









































































































































































































































































































































































































Автор: Рыськова З.А. Федоров П.Д. Жимерев В.И.
Теги: электротехника технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления электрические машины и аппараты электронно-и аппаратостроение электрическая контактная сварка трансформаторы
ISBN: 5-283-04427-0
Год: 1990




3. А. Рыськова, П.Д. Федоров, В.И. ЖимереЁ
ТРАНСФОРМАТОРЫ ДЛЯ ЭЛЕКТРИЧЕСКОЙ КОНТАКТНОЙ СВАРКИ
3-е издание, переработанное и дополненное
Ленинград
Э НЕ Р ГО АТО М И 3 Д АТ Ленинградское отделение 1990
ДБ К 31.261.8
Р95
УДК 621.314.21:621.791.76
Рецензент А. В. Донской
Редактор Л. М. Пархоменко
Рыськова 3. А. и др.
Р95 Трансформаторы для электрической контактной сварки/3. А. Рыськова, П. Д. Федоров, В. И. Жиме-рева.— 3-е изд., перераб. и доп.—Л.: Энергоатомиздат. Ленингр. отд-ние, 1990—424 с.: ил.
ISBN 5-283-04427-0
Рассмотрены проблемы развития и усовершенствования сварочных контактных трансформаторов, выполненных на основе применения современных материалов и технологических решений. Отражены особенности проектирования трансформаторов для машин контактной сварки. Изложена методика расчета электрической части контактных трансформаторов с помощью ЭВМ. Второе издание вышло в 1975 г. Третье издание значительно переработано.
Для инженерно-технических работников, занимающихся проектированием, монтажом и эксплуатацией оборудования для контактной сварки. Может быть полезна студентам вузов и техникумов.
„ 2202070300—136
Р 051 (01)—90 88~90
ББК 31.261.8
ISBN 5-283-04427-0
© Энергия, 1975
© 3. А. Рыськова, П. Д. Федоров, В. И. Жимерева, с изменениями, 1990
ПРЕДИСЛОВИЕ
Для решения задач, связанных с повышением эффективности работы электросварочного оборудования, необходимо разрабатывать и выпускать новые, более совершенные типы контактных машин, потребность в которых непрерывно увеличивается. Обобщение и освещение опыта отечественного и зарубежного электросварочного машиностроения и создания отдельных узлов оборудования, в частности сварочных трансформаторов, имеет особо важное значение не только для специалистов, разрабатывающих контактное оборудование, но и для промышленных предприятий, где из отдельных унифицированных узлов собирают необходимые сварочные машины.
Сварочный трансформатор — это тот обязательный узел, который имеется в каждой контактной машине. Трансформатор отделяет сварочную цепь от силовой сети, понижает напряжение сети до значения, необходимого для сварки, самостоятельно или в комплексе с дополнительными устройствами обеспечивает регулирование сварочного тока.
В настоящее время освоены и серийно выпускаются новые типы надежных, легких, компактных и технологичных трансформаторов, в проектировании которых имеются особенности. Кроме того, для приведения показателей вновь проектируемых трансформаторов в соответствие с требованиями ГОСТ 297—80 «Машины контактные. Общие технические требования» в существующие методики внесены уточнения, изменения и дополнения.
В книге освещены вопросы, связанные с проектированием трансформаторов, предназначенных не для конкретной сварочной машины, а для выпуска в качестве отдельного комплектующего изделия. Такой трансформатор может быть использован в новых или существующих контактных машинах различных типов и назначений. Даны рекомендации по согласованию параметров трансформатора и сварочной машины.
В связи с постоянно возрастающей сложностью и повышением качества вновь разрабатываемых контактных машин их отдельные узлы требуют более тщательной и квалифицированной 1* з
конструкторской проработки. В этих условиях наиболее целесообразным и даже необходимым является использование ЭВМ для проектирования одного из главных узлов машины — сварочного трансформатора. В книге представлены машинно-ориентированная методика расчета сварочных контактных трансформаторов, алгоритм расчета трансформаторов на ЭВМ, структурная схема алгоритма и контрольный пример расчета трансформатора на ЭВМ ЕС-1022.
Главы 1—4, 6—9 и приложения написаны 3. А. Рыськовой, глава 5 — В. И. Жимеревой и П. Д. Федоровым.
Замечания и пожелания по книге просьба направлять по адресу: 191065, Ленинград, Д-65, Марсово поле, д. 1. Ленинградское отделение Энергоатомиздата.
/
Авторы
Глава первая
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ. ОПРЕДЕЛЕНИЕ ИСХОДНЫХ РАСЧЕТНЫХ ДАННЫХ
1.1. Основные виды контактной сварки
Контактная сварка является высокопроизводительным способом получения неразъемного соединения деталей, изготовленных из разнообразных металлов и сплавов.
При контактной сварке нагрев металла производится электрическим током, проходящим по свариваемым деталям. В месте соединения деталей металл нагревается до пластического состояния или частичного расплавления, и затем нагретые детали сдавливаются в зоне их контактирования.
В зависимости от формы сварного соединения контактная сварка подразделяется намоченную, рельефную, шовную и стыковую.
Точечная кварка является наиболее распространенным видом контактной сварки и преимущественно используется для соединения изделий из листового металла и сплава. При этом методе детали накладываются друг на друга, зажимаются между металлическими стержневыми электродами и сварива,-ются в отдельных местах, условно называемых точками. Затем верхний электрод поднимается и детали перемещаются в следующее положение.
Наиболее распространенной является точечная сварка с двусторонним подводом сварочного тока от трансформатора к паре соосных электродов, с одновременным образованием одной сварной точки (рис. 1.1, а). В некоторых случаях электроды размещаются с одной стороны изделия. При такой системе односторонний подвод сварочного тока от трансформатора может быть осуществлен к паре соседних электродов с одновременным образованием двух сварных точек (двухточечная сварка —рис. 1.1, б) или к одному электроду (одноточечная сварка — рис. 1.1, в). Кроме того, при крупносерийном и массовом производстве широкое распространение получила многоточечная сварка изделий с односторонним (рис. 1.1, г) или двусторонним (рис. 1.1, д) подводом тока. При этом методе от каждого из трансформаторов питается группа сварочных электродов и сварка деталей осуществляется одновременно в нескольких точках.
Рис. 1.1. Схемы точечной сварки
/—’Свариваемые детали; 2 — электроды; 3 — медная шина; 4— вторичный виток сварочного трансформатора
Рельефная сварка представляет собой видоизмененную форму точечной сварки. При этом методе (рис. 1.2) детали соединяются одновременно в нескольких точках их касания, представляющих собой выступы —- рельефы, которые предварительно (до сварки) выштамповываются в одной из свариваемых деталей. При включении тока детали в местах выступов интей-
Рис. 12. Схема рельефной сварки
1 _ медные плиты, между кото-рыми укладываются свариваемые детали 2 и 3; 4 —вторичный виток сварочного трансформатора
Рис. 1.3. Схемы шовной сварки
1 — свариваемые детали; 2 — ролики-электроды,; 3 — вторичный виток сварочного трансформатора
сивно нагреваются, под действием большого давления выступы расплющиваются и детали свариваются. В качестве электродов применяются контактные плиты, изготовленные из токопроводящего материала повышенной прочности.
Шовная (роликовая) сварка (рис. 1.3) применяется для получения прочных и герметичных соединений. При шовной сварке между свариваемыми деталями, наложенными друг на друга, образуется шов путем создания последовательного ряда перекрывающих друг друга сварных точек, чем обеспечивается герметичность сварного соединения. В процессе сварки роликовые электроды находятся под давлением и один из них или оба приводятся в принудительное вращение электроприводом. Роликовая сварка может быть непрерывной, прерывистой и шаговой, с двусторонним и односторонним подводом тока.
Стыковая сварка применяется для соединения деталей из малоуглеродистой и легированной стали, цветных металлов и их сплавов. С помощью стыковой сварки изделия соединяются по всей плоскости их соприкосновения (рис. 1.4, а, б). Селения свариваемых деталей колеблются в очень широком диапазоне: от сотых долей до нескольких тысяч квадратных миллиметров. Существуют два основных способа стыковой сварки — сопротивлением; непрерывным оплавлением и оплавлением с подогревом.
7
При сварке сопротивлением (рис. 1.4, а) плотно сжатые детали нагреваются током, подводимым от сварочного трансформатора через контактные колодки зажимных приспособлений. После того как в месте стыка деталей металл нагреется до пластического состояния, осуществляется повышенное давление и происходит сварка.
При стыковой сварке непрерывным оплавлением (рис. 1.4,6) свариваемые детали постепенно сближают, предварительно
Рис. 1.4. Схема стыковой сварки
/ — неподвижная контактная плита; 2 — левый электрод; 3—свариваемые детали;
4—правый электрод; 5 — подвижная контактная плита; 6 — вторичный виток сварочного трансформатора
включив сварочный ток. Когда концы деталей начинают касаться, в отдельных точках образуется электрический контакт и металл нагревается до расплавления. Расплавленный и частично сгоревший металл вылетает из стыка в виде искр. Когда вся поверхность каждой из деталей оплавится и расплавленный слой металла будет иметь необходимую толщину, сварочный ток выключается и детали резко сдавливаются осевой силой (осаживаются). При этом расплавленный металл вытесняется из зазора, а хорошо разогретый металл пластически деформируется и образует сварное соединение.
Для получения более равномерного слоя расплава и, следовательно, более качественного соединения деталей применяется метод стыковой сварки оплавлением с подогревом. При этом методе торцы деталей предварительно подогреваются непосредственно в сварочных машинах путем периодического кратковременного сближения деталей при небольшом давлении. Когда температура подогрева достигнет определенного значения, детали оплавляются и осаживаются обычным способом.
1.2. Разновидности машин контактной сварки и их конструктивное устройство
Для осуществления рассмотренных способов контактной сварки промышленность выпускает большое число разнообразных машин, которые по виду получаемых при сварке соединений подразделяются на точечные, рельефные, шовные и стыковые.
Поскольку основными операциями при контактной сварке являются сжатие и местный нагрев деталей электрическим током с последующей деформацией эоны контакта, то в состав любой контактной машины входят две основные части: силовая электрическая с аппаратурой управления циклом сварки
Рис. 1.5. Общее конструктивное устройство машины для точечной сварки
9
и механическая. В свою очередь, каждая из этих основных частей „ машины состоит из комплекса взаимосвязанных между собой узлов, конструкции и компоновка которых могут меняться в широких пределах в зависимости от вида сварки и назначения машины.
Для примера на рис. 1.5 представлено общее конструктивное устройство контактной машины для точечной сварки.
К механической части этой мащины относятся корпус 2, внутри которого размещены все основные элементы и узлы машины, пневматический привод сжатия электродов 6 с направляющими устройствами 7, нижний кронштейн 3 с консолью 4 и электрододержателем 5, пневматическое устройство 8 и система водяного охлаждения 1, обеспечивающая охлаждение сварочного контура и силового контактора.
Электрическая часть включает в себя источник питания — сварочный трансформатор 9 с переключателем ступеней 10 и сварочный контур, к элементам которого относится токоподвод 11с верхними и нижними консолями с электрододержателями и электродами. Д электрической части машины относится и аппаратура управления сварочными процессами 12. Это устройство обеспечивает коммутацию первичного тока сварочного трансформатора, регулирование режимов сварки и выполнение заданной последовательности всех сварочных операций различными механизмами перемещения вспомогательных устройств.
Классификация контактных машин по виду сварных соединений является основной. Но машины каждой из этих групп, в свою очередь, подразделяются на машины общего назначения, или универсальные, и специализированные. Дальнейшее подразделение машин производится по многим другим отличительным признакам, к числу которых относятся особенности конструктивных исполнений, способы электропитания, т. е. тип источника тока, разновидности систем управления по нормируемым техническим требованиям и т. д.
Так, например, машины для точечной сварки по конструктивным исполнениям могут быть одноточечные или многоточечные, радиального типа с радиальным движением электродов или прессового с прямолинейным ходом электродов, стационарные или передвижные — подвесные с раздельным трансформатором или малогабаритные со встроенным, с односторонним или двусторонним токоподводом и т. д. По конструктивным разновидностям шовные машины могут быть для непрерывной или шаговой сварки, с продольным или поперечным (горизонтальным) швом, с радиальным или вертикальным движением роликов, с принудительным или свободным вращением роликов и т. д. Стыковые машины — с горизонтальным, вертикальным или наклонным столом, с односторонним или двусторонним подводом тока, для
сварки компактных или развитых профилей, лент или колец И T. Д. .
По конструкции машины для точечной, рельефной и шовной сварки имеют много общего. Основным их отличием является электродная часть: в машинах для рельефной сварки вместо электродов установлены контактные плиты с Т-образными пазами, машины для шовной сварки имеют устройство для привода вращения роликов и электродной головки с роликовыми электродами.
По общей конструктивной компоновке и устройству отдельных узлов стыковые машины выделяются в отдельную группу.
1.3. Классификация машин по принципу электропитания
По принципу электропитания машины контактной сварки можно разделить на две основные группы:
машины, потребляющие энергию в процессе сварки непосредственно из сети;
машины, использующие для сварки предварительно накопленную энергию.
Классификация контактных машин внутри каждой группы приведена на рис. 1.6.
К машинам, потребляющим энергию, необходимую для сварки, непосредственно из сети, в первую очередь относятся однофазные контактные машины переменного тока частотой 50 Гц. Из всего парка электросварочного контактного оборудования эти машины являются самыми массовыми и используются для всех видов сварки.
Благодаря широкому использованию в промышленности точечных, рельефных, шовных и стыковых машин этого класса их усовершенствованию уделяется особое и систематическое внимание. Создаются машины новых типов, более сложные, качественные, с широким диапазоном технологических возможностей. Увеличивается число унифицированных узлов, централизованное производство которых организовано на специализированных заводах. К таким узлам относятся электронная аппаратура управления однофазными машинами контактной сварки и несколько типов унифицированных однофазных сварочных трансформаторов.
Однако питание сварочного контура контактных машин однофазным переменным током частотой 50 Гц целесообразно осуществлять в машинах малой и средней мощности со сварочным током 40—50 кА.
В тяжелых контактных машинах с развитым контуром, со сварочным током 50—100 кА и выше применение питания однофазным переменным током ограничено из-за относительно
11
Рис. 1.6. Классификационная схема машин контактной сварки по принципу электропитания
низких энергетических показателей, однофазной неравномерной загрузки фаз силовых сетей, больших пиков тока при включении и ограниченных технологических возможностей при сварке некоторых специальных изделий.
Для равномерной загрузки фаз силовых сетей и некоторого снижения мощности при питании многоэлектродных машин иногда используются не однофазные сварочные трансформаторы, а трехфазные промышленной частоты.
Для получения хороших результатов при сварке деталей малых толщин необходимо иметь источник питания повышенной частоты или источник с определенной, регулируемой формой импульса сварочного тока.
В машинах постоянного тока сварка производится импульсами сварочного тока одной полярности, получаемыми выпрямлением трехфазного переменного тока на стороне вторичной обмотки трехфазного сварочного трансформатора. Подача в сварочный контур машины практически постоянного тока позволяет снизить потребляемую из сети кратковременную мощность за счет уменьшения сопротивления сварочного контура, обеспечить равномерную загрузку фаз силовых сетей. Выпрямление тока производится непосредственно во вторичном контуре машины мощными кремниевыми управляемыми вентилями. Как правило, эти машины имеют широкие технологические возможности, а большие импульсы сварочного тока, превышающие 160 кА, позволяют использовать их для сварки крупногабаритных изделий из легких сплавов, нержавеющих, жаропрочных, малоуглеродистых сталей, из титановых сплавов с широким диапазоном толщин.
Непрерывность кривой импульса сварочного тока облегчает сварку деталей малых толщин, способствует получению развитых сварных соединений без выплесков. Возможность получения импульсов тока любой формы придает машинам постоянного тока максимальную технологическую универсальность.
Машины постоянного тока с инвертором повышенной частоты изготовляются в виде подвесных пистолетов или клещей со встроенными трансформаторами. Хотя пистолеты и клещи подвешиваются с помощью специальных подвесных устройств, к трансформатору предъявляются дополнительные требования легкости и малогабаритности. Для выполнения этих требований питание сварочного трансформатора осуществляется от силовой сети через трехфазный выпрямитель и промежуточное звено повышенной частоты (700—800 Гц), выполненное на полупроводниковых приборах.
Для снижения мощности трансформатора на стороне низкого напряжения производится выпрямление сварочного тока повышенной частоты, и в контур машины подается практически постоянный ток.
13
Характерной особенностью контактных машин, по принципу питания относящихся ко второй группе, является то, что все они осуществляют сварку импульсом запасенной энергии. Причем потребление энергии из сети и выделение ее при сварке разделены во времени. Во всех машинах, кроме низкочастотных, накопление энергии длится во много раз дольше, чем разряд на сварку, что позволяет существенно снижать потребляемую из сети мощность.
Питание низкочастотных машин осуществляется выпрямленным напряжением, которое подводится к первичной обмотке сварочного однофазного трансформатора от трехфазной сети через промежуточный силовой трехфазный вентильный выпрямитель. Длительность приложения напряжения ограничивается временем, в течение которого ток в первичной обмотке постепенно нарастает от нуля до максимального установившегося значения. Через 0,2—0,5 с вентиль запирается, и энергия магнитного поля большей частью переходит в сварочный контур в форме пикообразного униполярного (одного направления) импульса тока с относительно пологой спадающей частью.
Низкочастотные машины равномерно загружают трехфазную сеть, имеют мощности до 1000 кВ-А и в основном применяются для сварки деталей из нержавеющих сталей и легких сплавов.
Работа контактных машин с использованием энергии магнитного поля основана на том же принципе, что и низкочастотных машин. Разница между ними заключается в том, что в низкочастотных машинах используется энергия, запасенная только в стали магнитопровода сварочного трансформатора. В электромагнитных машинах с целью увеличения количества запасаемой энергии применяется однофазный сварочный трансформатор с воздушным зазором в магнитопроводе. Иногда параллельно первичной обмотке сварочного трансформатора подключается реактор с зазором. Обмотки трансформатора и реактора включены навстречу друг другу. Во время заряда трансформатор и реактор потребляют только намагничивающие токи. Вследствие размагничивающего действия реактора время перехода аккумулированной электромагнитной энергии в сварочный контур уменьшается, благодаря чему увеличивается пик импульса сварочного тока и спадающая часть импульса получается крутопадающей.
Контактные машины с использованием энергии химических аккумуляторов в настоящее время широкого распространения в промышленности не получили. Однако они могут быть использованы при сварке изделий в полевых условиях или при сварке деталей больших сечений, когда мощность питающей сети оказывается ограниченной, например при питании от дизель-гене-ратора. Силовая часть таких машин состоит из следующей цепи:
14
дизель-генератор — выпрямительно-зарядное устройство — аккумуляторная батарея — инвертор с выходом тока повышенной частоты — сварочные трансформаторы.
В конденсаторных машинах энергия для сварки запасается в батарее конденсаторов в паузах между сварками. В связи с тем что заряд батареи длится во много раз дольше, чем разряд, импульсы сварочного тока могут достигать сотен тысяч ампер при относительно небольшой мощности, потребляемой машиной из сети для заряда конденсаторов. Разнообразие схемных решений силовой части конденсаторных машин позволяет получать высококачественные сварные соединения, расширяет диапазон технологических возможностей машин. Эти положительные качества достигаются за счет использования импульса сварочного тока сложной формы, регулируемого по значению, форме, длительности, частоте следования, по числу импульсов на одну сварку. Высокая точность дозировки энергии, реализация жестких режимов с большим сварочным импульсом способствовали широкому использованию этих машин в радиотехнической, приборостроительной отраслях промышленности для рельефной сварки корпусов полупроводниковых приборов, интегральных схем, при сварке изделий малых толщин из легких сплавов, нержавеющих сталей, медных сплавов.
1.4. Назначение и классификация сварочных трансформаторов
При контактной сварке разогрев металлических деталей до пластического состояния осуществляется теплом, выделяемым электрическим током на участке между электродами. Общее количество тепловой энергии, требуемой непосредственно для осуществления сварки, по закону Джоуля — Ленца определяется зависимостью
Г = 7?ном^св, (1.1)
где /гном — номинальный сварочный ток, А; гэз—активное сопротивление свариваемых деталей на участке электрод — электрод, Ом; /св — время протекания сварочного тока, с.
Каждый сварочный цикл начинается с предварительного сжатия деталей для создания между ними механического контакта. После включения тока металл свариваемых деталей в зоне электрод — электрод нагревается и сопротивление гээ растет. Через 0,02—0,03 с при разогреве деталей выше температуры разупрочнения (около 400 °C) площадь контакта возрастает и Гээ, достигнув максимального значения, начинает уменьшаться, а /гном увеличивается. Минимальное значение гээ й максимальное значение /г пом, имеющие место в конце
процесса сварки, используются в качестве численных характеристик этих параметров при всех видах контактной сварки.
Из выражения (1.1) следует, что нагрев деталей тем больше, чем больше сварочный ток, активное сопротивление деталей и время сварки. Однако значение конечного сопротивления гээ косвенно всегда задается, так как оно определяется физическими свойствами металлов свариваемых .деталей определенной толщины, переходным сопротивлением между поверхностями и типом сварочного оборудования. Числовая характеристика этого параметра в основном определяет задаваемое в технологических картах значение сварочного тока /гном и время сварки/св.
С увеличением tCB количество выделяющейся тепловой энергии, а следовательно, размеры и прочность соединений возрастают, но не беспредельно. По истечении некоторого определенного времени /св качество сварного соединения резко ухудшается за счет выплесков, возросших бесполезных тепловых потерь. Точно такое же влияние на качество сворного соединения оказывает и увеличение сварочного тока /гном. Поэтому получение на одних и тех же деталях сварных соединений одинакового размера и качества возможно только при определенных соотношениях этих параметров. Уменьшение в известных пределах /гном может быть скомпенсировано соответствующим увеличением tee и наоборот. Режимы, характеризующиеся относительно большим /гном и малым tCB, принято называть жесткими, а режимы с малым /г ном и большим tCB — мягкими. Однако в режимах разной жесткости контактная сварка может осуществляться при разных давлениях на электродах FCB. Поэтому, несмотря на многообразие сварочных режимов, все они должны выполняться с учетом ряда требований, что способствует получению высоких и стабильных результатов в производственных условиях. Соотношения /гном, /сВ и FCB являются основными параметрами режима сварки.
Хотя сопротивление участка электрод — электрод гээ значительно больше сопротивления любого другого участка сварочного контура, однако по абсолютному значению оно очень мало и достигает нескольких десятков или сотен микроом. Кроме того, ввиду большой теплопроводности свариваемых деталей и электродов время нагрева контакта tCE должно быть весьма малым (несколько сотых или десятых долей секунды). Так, например, для точечной сварки изделий из малоуглеродистой стали длительность протекания сварочного тока устанавливается из расчета 0,08—0,16 с на 1 мм толщины каждой из свариваемых деталей. А при сварке некоторых металлов и их сплавов требуются еще более короткие промежутки времени.
Следовательно, для обеспечения необходимого нагрева контакта требуется большой сварочный ток /г ном, который достигает нескольких десятков и сотен килоампер. Ввиду малого аб
солютного значения сопротивления всех элементов сварочной цепи этот ток обеспечивается низким вторичным напряжением U20 — в несколько вольт (ТАо — вторичное напряжение трансформатора при холостом ходе).
В соответствии с ГОСТ 297—80 машины для контактной сварки должны быть изготовлены для подключения к промышленным электрическим сетям с номинальным напряжением 380 В частотой 50 Гц.
По заказу потребителя машины должны быть изготовлены на номинальное напряжение питающей сети 660 В частотой 50 Гц, а машины с наибольшей мощностью короткого замыкания до 60 кВ-А — на номинальное напряжение питающей сети 220 В частотой 50 Гц.
Машины, предназначенные для экспорта, следует изготовлять на номинальное напряжение питающей сети частотой 50 или 60 Гц в соответствии с заказом-нарядом внешнеторговой организации. Машины должны быть рассчитаны на работу при качестве электроэнергии по ГОСТ 13109—87 и при отклонениях напряжения питающей сети от —10 до +5 % номинального значения.
Для элементов вторичного контура контактных машин значение номинального длительного тока в амперах устанавливается в соответствии с ГОСТ 10594—80 со следующим рекомендуемым рядом чисел: 100, 112, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500, 560, 630, 700, 800, 900, 1000 и т. д. Этот параметр является одним из главных качественных показателей машины, так как он характеризует ее тепловую или нагрузочную мощность, при которой данная машина будет нормально работать без перегрева отдельных конструктивных элементов вторичного (силового) контура.
Во всех современных контактных электросварочных машинах в качестве источника питания используются сварочные трансформаторы. В каждой машине первичная обмотка трансформатора включается в сеть с помощью аппаратуры управления, обеспечивающей требуемую продолжительность протекания импульса сварочного тока, а вторичная обмотка трансформатора электрически соединена с внешним контуром машины, на электродах которой и осуществляется контактная сварка изделий. В машинах специального назначения со сложным питанием между сетью и первичной обмоткой сварочного трансформатора кроме аппаратуры управления может быть включен промежуточный трансформатор, или преобразователь частоты, или трансформатор с выпрямителем, или источник для накопления энергии.
Сварочный трансформатор предназначается для преобразования электрической энергии, подводимой к его первичной обмотке, в электрическую энергию с низким вторичным напряже-
Рис. 1.7. Классификационная схема трансформаторов в зависимости от способов их питания
нием и большим током. Форма импульса сварочного тока полностью предопределяется схемным решением силовой электрической промежуточной части, .от которой осуществляется питание сварочного трансформатора или питание сварочного контура машины.
На рис. 1.7 представлена классификационная схема основных разновидностей сварочных трансформаторов, применяемых в современных контактных машинах, в зависимости от способа их питания (см. рис. 1.6). По этой схеме все сварочные трансформаторы подразделяются на две основные группы: трансформаторы, преобразующие электрическую энергию переменного тока частотой 50 Гц, потребляемую из сети непосредственно во время сварки, и- трансформаторы, преобразующие энергию, предварительно накопленную одним из рассмотренных способов.
Дальнейшее подразделение внутри каждой группы производится в зависимости от схемного решения силовой электрической части, от особенностей конструктивного исполнения трансформатора, обусловленного требованиями к машине, источником питания которой он является.
Из всего числа сварочных трансформаторов — источников питания контактных машин — главная доля (более 90 %) приходится на однофазные трансформаторы переменного тока частотой 50 Гц, поэтому рассмотрению вопросов, касающихся этих трансформаторов, уделено наибольшее внимание.
Трансформаторы с другими схемными решениями силовой электрической части или с использованием промежуточного силового звена рассмотрены в гл. 7.
1.5. Влияние коммутирующих устройств на работу трансформаторов
В связи с тем что включение и выключение сварочного тока во всех контактных машинах производятся со стороны первичной обмотки сварочного трансформатора, включающее устройство, контактор и регулятор времени расположены между сетью и первичной обмоткой трансформатора, как показано на рис. 1.8.
Для того чтобы выделить те требования, которые предъявляются к коммутирующим устройствам, необходимо несколько подробнее рассмотреть, какое влияние на электрические и электромагнитные характеристики сварочного трансформатора оказывает момент включения первичной обмотки трансформатора в сеть. Прежде всего остановимся на работе сварочного трансформатора совместно с электромагнитным или тиристорным контакторами (рис. 1.8, а, б), не имеющими устройства, управляемого моментом включения трансформатора в сеть. При работе трансформатора с этими контакторами возможны три
характерных момента включения его в сеть: при а=ф, при a>tp и при а<<р, где а —угол включения контактора, а ф— угол отставания тока по отношению к напряжению, определяемому cos ф машины.
В случае а=ф (рис. 1.9, а) включение трансформатора производится в момент перехода тока через нуль, и ток, поступаю-
Рис. 1.8. Принципиальные электрические схемы питания контактных машин 1 — вторичный контур машины; 2 — сварочный трансформатор; 3 — контактор, илн прерыватель.; 4 — гидрореле; РВ — регулятор времени
20
Рис. 1.9. Временные диаграммы мгновенных значений тока при работе трансформатора совместно с асинхронным контактором
щий в трансформатор, сразу же принимает свое установившееся наибольшее значение. Переходные процессы отсутствуют.
Когда а=#<р, при включении трансформатора возникает ток переходного процесса, который складывается из установившегося синусоидального тока iy и свободного тока ic, меняющегося по экспоненте. Эти случаи подробно рассмотрены в работе [8]. Здесь же только отметим, что при а><р (рис. 1.9, б) суммарный ток будет получаться как разность токов, существующих при работе трансформатора: установившегося синусоидального и свободного, который в этом случае будет иметь знак минус. При этом амплитуда пропускаемого тока снижается и действующий ток за период будет меньше синусоидального. Этот случай не будет оказывать на трансформатор отрицательного влияния.
При а<ф (рис. 1.9, в) значение свободного тока будет со знаком плюс и вызовет асимметрию в форме тока. При а, близких к нулю, асимметрия может вызвать частичные пропуски во включении противоположного тиристора. При этом поток
21
в магнитопроводе трансформатора ф0, сохранившийся от предыдущего включения того же тиристора, будет суммироваться с вновь создаваемым потоком фт. На р'ис. 1.9, г показано накопление постоянного потока, подмагничивающего магнитопровод трансформатора. При неблагоприятном моменте включения индукция в магнитопроводе трансформатора сильно увеличивается и, как показали исследования, Док холостого хода может возрасти до аварийного значения через 6—7 периодов. Подобное явление возможно при выходе из строя одного из вентилей. Кроме этого, необходимо учесть, что в случае незначительного расстройства настройки регулятора времени контактор может осуществлять цикл сварки нечетным числом полупериодов тока. При этом выключение трансформатора будет происходить при нулевом значении положительной полуволны тока, и включение трансформатора на следующую сварку начнется опять с положительной полуволны, как показано на рис. 1.9, д. Значит, магнитная система трансформатора в этом случае не будет перемагничиваться. Опять же к остаточному потоку Фо будет добавляться полный поток Фт (рис. 1.9, г). В результате этого увеличится индукция в магнитопроводе трансформатора и будут иметь место всплески и колебания токов в обмотках.
В связи с вышеизложенным становится очевидным, что сварочные трансформаторы, работающие совместно с электромагнитными или асинхронными контакторами, должны быть заведомо тяжелее, и при их проектировании необходимо нагрузки на обмотки (плотности тока) и электромагнитные нагрузки на магнитопровод (индукции) уменьшать по сравнению с рекомендуемыми на 10—15 |%. Кроме того, нужно учесть, что электромагнитные и асинхронные контакторы регулируют только длительность времени сварки и кроме включения и выключения сварочного тока никаких других вспомогательных операций не выполняют. Эти контакторы применяются только в простейших машинах малой мощности или в стыковых для сварки оплавлением.
Для управления последовательностью всех сварочных и вспомогательных операций современных контактных машин разработана более совершенная электронная аппаратура, схема которой изображена на рис. 1.8,'в.
1.6. Аппаратура управления сварочными процессами однофазных контактных машин
Все современные сварочные машины снабжаются электронной аппаратурой управления. Технический уровень аппаратуры характеризует степень автоматизации машины данного класса, расширяет ее технологические возможности, способствует ис
22
пользованию машины в автоматизированных комплексах и линиях при управлении от центральных ЭВМ.
Основным назначением аппаратуры управления является обеспечение работы всех основных и вспомогательных узлов и механизмов машины по заданной программе с целью получения качественной и стабильной сварки при условии соблюдения технологических режимов.
В комплект аппаратуры управления входят два основных узла: силовой тиристорный контактор 1 и регулятор 2 (рис. 1.10). Каждый из этих узлов выполнен в виде самостоятельного переносного прибора, который устанавливается внутри корпуса
/ 2
к I обмотке _Х°-транарорматрад
КТ-07
о (КТ-11
О КТ-12)
РКС-501 (РКС-601 РКС-901) или РКС-801 РКС-502
Сет о-220-400В, 50-60Гц о-
Piic. 1.10. Основные узлы аппаратуры управления
машины или чаще всего в силовом шкафу. Силовые и электрические цепи соединяются со сварочной машиной с помощью разъемов.
Контактор служит для коммутации сварочного тока и управления им и выполняет эти функции при условии получения соответствующих команд от специальных блоков управления, смонтированных в регуляторе или в виде отдельных приставок.
Регулятор — это электронное устройство, предназначенное для управления последовательностью действий всех сварочных позиций и для выдержки необходимых временных интервалов на каждой позиции, в том числе и на позиции «сварка». В настоящее время промышленность выпускает три типа тиристорных контакторов: КТ-07, КТ-11 и КТ-12 и три типа регуляторов контактной сварки: РКС-501, РКС-601 и по специальному заказу РКС-901.
Технические характеристики контакторов приведены в табл. 1.1.
Все контакторы собраны по электрической схеме, в которой для коммутации силового первичного тока трансформатора применены два тиристора, соединенные встречно-параллельно, что позволило увеличить ток, пропускаемый контактором.
23
Таблица 1.1
Наименование показателя Тип контактора
КТ-07 КТ-11 КТ-12
Номинальное напряжение сети, В Частота тока сети, Гц Номинальный ток, А: при длительности импульса сварочного тока 0,5 с и ПВ, равном: 220 240, 380, 415, 440 50--60
50 % 260 800 1500
20 % 480 1000 1750
5 % при длительности импульса сварочного тока 2 с и ПВ, равном: 800 1300 1850
50 % 250 800 1300
20 % 450 900 1400
Тип коммутирующего прибора Т1.4 320 ТВ-500 ТВ-800
Вид охлаждения Воздушное Водяное
Расход охлаждающей воды, л/мин —
Рис. 1.11. Простейший сварочный цикл: а — упрощенная функциональная схема; б — циклограмма
Регуляторами РКС-501, РКС-601 и РКС-901 комплектуются машины на сварочные токи от 8 до 40 кА, рассчитанные для включения в сеть переменного тока частотой 50 или 60 Гц с напряжением 220, 240, 380, 415 или 440 В.
Эти регуляторы выполняют следующие функции: устанавливают временные интервалы позиций сварочного цикла;
питают электропневматические клапаны постоянного тока и управляют их включением и отключением;
управляют тиристорным контактором и регулируют сварочный ток.
Для примера на рис. 1.11 приведены упрощенная функциональная схема и циклограмма сварочного цикла пятипозиционного регулятора РКС-501. Здесь t\ — «предварительное сжатие»; /2 — «сжатие»; /3 — «сварка»; ft — «проковка» и /5 — «пауза».
Регуляторы имеют точный цифровой отсчет всех временных интервалов с дискретной установкой длительности каждой позиции цикла через 1 период в диапазоне от 1 до 99 периодов частоты питающей сети или через 4 периода в диапазоне от 4 до 396 периодов. В режиме «серия сварок» позиция цикла «предварительное сжатие» ti автоматически исключается.
Схемные решения регуляторов серии РКС обеспечивают широкий диапазон их функциональных возможностей. Все они снабжены устройствами: фазового регулирования сварочного тока от полнофазного до 50 % этой величины; асинхронного включения сварочного тока по отношению к напряжению питающей сети; прохождения четного числа полуволн сварочного тока. Характерной особенностью РКС-501 является наличие в нем устройства, обеспечивающего автоматическую настройку на коэффициент мощности нагрузки при фазовом регулировании сварочного тока. Регуляторы РКС-601 и РКС-901 имеют фазовращатели со стабилизацией сварочного тока на всех уровнях «нагрева» во всем диапазоне возможных коэффициентов мощности нагрузок (от 0,2 до 0,8) при колебаниях напряжения сети от 0,9 до 1,05 номинального значения. Кроме того, в настоящее время завершается освоение серийного производства новых цифровых регуляторов типов РКС-801 и РКС-502, которые полностью заменяют все ранее выпускаемые регуляторы РЦС-301, РЦС-403, РЦС-502, РЦС-503, а также регуляторы серии РКС. Наряду с расширением функциональных возможностей эти регуляторы имеют отдельные модификации с устройством и без устройства стабилизации сварочного тока при колебаниях напряжения питающей сети, причем в случае необходимости это устройство можно отключать тумблером на лицевой панели без переналадок регулятора, исключающих переход в аварийный режим работы оборудования.
25
Поскольку включение и выключение трансформатора, работающего с регуляторами любого типа, синхронизированы с фазой синусоиды тока питающей сети, то электрические и электромагнитные нагрузки на трансформатор должны быть приняты те, которые рекомендуются ниже. Особенности рабочих процессов, происходящих в трансформаторе при наличии фазовой отсечки сетевого напряжения, рассмотрены отдельно в гл. 6. В гл. 4 изложены особенности работы трансформаторов с новыми регуляторами РКС-801 и РКС-502 в случае включения или отключения устройства стабилизации сварочного тока. При этом выделены два характерных случая: как влияет это устройство на выходные параметры существующего трансформатора и какие требования должны предъявляться к вновь проектируемым трансформаторам при условии получения одних и тех же выходных параметров при работе регулятора со стабилизацией и без нее (см. § 4.9).
1.7. Основные исходные данные для расчета трансформатора
Для проектирования сварочного трансформатора любого типа и назначения необходимы следующие данные:
1. Характеристика преобразуемого тока: форма кривой, число фаз и частота в герцах.
2. Тип включающего устройства (см. § 1.6).
3. Первичное напряжение £71 в вольтах (см. § 1.9).
4. Номинальный вторичный (сварочный) ток Дном в амперах (см. § 1.10).
5. Вторичное напряжение холостого хода в вольтах и пределы его регулирования: СДопип и Д20 max (см. § 1.12).
6. Число ступеней регулирования вторичного напряжения и номинальная ступень (см. § 1.19).
7. Продолжительность включения (ПВ) в процентах (см. § 1.21). Значение ПВ должно быть оговорено даже в том случае, если задан номинальный длительный вторичный ток.
Остальные данные, такие, как схема секционирования первичной обмотки, тип магнитопровода и обмоток, класс изоляции, пропитка или заливка, схема охлаждения, а также конструктивные требования к трансформатору в целом и к отдельным его узлам, задаются непосредственно при проектировании конкретного изделия или выбираются по собственному усмотрению проектировщика с достаточной мотивировкой.
То обстоятельство, что в ГОСТ 297—80 содержится очень мало опорных позиций, имеющих непосредственное отношение к расчету трансформатора, значительно затрудняет не только выполнение электрического расчета по существующим методикам, но и определение исходных и выходных параметров разрабатываемого изделия. В связи с этим для составления техниче
26
ского задания на электрический расчет трансформатора необходимо из технических условий на конкретную машину взять данные, указанные в § 1.8, соответствующим образом их обработать и в существующие методики по расчету трансформаторов внести некоторые корректировки.
1.8. Стандартные параметры машины, используемые для расчета трансформатора
В соответствии с ГОСТ 297—80 в стандартах или технических условиях на каждую контактную машину в обязательном порядке должны быть указаны характеристики и величины, свидетельствующие о технических возможностях машины. Из них для электрического расчета трансформатора используются следующие:
1. Отношение машины к группе по нормируемым техническим требованиям.
2. Наибольший вторичный ток ^2 max-
3. Номинальный длительный вторичный ток Z2.
4. Наибольшая длительность прохождения сварочного тока.
5. Геометрические размеры контура: для точечных, шовных и рельефных машин — вылет номинальный £Ном и (или) наименьший £min И наибольший Дпах! раствор Яном, Hmin И Нтах', для стыковых машин — наименьшее Lmin и наибольшее Lmax расстояние между токоведущими губками.
6. Наибольшая мощность при коротком замыкании Smax для машин переменного тока,, постоянного тока и низкочастотных.
7. Мощность при ПВ = 50 %.
8. Толщина 6 в миллиметрах (сечение S в квадратных миллиметрах) и металл свариваемых деталей.
9. Наибольшая кратковременная производительность машины на образцах указанных деталей п.
Приведению этих данных к величинам, необходимым для расчета трансформатора, посвящены § 1.9—1.21.
1.9. Первичное напряжение сварочного трансформатора
Для однофазных машин переменного тока значение первичного расчетного напряжения U\, подводимого к зажимам первичной обмотки трансформатора, зависит от типа включающего устройства, через которое трансформатор включается в сеть с напряжением Uc. Значения U\ при работе трансформаторов с существующими в настоящее время включающими устройствами приведены в табл. 1.2. При другом значении сетевого напряжения, указанном-в § 1.4, расчет должен.производиться.
Способы управления сварочным током Тип аппаратуры
Включение в сеть Основные функции Специальные Контактор Регулятор
Асинхронное Включение и выключение тока Электромагнитный (КМ) —
Тиристорный РВЭ-7
Синхронное 1. Синхронное включение и отключение тока 2. Фазовое регулирование 3. Четное число полупериодов 1. Без стабилизации тока 2. Автоматическая настройка на cos <р Тиристорные КТ-07, КТ-И КТ-12 РКС-501
1. Стабилизация тока 2. Модуляция РКС-601 РКС-901 (по специальному заказу)
28
Таблица 1.2
Ui . в Основное применение
общее значение при Uc «» 380 В Примечание
^1 = ис L/j = 380 В стыковых машинах для сварки оплавлением Включение на сварку — педалью Включение — концевым выключателем
иг» ис t/x « 380 В простейших машинах малой мощности и производительности Падением напряжения на тиристорном контакторе, равным 1,5— 2 В, пренебрегают
Ui я» 0,96L/c L/j « 360 Во всех современных однофазных стационарных и подвесных машинах, предназначенных для точечной, рельефной, шовной сварки, и в некоторых стыковых машинах для сварки сопротивлением . Снижение напряжения дается за счет минимального угла задержки переключений тиристоров (запас до 5°)
Ui = (0,88. . . 0,92) Uc (при COS ф = = 0,5 L7j = O,92L7C) L/j = 335 . . . 350 (при COS ф = = 0,5 17, = 350) Для стабилизации 12тм при колебаниях С/с = = (0,9 . . . 1,05) О^ном с учетом угла запаса —5° величина L7X рассчитывается следующим образом (см. § 6.13, рис. 6.14): 1. При 17с=0,85; £/ИоМ = = 323 В току 1 гном соответствует почти полнофазное включение при Ki & 1. 2. При Uz = Дном = = 380 В /гном обеспечивается при Kt = 0,85 с углом а—ф = 10 . . . 20°; при этом Ки — = 0,9 . . . 0,92 в зависимости ОТ COS ф.
29
Способы управления сварочным током Тип аппаратуры
Включение в сеть Основные функции Специальные Контактор Регулятор
Синхронное 1. Синхронное включение и отключение тока 2. Фазовое регулирование 3. Четное [число полупериодов 1. Стабилизация тока 2. Модуляция Тиристорные КТ-07, кт-И КТ-12 РКС-601 РКС-901 (по специальному заказу)
1. Без стабилизации тока 2. Со стабилизацией тока 3. Автоматическая настройка на COS ср Р КС-801 РКС-502
аналогичным способом. При работе трансформатора с использованием фазовой отсечки сетевого напряжения изменение Ui рассмотрено отдельно в гл. 6.
1.10. Вторичный ток
Каждая контактная машина характеризуется тремя значениями вторичного тока: наибольшим /2 max, номинальным длительным /2 и требуемым кратковременным сварочным /гном-
Наибольший вторичный ток /г max — это ток короткого замыкания машины при минимальном значении сопротивления вторичного контура, соответствующем наименьшему вылету и раствору хоботов для точечных, шовных и рельефных машин и минимальному расстоянию между губками — для стыковых машин. На каждую проектируемую машину значение /2тах задается в техническом задании и входит в цифровую часть условного обозначения машины.
Сварочный трансформатор должен обеспечить заданный ток /2 max при номинальном первичном напряжении (см. § 1.9) на последней ступени регулирования вторичного напряжения.
Номинальный длительный вторичный ток /2 — паспортный параметр машины при работе ее в длительном режиме- при
30
Окончание табл. 1.2
и\ в
общее значение при Uc = 380 Б некие* Примечание
= (0,88 .. . 0,92) Uc (при cos <р = = 0,5 = 0,92(7с) Ui = 335 . . . 350 (при cos <р = = 0,5 Ui =350) Во всех современных однофазных стационарных и подвесных машинах, предназначенных для 3. При (7С = 1,05 U ном= = 400 В /2ном обеспечивается при Kt ~ — 0,81; а—ф= 15 . . . 25° и Ки = 0,85 . . . 0,88
1. Без ставили = 0,96 Uс зацни ъ 360 точечной, рельефной, шовной сварки, и в некоторых стыковых машинах для сварки сопротивлением Расчет (7, производится аналогично расчету при работе с РКС-501 (без стабили- зации)
2. Со стабилиз (7] = (0,88 . . 0,92) Uc (при cos <р = = 0,5 Ur = 0,92(7) ацией (7, = 335 . . . 350 (при COS ф = = 0,5 = 350) Расчет (7, производится аналогично расчету при работе с РКС-601 и РКС-901 (со стабилизацией)
ПВ=100 %. Цифровое значение /2 должно соответствовать ряду предпочтительных чисел, рекомендованных ГОСТ 10594—80 (см. § 1.11). При проектировании новой машины или анализе имеющейся ток /2 является исходной величиной для определения тепловой мощности, которая позволяет установить условия одинаковой тепловой загрузки энергетических элементов и конструктивных токоведущих частей машины, исходя из предельно допустимой температуры их нагрева. К энергетическим элементам в первую очередь относится сварочный трансформатор, который должен обеспечить ток /2 или только на номинальной ступени, или на всей верхней половине ступеней регулирования вторичных напряжений (см. п. 4.1.2). Практически значение тока /2 фиктивное и никогда не реализуется в машине при ее работе.
Сварочный ток /2 HOM — это кратковременный реальный рабочий ток, который проходит во вторичном контуре машины при сварке.
Величина /2нОм — переменная, регулируемая и характеризует основное технологическое назначение машины. Значение этого тока выбирается по специально разработанным таблицам рекомендуемых режимов сварки (см. § 1.11), или подбирается опытным путем, или рассчитывается по методикам в зависимости от
31
предельных диапазонов толщин (или сечений) свариваемых на машине деталей в оптимальных режимах при заданной производительности (см. § 1.21).
Поскольку значение тока /2ном определяется вторичным напряжением сварочного трансформатора, то предельные значения сварочных токов /2т1п и /2 щах, требуемых для данной машины, обусловливают число ступеней регулирования и значения вторичных напряжений по ступеням. Одно из этих значений сварочного тока /2Ном принимают за номинальное. Этот кратковременный ток необходимо получить от сварочного трансформатора на номинальной ступени регулирования вторичного напряжения при условии качественной сварки деталей, принятых за номинальные, с заданной производительностью при неограниченно долгой работе машины.
Основные соотношения между длительным током /2 и сварочным /2 ном при различных режимах работы машины приведены в § 1.21.
1.11. Определение сварочного тока в зависимости от режима сверки
Режимы всех видов контактной сварки обусловливаютсЯ"Тбл-щиной (или сечением) свариваемых деталей и их материалом. Основными параметрами режимов точечной, рельефной и шовной сварки являются:
1. Номинальный сварочный ток /2нОм в килоамперах.
2. Длительность протекания сварочного тока tCB в секундах.
3. Усилие сжатия электродов или роликов FCB в дека-ньютонах.
4. Диаметр точки литого ядра в миллиметрах.
Ориентировочные расчетные данные этих параметров, заимствованные из работы [16], приведены в приложении 1. Диаметр точки литого ядра йя (или диаметр контактной поверхности электрода d3) выбирается в зависимости от толщины свариваемых деталей б. В существующей практике имеется несколько вариантов эмпирических зависимостей между dB и б. Однако в результате обобщения данных, приведенных в литературе разными авторами, наиболее распространенной является следующая зависимость:
dH = 462/3. (1.2)
При точечной и шовной сварке деталей из углеродистых, нержавеющих и жаропрочных сталей и сплавов минимальные размеры диаметра ядра точек dR и ширина литой зоны роликового шва в зависимости от толщины деталей б могут быть выбраны по табл. 1.3.
Кроме того, при сварке, деталей из малоуглеродистой стали .
32
Таблица 1.3
б, мм ^я. ММ аш. мм б, мм ^я, мм 4Ш, мм
0 5 3 3 2 7 6
08 3,5 3,5 2,5 8 7,5
1 4 4 3 9 8
1,2 5 5 3,5 10 9
1,5 6 6 4 12 10
относительно больших толщин для определения диаметра точки ядра часто используется следующая зависимость:
da = 28 + K.' (1.3)
Здесь при 6=1,5...7,5 мм /С=3 и при 6>7,5 мм /С=2.
При сварке двух листов разной толщины расчет ведется исходя из размеров более тонкого листа.
Допускаемые давления на контактную поверхность электрода ориентировочно следующие: Рэ. уд = 0,7 МПа при <Д<8мм и F3_уд= 1 МПа при rfH>8 мм.
При рельефной сварке «вкрест» стержней одинакового диаметра надежные соединения могут быть получены при разных сочетаниях Дном и /св. Для практического использования выбор рациональных значений Дном и tCB в зависимости от диаметра свариваемых «вкрест» стержней из стали Ст.З наиболее удобно производить по рис. 1.12.
Рис. 1.12. Зависимость сварочных параметров при сварке стержней из стали Ст.З «вкрест»
2 Закая № 181
33
При стыковой сварке сопротивлением или оплавлением основными параметрами являются плотность тока J в амперах на квадратный миллиметр и длительность протекания сварочного тока tCB в секундах. Режимы стыковой сварки сопротивлением стержней из малоуглеродистой стали сечением S в квадратных миллиметрах и стыковой сварки оплавлением заготовок различных профилей и материалов приведены в приложении 1.
Кроме того, при сварке сопротивлением в диапазоне плотностей тока от 25 до 100 А/мм2 правильное соотношение между плотностью тока и длительностью сварки определяется по эмпирической формуле
j v^r=ioo. (1.4)
При сварке методом оплавления круглых деталей ток оплавления ориентировочно может быть рассчитан по формуле
/оПЛ - Д/О3(31»опл + 1) • (1-5)
Здесь d — диаметр детали, см; иОпл — средняя скорость оплавления, см/с.
Практически пользоваться этими данными можно только ориентировочно, и каждый раз их нужно корректировать применительно к выбранному оборудованию и требованиям к качеству соединений.
1.12. Вторичное напряжение холостого хода сварочного трансформатора U20
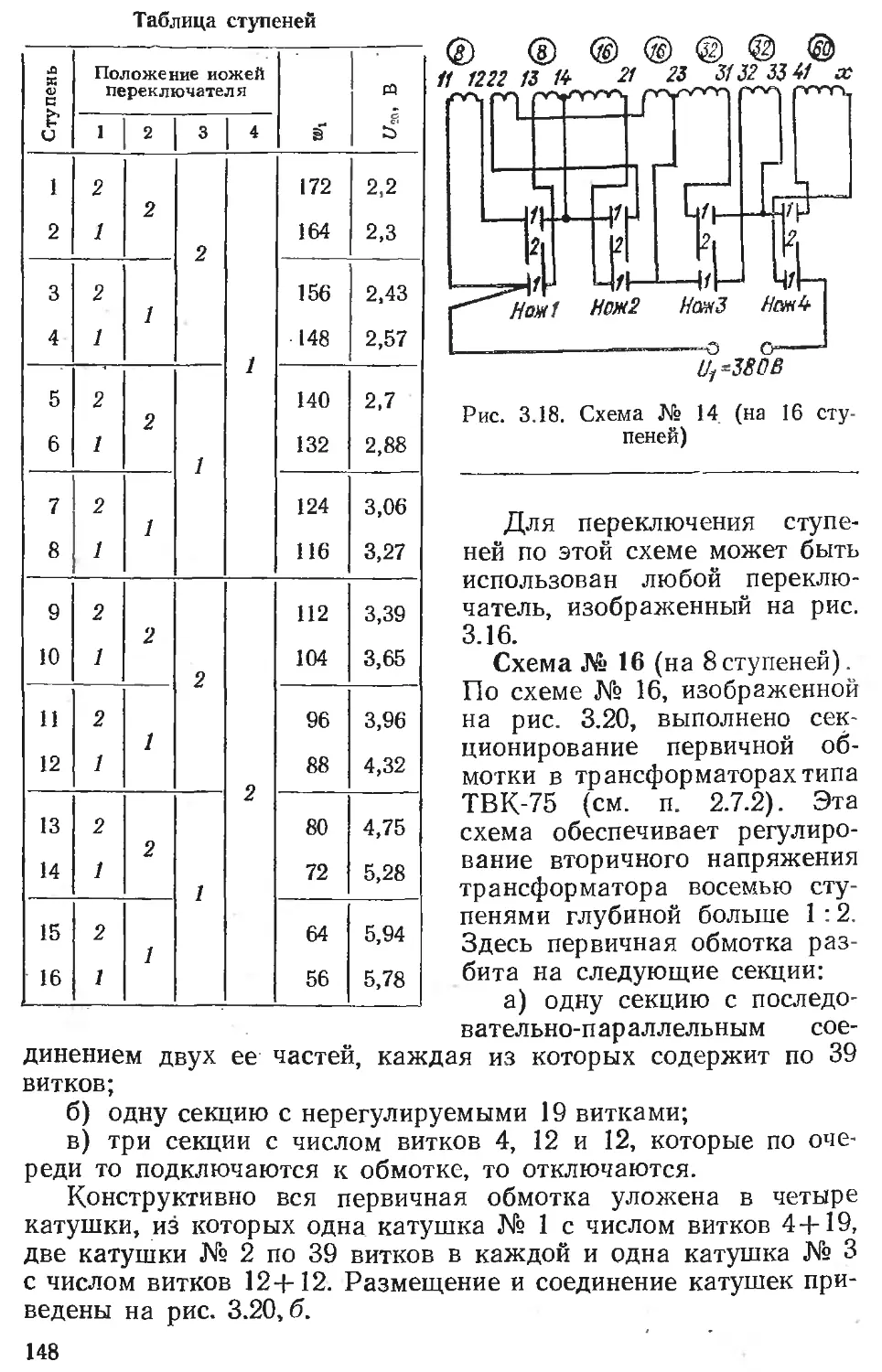
Независимо от того, какое число ступеней регулирования вторичного напряжения должен иметь проектируемый сварочный трансформатор, прежде всего определяется номинальное значение этого напряжения {/2о, которое трансформатор должен обеспечить в режиме холостого хода на одной из ступеней, принятой за номинальную. Значение {Угоном определяется из соотношения
{Уго = Угном^м- (1-6)
Здесь /гном — см. § 1.10; ZM — полное сопротивление вторичного, или сварочного, контура машины, включая сопротивления свариваемых деталей (см. § 1.13):
ZM = д/гм + Хм =^(Гв + ^гН_ Гээ)2-|- (хЕ + *т)2 , (1.7)
где ге — активное сопротивление элементов вторичного контура машины и их контактных соединений; хв — его индуктивное сопротивление; гт и Хт — активное и индуктивное сопротивления обмоток трансформатора, приведенные ко вторичной цепи; гээ —
34
активное сопротивление участка электрод — электрод, или зоны сварки.
Определение предельных ступеней регулирования вторичного напряжения холостого хода (XX) трансформатора С/гопнп и [720п1ах производится по формуле (1.6) с подстановкой в нее соответствующих значений Л ном и ZM в зависимости от параметров заданного диапазона свариваемых деталей, т. е.
6^20 min = ^2 mlnZw tnln И ^20 max = 12 тах^м max-
При коротком замыкании машины величина хм будет та же, что и в формуле (1.7), а гм будет меньше на значение гээ.
Вторичное напряжение машины при коротком замыкании (КЗ) будет
^гк. з==/гтах^м. к. а- 0-8)
1.13. Вторичный контур контактной машины
Вторичный, или сварочный, контур каждой контактной машины включает в себя вторичный виток сварочного трансформатора, соединенного с конструктивными элементами машины, предназначенными для подведения сварочного тока к электродам, т. е. к месту сварки. В электрическом отношении сварочный контур представляет собой систему жестких и гибких элементов, соединенных неподвижными и подвижными контактами. Все элементы токопровода изготовляются из цветных металлов или сплавов с достаточно высокой электропроводимостью и механической прочностью.
В качестве примера на рис. 1.13 представлен сварочный контур контактной точечной машины. Основными его элементами являются электроды 1, непосредственно подводящие ток к свариваемым деталям и передающие необходимые усилия для их сжатия; электрододержатели 2, служащие для закрепления электродов; хоботы 3, соединенные с механизмами, обеспечивающими необходимые усилия сжатия свариваемых деталей; гибкие шины 4, соединяющие контактные плиты трансформатора с подвижными элементами контура; сварочный трансформатор 5.
' Как правило, жесткие элементы изготовляются из медного проката, отливаются из меди или бронзы. Гибкие элементы изготовляются из медной фольги или гибких проводов, состоящих из большого числа тонких проволок типа жгута или плетенки. Размеры и конструкция вторичного контура определяются технологическими возможностями машины и ее энергетическими показателями. Полезный вылет £ном и раствор НК(Ж выбираются в зависимости от габаритов свариваемых деталей. Для универсальности машины вылет £Ном и раствор НКОм изменяются. Хоботы 3 можно выдвигать, раздвигать, взаимно смещать в гори-2* 35
Рис. 1.13. Вторичный контур контактной точечной машины
зонтальной плоскости или поворачивать вокруг их продольной оси.
Вторичный контур контактной машины включает в себя активное гв и индуктивное хв сопротивления. Значения этих сопротивлений имеют непосредственное отношение к определению исходных данных вторичного напряжения холостого хода сварочного трансформатора (см. § 1.12).
Вторичные контуры контактных машин по своей конфигурации отличаются большим разнообразием. Они могут быть составлены как из прямоугольных, так и криволинейных участков различных сечений в зависимости от мощности. Участки контура могут быть ориентированы в пространстве относительно друг друга самым различным образом. Поскольку при сварке применяются не только постоянные, но и переменные токи разных частот, то распределение токов в объеме проводника может быть неравномерным.
Кроме того, в конкретных сварочных машинах вблизи контура всегда имеются ферромагнитные детали (или это элементы конструкции, или свариваемые изделия), в которых при переменных и пульсирующих токах наводятся вихревые токи, что отрицательно влияет на величины гв и особенно хв. Поэтому расчет параметров контура составляет значительные трудности, и в существующих методиках большая часть этих отрицательных влияний или не учитывается, или учитывается некоторыми эмпирическими коэффициентами. Расчет гв и хв производится после уточнения геометрических размеров вторичного контура машины и выбора сечений всех его элементов.
1.14. Сечения элементов вторичного контура машины qt
Минимальное требуемое сечение любого, i-ro, элемента вторичного контура контактной машины выбирается прежде всего исходя из температуры допустимого нагрева данного элемента,
36
Таблица 1.4
Элемент вторичного контура Материал или марка сплава Условия охлаждения Допустимая плотность тока, А/мм“ Удельное сопротивление, мкОм-м, при 20 °C Температурный коэффициент сопротивления а
а = f (1) при i = 20 °C
Электроды Бронза БрХ Водяное интенсивное (внутреннее илн наружное) 20—30 0,021—0,035 _0,95а меди —
Электрододержа-тели Броиза БрХ 30—50
БрНБТ БрНК 10—20 0,032—0,058 0,0435 0,5а меди
Хоботы, консоли,, плиты Медь Ml Воздушное Водяное 1,8—2,2 2,4—3 0,0175 1 0,00392
Медь М3 Воздушное Водяное 1,4—2 2—3 0,03—0,05
Шины жесткие Медь Ml Воздушное Водяное 1,8—2 2,5—4 0,0175 235 + t
II] ины гибкие Лента МГМ (фольга) Воздушное 2,5-3
Неподвижные контактные поверхности Медь, бронза Воздушно-водяное (одна поверхность контакта — водоохлаждаемая) 0,5—1 В зависимости от материала контактирующих элементов
а затем корректируется в зависимости от требуемых конструктивных форм.
Температура нагрева i-ro элемента обусловливается плотностью тока Jit соответствующей длительному, или расчетному, значению тока при ПВ=100 %. В табл. 1.4 приведены рекомендуемые плотности тока в элементах вторичного контура в зависимости от материала элемента и условий его охлаждения. Сечение i-ro элемента рассчитывается по формуле
= (1-9)
Здесь /2 — расчетный вторичный ток1, соответствующий ПВ = = 100 %. Значение тока /2 может быть или непосредственно задано (см. § 1.9), или определено из соотношения
12 = I2НОМ 7пв/юо. (1.Ю)
1.15. Активное сопротивление элементов вторичного контура гв
Суммарное значение гв слагается из значений активных сопротивлений отдельных элементов п и сопротивлений переходных контактов между ними гк, т. е.
rB = Srz + SrK. (1.11)
Для расчета этого сопротивления вторичный контур разбивается на отдельные участки, однородные по материалу и по конфигурации поперечных сечений. Активное сопротивление отдельного элемента при 20 °C определяется по формуле
Ч = КдГ0=КдР<—• (1-12)
<7i
где го — сопротивление постоянному току элемента, Ом; li — длина элемента (по направлению тока), м; qt — его поперечное сечение, м2; pz — удельное электрическое сопротивление материала рассматриваемого элемента, мкОм • м; Кд — коэффициент добавочных потерь, обусловленный неравномерным распределением тока в массивных элементах контура. Численные значения pz материалов, применяемых для токопроводов различных элементов контура, приведены в табл. 1.4. С повышением температуры нагрева токопроводящих элементов контура их удельные сопротивления растут. Зависимость pt- от температуры нагрева элемента контура t имеет вид
Pii = Pi [1 ДК (i 4>хл)]> (1-13)
1 Расчетным вторичным током машин контактной сварки и трансформаторов называется максимальный ток, при котором элементы вторичного контура машины и обмотки трансформатора могут работать длительное время
(при ПВ=100%) без недопустимых нагревов.
38
где а___температурный коэффициент сопротивления, значения
которого приведены в табл. 1.4j —температура охлаждаю-щей среды, °C.
В общем случае
Яд = КбКп, (1.14)
где -Кб — коэффициент, учитывающий эффект близости за счет влияния магнитного поля соседних шин; Кп — коэффициент поверхностного эффекта. Как показали исследования, проведенные на заводе «Электрик» имени Н. М. Шверника, Кб необхо-
Рис. 1.14. Зависимость коэффициента поверхностного эффекта Кп от . параметра Р
Штриховая кривая — для токопроводов круглого сечения
димо учитывать только при расположении верхней и нижней шин относительно друг друга на ребро, как показано на рис. 1.14, а, что практически применяется очень редко. Если токо-проводы имеют круглое сечение или представляют собой плоские шины, расположенные относительно друг друга плашмя, расчеты элементов вторичного контура производятся без учета влияния коэффициента близости, г. е. Ка=.Кп.
Коэффициент поверхностного эффекта Ки определяется по опытным кривым, приведенным на рис. 1.14, б, в, по критерию подобия Р и для прямоугольных элементов — по коэффициенту формы Кф:
Р = W-------------- =5 л/------f-—- ; (1.15)
V Го (1М) 107 V • го (1М) • 10’
К* = Ыа, (1.16)
где г0(1м) — сопротивление постоянному току 1 м проводника; f — частота тока, Гц; b и а — ширина и толщина элемента прямоугольного сечения (Ь — большая сторона; а — меньшая).
39
Для массивных элементов токопровода Кп можно приближенно определить по формулам, приведенным в табл. 1.5.
В табл. 1.5 Го (юо м) — сопротивление постоянному току 100 м данного токопровода.
Для гибких шин, набранных из фольги, увеличение сопротивления постоянному току зависит от толщины набора шины, монолитности ее концов и от способа подключения шины к массивным элементам. Так, для шин с непропаянными концами и при одностороннем подводе тока при частоте 50 Гц Кп=1,5... 1,8. Для шин с монолитными (сваренными или спаянными) концами при двустороннем подводе тока Кп= 1,1... 1,3.
Жесткие и гибкие элементы вторичного контура соединяются между собой неподвижными (постоянными или разбираемыми) и подвижными контактами, сопротивление которых составляет значительную часть активного сопротивления контура. Сопротивление каждого контакта колеблется в довольно широких пределах и зависит от материала соприкасающихся деталей, состояния их поверхности, чистоты обработки. На новых машинах при условиях, применяемых на практике и проверенных опытами, сопротивление одного неподвижного контакта медь — медь, стянутого четырьмя болтами, приблизительно не превосходит (1... 2) 10-6 Ом, контакта медь — сталь (4... 6) 10-6 Ом. Сопротивление подвижного контакта находится в пределах (10...20) IO-6 Ом.
Таким образом, для вторичного контура точечной машины, изображенной на рис. 1.13, гв = Г[ (электроды) + г2 (электродо-
Таблица 1.5
Формула
Условие
Номер формулы
X ю-24
f
^=1 + 3,27
10~s
При
г0 (100 м)
Кп = 0,25
/Сп=0,56
f
го (мом)
го(1оо м)
----L---<1800
г0(100 м)
•10"2 4-0,277
го(юо м)
-!----- < 180
(100 м)
г0(100 м)
8,37
(1.17)
(1.19)
(1-18)
40
держатели)-Ыз (хоботы)+г4 (гибкие шины) +пнгн. к+ппгп.к. Здесь пя — число неподвижных контактов; пп — число подвижных контактов.
1.16. Активное сопротивление участка электрод — электрод гээ
а) Для точечной рельефной и шовной сварки.
Свариваемые детали нагреваются теплом, выделяемым при протекании электрического тока непосредственно в самих деталях и в переходных контактах между ними. Величина гээ зависит от очень многих факторов, из которых главными являются такие, как химический состав и физические свойства металла, толщина деталей, изменение температуры во. времени, давление на единицу поверхности, состояние поверхности и др.
В процессе сварки сопротивление гээ претерпевает существенное изменение, так как при нагреве деталей контактное сопротивление понижается, а собственное сопротивление деталей вначале растет из-за повышения удельного сопротивления металла, а потом также уменьшается. Поэтому при расчетах гээ определяют усредненное его значение, которое в итоге обеспечивает такой же тепловой эффект, как и действительно изменяющаяся величина гээ. На практике значение гэз может быть определено: а) опытным путем при сварке образцов; б) по аналогии со свариваемыми деталями тех же марок и толщин, сопротивление зоны сварки которых известно; в) для некоторых
Таблица 1.6
Материал гЭэ-10 Ом (в конце процесса сварки)
Толщина металла, ММ
Точечная сварка Роликовая сварка
герметичным швом
0,3 | 0,5 1 1,5 2 3 0,3 0,5 1 1.5 2
Низколегированная 165 145 125 НО 100 90 145 130 105 50 65
сталь ЗОХГСА
Нержавеющая сталь X18Н8Т 215 185 150 130 120 ПО 188 162 130 115 105
Особо жаропрочный 230 200 165 140 125 115 210 180 150 128 113
сплав ВЖ98
Титановый сплав 0Т51-1 240 210 165 145 133 120 224 195 154 135 124
Латунь Л62 76 48 30 24 20 18 46 29 18 15 12
Медные сплавы БрБ2 90 63 40 32 27 23 54 38 24 19 16
Алюминиевый сплав 18 16 13 11 10 8 — 14 И 10 8
Б16АТ
Таблица 1.7
0, мм 1 1.5 2 2,5 3,5 4 5 6 7
г9э 10~6, Ом 128 112 98 89 82 75,5 69,5 61,5 56 52,5
металлов и сплавов — по табл. 1.6; г) для точечной сварки низкоуглеродистой стали толщиной от 1 до 7 мм — по табл. 1.7; д) по методикам, изложенным в работах [7, 11, 16]. Определение сопротивления расчетным путем довольно сложно, и результаты получаются очень приближенными. Считая плотность тока одинаковой по всему поперечному сечению деталей и пренебрегая токами шунтирования, сопротивление гээ при точечной, роликовой и рельефной (рис. 1.15, а) и при стыковой (рис. 1.15, б) сварке в холодном состоянии (при /=20 °C) можно приближенно рассчитать по формуле
бЭЭ. ХОЛ = ^Д1 4“ Гд2 4-г12-|-2гэд, (1-20)
где Гд1 и Гд2 — сопротивление частей свариваемых деталей, по которым протекает ток; Пг и гэд — контактное сопротивление между свариваемыми деталями и участка электрод — деталь.
Как правило, электрод касается холодных деталей не по всей рабочей поверхности, а на некоторой площадке, расчетный диаметр которой d0 (рис. 1.16) зависит от усилия FCB, от твердости свариваемого и электродного металла.
Сопротивление одной из свариваемых деталей в холодном состоянии может- быть рассчитано по формуле
aJ И | ^33 csj. zh н 4/ ю /И 1 1 1 1/, ч - " ” kin И/,1 \ L ж\\ 1 г«г ГЛ1 ь 1^1 -X k 1
Рис. 1.15. К расчету активного сопротивления зоны сварки
42
г — Л Ро
Гд"Л° б •
(1-21)
Здесь ро — удельное сопротивление металла детали, Ом • см; g___толщина детали, см; Ао — коэффициент, зависящий от от-
ношения do/6; d0 — расчетный диаметр холодного контакта, определяемый из соотношения
, (1.22)
V Л<7СМ
Рис. 1.16. К расчету активного сопротивления деталей
где FCB — усилие сжатия электродов, даН; сгСм — сопротивление смятию соприкасающихся (свариваемых) металлов, МПа. Зависимость Ло=/(<^о/б) приведена на рис. 1.16, а значения р и Осм для некоторых металлов — в табл. 1.8.
