/
















































Автор: Покровский Б.С.
Теги: железные скобяные изделия слесарное дело розлив напитков лампы с горючими веществами и горелки печи механика справочник
ISBN: 978-5-7695-4966-3
Год: 2013




Текст
Начальное профессиональное образование
Учебное пособие
Б. С. Покровский
НАЧАЛЬНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Б.С. ПОКРОВСКИЙ
СПРАВОЧНИК СЛЕСАРЯ
МЕХАНОСБОРОЧНЫХ
РАБОТ
Рекомендовано
Федеральным государственным учреждением
«Федеральный институт развития образования»
в качестве учебного пособия для использования
я учебном процессе образовательных учреждений,
реализующих программы начального
профессионального образования
Регистрационный номер рецензии 412
от 02 июля 2009 г. ФГУ И.ФИРО»
AGADEMa
Москва
Издательский центр «Академия*
2013
УДК 683.3(075.32)
ББК 22.2я722
П487
Рецензенты:
преподаватель техполопгчоских дисциплин ГОУ СПО «Политехнический колледж
№ 42» г. Москвы Г. И. Мартыненко;
начальник технологического отдела Технологического управления АМО «ЗИЛ»,
Заслуженный технолог Российской Федерации Б. М. Солоницын
Покровский Б. С.
П487 Справочник слесаря механосборочных работ : учеб, по-
собие для нач. проф. образования / Б. С. Покровский. —
М. : Издательский центр «Академия», 2013. — 224 с.
ISBN 978-5-7695-4966-3
Представлены сведения о материалах, инструментах, приспособлени-
ях и технологическом оборудовании, применяемых при выполнении меха-
носборочных работ. Рассмотрены основные операции при сборке непо-
движных неразъемных и разъемных соединений, подшипниковых узлов,
различных механизмов. Приведены основные требования по монтажу
оборудования на месте постоянной работы.
Учебное пособие может быть использовано при освоении междисци-
плинарных курсов, входящих в профессиональный цикл профессии
151903.02 «Слесарь» в соответствии с ФГОС НПО.
Для учащихся учреждений начального профессионального образова-
ния. Может быть использовано при подготовке рабочих на производстве.
УДК 683.3(075.32)
ББК 22.2я722
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
ISBN 978-5-7695-4966-3
© Покровский Б.С., 2013
© Образовательно-издательский центр «Академия», 2013
© Оформление. Издательский центр «Академия», 2013
Уважаемый читатель!
Данное учебное пособие является частью учебно-методического
комплекта по профессии «Слесарь».
Учебно-методические комплекты нового поколения включают в
себя традиционные и инновационные учебные материалы, позво-
ляющие обеспечить изучение общеобразовательных и общепро-
фессиональных дисциплин и профессиональных модулей. Каж-
дый комплект содержит учебники и учебные пособия, средства
обучения и контроля, необходимые для освоения общих и профес-
сиональных компетенций, в том числе и с учетом требований ра-
ботодателя.
Учебные издания дополняются электронными образовательны-
ми ресурсами. Электронные ресурсы содержат теоретические и
практические модули с интерактивными упражнениями и трена-
жерами, мультимедийные объекты, ссылки на дополнительные
материалы и ресурсы в Интернете. В них включен терминологиче-
ский словарь и электронный журнал, в котором фиксируются
основные параметры учебного процесса: время работы, результат
выполнения контрольных и практических заданий. Электронные
ресурсы легко встраиваются в учебный процесс и могут быть адап-
тированы к различным учебным программам.
Учебно-методический комплект разработан на основании Фе-
дерального государственного образовательного стандарта началь-
ного профессионального образования с учетом его профиля.
Предисловие
Слесарно-сборочные работы являются заключительным этапом
производственного процесса создания машин и оборудования и в
значительной степени обеспечивают уровень качества выпускае-
мой продукции, в общей трудоемкости изготовления продукции
составляют до 40 %, что обусловливает повышенные требования к
подготовке слесарей механосборочных работ. Слесари механосбо-
рочных работ должны владеть приемами сборки различных узлов
и механизмов промышленного оборудования, знать и уметь при-
менять при выполнении сборочных работ современное оборудо-
вание, приспособления и инструменты и выбирать их в зависимо-
сти от вида выполняемых работ, а также осуществлять входной
контроль поступающих на сборку деталей с использованием со-
временных средств измерения.
Для решения этих вопросов слесарю механосборочных работ
необходимы справочные материалы, позволяющие легко найти
сведения, требующиеся для выбора технических средств, обеспе-
чивающих рациональное выполнение технологического процесса
сборки.
Справочник содержит основные сведения, необходимые для
выполнения слесарно-сборочных работ, в том числе сведения об
инструментах, приспособлениях и оборудовании, применяемых
для выполнения механосборочных работ и входного контроля по-
ступающих на сборку деталей.
Глава 1
СБОРКА НЕПОДВИЖНЫХ
НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
1.1.
СБОРКА КЛЕЕВЫХ СОЕДИНЕНИЙ
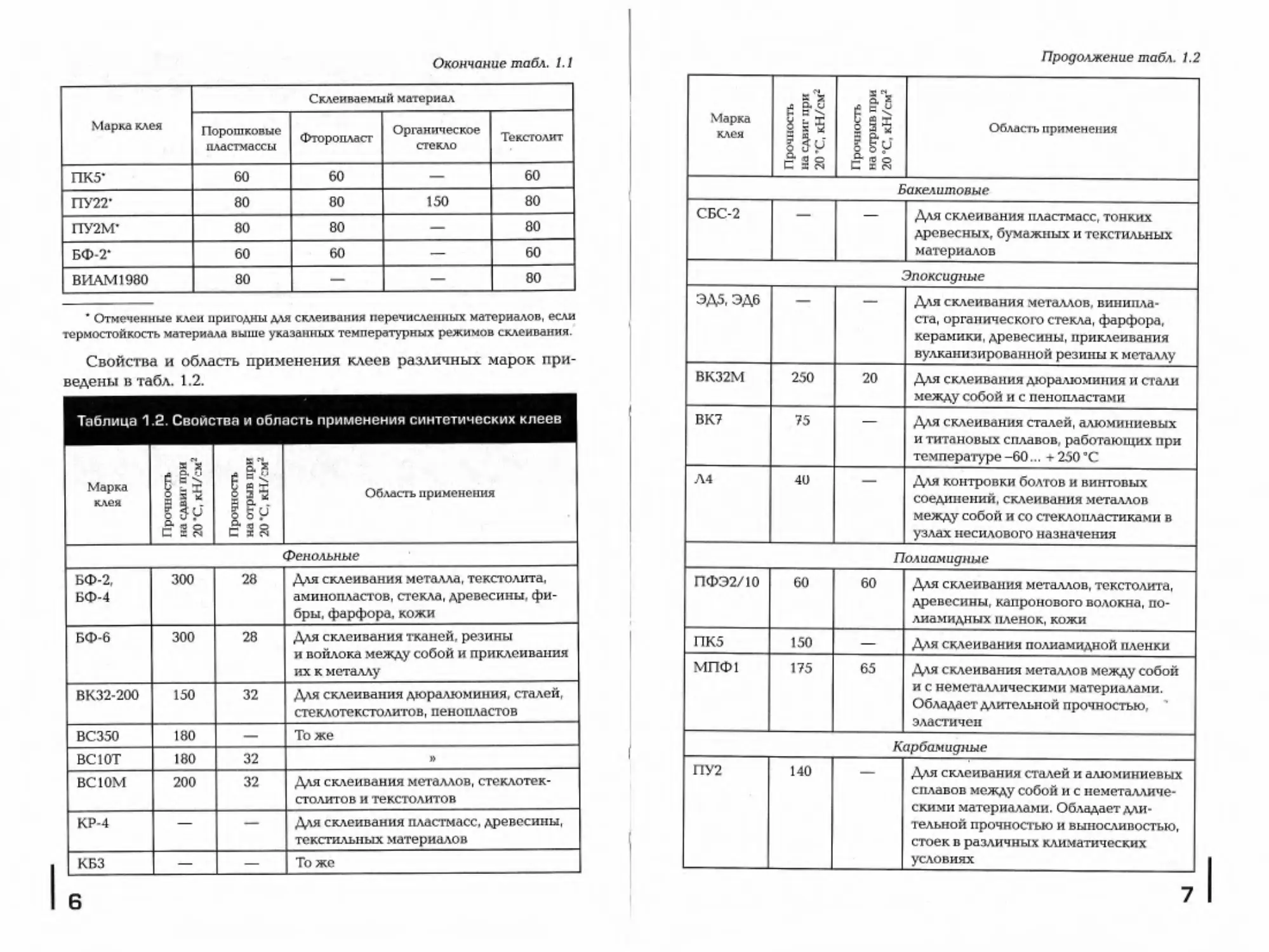
Клеевые соединения применяют при сборке деталей машин из
металлических и неметаллических материалов. Рекомендации по
применению клеев при сборке соединений деталей из различных
материалов приведены в табл. 1.1.
Таблица 1.1. Рекомендуемые марки клеев для склеивания различных материалов и минимальные рабочие температуры склеивания, 'С
Марка клея Склеиваемый материал
Порошковые пластмассы Фторопласт Органическое стекло Текстолит-
В31Ф9 80 — 150 80
ВК32-200 200 200 — 100
ВК32М* 80 — — 80
ВС ЮМ’ 150 — — 100
веют- 150 150 — 150
ВС350- 250 250 — 100
Карбонал ьный * 60 20 — 60
К32-70- — — 100 —
К153- 80 80 — 80
Л4* 80 — — 80
ПВ16 — — 60 —
5
Окончание табл. 1.1
Марка клея Склеиваемый материал
Порошковые пластмассы Фторопласт Органическое стекло Текстолит
ПК5- 60 60 — 60
ПУ22- 80 80 150 80
ПУ2М- 80 80 — 80
БФ-2* 60 60 — 60
ВИАМ1980 80 — — 80
* Отмеченные клеи пригодны мя склеивания перечисленных материалов, если
термостойкость материала выше указанных температурных режимов склеивания.
Свойства и область применения клеев различных марок при-
ведены в табл. 1.2.
Таблица 1.2. Свойства и область применения синтетических клеев
Марка клея Прочность на сдвиг при 20 'С, кН/см2 Прочность на отрыв при 20*С, кН/гм2 Область применения
Фенольные
БФ-2, БФ-4 300 28 Для склеивания металла, текстолита, аминопластов, стекла, древесины, фи- бры, фарфора, кожи
БФ-6 300 28 Для склеивания тканей, резины и войлока между собой и приклеивания их к металлу
ВК32-200 150 32 Для склеивания дюралюминия, сталей, стеклотекстолитов, пенопластов
ВС350 180 — То же
веют 180 32 »
ВС ЮМ 200 32 Для склеивания металлов, стеклотек- столитов и текстолитов
КР-4 — — Д\я склеивания пластмасс, древесины, текстильных материалов
КБЗ — — То же
6
Продолжение табл. 1.2
Марка клея Прочность на сдвиг при 20 'С, кН/см2 Прочность на отрыв при 20 °C, кН/см2 Область применения
Бакелитовые
СБС-2 — — Для склеивания пластмасс, тонких древесных, бумажных и текстильных материалов
Эпоксидные
ЭД5, ЭД6 — — Для склеивания металлов, винипла- ста, органического стекла, фарфора, керамики, древесины, приклеивания вулканизированной резины к металлу
ВК32М 250 20 Для склеивания дюралюминия и стали между собой и с пенопластами
ВК7 75 — Для склеивания сталей, алюминиевых и титановых сплавов, работающих при температуре -60... + 250 ’С
Л4 4U — Для котировки болтов и винтовых соединений, склеивания металлов между собой и со стеклопластиками в узлах несилового назначения
Полиамидные
ПФЭ2/10 60 60 Для склеивания металлов, текстолита, древесины, капронового волокна, по- лиамидных пленок, кожи
ПК5 150 — Для склеивания полиамидной пленки
МПФ1 175 65 Для склеивания металлов между собой и с неметаллическими материалами. Обладает длительной прочностью, эластичен
Карбамидные
ПУ2 140 Для склеивания сталей и алюминиевых сплавов между собой и с неметалличе- скими материалами. Обладает дли- тельной прочностью и выносливостью, стоек в различных климатических условиях
7
Окончание табл. 1.2
Марка клея Прочность на сдвиг при 20 'С, кН/см2 Прочность на отрыв при 20‘С. к11/см2 Область применения
Перхлорвиниловые
ДЮ, М10 — — Для склеивания поливиниловых пла- стиков между собой и с металлами
Лейко- пат, Б10 — 40 Для приклеивания невулканизирован- ной резины к металлам
ХВК2А — — Для приклеивания винипласта, тканей и пластиков к металлам
Глифталевые
АМК — 75 Для склеивания стекла и приклеивания теплоизоляции к металлам
ИП-9 — — Д\я склеивания силиконовых резин с металлами
Металлические
Мекла- дин — — Для склеивания металла, керамики, органических полимеров. Электро- проводен. выдерживает назрев до 700...800 *С
Фосфатные
Алюмо- фосфат- ный — — Для склеивания керамики, металлов (никель, молибден, вольфрам, титан, таптал), работающих при температуре -60...+1400 *С
L иакриновые
Циакрин 140 — Для склеивания различных материалов
Эпоксидно-фурфуролнно-ацеталыше
БОВ-1, БОВ-2, БОВ-3 — — Для склеивания металлов и пластмасс
Типовые технологические режимы склеивания приведены в
табл. 1.3.
Таблица 1.3. Технологические режимы склеивания
Марка
клея
Д9
ВК2ЭМ
ВС10Т
ПУ2
2
а
£
к
В
X
-
с
СС
i
Ж
15...30
15...30
15...30
& к
W о.
с а;
7 $
.и 3
1—2
1
£
X
и
I
ё
='
£
0...60
60
5...20
200... 250
200...250
150...200
200... 250
£
X
X
х
ж
X
5
я
о
Я
X
В
В
I
в
о
3
1
X
а
1
к
I
S
а. Д
о Е
1
§
« £
0,01
0,05
0,08
0,05
В
х
При использовании клеевых соединений для сборки трубопро-
водных систем с применением соединений бандажного типа ши-
роко используют клеи в сочетании с намоткой па концы стыкуе-
мых труб лент из тканных материалов с последующей их пропит-
кой клеями. Для склеивания трубопроводов применяют материа-
лы, указанные в табл. 1.4.
Таблица 1.4. Материалы для склеивания трубопроводов, их характеристика и область применения
Материал Внешний вил Краткая характеристика и область применения Состояние поставки
Конструк- ционная стекло- ткань марки Т-13-П Тканный материал Армирующая основа соединений бандаж- ного типа Рулоны в мягкой таре из водонепро- ницаемого материала
Тканные ленты из крученых комплекс- ных нитей алюмобор- силикатного стекла мар- ки ЛЭС То же То же Тоже
9
Окончание табл. 1.4
Материал Внешний вид Краткая характеристика и область применения Состояние поставки
Тканные конструк- ционные стеклянные ленты марки АСК Тканный материал Армирующая основа соединений бандаж- ного типа В мягкой таре из водонепро- ницаемого материала
Фенолпо- ливинил- ацеталь- ные клеи марки БФ-2 или БФ-4 Бесцветная или слегка мутная жид- кость Для нанесения слоя клея на стеклоткань перед ее разрезкой Алюминиевые тубы
Ацетон Бесцветная жидкость Для обезжиривания поверхностей склеи- ваемых труб Емкость из стекла
Бензин То же Для обезжиривания поверхностей склеи- ваемых труб Тоже
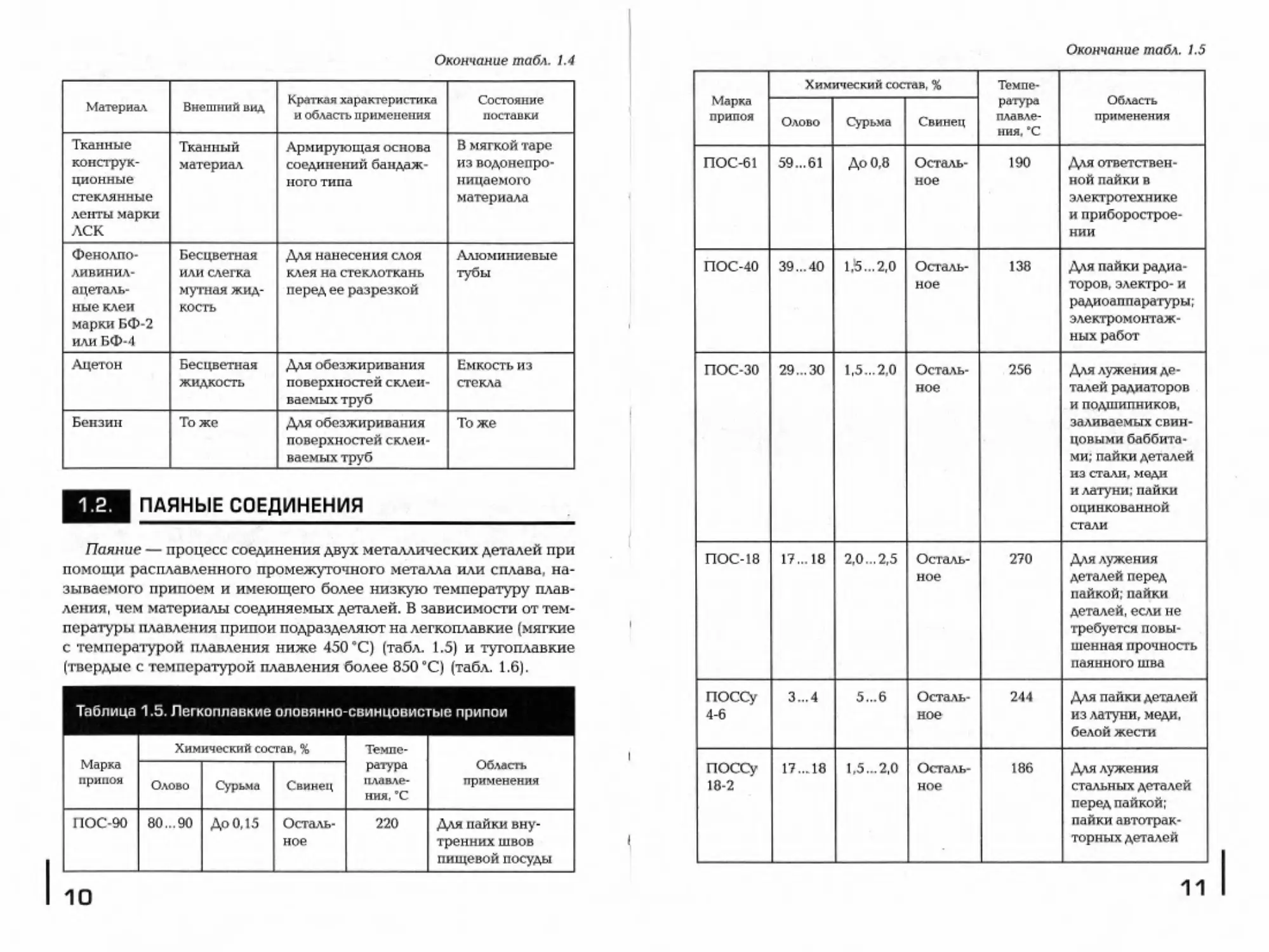
1.2.
ПАЯНЫЕ СОЕДИНЕНИЯ
Паяние — процесс соединения двух металлических деталей при
помощи расплавленного промежуточного металла или сплава, на-
зываемого припоем и имеющего более низкую температуру плав-
ления, чем материалы соединяемых деталей. В зависимости от тем-
пературы плавления припои подразделяют на легкоплавкие (мягкие
с температурой плавления ниже 450 °C) (табл. 1.5) и тугоплавкие
(твердые с температурой плавления более 850 °C) (табл. 1.6).
Таблица 1.5. Легкоплавкие оловянно-свинцовистые припои
Марка припоя Химический состав. % Темпе- ратура плавле- ния, °C Область применения
Олово Сурьма Свинец
ПОС-90 80...90 До 0,15 Осталь- ное 220 Для пайки вну- тренних швов пищевой посуды
10
Окончание табл. 1.5
Марка припоя Химический состав, % Темпе- ратура плавле- ния, “С Область применения
Олово Сурьма Свинец
ПОС-61 59...61 До 0,8 Осталь- ное 190 Для ответствен- ной пайки в электротехнике и приборострое- нии
ПОС-40 39... 40 1,5...2,0 Осталь- ное 138 Для пайки радиа- торов, электро-и радиоаппаратуры; электромонтаж- ных работ
пос-зо 29...30 1,5...2,0 Осталь- ное 256 Для лужения де- талей радиаторов и подшипников, заливаемых свин- цовыми баббита- ми; пайки деталей из стали, меди и латуни: пайки оцинкованной стали
ПОС-18 17...18 2,0...2,5 Осталь- ное 270 Для лужения деталей перед пайкой; пайки деталей, если не требуется повы- шенная прочность паянного шва
ПОССу 4-6 3...4 5...6 Осталь- ное 244 Для пайки деталей из латуни, меди, белой жести
ПОССу 18-2 17... 18 1,5...2,0 Осталь- ное 186 Для лужения стальных деталей перед пайкой; пайки автотрак- торных деталей
11
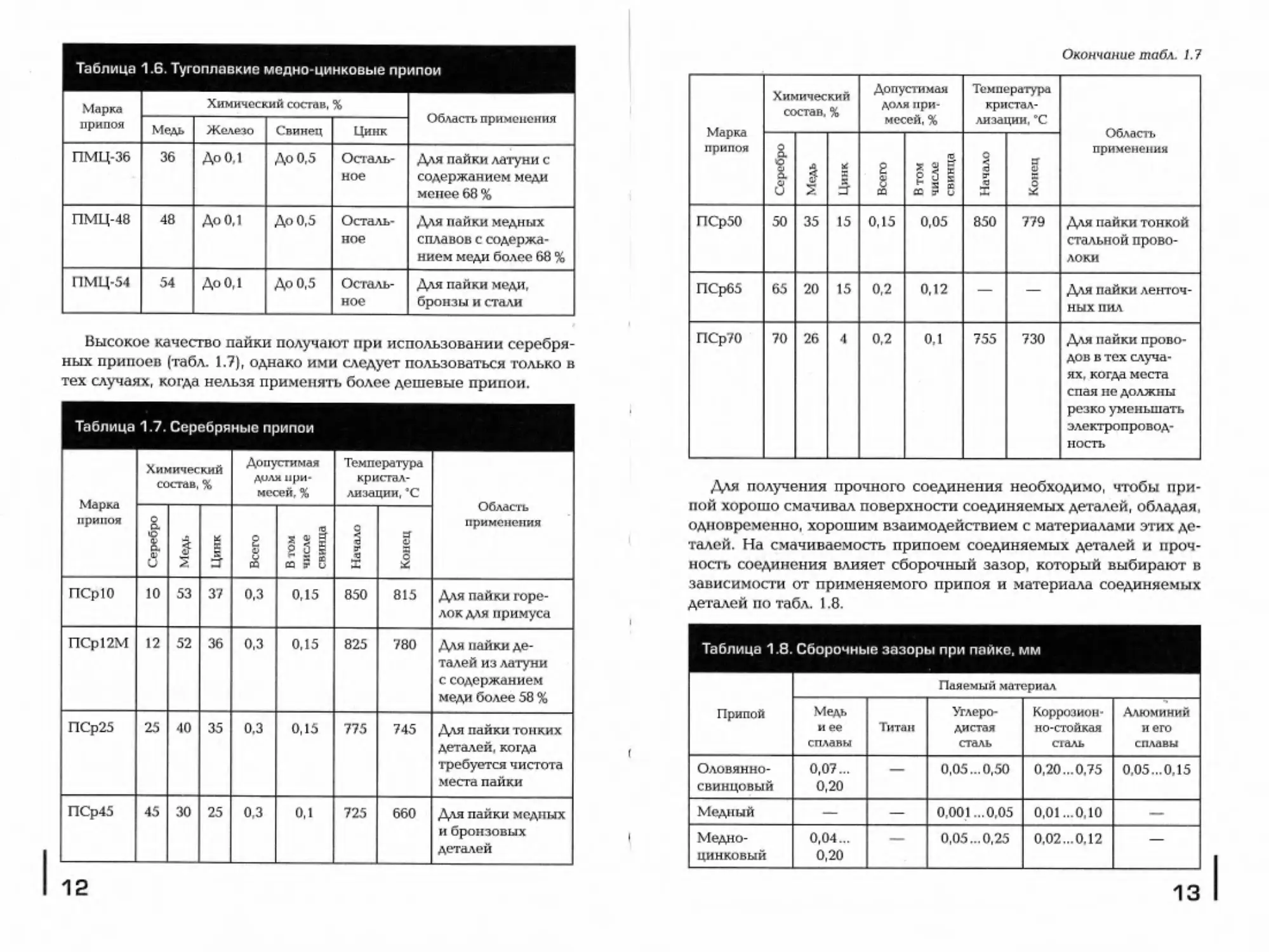
Таблица 1.Б. Тугоплавкие медно-цинковые припои
Марка припоя Химический состав, % Область применения
Медь Железо Свинец Цинк
ПМЦ-36 36 До 0,1 До 0,5 Опаль- ное Для пайки латуни с содержанием меди менее 68 %
ПМЦ-48 48 До 0,1 До 0,5 Осталь- ное Для пайки медных сплавов с содержа- нием меди более 68 %
ПМЦ-54 54 До 0,1 До 0,5 Осталь- ное Для пайки меди, бронзы и стали
Высокое качество пайки получают при использовании серебря-
ных припоев (табл. 1.7), однако ими следует пользоваться только в
тех случаях, когда нельзя применять более дешевые припои.
Таблица 1.7. Серебряные припои
Марка припоя Химический состав, % Допустимая доля при- месей, % Температура кристал- лизации, 'С Область применения
Серебро Медь Цинк Всего В том числе свинца Начало Конец
ПСрЮ 10 53 37 0,3 0,15 850 815 Для пайки горе- лок для примуса
ПСр12М 12 52 36 0,3 0,15 825 780 Для пайки де- талей из латуни с содержанием меди более 58 %
ПСр25 25 40 35 0.3 0,15 775 745 Для пайки тонких деталей, когда требуется чистота места пайки
ПСр45 45 30 25 0,3 0,1 725 660 Для пайки медных и бронзовых деталей
12
Окончание табл. 1.7
Марка припоя Химический состав. % Допустимая доля при- месей, % Температура кристал- лизации, °C Область применения
Серебро Медь Цинк Всего В том числе свинца Начало Конец
ПСр50 50 35 15 0,15 0,05 850 779 Для пайки тонкой стальной прово- локи
ПСр65 65 20 15 0,2 0,12 — — Для пайки ленточ- ных пил
ПСр70 70 26 4 0,2 0,1 755 730 Для пайки прово- дов в тех случа- ях, когда места спая не должны резко уменьшать электропровод- ность
Для получения прочного соединения необходимо, чтобы при-
пой хорошо смачивал поверхности соединяемых деталей, обладая,
одновременно, хорошим взаимодействием с материалами этих де-
талей. На смачиваемость припоем соединяемых деталей и проч-
ность соединения влияет сборочный зазор, который выбирают в
зависимости от применяемого припоя и материала соединяемых
деталей по табл. 1.8.
Таблица 1.8. Сборочные зазоры при пайке, мм
Припой Паяемый материал
Медь и ее сплавы Титан Углеро- дистая сталь Коррозион- но-стойкая сталь Алюминий него сплавы
Оловянно- свинцовый 0,07... 0,20 — 0,05 ...0,50 0,20...0.75 0,05...0,15
Медный — — 0,001 ...0,05 0,01 ...0,10 —
Медно- цинковый 0,04... 0,20 — 0,05 ...0,25 0.02...0.12 —
13
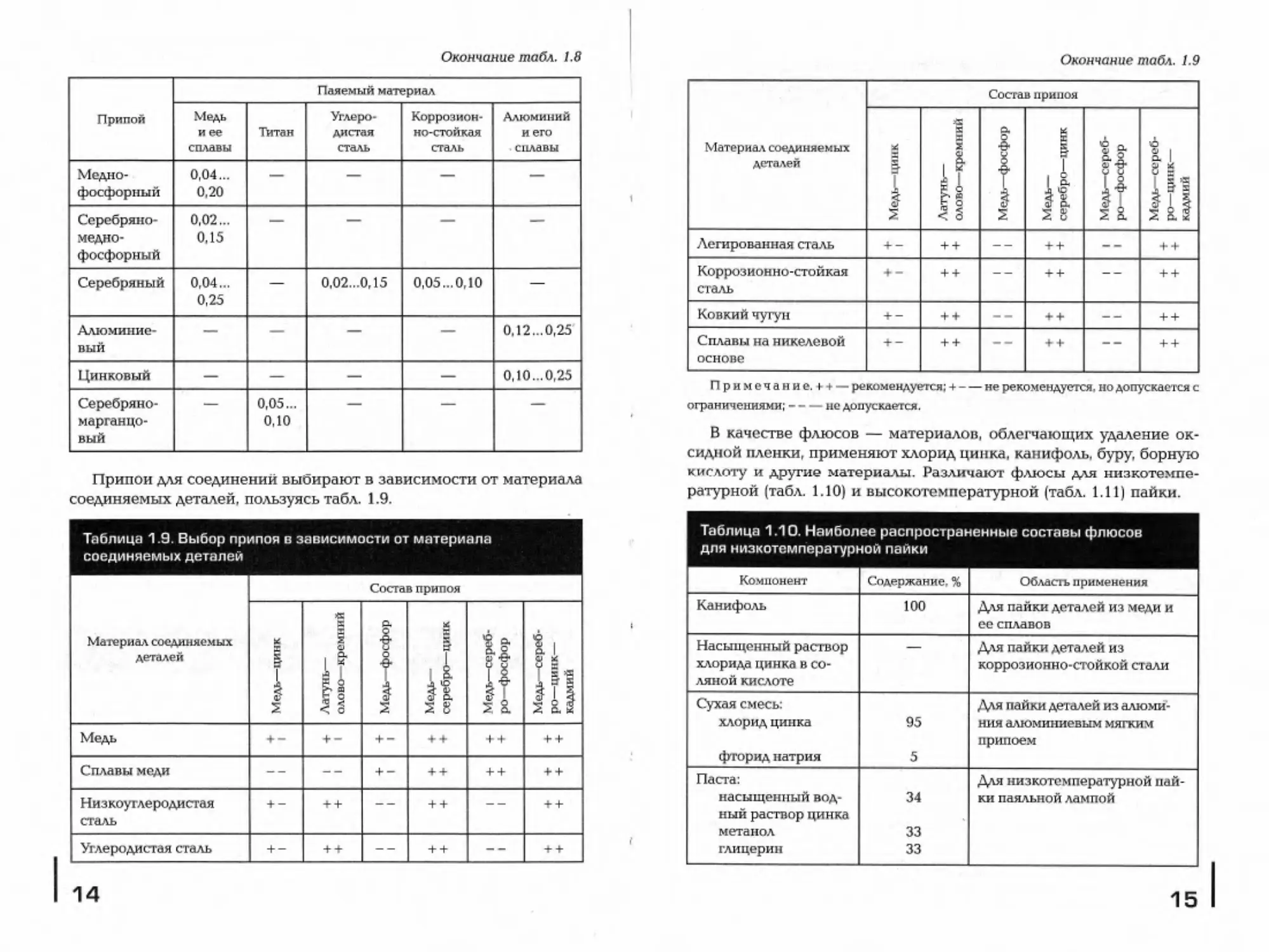
Окончание табл. 1.8
Припой Паяемый материал
Медь и ее сплавы Титан Углеро- дистая ста-хь Коррозион- но-стойкая сталь Алюминий него сплавы
Медно- фосфорный 0,04... 0,20 — — — —
Серебряио- медно- фосфорный 0,02... 0,15 — — — —
Серебряный 0,04... 0,25 — 0,02...0,15 0,05...0,10 —
Алюминие- вый — — — — 0,12.-0,25
Цинковый — — — — 0,10.-0,25
Серебряно- марганцо- вый — 0,05... 0,10 — — —
Припои для соединений выоирают в зависимости от материала
соединяемых деталей, пользуясь табл. 1.9.
Таблица 1.9. Выбор припоя в зависимости от материала соединяемых деталей
Материал соединяемых деталей Состав припоя
Медь—цинк Латунь— олово—кремний Медь -фосфор Медь— серебро—цинк Медь—сереб- ро-фосфор Медь сереб- ро—цинк— кадмий
Медь + - + - + - + + + + + +
Сплавы меди — — + - + + + + + +
Низкоуглеродисгая сталь + - ++ — + + — + +
Углеродистая сталь + - + + — + + + +
14
Окончание табл. 1.9
Материал соединяемых деталей Состав припоя
Медь—цинк Латунь— олово—кремний Медь—фосфор Медь— серебро—цинк Медь—сереб- ро—фосфор Медь—сереб- ро—цинк— кадмий
Легированная сталь — + + — ++ - - + +
Коррозионно-стойкая сталь + - + + — + 4- — + +
Ковкий чугун + - + + — + + — 4-4-
Сплавы на никелевой основе +— + + — + + — + +
Примечание. ++ — рекомендуется; +-------не рекомендуется, но допускается с
ограничениями; - - — не допускается.
В качестве флюсов — материалов, облегчающих удаление ок-
сидной пленки, применяют хлорид цинка, канифоль, буру, борную
кислоту и другие материалы. Различают флюсы для низкотемпе-
ратурной (табл. 1.10) и высокотемпературной (табл. 1.11) пайки.
Таблица 1.10. Наиболее распространенные составы флюсов для низкотемпературной пайки
Компонент Содержание, % Область применения
Канифоль 100 Ддя пайки деталей из меди и ее сплавов
Насыщенный раствор хлорида цинка в со- ляной кислоте — Для пайки деталей из коррозионно-стойкой стали
Сухая смесь; хлорид цинка фторид натрия 95 5 Для пайки деталей из алюми- ния алюминиевым мягким припоем
Паста: насыщенный вод- ный раствор цинка метанол глицерин 34 33 33 Для низкотемпературной пай- ки паяльной лампой
15
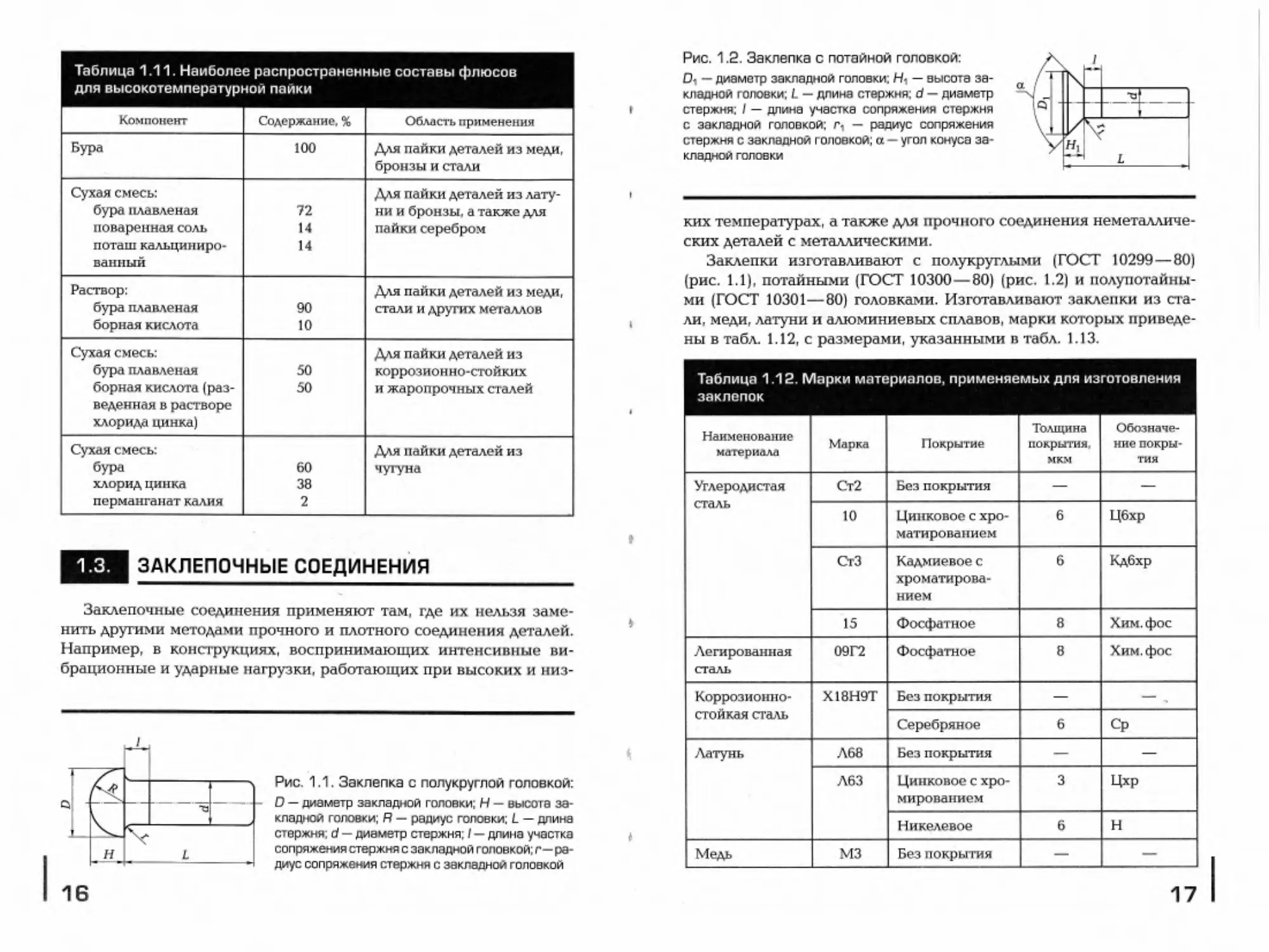
Таблица 1.11. Наиболее распространенные составы флюсов для высокотемпературной пайки
Компонент Содержание, % Область применения
Бура 100 Для пайки деталей из меди, бронзы и стали
Сухая смесь: бура плавленая поваренная соль поташ кальциниро- ванный 72 14 14 Для пайки деталей из лату- ни и бронзы, а также для пайки серебром
Раствор: бура плавленая борная кислота 90 10 Для пайки деталей из меди, стали и других металлов
Сухая смесь: бура плавленая борная кислота (раз- веденная в растворе хлорида цинка) 50 50 Для пайки деталей из коррозионно-стойких и жаропрочных сталей
Сухая смесь: бура хлорид цинка перманганат калия 60 38 2 Для пайки деталей из чугуна
1.3.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Заклепочные соединения применяют там, где их нельзя заме-
нить другими методами прочного и плотного соединения деталей.
Например, в конструкциях, воспринимающих интенсивные ви-
брационные и ударные нагрузки, работающих при высоких и низ-
Рис. 1.1. Заклепка с полукруглой головкой:
D — диаметр закладной головки; Н — высога за-
кладной головки; R — радиус головки; L — длина
стержня; d — диаметр стержня; / —длина участка
сопряжения стержня с закладной головкой; г—ра-
диус сопряжения стержня с закладной головкой
16
Рис. 1.2. Заклепка с потайной головкой:
О, — диаметр закладной головки; Н, — высота за-
кладной головки; L — длина стержня d — диаметр
i стержня; / — длина участка сопряжения стержня
с закладной головкой; г, — радиус сопряжения
стержня с закладной головкой; а — угол конуса за-
кладной головки
ких температурах, а также для прочного соединения неметалличе-
ских деталей с металлическими.
Заклепки изготавливают с полукруглыми (ГОСТ 10299—80)
(рис. 1.1), потайными (ГОСТ 10300—80) (рис. 1.2) и полупотайны-
ми (ГОСТ 10301—80) головками. Изготавливают заклепки из ста-
ли, меди, латуни и алюминиевых сплавов, марки которых приведе-
ны в табл 1.12, с размерами, указанными в табл. 1.13.
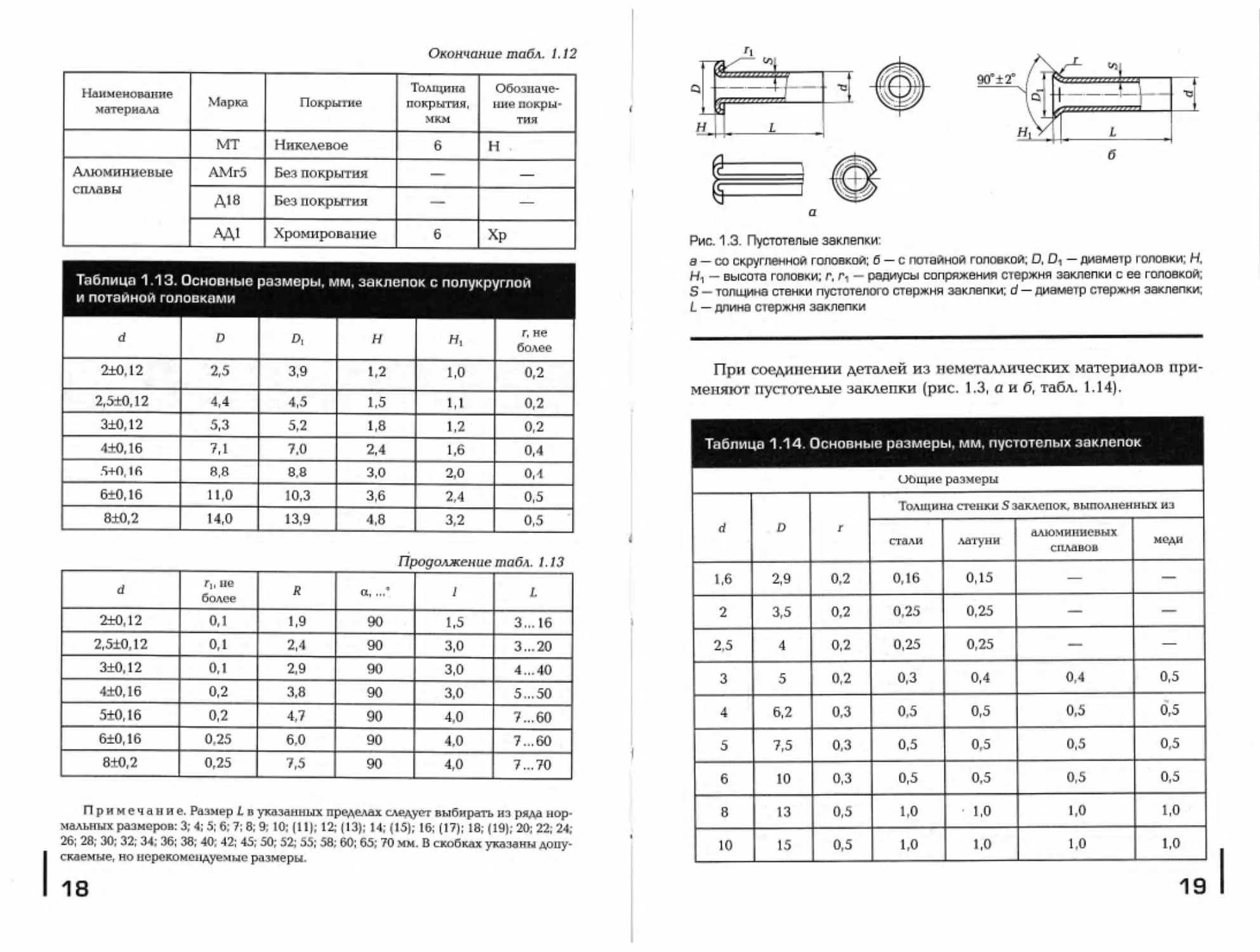
Таблица 1.12. Марки материалов, применяемых для изготовления
заклепок
Наименование материала Марка Покрытие Толщина покрытия, мкм Обозначе- ние покры- тия
Углеродистая сталь Ст2 Без покрытия — —
10 Цинковое с хро- матированием 6 Цбхр
СтЗ Кадмиевое с хроматирова- нием 6 Кдбхр
15 Фосфатное 8 Хим. фос
Легированная сталь 09Г2 Фосфатное 8 Хим.фос
Коррозионно- стойкая сталь Х18Н9Т Без покрытия — — ,
Серебряное 6 Ср
Латунь Л68 Без покрытия — —
Л63 Цинковое с хро- мированием 3 Цхр
Никелевое 6 н
Медь М3 Без покрытия — —
17
Окончание табл. 1.12
I {^именование материала Марка Покрытие Толщина покрытия, мкм Обозначе- ние покры- тия
МТ Никелевое 6 н
Алюминиевые сплавы АМг5 Без покрытия — —
Д18 Без покры тия — —
АД1 Хромирование 6 Хр
Таблица 1.13. Основные размеры, мм, заклепок с полукруглой и потайной головками
d D D, Н н, г, не более
2±0.12 2,5 3,9 1,2 1,0 0,2
2,510,12 4,4 4,5 1.5 1.1 0,2
3±0,12 5,3 5,2 1.8 1.2 0,2
4 ±0,16 7.1 7.0 2,4 1.6 0,4
5+0,16 8.8 8.8 3,0 2.0 0,4
6±0,16 и.о 10,3 3,6 2,4 0,5
8±0,2 14,0 13,9 4.8 3,2 0,5
Продолжение табл. 1.13
d Гц не более R а, ...* 1 L
2±0,12 0,1 1,9 90 1.5 3...16
2,5±0,12 0,1 2,4 90 3,0 3...20
3±0,12 0,1 2,9 90 3,0 4...40
4±0,16 0,2 3.8 90 3,0 5...50
5±0,16 0,2 4.7 90 4.0 7...60
6±0,16 0,25 6,0 90 4.0 7 ...60
8±О,2 0,25 7,5 90 4,0 7.„70
Примечание. Размер L в указанных пределах следует выбирать из ряда нор-
мальных размеров: 3; 4; 5; б; 7; 8; 9; 10: (И); 12; (13); 14; (15); 16; (17); 18; (19); 20; 22; 24;
26; 28; 30: 32; 34; 36; 38; 40; 42; 45; 50; 52; 55; 58; 60; 65; 70 мм. В скобках указаны допу-
скаемые, но нерекомендуемые размеры.
18
Рис. 1.3. Пустотелые заклепки'
а — со скругленной головкой; б — с потайной головкой; D, О, — диаметр головки; Н,
Н, — высота головки; г, г, — радиусы сопряжения стержня заклепки с ее головкой;
S — толщина стенки пустотелого стержня заклепки; d — диаметр стержня заклепки;
L — длина стержня заклепки
При соединении деталей из неметаллических материалов при-
меняют пустотелые заклепки (рис. 1.3, а и б, табл. 1.14).
Таблица 1.14. Основные размеры, мм. пустотелых заклепок
ОСнцие размеры
d D Г Толщина стенки 5 заклепок, выполненных из
стали латуни алюминиевых сплавов меди
1,6 2,9 0,2 0,16 0,15 — —
2 3,5 0.2 0,25 0,25 — —
2.5 4 0,2 0,25 0,25 — —
3 5 0,2 0,3 0,4 0,4 0,5
4 6,2 0,3 0,5 0,5 0,5 0,5
5 7,5 0,3 0,5 0,5 0,5 0.5
6 10 0,3 0,5 0.5 0,5 0.5
8 13 0,5 1,0 1,0 1,0 1,0
10 15 0,5 1,0 1,0 1.0 1,0
19
Продолжение табл. 1.14
Размеры
по ГОСТ 12638 —80 по ГОСТ 12640 — 80"
н Л н. L
0,4 0,25 2,2 0,4 2...8
0,5 0,25 2.6 0,4 2... 16
0,5 0,25 3.2 0,5 3...20
0,7 0,3 3,8 0,6 3...28
0,8 0.3 5 0,8 3...28
0.9 0,4 6 0.8 3...40
1,0 0,5 7,5 1,1 3...40
1,2 0,75 9,5 1,5 3...40
1,5 0,75 12 1.7 3...40
Исполнение 1
Вариант исполнения
отверстия
8’шах
Исполнение 2
для d = 2...6 мм
Вариант' исполнения
отверстия
Исполнение 2
для d = 2...8 мм
Рис. 1.4. Полупустотелые заклепки:
а — с полукруглой головкой; б — с плоской головкой; D, Dy, Da — диаметр головки; Н,
Ну. Н3, Нэ — высота головки; / — длина участка сопряжения стержня заклепки с ее
головкой; г — радиус сопряжения стержня заклепки с ее головкой; г,. г2, г3— радиус
сферы закладной головки; d — диаметр стержня; d- — диаметр отверстия в стержне
заклопки; h — глубина отверстия а стержне заклепки; L — длина стержня заклепки
20
В тех случаях когда в процессе выполнения соединения не до-
пускаются значительные ударные Hai-рузки, применяют полупу-
стотелые заклепки (рис. 1.4. а и б, табл. 1.15).
