеряют (в до-
ступных местах) зазор между крышкой и блоком. За фактическую
линейную величину камеры сжатия принимают среднеарифметиче-
Рис. 145. Приспособление для измерения линейной величины камеры сжатия ди-
зеля Д50:
1 — подвижные концы стержня; 2 — корпус; 3 — ограничитель; 4 — стержень; 5 — свинцовый
кубнк; 6 — пружина
182
ское значение высот двух обжатых кубиков. Если она меньше 3,5 мм,
то углубляют поверхность А крышки (см. рис. 141); если она велика,
т. е. более 4,5 мм, уменьшают высоту уплотнительного бурта крышки.
Когда зазор между крышкой и блоком меньше 0,7 мм, его увеличивают
проточкой поверхности Б крышки; если он более 1,4 мм, уменьшают
высоту уплотнительного бурта. При зазоре меньше 0,7 мм отверстия
в резиновых кольцах, установленных под крышкой, окажутся на-
столько суженными, что поступление охлаждающей воды из блока
в крышку резко сократится. При зазоре более 1,4 мм слабо сжатые
резиновые кольца будут пропускать воду.
Сборка. Сборку крышки ведут в такой последовательности:
размещают по своим местам клапаны, монтируют на крышке приспо-
собление (см. рис. 142), укладывают на буртиках направляющего
клапана детали 1,8 и 4 (см. рис. 141). Обжав рычагом приспособления
пружины, вставляют две половинки сухаря 6, ставят прокладку 5 и
фиксируют детали пружинным замком 12. Трущиеся поверхности дета-
лей перед их постановкой покрывают маслом. После сборки крыш-
ки на ней монтируют форсунку и проверяют шаблоном выход носка
распылителя относительно поверхности А крышки. Если он менее 6 мм
или более 7,4 мм, его регулируют за счет толщины медной проклад-
ки, помещаемой под форсункой. Не следует ставить более одной
прокладки.
Монтаж крышки на блоке. После очистки сопрягаемых поверхнос-
тей крышки и гильзы цилиндра, проверки чистоты водопропускных
отверстий крышки и блока в пазах блока размещают восемь резино-
вых водоуплотнительных колец и два резиновых маслоуплотнитель-
ных кольца. Укрепляют на крышке подъемную скобу, и, приподняв
крышку краном, осторожно опускают ее на блок так, чтобы не сдви-
нуть при этом резиновые кольца, установленные в пазах блока. Перед
закреплением крышки к ней присоединяют (наживляют) патрубки вы-
пускного, наддувочного и водяного коллекторов. После этого крышку
закрепляют окончательно (см. § 17). Укрепив крышку, щупом изме-
ряют зазор между ней и блоком. Если разность этого зазора по пери-
метру более 0,5 мм, а также когда после пуска дизеля обнаружится
пропуск газов или течь воды из-под крышки, крышку снимают, устра-
няют причины, вызвавшие эти неисправности, и вновь монтируют на
блоке. Нельзя указанные неисправности устранять дополнительным
креплением отдельных гаек крышки. Во-первых, течь воды из-под
крышки может происходить из-за дефекта какого-либо резинового
кольца, по резьбе шпилек, ввернутых в блок, из-за плохого контакта
гильзы с блоком, а пропуск газов — вследствие неудовлетворитель-
ного прилегания уплотнительного бурта крышки к гильзе цилиндра.
Во-вторых, чрезмерная затяжка отдельных гаек, если даже устранить
неисправность, что мало вероятно, вызовет недопустимое коробле-
ние крышки. Как показал опыт, такой «метод» устранения неисправ-
ностей приводит к возникновению трещин не только в крышке, но и
в самом блоке дизеля.
Привод клапанов. Узлы привода клапанов (рис. 146) визуально
проверяют при ТОЗ, ТР1 и ТР2. В это же время измеряют щупом тем-
183
Рис. 146. Привод клапанов дизеля Д50:
/—ударник; 2 —жиклер рычага выпуска; 3 —рычаг выпуска (Д50-10-004, сталь 40);
4 —крышка корпуса (Д50-10-002Б, алюминий АЛ-98); 5 —втулка (Д50-10-012, бронза
Бр.АЖМц 10-3-1,5); 6 — прокладка крышки; 7 — пружина толкателя (Д50-10-031-1, проволока
50ХФА, 7); 8—толкатель (Д50-10-019, сталь 45); 9 —верхняя головка штанги; 10 — корпус
привода клапанов (Д50-10-001, чугун Сч.-18-36); // — рычаг впуска (Д50-10-005, сталь 40);
/2 —пята; 13— втулка (Д50-10-0Н, бронза Бр.АЖМц 10-3-1,5); 14 — прокладка корпуса;
15 — трубка штанги выпуска; 16 — крышка цилиндра (Д50-06-1 сб, чугун); /7 — кольцо масло-
уплотнительное (Д50-01-17, резина); 18— нижняя головка штанги; 19 — пята рычага; 20— ры-
чаг толкателя (Д50-10-003, сталь 40); 21 — ось рычагов (Д50-10-009, сталь 45); 22 — крышка
(Д50-01-22, алюминий АЛ-98); 23 — ось ролика (Д50-10-014, бронза Бр. АЖМц 10.3-1,5); 24 —
ролик (Д50-10-015, сталь 20); 25 — блок дизеля (Д50-01-1сб, чугун); 26 — боек (Д50-10-017,
бронза Бр.АЖМц 10-3-1,5); 27 — самоподжнмной сальник (Д50-10.115 сб); 28 — ось рычага
выпуска (До0-10-007, сталь 45); 29 — ось рычага впуска (Д50-10-008, сталь 45); 30 — самопод-
жимной сальинк (Д50-10-116 сб); 31 — кулачковый вал; 32 — втулка рычага толкателя; 33-
кронштейн; 34 «в втулка рычага; 35 — фланец
184
пературный зазор Е. Демонтируют указанные узлы с дизеля при ре-
монте ТРЗ, т. е. перед съемкой цилиндровой крышки.
Съемка и разборка. Прежде чем снять узлы привода, проверяют,
не смещены ли детали 24 и 31 относительно друг друга и как они при-
легают. Если смещение превышает 2 мм, а перекос (неприлегание) бо-
лее 0,03 мм, следует ожидать , что износ деталей пары 23—24 несколь-
ко завышен. Контактные поверхности деталей 8—9, 18—19 прира-
батываются друг к другу. Если их перед разъединением пометить,
а при сборке вновь спарить, утечка масла из системы смазки будет
предотвращена. Время, затраченное на маркировку деталей, в даль-
нейшем окупится.
Чтобы демонтировать клапанную коробку с дизеля, снимают
крышку 4, разъединяют и удаляют трубки слива и подвода топлива
к форсунке, отворачивают четыре гайки крепления и снимают клапан-
ную коробку в сборе с рычагами. Извлекают штанги толкателей из
блока. Для демонтажа рычагов толкателей в сборке с кронштейнами
33 нужно отвернуть гайки и вытолкнуть призонные болты. Снятые
узлы очищают (см. § 4).
Разбирать все клйпанные коробки и рычаги толкателей не следу-
ет, так как износ деталей соединений типов III и VIII невелик, а не-
нужная разборка, кроме вреда и излишних затрат, ничего не дает.
Поэтому до разборки нужно промыть масляные полости и установить,
какие узлы действительно требуют разборки. Масляные полости ры-
чагов промывают принудительной циркуляцией, т. е. прокачкой ке-
росина или дизельного топлива сначала в одном направлении (шланг
от установки присоединяют к рычагу вместо жиклера), а затем в про-
тивоположном направлении. Чтобы установить, какие узлы нуж-
но разобрать, определяют износ деталей соединений типа III индика-
торным приспособлением (см. § 19) (по зазору «на масло»), а герметич-
ность соединений типа VIII—путем опрессовки полости рычагов маслом
(желательно нагретым до 60° С) или воздухом давлением 0,3 кгс/см2.
Если зазоры более указанных на рис. 146 или когда при опрессовке
наблюдается значительная утечка масла (более 30 капель в 1 мин) или
воздуха, узел клапанной коробки или рычагов толкателей разбирают.
Чаще всего оказываются поврежденными левые самоподвижные
сальники осей рычагов клапанной коробки (если смотреть со стороны
штанг), а максимальный износ имеет правая втулка 34 оси рычага
впуска.
Разборку клапанной коробки ведут таким образом. Снимают дета-
ли 35 и 7, отворачивают гайку и удаляют болт стопорения оси рычага
выпуска, вывертывают из корпуса пробку и выбивают медной выко-
лоткой ось 28, снимают рычаг 3. Аналогично поступают и при демонта-
же рычага впуска. Из пазов рычагов извлекают только те самоподвиж-
ные сальники или бронзовые втулки, которые требуют замены. Чтобы
разобрать кронштейн 33 рычагов толкателей, отворачивают гайки и
вынимают стяжные болты из проушин кронштейнов, выталкивают ось
рычагов 21 и снимают рычаги 20. Для разборки рычага отворачивают
гайку, извлекают болт, выталкивают ось 23 ролика и снимают ро-
лик 24.
IBS
Ремонт. О том, как устраняют повреждения деталей и восстанав-
ливают работоспособность соединений типов III VIII и I, рассказано
в § 17, 19, 24. Детали с трещиной заменяют. Тщательному контролю
подвергают сопрягаемые поверхности деталей 1, 8, 9, 12, 18, 19 и 26.
Выкрошивание или шелушение металла, раковины и другие повреж-
дения на сопрягаемых поверхностях этих деталей нежелательны.
Поврежденную деталь заменяют.
Сборка. Клапанную коробку и кронштейн 33 (см. рис. 146) рыча-
гов толкателей собирают в последовательности, обратной разборке.
При этом детали, ранее работавшие вместе, снова ставят на свои «об-
житые» места. Какие нужно при этом выдерживать допуски, по-
садки и размеры, указано на рис. 146. Необходимо обратить внимание
на следующее.
При соединении любого рычага с корпусом клапанной коробки
часто повреждается уплотнительная кромка манжеты самоподжим-
ного сальника. Объясняется это тем, что манжета этого сальника об-
ращена против направления движения оси при вталкивании ее
в сальник (рис. 147).Острые кромки С оси задевают и подвертывают уп-
лотнительную кромку манжеты, сальника. При существующей кон-
струкции клапанной коробки применять для предотвращения этого
повреждения сальника оправку (см. рис. 83) нельзя. Поэтому перед
постановкой оси ее конец нужно дополнительно обработать, как это
показано на рис. 147.
Монтаж привода на дизеле. Этот процесс состоит из постановки
кронштейна рычагов толкателей, штанг и клапанной коробки, регу-
лировок температурных зазоров клапанов и подачи масла жиклерами.
Кронштейны 33 рычагов толкателей (см. рис. 146) ставят на место и
закрепляют призонными болтами, так чтобы осевое смещение роликов
24 относительно кулачков кулачкового вала 31 не превышало 1 мм,
а контакт между ними по ширине был сплошным. Щуп 0,02 мм не дол-
жен «закусывать». Если нужно сместить на оси один из рычагов, то
его упорную боковую поверхность торцуют, а для компенсации обра-
зовавшегося зазора с другой стороны рычага помещают шайбу необ-
ходимой толщины. До установки клапанной коробки иа каждый кла-
пан крышки надевают колпачок;
проверяют, легко ли колпачки вра-
щаются, каково состояние про-
кладки 14.
Регулировка темпе-
ратурного зазора Е
клапанов (см. рис. 146).
Поворотом коленчатого вала
устанавливают кулачковый вал 31
так, чтобы ролик 24 рычага толка-
теля у регулируемого цилиндра
располагался на цилиндрической
(тыльной) стороне кулачка.
Прежде чем начать регулиров-
ку зазоров Е, необходимо: во-пер-
Рйс. 147. Ось рычага клапанной ко-
робки дизеля Д50
186
вых, удостовериться в том, что между деталями 1 и 26 каждого ры*
чага клапанов имеется зазор А (при прижатом бойке), а торец М удар-
ника I утопает в рычаг на 2—3 мм; во-вторых, сделать систему рычаг
толкателя — штанга — рычаг клапана «жесткой», т. е. выбрать за-
зоры и плотно посадить детали на свои места и обжать возможные за-
усенцы и загрязнения, случайно попавшие между деталями. Для
этого отверткой заворачивают каждый толкатель 8 до упора в штангу
и вновь вывертывают (2—3 раза). Затем окончательно ввертывают все
толкатели 8 До упора в штангу и фиксируют контргайкой. После это-
го штанга не должна проворачиваться от руки, а ударники должны
плотно упираться в колпачки, надетые на торцы клапанов. Для ре-
гулировки температурного зазора Е ударник 1 поворачивают настоль-
ко, чтобы щуп 0,50 мм при холодном дизеле или 0,40 мм при прогре-
том входил от небольшого усилия между ударником и колпачком кла-
пана. Положение ударника фиксируют гайкой стяжного болта у го-
ловки рычага. Разность зазоров Е у одноименных клапанов одной
цилиндровой крышки допускается не более 0,05 мм. Следует знать,
что при недостаточном температурном зазоре клапан может не сесть
на свое место и, следовательно, герметичность цилиндра не будет до-
стигнута. Тяжелые последствия этого дефекта известны. Если зазор
велик, увеличится работа удара, а значит износ деталей всего
привода.
Регулировка подачи масла жиклерами 2
(см. рис. 146). Отверткой заворачивают жиклер каждого рычага до
упора, а затем выворачивают на 2—3 оборота, пока паз жиклера не
будет направлен в сторону клапана, после чего жиклер фиксируют
гайкой. После пуска и разогрева дизеля дополнительной регулиров-
кой добиваются того, чтобы струйка масла, выходящая из жиклера,
точно попадала в центр ударника. Этим обеспечивается надежная
смазка стержня каждого клапана в его направляющей.
§ 40. ШАТУННО-ПОРШНЕВАЯ ГРУППА ДИЗЕЛЯ Д100
Поршневая группа дизеля (рис. 148) относится к узлам с цилинд-
рическими деталями, движущимися возвратно-поступательно
(см. § 21). У таких узлов работоспособность нарушается из-за потери
герметичности. В данном случае это происходит вследствие износа и
искажения формы трущихся поверхностей гильзы цилиндра, поршня
и поршневых колец. Износ и искажение формы деталей приводят
к снижению компрессии и ухудшению условий сгорания топлива
в цилиндрах, увеличению расхода масла «на угар», перегреву деталей
и возникновению в них чрезмерных тепловых и механических напря-
жений. Перегреву деталей, особенно головок поршней, охлаждае-
мых маслом, способствует отложение нагара, который препятствует
отводу тепла.
Оценить состояние деталей цилиндро-поршневой группы без раз-
борки можно интегральным методом, т. е. по изменению отдельных
служебных характеристик этой группы деталей (см. § 7).
187
а)
б)
до покрытия полу Sou
ш
15
16
______0206,8-0.05 /
до покрытия полудой.
Зазор
IOJ8-gZ7|C5fl|g5|
Зазри
Разбег шатуна}
Щз5-Дб5Ц;ббИ I
Зазор |
|о,ййойя^
Натяг 0,02;
\0,№5\0,10Ш
' Зазор
Во затяжки
шпилек
Зазор
|О.ОШИЖ
17
18
13
Рис. 148. Поршни дизеля Д100:
а —варианта 14В; б — варианта ЗА; в — бес-
шпилечный; I — регулировочные прокладки;
2 — штифт; 3 — шпилька (Д100-04-005-4,
сталь 38ХС), 4 — компрессионное кольцо
(Д100-04-101сб-2, чугун, бронза); 5 — пружина
(Д100-04-010); 6 — уплотнительная ползушка
(Д100-04-009, сплав ПС-12); 7 — поршневой па-
лец (Д100-04-004А, сталь 12ХНЗА); 8 — сливной
патрубок (Д100-04-008-1Б, АЛ9); 9 — вставка
инжнего поршня (Д100-04-111сб-14Б) и вставка
верхнего поршня (Д100-04-112сб-14В), чугун
Сч.21-40); 10 — маслосрезывающее кольцо
(Д100-04-016-2, чугун); 11 — маслосрезывающее
кольцо (Д100-04-017-2, чугун); /2 —нижний
поршень (Д100-04-102сб-14В) и верхний поршень
(Д100-04-103сб-14В, чугун); 13 — поршень ниж-
ний (Д100-04-Ю2сб-ЗА) и поршень верхний
(Д100-04-103сб-ЗА); 14 — компрессионное кольцо
хромированное (Д100-04-018, чугун); /5 —уплот-
нительная ползушка (Д100-04-009-27, сплав
ПС-12); 16 — втулка (Д100-04-061-27, бронза);
17 — пружина (Д100-04-010-27); 18 —поршневой
палец (Д100-04-004-3, сталь 12ХНЗА); 19 —
вставка поршня (Д100-04-003-ЗА, чугун Сч.21-40);
30 — поршень ннжннй (Д100-04-001-5, чугун)
и поршень верхний (Д100-04-002, 1 ц); 21 — пли-
та верхняя (Д100-04-117сб-5, сталь 45); 22, 28 —
регулировочные прокладки; 23, 27 — болты;
24 — поршневой палец (Д100-04-004-5, сталь
12ХНЗА); 25 — вставка нижнего поршня
(Д100-04-006-5, чугун Сч.21-40) и вставка верх-
него поршня (Д100-04-007-1ц); 26 — втулка
(Д100-04-008-5, бронза); 29— нижняя плита
(Д100 04-037, сталь 45); 30 — стопорное кольцо
(Д100-04-036-5, сталь)
Считают, что наиболее точным критерием оценки (техническим и
экономическим) состояния цилиндро-поршневой группы дизелей яв-
ляется расход масла «на угар» или долив в картер двигателя в процес-
се эксплуатации. Величина этого критерия, устанавливаемая обыч-
но в процентах от расхода топлива, зависит от типа двигателя, его ци-
линдровой мощности, износа деталей и частично от величины зазоров
188
в подшипниках коленчатого вала. В начальный период работы дизеля,
когда износ гильз цилиндров невелик, заметное сокращение расхода
масла достигается заменой изношенных поршневых колец новыми.
При износе гильз, превышающем определенную величину многократ-
ная смена колец дает все меньший и меньший эффект.
Работы профилактического характера (осмотр, проверку надежно-
сти крепления, очистку окон гильз, измерение зазоров) производят
при ТОЗ, ТР1 и ТР2, а работы ремонтного характера — при ТРЗ.
Состояние рабочих поверхностей поршней и их колец проверяют, как
и у гильз цилиндров, через открытые люки воздушных ресиверов и
выпускных окон. Особенно внимательно проверяют, нет ли задиров
на рабочих поверхностях у нижних поршней и у гильз цилиндров ди-
зелей 10Д100. Задиры первоначально возникают с левой стороны ди-
зеля, если смотреть со стороны тягового генератора: у поршня — на
участке юбки, ниже третьей канавки, а у гильзы — в нижней ее части
под или над выпускными окнами в виде сплошных вертикальных
рисок.
При осмотре поршневых колец проверяют, нет ли отколотых час-
тей (особенно у замков), степень приработки трущихся поверхностей
к гильзе цилиндра, нет ли выпадания или утопания медного пояска
у компрессионных колец, наволакивания на них чугуна, грубых вер-
тикальных рисок на трущихся поверхностях. При очистке выпускных
окон гильз от нагара поршни устанавливают хромированной частью го-
ловок против окон. Об осмотре шатунных подшипников и измерении
в них зазоров рассказывается в § 37.
Демонтаж и разборка. Чтобы удалить из цилиндра нижний пор-
шень в сборе с шатуном (рис. 149), разбирают шатунный подшипник
(см. § 37). Прикрепляют к блоку лебедку, а в болтовое отверстие го-
ловки шатуна вставляют и укрепляют гайкой крюк 6. При положении
поршня в в. м. т. соединяют лебедку с крюком тросом. Лебедкой нем-
ного приподнимают шатун с поршнем, поворачивают коленчатый вал
так, чтобы шатунная шейка установилась под углом 30° к горизонталь-
ной плоскости. Удаляют верхний вкладыш шатунного подшипника.
Шейку вала закрывают мягким защитным чехлом. Затем размещают
в блоке с каждой стороны шатуна полозья 4, на которые, медленно вра-
щая лебедку, опускают поршень с шатуном, и извлекают из карте-
ра через смотровой люк. Чтобы не повредить детали, края люка на-
крывают листовой резиной.
Верхний поршень в сборе с шатуном при снятом верхнем колен-
чатом вале вынимают из цилиндра подъемным краном. Чтобы извлечь
из цилиндра верхний поршень при неснятом верхнем коленчатом вале,
сначала вынимают из цилиндра нижний поршень с шатуном. Затем
разложив в картере брезент, скребками счищают нагар со стенок
гильзы (с зоны камеры сгорания), чтобы при опускании (проталки-
вании) верхнего поршня через цилиндр не повредить полуду на его
поверхности и поршневые кольца. Удерживая тросом шатун, разби-
рают шатунный подшипник. Немного опустив шатун с поршнем, пово-
рачивают коленчатые валы так, чтобы шатунная шейка установилась
горизонтально (см. рис. 149). Приподняв шатун с поршнем, в проду-
189
вочное окно гильзы вставляют опорный стержень 7 и опускают на
него поршень с шатуном. Удаляют шатун со вставкой и регулировоч-
ные прокладки. Монтируют на поршне подъемную скобу 9 с тросом,
вынимают опорный стержень и опускают поршень через цилиндр на
полозья. Передвинув поршень по полозьям, вынимают его через люк.
Разборку поршневой группы ведут на кантователях, разме-
щенных на площадках цеха или поточной линии. Сначала снимают
поршневые кольца приспособлением, ограничивающим развод замка
до 55 мм (рис. 150, а). Если не пользоваться приспособлением, то
можно поломать кольцо или сделать микроскопические трещины,
которые впоследствии могут привести к поломке колец. Затем извле-
кают шатун в сборе со вставкой из поршня. Для этого отворачива-
ют гайки С (см. рис. 148, а и б) или снимают клещами (рис. 150, б) сто-
порное кольцо 30 у бесшпилечного поршня (рис. 148, в). До съемки
стопорного кольца щупом измеряют зазор К с каждой стороны замка
и со стороны, противоположной замку. Перед измерением зазора К.
поршень ставят головкой вниз, чтобы разгрузить стопорное кольцо.
Прежде чем разъединить поршень варианта ЗА со вставкой (см.
рис. 148, б), помечают краской взаимное положение шатуна с
поршнем, так как поршни этой конструкции в отличие от поршней
Рис. 149. К демонтажу поршневой группы дизеля ДЮО:
а — приспособление для выемки из цилиндра нижнего поршня с шатуном; б — приспособле-
ние для выемки из цилиндра верхнего поршня при неснятом верхнем коленчатом вале; / —
лебедка; 2 —нижний поршень в сборе с шатуном; 3 н 3 — тросы; 4 — полоз; 5 —защитный
чехол; 6 —• крюк; 7 — опорный стержень; 9 — подъемная скоба; 10 — верхний поршень
190
Рис. 150. Приспособления для снятия
и установки поршневых колец (а) и
стопорного кольца (б)
варианта I4B (см. рис. 148, а) не а)
имеют постоянной ориентировки
относительно шатуна из-за от-
сутствия в них сливных патруб-
ков. Снятые с каждого поршня
ползушку, стопорное кольцо, ре-
гулировочные прокладки и порш-
невые кольца связывают и при-
крепляют к ним бирки с указа-
нием номера цилиндра. Для разъе-
динения щатуна от вставки порш-
невой палец выталкивают из встав-
ки. Снятые детали подвергают
очистке. Полости головок порш-
ней, охлаждаемые маслом, очи-
щают комбинированным способом
вываркой в растворе и абразивами (см. § 4). Очищать поверхность
поршня, покрытую полудой, даже мягкими абразивами нельзя.
Контроль состояния и ремонт деталей. Поршни. Характер-
ные повреждения поршней — задиры и износ полуды рабочей части1,
трещины и прогары днища головки. Наблюдаются также ослабление
и обрыв шпилек крепления вставки, отколы перемычек между ручья-
ми и направляющих приливов нижних поршней (рис. 151).
Срок службы поршней определяется не столько износом какой-либо
его части, сколько повреждениями механического характера и от хи-
мико-теплового воздействия. О причинах задирообразования и повы-
шенном износе полуды рабочей части, особенно нижних поршней ди-
зеля 10Д100, было сказано несколько выше. Разгарная сетка трещин и
прогары головки поршня являются следствием отложения нагара
в полости охлаждения, уменьшения подачи масла в поршень, пере-
грузки дизеля или его отдельных цилиндров, нарушений в работе топ-
ливной аппаратуры. Возникновению трещин в бонках и по второму
ручью способствуют повышение термического напряжения головки
поршня при ухудшении его охлаждения, нарушения, допускаемые
при сборке резьбовых соединений, потеря «жесткости» соединения
вставки с поршнем (см. § 17).
Задиры и Износ полуды на рабочей части поршней выявляют ос-
мотром. Поршни с задирами заменяют. Незначительные задиры раз-
решается зачищать с удалением слоя металла толщиной не более
0,10 мм с последующим лужением поршня. Поршни, у которых изно-
шена или повреждена полуда, особенно между третьим и четвертым
ручьями с левой стороны дизеля (где начинается задирообразование),
перелуживают. Удаляют старый слой олова и покрывают новым слоем
толщиной 0,02—0,03 мм.
На дизелях 2Д100 с поршнями варианта 14В (см. рис. 148, а) до-
пускаются к эксплуатации поршни с износом полуды на рабочей час-
1 Рабочей частью поршня условно принято называть поверхности со стороны
воздушных ресиверов, а нерабочей — поверхности со стороны управления и ге-
нератора.
191
ти до 150 см2 при условии, что эти поршни будут установлены в «свои»
гильзы.
Трещины и рыхлоты у второго ручья отыскивают ультразвуковой
или цветной дефектоскопией, а трещины в бонках определяют магнит-
ной дефектоскопией (см. § 7). Трещины в бонках можно обнаружить
и визуально, особенно после очистки охлаждающей полости поршня
косточковой крошкой по характерному скоплению вдоль трещины
косточковой муки (в виде жилки).
Поршни с трещинами в бонках и по второму ручью, отколами пе-
ремычек между ручьями и с обрывом хотя бы одной направляющей
(у нижнего поршня) бракуют. Площадь разгарной сетки трещин опре-
деляют визуально или измерением, а глубину трещин — по толщине
снятого слоя металла. Если трещины окажутся не глубже 2 мм, то
на поверхность головки поршня наносят новый слой хрома элек-
тролитическим способом (см. § 12). Толщина слоя хрома в центре го-
ловки поршня должна быть 0,04—0,06 мм. Поршни, у которых диа-
метр разгарной сетки трещин превышает 20 мм, а глубина 2 мм, бра-
куют.
Для уменьшения термических и механических напряжений в го-
ловке поршня на дизелях ДЮО начали устанавливать так называе-
мые бесшпилечные поршни (см. рис. 148, в). Основное отличие этих
поршней от ранее применяемых (см. рис. 148, а, 6) заключается в сле-
дующем:
1) вместо шпилек, соединяющих поршень со вставкой, примене-
но стопорное кольцо;
2) каналы, по которым циркулирует масло в головке, выполнены
симметрично относительно оси камеры сгорания;
3) вместо «жесткого» пальца (см. рис. 148, а) и «плавающего» пальца
диаметром 76 мм (см. рис. 148, б) применен «плавающий» палец диа-
метром 82 мм.
Рис. 151. Места возникновения повреждений у головок поршней варианта 14В (а)
п варианта ЗА (б):
/ — трещины в бонках; 2 — трещины по второму ручью; 3 — прогар; 4 — разгарная сетка тре-
щин (показано условно); 5— трещины у края бонок; 6 — трещины по краю днища
192
24-32 20 18
1,2-1,4 3,0 4
4
25-J2
20
18
Ц4-Ц8 1,8 3
В сбободном
состоянии
В рабочем
состоянии
В сбободном
состоянии
В рабочем
состоянии
0,4-0,8 1,8 3
3
т=
В свободном
18-32 20 18 состоянии
В рабочем
состоянии
6,15.^
6$7-q,0<t после покрытия
полудой
7,9-о,п
V^-0,04 после покрытия
полудой
б$б-0,03
бffl-0t04
Б-Б
Сохранять острую
кромку
|да 11,з [ 1,6 ]
В-В
Сохранять острую кромку
Р<ис. 152. Поршневые кольца дизеля Д100:
— компрессионное кольцо (Д100-04-101сб-14В, чугун + Бр.Оф 6,5-0,15); 0 — маслосрезызаю-
щее кольцо (Д100-04-017-2, чугун); 3 — маслосрезывающее кольцо (Д100-04-016-2, чугун)
Из нижнего поршня масло стекает в картер через два боковых от-
верстия во вставке, а из верхнего — выбрасывается инерционными
силами через сливной канал во вставке и нижней плите.
Поршневые кольца (рис. 152). Характерные повреж-
дения — износ, трещины и отколы, главным образом у замков. При
образовании задиров на поршне и гильзе на поверхности колец также
возникают задиры и глубокие риски, а у нехромированных компрес-
сионных колец, кроме того, ослабевает бронзовая вставка, происхо-
дит наволакивание бронзы на поверхность кольца. Истирание хромо-
вого покрытия колец и другие повреждения, кроме износа нехроми-
рованных колец, обнаруживают при осмотре. Истирание хромового
покрытия колец определяют по наличию темных пятен и полосок
на блестящей хромой поверхности кольца. Первоначально участки
потемнения возникают по обе стороны от замков, т. е. в зоне макси-
мального износа колец. При смачивании этих участков раствором
медного купороса они начинают интенсивно темнеть. О радиальном
износе нехромированных колец косвенно судят по величине зазора
в замке кольца, находящегося в рабочем положении, а об износе по
7 Зак. 1161 193
высоте—по зазору между кольцом и ручьем поршня. Для измере-
ния зазора в замке кольцо помещают в калибр-кольцо или в новую
гильзу цилиндра диаметром 207 ± 0,45 мм. Поршневое кольцо
выравнивают так, чтобы оно равномерно прилегало к гильзе
(калибру). Зазор измеряют щупом. Чтобы измерить зазор между коль-
цом и ручьем поршня, каждое кольцо при помощи приспособления
(см. рис. 150, а) помещают в «свой» ручей на поршне. Убедившись,
что кольцо свободно проворачивается, измеряют щупом зазор в четы-
рех-пяти точках по окружности, при этом пластина щупа должна за-
ходить на 50% глубины ручья от небольшого усилия. Зазоры должны
быть в пределах, указанных на рис. 152, 148. Большому из-
носу подвержены два верхних компрессионных кольца. При чрез-
мерном радиальном износе компрессионное кольцо теряет упругость;
оно с меньшей силой прижимается к гильзе цилиндра, вследствие это-
го увеличивается утечка воздуха и газов, нарушается процесс сгора-
ния топлива в цилиндрах.
Маслосрезывающие кольца имеют острые кромки (сечения Б — Б
и В — В), выполняющие роль скребка. По мере радиального износа
кольца увеличивается высота его кромки и от этого уменьшается
удельное давление кольца на стенку гильзы. Когда высота кромки
достигнет определенной величины, кольцо перестанет выполнять свои
функции по соскабливанию масла. Масло начинает попадать в каме-
ру сгорания и резко возрастает расход его «на угар». При малом зазо-
ре между кольцом и ручьем поршня не обеспечивается «игра» кольца
в ручье, а при большом—возрастает работа удара и, кроме того, уве-
личивается насосное действие кольца, т. е. оно начинает интенсивно
«перекачивать» масло в камеру сгорания.
Поршневые кольца с предельным износом или износом хромового
покрытия у замков, трещиной или отколом, ослабшей бронзовой
вставкой, задиром и грубыми рисками на рабочей поверхности, сле-
дами прорыва газов из-за неприлегания к гильзе цилиндра (более 15%
длины окружности) заменяют. Отсутствие фаски в 1° (см. сечение
А — А рис. 152) у нехромированного компрессионного кольца
не может служить причиной его браковки. Эта фаска у нового кольца
сделана для ускорения приработки кольца к гильзе цилиндра.
У каждого нехромированного
шего соответствующий контроль г
Рис. 153. Фаски у замка компрессион-
ного кольвд дизеля Д100
компрессионного кольца, прошед-
годного к дальнейшей работе, опи-
ловкой восстанавливают до нор-
мальных размеры и форму фаски
у замка (сечение А—А, рис. 153).
Этим предупреждается задева-
ние замковых частей кольца о
края выпускных и продувочных
окон гильзы цилиндра и их по-
ломка.
У маслосрезывающего кольца
восстанавливают обработкой на
станке высоту и форму маслосре-
зывающей кромки.
194
Палец и вставка поршня, ш ат у н. Типовые соедине-
ния и узлы вставки и шатуна на рис. 148 и 154 отмечены цифрами
в кружочках. Какие возникают в них повреждения, как их отыски-
вают и устраняют, сказано в гл. V. Ниже изложены только некоторые
особенности ремонта этих частей поршневой группы.
Поршневые пальцы «плавающего» типа изнашиваются
незначительно. Односторонний износ пальца «жесткого» типа (см.
рис. 148, а) устраняют его раздачей (см. § 10) или хромированием.
У вставок поршней (см. рис. 148, а, б) наблюдаются радиальные тре-
щины у отверстий под поршневой палец и наклеп в местах упора паль-
ца, возникающий в основном из-за потери «жесткости соединения порш-
ня со вставкой. Трещины отыскивают цветной дефектоскопией, а уст-
раняют сваркой. Если трещина выходит на направляющую часть или
на днище, вставку бракуют.
Шатун и шатунный болт с трещиной в любой части
заменяют. Производить любые сварочные работы на шатуне запреще-
но. Места возникновения трещин в шатуне показаны на рис. 154.
У верхней головки трещина первоначально возникает со стороны от-
верстия под втулку.
Не менее серьезным повреждением шатуна следует считать деформа-
цию (овализацию) отверстия нижней головки. Степень овализации ус-
танавливают измерением диаметра отверстия (рис. 155). При оваль-
ности, превышающей 0,05 мм, может произойти ослабление посадки
и проворот вкладышей шатунного подшипника, что недопустимо.
Овальность отверстия, когда больший диаметр овала расположен
по оси шатуна, устраняют снятием металла с торца крышки. После
этого поверхности А шатуна и крышки пришабривают по плите; при-
легание должно достигать 75% площади. Во многих случаях из-за де-
формации и смятия поверхностей А больший диаметр овала распола-
гается в плоскости разъема. При этом сопрягаемые поверхности при-
нимают форму, показанную на рис. 155 (узел до ремонта). В этом
случае для устранения овальности, если ее величина не превышает
0,20 мм, поступают следующим образом. Поверхности А выравнива-
ют шабером, пока прилегание их по плите не достигнет 75% площади.
Затем торцы крышки и шатуна немного скашивают шабером с провер-
кой по плите (узел после ремонта). Если после этой операции соеди-
нить крышку с шатуном и затянуть гайки шатунных болтов,произой-
дет искусственная деформация деталей и овальность отверстия умень-
шится.
Величина скоса, зависящая от овальности отверстия, допустима
до 0,06 мм. В противном случае в головке шатуна могут возникнуть
недопустимые напряжения. После доводочных работ, когда оваль-
ность отверстия шатуна не будет превышать 0,05 мм, поверхность Б
пришабривают по пустотелому цилиндру (кондуктору) с проверкой
по краске. Кондуктор диаметром 191Zo’,o2 мм, вставленный в от-
верстие нижней головки шатуна, должен свободно вращаться от руки.
После окончания всех операций по устранению овальности прове-
ряют параллельность и скрещивание осей отверстий верхней и нижней
головок шатуна (см. § 34). Так же проверяют и в случаях нагрева
7* 195
шатуна, проворота вкладышей шатунного подшипника, заклини-
вания поршня в гильзе цилиндра.
Ползушка шатуна. Ползушка 6 предотвращает утечку
масла из полости охлаждения головки поршня (см. рис. 148). Поэто-
му она должна быть притерта к сферической поверхности головки ша-
туна. Притирочный след должен быть непрерывным по окружности
шириной не менее 4 мм.
Сборка поршневой группы. Технологический процесс сборки со-
стоит из комплектования деталей, собственно сборки, регулировки
длины поршня с шатуном и установки на дизеле.
Комплектование деталей. Детали поршневой груп-
пы комплектуют таким образом, чтобы обеспечить:
а) допуски на посадку деталей (натяги, зазоры, разбег) в уста-
новленных пределах (см. рис. 148, 154). При этом каждый поршень
Рис. 154. Нижний шатун дизеля ДЮО:
/ — внутренняя втулка(Д100-24-010-4, бронза Бр.ОС8-12); 2 — наружная втулка (Д100-24-009-2,
сталь 45); 3 — шатун нижний без втулки и вкладышей (Д-100-24-101сб-2); 4— штифт; 5 — гай-
ка шатуна (ДЮ0-24-006, сталь 40Х); 6 — болт шатуна (Д100-24-005, сталь 20ХНЗА); 7 —вкла-
дыш канавочный (Д100-24-007, бронза Бр.ОЦС 3-12-5 + баббит БК2) и рабочий вкладыш бес-
канавочный (Д100-24-007-4)
196
Рис. 155. Схема измерения отверстия нижней головки шатуна
следует спаривать со «своей» гильзой, т. е. с которой он работал до
ремонта;
б) минимальную разницу деталей по массе для достижения урав-
новешенности вращающихся частей дизеля;
в) нормальное расстояние от оси отверстий для форсунок в гильзе
цилиндра до головки нижнего поршня при положении последнего
в в. м. т. (размер 1,4) для создания наилучших условий смесеобразо-
вания и сгорания топлива;
г) нормальную линейную величину камеры сжатия (размер 4,4)
для достижения необходимых величин давления и температуры сжа-
того воздуха в цилиндре.
Псдбор деталей по массе. Детали поршневой группы подбирают
таким образом, чтобы отдельно для нижних и отдельно для верхних
коленчатых валов разновес был не более: поршней в сборе 250 г, ша-
тунов в сборе 600 г, всего комплекта 500 г. В данном случае понятие
«поршень в сборе» включает поршень со шпильками и сливной па-
трубок, «шатун в сборе» — шатун с его крышкой и шатунные бол-
ты с гайками. Под «комплектом» подразумеваются поршень в сборе,
шатун в сборе, вставка поршня в сборе, регулировочные прокладки.
Массы поршней и вставок разбиты на три группы. Номер группы
и массу поршня или вставки выбивают на их нижних торцах (напри-
мер, 2—19,25); массу шатуна — на боковой поверхности.
Если детали нужной массы не окажется, массу комплекта регули-
руют за счет замены чугунного сливного патрубка алюминиевым, уста-
новки в отверстие поршневого пальца с натягом балластного валика
и в крайнем случае снятием металла с шатуна, вставки или поршня
в местах, обозначенных на чертеже детали (см. рис. 154).
Регулировка длины нижнего поршня с шатуном (размера 1,4).
Длину нижнего поршня с шатуном регулируют за счет прокладок, ус-
танавливаемых между поршнем и его вставкой, а у бесшпилечных
поршней между вставкой и ее верхней плитой. Определяют эту длину
таким образом. Через нижний люк блока в цилиндр вставляют техно-
логический поршень 1 постоянной длины Л=750+0'02 мм (рис. 156, а)
197
В отверстия адаптеров форсунок заводят раздвижную оправу 2
(рис. 156, б), на нее осторожно сверху опускают мерную штангу 3,
предварительно настроенную по эталону на размер 1,4. Поворачивают
коленчатый вал дизеля по ходу до тех пор, пока технологический
поршень пройдет в. м. т. При этом фиксируют показание индикатора.
Если в этот момент большая стрелка индикатора совпадает с нулем
шкалы, то расстояние от оси форсуночных отверстий до головки пор-
шня при положении его в в. м. т. равно 1,4 мм. Если большая стрелка
не дойдет или перейдет нуль шкалы, то расчетную длину нижнего
поршня с шатуном (Лрн) и вкладышем определяют из выражения
Лрн = 750±я,
где 750 — длина технологического поршня, мм;
х отклонение стрелки индикатора мерной штанги от нуля
шкалы, мм. Знак «-Т» ставится, когда стрелка не дойдет,
а знак «—», когда перейдет нуль шкалы.
Таким же образом находят размер РрнЛ остальных цилиндров.
Эталон для настройки мерной штанги (рис. 157, а) имеет вид плиты
с выступом высотой 12,4 мм, тогда как радиус раздвижной оправы
Рис. 156. К регулировке длины поршня с шатуном (размеров 1,4 и 4,4) дизе-
ля Д100:
/ — технологический поршень; 2 — раздвижная оправа; 3 —мерная штанга; 4 — нижний пор-
шень в сборе с шатуном; л —мерная стойка; 6 — фиксирующая планка; 7 — оправка; 3 —
гайка
198
Рис. 157. Приспособления для измерения размеров 1,4 и 4,4 поршневой группы
дизеля Д100:
7 — индикатор; 2 — мерная штанга; 3 — эталон для настройки мерной штангн; 4 — то же для
настройки мерной стойки; 5 — мерная стойка
в местах упора мерной штанги равен 11 мм, т. е. меньше выступа эта-
лона на 1,4 мм. При настройке мерной штанги большую стрелку ин-
дикатора ставят против нуля шкалы, а малую — против цифры 1 или
2, т. е. с натягом 1—2 мм.
Регулировка длины верхнего поршня с шатуном (размера 4,4).
Длину верхнего поршня с шатуном регулируют прокладками, по-
мещаемыми между поршнем и его вставкой, а у бесшпилечных порш-
ней — между вставкой и верхней плитой вставки. Если сборка дизеля
ведется на пов'оротном стенде, позволяющем перевертывать блок на 180°,
то расчетную длину верхнего поршня Лрв находят так же, как Лрн.
В этом случае технологический поршень должен иметь длину 650 мм.
Мерную штангу настраивают на размер 1,6 мм, верхний коленчатый
вал укладывают на четырех подшипниках. Расчетную длину верхнего
поршня с шатуном и вкладышем находят из выражения Лрв ~
= 650 ± х мм.
Если дизель собирают на тепловозе или стационарном стенде, то
измерения ведут в таком порядке (рис. 156, в). Вставляют в отверстия
адаптеров форсунок раздвижную оправку; сверху на нее опускают
мерную стойку 5, заранее настроенную по эталону (см. рис. 156,6) на
размер 650 мм. Мерную стойку в верхней части фиксируют планкой
6, которую укрепляют гайкой 8 (см. рис. 156, в).
199
На постели двух коренных опор укладывают оправку 7 (см.
рис. 156), имитирующую коленчатый вал. После этого читают по-
казание индикатора. Если его большая стрелка совпадает с нулем
шкалы, расчетная длина верхнего с шатуном и установленным рабо-
чим вкладышем будет равняться 650 мм. В других случаях Дрв вы-
считывают по приведенной формуле.
Сборка поршня с шатуном. Последовательность
сборки такова: осмотр деталей, сборка вставки, соединение вставки
с шатуном, соединение поршня с шатуном, измерение и регулировка
длины поршня с шатуном и проверка качества сборки.
При осмотре обращают внимание на наличие маркировки на дета-
лях и на их чистоту, особенно на чистоту отверстий в ручьях масло-
срезывающих колец и в стержне шатуна.
Внимательно надо осмотреть стальные регулировочные проклад-
ки, бывшие в работе. Часто они бывают покоробленными, с наклепом,
с загнутыми краями в результате потери «жесткости» в соединении пор-
шня со вставкой и «дыхания» деталей при работе. Такие прокладки
следует предварительно обжать под прессом. Число прокладок в па-
кете должно быть минимальным — одна-две и в крайнем случае три.
Чем меньше прокладок, тем «жестче» будет соединение поршня со
вставкой (см. § 17).
На ставке поршня (см. рис. 148, а) укладывают прокладки 1.
Предварительная толщина пакета прокладок:для верхнего поршня —
3 мм, а для нижнего— 1,25 мм. Прокладки фиксируют на встав-
ке двумя штифтами, в отверстия которых затем вставляют шплинты.
На вставку поршня варианта ЗА (см. рис. 148, б) накладывают и фик-
сируют только прокладки. Вставку бесшпилечного поршня собира-
ют на приспособлении (рис. 158), позволяющем переворачивать встав-
ку на 180° и фиксировать
р направляющих бокови-
нах. Предварительная тол-
щина прокладок А и Б
для вставки верхнего
поршня 3 мм, вставки
нижнего поршня 1,25 мм,
а прокладок Б — в преде-
лах 1 — 1,5 мм. Как
прокладки, так и плиты
фиксируются относитель-
но вставки штифтами. Вин-
ты В затягивают оконча-
тельно, а болты Г — цо
упора. Важно, чтобы го-
ловки винтов не выступа-
ли над плитой.
Для соединения шатуна
со вставкой шатун укреп-
ляют на кантователе в вер-
тикальном положении, раз-
200
лпа*0'111
Рис. 158. Приспособление для разборки и сбор-
ки бесшпилечного поршия дизеля Д100:
/ — основание; 2 —палец; 3 — вставка поршня; 4 —
установочное кольцо
мещают на его сферической поверхности ползушку с пружи-
ной, надевают вставку в сборке на шатун н вставляют порш-
невой палец. Трущиеся поверхности деталей покрывают тонким
слоем масла. При соединении шатуна со вставкой у поршня
варианта 14В (см. рис. 148, а) детали должны быть сориентиро-
ваны так, чтобы штифты в нижней головке шатуна располагались
со стороны сливного канала вставки, пазы поршневого пальца были
соосны с отверстиями вставки для прохода шпилек и, наконец, изно-
шенная сторона поршневого пальца (когда износ превышает 0,06 мм)
была направлена в сторону, противоположную нижней головке ша-
туна. Такой ориентации деталей у поршней других вариантов
(см. рис. 148, б, в) не требуется. Допуски на посадку деталей (натя-
ги, зазоры, разбега) указаны на рис. 148. Разбег шатуна по поршне-
вому пальцу менее 0,30 мм свидетельствует о неполной запрессовке
втулки в головку шатуна.
Поршень (см. рис. 148, о) нужно соединять со вставкой так, чтобы
сливной канал вставки у нижнего поршня находился со стороны гене-
ратора, а у верхнего поршня — с противоположной стороны. Нару-
шить это условие — значит способствовать задирообразованию меж-
ду поршнем и гильзой цилиндра. Поршень (см. рис. 148, б) соединяют
со вставкой по меткам, сделанным перед разборкой. Если поршень
или вставка были заменены, в ориентации деталей нет необходимости.
Затем в соединении создают «жесткость» (см. § 17) и только после это-
го гайки С затягивают окончательно моментом 8—10 кгс-м или пово-
ротом на 1—1,5 грани от положения «упора». Важно при этом соблю-
сти правильную последовательность и постепенность затяжки
(см. § 17). Перед затяжкой гаек С и после их окончательного крепле-
ния проверяют овальность поршня (ниже четвертого ручья). Измене-
ние овальности поршня допускалось не более 0,08 мм.
Для соединения бесшпилечного поршня (см. рис. 148, в) со встав-
кой поршень ставят головкой вниз на подставку, опускают вставку
в сборе с шатуном в поршень, заводят на свое место стопорное кольцо
30, измеряют и при надобности регулируют зазор К прокладками.
Фактическую длину поршня с шатуном и вкладышем измеряют при-
способлением (рис. 159, о). Поршень с шатуном подвешивают на кан-
тователе (порщнем вниз), надевают на поршень и фиксируют держа-
телями 3 приспособление, заранее отрегулированное по эталону. При
этом ножка индикатора должна упираться в поверхность рабочего
вкладыша 5, помещенного на шатуне. Слегка покачивая поршень
вместе с приспособлением, замечают отклонение большой стрелки ин-
дикатора от нуля шкалы. Фактические длины нижнего поршня с ша-
туном и вкладышем Лфн и верхнего Лфв находят из выражений:
Лфи = (750±х) —0,10;
Лфв = (650±х) — 0,10,
где х— отклонение большой стрелки индикатора от нуля шкалы, мм;
0,10 — величина, учитывающая зазор между поршневым пальцем и
втулкой верхней головки шатуна, мм.
201
Эталон для настройки приспособления (рис. 159, б) представляет
собой тарелку 9 с ввернутым в нее стержнем 8. Высота контрольных
выступов стержня для нижнего поршня с шатуном 750 ± 0,02 мм,
а для верхнего поршня с шатуном 650 ± 0,02 мм. Для настройки та-
релку эталона размещают в корпусе 4 приспособления. Передвиже-
нием хомута 2 ножку индикатора приводят в соприкосновение с кон-
трольным выступом 6 или 7. При этом шкалу индикатора с цифрой 0
ставят против большой стрелки, а малую стрелку устанавливают с на-
тягом 1—2 мм. В этом положении хомут 2 фиксируют на стойке 1.
Полученные измерением (фактические) значения Афи и Афв срав-
нивают с теми же величинами, найденными расчетным путем. Если
фактическая длина поршня с шатуном меньше расчетной, увеличива-
ют толщину прокладок между поршнем и вставкой. И, наоборот, когда
фактическая длина поршня с шатуном больше расчетной уменьшают
толщину прокладок. При соединении вставок с поршнями следует стро-
го придерживаться рекомендаций, изложенных ранее, особенно каса-
ющихся затяжки гаек крепления вставок и регулировки зазора X.
Размер 1,4 при регулировке можно устанавливать в пределах
1,2—1,4 мм для поршней варианта 14В и 1,2—1,6 мм для бесшпилеч-
ных и поршней варианта ЗА. Размер 4,4 допускается в пределах 4,4—
4,8 мм для поршней всех вариантов.
Рис. 159. Приспособление для измерения длины поршня с шатуном и вкладышем
дизеля Д100 (размера Д)
202
Рис. 160. Схема проверки положения поршня
(без колец) в сборе с шатуном по цилиндру
Проверка качества сбор-
ки. Качество сборки порш-
ня с шатуном контроли-
руют путем «прикидки» по
цилиндру (без поршневых
колец). «Прикидка» делает-
ся, во-первых, для провер-
ки параллельности нера-
бочих частей поршня отно-
сительно гильзы цилиндра
в плоскости оси коленча-
того вала и, во-вторых,
для контрольного измере-
ния размеров 1,4 и 4,4.
Необходимость первой про-
верки вызвана возмож-
ной неточностью обработ-
ки сопрягаемых поверхностей отдельных деталей соединения типа
XI (см. рис. 148),наличием на этих поверхностях отдельных,
не замеченных забоин, заусенцев, случайных загрязнений и дру-
гих неровностей, приводящих к перекосам в системе поршень —
шатун (рис. 160, а). Появлению перекосов способствуют также дефор-
мация расточек блока под гильзы цилиндров или самого поршня, не-
точности, допущенные при ручной обработке шатунных шеек (после
проворота вкладышей) или баббитовой заливке рабочего вкладыша ша-
тунного подшипника, перекосы осей отверстий шатуна. «Прикидку»
нижних поршней с шатунами рекомендуется производить во всех слу-
чаях разборки поршневой группы, а верхних поршней с шатунами—
при сборке дизеля на поворотном стенде.
Чтобы сделать «прикидку», поршень в сборе с шатуном и рабочим
вкладышем (без поршневых колец) опускают в «свою» гильзу и уста-
навливают в н.м. т. Между поршнем и гильзой в точке Г (рис. 160, б)
вставляют щуп толщиной, равной половине зазора между гильзой и
нижней частью поршня. Прижимают поршень к щупу и гильзе. Из-
меряют щупом зазоры в точках А и Б (на глубине первого ручья). Раз-
ность зазора в точках А и Б допускается не более 0,20 мм. Затем то-
же самое делают, установив в в. м. т. (рис. 160, в). В обоих случаях из-
мерений (в н. м. т. и в в. м. т.) разница зазоров в точках Л и Б до-
пускается не более 0,10 мм. Недопустимый перекос устраняют.
Установка поршневой группы на дизеле. Последовательность опе-
раций при монтаже такова: размещение поршневых колец в ручьях
поршней, покрытие трущихся поверхностей маслом, установка ниж-
них поршней с шатунами в гильзах, проверка фактического размера
1,4, опускание верхних поршней с шатунами в цилиндры, укладка
верхнего коленчатого вала и сборка его подшипников, проверка факти-
ческого размера 4,4, сборка шатунных подшипников нижнего вала.
Кольца надевают на поршень и заводят в ручьи только приспособ-
лением ограничивающим развод замка (см. рис. 150, а). Первое нехро-
мированное компрессионное кольцо на дизеле 2Д100 и два первых
203
нехромированных компрессионных кольца на дизеле 10Д100 ставят
новые, а остальные — бывшие в работе. Их помещают в свои «обжи-
тые» ручьи. Если ранее установленные на поршне хромированные
кольца годны к дальнейшей работе, то их меняют местами, т. е. пер-
вое кольцо ставят вместо третьего, а третье кольцо вместо первого.
Новое хромированное кольцо во всех случаях надо ставить в первое
ручей поршня. В случае замены обоих хромированных колец их раз-
мещают в первом и третьем ручьях поршня. Острые кромки маслосре-
зывающих колец должны быть направлены к нижней головке шатуна.
Перед опусканием поршня в цилиндр кольца разводят так, чтобы
замки двух смежных колец были смещены один относительно другого
на 120—180°. Поршень, кольца и зеркало гильзы обильно покрывают
свежим маслом.
Поршневую группу монтируют на дизеле в последовательности,
обратной разборке, при помощи тех же приспособлений (см. рис. 149).
Чтобы легче было втолкнуть поршень с кольцами в цилиндр и не на-
рушить при этом ориентировку колец на поршне (разводку замков),
используют приспособления, показанные на рис. 161. Монтаж верх-
него поршня при установленном верхнем коленчатом вале целесооб-
разно вести, когда в его ручьях помещены только компрессионные
кольца.
О том, как укладывают коленчатый вал на коренных подшипниках
и собирают шатунные подшипники, было рассказано в §37. Фактичес-
кий размер 4,4 каждого цилиндра после монтажа поршневой группы
контролируют приспособлением, аналогичным показанному на
рис. 145.
Размер 4,4 до 0,2 мм изменяют за счет длины верхнего поршня с
шатуном. Если этот размер надо изменить более чем на 0,2 мм, то ре-
гулируют длины обоих поршней с шатунами, обязательно сохраняя
размер 1,4 в допускаемых пределах (1,4 + 0,2 — 2Д100 и 1,4±
±0,2—10Д100),
Рнс. 161. Приспособление для обжатия порш-
невых колец при монтаже поршней на дизе-
ле Д100:
1 — обжимное кольцо для монтажа верхнего поршня
при снятом верхнем коленчатом вале; 2 — хомут для
обжатия компрессионных колец; з — хомут для обжа-
тия маслосрезывающих колец
204
Регулировка длины поршня с шатуном при
единичной замене поршня. В формуляре дизеля отыс-
кивают запись длины Дфн или Дфв, установленной на предыдущем
плановом ремонте. Если эти величины не зафиксированы, фактичес-
кую длину поршня с шатуном измеряют приспособлением (см.
рис. 159). Затем читают размер М у нового и заменяемого поршней.
Этот размер у каждого поршня выбит на торце его направляющей ча-
сти (юбки). Предположим, что Лфн = 750,2 мм, М3 = 44,62 мм (за-
меняемый поршень) и Л4И = 44,32 (новый поршень). Чтобы сохранить
фактическую длину поршня с шатуном в пределах 750,2 мм, между
новым поршнем н его вставкой нужно добавить прокладку толщи-
ной 0,30 мм (44,62—44,32 = 0,30 мм).
§ 41. ШАТУННО-ПОРШНЕВАЯ ГРУППА ДИЗЕЛЯ Д50
Работы профилактического характера по шатунно-поршневой
группе дизеля Д50 производят при ТОЗ, ТР1 и ТР2. Разборку и ре-
монт деталей этой группы приурочивают к ремонту ТРЗ с целью заме-
ны изношенных поршневых колец.
Демонтаж и разборка. Чтобы извлечь поршень с шатуном из ци-
линдра, демонтируют с дизеля цилиндровую крышку и разбирают
шатунный подшипник. Очищают от нагара верхнюю часть гильзы ци-
'6
7 ,
/ Зазор
Диаметральный, зазор
, । при положении, поршня \Z37-3Jf \ЗЛ | ЗЛ |
й н.м.т.
1 -
д
Раз5ег
на обе -
стороны
13-ПЛ
Ремонтные
размеры
ЖУ0-02
lSl
\Ш-0М0Мк\
Зазор
\0,13-3,17\ff,№\0,2$
OTf*0'02
1 иг
2Щ~
дл
8,8
Ц5\0,П\0,15\
Зазор
Яйрмтрамныи. зазор-при'
порХнмж ИМ
Рис. 162. Поршень дизеля Д50:
/ — поршень (Д50-04-010, алюминий ПС-12); 2 — компрессионное кольцо (Д50-04-006, специаль-
ный чугун); 3, 4 — маслосрезывающие кольца (Д50-04-007, специальный чугун); 5 —поршне-
вой палец (Д50-04-Ю1сб, сталь 12ХН2А); б — заглушка (Д50-04-004-1, алюминий ПС-12);
7 — компрессионные кольца трапецеидальной формы (Д50-04-011, специальный чугун)
205
линдра. Укрепив на головке поршня скобу, удаляют поршень с шату-
ном из гильзы. Последовательность разборки такова: демонтируют
с поршня детали 7, 2, 3, 4 и 6, удаляют поршневой палец 5 и разъеди-
няют поршень с шатуном (рис. 162). Приспособления для демонтаж-
ных работ показаны на рис. 163. Поршневые кольца снимают приспо-
соблением, подобным показанному на рис. 150, а, ограничивающим
развод замка до 70 мм. Снятые детали моют и очищают (см. § 4).
Контроль состояния и ремонт. Поршни. В рассматриваемой
детали чаще всего можно наблюдать износ ручьев, направляющей части
(юбки) и отверстий под поршневой палец. Оплавление головки, тре-
щины и отколы перемычек между ручьями, хотя и встречаются но,
значительно реже. Больше всего изнашивается (частично сминается
и деформируется) первый ручей, преимущественно по нижней опорной
части, причем износ неравномерен как по глубине, так и по окруж-
ности. Об износе ручьев первых двух компрессионных колец трапе-
цеидальной формы судят по величине «утопания» нового поршневого
кольца в ручей (рис. 164), а об износе остальных ручьев—по величи-
не зазора между ручьем и новым поршневым кольцом. Износ ручьев
устраняют проточкой под ремонтный размер (см. рис. 162) или нап-
лавкой с последующей обработкой под нормальный размер.
Направляющая часть (юбка) поршня изнашивается, как правило,
в плоскости а — а (рис. 165), т. е. в плоскости, перпендикулярной
оси поршневого пальца, а отверстия под палец — в плоскости с — с.
В процессе эксплуатации юбка поршня деформируется и становится
овальной (больший диаметр овала в плоскости б — б). Деформацию
поршня, когда овальность юбки более 0,15 мм, устраняют правкой
под прессом через деревянную колодку с вогнутостью, соответствую-
щей диаметру нижней части поршня, или проточкой на станке, пока
не будет «как чисто».
Рис. 163. Приспособления для разборки и сбор-
ки поршневой группы дизеля Д50:
1 — скоба для выемки н опускания поршня; 2 — об-
жимное кольцо; 3 — приспособление для выпрессовки
заглушки; 4 — то же для удаления поршневого пальца
206
Рис. 164. Индикаторное приспособление для измерения «утопания» трапецеидаль-
ного кольца в ручье поршня дизеля Д50:
1 — корпус приспособления; 2 — поршень; 3 — индикатор
Когда зазоры между поршнем и гильзой цилиндра (в нижней части)
или между поршнем и пальцем более указанных на рис. 162, а также
когда овальность нижней части юбки превышает 0,30 мм, поршень за-
меняют. Наплавлять юбку и отверстия под палец не рекомендуется
ввиду значительной деформации поршня.
Причинами, вызывающими оплавление головки отдельных поршней,
чаще всего являются потеря подвижности первых двух компрессион-
ных колец (их «пригорание») или неудовлетворительная работа топ-
ливной аппаратуры. Оплавление головки или отколы перемычек оп-
ределяют визуальным осмотром. Эти повреждения устраняют сваркой
и наплавкой.
Поршневые кольца (рис. 166). Наиболее характерным
повреждением колец является износ. Радиальный износ колец пря-
моугольной и трапецеидальной формы определяют так же, как и
у колец дизеля Д100. Износ кольца трапецеидальной формы по высо-
те измеряют шаблоном.
Поршневой палец шатуна и шатунные болты.
Рекомендации, данные по осмотру и ремонту этих узлов и деталей ди-
зеля Д100, полностью применимы к рассматриваемым деталям и уз-
лам дизеля Д50. В отношении износов, зазоров и других допусков
следует руководствоваться данными, приведенными на рис. 162 и 167.
Сборка поршневой группы. Сборка состоит из комплектования де-
талей, собственно сборки и установки на дизеле.
207
нм
Рис. 165. Схема изме-
рения поршня дизе-
ля Д50
Комплектование деталей. Цель
комплектования:
вместо изъятых подобрать детали, до-
пуски на посадку которых находились бы в пре-
делах норм (см. рис. 162, 167). При этом
трущиеся детали поршневой группы каждого
цилиндра, ранее работавшие вместе, сохра-
няют;
добиться уравновешенности вращающихся
масс. Для этого детали подбирают так, чтобы
разновес комплекта (поршень, палец, шатун с
крышкой, болтами и вкладышами) по цилинд-
рам одного дизеля не превышал 400 г. Дости-
гают этого подбором шатуна или поршня, а
также снятием металла с торца юбки поршня
или стержня шатуна (см. рис. 162, 167). Масса
шатуна выбивается на нижней головке, а пор-
шня — на его холодильнике в правом углу.
Сборка. Последовательность сборки:
осмотр деталей, соединение поршня с шатуном, постановка заглушек,
проверка качества сборки. Детали осматривают с той же целью, что и
перед сборкой поршневой группы дизеля ДЮО. Поршень с шатуном
соединяют поршневым пальцем так, чтобы маркировка (номер ди-
зеля и цилиндра) на шатуне была со стороны выемок для выпускных
клапанов на головке поршня. Заглушки запрессовывают в отверстия
поршня с натягом 0,04—0,08 мм. Желательно перед соединением
поршня с шатуном и запрессовкой заглушек поршень нагреть до 100°С.
И-Ч1 50 15
г-2,2 5,0 5
8 свободном состоянии
6 рабочем состоянии
Ъ85-о,п
Wl-nn пчсл? покрытия полудой
Рис. 166. Поршневые кольца дизеля Д50:
/ — компрессионное (Д50-04-006, чугун); 2 — маслосрезывающее (Д50-04-007, чугун)
208
о
162
Зазор v на tiacjnf
[дгё;р,г/?|йг5]
«77+«.<»
°>/ J - 0,02
ппе + 0,03
1,10 -0,02
on +0,03
6,U -0,02
О пе + 0,03
0,10 -0,02
Рис 167 Шатун дизеля Д50
/ — втулка (Д50 24 003, бронза Бр ОС-12) 2—шатун (Д50 24 1сб), 3 — штифт, 4, 9 — штифты
шатуна и вкладыша, 5 — болт (Д50 24 005, сталь 18ХНВА), 6 — крышка (Д50 24 002, сталь
40ХФА), 7 — гайка (Д50 24 006, сталь 40Х), 8 — вкладыш (Д50 24 004 1А, бронза
Бр ОЦС 3 12 5 + баббит БК.2)
V/ Допускает я обра-
ботка бля г,обгонки
беса по размерам б □
a
Ремонтные
размеры
Зазор„6 усах"
^0ДЗ-0,п\0,н\р,1б\
Качество сборки контролируют по величине деформации юбки пор*
шня и «прикидкой» поршня в сборе с шатуном по «своему» цилин-
дру (без поршневых колец). Для определения деформации поршень
дважды измеряют по III поясу — до соединения с шатуном и после
соединения с шатуном и постановки заглушек (см рис. 165). Измене-
ние овальности поршня допускается не более 0,10 мм. В противном
случае подбирают заглушки с меньшим натягом. Чрезмерная деформа-
ция поршня часто служит причиной заедания поршня в цилиндре.
«Прикидку» поршня с шатунол по «своему» цилиндру ведут так
же и с соблюдением тех же условий, что и на дизеле Д100.
Установка поршневой группы на дизеле. Установку начинают
с заводки поршневых колец в ручьи поршней, затем покрывают тру-
щиеся поверхности маслом, опускают поршень в сборе с шатуном
в цилиндр, собирают шатунный подшипник. Все эти операции выпол-
209
няют с соблюдением тех же условий, что и на дизеле ДЮО. Первое
компрессионное кольцо заменяют новым независимо от состояния.
Для опускания поршня с шатуном в цилиндр используют приспособ-
ления, показанные на рис. 163.
§ 42. ВОЗДУХОДУВКА ДИЗЕЛЯ 2Д100 И ЕЕ ПРИВОД
Работы профилактического характера, а именно: осмотр, про-
верку надежности крепления деталей и возможного касания лопас-
тей колес (по наличию алюминиевой пыли в коленах ресивера),
измерение осевого разбега колес — выполняют при ТОЗ и ТР1.
Демонтируют воздуходувку при ремонте ТРЗ главным образом
для проверки состояния узлов с подшипниками качения, конусных
неподвижных соединений и зубчатых передач, т. е. узлов и соедине-
ний, отмеченных на рис. 168 цифрами IV, VII и XII в кружочках.
Съемка и разборка. До съемки воздуходувки проверяют качество
зацепления приводных зубчатых колес (см. § 28). Затем отсоединяют
воздухоприемный патрубок, трубки, колена воздушных ресиверов,
удаляют фиксирующие штифты. К фланцу воздуходувки прикрепля-
ют подъемное приспособление. Краном «подживляют» воздуходув-
ку, отворачивают болты и гайки, которыми воздуходувка крепится
к блоку дизеля. Несколько сдвинув ее в осевом направлении, снимают
с дизеля и помещают в кантователь (рис. 169) с электрическим приво-
дом, позволяющим поворачивать воздуходувку на 180°.
Перед разборкой воздуходувки проверяют легкость вращения ко-
лес от руки, боковой зазор между зубьями координационных шесте-
рен (см. § 28), осевой разбег колес (см. § 33), зазор между лопастями
рабочих колес при помощи ленточной фольги шириной 100 мм при
толщине 0,7 мм и шириной 30 мм при толщине 1,1 мм. В процессе раз-
борки измеряют суммарный торцовый зазор между подшипниковыми
плитами и торцами колес.
Чтобы разобрать воздуходувку, снимают с нее кожух, трубки под-
вода смазки и штуцера, отвертывают гайки крепления шестерен, под-
шипниковых плит, удаляют штифты со стороны плиты 31 и снимают
нажимные кольца 28 (см. рис. 168). Спрессовывают шестерни приспо-
соблением, показанным на рис. 170, а. Чтобы не повредить спи-
ральные зубья, координационные шестерни спрессовывают одновре-
менно (двумя аналогичными приспособлениями). Если плита 5
(см. рис. 168) не имеет видимых повреждений, ее обычно не снимают.
Плиту 31 снимают вместе с подшипниками двумя приспособлениями
(рис. 170, б). Для извлечения обойм 21 (см. рис. 168) отвертывают фик-
сирующие их болты. Детали 27, 23 и 22 каждого колеса составля-
ют комплект, поэтому их следует связать и сохранить. Для подъема
и удаления колес из корпуса в торцы их валов ввертывают рымы.
Контроль состояния и ремонт. Об устранении повреждений и
восстановлении работоспособности узлов и соединений, отмеченных
на рис. 168 цифрами IV, VII, XII в кружочках, подробно рассказано
в гл. V.
210
Корпус и рабочие колеса. Повреждения, наблюдае-
мые у корпуса и рабочих колес, вызываются случайным попаданием
посторонних деталей в воздуходувку (после смотровых и ремонтных
работ), заклиниванием рабочих колес (из-за ослабления в посадке од-
ной из координационных шестерен, отворачивания балансировочных
пробок 29 (см. рис. 168) или разрушения подшипников качения). Не-
большие повреждения (вмятины, задиры, круговые риски, несквозные
трещины) устраняют пастообразными клеевыми составами (см. § 15).
Рис. 168. Воздуходувка дизеля 2Д100 (Д100-37-1сб-3):
1, 2, 3, 20, 30, 32, 34 — прокладки; 4 — верхнее рабочее колесо (Д100-37-109сб-3); 5 —плита
опорного подшипника (Д100-37-104сб-1, сталь); 6 — ведомая шестерня (Д100-37-033-2, сталь
45ХН); 7 —кольцо верхнего подшипника (Д100-37-109, сталь 40); 8 — роликоподшипник 32317;
9, 10, 26 — гайки; 11 — болт; /2 —ведущая шестерня (Д100-37-030-1, сталь 45ХН); /3 —ше-
стерня (Д100-37-106-1, сталь 45ХН); /4 —кольцо опорного подшипника (Д100-37-036-1, сталь 40);
/5 —гайка; 16 —• призонный болт; П — нижнее рабочее колесо (Д100-37-18сб-3); 18 — роли-
коподшипник 32617; 19 — кольцо маслоуловителя; 27 —обойма подшипника; 22 — регулировоч-
ное кольцо; 23, 24 — проставочные кольца; 25 — болт; 27 — шарикоподшипник 66412; 28 — на-
жимное кольцо; 29 — балансировочная пробка; 31 — плита опорно-упорного подшипника
(Д100-37-102сб-1, сталь 25); 88—кожух (Д100-37-106сб-3, сталь СтЗ); 35 — корпус воздуходув-
ки (Д100-37-101сб. алюминий АЛ-9)
211
Более крупные изъяны устраняют сваркой. После слесарно-механи-
ческой обработки форму поверхности лопастей колеса контролируют
шаблоном. Просвет между шаблоном и поверхностью лопастей колеса
допускается до 0,1 мм. Концы вала рабочего колеса после демонтажа
с них колец маслоуловителя и подшипников качения проверяют маг-
нитным дефектоскопом (см. § 7). Колесо с валом, имеющим трещину,
заменяют.
Сборка. Процесс сборки воздуходувки состоит из комплектования
деталей, собственно сборки и контроля качества сборки.
Комплектование деталей включает следующие ра-
боты:
а) подбор комплекта опорно-упорных шарикоподшипников для
достижения в них осевого натяга (0,01—0,06 мм). Такой подбор необ-
ходим в случае замены одного из подшипников или при утере регули-
ровочного 2 или проставочного 1 кольца (рис. 171);
б) подбор рабочих колес для установления нормального зазора
между их лопастями (0,7—1,1 мм). Эту работу делают при замене од-
ного из колес;
в) подбор координационных шестерен для достижения нормаль-
ного бокового зазора между их зубьями (см.рис. 168) и фиксирован-
ного зазора между лопастями рабочих колес;
г) ориентирование подшипниковых плит относительно корпуса,
чтобы достигнуть соосности их отверстий. Центровку делают при за-
мене корпуса или одной из плит;
д) динамическую балансировку рабочего колеса в сборе с шестер-
ней, кольцами маслоуловителя и кольцами подшипников качения.
Рабочие колеса балансируют в случае ремонта их лопастей (сваркой,
пастообразным клеевым составом).
Подбор комплекта опорно-упорных шарикоподшипников ведется
следующим образом. Подшипники с кольцами 1 и 2 надевают на палец
б и зажимают гайкой 3,
в таком виде их помещают
в обойму 7 (см. рис. 171).
Затем зажимом 6 стяги-
вают наружные обоймы
подшипников. При этом
узкие торцы внешних
обойм должны быть обра-
щены наружу. Передвига-
ют палец 5 с внутренними
обоймами подшипников
винтом 8 в ту и другую сто-
рону и по показанию инди-
катора 4 определяют осе-
вой разбег пальца 5. Изме-
нением толщины кольца * 1
добиваются, чтобы осевой
разбег кольца был равен
примерно 0,03—0,05 мм.
Рис. 169. Кантователь для разборки воздухо-
дувки дизеля 2Д100
212
Рис. 170. Приспособление для разборки
воздуходувки дизеля 2Д100:
1 — фланец; 2 — винт; 3 — стяжной болт
Для достижения необходимого
осевого натяга уменьшают тол-
щину кольца 2 на величину
полученного осевого разбега и
еще на 0,01 — 0,06 мм. Подшип-
ники с кольцами 1 и 2 после
регулировки составляют ком-
плект; их отмечают электро-
графом одним порядковым но-
мером.
Подбор рабочих колес осу-
ществляют установкой их в
приспособление (рис. 172), кото-
рое имеет две поперечины и бо-
ковины. Поперечины имитируют
подшипиковые плиты воздухо-
дувки. На хвостовики валов
рабочих колес заранее напрес-
совывают кольца маслоуслови-
телей и обоймы роликоподшип-
ников. Зазор между лопастями
по длине колеса измеряют щу-
пами из ленточной фольги. Если
зазор мал, лопасти обрабаты-
вают шабером по шаблону, если
он велик, заменяют какое-либо
колесо или поверхность лопа-
стей наращивают клеевыми
составами (см. § 15). После регулировки зазора на торцах любых
двух парных лопастей ставят метки спаренности.
Подбор координационных шестерен производят при смонтирован-
ных на приспособлении (см. рис. 172) рабочих колесах с заложенными
между лопастями щупами из ленточной фольги (толщиной 0,7—1,1 мм).
В пазах валов размещают шпонки и монтируют шестерни 6 и 13 вмес-
те со свободно сидящей на последней шестерней 12 (болты 16 не встав-
лены) (см. рис. 168). Шестерни 6 и 12 вводят в зацепление по меткам.
Чтобы зафиксировать постоянный зазор между лопастями рабочих
колес, шестерни 12 и 13 стягивают двумя технологическими болтами.
Проверяют качество зацепления шестерен 12 и 6 (см. рис. § 28). При
удовлетворительных результатах шестерни снимают, технологиче-
ские болты заменяют призонными болтами 16. Качество зацепления
регулируют подбором шестерен 6 и 12.
Ориентирование подшипниковых плит относительно корпуса про-
изводят индикаторными приспособлениями (см. § 33). Ориентиро-
ванное положение каждой плиты фиксируют тремя штифтами.
Динамическая балансировка (см. § 32) рабочих колес необходима
только при значительном снятии металла с поверхности какой-либо
лопасти колеса. Допустимый небаланс рабочего колеса 50 гс • см.
После подбора рабочие колеса, координационные шестерни и ведо-
213
мая шестерня эластичного привода составляют комплект, в котором
произвольная замена деталей на рекомендуется.
Сборку воздуходувки ведут в таком порядке. Осмат-
ривают детали и проверяют их комплектность (согласно маркировке).
Монтируют плиту 31 с прокладками 34 и наружными обоймами под-
шипников 18 (см. рис. 168) на корпусе и фиксируют штифтами. Встав-
ляют рабочие колеса с надетыми на них кольцами 19 и внутренними
обоймами подшипников 18 и 8 в корпус по меткам спаренности.
Монтируют на корпусе плиту 5 с
обоймами подшипников 8 и также
Рис. 171. Приспособление для регулировки на-
тяга опорно-упорных шарикоподшипников воз-
духодувки дизеля 2Д100
Рис. 172. Приспособление для контроля зазора
между лопастями рабочих колес воздуходувки
дизеля 2Д100
прокладками 2 и наружными
фиксируют штифтами. Важно,
чтобы прокладки 34 и 2 не
перекрывали отверстия
для слива масла из задней
части воздуходувки. Про-
веряют индикаторным при-
способлением суммарный
зазор между плитами и
торцами рабочих колес.
Этот зазор в пределах
1,1 — 1,45 мм регулируют
прокладками 34 и 2.
Щупами из фольги из-
меряют зазоры между кор-
пусом и колесами, а так-
же между лопастями
колес. Ставят на концы
валов кольца 24 и комп-
22 лект опорно-упорных ша-
рикоподшипников с обой-
мами 21. Устанавливают
и закрепляют детали 28 и
25. Изменением толщины
колец 24 фиксируют рабо-
чие колеса так, чтобы зазор
между каждой плитой и
торцами рабочих колес
был одинаковым (0,55 —
0,75 мм). Сумма зазоров
должна быть в пределах
1,1—1,45 мм.
После этих операций
приступают к регулиров-
ке осевого разбега рабо-
чих колес в пределах 0,01—
0,05 мм прокладками 30.
Окончательно закрепляют
детали 28 и 25, а детали
25, кроме того, стопорят.
Монтируют детали 7, 6, 13
214
и 12. Шестерни 6 и 12 вводят в
зацепление согласно меткам, бол-
ты-грибки 11 после окончательно-
го крепления стопорят винтами.
Стопорят также обоймы 21 под-
шипников болтами, монтируют
узлы маслопровода, ставят на ме-
сто кожух 33. При сборке резьбо-
вых соединений (особенно при
закреплении деталей 5, 31 и 28),
конусных неподвижных соедине-
ний, узлов с подшипниками каче-
ния и зубчатых передач не следует
принебрегать советами, приведен-
ными в гл. V. О качестве сборки
воздуходувки судят по легкости
вращения рабочих колес от руки
и по бесшумности ее работы.
Монтаж воздуходувки на дизе-
ле. Установка воздуходувки, ра-
ботавшей ранее на данном дизеле,
Рис. 173. К установке воздуходувки
на дизеле 2Д100:
1,2 — соответственно ведомая и ведущая
шестерни эластичного привода; 3, 4 — коор-
динационные шестерни воздуходувки
у которой не заменяли основные детали, не вызывает затруднений.
Ее ставят на прокладках, которые ранее были помещены между
блоком и воздуходувкой, и фиксируют на блоке прежними фикси-
рующими штифтами.
При монтаже на дизеле новой или старой воздуходувки, у которой
были заменены колеса, корпус или ведомая шестерня эластичного
привода, придерживаются следующего порядка.
К фланцу плиты 5 приклеивают прокладку 3 (см. рис. 168). Сторона
прокладки, обращенная к блоку дизеля, должна быть чистой. Зубья
шестерни 13 покрывают тонким слоем краски. Воздуходувку устанав-
ливают на блоке так, чтобы ее можно было перемещать относительно
блока. Если зазор а (рис. 173) будет менее 1,5 мм, то к фланцу задней
плиты приклеивают еще одну прокладку. Зацепление шестерен
эластичного привода регулируют перемещением воздуходувки отно-
сительно блока дизеля. При этом допускается рассверловка или рас-
пиловка отверстий плиты воздуходувки (для прохода шпилек). В не-
обходимых случаях можно поместить клиновые прокладки между воз-
духодувкой и блоком дизеля. Нормальная величина зазора между
зубьями привода указана на рис. 173. Важно, чтобы прилегание зубь-
ев по длине составляло не менее 80%, а ступенчатость не превышала
2 мм. Воздуходувку на блоке дизеля после окончания регулировки
зацепления фиксируют двумя штифтами.
Эластичный привод воздуходувки. По приводу (рис. 174) выполня-
ют следующие работы: при ТОЗ производят осмотр; при ремонте ТР1
измеряют щупом зазор К, а индикаторным приспособлением биение
торца Ц шестерни / (см. § 33) и, кроме того, проверяют состояние пру-
жин (после снятия опорного диска 3), а при ремонте ТРЗ привод сни-
мают с коленчатого вала.
215
Рис. 174. Эластичный привод воздуходувки дизеля 2Д100:
/ — ведущая шестерня (Д100-35-001-2, сталь 45ХН); 2 — сухарь (Д100-35-006, сталь 40Х); 3 —
опорный диск (Д100-35-003, сталь 40); 4 —втулка (Д100-35-005, бронза Бр. ОЦС 5-5-5); 5 —
ступнца (Д100-35-002, сталь 45ХН); в — втулка (Д100-35-004, бронза Бр. ОЦС 5-5-5); 7 —
ведомая шестерня (Д100-37-106-1, сталь 45ХН); 8 — верхний коленчатый вал; 9 — пружина
(Д100-35-007-1, сталь 60С2А); 10 — торцовый диск
Сменить поврежденную пружину 9 можно без съемки привода с ко-
ленчатого вала. Для этого нужно снять опорный диск 3, отвернув
гайки Ш, предварительно пометив краской или керном ориентирован-
Рис. 175. Приспособление для
снятия эластичного привода
воздуходувки:
/ _ диск; 2 — выжимной винт; 3 —
болт
ное положение диска 3 и шестерни 1.
Чтобы извлечь неисправную пружину,
между деталями 2 и 5 размещают (с диа-
метрально противоположных сторон)
по одному болту с высокой гайкой.
Отвертывая гайки болтов, поворачивают
ступицу относительно сухарей (сжимая
половину пружин), пока не появится
возможность вынуть пружину. Чтобы
снять привод с коленчатого вала, вместо
торцового диска 10 (см. рис. 174) уста-
навливают приспособление, показанное
на рис. 175. При спрессовке каждый
винт 2 повертывают на одинаковую ве-
личину.