Контактное сопротивление между свариваемыми деталями имеет место только в холодном состоянии деталей. Величина Иг зависит не только от металла деталей и усилия, действующего на контакт, но и в очень большой степени от состояния поверхности детали. На практике очень приближенно ri2 рассчитывается по эмпирической формуле
Г12 = >к/К?Е. (1-23)
43
Таблица 1.8
Материал Р10 6, Ом-см. при температуре, СС Температура плавлеиия, °C асм’ МПа’ при i = 20 °C
20 500 1000
Малоуглеродистая сталь Нержавеющая сталь 15 8 62 60 125 125 1530 1440 400
Медь Ml мягкая твердая 1,75 3,2 8 1083 450 1200
Латунь Л62 мягкая твердая 7,1 7,95 — 905 520 600
Алюминий 2,8 6 — 658 250
Дюралюминий обработанный Д165 отожженный Д16М 5,8 3,5 — — 650 420 210
Здесь rK — сопротивление, которое для хорошо очищенной шлифованной низкоуглеродистой стали изменяется от 0,005 до 0,006 Ом и для алюминиевых сплавов — от 0,001 до 0,002 Ом; а=0,65.. .0,75 для стали и а=0,75.. .0,85 для алюминиевых сплавов.
Контактное сопротивление между электродом и деталью очень мало, и порядок его значения приближенно можно оценить следующей формулой:
гэд<0,5г12. (1.24)
К концу сварки контактные сопротивления г|2 и гэд практически равны нулю, поэтому общее сопротивление гээ будет складываться только из собственного сопротивления деталей в горячем состоянии, т. е.
ГЭЭ. гор — ГД1ГОР + Гд2ГОР; (1.25)
Гд.гор = Л0^-^-. (1.26)
о
Здесь р/ — удельное сопротивление, соответствующее пластическому состоянию металла в конце сварки (приблизительно при 0,8 ^пл — см. табл. 1.8); Ао — то же, что и в формуле (1.21); К —
44
коэффициент, учитывающий некоторое понижение сопротивления детали из-за наличия холодных участков металла рядом со свариваемой точкой и зависящий также от отношения d0/b.
Поскольку к концу сварки сопротивление металла смятию резко уменьшается (так, например, для нержавеющих сталей при 7=20°С осм = 400 МПа, а при 7=0,8 7ПЛ сопротивление стсм=45 МПа), то с некоторым допущением можно принять величину do = dH, определенную по формулам (1.2) и (1.3) или выбранную по табл. 1.3. Тогда коэффициенты Ао и К определяются по рис. 1.16, а в зависимости от отношения dn/& — d0/&.
Таким образом, активное сопротивление участка электрод — электрод
Гээ = гээ. горТСь (1 - 27)
где Кл> 1 — коэффициент, учитывающий погрешности расчета. Для стали 7(1 = 1,25.
Приведенные здесь формулы для расчета гэз могут быть использованы при расчете Гээ Для рельефной и шовной сварки.
б) Для стыковой сварки сопротивлением.
При стыковой сварке методом сопротивления характер изменения сопротивления в принципе такой же, как и при точечной, рельефной и шовной, за исключением некоторых количественных различий. При этой сварке торцы деталей все время сжаты большим усилием и контактные сопротивления г12 и гэд настолько малы, что ими можно пренебречь. Сопротивление выступающих концов свариваемых деталей в холодном состоянии, т. е. в начале сварки, определяется по формуле
гц. хол — ТСпРо —> (1 • 28)
где I — длина выступающего участка стержня, см (см. рис. 1.15,6); 5Д — сечение свариваемой детали и стержня, см2; ро — см. табл. 1.8; /Сп — коэффициент поверхностного эффекта холодных деталей. Для деталей диаметром меньше 20—25 мм величиной можно пренебречь. Для деталей больших диаметров расчет КП можно производить по формуле (1.14).
В горячих деталях влияние поверхностного эффекта мало, и в практических расчетах им можно пренебречь. Тогда
Гд. rop = Pf—- > (1-29)
дд
гДе pt — см. табл. 1.8 при 7=0,75 7ШЛ.
в) Для стыковой сварки оплавлением.
При стыковой сварке оплавлением Г& для холодного состояния значительно выше, чем при сварке сопротивлением, за счет большого контактного сопротивления Гц. В этом случае
45
Гл рассчитывается по формуле (1.28), а контактное сопротивление определяется по следующей эмпирической формуле:
9600^ 1(Гв
52/3^1/3 д *^опл
(1.30)
где &опл — скорость оплавления, см/с; / — плотность тока, А/мм2; Ki — коэффициент, учитывающий свойства стали. (Для углеродистых сталей /С1=1, для аустенитных 7<i=l,l.)
При сварке оплавлением г12опл очень велико (для стали — от 100 до 1500 мкОм).
Для определения U20 в расчет принимается значение гЭЭг определенное для холодного состояния, т. е. в начале сварки. •
1.17. Индуктивное сопротивление вторичного контура машины хв
Индуктивное сопротивление — это коэффициент пропорциональности между ЭДС самоиндукции и током, протекающим по элементам вторичного контура контактной машины. При протекании переменного тока по «прямому» и «обратному» токо-проводу вокруг него создается магнитное поле, силовые линии которого пронизывают токопровод, в результате чего в нем будет индуктироваться переменная ЭДС самоиндукции (ЭДС взаимоиндукции здесь отсутствует, так как по «прямому» и «обратному» токопроводу течет ток, одинаковый по значению), препятствующая прохождению тока по проводнику. Действующее значение этой ЭДС
Дд = 2л/Дв72ном = Хваном, (1-31)
где хв и есть индуктивное сопротивление вторичного контура. Из формулы (1.31) видно, что расчет индуктивного сопротивления хв сводится, по существу, к определению коэффициента самоиндукции LB (индуктивности) вторичного контура контактной машины, значение которого в основном зависит от формы, периметра токопровода и площади, образуемой его элементами.
Для расчета индуктивных сопротивлений вторичных контуров однофазных контактных машин частотой 50 Гц существует несколько методов, из которых здесь рассматриваются три: по площади, по периметрам и метод отдельных участков.
На основании опытных данных по замерам индуктивностей контуров машин контактной сварки, проведенным на заводе «Электрик», выведена следующая эмпирическая формула:
xb = Sb,73-10-3, (1.32)
где SB — площадь, охватываемая контуром, см2 (берется по осям сечений сторон). По этой формуле для реально возможных
46
площадей построен график, выражающий зависимость хв = = приведенный на рис. 1.17.
Приближенный расчет хв можно производить по упрощенной эмпирической формуле, выведенной также в результате практического исследования разнообразных контуров. По этой формуле при [=50 Гц
хв = 2/вС10-в, (1.33)
Рис. 1.17. Зависимость индуктивного сопротивления вторичного контура машины от площади, охватываемой контуром: xB = f(SB)
где Х/в— суммарная выпрямленная длина всех элементов контура при максимальных значениях раствора НтЯи и вылета Гтят. см; С — эмпирический коэффициент, значение которого лежит в пределах 0,976—1,35. В большинстве случаев С=1,26.
Эти два метода являются очень
приближенными и в основ-
ном используются только для ориентировочных расчетов контуров простых конфигураций.
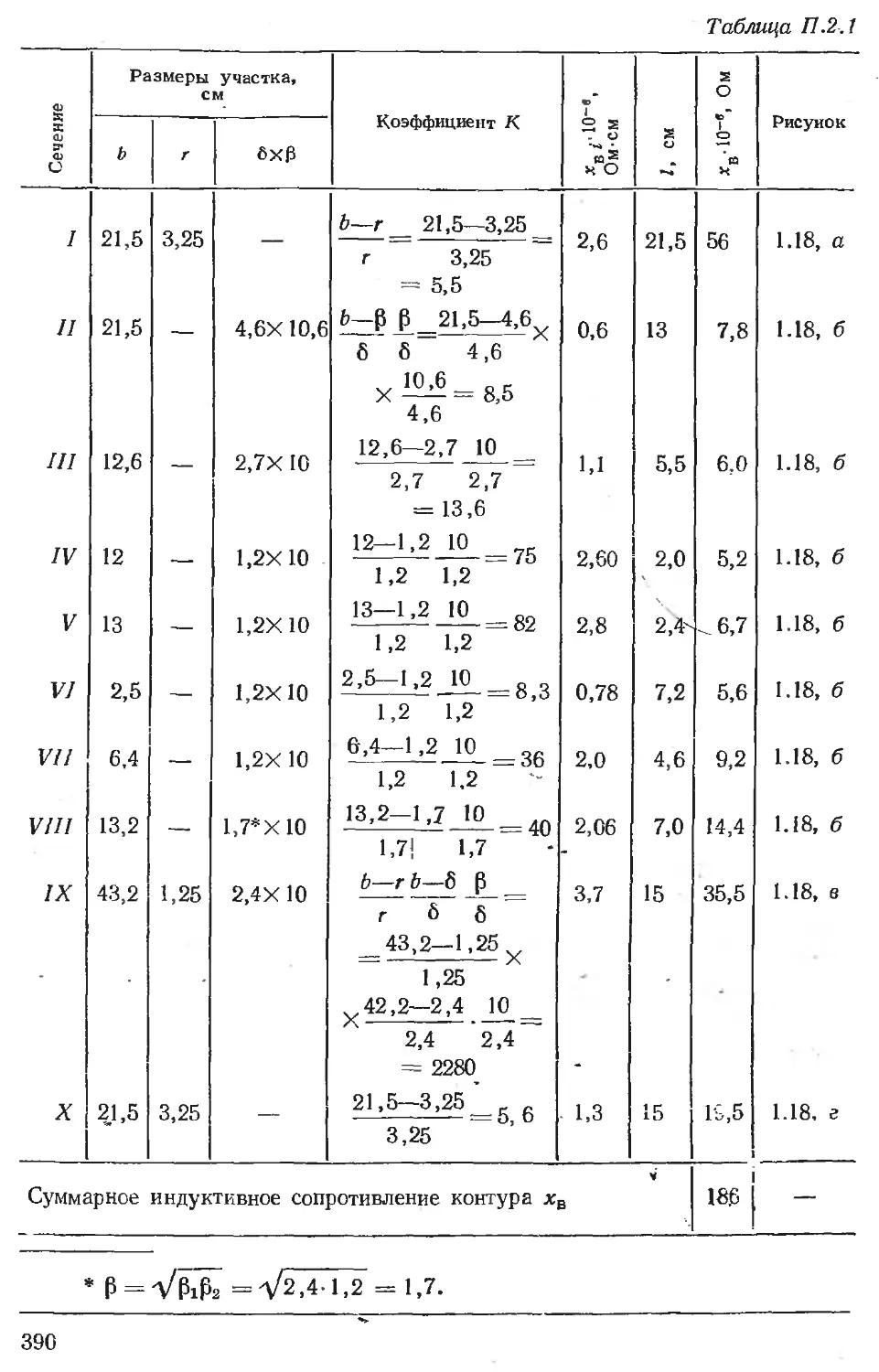
При более точном расчете £в или хв применяется метод отдельных участков. При этом любой сложный контур разбивается на отдельные участки, каждый и§/которых отличается от других или размерами ji формой поперечного сечения элементов токопровода, или расстоянием между их осями. Расчет LB и хв, соответствующих- частоте 50 Гц, по отдельным участкам производится по эмпирическим формулам (1-34) — (1.37), приведенным в табл. 1.9. По ним определяются удельные значения LBi и xBi, приходящиеся на 1 см длины пары элементов рассчитываемого участка токопровода, конструктивно расположенных друг против друга («прямого» и «обратного»). При таком расчете
jLB = 2jLBiZz и хв=Ъхв111. (1.38)
Для упрощения расчетов на рис. 1.18 приведены зависимости xBi от коэффициента К, значения которого для различных сечений и геометрических размеров токопровода указаны в табл. 1.9.
На практике хв контура каждой машины рассчитывается тремя вышеизложенными методами, результаты расчетов сопоставляются и для определения вторичного напряжения трансформатора U20 используется иногда среднее значение, а иногда и максимальное, по усмотрению проектировщика.
47
Сечеиия «прямого» и «обратного» токопровода Независимые переменные, см Удельная индуктивность, Ги-см
Круглые Рис. 1.18, а Z h — г \0,38 0,436 Г———J IO'8
Прямоугольные Рис. 1.18, б “•|21( Vх В \0,45 х-М -io-8 6 )
Круглое — прямоугольное Рис. 1.18, в X «Э со 1 “= 2 | ZCQ.| «О СО X о
Электроды Рис. 1.18, г oW— 0,3e ' Г ' IO”8
Таблица 1.9
Удельное индуктивное сопротивление, Ом-см Коэффициент по рис. 1.14 Номер формулы Примечание
при частоте 50 Гц
„ / Ь —Г \о,38 1,37/— — ) -10-е Ь — г Г (1.34) Г =
1 6 б) хю-с ь — д р б б (1.35) 1*°- 1^ II II <Q СО.
к г б В \0,17 х — | 10-6 б) Ь — г Ь — б Г 6 - х! х б (1.36) —
0,95е ' г ' -10-с б —г Г (1-37) е — основание натуральных логарифмов: е = 2,73
Рис. 1.18. Зависимость удельного индуктивного сопротивления токопровода от коэффициента К
1.18. Предварительные значения гт и хт обмоток трансформатора
Для предварительных расчетов ZM значениями активного гт и индуктивного ху сопротивлений обмоток трансформатора, приведенными ко вторичной цепи, приходится задаваться. В этом случае можно использовать значения гт и хт аналогичных проверенных трансформаторов, данные которых приведены в приложении 4. Более точно значения гт и хт определяются после окончательного расчета трансформатора, как это изложено в гл. 4.
1.19. Пределы регулирования вторичного напряжения холостого хода сварочного трансформатора
Значение сварочного тока контактных машин можно регулировать тремя основными способами: а) изменением вторичного напряжения трансформатора или коэффициента трансформации (ступенчатое регулирование); б) фазовой отсечкой сетевого напряжения, подводимого к первичной обмотке трансформатора, с использованием специальной аппаратуры (см. § 1.6) (плавное регулирование); в) способом смешанного регулирования: ступенчатым изменением вторичного напряжения (грубое) и в пределах каждой ступени — фазовой отсечкой (плавное).
ГОСТ 297—80 по нормируемым техническим требованиям устанавливает следующую классификацию машин: группа А (с повышенной стабильностью параметров) и группа Б (с нормальной стабильностью параметров).
Поскольку сварочный ток является одним из основных технических параметров машины, то требования к пределам и способам его регулирования будут зависеть от того, к какой из классификационных групп относится проектируемая машина.
В соответствии со стандартом машины группы А должны быть укомплектованы аппаратурой управления, обеспечивающей стабилизацию и фазовое регулирование сварочного тока. Сварочный трансформатор должен иметь ступенчатое регулирование вторичного напряжения с отношением предельных значений не менее 2. При этом коэффициент трансформации при переходе со ступени на следующую ступень не должен уменьшаться более чем на 20 %.
Машины группы Б могут быть укомплектованы аппаратурой, обеспечивающей фазовое регулирование сварочного тока, или без фазового регулирования. При наличии фазового регулирования сварочный трансформатор должен иметь ступенчатое регулирование коэффициента трансформации (вторичного напряжения) с отношением предельных значений не менее 1,4. При переходе со ступени на следующую ступень коэффициент трансформации не должен уменьшаться более чем на 30%.
В машинах группы Б без фазового регулирования сварочного тока отношение предельных значений коэффициента трансформации сварочного трансформатора должно быть не менее 1,8, а при переходе со ступени на следующую ступень изменение коэффициента трансформации не должно превышать 20 %. Хотя фазовая отсечка тока осуществляется в пределах 100— 50 % его значения, соответствующего полнофазному включению трансформатора на одной конкретной ступени, регулирование тока только этим способом применяется в редких случаях, например для подстройки режимов при сварке однотипных деталей.
При ступенчатом регулировании коэффициента трансформации или вторичного напряжения сварочного трансформатора U20 число ступеней ГОСТ 297—80 не оговаривает. Однако при условии выполнения требований по диапазону отношения предельных значений этих параметров и при ограниченном шаге число ступеней в каждом конкретном случае будет определяться как бы автоматически в пределах 8—2 и в какой-то степени будет зависеть от схемы секционирования витков первичной обмотки (см. гл. 3). Номинальная ступень может быть предпоследняя или последняя и в каждом конкретном случае должна быть оговорена особо. Зависимость пределов и способов регу-
50
Таблица 1.10
Классификационная группа машины Функции аппаратуры управления Изменение вторичного напряжения трансформатора
^20 mln ^20 max Изменение по ступеням, %, не более Ориентировочное число ступеней Номинальная ступень
А Фазовое регулирование и стабилизация 1/2 20 6—8 5—7
Б Без фазового регулирования 1/1,8 20 4—6 4—6
Фазовое регулирование 1/1,4 30 2—3 2
лирования вторичного тока от классификационной принадлежности машины приведена в табл. 1.10.
Пример определения вторичного напряжения холостого хода сварочного трансформатора дан в приложении 2.
1.20. Мощность
Основным энергетическим показателем машины является мощность. Аналогично вторичному току каждая машина характеризуется тремя значениями мощности: наибольшей Smax, соответствующей режиму короткого замыкания машины; дли-тельной S, или тепловой, соответствующей работе машины в длительном режиме при ПВ=100 %, и сварочной, кратковременной, Show, потребляемой машиной непосредственно при сварке.
Пренебрегая потерями в тиристорном контакторе и в магнитной цепи трансформаторов, эти мощности ориентировочно можно рассчитать по следующим формулам:
Smax ~ 12тахС/ 2к. з’,
S Лг >
Show 7аном772оном-
(1.39)
Здесь 7гшах, 7а и 7гном — см. § 1.10; Угоном и 77гк.з — соответственно формулы (1.6) и (1.8).
51
1.21. Производительность машины и режим работы трансформатора
Широкий диапазон регулирования основных энергетических характеристик позволяет использовать каждую конкретную машину для сварки большого ассортимента деталей, требующих различных сварочных параметров. В каждом конкретном случае для осуществления сварки трансформатор потребляет из сети соответствующую кратковременную мощность SH0M в киловольт-амперах. Эта мощность характеризует нагрузку, которую трансформатор и все токоведущие элементы машины могут выдерживать при номинальном повторно-кратковременном режиме работы без превышения при этом предельных температур нагрева. Связь между энергетическими возможностями машины и требуемыми параметрами осуществляется с помощью величины ПВ, которая определяется как процентное отношение времени работы трансформатора под нагрузкой к общему времени одного цикла сварки:
ПВ = —-------100 = -^--100, (1.40)
^св + in Тц
где tci} — чистое время включения тока за каждый цикл сварки; tn— время паузы за каждый цикл сварки; Т'ц^'Тсв + ^п — продолжительность всего цикла сварки.
Практически Тц характеризует производительность машины, которая в зависимости от слагаемых времени, входящих в состав ta, подразделяется на максимальную кратковременную п и максимальную длительную ;П.
1 При кратковременной производительности время tn=tK, где tK означает только чистое врем^-Фаузы между отдельными сварками, тогда как при максимальной д^ительнрй -производительности время /п = 7’всп, где Твсп — вспомогательное время, опреде-’ ляемое с учетом времени на сборку, установку, перемещение и съем готовых деталей, на заточку и зачистку электрода, на контроль режима сварки й т. д.
В соответствии с требованиями ГОСТ 297—80 максимальная кратковременная производительность п должна быть обязательно указана в стандартах или технических условиях на каждую машину. Для точечных машин п выражает число сварок в минуту, для рельефных — число сварных точек (рельефов) в минуту, для .шовных — число метров в минуту. Величина этой производительности характеризует только скорость срабатывания наиболее критических частей машины, таких, как приводы, аппаратура управления и другие, и не является показателем тепловой мощности. Поэтому при работе машины в этом режиме для предотвращения перегрева отдельных
52
частей и в том числе обмоток трансформатора, машину необходимо периодически останавливать.
Максимальная часовая производительность машины определяется по формуле
П =-------“--------.
1/п + Гвсп/1000
(1-41)
Здесь п — максимальная кратковременная производительность в минуту, заданная в технических условиях на машину; Твсп — вспомогательное время, соответствующее режиму работы ма-
Таблица 1.11
Вспомогательное время ?Всп, мин, при сварке на машинах
Толщина свариваемых деталей, мм точечных (на 1000 точек) рельефных (на 1000 рельефов) шовных (на 1000 м шва)
без стабилизации со стабили- зацией ч с закалкой без стабилизации со стабилизацией с закалкой без стабилизации со стабилизацией
До 1 30 25 32 20 15 22 680 530
1—2 36,5 30,5 40,5 24 18 28 880 680
2—4 47 30 51 31,5 23,5 35,5 1110 860
Свыше 4 60 50 64 40 30 44 300 1060
шины в реальных производственных условиях. Значения вспомогательного времени ТВС1, в зависимости от толщины свариваемых деталей, особенностей сварки и применяемого оборудования приведены в табл. 1.11.
При проектировании новой машины ПВ и /2 определяются для самых энергоемких деталей. В этом случае
т 36ОО_ ПВ = -^-100; ц П Гц
/2=/2ном упв/юо .
(1-42)
Здесь П — часовая производительность машины; tCB и /гном — параметры режима сварки для данных деталей; Iz — номинальный длительный вторичный ток, соответствующий ПВ=100%, на который производится тепловой расчет обмоток трансформатора и токоведущих частей машины.
В практике часто приходится решать вопросы о возможности. использования трансформатора одного типоразмера в качестве источника питания в разных контактных машинах. Это
53
%
/75,% 100 90 ВО 70 60 50 90 30 25 20 18 16 п 12 10 8 В 9 2 1
^ПВ 1 1,05 1,12 1,2 /Д 7,4/ 1,58 1,82 2 2,29 2,36 2,5 2,67 209 3,16 3,55 908 5 7,09 1
Рис. 1.19. Зависимость /Спв=)ХПВ)
позволяет более широко использовать возможности трансформаторов и сократить число их типоразмеров.
При выборе трансформатора для конкретной машины необходимо определять или допустимую величину ПВ (или часовую производительность), соответствующую требуемому кратковременному сварочному току /гном, или, наоборот, допустимый кратковременный сварочный ток /гном при требуемом значении ПВ. Эти величины могут быть найдены из уравнений:
ПВдоп = (- /2пВ-100% Y ЮО; (1.43)
\ /гном.треб /
т _ /гпв=юо % /1 л л \
1 гном, доп-— — . (1.
V ПВтреб/100
Здесь /г пв=1оо% — номинальный длительный вторичный ток, на который произведен расчет трансформатора. Из формулы (1.44) видно, что от одного и того же трансформатора при соответствующем ПВ можно получить различные кратковременные сварочные токи.
На рис. 1.19 представлена зависимость Кпв =/(ПВ). Здесь Ап в = —,------- •
Упв/юо
При любом значении ПВ
/ гном — /гАпв- (1 -45)
На рис. 1.19 можно видеть, что от трансформатора, рассчитанного, например, на длительный номинальный ток /2 =
54
= 5600 А, можно при ПВ = 50 % получить 72 ном------ 5600-1,41 =
ZgOOOA при ПВ = 20 % /а ном = 5600• 2,24 = 12 500 А; при ПВ = = 10% 72НоМ=5600-3,16=17 700 А.
Здесь необходимо обратить особое внимание на то, что при выборе соотношений между /2НоМ и ПВ надлежит следить за тем чтобы в выбранном режиме требуемая длительная мощность (см. § 1-20) не превышала мощности, на которую рассчитан трансформатор, т. е.
$2треб = 7гтребТ/готреб -^грасч == 72расч7/2орасч.
(1-46)
Как видно из уравнения (1.46), для выполнения этого условия необходимо, чтобы: а) при 772отреб<С772о расч было 72Tpe6^ ^/2 расч! б) При 7^2 0 треб>772о расч бЫЛО 72 треб<72 расч В ТИКОИ же пропорции.
Примечание. При определении ПВдоп для ступени ниже номинальной необходимо в выражение (1.43) подставлять то значение Z2, с учетом которого на этой ступени произведен тепловой расчет первичной обмотки трансформатора.
Если же известен сварочный ток 72НоМ при каком-то определенном значении ПВ, то расчет его допустимого значения для работы в других режимах производится в следующем порядке: по формуле (1.42) определяется длительный ток /2, а затем по формулам (1.43) и (1.44) находится искомая величина ПВ или с использованием рис. 1.19 значение допустимого тока. Пересчет мощностей на другие режимы производится аналогично.
1.22. Структура условного обозначения типов сварочных трансформаторов
Структура условного обозначения типов сварочных трансформаторов для контактных машин включает в себя буквенную часть и цифровую. Буквенная часть, как правило, отражает вид трансформатора, число фаз, род и частоту преобразуемого тока. Основная цифровая часть обозначает энергетические характеристики трансформатора: или номинальный вторичный ток 7г ном в килоамперах и вторичное напряжение холостого хода на номинальной ступени (Т/2о)ном, или только номинальный длительный вторичный ток 72 в килоамперах и регистрационный номер трансформатора, или номинальную мощность, соответ-, ствующую ПВ = 50 %. За основной цифровой частью следует или номер модификации трансформатора, особенности исполнения трансформатора (например, с обмотками, залитыми эпоксидным компаундом,— ЭП, экспортное исполнение — Э, тропическое— Т и т. д.), или вид климатического исполнения по ГОСТ 15150—69 и т. д.
Структура условного обозначения серии трансформаторов для многоэлектродных контактных машин, изготовляемых
Псковским заводом тяжелого электросварочного оборудования (ПЗТЭСО) принята следующая:
Т К - 3 01 - УХЛ4
Вид климатического исполнения
Регистрационный номер
Ток длительный вторичный одного витка в килоамперах (округлен до ближайшего целого значения из ряда Ra40)
Разделительный знак
Для контактной сварки
Трансформатор
Трансформаторы, предназначенные для питания контактных машин, изготовляемые производственным объединением «Укр-электроаппарат» (г. Хмельницкий), обозначаются так:
Перечень основных типов сварочных трансформаторов, изготовляемых в настоящее время, приведен в приложении 5.
56
Глава вторая
ВОПРОСЫ ТЕОРИИ И КОНСТРУКЦИИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
2.1. Физические процессы в однофазных трансформаторах переменного синусоидального тока
Рабочий процесс контактного трансформатора основан на принципе электромагнитного взаимодействия двух контуров, неподвижных относительно друг друга. При прохождении тока
Рис. 2.1. Распределение силовых линий магнитного поля
по первичной обмотке (катушке) 1 создается магнитное поле Фт, силовые линии которого пронизывают катушку 1 и катушку 2, как показано на рис. 2.1."
Магнитное поле будет изменяться во времени по тому же закону, по которому изменяется и переменный ток, проходящий по катушке 1. В результате этого обе катушки 1 и 2 пронизываются магнитным потоком, непрерывно меняющим свое значение и направление. Согласно основному закону электромагнитной индукции в катушке 1 будет индуцироваться ЭДС самоиндукции, а в катушке 2 — ЭДС взаимоиндукции. Магнитная связь двух таких катушек оценивается отношением магнитного потока, сцепляющегося с обеими катушками, к потоку, создаваемому одной катушкой. На рис. 2.1 видно, что основная часть силовых линий катушки 1 замыкается вокруг катушки 2, а другая часть замыкается только вокруг катушки /, в передаче электромагнитной энергии от катушки 1 к катушке 2 не участвует и образует так называемое поле рассеяния.
Для того чтобы увеличить магнитную связь между первичной и вторичной обмотками и уменьшить магнитное сопротивление потоку, обмотки трансформатора располагают на совершенно замкнутом стальном магнитопроводе, как показано на рис. 2.2.
57
2.2. Работа трансформатора при холостом ходе
При холостом ходе к первичной обмотке трансформатора прикладывается напряжение вторичная обмотка разомкнута. Под действием U\ в первичной обмотке с числом витков Wi возникает ток холостого хода 1о, который создает МДС /7o=/oWi. Преобладающая часть линий потока замыкается по магнитопроводу и, будучи сцепленной со всеми витками первичной и вторичной обмоток, образует основной магнитный поток Фт.
Рис. 2.2. Пути главного потока Ф™ и потоков рассеяния Ф51 при холостом ходе
Другая часть потока — меньшая, замыкающаяся целиком или главным образом по воздуху и сцепленная только с витками Wi, образует поток рассеяния первичной обмотки ФК| (рис. 2.2). Поток Фт создает в первичной и вто-
ричной обмотках основные ЭДС Ei и Е2, поток же Ф£1 — только в первичной обмотке ЭДС рассеяния Esi- Кроме того, первичная обмотка обладает еще активным сопротивлением гь При протекании тока в ней возникает реакция, которая условно называется ЭДС активного сопротивления Ет\.
Исходя из закона равновесия ЭДС при холостом ходе следует, что напряжение U\ должно быть в любой момент времени уравновешено совокупностью ЭДС, возникающих в этой обмотке, т. е.
1/=-(Д + £61 + £г1).
(2-1)
При холостом ходе отдаваемая трансформатором мощность равна нулю. И некоторая мощность, потребляемая им из сети, идет на покрытие так называемых потерь холостого хода, главным образом потерь в стали магнитопровода Po-
lio закону электромагнитной индукции мгновенные значения ЭДС первичной и вторичной обмоток будут:
НФ dФ о о.
ех=—- и е2=— w2—(2.2) at at
Если ЭДС представляет собой синусоидальную величину, то поток, создающий ее, является косинусоидальной функцией времени, т. е.
58
Ф = Фт cosot
(2-3)
Здесь со—угловая частота.
Подставляя значение основного потока (2.3) в формулу
(2.2), получим
d (Фт cos соО’ ,
ех = —W!—--------— = ®щхФт sin cat.
at
При sinco/=l ЭДС ei будет иметь наибольшее значение, т. е. Е1т = со^Фи = 2л/?а)1Фт.
Действующие значения ЭДС в обмотках будут £’1=-ф.=25^Ф-_ = 4,4ШФт;
V2 <2 (2.4)
аналогично Е2 = 4,44/да2Фт.
По фазе £г, так же как и £ь отстает от Фт на 90°. Из выражений (2.4) можно получить следующее отношение:
E-JE2 = wjw2 = К, (2.5)
т. е. мгновенные или действующие значения ЭДС первичной и вторичной обмоток относятся друг к другу как числа витков их обмоток.
Трансформаторы контактных машин являются понижающими. Следовательно, у них всегда К>1.
На рис. 2.3 изображены векторная диаграмма и схема замещения трансформатора в режиме холостого хода. Здесь векторная диаграмма построена на основании уравнения (2.1).
На схеме замещения гт и хт—параметры намагничивающего контура, а п и Xi— параметры первичной обмотки. Из
59
рис. 2.3, б видно, что при холостом ходе трансформатор является как бы последовательным соединением двух реактивных катушек, из которых одна не имеет магнитопровода: (ri+/xi) = = Zi, а другая имеет магнитопровод: (rm+jxm) =Zm.
Из схемы
7
-Ё! .
io ’
Гт =
р0
I2
И Хт— у Zm ?т '
2.3. Приведенный трансформатор
Как правило, в трансформаторе Wi^w2; ЕХ^Е2, и соответственно разные значения активных и индуктивных сопротивлений. Это обстоятельство очень затрудняет сопоставление и количественный анализ процессов, происходящих в трансформаторе, и в особенности в контактных машинах, при коэффициенте трансформации, значительно большем единицы.
Для того чтобы избежать этих затруднений, пользуются способом, при котором обе обмотки трансформатора приводятся к одному числу витков. В большинстве трансформаторов обычно приводят вторичную обмотку к первичной, а в трансформаторах контактных машин, наоборот, параметры первичной обмотки приводят ко вторичной. Все величины, относящиеся к приведенной первичной обмотке, называются приведенными и обозначаются со штрихом сверху, т. е. w'i, Ei, U\, I\, r'\, x't, Z't и др.
1. Из условия равенства чисел витков приведенной первичной обмотки и неприведенной вторичной обмотки находим зависимости для приведения и (Д:
£i = £2; K = = <Д=—~.
£2 El К
(2.6)
2. Из условия равенства МДС приведенной и неприведенной первичной обмотки находим зависимость для приведения /{:
/71 = Л< = Г1 = 11К. (2-7)
3. Из условия равенства потерь в приведенной и неприведенной первичной обмотке (равенства КПД и равенства углов фазных сдвигов Ф1 = (Д1, /1} = Ф1) находим зависимости для приведения и, x'i и Z't:
I = (2.8)
№
4-=-*-; (2.9) 4=^. <210)
60
2.4. Работа трансформатора при нагрузке
Если при холостом ходе в магнитной цепи трансформатора действует только МДС первичной обмотки, то при нагрузке с появлением тока во вторичной обмотке возникает МДС вторичной обмотки F2=l2W2.
Согласно закону Ленца МДС вторичной обмотки действует против МДС первичной обмотки и является по отношению к ней размагничивающей. МДС F2 будет стремиться изменить основной поток Фт. Но поскольку к первичной обмотке приложено неизменное по действующему значению напряжение, основной поток Ф™ уменьшится незначительно и в первичной обмотке автоматически появится составляющая —Ё2, которая в каждый момент времени равна по значению и обратна по знаку МДС F2 вторичной обмотки. Вследствие этого ток первичной обмотки возрастет настолько, что МДС F^ скомпенсирует размагничивающее действие МДС F2 и одновременно создаст магнитный поток, почти равный магнитному потоку при холостом ходе. Таким образом, МДС F\ при нагрузке имеет две составляющие: намагничивающую МДС Fo=Iowi, которая не зависит от нагрузки, и нагрузочную составляющую
Finr — ivir^l- (2-11)
Созданные токами Ц и /2 МДС Г\ и F2 вступают между собой во взаимодействие и образуют в магнитопроводе трансформатора основной поток Фт, который сцеплен с обеими обмотками. Кроме этого, МДС F\ образует поток рассеяния Ф81, сцепленный только с первичной обмоткой, и МДС F2 создает поток рассеяния Ф82, сцепленный только со вторичной обмоткой. В трансформаторе при нагрузке, кроме основных ЭДС Е\ и Е2, созданных главным потоком Ф,п, имеются ЭДС рассеяния и ЭДС активного сопротивления первичной и вторичной обмоток, т. е.
Ёп ——ДГь Ёг2~ 1^21 (2-12)
Д$1= jiixii Ёе2= (2-13)
По сравнению со значениями Е{ и Е2 эти величины очень малы и составляют 3—5 % от U2.
Работа трансформатора при нагрузке характеризуется следующими основными уравнениями равновесия ЭДС и МДС.
1. Уравнение равновесия ЭДС цепи первичной обмотки
&i — —(Ё1 + Ёл + Ёг1) = —Ё\ +/71Х1 +
2. Уравнение равновесия ЭДС цепи вторичной обмотки
Ё2 — U 2-Ё$2--ЁГ2=Ё2 //а%2 ^2Г2-
61
3. Уравнение равновесия МДС трансформатора
Ро = Pi-\~F2.
Для приведенного трансформатора эти уравнения будут иметь следующий вид:
1. Ui = —£1 +Да + ДГ1= —Ei +JI jXi + 71Г1= —7?i+ I iZj.
(2.14)
2. — £S2' — (2-15)
3. £o=A+A;
i 0^1 = Iiwi + /2u»2; 7 0 = 11 + 72.
(2.16)
На рис. 2.4 изображены векторная диаграмма, схема замещения и потенциальная диаграмма приведенного трансформатора при активно-индуктивной нагрузке. По схеме замещения
Рис. 2.4. Работа сварочного трансформатора в режиме нагрузки: а—векторная диаграмма приведенного трансформатора; б —схема замещения; в — потенциальная диаграмма
62
, 2 4 б) трансформатор можно представить в виде двух не-
зависимых друг от друга контуров, подключенных параллельно к сети с напряжением Ui- Здесь первый контур — намагничиваю-ий с сопротивлением r'm + jx'm = Z'm и током Д' и второй контур-рабочий с сопротивлением r'l+jx'i + r2+jx2+rm+jxBr и током___/2. Пренебрегая первым (намагничивающим) контуром
с током можно считать, что ЛНг=Л- Тогда схема замещения трансформатора будет состоять из последовательно соединенных сопротивлении: Zi=ri-|-/xJ, Z2 = r2-|-/X2; гнг=Гнг"Ь/-^нг.
В соответствии с этой упрощенной схемой на рис. 2.4, в изображена потенциальная диаграмма. При ее построении положено /о=О; 1'1 =—/г- Потенциальная диаграмма на рис. 2.4, в построена на основании уравнения равновесия между напряжением и падением напряжения в электрической цепи, выведенного по закону Кирхгофа:
Ul = 11П +/А-К1 + ( — А) + / ( — /2) Ха + ( — /2) Гиг +/ ( — /2) хнг-
На потенциальной диаграмме /\АВС называется треугольником короткого замыкания.
2.5. Короткое замыкание трансформатора
Короткое замыкание трансформатора представляет собой такой предельный режим его работы, когда вторичная обмотка замкнута на себя и вторичное напряжение U2 равно нулю. Если при коротком замыкании трансформатора к зажимам его первичной обмотки подводится номинальное первичное напряжение Uy, то токи короткого замыкания в обмотках трансформатора достигают значений, превышающих номинальные токи обмоток в 10—20 раз и более. Это — так называемое эксплуатационное короткое замыкание, и оно почти всегда приводит к аварии трансформатора.
Под нормальным установившимся коротким замыканием трансформатора подразумевается такое его состояние, при котором вторичная обмотка замкнута накоротко, а к первичной подведено такое пониженное напряжение, при котором токи в обмотках достигают номинальных значений. Такое напряжение называется нормальным напряжением короткого замыкания и составляет 5—10 % от Ищем. Токи Ц и 12, равные номинальным значениям, создают первичную и вторичную МДС F1=IiWi и F2=l2w2, которые, вступая во взаимодействие, образуют в магнитопроводе трансформатора основной магнитный поток Фк. з, сцепленный с обеими обмотками. Кроме того, Fi образует первичный поток рассеяния Ф«ь a F2 — вторичный поток рассеяния Ф«2. Кроме Е£1 и Es2, будут иметь место ЕГ1 и Ег2 — см. формулы (2.12).
При UK. 3=(0,05. ..0,1) (7i ном МД С Fo очень мала, и ею обычно пренебрегают, считая что Fi и F2 находятся в равновесии.
Таким образом, работа трансформатора при нормальном коротком замыкании характеризуется следующими уравнениями равновесия МДС и ЭДС.
1. Уравнение равновесия МДС
Fi + F2 = /4- t2w2 = 0,
отсюда абсолютные значения токов:
Л=/2
к
(2-17)
2. Уравнение равновесия ЭДС цепи приведенной первичной обмотки
(71к. з — —(Д14" Esl + Ёп)-------Ё\ 4-/71X14- ЛИ-
3. Уравнение равновесия ЭДС цепи вторичной обмотки 0 = (£'24-£'s24- 7?г2) = 4* /72х2—12г 2,
Рис. 2.5. Режим короткого замыкания сварочного трансформатора: а — векторная диаграмма приведенного трансформатора; б — схема замещения; в — потенциальная диаграмма
64
отсюда
— 12^2 "Ь (2.18)
На рис. 2.5 изображены векторная диаграмма, схема замещения и потенциальная диаграмма приведенного трансформатора при коротком замыкании.
2.6. Типовая конструкция сварочных трансформаторов
Как правило, все сварочные трансформаторы контактных машин являются двухобмоточными. Основные конструктивные элементы любого трансформатора — магнитные и электрические цепи, т. е. магнитопровод, первичная и вторичная обмотки. Неизбежными элементами конструкции являются крепежные, стяжные и установочные детали, контактные плиты вторичного витка, выводы и отводы от катушек первичной обмотки. Различные конструктивные исполнения трансформатора в целом и отдельных его узлов обусловливаются не только габаритами в зависимости от мощности и форм преобразуемых параметров, но и другими факторами, из которых необходимо отметить следующие:
1. Тип и форма магнитопровода и обмоток.
2. Охлаждение обмоток и класс изоляции.
3. Число фаз, частота и форма преобразуемых тока и напряжения.
4. Требования, связанные с ограничением массы и уменьшением сопротивления обмоток.
5. Общая конструктивная компоновка машины, в которую монтируется трансформатор.
6. Серийность однотипных трансформаторов, изготовляемых специализированными заводами.
С учетом того, что сварочные трансформаторы работают в режиме повторно-кратковременной нагрузки с числом включений до 120 раз в минуту и более при больших токах, к их конструкции еще дополнительно предъявляются повышенные требования в отношении механической прочности. Эти требования наилучшим образом выполняются в конструкциях трансформаторов, рассмотренных ниже.
В качестве примера на рис. 2.6 изображены два сварочных трансформатора наиболее распространенной конструкции. Магнитопроводы трансформаторов 1 — броневого типа, обмотки—‘ дисковые чередующиеся. Секционированная первичная обмотка уложена в несколько дисковых катушек 2. Вторичная, одновитко-вая, обмотка, рассчитанная на большой ток, разбита на отдельные диски 3, вырезанные из толстолистовой электротехнической МеДи марки Ml. Диски соединены между собой параллельно 3 Заказ № 181 65
путем впаивания их Начал в одйу контактную плиту, а концов — в другую 4. Вторичный виток охлаждается проточной водой, проходящей по трубкам 5, напаянным по наружному периметру каждого диска и по каналам в каждой контактной плите. Катушки первичной обмотки дисковые, изготовлены из изолированного обмоточного провода прямоугольного сечения марки ПСД. К каждой катушке припаиваются выводы 6, число которых зависит от числа секций обмотки, уложенных в одну катушку. Между собой катушки соединяются медными перемычками. Катушки охлаждаются путем теплоотдачи дискам вторичного витка. Соединение катушек илн их секций с переключателем ступеней осуществляется с помощью отводов 7 из гибкого провода с резиновой изоляцией, с напаянными на оба конца кабельными наконечниками.
\ Магнитопроводы трансформаторов набраны из пластин электротехнической холоднокатаной стали марки 3413. Толщина пластин 0,5 мм.
. В трансформаторе (рис. 2.6, а) катушки первичной обмотки
Рис. 2.6. Сварочные трансформаторы типовой конструкции: а— с блоком заливки)
66
вторичного витка залиты в единый моноблок эпоксидным компаундом, и трансформатор в целом отличается надежностью Моноблок обмоток расположен на среднем стержне магнитопровода. Все вместе надежно стянуто рамами 8 и шпильками с болтами 9, обеспечивая надлежащую механическую прочность.
Трансформатор на рис. 2.о, б является старой, традиционной конструкцией, которая до внедрения технологического процесса заливки блока обмоток эпоксидным компаундом считалась типовой. В настоящее время такие трансформаторы изготовляются только в тех случаях, когда по каким-либо причинам или невозможно выполнить заливку обмоток в единый моноблок, или этого вовсе не требуется. Это могут быть обмотки очень мощного трансформатора, имеющие большие габариты и массу, или обмотки трансформатора с естественным воздушным охлаждением, предназначенного, например, для работы в условиях Севера при минусовой температуре окружающего воздуха. В таком трансформаторе каждая катушка первичной обмотки 2 имеет на
обмрток,
ружную или корпусную изоляцию, состоящую из двух слоев. Внутренний слой изоляции выполняется из стеклоэскапоновой лако-ткани ЛСЭ-0,17 и обеспечивает влагостойкость и термостойкость провода катушки. Наружный слой — из стеклянной ленты, предварительно пропитанной изоляционным лаком МЛ-92, и обеспечивает механическую прочность катушки. Дополнительно к этому все катушки вместе с наружной изоляцией дважды пропитываются изоляционным лаком МЛ-92 и покрываются эмалью ГФ-92ГС. Диски вторичного витка 3 по всем плоскостям покрываются лаком ПФ-223. Комплект обмоток состоит из нескольких кату-
залитым компаундом; б — с катушками, пропитанными лаком
(без
3*
67
Продолжение шечных групп, в каждую из которых входит один диск вторичного витка и две катушки первичной обмотки, прилегающие к диску с двух сторон. Между диском и катушкой прокладывается стеклотекстолитовая шайба 10 толщиной 1 мм. Комплект обмоток расположен на среднем стержне магнитопровода и изолирован от корпуса трансформатора дополнительными изоляционными прокладками и клиньями 11. Все вместе стянуто двумя рамами посредством стяжных шпилек с болтами. В настоящее время сварочными трансформаторами типа показанных на рис. 2.6 комплектуется большинство однофазных универсальных и специализированных контактных машин. Технические характеристики серийных трансформаторов приведены в приложении 4.
рис. 2.6 (б)
2.7. Разновидности конструкций сварочных трансформаторов
2.7.1. Серия сварочных трансформаторов для многоэлектродных контактных машин. На рис. 2.7, а представлено конструктивное устройство трансформаторов типов ТК-301, ТК-302, ТК-401 и ТК-501, серийно изготовленных Псковским заводом тяжелого электросварочного оборудования. Технические характеристики этих трансформаторов приведены в приложении 4. Трансформаторы с двумя независимыми вторичными витками предназначены для многоэлектродных контактных машин, изготовляемых отечественными заводами для нужд народного хозяйства и для экспорта в страны с умеренным и тропическим климатом. Показатели технического уровня соответствуют высшей категории качества. При разработке серии этих трансформаторов для многоэлектродных контактных машин были учтены
, 69
320
ГГ ~ ' *'• Трансформатор Размеры, мм Масса, кг
£, L А С переключателем Без переключателя
ТК-301 580 470 290 86 80
ТК-302 670 560 360 106 100
ТК-401 805 695 480 141 135
Рис. 2.7. Сварочные трансформаторы -для многоэлектродных контактных машин
рекомендации Р669 (1968 г.) Международной организации по стандартизации и нормы CNOMO 34.16.01 относительно электрических параметров, габаритных размеров в поперечном сечении, числа ступеней регулирования вторичных напряжений, присоединения, обозначений концов первичной обмотки и расположения переключателя ступеней. Технические условия на серию этих трансформаторов изложены в ОСТ 160.539.016-84.
Трансформаторы броневого типа. Магнитопроводы трансформаторов (рис. 2.7,6) набраны из отдельных витых разрезных О-образных пакетов 1, изготовляемых из холоднокатаной ленточной стали марки 3414 толщиной 0,35 мм с термостойким покрытием. Пакеты устанавливаются рядом в одной плоскости, и на общий средний стержень надеваются обмотки. Размеры окна магнитопровода 53X113 мм, ширина ленты ПО и 112 мм, толщина намотки 31 мм. Магнитопроводы трансформаторов ТК-301, ТК-302 и ТК-401 составлены соответственно из четырех, шести и восьми таких пакетов. Значение индукции магнитопровода высокое и составляет около 1,8 Тл. За счет этого магнитопровод получился относительно легкий и компактный. Обмотки трансформаторов — дисковые чередующиеся, залитые эпоксидным компаундом в единый моноблок 2. Изоляция обмоток, в том числе и компаунда, класса F. Катушки первичной обмотки 3 изготовлены из голого провода ЛММ с изоляцией между отдельными витками из стеклолакоткани АСК-0,12 в два слоя 4. Изменение коэффициента трансформации в трансформаторах ТК-301, ТК-302 и ТК-401 производится одним и тем же переключателем ступеней, имеющим одну нулевую и четыре рабочие ступени (рис. 2.7,г). Переключатель может быть размещен на любой из боковых поверхностей трансформатора или установлен отдельно от него.
В трансформаторах ТК-501 переключение ступеней производится перестановкой перемычки непосредственно на выводах первичной обмотки.
Вторичная обмотка состоит из двух отдельных витков 5. Начала и концы каждого витка, впаянные в четыре контактные
71
Плиты. 6 (рис. 2.7,а), выведены за габариты трансформатора. Витки могут проводить ток независимо друг от друга, могут быть соединены параллельно (sy2=l) или последовательно (w2=2). Соответствующее соединение витков и подключение нагрузки производятся непосредственно на контактных плитах. Диски вторичной обмотки имеют интенсивное водяное охлаждение. Конструктивно они выполнены из медной трубы М1М диаметром 32 мм, с толщиной стенки 5 мм. Труба сплющена до осевого размера 17 мм и радиального 39 мм. Между катушками и дисками проложены изоляционные стеклотекстолитовые шайбы.
Выбранные обмоточные и изоляционные материалы в соче
тании с интенсивным водяным охлаждением дисков вторичных витков позволили повысить плотность тока в обмотках до 8—
Рис. 2.8. Трансформатор ТВК-75
9 А/мм2 и, следовательно, значительно снизить их объем и массу.
В результате внедрения перспективной конструкции магнитопровода и обмоток трансформаторы этой серии по габаритам, массе и надежности выведены на уровень мировых образцов. Моноблок обмоток расположен на среднем стержне магнитопровода, и все вместе стянуто двумя рамами 7 (рис. 2.7, а) посредством стяжных шпи
лек и болтов 8.
В настоящее время этими трансформаторами комплектуются не только отечественные и зарубежные многоэлектродные машины, работающие на отечественных заводах, но и любые другие контактные машины, такие, как точечные, рельефные, шовные
72
технические параметры которых соответствуют паратого или иного типоразмера серийного трансформа-
и другие метрам
ТОР2.7.2. Сварочный трансформатор типа ТВК-75. На рис. 2.8 представлено конструктивное устройство сварочного трансформатора ТВК-75, изготовляемого в соответствии с ТУ 16-717.084-80 производственным объединением «Укрэлектроаппарат» (г. Хмельницкий). Трансформаторы предназначены для питания контактных электросварочных машин, отечественных и поставляемых на экспорт. Показатели технического уровня соответствуют высшей категории качества. Технические характеристики этого трансформатора приведены в приложении 4. Трансформатор броневого типа, с двумя независимыми вторичными витками. Магнитопровод трансформатора состоит из двух тороидальных пакетов 1 (ввитых непосредственно в готовый моноблок обмоток) из холоднокатаной ленточной стали марки 3414 толщиной 0,35 мм с изоляционным покрытием. Диаметр окна магнитопровода 105 мм, ширина ленты 240 мм, толщина навивки 40 мм, коэффициент заполнения 0,94. Поскольку магни
топровод после навивки не подвергается отжигу, то значение индукции принято невысоким и составляет 1,5 Тл.
Обмотки трансформатора дисковые чередующиеся, залитые эпоксидным компаундом в единый моноблок 2. Класс изоляции обмоток В. Катушки первичной обмотки изготовлены из обмоточного провода марки ПСД прямоугольного сечения. Вторичная обмотка состоит из двух отдельных витков, изготовленных из толстой медной шины ШММ 10X50. Начала и концы диска каждого витка 3 выведены за габариты трансформатора, где при помощи медных плит, перемычек или шин витки могут соединяться параллельно (w2=l) или последовательно (w2=2). Кроме того, каждый виток может подсоединяться непосредственно к своему сварочному контуру контактной машины. Диски вторичных витков охлаждаются проточной водой, циркулирующей по трубкам диаметром 10 мм, с толщиной стенки 1,5 мм, напаянным по всему периметру каждого диска. Охлаждение катушек первичной обмотки осуществляется путем теплопередачи дискам вторичных витков. Вторичное напряжение регулируется восемью ступенями со стороны первичной обмотки посредством двух пакетных переключателей, установленных отдельно от трансформатора. Блок обмоток и магнитопровод стянуты двумя рамами 4 посредством шпилек и болтов.
Вся конструкция трансформатора ТВК-75 отличается компактностью, надежностью, удобством при монтаже, хорошим товарным видом, недорогой ценой и широким диапазоном технических возможностей. В настоящее время трансформатором ТВК-75 комплектуется большое число машин контактной сварки общего и специального назначения.
73
2.8. Новые конструкции сварочных трансформаторов
г Рассмотренные выше конструкции относятся к трансформаторам броневого типа с чередующимися дисковыми обмотками, при которых облегчаются подбор требуемых витков первичной обмотки по ступеням и размещение многочисленных выводов и отводов от отдельных катушек. Как видно из рис. 2.6, 2.7 и 2.8, все конструктивные усовершенствования, направленные на уменьшение габаритов и массы этих изделий, достигнуты за счет применения витых ленточных магнитопроводов вместо шихтованных, а некоторые качественные показатели в основном получены за счет заливки блока обмоток эпоксидным компаундом, в результате чего удалось ликвидировать пробои изоляции между первичной и вторичной обмотками.
Однако в этих трансформаторах есть недостатки. Во-первых, для получения магнитопровода относительно большого сечения его необходимо набирать из большего числа пакетов, в результате чего поперечное сечение магнитопровода получается вытянутой формы с отношением сторон 1 : 10. Форма катушек и дисков — узкая и вытянутая, отчего средняя длина витка несколько увеличивается и вместе с этим растут масса обмоток, активное сопротивление и потери. Во-вторых, несмотря на то что заливка блока обмоток компаундом позволяет резко повысить срок службы трансформаторов за счет цементации и-изоляции обмоток, исключающих случаи пробоя изоляции между обмотками в зоне окна и в лобовых частях, облом, обрыв выводов и отводов, замыкание ламелей переключателя ступеней остаются по-прежнему уязвимыми местами. Причем облом выводов в трансформаторах с залитыми обмотками связан с заменой всего блока обмоток и от трансформатора остаются только магнитопровод и крепежные детали. Кроме того, для получения качественного моноблока необходимо, чтобы объем компаунда приблизительно равнялся объему активной меди обмоток, что в значительной степени ухудшает коэффициент заполнения окна, а это связано с увеличением габаритов и массы магнитопровода, а следовательно, и всего трансформатора. К тому же применяемый в настояшее время заливочный компаунд не является морозостойким и обладает положительными качествами только в условиях плюсовой температуры. В случае кратковременного пребывания в окружающей среде с минусовой температурой (например, при транспортировке) весь моноблок обмоток покрывается трещинами и даже сколами, отчего иногда новый трансформатор становится неработоспособным и требует замены.
Поэтому, несмотря на то что в отечественной промышленности и за границей созданы сотни разнообразных типов уни-
йерсальных и специализированных сварочных трансформаторов необходимость их качественного усовершенствования остается насущной задачей, решение которой может быть обеспечено выбором соответствующей конструкции и технологии изготовления отдельных узлов трансформатора.
2.8.1. Трансформатор К-002.8 с Т-образным магнитопроводом. В качестве примера источника питания с несколько улучшенной геометрией магнитопровода на рис. 2.9 представлен трансформатор типа К-002.8, используемый в машине МТ-0201
Рис. 2.9. Трансформатор К-002.8
Машина предназначена для точечной сварки внахлест проволоки из малоуглеродистой стали и пайки медных шин и серийно выпускается ПО «Ташэлектропроммаш» по ТУ 16-683.041-86 в общепромышленном исполнении для нужд народного хозяйства и для поставки на экспорт.
Кроме трансформатора 3, в комплект поставки входят два гибких кабеля 6 — «прямой» и «обратный» длиной по 2 м и клещи 8 с графитовыми (при пайке) или медными (при сварке) электродами, между которыми зажимаются, нагреваются и соединяются металлические детали. Технические характеристики машины МТ-0201 приведены в табл. 2.1.
Трансформатор К-002.8 броневого типа, с цилиндрическими обмотками, с воздушным охлаждением. Вторичная обмотка — многовитковая. Магнитопровод трансформатора 4 состоит из трех П-образных ленточных магнитопроводов типа ПЛ 25X Х50Х80 (ГОСТ 22050—76). Пакеты магнитопроводов изготовлены из электротехнической ленточной стали марки 3414
75
25 мм, размеры окна 40X80 мм. Два пакета установлены рядом в одной плоскости, образуя броневую конструкцию с общей шириной среднего стержня 50 мм (2x25 мм). Третий пакет размещен' в плоскости, перпендикулярной плоскости двух предыдущих пакетов, и прижат к их среднему стержню стороной размером 50 мм. На образованный общий стержень Т-образной формы с поперечным сечением’^0X50 мм)
надевается катушка с первичной и вторичной обмотками 1 (рис. 2.9).
Такое конструктивное расположение составных элементов дает возможность получить магнитопровод с поперечным сечением не вытянутой формы, а близкой к квадратной, что благоприятно сказывается на массе, экономических и электрических характеристиках всего трансформатора. Секционированная первичная обмотка изготовлена из круглого провода марки ПСД и размещена на каркасе из электроизоляционного материала. Переключение первичной обмотки трансформатора на сетевое напряжение 220 и 380 В производится соответствующим переключателем 2, закрепленным на боковой крышке кожуха. Четырехступенчатое регулирование вторичного напряжения холостого хода осуществляется путем подключения разного числа витков вторичной обмотки с помощью переключателя ступеней 7, размещенного на второй боковой крышке кожуха. Магнитопровод и катушка с обмотками стягиваются хомутиком 5 с замком.
Машина МТ-0201 является переносной и в основном предназначена для широкого использования в бытовых условиях.
76
2 8 2 Сварочные трансформаторы с уменьшенным числом тупеней регулирования вторичного напряжения. Наиболее перспективным направлением в усовершенствовании конструкции Трансформатора является реализация возможностей более широкого использования функций аппаратуры управления сварочными процессами. С учетом того, что почти все современные
контактные машины комплектуются регулятором цикла, сварки с фазовращателем, изменение сварочного тока в требуемых пределах может осуществляться комбинированным способом —
4 Рис. 2.10. Сварочный трансформатор с цилиндрическими обмотками
минимальным числом ступеней регулирования вторичного напряжения в сочетании с фазовой отсечкой сетевого напряжения, подводимого к первичной обмотке трансформатора, без дублирования одного метода другим.
В результате этого конструкция трансформатора (рис. 2.10) существенно упрощается: вместо чередующейся дисковой обмотки применяется монолитная цилиндрическая секционированная на 2—3 ступени. Вторичный виток имеет водяное охлаждение, магнитопровод выполнен из ленточной холоднокатаной стали. В конструкции этого трансформатора лучше всего сочетаются основные требования: использование новых электротехнических материалов, достижения в области усовершенствования аппаратуры управления сварочными процессами, облегчение технологии изготовления обмотки и трансформатора в целом, значительное повышение надежности и долговечности, а за счет лучшего коэффициента заполнения окна магнитопровода активной медью обмоток трансформатор становится меньше и легче. Более подробно трансформаторы с комбинированным регулированием сварочного тока рассмотрены в гл. 6.
77
2.8.3. Сварочный трансформатор с тороидальным магнитопроводом и литой вторичной обмоткой. На рис. 2.11 приведен трансформатор следующей конструкции. На изолированный тороидальный магнитопровод 5 намотана секционированная первичная обмотка 6 из медного провода марки ПОЖ (с жаростойкой изоляцией). Блок магнитопровода совместно с первичной обмоткой залит медью 7, которая совместно с трубкой для водяного охлаждения 1 выполняет роль вторичного витка и
Рис. 2.11. Сварочный трансформатор с тороидальным магнитопроводом и литой вторичной обмоткой
корпуса трансформатора. Токоотводящие контактные плиты 2 отлиты одновременно со вторичной обмоткой. В зоне выводов первичной обмотки 4 в литье имеется окно, которое в готовом трансформаторе залито эпоксидным компаундом. В цилиндрическое внутреннее отверстие трансформатора через изоляционную втулку проходит шпилька, концы которой закреплены на двух стойках 3. Ослабляя крепление шпильки на стойках, можно поворачивать весь трансформатор и устанавливать контактные плиты вторичной обмотки в любое положение, удобное для подключения нагрузки. Пока имеются только проекты таких трансформаторов, но в принципе это могут быть малогабаритные, технологичные и надежные изделия.
2.9. Сварочные трансформаторы зарубежных фирм
К наиболее крупным иностранным фирмам, изготовляющим контактные электросварочные машины малых и средних мощностей на токи до 24 000 А, относятся французские «Сияки»
78
• kv) и «Лангепен» (Languepin), итальянская «Фиат» ФРГ «Эксперт» (Expert), японская «Хитачи Электрик R'ппинг» (Hitachi Electric Welding), английская «Бритиш Фе-В пал Велдэ энд Машин Компани» (British Federal Welder and Machine Co), швейцарское акционерное общество «Шлаттер» (Schlatter) и др.
v Мощные трансформаторы на 200, 300, 350, 500, 600 кВ-А выпускают фирмы Кука, «Гирлинг» (ФРГ) и др. Этими трансформаторами комплектуются шовные, рельефные, стыковые мощные сварочные машины, вмонтированные в линии на автомобильных и металлургических заводах. Общее конструктивное устройство однофазных трансформаторов аналогично устройству отечественных броневого типа с чередующимися дисковыми обмотками, с водяным охлаждением. Катушки первичной обмотки выполняются из прямоугольного медного провода с очень тонкой и эластичной изоляцией на основе стекловолокна. Для наружной изоляции катушек применены первоклассные материалы с высокой электрической и механической прочностью: магнитопроводы трансформаторов больших мощностей— шихтованные, изготовленные из листовой электротехнической стали с очень малыми потерями. Трансформаторы средних и малых мощностей в основном выполнены на витых магнитопроводах. Число ступеней регулирования вторичного напряжения— две, четыре, шесть и более восьми. Для получения жесткой и монолитной конструкции трансформаторов широко используется заливка эпоксидными компаундами или только блока обмоток, или обмоток совместно с магнитопроводом. Внешний вид трансформатора на 40 кВ • А фирмы «Сияки» показан на рис. 2.12, а. До недавнего времени особый интерес «представляли трансформаторы типа «Еуропин» (Europeen) (рис. 2.12, б), выпускаемые фирмой «Сияки». Магнитопровод трансформатора изготовляется из холоднокатаной ленточной стали и имеет вид двух неразрезных торов, ввитых в блок обмоток. В настоящее время с такой конструкцией магнитопровода выпускаются отечественные трансформаторы типа ТВК-75 (см. рис. 2.8).
Фирмы «Сияки» и «Лангепен» изготовляют большое число трансформаторов для подвесных передвижных портативных установок с роликовыми сварочными клещами и для многоэлектродных машин. Обе эти фирмы уделяют особое внимание качеству, компактности и технологичности трансформаторов, которые на мировом рынке пользуются большим спросом.
Технология изготовления трансформаторов для установок с клещами основана на использовании запатентованной конструкции фирмы «Сияки» с О-образным магнитопроводом броневого типа, непосредственно вмотанным в моноблок обмоток, залитый смолой типа «аральдит».
79
Рис. 2.12. Сварочные трансформаторы зарубежных фирм: а — общий вид трансформатора фирмы «Сияки»; б — общий вид трансформатора типа «Еуропин»; в — унифицированные трансформаторы А, В и С фирм «Сияки» и «Лаигепеи»
80
Таблица 2.2
Фирма-изготовитель Назначение Тип трансформатора Js, кА и№, в S, кВ А Габариты, ] мм Масса, кг од ох-(ающей ,л/мин Примечание
ПВ=100% OS о ю II 8 Номер ступени о 'll PQ Е II PQ С
1 2 3 4 5 6 О то а лаж; воды
Кука (ФРГ) Для шовных машин Т.200.205 Т350.202 18,8 13 26,3 18,4 4,7 12,6 5,4 14 6,2 15,2 7,5 16,5 18 19 140 248 200 350 789 X Х350Х Х302 1000Х . Х320Х Х480 390 800 4 8 Магнитопровод шихтованный. Обмотки п роли та-ны лаком
Для рельеф-ных машин Т300.202 Т600.402 7,2 27 10,2 38 23,7 7,9 25,3 10 27 12,7 29,2 15,8 — — 214 425 300 600 880 X Х280Х Х440 727X Х280Х Х400 525 365 8 4
«Ланге-пен» и «Сияки» (Франция) Для многоэлектродных машин А В С D 5,6 6,4 7,1 9,1 8 9 10 13 3 5 7 96 3,6 5 7 8 10,75 4,2 6,2 8,9 12,2 5 7 10 14 — — 28,2 44,6 70,6 127 40 63 100 180 184 X Х235Х Х464 180Х235Х Х539 180 X Х235Х Х676 240 X Х380Х Х785 80 100 135 270 4 4 4 5 Магнитопровод литой. Обмотки залиты
Кроме трансформатора, в состав установок с клещами входят прерыватель, пневмогидравлическое оборудование, «вторичные кабели» с малым сопротивлением, роликовые сварочные клещи и специальная подвеска с уравновешивающим устройством. Для защиты от перегрева предусмотрен термостат, соединенный с автоматическим выключателем, установленным в кожухе трансформатора.
Для многоэлектродных машин фирмы «Сияки» и «Ланге-пен» изготовляют четыре типоразмера трансформаторов, условно называемых А, В, С и D, с двумя раздельными вторичными витками. Трансформаторы по габаритным и установочным размерам и по электрическим характеристикам отвечают требованиям норм CNOMO и полностью соответствуют серии отечественных трансформаторов типов ТК-301, ТК-302, ТК-401 и ТК-501 (см. п. 2.7.1). Трансформаторы А, В, С (рис. 2.12, е) унифицированы: они имеют одинаковую ширину и высоту (длина — различная в зависимости от типа), одинаковые размеры и конфигурацию выводов от вторичных витков. Переключение вторичного напряжения производится четырьмя ступенями и осуществляется одним и тем же переключателем, которым в обязательном порядке комплектуется каждый трансформатор. У всех трансформаторов выводы от вторичных витков конструктивно размещены в шахматном порядке и имеют одинаковые присоединительные размеры. Узел первичной и вторичной обмоток вместе с рамой со стороны вторичных выводов залит компаундом.
Трансформатор типа D (так же как и наш отечественный ТК-501) отличается от типов А, В, С габаритными размерами.
Технические характеристики некоторых сварочных трансформаторов иностранных фирм приведены в табл. 2.2.
2.10. Магнитопроводы сварочных трансформаторов
2.10.1. Разновидности магнитопроводов. Магнитопроводы сварочных трансформаторов разделяются на две основные группы: магнитопроводы стержневого типа (рис. 2.13, а, г, ж) и магнитопроводы броневого типа (рис. 2.13, б, в, д, е, з). Так же как и другие, эти магнитопроводы могут быть шихтованными или витыми, разрезными П-образными или неразрезными тороидальными. Броневой магнитопровод может быть набран из отдельных пластин соответствующих размеров (рис. 2.13, б) или получен путем сдавливания одинаковых стержневых магнитопроводов (рис. 2.13, в, з). Разновидностью броневого магнитопровода является Т-образный магнитопровод, составленный из трех стержневых пакетов (рис. 2.13, е), у которых b=2h, где b — ширина ленты, a h — толщина навивки.
Характеристика стали Плотность стали кг/см3 Удельное электрическое сопротивление, мкОм-м Толщина, мм Марка стали Удельные магнитные потери, Вт кг, не более
Р1,5/50 Р1,7/50
Листовая и рулонная 7650 0,45—0,5 0,5 3411 2,45
3412 3413 3414 2,1 1,75 1,5
Рулонная 0,35 3411 1,75
3412 3413 1,5 1,3
3414 1,1
Ленточная 3413 3414 1,3 1,1 1,9 1,6
Таблица 2.3'
Магнитная индукция, Тл, не менее при напряженности магнитного поля, А/м Размеры 1 листов, мм Ширина, мм
100 2500 Ширина Длина рулонной стали ленты-
1,75 650 1500 650 170
1,8 1,85 1,88 700 1500 700 180 190 200
— 1,75 750 1500 750 240 250
1,8 1,85 800 1500 800 300
1,88 860 1500 800 325 360
1,58 1,6 1,85 1,88 1000 2000 1000 400 465 500 .Л
Основными деталями любого магнитопровода, образующего магнитную цепь трансформатора, являются пластины или листы из электротехнической стали, а конструктивными — стяжные шпильки, обоймы, сварные или литые рамы. В магнитопроводах стержневого типа все участки магнитной цепи имеют одинаковое полное сечение. В броневых магнитопроводах полное сечение имеет средний стержень, на котором размещаются обмотки. Сечения остальных участков магнитной цепи, именуемых ярмами, примерно вдвое меньше, так как по ним замыкается половинный магнитный поток. В Т-образных магнитопроводах каждое ярмо имеет сечение в три раза меньше, чем стержень, и по каждому из них замыкается третья часть магнитного потока.
ё)
Рис. 2.13. Разновидности магнитопроводов сварочных трансформаторов: а, г, ж — стержневого типа; б, в, д, е, з — броневого типа
Иногда в шихтованных магнитопроводах, имеющих большое насыщение и, следовательно, большие потери, сечение ярма берется несколько большим сечения стержня (в магнитопроводах броневого типа суммарное сечение двух ярм принимается несколько больше сечения среднего стержня). При этом тепло от нагретого стержня, где располагаются катушки, будет передаваться менее нагретым и лучше омываемым воздухом ярмам, в результате чего получается более интенсивное охлаждение всего трансформатора. Коэффициент усиления ярма, т. е. снижения индукции в зависимости от ее значения, берется равным 1,05—1,1. К витым магнитопроводам это применение не относится.
Магнитопроводы шихтованные, набранные из отдельных пластин, спрессовываются сварными или литыми рамами с помощью изолированных шпилек и гаек, а витые разрезные — стягиваются специальными обоймами с замками и рамами.
2.10.2. Электротехнические стали, используемые для магнитопроводов трансформаторов. В связи с прекращением промышленного выпуска горячекатаных сталей в настоящее время Для изготовления магнитопроводов применяется только тонко
Листовая холоднокатаная анизотропная электротехническая сталь марок 3411, 3412, 3413 или 3414, выпускаемая по ГОСТ 21427.1—83. По структурному состоянию и виду прокатки эта сталь относится к третьему классу (с ребровой структурой), по содержанию кремния — к четвертому классу (2,8—3,8 %), по характеру и уровню магнитных свойств — к третьей группе (удельные потери при индукции 1,5 Тл и частоте 50 Гц Pi.s/so и при индукции 1,7 Тл и частоте 50 Гц Pi,7/5o)- По видам прокатки сталь подразделяется на листовую, рулонную и ленточную. Технические характеристики сталей приведены в табл. 2.3.