Таблица 1.15. Основные размеры, мм, полупустотелых заклепок
Общие размеры Размеры по ГОСТ 12641 —80*
d о, Г <Л Л 1 D Н н, Г| б
1.6 — 0,2 1 1,5 1.5 3,2 0.7 — 2,2 —
2 4 0,2 1,2 1,5 1.5 4 0,8 0,7 2,9 3,2
2.5 5 0,2 1.6 2,5 3 5 1 0,85 3,6 4,1
3 6 0,2 2 2,5 3 6 1.2 1 4,4 5
4 8 0,3 2,8 4 3 8 1.6 1.4 5,8 7,2
5 10 0,3 3.5 5 4 10 2 1,7 7,2 8,2
6 12 0,3 4.5 5 4 12 2,5 2 8,4 10
8 16 0,3 6 6 4 16 3 — 12,2 —
Продолжение табл. 1.15
Размеры по ГОСТ 12642 — 80*
Нз »з L
3 0,8 — 0.4 3...10
3,8 1 0,7 0.6 3...20
4,8 1,2 0,85 0,6 4...30
5,5 1.6 1 0,6 4...40
7,5 2 1.4 0,8 6... 48
9,5 2,5 1.7 1,2 7... 48
И 3 2 1,2 7...52
14 4 2.7 2 10...60
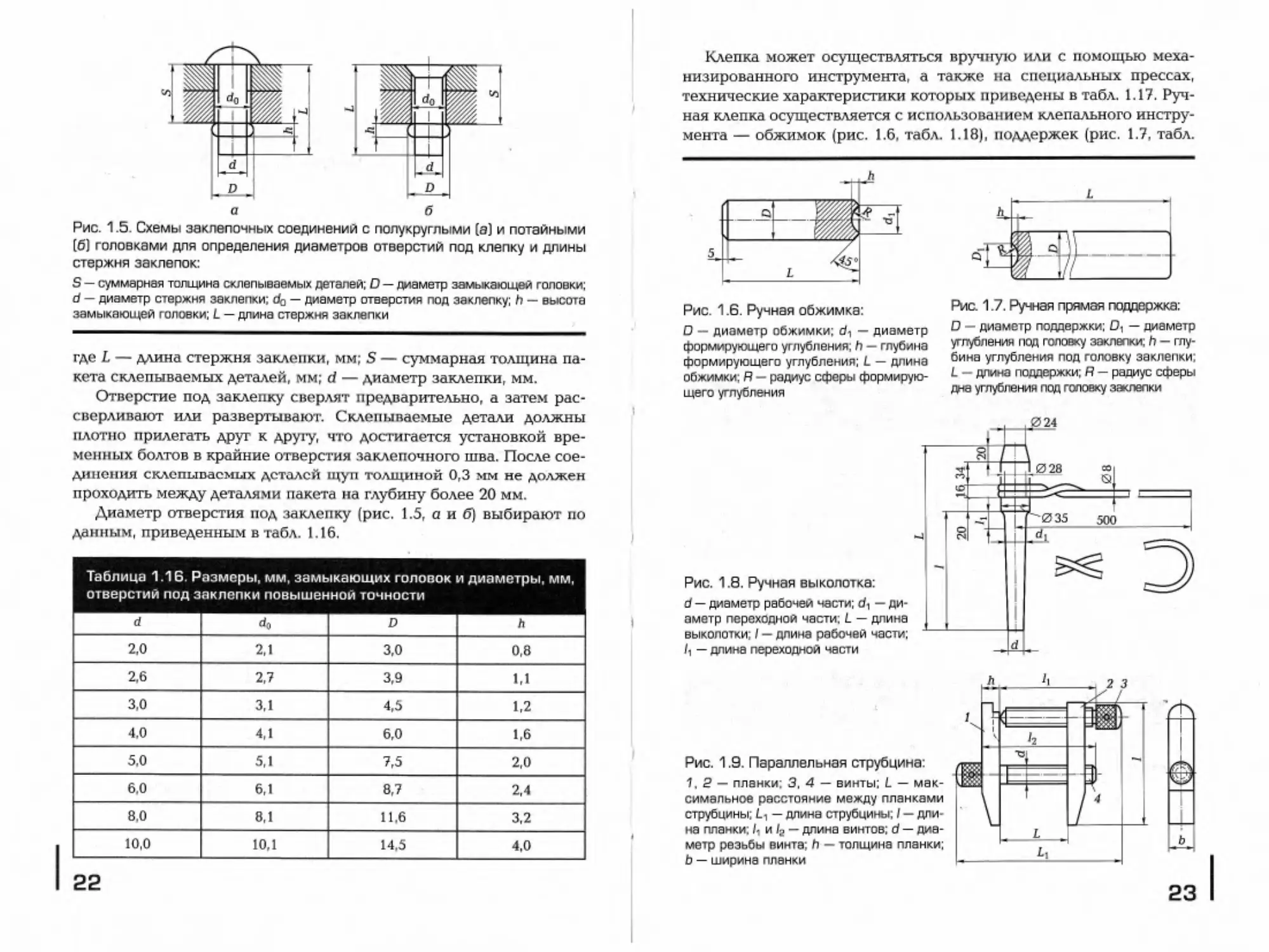
Для формирования замыкающей головки длина заклепки долж-
на быть больше толщины соединяемых деталей. Длина стержня
заклепки определяется из выражения
L= 1,18(5 + d).
21
Рис. 1.5. Схемы заклепочных соединений с полукруглыми [а] и потайными
[б] головками для определения диаметров отверстий под клепку и длины
стержня заклепок:
S — суммарная толщина склепываемых деталей; D — диаметр замыкающей головки;
d — диаметр стержня заклепки; da — диаметр отверстия под заклепку; h — высота
замыкающей головки; L — длина стержня заклепки
где L — длина стержня заклепки, мм; S — суммарная толщина па-
кета склепываемых деталей, мм; d — диаметр заклепки, мм.
Отверстие под заклепку сверлят предварительно, а затем рас-
сверливают или развертывают. Склепываемые детали должны
плотно прилегать друг к друху, что достигается установкой вре-
менных болтов в крайние отверстия заклепочного шва. После сое-
динения склепываемых деталей щуп толщиной 0,3 мм не должен
проходить между деталями пакета на глубину более 20 мм.
Диаметр отверстия под заклепку (рис. 1.5, аиб) выбирают по
данным, приведенным в табл. 1.16.
Таблица 1.1 В. Размеры, мм, замыкающих головок и диаметры, мм, отверстий под заклепки повышенной точности
22
Клепка может осуществляться вручную или с помощью меха-
низированного инструмента, а также на специальных прессах,
технические характеристики которых приведены в табл. 1.17. Руч-
ная клепка осуществляется с использованием клепального инстру-
мента — обжимок (рис. 1.6. табл. 1.18), поддержек (рис. 1.7, табл.
Рис. 1.6. Ручная обжимка:
О — диаметр обжимки; d, — диаметр
формирующего углубления; h — глубина
формирующего углубления; L — длина
обжимки; Я — радиус сферы формирую-
щего углубления
Рис. 1.7. Ручная прямая поддержка;
D — диаметр поддержки; О, — диаметр
углубления под головку заклепки; h — глу-
бина углубления под головку заклепки;
L — длина поддержки; Я — радиус сферы
дна углубления под головку заклепки
Рис. 1.8. Ручная выколотка:
d — диаметр рабочей части; d, — ди-
аметр переходной части; L — длина
выколотки; I — длина рабочей части;
— длина переходной части
Рис. 1.9. Параллельная струбцина:
1,8 — планки: 3, 4 — винты; L — мак-
симальное расстояние между планками
струбцины; L, — длина струбцины; I — дли-
на планки; /, и 1г — длина винтов; d — диа-
метр резьбы винта; h — толщина планки;
Ь — ширина планки
23
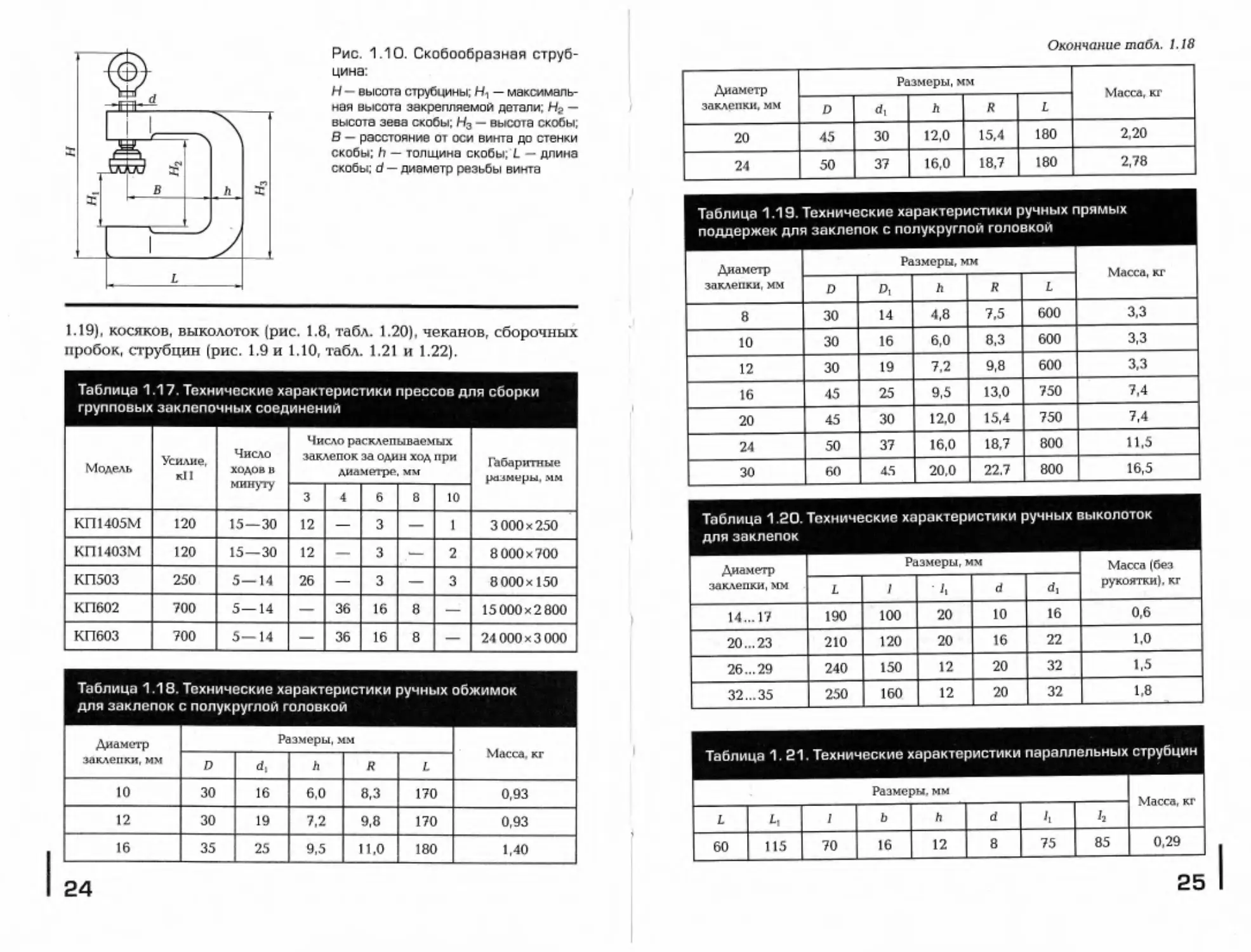
Рис. 1.10. Скобообразная струб-
цина:
Н— высота струбцины; Н, — максималь-
ная высота закрепляемой детали; Нг —
высота зева скобы; Нэ — высота скобы;
В — расстояние от оси винта до стенки
скобы; h — толщина скобы; L — длина
скобы; d — диаметр резьбы винта
1.19), косяков, выколоток (рис. 1.8, табл. 1.20), чеканов, сборочных
пробок, струбцин (рис. 1.9 и 1.10, табл. 1.21 и 1.22).
Таблица 1.17. Технические характеристики прессов для сборки групповых заклепочных соединений
Модель Усилие, К11 Число ходов в минуту Число расклепываемых заклепок за один ход при диаметре, мм Габаритные размеры, мм
3 4 6 8 10
КП1405М 120 15—30 12 — 3 — 1 3000x250
КП1403М 120 15—30 12 — 3 •— 2 8 000 x 700
КП 503 250 5—14 26 — 3 — 3 8000x150
KI1602 700 5—14 — 36 16 8 — 15000 x 2800
КП603 700 5—14 — 36 16 8 — 24 000 x 3000
Таблица 1.18. Технические характеристики ручных обжимок для заклепок с полукруглой головкой
Диаметр заклепки, мм Размеры, мм Масса, кг
D di h R L
10 30 16 6,0 8,3 170 0,93
12 30 19 7.2 9,8 170 0,93
16 35 25 9,5 11,0 180 1,40
24
Окончание табл. 1.18
Диаметр заклепки, мм Размеры, мм Масса, кг
D d. Л R L
20 45 30 12,0 15,4 180 2,20
24 50 37 16,0 18,7 180 2,78
Таблица 1.19. Технические характеристики ручных прямых поддержек для заклепок с полукруглой головкой
Диаметр заклепки, мм Размеры, мм Масса, кг
D D, h R L
8 30 14 4,8 7,5 600 3.3
10 30 16 6,0 8,3 600 3,3
12 30 19 7,2 9,8 600 3,3
16 45 25 9,5 13,0 750 7.4
20 45 30 12,0 15,4 750 7,4
24 50 37 16,0 18,7 800 11,5
30 60 45 20,0 22.7 800 16,5
Таблица 1.20. Технические характеристики ручных выколоток для заклепок
Диаметр заклепки, мм Размеры, мм Масса (без рукоятки), кг
L 1 Л d d,
14...17 190 100 20 10 16 0,6
20...23 210 120 20 16 22 1.0
26...29 240 150 12 20 32 1.5
32... 35 250 160 12 20 32 1.8
Таблица 1.21. Технические характеристики параллельных струбцин
Размеры, мм Масса, кг
L I. / b h d А h
60 115 70 16 12 8 75 85 0,29
25
Окончание табл. 1.21
Размеры, мм Масса, кг
L / b h d /i h
65 134 100 20 16 10 90 100 0,54
90 164 120 20 16 10 105 125 0,70
110 204 150 24 20 12 135 155 1,39
Таблица 1.22.Технические характеристики скобообразных
струбцин
Размеры, мм Масса, кг
В н, Н L Н2 Нэ h d
70 45 152 112 70 120 22 16 1.2
100 75 215 155 100 170 32 16 2.5
150 120 235 222 150 240 42 20 5,7
200 165 360 280 200 300 47 24 9,8
250 215 425 340 250 365 55 27 14.4
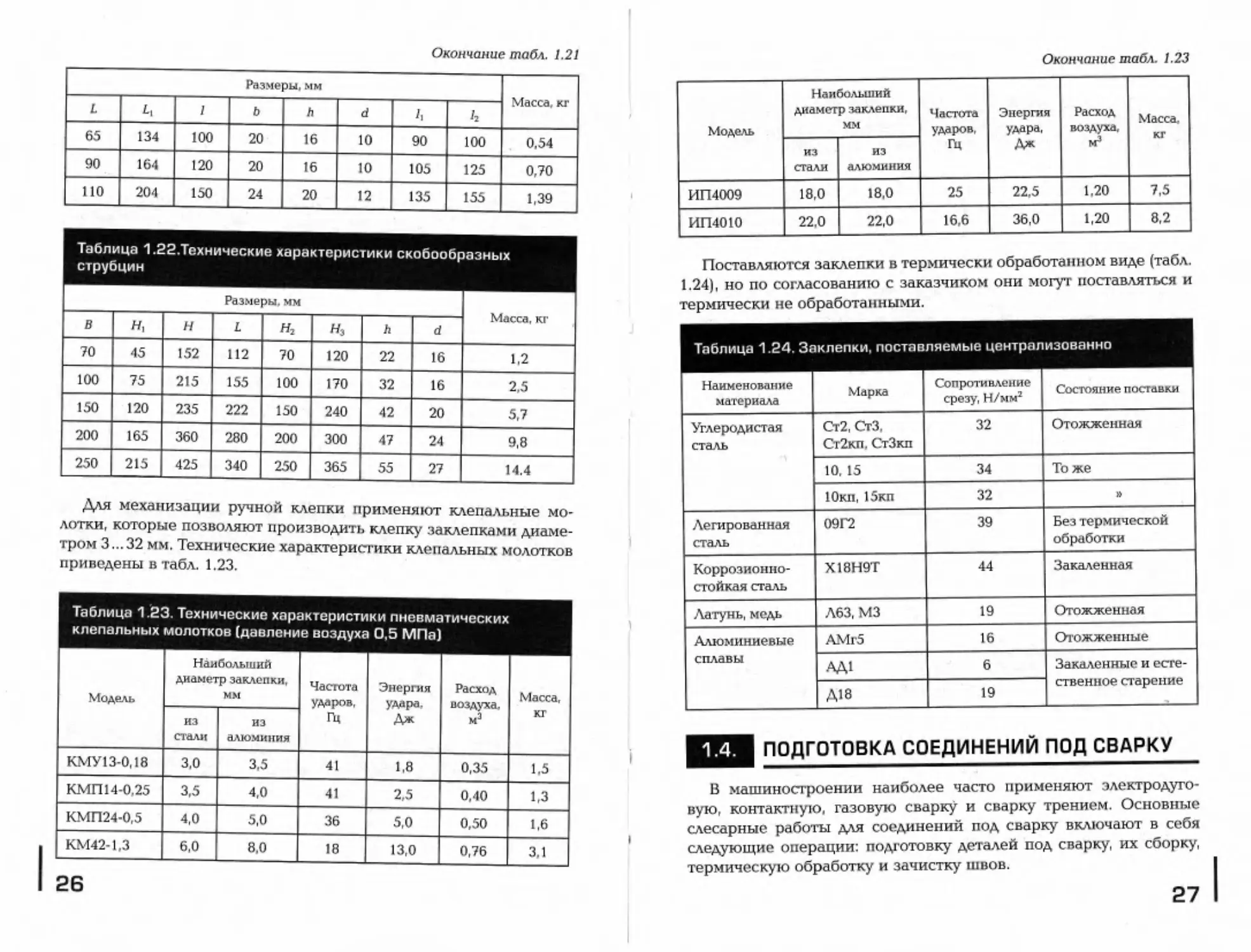
Для механизации ручной клепки применяют клепальные мо-
лотки, которые позволяют производить клепку заклепками диаме-
тром 3...32 мм. Технические характеристики клепальных молотков
приведены в табл. 1.23.
Таблица 1.23. Технические характеристики пневматических клепальных молотков (давление воздуха 0,5 МПа)
Модель Наибольший диаметр заклепки, мм Частота ударов, ГЦ Энергия удара. А» Расход воздуха. м3 Масса, кг
из стали ИЗ алюминия
КМУ13-0.18 3,0 3.5 41 1.8 0,35 1.5
КМП 14-0,25 3,5 4,0 41 2,5 0,40 1,3
КМП24-0.5 4,0 5,0 36 5,0 0,50 1.6
КМ42-1.3 6,0 8.0 18 13,0 0,76 3,1
26
Окончание табл. 1.23
Модель Наибольший диаметр заклепки, мм Частота ударов, Гц Энергия удара. Дж Расход воздуха. № Масса. КГ
из стали ИЗ алюминия
ИП4009 18,0 18,0 25 22,5 1,20 7.5
ИП4010 22,0 22,0 16,6 36,0 1,20 8,2
Поставляются заклепки в термически обработанном виде (табл.
1.24), но по согласованию с заказчиком они могут поставляться и
термически не обработанными.
Таблица 1.24. Заклепки, поставляемые централизованно
Наименование материала Марка Сопротивление срезу, Н/мм2 Состояние поставки
Углеродистая сталь Ст2, СтЗ, Ст2кп. СтЗкп 32 Отожженная
10, 15 34 То же
Юкп, 15кп 32 »
Легированная сталь 39 Без термической обработки
Коррозионно- стойкая ста.\ь Х18Н9Т 44 Закаленная
Латунь, медь Л63, М3 19 Отожженная
Алюминиевые сплавы АМг5 16 Отожженные
АД1 6 Закаленные и есте- ственное старение
Д18 19
1.4.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД СВАРКУ
В машиностроении наиболее часто применяют электродуго-
вую, контактную, газовую сварку и сварку трением. Основные
слесарные работы для соединений под сварку включают в себя
следующие операции: подготовку деталей под сварку, их сборку,
термическую обработку и зачистку швов.
27
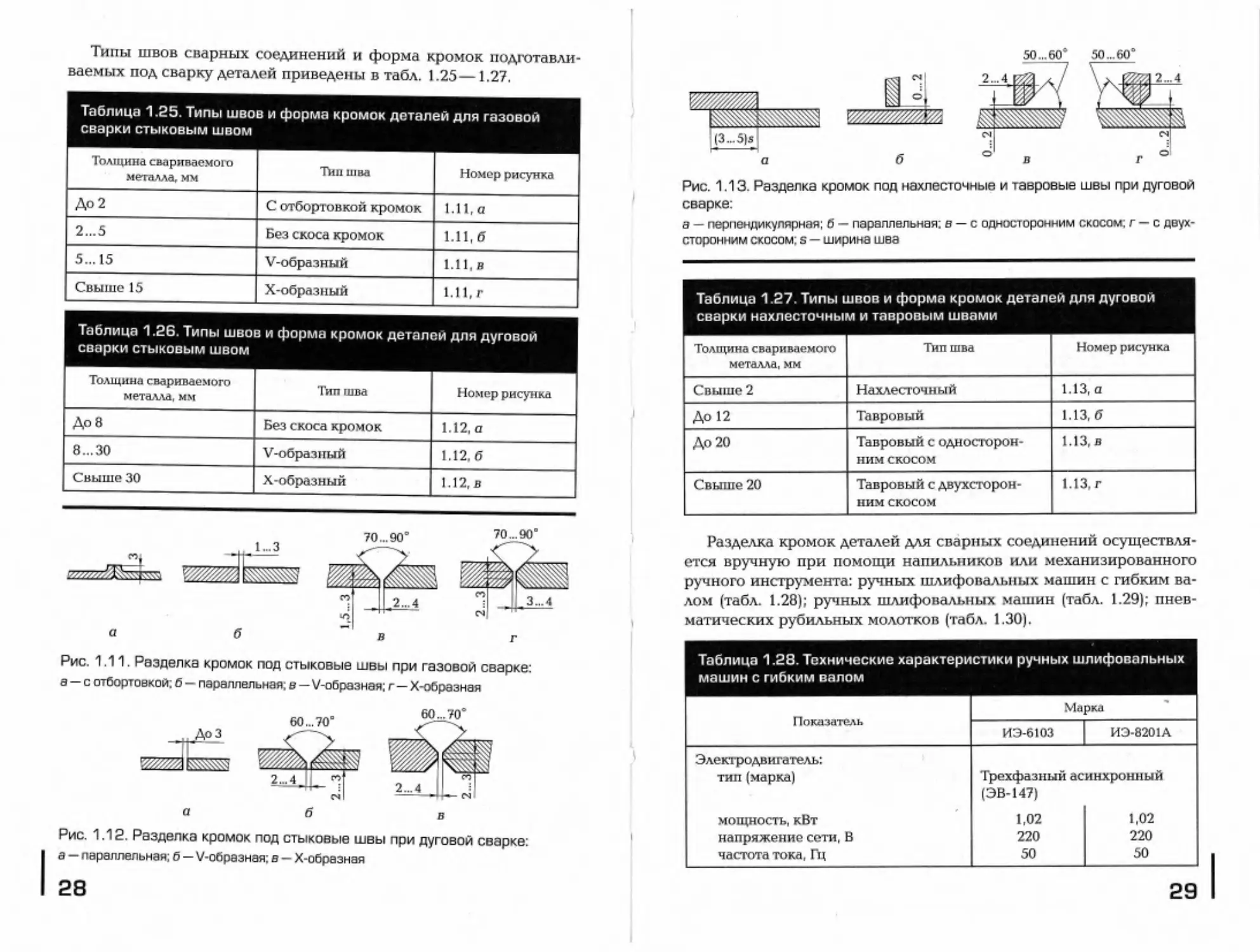
Типы швов сварных соединений и форма кромок подготавли-
ваемых под сварку деталей приведены в табл. 1.25—1.27.
Таблица 1.25. Типы швов и форма кромок деталей для газовой сварки стыковым швом
Толщина свариваемого металла, мм Тип шва Номер рисунка
До 2 С отбортовкой кромок 1.11,0
2...5 Без скоса кромок 1.11,6
5... 15 V-образный 1.11,в
Свыше 15 Х-образиый 1.11,г
Таблица 1.26. Типы швов и форма кромок деталей для дуговой сварки стыковым швом
Толщина свариваемого металла, мм Тип шва Номер рисунка
До 8 Без скоса кромок 1.12, а
8...30 V-образный 1.12,6
Свыше 30 X-образный 1.12,в
в г
Рис. 1.11. Разделка кромок под стыковые швы при газовой сварке:
а — с отбортовкой; б — параллельная; в — V-образная; г—X-образная
б в
Рис. 1.12. Разделка кромок под стыковые швы при дуговой сварке:
а — параллельная; б — V-образная: в — Х-образная
а
б
а
28
Рис. 1.13. Разделка кромок под нахлесточные и тавровые швы при дуговой
сварке:
а — перпендикулярная; б — параллельная; в — с односторонним скосом; г — с двух-
сторонним скосом; s — ширина шва
Таблица 1.27. Типы швов и форма кромок деталей для дуговой сварки нахлесточным и тавровым швами
Толщина свариваемого металла, мм Тип шва Номер рисунка
Свыше 2 Нахлесточный 1.13, а
До 12 Тавровый 1.13,6
До 20 Тавровый с односторон- ним скосом 1.13, в
Свыше 20 Тавровый с двухсторон- ним скосом 1.13, г
Разделка кромок деталей для сварных соединений осуществля-
ется вручную при помощи напильников или механизированного
ручного инструмента: ручных шлифовальных машин с гибким ва-
лом (табл. 1.28); ручных шлифовальных машин (табл. 1.29); пнев-
матических рубильных молотков (табл. 1.30).
Таблица 1.28. Технические характеристики ручных шлифовальных
машин с гибким валом
Показатель Марка
ИЭ-6103 ИЭ-8201А
Электродвигатель: тип (марка) Трехфазный асинхронный
мощность, кВт (ЭВ-147) 1,02 1,02
напряжение сети, В 220 220
частота тока, Гц 50 50
29
Окончание табл. 1.28
Показатель Марка
ИЭ-6103 ИЭ-8201А
Прямая шлифовальная головка: диаметр круга, мм частота вращения шпинделя, с"1 габаритные размеры, мм 200 49 293x272x279 200 49 265 x 226 x 272
Угловая шлифовальная головка: диаметр круга, мм частота вращения шпинделя, с"1 габаритные размеры, мм 125 68 347x246x201 49 294x210x230
Масса комплекта, кг 34 26.5
Таблица 1.29. Технические характеристики ручных шлифовальных
машин
Показатель Марка
PRAa40n Ш-178 Ш-230 WSBA400
Диаметр шлифоваль- ного круга, мм 30 178 230 230
Частота вращения шпинделя, с-1 316,6 141 111 111
Электродвигатель: тип мощность, кВт напряжение сети, В частота тока. ГЦ Коллек- торный 0,16 220 50 Однофаз- ный 0,75 220 50 Однофаз- ный 1.4 220 50 Одно- фазный 1.9 220 50
Габаритные размеры, мм — 540 х х260x150 540 х х280x150 565 х х 200 х 350
Масса, к!' 3,15 5.5 5,7 6,5
Таблица 1.30. Технические характеристики рубильных молотков пневматических
Параметр Модель
ИН4119 ИН4118 ИН4122
Частота ударов, Гц 36,3 30,0 18,0
30
Окончание табл. 1.30
Параметр Модель
ИН4119 ИН4118 ИН4122
Энергия единичного удара, Дж 12,5 16,0 25,0
Расход воздуха, м3/мин 1,0 1,1 1,25
Масса кг 5,0 6,5 8,0
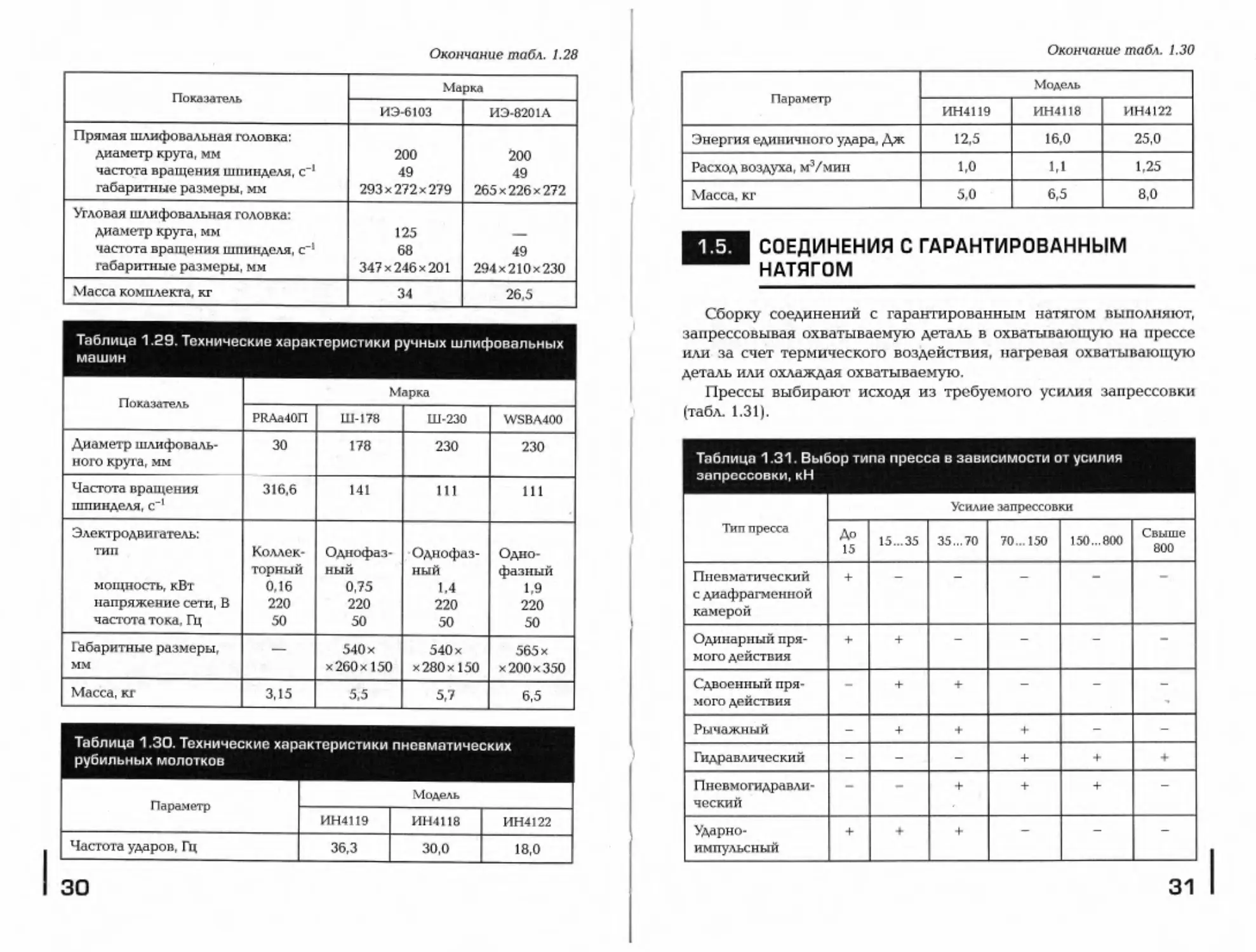
1.5.
СОЕДИНЕНИЯ С ГАРАНТИРОВАННЫМ
НАТЯГОМ
Сборку соединений с гарантированным натягом выполняют,
запрессовывая охватываемую деталь в охватывающую на прессе
или за счет термического воздействия, нагревая охватывающую
деталь или охлаждая охватываемую.
Прессы выбирают исходя из требуемого усилия запрессовки
(табл. 1.31).
Таблица 1.31. Выбор типа пресса в зависимости от усилия запрессовки, кН
Тип пресса Усилие запрессовки
До 15 15...35 35... 70 70... 150 150...800 Свыше 800
Пневматический с диафрагменной камерой 4- - — - — —
Одинарный пря- мого действия + + - - - -
Сдвоенный пря- мого действия - 4* + - - -
Рычажный - + 4- - -
Гидравлический - - - + 4- +
Пневмогидравли- ческий - - 4- 4- + -
Ударно- импульсный 4- + + - - -
31
Окончание табл. 1.31
Тип пресса Усилие запрессовки
До 15 15...35 35... 70 70... 150 150...800 Свыше 800
Электромагнит- ный ♦ - - - - -
Механический + + + + + -
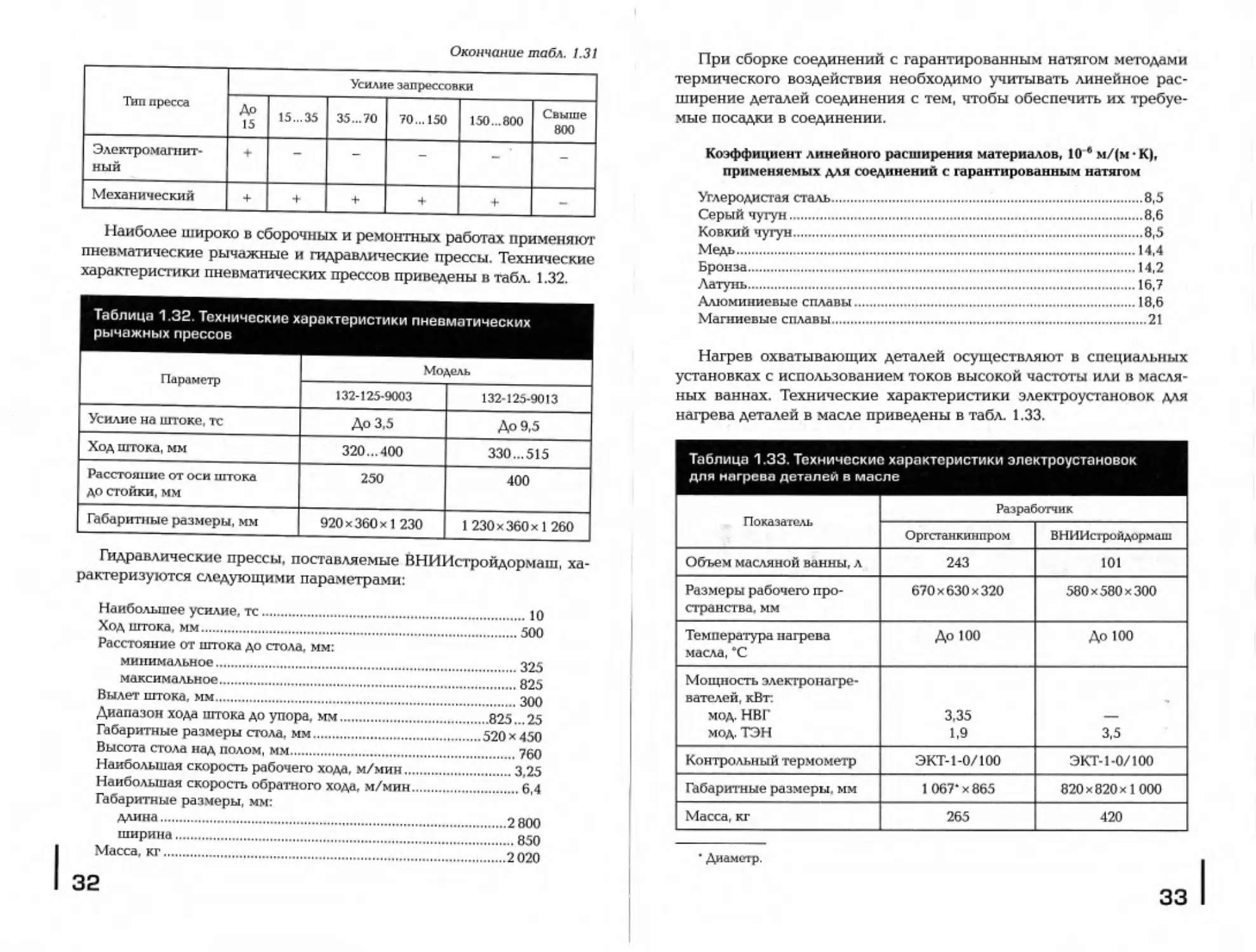
11аиболее широко в сборочных и ремонтных работах применяют
пневматические рычажные и гидравлические прессы. Технические
характеристики пневматических прессов приведены в табл. 1.32.
Таблица 1.32. Технические характеристики пневматических рычажных прессов
Параметр Модель
132-125-9003 132-125-9013
Усилие на штоке, тс До 3.5 До 9,5
Ход штока, мм 320...400 330...515
Расстояние от оси штока до стойки, мм 250 400
Габаритные размеры, мм 920 x 360x1 230 1 230 x 360x1 260
Гидравлические прессы, поставляемые ВНИИстройдормаш, ха-
рактеризуются следующими параметрами:
Наибольшее усилие, тс..............................10
Ход штока, мм.....................................500
Расстояние от штока до стола, мм:
минимальное....................................325
максимальное...................................825
Вылет штока, мм...................................300
Диапазон хода штока до упора, мм...............825 ...25
Габаритные размеры стола, мм...................520 х 450
Высота стола над полом, мм........................760
Наибольшая скорость рабочего хода, м/мин.........3,25
Наибольшая скорость обратного хода, м/мин.........6,4
Габаритные размеры, мм:
длина........................................2 800
ширина.........................................850
Масса, кг.........................................2 020
32
При сборке соединений с гарантированным натягом методами
термического воздействия необходимо учитывать линейное рас-
ширение деталей соединения с тем, чтобы обеспечить их требуе-
мые посадки в соединении.
Коэффициент линейного расширения материалов, 10 * м/(м К),
применяемых для соединений с гарантированным натягом
Углеродистая сталь.................................8,5
Серый чугун........................................8,6
Ковкий чугун.......................................8,5
Медь..............................................14,4
Бронза............................................14,2
Латунь............................................16,7
Алюминиевые сплавы.............................. 18,6
Магниевые сплавы....................................21
Нагрев охватывающих деталей осуществляют в специальных
установках с использованием токов высокой частоты или в масля-
ных ваннах. Технические характеристики электроустановок для
нагрева деталей в масле приведены в табл. 1.33.
Таблица 1.33. Технические характеристики электроустановок для нагрева деталей в масле
Показатель Разработчик
Оргстанкинпром ВНИИстройдормаш
Объем масляной ванны, л 243 101
Размеры рабочего про- странства. мм 670x630 x 320 580 x 580 x 300
Температура нагрева масла, “С До 100 До 100
Мощность электронагре- вателей, кВт: мод. НВГ мод. ТЭН 3,35 1.9 3,5
Контрольный термометр ЭКГ-1-0/100 ЭКГ-1-0/100
Габаритные размеры, мм 1 067* х 865 820 x 820x1000
Масса, кг 265 420
Диаметр.
33
Детали из коррозионно-стойких материалов возможно нагре-
вать в сушильных шкафах, технические характеристики которых
приведены в табл. 1.34 и 1.35.
Таблица 1.34. Технические характеристики сушильных шкафов
Показатель Модель
СНОЛ-2.2 СНОЛ-3,5
Пределы регулирования температур, •с 50...250 50...350
Напряжение сети, В 220 220
Время разогрева до рабочей темпера- туры. мин 90 90
Рабочая среда Воздух Воздух
Вместимость рабочей камеры, л 40 40
Размеры рабочего пространства, мм 250 x 250 x 250 350 x 350 x 350
Масса, кг 100 100
габаритные размеры, мм 610x645x760 61Uxb45x7bO
Таблица 1.35. Технические характеристики сушильных шкафов научно-производственной фирмы «Миус» (Россия)
Параметр Модель
ШС- 9.9.16/3,5 шс- 12.9.16/3,5 шс- 12.12.16/3,5
Напряжение питания (трехфаз- ное), В 380 380 380
Установленная мощность, кВт, не более 40 50 70
Минимальная рабочая темпера- тура, ’С 50 50 50
Максимальная рабочая темпе- ратура, 'С 350 350 350
Отклонение температуры от заданной, °C, не более 6 6 6
34
Окончание табл. 1.35
Параметр Модель
ШС- 9.9.16/3,5 шс- 12.9.16/3,5 ШС- 12.12.16/3,5
Габаритные размеры камеры, мм: ширина 900 1 200 1600
высота 1600 1600 1200
глубина 900 900 1600
Габаритные размеры шкафа, мм: ширина 1 500 1800 1800
высота 2100 2100 2100
глубина 1 500 1500 1800
Масса, кг 700 800 900
Для охлаждения перед запрессовкой применяют специальные
установки, технические характеристики которых приведены в
табл. 1.36.
Таблица 1.36. Технические характеристики установок для охлаждения охватываемых деталей для получения неразъемных соединений с гарантированным натягом
Показатель Разработчик
Оргстанкинпром Укроргстанкинпром
Достигаемая температу- ра, °C -100 -150
Хладагент Жидкий азот Жидкий азот
Расход азота, л: на 2 кг деталей на 5 кг деталей на 10 кг деталей 3 4,5 7 4 9 И
Диаметр камеры охлажде- ния, мм 400 300
Высота камеры охлажде- ния, мм 300 350
Габаритные размеры, мм 930x820x705 1500 x 900x1000
Масса, кг 180 95
35
Для охлаждения мелких деталей используют сосуды Дьюара
(табл. 1.37), низкая температура в которых достигается за счет ис-
парения жидкого кислорода или жидкого азота, нормы расхода
которых указаны в табл. 1.38.
Таблица 1.37. Технические характеристики сосудов Дьюара
Объем сосуда, л Хладоноситель Масса сосуда, кг Диаметр сосуда» мм Высота сосуда, мм Испаря- емость, г/ч
Кислород, кт Азот, кг
5 5,07 4,01 3.4 240 442 25
Ю 11.4 8,02 8.8 320 560 30
15 17.1 12,03 11,9 370 700 35
25 28,5 20,05 20,0 440 775 65
Таблица 1.38. Нормы расхода хладоносителей на 1 кг охлаждаемых деталей, кг
Хладоноситель Материал охлаждаемой детали
Алюминий Латунь Бронза Чугун Медь Никель Сталь
Жидкий азот 0,86 0,4 0,41 0,48 0,36 0,41 0,41
Сухой лед 0,12 0,06 0,06 0,07 0.05 0,06 0,06
1.6.
СОЕДИНЕНИЕ ДЕТАЛЕЙ МЕТОДОМ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Соединение деталей методом пластической деформации вы-
полняют при помощи соединительного элемента — цапфы, форма
которой позволяет обкатывать или раскатывать ее вокруг оси ин-
струмента — вальцовки. Цапфа проходит через отверстие детали
и пластически деформируется, образуя замыкающую головку, ко-
торая обеспечивает скрепление двух и более деталей. Различают
36
два типа вальцовок: бортовочные и крепежные. Технические ха-
рактеристики вальцовок приведены в табл. 1.39 и 1.40.
Таблица 1.39. Технические характеристики вальцовок для труб котлов низкого и высокого давления
Марка Диаметр трубы, мм Толщина трубной доски, мм Масса комплекта, к>
Крепежные вальцовки
КВК-38-1 31 38 20; 25; 30; 35 1,08
КВК-51-1 43 51 25; 35; 45 1,78
КВК-76-2 70 76 — 3,41
КВК-83-2 75 83 25; 30; 35; 40 7,40
КВК-102-1 94,5 102 25; 30; 35; 40 19,70
Бортовочные вальцовки
КВБ-38-2 31 38 20; 25; 30; 35 1,08
КВБ-51-2 43 51 25; 35 1,98
КВБ-60-2 51 60 35; 45; 50 4,08
КВБ-76-3 70 76 — 3,24
КВБ-83-2 75 83 25; 30; 35; 49 10,85
КВБ-102-2 94,5 102 25; 30; 35; 40 21,80
Примечание. Над чертой приведены размеры внутреннего диаметра труб,
под чертой — наружного.
37
Таблица 1.40. Технические характеристики вальцовок для котлов
высокого давления
Марка Диаметр трубы, мм Масса комплекта, кг
Крепежные вальцовки
ВКК-29-33 29 38 0,80
ВКК-40-45 41 51 1,26
ВКК-52,5-58 54 64 2,40
ВКК-59-65 60 70 2,90
ВКК-62-68,5 64 76 3,00
ВКК-67-73 70 83 3,60
ВКК-86 88 102 6,00
Бортовочные вальцовки
ВКБ-30-34 29 38 1,10
ВКБ-41-45 41 51 1,50
ВКБ-54-59,5 54 64 2,70
ВКБ-60-66 60 70 3,00
В КБ-64-70,5 64 76 3,25
ВКБ-69-75 70 83 3,90
38
Окончание табл. 1.40
Марка Диаметр трубы, мм Масса комплекта, кг
ВКБ-88 88 102 6,40
Примечание. Над чертой приведены размеры внутреннего диаметра труб,
под чертой — наружного.
Режимы развальцовывания деталей из стали и латуни приведе-
ны в табл. 1.41.
Таблица 1.41. Режимы развальцовывания деталей из стали и латуни
Вид разваль- цовывания Размеры, мм Материал соедини* тельной детали Усилие, приклады- ваемое к инстру- менту. Н Время разваль- цовки, с Частота вращения шпинделя, мин-1
D d
На полутор 5 4 Латунь 150 1.5 500
На полутор 11 10 Латунь 260 1.0 500
На фаску 2 1,5 Латунь 40 1.0 1000
На фаску 8 7 Латунь 110 1.0 500
На фаску 11 10 Латунь 500 1.0 500
На буртик 7 5,5 Сталь 500 1.5 500
Глава 2
СБОРКА НЕПОДВИЖНЫХ
РАЗЪЕМНЫХ СОЕДИНЕНИЙ
2.1.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
К деталям резьбовых соединений относятся болты, винты,
шпильки и гайки, а также шайбы и шплинты.
Для соединения деталей, не имеющих резьбовых отверстий,
применяют болты, представляющие собой металлический стер-
жень с резьбой на одном конце и головкой на другом. В зависимо-
сти от назначения различают следующие формы головок болтов:
шестигранные нормальные и уменьшенные грубой точ-
ности диаметром 6...48 мм (ГОСТ 15589 — 70* и ГОСТ
15591—70’);
шестигранные нормальной точности диаметром 48...
160 мм (ГОСТ 10602—94 и ГОСТ 7898—70’);
шестигранные повышенной точности диаметром 1,6...
48 мм (ГОСТ 7805—70’);
шестигранные с уменьшенной головкой нормальной и
повышенной точности диаметром 8...48 мм (ГОСТ
7796—70’ и ГОСТ 7808—70*) и диаметром 48... 160 мм
(ГОСТ 18125—72’);
шестигранные с направляющим подголовником и умень-
шенной головкой нормальной точности (ГОСТ 7795—
70’) и повышенной точности (ГОСТ 7811 — 70’).
Для соединения деталей, одна из которых имеет резьбовое от-
верстие, применяют винты и шпильки.
Различают два типа винтов: установочные и крепежные.
Установочные винты обеспечивают фиксацию взаимного по-
ложения деталей в собираемом узле. Функциональное назначение
установочных винтов определяет конструкцию их хвостовой ча-
40
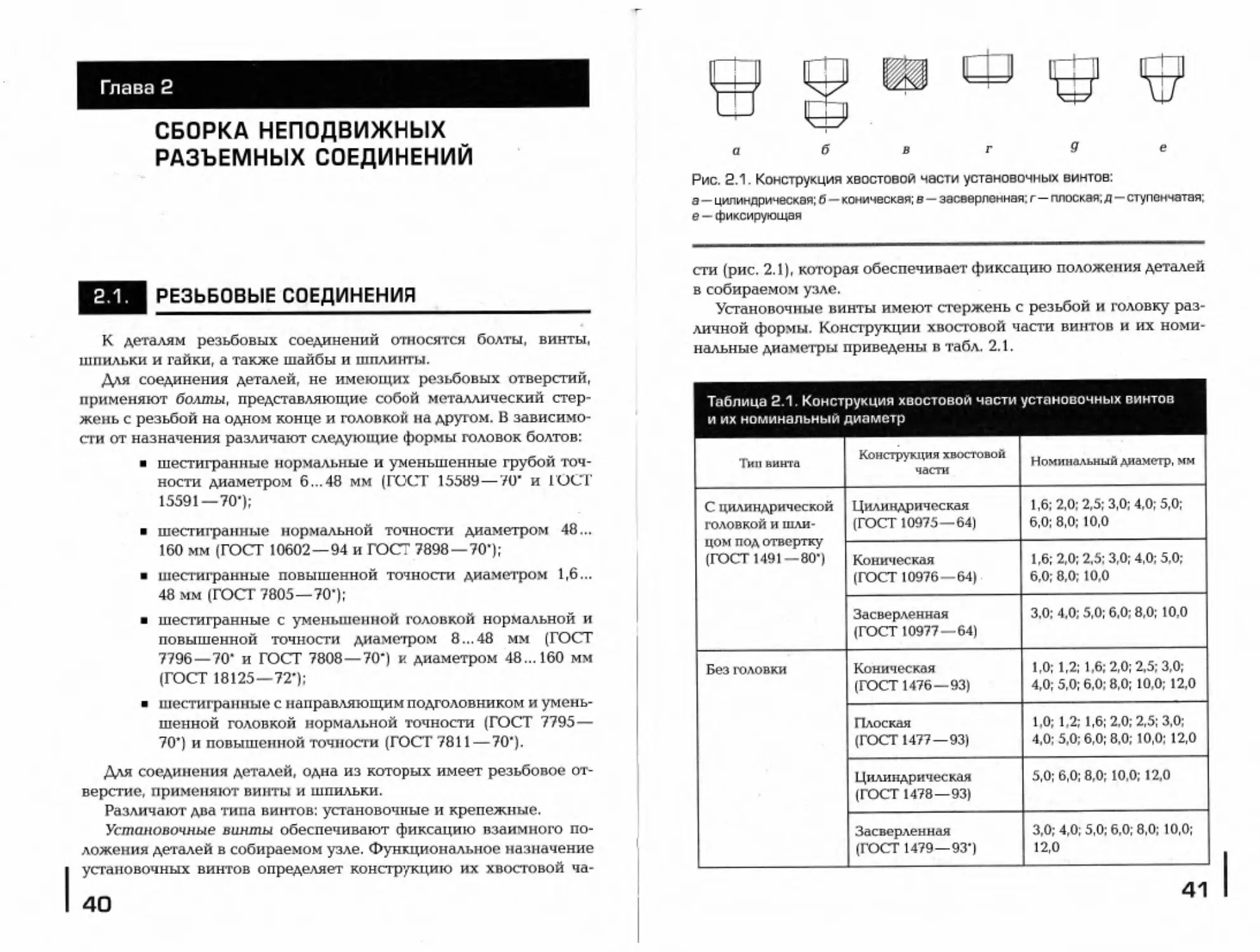
Рис. 2.1. Конструкция хвостовой части установочных винтов:
а—цилиндрическая; б — коническая; в—засверленная; г— плоская; д—ступенчатая;
е — фиксирующая
г
д
е
сти (рис. 2.1), которая обеспечивает фиксацию положения деталей
в собираемом узле.