Чаще всего неисправности в при-
воде возникают из-за поломки пру-
жин 9, износа и ослабления в посад-
ке втулок 4 и 6, т. е. в соединениях,
216
отмеченных на рис. 174 цифрами II, III и XV в кружочках. При чрез-
мерном износе втулок 4 и 6 шестерня 1 перекашивается (увеличивает-
ся биение торца Ц), нарушается зацепление зубчатой передачи,
резко возрастают нагрузки на отдельные участки зубьев, а это в кон-
це концов ведет к трещинам и поломке зубьев шестерен. О восстанов-
лении работоспособности соединений типов III и II подробно расска-
зывается в § 18, 19. Поверхности Б и С втулок 4 и 6 окончательно
обрабатывают после их запрессовки в диск 3 и шестерню 1. Ступенча-
тость, выступание или утопание поверхностей Б втулок относительно
деталей Зи 1 не допускаются. Изношенные поверхности сухарей и сту-
пицы (в местах упора пружин) устраняют наплавкой. Отверстия под
сухари в диске и шестерне 1 должны быть соосны. Если эти отвер-
стия разработались, их восстанавливают наплавкой. Парные отвер-
стия в этих деталях следует обрабатывать и проверять развертками
совместно. Гайки Ш сухарей при сборке привода затягивают на х/2
грани от положения «упора» в последовательности и с соблюдением
требований, приведенных в § 17.
§ 43. ТУРБОКОМПРЕССОР
Работа профилактического характера, т. е. осмотр, проверку свобод-
го «выбега» ротора, очистку масляного фильтра, измерение осевого
разбега ротора и зазоров «на масло» в подшипниках выполняют
при ТОЗ и ТР1. Демонтируют и разбирают турбокомпрессор 1 раз
между ремонтами ТРЗ и при ремонте ТРЗ. Работоспособность тур-
бокомпрессора чаще всего нарушается вследствие отложения на-
гара на поверхностях деталей газового тракта: на колесах турбины,
сопловом аппарате и его кожухе, газоприемном корпусе. Слой нага-
ра не только ухудшает теплоотдачу и вызывает перегрев и коробление
деталей, но и заметно уменьшает проходные сечения соплового аппара-
та и турбинного колеса. В качестве предупредительной меры в отдель-
ных депо детали газового тракта очищают от нагара без демонтажа
турбокомпрессора с тепловоза [8].
Съемка и разборка. Чтобы снять турбокомпрессор (рис. 176) с ди-
зеля, сливают воду из его остова, отсоединяют от него коллекторы и
трубопроводы, отвертывают болты крепления. Перед разборкой сни-
мают крышки подшипников, измеряют индикаторным приспособле-
нием осевой разбег ротора (см. § 33) и зазора «на масло» в подшипни-
ках (см. § 19).
Для разборки ставят турбокомпрессор стороной компрессора вверх.
Отворачивают с конца вала ротора гайку (рис. 177, а), снимают шай-
бу, отворачивают гайки и снимают корпус 1 компрессора (см.
рис. 176), снимают вставку 3, диффузор 4, отворачивают винты
крепления лабиринта колеса 18 и извлекают ротор в сборке с дета-
лями 18, 17, 16. Разъединяют газоприемный корпус 13 с выхлопным
корпусом 10, снимают с последнего детали 8 и 12. Разъединение кор-
пусов и извлечение соплового аппарата 12 производят отжимными бол-
тами (рис. 177, б). При необходимости корпусы подшипников выпрес-
217
совывают съемником (рис. 177, в). Чтобы разобрать ротор, снимают
с него уплотнительные кольца, отворачивают болты и снимают поло-
винки лабиринта колеса 18 (см. рис. 176), повернув экран 16 относи-
тельно теплоизоляционного кожуха 17, совмещают эти части по разъ-
ему и демонтируют половинки теплоизоляционного кожуха. Колесо
компрессора снимают в случае его ослабления в посадке или надобнос-
ти замены. Снятые детали очищают.
Контроль состояния и ремонт деталей. Остов. Остов состоит
из газоприемного и выхлопного корпусов и корпуса компрессора.
В этих частях наблюдаются трещины и коробление привалочных
плоскостей. Водяные полости газоприемного и выхлопного корпусов
опрессовывают водой (см. § 7). Трещины заваривают (см. § 13), устра-
Рис. 176. Турбокомпрессор:
/ — корпус компрессора (3409-01-001-0, АЛ9В); 2 —колесо компрессора (3404-06-101-0, АЛ4):
3 — вставка (1411.00-103-1, АЛ9В); 4 —диффузор (3404-00-101-0, АЛ9В); 5 — уплотнительное
кольцо (1311.00-116-0, резина); 6 — теплоизоляция «Мамва>; 7— ротор (3404.06-000-0); S—’Ко-
жух соплового аппарата (1411-00.104-1); 9 — турбинное колесо; /0 —выхлопной корпус
(1411.02.101-0, АЛ9); // — дроссель; 12 — сопловой аппарат (3404.08-000-0); 13 — газоприемный
корпус (1411.03.000-0); /4 —опорный подшипник (1311.00.001-1); /5 —крышка подшипника; 16 —
экран (1411-02.030-0); /7 — кожух изоляционный (1411.02.001-1); 18 — лабиринт колеса
(1411,02,108-2, сталь 40); 19— компенсатор (1411.00.111-0, сталь Ст5); 20 — опорно-упорный под-
шипник (1411.00.010-0); 2/— вставка
218
Рис. 177. Приспособление для разборки турбокомпрессора
няют постановкой гужонов (см. § 9) или заделкой полимерными мате-
риалами (см. § 15). Покоробленные и поврежденные привалочные
плоскости исправляют (см. § 27). Тщательной очистке подвергают ка-
налы в корпусах, по которым подводится воздух к лабиринтным уплот-
нениям.
Лабиринтовые уплотнения (рис. 178). В этих узлах
износу подвержены уплотнительные кольца 8 и поверхности деталей,
контактирующих с кольцами. Лабиринты-гребешки 3 повреждаются
из-за прогиба вала ротора. Регламентированные зазоры в соединениях
этих деталей приведены на рис. 178. Износ поверхности детали 9 (след
от уплотнительных колец) глубиной более 0,15 мм устраняют механи-
ческой обработкой.
В случае замены уплотнительных колец новыми их канавки во
втулке 2 проверяют резцом с минимальным съемом металла («как чис-
то»), зазоры устанавливают минимально допустимые. Поврежденные
лабиринты-гребешки 3 выправляют или заменяют, ослабшие —
завальцовывают вновь. Учитывая важное назначение лабиринтовых
узлов, их ремонту следует уделить должное внимание. Уплотне-
ние со стороны компрессора препятствует уносу масла из полости под-
шипника в компрессор, а со стороны турбины (из промежутка меж-
ду сопловым аппаратом и колесом турбины) не допускает прорыва га-
зов в полость подшипника, а также предотвращает попадание масла
из полости подшипника на нагретую часть вала ротора.
Подшипниковые узлы. В этих узлах износу подвер-
жены шейки вала ротора и втулки, пята с подпятником (рис. 179).
Редко, но наблюдаются случаи ослабления втулок в посадке. О том,
как восстанавливают работоспособность подшипникового узла подоб-
ного типа, подробно рассказано в § 19.
Размер М (рис. 179, а) контролируют в сжатом состоянии подшип-
ника (усилием 200—300 кгс). Размер М регулируют изменением тол-
щины пакета пластин 8. Упругость пластин и пленка масла между
ними смягчают удары при осевом перемещении ротора. Прилегание
пяты 13 к подпятнику 14, контролируемое по краске, должно быть не
менее 75% по окружности и 50% по ширине. При надобности шабрят
торец подпятника. При замене втулок подшипников соосность их от-
219
Рис. 178. Узел уплотнения турбоком-
прессора:
/ — импеллер (1317.06.123.0, сталь); 2 —
втулка (1411.06.121-1, сталь); 3 — лента
(Н05.02.14); 4 — втулка уплотнения
(1411.06.010.0, сталь 45); 5 — вал ротора
(1411.06.001-9); 6 — колесо компрессора
(3404.06.101-0-АЛ4); 7 —резиновое кольцо
(3403.01.103-0); 8 — уплотнительное кольцо
(Н05.11.03, чугун); 9 — обойма; 10 — пята
верстнй после монтажа в корпус-
ных деталях контролируют по тех-
нологическому валу и регули-
руют смещением частей остова
относительно друг друга или обра-
боткой втулок с одной установки
при собранном остове. Постановка
с этой целью прокладок между
привалочными плоскостями корпу-
сов не разрешается. Допустимая
несоосность отверстий втулок
0,05 мм.
Сопловой аппарат.
У этой части турбокомпрессора,
омываемой горячими газами, чаще
всего наблюдается коробление
ободов и лопаток, приводящее к
возникновению трещин, изменению
проходных сечений (в свету) как
между лопатками самого соплового
аппарата, так и между турбинным
колесом и ободами соплового аппа-
рата. Вследствие этого уменьшается частота вращения ротора, сни-
жается производительность компрессора, происходит перегрев и из-
гиб ротора, лопатки турбинного колеса начинают задевать кожух со-
плового аппарата и повреждаются. Трещины отыскивают обстукива-
нием или цветной дефектоскопией. Трещины в лопатках заварива-
ют, шов зачищают так, чтобы толщина лопаток во всех сечениях оста-
валась одинаковой. Степень коробления ободов проверяют по пли-
те по световой щели или щупом (см. § 27)_ Коробление наружного
обода более 0,15 мм и внутреннего более 0,25 мм устраняют слесарно-
механической обработкой. Для нормальной работы турбокомпрессора
суммарная площадь выходных сечений соплового аппарата в свету
должна быть равна 126—129 см2. Эту величину у каждого аппарата
выбивают на торце одного из ободов.
Суммарную площадь выходных сечений определяют обмером лопа-
ток по схеме (рис. 180)
F = 2,2 (2Я1 + Sa2),
где и Sa3 — суммы значений проходных сечений соответственно
у корня и периферии лопатки, см2.
До определения величины F размер а контролируют калибром; при
необходимости лопатки подгибают.
Ротор. Чаще всего у ротора повреждаются лопатки турбинного
колеса, слабнет в посадке колесо компрессора и изгибается вал. Пов-
реждения лопаток — односторонний износ, изгиб или искривление—
происходят вследствие попадания в газовый тракт посторонних пред-
метов (отколовшихся частей поршневых колец, кусочков нагара и
220
т. п.), из-за касания лопаток неподвижных частей при прогибе вала
ротора.
Незначительные повреждения лопаток устраняют зачисткой де-
фектных мест. Лопатки подгибают по шаблону, выходная кромка
лопатки при этом не должна иметь волнистости. Ротор с сильно пов-
режденными лопатками, соединенными с диском турбины сваркой,
заменяют. У ротора, лопатки которого соединены с диском турбины
шлицами типа «елка», заменяют поврежденные лопатки и замочные плас-
тины, имеющие надрывы. Для этого отгибают замочную пластину
и выбивают из диска поврежденную лопатку. Вместо негодной подби-
рают лопатку, отличающуюся по массе не более чем на 1—3 г. В паз
диска помещают новую замочную пластину и забивают подобранную
лопатку. Аккуратно загибают и прижимают концы замочной плас-
тины к диску. Качка конца вновь установленной лопатки в плоскости
диска допускается до 1,3 мм, а осевое перемещение лопатки до 0,3 мм.
После замены лопаток или замочных пластин ротор подвергают дина-
мической балансировке (см. § 32). Допустимый небаланс 2,5 гссм.
Нормальную посадку колеса компрессора на валу ротора с натягом
0,07—0,11 мм при необходимости восстанавливают (см. § 18, 25).
Изгиб вала ротора проверяют индикаторным приспособлением
(см. § 33) при вращении ротора в центрах. Биение центральной части
вала ротора, превышающее 0,05 мм, устраняют термической или меха-
нической правкой (см. § 37). Поврежденные шейки вала (под подшип-
ники) исправляют механической обработкой, а нормальный размер
восстанавливают осталиванием с последующим покрытием хромом
или постановкой дополнительной детали (см. § 9). Уменьшение
Рис. 179. Подшипники турбокомпрессора:
а — упорно-опорный; б— опорный; / — шайба (1311.06.003-0, сталь 20X); 2 — гайка; 3— вал
ротора (1411.06.001-9); 4, 77 —штуцера; S — втулка (1543.00.109-5, бронза); 6 — корпус подшип-
ника (1543.00.108-5); 7 — компенсатор (1411.00.111-0, сталь Ст5); 8 — регулировочные пластины
(1543.00.149.0); 9 — стопорное кольцо; /0—корпус (1311.00.108-0, сталь 40); 72 —втулка
(1311.00.109-1, бронза); 13 — пята (1411.06.109-3, сталь 20Х); 14 — подпятник (1411.00.112-0,
Бр.ОС8-12)
221
Рис. 180. К определению суммарной площади
выходных сечений соплового аппарата
диаметра шейки против
нормального допускается
до 8 мм.
Сборка турбокомпрес-
сора. Сначала собирают
отдельные части. На рото-
ре устанавливают половин-
ки лабиринта колеса 18 и
теплоизоляционного кожу-
ха 17 с экраном 16. В ка-
навках ротора размеща-
ют уплотнительные коль-
ца и обильно покрывают
их твердой смазкой. В
газоприемный корпус мон-
тируют сопловой аппарат и
его кожух, а в корпусе компрессора — вставку 21 (см. рис. 176).
Привалочные плоскости корпусов покрывают лаком «Герметик» с про-
кладкой шелковой нити. Нити укладывают на привалочных плоско-
стях выхлопного корпуса 10. Соединяют газоприемный и выхлопной
корпусы. Ротор в сборе опускают в соединенные части остова. При-
крепляют винтами половинки лабиринта колеса 18 к выхлопному
корпусу.
На лабиринте колеса укладывают лопатками вверх диффузор 4 так,
чтобы он вошел в проточку выхлопного корпуса, при этом цилиндри-
ческий штифт должен совпасть с отверстием в диффузоре. Между ла-
биринтом колеса и диффузором помещают резиновое уплотнительное
кольцо 5.На диффузор накладывают вставку 3, после чего корпус ком-
прессора опускают на ротор и соединяют с выхлопным корпусом. На-
девают на конец вала шайбу 1 (см. рис. 179) и укрепляют ее гайкой.
Затяжку болтов,гаек и винтов крепления деталей следует производить
усилием и в последовательности, рекомендованными в § 17. Крепеж-
ные детали надежно законтривают согласно чертежу.
Зазоры между деталями турбокомпрессора обеспечиваются подбо-
ром деталей при сборке на заводе. Поэтому детали одного турбоком-
прессора не обезличивают и ставят при сборке на свои места. У нор-
мально собранного турбокомпрессора ротор вращается свободно.
Контролю подлежат: зазор «на масло» в подшипниках, осевой разбег
ротора, зазор между колесом компрессора и вставкой 21 (см. рис. 176),
лопатками турбинного колеса и кожухом соплового аппарата. В слу-
чае необходимости осевой разбег ротора регулируют изменением тол-
щины шайбы 1, зазор между колесом компрессора и вставкой 21—
подбором толщины компенсатора 19, а зазор между лопатками турбин-
ного колеса и кожухом соплового аппарата — наращиванием, сле-
сарно-механической обработкой поверхности кожуха или подбором
кожуха. Нормальный зазор «на масло» в подшипниках устанавливают
при их ремонте. Какие могут возникнуть неисправности, как их обна-
ружить и устранить в других соединениях и узлах, отмеченных на
рис. 176, 178 и 179 цифрами в кружочках, рассказывается в гл. V.
222
§ 44. НАГНЕТАТЕЛЬ ВТОРОЙ СТУПЕНИ С РЕДУКТОРОМ
ДИЗЕЛЯ 10Д 100
Проверку надежности крепления и осмотр деталей через открытые
люки, измерение осевого разбега вала нагнетателя производят при
ТОЗ и ТР1. Демонтируют нагнетатель с редуктором при ремонтах ТРЗ
для контроля состояния подшипниковых узлов.
Съемка и разборка. Чтобы снять нагнетатель с редуктором, отсое-
диняют от него воздушные патрубки и воздухоохладитель (рис. 181).
Рис. 181. Нагнетатель второй ступени с редуктором дизеля 1 ОД 100:
/ — соединительный вал (9Д100.37-141, сталь 45ХН2МФА); 2 — роликоподшипник 3522: 3 —
упругая шестерня (9Д100.37.032сб-1); 4, 7 —крышки; 5 — полый вал (9Д100 37.140-1, сталь
38XC); 6 — шарикоподшипник 318; 8 — нажимной фланец; 9 — втулка (9Д100.37.261, сталь 40);
10 — гайка; 1! — втулка (9Д 100.37.143, сталь 37XC); 12 — болт; 13 — промежуточный вал
(9Д100.37.179-1, сталь 45XH); 14 — прокладка; 15, 35 — роликоподшипники № 3814; 16 — корпус
воздуходувки (10Д100.37.101-АЛ-9); 17 — подводящий патрубок (9Д 100.37.108-3, АЛ-9); 18 —
узел уплотнения вала воздуходувки; 19 — втулка; 20 — покрывающий фланец; 21 — колесо
воздуходувки (10Д100.37.ЮЗ, АЛ-4); 22 — уплотнительное кольцо (10Д 100.37.226, резина); 23 —
крышка (9Д100.37.218-1, АЛ-9); 24 — лопаточный диффузор (10Д100.37.350-1, АЛ-9); 25 — уплот-
нительные кольца; 26 — втулка; 27 — опорный подшипник (9Д100.37.016сб, бронза + баббит);
2S —вал воздуходувки (10Д100.37.126, сталь 12ХНЗА); 29 — фрикционная муфта; 30 — опорно-
упорный подшипник (9Д100.37.034сб); 31 — корпус редуктора; 32 — трубка; 33 — прокладка;
34 — пята; 36 — верхний коленчатый вал
223
Рис. 182. Индикаторные приспособления для измерения осевых разбегов вала воз-
духодувки в сборе с колесом (а) и колеса, не закрепленного на валу (б)
Отворачивают болт 12 и удаляют детали 9 и 11. Ввертывают рым в то-
рец соединительного вала 1 и выдвигают этот вал на 60—70 мм до разъ-
единения с верхним коленчатым валом 36. Отсоединяют масляный тру-
бопровод. Зачаливают нагнетатель с редуктором краном, выпрессовы-
вают два фиксирующих штифта, отвинчивают гайки крепления и, пе-
реместив нагнетатель с редуктором в основном осевом направлении,
снимают с дизеля и устанавливают на кантователе.
В процессе разборки измеряют индикаторным приспособлением
боковые зазоры между зубьями шестерен (см. § 32), осевой разбег ва-
ла воздуходувки (рис. 182, а), а перед съемкой крышки корпуса воз-
духодувки — величину перемещения не закрепленного на валу коле-
са воздуходувки (рис. 182, б). Осевой зазор между колесом воздухо-
дувки и крышкой корпуса определяют как разность между величиной
перемещения не закрепленного на валу колеса воздуходувки и осевым
разбегом вала.
Для разборки нагнетателя с редуктором его поворачивают и уста-
навливают колесом воздуходувки вверх.Отсоединяют подводящий пат-
рубок 17 (см. рис. 181), отворачивают с конца вала 28 болт (с левой
резьбой) и гайку, а затем снимают последовательно детали 23, 24, 22,
21, 16, 20 и детали узла уплотнения.
Рис. 183. Приспособления для разборки редуктора нагнетателя второй ступени
дизеля 10Д100:
1 — полый вал; 2 — корпус приспособления; 3 — промежуточный вал; 4, 5 — распорки
224
Чтобы разобрать редуктор, его поворачивают на кантователе
на 90°. Отвернув гайку 10, снимают крышки. Отжимными болтами
выпрессовывают шарикоподшипник с втулкой и маслоуловителем.
Аналогично поступают и при извлечении втулки роликоподшипника
2 (см. рис. 181). Отвернув гайки, крепящие эластичную муфту, при-
способлением (рис. 183, а) выпрессовывают полый вал 5 (см. рис. 181)
после чего извлекают из корпуса упругую шестерню 3 в сборе. Чтобы
снять промежуточный вал 13, удаляют болты с левой резьбой, ввер-
нутые в торцы вала, а затем детали подшипниковых узлов. Отжим-
ными болтами выпрессовывают из корпуса втулку роликоподшипни-
ка 15, а приспособлением, показанным на рис. 183, б — промежуточ-
ный вал с подшипниками. Извлекают из корпуса фрикционную муф-
ту 29 в сборе. Для выемки вала 28 воздуходувки (см. рис. 181) от-
ворачивают с его торца болт с левой резьбой и гайку, снимают
пяту 34 отворачивают гайки крепления подшипников и выжимными
болтами выпрессовывают подшипники из корпуса, после чего
извлекают вал.
Контроль состояния и ремонт деталей. Как видно на рис. 181, на-
гнетатель и редуктор состоят главным образом из узлов с подшипни-
ками качения и скольжения, зубчатых передач, прессовых и шлицевых
соединений. О том, как контролируют состояние деталей таких соеди-
нений и узлов восстанавливают их работоспособность, подробно рас-
Рис. 184. Узел промежуточного вала редуктора нагнетателя второй ступени ди-
зеля 1 ОД 100:
/ — промежуточный вал (9Д100.37.179-1, сталь 45ХН); 2 — корпус воздуходувки; 3, 19 — ро-
ликоподшипники 3814; 4. 17 — гайки; 5 — кожух; 6 — сопло; 7, 18 — болты; 8 — нажимной
фланец; 9 — втулка; 10 — диск опорный (9Д100-37-247, сталь 40); 11, 14 — втулки (Д100-35-005,
бронза); 12 — ступица (9Д100.37.246, сталь 45XH); 13 — пружина (Д 100.35.007-1); 15 — шестер-
ня (9Д100.37.245, сталь 45XH); 16 —шестерня (10Д100.37.182, сталь 12ХНЗА); 20 —втулка
(9Д100.37.187)
8 Зак. 1161 225
сказано в гл. V. Ремонт упругой шестерни 3 мало чем отличаются от
ремонта эластичного привода воздуходувки (см. § 42). Повреждения
баббитовой заливки подшипников вала воздуходувки устраняют пере-
заливкой с последующей механической обработкой. Толщина бабито-
вого слоя должна быть не менее 0,5 мм.
Сборка. Процесс сборки нагнетателя с редуктором состоит из ком-
плектования деталей, собственно сборки и контроля качества сборки.
Комплектование ведется в случае замены отдельных дета-
лей с тем, чтобы обеспечить:
а) нормальную посадку деталей (см. рис. 181).Детали, ранее работав-
шие вместе, обезличивать на следует. Их устанавливают на свои места;
Рис. 185. Узел уплотнения вала воз-
духодувки нагнетателя второй ступе-
ни дизеля 10Д100:
/ — уплотнительное кольцо (10Д100.37.22Ы,
сталь); ____2 — проставочное кольцо
(10Д 100.37.320, сталь Ст.З); 3 — отбойник;
< —втулка (10Д. 100.37.319-1, сталь ШХ-15);
5 — вал воздуходувки; 6 — фланец; 7 —
корпус воздуходувки; 8 — колесо воздухо-
дувки; 9, 11 — штифты; 10 — втулка
б) нормальное зацепление в
зубчатых передачах (см. § 28), что
достигается подбором шестерен;
в) уравновешенность колеса
воздуходувки в сборе с валом пу-
тем их динамической балансиров-
ки. Допускаемый небаланс 5 гс-см
(см. § 32)
Собирают нагнетатель с
редуктором в последовательности,
обратной разборке. При этом не
следует забывать о полезных
советах, приведенных в гл. V по
сборке типовых соединений и уз-
лов, особенно тех, которые отмече-
ны на рис. 181 цифрами 1,11, III,
IV в кружочках.
Для повышения надежности
отдельных узлов нагнетателя и ре-
дуктора на дизелях последних вы-
пусков вместо фрикционной муфты
установлена жесткая шестерня 16
(рис. 184) и модернизировано уп-
лотнение воздуходувки (рис. 185),
у которого в проточку каждого
проставочного кольца 2 установ-
лено вместо одного по два уплот-
нительных кольца 1. Кроме того,
подшипники скольжения вала воз-
духодувки изготовляются из анти-
фрикционного сплава АО-9-2.
При сборке маслопроводов надо
обратить внимание на чистоту ка-
налов в корпусе, чистоту сопел и
правильную их ориентировку, осо-
бенно сопла, подающего масло
внутрь муфты (см. рис. 182), и про-
межуточного вала 1 (см. рис. 184).
226
Осевой разбег вала воздуходувки регулируют изменением толщины
прокладки 33 (см. рис. 181) а осевой зазор между колесом воздухо-
дувки и крышкой корпуса — изменением толщины прокладки 14.
Качество сборки нагнетателя с редуктором проверяют
предварительно вращением шестерен от руки, а окончательно после
пуска дизеля. При повороте упругой муфты от руки (усилием не
более 0,2 кгс) все валы должны вращаться свободно.
Монтаж нагнетателя с редуктором на дизеле. На шпильки блока
укладывают ранее снятые прокладки. Затем, приподняв краном наг-
нетатель с редуктором, монтируют его на торце блока дизеля таким об-
разом, чтобы при окончательно затянутых гайках крепления соедини-
тельный вал 1 (см. рис. 181) свободно, от руки перемещался в осе-
вом направлении в шлицах вала 5 и верхнего коленчатого вала 36.
Центровку этих двух валов ведут за счет перемещения нагнетате-
ля на шпильках блока (путем распиловки отверстий) и постановки
клиновых прокладок между блоком дизеля и корпусом нагнетателя.
Ориентированное положение нагнетателя на блоке дизеля фиксиру-
ется коническими штифтами. После центровки в полый вал вставля-
ют деталь 9, стопорное кольцо, втулку 11с резиновым кольцом и за-
крепляют их болтом 12. Ставят на место крышку 4, присоединяют
маслопровод от дизеля, монтируют воздухоохладитель и т. д.
8*
ГЛАВА VIII
РЕМОНТ ТОПЛИВОПОДАЮЩЕЙ И РЕГУЛИРУЮЩЕЙ
АППАРАТУРЫ
§ 45. ТОПЛИВНЫЙ НАСОС И ТОЛКАТЕЛЬ
Топливный насос. Проверку надежности крепления насоса, устра-
нение течи в соединениях трубопроводов делают при ТОЗ, ТР1 и ТР2.
При ремонте ТРЗ топливные насосы снимают для проверки состояния
деталей и восстановления заданной производительности. Понижение
производительности насоса вызывается абразивным износом деталей
плунжерной пары, а в отдельных случаях просадкой пружины наг-
нетательного клапана. Из-за поломки пружины плунжера или за-
едания плунжера в гильзе иногда приходится преждевременно снимать
отдельные насосы. Заедание плунжера в большинстве случаев происхо-
дит вследствие попадания в топливо воды; при этом образуется эмуль-
сия, которая разрушает целостность смазочной пленки на поверхнос-
тях деталей, в результате чего происходит их схватывание.
Снятие и разборка. Чтобы снять топливный насос1 (рис. 186,
187), отсоединяют от него коллектор, трубку форсунки, поводок тяги
управления. Отвертывают две гайки крепления насоса. Регулировоч-
ные прокладки, помещенные под каждым насосом дизеля Д100, сох-
раняют. До разборки проверяют плотность и производительность
каждого насоса.
Насос дизеля Д100 разбирают при помощи приспособле-
ния (рис. 188, а) в таком порядке. Сжав пружину 3, извлекают стопор-
ное кольцо, 1, а приподняв рычаг, удаляют из корпуса детали 2, 3, 4
и 5. Отвернув винт 8 перемещают рейку 9 влево до упора и вынимают
детали 6 и 7. Насос переворачивают. Отвернув две гайки и вывернув
винт 11 (см. рис. 186), удаляют детали 16, 18, 15, 14, 13 и 12, 10. Де-
тали 10 и 11 извлекают из корпуса насоса при помощи приспособле-
ния (рис. 188, б). Части каждого насоса укладывают отдельно.
Топливный насос дизеля Д50 (см. рис. 187) разби-
рают в такой же последовательности. Детали (кроме прецизионных
пар) очищают в моечной машине (см. § 4).
Контроль состояния и ремонт деталей. Плунжерная пара.
Характерным повреждением деталей этой пары является износ.
Годность плунжерной пары к дальнейшей работе устанавливают
по внешнему состоянию и величине износа. У нормально работающей
плунжерной пары прецизионные поверхности имеют зеркальный
вид с ровным отблеском с едва заметными штрихами. Плунжер
с затупленными кромками торца головки и отсечной спирали, со зна-
чительными коррозионными площадками на рабочей части головки,
с рисками на прецизионной поверхности бракуют. Трещины, риски
1 Здесь и в дальнейшем топливным насосом будем называть также и секцию
топливного насоса дизеля Д50.
228
и другие изъяны не допускаются и на рабочей поверхности гильзы
плунжера.
Износ деталей плунжерной пары вызывается главным образом дей-
ствием содержащихся в топливе абразивных частиц. В условиях экс-
плуатации надежного и простого способа для непосредственного опре-
деления величины и характера износа деталей, а самое главное, влия-
ния этого износа на работоспособность плунжерной пары нет. Поэ-
тому износ детален плунжерной
пары устанавливают по изменению
ее «служебной» характеристики
интегральным способом — по так
называемой плотности, измеряе-
мой в секундах.
Плотность плунжерной пары
показывает время, в течение кото-
рого топливо, находящееся в над-
плунжерном пространстве, просо-
чится через зазор между гильзой
и головкой плунжера при движе-
нии последнего (под действием
определенного усилия) на величи-
ну рабочего хода, т. е. от его
нижнего положения до положе-
ния, соответствующего началу от-
сечки топлива. Заметные измене-
ния в «служебной» характеристике
насоса, т. е. в количестве подавае-
мого им топлива, наступают при
достижении плотности плунжерной
пары 1—2 с. При плотности менее
0,5 с практически прекращается
подача топлива.
Плотность плунжерной пары и
топливного насоса в сборе прове-
ряют на типовом стенде А53 (рис.
189, а), Стенд состоит из стола 1,
сварной конструкции, к которому
снизу прикреплены два одинако-
вых стакана с вмонтированными
в них толкателями. На левом
стакане крепится контролируе-
мый топливный насос 3 в сборе, а
на другом — фиксатор 4 для про-
верки плотности отдельной плун-
жерной пары. Устройство фикса-
тора вместе с верхним корпусом 18
и толкателем 20 показано на рис.
189, б). Принципиальная схема
стенда приведена на рис. 190, а.
Рис. 186. Топливный насос дизеля
ДЮО (Д100-27- 1сб):
1 — стопорное кольцо; 2 — корпус
(Д100-27-001-5, чугун Сч.21-40); 3 —тарелка;
4 — пружина плунжера (Д100-27-013-2,
проволока 50ХФА, 5,5); 5 — плунжер
(Д100-27-003, сталь ШХ-15); б — шестерня;
7,9 — кольца; в — рейка в сборе
(Д100-27-107сб); 10 — гильза плунжера
(Д100-27-002, сталь ШХ-15); 11, 19 — винты;
12 — седло клапана (Д100-27-004, сталь
ШХ-15); 13 — прокладка (Д100-27-006, медь
М3); 14 — клапан нагнетательный
(Д100-27-005, сталь ШХ-15); 16 — пружина
клапана (Д100-27-009, проволока 11-1,2); 16 —
фланец; 17 — тарелка; 13 — штуцер нажим-
ной
229
Стендом пользуются таким образом, Сначала груз 9 (см. рис. 189)
стенда подвешивают на защелке 8. Проверяемую плунжерную пару
монтируют внутри фиксатора в установочную втулку 17. Открыв
кран 12, надплунжерное пространство заполняют топливом,
поступающим из бака 6 через фильтр 7. Затем гильзу плунжера
закрывают сверху уплотнителем 16, после чего освобождают груз от
защелки. Усилие, создаваемое свободно опускающимся грузом, че-
рез систему рычагов и толкатель 20 заставляет плунжер передви-
Рис. 187. Секция топливного насоса
дизеля (Д50-27-1сб):
I — штуцер; 2 — пружина клапана
(Д50-26-016, проволока 11, 2,5); 3 — клапан
нагнетательный (Д50-27-014, сталь 18НВА);
4 — седло клапана (Д50-27-013, сталь
ШХ-15); 5 — прокладка (Д50-27-015, медь
М3); 6 — корпус (Д50-27-001, чугун
Сч.21-40); 7, 12 «— вниты; 8 — гильза плун-
жера (Д50-27-00-4, сталь ШХ-15); 5 —плун-
жер (Д50-27-003, сталь ШХ-15); 10 — рейка;
11 — тарелка; 13 — кольцо разрезное; 14 —
пружина плунжера (Д50-27-008, проволока
50ХФА, 7); 15 — поворотная гильза; 16 —
стакан; 17 — тарелка; 18 — стопорное кольцо
гаться вверх. При этом топливо из
надплунжерного пространства по-
степенно вытесняется по зазору
между головкой плунжера и гиль-
зой. Время опускания груза от
верхнего положения до удара в
буферное устройство 11 фиксируют
по секундомеру. Это время в се-
кундах и принято условно считать
плотностью плунжерной пары.
Проверка плотности собранного
топливного насоса ведется тем же
порядком. Только штуцер насо-
са (к которому присоединяется
трубка от форсунки) закрывают
пробкой, регулировочную рейку вы-
ставляют на подачу топлива при
работе дизеля на номинальной
мощности.
Стенд А53—универсальный. На
нем можно проверять плотность
плунжерных пар топливных насо-
сов дизелей Д100, Д50, М750 и
Д6. Поэтому прилагаемые к стен-
ду грузы, установочные втулки,
толкатели и крепежные детали к
ним сменные. Каждый запасный
груз состоит из двух половинок,
имеет маркировку, указывающую
для проверки плунжерной пары
какого дизеля он предназначен и
какое давление груз создает в над-
плунжерном пространстве. Основ-
ной груз стенда постоянный; его
масса 5,9 кг. Важной деталью
стенда является установочная
втулка 17, Она фиксирует детали
проверяемой плунжерной пары в
положении, соответствующем по-
даче топлива при работе дизеля
на номинальной мощности.
230
Рис. 188. Приспособления для разборки топливного насоса:
/ — стопорное кольцо; 2 —тарелка; 3 — пружина плунжера; 4 — плунжер; 5, 7 —кольца; 6 —
шестерня, 5 —винт; 9 —рейка; 10 — седло клапана; 11 — прокладка
Настройка стенда. Стабильность показаний стенда зависит от:
а) степени подвижности перемещающихся и вращающихся частей.
Поэтому перед работой на стенде проверяют и при необходимости уст-
раняют даже малейшее заедание этих частей, а трущиеся поверхности
деталей хорошо смазывают;
б) точности регулировки начала рабочего хода плунжера, которое
проверяют и регулируют таким образом. Установочную втулку с раз-
мещенной в ней плунжерной парой монтируют в корпусе фиксатора
(см. рис. 189). Груз стенда подвешивают на защелке. Сверху медным
стержнем или деревянной палочкой надавливают на плунжер и убеж-
даются, что он занимает крайнее нижнее положение. Плунжер своей
головкой должен открывать окно гильзы на 0,3—0,5 мм, что дости-
гается изменением длины толкателя 20. Если же плунжер будет пере-
крывать окно гильзы полностью, его рабочий ход уменьшится и плот-
ность будет меньше действительной; в том случае, когда окно гильзы
будет открыто слишком много, в первый момент произойдет резкое
падение груза и удар, что также исказит результаты проверки;
в) насколько точно отрегулировано давление опрессовки, т. е. дав-
ление р, кгс/см2 в надплунжерном пространстве (см. рис. 190, а).
Величину этого давления находят из выражения
- 4F
? nd2 ’
где F — заданное усилие по оси плунжера, кгс. Для плунжерных пар
насосов дизелей Д100 и Д50 F - 390 кгс;
d — диаметр плунжера, см.
231
Чтобы узнать фактическое давление р стенда, вместо деталей 15 и
16 (см. рис. 189, б) на крышке фиксатора монтируют контрольный ма-
нометр 1 и пробку с уплотнителем 3 (см. рис. 190, б.) К тройнику 2
присоединяют трубку от постороннего насоса высокого давления.
В качестве такого насоса могут быть использованы насосы стендов для
проверки работы форсунки или проверки производительности топлива
насоса. Чтобы окно было полностью закрыто головкой плунжера,
рычаг с грузом стенда ставят на подставку в горизонтальное
положение.
После таких приготовлений начинают заполнять топливом надплун-
жерное пространство. Опасно оставлять в этом пространстве воздух,
поэтому перед измерениями следует ослабить гайку и выпустить воз-
дух. Затем постепенно поднимают давление в надплунжерном прост-
ранстве стенда до страгивания конца рычага с грузом, покоящегося
на подставке. Изменением массы груза рычага добиваются того, что-
бы страгивание их происходило при показании манометра 294±
±Ю кгс/см2 для плунжерной пары дизеля ДЮО и 124±5 кгс/см2
для пары дизеля Д50.
Рис. 189. Стенд А53 для проверки плот-
ности плунжерной пары и топливного
насоса в сборе:
/ — стол; 2 — устройство для проверки плот-
ности плунжерной пары; 3 — контролируемый
топливный насос; 4 — фиксатор; 5 — указатель
уровня топлива; 6 — топливный бак; 7 —
фильтр; 8 — ручка защелки; 9 — груз; 10 — под-
дон; 11— буферное устройство; /2 —кран; 13 —
фиксирующий виит; 14— крышка; 15 — при-
жимной винт; 16 — уплотнитель; 17 — устано-
вочная втулка; 18, 19 — верхний и нижний
корпусы; 20— толкатель; 21 — контргайка; 22 —
регулировочный болт
232
Измерение плотности плунжерной пары. Прежде чем приступить
к измерению плотности, плунжерную пару промывают в чистом ди-
зельном топливе и тщательно осматривают, У чистой пары плунжер,
выдвинутый на 30 мм из гильзы, наклоненной к горизонту под уг-
лом 45°, должен плавно опуститься под действием собственного веса
при любом повороте вокруг оси. Гильзу плунжера вставляют в уста-
новочную втулку/7 и фиксируют винтом 13 (см. рис. 189). При встря-
хивании гильза должна свободно перемещаться во втулке. Вставляют
в гильзу ее плунжер так, чтобы выступы его хвостовика вошли в па-
зы установочной втулки. Проворот гильзы или плунжера вокруг оси
не допускается. Подвешивают груз стенда на защелке. Установочную
втулку с плунжерной парой опускают в корпус фиксатора, медным
стержнем плунжер проталкивают вниз, заполняют топливом надплун-
жерное пространство. Закрывают корпус фиксатора крышкой, а
гильзу плунжера — уплотнителем. Для определения плотности плун-
жерной пары освобождают груз стенда от защелки и замечают по се-
кундомеру, за какое время груз упадет на буферное устройство. Этот
процесс повторяют еще раз.
Среднеарифметическое время двух замеров принимается за факти-
ческую плотность контролируемой плунжерной пары. Плунжерные
пары с плотностью менее указанной на рис. 186 и 187 подлежат
ремонту.
Правильно налаженный стенд может давать разницу в замерах не
более 3 с при проверке плунжерных пар плотностью выше 15 с, а при
меньшей плотности — 1 с. В противном случае нужно проверить:
1) нет ли воздуха в топливе, заключенном в надплунжерном простран-
стве; 2) не заедает ли плунжер в гильзе или хвостовик плунжера в па-
зах установочной втулки; 3) нет ли забоин на сопрягаемых поверх-
ностях гильзы плунжера и уплотнителя фиксатора; 4) одинаковым
233
ли усилием прижимается каждый раз уплотнитель к гильзе плунже-
ра. Это весьма важное обстоятельство. Если прикладывать к рукоятке
К. (см. рис. 189, б) слишком большое усилие, то гильза деформируется
и плунжер в ней начнет «прихватывать». Если же уплотнитель прижи-
мать к гильзе слабо, возможна утечка топлива. Для исключения
ошибок по этой причине стенд следует оборудовать пневматичес-
ким зажимом, гарантирующим постоянство усилия прижатия уплот-
нителя.
Опрессовочные смеси и эталоны плотности. Согласно Правилам ре-
монта [13] проверку плотности плунжерных пар и собранных насосов
нужно вести на опрессовочной смеси (малосернистое дизельное топ-
ливо с авиационным маслом), имеющей вязкость 1,43—1,45° по Энгле-
ру при20±1° С (5,5—5,7 сСт). При других температурных условиях
и когда для опрессовки применяется дизельное топливо, имеющее
меньшую вязкость, чтобы не забраковать годные к работе плунжерные
пары, их плотность сравнивают с плотностью эталонных плунжерных
пар. Эталоны служат также для проверки работы самого стенда.
Эталоны отбирают в таком порядке. Из запасных новых плунжер-
ных пар, лучших по внешнему состоянию, выбирают несколько пар.
Определяют их плотность опрессовкой смесью, имеющей вязкость
1,43—1,45° по Энглеру при 20±1° С. За фактическую плотность пары
принимается средняя величина трех замеров> Оставляют пары, кото-
рые дают стабильные показания плотности в пределах 20—35 с раз-
ницей не более 2 с. Они и служат эталонами. Плотность пары наносит-
ся на поверхности гильзы плунжера (электрографом, кислотой).
Как пользоваться эталонами. Перед проверкой
очередной партии плунжерных пар ремонтного фонда дважды прове-
ряют показание эталона. Затем подвергают контролю пары ремонтно-
го фонда. Если показание плотности эталона меньше зафиксирован-
ного при его выборе, то разность показания прибавляют к плотности
контролируемых пар и вычитают, если плотность меньше зафиксиро-
ванной. Например, показание эталона «Эталон 35» равно 25 с. Раз-
ность показаний 35—25=10 с. Показание контролируемой пары ре-
монтного фонда 20 с. Тогда плотность контролируемой пары будет
20 + 10 = 30 с.
Восстановление плотности плунжерной пары. Плунжерная пара
относится к соединениям типа V. О восстановлении работоспособнос-
ти таких соединений подробно рассказано в § 21.
Нагнетательный клапан. Наиболее характерной не-
исправностью этой пары является нарушение герметичности запорной
части. О том, как ее выявить и устранить, можно прочитать
в § 22. Здесь обратим внимание только на следующее. Пропуск
топлива по запорной части клапана ухудшает процесс его впрыскива-
ния, особенно при работе дизеля на низких частотах вращения, так
как в интервалах между впрысками может значительно упасть давле-
ние в нагнетательном трубопроводе из-за перетекания топлива в
надплунжерную полость насоса. Это вызывает изменение угла опере-
жения и количества подаваемого топлива, а следовательно, сниже-
ние мощности дизеля.
234
При осмотре клапана насоса дизеля Д50 (рис. 191, а, б) нужно про-
верить чистоту отверстия, К, не затуплены ли рабочие кромки разгру-
зочного пояска С клапана, отвечает ли высшей степени чистоты поверх-
ность Е корпуса клапана. Все эти «мелочи» весьма существенно отра-
жаются на процессе подачи топлива насосом. Контролировать до за-
водского ремонта дизеля плотность разгрузочного пояска С нет надоб-
ности. Износ этого пояска и направляющей части корпуса клапана
невелик. Важно, чтобы не были затуплены рабочие кромки пояска из-за
выкрашиваний или кавитации.
Необходимо заострить внимание на состоянии еще трех деталей на-
соса, непосредственно связанных с нагнетательным клапаном, а имен-
но: его пружйне, штуцере и прокладке. Пружина клапана по разме-
рам мала, но ее следует тщательно проверить (см. § 32). От силы нажа-
тия пружины зависит количество топлива, подаваемого насосом. Так,
максимальная производительность насоса дизеля ДЮО изменяется
в среднем на 6 г за 800 ходов плунжера при сжатии или разжатии пру-
жины на 1 мм. У штуцера 1 (см. рис. 187) или 18 (см. рис. 186) нужно
удалить следы выработки от пружины. Чтобы пружина не перекаши-
валась, опорная плоскость штуцера должна быть перпендикулярна
оси детали. Медные прокладки 5 и 13 (см. рис. 186 и 187) нужно отжечь,
а резиновые — лучше заменить новыми. Как поступить при обнару-
жении повреждений в узлах и соединениях насосов, отмеченных на
рисунках цифрами в кружочках, можно узнать в гл. V.
Сборка топливного насоса. Процесс сборки насоса слагается из
комплектования деталей, собственно сборки, проверки качества сбор-
ки (плотности насоса) и регулировки производительности.
Цель комплектования вместо заменяемых (негодных)
подобрать такие детали, допуски на посадку которых находятся
в пределах норм. Чтобы исключить обезличивание, насосы по возмож-
ности комплектуют деталями, ранее работавшими вместе:
Рис. 191. Старая (а) и новая (б) конструкции нагнетательного клапана топливно-
го насоса дизеля Д50:
1 — штуцер нажимной; 2 — пружина клапана; 3 — тарелка; 4 — седло клапана; 5 — нагнета-
тельный клапан; 6 — кольцо резиновое
235
подобрать для каждого дизеля насосы с плунжерными парами
примерно одинаковой плотности (с разницей не более 10 с). Этим урав-
нивается срок службы насосов в эксплуатации;
установить на один дизель топливные насосы одной из следующих
групп с минимальной производительностью;
I группа — Qraln = 70—80 г;
II группа — Qmin = 81—90 г;
III группа Qmin = 91—105 г.
Таким подбором достигается устойчивая и равномерная работа ци-
линдров дизеля на холостом ходу.
Сборка насоса дизеля Д100. Сборку ведут в такой по-
следовательности: вставляют гильзу 10 плунжера в корпус насоса и
фиксируют винтом 11 (см. рис. 186). Под винт помещают прокладку.
Убедившись в том, что гильза не зажата винтом, а свободно переме-
щается, корпус насоса устанавливают на столе, а на нем приспособле-
ние (см. рис. 188). Сдвигают рейку 9 влево до упора, опускают в кор-
пус детали 6 и 5. Передвинув рейку вправо, фиксируют ее винтом
8. Проверяют легкость перемещения деталей. Вставляют плунжер 4
в гильзу так, чтобы его шлицевые выступы вошли в пазы шестерни 6.
Помещают в корпус детали 3 и 2. Сжав пружину <3 рычагом приспособ-
ления ставят на место деталь 1. Поворачивают насос на 180° и разме-
щают в его корпусе детали 12, 13, 14, 15 и 18 (см. рис. 186). Надевают
на шпильки и закрепляют фланец. Закрывают от засорения откры-
тые полости насоса.
Сборка насоса дизеля Д50. Опускают в корпус гиль-
зу 8 плунжера и фиксируют ее винтом 7 (см. рис. 187). Под винт кла-
дут прокладку. Проверяют легкость перемещения гильзы в корпусе.
Размещают в корпусе детали 4, 5, 3 и 2, ввертывают и закрепляют
штуцер 1. Вставляют на место рейку 10 и фиксируют ее винтом 12.
Под винт помещают прокладку. Рейка должна свободно двигаться.
Поворачивают насос на 180°, устанавливают поворотную гильзу 15
так, чтобы метка на шестом зубе ее венца совпала с меткой на шестой
впадине рейки 10. Монтируют в корпусе детали 11, 13, 9, 14, 17 и 16.
Надавив рычагом приспособления на стакан 16, вставляют на место
стопорное кольцо 18. Открытые полости насоса закрывают.
Проверка качества сборки топливного насоса. О качестве сборки
насоса судят по легкости перемещения его рейки и по плотности, конт-
ролируемой на стенде (см. рис. 189). Насос монтируют на левом ста-
кане стенда. Рейку насоса выставляют на подачу топлива при нормаль-
ном режиме (у дизеля 10Д100 — против деления 14, у 2Д100 — про-
тив деления 8 и у Д50 — против деления 20). Штуцер насоса, к ко-
торому присоединяется трубка от форсунки, после прокачки топлива
закрывают пробкой. Далее процесс проверки плотности собранного
насоса ничем не отличается от проверки плотности отдельной плун-
жерной пары. Плотность собранного насоса должна быть равна плот-
ности плунжерной пары, помещенной в насосе.
Изменение плотности обычно вызывается неправильным крепле-
нием штуцера и неудоволетворительным контактом между гильзой
236
плунжера и корпусом нагнета-
тельного клапана. Часто делают
так. Чтобы создать надежное
уплотнение между деталями, фла-
нец 16 (см. рис. 186) или штуцер 1
(см. рис. 187) крепят настолько
«старательно», что гильза плунже-
ра и корпус нагнетательного кла-
пана деформируются. Это приво-
дит к потере плотности плунжер-
ной парой и нагнетательным кла-
паном. Вот почему иногда прове-
ренная отдельно плунжерная пара
или клапан дают высокий показа-
тель плотности, а собранная секция
с этими же парами имеет низкую
плотность.
Рис. 192. Гидравлические характери-
стики топливных насосов дизеля
2Д100
Как же правильно крепить фланец или штуцер насосов. Об об-
щих правилах затяжки крепежных деталей подробно рассказано
в § 17. Остановимся лишь на последовательности операций. Сначала
нужно создать «жесткость» в соединении, после чего затянуть гайки
фланца (или штуцера) до положения «упора», а затем повернуть гай-
ки (штуцер) еще, но не более чем на одну грань. У насоса дизеля
с нагнетательным клапаном новой конструкции (см. рис. 191) фланец
от положения «упора» можно повернуть на две грани.
Проверка производительности насоса. Почему нужна такая про-
верка? Посмотрите рис. 192. Как видно, производительность обоих
топливных насосов при 850 об/мин кулачкового вала и положении ре-
ек «на упоре» (что примерно соответствует подаче топлива при номи-
нальной мощности дизеля) примерно равна (точки а и а'). Однако про-
изводительность этих насосов при 400 об/мин кулачкового вала и
когда их рейки сдвинуты на 7± 1 мм от положения «на упоре» (что при-
мерно равно подаче топлива десятью насосами при работе дизеля на
холостом ходу) отличаются более чем в 3 раза—40 и 130 г. Если насо-
сы с малой подачей установить на дизель, впрыск топлива будет
происходить через один, два и даже через три хода плунжера, при
этом топливо будет впрыскиваться под низким давлением, а значит, в
в плохо распыленном виде. Часть топлива не сгорит в цилиндре, а бу-
дет стекать в картер и разжижать масло. Кроме того, будет происхо-
дить закоксование колец в ручьях поршня, загорание выпускных
окон гильз цилиндров и попадание части топлива в выпускные кол-
лекторы.
Эти ненормальности вызываются несовершенством существующей
конструкции топливных насосов золотникового типа, а также неточ-
ностью изготовления прецизионных пар и кулачковых валов, различ-
ным сечением и длиной трубок высокого давления, неравномерным
износом деталей и нарушением правил монтажа.
Для уменьшения влияния этих факторов приняты следующие
меры:
237
на дизелях ДЮО при работе на холостом ходу (400 об/мин) отклю-
чаются 15 из 20 топливных насосов. Благодаря этому происходит поч-
ти трехкратное увеличение подачи топлива действующими пятью
насосами за один ход плунжера (0,180 г/цикл при 5 и 0,62 г/цикл при 20
насосах), достигается регулярность впрыска топлива каждым насосом,
нормальное его распыливание и горение, особенно у дизелей 2Д100;
улучшено качество изготавливаемых прецизионных пар топлив-
ной аппаратуры и очистки топлива;
на каждый дизель устанавливают насосы примерно одинаковой ми-
нимальной производительности;
проверку производительности и обкатку топливных насосов после,
ремонта выполняют на типовых стендах, имитирующих работу топ-
ливных насосов на дизеле.
Рис. 193. Стенд А77-03 для обкатки и проверки производительности топлив-
ных насосов дизеля ДЮО:
1 — редуктор; 2 — стол; 3 — топливоподкачивающий насос; 4 — топливный бак; S — счетчик
оборотов; 6 — пульт управления; 7 — контролируемый топливный насос; 8 — топливный кол-
лектор; 5 —форсунка; 10 — перепускной клапан; 11 — пеногаситель; 12 — мензурка (450 г.);
13— мензурка (115 г); /( — рукоятка переключения скоростей редуктора
238
У типового стенда А77-03 (рис.
193 и 194) внутри стола в сварном
картере на подшипниках скольже-
ния вращается кулачковый вал.
В верхней части стола размещены
топливный коллектор, толкатели
топливного насоса дизеля Д100, к
которым крепятся топливные насо-
сы, и пеногасители, служащие од-
новременно постаментом для уста-
новки форсунок 9 (см. рис. 193),
В переднем листе стола сделаны
окна для наблюдения за уровнем
топлива в мензурках, расположен
также пульт управления и руко-
ятка переключения скоростей. В
нижней части стола на отдель-
ной станине расположены элект-
родвигатель на 5,5 кВт, соеди-
ненный с редуктором, и топливо-
подкачивающий насос 3. Внутри
Рис. 194. Гидравлическая схема стен
да А77-03
стола размещены также топливная система и механизм передвиже-
ния желобов и поворота воронок. Счетчик оборотов типа СК-1 соеди-
нен зубчатой передачей с кулачковым валом. Электродвигатель че-
рез муфту, коробку скоростей и клиноременную передачу приводит во
вращение кулачковый вал, который в свою очередь передает движе-
ние толкателям и плунжерам топливных насосов. Одновременно при-
водится в действие и топливоподкачивающий насос, вал которого вра-
щается всегда с постоянной скоростью. При переводе рукоятки 14 ко-
робки скоростей вправо кулачковый вал вращается с частотой враще-
ния 850 об/мин, а влево — 400 об/мин. При среднем положении руко-
ятки работает только топливоподкачивающий насос.
Как видно на схеме (см. рис. 194), топливо засасываемое топливо-
подкачивающим насосом 1 из бака через фильтр 16, попадает, пройдя
второй фильтр 2, в топливный коллектор 5 и далее к топливным насо-
сам 7. Избыток топлива через перепускной клапан 6 сливается в бак
14. Топливо, подаваемое насосами через форсунки 8, посту-
пает в пеногасители 9, откуда через лотки 10 в ванну и из нее
в бак 14.
Для измерения, например, максимальной производительности
(Qmax) каких-либо двух насосов рукоятку переключения скоростей ре-
дуктора переводят вправо (850 об/мин), включают счетчик оборотов.
Он в свою очередь замыкает электромагнит, последний поворачивает
лотки 10 в такое положение, при котором топливо будет поступать
в желоба 11 и далее в мензурки 12 и 13. После того как кулачковый
вал сделает заданное число оборотов (число ходов плунжера), счетчик
оборотов автоматически разъединит цепь электромагнита, лотки воз-
вратятся в прежнее положение и топливо начнет стекать опять в бак.
После этого счетчик оборотов выключают.
239
Верхний шкив ременной передачи стенда является маховиком,
сглаживающим неравномерности вращения кулачкового вала. На обо-
де маховика нанесена градуировка, 0° соответствует подъему плун-
жера на 3,51 мм, а две риски—подъему плунжера на 3,6 и 3,7 мм.
Для поддержания температуры топлива в заданных пределах топ-
ливный бак оборудован охлаждающим устройством 15, по которому
пропускается холодная вода. Шкалы мензурок отградуированы на ве-
совую производительность в граммах, соответствующую плотности
топлива 0,83 г/см3. Цена одного деления равна 1 г.
На стенде имеется манометр <3 и манометрический термометр 4.
Стенд А217-02 (рис. 195) хотя по конструктивному исполнению не-
сколько отличаются от описанного, однако аналогичен ему по принци-
пу действия. Стенд универсальный, на нем, кроме топливного насоса
дизеля Д50, можно обкатывать топливные насосы дизелей тепловозов
ЧМЭ2 и ЧМЭЗ и проверять их производительность.
Правильные и стабильные показания стендов зависят:
от частоты вращения кулачкового вала. Уменьшение частоты вра-
щения чаще всего происходит из-за проскальзывания приводных рем-
ней вследствие их растяжения или попадания на них топлива, а так-
же износа шкивов. Если частоту вращения вала нельзя увеличить
натяжением ремней, заменяют ремни или нижний шкив новым с боль-
Рис. 195. Стенд А217-02 для обкаткн и
проверки производительности топливных
насосов дизелей Д50:
1 — стол; 2 —люк; 3 — мензурка; 4 —трубка
высокого давления; 5— форсунка; 6 — пенога-
ситель; 7 — термометр; 8 ~ манометр; 9 — топ-
ливный насос; /0 — рукоятка переключения ско-
ростей; 11 — шкив (маховик); 12 — двухкулач-
ковый вал; 13 — съемный картер; 14 — толка-
тель топливного насоса; 15 — регулировочный
болт
240
шим на 3—5 мм диаметром. Отклонение частоты вращения кулачко-
вого вала от установленного более чем на ±5 об/мин не допускается;
от недопустимого износа профиля кулачков вала (более чем на
0,3 см по сравнению с нормальным кулачком) или деталей толкателей,
что обнаруживается по различию в показаниях обеих секций стенда
или по изменению размера К. стенда (см. рис. 199). В этих случаях про-
веряют профили кулачков и износ деталей толкателей. Износившиеся
детали заменяют;
от плотности дизельного топлива. Топливомерные стекла (мен-
зурки) стенда отградуированы на дизельное топливо плотностью
0,83 г/см3, тогда как в депо поступает топливо плотностью от 0,80 до
0,86 г/см3. Если не учитывать этот фактор, то одинаково отре-
гулированные топливные насосы, но работающие на топливе различ-
ной плотности, будут подавать в цилиндры дизеля различное количест-
во топлива по массе. Чтобы этого не происходило и чтобы условия ис-
пытаний соответствовали средним условиям работы насосов на дизеле,
рекомендуется в бак стенда заливать топливо с обязательным подбо-
ром кинематической вязкости в пределах 3,9—4,1 сСт (1,28—1,30° Е20)
при температуре 20° С. Температуру топлива в баке стенда нужно под-
держивать в пределах 30—40° С, пропуская через змеевик (или сек-
цию), размещенный в баке, подогретую воду. Следует не забывать, что
изменение вязкости топлива в пределах 1 сСт может дать изменение
производительности насоса на 8—12 г за 800 ходов плунжера;
от величины давления в топливном коллекторе стенда. Его надо
поддерживать в пределах 2±0,1 кгс/см2.
Контрольную проверку показаний стенда осуществляют эталонным
комплектом (топливный насос, трубка высокого давления и форсунка).
Все элементы комплекта маркируются одним номером. Эталонный
комплект отбирают из новых, не работавших топливных насосов и
форсунок, а также трубок, не подвергавшихся ремонту. Разность
трех замеров максимальной производительности эталонного комплекта
после трехминутной работы стенда допускается не более ±2 г.
Проверка и регулировка производитель-
ности топливного насоса дизеля ДЮО. Этот про-
цесс состоит из следующих операций: установки насоса на стенде, про-
верки работы стенда и герметичности нагнетательного клапана насо-
са, измерения максимальной и минимальной производительности, ре-
гулировки производительности, определения нулевой подачи топлива.
Установка насоса на стенде. Насос монтируют на стенде так, как
он стоит на дизеле. Для этого нужно, чтобы величина нерабочего хода
его плунжера от нижнего положения, когда ролик толкателя находит-
ся на тыльной части кулачка вала (рис. 196, а), до момента перекры-
тия головкой плунжера отверстия а гильзы была 3,6+°•°1 мм
(рис. 196, б). Это достигается изменением толщины пакета регулиро-
вочных прокладок С, помещаемых под корпус насоса. Величину С
находят из выражения С В К.
где В — расстояние между опорным буртом корпуса насоса и торцом
хвостовика плунжера (рис. 197) в том его положении, когда
241
отверстие а гильзы плунжера полностью перекрыто головкой
плунжера, мм. Эта величина выбивается на корпусе каж-
дого иасоса со стороны топливоподводящего отверстия;
/С — расстояние между опорной плоскостью фланца корпуса и тор-
цом стержня толкателя стенда, когда стержень приподнят на
3,6+°>°* мм над тыльной частью кулачка вала, мм.
Размер В вычисляют по формуле
В = (Л — х) + 0,15,
где Л — постоянная прибора. Для прибора ПР722 - 02 Л =
= 56±0,01 мм;
х — ход плунжера насоса, мм.
Ход плунжера х каждого контролируемого насоса измеряют
прибором (рис. 198). Он состоит из плиты 4, покоящейся на двух
опорах 12. Верхние части опор являются одновременно пневматиче-
скими зажимами. Механизм, состоящий из деталей б, 7 и 14, служит для
подъема плунжера насоса.
Постоянная прибора Л, т. е. расстояние от верхнего торца толка-
теля 14 до верхней плоскости втулки 15, устанавливается по калибру.
Для этого калибр вставляют во втулку 15, винт 7 вывертывают, по-
ка его конец не будет касаться рычага 6. Поворотом гайки 13 добива-
ются того, чтобы исчез зазор между верхним торцом толкателя 14 и
носком калибра. Поворачивая гайку 10, к нижнему торцу толкателя
Рис. 196. Схема к регулированию начала подачи топлива насосами
дизеля ДЮО
242
подводят ножку индикатора с натягом 6—7 мм,
после чего нуль шкалы индикатора устанав-
ливают против большой стрелки.
Чтобы измерить ход плунжера,
снимают с насоса детали 16, 18, 15 и 14 (см.
рис. 186); седло нагнетательного клапана
оставляют на месте. Насос ставят на плиту
прибора и, повернув ручку 8 (см. рис. 198),
закрепляют ^го пневматическим зажимом.
Сверху на корпус насоса ставят колпак 2 с
включенной электрической лампой. Рейку
насоса выставляют на максимальную подачу.
Затем поворачивают винт 7 по часовой стрел-
ке до того момента, когда головка плунжера
иасоса перекроет отверстие в его гильзе. Этот
момент определяют по исчезновению луча
света в отверстии а корпуса насоса. Показа-
ние индикатора, соответствующее данному
моменту, и есть величина х. Затем по при-
веденной формуле вычисляют размер В и вы-
бивают его на корпусе насоса со стороны
топливоподающего отверстия. Ранее снятые
с насоса детали ставят на место.
Некоторые исполнители, чтобы сэкономить
время, не разбирают насос (для выемки нагне-
тательного клапана) и размер В определяют на
стенде по моменту страгивания столбика топли-
ва в стекле моментоскопа. Такая мнимая «эко-
Рис. 197. Размер В топ-
ливного насоса дизеля
дюо
номия» времени приводит к нежелательным ре-
зультатам и вот почему. Чтобы уловить момент начала движения топ-
лива в трубке моментоскопа, плунжер насоса обычно поднимают, мед-
ленно поворачивая вал стенда. Поэтому часть топлива успевает пере-
течь по зазору между головкой плунжера и гильзой обратно в коллек-
тор, даже после того, как головка плунжера перекроет окно гильзы.
Чем больше этот зазор, тем больше путь пройдет плунжер, прежде чем
прекратится перетекание и столбик топлива стронется в трубке момен-
тоскопа. В результате найденное положение плунжера не будет соот-
ветствовать моменту перекрытия его головкой окна гильзы, размер В
окажется меньше фактического значения, толщина регулировочных
прокладок, устанавливаемых под данный насос, окажется меньше не-
обходимой. Опережение подачи топлива насосом в цилиндр значитель-
но возрастет. Это вызовет повышение давления сгорания, удары, пе-
регрев деталей цилиндро-поршневой группы. Проверка размера В
моментоскопом допустима только в том случае, когда плотность насо-
са (плунжерной пары) не менее 15 с.
Размер К стенда измеряют индикаторным приспособлением. Нуль
шкалы индикатора предварительно ставят против большой стрелки
по калибру 52 мм, как показано на рис. 199, а. Для измерения раз-
мера К кулачковый вал стенда поворачивают вручную до совпадения
243
риски на маховике с буквами Лев или Пр со стрелой, укрепленной
на пульте стенда. В гнездо левого (Лев) или правого (Пр) толкателя
стенда помещают индикаторное приспособление (рис. 199, 6). Отклоне-
ние стрелки индикатора у от нуля шкалы укажет, на сколько размер
К меньше (+) или больше (—) размера 56 мм: К. = 56^1/.
Размер К выбивают на корпусе стенда против каждого гнезда тол-
кателя. Контролируемый топливный насос с вычисленным размером
регулировочных прокладок С монтируют на стенде.
Проверка работы стенда и герметичности нагнетательного клапана
насоса. Рейку насоса выставляют на нулевую подачу. Включают топ-
ливоподкачивающий насос стенда. Через кран Ш выпускают из кол-
лектора 5 воздух (см. рис. 194). Перепускным клапаном 6 регулиру-
ют давление топлива в коллекторе в пределах 2±0,1 кгс/см2. Если при
таком давлении не наблюдается течь топлива из нажимного штуцера
насоса, герметичность его нагнетательного клапана считается нор-
мальной.
Для проверки работы стенда присоединяют к насосу трубку
от форсунки. Рукоятку коробки скоростей поворачивают вправо
Рис. 198. Оптический прибор типа ПР722-02 для измерения рабочего хода плун-
жера топливного насоса дизеля ДЮО:
/ — контролируемый иасос; 2— колпак с лампой; 3— фиксирующие штифты; 4 — плита; 5 —
пневматический зажим; б-— рычаг; 7 — винт; 8— ручка воздушного крана; 9— контргайка;
10, 13 — регулировочные гайки; // — индикатор часового типа; /2 —опора; И —толкатель;
/5 — втулка; 16 — калибр
244
Рис. 199. Индикаторное приспособление для
измерения размера К толкателя стенда:
/ — индикатор часового типа; 2, 3, 4 —корпусы при-
способления, толкателя и стенда; 5 — калибр
(на 850 об/мин) и включа-
ют электродвигатель. Что-
бы удалить воздух из си-
стемы стенда и повысить в
его баке температуру топ-
лива до 30° С, медленным
передвижением рейки до-
водят подачу топлива до
максимальной (рейка «на
упоре») и дают возмож-
ность проработать стенду
некоторое время. При этом
внимание, не
разбрызгивается ли топли-
во, не поступает ли оно
из пеногасителей силь-
но вспененным. Пенообра-
зование можно уменьшить, изменив положение шайб пеногасителей.
Измерение максимальной (Qmax) и минимальной (Qmin) производи-
тельности насоса. Qmax измеряют при 850 об/мин вала стенда, положе-
нии рейки насоса «на упоре» за 800 ходов плунжера. Измерение по-
вторяют дважды. Расхождение в показаниях допускается не более 5 г,
а средняя производительность Qmax должна быть в пределах:
285±5 г — для насосов дизеля 2Д100 с масляным насосом производи-
тельностью 95 м3/ч; 290±г г — с масляным насосом 120 м3/ч; 430 ±
± 5 г — для насосов дизеля 10Д100. Qmin проверяют при
400 об/мин вала стенда за 800 ходов плунжера и при рейке, сдвинутой
в сторону уменьшения подачи по калибру (рис. 200). Размер h калиб-
ра для топливных насосов дизелей: 2Д100 — 6,5+°’01 мм с масляным на-
сосом производительностью 95м3/ч и 6,7+°,м мм с насосом производи-
тельностью 120 м3/м; 10Д100—14,2+0,01 мм. Величина Qmin для топлив-
ных насосов дизелей Д100 должна быть в пределах 70—105 г. Про-
верив минимальную производительность, все насосы рассортировы-
вают на три группы: к I группе относятся насосы с Qmin = 704-80 г;
ко II группе Qmin = 814-90 г и к III группе Qmin = 914-105 г.
Регулировка производительности топливного насоса. Как известно,
производительность топливного насоса изменяют передвижением его
рейки в ту или другую сторону. При этом меняется (в меньшую или
большую сторону) как Qmax так и Qmin. Но как быть в тех случаях, ког-
да нужно немного уменьшить или увеличить Qmax (для 850 об/мин),
не изменяя QmJn (для 400 об/мин), или изменить в небольших пределах
Qmin, оставляя неизменным Qmax.
Как показывает практика, Qmax можно уменьшить или увеличить
в небольших пределах изменением затяжки пружины нагнетательного
клапана, при этом Qmln остается практически неизменной.
Увеличение затяжки пружины повышает Qmax, а уменьшение —
понижает. При увеличении затяжки пружины остаточное давление
в трубке высокого давления (от насоса до иглы форсунки) бу де" выше
давления до затяжки пружины. Прирост давления делает
245
Рис. 200. Калибр, применяемый
при регулировке минимальной
производительности топливного
насоса дизеля Д100
Рис. 201. Узел нагнетательного
клапана топливного насоса ди-
зеля Д100:
1 — пружина клапана; 2 — тарелка;
3 — штуцер нажимной; 4 — сменная
шайба; 5 — нагнетательный клапан;
6 — седло клапана
Рнс. 202. К регулировке произ-
водительности топливного на-
соса
более эффективным ход плунжера, и на-
сос начинает подавать большую порцию
топлива. Прирост давления вызывается
тем, что при большей затяжке пружины
нагнетательный клапан приподнимается
над седлом на меньшую величину и за
более короткое время. После отсечки
топлива плунжером клапан, описав мень-
ший объем, быстрее возвращается на
свое место, преграждая путь обратному
перетеканию топлива.
Теперь нетрудно представить, что
произойдет, если уменьшить затяжку
пружины клапана.
Разберем два случая регулировки
Qmin насоса.
1-й случай. Требуется увеличить
минимальную производительность,
когда Qmin меньше,например, 70 г за 800
ходов плунжера. Для этого ослабляем
затяжку пружины нагнетательного кла-
пана и тем самым снижаем Qmax. Затем,
сдвигая рейку насоса, увеличиваем по-
дачу настолько, чтобы Qmax стала нор-
мальной. Как известно, при сдвиге рей-
ки изменяется как Qmax, так и Qmln.
В данном случае передвижением рей-
ки увеличим не только Qmax, но и
Qmin-
2-й случай — надо понизить Qmln
(когда она, например, больше 105 г за
800 ходов). В этом случае увеличиваем
затяжку пружины клапана и тем самым
повышаем Qmax. Сдвигом рейки пони-
жаем подачу топлива насосом настоль-
ко, чтобы Qmax была нормальной. При
этом естественно уменьшится и Qmln.
Если изменением затяжки пружины
нагнетательного клапана не удается до-
стигнуть желаемого результата, меняют
плунжерную пару или нагнетательный
клапан.
Изменять усилие затяжки пружины
клапана можно, подбором самой пружи-
ны, изменением глубины расточки б
(рис. 201), торцовкой или подбором
нажимного штуцера 3, подбором высоты
уплотнительного кольца а. Того же мож-
но достигнуть, но только без лишних
246
Рис. 203. Моменто-
скоп для фиксации
момента начала по-
дачи топлива:
1,2— резиновая и
стеклянная трубки;
3 — втулка; 4 — на-
конечник; 5 — гайка;
6 — штуцер топливно-
го насоса
затрат времени и труда, если поместить под пружину стальную зака-
ленную шайбу 4. Размеры шайбы: наружный диаметр 9,7 — 9,8 мм,
внутренний 4,5—4,7 мм.
Постановка упора максимальной подачи и указателя нулевой по-
дачи топлива на насосе. Не изменяя положения рейки насоса, при ко-
тором была достигнута производительность Qmax,на рейке 1 укрепляют
упор максимальной подачи 5 (рис. 202) так, чтобы между упором
и корпусом насоса не было зазора. С другой стороны рейки на корпу-
се насоса устанавливают, подкладывая прокладки 3, указательную
стрелку 2 против 8-го деления рейки у насоса дизеля 2Д100 и против
14-го деления у дизеля 10Д100. Упор стягивают болтом 6 и фикси-
руют на рейке штифтом 4. Чтобы не переставлять упор, выставленный
ранее (не производить перешлифовку), регулировать Qmax в неболь-
ших пределах по возможности нужно изменением затяжки пружины
нагнетательного клапана. Перешлифовку упора можно делать лишь
в крайних случаях и только при надобности перевода насоса из одной
группы Qmln в другую или когда Qmax слишком занижена.
Для определения положения рейки, при котором насос прекраща-
ет подачу топлива на работающем стенде при 850 об/мин вала, медлен-
но передвигают рейку насоса и засекают момент, когда насос переста-
ет подавать топливо. При нулевой подаче топлива,
указательная стрелка насоса должна располагать-
ся против 3-го деления рейки или не доходить до
него на 0,5 деления.
Проверка и регулировка про-
изводительности топливного на-
соса дизеля Д50. Процесс проверки и
регулировки состоит из тех же операций, что и
при проверке производительности насоса дизеля
ДЮО.
Установка топливного насоса на стенде. Топлив-
ный насос устанавливают на стенде А217-02, как
и на дизеле, т. е. так, чтобы величина нерабочего
хода плунжера от нижнего положения (ролик
толкателя стенда находится на затылке кулачко-
вого вала) до момента перекрытия головкой плун-
жера окна в гильзе (момента страгивания стол-
бика топлива в стекле моментоскопа) равнялась
5,85±0,15 мм.
Монтаж топливного насоса на стенде (см.
рис. 195) начинают с присоединения к нему топли-
воподводящей трубки и укрепления на штуцере
моментоскопа (рис. 203). Затем рукоятку коробки
скоростей стенда ставят в среднее положение.
Включают электродвигатель и при работающем
топливоподкачивающем насосе (давление топлива
2± 1 кгс/см2) проворачивают кулачковый вал стен-
да до тех пор, пока из топлава, находящегося
в трубке моментоскопа, прекратится выделение
247
пузырьков воздуха. Выпускают (выжимают) часть топлива из
моментоскопа и, поворачивая кулачковый вал, засекают момент стра-
гивания столбика топлива в моментоскопе. Изменением длины болта
15 толкателя (см. рис. 195) добиваются того, чтобы в момент страгива-
ния столбика топлива риска 5,7 на маховике стенда установилась
против стрелки, укрепленной на корпусе стенда. В этом положении
риски на корпусе насоса и стакане пружины плунжера должны сов-
пасть (см. рис. 206, в). В противном случае необходимо сделать новую
риску 9 на окне корпуса топливного насоса, что в дальнейшем во мно-
гом облегчит регулировку опережения подачи топлива при монтаже
насоса на дизеле.
Проверка работы стенда и герметичности нагнетательного клапа-
на топливного насоса. Рейку топливного насоса выставляют на нуле-
вую подачу, включают топливоподкачивающий насос, регулируют
давление топлива в системе стенда в пределах 2±0,1 кгс/см2. Если
течь топлива из трубки моментоскопа не наблюдается, герметичность
нагнетательного клапана считается нормальной. Работу стенда про-
веряют в течение 3 мин при положении рейки насоса «на упоре»
(20-е деление) при 370 об/мин кулачкового вала. Вместо моментоско-
па к штуцеру насоса присоединяют трубку от форсунки стенда.
Измерение максимальной (Qmax) w минимальной (Qmin) производи-
тельности топливного насоса. Qmax измеряют за 400 ходов плунжера
при 370 об/мин вала стенда и положении рейки на 20-м делении. Изме-
рение повторяют дважды. Расхождение в замерах допускается до 10 г,
а средняя производительность Qmax должна быть в пределах 485 +
+ 7 (585 + 8 см3). Qmln проверяют за 400 ходов плунжера] при
135 об/мин на 11-м делении рейки. Измерение повторяют дважды.
Средняя производительность Qmln должна быть в пределах 65—ПО г
(80—140 см3). Насосы по минимальной производительности сортируют
на три группы: I — Qniln = 65 4- 83 г (8—100 см3); II — Q„ln =
= 844-100 г (100—120 см3) и III - Qmhl 1004-115 г (120—140 см»).
Регулирование производительности топливного насоса, постанов-
ку упора максимальной подачи и указателя нулевой подачи выполня-
ют так же, как и у топливного насоса дизеля Д100.
Стрелку на корпусе насоса (для (?тах) устанавливают против 20-го
деления рейки. При нулевой подаче стрелка должна находиться при-
мерно против 8-го деления рейки.
Монтаж топливного насоса на дизеле. Насосы на дизеле устанав-
ливают так, чтобы каждый из них подавал в цилиндр определенное ко-
личество топлива в строго предусмотренный момент, т. е. с определен-
ным опережением относительно в. м. т. поршня. Кроме того, все насо-
сы должны одновременно прекращать подачу топлива, когда надо ос-
тановить дизель.
Чтобы достигнуть полного и своевременного сгорания топлива в
в цилиндрах, а следовательно, получить максимальный к. п. д. дизеля,
начало подачи топлива в цилиндр каждым насосом должно быть стро-
го определенным. При слишком ранней подаче в цилиндрах возника-
ет сильный стук, вредно отражающийся на работе дизеля. При позд-
ней, т. е. при угле опережения меньшим нормы, процесс сгорания топ-
248
Рис. 204. К установке топливного насоса на дизеле Д100:
/ — шток; 2 —пружина; 3 — корпус приспособления для определения толщины регулировоч-
ных прокладок С; 4 — индикатор часового типа; 5 — уплотнительное кольцо (Д100.27.067,
резина)
лива в цилиндрах происходит неэффективно, топливо догорает в вы-
пускных коллекторах, дизель перегревается, окна гильз цилиндра
покрываются нагаром и т. д.
Существуют два способа регулировки угла опережения подачи топ-
лива: по началу активного нагнетающего хода плунжера насоса и по на-
чалу впрыскивания топлива форсункой. Рекомендуют первый способ,
так как он дает вполне удовлетворительные результаты и проще второго.
Дизель. Д100. Технологический процесс постановки насоса на
дизель состоит из измерения размера /С толкателя насоса, вычисления
толщины регулировочных прокладок С, помещаемых под корпус на-
соса (рис. 204, а), и монтажа насоса на блоке. Размер К, т. е. расстоя-
ние между опорной плоскостью фланца корпуса и торцом стержня
толкателя, когда стержень приподнят на 3,6+0-01 мм над тыльной
частью кулачка кулачкового вала топливных насосов, определяют по
формуле
К = И + h мм,
где Н — постоянная приспособления (рис. 204, б), нанесенная на его
корпусе: Н = 48 мм;
h — утопание торца А штока 1 относительно торца Б корпуса 3
приспособления, мм.
249
Таблица 7
Дизель Номера цилиндров
1 | 2 | 3 j 4 | 5 | 6 | 7 | 8 | 9 | 10
Давление иа ведущем фланце муфты
10Д100 350 98 242 134 206 26 278 314 170 62
2Д100 с поршнями ва- рианта 14В 344 92 236 128 200 20 272 308 164 56
2Д100 с поршнями ва- риантов 3 и ЗА ... 342 90 234 126 198 18 270 306 162 54
Измерение h начинают с первого цилиндра (считая от отсека уп-
равления). Для этого поворачивают нижний коленчатый вал по ходу
до совпадения риски на ведущем фланце муфты привода тягового ге-
нератора (табл. 7) со стрелкой, укрепленной на блоке дизеля.
Например, для дизеля 10Д100 со стрелкой должна совпасть риска
«350». Точность совпадения стрелки допускается ±1 деление. В таком
положении стержень каждого толкателя топливных насосов первого
цилиндра будет приподнят на 3,6 мм над тыльной частью кулачка ку-
лачкового вала. На каждом толкателе данного цилиндра укрепляют
приспособление (см. рис. 204, б). К торцу Б корпуса 3 прикладывают
пластину с заранее известной толщиной (1 или 1,5 мм), нуль шкалы
индикатора 4 устанавливают против большой стрелки. Удаляют плас-
тину и дают возможность ножке индикатора упереться в торец А што-
ка 1. Читают показание индикатора. Если из показания индикатора
вычесть толщину пластины, это и будет исковая величина h. По при-
веденной формуле определяют размер К для каждого толкателя дан-
ного цилиндра. Индикатор укрепляют на приспособлении с предва-
рительным натягом 4 — 5 мм. Описанным порядком определяют раз-
меры К толкателей насосов и у остальных цилиндров дизеля. Тол-
щину регулировочных прокладок С, помещаемых под корпус насоса,
вычисляют по формуле, приведенной на стр. 241. Прокладки (желатель-
но не более 2 шт.) подбирают с точностью 0,02 мм.
Топливный насос с подобранным пакетом прокладок и надетым на
корпус резиновым уплотнительным кольцом 5 (см. рис. 204) присоеди-
няют к толкателю, установленному в блоке. Для избежания деформа-
ции корпуса насоса и, следовательно, заедания плунжера вначале гай-
ки, крепящие насос, затягивают так, чтобы насос можно было развер-
нуть до положения, обеспечивающего нормальное прилегание к нему
фланца топливного коллектора, после чего создают «жесткость» в этом
соединении (см. § 17). Затем заворачивают гайки, крепящие насос, и
болты топливного коллектора до положения, «упора» и лишь после это-
го крепят их окончательно, т. е. завертывают еще, но не более чем
на 1—1,5 грани. При этом необходимо строго соблюдать общие пра-
вила затяжки крепежных деталей (см. § 17). Правильно ли затянуты
крепежные детали насоса и фланца топливного коллектора, опреде-
ляют поворотом коленчатых валов по ходу так, чтобы для насосов про-
250
веряемого цилиндра стрелка, укрепленная на блоке, совпала (с точ-
ностью ±2 деления) с соответствующим делением на ведущем дис-
ке муфты:
Номер цилиндра .... 16 10 2495378
Деление на диске муфты . 31 67 103 139 175 211 247 283 319 355
При таком положении плунжеры насосов данного цилиндра будут
занимать нижнее, наиболее неблагоприятное положение, т. е. положе-
ние, при котором чаще всего происходит заедание плунжера. У нор-
мально смонтированного топливного насоса рейка и ее поводковая
втулка имеют легкий ход. При полностью сжатой пружине поводко-
вая втулка должна свободно возвращаться на исходное место. Если
этого не происходит, насос и топливный коллектор крепят заново,
после чего рейку насоса соединяют с поводком тяги управления.