Магнитные свойства сталей соответствуют данным, полученным на отожженных образцах, вырезанных вдоль направления прокатки. Все стали изготовляются в термически обработанном состоянии. Каждая из них может быть без электроизоляционного покрытия (БП), с электроизоляционным термостойким покрытием (ЭТ) или с изоляционным покрытием, не ухудшающим штампуемость (М — мягкая). Электроизоляционное термостойкое покрытие стали (ЭТ), нейтральное к трансформаторному маслу при 100 °C и маслостойкое при 150 °C, должно иметь одностороннюю толщину не более 5 мкм. Кроме того, это покрытие должно сохранять электроизоляционные свойства после нагрева до 800 °C в течение 3 ч в нейтральной атмосфере или после выдержки при температуре (820±10)°С в течение 3 мин на воздухе и не отслаиваться при изгибе образцов. Коэффициент заполнения стали Кс зависит от толщины материала и от вида покрытия. Значения Кс приведены в табл. 2.4.
2.10.3. Шихтованные магнитопроводы и пластины. Самой распространенной конструкцией магнитопровода сварочных трансформаторов является броневая шихтованная из пластин, позволяющая обеспечить любое большое поперечное сечение магнитопровода.
Наиболее экономичная форма поперечного сечения магнитопровода— ступенчатая, вписанная в окружность диаметром d. Однако при такой форме поперечного сечения требуется боль-
Таблица 2.4
Толщина материала, мм Кс для стали при давлении 0,35 МПа, не менее
БП с покрытием ЭТ и М для групп
А Б
0,35 0,97 0,97 0,96
0,5 0,98 — 0,97
86
число пластин различных типов, имеющих разную ширину, Ш°е усложняет заготовку и процесс сборки магнитопровода. ЧТ°Поостейшей формой поперечного сечения магнитопровода ляется прямоугольная, при которой требуется минимальное Разнообразие пластин, и такие магнитопроводы наиболее удойны и технологичны как в производстве, так и в ремонте, в связи с этим в настоящее время при изготовлении сварочных Трансформаторов применяются в основном магнитопроводы тЪлько с этой формой поперечного сечения. Наиболее экономичной формой сечения стержня, охватываемого обмотками, является квадратная, так как при ней получается минимальный пе
риметр и, следовательно, минимальная средняя длина витка катушек. Но практически такое соотношение сторон магнитопровода получить трудно, и наиболее целесообразные отношения толщины пакета h к ширине стержня Ьс (рис. 2.13) следующие: для стержневых магнитопроводов h/bc—l...2 и для броневых h/bc= 1.. 2,5.
Поскольку включение первичной обмотки трансформатора в сеть производится одновременно с включением нагрузки, то трансформатор на холостом ходу не работает. Поэтому при выборе материала для магнитопроводй важным фактором яв-
ляются не потери холостого хода: в пакете магнитопровода, а ток холостого хода, значение «которого не должно сильно влиять на первичный ток при нагрузке и, следовательно, на размеры провода первичной обмотки трансформатора и на его коэффициент мощности. До недавнего времени основным ма-
териалом для магнитопровода служила листовая электротехническая высоколегированная сталь горячей прокатки толщиной 0,5 мм. Для трансформаторов, работающих с ПВ до 20 %, применялась сталь марок 1211 (Э11) и 1212 (Э12), для трансформаторов, работающих с ПВ до 50 %,— стали 1511 (Э41) и 1512 (Э42). В настоящее время для шихтованных магнитопроводов используется только холоднокатаная сталь листовая или рулонная марок 3411, 3412, 3413, 3414 с покрытием или без покрытия.
При изготовлении пластин из этих текстурованных сталей необходимо соблюдать условие, чтобы их резка или штамповка производились только вдоль проката. Это условие может быть выполнено при изготовлении магнитопроводов из отдельных пластин. Но когда пластины имеют П-образную или Ш-образ-ную форму, то это условие выполнить невозможно. Так, если, например, направление прокатки совместить с направлением стержней, то магнитный поток в ярмах окажется направленным поперек проката. Хотя в целом для трансформатора проигрыш от этого на первый взгляд не так велик, однако опыт показывает, что потери мощности в собранном магнитопроводе превышают потери материала на 30 и даже на 50 %. По причине
того, что пластины изготовляются на том же оборудовании и при той же технологии, как и из горячекатаных сталей, и готовый магнитопровод не подвергается дополнительному отжигу по специальной технологии, современные магнитопроводы стали значительно дороже без преимущества по массе и качеству. Это особенно усугубляется, когда по каким-либо причинам пластины изготовляются из ленточной стали с покрытием ЭТ.
Как правило, для изготовления пластин применяются листовые или рулонные электротехнические стали БП толщиной 0,5 мм или с покрытием М. Размеры и форма пластин выбираются с учетом наивыгоднейшего раскроя стандартных листов стали, размеры которых приведены в табл. 2.3, и с учетом технологичности изготовления самих пластин и сборки трансформатора.
Для единичных или специальных трансформаторов их маг-
Форма пластин
Номер габарита Разме
"о fto
1 80 80 40 80 160
2 96 96 48 96 192
3 74 148 74 148 296
4 ПО ПО 55 ПО 220
5 124 124 62 124 248
6 93 188 93 186 374
7 93 274 93 186 466
1 60 84
2 73 106
31,5 63 158
70 140 249
88
поводы могут быть набраны впереплет из отдельных пла-нитопр моугольной фОрМЫ> как показано на рис. 2.13, а, б. СТИПля изделий массового производства магнитопроводы унифицированы, что позволяет применять прогрессивные методы их изготовления.
В отношении экономичности раскроя, простоты штампа и технологичности сборки трансформаторов наилучшими формами пластин являются П-образные и Ш-образные (табл. 2.5) с ярмом прямоугольной формы. Используя эти пластины разных размеров и варьируя толщину пакета железа, можно получить трансформаторы разных мощностей. Из П-образных пластин можно изготовить магнитопроводы стержневого пли броневого типа, а из Ш-образных — только броневого типа. В табл. 2.5 приведены размеры семи габаритов П-образных и двух габаритов Ш-образных пластин, наиболее часто применя-
Таблица 2.5
ры, мм Площадь окна мма Тип магнитопровода Шихтовка
Вп В *я 1-й слой | 2-й слой
160 324 120 6400
—
192 222 220 248 388 152 244 500 144 148 165 188 9216 10 952 12 100 15 376 Стержневой Броневой —
В
.2
279 279 562 562 186 186 17 486 25 482 □ тг
1
246 426 183 286 91,5 213 5040 7738 Броневой — —
89
Рис. 2.14. Пример раскроя стандартных листов при вырубке из них пластин: а, б — П-образные пластины; в — Ш-образные
ющихся в трансформаторах разных мощностей. В качестве примера на рис. 2.14 изображен раскрой стандартных листов электротехнической стали размерами 750X1500 мм при вырубке из них П-образных пластин 1-го и 7-го габаритов (рис. 2.14, а, б) и рулонной стали шириной 860 мм при вырубке Ш-образных пластин 2-го габарита (рис. 2.14, в). Из схем раскроя видно, что вырубка деталей производится таким образом, что направление прокатки стали совмещено с направлением только стержней. Конструкция самих пластин весьма технологична и обеспечивает высокий коэффициент использования материала: от 92 % для П-образных пластин 1-го габарита до 98 % для Ш-образных пластин 2-го габарита.
Раскрой листов на отдельные мерные заготовки производится на гильотинных или роликовых ножницах. Вырубка и пробивка деталей из заготовок выполняются на совмещенном штампе за один удар. Изготовление деталей из листов с изоляционным покрытием производится на штампах с хорошо заточенными ножами с тем, чтобы размер заусенцев был не более 0,02—0,03 мм. При использовании стали БП пластины с предварительно снятыми заусенцами с двух сторон покрываются изоляционным масляным лаком № 302 с последующей сушкой для получения полимеризованного слоя высокой прочности и теплостойкости (до 130 °C). Толщина пленки составляет 0,01 мм. Для лакировки листов используются специальные ла
90
кировальные машины с электрическим или газовым обогревом. Качество лакировки считается хорошим, если электрическое сопротивление-'пакета, набранного из 20 пластин, при давлении на электроды 0,6 МПа будет не менее 5 Ом, что практически обеспечивается пленкой 0,01 мм.
Как правило, сборка магнитопровода из пластин производится впереплет (табл. 2.5) через 2—3 пластины. При таком наборе места стыков двух или трех следующих слоев перекрываются сплошными пластинами следующих слоев. Для пластин, изготовленных штампом, эквивалентный зазор в стыках принимается равным 0,05 мм. Сборка пакетов впритык в настоящее время практически не применяется.
Магнитопроводы трансформаторов броневого типа из П-об-разных пластин изготовляются следующим образом: два предварительно собранных, но незашихтованных магнитопровода стержневого типа устанавливаются рядом, как показано в табл. 2.5, и на сдвоенный средний стержень надеваются катушки первичной обмотки и диски вторичного витка.
2.10.4. Витые магнитопроводы. Положительные качества электротехнических холоднокатаных текстурованных сталей наилучшим образом реализуются в витых магнитопроводах, обеспечивающих малое магнитное сопротивление потоку, проходящему вдоль проката стали по всем частям магнитопровода. Благодаря этим преимуществам в настоящее время витые магнитопроводы получили широкое применение.
Для изготовления магнитопроводов применяются рулонные или ленточные стали марок 3411, 3412, 3413 и 3414 толщиной 0,35 мм с термостойким изоляционным покрытием ЭТ. Характеристики этих сталей приведены в табл. 2.3. Существуют две разновидности конструкций таких магнитопроводов: витая разрезная (см. рис. 2.13, (?) и витая неразрезная, ввитая непосредственно в блок обмотки (см. рис. 2.13, з). В настоящее время обе эти конструкции широко используются не только в зарубежных трансформаторах, но и в отечественных. Так, с витыми разрезными магнитопроводами броневого типа изготовляются серийные сварочные трансформаторы ТК-301, ТК-302, ТК-401 и ТК-501, с неразрезными витыми магнитопроводами — сварочные трансформаторы ТВК-75. Магнитопроводы большого сечения броневого или стержневого типа набираются из отдельных пакетов, как показано на рис. 2.7, а, б.
Примерная последовательность технологических операций при изготовлении витых разрезных магнитопроводов следующая. Рулонная или ленточная сталь с покрытием ЭТ на роликовых ножницах с острыми ножами разрезается на полосы требуемой ширины и затем наматывается на прямоугольную стальную жаропрочную оправку с закругленными углами, размеры и форма которой полностью соответствуют окну магнитопро
вода. Последний слой ленты приваривается в нескольких местах точечной сваркой. Вместе с оправкой магнитопровод поступает в вакуумную печь, где подвергается отжигу при температуре 790—800 °C по специальному режиму. Этот отжиг не приводит к изменению изоляционного слоя, но снимает механические напряжения и восстанавливает магнитные свойства холоднокатаной стали, утраченные в результате деформации, возникающей при навивке. После этого пакет пропитывается или клеем БФ-4 или лаком 1154, запекается и разрезается карборундовой фрезой на две симметричные половины. На торцы каждой половины наносится влагостойкое противокоррозийное покрытие. Готовые половины магнитопроводов комплектуются попарно.
Теоретически витые неразрезные магнитопроводы представляют собой образцы магнитопроводов самого высокого качества. Но на самом деле это не так. Во-первых, процесс ввивания ленточной стали в готовый моноблок обмоток является чрезвычайно трудоемким, малопроизводительным, требующим специального сложного технологического оборудования и высокой культуры производства. Во-вторых, витые магнитопроводы уже не могут быть подвергнуты отжигу и, следовательно, утраченные магнитные свойства исходного материала в этих магнитопроводах не восстанавливаются. Это обстоятельство отрицательно сказывается на массе, габаритных и в некоторой степени энергетических показателях трансформаторов.
Магнитопроводы витые неразрезные тороидальные до сих пор широкого внедрения не получили.
2.10.5. Конструктивные элементы магнитопровода. Пакеты магнитопроводов прессуются рамами и стягиваются шпильками и гайками. Шпильки (см. рис. 2.6) могут быть размещены внутри пакета и вне пакета, у его боковых поверхностей (см. рис. 2.7). Для шихтованных магнитопроводов наиболее распространен первый вариант, который имеет следующие преимущества: пакет стягивается плотно и надежно, во время работы трансформатора вибрации отдельных пластин отсутствуют; сборка и разборка всей активной части трансформатора при изготовлении и при ремонте просты.
Число шпилек и диаметр их выбираются в зависимости от размеров пластин на основании механических расчетов (см. гл. 8).
В магнитопроводах стержневого типа число шпилек равно четырем и шпильки располагаются в углах, как показано на рисунке в табл. 2.5. Шпильки ставятся на пути главного магнитного потока только тогда, когда пластины очень высокие и пакеты толстые. Часть каждой стяжной шпильки, находящейся внутри пакета, надежно изолирована от пластин и от прессующих рам. Размер изолированной части шпильки должен быть
92
таким, чтобы она доходила до электроизоляционной шайбы, лежащей на полке стягивающей рамы. В качестве изоляционного материала для шпилек применяется бакелизированная бумага толщиной 0,1 мм, которая наматывается в несколько слоев на горячую шпильку, опрессовывается и склеивается. Толщина изоляции равна 1 мм. Электрическая прочность изоляции шпильки испытывается напряжением 1500 В при частоте 50 Гц. Более надежная изоляция шпилек получается путем напыления пластмассовыми порошками.
Диаметр отверстия (в пластинах) выбирается с запасом, чтобы изолированная шпилька могла свободно войти, не повредив изоляции.
Необходимо иметь в виду, что в магнитопроводах со шпильками, проходящими внутри пакета, несколько ослабляется активное сечение магнитопровода в местах прохода шпилек. Кроме того, плохо снятые заусенцы отверстий могут проколоть изоляцию шпильки, в результате чего образуется замкнутый электрический контур на пути потока трансформатора, приводящий иногда к чрезмерному нагреву магнитопровода, шпилек и рам.
Шпильки размещаются вне пакета только в тех случаях, когда пластины заготовляются не штампом или имеют очень малую ширину, и для стяжки витых магнитопроводов. Достоинством этих магнитопроводов является относительная простота изготовления пластин, а недостатками — большая трудоемкость сборки трансформатора и необходимость полной разборки его даже в случае небольшого ремонта (например, при замене катушки).
Надлежащая механическая прочность и жесткость всей конструкции трансформатора обеспечиваются двумя сварными или литыми рамами (рис. 2.15). С помощью рам достигается сжатие пакета магнитопровода, фиксируются его размеры и крепится трансформатор в машине. Кроме того, рамы воспринимают электродинамическйе усилия, возникающие при работе трансформатора под нагрузкой и действующие на обмотки вдоль оси стержня (см. гл. 8). В связи с этим в трансформаторах с дисковыми обмотками лобовые части катушек первичной обмотки и дисков вторичной обмотки должны быть крепко стянуты с помощью болтов (см. рис. 2.6), ввинчиваемых в полки рам и упирающихся через изоляционные планки в поверхности крайних катушек. Это крепление обеспечивает сохранность изоляции от механических износов и надлежащий тепловой контакт между первичной и вторичной обмотками.
В зависимости от высоты окна и габаритов катушек стяжные болты ввинчиваются в полки обеих рам или с одной стороны, или с двух сторон. Конструктивное исполнение рам может быть самым разнообразным. Наиболее распространены
93
Рис. 2.15. Разновидности рам: а — сварные; б — литые
4/7032
неразъемные рамы, сваренные ИЗ углового железа или литые силуминовые. На рис. 2.15 изображены разновидности двух таких рам, предназначенных для трансформаторов с магнитопроводом из П-образных пластин 1-го габарита (см. табл. 2.5). Расчет механической прочности рам изложен в гл. 8.
Во избежание короткозамкнутых контуров, образуемых конструктивными элементами и сцепленных с магнитными потоками трансформатора, а также для уменьшения добавочных потерь в обмотках каждая рама изолируется от магнитопровода прокладкой из пропитанного электрокартона толщиной 1__1,5 мм. Размеры прокладок выбираются такими, чтобы они
перекрывали ширину и длину уголков рамы в случае, когда размеры уголков меньше соответствующих размеров магнитопровода, или перекрывали ширину и длину пластин магнитопровода, если размеры пластин меньше соответствующих размеров уголков рамы.
2.11. Первичные обмотки сварочных трансформаторов
2.11.1. Разновидности первичных обмоток. Первичная обмотка сварочного трансформатора является наиболее сложным и ответственным узлом. При одном вторичном витке регулирование вторичного напряжения по ступеням осуществляется изменением коэффициента трансформации путем включения в сеть разного числа витков секционированной первичной обмотки. Отпайки от секций подключаются к специальному переключателю ступеней, где с помощью перемычек, ножей или рукояток осуществляются различные комбинации соединений секций для получения соответствующего числа ступеней регулирования вторичного напряжения, указанного в § 1.19.
Необходимо отметить, что при работе на различных ступенях мощность трансформатора будет различна, поэтому одну из ступеней, чаще предпоследнюю, а иногда и последнюю, принимают за номинальную и для нее производят электрический и тепловой расчеты первичной обмотки трансформатора. Когда за номинальную ступень принята предпоследняя, то последняя ступень является запасной и, как правило, используется в случае понижения первичного напряжения. Если же последняя ступень используется при номинальном первичном напряжении, то во избежание перегрева обмоток трансформатора необходимо уменьшить ПВ до такого значения, чтобы расчетный ток последней ступени был равен расчетному току номинальной ступени, как указано в § 1.21.
Тип первичной обмотки трансформатора — цилиндрическая или дисковая — выбирается исходя из мощности трансформатора, напряжений, обусловливающих число витков и их
95
сечение,' и числа ступеней регулирования вторичного напряжения.
Цилиндрические обмотки обычно применяются в сварочных трансформаторах малых мощностей или в трансформаторах с небольшим числом ступеней, а следовательно, и отпаек.
Катушки первичной обмотки наматываются из медного изолированного обмоточного провода, имеющего круглое или прямоугольное сечение, в несколько рядов (по высоте) и несколько слоев (по ширине). Между слоями делается прокладка из электроизоляционного материала. В обмотках с воздушным охлаждением иногда между слоями прокладываются рейки, образующие осевые вентиляционные каналы.
В цилиндрических обмотках с водяным охлаждением такие каналы не делаются, и катушка получается простой, монолитной и механически прочной. Общий вид такой катушки дан на рис. 2.16, а.
Дисковые обмотки очень широко используются в сварочных трансформаторах стержневого и броневого типов средней и большой мощности с многоступенчатым регулированием вторичного напряжения. В этих случаях в отличие от цилиндрической обмотки они имеют следующие преимущества: упрощается технология изготовления катушек и выполнения отпаек, а также облегчается сборка трансформаторов; возможен подбор любых групп витков для получения желаемых напряжений; значительно облегчается изготовление обмотки на большие токи путем параллельного соединения равных групп витков, уложенных в отдельные катушки, или путем намотки отдельных катушек несколькими проводами в параллель; лучше используется обмоточный материал, так как отдельные катушки изготовляются из проводов нужного сечения; упрощается ремонт в случае выхода из строя какой-либо отдельной катушки; обеспечивается лучшая изоляция отдельных витков и целых катушек; несколько уменьшается индуктивное сопротивление обмоток.
Благодаря преимущественному распространению дисковой обмотки в многоступенчатых трансформаторах в дальнейшем более подробно рассматривается в основном эта конструкция. Одна из катушек дисковой обмотки изображена на рис. 2.16, б.
2.11.2. Обмоточные провода. Выбор и сочетания обмоточных проводов и изоляционных материалов, используемых для первичных обмоток, производится в зависимости от принятой конструкции катушек, их габаритов, класса нагревостойкости, условий эксплуатации и технологического процесса пропитки, сушки, покрытия или заливки эпоксидным компаундом.
Основными обмоточными проводами в настоящее время являются медные провода прямоугольного или круглого сечения марки ПСД по ГОСТ 7019—80 и с изоляцией из стеклянных
96
a)
Рис. 2.16. Типы катушек первичной обмотки: а — цилиндрическая; б — дисковая
Схема
п
Таблица 2.6
Номинальные размеры проволоки по стороне, мм
а ь
0,9—2,0 2,12—3,75 4,0—5,6 2,12—2,5 2,65—3,35 3,55—4,5 4,75—5,6 6,0—7.1 7,5—8,0 8,5—12.5
Номинальная толщина изоляции, мм
0.27 0,33 0,40 0,32 0,36 0,39 0,42 0,44 0,46 0,48
Номинальный диаметр проволоки А, мм
0,5 0,56—0,63 0,71—0,95 1,0—2,12 2,24—2,8 3,0—3,75 4,0—4,75 5,0
Максимальная толщина изоляции D — d, мм
0,24 0,26 0,27 0,29 0,35 0,36 0.37 0,38
Номинальная толщина изоляции D — А, мм
0,23 0,25 0,27 0.33
нитей, наложенных двумя слоями, с подклейкой и пропиткой нагревостойким лаком или компаундом. Иногда исходя из условий нагревостойкости используются провода марки ПСДК (с пропиткой кремнийорганическим лаком) и голые провода марок ПММ, ШММ и ЛММ (провод, шина, лента медные мягкие) по ГОСТ 434—78. Голые провода больших сечений имеют применение в трансформаторах повышенных мощностей. Для маломощных трансформаторов с цилиндрическими катушками и воздушным охлаждением используются медные круглые провода, изолированные лаком ВЛ-931 (на поливинилацеталевой основе), марки ПЭВ-2 по ГОСТ 7262—78. Толщина изоляции прямоугольных и круглых проводов марок ПСД и ПСДК приведена в табл. 2.6.
Алюминиевые провода голые и изолированные в трансформаторах контактных машин с водяным охлаждением не применяются.
При выборе размеров проводов для намотки дисковых катушек необходимо учитывать следующее:
1. Применение медных проводов шириной более 14,5 мм нецелесообразно из-за значительного увеличения добавочных потерь. Так, например, при использовании медного провода шириной более 16,8 мм добавочные потери возрастают в такой степени, что дальнейшее увеличение сечений провода за счет уменьшения его ширины практически не снижает общих потерь в обмотке. Наиболее желательные значения ширины b прямоугольных голых медных проводов находятся в пределах 5—• 12,5 мм с соответствующей толщиной а.
2. Не следует наматывать катушку «на ребро» из провода, толщина которого меньше ширины. Это создает затруднения йри намотке, вызывает искажение правильной формы катушки и в случае применения изолированного провода приводит к разрыву изоляции в местах изгиба витка по радиусу.
2.11.3. Изоляционные материалы. Электроизоляционные материалы в первичных обмотках сварочных трансформаторов используются для изоляции проводов, изоляции между слоями и от 'Магнитопровода, изоляции выводов, наружной изоляции катушки, изоляции между первичной и вторичной обмотками. К ним относятся также пропиточные покровные и заливочные материалы.
В сварочных трансформаторах с водяным охлаждением обмоток к изоляционным материалам, кроме требований по электрической прочности и термостойкости, предъявляются еще дополнительные требования по влагостойкости. Электрическая прочность и термостойкость обусловливаются классом изоляционных материалов и выбираются, так же как и для нормальных силовых трансформаторов, по ГОСТ 8865—87. Влагостойкость обеспечивается главным образом за счет пропитки
Технологический процесс Класс нагревостойкости по ГОСТ 8865—87 Марка провода Изоля
между слоями наружная между первичной обмоткой и вторичным витком (шайба)
Пропитка А ПЭВ-2 ЛСЭ или Л СП 0,12 мм, 1 слой ЛСЭ 0,12 мм и ЛЭС 0,2 мм по 1 слою вполнахлеста СТЭФ-1 1 мм
В псд
пмм шмм лмм Г2СП или Г2ФГ11 по 0,2 + 0,5 мм
F псд ЛСК 0,12 мм, 1 слой ЛСК 0,12 мм и ЛЭС 0,2 мм по 1 слою вполнахлеста СТЭФ-1 1 мм
пмм шмм лмм Г,ФК1 ИЛИ Г2СК по 0,2 + 0,5 мм
Н псдк ЛСК 0,12 мм, 1 слой СТ К 1 мм
пмм шмм лмм Г2ФК1 или Г2СК по 0,2 + 0,5 мм
Заливка В псд ЛСЭ или ЛСП 0,12 мм, 1 слой Эпоксидный компаунд Электронит 1 мм
пмм шмм лмм Г2СП или Г2ФГ11 по 0,2 +0,5 мм
100
Таблица 2.7
ция Пропиточные лаки, покровные эмали, компаунды Превышение температуры, °C, по отношению к окружающей среде
ВЫВОДОВ Воздух Вода
Метод измерения температуры
по сопротивлению термометром детекторами по сопротивлению термометром детекторами
ЛСЭ или ЛСП 0,12 мм, 1 слой вполнахлеста, ТЛС ЛАК МЛ-92 и эмаль ГФ-92ГС 60 55 60 — — —
ЛСЭ или ЛСП 0,12 мм, 1 слой вполнахлеста, ТЭС 85 80 85 95 90 95
ЛСЭ или ЛСП 0,12 мм и Г2СК или Г2ФК1 0,2 мм по 1 слою вполнахлеста, ткс, ТКР Лак КО-916К и эмаль КО-935 105 100 ПО 115 ПО 120
130 120 135 140 130 145
ЛСЭ или ЛСП 0,12 мм, 1 слой вполнахлеста Лак МЛ-92 или эпоксидный пропиточный компаунд и эпоксидный компаунд 85 80 85 95 90 95
101
Технологический процесс Класс нагревостойкости по ГОСТ 8865-87 Марка провода Изоля
между слоями наружная между первичной обмоткой и вторичным витком (шайба)
Заливка F псд лек 0,12 мм, 1 слой Эпоксидный компаунд Г2ФГ11 0,5 мм, 2 слоя или СТЭФ-1 1 мм
пмм шмм лмм Г2ФК1 или Г2СК по 0,2 + 0,5 мм
Н ПСДК ЛСК 0,12 мм, 1 слой СТК 1 мм
пмм шмм лмм Г2ФК1 или Г2СК по 0,2 + 0,5 мм
Примечание. ЛСЭ, ЛСП — стеклолакоткань электроизоляционная 10156—78); ЛЭС — лента электроизоляционная из стеклянных нитей (ГОСТ стекломиканит гибкий (ГОСТ 8727—78); СТК и СТЭФ-1 —стеклотекстолит элек изоляционные лакированные из стекловолокна (ГОСТ 10699 — 80); ТР— трубки ционный (ГОСТ 15865 — 70); ГФ-92ГС— эмаль покровная (ГОСТ 9151—75); КО-935 — эмаль кремнийорганическая электроизоляционная (ТУ 16-504.021-77);
обмоток и изоляционных деталей специальными лаками и покрытия их специальными эмалями.
Разновидности изоляционных материалов, используемых в сварочных трансформаторах, и наибольшие допустимые превышения температуры обмоток по отношению к температуре охлаждающей среды приведены в табл. 2.7. Необходимо отметить, что максимальная температура нагрева обмоток и соприкасающихся с ними магнитопровода и других частей трансформатора определяется по табл. 2.7 с учетом температуры охлаждающей среды, которая для обмоток с воздушным охлаждением принимается равной +40 °C и с водяным +25 °C. Изоляционные материалы класса А применяются в основном в маломощных трансформаторах с очень низкими вторичными 102
Окончание табл. 2.7
ция Пропиточные лаки, покровные эмали, компаунды Превышение температуры» °C, по отношению к окружающей среде
ВЫВОДОВ Воадух Вода
Метод измерения температуры
по сопротивлению термометром детекторами по сопротивлению термометром детекторами
ЛСК 0,12 мм и Г2СК или Г2ФК1 0,2 мм по 1 слою вполнахлеста Лак КО-916К и компаунды марок ЗТП и ЗТЗ 105 100 по 115 по 120
130 120 135 140 130 145
(ГОСТ 10156—78); ЛСК — стеклолакоткань кремнийорганическая (ГОСТ 5937—81); Г2СП и Г2СК— слюдинит гибкий (ГОСТ 10715—76); Г2ФГ11 и Г2ФК1— тротехнический листовой (ГОСТ 12652—74); ТЛС, ТЭС, ТКС— трубки электро-из кремнийорганической резины (ТУ 16-503.031-75); МЛ-92 — лак электроизоля-КО-916К—лак кремнийорганический электроизоляционный (ТУ 16-02.690-76); ЗТП, ЗТЗ — эпоксидный компаунд теплостойкий.
напряжениями (менее 1 В) и с воздушным охлаждением обмоток. Для трансформаторов с водяным охлаждением в настоящее время в основном используются изоляционные материалы класса В. Хотя они несколько дороже и дефицитнее первых, но зато вполне удовлетворяют всем требованиям, предъявляемым к изоляции этих обмоток.
Новые термостойкие материалы классов F и Н, обеспечивающие повышенное значение превышений температуры, пока широкого применения не получили. Это объясняется тем, что уменьшение массы обмоток за счет больших допустимых превышений температуры связано с увеличением активного сопротивления обмоток трансформатора, с ухудшением его КПД, что отрицательно сказывается на эксплуатационных характеристиках всей
103
машины. Применение дорогой термостойкой изоляции в некоторых случаях может привести к заметному увеличению стоимости всего изделия. Кроме того, в процессе эксплуатации экономия на стоимости активных материалов за счет увеличения нагрева в короткий срок перекрывается расходами на оплату энергии потерь. Поэтому термостойкие изоляционные материалы применяются только в специальных сварочных трансформаторах с ограниченными габаритами и массой.
2.11.4. Изготовление и пропитка лаком дисковых катушек. Намотка дисковых катушек (рис. 2.16, б) производится на специальном намоточном станке. На шпиндель передней бабки крепится оправка, состоящая из сердцевины и одной щеки. Осевой размер сердцевины выбирается по ширине провода, из которого наматывается катушка, а остальные ее размеры определяются в соответствии с внутренними размерами катушки. Намотка катушек, предназначенных для одного трансформатора, но изготовляемых из проводов разной ширины, производится на оправках, отличающихся только осевой длиной сердцевины.
При намотке катушек голым проводом после каждого слоя прокладываются две или три изоляционные прокладки в виде лент, материал и толщина которых выбираются в соответствии с табл. 2.7. Двойная междуслойная прокладка обеспечивает надежную изоляцию между витками, особенно по краям, где в процессе намотки возможны выскальзывания и сдвиги прокладок. В катушках из изолированного провода между витками делается одна прокладка толщиной до 0,12 мм, как указано в табл. 2.7. Если намотка катушки производится несколькими проводами в параллель, изоляционные прокладки делаются только между витками. Между параллельными проводами одного витка прокладок не требуется. Ширина прокладок должна быть больше ширины голого провода примерно на 0,5 мм. Для изоляции катушек от стержня и ярм магнитопровода используются изоляционные прокладки толщиной до 1 мм. Внутренняя гильза кладется на оправку перед намоткой катушки, наружная— после намотки последнего витка. При намотке катушек необходимо следить за тем, чтобы прокладка ложилась симметрично относительно провода.
Намотка катушки осуществляется следующим образом. Концы провода, заведенные через разжатые планки натяжного приспособления, крепятся на оправке и плотно к ней прижимаются. Затем включается станок и начинается процесс намотки, который производится с постоянным натягом провода. В процессе намотки катушки в различных местах производйтся приварка или припайка выводных концов. Выводы изготовляются в виде прямой полосы с отогнутым концом и припаиваются к проводу катушки твердым припоем (фосфористой медью). 104
По окончании намотки провод отрезается и катушку снимают с оправки, опрессовывают по всем плоскостям, кроме плоскости где расположены выводы, затем накладывают наружную изоляцию, пропитывают лаками и покрывают эмалью.
Основным назначением пропитки и покрытия катушек является уменьшение гигроскопичности изоляции и некоторое увеличение механической прочности за счет склеивания лаком витков и изоляционных деталей. Как правило, пропитка производится дважды или трижды с дополнительным покрытием. В качестве пропиточного лака для катушек с изоляцией классов А и В применяется электроизоляционный лак МЛ-92 по ГОСТ 15865—70, разбавленный ксилолом или толуолом до вязкости 18—22 с по вискозиметру ВЗ-4, при температуре 20 °C с концентрацией 40—45 %. Перед пропиткой катушки тщательно очищаются от пыли и грязи. Затем их погружают в пустой котел, где они сушатся при температуре 130 °C в течение 2 ч под вакуумом. После предварительной сушки катушки охлаждаются до (55+ ±10) °C и пропитываются лаком в течение 15—20 мин до прекращения выделения пузырьков. После стекания лака на воздухе (около 1 ч) катушки подвергаются сушке при температуре (130+10) °C в течение 10—12 ч, затем охлаждаются до (55 + +10) °C и пропитываются в той же последовательности второй и третий раз. Охлажденные после третьей пропитки катушки
Рис. 2.17. Конструктивные размеры катушек, дисков и изолирующих шайб: 1 магнитопровод; б —катушка; в—-диск сварной из меди Ml; г — изолирующая шайба
105
покрываются дважды электроизоляционной эмалью ГФ-92ГСпо ГОСТ 9151—75, разбавленной ксилолом или толуолом до вязкости 20—25 с по вискозиметру ВЗ-4. После часовой выдержки на воздухе катушки подвергаются сушке при (115+10) °C в течение 3—4 ч. Поверхность лаковой пленки должна быть ровной, гладкой, блестящей, без отлипа.
2.11.5. Конструктивные размеры дисковых катушек, пропитанных лаком. Размеры дисковых катушек уточняются после выбора провода, размеров магнитопровода (в частности, размеров окна и стержня, на котором размещаются катушки) и размеров вторичного витка. Если вторичный виток изготовлен из медных дисков, конструктивные размеры катушек первичной обмотки в миллиметрах выбираются следующим образом (рис. 2.17).
1. Внутренний размер катушек по ширине. Этот размер равен Б = ЬС+Ж, где Ьс — ширина стержня, на который надевается катушка; Ж — зазор между катушкой и стержнем, равный 10—15 мм. Величина зазора Ж выбирается в зависимости от габаритов трансформаторов и способа резки листов. Этот зазор необходим для размещения изоляции магнитопровода и наружной изоляции катушки, материал и толщина которых указаны в табл. 2.7, а также для свободного монтажа катушек на стержне.
2. Внутренний размер катушки по длине. Он равен B = h+r, где h — толщина пакета; Г — зазор, который в обычных трансформаторах принимается равным 10—26 мм (5—13 мм на сторону) и в специальных трансформаторах больших мощностей и габаритов — до 43 мм. Этот зазор необходим для изоляции обмоток от магнитопровода и для размещения клиньев, укрепляющих катушку на стержне.
3. Радиус закругления углов R (по внутренней изоляционной прокладке). При намотке прямоугольных дисковых катушек переход с одной стороны на другую необходимо производить плавно по радиусу, что создает производственные удобства и позволяет сохранить изоляцию провода в углах при изолированном проводе. Этот радиус обычно выбирается равным 5—10 мм.
4. Радиальный размер катушки. Этот размер составляет А = = дак(Ои + 6пр)+7, где wK — число витков в катушке; ан — толщина обмоточного провода с изоляцией; бПр — толщина между-слойной изоляции (прокладки), выбранная по табл. 2.7; 7=2 + + 3 + 2 мм — соответственно толщина внутренней и наружной гильз, толщина наружной изоляции с учетом разбухания ее после пропитки и увеличение радиального размера катушки после снятия ее с оправки.
5. Радиальный размер лобовой части катушки. Этот размер лобовой части катушки Е, где размещены выводы, будет больше размера А на суммарную толщину изолированных выводов «щ. и, 106
Рис. 2.18. К выбору зазора между катушечными группами
где би — ширина обмоточного
Й2В.И и т. д., Т. е. £=Л + +С1в.и+Й2в.и+• - • Для размещения катушки в окне необходимо, чтобы размер 2А + (Ьс + Ж—3) изолированной катушки был меньше размера (2fe0T^c) магнитопровода не менее чем на 8—10. мм.
6. Осевой размер катушки. Он равен йк=^и+3,
вода с изоляцией; 3 мм — толщина наружной изоляции с двух сторон катушки. В лобовой части, где размещены выводы, осевой размер катушки будет ак'=ак+ («в + 3), где (йе+3) — толщина голого вывода плюс двусторонняя толщина его изоляции.
7. Величина зазора бк между катушечными группами (рис. 2.18). Она зависит от взаимного расположения выводов соседних катушек и от их толщины. В случае расположения выводов друг против друга (рис. 2.18, а) требуемый минимальный зазор будет бк = («1 в. и+ «2 в. и) + б0, где а1в. и и а2 в. и — толщины изолированных выводов; бо — дополнительный зазор, учитывающий неплотное прилегание выводов к катушкам и другие производственные отклонения. Практически бо>3 мм.
Для уменьшения бк выводы двух соседних катушек располагают в шахматном порядке (рис. 2.18, б). В этом случае бк= = О-1 в. и + бо-
8. Распорные планки. Зазоры между катушками двух соседних групп и зазоры между крайними катушками и рамами фиксируются стеклотекстолитовыми планками, пропитанными лаком МЛ-92. Планки устанавливаются в зоне лобовых частей катушек, причем в каждом зазоре размещаются две планки: одна — со стороны выводов первичной обмотки и вторая — со стороны контактных плит. На распорные планки, размещаемые в зазоре между крайними катушками и рамой, в местах упора болтов надеваются стальные скобы толщиной по 2 мм. Скобы нужны для того, чтобы планки не кололись и не сминались стяжными болтами. Толщина планок должна быть не менее 6 мм. Конструктивные размеры планок выбираются по размерам лобовых частей катушек, подлежащих расклиниванию.
9. Выводы катушек. В сварочных трансформаторах броневого типа только две лобовые части каждой катушки находятся вне зоны окна. Из них одна располагается со стороны контактных плит вторичного витка, и, следовательно, выводы катушек
107
первичной обмотки могут быть размещены только со стороны второй части на одной плоскости, так как вторая плоскость катушки прилегает к диску вторичного витка. Эти обстоятельства ограничивают число выводов от одной катушки и требуют правильного выбора их размеров.
Выводы изготовляются из голой шинной меди шириной не менее 14,5 мм. Сечение вывода выбирается исходя из принятых плотностей тока, значения которых приведены в табл. 4.1. Выводы могут быть изготовлены из нормального прямоугольного провода ПММ, ШММ или ЛММ, выбранного по ГОСТ 434—78,
Рис. 2.19. К определению ширины выводов дисковых катушек по формуле . Б— [2/? + 6в.и(п— 1)1
Ьъ—---------где Ов.и=10мм — зазор между изолирован-
п
ными выводами; и — число выводов
или нарезаны из листовой меди марки Ml. Чем тоньше вывод, тем легче его припаивать к проводу и отгибать при сборке катушек. Ширина вывода ограничена числом выводов, которое необходимо иметь от одной катушки. Выбор ширины вывода показан на рис. 2.19, а, б. В случае если требуемые выводы не размещаются на прямоугольной части катушки, вывод от конца располагается так, как показано на рис. 2.19, б штриховыми линиями. Присоединение выводов к виткам осуществляется в процессе намотки. Медные выводы припаиваются к медному проводу фосфористой медью при нагреве током с помощью угольных электродов. Места соединений очищаются от наплывов и изолируются в соответствии с табл. 2.7. На каждом выводе на видном месте набивается его маркировка, где указывается номер катушки, номер отпайки или «начало» и «конец» (на рисунке Н и К).
10. Отводы. Отводы предназначаются для присоединения отдельных секций катущки или отдельных катушек к переключа-
108
Таблица 2.8
Сечеиие провода марки ПГВ-500, мм3 Допустимый длительный ток, А Сечение провода марки ПГВ-500, мм2 Допустимый длительный ток, А
10 68 120 342
16 92 150 396
25 123 185 450
35 152 240 540
.50 192 300 635
70 242 400 770
95 292
телю ступеней, а также иногда для соединения катушек между собой. Отводы обычно изготовляются из гибкого провода с резиновой изоляцией марки ПГВ-500, с напаянными на оба конца кабельными наконечниками. Один конец каждого отвода подсоединяется с помощью болта к соответствующему выводу катушки при общей сборке трансформатора (см. рис. 2.6). Второй конец каждого отвода подсоединяется к переключателю ступеней после установки трансформатора в корпус сварочной машины. На каждом наконечнике набивается номер отвода согласно электрической схеме. Сечение отводов выбирается по значению длительного тока в соответствии с табл. 2.8.
Провода сечением более 240 мм2 почти не применяются из-за их жесткости. На большие токи используются два провода в параллель, впаянные в один кабельный наконечник.
2.12. Вторичные обмотки сварочных трансформаторов
2.12.1. Разновидности вторичных обмоток. Низкие вторичные напряжения и большой ток, характерные для сварочных трансформаторов, придают конструкции вторичной обмотки специфические особенности, главной из которых является ее большое сечение при числе витков w%, равном 1 или 2. Выбор конструкции вторичного витка зависит от типа магнитопровода трансформатора (стержневой или броневой), от типа первичной обмотки (цилиндрическая или дисковая) и условий охлаждения (воздушное или водяное).
Наиболее распространенной конструкцией вторичной обмотки является дисковая (см. рис. 2.6, а, б), позволяющая создать обмотку на очень большие токи путем дробления ее на требуемое число дисков, соединенных между собой параллельно Двумя контактными плитами. Дисковые вторичные обмотки имеют следующие разновидности конструкций: литые из меди или ее сплавов; сварные: а) коробчатой формы из медных
109
листов толщиной до 3 мм; б) из тонкостенных медных труб диаметром до 40 мм, согнутых и сформированных в прямоугольные секции (см. рис. 2.7, б); в) то же из отдельных труб диаметром до 10 мм; г) с дисками, согнутыми на ребро, из толстых медных полос; д) с дисками, вырезанными из медных листов толщиной 5—16 мм.
Для трансформаторов малой и средней мощности на длительные токи до 7 кА с двумя-тремя ступенями регулирования вторичного напряжения обмотки могут быть и цилиндрической формы (см. рис. 2.10), при этом по конструктивному исполнению вторичный виток может быть сварным или литым, с воздушным или водяным охлаждением.
Каждая из этих конструкций имеет свои достоинства и недостатки, и применение той или другой из них зависит от требований, предъявляемых к трансформатору, и производственных возможностей.
2.12.2. Литые обмотки. Из всех разновидностей конструкций дисковых вторичных обмоток литая является наиболее предпочтительной, особенно в серийном производстве трансформаторов. Литые обмотки отличаются механической прочностью, монолитностью, отсутствием переходных контактов и относительно низкой стоимостью. Однако применение литых витков не всегда целесообразно в основном из-за их металлоемкости и больших габаритов. Так, вторичную обмотку из литой меди с залитой внутрь трубкой для водяного охлаждения (рис. 2.20, а) целесообразно применять только в трансформаторах большой мощности, так как в противном случае по условиям литья конструктивные размеры трансформаторов получаются больше, чем это требуется по электрическому расчету.
Вторичная обмотка из литой меди с напаянной трубкой для водяного охлаждения (рис. 2.20; б) позволяет лучше использовать активный материал, но изготовление такой обмотки более трудоемкое и напаянные трубки менее эффективно отводят тепло, чем трубки, залитые внутрь. До недавнего времени на заводе «Электрик» в сварочных трансформаторах для подвесных клещей типа МТПП-75 применялась вторичная обмотка, отлитая в кокиль из алюминиевого сплава Ал-2 (силумина) (рис. 2.20, в). Каждый виток, состоящий из диска и колодки, отливался как одно целое. Для водяного охлаждения внутрь диска заливалась сплющенная медная трубка с напаянными на оба конца ниппелями. Торцевые поверхности колодок армировались тонкими медными пластинами методом холодной сварки. Но в производственных условиях эти трансформаторы себя не оправдали. В процессе эксплуатации при наличии водяного охлаждения и электрического тока получалась гальваническая коррозия и медные пластины отпадали, а силуминовые колодки покрывались раковинами.
НО
2.12.3. Сварные обмотки. Витки коробчатой формы (рис. 2.20, г) могут быть изготовлены из тонких медных листов, которым предварительно придается соответствующая тарельчатая форма. Листы провариваются водонепроницаемым швом по внутреннему и наружному периметру и затем ввариваются в контактные колодки. В этой конструкции осуществляется наиболее эффективное охлаждение, что дает возможность допускать большую плотность тока за счет снижения объема активных материалов. Однако эта конструкция широкого применения не получила. Она очень трудоемка в изготовлении, не обеспечивает достаточной жесткости (при стягивании обмоток проминается) и обладает относительно низкой теплоемкостью. Трансформатор может нагреться до недопустимо высоких температур, если по каким-либо причинам кратковременно прекратится подача охлаждающей воды.
Конструкция вторичного витка, изготовленного из сплющенных медных труб большого диаметра (рис. 2.20, д), в настоящее время широко используется в серии трансформаторов для многоэлектродных машин, выпускаемых ПЗТЭСО (см. п. 2.7.1). В них каждый диск выполнен из медной трубы М1М диаметром 32 мм, с толщиной стенки 5 мм. Труба сплющена до осевого размера 17 мм и радиального 39 мм. Единственное преимущество такой конструкции — снижение объема активной меди за счет интенсивного водяного охлаждения ее. Однако она обладает всеми недостатками, характерными для витков коробчатой формы.
Конструкция витка, изготовленного из сплющенных или профилированных трубок небольшого диаметра (рис. 2.20, е), широкого применения не получила по тем причинам, что и в предыдущих случаях.
Конструкция витков, изготовленных из толстой медной полосы марки М3, согнутой на ребро, с трубками, напаянными по периметру, как показано на рис. 2.20, ж, также не нашла широкого применения, хотя она позволяет выполнить диски с минимальными отходами. Однако трудоемкость изготовления, наличие утолщений в местах загибов, ухудшающих плотность прилегания катушек к дискам, отсутствие надлежащего расклинивания витка на магнитопроводе не позволяют вводить такую конструкцию в серийное производство.
Наиболее распространенной конструкцией вторичного витка является сварная, изготовленная из толстолистовой электротехнической меди марки Ml (рис. 2.20, з).
На рис. 2.20, и приведена конструкция вторичного витка цилиндрической формы с водяным охлаждением. Здесь сердцевина витка изготовлена из толстолистовой меди с вертикальным зазором, образующим начало и конец витка. Вверху и внизу сердцевины имеются заплечики, к которым около зазора приварены две контактные токосъемные колодки: одна — вверху, вторая —
112
внизу. Для водяного охлаждения на сердцевину напаяна трубка. Первичная обмотка трансформатора навивается на вторичный виток как на оправку, в результате чего блок обмоток после пропитки получается монолитным. Но пока трансформаторы с такими обмотками промышленного применения не имеют.
Для трансформаторов средних габаритов применяются цельноштампованные диски, для трансформаторов крупных габаритов диски выполняются сварными из отдельных медных полос. Прокатная медь имеет несколько большую проводимость, чем литая, благодаря чему в таких обмотках допускается более высокая плотность тока. Кроме того, чистая поверхность прокатных медных дисков дает меньший перепад температуры между первичной и вторичной обмотками, тем самым позволяя увеличивать плотность тока в первичной обмотке и снижать сопротивления обмоток трансформаторов за счет обеспечения более тесной связи витков первичной обмотки с дисками вторичного витка при наличии минимальных зазоров между ними.
Всеми этими положительными качествами окупается серьезный недостаток такой конструкции — большая стоимость по сравнению со всеми другими конструкциями и большие отходы медного проката. Отдельные медные диски, предназначенные для такого трансформатора, соединяются параллельно путем впаивания их начал в одну контактную плиту, а концов — в другую. Весь вторичный виток охлаждается проточной водой, проходящей по трубкам, напаянным по наружному контуру каждого диска, и по каналам, предусмотренным в каждой контактной плите. Число и толщина отдельных дисков определяются после распределения витков первичной обмотки по катушкам. Для изготовления дисков применяется листовая медь толщиной 6, 8, 10, 12 и 16 мм. При серийном производстве окно вырубается штампом.
Трубки всех дисков и каналы контактных плит в большинстве случаев соединяются последовательно, что несколько ухудшает интенсивность охлаждения последних звеньев, но дает возможность контролировать прохождение охлаждающей воды по всем трубкам. Параллельное соединение трубок имеет преимущество перед последовательным в отношении равномерного теплоотвода от всех дисков, но из-за трудности контроля за прохождением воды по всем дискам применяется только в больших трансформаторах, с числом катушечных групп более пяти. В таких трансформаторах имеются две, а иногда и более параллельных охлаждающих ветвей, в каждую из которых вода поступает непосредственно из водопроводной сети.
2.12.4. Системы охлаждения вторичных обмоток. Пример выполнения системы охлаждения вторичного витка, состоящего из трех дисков и двух контактных плит, приведен на рис. 2.21, а. Здесь вода через ниппель 7 контактной плиты 3 попадает в ка
113
нал 9, соединенный с трубкой 6 крайнего диска. По этой трубке вода поступает в контактную плиту 1 и через канал 8—в трубку второго диска 5, соединенного каналом 10 контактной плиты 3
Рис. 2.21. Системы охлаждения вторичных обмоток: ричиого витка, состоящего из трех дисков; б — схема параллельными ветвями
а — общий вид вто-охлаждения с двумя
с трубкой третьего диска 4. По трубке 4 вода направляется в контактную плиту 1 и через канал 11 и ниппель 2 отводится в канализацию.
При наличии двух параллельных охлаждающих ветвей обычно одна ветвь применяется для охлаждения дисков, а вторая — контактных плит, как показано на рис. 2.21, б. При такой системе охлаждения концы трубок всех дисков снабжаются нип-
114
пел'ями, на которые надеваются резиновые шланги, последовательно ’соединяющие трубки двух соседних дисков. Последовательное соединение контактных плит осуществляется также посредством шланга. Охлаждающая вода подводится к трубке крайнего диска и к одной из плит, а отводится непосредственно из трубки второго крайнего диска и из второй плиты. При необходимости более интенсивного охлаждения вторичного витка подобная система иногда применяется в трансформаторах, в которых вторичная обмотка состоит из пяти и даже менее дисков.
В трансформаторах с раздельными вторичными витками охлаждение дисков обеспечивается посредством последовательного соединения резиновых шлангов с ниппелями трубок, припаянных к дискам, или с ниппелями, впаянными в контактные колодки.
2.12.5. Конструктивные размеры вторичного витка из листовой меди (см. рис. 2.20, з). Конструктивные размеры деталей вторичного витка в миллиметрах выбираются не только с учетом электрических данных, но и исходя из того, что только благодаря жесткости конструкции вторичного витка можно обеспечить надлежащую механическую прочность обмоток.
Во избежание повреждения изоляции катушек первичной обмотки и сдвигов отдельных витков относительно друг друга необходимо, чтобы все расклинивающие и крепящие детали касались только дисков или опирались только на них, т. е. чтобы ни в коем случае усилия от механических креплений не попадали на катушки первичной обмотки. Для этого необходимо, чтобы катушки всеми плоскостями опирались на диски, что особенно важно в зоне лобовых частей.
Диски. Выбор отдельных конструктивных размеров диска производится с учетом размеров самой большой катушки первичной обмотки, как показано на рис. 2.17, в. Все внутренние размеры выбираются меньше соответствующих размеров катушки.
1. Внутренние размеры диска- по ширине Л=ЬС+[Ж— — (5. ..7)] и по длине Р=Я+[Г—(5...7)], где bc, h, Г и Ж объяснены в п. 2.11.5, подп. 1 и 2.
2. Радиус закругления углов R по внутреннему периметру практически принимается таким же, как и для катушек первичной обмотки, т. е. 5—10 мм.
3. Радиус закругления углов Ri по наружному периметру имеет место только в лобовой части. Обычно Ri берется меньше наружного радиуса катушек и практически принимается равным 50 мм. Со стороны контактных плит углы обрубаются под 45°х45° для того, чтобы удобнее было заводить трубки в контактные плиты.
115
4. Радиальные размеры диска должны быть выбраны с учетом размера трубки, которая напаяна по всему наружному периметру диска (кроме плоскости, привариваемой к контактным плитам) и диаметр которой обычно равен толщине диска.
Радиальный размер сторон диска, расположенных в зоне окна трансформатора,
к = ьо—|Х₽ + -к-(5-2 - '7) + н],
где dTp — диаметр трубки (или радиальный размер трубки в случае применения сплющенной трубки); Ж~~--------------
зазор между диском и стержнем с одной стороны; Н — зазор между диском и ярмом с одной стороны. Обычно минимальное значение Н равно 4—5 мм, из которых 3 мм даются непосредственно на зазор, а 1—2 мм — на увеличение радиального размера из-за приварки трубки.
5. Радиальный размер лобовой части диска, расположенной со стороны выводов от катушек первичной обмотки, по условиям механических креплений обмоток должен быть на 1—3 мм больше радиального размера Е наибольшей катушки первичной обмотки (см. п. 2.11.5, подп. 5), т. е. C’+dTp=£'+(l ...3)+2 мм, где 2 мм — увеличение радиального размера диска по сравнению с внутренним размером катушки первичной обмотки; 1— 3 мм — увеличение радиального размера диска, необходимое для перекрытия габарита лобовых частей катушек.
Радиальный размер части диска, привариваемой к контактным плитам, 77=Л+(2 + 5+5+бз) =Л + (12+бз), где А — радиальный размер катушки; 2 мм —то же, что и при определении С (см. выше); 5 мм — глубина, на которую диск опускается в шлицы контактных плит при приварке; 5 мм — высота катета шва; бз = 5...8 мм — воздушный зазор между катушками и контактными плитами.
6. Зазор Т между началом и концом диска практически принимается равным 5—6 мм, но не более 10 мм. Наличие большего зазора приводит к ухудшению потокосцепления первичной и вторичной обмоток. Иметь зазор, равный Л, совершенно недопустимо, потому что сильно возрастает рассеяние обмоток, сокращается площадь приварки диска к плитам и, главное, становится трудно осуществить надежное крепление вторичного витка на магнитопроводе, так как клину со стороны плит не на что опереться.
2.12.6. Элементы вторичного витка.
Трубки для водяного охлаждения. Как правило, для водяного охлаждения применяются медные трубки. Наружный диаметр трубки выбирается равным толщине диска. В случае если диаметр трубки больше толщины диска, трубка сплющивается
116
Рис 2 22. К расчету размеров контактной плиты
до размера толщины диска. Конструктивные исполнения трубок аналогичны приведенным на рис. 2.21, а.
Трубки припаиваются к дискам сплошным швом с обеих сторон. В качестве припоя применяется фосфористая -медь. Места паек тщательно опилива-ются и зачищаются.
Медные контактные плиты. В сварочных трансформаторах медные контактные плиты выполняют функцию токоотвода. Каждый трансформатор имеет по две контактные плиты, в одну из которых впаиваются начала всех дисков, а в другую — их концы, как показано на рис. 2.21, а. Следовательно, каждая плита должна иметь шлицы, в которые ввариваются диски, отверстия (каналы) для водяного охлаждения и резьбовые отверстия для крепления гибких шин, соединяющих трансформатор со вторичным контуром контактной машины.
Требуемое минимальное сечение контактных плит предварительно определяется исходя из следующих значений плотностей тока: для неохлаждаемых плит, но с охлаждаемыми дисками Jn=2. ..2,5 А/мм2, для охлаждаемых плит и дисков Jn=3... 4 А/мм2.
Однако из конструктивных соображений сечение плиты почти всегда берется больше, чем это требуется, если исходить из плотности тока. От этого качество вторичного витка только улучшается. Менее нагретая плита интенсивнее отводит тепло от дисков, от катушек первичной обмотки и от гибких шин, присоединенных к плите.
1. Толщина плиты практически берется не менее 25—30 мм. Этот размер необходим для того, чтобы разместить шлицы для впаивания дисков и каналы для водяного охлаждения, диаметры которых принимаются не менее 8 мм.
2. Если нет никаких специальных требований, то длина плиты определяется следующим образом (рис. 2.22): АП=А + + 2 Б, где A = ho—(2а« +2аш + 2бпР +1)— размер между крайними шлицами. Здесь ак' и аш — см. рис. 2.17,6, г; 26пр+1~ ~3 мм учитывает толщину изоляции ярма и зазор для свободного размещения обмоток в окне. Размер Б выбирается исходя из конструктивных соображений, причем минимальное его значение должно быть не менее 10 мм, а максимальное ограничивается внутренними размерами рамы для случая, если рама Делается разъемной.
3. Ширина шлица бш принимается равной толщине диска с припуском в плюс. Глубина шлица практически принимается
117
равной 6 мм. Расстояние между соседними шлицами 6д=2аш + +2дк+6о, где 6о — зазор (см. рис. 2.18).
На практике желательно, чтобы размер 6Д был одинаковым между всеми шлицами. Для этого при размещении катушек первичной обмотки в окне нужно стремиться к тому, чтобы между дисками были расположены катушки, имеющие равные суммы осевых размеров, т. е. аЁ1 + Ок2 = йкз + «к4 =... .Если катушки расположить таким образом не удается, то расклинивающие планки должны быть различных толщин.
4. Число резьбовых отверстий для крепления шин и их расположение задаются конструктором контактной машины.
5. Диаметры каналов для водяного охлаждения должны быть не менее внутренних диаметров трубок. При размещении каналов в плите необходимо следить за тем, чтобы канал не пересекался с отверстием для крепления шин.
Окончательная сборка вторичного витка. Приварка дисков к контактным плитам производится газосваркой. В качестве припоя применяется фосфористая медь. Таким же способом впаиваются в каналы плит концы трубок водяного охлаждения, тщательно обвариваются заглушки и ниппели. Все швы зачищаются и зачеканиваются, все отверстия продуваются сжатым воздухом и испытываются на водонепроницаемость давлением 0,5 МПа. Затем вторичный виток травят, так как оставшаяся от пайки трубок бура при соединении с каплями конденсированной воды образует щелочь, которая разъедает изоляцию между первичной и вторичной обмотками и изоляцию катушек, в результате чего может получиться пробой. Для предохранения от окисления весь виток, кроме контактных поверхностей плит, покрывают красно-коричневой эмалью ГФ-92ХС по ГОСТ 9151—75. Перед покрытием эмалью виток еще раз травят, тщательно промывают, насухо протирают чистой ветошью и уайт-спиритом и затем покрывают тонким слоем эмали при помощи кисти. Покрытые эмалью витки сушатся при температуре 18— 25 °C в течение 24 ч или при температуре 70 °C —4 ч.
Изолирующие шайбы. Для изоляции катушек первичной обмотки от дисков вторичного витка используются изолирующие шайбы (см. рис. 2.17,г), изготовляемые из стеклотекстолита марки СТ, или СТЭФ-1, или СТК по ГОСТ 12652—74, толщиной 1 мм. Шайбы из пропитанного электрокартона употреблять для этой цели нельзя главным образом из-за того, что они не могут обеспечить надежной противосыростной изоляции.
1. Внутренние размеры шайбы по ширине и по длине: Лш = =Л+(2...3) и Рш=Р+2.
2. Радиальные размеры: в зоне окна и в лобовой части со стороны контактных плит АШ=А + (2.. .3); в лобовой части со стороны выводов первичных катушек ЕШ=Е+ (2.. .3).
118
2.13. Обмотки, залитые эпоксидным компаундом
2.13.1. Технические требования к материалам заливаемых изделий и к их конструкции. Промышленная эксплуатация сварочных трансформаторов с обмотками, залитыми эпоксидным компаундом, показала правильность этого направления. Такие трансформаторы оказались очень надежными, с большим сроком службы, имеют более высокую тепловую мощность, обусловленную лучшей теплопроводностью. Обмотки хорошо защищены от проникновения влаги, пыли, обладают более высокой механической и электрической прочностью.
При создании трансформаторов с залитыми обмотками необходимо тщательно выполнять специальные требования, предъявляемые к материалам, к конструкции заливаемых изделий, к составу заливочных компаундов и к формам, к технологическому процессу заливки, требующему обязательного выполнения всех операций, их последовательности и соблюдения всех режимов. Нарушение какого-либо, хотя бы одного требования может привести к неисправимому браку.
Для повышения однородности эпоксидной изоляции и монолитности всего залитого изделия необходимо выполнять следующие требования:
1. Все изоляционные материалы, используемые в заливаемых обмотках, должны иметь минимальное расхождение с компаундом по коэффициенту линейного теплового расширения, по модулю упругости и коэффициенту Пуассона.
2. Материалы должны быть волокнистыми или пленочными и обладать хорошей адгезией к компаунду.
3. Качество материалов должно соответствовать нормативно-технической документации на них.
В электротехнических высоковольтных изделиях габаритные размеры эпоксидной изоляции рассчитываются по двум взаимосвязанным методам: предварительно по условию электрической прочности с учетом неоднородности электрического поля и окончательно по условию механической прочности на основе расчета термоупругих напряжений. Поскольку сварочные трансформаторы не являются высоковольтными изделиями и электрическая прочность межслоевой и межобмоточной изоляции обеспечивается изоляционными материалами, то габариты и форма эпоксидной изоляции обмоток выбираются только с учетом термоупругих напряжений. Эти напряжения возникают в отвержденном жестком компаунде при изменении температуры от соответствующей стеклованию до температуры окружающей среды, если в конструкции залитого изделия имеются материалы с разными коэффициентами линейного теплового расширения. Максимального значения эти напряжения достигают на участках главной изоляции с минимальными радиусами
119
кривизны, в местах с резким изменением толщины изоляции, на границе соприкасания компаунда с деталью.
Для снижения термоупругих напряжений в компаунде и получения качественного моноблока необходимо выполнять следующие конструктивные требования:
1. Сочетание обмоточных проводов и изоляционных материалов соответствующих классов нагревостойкости должны выбираться по табл. 2.7.
2. Дисковые катушки, изготовленные из любого провода, указанного в табл. 2.7, дополнительной наружной изоляции не требуют.
Рис. 2.23. Выбор конструктивных размеров обмоток, заливаемых эпоксидным компаундом
120
3. Перед заливкой компаундом катушки должны быть пропитаны один раз соответствующим лаком: для изоляции класса В____лаком МЛ-92 по технологии, изложенной в п. 2.11.4, или
для изоляции классов В и F — эпоксидным пропиточным компаундом по технологии, изложенной в п. 2.13.3.
4. Диски вторичного витка, выводы катушек не должны иметь острых углов и кромок. Радиусы закруглений на ребрах— не менее 3 мм.
5. Внутренние размеры и конфигурация катушек первичной обмотки и дисков вторичного витка должны быть одинаковы.
6. Вторичные витки очищаются от коррозии путем травления и покрываются клеем БФ-4 с последующей одночасовой воздушной сушкой.
7. Между диском и прилегающими к нему с обеих сторон катушками прокладывается изоляция в виде шайбы (см. табл. 2.7) из электронита или стеклотекстолита толщиной 1 мм. Шайба склеивается из четырех полос соответствующего материала по углам внахлест таким образом, чтобы изоляционный слой между витками и катушкой составлял 2 мм (1 мм — электронит или стеклотекстолит и 1 мм — заливочный компаунд). Каждая полоса приклеивается к катушке до сборки катушечных групп. Склеивание производится эпоксидным клеем холодного отверждения (смола ЭД-5—100 массовых частей и полиэтиленполиамин — 8 массовых частей).
8. Толщина слоя эпоксидного компаунда должна быть следующая (рис. 2.23): а) по всем плоскостям внутреннего и наружного периметра блока обмоток в сборе, находящихся в зоне окна и со стороны контактных плит, Дэ=6...8 мм; в зоне выводов Дв = 40. ..50 мм; б) между катушками и диском Дш=2 мм, что фиксируется шайбой, склеенной в углах внахлест; в) между соседними катушками двух катушечных групп, где размещаются выводы, Дэ=8. ..10 мм.
9. Для свободного размещения залитого блока обмоток в окне необходимо, чтобы
Йо Лобм 1 Д Д обм 1
, , } < 2 мм; ,, , ? > 2 мм;
Uq--Ь>обм J ^обм” )
^обм ^пакета 10 ММ. .
10. Все внутренние соединения отдельных катушек друг С другом должны быть залиты эпоксидным компаундом. Наружу должны выходить только те выводы от катушек, которые соединяются с переключателем ступеней. Эти выводы располагаются в один ряд, как показано на рис. 2.6, а.
11. Конструктивные размеры катушек первичной обмотки, Деталей вторичного витка, изоляционных шайб выбираются аналогично сказанному в пп. 2.11.5 и 2.12.5.
121
2.13.2. Пропитка катушек и заливка обмоток эпоксидным компаундом класса В. Процесс пропитки катушек первичной обмотки в эпоксидных пропиточных компаундах любого класса нагревостойкости, указанного в табл. 2.7, осуществляется почти по единой технологии. Разницу представляет только рецептурный состав самого компаунда.
Для изоляции класса В применяется эпоксидный пропиточный компаунд следующего состава (в массовых частях): смола эпоксидная марок ЭД-16 или ЭД-20 (ГОСТ 10587—84) — 100; лапрол марки 2102 (ТУ 6-05-221-466-79)—25—30; отвердитель МТГФА (ТУ 6-09-3189-73)—3,86 К, где К —эпоксидное число смолы.
Перед пропиткой поверхности катушек очищаются от грязи и пыли сжатым воздухом или щеткой. Затем катушки укладываются в приспособление для пропитки и помещаются в электрическую печь, где производится их просушка при температуре 105 °C в течение 2—3 ч.
Эпоксидный пропиточный компаунд приготовляется следующим образом.
В смеситель, разогретый до 95 °C, загружается смола ЭД-16, нагретая до 105 °C, горячий отвердитель МТГФА, нагретый до 95 °C, и лапрол комнатной температуры. При непрерывном перемешивании смесь вакуумируется в течение 20—30 мин до полного прекращения выделения пузырьков. Рабочая вязкость пропиточного компаунда при температуре 90 °C не должна превышать 25 с по вискозиметру ВЗ-4. Пропиточная ванна с просушенными катушками помещается в автоклав, где готовый пропиточный компаунд из смесителя подается в ванну. Высота слоя над катушками должна быть не менее 20 мм. Пропитка длится в течение 15—20 мин при температуре 95 °C. Затем вакуум снимается, обмотки извлекаются из ванны, подвешиваются для стекания избыточного компаунда и загружаются в электропечь, где производится отверждение компаунда при 135 °C в течение 8—10 ч. После этого охлажденные катушки подаются в форму под заливку.
Технологический процесс заливки состоит из трех этапов: подготовки формы, сборки обмоток в форму и заливки компаунда.
Форму очищают от замазки и налипшего отвержденного компаунда, а затем протирают ветошью, смоченной в ксилоле (ГОСТ 9949—76). После очистки внутренняя поверхность формы смазывается 10 %-ным раствором стеклотекстолита СКТ (ГОСТ 14680—79) и высушивается на воздухе в течение 1 ч. Эта операция производится в вытяжном шкафу при включенной вентиляции.
Перед сборкой обмоток в форму для заливки катушки первичной обмотки тщательно проверяются на соответствие чер
122
тежам и на стойкость межвитковой изоляции. Вторичная обмотка проверяется на герметичность каналов водяного охлаждения. Затем в каждой катушке со стороны прилегания ее к диску вторичного витка приклеиваются полоски шайбы из электронита. Склеивание производится эпоксидным клеем холодного отверждения, состоящим из смолы ЭД-5 (100 массовых частей) и полиэтиленполиамина ПЭПА (8 массовых частей по ТУ 6-02-594-80). Указанная смесь тщательно перемешивается, наносится тонким слоем на поверхности катушек и изоляционных шайб, которые соединяются друг с другом под давлением 0,7 МПа.
При установке обмоток в заливочную форму необходимо фиксировать зазоры между катушечными группами с помощью дистанционных прокладок из стеклотекстолита.
Для общепромышленного производства трансформаторов с изоляцией класса В применяется заливочный эпоксидный компаунд следующего состава (в массовых частях): смола эпоксидная марки ЭД-16—100; лапрол марки 2102 — 25—30; отвердитель М.ТГФА— 3,86 К, где К — эпоксидное число, смолы; кварц молотый пылевидный марки КП-1-3 (ГОСТ 9077—82) — 300; ускоритель УП-606/2 (ТУ 6-09-4136-75)—0,3.
В смесительный бак, разогретый до 95 °C, загружается смола ЭД-16, нагретая до 105 °C, лапрол комнатной температуры и кварцевый песок, нагретый до 120 °C.
При непрерывном перемешивании смесь вакуумируется при остаточном давлении 1,33—2 кПа (10—15 мм рт. ст.) и температуре 95 °C в течение 1—1,5 ч. Затем в смесь добавляется расплавленный отвердитель МТГФА, и снова при непрерывном перемешивании смесь вакуумируется в течение 20 мин, после чего вакуум снимается и в смесительный бак вводится расчетное количество ускорителя УП-606/2. Вся смесь вакуумируется при непрерывном перемешивании, остаточном давлении 1,33—2 кПа (10—15 мм рт. ст.) и температуре 95 °C в течение 10 мин.
Заливка компаунда в форму производится под вакуумом по следующей технологии. Собранные формы с обмотками помещаются в электропечь и нагреваются до 100 °C. Нагретые формы загружаются в автоклав, открывается кран смесительного бака, и изделие заливается компаундом тонкой струей из заливочг ного шланга, чтобы происходило постепенное вытеснение воздуха из формы. После выдержки залитых форм в автоклаве в течение 1 ч тележка с формами выкатывается из камеры и формы помещаются в электропечь, где производится отверждение массы при температуре 100 °C в течение 2 ч. После сушки формы выгружаются из печи и охлаждаются до температуры окружающего воздуха. Остывшие формы разбиваются. Острые углы на залитом моноблоке запиливаются. Качество отливок проверяется внешним осмотром, поверхностные дефекты исправ
123
ляются, и моноблок подается на испытание электрической прочности изоляции между первичной и вторичной обмотками. Изоляция должна выдержать без повреждения в течение 1 мин напряжение 3000 В переменного тока частотой 50 Гц.