Установочные винты имеют стержень с резьбой и головку раз-
личной формы. Конструкции хвостовой части винтов и их номи-
нальные диаметры приведены в табл. 2.1.
Таблица 2.1. Конструкция хвостовой части и их номинальный диаметр установочных винтов
Тип винта Конструкция хвостовой части Номинальный диаметр, мм
С цилиндрической головкой и шли- цом под отвертку (ГОСТ 1491—80*) Цилиндрическая (ГОСТ 10975— 64) 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0
Коническая (ГОСТ 10976 — 64) 1,6; 2,0; 2,5:3,0; 4,0; 5.0; 6,0; 8,0; 10.0
Засверленная (ГОСТ 10977—64) 3,0; 4,0; 5,0; 6.0; 8,0; 10,0
Без головки Коническая (ГОСТ 1476—93) 1,0; 1,2; 1,6; 2,0; 2.5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0
Плоская (ГОСТ 1477—93) 1.0; 1,2; 1,6; 2.0; 2,5; 3.0; 4.0: 5.0; 6,0; 8,0; 10,0; 12,0
Цилиндрическая (ГОСТ 1478—93) 5,0; 6,0; 8,0; 10.0; 12,0
Засверленная (ГОСТ 1479—93*) 3,0; 4,0, 5,0; 6,0; 8,0; 10,0; 12,0
41
Окончание табл. 2.1
Тип винта Конструкция хвостовой части Номинальный диаметр, мм
Фиксирующая кониче- ская (ГОСТ 11073—64) 5,0; 6,0; 8,0; 10,0; 12,0
Примечание. Длина винтов может быть различной в определенных пределах
и выбирается из следующего ряда: 3; 4: 5; 6; 8; 10; 12; 14; 16; 20; 25; 30; 40; 45; 50; 55; 60;
65; 70; 75; 80; 90; 100 мм.
Крепежные винты предназначены для соединения деталей в
сборочном узле для обеспечения их надежного крепления друг с
другом.
Крепежные винты в отличие от установочных имеют более раз-
нообразные конструкции головок:
с квадратной головкой и буртиком с резьбой диаметром
5,6; 8; 19; 12; 16; 20 мм с размерами «под ключ» соответ-
ственно 5; 7; 8; 10; 12; 17; 22 мм (ГОСТ 1488—84’);
с цилиндрической головкой с знутренним шестигранни-
ком с резьбой диаметром 3...52 мм (ГОСТ 11738—84’);
с увеличенной головкой со сферой диаметром 1... 10 мм
(ГОСТ 11644 — 75’);
с головкой сферической формы с шлицом под отвертку
и с крестообразным шлицом диаметром 1... 20 мм (ГОСТ
17473 — 80’);
с полупотайной головкой с шлицом под отвертку и кре-
стообразным шлицом диаметром 1...20 мм (ГОСТ
17474—80’);
• с потайной головкой под отвертку и крестообразным
шлицом диаметром 1 ...20 мм (ГОСТ 17475—80*).
Шпильки представляют собой металлический стержень, у кото-
рого с двух сторон нарезана резьба (ГОСТ 22032—76’, ГОСТ
22033—76’, ГОСТ 22043—76‘). Стандарты предусматривают изго-
товление шпилек нормальной и повышенной точности ти-
пов А и Б. Длина ввинчиваемого в деталь соединения резьбового
конца и длина резьбовой части шпильки под гайку различна. При
сборке стальных, бронзовых, латунных деталей и деталей из тита-
новых сплавов длина ввинчиваемой в резьбовое отверстие детали
нарезанной части шпильки равна ее диаметру. Для деталей из ков-
кого и серого чугуна она составляет 1,25 диаметра резьбы. Для де-
талей из легких сплавов это соотношение равно 2. Номинальный
диаметр резьбы шпилек колеблется в пределах 2... 100 мм.
42
Шпильки для соединения деталей, не имеющих резьбовых от-
верстий, имеют одинаковые по длине резьбовые части. В этом слу-
чае на оба резцовых конца шпильки навинчивают гайки.
В резьбовом отверстии шпилька удерживается благодаря ис-
пользованию посадок с натягами, создаваемых при завинчивании
шпильки до упора в сбег резьбы.
Гайки — детали резьбового соединения с внутренней резьбой,
навертываемые на болты или шпильки. В зависимости от кон-
струкции различают следующие типы гаек:
шестигранные:
нормальные с резьбой диаметром 6... 160 мм (ГОСТ
5915—70*, ГОСТ 10605 —94);
повышенной точности с резьбой диаметром 1... 48 мм
(ГОСТ 5927—70*);
грубой точности с резьбой диаметром 20... 48 мм (ГОСТ
15526 —70*);
с уменьшенным размером «под ключ» нормальной точ-
ности с резьбой диаметром 8...48 мм (ГОСТ 15521—70*);
с уменьшенным размером «под ключ» повышенной точ-
ности с резьбой диаметром 8... 160 мм (ГОСТ 2524 — 70');
низкие нормальной точности с резьбой диаметром
1... 160 мм (ГОСТ 5916 — 70* и ГОСТ 10607—94);
низкие повышенной точности с резьбой диаметром
8...48 мм (ГОСТ 5929—70*);
низкие с уменьшенным размером «под ключ» нормаль-
ной точности с резьбой диаметром 8... 48 мм (ГОСТ 15522 —
70*);
низкие с уменьшенным размером «под ключ» повы-
шенной точности с резьбой диаметром 8... 160 мм (ГОСТ
2526—70*. ГОСТ 10610— 72*);
высокие нормальной точности с резьбой диаметром
6...48 мм (ГОСТ 15523—70');
высокие повышенной точности с резьбой диаметром
3... 48 мм (ГОСТ 15524 — 70');
особо высокие нормальной точности с резьбой диаме-
тром 8...48 мм (ГОСТ 15525—70*);
особо высокие повышенной точности с резьбой диа-
метром 8...48 мм (ГОСТ 5931—70*);
шестигранные корончатые и прорезные:
нормальной точности с резьбой диаметром 4...48 мм
(ГОСТ 5918 —73*);
43
повышенной точности с резьбой диаметром 4...48 мм
(ГОСТ 5932—73’);
низкие нормальной точности с резьбой диаметром
6...48 мм (ГОСТ 5919—73’);
низкие повышенной точности с резьбой диаметром
6...48 мм (ГОСТ 5933—73’);
прорезные низкие с уменьшенным размером «под
ключ» повышенной точности с резьбой диаметром 8...
48 мм (ГОСТ 5935 — 73’);
корончатые нормальной точности с резьбой диаме-
тром 52... 160 мм (ГОСТ 10606—72’);
корончатые с уменьшенным размером «под ключ» по-
вышенной точности с резьбой диаметром 52... 160 мм
(ГОСТ 10609— 72’):
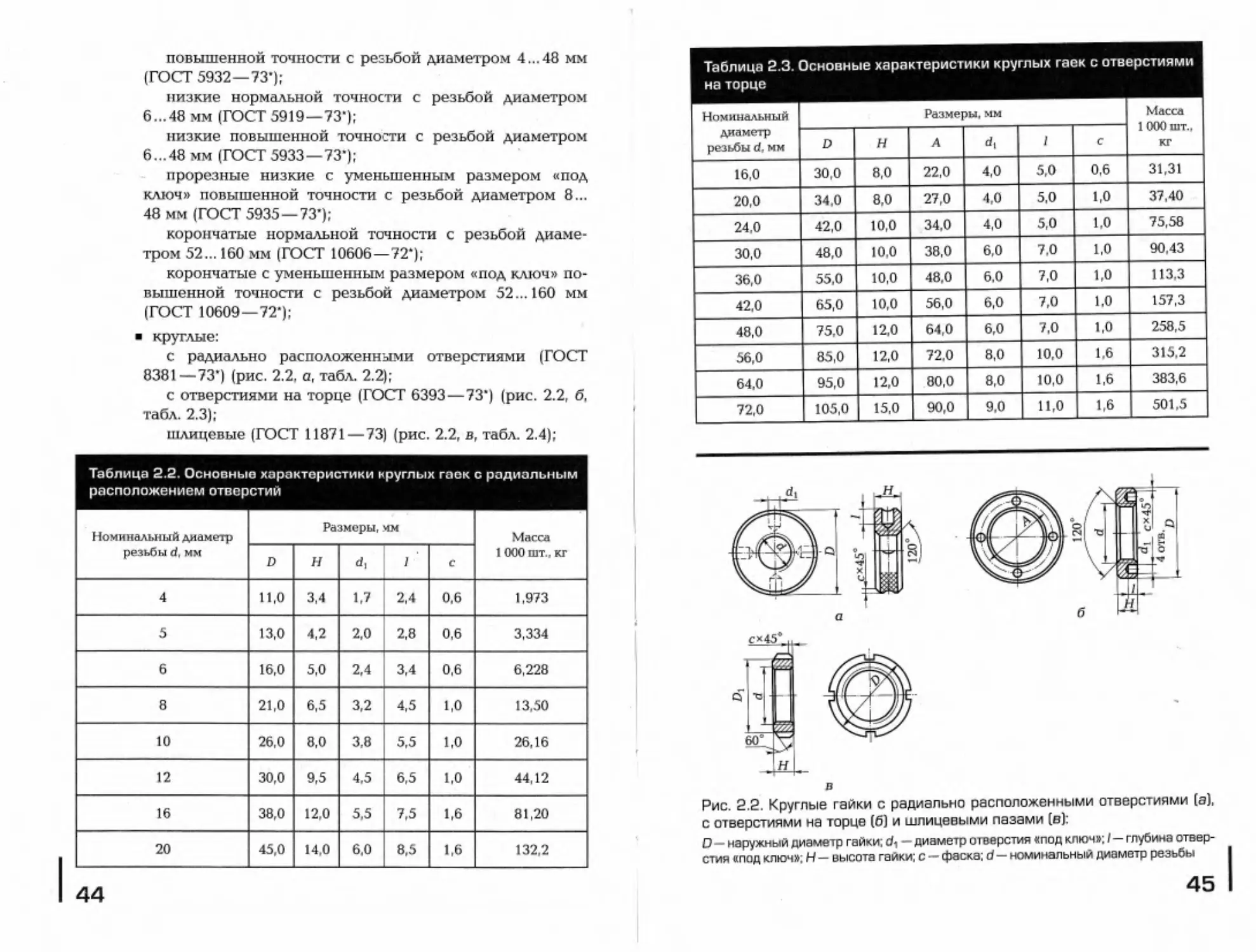
круглые:
с радиально расположенными отверстиями (ГОСТ
8381—73’) (рис. 2.2. а, табл. 2.2);
с отверстиями на торце (ГОСТ 6393—73’) (рис. 2.2, б.
табл. 2.3);
шлицевые (ГОСТ 11871 — 73) (рис. 2.2, в, табл. 2.4);
Таблица 2.2. Основные характеристики круглых гаек с радиальным расположением отверстий
Номинальный диаметр резьбы d, мм Размеры, мм Масса 1 000 шт., кг
D Н d> 1 ' С
4 11,0 3,4 1.7 2,4 0,6 1,973
5 13,0 4,2 2,0 2,8 0,6 3,334
6 16,0 5,0 2,4 3,4 0,6 6,228
8 21,0 6,5 3,2 4,5 1.0 13,50
10 26,0 8,0 3,8 5,5 1,0 26.16
12 30,0 9,5 4,5 6,5 1,0 44,12
16 38,0 12,0 5.5 7,5 1,6 81,20
20 45,0 14.0 6.0 8,5 1,6 132,2
44
Таблица 2.3. Основные характеристики круглых гаек с отверстиями
на торце
Номинальный диаметр резьбы d. мм Размеры, мм Масса 1 000 шт., кг
D Н А di 1 С
16,0 30,0 8,0 22,0 4,0 5,0 0,6 31,31
20,0 34.0 8,0 27,0 4,0 5,0 1,0 37,40
24,0 42,0 10,0 34,0 4,0 5,0 1.0 75,58
30,0 48,0 10.0 38,0 6,0 7.0 1,0 90,43
36,0 55,0 10,0 48,0 6.0 7,0 1,0 113,3
42,0 65,0 10,0 56,0 6,0 7,0 1.0 157,3
48,0 75,0 12,0 64,0 6,0 7.0 1.0 258,5
56,0 85,0 12,0 72,0 8,0 10,0 1.6 315,2
64,0 95,0 12,0 80,0 8,0 10,0 1.6 383,6
72,0 105,0 15,0 90,0 9.0 11,0 1.6 501,5
в
Рис. 2.2. Круглые гайки с радиально расположенными отверстиями (а),
с отверстиями на торце (б) и шлицевыми пазами (в):
D — наружный диаметр гайки; d, — диаметр отверстия «под ключ»; I—глубина отвер-
стия «под ключ»; Н — высота гайки; с — фаска; d — номинальный диаметр резьбы
45
Окончание табл. 2.3
Номинальный диаметр резьбы d, мм Размеры, мм Масса 1 000 нп’., кг
D Н А di / С
80.0 115,0 15,0 100,0 9,0 11,0 1.6 576,9
90,0 125,0 118,0 110,0 9,0 11,0 1,6 734,0
Таблица 2.4. Основные характеристики круглых шлицевых гаек
Номинальный диаметр резьбы d, мм Размеры, мм Число шлицов Масса 1 000 шт., кг
D Н о, С
10,0 24,0 8,0 16,0 0,6 4 13,97
12,0 26.0 12,0 18,0 0,6 4 16,40
16,0 30,0 8,0 22.0 0,6 4 20,50
20,0 34.0 8,0 27,0 1,0 4 27,42
24,0 42.0 10,0 31,0 1,0 4 56,31
30,0 48.0 10,0 39,0 1.0 4 69,52
36,0 55,0 10,0 45,0 1.0 4 83,49
42,0 65,0 10,0 52,0 1,0 4 104,5
48,0 75,0 12,0 60,0 1,0 4 174,1
56,0 85,0 12.0 70,0 1.6 4 218,6
64,0 95,0 12,0 80,0 1,6 4 276,8
72,0 105,0 15,0 90,0 1,6 4 414,5
80,0 115,0 15,0 100,0 1,6 4 495,2
90,0 125,0 18,0 110,0 1.6 4 688,6
100.0 135,0 18,0 120 1,6 4 755,1
110,0 150,0 22,0 130,0 1,6 6 1099
125.0 165,0 22,0 145,0 1.6 6 1235
140,0 180,0 26,0 160,0 1.6 6 1690
• гайки-барашки с отверстиями и без отверстий в ушках с
резьбой диаметром 3...24 мм (ГОСТ 3032—76*);
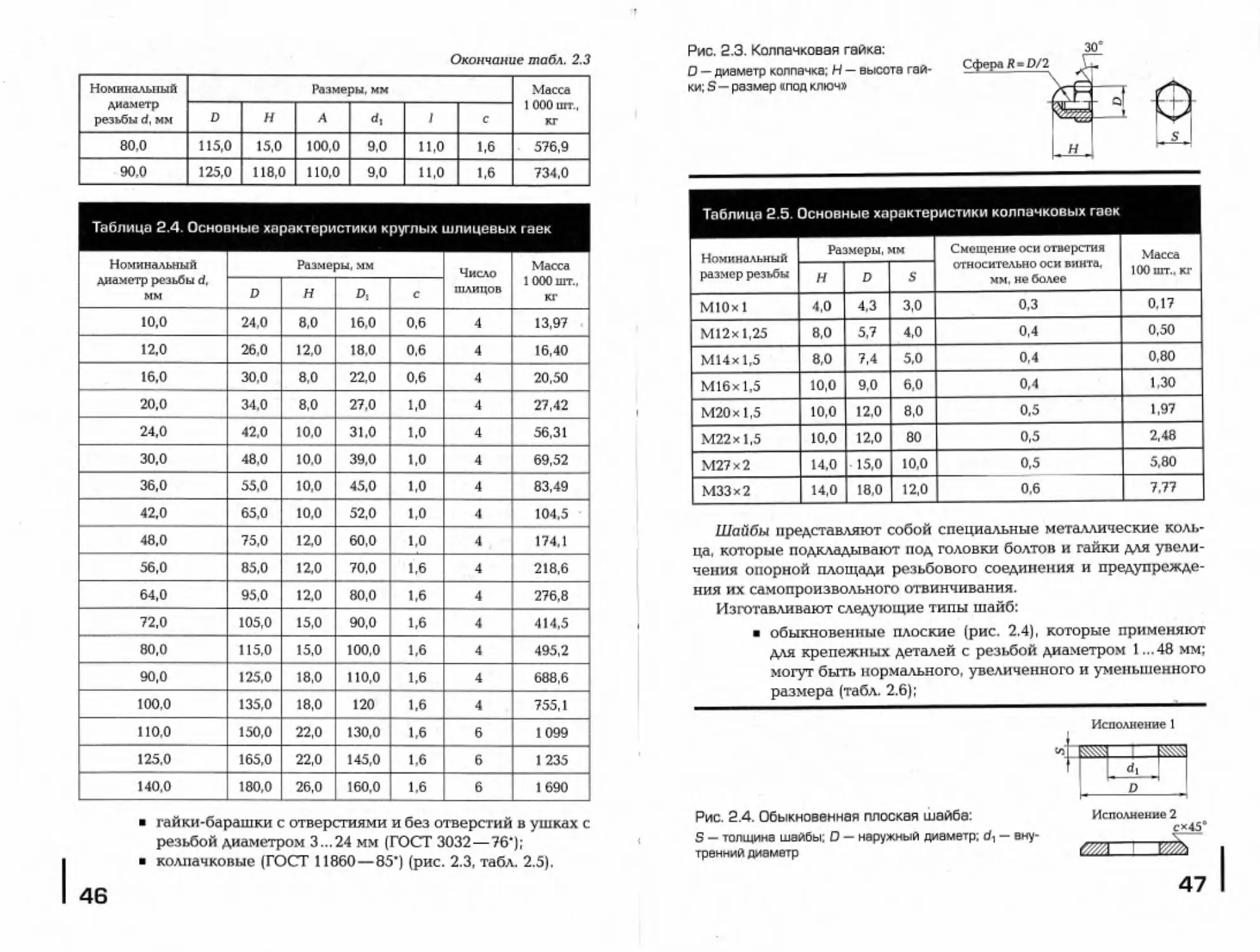
колпачковые (ГОСТ 11860 — 85’) (рис. 2.3, табл. 2.5).
46
Рис. 2.3. Колпачковая гайка:
D — диаметр колпачка; Н — высота гай-
ки; S — размер «под ключ»
Таблица 2.5. Основные характеристики колпачковых гаек
Номинальный размер резьбы Размеры, мм Смещение оси отверстия относительно оси винта, мм. не более Масса 100 шт.. кг
Н D S
MlOxl 4,0 4.3 3,0 0.3 0,17
М12х1,25 8,0 5.7 4,0 0,4 0,50
М14х1,5 8,0 7,4 5,0 0,4 0,80
М16х1,5 10,0 9,0 6.0 0,4 1.30
М20х1,5 10,0 12,0 8,0 0.5 1,97
М22х1,5 10,0 12,0 80 0,5 2,48
М27х2 14,0 15,0 10,0 0,5 5,80
М33х2 14,0 18.0 12,0 0.6 7,77
Шайбы представляют собой специальные металлические коль-
ца, которые подкладывают под головки болтов и гайки для увели-
чения опорной площади резьбового соединения и предупрежде-
ния их самопроизвольного отвинчивания.
Изготавливают следующие типы шайб:
обыкновенные плоские (рис. 2.4), которые применяют
д\я крепежных деталей с резьбой диаметром 1 ...48 мм;
могут быть нормального, увеличенного и уменьшенного
размера (табл. 2.6);
Рис. 2.4. Обыкновенная плоская шайба:
S — толщина шайбы; D — наружный диаметр; d, — вну-
тренний диаметр
ИМ
47
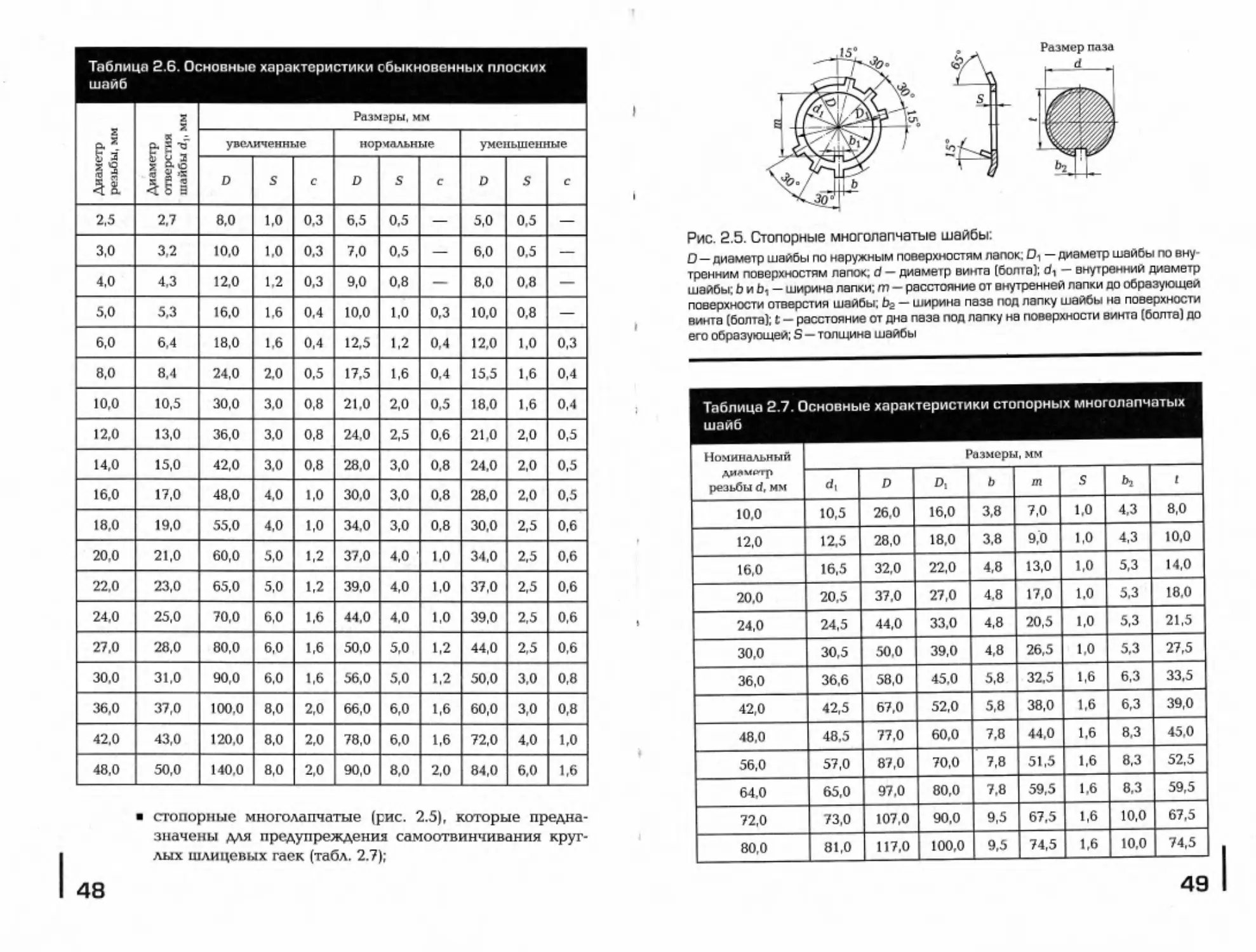
Таблица 2.6. Основные характеристики обыкновенных плоских
шайб
Диаметр резьбы, мм Диаметр отверстия шайбы d,, мм Размеры, мм
увеличенные нормальные уменьшенные
D S С D S с D S С
2,5 2,7 8,0 1,0 0,3 6,5 0.5 — 5,0 0.5 —
3,0 3,2 10,0 1,0 0.3 7,0 0.5 — 6,0 0.5 —
4,0 4.3 12,0 1.2 0.3 9,0 0.8 — 8,0 0.8 —
5,0 5,3 16,0 1.6 0.4 10,0 1.0 0,3 10,0 0,8 —
6,0 6.4 18,0 1.6 0,4 12,5 1.2 0,4 12,0 1.0 0.3
8,0 8.4 24,0 2.0 0,5 17,5 1.6 0.4 15,5 1.6 0,4
10,0 10,5 30,0 3.0 0.8 21,0 2,0 0.5 18.0 1.6 0,4
12,0 13,0 36,0 3.0 0,8 24,0 2,5 0.6 21,0 2,0 0,5
14,0 15,0 42,0 3.0 0,8 28,0 3,0 0.8 24,0 2,0 0,5
16,0 17,0 48,0 4.0 1,0 30,0 3,0 0.8 28,0 2,0 0,5
18,0 19,0 55,0 4.0 1.0 34,0 3,0 0,8 30.0 2,5 0,6
20,0 21,0 60,0 5,0 1.2 37,0 4,0 1.0 34,0 2,5 0,6
22,0 23,0 65,0 5,0 1.2 39,0 4,0 1.0 37,0 2,5 0,6
24.0 25,0 70,0 6,0 1.6 44,0 4,0 1.0 39,0 2,5 0,6
27,0 28,0 80,0 6,0 1.6 50,0 5,0 1.2 44,0 2,5 0.6
30,0 31,0 90,0 6,0 1.6 56,0 5,0 1.2 50,0 3.0 0,8
36,0 37,0 100,0 8,0 2,0 66,0 6,0 1.6 60,0 3,0 0,8
42,0 43,0 120,0 8.0 2,0 78,0 6,0 1.6 72,0 4,0 1,0
48,0 50,0 140.0 8,0 2,0 90,0 8,0 2,0 84,0 6,0 1.6
стопорные многолапчатые (рис. 2.5), которые предна-
значены для предупреждения самоотвинчивания круг-
лых шлицевых гаек (табл. 2.7);
48
Размер паза
Рис. 2.5. Стопорные многолапчатые шайбы:
D—диаметр шайбы по наружным поверхностям лапок; О, — диаметр шайбы по вну-
тренним поверхностям лапок, d — диаметр винта [болта); d, — внутренний диаметр
шайбы; b и Ь, — ширина лапки; т — расстояние от внутренней лапки до образующей
поверхности отверстия шайбы; Ь? — ширина паза под лапку шайбы на поверхности
винта (болта); t — расстояние от дна паза под лапку на поверхности винта (болта) до
его образующей; S — толщина шайбы
Таблица 2.7. Основные характеристики стопорных многолапчатых шайб
1 {оминальный ДИЛМР'Гр резьбы d, мм Размеры, мм
d, D А Ь т S th I
10,0 10,5 26,0 16,0 3,8 7,0 1.0 4,3 8,0
12,0 12,5 28,0 18,0 3.8 9,0 1,0 4,3 10,0
16,0 16,5 32,0 22,0 4,8 13,0 1,0 5,3 14,0
20,0 20,5 37,0 27,0 4.8 17,0 1.0 5.3 18,0
24,0 24,5 44,0 33,0 4,8 20,5 1,0 5,3 21,5
30,0 30,5 50,0 39,0 4,8 26,5 1.0 5,3 27,5
36,0 36,6 58,0 45,0 5,8 32,5 1,6 6,3 33,5
42,0 42,5 67,0 52,0 5,8 38,0 1,6 6,3 39,0
48,0 48,5 77,0 60,0 7.8 44,0 1.6 8,3 45,0
56,0 57,0 87,0 70,0 7,8 51,5 1.6 8,3 52,5
64.0 65,0 97.0 80,0 7,8 59,5 1.6 8,3 59,5
72,0 73,0 107,0 90,0 9,5 67,5 1.6 10,0 67,5
80,0 81,0 117,0 100,0 9,5 74,5 1,6 10,0 74,5
49
Окончание табл. 2.7
Номинальный диаметр резьбы d, мм Размеры, мм
d, D О. b т S Ь, t
90,0 91,0 127,0 110,0 11,5 89,5 2.0 12,0 89,5
100,0 101,0 137,0 120,0 11,5 94,5 2.0 12,0 94,5
110.0 111.0 152,0 130.0 13,5 0,0 2,0 14,0 104,0
пружинные (рис. 2.6, табл. 2.8), которые изготавливают
четырех серий: легкая, нормальная, тяжелая и особо тя-
желая;
Таблица 2.8. Основные характеристики пружинных шайб
Номинальный диаметр резьбы d Размеры, мм
Шайбы
Легкая серия (Л) Нормаль- ная серия (Н| Тяжелая серия (Т) Особо тяжелая серия (ОТ)
S Ь $-Ь 5- b S-b
3.0 3.1 0,6 1.0 0,8 0,8 —
4.0 4.1 1.0 1.4 1,2 1,2 —
5,0 5.1 1.2 1.6 1,4 1,4 —
6.0 6.1 1.4 2,0 1.6 1.6 —
8.0 8.1 1.6 2,5 2.0 2,0 —
10,0 10,1 2,0 3,0 2.5 2,5 3,5
12,0 12,1 2,5 3,5 2.0 3,0 4,0
14,0 14,2 3,0 4,0 2.5 3.5 4.5
16,0 16,3 3,2 4,5 4.0 4,0 5.0
18,0 18,3 3,5 5,0 4.5 4,5 5.5
20,0 20,5 4.0 5,5 5.0 5,0 6,0
22,0 22,5 4.5 6,0 5,5 5,5 7,0
50
Окончание табл. 2.8
Номинальный диаметр резьбы d Размеры, мм
Шайбы
Легкая серия (Л) Нормаль- ная серия (Н) Тяжелая серия (Т) Особо тяжелая серия (ОТ)
S ь S-b S-b S-b
24,0 24,5 5,0 7,0 6.0 6,0 8,0
27,0 27,5 5,5 8.0 7,0 7,0 9,0
30,0 30,5 6,0 9,0 8,0 8,0 10,0
36,0 36,5 — — 9,0 9,0 12.0
42,0 42,5 — — 10,0 10,0 —
48,0 48,5 — — 12,0 12,0 —
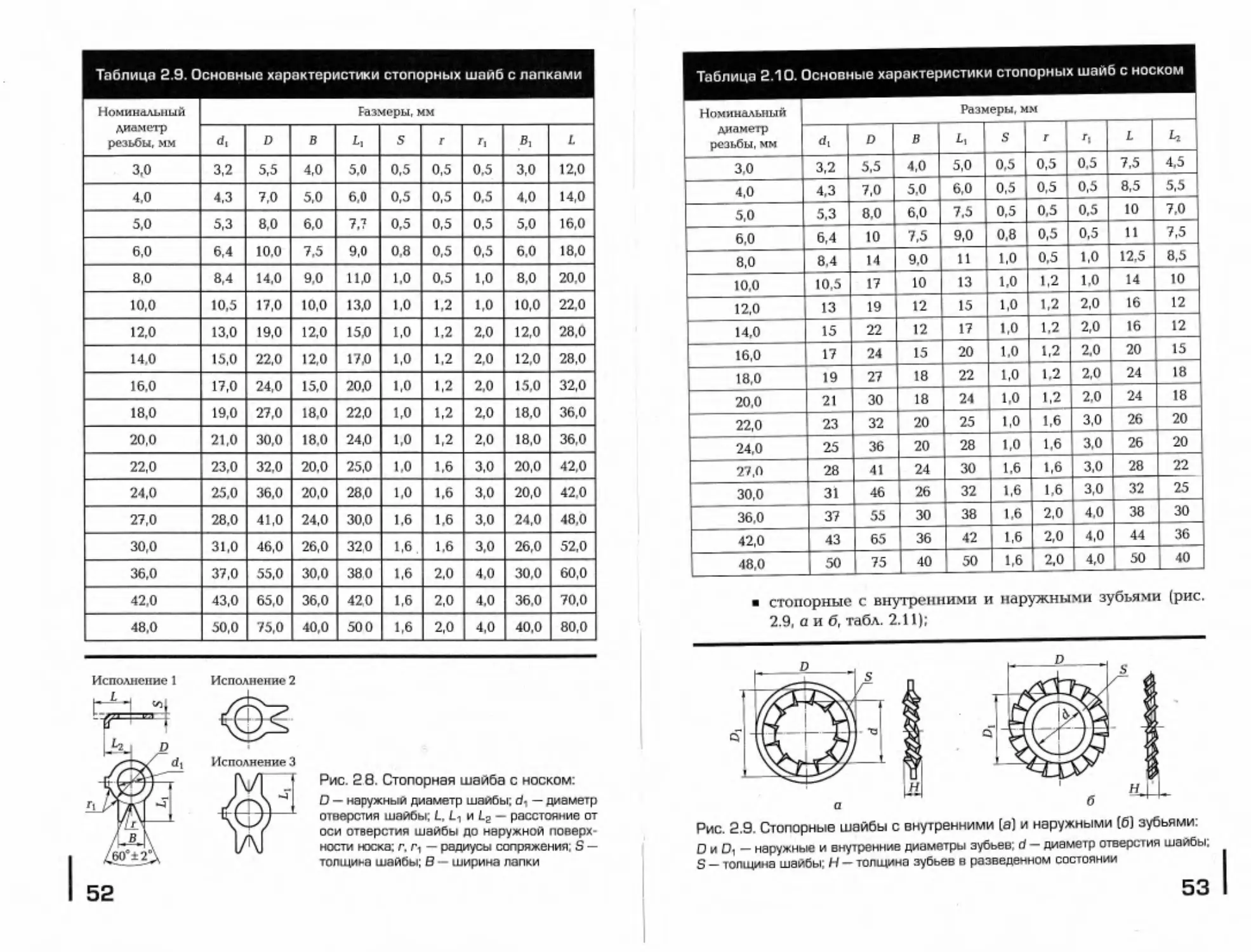
стопорные с лапками (рис. 2.7, табл. 2.9). которые пред-
назначены для стопорения гаек и головок винтов и бол-
тов;
стопорные с носком (рис. 2.8), которые предназначены
дхя стопорения шестигранных гаек (табл. 2.10);
Рис. 2.6. Пружинная шайба:
d — внутренний диаметр шайбы: b —
ширина полосы, из которой изготав-
ливается шайба; S — толщина шайбы;
т — расстояние между разрезными
концами шайбы; Н — толщина шайбы
в разведенном состоянии
Рис. 2.7. Стопорная шайба с лап-
ками:
S — толщина шайбы; В и By — ширина
лапок; D — наружный диаметр шайбы;
d, — диаметр отверстия; L и L, — рас-
стояние наружной поверхности лапок от
оси отверстия шайбы; г и г, — радиусы
сопряжения поверхностей шайбы
Исполнение 2
51
Таблица 2.9. Основные характеристики стопорных шайб с лапками
Номинальный диаметр резьбы, мм Размеры, мм
d, D В L, 5 Г Г1 в, L
3,0 3,2 5,5 4,0 5,0 0,5 0,5 0.5 3,0 12,0
4.0 4,3 7,0 5,0 6,0 0,5 0,5 0.5 4,0 14,0
5.0 5,3 8,0 6,0 7.7 0,5 0,5 0,5 5,0 16,0
6,0 6,4 10.0 7.5 9,0 0,8 0,5 0,5 6,0 18,0
8,0 8,4 14,0 9,0 ИД 1.0 0,5 1,0 8,0 20,0
10,0 10,5 17,0 10,0 13,0 1.0 1,2 1,0 10,0 22,0
12,0 13,0 19,0 12,0 15,0 1,0 1.2 2,0 12,0 28,0
14,0 15,0 22,0 12,0 17,0 1.0 1.2 2.0 12,0 28,0
16,0 17,0 24,0 15,0 20,0 1.0 1,2 2.0 15,0 32,0
18,0 19,0 27,0 18,0 22,0 1,0 1.2 2,0 18.0 36,0
20,0 21,0 30,0 18.0 24,0 1,0 1.2 2,0 18,0 36,0
22,0 23,0 32,0 20,0 25,0 1,0 1.6 3,0 20,0 42,0
24,0 25,0 36,0 20,0 28,0 1.0 1.6 3,0 20,0 42.0
27,0 28.0 41,0 24,0 30,0 1.6 1.6 3,0 24,0 48,0
30,0 31,0 46,0 26,0 320 1,6 1.6 3,0 26,0 52,0
36,0 37,0 55,0 30,0 38 0 1.6 2,0 4.0 30,0 60,0
42.0 43,0 65,0 36,0 420 1.6 2,0 4,0 36.0 70,0
48.0 50,0 75,0 40,0 500 1,6 2,0 4.0 40,0 80,0
Исполнение 1 Исполнение 2
Рис. 28. Стопорная шайба с носком:
О — наружный диаметр шайбы; d, — диаметр
отверстия шайбы; L, Ц и Ls — расстояние от
оси отверстия шайбы до наружной поверх-
ности носка; г. г, — радиусы сопряжения; S —
толщина шайбы; В — ширина лапки
52
Таблица 2.10. Основные характеристики стопорных шайб с носком
Номинальный диаметр резьбы, мм Размеры, мм
d, D В L, S Г б L 1л
3,0 3.2 5.5 4,0 5,0 0,5 0.5 0.5 7,5 4.5
4,0 4,3 7.0 5.0 6,0 0,5 0,5 0,5 8,5 5,5
5,0 5,3 8.0 6,0 7.5 0,5 0.5 0,5 10 7,0
6.0 6,4 10 7,5 9,0 0.8 0,5 0,5 И 7,5
8,0 8.4 14 9.0 11 1.0 0,5 1.0 12,5 8,5
10,0 10,5 17 10 13 1.0 1,2 1.0 14 10
12,0 13 19 12 15 1,0 1,2 2,0 16 12
14,0 15 22 12 17 1,0 1.2 2,0 16 12
16,0 17 24 15 20 1.0 1,2 2.0 20 15
18,0 19 27 18 22 1,0 1.2 2,0 24 18
20,0 21 30 18 24 1.0 1,2 2.0 24 18
22,0 23 32 20 25 1,0 1,6 3,0 26 20
24,0 25 36 20 28 1,0 1.6 3,0 26 20
27,0 28 41 24 30 1.6 1,6 3,0 28 22
30,0 31 46 26 32 1.6 1.6 3,0 32 25
36,0 37 55 30 38 1.6 2,0 4.0 38 30
42,0 43 65 36 42 1,6 2,0 4,0 44 36
48,0 50 75 40 50 1,6 2.0 4,0 50 40
стопорные с внутренними и наружными зубьями (рис.
2.9, а и б, табл. 2.11);
Рис. 2.9. Стопорные шайбы с внутренними (а) и наружными (б) зубьями:
О и О, — наружные и внутренние диаметры зубьев; d — диаметр отверстия шайбы;
S — толщина шайбы; Н — толщина зубьев в разведенном состоянии
53
Таблица 2.11. Основные характеристики стопорных шайб
с внутренними и наружными зубьями
Номиналь- ный диаметр резьбы, мм Общие размеры, ММ Шайбы
с внутренним зубом с наружным зубом
d D S А. ММ н. ММ Число зубьев А. ММ н. мм Число зубьев
2 2,2 5 0,2 4.2 3S 6 3 35 6
2,5 2,7 6 0,3 4.9 3S 6 4 3S 6
3 3,2 7 0.3 5,0 35 7 4,5 35 8
4 4,2 9 0.4 6.5 35 7 6,2 3S 9
5 5,2 10 0,7 7,5 2,55 8 7,2 2.5S 10
6 6,3 12 0,7 9,0 2,55 9 9.2 2,55 12
8 8.4 14 0,8 11,0 2.55 10 11.2 2,55 16
10 10,5 17 1.0 13,5 2.5S И 14 2,55 16
12 12,5 19 1,2 15,4 2.3S 12 16 2,55 18
14 14,5 22 1,4 18,0 2,35 12 18,6 2,55 18
16 16,5 24 1.4 20,0 2,25 14 20,6 2.3S 20
18 18,5 27 1.7 22,5 2,25 14 23,6 2.3S 22
20 21 30 1.7 24,8 2.2S 16 26.2 2,35 22
22 23 32 1.7 28,0 2,25 16 27 2,35 22
24 25 36 1.7 32,0 2,25 16 29,4 2,35 22
• стопорные с зубьями под винты с потайной и полупо-
тайной головками (рис. 2.10, табл. 2.12).
54
Рис. 2.10. Стопорные шайбы с зубь-
ями под винты с потайными и полупо-
тайными головками:
D — наружный диаметр шайбы; d — диа-
метр отверстия шайбы; S — толщина шай-
бы; I — высота шайбы без зубьев
Таблица 2.12. Основные характеристики стопорных шайб с зубьями
под винты с потайными и полупотайными головками
Номинальный диаметр резьбы, мм Размеры, мм Число зубьев
d D S 1
3 3,2 6.1 0,2 0.7 12
4 4.2 7,8 0.3 0,8 13
5 5,2 9,8 0,4 0,9 13
6 6.2 11,8 0,7 1.1 14
8 8,4 15,6 0,7 1,8 16
10 10,5 19,2 0,7 2.4 16
12 12,5 22,6 0.8 2,8 20
Шплинты (рис. 2.11) представляют собой изогнутые определен-
ным образом отрезки проволоки, которые устанавливают в отвер-
стиях. выполненных в резьбовых деталях соединения для преду-
преждения их самопроизвольного отвинчивания. Для изготовле-
ния шплинтов используется проволока из углеродистой стали.
Основные характеристики шплинтов указаны в табл. 2.13.
Рис. 2.11. Шплинт;
О — диаметр петли; / — длина закладной части;
/, — длина петли; 1г — длина отгибаемой части;
d — диаметр шплинта
55
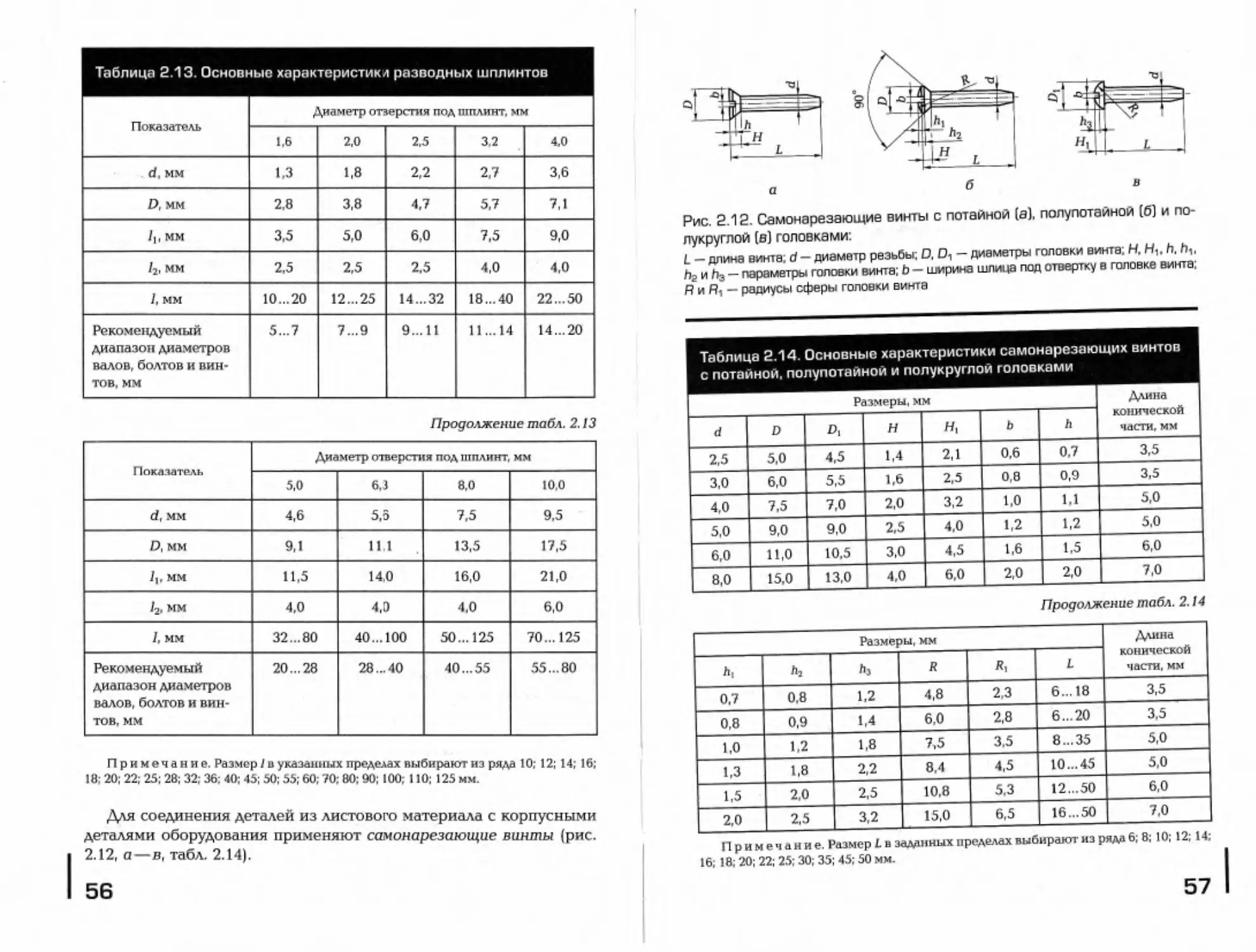
Таблица 2.13. Основные характеристик л разводных шплинтов
Показатель Диаметр отверстия под шплинт. мм
1.6 2,0 2,5 3.2 4.0
d. мм 1.3 1,8 2,2 2.7 3,6
D, мм 2,8 3,8 4,7 5.7 7,1
Ij, мм 3,5 5,0 6.0 7.5 9,0
/2, мм 2,5 2,5 2.5 4,0 4,0
1, мм 10...20 12...25 14...32 18...40 22...50
Рекомендуемый диапазон диаметров валов, болтов и вин- тов. мм 5...7 7 ...9 9... 11 11...14 14...20
Продолжение табл. 2.13
Показатель Диаметр отверстия под шплинт, мм
5.0 6.3 8,0 10.0
d, ММ 4,6 5.5 7,5 9,5
D, ММ 9,1 111 13,5 17,5
Ц, мм 11.5 14.0 16,0 21,0
/2, мм 4,0 4,3 4,0 6,0
/, мм 32 ...80 40... 100 50... 125 70... 125
Рекомендуемый диапазон диаметров валов, болтов и вин- тов. мм 20 ...28 28 ...40 40... 55 55 ...80
Примечание. Размер 1 в указанных пределах выбирают из ряда 10; 12; 14; 16;
18: 20; 22; 25; 28; 32; 36; 40; 45; 50; 55; 60; 70; 80; 90; 100; 110; 125 мм.
Для соединения деталей из листового материала с корпусными
деталями оборудования применяют самонарезающие винты (рис.
2.12, а—в, табл. 2.14).