Для устранения причин, вызывающих деформацию корпуса топ-
ливного насоса и защемление пальца поводка в рейке насоса, вместо
фибровой прокладки между корпусом насоса и фланцем топливного
коллектора стали применять резиновые кольца (рис. 205, а), а хвосто-
вик пальца поводка делать с цилиндрической головкой (рис. 205, б).
Дизель Д50. Процесс монтажа топливного насоса на общем
картере насосов состоит из его установки, регулировки опережения
подачи топлива и соединения с приводом. Насос устанавливают таким
порядком. В гнездо общего картера насосов опускают толкатель, свер-
ху на него ставят насос, к насосу прикрепляют отросток топливного
коллектора с соблюдением тех же условий, что и при постановке
насоса дизеля Д100.
Опережение подачи топлива можно регулировать двояко: по мет-
кам и моментоскопу. По метка мрегулируют при постановке на дизель
нового топливного насоса и когда есть уверенность в том,что совпадение
риски на корпусе насоса с риской на стакане пружины плунжера со-
ответствует моменту перекрытия отверстия гильзы головкой плунже-
ра. Регулировку по моментоскопу рекомендуется делать после замены
Рис. 205. Узлы топливного насоса дизеля Д100:
I— корпус; 2 — фланец топливного коллектора; 3 — кольцо (Д100.23.241, резина); 4—повод-
ковая втулка рейки; 5 — палец поводка тяги управления
251
плунжерной пары или стакана плунжера. При этом плотность насо-
са (плунжерной пары)должна быть не ниже 10 с. Покажем на примере,
как регулируют опережение подачи топлива у насоса шестого
цилиндра.
Регулировка по меткам. Снимают лючок смотрового окна корпуса
насоса и переднюй крышку картера насосов. Поворачивают коленча-
тый вал по ходу, пока у регулируемого насоса стакан пружины
плунжера не начнет движение из крайнего нижнего положения вверх.
Дальнейшим поворотом вала совмещают риски 2 и 4 (рис. 206, а),
поворотом болта 6 толкателя (рис. 206, б) совмещают риски 9 и 10
у насоса (рис. 206, в), после чего болт толкателя фиксируют контр-
гайкой.
Регулировка по моментоскопу. На штуцере насоса закрепляют мо-
ментоскоп (см. рис. 203). Включают топливоподкачивающий насос.
Чтобы удалить воздух из топливной системы, поднимая и опуская тол-
катель каким-либо рычагом, прокачивают топливо через насос. Вы-
жимают часть топлива из моментоскопа. Медленно вращают коленча-
тый вал по ходу и засекают момент начала подъема топлива в трубке
моментоскопа. Этот момент и соответствует началу подачи топлива на-
сосом. В данном положении коленчатого вала должны совпадать рис-
ки 2 и 4 (см. рис. 206, а). Если несовпадение превышает ±3 мм, изме-
нением длины болта 6 (см. рис. 206, б) толкателя добиваются того,
чтобы подъем топлива в моментоскопе начинался при совмещении ука-
занных рисок. При повороте болта толкателя на одну грань угол опе-
режения подачи топлива изменяется на 1°. Желательно, чтобы на од-
ном дизеле углы опережения подачи топлива по цилиндрам не отли-
чались более чем на 1°. После регулировки опережения подачи топ-
лива снятые с насосов и их картера детали ставят на свои места. Рей-
ку насоса соединяют с серьгой рычага подачи таким образом, чтобы
8-е деление совпало с указательной стрелкой на корпусе насоса при
крайнем нижнем положении штока сервомотора регулятора частоты
вращения.
Рис. 206. К установке топливного иасоса дизеля Д50 на общем картере насосов:
/ — кожух; 2 —риска начала подачи топлива насосами 1-го и 6-го цилиндров; 5 —валопово-
ротный диск; 4 — риска на кожухе; 5 — риска верхней мертвой точки поршней 1-го и 6-го
цилиндров; 6 — регулировочный болт; 7 — толкатель топливного насоса; 8 — кулачковый вал;
9— ркска па корпусе насоса; 10 — риска па стакане пружины плунжера
252
Толкатели топливного
насоса являются связую-
щим звеном между кулач-
ковым валом и топливны-
ми насосами. Демонтируют
их в те же сроки, что и
топливные насосы, чтобы
проверить состояние тру-
щихся пар и заменить ре-
зиновые детали.
Снятие и разборка.
На дизеле ДЮО открывают
люк воздушного ресивера,
отсоединяют от корпуса
толкателя маслоотводящую
трубку и вывертывают
штуцер 13, отвертывают
гайки 14 (рис. 207). В слу-
чае заедания толкателя
его выпрессовывают из
блока приспособлением.
У дизеля Д50 после сня-
тия топливного насоса
толкатель легко извлека-
ется из картера. До раз-
борки у каждого толкате-
ля проверяют, свободно ли
перемещаются (вращаются)
детали 1, 2, 3 и 4 (см.
рис. 207) и 5, 6 (рис. 208).
Заедание этих деталей так
же, как и работа толкате-
ля с поломанной пружи-
ной (см. рис. 207), неминуе-
мо приводит к разрушению
кулачка вала топливных
насосов. При малейших
признаках заедания сле-
дует проверить состоя-
ние поверхности кулач-
ка вала, с которым кон-
тактировался данный тол-
Зазор
|gog-ga^|gg|
—(£) 3аз°Р
\0,07-0,!»ОЯ\ОРЗ\
Зазор
Рис. 207. Толкатель топливного насоса дизе-
ля ДЮО:
1 — направляющий палец (Д100-27-030-1, сталь 20ХГР);
2—ось ролика (Д100-27-029-1 сталь 12ХН2); 3— втул-
ка ролика (Д100-27-028, бронза Бр.АЖМц 10-1-1,5);
4 —ролик толкателя (Д100-27-027, сталь 12ХН2); 5 —
корпус толкателя (Д100-27-024-1, чугун Сч.21-40); 6 —
пружина толкателя (Д100-27-031-5, проволока 50ХФА,
7,5); 7 — прокладка; 8 — толкатель (Д100-27-025-3,
:таль 20ХГР); 9 — наконечник; 10 — кольцо (Д100-27-044,
резина); //—-кольцо (Д100-27-067 резина); /2—про-
кладка; 13 — штуцер; 14 — гайка
Зазор
__ \ОМ-ОЯМ5Щ
катель. Ввиду простоты
конструкции толкателей пояснений по их разборке не требуется.
Контроль состояния и ремонт деталей. Масляные
каналы деталей подвергают очистке, детали с трещинами заменяют.
Неисправности чаще всего наблюдаются в соединениях и узлах, отме-
ченных цифрами III, V и XV в кружочках. О том, как устраняют неис-
правности в этих соединениях и узлах, подробно рассказано в гл. V.
253
Рис. 208. Толкатель топливного насоса дизе-
ля Д50:
1 — болт; 2 — контргайка; 3 — наружная манжета; 4 —
манжета; 5 — ролик (Д50-27-096, сталь 12ХНЗА); 6 —
палец (Д50-27-115сб, бронза Бр. АЖМц 10-3-1,5); 7 —
корпус (Д50-27-095, сталь 20)
Износ верхней части корпу-
са толкателя дизеля Д100
(в местах контакта с бло-
ком и хвостовиком пальца
1) устраняют наплавкой
или осталиванием с после-
дующей обработкой под
нормальный размер.
Сборка и установ-
ка толкателя. У дизе-
ля Д100 резиновые уплот-
нительные кольца 10 и 11
(см. рис. 207) нужно ста-
вить новые. Они служат не
только для удержания
масла, но главным образом
для предупреждения про-
сачивания воздуха из воз-
душного ресивера в отсек
верхнего коленчатого ва-
ла,.т. е. в картер дизеля.
Просачивание воздуха мо-
жет вызвать повышение
давления в картере (вместо
необходимого разрежения)
и остановку дизеля. Вдоль
пальца 1 выфрезована смазочная канавка, которая заходит и в его хвос-
товик. При монтаже толкателя на дизеле палец следует повернуть
так, чтобы канавка оказалась наверху. Тогда масло, попадающее на
головку, будет стекать по канавке и смазывать палец.
Перед постановкой толкателя на дизель коленчатый вал пово-
рачивают так, чтобы соответствующий кулачок вала был направлен
вверх, затем ставят прокладку 12 и осторожно вставляют толкатель
в гнездо блока. Постепенно затягивая гайки, закрепляют толкатель.
О том, что хвостовик пальца 1 зашел в паз корпуса толкателя, будет
свидетельствовать отсутствие зазора между корпусом толкателя, про-
кладкой 12 и блоком дизеля. Гайки 14 крепления толкателя контрят.
Завернув в корпус щтуцер 13, присоединяют к нему маслоотводящую
трубку. По сборке и установке толкателя Д50 указаний не требуется.
§. 46. МЕХАНИЗМ УПРАВЛЕНИЯ ТОПЛИВНЫМИ НАСОСАМИ
ДИЗЕЛЯ Д100
Рычажную передачу механизма управления осматривают при ТОЗ
и при текущих ремонтах всех видов. При ремонте ТРЗ, кроме того,
проверяют легкость перемещения и люфты в рычажной передаче без
снятия ее с дизеля и снимают для проверки механизм отключения на-
сосов и регулятор предельной частоты вращения.
254
Легкость перемещения и люфты рычажной передачи проверяют
в таком порядке (рис. 209). Отсоединяют поводки 17 от реек топлив-
ных насосов и шток регулятора частоты вращения от рычага управле-
ния 26. Приподняв и опустив рычаг управления 26, проверяют, лег-
ко ли перемещается рычажная передача. При тугом перемещении пе-
редачи отсоединяют коромысло 20 от тяг управления 13 и 16, чтобы
установить легкость перемещения каждой тяги в отдельности. Все ро-
лики, поддерживающие тяги, должны вращаться и иметь осевой люфт,
а коромысло 20 поворачиваться на подшипниках.
Чтобы измерить суммарный люфт в рычажной передаче, нужно од-
ну из тяг застопорить и индикатором измерить люфт на рычаге управ-
ления 26 в месте присоединения штока сервомотора регулятора часто-
ты вращения. Допускаемая величина люфта 0,8 мм. Как восстанавли-
вают нормальные зазоры в шарнирных соединениях рычажной пере-
дачи, т. е. в неразъемных подшипниках скольжения, рассказано в § 19.
Рис. 209. Механизм управления топливными насосами дизеля Д100 (расположе-
ние стопорной тяги и рычагов при установке регулятора частоты вращения с ле-
вой стороны дизеля):
1— кнопка аварийного выключения, 2 — тяга, 3, 25 — рычаги выключения и управления;
4 — груз предельного регулятора; 5, 23 — пружины, 6 — стопорная скоба груза, 7, 17 — повод-
ки; 8 — кронштейн, 9— вал аварийного выключения, 10 — защелка; 11—автомат выключе-
ния; 12 — рычаг выключения топлива, 13, 16 — правая и левая тяги управления, 14 — поводок
рейки топливного иасоса, 15 — втулка повод<а; 18 — механизм выключения левого ряда топ-
ливных насосов, 19 — вал восстанавливающей рукоятки, 20 — коромысло подачи топлива,
2/ —упор максимальной подачи топлива; 22 — рычаг коромысла, 24 — стопорная тя;а, 25 —
палец, 27 — болт, 28 — вилка рукоятки восстановления, 29 — рукоятка восстановления, 30 —
гайка, 3/— ролик защелки, 32 — кулачок аварийного выключения
255
Регулировка механизма управления. Процесс регулирования со-
стоит из следующих операций: проверки легкости перемещения ры-
чажной передачи, регулировки на нулевую и максимальную подачи
топлива, присоединения регулятора частоты вращения, контроля дей-
ствия автомата и кнопки остановки дизеля.
Проверка легкости перемещения рычажной передачи. Соединяют рей-
ки топливных насосов с поводками тяг управления. Подвешивают
к концу рычага 26 (см. рис. 209) груз в 5 кг. Приподнимают конец ры-
чага с грузом вверх и отпускают. Рычаг с грузом должен без задержек
опуститься вниз. Очень важно устранить причины, препятствующие
свободному перемещению рычажной передачи, иначе работа регулято-
ра частоты вращения будет неустойчивой. Часто такими причинами
служат заедания плунжеров или реек топливных насосов из-за их не-
правильной установки, заедания: в шарнирных соединениях рычаж-
ной системы или в роликах, поддерживающих тяги управления; паль-
цев поводков тяг управления в кольцевом пазу поводковой втулки
реек топливных насосов.
Регулировка на нулевую подачу топлива для остановки дизеля вык-
лючением топливоподкачивающего насоса. Рукояткой 29 (см. рис. 209)
ставят автомат выключения 11 на защелку 10, а рычаг 12 поворотом
гайки 30 — в такое положение, при котором расстояние между осями
его отверстия и отверстия А в корпусе автомата выключения будет рав-
но 55,5_о,2 мм для дизеля 2Д100 и 57_o,s мм — для дизеля 10Д100.
В таком положении рычаг 12 фиксируют приспособлением (рис. 210). За-
тем отсоединяют рейки насосов от тяг управления /Зи 16 (см. рис. 209),
приподнимают конец рычага управления 26 до начала сжатия пружи-
ны 23 и фиксируют рычаг в этом положении. Соединяют рейку перво-
го правого топливного насоса с тягой управления, поворотом болта 27
ставят тягу управления 13 в такое положение, при котором размер С
(рис. 211) был равен 52±0,3 мм, а у левого топливного насоса этого же
цилиндра устанавливают такой же размер постановкой прокладок под
кронштейн коромысла 20 (см. рис. 209). Затем регулировочным бол-
первого правого топливного насоса на-
столько, чтобы третья (считая слева)
том выдвигают рейку
Рис. 210. Приспособление для
фиксации рычага выключения
механизма управления топлив-
ными насосами дизеля 2ДЮ0
риска на рейке совпала с указательной
стрелкой на насосе.
Регулировка на нулевую подачу для
остановки дизеля автоматом включе-
ния. Снимают приспособление (см. рис.
210). Нажав на кнопку 1 (см. рис. 209),
освобождают защелку 10 автомата вы-
ключения. Поворотом гайки 30 ставят
тяги управления в такое положение, при
котором третья риска рейки первого пра-
вого топливного насоса совпадает с ука-
зательной стрелкой, как показано на
рис. 211. Гайку 30 (см. рис. 209) стопо-
рят контргайкой. Как и в первом слу-
чае, конец рычага управления 26 дол-
256
жен быть приподнят только до начала
сжатия пружины 23.
Регулировка на максимальную подачу
топлива. Рукояткой 29 (см. рис. 209),
ставят автомат выключения на защелку
и соединяют рейки всех насосов с тяга-
ми управления. Поворотом винта распо-
лагают тяги управления 13 и 16 таким
образом, чтобы ограничитель (хомутик)
на рейке первого правого топливного
насоса уперся в его корпус. В такое же
положение выставляют рейки остальных
насосов поворотом регулировочного бол-
та рейки каждого из них.
Присоединение регулятора частоты
вращения. Освобождают приподнятый ко-
нец рычага управления 26 (см. рис. 209).
Фиксируют положение рычага 12 приспо-
соблением. Изменением длины тяги 24
ставят рычаг управления 26, а такое по-
ложение, при котором конец болта 27
Рис. 211. Соединение рейки топ-
ливного насоса дизеля Д100
с поводком тяги управления
будет касаться сферической поверхности
рычага 12, а палец 25 будет свободно входить одновременно в отвер-
стия рычага управления 26 и серьги штока сервомотора регулятора
частоты вращения при выбранном люфте рычажной передачи, но не-
сжатой пружине 23. Снимают приспособление, фиксирующее рычаг 12,
ставят рукояткой 29 автомат выключения на защелку и проверяют,
находится ли третья риска рейки первого правого топливного насоса
в положении, показаном на рис. 211.
Контроль действия автомата и кнопки остановки дизгля. Поме-
щают на место крышку отсека управления с открытым люком, ставят
автомат выключения на защелку. Измеряют зазор между скошенной
плоскостью кулачка 32 (см., рис. 209) и роликом защелки 31. Регули-
руют его в пределах 1—3 мм смещением вала 9 относительно поводка
7. Такое положение деталей фиксируют штифтом.
Чтобы проверить действия автомата и кнопки остановки дизеля,
приподнимают шток сервомотора и закрепляют его. Нажав кнопку 1,
освобождают автомат выключения от защелки. При этом положении
деталей третья риска рейки первого правого топливного насоса долж-
на установиться против указательной стрелки насоса.
§ 47. ФОРСУНКА
Форсунка, как известно, предназначена для непосредственного
впрыска топлива в цилиндр. Демонтируют ее при ТОЗ и всех видах
текущего ремонта для проверки на стенде качества распиливания топ-
лива. Ухудшение распыливания вызывается чаще всего нарушением
герметичности запорного конуса распылителя, а иногда заеданием
9 Зак. 1161 257
(прихватыванием) иглы в корпусе распылителя. Плохо распыленное
топливо полностью не сгорает, часть его попадает в масло, способ-
ствует образованию нагара на поршне и кольцах, окнах гильз цилинд-
ров и на кончике распылителя. Внешним признаком плохого распи-
ливания топлива форсункой может служить повышенная дымность от-
работавших газов данного цилиндра.
Съемка и разборка. Чтобы снять форсунку, отсоединяют от нее
трубки и отворачивают гайки крепления. После удаления форсунки
из гильзы (ДЮО) или цилиндровой крышки (Д50) нз ее гнезда извлека-
ют медное уплотнительное кольцо. До разборки каждую форсунку
проверяют на стенде. Исправные форсунки при ТОЗ и ТР1 ставят, не
разбирая, на дизель.
Чтобы разобрать форсунку дизеля ДЮО (рис. 212, а), вывертывают
детали 2, / и 3, извлекают из корпуса детали 4,5 и 6. Приспособлением
(рис. 212, б) выпрессовывают щелевой фильтр 8 с прокладкой 7, а за-
тем удаляют детали 9, 10, 11, 13 и 14.
Форсунку дизеля Д50 (рис. 213) разбирают в таком порядке: от-
пускают гайку 2 и немного вывертывают болт 1, отвертывают пробку
3. Извлекают из корпуса детали 4, 5, 14 и 10. Отвинчивают гайку 12
и снимают распылитель. Снятые детали очищают.
Контроль состояния и ремонт деталей. Распылитель. Рабо-
тоспособность форсунки зависит в основном от состояния распылителя,
наиболее характерными повреждениями которого являются: потеря
герметичности запорного конуса, износ прецизионных поверхностей,
засорение и износ распыливающих отверстий.
Герметичность запорного конуса (подтекание) определяют опрес-
совкой при проверке работы форсунки на стенде. Как показывает опыт,
из-за этой неисправности на каждом ТОЗ до 15% форсунок приходится
разбирать и ремонтировать. О восстановлении герметичности запор-
ного конуса подробно рассказывается в § 22.
Износ прецизионных поверхностей распылителя вызывается в ос-
новном действием содержащихся в топливе абразивных частиц. Об
этом износе, как и об износе деталей плунжерной пары, судят по плот-
ности. По мере снижения плотности, т. е. роста зазора между иглой
и корпусом, увеличивается утечка топлива между ними. Так, при
плотности форсунки дизеля ДЮО 2 с (что соответствует зазору между
иглой и корпусом распылителя 11 мкм) производительность форсун-
ки снижается до 2% на номинальном режиме, а утечка топлива воз-
растает до 5 г/мин.
О том, как проверить плотность форсунки, рассказано на стр. 262,
а как ее восстановить — в § 21. Величины допускаемых норм плотно-
сти форсунки приведены на рис. 212 и 213.
У нормального распылителя прецизионные поверхности деталей
имеют зеркальный вид с ровным отблеском, с едва заметными штри-
хами. У такой пары игла, вынутая на 1/3 длины из корпуса рас-
пылителя (наклоненного к горизонту под углом 45°), свободно от соб-
ственного веса опускается на свое место при любом повороте вокруг
оси. Детали распылителя с признаками схватывания, рисками и други-
ми заметными на глаз изъянами прецизионных поверхностей заменяют.
258
Засорение и износ распиливающих отверстий. Проходное сечение
распиливающих отверстий уменьшается из-за отложения нагара на
кончике соплового наконечника при подтекании топлива. Износ от-
верстий вызывается наличием в струе впрыскиваемого форсункой
топлива мельчайших абразивных частиц. Скорость струи топлива до-
стигает 300 м/с. Изменение проходного сечения распиливающих от-
верстий отрицательно влияет на процесс топливоподачи форсункой.
Увеличение его приводит к снижению давления и продолжительности
впрыска топлива. Например, увеличение диаметра отверстия сопло-
Рис. 212. Форсунка дизеля Д100:
/ — регулировочная пробка; 2 — контргайка; 3 — стакан пружины; 4 — пружина форсунки
(Д100-17-010, проволока 50ХФА, 4); 5 — тарелка пружины; 6 — толкатель; 7 — прокладка;
8—щелевой фильтр; 9 — ограничитель подъема иглы; 10 — игла (Д100-17-003, сталь Р18);
11— корпус распылителя (Д100-17-002, сталь 18Х2Н4ВА); 12 — корпус форсунки (Д100-17-001,
сталь 40); 13 — сопловой наконечник (Д100-17-004-20, сталь ШХ-15); 14, 15 — уплотнительные
прокладки
9*
259
вого наконечника (Д100) с 0,56 до 0,62 мм вызывает снижение давле-
ния впрыска на 10%. Засорение отверстий оказывает обратное дейст-
вие на процесс топливоподачи.
Определить небольшое засорение или измерить износ отверстий
распылителя каким-либо контактным инструментом, особенно в ус-
ловиях депо, не удается. Об этой неисправности косвенно судят по вре-
мени истечения определенного количества топлива или скорости исте-
чения воздуха через распыливающие отверстия. В депо указанную
проверку можно сделать ротаметром (см. § 6). Сопловые наконечники
с предельным износом отверстий (когда поплавок ротаметра находит-
ся выше верхнего указателя) бракуют, с засоренными отверстиями
Рис. 213. Форсунка дизеля Д50:
1 — регулировочный болт; 2 — контргайка; 3 — пробка; 4, 14 — тарелки пружины; 5 — пру-
жина (Д50-17-008-1, проволока 50ХФА, 5); 6 — корпус (Д50-17-001, сталь 20); 7 —штуцер;
8 — штуцер подвода топлива; 9 — щелевой фильтр; 10 — штанга; П — распылитель
(Д50-17- 101сб; корпус — сталь 18НВА, игла — сталь Р18); 12— гайка; 13 — уплотнительная
прокладка
260
(поплавок располагается ниже нижнего указателя) очищают медной
проволокой с последующей промывкой топливом под давлением. За
эталон нижнего предела берут новый сопловой наьонечник, а за эта-
лон верхнего предела — сопловой наконечник с отверстиями диамет-
ром 0.60+ 0-02 (ДЮО) и 0.40+ 0-02 мм (Д50).
Точность контроля на ротаметре может быть достигнута только
в том случае, когда:
а) контролируемые детали сухие и обезжиренные, т. е. предвари-
тельно промыты в бензине или ацетоне; б) контроль ведется сухим
воздухом; в) нет утечки воздуха между контролируемой деталью и
зажимом.
Контроль и ремонт других деталей форсун-
к и. Детали с трещинами заменяют. Как устраняют повреждения
деталей типовых соединений, отмеченных на рис. 212 и 213 цифрами
I, XV и XI в кружочках, рассказано в гл. V. Кроме этого, необходи-
мо обратить внимание на величину подъема иглы и возможность пере-
коса деталей в регулирующей системе форсунки.
Подъемом иглы определяется количество и качество впрыска топ-
лива. При подъеме иглы под ней образуется кольцевая щель. Если о. а
мала (подъем иглы меньше нормы), то порция топлива, поданная на-
сосом, не успеет пройти через эту щель, давление топлива перед иглой
возрастет, а после иглы значительно понизится, т. е. будет происхо-
дить дросселирование топлива, что сильно ухудшает качество рас-
пыливания и сгорания топлива в цилиндре. При подъеме иглы бо-
лее нормы возрастает работа удара при посадке иглы, вызывающая
деформацию деталей в месте их контакта.
Измеряют подъем иглы индикаторным приспособлением (рис. 214).
Перед измерением приспособление торцом Ж ставят на плиту, торец
удлинителя 4 при этом также должен касаться плиты. Нулевое деле-
ние шкалы индикатора 1 совмещают с большой стрелкой, после чего
приспособление размещают на проверяемом распылителе, как пока-
зано на рис. 214, и читают показание индикатора. Уменьшения подъ-
ема иглы достигают шлифовкой и последующей полировкой торца
корпуса распылителя (Д50) или подбором ограничителя подъема
иглы (ДЮО).
Нередко случаи заедания или прихватывания иглы вызываются
перекосами деталей в регулирующей системе форсунки (рис. 215).
Перекосы происходят при эксцентричном приложении усилия от ре-
гулировочного болта к пружине, а от нее к игле и усугубляются од-
носторонним износом контактирующих деталей. У форсунок дизеля
ДЮО этому способствуют также деформация корпусных деталей, выз-
ванная неправильной затяжкой стакана пружины при сборке и гаек
крепления форсунки при ее монтаже на дизеле. О работе с перекосом
деталей рассматриваемой системы легко можно судить по односторон-
нему натиру (засветлению) иглы, толкателя или штанги и других де-
талей. Причины, вызывающие перекосы, следует устранить. Радиусы
сфер опорных поверхностей деталей довести до нормальных размеров.
Односторонний износ отверстий корпуса форсунки (Д50) и щелевого
фильтра (ДЮО) устраняют обработкой развертками.
261
Сборка форсунки. При сборке важно, чтобы детали были чистыми,
каналы в корпусах форсунки и распылителя проверены магнитной
проволокой для удаления случайно попавших в них металлических
частичек. Процесс сборки состоит из комплектации деталей, собствен-
но сборки и проверки качества сборки.
При комплектации нужно придерживаться следующих рекомен-
даций:
вместо замененных подбирать такие детали, допуски на посадку ко-
торых находились бы в пределах норм. Чтобы исключить обезличи-
вание, форсунки следует комплектовать деталями, ранее работавшими
вместе;
на один дизель ставить форсунки, укомплектованные распылите-
лями примерно одинаковой плотности;
на дизели 2Д100, оборудованные поршнями варианта 14В, ставить
форсунки с сопловыми наконечниками, у которых оси отверстий рас-
положены несимметрично, а на дизели 10Д100 с поршнями варианта
3 — форсунки с сопловыми наконечниками, у которых оси отверстий
расположены симметрично. Внешним признаком таких наконечников
служит плоский срез кончика наконечника (под углом 15°).
Сборку форсунки дизеля Д100 ведут в такой последовательности
(см. рис. 212). В корпус форсунки опускают сопловой наконечник 13
Рис. 215. Неисправности регулирую-
щей системы форсунки дизеля Д50:
1 — регулировочный болт; 2 — пружина;
3 — штанга; 4— игла распылителя
Рис. 214. Индикаторное приспособле-
ние для измерения подъема иглы рас-
пылителя форсунки:
1 — индикатор часового типа; 2 — зажим-
ная гайка; 3, 7 — направляющие; 4, 8 —
удлинители; 5 — ограничитель подъема иг-
лы; 6 — распылитель (Д100); 9 — распыли-
тель (Д50)
262
вместе с прокладкой 14, а затем распылитель в сборе, детали 9, 8, 7
и 6. Ввертывают стакан 3 пружины и опускают в него детали 5 и 4,
завертывают пробку 1 совместно с контргайкой 2.
Сборку форсунки дизеля Д50 производят в таком порядке (см.
рис. 213). Гайкой 12 укрепляют на корпусе распылитель в сборе.
Опускают в корпус детали 10, 14, 5 и 4, ввертывают пробку 3 вместе
с деталями 1 и 2. После этого окончательно затягивают гайку 12.
Нужно помн.ить, что для предотвращения утечки топлива нельзя затя-
гивать гайку 12 (Д50) или стакан пружины 3 (ДЮО) (см. рис. 212)
чрезмерным усилием. Этим можно создать «благоприятные» условия
для заедания (прихватывания) иглы в корпусе распылителя, а у фор-
сунки дизеля ДЮО, кроме того, и для заедания толкателя в щелевом
фильтре. Если сопрягаемые поверхности деталей 12, 14, 13, 11 т 8
(ДЮО) и корпуса распылителя и форсунки (Д50) имеют чистую и ров-
ную поверхность, достаточно крепить указанные детали небольшим
усилием (0,7—0,8 кгс • м).
Качество сборки и ремонта форсунки контролируют на типовом
стенде АЮ6.02 (рис. 216). На столе стенда смонтированы все его узлы.
Топливо из бака 12 через отстойник 15 и фильтр 13 поступает в насос
8, в качестве которого применен топливный насос дизеля ДЮО. При
прокачивании насоса рычагом топливо нагнетается в коллектор, от-
куда по трубопроводу поступает в проверяемую форсунку, укреплен-
ную в зажимном устройстве. Зажим состоит из плиты, двух стоек и
пневмоцилиндра. В плите сделано окно для размещения сменной ко-
лодки с установленной в ней форсункой.
Пневмоцилиндр прижимает форсунку к конусному штуцеру топ-
ливоподводящей трубки. Сжатый воздух в пневмоцилиндр подается
через кран 9. Распыленное форсункой топливо улавливается в сбор-
нике, верхняя часть которого выполнена прозрачной из органическо-
го стекла и может перемещаться в вертикальной плоскости. Стенд
универсальный, на нем можно проверять форсунки всех типов теп-
ловозных дизелей. Необходимо лишь иметь сменную колодку, соот-
ветствующую размеру проверяемой форсунки.
Для качественного контроля форсунок на стенде необходимы сле-
дующие условия:
достаточно высокая плотность топливного насоса самого стенда
и герметичность его нагнетательного клапана по запорному конусу;
отсутствие каких-либо признаков заедания между деталями насо-
са и его привода;
заполнение бака стенда чистым топливом и хорошая его очистка
фильтрующими элементами стенда.
Герметичность всех соединений и элементов нагнетательной сис-
темы стенда проверяют раз в сутки в таком порядке. Закрывают кран
5, вместо форсунки в зажимном устройстве помещают заглушку, на-
сосом прокачивают топливо через систему стенда для удаления возду-
ха. Окончательно зажимают заглушку пневмоцилиндром и доводят
давление топлива в системе стенда до 400 кгс/см2. Подкачку топлива
насосом прекращают. После этого в течение 5 мин наблюдают за пока-
занием манометра 6 стенда. Если за это время давление понизится
263
не более чем на 50 кгс/см1 2 (с 400 до 350 кгс/см2), герметичность стенда
считается достаточной. Эту операцию повторяют дважды. Рейка насоса
при работе стенда должна быть постоянно выставлена на максималь-
ную подачу. Чаще следует контролировать показание манометра стен-
да, так как на его работу оказывают отрицательное влияние резкие
перепады давления при впрысках топлива форсункой и спуске топли-
ва через кран коллектора.
Проверка работы форсунки на стенде. Эта проверка состоит из сле-
дующих операций: промывки форсунки, проверки герметичности за-
порного конуса распылителя, определения плотности форсунки, ре-
гулировки затяжки пружины (давления начала подъема иглы), конт-
роля качества распыливания и отсечки топлива. Проверяемую фор-
сунку монтируют в зажимном устройстве стенда.
Чтобы промыть внутренние полости форсунки (для удаления за-
грязнений и воздуха), ослабляют ее пружину, ручку 10 фиксируют
в верхнем положении, включают выключатель 11 электропривода на-
соса, включают краном 5 промывочный аккумулятор 14. Промывку
ведут 1—2 мин. Отключают электропривод, закрывают кран 5, сни-
мают с защелки рычаг.
Для контроля герметичности запорного конуса распылителя, по-
степенно зажимая пружину форсунки и подкачивая рычагом 10 топ-
Рис. 216. Стенд А106.02 для проверки работы форсунок:
1 — стол; 2 — сборник; 3 — проверяемая форсунка; 4 — зажимное устройство; 5, 9 — краиы;
6 — манометр; 7 — пневмоцилиндр; 8 — топливный насос; 10 — ручка насоса; // — выключа-
тель; 12 — топливный бак; 13 — фильтр; /4 — промывочный аккумулятор; 15— отстойник;
/6 — вентиляционный патрубок
264
либо, создают давление 400 кгс/см2. Такое давление поддерживают
в течение 1—2 мин, периодически подкачивая топливо насосом. Если
за это время на кончике распылителя не появится капля топлива, то
герметичность запорного конуса распылителя считается удовлетво-
рительной. Проверяют дважды.
Проверка плотности форсунки. За плотность форсунки условно
принято время падения давления в системе стенда на 50 кгс/см2 от на-
чального. Определяют эту величину следующим образом. Ослабив за-
тяжку пружины форсунки, делают несколько впрысков топлива. За-
тем увеличивают затяжку пружины форсунки, пока давление в сис-
теме стенда не достигнет 400 кгс/см2. После чего подкачку топлива
прекращают и следят за понижением его давления. По секундомеру за-
секают время, в течение которого давление топлива в системе стенда
понизится с 380 до 330 кгс/см2 при проверке форсунки дизеля Д50 или
с 330 до 280 кгс/см2 — дизеля Д100. Операцию повторяют дважды.
Полученную плотность сравнивают с плотностью эталонной фор-
сунки. Среднеарифметическое время двух измерений принимается
за плотность распылителя контролируемой форсунки. Нормы плот-
ности указаны на рис. 212 и 213.
Затяжку пружины форсунки (или давление начала подъема иглы)
регулируют поворотом регулировочного болта (или пробки) таким об-
разом, чтобы при медленном нажатии на рычаг стенда впрыск топ-
лива произошел (игла начала подниматься) при давлении 275+Б кгс/см2
у форсунки дизеля Д50 и при давлении 210+5 кгс/см2 — у форсунки
дизеля Д100.
Качество распыливания и отсечки топлива форсункой контроли-
руют визуально. Для этого в минуту делают примерно 30 равномер-
ных впрысков топлива. Нормально работающая форсунка впрыски-
вает топливо в туманообразном виде; длина и форма струй (факелов)
из всех ее распыливающих отверстий одинаковы. Начало и конец каж-
дого впрыска сопровождаются четким и резким звуком, факел топлива
как бы отсекается от распылителя. Кроме того, после 4—6 впрысков
на кончике распылителя форсунки не должна появляться капля топ-
лива. Подтекание топлива в виде капель или «подвпрысков» в виде
слабых струй указывает на неудовлетворительное распиливание и пло-
хую отсечку топлива форсункой.
Наглядным признаком правильной сборки форсунки служит так на-
зываемый «дробящий впрыск», т. е. когда при медленном опускании
рычага стенда происходят частые, следующие один за другим четкие
впрыски топлива. При удовлетворительных распыливании и отсечке
топлива отсутствие «дробящего впрыска» не является признаком не-
годности форсунки. После всех операций регулировочный болт (проб-
ку) форсунки крепят контргайкой, а штуцера закрывают заглушками.
Опрессовочные смеси и эталоны плотности. Так как в условиях де-
по проверку работы форсунки на стенде, а следовательно, и контроль
ее плотности ведут на дизельном топливе вместо предусмотренной
Правилами ремонта опрессовочной смеси, то все, что было ранее ска-
зано об опрессовочной смеси, выборе и пользовании эталонами плот-
ности при контроле плунжерной пары топливного насоса, полностью
265
относится и к форсункам. Эталонные форсунки выбирают при опрессов-
ке смесью дизельного топлива с маслом (вязкость 6,5—6,7 сСт), тем-
пературе смеси и окружающей среды 20—21° С. Эталоны нижнего пре-
дела должны иметь плотность 10± 1 (ДЮО) и 7± 1 (Д50), эталоны верх-
него предела — соответственно 100±| и 30±1 с.
Постановка форсунки на дизель. Процесс несложный. Нужно
только надеть на корпус форсунки хорошо отожженную и выровнен-
ную медную уплотнительную прокладку, вставить форсунку на свое
место топливоподводящим штуцером, направленным точно вниз по
вертикали (ДЮО), равномерно небольшим усилием затянуть гайки,
которыми форсунка крепится, и присоединить к ней трубки. Однако
некоторые исполнители умудряются в этом несложном процессе до-
пустить две грубые ошибки.
Первая ошибка. Гайки затягивают неравномерно и чрезмерно
большим усилием, что совершенно недопустимо. Дело в том, что кор-
пусные детали, особенно у форсунки дизеля ДЮО, имеют тонкие стен-
ки, поэтому их жесткость слишком мала. У «старательно» закреплен-
ной форсунки корпусные детали деформируются настолько, что игла
распылителя (или толкатель) начинает заедать и форсунка не впрыс-
кивает топлива в туманообразном виде, а льет его ручьем. В резуль-
тате после пуска дизеля отдельные цилиндры или не работают, или
в них происходит пропуск вспышек. Чтобы уменьшить деформацию
деталей, начиная с 1972 г., форсунки на дизеле ДЮО крепят при по-
мощи дополнительного фланца (рис. 217). Фланцевое крепление обес-
печивает передачу усилия на корпус
форсунки по его оси в плоскости,
совпадающей с осью резьбы штуцера
подвода топлива.
Вторая ошибка. Уплотнительную
медную прокладку 15 или 13 (см.рис. 212
и 213) не только не отжигают и не вырав-
нивают, но и не снимают с корпуса фор-
сунки. При сборке же, чтобы как-то по-
лучить надежное уплотнение форсунки
по газовому стыку, ее крепят непомер-
но большим усилием, что, кроме вреда,
ничего не приносит.
Не следует забывать, что медная про-
кладка служит не только для уплотне-
ния, но и для регулировки величины
выхода носка распылителя в полость
цилиндра. Чтобы эта величина была в
пределах установленной нормы, под
форсунку ставят лишь одну прокладку.
В противном случае заметно ухудшаются
смесеобразование и сгорание топлива
в цилиндре.
И еще один совет. Нельзя при-
соединять трубки к форсунке и топ-
Рис. 217. Форсунка дизеля ДЮО
с фланцевым креплением:
1 — адаптер (Д100-01-030, сталь 45Л);
2 — корпус форсунки (Д100-17-001-1);
3 — фланец (Д100-01-049, сталь 45Л);
4 — шпилька (Д100.01-018-1, сталь
38ХС)
266
дивному насосу с натягом, гайки на штуцера должны навертываться
свободно, чтобы не натягивать трубку. Лучше трубку изогнуть, чем
натягивать ее при соединении.
§ 48. РЕГУЛЯТОРЫ ЧАСТОТЫ ВРАЩЕНИЯ
ДИЗЕЛЕЙ 2Д100 и Д50
На дизелях 2Д100 и Д50 установлены регуляторы частоты враще-
ния, а на дизеле 10Д100—объединенный регулятор частоты враще-
ния и мощности. Регулятор дизеля 2Д100 (рис. 218) отличается от
такого же регулятора дизеля Д50 в основном размерами грузов, кон-
струкцией вала привода и нижней части корпуса. У него уменьшены
размеры поршней 34 и 36, а также диска золотника, изменена харак-
теристика пружины 22.
Регуляторы снимают на ремонтах ТР2 и ТРЗ для контроля настрой-
ки золотниковых частей, состояния подшипниковых узлов и сальни-
ков. Неплановый ремонт регулятора чаще всего вызывается наруше-
нием регулировки узлов регулятора скорости и обратной связи, по-
нижением давления масла.
Снятие и разборка регулятора. Для снятия регулятора отсое-
диняют от него электрическую проводку цепи управления, электро-
пневматический привод (где он есть) и рычаг управления топливными
насосами. Отвертывают гайки крепления корпуса. Сняв регулятор,
сливают масло из его ванны. Отвертывают винты Ф и ft, снимают де-
тали 18, 17, 15, 14 и 11 (см. рис. 218). Отсоединяют от сервомотора зо-
лотник автоматического выключения, а затем сервомотор от корпуса
регулятора. Чтобы заранее знать истинную величину износа и харак-
тер посадки деталей, в их рабочем положении надо проделать следу-
ющее:
перед разъединением нижней части корпуса 8 измерить осевой раз-
бег золотниковой части и приводного вала;
после снятия нижней части корпуса измерить зазоры между де-
талями масляного насоса;
отметить краской, какие зубья находились в постоянном зацепле-
нии у шестерней насоса.
Чтобы извлечь золотниковую часть из корпуса, вывертывают два
винта К (рис. 219). Регулировочные шайбы 8 сохраняют. Снятые де-
тали и узлы моют и очищают.
Контроль состояния и ремонт деталей. У верхнего корпу-
с а обращают внимание на состояние сетки заливочной горловины.
Она должна быть чистой и цельной.
Нижний корпус разбирают. Отвертывают болты Л1 и уда-
ляют приводной вал в сборе с деталями 6, 5 и 7 (см. рис. 218). В этой
части регулятора чаще всего работоспособность теряют соединения
и узлы, отмеченные цифрами VIII и IV в кружочках. О ремонте этих
типовых соединений и узлов можно прочитать в гл. V. Как правило,
утечка масла из регулятора происходит через соединение VIII из-за
повреждения самоподжимного сальника 5.
267
18
П
16
15
К
Г
56
91
i2
частоты вра-
2, 4 — нижний
3 — рессора
Рис. 218. Регулятор
щен и я:
привода;
валики; . .
сталь 65Г); 5 — сальник
13
'а
12
37
38
25
25
27
28
29
30
31
32
35
втулка
верхний
(Д50--27-239-1, ______ . _____
(Д50-27-204сб-2); 6' — шарикоподшипник
80203; 7 — букса сальника; 8 — нижний
корпус (Д100-36-014, чугун Сч.18-36);
9, 17, 32, 33, 37 — прокладки; 10 — кор-
пус регулятора (2Д100-36-001-1, чугун
Сч.21-40); 11 — верхняя прокладка; 12 —
кольцо; 13 — золотниковая часть регу-
лятора (2Д100-36-103сб); 14 — всережим-
ная пружина (Д50-27-324, проволока 11, 2,5); 15 — верхний корпус (2Д100-36-049-1, чугун
Сч. 18-36); 16 — валик-рейка; 18 крышка; 19 — шлицевой валик; 20— зубчатый сектор; 21 —
стакан; 22—пружина сервомотора (Д100-36-035, проволока 5,5-ЗОХФА); 23 — кронштейн; 24 —
блокировочный магнит; 25— пробка; 26 — сальник (Д50-27-212сб-1); 27 — корпус; 28— выклю-
чатель; 29 — головка золотника; 30 — золотник; 31 — направляющая; 34 — силовой поршень
(2Д100-36-020, сталь 40); 35 — корпус сервомотора (2Д100-36-023, чугун Сч.21-40); 36 — компен-
сирующий поршень (Д100-36-021, сталь 40); 38 — крышка корпуса; 39 — самоподжимной саль-
ник (Д50-27-216сб-1); 40 — ось; 41 — штифт; 42 —серьга
263
Важно проконтролиро-
вать рессорный узел при-
водного вала. Для этого
удаляют детали 4, 2 и 1 и
разъединяют части вала.
Пластины (рессоры), про-
севшие и поломанные,
заменяют. В каждый паз
помещают по шесть пла-
стин (рис. 220), выдержи-
вают зазор А и размер
38+1 мм подбором детали
5. Сборку этой части ведут
в последовательности,
обратной разборке. В
корпусе регулятора
«больными» местами явля-
ются узел масляного насо-
са и масляные аккумуля-
торы. От величины ради-
ального зазора между
шестернями и корпусом
зависит производитель-
ность насоса, а просадка
пружин вызывает сниже-
ние давления масла в гид-
равлической системе регу-
лятора. Не следует забы-
вать также и о необходи-
мости тщательной очистки
масляных полостей корпу-
са. Как восстанавливают
работоспособность соеди-
нений и деталей типов V и
XV, см. в гл. V, а шес-
теренчатых насосов—§ 51.
Золотни ко в а я
часть. Эта часть тре-
бует к себе особого внима-
ния (см. рис. 219). Наибо-
лее уязвимые места в ней
отмечены цифрами I, III,
IV, V в кружочках. Про-
цесс разборки и контроля
Рнс. 219. Золотниковая часть регулятора часто-
* ты вращения:
1, 2 — рычаги с грузами (Д100-36-105сб); 3 — тарелка; 4 — ось; 5 — траверса (Д50-27-330-1,
бронза Бр.ОЦС 3-12-5); 6, В, 16 — регулировочные шайбы; 7 — фланец; 9 — букса золотника
(Д50-27-284, чугун Сч.24-44); 10 — плунжер (Д50-27-273-1, сталь 12ХНЗА); //—золотник
(Д50-27-106сб, сталь 38ХС); 12— втулка; 13, 15 — верхняя и нижняя тарелки пружины;
/4 — компенсирующая пружина (Д50-27-279-1, проволока 11-1,6); 17, 19 — ведущая и ведомая
шестерни; 18 — втулка; 20 — кольцо; 2/— шарикоподшипник № 34; 22 — шарикоподшип-
ник № 27
269
состояния узлов золотниковой части ведут в таком порядке. Извле-
кают из корпуса плунжер 10 в сборе. Проверяют рукой, не переме-
щается ли шестерня 17 относительно буксы 9. Отворачивают винты Ж
и снимают шестерню 17, вынимают из буксы золотник И в сборе.
Плунжер в сборе. Шарикоподшипники с износом и другими не-
исправностями (см. § 20) заменяют. Меняют одновременно оба под-
шипника, иначе вновь установленный новый подшипник примет всю
нагрузку на себя и быстро выйдет из строя. Средний диск плунжера
подвержен наибольшему износу. Если острые кромки диска затуплены
(изношены), на поверхности диска имеются глубокие риски, плунжер
заменяют. Мелкие риски, незначительные натиры, а также местные
потемнения с поверхности диска удаляют (см. § 21).
Золотник в сборе. Чтобы разобрать этот узел, отвертывают гайку,
и снимают последовательно детали 15, 16, 14, 13 и 12. Регулировоч-
ные шайбы 16 (см. рис. 219) связывают и сохраняют. Золотник больше
всего изнашивается в зоне действия среднего диска плунжера. Если
учесть, что высота среднего диска плунжера 3,2 мм, а диаметр рабочих
отверстий золотника 3,1 мм, т. е. диск перекрывает отверстия всего на
0,1 мм, станет ясно, почему кромки диска и отверстий должны быть
острыми. При затупленных кромках будет происходить утечка масла
через это соединение. Золотник с изношенными кромками рабочих
отверстий заменяют. О том, как восстанавливают работоспособность
соединений типа плунжер—золотник, можно узнать из §21.
Компенсирующая пружина 14 по размерам мала, но выполняемая
ею роль велика. Пренебрежительное отношение к этой маленькой де-
тали чревато большими неприятностями. Опыт показывает, что боль-
ше всего неполадок в работе регулятора происходит из-за «капризов»
этой пружины: ее просадки, поломки или неправильной регулировки
предварительной затяжки. Что нужно делать при контроле пружин,
можно прочитать в §31.
Букса в сборе с траверсой и грузами. В этой части чаще всего возни-
кают неисправности в соединениях и узлах, отмеченных цифрами I, II
и IV в кружочках. Износ носиков С рычагов грузов 2 лучше всего устра-
нять наращиванием электроискровым способом (см. § 14); наплавлять
их газовой или электрической сваркой нежелательно. После ремонта
разновес грузов допускается
не более 3 г. Носики С рычагов
окончательно обрабатывают
(шлифовкой наждачным кам-
нем) в процессе сборки золот-
никовой части.
Чаще всего при ремонте
приходится иметь дело с раз-
работкой резьбовых отверстий
буксы под винты Ж- Внешним
признаком ослабления винтов
Ж служат засветления (нак-
леп) на контактирующих по-
верхностях^ деталей 9, 17 и
270
ВиЗС
А=0,3 не пенсе
До постановки рессор
Рис. 220. Рессорное соединение приводного
вала регулятора:
1, 4 — нижний и верхний валики; 2 — втулка
привода; 3 — рессора; 5 — направляющий стержень
12 (см. рис. 219). Следы наклепа с поверхности указанных деталей
устраняют притиркой по плите. Если выработка резьбовых отверстий
небольшая, ослабление устраняют постановкой новых, более полных по
резьбе винтов Ж- В противном случае в деталях 9,17 и 12 одновременно
по кондуктору просверливают три новых отверстия, смещенных на 90°
относительно старых, и нарезают в них резьбу. Винты Ж должны уто-
пать относительно поверхности буксы, но не более чем на 2 мм, но ине
выступать внутрь втулки 12, иначе будут задевать пружину 14. После
окончательного крепления шестерни 17 винтами Ж буксу ставят на
призмы, покоящиеся на плите, а индикатором проверяют биение по-
верхности хвостовика шестерни. Оно допускается не более 0,03 мм.
Пересверловку отверстий обычно выполняют при сборке золотнико-
вой части после регулировки перекрыши и хода золотника.
При надобности замены буксы и других деталей в соединениях типа
V из-за трещин или износа золотниковую часть заменяют запасной.
В запас она поставляется с некоторым припуском по наружному диа-
метру буксы. Вновь подогнанная по корпусу букса должна переме-
щаться плавно, без заеданий и качки.
Сервомотор в сборе. Разбирают сервомотор в таком
порядке. Отвинчивают четыре винта Н, снимают детали 21 и 22
(см. рис. 218). При этом следует соблюдать осторожность. Пружина 22
находится в сильно сжатом состоянии. Отвертывают с оси 40 гайку,
затем четыре винта Ш, выпрессовывают ось из силового поршня 34,
извлекают из корпуса ось вместе с поршнем 36 и крышкой 38. Выбивают
штифт 41 и снимают серьгу 42. Наиболее «слабые» соединения и детали,
в которых наблюдаются те или иные неисправности, отмечены цифрами
VIII, V и XV в кружочках. Об их восстановлении подробно рассказано
в гл. V. Желательно ось 40 в местах сопряжения с деталью 39 и перего-
родкой корпуса покрыть хромом. Сборку сервомотора ведут в последо-
вательности, обратной разборке. Ход поршневой пары в пределах
25+°15 мм регулируют прокладками 37.
Золотник автоматического выключения
в сборе (см. рис. 218). Распространенными неисправностями этого
механизма являются пропуск масла через сальниковое уплотнение (со-
единение типа VIII) и между деталями 30 и 31 (соединение типа V).
Герметичность этих соединений проверяют опрессовкой маслом, на-
гретым до 60° С, давлением 7 кгс/сма. При нахождении золотника 30
в крайне нижнем положении утечка масла по каналу Д допускается до
40 капель в 1 мин. О восстановлении работоспособности соединений ти-
пов V и VIII можно прочитать в § 21, 24. Длина золотника 30 должна
быть 4О_о,з мм.
Настройка узлов и сборка золотниковой части. До сборки золотни-
ковой части последовательно регулируют уравновешенность грузов,
монтажную перекрышу и ход золотника, ход и положение плунжера,
затяжку компенсирующей пружины.
Регулировка уравновешенности грузов. Цель регулировки — урав-
новешивание вращающих моментов грузов. Делать ее необходимо в слу-
чаях замены или ослабления грузов, неустойчивой работы регулятора.
Регулируют на приборе (рис. 221). На оси 4 прибора с одной стороны
271
монтируют эталонный груз 9, а с другой—проверяемый груз 10. Если
при этом стрелка 1 прибора отклонится от нуля шкалы 2 более чем на
Г, гайки 11 проверяемого груза перемещают по рычагу, пока стрелка
не займет центральное положение. Окончив регулировку, гайки надеж-
но закрепляют. В качестве эталонного груза можно использовать груз
новой (запасной) золотниковой части.
Регулировка монтажной перекрыши и хода золотника. Собирают зо-
лотниковую часть; для этого в буксу вставляют золотник в сборе и ве-
дущую шестерню 17 и скрепляют их винтами Ж (см. рис. 219). Золот-
никовую часть (без плунжера) размещают на приспособлении, как по-
казано на рис. 222. Для проверки монтажной перекрыши в боковое
отверстие буксы вводят лампу 15, которая питается от батареи 14.
Вращая гайку 13 толкателем 11, перемещают золотник из среднего по-
ложения вправо до появления световой щели (0,2—0,4 мм) между верх-
ними кромками окна Ф буксы и диска золотника (см. рис. 219). Вели-
чина этого перемещения (монтажная перекрыша), определяемая по по-
казанию индикатора 7 (см. рис. 222), должна быть 1,6 ± 0,1 (Д100)
и 2,4 ±0,1 мм (Д50). Регулируют ее углублением бурта верхней та-
релки 5 (рис. 223, а), когда перекрыша велика, или торцовкой бурта
этой же тарелки (рис. 223, б), когда перекрыша мала.
Для проверки хода золотника дальнейшим вращением гайки 13
(см. рис. 222) перемещают золотник вправо до упора. При этом свето-
вая щель Ф в окне буксы должна увеличиться до 0,6—1,5 мм, а зазор
между торцом втулки 12 и нижней кромкой диска золотника должен
быть не менее 0,1 мм (см. рис. 219). Выводят толкатель 11 (см. рис. 222)
из окна буксы. Затем в верхнее окно буксы заводят толкатель 4 и вра-
щением гайки 8 перемещают золотник влево до упора. В этом случае
Рис. 221. Прибор для регулировки уравновешенности грузов регулятора:
/ — стрелка; 2— шкала; 3 — упор; 4 — ось; 5 — призма; 6, 7 — передняя и задняя стойки;
8— противовес; Р, 10 — эталонный и проверяемый грузы; 11— гайки (грузы)
272
Рис. 222. Приспособление типа ПР614 для настройки золотниковой части регуля-
тора:
/—плита; 2, 6 — стойки индикатора, 3, 5 — опоры; 4, // — толкатели; 7 — индикатор, 8, 13 —
гайки; 9, 10, 12 — стойки; 14 — батарея; 15 — лампа
диск золотника должен открыть своей нижней кромкой окно Г буксы
на0,9— 1,8мм (см. рис. 219). Ход золотника от среднего положения при
перемещении вправо или влево до упора должен быть 3,2—3,3 мм. Ре-
гулируют его снятием металла с торцов Т деталей 1 и 5 (рис. 223, в),
когда ход золотника мал, или подбором новых деталей 1 и 5, если ход
велик.
Регулировка хода и положения плунжера. Плунжер в сборе встав-
ляют в золотник. Разводят, а потом сводят грузы до упора. В обоих
случаях носики С рычагов грузов должны одновременно касаться на-
ружного кольца подшипника 22 (см. рис. 219). При необходимости
носик того или иного груза обрабатывают на наждачном точиле. Ход
плунжера (при крайних положениях грузов) измеряют индикаторным
приспособлением. Регулируют его в пределах 6,2—6,3 мм кольцом 20
и подгибкой оси 4.
Положение плунжера в золотнике регулируют шайбами 6 таким
образом, чтобы при разведенных или сведенных до упора грузах сред-
ний диск плунжера в том и в другом случае полностью открывал рабочие
отверстия золотника. При среднем же положении грузов (т. е. когда
их оси строго параллельны оси плунжера) средний диск плунжера
должен полностью перекрывать рабочие отверстия золотника. Для сме-
273
щения плунжера вверх удаляют одну из шайб 6, а для смещения вниз
добавляют шайбу.
Регулировка затяжки компенсирующей пружины. Удерживая зо-
лотник в сборе на весу за втулку 3, поворотом гайки М устанавливают
верхний торец тарелки 1 в положение, показанное на рис. 223, в.
После этого золотник в сборе размещают на приборе (рис. 224), под-
вешивают чашу 3 весов, на которую кладут гири 4, до момента стра-
гивания стрелки индикатора на одно-два деления. Если страгивание
стрелки произошло при массе груза (гири + чаша) 1,2 ± 0,2 кг,
затяжку пружины оставляют без изменения. Затяжку регулируют за
счет шайб 2 (см. рис. 223, в). Одна шайба 0,1 мм изменяет затяжку пру-
жины примерно на 0,1 кгс.
Сборка золотниковой части. Золотниковую часть
собирают в последовательности, обратной разборке. В процессе сборки
под нижний подшипник 22 (см. рис. 219) подкладывают ранее подо-
бранные шайбы 6, надежно затягивают винты Ж Они не должны вы-
ступать над наружной и внутренней поверхностями деталей 9 и 12.
Гайку М золотника (см. рис. 223) тщательно зашплинтовывают, а концы
шплинта разводят так, чтобы они не задевали винты Ж. Зазор между
поверхностями Ц деталей 9 и 17, а также 17 и 18 не допускается
(см. рис. 219). Биение поверхности X детали 17 относительно поверх-
ности П буксы допускается не более 0,03 мм. Кольцо 20 надежно за-
крепляют шурупами, оси грузов зашплинтовывают.
Общая сборка регулятора. Присоединяют к корпусу регулятора
его нижнюю часть, опускают в корпус золотниковую часть в сборе
(без плунжера в сборе), присоединяют к корпусу сервомотор в сборе,
а к корпусу сервомотора — золотник автоматического выключения
в сборе. Опустив в золотник плунжер в сборе, монтируют на корпусе
Рис. 223. к регулировке монтажной перекрыши
и затяжки компенсирующей пружины золотни-
ковой части регулятора:
1,5 — нижняя и верхняя тарелкн; 2 — шайба; 3 —
втулка; 4 — компенсирующая пружина; 6 — диск зо-
лотника
верхнюю часть регуля-
тора.
До присоединения ниж-
ней части к корпусу ре-
гулируют осевой разбег
ведомой шестерни масля-
ного насоса. При малом
разбеге увеличивают тол-
щину прокладки 9, при
большом торцуют низ кор-
пуса 10 регулятора (см.
рис. 218). Разбег измеряют
выжимкой (свинец, пла-
стилин, воск). Важно, что-
бы косое сверление в торце
нижней части не было пе-
рекрыто прокладкой 9.
Гайки крепления нижней
части нужно затягивать,
соблюдая условия, приве-
денные в § 17.
274
Рис. 224. Прибор для регули-
ровки затяжки компенсирующей
пружины:
1 — индикатор часового типа; 2 —
золотник в сборе; 3 — чаша весов;.
4 — гири
Перед опусканием золотниковой ча-
сти в корпус под концы фланца 7 (см.
рис. 219) помещают одинаковое число
шайб 8 так, чтобы после затяжки вин-
тов Л золотниковая часть вращалась
туго, что будет указывать на отсутствие
осевого разбега золотниковой части (ве-
дущей шестерни масляного насоса).
После этого под каждый конец фланца
7 добавляют по одной шайбе толщиной
0,03 — 0,04 мм и снова закрепляют его
винтами К- При этом золотниковая
часть должна вращаться свободно, без
заеданий.
Сначала сервомотор присоединяют
к корпусу без деталей 21 и 22 (см.
рис. 218). Их монтируют после оконча-
тельной затяжки гаек крепления серво-
мотора и только при условии, если
поршневая пара 34 и 36 будет плавно
перемещаться в его корпусе. У оконча-
тельно закрепленного золотника авто-
матического выключения золотник 30
должен также перемещаться свободно.
После того как плунжер в сборе будет
опущен в золотниковую часть, ставят на
нее пружину 14, на корпус помещают
прокладку 11, устанавливают и закреп-
ляют верхнюю часть. Взаимное ориен-
тирование частей корпуса регулятора
фиксируется штифтами. Собранный
регулятор проходит обкатку и пред-
варительную внешнюю регулировку на стенде типа А760.01.
Монтаж регулятора на дизеле. Дизель 2Д100. На шпильки
корпуса привода укладывают прокладку, а затем ставят и закрепляют
регулятор. Соединяют ось его сервомотора с рычагом управления
топливными насосами. Шлицевый валик 1 верхней части корпуса
(рис. 225, а) при помощи рычага 2 соединяют с электропневматиче-
ским приводом, при этом риски А должны совпасть. Длину вертикаль-
ной тяги 5 регулируют муфтой, расположенной на ее средней части,,
так, чтобы при крайнем нижнем положении планки электропневмати-
ческого привода риска Б на торце валика / совпала с риской на бонке
верхней части корпуса регулятора. Положение рычага управления
окончательно регулируют при настройке механизма управления ди-
зелем (см. § 46), а длину вертикальной тяги — после пуска дизеля.
Дизель Д50. Сначала проставочным кольцом 5 регулируют за-
зор между зубьями конических шестерен привода (см. рис. 233). После
этого ставят и закрепляют регулятор. Свободный левый конец рычага
3 (рис. 225, б) приподнимают до уровня отверстия рычага 4. При этом
275
ни в коем случае нельзя прикладывать к концу рычага 3 большое уси-
лие. Вращением муфты вертикальной тяги 5 совмещают отверстия ры-
чагов 4 и 3 и соединяют их валиком.
Настройка регулятора после пуска дизеля. После пуска и прогре-
ва дизеля (температура масла и водыдизелянениже40°С) регулируют
минимальную и максимальную частоту вращения дизеля и открытие
игольчатого клапана.
Для регулировки минимальной частоты вращения контроллер ма-
шиниста устанавливают на нулевую позицию. Вращением муфты
изменяют длину вертикальной тяги 5 (см. рис. 225), пока частота вра-
щения дизеля не достигнет 400 ± 10 (2Д100) или 270 ± 15 (Д50)
об/мин.
Для регулировки максимальной частоты вращения контроллер ма-
шиниста переводят на 16-ю (2Д100) или 8-ю позицию (Д50). Передви-
жением верхней части вертикальной тяги (вправо или влево) устанав-
ливают частоту вращения в пределах 850 ± 5 (2Д100) или 740 (Д50)
об/мин. В случае надобности переставляют зубчатый сектор 20
(см. рис. 218) на один или несколько зубьев относительно валика-
рейки 16.
Регулировка открытия игольчатого клапана обратной связи. Для
удаления воздуха из гидравлической системы регулятора игольчатый
клапан вывертывают на 2—3 оборота и дают дизелю проработать
3—5 мин. С этой же целью (при остановленном дизеле) перемещают шток
сервомотора несколько раз вверх и вниз. Затем постепенно завертывают
игольчатый клапан, пока дизель не начинает работать устойчиво.
Работа регулятора считается нормальной, если при переводе конт-
роллера машиниста с одной позиции на другую будет происходить не
более двух-трех колебаний оси сервомотора, после чего регулятор нач-
нет поддерживать устойчивые обороты дизеля.
Нормальное открытие игольчатого клапана соответствует х/4 обо-
рота от полностью закрытого положения. Меньшее открытие иглы вызы-
вает замедленное действие (вялую работу) регулятора, затрудняет пуск
дизеля и удлиняет время перехода с одного режима на другой. Чрез-
мерно большое открытие сопровождается неустойчивой работой дизеля
на холостом ходу, т. е. резкими колебаниями оси сервомотора при изме-
Рис. 225. К установке регулятора частоты вращения на дизеле
276
нениях режима работы. У регуляторов, имеющих два игольчатых кла-
пана, клапан, расположенный с задней стороны корпуса, закрывают.
Если дизель работает неустойчиво, т. е. с резкими колебаниями ча-
стоты вращения (чаще при работе без нагрузки), рекомендуется прове-
рить и при необходимости установить:
а) нет ли хотя бы незначительных заеданий (тугой ход) в рычаж-
ной системе управления и реек топливных насосов;
б) равномерно ли работают цилиндры, нет ли резких стуков в от-
дельных цилиндрах (пропуск вспышек);
в) какое масло залито в ванну регулятора (его чистоту и вязкость);
г) не слишком ли велики люфты в шарнирных соединениях рычаж-
ной системы управления;
д) какое давление масла в гидравлической системе регулятора.
Если эта проверка не даст положительного результата, то:
для устранения медленного колебания оси сервомотора на холо-
стых оборотах ослабить затяжку компенсирующей пружины или не-
сколько изменить открытие игольчатого клапана;
для устранения такого же явления при работе дизеля под на-
грузкой увеличить давление масла в гидравлической системе (затяжкой
пружин масляных аккумуляторов);
для «оживления» работы регулятора, когда дизель останавливается
или частота вращения его меняется медленно при переходе с одного
режима на другой, увеличить давление масла в гидравлической систе-
ме, несколько усилить затяжку компенсирующей пружины;
для ускорения пуска дизеля, когда ось сервомотора слишком вяло
поднимается (при исправном ускорителе пуска), увеличить давление
масла в гидравлической системе, усилить затяжку компенсирующей
пружины, несколько опустить плунжер относительно золотника.
§ 49. ОБЪЕДИНЕННЫЙ РЕГУЛЯТОР ЧАСТОТЫ ВРАЩЕНИЯ
И МОЩНОСТИ ДИЗЕЛЯ 10Д 100
Разборка. Перед разборкой проверяют давление масла в гидрав-
лической системе регулятора. Масло из ванны регулятора сливается
через пробку 11 (рис.226). Затем последовательно снимают золотник
3 автоматической остановки в сборе с электромагнитом 4, сервомотор
7 с индуктивным датчиком, колпак 5, силовой сервомотор 2, у которого
предварительно отсоединяют его верхний шток от траверсы. Отворачи-
вают четыре болта, снимают верхний корпус 6 в сборе и всережимную
пружину. Вывернув винты, извлекают из корпуса регулятора золот-
никовую часть в сборе. И наконец, отвернув четыре болта, отсоединяют
нижнюю часть корпуса 1. Снятые части подвергают мойке и очистке
(см. §4).
Контроль состояния и ремонт деталей. Верхний корпус.
Эту часть разбирают в таком порядке. Отсоединяют траверсу 20. От-
вернув винты, снимают плиту 33 электромагнитов в сборе (рис. 227).
Для снятия треугольной пластины 13 отворачивают винты а (рис. 228).
Отсоединяют тягу 29 (см. рис. 227), удаляют сервомотор управления
277
Рис. 226. Общий вид объединенного регулятора
частоты вращения и мощности дизеля 10Д100:
1 — нижияя часть; 2 — силовой сервомотор; 3 — золот-
ник автоматической остановки; 4 — электромагнит;
5 — колпак; 6 — верхний корпус; 7 — сервомотор ин-
дуктивного датчика; 8 — маслоуказатель; 9— пробка
выпуска воздуха; 10—пробка для измерения давления
масла; 11 — пробка; 12 — корпус регулятора; 13—при-
водной вал
22 и пружину 21, отсоединяют откидной болт 27 и демонтируют рычаж-
ную систему сервомотора. Чтобы разобрать золотник управления на-
грузкой выворачивают пробку а, удаляют пружинный замок 17 и извле-
кают золотник 8 в сборе, а затем детали 6,7 и 13. Для разборки золот-
ника управления частотой вращения снимают последовательно детали
35, 36, 38, 37, 39, 40 и 41. Чтобы снять электромагниты 30, их нужно
вывернуть из плиты 33, предварительно отпустив стопорные винты.
Верхнюю часть золотника управления нагрузкой разбирать не
следует, если нет заеданий деталей, а пружины целы. В этой части ре-
гулятора следует обратить внимание на состояние деталей соединений
типов III и V. Люфты в шарнирах рычажной системы должны быть до-
ведены до минимума. О ремонте электромагнитов рассказывается
в гл. IX. Надо обратить внимание на износ сферических поверхностей
заклепок треугольной пластины 13 (см. рис. 228), служащих упорами
штоков электромагнитов. Односторонний износ заклепок свидетель-
ствует о неправильной установке пластины.
Сборку верхней части золотника ведут в последовательности, обрат-
ной разборке. При выполнении сборочных операций необходимо про-
следить, чтобы детали и каналы были чистыми, детали золотниковых
частей и сервомоторов перемещались свободно, характеристики пружин
6 и 13 (см. рис. 227) были одинаковыми. Шарикоподшипник 36 нуж-
но установить так, чтобы кольцо с большим внутренним диаметром
было обращено вниз. Што-
ки якорей электромагни-
тов МР1, МР2 и MP3
должны хорошо контакти-
роваться с вершинами
треугольной пластины, а
шток якоря электромагни-
та MP4—с опорой золот-
никовой втулки 37.
Корпус регуля-
тора. Детали этой части
почти не изнашиваются.
Однако не мешает прове-
рить зазоры между буксой
золотниковой части и кор-
пусом, между деталями 1
и 12 и характеристики
пружин 13 и 14 (рис. 229),
если слишком мало давле-
ние масла в гидравличес-
кой системе регулятора.
Не меньшего внимания тре-
бует к себе величина зазо-
ра между корпусом 1 и бу-
ферным поршнем 6, а также
пружины 5. Для того
чтобы разобрать масляные
278
20 21 22 23 25 25 262728 23
Рис. 227. Объединенный регулятор частоты вращения и мощности дизеля 1 ОД 100:
/•—серьга; 2 —штифт; 3 — поршень силового сервомотора (10Д100-36-118, сталь 38ХС); 4 —
корпус сервомотора; 5 — корпус золотника автоматической остановки; 6, 10, 13, 15, 39, 40 —
пружины; 7 — золотниковая втулка; 3— золотник управления нагрузкой; 9 — верхний шток;
11 — средний корпус; 19 — стакан; 14 — поршень; 16 — тарелка; 17 — пружинный замок;
IS — эксцентрик; 19 — винт; 90 — траверса; 91 — пружина (9Д100-36-043); 22 — корпус серво-
иотора управления; 23 — поршень; 24, 34 — рычаги; 25 — шпилька; 26 — гайка; 27 — откид-
ной болт; 28 — пробка электромагнита; 29 —тяга; 30 — электромагнит MP4; 31 — всережимиая
пружина; 32 — штепсельный разъем; 33 — плита электромагнитов; 35 — опора золотника;
36— шарикоподшипник; 37— золотниковая втулка; 33 — золотник управления оборотами;
41 — шестерня; 42 — корпус регулятора; 43 — золотниковая часть регулятора; 44 — ведущая
шестерня масляного насоса; 45 — иижиий корпус; 46 — приводной вал; 47 — самоподжимиой
сальник (Д5027-204сб-2); 43 — шарикоподшипник 80203; 49 — болт
279
аккумуляторы, надавливают на заглушку 11, извлекают стопорное
кольцо 10, а затем детали 11, 13, 14 и 12. Для выемки буферного
поршня с пружинами снимают детали 9 и 7, а затем извлекают детали
5, 6 и 4. О ремонте масляного насоса, соединений типов V и VI,
а также пружин можно прочитать в§ 21, 22 и51. При сборке следят
за тем, чтобы поршни в направляющих двигались свободно, пружи-
Рис. 228. К ремонту объединенного регулятора частоты вращения и мощности
дизеля 1 ОД 100:
1, 5 —пружины; 2~ втулка золотника; 3— золотник управления нагрузкой; 4 — пластинчатая
пружина; б — колпак; 7 — поводок; 8— крышка; 9 — шток; 10— корпус сервомотора с индук-
тивным датчиком; 11— поршень; /2 —крышка; 13— треугольная пластина; 14, —уплотни-
тельные кольца; 15, /7 — игольчатые клапаны; 18 — пробка
280
Рис. 229. К ремонту корпуса объединенного регулятора частоты вращения и мощ-
ности дизеля 1 ОД 100:
/—корпус регулятора; 2— игольчатый клапан; 3 — уплотнительное кольцо; 4 — направляю-
щая; 5 —пружина; 6 — буферный поршень; 7 — пробка; 8 — уплотнительное кольцо
(ЮД100-36.112, резина); 9, 10 — стопорные кольца; // — заглушка; /2 — поршень аккумулято-
ра; 13, 14 — наружная и внутренняя пружины
ны отвечали требованиям, приведенным в §31, резиновые уплотни-
тельные кольца были в хорошем состоянии.
Золотниковая часть. Чтобы извлечь золотник 6 в сбо-
ре из буксы и разобрать его, удаляют стопорное кольцо 10 (рис. 230),
вынимают золотник в сборе с деталью 9. Отвернув гайку 14, снимают
детали 13, 12, 11 и 9. Траверсу разбирают в том случае, когда слишком
большая качка или увеличенный разбег грузов на осях, велик износ,
носиков грузов или сама траверса ослабла в посадке на буксе. Вни-
мания к себе требуют узлы и соединения, отмеченные на рис. 230 циф-
рами II, V и IV в кружочках. О их ремонте рассказано в § 18, 20 и 21.
Сборка и настройка золотниковой части. На золотник надевают пру-
жину И, тарелку 13 с шарикоподшипником 12, шайбу и навинчивают
гайку 14. Собранный золотник опускают в буксу. Положение золот-
ника 6 относительно золотниковой втулки 7 регулируют гайкой 14 так,
чтобы при верхнем крайнем (грузы разведены) и нижнем крайнем (гру-
зы сведены) положениях золотника его поясок Ц открывал отверстие
А в золотниковой втулке на одинаковую величину. Гайку 14 стопорят
шплинтом.
Нижняя часть, сервомотор в сборе, зо-
лотник автоматического выключения. Ремонт
деталей этих частей объединенного регулятора ничем не отличается
от ремонта аналогичных частей регулятора частоты вращения дизе-
лей 2Д100 и Д50.
Сборка регулятора. До присоединения нижней части к корпусу
надо проверить осевой разбег шестерен масляного насоса (см. рис. 227)
при помощи выжимки из свинца, пластилина или воска. Регулирует-
281
ся этот зазор за счет торцовки самих шестерен, когда он мал, и за счет
торцовки корпуса регулятора, когда зазор велик. Присоединив ниж-
нюю часть 1 к корпусу 12 (см. рис. 226), в центральное отверстие по-
следнего опускают золотниковую часть в сборе со всережимной пружи-
ной. Затем к корпусу 12 регулятора присоединяют верхний корпус 6
в сборе, сервомотор 7 с индуктивным датчиком и сервомотор 2, золот-
ник 3 автоматического выключения в сборе с электромагнитом 4. Ста-
вят на место колпак 5. После присоединения и закрепления каждой ча-
сти проверяют, не произошло ли защемления деталей. Приводной вал 13
и штоки сервомоторов должны вращаться или двигаться свободно. Про-
кладки, предназначенные для создания герметичности в соединениях,
должны быть цельными. После сборки регулятор подвергают обкатке
и предварительной регулировке
на стенде.
Монтаж объединенного регуля-
тора на дизеле и настройка его
после пуска и в процессе испыта-
ния дизеля. Собранный объединен-
ный регулятор ставят на проклад-
ку, заранее надетую на шпильки
корпуса привода регулятора, и за-
крепляют четырьмя гайками. Шток
силового сервомотора соединяют
с рычагом управления топливны-
ми насосами. Присоединяют к ре-
гулятору электрическую проводку
управления (к катушкам электро-
магнитов, индуктивному датчику
и блок-магниту золотника автома-
тического выключения). Процесс
настройки состоит из следующих
операций: предварительной регу-
лировки хода электромагнитов,
пуска и прогрева дизеля, регули-
ровки открытия игольчатого кла-
пана обратной связи, частоты вра-
щения дизеля по позициям кон-
троллера, уровня мощности и хода
золотника автоматической оста-
Рис. 230. Золотниковая часть объеди-
ненного регулятора частоты вращения
и мощности дизеля 10Д100:
1 — опора; 2 — всережимная пружина
(10Д100-36-130, сталь 70); 3 — груз
(9Д100-36-034сб); 4 — шайба; 5 — траверса
(10Д100-36-137-1, чугуи Сч.18-36); 6 — золот-
ник (10Д100-36-137, сталь 12XH3A); 7 — зо-
лотниковая втулка (10Д100-36-138, сталь
38ХС); 8 — букса золотника (10Д100-36-139);
Ц — направляющая втулка (10Д100-36-133,
сталь 12ХНЗ); 10 — стопорное кольцо; 11 —
пружина (Д100-36-243, сталь 70); 12 — шари-
коподшипник 8201; 13 — тарелка; 14— гайка
новки.
Предварительная регулировка
хода электромагнитов МР1, МР2,
MP3 и MP4. Ход электромагни-
тов регулируют пробкой 28 (см.
рис. 227). Для этого ее сначала
заворачивают до упора, а затем
отворачивают у электромагнитов
МР1, МР2, MP3 на 2,5 оборота,
что ориентировочно соответствует
282
Таблица 8
К Включен электромагнит Частота вращения Включен электромагнит Частота вращения
Я" S вала ди- зеля. S S С4 вала ди- зеля, об/мин
о CU си си об/мин о CU си си си
с S S S Е £ £ £
0—1 II 1 — __ + 400±15 430±15 IX X + — 4- + + 660±15 690±15
III -4- •—•а — — 465±15 XI + —- + 720±15
IV + —. + 495±15 XII + +' -L. 755J-15
V — — 530±15 XIII — + 4- — 785±15
VI + — + 560±15 XIV + 4- + + 820±15
VII + — 590±15 XV + + + 850+J0
VIII + + 625±15
ходу якоря 2,5 мм, а у электромагнита MP4— примерно на 10 деле-
ний, что соответствует ходу его якоря 0,35 мм. После этих операций
пробки электромагнитов контрят гайками. Затем пускают дизель для
прогрева и выпуска воздуха из гидравлической системы регулятора.
По достижении температуры масла и воды дизеля 40° С приступают
к дальнейшим регулировкам.
Регулировка открытия игольчатого клапана обратной связи. Как
отрегулировать игольчатый клапан 2 обратной связи (см. рис. 229),
рассказано на стр. 276. Нормальное открытие этого клапана у объеди-
ненного регулятора — один оборот от полностью закрытого поло-
жения.
Регулировка частоты вращения дизеля по позициям контроллера
машиниста. Порядок включения электромагнитов по позициям
контроллера машиниста приведен в табл. 8.
Регулировку ведут в таком порядке:
1. Ставят контроллер на XIV позицию. Поворотом гайки 26
(см. рис. 227) доводят частоту вращения дизеля до 820 ± 15 об/мин.
Поворот гайки на одну грань изменяет частоту вращения дизеля на
12 об/мин. При повороте гайки по часовой стрелке частота вращения
уменьшается, а при повороте против часовой стрелки — увеличи-
вается.
2. Ставят контроллер на XV позицию. Поворотом пробки элек-
тромагнита МР4 получают соответствующую табл. 8 частоту вращения
дизеля. Поворот пробки на одно деление изменяет частоту вращения
дизеля на 3,5—4 об/мин.
3. Последовательно переставляя контроллер на XII, X и VI по-
зиции, поворотом пробок соответствующих включенных электромаг-
нитов (согласно табл. 8) устанавливают частоту вращения дизеля.
Поворот пробок электромагнитов МР1, МР2 и MP3 по часовой стрел-
ке увеличивает ее, а у электромагнита MP4— уменьшает.
4. Ставят контроллер на нулевую позицию, при этом частота
вращения дизеля должна быть в пределах 400 ± 15 об/мин. После чего
283
подводят винт ограничения минимальной частоты вращения до сопри-
косновения с поршнем и контрят его.
Регулировка уровня мощности дизеля. Уровень мощности регу-
лируют при реостатных испытаниях дизель-генераторной установки.
До регулировки при положении контроллера на нулевой позиции
с регулятора снимают колпак и проверяют:
а) соединена ли серьга 1 с траверсой 4 (рис. 231, а);
б) отвернута ли пробка 6 электромагнита МР5 (рис. 231, б) от по-
ложения упора на 2,5 оборота;
в) какая мощность дизель-генератора на XV позиции контрол-
лера при его работе «на упоре», ограничивающем максимальную пода-
чу топлива. Мощность «на упоре» должна превышать не менее чем на
40—50 кВт приведенную мощность, при этом уменьшение (просадка)
частоты вращения допускается не более 5—10 об/мин;
г) отвернуты ли игольчатые клапаны 17 и 15 (см. рис. 228) на
Рис. 231. К регулировке объединен-
ного регулятора частоты вращения и
мощности дизеля 10Д100:
/ — серьга; 2 — верхний шток; 3 — винт;
4 — траверса; 5 — винт; 6 — пробка; 7 —
электромагнит МР5; 8 — клапан; 9 — кор-
пус; 10 — пружина
1,5 — 2 оборота от полностью за-
крытого положения.
После этих проверок мощность
регулируют в такой последователь-
ности:
1. При работе дизеля на XV по-
зиции контроллера и включенных
вспомогательных агрегатах (кроме
компрессора) устанавливают номи-
нальный ток тягового генератора.
Вращением штока 2 (см. рис. 231,а)
ставят якорь индуктивного датчи-
ка так, чтобы мощность, поддержи-
ваемая регулятором, была не ме-
нее чем на 40—50 кВт ниже мощ-
ности при работе дизеля «на упо-
ре». Этот запас нужен для устой-
чивой работы системы автоматичес-
кого регулирования. При таком
уровне мощности якорь индуктив-
ного датчика не должен доходить
до упоров ближе чем на 10 мм.