Требования техники безопасности. При подготовке форм под заливку, приготовлении эпоксидных компаундов, пропитке и заливке моноблока, а также в процессе отверждения залитых изделий в воздух рабочей зоны выделяются вредные токсичные вещества. Кроме того, выделяющиеся пары бензола, толуола, ацетона, бензина, ксилола являются и пожароопасными, и взрывоопасными. Поэтому производственное помещение где производятся работы по заливке обмоток эпоксидным компаундом, должно быть хорошо освещено, иметь приточно-вытяжную вентиляцию. Вытяжные шкафы и рабочие столы должны быть оборудованы индивидуальной вентиляцией, обеспечивающей концентрацию вредных веществ менее предельно допустимой, удовлетворяющую требованиям ГОСТ 12.3.002—75. Лица, работающие с эпоксидным компаундом, должны быть обеспечены спецодеждой и индивидуальными средствами защиты: хирургическими перчатками, рукавицами, очками. Для защиты кожных покровов от воздействия вредных веществ следует применять защитные пасты.
2.14. Сборка трансформаторов контактных машин
Как правило, сборка трансформаторов производится на конвейере по групповому технологическому процессу. В группу входят трансформаторы с габаритными размерами от 375Х240Х Х296 мм (массой до 60 кг) до 656x480x562 мм (массой до 340 кг). Полная сборка этих трансформаторов выполняется за восемь следующих операций: 1 — взвешивается сталь для магнитопровода; 2 — собирается магнитопровод, прессуется и закрепляется технологическими шпильками; 3 — собранные пакеты устанавливаются на тележку конвейера и освобождаются от верхних технологических шпилек; 4 — распушенная верхняя часть магнитопровода связывается, и устанавливаются прокладки, изолирующие магнитопровод от рам; 5 — надевается на магнитопровод комплект обмоток (или моноблок), устанавливаются дистанционные и расклинивающие планки, опрессовываются обмотки; 6 — шихтуется верхнее ярмо магнитопровода; 7 — по очереди прошиваются в магнитопроводе отверстия, удаляются нижние технологические шпильки, надеваются рамы, магнитопровод спрессовывается и прошивные шпильки заменяются основными с шайбами и гайками и затягиваются; 8 — монтируется схема первичной обмотки путем соединения соответствующих выводов, подсоединения и нумерования отводов,
124
идущих на переключатель ступеней, наложения изоляции на выполненные соединения.
Готовый трансформатор снимается с конвейера и подается на испытательную станцию.
Глава третья
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ПЕРВИЧНЫХ ОБМОТОК ТРАНСФОРМАТОРОВ
3.1. Обзор разновидностей схем
3.1.1. Требования к схемам первичной обмотки. Несмотря на то что почти все современные контактные машины снабжены регуляторами контактной сварки с фазовращателем, способ регулирования сварочного тока путем ступенчатого изменения коэффициента трансформации или вторичного напряжения является основным. При этом способе первичная обмотка секционируется таким образом, чтобы на каждой ступени в сеть включалось разное число витков. Правильный выбор схемы секционирования первичной обмотки является трудной и важной частью расчета и конструирования трансформатора.
Схема первичной обмотки сварочного трансформатора должна:
а) в зависимости от классификационной принадлежности проектируемой машины (см. § 1.19, табл. 1.10) удовлетворять требованиям ГОСТ 297-—80: по диапазону отношений предельных значений максимального и минимального вторичных напряжений; по допустимому шагу нарастания вторичных напряжений по ступеням; не допускать, чтобы напряжение между Двумя любыми выводами первичной обмотки на любой ступени регулирования превышало 1000 В (для подвесных машин со встроенным трансформатором это требование относится к промежуточному трансформатору или автотрансформатору);
б) обеспечивать регулирование вторичных напряжений холостого хода по ступеням в требуемых пределах и с допустимым шагом при минимальном числе отпаек;
в) быть простой в изготовлении и удобной в эксплуатации;
г) по возможности не содержать «дополнительной меди», отключаемой на высших ступенях; позволять разместить необходимое число витков всей обмотки в четное число катушек, которые могли бы быть симметрично расположены в окне магнитопровода.
125
При проектировании схемы необходимо учитывать специфику производства, наличие технологического оборудования, приспособлений, оправок, заливочных форм, стремиться к использованию однотипных принципов секционирования обмоток с целью применения одних и тех же переключателей ступеней.
3.1.2. Требования к переключателям ступеней. Для удобства пользования схемой в производственных условиях соответствующие концы секционированной первичной обмотки подводятся к зажимам переключателей ступеней, с помощью которых включается в сеть то или иное число витков первичной обмотки. Конструкция переключателей зависит прежде всего от схемы обмотки, а сечение токоведущих частей — от мощности трансформатора. В зависимости от того, каким образом осуществляется контакт при включении отдельных секций первичной обмотки, переключатели подразделяются на штепсельные, втычные, скользяще-поворотные, пакетного типа и барабанные. Каждый переключатель должен: а) по возможности быть простым, удобным для подключения концов, идущих от обмотки, не требующим больших усилий при переключении; б) быть электрически и механически прочным; в) не допускать ни в коем случае замыкание секций накоротко при любом, даже неправильном положении перемычек ножей или рукояток; г) быть выполнен в соответствии с ГОСТ 297—80 так, чтобы обеспечить переключение ступеней машин группы Б без фазового регулирования с длительным первичным током до 470 А и машин группы А при включенном токе и без применения инструмента. Токоведущие части переключателя должны выдерживать без перегрева кратковременные разовые включения при наибольшем вторичном токе машины.
3.1.3. Размещение катушек в окне и их соединение. Правильному размещению дисковых катушек в окне магнитопровода трансформатора относительно дисков вторичного витка и относительно друг друга придается большое значение. В каждом частном случае в зависимости от схемы расстановка катушек производится по-разному, но всегда необходимо стремиться к выполнению следующих условий:
1. Катушки первичной обмотки должны быть возможно более симметрично расположены относительно дисков вторичного витка, в особенности для номинальной ступени. Это условие особенно важно выполнять для схем № 1—5 (см. § 3.2), так как несимметричное потокосцепление первичной обмотки с отдельными дисками вторичного витка, соединенными параллельно, приводит к неравномерной загрузке отдельных дисков током.
2. Соединения отдельных катушек между собой необходимо осуществлять непосредственно выводами от катушек без применения дополнительных перемычек, которые вводят лишний контакт. Выводы, которые соединяются между собой непосред-
126
Рис 3.1. Две катушки, отличающиеся расположением выводов
ственно или с помощью перемычек, должны быть расположены друг против друга чтобы в зоне лобовых соединений катушек не было перекрещивающихся перемычек.
3. Надо добиваться
минимального числа кон-
структивных вариантов катушек, изготовляемых с одинаковыми обмоточными данными, т. е. с одинаковым числом витков и из провода одного сечения. Такие катушки могут отличаться одна от другой только расположением выводов. На рис. 3.1 показана катушка, у которой в случае а вывод от начала сделан слева, а от конца — справа, а в случае б — наоборот.
4. Катушки с большим числом выводов следует размещать с края окна магнитопровода.
5. Зазоры между отдельными группами должны быть по возможности одинаковы. Это позволяет унифицировать расклинивающие планки и создает некоторое удобство в процессе сборки трансформатора.
Конструктивное соединение отдельных катушек первичной обмотки между собой необходимо производить, руководствуясь электрической схемой. Чтобы не вводить путаницу в производство при сборке катушек, обычно принято намоточные станки делать нереверсивными и выводы от катушек приваривать только с одной стороны. Таким образом, направление намотки
Рис. 3.2. Соединение катушек № 1, повернутых относительно друг друга на 180°
127
всех дисковых катушек получается всегда одинаковым — против часовой стрелки, если смотреть со стороны выводов.
При составлении схемы конструктивного расположения и соединения катушек надо тщательно следить за тем, как располагаются относительно друг друга те катушки, которые необходимо соединить между собой. Если выводы соединяемых катушек обращены друг к другу (рис. 3.2, а) или в разные стороны (рис. 3.2,6), то при последовательном включении катушек необходимо соединить «начало» с «началом» или «конец»
б)
Рис. 3.3. Соединение катушек Я» 1, расположенных относительно друг друга нормально (выводы обращены в одну сторону)
с «концом», а при параллельном — «начало» первой катушки с «концом» второй и «конец» первой катушки с «началом» второй. Таким образом, при последовательном включении катушек соединяются между собой разнопотенциальные концы катушек и, следовательно, ЭДС суммируются. При параллельном же включении катушек соединяются их однопотенциальные концы.
Когда выводы соединяемых катушек обращены в одну сторону (например, к верхнему ярму—-рис. 3.3), необходимо соединять «начало» с «началом» и «конец» с «концом» при параллельном (рис. 3.3, о) или «начало» с «концом» при последовательном (рис. 3.3, б) включении катушек.
Иногда бывает необходимо соединить несколько секций обмотки, конструктивно уложенных в две секционированные катушки. В этом случае (если катушки не отличаются направлением намотки) катушки надо конструктивно расположить так, как показано на рис. 3.4, а, т. е. их выводы должны быть обращены в одну сторону. На рис. 3.4, б дано неправильное расположение и соединение секций с различными сопротивлениями, обусловленными различными средними длинами витков.
128
Правильное соединение данных катушек при таком их расположении показано на рис. 3.4, в, но такое соединение нежелательно, потому что получаются перекрещивающиеся выводы.
Хотя и очень редко, но бывает необходимо расположить катушки конструктивно так, как показано на рис. 3.4, г, т. е. чтобы их выводы были обращены или друг к другу, или в разные стороны. В этом случае нужно у одной из катушек или изменить направление намотки и приварить выводы с правой
Рис. 3.4. Параллельное соединение секционированных катушек стороны, или, что проще, оставить направление намотки в ту же сторону, но выводы приварить с левой стороны катушки, как изображено на рис. 3.4, б.
3.1.4. Классификация схем. Существующие в настоящее время схемы секционирования первичных обмоток трансформаторов условно могут быть разбиты на три основные группы:
• 1. Схемы с отключением и подключением отдельных секций (см. § 3.2).
2. Схемы с параллельно-последовательным переключением частей секций (см. § 3.3)..
3. Смешанные схемы (см. § 3.4).
В свою очередь, схемы каждой группы могут отличаться числом секций, комбинациями их подключения или переключения и обеспечивать регулирование вторичного напряжения с разной глубиной и разным числом ступеней, с применением разных переключателей.
5 Заказ № 181
129
Для выбора и Составления любой схемы секционирования первичной обмотки необходимо иметь следующие данные:
1. Предельные значения требуемых вторичных напряжений XX, т. е. (t72o)i, соответствующее первой ступени, и (Иго)» — последней ступени.
2. Число ступеней регулирования п.
3. Первичное напряжение трансформатора Ut.
По этим данным определяются глубина регулирования вторичного напряжения, равная отношению (t/2o)n/(H2o)i, и числа витков первичной обмотки, включаемых в сеть на первой и последней ступенях:
UlWa (^ao)i
(3.1) и = (3.2)
\ V 20//1
Здесь w2 — число витков вторичной обмотки.
Ниже приводится обзор различных схем секционирования первичных обмоток и переключателей ступеней, используемых в трансформаторах машин контактной сварки. Для лучшей наглядности распределение витков по секциям и по ступеням для некоторых схем приведены в конкретных числах. Распределение витков по катушкам и соединения катушек выполнены только для наиболее распространенных схем.
3.2. Схемы обмоток с отключением и подключением отдельных секций
Схема № 1. Простейшая схема секционирования первичной обмотки изображена на рис. 3.5. Характерными особенностями этой схемы являются следующие:
1. Схема позволяет регулировать вторичное напряжение любым числом ступеней и через любые интервалы в заданных пределах.
Таблица ступеней
Ступень Положение перемычки переключателя Wj CQ
Секции Витки
1 2 3 4 1 2 3 4 И»с1 + Wc2 +ьУсз+ + ®С4 И»С2 + ОУсз + №сз + шС4 Ц>С4 146 121 96 73 2,5 3,0 3,8 5,0
Рис. 3.5. Схема № 1
130
2 Число секций, на которые разбивается первичная обмотка, равно числу ступеней. Так, для четырехступенчатой схемы* (рис. 3.5) первичная обмотка разбита на четыре секции с числами витков ayci, t0c2, Wes и аус4.
3. При заданном Ui и о>2=1 числа витков первичной обмотки на первой и последней (четвертой) ступенях будут
(аУ1)1 = ауС1 + а>с2+а'с3+к’с4 и (te^ = wci.
Сумма витков остальных секций будет К>с1 + ВУс2 +^3= (Wi)i—wci.
Эту разность витков можно разбить по секциям на любые, даже равные части. Так, например, при Z7i = 365 В и w2= 1 для получения Z72o=2,5...5 В число витков по секциям и по ступеням определяем следующим образом. Из выражений (3.1) и (3.2) получаем (аУ1)1 = 365 • 1/2,5= 146 витков и (011)4= = 365*1/5=73 витка; а>с1+агС2+и’сз= 146—73=73 витка. Эту разность распределяем по секциям: &ус1 = wc2 = 25, О’сз=23. В кружках над электрической схемой даны числа витков отдельных секций. Изменение числа витков по ступеням приведено на рис. 3.5.
4. Для перехода со ступени на ступень может быть использован нормализованный пакетный переключатель или переключатель пластинчатого типа, состоящий из изолированной панели, на которой смонтированы токоведущие шпильки и перемычки или вращающиеся ползунки. Изменение витков по ступеням очевидно из рис. 3.5.
5. При 17с=380 В по этой схеме можно создать обмотку с отношением (172о)п/(П2О)i<2,7. Иначе, в случае установки перемычки переключателя в положение 4, напряжение между зажимами х—1 будет больше 1000 В, что противоречит требованиям ГОСТ 297—80 (см. п. 3.1.1).
6. Схема содержит большое количество «дополнительной меди», совершенно не участвующей в работе на высоких ступенях. Для ее размещения надо соответственно увеличивать окно магнитопровода, а следовательно, и габариты трансформатора.
7. Необходимо иметь большое число отводов от катушек первичной обмотки.
8. Трудно разместить дисковые катушки первичной обмотки симметрично относительно дисков вторичного витка. При этом необходимо руководствоваться двумя соображениями: а) удобством соединения отдельных катушек между собой и б) стрем-? лением обеспечить симметричную связь отдельных дисков свитками первичной обмотки во избежание увеличения индуктивного сопротивления обмоток трансформатора.
На основании существенных недостатков, изложенных в пп. 5—8, схема № 1 применяется очень редко.
5* 131
Схема № 2 (на 4 ступени). В настоящее время в трансформаторах машин контактной сварки, относящихся к классификационной группе Б с фазовым регулированием (см. табл. 1.10), довольно часто используется схема секционирования первичной обмотки, изображенная на рис. 3.6, а. Эта схема характеризуется следующими особенностями:
1. Обеспечивает регулирование вторичного напряжения только четырьмя ступенями путем отключения витков с двух
Таблица ступеней
Положение переключателя
Секции
1 1
2 2
3 1
4 2
2 2
1
1
даС2 + ®ci + ®сз
-т
tt>C2 + ®С1
дас2
122 НО
96 84
3,0
3,32
3,8
4,34
№ 1 № 2
Рис. 3.6. Схема № 2
сторон обмотки с применением двух очень простых пластинчатых или пакетных переключателей ступеней.
2. Состоит из трех секций с числом витков ayCi, ДОсг и <^сз-
3. Секция с Шс2 постоянно включена в сеть, а секции с wci и &Усз то включаются, то отключаются.
4. Числа витков по секциям: ^10’2/(6^20)4; a^ci и шсз
будут зависеть от требуемой глубины регулирования вторичного напряжения. Так, при отношении ((72о)4/(П2о)1~ 1Л
шс1 = 0,14^ и &Усз«0,Зшс2. (3.3)
5. По этой схеме можно производить полный расчет трансформатора с использованием ЭВМ. (см. гл. 5). Соединения отдельных катушек по схеме приведены на рис. 3.6,6.
Схема № 3. Схема № 3, изображенная на рис. 3.7, является разновидностью схемы № 2 с увеличенным числом ступеней до семи. По этой схеме можно обеспечить предельное отношение наибольшего и наименьшего значений вторичных напряжений не более чем 2,2. Ряд вторичных напряжений соответствует 132
арифметической прогрессии. Распределение витков обмотки по ступеням очевидно из рис. 3.7. В настоящее время эта схема применяется очень редко.
1 Схема № 4 (на 8 ступеней). Схема секционирования первичной обмотки, изображенная на рис. 3.8, широко использовалась
Таблица ступеней
Ступень Положение ножа W1 Uv,, В
1 1 156 2,34
2 2 142 2,57
3 3 128 2,85
4 4 114 3,2
5 5 100 3,65
6 6 86 4,24
7 7 72 5,06
Рис. 3.7. Схема № 3
Рис. 3.8. Схема № 4
в трансформаторах прежних конструкций. Характерными особенностями этой схемы являются следующие:
1. Схема позволяет регулировать вторичные напряжения восемью ступенями.
2. При 20 %-ном шаге нарастания вторичного напряжения от ступени к ступени можно обеспечить отношение (Ui0)8/(U20)1=2,8. При меньшем шаге этот предел соответственно снижается.
133
Kam. №1-2 шт. по 29 витков Кат. №2-1шт. - 0-14 -29 витков Кат. №в-1шт.-0-15-33витка
Таблица ступеней
Ступень Положение рукоятки переключателя ил, в Положение перемычки (рис. 3.9, в)
1 1—2 120 3,0 1—2
2 2—3 102 3,6 2—3
3 3—4 87 4,2 3—4
4 4—5 72 5,0 4—5
Рис. 3.9. Схема № 5 (ТК-301, ТК-302 и ТК-401) (на 4 ступени)
3. Переключатель ступеней состоит из изоляционной панели, на которой смонтированы в три ряда медные пружинящие пластины. С задней стороны панели к ним присоединяются соответствующие отводы от первичной обмотки. Переключение ступеней производится посредством двух плоских ножей, которые вводятся в зазор между двумя медными пластинами. Ножи соединяют верхний или нижний зажимы со средним зажимом (положение 1 или 2 для ножа 1 и положение 1, 2, 3 или 4 для
134
ножа 2). Перестановкой этих ножей и обеспечивается регулирование вторичного напряжения по ступеням.
Р 4. Схема содержит большое количество «дополнительной меди». Так, при работе трансформатора на последней ступени из 122 витков первичной обмотки в сеть включено только 45. Остальные 77 витков не работают.
В настоящее время эта схема применяется очень редко.
Схема№5 (на 4 ступени). На рис. 3.9, а изображена схема секционирования первичных обмоток, используемая в сварочных трансформаторах типов ТК-301, ТК-302 и ТК-401, выпускаемых ПЗТЭСО для многоэлектродных машин (см. п. 2.7.1). Характерными особенностями этой схемы являются следующие:
1. Схема обеспечивает регулирование вторичных напряжений четырьмя ступенями.
2. Глубина регулирования лежит в пределах от 1,4 (ТК-302) до 1,67 (ТК-301).
3. Разбивка витков по секциям и по ступеням на рис. 3.9, а приведена для трансформатора типа ТК-301.
4. Расположение и соединение катушек первичной обмотки для этого же трансформатора показаны на рис. 3.9,6.
5. Переключение витков обмотки производится переключателем ступеней, имеющим одно нулевое положение и четыре рабочих. Переключение производится путем вращения рукоятки по часовой стрелке. На рис. 2.7, г изображен общий вид переключателя в сборе с переходной коробкой.
6. Поскольку не все трансформаторы в обязательном порядке комплектуются переключателями ступеней, рассмотренными выше, то часто в производственных условиях приходится осуществлять переключение ступеней самодельным пластинчатым переключателем, схема которого показана на рис. 3.9, в, а положение перемычки по ступеням дано в таблице ступеней.
7. Широкое применение этой неэкономичной и несимметричной схемы вызвано в основном тем, что только благодаря такому секционированию первичных обмоток можно получить конкретные значения вторичных напряжений по ступеням, оговариваемые международными стандартами и нормами CNOMO.
Схема № 6. На рис. 3.10 изображена схема секционирования трансформатора типа ТК-501, серийно изготовляемого ПЗТЭСО для многоэлектродных машин. В связи с большой мощностью трансформатора ТК-501 вся его первичная обмотка разбита на две одинаковые части, каждая из которых имеет одинаковое число витков и секционирована на четыре ступени. Переключение ступеней осуществляется непосредственно на зажимах обмотки трансформатора путем последовательного соединения соответствующих частей обмотки трансформатора.
135
Распределение витков обмотКи по частям, секциям и ступеням очевидно из рисунка.
Обмоткам, выполненным по схемам № 1—6, присущ один общий недостаток — они имеют большое число «дополнительных витков», совершенно не используемых на высших ступенях, что приводит к несимметричному расположению частей первичной обмотки относительно дисков вторичного витка.
@ ©@©
Таблица ступеней
Ступень Положение перемычки переключателя Wj П20» в
1 1—1 38 9,6
2 2—2 34 10,7
3 3—3 30 12,2
4 4—4 26 14,0
©@© ©
Рис. 3.10. Схема № 6 (ТК-501) (на 4 ступени)
3.3. Схемы обмоток с параллельно-последовательным переключением частей отдельных секций
Схема № 7 (на 8 ступеней). Наиболее совершенной, почти лишенной вышеуказанных недостатков, является схема № 7, изображенная на рис. 3.11, а. В настоящее время эта схема имеет очень широкое применение. Характерными особенностями ее являются следующие:
1. Схема позволяет регулировать вторичные напряжения восемью ступенями и наиболее эффективна при отношении (^2о)в/(^2о)1=2.
2. Регулирование осуществляется не отключением или подключением отдельных секций первичной обмотки, а путем переключения их на параллельное или последовательное соединение. При этой схеме все витки первичной обмотки на всех ступенях остаются включенными в сеть, в результате чего сохраняется симметрия потоков рассеяния трансформатора при работе его на любой ступени регулирования вторичного напряжения.
3. Схема позволяет несколько сократить расход обмоточных материалов благодаря лучшему использованию частей отдельных секций, которые рассчитываются с учетом того, что на низких ступенях, где требуется меньшая мощность, но большее число витков, отдельные части секций соединяются последовательно, а на высших ступенях, где требуется меньшее число
136
^Wc1 Wet Wc2 WcZ WcS
@ Q) ® @ ® ®
Я
ТаБлица ступеней
1 Положение перемычек секций переключателя Положение ручек переключателя Положение ножей переключателя W, В
ид №2 №3 1 2 J 7 2 3 Секции Витки
1 £3 О • с /• 2 2 2 2шс,+2ше2 + 2исз 82 4,45
2 м 1 tocf +2тсг +2wc3 76 4,8
3 Ой 2 1 2wct+ wC2 +2wc3 70 5,71
4 ЕН •ч 1 wcf + we2 + 2wc3 5,7
5 ш £3 О о Ой Ой 2 2 1 л 2wct +2wc! + wc3 5S 6,18
6- ЕН V. 1 wc1 + 2wcZ + wc3 53 6^
7 LH “7 2 1 2u>ct + wc2 +wc3 47 7,76
ЕН 1 Wcf+Wc2+We3 41 В,8
Рис. 3.11. Схема № 7 (на 8 ступеней): а — с пластинчатым переключателем; б, в — с переключателем барабанного н штепсельного типа; г — расположение и соединение катушек
витков, отдельные части секций соединяются параллельно, тем самым обеспечивая двойную нагрузку.
4. Ряд вторичных напряжений соответствует арифметической прогрессии.
5. При подборе витков по отдельным секциям необходимо, чтобы каждая секция была составлена из двух совершенно одинаковых частей, состоящих из равного числа витков, намотанных проводом одного размера и конструктивно уложенных в две совершенно одинаковые катушки. Только в этом случае активные и индуктивные сопротивления каждой части секции
137
будут одинаковы и при параллельном соединении их получим равномерную загрузку током.
6. Схема на 8 ступеней (рис. 3.11, а) должна состоять из трех секций 1, 2, 3, и каждая секция — из двух одинаковых частей с числом витков ayCi— аУсь &уС2 — <^с2 и вусз— аусз-
7. Между собой все секции всегда соединены последовательно. На отдельных ступенях части секций соединены друг с другом или параллельно, или последовательно. Распределение витков по секциям производится следующим образом:
а) по заданным 17ь w2, (t/2o)i и (17го)8, пользуясь формулой (3.3), определяем наибольшее и наименьшее число витков первичной обмотки, которые требуется включить в сеть на первой и восьмой (последней) ступенях, т. е. (te)i)i и (аУ1)8;
б) наибольшее число витков (г<У1)1 обеспечивается при последовательном соединении обеих частей каждой из трех секций: (а>1)1 = 2щС1+2а’с2 + 2щс3;
в) наименьшее число витков (&г>1)8 получается при параллельном соединении обеих частей каждой из трех секций: (щ1)8 = &г/с1 + щс2 + а>с3;
г) число витков одной части секции 1 будет
№С1=—
7 (С/я0)8
(3.4)
Рис. 3.12. Схема № 8 (на 16 ступеней): а — электрическая схема обмотки; б — расположение и соединение катушек
138
Таблица ступеней (к рис. 3.12)
Ступень Положение ножей переключателя W1 ию, в 71, Л
1 2 3 4
.——
1 • 2 2 94 4,05 53
2 1 2 91 4,17 57
3 2 1 88 4,32 60,5
4 1 2 85 4,47 65
5 2 2 81 4 70 71,5
6 1 1 78 4,87 77,5
7 2 1 75 5,07 84
8 1 72 5,28 91
9 2 2 69 5,51 99
10 1 2 66 5,76 107
11 2 1 63 6,03 118
12 1 1 60 6,34 131
13 2 2 56 6,79 150
14 1 1 53 7,17 167
15 2 1 50 7,60 188
16 1 47 8,10
д) числа витков одной части секций 2 и 3 соответственно будут
wC2a2аус1; (3.5) Шсзa;2ayC2 a 4twcl. (3.6)
Дробные значения чисел витков округляются до целого числа, а распределение витков по секциям в этом случае будет через разные интервалы, как это сделано на рис. 3.11. Здесь K’ci = 6, wc2 = 12, а &асз=23 (а не 24).
Для наглядности на рис. 3.11 приведена восьмиступенчатая схема для следующих данных: [71 = 365 В, w2 = l и [720 = 4,45...
139
8,9 В. Построение схемы очевидно из рисунка. Вся обмотка уложена в четыре катушки, из которых две катушки № 1 и две — № 2. Каждая катушка № 1, в свою очередь, состоит из шести
X ПКП-25-2-17а 7
---------оЦ=ЗЁ'5Во---------------
Таблица ступеней
Ступень Соединение контактов переключателей W1 1/20, В
№ 1 № 2 Секции Витки
1 3—4 3—4 2tt>ci + 2ы>с2 252 1,45
2 1—2 5—6 Ы>С1 + 2ы>с2 210 1,74
3 3—4 1—2 2и>с1 + ^сз 188 2,17
4 1—2 5—6 5—6 Bfcl + В^С2 126 2,9
Рис. 3.13. Схема № 9 (на 4 ступени): а — электрическая схема обмотки; б — расположение и соединение катушек
140
витков секции 1, уложенных внизу катушки (выводы Н1—К1), и 12 витков секции 2, уложенных сверху (выводы Н2— К2). Катушки № 2 состоят из 23 витков секции 3. Соединение катушек приведено на рис. 3.11, а. Концы обмотки подводятся к соответствующим зажимам переключателя.
На схеме концы обмоток условно обозначаются двузначными числами: первая цифра указывает номер секции переключателя, а вторая — порядковый номер зажима секции. Так, например, концы, которые должны быть подключены к первой (слева) секции переключателя, обозначены 11, 12, 13 и 14, а подключаемые ко второй секции — 22, 23, 24 и т. д.
Схема № 8 (на 16 ступеней). На рис. 3.12, а изображена схема секционирования первичной обмотки на 16 ступеней с параллельно-последовательным переключением частей секций с помощью переключателя ступеней штепсельного типа с четырьмя ножами. Распределение витков обмотки по секциям и по ступеням производится таким же образом, как в п. 3.3.1, но с добавлением четвертой секции, в каждой части которой должно быть около 8 Wci витков. В настоящее время трансформаторы с 16 ступенями регулирования вторичного напряжения с глубиной регулирования, равной 1 :2, применяются только для питания стыковых машин. По этому принципу можно создать схемы на 32, 64 и т. д. ступеней, добавляя дополнительные секции, разбитые на две части с соответствующим числом витков в каждой из них.
Схема № 9 (на 4 ступени). На рис. 3.13 изображена схема секционирования первичной обмотки на четыре ступени с глубиной регулирования вторичных напряжений 1:2. По этой схеме вся первичная обмотка должна быть разбита на две секции, а каждая секция — на две одинаковые части с витками шС1 и &уС2- Регулирование напряжения по ступеням осуществляется путем параллельно-последовательного соединения витков частей секций. Построение схемы очевидно из рисунка. Здесь вся первичная обмотка уложена в две катушки № 1 по 126 витков в каждой. Причем 42 витка в одной и в другой катушке уложены внизу, а 84 витка -—сверху. Поскольку трансформатор имеет небольшую длительную мощность, около 9 кВ «А, переключение ступеней производится двумя пакетными переключателями типа ПКП-25-2-17а, выпускаемыми серийно по ТУ 16-526.308-77. Положение рукояток обоих переключателей и соединение контактов при переходе со ступени на ступень указаны на рис. 3.13 в таблице ступеней, размещение и соединение катушек — на рис. 3.13,6.
Схема № 10 (па 3 ступени). Используя принцип параллельно-последовательного переключения частей секций первичной обмотки, можно обеспечить глубину регулирования вторичного напряжения 1 :2 тремя ступенями, как это показано на
141
4? Щц wc1 wc/ wc, 5)
Таблица ступеней
Ступень Положение переключателя в
№ 1 № 2 Секции Витки
1 11 II 2даС1 46 3,46
2 II 1 Зй>С1 69 5,29
3 1 I 4даС1 92 7,93
Рис. 3.14. Схема № 10 (на 3 ступени): а — электрическая схема обмотки; б — расположение и соединение катушек
схеме рис. 3.14. С такими схемами могут изготовляться только трансформаторы специального назначения, технические условия на которые не требуют шага нарастания вторичных напряжений по ступеням, узаконенного ГОСТ 297—80.
В этом случае вся первичная обмотка разбивается на две секции, каждая часть которой содержит одинаковое число витков (например, 23). Конструктивно эти витки могут быть уложены в четыре отдельные катушки. Переключение ступеней может осуществляться любым переключателем, рассмотренным в § 3.4, в том числе и пластинчатым, как показано на рис. 3.13, а. Схема размещения и соединения катушек изображена на рис. 3.14,6.
Схема №11 (на 2 ступени). Для питания конденсаторных машин в последнее время часто применяется схема секционирования первичной обмотки, обеспечивающая глубину регулирования вторичного напряжения 1 :2 двумя ступенями. Пример такой схемы показан на рис. 3.15, а. Здесь вторичные напряжения имеют только два крайних значения: наибольшее и наименьшее. Промежуточные же значения обеспечиваются другими путями, например уменьшением напряжения на конден-
142
Таблица ступеней
ё)
Ступень Положение переключателя ию, в
Секции Витки
1 и 2ы>С1 200 4,75
2 I О>с1 100 9,5
Рис. 3.15. Схема № 11 (на 2 ступени): а — электрическая схема обмотки; б — расположение и соединение катушки
саторной батарее или изменением емкости и т. д. В примере схемы на рис. 3.15, а конструктивно вся первичная обмотка уложена в четыре одинаковые катушки по 50 витков в каждой, схема размещения и соединения которых приведена на рис. 3.15,6.
Переключатели ступеней для схем № 7—11. Для переключения витков по схеме с параллельно-последовательным соединением частей отдельных секций первичной обмотки с глубиной регулирования вторичного напряжения 1 :2 может быть исподы зован или пластинчатый переключатель, или переключатель барабанного типа, или штепсельный. Эти переключатели отличаются только по конструкции, а электрическая схема их одинакова, так как они состоят как бы из отдельных секций, число которых равно числу секций обмотки; каждая секция переключателя предназначается для параллельного или последовательного соединения витков частей секций обмотки.
Самым простым по конструкции переключателем является пластинчатый на 8 ступеней, изображенный на рис. 3.16, а. Переключение ступеней этим переключателем производится путем изменения положения отдельных перемычек для каждой секции. Положение / (когда обе перемычки замыкают контакты
143
Рис. 3.16. Переключатели ступеней для схем № 7 и 8: а — пластинчатый на 8 ступеней; б, в — соответственно барабанный типа ПБ-4-600 и штепсельный типа ПШ-200-16 на 16 ступеней
2__5) соответствует последовательному соединению витков ча-
стей секции, положение II (замыкаются контакты 1—2 и 3— 4)__параллельному соединению.
Пластинчатые переключатели используются редко, обычно только в тех случаях, когда почему-либо (например, из-за больших токов) нельзя применять переключатель барабанного типа (рис. 3.16,6) или штепсельный (рис. 3.16,в). Основной причиной нежелательности их применения является необходимость использования гаечного ключа при переходе с одной ступени на другую.
Токоведущие части барабанного переключателя типа ПБ-4-600, смонтированные на пластмассовой панели / (рис. 3.16,6), рассчитаны на длительный ток 600 А. С лицевой стороны переключателя расположены три (на 8 ступеней) или четыре (на 16 ступеней) рукоятки 2, на осях которых жестко насажены барабаны 3, изготовленные из изоляционного материала. В каждый барабан вмонтированы две контактные ламели 6 и ограничитель поворота барабана 5. К барабану с помощью стальных пружин плотно прижимаются четыре медных скользящих контакта 4. Поворотом рукоятки устанавливают барабан в одно из двух положений. При одном положении контакты соединяются между собой попарно, что обеспечивает параллельное соединение частей секции, а при другом положении соединяются между собой средние два контакта, что соответствует последовательному соединению частей секции. Переключать ступени в данном случае можно при включенном трансформаторе, но при холостом ходе. Переключение при нагрузке производить не рекомендуется, так как могут обгореть контакты.
Штепсельный переключатель (рис. 3.16, в) позволяет осуществлять различные комбинации соединений для изменения числа витков по схемам № 7 и 8. Он изготовляется также в двух вариантах: на 8 ступеней (тип ПШ-200-8) и на 16 ступеней (тип ПШ-200-16). Его токоведущие части допускают длительный ток 250 А. Конструкция переключателя следующая.
На изолированной пластмассовой панели смонтированы в три ряда (на 8 ступеней) или в четыре ряда (на 16 ступеней) парные, изолированные друг от друга токопроводящие пружинящие пластины. С задней стороны панели к каждой пластине присоединяется соответствующий конец обмотки. С лицевой стороны каждого ряда пластин имеется плоский нож с двумя медными, изолированными друг от друга шинами. Шины ножа вставляются в прорезь между парными пластинами панели, которые необходимо соединить. Так, например, в положении 1, соответствующем параллельному соединению частей секции, одна шина ножа замыкает пластину k с е, а вторая шина ножа замыкает пластины т и п. При положении 2, соответствующем
145
последовательному соединению частей секции, одна шина ножа замыкает пластины k и п, а вторая шина ножа входит в холостую лунку.
Число ножей у переключателей данного типа соответствует числу рядов пластин. Так, у переключателей на 8 ступеней с тремя рядами пластин число ножей равно трем, у переключателя на 16 ступеней с четырьмя рядами пластин число ножей равно четырем.
Таким образом, переключение ступеней производится соответствующей установкой ножей переключателя. Переключение можно осуществлять при включенном трансформаторе, но при холостом ходе. При нагрузке переключение производить не рекомендуется.
Все переключатели, рассмотренные выше, могут быть легко приспособлены для переключения обмоток, секционированных на 4, 3 и 2 ступени. Так, для четырех- и трехступенчатых схем у пластинчатого переключателя (рис. 3.16, а) будут только две секции с перемычками, у барабанного (рис. 3.16,6)—-два ба-
«7 А ( Цё=38ОВ£ Л' (£ У Л 4 А Рис. 3.1 и 13 ( Ступень Рис. 3.17, а Рис. 3.17, б § CQ 8 Ь
Соединения Соединения Сеть
1 5—5' х—х' А—А' 136 2,8
2 4—5' 4'—5 х—2' х’—2 122 3,12
3 3—5’ 3'—5 х—Г х'—1 108 3,5
4 2—5' 2'—5 А—Г А'—1 х—хг 96 3,95
@®@ х @@ х' 1. Схемы № 12 на 6 ступеней)
5 1—5' Г—5 1 1 N3 NO 82 4,64
6 А—5' А'—5 1 1 68 5,6
оабана и две рукоятки, у штепсельного (рис. 3.16, в) —два ряда пружинящих пластин с двумя плоскими ножами. Кроме того, для переключения ступеней по этим схемам могут быть использованы стандартные переключатели пакетного типа (например, ПКП-25-2-17а —см. рис. 3.13).
Схемы № 12 и 13. На рис. 3.17, а, б представлены две возможные разновидности параллельно-последовательных схем секционирования первичных обмоток трансформаторов, позволяющие осуществлять регулирование вторичного напряжения глубиной 1 :2 шестью ступенями. По схеме рис. 3.17, а переключение ступеней во всем диапазоне регулирования осуществляется без переключения сети, а по схеме рис. 3.17,6 — с переключением. Эти схемы очень оригинальны, экономичны, однако практического применения в трансформаторах с дисковыми обмотками они не нашли в основном из-за большого числа отводов и сложных переключателей ступеней.
3.4. Смешанные схемы секционирования первичных обмоток
Схема № 14 (на 16 ступеней). К смешанным схемам относятся такие, в которых изменение числа витков первичной обмотки по ступеням производится двумя способами: путем параллельно-последовательного переключения частей отдельных секций с подключением или отключением «дополнительных витков» или введением «нерегулируемых витков», число которых зависит от требуемой глубины регулирования вторичных напряжений.
Так, для обеспечения регулирования вторичных напряжений глубиной больше 1 :2 в дополнение к секциям с параллельнопоследовательным переключением их отдельных частей в схему вводятся «дополнительные витки», которые включаются на низших ступенях и отключаются на высших. Пример такой схемы на 16 ступеней дан на рис. 3.18. Здесь секция из 60 витков является дополнительной и включается только на низших ступенях. Для переключения ступеней по этой схеме применяется переключатель типа ПШ-250-16. По конструкции он подобен переключателю ПШ-200-16, за исключением иного расположения парных медных пластин четвертого ряда, что можно видеть, если сравнить схему на рис. 3.11, в с данной схемой (рис. 3.18).
Схема № 15 (на 8 ступеней). Если необходимо обеспечить регулирование вторичных напряжений глубиной меньше, чем 1 • 2, используя принцип параллельно-последовательного переключения частей отдельных секций, следует ввести в схему «нерегулируемые витки». Такая схема показана на рис. 3.19. Здесь пять (2+3) витков, обведенных двойным кружком, являются нерегулируемыми, включенными на всех ступенях.
147
Таблица ступеней
Ui*380B
Рис. 3.18. Схема № 14 (на 16 ступеней)
Ступень Положение иожей переключателя § И S
1 2 3 4
1 2 2 1 2 2 1 172 164 2,2 2,3
3 4 2 1 1 156 148 2,43 2,57
5 6 2 1 2 1 140 132 2,7 2,88
7 8 2 1 1 124 116 3,06 3,27
9 10 2 1 2 2 2 112 104 3,39 3,65
11 12 2 1 1 96 88 3,96 4,32
13 14 2 1 2 1 80 72 4,75 5,28
15 16 2 1 1 64 56 5,94 5,78
Для переключения ступеней по этой схеме может быть использован любой переключатель, изображенный на рис. 3.16.
Схема № 16 (на 8 ступеней). По схеме № 16, изображенной на рис. 3.20, выполнено секционирование первичной обмотки в трансформаторах типа ТВК-75 (см. п. 2.7.2). Эта схема обеспечивает регулирование вторичного напряжения трансформатора восемью ступенями глубиной больше 1 : 2. Здесь первичная обмотка разбита на следующие секции:
а) одну секцию с последовательно-параллельным сое-
динением двух ее частей, каждая из которых содержит по 39 витков;
б) одну секцию с нерегулируемыми 19 витками;
в) три секции с числом витков 4, 12 и 12, которые по очереди то подключаются к обмотке, то отключаются.
Конструктивно вся первичная обмотка уложена в четыре катушки, из которых одна катушка № 1 с числом витков 4+19, две катушки № 2 по 39 витков в каждой и одна катушка № 3 с числом витков 12+12. Размещение и соединение катушек приведены на рис. 3.20,6.
148
Рис. 3.20. Схема № 16 (ТВК.-75)
Таблица ступеней
Ступень Соединение контактов переключателя wt В
№ 1 № 2
1 1—2 125 2,42
2 3—4 3—4 113 3,23
3 5—6 101 3,61
4 7—8 97 3,76
5 1—2 1—2 86 4,59
6 5—6 3—4 74 4,93
7 5—6 62 5,9
8 7—8 58 6,3
Переключение ступеней может осуществляться двумя пакетными переключателями, из которых переключатель № 1 типа ПКП-100-4-10 и переключатель № 2 типа ПКП-160-5-32, выпускаемые промышленностью по ТУ 16-526-308-77.
Схема № 17 (на 16 ступеней). На рис. 3.21 изображена схема секционирования первичной обмотки на 16 ступеней регулирования вторичных напряжений, обеспечивающая глубину регулирования 1:4. Эта схема составлена по принципу схемы № 16 (см. рис. 3.20). Здесь части одной секции по 84 витка имеют последовательно-параллельное соединение, секция из 15 витков постоянно включена и четыре секции (15, 21, 18 и 175 витков) то подключаются к обмотке, то отключаются. Переключение ступеней производится двумя пакетными переключателями, из которых переключатель № 1 типа ПКП-25-15-79 и переключатель № 2 типа ПКП-25-15-32, соответствующие ТУ 16-536-308-77.
Схема № 18 (на 6 ступеней). Схема № 18, изображенная на рис. 3.22, позволяет регулировать вторичное напряжение шестью ступенями комбинированным способом: здесь 40 и 40 витков соединяются параллельно-последовательно, 28 витков всегда включены и 14 и 14 витков то включаются, то отключаются.
Схема № 19 (на 2 ступени). Как разновидность комбинированной схемы на рис. 3.23 приведена аналогичная схема секционирования первичной обмотки трансформатора на 2—3 ступени. Такая схема может найти широкое применение в трансформаторах с цилиндрическими обмотками, предназначенных для машин, укомплектованных прерывателями (см. гл. 6).
Схема № 20 (380 или 220 В). На рис. 3.24 изображена схема
150
Рис. 3.21. Схема № 17 (на 16 ступеней)
секционирования первичной обмотки, позволяющая включать трансформатор в сеть 380 или 220 В. Эта схема состоит из двух секций. Первая секция разбита на две одинаковые части, каждая из которых содержит шс1 = 121 виток. Вторая секция имеет г«с2=44 витка. При напряжении сети 220 В, когда требуется меньше витков большего сечения, две части первой секции соединяются параллельно. При напряжении сети 380 В, когда требуется больше витков меньшего сечения, эти две части соединяются последовательно. Витки второй секции всегда включены в сеть. Таким образом, эта схема позволяет использовать всю обмотку при любом напряжении.
Распределение витков по секциям производится следующим образом: 0)01 = ^1(380) — Wi(22o>; = ® 1(220)— Wcj.
151
Таблица ступеней (к рис. 3.21)
Ступень Соединение контактов переключателя 1Лю, в
№ 1 №. 2
1 1—2 1—2 420 0,525
2 3—4 402 0,548
3 3—4 5—6 381 0,577
4 7—8 366 0,6
5 3—4 1—2 336 0,655
6 5—6 3—4 318 0,692
7 7—8 5—6 297 0,74
8 11—12 13—13 7—8 282 0,78
9 1—2 1—2 247 0,90
10 3—4 227 0,97
11 9—10 5—6 206 1,07
12 13—14 7—8 191 1,15
13 5—6 1—2 161 1,37
14 7—8 3—4 143 1,54
15 9—10 5—6 122 1,80
16 13—14 7—8 107 2,06
Таблица ступеней
Ступень Положение не рек л ю ч ате л я it1! и№, в
№ 1 № 2
1 А—1 136 2,68
2 А—2 2—3 122 2,99
3 А—3 108 3,38
4 А—1 1 О 96 3,8
5 А—2 Q Л 82 4,45
6 А—3 68 5,36
Рис. 3.22. Схема Xs 18 (на 6 ступеней)
152
Таблица ступеней
Ступень Положение переключателя ОУ, t/зо, В
1 / 90 4,05
2 2 117 3,12
U, =365В
Рис. 3.23. Схема № 19 (на 2 ступени)
Таблица ступеней.
Ступень Положение пеоеключаь ‘теля Wi fto
Секции Витки
1 (о с) с о 2wcf + wc2 286 380
2 U>ci+Wc7 165 220
Рис. 3.24. Схема № 20 (380 или 220 В)
153
Вторичная обмотка
Рис. 3.25. Схемы обмоток трансформаторов зарубежных фирм: а —«Фиат»; б, в — «Сияки»; г — «Лангепен»
Таблица ступеней (к рис. 3.25, а)
Ступень Включение зажимов </зо, В
1 л—/ 106 3,57
2 А—2 97 3,92
з А—3 91 4,17
4 В—1 83 4,58
5 В—2 74 5,14
6 В—3 63 5,29
Таблица ступеней (к рис. 3.25, в)
I Ступень Включение зажимов § И S'
1 1 — Е — Е — Fa 104 3,46
2 2 — Е — E — Fa 98 3,68
3 1 —Е — E — Fa 91 3,96
4 2 —Е — E — Fa 85 4,27
5 1—DE—EM — Fa 76 4,74
6 2 — DE — ЕМ — Fa 70 5,15
7 1 — DE — ЕМ —Fa 63 5,7
8 2 — DE — EM — Fa 57 6,3
Таблица ступеней (к рис. 3.25, г)
Ступень Включение зажимов W1 t/20, в
1 6—7 104 3,65
2 5—6 38 4,32
3 4—5 75 5,05
•i 3—4 66 5,75
5 2—3 59 6,45
6 1—2 54 7,05
3.5. Схемы обмоток сварочных трансформаторов зарубежных фирм
Специфика сварочных трансформаторов каждой зарубежной фирмы определяется особенностями выпускаемого электросварочного оборудования. Итальянская фирма «Фиат» специализируется на изготовлении универсальных многоэлектродных машин, укомплектованных однофазными трансформаторами броневого типа, внешний вид которых подобен показанному на рис. 2.12, а.
Первичные обмотки рассчитаны на напряжение 380 или 500 В. Регулирование вторичного напряжения осуществляется в пределах 1:1,6. В трансформаторах, управляемых контакторами, независимо от мощности число ступеней регулирования вторичного напряжения принято не более шести. Распространенная схема секционирования первичной обмотки изображена на рис. 3.25, а. Она подобна нашей схеме № 1 (см. п. 3.2.1) и обладает теми же преимуществами и недостатками. Переключение ступеней производится пластинчатым переключателем, укрепленным на токоведущих шпильках.
Французская фирма «Сияки» изготовляет универсальные и специализированные машины для точечной, шовной, рельефной и стыковой сварки. Наиболее распространенная схема секционирования первичной обмотки на 4 ступени представлена на рис. 3.25, б и на 8 ступеней — на рис. 3.25, в. На рис. 3.25, г приведена схема секционирования первичной обмотки трансформатора фирмы «Лангепен» (Франция), применяемого в машинах для точечной сварки. Здесь вся первичная обмотка разбита на две секционированные катушки. Переключение ступеней производится переключателем со скользящим контактом.
Фирма «Эксперт» (ФРГ) для машин контактной сварки выпускает унифицированные трансформаторы двух типов: встроенные серии ТЕ, имеющие не более 4 ступеней, и подвесные для клещей серии TH. Эти трансформаторы смонтированы в одном блоке с тиристорным прерывателем и имеют число ступеней регулирования вторичного напряжения не более двух. Схемы секционирования первичных обмоток подобны рис. 3.25.
Глава четвертая
ЭЛЕКТРИЧЕСКИЙ РАСЧЕТ ОДНОФАЗНЫХ ТРАНСФОРМАТОРОВ ПЕРЕМЕННОГО ТОКА ЧАСТОТОЙ 50 Гц
4.1. Способы выполнения расчетов
До недавнего времени электрический расчет трансформаторов машин контактной сварки производился только вручную по специально разработанным методикам. Но все возрастающая сложность проектируемых и совершенствование существующих изделий, требования к повышению их качества и сокращению сроков разработок вызвали необходимость внедрения автоматизированного метода электрического расчета трансформаторов с использованием ЭВМ. Для этого на базе существующей литературы была создана машинно-ориентированная методика расчета трансформаторов машин контактной сварки и разработано программное обеспечение для автоматизированного расчета существующих типов трансформаторов. В автоматизированный расчет стало возможным ввести элемент оптимизации конструкции трансформаторов по двум критериям: по минимуму расхода активных материалов или по максимуму кпд.
Основные показатели спроектированного трансформатора оформляются в виде таблиц, которые содержат все. данные, 156
необходимые для конструирования, испытания и эксплуатации сварочного трансформатора.
Методу электрического расчета трансформаторов с использованием ЭВМ посвящена глава 5.
4.2. Разновидности выполнения расчетов
По выполнению электрического расчета сварочные трансформаторы подразделяются на две группы. К первой группе относятся трансформаторы, предназначенные непосредственно только для питания конкретных контактных машин определенного назначения и с уточненными конструктивными размерами. К трансформаторам второй группы относятся такие, которые разрабатываются с целью использования их в различных готовых машинах, отличающихся электрическими и конструктивными параметрами.
Как правило, электрические параметры и вся конструкция трансформаторов первой группы полностью увязаны с соответствующими параметрами и конструктивными узлами машины. Поэтому комплектование машин такими трансформаторами не требует никаких дополнительных корректировок и при промышленной эксплуатации все возможности, заложенные в трансформаторы, реализуются полностью. Особенностью электрического расчета этих трансформаторов является то, что они обеспечивают номинальные требуемые электрические нагрузки на номинальной (последней или предпоследней) ступени. При тех же геометрических размерах вылета и раствора машины переход на ступени ниже номинальной, с меньшими значениями вторичного напряжения связан с необходимостью получить от трансформатора меньший вторичный ток. Следовательно, в этих трансформаторах электрическая и тепловая мощности по ступеням будут уменьшаться квадратично, пропорционально вторичному напряжению и току.
Трансформаторами второй группы комплектуются готовые машины, отличающиеся геометрическими размерами и параметрами вторичных контуров, в результате чего от одного и того же трансформатора, но встроенного в разные машины, номинальные вторичные токи могут быть получены на ступенях ниже или выше номинальной. Поэтому электрический расчет таких трансформаторов производится таким образом, что на всей верхней половине ступеней регулирования напряжения вторичный длительный ток принимается одинаковым, равным номинальному значению. Следовательно, в этих трансформаторах электрическая мощность от последней ступени до середины числа ступеней будет уменьшаться линейно, только пропорционально вторичному напряжению. Электрические расчеты трансформаторов обеих групп приведены в § 4.5 и. 4.7.
157
4.3. Составление технического задания для электрического расчета трансформатора, предназначенного для питаяия конкретной контактной машины
Для проектирования сварочного трансформатора техническое задание составляется следующим образом.
1. Из технических условий на машину берется сетевое напряжение Uс в вольтах (см. § 1.4).
2. Для свариваемых деталей, принятых за номинальные, рассчитываются (или подбираются) параметры режима сварки (см. § 1.11). Из их числа используются номинальный сварочный вторичный ток /гном в амперах и время сварки (св в секундах.
3. В зависимости от заданной кратковременной производительности машины определяется длительная часовая, по которой рассчитывается номинальное значение продолжительности включения (ПВ) в процентах (см. § 1.21).
4. В зависимости от того, к какой группе по нормируемым техническим требованиям относится машина, определяются:
а) тип используемой аппаратуры управления и первичное напряжение трансформатора IJ\ в вольтах (см. § 1.9 и табл. 1.2);
б) требуемая глубина регулирования вторичного напряжения трансформатора, шаг нарастания напряжения по ступеням и ориентировочное число ступеней п (см. § 1.19 и табл. 1.10).
5. Рассчитываются сечения токоведущих частей силового контура машины (см. § 1.14).
6. По конструктивным размерам контура рассчитываются его электрические параметры, активное гв и индуктивное хв сопротивления в микроомах (см. § 1.13).
7. Для номинальных деталей определяется активное сопротивление участка электрод — электрод гээ в микроомах (см. § 1.16).
8. Предварительно задаются активное гт и индуктивное хт сопротивления обмоток сварочного трансформатора (см. § 1.18).
9. Определяется требуемое вторичное напряжение трансформатора на номинальной ступени (см. § 1.12).
10. Аналогичным образом рассчитываются (/готах и С/готш в зависимости от диапазона свариваемых деталей и регулирования вылета и раствора машины. При этом уточняются: а) глубина регулирования вторичного напряжения трансформатора, предварительно выбранная в п. 4; б) число ступеней; в) номинальная ступень; г) максимальный ток КЗ машины (г max, который должен совпадать со значением, заданным в технических условиях на машину.
158
4.4. Техническое задание
В уточненное техническое задание на расчет сварочного тпансформатора должны входить: 1. Номинальный сварочный ток /2 ном в амперах. 2. Первичное напряжение трансформатора t/] в вольтах. 3. Частота тока f в герцах. 4. Вторичное напряжение XX Угоном, Hsomin и i^20max в вольтах. 5. Число ступе-ней регулирования вторичного напряжения п и номинальная ступень. 6. Продолжительность включения (ПВ) в процентах. 7. Тип трансформатора (стержневой или броневой). 8. Материал и конструкция магнито провода (шихтованный или витой). 9. Материал и исполнение обмоток (дисковые или цилиндрические катушки, пропитанные лаками и покрытые эмалями или залитые эпоксидным компаундом). 10. Класс изоляции обмоток. П. Охлаждение обмоток и магнитопровода. 12. Тип включающего устройства.
Примечание. При расчете трансформатора исходим из следующих условий:
1. Трансформатор работает только в режиме, близком к полнофазному.
2. Включение и выключение трансформатора синхронизированы с фазой синусоиды тока питающей сети.
3. Сварочный импульс образуется четным числом полуволн синусоиды тока.
4.5. Электрический расчет
4.5.1. Распределение витков первичной обмотки по ступеням. Электрический расчет трансформаторов производится в такой последовательности.
Задается число витков вторичной обмотки w2. В зависимости от требований пп. 4 и 5 технического задания: а) выбирается соответствующая схема секционирования первичной обмотки (см. гл. 3); б) определяются числа витков первичной обмотки на первой, последней и номинальной ступенях: (wi)i, (syi)n и (wi)H0M; в) требуемые витки разбиваются по секциям (на электрической схеме обмотки) и по ступеням (в таблице ступеней).
4.5.2. Расчетные токи первичной обмотки и выбор сечения проводов. Номинальный ток, протекающий по первичной обмотке трансформатора на номинальной ступени, будет
= (4-1)
л
где Ki — коэффициент, учитывающий влияние тока холостого хода на номинальный первичный ток; К — коэффициент трансформации. По опытным данным
= 1 + 0,005in д/ПВ/100 . (4.2)
159
Для длительного первичного тока численные значения i0 следует выбирать не более оговоренных ГОСТ 297—80 и приведенных в п. 4.5.8. Для предварительных расчетов приблизительные значения К приведены в табл. 4.7.
Так как мощность трансформатора изменяется по ступеням, то по отдельным участкам или секциям первичной обмотки при нагрузке будут протекать различные токи, которые определяются следующим образом.
Выразим число витков номинальной ступени через (wi)HoM, а число витков на любой другой ступени — через (им)х- Пренебрегая током холостого хода на номинальной и на любой другой ступени, по закону равенства МДС первичной и вторичной обмоток имеем
Дном (И>1) ном == ДномИ>2 (4-3) И = (4.4)
При равенстве сопротивлений нагрузки вторичный ток любой другой ступени относится к номинальному вторичному току как вторичные напряжения этих ступеней, т. е.
Дх Unix (И11)ном
7 2НОМ U 20НОМ (И’Ох
Отсюда
Г —Г Whom (Л кч
12х —1 аном - - Х*'^).
Подставив значение Дх из уравнения (4.5) в уравнение (4.4), получим
(4.6) (®1)х
Разделив обе части уравнений (4.6) и (4.3) друг на друга, будем иметь
Лх Их _ Whom
Л. НОМ (ffi,l)nOM 0®1)х
Отсюда
71х __ Г (^i)hom ~|2, (4 7)
Лном L (№i).x J
т. е. ток любой ступени относится к току номинальной ступени обратно пропорционально квадрату отношения чисел витков первичной обмотки на этих ступенях.
Поскольку один и тот же трансформатор при различных значениях ПВ развивает различные номинальные мощности, то для сравнения трансформаторов между собой, а также для выбора требуемых сечений провода необходимо определить эю Бивалентные значения мощности, а следовательно, и тока, со-
160
ответствующие ПВ=100 %. Эти эквивалентные величины будем дальнейшем называть расчетными и для номинальной ступени вычислять из соотношения
^1 = 1НОМ д/ПВ/ЮО . (4.8)
Расчетные значения токов по ступеням, необходимые для выбора сечений отдельных секций обмотки, определяются по формуле
Г __ ] Г (ш1)ном I2
1 1 V ~ - III — I .
L (^i)x J
С точки зрения экономии обмоточных материалов следовало бы для каждой секции или участка выбирать свое сечение провода в зависимости от наибольших токов, которые по ним могут протекать при работе трансформатора. Но из-за производственных неудобств, создаваемых большим сортаментом проводов, этого сделать не удается, особенно при схемах (см. § 3.2), при которых обычно выбирают не более трех сечений. Сечение провода каждой секции первичной обмотки должно быть выбрано таким, чтобы трансформатор мог обеспечить токи, рассчитанные по формулам (4.8) и (4.9), как на номинальной ступени, так и на любой другой. При,этом температура нагрева обмотки не должна превышать значений, указанных в табл. 2.7.
Для обеспечения допустимых температур нагрева первичной обмотки плотность тока Д в амперах на квадратный миллиметр выбирается в зависимости от материала обмотки провода, конструктивного исполнения обмотки, системы охлаждения ее и класса изоляции. В табл. 4.1, составленной на основании опытных данных многолетней эксплуатации сварочных трансформаторов, приведены допустимые плотности тока, соответствующие расчетным значениям тока для медных проводов и выводов с изоляцией класса В.
Таким образом, задавшись определенным значением плотности тока, находим требуемые сечения витков в квадратных миллиметрах отдельных секций или участков первичной обмотки по формуле
= (4.10)
Для предварительного расчета сечения витков лучше всего брать среднее значение плотности тока для того, чтобы при выборе размеров обмоточного провода по нормали иметь запас по сечению в ту или в другую сторону. Например, для дисковых катушек из медного провода с изоляцией класса В, с охлаждаемыми дисками вторичного витка надо принимать плотность тока около 4 А/мм2.
6 Заказ № 181 ' 1^1
Таблица 4.1
Конструкция и охлаждение обмоток Допустимая плотность тока, А/мм2
6 X к X Первичная Вторичная Техноле- Представитель Первичная обмотка К СВ В 5
С Номер полней гический процесс Провод Вывод £ s Ю О
1 Дисковые катушки, плотно Виток сварен из медных дис- Заливка Рис. 2.6, а 4—6 5-6
2 прижатые к дискам вторичного витка ков. Трубки для водяного охлаждения напаяны по наружному периметру Пропитка Рис. 2.6, б 3,5-3,8 3 4-5
3 Виток полый из сплющенной медной трубы с водяным' охлаждением Заливка Рис. 2.7 5—7 7-8
4 Цилиндрическая многослойная Виток сварной (или литой) цилиндрический с трубкой для водяного охлаждения Пропитка или заливка Рис. 2.10 5—6 4 5-7
5 С воздушным охлаждением. Виток из медной шины или из провода ПГВ Пропитка Рис. 2.9 1,8—2,0 2 2
Примечание. Для обмоток с изоляционными материалами класса F и Н (см. табл. 2.7) плотности тока могут быть увеличены в V Л//Л/в раз, где Л/ и A/в — допустимые перегревы соответственно при выбранном классе изоляции (F или Н) и классе В. Это увеличение для класса F примерно составляет 1? % и для класса Н — 23 %.
162
Секция 1 Секция 2 Секция 3
и>К1) =4+4=8 К>1(2) = 8 + 8 = 16 к>1(3) = 16+ 16= 32
/id) = 81 А /1(2) = 72 А /1(з) = 43 А
Предварительно при J — 3,2 А/мм2
<7i(i) = 81/3,2 = ?1(2) = 72/3,2 = 71(з) = 43/3,2 =
= 25,4 мм2 = 22,5 мм2 = 13,4 мм2
2 <71(1)^1(1)71(1)= 2<71(г) = 2<71(з) =
= 8-25,4 = 203 мм2 = 16-22,5= 360 мм2 = 32-13,4 = 429 мм2
Обмоточные данные
Две катушки № 1 по 4 витка Две катушки № 2 по 8 витков х. .Две катушки № 3 по 16 витков
Провод марки ПСД. Размеры г сечение q в квадратных миллш
авлпа: голубо а X Ь, изолированного аи X Ьи страх
Радиальные размеры катуш^,
мм
j4ri — k<ki (си + бцр) + 7 Лк2 — ^К2 (аК 4“ ^Пр) ^кз — ^кз (си 4“ ^пр)
163
Осевые размеры катушек, мм
aKi — Ьи + 3 аК2 = + 3 Скз = + 3
Продолжение рис. 4.1
Для удобства при дальнейших расчетах следует вычертить принципиальную электрическую схему первичной обмотки с указанием числа витков в каждой секции и, руководствуясь электрической схемой, определить для каждой секции максимальный расчетный ток.
Рассмотрим это на численном примере (рис. 4.1) для обмотки, выполненной по схеме № 7 с переключателем штепсельного типа. Предварительно укажем, что расчетный ток последней ступени равен расчетному току номинальной ступени. Расчетные токи ступеней ниже номинальной уменьшаются в соответствии с формулой (4.9).
Так, на восьмой ступени отдельные части первой, второй и третьей секций включены параллельно и по ним протекает одинаковый ток, равный 81/2 = 40,5 А. На седьмой ступени части второй и третьей секций соединены параллельно и по ним идет ток, равный 81/2=40,5 А, а части первой секции соединены последовательно и по каждой из них протекает ток, равный 81 А. Значит, части первой секции (при схеме № 7) всегда должны быть рассчитаны на полный ток, соответствующий седьмой ступени, т. е. в данном случае на 81 А. На шестой ступени части первой и третьей секций соединены параллельно и по ним протекает ток, равный 72/2 = 36 А, а части второй секции соединены последовательно и по каждой из них идет ток 72 А. Таким образом, части второй секции всегда должны быть рассчитаны на ток, соответствующий шестой ступени, т. е. в данном случае на 72 А. На пятой ступени части третьей секции соединены параллельно и по каждой из них протекает ток, равный 51,8/2 = 25,9 А, а по частям первой и второй секций, соединенным последовательно, идет ток 51,8 А.
Но так как эти секции уже рассчитаны на больший ток (первая — на 81 А, а вторая — на 72 А), то ток на пятой ступени для этих секций в расчет не принимается. На четвертой ступени части первой и второй секции соединены параллельно и по каждой из них протекает ток, равный 43/2=21,5 А, а по частям третьей секции, соединенным последовательно, идет ток 43 А, соответствующий четвертой ступени. Обычно на этот ток и рассчитываются части третьей секции. (В случае когда половинный ток седьмой ступени больше полного тока четвертой ступени, расчет частей третьей секции производится на этот ток.)
Значения токов для каждой секции схемы даны в таблиц'е ступеней к рис. 4.1. Задавшись средним значением плотности 164
т0Ка вычисляем требуемые сечения витков каждой части секций.
После предварительного определения сечения провода частей секций первичной обмотки находим предварительное суммарное сечение обмоточного провода, необходимое для определения площади окна магнитопровода трансформатора:
91 = “’i(i)9i(i) + “’1(2)91(2) + “’1(з)9кз)> (4-Н)
где к’щ). wi(2) и wi(3) — числа витков отдельных секций; qim, qu2) и 9кз) — сечения витков отдельных секций, мм2.
4.5.3. Расчетный ток вторичной обмотки и выбор ее сечения. Определив суммарное количество обмоточного провода первичной обмотки, находим суммарное сечение вторичной обмотки. Конструкция вторичной обмотки почти всегда выбрана заранее.
Расчет обмотки производится по расчетному значению вторичного тока, соответствующего номинальной ступени. Значение этого тока определяется по формуле (1.10):
^2 = ^2ПОМ д/ПВ/100 .
Общее сечение вторичного витка
q2 = I2/J2, (4.12)
где J2 — допустимая плотность тока, зависящая от материала и от конструктивного исполнения вторичной обмотки, А/мм2. Значения плотности тока для наиболее часто применяемых конструкций вторичной обмотки приведены в табл. 4.1. Суммарное сечение провода обмоток трансформатора
9 = 914-92- (4-13)
4.5.4. Расчет магнитопровода. Магнитопровод рассчитывается для номинальной и максимальной (последней) ступеней. Индукция в магнитопроводе выбирается в зависимости от сорта электротехнической стали (см. табл. 2.3), режима работы трансформатора, его мощности и конструктивного оформления магнитопровода. При низких значениях ПВ индукция ограничивается допустимым током холостого хода согласно ГОСТ 297—80 (см. п. 4.5.8), а при высоких ПВ-—допустимым нагревом магнитопровода трансформатора. Предварительный выбор значения индукции в магнитопроводах производится по табл. 4.2. При этих значениях индукции ток холостого хода трансформатора не превышает значения по ГОСТ 297—80. Для трансформаторов машин специального назначения индукция выбирается в зависимости от условий работы трансформатора, как указано в гл. 7. Однако необходимо иметь в виду, Что для листовых и рулонных сталей не следует брать индукцию выше 1,75 Тл, а для ленточных — выше 1,85 Тл, так как выше этих значений сталь переходит в область насыщения и
165
Таблица 4.2
Характеристика стали Мощность, кВ-А, при Максимальная индукция >, Тл, при Конструкция магнитолровода
Прокат Марка Толщина, мм ПВ = 50% ПВ = 100% о сч и га С О ю II га С
Лист, рулон 3411 3414 0,5 и 0,35 До 10 10—25 25—63 63—100 100—200 200—400 Свыше 400 До 7,06 7,06—17,6 17,6—44,5 44.5—71 71—141,2 141,2—282,4 Свыше 282,4 1,5 1,52 1,56 1,58 1,60 1,65 1,68 1,45 1,48 1,50 1,52 1,56 1,58 1,60 Шихтованный (рис. 2.13, а, б, в)
Лента 3413 3414 0,35 До 10 10—25 25—63 63—100 100—200 До 7,0 7,0—17,6 17,6—44,5 44,5—70,6 70,6—141,2 1,62 1,64 1,73 1,78 1,80 1,58 1,60 1,70 1,76 1,78 Витой ленточный разрезной (рис. 2.13, г, д, с)
25—63 17,6—44,5 1,55 1,48 Витой ленточный • неразрезной (рис. 2.13, ж, з)
1 В трансформаторах, работающих с ПВ < 20 %, индукция может быть увеличена на 0,5 Тл. ,,
незначительный прирост индукции вызывает резкое увеличение удельной МДС, а следовательно, и тока холостого хода. Для каждого частного случая окончательное значение индукции дополнительно корректируется после выбора размеров, магнитопровода.
Активное сечение стали магнитопровода S определяется по формуле
S =----------, (4.14)
4,44fw1B
где £i — ЭДС самоиндукции первичной обмотки; Wi— число витков первичной обмотки, соответствующее расчетной ступени; В — индукция цо табл, 4.2, Тл,
166
Пренебрегая значением ЭДС рассеяния и потерями в первичной обмотке трансформатора в режиме холостого хода, можно принять, что
Ег = иъ (4.15)
где Ui — заданное первичное напряжение.
' В трансформаторах стержневого типа расчетный размер активного сечения стали магнитопровода S относится ко всем участкам магнитной цепи, а в трансформаторах броневого типа — в среднему стержню, на котором расположены обмотки. При определении полного сечения магнитопроводов необходимо учитывать коэффициент заполнения Кс, который показывает, какую часть геометрического сечения магнитопровода занимает активное сечение. В основном зависит от толщины материала листов, от вида покрытия и от плотности запрессовки. В случае использования стали с электроизоляционным покрытием Кс выбирается по табл. 2.4. Если сталь лакируется непосредственно у потребителя,
6Ж
(4-16)
бж + (0,02 • .0,04)
где — толщина отдельных листов пакета, мм. Для шихтованных магнитопроводов при бж=0,5 мм в зависимости от толщины пакета Кс = 0,93... 0,95, для витых при бж = 0,35 мм коэффициент /(cf=0,95... 0,97.
Полное сечение магнитопровода
i 5ж = 5/Дс. (4.17)
Зная S, полученное из формулы (4.14), и задавшись соотношением между Ьс и h (см. п. 2.10.3), можно предварительно определить их численные значения, которые впоследствии должны быть уточнены при раскрое листов электротехнической стали.
Так как S = bchKc, то
hbc=S/Kc. (4.18)
Отсюда найдем ширину листа Ьс и толщину набора пакета магнитопровода h, которую округлим до целого десятка. Число листов пакета п определяется из соотношения
(4.19)
Площадь окна магнитопровода определяется суммарной площадью обмоток q, которые необходимо разместить в окне. Коэффициент заполнения окна Кв. о показывает, какую часть площади, окна занимает непосредственно обмоточный провод. Остальная площадь окна предназначается для изоляции обмоток^ прокладок, воздушных зазоров или каналов между ' 167
отдельными катушечными группами, а также между магнитопроводом и обмотками. Кз.о зависит от конструктивного исполнения обмоток и от суммарного сечения провода. При дисковых обмотках чем меньше габарит трансформатора и чем больше катушечных групп, тем меньше Кз. о, так как при этом увеличивается доля площади, занимаемой изоляцией и воздушными зазорами.