56
а б в
Рис. 2.12. Самонарезающие винты с потайной (а), полупотайной (б] и по-
лукруглой (в] головками:
L — длина винта; d — диаметр резьбы; D, О, — диаметры головки винта; Н, Н,. h, hi,
hs и Ьз — параметры головки винта; Ь — ширина шлица под отвертку в головке винта;
R и R, — радиусы сферы головки винта
Таблица 2.14. Основные характеристики самонарезающих винтов с потайной,полупотайной и полукруглой головками
Размеры, мм Длина конической части, мм
d D о, Н я, Ь h
2,5 5,0 4,5 1,4 2,1 0.6 0.7 3,5
3.0 6,0 5,5 1,6 2,5 0,8 0,9 3,5
4,0 7.5 7,0 2,0 3,2 1.0 1.1 5,0
5,0 9,0 9,0 2,5 4,0 1,2 1.2 5,0
6,0 11,0 10,5 3,0 4,5 1.6 1.5 6,0
8,0 15,0 13,0 4,0 6,0 2,0 2.0 7,0
Продолжение табл. 2.14
Размеры, мм Длина конической части, мм
л. л2 R л, L
0,7 0.8 1.2 4,8 2,3 6... 18 3,5
0,8 0.9 1,4 6.0 2,8 6... 20 3.5
1.0 1.2 1.8 7,5 3.5 8...35 5,0
1.3 1.8 2,2 8.4 4,5 10...45 5.0
1.5 2.0 2,5 10,8 5.3 12...50 6,0
2,0 2.5 3,2 15,0 6,5 16...50 7.0
Примечание. Размер L в заданных пределах выбирают из ряда 6; 8; 10; 12; 14;
16; 18; 20; 22; 25; 30; 35; 45; 50 мм.
57
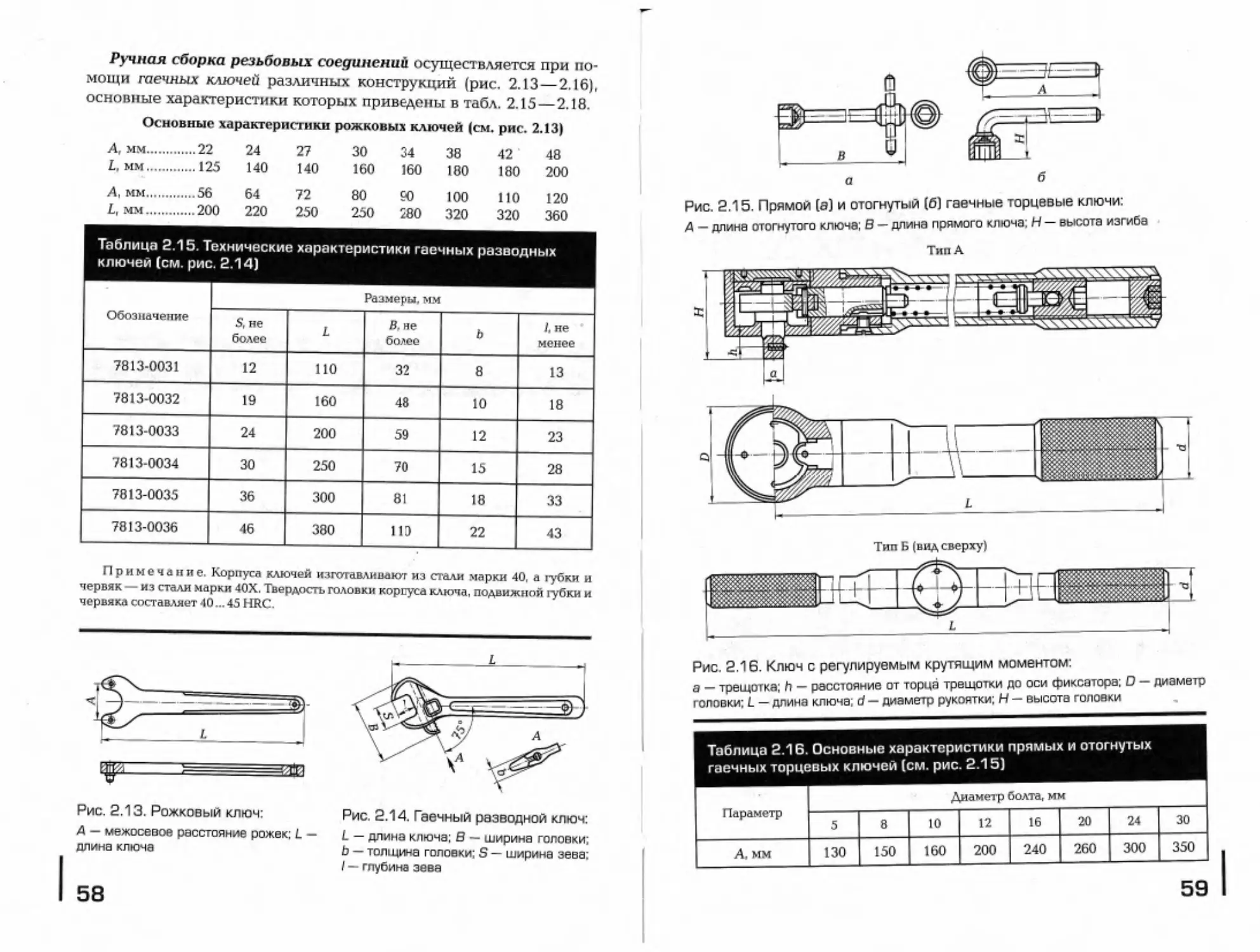
Ручная сборка резьбовых соединений осуществляется при по-
мощи гаечных ключей различных конструкций (рис. 2.13—2.16),
основные характеристики которых приведены в табл. 2.15—2.18.
Основные характеристики рожковых ключей (см. рис. 2.13)
А, мм 22 24 27 30 34 38 42 48
L. мм 125 140 140 160 160 180 180 200
А, мм 56 64 72 80 £0 100 ПО 120
L, мм 200 220 250 250 280 320 320 360
Таблица 2.15. Технические характеристики гаечных разводных ключей (см. рис. 2.14)
Обозначение Размеры, мм
$, не более L В. не более ь /, не * менее
7813-0031 12 110 32 8 13
7813-0032 19 160 48 10 18
7813-0033 24 200 59 12 23
7813-0034 30 250 70 15 28
7813-0035 36 300 81 18 33
7813-0036 46 380 113 22 43
Примечание. Корпуса ключей изготавливают из стали марки 40, а губки и
червяк — из стали марки 40Х. Твердость головки корпуса ключа, подвижной губки и
червяка составляет 40 ...45 HRC.
Рис. 2.13. Рожковый ключ:
А — межосевое расстояние рожек; L —
длина ключа
Рис. 2.14. Гаечный разводной ключ:
L — длина ключа; 0 — ширина головки;
b — толщина головки; S — ширина зева;
I — глубина зева
58
Рис. 2.15. Прямой (а) и отогнутый (б) гаечные торцевые ключи:
А — длина отогнутого ключа; 0 — длина прямого ключа: Н — высота изгиба
Тип А
Тип Б (иид сверхл')
Рис. 2.16. Ключ с регулируемым крутящим моментом:
а — трещотка; h — расстояние от торца трещотки до оси фиксатора; D — диаметр
головки; L — длина ключа; d — диаметр рукоятки; Н — высота головки
Таблица 2.16. Основные характеристики прямых и отогнутых гаечных торцевых ключей (см. рис. 2.15)
Параметр Диаметр болта, мм
5 8 10 12 16 20 24 30
А, мм 130 150 160 200 240 260 300 350
59
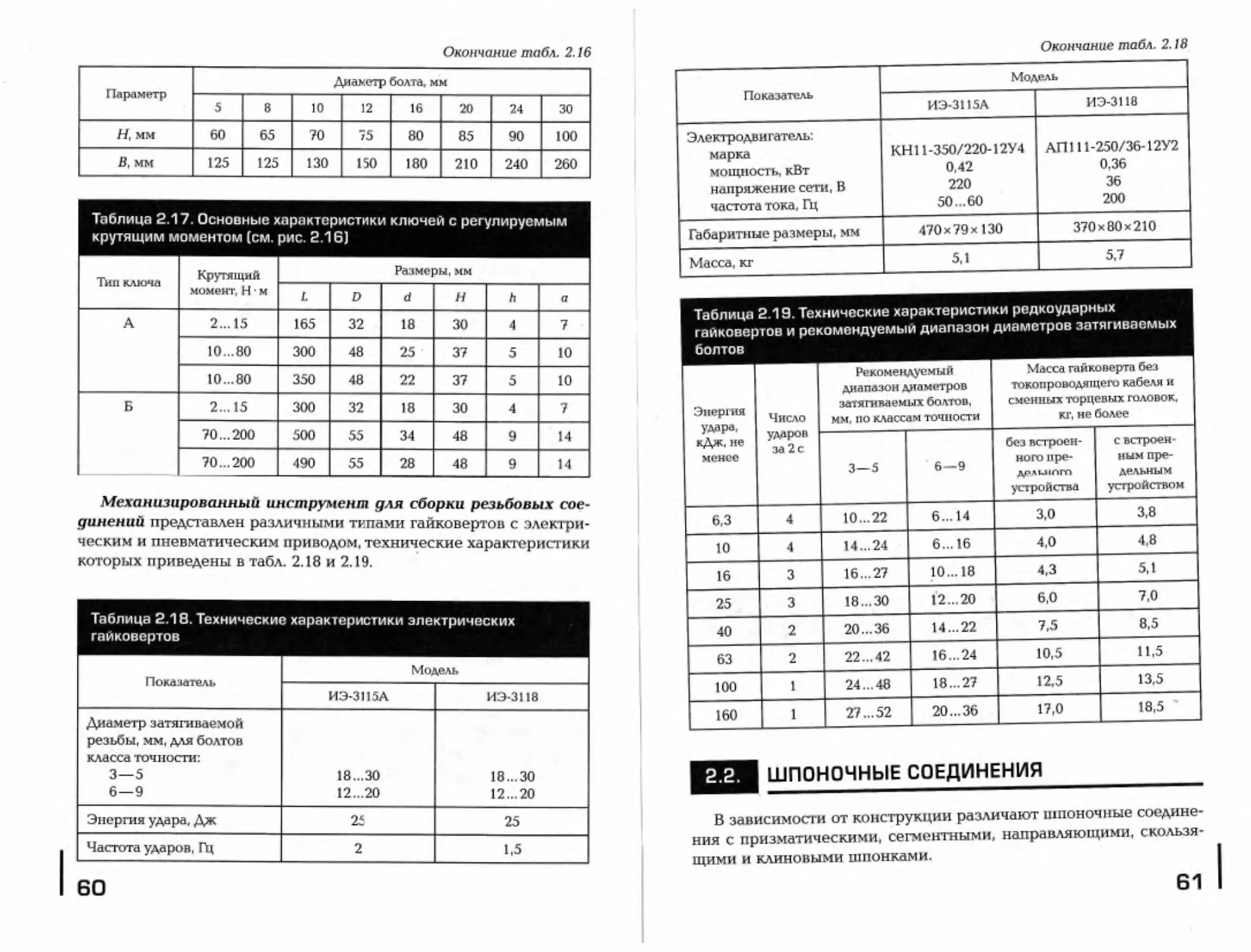
Окончание табл. 2.16
Параметр Диаметр болта, мм
5 8 10 12 16 20 24 30
Н, мм 60 65 70 75 ВО 85 90 100
В, мм 125 125 130 150 180 210 240 260
Таблица 2.17. Основные характеристики ключей с регулируемым
крутящим моментом (см. рис. 2.16]
Тип ключа Крутящий момент. Н • м Размеры, мм
L D d Н h а
А 2... 15 165 32 18 30 4 7
10...80 300 48 25 37 5 10
10...80 350 48 22 37 5 10
Б 2... 15 300 32 18 30 4 7
70... 200 500 55 34 48 9 14
70... 200 490 55 28 48 9 14
Механизированный инструмент для сборки резьбовых сое-
динений представлен различными типами гайковертов с электри-
ческим и пневматическим приводом, технические характеристики
которых приведены в табл. 2.18 и 2.19.
Таблица 2.18. Технические характеристики электрических гайковертов
Показатель Модель
ИЭ-3115А ИЭ-ЗИ8
Диаметр затягиваемой резьбы, мм, для болтов класса точности: 3—5 6—9 18...30 12...20 18...30 12...20
Энергия удара, Дж 25 25
Частота ударов, Гц 2 1.5
60
Окончание табл. 2.18
Показатель Модель
ИЭ-3115А ИЭ-3118
Электродвигатель: марка мощность, кВт напряжение сети, В частота тока. Гц КН 11-350/220-12У4 0,42 220 50 ...60 АП 111-250/36- 12У2 0,36 36 200
Габаритные размеры, мм 470x79x130 370x80x210
Масса, кг 5,1 5.7
Таблица 2.19. Технические характеристики редкоударных гайковертов и рекомендуемый диапазон диаметров затягиваемых болтов
Энергия удара, кДж, не менее Число ударов за 2с Рекомендуемый диапазон диаметров затягиваемых болтов, мм, по классам точности Масса гайковерта без токопроводятцег'о кабеля и смеиных торцевых головок, кг, не более
3—5 6—9 без встроен- ного пре- дрАиипт устройства с встроен- ным пре- дельным устройством
6,3 4 10...22 6...14 3,0 3,8
10 4 14...24 6...16 4,0 4.8
16 3 16...27 10... 18 4,3 5,1
25 3 18...30 12...20 6,0 7,0
40 2 20...36 14... 22 7,5 8,5
63 2 22...42 16...24 10,5 11,5
100 1 24...48 18... 27 12.5 13,5
160 1 27 ...52 20...36 17,0 18,5 '
2.2.
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
В зависимости от конструкции различают шпоночные соедине-
ния с призматическими, сегментными, направляющими, скользя-
щими и клиновыми шпонками.
61
Исполнение 1
Исполнение 2
Исполнение 3
Рис. 2.17. Призматическая (а) и сегментная (б) шпонки:
h — высота шпонки, / — длина шпонки; Ь — ширина шпонки; г. с — радиус сопряжения
боковых поверхностей шпонки или ширина фаски; R — радиус торцевой поверхности
шпонки; d — диаметр сегментной шпонки; D — диаметр вала; t — глубина паза на
валу; К — высота шпонки над образующей вала; Ц — глубина паза в ступице
Призматические шпонки (рис. 2.17, а, табл. 2.20) имеют прямо-
угольное сечение и изготавливаются в трех исполнениях: с пло-
скими и с закругленными концами. Соединение шпонки с ва-
лом — неподвижное напряженное; в паз втулки шпонка входит с
зазором.
Таблица 2.20. Размеры сечений, мм, призматических шпонок и пазов под них
Диаметр вала 0 Номинальный размер шпонки (ЛхЬ) Глубина паза на валу t Глубина паза во втулке f.
6...8 2x2 1.2 1,0
9... 10 3x3 1.8 1.4
10... 12 4x4 2,5 1.8
12... 17 5x5 3.0 2,3
17...22 6x6 3,5 2,8
22 ...30 8x7 4,0 3,3
30 ...38 10x8 5,0 3,3
62
Окончание табл. 2.20
Диаметр вала D Номинальный размер шпонки (hxb) Глубина паза на валу t Глубина паза во втулке Г,
38...44 12x8 5.0 3.3
44...50 14x9 5,5 3,8
50...58 16x10 6,0 4,4
58...65 18x11 7.0 4,4
65...75 20x12 7,5 4.9
75...85 22x14 9,0 5,4
85...95 25x14 9.0 5,4
95... ПО 28x16 10,0 6.4
110... 130 32x18 11,0 7,4
130... 150 36x20 12,0 8,4
150... 170 40x22 13,0 9,4
170...200 45x25 15,0 10,4
Сегментные шпонки (рис. 2.17, б, табл. 2.21) работают боковы-
ми сторонами. Между шпонкой и пазом втулки по высоте имеется
зазор 0,1 мм. С валом и втулкой сегментные шпонки соединяют
так же, как и призматические. Сегментные шпонки применяют на
валах небольших размеров для передачи малых мощностей.
Таблица 2.21. Размеры сегментных шпонок и пазов под них
Диаметр Размеры шпонок, мм Глубина паза, мм
вала, мм В h d I на валу t во втулке t|
3...4 1.0 1,4 4,0 3,8 1,0 0,6
4 ...6 1,5 2,6 7,0 6,8 2,0 0,8 '
6...8 2,0 2,6 7,0 6,8 1.8 1,0
2.0 3,7 10,0 9,7 2,9
2,5 3,7 10,0 9,7 2.9
8... 10 3,0 3,7 10.0 9,7 2,5 1.4
5,0 13,0 12.6 3.8
6,5 16,0 15,7 5.3
63
Окончание табл. 2.21
Диаметр вала, мм Размеры шпонок, мм Глубина паза, мм
В h d 1 навалу ( во втулке Г.
10... 12 4.0 5.0 6,5 7,5 9,0 13,0 16,0 19.0 22,0 12,6 15,7 18,6 21,6 3,5 5,0 6,0 7,5 1.8
12... 17 5,0 6,6 7,5 9.0 10,0 16,0 19,0 22,0 25,0 15.7 18,6 21,6 24,5 4,5 5.5 7,0 8,0 2,3
17...22 6,0 9,0 10,0 11,0 13,0 22,0 25,0 28,0 32,0 21,6 24,5 27,3 31.4 6,5 7,5 8,5 10,5 2,8
22...30 8,0 11,0 13,0 15,0 28,0 32,0 38,0 27,3 31,4 37,1 8,0 10,0 12,0 3,3
30...38 10.0 13,0 15,0 16,0 17,0 32,0 38,0 45,0 55,0 31,4 37.1 43.1 50,8 10,0 12,0 13,0 14,0 3.3
38 ...44 12,0 19,0 65,0 59,1 16,0 3,3
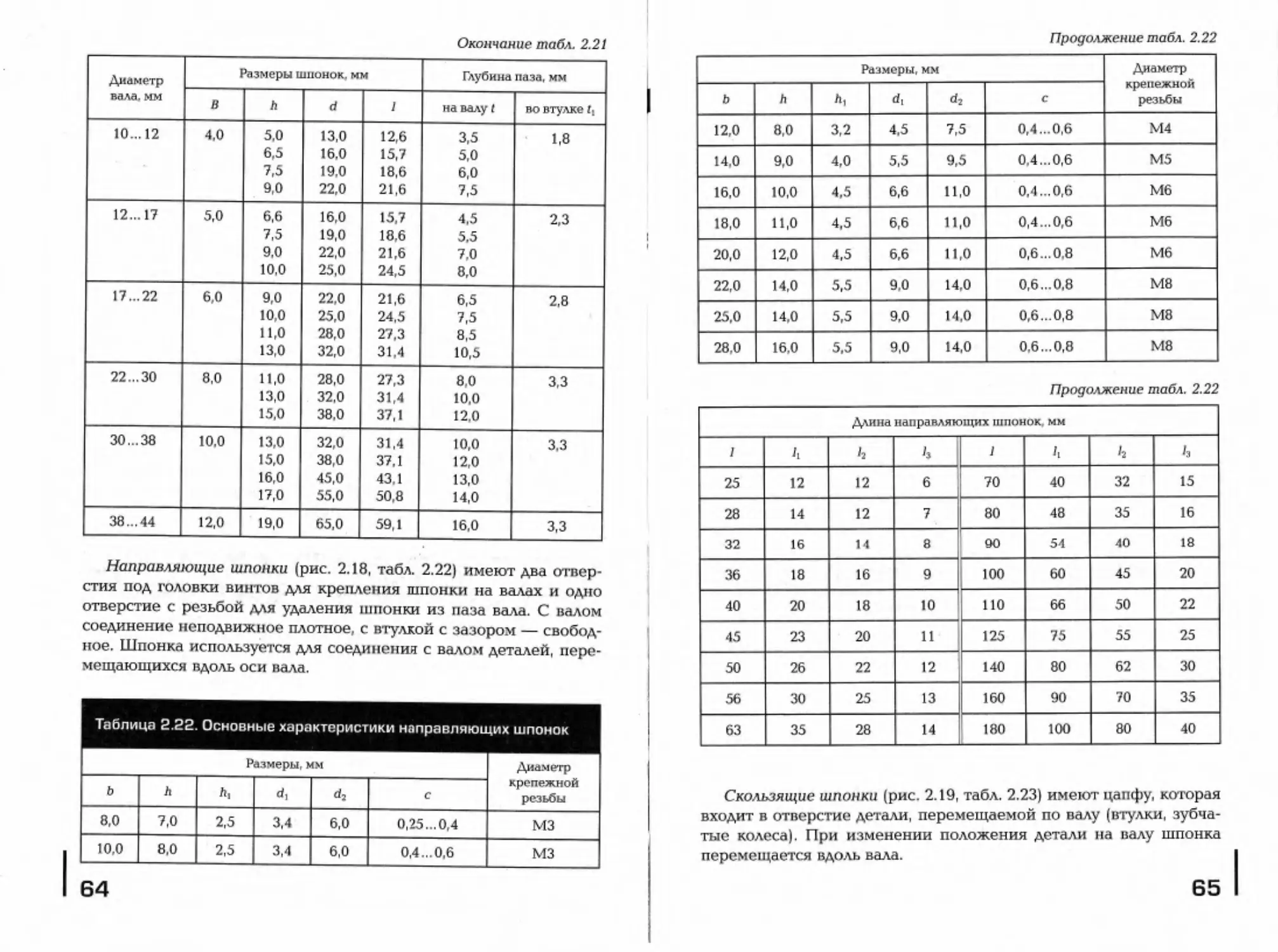
Направляющие шпонки (рис. 2.18, табл. 2.22) имеют два отвер-
стия под головки винтов для крепления шпонки на валах и одно
отверстие с резьбой для удаления шпонки из паза вала. С валом
соединение неподвижное плотное, с втулкой с зазором — свобод-
ное. Шпонка используется для соединения с валом деталей, пере-
мещающихся вдоль оси вала.
Таблица 2.22. Основные характеристики направляющих шпонок
Размеры, мм Диаметр крепежной резьбы
Ь h Й| d, d2 С
8,0 7,0 2,5 3,4 6,0 0,25...0,4 М3
10,0 8,0 2,5 3,4 6,0 0,4...0,6 М3
64
Продолжение табл. 2.22
Размеры, мм Диаметр крепежной резьбы
b Л d, d. С
12,0 8,0 3,2 4.5 7,5 0,4...0,6 М4
14,0 9,0 4,0 5,5 9,5 0.4...0,6 М5
16,0 10,0 4,5 6,6 11,0 0.4...0,6 Мб
18,0 11,0 4,5 6,6 11,0 0,4...0,6 Мб
20,0 12,0 4,5 6,6 11,0 0,6...0.8 Мб
22,0 14,0 5,5 9.0 14,0 0,6...0,8 М8
25,0 14,0 5,5 9.0 14,0 0,6..0,8 М8
28,0 16,0 5.5 9,0 14,0 0,6...0,8 М8
Продолжение табл. 2.22
Длина направляющих шпонок, мм
1 Л h 1з | 1 Л Ь 1.1
25 12 12 6 70 40 32 15
28 14 12 7 80 48 35 16
32 16 14 8 90 54 40 18
36 18 16 9 100 60 45 20
40 20 18 10 по 66 50 22
45 23 20 11 125 75 55 25
50 26 22 12 140 80 62 30
56 30 25 13 160 90 70 35
63 35 28 14 180 100 80 40
Скользящие шпонки (рис. 2.19, табл. 2.23) имеют цапфу, которая
входит в отверстие детали, перемещаемой по валу (втулки, зубча-
тые колеса). При изменении положения детали на валу шпонка
перемещается вдоль вала.
65
Исполнение 1
Исполнение 2
Исполнение 3
90“ о|
d
Рис. 2.18. Направляющая шпонка:
b — ширина шпонки: h — высота шпонки: h1 — глубина отверстия под головку кре-
пежного винта; Рид,— диаметры отверстий под крепежные винты; дг — диаметр от-
верстия под головку крепежного винта; / — длина шпонки; /, — межосевое расстояние
отверстий под крепежные винты; /_> — расстояние от торца шпонки до оси смазочного
отверстия: 1Э — расстояние от торца шпонки до оси крепежного отвеостия. R — радиус
торцевой поверхности шпонки; с — фаска
Рис. 2.19. Скользящая шпонка:
L — длина шпонки: с — фаска; Н — высота
фиксирующего выступа; / — расстояние от
торца шпонки до фиксирующего выступа
Таблица 2.23. Основные характеристики скользящих шпонок
Диаметр вала, мм Испол- нение Размеры, мм
L Н 1 С
10... 14 1 2 8:12; 16; 20; 25; 32 8; 12; 16; 20; 25; 32 8,0 8,0 2,0 4; 6; 8; 10;12; 16 0,3 0,3
14... 18 1 2 12; 16; 20; 25; 32; 40 12; 16; 20; 25; 32; 40 10,0 10,0 2,5 6; 8; 10; 12,5; 16; 20 0,4 0,4
18... 24 1 2 16; 20; 25; 32; 40 16; 20; 25; 32; 40 12,0 12,0 3,0 8; 10; 12,5; 16; 20 0,6 0,6
66
Окончание табл. 2.23
Диаметр аала, мм Испол- нение Размеры, мм
L Н / С
24...30 1 20; 25; 32; 40; 50; 63 14,0 4,0 0,8
2 20; 25; 32; 40; 50; 63 14.0 10; 12,5; 16; 20; 25; 31,5 0,8
30...36 1 25; 32; 40; 50; 63; 80 16,0 5.0 1,0
2 25; 32; 40; 50; 63; 80 16,0 12,5; 16; 20; 25; 31,5; 40 1.0
Клиновые шпонки представляют собой клин с уклоном 1:100,
имеют прямоугольное сечение. Шпонки работают широкими гра-
нями, крепят деталь неподвижно в осевом направлении. Клиновые
шпонки плохо центрируются, вызывая перекос деталей, поэтому
применяются только на валах неответственных тихоходных пере-
дач.
2.3.
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
В зависимости от формы шлицов различают треугольные,
эвольвентные и прямобочные шлицевые соединения. Наибольшее
распространение получили прямобочные шлицевые соединения
(рис. 2.20, табл. 2.24), которые центрируют по наружному и вну-
треннему диаметру или по боковым граням.
Форма сечения
втулки
Форма сечения
вала
Рис. 2.20. Шлицевое соединение:
D — наружный диаметр соединения; d — диаметр шлицов в ступице; в — ширина
шлица; d, — диаметр впадины на валу
67
Таблица 2.24 Основные размеры, мм, прямобочных шлицевых соединений
1 серия Ширина шлица b 1ПОООООО о о о о о о о о СЧ СО С0~
г Номинальные размеры zxdxD рСОЮ0>(М1Л‘ПОО<фО1ОСЧСЧМ счсчсчечсосотг’<гч/о^и5и5г*’соа) ххххххххххххххх <0со~-со<0со<0счсч<0е4<0счечеч ^-нПСЧСЧСМСОСО’Т'ТЮЮ10Г*-ОО ххххххххххххххх ооооооооооооооо
? серия Ширина шлица b О U0 о о о О О О О О О О 2 °" °г СО СО WO ui (0 К <0 <0 Г** СО О 2 2 S3
1 S Номинальные размеры zxcfxD ’^^0ОСЧ<ЛСОСОСЧООеЧОО’!ГОиОСЧ я-~Г'4С'1счсч^сосо''Г’’гиоФФг*’‘ ххххххххххххххх ~ СО <0 00 — СОСОО0СЧС0СЧ10СЧ10СЧ я-я-я-ч-смсчс^ечсосо’^’тююо ххххххххххххххх ЮЮ(010(0(0С0(0СОООСОСОСОСОСО
Легкая серия Ширина шлица b ооооооо^^А.А.^.А.А.0. со о г< г< г< оо сп 2 2 2 2 2 2 £ 2
I Номинальные размеры zxdxD XX хх X X X X X X * *,* * * СЧГЧО1СОСО,Ч’Ю,^*1Л<0‘Т'Т;±; — ххххххххххДДДху ^С0'ч©ООХСОСОС©СОСО222оО
Примечанием — число шлицов.
68
2.4.
КЛИНОВЫЕ И ШТИФТОВЫЕ
СОЕДИНЕНИЯ
Клинья 1 (рис. 2.21) применяют для соединения деталей 2 и 3,
когда одна из них входит в другую. В деталях соединения в этих
случаях изготавливают паз, в который входит клин. Клинья быва-
ют односкосные и двухскосные с параллельными гранями (чека).
Сечение клина — прямоугольное или прямоугольное с закруглен-
ными узкими гранями. Толщина клина берется равной 0,25...0,5
диаметра стержня, а его высота составляет 1,1... 1,2 диаметра втул-
ки, уклон клина — 1:100. Такие клинья являются самотормозящи-
мися и надежно удерживаются в соединяемых деталях.
Штифты представляют собой валик цилиндрической (рис.
2.22, а) или конической (рис. 2.22. б) формы, устанавливаемый в
отверстия сопрягаемых деталей. Служат штифты для передачи
крутящего момента или фиксации взаимного положения сопряга-
емых деталей соединения.
Рис. 2.22. Цилиндрические (а) и конический (б) штифты:
/ — длина штифта; d — диаметр цилиндрического и диаметр меньшего основания
конического штифтов; ф — диаметр большего основания конического штифта;
с — фаска
69
2.5.
ТРУБОПРОВОДНЫЕ СИСТЕМЫ
Для соединения труб на резьбе применяют специальные труб-
ные резьбы: цилиндрические (рис. 2.23. а) и конические (рис.
2.23, б). Основные характеристики цилиндрической и конической
трубных резьб приведены в табл. 2.25 и 2.26.
Таблица 2.25. Основные характеристики цилиндрической трубной
резьбы
Размер резьбы, дюйм, для ряда Число ниток резьбы на 1 дюйм ДЛИНЫ Шаг резьбы, мм Диаметр резьбы, мм Рабочая высота профиля, мм
наруж- ный срод- ной внут- ренний
1 2
% — 28 0,907 9,728 9,147 8,566 0,581
'А — 19 1,377 13.157 12,301 11,445 0,856
% — 19 1,377 16,662 15,306 14,950 0,856
% — 14 1,814 20,955 19,793 18,631 1,162
— % 14 1,814 22,911 21,749 20,587 1,162
3/4 — 14 1,814 26,441 25,279 24,117 1,162
— % 14 1,814 30,201 29,039 27,877 1.162
1 — 11 2,309 33,249 31,770 30,291 1,479
— 1% И 2,309 37,897 36,419 34,639 1,479
1'4 — И 2,309 41,910 40,431 38,952 1,479
— 1% 11 2.309 44,323 42,844 41,365 1,479
1’4 — 11 2,309 47,803 46324 44,845 1,479
— 134 11 2,309 53,746 52,267 50,788 1,479
2 — 11 2,309 59,614 58.135 65,656 1,479
— 2*4 11 2,309 65,710 64.231 62,752 1,479
2*4 — 11 2,309 75,184 73,705 72,226 1,479
— 234 И 2,309 81,534 80,055 78,576 1,479
3 — И 2,309 87,884 86,405 84.926 1,479
— 3*4 11 2,309 93,980 92,501 91,022 1,479
3'4 — И 2,309 100,330 98,851 97,372 1,479
— 3’4 11 2,309 106,680 105,201 103,722 1,479
70
Окончание табл. 2.25
Размер резьбы, дюйм, ДЛЯ ряда Число ниток резьбы на 1 дюйм ддины Шаг резьбы, мм Диаметр резьбы, мм Рабочая высота профиля, мм
наруж- ный сред- ний внут- ренний
1 2
4 — 11 2,309 113,030 111,551 110,072 1,479
— 4’/» 11 2,309 125,73 124,251 122.772 1,479
5 — и 2,309 138,430 136,951 135,472 1,479
— 5'/2 11 2,309 151,130 149,651 148,172 1,479
6 — и 2,309 163,830 162,351 160,872 1,479
Рис. 2.23. Цилиндрическая (а) и коническая (б) трубные резьбы:
О, d, Di. с/-,. Ог, бг — наружный, внутренний и средний диаметр резьбы соответствен
но; Н — высота условного профиля резьбы; Hi — высота профиля; R — радиус закру-
гления вершин и впадин витков резьбы: S — шаг резьбы: — длина резьбы полного
профиля; /г — длина свинчивания; о — угол конуса для конической резьбы
71
Таблица 2.26. Основные характеристики трубной конической резьбы
Примечание. Числовые значения шагов определены из соотношения 1 дюйм = 25,4 мм с округлением до третьего знака после
занятой и приняты в качестве исходных при определении основных элементов профиля.
72
Для соединения при помощи резьбы участков трубопроводов
используют специальные соединительные элементы — фитинги,
которые в зависимости от конструкции трубопровода имеют раз-
личное исполнение. Основные характеристики труб, фитингов и
арматуры приведены в табл. 2.27.
Таблица 2.27. Условные проходы труб, фитингов и арматуры
Диаметр условного прохода, мм Размер резьбы, дюйм Диаметр условного прохода, мм Размер резьбы, дюйм
3 % 50 2
6 *4 70 2'4
10 % 80 3
15 *4 90 3'4
20 % 100 4
25 1 125 5
32 1*4 150 6
40 14
Сборку элементов трубопроводов с помощью резьбовых соеди-
нений осуществляют трубными ключами различных конструкций
(табл. 2.28).
Таблица 2.28. Технические характеристики трубных ключей
Вид трубных ключей Индекс Диаметр трубы, мм
Рычажные 7813-0001 7813-0002 7813-0003 7813-0004 10... 36 20...50 20...63 20 ...90
Цепные 7813-0021 7813-0022 10...63 20 ...114
Накидные 7813-0011 7813-0012 7813-0013 10...30 20...63 25...90
Соединение труб на фланцах применяют, если требуется соеди-
нить трубы большого диаметра или трубу с корпусной деталью.
Фланец с трубой соединяют сваркой, развальцовкой, отбортовкой
или на резьбе. Для предупреждения протекания жидкости между
73
фланцами соединяемых труб устанавливают прокладки, материал
которых выбирают в зависимости от рабочей среды и максималь-
ных температур и давления жидкости, прокачиваемой по трубо-
проводу. Основные марки прокладочных материалов и их техни-
ческие характеристики приведены в табл. 2.29.
Таблица 2.29. Технические характеристики прокладочных материалов
Материал Внешний вид Рабочая среда Допускаемая температура, 'С Допускаемое рабо- чее давление, МПа
Паронит Листы из асбеста, каучука и наполнителей толщиной 0,3...6 мм Вода, пар, бензин, керосин 450 50
Паронит вулка- низированный марки УВ-10 Листы из асбеста, каучука и наполнителей толщиной 0,4. ..2,5 мм Бензин, ке- росин. масло 100 75
Картон техниче- ский Листы толщиной 0,2; 0,25; 0,3; 0,5; 0.8; 1,0; 1,5 мм Вода, нефть, масло 40 10
Картон асбесто- вый марок А и АС Листы толщиной 2... 12 .мм из асбестового волокна с наполнителем или без наполнителя Пар, горячие газы 450 1.5
Фибра марок ФТ иФЛАК .Листы толщиной 0,5...2.5 мм из прессо- ванной бумаги, пропи- танной хлоридом цинка Бензин, мас- ла, нефте- продукты 100 10
Бумага чертежная промасленная — Масла, керо- син, нефть — —
Кожа Толщина 3...7 мм Вода, воздух 70 10
Резина с паруси- новой прокладкой и без прокладки Листы толщиной 1,0; 1,5; 2,9; 3,9; 4,0; 5,9; 6,0; 8,0 мм Вода, воздух 60 6
Медь Листы и проволока из отожженной меди Пар, вода 250 35
74
Окончание табл. 2.29
Материал Внешний вид Рабочая среда Допускаемая температура, *С Допускаемое рабо- чее давление. МПа
Свинец Аисты толщиной до 2 мм Кислоты — 2
Алюминий Листы толщиной 2...4 мм Пар, нефть, масло 400 60
Мягкая сталь — Вода, пар — 100
Полихлорвинил — Кислота, бензин 60 40
2.6.
СБОРКА СОСТАВНЫХ ВАЛОВ
Для соединения валов применяют жесткие и упругие соедини-
тельные муфты, причем упругие муфты позволяют компенсиро-
вать небольшое отклонение валов от соосности.
Наиболее простым является соединение валов при помощи вту-
лочной муфты с использованием шпонок или шлицов. Зазор меж-
ду муфтой и заплечиком вала позволяет компенсировать его осе-
вое смещение.
Для передачи больших крутящих моментов при соединении ва-
лов используют фланцевые муфты (рис. 2.24, табл. 2.30).
Таблица 2.30. Технические характеристики фланцевых соединительных муфт
Номинальный диаметр вала d, мм Наружный диаметр муфты D, мм Длина муфты £., мм Передаваемый крутящий момент. Н м Масса, кг
12,0 80,0 60,0 1,5 0,724
14,0 80,0 60,0 2,1 0,748
16,0 90,0 80.0 3,0 1,01
75
Окончание табл. 2.30
Номинальный диаметр вала d. мм Наружный диаметр муфты D, мм Длина муфты L, мм Передаваемый крутящий момент, Н • м Масса, кг
18,0 90,0 80,0 4,0 1,03
20,0 100,0 100,0 6.0 1,36
22,0 100,0 100,0 8.0 1,38
25,0 120,0 120,0 10,0 3,30
28,0 120,0 120,0 16,0 3,39
32,0 140.0 160,0 25,09 5,91
36,0 140.0 160,0 32,0 6,26
40,0 160,0 220,0 50,0 9,30
45,0 160,0 220,0 60,0 10,1
50,0 190,0 220,0 100,0 16,8
55,0 190,0 220.0 120,0 17,6
60,0 220,0 280,0 160,0 25,1
65,0 220,0 280,0 220,0 25,9
70,0 222,0 280,0 250,0 27,1
80,0 260,0 340,0 360.0 51,1
90,0 260,0 340,0 480,0 53,6
100,0 340,0 420,0 630,0 98,1
Для соединения горизонтальных тяжело нагруженных валов
диаметром 40...560 мм при окружных скоростях до 25 м/с приме-
няют зубчатые муфты.
Для передачи вращения между валами в тех случаях, когда на-
блюдаются толчки и удары и требуется компенсация незначитель-
ных отклонений от соосности, применяют упругие втулочно-
пальцевые муфты (рис. 2.25, табл. 2.31).
76
Рис. 2.24. Фланцевая муфта:
1,3 — полумуфты; 8, 6 — крепежные
болты; 4 — шайба; 5 — гайка; О — на-
ружный диаметр муфты; d — номиналь-
ный диаметр вала; L — длина муфты
Рис. 2.25. Упругая втулочно-паль-
цевая муфта:
1,8 — полумуфты; 3 — гайка; 3 — шай-
ба; 4 — палец; 5 — проставочное кольцо;
6 — упругий элемент; 7 — винт крепле-
ния; D — наружный диаметр муфты; d —
номинальный диаметр вала; L — длина
муфты; В — монтажный зазор
Таблица 2.31. Технические характеристики упругих втулочно- пальцевых муфт
11оминальный диаметр вала d мм Наружный диаметр муфты D. мм 1 {аибольшая длина муфты L. мм Монтажный зазор В, мм Крутящий момент, Н м, не более Наименьшее рас- стояние от плоско- сти полумуфты до стенки корпуса, мм Максимальная частота вращения, мин"'
16.0 90,0 84,0 1...4 3,2 28,0 6300
18,0 90.0 84,0 1...4 3.2 28,0 6300
20,0 100,0 104,0 1...4 5.5 28,0 5600
22,0 100,0 104.0 1...4 5.5 28,0 5600
25,0 120,0 125,0 1...5 13,0 42,0 4 750
28,0 120,0 125,0 1...5 13,0 42,0 4 750
32,0 140,0 165,0 1...5 24,0 42,0 4000
77
Окончание табл. 2.31
Номинальный диаметр вала <1, мм 1 !аружный диаметр муфты D. мм Наибольшая длина муфты L, мм Монтажный зазор В, мм Крутящий момент, Н’М, не более Наименьшее рас- стояние от плоско- сти нолумуфты до стенки корпуса, мм Максимальная частота вращения. мин'1
36,0 140,0 165,0 1...5 24,0 42,0 4 000
40,0 170,0 226,0 2...6 45,0 55,0 3 350
45.0 170,0 226,0 2...6 45,0 55,0 3 350
50,0 190,0 226,0 2 ...6 70,0 55,0 3 000
55,0 190,0 226,0 2...6 70,0 55,0 3000
60,0 220,0 286,0 О) 110,0 55,0 2650
70,0 250,0 288,0 2...8 200,0 70,0 2240
80,0 320,0 350,0 2... 10 400,0 85,0 1700
90,0 320,0 350,0 2... 10 400,0 85,0 1 700
100,0 400,0 432,0 2... 12 800,0 110,0 1400
Рис. 2.26. Сцепная кулачковая муфта:
D — наружный диаметр муфты; d — номинальный ддаметр вала; L — длина муфты;
а — длина неподвижной полумуфты; b — длина подвижной полумуфты; с — монтаж-
ный зазор; h — высота сухаря
А—А
78
Рис. 2.27. Сцепная зубчатая муфта:
D — наружный диаметр муфты: ф — диа-
метр проточки; b — ширина зуба; ф — вы-
сота зуба
Если в процессе эксплуатации механизма требуется периодиче-
ское соединение и разъединение валов, то применяют сцепные
муфты — кулачковые (рис. 2.26. табл. 2.32) или зубчатые (рис. 2.27,
табл. 2.33).
Таблица 2.32. Основные размеры, мм, кулачковых муфт с центрирующей втулкой
d D L а Ь С h
35 ...40 100 200 70 95 5 30
55...60 150 275 90 139 6 40
80 200 350 ПО 182 8 50
100 250 435 140 225 10 60
Таблица 2.33. Основные размерь мелким зубом I, мм, зубчатых муфт с V-образным
Наружный диаметр муфты D Диаметр проточки d. Высота зуба Л1 Ширина зуба Ь
40 28 8 6
50 32 8 9
60 40 8 10
70 46 10 12
80 50 10 15
90 56 10 17
Глава 3
СБОРКА ПОДШИПНИКОВЫХ УЗЛОВ
3.1.
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ
СКОЛЬЖЕНИЯ
Для обеспечения высоких эксплуатационных свойств подшип-
ников скольжения и повышения срока их службы вкладыши из-
готавливают из антифрикционных материалов, которые выбира-
ют исходя из условий эксплуатации, используя табл. 3.1—3.3.
Таблица 3.1. Технические характеристики материалов для вкладышей подшипников скольжения
Материал Наибольшая допускаемая окружная ско- рость, м/с Максимально допускаемое давление, МПа Область применения
Бронза: БрОФЮ-1 БрОЦСб-6-3 БрОЦС5-7-12 БрАЖ9-4 БрСЗО 10 6 8 5 15 150 80 100 150 150 В сильно нагруженных подшип- никах в ответственных узлах В подшипниках скольжения станков В биметаллических вкладышах при больших скоростях
Цинковый сплав ЦАМ10-5 6 100 В подшипниках скольжения станков
Баббит: Б83 Б16, БН 50 15 200 150 В наиболее ответственных под- шипниках В крупных подшипниках при больших скоростях
80
Окончание табл. 3.1
Материал Наибольшая допускаемая окружная ско- рость. м/с Максимально допускаемое давление, МПа Область применения
Антифрикци- онные чугуны марок АСЧ-1, АСЧ-2 4 20 При безударной нагрузке и больших скоростях как замени- тель бронзы
Спеченная по- ристая бронза, железографит — — Как пористые самосмазываю- щисся материалы
Таблица 3.2. Технические характеристики антифрикционных пластических масс
Наименование и состав Состояние поставки Свойства и область применения
Аминопласты
Поликапролактам марок А и Б (капрон). Продукт поликонденса- ции капролактама Крошка от белого до желтого цвета Антифрикциошпяй, антикоррозионшяй, из- носостойкий материал. Хорошо прирабатыва- ется и обрабатывается резанием
Полиамидная смола марки П68. Продукт поликонденсации ами- нокарбиновых кислот Гранулы бесцвет- ные или светло- коричневого цвета Детали машин (под- шипники, зубчатые колеса, эксцентрики, ролики, винты) изго- тавливают литьем под давлением. Возможно напыление
Полиамидная смола марки АК-7. Твердый роговидный продукт. Смешанный полиамид на основе гексомите- лендиамида и капро- лактана (до 7 %) Гранулы от белого до коричневого цвета Отличается наилучши- ми свойствами из всех полиамидных смол
81
Окончание табл. 3.2
Наименование и состав Состояние поставки Свойства и область применения
Фенопласты
Текстолит поделочный марок ПТК, ПТ и ПТ1; металлургический мар- ки Б и текстолит 2 — спрессованные слои хлопчатобу- мажной ткани, про- питанные фенолфор- мальдегидной или крезоформальдегидной смолой .Чисты и плиты толщиной 0,5... 700 мм Антифрикционный материал с высоки- ми механическими свойствами. Наиболее высокую стойкость имеет текстолит Б; тек- столиты ПТ и 2 — его заменители. Подшип- ники получают путем механической обработ- ки, штамповки, склеи- вания. 11рименяют при ремонте подшипнико- вых узлов с подшипни- ками скольжения
Древесно-слоистые пластики марок ДСП-А, ДСП-Б, ДСП-В, ДСП-Г Шпон из березы, дуба, липы, про- питанный фе- нол- или крезол- формальдегидной смолой и спрес- сованный под давлением Конструкционный а нтифрикцион ный материал. Марки раз- личаются по располо- жению волокон. Вкла- дыши подшипников изготавливают путем механической обработ- ки и склеивания
Таблица 3.3. Физико-механические свойства пластических масс
Марка или наименование материала Плотность. г/см3 Предел прочности при изгибе. кН/см2 Теплостойкость по Мартенсу, ‘С Твердость НВ
ЭД-б 1,15... 1,2 8,0... 10,0 105... 110 25... 30
Капрон 1,13 7,0... 10,0 50...55 10... 12
Полиамидная смола П68 1,09.-1,22 8,0...9,0 60...65 10... 15
Полиамидная смола АК-7 1,14 10,0... 12,0 60 15... 18
82
Окончание табл. 3.3
Марка или наименование материала Плотность. г/см3 * S Предел прочности при изгибе. кН/см7 Теплостойкость по Мартенсу. ‘С Твердость НВ
Стеклопласты контактного типа 1.6 ...2,1 25,0 ...35,0 170.-200 20...30
АСГ-Т 1.14... 1,18 5,0-9,5 41-50 12-19
Стиракрил ТШ 1,16... 1,18 4.0 ...4,6 42-44 12-15
Текстолит Б 1,3... 1,45 12,0 125 30
Текстолит ПТ 1,3... 1,4 14,5 125 34
Текстолит 2 1,3... 1,4 12,0 120 10
ДСП-A. ДСП-Б, ДСП-В. ДСП-Г 1,25... 1,33 14.0...28.0 180 25
Размер вкладышей подшипников скольжения соответствует
внутреннему диаметру вала и конструкции самого вкладыша (с
буртиком, без буртика). Размеры бронзовых (рис. 3.1) и чугунных
(рис. 3.2) втулок-вкладышей выбирают, пользуясь табл. 3.4 и 3.5.
Рис. 3.1. Бронзовая втулка-вкладыш неразъ-
емного подшипника скольжения:
D — наружный диаметр; d — внутренний диаметр.
S — толидина стенки; L — длина; с, с, — фаски
L
Рис. 3.2. Чугунная втулка-вкладыш неразъемного подшипника скольже-
ния:
О — наружный диаметр; d — внутренний диаметр; di — диаметр отверстия под
штифт; L — длина втулки; — длина отбортовки; с. с, — фаски; г— радиус смазочной
канавки, г, — радиус сопряжения смазочной канавки с внутренней поверхностью
втулки-вкладыша; h — глубина смазочной канавки
83
Таблица 3.4. Размеры, мм, бронзовых втулок-вкладышей
подшипников скольжения
d D S С С| L
20 28 4,0 1,0 0,5 18 20 25 30 35 40 45 50
22 30 4,0 1.0 0,5 18 20 25 30 35 40 45 50
25 32 3,5 1,0 0,5 18 20 25 30 35 40 45 50
28 35 3,5 1.0 0,5 20 25 30 35 40 45 50 60
30 38 4,0 1.0 0,5 20 25 30 35 40 45 50 60
32 40 4,0 1,0 0,5 25 30 35 40 45 50 60 70
35 45 5,0 1.5 1.0 25 30 35 40 45 50 60 70
40 50 5,0 1,5 1.0 30 35 40 45 50 60 70 80
45 55 5,0 1,5 1,1 30 35 40 45 50 60 70 80
50 60 5.0 1,5 1,0 35 40 45 50 60 70 80 90
55 65 5.0 1,5 1,0 35 40 45 50 60 70 80 90
60 70 5.0 1,5 1,0 40 45 50 60 70 80 90 100
65 80 7.5 1.5 1,0 45 50 60 70 80 90 100 по
70 85 7.5 1.5 1,0 50 60 70 80 90 100 110 120
80 95 7,5 1.5 1.0 60 70 80 90 100 по 120 130
85 100 7,5 1.5 1,0 70 80 90 100 110 120 130 140
90 105 7,5 1.5 1,0 70 80 90 100 110 120 130 140
95 ПО 7,5 1.5 1.0 70 80 90 100 по 120 130 140
100 115 7,5 1,5 1.0 70 80 90 100 по 120 130 140
Таблица 3.5. Размеры, мм, чугунных втулок-вкладышей для неразъемных подшипников скольжения
d D d. L h Г h С C|
10 16 5 20 3 0,5 1 7 1.6 1.0
11 18 5 20 3 0,5 1 7 1.6 1,0
12 18 5 20 3 1,0 2 7 1.6 1.0
14 20 5 24 3 1,0 2 7 1.6 1,0
16 22 5 24 3 1,0 2 7 1,6 1.0
84
Окончание табл. 3.5
<1 D <*, L /, h Г Л С <5
18 25 5 30 3 1,0 2 7 1,6 1.0
20 28 5 30 3 1.5 3 7 1,6 1.0
22 30 5 34 3 1.5 3 7 1.6 1.0
25 32 5 38 4 1.5 3 7 1.6 1.0
28 36 5 42 4 1.5 3 7 1.6 1.0
32 40 5 48 4 1,5 3 7 2,5 1.6
36 45 5 55 5 1.5 3 7 2,5 1,6
40 50 5 60 5 1.5 3 7 2,5 1,6
45 55 5 70 5 1.5 3 7 2,5 1,6
50 60 5 75 5 1.5 3 7 2,5 1.6
55 65 5 80 6 2,5 5 9 2,5 1.6
60 70 5 90 6 2,5 5 9 2.5 1,6
70 85 8 100 6 2.5 5 9 2.5 1.6
80 95 8 100 6 2,5 5 9 2,5 1.6
90 105 8 120 6 2,5 5 9 4 2.5
100 115 8 120 8 2,5 5 9 4 2,5
Для обеспечения нормальной работы подшипника между шей-
кой вала и вкладышем должен быть обеспечен зазор, значение ко-
торого выбирается по табл. 3.6. Для удерживания смазки в деталях
подшипникового узла при его вращении во вкладыше выполняют-
ся канавки, форма которых приведена на рис. 3.3, а—ж, а основ-
ные размеры — в табл. 3.7.