Для повышения уровня мощ-
ности шток 2 вращают по часовой
стрелке (размер с уменьшается),
при этом якорь индуктивного дат-
чика должен перемещаться от ми-
нимального упора. Чтобы пони-
зить мощность, шток вращают про-
тив часовой стрелки (размер с уве-
личивается). В случае когда запас
резьбы винта штока недостаточен
(винт полностью ввернут или вы-
вернут), винт ставят в среднее по-
284
ложение, отпускают болт в (см. рис. 227), поворотом эксцентрика 18
смещают золотник 8. Если мощность была мала, золотник опускают,
если велика — приподнимают, после чего эксцентрик вновь контрят
болтом «.Такая регулировка называется грубой. Более точная регу-
лировка ведется, как описано выше, т. е. изменением размера а
(см. рис. 231).
2. После того как отрегулирован уровень мощности при номиналь-
ном токе тягового генератора и положении контроллера на XV по-
зиции, воздействуя на электрическую схему тепловоза, устанавливают
якорь индуктивного датчика на расстоянии 15—20 мм от минималь-
ного упора.
3. Ставят контроллер машиниста на VI позицию, не изменяя при
этом положение нагрузочного реостата. Проверяют значение мощности,
которое должно соответствовать фактической частоте вращения со-
гласно приведенным ниже данным.
Частота вращения,
об/мин.......... 545 550 555 560 565 570 575
Мощность, кВт . . . 900±20 915±20 930±20 950±20 970±20 585±20 1000±20
Если мощность ниже заданной, вращением винта 5 (см. рис. 231, а}
смещают точку подвеса золотника управления нагрузкой в сторону
силового сервомотора, а если выше заданной — в сторону сервомотора
управления частотой вращения. При этом метка на траверсе 4 должна
располагаться между 1—5-м делениями. После этих операций вновь
устанавливают контроллер на XV позицию и при необходимости под-
регулируют уровень мощности согласно пп. 1 и 2. Затем снова прове-
ряют значение мощности при положении контроллера па VI позиции.
Если уровень мощности соответствует приведенным выше значениям,
воздействием на электрическую схему тепловоза устанавливают якорь
индуктивного датчика на расстоянии 15—20 мм от минимального упо-
ра. В случае неустойчивой работы системы автоматического регули-
рования мощности, т. е. когда при нормальной работе регулятора ско-
рости якорь индуктивного датчика совершает непрерывные колебатель-
ные движения, уменьшают открытие игл 15 и 17 (см. рис. 228) на
одинаковую величину.
4. Проверяют действие отключающего устройства. При пуске ди-
зеля и при работе на нулевой I, II и III позициях контроллера или
при срабатывании реле боксования (электромагнит МР5 включен)
якорь индуктивного датчика должен находиться на минимальном упоре
(якорь полностью вдвинут в катушку датчика).
5. Проверяют значения мощностей на промежуточных позициях
контроллера (тепловозная характеристика), которые должны соот-
ветствовать принятым значениям. После всех операций по регулиров-
ке ставят на место колпак 5 (см. рис. 226).
Регулировка хода золотника автоматической остановки. Вначале
обесточивают электромагнит ЭТ-54 (т. е. снимают фишку штепсельного
разъема); отпустив гайку, ввертывают пробку электромагнита до упо-
ра в якорь, после чего пускают дизель. Постепенно отворачивают проб-
ку электромагнита, пока дизель не остановится. Пробку контрят
285
гайкой. Вставляют фишку в штепсельный разъем и снова пускают
дизель. Если дизель не пускается (шток силового сервомотора не при
поднимается), то, отпустив гайку, постепенно вворачивают пробку
электромагнита до обеспечения нормального пуска дизеля. Затем вновь
проверяют момент остановки дизеля и окончательно контрят пробку
гайкой.
§ 50. ПРИВОДЫ РЕГУЛЯТОРОВ ЧАСТОТЫ ВРАЩЕНИЯ
И КУЛАЧКОВЫХ ВАЛОВ
Привод регулятора частоты вращения дизеля 2Д100 показан на
рис. 232. Привод регулятора у дизеля 10Д100 отличается тем, что
в его корпус вмонтированы две винтовые зубчатые передачи для приво-
да тахометра и ручного измерения частоты вращения дизеля. Привод
регулятора дизеля Д50 показан на рис. 233.
Снимаются эти механизмы при ремонте ТРЗ для контроля состоя-
ния деталей узлов с подшипниками качения и зубчатых передач. Чтобы
снять привод при демонтированном регуляторе, разъединяют соеди-
нительный вал 13 (см. рис. 232), удаляют фиксирующие штифты и от-
ворачивают гайки крепления корпуса. Приводы просты по уст-
ройству. При их разборке, ремонте и сборке следует соблюдать реко-
мендации, изложенные в § 18, 20 и 28. Боковой зазор между зубьями
конической зубчатой передачи регулируют прокладками 15 и 23
или проставочными кольцами 5 и 15 (см. рис. 233). Боковой зазор
между зубьями цилиндрической зубчатой передачи регулируют про-
кладкой 6, а осевой разбег шестерни 14—регулировочными кольцами
15. В случае замены привода или его корпуса валы 10 и 16 (см. рис. 232)
центрируют сдвигом привода относительно плиты насосов или поста-
новкой под корпус привода прокладок с последующей фиксацией при-
вода штифтами. Соединительный вал 13 должен свободно вращаться
и иметь осевой разбег не менее 1 мм. Осевой разбег регулируется под-
бором длины вала или прокладкой 14.
Кулачковые валы и их привод. Работы профилактического харак-
тера (внешний осмотр, проверка надежности крепления, измерение
зазоров) выполняют при ремонтах ТР2 и ТРЗ. Кулачковые валы и их
привод снимают с дизеля только при заводском ремонте. Привод ку-
лачковых валов дизеля ДЮО показан на рис. 234. Внеплановый ре-
монт, как правило, вызывается повреждениями, возникающими в со-
единениях и узлах, отмеченных на рисунках цифрами XII, II и IV
в кружочках, а также разрушением поверхности кулачков из-за выхода
из строя деталей толкателей или заедания плунжера топливного насо-
са. На дизеле Д50 нередки случаи расплавления подшипников кулачко-
вого вала топливных насосов вследствие засорения калиброванного
отверстия тройника маслопровода. При надобности замены отдельных
деталей или частей кулачковых валов и их приводов поступают сле-
дующим образом.
Дизель ДЮО. Любой из средних подшипников кулачкового
вала легко снять, если вывернуть болт, стопорящий верхнюю половин-
ку подшипника. Для выемки половинок опорно-упорного подшипника
286
отвертывают с конца вала винт и гайку, снимают пяту, а вывернув бол-
ты, снимают упорный фланец. Больше всего изнашиваются верхние
(рабочие) вкладыши. О том, какие нужно соблюдать требования при ре-
монте подшипников скольжения многоопорных валов,чтобы обеспечить
их нормальную работу, рассказано в § 19. Сборка подшипников ведет-
ся в последовательности, обратной разборке.
При замене отдельных шестерен или подшипников качения нужна
придерживаться рекомендаций § 20 и 28. Чтобы заменить кулачковый
вал или одну из его секций, разбирают подшипники и извлекают вал
из блока. Новую секцию присоединяют к валу сначала тремя технологи-
Рис. 232. Привод иасосов н всережимного регулятора дизеля Д100;
1 — эластичный привод насосов (Д100-25-1сб); 2 — шестерня (Д100-11-005); 3 — шестерня
(9Д100-26-027, сталь 38ХС); 4 — роликоподшипник 42408; 5 — шарикоподшипник 206; 6 — ведущая
шестерня (9Д100-26-014, сталь 203ГР); 7 — распорная втулка; 5 —корпус (Д100-26-100, чугун
Сч.18-36); 9 — стакан; 10 — вал (9Д100-26-016, сталь 38ХС); // — нажимная шайба; /2 —при-
водной вал (Д100-26-101, сталь 38ХС); /3 — соединительный вал; 14, 15, 17, 23, 24 — проклад-
ки; 16— вал; 18 — шарикоподшипник № 307; 19 — кронштейн привода регулятора; 20 — вал
приводной крайний; 21 — коническая шестерня (Д100-29-008, сталь 40Х); 22 — обойма подшип-
ника; 25 — крышка подшипника; 26— шарикоподшипник № 308; 27, 30 — шарикоподшипник»
№ 305; 28— распорная втулка; 29 — корпус подшипника; 31 — шестерня привода водяного на-
соса (Д100-11-005, сталь 40Х); 32 — пружина (Д100-25-005, сталь 60С2А)
287
Рис. 233. Привод регулятора частоты вращения дизеля Д50:
I — ось (Д50-27-065, сталь 20); 2— коническая шестерня (Д50-27-064, сталь 40); 3 — электро-
пневматический привод (Д50-27-301сб-1); 4 — шестерня (Д50-233, сталь 40); 5 — кольцо
проставочное; 6— прокладка; 7 — муфта регулировочная; 8 — корпус привода; 9 — серво-
мотор (Д50-27-213со); ю — тяга; 11 — верхний корпус регулятора (Д50-27-223сб), 12 — масло-
указатель, 13 — корпус регулятора; 14— цилиндрическая шестерня (Д50-27-063, сталь 40);
15 — регулировочное кольцо
288
ческими болтами согласно меткам на соединительных фланцах, так что-
бы ориентированное положение всех четырех секций вала оставалось
постоянным. Затем развертывают три свободных отверстия во фланцах,
запрессовывают в них призонные болты и стягивают фланцы. Таким же
образом технологические болты заменяют призонными.
Собранный вал вставляют в гнезда блока, предварительно надев
нажимные и пружинные кольца на нерабочие шейки вала. Затем скреп-
ляют этими кольцами половинки первого, шестого и одиннадцатого
подшипников и заводят их в гнезда блока. Собирают остальные под-
шипники. Осевой разбег вала, регулируемый за счет изменения тол-
щины пяты, устанавливают минимально допустимый, т. е. 0,10 мм.
Пяту закрепляют разрезной гайкой, стягиваемой двумя винтами, голов-
ки которых стопорят шплинтами. Кулачковые валы соединяют с верх-
ним коленчатым валом в таком порядке (имеется в виду, что коленчатые
валы соединены вертикальной передачей).
1-й случай. Шестерни и части кулачковых валов не заменялись.
Верхний коленчатый вал соединяют с кулачковыми валами согласно
меткам, нанесенным на зубьях шестерен (рис. 235).
2-й случай. Отдельные части валов или шестерни были заменены.
Поворачивают нижний коленчатый вал по ходу до совпадения метки
«1Т» (см. рис. 140) на ведущем диске муфты привода генератора с ука-
зательной стрелкой, укрепленной на блоке. Устанавливают кулачко-
вые валы (поворотом от руки) так, чтобы вершины кулачков первого
цилиндра были направлены вверх. В таком положении кулачковые
валы соединяют с коленчатым валом шестернями 2 и 4 (см. рис. 234).
Затем вместо топливных насосов первого цилиндра ставят два приспо-
собления (см. рис. 204), нуль шкалы индикатора совмещают с большой
стрелкой. Поворачивают коленчатые валы по ходу до совпадения деле-
ния «344» (2Д100) или «350» (10Д100) на ведущем диске муфты с ука-
С
Рис. 234. Привод кулачковых валов топливных насосов дизеля ДЮО:
/, 5 — шестерни (Д100-07-050, сталь 38ХС); 2, 4 — шестерни (Д100-28-054, сталь 38ХС); 3 —
шестерня (Д100-05-030, сталь 38ХС); 6 — шарикоподшипник 310; 7 — кронштейн (Д100-28-053,
сталь 40); 8 — торцовый диск; 9 — распорная втулка; 10, // — штифты; 12 — регулятор пре-
дельной частоты вращения
Ю Зак. 1161 289
Рис. 235. Метки комплектности на
зубьях шестерен привода кулачковых
валов дизеля Д100
Рис. 236. Метки комплектности шесте-
рен привода кулачковых валов и во-
дяного насоса дизеля Д50:
Z — шестерия водяного насоса (Д50-11-004А,
чугун Сч.24-44); // — шестерня привода;
III — паразитная шестерня (Д50-08-003,
сталь 50); IV — шестерня коленчатого вала
(Д50-05-0Э2 и Д5О-О5-ООЗ, сталь 45)
Рис. 237. Метки на картере и фланце
кулачкового вала топливных насосов
дизеля Д50:
/ — па торце картера; 2, 3 — на фланце
кулачкового вала
зательной стрелкой на блоке. Сни-
мают шестерни с кулачковых валов
и поворачивают валы в такое по-
ложение, чтобы ход штока каждого
приспособления составил 3,6 мм (по
индикатору). Не поворачивая ва-
лы, снова укрепляют на них шестер-
ни, при этом метка 0 на торце каж-
дой шестерни должна располагать-
ся сверху слева от оси вала. Не тро-
гая кулачковые валы (показание
индикатора 3,6 мм), выбирают боко-
вой зазор между зубьями парных
шестерен поворотом каждой из них
относительно вала против часовой
стрелки, после чего шестерни за-
крепляют иа валах гайками.
Чтобы проверить правильность
установки валов, поворачивают
коленчатые валы до совпадения
метки «1Т» с указательной стрел-
кой; нуль шкалы индикатора сов-
мещают с большой стрелкой. Снова
поворачивают валы по ходу до по-
ложения, при котором показание
индикатора равно 3,6 мм. Если
кулачковые валы установлены пра-
вильно, метка «344» (2Д100) или
«350» (1 ОД 100) ведущего диска муф-
ты привода тягового генератора бу-
дет находиться против указатель-
ной стрелки, укрепленной на блоке
(допустимое отклонение ± 1 мм).
На всех шестернях наносят метки
комплектности (см. рис. 235).
Последняя операция при уста,
новке кулачковых валов—регули-
ровка зацепления шестерен (боко-
вых зазоров между зубьями и
продольного прилегания зубьев).
Такую регулировку ведут путем
сдвига кронштейнов 7 (см. рис. 23<1)
и постановки под них клиновидных
прокладок. Взаимную ориентиров-
ку деталей после регулировки за.
цепления фиксируют штифтаци
10 и 11.
Дизель Д50. Подшипники
кулачковых валов этого дизеля не.
290
разъемные. Поэтому для замены
какого-либо поврежденного под-
шипника необходимо демонтиро-
вать вал. Чтобы извлечь кулачко-
вый вал клапанов из блока, сни-
мают кронштейны с рычагами тол-
кателей и штанги, крышку крайнего
подшипника и крышку корпуса
привода; спрессовывают с конца
вала зубчатое колесо. При необхо-
димости вал можно разъединить
на части. Демонтаж кулачкового
вала топливных насосов намного
облегчается, если снять общий кар-
тер топливных насосов с дизеля.
О том, какие нужно соблюдать
условия при замене поврежденных
подшипников, можно прочитать в
§ 19. Секцию вала клапанов, имею-
щую поврежденные кулачки, за-
меняют с соблюдением тех же ус-
ловий, что и при замене анало-
гичных деталей на дизеле Д100.
Чтобы правильно соединить ку-
лачковые валы с коленчатым валом,
Рис. 238. К контролю установки ку-
лачкового вала рабочих клапанов ди-
зеля Д50:
1 — стойка; 2 — индикатор; 3 —болт; 4 —
рычаг толкателя; 5 — кулачковый вал
поворачивают последний по ходу до совпадения меток 5 и 4 (см.
рис. 206, а). Вводят в зацепление шестерни III и IV, затем ше-
стерни II и I (рис. 236) по меткам 2—2 и 3—3. Правильность уста-
новки кулачкового вала топливных насосов проверяют таким образом.
Поворачивают коленчатый вал по ходу (по часовой стрелке, если смо-
треть со стороны генератора) до совпадения меток 5 и 4 (с отклонением
не более ± 3 мм) (см. рис. 206). В таком положении метка 3 должна
совпасть с меткой 1 (рис. 237). Перестановка шестерни на один зуб
изменяет начало подачи топлива на 6°. Для проверки правильности
положения кулачкового вала клапанов вместо штанги на рычаге толка-
теля впускных клапанов шестого цилиндра устанавливают приспособ-
ление (рис. 238), ножка индикатора которого должна касаться головки
болта 3. При этом ролик рычага толкателя должен опираться на тыль-
ную часть кулачка. Нуль шкалы индикатора совмещают с большой
стрелкой.На конце вала привода масляного насоса укрепляют диск
(металлический или из плотной бумаги) с градуировкой на 360°, а на
корпусе привода — стрелку, подогнув ее острие к делениям диска. По-
ворачивают коленчатый вал до совпадения меток 5 и 4 (см. рис. 206).
Совмещают 0° градуированного диска со стрелкой. Поворачивают ко-
ленчатый вал по ходу, пока показание индикатора не составит 5 мм.
При этом деление градуированного диска 34 ± 3° должно совпасть
со стрелкой. Отрегулировав положение кулачкового вала, приступа-
ют к регулировке зацепления шестерен (см. § 28).
10*
291
ГЛАВА IX
РЕМОНТ ШЕСТЕРЕНЧАТЫХ И ЛОПАСТНЫХ НАСОСОВ,
РЕДУКТОРОВ И ФИЛЬТРОВ
§ 51. МАСЛЯНЫЙ НАСОС ДИЗЕЛЯ ДЮО
И ЕГО ПРИВОД
Масляный насос дизеля ДЮО (рис. 239) демонтируют при ремонте
ТРЗ для ревизии подшипниковых узлов.
Снятие и разборка иасоса. Чтобы снять насос, отсоединяют от него
трубопроводы, удаляют два конических штифта, фиксирующих поло-
жение насоса относительно плиты насосов, отворачивают гайки креп-
ления насоса.
Как известно, производительность любого шестеренчатого насоса
зависит от радиального зазора А между шестернями и корпусом насо-
са и осевого разбега Б шестерен в корпусе. По мере увеличения этих
зазоров против нормальных снижается производительность насоса,
так как возрастает переток масла из нагнетательной полости насоса во
всасывающую. Поэтому чрезвычайно важно перед разборкой насоса
измерить зазор Л и разбег Б. Чтобы получить истинную величину за-
зора А, измерять нужно при рабочем положении шестерен, т. е. когда
они раздвинуты (расклинены). Для этого между зубьями шестерен
(в средней части по высоте шестерен) через патрубок 2 или 1 вставляют
свинцовую проволоку диаметром 2—3 мм. Медленно провернув на пол-
оборота шестерни за зубчатый поводок 18, прокатывают свинцовую
проволоку между зубьями и расклинивают шестерни. После этого
щупом измеряют зазор А между каждой шестерней и корпусом насоса
как со стороны всасывающего 1, так и со стороны нагнетательного 2
патрубка. При дальнейшем провороте шестерен извлекают прокатанную
свинцовую проволоку из корпуса насоса. Измерив толщину обжатых
частей (каждой стороной зуба), определяют боковой зазор между зу-
бьями. Осевой разбег шестерен Б измеряют индикаторным приспособ-
лением (см. § 33), предварительно сняв крышку 15. Допускаемые ве-
личины зазоров приведены на рис. 239.
При измерении указанных величин не рекомендуется пользоваться
технологической планкой, устанавливаемой вместо подшипниковой
планки насоса, так как практически технологическая планка (или
крышка) полностью не может имитировать ни расположения, ни раз-
меров рабочей подшипниковой планки (или крышки) насоса. Поэтому
результаты измерений не будут отражать положения деталей при
работе насоса.
Разбирают насос в таком порядке. Отворачивают гайки крепления
и демонтируют детали 18, 15 и 16. Отвернув гайку, снимают шарико-
подшипник 21 и шайбу 20. Вывернув болты, удаляют шайбы 22. Вы-
жимными болтами отъединяют подшипниковые планки 8 и 13 о т корпу-
са 10. Извлекают из корпуса шестерни 11 и 12. Если на зубьях ш естерен
нет меток спаренности, то их наносят (керном, буквами, краской) до
292
Рис. 239. Масляный насос дизеля ДЮО:
1, 2 — нагнетательный и всасывающий патрубки; 3— корпус редукционного клапана; 4 —
нажимная гайка; 5, 6 — пружины; 7 — клапан; 8 — подшипниковая планка внутренняя
(ДЮО 12-005-4, чугун АСч.1); 9, /4 — прокладки; 10 — корпус (9Д100-12-001, чугун СЧ.18-36);
11 — ведущая шестерня (9Д100-12-006-2, сталь 40Х); 12 — ведомая шестерня (9Д100-12-007-1,
сталь ^0Х); 13 — подшипниковая планка наружная (Д100-12-003-4, чугун АСЧ-1); /5 — крышка;
/6 —поршень (Д100-12-083, сталь 45); П — гайка; 18 — зубчатый поводок; 19 — роликовый
подшипник; 20 — шайба; 21 — шарикоподшипник 8206; 22 — шайба
293
извлечения шестерен из корпуса. Штифты, фиксирующие ориентиро-
ванное положение деталей 8, 10,13 и 15, сохраняют, а при сборке их
устанавливают на свои места.
Чтобы разобрать редукционный клапан, удаляют шплинт, отвора-
чивают нажимную гайку 4, извлекают из корпуса пружины 5, 6 и кла-
пан 7. Детали моют и очищают (см. § 4).
Контроль состояния и ремонт деталей. У корпуса насоса
наблюдаются износ поверхностей С и трещины. При нормальной работе
насоса износ поверхностей С невелик и носит, как правило, абразив-
ный характер. Аварийный износ возникает из-за выхода из строя како-
го-либо подшипникового узла. В этих случаях шестерни начинают со-
прикасаться непосредственно с корпусом насоса. Компенсируют износ
корпуса, т. е. восстанавливают нормальный зазор А между шестерня-
ми и корпусом насоса, наращиванием жидкими клеевыми составами
или порошковыми термопластами. О технологическом процессе нара-
щивания рассказано в § 15. Восстанавливать корпус наращиванием
ацетилено-кислородной сваркой или напайкой мягкими припоями зна-
чительно сложнее и дороже. Корпус, имеющий трещину в районе от-
верстий под шестерни, заменяют. Трещины в других местах устраняют
сваркой с последующей проверкой сопрягаемых поверхностей корпуса
по плите (см. § 27).
Подшипниковые планки. У этих деталей наблюдают-
ся износ (со стороны шестерен) и трещины. Планки с трещинами бра-
куют. Выработку (износ) устраняют шабрением или шлифованием.
Прилегание планки по контрольной плите (по краске) доводят до 80%
площади. Уменьшение нормальной высоты планки допускается
до 2 мм.
Редукционный клапан. Нередко причинами пониже-
ния производительности насоса, а значит, и давления в системе смазки
дизеля служат: заедание клапана в открытом положении, преждевре-
менное его открытие из-за просадки пружин или потери герметичности
запорного конуса. Поэтому обязательно надо проконтролировать со-
стояние пружин (см. § 31) и притирку клапана к седлу (см. § 22). О том,
какие могут возникнуть неисправности в соединениях и узлах, отме-
ченных на рисунке цифрами в кружочках, как эти неисправности рас-
познать и устранить, рассказано в гл. V.
Сборка насоса. Если детали 8, 11, 12 и 13 насоса не заменялись,
то сборку ведут в таком порядке. На цапфах шестерен монтируют
внутренние кольца роликоподшипников, а в подшипниковых планках
размещают наружные кольца в сборе с сепараторами. Подшипниковую
планку 8 присоединяют к корпусу и фиксируют на нем коническими
штифтами. Вставляют в корпус шестерни 11 и 12 согласно меткам спа-
ренности. Надевают на цапфы шестерен прокладку и подшипниковую
планку 13. Последнюю фиксируют штифтами и закрепляют временно
четырьмя гайками. Измеряют осевой разбег Б шестерен в корпусе. Ког-
да этот разбег меньше 0,15 мм, увеличивают толщину прокладок, когда
разбег превышает 0,25 мм, уменьшают толщину прокладок. Если этим
не удается уменьшить разбег, то сошлифовывают поверхность Щ кор-
пуса. Отворачивают четыре гайки, которыми временно была закреплена
294
Рис. 240. Технологические шестерни для центровки подшипнико-
вых планок масляного насоса дизеля Д100
подшипниковая планка 13, монтируют на свои места детали 22, 20
и 21. Затем закрепляют и фиксируют двумя коническими штифтами
крышку 15 в сборе с поршнем 16. Надевают на цапфу ведущей шестерни
зубчатый поводок 18 и закрепляют его гайкой 17.
Редукционный клапан собирают в последовательности, обратной
разборке.
У нормально собранного насоса шестерни должны легко провора-
чиваться от приложения момента 1,6 кгс • м. Открытие редукционного
клапана регулируют на давление 5,5 кгс/см2 путем опрессовки собран-
ного насоса или при испытании насоса на стенде. При сборке насоса
необходимо проследить, чтобы отверстие В в корпусе не было пере-
крыто прокладками.
Допуски на посадку деталей приведены на рис. 239. При сборке
не следует забывать о рекомендациях, приведенных в гл. V, особенно
касающихся сборки соединений и узлов типов I и IV.
В случае ремонта корпуса насоса (наращивания поверхностей С),
замены или ремонта подшипниковых планок перед сборкой насоса
подшипниковые планки заново ориентируют относительно корпуса на-
соса таким образом, чтобы оси отверстий под шестерни в корпусе сов-
пали с осями отверстий в подшипниковых планках. Операцию по цен-
тровке проводят при помощи технологических шестерен, размещае-
мых в корпусе насоса (рис. 240). Между этими шестернями и корпусом
насоса закладывают листы фольги одинаковой толщины с таким расче-
том, чтобы выбрать зазор К между лысками технологических шестерен.
После чего на цапфы технологических шестерен с обеих сторон наде-
вают подшипниковые планки с подшипниками, закрепляют планки гай-
ками и фиксируют относительно корпуса насоса новыми коническими
штифтами (см. рис. 239, Е—Е и А—А). Расстояние между осями цапф
технологических шестерен должно соответствовать чертежу, а диаметр
шеек цапф должен быть на 0,02 мм меньше диаметра внутренней обой-
мы роликового подшипника.
295
Постановка насоса на дизель. Когда насос ставят на прежнее ме-
сто, его монтируют на плите насосов дизеля с ранее снятыми проклад-
ками 9 и фиксируют старыми коническими штифтами (см. рис. 239,
Б—Б). Если ставят новый насос, утеряны прокладки 9 или конические
штифты, насос заново центрируют относительно его привода с помощью
технологической втулки.
Как это сделать, рассказано в § 34. После центровки корпус на-
соса фиксируют относительно плиты насосов двумя новыми коничес-
кими штифтами (см. рис. 239, Б—Б).
Снятие и разборка привода. Привод насоса снимают с дизеля при
ремонте ТРЗ для ревизии подшипниковых узлов. До съемки привода
измеряют боковой зазор между зубьями шестерен (см. § 28). Чтобы снять
привод с дизеля, отворачивают гайки а и извлекают два конических
штифта 10 (рис. 241). Штифты 10 тл прокладки 9 сохраняют.
Разбирают привод в таком порядке. Выворачивают болты и демон-
тируют детали 8, 7,6, 5 и 2. Отворачивают гайку 12, вынимают вал
15 в сборе с деталями 13, 14, 16, 17 и 18. Извлекают из корпуса ша-
рикоподшипник 3. Детали моют и чистят (см. § 4).
Контроль состояния и ремонт деталей. Соединения и узлы, в кото-
рых наблюдаются те или иные повреждения, на рис. 241 отмечены
цифрами в кружочках. О восстановлении работоспособности этих со-
единений и узлов можно прочитать в гл. V.
Сборка и установка привода на дизеле. Чтобы собрать привод,
монтируют в его корпусе шарикоподшипник 3 (см. рис. 241) и вал 15
в сборе (с деталями 12,13,14,16,17 и 18). Вставляют в шарикоподшип-
ник 3 приводной вал 2, а на нем размещают шестерню 5 со шпонкой
Рис. 241. Привод масляного насоса дизеля Д100:
/ — муфта (9Д100-26-023-2, сталь 38XC); 2 — прнводиой вал (Д100-26-101, сталь 38ХС); 3 — ща-
рикоподшипник 310; 4—корпус; 5 — ведущая шестерня (9Д100-26-014, сталь 20ХГР); 6 — рас-
порная втулка; / — роликоподшипник 42408; 5 —шестерня (ДЮО-26-112, сталь 38ХС); 9 — про-
кладка; 10 — конический.штифт; 11— стопорное кольцо; 12 — круглая гайка; 13, 18 — шари-
коподшипники 206; 14— ведомая шестерня (9Д100-26-015, сталь 20ХГР); 15 — вал
(9Д100-26-016, сталь 38ХС); 16 — распорная втулка; 17 — стакан
296
и распорные втулки 6. Нормального зацепления в случае замены какой-
либо шестерни добиваются подбором шестерен 5 и 14. И наконец, уста-
навливают роликоподшипник 7 и шестерню 8. Затягивают болты б,
с и к, соблюдая рекомендации § 17. Зубчатую муфту 1 фиксируют на
приводном валу стопорным кольцом 11. При нормальном зацеплении
приводных шестерен 3 и 1 (см. рис. 232) привод насоса монтируют на
дизеле на ранее снятых прокладках 9 и штифтах 10 (см. рис. 241).
В случае замены шестерни 8 или утере прокладок 9 нормальное зацепле-
ние приводных шестерен (боковой зазор и продольный контакт между
зубьями) устанавливают за счет прокладок 9 и сдвига привода. Затем
ориентированное положение привода относительно блока дизеля фик-
сируют двумя новыми коническими штифтами.
§ 52. МАСЛЯНЫЙ НАСОС ДИЗЕЛЯ Д50
И ЕГО ПРИВОД
Масляный насос демонтируют с дизеля вместе с приводом при ре-
монте ТРЗ. До разъединения насоса с приводом проверяют, не наруше-
на ли его центровка. Для этого извлекают шплинт Ф, удерживающий
шлицевую втулку 4 на вертикальном валике привода (рис. 242). Про-
буют рукой, легко ли перемещается втулка вверх и вниз на шлицах.
Свободное перемещение этой втулки укажет на то, что центровка на-
соса относительно его привода не нарушена. Перед разъединением
шлицевого соединения взаимную ориентацию деталей отмечают кер-
нами или краской. Для разъединения насоса с приводом вывертывают
болты а и выбивают штифты 2.
Перед разборкой насоса делают те же измерения, что и у насоса
дизеля ДЮО. Чтобы разобрать насос, отвинчивают гайки б, снимают
верхнюю крышку 3, извлекают шестерни 6 и 10 и снимают корпус 7 на-
соса. На зубьях шестерен ставят метки спаренности. Для разборки ре-
дукционного клапана отворачивают накидную гайку, затем нажимную
гайку, извлекают из корпуса пружину и клапан. Детали очищают и
моют.
Контроль состояния и ремонт деталей. Работоспособность насоса
нарушается с ростом радиального зазора А из-за абразивного износа
корпуса насоса, с возрастанием осевого разбега Б вследствие выработки
поверхности Ц нижней крышки и при неисправностях узлов с подшип-
никами скольжения. Нормальный зазор А восстанавливают, как и у
насоса дизеля ДЮО, наращиванием изношенных поверхностей корпу-
са клеевыми составами или порошковыми термопластами (см. § 15).
Выработку поверхности Ц нижней крышки устраняют шабрением или
шлифованием. Восстановление работоспособности узлов с подшипни-
ками скольжения описано в § 19.
В случае ремонта корпуса насоса наращиванием нижнюю и верх-
нюю крышки заново ориентируют относительно корпуса насоса, т. е.
крышки (без втулок 5) располагают на корпусе насоса так, чтобы оси
отверстий в корпусе под шестерни совпали с осями отверстий под втул-
ки в крышках насоса. Процесс центровки осуществляется при помощи
297
технологических шестерен. Он аналогичен описанному при ремонте на-
соса дизеля Д100. Каждую крышку после центровки фиксируют на
корпусе новыми коническими штифтами. После этих операций крышки
с вновь запрессованными в них втулками 5 собирают с корпусом насо-
са в ориентированном положении. Окончательно отверстия парных вту-
лок под нужный размер обрабатывают на станке (с одной установ-
ки), или развертками так, чтобы обеспечить параллельность осей
парных втулок и нормальное межцентровое расстояние.
Сборка и соединение насоса с приводом. Сборка: на шпильки
нижней крышки 8 (см. рис. 242) надевают корпус 7 насоса и фикси-
руют их взаимное расположение двумя коническими штифтами. Внутрь
корпуса опускают шестерни 6 и 10 согласно меткам спаренности. На-
девают на цапфы шестерен верхнюю крышку 3. Последнюю фиксируют
штифтами и закрепляют гайками. Проверяют осевой разбег Б шесте-
рен. При надобности его регулируют за счет прокладки, помещаемой
между крышкой и корпусом, или уменьшения высоты корпуса 7 шли-
фовкой его торцов. Редукционный клапан собирают в таком порядке:
вставляют в корпус клапан, пружину, вворачивают сначала нажим-
Рис. 242. Масляный насос дизеля Д50:
1 — корпус привода масляного насоса; 2 — кониче-
ский штифт; 3 — верхняя крышка (2Д50-12-005, чугун
ЛСч.1); 4 — шлицевая втулка; 5 — втулка (2Д50-12-001,
бронза Бр.ОЦС-5-5-5); 6 — ведущая шестерня
(2Д50-12-003, сталь 12XH2); 7 — корпус (2Д50-12-001,
чугун АСч.1); в — нижняя крышка (2Д50-12-002, чугун
АСч.1); 9 —шайба; 10 — ведомая шестерня (2Д50-12-004,
сталь 12X112); 11 — редукционный клапан; 12 — про-
кладка
ную, а затем накидную
гайки. Открытие редукци-
онного клапана регули-
руют поворотом нажим-
ной гайки на давление
5,3 кгс/см2 путем опрессов-
ки насоса или при испы-
тании насоса на стенде.
В том случае, когда
насос присоединяют
к «своему» приводу, ставят
ранее снятую прокладку
12, шлицевый конец цапфы
ведущей шестерни 6 соеди-
няют со шлицевой втул-
кой 4 согласно меткам,
нанесенным перед их разъе-
динением, забивают два
конических штифта 2 и
закрепляют насос болта-
ми а.
Если насос присоеди-
няют к «чужому» приво-
ду, то необходимо, во-пер-
вых, обеспечить соосность
осей ведущей шестерни 1
насоса и вертикального
валика 4 привода (рис. 243),
о чем будет свидетельство-
вать свободное перемеще-
ние шлицевой втулки 3. Во-
293
вторых, добиться парал-
лельности привалочных
плоскостей Н корпуса при-
вода 5 и фланца 7 насоса,
что контролируется при-
способлением 6. То и дру-
гое достигается за счет по-
становки плоских и клино-
вых прокладок 2 и смеще-
нием насоса за счет распи-
ловки отверстий во флан-
це верхней крышки.
Ориентированное положе-
Рис. 243. К сборке масляного насоса дизеля
Д50 с его приводом
ние насоса относительно
его привода фиксируют
двумя новыми конически-
ми- штифтами.
Съемка и разборка привода насоса. Привод демонтируют с дизеля
вместе с насосом при ремонте ТРЗ для ревизии состояния подшипников
скольжения. Перед снятием привода измеряют индикаторными приспо-
соблениями боковой зазор между поводком 16 (рис. 244) и кулачка-
ми валоповоротного диска.Чтобы снять с дизеля привод вместе с мас-
ляным насосом, отсоединяют от них трубопроводы, отворачивают кре-
пежные детали, извлекают два конических штифта, фиксирующих при-
вод на картере дизеля. После снятия привода от него отсоединяют мас-
ляный насос, индикаторными приспособлениями измеряют радиальное
и торцовое биение шкива 8 (в местах, указанных стрелками), боковой
зазор между зубьями шестерен и осевой разбег приводного вала. За-
тем последовательно демонтируют детали 8, 16, 17, 15 , 1, отвернув
стопорный болт а, извлекают из корпуса вертикальный валик 9 с дета-
лями 6, 4, 7 и 10. Прокладки 4 и 12, проставочное кольцо 7, служащие
для регулировки разбегов и зазоров, сохраняют. Детали моют
и очищают.
Контроль состояния и ремонт деталей. У приводного вала 15,
вертикального валика 9 и корпуса 5 привода проверяют, нет ли трещин
(см. § 7). Детали 9 и 15с трещинами бракуют. Трещины в корпусе устра-
няют сваркой с последующим контролем его привалочной плоскости
по плите. Чаще всего повреждения возникают в узлах с подшипника-
ми скольжения приводного вала 15. Как восстановить работоспособ-
ность подшипников такого типа, можно прочитать в § 19. О том, какие
могут возникнуть неисправности в соединениях и узлах, отмеченных
на рис. 244 цифрами в кружочках, подробно рассказано в гл. V.
Сборка привода. Если детали привода не заменяли, а зазоры и раз-
беги между ними до разборки были нормальными, то сборку ведут
в таком порядке. Вертикальный валик 9 в сборе с деталями 6, 4, 7 и 10
вставляют в корпус и фиксируют стопорным болтом а. Устанавливают
на место крышку 1 в сборе со втулкой 2 и самоподжимным сальником 3,
вставляют в корпус приводной вал 15 в сборе с конической шестерней
14, ставят опорный фланец 17 в сборе со втулкой 13 и прокладками 12.
299
Зазор
Рис. 244. Привод масляного насоса дизеля Д50:
/ — крышка; 2 — втулка (Д50-34-008Л, бронза Бр.ОЦС-3-12-5 + баббит БК2); 3 — сальник
(Д50-34-114сб); 4, 11, 12 — прокладки; 5 — корпус привода; 6 — втулка (Д50-34-009, бронза
Бр.ОСЦН-3-7-5-1); 7, 18 — кольца; 8— шкив (Д50-ТЭ2-34-025, чугун СЧ. 18-36); 9— вертикаль-
ный валик (Д50-34-107сб, сталь 12ХН2А); 10 — шлицевая втулка; /3 — втулка (Д50-34-168,
бронза Бр. ОЦСН 3-7-5-1); 14 — коническая шестерня (Д50-34-011, сталь 12ХН2А); 15 — при-
водной вал (Д50-ТЭ2-34-006, сталь 45); 16 — поводок; 17 — опорный фланец
300
Монтируют на приводном валу поводок 16 и шкив 8. Какие следует
соблюдать условия при сборке соединений и узлов, отмеченных цифра-
ми в кружочках, как правильно затягивать крепежные детали, можно
прочитать в гл. V.
Если при ремонте были заменены шестерни, приводной вал или
подшипники до сборки привода регулируют: боковой зазор между
зубьями шестерен — подбором деталей 4 и 18, при этом ступенчатость
шестерен (по затылкам) не должна превышать 1 мм; осевой разбег
вертикального валика 9 — изменением толщины кольца 7; осевой
разбег приводного вала 15 — за счет прокладок 12. После этих опе-
раций сборку ведут порядком, описанным выше.
Установка привода на дизеле. Если детали привода не заменяли,
то к нему присоединяют масляный насос; на шпильки, ввернутые
в картер и блок дизеля, надевают прокладку. Привод в сборе с насосом
монтируют на шпильках, направляя хвостовик поводка 16 между
кулачками валоповоротного диска. Фиксируют корпус привода отно-
сительно дизеля двумя ранее снятыми коническими штифтами. Укреп-
ляют привод гайками. Присоединяют насос к дизелю, а к насосу тру-
бопроводы.
В том случае, когда на дизель ставят новый привод или у старого
привода был заменен корпус или приводной вал, до постановки при-
вода на дизель:
а) регулируют зазор между хвостовиком поводка 16 и кулачками
валоповоротного диска. Зазор 0,2—0,3 мм регулируют прокладками,
помещаемыми под болты кулачков;
б) при помощи технологической втулки привод насоса центрируют
так, чтобы ось приводного вала 15 совпала с осью коленчатого вала
дизеля (см. § 34). Технологическую втулку надевают на хвостовик
(диаметром 22 мм) приводного вала. После центровки ориентированное
положение привода фиксируют двумя новыми коническими штифтами;
в) свинцовой выжимкой определяют осевой зазор между торцами
поводка 16 и валоповоротного диска. Он должен быть не менее 7 мм.
§ 53. ТОПЛИВОПОДКАЧИВАЮЩИЙ НАСОС
Топливоподкачивающий насос снимают с тепловоза при ремонтах
ТР2 и ТРЗ для контроля состояния узлов с подшипниками скольже-
ния и деталей уплотнения. При техническом обслуживании тепловоза
проверяют состояние деталей приводной муфты, нет ли утечки топли-
ва по уплотнению. Снимают насос с тепловоза вместе с приводным элек-
тродвигателем. Перед разборкой насоса индикаторным приспособле-
нием измеряют разбег Б ведущей втулки 6 в корпусе (рис. 245). Чтобы
разобрать насос, отворачивают болты а, снимают детали 7, 1, 8 и 6.
Отвернув накидную гайку б, извлекают из корпуса уплотнение
(сильфон).
Контроль состояния и ремонт деталей. Работоспособность насоса
нарушается обычно из-за износа деталей узла с подшипником сколь-
жения и корпуса, течи топлива через уплотнение.
301
Износ деталей 2 и 5 вызывает увеличение зазора В. Вследствие
этого ведущая втулка 6 постепенно опускается и начинает касаться кор-
пуса и односторонне изнашивать его поверхность С. Все это приводит
к изменению радиального зазора А и увеличению перетока топлива
из нагнетательной во всасывающую камеру насоса. В этом случае преж-
де всего восстанавливают нормальную форму и соосность отверстий
корпуса под ведущую втулку 6. Это делается обычно ступенчатой раз-
верткой. Если отверстия имеют значительную выработку, то нормаль-
ные размер и форму отверстий восстанавливают постановкой в корпус
двух ремонтных стальных втулок (см. § 9). Нормальные зазоры А и В
восстанавливают наращиванием шестерни ведущей втулки 6 (хромом
или железом) и заменой втулки 2.
Течь топлива по уплотнению происходит из-за увеличения зазора
В и нарушения притирки сильфонов 3 к торцам втулки 2 и гайки б.
Этому способствует также недопустимое биение конца валика ведущей
втулки, возникающее при неудовлетворительной центровке насоса
с приводным электродвигателем.
Чтобы восстановить работоспособность уплотнения, возобновляют
притирку сильфона к торцам втулки 2 и гайки б, проверяют цель-
ность сильфона. Для этого закрывают пальцами его отверстия, опус-
кают в жидкость и сжимают. Появление пузырьков воздуха укажет
на неисправность сильфона. Трещины устраняют пайкой.
Сборка и установка насоса. Для сборки насоса опускают в его
корпус ведущую втулку 6, крышку 7 в сборе со звездочкой 1 и закреп-
ляют крышку болтами а. Проверяют и регулируют прокладками 8
осевой разбег Б. Помещают на свое место сильфон 3 и затягивают его
накидной гайкой б. У нормально собранного насоса валик должен вра-
щаться легко от руки. Насос с приводным электродвигателем монти-
руют на общей плите и соединяют кулачковой муфтой с резиновым
амортизатором. Перед соединением валы насоса и электродвигателя
центрируют технологической втулкой (см. § 34).
Рис. 245. Топливоподкачивающий насос:
/ — звездочка (2Д100-32-042, сталь 20ХГР); 2 — втулка (2Д100-32-047, сталь 20ХГР); 3 — силь-
фон (2Д100-32-013сб); 4 — втулка (2Д100-32-014, металлокерамика БГ-4); 5 — корпус насоса
(2Д100-32-039, чугун Сч.18-36); « — ведущая втулка (2Д100-032-041, сталь 12XH3A); 7 — крыш-
ка; 8 — прокладка; 9 — палец (2Д100-32-049, сталь ШХ-15)
302
Рис. 246. Стенд типа А775.01 для обкатки и проверки производительности топ-
ливоподкачивающих насосов:
1 — приводной съемный электродвигатель; 2 — вольтметр; 3 — тахометр; 4 — манометр; 5 —
вакуумметр; 6 — топливомерное стекло; 7 — мерный бак; 8 — разобщительный кран; 9 — слив-
ная труба; 10 — фильтр; // — расходный бак; 12, 13 — дросселирующие вентили; /4—колонка
для присоединения испытуемых предохранительных клапанов; 15 — реостат; 16 — автотранс-
форматор; 17 — переключатель; 18 — выключатель
Работу собранного топливоподкачивающего агрегата проверяют
на типовом универсальном стенде (рис. 246). На этом стенде можно
проверять работу топливоподкачивающих насосов различных тепло-
возов (вместе с приводным электродвигателем или без него). Разреже-
ние во всасывающем трубопроводе стенда создается дросселирующим
вентилем 12, а необходимое противодавление—вентилем 13. На стенде
можно полностью воспроизвести условия работы насоса на тепловозе.
В течение 10 мин насос обкатывают. Производительность, которая
должна быть не менее 27 л/мин, проверяют при противодавлении
3,5 кгс/см2, а герметичность при противодавлении 5 кгс/см2.
§ 54. ВОДЯНОЙ НАСОС
Водяной насос снимают с дизеля при ремонте ТРЗ, чтобы прове-
рить состояние сальника и надежность посадки крыльчатки на валу.
До этого выполняют только работы по поддержанию работоспособно-
сти сальника: подтягивают гайки крепления его втулки, добавляют
сальниковые кольца с цепью уменьшения течи воды.
Перед съемкой насоса измеряют (по свинцовой выжимке) боковой
зазор между зубьями приводных шестерен (см. § 28), сливают воду из
системы охлаждения. Затем отсоединяют трубопроводы, отворачивают
гайки крепления и снимают насос.
зоз
Разборку насоса ведут в таком порядке. Снимают всасывающую го-
ловку 17 (рис. 247), отворачивают гайки с обоих концов вала и съем-
никами (рис. 248, а и б) спрессовывают детали 2 и 18 (см. рис. 247),
а отжимными болтами разъединяют детали 13, 12 н 5, снимают кор-
пус 13, съемником (рис. 248, в) выпрессовывают вал 7 вместе с задней
головкой 12. Затем извлекают шарикоподшипники и разбирают саль-
ник. Детали насоса подвергают мойке и очистке.
Контроль состояния и ремонт деталей. Работоспособность насоса
чаще всего нарушается из-за течи воды по сальнику и ослабления
крыльчатки 18 в посадке на валу (см. рис. 247). Течь воды по сальни-
ку насоса вызывается двумя причинами: биением конца вала со сторо-
ны крыльчатки и несоосностыо отверстия под сальник у задней головки
12 и отверстий под подшипники качения у станины 5. В том и другом
случаях кольца сальника не обжимают вал, а прижимаются к нему
с одной стороны. Вследствие этого происходит односторонний износ
шейки вала (втулки 21) и сальниковых колец 20. Подтягивание саль-
ника в процессе эксплуатации лишь временно приостанавливает, а не
устраняет течь воды.
Для восстановления работоспособности сальникового уплотнения
нужно выполнить следующие работы. Сальниковые кольца заменить
новыми. Проверить биение вала в местах посадки шарикоподшипни-
Рис. 247. Водяной насос:
/ — стопорная шайба; 2— шестерня (Д100-11-005, сталь 38ХС); 3 — стопорная планка; 4 —ша-
рикоподшипник 408; 5 — станина (2Д100-11-002, чугун Сч.18-36); 6 — распорная втулка; 7 — вал
(2Д100-П-004-3, сталь 2Х13-ЭЖ-2); 8 — прокладка; 9 — шарикоподшипник 1309; 10— уплотни-
тельное кольцо; // — отражательная втулка; 12 — задняя головка (2Д100-11-007А. чугун
Сч.18-36); /5 —корпус (Д100-11-001-1 А, чугун Сч.-18-36); 14 — прокладка; /5 —гайка; 16 —
стопорная шайба; 17 — всасывающая головка (2Д100-И-006А, чугун Сч.18-36); 18 — крыльчат-
ка (2Д100-11-003-1, бронза Бр.ОЦСН 3-7-5-1); 19 — прокладка; 20 — сальниковая набивка;
21 — втулка; 22 — сальниковая втулка
304
Рис. 248. Приспособление для разборки водяного насоса
ков и крыльчатки, а также поверхности втулки 21 (см. § 33). Одно-
сторонний износ втулки любой величины или ее равномерный износ глу-
биной более 0,10 мм, а также биение вала в перечисленных местах
более 0,05 мм следует устранить. Уменьшение нормального диаметра
втулки допускается до 3 мм. Желательно поверхность втулки хроми-
ровать. Соединив детали 5 и 12, технологическим валом проверить
соосность отверстий под шарикоподшипники и сальник. Несоосность
более 0,05 мм устранить обработкой отверстия под сальник у задней
головки 12. Взаимную ориентировку деталей 5 и 12 помечают риской.
Ослабление посадки крыльчатки или шестерни на валу вызывает-
ся, как правило, погрешностями, допущенными при сборке, или не-
удовлетворительной балансировкой вала в сборе с крыльчаткой
и шестерней.
О том, какие могут возникнуть неисправности в соединениях
и узлах насоса, отмеченных на рис. 247 цифрами в кружочках, как
эти неисправности выявить и устранить, рассказано в гл. V. Вал с тре-
щиной заменяют. Трещины в корпусных деталях устраняют сваркой.
Радиальный зазор между крыльчаткой 18 и деталями 12 и 17 при необ-
ходимости восстанавливают наплавкой и механической обработкой
соответствующих поверхностей деталей 12, 17 и 18. После наплавоч-
ных работ вал в сборе с крыльчаткой и шестерней подвергают статиче-
ской балансировке (см. § 32). Допустимый небаланс 50 гс • см.
Сборка насоса. Собирают насос таким образом. В станине 5 мон-
тируют последовательно детали 9, 6, 4 и 3. Болты крепления стопор-
ной планки 3 затягивают до положения «упора».
Вал в сборе с деталями 11 и 10 запрессовывают в шарикоподшип-
ники 4 и 9, предварительно обжав уплотнительное кольцо 10 так, что-
бы оно вошло в отверстие станины. Окончательно затягивают болты
крепления стопорной планки 3. Монтируют н закрепляют шестерню
2 на конце вала. До закрепления шестерни проверяют, имеется ли за-
зор а. Проверяют легкость вращения вала в подшипниках, а индика-
торным приспособлением — осевой разбег вала в подшипниках и би-
ение поверхности втулки 21 (см. § 33). Допустимое биение втулки
0,05 мм, а минимально необходимый осевой разбег вала 0,03 мм.
Часто «виновницей» увеличенного биения втулки 21 является
распорная втулка 6, если ее торцовые поверхности непараллельны.
305
При затяжке гайки крепления шестерни полный контакт между тор-
цами такой втулки и кольцами шарикоподшипников достигается за
счет некоторого изгиба вала. Поэтому параллельность торцов распор-
ной втулки следует проверять заранее (см. § 33), а гайки крепления
шестерни затягивать умеренным усилием. После проверки осевого раз-
бега вала и биения поверхности втулки 21 соединяют заднюю головку
12 (без сальниковых колец) со станиной 5, монтируют на конце вала
крыльчатку. До закрепления крыльчатки проверяют, имеется ли зазор
б, а после закрепления — ее биение по внешнему диаметру. Допусти-
мое биение крыльчатки 0,10 мм. Ставят и закрепляют корпус 13 и вса-
сывающую головку 17. Между стыками деталей 5, 12, 13 и 17 помещают
прокладки. Гайки крепления деталей затягивают с соблюдением ре-
комендаций, приведенных в § 17. Как собирать сальник, рассказано
в § 24.
Собранный насос желательно обкатать на стенде. При этом враще-
ние валу насоса должно передаваться не через ременную, а через
зубчатую передачу, как это происходит на дизеле. При вращении от
сильно натянутой ременной передачи вал и корпус насоса деформируют-
ся, что вызывает течь воды через сальник. Обкатку ведут с перекачкой
воды, нагретой до 60—70° С. При обкатке легко обнаружить и ликви-
дировать неисправности подшипниковых узлов, особенно сальниково-
го уплотнения. На устранение этих же неисправностей после установ-
ки насоса на дизеле потребуется много времени и труда.
Установка насоса. Насос, у которого не заменялась какая-либо часть
корпуса, вал или шестерня, устанавливают на дизель на старых про-
кладках 8. В противном случае вначале проверяют и при необходимо-
сти устраняют ступенчатость приводных шестерен за счет прокладок 8,
помещаемых под фланец насоса, а затем регулируют зацепление шес-
терен. Боковой зазор между зубьями приводных шестерен у насосов
дизеля Д100 регулируют перемещением опорной плиты насосов на
шпильках блока или подбором шестерни насоса, а у насоса дизеля
Д50 — смещением насоса по блоку за счет распиловки отверстий его
фланца. Положение водяного насоса на дизеле фиксируют штифтами.
§ 55. ГИДРОПРИВОД ВЕНТИЛЯТОРА
ТЕПЛОВОЗА 2ТЭ10Л
По гидроприводу вентилятора работы профилактического харак-
тера: осмотр, проверку надежности крепления и давления масла
и т. п. — выполняют при ТОЗ и ТР1. Снимают гидропривод для конт-
роля подшипниковых узлов при ремонте ТРЗ.
Съемка и разборка. Чтобы снять гидропривод вентилятора
(рис. 249) с тепловоза, отсоединяют от него трубопроводы, разъеди-
няют муфты ведущего и ведомого валов, извлекают фиксирующие ко-
нические штифты и отворачивают болты крепления. Снятый гидропри-
вод устанавливают на кантователе. Прокладки, помещенные под лапы
корпуса, и штифты сохраняют. Перед разборкой снимают фильтр и сли-
вают масло из корпуса, измеряют индикаторным приспособлением бо-
306
Рис. 249. Гидропривод вентилятора тепловоза 2ТЭ10:
/ — крышка насоса; 2 — ротор; 3 —статор; 4 — пружина; 5 — лопасть; 6 — фланец насоса;
7 — реечное устройство; 3 —ступица; 9 — фланец (2ТЭ10Л-85-15-270, Ал9); 10 — чаша
(2ТЭ10Л-85-15-103, Ал4); 11—насосное колесо (2ТЭ10Л-85-15-133, Ал4); 12— чаша
(2ТЭ10Л-85-15-157, Ал4); /3 — турбинное колесо {2ТЭ10Л-85-15-012, Ал4); 14, 29 — шарикопод-
шипники 318; 15, 22, 35 — прокладки; 16, 25, 42, 43 — крышки; 17 — фланец; 18 — ведомый
вал (2ТЭ10Л-85-15-127, сталь 38ХС); 19 — лабиринтное кольцо; 20 — роликоподшипник 8328;
21, 26 — гнезда подшипников; 23 — роликоподшипник 2318; 24 — ведущая шестери»
(2ТЭ10Л-85-15-233, сталь 12ХНЗА); 27 — горизонтальный вал (2ТЭ10Л-85-15-260, сталь 38ХС);
23 —ведомая шестерня (2ТЭ10Л-85-15-145, сталь 12ХНЗА); 30 — кольцо; 31 — ведущий вал
(2ТЭ10Л-85-15-268, сталь 38ХС); 32 —корпус (2ТЭ10Л-85-15-156-1, чугун Сч.18-36); 33 —ролико-
подшипник 2312; 34— черпательная трубка; 36 — вал-шестерня (2ТЭ10Л-85-15-217, сталь 40);
37 — шарикоподшипник 312; 38 — полукольцо; 39 —кольцо; 40 — фланец (2ТЭ10Л-85-15-261,
сталь 38ХС); 41 — фланец
ковой зазор между зубьями шестерен (см. § 28). Отвернув гайки, по-
следовательно демонтируют крышку 42 и разъединяют чаши 10 и 12
и фланец 9 отнимают ведущий вал 31 в сборе с масляным насосом,
реечным устройством и насосным колесом. Разбирают редуктор —
снимают ведомый вал 18 в сборе с гнездом подшипников 21, спрессо-
вывают с конца горизонтального вала 27 турбинное колесо 13, сни-
мают чашу 12, фланец 41, крышку 25, демонтируют горизонтальный
вал в сборе. Затем приступают к разборке снятых узлов. Регулиро-
вочные прокладки, помещенные под деталями 26, 21, 41, 9, сохраняют.
Контроль состояния и ремонт деталей. При контроле должное
внимание обращают на состояние деталей соединений и узлов, отме-
ченных на рис. 249 цифрами в кружочках, проверяют, нет ли трещин
в деталях из алюминиевых сплавов и повреждений в их резьбовых
частях. Валы проверяют магнитным дефектоскопом (см. § 7). О ре-
монте узлов с подшипниками качения, неподвижных конусных
и резьбовых соединений, зубчатых передач рассказано в гл.У.
Зазоры между деталями масляного насоса определяют микрометра-
жом. Осевой разбег ротора (0,08—0,16 мм) регулируют торцовкой ста-
тора 3. Следы износа (от ротора) с поверхностей крышки 1 и фланца
307
6 ликвидируют шабрением (см. § 9). Нормальный зазор (0,02—0,06 мм)
между лопастями и ротором насоса достигают заменой лопастей.
Сборка и установка гидропривода на тепловозе. Сначала произ-
водят поузловую сборку, т. е. собирают отдельные узлы
ступицы с механизмом регулирования, ведущего, горизонтального
и ведомого валов, а затем приступают к общей сборке.
Чтобы собрать узел ступицы с механизмом регулирования ведуще-
го вала, соединяют болтами ступицу 8 с фланцем 9. При этом оси отвер-
стий под пальцы черпательных трубок располагают по горизонтали,
а отверстие ступицы для подвода масла системы питания — с левой
стороны так, чтобы оно совпало с отверстием фланца. В эти отверстия
вставляют втулку.
На ступицу надевают чашу 10 и собирают черпательное устройство.
Для этого на ступице монтируют черпательные трубки 34, одну из
которых, обхватывающую ступицу сверху, соединяют при помощи
пальца с левым пазом ступицы, а другую, обхватывающую ступицу
снизу, —с правым пазом. Пальцы в отверстия ступицы заводят высвер-
ленным торцом с тем, чтобы полости черпательных трубок соединить
со сливным каналом ступицы. Вставляют вал-шестерню 36 в сборе в
ступицу так, чтобы шестерня вошла в зацепление с шестеренками чер-
пательных трубок, находящихся в крайних разведенных положениях.
При этом зазор е между носком сопла черпачка и чашей 10 должен быть
3—4 мм. Вал-шестерню фиксируют на ступице крышкой 43. В расточке
ступицы размещают регулировочное кольцо, наружную обойму роли-
коподшипника и фиксируют последнюю кольцом, а с другой стороны
фланца 9 монтируют шарикоподшипник 37 в сборе с гнездом и втул-
кой, впрессованной в его внутреннюю обойму.
Сборка ведущего вала. Соединяют насосное колесо 11 с валом.
Монтируют на валу и укрепляют кольцами внутреннюю обойму под-
шипника 33 с роликами. В отверстие шейки вала (в месте посадки под-
шипника 37) вставляют штифт. Соединяют узел ступицы с механизмом
регулирования и узлом ведущего вала. Для этого ведущий вал в сборе
вставляют в расточку ступицы, а штифт этого вала — в паз втулки,
размещенной во внутренней обойме подшипника 37. Вал фиксируют
от осевого перемещения кольцом 39. Осевой разбег ведущего вала ре-
гулируют прокладками, устанавливаемыми под фланец гнезда подшип-
ника 37. Осевой зазор Ф допускается не менее 1 мм.
Сборка масляного насоса. На ведущий вал ставят шпонку, наде-
вают фланец 6, статор 3, в расточку последнего вставляют ротор 2 в
сборе с двумя лопастями 5. Под каждой лопастью помещают пружину.
Надевают крышку 1 и скрепляют детали насоса гайками. Ориенти-
рованное положение деталей 1, 3 и 6 фиксируют штифтами. Ставят и
закрепляют гайкой на конце вала фланец 40 с осевым натягом 1—1,5 мм
(момент затяжки 45+5 кгс-м).
Сборку узла горизонтального вала 27 ведут в таком порядке. Мон-
тируют на валу шестерню 24, а на ней внутреннюю обойму подшип-
ника 23 с роликами и фиксируют ее кольцами. На другом конце вала
устанавливают подшипник 29 в сборе с гнездом. Подшипник в гнезде
фиксируется пружинным кольцом. В расточку корпуса 32 вставляют
308
гнездо 26 с наружной обоймой подшипника 23. Вставляют горизонталь-
ный вал в сборе в корпус 32, закрепляют фланец 41.
Чтобы собрать узел ведомого вала 18, монтируют на валу шестер-
ню 28, лабиринт 19 На фланце 17, размещают в гнезде 21 три подшип-
ника качения 20 и 14, гнездо с подшипниками после нагрева в масле
насаживают на вал 18. Ставят и закрепляют крышку 16. Между крыш-
кой и наружной обоймой подшипника 20 прокладками 15 устанавлива-
ют зазор 0,05—0;10мм. Монтируют на конце вала 18 (с осевым натягом
4—7 мм) фланец 17. Осевой натяг регулируют торцовкой фланца 17
или установкой дистанционного кольца.
Общая сборка ведется в таком порядке: монтируют в корпусе 32
горизонтальный вал 27 в сборе, затем ведомый вал 18 в сборе. Регу-
лируют зацепление шестерен 24 и 28 (см. § 28) прокладками, помещае-
мыми под деталями 21 и 41.
После регулировки зацепления шестерен на конец вала 27 наде-
вают чашу 12 и напрессовывают турбинное колесо 13 с осевым натягом
4—7 мм. Определяют зазор х между насосным и турбинным колесами
по формуле
х — Р з Р^,
где Ps — расстояние между торцами фланца корпуса 32 и тур-
бинного колеса, мм;
Р4 — то же между торцами фланца 9 и насосного колеса, мм.
Зазор х в пределах 1,5—3 мм регулируют прокладками 35. Наде-
вают на шпильки прокладки 35, соединяют фланец9 с корпусом 32 так,
чтобы сливное отверстие располагалось внизу. Скрепляют гайками
чаши 10,12 и насосное колесо 11. Ставят на место крышки 25 и 42, мас-
ляный фильтр, сапун, присоединяют трубопроводы и т. д. У собран-
ного гидропривода ведущий и ведомый валы должны вращаться сво-
бодно. Какие следует соблюдать условия при сборке резьбовых, прес-
совых, неподвижных конусных и других типовых соединений и узлов,
подробно сказано в гл. V.
Установка гидропровода на тепловозе. Ставят под лапы корпуса
ранее снятые прокладки, фиксируют корпус коническими штифтами
и укрепляют на раме болтами. Проверяют и при необходимости произ-
водят центровку гидропривода с промежуточным редуктором при по-
мощи технологических (выдвижных) полувалов (см. §34). После
центровки болтами соединяют фланец ведущего вала гидропривода
с фланцем карданного вала, а фланец ведомого вала — с фланцем вер-
тикального вала вентилятора.
§ 56. РЕДУКТОР ВЕНТИЛЯТОРА ХОЛОДИЛЬНИКА
ТЕПЛОВОЗА ТЭЗ
Редуктор снимают с тепловоза при ремонте ТРЗ для проверки
состояния узлов с подшипниками качения и замены износившихся
деталей фрикционной муфты. При других видах технического обслужи-
вания и текущего ремонта тепловоза редуктор вентилятора осматрива-
ют и контролируют регулировку фрикционной муфты.
309
Съемка и разборка редуктора. Чтобы снять редуктор с фрикцион-
ной муфтой (рис. 250), отсоединяют от них промежуточные валы, ме-
ханизм включения фрикционной муфты, извлекают конические штиф-
ты, фиксирующие редуктор, отворачивают гайки крепления редуктора.
Штифты и прокладки, помещенные под лапы корпуса редуктора, со-
храняют.
Перед разборкой редуктора измеряют индикаторным приспособле-
нием боковой зазор между зубьями шестерен и осевые разбеги валов
(см. §28, 33).
Для разборки фрикционной муфты снимают прижимной диск 9 в
сборе с крышкой сцепления 6 и пружинами, а затем детали 13, 3 и 1
в сборе с самоподжимным сальником 17 (рис. 251). Разборку крышки
сцепления осуществляют под прессом, чтобы сжать пружины 14.
Редуктор разбирают в таком порядке: демонтируют детали 20, 30,
28 и 18 (см. рис. 250), извлекают из корпуса ведомый вал 29 в сборе
с деталями 25, 22, 23, 24 и 21. Затем вынимают из полого вала 5 ве-
дущий вал 10 в сборе с деталями 14, 15 и 16. Для удаления из корпуса
Рис. 250. Редуктор вентилятора холодильника тепловоза ТЭЗ:
1, 16, 17, 26, 27 — прокладки; 2 — обойма; 3 —крышка; 4 — шарикоподшипник № 314; 5 —по-
лый вал (ТЭЗ-51-ООЗ, сталь 45); 6 — лабиринтная втулка (ТЭЗ-51-168, бронза Бр.ОЦС 5-5-5);
7 — шарикоподшипник 220; 3 — шестеренка; 9 — корпус редуктора (ТЭЗ-51-001, чугун Сч.18-36);
10 — ведущий вал (ТЭЗ-51-013, сталь 37ХС); 11 — шестерня ведущая (ТЭЗ-51-ОЗЗ, сталь
12ХНЗА); 12 — роликоподшипник 2218; 13 — стопорная шайба; 14, 25 — гнезда подшипника;
15 — шарикоподшипник 409; /8 —крышка; 19 — сальник (ТЭЗ-51-225сб); 20 — фланец кардана
(ТЭЗ-51-161, сталь 45); 21 — ведомая шестерня (ТЭЗ-51-032, сталь 12ХНЗА); 22, 24 — ролико-
подшипники 2318к; 23' — шарикоподшипник № 318; 28 — крышка; 29 — ведомый вал
(ТЭЗ-51-028-1А, сталь 37ХС); 30 — сланец кардана (ТЭЗ-51-099. сталь 45); 31 — сланец муфты
(ТЭ2-51-031, чугун Сч.-15-32)
310
полого вала 5 в сборе от-
ворачивают гайки крепле-
ния обоймы 2 и крышки <3.
После этого снимают с ва-
лов 29, 10 и 5 другие де-
тали. Детали очищают и
моют. Регулировочные
прокладки 1, 17 и 26 со-
храняют.
Контроль состояния и
ремонт деталей редуктора.
С рекомендациями по об-
наружению неисправно-
стей, восстановлению ра-
ботоспособности и сборке
соединений и узлов, отме-
ченных на рис. 250 циф-
рами в кружочках, можно
ознакомиться в гл. V.
Валы проверяют маг-
нитным дефектоскопом (см.
§ 7). Валы с трещинами
бракуют. Нет ли трещин
в корпусе редуктора, уста-
навливают цветной дефек-
тоскопией (см. § 7). Тре-
Рис. 251. Фрикционная муфта:
1 — фланец муфты; 2 — фрикционное кольцо сцепле-
ния (ТЭ2-51-217, асбест композиции или феррадо); 3—
средний ведущий диск; 4 — гайка; 5 — коромысло
сцепления; 6— крышка сцепления; 7 — пружина; 8 —
кольцо (ТЭ2-51-223, асбест композиции); 9 — прижим-
ной диск; 10 — диск сцепления; 11 — шарикоподшип-
ник ГП3548; 12 — втулка шлицевая; 13 — фрикционный
диск сцепления; 14 — пружина; 15 — стойка; 16 — ма-
слоотбойный диск; /7 — сальник (Д50-34-114сб); 18 —
винт
щины в корпусе устра-
няют сваркой.
Контроль состояния и
ремонт деталей фрикцион-
ной муфты. Чаще всего
повреждения возникают в
соединениях и узлах, от-
меченных на рис. 251
цифрами IX, XI, VIII,
XV в кружочках. Чрезмерный износ фрикционных колец сцепле-
ния 2 и части коромысел сцепления 5 (поверхность Щ), просадка
пружин, коробление дисков 3 и 9 происходят вследствие проскальзы-
вания дисков и перегрева муфты. Проскальзывание и перегрев
вызываются не только неудовлетворительной регулировкой муфты,
но и несоосностью валов редуктора и механизма включения муфты.
Несоосность приводит к непараллельности поверхностей Ф и Ц, пере-
косу и заеданию обоймы упорного шарикоподшипника 11.
О восстановлении деталей шлицевого соединения, уплотнения
и пружин, отмеченных на рисунке цифрами IX, VIII и XV в кружоч-
ках, подробно рассказано в гл. V. Коробление фрикционного диска
устраняют правкой на плите, при этом удары наносят по поверхности,
расположенной ближе к центру диска. Диски 3 и 9, покоробленные бо-
лее чем на 0,2 мм, шлифуют на станке. Износившиеся фрикционные
311
кольца (размер Ж менее 6,5 мм) заменяют. Новые фрикционные кольца
приклепывают медными заклепками, а чаще всего приклеивают кле-
евыми составами (см. § 15). Износ поверхности Щ коромысла сцепле-
ния устраняют наплавкой.
Сборка редуктора с фрикционной муфтой. Сначала выполняют по-
узловую сборку, т. е. собирают валы, а затем редуктор.
Для сборки полого вала (см. рис. 250) монтируют на нем обойму 2
с шарикоподшипником 7, шестеренку 8, которую закрепляют гайкой,
крышку 3, шестерню 11, шайбу и роликоподшипник 12; их также за-
крепляют гайкой.
Сборку ведущего вала начинают с монтажа на фланце 31 самопод-
жимного сальника, шарикоподшипника 4 и крепят их маслоотбой-
ным диском. Затем фланец в сборе монтируют на конце вала 10.
Чтобы собрать ведомый вал, напрессовывают шестерню 21, гнездо 25
в сборе с подшипниками качения и закрепляют их гайками.
Общую сборку редуктора начинают с установки в корпусе полого
вала в сборе с прокладками 1. Детали 2 и 3 присоединяют к корпусу
так, чтобы отверстие в обойме 2, служащее для слива масла, располо-
жилось внизу. Вставляют ведущий вал в сборе в полый вал, монтиру-
ют на конце ведущего вала кольцо, шарикоподшипник 15, маслоотбой-
ный диск, распорную втулку, гнездо подшипника 14 с прокладками
16. После чего ставят крышку 18 с прокладками 17, укрепляют на валу
фланец 20. Опускают в корпус ведомый вал в сборе с прокладками
26, ставят крышку 28 с прокладками 27, укрепляют на валу фланец 30.
Боковой зазор между зубьями шестерен регулируют прокладками
26 и 1. Разбег ведущего вала в пределах 0,05—0,10 мм обеспечивается
за счет подрезки бурта крышки 18. Наружные обоймы подшипников
качения 7, 12 и 24 должны быть зажаты, что достигается изменением
числа прокладок, помещаемых под деталями 3, 14 и 28.
Фрикционную муфту собирают в таком порядке (см. рис. 251).
На шлицевый конец ведущего вала надевают первый фрикционный
диск 13, на стойки 15 — средний ведущий диск 3, затем на шлицевый
конец ведущего вала— второй диск 13 и, наконец, к стойкам 15 бол-
тами прикрепляют крышку сцепления в сборе с пружинами и прижим-
ным диском 9.
Установка редуктора с фрикционной муфтой на тепловозе. На
шпильки крепления надевают ранее снятые прокладки, ставят на место
редуктор, фиксируют его ранее снятыми штифтами и закрепляют гай-
ками. Прежде чем соединить редуктор с опорой подшипника, проверяют
его центровку приспособлением со скобами (см. § 34). Если оси веду-
щего вала редуктора и вала опоры подшипника не соосны (см. табл. 6),
то редуктор центрируют вновь с последующей его фиксацией двумя
новыми коническими штифтами,. Монтируют на тепловозе механизм
включения фрикционной муфты. При помощи технологической втулки
(см. § 34) механизм включения центрируют относительно ведущего
вала редуктора. После центровки корпус механизма включения фикси-
рую!' коническими штифтами.
Регулировка фрикционной муфты. Важно,,
чтобы проверка и сам процесс регулировки производились включением
312
муфты от пневматического привода, так как величина зазора а (см.
рис. 251) при включении муфты от ручного и пневматического при-
водов сильно разнится. Первым признаком разрегулировки служит
проворот муфты и нагрев ее дисков в выключенном положении. Для
того чтобы муфты полностью отключалась, очень важна не только вели-
чина зазора а, но и зазоров б и с. За этими зазорами необходимо по-
стоянно следить, так как по мере износа фрикционных дисков они изме-
няются. Нормально зазоры при включенном состоянии муфты должны
быть: а — 1,0 4- 2,5 мм; б = 1 ~ 2 мм и с - 0,9 4- 1,4 мм. При не-
обходимости сначала регулируют зазор б, а потом зазор а. Величину
первого зазора у каждого коромысла устанавливают поворотом гайки
4, второго — сначала перемещением упорного подшипника 11 меха-
низма включения, а затем (более точно) поворотом тех же гаек 4. Раз-
ница зазора а у одной муфты допускается не более 0,3 мм. Упорный
шарикоподшипник перемещают поворотом скобы механизма включе-
ния. Скобу после этого закрепляют болтом. Зазор с регулируют пово-
ротом трех винтов 18. Разница этого зазора у одной муфты не должна
превышать 0,1 мм. Если после регулировки зазоров а, бис муфта при
отключении продолжает вращаться, причиной неисправности может
быть коробление дисков. Эту неисправность определяют щупом. Если
щуп толщиной 0,3—0,4 мм не проходит между дисками кругом, муфту
надо разобрать для ремонта. Иногда после ремонта и нормальной регу-
лировки отключенная муфта продолжает вращаться. Причиной этого
может быть плотная посадка сальника 17 на втулке ведущего вала
редуктора. Чтобы убедиться в этом, муфту разбирают для проверки
узла уплотнения.
§ 57. ПЕРЕДНИЙ РЕДУКТОР ТЕПЛОВОЗА ТЭЗ
Передний редуктор привода двухмашинного агрегата, тахогене-
ратора и вентилятора охлаждения тяговых электродвигателей передней
тележки (рис. 252) снимают с тепловоза при ремонте ТРЗ для контроля
состояния узлов с подшипниками качения.
Снятие и разборка. Чтобы снять редуктор, отсоединяют от него
приводные валы, снимают ремни привода тахогенератора, извлекают
два конических штифта, фиксирующих положение редуктора, и отво-
рачивают гайки крепления. Прокладки, помещенные под редуктором,
и конические штифты сохраняют. Прежде чем приступить к разборке,
сливают из картера масло, измеряют индикаторными приспособления-
ми боковой зазор между зубьями шестерен (см. § 28) и осевой разбег
валов (см. § 33). Для разборки редуктора демонтируют с него крышку,
детали 1, 2, 13,16 и 7, ведомый валик 5 в сборе с деталями 4, 9, 6, 8 и И.
Отвернув гайку а, вынимают из картера ведомый валик 17 в сборе с де-
талями 9, 6 и 8, а затем второй шарикоподшипник 9. Выпрессовывают
валик ведущий 3, извлекают детали 4, 9 и 18. Детали моют и очищают
(см. §4).
Контроль состояния и ремонт деталей. Валики контролируют маг-
нитными дефектоскопами (см. § 7). Валы с трещинами бракуют. О ре-
313
Рис. 252. Передний редуктор тепловоза ТЭЗ:
1 — фланец кардана (ТЭЗ-54-015-1, сталь 45); 2, /2 —крышки; 3 —ведущий валик; 4 — шари-
коподшипник 215; 5 —ведомый валик привода двухмашинного агрегата (ТЭЗ-54-004, сталь
20Х); 6 — лабиринтное кольцо; 7 —крышка лабиринта; 3 —кольцо лабиринта; 9 —шарико-
подшипник 212; 10, 14 — стопорные шайбы; 11 — гнездо подшипника; 13 — шкив привода та-
хогенератора (ТЭЗ-56-0012А, чугун СЧ.18-36); /5 — картер (ТЭЗ-54-001, чугун, СЧ.18-36); 16 —
прокладка; 11 — ведомый валик (ТЭЗ-54-ООЗ-1, сталь 20К); 18 — ведущая шестерня
(ТЭЗ-54-002-1, сталь 20Х)
монте и сборке узлов и соединений, отмеченных на рис. 252 цифрами
в кружочках, рассказано в гл. V.
Сборка и установка редуктора. Сборку редуктора ведут в по-
следовательности, обратной разборке. Сборку начинают с установки
ведущей шестерни и ее вала, а затем монтируют ведомые валики. Вну-
тренние кольца шарикоподшипников закрепляют на валах гайками или
зажимают кольцами. Между крышками лабиринтов и лабиринтовыми
кольцами устанавливают равномерный радиальный зазор. Осевой
разбег валов обеспечивается зазором между буртом крышек 7 лабирин-
тов и наружным кольцом шарикоподшипника. Регулируют этот зазор
за счет прокладок, помещаемых под каждой крышкой лабиринта. Зазор
между буртами крышек 2 и 12 и наружными кольцами других трех ша-
рикоподшипников не допускается. Наружные и внутренние кольца
этих подшипников должны быть зажаты. У правильно собранного ре-
дуктора валы должны вращаться свободно, без рывков. Качество сбор-
ки редуктора проверяют после установки его на тепловозе. Предвари-
тельно обкатку не производят.
Независимо от того, ставится ли на тепловоз прежний редуктор
или новый, рекомендуется проверить центровку редуктора относитель-
314
но вала тягового генератора при помощи приспособления со скобами.
Как это делается, рассказано в § 34. После центровки редуктор фикси-
руют двумя коническими штифтами. При присоединении к редуктору
тахогенератора через клиноременную передачу нужно придерживать-
ся рекомендаций § 29.
§ 58. СЕКЦИИ ХОЛОДИЛЬНИКА И ТЕПЛООБМЕННИК
Рис. 253. Водяная секция холодильника:
1 — коллектор; 2 — трубная коробка; 3 — усилитель-
ная доска; 4 — охлаждающая пластина; 5 —боковой
кожух; 6 — трубка
Работы профилактического характера — осмотр, проверку надеж-
ности крепления, обдувку наружных поверхностей секций сжатым
воздухом — выполняют при ТОЗ и ТР1. Секции и теплообменник снима-
ют для очистки при ремонте ТРЗ. Масляные секции поездных теплово-
зов могут быть сняты и при ТР1, если холодильник не обеспечивает
охлаждение масла в эксплуатации.
Секции холодильника. Чтобы снять секции с тепловоза, из них
и трубопроводов спускают масло и воду, удаляют жалюзи и отворачи-
вают гайки крепления. Характерными неисправностями секции яв-
ляются загрязнение наружных и внутренних поверхностей трубок и
трещины.
Очистка и кон-
троль состояния
секции. Наружные и
внутренние поверхности
трубок секций моют и очи-
щают на типовом стенде.
Как это делается, подроб-
но рассказано в § 4. Вну-
тренние поверхности тру-
бок водяных секций (рис.
253) иногда очищают от
накипи заполнением сек-
ций на 15 — 20 мин 50% -
ным водным раствором
соляной кислоты.
В некоторых депо и на
ремонтных заводах водя-
ные секции очищают от
накипи способом гидро-
удара. При гидроударе
разрушается лишь шлам,
накопившийся в трубной
коробке и препятствую-
щий проходу воды, т. е.
устраняется закупорка от-
дельных трубок, слой же
накипи на внутренних по-
верхностях трубок остается
нетронутым. Такой спо-
315
соб «очистки», особенно в условиях ремонтных заводов, недо-
пустим.
Качество очистки внутренней полости секции условно определяют
по времени протекания воды через секцию на типовом стенде А598
(рис. 254), состоящем из напорного бака с водомерным стеклом, за-
порного вентиля 2 и трубы, присоединяемой к испытуемой секции.
Секцию устанавливают над корытом, фиксируют штырями 9 и прижи-
мают откидным пневматическим зажимом 6. Важно, чтобы отверстия
коллектора секции не были перекрыты прокладкой 10. Процесс конт-
роля состоит в следующем. Напорный бак заполняют водой выше уров-
ня верхней метки водомерного стекла. Опустив ручку 5 вниз, откры-
вают запорный клапан 2 и следят по секундомеру за понижением уров-
ня воды от верхней до нижней метки водомерного стекла (~ 58 л).
Стенд или секцию считают исправными (чистыми), если это время при
температуре воды 15° С не превышает: при проверке самого стенда
(без секции) 15—17 с, при проверке типовой масляной секции 30 с,
секции с турболизаторами 75 с и типовой водяной секции 65 с. Время
протекания зависит и от
температуры воды, особен-
но это заметно у водяных
секций. Так колебание тем-
пературы воды на ГС (в
пределах 10—25° С) изме-
няет время протекания на
0,5 с. Если время проте-
кания у какой-либо сек-
ции более нормы, то ее
очищают еще раз.
Трещины. Трещины п
обрывы возникают в ос-
новном в зоне трубных
коробок 2 (рис. 255). Чаще
они наблюдаются у масля-
ных секций, расположен-
ных в первом ряду, т. е.
ближе к фронту поступле-
ния холодного воздуха.
Интенсивное охлаждение
трубок первого ряда (осо-
бенно в зимнее время) по
сравнению с трубками
внутренних рядов вызы-
вает различное их удлине-
ние, влекущее за собой по-
явление напряжений, пре-
вышающих предел теку-
чести материала трубок 4.