Ориентировочные значения Кз.о приведены в табл. 4.3. Площадь окна
So—q/Ks.o, (4.20)
Таблица 4.3
Исполнение обмоток по табл. 4.1 Примерная площадь обмоток q, мм’ Отношение сторон окна hQ/bQ Число 1 катушечных групп Коэффициент заполнения окна К3 о Площадь окна S, мм2
1, 2, 3 (дисковые, могут быть залиты в два отдельных блока) 1 000—2 000 2 000—3 500. 3 506РЗЩ) 5 000—7 000 7 000—10 000 10 000—14 000 14 000—20 000 Свыше 20 000 1—1,5 1—1,5 1—1,5—2 И—2—2Г5~ 2—2,5—3 2,5—3—3,5 3—3,5—4 4—4,5 1—2 1—2 2—3 - -?=Г-3—4 4—5 5—6 6—7—8 0,32—0,35 0,35—0,38 0,38—0,40 "Д40—0^2" 0,40—0,42 0,39—0,41 0,39—0,41 0,39—1,41 3 200—5 700 5 700—9 200 9 200—12 500 TfSOO—16 700 17 500—24 000 25 400—34 000' 36 000—49.000 Свыше 49 000
4, 5 (цилиндрические) До 1000 1000—3500 3500—5000 1—2 1—2—2,5 2—2,5 Один вторичный виток 0,45—0,48 0,48—0,50 0,55—0,6 До 2200 2000—7000 6400—8300
1 Число катушечных групп равно числу дисков вторичной обмотки.
1 Л) , к , Ъо 1 где q—суммарное сечение провода обмоток — см. формулу (4.13). В табл. 4.3 также приведены наиболее желательные отношения сторон окна магнитопровода (высоты ho и ширины Ъо) в зависимости от Рис. 4.2. к выбору размеров магнитопровода
168
наиболее вероятного числа катушечных групп для обмоток. Так как So—h°b°’ т0> задавшись соотношением между ho и Ьо, в соответствии с табл. 4.3 определяем их предварительные значения. Затем изображаем магнитопровод, как показано на рис. 4.2, со всеми предварительными размерами. При необходимости вводим поправку на размеры с целью наиболее экономного раскроя стандартных листов электротехнической стали. Кроме того, можно воспользоваться размерами и формами пластин магни-топроводов, рекомендованными в табл. 2.5.
4.5.5. Распределение первичной обмотки по катушкам и выбор размеров проводов и вторичного витка. После того как определены размеры магнитопровода, в частности размеры окна, можно приступать к окончательному расчету первичной обмотки.
При распределении обмотки по катушкам необходимо учитывать все требования, указанные в § 2.11 и п. 3.1.3.
Самой простой катушкой будет та, которая изготовлена из провода одного сечения и включает в себя витки целой части одной секции с «двумя выводами — от начала и от конца. Так, например, обмотку, показанную на рис. 4.1, можно разбить на шесть таких катушек (по две на каждую секцию), из которых две — по 4 витка сечением 25,4 мм2 (секция 1), две — по 8 витков сечением 22,4 мм2 (секция 2) и две — по 16 витков сечением 13,5 мм2 (секция 3).
Рассмотрим этот вариант распределения обмотки по катушкам.
Выбор обмоточного медного провода для каждой катушки (дисковой) производится следующим образом.
1. Толщину изолированного медного провода каждого витка выбираем в соответствии с п. 2.11.2:
ци = fe°~~(8 ' 'Шк6пр~7 , (4.21)
к>к
где Ьо — ширина окна, мм; wK — число витков в катушке; 8... 10 мм — величина двух зазоров между сторонами катушки, ярмом и стержнем; бпр— толщина изоляционной прокладки между витками (см. табл. 2.7), мм; 7 мм — увеличение радиального размера катушки за счет изоляции и технологических особенностей (см. п. 2.11.5, подп. 4).
Пользуясь табл. 2.6, определяем для провода данной (предварительной) толщины толщину изоляции с двух' сторон би. Тогда предварительная толщина голого провода будет равна а=«и—би-
2. Предварительную ширину голого медного провода каждого витка b выбираем, исходя из требуемого сечения провода,
b=q1!a. (4.22)
169
Такой предварительный расчет размеров производим для каждого типа катушек, после чего размеры сторон проводов уточняем по ГОСТ 7019—80 и ГОСТ 434—78.
Затем уточняем радиальные и осевые размеры катушек каждого типа (Л и — см. п. 2.11.5, подп. 4 и 6), наносим расчетные данные на рис. 4.2 и переходим к окончательному расчету вторичного витка.
Число дисков вторичного витка пд будет равно половинному числу катушек первичной обмотки.
Так, для примера на рис. 4.1, где число катушек первичной обмотки равно 6, число дисков вторичного витка будет равно 3. Сечение каждого диска составит
?2i = 9г/«д- (4.23)
Радиальный размер наименьшей стороны диска К, находящейся в зоне окна (без трубки), выбираем, как указано в п. 2.12.5, т. е.
K = b0-[kp + Ж~(52 ' '7) +н] (4-24)
. Осевой размер каждого диска (толщина)
aR=qjK- (4-25)
Осевой размер диска, вырезанного из толстолистового материала, не должен быть меньше 5 и больше 16 мм (по конструктивным соображениям). Поэтому в случае получения других значений необходимо произвести перераспределение обмоток по катушкам в зависимости от толщины диска ал. Число катушек или берут больше, например не 6, а 8, или меньше, например, не 6, а 4 (см. рис. 4.1). Для того чтобы увеличить число катушек, можно каждую часть третьей секции сделать из двух катушек по 8 витков в каждой, а чтобы уменьшить — уложить части первой и второй секций в одну катушку, сделав в каждой из катушек по 4—8 витков. Провод можно взять одного сечения, а именно большего.
Определение остальных конструктивных размеров дисков дано в п. 2.12.5.
4.5.6. Конструктивное расположение катушек в окне и их соединение. После окончательного уточнения числа и некоторых необходимых расчетных размеров катушек первичной обмотки и дисков вторичного витка составляется схема размещения катушек в окне и их соединения, как указано в п. 3.1.3.
Одновременно с размещением катушек необходимо определить зазоры б0 между отдельными группами. В случае если размеры окна магнитопровода можно взять любыми, величины зазоров должны быть выбраны с учетом указаний в п. 2.11.5, подп. 7.
170
Если же обмотка размещается в окне определенного размера, то суммарный зазор в окне будет равен
5б = Л0-—(2ок 2йд -|- 2аш), (4.26)
где h0 — высота окна, мм; SaK— суммарный осевой размер всех катушек первичной обмотки, мм; — суммарная толщина дисков, мм; Хсш— суммарная толщина изоляционных шайб (прокладок), конструктивно расположенных между дисками и катушками, мм.
Распределим этот зазор следующим образом.
1. Зазор между крайней катушкой и ярмом 6П₽ = 3 мм (см. п. 2.12.6, подп. 2). Два зазора составляют 6 мм.
2. Оставшийся зазор, равный S6 — 6, распределяем на остальные зазоры. В зависимости от осевых размеров катушек ак, расположенных в этих зазорах, величины зазоров могут быть одинаковые (к чему нужно и стремиться) или разные.
Полученные величины зазоров обязательно должны быть проверены в соответствии с указаниями в п. 2.11.5, подп. 7.
Дальнейшие детальные расчеты рекомендуется производить только после того, когда есть полная уверенность, что правильно выбраны размеры окна, катушки и дисков.
4.5.7. Масса активных материалов. Если сечения всех частей магнитопровода трансформатора одинаковы, то масса его определяется по формуле
в» = у2Еж - Ю-3, (4.27)
где у — плотность электротехнической стали, из которой изготовлены листы магнитопровода, г/см3; данные о у приведены в табл. 2.3; 2ЕЖ— суммарный объем всех частей магнитопровода, см3.
Для трансформаторов стержневого типа (см. рис. 2.13, а)
^VK = hKc(.Hl—hobo). (4.28)
Для трансформаторов броневого типа (см. рис. 2.13, б)
S Еж = hKc{Hl—2hobo),_____ (4.29)
где Кс — коэффициент"3апблнения сталью — см. формулу (4.16). Если сечения стержня и ярма разные, то для определения потерь необходимо массу стержня и ярма подсчитывать отдельно.
Для стержневого трансформатора масса стержня и ярма магнитопровода соответственно равна:
Gc = 2yhKchobc - IO"3; 1
GH = 2yW>n(6o + 2M-10-3. ) (4’30)
Соответственно для броневого трансформатора
Gc = yhKchobc- IO-3; 1
GH = 2y^c(fto + 26H + 2feo + fec)-10-3. J ( ' '
171
Средняя длина витка дисковой катушки первичной обмотки (рис. 4.3, а)
/ср. К1 = 2 (Б—2R) + 2 (В—27?) + 2л (т? + • (4.32)
Средняя длина витка диска вторичной обмотки (рис. 4.3, б)
ZCp2 = 2 (Л-27?д) + 2 (В—27?д) + 2л (/?д + 2К±^+ С-^. (4.33)
Рис. 4.3. К расчету средних длин витков обмоток: а — катушка первичной обмотки; б — диск вторичного витка
В)
Масса провода катушек первичной обмотки каждого типа подсчитывается отдельно по формуле
Gki — уи>к]/ср.Ki^Ki/Cy• 10 3, (4.34)
где у — плотность материала провода, г/см3; для медного провода у = 8,9 г/см3; «к! — число витков в катушке: lcp. Ki — средняя длина витка, м; qKi — сечение каждого витка катушки, мм2; Ку — коэффициент, учитывающий увеличение массы провода за счет его изоляции.
Величина Ку меняется в пределах 1,03—1,08 в зависимости от числа витков и толщины изоляции. Суммарная масса провода одного сортамента
Собщ — ^kiGki -|- ^кгСкгЧ- . . . > (4.35)
где Пкь «к2 — числа катушек из одинакового провода.
Масса дисков вторичного витка приблизительно подсчитывается по формуле
б2 = ПдТ^срг^гср • 10-3, (4.36)
где пд — число дисков; у — плотность материала дисков, г/см3; для витков, сваренных из медных дисков, у = 8,9 г/см3; /Ср 2—
172
средняя длина витка, м; zy2 которое равно
ср — среднее значение сечения диска,
_ 2К + П + С
V2CP —
4
(4.37)
Более точно масса диска определяется по массе каждого участка.
4.5.8. Расчет магнитной цепи. Потери холостого хода в стали магнитопровода трансформатора находятся по формуле
Po = Ko(PcGc + pBGB), (4.38)
где рс и ря — удельные потери в 1 кг стали и ярме, зависящие от индукции Вс и Вя, марки и проката стали и толщины листов; значения удельных потерь для наиболее часто применяемых электротехнических сталей марок 3411 и 3413, листовых, рулонных и ленточных толщиной 0,5 и 0,35 мм приведены в табл. 4.4; Ко— коэффициент, учитывающий увеличение потерь за счет производственных погрешностей, из которых можно назвать следующие: а) добавочные потери, связанные с изменением структуры листов стали при механической обработке их (резка, штамповка, снятие заусениц и т. д.); б) добавочные потери, вызванные увеличением индукции в местах расположения отверстий для стяжных шпилек; в) добавочные потери, которые получаются от механических воздействий в процессе сборки. Обычно Ко составляет 1,1—1,25. В расчетах рекомендуется принимать /Со=1,2.
Абсолютное значение тока холостого хода определяется по формуле
/o = V/oa + /op , (4.39)
где 10 а — активная составляющая тока холостого хода, обусловленная потерями холостого хода Ро; Кр— реактивная составляющая, необходимая для создания магнитного потока.
Активная составляющая тока холостого хода находится по формуле
WA (4.40)
Здесь Ро — потери холостого хода, Вт.
Реактивная составляющая тока холостого хода /Ор определяется по формуле
где SF — суммарная М.ДС; Wi— число витков первичной обмотки, включенных в сеть.
173
Таблиц -^f,4
Характеристика стали в Тл Удельные потери, Вт/кг, при индукции В
Прокат Марка Толщина, мм 0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Лист 3413 0,5 1,4 1,5 1,6 1,43 1,75 2,14 1,45 1,79 2,18 1,48 1,83 2,22 1,50 1,87 2,26 1,52 1,91 2,30 1,55 1,92 2,32 1,59 1,99 2,36 1,63 2,03 2,40 1,67 2,07 2,44 1,71 2,11 2.48
Рулон 3411 0,35 1,7 1,8 1,9 2.0 2,50 3,03 3,53 4,04 2,57 3,08 3,58 2,62 3,13 3,63 2,67 3,18 3,68 2,72 3,23 3,73 2,77 3,28 3,78 2,83 3,33 3,83 2,88 3,38 3,88 2,93 3,43 3,93 2,98 3,48 3,98
Рулон Лента 3413 0,35 1,4 1,5 1,6 1,7 1,8 1,9 2,0 0,9 1,3 1,6 1,9 ' 2,3 2,8 3,6 0,94 1,33 1,63 1,94 2,35 2,88 0,98 1,36 1,66 1,98 2,40 2,96 1,02 1,39 1,69 2,02 2,45 3,04 1,06 1,42 1,72 2,06 2,50 3,12 1,10 1,45 1,75 2,10 2,55 3,20 1,14 1,48 1,78 2,14 2,60 3,28 1,18 1,51 1,81 2,18 2,65 3,36 1,22 1,54 1,84 2,22 2,70 3,44 1,26 1,57 1,87 2,26 2,75 3,52
Примечание Контрольные точки удельных потерь при индукции 1,5 и 1,7 Тл взяты из ГОСТ 21427.1—83 и приведены в табл. 2.3. Там же даны контрольные точки удельных потерь для стали марок 3411, 3412, 3414 толщиной 0,5 мм и 3414 толщиной 0,35 мм.
Суммарная МДС вычисляется по формуле
ZF=FX + Fe, (4.42)
где Fjk — МДС, необходимая для создания магнитного потока в стали магнитопровода; F6 — МДС, необходимая для создания магнитного потока в стыках между листами (в воздушных зазорах);
Fn^F'l», (4.43)
где 1ц — средняя длина магнитной линии, см, равная
lll = 2(ho + bo) + 2n-^-. (4.44)
Если значения индукции в стержне и в ярме различные, то подсчет Е’ж надо вести раздельно для ярма и для стержня. Тогда
Лк = Fa + Fc; Fa^F’ala, Fc = F'clc.
Здесь /с и /я— средние длины магнитных линий по стержню и по ярму, см; F'c и Вя—удельные МДС, А/см;
lc = ho- (4-45)
/я = (/с + 2Ьо) + ^ — + л--с-/2 + Ья. (рис. 4.4). (4.46)
2 4
Значения удельной МДС для стали марок 3411 и 3413 толщиной 0,5 и 0,35 мм даны в табл. 4.5;
Л> = 0,8Вб63, (4.47)
где В6—средняя индукция в зазорах, равная
. Вб = (Вс + Вя)/2; (4.48)
б3 — сумма зазоров магнитной цепи, см.
Величину каждого зазора в случае применения штампованных листов следует считать (при сборке внахлестку) равной . 0,005 см.
Коэффициент Кг зависит от индукции и марки стали и точно может быть найден только из построения кривой намагничивающего тока и определения ее гармоник (главным образом третьей и пятой). В общем случае значение Кг может быть определено по формуле
Кг=1/(1,9—ХГВ). (4.49)
Коэффициенты Кг и Хг выражают математическую связь между индукцией В и напряженностью Н при синусоидальном - потоке и находятся из приближенного уравнения, описывающего кривую намагничивания, .
Н = КгВ + ХгВъ.
175
Рис. 4.4. К определению средней длины магнитной линии Zp.
Значения коэффициентов Кг и Хт определяются из условия, • чтобы кривая намагничивания, построенная по этой формуле, возможно меньше отличалась от кривой, полученной экспериментально. Коэффициент Кг обеспечивает построение прямолинейного участка кривой намагничивания (ниже колена) и представляет собой равенство
Kr-///B=tgP.
Коэффициент zYr обеспечивает построение кривой в зоне насыщения данной стали.
Примерные значения Кг и Хт для сталей марок 3411, 3412, 3413 и 3414 приведены в табл. 4.6.
Ток холостого хода обычно выражается в процентах от номинального длительного (расчетного) тока на соответствующей ступени. Для номинальной! ступени
to = -^—100. (4.50)
А
По ГОСТ 297—80 в сварочных трансформаторах (кроме предназначенных для сварочных машин с запасенной энергией и подвесных со встроенным трансформатором) ток холостого хода io в процентах от длительного первичного тока при номинальном первичном напряжении на номинальной ступени должен быть не более 50 % —для трансформаторов с диапазоном значений вторичного длительного тока до 2500 А; 32 % — для трансформаторов с диапазоном значений вторичного тока до 5000 А и 20%—для трансформаторов с диапазоном значений вторичного тока свыше 5000 А. При этом температура магнитопровода не должна превышать значений, указанных в табл. 2.7.
Примечание. Ток холостого хода правильнее ограничивать не в зависимости от тока, а в зависимости от мощности трансформатора, так как габариты магнитопровода, а следовательно, и длина магнитной силовой линии Zp, зависят от объема обмоток, размещенных в окне (сечение обмоток обусловлено значениями тока, а число витков — значением вторичного напряжения) .
Такое ограничение принято в Международном стандарте 669 № 2658/52—81 , и приведено в табл. 4.7.
Таблица 4.5
Характеристика стали В, Тл > Удельная МДС, А/см, при индукции В
Прокат Марка Толщина, мм 0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Лист 1,4 5,5 5,7 5,9 6,1 6,3 6,5 6,7 6,9 7,1 7,3
1,5 7,5 7,75 8 8,25 8,5 8,75 9 9,25 9,50 9,75
3411 0,5 и 0,35 1,6 10 10,5 11 11,5 12 12,8 13,6 14,4 15,2 16
Рулон 1,7 17 18 19 21 23 25 27 29 32 36
1,8 39 42 46 50 55 60 65 70,5 76 82
1,9 90 100 120 130 150 180 226 270 300 —
Лист 1,4 3,7 3,8 4 4,15 4,2 4,4 4,6 4,8 5
1,5 5,2 5,4 5,6 5,8 6 6,2 6,4 6,6 6,8
3413 0,5 и 0,35 1,6 7,2 7,4 7,6 7,9 8,2 8,5 8,8 9,1 9,4 9,7
Рулой 1,7 10 10,7 11,5 12,2 12,9 13,6 14,3 15,1 15,9 16,7
1,8 1,9 17,5 40 19 20,5 22 23,5 25 27 30 33 36
1,5 0,8 0,82 0,84 0,87 0,9 0,93 0,95 0,97 1 1,05
Лента 3413 0,35 1,6 1,1 1,17 1,23 1,3 1,37 1,44 1,51 1,58 1,65 1,73
1,7 1,8 2,5 3,2 3,9 4,6 5,4 6,2 7,1 8 9
1,8 10 12 13 17 20,5 25 28 31 34 37
1,9 40 — — — —• — —“ —- — —
П р имечание. Контрольные точки индукций, соответствующих удельной МДС, равной для рулона 25 А/см (2500 А/м) и для ленты 1 А/см (100 А/м), взяты из ГОСТ 21427.1—83 и приведены в табл. 2.3. Там же даны контрольные точки индукций при этой же удельной МДС для стали марок 3412 и 3414.
Таблица 4.6
Марка стали Кг для индукции, Тл
1,4 1,5 1,6 1,7 1,8 1,9 2
3411 3412 0,69 1,07 1,15 1,28 1,38 1,53 — —
3413 0,64 1,01 1,06 1,13 1,23 1,35 1,46 1,6
3414 0,63 1 1,05 1,11 1,21 1,32 1,43 1,54
Таблица 4.7
Мощность, кВ-А = 100, % Л Ki (приблизительное значение для П В-100 %)
ПВ=50 % ПВ= 100 %
До 10 До 7 28—26 1,04
10—25 7—17,6 26—21,3 1,035
25—63 17,6—44,5 21,3—18,5 1,03
63—100 44,5—70,5 18,5—14,3 1,027
100—200 70,5—141 14,3—10 1,025
200—400 141—282 10—7,1 1,023
Свыше 400 Свыше 282 7,1 1,02
4.5.9. Потери в обмотках трансформатора. Потери в первичной обмотке трансформатора определяются для номинальной ступени и вычисляются для двух значений тока: номинального Л ном — см. формулу (4.1) и расчетного Ц— см. формулу (4.8)'. Первое значение потерь нужно для подсчета КПД, второе — для теплового расчета. В любом случае потери определяются по формулам:
Дцюм = ЛиомГь (4-51) — (4.52)
где Г1 — активное сопротивление обмотки, соответствующее номинальной ступени и отнесенное к расчетной температуре1 t.
Для того чтобы вычислить активное сопротивление всей обмотки на номинальной ступени, необходимо прежде всего подсчитать активные сопротивления отдельных катушек.
Для каждой катушки в холодном состоянии активное сопротивление определяется по формуле
г(1) — К?го о), (4.53)
1 Для изоляционных материалов класса В расчетная температура принимается равной 100 °C.
178
где ro(i) — сопротивление постоянному току катушки при 20 °C, Ом‘ Кг— коэффициент Фильда для этой катушки (см. ниже).
Сопротивление постоянному току катушки при 20 °C находится по формуле
row = (>~PK1W-1-^ (4.54)
?К1
где р — удельное электрическое сопротивление материала провода катушки; для обмоточной меди Ml при 20 ° С его значения даны в табл. 1.4; /ср. ш—средняя длина витка провода катушки № 1, м, определенная в соответствии с формулой (4.32); аук1 — число витков катушки № 1; qKi — сечение провода катушки № 1, мм2.
Для контроля правильности соединения катушек первичной обмотки на испытательной станции в расчетных записках всегда должно быть дано значение сопротивления постоянному току катушек в холодном состоянии на первой и номинальной ступенях.
Подсчет суммарных сопротивлений катушек первичной обмотки производят, руководствуясь электрической схемой обмотки, складывая сопротивления отдельных катушек в зависимости от их соединения между собой (последовательное или параллельное).
Примечание. Как известно, при последовательном соединении катушек суммарное сопротивление первичной обмотки
г01 — пк1г0 (1) + ПК2ГО <2> + • - • > (4.55)
где «к|, пк2 ... — числа одинаковых катушек. При параллельном соединении
— = —!—+—!—+—?— + ... (4.56)
Т01 пК1Г0 (1) ПК2Г0 (2) ИКЗГо (з)
После подсчета сопротивлений постоянному току отдельных катушек в холодном состоянии по формуле (4.54) и коэффициента Фильда по уравнению (4.58) определяют активные сопротивления каждой из катушек по формуле (4.53) и приводят их к рабочей температуре:
rmt = rw [1+а (/-20)], (4.57)
где а — температурный коэффициент, значения которого для меди указаны в табл. 1.4; t — температура катушек первичной обмотки, численное значение которой дано в табл. 2.7.
Затем подсчитывают суммарное активное сопротивление всей первичной обмотки, приведенное к рабочей температуре, 'также руководствуясь электрической схемой первичной обмотки, соответственно складывая* сопротивления отдельных катушек в зависимости от их соединения между собой.
179
a)
t
Рис. 4.5. К расчету Кв обмоток трансформатора: а — дисковые обмотки; б — цилиндрические
Коэффициент Фильда учитывает добавочные потери в первичной обмотке, возникающие в каждой катушке от пронизывания ее переменными магнитными потоками рассеяния, создаваемыми самой катушкой.
Коэффициент Фильда К? зависит от геометрических размеров провода, числа витков и расположения провода относительно поля рассеяния трансформатора, что обусловливается конструкцией обмотки.
Для дисковых или ци
линдрических катушек с прямоугольным проводом (рис. 4.5) коэффициент Kf подсчитывается по формуле
п2 _л 9
Kf=1 + -JL_L_(a')4, (4.58)
где па — число витков одной катушки, расположенных перпендикулярно потоку рассеяния (для дисковой однорядной ка- ' тушки па всегда равно 1, для цилиндрической многорядной па '
равно числу слоев); а' — приведенный размер стороны провода, расположенного перпендикулярно потоку рассеяния.
Для дисковой катушки (рис. 4.5, а)
а' = 2Ь sj - faWa , (4.59)
V /sp-104 v '
где b—-размер стороны голого провода, расположенного перпендикулярно потоку рассеяния, см; f — частота тока, Гц; а — размер стороны голого провода, расположенного параллельно потоку рассеяния, см; wa— число витков катушки в направлении, параллельном потоку рассеяния; ls—~ средняя длина линий потока рассеяния, см; приближенно для дисковых катушек ls=bo', р — удельное электрическое сопротивление материала провода, мкОм • м.
Для цилиндрической катушки (рис. 4.5, б)
а' ---2а -LVWa— . (4.'6О)
V ZsP-104 1 1
Здесь а и b — толщина и ширина голого провода; /s«=/i0; wa — число витков в одном слое.
Потери во вторичной обмотке также определяются для номинальной ступени для двух значений вторичного тока — номинального и расчетного по формулам:
Р2ном = /LonA (4.61) и p2^ilr2, (4.62)
где г2 — активное ‘сопротивление вторичного витка, Ом, приведенное к температуре 45 °C.
При расчете сопротивления вторичного витка сопротивлением контактных плит можно пренебречь, так как оно мало по сравнению с сопротивлением дисков. Принципиально подсчет сопротивления вторичного витка не отличается от подсчета сопротивления первичной обмотки. Здесь также
,г2 = г2 (20°) [1 (/-20)] (4.63) и Г2 (20°) = ^Fr02> (4.64)
где Лг — коэффициент Фильда, определяемый по формуле (4.66); Гог — сопротивление постоянному току вторичного витка в холодном состоянии (при 20°C):
Го2 = р-^-- (4-65)
Яг
Здесь р — удельное сопротивление материала дисков, мкОм-м; Для дисков из меди марки Ml при 20 °C значения р даны в табл. 1.4; /ср 2 — средняя длина витка диска вторичной обмотки, определяемая по формуле (4.33), м; q2 — суммарное сечение всех дисков вторичного витка, соединенных параллельно, Мм2.
181
Сопротивление постоянному току вторичного витка в холодном состоянии должно быть также указано в расчетной записке.
Коэффициент Фильда для одного диска вторичного витка рассчитывается по формуле
KF= 1 + 0,09 (а')4, (4.66)
где а' — приведенный размер стороны диска, расположенной перпендикулярно потоку рассеяния:
а' 2а„ а / -—— , Л V /sP-Ю*
где Яд —размер диска в направлении, перпендикулярном потоку рассеяния, см; Ьд = Д— размер диска в направлении, параллельном потоку рассеяния, см; р — удельное сопротивление материала дисков; f и ls — то же, что и в формуле (4.59).
Для вторичного витка цилиндрической формы
Kf = 1+0,09 (otg)4, (4.67)
где
а2 = 2а2 а /—.
2 V 4р-104
Здесь Is, а2 и Ь2 —см. рис. 4.5, б.
4.5.10. Расчет сопротивлений обмоток трансформатора. Полное сопротивление обмоток трансформатора, приведенное ко вторичной обмотке, определяется по формуле
ZT=V4+4, (4.68)
где гт—активное сопротивление обмоток трансформатора, приведенное ко вторичной обмотке, Ом; хт— индуктивное сопротивление обмоток трансформатора, приведенное ко вторичной обмотке, Ом.
Расчет гт и хт для каждого трансформатора обычно производится для первой и номинальной ступени. Величина гт определяется после того, как выбраны схемы и число катушек первичной обмотки, число дисков вторичной обмотки и уточнены их геометрические размеры:
гт = -^- + г2> (4.69)
где Г\ и г2 определяются по методике, изложенной в п. 4.5Д; К, — коэффициент трансформации на требуемой ступени.
Расчет хт производится после того, как будут конструктивно размещены в окне обмотки и окончательно уточнены все изоляционные промежутки и конструктивные зазоры. По существу, расчет хт поверочный, и в случае значительного раС
182
хождения расчетной величины хт с предварительно выбранным значением иногда приходится соответственно корректировать значения вторичного напряжения холостого хода трансформатора. Индуктивное сопротивление обмоток трансформатора, приведенное ко вторичной обмотке,
хт = -^фх2. (4.70)
Здесь Хт—индуктивное сопротивление короткого замыкания трансформатора, приведенное к первичной обмотке, Ом.
Расчет индуктивных сопротивлений обмоток сварочных трансформаторов осложнен многочисленными факторами, главными из которых являются: а) тип обмоток (дисковая или цилиндрическая) ; б) разделение дисковой обмотки на катушечные группы, каждая из которых состоит из одного диска вторичного витка и двух в общем случае неодинаковых катушек первичной обмотки, причем число катушечных групп может быть от одной до восьми; в) осуществление ступенчатого регулирования вторичного напряжения со стороны первичной обмотки (схемы по § 3.2 и 3.4) путем различных комбинаций соединения катушек или их частей — секций, располагающихся в одной или разных катушечных группах, а также путем отключения целых катушек или части их витков; г) трудность учета производственных отклонений размеров изоляционных промежутков между катушками первичной обмотки и дисками вторичной обмотки от заданных чертежами; д) трудность учета индуктивности выводов катушек; е) трудность учета магнитной асимметрии потоков рассеяния.
Первые три фактора учитываются конструкцией формул, а последние — эмпирическим коэффициентом. С учетом всех изложенных особенностей и производится расчет индуктивных сопротивлений обмоток сварочных трансформаторов.
Рис. 4.6. К расчету индуктивных сопротивлений дисковых обмоток
183
Индуктивное сопротивление дисковых обмоток трансформатора.
Обмотки из одной катушечной группы (рис. 4.6, а). При последовательном соединении катушек № 1 и 2 индуктивное сопротивление трансформатора
хт = хГр1 = -£(i) + Х(2), (4-71)
где X(i) — индуктивное сопротивление катушки № 1 и соответствующей ей части вторичного диска; Х(2>— то же для катушки № 2 этой группы:
l^cp. Kl^R kI^k!
+ Aid-------------------------1 • IO-8;
. 3 3 (a>Ki + wK2) J
(4.72)
v 1 ®^cp. K2^R k2^k2
X(2)-------------7---------
bo
Г +A2+
I о
“’к^Д 1
3 (t^K2 “Ь Wl) J
• 1(T8. (4.73)
Здесь /ср. ki и /ср. кг —средняя длина витков катушек № 1 и 2, см; вУк1 и wk2 — числа витков катушек № 1 и 2, включенных в сеть; Ьо— ширина окна магнитопровода, см; Ai и Аг — зазоры между диском и катушками № 1 и 2, см; 6Ki и /?к2— ширина голых проводов катушек №. 1 и 2, см; сд — толщина диска, см; Kr ki и Кр кг — коэффициенты, показывающие отношение Ширины окна Ьо к длине силовой линии эквивалентного поля рассеяния (коэффициенты Роговского):
Krki^I-------; ^RK2«1-—-!—.
2л%К1 2л%к2
Для катушки № 1
У =________Ьо
АК1
и соответственно для катушки № 2
7 _ ь°______________________________
АК2 2^ + ^ + ^
При /=50 Гц
(4.74)
(4-75)
хк1 = 9,5 • IO"6 Г Al
bo L 3
(-А1 +
а,К1ЯД
з (W1 + “'кг)
(4.76)
и
Хк2 = 9,5-10-в
^ср. k2^Rk2Mk2 ЬО
WK2aR 3 (“'ki + “кг)
(4.77)
184
Когда катушки № 1 и 2 совершенно одинаковые, то при последовательном соединении их
Лтр I — 2x(i) (4.78)
и при параллельном соединении
Xrpi = x(1)/2. (4.79)
Обмотки из двух и более катушечных групп
(рис. 4.6, б). В случае последовательного соединения катушеч-
ных групп индуктивное сопротивление трансформатора
Хт = Лтр I -|- хгр п -|-. . . (4.80)
Здесь хГр I и хгРц—индуктивные сопротивления отдельных катушечных групп, рассчитанные по формулам (4.76), (4.77) или (4.78), (4.79) в зависимости от соединения катушек каждой группы.
При регулировании напряжения отключением витков по схемам в § 3.2 и 3.4 индуктивное сопротивление трансформатора определяется по формулам (4.71), (4.76) и (4.80) с подстановкой в них числа витков, фактически включенных в сеть. Когда отключенные витки конструктивно уложены в целую катушку, например № 2 (рис 4.6, а), тогда wK2=0 и
xrp I = хк1 = 9,5 • 10"« Zcp- K^RKia)"1 (А*- + Д1+ . (4.81)
Pq \ о о /
При использовании схемы в § 3.3 дополнительно к вышеизложенному возможны случаи параллельного соединения одинаковых катушек (или одинаковых их частей), конструктивно расположенных в разных катушечных группах.
Расчет индуктивного сопротивления производится отдельно Для каждой катушечной группы. Расчетные формулы для каждого варианта соединения катушек будут следующие.
1. Катушки № 1, расположенные в а катушечных группах (например, в I и III — рис. 4.6, б), посредством переключателя соединены между собой параллельно,- а катушки № 2 — последовательно.
Индуктивное сопротивление одной из групп (например, I или III — рис. 4.6, б) рассчитывается по формуле
= 9-5-10^р-д. fКк К1 рм2 [4-+Дх+ bo I. \ а / L о
°fK1 —-1+Kr «А Г-^-+Д2ф
3(шК1 + ашк2) J L о
ДД^К2
3 (шК1./а + Шкг)
(4.82)
Для примера, показанного на рис. 4.6, б, число а равно 2.
185
2. Катушки № 2, расположенные в а катушечных группах (например, в I и III— рис. 4.6, б), соединены между собой параллельно, а катушки № 1 — последовательно:
*rp I = Хгр ш = _9-5-10~6/cP-Kl l\R Ki£^K1 Г + Д х _|_
I L 3
_]---------------1 + Ar к2 f Г_^S2_ . Д2 _|----^2-------11
з (“'к! + Шка/а) J \ a J L з 3 (wK2 + й^к1) JJ
(4.83)
3. Катушки № 1 подразделены на две секции с числом витков вРк/ и ьуК1". При параллельном соединении секций катушек № 1 с числом витков wKi' и при последовательном соединении секций с числом витков wKi" и катушек № 2 индуктивное сопротивление одной из а групп (например, в I и Ш — рис. 4.6, б) будет
_ 9,5-10 /ср к1 [ / а>к1 « \ Г !
Лгр! — Лтрш--------------(ArkI I tWkI I I Г
bo I \ a J L 3
+A1 + -«(->+<) 1 +Лк r 2^+
3 (k'ki/® + ^Kl +шк2) J L 6
+Д2 +------—-------------II. (4.84)
sKiA’+Xi+^kz) J
Здесь /Ср. Ki—средняя длина витка целой катушки, см.
4. Катушки № 2 подразделены на две секции с числом витков Ц>к2 И &Ук2-
При параллельном соединении секций катушек № 2 с числом витков вРк2 и ПРИ последовательном соединении секций с числом витков Wk2 и катушек № 1 индуктивное сопротивление одной из а групп (например, в I и III — рис. 4.6, б) составит
к1®к1 Г —-^-+ Д1 + о
_ _ 9,5 -10- 6/ср .к,
ХГР1 — ЛгрШ ьо
( Wk2 . " \
+ Ark2|--------FИУк2 I X
\ а J
+ Д2+ , И к2 , ,, . . (4.85)
3 з (шк1 + wKJa -I- ПУК2) JJ
5. Катушки № 2, расположенные в а катушечных группах
(например, в I или III — рис. 4.6, б), соединены параллельно, и секции катушек № 1 с числом витков Wki соединены napaji-
186
Лельно. Секции катушек № 1 с числом витков w'K] соединены последовательно между собой и с параллельно соединенными катушками № 2:
9,5-10-6/Ср.к1 L
Xrpi = Лтрщ----------------Ar к11-------'rte,Ki I X
*0 .1 к я J
Яд«1/«+<1) ] , v
------------------ + ARk2 X
3(и>к1/а + и>к1+и>к2/а) J
хГ-^+ДхЧ-
Яд^кг/я
3(^i/a + K>Ki + ®Ki/«)
(4.86)
6. Катушки № 1, расположенные в а группах (например, в I и III — рис. 4.6, б), соединены параллельно, а катушки № 2 имеют параллельно соединенные секции с числом витков Жг-Секции катушек № 2 с числом витков а>к2 соединены последовательно между собой и с параллельно соединенными катушками № 1:
х х _ 9.5-Ю-6/ср.к1
Arpi - A1PIII - ---------------
*о
Кдк1
а
. ядпук1/а I ( w'K2 . \ Г 6к2
Н—---------------------гт I + ^rk2 I-------F w.2! I —-—F Дг +
3(а’К17а+и’К2/а + и'к2) J \ « /|_ d
Яд^кг + ^кг)
з(к>к1/а-|-^2/яЧ-и>"2)
(4-87)
На рис. 4.7, а, б, в дана картина поля рассеяния и графики МДС при последовательном включении катушечных групп и различном соединении катушек и их секций.
В случае расчета индуктивных сопротивлений для другой частоты все величины, вычисленные по вышеприведенным формулам, нужно умножить на отношение f'/f, где f' — фактическая частота; f = 50 Гц.
Индуктивное сопротивление цилиндрических обмоток трансформатора.
Сосредоточенные цилиндрические обмотки упрощенной конструкции (рис. 4.8, а). График распределения МДС приведен на рис. 4.8, б.
Индуктивное сопротивление
хт = 7,9 • Ю"8 , (4.88)
187
Группа I Группа И Группа III
Кат.№1 Кат. №2 Кат.№3 Kam.NB3Karn№2 Kam,Ne1
Рис. 4.7. Поле рассеяния и графики МДС
где f — частота тока, Гц; — число витков первичной обмотки, включенных в сеть;
(4.89)
I88
Рис. 4.8. К расчету индуктивных сопротивлений цилиндрических обмоток
/ср — средняя длина витка обмоток (Zi ср — первичной и /2ср — вторичной);
б5(1) = (б12 61^62 ) <4-90)
— приведенная ширина обмоток, см (612 — расстояние между катушкой первичной обмотки и вторичным витком; 61 и 62 — радиальные размеры обмоток);
Zs = /z0//<R (4.91)
— длина силовой линии; h0 — высота окна; KR~0,95— коэффициент Роговского.
Секционированная первичная обмотка (рис. 4.8, в). Первый вариант — витки секций а, б, в соединены последовательно. График распределения МДС приведен на рис. 4.8, г (кривая 1).
Индуктивное сопротивление
хт = 7,9• IO”8 ^lfcp6s(2) . (4.92)
Is
Здесь Wi, 1ср и ls — то же, что и в формуле (4.88);
я 1 [7 “ч (О Yx ( (б) + и Y s , х 1 ।
8-»=т —)6я + 21+
+«„+('/вм+ 6Я + . (4.93)
к ) к W1 J
189
Второй вариант — витки секций бив соединены между собой параллельно, а с витками секций а последовательно. График распределения МДС приведен на рис. 4.8, г (кривая 2).
Кривая 3 — усредненная кривая 1 или 2.
Индуктивное сопротивление
= 7,9 IO'8 ^р6^3)- , (4.94)
Is
где Is, f, Wt и /ср — то же, что в формуле (4.88);
О>1 (о)^1 (б) + («) ^61
4.5.11. Расчет напряжения короткого замыкания. Напряжением короткого замыкания «к. 3 в вольтах называется напряжение, которое подводится к первичной обмотке трансформатора и при котором в режиме короткого замыкания в обеих обмотках устанавливаются номинальные токи.
Величина «к.3 характеризует падение напряжения в сварочном трансформаторе и может быть рассчитана для любой ступени по формуле
«к. з = + ыр . (4.96)
где wa — активная составляющая напряжения короткого замыкания, В; «р — реактивная составляющая напряжения короткого замыкания, В.
Для номинальной ступени
Да =/1НОМ (^1Г2К2)’> (4.97) Wp —Дном-^т- (4.98)
Напряжение короткого замыкания «к. 3 в процентах от первичного напряжения /71, соответствующего расчетной ступени, составит
«к,з% = -^—100. (4.99)
4.5.12. КПД трансформатора. КПД трансформатора рассчитывается по формуле
т] = 1-----------—----------, (4.100)
б2НОм72НОМ cos ф2 + 2 Р
где ZP — суммарные потери, соответствующие номинальной ступени, кВт:
190
2Р = Л> + Р1НОМ “F Ргном! (4.101)
[j — напряжение на зажимах вторичной обмотки трансформатора при нагрузке, которое определяется из внешней характеристики контактной машины по заданному значению вторичного тока на номинальной ступени (см. § 9.3 и 9.4);
cos q>2 =---—в + Гээ —; (4.102)
л/(гв + 'ээ)2+^
ф2 — угол сДвига вектора вторичного тока относительно вектора напряжения на зажимах вторичной обмотки трансформатора.
Когда параметры внешнего контура и нагрузки неизвестны, КПД трансформатора может быть рассчитан ориентировочно по следующей формуле:
т] = 1----. (4.103)
С171НОМ C0S Ф1
Величина cos ф1 в нормальных контактных машинах при частоте 50 Гц находится в пределах 0,4—0,7.
4.6. Тепловой расчет сварочных трансформаторов
Задачей теплового расчета является определение температуры наиболее нагретых катушек первичной обмотки трансформатора и расхода воды, при котором нагрев катушек остается в допустимых пределах.
Для упрощения расчета принимаются следующие допущения:
1. Все тепло, выделяющееся в обмотках трансформатора, уносится охлаждающей водой. Следовательно, тепловой поток катушек первичной обмотки направлен ко вторичной обмотке, охлаждаемой водой.
2. Тепло, выделяющееся в магнитопроводе трансформатора, передается окружающему воздуху и не влияет на нагрев обмоток.
4. 6.1. Тепловой расчет дисковых обмоток трансформатора, пропитанных лаком или залитых эпоксидным компаундом. В соответствии с принятыми допущениями расчет температуры обмоток выполняем на основании эквивалентной схемы (рис. 4.9), показывающей теплопередачу в пределах одной катушечной группы, и схемы (рис. 4.10), на которой указана последовательность прохождения воды по дискам.
На схеме (рис. 4.9) изображены три нагретых тела: Д — диск, К1 и Д2 — катушки, прилегающие к диску с обеих сто-
191
Рис. 4.9. Эквивалентная схема теплопередачи в пределах одной катушечной группы
рон. Тепловой расчет производим для наиболее нагретой катушки 7(7, имеющей наибольшую плотность тока. Вводим следующие обозначения: Pi — тепловое сопротивление изоляции между дисками и катушкой 7(7; Rv, в—тепловое сопротивление пограничного слоя между стенками трубки, припаянной к диску, и охлаждающей водой, проходящей по трубкам; Рв — тепловое со
противление участка от входа в трансформатор до выхода из диска Д рассматриваемой группы, на котором перепад температуры эквивалентен средней температуре подогрева охлаждающей воды.
Благодаря перепаду температуры АЛ тепловой поток Pw, равный мощности потерь в катушке 7(7, направлен к диску Д через изоляцию, отделяющую проводники катушки от .-диска. Тепловой поток Рщ, равный мощности потерь в катушке 7(2, также направлен к диску Д и проходит через изоляцию, отделяющую проводники катушки 7(2 от диска Д.
Тепловые потоки Рт и Р(2> вместе с тепловым потоком Рд, равным мощности потерь в одном диске, благодаря перепаду температуры А/д. в переходят от внутренней поверхности охлаждающей трубки к воде.
Температура провода катушки 7(7
Л = АЛЛ^д. в Т* АЛ^охл. в, (4.104)
где АЛ — перепад температуры между диском и катушкой 7(7; АЛ-в — перепад температуры между водой и поверхностью трубки; А/в — средняя температура подогрева воды на пути от входа в трансформатор до выхода ее из рассматриваемой катушечной группы; Лхл. в — температура охлаждающей воды на входе в трансформатор.
Среднее повышение температуры охлаждающей воды вычисляется по формуле
д f Prpl + Ргрп + РгрШ + • « + Ргр п /д 1 псч
где Ргр1, РГрп, РГрш, .... Ргрп — потери в катушке и диске соответственно катушечной группы I, II, III и т. д. до рассматриваемой катушечной группы п включительно; Q—-расход воды, л/с; Cv — объемная теплоемкость воды, равная 4,18 кДж/(л-К).
192
'Средний подогрев Боды Lt в на участке от входа В трансформатор Во выхода из исследуемой группы
Рис. 4.10. Схема прохождения охлаждающей воды по дискам вторичной обмотки
Тепловые потоки катушек KI, К.2 и диска Д соответственно определяются по формулам:
/2
Л1) = ^1)Г(1)1 ^2 =42/(2); Рр. = —
пь
где /(1> и 1(2) — расчетные токи, протекающие по катушкам К1 и К2 рассматриваемой катушечной группы; /2— расчетный ток во вторичной обмотке; гт, Г(2) и гд/«д— активные сопротивления катушек К1 и К2 и диска Д, приведенные к рабочей температуре.
Перепад температуры от внутренней поверхности трубки к охлаждающей воде
А/д. в = р<1) + ^<2) + рД_, (4. юб)
ССР Тр
где FTP — площадь внутренней поверхности трубки одного диска, см2:
Ftp = tndrplTp IO4; (4.107)
^тр — внутренний диаметр трубки, м; 1ТР — длина трубки одного диска, м; а — коэффициент теплосъема, равный
а = 1,16 • 10~ W’87^0,13, (4.108)
где коэффициент b учитывает теплопроводность, плотность, вязкость и некоторые другие свойства воды.
Коэффициент b находится в зависимости от так называемой средней температуры, определяемой из выражения
tcp = 4>ХЛ. В + 0 Д (2^ОХЛ. в + А^в + А^Д. в), (4.109)
и его численные значения приведены в табл. 4.8.
1 Заказ № 181 193
Так как Д/д. в в формуле (4.109) является неизвестной величиной, то ею необходимо задаться, а после расчета произвести более точный расчет. В первом приближении можно взять Д'/'д.в=5... 15 °C.
При последовательном соединении охлаждающих трубок отдельных дисков вторичного витка скорость течения воды в трубке определяется по формуле
w = Q-10-8/STp, (4.110)
где 5тр=лб/тр/4 — площадь отверстия трубки, м2; Q — расход воды, л/с.
В табл. 4.9 даны величины tA87 и ch0-13 для значений скорости течения воды и внутреннего диаметра охлаждающей трубки, наиболее часто встречающиеся при расчетах.
Перепад температуры между дисками и катушкой
(4.111)
Здесь Д'—суммарная толщина изоляции между диском и медью катушки с учетом воздушных зазоров и неровностей, см;
Таблица 4.8
/ср, °C 0 2 4 6 8 10 12
ь 1720 1775 1840 1900 1970 2025 2080
Окончание табл. 4.8
4₽, °C 14 16 18 20 30 40 50
ь 2145 2200 2250 2307 2572 2845 3110
Таблица 4.9
V, м/с 0,25 0,35 0,5 0,6 0,7
^0,87 0,3006 0,4018 0,5483 0,6412 0,7335
0,005 0,007 0,009 0,011 0,013
d-o,13 тр 1,990 1,97 1,85 1,8 1,76
194
Р __площадь поверхности соприкосновения катушки № 1 с дис-
ком, см2; % — коэффициент теплопроводности, Вт/ (см • К), среднее значение которого для пропитанных лаками изоляционных материалов различных классов приведено в табл. 4.10.
Таблица 4.10
Класс изоляции А В F и Н Эпоксидный компаунд
X, Вт/(см-К) 0,0011—0,0012 0,0012—0,0016 0,0021—0,0041 0,0045—0,007
4. 6.2. Тепловой расчет цилиндрических обмоток трансформатора. (Разновидность исполнения обмоток по п. 4 табл. 4.1.). Первичная обмотка секционирована на 2—3 ступени по рис. 3.18, г. Расчет температуры обмоток производим в соответствии с рис. 4.11, а, б, где дана эквивалентная схема теплопередачи обмоток 01 и 02 и их конструктивные размеры. Здесь а, б и в — секции витков первичной обмотки; R\2— тепловое сопротивление между вторичным витком и секциями б, в катушки; Rae—тепловое сопротивление изоляции между витками секции а и секций бив; 7?Тр. в— тепловое сопротивление слоя между
7*
Вода
777Т77777ТТ77Т7Ш77
Рис. 4.11. К тепловому расчету цилиндрических обмоток
195
стенками трубки, напаянной ко вторичному витку, и охлаждаемой водой, проходящей по трубке.
Тепловые потоки Р1(а)+А(б, в> вместе с тепловым потоком Р2 благодаря перепаду температуры А/тр. в переходят от внутренней поверхности охлаждающей трубки к воде. Считаем, что наибольшую температуру нагрева ti будет иметь провод катушки, расположенный в первом или втором ее слое, как показано на рис. 4.11,6. Тогда
Z1— AZO “Ь ЫаЪ + + А/12 AZb + А^тр. в- (4.112)
Здесь перепады температуры: А7а—между секцией а и изоляционным слоем бас; АУаб—между изоляционным слоем баб и секциями бив; А/бв— между секциями б, в и изоляционным слоем 612; AZ12— между изоляционным слоем 612 и вторичным витком; А£в— средняя температура подогрева воды на пути от входа в трансформатор до выхода; А7тр. в— перепад температуры между внутренней поверхностью трубки и охлаждающей водой.
Перепад температуры между секцией а и изоляционным СЛОеМ баб
д^ Р1 (а)&аб Рcl (д)6с! (д) i РС2 (д)^сз (д) ц । 'kFоб kFci (а) kF од (а)
1 Реп (д)6с п (д) 6д С ( (д) ~Ь Peg (д) Ч~ • • • 4~ Рс л(д) Л
kFc п(а) к \ Fa с /
= 6°еР1(д) . (4.113)
kFa о
Здесь Рца) — потери в обмотке секции а, Вт; бас — толщина одного слоя межвитковой изоляции в секции а; в случае использования изоляционных материалов класса В по табл. 2.7
бо с=0,046 . . . 0,05;
Рас = lepl (д)^1 (д)> (4.114)
Fac — площадь поперечного сечения на пути теплового потока в средней части секции a; ZCpi(a)— средняя длина витка обмотки секции а; /г1(а) — высота катушки; к-—коэффициент теплопроводности, среднее значение которого дано в табл. 4.9.
Перепад температуры между изоляционным слоем баб и секциями бив
Д^б = /’1(дАб/(^дб)> (4.115)
где баб~0,055...0,07 см — толщина изоляции между обмотками секций а и б, в;
Fa6 = 4 (абА (д)'> (4-116)
Zi(a6> — периметр обмотки на границе секций а, б и в.
196
Перепад температуры между секциями б и в и изоляционным слоем
д^ = 6Vf1(6) = > (4-117)
ЛГбс ЛГвс
где 6вс=6ас=0>046...0,05 см; Р1(б)=Р1(в) — потери в одной части секции б или в;
Fбс=-^вс=^ср1 (6e)^i(6e)~ ^cpi(6e)—~о(а>~; (4.118)
/ср1(бв) — средняя длина витка обмотки секции б или в.
Перепад температуры между изоляционным слоем и вторичным витком
Д^12=^1М^12), (4.119)
где
Pl — Р1(а) + Р 1 (бе) (4.120)
— суммарные потери в первичной обмотке; 612=0,12 см — толщина изоляционного слоя между первичной и вторичной обмотками;
р±2, ~ 4^1 (а)'• (4.121)
/1 — периметр первичной обмотки.
Средняя температура подогрева воды на пути от входа в трансформатор до выхода
A^b = (Pi + P2)/(CvQ-103), (4.122)
где Pi+P2 — суммарные потери первичной и вторичной обмоток трансформатора; Cv и Q — то же, что и в формуле (4.105). Для трубки диаметром 10/7 при минимальном давлении сети, равном 0,08 МПа, Q= 150... 180 л/ч или 0,0416...0,05 л/с.
Перепад температуры между внутренней поверхностью трубки и охлаждающей водой
Akp. в = (Pi + Р2)/(«РтР), (4.123)
где а — см. формулу (4.108) и FTp— (4.107).
В заключение следует заметить, что если в результате расчета в двух рассмотренных случаях нагрев катушек при принятом численном значении расхода воды окажется в недопустимых пределах, надо повторить вычисления, задавшись большим расходом воды.
Температура нагрева провода катушек для принятого класса изоляции должна соответствовать табл. 2;7.
197
4.7. Особенности электрического расчета трансформаторов, используемых для питания различных контактных машин
Техническое задание на расчет конкретного трансформатора этой группы полностью соответствует § 4.4 с примечанием об обеспечении значения длительного номинального сварочного тока /2 на всей верхней половине ступеней регулирования вторичного напряжения.
Этот преимущественный показатель обеспечивается некоторым увеличением расчетных токов по отдельным участкам секционированной первичной обмотки, повышенным расходом обмоточного провода и, следовательно, некоторым увеличением массы всего трансформатора. Электрический расчет практически производится по методике, изложенной в § 4.5, в следующем порядке:
1. Определение числа витков первичной обмотки -и распределение их по ступеням выполняются в соответствии с п. 4.5.1.
2. Номинальные и расчетные значения тока первичной обмотки, соответствующие номинальной ступени, определяются по п. 4.5.2 —см. формулы (4.1) и (4.8).
3. Поскольку электрическая мощность трансформатора от последней ступени до середины числа ступеней уменьшается линейно-пропорционально только вторичному напряжению или обратно пропорционально числу витков первичной обмотки, то расчетные значения токов по ступеням определяются по формуле
(4-124) (W1)*
Определение расчетных токов по ступеням и по отдельным . секциям первичной обмотки рассмотрим на численном примере (рис. 4.12). Здесь обмотка секционирована по схеме № 18 на 6 ступеней. Номинальная ступень шестая, длительный вторичный ток /2=5600 А. Расчетные токи на пятой и четвертой ступенях уменьшаются в соответствии с формулой (4.124) (линейно), на третьей ступени — в соответствии с формулой (4.9) (квадратично).
Так, на шестой ступени включены витки секции 2 и части секции 3, соединенные друг с другом параллельно. Следовательно, по виткам секции 2 протекает ток, равный 68,4 А, а ио • частям секции 3 — ток, равный 68,4/2=34,2 А. На пятой и на четвертой ступенях включаются соответственно части секции 1, и по ним протекает ток, равный 58,1 и 50,5 А.
На третьей ступени части секции 3 соединены последовательно, и по ним идет ток 30,2 А. Но так как они уже рассчитаны на больший ток (34,2 А), то ток 30,2 А в расчет уже не
198
^1(2)
Секция!
! t2
|—о/ 3
Ь1ер.№14°
Секция?
I I I I ,J
[1^30,28]
A<3j~ —=34,2Л
о о и, =360в
Ступень Положен ве переключателя Wi 1/м, В /1, А 1г, А
№ 1 № 2
1 о 3 0—1 0—2 0—3 2—3 158 143 128 2,3 2,5 2,8 30,2 4040 (4230)
4 5 6 0—1 0—2 0—3 1—2 3—4 115 100 85 3,13 3,6 4,23 50,5 58,1 68,4 5600
Рис. 4.12. К определению расчетных токов по ступеням и по отдельным секциям первичной обмотки трансформатора второй группы
берется. Кроме того, исходя из тока 34,2 А начиная с третьей ступени и до первой ступени допустимый длительный вторичный ток трансформатора может быть увеличен с 4040 до 4230 А. Значения расчетных токов для каждой ступени и каждой секции даны в таблице ступеней и на схеме обмотки на рис. 4.12. Дальнейшие электрический и тепловой расчеты трансформатора выполняются полностью по методике, изложеной в § 4.5 и 4.6.
4.8. Согласование параметров готового сварочного трансформатора и машины
Готовые трансформаторы используются в следующих случаях:
а) для комплектования вновь разрабатываемых контактных машин;
б) для встраивания в работающие машины, в которых старые трансформаторы вышли из строя и не подлежат ремонту. При этом контактные машины могут быть отечественные, снятые уже с производства, или импортные, работающие на отечественных заводах.
Для этих целей готовые трансформаторы могут быть выбраны: а) из числа разработанных ранее и предназначенных для питания другой машины, которая на данный момент времени входит в номенклатуру одного из заводов — изготовителей электросварочного контактного оборудования; б) из числа трансформаторов, изготовляемых отдельно от контактных машин. к этим трансформаторам относятся многоэлектродные типов ТК-301, ТК-302, ТК-401, ТК-501, изготовляемые ПЗТЭСО, и типа ТВК-75 хмельницкого завода «Укрэлектроаппарат». Их технические характеристики приведены в приложении 4. Выбор готового трансформатора, необходимого для питания вновь разрабатываемой или эксплуатируемой машины, производится прежде всего по электрическим параметрам, а затем уже решается вопрос конструктивной привязки.
Когда готовый трансформатор встраивается во вновь проектируемую машину, эти вопросы решаются проще: по электрическим параметрам выбирается необходимый трансформатор, а конструкция машины привязывается к готовой конструкции трансформатора. Значения вторичных напряжений, необходимые для данной машины, конкретизируются, число ступеней иногда сужается до минимума, и отпадает надобность в наличии переключателя ступеней.
Замена непригодного трансформатора в эксплуатируемой машине производится несколько иначе. Чаще это связано с тем, что отечественные заводы, а также иностранные фирмы с целью внутризаводской или внутрифирменной унификации в поставляемом им оборудовании используют трансформаторы с более широкими диапазонами регулирования сварочных параметров, чем это требуется в готовой машине. Поэтому для каждого вновь встраиваемого трансформатора желательно иметь следующие данные:
1. Габарит свободного пространства, в которое должен быть встроен новый трансформатор.
2. Первичное напряжение.
3 фактический диапазон регулирования вторичного напряжения используемого в реальных условиях эксплуатации машины.
4. фактические значения сварочного тока и ПВ при работе машины в течение часа.
По данным п. 4 определяется длительный вторичный ток /2, характеризующий предельный тепловой режим нового трансформатора. Для конкретной машины значения ПВ и /2 могут быть определены из режимов сварки соединяемых деталей со среднечасовой производительностью п сварок в час (св/ч).
При отсутствии фактических показателей подбор нового трансформатора может быть выполнен по паспортным данным заменяемого. При замене старого трансформатора трудно подобрать новый с аналогичными техническими характеристиками. Это особенно касается замены мощных зарубежных трансформаторов, работающих на отечественных заводах. В этом случае требуемые большие сварочные токи или высокие вторичные напряжения можно обеспечить не одним, а двумя одинаковыми новыми трансформаторами при соответствующем соединении их первичных и вторичных обмоток.
Для примера в табл. 4.11 приведены технические характери-. стики трех старых трансформаторов, требующих замены, а в табл. 4.12 — приблизительные возможные варианты новых трансформаторов, рекомендуемых для их замены. Выбор трансформаторов выполнен только по электрическим параметрам, без учета конструктивной привязки.
Так, для замены трансформатора Т200.205 фирмы Кука (табл. 4.11, поз. 1) предлагаются два варианта (табл. 4.12, поз. 2). По первому варианту рекомендуется использовать один трансформатор типа ТК-32.08-ЭП, изготовляемый заводом «Электрик» для машины МТ-2002. При условии приобретения трансформатора ТК-32.08-ЭП отдельно от машины этот вариант замены является наилучшим как по электрическим параметрам, так и по конструктивной привязке. По второму варианту предлагается использовать два параллельно включенных трансформатора типа ТВК-75, серийно изготовляемых хмельницким заводом «Укрэлектроаппарат». Эти трансформаторы могут быть легче приобретены, но их эксплуатация потребует систематического контроля и конструктивная привязка связана с большими переделками. Для замены трансформаторов по поз. 2 и 3 в табл. 4.11 предлагается по одному варианту: трансформатор Т750 фирмы «Гирлинг» можно заменить двумя трансформаторами типа ТК-32.08-2ЭП, включенными параллельно; трансформатор ТКП-150-2 — одним трансформатором типа ТК-501, вторичные витки которого должны быть соединены последовательно. Технические данные этих трансформаторов приведены в табл. 4.12, поз. 2 и 3.
Номер позиции Тип заменяемого трансформатора Паспортные данные
£Л?о» при пв=юо %
/2, кА S2» К В - А
1 Т200.205 (фирма Кука) 4,75—7,5 4 ступени 18,8 142
2 Т750 (фирма «Гирлинг») 6,15—17,4 8 ступеней 30 522
3 ТКП-150-2 (завод «Электрик») 6,9—13,8 13,8—27,6 16 ступеней 6,25 3,12 75
Таблица 4.11
Фактические величины
17®. В рабочие режимы расчетные
^2НОМ’ кА ZCB- с п, св/ч с- ПВ, % при ПВ=100%
7s, кА So, кВ-A
4,75—6,2 16 48 38 95 50 11,3 70
14,3—15,4 32 0,7 2700 1,4 50 22,6 348
24 — — — — — 3,1 74,4
Номер позиции Вариант Тип рекомендуемого трансформатора Паспортные данные Количество
У20, В при ПВ=100 %
’1г. кА Sj, кВ-А
1 I ТК-32.08-ЭП (для МТ-2002) 4,2—8,3 8 ступеней ^20НОМ = 7,3 В 14,3 104,4 1
II ТВ К-75 ш2 = 1 2,9—6,4 8 ступеней Угоном = 5,9 В 9 53,1 2
Таблица 4.12
Номер позиции
2
3
Вариант Тип рекомендуемого трансформатора Паспортные данные
uw, в при ПВ=100%
7s, кА Ss, кВ-A
I ТК-32.08-2ЭП (для МШ-3201-1) 6,37—9,3 6 ступеней Гааном = 9,3 В 22,6 210
I ТК-501 te>2= 2 19,2—28 4 ступени 4,55 127,4
Окончание табл. 4.12
Соединение обмоток трансформаторов и параметры
Завод-изготовитель
2
472о — 15,8 В на 4-й ступени, /2 — = 22,6 кА
Завод «Элек-
трик» (см. приложение 5)
1
t/20 = 24 В на 3-й ступени, /2 = = 4,55 кА
ПЗТЭСО (см табл. 2.1) (дв; вторичных вит ка соединень последовательно)
4.9. Особенности работы трансформаторов, управляемых регуляторами РКС-801 или РКС-502
В конструкции каждого из новых цифровых - регулятор^ РКС-801 и РКС-502 (см. § 1.6) предусмотрены две отдельные' модификации: с устройством и без устройства стабилизации сварочного тока. Это устройство легко включается и отключается тумблером, расположенным на лицевой стороне панели регулятора. Таким образом, каждый из регуляторов РКС-801 и РКС-502 может работать как со стабилизацией сварочного тока, так и без стабилизации. Этот ценный качественный показатель регулятора существенно влияет на значения выходных параметров трансформатора, на его магнитные и электрические нагрузки, а при определенных требованиях и на его массу и габаритные показатели. Поэтому в техническом задании на вновь проектируемый трансформатор, предназначенный для питания контактной машины, укомплектованной регуляторами РКС-801 или РКС-502, должно быть четко оговорено условие, при котором трансформатор должен обеспечить требуемое значение номинального сварочного тока: без стабилизации или со стабилизацией.
В первом варианте при напряжении сети t/c = 380 В трансформатор рассчитывается на £71=360 В (см. табл. 1.2). Исходя из требуемого значения номинального сварочного тока и диапазона регулирования вторичного напряжения холостого хода производится полный расчет трансформатора: определяется число витков первичной обмотки, составляется схема секционирования ее по ступеням и по допустимым номинальным электрическим нагрузкам подбираются обмоточный провод и размеры дисков вторичного витка. По объему меди выбирается окно магнитопровода, и по номинальным магнитным нагрузкам определяется его поперечное сечение. Такой трансформатор без стабилизации сварочного тока работает в оптимальных условиях.
При включении устройства стабилизации сварочного тока первичное напряжение трансформатора U\ снижается от 360 до 335—350 В. Одновременно с этим в такой же пропорции уменьшаются и вторичное напряжение, и номинальный сварочный ток. Этот случай на трансформатор отрицательного влияния не оказывает, так как его обмотки и магнитопровод будут работать с недогрузкой.
Во втором варианте трансформатор должен быть рассчитан На первичное напряжение t/i=335... 350 В. Для обеспечения требуемого номинального сварочного тока и диапазона регулирования вторичного напряжения холостого хода первичная обмотка трансформатора по сравнению с первым вариантом должна иметь меньшее число витков, но большего сечения. При
205
номинальных допустимых магнитных нагрузках магнитопровод остается без изменения.
Если же выключить устройство стабилизации сварочного тока, то возросшее до 360 В первичное напряжение вызовет увеличение вторичного напряжения и, следовательно, номинального сварочного тока. При этом трансформатор переходит в режим работы с перегрузкой, так как автоматически возрастают плотности тока в его обмотках и индукция в магнитопроводе. Для того чтобы избежать перегрева обмоток и чрезмерного насыщения магнитопровода, трансформатор должен быть рассчитан с запасом, что потребует нежелательного увеличения его габаритов и массы.
Здесь необходимо иметь в виду, что путем уменьшения величины ПВ можно исключить перегрев обмоток, но от чрезмерного насыщения магнитопровода можно избавиться только увеличением его габаритов. Таким образом, для всех контактных машин, укомплектованных регуляторами РКС-801 или РКС-502, должна быть сделана оговорка, какой режим принят за номинальный.
На основании вышеизложенного можно сделать следующие выводы:
1. Для всех контактных машин, укомплектованных регуляторами РКС-801 или РКС-502, за основной рабочий режим принимать работу машины без стабилизации сварочного тока. При включении устройства стабилизации сварочного тока при том же темпе работы номинальное значение вторичного тока должно* быть автоматически снижено на 7—10 %.
2. Для контактных машин специального назначения, рассчитанных на основной режим работы со стабилизацией сварочного тока, необходимо иметь в виду, что при отключении стабилизирующего устройства для предохранения перегрева всех токоведущих частей машины темп работы ее должен быть соответствующим образом уменьшен.
4.10. Сводные данные результатов расчета
Для каждого сварочного трансформатора по окончании электрического и теплового расчетов заполняется формуляр, или расчетная записка. В него входят:
1. Основные величины, которые непосредственно задаются техническим заданием (см. § 4.4).
2. Обмоточные данные с указанием типа первичной и вторичной обмоток, расчетных токов, размеров проводов, конструктивно размещенных в определенном числе катушек.
3. Данные магнитопровода: его геометрические размеры и электрические параметры — индукция, ток и потери холостого/ хода.
206
4. Электрическая схема секционирования первичной обмотки и таблица ступеней регулирования вторичного напряжения в заданных пределах с указанием конкретного положения переключателя для каждой ступени.
5. Монтажная схема размещения катушек первичной обмотки в окне и их соединение.
6. Электрические параметры обмоток: плотности тока, сопротивления постоянному току при ^=20 °C, добавочные потери, потери в обмотках, напряжение короткого замыкания и максимальная температура перегрева.
7. Размеры выводов от катушек и сечения проводов, предназначенных для соединения катушек первичной обмотки с переключателем ступеней.
8. Марки и толщины изоляционных материалов обмоток и магнитопроводов.
9. Конструктивные зазоры и промежутки.
10. В случае водяного охлаждения необходимый расход воды в литрах на 1 ч, при котором гарантируется нагрев обмоток трансформатора в допустимых пределах.
Глава пятая
СИСТЕМА АВТОМАТИЗИРОВАННОГО РАСЧЕТА ТРАНСФОРМАТОРОВ (САРТР) МАШИН КОНТАКТНОЙ СВАРКИ
5.1. Особенности, связанные с переходом к автоматизированному расчету трансформаторов
Сложность и требования к качеству электросварочного контактного оборудования постоянно возрастают, опережая рост численности квалифицированных инженерных кадров. Это обстоятельство приводит к недостаточной проработке отдельных узлов контактной машины и неблагоприятно отражается на качестве всего изделия. В этих условиях наиболее целесообразным и даже необходимым является использование ЭВМ для выполнения электрического расчета одного из главных узлов машин контактной сварки (МКС) —сварочного трансформатора.
Автоматизация проектирования требует комплексного решения широкого спектра проблем, но прежде всего большей строгости определения понятий, однозначности толкования терминов, четкости классификаций, пересмотра представлений с целью большей формализации.
207
Известны работы [6] по автоматизации проектирования силовых трансформаторов. Однако специфика сварочных трансформаторов не позволяет воспользоваться непосредственно результатами этих работ.
Для сварочных трансформаторов характерны следующие отличительные особенности:
а) повторно-кратковременные режимы работы, при которых имеет место регулярное чередование включения и выключения сварочного тока (до 120 и более циклов в минуту);
б) большие вторичные токи (десятки килоампер) при относительно низких напряжениях (несколько вольт), что ведет к применению во вторичной обмотке 1—2 витков больших сечений;
в) регулирование сварочного тока в широких пределах, которое осуществляется изменением коэффициента трансформации и технически обеспечивается секционированием первичной обмотки и соответствующей коммутацией этих секций;
г) конструктивное исполнение основных узлов трансформатора (например, намотка первичной обмотки проводами различных сечений с укладкой их в дисковые катушки, исполнение вторичного витка в виде нескольких параллельно соединенных дисков с водяным охлаждением и т. п.).
Эти особенности обусловили разработку машинно-ориентированной методики (МОМ) и программного обеспечения автоматизированного расчета. Основой для разрабатываемой методики послужила монография [12].
5.2. Структура и ограничения методики расчета для автоматизированного проектирования
В процессе разработки методики преодолены существенные трудности, связанные с формализацией многих этапов расчета, например распределения витков первичной обмотки по секциям, выбора конструктивных размеров узлов, выбора проводов различных сечений из ряда нормализованных и распределения их по дисковым катушкам, расчета магнитных, электрических, тепловых и других показателей трансформатора, оптимизации расчета и т. д.
При разработке МОМ была принята такая ее структура, которая позволила охватить расчет всех разновидностей сварочных трансформаторов контактных машин, как существующих, так и могущих появиться в дальнейшем (новая конструкция, материалы, технология), путем внесения соответствующих дополнений, т. е. методика является открытой.
Методика (см. § 5.3) состоит из 13 разделов и 12 дополнений к ним (см. § 5.4). Каждый раздел имеет деления на пункты,. В разделах отражены общие для всех трансформаторов поло
208
жения, зависимости, формулы, требования и т. и. Совершенствование этой части методики возможно с целью уточнения отдельных ее положений.