Таблица 3.6. Зазоры в узлах с подшипниками скольжения
Диаметр вала, мм Зазор, мкм Диаметр вала, мм Зазор, мкм
нормаль- ный максималь- ный нормаль- ный максималь- ный
10... 18 30 70 50...80 60 120
18...30 40 85 80... 120 70 150
30... 50 50 100 120... 150 80 180
85
Рис. 3.3. Профили и размеры смазочных канавок втулок-вкладышей не-
разъемных подшипников скольжения:
в—в — во вкладыше; г-на валу для радиальных подшипников; д. е — на подпятни-
ке; ж — на пятке для упорных подшипников; d — диаметр вала; f — глубина канавки;
г — радиус дна канавки; Я — радиус сопряжения; стрелками показано направление
движения
Вкладыш в подшипнике скольжения стопорят от проворачивания
при помощи штифта (рис. 3.4, а, табл. 3.8) или винта (рис. 3.4, б).
а
Рис. 3.4. Закрепление втулок-вкладышей в корпусе неразъемного под-
шипника скольжения штифтом (а) и винтом (б);
d — внутренний диаметр вкладыша; d, — диаметр штифта (винта); / — длина штифта
(винта)
86
Таблица 3.8. Размеры, мм, штифтов и винтов для стопорения вкладышей подшипников скольжения
Разъемный подшипник скольжения состоит из корпуса, крышки
и вкладыша (рис. 3.5, табл. 3.9).
Таблица 3.9. Основные размеры, мм, корпуса разъемного подшипника скольжения
Ноф*. d„ D d, 0 Ь Л, Н, А
85 32 40 13 32 28 18 42 135
85 36 45 13 32 28 18 42 135
89 40 50 13 40 35 20 45 140
94 45 55 13 45 40 20 45 145
Исполнение 1
Рис. 3.5. Разъемный подшипник скольжения:
1 — корпус; 2 — крышка; 3 — гайка; 4 — шайба; 5 — шпильки; На^ — высота под-
шипника; Н, — высота оси отверстия; h, — высота крепежных лапок основания; О —
диаметр отверстия подшипника под установку вкладыша; d„ — номинальный диамятр
вала; d, — диаметр отверстия под крепежный болт [винт); А — межосееое расстояние
крепежных отверстий; В — ширина подшипника; Ь — толщина подшипника
87
Окончание табл. 3.9
^справ d„ D В Ь л. н. Л
104 50 60 17 50 40 25 50 160
115 55 65 17 55 45 25 55 170
125 60 70 22 60 50 25 60 190
140 70 85 22 70 60 ЗС 70 210
160 80 95 26 80 70 35 80 240
170 90 105 26 90 80 35 85 250
185 100 115 32 100 90 40 90 280
Вкладыши разъемных подшипников скольжения изготавлива-
ют из чугуна (рис. 3.6, табл. 3.10).
Таблица 3.10. Размеры, мм, чугунных вкладышей для разъемных
подшипников скольжения
Общие размеры верхнего и нижнего вкладышей
d D А L 1 А Л л, С
32 40 52 42 32 5 1,0 7 2,5
36 45 55 42 32 5 1.0 7 2,5
40 50 60 50 40 5 1,0 7 2,5
45 55 65 55 45 5 1.0 7 2,5
50 60 70 60 50 5 1,0 7 3,0
50 60 70 75 65 > 1,0 7 3,0
55 65 75 65 55 5 1,0 7 3,0
60 70 80 70 60 5 1,0 7 3.0
60 70 80 90 80 5 1.0 7 3.0
70 85 95 80 70 6 2.0 8 4,0
70 85 95 105 95 6 2.0 8 4.0
80 95 ПО 95 80 6 2.0 8 4,0
80 95 110 120 105 6 2.0 8 4.0
90 105 120 105 90 8 2,5 10 4.0
90 105 120 135 120 8 2,5 10 4.0
88
Продолжение табл. 3.10
Общие размеры верхнего и нижнего вкладышей
d D о, L / 1, h Л| С
100 115 130 115 100 8 3.0 12 4,0
100 115 130 150 135 8 3,0 12 4,0
Продолжение табл. 3.10
Верхний вкладыш Нижний вкладыш
d> Ь hi Лэ Г
10 12 1,5 3,6 3,5 1.0
10 12 1.5 3,6 3.5 1.0
12 15 1.5 3,6 3.5 1,8
12 15 1,5 3,6 3,5 1.8
12 15 1.5 3,6 3,5 1,8
12 15 1.5 3,6 3,5 1,8
12 15 1,5 3,6 3,5 1.8
12 15 1.5 3,6 3,5 1.8
12 15 1.5 3,6 3,5 1.8
12 15 2,0 4,2 5,0 2,5
12 15 2,0 4,2 5,0 2,5
12 15 2,0 4,2 5,0 2,5
12 15 2,0 4,2 5,0 2,5
12 15 2.5 4,2 5,0 2,5
12 15 2,5 4,2 5.0 2,5
15 20 2,5 4.2 5,0 2,5
15 20 2.5 4,2 5,0 2.5
Для фиксации положения верхнего и нижнего вкладышей в
корпусе разъемного подшипника скольжения и его крышке ис-
пользуется закрепительная втулка (рис. 3.7, табл. 3.11).
89
Вкладыш в сборе
Рис. 3.6. Чугунный вкладыш разъемного подшипника скольжения:
1 — верхний вкладыш; 2 — нижний вкладыш; 3 — закрепительная втулка: D — диа-
метр вкладыша; D1 — диаметр центрирующих поясков; L — длина вкладыша; / — дли-
на установочной поверхности: h и h, — глубина и ширина канввки в стыке верхней и
нижней половин вкладыша с внутренней стороны; h2 — глубина смазочной канавки;
h3 — ширина канавки в стыке нижней и верхней половин вкладыша с наружной
стороны; b — ширина смазочной канавки; — монтажный зазор; d — внутренний
диаметр вкладыша; с — фаска; г — радиус дна канавки на наружной поверхности
нижнего вкладыша
Рис. 3.7. Закрепительная втулка вкладыша
разъемного подшипника скольжения:
di — диаметр втулки; ds — диаметр отверстия под
-олоеку крепежного винта; d; — диаметр отверстия
под крепежный винт, h — выотга втулки; h, — глуби-
на отверстия под головку крепежного винта
Таблица 3.11. Размеры, мм, закрепительной втулки разъемного
подшипника скольжения
~ d, ' di d} ft л(
6.5 2,5 1,5 3,5 2,0
9,5 4,0 2,5 4,0 2,5
Детали подшипникового узла и собранный подшипниковый
узел с подшипниками скольжения должны удовлетворять следую-
щим техническим требованиям:
предельные отклонения во втулках и вкладышах — по
Н7, Н8, Н9, а цапфы вала — по Г7, f8, Г9, е7, е8, е9. d7, d8,
d9 в зависимости от назначения. Шероховатость поверх-
ности должна быть в пределах от 1 (7-й квалитет) до 3 мкм
(9-й квалитет);
отверстие в подшипнике должно иметь правильную ци-
линдрическую форму;
торцы подшипника должны быть перпендикулярны его
оси;
отверстия всех опор вала должны быть соосны;
втулки неразъемных подшипников должны надежно за-
крепляться в корпусе;
вкладыши разъемных подшипников должны быть точно
пригнаны к гнездам без люфта. Щуп толщиной 0,04 мм
не должен входить в зазор между гнездом и вкладышем,
допускается лишь закусывание щупа на отдельных
участках на длине не более 20 мм. Плечики вкладыша
должны плотно соприкасаться с корпусом так, чтобы
щуп толщиной 0,05 мм не проходил. Контроль прилега-
ния ведется «на краску», число несущих пятен — 6—8;
величина зазора в паре вал—подшипник должна соот-
ветствовать техническим условиям на данный узел. При
отсутствии данных величина зазора определяется по
табл. 3.6;
в разъемных подшипниках толщина прокладок для регу-
лирования зазора в разъеме должна быть не более 2 мм,
прокладки не должны выступать за габаритные размеры
подшипника;
слой залитого в подшипники баббита должен быть ров-
ным, без раковин и отслоений (физические свойства
баббитов приведены в табл. 3.12);
91
Таблица 3.12. Физические свойства баббитов
Марка баббита Температура плавления, *С Температура заливки, *С
Б88 320 380... 420
Б83 370 440...460
БН 400 480...500
Б16 410 480...500
растачивание и развертывание отверстий вкладыша
должно производиться после его установки и закрепле-
ния в корпусе подшипника. Канавки для жидкого сма-
зочного материала должны находиться в середине на-
груженной зоны вкладыша, а для пластичного смазочно-
го материала — тем ближе к зоне давления, чем
медленнее вращается вал и чем тяжелее он нагружен;
канавки должны выполняться длиной не менее 0,8 дли-
ны подшипника и не доходить до его края более чем на
0,1 его длины. Форма канавки для горизонтальных под-
шипников — линейная; для вертикальных — кольцевая
у верхнего конца вкладыша или спиральная с направле-
нием спирали, противоположным направлению враще-
ния вала; для подпятников — кольцевая. При вращаю-
щемся на неподвижной цапфе подшипнике канавка вы-
полняется на цапфе;
• при сборке узлов с подшипниками скольжения необходи-
мо обеспечить гарантированный зазор между шейками
вала и рабочими поверхностями вкладыша подшипника.
Отклонение формы подшипника не должно превышать
1/2 допуска на диаметр. Для тонкостенных вкладышей
отклонение от круглости не должно превыша л. 0,02 мм, а
конусность не должна быть более 0,015 мм на 100 мм дли-
ны подшипника. Шероховатость рабочих поверхностей
вала и вкладыша не должна превышать Ла 1,25 мкм.
3.2.
СБОРКА УЗЛОВ С ПОДШИПНИКАМИ
КАЧЕНИЯ
Технические требования к подшипниковым узлам и входящим
в них деталям состоят в следующем:
92
посадочные поверхности подшипников, тела вращения
должны быть чистыми и гладкими, без каких-либо внеш-
них дефектов. При вращении от руки подшипник дол-
жен вращаться тихо, без шума, допускается лишь не-
большое шелестение;
посадочные места на валу и в корпусе должны быть чи-
сто обработаны. Допускаемые погрешности формы и
шероховатости поверхности должны соответствовать
величинам, приведенным в технических условиях;
упорный заплечик вала и отверстия в корпусе должны
быть перпендикулярны посадочным поверхностям;
радиус заплечика на валу должен быть меньше, чем ра-
диус фаски у подшипника, иначе подшипник не дойдет
до заплечика и будет перекошен;
необходимо обеспечить безусловную чистоту всех дета-
лей подшипникового узла. Грязь и мелкие частицы абра-
зивного материала приводят к повышенному изнашива-
нию подшипника;
правильно собранный подшипниковый узел должен ра-
ботать плавно, без толчков и шума. Свистящий звук сви-
детельствует об отсутствии смазки или трении между
деталями подшипникового узла;
• подшипник не должен нагреваться выше 70 ‘С.
Размеры подшипника, а следовательно, и его несущая нагрузка
зависят от обозначения и серии. В табл. 3.13 приведены техниче-
ские характеристики шариковых однорядных радиальных под-
шипников.
Таблица 3.13. Технические характеристики шариковых однорядных радиальных подшипников
Обозначение Размеры, мм Грузоподъемность, кг
d D В Г динамическая статическая
Легкая серия
207 35 72 17 2 19,7 13,6
208 40 80 18 2 25,1 17,8
209 45 85 19 2 25,2 17,8
Средняя серия
307 35 80 21 2,5 25,7 17,6
308 40 90 23 2.5 31,3 22,3
309 45 100 25 2 5 37,1 26,2
93
Окончание табл. 3.13
Обозначение Размеры, мм Грузоподъемность, кг
d D В Г динамическая статическая
Тяжелая серия
407 35 100 25 2,5 42,8 31,3
408 40 ПО 27 3,0 49,3 36,3
409 45 120 29 3,0 59,2 45,5
При установке подшипников на валу посадку выбирают в за-
висимости от режимов и условий работы узла, пользуясь данными
табл. 3.14.
Точность обработки поверхностей отверстий и валов и их ше-
роховатость должны соответствовать данным, приведенным в
табл. 3.15.
Таблица 3.14. Посадки подшипника качения на вал
Положение вала Режим работы Посадка Область применения
Вал не вра- щается Легкий или нормальный д5 Ролики ленточных транс- портеров, конвейеров для небольших грузов
Нормальный или тяжелый g5. f6, h6 Передние и задние колеса автомобилей, тракторов; натяжные ролики, блоки, ролики рольгангов
Вал враща- ется Легкий, нормальный, тяжелый кб. к7, js6,js7, пб, рб Вентиляторы, центро- бежные насосы, редук- торы, коробки скоростей станков, кривошипно- шатунные механизмы, шпиндели
Тяжелая или ударная на- грузка рб, пб Коленчатые валы дви- гателей ходовые колеса мостовых кранов
94
Таблица 3.15. Точность и шероховатость поверхностей валов
и отверстий в корпусе под подшипники качения
Показатель Класс точности подшипника
0-й 6-й 5-й 4-й
Овальность и конусо- 1/2 допуска на диа- 1/4 допуска на диа-
образность шейки вала метр посадочной метр посадочной
и отверстия в корпусе поверхности поверхности
Овальность и кону- 1/4 допуска на диа- 1/4 допуска на
сообразность валов для метр посадочной по- диаметр посадочной
подшипников на закре- всрхносги поверхности
пительных втулках
Шероховатость, мкм. на валах и в корпусах при диаметре, мм:
до 80 Ra 1,25 Ла 0,63 Ла 0,63 Ла 0,32
80...500 Ла 2,50 Ла 1,25 Ла 1,25 Ла 0,63
Шероховатость, мкм, торцов заплечиков валов и корпусов при диаметре, мм:
до 80 Ла 2.5 Ла 1,25 Ла 1,25 Ла 1,25
80..500 Ла 2.5 Ла 2,5 Ла 2,5 Ла 2,5
Торцевое биение за-
плечиков вала, мкм,
при диаметре, мм:
до 50 20 10 7 4
50... 120 25 12 8 6
120...250 30 15 10 8
250...315 3 17 12 —
Торцевое биение за- плечиков расточек, мкм. при диаметре от- верстия, мм:
до 80 40 20 13 8
80... 120 45 22 15 9 •
120 ...150 50 25 18 10
150... 180 60 30 20 12
180... 250 70 35 23 14
250...315 80 40 27 16
При установке подшипника в корпус в зависимости от кон-
струкции корпуса и режима работы подшипника используют по-
садки, указанные в табл. 3.16.
95
Таблица 3.16. Посадки подшипников качения в корпус
Положение корпуса Режим работы Посадка Област ь применения
Корпус вращается Нормальный Js7, N6 Ролики транспортеров, натяж- ные ролики
Нормальный или тяжелый N6.K6 Ролики рольгангов, ходовые колеса мостовых кранов
Нормальный или тяжелый для точных узлов Подшипники шпинделей тя- желых станков
Корпус не- подвижен, вращается вал Нормальный К? Подшипники шпинделей станков
Нормальный или тяжелый Н6 Большинство подшипников общего машиностроения
К7 Редукторы
Кб, К5 Конические роликоподшип- ники. Подшипники шпинделей шли- фовальных станков, коренные подшипники коленчатых валов
Перед установкой подшипников в собираемый узел рекоменду-
ется проверить радиальные и осевые зазоры при помощи специ-
альных приборов, изготавливаемых научно-исследовательским и
конструкторским институтом средств измерения в машинострое-
нии (НИИизмерения, Россия), технические характеристики кото-
рых приведены в табл. 3.17.
Таблица 3.17. Технические характеристики приборов для контроля радиальных и осевых зазоров шариковых и роликовых подшипников качения
Параметр Модель
БВ-7660 (для контроля радиальных зазоров) БВ-766ОМ (для контроля радиальных зазоров) БВ-7661 (для контроля осевых за- зоров упорных и ра- диально-упорных подшипников)
Внутренний диаметр подшипника, мм 10... 150 90...300 20 ...300
96
Окончание табл. 3.17
Параметр Модель
БВ-7660 (доя контроля радиальных зазоров) БВ-7660М (для контроля радиальных зазоров) БВ-7661 (для контроля осевых за- зоров упорных и ра- диально-упорных подшипников)
Наружный диаметр подшипника, мм 26...250 120...400 50.„400
Ширина подшипни- ка, мм 6...41 15...65 15...65
Диапазон контроли- руемых зазоров, мкм 0... 190 0...150 0...150
Диапазон показаний, мкм -250...+ 250 -200 + 200 -200...+ 200
Предел допускаемой погрешности, мкм 3 5 5
Подшипники, установленные в узел, смазывают жидкими или
консистентными смазками. Уровень смазки в подшипнике должен
быть не выше центра самого низкого тела качения в подшипнике.
Во всех случаях необходимо обеспечить надежное уплотнение под-
шипникового узла от вытекания смазки и попадания пыли и грязи.
В случае применения консистентных смазок подшипник должен
быть также защищен от попадания жидкой смазки из корпуса.
Уплотнение подшипниковых узлов осуществляется с помощью
различных материалов и устройств, к которым относятся:
Рис. 3.8. Кольца прямоугольного сече-
ния (а) и канавки под них (б):
D — наружный диаметр кольца; D, — диа-
метр дна канавки под уплотнительное
кольцо; Ь — толщина кольца; Ь, — ширина
дна канавки под уплотнительное кольцо;
Ьа — ширина верхней части канавки под
уплотнительное кольцо; d — внутренний
диаметр кольца; d, — диаметр отверстия
в корпусе уплотняемого подшипника; d„ —
диаметр вала
97
фетровые или войлочные кольца прямоугольного сече-
ния (рис. 3.8. а). Канавка под уплотнительные кольца,
выполняемая в корпусе, имеет трапецеидальный про-
филь поперечного сечения (рис. 3.8, б). Размеры уплот-
нительных колец и канавок под них приведены в табл.
3.18. Применяют такие уплотнительные кольца при ис-
пользовании в собираемом узле консистентных смазок.
Уплотнительные кольца могут быть использованы д\я
уплотнения валов, вращающихся со скоростью до 4 м/с
(шлифованная шейка вала) и до 8 м/с (полированная
шейка вала);
Таблица 3.18. Размеры уплотнительных колец и канавок под них
Диаметр вала d». ММ Размеры кольца, мм Размеры канавки, мм
d D Ь D, d. ь, ь.
10 9 18 2,5 19 11 2.0 3,0
12 И 20 2,5 21 13 2,0 3,0
14 13 22 2,5 23 15 2.0 3.0
15 14 23 2,5 24 16 2.0 3.0
16 15 26 3,5 27 17 3.0 4.3
17 16 27 3,5 28 13 3.0 4.3
18 17 28 3,5 29 19 3.0 4.3
20 19 30 3,5 31 21 3.0 4,3
22 21 32 3,5 33 23 3.0 4.3
25 24 37 5,0 38 26 4.0 5.5
28 27 40 5,0 41 29 4,0 5.5
30 29 42 5,0 43 31 4.0 5.5
32 31 44 5,0 45 33 4.0 5.5
35 34 47 5,0 48 36 4.0 5.5
36 35 48 5,0 49 37 4.0 5.5
38 37 50 5,0 51 39 4.0 5.5
40 39 52 5,0 53 41 4.0 5,5
42 41 54 5,0 55 43 4.0 5,5
45 44 57 5,0 58 46 4.0 5.5
98
Окончание табл. 3.18
Диаметр вала d„, ММ Размеры кольца, мм Размеры канавки, мм
d D Ь О, dt Ь1
48 47 60 5,0 61 49 4,0 5,5
50 49 66 6,0 67 51 5,0 7,1
52 51 68 6,0 69 53 5,0 7.1
55 54 71 6,0 72 56 5,0 7.1
58 57 74 6,0 75 59 5,0 7,1
60 59 76 6,0 77 61 5.0 7,1
65 64 81 6,0 82 66 5,0 7,1
70 69 88 7,0 89 71 6,0 8,3
75 74 93 7,0 94 76 6,0 8,3
80 79 98 7,0 99 81 6,0 8,3
85 84 103 7,0 104 86 6,0 8,3
90 89 НО 8.5 111 91 7,0
95 94 115 8,5 116 л. 7,0 9,6
100 99 124 9,5 125 101_ 8,0 11.1
манжеты (рис. 3.9, табл. 3.19) хорошо защищают от по-
падания пыли и от вытекания смазки;
Тип 1 Тип 2
I
л> I. 1,1 J
1*2
Рис. 3.9. Манжета:
1 — корпус; 2 — каркас; 3 — пружина; Ол — наружный диаметр; d — диаметр вала,
Щ и Ьг— толщина манжеты
99
Таблица 3.19. Основные размеры, мм, уплотнительных манжет
Диаметр вала d о. Л. не более Диаметр вала d о> Л> h2, не более
12 28 8 — 35 58 10 14
13 28 8 — 36 58 10 14
14 28 8 — 38 58 10 14
15 30 8 — 40 60 10 14
16 30 8 — 42 62 10 14
17 32 8 — 45 65 10 14
18 35 8 — 48 70 10 14
19 35 8 — 50 70 12 16
20 40 10 14 52 75 12 16
21 40 10 14 55 80 12 16
22 40 10 14 56 80 12 16
24 40 10 14 58 80 12 16
22 40 10 14 60 85 12 16
24 40 10 14 63 90 12 16
25 42 10 14 65 90 12 16
26 45 10 14 70 95 12 16
30 52 10 14 71 95 12 16
32 52 10 14 75 100 12 16
защитная шайба с кольцевым выступом (рис. 3.10, а) не-
подвижно закрепляется на валу. Уплотняющее действие
шайбы незначительно; она применяется в узлах, рабо-
тающих на консистентных смазках при окружных ско-
ростях до 5 м/с. На рис. 3.10, б изображена защитная
шайба, обеспечивающая отбрасывание попадающего на
нее масла под действием центробежных сил, возникаю-
щих при ее вращении. Действие этих шайб более эф-
фективно; их применяют для любых смазок, причем,
если в узле используется жидкая смазка, то окружная
скорость должна быть не менее 5 м/с;
100
Рис. 3.10. Неподвижная с кольцевым
выступом (а) и вращающаяся (б) за-
щитные шайбы
канавочные уплотнения представляют собой концентри-
ческие проточки (рис. 3.11), заполняемые консистент-
ной смазкой, препятствующей протеканию масла; при-
меняются в узлах, работающих в относительно чистой
окружающей среде. Основные характеристики канавоч-
ного уплотнения приведены в табл. 3.20.
Таблица 3.20. Основные характеристики канавочного уплотнения
Диаметр нала d. мм Размеры, мм Минимальное число канавок
е Г t а
10 0,2 1,5 1,5 3,0 3
15 0,2 1.5 1,5 3,0 3
20 0,2 15 1,5 3,0 3
25 0,2 1,5 1.5 3,0 3
30 0,2 1.5 1.5 3,0 3
а б в
Рис. 3.11. Канавочные уплотнения, выполненные в корпусе (а, б) и на валу
и в корпусе (в):
Г — радиус канавки; а — расстояние от торца корпуса до первой канавки; е — зазор
между отверстием корпуса и валом; d — диаметр вала; с — расстояние от заплечика
вала до стенки корпуса
101
Окончание табл. 3.20
Диаметр вала d, мм Размеры, мм Минимальное число канавок
е Г t О
35 0,2 1,5 1.5 3,0 3
40 0,2 1,5 1.5 3,0 3
45 0,2 1,5 1.5 3,0 3
50 0,3 2,0 2,0 5,0 4
55 0,3 2,0 2,0 5,0 4
60 0,3 2,0 2,0 5,0 4
65 0,3 2,0 2,0 5,0 4
70 0,3 2,0 2,0 5,0 4
75 0,3 2,0 2,0 5,0 4
80 0,3 2,0 2,0 5,0 4
85 0,4 2,0 2,2 5,0 4
90 0,4 2,0 2,2 5,0 4
95 0,4 2,0 2,2 5,0 4
100 0,4 2,0 2,2 7,0 5
маслооткачивающие канавки (рис. 3.12, а—в. табл. 3.21)
и маслоотражательные кольца (рис. 3.13, табл. 3.22) пред-
отвращают утечку жидкой смазки за счет использова-
ния центробежных сил, возникающих при вращении
вала;
Рис. 3.12. Маслооткачивающие канавки, выполняемые в корпусе (а) и на
валу (б), и их профиль (в):
D — диаметр вала; Ь — ширина канавки; t — глубина канавки
102
Рис. 3.13. Маслоотражательные кольца:
D — внутренний диаметр кольца; D, — диаметр ступицы; Ог — наружный диаметр
кольца; d — диаметр отверстия для крепежного винта; а — толщина кольца без
ступицы; b — толщина кольца со ступицей; с — расстояние от торца ступицы до оси
крепежного отверстия
Таблица 3.21. Основные характеристики маслооткачивающих канавок
Номинальный диаметр вала D, мм Шаг канавки, мм Число заходов Размеры, мм
Ь 1
10... 18 3 1 1.0 0.5
18...30 7 2 1.0 0,5
30...50 10 2 2.0 1.0
50... 80 14 3 2.0 1,0
80... 120 24 4 2.0 1.0
Таблица 3.22. Основные характеристики маслоотражательных колец
Размеры, мм Диаметр резьбы
D D, а b С
50 70 100 4,0 16 6,0 Мб
60 80 по 4,0 16 6,0 Мб
70 90 120 4,0 16 6,0 Мб
80 100 130 4,0 16 6.0 Мб
103
Окончание табл. 3.22
Размеры, мм Диаметр резьбы
D D> Ог а Ь С
90 110 140 4,0 16 6.0 Мб
100 125 160 5,0 19 7,0 Мб
ПО 135 170 5,0 19 7.0 Мб
лабиринтные уплотнения (рис. 3.14, а—в, табл. 3.23)
обеспечивают создание масляного зазора сложной из-
вилистой формы между вращающимися и неподвижны-
ми деталями узла, который заполняется консистентной
или жидкой смазкой.
Таблица 3.23. Основные размеры, мм, лабиринтных уплотнений f
d е d е d е d е
10; 15; 20: 25; 30; 35; 40 0,2 45; 50; 55; 60. 65; 70; 75, 00 0,3 85; 90; 95; 100: 105, ПО 0,4 120; 130; 140; 150; 160; 170; 180 0,5
Регулировка подшипниковых узлов — наиболее ответственная
операция монтажа сборочных единиц, в которых установлены
радиально-упорные и упорные подшипники (табл. 3.24).
Рис. 3.14. Однокольцевое (а), многокольцевое (б) и радиальное [в] лаби-
ринтные уплотнения:
d — диаметр вала; е, f — зазоры
104
Таблица 3.24. Осевые зазоры в подшипниках качения, мм
Серия Диаметр вала, мм
до 30 30... 50 50...80 80... 120
Конические роликовые
Легкая широкая 0,03... 0,10 0,04-0,11 0,05—0,13 0,06-0,15
Средняя и тяжелая 0.04...0.11 0,05-0,13 0,06-0.15 0,07-0,18
Радиально-упорные
Легкая 0,02 ...0,06 0,03-0,09 0,04-0,10 0,05-0,12
Средняя и тяжелая 0,03...0,09 0,04-0,10 0,05-0,12 0.06...0.15
Двойные упорные
Легкая 0,03...0,08 0,04-0,10 0,05-0,12 0,06-0,15
Средняя и тяжелая 0,05...0,11 0,06-0,12 0,07-0,14 0,10-0,18
Глава 4
СБОРКА МЕХАНИЗМОВ ПЕРЕДАЧИ
ДВИЖЕНИЯ
4.1.
СБОРКА РЕМЕННОЙ ПЕРЕДАЧИ
По форме поперечного сечения ремня различают плоскоремен-
ные, клиноременные, поликлиновые, круглоременные и зубчато-
ременные передачи. Технические характеристики ременных пере-
дач приведены в табл. 4.1.
Плоскоременные передачи осуществляются ремнями, которые
в поперечном сечении представляют собой прямоугольник, шири-
ной значительно превосходящей толщину. Используют кожаные,
прорезиненные, хлопчатобумажные тканные, шерстяные тканные
и пленочные ремни. Концы ремней соединяют сшиванием, склеи-
Таблица 4.1. Технические характеристики ременных передач
Показатель Передача
Плоско- ременная Клинс- ременная Кругло- ременная
Передаваемая мощность, кВт 0,4... 1500 0,4...400 Небольшая
Коэффициент полезного действия 0,92-0,98 0,92-0,98 0,85
Окружная скорость, м/об: обычных передач быстроходных передач 5-25 До 60 До 25 До 40 3-10 До 15
Передаточное число: открытой передачи перекрестной передачи передачи с натяжным роликом До 5 До 6 До 10 10... 14 Доз Доз 0,5-3 2 2
106
ванием и скреплением специальными скрепками. В табл. 4.2 при-
ведены рекомендации по выбору плоских приводных ремней в за-
висимости от условий работы.
Таблица 4.2. Выбор плоских приводных ремней
Условия работы Ремни
Проре- зиненные Кожаные Хлопчато- бумажные Шерс- тяные
Передаваемая мощность Высокая Малая и средняя Малая и средняя Малая и средняя
Удельная тяговая способность Высокая Высокая Средняя Низкая
Наибольшая ско- рость обыкновен- ных ремней, м/с 15...30 40 30 20
Резкие колебания рабочей нагрузки Не реко- менду- ются Весьма пригодны Допусти- мы Весьма пригод- ны
Допускаемые кратковременные перегрузки, % 20... 30 40...50 30... 40 40.50
Способность со- хранять началь- ное натяжение Хорошая Удовлетворитель- ная Недоста- точная Удовлет- вори- тельная
Перекрестные передачи, от- водки. шкивы ступенчатые или с чакра инами (ребордами) Пригод- ны Весьма пригод- ны (для ремней растительного дубления) Не при- годны Не при- годны
Допускаемая повышенная тем- пература. °C До 60 До 50 (для ремней растительного и хромораститель- ного дубления) До 50 До 60
Повышенная влажность Пригод- ны Пригодны (для хорошо прожи- ренных и склеен- ных водостойким клеем ремней) Не при- годны Пригод- ны
107
Окончание табл. 4.3'
Условия работы Ремни
Проре- зиненные Кожаные Хлопчато- бумажные Шерс- тяные
Водяной пар Пригод- ны Пригодны (для ремней хромово- го дубления) Не при- годны Не при- годны
Едкие пары, газы Пригод- ны Не пригодны Не при- годны Пригод- ны
Краткая характеристика и область применения ремней из раз-
личных материалов приведены в табл. 4.3.
Таблица 4.3. Приводные ремни для плоскоременных передач
Тип ремня Краткая характеристика и область применения
Плоские тканевые прорезинен- ные (ГОСТ 23831—79*) Применяют для передач, имеющих скорость 15... 30 м/с, изготавливаются из бельтинга различных марок или уточной шнуровой ткани и состоят из нескольких слоев толщиной 1.5...2мм, соединенных резиной с по- следующей вулканизацией. В зависимости от толщины могут иметь от 2 до 9 слоев. Выпускаются с резиновы- ми обкладками сверху и снизу толщиной 1,6 мм и без обкладок. Ширина ремней — 20... 1 100 мм
Кожаные плоские (ГОСТ 18697 — 73) Применяют для малых и средних мощностей, допуска- ют скорость до 40 м/с. Изготавливаются из хребтовой части кожи шириной 10...560 мм. Толщина одинарных ремней 3... 6 мм, двойных, состоящих из двух склеен- ных ремней, — 7,5... 10 мм
Хлопчато- бумажные цельно- тканиые пропитан- ные (ГОСТ 6982—75) Применяют для легко- и средненагруженных передач при скоростях до 25 м/с. Изготавливаются четырех-, шести- и восьмислойными с пропиткой сплавом СП1 и озокеритовой композицией. Толщина четырехслойного ремня — 4,5 мм. ширина — 30... 100 мм. Рекомендуются для шкивов диаметром не менее 140 мм. Шестислойные ремни толщиной 6,5 мм рекомендуются для шкивов диаметром не менее 200 мм, изготавливаются шириной 50... 150 мм. Восьмислойные ремни толщиной 8,5 мм и шириной 100... 250 мм рекомендуются для шкивов диа- метром 360 мм и более
108
Окончание табл. 4.3
Тип ремня Краткая характеристика и область применения
Хлопчатобу- мажные бес- конечные Применяют для быстроходных передач. Изготавливают бесконечные прошивные и обрезиненные ремни че- тырех-, шести- и восьмислойные шириной 30... 135 мм; тканные полульняные двухслойные толщиной 1,75 мм и шириной 15... 55 мм. Длина ремней — до 2 000 мм
Из синте- тических ма- териалов Изготавливают бесконечные тканные ремни из синтетических волокон со специальным покрытием шириной 10... 100 мм, длиной до 4 500 мм для скоростей до 75 м/с
В зависимости от материала ремня соединение его концов мо-
жет осуществляться склеиванием или сшиванием. Краткая харак-
теристика способов соединения концов ремней приведена в
табл. 4.4.
Таблица 4.4. Способы соединения концов ремней
Способ соединения Краткая характеристика
Склеивание кожаных ремней Кожаные ремни склеивают по скошенным участкам клеем следующего состава: 60 % мездрового клея. 15 % желатина, 25 % белужьего или осетрового клея. Длина участка под склейку (в скобках приведена ширина рем- ня) составляет: 100мм (до25мм); 110мм (25...40 мм); 125 мм (40...50 мм); 140 мм (50...70 мм); 165 мм (70... 150 мм); 175 мм (свыше 150 мм). Склеивание ведется в два слоя: кистью наносят слой клея и дают ему просо- хнуть 5...6 мин, затем носят второй слой, соединяют концы ремня и прокатывают роликом. Склеенное место зажимают между двумя пластинами и просу- шивают в течение 4... 6 ч. Затем ремень вытягивают в приспособлении в течение 10... 12 ч. Уступ должен быть по ходу ремня
Склеивание прорезинен- ных ремней Ремень расслаивают ножом и срезают уступами. Дли- на каждого уступа зависит от ширины ремня: при ширине ремня до 150 мм длина ступени составляет до 90 мм; при ширине ремня 150...250 мм длина уступа составляет 125 мм. Склеивание производится смесью равных долей тиуранового клея Ns 1 и 2. Смесь приго- тавливают перед употреблением. На склеиваемые
109
Окончание табл. 4.4
Способ соединения Краткая характеристика
концы наносят 3—4 слоя клея. Каждый раз клею дают просохнуть. Соединяют концы ремня, остав- ляя в стыках зазор в 1 мм, и прокатывают роликом. Затем место склейки вулканизируют при температу- ре 125... 140 ‘С и давлении свыше 0,4 МПа в течение 12... 50 мин
Сшивка сы- ромятными ремешками или жильной струной Пробойником пробивают отверстия диаметром 8 ... 10 мм рядами в шахматном порядке на расстоянии 50...60 мм в ряду и 15... 29 мм от края ремня. Число рядов — 2—5 (меньший размер для ремней шириной менее 80 мм, больший — для ремней шириной 350... 500 мм). Ширину сыромятной сшивки берут несколько больше диаметра отверстия. Хлопчатобумажные цель- нотканные и шерстяные ремни сшивают встык. При больших нагрузках на стык накладывают металличе- скую пластину. Во избежание размочаливания стык по всей ширине прошивают тонкой жильной струной
Жесткое ме- таллическое соединение Применяют при больших диаметрах шкивов и ско- ростях до 10 м/с, а также в аварийных ситуациях. Осуществляют соединение металлическими скобками, скрепками, накладками угольниками и болтами, специ- альными болтами, специальными медными заклепками
Соединение шарнирными металличе- скими соеди- нителями Выполняется проволочными крючками, соединитель- ными стержнями и другими соединителями на специ- альных аппаратах
Соединение клиновых ремней Соединяют самовулканизирующейся пастой. Соеди- няемые места покрывают пастой, зажимают в форме и нагревают, выдерживая при температуре 60...70’С в течение 10... 15 мин
Шкивы плоскоременной передачи (рис. 4.1) состоят их обода, не-
сущего ремень, ступицы, монтируемой на валу со шпонкой, спиц
или диска, соединяющих обод со ступицей. Для центрирования
ремня в средней плоскости шкива его обод выполняют несколько
выпуклым. Основные размеры шкивов приведены в табл. 4.5. Для
шкивов диаметром 40... 112 мм выпуклость составляет 0,3 мм; для
шкивов диаметром 125... 140 мм — 0,5 мм; для шкивов диаметров
110
Рис. 4.1. Шкивы плоскоременных передач:
D — наружный диаметр; d — диаметр отверстия под вал; В — ширина шкива; h — вы-
сота выпуклости; L — длина шкива
160... 180 мм — 0,6 мм; для шкивов диаметров 250...280 мм — 0,8 мм;
для шкивов диаметров 315...355 мм — 1 мм.
Таблица 4.5. Основные размеры шкивов плоскоременных передач (ГОСТ 17388-73)
Наружный диаметр, мм Предельные отклонения значений наружного диаметра, мм Ширина шкива, мм Ширина ремня, мм
40 ±0,5 16...40 10... 32
45 ±0,6 16...50 10...40
50 ±0,6 16...63 10...50
56 ±0,8 16...63 10...50
63 ±0.8 16...71 10...63
71 ±1,0 16...80 10...71
80 ±1,0 16...80 10...71
90 ±1,2 16...90 10...80
100 ±1,2 16... 100 10...90
112 ±1,2 16...112 10... 100
125 ±1,6 16... 124 10... 112
140 ±1.6 16...140 10... 125
160 ±2,0 20... 160 16... 140
180 ±2,0 20... 180 16... 160
111
Окончание табл. 4.5
Наружный диаметр, мм Предельные отклонения значений наружного диаметра, мм Ширина шкива, мм Ширина ремня, мм
200 ±2,0 25...200 20... 180
224 ±2,5 25 ...224 20 ...200
250 ±2,5 32 ...250 25.„224
280 ±3,2 32... 280 25... 250
315 ±3,2 40 ...315 32 ...280
355 ±3,2 40...355 32...315
400 ±4,0 50...400 40 ...355
450 ±4,0 50 ...450 40... 400
500 ±4,0 63 ...500 50... 450
560 ±5,0 63 ...560 50... 500
630 ±5,0 71...630 63.„560
710 ±5,0 80...630 71 ...560
800 ±6,3 90...630 80... 560
900 ±6,3 100...630 90.„560
1000 ±6,3 112...630 100.„560
1 120 ±8,0 125...630 112...560
1 250 ±8,0 160.„630 140...560
1 400 ±8,0 180.„630 140...560
1600 ±10,0 200 ...630 160.„560
1800 ±10,0 224.„630 180...560
2000 ±10,0 240.„630 200.„560
Величина выпуклости h шкива зависит от его диаметра и шири-
ны и выбирается по данным, приведенным в табл. 4 6.
Величина выпуклости h для шкивов диаметром до 355 мм
h, мм....0,43 0,4 0,5 0,6 0,8 1,0
Р.мм.....40...112 125... 140 160... 180 200...224 250...280 315...355
112
Таблица 4.6. Величина выпуклости h, мм, для шкивов диаметром
более 400 мм
Наружный диаметр D, мм Ширина В шкива. мм
меиес 125 140... 160 180..200 224... 250 280.„315 £ более 400
400 1,0 1.2 1,2 1.2 1.2 1,2 1,2
450 1.0 1.2 1.2 1.2 1.2 1.2 1.2
500 1.0 1.5 1.5 1,5 1.5 1.5 1,5
560 1.0 1,5 1.5 1.5 1,5 1.5 1,5
630 1.0 1,5 2,0 2,0 2,0 2,0 2,0
710 1.0 1,5 2,0 2,0 2,0 2,0 2,0
800 1.0 1.5 2,0 2.5 2,5 2,5 2,5
900 1.0 1.5 2,0 2.5 2,5 2,5 2,5
1000 1.0 1.5 2,0 2,5 3,0 3,0 3.0
1 120 1.2 1.5 2.0 2,5 3,0 3,0 3,5
Клиноременные передачи имеют ремни с поперечным сечени-
ем трапецеидальной формы (рис. 4.2). Бесконечные клиновые ре-
зинотканевые ремни изготавливают кордтканевыми и кордшнуро-
выми. Кордтканевые ремни применяют при относительно боль-
ших диаметрах шкивов, а кордшнуровые — при малых диаметрах
шкивов, а также при высоких скоростях. Угол между боковыми
поверхностями ремня составляет 40’.
Рис. 4.2. Поперечное сечение клинового ремня:
а — максимальная ширина: ар - ширина по средней линии;
h — высота ремня
113
Ремни изготавливают семи типоразмеров, они различаются
возрастающими размерами поперечного сечения (типы О, А, Б, В,
Г, Д, Е).
В табл. 4.7 приведены размеры сечений клиновых ремней, рас-
четная ширина ар ремня примерно соответствует его ширине по
нейтральной линии, величина которой остается неизменной при
изгибе ремня на шкиве любого диаметра.
Таблица 4.7. Размеры сечений клиновых ремней
Сечение ремня Расчетная ширина, мм Ширина, мм Высота (толщина), мм
О 8,5 10,0 7,0
А 11,0 13,0 8,0
Б 14,0 17,0 10,5
В 19,0 22,0 13,5
Г 27,0 32,0 19,0
А 32,0 38,0 23,5
Е 42,0 52,0 30,0
При установке ремней в передачу отклонение их длины от но-
минального размера и наибольшая разность длин ремней в пере-
даче не должны превышать величин, приведенных в табл. 4.8.
Таблица 4.8. Отклонение длин ремней и наибольшая разность между длинами комплектуемых ремней в передаче, мм
Длина ремня Отклонение мины ремня Наибольшая разность между длинами комплектуемых ремней
Менее 950 + 14 -8..+2
950... 1250 + 15 -9..+ 3
1 250... 1600 + 18 -12 ..+ 3
1600...2000 + 25 -15 ..+ 5
2 000 . 2500 + 30 -15..+ 7.5
2500...4500 + 40 -20..+ 10
114
Сечение клинового ремня выбирают в зависимости от пере-
даваемой мощности и окружной скорости, пользуясь данными
табл. 4.9.
Таблица 4.9. Передаваемая мощность и сечение ремня
Переда- ваемая мощность, кВт Рекомендуемое сечение ремня при скорости, м/с Переда- ваемая мощность, кВт Рекомендуемое сечение ремня при скорости, м/с
до 5 5... 10 более 10 ДО 5 5... 10 более 10
До 1 О. А О, А О 15... 30 — в, Г В. Г
1...2 О, А. Б О, А О, А 30...60 — ЕД в, г
2...4 А Б О, А, Б О, А 60... 120 — Д Г,д
4...7,5 Б. В А Б А, Б 120... 200 — ДЕ ЕД
7,5... 15 В Б, В Б. В Свыше 200 — — ДЕ
Шкивы клиноременных передач имеют на ободе желобки под
клиновой ремень. Угол у желобков принимается меньшим, чем
угол у ремней (рис. 4.3, табл. 4.10). Это обеспечивает надежное
Рис. 4.3. Шкив клиноременной передачи:
dH — наружный диаметр: dp — диаметр средней линии ремня; b — расстояние от об-
разующей шкива до средней линии ремня: h — расстояние от дна канавки до сред-
ней линии ремня; М — ширина шкива: I, — ширина канавки по образующей линии;
/р — ширина канавки по средней линии ремня, f — расстояние от торца шкива до
оси канавки: е — расстояние между осями соседних канаеок; г — радиус скругления;
а — угол между боковыми станками канавки
115
прилегание ремня к боковым поверхностям канавок. Шкивы из-
готавливают из чугуна, пластических масс, реже сборными из
штампованных стальных дисков. Их предпочтительные размеры
приведены в табл. 4.11.
Таблица 4.10. Профиль канавок и размеры шкивов клиноременных передач
Сечение ремня Размеры, мм
1, b Л, пе менее е / Г
о 8,5 2,5 7,0 12,0 8,0 0,5
А 11,0 8.3 7,7 15,0 10,0 1,0
Б 14,0 4.2 10,8 19,0 12,5 1.0
В 19,0 5.7 14,3 25,5 17,0 1,5
Г 27,0 8.1 19,9 37,0 24,0 2.0
д 32,0 8,6 28,4 44,5 29,0 2,0
Е 42.0 12,5 30,5 58,0 38,0 2.5
Таблица 4.11. Предпочтительные диаметры шкивов клиноременных
передач и их предельные отклонения, мм
Диаметр шкива Предельное отклонение Диаметр шкива Предельное отклонение Диаметр ШКИВс Предельное отклонение
63 + 0,8 250 + 2,0 1000 + 6,0
71 + 0,8 280 + 3,0 1 120 + 6.0
80 + 0,8 315 + 3,0 1250 + 7,0
90 + 1,0 355 + 3,0 1 400 + 7.0
100 + 1,0 400 + 4,0 1 600 + 7,0
112 + 1,0 450 + 4,0 1 800 + 8,0
125 + 1,5 500 + 4,0 2000 + 8.0
140 + 1,5 560 + 5,0 2240 + 8,0
160 + 1,5 630 + 5,0 2500 + 8,0
116
Окончание табл. 4.11
Диаметр шкива Предельное отклонение Диаметр шкива Предельное отклонение Диаметр шкива Предельное отклонение
180 + 1,5 710 + 5,0 2 800 + 9,0
200 + 2,0 800 + 5,0 3150 + 9,0
224 + 2,0 900 + 6,0 3550 + 10,0
Зубчато-ременные передачи сочетают в себе достоинства пло-
скоременных и зубчатых передач. На рабочих поверхностях рем-
ней выполняют зубья, которые входят в зацепление с зубьями на
шкивах. Зубчатые ремни изготавливают из .маслостойких синте-
тических материалов или маслостойкой резины и армируют сталь-
ными проволочными тросами, воспринимающими основную на-
грузку, передаваемую ремнем. Зубчатые ремни устанавливают без
предварительного натяжения, они работают без скольжения и
бесшумно. Основные характеристики зубчатых ремней приведе-
ны в табл. 4.12.
Таблица 4.12. Основные характеристики зубчатых ремней
Модуль, мм Ширина ремня. мм Число зубьев
1 3... 12,5 40—160
1,5 3...20 40—160
2 5... 20 40—160
3 12,5... 50 40—160
4 20... 100 48—250
5 25... 100 48 — 200
7 40... 125 56—140
10 50... 200 56—100
Поликлиновые ременные передачи (рис. 4.4) применяются
при скоростях, не превышающих 40 м/с, и передаточном отноше-
нии не менее 10. Ремень — резиновый с клиновыми выступами на
внутренней стороне и несущим слоем из корда — выполняется
бесконечным. Основные характеристики ремней приведены в
табл. 4.13.
117
Рис. 4.4. Поперечное сечение поликлинового ремня:
Н — толщина ремня; h — глубина впадины между зубьями; t — шаг зубьев; 8 — рас
стояние от дна впадины до армирующих шнуров
Таблица 4.13. Основные характеристики поликлиновых ремней
Сечение ремня Размеры, мм Предельная длина, мм Рекомендуемое число ребер Номинальный диаметр малого шкива, мм
1 Н h 8
к 2,4 4,0 2,35 1,0 355...2500 2—35 40
л 4.8 9,5 4,85 2,5 1 250 ...4 000 4—20 80
м 9,5 16,7 10,35 3,5 2000 ...4000 4 — 20 180
Круглоременная передача применяется для передачи малых
мощностей. Ремни — кожаные, хлопчатобумажные или текстиль-
ные прорезиненные диаметром 4...8 мм. Шкив имеет канавку по-
лукруглой или клиновидной формы с углом 40°.