Кроме того, из-за того,
что в трубках первого
Рис. 254. Стенд для проверки чистоты внутрен-
ней полости секции по времени протекания
воды:
1 — труба соединительная; 2 — запорный вентиль; 3 —
напорный бак; 4 — водомерное стекло; 5 — ручка; 6 —
пневматический зажим; 7 —испытуемая секция; 8 —
корыто; 9 — штыри; 10 — прокладка
316
ряда масло охлаждается быстрее, ско-
рость его протекания снижается, проис-
ходит подпор масла. Возникновению
трещин способствует также перекрис-
таллизация (прожог) металла в зоне
приварки трубок.
Наличие трещин определяют опрес-
совкой секции.горячей водой (60—75°С).
Масляную секцию испытывают давле-
нием 8 кгс/см2, а водяную — 3 кгс/см2.
В процессе опрессовки водой устанав-
ливают, со стороны какого коллектора
происходит течь, какие текут трубки —•
внешние (расположенные по периметру
секции) или внутренние. В том случае,
когда текут трубки внутренних рядов,
Рис. 255 Повреждения секции
холодильника
! — коллектор, 2 —трубная коробка;
3 — усилительная доска, 4 — трубка
секцию вновь опрессовывают, но уже
воздухом. Для этого снимают с нее один, а если нужно и второй
коллектор 1 (см. рис. 253), срезав сварной шов на станке или
газовой горелкой. После этого секцию монтируют в корпусе 2
приспособления (рис. 256). Трубную коробку испытуемой секции 3
уплотняют по всему периметру резиновой прокладкой 1. Отверстия а
неснятого коллектора секции заглушают.
Чтобы определить дефектное место, корпус приспособления уста-
навливают вертикально. Сверху секцию заполняют водой. Через труб-
ку 4 в полость корпуса 2 приспособления подводят сжатый воздух
(1—1,5 кгс/см2). По месту выхода пузырьков воздуха определяют по-
врежденное место.
Ремонт секции. Повреждения типа в внешних трубок (см. рис.
255) устраняют пайкой мягким (ПОС-40) или твердым припо-
ем без отъемки коллектора секции. Трещины по сварному шву между
трубной коробкой и трубками (типа а) устраняют пайкой твердым мед-
но-фосфористым припоем (92,35 — 90,75% меди, 6—8% фосфора
и 1,65—1,25% серебра) со съемкой коллектора секции. Трещины, об-
рывы внутренних трубок, а также внешних трубок, у которых повреж-
дения типа брасположены на расстоянии более 10 мм от трубной короб-
ки, устраняют запайкой отверстий трубок с обоих концов, т. е. трубки
заглушают. Допускается заглушать до 10% трубок у каждой секции.
Качество выполненных работ проверяют опрессовкой секции в приспо-
соблении (см. рис. 256).
Замена трубной коробки. Если повреждения пере-
пайкой устранить нельзя или число заглушенных трубок превышает
допустимое (более 10%), секцию ремонтируют с заменой трубной короб-
ки. Для этого ножовкой с механическим приводом обрезают все трубки
вместе с трубной коробкой на расстоянии 4—5 мм от усилительной
доски 3 (см. рис. 255). Глухие трубки водяной секции (по две у каждо-
го бокового щитка) обрезают еще на 8 мм и их концы обжимают. Изме-
ряют активную длину секции. Если она меньше нормы (см. рис. 253),
секцию бракуют. Если ее длина в пределах нормы, снимают с обрезан-
317
ных концов трубок по пять-шесть охлаждающих пластинок, концы тру-
бок расплавляют, тщательно очищают от припоя и окислов шабером
или твердыми абразивами (см. § 4).
Нормальную длину секции после обрезки трубок восстанавливают
за счет трубной коробки. Высота запасных трубных коробок, постав-
ляемых в депо, больше нормального размера на 25 мм. Новую трубную
коробку и усилительную доску после тщательной очистки и обезжири-
вания соединяют между собой медными заклепками и надевают на труб-
ки секции таким образом, чтобы концы трубок выступали на 1,5—3,5 мм
над решеткой трубной коробки.
Приварку трубок к трубной коробке ведут в такой последователь-
ности. Поверхность деталей травят 50%-ным водным раствором со-
ляной кислоты в течение 6—8 мин, нанося раствор мягкой волосяной
щеткой, а затем промывают вначале в холодной, а затем в нагретой до
80—90° С воде. Покрывают травленую поверхность деталей бурой,
которую затем расплавляют горелкой. Поверхности, покрытые бурой,
вновь промывают водой и обдувают воздухом. Затем приступают к
Рис. 256. Приспособление для опрессовки воздухом секций холодильника (без
коллектора)
318
Рис. 257. Стенд-каитователь для ремонта секций холодильника
пайке медно-фосфористым припоем. При пайке следят, чтобы припой
не затекал в трубки. Концы трубок после пайки раздают оправой так,
чтобы щуп сечением 2,5 X 13 мм у масляных секций и 0,8 X 15 мм
у водяных секций проходил на глубину 30 мм. Качество пайки трубок
проверяют в приспособлении (см. рис. 256). Дефекты в пайке устраня-
ют перепайкой неисправного места. После этого секцию вместе с пред-
варительно пригнанными коллекторами устанавливают на стенде-
кантователе (рис. 257), обеспечивающем правильное расположение кол-
лекторов на секции, когда привалочные их поверхности лежат в одной
плоскости, а длина секции равна 1356 ± 0,7 мм. Стенд-кантова-
тель дает возможность поворачивать секцию в процессе приварки кол-
лекторов к трубной коробке. Приварку коллекторов ведут твердым
припоем ПМЦ-54 или латунью Л62. Поясок приварки должен быть не
менее 5 мм. При замене трубной коробки на боковой поверхности новой
коробки наносят маркировку — месяц и год ее постановки.
Собранную секцию вновь опрессовывают водой, а затем проверяют
по времени протекания воды через секцию. До постановки секции на
тепловоз исправляют погнутые и помятые охлаждающие пластины
трубок. При этом нужно быть осторожным, чтобы не повредить (не
снять) бугорки на поверхности пластин, сделанные специально для за-
вихрения воздуха при его прохождении через секцию.
Секции на тепловозе ставят только на новые клингеритовые про-
кладки. Зазор между отдельными секциями после установки на тепло-
возе допускается не более 4 мм, щели уплотняют войлоком.
Теплообменник. Перед разъединением трубопроводов и снятием
теплообменника сливают воду и масло. Характерные неисправности
теплообменника: загрязнение водяной и масляной полостей, течь
масла по сальнику 9 (рис. 258) и течь трубок. Очищают и моют тепло-
обменник так же, как и секции холодильника. Условно о качестве очи-
стки внутренних поверхностей трубок судят по времени протекания
определенного количества воды через теплообменник, а о качестве
очистки наружных поверхностей трубок и масляной полости — по
разности объемов воды, которая заполняет эту полость до и после ее
319
Рис. 258. Теплообменник:
Л 2 — прокладки; 3, 4, 5 — верхний, средний и ниж-
ний корпусы; 6' — рубашка; 7, 12 — нижняя и верхняя
трубные решетки; 8, 13 — нижняя и верхняя крышки;
9 — резиновое кольцо сальникового уплотнения
(ТЭП60-10-40-23); 10 — резиновое кольцо (2ТЭ10Л-20-
35-145); 11 — трубка; 14 — охлаждающий элемент
(2ТЭ ЮЛ-20-35-021-2)
очистки. После очистки
герметичность обеих по-
лостей проверяют опрес-
совкой горячей водой (60—
75°С). Водяную полость
испытывают давлением
6 кгс/см2, а масляную —
15 кгс/см2. При необходи-
мости теплообменник раз-
бирают.
Охлаждающий элемент
14 опрессовывают возду-
хом, поместив его в при-
способление, аналогичное
изображенному на рис. 256.
К внешней стороне трубок
подводят сжатый воздух
(1—1,5 кгс/см2), а трубки
заполняют водой. Течь
между трубной решеткой 7
или 12 и любой трубкой (по
паяному шву) устраняют
перепайкой мягким при-
поем ПОС-ЗО, а трубки с
трещинами запаивают (за-
глушают) с обоих концов.
Допускается заглушать до
5% трубок. Трещины в
корпусах и рубашке устра-
няют сваркой. Резиновые
детали заменяют новыми
независимо от их состоя-
ния. Отверстия промежу-
точного стального кольца
сальникового уплотнения 9
прочищают. После сборки
герметичность соединений
теплообменника проверяют
опрессовкой горячей водой.
§ 59. ФИЛЬТРЫ
Исследованиями установлено, что 1 г пыли, попавший в дизель,
изнашивает его трущиеся части почти на 1 г. Пыль опасна не только
для трущихся частей, но и для изоляции электрического оборудования
тепловоза. Пыль, содержащая металлы, пропитанная влагой и парами
масла,становится хорошим проводником тока, а это в свою очередь при-
водит к разрушению изоляции. На рис. 259 показана кривая, характе-
320
ризующая концентрацию механических
примесей в топливе за фильтром в за-
висимости от пробега тепловоза без
очистки фильтров. Установлено, что за
каждые 4 тыс. км пробега тепловоза
ТЭЗ на поверхности элементов фильтров
тонкой очистки топлива откладывается
в среднем по 50 г осадков, состоящих
в основном из частиц размером до 40 мкм.
Через эти фильтры проходят обычно
частицы размером до 20 мкм. Если
учесть, что прецизионные пары топлив-
ных иасосов и форсунок дизелей изготав-
ливаются с большой точностью (с зазора-
Рис. 259. Зависимость содержа-
ния механических примесей
в топливе, прошедшем фильтр
тонкой очистки дизеля 2Д100,
от пробега тепловоза
ми между деталями 2—3 мкм), давление впрыскиваемого в цилиндры
топлива достигает 650 кгс/см®, а скорость струи топлива, проходящего
через распыливающие отверстия форсунки, доходит до 300 м/с, стано-
Рис. 260. Фильтр грубой очист-
ки топлива:
1 — заглушка; 2 — корпус; 3 —
прокладка; 4 — наружная секция
(2А06-С4); 5 — колпак; 6 — внутрен-
няя секция (2А06-С5); 7 — пружина
коническая: 8 — прокладка; 9 —
стяжной болт; 10 — пробка
вится ясным, что наличие в топливе даже незначительного количества
механических примесей резко повышает износ прецизионных деталей
топливной аппаратуры и вызывает расстройство в работе всего дизеля.
Учитывая эти обстоятельства, фильтры очищают не только в стро-
го установленные сроки, но и с соблюдением определенных техно-
логических требований. Периодичность очистки фильтров или замены
их фильтрующих элементов устанавливается Правилами ремонта
[13, 14]. Сроки очистки воздушных фильтров допускается корректи-
ровать в зависимости от местных условий эксплуатации (от степени
запыленности воздуха). Загрязненные
фильтры узнают обычно по увеличению
перепада давления до и после фильтра,
уменьшению давления масла или топли-
ва, если загрязнены фильтры, установ-
ленные до насосов.
Топливные фильтры. Фильтр
тонкой очистки. Для очистки
фильтра снимают у каждой секции кол-
пак, отвернув гайку со стержня, удаляют
для замены бумажный фильтрующий эле-
мент, который используется однократно.
Проверив состояние резиновых сальни-
ковых колец, прокладок и пружин, за-
крепляют гайкой новый фильтрующий
элемент и ставят на место колпак.
Фильтр грубой очистки
(сетчатый). Чтобы очистить фильтр,
сливают топливо через пробку 10, отво-
рачивают стяжной болт и снимают кол-
пак 5 и секции 4 и 6 (рис. 260).
Секции используют многократно. Очист-
ку фильтрующих элементов ведут в та-
11 Зак. 1161
321
кой последовательности: мойка в растворе, промывка в воде, продувка
воздухом и сушка. Загрязнения, прилипшие к сетке и застрявшие
в ее ячейках, лучше всего удалять в моечной установке, где раствор
подается как с внутренней (через вращающееся сопло), так и с внеш-
ней стороны по всей длине секции. Давление раствора 2—3 кгс/см2.
Пробоины и разрывы сеток (до 15% полезной площади) устраняют
постановкой латок на припое. Негодную уплотняющую прокладку 3
колпака заменяют:
Фильтр грубой очистки (с етчат о-набивной).
Фильтрующим элементом служат вставленные одна в другую цилин-
дрические металлические сетки, полость между которыми заполнена
Рис. 261. Пластинчато-щелевой
фильтр:
1 — ось; 2 — сальник; 3 — корпус;
4 — сердечник (набор щеточных пла-
стин); 5 — стойка; 6 — прокладка;
7 — пластина; 8 — щеточная пла-
стина; 9 — стержень щеток (квад-
ратного сечеиия)
хлопчатобумажной пряжей. После раз-
борки фильтра хлопчатобумажную на-
бивку заменяют, а сетки тщательно про-
мывают (см. § 4). Пряжа, применяемая
для набивки, должна быть чистой, су-
хой, однородной, без включения толстых
ниток и плотных комков. Набивку
(0,5 кг) в полости сеток распределяют
равномерно, избегая местных уплотне-
ний и пустот. Иначе при незначитель-
ном загрязнении набивки в районах
пустот возникают свищи, по которым
топливо проходит, не фильтруясь. В
зимнее время, особенно в районах с низ-
кой температурой, набивку фильтра
делают менее плотной. При загрязнении
или плотной набивке сопротивление
фильтра резко возрастает, давление топ-
лива в трубопроводе падает и топливо-
подкачивающий насос начинает рабо-
тать с характерным шумом, как при
подсосе воздуха.
Масляные фильтры. Фильтр
тонкой очистки (бумаж-
ный). Фильтрующие элементы (28 шт.)
используют однократно. Внутреннюю
полость корпуса фильтра тщательно
очищают. Негодные резиновые и картон-
ные кольца, размещаемые между элемен-
тами, заменяют. Периодически прове-
ряют, не заел ли перепускной клапан
в открытом положении.
Фильтр грубой очистки
(пластинчат о-щелевой) мно-
гократного использования. Загрязне-
ния, облепившие сердечник 4 и за-
стрявшие между пластинами 7, удаляют
щеточными пластинами 8 при повороте
322
Рис. 262. Центробежный фильтр масла дизеля
Д100:
/ — верхняя втулка (Д100-64-044, бронза Бр.ОЦС 5-5-5);
2—крышка ротора (Д100-64-043, Ал.9); 3 — крышка
фильтра (Д100-64-003сб); 4 — прокладка; 5 —трубка;
6 — ось ротора (Д100-64-030, сталь 40); 7 —ротор
(Д100-02-002сб); 3 —корпус фильтра; 9 —сопло; 10 —
иижняя втулка (Д100-64-042, бронза Бр.ОЦС 5-5-5);
11 — пята; 12 — сопловой наконечник
оси 1 рукояткой (рис. 261).
Нельзя прилагать чрез-
мерное усилие для пово-
рота рукоятки — это не-
минуемо приведет к пов-
реждению щеточных пла-
стин, замена которых
слишком трудоемкий и
длительный процесс.
Очищают фильтр в та-
ком порядке: ослабляют
гайки а, монтируют сек-
ции в моечной установке
и пропускают раствор для
удаления смолистых отло-
жений с поверхности пла-
стин, затем промывают
водой, продувают возду-
хом и сушат (см. § 4).
В процессе промывки и
продувки рукоятку секции
периодически проворачи-
вают. После очистки и
затяжки гаек а рукоятка
секции должна вращаться
от небольшого усилия.
Поврежденные пластины
заменяют.
Фильтр тонкой
очистки (сетчато-
набивной). При очист-
ке и набивке этих фильт-
ров соблюдают те же усло-
вия, что и при ремонте фильтров грубой очистки топлива. Нужно лишь
обратить внимание на прилегание шарикового клапана к седлу. При
необходимости шарик устанавливают на свое место, слегка постуки-
вая по нему медным молотком. В каждый кувшин фильтра набивается
2,3 кг хлопчатобумажной пряжи.
Цетробежный фильтр (рис. 262). При работе дизеля
ротор этого фильтра совершает до 6000 об/мин. Поэтому при разборке
и сборке ротора, чтобы не нарушить его балансировку, нельзя вывер-
тывать трубки 5 или нарушать их установку; крышку 2 и другие дета-
ли ставят только по меткам на свои места. Нарушение балансировки
вызывает сильную вибрацию и образование вследствие этого трещин
в корпусе фильтра и ненормальный износ деталей.
Для очистки ротор удаляют из корпуса фильтра и снимают его
крышку. Общую очистку ведут в моечных машинах (см. § 4), а загряз-
нения со стенок ротора соскабливают скребком. Детали ротора, имею-
щие трещины или износ, ремонту не подлежат, их заменяют новыми.
11*
323
Рис. 263. Циклоино-сетчатый
фильтр:
1 — кассета; 2 —люк; 3 — верхний
лист; 4 — бункер; 5 — нижний лист;
6 — циклон
С целью осмотра и определения зазоров в подшипниках ось ротора
6 вывертывают из штуцера. Чаще всего трещины наблюдаются в нижней
части оси. Как исключение износ оси более 0,5 мм в местах работы под-
шипников можно устранять хромированием. В случае замены втулок
1 и 10 зазор между ними и осью ротора устанавливают минимально до-
пустимый 0,06 мм. Втулки надо запрессовывать в ротор с натягом, ука-
занным на рис. 262. После замены хотя бы одной детали ротор необ-
ходимо динамически отбалансировать (см. § 32). Небаланс ротора
(с каждой стороны) допускается не более 5 гс • см. Уменьшают неба-
ланс за счет снятия металла с нижней части корпуса ротора и его крыш-
ки. По окончании балансировки наносят новые метки спаренности на
крышке и корпусе ротора.
Воздушные фильтры. Циклонно-сетчатый фильтр
(рис. 263). Для того чтобы добиться максимальной эффективности
в работе этих фильтров, к фильтрующей поверхности кассет должно
хорошо прилипать масло (смесь для промасливания), способное удер-
живать механические примеси, содержащиеся в воздухе. С этой це-
лью кассеты промывают раствором № 1 или 2 (см. табл. 3) в течение
15—20 мин, подогретым до 90—95° С, прополаскивают в чистой
холодной воде и сушат в печи при температуре 120—130° С. Затем
кассеты погружают в ванну, наполненную смесью для промасли-
вания, и выдерживают в ней 2—3 мин. После выемки из ванны и
стекания лишней смеси кассеты вновь сушат в течение 10—15 мин.
При соблюдении такой технологии к поверхности кассет хорошо
прилипает смесь для промасливания.
Кассеты очищают в моечной машине камерного типа А-689. Про-
цесс очистки автоматизирован. Моечная камера разделена на четыре
зоны: для мойки раствором, прополаскивания водой, испарения вла-
ги (сушки) и промасливания. Для мойки раствором и водой и промас-
ливания применяют сопловые системы, а для сушки — трубчатые па-
ровые нагреватели.
Пакеты из пенополиуретана очищают в ванне с циркули-
рующим растворителем (обычно осветительным керосином). После
легкого отжима пакеты продувают
сжатым воздухом и промасливают
смесью.
Смесь для промасливания состав-
ляется из 82% дизельного масла,
8% керосина и 10% технического ва-
зелина. Перед постановкой кассет на
место проверяют и при необходимости
заменяют уплотняющие прокладки, по-
мещаемые между кассетами и кор-
пусными деталями. Бункера 4 циклон-
ной части фильтров очищают от пыли
через соответствующий люк.
По описанной технологии очищают
кассеты сетчатых фильтров электричес-
ких машин.
324
Рис. 264. Воздушный фильтр непрерывного действия:
/ — корпус; 2 —подвижная кассета (Р60.395-014); 5 —валик; 4 —зубчатая лента; 5 — мас-
ляная ванна; 6 — неподвижная кассета (2ТЭ10Л-01 -10-0107); 7 — маслоуказательное стекло;
8 — заправочная горловина; 9 — грязесборник; 10 — спускной кран; 11 — люк для очистки
Фильтр непрерывного действия (рис. 264).
Сетчатые кассеты очищают по описанной технологии. Масло (или
смесь) из ванны сливают. Грязесборник 9 через люки 11 очищают и про-
мывают дизельным топливом или керосином. Ванну заливают летом
дизельным маслом, а зимой и при понижении температуры воздуха в те-
чение суток до 4-5° С — смесью 75% дизельного масла и 25% дизель-
ного топлива.
Раздел третий
ТЕХНОЛОГИЯ РЕМОНТА
ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ
ТЕПЛОВОЗА
ГЛАВА X
ТЕХНОЛОГИЯ РЕМОНТА ТОКОВЕДУЩИХ ЧАСТЕЙ
ОБОРУДОВАНИЯ
§ 60. ОСНОВНЫЕ ПОВРЕЖДЕНИЯ ТОКОВЕДУЩИХ ЧАСТЕЙ
И СПОСОБЫ ИХ ОТЫСКАНИЯ
К характерным повреждениям токоведущих частей, т. е. проводни-
ков тока и их изоляции, а также контактных соединений проводников
следует отнести: у изоляции — разрушение (пробой) и понижение со-
противления; у праведников и их соединений — трещины, надлом и не-
удовлетворительный контакт.
Изоляция, применяемая в электрических машинах и аппаратах
тепловоза, представляет собой разного рода композиции из органиче-
ских и неорганических материалов. Эти материалы, обладая высокими
диэлектрическими свойствами, механически непрочны. Свойства изо-
ляции в условиях эксплуатации непрерывно изменяются как вслед-
ствие естественного старения, так и от воздействия на нее внешних фак-
торов: тряски и вибрации, колебания токовых нагрузок, изменения
атмосферных условий, осаждения на ней токопроводящих загрязне-
ний и др.
Ускоренное старение изоляции происходит в основном из-за повыше-
ния температуры токоведущих частей более допустимой для данного
класса изоляции. В высоковольтных машинах, кроме теплового старе-
ния, может иметь место и электрическое, вызванное продуктами иони-
зации газовых и воздушных включений, находящихся в толще изоля-
ции. Влияние внешних факторов на состояние токоведущих частей мож-
но проиллюстрировать на примере работы тяговых электродвигателей
тепловоза. При движении тепловоза тяговые электродвигатели (с осе-
вым подвешиванием) воспринимают динамические усилия, величина
которых, особенно в зимнее время, может превышать их массу в 10—
15 раз. Эти усилия ослабляют крепление деталей и обмоток, что при-
водит к их вибрации, а затем к появлению надломов и трещин в про-
водниках, механическому перетиранию и разрушению изоляции, т: е.
к ее пробою.
При ослаблении соединения проводников их сопрягаемые поверх-
ности окисляются, площадь контакта уменьшается, возрастает кон-
326
тактное сопротивление току, проводники в этих местах начинают пере-
греваться, а изоляция обугливается.
Колебание токовых нагрузок оказывает не меньшее влияние на
состояние токоведущих частей. От переменных напряжений, возникаю-
щих при нагреве и охлаждении обмотки, а также от электродинамиче-
ских сил, действующих в аксиальном направлении на проводники,
обмотка в пазовой части сердечника якоря начинает слабнуть и ви-
брировать, а в проводниках появляются надломы и трещины, особенно
в передней лобовой части.
Образованию утечки тока во многом способствуют пары масла
и топлива, оседающие тонкой липкой пленкой на поверхностях яко-
ря, катушек полюсов и межкатушечных соединений. Такие липкие по-
верхности становятся ловушками пыли, содержащей частицы металла
от рельсов, колес и тормозных колодок, а также угля в различных ви-
дах. В осенне-зимний период изоляция подвергается более интенсивно-
му увлажнению: осенью — из-за повышенной влажности воздуха,
зимой — вследствие потения после постановки тепловоза в теплое
стойло депо. Вода, как и масло, проникает в мельчайшие поры и трещи-
ны изоляции.
Таким образом, повреждения токоведущих частей оборудования
тепловоза вызываются:
а) пробоем изоляции на корпус (или между витками) вследствие
ее теплового старения и механического разрушения;
б) увлажнением и загрязнением поверхностных слоев изоляции
токопроводящей пылью;
в) перегревом (или распайкой) контактных соединений или самих
проводников из-за ослабления крепления или окисления контактных
поверхностей соединительных звеньев, а также возникновения трещин
и надломов в проводниках.
Повреждения проводников тока (трещины, надломы, плохой кон-
такт в соединениях) у различных катушек и электрических проводов
в общем случае распознают по повышению сопротивления проводников;
повреждения изоляции (пробой на корпус, увлажнение, загрязнение
и т. п.) — по величине ее сопротивления и электрической прочности.
Таким образом, контроль состояния токоведущих частей в конечном
счете сводится к определению этих величин и сравнению их с су-
ществующими нормами, а также проверке электрической проч-
ности.
Сопротивление проводников токоведущих частей измеряют особыми
рциборами — мостами или методом «амперметра — вольтметра». Ког-
да нужно знать действительное значение сопротивления, пользуются
мостами постоянного тока или методом «амперметра—вольтметра».
Чтобы установить, находится ли измеряемое сопротивление в допусти-
мых пределах, используют одинарные или двойные автоматические
мосты. Для определения процента отклонения измеряемого сопротив-
ления от нормального его значения применяют одинарные или двой-
ные процентные мосты.
На тепловозоремонтных предприятиях определяют, главным обра-
зом, действительное значение сопротивления проводников. Для этой
327
цели применяют автономные одинарные мосты (омметры) типа МВБ,
двойные мосты типа МД6 или универсальные мосты Р-329, а также поль-
зуются методом «амперметра—вольтметра».
Измерение омметром (по схеме моста) основано на уравновешива-
нии его плеч, соединенных в замкнутый четырехугольник. В одну из
диагоналей моста включен гальванометр, а в другую — источник пи-
тания. Измерение заключается в сравнении неизвестного сопротивле-
ния с известным сопротивлением образца. Схема одинарного моста
обычно собирается так, что плечо сравнения представляет собой де-
кадный магазин сопротивления. Плечи же отношения обычно выпол-
няются так, чтобы можно было подобрать сопротивления с десятич-
ными соотношениями (1 : 10, 1 : 100, 1 : 1000) в любых комбинациях.
При точных измерениях сопротивление проводов, идущих от зажимов
омметра, должно быть известно; его величину вычитают из найденного
значения сопротивления контролируемой обмотки. Точность измерения
одинарным мостом примерно 0,01 %, а прецизионным одинарным мо-
стом— 0,001%. Двойной мост отличается от одинарного тем, что его
питающие и измерительные контакты разделены. Одинарным мостом
измеряют сопротивления более 1 Ом, а двойным мостом — менее
1 Ом.
Метод «амперметра—вольтметра» основан на одновременном изме-
рении напряжения и силы тока, протекающего через обмотку. Особое
значение при этом придается классу точности приборов, используемых
для измерений, и схеме их соединения. При измерении сопротивлений
меньших 1 Ом наиболее достоверные результаты получаются при соеди-
нении приборов класса точности не ниже 0,5 по схеме, приведенной на
рис. 269, где вольтметр подключен непосредственно к измеряемому
сопротивлению.
Сопротивление изоляции токоведущих частей относительно корпу-
са машины или аппарата измеряют портативным переносным прибо-
ром — мегомметром, состоящим из индуктора с ручным приводом
и измерительного прибора (логометра), вмонтированных в пластмас-
совый корпус. Выбирают такой мегомметр, напряжение которого
близко к рабочему напряжению изоляции или несколько выше его.
Прочность изоляции испытывают повышенным напряжением. Сущ-
ность испытаний заключается в том, что к контролируемой изоляции
в течение определенного времени прикладывается напряжение, значи-
тельно превышающее рабочее. Один вывод от высоковольтной
установки присоединяют к проводнику токоведущей части, другой —
к корпусу машины, а при контроле межвитковой изоляции зажимы при-
соединяют к проводникам токоведущих частей рядом расположенных
витков.
Испытание электрической прочности изоляции повышенным напря-
жением производят переменным напряжением промышленной частоты,
выпрямленным напряжением и импульсным напряжением.
При испытании изоляции повышенным переменным напряжением
промышленной частоты удается достигнуть:
а) соответствия по форме испытательного и рабочего напряжений
контролируемой обмотки (для машин переменного тока);
328
б) проверки надежности изоляции с точки зрения ионизационного
и теплового пробоя, так как в газовых и воздушных включе-
ниях изоляции могут иметь место интенсивные процессы иони-
зации.
Испытание изоляции повышенным выпрямленным напряжением
имеет ряд преимуществ по сравнению с испытанием переменным напря-
жением, а именно:
а) удается измерить токи утечки, по величине которых судят об
увлажнении и загрязнении изоляции, что в свою очередь дает возмож-
ность приостанавливать испытание высоким напряжением прежде чем
произойдет пробой и разрушение изоляции;
б) при испытаниях обмоток якорей достигается более действен-
ный контроль их лобовых частей, так как напряжение по поверхности
изоляции лобовых частей распределяется более равномерно;
в) большая чувствительность к местным повреждениям изо-
ляции.
Эти преимущества обусловлены отсутствием емкостных токов
в изоляции, в то время как при испытании переменным напряжением
они играют существенную роль. Кроме того, применяется удобная
для работы портативная переносная аппаратура.
Испытание импульсным напряжением применяется, глав-
ным образом, для контроля межвитковой изоляции, так как для соз-
дания необходимого испытательного напряжения между витками (свы-
ше 500 В) обычными методами потребовалось бы подать на контроли-
руемую обмотку напряжение, во много раз превышающее уровень
электрической прочности корпусной изоляции. Сущность этого мето-
да заключается в том, что запасенная в генераторе импульсов (конден-
саторе большой емкости) энергия при разряде образует быстро бегу-
щую с крутым фронтом волну напряжения, падающую на контроли-
руемую обмотку. Значительная скорость движения волны (порядка
50 000 км/с) обеспечивает получение больших напряжений между вит-
ками обмотки.
Для контроля состояния токоведущих частей электрических ма-
шин и аппаратов тепловозов в условиях депо и ремонтных заводов
наибольшее распространение нашли следующие приборы, аппараты
и установки:
мегомметры типов Ml 101, Ml 102 и МС-20 напряжением в разомк-
нутой цепи 500, 1000 и 2500 В для измерения сопротивления изоля-
ции относительно корпуса;
стенды для испытания электрической прочности изоляции повы-
шенным напряжением промышленной частоты: типа А253 — для ис-
пытания изоляции аппаратов, А431 — обмоток электрических машин;
пробивная передвижная установка А540;
установки типа ИУ-57 для проверки состояния и испытания
электрической прочности межвитковой изоляции обмоток якорей и
катушек;
амперметры, вольтметры и двойные (или универсальные) Р-329,
Р-316 мосты постоянного тока — для контроля состояния проводни-
ков тока и их соединений.
329
§ 61. КОНТРОЛЬ СОСТОЯНИЯ ТОКОВЕДУЩИХ ЧАСТЕЙ
Повреждения токоведущих частей электрического оборудования
тепловоза во многих случаях удается предупредить своевременным
и правильным контролем и проведением соответствующих профилак-
тических работ. Последовательность контроля такова: измерение со-
противления изоляции относительно корпуса, измерение сопротивле-
ния проводников тока и их соединительных звеньев и проверка проч-
ности изоляции. Как проконтролировать состояние токоведущих
частей, покажем на примере тягового электродвигателя тепловоза.
Измерение сопротивления изоляции относительно корпуса. Оты-
скание пробоя изоляции на корпус и между витками обмотки. Сопро-
тивление изоляции относительно корпуса следует измерять только при
нахождении токоведущей части в рабочем положении. Например, ка-
тушки обмотки якоря должны быть укреплены на сердечнике, катушки
полюсов — в остове и т. д. Токоведущая часть при этом не должна
находиться под напряжением, а проводники не касаться корпуса
(«земли»).
Процесс измерения состоит из проверки исправности мегомметра,
подготовки объекта измерения и собственно измерения.
Исправность мегомметра (рис. 265) проверяют следующим обра-
зом. При горизонтальном положении прибора вращают его ручку
и следят, в каком положении находится стрелка при разомкнутых
зажимах. При исправном мегомметре стрелка будет находиться про-
тив отметки оо шкалы мегомов, когда переключатель установлен в по-
ложении МП, или против цифры 0 той же шкалы, когда переключатель
находится в положении КП.
Подготовка объекта к измерениям заключается в общем случае
в очистке от загрязнения корпуса, а контактных поверхностей провод-
Рис. 265. Мегомметр
ников тока — также и от окислов.
Чтобы измерить сопротивле-
ние изоляции, провод от зажима
«линия» мегомметра присоединяют
к проводнику тока (любой медной
коллекторной пластине якоря,
выводу катушки и т. д.), а провод
от зажима «земля» — к любой
части корпуса объекта измерения.
Равномерно вращая ручку мегом-
метра, читают показания прибора.
Измерения повторяют дважды.
При разрушенной (пробитой) изо-
ляции стрелка прибора будет нахо-
диться у цифры 0, а в других слу-
чаях показания мегомметра будут
отличные от нуля. Достоверность
замеров зависит от постоянства
напряжения и длительности его
приложения. Поэтому при снятии
ззо
показаний прибора его ручку следует вращать равномерно (100 —
120 об/мин), а снятие показаний начинать не ранее чем через 30 с
после приложения напряжения.
Минимальное сопротивление изоляции новых электрических ма-
шин относительно корпуса при рабочей температуре обмоток опре-
деляется по формуле
U
1ОЮ+-^
где U — номинальное напряжение машины, В;
Р •— номинальная мощность машины, кВт.
Если сопротивление изоляции измеряют при температуре ниже
рабочей, то действительное его значение равно величине, полученной по
этой формуле и удвоенной на каждые 20° С (полные или неполные)
разницы между рабочей температурой и той температурой, при которой
производилось измерение. У тяговых электрических машин тепловозов
сопротивление изоляции при рабочей температуре допускается не ме-
нее 1,5 МОм, а у низковольтных машин — не менее 0,5 МОм.
Дополнительную оценку состояния изоляции, в основном степень
увлажненности, можно сделать по коэффициенту абсорбции К- Для
этого измеряют сопротивление изоляции мегомметром спустя 15 и
60 с с момента приложения напряжения при одной и той же скорости
вращения рукоятки и берут отношение показаний мегомметра
V- _ Рев
% Ris'
Изоляция считается сухой, если К больше 2; если меньше — изо-
ляция увлажнена и необходима ее сушка. Величина К с повышением
температуры токоведущей части уменьшается. Для получения правиль-
ных показаний мегомметра перед каждым измерением нужно снимать
остаточные заряды изоляции путем заземления токоведущей части на
несколько минут.
Тяговый электродвигатель в сборе. Изме-
рять сопротивление изоляции тягового электродвигателя можно при
его нахождении под тепловозом после разъединения выводных кабелей
или после выкатки колесно-моторного блока из-под тепловоза. После
того как будут проведены подготовительные работы, наконечники вы-
водных кабелей укладывают так, чтобы они не касались корпуса тепло-
воза, остова или земли; затем измеряют сопротивление изоляции
в якорной цепи и в цепи главных полюсов. Для этого вывод «земля»
мегомметра присоединяют к любой части остова, а вывод «линия» —
поочередно к кабельному наконечнику выводного кабеля с буквой
Я или ЯЯ, К или К. К (рис. 266).
В случае обнаружения пробоя в якорной цепи (нулевое показание
мегомметра) ее разъединяют, т. е. извлекают щетки из щеткодержателей
или под щетки подкладывают изоляционные прокладки. После этого
измеряют сопротивление изоляции отдельно у якоря. Если изоляция
якоря цела, повреждение следует искать у катушек добавочных полю-
сов, в кронштейнах щеткодержателей.
331
Якорь. Подготовка якоря к измерениям сопротивления изоля-
ции сводится к тому, чтобы все медные пластины его коллектора нахо-
дились под одним и тем же напряжением. Для этого коллектор закора-
чивают тонкой медной проволокой. Для измерения сопротивления изо-
ляции провод от зажима «линия» мегомметра присоединяют к любой
медной пластине коллектора, а провод от зажима «земля» — к валу
якоря. При измерении подбандажной изоляции провод от зажима «ли-
ния» присоединяют поочередно к каждому металлическому бандажу,
а вывод от зажима «земля» — к валу якоря.
Вследствие разрушения изоляции в якоре возможно замыкание
как между проводниками отдельных витков (межвитковое замыкание),
так и между проводниками и корпусом (пробой на корпус). При про-
бое на корпус мегомметр покажет нуль. Замыкание витков одной
секции между соседними коллекторными пластинами или между со-
седними секциями, находящимися в одном пазу, определяют методом
«милливольтметра», как описано ниже.
Катушки полюсов. Как измеряют сопротивление изоля-
ции цепей главных и добавочных полюсов, рассказано выше. Полюс,
у которого катушка имеет пробой изоляции на корпус, можно отыс-
кать одним из следующих способов. По цепи главных или добавочных
полюсов пропускают постоянный ток. Силу тока регулируют реоста-
том. Один конец проводника, идущий от милливольтметра, присо-
единяют к остову, а вторым (свободным) концом касаются перемы-
чек межкатушечных соединений. Наименьшее показание прибора будет
с обеих сторон катушки, замкнутой на корпус.
Второй способ более надежный, но и более трудоемкий, требует
т. е. демонтажа межкатушечных со-
единений. После демонтажа меж-
катушечных соединений мегоммет-
ром измеряют сопротивление изо-
ляции каждой отдельно взятой
катушки. Чтобы найти место про-
боя, поврежденную катушку сни-
мают с сердечника полюса и осмат-
ривают места сопряжения ее с сер-
дечником и остовом.
Межвитковое замыкание у кату-
шек полюсов определяют прибо-
рами, работающими по принципу
трансформатора. Схема одного из
приборов показана на рис. 267, а.
Испытуемую катушку ИК на-
девают на магнитопровод прибо-
ра и замыкают откидную часть 2.
Несъемную катушку 1 подключают
к источнику переменного тока.
При исправной катушке ИК ампер-
метр покажет ток холостого хода
трансформатора, значение которо-
разъединения катушек полюсов,
Рис. 266. Схема соединений обмоток
полюсов и якоря тягового электродви-
гателя:
Я, ЯЯ — выводы обмоток якоря и доба-
вочных полюсов; К, КК — выводы обмоток
главных полюсов; 1, 2, 3t 4 — щеткодержа-
тели
332
Рис. 267. Схемы приборов для отыскания межвиткового замыкания
в катушке
Рис. 268. Схема перенос-
ного прибора для отыска-
ния межвитковою замы-
кания в катушках полю-
сов у собранной электри-
ческой части остова:
1 — измерительная катушка;
2 — сердечник; 3 — ручка
го обычно невелико. Если катушка ИК имеет межвитковое замыка-
ние, то короткозамкнутый виток образует как бы вторичную обмотку
трансформатора и в ней будет индуктироваться э. д. с., при этом
ток холостого хода резко возрастет.
Схема другого прибора показана на рис. 267, б. Индуктируемые
в катушках 3 и 5 вторичной обмотки трансформатора э. д. с. равны
и направлены навстречу друг другу. Миллиамперметр, подключенный
к цепи этих катушек через усилитель 4, дает нулевое показание. Если
на магнитопровод надеть испытуемую катушку ИК с короткозамкнутым
витком, симметрия магнитных потоков нарушится и стрелка милли-
амперметра отклонится.
Катушку с короткозамкнутым витком удается отыскать и у со-
бранной электрической части остова переносным прибором (рис. 268).
Для этого к наконечникам выводных кабелей главных или
добавочных полюсов присоединяют источник переменного тока, после
чего переносный прибор прикладывают к сердечнику каждого полю-
са и фиксируют показание его миллиамперметра. Если катушки
полюсов исправны, показания миллиампер-
метра будут одинаковы. У катушки полюса
с короткозамкнутым витком показание мил-
лиамперметра будет ниже, так как в измери-
тельной катушке 1 прибора индуктируется
э. д. с. меньшей величины.
Измерение сопротивления проводников то-
ка. Обмотка якоря. Процесс изме-
рения сопротивления обмотки якоря тягового
электродвигателя методом «амперметра —
вольтметра» состоит из подготовки к измере-
ниям, собственно измерения и подсчета ре-
зультатов измерения.
При подготовке к измерениям определяют
температуру обмотки, находят пластины кол-
лектора, к которым нужно присоединить
иглы измерительных вилок, и собирают схему
измерения. Принято считать, что температура
обмотки холодного якоря равна температуре
окружающего воздуха на расстоянии 1 — 2 м
от якоря. У электрических машин, имеющих
ззз
петлевую обмотку с уравнительными соединениями, медные плас-
тины коллектора, к которым нужно присоединить иглы измери-
тельных вилок, находятся на расстоянии полюсного деления. Число
изоляционных промежутков (миканитовых пластин) коллектора якоря
М находят по формуле
где К — число медных коллекторных пластин коллектора якоря;
Р — число пар полюсов машины.
Например, для якоря тягового электродвигателя ЭД107А
2-2
т. е. при измерении сопротивления обмотки якоря иглы измерительных
вилок нужно прикладывать к 1-й и 55-й медным коллекторным пла-
стинам. Для якорей тяговых электродвигателей ЭДТ200Б М = 37,
а ЭД118 — М = 54.
Схему измерения собирают согласно рис. 269, класс точности
приборов 0,5, измерительные вилки имеют по две изолированные друг
от друга медные иглы диаметром 5—6 мм. Одна из игл, снабженная
пружиной, подвижная, а другая неподвижная. Подвижную иглу вклю-
чают в цепь амперметра, а неподвижную в цепь вольтметра, т. е. непо-
средственно к измеряемому сопротивлению. Измерение ведут в таком
порядке. Иглы измерительных вилок присоединяют к выбранным пла-
стинам коллектора якоря. Реостатом регулируют и устанавливают ток
в контролируемой цепи. После этого читают показания приборов.
Сначала по результатам трех измерений подсчитывают сопротивление
обмотки якоря в момент измерений:
/?я = -у-Ом,
где U — среднее арифметическое значение показаний вольтметра
трех измерений, В;
I — то же амперметра, А.
Если температура обмотки якоря в момент измерения не равна
+ 15° С, то подсчитанное сопротивление Rx приводят к значению при
+ 15° С по формуле
R150 С = Rx [ 1 + а (15-Мж)1>
где tx — температура обмотки якоря в момент измерения, °C;
(х, — температурный коэффициент, равный для медных обмо-
ток 235
При точных измерениях провода, идущие от приборов (или от
зажимов омметра), берут известного сопротивления, а после замера
его величину вычитают из найденного сопротивления контролируемой
обмотки. Согласно Правилам ремонта сопротивление обмотки якорей
тяговых электродвигателей, измеренное в холодном состоянии,
должно быть у ЭДТ200Б—0,00532 (при + 15° С), у ЭД107А и ЭД118 —
0,013 Ом (при + 20° С). Допускаемое отклонение ± 10%.
334
Во избежание возможных ошибок при измерениях необходимо:
а) обеспечить надежный контакт между иглами измерительных
вилок и пластинами коллектора;
б) сопротивление обмотки измерять при трех значениях тока;
в) измерения вести быстро, отсчеты по амперметру и вольтметру
снимать одновременно.
Обмотка полюсов. Чтобы измерить сопротивление про-
водников цепи главных полюсов (см. рис. 266), иглы измерительных
вилок присоединяют к кабельным наконечникам и Д’/C, а при
измерении сопротивления цепи добавочных полюсов одну вилку при-
соединяют к кабельному наконечнику ЯЯ, а вторую — к щеткодер-
жателю 2.
Полученные результаты сравнивают с допускаемыми нормами
[13, 14]. Увеличение сопротивления проводников катушек якоря
и полюсов может произойти из-за надрыва и трещин в проводниках
или повреждений соединительных звеньев — распайки концов обмот-
ки в петушках коллектора якоря, ослабления крепления или распайки
наконечников. Снижается это сопротивление, как правило, вследствие
пробоя изоляции между витками обмотки.
Отыскание повреждений проводников и их соединений в обмотке
якоря. Наиболее простым и надежным методом определения надры-
вов, трещин или обрывов, а также качества пайки концов обмотки в пе-
тушках коллектора, особенно у якорей с уравнительными соединения-
ми, является метод «милливольтметра». Он основан на измерении
и сравнении падения напряжения на отдельных участках токоведу-
щей части.
Сущность метода: через обмотку яко-
ря пропускают постоянный ток 5—10 А,,
напряжением 4 — 8 В. Милливольтмет-
ром (предел измерения 15—45 мВ) из-
меряют напряжение между коллектор-
ными пластинами, отстоящими друг от
друга на шаг обмотки по коллектору
(т. е. на витке обмотки, присоединен-
ном к этим пластинам) последовательно
от пластины к пластине по всему кол-
лектору. При исправной обмотке пока-
зания милливольтметра будут почти
одинаковыми. Отдельные слишком вы-
сокие или низкие показания укажут
на неисправности в обмотке якоря.
Для проверки обмотки якоря тяго-
вого электродвигателя методом «милли-
вольтметра» собирают схему измерения
согласно рис. 269; убеждаются, что
поверхность коллектора чистая, между
ее медными пластинами нет грязевых
и металлических «мостиков», концы
игл измерительных вилок очищены.
Рис. 269. Схема соединения ис-
точника питания, приспособле-
ний и приборов для проверки
токоведущих частей якоря ме-
тодом «милливольтметра»
335
Приложив иглы измерительных вилок к пластинам коллектора, ре-
гулируют реостатом силу тока в цепи так, чтобы стрелка милливольт-
метра находилась в средней части шкалы и была легко наблю-
даема.
Измерение ведут в таком порядке. У якорей тяговых электродвига-
телей ДК-304, ЭДТ-200, ЭД-200 и ЭД-118 шаг обмотки по коллектору
у = 1, поэтому иглы измерительных вилок прикладывают к соседним
пластинам коллектора (см. рис. 269). Медленно проворачивая якорь,
измеряют и фиксируют падение напряжения между смежными пла-
стинами. Для контролируемого якоря достаточно обойти половину кол-
лекторных пластин. Во избежание ошибок при слишком высоких или
низких показаниях милливольтметра измерения повторяют. При
подсчете результатов находят, на сколько процентов отдельные показа-
ния милливольтметра выше или ниже среднего значения всех показаний
прибора. Величину этого отклонения сравнивают с допускаемой ве-
личиной (20%) и дают заключение о качестве пайки петушков и состоя-
нии проводников и межвитковой изоляции обмотки якоря.
При анализе результатов измерений необходимо иметь в виду
следующее: при хорошем качестве пайки концов обмотки в петушках
коллектора и цельности проводников обмотки показания прибора будут
почти одинаковыми или отличаться на одно-два деления. В случае
распайки, окисления, плохой пайки концов обмотки или надрыва про-
водников показание милливольтметра будет намного выше среднего
значения всех показаний. При обрыве проводников прибор покажет на-
пряжение, почти равное напряжению источника тока; его стрелка рез-
ко отклонится до упора. При замыкании между витками обмотки или
коллекторными пластинами показание прибора будет значительно
ниже среднего значения.
Проверка прочности изоляции токоведущих частей относительно
корпуса и между витками обмотки. Величина сопротивления изоля-
ции сама по себе не может служить достаточным критерием состояния
изоляции и степени ее надежности, так как в процессе эксплуатации
электрических машин и аппаратов в первую очередь происходит увлаж-
нение и загрязнение поверхностного слоя изоляции. В этом случае со-
противление изоляции определяется поверхностными токами утечки,
а не токами, протекающими в ее толще. Поэтому только испытание по-
вышенным напряжением позволяет установить действительную элек-
трическую прочность изоляции машины или аппарата.
Проверка прочности изоляции относи-
тельно корпуса. Стенды для проверки прочности изоляции
токоведущих частей электрических машин и аппаратов (рис. 270)
относительно корпуса состоят обычно из двух ячеек. Одна из них
служит для размещения необходимого оборудования и пускорегули-
рующей аппаратуры, а другая,. так называемая пробивная ячейка,
предназначена для размещения испытуемого объекта. Входная дверь
пробивной ячейки имеет блокировку безопасности.
Процесс проверки прочности изоляции, например якоря тягового
электродвигателя, состоит из следующих операций: подготовки стен-
да и якоря к контролю и собственно контроля.
336
Действие стенда проверяют согласно руководству по его эксплуа-
тации. В нормальном положении все цепи стенда должны быть обесто-
чены; блокировка безопасности двери пробивной ячейки исправна.
Якорь тщательно очищают от загрязнений, измеряют сопротивление
изоляции. Запрещается подвергать изоляцию испытаниям высоким
напряжением, если ее сопротивление относительно корпуса ниже уста-
новленной нормы. Например, минимально допустимое сопротивление
изоляции якоря должно быть не ниже 3 МОм.
Контроль прочности изоляции. Якорь или другой объект, подле-
жащий контролю, помещают в пробивную ячейку стенда. Высоковольт-
ные клеммы трансформатора надежно присоединяют к якорю: одну
к валу, а другую к коллектору. Коллектор якоря предварительно за-
корачивают медной проволокой, чтобы его пластины находились под
одним и тем же испытательным напряжением. После закрытия двери
пробивной ячейки приступают к испытанию: поднимают напряжение
до - испытательного, затем медленно в течение 10—12 с повышают
напряжение до испытательного значения. Под этим напряжением якорь
выдерживают в течение 1 мин. Заканчивают испытание плавным
снижением напряжения до испытательного, а затем до нуля. Испы-
тательное напряжение для якорей тяговых электрических машин теп-
ловозов при текущем ремонте равно 1400 В.
Проверка прочности межвитковой изоля-
ции. Эту проверку у якорных и полюсных катушек производят на
импульсной установке ИУ-57, наиболее важными частями которой
являются генератор импульсов, блок развертки и усилитель. Генера-
тор импульсов представляет собой конденсатор достаточно большой
емкости, который заряжается от выпрямленного напряжения и затем
через управляемый газоразрядный прибор — тиратрон — разряжа-
ется на испытуемую обмотку.
Амплитуда импульса напряжения у этой установки регулируется
от нуля до 5000 В. Частота повторения импульсов 50 Гц. Индикато-
ром служит электронно-лучевая трубка, которую через делители
напряжения подключают к испытуемой обмотке. Установка имеет три
вывода, которые присоединены к подвижным электродам дугообраз-
ного коммутатора, изготовленного из изоляционного материала.
К центральному электроду коммутатора присоединен вывод генера-
тора импульсов, а к боковым электродам —выводы индикатора. Конт-
Рис. 270. Схема стенда для испытания прочности изоляции токоведущих частей
электрического оборудования:
/ •— автоматический выключатель; 2 — блокировка безопасности; 9 — сигнальная лампа; 4 —
автотрансформатор; 5 — высоковольтный повышающий трансформатор; 6 — испытуемый якорь
337
роль и испытание межвитковой изоляции обмоток на установке ИУ-57
выполняют методом сравнения, т. е. импульс напряжения приклады-
вают к двум одинаковым испытуемым секциям, катушкам, обмоткам
или одинаковым частям обмотки.
На рис. 271 для примера показана схема для контроля обмотки
якоря тягового электродвигателя. Вал якоря соединяют с выводом
установки «земля» 1, коммутатор располагают на коллекторе якоря
таким образом, чтобы между центральным 3 и боковыми 2 и 4 его элек-
тродами находилось одинаковое количество коллекторных пластин.
В этом случае испытуемую часть якорной обмотки можно представить
в виде моста, состоящего из четырех ветвей. В одну диагональ моста
включен генератор импульсов, а в другую — индикатор. Так как боко-
вые электроды расположены симметрично, то общие сопротивления
каждой пары плеч моста будут практически одинаковыми. При подаче
импульса волны высокого напряжения будут распространяться по обе-
им параллельным ветвям одинаково и достигнут боковых электродов
одновременно, о чем будет сигнализировать прямая линия на экране
индикатора. Если же сопротивления ветвей различны (вследствие про-
боя или дефектов межвитковой изоляции, обрыва витков), то равнове-
сие плеч моста нарушится, возникнет разность потенциалов в диагона-
ли моста и на экране индикатора вместо прямой появится кривая
линия.
Процесс проверки прочности межвитковой изоляции обмотки яко-
ря тягового электродвигателя на установке ИУ-57 состоит из следую-
щих операций: подготовки установки, подключения якоря к установ-
ке и собственно контроля.
Подготовка установки к работе. Для этого открывают ее крышку,
ставят рукоятку делителей в положение «/—3». При этом рукоятка
регулировки высокого напряжения (автотрансформатора) должна на-
ходиться в крайнем левом положении, рукоятки тумблеров «Высокое
напряжение» и «Общий» — в положении «Выключено». Затем установ-
ку подключают к источнику питания (220 В, 50 Гц), включают тумблер
«Общий», выжидают 2—3 мин, чтобы тиратрон смог прогреться.
Для присоединения контролируемого якоря к установке на его
коллектор опускают коммутатор установки таким образом, чтобы
боковые электроды его расположились на седьмых пластинах коллек-
тора, считая пластину под центральным
электродом 3 за первую. Каждый элект-
род должен касаться только одной кол-
лекторной пластины. Вал якоря и вывод
установки «земля» надежно соединяют
со станиной, на которой покоится якорь.
Чтобы проверить электрическую
прочность межвитковой изоляции, уста-
новить характер и местонахождение
повреждения, поступают- следующим
образом. Включают тумблер «высокое
напряжение» и, выждав 1—2 мин, мед-
ленным поворотом рукоятки автотранс-
338
Рис. 271. Схема расположения
электродов при контроле меж-
витковой изоляции обмотки яко-
ря на установке типа ИУ-57
форматора постепенно повышают напря-
жение до 1000 В. Испытательное меж-
витковое напряжение при этом будет
составлять 80— 100 В. Медленно прово-
рачивая якорь, проверяют всю его об-
мотку. Если на экране электронно-лу-
чевой трубки будет видна горизонталь-
ная линия (рис. 272, а), обмотка исправ-
на; появление кривой линии с некото-
рой амплитудой (рис. 272, б) сигнали-
зирует о коротком замыкании между
витками обмотки или пластинами кол-
лектора.
При появлении кривой линии на
Рис. 272. Характер кривых на
экране электронно-лучевой
трубки установки ИУ-57
экране вращение якоря прекращают.
Чтобы установить местонахождение пов-
реждения, якорь снова начинают мед-
ленно проворачивать в ту или другую
сторону до появления на экране максимальной амплитуды (пика)
(рис. 272, виг). Это укажет на то, что поврежденный участок находит-
ся между двумя боковыми электродами 2—3 или 3—4 (см. рис. 271).
Достоверность этого положения проверяют последовательным замы-
канием коллекторных пластин поврежденного участка стальной отверт-
кой с хорошо изолированной ручкой. При замыкании пластин, соеди-
ненных с дефектным витком, форма кривой на экране индикатора почти
не изменится. Момент изменения полярности пика кривой (всплеска
волны вверх и вниз от горизонтали) указывает на переход замкнутых
пластин через центральный электрод в ту или другую сторону.
§ 62. ТЕКУЩИЙ РЕМОНТ ИЗОЛЯЦИИ
ТОКОВЕДУЩИХ ЧАСТЕЙ
Срок службы изоляции токоведущих частей оборудования теплово-
за обусловливается ее старением и механическими повреждениями, а
также увлажнением и загрязнением поверхностного слоя токопроводя-
щей пылью.
Старение изоляции. Известно, что класс изоляции
характеризуется, кроме диэлектрических свойств, н ее нагревостой-
костью. Так, максимально допустимая в эксплуатации температура
нагрева обмоток с изоляцией класса А—105° С, Е—120° С, В—130° С,
F — 155° С, И — 180° С и С — более 180° С. Форсированное старе-
ние изоляции вызывается, как правило, превышением температуры то-
коведущих частей более допустимой для данного класса изоляции. Пе-
регрев токоведущих частей, особенно у тяговых электрических машин,
происходит при их перегрузке, недостаточном охлаждении и загряз-
нении.
Старение изоляции — необратимый естественный процесс, оста-
новить который нельзя. По мере старения изоляция теряет эластич-
339
ность, становится хрупкой и механически непрочной, в ней возникают
трещины и расслоения. Поэтому «состарившуюся» изоляцию обычно
заменяют. Хотя и нельзя приостановить процесс старения, однако
можно его замедлить соблюдением нагрузочных режимов в эксплуа-
тации, своевременным проведением профилактических работ по кон-
тролю состояния и очистке загрязненных поверхностей, локализацией
очагов неисправностей.
Механические повреждения изоляции. По
своему характеру механические повреждения токоведущих частей мо-
гут быть внешними, расположенными только в верхних, покровных
слоях изоляции, и общими, когда они затрагивают и основную, корпус-
ную ее часть.
Механические повреждения покровной изоляции вызываются не-
осторожным обращением при транспортировке, демонтаже, ремонте
или сборке. Локализуют такие повреждения в одних случаях заменой
покровной изоляции с промазкой каждого слоя клеящим лаком с по-
следующей пропиткой и сушкой, в других — заполнением поврежден-
ных мест электроизоляционной замазкой с последующей сушкой или
покрытием в несколько слоев электроизоляционным лаком или эмалью.
Отдельные участки высоковольтной и низковольтной проводки с из-
ношенной или ветхой хлопчатобумажной покровной изоляцией вос-
станавливают постановкой хлопчатобумажного чулка или наложением
по всему поврежденному участку тафтяной ленты в один слой в полу-
перекрышу с последующим покрытием лаком. Концы чулка для пре-
дотвращения их распускания завязывают суровыми нитками и покры-
вают лаком.
Механические повреждения корпусной изоляции возникают там,
где токоведущая часть получает «свободу» передвижения из-за ослаб-
ления крепления или усыхания вследствие старения изоляции. В этих
случаях чаще всего происходят местное истирание и пробой изоляции
на корпус, например, в месте выхода концов обмотки из пазов сердеч-
ника якоря, в местах контакта катушки с сердечником полюса или осто-
вом, у выхода из кондуита и т. п.
Механические повреждения корпусной изоляции (пробой на кор-
пус и между витками) у якорных и полюсных катушек из шинной меди
устраняют заменой изоляции на ремонтных заводах, а катушки элек-
трических машин и аппаратов, изготовленные из обмоточного провода,
а также из шинной меди, но пропитанные в эпоксидном компаунде
(неразъемная конструкция — монолит), с механическим повреждением
корпусной изоляции заменяют. Отдельные участки высоковольтных про-
водов с поврежденной корпусной изоляцией восстанавливают наложе-
нием по всему дефектному участку ленты из стеклоткани или лакотка-
ни (рис. 273). Для этого поврежденную часть изоляции срезают с обоих
концов на конус, накладывают на это место новую изоляцию, переходя
от одного края к другому. Каждый слой изоляции промазывают клея-
щим лаком. По верху последнего лакотканевого слоя накладывают
в два слоя изоляционную ленту, перекрывающую нижние слои на 5—
10 мм. Верхний слой изоляции покрывают электроизоляционной
эмалью.
340
5*10
Рис. 273. К восстановлению по-
врежденного участка высоко-
вольтной электропроводки:
1 — проводник; 2 — корпусная изо-
ляция; 3 — покровная изоляция; 4 —
лакоткань; 5 — изоляционная лента
У низковольтных проводов аналогич-
ные повреждения устраняют наложе-
нием по всему дефектному участку двух
слоев изоляционной ленты в полупере-
крышу с последующим покрытием ла-
ком. Изоляцию валов или стоек элект-
рических аппаратов, имеющую местное
повреждение,- ремонтируют, как и у
высоковольтных проводов, удалением
поврежденной части срезанием на конус
с постепенным углублением. Каждый
слой изоляции, предусмотренной черте-
жом, накладывают с промазкой его клеящим лаком. Часть вала или
стойки с наложенной изоляцией опрессовывают в прессформе винто-
вым или гидравлическим прессом. После опрессовки поверхность
изоляции покрывают двумя слоями изоляционного лака.
Увлажнение и загрязнение поверхностно-
го слоя изоляции. С течением времени поверхностный слой
изоляции, особенно у якорей тяговых электрических машин, теряет
влагостойкость. И это несмотря на то, что якори при изготовлении или
заводском ремонте подвергались двукратной вакуумно-нагнетатель-
ной пропитке термореактивным лаком, а их поверхности дополни-
тельно покрывались пленкой влагостойкостной электроизоляционной
эмали.
Потеря влагостойкости вызывается возникновением трещин в по-
верхностном слое изоляции из-за различного теплового расширения
меди обмотки и стали сердечника якоря. Опыты показали, что при про-
пускании через якорь тока, равного 70% его номинального значения,
медные проводники обмотки удлиняются больше (примерно на
0,35 мм), чем сердечник якоря. Защитная лаковая пленка толщиной
примерно 0,10—0,20 мм, нанесенная на поверхность якоря, не может
растянуться на величину, достаточную для компенсации осевого пере-
мещения меди обмотки и стали сердечника, и поэтому трескается, начи-
нает шелушиться. Вначале трещины носят поверхностный характер,
а при определенных условиях в некоторых местах достигают верхних
проводников обмотки. Впоследствии в эти трещины и другие поры изо-
ляции проникают вода и масло, загрязненные токопроводящими ча-
стицами, через которые происходит утечка тока. Сопротивление изоля-
ции заметно снижается и становится недостаточным для безопасной
работы то ко ведущих частей. Если своевременно не закрыть пути утеч-
ки тока, то происходит пробой изоляции. Увлажнение изоляции токо-
ведущих частей, особенно тяговых электродвигателей, происходящее
главным образом в осенне-зимний период, определяют по заметному
снижению сопротивления изоляции токоведущих частей одновременно
у большинства машин и аппаратов.
Сопротивление увлажненной изоляции можно повысить сушкой:
внешним обогревом, током короткого замыкания, нагреванием током
от постороннего источника. Сушку током производят только при со-
противлении изоляции не ниже 0,05 МОм.
341
Сушка изоляции внешним обогревом ведется в камерной сушильной
печи или обдуванием горячим воздухом, поступающим от стационар-
ной установки. В камерной сушильной печи можно сушить изоляцию
машин и аппаратов, демонтированных с тепловоза. Сушильная камера
печи обогревается непрерывно циркулирующим горячим воздухом,
подогреваемым в выносных калориферах. Тепловые агрегаты, как пра-
вило, делаются с частичной рециркуляцией отработавшего воздуха,
т. е. часть его выбрасывается наружу, а другая часть снова возвра-
щается в сушильную камеру.
Изоляцию не снятых с тепловоза машин, чаще всего тяговых элек-
тродвигателей, сушат обдуванием горячим воздухом (90—100° С),
поступающим от калорифера стационарной установки депо. Воздуш-
ные патрубки от установки присоединяют к нижним смотровым люкам
электродвигателей. Продолжительность сушки, зависящая от степени
увлажнения изоляции, составляет 30—60 мин.
Сушку током короткого замыкания обычно применяют для генера-
торов постоянного тока, в частности изоляции тяговых генераторов,
не снятых с тепловоза. В последнем случае сушку ведут подключением
генератора к реостатной установке депо, для чего делают некоторые
переключения в электрической схеме тепловоза (рис. 274). Отсоединив
постоянные провода, шунт амперметра соединяют перемычками с по-
движными контактами контакторов Пъ П2 и П.3, отключают возбуди-
тель, релеРУ5 и производят другие работы. Сушку ведут постепенно,
доведя значение тока до 2000—3000 А, т. е. 50—70% номинального
значения.
Сушка током от постороннего источника. К этому способу прибе-
гают для сушки изоляции электрических машин или аппаратов, демон-
тированных с тепловоза, а также для контроля качества контактных
соединений путем нагрева. Используют источник тока низкого напря-
жения. Ток, необходимый для сушки, при отсутствии искусственной
циркуляции воздуха не должен превышать 50—70% номинального
значения для данной токоведущей части. Критерием сухости изоляции
может служить величина сопротивления
изоляции, а также отношение значений
их при различной длительности прило-
жения напряжения, т. е. коэффициент
абсорбции К (см. § 61).
Повышение диэлектрической проч-
ности верхних, загрязненных слоев изо-
ляции связано с большими трудностями,
главная из них — проблема очистки.
Влагу с поверхностных слоев изоля-
ции легко удалить сушкой. С гр язевы-
ми' отложениями дело обстоит значи-
тельно сложнее. Пыль, оседающая на
поверхности изоляции токоведущих ча-
стей тепловоза, состоит из 80 — 90%
углерода, железа, меди и песка; смеши-
ваясь с влагой и маслом, оседающими
Рис. 274. К сушке изоляции тя-
гового генератора тепловоза то-
ком короткого замыкания
342
Путь утечки тока
короткого зоныкиния
Путь
утечки
тока
д зенлю
А- длина пути продол
В- длина пути утечки
утечки
тока S
зенпю
через коллег
торный дандож
Рис. 275. Пути утечки тока по поверхностному загрязненному слою изоляции
якоря, щеткодержателя и катушек полюсов
в виде паров на поверхности якоря, катушек полюсов, щеткодер-
жателей, коллектора, она постепенно «цементируется» и становится
проводником тока (рис. 275).
Сухая пыль, легко сдуваемая с гладких глянцевых поверхностей,
попав в трещины и другие углубления и к тому же пропитавшись
влагой и маслом, нелегко сдает свои «позиции». Ее можно удалить
только очисткой — струйным способом, парами растворителя или
мягкими абразивами (см. § 4). В отдельных депо вместо полного уда-
ления загрязнений ограничиваются обтиркой изолированных поверх-
ностей и то лишь в доступных местах с последующим покрытием их
электроизоляционными эмалями. Такой «метод» восстановления по-
верхностного слоя изоляции — самое худшее из того, что можно сде-
лать, так как слой токопроводящей грязи, т. е. путь утечки тока, оста-
ется нетронутым. Ток по нему будет утекать так же, как и до очистки,
с той лишь разницей, что этот путь будет сверху прикрыт новой лаковой
пленкой.
Только тщательная очистка грязевых отложений и последующее за
этим покрытие изоляционной эмалью могут возвратить поверхност-
ному слою изоляции защитные свойства от проникновения влаги
и масла.
Защитную электроизоляционную эмалевую пленку в один или
два слоя на поверхность якорей и катушек полюсов наносят вручную
или распылением, а затем сушат внешним обогревом. Эмали ЭП-91
и ГФ-92-ГС подвергают песчаной сушке, а эмали ГФ-92-ХС и
ГФ-92-ХК—воздушной. Перед покрытием эмалью для удаления из
пор и трещин влаги якорь или катушку сушат внешним обогревом.
Как уже отмечалось, трещины в поверхностном слое изоляции до-
ходят в отдельных случаях до проводников верхнего слоя обмотки.
Поры же, имевшиеся между витками катушки полюса или между паза-
343
ми и пазовыми клиньями сердечника и обмоткой якоря, были заполне-
ны лаком или компаундом в процессе пропитки вакуумно-нагнетатель-
ным способом при изготовлении или заводском ремонте. Такая лаковая
или компаундная основа длительное время сохраняет свою монолит-
ность и высокую диэлектрическую прочность. Кроме того, в процессе
пропитки любым способом, даже вакуумно-нагнетательным, лак или
компаундная масса заполняет только те поры, которые сообщаются с
окружающим пространством. Поры и газовые включения, имевшиеся
внутри изоляции или образовавшиеся вновь (от старения или «усыха-
ния» изоляции) при пропитке или компаундировке, не ликвидируются.
Учитывая сказанное, вновь образовавшиеся трещины в поверхностном
слое изоляции разумнее заполнять покрытием эмалью, а не пропит-
кой. Процесс пропитки длителен и сложен, требует дорогостоящего
технологического оборудования, а эффективность его не выше, чем
при покрытии эмалью.
§ 63. РЕМОНТ ТИПОВЫХ КОНТАКТНЫХ СОЕДИНЕНИЙ
ТОКОВЕДУЩИХ ЧАСТЕЙ ОБОРУДОВАНИЯ
Существуют два основных типа электрических контактных соеди-
нений — неподвижные и подвижные. Неподвижные в свою очередь
подразделяются на неразъемные и разъемные, а подвижные— на
скользящие и стыковые.
Неподвижные неразъемные контактные соединения. К таким со-
единениям токоведущих частей относятся: цельнометаллические соеди-
нения проводов, шин и кабелей, оконцовка проводов и кабелей, выпол-
ненные способом сварки, пайки, опрессовкой или при помощи за-
клепок. Такого типа соединения на рисунках отмечены цифрой XVI
в кружочке. Основными повреждениями этих соединений являются
трещины, обрывы, повреждения паяного или сварного шва, ослабление
крепления заклепочного соединения или соединения, полученного
опрессовкой.
Ремонт. Трещины и обрывы чаще наблюдаются у выводных
концов катушек полюсов электрических машин и катушек аппаратов,
а обрывы жил — у наконечников кабелей, гибких соединений (шун-
тов) и проводов. Возникают эти повреждения из-за ослабления крепле-
ния токоведущих частей, прожога и оплавления при пробое изоляции,
а также нарушений, допущенных при спайке или присоединении на-
конечников, т. е. оконцовке проводников.
Сращивание оборванных и оконцовку проводников производят
мягкими и твердыми припоями. Мягкие припои (ПОС-ЗО, ПОС-40) при-
меняют в тех случаях, когда недопустима высокая температура во вре-
мя пайки из-за близкого расположения нетеплостойкой изоляции, на-
пример при сращивании выводов катушек из меди с изоляцией клас-
са А. Медные шины большого сечения и выводы катушек сращивают
твердыми припоями (ПМЦ-54, МФ-3). Сварку рекомендуется вести кон-
тактным способом, например электроклещами, имеющими угольные
губки (рис. 276). Концы свариваемых частей предварительно срезают
344
«на ус». Место сварки обрабатывают таким образом, чтобы его сечение
соответствовало размерам цельной части проводника. Когда требуется
хорошая электропроводимость и вязкость паяного шва, применяют
серебряные припои (ПСр-45, ПСр-62, ПСр-2,5). После сращивания
выводов оголенную часть катушки изолируют согласно чертежу.
Провод или гибкий шунт с обрывом более 20% жил у наконечника
заменяют. Если они имеют достаточную длину, то их восстанавливают
удалением поврежденной части и напайкой нового наконечника. Когда
длина провода или шунта недостаточна, а число оборванных жил не
превышает 20%, перед пайкой наконечника оборванные жилы заправ-
ляют так, чтобы их свободные концы плотно прилегали к цельным жи-
лам. Спайку трубчатых наконечников выполняют так, чтобы жилы
провода и наконечник были полностью покрыты припоем, поверхность
припоя вокруг провода была гладкой, а переход наплавленного слоя
от наконечника к жилам был плавным. Допускается усадка припоя
в наконечнике до 1,5 мм. Следует избегать выхода припоя между
жилами провода выше наконечника, так как это приводит к быстрому
излому проводника или жил на границе между жестким (пропаян-
ным) и гибким (непропаянным) участками провода. Для предохранения
гибкого провода от излома иногда края наконечника развальцовы-
вают.
Наконечники с признаками перегрева, что обнаруживается по цве-
ту металла и наконечника, перепаивают. Перепайка устраняет очаги
неисправностей, возникшие в паяном соединении при нагреве контакт-
ного соединения.
Для паяных соединений считается удовлетворительным, если пло-
щадь пропайки составляет не менее 80%. Чтобы достичь этого, поверх-
ности соединяемых деталей должны быть очищены и облужены. Между
соединяемыми деталями должен быть определенный зазор, который
обычно вначале заполняется флюсом для растворения окислов, а в про-
цессе пайки — расплавленным припоем (рис. 277, а), вытесняющим
флюс с растворенными в нем окисными пленками (см. также § 67).
В качестве флюса при лужении и пайке применяют канифоль в виде
порошка или раствора в спирте или бензине. Использовать в качестве
флюса кислоту или другое вещество, разрушающее медный провод и
его изоляцию, запрещается. При лужении стальных наконечников
можно применять кислоту, но обязательно с последующей ее нейтра-
лизацией в щелочи, а при напайке на-
конечников на провод в качестве флюса
может служить только канифоль.
Во многих случаях трубчатые нако-
нечники соединяют с проводом без пай-
ки путем опрессовки. При этом полу-
чается надежное как электрическое, так
и механическое соединение. До опрес-
совки соединяемые поверхности очи-
щают и облуживают (рис. 277, б). Удли-
нение низковольтной проводки скручива- Рис. 276. Электроклещи с гра-
нием проводов («холодной пайкой») не фитовыми губками
345
допускается. Оголенную часть провода у наконечника изолируют
или бандажируют суровыми кручеными нитками согласно чертежу.
Ослабшее заклепочное соединение токоведущих частей восстанав-
ливают заменой заклепок. Отверстия под заклепки в соединяемых ча-
стях при относительном их смещении или разработке, не допускающей
постановку заклепок соответствующего размера, исправляют рассвер-
ловкой или разверткой. Заусенцы с краев отверстий удаляют зенков-
кой. Вновь поставленные заклепки должны целиком заполнять отвер-
стия и плотно прижимать соединяемые части. Головки заклепок долж-
ны плотно прилегать к соединяемым частям и располагаться централь-
но по отношению к оси стержня.
Неподвижные разъемные контактные соединения. К таким соеди-
нениям токоведущих частей относятся соединения, выполненные при
помощи крепежных деталей (рис. 278). Такого типа соединения на ри-
сунках отмечены цифрой XVII в кружочке. Нетоковедущие крепежные
детали (рис. 278, б, в) изготовляют обычно из стали, что дает возмож-
ность создавать большое контактное нажатие. Токоведущие крепежные
детали (рис. 278, а) небольшого диаметра делают из латуни, а большо-
го диаметра — из меди.
Основная неисправность неподвижных разъемных контактных со-
единений — ослабление крепления, т. е. та же неисправность, что и у
резьбовых соединений механических частей теплрвоза (см. § 17). По-
явлению этой неисправности во многом способствуют тряска и вибра-
ции, возникающие при движении тепловоза, перегрев узла из-за нека-
чественной сборки, усыхание изоляции, деформации пружинных шайб
и крепежных деталей.
Ремонт. О том, как восстанавливают работоспособность дета-
лей резьбовых соединений, подробно рассказано в § 17. Ниже приво-
дятся лишь отдельные рекомендации, касающиеся ремонта контакт-
ных поверхностей соединяемых проводников (шин, наконечников).
Известно, что в месте соприкосновения контактов возникает дополни-
тельное электрическое сопротивление течению тока, которое всегда
больше сопротивления материала самих контактов.
Контактное сопротивление работающего соединения зависит от
усилия, с которым контакты прижаты друг к другу, и чистоты
сопрягаемых поверхностей. У ослабшего соединения это сопротивле-
Рис. 277. Оконцевание проводов пайкой (а) и опрессовкой (б):
/ — наконечник; 2 — пуансон пресса; 5— жила проводника; 4 — припой
346
ние резко возрастает как вследствие уменьшения площади сопряже-
ния, так и окисления контактных поверхностей деталей. По мере рос-
та контактного сопротивления увеличиваются потери энергии, кото-
рые в основном определяются нагреванием контактов.
Имея в виду сказанное, при ремонте неподвижных разъемных
контактных соединений необходимо:
добиться, чтобы сопрягаемые поверхности контактов были ровны-
ми, без заметных на глаз углублений, забоин и заусенцев;
защитить сопрягаемые поверхности контактов от окислов. Плен-
ка окислов у таких металлов, как медь, алюминий, сталь, обладает
гораздо большим электрическим сопротивлением, чем неокисленный
металл. Интенсивность окисления возрастает с повышением темпера-
туры. Как показали опыты, за 70 дней пребывания медных контактов
в термостате при температуре 80° С их электрическое сопротивление
увеличилось в 93 раза [7].
Повреждения поверхностей контактов (проводов, шин, наконечни-
ков) устраняют зачисткой шабером или напильником, правкой по-
верхностей молотком через гладилку или под прессом. Более крупные
повреждения медных шин большого сечения устраняют наплавкой с по-
следующей обработкой иеплавленных мест. Зачищать сопрягаемые
поверхности контактов (особенно луженые) наждачной или стеклянной
шкуркой нельзя, так как твердые наждачные или стеклянные зерна,
вдавливаясь в металл, значительно увеличивают контактное сопротив-
ление.
Для сопрягаемых поверхностей неподвижных контактов лучшим
способом защиты от окислов является лужение, т. е. покрытие этих
поверхностей оловом или припоем. Луженые поверхности не только
стойки против окислов и коррозии, но имеют меньшее контактное со-
противление, так как они ровнее и поэтому площадь соприкос-
новения деталей больше. Чаще всего лужение ведут горячим способом,
погружая деталь в расплавленное олово или припой, иногда электро-
литическим способом.
Сборка. Рекомендации по сборке неподвижных разъемных
контактных соединений полностью соответствуют аналогичным ре-
комендациям для резьбовых соединений (см. § 17). Уместно лишний
раз напомнить, что усердствование при затяжке крепежных деталей
Рис. 278. Неподвижные разъемные контактные
соединения:
а — с токоведущимн крепежными деталями; б и « —
то же с нетоковедущимн
347
вместо пользы может принести вред. Чтобы сохранить постоянство
контактного нажатия, под гайку или головку винта, как правило,
помещают пружинную шайбу, а под нее — простую шайбу (см. рис. 278).
Последняя помогает передавать усилие нажатия на большую площадь
и избежать врезания стальной пружинной шайбы в медный контакт.
Для уменьшения окисления сопрягаемые поверхности контактов ре-
комендуется покрывать тонким слоем технического вазелина. При за-
жатых контактах вазелин заполняет поры и препятствует проникнове-
нию воздуха и влаги в контактное соединение.
О качестве сборки, т. е. качестве электрического контакта, судят
по величине контактного сопротивления или по степени нагрева кон-
тактного соединения. Чаще прибегают ко второму способу. Токоведу-
щую часть, в цепи которой находится контролируемое контактное
соединение, нагревают пропусканием тока номинальной для данной
цепи величины. Для ускорения нагревания величина протекаемого
тока в отдельных случаях удваивается. Чрезмерный нагрев контакт-
ного соединения укажет на его недоброкачественность. Для нагрева-
ния током используют существующее для этой цели оборудование испы-
тательной станции электрических машин или отдельные многоампер-
ные агрегаты.
Подвижные стыковые контактные соединения. В зависимости от
формы сопрягаемых поверхностей подвижные стыковые контактные
соединения условно делят на три разновидности: стыковые точечные,
стыковые линейные и клиновые плоские. Соединения такого типа на
рисунках отмечены цифрой XVIII в кружочке.
Стыковые точечные контакты (рис. 279, а, б) нашли применение
в различных реле и в качестве блокировочных контактов многих аппа-
ратов, где сила нажатия контактов и сила тока невелики. Соприкаса-
ющиеся сферические поверхности таких контактов имеют форму круж-
ка небольшого диаметра.
Стыковые линейные контакты (рис. 279, в) применяют в большин-
стве электрических аппаратов тепловозов в качестве главных, а иногда
блокировочных контактов. Соприкасаются они по линии, а практиче-
ски по очень узкой полоске. В таких контактах даже при
сравнительно небольшом нажатии создается значительное удельное
давление, благодар я чему обеспечивается смятие небольших выступов,
покрытых окисной пленкой, и снижается контактное сопротивление.
Рис. 279. Точечные стыковые (а, б) и линейное стыковое (в) контактные соедине-
ния
348
Рис. 280. К ремонту линейного стыкового кон-
такта с заменой части детали
Клиновые плоские (по-
верхностные) контакты
используют на тепловозах
в некоторых аппаратах
с небольшим контактным
нажатием (рубильники,
плавкие предохранители,
отдельные выключатели
и т. п.).
Потеря работоспособности подвижного стыкового контактного
соединения происходит вследствие повреждения сопрягаемых поверх-
ностей контактов и уменьшения контактного нажатия. Контакты не
только изнашиваются при соударениях, притирании и периодической
очистке, но и повреждаются вследствие электрической эрозии, воз-
действия электрической дуги (расплавления, разбрызгивания метал-
ла), покрытия пленкой окислов. Изменение контактного нажатия вы-
зывается неисправностями привода или уменьшением высоты (толщи-
ны) контакта.
Ремонт. Точечные стыковые контакты, как правило, имеют
серебряную или металлокерамическую накладку (напайку). Сопрягае-
мые поверхности таких контактов (накладок), если даже они имеют
повреждения (наклеп, оплавление, брызги, раковины и т. п.), обра-
батыватъ личным напильником или мелкой шкуркой нельзя, и в этом
нет необходимости, так как для протекания малого тока достаточен
точечный контакт, а электрическое сопротивление окисной
пленки серебра почти не отличается от сопротивления неокисленного
серебра. Металлокерамические накладки представляют собой компо-
зицию серебра с другими металлами (с окисью кадмия, никелем и др.).
Учитывая сказанное, поверхности точечных контактов следует лишь
очищать от загрязнений тампоном, смоченным в бензине.
Серебряные или металлокерамические накладки могут служить
до полного изнашивания. Ремонт точечных контактов заключается
в том, что вместо изношенных припаивают или приваривают к контак-
тодержателям новые накладки. Пайку серебряных накладок выпол-
няют мягкими или серебряными припоями. Металлокерамические
накладки прикрепляют к контактодержателю контактной дозирован-
ной сваркой или клепкой. Применение накладок с коническим выступом
способствует точной фиксации контактов (см. рис. 279, а).