Все части МОМ, которые зависят от варианта рассчитываемого трансформатора, внесены в дополнения.
Дополнения имеют разветвленную структуру в зависимости от параметров, определяющих тот или иной ход расчета, однако выходные параметры едины для всех вариантов.
В МОМ принят следующий ряд ограничений, которые в дальнейшем могут уточняться либо отбрасываться и заменяться более точными (или приближенными) зависимостями:
1. Число ступеней регулирования коэффициента трансформации 16.
2. В трансформаторах с дисковыми обмотками число дисков ND = 8.
3. В дополнениях наиболее полно проработан широко распространенный вариант конструктивного исполнения трансформатора: шихтованный магнитопровод броневого типа, дисковые обмотки, из которых первичная секционирована по схемам № 7—11 (см. § 3.3, рис. 3.11—3.15) с параллельно-последовательным переключением частей отдельных секций обмотки. Вторичная обмотка — одновитковая.
В процессе дальнейшей работы предполагается расширять дополнения другими вариантами расчета трансформаторов.
4. В МОМ выведены два критерия оптимизации параметров проектируемого трансформатора: либо минимум массы активных материалов, либо максимум КПД.
5. МОМ оформлена в виде таблицы, в которой в отдельные графы выделены исходные и рассчитываемые параметры, их программные имена, единицы и необходимые уточнения.
5.3. Машинно-ориентированная методика расчета трансформаторов переменного тока
пара тра Наименование параметра Идентификатор Единица Конкретизация параметра
1. Исходные данные для расчета
1.1 Номинальный сварочный ток /2НОЫ I2H А
1.2 Вторичное напряжение XX иа первой ступени t/gomin U20N В
1.3 Вторичное напряжение XX на последней ступени t/2oroax U20X В
1.4 Число ступеней регулирования вторичного напряжения N —
1.5 Номинальная ступень NC -—
1.6 Номинальное напряжение первичной обмотки иг U1 в
1.7 Частота тока f F Гц
1.8 Продолжительность включения (ПВ) РВ % РХ = 2 для последовательнопараллельной схемы (см. п. 5.4.1); РХ = 1 для схем, кроме последовательно-параллельной
1.9 Выбранная схема секционирования РХ
1.10 Число секций KS — Двумерный массив (см. п. 5.4.1)
1.11 Матрица коммутаций Al [1 : N, 1 : KS] -—
1.12 Вектор минимальных коэффициентов нарастания напряжения по ступеням А [1 : N— 1] А (1)-А (2) . . . • A (N — 1) U20X Л (см. п. 5.4.1) O20N v
1.13 Вектор максимальных коэффициентов нарастания напряжения по ступеням В Ц : N— 1] — в (1)-В (2)- . . . • В (N— 1)> U20X , г , > (см. п. 5.4.1) O20N
1.14 Тип н конструкция магнитопровода: TYP [1 : 2] — Массив, значения элементов которого характеризуют тип и конструкцию магнитопро-
вода
тип магнитопровода
конструкция магнитопровода
1.15 Марка стали магнитопровода
1.16 1.17 Толщина стали Исполнение первичной обмотки и ее диэлектрические свойства: исполнение диэлектрические свойства
1.18 Материал обмоток: первичная/вторичная
1.19 Охлаждение обмоток
1.20 Класс изоляции обмоток
TYP [1] — 1 — броневой,
TYP [1] = набирается из прямоугольных пластин 2 — броневой, набирается из прямоугольных П-образных пластин 3 — стержневой (см. рис. 2.13) [ 0 — шихтован-
TYP [2] — TYP [2] = < ный 1 1 — витой ’3413’
STAL TC MM STAL = | ’3411’ '1211’
MOD [1:2] Массив, значения элементов которого характеризуют исполнение первичной обмотки и ее свойства ( 1 — дисковое
MOD [1] — MOD [1] = ! исполнение I 2 — цилиндри-( ческое
MOD [2] — MOD [2] = ( 1 — заливка | компаундом
ROD — ROD = ’медь/медь’
INV — INV = ’водяное’ ( ’В’
POL — POL = { ’F’ 1 ’Н’ (см. табл. 2.7)
Номер параметра Наименование параметра
1.21 Параметр, задающий закон изменения токов
1.22 1.23 по ступеням Толщина междувитковой изоляции Максимальное число проводов, которым наматывается трансформатор
1.24 Допустимый коэффициент параллельности проводов
1.25 Индукция в стержне на номинальной ступени BROM
1.26 Параметр, характеризующий исполнение выводов (материал)
1.27 1.28 1.29 1.30 Температура охлаждающей воды Толщина стенки трубки Число витков вторичной обмотки Коэффициент мощности контактной машины
Продолжение табл.
Идентификатор Единица Конкретизация параметра
VID DLT KPR КР ВН PWY ТОВ ТТ W2 COS <Р ММ Тл °C мм См. табл. 2.7 Принимает любое из следующих значений: ( 1 КР = 2 1 3 См. табл. 4.9 Принимает значение: 0 —-из медной ленты ЛММ 1 — медь листовая Ml рту у = ПММ 3 —ЛММ и ПММ 4 — любой, имеющийся в базе данных Обычно ТОВ = 15 1,5—2,0 мм Обычно W2 = 1 0,3—9,5—точечные, шовные 0,6—0,7 — стыковые
1.31 Допускаемая плотность тока первичной обмотки РЛ А/мм2 1
1.32 1.33 1.34 1.35 1.36 Допускаемая плотность тока вторичной обмотки Критерий оптимизации Ограничения по габаритам: параметр, ограничивающий размер маг- нитопровода по ширине параметр, ограничивающий размер маг- нитопровода по высоте параметр, ограничивающий размер маг- нитопровода по толщине Число рассчитываемых вариантов с целью оптимизации конструкции Параметр, характеризующий режим работы системы автоматизированного расчета 2. Расчет числа PJ2 KROP DLMX WSMX SHMX KITZ IOTL витков первичной обмотк А/мм2 мм мм мм и 1 — оптимизация по массе активных мате-KROP = риалов 2 — оптимизация по КПД При отсутствии ограничения DLMX=10 000 При отсутствии ограничения WSMX = 10 000 При отсутствии ограничения SHMX = 10 000 В режиме корректировки KITZ = 1 < 2 — режим расчета IOTL = 9 — режим корректировки
2.1 Проверка выбранной схемы секционирования D = и20х U20N — Рис. 3.5, 3.6 и 3.11—3.15
2.2 Число витков первичной обмотки (на первой ступени) W1T = ^ U20N — Округляется W1T до ближайшего целого
2.3 Число витков первичной обмотки на последней (N) ступени WIN = U20X — Округляется WIN до ближайшего целого
Номер параметра Намменование параметра
2.4 Распределение числа витков первичной обмотки по секциям wc
2.5 Число витков первичной обмотки на каждой
2.6 2.7 ступени ш1с Уточнение числа витков первичной обмотки Вторичное напряжение XX для каждой сту-
2.8 пени U2d Число витков и вторичное напряжение XX для номинальной ступени
2.9 Коэффициент трансформации?на номинальной ступени К
2.10 Вторичный ток рассчитываемого трансформатора /2
2.11 Номинальная мощность рассчитываемого
2.12 трансформатора Рном Коэффициент, учитывающий влияние тока XX на первичный ток
2.13 2.14 Номинальный первичный ток I j ном Длительный (расчетный) номинальный'"пер-
2.15 ВИЧНЫИ ТОК /1 расч.ном Расчетные токи первичной обмотки по ступеням регулирования /1РасчГ-для квадратичного закона
Продолжение табл.
Идентиф катор Единица Конкретизация параметра
WS [1 : KS1 (см. п. 5.4.1) W1CI1.N] (см. п. 5.4.1) WTR = W1C [11 U20C [1 : N] (см. п. 5.4.1) W1H = W1C [NC] U2H = U20C [NC] и 1 w | 1 | Массив значений Массив значений Массив значений
v„ _ W1C [NC] KT W2 —
12 = 2?h KLT PH = U20C [NC] X KI = 1 + 0,005-10 X X-./PB у 100 A B-A KLT — число трансформаторов, включенных параллельно. Первоначально принимаем KLT = 1 Величина 10 приведена в п. 4.5.8
ПН = K1-I2/KT A
I1PH = I1H -Vpb/ioo A
IIP (I) = I1PH X X (W1C (NQ/W1C (I))2, где 1=1, . . . , N — 1 IIP (N) = I1PH A
2.16 для линейного закона Наибольшие первичные токи но секциям Лпах ПР (I) = ПРН X X (W1C (NQ/W1C (I)), где 1=1, .... N—1 ПР (N) = ПРН IMS [1 : KS] (см. п. 5.4.2) A A Массив значений
2.17 Требуемые сечения провода первичной обмотки для каждой секции qc QS [1 : KS1 (см. и. 5.4.2) MM2 Массив значений
2.18 Наибольший ток для секции MX 1ST = max (IMS X X (1 : KS)) A
2.19 2.20 Наибольшее требуемое сечение провода секции Суммарное сечение провода первичной обмотки QMX = = max (QS (1 : KS)) Cm. n. 5.4.3 MM2 MM2
2.21 Длительный вторичный ток на номинальной ступени /2расч I2PH = I2-VPB/100 A
2.22 Расчетное сечение витка вторичной обмотки в зависимости от плотности тока Q2 = I2PH/PJ2 MM2 PJ2 по табл. 4.1
2.23 Суммарное сечение первичной и вторичной обмоток Q = QI + Q2-W2 MM2
3. Предварительный расчет конструктивных элементов трансформатора
3.1 Расчетная площадь магнитопровода S0R = Q/KS0 мм2 KS0 — коэффициент заполнения окна. Определяется линейной интерполяцией табличных данных, полученных на основании опыта проектирования (см. табл. 4.3)
3.2 Ориентировочная шнрииа окна магнитопровода Ьо ВО = VS0R/KS0 ММ
Продолжение табл.
Номер параметра Наименование параметра Идентификатор Единица Конкретизация параметра
3.3 Ориентировочная высота окна магнитопровода h0 НО = КО-ВО MM КО — из табл. 4.3
Параметр КО. Варьируется с целью обеспечения возможной оптимизации конструкции КО = КО (1 +(YFL — —0,5)-DK0) YFL —число из интервала [0, 1], вырабатываемое датчиком случайных чисел DK0 — пределы изменения коэффициента окна (КО). При варьировании с целью оптимизации конструкции КО принимается в пределах от 0 до 1
Параметр S0R. Может быть изменен по сравнению с расчетными значениями SOR = SOR (1 + DSOR) M,M2 DS0R — пределы изменения площади окна (S0R). При варьировании с целью оптимизации конструкции S0R принимается в пределах от 0 до 1 (см. табл. 4.3)
3.4 Ориентировочное число дисков, определяемое по табличным данным ND — Если W2 = 2, то ND только четное
3.5 Ориентировочный радиальный размер диска вторичной обмотки RD = BO — 10 — — ((GE — 5)-H/2) MM GE — зазор между диском и магнитопроводом, начальное значение которого равно 15 мм Н — зазор между диском и ярмом, Н = 4 мм
3.6 Ориентировочный осевой размер (толщина) диска AD = (W2-Q2)/(RD X X ND) MM ND — число дисков вторичной обмотки
3.7 3.8 Если AD < 6 мм, то принимается AD = 6 мм Если AD > 6 мм, то, варьируя GE в интервале [10, 15], повторяют все операции с п. 3.5 и добиваются четного значения AD AD = 6 MM
3.9
3.10
3.11
3.12
4.1
4.2
Если AD > 14 мм, то принимается ND = = ND + W2 и повторяются операции с п. 3.6
Ориентировочный радиальный размер катушек
Число катушек
Выбор проводов первичной обмотки и распределение их по дисковым катушкам: ширина голого провода Ьг. пр толщина голого провода аг, пр сечеиие провода q ширина изолированного провода &и.пр толщина изолированного провода ак. пр число витков секций первичной об-мотки по катушкам
Если ND > 8, то принимается KLT = KLT +1 и расчет повторяется с п. 2.10
LK = RD- 3
ККТ = ND-2
См. п 5.4.4
BGP [1 : КК, 1 : KS]
AGP [1 : КК, 1 : KSJ
QGP [1 : KS]
BIP (1 : КК, 1 : KS]
AIP [1 : КК, 1 : KS] W [1 : КК, 1 : KS]
4. Расчет стержня магнитопровода
Расчетное сечение стержня магнитопровода Sa
Размеры стержня магнитопровода, выводов катушек первичной обмотки
SGE = Ul/(4,44 X X F-W1C (NC) X
X BH-KSCT)
См. п. 5.4.5
мм
шт.
мм мм мм2 мм мм
м2
В соответствии с ГОСТ 434—78 и ГОСТ 7019—80
Двумерный массив
То же
Одномерный массив
Двумерный массив
То же
KSCT - коэффициент заполнения стержня. Все величины, кроме KSCT, см. в § 5.3, п. 1
В зависимости от типа магнитопровода (броневой, стержневой) и исполнения обмоток (дисковые, цилиндрические)
5. Расчет конструктивных размеров катушек и окнаТмагнитопровода
5.1 Для катушек первичной и вторичной обмоток определяются размеры: осевые и радиальные (ак.ос> an.j>) осевые и радиальные в лобовой части («к.ос> ак.р) внутренние См. п. 5.4.6 АК (1 : КК); RRK [1 : КК] AKL [1 : КК]; RRKL [1 : КК]
В зависимости от исполнения обмоток (дисковые, цилин-мм дрические) мм
Окончание табл.
Номер параметра Наименование параметра Идентификатор Единица Конкретизация параметра
5.2 Уточнение размеров См. подп. 5.4.6.3 —
5.3 Производные размеры унифицированных магнитопроводов То же —
6. Определение массы и сопротивления постоянному току обмоток
6.1 Средняя длина витка каждой секции /ср См. п. 5.6.7 М В зависимости от типа обмоток (дисковые, цилиндрические)
6.2 Масса каждой секции То же КГ
6.3 Масса первичной и вторичной обмоток кг
6.4 Сопротивление постоянному току каждой секции Rtj См. п. 5.4.7 Ом
6.5 То же первичной и вторичной обмоток См. п. 5.4.7 Ом
7. Расчет потерь в обмотках
7.1 Активное сопротивление обмоток См. п. 5.4.8 Ом В зависимости от типа обмоток (дисковые, цилиндрические)
7.2 Потери в обмотках на номинальной ступени при рабочей температуре у ; То же Вт То же
7.3 Потери в стали > Вт 3 Р зависимости от марки стали и индукции (см. табл. 4.4)
8. Расчет КПД трансформатора
См. п. 5.4.8 %
9. Расчет индуктивных сопротивлений обмоток
9.1 Индуктивные сопротивления обмоток: См. п. 5.4.9 Ом
10.1 первичной xv вторичной 10. Определен Сопротивление обмоток трансформатора, ие полного сопротивления См. п. 5.4.9 обмоток Ом
11.1 приведенное ко вторичной обмотке на номинальной ступени: активное гт индуктивное хт полное ZT Определение наиболее нагретой катушки 11. Тепловой расчет См. п. 5.4.10 В зависимости от исполнения
11.2 Проверка выполнения температурных усло- Т ^ТМХ обмоток и типа охлаждения ТМХ — по табл. 2.7 в зависи-
11.3 вий Определение расхода охлаждающей воды (см. п. 5.4.10) См. п. 5.4.11 л/мин мости от класса изоляции Только для водяного охлажде-
12.1 12. Оптимиза Вычисление целевой функции в зависимо- ция конструкции трансфо] См. п. 5.4.11 матора ния
12.2 сти от заданного критерия оптимизации: оптимизация по массе оптимизация по КПД Повторение расчета с п. 2.9. Число вариантов повторения задано (параметр KITZ— см. § 5.3, п. 1.35) 13. Оф 1 FP11 = ALF1-6MP + + ALF2-(MMI0 + + ММ20) + DSGE FP11=ALF1 - КР D+ DSGE ормление расчетной запис См. п. 5.4.12 ки 1 1
14. Основные параметры, используемые См. п. 5.4.13 в МОМ
5.4. Дополнения к МОМ
5.4.1. Распределение числа витков первичной обмотки по секциям. Определение числа витков и вторичного напряжения XX по ступеням. Регулирование сварочного тока производится изменением коэффициента трансформации за счет включения в сеть различного числа витков первичной обмотки. Переключение производится по различным схемам, обзор которых дан в гл. 3 (§ 3.2 — схемы с отключением и подключением отдельных секций, § 3.3 — схемы с параллельно-последовательным переключением частей секций и § 3.4 — смешанные схемы).
Секцией называется коммутируемая как единое целое часть витков первичной обмотки. Число секций и схемы их коммутации задаются в исходных данных. Кроме того, в исходных данных может быть указано, что некоторые из секций попарно имеют одинаковое, хотя и неизвестное число витков. Такие секции обычно включаются или параллельно, или последовательно друг с другом на разных ступенях регулирования. Одинаковым секциям присваивается одинаковый номер, т. е. рассматривается
Рис. 5.1. Пример достаточно общей схемы секционирования первичной обмотки
Матрица коммутации
как бы одна секция с коэффициентом повторяемости KPVT (J) = = 2. Пример достаточно общей схемы приведен на рис. 5.1.
Матрица коммутации определяет, какие секции включены на данной ступени регулирования, а для секций с коэффициентом KPVT(J)>1—как включены секции с одинаковыми номерами: последовательно или параллельно. Правила составления матрицы коммутации иллюстрируются рис. 5.1. Векторы заданных максимальных и минимальных коэффициентов нарастания напряжений XX определяют желаемый характер изменения напряжений по ступеням регулирования.
Исходными данными для решения задач секционирования являются: матрица коммутации А1[1 : N, 1: KS], векторы минимальных А[1 :N—1] и максимальных В[1 :N—1] коэффициентов нарастания напряжений, напряжения на зажимах трансформа-220
тора U1, номеР номинальной ступени NC, напряжение XX U2 на заданной ступени Т1 (обычно последней или предпоследней), отношение максимального вторичного напряжения к минимальному:
D = U20X/U20N. (5.1)
Вектор коэффициентов повторяемости определяется по фор-
муле
KPVT (J) = max (Al (I, J)), (5.2)
где J — номер секции, изменяющийся в пределах J = l, ..., KS; I — номер ступени, изменяющийся в пределах 1 = 1, ..., N.
Векторы WS(KS), WIC(N), U20C(N), элементами которых являются соответственно витки по секциям, витки и напряжения по ступеням регулирования, находятся путем решения задачи минимизации кусочно-линейной функции F1 при заданных ограничениях на переменные. Эта задача описывается формулами:
KS
N ттР1=шшУ W1C(I)—£ Al (I, J)-WS(J) + “i j=i
+C-|D.U20C(l)—U20C(N)|; (5.3)
W1C(I1) = [W2-U1/U2], (5.4)
где
U2OC(I) = U1-W2/W1C(I); 1 = 1, ...,N; 1^=11; (5.5)
U20C (14-1) > A (I)-U20C (I); 1 = 1, . . . , N—1; (5.6)
U20C(I + l)<B(I)-U20C(I); 1 = 1, ...,N—1; (5.7)
WS(J) и W1C(I)—целые и J= 1, . . . , KS; 1 = 1, . . . , N.
(5-8)
Квадратные скобки в формуле (5.4) означают, что следует в качестве результата взять целое число, ближайшее к значению выражения, заключенного в эти скобки. Коэффициент С в формуле (5.3) является эмпирическим и определяет, насколько строго должно выполняться требование D = U20X/U20N. Рекомендуемое значение С=0,1. Задача, описываемая формулами, сводится к задаче целочисленного линейного программирования, для решения которой разработаны соответствующие методы [1].
5.4.2. Определение наибольших токов и требуемых сечений первичной обмотки. Максимальные токи по секциям — элементы массива IMS (1: KS), где KS — число секций.
Для каждой секции максимальный ток определяется как
IMS (J) = max (I IP (I) • A (I<J)/KPVT (J)), (5.9)
где I — номер ступени, изменяющийся в пределах 1 = 1, N.
221
Требуемые сечения провода первичной обмотки по секциям;
QS(J) = IMS(J)/PJ 1, (5.10)
где J—номер секции, изменяющийся в пределах J=l, KS, a PJ1, А/мм2,— см. табл. 2.7.
5.4.3. Расчет суммарного сечения провода первичной обмотки. Суммарное сечение провода первичной обмотки определяется по формуле
KS
Q1 = £ QS (J) • WS (J) • KPVT (J). (5.11)
5.4.4. Распределение по катушкам витков секций первичной обмотки и определение размеров проводов секций.
5.4.4.1. Распределение должно производиться в зависимости от исполнения обмоток (дисковые, цилиндрические) с учетом следующих требований:
1. Для дисковых катушек включенные витки, особенно на номинальной ступени, должны быть по возможности симметричны относительно вторичного витка.
2. Параллельно соединяемые катушки (витки) обязательно должны располагаться симметрично и быть одинаковыми.
3. Число выводов в катушках должно быть минимальным.
4. Число конструктивных вариантов катушек должно быть минимальным.
5.4.4.2. По имеющимся (см. п. 5.4.2) расчетным сечениям провода каждой секции необходимо выбрать реальные провоЖ, (их размеры «г. пр, Ьт. пр, qc, «и. пр, Ьи. пр), которыми будет производиться намотка катушек. Провода выбираются: голые марок ПММ, ШММ, ЛММ — по ГОСТ 434—78; марки ПЭВ-2 — по ГОСТ 7262—78; прямоугольные марки ПСД —по ГОСТ 7019—80. Размеры проводов, наиболее часто применяемых в трансформаторах практически всех мощностей, приведены в приложении 2.
Предполагается, что элементы массива QS упорядочены в порядке их возрастания, в противном случае такое упорядочение производится.
Из базы данных выбирается KS проводов с сечениями QV1(J) (J=l, ..., KS) так, что QV1(J)>QS(J) и QV1 (J) — ближайшее сверху к QS(J). Выбранные провода могут представлять собой параллельно соединенные провода меньших сечений с коэффициентом параллельности не более заданного КР-
5.4.4.3. С помощью датчика случайных чисел выбирается KS проводов с сечениями QVI (J+1)>QV(J)^QVl (J).
Б.4.4.4. Определяется промежуточный параметр
NPR = min(KP-KPR, KS). (5.12)
Из KS проводов выбирается NPR проводов так, чтобы их
222
сечения являлись решениями задачи, описываемой следующими формулами:
KS
min ф = min У QR(J)-WS (J) (5.13)
QRj J=1
при ограничениях:
QR(J)>QV(J), где J=l, . . . , KS; (5.14)
QR (J-1) = QV(J-1)DT(J— 1) + QV(J)(1-DT(J — 1)),
J = 2, ...,KS; (5.15)
ks f 0
£ DT(J) = NPR — 1, DT(J)= , . (5.16)
J—2 I 1
Задача, описываемая формулами (5.13) — (5.16), решается методами динамического программирования [1].
Проверяется, действительно ли среди отобранных проводов не более KPR различных сечений. При этом, если какая-то секция намотана одиночным проводом, а другая намотана тем же проводом, но эти провода соединены параллельно между собой, то эти секции считаются намотанными одним и тем же проводом. Если число различных проводов больше KPR, то NPR уменьшается на единицу и повторяются операции настоящего подпункта.
Проверяется, могут ли отобранные провода быть уложены в заданное число катушек. В одну и ту же катушку могут быть уложены провода только одинаковой ширины. Секции, для которых коэффициент повторяемости больше единицы, укладываются в разных катушках. Если выясняется, что число необходимых катушек больше ККТ, то NPR уменьшается на единицу и повторяются все операции настоящего подпункта.
Определяется, сколько катушек должно быть выделено для каждой группы проводов, имеющих одинаковую ширину. Число таких групп NPRl^min(NPR, КК). Число распределяемых катушек КК(1), где 1=1, ..., NPR1 находится в возрастающей зависимости от суммарной толщины ТРК(1) всех витков секции, намотанных проводом одинаковой ширины, и кратно максимальному коэффициенту повторяемости для секций данной группы ХКК(1) = ККТ. Здесь si означает суммирование по е1
номерам тех катушек, которые входят в данную группу. Определяется промежуточный параметр, имеющий сигнал радиального размера катушки для каждой группы секций:
BPR1 (I) = LK + (TPK (I) - LK • КК (I))/KK (I), (5.17)
где 1=1, ..., NPR1.
223
Б.4.4.5. Распределение витков данной, I-й группы секций по заданному числу катушек КК (I) осуществляется следующим образом. С помощью датчика случайных чисел определяется номер секции, витки которой распределяются в данный момент. Определяется KPVT(Jl) наименее заполненных катушек из данной, I-й группы. В каждую из них последовательно добавляется по одному витку из данной секции, и проверяется, не превосходит ли суммарная толщина уложенных витков хотя бы для одной из катушек величины BPR1(I). При этом либо все витки удастся уложить, либо суммарная толщина уложенных витков превзойдет BPR1(I). В последнем случае, если осталось распределить не более двух витков, то они укладываются в эту же катушку. Если число оставшихся витков больше двух, то для их распределения вновь определяется KPVT(Jl) наиболее свободных катушек и т. д. После распределения витков секции Л определяется номер J2 следующей секции и т. д.
Критерий качества распределения следующий:
min {D1 + 0,1D2 + 5 (D2—З)2 • о (D2—3)}, (5.18)
где
Dl = max|BB(I) —LK|, 1 = 1,..., ККТ;
D2 = max | ВВ (I)—ВВ (К) |, 1, К=1,...,ККТ;
[ 1, х>0;
’W-| о, х<0.
Здесь ВВ(1)—суммарная толщина витков, уложенных в 1-ю катушку. В формуле (5.18) минимум ищется на множестве реализаций процесса выбора проводов и распределения их по картушкам. Оптимальное решение, удовлетворяющее (5.18), находится методом случайного поиска путем многократного повторения процедуры выбора и распределения проводов по подп. 5.4.4.3 и 5.4.4.4.
5.4.4.6. В зависимости от исполнения обмоток необходимо соблюдение общих требований:
Для дисковых катушек:
1. Все провода в одной катушке должны иметь одинаковую ширину.
2. Провода в катушке наматываются на широкую сторону.
3. Число проводов в трансформаторе должно быть минимальным.
4. Число параллельных проводов при намотке должно быть минимальным.
Для цилиндрических катушек требования определяются на следующем этапе работы.
224
5.4.5. Расчет размеров стержня магнитопровода, выводов катушек первичной обмотки и внутренних размеров катушек.
5.4.5.1. Магнитопровод броневой, обмотки дисковые.
Ширина стержня магнитопровода
ВСТ = VSGE/ALFA • 1000, (5.19)
где ALFA — коэффициент вытянутости стержня, определяемый как отношение толщины набора магнитопровода к ширине стержня:
ALFA = TMP/BCT.
Предварительное значение ALFA находится по эмпирическим данным в зависимости от суммарного сечения меди:
ALFA=1,3; SDL=10 при 1250<Q<3500;
ALFA = 1,8; SDL = 14 при 3500<Q 6000;
ALFA = 2,3; SDL =18 при 6000<Q<9000;
ALFA=2,8; SDL = 22 при 9000 <Q < 14 000;
ALFA = 3,3; SDL = 26 при 14000<Q < 15000,
где SDL — конструктивный зазор между магнитопроводом и катушкой.
Для обеспечения возможности оптимизации параметр ALFA варьируется в пределах +DALF с использованием датчика случайных чисел. Величина DALF уточняется при опытной эксплуатации системы.
Толщина стержня магнитопровода определяется по формуле
ТМР = ВСТ • ALFA. (5.20)
Максимальное число выводов KWYW(I) от катушек определяется по формуле
KMYW(I)= £ KPVT(J) + l-o(2-KSK(I)— £ KPVT(J)), (5.21) jgi jgi
где
( 1, x>0;
1 = 1......KKT; a(x)=(0
В формуле (5.21) суммирование ведется по номерам J тех секций, витки которых уложены в данную катушку, что и означает выражение Jel. Максимальное число выводов определяется по формуле
MKWY = max{KWYW(I)}. (5.22)
I
Заказ № 181 '
Ориентировочные внутренние размеры катушек ВОКК НОКК и дисков. BOKD; HOKD (рис. 5.2) определяются по фов-мулам: . 1
ВОКК = ВОТ + SASOR + GE + ЕРО;
НОКК = ТМР + SDL + 2 • ЕРО;
(5.23)
(5-24)
МагнитопроВод
Катушка
RD
Рис. 5.2. Элементы и узлы трансформатора
226
BOKD = ВОКК —FIX; (5.25)
HOKD = НОКК—FIX, (5.26)
гДе SASOR — зазор между двумя частями магнитопровода, если магнитопровод набирается из Г или П-образных пластин (рис. 5.2); GE/2— зазор между стержнем и катушкой; ЕРО — толщина слоя эпоксидного компаунда.
Величина SASOR = 2 при ВСТ<100 и SASOR = 4 при ВСТ^ЮО; ЕРО = 7 в случае применения эпоксидного компаунда, иначе ЕРО=0.
Параметр FIX=6 при ЕРО=0 и FIX=0 при ЕРО=7. Ориентировочная ширина выводов определяется по формуле
BWYW = BOKK/MKWY—10. (5.27)
Если расчетное значение BWYW<14,5, то параметр ALFA уменьшается с шагом 0,1 от расчетного значения до такого, чтобы с учетом формул (5.19) — (5.22) BWYW было не меньше 14,5. Если расчетное значение BWYW>35, то принимается BWYW=35.
Допускается применять выводы двух сечений, при этом ширина выводов предполагается одинаковой. Максимальное из расчетных значений сечений выводов определяется по формуле
QWYWZ = max {IMS (J)/PJ2-O,9}. (5.28)
j
Второе значение находится по формуле
Q WY WZ2 = IMS (3)/(Р J1 • 0,9). (5.29)
• Выбор выводов из базы данных, в определенном смысле близких к расчетным, осуществляется по следующему алгоритму.
В зависимости от значения параметра PWY из базы данных выбираются выводы соответствующей марки:
PWY=0, марка ЛММ;
PWY = 1, марка Ml;
; PWY=2, марка ПММ;
PWY = 3, марка ЛММ или ПММ;
PWY=4, любая марка из перечисленных.
Расчетные значения ширины рассматриваются как заданные:
BWYWZ=BWYW.
На первом этапе подбираются выводы большего сечения. При этом не рассматриваются те выводы из занесенных в базу Данных, для которых ширина BWYWB или сечение QWYWB не удовлетворяют соотношениям:
BWYW < BWYWZ; QWYW > QWYWZ. (5.30)
8*
227
Среди тех вы годов, параметры которых удовлетворяют соотношениям (5.30), выбираются такие, которые минимизируют целевую функцию
QWYWB + 0,1 (BWYWZ—BWYWB).
Еели среди выводов не найдется таких, для которых выполнялись бы условия (5.30), то принимается, что в качестве материала выводов берется листовая медь, т. е. марка выводов MWYWI=M1, и соответственно
BWYW = BWYWB = BWYWZ; QWYW = QWYWZ; AWYW = = QWYW/BWYW,
где AWYW — толщина выводов.
После выводов большего сечения выбираются выводы меньшего сечения. При этом ширина выводов уже считается известной, и они находятся из условия минимума QWYWB при ограничениях:
QWYWB > QWYWZ2; BWYWB = BWYW; MWYWZ = MWYW1.
В пределах одной катушки берутся выводы одного сечения. При этом сечения выводов одной катушки определяются формулами:
QWYWK(I) =
QWYW при max {IMS (J)/(PJ 1-0,9)} >QWYW2; jei
QWYW при max{IMS(J)/(PJl-0,9)}<QWYW2, jci
(5.31) где 1=1, ..., ККТ, а выражение Jel означает, что операция определения осуществляется по тем секциям, витки которых уложены в 1-ю катушку.
5.4.5.2. Для другого исполнения магнитопровода (стержневого) и обмоток (цилиндрических) расчетные величины определяются на следующем этапе работы.
5.4.6. Расчет конструктивных размеров катушек и окна магнитопровода.
5.4.6.1. Обмотки дисковые.
Расчет радиальных и осевых размеров катушек осуществляется по формулам:
при пропитке лаком АК (1) = В1(1) + 3; KS
RRK(I)=£ W(I, J)-(AIP(I, J)-KPAS(J) + DLT) + 7,
(5.32)
где АК(1) —осевой размер I-й катушки; BI (I) —ширина изолированного провода; AIP(I, J) —толщина изолированного про-228
вода; KPAS (J) — коэффициент параллельности провода J-й секции; DLT— толщина изоляции; W(I, J) —число витков J-й секции’ уложенных в I-ю катушку;
при заливке компаундом
АК(1) = В1 (1)4-2;
KS
RRK(I)=XW(1, J)-(AIP(I, J)-KPAS(J) + DLT)4-3.
Те же размеры в лобовой части:
AKL(I) = AK(I)4-AWYW4-3; ]
RRKL (I) = RRK (I) + (AWYW 4- 3) • КWYW (I). J
(5.33)
Геометрические размеры дисков (рис. 5.2) определяются по следующим формулам:
RDl = max{RRK(I)}; 1
AD 1 = СЕ IL {R D1 • ND —V(RDl-ND)2—4ND" 4- Q2/(2 • ND)}, J
(5.35)
где AD и RD — соответственно осевой и радиальный размеры диска. Здесь CEIL означает ближайшее сверху целое четное число: AD = 6, если AD<6; AD=AD1, если AD1^6.
Расстояние между катушечными группами RKGR=10. Расчетные размеры ширины ВО и высоты НО окна магнитопровода рассчитываются по формулам:
B0 = RD4-AD4-2-EPO4~3;
ккт
Н0= X AK(I)4-ND-(AD+4)4-RKGR(ND — 1)4-2-ЕРО4-2. i=i
(5.36)
Выбор унифицированного магнитопровода осуществляется следующим образом.
Данные расчетного магнитопровода ограничиваются информацией об унифицированных магнитопроводах, занесенной в базу.
Условия возможности выбора магнитопровода:
В01 > ВО—2
Н01 > НО—2;
ВСТ1-ТМР1 > 0,95- ВСТ -TMP (ВСТ1 4-SASOR1 4-
(5.37)
4- GE 4- EPO)/MKWY —10 > 14,5,
где данные с дополнительным индексом 1 относятся к унифицированным магнитопроводам.
229
Некоторые размеры в базе данных могут быть сводными, например размер набора; в этом случае параметру присваивается расчетное значение. Среди магнитопроводов, параметры которых удовлетворяют условиям (5.37), выбирается тот, для которого обеспечивается минимум
(В01 — ВО)2 + (Н01 — НО)2 + 0,1 (ТМР1 — ТМР + ТМР (ВСТ1 —
—ВСТ)/ВСТ1)2. (5.38)
После выбора унифицированного магнитопровода пересчитываются размеры ВОКК, НОКК, BOKD, HOKD в соответствии с дополнениями по подп. 5.4.5.1 и заново выбираются выводы из базы данных по настоящему подпункту.
5.4.6.2. Расчетные размеры для цилиндрических обмоток будут рассмотрены на следующем этапе работы.
5.4.6.3. Производные размеры унифицированного, магнитопровода (магнитопровод броневой шихтованный) и его масса рассчитываются по формулам:
BCTS = ВСТ + SASOR;
BMP = BCT + 2-B0 + 2-HJR;
HMP = H0 + 2-HJR;
S0R = B0-H0;
BSKS = BCT-KSCT;
GSTR = СДАМ • HO • BCKS • TMP;
(5.39)
SJR = GMM-HO • BCKS-TMP;
GJR = HJR • TMP• KSCT- IO'6;
GMP = 2-GMM-TMP-HJR-KSCT-(BMP +H0), j .
где BMP — ширина магнитопровода; HMP — высота магнитопровода; S0R и SJR — площадь окна и ярма соответственно; GMM-—плотность стали; GSTR, GJR, GMP — соответственно масса стержня, ярма и магнитопровода в целом.
5.4.7. Определение массы и сопротивления постоянному току обмоток.
5.4.7.1. Дисковые обмотки.
При расчете катушек принимается, что ближе к центру катушки укладываются витки тех секций, сечение проводов которых больше. Таким образом заполняется массив CY[KKT, 4], элементы которого — номера секций в порядке их уложенности или нули, если витков какой-то секции нет в данной катушке. Радиальный размер Р-й уложенной секции в I-й катушке определяется по формуле
RRLJS(I, P) = W(I, CY (I, P))-(AIP(I, CY(1, P))KRASx
X (CY (I, P) + DLT). (5.40)
Средняя длина витков P уложенной секции в катушке определяется по формуле
LSR1(I, Р) = 2-(НОКК + ВОКК)—R(8—2n) + n(RRUS(I, Р) +
р-1
+(AWYW+3)/2)+ £ 2n-RRUS(l, J), (5.41)
j=i
где R— радиус закругления оправки, принятый R = 5 мм; л= =3,14.
Масса меди уложенных секций MUS(I, Р) по катушкам, масса меди катушек ММК(1) и масса меди первичной обмотки ММЮ определяются по формулам:
MUS(I, P) = LSR1(I, P)-W(I, CY(1, P))-GK-QGPx
X(CY(I, P))-KPAS(CY(I, P));
4
MMK(I)= £ MUS(I, P);
P—!
(5-42)
KKT
MMIO= £ MMK(I), 1=1
где GK—плотность меди; QSR(CY(I, P)) —сечение голого провода. Средняя длина витка диска вторичной обмотки LSD вычисляется по формуле
LSD = 2 (HOKD + BOKD) + л • RD + 10. (5.43)
Масса диска MD и масса меди вторичной обмотки ММ20 вычисляются по формулам:
MD = LSDADRDGD; MM2O = MD-ND, (5.44)
где GD — плотность материала диска.
Масса меди первичной и вторичной обмоток
SMO = ММЮ + ММ2О. (5.45)
Сопротивление постоянному току уложенных по катушкам секций
ROMSK(I, K) = ROK(LSR1 (I, Р) W(I, K)/QGP(K)-KPAS(K)),
(5.46)
где P=l, 4; K=CY(I, Р) для CY(I, Р)=^0; ROK —удельное сопротивление материала катушек.
Сопротивление постоянному току секций
ккт
ROMS (К) = £ ROMSK(I, К),
где К=1, .... KS.
231
Сопротивление постоянному току первичной обмотки на произвольной ступени регулирования
KS
ROM1M = £ (Al (М, J)/KPVT (J))2 - ROMS (J), (5.47)
1
где М — произвольная ступень; М =
N •
NC
Сопротивление постоянному току диска и вторичной об
мотки
ROMD = (RODI • LSD)/QD; ROM2 = ROMD-W22/ND, (5.48)
где RODI — удельное сопротивление материала диска.
5.4.7.2. Для цилиндрических обмоток расчетные величины определяются на следующем этапе.
5.4.8. Расчет потерь в обмотках.
5.4.8.1. Активные сопротивления первичной обмотки с учетом добавочных потерь (для дисковых обмоток). Коэффициент Фильда KFI1 (I, J) для катушек, учитывающий дополнительные потери [12], рассчитывается по формуле
KFI1 (I, J) = 1 +0,089-BFIl (I, J)4,
где BFI1 (I, J) = 0,2-BGP(I, J) x
xV(F-AGP(I, J)-W(I, J)-KPAS(J))/(BO-ROK-107) .
Здесь I—1, ..., KKT — число катушек трансформатора; KS — число секций.
Активное сопротивление каждой секции первичной обмотки с учетом добавочных потерь
ккт
RAS(J) = £ RASK(I, J), (5.49)
i=i
где RASK (I, J) =KFI1 (I, J) - ROMS (I, J).
Активное сопротивление первичной обмотки при рабочей температуре
RA1T = RA1T20H (1 + ТК- (ТМХ—20)), (5.50)
где RA1T20H — сопротивление первичной обмотки на номинальной ступени:
KS
RA1T2OH = £ (A1(NC, J)/KPVT(J))2-RAS(J); j=i
ТК — суммарный коэффициент: TK=I (235+ТМХ). Величина ТМХ зависит от класса изоляции и принимает значения: 130 °C — для класса В, 155 °C — для класса F, 180 °C — для класса Н.
232
Потери по катушкам РК(1) на номинальной ступени вычисляются по формуле
KS
PK(I) = £ (I1PH-A1(NC, J)/KPVT(J))2-RASK(I, J). (5.51)
5.4.8.2. Активные сопротивления вторичной обмотки. Коэффициент Фильда KFI2 для диска вторичной обмотки вычисляется по формуле
KFI2 = 1 + (0,09-BFI24),
где BFI2 = 0,2 AD • д/F • RD/(B0 • RODI - IO7) .
С учетом добавочных потерь рассчитываются:
R ADT20 = ROMD KFI2; R А2Т20 = ROM2 KFI2;
RADT = RADT20 (1 + ТК- (ТМХ—55)); RA2T = RA2T20 (1 + ТК (ТМХ—55)),
(5.52)
где RADT20, RA2T20 — соответственно сопротивления диска и всей вторичной обмотки при температуре 20 °C, a RADT, RA2T—-те же сопротивления при рабочей температуре.
5.4.8.3. Расчет потерь. Потери в первичной обмотке PQ1H, во вторичной обмотке PQ2H и общие PQOH при номинальном токе вычисляются по формулам:
PQ1H = I1H2-RA1T; PQ2H= I22-RA2T; PQOH =
= PQ1H-PQ2H. (5.53)
Потери в случае длительной работы при расчетном значении токов вычисляются по формулам:
PQ1D=I1PH2-RA1T; PQ2D = II PH2 • R А2Т;
PQOD = PQ1D + PQ2D. (5.54)
Потери в диске
PD = (I2PH/ND)2-RADT. (5.55)
5.4.8.4. Потери в магнитопроводе. Уточненное значение индукции
BHY = Ul/4,44-F-SA-WlC(NC),
где SA — уточненное значение сечения стали стержня:
SA = BCT- ТМР -KSCT.
Удельные потери в стали определяются по экспериментальным данным [12], в рассматриваемой версии системы принимается усредненное значение PQYH = 2,3 Вт/кг.
Потери холостого хода в стали
РО = РО YH GMP -1,2. (5.56)
Суммарные потери на номинальной ступени (в магнитопроводе и в обмотках)
PQH = P0 + PQOH. (5.57)
5.4.8.5. Расчет тока холостого хода. Активная составляющая тока холостого хода
IOAH = PO/U1.
Средняя длина магнитной линии в метрах
LM = (2 • (ВО + НО) + л • Н J R) IO"3.
Коэффициент, учитывающий высшие гармоники,
KGH = 1/(1,9—1MKOF-BHY), (5.58)
где IMKOF — эмпирический коэффициент, зависящий от марки стали. Для стали марок 3413, 3411, 1211 значения IMKQF равны соответственно 0,64; 0,7; 0,75.
Реактивная составляющая тока холостого хода определяется по формуле
ЮРН = (AYH LM-102 + 160- BHY)/(KGH-1,41 W1C (NC)), (5.59) где AYH — удельная МДС.
Значения AYH определяются по эмпирическим данным [12], в данной версии системы принято усредненное значение AYH= = 70 А/см.
Абсолютное значение тока холостого хода
ЮАН = 7ЮАН2 + ЮРН2 . (5.60)
Расчеты по подп. 5.4.8.4 и 5.4.8.5 относятся к номинальной ступени. Аналогичные расчеты производятся для последней ступени с вычислением соответственно индукции ВМХ, активной составляющей тока холостого хода I0AM, реактивной составляющей I0RM, потерь PQM при заданном значении удельных потерь в стали P0YM=2,7 Вт/кг, удельной магнитодвижущей силе AYM= 150 А/см и числе витков на последней ступени WIC(N).
5.4.8.6. Коэффициент полезного действия. КПД рассчитывается по формуле
KPD = 1 — (PQH/(PH • 0,5 + PQH)),
где PH = U20C (NC) • 12; 0,5 — усредненное значение cos ср.
5.4.8.7. Расчеты для цилиндрических обмоток будут разработаны на следующем этапе.
5.4.9. Расчет индуктивных сопротивлений.
5.4.9.1. Две катушки первичной обмотки и диск вторичной
обмотки образуют катушечную группу. Если катушечных групп несколько (ND>1), то катушки с большим числом выводов располагаются ближе к ярму.
1 Для каждой из катушек рассчитываются коэффициенты Роговского:
RGK(I)=1 —1/(6,28-BO/?-DLTl + BGP(I, CY(I, 1)) + AD), где i = l,..., ККТ; DLT1 —толщина изоляции между диском и катушкой:
DLT1 = (BIP(I, CY (I, Р)) — BGP(I, CY (I, P)))/2+3.
Для каждой из двух катушек, входящих в К-ю катушечную группу, рассчитываются индуктивные сопротивления XIND1, XIND2 и суммарное индуктивное сопротивление XGR(I): XIND1 = 19F-SLSR1 (NKKG(K, 1))/BO-RGK(NKKG(K, 1)) X xKPW(NKKG(K, 1))2-(BGP(NKKG (К, 1), CY x x(NKKG(K, 1), l))/3+DLTl+AD-KPWx x(NKKG(K, l))/(3-(KPW(NKKG(K, !)) +
+ KPW (NKKG (K, 2))))-10~®, (5.61)
где K=1,...,ND; SLSRl(J)—длина средней линии катушки:
SLSR1 (J) = 2. (НОКК + ВОКК) — 8-R + 2л • R+
+2л S (RRUS(J, Р)-f-AWYW + 3)/2 ), \p=i J
где J=1,...,KKT.
Элементы массива NKKGfND, 2] — номера катушек, относящихся к той или иной катушечной группе.
Величина KPW(J) определяет суммарное число витков в J-й катушке: KS
KPW(J) = X W(J, L),
К=1
где J=1,...,KKT.
Толщина изоляции DLT1 рассчитывается по формуле DLT1 = (BIP(NKKG(K, 1), CY(NKKG(K, 1), 1))^ —BGP(NKKG(K, 1), CY(NKKG(K, 1), l)))/2 + 3.
Индуктивное сопротивление второй катушки XIND2 рассчитывается по формуле, аналогичной формуле для расчета XIND1, только следует заменить NKKG(K, 1) на NKKG(K, 2) и наоборот.
Индуктивное сопротивление К-й катушечной группы XGR = XIND1+ XIND2, где К= 1,..., ККТ.
235
Индуктивное сопротивление первичной обмотки трансформатора
ND
ХС1 = £ XGR (К). (5.62)
К=1
5.4.9.2. Расчет полного сопротивления трансформатора. Активное сопротивление первичной обмотки трансформатора, приведенное к вторичному контуру,
RT = RT/(KT 1С)2 + RA2T20. (5.63)
Индуктивное сопротивление, приведенное к вторичному контуру,
ХТ = ХС1/(КТ1С)3. (5.64)
Полное сопротивление трансформатора, приведенное к вторичному контуру,
ZT = V(RT)2+ (XT)2 ~. (5.65)
5.4.10. Тепловой расчет трансформатора. Тепловой расчет зависит от вида охлаждения трансформатора (водяное, воздушное), варианта исполнения обмоток (дисковые, цилиндрические).
5.4.10.1. Охлаждение вторичной обмотки-—водяное. Обмотки — дисковые. Расчет ведется в цикле при ступенчатом увеличении расхода охлаждающей воды (YBOD) начиная с минимального и сравнении температуры наиболее нагретой катушки (TsTPRRl) с максимально допустимой для выбранного класса изоляции (ТМХ).
Наиболее нагретой считается катушка в последней (по ходу охлаждающей воды) катушечной группе.
5.4.10.2. Площадь соприкосновения катушек с дисками и удельный тепловой поток рассчитываются по формулам:
F1DK (I) = SLSR1 (I)-RRK (I); YTP = PK(I)/F1DK(I). (5.66)
5.4.10.3. Площадь внутренней поверхности трубки охлаждения диска и длина трубки:
FTR = л (AD—2 • ТТ) • (2 - HOKD + BOKD -f- л • R D) 10~в;
LTR = 2 • HOKD + BOKD + 5 • RD + 60 + л DTR,
где ТТ — толщина стенок трубки охлаждения; DTR — внешний диаметр трубки.
5.4.10.4. Температура наиболее нагретой катушки I-й катушечной группы определяется по формуле
TPRR (I) = DTDKP (I) + DTBOD1 (I) + DTTRR (I) + ТОВ, (5.68) где
(5-67)
DTDKP = max{DTDKl, DTDK2};
236
DTDK1, DTDK2 — соответственно перепады температуры между первой катушкой и диском, второй катушкой и диском I-й катушечной группы; DTBOD1 — перепад температуры воды на входе в трансформатор и на выходе из I-й катушечной группы; DTTRR— перепад температуры между внутренней поверхностью трубки и водой; ТОВ — температура охлаждающей воды на входе трансформатора.
5.4.10.5. При заданном расходе воды
I
DTBOD1(I) = S(PK(NKKG(J, 1)) + PK(NKKG(J, 2)) + J=1
+ PQ2Q/ND)/(4,18-103-YBOD).
Скорость движения воды V
V = 4- YBOD- 103/(л (AD—2-TT)2).
5.4.10.6. Перепад температуры между трубкой и водой находится из решения следующих уравнений:
TCR = ТОВ + 0,1 • (2- ТОВ + DTBOD1 (I) + DTTRR (I));
КТВР =1720 + 27,8 • TCR;
CV = 0,87;
CAT = 0,13;
КТЕС =(1,16- КТВР -V • 10°’39)/(AD—2 • ТТ)САт
DTTRR (I) = (PK(NKKG (I, 1)) + РК (NKKG (I, 2)) + + PQ2D/ND)/(KTEC-FTR).
(5.69)
Здесь TCR — некоторая средняя температура; КТЕС — коэффициент теплосъема.
Система уравнений (5.69) отражает экспериментальные данные и решается многократным повторением с заданным шагом до допустимой температуры.
5.4.10.7. Перепады температуры между диском и катушкой определяются по формулам:
DTDK1 (I) = (РК (NKKG(I, 1))-DLT1 10)/(LJA-FlDK х
X (NKKG(I, 1)));
DTDK2 (I) = (PK (NKKG (I, 2)) • DLT2 10)/(LJA X
XF1DK(NKKG(I, 2))).
Расчетная температура наиболее нагретой катушки
Т = max {TPRR (I)} = TPRR (I).
237
Если Т>ТМХ, то увеличивается YBOD на заданное значение и повторяются расчеты по подп. 5.4.10.5—5.4.10.7.
5.4.10.8. Для других исполнений обмоток тепловой расчет предполагается выполнить на следующем этапе разработки системы.
5.4.11. Оптимизация конструкции трансформатора. Критерий качества проектирования, включающий в себя суммарные затраты на производство и эксплуатацию трансформаторов, очевидно, является наиболее полным. Он позволяет учесть расход активных материалов, затраты на изготовление специальной технологической оснастки, трудоемкость изготовления, такие эксплуатационные характеристики, как КПД и т. д. Однако получить достоверные исходные данные для вычисления целевой функции часто очень трудно или просто невозможно. Поэтому предполагается использовать менее общий, но практически целесообразный критерий минимизации расхода активных материалов при заданных ограничениях на ряд других параметров: соотношение размеров, КПД и т. д.
Оптимизация параметров конструкции осуществляется варьированием соотношений между высотой и шириной окна магнитопровода, между шириной и толщиной стержня при выполнении ограничений на ряд других параметров.
По окончании одного цикла расчетов вычисляется целевая функция в зависимости от заданного критерия оптимизации, и расчет повторяется с п. 2.9 (см. § 5.3) при изменении варьируемых параметров (КО, S0R и др.) в заданных пределах. Число циклов повторения расчета задано (параметр KITZ — см. § 5.3, п. 1.35).
5.4.12. Оформление расчетной записки. Результаты проектирования, необходимые инженерно-техническому составу, работающему в области проектирования и эксплуатации сварочных трансформаторов, представлены в виде специальных форм-таблиц формата АЗ. Форма каждого листа индивидуальна, с необходимыми пояснительными рисунками. Вся выходная информация заключена в тринадцати листах. Два листа содержат данные технического задания (ТЗ), девять листов — результаты проектирования, два листа представляют собой максимально приближенную форму расчетной записки. Выходные формы-таблицы представлены в § 5.9 (пример расчета на ЭВМ).
5.4.13. Основные параметры, используемые в МОМ. Основные параметры сведены в табл. 5.1. Таблица состоит из четырех граф. В четвертой графе приведена односимвольная информация, характеризующая данные: исходные данные — символ И, данные расчета-—символ Р, данные из таблиц — символ Т, данные из стандарта — символ С. Содержание остальных граф отражено в их названии.
Таблица 5.1
Обозначение параметра в ручной методике Идентификатор в МОМ Атрибуты в САРТР Односимвольная информация
/2вом> А 14от1п> I2H BIN FLOAT и
U20N BIN FLOAT и
U20X BIN FLOAT и
Число ступеней N BIN FIXED и
Номинальная ступень NC BIN FIXED и
171, В U1 BIN FLOAT и
7, Гц пв, % F BIN FLOAT и
РВ BIN FLOAT и 1 !
Тип магнитопровода TYP (1) DEC FIXED (I)
Конструкция магнито- TYP (2) DEC FIXED (I) II
провода STAL CHAR (4)
Марка стали магнито- и
провода
Толщина стали, мм ТС BIN FLOAT и
Исполнение первичной MOD (I) DEC FIXED (1) и
обмотки
Диэлектрические свойст- MOD (2) DEC FIXED (I) и
ва первичной обмотки
Материал обмоток ROD CHAR (9) и
Охлаждение обмоток INV CHAR (9) и
Класс изоляции POL CHAR (I) и
б, мм DLT BIN FLOAT и
^ном, Тл BH BIN FLOAT и
Материал выводов в пер- PWY BIN FIXED и
вичной обмотке
Закон изменения токов VID BIN FIXED и
по ступеням
Температура /охл. в, °C TOB BIN FLOAT и
Толщина трубки Дтр, мм TT BIN FLOAT и
Схема секционирования PX BIN FIXED
Число витков вторичной W2 BIN FIXED н
обмотки
^20Шах^20П11п D BIN FLOAT р
Число витков в транс- WIT BIN FIXED р
форматоре на 1-й ступени
Число секций в транс- KS BIN FIXED р
форматоре
Число витков по секциям WS (I : KS) BIN FIXED р
Число витков по ступе- W1C(1 : N) BIN FIXED р
ням
Полное число витков WTR BIN FIXED р
первичной обмотки
Вторичное напряжение U20C (I : N) BIN FLOAT р
XX для каждой ступени и20, В
Число витков на номинальной ступени WIH BIN FIXED р
Напряжение на номи- U20H BIN FLOAT р
нальной ступени, В
239
Продолжение табл. 5.1
Обозначение параметра в ручной методике Идентификатор в МОМ Атрибуты в САРТР Односимвольная информация
Коэффициент трансфер- кт BIN FLOAT p
мации К
/2, А 12 BIN FLOAT p
PH BIN FLOAT p
гпах (/щах с/)> А MX 1ST BIN FLOAT p
max (<7с/)> мм2 QMX BIN FLOAT p
^2Р- НОМ» А I2PH BIN FLOAT p
q2, мм2 Q2 BIN FLOAT p
J2, А/мм2 PJ2 BIN FLOAT T
мм2 Q1 BIN FLOAT p
q, мм2 Q BIN FLOAT p
So. расч» ММ2 S0R В IN FLOAT p
Число параллельно KLT BIN FIXED p
включенных трансфор-
маторов
Кз.о KS0 BIN FLOAT T
feo, мм ВО BIN FLOAT p
Мо ко BIN FLOAT T
ho, мм НО В IN FLOAT p
Радиальный размер RD BIN FLOAT p
диска вторичной об-
МОТКИ, мм
С?тр » ММ DTR BIN FIXED p
Ж, ММ GE BIN FIXED c
Н, мм Н BIN FIXED c
Осевой размер диска, мм AD BIN FIXED p
Число дисков, мм ND BIN FIXED Первона-
чально T,
далее Р
/к, мм LK BIN FLOAT Р
&г. пр» ММ BGP (1 : KK, BIN FLOAT Т
1 : KS)
аг- пр» ММ AGP (1 : KK, В IN FLOAT Т
1 : KS)
Яг. пр» мм2 QGP (1 : KS) BIN FLOAT т
^н. пр» ММ BIP (1 : KK, BIN FLOAT т
I : KS)
«и. пр, ММ AIP (1 : KK, BIN FLOAT т
1 : KS)
Sa, м2 SA BIN FLOAT р
Sk, м2 SGE BIN FLOAT р
Ас KSCT BIN FLOAT р
Ьс, мм BCT BIN FIXED р
^ПОЛ- С» ММ BCTS BIN FIXED р
bs, мм SASOR BIN FIXED т
he, мм TMP BIN FIXED р
Ас SLOT BIN FIXED р
Ьв, мм BWYW BIN FLOAT Р(Т)
(7В, мм AWYW BIN FLOAT р
240
Окончание табл. 5.1
Обозначение параметра в ручной методике Идентификатор в МОМ Атрибуты в САРТР Односимвольная информация
мм ВОКК BIN FIXED p
ho к» мм НОКК BIN FIXED p
В ’ Тл BJR BIN FLOAT p
Рс, Вт/кг PSTR BIN FLOAT T
Ря, Вт/кг PJR BIN FLOAT T
Ро, Вт РО BIN FLOAT p
Вт PQH BIN FLOAT p
PQ1H BIN FLOAT p
PQ2H BIN FLOAT p
гт, Ом RT BIN FLOAT p
хт, Ом х'Т, Ом ХТ BIN FLOAT p
ХС1 BIN FLOAT p
ZT, Ом ZT BIN FLOAT p
KPD BIN FLOAT p
f °C *расч> 2/ Т BIN FLOAT p
ТМХ BIN FLOAT p
Сохл, в, л/м YBOD BIN FLOAT p
5.5. Программное обеспечение САРТР
Программное обеспечение САРТР подразделяется на общесистемное и прикладное. Общесистемное обеспечение — это операционная система ОС ЕС версии 6.1 и системные обрабатывающие программы.
Прикладное программное обеспечение написано на алгоритмическом языке PL/1 и представляет собой пакет прикладных программ (ППП) САРТР, рассчитанный для применения на ЕС ЭВМ стандартной конфигурации и обеспечивающий работу трех подсистем.
Программное обеспечение имеет модульную структуру, допускает расширение и обновление, позволяет работать в режиме диалога. Благодаря модульному принципу программного обеспечения осуществляется связь между отдельными блоками через ряд передаваемых параметров, однако при большом числе модулей непростой задачей оказалась стыковка и увязка модулей между собой. Поэтому были приняты меры по разработке таких алгоритмов и методов расчета отдельных характеристик, которые, с одной стороны, годились бы для возможно большего числа типов трансформаторов, а с другой — позволили бы избежать излишних упрощений, ведущих к нежелательным погрешностям, а также решить вопросы, которых нет в ручной методике из-за их сложности. Так, в традиционной
241
(ручной) методике ряд этапов расчета трансформаторов был не формализован или формализован недостаточно для автоматизированного расчета: предварительный конструкторский расчет, выбор проводов и их распределение по катушкам, компоновка выходной информации для инженерно-технического состава, занимающегося созданием, эксплуатацией и испытанием контактного электросварочного оборудования, расчет индуктивностей, тепловой расчет и т. д. Здесь многое зависело от опыта и интуиции разработчиков.
При автоматизированном расчете вмешательство человека на этапе расчета сведено к минимуму. Управление расчетом ведется с помощью нескольких параметров, рассматриваемых как исходные данные, и предусмотрена возможность незначительной корректировки результатов расчета. Диалог между разработчиком и ЭВМ здесь из-за неочевидности решения не оправдывает себя.
Все остальные этапы расчета так или иначе формализованы. Для предварительного конструктивного расчета, например, по эмпирическим данным построены аппроксимирующие зависимости. Задачи выбора проводов и распределения их по катушкам удалось решить путем совместного использования методов нелинейного и динамического программирования и методов случайного поиска и т. п. В МОМ по сравнению с традиционной методикой уточнены расчет индуктивных сопротивлений и тепловой расчет, которые ведутся многовариантно по более сложным и точным формулам, что невозможно при ручном расчете.
В МОМ предусматривается возможность оптимизации конструкции трансформаторов по ряду критериев, например по минимуму расхода активных материалов или по максимуму КПД. При ручном проектировании оптимальность конструкции определяется квалификацией разработчика.
Модульный принцип построения методики и программного обеспечения позволяет поэтапно решить задачу создания системы автоматизированного расчета всех существующих типов трансформаторов, которая за счет использования при расчете различных методов оптимизации и возможности просмотра многих вариантов проектируемых трансформаторов ведет в конечном счете к сокращению сроков и снижению стоимости разработки контактного электросварочного оборудования, например, за счет исключения излишнего макетирования трансформаторов, к снижению материалоемкости за счет обоснованного расчета параметров и т. п.
Результаты разработки первого варианта МОМ и программного обеспечения, а также проведенных расчетов в целом подтверждают правильность выбора структуры и способов фор- ' мализации отдельных пунктов методики.
242
5.6. Описание процесса проектирования
Методика автоматизированного расчета трансформаторов машин контактной сварки основывается на методике ручного расчета, изложенной в работе [12]. Основные положения базового варианта методики автоматизированного расчета (МОМ) изложены в § 5.3 и 5.4. Ниже дается общее описание процесса автоматизированного расчета трансформаторов, включающего в себя несколько этапов, и последовательность действий на каждом из них.
Первый этап:
1. Подготовка исходных данных в соответствии с техническим заданием (ТЗ) на расчет и ввод их в ЭВМ.
2. Определение суммарного числа витков первичной обмотки и распределение их по секциям и ступеням. Допустимых решений получается несколько. Все они выводятся на алфавитно-цифровое печатающее устройство (АЦПУ) и записываются в промежуточный набор данных.
3. Анализ разработчиком результатов расчета и выбор одного или нескольких решений для последующего расчета.
Второй этап — это расчет основных электрических, геометрических, механических и эксплуатационных характеристик трансформатора с оптимизацией их по заданному критерию. Исходными данными этого этапа расчета являются выходные данные первого этапа и часть данных, уже введенных на первом этапе согласно ТЗ.
Последовательность расчета на этом этапе:
1. Предварительный расчет размеров окна магнитопровода. Определение по заданным плотностям токов минимально допустимых сечений проводов секций первичной обмотки и дисков вторичной обмотки.
2. Определение по опытным данным в зависимости от суммарного сечения витков обеих обмоток числа дисков, катушек и их размеров с возможностью варьирования перечисленных параметров в заданных пределах.
3. Выбор проводов из базы данных. Провода выбираются так, чтобы число их типоразмеров не превосходило заданного и чтобы минимизировать суммарное сечение меди. При выборе проводов для каждой секции учитывается, что их сечения должны быть не меньше расчетных минимально допустимых и что эти провода должны разместиться в заданном числе катушек с близкими радиальными размерами.
4. Определение материала и геометрических размеров выводов и выбор подходящих из базы данных. Окончательный конструктивный расчет магнитопровода, дисков, катушек и выбор из базы данных унифицированного магнитопровода.
24.3
5. Расчет активных и индуктивных сопротивлений, потерь, КПД, массы отдельных элементов и узлов трансформатора.
6. Тепловой расчет с определением расхода воды.
Эта последовательность расчетов повторяется многократно. Число циклов повторения задается. Многократные расчеты преследуют цель получения конструкции, близкой к оптимальной.
Варьируемые параметры — предварительно выбираемое отношение высоты окна магнитопровода к его ширине, коэффициент вытянутости стержня магнитопровода, предварительно выбираемое из базы данных множество проводов, среди которых осуществляется окончательный выбор.
Критерием оптимизации может быть либо минимум массы активных материалов, либо максимум КПД. Вывод промежуточных результатов расчета на печать в каждом цикле позволяет отобрать тот или иной вариант.
Третий этап расчета не является обязательным. На этом этапе можно провести в режиме диалога корректировку полученных результатов. По желанию разработчика можно откорректировать практически любой требуемый параметр с сохранением его соотношения с другими параметрами.
Последний этап — этап вывода полученных результатов в виде специально составленных выходных форм.
5.7. Описание состава системы автоматизированного проектирования
Этапы проектирования (см. § 5.6) определили и состав системы автоматизированного проектирования. Она включает в себя три подсистемы: подсистему секционирования первичной обмотки трансформатора; подсистему расчета электрических, конструктивных и эксплуатационных характеристик трансформатора и подсистему сервисных модулей.
Подсистема секционирования первичной обмотки трансформатора решает задачи определения суммарного числа витков первичной обмотки и распределения их по секциям. Предусмотрена возможность корректировки полученных результатов в режиме диалога или изменением исходных данных. Выходная информация подсистемы записывается в рабочий файл и выводится на АЦПУ.
Подсистема расчета электрических, конструктивных и эксплуатационных характеристик трансформатора выполняет функции, отраженные в ее названии. В качестве исходной используется информация во входном потоке и выходная информация подсистемы секционирования первичной обмотки трансформатора. В процессе работы подсистема получает информацию из базы данных. В подсистеме предусмотрена кор-
244
пектировка полученных результатов в режиме диалога. Результаты расчета записываются в выходной файл, а на печать выводятся отдельные промежуточные результаты.
Подсистема сервисных модулей обеспечивает создание и ведение базы данных, выпуск документации по результатам расчета, печать и вывод на перфокарточное устройство текстов исходных модулей.
5.8. Краткое описание функций программ подсистем
5.8.1. Подсистема секционирования первичной обмотки трансформатора. Эта подсистема реализует расчет параметров по пп. 2.1 — 2.7 МОМ. (см. § 5.3) и имеет в своем составе три программы с именами: ОВМОР, NABOR, PRINCO. Между собой программы связаны через общие наборы данных.
Программа NABOR предназначена для создания временного набора рабочих данных для программы ОВМОР.
Программа ОВМОР определяет суммарное число витков первичной обмотки трансформатора и распределяет их по секциям для произвольной схемы секционирования. Входные данные для программы ОВМОР описаны в п. 5.4.1. Выходные данные:
число витков и значения напряжения по ступеням регулирования— массивы W1C(1:N) и U20C(l:N) соответственно;
значения коэффициентов нарастания напряжения;
номера секций и числа витков по секциям — массив WS(1 :KS).
Программа ОВМОР дает несколько вариантов выходных данных, и задача пользователя —выбор или корректировка одного из вариантов решений для последующего расчета.
Функции программного модуля PRINCO — корректировка и печать результатов программы ОВМОР. Программа PRINCO имеет два режима работы: режим печати и режим корректировки. Режимы работы программного модуля PRINCO, структура диалога и параметры, подлежащие корректировке в режиме корректировки, представлены в блок-схеме на рис. 5.3.
Порядок эксплуатации подсистемы приведен на рис. 5.4.
Каждая из перечисленных программ является самостоятельной единицей, независимо транслируемой в системе ОС ЕС ЭВМ версии 6.1 для ЭВМ ЕС-1022 со стандартным набором внешних устройств. Исходные модули подпрограмм NABOR, ОВМОР, PRINCO находятся в наборе данных SAPRTI с именами, аналогичными именам соответствующих модулей, а загрузочные модули помещены в библиотеку загрузочных модулей TRANC с аналогичными именами.
245
Рис. 5.3. Блок-схема про
1Б
Нет
и
^14
Значения минимальных коэффициентов нарастания напряжения корректируются?
Г-16
Да
1
18
Ввод через запятую массива чисел: A[N —1]
Ответ односимвольный — ' Н '
Ответ односимвольный — ' Н '
Ввод числа
Ответ
ОДНОСИМВОЛЬНЫЙ — ' Н
Отношение максимального
напряжения к минимальному
корректируется?
Значение заданного напряжения корректируется
Ввод
числа
,— 25
Ввод числа
Ответ ОДНОСИМВОЛЬНЫЙ — * Н '
Номер ступени
для которой задано
напряжение
корректируется ?
„26-------1----------
Выдача сообщения на консоль: ' Установите лист
28
Нет
Ответ двухсимвольный —' КН
Откорректированный
вариант печатается?
Да
29_______
Вывод на АЦПУ । выходных данных заданного варианта
гРаммного модуля PRINCO
Начало
Рис. 5.4. Порядок эксплуатации подсистемы секционирования первичной обмотки
Подготовка исходных данных (ИД) для работы подсистемы секционирования первичной обмотки согласно инструкции по подготовке ИД
г2
Запуск задания на выполнение расчета
3 —----------I-----------
Распечатка вариантов решений на АЦПУ
г 4 - . . .Л-----------
| Выбор пользователем I_____одного из решений
г5
Повторный вывод результатов или корректировка одного из них
Конец
модулями с именами
5.8.2. Подсистема расчета электрических, конструктивных и эксплуатационных характеристик трансформатора. Эта система имеет в своем составе четыре внешние самостоятельные подпрограммы с именами RTMR.C CHOICE, RTMKC2, RTMKC3 и модуль UPRT, управляющий перечисленными подпрограммами.
Внешние подпрограммы осуществляют процесс оптимизации на разных уровнях, имеют в своем составе внутренние процедуры и решают следующие задачи:
подпрограмма RTM.KC реализует расчет параметров по пп. 2.8—3.11 МОМ (см. § 5.3), т. е. осуществляет предварительный расчет электрических и конструктивных параметров трансформатора;
подпрограмма CHOICE управляет MPR и RASPR и реализует расчет по
п. 3.12 МОМ, т. е. решает задачу выбора проводов первичной обмотки трансформатора из заданного набора и распределения их по дисковым катушкам;
подпрограмма RTM.KC2, имеющая в своем составе две процедуры без параметров VBRMP и VBRWYW, реализует расчет параметров по пп. 4.1—5.3 МОМ, т. е. окончательный расчет-геометрических размеров катушек, дисков, магнитопровода и коэффициентов, определяющих физико-механические, теплофизические и диэлектрические свойства;
подпрограмма RTMKC3 реализует расчет параметров по пп. 6.1—12.2 МОМ, т. е. окончательный расчет электрических и эксплуатационных характеристик трансформатора, имеет в своем составе две процедуры без параметров с именами SPRIN и TPLRS.