Контроль ременной передачи осуществляется как в процессе ее
сборки, так и перед началом сборочного процесса. При сборке ре-
менных передач необходимо обеспечить параллельность осей веду-
щего и ведомого шкивов и совпадение средних плоскостей обоих
шкивов. Перед сборкой шкивы необходимо проверять на торцевое
и радиальное биение, нормы которого приведены в табл. 4.14.
Таблица 4.14. Допуски на биение ободов шкивов в зависимости от их диаметра, мм
Биение Диаметр шкива, мм
до 150 150 ...300 300...600 свыше 600
Торцевое 0,10 0,15 0,25 0,40
Радиальное 0,05 0,08 0,12 0,25
118
Шкивы, работающие со скоростью более 5 м/с, должны быть
подвергнуты статической балансировке, а шкивы быстроходных
передач, особенно при их большой ширине, — динамической ба-
лансировке. Величины допускаемого дисбаланса приведены в
табл. 4.15.
Таблица 4.15. Дисбаланс шкивов
Окружная скорость, м/с Допускаемый дисбаланс, г - м Окружная скорость, м/с Допускаемый дисбаланс, г • м
5... 10 6 20... 25 1.6
10... 15 3 25...40 1.0
15... 20 2 Свыше 40 0,5
4.2.
СБОРКА ЦЕПНОЙ ПЕРЕДАЧИ
В цепных передачах применяют различные типы цепей, кото-
рые выбирают в зависимости от конструкции передачи и линей-
ной скорости вращательного движения ее деталей: роликовые
(рис. 4.5, табл. 4.16). втулочные (рис. 4.6, табл. 4.17) и зубчатые
(рис. 4.7, табл. 4.18).
Рис. 4,5. Роликовая цепь:
1,2 — внутренняя и наружная пластина цепи соответственно; Ь — высота пластины;
t — шаг цепи; d — диаметр оси ролика; 0 — расстояние между наружными поверх-
ностями внутренних пластин; D — диаметр ролика; 0,ь — расстояние между внутрен-
ними пластинами; L — длина оси ролика
119
Таблица 4.16. Основные характеристики приводной роликовой однорядной цепи
Масса I м цепи, кг 0.18 0,41 о 0,62 08'0 0,96 1,52 2,57 3.73 5,50 7,50 9,70
Длина оси ролик»! L, мм 11.7 X £ £11 18,2 20,1 S 30,6 38,5 46.0 56,9 61,3 72,0
Расстояние ' между наружными поверхностями внутренних пластин В, мм 8,53 5,80 8,90 00 о 13,95 17,75 22,61 27,46 35,46 37,19 45,21
Высота илдсти- ны Ь, мм 7,11 8 со' 16'6 11,81 14,73 14,73 18,08 24,13 30.18 О 8 42,24 48,26
Разрушающая нагрузка, кг, не менее 460 006 900 1 800 2 300 2 300 2500 5000 7 000 10000 13000 16000
Диаметр ОГИ ролика d. мм 2,31 3,28 3,66 4.45 S «> 5,08 96'9 7,95 9,55 11,12 12,72 14,29
Диаметр ролика и, мм 5,00 6,35 7,75 8,51 10,16 10,16 16‘П 15,88 19,05 22,23 25,40 28,58
Расстояние между внутренними пластинами В„ мм 3,00 5,72 3,80 5,40 6,48 9,65 12,70 15,88 19.05 25,40 О •’Т а 31,75
Шаг цепи 1, мм О со 9,525 12,7 12.7 15,875 15,875 19,05 25.4 31,75 38,1 44,45 50.8
I ллюзначение цепи ПР-8-460 ПР-9,525-900 ПР-12,7-900 ПР-12,7-1000-1 ПР-15,875-2300-1 ПР-15,875-2300-2 ПР-19,05-2500 ПР-25,4-5000 ПР-31,75-7000 ПР-38.1-10000 ПР-44,45-13000 ПР-50,8-16000
120
Рис. 4.6. Втулочная цепь:
b — высота пластины: t — шаг цепи; L — ширина цели; d — диаметр оси ролика;
d, — наружный диаметр втулки; В — ширина по наружным поверхностям внутренних
пластин; Вви — расстояние между внутренними пластинами
Таблица 4.17. Основные характеристики втулочных цепей
Обозначение цепи Размеры, мм
В1в, не менее tJ "В ** Ь, не более L, не более В, не более Разрушающая нагрузка, кг. не менее
ПВ-9,525-1100 7,60 3,59 5,0 9,25 8,80 18,15 11,20 1 100
ПВ-9,525-1200 9,52 4,45 6,0 9,25 9,25 21,2 13,44 1200
ПВ-525-1800 5,20 4,45 6,0 9,25 9,85 27,5 9,15 1800
Таблица 4.18. Основные характеристики зубчатых цепей
Размеры, мм Разруша- ющая на- грузка, кг Масса 1 м цепи, кг
t В b ь. S и 1 11
12,7 22,5 28,5 34,5 40,5 46,5 52,5 13,4 7,0 1,5 4,76 28,5 34,5 40,5 46,5 52,5 58,5 30 36 42 48 54 60 2 400 2900 3 400 4 (XX) 4 700 5 300 1,3 1,6 2,0 2.3 2.7 3.0
121
Окончание табл. 4.16
Размеры, мм Разруша- ющая на- i-рузка, кг Масса 1 м цепи, кг
t В Ь ь, S и 1 Л
15.875 30 16,7 8,7 2,0 3,95 36 39 3900 2,2
38 44 47 4 800 2.7
46 52 55 5 700 3,3
54 60 63 6 700 3,9
62 68 71 7 800 4,4
70 76 79 8900 5,0
19,05 45 20,1 10,5 3 7,14 52,5 56 7 200 3.9
57 64,5 68 8700 4,9
69 76,5 80 10 300 5,9
81 88.5 92 12200 7,0
93 100,5 104 14 100 8,0
25,4 57 26,7 14 3 9,52 65 68 И 600 6,5
69 77 80 13800 7,9
81 89 92 16 300 9.3
93 101 104 18900 10,6
105 113 116 21 600 12.0
31,75 69 33,4 17,5 3 11,91 78 82 17 100 10,0
81 90 94 20200 11,6
93 102 106 23500 13,3
105 114 118 26 800 15,0
117 126 130 30 300 16,7
Звездочки для приводных цепей могут иметь числа зубьев 9; 10;
11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 22; 25; 28; 32; 36; 43: 45; 50; 56; 63;
71; 80 и изготавливаются из сталей 40; 45; 40Л; 45Л. Допускается
изготовление звездочек также из цементируемых сталей 12 и 20.
Форма зубьев звездочки и их размеры приведены на рис. 4.8 и в
табл. 4.19.
При установке звездочек на вал допускается их незначитель-
ное смещение в осевом направлении на величину, указанную в
табл. 4.20.
Радиальное и торцевое биение звездочек, устанавливаемых в
передачу, не должно превышать следующие значения:
Диаметр звездочки, мм.........До 120
Допускаемое биение, мм.........0,2
120...250 Свыше 250
0,25 0,3
122
Рис. 4.7. Зубчатая цепь:
1 — рабочая пластина; 2 — направляющая пластина; 3 — шайба; 4,6 — внутренние
призмы; 5 — удлиненная призма; 7 — соединительная призма; и — расстояние от
торца пластины до оси отверстия; b — высота пластины; Ь, — расстояние от вер-
шины зуба пластины до оси отверстия; / и — толщина цепи в различных сечениях:
В — толщина комплекта пластин; t — шаг цепи; S — толщина пластины
Таблица 4.19. Размеры зубьев и венцов звездочек
Обозначение цепи Размеры, мм
h Л т» Ь! ь2 в
ПР-8-460 4,0 8,5 1.6 2,6 — —
ПР-9,925-900 5,1 10,8 1,6 5.2 — —
ПР-12,7-900 8,2 23,2 1.6 2,9 — —
2ПВ-9,525-1800 4,8 10,2 1.6 4.9 4,5 15,3
ПР-15,875-2300 8,1 17,3 1.6 5.9 — —
2ПР-12,78-3200 6,8 14,5 1.6 — 6.8 12,7
ПР-19,5-2500 9,5 20,2 1,6 11,7 — —
2ПР-19,05-6400 9.5 20,2 1,6 — 11,3 34,1
ПР-25,4-5000 12,7 27,0 1,6 14,6 — —
123
Окончание табл. 4.19
Обозначение цепи Размеры, мм
h г, h ь, bi в
2ПР-25.4-11400 12.7 27.0 1.6 — 14,1 43,4
2ПР-31,75-17700 15,2 32,4 1,6 — 17 52,8
ПР-38,1-10000 17,8 37,8 2,5 23,5 — —
2ПРП-38,1-25400 17,8 37,8 2,5 — 22,7 68,2
ПР-44,45-13000 20,3 43,2 2,5 23,5 — —
Таблица 4.20. Допускаемое смещение звездочек в осевом направлении
.Межосевое расстояние, мм Смещение ззездочки, мм
роликовой цепи зубчатой цени
До 500 1 2
500... 1000 2 3
Свыше 1 000 на каждые 1 000 мм 3 3
ДЛИНЫ
г
а б
Рис. 4 8. Одновенцовые (а—в) и двухвенцовые (г) звездочки цепных пере-
дач:
В — ширина двухяенцовой звездочки; Ь, — ширина зуба одновенцовой звездочки;
Ьг — ширина зуба двухвенцовой звездочки, г, — радиус закругления зубьев венца
звездочки; гг — радиус сопряжения канавки с венцами двухвенцовых звездочек;
h — высота зуба звездочки
124
4.3.
СБОРКА ЦИЛИНДРИЧЕСКОЙ ЗУБЧАТОЙ
ПЕРЕДАЧИ
Для цилиндрических зубчатых колес установлено 12 степеней
точности от 1 до 12 (табл. 4.21) в порядке убывания. Степень точ-
ности зубчатых колес определяется назначением машины и усло-
виями работы передачи.
Таблица 4.21. Степень точности цилиндрических зубчатых колес
Степень точности Скорость, м/с Способ изготовления зубчатых колес Область применения
прямо- зубых передач косо- зубых передач
6-я (высоко- точные) До 15 До 30 Нарезание методом обкатки на точных станках с после- дующим шлифова- нием или шевинго- ванием Делительные меха- низмы; скоростные передачи; ответственные зуб- чатые передачи
7-я (точ- ные) До 10 До 15 Нарезание методом обкатки на точных станках. Для за- каленных колес от- делка производится после термической обработки Зубчатые колеса, работающие при высоких скоро- стях и умеренных нагрузках или наоборот
8-я (сред- ней точ- ности) До 6 До ю Нарезание мето- дом обкатки или методом деления профильным ин- струментом в соот- ветствии с числом зубьев колеса Зубчатые колеса общего машино- строения. не тре- бующие высокой точности
9-я (пони- женной точности) До 2 До 4 Обработка любым способом без отде- лочных операций Зубчатые колеса для грубой работы
Для обеспечения нормального зацепления оба зубчатых колеса
должны иметь одинаковый модуль, который выбирают по табл. 4.22.
125
Таблица 4.22. Ряд модулей зубчатых колес, мм
Ряды Ряды Ряды Ряды
! 2 1 2 1 2 1 2
0,05 — 0,5 —. 5,0 — 50,0 —
— •* 0,55 — 0,55 — 5,5 — 55,0
0.06 — 0.6 — 6,0 — 60,0 —
— 0,7 — 0,7 — 7.0 — 70,0
0,08 — 0,8 — 8,0 — 80,0 —
— 0,9 — 0.9 — 9,0 — 90,0
0,10 — 1.0 — 10,0 — 100,0 —
— 0,11 — 1,125 — 11,0 — —
0,12 — 1,25 — 12,0 — — —
— 0,14 — 1,375 — 14,0 — —
0,15 — 1.5 — 15,0 — — —
— 0,18 — 1,75 18,0 — —
0,20 — 2,0 — 20.0 — — —
— 0,22 — 2,25 — 22,0 — —
0,25 — 2,5 — 25,0 — — —-
— 0,28 — 2,75 28.0 — —.
0,30 — 3,0 — 32,0 — — —
— 0,35 — 3,5 — 36,0 — —
0.40 — 4.0 — 40,0 — —
— 0,45 — 4,5 — 45,0 — —
Перед установкой зубчатых колес на вал и их монтажом в кор-
пус необходимо произвести входной контроль параметров зубча-
тых колес и посадочных мест в корпусе передачи (табл. 4.23—4.26
и 4.27—4.30).
Таблица 4.23. Отклонение диаметра зубчатых колес по окружности
выступов
126
Таблица 4.24. Предельное отклонение межосевого расстояния, мкм
Межосевое расстояние мм Вид сопряжения
£ А С В А
До 80 ±15 ±23 ±37 ±60 ±95
80... 125 ±18 ±27 ±43 ±70 ±110
125... 180 120 ±32 ±50 ±80 ±125
180...250 ±23 ±36 ±58 ±92 ±145
250...315 ±26 ±40 +65 ±105 ±160
315... 400 ±28 ±45 ±70 ±115 ±180
400...500 ±32 ±48 ±78 ±125 ±200
Примечание. Вид сопряжения зубчатых колес определяет гарантированную
величину бокового зазора в передаче и обозначается буквами латинского алфавита
в порядке увеличения величины гарантированного бокового зазора (Н. Е, D, С, В,
А); здесь боковой зазор — расстояние между рабочими поверхностями зубьев пары
зубчатых колес.
Таблица 4.25. Допуски на непараллельность (над чертой) и перекос осей (под чертой)
Степень точности Модуль, мм Допуск, мкм. при ширине колеса, мм
до 40 40... 100 100...160 160 . 250 250...400
5-я 1... 16 8 4 10 5 12 6 16 8 18 9
6-я 1...16 10 5 12 6 16 8 19 10 24 12
7-я 1...25 12 6 16 8 20 10 24 12 28’ 14
8-я 1...56 20 10 25 13 32 16 38 19 45 23
9-я 1...56 32 16 42 20 50 25 60 30 75 38
127
Таблица 4.26. Допускаемое радиальное биение цилиндрических
зубчатых колес, мкм
Диаметр делительной окружности, мм Степень точности
6-я 7-я 8-я 9-я
Модуль. мм
2... 3,5 3.5...6 2...3.5 3.5...6 2.„3,5 3.5...6 2... 3,5 3,5... 6
До 50 22 24 32 34 40 42 50 53
50... 125 28 30 40 42 50 53 63 67
125...280 35 38 50 53 63 67 80 85
280...560 45 48 63 67 80 85 100 105
560... 1000 50 53 70 75 90 100 ПО 120
Таблица 4.27. Допускаемое биение торцов ступицы зубчатых и червячных колес, мкм
Степень точности Диаметр посадочного отверстия, мм
до 50 50.„80 свыше 80
6-я 20 30 40
7-я 20 30 40
8-я 30 40 50
9-я 30 40 50
Таблица 4.28. Отклонение толщины зуба по постоянной хорде
^.ттгенг» точности зубчатого колеса Модуль, мм Отклонение, мкм. при диаметре делительной окружности зубчатого колеса, мм
S? 08 "0S 80 ...120 120...200 200... 320 320...500 500..800 800..1000
6-я 1...2.5 -75 -125 -95 -160 -ПО -175 -14 -215 -160 -250 -205 -295 -250 -350 -305 -435
2,5 ...6 -75 -125 -95 -160 -110 -175 -140 -215 -160 -250 -205 -295 -260 -360 -305 -435
128
Окончание табл. 4.28
Степень точности зубчатого колеса Модуль, мм Отклонение. мкм, при диаметре делительной окружности зубчатого колеса, мм
3 50-80 80... 120 120...200 200...320 320..500 500...800 0001 "008
6... 10 — -95 -160 -115 -180 -140 -215 160 -250 -205 -295 -260 -360 -305 -435
10... 16 — — -115 -180 -140 -215 -160 -250 -205 -295 -260 -360 -305 -435
7-я и 8-я 1...2.5 -80 -145 -95 -185 -115 -205 -140 -240 -160 -290 -203 -335 -260 -415 -305 -485
2,5...6 -80 -145 -95 -185 -115 -205 -140 -240 -175 -305 -205 -335 -260 -415 -305 -485
6... 10 — -100 -190 -115 -205 -145 -245 -175 -305 -220 -350 -260 -415 -305 -485
10... 16 — — -115 -205 -145 -245 -105 -315 -220 350 -260 -415 -305 -435
8-я 1...2.6 -85 -175 -100 -230 115 -245 -145 300 -175 -355 -220 -400 -260 -495 -305 -595
2,5-6 -90 -180 -100 -230 -125 -255 -145 -300 -175 -355 -220 -400 -260 -495 -305 -595
6... 10 — -ПО -240 -125 -255 -145 -300 -185 365 1 1 -260 -495 -330 -620
10-16 — — -130 260 -155 310 -185 -365 -220 -400 -275 -510 -330 -620
9-я 2,5-6 -95 -225 -110 -290 -130 -310 -155 -390 -185 -475 -220 -510 280 630 -330 770
6... 10 — -115 -295 -130 -310 -160 -395 -190 -480 235 525 280 630 330 -770
10-16 — — -145 -325 -175 -410 -190 480 23.5 525 -290 640 330 -770
129
Таблица 4.29. Длина общей нормали при модуле, равном 1 мм
Число зубьев Z колеса Число зубьев, охватываемых при измерении Длина общей нормали, мм Число зубьев z колеса Число зубьев, охваты вае м ых при измерении Д\ина общей нормали, мм Число зубьев z колеса Число зубьев, охватываемых при измерении Длина общей нормали, мм
17 3 7,6184 47 6 16,8950 77 9 26,1715
18 3 7,6324 48 6 16.9090 78 10 29.1377
19 3 7.6464 49 6 16,9230 79 10 29,1517
29 3 7.6605 50 6 16,9370 80 10 29,1657
21 3 7,6745 51 6 16,9510 81 10 29,1797
22 3 7,6885 52 7 19,9171 82 10 29,1937
23 3 7,7025 53 7 19,9311 83 10 29,2077
24 3 7,7165 54 7 19,9451 84 10 29,2217
25 3 7,7305 55 7 19.9292 85 10 29,2357
26 4 10.6966 56 7 19,9732 86 10 29,2499
27 4 10.7106 57 7 19.9872 87 и 32,2159
28 4 10,7246 58 7 20,0012 88 11 32,2299
29 4 10,7386 59 7 20,0152 89 11 32,2439
30 4 10,7526 60 7 20,0292 90 и 32.2579
31 4 10,7666 61 8 22,9953 91 и 32,2719
32 4 10,7806 62 8 23.0093 92 11 32,2859
33 4 10,7946 63 8 23,0233 93 11 32,2999
34 4 10,8086 64 8 23,0373 94 и 32,3129
35 5 13,7748 65 8 23,0513 95 и 32,3279
36 5 13,7888 66 8 23,0654 96 12 35,2940
37 5 13,8028 67 8 23,0794 97 12 35.3080
38 5 13,8168 68 8 23,0934 98 12 35,3220
39 5 13,8308 69 8 23.1074 99 12 35,3361
40 5 13,8448 70 9 26,0735 100 :2 35,3501
41 5 13,8588 71 9 26,0875 101 12 35,3641
42 5 13,8728 72 9 26,1015 102 12 35,3781
130
Окончание табл. 4.29
Число зубьев z колеса Число зубьев, охватываемых при измерении Д\ина общей нормали, мм Число зубьев z колеса Число зубьев, охватываемых при измерении Д\ина общей нормали, мм Число зубьев z колеса Число зубьев, охватывае мых при измерении Длина общей нормали, мм
43 5 13,8868 73 9 26,1155 103 12 35,3921
44 6 16,8530 74 9 26,1295 104 13 38,3582
45 6 16,8669 75 9 26.1435 105 13 38,3722
46 6 16,8810 76 9 26,1575 106 13 38,3862
Примечание. Длина общей нормали для колес, модуль которых отличается
от 1 мм. определяется как произведение модуля зубчатого колеса на длину общей
нормали, определенной по табл. 4,29.
При измерении длины общей нормали ее отклонение от номи-
нального значения не должно превышать величин, указанных в
табл. 4.30.
При контроле радиального биения зубчатого венца цилиндри-
ческого зубчатого колеса применяют контрольные ролики, разме-
ры которых выбирают в зависимости от модуля зацепления по
данным, приведенным в табл. 4.31.
Таблица 4.30. Отклонение длины общей нормали
Степень точности Отклонение длины общей нормали, мкм, при диаметре делительной окружности зубчатого колеса, мм
до 50 50...80 80... 120 120...200 200... 320 320...500 500...800 4 800... 1250
6-я -80 -110 -85 -120 -120 -165 -130 -180 -265 -220 -205 -265 -260 -325 -300 -380
7-я -85 -125 -100 -145 -125 -175 -145 -195 -185 -260 -220 -300 -280 -360 325 -430
8-я -100 -155 -120 -185 -140 -215 -180 -265 -210 -310 -260 -380 -320 -465 -370 -540
131
Таблица 4.31. Размеры контрольных роликов для проверки
зубчатых колес
Модуль, мм Размеры ролика, мм Модуль, мм Размеры ролика, мм
D L D L
1 1,8 15 4 72 50
1,25 2,25 18 4.5 81 55
1,5 2,7 20 5 90 60
1,75 3,15 22 5,5 99 65
2 3.6 26 6 10.8 70
2,25 4,05 28 6,5 11.7 75
2.5 4.5 30 7 12,6 85
2,75 4,95 32 8 14,4 95
3 5.4 35 9 16,2 105
3,25 5,85 38 10 18,0 115
3,5 6.3 42 И 19,8 125
3,75 6,75 45 12 21,0 135
Таблица 4.32. Нормы контакта зубьев в зубчатых передачах при контроле «на краску»
Степень точности Размер пятна контакта, % от размера зуба, не менее
по высоте подлине
5-Я 55 80
6-я 50 70
7-я 45 60
8-я 40 40
9-я 20 25
Собранную зубчатую передачу проверяют «на краску» по пят-
ну контакта, размеры которого должны соответствовать нормам,
приведенным в табл. 4.32.
Для обеспечения плавной, без заклинивания работы зубчатой
передачи зазор между боковыми поверхностями зубьев также
подлежит проверке и его величина должна соответствовать дан-
ным, приведенным в табл. 4.33.
132
Таблица 4.33. Гарантированный боковой зазор для цилиндрических зубчатых передач, мкм
Межосевое расстояние, мм Вид сопряжения
Н Е А С В А
До 80 30 46 74 120 190
80... 125 0 35 54 87 140 220
125... 180 0 40 63 100 160 250
180 ...250 0 46 72 115 185 290
250 ...315 0 52 81 130 210 320
315... 400 0 57 89 140 230 360
400 ...500 0 63 97 155 250 400
4.4.
СБОРКА КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
При сборке коническая зубчатая передача должна удовлетво-
рять следующим требованиям:
колеса передачи должны быть изготовлены в соответ-
ствии с нормами, предусмотренными для колес задан-
ной степени точности, и иметь профиль зубьев без
каких-либо дефектов;
• биение зубчатого венца не должно превышать величин,
приведенных в табл. 4.34;
Таблица 4.34. Предельные отклонения элементов конических зубчатых передач, мкм
Параметр Степень точности
5-я 6-я 7-я 8-я 9-я 10-я
Допуски на биение зубчатого венца при диаме- тре колеса, мм: *
до 50 12 20 32 50 80 120
50 ...80 17 26 42 65 105 170
80 ...120 20 32 50 80 120 200
120... 200 24 38 58 95 150 240
200... 320 28 45 70 110 180 280
320... 500 32 50 80 120 200 320
133
Окончание табл. 4.34
Параметр Степень точности
5-я 6-я 7-я 8-я 9-я 10-я
Допуски на непе- ресечение осей при длине обра- зующей делитель- ного конуса, мм: до 200 11,5 15 19 24 30 38
200... 320 14 18 22 28 36 45
320... 500 18 22 28 36 45 55
500...800 22 28 36 45 55 70
Предельные сме- щения вершины делительного конуса при торце- вом модуле, мм: 1 ...2,5 0...19 0...24 0...30 0...38
2,5...6 0...30 0...38 0...48 0...58 0...75 0...95
6... 10 0...40 0...50 0...60 0...80 0...100 0...120
10... 16 0...48 0...58 0...75 0...95 0...115 0...150
16... 30 — — — 0...120 0...160 0...200
Примечания: 1. Биение зубчатого венца определяется на любом одинаковом
расстоянии от вершины условного конуса.
2. Непересечение осей — кратчайшее расстояние между осями вращения сопря-
женных зубчатых колес.
3. Предельное смещение вершины делительного конуса определяется как осевое
смещение колеса при монтаже.
• наименьший боковой зазор в зубчатой передаче должен
соответствовать нормам бокового зазора, приведенным в
табл. 4.35. Проверяют боковой зазор щупом или при по-
мощи проволочек со стороны большего диаметра колеса;
Таблица 4.35. Гарантированный боковой зазор в конических зубчатых передачах, мкм
Делительное конусное расстояние, мм Вид сопряжения
Н Е Д С
До 50 0 40 85 17
50...80 0 50 100 210
80... 120 0 65 130 260
134
Окончание табл. 4.35
Делительное конусное расстояние, мм Вид сопряжения
Н Е А С
120...200 0 85 170 340
200..320 0 100 210 420
320... 500 0 130 260 530
500...аоо 0 170 340 670
Примечание. Делительное конусное расстояние — длина образующей де-
лительного конуса от его вершины до пересечения с образующей дополнительного
делительного конуса.
отклонение угла пересечения осей колес конических
зубчатых передач не должно превышать величин, при-
веденных в табл. 4.36.
Таблица 4.36. Предельные отклонения межосевого угла передачи,
мкм
Среднее конусное расстояние, мм
до 50 50... 100 100...200 200... 400
О Угол делительного конуса, ...•
я * Я а Я а
Q. ф •л Э «л .25 шо Ф ю о =
: 3 - : 3 — “
О о in а $ W) а — и О »п 3 < — и О. «О Я < —
Н.Е 7,5 10 12 10 12 15 12 17 20 15 24 26
А И 16 19 16 19 22 19 26 32 22 36 40
С 18 26 30 26 30 32 30 45 50 32 56 63
в 30 42 50 42 50 60 51 71 80 60 90 100
А 45 63 80 63 80 95 80 ПО 125 95 140 160
Продолжение табл. 4.36
Сопряжение Среднее конусное расстояние, мм
400...800 800... 1600 свыше 1 600
Угол дели тельного конуса....°
до 15 15...25 свыше 25 до 15 15...25 э До 15 а ‘-0 ф § а и
Н.Е 20 28 34 26 40 53 34 63 85
135
Окончание табл. 4.36
Сопряжение Среднее конусное расстояние, мм
400...800 800... 1600 свыше 1 600
Угол делительного конуса,...”
SI о* 15... 25 свыше 25 ДО 15 я w> свыше 25 ДО 15 15...25 свыше 25
А с в А 32 50 80 125 45 71 ПО 180 56 85 140 220 40 63 100 160 63 100 160 250 85 130 210 320 56 85 140 222 95 160 250 380 140 220 340 530
отклонение толщины зуба по постоянной хорде не долж-
но превышать значений, приведенных в табл. 4.37.
Таблица 4.37. Отклонение толщины зуба по постоянной хорде
Степень точности Торцевой модуль, мм Отклонение, мкм, при диаметре колес, мм
до 50 50-80 80...123 120.230 200... 320 320 ...500 § §
6-я 1,...2,5 -55 -103 -70 -130 -85 -145 -105 -175 -130 -210 -160 -240 -200 -290
2,5—6 -55 -103 -70 -130 -85 -145 -105 -175 -130 -220 -160 -240 -200 -290
6... 10 — -70 -130 -85 -145 -105 -175 -130 -210 -160 -240 -200 -290
10...16 — — -85 -145 105 -175 -130 -210 -160 -240 -200 -290
7-я 1...2.5 -55 -115 -70 -150 -85 -165 -110 -200 130 -240 -160 -270 -200 -330
2.5...6 -55 -115 -75 -150 -90 -165 -НО -200 140 -250 -160 -200 -330
6... 10 — -75 -150 -90 -165 -ПО -200 -140 -250 -170 -270 200 -330
10-16 — — -90 -65 -115 -200 -140 -250 -170 -270 200 -330
136
Окончание табл. 4.37
Степень точности Торцевой модуль, мм Отклонение, мкм, при диаметре колес, мм
09 oV 50...80 80... 120 120...200 200...320 320...500 1 3
8-я 1 ...2,5 -60 -140 -70 -180 -90 -200 -ПО -240 -140 -290 -170 -320 -210 -400
2,5 ...6 -65 -145 80 -190 -95 -205 -115 -245 -140 290 -170 -320 -210 -400
6... 10 — -185 -195 -100 -210 -120 -250 -140 -290 -180 -330 -210 -400
10... 16 — — -100 -210 -120 -250 -150 -300 180 -330 220 -410
9-я 2,5...6 -80 -190 -95 -245 -105 -255 -130 -320 -160 -400 -180 -440 -220 -460
6... 10 — -100 -250 125 -265 130 -320 160 -400 190 130 240 -480
10... 16 — — -120 -270 -140 -330 -170 -410 -200 -440 -240 -400
При контроле собранной передачи «на краску» пятно контакта
должно располагаться в средней части зуба и не доходить до тон-
кого конца не менее чем на 0,3 его длины. Размеры пятна контакта
приведены в табл. 4.38.
Таблица 4.38. Нормы контакта зубьев конических зубчатых передач
при контроле «на краску»
Степень точности Относительные размеры суммарного пятна контакта, % от размера зуба
по высоте зуба по длине зуба
Номинальный размер Допускаемое отклонение Номинальный размер Допускаемое отклонение
З-я 80 -5 75 -5
4-я 75 -10 70 -10
5-я 75 -10 70 -10
137
Окончание табл. 4.38
Степень точности Относительные размеры суммарного пятна контакта. % от размера зуба
по высоте зуба по длине зуба
11оминальныи размер Допускаемое отклонение Номинальный размер Допускаемое отклонение
6-я 65 -10 60 -10
7-я 65 -10 60 -10
8-я 55 -15 50 -15
9-я 55 -10 50 -10
10-я 45 -15 40 -15
11-я Отдельные пятна — Отдельные пятна —
12-я Отдельные пятна — Отдельные пятна —
При регулировании бокового зазора в конической зубчатой
передаче за счет бокового смещения одного из колес величина
этого смещения должна выбираться в пределах, значения которых
приведены в табл. 4.39 и 4.40.
Таблица 4.39. Предельное осевое смещение зубчатого конического
колеса в передаче по нормам плавности работы, мкм
Степень точности * Средний ноыи- наль- ный модуль, мм Среднее конусное расстояние, мм
до 50 50... 100 100...200
Угол делительного конуса,...°
8 $ 20...45 свыше 45 до 20 20... 45 свыше 45 А» 20 20... 45 свыше 45
6-я 1—3,5 3,5...6,3 6,3... 10 ±14 ±8 ±12 ±6,7 ±5 ±2.8 ±48 ±26 ±17 ±40 ±22 ±15 ±17 ±9,5 ±6 ±105 ±60 ±38 ±90 ±50 ±32 ±38 ±21 ±13
7-я 1...3.5 3,5...6,3 6.3... 10 ±20 ±11 ±17 ±9,5 ±7,1 ±4 ±67 ±38 ±24 ±56 ±32 ±21 ±24 ±13 ±8.5 ±150 ±80 ±53 ±130 ±71 ±45 ±53 ±30 ±19
138
Окончание табл. 4.39
Степень точности Средний номи- нала* ный модуль, мм Среднее конусное расстояние, мм
до 50 50 ...100 100...200
Угол делительного конуса, ...*
до 20 20... 45 свыше 45 до 20 20... 45 свыше 45 до 20 20... 45 свыше 45
8-я 1 ...3.5 3.5...6.3 6,3... 10 ±28 ±16 ±24 ±13 ±10 ±5,6 ±95 ±53 ±34 ±80 ±45 ±30 ±34 ±17 ±12 ±200 ±120 ±75 ±180 ±100 ±63 ±75 ±40 ±26
9-Я 1...3.5 3,5...6,3 6.3... 10 ±40 ±22 ±34 ±19 ±14 ±8 ±140 ±75 ±50 ±120 ±63 ±42 ±48 ±26 ±17 ±300 ±160 ±105 ±260 ±240 ±90 ±105 ±60 ±38
Таблица 4.40. Предельное отклонение межосевого расстояния по нормам контакта зубьев в конической зубчатой передаче, мкм
Степень точности Среднее конусное расстояние, мм
до 50 50... 100 100... 200 200... 400 400...800
б-я ±12 ±15 ±18 ±25 ±30
7-я ±18 ±20 ±25 ±30 ±30
8-я ±28 ±30 +36 ±45 +60
9-я ±36 ±45 ±55 ±75 ±90
4.5.
СБОРКА ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Собранная червячная передача и детали, поступающие на сбор-
ку. должны отвечать следующим требованиям:
червячные колеса и червяки в отношении точности эле-
ментов должны соответствовать требованиям стандар-
тов: на допуски червячных передач устанавлено 12 сте-
пеней точности (в стандарте не регламентированы от-
клонения по степеням точности 1,2, 10, И, 12). Степени
5—9-я предусмотрены для силовых передач, а степени
3—6-я — для кинематических передач, у которых преду-
сматривается возможность регулирования взаимного
положения колеса и червяка. Независимо от степени
точности назначают нормы бокового зазора С, Д, X и Ш
(табл. 4.41);
139
Таблица 4.41. Гарантированный боковой зазор для червячных
передач
Вид сопряжения Боковой зазор, мкм. при межосевом расстоянии, мм
до 40 40...80 80... 160 160... 320 320... 630 630... 1250 1 250 и более
с 0 0 0 0 0 0 0
А 28 48 65 95 130 190 260
X 55 95 130 195 260 380 530
ш ПО 190 260 380 530 750 —
радиальное биение червяков и колес, проверяемое ин-
дикатором, не должно превышать допустимых величин
(табл. 4.42);
Таблица 4.42. Допускаемое радиальное биение червяка и червячного колеса
Степень точности Радиальное биение червяка, мкм. при диамет ре, мм Радиальное биение червячного колеса, мкм, при диаметре, мм
а CN 25...50 50... 100 100...200 200... 400 50..80 80... 120 120 ...200 200... 320 320...500
5-я 6 7 8 10,5 14 12 20 24 28 32
6-я 10 И 12 17 22 26 32 38 45 50
7-я 16 18 20 26 36 42 50 58 70 80
8-я 25 28 32 42 55 65 80 95 ПО 120
9-я 40 45 50 65 90 105 120 150 180 200
Примечания: 1. Радиальное биение червяка определяют по поверхности, где
ширина впадины и толщина витка одинаковы, т. е. но среднему диаметру. Для много-
заходных червяков — для каждого витка отдельно.
2. Радиальное биение колеса определяют в его средней плоскости.
• необходимо обеспечить заданное межосевое расстояние
в передаче, совмещение средней плоскости колеса с
осью червяка. Допускаемые отклонения этих параме-
тров приведены в табл. 4.43.
140
Таблица 4.43. Предельное отклонение элементов силовых
червячных передач
Параметр Предельное отклонение, мкм в зависимости от степени точности
5-й 6-й 7-й 8-й 9-й
Предельные отклонения меж- центрового расстояния при его размерах, мм: до 40 ±11,5 ±19 ±30 ±48 ±75
40 ...80 ±17 ±26 ±42 ±65 +105
80... 160 ±22 ±36 ±55 ±90 + 140
160... 320 ±28 ±45 ±70 ±110 +180
320..630 ±34 ±52 ±85 ±130 ±210
630... 1 250 ±45 ±70 ±110 ±180 ±280
Предельное смещение средней плоскости колеса при межцен- тровом расстоянии, мм: до 40 ±9 ±14 ±22 ±36 ±55
40 ...80 ±13 ±21 ±34 ±52 ±85
80... 160 ±17 ±26 ±42 ±65 ±105
160...320 ±21 •3 1 ±52 ±85 ±130
320...630 ±26 ±42 ±65 ±105 ±170
630... 1 250 ±32 ±50 ±80 ±120 ±200
Допуски на перекос при осевом модуле, мм: 1 ...2,5 ±8,5 ±10,5 ±13 ±17 ±21
2.5...6 ±11 ±14 ±18 ±22 ±28
6... 10 ±17 ±21 ±26 ±34 ±42
10... 16 ±22 ±28 ±36 -45 ±55
16... 30 ±38 ±48 ±58 ±75 ±95
холостой ход в передаче должен быть в пределах допу-
скаемых величин (табл. 4.44);
Таблица 4.44. Допускаемая величина холостого хода червяка,..."
Точность передачи Холостой ход червяка
одноза- ходноги двухза* ходного трехза- ходного четырехза- ходиого
Повышенная 5...8 2,5...4 2...3 1,5...2
Нормальная 8... 12 4...6 3...4 2...3
141
при проверке «на краску» пятно контакта должно рас-
полагаться в средней части зуба колеса с небольшим
смещением в сторону вращения. Размеры пятна контак-
та указаны в табл. 4.45.
Таблица 4.45. Нормы пятна контакта
Параметр Степень точности
б-я и 7-я 8-я и 9-я
Относи тельные размеры суммарного пятна контакта, %: по высоте зуба по д лине зуба 65 60 60 50
Допускаемое отклонение суммарного пятна кон- такта по высоте и длине зуба, % ±10 ±15
4.6.
СБОРКА ФРИКЦИОННЫХ ПЕРЕДАЧ
Наибольшее распространение в машиностроении получили
многодисковые фрикционные муфты, которые применяют для пе-
редачи малых и средних крутящих моментов. Основным критери-
ем работоспособности фрикционных муфт является износостой-
кость трущихся поверхностей, которая зависит от давления на по-
верхности и коэффициента трения (табл. 4.46).
Таблица 4.46. Значения удельного давления и коэффициента трения для фрикционных муфт
Материал поверхностей трения С использованием смазки Без использования смазки
Удельное давление, Н/м2 Коэффи- циент трения Удельное давление. Н/м2 Коэффи- циент трения
Сталь по стали 0,4 0,12 — —
Феррадо по стали или чугуну — — 0,2...0,3 0,3
Спеченные мате- риалы по стали 2.5 0,15 1,0 0,25
Глава 5
СБОРКА МЕХАНИЗМОВ
ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ
5.1.
СБОРКА ВИНТОВОГО МЕХАНИЗМА
В зависимости от назначения различают:
грузовые винтовые передачи, у которых удельное давле-
ние между витками винта и гайки не должно превышать
величин, приведенных в табл. 5.1;
Таблица 5.1. Допускаемое удельное давление на витки винта и гайки в грузовых передачах
Материал передачи винт — гайка удельное давление, Н/м3
Сталь — чугун 5,0...6,0
Сталь — аггтифрикциошгый чугун 10,0... 13,0
Сталь — сталь 7,0... 10,0
Сталь — бронза 7,0... 13,0
винтовые передачи движения, ходовые винты которых
обеспечивают перемещения в механизмах подач. Удель-
ное давление на витки винта и гайки в этих передачах не
должно превышать значений, приведенных в табл. 5.2.
Таблица 5.2. Допускаемое удельное давленио на витки винта и гайки в передачах движения
Винтовые передачи Материал винта Материал гайки Удельное давление. Н/м2
Для точных перемещений механизмов подач токарно- винторезных и резьбонарез- ных станков Сталь Бронза 5.0
Сталь Чугун 2,0
143
Окончание табл. 5.2
Винтовые передачи Материал винта Материал гайки Удельное давление, Н/м2
Механизмы подач фрезерных, строгальных, сверлильных и других типов станков Сталь Бронза 12.0
Сталь Чухун 8,0
Примечание. Для разъемных маточных гаек давление, определенное по
табл. 5.2, следует уменьшить на 20 %.
Установочные винты применяются для точных перемещений,
установки и регулирования положения узлов. Устанэвочные вин-
ты имеют метрическую резьбу. Для обеспечения безлюфтовой
передачи гайки к таким винтам изготавливаются сдвоенными.
При сборке винтовой передачи необходимо проверить точность
изготовления ходового винта (табл. 5.3).
Таблица 5.3. Допускаемые погрешности винтов, мм
Вид погрешности Погрешность при классе точности
0-м 1-м 2-м 3-м 4-м
Погрешность шага на длине: одного шага 0,002 0,003 0,006 0,012 0,025
25 мм 0,002 0,005 0,009 0.018 0.035
100 мм 0,003 0,006 0,012 0,025 0.050
300 мм 0,005 0,009 0,018 0.035 0,070
на каждые последующие 0,002 0,003 0,005 0,010 0,020
300 мм добавляют на всю длину добавляют 0,010 0,020 0,040 0,080 0,150
Биение наружной поверхно- сти при длине винта, мм: до 1 000 0,020 0,040 0,080 0,120 0,200
1000...2 000 0.040 0.060 0,100 0,150 0,250
2 000... 4 000 — — 0,150 0,200 0,300
4000...6 000 — — 0,200 0,300 —
Прямолинейность (стрела прогиба) при длине, мм: до 1 000 0,060 0,100
1000...2 000 — — — 0,080 0,130
2 000... 4 000 — — — 0,100 —
144
5.2.
СБОРКА КРИВОШИПНО-ШАТУННОГО
МЕХАНИЗМА
।
Сборка шатуна. Поршневые пальцы должны входить в подшип-
ник верхней головки шатуна с зазором, указанным в табл. 5.4.
Таблица 5.4. Зазоры между подшипником верхней головки шатуна и поршневым пальцем, мм
Зазор Диаметр пальца, мм
до 60 60... 110 ПО... 150 155...200
Наибольший 0,07 0,1 0,12 0,15
Наименьший 0,05 0,08 0,10 0,12
Вкладыш нижней головки шатуна должен охватывать шейку
вала не менее чем на 2/3 окружности.
Зазор между вкладышем и шатунными шейками коленчатого
вала должен соответствовать данным, приведенным в табл. 5.5.
Таблица 5.5. Зазоры для вкладышей шатунных шеек, мм
Зазор Диаметр шейки, мм
до 80 80... 180 180...260 260...360
Наибольший 0,11 0,13 0,17 0,20
Наименьший 0,09 0,11 0,13 0,16
Величина зазора между вкладышами и шатунными шейками
регулируется изменением числа и толщины прокладок:
Диаметр шейки вала, мм............ До 100
Толщина набора прокладок, мм 2...3
Число прокладок....».............. 5—6
100...200 200...300
3...5 5...6
6—8 8—10'
Материалом для прокладок служит латунь или сталь. Проверка
торцевых зазоров осуществляется перемещением шатуна в одну
или другую сторону до упора. Торцевой зазор допускается до 5 мм.
Допустимое смещение оси шатуна относительно оси цилиндра не
должно превышать следующих величин:
Диаметр цилиндра, мм....... 260...375 375...425
Допускаемое смещение, мм... 1.0 1,4
425 и более
2,0
145
Сборка поршневой группы. Зазор между стенкой цилиндра и
поршнем должен соответствовать величинам, приведенным в табл.
5.6 и 5.7.
Таблица 5.6. Диаметральные зазоры между стенкой цилиндра и поршнем
Оборудование Диаметральный зазор, в долях диаметра цилиндра
у направляющей части поршня у головки поршня
Компрессор 0,0006..0,0009 —
Пневматический молот — 0,0003... 0,0012
Стационарный четырехтакт- ный дизель 0,00...0,0012 0,007...0,01
Примечание. При алюминиевых поршнях зазор увеличивается в 1,5 раза.
Таблица 5.7. Допускаемые зазоры между стенкой цилиндра и поршнем для двигателей (для поршней без искусственного охлаждения), мм
Зазор Диамичр цилиндра, мм
250 300 350 400 450 500
По диаметру направляю- щей части 0,25... 0,3 0,3... 0,35 0,35... 0,38 0,38... 0,4 14... 0,45 0,42... 0,48
У головки поршня 2,6 3,0 3,2 3.4 3,5 3,6
Примечание. Для двухтактных двигателей зазор увеличизается на 0,5 мм на
сторону у головки поршня и на 0.1 мм — в направляющей части.
Допускаемые зазоры между поршнем и стенкой цилиндра для
паровых машин составляют:
Диаметр цилиндра, мм 100 150 200 250 300 250 400 500
Зазор, мм.............0,15 0,22 0,30 0,38 0,45 0,55 0.60 0,75
Поршневые кольца должны входить в пазы и прилегать к их
поверхностям плотно, без заедания.
Кольца должны выступать из пазов поршня на 0,3...0,4 мм. Зам-
ки колец должны располагаться в диаметрально противополож-
146
них сторонах поршня так, чтобы газ или жидкость через них не
проходили. Допускаемая величина зазора в стыках и по высоте ко-
лец приводится в табл. 5.8 и 5.9.
Таблица 5.8. Допускаемые зазоры для поршневых и золотниковых колец паровых машин, мм
Зазор Диаметр цилиндра, мм
50 75 100 125 150 200
По высоте колец 0,03 0,03 0,04 0,05 0,05 0.06
В стыках 0,15... 0,2... 0,3... 0,4... 0,5... 0,6...
колец 0,2 0,25 0,35 0,5 0,6 0,7
Продолжение табл. 5.8
Зазор Диаметр цилиндра, мм
50 75 100 125 150 200
По высоте колец 0,06 0,07 0,07 0,08 0,08 0,10
В стыках 0,7... 0,8... 0.9... 1,0... 1,1... 1,2...
колец 0.8 0,9 1,0 1.1 1,2 1,4
Таблица 5.9. Допускаемые зазоры в замке и пазах для поршневых колец двигателей, мм
Зазор Номинальный диаметр, мм
260 345 375 425 500
В канавках ддя двух верх- них колец 0,10 0,15 0,17 0,20 0,22
В канавках дзя остальных колец: наибольший наименьший 0.08 0,05 0,10 0,06 0,12 0.08 0,15 0,09 0,17 0,10
В стыке замка: верхнее кольцо нижнее кольцо 2,0 1.0 2,3 1,0 3,5 1,2 3,5 1,5 3,5 1,5
5.3.
СБОРКА ХРАПОВОГО МЕХАНИЗМА
Для периодической подачи заготовок или инструмента в метал-
лорежущих станках широко применяют храповые механизмы.
147
Рис. 5.1. Храповые колеса и храповики:
а — мелкомодульные: б — остановочные: D — диаметр храпового колеса: т — мо-
дуль: z — число зубьев; г — радиус впадины зубьев храпового колеса; г, — радиус
вершины зуба собачки: t — шаг; h — высота зуба храпового колеса; h, — высота зуба
храповика, <р — угол собачки в плане; <рл — угол заострении собачеи; d, — длина зуба
храповика; а — длина затылованной части зуба храпового колеса
Основными элементами этого механизма являются храповое ко-
лесо (храповик) и собачка.
Различные типы храповых колес (храповиков) и собачек пока-
заны на рис. 5.1, а и б, а их основные характеристики приведены
в табл. 5.10—5.12.
Таблица 5.10. Основные характеристики мелкомодульных
храповиков
т. мм t, мм Л. мм Лр мм Г, мм Гр мм ч>....‘ ч> ’
0.6 1,88 0,8 3,0 0,3 0,4 55 50
0,8 2,51 1.0 3,0 0.3 0,4 55 50
1.0 3,14 1.2 3,0 0.3 0.4 55 50
1,25 3,92 1.5 4,0 0,5 0,8 60 55
1.5 4,71 1.8 4,0 0,5 0,8 60 55
2,0 6,28 2.0 5,0 0,5 0,8 60 55
2.5 7,68 2,5 5.0 0,5 0,8 60 55
148
Таблица 5.11. Основные характеристики остановочного храпового колеса
Показа- тель Модуль т, мм
6 8 10 12 14 16 18 20
Храпо- вик: t, мм Л, мм 18,85 4,5 25,13 6.0 31,42 7.5 37,70 9,0 43,98 10,5 50,27 12,0 56,55 13,5 62,83 15,0
Собач- ка: ht, мм d(, мм 6,0 4,0 8,0 4.0 10,0 6,0 12,0 6.0 14,0 8,0 14,0 8,0 16,0 12,0 18,0 12,0
Таблица 5.12. Диаметры храповых колес [храповиков)
Модуль, мм Диаметр D, мм, храпового колеса при числе зубьев z
20 24 30 36 45 50 60 72 90 100 120
0,6 — — — — — 30 36 43,2 54 60 72
0,8 — — — — 36 40 48 57,6 72 80 96
1.0 — — — 36 45 50 60 72 90 100 120
1,25 — — 37,5 45 56,2 62,5 75 90 112,5 125 150
1,5 — 36 45 54 67,5 75 90 108 135 150 180
2,0 40 48 60 72 90 100 120 144 180 — —
2,5 50 60 75 90 112,5 125 150 180 — — —
Глава 6
СБОРКА МЕХАНИЗМОВ
ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ
6.1.
КОНСТРУКЦИИ НАПРАВЛЯЮЩИХ
СКОЛЬЖЕНИЯ
Наиболее распространены направляющие скольжения следую-
щих типов:
плоские прямоугольные (рис. 6.1, табл. 6.1);
призматические треугольные (рис. 6.2, табл. 6.2);
остроугольные (типа «ласточкин хвост») [рис. 6.3, табл.
6.3).