Стыковые линейные контакты с поврежденной рабочей поверхно-
стью (незначительным оплавлением, раковинами, брызгами и т. п.)
восстанавливают опиловкой личным напильником. При этом важно
выдержать профиль контакта в соответствии с чертежом. Форму
профиля контакта контролируют шаблоном. Контакты, износившие-
ся наполовину или имеющие серьезные повреждения контактных по-
верхностей, заменяют новыми или восстанавливают приваркой наклад-
ки по всей ширине контакта. Для этого поврежденную часть контакта
1 удаляют обработкой вручную или на станке (рис. 280). Накладку
2, изготовленную из меди или металлокерамики, приваривают газовой
или контактной сваркой. В качестве припоя при приварке медных пла-
349
стин может служить латунная стружка в смеси с бурой, а при приварке
металлокерамических пластин — серебряный припой ПСр-2,5 в виде
фольги (или опилок) с бурой. Контактную поверхность обрабатывают
по шаблону. Стыковые линейные контакты с металлокерамической
или серебряной накладкой заменяют после полного износа накладки.
Сборка. Обязательными условиями сборки стыковых контакт-
ных соединений являются:
а) касание точечных контактов в центре, что достигается подгиб-
кой контактодержателей;
б) касание линейных контактов не менее 80% ширины контакта.
Для этого изменяется положение съемных контактов на контактодер-
жателях или подгибаются контактодержатели;
в) нормальные величины начального и конечного нажатий, раство-
ра и провала контактов. Как это достигается, рассказано в § 70.
Подвижные скользящие контактные соединения. В зависимости
от формы сопрягаемых поверхностей подвижные скользящие контакт-
ные соединения подразделяют на линейные и плоские (поверхностные).
На всех рисунках такие контактные соединения отмечены цифрой XIX
в кружочке.
Скользящие линейные контакты во многих аппаратах выполняют
роль блокировочных, а у реверсоров барабанного типа — главных
(силовых) контактов. Соприкасаются такие контакты по линии (по
очень узкой полоске). К скользящим поверхностным контактам отне-
сены щетки — коллектор, щетки — контактное кольцо электрических
машин. Соприкасающиеся поверхности этих контактов имеют вид не-
сколько изогнутого прямоугольника или квадрата. Неисправности
Рис. 281. Скользящие контакт-
ные соединения реверсора:
1 — контактная стойка; 2 — контактодержатель; 3 — неподвижный пальцевый силовой кон-
такт; 4 — подвижной силовой контакт (сегмент); 5 — вал барабана; « — блокировочный
пальцевый контакт; 7 — контактная пластина; 8 — сегментодержатель
350
скользящих контактов те же, что и стыковых, с той лишь разницей, что
у скользящих контактов преобладает механический износ. Работоспо-
собность контактов утрачивается из-за повреждения контактных по-
верхностей и снижения контактного нажатия.
Ремонт скользящих линейных контактов
реверсора. Неподвижный пальцевый силовой контакт 3 (рис. 281)
с изношенной наполовину по толщине рабочей поверхностью, а также
потерявший упругость из-за сильного перегрева, заменяют. При этом:
гибкую часть контакта используют вторично. Если нет запасного кон-
такта, поверхность трения можно восстановить припайкой медной
или металлокерамической накладки, а жесткость (упругость) контак-
та— присоединением к нему на заклепках пластины толщиной 1—1,5 мм
из пружинной стали. Контактную поверхность обрабатывают по
шаблону. Блокировочный пальцевый контакт 6 с изношенной наполо-
вину толщиной заменяют. Нормальную форму изношенной контактной
поверхности восстанавливают обработкой на наждачном камне с по-
следующей полировкой.
Незначительные повреждения и износ подвижного силового кон-
такта — сегмента 4 устраняют проточкой контактных поверхностей
сегментов на собранном барабане. Сегменты, имеющие повышенный
износ (диаметр барабана менее допустимого) или значительное оплав-
ление, восстанавливают наплавкой. Наплавочные работы выполняют
со съемкой или без съемки сегментов с вала барабана. Перед разборкой
барабана сегменты маркируют для того, чтобы при последующей сбор-
ке поместить их на свои места. Чтобы не повредить изоляцию вала, на-
плавку сегментов собранного барабана рекомендуется вести частичным
погружением сегментов в ванну с водой. Станочную обработку наплав-
ленных поверхностей сегментов производят после установки барабана
в центрах его вала. До этого следует удостовериться, не имеет ли вал
барабана прогиба (см. § 33) и не сбиты ли центры вала, иначе после
обточки контактные поверхности сегментов будут эксцентричными
и контактное нажатие будет неравномерным. Локальные повреждения
единичных сегментов (глубокие местные оплавления, кратеры и т. п.)
иногда устраняют постановкой латунных или бронзовых гужонов
(см. § 9), а мелкие раковины заполняют припоем ПОС-61. При сборке
линейных скользящих контактов необходимо выдерживать те же ус-
ловия, что и при сборке линейных стыковых контактов.
О ремонте и сборке скользящих поверхностных контактов по-
дробно рассказано при описании ремонта электрических машин
(см. гл. XI).
ГЛАВА XI
РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
§ 64. СНЯТИЕ И РАЗБОРКА ТЯГОВЫХ
ЭЛЕКТРИЧЕСКИХ МАШИН
Работы профилактического характера (осмотр, очистка и смазка,
замена щеток и т. п.) по тяговым электрическим машинам выполняют
при ТОЗ, ТР1 и ТР2.
Все электрические машины, кроме тяговых генераторов теплово-
зов ТЭ1, ТЭ2, ТЭМ1 и ТЭМ2, демонтируют с тепловоза при ремонте
ТРЗ с целью очистки и восстановления поверхностного слоя (лаковой
пленки) изоляции токоведущих частей, ремонта скользящих контакт-
ных соединений, ревизии подшипниковых узлов. Неплановый ремонт
тяговых электрических машин, особенно тяговых электродвигателей,
вызывается изломом выводов катушек полюсов, повреждениями под-
шипниковых узлов, разрушением изоляции обмотки полюсов и якоря.
Тяговые электродвигатели. Тяговый электродвигатель можно
снять с тепловоза без выкатки и после выкатки тележки из-под тепло-
воза. Для извлечения тягового электродвигателя в сборе с колесной
парой (колесно-моторный блок) из-под тепловоза без выкатки тележки
локомотив ставят на электроподъемник скатоопускной канавы так,
чтобы колесная пара, подлежащая выкатке, установилась на площадке
подъемника, а впадина остова тягового электродвигателя — над вин-
том домкрата подъемника. Колесную пару с обеих сторон расклини-
вают брусками. После этого последовательно отсоединяют от электро-
двигателя токоведущие кабели и воздушный брезентовый рукав, рас-
пускают тормозные тяги тележки, снимают песочные трубы и разъеди-
няют привод скоростемера. Последнюю операцию выполняют только
при выкатке крайних колесно-моторных блоков. Концы рессор удер-
живают домкратами, устанавливаемыми между рессорой и рамой те-
лежки; снимают подбуксовые струнки. Зазор в моторно-осевых под-
шипниках тягового электродвигателя измеряют до выкатки колесно-
моторного блока из-под тепловоза, т. е. при рабочем положении элек-
тродвигателя. Затем электроподъемник постепенно опускают вниз
и одновременно поднимают тяговый электродвигатель домкратом до
выхода пружинной подвески из челюсти остова электродвигателя.
В случае выкатки крайнего колесно-моторного блока конец рамы
тележки подпирают домкратом или подставкой. Процесс демонтажа
тяговых электродвигателей с выкаченной из-под тепловоза тележки
описан в гл. XIII.
Колесно-моторный блок, выкаченный из-под тепловоза или демон-
тированный с тележки, подвергают очистке (см. § 4). Чтобы установить
надежность посадки, износ и ориентированное положение деталей
в собранных узлах, в процессе разборки колесно-моторного блока изме-
ряют разбег электродвигателя на оси колесной пары, проверяют натяг
вкладышей и степень деформации постелей моторно-осевых подшипни-
352
ков, а также измеряют расстояние между осью якоря и осью постелей
моторно-осевых подшипников. Снимают польстер и сливают масло из
моторно-осевых подшипников. Колесно-моторный блок устанавливают
колесной парой вверх на подставке или на разборочной позиции поточ-
ной линии.
Чтобы судить об износе торцов вкладышей моторно-осевых под-
шипников, сдвигают колесную пару влево и измеряют щупом зазор
(осевой разбег) между торцом вкладышей и центром колесной пары,
сняв предварительно уплотнительное кольцо. Затем снимают кожух
тягового редуктора. Проверяют и при необходимости затягивают гайки
крепления крышек моторно-осевых подшипников с целью определения
плотности посадки вкладышей в постелях (натяг вкладышей). При на-
личии натяга зазора между стыками вкладышей в плоскости разъема
не будет. Разбирают моторно-осевые подшипники и снимают колесную
пару. Прокладки, установленные между остовом и крышками подшип-
ников, сохраняют.
Чтобы знать степень деформации постелей, крышки моторно-
осевых подшипников вновь монтируют на остове согласно маркировке
на крышках. Величину деформации постелей подшипников определяют
измерением диаметра постелей микрометрическим или индикаторным
нутромером в трех поясах и двух плоскостях, а величину натяга
крышек в остове — грубо щупом, более точно микрометражом.
Для определения межцентрового расстояния С в обе постели мо-
торно-осевых подшипников монтируют по одной звездочке 2 (рис. 282),
а на конец вала якоря — втулку 4.
Измерение производят микрометричес-
ким нутромером 3. Чтобы уменьшить
погрешность измерения, вызванную
непараллельностью поверхностей А
трубы 1 и втулки 4, измерение ведут,
расположив инструмент 3 на возмож-
но близкое расстояние от остова. К
полученному результату прибавляют
половину диаметра трубы 1 и втул-
ки 4.
Перед разборкой тягового электро-
двигателя измеряют осевой разбег и
радиальное биение коллектора якоря
индикаторным приспособлением (см.
§ 33), при этом на ножку индикатора
надевают «шляпку» с тем, чтобы ножка
не проваливалась в дорожки (углубле-
ния) между медными пластинами, а
скользила по поверхности коллектора
якоря. Измеряют также зазор в якор-
ных подшипниках щупом или индика-
торным приспособлением (см. § 19) и,
кроме того, определяют состояние токо-
ведущих частей (см. § 61).
12 Зак 1161
Рис. 282. Схема измерения рас-
стояния между осями якоря и
постелей моторно-осевых под-
шипников остова тягового элек-
тродвигателя
353
Разборку тягового электродвигателя ведут в таком порядке
(рис. 283). Отворачивают гайку и снимают шестерню с конца вала
(см. § 23), отжимным приспособлением снимают кольцо 18, отвернув
гайки и болты, удаляют детали 17, 23, 24 и 25. Измеряют зазор в роли-
ковых подшипниках. Отсоединяют гибкие проводники и извлекают
щетки из щеткодержателей. Гайковертами отвертывают болты, крепя-
щие подшипниковый щит 13 со стороны шестерни. На конце вала якоря
укрепляют подъемную скобу (рис. 284), при помощи которой якорь
с подшипниковым щитом вынимают краном из остова и кладут на под-
ставку. Подшипниковый щит 13 (см. рис. 283) выпрессовывают из
остова гидропрессом (ПР 2181) или отжимными болтами, ввертывае-
мыми в резьбовые отверстия щита. В случае надобности таким же об-
разом снимают передний подшипниковый щит 27. Роликовые подшип-
ники из щитов следует выпрессовывать с передачей усилия на наружное
кольцо подшипника. Следует иметь в виду, что подшипниковые щиты
Радиальный износ Зазор(доп. полюс] Зазор(гл.полюс)
0,0 \ 4j|gJ| ЭД7-2ООБ \5,7-В,№-о№^ ЗДТ-200б\ Р,5\н-^\ЗД-нА
г 3tf ДК-ЗОЧБ |4,г-^г-*,7^,2-Ч7^ ДК-30ЧБ[2^25-г;$15-2,75\
' ' 21 10 ^^-11 I ЭД-107 \ 7 \б,5-7,0\5~7,5\
5 Б 7
С5Г
<5>
Е:
£5
24
23
«3
о
СГСз*
<з
'а
е
о
<5
Я
> * + S-
JV £>
В &
г I
22
iaiiillniili
iiiiiliiiiliiiiltiiiiiiiiiiiiiiiiliiiriiiiini:
Л)
№
.7^7 Ж
<=№
<R ** **
в
§ a $
12
13
5eS ,
tsv 1
30
23
28
27
26
25
15
16
17
18
Ра&нальный.
зазор
о,з
Рис. 283. Тяговый электродвигатель ЭДТ-200Б:
1 — крышка люка (8ТХ-310-015, Ст2); 2 —изолятор (8ТХ-720-009, фарфор); 3— передний лобо-
вой металлический бандаж якоря; 4 — катушка добавочного полюса (5ТХ-526-426, проволока
медная МГМ 5,1X28); 5, 6 — сердечники добавочного и главного полюсов; 7— катушка яко-
ря (5ТХ-524-052, провод медный ПДА 2,63X6,9); 8 —-сердечник якоря; 9 — стержень; /0 —ка-
тушка главного полюса (5ТХ-526-427 и 428, проволока медная МГМ 6X25); // — задний лобо-
вой металлический бандаж якоря; 12 — нажимная шайба задняя; 13 — задний подшипнико-
вый щит (5ТХ-017-147, сталь 35Д1); 14 — балансировочный груз; 15 — роликовый подшипник
3H32426K; /о, 18, 26 — уплотнительные кольца; 17, 23 — крышки подшипника; 19 — вал
(8ТХ-200-144, сталь 20ХНЗА); 20 — пружинная рамка главного полюса (5ТХ-087-017); 2/— пру-
жинная рамка добавочного полюса (5ТХ-087-036); 22 — роликовый подшипник ЗН62417К1;
24 — упорная шайба; 25 — кольцо упорное; 27 — передний подшипниковый щит (5ТХ-017-037,
сталь 35JI1); 28 — якорь в сборе (5ТХ-674-497); 29 — щеткодержатель (5ТХ-112-016); 30— остов
354
Рис. 284. Скобы для выемки и постановки яко-
ря (а) и полюсов (б) тягового электродвига-
теля
каждого электродвигателя
спарены со «своим» осто-
вом и поэтому не взаимо-
заменяемы. После разбор-
ки необходимо проверить,
имеется ли маркировка
спаренности на щитах и
остове. Если ее нет, нужно
поставить. Перед выпрес-
совкой наружной обоймы
роликового подшипника
из подшипникового щита
помечают краской их вза-
имную ориентацию. Для снятия щеткодержателей отсоединяют от
них электрическую проводку и отвертывают болты крепления.
Тяговый генератор. Если надо снять только тяговый генератор (без
дизеля), предварительно с тепловоза (ТЭЗ, 2ТЭ10) демонтируют вспомо-
гательное оборудование, мешающее демонтажу генератора: редуктор,
вентилятор охлаждения генератора, воздушные патрубки, воздухо-
охладитель и воздухонагнетатели и т. п. После этого отсоединяют вал
якоря генератора от приводной муфты, извлекают конические штифты,
фиксирующие положение генератора, отворачивают гайки и удаляют
болты крепления остова генератора к поддизельной раме. В зазор
между якорем и полюсами (в нижней части) закладывают листы кар-
тона. Отжимными приспособлениями отодвигают генератор от дизеля
до выхода хвостовика вала якоря из выточки ведущего диска привод-
ной муфты. Краном, зачаленным за скобу, снимают генератор и уста-
навливают на подставке 4 (рис. 285).
Для разборки генератора спрессовывают фланец с конца вала со
стороны коллектора, снимают люки и вентиляционные патрубки, кли-
цы, крепящие провода, отсоединяют две
перемычки от шины в остове, идущие
к траверсе. Укрепляют на валу подъем-
ную скобу 3, подложив под нее деревян-
ный брус 1. Скоба, удерживаемая бру-
сом 1 или краном за рым 2, будет
поддерживать якорь в горизонтальном
рабочем положении. До выпрессовки
подшипникового щита 5 (рис. 286) из
остова извлекают щетки из щеткодер-
жателей, помечают краской ориентиро-
ванное положение щита относительно
остова с тем, чтобы при сборке устано-
вить их в прежнее положение. В против-
ном случае нужно будет затратить много
времени для установки щеток на физи-
ческой нейтрали. Чтобы демонтировать
подшипниковый щит, снимают крыш-
ку 3 подшипника, отвертывают болты,
Рис. 285. К демонтажу тягового
генератора
12*
355
РаВиамый
ппг дз/тцШлмЪШ^] LffO I 7S6\155- 1 Ш-ё^ООУ^ 95j\93j\ |wg+w I7щ?»71
ля-jzz Гж>пу] ЕЗ^ЛЖЗЖ]
Рис. 286. Тяговый генератор МПТ-99/47А:
1— вал; 2 — уплотнительное кольцо; 3— крышка подшипника; 4— роликовый подшипник
2Н3626К; 5 — подшипниковый щит (5ТХ-017-422, сталь); 6 — балансировочный груз; 7 — на-
жимная шайба; 8 — коллектор (6TX-670-326, медь коллекторная, миканит коллекторный
КФШ-1,0); 9 — корпус щеткодержателя (8ТХ-006-003, латунь ЛК-80-ЗЛ); 10 — изолятор
(5ТХ-780-001, микалекс); // — якорь (5ТХ-675-339); /2 —станина; 13 — передний лобовой ме-
таллический бандаж; 14 — катушка главного полюса (5ТХ-526-375-376), катушка независи-
мого возбуждения (провод ПСД 4,7X7,6); катушка пусковая (медь МГМ 1,95X90); /5 —сер-
дечник главного полюса; 13— сердечник добавочного полюса; 17 — катушка якоря
(5TX-524-001, медь МГМ 2,26X6,9, изоляция); 18 — немагнитная прокладка; 19 — катушка до-
бавочного полюса (5ТХ-526-691, медь МГМ 12,5X25, изоляция); 20 —задний лобовой металли-
ческий бандаж; 2/— вентилятор; 22 —фланец якоря
крепящие подшипниковый щит, и отжимными болтами постепенно
выпрессовывают его из остова. Затем якорь при помощи крана и
подъемной скобы осторожно извлекают из остова и укладывают на
стеллаже с мягкой обкладкой. У тягового генератора ГП-311 после
снятия крышки подшипника вынимают из подшипникового щита
ступицу подшипника, а щит выпрессовывают из остова после извлече-
ния якоря из остова. Снятые детали, якорь и остов очищают (см. § 4).
§ 65. МЕХАНИЧЕСКИЕ ЧАСТИ ОСТОВА
Практика показывает, что наиболее часто повреждения в механи-
ческих частях остовов тяговых электрических машин возникают в уз-
лах, связанных с подшипниками качения и скольжения. Так, в меха-
нической части остова тягового электродвигателя наблюдается прово-
рот наружных обойм роликоподшипников, ослабление посадки подшип-
никовых щитов и крышек моторно-осевых подшипников, приводящее
в дальнейшем к выработке посадочных мест и повреждениям подшип-
356
ников, появлению трещин в остове в районе постелей моторно-осевых
подшипников, около отверстий под подшипниковые щиты, в узлах
вентиляционных и коллекторных окон. Ослабление посадки крышек
моторно-осевых подшипников и подшипниковых щитов происходит
как вследствие тряски и вибрации электродвигателя при движении
тепловоза, так и довольно ощутимой деформации самого остова. На-
блюдения показывают, что разница в межцентровом расстоянии С
с одной и другой стороны остова у некоторых электродвигателей после
пробега 500—600 тыс. км достигает 2 мм, а отклонение размера С
от нормального — 2,5 мм (см. рис. 282). Овальность постелей моторно-
осевых подшипников доходит до 0,8 мм, а овальность горловин под
подшипниковые щиты—до 1,5 мм. Такие остаточные деформации
остова создают немалые трудности при сборке подшипниковых узлов и
тягового редуктора. У остова тягового генератора иногда происходит
проворот наружной обоймы роликоподшипника в корпусе, появляются
трещины в сварных швах у лап подшипникового щита.
Трещины в остовах можно обнаружить при внешнем осмотре или
при помощи цветной дефектоскопии (см. § 7). Устраняют их сваркой
[51. Подшипниковый щит тягового генератора перед заваркой трещин
в его лапах или ребрах укрепляют на кондукторе, чтобы предотвратить
возможное коробление.
Отклонение межцентрового расстояния С (см. рис. 282) от нормаль-
ного размера более чем на 1 мм, овальность горловин под подшипни-
ковые щиты более 1 мм и овальность постелей моторно-осевых подшип-
ников более 0,3 мм у остова тягового электродвигателя устраняют в ус-
ловиях ремонтного завода наплавкой поверхностей постелей и горло-
вин с последующей расточкой их под нормальный размер с одной уста-
новки на специализированных металлорежущих станках. В условиях
депо нормальный натяг между подшипниковыми щитами и остовом,
а также между крышками моторно-осевых подшипников и остовом
восстанавливают наплавкой соответствующих поверхностей подшип-
никовых щитов и крышек подшипников с последующей механической
обработкой.
При отсутствии надлежащего оборудования сопрягаемые поверх-
ности остова, щитов и крышек подшипников наиболее рационально на-
ращивать электроискровой обработкой (см. § 14).
Чтобы выдержать соосность и ступенчатость постелей моторно-
осевых подшипников в допустимых пределах, крышки по замкам осто-
ва подгоняют по технологическому валу с установкой между крышкой
и остовом ранее снятых регулировочных прокладок. Подгоночные
работы ведут опиловкой или шлифовкой замковых поверхностей крыш-
ки. Нормальный натяг между крышками и остовом 0,0—0,45 мм, до-
пускается слабина до 0,03 мм.
Если выработка (износный след) в подшипниковом гнезде от про-
ворота наружной обоймы роликоподшипника не превышает 0,15 мм,
нормальная посадка между деталями достигается за счет наращивания
наружной обоймы роликоподшипника (см. § 12). В случае большей
выработки посадку восстанавливают наплавкой подшипникового гнез-
да, желательно вибродуговым способом, с последующей обработкой под
357
нормальный размер. При вибродуговой наплавке не происходит короб-
ление подшипникового щита.
Герметичность масляной камеры крышек моторно-осевых подшип-
ников тягового электродвигателя проверяют наливом керосина. Де-
фектное место заваривают, а поры закупоривают пастообразными кле-
евыми составами (см. § 15). Механизм польстера после исправления и
замены негодных деталей должен обеспечивать равномерное прижатие
к оси пряжи (щетки) и упругое, без заеданий ее перемещение.
Повреждения деталей резьбовых соединений устраняют согласно
рекомендациям, приведенным в § 17. Крышки коллекторных люков
ремонтируют и подгоняют так, чтобы они плотно закрывали люк,
легко снимались и устанавливались, а их запоры исправно работали.
Поврежденное войлочное уплотнение крышек (где оно предусмотрено)
заменяют, а новое уплотнение надежно приклеивают или укрепляют
заклепками. Масляную полость крышек моторно-осевых подшипников
и внутреннюю сторону подшипниковых щитов покрывают эмалью
ГФ-92-ХС, а наружные поверхности этих деталей — черным отработав-
шим лаком Б Г-99.
§ 66. ТОКОВЕДУЩИЕ ЧАСТИ ОСТОВА
Токоведущие части остова электрической машины, т. е. полюсы и
межкатушечные соединения, демонтируют лишь при ремонтах СР и КР.
При других ремонтах снимают только неисправные деталь или узел.
Наиболее характерными повреждениями токоведущих частей ос-
товов электрических машин, особенно тяговых электродвигателей,
являются: трещины, излом выводов и пробой изоляции на корпус ка-
тушек полюсов, ослабление неподвижных разъемных контактных сое-
динений, увлажнение и загрязнение поверхностного слоя изоляции и
механические повреждения изоляции выводных кабелей. О причинах
возникновения неисправностей и о контроле состояния токоведущих
частей, в частности тяговых электродвигателей, рассказано в § 60 и 61.
Трещины и излом выводов катушек, нарушение контакта у межкату-
шечных соединений происходят из-за ослабления полюсных катушек
в посадке, вызываемого тряской и вибрацией при движении тепловоза,
а также вследствие многократного нагрева и охлаждения катушек
(усадка изоляции), деформации пружинных шайб и крепежных де-
талей.
Ослабшую в посадке катушку определяют прежде всего по внешним
признакам (см. § 3), а затем обстукиванием деталей. Если на поверх-
ности пружинной рамки или у самой катушки замечены следы смеще-
ния (натертости) или когда при обстукивании пружинная рамка, по-
мещенная под катушкой, вибрирует или перемещается («отдает в руку»),
у такого полюса подтягивают полюсные болты. Если этим не удается
восстановить нормальную посадку катушки, отпускают полюсные
болты, чтобы под катушку можно было подложить П-образную проклад-
ку из электроизоляционного картона. Желательно окончательную
затяжку полюсных болтов производить после нагрева катушек током.
358
После этих операций следует проверить прочность изоляции электри-
ческих частей относительно корпуса (см. § 61).
Надежность затяжки и состояние крепежных деталей полюсов про-
веряют обстукиванием, внешним осмотром пружинных шайб, а болты,
кроме того, ультразвуковым дефектоскопом с целью выявления скры-
тых повреждений (см. § 7).
Как определить неисправности в неподвижных контактных соеди-
нениях остова, в данном случае у межкатушечных соединений, и как
эти неисправности устранить, можно прочитать в § 63. Что следует пред-
принять для поддержания работоспособности изоляции, как поступить,
когда изоляция катушек и межполюсных соединений увлажнена или
поверхностный слой изоляции покрыт токопроводящими загрязнения-
ми, как устранять местное (локальное) повреждение изоляции, рас-
сказано в § 62. Чаще всего оплетка выводных кабелей перетирается
в местах выхода из остова. Резиновые втулки, свободно сидящие в от-
верстиях остова и на проводах, заменяют. Провода и межкатушечные
соединения, слабо закрепленные и имеющие свободу перемещения,
вновь скрепляют с остовом. Перед скреплением проводов отъемными
или постоянными скобами 3 (рис. 287) провода обертывают электро-
картоном 4 с последующим наложением шнурового бандажа 2. Электро-
картон и шнур предварительно пропитывают в льняном масле или
картон пропитывают в олифе, а шнур в лаке ФЛ-98 с укладкой его в
сыром виде. Скобу 3 предварительно обертывают киперной лентой
1. Для скрепления проводов в остове не следует вместо шнура исполь-
зовать киперную ленту или ленты других видов, способные вытя-
гиваться.
Ремонт полюсов. Полюсы с пробоем изоляции катушек на
корпус и межвитковым замыканием, поврежденными выводами, с по-
ниженным сопротивлением изоляции, не устраняемым сушкой, демон-
тируют из остова для ремонта или замены.
Для демонтажа любого полюса из остова, например тягового элек-
тродвигателя, отсоединяют от поврежденной катушки межкатушечное
соединение. При горизонтальном положении остова из него извлекают
полюс при помощи скобы, показанной на рис. 284, б. Скобу подвеши-
вают к крюку подъемного крана, вводят в остов и слегка «подживляют»
снимаемый полюс скобой. Отвернув болты крепления, полюс вместе
со скобой вынимают из остова. Когда остов установлен вертикально
(подшипниковой плитой 13 вверх, см. рис. 283), до отворачивания по-
люсных болтов на главном полюсе мон-
тируют приспособление, а если снимает-
ся добавочный полюс, то его зачаливают
ремнем. Перед демонтажем главного
полюса нужно предварительно снять
находящийся рядом с ним добавочный
полюс. В такой же последовательности
снимают и поврежденные полюсы с ос-
Рис. 287. Узел крепления меж-
катушечного соединения в осто-
ве тягового электродвигателя
това тягового генератора.
Для контроля состояния деталей
снятые полюсы разбирают, т. е. из ка-
359
тушки выпрессовывают под прессом сердечник. Состояние кату-
шек полюсов, имеющих неразъемную моноблочную конструкцию,
проверяют без разборки. Детали полюса очищают (см. § 4).
Катушки полюсов из обмоточного провода или шинной меди с про-
боем изоляции на корпус или межвитковым замыканием направляют
в заводской ремонт. Повреждения выводов (трещины, излом) катушек
моноблочных полюсов (ЭД107А, ЭД118А) и катушек главных полюсов
генераторов устраняют также на ремонтных заводах. Поврежденные
выводы катушек полюсов (ДК304Б, ЭДТ200А) и добавочные полюсы
тяговых генераторов в необходимых случаях можно исправить в усло-
виях депо.
Чтобы восстановить вывод катушки главного полюса тягового
электродвигателя ЭДТ-200Б, с катушки срезают с постоянным накло-
ном изоляцию (рис. 288, а), срубают негодный вывод и освобождают
конец витка катушки (рис. 288, б). Приваривают новый вывод; ранее
освобожденный виток вновь закрепляют скобой из белой жести. Кром-
ки скобы припаивают к наружной стороне витка. Зачищают неровности
и приступают к изолированию катушки. Накладывают один слой в стык
асбестовой ленты, пропитанной в лаке, три слоя в полуперекрышу
миколенты 0,17 X 30 мм с постепенным переходом на срезанную с на-
клоном старую изоляцию. Каждый слой микаленты промазывают клея-
щим лаком. И наконец, накладывают по всему контуру катушки по-
кровную изоляцию — один слой киперной ленты в полуперекрышу.
Если размер «окна» катушки окажется более нормального, в необхо-
димых местах под покровную изоляцию подкладывают электрокартон,
пропитанный в лаке. После впайки кабельного вывода в шинный вы-
вод катушки и изоляции этого места наконечники выводов маркируют
буквами в соответствии с обозначениями электрической схемы
(см. рис. 266). Окончательной операцией является пропитка катушки
в лаке или ее покрытие двумя-тремя слоями эмали ГФ-92-ХС до полу-
чения ровной гладкой поверхности. При приварке шинного вывода и
припайке кабельного вывода следует придерживаться рекомендаций,
изложенных в § 63.
Сердечники полюсов с завальцованной или поврежденной поверх-
ностью (со стороны якоря), расслоением листов или боковинами, име-
ющими трещины, заменяют. Ослабшие боковины укрепляют расклепкой
заклепок. Заусенцы, за-
боины и другие неров-
ности с поверхностей, со-
прягаемых с катушкой,
следует удалить. Углы
сердечника в местах со-
пряжения с катушкой
должны иметь закругле-
ния согласно чертежу.
Повреждения резьбовых
частей сердечников устра-
Рис. 288. К ремонту выводов катушки главного
полюса тягового электродвигателя
няют согласно рекоменда-
циям § 17.
360
Пружинная рамка. От
состояния этой части во
многом зависит надеж-
ность посадки катушек
полюса в остове, посколь-
ку пружинная рамка окон-
чательно смонтированного
главного полюса в остове
тягового электродвигателя
Рис. 289. К сборке главного полюса тягового
электродвигателя
создает распирающее уси-
лие до 1000 кгс. Пружинную рамку с деформированной (просевшей)
пружинной пластиной, трещинами и отколами следует заменить.
Искривленные места рамки выправляют. Размеры рамки должны
соответствовать чертежу. После ремонта рамку покрывают лаком
или эмалью.
Межкатушечные соединения. Повреждения изоляции и наконечни-
ков устраняют с соблюдением рекомендаций, изложенных в § 62 и 63.
Сборку полюса, например главного полюса тягового элект-
родвигателя (рис. 289), ведут в таком порядке: надевают на заплечики
сердечника 1 пружинную рамку 4 пластиной к заплечикам и затем
фланец 2. Сердечник в сборе с пружинной рамкой и фланцем запрес-
совывают в катушку 3. Катушка на сердечнике должна сидеть плотно
(с натягом), при надобности между ними прокладывают электрокар-
тон. До посадки сердечника в катушку последнюю нагревают в печи
до 80—90° С.
Процесс монтажа полюсов в остове состоит из следующих операций:
очистки и покрытия эмалью внутренней поверхности остова, провер-
ки прямолинейности и плоскостности мест установки полюсов (у тяго-
вого электродвигателя), закрепления полюса в остове, проверки поляр-
ности катушек, проверки качества контактных соединений, изолиро-
вания контактов и закрепления межкатушечных соединений в остове.
Внутреннюю поверхность остова тщательно очищают, обезжири-
вают бензином, после чего покрывают (кроме места под главные полю-
сы) электроизоляционной эмалью ГФ-92-ХС.
Место постановки полюса в остове тягового электродвигателя долж-
но иметь ровную поверхность. Ее проверяют контрольной линейкой
длиной 500 мм. Зазор между линейкой и любым участком контролируе-
мой поверхности допускается не более 0,05 мм. Неровности устраняют
опиловкой или шабровкой.
Вначале в остове монтируют главный, а затем добавочный полюс.
Под полюсы помещают ранее снятые регулировочные прокладки, а под
добавочный полюс— пружинную рамку. Закрепляют полюсы болтами.
После этого измеряют расстояние между сердечниками каждой пары
полюсов, а затем определяют разность расстояний от продольной оси
остова до сердечника каждого полюса. У одной пары полюсов разность
этих расстояний допускается не более 1 мм. Регулировку ведут про-
кладками, помещаемыми между остовом и каждым полюсом. Нормаль-
ное расстояние между полюсами указывается на чертеже каждой ма-
шины. Материализованной осью остова может служить контрольная
361
труба приспособления (см. рис. 103). Приспособление монтируется
в отверстиях остова вместо подшипниковых щитов. После окончатель-
ной установки расстояние между боковинами катушек полюсов должно
быть не менее 3 мм.
Часто аварии тяговых электродвигателей происходят из-за ослаб-
ления и обрыва болтов крепления верхних полюсов. Происходит это
главным образом вследствие незнания правил затяжки и контровки
полюсных болтов. Поэтому слесари-сборщики обязательно должны
ознакомиться с требованиями по сборке резьбовых соединений (см. § 17)
и строго их соблюдать. Пружинные шайбы под головки полюсных бол-
тов каждый раз следует ставить новые. Плотная посадка катушки полю-
са в остове достигается в необходимых случаях постановкой П-образ-
ных прокладок из электроизоляционного картона между катушкой и
остовом.
Часто причиной ослабления катушки добавочного полюса тягового
генератора является выпадание из нее межвитковых гетинаксовых про-
кладок из-за постановки их после окончательного закрепления катушек.
При сборке этого полюса следует после надевания катушки на сердеч-
ник забить между ними две гетинаксовые прокладки, проложить
между витками катушки прокладки 6 (рис. 290), затем прокладку 3
и укрепить последнюю на сердечнике четырьмя шурупами.Необходимая
плотность между прокладками и витками катушки достигается за счет
предварительного покрытия прокладок эмалью ГФ-92-ХС (для склеи-
вания) и изменения толщины нижней или верхней прокладки. Про-
кладки дополнительно бандажируют (закрепляют) стеклочулком.
Рис. 290. Дополнительный по-
люс тягового генератора
МПТ-99/47А:
1 — винт; 2 — накладка; 3 — про-
кладка полюсная; 4 — изоляция (ми-
калента — стеклолента); 5 — бан-
даж (стеклочулок); 6 — гетинаксо-
вая прокладка; 7 — полюсная ка-
тушка (5ТХ-526-691); 8 — полюсный
сердечник; 9 —рамка изолирующая
Межкатушечные соединения монти-
руют, соблюдая рекомендации по сбор-
ке неподвижных разъемных контактных
соединений (см. § 63).
Чтобы проверить полярность и чере-
дование полюсов по цепи катушек глав-
ных и добавочных полюсов, пропуска-
ют ток (10— 20% номинального) в на-
правлении, указанном на электричес-
кой схеме машины (см. рис. 266). Чере-
дование полюсов определяют магнитной
стрелкой, которую подвешивают на ко-
роткой тонкой нити и осторожно, во
избежание перемагничивания, подносят
поочередно к середине сердечника каж-
дого полюса. О полярности судят по
тому, какой конец магнитной стрелки
притягивается к полюсу. В качестве
магнитной стрелки могут быть исполь-
зованы два стальных пера, привязан-
ных к деревянной палочке проволокой
и подвешенных на нити. Перья заранее
намагничивают и помечают на них по-
лярность. Если применяется компас, его
362
Рис. 291. Изоляция контактов межкатушечных соединений тягового электродви-
гателя:
1 — киперная лента; 2 — лакоткапь; 3 — электроизоляционная замазка
стрелка должна вращаться без заеданий, не задевая оправу. У элек-
тродвигателя полюсы должны чередоваться так, чтобы по направле-
нию вращения якоря за любым главным полюсом находился одно-
именный добавочный (-> N — п — S — s), а у генератора — за
главным находился разноименный добавочный полюс (-> N — s —
S — п). При собранной машине магнитную стрелку подносят к го-
ловкам полюсных болтов. При этом стрелка покажет полярность,
противоположную действительной полярности полюса. После про-
верки полярности и чередования полюсов контролируют качество
сборки межкатушечных соединений по степени нагрева контакт-
ных частей (см. § 63), окончательно затягивают (при горячих
катушках) и контрят полюсные болты. Контакты межкатушеч-
ных соединений изолируют (рис. 291), кабели скрепляют на ос-
тове отъемными или постоянными скобами (см. рис. 287).
Окончив все работы по устранению повреждений токоведущих
частей остова, внутреннюю поверхность остова, наружные поверхно-
сти катушек и межкатушечных соединений после повторной очист-
ки покрывают (вручную или распыливанием) электроизоляционной
эмалью ГФ-92-ХС, затем вновь проверяют состояние токоведущих
частей, как об этом рассказано в § 61.
§ 67. ЯКОРЬ
Механические части якоря. У якоря тягового электродвигателя
(рис. 292) чаще всего повреждается вал из-за ослабления посадки и
проворота внутренних обойм роликоподшипников, а также шестерни
на конусной части вала. Иногда можно наблюдать трещины на валу
или ослабление в посадке нажимной шайбы якоря со стороны, проти-
воположной коллектору.
Как отыскивают трещины в деталях, восстанавливают нормальную
посадку обойм роликоподшипников на шейках и шестерни (или флан-
ца) на конусной части вала, а также какие существуют способы устра-
нения повреждений резьбовых частей деталей, подробно рассказано
в § 7, 17, 18 и 23. Наращивание конусной части и шеек вала под посадку
деталей рекомендуется вести вибродуговой наплавкой под флюсом.
363
Токоведущие части якоря. К наиболее характерным неисправно-
стям токоведущих частей якоря относятся: увлажнение и загрязнение
поверхностного слоя изоляции обмотки, пробой изоляции на корпус
и между витками, ослабление и размотка бандажей и повреждение
коллектора.
Увлажнение изоляции. О степени увлажнения изоля-
ции судят по величине ее сопротивления и коэффициенту абсорбции
(см. § 61). Если сопротивление изоляции холодного якоря менее ЗМОм
и коэффициент абсорбции менее 2, якорь сушат в камерной сушильной
печи или током от постороннего источника (см. § 62). Если сушкой со-
противление изоляции довести до нормы не удается, якорь направляют
в заводской ремонт.
Загрязнение поверхностного слоя изоля-
ции. Поверхность якоря, особенно тягового электродвигателя, после
длительной эксплуатации становится шершавой вследствие растрески-
вания и шелушения защитной эмалевой пленки. Влагостойкость такой
поверхности падает, на ней появляются пути утечки тока из-за скопле-
ния токопроводящих загрязнений. Наиболее рациональные техноло-
гические приемы по очистке и восстановлению защитных свойств по-
верхностного слоя изоляции якоря приведены в § 62.
Пробой изоляции на корпус и между вит-
ками обмотки. Как эти повреждения определяются, подробно
рассказано в § 61. Якорь с пробоем изоляции на корпус или межвит-
ковым замыканием обмотки в условиях депо не ремонтируют, а отправ-
ляют на ремонтный завод для замены обмотки или разрушенной изо-
ляции других частей.
Повреждение бандажей лобовых частей.
Чаще слабнут и повреждаются бандажи якорей тяговых электродвига-
телей. Ослаблению бандажей способствуют температурные деформации,
«усыхание» и усадка изоляции токоведущих частей, вибрации и цент-
Рис. 292. Якорь тягового электродвигателя:
1— обмотка; 2 —сердечник; 3 — задний лобовой бандаж; 4 — задняя нажимная шайба; 5, 12 —
балансировочные грузы; 6 — втулка; 7-*-вал; в —гайка; 9 — предохранительная шайба; /О —
втулка; // — коллекторный болт; 13 — коллекторный бандаж; 14— коллектор; 15 — петушок
коллектора; 16 — передний лобовой бандаж; 17 — клин
364
робежные силы, возникающие при движении и буксовании колес теп-
ловоза. К этому же приводят и возможные нарушения, допущенные
при укладке обмотки и наложении бандажей.
Ослабший бандаж не в состоянии удерживать обмотку. Последняя
начинает «дышать», а ее изоляция перетирается, разрушается, и в ре-
зультате происходит пробой изоляции на корпус, пережог и размотка
бандажа. Пережогу в большей степени подвержен передний лобовой
бандаж вследствие межвиткового замыкания обмотки под бандажом.
Задний же лобовой бандаж чаще выходит из строя вследствие ослабле-
ния. Поэтому важно уловить раннюю стадию ослабления бандажа,
чтобы сменить его, прежде чем он размотается и выведет из строя ма-
шину. Состояние бандажей проверяют визуально, а состояние метал-
лических бандажей, кроме того, и обстукиванием.
Металлические бандажи с ослабшими витками, сдвигом или обры-
вом замковых скоб или конца витка в замке заменяют. Плохо спаянные
скобы и окисленные участки зачищают и пропаивают вновь. Негодный
бандаж перерезают наждачным кругом. При этом проявляют макси-
мальную осторожность, чтобы не повредить обмотку. Перед наложени-
ем нового бандажа проверяют состояние подбандажной изоляции. Она
должна быть цельной, без трещин, надрывов и других повреждений.
Местные повреждения устраняют. Негодную изоляцию заменяют. Что-
бы достигнуть равномерного обжатия обмотки бандажом, поверхность
подбандажной изоляции делают ровной, без углублений, бугров и
скосов. Для выравнивания изоляции под нее в отдельных местах под-
кладывают электрокартон или гибкий миканит.
Для получения тугого жесткого бандажа при его намотке соблюдают
ряд требований, важнейшими из которых являются:
для намотки применяют магнитную луженую бандажную проволо-
ку марки М диаметром 2—2,5 мм, обладающую высокими механиче-
скими свойствами;
намотку бандажа ведут с натяжением проволоки, которое для ниж-
него слоя бандажа должно быть на 5—10% больше, чем для верхнего
слоя (у двухслойных бандажей). Например, у якоря тяговых электро-
двигателей ЭДТ-200Б, имеющих двухслойные бандажи, натяжение
проволоки при намотке нижнего слоя 230—240 кгс, а верхнего 220—
230 кгс;
витки проволоки укладывают один за другим без промежутков
между ними. Для закрепления концов бандажа и предохранения витков
от раздвигания применяют замковые и промежуточные скобы из белой
жести;
замковые скобы укладывают при наложении первого витка бандажа.
Начало и конец проволоки перекрывают таким образом, чтобы между
замковыми скобами бандаж имел на одну проволоку больше, чем в ос-
тальных сечениях;
для увеличения жесткости и удержания витков от проскальзыва-
ния, а также предохранения от мгновенной размотки бандаж пропаи-
вают припоем ПОС-40. При пайке соблюдают осторожность, чтобы не
допустить прогара подбандажной изоляции и затекания под нее при-,
поя. Поверхность бандажа после пайки должна быть ровной и гладкой;
365
намотку бандажа ведут при холодном якоре на бандажировочных
станках с обязательным контролем усилия натяжения проволоки.
После окончания работ по смене бандажей поверхность якоря по-
крывают электроизоляционной эмалью или пропитывают в лаке (спо-
собом окунания) с последующим покрытием эмалью. Один из банда-
жировочных станков, служащий одновременно и для продорожки кол-
лекторов, показан на рис. 293. Он состоит из станины 9, передней и
задней бабок 10 и 6, каретки 8, которая направляет укладываемую
бандажную проволоку. Изменение силы натяжения бандажной прово-
локи обеспечивается устройством 7, а контролируется динамометром 1.
Приспособление 4 служит для продорожки коллектора; фреза 2 этого
приспособления в горизонтальном направлении перемещается ручкой
3, а в вертикальном — ручкой 5. Вращается фреза от электродвигате-
ля через ременную передачу.
Бандажи из стеклоленты. Состояние бандажа прове-
ряют осмотром. Бандаж, имеющий прожоги, сдвиг витков, вздутия и
отслоение ленты, заменяют. О «заболевании» бандажа сигнализируют и
трещины, появляющиеся на его эмалевой поверхности. Негодный бан-
даж перерезают наждачным кругом, осматривают и при необходимости
заменяют и выравнивают подбандажную изоляцию. Для бандажировки
применяют нетканую стеклоленту ЛСБ-Г-0,2 X 200 мм, наматывают
с натяжением 130—140 кгс. При других сечениях стеклоленты величи-
ну натяжения находят из расчета 32,5 кгс/мм2. Вначале накладывают
50 витков под чехлом из стеклянной ленты, а затем 200 витков на зад-
ний и 150 витков на передний лобовые бандажи. Стеклоленту укла-
дывают в полуперекрышу равномерно по ширине бандажа. Через каж-
дые 50—60 витков ленту скрепляют путем подогрева до 180—200° С
электропаяльником и разглаживают валиком. Конец ленты закрепля-
ют под предшествующими витками. Перед освобождением последнего
витка от натяжения его скрепляют на длине 200—250 мм электропаяль-
ником и разглаживают валиком.
Рис. 293. Бандажировочный станок А591
366
Коллекторный бандаж. Бандаж миканитового конуса
коллектора с прожогом, сдвигом, отслоением или вздутием ленты заме-
няют. После удаления старого бандажа и очистки миканитового кону-
са последний покрывают эмалью ГФ-92-ХК. Затем накладывают в по-
луперекрышу десять слоев стеклоленты ЛСБ-Г-0,2 X 200 мм так, чтобы
закрыть возможные пути проникновения влаги и масла под коллектор.
Ленту укладывают равномерно, с одинаковым натяжением. Конец
ленты закрепляют под предшествующим витком бандажа, как и при
наложении лобового бандажа.
Чтобы сделать бандаж более плотным, его поверхность проглажи-
вают горячим валиком или электропаяльником, а затем покрывают
двумя слоями эмали ГФ-92-ХК. Поверхность бандажа должна быть
однородного цвета, ровной и глянцевой.
Контактная поверхность коллектора. По внешнему виду контакт-
ной поверхности коллектора судят о состоянии и работе всей электри-
ческой машины. Коллектор нормально работающей машины обычно
имеет глянцевую поверхность темно-коричневого цвета, одинакового
для всех пластин, которая покрыта политурой, т. е. особой тонкой
оксидной пленкой повышенной твердости. Такая пленка, образую-
щаяся в процессе электрического контакта между коллектором и щет-
ками, способствует улучшению коммутации машины и уменьшает износ
коллектора.
К наиболее часто встречающимся повреждениям коллекторов яко-
рей тяговых электрических машин относятся: механический и электри-
ческий (эрозионный) износ, распайка концов обмотки в петушках кол-
лектора, западание и выступание пластин, задиры и риски. Все эти
неисправности вызываются совокупностью факторов конструкцион-
ного, производственного, эксплуатационного и аварийного характера
(см. § 5). Ниже рассмотрены только факторы производственного,
эксплуатационного и аварийного характера, оказывающие влия-
ние на состояние поверхности коллектора и деталей щеточного
аппарата.
Механический износ. Причинами повышенного износа могут быть:
применение щеток с повышенным коэффициентом трения, плохая очи-
стка воздуха, поступающего в машину для охлаждения, чрезмерное
контактное нажатие щеток. Неравномерному износу во многих случаях
сопутствует перегрев отдельных пластин и биение коллектора вслед-
ствие его эксцентричности относительно оси вращения. Диаметральный
износ коллектора определяют микрометражом. При этом измерение
ведут микрометрической скобой по двум поясам (щеточным следам)
по длине коллектора и двум взаимно перпендикулярным плоскостям
в каждом поясе. Радиальный износ грубо можно определить щупом,
измерив световую щель между контрольной линейкой и коллектором,
а более точно — индикаторным приспособлением.
Эрозионный (электрический) износ контактной поверхности коллек-
тора вызывается неудовлеворительной коммутацией машины, т. е.
чрезмерным искрением щеток, вызывающим подгар коллекторных
пластин. Искрение нередко переходит в круговой огонь по коллектору,
приводящий к прожогу и оплавлению пластин, распайке концов об-
367
мотки в петушках коллектора и другим тяжелым повреждениям ма-
шины (рис. 294).
Нарушение коммутации может быть следствием многих причин:
плохого контакта между щетками и коллектором;
загрязнения или некачественной притирки щеток;
вибрации щеток вследствие неровной или эксцентричной поверх-
ности коллектора, тряски при движении тепловоза, нарушения балан-
сировки якоря, слабого нажатия на щетки, ослабления крепления
щеткодержателей;
неправильной установки щеток, когда они расположены неравно-
мерно по окружности и не на физической нейтрали;
магнитной асимметрией, возникающей в результате ослабления
или повреждения контактных соединений в электрических частях
остова и якоря;
слишком сильного и слишком слабого нажатия на щетки, из-за
чего происходит заедание щеток в гнездах или плохой электрический
контакт в щеточном аппарате.
Подгары коллекторных пластин, в частности у якорей тяговых
электродвигателей, в большинстве случаев группируются в четырех
или восьми симметрично расположенных зонах по окружности коллек-
тора, что свидетельствует о взаимодействии электромагнитных и меха-
нических факторов, вызывающих неудовлетворительную коммутацию.
Повреждения, возникающие вследствие эрозионного износа и кругового
огня, определяют осмотром, измерением сопротивления изоляции токо-
ведущих частей или микрометражом.
Распайка концов обмотки в петушках коллектора вызывается пе-
регревом коллектора из-за перегрузки или неудовлетворительного ох-
лаждения машины, применения слишком твердых щеток, искрения
щеток, а также некачественной спайки концов обмотки с коллектором.
При осмотре редко удается обнаружить плохую пайку, поэтому ре-
комендуется проверить качество пайки методом милливольтметра
(см. § 61).
Западание и выступание отдельных пластин, и как следствие,
их неравномерный износ происходят в результате неудовлетворитель-
ной формовки коллектора при постройке или заводском ремонте, тед .
пературных деформаций, возникающих при периодическом нагревании
и охлаждении, чрезмерного перегрева
и подгара отдельных групп пластин
и т. д. Эту неисправность определяют
осмотром и в отдельных случаях изме-
рениями.
Задиры, глубокие риски на контакт-
ной поверхности якоря появляются
из-за падения на коллектор крепежных
деталей (шурупов, шайб) от щеточного
аппарата при движении тепловоза.
Текущий ремонт коллектора. Работы
профилактического характера по вос-
становлению работоспособности контакт-
Рис. 294. Повреждения контакт-
ной поверхности коллектора
якоря
368
Рис. 295. Приспособления для очистки и продо-
рожкн канавок между коллекторными пласти-
нами (а) и для разделки фасок у пластин (б)
ной поверхности и паяных
соединений коллектора
ведут в такой последова-
тельности: очистка коллек-
тора, устранение прожо-
гов, перепайка концов об-
мотки, подтягивание кол-
лекторных болтов, оконча-
тельная отделка.
Очистка коллектора.
При очистке коллектора
обращают внимание на
дорожки (углубления)
между медными пласти-
нами, где обычно скап-
ливается и «спрессовы-
вается» смесь угольной и
медной пыли, образуя
токопроводящие мостики. Очищают пылесосом со щеткой капроновый
ворс, который должен быть жестким и коротким. Если щеткой пыле-
соса не удается удалить «спрессованные» загрязнения, то дорожки про-
чищают сначала приспособлением, показанным на рис. 295, а, а затем
щеткой пылесоса. Заусенцы, зазубрины и наволакивание меди с краев
пластин (см. рис. 294) снимают другим приспособлением, показанным
на рис. 295, б. После этого поверхность коллектора протирают тампо-
ном, смоченным в бензине. Если якорь не разъединялся со «своим»
остовом, контактная поверхность коллектора не имеет видимых меха-
нических повреждений, ее износ и биение не превышают допустимых
величин, не следует без нужды не только протачивать эту поверхность
резцом, но и зачищать ее шкуркой, чтобы не снять политуру.
Устранение прожогов. Прожженные места у отдельных медных
пластин глубиной до 0,5 мм устраняют обточкой коллектора на станке,
а глубиной более 0,5 — запайкой дефектного места припоем ПОС-61.
Выгоревшие участки миканитовых пластин восстанавливают заделкой
электроизоляционной пастой. Глубину и длину поврежденного участ-
ка выявляют иглой, которая застревает обычно в прогоревших местах.
После очистки дефектного места мелкие прогары перед заделкой углуб-
ляют фрезой или сверлом на глубину до 10—15 мм. После обезжири-
вания спиртом эти места заполняют пастой и хорошо ее уплотняют.
Якорь сушат внешним обогревом или током от постороннего источника
при 70—80° С в течение 10—15 ч. В качестве замазки может быть ре-
комендована композиция на основе смолы ПМФ-12 в смеси с гидратом
алюминия или слюдяная мука в смеси с клеем ВС10-Т (см. § 15). После
сушки производят продорожку восстановленных мест.
Перепайка концов обмотки в петушках коллектора. Увеличенное
контактное сопротивление, вызванное распайкой, окислением или пло-
хой пайкой, устраняют перепайкой на установке для контактной пайки
(рис. 296) или электрическим паяльником с регулированием температу-
ры нагрева.
369
Перед перепайкой удаляют старый припой. Чтобы предотвратить
затекание припоя в обмотку, якорь устанавливают с наклоном на 20—
30° к горизонту коллектором вниз, переднюю лобовую часть обматы-
вают асбестовой лентой. Для удаления старого припоя поврежденное
паяное соединение нагревают (электродами установки или электропая-
льником) до тех пор, пока старый припой не перестанет выступать из
паза петушка коллектора. Чтобы при этом избежать перегрева, обра-
зования окалин и пленки окислов на спаиваемых поверхностях, на на-
греваемое место обильно наносят флюс или канифоль. Перегрев кол-
лектора опасен тем, что может привести к вытеканию склеивающих
лаков, к расслоению миканитовых пластин, конусов и манжет и, сле-
довательно, к порче изоляции.
Спаиваемые части нагревают до 300—400° С (светло-красное кале-
ние электрода), обильно смачивая флюсом, и заполняют припоем
ПОС-61 паза каждого петушка до появления припоя над пазом.
Доброкачественность выполненной пайки после остывания якоря и
очистки спаянных мест от остатков флюса и наплывов припоя про-
веряют методом милливольтметра (см. § 61). При пайке рекомендуется
флюс ЛК-2, состоящий из 66% этилового спирта, 30% канифоли,
3% хлористого цинка и 1% хлористого аммония.
Подтягивание коллекторных болтов. Коллекторные болты подтяги-
вают в тех случаях, когда наблюдается западание или выступание
единичных пластин коллектора, произошел сильный перегрев кол-
лектора и обнаружено ослабление крепления коллекторных болтов.
Чтобы подтянуть болты крепления коллектора, освобождают их голов-
ки от сварки, нагревают якорь до 70—80° С и подтягивают болты впо-
следовательности и усилием (момент затяжки 10—11 кгс-м), рекомендо-
Рис. 296. Установка для контактной
пайки концов обмотки якоря в петуш-
ках коллектора
ванными в § 17. После чего головки
болтов вновь контрят сваркой пу-
тем прихватывания бронзовыми
или медными электродами в мес-
тах, показанных на рис. 297.
Окончательная отделка кон-
тактной поверхности коллекто-
ра. В этот процесс входят следую-
щие работы: обточка коллектора,
продорожка миканитовых пластин,
разделка фасок у медных пластин
и шлифовка контактной поверх-
ности коллектора.
Обтачивают коллектор с целью
устранения последствий механи-
ческого и эрозионного износа и
когда подтягивали коллекторные
болты. Чтобы получить концен-
тричную относительно оси враще-
ния поверхность коллектора, об-
тачивать его предпочтительнее при
вращении якоря на своих подшип-
370
никах или на внутренних
обоймах этих подшипни-
ков, так как центры вала
якоря могут быть сбиты.
Если коллектор обтачива-
ют при вращении якоря
в центрах вала, то биение
шеек вала в местах посадки Рис. 297. Места приварки головок коллекторных
подшипников ИЛИ поверх- болтов якорей тяговых электродвигателей
ности внутренних обойм
подшипников, измеренное индикатором, не должно превышать 0,03 мм.
Важно также защитить обмотку якоря от попадания медной и про-
чей пыли, образующейся при обточке и шлифовке коллектора. Для
этого практикуют временную заклейку поверхности якоря, в том чис-
ле и коллекторного бандажа, бумагой или обвязывают их плотной
тканью. Однако лучше всего удалить пыль подводом к резцу или шли-
фовальному бруску станка патрубка от отсасывающей вентиляции.
Обтачивают коллектор алмазным резцом с минимальным снятием ме-
талла до состояния «как чисто», т. е. когда с поверхности коллектора
исчезнут заметные на глаз темные места в виде теней.
После обточки коллектора углубляют проточку у его петушков до
нормальной величины, а торцы пластин со стороны миканитового кону-
са (коллекторного бандажа) закругляют радиусом 3 мм для облегчения
процесса продорожки. Нельзя без надобности суживать петушки кол-
лекторных пластин проточкой. Нужно иметь в виду, что чем большую
ширину имеет петушок, тем больше перемоток в состоянии выдержать
якорь. Неровности и выступающие части с петушков следует удалять
опиловкой.
Если после обточки коллектора глубина утопания (дорожки) ми-
канитовой изоляции между медными пластинами будет менее нормы
(рис. 298), делают продорожку. Эту операцию для повышения качества
и производительности труда выполняют на полуавтоматическом станке
А731.02 или на станке, показанном на
рис. 293. Продорожка ведется дисковой
фрезой такой ширины, чтобы за один
проход углубить миканит на нужную
величину. При отсутствии станков про-
дорожку ведут вручную приспособле-
нием, показанным на рис. 295, а. При
нормальной для данной машины глубине
продорожки коллектора угольная и мед-
ная пыль не скапливается в дорожках
и между медными пластинами не обра-
зуются токопроводящие «мостики». Пыль
из них выдувается в процессе работы
машины. Кроме того, обеспечивается
нормальная работа коллектора до сле-
дующего ремонта без дополнительной
Продорожки.
Тяговый генератор
| 0,10-1,0 \ 16-1,0 \(Щ) \
Тяговый электродвигатель
| 1,0-1,5 \^0-1>5\ 0,5 J
Рис. 298. К продорожке изоля-
ции между коллекторными пла-
стинами якоря
371
Рис. 299. Приспо-
собление для шли-
фовки контактной
поверхности кол-
лектора якоря:
I — шток; 2 — на-
жимная планка; 3 —
абразивный брусок;
4 — держатель; 5 —
пружина; 6 — корпус
После обточки и продорожки коллектора у
краев медных пластин появляются заусенцы и
зазубрины, которые снимают вручную приспособ-
лением (см. рис. 295, б), т. е. производят раздел-
ку фасок 0,25 X 45°, как это показано на рис. 298.
При снятии фасок надо быть очень осторожным,
чтобы не поцарапать коллектор.
Приступая к шлифованию контактной поверх-
ности коллектора, следует помнить, что скорость
скольжения щеток по коллектору достигает 60 м/с
и токи, протекающие через эти скользящие кон-
такты, весьма велики. При таких скоростях даже
незначительные неровности и небольшая разность
в высотах соседних пластин недопустимы. Они при-
водят к беспрерывному подпрыгиванию щеток и,
следовательно, неравномерному распределению
тока по коллекторным пластинам. Особенно в не-
благоприятных условиях находятся скользящие
контакты нижнего щеткодержателя машины.
Шлифуют коллектор предварительно абра-
зивным бруском марки Р17 или Р17Б, а оконча-
тельно — бруском марки РЗО, вмонтированны-
ми в приспособление (рис. 299). Режим шлифования: частота вращения
якоря 300—500 об/мин, продольная подача 0,2 мм/об. Шероховатость
обработанной поверхности соответствуете—9-му классам. При отсутст-
вии абразивных брусков указанной марки допускается применение
мелкой шкурки (№ 40), укрепленной на жесткой деревянной колодке
с вогнутостью, соответствующей диаметру коллектора. После шлифова-
ния коллектора внимательно осматривают и очищают токоведущие
части якоря, измеряют сопротивление изоляции и меди, проверяют
качество пайки петушков и нет ли замыкания между витками, а также
прочность изоляции высоким напряжением (см. § 61).
Балансировка якоря. Динамическая уравновешенность
якоря может измениться из-за утери балансировочных грузов 5 и 12
(см. рис. 292), вследствие замены бандажей лобовых частей или про-
питки якоря. Поэтому заключительной операцией ремонта якоря яв-
ляется его балансировка. Проверку и динамическую балансировку
производят на специализированных балансировочных станках
(см. §32). Допустимый небаланс 400 гем у якоря тягового электродвига-
теля и 4500 гем у тягового генератора.
§ 68. ЩЕТОЧНЫЙ АППАРАТ
Работы профилактического характера по щеточному аппарату:
осмотр, очистка, проверка надежности крепления деталей, замена от-
дельных щеток производятся при ТО2 и ТОЗ, а также при ТР1 и ТР2.
Щеткодержатели тяговых электродвигателей и двухмашинного агрега-
та снимают для проверки состояния деталей при ремонте ТРЗ, а щетко-
372
держатели тягового генератора — при ремонтах СР и КР. Неплановый
ремонт вызывается необходимостью устранения последствий кругового
огня по коллектору, оплавления корпусных деталей, разрушения изо-
ляторов и т. п.
Характерными повреждениями деталей щеточного аппарата яв-
ляются: износ щеток, износ гнезд под щетки в корпусе щеткодержате-
ля, повреждение и ослабление изолятора в посадке, износ деталей
пружинного механизма.
Перед съемкой щеткодержателя измеряют сопротивление изоляции
относительно корпуса (см. § 61) и отмечают краской или кернами взаим-
ную ориентацию щеткодержателей относительно остова (или траверсы,
подшипникового щита). Эго вызвано тем,что для нормальной безыскро-
вой работы машины положение щеткодержателей каждой отдельно
взятой машины регулируют относительно коллектора якоря и остова
при сборке и испытании машины.
Щетки, у которых расстояние от контактной поверхности до арма-
туры (заделки) менее 5 мм, а также имеющие трещины, сколы, состав-
ляющие более 5% контактной поверхности, ослабление заделки или
повреждения шунтов, заменяют.
Корпус щет к одержателя. Если корпус имеет трещины,
могущие привести к отколу металла в местах крепления или в гнез-
дах под щетки, то его заменяют. Трещины иного характера, а также вы-
работку резьбовых и круглых отверстий, выжиги в нижней части гнезд
устраняют газовой сваркой с предварительным нагревом корпуса до
200—250° С. При нормальной эксплуатации износ гнезд под щетки кор-
пуса щеткодержателя невелик. Интенсивный износ вызывается попа-
данием абразивной пыли между щеткой и корпусом щеткодержателя,
а также подпрыгиванием щеток из-за неровной поверхности коллектора.
Износ стенок гнезд по высоте неравномерен, особенно у щеткодер-
жателей тяговых электродвигателей, причем эта неравномерность тем
выше, чем больше зазор между щеткой и ее гнездом, между щеткодер-
жателем и коллектором. Объясняется это тем, что при изменении на-
правления вращения якоря щетки наклоняются (угол наклона зависит
от величины зазора) и не прилегают полностью не только к коллектору,
но и к стенке гнезд щеткодержателей. Этим же вызывается двойное
«зеркало» приработки у щеток, скол по рабочей части. Допустимые за-
зоры между щеткой и гнездом щеткодержателей приведены на рис. 300
и 301.
Небольшой износ гнезд щеткодержателей устраняют за счет усадки
металла, т. е. нагрева корпуса до 300—600° С (в зависимости от вели-
чины износа) и охлаждения его на воздухе. Чтобы щетки при работе не
качались, стенки гнезд обрабатывают по шаблону. Их поверхности
делают ровными, без закруглений. Зазор между шаблоном и гнездом
должен быть минимальным, шаблон должен входить в него под действи-
ем собственного веса. Щеткодержатели со значительным изноебм гнезд
заменяют.
Изоляторы. Сопротивление изоляции пальцев и кронштейнов
щеткодержателей тяговых электрических машин должно быть не менее
50 МОм, а траверсы двухмашинного агрегата—1,5 МОм. Изоляторы
373
с нулевым сопротивлением (пробитые), а также с трещинами, сколо-
тыми краями, потемнением глазури фарфора заменяют новыми. Изо-
ляторы, не имеющие повреждений, с сопротивлением изоляции выше
нуля, но ниже нормы сушат при температуре 120—130° С в течение 2—
4 ч. Ослабшие фарфоровые изоляторы на пальцах щеткодержателя
тягового электродвигателя перепрессовывают, при этом на палец на-
матывают асбестовую ленту, пропитанную в эпоксидно-бакелитовом
лаке (30% эпоксидной смолы ЭД-6 и 70% бакелитового лака) или про-
мазанную клеем ГЭН-150В. Торцовые части изолятора заливают ба-
келитовым лаком или клеем ГЭН-150В, затем сушат и покрывают
эмалью ГФ-92-ХС или ГФ-92-ХК и вновь сушат в печи. Ослабший ла-
тунный стакан на пальце укрепляют обжимкой по двум кольцевым
канавкам. Электрическую прочность пальца проверяют напряжением
3500 В.
Детали пружинного механизма. Величина сни-
маемого каждой щеткой тока зависит во многом от нажатия щеток на
коллектор. Поэтому негодные детали пружинного механизма (пальцы,
оси, барабаны, шайбы и др.) и особенно пружины, имеющие трещины,
излом витков и недостаточную упругость вследствие перегрева, заме-
няют. Чтобы пружинный механизм щеткодержателя создавал по воз-
можности равномерный нажим на щетку, надо обращать внимание на
положение пальца пружины и добиваться того, чтобы при среднем
износе щетки (по высоте) давление пружины приходилось точно посе-
редине щетки (см. рис. 300 и 301). Палец пружины должен свободно
подниматься и опускаться, а у щеткодержателя электродвигателя,
кроме того, не касаться стенок вырезов в корпусе. Конец пальца щетко-
держателя тягового генератора должен упираться в щетку так, как
показано на рис. 301. Нельзя допускать произвольного изменения
(подгибки) положения конца пальца.
Нажатие Р на щетку (см. рис. 300) лучше всего регулировать по
макетной щетке до постановки щеткодержателя на машину. Высота
49-5,5 4,9-5,5 4,9-5,5
3-4 3-4 3-4
4,2-4,8 4,2-4,8 4-5
Пожатие на щетку 8 кгс
ЭДТ-2005
ДИ-3049
ЭД 107
/ тЦ
' Зазор между
щеткой и корпусом
'0,05-0,2^0,05-0,^03-050
По толщине щеткой
ЭДТ-2005, ЭД ЮГА
„ ДИ-3045 \№5ДЮ\0Д5Д5\0Д5-0.55
По ширине щетки [7 <7 _ .
ЭДТ-2005, ЭД 107А ЦПДОО^ОО-ОД^Т
ДК-Д04Б
0,05-0,15 0,05-1 ИбЗЙЗ
Нажатие на щетку В кгс
Рис, 301. Щеткодержатель тягового
генератора
Рис. 300. Щеткодержатель тягового
электр одвигателя
374
макетной щетки 43—45 мм
при регулировке пружины
щеткодержателя тягового
электродвигателя и тяго-
вого генератора, что соот-
ветствует высоте щеток со
средним износом. При ре-
гулировке нажатия пружи-
ны по макетной щетке отпа-
дает необходимость подре-
гулировки нажатия на щет-
ку в процессе эксплуатации
Рис. 302. Приспособление для измерения нажа-
тия на щетку электрической машины:
1 — щеткодержатель, укрепленный на верстаке; 2 —
макетная щетка (гидравлический динамометр); 3 —
трубка; 4 — манометр
в случае предельного изно-
са щетки или постановки новой, так как усилие нажатия на щетку будет
находиться в пределах допускаемых норм. Изменение нажатия пружи-
ны на щетку у щеткодержателя тягового электродвигателя достигается
поворотом втулки от одного фиксированного положения до другого, что
соответствует изменению давления на щетку в пределах 0,4—0,6 кгс.
У щеткодержателя тягового генератора нажатие на щетку регулируют
перестановкой конца пружины из одной зарубки храповика в другую.
Давление на щетку измеряют пружинными весами или приспособле-
нием (рис. 302), состоящим из макетной щетки (гидравлического дина-
мометра, в данном случае сильфона реле давления масла) и манометра,
шкала которого переградуирована на кгс. Разница в нажатиях на
щетки одного щеткодержателя допускается не более чем 0,3 кгс.
§ 69. СБОРКА И УСТАНОВКА ТЯГОВЫХ
ЭЛЕКТРИЧЕСКИХ МАШИН
Технологический процесс сборки электрической машины склады-
вается из комплектования деталей, собственно сборки и контроля ка-
чества сборки.
Комплектование деталей включает следующие ра-
боты:
подбор вместо заменяемых новых деталей, обеспечивающих нормаль-
ную посадку (см. рис. 283, 286). Детали, ранее работавшие вместе и
имеющие допустимые размеры, рекомендуется не обезличивать, их
следует устанавливать на свои места;
подбор парных якорных роликовых подшипников тягового электро-
двигателя, у которых разность радиальных зазоров не превышает
0,05 мм;
подбор щеток. Щетки разрезные с резиновыми амортизаторами,
устанавливаемые на одну машину, должны быть одной марки с разни-
цей в высотах не более 5 мм. Желательно машину укомплектовывать
щетками не только одной марки, но и изготовления одного завода.
Сборка тягового электродвигателя. Как произвести сборку остова
электродвигателя, рассказано в разделе ремонта его электрической
части (см. § 66).
375
Общая сборка тягового электродвигателя
ведется в таком порядке. Устанавливают на валу якоря внутренние
обоймы роликоподшипников, в подшипниковых щитах монтируют
наружные обоймы подшипников вместе с роликами, ставят и закрепля-
ют на остове подшипниковый щит 27 (см. рис. 283). Надев на вал якоря
подшипниковый щит 13 и укрепив на валу подъемную скобу, вставляют
якорь вместе со щитом в остов (см. рис. 284). Закрепляют на остове
щит 13 (см. рис. 283). Измеряют радиальное биение коллектора, осевой
разбег якоря в подшипниках, проверяют длинными щупами зазоры
между сердечниками якоря и полюсов. После регулировки осевого
разбега ставят на место крышки подшипников 17 и 23, а также кольцо
18. Монтируют в остове щеткодержатели, притирают щетки по коллек-
тору. Проверяют качество сборки тягового электродвигателя.
Наиболее важные рекомендации по сборке узлов с подшипниками
качения, прессовых и резьбовых соединений даны в § 17,18 и 19, а допуски
на посадку деталей приведены на рис. 283. Подшипниковые щиты перед
посадкой наружных обойм ролковых подшипников, а также остов
перед посадкой подшипникового щита 27 нагревают до 100—120° С
индукционными нагревателями. Подшипниковые щиты размагничи-
вают. О правильности монтажа подшипниковых щитов в остове судят
по отсутствию зазора между ними (по щупу), а также по величине тор-
цового биения наружных обойм роликоподшипников, определяемого
индикаторным приспособлением, стойку которого при измерениях ук-
репляют на валу якоря. Монтаж подшипниковых щитов считается нор-
мальным, если местный за-
зор между щитом и осто-
вом не превышает 0,15 мм,
а торцовое биение обойм
роликоподшипников —
0,12 мм. Недопустимое
биение обойм подшипника
вызывается их деформа-
цией (слишком большим
натягом) или деформацией
подшипникового щита из-
за нарушения последова-
тельности затяжки бол-
тов крепления, чрезмерно
большого натяга между
щитом и остовом или недо-
пустимой овальности от-
верстия остова. Торцовое
биение обоймы роликопод-
шипника иногда удается
уменьшить перезатяжкой
болтов крепления подшип-
никового щита.
Осевой разбег якоря
измеряют индикаторным
Рис. 303. К регулировке осевого разбега якоря
тягового электродвигателя
376
Рис. 304. Схема подклю-
чения приборов для опре-
деления положения ще-
ток на физической ней-
трали
приспособлением (см. § 33) и регулируют за
счет толщины упорного кольца 1 подшипника,
расположенного со стороны коллектора яко-
ря (рис. 303). Для увеличения разбега шли-
фуют торец А, а для уменьшения —торец
Б. Положение упорного кольца фиксируется
стопорной планкой 2. О том, что крышки 23
и 17 подшипников (см. рис. 283) закреплены
правильно, а наружные обоймы роликопод-
шипников достаточно зажаты, судят по нали-
чию равномерного зазора между подшипнико-
выми щитами и крышками.
Лабиринтовое кольцо 18 насаживают на вал
с натягом, иначе оно может сползти с вала и
создать условия для утечки смазки из под-
шипника. Радиальный зазор в роликовых
подшипниках измеряют щупом или индикаторным приспособлением
(см. § 19), а радиальное биение коллектора, как и перед разбор-
кой тягового электродвигателя, — индикаторным приспособлением
(см. § 64).
Для достижения безыскровой работы скользящего контактного сое-
динения электрической машины (щетки — коллектор) щеткодер-
жатели устанавливают в остове машины так, чтобы:
промежутки между щеткодержателями по окружности были оди-
наковыми (с разницей ± 1 мм);
щеткодержатели располагались на физической нейтрали, т. е. про-
дольные оси щеток примерно совпадали с осями главных полюсов.
Положение щеток на нейтрали проверяют индуктивным способом при
неподвижном якоре. Для этого собирают схему согласно рис. 304.
Через обмотку возбуждения 1 пропускают ток примерно 5—10% но-
минального, что важно для предотвращения пробоя изоляции обмотки
экстратоками размыкания. К двум щеткам 2 и 3 соседних щеткодер-
жателей подключают милливольтметр на 45—60 мВ с нулем посереди-
не шкалы. При положении щеткодержателей на нейтрали в случае
периодического через 5—10 с размыкания и замыкания цепи рубиль-
ником стрелка прибора отклонится не более чем на 2—3 мВ. Лучше
ориентироваться на показания прибора в момент отключения. Изме-
нением положения щеткодержателей добиваются минимального пока-
зания прибора;
нижняя плоскость каждого щеткодержателя была параллельно
образующей коллектора, располагалась перпендикулярно плоскости,
проходящей через продольную ось щеток и ось коллектора. Допусти-
мая перпендикулярность этих плоскостей на ширине окна 0,1 мм;
зазор между нижней плоскостью щеткодержателя и коллектором
был равномерным и в пределах 2—4 мм. Его допустимое отклонение по
длине щеткодержателя не более 0,5 мм;
перекос продольной оси щеток по отношению к оси коллектора не
превышал 1/4 ширины коллекторной пластины (сбегающие края всех
щеток располагались на одной пластине).
377
Правильная ориентация щеткодержателя обеспечивается за счет
его сдвига на кронштейне (или сдвига траверсы на подшипниковом
щите).
От надежности крепления и контровки крепежных деталей щетко-
держателей, а также присоединяемых к ним проводов во многом зави-
сит безаварийная работа коллекторно-щеточного аппарата. Наблю-
даемые случаи падения крепежных деталей, а в отдельных случаях и
верхнего щеткодержателя на коллектор якоря заканчиваются аварией
машины и происходят вследствие нарушения требований по сборке
резьбовых соединений (см. § 17).
Притирка щеток. Чтобы обеспечить безыскровую работу тягового
электродвигателя, как и других электрических машин тепловоза,
нужно создать надежный контакт между щетками и коллектором и
равномерное распределение тока по рабочей поверхности каждой щет-
ки. Первое условие обеспечивается чистой и гладкой поверхностью
коллектора, правильной ориентацией щеткодержателей, работой ще-
ток с достаточным нажатием на коллектор и свободным их перемеще-
нием (без качки) в гнездах щеткодержателей. Кроме того, важным усло-
вием является жесткость щеткодержателей и надежность их крепления.
Второе условие достигается притиркой щеток. Для ускорения процес-
са щетки притирают дважды: предварительно по барабану установки
имитирующему коллектор данной машины, а окончательно по «своему»
коллектору.
Установка для предварительной притирки щеток оснащена штатным
щеткодержателем данной машины, барабаном, поверхность которого
имеет мелкую насечку, и приводом. Частота вращения барабана 15—
20 об/мин.
Окончательную притирку ведут по «своему» коллектору при помо-
щи мелкой стеклянной шкурки, протягиваемой под щетками в направ-
лении вращения якоря. При этом шкурка должна охватывать часть
коллектора по окружности (рис. 305), а щетки должны плотно приле-
гать к поверхности коллектора. Это обеспечит доброкачественность
притирки щеток без «съедания» их кромок. В некоторых депо практи-
куют следующий способ притирки щеток по месту. Одну из дорожек
между медными пластинами коллектора углубляют на 5—8 мм. Кол-
лектор обхватывают шкуркой, края которой закладывают с некоторым
натяжением в углубленную дорожку и фиксируют деревянной палоч-
кой. Поворачивая якорь по ходу, осуществляют притирку. После при-
тирки щеток машину тщательно продувают воздухом. О доброкачест-
венности притирки судят
предварительно по одно-
тонности поверхности щет-
ки, а окончательно — пос-
ле работы машины на
холостых оборотах. Кон-
тактные поверхности нор-
мально притертых щеток
после 20 — 30-минутной
работы становятся блестя-
Рис. 305. Притирка щеток к контактной поверх-
ности коллектора якоря
378
Рис. 306. Приспособление для прослушивания работы подшипниковых узлов тя-
гового электродвигателя, изготовленное из стержней (а) и деталей старой теле-
фонной трубки (б)
щими, а после 3 — 4-часовой работы — зеркальными. После при-
тирки токоведущие провода щеток надежно укрепляют на корпусе
щеткодержателя. Оборванный, плохо заделанный в щетке или плохо
укрепленный провод часто служит причиной повреждения коллекто-
ра и появления кругового огня. Болтики, крепящие провода, долж-
ны быть надежно законтрены.
Контроль качества сборки. Качество взаимной пригонки деталей и
монтажа подшипниковых узлов, а также предварительную приработку
щеток контролируют при работе машины на холостом ходу. Проверку
ведут после установки тягового электродвигателя на площадке стенда
при следующих режимах. Сначала в течение 40 мин при частоте враще-
ния якоря 400 об/мин, а затем в течение 1 ч — при 1900 об/мин без
подачи охлаждающего воздуха. При работе на холостом ходу контро-
лируют вибрацию машины, работу подшипников на слух, а после оста-
новки машины измеряют температуру подшипников. Вибрацию ма-
шины определяют ручным вибрографом ВР-1, прикладывая прибор
к различным частям остова. По величине вибрации судят о динамичес-
кой балансировке якоря. Максимально допустимое показание вибро-
графа (при 1900 об/мин якоря) не более 0,15 мм. Для прослушивания
работы подшипников применяют простейшее приспособление, показан-
379
Рис, 307. Схема участка испытатель-
ного стенда А851 для проверки рабо-
ты тяговых электродвигателей и ко-
лесно-моторных блоков тепловоза:
/ — площадь для установки электродвигате-
лей и колесно-моториых блоков; 2 — клем-
мовые колонки для присоединения тяговых
электродвигателей; 3 — клеммовая колон-
ка для присоединения вспомогательных
машин; 4 — щит управления
ное на рис. 306. Оно же может
быть использовано для прослуши-
вания работы других машин (уз-
лов дизеля, силовых механизмов
и т. п.). Нормально подшипники
должны работать с ровным и еле
уловимым шумом.
Температуру подшипников из-
меряют термометром или термопа-
рой; она не должна превышать
температуру окружающей среды
более чем на 55° С. Чрезмерный
нагрев или ненормальный шум,
наблюдаемые в работе подшипни-
ков, свидетельствуют о том, что
при их сборке допущены различ-
ные нарушения (малый радиаль-
ный зазор или разбег якоря, по-
падание грязи и т. п.).
Качество приработки щеток
проверяют выборочно. У хорошо
приработанной щетки контактная
поверхность (не менее 90% пло-
щади) имеет блестящий вид с почти
незаметными рисками.
Работу тяговых электродвига-
телей на холостом ходу и обкатку
колесно-моторного блока проверяют на стенде (рис. 307). На панелях
щита управления 4 размещены все аппараты управления и защиты,
предусмотренные схемой стенда, а также необходимые измерительные
приборы. Клеммовые колонки 2 имеют эксцентричные, а колонка <3
пружинный зажимы. Колонки оборудованы блокировками безопасно-
сти. После проверки тягового электродвигателя на холостом ходу вновь
контролируют состояние токоведущих частей (см. § 61), заливают ком-
паундной массой головки болтов крепления верхнего главного и двух
добавочных полюсов и головки болтов в моторно-осевой горловине,
продувают внутренние полости машины сжатым воздухом и ставят на
место крышки и люки остова.