В подсистеме предусмотрены пакетный и диалоговый режимы, между собой подпрограммы связаны через передаваемые параметры. Управляющая программа UPRT последовательно вызывает подпрограммы RTMK.C, CHOICE, RTMKC2 и RTMK.C3. Число повторений вызовов подпрограмм задается во входной информации. Входной информацией для работы управляющей программы UPRT являются данные технического задания на расчет трансформатора и выходные данные подси-248
Рис. 5.5. Укрупненная блок-схема управляющей программы UPRT
г12— В диалогов запрашивав работы для п 'Д'- kopf ! ларам ' Н' — пар коррект ом режиме гтся режим /п RTMKC2: эектировка етров аметры не ируются
13 ^""бт Г-' иг L = 9_J 1 и ' Н 1 г15_1 1 IOTL
—
|| CALL F ТМКС2
—
। Запраи в диалоге режим р п/п RTMK аналогичн на предыду ивается эом режиме аботы для СЗ. Ответы ы ответам щие запросы
18-—•"& I— гвет^ч,>^^_ -20_1
Продолжение рис 5 5
Ill
стемы секционирования первичной обмотки. Выходная информация UPRT — это электрические, конструктивные и эксплуатационные характеристики трансформатора.. Укрупненная блок-схема управляющей программы UPRT представлена на рис. 5.5.
При работе подсистемы в режиме корректировки в диалоговом режиме по желанию разработчика возможна корректировка параметров. Для подпрограммы RTMKC это — корректировка числа дисков (параметр ND). В подпрограмме CHOICE могут быть изменены параметры проводов и их распределение по катушкам. В подпрограмме RTMKC2 возможна корректировка числа выводов по катушкам и их геометрических размеров, геометрических размеров катушек, геометрических размеров диска, расстояния между катушечными группами, параметров магнитопровода. В подпрограмме RTMK3 в диалоговом Режиме можно изменять максимально допустимую температуру катушек, температуру охлаждающей воды, заданный перепад температуры между трубкой и водой. Непосредственно в UPRT
251
производится изменение параметра MARKA, определяющего марку провода.
Порядок эксплуатации подсистемы приведен на рис. 5.6.
Управляющий модуль и внешние подпрограммы написаны на алгоритмическом языке PL/1, независимо транслируются в системе ОС ЕС ЭВМ версии 6.1 для ЭВМ ЕС-1022 со стандартным набором внешних устройств. Исходные модули всех перечисленных программ находятся в наборе данных SAPRTI,
Рис. 5.6. Порядок эксплуатации подсистемы расчета электрических, конструктивных и эксплуатационных характеристик трансформаторов
252
а загрузочные — помещены в библиотеку загрузочных модулей SAPRTL с именами, аналогичными именам соответствующих модулей.
5.8.3. Подсистема сервисных модулей. Эта система имеет в своем составе шесть программных модулей и обеспечивает печать результатов работы системы САРТР в виде специально разработанных форм (модуль ALZWET), работу с базой данных о типоразмерах обмоточных проводов (CONSTR), вывод на печать типоразмеров магнито провода (модуль PBDG) и типоразмеров выводов катушек (PBDW), вывод на перфокарты (модуль DUBL) и печать (модуль PRINTI) текстов исходных модулей системы САРТР.
Здесь рассматриваются состав и работа программы вывода результатов работы САРТР на печать (ALZWET), а ее возможности демонстрируются на примере расчета трансформатора ТК-32-08 в § 5.9.
Программный модуль ALZWET предназначен для вывода результатов проектирования, необходимых инженерно-техническому составу, работающему в области проектирования, разработки и эксплуатации сварочных трансформаторов, на печать. В своем составе программа ALZWET имеет тринадцать процедур-программ и является управляющей программой, она рассчитана на диалоговый режим работы и имеет оверлейную структуру. Выходная информация представлена в виде таблиц формата АЗ с необходимыми пояснительными рисунками, причем каждой процедуре соответствует свой лист выходной информации.
Модуль ALZWET работает в пяти режимах, определяемых диалогом:
1-й режим — вывод всей информации проектирования (выходные данные представляются на тринадцати листах формата АЗ);
2-й режим — вывод на печать данных технического задания (два листа формата АЗ);
3-й режим — вывод результатов расчета, необходимых для анализа инженерно-техническому составу (девять листов формата АЗ);
4-й режим — вывод расчетной записки (данные представляются на двух листах формата АЗ).
5-й режим — вывод любого листа выходной информации.
Вывод данных технического задания осуществляют процедуры-подпрограммы WTSL1 и WTSL2, результаты работы приведены в подп. 5.9.1.3.
Вывод данных предварительного и окончательного расчета трансформаторов осуществляется процедурами-подпрограммами WRCDL1—WRCDL9. В выходных листах (см. подп. 5-9.1.3) в развернутой форме даны все данные трансформатора.
253
В функции процедур-подпрограмм WRASL1 и WRASL2 входит вывод результатов расчетной записки на проектируемый трансформатор, в которой в сжатой форме даны все основные электрические, конструктивные и технологические данные.
Передаваемым параметром в процедурах служит номер варианта проектирования, результаты которого необходимо вывести на печать. Вызываются процедуры-подпрограммы оператором CALL. Примеры обращений:
CALL WTSLl(NW); CALL WRCDL1 (NW);
CALL WRASLl(NW),
где NW — номер варианта проектирования, определяемый диалогом.
Блок-схема сервисной программы ALZWET приведена на рис. 5.7.
Структура диалога программного модуля ALZWET состоит из трех запросов и трех ответов. В диалог включены вопросы, требующие либо пояснительного, либо утвердительного ответа. Диалог идет на естественном языке.
Первое сообщение. На консоль выдается текст: «Укажите вариант».
Пользователь указывает номер варианта, результаты которого необходимо вывести: NW=1,...,M, где М. — число вариантов.
Второе сообщение уточняет характер вводимой информации. На консоль выдается текст: «Ответьте — «ВСЕ» — «ТЗ» — «РД»—«РЗ» или укажите номера выходных листов».
Пользователь вводит ответ, соответствующий желаемому режиму работы, указанному в сообщении. Для режима работы «Вывод любого листа выходной информации» пользователь представляет ответ в виде трехсимвольного текста, где первые два символа характеризуют характер выводимых данных (ТЗ — данные технического задания, РД — расчетные. данные, РЗ — расчетная записка), а последний символ—номер листа соответствующих данных. Например, пользователь на второе сообщение выдает ответ: «Т32» — в этом случае будет произведен вывод данных технического задания — конкретно лист 2.-
Третье сообщение запрашивает дальнейшие директивы: «Прекратить работу или продолжить вывод выходной информации?» На консоль выдается сообщение: «Конец?»..Пользователь отвечает утвердительно «Да» или отрицательно «Нет»; При утвердительном ответе программа ALZWET заканчивает работу, при отрицательном — диалог повторяется. При повторении диалога на первое сообщение «Укажите вариант» пользователь отвечает «СТВ», если необходимо вывести информацию предыдущего варианта проектирования или указать номер интересующего варианта проектирования.
.254
£ Начало
I
Определение в диалоговом режиме переменных OTV и WINF
2---------1---------
Определение значений массива WLIST; в зависимости от WINF
WLIST3 WLIST4 WLISTj WLIST,, wlist7
WLISTs wlist9 WLIST,O WLIST,,
WLIST,;
WLIST,,
WLIST,4
LI J || CALL WTSL1 (NW) |[— L2: || CALL WTSL2 (NW) ||— L3: ||CALL WRCDL1 (NW)||— L4I ||CALL WRCDL2(NW)||— L5! || CALL WRCDL3(NW)||— L6: || CALL WRCDL4(NW)||— L7: ||CALL WRCDL5 (NW) ||— L8: ||CALL WRCDL6 (NW)Hi L9: ||CALL WRCDL7 (NW) ||— LIO . [[CALL WRCDL8 (NW)Я LU! ||CALL WRCDL9 (NW) ||— L12: ||CALL WRASL1 (NW) ||— L13: ||cALL WRASL2 (NW)[|—
Рис. 5.7. Блок-схема сервисной программы ALZWET
255
Оверлейная структура программы состоит из одной области и имеет 13 сегментов. Корневой сегмент содержит главную программу ALZWET, подпрограмму WTSL1 и постоянно находится в основной памяти. Другие сегменты загружаются в па-
WTSL2
WRCDL1
WRASL2
WRAS L1
Сегменты имеют символическое имя TSRDRS.
Порядок следования сегментов следующий:
INSERT WTSL1 OVERLAY TSRDRS INSERT WTSL2 OVERLAY TSRDRS
INSERT WRCDL1 OVERLAY TSRDRS INSERT WRCDL2
OVERLAY TSRDRS
INSERT WRCDL9 OVERLAY TSRDRS INSERT WRASL1 OVERLAY TSRDRS INSERT WRASL2
Рис. 5.8. Граф оверлейной структуры программы ALZWET
мять по мере необходимости. Граф оверлейной структуры изображен на рис. 5.8.
Все загрузочные модули находятся в библиотечном 'наборе загрузочных модулей SAPRTL. Необходимые обслуживающие секции PL/1 вызываются автоматически из библиотеки SYS1, PL1LIB на этапе редактирования и помещаются в корневой сегмент, как показано на рис. 5.8.
Возможности работы сервисной программы ALZWET показаны на примерах расчета, приведенных в § 5.9.
256
Все модули сервисной подсистемы являются самостоятельными единицами, написанными на алгоритмическом языке PL/1, независимо транслируются в системе ОС ЕС ЭВМ версии 6.1 для ЭВМ ЕС-1022 со стандартным набором внешних устройств.
Исходные модули всех перечисленных программ находятся в наборе данных SAPRTI, а загрузочные — помещены в библиотеку загрузочных модулей SAPRTL с именами, аналогичными именам соответствующих модулей.
5.9. Результаты опытной эксплуатации САРТР
Работа САРТР иллюстрируется примером расчета трансформатора типа ТК-32.08-4ЭП на ЭВМ ЕС-1022 стандартной конфигурации с объемом оперативной памяти 512 Кбайт под управлением ОС ЕС ЭВМ версии 6.1.
Требования разработчика по расчету:
масса активных материалов — без ограничения;
магнитопровод — из стандартных пластин П-образной
формы;
число ступеней — 8; глубина регулирования вторичного напряжения 1 :2;
схема с параллельно-последовательным переключением витков;
температурный перегрев обмоток—не более 65 °C.
Исходные данные для трансформатора ТК-32.08-4ЭП (обозначения задаваемых величин приведены в § 5.3 и 5.4):
N = 8; KS = 3; Ul=335; CD = 0,l; U20X = 8,4;
W2 = l; NC=8;
A = (l,06; 1,06; 1,06; 1,06; 1,06; 1,06; 1,06);
B = (l,15; 1,15; 1,15; 1,15; 1,15; 1,15; 1,15);
KITZ = 50; U20N = 4,2; I2H = 32 000; F = 50;
PB = 20; ROD =’медь/медь’; POL = ’B’;
Al = 2 2 2 ' 1 2 2 2 1 2 1 1 2 2 2 1 1 2 1 2 1 1 1 1 1
Заказ № 181
9
257
INV =’водяное’; PX = 2; VTD = 2;
DLT = 0,121; DLHX = 1500; WSMX = 1500; SHMX =1500;
TYP(1) = 2; TYP(2) = 0; MOD(1)=1; MOD(2) = 1;
PWY = 3; BH=1,4; TC = 0,5; TOB = 15;
TT=1,5; STAL =’3413’; KPR = 2; KP = 2;
DK0 = 0,4; DSOR = 0,2; DALF = 0,4; DJI = 6;
PJ2 = 6; ALF1 = 1; ALF2=1; IOTL = 2;
KROP=1;
ISCH = 4 — число циклов при распределении витков по катушкам;
KSCH=10 — число циклов при выборе проводов из базы данных.
Характеристики и элементы конструкции трансформатора, полученные в результате работы системы, приведены в следующем порядке:
1. Данные технического задания (листы 1—2).
2. Расчетные величины (листы 1-—9).
3. Расчетная записка (листы 1—2).
На втором листе расчетной записки схема секционирования первичной обмотки и схема расположения и соединения катушек выполнены вручную. Это обусловлено тем, что в настоящее время вывод информации реализуется через АЦПУ, возможности которого не позволяют дать информацию с достаточной наглядностью.
ТРАНСФОРМАТОР ДЛЯ КОНТАКТНОЙ СВАРКИ
1. ДАННЫЕ ТЕХНИЧЕСКОГО ЗАДАНИЯ
ЛИСТ 1 (ВСЕГО ЛИСТОВ 2)
НОМЕР НАИМЕНОВАНИЕ ОБОЗНАЧЕНИЕ ВЕЛИЧИНА ЕДИНИЦА ПРИМЕЧАНИЕ
I НОМИНАЛЬНЫЙ ВТОРИЧНЫЙ ТОК I2H 32 000 А —
2 ВТОРИЧНОЕ НАПРЯЖЕНИЕ XX U20: — МАКСИМАЛЬНОЕ — МИНИМАЛЬНОЕ U20X U20N 8.40 4.20 В в —
3 СТУПЕНИ РЕГУЛИРОВАНИЯ U20: — ЧИСЛО СТУПЕНЕЙ — НОМИНАЛЬНАЯ N NC 8 8 — —
4 ПИТАЮЩЕЕ НАПРЯЖЕНИЕ U1 335 в —
5 ЧАСТОТА F 50 ГЦ —
6 ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ (ПВ) РВ 20 % —
7 ТИП ТРАНСФОРМАТОРА: — БРОНЕВОЙ (П-ОБРАЗНЫЙ Х-2) — СТЕРЖНЕВОЙ TYP (1) 2 — —
259 8 МАГНИТОПРОВОД: — ИСПОЛНЕНИЕ | ™иТОЙ)ВАННЬ1Й ст л пк 1 МАРКА — ЫАЛЬ ТОЛЩИНА - ИНДУКЦИЯ ТУР (2) STAL ТС ВН 0 3413 0.50 1.40 ММ тл НА НОМИНАЛЬНОЙ СТУПЕНИ
to
1. ПРОДОЛЖЕНИЕ ДАННЫХ ТЕХНИЧЕСКОГО ЗАДАНИЯ
ЛИСТ 2 (ВСЕГО ЛИСТОВ 2)
( НОМЕР НАИМЕНОВАНИЕ ОБОЗНАЧЕНИЕ ВЕЛИЧИНА ЕДИНИЦА ПРИМЕЧАНИЕ
9 ОБМОТКИ: — МАТЕРИАЛ ТИП 1 ДИСКОВАЯ 1И11 | ЦИЛИНДРИЧЕСКАЯ — ЧИСЛО ВИТКОВ ВТОРИЧНОЙ ОБМОТКИ — ПЕРВИЧНАЯ 1 СХЕМА СЕКЦИОНИРОВАНИЯ ОБМОТКА | ЭЛЕМЕНТЬЦСХЕМЫ ROD MOD (1) W2 РХ 1 МЕДЬ/МЕДЬ 1 1 2 _ 1 ВИТОК СЕКЦИЯ ЧАСТИ СЕКЦИИ СМ. РАСЧЕТ
— 1 1 1 —
10 ИЗОЛЯЦИЯТОБМО'ГОК: — КЛАСС ИЗОЛЯЦИИ — ТОЛЩИНА МЕЖСЛОЙНОЙ ИЗОЛЯЦИИ ПРОПИТКА I ЛАК — ЗАЛИВКА 1 ЭПОКСИДНЫЙ КОМПАУНД POL DLT MOD (2) в 0.12 I ММ —
И ОХЛАЖДЕНИЕ ОБМОТОК: — ВИД ОХЛАЖДЕНИЯ — ТЕМПЕРАТУРА ОХЛАЖДАЮЩЕЙ СРЕДЫ — ТОЛЩИНА СТЕНКИ ТРУБКИ INV TOB TT ВОДЯНОЕ 15 1.50 °C мм —
12 ДОПОЛНИТЕЛЬНЫЕ ОГРАНИЧЕНИЯ: ПО ЧИСЛУ ПРОВОДОВ ПЕРВИЧНОЙ ОБМОТКИ KPR 2 — НЕ БОЛЕЕ
ЛИСТ 1 (ВСЕГО ЛИСТОВ 9)
2. РАСЧЕТНЫЕ ВЕЛИЧИНЫ
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.1 ПЕРВИЧНАЯ ОБМОТКА РХ = 2, N = 8: — СОЕДИНЕНИЕ СЕКЦИИ — ОБОЗНАЧЕНИЕ — витки СЕКЦИЯ 1 СЕКЦИЯ 2 СЕКЦИЯ 3 _| 3)
|_ I 1 1 "1 1 1 1 l_ I 1 WS(I) WS(1) , WS(2) WS(2) 1 WS(3) WS( 1 1 Ь b j 12 12 [ 22 22 РИС. I
2.2 ПО СТУПЕНЯМ: 1 ПЕРВИЧНЫЙ ТОК ВТОРИЧНЫЙ ток
витки ВТОРИЧНОЕ НАПРЯЖЕНИЕ U20C, В
НОМИНАЛЬНЫЙ 11ПВ, А ДЛИТЕЛЬНЫЙ (РАСЧЕТНЫЙ) ПР, А НОМИНАЛЬНЫЙ 12ПВ, А ДЛИТЕЛЬНЫЙ (РАСЧЕТНЫЙ) I2P, А
— I — 2 — 3 — 4 — 5 — 6 __ 7 — 8 80 74 68 62 58 52 46 40 4.19 4.53 4.93 5.40 5.78 6.44 7.28 8.38 208.94 244.19 289 19 347.87 397.51 494.54 631.95 835.78 93.44 109.20 129.33 155.57 177.77 221.16 282.62 373.77 16 000 17 296 18 823 20 645 22 069 24 615 27 825 32 000 7 155 7 735 8 418 9 233 9 869 11 008 12 444 14 311
НОМЕР НАИМЕНОВАНИЕ
2.3 НОМИНАЛЬНАЯ СТУ- ПЕНЬ NHOM = 8 КОЭФФИЦИЕНТ ТРАНСФОР- МАЦИИ КТ : U20H, В
40 8.38
2.4 СУММАРНОЕ СЕЧЕНИЕ ОБМОТОК ДЛЯ: Л =6,00 А/ММ2 32=6,00 А/ММ2 СЕКЦИЯ (СМ. П. 2.1)
НОМЕР СЕКЦИИ ТОК IMS, А
1 2 3 4 5 6 7 8 9 10 282.62 221.16 186.89
ВЕЛИЧИНА
ИН, А ПРИ, А 12 Н, А I2PII, А
835.78 373.77 32 000 I3II
МИНИМАЛЬНО ДОПУСТИМОЕ СЕЧЕНИЕ, ММ2
ПОДСЕК- ЦИЯМ QS ПЕРВИЧНОЙ ОБМОТКИ QI ВТОРИЧНОГО ВИТКА Q2 СУММ АРНОЕ Q
47.10 36.86 31.15 2820.38 2385 5205.52
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
ЛИСТ 2 (ВСЕГО ЛИСТОВ 9>
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.5 магнитопровода — ОДНО ДЛЯ Q = 6002.40JMM2 — СТАЛЬ — СТЕРЖЕНЬ И ЯР- МО (ЗНАЧЕНИЕ ИНДУКЦИИ В = = 1.33 ТЛ) ЧИСЛО дисков ND ЧИСЛО КАТУШЕК КК окно ШИРИНА I ВЫСОТА ВО, ММ НО, ММ КОЭФФИЦИЕНТ ЗАПОЛНЕНИЯ ОКНА кзо ПЛОЩАДЬ ОКНА S0, ММ2
2 4 124.00 124.00 0.39 15376.00
МАРКА ТОЛЩИНА, ММ ЧИСЛО СЛОЕВ SLOI ГАБАРИТЫ, ММ (СМ. РИС. 2)
ВЫСОТА НМР ШИРИНА BMP ТОЛЩИНА МР
3413 0.50 456 248 500 240
ШИРИНА ВСТ, ММ вя. мм КОЭФФИЦИЕНТ ЗАПОЛНЕНИЯ KSCT АКТИВНОЕ СЕЧЕНИЕ SA, М2 SH, М2 / / ✓ 2 * 1 1 1 1 1 1 1 1 1 1 i 1 1 1 1 НМР 1 г t 1 ] -1 1 1 1 1 1 ВЯ [ 1 1 1 1 1 1 ! i
124 62 0.95 0.028289 0.0I4I44 во ВСТ 1 1 ;! н° 1 1 1 1 1 1 1 1
Е- >-<
МАССА МАТЕРИАЛОВ, кг 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
СТЕРЖЕНЬ GCT ЯРМО оя ; ОБЩАЯ ; смр 1 1 1 I 1 1 1 1 1 1 1 — 1 1 1 1) 1 1 / 1
27.36 137.69 165.05 ¥ 1 1 к— BMP ' LMP 1 -X >
РИС. 2
ЛИСТ 3 (ВСЕГО ЛИСТОВ 9/
ю 2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН сг>
НО- МЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.6 ОБМОТОЧНЫЕ ДАННЫЕ: — КАТУШЕК: ПЕРВАЯ (КО ВТОРАЯ (К2) — ВЫВОДОВ ЧИСЛО ЧАСТИ*** КАТУШКИ (ЧК): — ЧИСЛО витков — НОМЕР СЕКЦИИ* ПРОВОД ПЛОТНОСТЬ ТОКА. А/ММ2
МАРКА РАЗМЕРЫ, ММ КРР** СЕЧЕНИЕ, ММ=
AGP*BGP ; AIP*BIP
2 1 —6 — 1 2 —12—2 ПСД псд 2.24*12.50 ; 2.72*12.83 2.24*12.50 . 2.72*12.83 2 2 55.28 55.28 5.11 4.00
2 I —22—3 ПСД 1.70*10.00 ! 2.18*10.27 1 2 33.28 5.62
1 1
1 1
1
НОМЕРА КАТУШЕК МАРКА МАТЕРИАЛА ; РАЗМЕРЫ, ММ | ПММ ; 3.55*15.00 ; ПММ i 2.50+-15.00 i 1 1 СЕЧЕНИЕ, ММ2 52.70 36.95
КАТУШКИ KI ; К2 ; КЗ ; К4 ! К5
ЧИСЛО ВЫВОДОВ 4 : 2 i : ;
ПЛОТНОСТЬ ТОКА В ВЫВОДАХ, А/ММ2. ПО ЧАСТЯМ КАТУШЕК (ЧК)
ЧК*** —I » ~2 » —3 » —4 5.36 ' 5.06 • ‘ ' 4.20 ! ; I ; «111 «111 1 1 1 1 1 1 1 1 1 1 1 1
* НОМЕР СЕКЦИИ ПО РИС. 1 * * КРР — ЧИСЛО ПАРАЛЛЕЛЬНЫХ ПРОВОДОВ. * ** ДАННЫЕ РАСПОЛОЖЕНЫ В ПОСЛЕДОВАТЕЛЬНОСТИ НАМОТКИ ЧАСТЕЙ КАТУШЕК-
ЛИСТ 4 (ВСЕГО ЛИСТОВ 9)
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
265 [-| (""j Г1 шшшшшшшшшшшшшшшшш III'; 1 I 1 ШШШШШШШШШШШШШШШШШШШ — «еч !|* :-*;*** — II. 1 шш 1 1 Г— : III AKL RRXL+5 ] шш .—»LSD<—. шш 1 1 ; ? * * *1 1 |« 1 шш . . шш II I RRK-L ‘ 1 II/ *- шш * * * * , шш 1’1 < Y * L !* * * * * 1-1 А шш * * ши II { 1 * * 1 1 1 шш . * * . шш || J 1 ’ » ** 1 [ lS.« BOKD * RD шо DTP [ | нок ; »RRK ВОК . 1 1 HOKD ; » _ 1 1 1 ; » II । шш . * » . || ! # * II > ШШ . * * . Ш’=1 II ! . * I | 1 UJW * * Ш1Ь 1 1 ] 1 ‘ * * II V шш * * * * .ши 1-1 .п i » * ,. » « 1-1 ли А шшХ . х х . Хша 1 1 AD . ’ | | М 1 ШШ х ..XX,. х ши >1 I* * * ._>LLP. <-. ’ * ->| 1< Р7) + Р1р ШШ х У X х ши || ; II I ши ХХХХХХХ ХХХХ>XX шш - ; ********* — ' ши1 ШШ { ШИ г РИС. 3. КАТУШКА ПЕРВИЧНОЙ ОБМОТКИ РИС. 4. ДИСК ВТОРИЧНОГО ВИТКА
i । 2.7 ! КОНСТРУКТИВНЫЕ РАЗ-; МЕРЫ. ММ: 1 1 1 1 ! — окно 1 1 1 1 1 1 1 1 t 1 1 I 1 1 t I 1 КАТУШКИ ДИСКИ
ОБОЗНАЧЕНИЯ (РИС. 3) К1 К2 КЗ К4 Кб I < ОБОЗНАЧЕ- 1 РАЗМЕРЫ 1 ния (рис. 4) ; ; I 1 1 1 ! 1 I
вок НОК 145.00 268.00 145.00 268.00 т 1 1 | B0KD ! 145.00 J H0KD ’ 268.00 | г т •
—РАДИАЛЬНЫЕ — ОСЕВЫЕ — Средняя длина ВИТдА — СЕЧЕНИЕ. ММ2 — ПЛОТНОСТЬ ТОКА, А/ММ2 КАТУШКИ ДИСКИ
ОБОЗНАЧЕНИЯ (РИС. 3) KI К2 КЗ К4 К5 ОБОЗНА ЧЕНИЯ (РИС. 4) РАЗМЕРЫ
RRK RRKL 103-00 129.00 102.00 115.00 RD 91.00
АК АКБ 14.00 21.00 11.00 19.00 AD 14.00
ЧАСТИ КАТУШКИ СРЕДНЯЯ ДЛИНА ВИТКА - НОМЕР СЕКЦИИ ПО РИС. I LSD 1121.88
с*5 1111 Vл«» 933—1 1247—2 1137—3 ^трубки 1234
СМ. П. 2.6 QD Q2Y 1274.00 2348.00
СМ. П. 2.6 PJ2Y 5.62
ЛИСТ 5 (ВСЕГО ЛИСТОВ 9>
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
ьо
СП
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.8 ЭЛЕМЕНТЫ КОНСТРУКЦИИ: — ЛОБОВЫЕ ЧАСТИ КАТУШЕК. РИС. 5 — КАТУШЕЧНЫЕ ГРУППЫ! , ДИСК 4' UI Ш ш 1 ш I 1 Ш 1 КАТУШКА >1К ш К |< КАТУШКА 1 LU I 1 HJ | 1 Ш | LU LU РИС. 6. ЭСКИЗ ГРУППЫ ДЛЯ РХ = 2, ND = 2 i ; ! ; ill. 1111 Illi
: : Ki • : РИС. 5. РАЗМЕЩЕНИЕ ВЫВОДОВ
ГРУПРА1 ГРУППА 2 Ш ш ш ш — Ш — ш 1 ш 1 ( ш 1 1 ш | 1 Ш 1 IK1 ш К2 | «ке Ш К! J 1 Ш 1 1 Ш 1 1 ш 1 1 ш 1 1 Ш 1 1 ш__1 HJ ш ш ш РИС. 7. РАСПРЕДЕЛЕНИЕ КАТУШЕК ПО ГРУППАМ
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА :
2.9 МАССА ОБМОТОК, КГ ЧАСТЬ КАТУШКИ КАТУШКИ ПЕРВИЧНОЙ ОБМОТКИ МАССА ПЕРВИЧ- 1 НОЙ ОБ- 1 мотки ; ммю
К1 К2 КЗ К4 К5
ЧК — I » — 2 » — 3 » — 4 2.75—1 7.36 — 2 7.14—3 35.05 1
ЦЕЛАЯ КАТУШКА 10.11 7.41
МАССА ВТОРИЧНОЙ ОБМОТКИ ММ2О СУММАРНАЯ — ОБМОТОК ММ1О + ММ2О МАССА АКТИВНЫХ1 МАТЕРИАЛОВ 1 ММ1О + ММ2О + GMP]
ДИСКА ВИТКА
12.72 25.44 60.49 226.06
ЛИСТ 6 (ВСЕГО ЛИСТОВ 9>
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА /
2 10 АКТИВНОЕ СОПРОТИВЛЕНИЕ: — ПЕРВИЧНОЙ ОБМОТКИ ПО КАТУШКАМ, ОМ КАТУШКИ ЧАСТИ КАТУШЕК ЧИСЛО ВИТКОВ НОМЕР СЕКЦИИ СОПРОТИВЛЕНИЕ, ОМ
ПОСТОЯННОМУ ТОКУ КОЭФФИЦИЕНТ ФИЛЬДА АКТИВНОЕ
К1 ЧК — 1 » — 2 » — 3 » — 4 6 12 I 2 0.00172 0.00460 1.0141 1.0565 0.00174 0.00486
К2 ЧК — 1 » — 2 » — 3 » — 4 22 3 0.01278 1.0448 0.01336
НО- МЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
— ПО СЕКЦИЯМ, ОМ — ПО ОБМОТКАМ, ОМ СОПРОТИВЛЕНИЕ ПОСТО- ЯННОМУ ТОКУ АКТИВНОЕ НОМЕР СЕКЦИИ (РИС. 1) 1 2 3 4 5 6 7
СОПРОТИВЛЕНИЕ ПОСТОЯННОМУ ТОКУ 0.00344 0.00344 1 0.00920 0.00920 0.02556 0.02556
АКТИВНОЕ СОПРОТИВЛЕНИЕ 0.00349 ; 0.00349 j 0.00972 0.00972 0.02671 0.02671
ПЕРВИЧНАЯ ОБМОТКА, Т °C ВТОРИЧНАЯ ОБМОТКА, Т °C
Токр (2°) Траб Токр (20) Траб <40)
СТУПЕНИ
ПЕРВАЯ НОМИНАЛЬНАЯ ПОСЛЕДНЯЯ НОМИ-! НАЛЬ- 1 НАЯ диск обмотка ДИСК ОБМОТКА
0.036209 0.009552 0.009552 } — 0.0000150 0.0000075 — —
— 0.009981 — 0.012989 — — 0.0000216 0.0000108
ЛИСТ 7 (ВСЕГО ЛИСТОВ 9>
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.11 ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ ДАННЫЕ ПО КАТУШЕЧНЫМ ГРУППАМ
ЧИСЛО ГРУПП ГРУППЫ (РИС. 7) ВХОДЯЩИЕ КАТУШКИ ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ, ОМ
ПО КАТУШКАМ ГРУПП ПО ГРУППАМ
2 ГРУППА 1 ГРУППА 2 К1-К2 К2-К1 0.26939—0.36Б01 0.36501—0.26939 0.06344 0.06344
НА ПЕРВОЙ СТУПЕНИ (ВСЯ ПЕРВИЧНАЯ ОБМОТКА ПОД НАГРУЗКОЙ): 0.12490 ОМ
2.12 ПОЛНОЕ СОПРОТИВЛЕНИЕ ТРАНСФОРМАТОРА, ПРИВЕДЕННОЕ КО ВТОРИЧНОЙ ОБМОТКЕ ПО СТУПЕНЯМ СОПРОТИВЛЕНИЕ, ОМ
СТУПЕНЬ КОЭФФИЦИЕНТ ТРАНСФОРМАЦИИ кт АКТИВНОЕ, Т 20 RT ИНДУКТИВНОЕ XT ПОЛНОЕ. Т = 20 ZT
ПЕРВАЯ 80 15.2Е—06 19.8Е—06 (Ж 25.0Е—06
НОМИНАЛЬНАЯ 40 — — —
НОМЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.13 ПАРАМЕТРЫ МАГНИТНОЙ ЦЕПИ:
ПОТЕРИ ХОЛОСТОГО ХОДА ТОК ХОЛОСТОГО ХОДА
АКТИВНАЯ СОСТАВЛЯЮЩАЯ I0A, А РЕАКТИВНАЯ СОСТАВЛЯЮЩАЯ ток 10Y. А
УДЕЛЬНЫЕ РОУ, вт/кг ПОЛНЫЕ РО, ВТ
МАГНИТНАЯ ЛИНИЯ LM, М УДЕЛЬНАЯ МДС AY, А/СМ КОЭФФИЦИЕНТ ГАРМОНИК ко ток ЮР, А
nhom = 8' Вном=1-33 тл N = 8: Втах=1.33ТЛ 2.14 2.14 423.85 423.85 1.27 1.27 0.69 0.69 10 00 10.00 0.96 0.96 16.78 16.78 16.82 16.82
2.14 ПОТЕРИ В КАТУШКАХ И ДИСКАХ: — НА НОМИНАЛЬНОЙ СТУПЕНИ ПОТЕРИ В КАТУШКАХ ПОТЕРИ В ДИСКЕ PD, ВТ
ПАРАМЕТРЫ ; РК1 РК2 РКЗ РК< РК5
ТОК ДЛИТЕЛЬ- 1 НЫЙ : 300.30 607.02 1107.92
ЛИСТ 8 (ВСЕГО ЛИСТОВ 9)
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
: но-; мер НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.15 ПОТЕРИ ТРАНСФОРМАТОРА НА NHOM: ОБМОТКИ СУММАРНЫЕ ПОТЕРИ в обмотках ПОТЕРИ XX Р0, ВТ ОБЩИЕ ПОТЕРИ ТРАНСФОРМАТОРА PQH, ВТ
ПЕРВИЧНАЯ ВТОРИЧНАЯ обозначение ВЕЛИЧИНА
ОБОЗНАЧЕНИЕ ВЕЛИЧИНА ОБОЗНАЧЕНИЕ ВЕЛИ- ЧИНА
— НОМИНАЛЬНЫЕ PQ1H, ВТ 9073.11 PQ2H, ВТ 11079.19 PQOH, ВТ 20152.30 423.85 20576.15
— ДЛИТЕЛЬНЫЕ PQ1D, ВТ 1814.62 PQ2D, ВТ 2215.84 PQOD, ВТ 4030.46 — —
2.16 КПД НА НОМИНАЛЬНОЙ СТУПЕНИ КПД — 0.866 ПРИ COS q> = 0.5
НО- МЕР НАИМЕНОВАНИЕ ВЕЛИЧИНА
2.17 ТЕПЛОВОЙ РАСЧЕТ: — ВЫЯВЛЕНИЕ НАИБОЛЕЕ НАГРЕТОЙ КАТУШКИ — ВСПОМОГАТЕЛЬНЫЕ ВЕЛИЧИНЫ ДЛЯ ТЕПЛОВОГО РАСЧЕТА КАТУШКИ К1 К2 КЗ К4 К5
ПОВЕРХНОСТЬ СОПРИКОСНОВЕНИЯ с диском F1DK. СМ2 1250.62 1233.62
УДЕЛЬНЫЙ ТЕПЛО- ВОЙ ПОТОК УТР, ВТ/СМ2 0.24 0.49
НАИБОЛЕЕ НАГРЕТАЯ ГРУППА ГРУППА 2 К2—К1
ОХЛАЖДАЮЩАЯ ВОДА изоляция ХАРАКТЕРИСТИКА ТРУБКИ
ТЕМПЕРАТУРА ОХЛАЖДАЮЩЕЙ ВОДЫ Тов, °C ПЕРЕПАД ТЕМПЕРАТУРЫ ОТ ТРУБКИ К ВОДЕ DTTRR, °C ТЕПЛОЕМКОСТЬ CV, КДЖДЛ-К) ДИСК-КАТУШКА TIDK, ММ КОЭФФИЦИЕНТ ТЕПЛОПРОВОДНОСТИ СТ, ВТ/(СМ- К) ВНУТРЕННИЙ ДИАМЕТР DTR, ММ : ДЛИНА } LTR, ; мм ПЛОЩАДЬ ВНУТРЕННЕЙ ПОВЕРХНОСТИ FTR, М*
15 9.97 4.18 3.16 .0.00575 12 ! 1234 0.033
2. ПРОДОЛЖЕНИЕ РАСЧЕТНЫХ ВЕЛИЧИН
ЛИСТ 9 (ВСЕГО ЛИСТОВ 9>
ВЕЛИЧИНА
— ЭКВИВАЛЕНТНАЯ СХЕМА ТЕПЛОПЕРЕДАЧИ (РИС. 8)
ГРУППА г К2-К1
вход
выход
НОМЕР
НАИМЕНОВАНИЕ
ТЕМПЕРАТУРА ПРОВОДА КА-
ТУШКИ К
Т = Тдк + Ттр + Твод + Тов. ЗДЕСЬ
ПЕРЕПАДЫ ТЕМПЕРАТУРЫ:
дк— МЕЖДУ ДИСКОМ И КАТУШКОЙ
— ОТ ТРУБКИ К ВОДЕ тр
вод- МЕЖДУ ВХОДЯЩЕЙ И ВЫХОДЯЩЕЙ ВОДОЙ
— ТЕМПЕРАТУРА ОХЛАЖ-
ДАЮЩЕЙ ВОДЫ
ТОВ = 15°С
Р,. — ПОТЕРИ В КАТУШКЕ
Рд— ПОТЕРИ В ДИСКЕ
— ТЕМПЕРАТУРА НАИБОЛЕЕ НАГРЕТОЙ КАТУШКИ
РИС. 8
РАСХОД ВОДЫ RBOD, Л/С ТДК’ °С Ттр, °C Твэд. °C Т, °C
0.1260 27.08 9.07 7.65 59.71
to 3. РАСЧЕТНАЯ ЗАПИСКА ЛИСТ 1 (ВСЕГО ЛИСТОВ 2)
ТРАНСФОРМАТОР ТК-32.08-4ЭП ТИП /МАШИНЫ ОДНОФАЗНЫЙ, 50 ГЦ, ПВ = 20% НА 8 СТУПЕНЕЙ, Р„о= 268.0 КВ-А, Рпяг„ = 119,9 КВ-А
ОБМОТКИ — ДИСКОВЫЕ ПЕРВИЧНАЯ $ ВТОРИЧНАЯ
НАПРЯЖЕНИЕ в 335 4.20—8.40
ТОК НОМ./РАСЧ. А 835.8/373.8 32000/14311
ВИТКИ 80—40 1
КАТУШКИ НОМЕР К1 К2 КЗ К4 КБ ЧИСЛО ДИСКОВ
ЧИСЛО 2 2 — — — 2
ПРОВОД МАРКА псд псд — — — Ml
РАЗМЕРЫ ГОЛОГО ММ 2.24^-12.50 2.24-Х-12.50 1.70*10.00 БЕЗ ИЗОЛЯЦИИ 14.00*91.00
ИЗОЛИРОВАННОГО мм 2.24*12.50 2.24*12.50 2.18^-10.27
ЧИСЛО ПАРАЛЛЕЛЬНЫХ ПРОВОДОВ 2; 2 2 2
СЕЧЕНИЕ ММ2 55.28; 55.28 33.28 2548.00
! число витков В СЛОЕ 1 1 1 J.
s ЧИСЛО СЛОЕВ ! 6*12 22
g - >> ; ЧИСЛО ВИТКОВ В КАТУШКЕ 6-Х-12 22
; ОТВЕТВЛЕНИЯ I 0—6 0—12 0 —22 0 — 1
! РАЗМЕРЫ ВЫВОДОВ мм 3.55*15.00 2.50-К-15.00
СРЕДНЯЯ ДЛИНА ВИТКА м 0.933; 1.247 1.137 1.122
МАССА кг 2.75; 7.36 7.41 12.72
£ ! МЕЖДУ СЛОЯМИ Ч? ! КЛАСС В ЛАКОТКАНЬ ЛСЭ — 0.12 —
о§ 1 s ! НАРУЖНАЯ ЗАЛИВКА ПО РД16 114 — 84
; ВНУТРЕННИЙ мм 145.00*268.00 145.00*268.00 145.00*268.00
РАЗМЕРЫ । КАТУШЕК ПО ! ОСЕВОЙ меди ; мм 14.00 12.00 14.00
; РАДИАЛЬНЫЙ 1 мм 103.00 102.00 91.00
ПЛОТНОСТЬ ТОКА А/ММ2 5.11; 4.00 5.62 5.62
: катушек СОПРОТИВЛЕНИЕ ПОСТОЯННОМУ ; ОМ 0.00172 0.00460 0.01278 0.0000150
ТОКУ ; ОБМОТОК 1 1 1 ОМ ROM11 = 0.038209 ROM1H = 0.009552
ЛИСТ 2 (ВСЕГО ЛИСТОВ 2)
to co
3. ПРОДОЛЖЕНИЕ РАСЧЕТНОЙ ЗАПИСКИ
ОБМОТКИ — ДИСКОВЫЕ ПЕРВИЧНАЯ ВТОРИЧНАЯ
ПРИВЕДЕННОЕ СОПРОТИВЛЕНИЕ ом R = 15.2Е—06 Х=18.8Е—06 Z=25.0E—06
N lNHOM ПОТЕРИ НОМ/ДЛ. ВТ 9073.11/1814.62 12070.02/2414.0 ;
ТОК XX А 16.82
ИСПЫТАТЕЛЬНОЕ НАПРЯЖЕНИЕ В 1670 335
НАПРЯЖЕНИЕ КЗ
МАГНИТОПРОВОД СТАЛЬ ИНДУКЦИЯ, ТЛ ПОТЕРИ, ВТ j
МАРКА ТОЛЩИНА СТАЛИ ЧИСЛО ЛИСТОВ СЕЧЕНИЕ, М2 КОЭФФИЦИЕНТ ЗАПОЛНЕНИЯ МАССА, кг Вном D max ст р гном Р । гтах ;
СТЕРЖЕНЬ 3413 0.50 456 0.028289 0.9Б 27.36 1.33 1.33 423.85 423.8Б i
ЯРМО 0.014144 137.69 1.33
СХЕМА СЕКЦИОНИРОВАНИЯ ПЕРВИЧНОЙ ОБМОТКИ
СХЕМА РАСПОЛОЖЕНИЯ И СОЕДИНЕНИЯ КАТУШЕК
ТАБЛИЦА СТУПЕНЕЙ
Ступень Положение переключателя СУ! Ц», В /„ А
№ I № 2 № 3
1 2 2 1 2 2 80 74 4.19 4.53 93.4 109.2
3 4 2 1 1 68 62 4.93 5.40 129.3 155.5
5 6 2 1 2 1 58 52 5.78 6 44 177.7 221.1
7 8 2 1 1 46 40 7.28 8.38 282.6 373.7
изм.! лист № ДО КУМ. ПОДП.
РАЗРАБ. !
ПРОВЕР. 1 1 ТРАНСФОРМАТОР ТК-32.08-4ЭП ЛИТ ЛИСТ ЛИСТОВ
Н. КОНТР.
УТБ.
Глава шестая
ВЛИЯНИЕ ФАЗОВОЙ отсечки сетевого напряжения НА ПАРАМЕТРЫ ТРАНСФОРМАТОРА И МАШИНЫ
6.1. Преимущества трансформаторов с комбинированным регулированием сварочного тока
Регулирование сварочного тока ступенчатым изменением вторичного напряжения трансформатора посредством ручного переключателя ступеней имеет только одно достоинство, заключающееся в том, что при работе трансформатора на любой ступени коэффициент мощности машины остается практически без изменения. Вместе с тем этот способ предопределяет трудоемкую конструкцию трансформатора с чередующимися дисковыми обмотками, при которой несколько облегчается подбор требуемых витков первичной обмотки по ступеням и размещение многочисленных выводов и отводов, соединяющих катушки трансформатора с переключателем ступеней.
Метод регулирования сварочного тока фазовой отсечкой сетевого напряжения, подводимого к трансформатору через силовой тиристорный контактор, управляемый регулятором с фазовращателем (называемый в дальнейшем прерывателем сварочного тока или просто прерывателем), является, несомненно, перспективным и достойным внимания, так как позволяет существенно упростить конструкцию первичной обмотки за счет уменьшения числа отводов и, как следствие этого, осуществить переход от традиционной, чередующейся дисковой конструкции обмотки к более простой и надежной, например цилиндрической. Это, в свою очередь, дает возможность сократить расходы активных материалов за счет уменьшения средней длины витка обмотки и повышения коэффициента заполнения окна магнитопровода медью. Однако фазовая отсечка связана с искажением форм напряжений и токов в обмотках трансформатора и во вторичном контуре машины, в результате чего возрастают высшие гармонические напряжения и тока, вносящие специфику в работу трансформатора и всей машины и влияющие на их параметры и характеристики.
Все современные серийно выпускаемые регуляторы контактной сварки, типы которых -приведены в табл. 1.2, кроме выполнения ими основных функций сварочного цикла («предварительное сжатие», «сжатие», «сварка», «проковка» и «пауза»), осуществляют фазовое регулирование действующего сварочного тока в пределах от полнофазного до 50 % этой величины. При многоступенчатом трансформаторе фазовая отсечка в принципе должна использоваться только для плавной подстройки режима 280
в пределах одной ступени. При более глубокой отсечке получается дублирование одного способа другим, в результате чего трудоемкая конструкция первичной обмотки трансформатора оказывается неоправданной. Однако на практике при эксплуатации даже многоступенчатого трансформатора плавное снижение сварочного тока путем фазовой отсечки сетевого напряжения широко распространено. При этом глубина отсечки используется такая, которую позволяет фазовращатель. Кроме того, такое положительное качество регуляторов, как стабилизация сварочного тока, основано также на автоматической отсечке сетевого напряжения в соответствующих пределах. Поэтому вопросы, связанные с влиянием несинусоидальных напряжений и токов на рабочий процесс трансформатора и всей машины в целом являются очень актуальными.
В настоящее время имеется ряд работ, посвященных детальному исследованию этих вопросов [12]. Разработаны рекомендации, необходимые для создания надежных, легких, компактных и технологичных трансформаторов контактных машин, в которых регулирование сварочного тока осуществляется не дублированием одного метода другим, а комбинированным способом — минимальным числом ступеней в сочетании с фазовой отсечкой сетевого напряжения, подводимого к первичной обмотке трансформатора через прерыватель сварочного тока. На основании этих работ здесь приводятся необходимые аналитические зависимости, по которым могут быть рассчитаны параметры и характеристики трансформаторов с учетом вторичного контура контактной машины в различных режимах их работы (при холостом ходе, коротком замыкании и нагрузке) в зависимости от глубины фазовой отсечки сетевого напряжения.
6.2. Формы кривых напряжения и тока в зависимости от глубины фазовой отсечки
На рис. 6.1 представлена принципиальная электрическая схема питания трансформатора контактной электросварочной машины через силовой тиристорный контактор, управляемый регулятором с фазовращателем, т. е. прерыватель. Здесь Uc — напряжение сети, подводимое к зажимам машины (до контактора); Ulr — напряжение, подводимое к первичной обмотке трансформатора (после прерывателя); Цг — ток первичной обмотки трансформатора; Usor и /гг— напряжение и ток вторичной обмотки; гт и х-1 — активное и индуктивное сопротивления обмоток трансформатора, приведенных ко вторичной цепи; гв и хв— то же вторичного контура машины; гээ — активное сопротивление свариваемых деталей.
На рис. 6.2 даны диаграммы мгновенных значений напряжений и токов при индуктивно-активной нагрузке, поступающих
281
Рис. 6.1. Принципиальная электрическая схема питания транформатора машины контактной сварки
Рис. 6.2. Диаграммы мгновенных значений напряжений н токов трансформаторов с прерывателем
в первичную обмотку трансформатора, включенного в сеть через прерыватель сварочного тока. Здесь угол а, соответствующий моменту отпирания тиристора, отсчитываемый от начала положительной полуволны анодного или сетевого напряжения, называется углом включения. Рабочий участок положительной полуволны, пропускаемый прерывателем, называется углом проводимости X. При полнофазном включении угол сдвига между напряжением, подводимым к первичной обмотке трансформатора, и током в ней называется углом <р. Он определяет коэффициент мощности данной контактной машины и при нагрузке определяется из соотношения
282
cos <p =-- --» K- 3 + Гээ . (6.1)
V(^.k.3 + ^)2 + 4k.3 Z"
Значение угла a+X—180° при индуктивно-активной нагрузке зависит от энергии, накапливаемой в магнитном поле трансформатора и внешнего контура, т. е. от ЭДС самоиндукции. За счет этой ЭДС тиристор пропускает ток в течение некоторой части отрицательного полупериода анодного напряжения до тех пор, пока возрастающее напряжение отрицательного полупериода не окажется больше этой ЭДС.
В машинах контактной сварки, представляющих собой индуктивно-активную нагрузку, максимальная пропускная мощность будет при полнофазном включении, когда угол а=<р и угол Х=180°. При этом формы мгновенных значений напряжения и тока будут синусоидальными (рис. 6.2, б), соответствующими сетевым. Переходные процессы в трансформаторе отсутствуют, так как его первичная обмотка включается на напряжение в момент перехода тока через нуль. В настоящее время на этот режим и рассчитываются параметры сварочной цепи машины контактной сварки и электрические и магнитные нагрузки трансформатора.
При а><р (рис. 6.2, а) рабочий участок положительной полуволны сетевого напряжения, пропускаемого вентилем, уменьшается и вентиль в каждый полупериод пропускает только какую-то часть сетевого напряжения. В результате этого действующие значения напряжения, подводимого к первичной обмотке трансформатора, а следовательно, и напряжения, индуктируемого во вторичной обмотке, будут плавно уменьшаться, что вызовет также и уменьшение токов. Этот метод называется методом регулирования сварочного тока фазовой отсечкой.
Как видно из рис. 6.2, а, область регулирования напряжения и тока от 1 до 0 лежит в пределах изменения угла а от ф до 180° и для каждой машины имеет разную величину в зависимости от cos ф. Так, при cos ф=0,2 (ф=78°20/) эта область лежит в пределах 180°—78°20'= lOl^O'; при созф=0,9 (ф= =25°50')—в пределах 154°10/; при соэф=0,5 — в пределах 120°. Таким образом, в машинах с низким соэф с изменением а угол проводимости X убывает быстрее, а с высоким соэф — медленнее. Соотношение между углом включения а, углом проводимости X и углом ф выражается следующей зависимостью:
tgд = s*n ~l~ tg <р (1 — cosctg(g 2) 1 — cos ctg <₽ _|_ tg-q, s jn
На рис. 6.3 приведена зависимость X = f(a) для контактных машин с созф=0,2... 0,9, а в табл. 6.1 даны их численные значения.
283
COS ф kt, % a %
72°30' 180° 1 1
17 85° 162°30' 0,83 0,82
0,3 23 89° 156°30' 0,77 0,75
(<p=72°30') 29 93° 150° 0,71 0,68
38 99°30' 141° 0,62 0,59
50 108° 126° 0,5 0,46
66°20' 180° 1 1
17 80°30' 162° 0,83 0,82
0,4 23 85° 156° 0,77 0,76
(<p=66°20') 29 90° 149° 0,71 0,69
38 97° 138°30' 0,62 0,60
50 106° 125° 0,5 0,47
60° 180° 1 1
17 77° 160° 0,83 0,80
0,5 23 82° 154° 0,77 0,75
(<p=60°) 29 86° 149° 0,71 0,70
Таблица 6.1
vi3 I’i? «и VU1 Vu3
0 0 0 1 1 0 0 0
0,064 0,036 0,027 0,90 0,82 0,18 0,17 0,15
0,089 0,046 0,026 0,86 0,75 0,25 0,22 0,18
0,09 0,055 0,025 0,83 0,70 0,30 0,23 0,17
0,11 0,06 0,02 0,76 0,60 0,36 0,24 0,12
0,14 0,04 0,004 0,67 0,47 0,40 0,20 0,015
0 0 0 1 1 0 0 0
0,06 0,03 0,02 0,90 0,83 0,18 0,16 0,15
0,08 0,04 0,03 0,87 0,77 0,24 0,21 0,17
0,10 0,05 0,02 0,83 0,70 0,30 0,24 0,17
0,13 0,05 0,02 0,77 0,60 0,35 0,24 0,11
0,15 0,04 0,015 0,68 0,47 0,40 0,18 0,05
0 0 0 1 1 0 0 0
0,08 0,04 0,02 0,90 0,82 0,2 0,18 0,16
0,10 0,05 0,024 0,87 0,75 0,25 0,21 0,17
0,11 0,055 0,027 0,83 0,70 0,29 0,23 0,16
0,5 (<Р=60°) 38 50 93° 103° 138° 125°
— 53° 180°
17 72° 159°
0,6 23 78° 152°
(<р=53°) 29 83° 146°
38 91° 136°
50 102° 122°
— 45°30' 180°
17 69° 155°
0,7 23 75° 148°
(<р=45°30л) 29 81° 141°
38 91° 130°
50 102° 116°30
0,62 0,50 0,61 0,49 0,13 0,15
1 1 0
0,83 0,81 0,08
0,77 0,75 0,10
0,71 0,70 0,12
0,62 0,60 0,15
0,50 0,47 0,16
1 1 0
0,83 0,81 0,10
0,77 0,75 0,12
0,71 0,69 0,13
0,62 0,58 0,16
0,50 0,47 0,18
0,055 0,04 0,015 0,005 0,78 0,69 0,61 0,49 0,35 0,4 0,23 0,13 0,10 0,04
0 0 1 1 0 0 0
0,04 0,02 0,9 0,83 0,20 0,18 0,15
0,05 0,03 0,87 0,77 0,26 0,22 0,16
0,06 0,02 0,83 0,71 0,30 0,23 0,14
0,05 0,01 0,77 0,61 0,36 0,22 0,08
0,03 0,015 0,67 0,47 0,40 0,15 0,04
0 0 1 1 0 0 0
0,05 0,03 0,91 0,82 0,22 0,19 0,15
0,06 0,93 0,87 0,76 0,26 0,21 0,14
0,065 0,02 0,82 0,70 0,30 0,22 . 0,11
0,06 0,01 0,74 0,58 0,36 0,19 0,05
0,03 0,02 0,65 0,47 0,39 0,11 0,08
Рис. 6.8. Зависимость K=f(a)
6.3. Гармонический анализ кривых напряжения и тока
Для выявления влияния глубины фазовой отсечки сетевого напряжения на рабочий процесс, параметры, характеристики и энергетические показатели трансформатора и машины в целом необходимо знать взаимосвязанный гармонический состав напряжений и токов. На рис. 6.4 изображены кривые несинусоидальных периодически изменяющихся во времени напряжения (рис. 6.4, а) и полного тока i=f (at) (рис. 6.4, б),
получающихся в результате применения метода фазовой отсечки. Эти функции обладают симметрией третьего рода, т. е. f(o)i + ^/2)=—и при разложении их в ряд Фурье не содержат постоянной составляющей и четных гармоник. Их выражение тригонометрическим рядом имеет вид
«i = ^imsin(o£+ty1) + L/3msin(3o/ + ty3)+ . . .
. . . + L7tesin(foof+tft);
А = Am 31П (®^4" ф1) + 7gmsin (3<of + <Рз) + • • •
• • • + Ат3*п(^®^ + ф*)-
(6.3)
Здесь Ukm и А™ —амплитуды fe-й гармоники напряжения и тока первичной или вторичной обмотки трансформатора, где k=2n+ + 1 — порядок гармоники, а п=0, 1, 2,...; фь фз, . ,.,фй и ерь Фз...., <р* — начальные фазы отдельных гармоник.
286
Рис. 6.4. К определению гармонического состава напряжения и тока сложных форм
287
Амплитуды гармоник рядов (6.3) определяются из выражений:
Ukm = ^Al + Bl и 7te=Vcl+I»fe.
где Ak и Bk — коэффициенты ряда Фурье для напряжения; Ch и Dh — то же для тока.
Анализируя функцию напряжения u= t/TOsino)/ в пределах изменения и/ от 0 до (а4-Х—180°) и от а до 180° и ы=0 в пределах изменения cat от (а4-Х—180°) до а (см. участки 1, 2, 3 на рис. 6.4, а) и функцию тока переходного процесса i = Im [sin (at 4-а—ср)—sin (а—-<р)е~a/ctg4>]B пределах изменения at от 0 до X (рис. 6.4,6), получим аналитические зависимости относительных величин (в долях единицы) для расчета:
а) действующего и среднего значений напряжения
К„=-^- = —^7*—cos (2а 4- X) sin X ; U л/л
А„Ср = г = 0,9114- [ccs (а 4-X) 4-cos а]};
б) действующего значения тока
__ /г __ / X sin X cos (2а 4~ X 4~ <р) / V я. л cos <р
(снижение действующего значения тока в процентах от
нального будет. А/= (1—Ki) • 100;)
в) первой и А-й гармоник напряжения и тока:
(6-4)
(6.5)
номи-
у„1 = = — 7lsin(2a4-X)sinX]24-[X—cos (2a4-X)sinX]2 ;
U л
ytl = = — 7^2 4* sin2 X—2Х sin X cos (X 4- 2a) ;
I л
Уик
= (fe) 1 (Г U n [I
sin n (2a 4- X) sin nX n
cos (1 4~») (2a 4~ X) sin X (1 4~ »)
sin (1 4~») (2a + X) sin X (1 4~w)
cos n (2a 4- X) sin nX n
2
__ 2 [ ctg2(<p4-l) Г fe24~l /j
lk л ( (k2 — 1) (ctg2 <p 4- k2) L k2 — 1
2k
—cos X cos kK)-------------sin X sin AX—
' A2 — 1
(6.7)
— (cosX—cos
288
В этих выражениях U и I — напряжение и ток, соответствующие режиму полнофазного включения тиристора. Индекс «г» означает «гармоники» и относится к напряжению и току сложных форм. Относительные действующие значения напряжения 7(И1 тока Кг, 1-й, 3-й, 5-й и 7-й гармоник напряжения уи1, у„3, уИБ, У«7 и тока у/i, угз, 7гБ. У<7 при изменении угла а ОТ ф ДО 180° для машин контактной сварки с cos ф = 0,3... 0,7 сведены в табл. 6.1, а для машин с созф=0,5 представлены в виде кривых на рис. 6.4, в, г.
Выполненные расчеты показали, что при одном и том же значении угла а: а) относительная величина высших гармоник в кривой напряжения больше, чем в кривой тока, вследствие чего снижение действующего значения тока происходит быстрее, чем напряжения; б) первые гармоники тока и напряжения имеют одинаковые значения; в) в кривой тока резко выраженной гармоникой является первая (больше 0,95), а высшие гармоники имеют небольшие значения и мало зависят от увеличения угла а.
6.4. Режим холостого хода трансформатора
Хотя режим холостого хода не является характерным для трансформаторов машин контактной сварки, однако в связи с тем, что ГОСТ 297—80 регламентирует значение тока XX (см. п. 4:5.8), возникает необходимость детального рассмотрения работы трансформатора в этом режиме и разработки методики расчета тока XX и потерь в стали магнитопровода. Исследование влияния фазовой отсечки сетевого напряжения на потери в магнитопроводе и ток XX выполнено при условии пренебрежения малыми значениями падений напряжения в активном и индуктивном сопротивлениях первичной обмотки трансформатора.
С этой целью, во-первых, был рассмотрен гармонический состав потока взаимной индукции, временная функция которого Ф1 (о/) изображена на рис. 6.2, в. Получены выражения, связывающие гармоники потока или индукции с соответствующими гармониками ЭДС или напряжения:
(6-8)
где Wj — число витков первичной обмотки; k — порядок гармоники. ,
Во-вторых, для исследования намагничивающего тока использована линейно-степенная аппроксимация характеристики намагничивания стали магнитопровода вида H=fiB+vB5, где Р и v — коэффициенты, описывающие характеристику намагничивания соответственно в ненасыщенной и насыщенной частях.
Ю Заказ № 181 289
В результате выполненных исследований получены следующие выражения для расчета потерь в магнитопроводе трансформатора Рог и действующего значения тока XX /Ог в зависимости от угла включения а, коэффициентов р и v (функции намагничивания магнитопровода) и гармонических составляющих напряжения:
Рог — Pq^c. г! (6-9)
/ог = л/[4.г + (7<оЛр1)2] (1-M,5cos2a) . (6.10)
Здесь Ро — потери в стали, соответствующие полнофазному включению — см. формулу (4.38); Кс. г и Кот— коэффициенты, учитывающие гармонический состав напряжения для расчета потерь в магнитопроводе и тока XX; /Оа.г и 70pi — активная составляющая и первая гармоника реактивной составляющей намагничивающего тока; а — по табл. 6.1.
Коэффициент
Kc.r = y2ui + K/3(-^-)2+ .. . < 1- (6.Н)
Здесь yUk — по табл. 6.1; Kfk— коэффициент частоты k-x гармоник, который может быть определен по формуле
М>Г <612>
или взят по кривой рис. 6.5; fk — частота тока Л-й гармоники. Коэффициент
J
Ког= V 1 + —, (6.13)
V ълт
где
т = R1 + V V1 (V«1B)4T+ Г-^" V1 (YuiS)4]2 • L ° J L 10 J
Таблица 6.2
Bl. Тл Марка стали
3411 3413 (лист, рулон) 3413 (лента)
₽! Vi m Pi j v, m P. Vi m
1,4 1,2 0,7 3,4 0,81 0,485 2,3 0,154 0,09 0,46
1,5 1,21 0,75 3,77 0,825 0,52 2,62 0,126 0,08 0,406
1,6 1,2 0,775 4,03 0,86 0,56 2,94 0,132 0,085 0,45
1,7 1,05 1,06 5,06 0,615 0,625 3,0 0,112 0,114 0,54
1,8 0,635 1,86 8,38 0,288 0,84 3,78 0,185 0,48 2,16
290
Рис. 6.5. Зависимость K/k=f(fk)
Значения 0Ь vt и т для сталей марок 3411, 3413 (лист, рулон) и 3413 (лента) в зависимости от первой гармоники индукции (Bf = =уи1В) приведены в табл. 6.2.
Активная составляющая
7оа.г = -^-, (6.14)
где —действующее значение напряжения сложной формы.
Реактивная составляющая
7opi = yhtn . (6 15)
Здесь В — индукция, соответствующая U\, т. е. синусоидаль-ному потоку при полнофазном включении; C=Zu/-\/2u/1 — постоянная, не зависящая от формы кривой потока (или тока); /ц — см. формулу (4.44).
Графики изменения потерь в стали магнитопровода трансформатора и тока XX в зависимости от способов регулирования сварочного тока в одних и тех же пределах даны на рис. 6.6, а, б. Здесь кривые 1 соответствуют регулированию сварочного тока (потока) ступенями при использовании режима полнофазного включения (при синусоидальном напряжении), а кривые 2 — регулированию сварочного тока фазовой отсечкой сетевого напряжения (или напряжения сложной формы). Из
Рис. 6.6. Графики изменения потерь и тока XX в зависимости от способов регулирования сварочного тока
10*
291
этих графиков видно, что потери и ток XX имеют максимальные значения при полнофазном включении, когда магнитная система трансформатора нагружена наибольшим потоком. При регулировании тока фазовой отсечкой потери и ток XX убывают медленнее, чем в случае регулирования тока в тех же пределах (от 1 до 0,5) изменением коэффициента трансформации при ступенчатом регулировании и синусоидальном токе. Из этого следует, что применение метода фазовой отсечки не ограничивает предельно допустимых значений индукции, тока XX и потерь в стали магнитопровода. Следовательно, расчетные значения индукций трансформаторов с фазовым регулированием сварочного тока могут быть сохранены на уровне характерном для современных трансформаторов, преобразующих синусоидальные напряжения и токи и рекомендуемых в табл. 4.2.
6.5. Влияние фазовой отсечки сетевого напряжения на параметры короткого замыкания трансформатора и машины
В связи с тем что внешний контур машины является неотъемлемой частью вторичной обмотки трансформатора, режим «нормального» короткого замыкания (КЗ) обычно осуществляется на электродах машины, исключая только свариваемые детали. При замкнутых накоротко электродах к первичной обмотке трансформатора подводится такое напряжение Пщ. 3, при котором /1к. з = /1ном и 12 к. 3=^2 ном- Режим КЗ осуществляется с целью определения некоторых параметров контактной машины, из которых наиболее важными являются активное rM. к. 3J индуктивное хм. F. 3, полное ZM. к. 3 сопротивления обмоток трансформатора и элементов внешнего контура машины и коэффициент мощности cos <рк. 3. Эти параметры являются исходными для определения вторичного напряжения трансформатора (см. § 1.12) и построения внешних характеристик машины (см. § 9.6).
Исследование режима КЗ машины при напряжении и токе сложных форм произведено при следующих допущениях: а) не учитывалось влияние тока XX на первичный ток ввиду его малости; б) считалось, что мощность, потребляемая трансформатором при коротком замыкании, расходуется только на покрытие активных потерь в его обмотках и вторичном контуре машины; в) напряжения и токи сложных форм заменялись синусоидальными, эквивалентными по своим действующим значениям; г) в рассмотрение был введен эквивалентный угол фазового сдвига фк. з. г, который в дальнейшем используется для построения внешних характеристик машины; д) не учитывалось влияние ферромагнитных масс контура.
292
Полное активное сопротивление КЗ машины контактной сварки складывается из сопротивления первичной и вторичной обмоток трансформатора и сопротивления элементов токопро-вода машины и их контактных соединений. При наличии фазовой отсечки сетевого напряжения активное сопротивление машины определяется как отношение мощности потерь КЗ к квадрату тока КЗ. Представляя мощность как сумму потерь от каждой гармоники тока в активном сопротивлении, соответствующем данной гармонике, и вводя относительные значения отдельных гармоник тока, получим следующее выражение для расчета активного сопротивления машины при токе сложной формы:
где Гм. к. з — активное сопротивление КЗ машины при идальном напряжении и токе;
(6.16)
синусо-
(6-17)
— коэффициент увеличения активного сопротивления при наличии фазовой отсечки; гм.к.3з, •••> гм.к. зь— активные сопротивления КЗ машины для высших гармоник. Для &-й гармоники тока
Гм. к. 3k — rrk~PrBk — Г-rk ^Гв/г4- п. к-
Здесь для обмоток трансформатора гт* = г0+[1 + (Крбо—1)К2Г> для элементов токопровода rBk=f(Pk), где Pk = Р^л/К ~~ критерий подобия k-й гармоники; гп. к, г0, Крбо и Р50 — соответственно сопротивление переходных контактов токопровода, омическое сопротивление обмоток трансформатора, коэффициент Фильда и критерий подобия при f=50 Гц.
Вычисления, подтвержденные экспериментами, показали, что потоки рассеяния, создаваемые высшими гармониками тока, даже при значительных отсечках не оказывают существенного влияния на увеличение потерь в обмотках трансформатора и токоведущих частях машины и, следовательно, активное сопротивление короткого замыкания машины изменяется незначительно. Так, при регулировании тока от номинального значения до его половины активные сопротивления большинства машин увеличиваются в следующих пределах:
293
а) от действия 3-й и 5-й гармоник гм. к.зз— (1,15... 1,35) х ХГМ. к. з! Гм. к. 35 = (1,4 ... 2,1) Гм. к. з!
б) от суммарного действия всех гармоник гм.к. З.г= (1,008... ... 1,016)гм. к. 3.
Индуктивное сопротивление КЗ машины при фазовой отсечке сетевого напряжения определяется как отношение среднего квадратического значения ЭДС рассеяния сложной формы к среднему квадратическому значению тока. Представляя ЭДС гармонических потоков в виде падений напряжения гармоники тока на соответствующем ей индуктивном сопротивлении и вводя относительные значения отдельных гармоник тока, получим выражение для расчета индуктивного сопротивления при токе сложной формы, а именно
. ___ Essr
М. К. 3. Г-- --~---
' 2Г
21*м- К- 31)2 ~Н (J23-^М. К- зз) 2 +
(W2)2 + (W2)2-I- • . •
— 2л/Ам. к. з
(6.18)
Здесь хм. к. з — индуктивное сопротивление КЗ машины при синусоидальных напряжении и токе;
Ти + (3?»)2+--- + (М2 (619)
оо
У, (Yife)2
fe=l,3...
— коэффициент увеличения индуктивного сопротивления машины при наличии фазовой отсечки сетевого напряжения. Полное сопротивление машины при КЗ с фазовой отсечкой
Zm. К. 3. Г Г2М. К. 3. Г +х2м. К. 3. Г л/(Гм- к- З^г)2 “Ь (^"м- к- З^ж)2 •
(6.20)
Таким образом, при регулировании сварочного тока от номинального значения до его половины для большинства машин Хм. к. з. г Л? (1,4 . . , 1,5) Хм. к. 3 И ZM. к. з. г Л? (1,3 . . . 1,4) Zm. к. з.
При введении фазовой отсечки сетевого напряжения получаются как бы два коэффициента мощности: один- из них cos <р к. з. г относится к напряжению и току сложных форм, что имеет место на зажимах трансформатора, и второй — к синусоидальному напряжению и току сложной формы, что имеет
294
место на зажимах машины (см. рис. 6.1)Г~Кбэффициент мощности cos <рк. з. г соответствует режиму КЗ и необходим главным образом для расчета внешней характеристики машины (см. § 9.6). Коэффициент мощности %м характеризует эксплуатационные свойства контактной машины относительно ее влияния на внешнюю сеть, т. е. характеризует машину как потребителя реактивной мощности. Коэффициент мощности на зажимах трансформатора (после прерывателя) при наличии фазовой отсечки сетевого напряжения определяется как отношение потерь КЗ к полной мощности, потребляемой трансформатором из сети через прерыватель. Выражая действующие значения тока и напряжения сложных форм через средние квадратические величины гармонических составляющих и потери КЗ как сумму потерь, создаваемых отдельными гармониками, выражение для коэффициента мощности трансформатора при напряжении и токе сложных форм получаем следующим образом:
^2 У1, (У1кгм. к. 3k)
cosq>K.3.r = Рк а т =----------k=l- 3- (6.21)
'2Г^2Г /со со
1^2 A Е Vife Е ilk V *=1,з-.. /г=1,з...
Извыражения Pk.3=/22'‘m.k.3=/2^2Cos<j>k.3 определяем П2= ~^2^м. к. з/cos <j>k. з- Подставляя значение t/2 в уравнение (6.21), получим
СО
^2 Е (llkfм. к. эй) COS <Рк. 3
cos q>K. 3. г =----fe=1,3" = COS срк. зКф. (6.22)
^2гм. к. 3 А / Е Vik Е luk
V *=1. 3... Л=1, ...