б
Рис. 6.1. Охватываемые (а) и охватывающие (б) плоские прямоугольные
направляющие:
0 — ширина направляющей; т — толщина выступающей части направляющей;
Н— высота выступающей части направляющей; h — толщина прижимной план-
ки; S — зазор между регулировочной планкой и корпусом (станиной); Ь — толщина
регулировочной планки; Ь, — толщина регулировочного клина, обеспечивающего
создание заданного зазора между направляющей и корпусом [станиной)
150
Таблица 6.1. Основные размеры, мм, прямоугольных направляющих
•о О' Г 3,0 3,0 о 6,0 О со О о О о 12,0
5,0 6,0 6.0 8.0 10,0
-Q 2.5 о со 3,5 О СП 6,0 о со о о 1X0 15,0
0’8 О о 0tl
о ю О 0,5 0,5 0,5 0,5 0'1 1.0 0'1
5 II ю О СО О см <£ 20 32
'С <О X о СМ (О 20 25
I I I I I СМ 8
0Q 32 9 50 09 во 001 125 160 200
25 32 О 50 09 80 100 125 091
20 25 32 О 50 09 80 100 125
20 25 32 40 50 09 08 100
см о 20 25 32 40 50 60 08
а X о см 40 25 32 40 О «л
151
Охватываемые
Охватывающие
Охватываемые Охватывающие
б
а
Рис. 6.2. Симметричные (а) и несимметричные (б) призматические тре-
угольные направляющие:
Н — высота призматической части направляющей и глубина паза для нее; Н, —
высота призматической направляющей, В — ширина призматической части на-
правляющей и паза для нее; Ь — ширина вершины призматической направляющей
и паза для выхода шлифовального круга; h — глубина паза для призматической
направляющей; R — радиус сопряжения; а — угол между напразляющими поверх-
ностями; р — угол наклона направляющей поверхности
Таблица 6.2. Основные размеры треугольных направляющих
Симметричные
н, мм Hi, мм h. мм ь, мм R. ММ В, мм
при . а - 60° при а = 90’ при а - 12е
6 12 14 16 7 1 0,3 6,93 12 —
8 16 18 20 9 1,5 0.3 9,24 12 —
10 20 22 25 И 2 0.5 11,55 20 —
12 25 28 32 13 2 0,5 13,86 24 —
16 32 36 40 17 3 1 18,48 32 —
20 40 45 50 21 3 1 23,09 40 —
25 50 55 60 27 5 1,5 28,87 50 86.6
32 60 70 80 34 5 1,5 36,95 64 110,9
40 80 90 100 42 8 2 — 80 138,6
50 100 ПО 125 53 10 3 — 100 173,2
Несимметричные
X 9 Н|, мм h, мм ь. мм R, мм В, мм
при р = зо- при р-25* при р = 20-
10 20 22 25 11 2 0,5 23,1 26,1 —
12 25 28 32 13 2 0,5 27,7 31,3 —
152
Окончание табл. 6.2
Несимметричные
н, мм И,, мм Л. мм ь. мм R. ММ 0. мм
при 0 = 30° при 0 = 25* при 0 = 20*
16 32 36 40 17 3 1 37,0 41,8 —
20 40 45 50 21 3 1 46,2 52,2 —
25 50 55 60 27 5 1,5 57,7 65,3 77,8
32 60 70 80 34 5 1.5 73,9 83,5 99,6
40 80 90 100 42 8 2 92,4 104,4 124,5
50 100 110 125 53 10 3 115,5 130,5 155,6
60 125 140 160 63 12 3 138,6 156,6 186,7
80 — — — 84 16 4 184,8 208,9 248.9
Контакт по нижней плоскости Контакт по верхней плоскости
а
Контакт по нижней плоскости Контакт по верхней плоскости
б
Рис. 6.3. Охватываемые (а) и охватывающие (б) остроугольные (типа «ла-
сточкин хвост») направляющие:
Д — ширина направляющей в нижней части; Д, и Аг — ширина направляющей в
верхней части; Д3 — ширина паза под направляющую в нижней части; Ал — ширина
направляющей в нижней части; Ас — ширина паза под направляющую в верхней
части; В — ширина опарной части направляющей; Н — высота направляющей;
Ну — глубина паза под направляющую, b и б, — регулируемые зазоры между на-
правляющей и пазом под нее
153
Таблица 6.3. Основные размеры, мм, остроугольных направляющих
н н> Ь - bi
6 6,5 —
8 8.5 —
10 10,5 —
12 12,5 3
16 16.5 4
20 21 5 6
25 26 6 8
32 33 6 8
40 41 8 10
50 51,5 8 10
60 61,5 10 12
80 81,5 12 15
А2 - А + 1,4Н; А3 = А + 1.4Н+ b,; А4 = At - 1,4Н; А5 = Aj - 1,4Н+ b,.
Размеры A, At и В выбирают из следующего ряда: 6: 8; 10; 12; 14; 16;
18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 55; 60; 70; 80; 90; 100: 110; 125; 140;
160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500: 560; 630; 710; 800;
900; 1 000 мм.
6.2.
СБОРКА УЗЛОВ С НАПРАВЛЯЮЩИМИ
СКОЛЬЖЕНИЯ
Перед установкой подвижного узла на направляющие их необ-
ходимо проверить «на краску», используя в качестве контрольного
инструмента поверочные плиты, линейки или сопрягаемый с ними
узел, причем число контактных пятен должно соответствовать ми-
нимальному числу, приведенному в табл. 6.4.
154
Таблица 6.4. Минимальное число контактных пятен при шабрении плоских направляющих скольжения
Обрабатываемая поверхность Число несущих пятен на площади 25 x 25 мм. не менее
Направляющие станин металлообрабаты- вающих и деревообрабатывающих станков высокой точности 20
Направляющие станин шириной, мм: до 120 до 250 более 250 16 10 6
Направляющие для установочных переме- щений шириной, мм: до 100 более 100 8 6
Направляющие станин кузнечно- прессового оборудования с числом ходов в минуту более 200 и шириной, мм: до 250 более 250 10 6
Направляющие столов, салазок, кареток, пол- зунов и других перемещающихся деталей 10
Регулировочные клинья и планки 10
Необходимое число контактных пятен обеспечивается шабре-
нием направляющих (табл. 6.5).
Таблица 6.5. Виды шабрения направляющих
Вид шабрения Ширина шабера, мм Длина штрихов, мм Число пятен на площади 25*25 мм Назначение
Черновое (предвари- тельное) 20 ...25 Свыше 10 4...6 Подготовка к получи- стово.му шабрению
155
Окончание табл. 6.5
Вид шабрения Ширина шабера, мм Длина штрихов, мм Число пятен на площади 25x25 мм Назначение
Получ исто- вое 12... 16 5... 10 8... 15 Окончательная об- работка направляю- щих, подшипников, поверхностей разъема корпусов
Чистовое (оконча- тельное) 5... 10 3...5 20 ...25 Обработка повероч- ных инструментов (ли- неек, плит, мостиков, угольников)
Декоратив- ное — — — Придание поверхно- сти хорошего внешне- го вида
При выполнении пригоночных работ припуски на шабрение
плоских направляющих не должны превышать значений, указан-
ных в табл. 6.6.
Таблица 6.6. Припуски на шабрение
Ширина поверхности, мм Длина поверхности, мм
100 ...500 500... 1 000 1000...2000 2000...4000 4000...6000
До 100 0,1 0,15 0.2 0,25 0,3
100...500 0,15 0,2 0,25 0,3 0,4
В условиях серийного производства направляющие собирают
без пригоночных работ непосредственно после механической об-
работки. В зависимости от способа механической обработки точ-
156
ность изготовления направляющих и шероховатость их поверхно-
сти характеризуются величинами, приведенными в табл. 6.7.
Таблица Б.7. Точность и шероховатость поверхностей направляющих при механической обработке
Способ обработки Максимальная непрямолинейность на длине 1 м, мм Шероховатость поверхности Ra, мкм, не более
Шлифование 0,01 ...0,02 1,25
Чистовое строгание 0.02 1.25
Чистовое фрезерование 0,03 2,5
Строгание 0.05 2,5
6.3.
КОНТРОЛЬ НАПРАВЛЯЮЩИХ
Контроль размеров плоских прямоугольных и призматических
треугольных направляющих осуществляют методами непосред-
ственного измерения, используя универсальные контрольно-
измерительные инструменты.
При контроле геометрических параметров остроугольных на-
правляющих (типа «ласточкин хвост») применяют косвенные ме-
тоды контроля по схемам, приведенным на рис. 6.4, используя дан-
ные табл. 6.8.
Рис. Б.4. Схемы контроля охватываемых (а) и охватывающих (б) направ-
ляющих типа «ласточкин хвост»:
А — ширина направляющей в нижней части; А, — ширина направляющей в верхней
части: F — вспомогательный параметр для определения ширины направляющих;
d — диаметр шарика для косвенных измерений ширины направляющих
157
Таблица 6.8. Контроль геометрических параметров направляющих типа «ласточкин хвост» косвенным методом при помощи цилиндрических роликов
Размеры, мм Размеры, мм
Н d F- l,4605d Н d F = 1 4605d
4 2.5 3,65 20 12,0 17,53
5 3,0 4,38 25 15,0 21,91
6 3.5 5.11 32 18,0 26,29
8 5.0 7.30 40 25,0 36,51
10 6,0 8.76 50 30,0 43,82
12 7.0 10,22 60 35,0 51,12
16 8.0 13,14 80 50,0 73,02
Глава 7
СБОРКА ГИДРАВЛИЧЕСКИХ
И ПНЕВМАТИЧЕСКИХ ПРИВОДОВ
7.1.
УПЛОТНЕНИЕ ТРУБОПРОВОДНЫХ
СОЕДИНЕНИЙ
Уплотнения в трубопроводах применяются как в подвижных,
так и в неподвижных соединениях. Уплотнения могут быть как за-
тяжными, так и самозатягивающимися. Уплотнения неподвижных
соединений должны обеспечивать герметичность во всех диапазо-
нах рабочих давлений и температур, а также при их колебаниях,
удобный и быстрый монтаж или демонтаж.
Для изготовления уплотнений соединений трубопроводов с
элементами гидравлического и пневматического привода приме-
няют различные материалы, выбор которых зависит от рабочей
среды, ее температуры и давления (табл. 7.1).
Таблица 7.1. Материалы для уплотнения трубопроводов
Материал Рабочая среда Температура рабочей среды. °C Рабочее давление среды. МПа
Резина Воздух, вакуум 30 0,3
Картон технический промасленный Масло 40 1.0
Паронит Воздух, масло 60 5,0
Резина с парусиновой прослойкой Воздух 60 0,6
Резина с металличе- ской сеткой Воздух 90 1.0
Алюминий Масло 350 3,0...6,0
159
7.2.
УПЛОТНЕНИЕ ГИДРАВЛИЧЕСКИХ
И ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ
Для уплотнения гидравлических и пневматических устройств
широко применяют уплотнительные кольца (рис. 7.1, табл. 7.2).
Кольца устанавливают в канавки, которые специально выполнены
в одной из сопрягаемых деталей на их торцевой (рис. 7.2, табл. 7.3)
или цилиндрической (рис. 7.3, табл. 7.4) поверхности.
Таблица 7.2. Размеры, мм, уплотнительных колец
Диаметр уплотняемого цилиндраD Диаметр уплотняемого штока (поршня) d Внутренний диаметр кольца d, Диаметр сечения кольца d2
10 6 5,6 2,4
12 8 7,6 2,4
14 10 9,6 2,4
16 12 11,5 2,4
18 14 13,5 2,4
20 16 15,5 2.4
22 18 17,5 2,4
25 20 19,5 3,0
28 22 21,2 3,6
32 25 24.2 4,1
35 28 27.2 4,1
40 32 31.2 4,7
42 35 34,2 4,7
45 38 37,2 4,7
48 40 38.8 4,7
50 42 40.8 4,7
52 45 43.8 4,7
160
Окончание табл. 7.2
Диаметр уплотняемого цилиндра D Диаметр уплотняемого штока (поршня) d Внутренний диаметр кольца d, Диаметр сечения кольца d2
55 48 46.8 4,7
60 50 48,5 4.7
65 55 53,5 5,8
70 60 58,5 5,8
75 65 63,5 5,8
80 70 68.5 5,8
85 75 73,5 5.8
90 80 78,5 5.8
95 85 83,5 5,8
100 90 88,5 5,8
105 95 92,5 5,8
110 100 97.5 5,0
120 ПО 107,5 5,8
130 120 117,5 5.8
140 130 127,5 5.8
150 140 137,5 5,8
Рис. 7.1. Уплотнительное кольцо:
d, — внутренний диаметр кольца; d2 — диаметр сечения кольца
161
Рис. 7.3. Канавки под кольца для неподвижных радиальных соединений,
выполняемые в поршне (а) и корпусе цилиндра (б):
D — диаметр цилиндра; Di — диаметр канавки на поршне; О2 — диаметр канавки
в корпусе цилиндра, d — диамшр поршни, b — ширина кананки; г — радиус сопря-
жения дна канавки и боковой стенки; а — угол наклона боковой стенки канавки; с,
к — размеры
Рис. 7.2. Канавки под уплотнительное
кольцо для неподвижных торцевых
соединений в глухих деталях [а] и де-
талях с отверстием под вал (б):
Di, DB, Dj, Ол — диаметры канавок; h — глу-
бина канавки; R — радиус сопряжения
Таблица 7.3. Основные характеристики канавок для неподвижных торцевых соединений элементов гидравлического и пневматического приводов
Наружный диаметр кольца х внутренний диаметр кольца |D х d), мм Размеры, мм
D, б2 D3 d4 b
10x6 6 10 13 3 1,9
12x8 8 12 15 5 1,9
14x10 10 14 17 7 1,9
16x12 12 16 19 9 1,9
18x14 14 18 21 11 1,9
20x16 16 20 23 13 1,9
162
Окончание табл. 7.3
Наружный диаметр кольца х внутренний диаметр кольца (D х d), мм Размеры, мм
о, Оз D3 о< Ь
22x18 18 22 25 15 1,9
25x20 20 25 29 16 2,4
28x22 22 28 32 18 2,9
30x25 25 30 34 21 2,6
35x30 30 35 39 26 2,6
40x35 35 40 44 31 2,6
45x40 40 45 49 36 2,6
50x45 45 50 54 41 2,6
50x55 50 55 59 46 2,6
55x60 55 60 64 51 2,6
65x60 60 65 69 56 2,6
65x70 65 70 74 61 2.6
70x75 70 75 79 бб 2,6
75x80 75 80 84 71 2,6
85x80 80 85 89 76 2.6
85x90 85 90 94 81 2,6
90x95 90 95 99 86 2.6
95x100 95 1(H) 104 91 2,6
100x105 100 105 109 96 2,6
105x110 105 110 114 101 2,6
120x125 120 125 129 116 2,6
125x130 125 130 134 121 2,6
210x200 200 210 216 194 5,2
210x220 210 220 226 204 5,2
240 x 250 240 250 256 234 5,2
250x260 250 260 266 244 5,2
163
164 165
Таблица 7.4. Размеры канавок под уплотнительные кольца, мм, для подвижных и неподвижных радиальных
соединений элементов гидравлического и пневматического приводов
Диаметр Диметр канавок для соединения Ширина канавки Ь / Радиус г Биение относительно поверхности Л
подвижного неподвижного без защит- ной шайбы с защитной шайбой
цилиндраD штока d О, Ог С одной С двумя
10 6 6 10 6,3 9.7 3,5 5,0 6,5 0,3 0,04
12 8 12 8 8,3 11,7 3,5 5,0 6,5 0,3 0,04
14 10 10 14 10.3 13,7 3,5 5,0 6,5 0,3 0,04
16 12 12 16 12,3 15,7 3,5 5,0 6,5 0,3 0,04
18 14 14 18 14,4 17,7 3,5 5,0 6,5 0,3 0,04
20 16 16 20 16,3 19,7 3,5 5,0 6,5 0,3 0,04
22 18 18 22 18,3 21,7 4,5 6,0 7,5 0,3 0,04
25 20 20 25 20,3 24,7 4,5 6,0 7,5 0,3 0,04
28 22 22 28 22,3 27,7 5,0 6,5 8,0 0,3 0,04
32 25 25 32 25,5 31,5 5,5 7,0 8,5 0,3 0,04
35 28 28 35 28,5 34,5 5,5 7,0 8,5 0,3 0,04
38 30 30 38 30,5 37,5 6,0 7,5 9,0 0,3 0,06
40 32 32 40 32,5 39,5 6,0 7,5 9,0 0,3 0,06
42 35 35 42 35,5 41,5 5,5 7,0 8,5 0,5 0,06
45 38 38 45 38,5 44,5 5,5 7.0 8,5 0,5 0,06
48 40 40 48 40,5 47,5 6.0 7.5 9,0 0,5 0,06
50 42 42 50 42,5 49,5 6,0 7.5 9,0 0,5 0,06
52 45 45 54 45,5 51,5 5.5 7.0 8,5 0.5 0,06
55 48 48 55 48,5 54,5 5.5 7,0 8,5 0,5 0,06
60 50 50 60 50,6 59.4 7.5 9.5 11,5 0,5 0,06
65 55 55 60 55,6 64,4 7.5 9.5 11,5 0.5 0,06
70 60 60 70 60,6 69,4 7,5 9.5 11,5 0,5 0,06
75 65 65 75 65,6 74,4 7.5 9.5 11,5 0,5 0,06
80 70 70 80 70,6 79,4 7.5 9,5 11,5 0,5 0,06
85 75 75 85 75,6 84,4 7.5 9.5 11,5 0,5 0,06
90 80 80 90 80,6 89,4 7.5 9,5 11,5 0,5 0,06
95 85 85 90 85,6 94,4 7.5 9,5 11,5 0,5 0,06
100 90 90 100 90,6 99,4 7,5 9.5 11,5 0,5 0,06
Для неподвижных самозатягивающихся уплотнений широкое
распространение получили П-образные манжеты, изготавливае-
мые из маслостойкой резины. Такие манжеты особенно удобны
для присоединения трубопроводов к корпусу гидравлического ап-
парата, насоса и других элементов гидропривода.
Для подвижных соединений широко применяют мягкие уплот-
нения из пластика, изготовленного на основе маслостойкой рези-
ны (рис. 7.4, табл. 7.5).
Рис. 7.4. Нажимное (а) и опорное (б) кольца и резинотканевая манжета (в):
О — наружный диаметр манжеты; □, — наружный диаметр кольца; d — внутренний
диаметр манжеты; d, — внутренний диаметр кольца; d3 — средний диаметр выточек,
Н, — толщина опорного кольца; Нг — толщина манжеты; Н3 — толщина нажимного
кольца: h — расстояние от дна углубления до торца манжеты; б, — высота цилинд-
рической части опорного кольца: h2 — высота цилиндрической части манжеты; h3 —
расстояние от дна кольцевого углубления до торца нажимного кольца; b — ширина
донного углубления манжеты; В — ширина манжеты; г — радиус дна кольцевого
углубления; Я — радиус закругления торцевой поверхности манжвты
Рис. 7.5. Комплект манжет в узле
уплотнения:
Н — высота комплекта; В — ширина ком-
плекта; d — внутренний диаметр манжеты
166
Таблица 7.5. Основные размеры, мм, нажимных и опорных колец и резинотканевых манжет
9'0 0,6 Ф О 0,6 0,6 0,75 0,75 0,75 1.0 О о Ф ф ф ф о
ос X х со 00 X л сч сч Л СЧ сч Л СЧ сч О X о со о СО ф со ф го о со' ф со ф X
•с СЧ Ч*‘ сч сч Ч’" сч^ сч сч л" сч Л сч Л X ф X ф X ф X ф X ф X ф’ X ф' X ф
•с Л СЧ л сч" л of л сч' 10 сч' сч х‘ сч со сч X сч сч сч^ сч ’Т сч ч*" ч** сч ч** сч
•с т— Г\ сч сч сч сч сч сч Ч* сч сч сч •ч* cJ е4 оТ eJ
ас ф Ф Ф Ф ф Л Л Л о о о ф ф ф ф ф
£ ао со СО Ч-" х_ х_ ю СО ф X X X X X X X X
а- Ф X Ф со <£> сб ф со CD X Ф ф_ ч* ф_ ю 1Л л ю л л л л л л л л л л л л
•С II сч_ сч сч сч сч Л ч* ’Г о сч о сч о сч" а сч" ф сч" о сч" ф сч" ф сч
о ф Ф CD СО л Л Л о о о о ф ф ф ф
•в о •м Ф 8 см сч rf СЧ СЧ Л сч' со IQ со я сч со л со X со ф сч л я
тз" •м со in « о сч 8 X сч го сч 8 8 •м X X X 8
Q сч СО сч л сч см ф сч я ф со 5 о со ф ч* л 3? ф л
а сч СЧ Ч* сч 8 X сч 8 Л со о СП о сч л я сч л -й ®
•О О •м сч к •К CD » X •н о см сП СЧ 8 8 сч сч л сч X сч 8 сч X Л X о
167
<s
Q
5
з
§
zr
4 О о О О 1,25 1,25 1,25 1,25 Я 1,25 1,25 1,25
ac 3,0 о со 3,0 о со 3,75 3.75 3,75 3,75 3,75 3,75 3.75 3,75
J? 6,8 оо о 6,8 8'9 со со" 8.4 со” 8,4 тг со ’’Г 00* 8.4
4,2 сч ’’Г 4,2 4,2 5.3 5,3 5,3 5.3 5,3 5,3 5,3 5,3
2,4 2,4 2,4 2,4 2,8 2,8 2.8 2,8 2,8 со сч 2,8 00 с4
I О О О О 12,5 12,5 12,5 12,5 12,5 12,5 12,5 12.5
£ 00 со со со О О О О О О О О
I 5,5 5,5 5,5 5,5 г* п* г** г*» г*< г*- г*- г*
a 2,0 2,0 2,0 2.0 2.5 ю 2,5 2,5 2,5 2.5 л 2,5
CQ О О О О 12.5 12.5 12,5 12,5 12,5 12.5 1X5 12,5
T3 55 60 65 о 72,5 77,5 82.5 87,5 92,5 97,5 ю о 112,5
Ъ $ *п 56 чС <Е 99 S 98 96 101
Q 64 69 79 84 05 со 66 104 О 119 124
Q 65 70 75 80 85 90 95 100 105 по 120 1X5
13 3 50 55 09 60 65 70 75 80 85 95 100
168
Таблица 7.6. Рекомендуемое число манжет в узле уплотнения
Диаметр уп- лотняемого штока или поршня, мм Ширина уп- лотнения, мм Число манжет в комплекте/высота II комплекта, мм, при давлении рабочей жидкости, МПа
6,4 10 20 32 40 50
10... 18 6 3/15 3/15 3/15 3/15 3/15 4/17,5
20... 30 7,5 3/18,9 3/18,9 3/18.9 3/18,9 3/18.9 4/22,1
30...60 10 3/24,6 3/24,6 3/24.6 4/28,8 4/28,8 5/33,0
60... 100 12.5 3/30,9 3/30,9 3/30,9 4/36,2 5/41,5 6/46,8
105..220 15 3/37,2 3/37,2 4/43,6 5/50,0 6/56,4 7/62,8
220...710 20 3/49,5 4/58,0 5/66,5 6/75,0 7/83,5 8/92,0
Число манжет в узле уплотнения зависит от скорости скольже-
ния, давления и диаметра уплотняемого поршня или плунжера
(рис. 7.5, табл. 7.6).
Для уплотнения поршней и штоков применяют U-образные
манжеты. Для манжет такого профиля характерны небольшое тре-
ние и высокая эксплуатационная надежность (рис. 7.6, табл. 7.7).
Рис. 7.6. Комплект полиамидного шев-
ронного многорядного уплотнения:
D — наружный диаметр комплекта; d — вну-
тренний диаметр комплекта; Н — высота
комплекта
Таблица 7.7. Основные размеры, мм, U-образных манжет
Уплот- няемые диаметры Число манжет в комплекте
d D 6 7 8 10 12 14 16 18 20
Высота Н комплекта U-образных манжет
10 22 16,8 20,2 21,9 23,7 27,1 — — — —
12 24 16,8 20,2 21,9 23,7 27,2 — — — —
169
Продолжение табл. 7.7
Уплот- няемые диаметры Число манжет в комплекте
d D 6 7 8 10 12 14 16 18 20
13 25 16,8 20,2 21,9 23,7 27,1 — — — —
14 26 16,8 20,2 21,9 23,7 27,1 — — — —
16 28 16,8 20,2 21,9 23,7 27,1 — — — —
18 30 16,8 20,2 21,9 23,7 27,1 — — — —
20 32 16,8 20,2 21,9 23,7 27,1 — — — —
22 34 16,8 20,2 21,9 23,7 27,1 — — — —
24 36 16,8 20,2 21,9 23,7 27,1 — — — —
25 40 23.2 25,0 26,7 30,2 33,7 — — — —
25 45 — 31,7 33,6 37,6 41.6 45.6 — — —
28 48 — 31,7 33,6 37,6 41.6 45.6 — — —
30 50 — 31,7 33,6 37,6 41,6 45,6 — — —
32 52 — 31,7 33,6 37.6 41,6 45,6 — — —
35 55 — 31,7 33,6 37,6 41,6 45,6 — — —
36 56 — 31,7 33,6 37,6 41,6 45,6 — — —
40 60 — 31,7 33,6 37,6 41,6 45,6 — — —
45 65 — 31.7 33.6 37,6 41,6 45,6 — — —
50 70 — 31.7 33,6 376 41,6 45,6 — — —
55 75 — 31,7 33,6 37,6 41,6 45,6 — — —
60 80 — 31,7 33,6 37,6 41,6 45,6 — — —
70 90 — 31,7 33,6 37,6 41,6 45,6 — — —
80 100 — 31,7 33,6 37,6 41,6 45,6 — — —
90 110 — 31,7 33,6 37,6 41,6 45.6 — — —
100 125 — — 39,2 43,8 48,3 57,4 57,4 — —
110 140 — — — 52,7 58,3 63,9 695 75,1 —
125 155 — — ' — 52.7 58,3 63,9 695 75,1 —
130 160 — — — 52.7 58,3 63,9 695 75,1 —
140 170 — — — 52,7 58,3 63,9 695 75.1 —
150 180 — — — 52,7 58,3 63,9 69,5 75.1 —
160 190 — — — 52,7 58,3 63,9 69,5 75,1 —
170 200 — — — 52,7 58,3 63 9 69,5 75,1 —
180 210 — — — 52,7 58,3 63,9 69,5 75,1 —
170
Окончание табл. 7.7
Уплот- няемые диаметры Число манжет в комплекте
d D 6 7 8 10 12 14 16 18 20
190 220 — — — 52,7 58,3 63,9 69,5 75,1 —
200 230 — — — 52.7 58,3 63,9 69,5 75,1 —
220 250 — — — 52,7 58,3 63,9 69,5 75,1 —
240 280 — — — — 68.5 74,3 80.1 85,9 91,7
250 290 — — — — 68,5 74,3 80,1 85,9 91,7
280 320 — — — — 68,5 74,3 80,1 85,9 91,7
320 360 — — — — 68,5 74,3 80,1 85,9 91,7
360 400 — — — — 68,5 74,3 80,1 85,9 91,7
Таблица 7.8. Рекомендуемое число U-образных манжет в комплекте
Диаметр плунжера (штока) d, мм Диаметр цилиндра D, ММ Число манжет в комплекте при рабочем давлении жидкости в гидравлической системе. МПа
до 20 20... 400 400..630 630... 800
10...24 22... 36 4 7 8 10
25 40 6 7 8 10
25... 90 45... 110 7 8 10 12
100 125 8 10 12 14
НО.„220 140 ...250 10 12 14 16
240...710 280 ...750 12 14 16 18
Рекомендуемое для уплотнения узла число U-образных манжет
выбирают в зависимости от рабочего давления жидкости в гидрав-
лической системе по данным, приведенным в табл. 7.8.
Рис. 7.7. Резиновое уплотнительное кольцо
прямоугольного сечения:
D — наружный диаметр кольца; d — внутренний диа-
метр кольца; Н — высота кольца
171
Таблица 7.9. Основные характеристики колец, применяемых
в гидравлических устройствах
Уплотняемые диаметры, мм Размеры, мм Масса 100 шт., кг
штока d цилиндраD d D Н
10 " 22 9,3 23 8 0,37
12 25 11.3 28 8 0,46
14 28 13,3 29 8 0,55
18 32 17,3 33 8 0,67
28 25 27 46 10 1,45
40 60 39 61,5 11 2,57
50 70 48,5 71,5 12 3,45
60 80 58,5 81,5 12 4,04
70 90 68,5 91,5 12 4,65
80 100 78,5 102 12 5,33
90 ПО 88,5 112 12 6,02
Уплотнение узла поршня силового цилиндра достигается за
счет использования уплотнительных резиновых колец прямо-
угольного сечения, размеры которых зависят от диаметра уплот-
няемого поршня (рис. 7.7, табл. 7.9).
Размеры канавок под уплотнительные кбльца прямоугольного
сечения, выполняемых на поршне (рис. 7.8), должны соответство-
вать размерам, приведенным в табл. 7.10. Если канавки под кольца
выполняют в стенке цилиндра (рис. 7.9), то их размеры должны
соответствовать размерам, приведенным в табл. 7.11.
Рис. 7.8. Канавка под кольца для уплот-
нения цилиндра:
d, — диаметр цилиндра; d2 - диаметр проточ-
ки под уплотнительное кольцо; da — диаметр
проточки под защитное кольцо; d4 — диаметр
нажимного кольца; b — расстояние между
нажимным кольцом и торцем проточки под
уплотнительное кольцо; Ь, — ширина проточ-
ки под защитное кольцо
172
Рис. 7.9. Канавка под кольца для уплотнения плунжера:
О, — диаметр плунжера; Dg — диаметр проточки под уплотнительное кольцо; О3 —
диаметр проточки под защитное кольцо; Ьл — диаметр нажимного кольца; b — рас-
стояние от нажимного кольца до торца проточки под уплотнительное кольцо; Ь, —
глубина проточки под защитное кольцо
Таблица 7.10. Размеры, мм, канавок под уплотнительные кольца, выполняемых на поршне
d, d2 d3 d< b by
22 7 13 9 7,8 5
25 9 15 11 7,8 5
28 10 18 13 7,8 5
32 14 22 17 7,8 6
36 17 25 19 8,8 6
40 20 28 22 8,8 6
45 24 32 26 9,8 6
55 28 36 30 9,8 6
60 30 40 32 10,8 6
65 35 45 38 10,8 8
70 45 55 48 11,8 8
80 52 65 55 11,8 8
90 62 75 65 11,8 8
100 72 85 75 11,8 8
110 80 95 85 11,8
Таблица 7.11. Размеры, мм, канавок под уплотнительные кольца, выполняемых в стенках цилиндра
173
Окончание табл. 7.11
D, D, Da b bt
12 30 21 28 7,8 5,0
14 32 24 30 7,8 5,0
16 34 26 32 7,8 5,0
18 36 28 34 7,8 5,0
20 40 30 38 8,8 6,0
22 42 32 40 8.8 6,0
25 48 37 45 8.8 6,0
28 50 40 48 9.8 6,0
32 55 45 52 9,8 6.0
36 62 50 60 10.8 6,0
40 68 55 65 10,8 6,0
45 70 60 68 10,8 6,0
50 75 65 72 11,8 8,0
55 82 70 78 11.8 8.0
60 90 75 85 11.8 8.0
70 100 85 95 11,8 8,0
80 110 95 105 11,8 8,0
90 120 105 115 11,8 8,0
Уплотнительные кольца рекомендуется применять в паре с за-
щитными (рис. 7.10, табл. 7.12).
Рис. 7.10. Защитное кольцо:
D — наружный диаметр кольца; d — внутренний диаметр кольца; S — толщина кольца
174
Таблица 7.12. Основные характеристики защитных колец
Размеры, мм Масса 100 шт., кг Размеры, мм Масса 100 шт., кг
D d S D d S
18 10 5 0,12 50 36 6 0,75
21 12 5 0,17 55 40 6 0,83
22 13 5 0,18 60 45 6 0,97
24 14 5 0,20 65 50 8 1,46
25 15 5 0,21 70 55 8 1,60
26 16 5 0,22 75 60 8 1,70
28 18 5 0,24 80 65 8 1,85
30 20 6 0,31 85 70 8 1.95
32 22 6 0,40 90 75 8 2,10
36 25 6 0,43 95 80 8 2,21
37 25 6 0,45 100 85 8 2,38
40 28 6 0,49 105 90 8 2,46
45 32 6 0,61 ПО 95 8 2,64
Для уплотнения соединения поршня и цилиндра вместо уплот-
нительных колец часто применяют воротниковые манжеты (рис.
7.11, табл. 7.13).
D? В
Рис. 7.11. Воротниковая манжета:
О, и Ог — наружные диаметры манжеты; d-, и дг — внутренние диаметры манже-
ты; Н — высота манжеты; h — расстояние от торца манжеты до дна кольцевого
углубления; f — фаска; R,, Яг и Я3 — радиусы сопряжения; В — ширина манжеты;
h1 — глубина канавки
175
176 177
Таблица 7.13. Основные размеры, мм, воротниковых манжет
Диаметр поршня в Диаметр цилиндра D В-Н d. D, d3 D, h я, Я, Яз h, f
6 14 4 6,4 13,6 4,8 1.5’ 2 10 3,0 1.0 2,5 0,6
8 16 4 8.4 15,6 6,8 17,2 2 10 3,0 1,0 2,5 0,6
to 18 4 10,4 17,6 8.8 19,2 2 10 3,0 1.0 2,5 0,6
12 20 4 12,4 19,6 10,8 21,2 2 10 3,0 1,0 2,5 0,6
14 22 4 14,4 21,6 12,8 23,2 2 10 3,0 1,0 2,5 0,6
16 28 6 16,6 27,4 14,2 29,8 3 15 4.5 1.5 3,8 1,0
18 30 6 18,6 29,4 16,2 31,8 3 15 4.5 1,5 3,8 1,0
20 32 6 20,6 31,4 18,2 33,8 3 15 4.5 1,5 3,8 1.0
22 38 8 22,8 37,2 19,6 40,4 4 20 6,0 2,0 5,2 1.2
25 45 10 26 44 22 48 5 25 7,0 2,5 6.5 1.5
28 48 10 29 47 25 51 5 25 7,0 2,5 6.5 1,5
30 50 1П 31 49 27 53 5 25 7.0 2.5 6.5 1.5
32 52 10 33 51 29 55 5 25 7,0 2,5 6.5 1.5
35 55 10 36 54 32 58 5 25 7,0 2.5 6.5 1.5
40 60 10 41 59 37 63 5 25 7,0 2.5 6,5 1.5
г. 65 10 46 64 42 68 5 25 7,0 2,5 6,5 1.5
50 70 10 51 69 4? 73 5 25 7,0 2.5 6,5 1.5
55 75 10 56 74 52 78 5 25 7,0 2.5 6.5 1.5
60 80 10 61 79 5? 83 5 25 7,0 2.5 6,5 1.5
65 85 10 66 84 62 88 5 25 7,0 2,5 6,5 1,5
70 90 10 71 89 6’ 93 5 25 7,0 2,5 6,5 1.5
75 95 10 76 94 72 98 5 25 7.0 2,5 6,5 1,5
80 100 10 81 99 77 103 5 25 7,0 2,5 6,5 1.5
85 ПО 12,5 86.3 108,7 81,3 113,7 6,3 31 9,0 3.0 8.0 1.8
90 120 15 91,5 118,5 85,5 124,5 7,5 37,5 11 3,5 9.4 2,3
95 125 15 96,5 123,5 90,5 129,5 7,5 37.5 11 3,5 9,4 2,3
100 130 15 101,5 128,5 95,5 134,5 7,5 37,5 11 3,5 9,4 2,3
110 140 15 111,5 138,5 105,5 144,5 7.5 37,5 11 3,5 9,4 2,3
120 150 15 121,5 148,5 115,5 154,5 7.5 37,5 И 3,5 9.4 2,3
130 160 15 131,5 158,5 125,5 164,5 7,5 37,5 И 3,5 9.4 2.3
140 170 15 141,5 168,5 135,5 174,5 7,5 37,5 11 3,5 9,4 2,3
150 180 15 151,5 178,5 145,5 184,5 7,5 37,5 11 3,5 9,4 2,3
160 190 15 161,5 188,5 155,5 194,5 7,5 37,5 11 3,5 9,4 2,3
170 200 < 15 171,5 198,5 165,5 204,5 7.5 37,5 11 3,5 9,4 2,3
180 210 15 181,5 208,5 175,5 214,5 7,5 37,5 И 3,5 9,4 2,3
2,3 3.0 3,0 3,0 3,0 3,0 3.0 3.0
-cf 9,4 12,4 12.4 12,4 12,4 12,4 12,4 Г2,4
а? 3.5 5,0 О м-)‘ 5,0 5.0 5.0 5.0 О •Л
о? •—< •—1 ТУ 2
□Г 37,5 50 50 50 50 50 50 50
•-П О О О О О О •—* О
<$ 224,5 246 3 266 286 306 326 346
и 185,5 194 204 214 234 254 274 294
Q 218,5 238 248 258 278 298 СО со 338
*о 191,5 202 212 222 242 262 282 302
5 II 05 ф—< 20 20 20 20 20 8 © сч
Диаметр цилиндра D 220 240 250 260 280 300 320 340
Диаметр поршня d 061 200 210 220 240 260 280 300
178
Рис. 7.12. Посадочное место для воротнико-
вой манжеты на поршне:
D — диаметр поршня: О, — наружный диаметр
посадочного места; d — внутренний диаметр по-
садочного места; h — ширина посадочного места;
— толщина стенки посадочного места; f — фаска:
Я — радиусы сопряжения дна посадочного места с
боковыми стенками
Рис. 7.13. Посадочное место для воротниковой манжеты в корпусе
цилиндра:
d — диаметр цилиндра; dq и ds — диаметры вспомогательной проточки и проточки
посадочного места; b — ширина посадочного места; Н — ширина вспомогательной
проточки
Посадочные места под манжеты выполняются на поршне (рис.
7.12, табл. 7.14). Если в гидроприводе вместо поршня применяется
шток, то посадочные места выполняются в корпусе силового ци-
линдра (рис. 7.13, табл. 7.15).
Таблица 7.14. Основные размеры, мм, посадочных мест на поршне под установку воротниковых манжет
D о, d Л f
40 30 24 10,0 4.0 0.5
50 38 30 12,0 4,0 0,5
179
Окончание табл. 7.14
D D, d Л л, f
60 48 40 12,0 4,0 0,5
75 65 55 12,0 4.0 0,5
90 80 70 12,0 4,0 0,5
100 ' 98 80 12,0 4,0 1.0
105 103 80 14,5 6,0 1.0
125 123 95 17,0 6,0 1,5
150 148 120 17,0 6,0 1,5
180 178 150 17,0 6,0 1.5
200 198 170 17,0 6.0 1,5
210 208 180 17,0 6.0 1.5
250 248 210 17,0 6.0 1.5
300 298 200 17,0 6,0 1.5
Таблица 7.15. Основные размеры, мм, посадочных мест в корпусе силового цилиндра под установку воротниковых манжет
;.-ВЕЗВ
Е1!^2В *
"Я .
КМ зЕЖЛИ
Глава 8
МОНТАЖ ОБОРУДОВАНИЯ НА МЕСТЕ
ПОСТОЯННОЙ РАБОТЫ
8.1.
ВЫВЕРКА ПОЛОЖЕНИЯ ОБОРУДОВАНИЯ
В качестве опорных элементов при выверке оборудования при-
меняют регулировочные винты, жесткие опоры, винтовые опоры
(табл. 8.1), установочные гайки, пакеты металлических прокладок
(табл. 8.2); опорные башмаки (рис. 8.1, табл. 8.3); нерегулируемые
(рис. 8.2, табл. 8.4) и регулируемые (табл. 8.5) клиновые подкладки.
Технические характеристики отжимных регулировочных винтов
Диаметр резьбы, мм .... 20 24 30 36 42 48
Шаг резьбы, мм ....2,5 3,0 3.5 4,0 4,5 5,0
Размер «под ключ», мм .... 27 32 41 50 60 70
Радиус опорной сферы, мм ...20 25 32 32 40 50
Размеры опорных пластин, мм: длина ....60 80 100 120 130 140
ширина 8 8 10 10 12 15
Таблица 8.1. Технические характеристики винтовых опор
i _ X , _ ?• Грузоподъ- емность, кг
Диаметр резьбы, мм Максимал на я высот! подъема, х Минимал! ная высотг подъема, * Крутящий момент, Нм Масса подкладки, кг
20 37 10 49 3300 0,5
24 44 12 69 6 000 0,9
30 55 14 156 7600 1,6
36 64 16 369 11 000 2,9
42 73 18 442 15000 4,7
48 84 20 693 2 000 6,5
181
Таблица 8.2. Габаритные размеры, мм, и материал установочных
прокладок в зависимости от массы машины
Габаритные размеры прокладок Материал прокладок
Чугун Чугун или сталь Сталь
Масса машины менее 5 т
Длина — 150 150
Ширина — 80 80
Высота — 20:30 5; 10
Масса машины 5...30 т
Длина — 150 150
Ширина — 80 80
Высота — 20; 30:50 5; 10
Масса машины 30... 100 т
Длина — 200 200
Ширина — 100 100
Высота — 30; 50 5; 10; 20
Масса машины свыше 100 т
Длина 250 250 250
Ширина 120 120 120
Высота 40; 60; 80 30 5; 10; 20
Таблица 8.3. Технические характеристики опорных башмаков с упорным винтом
Параметр Тип
Р79-2.1 Р79-2.2 Р79-2.3
Грузоподъемность, кг 2 000 3 200 5000
Высота подъема, мм 7 8 9
Минимальная высота, мм 60 94 108
Диаметр резьбы, мм 20 24 30
Высота упора, мм ПО 130 150
Длина башмака, мм 260 320 380
Ширина башмака, мм 150 170 200
Длина опоры, мм 150 190 240
Ширина опоры, мм 110 130 150
182
Рис. 8.1. Опорные башмаки с упорным винтом:
Н — расстояние от опорной поверхности башмака до основания; h — расстояние от
основания башмака до оси опорного винта; L — длина башмака; — длина опорной
поверхности; 0 — ширина башмака; В, — ширина опорной поверхности; d — диаметр
регулировочного винта
Таблица 0.4. Основные характеристики нерегулируемых клиновых подкладок
Длина подкладки х х ширина подкладки (а х Ь), мм Мини- мальная высота, мм Макси- мальная высота, мм Диаметр резьбы фундаментных болтов Преде- лы регу- лирова- ния высо- ты подъ- ема, мм Масса, кг
75x50 7.5 15 ДоМЗб 7,5 0,33
100x75 10 20 МЗб—М64 10 0.9
150x100 10 25 М64—М90 15 2.1
Таблица 8.5. Основные характеристики регулируемых клиновых подкладок
Параметр Тип
ПР-3 ПР-5 ПР-10
Грузоподъемность, т 3 5 10
183
Рис. 8.2. Нерегулируемая клиновая подкладка (а) и припер применения
(б):
h — минимальная высота; т — максимальная высота; в — длина подкладки; Ь —
ширина подкладки
Окснчание табл. 8.5
Параметр Тип
ПР-3 ПР-5 ПР-10
Высота подъема, мм 12 15 16
Усилие на рукоятке, Н 250 280 300
Минимальная высота, мм 68 75 76
Масса, кг 3,7 5,3 7.2
‘ . ЗАКРЕПЛЕНИЕ ОБОРУДОВАНИЯ
В большинстве случаев закрепление оборудования осуществля-
ется при помощи фундаментных болтов, иногда применяется кре-
пление болтами или шпильками с закладными деталями различной
конструкции.
Фундаментные болты для крепления технологического обору-
дования различаются по условиям эксплуатации, назначению,
конструкции, способам установки и закрепления в фундаменте.
Наиболее распространенными типами фундаментных болтов
являются болты с анкерной плитой (рис. 8.3) и съемные анкерные
болты с изолирующей трубой (рис. 8.4). Монтажные параметры
фундаментных болтов других типов (рис. 8.5—8.9) приведены да-
лее.
184
Рис. 8.3. Болт с анкерной плитой:
А — диаметр анкерной плиты; Н — глу-
бина заложения; d — диаметр резьбы;
/0 — длина резьбы
Рис. 8.4. Съемный болт с изоли-
рующей трубой
Технические характеристики болтов с анкерной плитой
Диаметр резьбы, мм ...12 16 20 24 30 36 42 48
Шаг резьбы, мм 1,75 2.0 2,5 3,0 3,5 4,0 4,5 5.0
Длина резьбы, мм 80 Диаметр или сторона 90 100 110 120 130 140 150
анкерной плиты, мм...50 65 80 100 120 150 170 190
Глубина заложения, мм, не менее 180 240 300 360 450 540 630 720
Технические характеристики съемных анкерных болтов
с изолирующей трубой
Диаметр резьбы, мм... ...24 30 36 42 48
Шаг резьбы, мм ... 3.0 3,5 4,0 4,5 5.0
Длина резьбы, мм ,..110 120 130 140 150
Размер «под ключ»,
ММ ,...17 19 24 27 32
185
Глубина заложения,
мм, не менее........360 450 540 630 720
Сторона анкерной
плиты, мм...........100 120 150 170 190
Технические характеристики изогнутых болтов, устанавливаемых
в колодцах
Диаметр резьбы, мм. ..12 16 20 24 30 36 42 48
Шаг резьбы, мм 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0
Длина резьбы, мм .80 90 100 ПО 120 130 140 150
Длина сгиба, мм .100 130 160 200 250 300 350 400
Длина крюка, мм ..50 60 80 100 120 130 170 200
Глубина заложения,
мм, не менее .300 400 500 600 750 850 1050 1 200
Рис. 8.5. Изогнутый болт,
устанавливаемый в колодцах:
Н — глубина заложения; d — диа-
метр резьбы; I — длина болта; /0 —
длина резьбы; — длина сгиба:
1г — длина крюка
Рис. 8.6. Изогнутый болг.
Н — глубина заложения; d — диаметр резьбы;
d, — диаметр стержня; /0 — длина резьбы; /, —
длина изогнутой части
186
Рис. 8.7. Конический болт с цементной за-
пеканкой:
Н — глубина заложения; d — диаметр резьбы;
do — диаметр отверстия в фундаменте; h — высота
конуса; / — длина болта; /0 — длина резьбы
Рис. 8.8. Конический болт с раз-
жимной цангой:
d — диаметр болта; 10 — длина резьбовой
части; do — диаметр отверстия в фунда-
менте; h — высота цанги; Н — глубина
заложения
Рис. 8.9. Составной болт с распор-
ным конусом:
Н — глубина заложения: d — диаметр
болта; d0 — диаметр распорной части;
I — длина болта; 1д — длина резьбовой
части; h — высота распорного конуса
187
Технические характеристики изогнутых болтов
Диаметр резьбы, мм... ..12 16 20 24 30 35 42 48
Шаг резьбы, мм ..1,75 2,0 2,5 3,0 3.5 4,0 4,5 5.0
Длина резьбы, мм Диаметр стержня, ..80 90 100 ПО 120 130 140 150
ММ Длина изогнутой ..12 16 20 24 30 35 42 48
части стержня, мм Глубина заложения, ..42 66 80 90 120 150 170 200
ММ ..300 400 500 600 750 850 1050 1200
Технические характеристики конических болтов с цементной
зачеканкой
Диаметр резьбы, мм.. ...12 16 20 24 30 36 42 48
Шаг резьбы, мм ...1,75 2,0 2.5 3,0 3.5 4,0 4,5 5,0
Длина резьбы, мм Высота конуса, ...80 90 100 110 120 130 140 150
ММ ...24 30 36 42 48 60 72 84
Глубина заложения,
ММ ...120 160 200 240 300 360 420 480
Диаметр отверстия в фундаменте, мм ...20 25 35 40 50 60 70 80
Технические характеристики конических болтов
с разрезными цангами
Диаметр резьбы, мм.. ...12 16 20 24 30 36 42 48
Шаг резьбы, мм ...1,75 2,0 2,5 3.0 3,5 4,0 4,5 5,0
Длина резьбы, мм ...80 90 100 ПО 120 130 140 150
Высота цанги, мм Глубина заложения, ...24 24 30 36 45 54 63 72
ММ ...96 ПО 160 190 240 290 340 390
Диаметр отверстия в фундаменте, мм ...20 25 36 40 50 60 70 80
Технические характеристики конических болтов
с разжимными цангами
Диаметр резьбы, мм.. ...12 16 20 24 30 36 42 48
Шаг резьбы, мм ...1,75 2,0 2,5 3.0 3,5 4,0 4,5 5.0
Длина резьбы, мм ...80 90 100 ПО 120 133 140 150
Высота цанги, мм ...36 45 60 75 90 105 120 150
Глубина заложения,
ММ ...85 100 140 170 210 253 295 335
Диаметр отверстия,
ММ ...16 22 28 32 40 5(| 60 68
188
Технические характеристики составных болтов
с распорным конусом
Диаметр резьбы, мм 10 12 16 20 24
Шаг резьбы, мм 1.5 1,75 2.0 2,5 3,0
Длина резьбы, мм 60 80 90 100 ПО
Высота конуса, мм 28 32 40 48 50
Глубина заложения, мм...., 60 75 100 120 145
Диаметр отверстия, мм 14 16 22 28 32
Скважины под болты изготавливаются с помощью станков ал-
мазного сверления и машин ударно-вращательного действия (табл.