Сборка тягового генератора. Для сокращения времени и труда все
операции по ориентированию щеткодержателей на коллекторе якоря
(см. стр. 377) и притирке щеток рекомендуется вести на технологи-
ческом коллекторе, имитирующем штатный коллектор якоря с валом.
Подшипниковый щит в сборке со щеткодержателями надевают на тех-
нологический коллектор. Окружность этого коллектора разделена рис-
ками на восемь равных частей по числу щеткодержателей. Разделитель-
ные риски наносят строго по оси коллектора. По этим рискам ориенти-
руют каждый щеткодержатель перемещением их на бракетах или самих
бракет относительно траверсы или кронштейнов подшипникового
щита. При регулировке зазора между щеткодержателями и коллекто-
380
ром разность в диаметрах штатного и технологического коллекторов
компенсируют установкой под щеткодержатель деревянной планки со-
ответствующей толщины. Например, диаметр штатного коллектора ге-
нератора 845 мм, а технологического 850 мм. Разница радиусов этих
коллекторов 2,5 мм. Чтобы получить зазор между штатным коллекто-
ром и щеткодержателем 3 мм, нужно между щеткодержателем и техно-
логическим коллектором установить деревянную планку толщиной
3 + 2,5 = 5,5 мм. Если на поверхности технологического коллектора
сделать насечку или укрепить на ней мелкую наждачную или стеклян-
ную шкурку (в данном примере толщиной 2,5 мм), можно произвести
и предварительную притирку щеток.
После окончания работ по ориентации щеткодержателей и притирке
щеток подшипниковый щит снимают с технологического коллектора,
очищают и его внутренние поверхности покрывают эмалью ГФ-92-ХС.
Все крепежные детали надежно закрепляют и контрят.
Последовательность сборки генератора: устанавливают остов в сбор-
ке на подставку 4 (см. рис. 285). На валу якоря монтируют заднее
уплотнительное кольцо (ГП-311), затем заднюю крышку подшипника,
роликоподшипник, переднее уплотнительное кольцо. Укрепляют на
валу подъемную скобу 3. Подняв якорь краном, вставляют его в остов.
Центральное положение якоря в остове регулируют высотой бруска 1.
Чтобы удержать якорь в таком отцентрированном положении после
съемки подъемной скобы 3 и в процессе присоединения генератора
с дизелем зазор между нижними полюсами и задней частью якоря за-
полняют склеенными полосками электрокартона.
Подшипниковый щит в сборке монтируют на остове в таком поло-
жении, чтобы метки спаренности на щите и остове совпали. Эти метки
ставят на заводе или перед съемкой подшипникового щита при ремонте.
Изменять ориентированное поло-
жение этих частей нельзя, иначе f г з ц р
щеткодержатели будут сдвинуты
с физической нейтрали. Ставят на
место переднюю подшипниковую
крышку. При сборке соединений,
отмеченных на рис. 286 цифрами
в кружочках, соблюдают требова-
ния, изложенные в § 17, 18 и 20.
.Допуски на посадку деталей при-
ведены на этом же рисунке.
Установка тягового генератора
на поддизельной раме. Если дизель
Д100 установлен на поддизельной
раме, генератор к нему присоеди-
няют в таком порядке. Укладыва-
ют на поддизельную раму (под
лапы остова) ранее снятые регу-
лировочные прокладки. Краном ге-
нератор ставят на поддизельную
раму. Придвинув генератор к дизе-
Рис. 308. К установке тягового гене-
ратора на поддизельной раме:
/ — нижний коленчатый вал дизеля; 2 —
фланец вала якоря; 3 — поддизельная ра-
ма; 4 — лапа остова генератора; 5 — регу-
лировочная прокладка; 6 — кольцо; 7 — ин-
дикаторное приспособление; 8, 9 — ведомый
и ведущий диски; 10 — пластины муфты
381
Рис. 309. К регулировке осевого раз-
бега якоря тягового генератора
лю, соединяют вал его якоря с ве-
домым диском приводной муфты
призонными болтами согласно мар-
кировке на деталях. Удаляют из-
под нижней части якоря ранее
помещенные туда листы картона.
Затем смещением остова генерато-
ра в горизонтальной и вертикаль-
ной плоскостях добиваются того,
чтобы:
разница в зазорах между сер-
дечниками полюсов и якорем не
превышала 0,8 мм. Допускаемые
зазоры соответствовали указанным
на рис. 286. Зазоры измеряют щу-
пами, имеющими длину не менее
500 мм, и ширину 10 мм;
валы якоря генератора и дизе-
ля были соосны. Излом осей валов
считается допустимым, если колебание размера А (рис. 308), т. е. тол-
щины приводной муфты, при повороте коленчатого вала на 360° не
превышает 0,15 мм. Размер А измеряют через каждые 90° в одном и том
же месте на дисках муфты. Колебание размера А можно определить и
индикаторным приспособлением 7. Смещение осей валов не определяют,
так как центрирующий бурт коленчатого вала 1 входит с небольшим
зазором в отверстие фланца 2 вала якоря. Остов генератора перемещают
в горизонтальной плоскости винтовыми приспособлениями, а в вер-
тикальной — подъемным краном с последующей постановкой регули-
ровочных прокладок под лапы остова. После окончания работ по регу-
лировке положения генератора и закрепления крепежных деталей
остов генератора фиксируют на поддизельной раме двумя штифтами.
К дизелю Д50 остов тягового генератора присоединяют непосредст-
венно шпильками, а коленчатый вал с валом якоря генератора — жест-
кой муфтой призонными болтами. О том, как центрируются валы дизе-
ля Д50 и якоря генератора, подробно рассказано в § 34. Разница в за-
зорах между сердечниками полюсов и якорем допускается не более
0,8 мм; допускаемые зазоры приведены на рис. 286. Для компенсации
температурных деформаций, а также допустимых монтажных отклоне-
ний осевой разбег якоря генератора, т. е. разбег роликоподшипника 3
в гнезде подшипникового щита 2 (рис. 309), устанавливают в пределах
8—10 мм за счет торцовки буртов крышек 1 и 4.
ГЛАВА XII
РЕМОНТ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
АККУМУЛЯТОРНЫХ БАТАРЕЙ
§ 70. ЭЛЕКТРИЧЕСКИЕ АППАРАТЫ
Электрические аппараты тепловоза снимают для проверки и вос-
становления деталей контактных и дугогасительных устройств и при-
водов. Все электрические аппараты тепловозов демонтируют при ре-
монте ТЭЗ. Исключение составляют некоторые реле, контроллер ма-
шиниста и резисторы, которые снимают с тепловоза при необходимости
или только при ремонтах СР и КР. При ремонтах ТР1 и ТР2 снимают
для настройки регулятор напряжения, реле боксования, перехода и
времени, а также пневматические приводы с кожаными манжетами для
восстановления их эластичности (прожировки). Профилактические
работы, связанные с поддержанием чистоты, надежного крепления всех
соединений и хорошего электрического контакта в аппаратах, а также
контроль за четкостью и последовательностью их срабатывания и
смазку узлов у неснятых с тепловоза аппаратов производят при ТО2
и ТОЗ и при всех видах текущего ремонта.
Ниже приводятся рекомендации по уходу и ремонту общего харак-
тера, относящиеся к контактным и дугогасительным устройствам и
приводам всех аппаратов.
Контактные устройства. К контактным устройствам аппаратов ус-
ловно отнесены: подвижные и неподвижные контактные соединения
электрических частей, пружины, детали крепежа, трущиеся детали ме-
ханических частей аппаратов. Какие возникают в этих соединениях
и деталях повреждения, как их определяют и устраняют, рассказано
в § 17, 19, 31 и 63.
Нормальное функционирование контактных устройств, особенно
подвижных контактных соединений, зависит как от состояния и формы
контактных поверхностей и надежности крепления деталей, так и от
того, насколько правильно ориентированы парные контакты и с каким
усилием прижимаются они друг к другу. По мере износа контактов и
трущихся деталей, ослабления крепежа четкость срабатывания ап-
паратов нарушается. Независимо от того, где проверяют аппараты—
на рабочем месте в цеху или на тепловозе, перед определением поло-
жения контактов добиваются легкости хода подвижных частей, кон-
тактные поверхности очищают и восстанавливают (см. § 63), сильно
изношенные детали заменяют.
Ориентированное положение и надежность контакта подвижных
контактных соединений регламентируются величинами раствора и
провала, а также начальным и конечным нажатием.
Р а с т в о р, т. е. кратчайшее расстояние А между контактами сты-
ковых контактных соединений выключенного аппарата (рис. 310),
измеряют шаблоном или штангенциркулем, не Нажимая на контакты.
383
Рис. 310, Положение контактов контактора при замыкании:
а —перед замыканием; б —в момент замыкания; в — рабочее положение
Особенно это касается различных реле, контактное нажатие у которых
невелико. Раствор мостиковых контактов измеряют у каждого контакта
раздельно. Величину раствора регулируют за счет смещения контактов
на контактодержателе, изгиба контактодержателя, замены изношенных
деталей или самих контактов и т. д. При малом растворе возможен пе-
реброс электрической дуги (перекрытие) между контактами; следствием
большого раствора, как правило, являются снижение контактного на-
жатия, нарушение процесса притирания контактов и возрастание ра-
боты удара.
Провал — расстояние, которое проходит подвижной контакт 2,
до упора 3, если у включенного аппарата убрать неподвижный контакт
1 (рис. 311). Провал измеряют непосредственно и косвенно по зазору
между контактодержателем и рычагом (якорем). В необходимых случа-
ях фактическую величину провала П в мм определяют по формуле
77= А. 6,
где 6 — зазор между контактодержателем и упором;
£х, ^-2 — соответственно расстояния от точки закрепления кон-
такте держателя до точек касания контактов и измере-
ния зазора 6.
Провал обеспечивает притирание контактов, т. е. совместное сколь-
жение и перекатывание контактов при их замыкании и размыкании.
Скольжением достигается очистка поверхностей контактов от загряз-
нений и окислов, а перекатыванием — удаление рабочих точек В от
места разрыва и действия электрической дуги Б (рис. 310, б, в). Про-
цесс притирания у каждого аппарата обеспечивается не только величи-
ной провала, но и геометрическими размерами рычагов подвижного
Рис. 311. Схема измерения провала контактов аппаратов
384
контакта, пружинами и формой контактов. Правильно выбранный
провал дает, кроме того, возможность нормально функционировать ап-
парату и при изношенных контактах.
Начальное нажатие контактов — усилие, созда-
ваемое предварительно сжатой пружиной в момент начального касания
контактов. Измеряют начальное нажатие при выключенном аппарате.
Для этого между контактодержателем подвижного (или неподвижного)
контакта и его упором (рис. 312, а) закладывают бумагу. Динамометром
медленно оттягивают контакт до момента высвобождения заложенной
бумаги. Показание динамометра в этот момент и будет искомой величи-
ной. Если начальное нажатие ниже нормального, возможна вибрация
контактов в момент включения аппарата. Когда оно слишком велико,
аппарат будет работать нечетко, детали его подвижной системы будут
заедать. Начальное нажатие у большинства аппаратов регулируют
предварительной затяжкой пружины контакта или подбором контакто-
держателя соответствующей упругости.
Конечное нажатие контактов — усилие, созда-
ваемое пружиной или приводом между контактами при включенном
аппарате. Измеряют эту величину так же, как и начальное нажатие,
только бумагу закладывают между подвижным и неподвижным контак-
тами включенного аппарата (рис. 312, б). Надежный контакт и мини-
мальное контактное сопротивление во многом зависят от конечного на-
жатия контактов. Регулируется это нажатие затяжкой пружины у ап-
паратов, имеющих электромагнитный привод, и давлением воздуха
у аппаратов с пневматическим приводом.
Дугогасительные устройства. Повреждения деталей дугогаситель-
ных устройств (дугогасительные камеры, катушки, рога и др.) возни-
кают от действия электрической дуги. К повреждениям такого харак-
тера относятся прожоги, брызги металла на поверхности стенок каме-
ры, прогар стенок. Перегородки, боковые стенки камеры (рис. 313)
и изоляцию полюса, выгоревшие на 3/4 толщины, имеющие трещины и
Рис. 312. Схема измерения начального (а) и конечного (б) нажатия кон-
тактов динамометром
13 Зав. 1161
385
другие крупные изъяны, заменяют. Небольшие прогары в стенках
камеры зачищают и заполняют замазкой, изготовленной из асбоцемент-
ного порошка, смешанного с эмалью ГФ-92-X К или жидким стеклом.
Детали камеры должны быть надежно скреплены между собой. После
установки камеры на аппарате его полюсы должны плотно прилегать
к дугогасительной катушке, а контактные губки и гибкие шунты аппа-
рата не должны касаться камеры, иначе не будет нормального гашения
электрической дуги. Дугогасительные камеры нельзя обезличивать.
Об устранении повреждений выводов и изоляции рассказано в § 62,
63. Приведенные рекомендации полностью могут быть использованы
для выводов и изоляции дугогасительных камер.
Электропневматический привод аппаратов. Такого типа приводы
имеют контакторы ПК-753, реверсор, песочницы, муфты включения
редуктора и жалюзи холодильника, регулятор частоты вращения и т. п.
Электропневматический привод состоит из пневматической и электро-
магнитной частей (рис. 314). В пневматической части чаще всего воз-
никают повреждения в соединениях и узлах, отмеченных цифрами V,
VI, VIII и XV в кружочках, а в электромагнитной части— цифрой
XVI. О ремонте указанных соединений и узлов подробно рассказывает-
ся в гл. Vh §63. О доброкачественности ремонта судят по четкости (без
заеданий) работы подвижных частей (поршня в цилиндре, клапана вен-
тиля) и отсутствию утечек воздуха.
Проверяют и регулируют ход клапана электропневматического
вентиля в таком порядке. Присоединяют вентиль к воздушной магист-
рали. Вместо крышки или якоря устанавливают микрометрический
прибор (рис. 315). Поворачивая барабан прибора по часовой стрелке,
замечают момент открытия нижнего клапана 8 по началу выхода воз-
духа из отверстия Ц (см. рис. 314) и момент закрытия верхнего клапа-
на 6 по прекращению выхода воздуха через атмосферное отверстие. Ход
Рис. 313. Дугогасительная камера электропневматического контактора;
/ — левый полюс; 2 — стейка; 3 — перегородка; 4 — правый полюс
л-д
386
Рис. 314. Электропневматический привод контактора ПК-753Б:
/ — поршень; 2 — шток поршня; 3 — пружина; 4— цилиндр; 5 — катушка; 6, 8 — верхний и
нижний клапаны; 7 — направляющая втулка; Р — корпус вентиля; 10 — электропневматический
вентиль
клапана должен быть 1,3 ± 0,05 (ВВ1, ВВ2) или 0,9 ± 0,05 мм (ВВЗ,
ВВ4).Его регулируют длиной за счет торцовки, напайки пластины и т. п.
Электромагнитный привод аппаратов (рис. 316). В узле контакто-
ров, реле, регуляторов напряжения и других аппаратов требуют к себе
внимания катушка 5, призматическая опора 2 и немагнитная пластина
3. Затупление грани призматической опоры восстанавливают опилов-
кой. Немагнитная пластина должна быть цельная и хорошо закреплена
на якоре 1, чтобы предотвратить «прилипание» якоря к сердечнику 4 ка-
тушки. Катушку с неустраняемыми повреждениями выводов, пробоем
изоляции или межвитковым замыканием заменяют.
Настройка и испытание аппаратов. Процесс настройки и испыта-
ния аппаратов состоит обычно из внешнего осмотра, регулировки меха-
нических и электрических параметров, измерения сопротивления и
испытания электрической прочности изоляции. Все эти операции вы-
полняют на стенде А253 для испытания электрических аппаратов теп-
ловозов. Стенд (рис. 317) состоит как бы из трех самостоятельных стен-
дов для испытания: электрических аппаратов 1, электропневматичес-
ких узлов аппаратов 7 и электрической прочности изоляции аппаратов.
Первые два стенда составлены из двух столов, имеющих не только об-
щую электрическую, но и общую пневматическую 3 схемы. Все аппара-
ты управления и измерительные приборы помещены на металличес-
ких вертикальных панелях 2 двухтумбового стола 6. Внутри каждой
тумбы вмонтировано по два ползунковых реостата РП1, РП2, РПЗ и
РВ, рукоятки которых выведены на лицевую сторону стола. В нише
левой части стола помещены контрольные амперметры и вольтметр
с переключателем 5. Вольтметром можно измерить напряжение во всех
регулируемых цепях стенда. Зажим 4 и клеммовые рейки 1k и 2К слу-
13* 387
Рис. 315. Микрометри-
ческий прибор для из-
мерения хода клапана
электропнев.матиче-
ского вентиля
жат для закрепления в вертикальном положе-
нии испытуемого аппарата и присоединения
его катушек и контактов. К рейке 1R подклю-
чают, как правило, клеммы реле, имеющие
плюсовую полярность, а к рейке 2К. — минусо-
вую. При этом к клеммам 1 реек (первая регу-
лируемая цепь) подключают катушки, ток кото-
рых в процессе испытаний не превышает 0,3 А,
соответственно к клеммам 2 (вторая регули-
руемая цепь) — катушки, ток которых не пре-
вышает 3 А, а к клеммам 3 (третья регули-
руемая цепь) — катушки с током, не превы-
шающим 10 А, к клеммам 4 — селеновый выпря-
митель при испытаниях, а к клеммам РВ— кон-
такт реле времени. Контакты всех испытуемых
реле, не имеющих выдержки времени, подклю-
чают к клеммам ЛС реек 1К. и 2К сигнальной
цепи стенда. Аппараты рекомендуется испыты-
вать при напряжении мотор-генератора стенда
80—90 В, регулируя его реостатом РВ. Мотор-
генератор включают нажатием кнопки «Пуск» КУ1. Напряжение
в регулируемых цепях изменяют ползунковыми реостатами. На-
стройка реле и регуляторов после установки на стенде и присоедине-
ния катушек и контактов сводится к включению соответствующих
регулируемых цепей стенда, установлению в них требуемых токов и
фиксации моментов включения и выключения контактов аппарата
по сигнальным лампам ЛС1 и ЛС2.
Реле управления Р-45 (рис. 318). Раствор размыкающих
контактов регулируют поворотом гайки контакта 9, а провал — высо-
той упорной шпильки 10. Эти величины замыкающих контактов регу-
лируют: раствор—высотой упорной шпильки 10, а провал—изменени-
Рис. 316. Электромагнитный
привод аппарата
ем положения неподвижного контакта.
Ток срабатывания реле регулируют изменением затяжки пружины
5. Ток срабатывания для реле различного исполнения указывается
в их технических данных.
Реле боксования Р-46 (рис. 319). Реле укладывают гори-
зонтально поверхностью А панели на стол. Якорь 6 удерживают рукой
так, чтобы он был параллелен торцу
катушки 7. В таком положении якоря
плунжер 8 вначале ввертывают до со-
прикосновения с сердечником И, а
затем, вывернув на один-два оборота,
закрепляют гайкой. Прижав якорь со
стороны плунжера к сердечнику рукой,
поворотом верхнего правого неподвиж-
ного контакта 4 изменяют контактное
нажатие. Опустив якорь 6, поворотом
верхнего левого неподвижного контак-
та 4 регулируют контактное нажатие
388
Рис. 317. Стенд Л253 для испытания электрических аппаратов и тахогенераторов
тепловоза
в другом положении якоря. После всех операций реле закрепляют
на стенде и изменением положения плунжера 8 и натяжения пружи-
ны 10 регулируют ток срабатывания 0,05 А. Ток отпадания для нор-
мального функционирования реле должен быть не менее 85% тока
срабатывания, т. е. не менее 0,425 Л. Чтобы не допустить ложного
срабатывания реле во время движения тепловоза, нельзя устанавли-
вать малое натяжение пружины. При малом зазоре между плунже-
ром и сердечником затрудняется регулировка раствора и провала
контактов.
Реле обратноготока Р-44 (рис. 320). До настройки реле
болт 5 ввертывают в якорь так, чтобы его торец на две-три нитки высту-
пал над плоскостью А якоря 9. Раствор и провал контактов регулируют
изменением положения неподвижного и подвижного контактов 10 и
11. При присоединении реле к стенду плюсовую клемму токовой ка-
тушки для получения обратного тока подключают к рейке 2К., а мину-
совую — к рейке 1К (см. рис.'317).
Устанавливают ток в дифференциальной катушке 13 0,14 А, а в ка-
тушке напряжения 3 — 0,576 А. Плавно уменьшают ток до нуля в диф-
ференциальной катушке, при этом реле не должно сработать. Затем,
изменив направление тока в той же катушке, добиваются включения
реле при токе 0,008 А за счет натяжения пружины 6 и числа латунных
шайб 14. Отключают дифференциальную катушку, а в катушке папря-
389
Рис. 318. Реле управления Р-45:
1 — панель; 2—катушка; 3— сердечник;
4 — якорь; 5 — пружина; 6 — пружинодер-
жатель; 7 — контактная пружина; 8 —по-
движной контакт; 9 — контакт; 10 — шпиль-
ка
Рис. 319. Реле боксования Р-46:
1 — держатель неподвижного контакта; 2,
3 — контакты; 4 — неподвижный контакт;
5 — контактодержатель; 6 — якорь; 7 — ка-
тушка; 8 — плунжер; 9 — угольник; 10 —
пружина; 11 — сердечник; 12 — ярмо; 13 —
изоляционная панель
жения плавно уменьшают ток,
пока якорь не отпадет и не ра-
зомкнет контакты 10 и 11. Если
это произойдет при токе более
0,075 А, болт 5 вывертывают, если
при токе менее 0,075 А, болт ввер-
тывают.
Для проверки работы реле при
протекании обратного тока в токо-
вой катушке в катушке напряже-
ния устанавливают ток 0,135 А,
якорь 9 замыкают от руки. Отпа-
дание якоря должно произойти при
обратном токе не более 8,5 А в
токовой катушке, регулируют из-
менением числа шайб 1 или натя-
жения пружины 6. После описан-
ной настройки вновь проверяют и
регулируют провал и раствор
контактов.
Реле перехода. Настрой-
ку реле перехода Р-42 (рис. 321)
начинают с установки якоря 12
параллельно поверхности катушек
путем ввертывания плунжеров 13
и 7 до упора в сердечники кату-
шек. Перемещением неподвижных
контактов 9 и 15 регулируют раст-
вор и провал контактов. Затем
каждый плунжер вывертывают на
два оборота и контрят гайкой. При
подключении реле к рейкам //Си
2 К. стенда (см. рис. 317) следует
строго соблюдать полярность ка-
тушек, которую проверяют компа-
сом. Характеристики реле перехо-
да для различных серий теплово-
зов настраивают на токи, указан-
ные в технических данных реле.
Вначале отключают токовую ка-
тушку 5 (см. реле 321) и плавным
изменением тока в катушке напря-
жения 3 добиваются замыкания,
а потом размыкания контактов.
Ток замыкания регулируют изме-
нением натяжения пружины 11,
а размыкания— изменением поло-
жения плунжера 13 и натяжением
пружины //. Если этим не дости-
390
гается размыкание, можно немно-
го подпилить латунную напайку 1
плунжера катушки напряжения.
При этом надо помнить, что толщи-
на напайки должна быть не менее
0,15 мм.
Такую же операцию проделы-
вают, подключив токовую катушку
и установив в ней ток 1 А. Тогда
ток замыкания в катушке напря-
жения изменяют положением
плунжера 7, а ток размыкания —
изменением положения плунжеров
обеих катушек. Перед окончатель-
ной проверкой точек замыкания
и размыкания контактов вновь
проверяют и регулируют раствор
и провал контактов.
Регулятор напряже-
ния ТРН-1 подключают к пане-
лям П1 и П2 стенда зажимами 1
(рис. 322). Для контроля хода под-
вижной планки между размыка-
ниями смежной пары пальцев
(0,33 ± 0,05 мм) на регуляторе
крепится микрометр 2. Отжимая
микрометром планку вниз, по вы-
ключению ламп стенда наблюдают
последовательность и одновремен-
ность отрыва пальцев и измеряют
,ход между соседними контактами,
регулируют подгибанием пальцев
так, чтобы касание пары контак-
тов происходило одновременно.
Постоянства напряжения вспомо-
гательного генератора на всем
диапазоне рабочих скоростей мож-
но достигнуть лишь в том случае,
если настройка регулятора напря-
жения и двухмашинного агрегата
ведется совместно. Для этого стенд
имеет колонку для подключения
двухмашинного агрегата. Для кон-
троля частоты вращения на конце
вала двухмашинного агрегата кре-
пится датчик тахометра. Настрой-
ка аппарата ведется следующим
образом. Если напряжение вспомо-
гательного генератора постоянное
Рис. 320. Реле обратного тока Р-44:
1» 14 — шайбы; 2, 7, 12 — сердечники; 3 —•
катушка напряжения; 4 — токовая катуш-
ка; 5 — болт; 6 — пружина; 8 — скоба; 9 —
якорь; 10, 11 — контакты; 13 — дифферен-
циальная катушка; 15—основание
Рис. 321. Реле перехода Р-42:
1 — латунная напайка: 2, 6 — сердечники;
3 — катушка напряжения; 4 — панель; 5 —
токовая катушка; 7, 13 — плунжеры: 8,
14 — подвижные контакты; 9, 15 — непо-
движные контакты; 10 — рейка; 11 — пру-
жина; 12 — якорь
391
на всем диапазоне рабочих скоростей, но выше или ниже допустимой
величины, изменяют натяжение задней или передней 3 цилиндричес-
кой пружины. Когда напряжение вспомогательного генератора выхо-
дит за пределы 75 ± 1 В только при большой частоте вращения или за
пределы 75 ± 2 В только при малой частоте вращения, его регулируют
реостатами «Высокая скорость» 4 или «Холостой ход» 5. На регулято-
рах, имеющих только реостат «Корректировка напряжения», подрегу-
лировку ведут этим реостатом. При настройке регулятора на большой
частоте вращения пользуются также компенсирующим винтом магнит-
ной системы регулятора.
Регулятор напряжения СРН-2 настраивают на стенде
также с присоединенным двухмашинным агрегатом. Перед настройкой
проверяют подвижную систему аппарата. Она должна иметь легкий
ход, без заедания; осевой разбег якоря не допускается, якорь должен
находиться в среднем положении. При этом подвижной контакт должен
быть расположен вертикально, а торец подвижной параллельной ка-
тушки — параллельно втулке магнитопровода. Обязательными усло-
виями являются также площадь касания контактов не менее 3/4 их
поверхности, а зазор между левым и средним контактами 0,5—0,8 мм.
Нажатие пружины регулируют так, чтобы подвижная система аппарата
была уравновешена и контакт занимал среднее положение при токе
в катушках 1,7—1,8 А. Затем приступают к настройке панели при при-
соединенном двухмашинном агрегате. Если напряжение вспомогатель-
Рис. 322. К регулировке регулятора напряжения ТРН-1
392
ного генератора на Всем диапазоне часто-
ты вращения меньше или больше 75 ±
±2 В, настройку ведут резисторами.
Реле давления масла РДМ
(рис. 323) настраивают на стенде, имею-
щем ручной масляный насос или винто-
вой пресс и трубку, к которой присоеди-
няют реле через штуцер 9. Настройку
реле на выключение и включение при
установленном давлении масла ведут
поворотом винтов 1 и 6. Надо иметь в
виду, что при длительной эксплуатации
магнит 2 размагничивается, что затруд-
няет регулировку реле. Нормально
магнит должен удерживать груз 200 г.
При необходимости его можно намаг-
нитить.
Контакторы и электро-
Рис 323. Схема реле давления
масла типа РДМ:
1,6 — регулировочные винты; 2 —•
постоянный магнит; 3, 5 — непо-
движный и подвижной контакты;
4 — латунный штифт; 7 — пружи-
на; 8 —• сильфон; 9 — штуцер; 10 —
выводные клеммы
пневматические вентили.
Настройка аппаратов (кроме регулировки раствора, провала и
измерения контактного нажатия) сводится: у контакторов с электро-
магнитным приводом — к проверке срабатывания при минимальном и
номинальном напряжении, а у контакторов с электропневматический
приводом, — кроме того, и к проверке срабатывания при минимальном
(3,75 кгс/см2) и номинальном (5 кгс/см2) давлении воздуха. Катушки
всех контакторов подключают при испытаниях к клеммам реек 1К.
и 2R, а их блокировочные контакты —к клеммам ЛС1 и ЛС2 стенда
с двухтумбовым столом (см. рис. 317).
Ток срабатывания контакторов с электромагнитным приводом ре-
гулируют натяжением отключающей пружины; начальное нажатие
контактов у всех электромагнитных контакторов регулируют измене-
нием усилия притирающей пружины подвижного контакта.
Реверсор. Контактное нажатие силового пальцевого контакта
(см. рис. 281) регулируют пружиной, а блокировочного— подгибкой
контакта и его упора. Нормальное касание силовых контактов должно
происходить по прямой длиной не менее 80% ширины контакта; в каж-
дом крайнем положении барабана контактные пальцы должны нахо-
диться на одинаковом расстоянии от нейтрали, регулируют подрубкой
плечиков цилиндра или подпиловкой упоров мотыля. В момент замы-
кания блокировочных контактов силовые неподвижные контакты долж-
ны отстоять от края подвижных силовых контактов или нейтраль-
ной вставки на 3 мм. Ширина нейтральной вставки должна быть
12 мм.
Проверка состояния и прочности изоля-
ции токоведущих частей аппарате в. После оконча-
ния всех работ по регулировке механических и электрических парамет-
ров аппаратов измеряют сопротивление изоляции токоведущих частей,
а затем проверяют прочность изоляции повышенным напряжением.
Как это делается, рассказано в § 61.
393
§ 71. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ТЕКУЩИЙ РЕМОНТ АККУМУЛЯТОРНЫХ БАТАРЕЙ
При нормальной эксплуатации срок службы аккумуляторной ба-
тареи обусловливается медленным выпадением или вымыванием ак-
тивной массы и повреждением решеток пластин. Разрушение пластин
батареи—естественный процесс, остановить который нельзя, но можно
и нужно замедлить разумной организацией технического обслуживания
и соблюдением правил ухода. Поэтому все работы, связанные с содер-
жанием батареи от начала ее эксплуатации до замены, носят профилак-
тический характер. К «хирургическому» вмешательству, т. е. вскры-
тию, прибегают только в крайних случаях и то только для лечения наи-
более «слабых» элементов.
Учитывая сказанное, Правилами ремонта тепловозов регламенти-
рованы следующие профилактические работы по свинцово-кислот-
ным батареям 32ТН-450 и железо-никелевым, щелочным батареям
46ТПЖ-550.
При ТО2 и ТОЗ измеряют уровень электролита, при ТОЗ, кроме
того, определяют его плотность и напряжение каждого элемента, а так-
же сопротивление изоляции батареи относительно корпуса. При ре-
монте ТР1 к этим работам добавляется восстановительный подзаряд ба-
тареи, а через каждые 6—7 месяцев — лечебный перезаряд батареи и
химический анализ электролита. При ремонтах ТР2 и ТРЗ батарею
снимают с тепловоза для лечебного перезаряда и выполнения других
профилактических работ. На каждую аккумуляторную батарею заво-
дят журнал («историю болезни»), куда систематически заносят данные,
характеризующие состояние каждого элемента батареи от начала
эксплуатации. Анализ этих данных дает возможность ставить правиль-
ный «диагноз болезни» того или иного элемента и своевременно прини-
мать предупредительные меры.
Ниже излагаются основные требования по уходу и режиму работы
кислотной и щелочной батарей, а также влияние различных факторов
на срок их службы.
Уровень электролита. Нормально уровень электролита
в каждой банке должен быть у кислотной батареи на 15 мм выше щитка,
лежащего на пластинах, а у щелочной — на 40—50 мм над верхними
кромками сепараторов. Измеряют его стеклянной трубкой (рис. 324, а).
Если уровень выше нормального, происходит выплескивание электро-
лита и загрязнение поверхности банок, что способствует утечке тока,
т. е. саморазряду батареи. При значительном понижении уровня элект-
ролита у элементов кислотной батареи происходит сульфатация ого-
ленных верхних кромок пластин в результате воздействия на них кис-
лорода воздуха. Систематическое и значительное понижение уровня
элект ролита в банках указывает на перезаряд батареи, а в отдельных
банках — на наличие в них трещин. Уровень электролита доводят до
нормального доливкой в банки дистиллированной воды.
Температура электролита. Температура электроли-
та, при которой батарея имеет максимальную емкость, колеблется от
+ 15 до 4- 35° С. При температуре ниже + 15° затрудняется проник-
394
новение электролита в поры активной массы пластин и, как следствие,
получается недозаряд, который, как известно, ведет к уменьшению
емкости. При температуре электролита выше + 35° заметно повышается
напряжение конца заряда, что ведет к перезаряду батареи, т. е. разру-
шению пластин. Максимально допустимая температура электролита как
при заряде, так и при разряде батареи + 45° С. У щелочных батарей
при температуре выше 45° С заметно возрастает саморазряд, увеличи-
вается вымывание активной массы отрицательных пластин, резко па-
дает емкость, происходит быстрое испарение электролита, из-за чего
чаще приходится доливать в банки воду. Температуру электролита
измеряют термометром; разница температур у элементов одной бата-
реи допускается не более 5° С.
Плотность (удельный вес) электролита.
У нормально заряженной работающей кислотной батареи плотность
электролита при температуре 30° С рекомендуется в пределах 1,24—
1,25. Зимой в районах с низкой температурой, чтобы уменьшить вероят-
ность замерзания электролита, его плотность искусственно повышают
до 1,26—1,27. У нормально заряженной работающей щелочной батареи
плотность электролита рекомендуется в пределах 1,19—1,21. Для того
чтобы привести плотность кислотного электролита, найденную при
любой температуре, к плотности при 30° С, пользуются поправками,
приведенными в табл. 9.
Рис. 324. Измерение уровня (а) и плотности (б) электролита в байке аккуму-
ляторной батареи:
I — мастика; 2 — крышка; 3 — стеклянный сосуд; 4 — ареометр
395
Таблица 9
10 °C 15 °C 20 °C 25 °C 30 °C 35 °с 40 °C 45 °C 50 °C
1,313 1,310 1,307 1,304 1,301 1,298 1,294 1,291 1,287
1,303 1,300 1,297 1,294 1,291 1,288 1,284 1,281 1,277
1,293 1,290 1,287 1,284 1,280 1,277 1,274 1,270 1,267
1,283 1,280 1,277 1,274 1,270 1,267 1,264 1,260 1,256
1,273 1,270 1,267 1,264 1,260 1,257 1,254 1,250 1,246
1,263 1,260 1,257 1,254 1,251 1,248 1,245 1,241 1,237
1,253 1,250 1,247 1,244 1,241 1,238 1,235 1,231 1,227
1,243 1,240 1,237 1,234 1,230 1,228 1,224 1,220 1,217
1,233 1,230 1,227 1,224 1,220 1,217 1,214 1,210 1,207
1,223 1,200 1,217 1,214 1,210 1,207 1,204 1,200 1,197
1,213 1,210 1,207 1,204 1,200 1,197 1,194 1,190 1,187
1,203 1,200 1,196 1,193 1,190 1,186 1,183 1,180 1,176
Пример. Измеренная ареометром плотность кислотного электролита
при 25° С равна 1,234. По табл. 9 находим, что плотность, отнесенная
к 30° С, равна 1,230. При определении плотности щелочного электро-
лита поправки на температуру не нужны.
Плотность электролита измеряют ареометром (рис. 324, б): чем
ниже плотность, тем глубже погружается ареометр 4 в электролит,
набранный в стеклянный сосуд 3. Плотность отсчитывают по шкале
ареометра. При отсчете следят, чтобы ареометр не «прилипал» к стенке
сосуда.
По плотности электролита судят о степени разряженности всей ба-
тареи. Недопустима как высокая, так и низкая плотность. Плотность
электролита, когда разница между отдельными банками достигает
0,005—0,01, корректируют доливкой в банки дистиллированной воды
или электролита повышенной плотности. Такую операцию, особенно
в зимнее время, ведут только при зарядке батареи (при работающем
дизеле), когда достигается лучшее перемешивание электролита. В эле-
менты нормально работающей батареи, как правило, добавляют только
дистиллированную воду.
Электролитом для кислотных батарей служит раствор, состоящий
из серной (аккумуляторной) кислоты плотностью 1,83 и дистиллирован-
ной воды. Физико-химические показатели дистиллированной воды, при-
меняемой для приготовления электролита, а также самого электролита,
приведены в табл. 10.
Дистиллированная вода должна быть бесцветной, прозрачной и
без осадков. Для приготовления 1 л электролита плотностью 1,24 сме-
шивают около 250 см® (460 г) кислоты и 750 см® дистиллированной воды.
При этом вливать надо кислоту в воду, а не наоборот, так как при вли-
вании воды в кислоту последняя сильно разбрызгивается и может вы-
звать опасные ожоги. В случае попадания кислоты на одежду или тело
следует нейтрализовать ее содовым раствором.
В качестве электролита для щелочных батарей 46ТПЖ-550 приме-
няют раствор, состоящий из едкого кали с добавкой 20 г/л моногид-
3%
рата лития и дистиллированной воды (см. табл. 10). Одна весовая часть
едкого кали на три весовых части воды дает электролит плотностью
1,19—1,21. Плотность электролита измеряют после его охлаждения и
перемешивания.
Чистота электролита. Состав электролита, взятого из
банок действующей аккумуляторной батареи тепловоза, должен соот-
ветствовать нормам, приведенным в табл. 10. Качество электролита
можно определить только анализом. Для этого пробу берут как из
«слабых», так и из нормальных элементов каждого отсека батареи. За-
грязнение электролита различного рода механическими и химичес-
кими примесями недопустимо. Во взаимодействии с материалом плас-
тин эти примеси создают местные паразитные токи, разряжающие ба-
тарею (саморазряд). Загрязнения вносятся обычно вместе с электроли-
том или пластинами. Соблюдая чистоту при ремонте, приготовлении и
заливке электролита, а также систематически очищая поверхности
банок от загрязнений, саморазряд батареи по этим причинам можно
свести к минимуму.
Напряжение батареи. Работоспособность батареи или отдель-
ного ее элемента характеризуется способностью поддерживать посто-
янное напряжение на зажимах при нормальных нагрузках во внешней
цепи. Без нагрузки даже «больной» элемент может показать нормаль-
ное напряжение. Поэтому напряжение батареи на тепловозе измеряют
при включенном прожекторе и всей осветительной сети, в отдельных
случаях и при работающих электродвигателях топливоподкачивающе-
го насоса.
Напряжение отдельного элемента измеряют нагрузочной вилкой
(рис. 325), которая имеет сопротивление, включенное между ее ножка-
ми параллельно вольтметру со шкалой 3—0—3 В. Напряжение у ис-
правного и заряженного элемента после надежного подключения к его
Таблица 10
Наиженеваиие электролита Допускаемая норма содержания Жест- кость не более, мг-экв/л Окисляе- мость не более (0,01 раст- вора К.МпО, на 20 мл электро- лита)
хлоридов, мг/л железа, мг/л карбо- натов, г/л
Дистиллированная вода . . . Свежеприготовленный электро- лит: 5 0,5 — 0,25 2
кислотный 4 60 — — 2,5
щелочной Электролит в эксплуатации: — — 4 — —
кислотный 10 250 — — 10
щелочной — —- 70 *— —
397
зажимам нагрузочной вилки должно оставаться в течение 5 с постоян-
ным и не менее 1,8 В у кислотной и 1 В у щелочной батареи. Резкое па-
дение напряжения в первые секунды измерения свидетельствует о по-
вышенном внутреннем сопротивлении батареи или коротком замыка-
нии пластин.
Чтобы предупредить разрушение пластин, у «слабых» элементов до
подключения нагрузочной вилки измеряют плотность электролита, по
величине которой судят о степени разряженности элемента. С этой же
целью нельзя длительное время держать вилку во включенном положе-
нии, так как произойдет глубокая разрядка элемента из-за протекания
через сопротивление вилки тока большой величины. Разница в напря-
жении отдельных банок батареи допускается до 0,1 В. Нормальное
напряжение элемента кислотной батареи 32ТН-450-2.35—2,4 В, а ще-
лочной 46ТПЖ-550—1,65—1,7 В.
Сопротивление изоляции. Батарея должна быть дос-
таточно хорошо изолирована от корпуса тепловоза, чтобы не происхо-
дило утечки тока (саморазряда). Сопротивление изоляции у новой
батареи должно быть не менее 25 КОм; измеряется оно методом вольт-
метра. Для этого при полностью отключенной нагрузке измеряют на-
пряжение U на зажимах батареи, иг — между положительным полю-
сом и «землей» (корпусом тепловоза) и U2 — между отрицательным
полюсом и «землей».
Сопротивление изоляции батареи Rx вычисляют по формуле
V
V1+V2
1 Ом,
где Rv — внутреннее сопротивление вольтметра, Ом.
Сопротивление изоляции батареи 32ТН-450 или 46ТПЖ-550 долж-
но быть не менее 22 кОм при выпуске из ремонта ТРЗ, не менее
20 кОм — из ремонта ТР2 и 15 кОм — из ремонта ТР1.
Падение сопротивления изоляции происходит обычно из-за ухудше-
ния вентиляции аккумуляторного помещения (засорения фильтров),
Рис. 325. Нагрузочная вилка и
схема ее подключения к зажи-
мам банки
утечки электролита из банок и загряз-
нения поверхности банок и ящиков.
Эксплуатационные ре-
жимы заряда и разряда
батареи. Наиболее интенсивно раз-
ряжается батарея при пуске дизеля.
Например, в момент пуска горячего
дизеля 2Д100 толчковый ток доходит до
1700—2100 А, а ток прокручивания до
500—800 А. При пуске холодного ди-
зеля ток прокручивания доходит до
1 000 А, что особенно нежелательно.
Пуск холодного дизеля или повторные
пуски дизеля через короткие интервалы
(менее чем через 2 мин.) приводят к быст-
рым разрядам и губительны для батареи.
R« = Rv
398
Опасен и систематический недозаряд батареи. Недозаряд происходи
при нарушении регулировки регулятора напряжения, а у щелоч"
ных батарей, кроме того, из-за неправильной регулировки зарядного
тока, а также когда между пусками дизеля не выдерживается необ-
ходимый для заряда батареи интервал (15—20 мин). Систематический
недозаряд ведет к сульфатации пластин кислотных батарей. Такую
же неисправность вызывает и длительное (более пяти суток) нахожде-
ние батареи в бездействии или разряженном состоянии, а также ра-
бота батареи с низким уровнем электролита.
Заметное снижение плотности электролита и снижение напряжения
батареи указывает на ее недозаряд. Не менее опасен и систематический
перезаряд, т. е. когда через полностью заряженную батарею продол-
жает протекать значительный ток. Перезаряд способствует разрыхле-
нию и выпадению активной массы положительных пластин у кислот-
ных батарей и вымыванию активной массы отрицательных пластин
у щелочных батарей и перегреву электролита. Слишком частая
доливка дистиллированной воды в батарею указывает на его пере-
заряд.
Протекание процесса подзаряда кислотной батареи считается нор-
мальным, когда: а) после пуска дизеля ток подзаряда равен 40—50 А,
а затем постепенно снижается до 5—10 А; б) уровень электролита сни-
жается медленно и доливать воду в банку приходится редко и в) плот-
ность электролита держится в пределах нормы или близка к ней.
У щелочной батареи при нормальном напряжении ток заряда на
летний период устанавливают 20—30 А, а на зимний 40—50 А. Крите-
рием нормального процесса подзаряда может служить расход воды на
доливку в банки, устанавливаемые опытным путем.
Восстановительный подзаряд рекомендуется про-
изводить через каждые три месяца эксплуатации батареи с целью вос-
становления работоспособности «отстающих» элементов (когда их
более 10%) и в том случае, когда заряженная батарея оставалась без
действия более пяти суток.
Подзаряд кислотных батарей ведется в таком порядке: заряд то-
ком 45 А до достижения напряжения 2,3—2,4 В у большинства элемен-
тов. Заряд прекращают на 1—2 ч, после чего вновь заряд, но током 20 А
в течение 1 ч. Операцию заряда током 20 А с перерывами 1—2 ч повто-
ряют 2—3 раза, пока сразу после включения батареи под заряд не бу-
дет наблюдаться бурное «кипение» электролита. В конце подзаряда
корректируют уровень электролита. Подзаряд щелочной батареи ве-
дется током 150 А в течение 2—5 ч.
Лечебный перезаряд. Условия работы тепловозных
батарей таковы, что они не подвергаются полным разрядам и находятся
все время в заряженном состоянии. Лечебный перезаряд (разряд —
заряд) необходим для того, чтобы включить в работу более глубокие
слои активной массы пластин и предотвратить тем самым их разруше-
ние и сульфатацию. Для перезаряда батарею снимают с тепловоза.
После ее очистки, проверки уровня, плотности и температуры электро-
лита, напряжения каждого элемента, а также изъятия «тяжелоболь-
ных» элементов приступают к лечебному перезаряду.
399
Кислотная батарея. Батарею включают на контрольный заряд то-
ком 35 А до появления признаков конца заряда. Этими признаками
являются постоянство напряжения и плотности электролита у всех
элементов батареи в течение последних двух часов и активное «кипение»
электролита.
Затем батарею разряжают током 10-часового режима (45 А) до дости-
жения напряжения 1,8 В хотя бы на одном-двух элементах. После этого
батарею вновь заряжают сначала током 65 А до достижения напряже-
ния 2,3—2,4 В у большинства элементов, затем ток уменьшают до 35 А
и продолжают питать батарею до появления признаков конца заряда.
Перерыв между концом разряда и началом заряда не должен превы-
шать 2 ч.
Щелочная батарея. Батарею разряжают нормальным 5-часовым
током (НО А) до напряжения 1 В у 10—15% элементов. Выливают
электролит из всех банок, осадок удаляют энергичным встряхива-
нием банок. Банки тщательно промывают теплой (40—50° С) дистил-
лированной водой. После промывки банки как можно скорее (во избе-
жание коррозии железных деталей) заливают свежим электролитом
плотностью 1,21—1,23. Дают батарее отстояться в течение 6—12 ч
для пропитки активной массы пластин электролитом и проверки гер-
метичности банок. Чтобы предохранить электролит от углекислого
газа, поглощаемого из воздуха, в каждую банку рекомендуется добав-
лять вазелиновое или касторовое масло в количестве, необходимом для
покрытия зеркала электролита слоем толщиной 2 мм (90—100 мл
масла).
Первый заряд ведется током 150 А в течение 12 ч. Затем батарею
разряжают током 110 А в течение 5 ч или менеее, если напряжение хотя
бы в одном элементе достигнет 1 В. Второй заряд-разряд ведется ана-
логично первому. Контрольный заряд-разряд необходим.для определе-
ния емкости батареи. Заряд производят током 150 А в течение 6 ч,
после этого производят разряд током 110 А до достижения напряжения
1 В хотя бы на одном элементе. Затем батарею заряжают током 150 А
в течение 12 ч, корректируют уровень и плотность электролита.
Определение емкости батареи. Во всех случаях
заряда или разряда батареи каждые 30 мин измеряют н заносят в жур-
нал ток, плотность и температуру электролита, напряжение каждого
элемента. При достижении температуры 45° С делают перерыв (в заря-
де или разряде) или снижают ток. По окончании процесса разряда оп-
ределяют фактическую емкость батареи, равную произведению тока
разряда на продолжительность разряда (А • ч). У кислотной батареи
фактическую емкость приводят к емкости электролита при 30° С по
формуле
С __________£ф______
30 14-0,008 (/—30°) ’
где Сф — фактическая емкость, полученная при разряде, А • ч;
t — средняя температура электролита при разряде (среднеариф-
метическая всех измерений), °C;
0,008 — температурный коэффициент емкости,
400
Емкость батареи должна быть не менее 60% номинальной при вы-
пуске из ремонта ТР2 и 65% при выпуске из ремонта ТРЗ. После окон-
чания процесса перезаряда банки протирают тампоном, смоченным
50%-ным раствором каустической соды. Наружные поверхности дере-
вянных ящиков покрывают кислотостойким лаком № 441. Отверстия
банок и пробок прочищают. Под пробками должны быть резиновые про-
кладки. Детали межэлементных соединений, имеющие повреждения,
заменяют или освинцовывают.
Восстановление работоспособности «боль-
ных» элементов кислотной батареи. К наиболее
серьезным повреждениям относятся сульфатация и короткое замыкание
пластин.
Сульфатация. Это повреждение характеризуется отложением на
пластинах плотного слоя крупнозернистого сульфата свинца, который
закупоривает поры активной массы пластин, мешает проникновению
в них электролита, нарушая, таким образом, течение химических про-
цессов внутри элемента, и одновременно резко повышает их внутреннее
электрическое сопротивление. При этом создаются значительные ме-
ханические напряжения, вызывающие разбухание активной массы,
коробление и разрыв решеток пластин. При сульфатации отрицатель-
ная пластина покрывается белым кристаллическим налетом, а положи-
тельная принимает ярко-коричневую окраску.
Наиболее вероятными причинами необратимой сульфатации могут
служить: систематические недозаряды батареи, работа с повышенной
плотностью электролита, усиленный саморазряд вследствие загряз-
нения электролита вредными примесями или коротких замыканий
пластин, слишком низкий уровень электролита. Элемент с сульфатиро-
ванными пластинами узнается по следующим признакам:
резкому падению емкости и понижению напряжения при разряде;
необходимости более высокого напряжения, чем для исправного
элемента, в начале заряда из-за большого внутреннего сопротивления;
по более низкому напряжению, чем у исправного элемента в конце
заряда;
медленному повышению плотности электролита в процессе заряда,
быстрому возрастанию температуры и газовыделения, часто начинаю-
щемуся сразу после включения на заряд.
Для устранения необратимой сульфатации одного элемента или
всей батареи поступают следующим образом. Прежде всего устанавли-
вают, нет ли повышенного саморазряда вследствие короткого замыка-
ния пластин (см. ниже) или загрязнения электролита. Последнее
определяется химическим анализом электролита. В том случае, когда
короткого замыкания нет и электролит имеет нормальный состав
(см. табл. 10), батарею подвергают десульфатационному заряду током
12—23А, т.е. током, не превышающим 0,25—0,5 нормального зарядно-
го тока при слабом электролите (плотность 1—1,15), пока не начнется
заметное выделение газов. После 20—30-минутного перерыва продолжа-
ют длительную зарядку током, уменьшенным еще в 2—3 раза. Заряд
малыми токами способствует превращению крупнозернистого сульфата
свинца в активную массу, так как при этом в порах пластин происхо-
401
дит не сильное образование газа и электролит легко проникает к суль-
фатированным слоям. При таком заряде плотность электролита и на-
пряжение батареи будут повышаться медленно. Процесс десульфатации
можно считать законченным при появлении признаков конца заряда.
Если сульфатация произошла вследствие загрязнения электролита,
батарею разряжают, электролит сливают, банки заливают дистиллиро-
ванной водой. По истечении 3—4 ч воду сливают, банки заполняют
свежим электролитом (плотность 1,190—1,200) и дают возможность
в течение 3—4 ч пропитаться электролитом активной массе пластин.
После этого батарею ставят на заряд током нормального режима.
Короткое замыкание пластин. Это результат разрушения сепарато-
ров, образования шлама между пластинами из-за выпадения активной
массы или нароста губчатого свинца на кромках отрицательных пла-
стин вследствие систематических перезарядов батареи. О наличии по-
вреждения судят по заметному понижению плотности электролита (до
1,05—1,15), резкому падению напряжения при проверке нагрузочной
вилкой, а также по быстрому росту температуры электролита, недоста-
точному повышению напряжения и плотности электролита при заряде
по сравнению с исправными элементами. В конце заряда электролит
в таких элементах слабо или совсем не «кипит». После заряда напряже-
ние элемента заметно падает.
Разборка банки. Чтобы устранить короткое замыкание, банку надо
вскрыть. Для этого элемент разряжают, сливают из него электролит.
Удаляют стамеской мастику 1 и при помощи захватов извлекают из
банки крышку 2 (см. рис. 324) в сборе с блоком пластин. Отвернув
гайки, снимают крышку. Отбраковывают следующие детали: положи-
тельную пластину с мягкой оползающей или выпавшей активной массой
(более 5% поверхности), с поврежденной решеткой; отрицательную
пластину со спекшейся или разбухшей активной массой, поврежден-
ной решеткой; банки или сепараторы с трещиной или отколом; резино-
вые детали, потерявшие эластичность. Если бракуется более 30% пла-
стин, то целесообразно заменить все пластины одной полярности но-
выми либо вместо негодных подобрать бывшие в работе пластины,
близкие по своему состоянию к остальным. Новые пластины, установ-
ленные вместе со старыми, примут на себя непосильную нагрузку и
быстро «состарятся».
Сборка банки. Годные пластины промывают в течение 2 ч в проточ-
ной воде, покоробленные отсоединяют от барретки, спрямляют отжим-
кой и вновь припаивают к барретке. Между пластинами закладывают
сепараторы так, чтобы каждая отрицательная пластина (кроме край-
них) находилась между двумя сепараторами из мипласта, а каждая
положительная — между двумя сепараторами изстекловойлока. Мип-
ластовый сепаратор должен быть обращен ребрами к стекловойлоку.
В каждом блоке должно быть 19 положительных и 20 отрицательных
пластин.
Блок пластин должен входить в эбонитовые банки с некоторым уси-
лием. Если необходимо, его уплотняют постановкой сепараторов. Пос-
ле этого на блок ставят предохранительную сетку, на борны надевают
резиновые кольца и банку закрывают крышкой так, чтобы знаки поляр-
402
ности на борнах и крышке совпали. На борны надевают вновь резино-
вые кольца, стальные освинцованные шайбы и затягивают их латунны-
ми освинцованными гайками. Зазоры между крышкой и банкой пред-
варительно уплотняют резиновой прокладкой или асбестовым шнуром
и заливают мастикой. Готовые банки помещают и уплотняют в дере-
вянных ящиках.
Восстановление работоспособности «боль-
ных» элементов щелочной батареи. Щелочные бата-
реи работают более надежно. Поэтому их «больные» элементы лечат,
не вскрывая банок, путем промывки банок от шлама, замены негодных
изоляционных чехлов и загрязненного электролита.
Формовка из новых или отремонтированных элементов. Кислот-
ная батарея. После проверки герметичности банок снимают
вентиляционные пробки с резиновыми шайбами и банки до самых
горловин заливают электролитом, температура которого не должна
превышать 30° С. При этом между заливкой первой и последней банки
должно проходить не более 1 ч. Пролитый электролит с поверхности
банок тщательно вытирают. Начинать заряд батареи надо через 6 ч
после окончания заливки электролитом. Если это сделать раньше,
активная масса пластин не успеет пропитаться электролитом, если поз-
же — начнется сульфатация. Температура электролита перед началом
зарядки не должна превышать 30° С.
Первый заряд ведется двухступенчатым режимом, т. е. током 40 А
до достижения у большинства элементов напряжения 2,4 В, а затем
ток снижают до 25 А и заряд продолжают до появления признаков
конца наряда. Затем батарею разряжают током 10-часового режима,
т. е. током 45 А, до напряжения 1,8 В на одном-двух наиболее «слабых»
элементах. Разряд начинают после снижения тмпеературы электролита
до 40° С.
Второй заряд производится после 2-часового перерыва также двух-
ступенчатым режимом: вначале током 65 А до достижения напряжения
2,4 В, а затем током 35 А до появления признаков конца заряда. В конце
второго заряда корректируют плотность электролита. Второй и по-
следующие разряды проводят аналогично первому разряду. Третий и
последующие заряды ведутся аналогично второму, т. е. двухступенча-
тым режимом, токами 65 и 35 А с соблюдением температурного режима
электролита. После тренировочных циклов окончательно коррек-
тируют плотность и уровень электролита. Не ранее чем через 3 ч после
заряда горловины банок закрывают пробками.
Критерием годности новой батареи к установке на тепловоз является
отдача ею при втором разряде не менее 80%, а при третьем не менее
85% гарантированной емкости 10-часового разрядного режима, при-
веденной к температуре электролита 30° С.
Щелочная батарея. Процесс формовки щелочной батареи
ничем не отличается от лечебной перезарядки. Если после контроль-
ного заряда-разряда батарея не дает 90% гарантированной емкости,
то ей дополнительно делают еще 1—3 тренировочных заряда-разряда,
пока ее емкость не достигнет нормы.
403
Раздел четвертый
ТЕХНОЛОГИЯ РЕМОНТА
ЭКИПАЖНОЙ ЧАСТИ И ИСПЫТАНИЯ
ТЕПЛОВОЗА ПОСЛЕ РЕМОНТА
ГЛАВА XIII
РЕМОНТ ТЕЛЕЖЕК
§ 72. ВЫКАТКА И РАЗБОРКА ТЕЛЕЖЕК
Работы профилактического характера по проверке состояния, смаз-
ке, креплению, измерению зазоров и др. по тележкам тепловоза выпол-
няют при ТО2 и ТОЗ, ремонте ТР1. При ремонте ТР2 производят ре-
визию подбивки моторно-осевых подшипников тяговых электродвига-
телей и тяговых редукторов со съемкой нижних частей кожухов, про-
межуточную ревизию букс, а также обточку бандажей колесных пар
(при необходимости) без выкатки из-под тепловоза. При ремонте ТРЗ
тележки выкатывают из-под тепловоза для ремонта или замены из-
носившихся деталей рессорного подвешивания, наличников букс и
буксовых вырезов рамы тележки, а также для ревизии моторно-
осевых и буксовых подшипников.
До выкатки тележек раму тепловоза «подживляют» электрифици-
рованными консольными домкратами; разъединяют концы кабелей тя-
говых электродвигателей, рукава и трубы песочниц, трубопроводы тор-
мозной системы, цепи рычажной передачи тормоза, привод скоростеме-
ра, брезентовые рукава, которые соединяют каналы, подводящие
воздух для охлаждения электродвигателей; отсоединяют брезентовые
чехлы опор рамы тепловоза. После этих операций раму тепловоза под-
нимают, кабели одного из тяговых электродвигателей присоединяют
к стационарной машине постоянного тока и тележку выкатывают
из-под тепловоза.
Выкаченную тележку устанавливают (подъемным краном или пере-
катыванием) на разборочной площадке. Раму тепловоза опускают
шкворнями (пятами) на подставки или технологические тележки,
чтобы частично разгрузить консоли электрифицированных дом-
кратов.
Для того чтобы облегчить снятие рамы тележки, разборочную
площадку оборудуют подъемником тяговых электродвигателей А494
(рис. 326), который устанавливают в канаве на подошве рельсов. На
сварной раме 5 подъемника смонтированы четыре червячных редуктора
3, связанных между собой валом 4 с эластичными муфтами. Редукторы
404
приводятся в движение от электродвигателя 1 через пару цилиндри-
ческих шестерен, закрытых кожухом. К раме 5 прикреплен шкаф б,
от которого выведен кабель с кнопочной коробкой на конце для управ-
ления подъемником. Винты подъемника своими роликами 2 упираются
в остовы тяговых электродвигателей. Подъемник унифицирован; он
может быть применен для разборки и сборки тележек тепловозов ТЭ10,
ТЭЗ, ТЭ2, ТЭ1, ТЭМ1 и ТЭМ2.
После установки тележки над подъемником с нее снимают воздуш-
ные и песочные трубы, буксовые струнки, распускают рычажную пе-
редачу тормоза и отсоединяют кабели электродвигателей. Буксовые
струнки помечают, чтобы при сборке установить их на прежние места.
Тросом зачаливают раму тележки. Включают электродвигатель подъ-
емника и приподнимают (поворачивают вокруг оси колесных пар) тя-
говые электродвигатели примерно на 17° так, чтобы из носиков (при-
ливов) их остовов вышли верхние обоймы пружинных подвесок 7.
У бесчелюстной тележки, кроме того, отсоединяют от корпуса букс
фрикционные гасители колебаний и буксовые поводки от кронштейнов
рамы тележки. Хвостовики валиков буксовых поводков из пазов крон-
штейнов (или корпуса буксы) извлекают при помощи гидравлического
или винтового съемника (рис. 327). После этих операций краном при-
поднимают и снимают раму тележки.
Раму тележки с деталями рессорного подвешивания, рычажной
передачей и другими, ранее снятыми с нее деталями очищают в моечной
машине (см. § 4). О том, как отсоединяют колесную пару от тягового
электродвигателя и какие при этом проводят работы, рассказывается
в § 64.
Рессорное подвешивание челюстной тележки (см. рис. 332) разби-
рают в таком порядке. Отвернув гайки с конца стержня 7 и валиков 5,
Рис. 326. Подъемник типа А494 для поддержки тяговых электродвигателей при
разборке и сборке тележки
405
Рис. 327. Винтовой съем-
ник для демонтажа бук-
сового поводка:
1 — валик буксового повод-
ка; 2 — буксовый поводок;
3 — болт съемника; 4 — кор-
пус съемника
снимают детали 11, 10, 9 и 8, извлекают
валик 5 и демонтируют детали 1, 6 и 3
в сборе с деталью 7. В таком же порядке
разбирают рессорные подвески 18 (сечение
Б — Б). Отъединив предохранительные
скобы 21, снимают рессору 2 вместе с опо-
рой 22 пружин, после чего вынимают валики
15 и 19.
Чтобы разобрать рессорное подвешива-
ние бесчелюстной тележки (см. рис. 334),
технологическим болтом Ж обжимают пру-
жинный комплект 8 и снимают с поводков
букс детали 6, 5, 4, 3, 2 и 1. Для демонтажа
тяги 12 фрикционного гасителя колебаний 7
отворачивают контргайки 9, вывертывают
нажимные фрикционные диски 10 настолько, чтобы грибок каждого
фрикционного диска 11 вышел из пазов втулки 15.
Затем приступают к разборке рычажной передачи тормоза. Снятые
детали вновь очищают в моечной машине.
§ 73. РАМА ТЕЛЕЖКИ
Для проведения контрольных и ремонтных операций раму теле-
жки помещают на подставке. Характерные повреждения рамы: износ
наличников буксовых вырезов и втулки шкворневого гнезда, трещины
в сварных швах и местный износ рамы, ослабление посадки подбуксо-
вых струнок. Значительные повреждения и трещины в теле рамы воз-
никают лишь при аварийных ситуациях.
Износ наличников челюстных тележек. На-
личники 10 и И буксовых вырезов (рис. 328) изнашиваются неравно-
мерно как по высоте, так и по ширине. Сильнее изнашиваются узкие
наличники 11. Об износе наличников собранного буксового узла тележ-
ки судят по зазору между буксой и буксовым вырезом рамы; измеряют
его щупом. После разборки рамы этот зазор можно определить как
разность между шириной буксового выреза (размер А, рис. 328) и бук-
сой (размер Б, рис. 339). Это несколько сложнее. Величины А и Б
измеряют на середине высоты наличника, т. е. на уровне центра оси
колесной пары. Износ узкого наличника 11 (см. рис. 328) определяют
путем сравнения толщины изношенной и неизношенной частей. Налич-
ники толщиной менее 4 мм заменяют. Трещины сварных узлов устра-
няют.
Неравномерный износ наличников буксовых вырезов рамы и букс
приводит к нарушению ориентации колесных пар в раме тележки.
Чтобы установить, какое влияние оказал износ наличников на раму
тележки, производят ее проверку.
Проверить раму можно так называемым крестовым угольником и
оптическими приборами. Проверка оптическими приборами дает более
точные результаты, однако способ крестового угольника более прост,
406
не требует специализированной оснастки и степень точности при его
использовании вполне достаточна для практических целей. Процесс
проверки рамы сводится к определению величины смещения поверх-
ностей узких и широких наличников буксовых проемов друг относи-
тельно друга и относительно продольной оси рамы. Он состоит из сле-
дующих операций:
определения полуразности ширины рамы у крайних буксовых
вырезов;
проверки положения узких наличников;
проверки положения широких наличников каждого буксового
проема (параллельности и величины «забега»).
При проверке рамы крестовым угольником (рис. 329) ширину рамы
у крайних буксовых проемов измеряют микрометрическим нутромером.
При разности расстояний а и б более нормы в месте большего расстоя-
ния между рамой и узким наличником устанавливают прокладку тол-
щиной, равной полуразности этих расстояний, т. е.
Рис. 328. Рамы челюстной (а) и бесчелюстной (б) тележек в сборе:
1 — рама челюстной тележки: 2, 6 — кронштейны подвески тягового электродвигателя; 3 —
шкворневая балка; 4 — кронштейн для крепления тормозного цилиндра; 5 — опора рессоры;
7 _ буксовая струнка; 8 — втулка; 9 — кольцо; 10, 11 — широкий и узкий наличники; 12 —
рама бесчелюстной тележки; 13 — малый кронштейн крепления буксового поводка; 14 — крон-
штейн для крепления фрикционного гасителя колебаний; 15 — большой кронштейн крепления
буксового поводка; 16 — опора пружинного комплекта
407
Для проверки положения узких наличников к ним в средней части
по высоте прикладывают линейку 3 и щупом измеряют зазор между
линейкой и поверхностью каждого наличника. Недопустимую разность
этого зазора (более 0,5 мм) устраняют заменой наличников или подкла-
дыванием под них прокладок. Западание наличников среднего буксо-
вого проема (размер С) относительно наличников крайних буксовых
проемов сделано для достижения необходимого поперечного разбега
средней колесной пары тележки.
Чтобы проверить положение широких наличников, на линейку
накладывают крестовый угольник 4, который слегка прижимают к ли-
нейке 3 и поверхностям широких наличников. При таком положении
инструментов допустимые световые щели (зазоры) между угольником и
наличниками указаны на рис. 329. Сплошная световая щель укажет на
то, что один из наличников, например наличник 2, имеет осевое сме-
щение — «забег» относительно парного наличника 1 другой боковины
рамы. Так же проверяют положение широких наличников другой сто-
роны этого буксового проема. Кроме того, измерением индикаторным
или микрометрическим нутромером выявляют непараллельность по-
верхностей широких наличников в вертикальной плоскости у каждого
буксового проема. Допустимая непараллельность изношенных налич-
ников 1 мм, при постановке на раму новых наличников — 0,5 мм.
Правильной ориентации широких наличников на раме, т. е. когда
их рабочие поверхности лежат в плоскости, перпендикулярной про-
дольной оси рамы, в условиях депо добиваются заменой наличников
или подкладыванием под них прокладок. Наличники, подлежащие
замене, срубают с рамы тележки пневматическим зубилом или срезают
газовой горелкой. Поверхность рамы в местах прилегания наличников
тщательно зачищают. Перед приваркой новых или старых годных на-
личников их прижимают к раме тележки винтовым или пневматичес-
ким прижимом, Наличники приваривают к раме электрозаклепками
Не более 1,2мм
Рис. 329. Схема проверки тележки крестовым угольником
408
и прерывистым швом по
контуру. Выступание свар-
ного шва над поверхностью
наличника не допускается.
Поверхность наличника
должна быть ровной и
чистой.
Из пос втулки
шкворневого гнезда
определяют по величине за-
зора между шкворнем и его
гнездом путем их обмера.
Зазор в пределах, указан-
ных на рис. 328, восстанавливают заменой втулки 8 или кольца 9.
Трещины в сварных швах и местные износы
рамы т е л е ж к и (в местах упора рессор, в кронштейнах под пру-
жинные подвески и т. п.) устраняют сваркой [5]. О проделанных слож-
ных сварочных работах делают запись в паспорте тепловоза с приложе-
нием соответствующих эскизов. Изношенные поверхности кронштейнов
2 и 6 (см. рис. 328), а также поверхности пружинных подвесок тяговых
электродвигателей восстанавливают наплавкой. После обработки
опорные поверхности парных кронштейнов должны лежать в одной
плоскости и расстояние между ними должно быть равно 305—308 мм.
Ослабление посадки подбуксовой струнки
у рам челюстных т е л е ж е к. Значительный износ контакт-
ных поверхностей Ж и К буксовых струнок и рамы (рис. 330) устраняют
шлифовкой и шабровкой поверхностей К каблучков 1 буксовых челю-
стей и наплавкой (с последующей нормализацией) и обработкой на стан-
ке поверхностей Ж буксовой струнки 3. Контактные поверхности бук-
совых челюстей рамы и струнок подгоняют друг к другу по краске,
пятна которой должны распределяться равномерно на 75% площади.
Чтобы избежать деформации струнки, ее подгонку ведут с установлен-
ными прокладками 2. Если износ контактных поверхностей незначите-
лен, то натяг струнок восстанавливают уменьшением толщины прокла-
док 2. Перед окончательной затяжкой гаек болтов в зазор между струн-
кой и буксовой челюстью легкими уда-
рами молотка- забивают прокладку 2.
Струнки, потерявшие натяг или ослаб-
шие в посадке, проверяют магнитным
дефектоскопом (см. § 7). Струнки с тре-
щинами в любой части заменяют.
Износ клиновидных па-
зов кронштейнов буксовых
поводков рамы бесчелюст-
ной тележки. Эту неисправность
Рис. 331. Роликовая опора те-
лежки:
/ — корпус; 2 — гнездо? 3 верхняя
опорная плйта; 4 —. крышка; 5 —
иижняя опорная плита; б «—ролики
устраняют так же, как и у корпуса по-
водковой буксы (см. § 76).
Роликовые опоры тележки (рис. 331).
Плиты, ролики и гнезда, имеющие
409
трещины, заменяют. Трещины на корпусе устраняют сваркой. За-
диры, местную выработку на поверхности гнезд и опорных плит глу-
биной более 0,5 мм удаляют шлифовкой на станке, а глубиной менее
0,5 мм оставляют без исправления. В последнем случае поврежденные
места обрабатывают наждачной шкуркой, а затем полируют. Профиль
нижней плиты у роликовой опоры проверяют по шаблону. Ролики,
имеющие задиры, местную выработку глубиной более 0,5 мм, а также
овальность более 0,2 мм, шлифуют на станке. Нормальный размер ро-
ликов восстанавливают осталиванием (см. § .12) с последующей термо-
обработкой. Ролики, устанавливаемые в одну опору, должны иметь
одинаковые диаметры. Маслоподводящие каналы корпуса тщательно
очищают.
§ 74. РЕССОРНОЕ ПОДВЕШИВАНИЕ
И РЫЧАЖНАЯ ПЕРЕДАЧА ТОРМОЗА
Рессорное подвешивание челюстных тележек. Чаще всего теряют
работоспособность типовые соединения, узлы и детали, отмеченны
на рис. 332 цифрами I, III, XIV и XV в кружочках. Особенно часто
Рис. 332. Рессорное подвешивание челюстной тележки:
/ — балансир (ТЭЗ-14-010, СтЗ); 2 —рессора (ТЭ30-35-30-012); 3 — головка подвески рессоры;
4, 16, 17 — втулки; 5 —валик (ТЭЗ-14-1924, Ст5); 6 — распорная втулка; 7 —стержень
(ТЭ30-35-30-126, сталь 45); 8— пружина (ТЭ30-35-30-101, проволока 60С2).; 9— тарелка; 10—
упругая шайба (ТЭ10-35-30-016, стальные пластины + резина); 11, /3 — подкладки; 12 — опора
пружины верхняя; 14, 22 — опоры пружины; 15 — валик (ТЭ10-35-30-120, сталь 45); 18 — рес-
сорная подвеска; 19 — валик (ТЭЗ-14-1295, Ст.5); 20 —опора рессоры; 21 — предохранительная
скоба
410
95Ш.1
Рис. 333. Шаблон для контроля ба-
лансира
повреждаются узлы с неразъемными
подшипниками скольжения (шар-
ниры). Вызвано это значительными
контактными давлениями, возни-
кающими вследствие перекоса ба-
лансиров при вписывании теплово-
за в кривые, малыми относитель-
ными перемещениями и неудовле-
творительной смазкой. Выход из
строя этих соединений сопровож-
дается ослаблением втулок в по-
садке, «схватыванием» и выкрошиванием контактирующих поверхно-
стей втулок и валиков. Особенно велика повреждаемость в местах
контакта с валиков с втулками балансиров. О том, как восстанавли-
вают работоспособность узлов с неразъемными подшипниками сколь-
жения и резьбовых соединений, контролируют резиновые детали и
витые пружины, подробно рассказано в § 17, 19, 30 и 31. После нара-
щивания валики 5 а 15 подвергают термообработке.
Балансиры. Отверстия под втулки у балансиров одной буксы обра-
батывают совместно. При раздельной обработке разница в расстояниях
между осями этих отверстий не должна превышать 0,1 мм. Износ опор-
ной выемки балансиров глубиной более 2 мм устраняют наплавкой
электродами, обеспечивающими требуемую твердость (HRC 30—45).
Наплавленное место обрабатывают, выдерживая радиус и глубину
опорной выемки по чертежу. После ремонта размеры каждого баланси-
ра контролируют шаблоном (рис. 333). Коробление балансиров более
1,5 мм устраняют холодной правкой.
Листовые рессоры, имеющие трещины в листах или хомуте, сдвиг
листов относительно хомута более 7 мм или смещение хомута относи-
тельно центров отверстия коренного листа более 4 мм и другие дефекты,
заменяют новыми или отремонтированными. Поврежденные листовые
рессоры ремонтируют в условиях завода.
Рессорное подвешивание бесчелюстной тележки состоит из шести
одинаковых групп. В каждую из них входят по два пружин-
ных комплекта 8 и один фрикционный гаситель колебаний 7
(рис. 334).
О том, какие возникают повреждения в резиновых деталях и витых
пружинах, отмеченных на рисунке цифрами XIV и XV в кружочках,
как их отыскивают и как отбраковывают поврежденные детали, рас-
сказано в § 30 и 31. О ремонте деталей соединения, отмеченного на ри-
сунке цифрой XI в кружочке, можно прочитать в § 27. Минимально
допустимая толщина вальцованной ленты фрикционного диска
12 мм.
Детали рычажной передачи тормоза. Балансиры, рычаги, подвески,
кронштейны, тяги тщательно осматривают и заменяют, если они имеют
трещины, надрыв, надлом или местный износ глубиной более 10% сече-
ния детали. Детали с местным износом глубиной, менее указанной,
восстанавливают наплавкой с последующей механической и термиче-
ской обработкой. Разрешается восстанавливать балансир, рычаг тяги
411
s 10 77 12 и 14 15 16
Рис. 334. Рессорное подвешивание бесчелюстной тележки:
1 — нижняя опорная плита; 2, 3 — наружная и внутренняя пружины; 4 — верхняя опорная
плита; 5 —резиновая упругая шайба; 6 — регулировочная прокладка; 7 — фрикционный гаси-
тель колебаний; 8 — пружинный комплект; 9 — контргайка; 10 — нажнмной фрикционный
диск; 11 — фрикционный диск с опорным грибком; 12— тяга; 13 — резиновая втулка; 14 —
металлическая втулка; 15 — втулка; 16 — пружина
или подвеску приваркой вместо поврежденной части новой. Приварку
ведут электроконтактным способом с последующим испытанием детали
на растяжение.
Нагрузку при испытаниях принимают в зависимости от сечения
детали из расчета 12 кгс/мм2. Зазор между деталями шарнир-
ных (неразъемных подшипников скольжения) рычажной передачи (ког-
да величина его превышает 3 мм) восстанавливают до нормальной ве-
личины, как и в соединениях рессорного подвешивания, путем замены
втулок, наплавки отверстий и валиков с последующей их обработкой.
Муфты и вилки винтовых стяжек, имеющие трещину, сорванную или
вытянутую резьбу, заменяют. При ослаблении муфты по резьбе, когда
качка превышает 1 мм, ослабший конец муфты осаживают в горячем
состоянии, а затем обрабатывают и подгоняют по резьбе.
412
§ 75. КОЛЕСНАЯ ПАРА
Виды технического обслуживания и ремонта колесных пар всех
локомотивов, а также сроки их проведения, устанавливаемые отдель-
ной инструкцией МПС, отличаются от видов и сроков технического
обслуживания и ремонта тепловозов. Так, колесные пары за время
своей службы (от постройки до исключения из инвентаря) подвергают
осмотру под тепловозом, обыкновенному и полному освидетельствова-
ниям, а также освидетельствованию с выпрессовкой оси. Кроме того,
для них установлены два вида ремонта: ремонт без смены и со сменой
элементов.
Осмотр колесной пары под тепловозом про-
изводят при всех случаях осмотра тепловоза в депо, на станционных
путях, пункте технического обслуживания, при приеме локомотивной
бригадой и т. д. При этом проверяют состояние доступных для визуаль-
ного осмотра и обстукивания частей колесной пары.
Обыкновенное освидетельствование колесная
пара проходит во всех случаях перед подкаткой ее под тепловоз. После
визуального осмотра измерением определяют величину и характер из-
носа бандажей, ось подвергают магнитной дефектоскопии (см. § 7).
Проверяют также наличие соответствующей маркировки на торцах оси
и поверхностях других элементов колесной пары (рис. 335).
Полному освидетельствованию колесную
пару подвергают при ремонте тепловоза на заводе, связанном с вы-
каткой колесной пары, после смены хотя бы одного элемента, при не-
ясности клейм и знаков последнего освидетельствования, наличии пов-
реждений после аварии. При полном освидетельствовании, кроме ра-
бот, предусмотренных обыкновенным освидетельствованием, колесную
пару очищают от грязи и краски до металла, проверяют подступичные
Рис. 335. Знаки и клейма маркировки, наносимые на правом (а) и левом (б) тор-
цах оси колесной пары:
1 —- номер завода-изготовителя оси; 2 — месяц и год изготовления оси; 3 — номер оси; 4 —
клейма, удостоверяющие правильность переноса знаков; 5 — номер пункта, перенесшего зна-
ки; 6 — клейма приемки; 7 — клеймо формирования колесной пары или смены оси; 8 — но-
мер ремонтного пункта; 9 — дата формирования или смены оси; 10 — клейма приемки; 11 —
клеймо освидетельствования с выпрессовкой оси; 12 — номер ремонтного пункта; 13 — дата
освидетельствования; 14 — клейма приемки; 1S — клеймо смены бандажа; 16 — номер ремонт-
ного пункта и дата полного освидетельствования
413
части оси ультразвуковым дефектоскопом (см. § 7). На годной к даль-
нейшей работе колесной паре ставят маркировку полного освидетель-
ствования (см. рис. 335).
Освидетельствование колесной пары с в ы -
прессовкой оси производят, когда в оси обнаруживают тре-
щины ультразвуковым дефектоскопом, спрессовывают оба центра, нет
или неясна маркировка формирования и при этом нет клейма освиде-
тельствования колесной пары с выпрессовкой оси. В процессе освиде-
тельствования, кроме работ в объеме полного освидетельствования,
подступичные части оси проверяют магнитным дефектоскопом, чтобы
установить, нет ли на них поверхностных трещин. На годной к даль-
нейшей работе оси ставят знаки маркировки.
Ремонт без смены элементов. При ремонте этого
вида производят работы, связанные с устранением последствий износа
бандажей и шеек осей, с восстановлением нормальной посадки бандажа
на колесном центре, и сварочные работы без демонтажа элементов.
Такой вид ремонта допускается выполнять и в условиях депо.
Ремонт со сменойэлементов производят, когда на-
до заменить бандажи, зубчатое колесо, восстановить нормальную по-
садку колесного центра на оси. Эти работы выполняют в условиях
ремонтных заводов или специализированных мастерских.
Контроль состояния и ремонт. Характерными пов-
реждениями колесных пар являются: износ и ослабление посадки бан-
дажей, трещины в оси и на бандажах, износ моторно-осевых шеек,
повреждение зубьев зубчатого колеса.
Износ бандажей. Бандажи изнашиваются по кругу катания. Ско-
рость нарастания износа бандажей у тепловозов грузового движения
в среднем по сети железных дорог составляет 0,3—0,4 мм за 104 км про-
бега тепловоза. При этом износ бандажей крайних колесных пар боль-
ше на 8—15%, чем у остальных. Интенсивность нарастания проката
бандажей, т. е. радиального износа, при прочих равных условиях за-
Рнс. 336. Колесная пара тепловоза:
1 — бандаж (ТЭЗ-П-ООЗ, сталь бандажная марки 60111): 2 —колесный центр; 3 — ось; 4 ук-
репляющее кольцо; 5 —шестерня ведомая (ТЭЗ-16-002-1, сталь 45ХН); 6 — отбойное кольцо
414
Рис. 337. Инструмент для измерения величины и определения характера износа
бандажей:
а —шаблон для измерения проката и толщины гребня бандажа; б — толщиномер для изме-
рения толщины бандажа по кругу катания; в — шаблон для определения вертикального под-
реза гребня
висит от величины показателя использования мощности теплово-
за, атмосферных условий, состояния и профиля пути, типа рельсов.
Подрезы гребней и уступы у основания гребней бандажей возникают
из-за неправильного монтажа колесной пары в тележке. Появлению
выщербин, отслаивания, выбоин и ползунов на поверхности катания
бандажей способствуют нарушения технологических норм, допущенные
при изготовлении и ремонте колесных пар, а также нарушения правил
эксплуатации тепловоза.
Допускаемые величины износа отдельных элементов колесных пар
тепловозов грузового движения приведены на рис. 336. Инструмент
для измерения величины и определение характера износа бандажей
показаны на рис. 337.
Повреждения с поверхности бандажей устраняют их обточкой на
колесотокарных станках, снабженных гидрокопировальным устрой-
ством. Одновременно восстанавливают и нормальный профиль банда-
жей, который контролируют по шаблону. Обтачивать бандажи можно и
без выкатки колесных пар из-под тепловоза, используя специализи-
рованный станок ДЖ-20 с наборной фрезой.
415
Рис. 338. Упругое зубчатое колесо тягового редуктора:
/ — ступица; 2 — прнзонный болт; 3 — ролик; 4, 10, 16 — резиновые втулки; 5, 12 — валики;
6, 11, 13, 15, 17 — втулки; 7, 14 — тарелки; 8 — венец; 9 — пружинное кольцо; /в — ограни-
чительная шайба
Ослабление посадки бандажа на колесном центре. Эту неисправность
определяют по сдвигу контрольных рисок, нанесенных краской на
бандаже и колесном центре, и путем обстукивания бандажа. Нормаль-
ную посадку восстанавливают перетяжкой бандажа. Для этого
помечают кернами ориентированное положение бандажа и колесно-
го центра. Выбивают или срезают на станке укрепляющее кольцо 4
(см. рис. 336). Колесную пару устанавливают в вертикальном положе-
нии в индукционный или газовый горн, где после нагрева (не свыше
320°) бандаж легко «отстает» от колесного центра. После остывания де-
тали обмеряют. Затем бандаж снова нагревают, заводят колесный
центр в бандаж так, чтобы снова совпадали метки на них. Для создания
натяга между бандажом и колесным центром укладывают по окружно-
сти стальную прокладку соответствующей толщины. Вставляют в паз
бандажа укрепляющее кольцо. Дают нагретым частям остыть. Обжи-
мают бурт бандажа, чтобы зафиксировать укрепляющее кольцо. Ши-
рина прокладки должна соответствовать ширине обода центра колеса.
Разрешается ставить составные прокладки, но не более 4 шт.
Трещины на оси и бандаже. Трещины на поверхности бандажа оп-
ределяют магнитным дефектоскопом и обстукиванием, а скрытые по-
роки — ультразвуковым дефектоскопом (см. § 7). Бандаж или ось с тре-
щиной бракуют. При браковке оси колесную пару списывают из ин-
вентаря.
Износ моторно-осевых шеек. Кроме естественного износа, на поверх-
ности шеек появляются задиры, термические трещины из-за нагрева
моторно-осевых подшипников. Поверхностные повреждения, оваль-
ность и конусность шеек более 0,5 мм устраняют станочной обработ-
кой — шлифованием с последующей полировкой,
416
Повреждения зубчатого колеса. О том, какие возникают поврежде-
ния в соединениях, отмеченных на рис. 336 цифрами II и XII в кру-
жочках, как их определяют и устраняют, можно прочитать в § 18 и
28. Состояние резино-металлических элементов упругого зубчатого
колеса (рис. 338) проверяют при ремонте ТРЗ после разборки колеса.
Для этого проверяют ориентированное положение деталей и лишь
после этого, отвернув гайки с призонных болтов 2 и удалив наружные
пружинные кольца 9, спрессовывают тарелку 14 с призонных болтов,
смещают тарелку по оси в сторону противоположного центра колеса,
снимают пружинные кольца с гибких элементов. Затем, слегка покачи-
вая венец 8, извлекают ролики 3. После этого снимают венец в сборе,
удаляют оставшиеся пружинные кольца и демонтируют упругие эле-
менты. Рекомендации по отбраковке резино-металлических элементов
приведены в § 30. Сборку упругого зубчатого колеса ведут в последо-
вательности, обратной разборке. Положение тарелок 14 относительно
ступицы 1 определяют по меткам, нанесенным при изготовлении или
перед разборкой колеса.
§ 76. БУКСА
Профилактические работы, связанные с внешним осмотром, смаз-
кой н проверкой крепежа букс, выполняют при ТО2, ТОЗ и ТР1. Про-
межуточную ревизию букс для проверки осевых упоров, а также регу-
лировки поперечного разбега колесных пар челюстных тележек —
при ремонте ТР2. Разбирают буксы при ремонте ТРЗ для определения
состояния подшипников качения и замены износившихся частей.
Разборка буксы. Чтобы разобрать буксу, поступают следующим
образом. Демонтируют осевой упор в сборе и переднюю крышку 10
(рнс. 339). При съемке крышек и осевых упоров крайних колесных пар
нужно проявить осторожность — их упоры нагружены пружиной.
Рис. 339. Роликовая букса челюстной тележкн:
1 — лабиринтное кольцо; 2 — предохранительная планка; 3 — задняя крышка; 4 — арка; 5 —
опора балансира; 6,7 — дистанционные кольца; 8 — корпус буксы; 9 — разделительная диа-
фрагма; 10 — передняя крышка; 11 — регулировочные прокладки; 12— осевой упор; 13—
крышка; 14 — пружина; 15 — пластинчатая пружина; 16 — войлочный фитиль; 17 — стопорное
кольцо; 18, 19 — пробки для пополнения твердой и жидкой смазки; 20 — роликоподшипник
Зп32о32Л1; 2/— осевой упор средней колесной пары
14 Зак.1161 417
После снятия упоров зачаливают корпус буксы краном и снимают его
вместе с наружными обоймами роликового подшипника с шейки оси.
Отъединяют от корпуса заднюю крышку, спрессовывают наружные
обоймы роликоподшипников с дистанционным кольцом. Положение
обойм роликоподшипников относительно корпуса буксы помечают
краской или другим способом. Удаляют стопорное кольцо 17 и снимают
с шейки оси остальные детали. Для демонтажа каждую деталь быстро
нагревают до 100—120° индукционным нагревателем. После снятия
каждой детали шейке оси дают остыть. В таком же порядке разбирают
и поводковую роликовую буксу (рис. 340). Детали очищают (см. §4).
Контроль состояния и ремонт деталей. Как видно на рис. 339 и 340,
в буксах преобладают типовые соединения, узлы и детали, отмеченные
цифрами II, IV и XV в кружочках, технологический процесс ремонта
которых подробно освещен в § 18, 20 и 31. Ниже рассматриваются лишь
некоторые особенности ремонта корпусов букс, осевых упоров сколь-
жения и буксовых поводков.
Корпус буксы челюстной тележки. Лопнувшие
корпус буксы или его крышку заменяют. Дефекты корпуса, способст-
вующие утечке смазки,—раковины, плены, сквозные трещины в пере-
мычках масляной ванны, а также износ отдельных частей, в том числе
и паза под сменные опоры балансиров, и ослабление посадки крыши
Рис. 340. Поводковая роликовая букса:
1 — лабиринтное кольцо; 2 — предохранительная планка; 3 — задняя крышка; 4 — корпус бук-
сы; 5, б — дистанционные кольца; 7 — стопорное кольцо; 8 — передняя крышка; 9 — крон-
штейн; 10 — крышка осевого упора; 11 — проставка; 12 — регулировочные прокладки; 13 —
упорный шариковый подшипник 8320; 14 — валик синхронизации; 15 — пробка для пополнения
твердой смазки; 16— роликоподшипник ЗН32532Л1; /7 — поводок; /3 —стопорная шайба; 19 —•
упор; 20 — конический подшипник 2007108 у средних колесных пар; 2/— пружина
418
устраняют сваркой и наплавкой с последующей обработкой. Герме-
тичность карманов масленок проверяют наливом керосина. Корпус
буксы деформируется в зоне нагружения наружных обойм подшип-
ников (в виде полумесяца). Эту неисправность устраняют осталиванием
внутренней поверхности корпуса (см. § 12). Если конусность или оваль-
ность гнезда корпуса в месте посадки обойм подшипников качения пре-
вышает 0,25 мм, то корпус буксы заменяют новым.
Наиболее изнашиваемыми деталями корпуса буксы являются на-
личники, особенно узкие, и опоры балансиров. Наличники заменяют
новыми, если их толщина, измеренная на середине высоты, менее 4 мм,
а сменные опоры балансиров — если износ их рабочей поверхности по
глубине более 1 мм. Глубина закаленного слоя новых сменных опор
должна быть 1,5—3 мм, а твердость НРС 48—52. Для восстановления
нормального зазора в буксовом узле разрешается под наличники,
имеющие толщину боЛее 4 мм, подкладывать по одной стальной про-
кладке одинаковой толщины. Наличники приваривают к корпусу буксы
электросваркой прерывистым швом по контуру и электрозаклепками.
Перед приваркой наличники на буксе располагают (и прижимают прес-
сом) так, чтобы отверстия для прохода смазки в них и в корпусе буксы
совпали, а рабочая поверхность узкого наличника, имеющая в средней
части площадку шириной 100 м и скосы по краям, была расположена
снаружи. Нельзя вести сварочные работы на корпусе буксы, если в нем
смонтированы подшипники качения.
Поверхности широких наличников буксы должны быть параллель-
ны, отклонение допускается не более 0,3 мм. Для измерения парал-
лельности буксу одним из наличников устанавливают на обработан-
ный брус, лежащий на контрольной плите, а по другому наличнику
передвигают индикатор, закрепленный на стойке. Это же измерение
можно проделать микрометром. Поверхности узких и широких налич-
ников должныбытьперпендикулярны. Допускаемая неперпендикуляр-
ность 0,1 мм, ее проверяют угольником.
Корпус поводковой буксы бесчелюстной
тележки (см. рис. 340). Рекомендации по ремонту корпуса буксы
челюстной тележки, касающиеся устранения трещин и пор, восстанов-
ления гнезда под посадку обойм роликоподшипников, относятся и к ре-
монту корпуса поводковой буксы. В корпусе поводковой буксы изна-
шиваются (обминаются) пазы, где размещаются хвостовики поводко-
вых валиков и резьбовые отверстия (М20) под болты крепления повод-
ков. Выступы, образовавшиеся вследствие наклепа (сминания), с ко-
нусных поверхностей пазов удаляют опиловкой по шаблону или меха-
нической обработкой таким образом, чтобы прилегание конусных
поверхностей паза и хвостовика валика поводка было не менее 50%.
При этом зазор С (см. рис. 327) между дном паза и хвостовиком валика
должен составлять не менее 2,5 мм. Нормальный натяг допускается
восстанавливать наращиванием конусных поверхностей хвостовиков
валиков электроискровым способом (см. § 14) или наложением на каж-
дый хвостовик фасонной (в форме корыта) стальной прокладки необ-
ходимой толщины. Резьбовые отверстия под болты крепления поводков
восстанавливают обработкой под ремонтный размер (М22).
14* 419
Буксовый поводок (рис. 341). Чаще всего в рассматри-
ваемой части теряют работоспособность соединения, отмеченные на
рис. 340 цифрами II, VII и XIV в кружочках. Чтобы осмотреть детали,
головки поводка разбирают. Для этого сжимают приспособлением 1
(рис. 342) торцовый амортизатор 3 и удаляют половинки разъемного
упорного кольца 2. Сняв второй торцовый амортизатор, выпрессовыва-
ют из корпуса приспособлением 8 наружную стальную втулку 5 вмес-
те с деталями 6 и 7.0 том, по каким признакам отбраковывают резино-
вые детали, рассказано в § 30, как восстанавливают нормальную по-
садку поврежденных фиксирующих штифтов 4 и ослабших в посадке
стальных наружных втулок 5, можно прочитать в § 18. Поводок соби-
рают в последовательности, обратной разборке. При напрессовке об-
резиненного валика внутреннюю поверхность втулки 5 покрывают
смесью касторового масла и спирта. При проверке валика в цен-
трах станка биение поверхности втулки 5 допускается не более
0,15 мм. Половинки упорного кольца 2 фиксируют от выпадания
приваркой в трех точках к наружной шайбе амортизатора 3.
Сборка буксы. Технологический процесс сборки буксы складывает-
ся из следующих элементов: комплектования деталей, поузловой и об-
щей сборки и проверки качества сборки.
Комплектуют детали одной буксы таким образом, что-
бы были выдержаны допуски на посадку, а радиальный зазор в под-
шипниках одной буксы разнился не более чем на 0,03 мм.
Поузловая сборка. Вначале собирают корпус буксы, а за-
тем монтируют детали на шейке оси колесной пары. Для этого укреп-
ляют заднюю крышку 3 (см. рис. 339), вставляют обойму с роликами
Рис. 341. Буксовый поводок:
1 — длинный валик: 2 — упорное разъемное кольцо; 3 — торцовый амортизатор; 4 — штифт;
5 —наружная стальная втулка; 6 — резиновая втулка; / — промежуточное разъемное кольцо;
8 — корпус поводка; S — короткий валик
420
заднего подшипника, ди*
станционное кольцо 6 и
обойму с роликами перед-
него подшипника. После-
довательность монтажа де-
талей на шейке оси такова:
напрессовывают лабирин-
товое кольцо 1, обойму
заднего подшипника, ди-
станционное кольцо 7,
обойму переднего подшип-
ника и фиксируют их сто-
порным кольцом 17.
Общая сборка.
Чтобы собрать буксу, кор-
Рис. 342. Приспособление для разборки бук-
сового поводка
пус буксы в сборе осторожно технологической распорной втулкой
надвигают на шейку оси колесной пары. Щупом или индикаторным
приспособлением измеряют радиальный зазор в подшипниках. На
задней крышке укрепляют предохранительную планку 2 (см.
рис. 339). Затем на корпусе буксы монтируют переднюю крышку 10,
осевой упор в сборе. Какие следует соблюдать условия при сборке
прессовых и резьбовых соединений, а также узлов с подшипниками
качения, подробно рассказано в §17, 18 и 20. О качестве сборки бук-
сы судят по величине радиального зазора в подшипниках, по тому, как
свободно перемещается и вращается корпус буксы на шейке оси,
§ 77. СБОРКА КОЛЕСНО-МОТОРНОГО БЛОКА
Технологический процесс сборки колесно-моторного блока состоит
из комплектования деталей, поузловой и общей сборки.
Работы по комплектованию включают подбор и подгонку
вкладышей моторно-осевых подшипников для обеспечения нормальных
зазоров на «масло», натяга и прилегания вкладышей к постелям, осе-
вого разбега электродвигателя на оси колесной пары; подбор деталей
тягового редуктора для достижения нормального зацепления зубьев
зубчатой передачи.
Подбор и подгонка вкладышей. При выпуске тепловоза из ремонта
ТРЗ желательно вкладыши моторно-осевых подшипников заменять
новыми, зазор в подшипниках должен быть минимально допустимым
(рис. 343). Разница в зазорах «на масло» в подшипниках одного колес-
но-моторного блока допускается до 0,3 мм. Запасные вкладыши по-
ставляют в полуобработанном виде для возможности их пригонки по
шейке оси колесной пары и постелям остова электродвигателя. Наруж-
ную и внутреннюю поверхности парных вкладышей обрабатывают
с одной установки и таким образом, чтобы был получен необходимый
натяг и минимально допустимый зазор «на масло» в подшипнике. Од-
новременно на внутренней поверхности у торцов каждого вкладыша
делают углубления (холодильники) глубиной не менее 3 мм. Холодиль-
421
5с
ники необходимы; при их отсутствии или
глубине менее 0,5 мм происходит пере-
грев подшипника в эксплуатации. После
механической обработки вкладыши под-
гоняют (пришабривают) по шейке колес-
ной пары и постелям остова электро-
двигателя.
Чтобы по мере износа вкладышей
или ослабления их посадки (потере на-
тяга) можно было без выкатки колесной
пары стяговым электродвигателем из-под
тепловоза уменьшить зазор «на масло»
или восстановить натяг вкладышей,
между крышкой подшипника и остовом
электродвигателя ставят регулировоч-
ные прокладки толщиной 0,35 мм. Зазор
в подшипнике уменьшают за счет умень-
шения толщины этих прокладок н одно-
временного спиливания торцов вклады-
шей в плоскости разъема.
Ослабление посадки вкладышей
устраняют только уменьшением толщи-
ны прокладок. Если ставят на свои места
бывшие в работе вкладыши, толщина
прокладок при выпуске тепловоза из
ремонта ТРЗ должна быть не менее
в работе вкладышей, но годных к
Рис. 343. Моторно-осевой под-
шипник тягового электродвига-
теля:
1 — вкладыш (8ТХ-263-028, бронза
Вр.ОЦС 4-4-17); 2 — вкладыш
(8ТХ-263-029 и 030, бронза Бр.ОЦС
4-4-17); 3 — войлок технический;
4 — шерстяная иабивка; 5 — крыш-
ка подшипника; 6 — регулировочная
прокладка; 7 — остов электродви-
гателя; 8 — ось колесной пары
0,10 мм. Натяг бывших
дальнейшей эксплуатации по зазору «на масло» в подшипнике,
восстанавливают наплавкой торцов в плоскости разъема или на-
ращиванием тыльной части. Запрещается с этой целью ставить под
вкладыши или между их торцами прокладки. Приблизительно о вели-
чине натяга судят по суммарному зазору С (см. рис. 343) между крыш-
кой подшипника и остовом электродвигателя при установленных регу-
лировочных прокладках 6, когда гайки крепления крышки затянуты
и вкладыши плотно прижаты друг к другу. Натяг вкладышей опреде-
ляют также обмером деталей.
Осевой разбег электродвигателя на колесной паре в пределах 1 —
2,6 мм регулируют наплавкой и обработкой торцов бурта вкладышей;
при этом несовпадение торцов шестерен зубчатой передачи тягового
электродвигателя допускается не более 3 мм.
У полностью собранного моторно-осевого подшипника зазоры
между крышкой, остовом и вкладышами, а также в плоскости разъема
вкладышей не допускаются (щуп 0,03 мм не должен проходить более
чем на 20 мм). Зазор в подшипнике «на масло» измеряют щупом только
в рабочем положении тягового электродвигателя.
Подбор шестерен тягового редуктора. Ранее работавшие в паре ше-
стерни тягового редуктора сохраняют, т. е. тяговый электродвигатель
соединяют с той колесной парой, с которой он работал до ремонта. За-
мена шестерни допускается только при ее браковке. Боковой зазор
422
между зубьями зубчатой передачи устанавливают у нового редуктора
0,3—0,9 мм, а у старого зазор допускается до 6 мм. Регулируют боковой
зазор за счет толщины вкладышей моторно-осевого подшипника. Из-
меряют зазор щупом по нескошенной стороне зубьев. Проверка качест-
ва зацепления зубьев описана в § 28.
Поузловая сборка включает монтаж ведущей шестерни
тягового редуктора на валу якоря тягового электродвигателя и сборку
крышек моторно-осевого подшипника.
Монтаж шестерни на валу якоря электродвигателя. Технологи-
ческий процесс подгонки шестерни по конусной части вала и ее монтаж
подробно разобраны в § 23.
Сборка крышек моторно-осевого подшипника. В полость крышки
каждого подшипника закладывают 1,2 кг набивки (шерстяной пряжи),
предварительно пропитанной в течение 30—35 ч в осевом масле. Для
сохранения пряжи от истирания между шейкой оси и пряжей помещают
войлочную прокладку (из технической кошмы) с надрезами. Кроме
того, эта прокладка предотвращает попадание частичек пряжи между
шейкой оси и вкладышем подшипника, чаще всего являющихся причи-
ной нагревания моторно-осевых подшипников. В крышках моторно-
осевых подшипников с польстерной смазкой монтируют пакет из
ламповых фителей или каркасного войлока в польстерное уст-
ройство.
Общая сборка. Чтобы собрать колесно-моторный блок с за-
ранее укомплектованными частями, поступают следующим образом.
Устанавливают тяговый электродвигатель на подставке постелями
моторно-осевых подшипников вверх. В постелях остова размещают
согласно маркировке шпонки, вкладыши 1 (см. рис. 343). Приподняв
колесную пару краном, укладывают ее на вкладышах 1. На шейке оси
колесной пары укладывают также согласно маркировке вкладыши 2,
ставят прокладки 6 и монтируют на остове крышки 5 подшипников
в сборе. После окончательной затяжки болтов крепления крышек про-
веряют качество сборки — измеряют осевой разбег колесной пары и
зазор «на масло» в подшипниках, проверяют качество зацепления зуб-
Рис. 344. Стенд для обкатки колесио-моториого блока тепловоза:
1 — коромысло с грузом; 2 — рессорная стойка; 3 — домкрат; 4 — подбуксовая стойка; 5 —
указатель; 6 — привод домкратов; 7 — ролик
423
чатой передачи тягового редуктора. При необходимости производят
регулировочные работы, как это было сказано несколько выше —
при описании комплектования деталей. После контрольных операций
тяговый редуктор закрывают кожухом. Установленный кожух не дол-
жен касаться вращающихся частей. Открытую часть второго моторно-
осевого подшипника закрывают уплотнительным кольцом. Колесная
пара собранного колесно-моторного блока должна провертываться от
руки. Собранный колесно-моторный блок устанавливают на обкаточный
стенд (рис. 344). Подшипники заполняют смазкой. Продолжительность
обкатки 1 ч, по 30 мин в каждую сторону. Обкатку блока начинают
с малой частотой вращения якоря электродвигателя при нагрузке на
буксу 1000 кгс, а затем частоту вращения постепенно увеличивают
до 200—250 в минуту, а нагрузку на буксу — до 4000 кгс. Работа пере-
дачи должна быть плавной, без рывков и заклиниваний. Якорные,
буксовые и мотор но-осевые подшипники не должны нагреваться более
чем на 55° С выше температуры окружающей среды. Необходимое уси-
лие на буксы колесной пары создается винтовым домкратом 3. Вели-
чину усилия контролируют по шкале, нанесенной на угольник, и ука-
зателю 5, связанному с коромыслом 1.
§ 78. СБОРКА ТЕЛЕЖКИ И ПОДКАТКА ЕЕ
ПОД ТЕПЛОВОЗ
Технологический процесс сборки тележки состоит из следующих
элементов: комплектации узлами, установки на раме роликовых опор,
сборки рычажной передачи тормоза и рессорного подвешивания, опус-
кания рамы тележки в сборе на колесно-моторные блоки, регулировки
свободных разбегов колесных пар, регулировки рычажной передачи
тормоза.
Комплектование каждой тележки узлами
производят таким образом, чтобы:
разница в диаметрах колесных пар не превышала 12 мм;
зазоры между буксами и вырезами рамы у челюстных тележек на-
ходились в пределах допускаемых норм;
разница в высоте одноименных витых пружин рессорного подвеши-
вания не превышала норму;
листовые рессоры были одной группы жесткости;
парные балансиры рессорного подвешивания челюстной тележки
подобраны согласно маркировке;
предварительно отрегулированные осевые разбеги колесных пар
в буксах бесчелюстных тележек составляли у средней колесной пары
28 + 1 мм, а у крайних колесных пар 3+1 мм;
разница в высоте роликовых опор не превышала 1,5 мм.
Регулировку свободного разбега колесной пары в поводковых буксах
производят перед подкаткой колесной пары с навешенными поводко-
выми буксами под тепловоз (или тележку). Для проверки разбегов бук-
сы сдвигают по шейкам до соприкосновения осевых упоров с торцами
оси колесной пары. Измеряют размеры А, Б и В (рис. 345). Опреде-
424
ляют толщину прокладок 12 Кп и Кп, помещаемых под осевые упоры
левой и правой букс (см. рис. 340):
A—l—Б+В „ А—Т+Б—В
кя=-------------, ка=--------------,
где А — расстояние между внутренними поверхностями под уста-
ловку поводков левой и правой букс, мм;
Б, В — расстояния от внутренней поверхности под установку по-
водков соответственно левой и правой букс до внутренней
поверхности бандажа, мм;
I = 1974 — 3 = 1971 мм — для крайних колесных пар;
7 — 1974—28 = 1946 мм — для средней колесной пары.
Установка роликовых опор на раме тележки. Раму тележки устанав-
ливают на подставку. Контактирующие поверхности рамы и корпусов
роликовых опор тщательно очищают. Опоры устанавливают и закреп-
ляют таким образом, чтобы риски на корпусе опоры (5 или 8°) совпа-
дали с делением на поверхности рамы, а разность расстояний между
центром гнезда шкорневой балки и центрами опор составляла не более
1 мм. Опоры заполняют смазкой, укрепляют на них хомутами защит-
ные кожухи.
Сборка рычажной передачи тормоза челюстной тележки. Закреп-
ляют на раме подвески с тормозными колодками, монтируют рычаги,
соединяющие тормозные цилиндры с винтовыми стяжками, ставят на
раму балансиры и соединяют их тягами, помещают на балансиры вил-
ки и соединяют их с балансирами и рычагами. Рычаги и подвески сое-
диняют винтовыми стяжками, монтируют на раме предохранительные
скобы и затем тормозные цилиндры и присоединяют к ним балансиры
и трубопровод. Правильно собранная рычажная передача тормоза
должна свободно перемещаться в шарнирных звеньях. Валики, рас-
положенные вертикально, необходимо ставить головками вверх,
а расположенные горизонтально — так, чтобы шайбы и шплинты их
были обращены наружу. Рычаги, тяги, рессоры и другие части, разъ-
единение которых может угрожать безопасности движения, снабжают
предохранительными устройствами, предусмотренными чертежом.
Между тормозными ко-
лодками и бандажами ко-
лесных пар устанавливают
зазор не более 15 мм. Если
тормозные колодки при-
жаты к бандажам колес-
ных пар, то выход штоков
тормозных цилиндров дол-
жен быть 75 — 100 мм.
Сползание тормозных ко-
лодок с поверхности ката-
ния бандажей допускается
не более 10 мм. Разре-
шается ставить тормозные
Мая
Рис. 345. К регулировке свободного осевого
разбега колесной пары в буксах бесчелюстной
тележки
425
колодки, имеющие термические трещины на поверхности трения,
независимо от их глубины. Минимально допустимая толщина
тормозных колодок у поездных тепловозов 15 мм, у маневровых—10 мм.
Собранную рычажную передачу тормоза испытывают в затормо-
женном состоянии при давлении воздуха в тормозных цилиндрах
6 кгс/см2.
Рычажную передачу тормоза бесчелюстной тележки собирают в та-
кой же последовательности.
Сборка рессорного подвешивания челюстной тележки. Сначала со-
бирают узел опоры пружин 22 и узел подвески рессоры 18 (см. рис. 332),
затем, зачалив опору пружины в сборе с листовой рессорой 2, подвеши-
вают ее на скобах 21 на раме тележки. Ставят на свои места детали 8,
12 и 10 (сечение А — А). На концах листовой рессоры укладывают под-
вески рессор 18 в сборе с опорами 20. Ставят на каждую буксу парные
балансиры 1 и соединяют их валиками 5 с подвеской рессоры 18.
Вставляют в паз рамы подвеску рессоры 3 и валиком 5 соединяют
между собой подвеску рессоры 3, балансиры 1 и раму тележки. После
этого навешивают на стержень 7 верхнюю тарелку пружины и детали 8,
9, 10 и 11, на конец стержня наворачивают гайку. Стягивают и встав-
ляют между кронштейнами рамы пружинные подвески тяговых элект-
родвигателей. Балансиры 1 располагают на буксах так, чтобы бурты
их втулок были обращены в сторону рессорных подвесок, а валики
шарниров — смазочными ниппелями наружу. Все гайки валиков на-
дежно контрят.
Сборка рессорного подвешивания бесчелюстной тележки. Необхо-
димо на крыльях каждого корпуса буксы разместить пружинные ком-
плекты 8 (см. рис. 333) и на кронштейнах рамы смонтировать фрик-
ционные гасители колебаний 7.
Опускание собранной рамы челюстной тележки на колесно-моторные
блоки. Колесно-моторные блоки устанавливают на подъемнике (см.
рис. 326) так, чтобы носики винтов подъемника вошли во впадины
приливов каждого электродвигателя. Каждую колесную пару с обеих
сторон заклинивают. Затем винтами подъемника поворачивают тяго-
вые электродвигатели вокруг осей колесных пар так, чтобы нижняя
поверхность остова расположилась под углом 17—20° к горизонту.После
этих операций раму тележки краном опускают на колесно-моторные
блоки до тех пор, пока пружинные подвески, установленные на раме,
не сядут на носики приливов остовов электродвигателей, а буксы не
войдут в буксовые вырезы рамы. Одновременно с плавным опусканием
рамы тележки начинают опускать и тяговые электродвигатели подъем-
ником до тех пор, пока рама полностью не сядет на буксы. Окончив
эти работы, продолжают сборку тележки. Ставят на место согласно
меткам подбуксовые струнки, воздушные и песочные трубы, соединяют
концы выводных кабелей тяговых электродвигателей и т. д. Патрубки
песочных труб устанавливают таким образом, чтобы они были направ-
лены вдоль рельсов, отстояли от их головок на 50—60 мм и не касались
бандажей и рычажной передачи тормоза. Собранную раму бесчелюст-
ной тележки на колесно-моторные блоки опускают в такой же после-
довательности.
426
с - пра бая сторот
й-лвбая сторона
Место обоз-/
качения тол-
щины мече- .
пых. (с 2 от-
верстиями}
прокладок б мм
а-прпбая сторона
’\^явВая сторона
0
м
J Гд-.'7о Внутренней
грани бандажа
Рис. 346. К регулировке свободного осевого раз-
бега колесной пары в буксах челюстной те-
лежки
мм, а средней 28 + 1 мм;
Регулировка свободных
разбегов колесных пар в
буксах челюстной тележ-
ки. Для нормального впи-
сывания тепловоза в кри-
вые, обеспечения равно-
мерного износа гребней
всех бандажей необходимо
колесные пары распола-
гать в тележке так, чтобы;
середины осей колесных
пар совпали с продольной
осью рамы тележки, т. е.
колесные пары были уста-
новлены симметрично про-
дольной оси рамы;
свободный разбег в бук-
сах крайних колесных пар
тележки составлял 3 + 1
оси колесных пар были перпендикулярны продольной оси рамы
тележки.
Симметричность расположения колесных пар относительно продоль-
ной оси рамы тележки достигается постановкой между крышкой буксы
и осевым упором дополнительных «меченых» прокладок (с двумя отвер-
стиями диаметром 10 мм). Толщину «меченых» прокладок /См находят
таким образом. Сдвигают буксы колесной пары до упора в торец оси
(рис. 346). Измерением определяют размер А у каждой буксы. Из
большого размера А вычитают меньший. Разность этих размеров и
будет толщиной «меченых» прокладок /См, нужных для выравнивания
той стороны, где размер А окажется большим. Таким же порядком оп-
ределяют толщину «меченых» прокладок остальных колесных пар.
Свободный разбег колесных пар в буксах регулируют за счет регу-
лировочных прокладок, помещаемых между крышкой каждой буксы
и осевым упором. Суммарную толщину регулировочных прокладок
Кс, устанавливаемых у букс одной колесной пары, находят из формул;
для средней колесной пары Ксс = 28+1 — (а + b + с + d);
для крайней колесной пары Кск = 3+1 — (a -j- b + с + d),
где а, b — зазоры между рабочими поверхностями узких наличников
буксы и буксового выреза рамы тележки соответственно
с правой и левой стороны рамы, мм;
с, d — зазоры между осевым упором буксы и торцом оси колесной
пары соответственно с правой и левой стороны рамы, мм.
Зазоры с и d — это алгебраическая разность размеров М и Н,
т. е. высоты осевого упора и расстояния между торцами крышки и оси
колесной пары. М и Н находят непосредственным измерением. Толщина
регулировочных прокладок у правой и левой букс одной колесной
пары (за вычетом толщины «меченых» прокладок) /<пр = /Слев = ^—
427
Допустимая разность 0,5 мм. Пакет регулировочных прокладок
расчетной толщины размещают между осевым упором и передней крыш-
кой каждой буксы. При этом «меченые» прокладки ставят только на
ту буксу, где они были установлены до регулировки свободного попе-
речного разбега колесной пары.
Подкатка тележек под тепловоз. После окончательной сборки и
регулировки свободных разбегов колесных пар тележки подкатывают
под тепловоз. Чтобы предохранить шкворень от пыли, на его высту-
пающие части перед опусканием рамы тепловоза на тележки рекомен-
дуется положить по всему контуру валик из твердой смазки. Процесс
подкатки тележек, опускания рамы тепловоза на них и соединения
узлов тележки с рамой тепловоза ведется в последовательности, обрат-
ной выкатке. У тепловоза с бесчелюстными тележками (см. рис. 334)
тягу 12 каждого фрикционного гасителя колебания соединяют с крон-
штейном корпуса буксы.
Правильность комплектования деталей и сборки рессорного под-
вешивания контролируют после обкатки тепловоза на деповских пу-
тях и постановки его на прямой горизонтальной (невелированный)
участок пути.
Контроль качества сборки рессорного подвешивания челюстных те-
лежек. У нормально собранного рессорного подвешивания листовые
рессоры и балансиры должны располагаться горизонтально: разность
расстояний а (см. рис. 332) у полностью экипированного или неэкипиро-
ванного тепловоза допускается не более 30 мм. Расстояние а разре-
шается регулировать высотой сменных опор буксы под балансиры и
постановкой прокладки толщиной до 5 мм между опорой 12 пружины и
рамой тележки. Изменением плеч балансиров регулировать запре-
щается.
Непараллельность балансиров и рамы тележки в горизонтальной
плоскости допускается до 8 мм, а минимальный зазор между концами
балансиров и рамой тележки 3 мм. Зазор между верхней частью буксы
и рамой тележки полностью экипированного тепловоза должен быть
в пределах 40—50 мм.
Контроль качества сборки рессорного подвешивания бесчелюстных
тележек. Правильность комплектации рессорных комплектов 8
(см. рис. 334) можно установить лишь при взвешивании тепловоза по
отклонению нагрузок от осей колесных пар на рельсы. При необходи-
мости рессорное подвешивание регулируют изменением числа прокла-
док 6. Для этого отсоединяют от буксы тягу фрикционного гасителя
колебаний и стягивают пружинный комплект технологическим болтом
Ж. Если возникает надобность в замене одной из пружин пружинного
комплекта от буксы отсоединяют, кроме тяги 12 фрикционного гасите-
ля колебаний, и оба буксовых поводка. Стягивают на 20—30 мм пру-
жинный комплект. Домкратом, помещенным под второе крыло корпуса
буксы, поворачивают буксу вокруг оси до выхода фиксирующего шты-
ря из отверстия рамы тележки. Предварительно стянутый пружинный
комплект на буксе монтируют в последовательности, обратной демон-
тажу.
423
ГЛАВА XIV
ИСПЫТАНИЕ ТЕПЛОВОЗА
ПОСЛЕ ТЕКУЩЕГО РЕМОНТА
§ 79. ОБЩИЕ ПОЛОЖЕНИЯ
Несмотря на то что после сборки многие объекты ремонта проходят
регулировку и обкатку на стендах, качество их ремонта, правильность
регулировки и монтажа на тепловозе, как правило, выявляются при
работе взаимосвязанных элементов оборудования под нагрузкой. Та-
кая нагрузка для частей экипажной части, в том числе тяговых элект-
родвигателей, создается при ведении поезда по перегону. Оборудова-
ние, находящееся в кузове тепловоза, можно испытать в режиме поезд-
ной службы от стационарной установки, для чего обычно используют
водяной реостат, создающий нагрузку для тягового генератора теп-
ловоза.
Реостат состоит из металлического бака, в котором смонтирована
группа неподвижных пластин (электродов), а между ними — группа
подвижных пластин толщиной 6—10 мм. Пластины каждой группы
имеют электрическое соединение. Разноименные пластины надежно
изолированы друг от друга. Соблюдение постоянной полярности пре-
дохраняет пластины реостата от разрушения электролизом. Изменение
нагрузки тягового генератора достигается за счет вертикального пере-
мещения подвижных пластин подъемным механизмом. Нижней части
подвижных пластин придана форма треугольника, обращенного вер-
шиной вниз, для возможности получения небольших токов нагрузки.
В качестве электролита служит проточная вода. Емкость бака, размеры
и число пластин реостата зависят от мощности силовой установки теп-
ловоза. Чтобы избежать колебания нагрузки, рекомендуется поддер-
живать примерно постоянную температуру (70—80° С) воды в баке
изменением ее подачи. Реостат имеет пульт управления, на котором
смонтированы измерительные приборы и аппаратуры управления.
Реостатные испытания тепловозов бывают
двух видов — полные и неполные (контрольные). Полным реостатным
испытаниям подвергают тепловозы после ремонтов ТР2 и ТРЗ. Конт-
рольные (неполные) реостатные испытания проводят только при выпу-
ске тепловозов из ремонта ТР1 и после ремонта или замены крупных
частей при неплановом ремонте. Работу узлов экипажной части (после
ремонта ТРЗ) проверяют обкаткой тепловоза с поездом на 2—3 пере-
гона.
Полные реостатные испытания подразделяют на два этапа: обка-
точные продолжительностью 4 ч и сдаточные — 1 ч. Целью обкаточных
испытаний является предварительная взаимная приработка деталей,
окончательная отладка регулируемых узлов дизеля, электрического
оборудования и вспомогательных агрегатов, а также устранение мел-
ких недоделок монтажа. Сдаточные испытания проводятся с целью
сверки параметров дизель-генераторной установки при работе на мак-
42?
симальной нагрузке с заданными параметрами, а также для сдачи от-
ремонтированного тепловоза приемщику локомотивов депо.
Контрольные реостатные испытания проводятся при необходимости
для проверки тепловых параметров дизеля, внешней характеристики
тягового генератора и регулировки реле переходов.
Реостатным испытаниям внутрикузовного оборудования тепловоза
предшествуют подготовительные операции, главнейшими из которых
являются: экипировка тепловоза, проверка герметичности соединений
всех трубопроводов, измерение сопротивления изоляции электричес-
ских цепей, пуск дизеля, устранение обнаруженных недостатков и
присоединение тепловоза к реостату.
Штепсели для реостатных
испытаний
присоединяются к схене про-
додана, имеющими изоляцию .
с рабочим напряжением не
ненее 1000В
—74—_
75—'
61-[
60-
М—
---70—'
71-
76-
72 —
76—
56-
57—
77—
78 —
— 62 —'__
1—66— 16
-66- ?7
'—65 — _18_
г 525 — J9_
525 — 20
529 —
516 -22
509— 26
526 —
526 —
526 —
519 —
1 520 —
ЛС5
2
6
4
5
6
7
8
9
10
11
12
16
/4
15
24
25
26
27
28
71 ™ Сигнализация срайатыва-
,рр2 лая реле переходов
___уА. Напряжение вспопогателыш
___генератора
~Ш) Ток регулировочной обнотки
YS) Ток управляющей обнотки
82
Ток намагничивающей однотки
возбудителя
Ток размагничивающей однот-
ки возбудителя
Ток возбуждения тягового
генератора
Напряжение синхоонного
подвозбудителя
Ток в токовой
катушке РП1
Ток в катушке
напряжения РП1
Bi
Реле перехода
РП1
Ток б токовой
О' катушке РП2
Ток S катушке I
напряжения РП2 I
Реле перехода РП?.
В5,
21
Рис. 347. Схема подключения цепей управления секции тепловоза 2ТЭ10Л к пуль-
ту управления реостатной установки;
77J — переключатель амперметра Л5 при измерении тока в размагничивающей обмотке: В/.
В2, ВЗ, В4 — выключатели для проверки токовых катушек и катушек напряжения реле пе-
реходов РП1 и 1112\ В5 — выключатель, имитирующий блок-контакты реле РУ4
430
До проверки сопротивления изоляции электрических цепей все
узлы с полупроводниковыми приборами следует отсоединить от схемы,
отключить рубильник аккумуляторной батареи, проверить, на местах
ли все предохранители, поставить перемычку на замыкающий контакт
блок-магнита регулятора частоты вращения, все выключатели устано-
вить в положение «Выключено». Перевести реверсивную рукоятку в по-
ложение «Вперед», а рукоятку контроллера — на первую позицию.
Измерения ведут мегомметром (500 В), Как пользоваться мегомметром и
порядок измерения подробно описаны в § 61. Провод от зажима «ли-
ния» прибора присоединяют к какой-либо токоведущей части низко-
вольтной или высоковольтных цепи, а провод от зажима «Земля» —
к корпусу тепловоза.
После первого пуска дизелю дают проработать 5—7 мин. Это время
необходимо для определения тех или иных неисправностей в работе
оборудования. Остановив дизель, определяют на ощупь температуру
деталей трущихся пар, особенно цилиндро-поршневой группы и под-
шипниковых узлов дизеля и компрессора, редукторов и электрических
машин. Устраняют обнаруженные недостатки. Если в работе оборудо-
вания после первого пуска не было замечено неисправностей, обкатка
дизеля после вторичного пуска может быть более продолжи-
тельной.
После прогрева машины, когда температура масла и воды, выходя-
щей из дизеля, будет + 40° С и более, приступают к проверке и при
необходимости к настройке регулятора частоты вращения (см. § 48, 49),
жиклеров рычагов рабочих клапанов (см. §39), регулятора напряже-
ния (см. § 70) и регулятора давления воздуха компрессора.
Тепловоз присоединяют к реостату и готовят элементы электриче-
ской схемы к реостатным испытаниям следующим образом. Силовую
цепь тепловоза соединяют с реостатом, для чего отсоединяют кабели от
подвижных контактов электропневматических контакторов И и под-
ключают вместо них кабели от положительно (подвижных) пластин
реостата, а кабели от отрицательных пластин прикрепляют к шунту
тепловозного амперметра. Отключатель реле заземления ВРЗ разъеди-
няют, а отключатели тяговых электродвигателей включают, к пульту
управления реостата подключают цепи управления тепловоза
(рис. 347).
§ 80. ОБКАТОЧНЫЕ ИСПЫТАНИЯ
Режимы обкаточных испытаний предусматривают постепенный
переход от минимальных частот вращения и нагрузок дизель-генерато-
ра к максимальным [13, 14]. В процессе обкаточных испытаний контро-
лируют и при необходимости регулируют (настраивают):
по дизелю — частоту вращения коленчатого вала, работу ре-
гулятора предельной частоты вращения, давление сжатия в каждом
цилиндре, равномерность нагрузки цилиндров, установку упоров,
ограничивающих максимальную подачу топлива с учетом барометри-
ческого давления и температуры окружающей среды;
431
по электрическому оборудованию — работу
схемы на холостом ходу, внешнюю характеристику тягового генерато-
ра, характеристики аварийного режима, узлы ограничения тока и
автоматического регулирования мощности (АРМ) и реле переходов,
А. Наладка работы дизеля. Работу регулятора пре-
дельной частоты вращения проверяют после регули-
ровки частоты вращения дизеля. Для этого при работе дизеля без на-
грузки плавно повышают частоту его вращения до 940—980 (ДЮО) и
840—870 (Д50) об/мин. При такой частоте вращения регулятор должен
сработать и остановить дизель.
Измерение и регулировка давления сжа-
тия. Давление сжатия является показателем герметичности цилинд-
ров и степени приработки деталей цилиндро-поршневой группы дизе-
ля; измеряют его максиметром после обкаточных испытаний при про-
гретом дизеле и минимальной частоте вращения его вала. На второй или
третьей минуте после выключения подачи топлива топливными насоса-
ми в соответствующем цилиндре. При давлении сжатия меньше нор-
мального (см. табл. 13) следует прежде всего проверить линейную ве-
личину камеры сжатия, чистоту отверстий индикаторных кранов и ис-
правность измерительного прибора. Увеличения давления сжатия
следует добиваться в первую очередь за счет продления времени об-
катки и только в крайнем случае изменением линейной величины
камеры сжатия (см. § 39 и 40).
Регулировка нагрузки по цилиндрам. Пока-
зателями равномерного распределения нагрузки по цилиндрам дизеля
служат одинаковые температуры отработавших газов и давления сго-
рания топлива в цилиндрах. &ги параметры (см. табл. 13) определяют
на режиме максимальной приведенной мощности дизеля при темпера-
туре выходящей из него воды 60—75° С. Температуру отработавших
газов измеряют пирометрической установкой (термопарами, вмонтиро-
ванными в выпускные патрубки каждого цилиндра), а давление сгора-
ния — максиметром, прикрепляемым к индикаторному крану. Темпе-
ратуру отработавших газов регулируют изменением количества пода-
ваемого топлива насосом. При этом запрещается спиливать или перед-
вигать упор, установленный на рейке насоса при определении его про-
изводительности на стенде (см. § 45).
Корректировка давления сгорания по цилиндрам достигается из-
менением угла опережения подачи топлива (см. § 45) в пределах до-
пускаемых норм. Однако прибегать к указанному способу следует толь-
ко в крайнем случае, предварительно проверив: достаточно ли давле-
ние наддува, нет ли утечек воздуха в соединениях и сужений воздухо-
провода, не понижено ли барометрическое давление в данной местно-
сти, какова производительность топливного насоса и нормально ли
работают форсунки (проверяют на стенде), нет ли воздуха в системе
подачи топлива.
Необходимо также проверить, не на голодном ли «воздушном пай-
ке» работает дизель вследствие увеличения сопротивления прохожде-
нию воздуха в воздушный нагнетатель во всасывающем тракте (за-
грязненные фильтры, неисправные брезентовые рукава). О состоянии
432
узлов всасывающего тракта судят по величине разрежения во всасы-
вающей полости воздушного нагнетателя. Величину разрежения из-
меряют V-образным манометром, который присоединяют к всасываю-
щей полости воздушного нагнетателя (вместо технологической
пробки).
Утечка воздуха из ресивера в картер у дизеля Д100 может происхо-
дить через отвернувшуюся технологическую пробку в блоке, плохо за-
крепленную трубку слива масла из толкателей топливных насосов, де-
фективную прокладку между блоком и воздуходувкой в месте располо-
жения шестерни привода воздуходувки, через уплотнение толкателей
топливных насосов в местах постановки резиновых колец, а также не-
исправное отключающее устройство правого ряда топливных насосов.
Признаком утечки воздуха служит повышение давления в картере ди-
зеля.
У дизеля Д100 температуру отработавших газов и давление сгора-
ния корректируют изменением регулируемых параметров обоих топ-
ливных насосов данного цилиндра. После регулировки нагрузки по ци-
линдрам проверяют величину выхода реек топливных насосов. Счи-
тают нормальным, когда разность зазоров между упором рейки и кор-
пусом насоса для всех насосов дизеля Д100 не превышает 0,3 мм, а ди-
зеля Д50 — 0,1 мм.
Регулировка приведенной мощности ди-
зеля. Мощность дизеля во многом зависит при прочих равных усло-
виях от барометрического давления и температуры окружающей среды.
По мере повышения температуры и понижения барометрического дав-
ления воздух становится разреженнее, его плотность уменьшается и,
следовательно, меньше воздуха (по весу) поступает в цилиндры дизеля
для сгорания того же количества топлива. Установлено, что при подъ-
еме на каждые 100 м над уровнем моря мощность дизель-генераторной
установки Д50 падает на 5 кВт и на 2 кВт при повышении температуры
окружающей среды на каждый Г С выше 4- 15° С. Поэтому если при
реостатных испытаниях не учитывать влияния барометрического дав-
ления и температуры окружающей среды, особенно в летнее время,
то в эксплуатации произойдет перегрев дизеля, т. е. температура от-
работавших газов повысится настолько, что поршни дизеля, детали
турбокомпрессора быстро выйдут из строя.
Чтобы добиться максимальной экономичности дизелей при сохра-
нении их нормального теплотехнического состояния, необходимо при
реостатных испытаниях тепловозов регулировать дизели на приведен-
ную мощность, т. е. на мощность, соответствующую барометрическо-
му давлению и температуре окружающей среды участка, где эксплуа-
тируются тепловозы. В табл. 11 даны значения максимальной приведен-
ной мощности дизель-генераторных установок тепловозов при вклю-
ченных вспомогательных агрегатах.
Приведенная мощность дизель-генераторной установки регулирует-
ся изменением внешней характеристики тягового генератора. Изме-
нять положение упоров на рейках насосов при других атмосферных
условиях с целью получения «максимальной» мощности дизеля запре-
щается,
433
Таблица 11
а £б । s 30 Максимальная приведенная мощность, кВт, при барометрическом Давлении, мм р? средяеквартальном ст.
SJ 5 з ® « Е £ SB г s х £ X а.2 а Н О и X 8- 760 750 710 730 720 710
Дизель 2Д100
+15 +25 +25 1180—1240 1160—1220 1140—1200 1170—1230 1150—1210 1130—1190 1165—1225 1145—1205 1125—1185 1160—1220 1140—1200 1120—1160 1155—1215 1135—1095 1115-1155 1150-1210 1130—1090 1110—1150
+ю --20 --30 1815—1855 1785—1825 1755—1795 1800—1840 1765—1805 1740—1780 Дизель 10Д 1795—1835 1755—1795 1730—1770 100 1785—1825 1750—1790 1725—1765 1780—1830 1755—1795 1730—1770 1785-1835 1760—1800 1735—1775
Дизель Д50
+15 600—620 590—610 585—605 580—600 575-595 570—590
+25 580—600 570—590 565—585 560—580 555—575 550—570
+35 560—580 550—570 545—565 540—560 535-555 530—550
Б. Регулировка узлов электрической схемы. Настройка узла
заряда аккумуляторной батареи. При нормальном
напряжении на зажимах щелочной аккумуляторной батареи (52—
57,5 В) реле обратного тока должно включаться при напряжении вспо-
могательного генератора на 2—ЗВ выше напряжения аккумуляторной
батареи, а выключаться при обратном токе не более 8,5 А. При таких
параметрах срабатывания реле обратного тока изменением сопротив-
ления СЗБ устанавливают ток заряда: на летний период 20—30 А, на
зимний 40—50 А.
Проверка работы схемы на холостом ходу
тягового генератора (2ТЭ10Л). Этот контроль необходим
для определения тока и напряжения в цепях электрической схемы,
правильности включения обмотки амплистата и размагничивающей об-
мотки возбудителя. До проведения контрольных операций выключают
отключатели тяговых электродвигателей и включают автомат «Управ-
ление тепловозом». Чтобы проверить, правильно ли включены задаю-
щая, управляющая и регулировочные обмотки амплистата при нулевой
позиции контроллера машиниста, разрывают цепь этих обмоток. Ста-
билизирующую обмотку в целях безопасности производства работ
закорачивают. Ставят рукоятку контроллера на 4-ю позицию. Пооче-
редно включают обмотки амплистата и следят за током независимой
обмотки возбуждения возбудителя. При нормальной полярности при
включении задающей и регулировочной обмоток амплистата ток должен
возрасти; при включении управляющей обмотки ток должен сначала
понизиться, а затем возрасти. Для изменения полярности какой-либо
обмотки амплистата меняют местами подключенные к ней концы про-
водов.
434
Для проверки полярности включения размагничивающей обмотки
возбудителя размыкают цепь обмотки. При правильной полярности
стрелка амперметра отклонится в сторону возрастания тока.
Настройка внешней характеристики тяго-
вого генератора. Тепловоз 2ТЭ10Л. Сначала настраивают
селективную характеристику генератора. Для этого отключают регу-
лировочную обмотку амплистата и включают отключатели тяговых
электродвигателей.
Постепенно переводят рукоятку контроллера с нулевой до 15-й
позиции. При токе генератора 1800—2000 А регулируют наклон сни-
маемой характеристики так, чтобы она была параллельна кривой II
требуемой характеристики (рис. 348). Длину наклонной части харак-
теристики регулируют изменением тока задающей обмотки амплистата.
При этом разность по току для наклонной части кривой должна быть
2150—2300 А. Изменением сопротивлений в цепи трансформатора по-
стоянного тока и напряжения добиваются максимального приближе-
ния снимаемой характеристики к кривой II.
Внешнюю характеристику генератора настраивают при включенной
регулировочной обмотке амплистата на 15-й позиции контроллера, то-
ке генератора 1800—2000 А и напряжении не более 750 В в таком по-
рядке. Изменением сопротивления резистора СОР устанавливают в
регулировочной обмотке амплистата силу тока 0,6—0,7 А. Проверяют
мощность дизеля на упоре, ограничивающем максимальную подачу топ-
лива насосами. Измеренная мощность должна превышать не менее чем
на 40—50 кВт приведенную (см. табл. 11). Регулируют уровень мощно-
сти, поддерживаемый в дальнейшем регулятором частоты вращения,
который должен быть на 40 — 50 кВт ниже мощности, полученной
при работе дизеля «на упо-
ре» (см. § 49).
После этих операций
изменением тока регули-
ровочной обмотки ампли-
стата устанавливают мак-
симально ограничиваемое
напряжение генератора
700—750 В. При этом ток
возбуждения генератора
должен быть ПО— 115 А,
независимого возбуждения
возбудителя — 7 А, управ-
ляющей обмотки ампли-
стата — 1,3 А.
Затем проверяют внеш-
нюю характеристику гене-
ратора, увеличивая не бо-
лее чем на 1 мин ток на-
грузки до 6000—6600 А. По-
лученная кривая должна
соответствовать кривой I,
Рис. 348. Внешние характеристики тягового ге-
нератора:
а —внешняя (I) и селективная (II) характеристики
генератора тепловоза 2ТЭ10Л на 15-й позиции конт-
роллера, б— внешняя характеристика генератора теп-
ловоза ТЭЗ на 16-й позиции контроллера
435
Тепловоз ТЭЗ. Сначала внешнюю характеристику генератора
настраивают без узла АРМ. Для этого выключатель АВ ставят в поло-
жение «выключен», рукоятку контроллера — на 16-ю позицию, трех-
полюсный рубильник ВРЗ — в положение «выключен», а дизель-ге-
нераторную установку нагружают так, чтобы дизель работал на ре-
жиме максимальной приведенной мощности. При этом вспомогатель-
ные агрегаты (компрессор, вентилятор холодильника) должны быть
включены. Настройку характеристики начинают обычно при токе тя-
гового генератора 2400 А. -Этому току соответствует исходная точка А
(рис. 348, б). Исходя из характера влияния обмоток возбудителя на-
стройку внешней характеристики генератора ведут тремя этапами:
сначала устанавливают ток в дифференциальной обмотке, который
влияет на величину тока генератора. Затем к действию дифференциаль-
ной обмотки в исходной точке А характеристики добавляют действие не-
зависимой обмотки и, наконец, к влиянию двух уже настроенных об-
моток прикладывают действие обмотки напряжения. Нормальное дей-
ствие дифференциальной обмотки возбудителя начинается, когда ток
в ней равен 1/30—1/50 тока генератора. Поэтому сначала, изменяя со-
противление в цепи дифференциальной обмотки, устанавливают ука-
занное соотношение токов равным 1/40 (как среднее). При нагружении
генератора током, равным току в исходной точке, т. е. 2 400 А, ток
в дифференциальной обмотке должен быть равен 60 + 2 А. Затем из-
менением тока нагрузки (1100—3000—1100 А) проводят намагничива-
ние генератора. После этого снова нагружают генератор током 2400 А
и устанавливают соответствующее ему напряжение, воздействуя толь-
ко на независимую обмотку возбудителя. Если напряжение генератора
меньше значения, при котором достигается нормальная приведенная
мощность (см. табл. 11), увеличивают ток в независимой обмотке. Про-
веряют совместное действие дифференциальной и независимой обмоток
снятием внешней характеристики генератора. При правильном выборе
тока в дифференциальной обмотке точки, соответствующие значениям
напряжения генератора, будут лежать в заштрихованном поле внеш-
ней характеристики. Когда напряжение генератора выходит за уста-
новленные пределы, его регулируют только изменением тока в обмотке.
После настройки внешней характе-
ристики при работе дизеля на макси-
мальной приведенной мощности (см.
табл. 11) устанавливают общий упор,
ограничивающий максимальную подачу
топлива насосами дизеля (рис. 349). Для
этого ввертывают стержень до соприкос-
новения с планкой коромысла подачи
топлива и закрепляют его гайкой. Что-
бы удостовериться, что упор установ-
лен правильно, плавно увеличивают
нагрузку генератора, пока частота вра-
щения не снизится до 830 об/мин. При
правильно установленном упоре в диа-
пазоне 850—830 об/мин мощность дизель-
Рис. 349. Общий упор, ограничи-
вающий максимальную подачу
топлива топливными насосами
дизеля Д100
436
генераторной установки (при работе «на упоре») практически не дол-
жна уменьшаться. После двукратной проверки упор пломбируют.
Настройка внешней характеристики с тахометрическим узлом АРМ
сводится к следующему:
1. Выключают АРМ, включают компрессор и вентилятор холодиль-
ника. Рукоятку контроллера ставят на 16-ю позицию. Нагружают
генератор током 2400 А и устанавливают режим максимальной приве-
денной мощности (работа дизеля «на упоре»).
2. Включают АРМ, тем самым в цепь независимой обмотки возбу-
дителя вводят дополнительную ступень сопротивления, вследствие
чего мощность генератора снижается. Уменьшением сопротивления
в цепи возбуждения тахогенератора увеличивают мощность генератора
настолько, чтобы частота вращения дизеля уменьшилась до 840—
835 об/мин, т. е. «просадка» частоты вращения дизеля составила 10—
15 об/мин. При этом приведенная мощность дизель-генераторной уста-
новки должна быть в пределах, указанных в табл. 11. В момент работы
дизеля с «просадкой» частоты вращения фиксируют ток в регулировоч-
ной обмотке возбудителя (при токе генератора 2400 А).
3. Выключают вентилятор холодильника и компрессор (работа
вхолостую) и измеряют частоту вращения дизеля. В этом случае дизель
должен работать «с просадкой» в 3—5 об/мин, а мощность дизель-гене-
раторной установки должна повыситься на 40—60 кВт (на летнем ре-
жиме).
Если при настройке АРМ (пункт 1) ток в регулировочной обмотке
возбудителя был в пределах 2—3 А при тахогенераторе ПН-5, настрой-
ку узла АРМ на этом заканчивают. При токе менее 2 А уменьшают
ток в обмотке независимого возбуждения возбудителя, а затем коррек-
тируют мощность генератора повышением напряжения тахогенера-
тора. При этом ток регулировочной обмотки возбудителя возрастает
(обычно его величина колеблется в пределах 3,2—4 А), мощность гене-
ратора повысится, а дизель будет работать с той же просадкой частоты
вращения, которая была достигнута до этого.
Настройка узла АРМ при тахогенераторе ТГ83/100 ведется так же,
как при тахогенераторе ПН-50, но допустимый ток в нем будет больше.
Исходя из этого ток в независимой обмотке возбуждения возбудителя
устанавливают меньше (1,3—1,5 А), чтобы при частоте вращения ди-
зеля 850+6 об/мин ток в регулировочной обмотке возбудителя составил
7,5—8 А, а при «просадке» частоты вращения дизеля на 15—20 об/мин
он равнялся 6,5—7 А. Напряжение тахогенератора ТГ83/100 при всех
режимах работы не должно превышать 79 В.
Настройку узла АРМ заканчивают снятием внешней характеристи-
ки генератора на 16-й позиции рукоятки контроллера при включенных
вспомогательных агрегатах и узле АРМ. В этом случае при токе на-
грузки более 2500 А допускается снижение мощности до 20 кВт против
норм, приведенных в табл. 11.
Настройка характеристики аварийного
режима. Такая настройка необходима для возможности следования
тепловоза до основного депо при отключенных одном (2ТЭ10Л) и двух
(ТЭЗ) тяговых электродвигателях.
437
Таблица 12
Действие реле перехода Позиция рукоятки контроллера Ток генератора, А
РП1 РП2
Тепловоз 2ТЭ10Л Включение 1 1К 3050—3100 2850—2900
Отключение J 1 о 4350—4400 4200—4250
Тепловоз ТЭЗ Включение 1 1 А 1700—1750 1550—1650
Отключение J 10 2700—2750 2550—2600
Тепловоз 2ТЭ10Л. Выключают один из отключателей тяговых дви-
гателей, переводят рукоятку контроллера на 15-ю позицию. При токе
3500 А мощность генератора изменением сопротивления резистора СОЗ
устанавливают в пределах 1550—1650 кВт.
Тепловоз ТЭЗ. Размыкают один из отключателей тяговых двигате-
лей, переводят рукоятку контроллера на 16-ю позицию, при токе гене-
ратора 1750—1800 А мощность дизеля устанавливают в пределах
2/3 мощности, которую он развивает при работе «на упоре».
Настройка реле переходов. Цель настройки — изменением сопротив-
ления в цепи катушек реле добиться, чтобы реле включалось и отклю-
чалось при определенном токе генератора (табл. 12).
§ 81. СДАТОЧНЫЕ ИСПЫТАНИЯ
Режимы сдаточных испытаний предусматривают работу дизель-
генераторной установки в течение 40—50 мин под полной нагрузкой
[13, 14]. Сдаточные испытания начинают после замены технологическо-
го масла картера дизеля свежим и устранения всех неисправностей,
обнаруженных при обкаточных испытаниях. В конце сдаточных испы-
таний измеряют и определяют параметры дизель-генераторной установ-
ки и сравнивают их с заданными (табл. 13). Полученные данные зано-
сят в журнал реостатных испытаний тепловоза установленной формы.
Кроме указанных в табл. 13 параметров, проверяют:
нет ли дымности в работе отдельных цилиндров путем отключения
топливных насосов. Отработавшие газы при работе на режиме мак-
симальной приведенной мощности должны быть светло-серого цвета
или бесцветными;
ритмичность работы дизеля (на слух), нет ли ненормального стука
и шума;
устойчивость работы регулятора частоты вращения. При переводе
рукоятки контроллера в любую сторону регулятор должен обеспечивать
устойчивую работу дизеля, он не должен останавливаться или идти
вразнос. До сдаточных испытаний или после их окончания производят
438
Таблица 13
Параметры Дизель-генераторы
2Д100 и 10Д100 , Д50 и 2Д50М
Максимальная приведенная мощ-
ность по генератору, кВт Частота вращения дизеля, об/мин: См. табл. 11 См. табл. 11
максимальная 850±10 740±5
минимальная Температура отработавших газов при 400±15 270±10** 300±10
выпуске из ремонтов ТРЗ не более °C Разница температур отработавших 440* 430 480
газов по цилиндрам не более, °C . . Температура отработавших газов пе- 60 30
ред турбокомпрессором не более, °C Давление продувочного (наддувочио- 570** 600
го) воздуха не ниже, кгс/см2 . . . 0,28—0,35* 0,32**
Температура воды, выходящей из ди- зеля, ие более, °C Разность температур воды на входе 1,03—1,35 0,5
90 85
й выходе из дизеля не более, °C . . Температура масла, выходящего из дизеля, не более °C Давление масла, кгс/см2: у 7-й опоры кулачкового вала кла- панов при минимальной частоте вращения дизеля и температуре 10 10
83* 85 85
масла 70° С ие менее выходящего из дизеля при макси- мальной частоте вращения его вала 2
и температуре масла 70° С не ниже То же при минимальной частоте вра- 1,5* 1.7
щения Давление сгорания топлива в ци- 0,6 —
линдрах не более, кгс/см2 .... 88* 58**
Разница давлений сгорания топлива 100 66
между цилиндрами не более, кгс/см2 Минимальное давление сжатия в ци- линдрах при минимальной частоте 8 2
вращения дизеля не ниже, кгс/см2 . Разность давлений сжатия между ци- 29 23
линдрами не более, кгс/см2 .... 3 3
* В числителе — для дизель-генератора 2Д100, в знаменателе — для 10Д100.
** В числителе — для дизель-генератора Д50, в знаменателе — для 2Д50М.
Примечание. На каждые 10° С повышения температуры окружающей среды от нор-
мальной (см. табл. И) допускается повышение температуры отработавших газов на 15° С.
Прн температуре ниже нормальной допускается увеличение давления сгорания топлива до
2 кгс/см2 на каждые 10° С.
439
двукратный пробный пуск прогретого дизеля. Продолжительность
пуска не более 20 с;
каплепадение топлива из сливных трубок форсунок и насосов (не
более 25 капель в 1 мин) и воды по сальнику водяного насоса (не менее
10 капель в 1 мин);
равномерность нагрева секции холодильника на разных уровнях,
а также смежных секций;
степень нагрева всех подшипниковых узлов дизеля, электрических
машин и агрегатов (при остановленном дизеле);
срабатывание защиты при повышении давления в картере дизеля
Д100, т. е. создают разрежение (отсосом) с атмосферной стороны диф-
манометра до замыкания его контактов;
работу механизма аварийной остановки дизеля;
искрение из-под щеток тягового генератора и двухмашинного агре-
гата;
момент срабатывания реле давления масла (медленно уменьшая час-
тоту вращения дизеля);
давление статического напора воздуха над коллектором каждого
тягового электродвигателя при максимальной частоте вращения ди-
зеля.
После сдаточных испытаний проверяют наличие пломб. При их
отсутствии пломбируют: реле давления масла, общий упор, ограничи-
вающий максимальную подачу топлива (Д100), регулировочную тягу
регулятора частоты вращения, упоры на рейках топливных насосов
(Д50). Кроме того, после ремонтов ТР2 и ТРЗ измеряют зазоры в под-
шипниках коленчатого вала дизеля. Разница в зазорах до реостатных
испытаний и после них не должна превышать 0,03 мм.
После реостатных испытаний тепловозы, выпускаемые из ремонта
ТРЗ, обкатывают с поездом для проверки качества ремонта узлов эки-
пажной части, тяговых электродвигателей, а также правильности на-
стройки узлов электрической схемы. В частности, при обкатке с по-
ездом проверяют токи срабатывания реле переходов, распределение
тока по отдельным группам тяговых электродвигателей, процент ос-
лабления поля тяговых электродвигателей при движении тепловоза
в обоих направлениях. Сразу же после обкатки проверяют мегоммет-
ром состояние изоляции электрических цепей тепловоза в «горячем»
состоянии.
ПРИЛОЖЕНИЕ 1
ДОПУСКАЕМЫЕ ВЕЛИЧИНЫ ОСЕВОГО РАЗБЕГА (ЗАЗОРА)
РАДИАЛЬНЫХ ШАРИКОПОДШИПНИКОВ
Внутренний диаметр подшип- Однорядные подшипники серии: Двухрядные самоустанавливающие подшипники серии:
ника ММ
100 200 300 400 1200 1300 1500 1600
свыше до максимальная величина осевого разбега (зазора), мкм
— 10 — 180 300 — — — — —
10 20 200 250 300 370 133 95 55 45
20 30 240 260 300 370 145 130 60 50
30 40 280 340 370 450 180 140 85 60
40 50 300 360 370 450 180 140 ПО 60
50 65 360 400 450 570 230 160 НО 70
65 80 400 490 550 710 280 160 120 70
80 100 520 600 680 770 260 170 130 80
100 120 640 730 850 — 260 170 130 80
120 140 760 790 -— — — — — —
140 160 800 910 — — — — — —
160 180 880 — — — — — — —
ПРИЛОЖЕНИЕ 2
допускаемые нормы посадок подшипников качения
Наименование посадки Нормальный (чертежный) допуск, мм Допускаемые нормы посадок при выпуске из ремонта
среднего или капитального текущего ТРЗ или ТРЗ
Натяг (Нп) шариковых и ро- ликовых подшипников на ва- лу диаметром; мм 18—30 0,0024-0,027 0,005—0,03 0,005—0,03
свыше 30—50 0,0034-0,032 0,005—0,03 0,005—0,03
» 50—80 0,0034-0,038 0,010—0,04 0,010—0,04
» 80—120 0,0034-0,046 0,010-0,05 0,010—0,05
» 120-180 0,0044-0,055 0,010—0,06 0,010—0,06
441
(продолжение приложения 2)
Наименование посадки Нормальный (чертежный) допуск, мм Допускаемые нормы посадок при выпуске из ремонта
среднего или капитального текущего ТР2 или ТРЗ
Зазоры (Сп) шариковых и ро- ликовых подшипников в гнезде или стакане диаметром: 50—80 0—0,043 0—0,06 0-0,08
свыше 80—120 0—0,05 0—0,07 0—0., 09
» 120—150 0—0,058 0—0,088 0—0,10
150—180 0—0,065 0—0,09 0—0,11
180—250 0,-0,075 0-0,10 0—0,12
ПРИЛОЖЕНИЕ 3
ДОПУСКАЕМЫЕ ВЕЛИЧИНЫ РАДИАЛЬНОГО ЗАЗОРА
В ПОДШИПНИКАХ КАЧЕНИЯ С ЦИЛИНДРИЧЕСКИМ ОТВЕРСТИЕМ
Внутренний диаметр подшипника, мм Взаимозаменяемые радиальные подшипники с короткими ци- линдрическими роликами Сферические радиальные роликопод- шипники
свыше ДО максимальная величина радиального зазора, мкм
14 25 75 72
25 30 75 85
30 40 85 95
40 50 85 ПО
50 65 95 120
65 80 100 145
80 100 135 180
100 120 145 195
442
ПРИЛОЖЕНИЕ 4
АБРАЗИВНЫЕ ПАСТЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ДОВОДОЧНЫХ РАБОТ
ПРИ РЕМОНТЕ ТЕПЛОВОЗОВ
Наименование пасты Для каких целей применяют
Пасты корундовые и из карбида бора
Г45 (грубая, темно-серого цве- та) Прдеварительная доводка торцовых и ци- линдровых поверхностей, снятие огранки
М28, М20, М14 (средняя, ко- ричневого цвета) Предварительная доводка деталей плунжер- ных пар и распылителей. Чистовая доводка торцовых поверхностей всех деталей. Притир- ка деталей конусных подвижных соединений (клапанов цилиндровых крышек и т. п.)
MIO, М7 (тонкая, светло-ко- ричневого цвета) Чистовая доводка деталей плунжерных пар и распылителей, узлов с цилиндровыми деталя- ми, движущимися возвратно-поступательно
Усиленная (из карбида бора, черного цвета) Предварительная обработка, а также снятие огранки высокотвердых поверхностей
Паста из окиси алюминия
М5 (плунжерная, светло-серо- го цвета) Спаривание деталей плунжерных пар н рас- пылителей
М3 (тонкая, лилового цвета) Окончательная доводка деталей плунжерных пар и распылителей
Ml (микропаста, белого цве- та) Спаривание и доводка деталей прецизионных пар
СПИСОК ЛИТЕРАТУРЫ
1. А в р у н и н А. Г. Тепловозные дизели 2Д100 и 10Д100. Техническое
обслуживание. Изд. 3-е. М., «Транспорт», 1970, 320 с.
2. Аравкин М. Я., Плахтюрин В. М. Модернизированные ди-
зель-генераторы типа Д50М. Особенности конструкции, эксплуатация и ремонт.
М., «Транспорт», 1968, 208 с.
3. Дефектоскопия деталей локомотивов и вагонов. Под ред. Ф. А. Левыки-
на. М., «Транспорт», 1974, 240 с.
4. Д р а ч е в Г. Г. Аккумуляторы подвижного состава. М., «Транспорт»,
1970, 160 с.
5. Инструктивные указания по сварочным работам при ремонте тепловозов,
/2514
электровозов и моторвагонного подвижного состава J . М., «Транспорт»,
1975, 208 с.
6. Справочник по ремонту тепловозов. М., «Транспорт», 1976, 304 с. Авт.:
И. Г. Кокошинский, Л. В. Клименко, В. А. Горбатюк, Е. Г. Стеценко.
7. Кузнецов Б. Г., Митин В. И. Тепловозная электрическая ап-
паратура. Изд. 2-е. М., «Транспорт», 1964, 192 с.
8. Очистка турбокомпрессора дизеля 10Д100 без снятия с тепловоза.—
«Электрическая и тепловозная тяга», 1973, № 8, с. 15—-16. Авт.; Т. Ф. Кузне-
цов, А. А. Куриц, В. Г. Богачев и др.
9. Л у г и и и и Н. Г. Технология ремонта тепловозов. Учебник для вузов.
Изд. 3-е. М., «Транспорт», 1972, 264 с.
10. Наплавка и металлизация деталей тепловозов. М., «Транспорт», 1970,
88 с.
11. Новиков М. П. Основы технологии сборки машин и механизмов.
Изд. 4-е. М., «Машиностроение». 1969, 632 с.
12. Озембловский Ч. С., Краснове ка я С. Н., Ридель
Э. Э. Деповский ремонт электровозов постоянного тока. М., «Транспорт», 1971,
448 с.
13. Правила деповского ремонта тепловозов типа ТЭЗ и ТЭК). М., «Транс-
порт», 1969, 312 с.
/ЦТ\
14. Правила деповского ремонта тепловозов ТЭ1, ТЭ2, ТЭМ1 12238)*
Трансжелдориздат. 1963, 284 с.
15. Р а х м а т у л и н М. Д. Методика определения сроков межремонт-
ной работы тепловозов. Труды МИИТ. М., Трансжелдориздат, 1960, с. 147—169.
16. Ремонт тепловозов. Учебник для техникумов. Изд. 3-е, М., «Транспорт»,
1974, 320 с.
17. Повышение надежности и долговечности коленчатых валов транспорт-
ных дизелей. М., «Транспорт», 1965, 140 с. Авт.: Е. Г. Стеценко, Л. М. Школь-
ник, Т. В. Ларин и др.
18. Тепловоз 2ТЭ10Л. Изд. 2-е. М., «Транспорт», 1974, 320 с.
19. Тепловоз ТЭЗ. Изд. 4-е. М., «Транспорт», 1969, 383 с. Авт.: К-А. Ши-
шкин, А. Н. Гуревич, А. Д. Степанов и др.
ОГЛАВЛЕНИЕ
От автора....................................................... 3
Раздел первый
ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА ТЕПЛОВОЗОВ
Глава I
Планово-предупредительная система технического обслуживания и ремонта
тепловозов
§ 1, Характеристика системы технического обслуживания и ремонта
тепловозов ..................................................... 5
§ 2. Дифференциация периодов межремонтной работы тепловозов . . 8
Глава II.
Основы технологии разборки и очистки деталей объекта ремонта
§ 3. Постановка тепловоза в ремонт. Съемка и разборка объекта ремонта 14
§ 4. Очистка и мойка деталей....................................17
Глава III
Контроль состояния деталей механических частей тепловоза
§ 5. Классификация повреждений деталей..........................30
§ 6. Измерение износа и деформации..............................32
§ 7. Методы контроля............................................39
Глава IV
Технология восстановления поврежденных детален механических частей
оборудования тепловоза
§ 8. Способы восстановления.....................................48
§ 9. Слесарно-механическая обработка............................51
§ 10. Восстановление деталей давлением..........................55
§ 11. Металлизация..............................................58
§ 12. Электролитическое наращивание.............................59
§ 13. Сварка и наплавка.........................................62
§ 14. Электроискровая обработка ............................... 67
§ 15. Восстановление деталей полимерными материалами............68
Глава V
Технология ремонта типовых соединений и узлов механических частей
оборудования тепловоза
§ 16. Общие сведения............................................80
§ 17. Резьбовые соединения......................................81
§ 18. Прессовые соединения......................................85
§ 19. Узлы с подшипниками скольжения............................88
§ 20. Узлы с подшипниками качения...............................94
§ 21. Узлы с цилиндрическими деталями, движущимися возвратно-по-
ступательно....................................................97
§ 22. Подвижные конусные соединения............................101
§ 23. Неподвижные конусные соединения..........................104
§ 24. Сальниковые уплотнения...................................107
§ 25. Шлицевые соедииеиия......................................109
§ 26. Шпоночные соединения......................................ПО
§ 27. Соединения с деталями, базирующимися на плоскостях.........Ш
445
§ 28. Зубчатые передачи ...... . ........................... ИЗ
§ 29. Ременные передачи......................................118
§ 30. Соединения с резиновыми деталям:;......................120
§ 31. Контроль состояния и ремонт витых пружин...............120
Глава VI
Сборка, испытание и установка объекта ремонта
§ 32. Общие положения. Комплектование деталей................122
§ 33. Сборка и контроль качества сборки......................125
§ 34. Постановка объекта ремонта на тепловоз или дизель. Центровка
валов........................................................129
Раздел второй
ТЕХНОЛОГИЯ РЕМОНТА ДИЗЕЛЯ И ВСПОМОГАТЕЛЬНОГО
ОБОРУДОВАНИЯ
Глава VII
Ремонт основных узлов дизеля
§ 35. Блок цилиндров и картер................................137
§ 36. Гильза (втулка) цилиндра...............................140
§ 37. Коленчатый вал и его подшипники........................150
§ 38. Вертикальная передача дизеля Д100......................166
§ 39. Крышка цилиндра и привод клапанов дизеля Д-jO..........178
§ 40. Шатунно-поршневая группа дизеля Д100...................187
§41. Шатунио-поршневая группа дизеля Д50................... 205
§ 42. Воздуходувка дизеля 2Д100 и ее привод..................210
§ 43. Турбокомпрессор........................................217
§ 44. Нагнетатель второй ступени с редуктором дизеля 10Д100 .... 223
Глава VIII
Ремонт топливоподающей и регулирующей аппаратуры
§ 45. Топливный насос и толкатель............................228
§ 46. Механизм управления топливными насосами дизеля Д100 .... 254
§ 47. Форсунка...............................................257
§ 48. Регуляторы частоты вращения дизелей 2Д100 и Д50 ...... 267
§ 49. Объединенный регулятор частоты вращения и мощности дизеля
10Д100...................................................... 277
§ 50. Приводы регуляторов частоты вращения и кулачковых валов . . 286
Глава IX
Ремонт шестеренчатых и лопастных насосов, редукторов и фильтров
§ 51. Масляный насос дизеля Д100 и его привод................292
§ 52. Масляный насос дизеля Д50 и его привод.................297
§ 53. Топливоподкачивающий насос.............................301
§ 54. Водяной насос........................................ 303
§ 55. Гидропривод вентилятора тепловоза 2ТЭ10Л...............306
§ 56. Редуктор вентилятора холодильника тепловоза ТЭЗ........309
§ 57. Передний редуктор тепловоза ДЭЗ........................313
§ 58. Секции холодильника и теплообменник....................315
§ 59. Фильтры................................................320
446
Раздел третий
ТЕХНОЛОГИЯ РЕМОНТА ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ
ТЕПЛОВОЗА
Глава X
Технология ремонта токоведущих частей оборудования
§ 60. Основные повреждения токоведущих частей и способы их отыскания 326
§ 61. Контроль состояния токоведущих частей...................330
§ 62. Текущий ремонт изоляции токоведущих частей..............339
§ 63. Ремонт типовых контактных соединений токоведущих частей обо-
рудования ....................................................344
Глава XI
Ремонт электрических машин
§ 64. Снятие и разборка тяговых электрических машин...........352
§ 65. Механические части остова...............................356
§ 66. Токоведущие части остова................................358
§ 67. Якорь...................................................363
§ 68. Щеточный аппарат........................................372
§ 69. Сборка и установка тяговых электрических машин..........375
Глава XII
Ремонт электрических аппаратов и техническое обслуживание
аккумуляторных батарей
§ 70. Электрические аппараты..................................383
§ 71. Техническое обслуживание и текущий ремонт аккумуляторных бата-
рей ..........................................................394
Раздел четвертый
ТЕХНОЛОГИЯ РЕМОНТА ЭКИПАЖНОЙ ЧАСТИ И ИСПЫТАНИЯ
ТЕПЛОВОЗА ПОСЛЕ РЕМОНТА
Глава XIII
Ремонт тележек
§ 72. Выкатка и разборка тележек..............................404
§ 73. Рама тележки............................................406
§ 74. Рессорное подвешивание и рычажная передача тормоза......410
§ 75. Колесная пара...........................................413
§ 76. Букса...................................................417
§ 77. Сборка колесно-моторного блока..........................421
§ 78. Сборка тележки и подкатка ее под тепловоз...............424
Г л а в а XIV
Испытание тепловоза после текущего ремонта
§ 79. Общие положения.........................................429
§ 80. Обкаточные испытания....................................431
§ 81. Сдаточные испытания.....................................438
Приложения....................................................441
Список литературы.............................................444
447
МАНСУР ДЖАЛЯЛИ РАХМАТУЛИН
РЕМОНТ ТЕПЛОВОЗОВ
Рецензенты В. П. Колотий и Э. Д. Тартаковский
Редактор М. П. Сазонова
Обложка художника А. А. Медведева
Технический редактор Л. И. Широкогорова Корректор О. Г. Голоцукова
ИВ № 926
Сдано в набор 5/VIII 1976 г. Подписано к печати 2/11 1977 г.
Бумага 60X90716, тип. № 2 Печ. л. 28
Уч.-изд. л. 32,91 Тираж 30 000 экз. Т-01926 Изд. № 1-3-3/1 № 4662
Зак. тип. 1161 Цена 1 р. 30 к.
Изд-во «ТРАНСПОРТ», Москва, Басманный туп., 6а
Московская типография № 4 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли,
г. Москва, И-41, Б. Переяславская ул.» дом 46