8.6—8.8), оснащенных специальным рабочим инструментом —
алмазными кольцевыми сверлами, буровыми коронками и спи-
ральными сверлами с пластинами из твердого сплава.
Таблица 8.6. Технические характеристики механизированного инструмента для алмазного сверления бетона и железобетона
Параметр Модель
ИЗ 1029 ИЭ1023 ИЭ1018 МЭС-50
Номинальный диаметр отвер- стия, мм 25 25 25 25
Средняя скорость сверления, м/мин 60 50 40 50
Частота вращения шпинделя, мин 1 3 800 12000 8 900 3 200
Потребляемая мощность, Вт 1070 880 600 800
Напряжение, В 36 220 220 36
Частота тока, Гц 200 50 50 200
Рабочее давление воздуха, МПа — 0,5 0,5 —
Удельный расход воздуха, м3/мин — 1,2 1.0 —
Расход охлаждающей воды, л/мин 1...2 1...2 1...3 1...2
Габаритные размеры, мм: длина ширина высота 780 380 142 550 133 136 694 95 205 600 80 158
Масса, кг 6,7 5,4 6.0 7,5
189
Таблица 8.7. Технические характеристики передвижных станков для сверления бетона
Параметр Модель
ИЭ1801 ИЭ1804 ИЭ1805
Номинальный диаметр отверстия, мм 50... 125 50...85 50... 160
Средняя скорость сверления, мм/мин 50 43 60
Частота вращения шпинделя, мин'1 700 1 150 600
Потребляемая мощность, Вт 2200 1500 3000
Напряжение, В 220/380 220/380 380
Частота тока. Гц 50 53 50
Удельный расход охлаждающей воды, л/мин 4...6 5...6 5 ...6
Габаритные размеры, мм:
длина 1 440 620 735
ширина 510 560 620
высота 1 120 1310 1600
Масса, кг 140 85 130
Таблица 8.8. Технические характеристики электроперфораторов для бурения скважин под болты
Параметр Модель
ИЭ4712 ИЭ4709 ИЭ4710 ИЭ47О8
Номинальный диаметр скважины, 16 16 25 32
ММ
Энергия удара, Дж 2 2,5 4 10
Частота ударов, Гц 25 50 27 50
Средняя скорость бурения, мм/мин 80 100 70 100
Потребляемая мощность, Вт 350 650 450 570
Габаритные размеры, мм:
длина 500 350 655 760
ширина 200 90 137 760
высота 75 195 197 270
Масса, кг 4 7 7.5 15,5
190
Рис. 8.10. Буровые коронки:
а — с креплением на коническом хвостовике; б — с креплением на резьбе; в — ра-
бочая часть коронок ККП, КДШ, КТШ, КДП; D — диаметр рабочей части; d — диа-
метр присоединительной части; ф, ds — диаметры оснований присоединительного
конического отверстия; d$ — диаметр резьбового присосди, 1итсльного отверстия;
Н — высота буровой коронки; h — глубина присоединительного отверстия; b — ши-
рина режущего элемента буровой коронки
Буровые коронки (табл. 8.9, рис. 8.10) можно перетачивать для
получения диаметра отверстия на 4...6 мм меньшего номинально-
го. Диаметры скважин под болты различных конструкций приве-
дены в табл. 8.10.
Таблица 8.9. Технические характеристики буровых коронок для сверления скважин под фундаментные болты
Типоразмер Размеры, мм
D d di d2 н h b
32-19 32 28 19 15,8 — 60 30 26
36-22 36 32 22 18.8 — 70 30 30
40-22 40 35 22 18.8 — 75 30 33
40-25 40 35 25 20.7 — 75 40 33
191
Окончание табл. 8.9
Типоразмер Размеры, мм
D d dx d2 d3 н h b
43-25 43 37 25 20,7 — 75 40 35
43-27 43 37 — — 27 75 — 35
43-28 43 39 28 23,1 — 80 45 35
46-25 64 37 25 20,7 — 75 40 35
46-27 46 37 — — 27 75 — 35
52-25 52 39 25 20,7 — 75 40 40
52-31 52 42 0 — — 105 — 40
56-31 56 42 — — 31 105 — 40
60-38 60 52 — — 38 ПО — 45
65-31 65 45 — — 31 110 — 45
65-38 65 52 — — 38 110 75 45
70-31 70 52 — — 31 115 75 45
75-31 75 58 — — 31 115 75 45
85-31 85 58 — — 31 115 75 45
85-33 85 58 — — 38 115 75 45
Таблица 8.10. Диаметры скважин для установки некоторых типов
фундаментных болтов
Диаметр резьбы, мм Диаметры скважин под болты, мм
прямые и изогнутые составные конические
на клее на цементно-пес- чанных смесях с вибропогруже- нием на цементно-пес- чанных смесях с цементной заче- канкой на цементно-пес- чанных смесях с вибропогруже- нием с заклиниванием с разрезной цангой с заклиниванием с распорной цангой с заклиниванием с распорным конусом
10 16'3 — — — — — —
12 18*3 32*” 20*” 25*” 2О*02 16*10 16*’°
192
Окончание табл. 8.10
Диаметр резьбы, мм Диаметры скважин под болты, мм
прямые и изогнутые составные конические
на клее на цементно-пес- чанных смесях с вибропогруже- нием на цементно-пес- чанных смесях с цементной запе- канкой на цемеигно-пес- чанных смесях с вибропогруже- нием с заклиниванием с разрезной цангой с заклиниванием с распорной цангой с заклиниванием с распорным конусом
16 22'4 36’10 25+1о 36-” 25+аг 22-10 22*10
20 26й 40"° 36-10 46-"> 35*° 2 28*10 28"°
24 34м 44*10 40"° 52+ts 40ю.э 32-'-4 32*°
30 4Ок4 50*'° 50-10 60-15 5О-*5 40*,J —
36 48-* 56-'° 60-'° 8О-20 60**5 5О*20 —
42 52-* 62-10 70-’° 90*20 70-05 60-20 —
48 58-* 68*'° 80'10 1ОО-20 80*'° 68’20 —
Затягивание фундаментных болтов следует осуществлять рав-
номерно. в два-три обхода (при отсутствии специальных указаний
в технической документации). Значения крутящих моментов при-
ведены в табл. 8.11.
Таблица 8.11. Значения крутящих моментов для затягивания фундаментных болтов
Диаметр болтов, мм Крутящий момент, Н м Диаметр болтов, мм Крутящий момент. Н • м
ю 8... 12 48 1 100...2 300
12 12...24 56 2 200...3700
16 30...60 64 4000...6000
20 50 ...100 72 5 000... 8 600
24 130 ...250 90 8 000... 12000
30 300...550 100 12000... 16800
36 600...950 110 25 000... 32 500
42 1000... 1500
193
Для обеспечения надежности установки оборудования на месте
постоянной работы осуществляется его подливка смесью, в кото-
рую вносят специальные добавки. Составы смесей различной
жесткости приведены в табл. 8.12.
Таблица 8.12. Составы жестких бетонных смесей с пластифицирующими добавками для подливки оборудования
Расход материала на 1 м3 смеси, кг Жесткость. с Минеральные заполнители
Цемент — 324; песок — 770; щебень — 1 140; вода — 178 7 Щебень крупнсстью 5... 10 мм; песок мелкозернистый
Цемент — 275; песок — 635; гравий — 1 345; вода —152 9 Гравий крупностью 5...20 мм; песок мелкозернистый
Цемент — 400; песок — 1 800; вода — 176 12 Песок крупный, просеянный сквозь сито 5 мм
8.3.
УСТАНОВКА ОБОРУДОВАНИЯ
НА ВИБРОИЗОЛИРУЮЩИЕ ОПОРЫ
Оборудование, устанавливаемое с виброизоляцией, обычно не
закрепляют. Для установки такого оборудования применяют ви-
броизолирующие опоры (рис. 8.11, табл. 8.13) и виброизолирую-
щие коврики (рис. 8.12, табл. 8.14).
Таблица 8.13. Технические характеристики виброизолирующих опор
Параметр Тип
ОВ31 ОВЗО-1 ОВЗО-2 ОВЗО-З
Исполне- ние 1 Исполне- ние 1 Исполне ние 2 Исполне- ние 3 Исполне- ние 1 Исполне- ние 2 £ 5 S х Исполне- ние 3
Номиналь- ная нагруз- ка, кН 4 1,25 2,3 3,5 5,6 8,7 12,5 18,5
194
Окончание табл. 8.13
Параметр Тип
ОВ31 ОВЗО-1 ОВЗО-2 ОВЗО-З
Исполне- ние 1 Исполне- ние 1 Исполне- ние 2 Исполне- ние 3 Исполне- ние 1 Исполне- ние 2 Исполне пне 1 Исполне- ние 3
Максималь- ная нагруз- ка кН 40 4 6 10 15 23 42 50
Минималь- ная нагруз- ка, кН 2,5 0.63 1.0 1.6 2.5 4 6,3 10
Диаметр винта, мм 16 12 12 12 16 16 20 20
Диаметр опоры, мм 142 105 105 105 140 140 180 180
Высота опо- ры. мм 45 43 43 43 45 45 50 50
Высота регу- лирования, мм 15 10 10 10 15 15 15 15
Масса, кг 1.82 0,705 0,745 0,655 1,535 1,215 3,00 2,60
Рис. 8.11. Виброизолирую-
щая опора:
D — диаметр опоры: d — диа-
метр регулировочного винта:
Н — высота опоры
195
Рис. 8.12. Виброизолирующий коврик
Таблица 8.14. Основные характеристики виброизолирующих ковриков
Показатель Тип
КВ1-1 КВ 1-2 КВ 1-3 КВ2-1 КВ2-2 КВ2-3
Высота, мм 21 21 21 21 26 26
Длина х х ширина, мм 350 x 350 350 x 350 350 x 350 350 x 350 350x350 350 x 350
Характеристика деформации
Сжатие, мм 1,4 1.4 1.4 1.4 1.8 2,1
Отноше- ние про- дольной жесткости к верти- кальной 1,5 1.1 1.3 1,8 1,6 1,3
Отноше- ние по- перечной жесткости к верти- кальной 1,5 1,1 1.3 1.1 0.7 1,2
196
Продолжение табл. 8.14
Показатель Тио
KBI-1 КВ1-2 КВ1-3 КВ2-1 КВ2-2 КВ2-3
Сжатие, мм 3.0 3,0 3,0 3,0 3,9 4,5
Отноше- ние про- дольной жесткости к верти- кальной 1.4 0,6 1.0 3,4 2,3 1,7
Отноше- ние по- перечной жесткости к верти- кальной 1.4 0,6 1.0 2,3 2,5 1.5
Глава 9
ГРУЗОПОДЪЕМНЫЕ УСТРОЙСТВА
9.1.
ТАЛИ И ТЕЛЬФЕРЫ
Тали применяют для подъема грузов на небольшую высоту, как
правило, не превышающую 10 мм. По роду привода различают
тали ручные (шестеренчатые и червячные) и механизированные
(электрические и пневматические). Все тали имеют тормоза, пре-
пятствующие самопроизвольному опусканию груза. Технические
характеристики ручных талей с червячным приводом (рис. 9.1, а)
приведены в табл. 9.1, а электрических талей — тельферов (рис.
9.1, б) в табл. 9.2.
Таблица 9.1.Технические характеристики ручных талей с червячным приводом
Грузоподъемность т Тяговое усилие механизма подъема, Н Тяговое усилие механизма передвижения, 11 Номер профиля двутавровой балки Радиус скругления пути, м, нс менее 1 Масса тали с цепями, кг, не более
1,0 350 100 16, 18, 22, 24, 27, 30, 33 1,2 45
3,2 650 180 22, 24, 27, 30, 33, 36, 45, 50 2.0 90
5,0 750 200 30, 33, 36, 40, 45, 50, 55 2,5 150
8,0 750 200 40, 45, 50, 55, 60 3,0 300
198
Рис. 9.1. Таль (а) и тельфер (61:
1 — крюк; 2 — червячное колесо; 3 — цепное колесо: 4 — приводная цепь; 5 — чер-
вяк; 6 — тяговая цепь; 7 — тормоз; 8 — зввздочка; 9 — тележка; 10 — монорель-
совый путь; 11 — канатный барабан; 18 — гибкий кабель; 13 — пульт управления;
14 — электродвигатель
Таблица 9.2. Технические характеристики электрических талей (тельферов)
Тип Грузо- подъ- емность, т Высота подъема, м Мощность двигателя (подъем). кВт Мощность двигателя (пере- движение). кВт Масса, кг
ТЭ-0,5 0,5 6 0,85 — 100
ТЭ-1 1,0 6 2,1 0,65 440
199
Окончание табл. 9.2
Тип Грузо- подъ- емность. т Высота подъема, м Мощность двигателя (подъем). кВт Мощность двигателя (пере- движение), кВт Масса. кг
ТЭ-112 1.0 12 2,1 0,65 570
ТЭ-2 2,0 6 3,0 0,65 480
ТЭ-212 2,0 12 3,0 0,65 600
ТЭ-301 3,0 6 4,2 0,80 850
ТЭ-307 3.0 10 4.2 0.80 1 200
ТЭ-501 5.0 6 7.0 1,20 1250
ТЭ-506 5.0 10 7,0 1,20 1 320
9.2.
ПОЛИСПАСТЫ И ЛЕБЕДКИ
Полиспасты (рис. 9.2, табл. 9.3 и 9.4) служат для подъема или
горизонтального перемещения грузов. Выбор полиспастов для
Рис. 9.2. Полиспасты:
а — с блоками, расположенными в один ряд
б — с блоками, расположенными на общих го-
ризонтальных осях; 1,2 — неподвижный и под-
вижный блоки; 3 — гибкий тяговый орган; Р —
прикладываемое усилие; Q — масса груза
200
подъема заданного груза производят по отношению массы груза Q
к усилию Р на тяговом конце каната с учетом коэффициента со-
противления К. Усилие на тяговом конце каната определяют по
формуле Р = Q/K, где К — коэффициент, зависящий от числа ро-
ликов, используемых в полиспасте.
Таблица 9.3. Технические характеристики полиспастов грузоподъемностью 0.5...4 т
Параметр Грузоподъемность, т
0.5 1 2 3 4
Диаметр каната, мм 6.5 9,5 11,0 15,0 17,5
Длина (с подтянутым крюком), мм 560 900 1050 1050 1810
Масса, кг 3,0 8,6 13,0 35,0 91,0
Грузоподъемность при канате, закре- пленном на блоке, т 0,33 0,66 1,33 3,30 8,0
Грузоподъемность при канате, закре- пленном вне блока, т 0,5 1.2 2,0 5,0 10,0
Таблица 9.4. Значение коэффициента К для полиспастов с различным числом роликов
Число ниток полиспаста Число отводных роликов
0 1 2 3 4
1 0,96 0,92 0,88 0,85 0,82
2 1.88 1,88 1,73 1,66 1,60
3 2,76 2,65 2.55 2,44 2,35
4 3.62 3,47 3,33 3,20 3,07
5 4,44 4,26 4.09 3,92 3,77
6 5,21 5,00 4,80 4,61 4,43
7 5,96 5,72 5,49 5,27 5,09
8 6,69 6,42 6,17 5.92 5.68
9 7,38 7,09 6,80 6,63 6,38
10 8,04 7,72 7,41 7,42 6,93
201
Рис. 9.3. Настенная лебедка с рычажным
приводом
Различают лебедки с ручным и ма-
шинным приводом, стационарные и пе-
редвижные. Тяговым органом для них
служат канаты и цепи.
Ручные рычажные лебедки (рис. 9.3,
табл. 9.5) грузоподъемностью 0,75; 1,5;
3.0 т предназначены для подъема грузов
и их перемещения в горизонтальном и
наклонном направлении. Лебедки при-
водятся в действие рукояткой, длина ко-
торой может изменяться в пределах
800... 1 200 мм.
Ручные барабанные лебедки (рис. 9.4)
предназначены для подъема, опускания
или перемещения грузов по наклонной
или горизонтальной плоскости при вы-
полнении монтажных и погрузочно-
разгрузочных работ. Технические характеристики лебедок приве-
дены в табл. 9.6.
Таблица 9.5. Технические характеристики ручных рычажных лебедок
Параметр Тяговое усилие, кН
3,0 1,5 0,75
Масса поднимаемого груза, кг 3,0 1,5 0,75
Подача каната за один ход рычага, мм 26...35 32 30
Диаметр каната, мм 16,5 12,0 7,0
Длина каната, м 10 20 20
Габаритные размеры, мм:
длина 714 634 498
ширина 225 333 195
высота 134 84 71
Масса лебедки с канатами, кг 58 34 19,4
202
Рис. 9.4. Ручная барабанная ле-
бедка:
1 — станина; 2 — тяга; 3 — барабан;
4 — зубчатая передача; 5 — рукоятка;
6 — храповой механизм
Таблица 9.6. Технические характеристики ручных однобарабанных лебедок
Параметр Модель
ЛР-1,25 ЛР-3,2 ЛР-5
Наибольшее тяговое усилие каната, кН 12,5 32,0 50.0
Наибольшее тяговое усилие каната на второй передаче, кН 8,0 20,0 32,0
Расчетный диаметр каната, мм 11,0 16,6 21,0
Канатоемкость при много- слойной намотке, м, не менее 50,0 50,0 75.0
Габаритные размеры, мм, не более: длина ширина высота 800 600 800 850 700 900 1050 950 1000
Масса лебедки без рукоят- ки, кг, не более 160 2600 500
Радиус вращения рукоятки, мм, не более 450 150 450
203
9.3.
ТАКЕЛАЖНАЯ ОСНАСТКА
Пеньковые канаты применяют для подъема грузов неболь-
шой массы вручную, а также для оттяжек и расчалок. В подъем-
ных механизмах с механическим приводом пеньковые канаты не
используют. В табл. 9.7 приведены значения допустимых нагрузок
для пеньковых канатов.
Таблица 9.7. Технические характеристики пеньковых канатов
Размеры каната. мм Канаты бельные обыкновенные Канаты смоленые обыкновенные
Разрывное усилие. Н, не менее
Длина окружности Диаметр каната в целом суммарное по каболкам каната каната в целом суммарное по каболкам каната
30*2 10 6 280 6750 6000 6 450
35*2 11 7 400 8 100 7 100 7 740
40*2 13 9 800 10 800 9 400 10 320
45*2 14 12600 13 500 11 500 12 900
50*2 16 15 700 17 500 14 800 16 770
60*2 19 20800 24 300 19 900 23 220
70*3 22 28 200 33 750 27 000 32 250
80*3 26 35 200 43 200 33 600 41 280
90*4 29 44 000 55 350 42 000 52 890
100*4 32 53 100 68 850 50 800 65 790
115*4 37 67 000 90000 63 700 85 500
125*4 40 79 000 108 000 75 100 102 660
150*5 48 108 600 154 800 103 20С 147 060
175*5 56 141 500 210600 134 4ОС 200 070
200*6 64 180 900 275 400 171 90С 261 630
225*7 72 224 000 349 200 213 00С 331 740
204
Окончание табл. 9.7
Размеры каната, мм Канаты бельные обыкновенные Канаты смоленые обыкновенные
Разрывное усилие, Н, не менее
Длина окружности Диаметр каната в целом суммарное ио каболкам каната каната в целом суммарное по каболкам каната
250±8 80 271 000 430 200 257 000 408 690
275±8 88 324 000 520 200 307 000 494 190
300±8 96 381 500 619 200 362 000 588 240
325±10 104 446 000 727 200 423 000 633 840
350 ±10 112 515 000 844 200 489 000 801 990
Капроновые канаты в зависимости от разрывной нагрузки
подразделяют на три группы: обыкновенные, повышенного и вы-
сокого качества. Технические характеристики обыкновенных ка-
натов приведены в табл. 9.8.
Таблица 9.8. Технические характеристики обыкновенных капроновых канатов
Размеры каната, мм Линейная ПЛОТНОСТЬ каната, ктекс, не менее Разрывная нагрузка Н. не менее Ориентиро- вочная масса 100 м каната, кг
Диаметр Длина окружности
13 40 105 22 600 10,0
16 50 167 36 000 15.7
19 60 239 50 700 22,8
22 70 325 68 500 30,8 '
26 80 425 89 000 40,2
29 90 569 121 000 53,6
31 100 679 139 500 64,2
37 115 920 184 000 87,0
40 125 1073 208 000 101,0
205
Стальные канаты подразделяют по способу свивки — на рас-
кручивающиеся и нераскручивающиеся; по направлению свив-
ки — на правые и левые. Значения разрывных усилий стальных
канатов в зависимости от расчетного времени сопротивления раз-
рыву проволок приведены в табл. 9.9.
Таблица 9.9. Технические характеристики стальных канатов различных типов и конструкций
Диаметр каната, мм Расчетная площадь сечения каната, мм Масса 1000м каната, кг Разрывное усилие каната в целом, Н. для маркировочных групп с усилием разрыва. МПа
1 568 1 666 1 764 1 960
ТипЛК-Р. конструкция 6* 19(1+6+6/6)+! о.с.
5,6 11,9 116,5 15 800 16 800 17 800 19 350
6,9 18,05 176,6 24 000 25 500 26 300 28 700
9,1 31,18 305,0 41550 44 100 44 450 49 600
9,9 36.66 358,6 48 850 51 850 53 450 58 350
11,0 47,19 461,6 62 850 66 750 68 800 75 150
13,0 61,0 596,6 81250 86 300 89000 97 000
14,0 74,4 128,0 98 950 105 000 108 000 118 000
15,0 86,28 844,0 114500 122 000 125 500 137 000
18,0 124,73 1 220,0 166 000 176 000 185 500 198 000
19,5 143,61 1 405,0 191 000 203 000 209 000 228 000
22,5 188,78 1 850,0 251 000 267 000 275 000 303 500
24,0 215,49 2 110,0 287 000 304 500 314 000 343 000
28,0 297,63 2 910,0 396 000 421000 434 000 473 500
30,5 356,72 3 490,0 475 000 504 500 520 000 567 500
33,5 431,18 4 220,0 574 000 610 500 648 000 686 000
Тил ЛК-О, конструкция 6*19 (1 + 9+ 9) +1 о.с.
7,8 22,47 220,5 29 900 31 300 32 750 35750
8,8 29,92 293.6 39 800 42 350 43 650 47 600
206
Окончание табл. 9.9
Диаметр каната, мм Расчетная площадь сечения каната, мм Масса 1000м каната, кг Разрывное усилие каната в целом, Н, для маркировочных групп с усилием разрыва. МПа
) 508 1 666 1 764 1 960
11,5 49,67 487,0 66150 70 300 72 450 79050
13,0 60,94 597,3 81 100 86 150 88 700 96 800
15,0 86,95 852,5 115 500 122 500 126 500 138 000
17,5 117,53 1 155,0 156 000 166 000 171 500 187 000
22,0 177,85 1 745,0 236 500 251000 259 000 283 000
25,5 243,76 2 390,0 324 500 344 500 355 500 388 000
30,5 347,82 3 410,0 463 500 492 000 507 500 553 500
32,5 406.76 3 990,0 541 500 575 500 593000 647 000
35,0 470.34 4 610,0 626 500 665 500 686000 748 500
37,0 513,49 5 035,0 684 000 726 500 749 000 815000
40.0 595,18 5 830.0 792 500 841 000 863 000 —
Изношенные стальные канаты выбраковывают по условному
числу обрывов проволок (табл. 9.10) на длине одного шага каната.
Из канатов изготавливают стропы шести типов: 1СК. 2СК. ЗСК,
4СК, УСК-1, УСК-2 (табл. 9.11—9.14).
Таблица 9.10. Число обрывов проволок на длине одного шага
свивки каната, при котором канат следует выбраковывать
Первоначальный коэф- фициент запаса прочно- сти (при установленном правилами соотноше- нии диаметра барабана и диаметра каната) Конструкция каната
6х 19(1+6+6) + ! о. с. 6x37
Свивка
Крестовая Одно- сторонняя Крестовая Одно- сторонняя
До 6 12 6 22 11
6...7 14 7 26 13
Свыше 7 16 8 30 15
207
Таблица 9.11. Стропы 1 СК
Типоразмер стропа Длина стропа, мм
1СК0.32 1000, 2 000, 3 000. 4 000
1СК0.63; 1СК1.6 2 000, 3 000, 4 000, 5 000, 6 000
1СК2.5 2 000, 3 000, 4 000, 5 000, 6 000, 7 000
1СК3.2; 1СК4.0; 1СК5.0 3 000, 4 000, 5 000, 6 000, 7 000
1СК6.3; 1СК8.0; 1СК10.0 3 000, 4 000, 5 000, 6 000. 7 000, 8 000, 10 000
1 СК 12,5; 1СК16.0; 1СК20.0 3 000, 4 000, 5 000, 6 000, 7 000. 10000
Таблица 9.12. Стропы 2СК
Типоразмер стропа Длина стропа, мм
2СК0.8 2 150,3 150,4 150
2СК2.0 5150,6 150
2СК3.2 2 200, 3 200, 4 200, 5 200, 6 200, 7 200
2СК5.0 3 200, 4 200, 5 200, 6 200, 7 200
2СК6.3 3 200, 4 200, 5 200, 6 200, 7 200
2СК8.0 3 300, 4 300, 5 300, 6300, 7300
2СК10.0 3 400, 4 400, 5 400, 6 400, 8 400, 9 400
2СК26.0 3 400, 4 400, 5 400, 6 400, 8 400, 9 400
Таблица 9.13. Стропы ЗСК
Типоразмер стропа Длина стропа, мм
3CK0.63 1 150, 2 150, 3 150, 4 150
ЗСК1.25 2 200, 3 200, 4 200, 6 200
3CK3.2 2 200, 3 200, 4 200, 5 200, 6 200, 7 200
ЗСК5.0 2 200, 3 200, 4 200, 5 200, 6 200, 7 200
3CK6.3 3 300, 4 300, 5 300, 6 300, 7 300
208
Окончание табл. 9.3
Типоразмер стропа Длина стропа, мм
ЗСК8.0 3 300, 4 300, 5 300, 6 300, 7 300
ЗСКЮ.О 3 400, 4 400, 5 400, 6 400, 7 400
ЗСК12.5 3 400, 4 400, 5 400, 6 400, 7 400
ЗСК16,0 3 400, 4 400, 5 400, б 400, 7 400
Таблица 9.14. Стропы 4СК
Типоразмер стропа Длина стропа, мм
4СК0.8 1 150,2 150,3 150,4 150
4СК1.6 2 150,3 150,4 150,5 150,6 150
4СК4.0 2 200, 3 200, 4 200, 5 200. 6 200
4СК6.3 2 200, 3 200, 4 200, 5 200, 7 200
4СК10.0 3 400, 4 400, 5 400. 6 400, 7 400
4СК16.0 3 400, 4 400, 5 400. 6 400, 7 400
Перечень таблиц, помещенных в справочнике
Номер таблицы Наименование таблицы Страница
Сборка неподвижных неразъемных соединений
1.1 Рекомендуемые марки клеев для склеивания различных материалов и минимальные рабочие температуры склеивания, °C 5
1.2 Свойства и область применения синтетических клеев 6
1.3 Технологические режимы склеивания 9
1.4 Материалы для склеивания трубопроводов, их характеристика и область применения 9
1.5 Легкоплавкие оловянно-свинцовистые припои 10
1.6 Тугоплавкие медно-цинковые припои 12
1.7 Серебряные припои 12
1.8 Сборочные зазоры при пайке, мм 13
1.9 Выбор припоя в зависимости от материала соеди- няемых деталей 14
1.10 Наиболее распространенные составы флюсов для низкотемпературной пайки 15
1.11 I Гаиболее распространенные составы флюсов для высокотемпературной пайки 16
1.12 Марки материалов, применяемых для изготовле- ния заклепок 17
1.13 Основные размеры, мм, заклепок с полукруглой и потайной головками 18
1.14 Основные размеры, мм, пустотелых заклепок 19
1.15 Основные размеры, мм, полупустотелых заклепок 21
210
Продолжение табл.
Номер таблицы 11аименованис таблицы Страница
1.16 Размеры, мм, замыкающих головок и диаметры, мм, отверстий под заклепки повышенной точности 22
1.17 Технические характеристики прессов для сборки групповых заклепочных соединений 24
1.18 Технические характеристики ручных обжимок для заклепок с полукруглой головкой 24
1.19 Технические характеристики ручных прямых под- держек для заклепок с полукруглой головкой 25
1.20 Технические характеристики ручных выколоток для заклепок 25
1.21 Технические характеристики параллельных струб- цин 25
1.22 Технические характеристики скобообразных струбцин 26
1.23 Технические характеристики пневматических кле- пальных молотков (давление воздуха 0,5 МПа) 26
1.24 Заклепки, поставляемые централизованно 27
1.25 Типы швов и форма кромок деталей для газовой сварки стыковым швом 28
1.26 Типы швов и форма кромок деталей для дуговой сварки стыковым швом 28
1.27 Типы швов и форма кромок деталей для дуговой сварки нахлесточным и тавровым швами 29
1.28 Технические характеристики ручных шлифоваль- ных машин с гибким валом 29
1.29 Технические характеристики ручных шлифоваль- ных машин 30
1.30 Технические характеристики пневматических рубильных молотков 30
1.31 Выбор типа пресса в зависимости от усилия за- прессовки, кН 31
1.32 Технические характеристики пневматических рычажных прессов 32
211
Продолжение табл.
Номер таблицы Наименование таблицы Страница
1.33 Технические характеристики электроустановок ЛЛЯ нагрева деталей в масле 33
1.34 Технические характеристики сушильных шкафов 34
1.35 Технические характеристики сушильных шкафов научно-производственной фирмы «Миус» (Россия) 34
1.36 Технические характеристики установок для охлаждения охватываемых деталей для получения неразъемных соединений с гарантированным на- тягом 35
1.37 Технические характеристики сосудов Дьюара 36
1.38 Нормы расхода хладоносителей на 1 кг охлаждае- мых деталей, кг 36
1.39 Технические характеристики вальцовок для труб котлов низкого и высокого давления 37
1.40 Технические характеристики вальцовок для котлов высокого давления 38
1.41 Режимы развальцовывания деталей из стали и латуни 39
Сборка неподвижных разъемных соединений
2.1 Конструкция хвостовой части установочных вин- тов и их номинальный диаметр 41
2.2 Основные характеристики круглых гаек с радиаль- ным расположением отверстий 44
2.3 Основные характеристики круглых гаек с отвер- стиями на торце 45
2.4 Основные характерист ики круглых шлицевых гаек 46
2.5 Основные характеристики колпачковых гаек 47
2.6 Основные характеристики обыкновенных плоских шайб 48
2.7 Основные характеристики стопорных многолапча- тых шайб 49
2.8 Основные характеристики пружинных шайб 50
212
Продолжение табл.
Номер таблицы Наименование таблицы Страница
2.9 Основные характеристики стопорных шайб с лапками 52
2.10 Основные характеристики стопорных шайб с носком 53
2.11 Основные характеристики стопорных шайб с вну- тренними и наружными зубьями 54
2.12 Основные характеристики стопорных шайб с зубьями под винты с потайными и полупотайны- ми головками 55
2.13 Основные характеристики разводных шплинтов 56
2.14 Основные характеристики самонарезающих винтов с потайной, полупотайной и полукруглой головками 57
2.15 Технические характерист ики гаечных разводных ключей (см. рис. 2.14) 58
2.16 Основные характеристики прямых и отогнутых гаечных торцевых ключей (см. рис. 2.15) 59
2.17 Основные характеристики ключей с регулируемым крутящим моментом (см. рис. 2.16) 60
2.18 Технические характеристики электрических гайко- вертов 60
2.19 Технические характеристики редкоударных гай- ковертов и рекомендуемый диапазон диаметров затягиваемых болтов 61
2.20 Размеры сечений, мм, призматических шпонок и пазов под них 62
2.21 Размеры сегментных шпонок и пазов под них 63
2.22 Основные характеристики направляющих шпонок 64
2.23 Основные характеристики скользящих шпонок 66
2.24 Основные размеры, мм, прямобочных шлицевых соединений 68
2.25 Основные характеристики цилиндрической труб- ной резьбы 70
213
Продолжение табл.
Продолжение табл.
Номер таблицы 11аименование таблицы Страница
2.26 Основные характеристики трубной конической резьбы 72
2.27 Условные проходы труб, фитингов и арматуры 73
2.28 Технические характеристики трубных ключей 73
2.29 Технические характеристики прокладочных мате- риалов 74
2.30 Технические характеристики фланцевых соедини- тельных Муфт 75
2.31 Технические характеристики упругих втулочно- пальцевых муфт 77
2.32 Основные размеры, мм. кулачковых муфт с цен- трирующей втулкой 79
2.33 Основные размеры, мм, зубчатых муфт с V-образным мелким зубом 79
Сборка подшипниковых узлов
3.1 Технические характеристики .материалов для вкла- дышей подшипников скольжения 80
3.2 Технические характеристики антифрикционных пластических масс 81
3.3 Физико-механические свойства пластических масс 82
3.4 Размеры, мм, бронзовых втулок-вкладышей под- шипников скольжения 84
3.5 Размеры, мм. чугунных втулок-вкладышей д\я не- разъемных подшипников скольжения 84
3.6 Зазоры в узлах с подшипниками скольжения 85
3.7 Размеры, мм, смазочных канавок 86
3.8 Размеры, мм, штифтов и винтов для стопорения вкладышей подшипников скольжения 87
3.9 Основные размеры, мм, корпуса разъемного под- шипника скольжения 87
3.10 Размеры, мм. чугунных вкладышей д\я разъемных подшипников скольжения 88
Номер таблицы Наименование таблицы Страница
3.11 Размеры, мм, закрепительной втулки разъемного подшипника скольжения 91
3.12 Физические свойства баббитов 92
3.13 Технические характеристики шариковых одноряд- ных радиальных подшипников 93
3.14 Посадки подшипников качения на вал 94
3.15 Точность и шероховатость поверхностей валов и отверстий в корпусе под подшипники качения 95
3.16 Посадки подшипников качения в корпус 96
3.17 Технические характеристики приборов для кон- троля радиальных и осевых зазоров шариковых и роликовых подшипников качения 96
3.18 Размеры уплотнительных колец и канавок под них 98
3.19 Основные размеры, мм, уплотнительных манжет 100
3.20 Основные характеристики канавочного уплотне- ния 101
3.21 Основные характеристики маслооткачивающих канавок 103
3.22 Основные характеристики маслоотражательных колец 103
3.23 Основные размеры, мм, .лабиринтных уплотнений 104
3.24 Осевые зазоры в подшипниках качения, мм 105
Сборка механизмов передачи движения
4.1 Технические характеристики ременных передач 106
4.2 Выбор плоских приводных ремней 107
4.3 Приводные ремпи для плоскоременных передач 108
4.4 Способы соединения концов ремней 109
4.5 Основные размеры шкивов плоскоременных пере- дач (ГОСТ 17388—73) 111
4.6 Величина выпуклости h, мм, для шкивов диаметром более 400 мм 113
214
215
Продолжение табл.
Номер таблицы Наименование таблицы Страница
4.7 Размеры сечений клиновых ремней 114
4.8 Отклонение длин ремней и наибольшая разность между длинами комплектуемых ремней переда- чи, мм 114
4.9 Передаваемая мощность и сечение ремня 115
4.10 Профиль канавок и размеры шкивов клиноремен- ных передач 116
4.11 Предпочтительные диаметры шкивов клипоремен- ных передач и их предельные отклонения, мм 116
4.12 Основные характеристики зубчатых ремней 117
4.13 Основные характеристики поликлиновых ремней 118
4.14 Допуски на биение ободов шкивов в зависимости от их диаметра, мм 118
4.15 Дисбаланс шкивов 119
4.16 Основные характеристики приводной роликовой однорядной цепи 120
4.17 Основные характеристики втулочных цепей 121
4.18 Основные характеристики зубчатых цепей 121
4.19 Размеры зубьев и венцов звездочек 123
4.20 Допускаемое смещение звездочек в осевом на- правлении 124
4.21 Степень точности цилиндрических зубчатых колес 125
4.22 Ряд модулей зубчатых колес, мм 126
4.23 Отклонение диаметра зубчатых колес по окружно- сти выступов 126
4.24 Предельное отклонение межосевого расстояния, мкм 127
4.25 Допуски на непараллельноегь (над чертой) и пере- кос осей (под чертой) 127
4.26 Допускаемое радиальное биение цилиндрических зубчатых колес, мм 128
216
Продолжение табл.
Номер таблицы Наименование таблицы (^граница
4.27 Допускаемое биение торцов ступицы зубчатых и червячных колес, мм 128
4.28 Отклонение толщины зуба по постоянной хорде 128
4.29 Длина общей нормали при модуле, равном 1 мм 130
4.30 Отклонение длины общей нормали 131
4.31 Размеры контрольных роликов для проверки зубчатых колес 132
4.32 Нормы контакта зубьев в зубчатых передачах при контроле «на краску» 132
4.33 Гарантированный боковой зазор для цилиндриче- ских зубчатых передач, мкм 133
4.34 11редельные отклонения элементов конических зубчатых передач, мкм 133
4.35 Гарантированный боковой зазор в конических зубчатых передачах, мкм 134
4.36 Предельные отклонения межосевого угла переда- чи, мкм 135
4.37 Отклонение толщины зуба по постоянной хорде 136
4.38 Нормы контакта зубьев конических зубчатых пере- дач при контроле «на краску» 137
4.39 Предельное осевое смещение зубчатого кони- ческого колеса в передаче по нормам плавности работы, мкм 138
4.40 Предельное отклонение межосевого расстояния по нормам контакта зубьев в конической зубчатой передаче, мкм 139
4.41 Гарантированный боковой зазор для червячных передач 140
4.42 Допускаемое радиальное биение червяка и червяч- ного колеса 140
4.43 Продельное отклонение элементов силовых чер- вячных передач 141
4.44 Допускаемая величина холостого хода червяка, ...* 141
217
Продолжение табл.
Номер таблицы Наименование таблицы Страница
4.45 Нормы пятна контакта 142
4.46 Значения удельного давления и коэффициента трения для фрикционных муфт 142
Сборка механизмов преобразования движения
5.1 Допускаемое удельное давление на витки винта и гайки в грузовых передачах 143
5.2 Допускаемое удельное давление на витки винта и гайки в передачах движения 143
5.3 Допускаемые погрешности винтов, мм 144
5.4 Зазоры между подшипником верхней головки ша- туна и поршневым пальцем, мм 145
5.5 Зазоры для вкладышей шатунных шеек, мм 145
5.6 Диаметральные зазоры между стенкой цилиндра и поршнем 146
5.7 Допускаемые зазоры между стенкой цилиндра и поршнем для двигателей (для поршней без искус- ственного охлаждения), мм 146
5.8 Допускаемые зазоры для поршневых и золотнико- вых колец поршневых машин, мм 147
5.9 Допускаемые зазоры в замке и пазах для поршне- вых колец двигателей, мм 147
5.10 Основные характеристики мелкомодульных хра- повиков 148
5.11 Основные характеристики остановочного храпово- го колеса 149
5.12 Диаметры храповых колес (храповиков) 149
Сборка механизмов поступательного движения
6.1 Основные размеры, мм, прямоугольных направ- ляющих 151
6.2 Основные размеры треугольных направляющих 152
6.3 Основные размеры, мм, остроугольных направ- ляющих 154
218
Продолжение табл.
Номер таблицы Наименование таблицы Страница
6.4 Минимальное число контактных пятен при шабре- нии плоских направляющих скольжения 155
6.5 Виды шабрения направляющих 155
6.6 Припуски на шабрение 156
6.7 Точность и шероховатость поверхностей направ- ляющих при механической обработке 157
6.8 Контроль геометрических параметров направляю- щих типа «ласточкин хвост» косвенным методом при помощи цилиндрических роликов 158
Сборка гидравлических и пневматических приводов
7.1 Материалы для уплотнения трубопроводов 1 ’>9
7.2 Размеры, мм. уплотнительных колец 160
7.3 Основные характеристики канавок для неподвиж- ных торцевых соединений элементов гидравличе- ского и пневматического приводов 162
7.4 Размеры канавок под уплотнительные кольца, мм, подвижных и неподвижных радиальных соедине- ний элементов гидравлического и пневматического приводов 164
7.5 Основные размеры, мм, нажимных и опорных колец и резинотканевых манжет 167
7.6 Рекомендуемое число манжет в узле уплотнения 169
7.7 Основные размеры, мм, U-образных манжет 169
7.8 Рекомендуемое число U-образных мажет в ком- плекте 171
7.9 Основные характеристики колец, применяемых в гидравлических устройствах 172
7.10 Размеры, мм, канавок под уплотнительные кольца, выполняемых на поршне 173
7.11 Размеры, мм. канавок под уплотнительные кольца, выполняемых в стенках цилиндра 173
7.12 Основные характеристики защитных колец 175
7.13 Основные размеры, мм. воротниковых манжет 176
219
Продолжение табл.
Номер таблицы Наименование таблицы Страница
7.14 Основные размеры, мм, посадочных мест на порш- не под установку воротниковых манжет 179
7.15 - Основные размеры, мм, посадочных мест в корпу- се силового цилиндра под установку воротниковых манжет 180
Монтаж оборудования на месте постоянной работы
8 1 Технические характеристики винтовых опор 181
8.2 Габаритные размеры, мм. и материал установоч- ных прокладок в зависимости от массы машины 182
8.3 Технические характеристики опорных башмаков с упорным винтом 182
8.4 Основные характеристики нерегулируемых клино- вых подкладок 183
8.5 Основные характеристики регулируемых клино- вых подкладок 183
8.6 Технические характеристики механизированного инструмента для алмазного сверления бетона и железобетона 189
8.7 Технические характеристики передвижных стан- ков для сверления бетона 190
8.8 Технические характеристики электроперфорато- ров для бурения скважин под болты 190
8.9 Технические характеристики буровых коронок для сверления скважин под фундаментные болты 191
8.10 Диаметры скважин для установки некоторых ти- пов фундаментных болтов 192
8.11 Значения крутящих моментов для затягивания фундаментных болтов 193
8.12 Составы жестких бетонных смесей с пластифици- рующими добавками для подливки оборудования 194
8.13 Технические характеристики виброизолирующих опор 194
8.14 Основные характеристики виброизолирующих ковриков 196
220
Окончание табл.
Номер таблицы I {аименование таблицы Страница
Грузоподъемные устройства
9.1 Технические характеристики ручных талей с чер- вячным приводом 198
9.2 Технические характеристики электрических талей (тельферов) 199
9.3 Технические характеристики полиспастов грузо- подъемностью 0,5...4 т 201
9.4 Значение коэффициента К для полиспастов с раз- личным числом роликов 201
9.5 Технические характеристики ручных рычажных лебедок 202
9.6 Технические характеристики ручных однобара- банных лебедок 203
9.7 Технические характеристики пеньковых канатов 204
9.8 Технические характеристики обыкновенных капроновых канатов 205
9.9 Технические характеристики стальных канатов различных типов и конструкций 206
9.10 Число обрывов проволок на длине одного шага свивки каната, при котором канат следует выбра- ковывать 207
9.11 Стропы 1СК 208
9.12 Стропы 2СК 208
9.13 Стропы ЗСК 208
9.14 Стропы 4СК 209
Список литературы
1. Анурьев В. И. Справочник конструктора-машиностроителя /
В. И. Анурьев. — 4-е изд., перераб. и доп. — Кн. 1. — М.: Машиностроение,
1973.— 416 с.
2. Кацеленбоген М. Е. Справочник работника механического цеха /
М. Е. Кацеленбоген, В. Н. Власов.— 2-е изд. перераб. и доп. — М.: Машино-
строение, 1984. — 240 с.
3. Молодык Н.В. Восстановление деталей машин : справочник /
Н. В. Молодык. А. С. Зенкин. — М.: Машиностроение, 1989. — 480 с.
4. Покровский Б. С. Справочник слесаря : учеб, пособие для нач. проф.
образования / Б. С. Покровский, В. А. Скакун. — 4-е изд., стер. — М.: Из-
дательский центр «Академия», 2008. — 384 с.
5. Покровский Б. С. Слесарно-сборочные работы : учебник для нач. проф.
образования / Б. С. Покровский. — 7-е изд., стер. — М.: Издательский центр
«Академия», 2012. — 352 с.
6. Покровский Б. С. Основы технологии сборочных работ : учеб, пособие
для нач. проф. образования / Б. С. Покровский. — М.: Издательский центр
«?\кадемия», 2004. — 160 с.
7. Покровский Б. С. Механосборочные работы и их контроль; учеб, посо-
бие для ПТУ. — М.: Высш, шк., 1989. — 271 с.
8. Справочник слесаря-монтажника технологического оборудования /
[П.П. Алексеенко и др.].—2-е изд., перераб. и доп. — М.: Машиностроение.
2002, —672 с.
9. Филиппов Г. В. Режущий инструмент. — Л. : Машиностроение,
1981. — 392 с.
10. Якунчиков В. И. Производственное обучение слесарей механосбороч-
ных работ : метод, пособие для ПТУ / В. И. Якунчиков. Б. С. Покровкий. —
М.: Высш, шк., 1991. — 208 с.
Оглавление
Предисловие.................................................4
Глава 1. Сборка неподвижных неразъемных соединений..........5
1.1. Сборка клеевых соединений...........................5
1.2. Паяные соединения..................................10
1.3. Заклепочные соединения.............................16
1.4. Подготовка соединений под сварку...................27
1.5. Соединения с гарантированным натягом...............31
1.6. Соединение деталей методом пластической деформации.36
Глава 2. Сборка неподвижных разъемных соединений ..........40
2.1. Резьбовые соединения...............................40
2.2. Шпоночные соединения...............................61
2.3. Шлицевые соединения................................67
2.4. Клиновые и штифтовые соединения....................69
2.5. Трубопроводные системы.............................70
2.6. Сборка составных валов.............................75
Глава 3. Сборка подшипниковых узлов........................80
3.1. Сборка узлов с подшипниками скольжения.............80
3.2. Сборка узлов с подшипниками качения................92
Глава 4. Сборка механизмов передачи движения..............106
4.1. Сборка ременной передачи..........................106
4.2. Сборка цепной передачи............................119
4.3. Сборка цилиндрической зубчатой передачи...........125
4.4. Сборка конических зубчатых передач................133
4.5. Сборка червячных передач..........................139
4.6. Сборка фрикционных передач........................142
Глава 5. Сборка механизмов преобразования движения .......143
5.1. Сборка винтового механизма........................143
5.2. Сборка кривошипно-шатунного механизма.............145
5.3. Сборка храпового механизма........................147
Глава 6. Сборка механизмов поступательного движения ......150
6.1. Конструкции направляющих скольжения...............150
6.2. Сборка узлов с направляющими скольжения...........154
6.3. Контроль направляющих.............................157
223
Глава 7. Сборка гидравлических и пневматических приводов ..159
7.1. Уплотнение трубопроводных соединений...............159
7.2. Уплотнение гидравлических и пневматических устройств.160
Глава 8. Монтаж оборудования на месте постоянной работы ...181
8.1. Выверка положения оборудования.....................181
8.2. Закрепление оборудования.......................... 184
8.3. Установка оборудования на виброизолирующие опоры.....194
Глава 9. Грузоподъемные устройства.........................198
9.1. Тали и тельферы....................................198
9.2. Полиспасты.........................................200
9.3. Такелажная оснастка................................204
Перечень таблиц, помещенных в справочнике...............210
Список литературы.......................................222
Учебное издание
Покровский Ьорис Семёнович
Справочник слесаря механосборочных работ
Учебное пособие
Редактор О. В. Попова
Технический редактор Н. И. Горбачёва
Компьютерная верстка: Р. Ю. Волкова
Корректор С. Ю. Свиридова
Изд. N? 101112562. Подписано в печать 30.04.2013. Формат 60x90/16.
Гарнитура «Ньютон». Бумага офс. № 1. Печать офсетная. Усл. печ. л. 14.0.
Тираж 1200 экз. Заказ № 34366.
ООО «Издательский центр «Академия». www.acadcmia-moscow.ru
129085, Москва, пр-т Мира, 101В, стр. I.
Тел./факс: (495) 648-0507, 616-0029.
Санитарно-эпидемиологическое заключение № РОСС RU. AE5I. Н 16474 от 05.04.2013.
Отпечатано в соответствии с качеством предоставленных издательством
электронных носителей в ОАО «Саратовский полиграфкомбинат».
410004, г. Саратов, ул. Чернышевского, 59. www.sarpk.ru
Для подготовки квалифицированных кадров
по профессии «Слесарь» рекомендуются
следующие учебники и учебные пособия:
Б. С. Покровский
Основы слесарного дела
Б. С Покровский
Справочное пособие слесаря
Б. С. Покровский
Методика обучения профессии «Слесарь»
Б. С. Покровский
Контрольные материалы по профессии «Слесарь»
СПРАВОЧНИК
СЛЕСАРЯ
МЕХАНОСБОРОЧНЫХ
РАБОТ
ISBN 978-5-7695-4966-3
Издательский центр «Академия»
www. academia -moscow. ru