Здесь cos <рк. з — коэффициент мощности машины при коротком замыкании, соответствующий полнофазному включению;
СО
Е &
=— (6.23)
VOO оо
Е v?fe Е
fe=l,3... k=l. 3...
— коэффициент уменьшения cos<pK. 3 трансформатора при использовании фазовой отсечки в режиме КЗ. Практически для большинства машин при регулировании тока от номинального значения до его половины cos <рк. з.г=0,7 • • • 0,75.
Графики изменения активного, индуктивного и полного сопротивлений КЗ машины, а также коэффициента мощности на
295
зажимах трансформатора в зависимости от способов регулирования сварочного тока в одних и тех же пределах приведены на рис. 6.7, а, б, в, г. Здесь кривые 1 соответствуют регулированию сварочного тока ступенями при синусоидальных напря-
Рис. 6.7. Графики изменения активного, индуктивного и полного сопротивлений КЗ машины в зависимости от способов регулирования сварочного тока
жении и токе, а кривые 2— регулированию сварочного тока фазовой отсечкой сетевого напряжения при напряжении и токе сложных форм. Из этих графиков следует, что фазовая отсечка сетевого напряжения даже при значительных глубинах регулирования тока не оказывает существенного влияния на увеличение потерь в токоведущих частях машины и, следовательно, на активное сопротивление КЗ машины. В отличие от этого индуктивное сопротивление машины значительно возрастает в зависимости от глубины отсечки, и коэффициент мощности заметно снижается.
Однако максимальное значение ЭДС короткого замыкания
296
имеет место при полнофазном включении, и, следовательно, фазовая отсечка не приводит к необходимости увеличения вторичного напряжения трансформатора и его габаритов.
6.6. Основные уравнения, характеризующие режим нагрузки трансформатора и машины при фазовой отсечке
В рабочем режиме энергия, потребляемая трансформатором из сети, выполняет функцию нагрева свариваемых деталей, зажатых между электродами машины, представляющих собой активную нагрузку с сопротивлением гээ, абсолютное значение которого достигает нескольких десятков или сотен микроом. При рассмотрении рабочего процесса трансформатора, работающего на индуктивно-активную нагрузку, приняты следующие допущения: а) магнитный поток, потери в стали магнитопровода и намагничивающий ток близки к их значениям при холостом ходе; б) условия работы электрических цепей, т. е. первичной и вторичной обмоток трансформатора, а также элементов вторичного контура машины аналогичны условиям работы в режиме КЗ.
При наличии фазовой отсечки сетевого напряжения, заменяя токи и напряжения сложных форм эквивалентными синусоидальными, режим нагрузки машины можно охарактеризовать следующими основными уравнениями, вытекающими из закона полного тока для ее магнитной цепи и закона Кирхгофа для ее электрических цепей.
1. Уравнение равновесия МДС
FOr = Flr + lQ или д/2"I№vo1 = '\/2 + I2w2,
отсюда
/Ог = Zir ~Ь Z2r- (6.24)
2. Уравнение равновесия ЭДС и падений напряжения цепи первичной обмотки
Uir = —Bjr + Д1г + ДР1= —Ё1ГЦ- )Дх1ГЦ- lirfi- (6.25)
3. Уравнение равновесия ЭДС и падений напряжения вторичной цепи трансформатора
Й2Г = Е2Г-Es2r--Ер2 = Е2г--/'^2ГХм. К. Э. Г' ^2гГм. к. э. Г.
Здесь Й2г=/2гЛээ — падение напряжения на электродах машины; хм. к. з. г и гм. к. з.г — индуктивное и активное сопротивления машины в режиме КЗ. Тогда
12ТГэз = Ё2г—ji2г (Хт. г + Хв. г) — /2Г (Гт + Гв), отсюда
Ё2г = /2Г [/ (х2г + Хв. г) + (гт + Гв + гээ)] • (6.26)
297
Рис. 6.8. Режим нагрузки контактной машины: а — векторная диаграмма; б — схема замещения; в — упрощенная векторная диаграмма
Геометрическая интерпретация соотношений (6.24), (6.25) и (6.26) представляет собой векторную диаграмму токов, ЭДС и падений напряжения в режиме нагрузки, изображенную на рис. 6.8, а. Но так как £'1Г=£'2г, то, подставляя значение Е%г из выражения (6.26) в (6.25), получим
Ё\ = 71г (/%1г Ч~ f 1) — 72г [/" (хт. Г + хв. г) Ч~ (гт Ч" гв Ч~7ээ)]-
Пренебрегая током намагничивающего контура /ог и полагая, что /2г=7;г, имеем
Й1г — — 7гг [О’ 1т Ч" г2т Ч~ ^в Ч" ^ээ) Ч~ / (-V1T. г Ч" xzr. г Ч~ хв. г)1 —
(7 2гГМ. К. 3. г
Ч~ ^г^ээ) — t/jor-
(6.27)
Уравнение (6.27) описывает схему замещения трансформатора в режиме нагрузки, изображенную на рис. 6.8, б, а геометрическая интерпретация этого уравнения представляет собой упрощенную векторную диаграмму машины, показанную на рис. 6.8, в.
6.7. Влияние фазовой отсечки на коэффициенты мощности машины и трансформатора
при нагрузке
Регулирование сварочного тока методом фазовой отсечки сетевого напряжения существенно влияет на энергетические показатели машины, в частности на коэффициент мощности.
При регулировании сварочного тока Л ном за счет ступенчатого изменения вторичного напряжения трансформатора в режиме полнофазного включения коэффициент мощности cos <р на зажимах машины (до прерывателя) и на зажимах первичной обмотки трансформатора (после прерывателя) имеет одно и то же значение.
При переходе с одной ступени на другую параметры машины в режиме КЗ практически остаются постоянными и незначительные изменения cos <р происходят только за счет изменения сопротивления свариваемых деталей гээ.
При регулировании тока фазовой отсечкой сетевого напряжения на зажимах машины напряжение всегда синусоидальное (сетевое), а ток содержит высшие гармоники. Коэффициент мощности характеризуется углом сдвига фаз между синусоидальным напряжением и первой гармоникой тока.
На зажимах трансформатора напряжение и ток имеют сложную форму, и коэффициент мощности характеризуется углом сдвига фаз между эквивалентными синусоидальными напряжением и током.
В каждом из этих случаев коэффициент мощности равен отношению активной мощности к полной, т. е. %м=Рм.г/5м.г и ут=Рт_r/ST.r, где Рм.г и SM.r —активная и полная мощности на зажимах машины; Рт. г и Зт.г-—то же соответственно на зажимах трансформатора. Квадрат полной мощности на зажимах машины
Sm. г = t/c/ir = Uc (/?! + /13 + • • • + /ife) = t/c/11 +
4-Пс(/1з + . • .4-/ife) = t/c/iicos epi -J- UCI\i sin ф1 +
+ t/c (/13 + • • • + / Ife) = Рм. г4~Р?м + Ри. m-
Здесь
Рм. г = UJu cos <P1 (6.28)
— активная мощность;
P^^Hc/nSincp! (6.29)
— реактивная мощность и Ри. м = д/^/с(/1з + - • • + /•*) мощность искажения; срf — угол сдвига фаз между синусоидальным напряжением сети и первой гармоникой тока.
299
На зажимах трансформатора
/ сю \ / со \
52тг=адг=( z х /н)=^.г+^т+Ри.т.
\fe=l,3. .. /Xfe=l,3... /
Известно, что активная мощность гармоники будет только в том случае, когда данная гармоника имеется в кривой тока и напряжения и когда угол сдвига фаз между током и напряжением гармоники отличен от 90°. Следовательно, активная мощность доставляется к зажимам машины из сети лишь первой гармоникой тока, а к зажимам трансформатора — первой, третьей, k-й гармониками тока и напряжения. В случае исполь-
Рис. 6.9. Диаграмма активной мощности машины с прерывателем
зования тиристорного прерывателя активная мощность на зажимах машины отличается от мощности на зажимах трансформатора только на величину потерь в прерывателе АРПр> как это видно из рис. 6.9. Учитывая, что эти потери составляют не более 1 % от общей мощности, ими можно пренебречь. Тогда активная мощность на зажимах машины при отсечке равна активной мощности на зажимах трансформатора:
Р 1м. Г = Рт. г = Uulu cos q>u + U13I13 cos Ф13-Н-- +
+ COS фи5.== Рц +Р 1з+- . . + Р1А; = Рг, (6.30)
где Рц, Р13, ..., Pik — активные мощности, доставляемые к трансформатору &-ми гармониками; coscpn, costpis, cos gas — косинусы углов сдвига фаз между током и напряжением гармоники одного порядка.
Анализ изменения составляющих активной мощности на PL-нагрузке от первых и высших гармоник тока и напряжения в зависимости от глубины фазовой отсечки, характеризуемой разностью а—<р, показал, что активная мощность к нагрузке, находящейся за прерывателем, доставляется из сети главным образом первыми гармониками тока и напряжения. Составляющие активной мощности от высших гармоник изменяют Рт.г не более чем на 3 %. Пренебрегая этими мощностями, получим
Рц. г = Рт. г = Рг — U11 Al COS <Р11-
300
Поскольку cos фц обусловливается теми же параметрами машины (тм и хм), что и cos ф, то Рг= fAiAiCos <р. Реактивная мощность, так же как и активная, к зажимам трансформатора доставляется первыми гармониками напряжения и тока, и ее значение будет РдТ=£Л1/118Шф. На рис. 6.10, а приведены кривые напряжения и тока для машины с со8ф=0,6 (ф=53°) при пол-
Рис. 6.10. К определению угла сдвига фаз между сетевым напряжением Uc и первой гармоникой тока /н
нофазном включении, на рис. 6.10,6, в — кривые напряжения и тока сложных форм и их первые гармоники при снижении тока фазовой отсечкой до 7Q = 0,5. Для этого случая, пользуясь данными табл. 6.1, имеем а=102°; %=122°; 77^=0,67 77с; /ц = = 0,4771 ном и 7711=0,47 77с.
Из рисунка видно, что угол ф1 между напряжением сети ис и первой гармоникой тока 7ц складывается из суммы двух углов:
Ф>1 = ф + ,’15и> (6.31)
301
где
ip„ = arctg—
(6.32)
— разность фаз между напряжением сети и первой гармоникой напряжения сложной формы, подводимого к трансформатору; А1 и Bi — коэффициенты ряда Фурье для первой гармоники напряжения. С учетом (6.31) выражения (6.28) и (6.29) будут
Pr=UcIjj COS (ф + ф„) = UсЛ/еОЭ ф! (6.33)
и Pq м = iVcAisin фь Подставляя в выражения для и /т уравнение (6.33) и учитывая (6.30), окончательно имеем
И _ ис1ц COS <Р1 Хм ис11г „ U J11 cos Ф1 /ц = COS ф1 = V COS ф] Лг ис 1 (6.34) Гб .351
Хт l/lr/lr киис гсо~фх Ки Хы'
Здесь
V — Л1/Лг (6.36)
— коэффициент искажения тока; Ки— см. табл. 6.1.
Таблица 6.3
к.-= 11г к cos <р=0,3 <р=72°32' cos <р—0,4 ф=66°20г cos Ф—0,5 Ф=60°
К <Pi V % <₽1 V % Ч>1 V
1 0 72°32' 1 0 66°20' 1 0 60° 1
0,955 0°50' 73°22' 0,99 1°10' 67°30' 0,995 1°20' 61°20' 0,995
0,83 2°40' 75°12' 0,99 4°20' 70°40' 0,985 5°30' 65°30' 0,985
0,77 4° 76°32' 0,988 5°30' 71°50' 0,983 7° 67° 0,983
0,71 5°20' 77°32' 0,972 8°20" 74°40' 0,975 8° 68°30' 0,972
0,64 6°10' 78°42' 0,986 9°20' 75°30' 0,973 11°10' 71°10' 0,97
0,5 8°20' 80°51' 0,92 12° 78°20' 0,95 15°20' 75°20' 0,96
Окончание табл. 6.3
cos (р=06, <р=53° cos <р=0,7 <р=45°30'
Ч>1 V Фи <Pi V
1 0 53° 1 0 45°30' 1
0,955 1°40' 54°40' 0,995 2°20' 47°50' 0,995
0,83 5°40' 58° 40' 0,985 8°50' 54°40' 0,978
0,77 8°50' 61°50' 0,983 12°10' 57°40' 0,975
0,71 10°40' 63°40' 0,975 14°30' 60° 0,973
0,64 13°20' 66°10' 0,913 15°40' 61°10' 0,97
0,5 17°40' 70°40' 0,945 23°30' 69° 0,94
Для практического использования выражений (6.34) и (6.35) в табл. 6.3 приведены значения углов и <рь рассчитанных по формулам (6.31) и (6.32) для машин контактной сварки с costp=0,3.. .0,7в зависимости от коэффициента снижениятока Кг. Там же даны значения коэффициента искажения тока v, рассчитанного по формуле (6.36). Из анализа кривых, построенных по данным табл. 6.3, установлено, что точка А перехода первой гармоники тока через нулевое значение находится на середине площадки отсекаемого напряжения, как показано на рис. 6.10, б, в.
6.8. Перераспределение составляющих полной мощности на входе и выходе прерывателя
Для количественной оценки изменения состава мощности на зажимах машины и трансформатора и определения целесообразного минимума числа ступеней для комбинированного регулирования тока (ступенями в сочетании с фазовой отсечкой) в табл. 6.4 для примера приведены значения мощностей и коэффициентов мощностей в зависимости от Кг для машин с cos<p=0,4 и 0,7, рассчитанные по следующим формулам: коэффициенты мощностей xM=vcos<pi и Хт= —ум; активная
Ки
мощность Pr= Cuneos <pi; реактивные мощности = = t/c/iisin<pi и JPgi=CAiAisin<pi; полные мощности SM,r—UcIlT и St. г=£ЛгЛг; мощности искажения Ри. м = д/Sm. г — (р?+ Рд м) И Рп. т = л/Sr. г—(Pr+ Ptfr) ; полные реактивные мощности
Qm=V^m + Ph.m и Qt=V^t+XT-
Рис. 6.11. Графики изменения абсолютных значений составляющих полной мощности в функции коэффициента снижения тока К,
303
COS (p K,= rzr рдм
^arnax M- г
1 1/1 1 0,4 0,916
0,955 1/1,05 0,955 0,362 0,88
0,83 1/1,2 0,83 0,27 0,772
0,4 0,77 1/1,3 0,77 0,238 0,722
0,71 1/1,4 0,71 0,192 0,665
0,5 1/2,0 0,5 0,098 0,46
I 1/1 1 0,7 0,713
0,955 1/1,05 0,955 0,625 0,712
0,83 1/1,2 0,83 0,46 0,66
0,7 0,77 1/1,3 0,77 0,398 0,64
0,71 1/1,4 0,71 0,345 0 6
0,5 1/2,0 0,5 0,174 0,435
Таблица 6.4
р и. м «м хм $т. г ^9 т ₽и.т QT хт
0 0,916 0,4 1 0,916 0 0,916 0,4
0,1 0,882 0,38 0,93 0,82 0,234 0,85 0,39
0,138 0,788 0,326 0,745 0,612 0,318 0,695 0,364
0,14 0,735 0,308 0,67 0,535 0,33 0,626 0,355
0,174 0,69 0,256 0,59 0,435 0,36 0,564 0,326
0,142 0,482 0,2 0,34 0,2 0,258 0,326 0,288
0 0,713 0,7 1 0,713 0 0,713 0,7
0,1 0,818 0,658 0,93 0,645 0,245 0,676 0,676
0,18 0,68 0,56 0,747 0,467 0,36 0,59 0,62
0,185 0,663 0,52 0,67 0,407 0,356 0,54 0,6
0,187 0,63 0,488 0,58 0,338 0,32 0,466 0,595
0,18 0,435 0,35 0,325 0,159 0,226 0,276 0,54
Рис. 6.12. Графики изменения относительных значений составляющих полной мощности в зависимости от Ki
°4'Ofr 0,6 0,8
*i—-
За единицу приняты значения тока и напряжения, а следовательно, и полной мощности, соответствующие полнофазному включению. На рис. 6.11 приведены графики изменения всех указанных величин в функции коэффициента снижения тока Ki для машины с cos<p=0,4. Для более наглядного представления об изменении составляющих мощностей на рис. 6.12, а, б изображены графики изменения всех перечисленных выше величин
305
относительно их включению, т. е. значений, соответствующих полнофазному
с* _ SM. г _ р* - Хм
°м. г SM ’ г г Р ’ Лм cos <р ’
р* — Рч м . р* ^и. м - • о*.
1 q м Рч ’ г и. м рч 9 Чем Рч ’
S* - ST. Г в Хт . р* - Pq т
ит. г ST ’ ЛТ COS (р г q т Рч ’
р* _ — Р«. т о* - __ Qt
Г и. т Рч > чет Рч
где ST—SM.
Из этих графиков очевидно, что при введении отсечки независимо от coscp машины относительные величины изменяются следующим образом: SM.r и ST. г снижаются, причем SM.r снижается пропорционально Кг, a. ST,r — пропорционально Кг и Ки', Рг до прерывателя и после него убывает одинаково и гораздо быстрее, чем SM.r и ST. г, в результате Хм и Хт снижаются по-разному: %м уменьшается почти пропорционально Кг, а Хт—в 1/Ки раз медленнее; так, при снижении тока от Кг=1 до 0,77 и до 0,5 коэффициенты мощности уменьшаются следующим образом: в машинах с cos<p=0,2 коэффициент X снижается от 0,2 до 0,153 и 0,102, а х* — до 0,175 и 0,147 соответственно; в машинах с cos<p=0,9 коэффициент Хм снижается от 0,9 до 0,695 и 0,445, а х* — до 0,825 и 0,74 соответственно; <5* снижается с уменьшением Кг.
Изменение полной реактивной мощности и ее составляющих на зажимах машины рассмотрим несколько подробнее, так как их значения играют решающую роль при выборе и обосновании глубины фазовой отсечки. В табл. 6.5 сведены расчетные данные изменений QM> Рчм и Ри.м в зависимости от Кг для машин с cos <р=0,3.. .0,9. Из табл. 6.5 и рис. 6.12, а видно, что Т’и.м с уменьшением Кг возрастает, однако это не потребует увеличения сечения силовых кабелей, так как полная мощность SM.r, на которую рассчитываются силовые сети, все же уменьшается; Рдм превышает свое номинальное значение, имеющее место при полнофазном включении, только для машин с cos<p>0,7; в машинах с cos<p=0,8 это превышение наблюдается для значений Кг от 1 до 0,88, а в машинах с cos<p=0,9 — для Кг от 1 до 0,59; для наиболее распространенных машин контактной сварки с cos <р=0,3.. .0,7 величина PQM ни при каких значениях Кг не превышает своего номинального значения.
306
Таблица 6.5
Формула Ki cos <р
0,3 0,4 0,5 0,6 0,7 0,8 0,9
. = Рдм чк Pq 1 0,955 0,83 0,77 0,5 1 0,95 0,83 0,77 0,49 1 0,95 0,84 0,79 0,51 1 0,95 0,85 0,8 0,535 1 0,955 0,87 0,84 0,538 1 1 0,923 0,9 0,61 1 1,01 0,995 0,99 0,675 1 1,08 1,16 1,18 0,87
S * 2 II S 1 0,955 0,83 0,77 0,5 1 1,105 0,125 0,14 0,147 1 0,108 0,151 0,153 0,155 1 0,121 0,162 0,171 0,163 1 0,13 0,196 0,2 0,172 s 1 0,14 0,242 0,26 0,252 1 0,18 0,25 0,288 0,264 1 0,292 0,47 0,495 0,56
хэ II ’•olo |s 1 0,955 0,83 0,77 . 0,5 1 0,96 0,84 0,79 0,5 1 0,963 0,86 0,8 t 0,535 1 0,965 0,87 0,83 0,56 1 0,965 0,882 0,86 0,57~ 1 1,005 0,955 0,93^ 0,657 1 1,02 1,02 1,01 0,725 1 1,1 1,25 1,28 0,89
6.9. Зависимость мощности компенсирующих устройств от глубины фазовой отсечки
.Особенностью машин контактной сварки является то, что все они имеют низкий коэффициент мощности (cos <р=0,3.. .0,6), обусловленный в основном индуктивностью внешнего контура. Вследствие этого для силовой сети они являются неблагоприятными потребителями. Известно, что при синусоидальных напряжении и токе полная мощность определяется двумя составляющими: активной Р и реактивной Pq.
Для исключения дополнительных потерь энергии и падений напряжения в силовых сетях и распределительных устройствах от передачи реактивной мощности Pq требуется установка компенсирующих устройств (конденсаторы или синхронные компенсаторы) .
В соответствии с Постановлением Совета Министров СССР от 29 июля 1967 г., № 726 компенсация реактивных нагрузок считается необходимой в тех случаях, когда коэффициент мощности нагрузки предприятия получается ниже 0,92—0,95. Для повышения коэффициента мощности машины до cos<p=0,92 необходимая мощность компенсирующего устройства определяется по формуле
Qc = Р (tg ф—tg ф2) • (6-37)
Здесь ф — угол сдвига фаз между синусоидальными напряжением и током при номинальной нагрузке; фг = 23°— угол сдвига
307
фаз при cos<p=0,92; Р = /НОм cos фд/ПВИом/100—расчетная (длительная) активная мощность одной машины на номинальной ступени; ПВНом — номинальная продолжительность включения.
При регулировании тока ступенчатым изменением вторичного напряжения трансформатора потребление компенсирующей мощности будет снижаться пропорционально Р. В случае снижения тока фазовой отсечкой напряжения потребление компенсирующей мощности будет
Qc. г = Рг (tg ф!-tg ф2). (6.38)
Здесь ф! — см. формулу (6.31) и табл. 6.3;
Рг = Uc cos Ф1д/ПВ/ЮО (6.39)
— расчетная активная мощность, соответствующая режиму ПВ = ПВпом.
При сравнении формул (6.37) и (6.38) видно, что если номинальный режим осуществляется при полнофазном включении, то снижение тока фазовой отсечкой сетевого напряжения не потребует увеличения установленной мощности компенсирующих устройств, хотя избыток ее будет значительно меньше, чем при регулировании тока в тех же пределах ступенями. В подтверждение этого в табл. 6.6 сведены расчетные данные изменения созф, созф1 и мощности компенсирующих устройств Qc и Qc. г для машины на ток /2Ном=12 500 А при ступенчатом регулировании сварочного тока и при регулировании активной мощности в тех же пределах фазовой отсечкой сетевого напряжения. По данным этой таблицы можно сделать следующие выводы:
1. При ступенчатом регулировании тока в пределах от Ki—1 (/2 ном =12 500 А) до =0,59 (72 ном = 7250 А) совф машины практически остается постоянным, равным 0,5. Требуемая компенсирующая мощность снижается от 14,6 до 4,85 квар, т. е. в три раза.
Таблица 6.6
^2НОМ (ПВ=20 %) Р, кВт (ПВ=100 %) Полнофазное включение Фазовая отсечка Разность Qc. r~Qc’ квар
А Ki Номер ступени COS (р —tg<p2 «с квар COS <Р1 tg<₽i— —tg<p2 «с’ квар
12 500 1 11.2 7 0,5 1,308 14,6 0,5 1,308 14,6 0
11 500 0,92 9,0 6 0,512 1,25 11,9 0,464 1,48 13,3 1,4
10 000 0,80 7,2 5 0,5 1,31 9,3 0,4 1,78 12,8 3,5
9 350 0,75 6,4 4 0,51 1,26 7,9 0,376 1,93 12,3 4,4
8 400 0,67 5,1 3 0,5 1,31 6,6 0,342 2,18 11,1 4,5
8 000 0,64 4,64 2 0,512 1,25 5,7 0,325 2,33 10,8 5,1
7 250 0,59 3,8 1 0,504 1,3 4,85 0,3 2,6 9,9 5,0
2. При регулировании тока в тех же пределах методом фазовой отсечки увеличения мощности компенсирующих устройств не требуется. Однако при снижении тока от 12 500 до 7250 А значение потребляемой компенсирующей мощности уменьшается от 14,6 до 9,9 квар, т. е. всего лишь в 1,5 раза.
6.10. Целесообразное число ступеней регулирования вторичного напряжения
в сочетании с фазовой отсечкой
Данные, полученные в § 6.7, свидетельствуют о значительном уменьшении коэффициента мощности на зажимах машины и, следовательно, о нецелесообразности использования для регулирования тока в пределах 1 :2 лишь одной фазовой отсечки.
Выбор наиболее целесообразного сочетания глубины фазовой отсечки и числа ступеней трансформатора производится по значению полной мощности и требуемой мощности компенсирующих устройств. Для этого в табл. 6.7 сведены величины SM, SM. г, Qc и Qc. г, необходимые для получения одной и той же активной мощности Р в машине с ccs<p=0,5 в случае регулирования сварочного тока от Аг=1 до /<1 = 0,59 (1 : 1,7): а) семью ступенями при использовании только режима полнофазного включения; в этом случае коэффициенты Аг=1; 0,93; 0,83; 0,77; 0,71; 0,64 и 0,59 соответствуют синусоидальным напряжению и току; б) одной ступенью; здесь ток от Аг=1 до Аг = 0,59 регулируется только фазовой отсечкой; в) двумя ступенями; здесь ток на каждой из ступеней регулируется фазовой отсечкой от А,= 1 до Аг=0,77; г) тремя ступенями; на каждой из ступеней ток снижается фазовой отсечкой от Az=l до Аг=0,83; д) четырьмя ступенями; в пределах каждой ступени ток снижается фазовой отсечкой от /0=1 До А,=0,88.
При этих расчетах были использованы следующие зависимости:
при полнофазном включении
SM = ST = Z2t720 = А/; cos <рм = cos фт = cos ф = 0,5;
Р = SM cos ф = А? 0,5; Qc = Р (tg фг — tg ф2) = Р • 1,308;
при наличии одной ступени трансформатора в случае регулирования тока только фазовой отсечкой
ST г = I&-U2ог = KiKu'1 Sm. г = —— ST. г = Af, Au
Рг = SM. г COS Ф1 = Ai cos фь
Qc.r = Pr (tg Фг-^tg ф2);
309
К{ Р. Рг Изменение полной мощности SM. $м. г» Sj, = SM r/SM при наличии ступеней
семи одной двух трех четырех
S м м м. г S* м м. г S* м S м. г S* м S м. г S* м
0,93 0,83 0,77 0,71 0,64 0,59 0,435 0,345 0,3 0,252 0,2 0,175 1 0,86 0,69 0,59 0,5 0,41 0,35 1 1 0,93 0,83 0,77 0,71 0,64 0,59 1 1,07 1,2 1,29 1,42 1,56 1,68 1 0,93 0,83 0,59 0,55 0,49 0,45 1 1,07 1,2 1 1,09 1,19 1,28 1 0,93 0,69 0,64 0,5 0,45 0,43 1 1,07 1 1,08 1,19 1,10 1,23 1 0,93 0,73 1,61 0,55 0,43 0,405 1 1,07 1,06 1,03 1,09 1,05 1,16
при ступенчато-фазовом регулировании двумя ступенями: на первой ступени
*5т .г (1) = 120г = Ki (X)KU (I)’, SM. г = Ki (I)i
Рт (1) = Ki (у cos <рг; Qc, г (i) = Рг (1) (tg <рг—tg qpa);
на второй ступени при регулировании тока начиная с его значения, равного KaiyK^hw,
St. г (2)= К (2)^20 (2) — Ki (1)K„ (2) Ki (2),
Sm. Г (2) = Ki (1)К{ (2) > Рг (2) = (2) COS <P1J
Qc. г (2) = Рг (2) (tg ЧР1 tg ф2).
В случае регулирования тремя и четырьмя ступенями расчет мощностей производится аналогично. На рис. 6.13, а, б приведены графики изменения относительных значений полной мощности SMr=SM. r/SM и требуемой компенсирующей мощности Q*. r = Qc.r/Qc Для всех рассмотренных вариантов. Здесь величины SM и Qc, соответствующие полнофазному режиму (кривая 7), приняты за единицу. Из рис. 6.7 и 6.13 следует: а) при наличии одной ступени (кривая 1) в случае регулирования тока от Ki=l до Кг=0,59 только фазовой отсечкой значения SM.r и Qc.r (при Ki=0,59) составляют SM =1,68 и Qc =2,04; б) при двухступенчатом регулировании (кривая 2) SM = 1,28 и Qc = = 1,42; в) при трехступенчатом (кривая 3) Sm = 1,23 и Qc = = 1,32; г) при четырехступенчатом (кривая 4) S* =1,16 и Qc =1,18. По этим данным можно судить, на какой ступени увеличивается полная мощность S, необходимая для по-
310
Таблица 6.7
Изменение компенсирующей мощности Qc, Qc г, Q* = Qc r/Qc при наличии ступеней
семи одной Двух трех четырех
ес «с. г «с. г Сс.г Q с. г
0,65 0,56 0,56 0,39 0,32 0,27 0,23 1 0,65 0,64 0,59 0,57 0,53 0,49 0,47 1 1,13 1,31 1,46 1,57 1,83 2,04 0,65 0,64 0,59 0,39 0,37 0,34 0,325 1 1,13 1,31 1 1,14 1,32 1,42 0,65 0,64 0,45 0,44 0,33 0,3 0,29 1 1,13 1 1,13 1 1,12 1,32 0,65 0,64 0,48 0,39 0,388 0,28 0,27 1 1,1 1,07 1 1,18 1,04 1,18
лучения одной и той же активной мощности Р, в зависимости от числа ступеней.
Поскольку увеличение полной мощности происходит за счет потребления большего тока из сети, то это обстоятельство связано с увеличением активных потерь в распределительных сетях предприятия. Эти потери возрастают пропорционально квадрату увеличения относительного значения полной мощности и составляют при наличии одной ступени 1,682, т. е. возрастают в 2,84 раза; при двух, трех и четырех ступенях — соответственно в 1,65; 1,54 и 1,35 раза при тех же условиях снижения тока. Относительное значение реактивной мощности, а следовательно, и требуемой относительной мощности компенсирующих устройств Qc возрастает: при одноступенчатой схеме — в 2,04 раза; при двух, трех и четырех ступенях — соответственно в 1,42; 1,32 и 1,18 раза.
Принимая во внимание, что расчет мощности силовых сетей и требуемых компенсирующих устройств производится по максимальным значениям полной и активной мощностей, соответствующих режиму полнофазного включения, пределы регулирования тока, требуемые ГОСТ 297—80 (см. табл. 1.10), практически могут быть обеспечены одной ступенью, если не считаться с относительным ухудшением энергетических показателей машины. Но из сравнения приведенных выше величин видно, что наиболее значительное снижение относительного значения мощности потерь и мощности компенсирующих устройств наблюдается при переходе от одноступенчатой к двухступенчатой схеме секционирования первичной обмотки. Увеличение же числа ступеней больше двух не приводит к существенному улучшению рассматриваемых показателей.
311
Рис. 6.13. Графики изменения полной мощности и мощности компенсирующих- устройств в зависимости от активной мощности
Учитывая эти обстоятельства, при комбинированном регулировании сварочного тока двухступенчатую схему можно принять в качестве основной схемы с целесообразным минимумом числа выводов.
Таким образом, комбинированный способ обеспечивает регулирование тока в следующих пределах: на первой ступени от 1 до 0,77; на второй ступени от 0,77 (что соответствует полнофазному включению) до 0,59. Такая глубина фазовой отсечки дает уменьшение коэффициента мощности на зажимах машины всего лишь на 20—23 % в пределах каждой ступени.
Указанное сравнительно небольшое уменьшение cos ср и связанное с этим некоторое увеличение относительной мощности потерь в сетях, а также реактивной мощности и мощности искажения не являются препятствием для регулирования тока фазовой отсечкой в пределах каждой ступени. Это тем более справедливо, что незначительное увеличение относительных значений мощностей при сниженных нагрузках не требует увеличения ни сечения силовых сетей, ни установленной мощности компенсирующих устройств, рассчитанных на максимальные значения этих мощностей, имеющие местр при полнофазном включении.
6.11. Влияние фазовой отсечки сетевого напряжения на КПД машины
Коэффициент полезного действия машины контактной сварки определяется отношением полезной активной мощности Р2, отдаваемой в нагрузку, к активной мощности Pi, поглощаемой трансформатором совместно с прерывателем из сети, т. е.
_ Т*2 _ 7*1 — 7*о 7*к, з __ j 7*о Рк, з
М~ Р1 ~ 7\ Т’а + Т’о + Т’к.з
Здесь 7>2 = /2^/2СО8фэ=72^/2 — мощность, расходуемая непосредственно на электродах машины при полнофазном включении, где cos<p8=l и и2=12Гзэ, Рк. 3=722/'м.к.з — потери КЗ машины. При снижении тока до Kt=l2TII2 ыеютцмА фазовой отсечки
Р2Г = /2rt/2r = KiI2KuU2 = KiKuP2;
Рк. з. г ~ 72гГМ. к. 3 = KiK.rPк. з-
Тогда
___ j 7*0г + 7*к 3 г ______ j________Кс. гРд + PjPK, s___
‘ Р2Г + рог + Рк. з. г Л + ^К. 3 '
(6.40)
313
Для определения коэффициента Кг, соответствующего максимальному КПД, необходимо взять первую производную от т]м. г по переменной Ki и приравнять ее нулю, т. е.
-2KZPK. 3 (Wj+^c. Л+ 'Ф’к. з) -(К„Р2+
Оь гГ=________________________________________=0.
(КЛ₽2+'<о.г',«-'<К.)2
В результате преобразования получаем соотношение
K2iKuPK. SP2 = KuKc.rP2P0, откуда
(М1>
Учитывая, что потери в стали магнитопровода трансформатора не превышают 4 % от потерь в обмотках и внешнем контуре машины и то, что Кг является коэффициентом нагрузки машины и при ступенчатом регулировании тока, а потери КЗ машины практически не зависят от способов регулирования сварочного тока (см. § 6.5), можно сделать следующие выводы: а) КПД машины контактной сварки не зависит от способов регулирования сварочного тока; б) поскольку электрические потери даже при очень глубоком снижении тока методом фазовой отсечки намного больше электромагнитных потерь, то в отношении КПД все машины контактной сварки работают не в оптимальных режимах; в) формула (6.41) отличается от общеизвестного выражения множителем, равным д/-^с. г/КГ-
6.12. Обоснование конструкции трансформатора
Исследования, изложенные в § 6.3—6.10, свидетельствуют о том, что без значительного ухудшения энергетических показателей можно обеспечить пределы изменения тока от 1 до 1,7 двумя ступенями, шире используя возможности прерывателя. Наличие третьей и четвертой ступеней трансформатора (см. § 6.10), хотя и несколько улучшает энергетические показатели машины, однако не позволяет отойти от традиционной трудоемкой конструкции трансформатора с дисковыми обмотками. Секционирование же первичной обмотки на две ступени способствует переходу к более технологичной, компактной и надежной конструкции трансформатора, например с цилиндрическими обмотками, при которой с большей эффективностью могут быть использованы магнитные, проводниковые и изоляционные материалы.
Глава седьмая
ТРАНСФОРМАТОРЫ ДЛЯ МАШИН И УСТАНОВОК КОНТАКТНОЙ сварки СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
7.1. Трансформаторы для подвесных машин со сварочными клещами
Подвесные одноэлектродные машины предназначаются для контактной точечной сварки крупногабаритных деталей из низкоуглеродистых сталей или прутков арматуры из сталей классов AI, АП и АШ, которые не могут быть поданы к стационарным машинам.
Подвесные машины могут быть со встроенным сварочным трансформатором или с трансформатором, размещенным отдельно. Встроенные трансформаторы по всем своим показателям аналогичны стационарным. На рис. 7.1 в качестве примера приведена подвесная машина типа МТП-1111, выпускаемая заводом «Электрик» с отдельным трансформатором. Она состоит из основного блока 1, системы подвески 4, токоведущих гибких кабелей 2 и сварочного инструмента — клещей 3. В состав основного блока входит сварочный трансформатор, который с закрепленным на нем электрическим устройством и пневмогидроаппаратурой подвешивается на определенном расстоянии от места сварки. Контактные плиты вторичной обмотки трансформатора соединяются с клещами 3 двумя длинными токоведущими кабелями 2 большого сечения.
Каждый кабель скручивается из многожильных прядей. Концы жил припаиваются к наконечникам. На жилы и наконечники надевается резиновый рукав. Через пространство между жилами и рукавом проходит охлаждающая вода, благодаря чему в жиле кабеля допускается повышенная плотность тока — от 10 до 20 А/мм2. Расчет сопротивлений вторичного контура таких машин с «прямым» и «обратным» токоведущими кабелями может быть произведен по общепринятым методикам (см. гл. 1). Для приблизительных расчетов индуктивных сопротивлений контуров, выполненных из кабеля, можно воспользоваться данными, приведенными на рис. 7.6.
В случае когда соединение трансформатора с клещами осуществляется безындукционным кабелем, в котором изолированные резиновой трубкой жилы обеих полярностей переплетены между собой и заключены в общую оболочку, при расчете вторичного контура учитывается только одно активное сопротивление жил гв. Иногда соединение трансформатора с электродами осуществляется коаксиальным кабелем с двумя полыми проводами (рис. 7.2). Он представляет собой систему двух длинных
315
Рис. 7.1. Подвесная машина МТП-1111 с отдельным трансформатором
Рис. 7.2. Поперечное сечение коаксиального кабеля
коаксиальных цилиндров — сплошного с радиусом и полого с радиусами Т?2 и R3. Между ними располагается изоляционная прослойка с магнитной проницаемостью ц. Активное сопротивление элементов контура из коаксиального кабеля рассчитывается обычным способом. Для определения индуктивности контура в генри на единицу длины при постоянном токе и при f=50 Гц можно пользоваться следующими формулами:
316
Цо
2л
£ _ Но | in ^2 j P In *3___1 R3 ~1 .
231 I *1 HoL(^-^)2 2 «3—Jj
при R3 -> R2 и t < R2 }
*1 4 Ho I 3 R2 ‘5 R* J J
(7-1)
Здесь ро=0,4л- 10-6 Гн/см.
В связи с трудоемкостью изготовления безындукционных и коаксиальных кабелей на практике соединение трансформатора с электродами клещей осуществляется «прямым» и «обратным» кабелем длиной свыше 2 м. Полное сопротивление такого токопровода доходит до 1000 • 10~6 Ом и более. Кроме того, при эксплуатации кабель быстро стареет и его активное сопротивление увеличивается иногда больше чем в три раза по сравнению с сопротивлением нового кабеля. Так, например, новый кабель, одна жила которого имеет сечение 200 мм2 и суммарная длина двух жил составляет около 5 м, обладает активным сопротивлением 500 10“6 Ом. По истечении трех-четырех месяцев работы это сопротивление возрастает до 1800-10-6 Ом.
Таким образом, вторичное напряжение холостого хода этих трансформаторов отличается высоким значением и пределы его регулирования имеют широкий диапазон.
До недавнего времени регулирование сварочного тока в подвесных машинах осуществлялось только за счет ступенчатого изменения вторичного напряжения трансформатора, которое отличалось высоким значением (до 20 В) и широким диапазоном регулирования (1:4). В современных машинах используется смешанное регулирование сварочного тока: грубо — ступенями, плавно в пределах каждой ступени — фазовой отсечкой.
Большинство современных подвесных машин, выпускаемых заводом «Электрик», комплектуется сварочными трансформаторами типа ТВК-75, вторичное напряжение которых регулируется восемью ступенями от 2,92 до 6,3 В (при w2=l) или от 5,84 до 12,6 В (при w2 = 2) (см. приложение 4). Но для каждой конкретной подвесной машины в зависимости от ее назначения и типа комплектующих клещей первичная обмотка трансформатора ТВК-75 пересоединяется таким образом, что остаются только одна, две или четыре необходимые ступени, а для получения повышенного напряжения два диска вторичной обмотки соответствующими перемычками соединяются последовательно. При этом значение вторичного (сварочного) длительного тока не должно превосходить 4,5 кА на номинальной ступени.
Для примера на рис. 7.3 приведена схема первичной обмотки трансформатора типа ТВК-75 (см. рис. 3.20), пересоединенная
317
Ступень Положение переключателя Соединение вторичной обмотки
№ 1 № 2
1 2—3 1—3
2 1—2
3 1—2 1-3
4 3—4 1—2 <®2= 2
Окончание табл.
Рис. 7.3. Схема пересоединенной первичной обмотки трансформатора ТВК-75 на четыре ступени
на четыре ступени (третья ступень принята за номинальную). В данном случае трансформатором комплектуется подвесная машина МТП-1111. Переключение ступеней может осуществляться более простыми пакетниками или пластинчатыми переключателями. Каждый подвесной трансформатор снабжается болтом заземления.
318
7.2. Трансформаторы машин для пайки электронагревом
Машины для пайки электронагревом получили широкое применение в электромашиностроении, где они используются для пайки медных обмоток статоров крупных электрических машин, для припайки петушков к ламелям коллектора, выводов к катушкам и т. д. Кроме того, в настоящее время паечные машины получают широкое применение в бытовых условиях для точечной сварки внахлест проволоки из малоуглеродистой стали и пайки медных шин.
Пайка или сварка выполняются клещами, зажатие и разжатие которых производятся вручную. Соединение клещей со вторичной обмоткой трансформатора осуществляется гибким токоведущим кабелем по аналогии с подвесными машинами. При пайке используются чаще всего графитовые электроды, при сварке—медные. Имея большое удельное сопротивление, графитовые электроды в процессе пайки нагреваются сами и разогревают соединяемые детали. Активное сопротивление графитовых электродов составляет около 8000 • 10~6 Ом, а полное сопротивление сварочного контура, включая токоведущие кабели, достигает 10 000 10-6 Ом, при медных электродах эта величина получается порядка 2500 • 10-6. Чтобы обеспечить пайку и сварку, трансформаторы паечных машин имеют повышенное вторичное напряжение и большой диапазон его регулирования. По этой причине у них — многовитковая вторичная обмотка.
В качестве примера на рис. 7.4 приведена электрическая схема вторичной обмотки трансформатора типа К-002.8, эксплуатируемого в машине МТ-0201 (см. п. 2.8.2). Первичная
! Ступень Первичная обмотка Вторичная обмотка
Щ, в Положение переключателя wz <Ло, в Схема секцио н нров а ния
1 165 А—4 3 4,0 © © © ®
2 220 286 А—3 4 5,3 х
ИЛИ
3 380 (см. рис. А—2 5 6,6 1
3.20) I*
4 А—1 6 8,0 л* —' ’ -о V20 °
Рис 7.4. Электрическая схема вторичной обмотки и таблица ступеней трансформатора К-002.8
319
обмотка его секционирована по схеме № 20 (см. рис. 3.24) для включения в сеть 220 и 380 В. Четырехступенчатое регулирование вторичного напряжения в пределах от 4 до 8 В осуществляется путем подключения разного числа витков вторичной обмотки (от трех до шести) с помощью самостоятельного переключения ступеней путем изменения положения перемычки с А—1 до А—4, как показано на рис. 7.4. Когда паечная машина рассчитывается для включения в сеть только одного определенного напряжения (220 и 380 В), то в трансформаторе секционируется только одна первичная обмотка по любой из схем, рассмотренных в гл. 3.
При проектировании трансформаторов для паечных машин необходимо учесть следующие особенности:
1. Процесс каждой пайки ведется продолжительное время — 1—4 мин.
2. При снятии нагрузки (при разводе электродов) первичная обмотка трансформатора остается включенной в сеть. Поэтому значение индукции в магнитопроводе на номинальной ступени необходимо принимать не более 1,4 Тл (как в магнитопроводах трансформаторов для дуговой сварки).
3. Поскольку процесс пайки или сварки осуществляется вручную, то не обязательно стремиться к широкому диапазону регулирования вторичного напряжения. Качество сварки или пайки можно регулировать временем нагрева.
4. Общее конструктивное оформление трансформаторов зависит от того, в каком положении и месте трансформатор будет установлен в машине: если будет подвешен к подвеске, значит, он конструктивно оформляется по типу подвесных трансформаторов; если будет установлен и закреплен на площадке,— по типу трансформаторов общего применения.
7.3. Трансформаторы для многоэлектродных машин
Многоэлектродные машины относятся к специализированному оборудованию для контактной сварки. Как правило, каждая машина предназначается в основном для точечной сварки, или одного конкретного изделия, или группы однотипных изделий. Эти машины очень сложные, используются в поточных линиях, на заводах автомобильной промышленности, сельскохозяйственного машиностроения, вагоностроения, строительной индустрии и т. д.
Многоэлектродные машины характеризуются очень многими показателями, из которых для трансформатора имеют значения следующие:
1. Способ токоподвода к свариваемому изделию.
2. Число рабочих позиций. Габариты и размеры изделия. Расстояние между соседними сварными точками. Число одно
320
временно свариваемых позиций и производительность машины (число сварок в час).
3. Параметры режима сварки каждой позиции.
На рис. 7.5 приведены различные системы токоподводов, наиболее часто встречающиеся в многоэлектродных машинах; при-
Рис. 7.5. Различные системы токоподвода многоэлектродных машин
чем в одной машине могут быть использованы разные способы подвода тока. Здесь а — двусторонний подвод тока к паре соосных электродов от одного сварочного трансформатора с образованием одной сварной точки при одном сварочном контуре; в основном применяется при сварке деталей, шов на которых расположен вблизи края, но не менее чем на расстоянии 4 мм; б — односторонний на токоведущей прокладке с контрэлектро-Дами; применяется при сварке деталей толщиной до 1 мм или свыше 1 мм, но с шагом не менее 100 мм; в — односторонний
11
Заказ № 181
321
с «фальшивым» электродом и контрэлектродами; применяется при сварке тонких деталей (до 1 мм) или для упрощения конструкции машины; г-—встречный токоподвод (или пушпульная схема); используется при сварке изделий толщиной более 1 мм, когда требуется снижение потерь на шунтирование; д — двусторонний с косвенным подводом тока; применяется для упрощения конструкции при сварке толстых деталей; е — односторонний без токоведущих прокладок; применяется при сварке деталей с определенными соотношениями толщин.
В настоящее время наибольшее распространение получила система одностороннего токоподвода, которая обеспечивает относительно простую конструкцию электросварочной части машины и позволяет выполнять сварку тонколистовых габаритных конструкций.
Каждая современная многоэлектродная машина имеет по два и более вторичных контура, каждый из которых состоит из токоведущих элементов, электрически связывающих сварочные трансформаторы с электродами. Этими элементами являются электрододержатели, гибкие и жесткие шины. Таким образом, многоэлектродные машины являются многотрансформаторными. Каждая пара электродов питается от своего трансформатора. Если трансформатор имеет два отдельных вторичных витка, то питание двух контуров осуществляется от каждого витка в отдельности. Конструкция внешнего контура в этом случае проста, и расчет полного сопротивления такого контура производится по принятым методикам (см. § 1.13).
Наибольшие трудности составляет определение параметров режимов сварки на многоэлектродных машинах. На их значения большое влияние оказывают конструктивные особенности вторичных контуров, способ подвода тока к изделию, расстояние между сварными точками и др. Существующие расчетные способы этих параметров пока еще очень сложны, неточны и разработаны недостаточно полно. Так, на этапе проектирования очень приблизительно при определении параметров режимов сварки можно пользоваться табл. 2.2, 2.3 и 2.4, приведенными в работе [4]. Но прежде чем принять более конкретные значе- _ ния параметров режимов сварки (/гном, /св, Есв), каждый ориентировочно выбранный или рассчитанный режим необходимо проверять и уточнять опытным путем.
Таким образом, определение величин, необходимых для составления технического задания на проектирование сварочного трансформатора (или на подбор готового), производится только после конструктивной компоновки всей электросварочной части многоэлектродной машины. При этом возникают особые трудности, связанные с размещением большого числа трансформаторов, особенно в тех условиях, когда каждый из них должен быть установлен в непосредственной близости от сварочных
322
электродов. При этом дополнительно в техническое задание на проектирование трансформатора входит пункт, в котором оговариваются его габаритные размеры.
Однофазные трансформаторы обычной конструкции с питанием от сети используются в многоэлектродных машинах небольшой мощности и с небольшим усилием сжатия электродов, со значительным расстоянием между центрами соседних точек. Каждый трансформатор имеет свою секционированную первичную обмотку с переключателем ступеней, свою вторичную обмотку с одним или двумя витками, к контактным плитам которых крепятся токоведущие шины или кабели, соединяющие трансформатор с соответствующей парой электродов. Когда при одностороннем подводе тока от одного вторичного витка питаются два контура, то электроды обоих контуров соединяются параллельно и сварка осуществляется поочередно.
При настройке машины на сварку параметры каждого трансформатора подбираются независимо друг от друга.
Первичные обмотки всех трансформаторов, установленных в одну многоэлектродную машину, разбиты на группы и подключаются к трехфазной сети через два игнитронных или тиристорных контактора. На рис. 7.6, а показано включение в сеть первичных обмоток трех трансформаторов (Т1—ТЗ) при одностороннем токоподводе, на рис. 7.6,6 — шести трансформаторов (Т1—Тб) при встречном токоподводе. Симметричная нагрузка фаз обеспечивается равномерным подключением трансформаторов по фазам. При этом в одну фазу могут быть включены только те сварочные трансформаторы, которые обеспечивают одинаковый режим сварки для всей связанной с ними группы электродов.
Для снижения потребляемой мощности многоэлектродных машин используется поочередное групповое включение сварочных трансформаторов, для чего машина дополнительно комплектуется шкафами с контакторами.
При электрическом расчете трансформатора с двумя раздельными витками, обеспечивающего токоподвод по рис. 7.5, б, необходимо учесть следующие особенности:
1. РеГуЛИрование вторичного напряжения по ступеням осуществляется со стороны первичной обмотки одновременно в обоих витках. Число витков первичной обмотки по ступеням выбирается в зависимости от пределов регулирования вторичного напряжения каждого отдельного вторичного витка, т. е. >i)x=tAw2/(t7 2о)а>
2. Сечение каждого витка вторичной обмотки должно быть выбрано в соответствии со значением сварочного тока, протекающего в этом витке в процессе сварки, с учетом ПВ.
3. Сечение витков первичной обмотки выбирается на суммарную мощность всех раздельно работающих вторичных витков. 11* 323
Рис. 7.6. Включение в сеть сварочных трансформаторов многоэлектродных машин
4. При выборе марки стали магнитопровода и его сечения необходимо учитывать ПВ первичной обмотки, а именно: а) когда все раздельные витки осуществляют сварку одновременно, ПВ всех обмоток трансформатора будет одинаковой; б) когда раздельные витки осуществляют сварку поочередно, то ПВ первичной обмотки будет увеличена во столько раз, сколько в трансформаторе раздельных витков. Значение индукции в магнитопроводе следует выбирать по табл. 4.2 с учетом этой ПВ.
Конструкция трансформаторов обычная, с той лишь разницей, что начала и концы каждых раздельных вторичных витков впаиваются в свои контактные плиты.
В современных многоэлектродных машинах очень широко применяются унифицированные трансформаторы типа ТК-301— ТК-501 и типа ТВК-75 (см. приложение 4). Эти трансформа
торы малогабаритные, имеют два раздельных витка, характеризуются относительно высокой удельной мощностью, допускают значительные токовые нагрузки, имеют интенсивное водяное охлаждение и легко заменяются при выходе из строя.
Трансформаторы для многоэлектродных машин с питанием от сети через промежуточный трансформатор применяются в следующих случаях:
1. Когда необходимо сократить габариты сварочного трансформатора. Чаще всего это связано с требованием обеспечить небольшое расстояние между центрами соседних электродов при значительной мощности, потребляемой каждым электродом.
2. Когда необходимо уменьшить массу сварочного трансформатора, который в некоторых конструкциях связывается с подвижным нижним электродом машины.
3. Когда невозможно обеспечить надлежащий доступ к переключателям ступеней.
4. При частом регулировании вторичных напряжений сварочных трансформаторов, связанном с изменением технологических режимов сварки. В этих случаях переход со ступени на ступень должен производиться одновременно у всех сварочных трансформаторов. Это потребует не только значительного времени, но и внимания со стороны обслуживающего персонала.
Как правило, все промежуточные трансформаторы — понижающие и с регулируемым вторичным напряжением в требуемых пределах. В схемах машин промежуточные трансформаторы размещаются между сварочными трансформаторами и выключающими устройствами. К зажимам вторичной обмотки каждого промежуточного трансформатора подключаются первичные обмотки нескольких сварочных трансформаторов.
Регулирование вторичного напряжения сварочного трансформатора осуществляется путем изменения пониженного первичного напряжения, подводимого от вторичных зажимов промежуточного трансформатора. Это мероприятие позволяет сократить размеры поперечного сечения магнитопровода сварочного трансформатора и уменьшить число витков первичной обмотки, которая в данном случае будет иметь выводы только от начала и конца. Отсутствие отпаек от витков первичной обмотки позволяет максимально упростить конструкцию, а в некоторых случаях — сократить ее габариты и массу, допуская увеличенные плотности тока, используя изоляционные материалы повышенной теплостойкости. Иногда первичная обмотка сварочного трансформатора изготовляется из медных трубок, по которым протекает охлаждающая вода.
Промежуточные трансформаторы могут быть однофазные или трехфазные.
325
П'г
Пер.№1 Л 3 2
*2
nep.N‘3
7ГШ 23\ 22.
21
&ЗЦ 33 32 \ 31
Нг
'2\
ЗВ
UQ'UUUiJiJLjIJ плпоппппп ТС1 ГС2 ТСЗ ТС4 ТС5 ТС6 ТС7 ТСВ ТС9
Рис. 7.7. Схема питания многоэлектродиой машины с трехфазным трансформатором
Однофазные трансформаторы чаще всего применяются в многоэлектродных машинах, предназначенных для сварки изделий больших толщин, где требуется значительная номинальная мощность от каждого сварочного трансформатора. В этих случаях в машине устанавливаются три одинаковых однофазных трансформатора, обмотки которых соединяются в трехфазную группу.
Для многоэлектродных машин со средней номинальной мощностью каждого сварочного трансформатора применяется один трехфазный промежуточный трансформатор.
Для примера на рис. 7.7 изображена схема питания сварочных трансформаторов от одного промежуточного трехфазного в многоэлектродной машине с девятью парами электродов. Подвод тока — односторонний по рис. 7.5, е. Каждая пара электродов питается от одного сварочного трансформатора, и от каждой фазы промежуточного трансформатора питаются три сварочных. Сварка осуществляется одновременно всеми девятью
326
Таблица ступеней (к рис. 7.7)
Ступень Трехфазный трансформатор Сварочный трансформатор
Положение переключателя ю1ф £/2Л = С7СВ- В в
t № 1 i - 2 № 3
1 1 52 25,4 1,27
2 2 I 50 26,4 1,32
3 3 д 47 28,4 1,40
4 4 44 30,0 1,50
5 1 ш 39 33,9 1,69
6 2 // О О ° 37 35,8 1,79
7 3 34 38,8 1,99
8 4 31 42,6 2,13
9 1 52 44,0 2,20
10 2 50 45,7 2,28
11 3 1 - 47 48,6 2,44
12 4 44 52,0 —
13 1 О—О—О 39 58,6 2,93
14 2 // 37 62,0 3,10
15 3 ООО 34 67,0 3,35
16 4 31 73,7 3,68
трансформаторами (ТС1—ТС9). Номинальная мощность одной фазы промежуточного трансформатора Si ном. ф = 3-27,6 = =82,8 кВ-А и расчетная при ПВ=100 % составляет 14,4 кВ-А. Число ступеней регулирования вторичного напряжения— 16. Регулирование осуществляется комбинированным способом: восемью ступенями со стороны первичной обмотки каждой фазы промежуточного трансформатора и переключением вторичных обмоток фаз со звезды на треугольник. Поскольку расчетная мощность каждой фазы промежуточного трансформатора относительно невелика, конструктивно он выполнен с цилиндрическими обмотками с воздушным охлаждением. Число витков вторичной обмотки сварочного трансформатора Wg=l, первичной обмотки Wi = 20. Конструкция его полностью соответствует трансформаторам общего применения, т. е. магнитопровод — броневого типа, первичная обмотка уложена в две дисковые катушки по Ю витков в каждой. Вторичный виток состоит из одного диска с водяным охлаждением.
327
В тех случаях, когда не требуется глубокого и тонкого регулирования сварочного тока, в качестве промежуточного понижающего регулировочного трансформатора может быть применен трехфазный автотрансформатор или три однофазных автотрансформатора. Подход к определению требуемых величин остается таким же. Электрический расчет автотрансформатора производится по общепринятым методикам.
Применение многоэлектродных контактных машин для изготовления арматурных изделий различных типоразмеров (сетки, каркасы) вызвано необходимостью обеспечения этими изделиями жилищного и промышленного строительства. Современные многоэлектродные машины для сварки арматурных изделий отличаются высокой производительностью (до 1800 св/мин), высоким уровнем механизации и автоматизации. Эти машины в основном эксплуатируются в составе автоматизированных линий, увязанных в единый технологический процесс.
Определение характеристик сварочных трансформаторов производится обычным способом в зависимости от материала, класса арматуры и диаметра свариваемых стержней или проволок в следующем порядке:
1. Выбирается тип токоподвода и определяется число сварных пересечений.
2. По табл. 7.1 приблизительно определяется значение сопротивления контакта гк для одного пересечения.
3. Рассчитывается значение сопротивления электрод — электрод в омах
гээ = 2rK- IO"6. (7.2)
4. Определяются (рассчитываются или подбираются по при-
Таблица 7.1
Диаметр стержня, мм 3+3 4+4 5+5 6+6 8+8 10+10 12+12
Сопротивление контакта гк, мкОм 175 162 150 140 122 112 100
Окончание табл. 7.1
Диаметр стержня, мм 14+14 16+16 18+18 20+20 22+22 25+25
Сопротивление контакта гк, мкОм 90 82 75 70 65 58
328
ложению 1) режимы сварки одного пересечения при сварке стержней разных диаметров. Выбор режима производится по диаметру эквивалентного стержня:
4кв = rfj Л /, (7.3)
V 2а!
где di и d2 — соответственно диаметры наименьшего и наибольшего стержней.
5. На основании производительности машины и числа одновременно свариваемых пересечений определяются ПВ и значения длительных токов, по которым выбираются соответствующие сечения элементов токопровода.
6. После конструктивной компоновки электросварочной части машины (и, главное, после рационального расположения сварочных трансформаторов) производится расчет параметров вторичных контуров, на основании которых находится требуемое вторичное напряжение каждого сварочного трансформатора. Расчет трансформаторов ведется по методике, приведенной в гл. 4, с учетом особенностей, изложенных выше.
7.4. Трансформаторы для многоэлектродных машин со сварочными клещами
Эти машины получили широкое применение для выполнения сварочных работ, которые невозможно произвести на стационарных машинах. К таким работам относится сварка в труднодоступных местах, на высоте, при ремонтных работах, при производстве громоздких конструкций и в других специальных случаях. По расположению трансформатора многоэлектродные машины подразделяются на две разновидности: а) с трансформаторами, отдельно расположенными от клещей (по типу рассмотренных в § 7.1), и б) с трансформаторами, встроенными в клещи.
Особенности расчета элементов контура многоэлектродных сварочных установок с отдельно расположенным трансформатором обусловливаются тем, что от одного трансформатора питается несколько пар клещей. Соединение трансформатора с клещами со сложным пространственным перемещением чаще всего производится гибкими кабелями с токоведущей жилой круглого сечения. Иногда для этой цели применяются витые шины или гибкие прямоугольные из медной фольги. В этом случае шины должны быть надежно изолированы друг от друга. Движущийся конец шины должен перемещаться обязательно параллельно неподвижно закрепленному концу, иначе шина быстро выходит из строя. Как правило, в этих установках длинные соединительные шины или провода обладают высоким активным сопротивлением, обусловленным коэффициентом добавочных потерь
329
Кп— (7.4)
где га — активное сопротивление для переменного тока, а г0 — сопротивление для постоянного тока.
Расчет Дп и, следовательно, га можно производить по формулам (1.13) — (1.20). В общем случае при /=50 °C и f=50 Гц глубина проникновения тока в медный провод бм= Ю мм. Если толщина провода меньше 26, то поверхностным эффектом можно пренебречь.
Если расстояние между соседними шинами равно их толщине, сопротивление необходимо удвоить. В проводах круглого
©© ©@ ©@ ©@ @©
- @© ©® @© ©©
х=5О-10*Ом/м х-П0-10'е0м/м х=4-0-Ю'в0м/н x=38-10~s0m/m x=70-W~s0m/h
(плохое) (еще хуже) {лучше) (одинарный.
кабель)
Рис. 7.8. Индуктивные сопротивления «прямого» и «обратного» кабелей то-коподводов
сечения, если между ними проложен только тонкий слой изоляции, полученное сопротивление необходимо увеличить в четыре раза. Тем не менее, применяемые для подвода тока шины или кабели необходимо располагать как можно ближе друг к другу, так как иначе индуктивное сопротивление будет больше активного. Для круглых проводов при постоянном токе и при f=50 Гц индуктивность в генри на единицу длины определяется по формуле
^^('"-т+т)- (7-5>
где а — расстояние между центрами «прямого» и «обратного» проводов; R — радиус провода.
Часто большие токи приходится пропускать по двум параллельно соединенным кабелям. Для приблизительного расчета индуктивных сопротивлений при f=50 Гц можно воспользоваться данными, приведенными на рис. 7.8.
При расчете трансформаторов, предназначенных для питания многоэлектродных установок типа клещей, необходимо учесть следующие особенности.
1. Номинальная и расчетная мощности трансформатора должны быть равны суммарной мощности, потребляемой всеми клещами, присоединенными к нему, или выбраны с учетом коэффициента одновременности.
2. Поскольку каждые клещи обслуживаются отдельными рабочими, они включаются на нагрузку независимо друг от друга. Поэтому включение трансформатора на нагрузку производится
со стороны вторичной обмотки, первичная обмотка должна быть включена в сеть постоянно. Следовательно, значение индукции в магнитопроводе на номинальной ступени необходимо принимать не более 1,3—1,4 Тл. Общее конструктивное оформление трансформаторов зависит от того, какое число клещей от него питается и в каком положении и месте он будет закреплен в установке.
7.4.1. Особенности трансформаторов, встроенных в клещи. Многоэлектродные подвесные машины типа клещей со встроенными трансформаторами изготовляются в виде пистолетов (рис. 7.9,а) или с клещами (рис. 7.9, б). Хотя пистолеты и клещи обычно подвешиваются с помощью специальных подвес -
Рис, 7.9. Трансформаторы, встроенные в клещи и пистолет
331
В) 1оВмотш
ПоВмота
4
к;
@@
Л,2
Кат.№2
КатН°
Пер.№2
Сеть
Продолжение рис. 7.9 (в, г)
ных устройств, к трансформаторам предъявляются дополнительные требования легкости и малогабаритности. Для выполнения этих требований применяются следующие мероприятия:
1. Снижение мощности за счет максимального приближения трансформатора к месту сварки. При этом длина вторичного контура значительно или полностью сокращается и потери мощности, обусловленные большим сопротивлением контура, доводятся до минимума.
2. Применение повышенных плотностей тока в обмотках сварочного трансформатора (до 10 А/мм2).
Поскольку клещи со встроенным трансформатором в процессе работы находятся в руках рабочего, по технике безопасности наиболее целесообразным является осуществлять питание сварочных трансформаторов от сети через промежуточный понижающий трансформатор с максимальным вторичным напряжением 70—75 В. Как правило, промежуточный трансформатор— стержневого типа, с цилиндрическими обмотками и воздушным охлаждением. Первичная обмотка рассчитывается и секционируется для включения в сеть 220 или 380 В. Ступенчатое регулирование напряжения сварочного трансформатора, встроенного в клещи, осуществляется со стороны вторичной обмотки промежуточного трансформатора, как это показано на рис. 7.9,в.
Первичная обмотка сварочного трансформатора очень простая. Она имеет мало витков с отводами от «начала» и «конца» 332
и может быть выполнена с применением высокопрочных теплостойких изоляционных материалов и пропиточных лаков и допускать повышенные нагревы — до 140 °C.
3. Применение в некоторых случаях интенсивного водяного охлаждения обмоток, а иногда и магнитопровода.
4. Применение повышенных индукций в магнитопроводах сварочных трансформаторов. Магнитопроводы таких трансформаторов почти всегда броневого типа. На них монтируются все элементы клещей, посредством которых осуществляется сжатие свариваемых деталей и подвод сварочного тока. .Они могут быть шихтованные и витые. Шихтованные магнитопроводы набираются из пластин Ш-образной формы с закругленными углами, как показано на рис. 7.9, а. Индукция при холостом ходе принимается равной 2,3—2,5 Тл, а при нагрузке за счет падения напряжения в первичной обмотке ее значение снижается до 2 Тл. Потери в магнитопроводе трансформатора не опасны, так как к первичной обмотке подводится напряжение одновременно с нагрузкой.
5. Использование для питания токов повышенной частоты (150—400 Гц). Это позволяет снизить размеры и массу трансформатора за счет уменьшения поперечного сечения магнитопровода— см. формулу (4.14). В качестве основного источника питания иногда используются утроители частоты, мотор-гене-раторы или индукторные генераторы. Первичные обмотки сварочных трансформаторов подключаются или непосредственно к зажимам основного источника, или к промежуточному трансформатору с регулируемым напряжением. Здесь необходимо отметить, что повышенная частота может дать преимущество только в случае максимального приближения трансформатора
Рис. 7.10. Сварочный трансформатор повышенной частоты
333
к зоне сварки. Если же индуктивность вторичной цепи (т. е. геометрические размеры вторичного контура) не уменьшается, то применение повышенной частоты не будет иметь положительного результата, так как потребуется трансформатор большей мощности за счет увеличения вторичного напряжения. По сравнению с обычными трансформаторами при частоте 400 Гц индуктивное сопротивление обмоток увеличивается в 8 раз и активное— в 2,5 раза. Уменьшение сопротивлений обмоток достигается изменением их конструкции.
Для примера на рис. 7.10, а представлен трансформатор на 400 Гц. Здесь первичная обмотка уложена в канавки, выфрезе-рованные с обеих сторон медного диска вторичного витка, как показано на рис. 7.10,6. Наиболее целесообразной для таких трансформаторов является конструкция, представленная на рис. 2.11, с тороидальным магнитопроводом и литой вторичной обмоткой.
Электрический и тепловой расчеты этих трансформаторов производятся в соответствии с гл. 4 с учетом следующих незначительных особенностей:
1. Индукция в магнитопроводе должна быть выбрана такой, чтобы потери холостого хода трансформатора при частоте тока fk были на уровне потерь при /=50 Гц для стали той же марки.
2. Величина потерь рассчитывается по формуле
P0 = Kp0GKfB*, (7.6)
где К=1,2 — технологический коэффициент; ро — удельные потери, Вт/кг, при /=50 Гц и индукции 1 Тл; /(/ — коэффициент, который может быть рассчитан по формуле (6.12) или взят по кривой рис. 6.5.
7.4.2. Трансформаторы малогабаритные с питанием от инвертора повышенной частоты. В настоящее время имеются лабораторные образцы источника сварочного тока с промежуточным звеном повышенной частоты (800 Гц). Этот источник предназначается для машин постоянного тока, в которых сварочный трансформатор встроен непосредственно в подвесные пистолеты или клещи и с помощью специальных подвесных устройств подводится к месту сварки. Источник выполнен на полупроводниковых приборах с использованием коммутирующих конденсаторов. Первичная обмотка сварочного трансформатора питается от силовой сети через трехфазный выпрямитель и промежуточное звено частотой 800 Гц. Вторичная обмотка выполнена двух-витковой со средней точкой, соединяющей конец первого витка с началом второго витка. В начало первого витка и конец второго витка включены выпрямители. Принципиальная схема такого источника приведена на рис. 7.11.
За счет того, что во вторичный контур пистолета или клещей поступает практически выпрямленный (постоянный) ток, контур
имеет только сопротивление постоянному току. В результате трансформатор получается относительно небольшой мощности, малогабаритный и легкий. Особенностью этих трансформаторов является то, что индукция в магнитопроводе берется не выше 0,6—0,8 Тл. Каждый виток вторичной обмотки рассчитывается на половинный номинальный сварочный ток. Регулирование вторичного (сварочного) тока, его стабилизация и модуляция осуществляются системой управления этого источника.
В)
Рис. 7.11. Принципиальная схема источника с инвертором частотой 800 Гц: а — электрическая схема; б, в — импульсы тока первичной обмотки трансформатора и вторичного контура источника
i,=fTt) Четный импульс: 1 7 С1, Т1, ТС
у / Нечетный импульс СУ, ТС, Т2
7.5. Вращающиеся трансформаторы
Вращающиеся трансформаторы предназначаются для непрерывной контактной сварки (методом сопротивления) продольного стыка свернутых стальных труб с большим диапазоном диаметров и толщин стенок. Трансформатор встраивается в сварочную клеть в линии трубоэлектросварочного стана и выполняет следующие функции: преобразует подводимые к его первичной обмотке токи и напряжения, подводит сварочный ток непосредственно к свариваемым стыкам трубы с помощью двух дисковых электродов и осуществляет непрерывную сварку продольного шва трубы. Эта операция выполняется благодаря тому, что сварочные ролики, сидящие на специальных токоподводах вторичного витка, прижимаются к свариваемой трубе и при движении трубы трансформатор приходит во вращение.
Как правило, все вращающиеся трансформаторы питаются от одного или двух специальных промежуточных источников с регулируемым напряжением и током повышенной частоты (150—400 Гц). Вторичное напряжение регулируется в широких пределах — примерно 1:4. Регулирование комбинированное: ступенями (от автотрансформатора) и в пределах каждой ступени— плавно (от специального преобразовательного агрегата).
335
Конструктивно вращающиеся трансформаторы могут быть двух разновидностей: средней мощности — с магнитопроводом тороидального типа (рис. 7.12, а) и большой мощности—с квадратным магнитопроводом (рис. 7.12, б).
а7 е "
Размещение пербичнои обмотки на магнитопрободе
Рис. 7.12. Вращающиеся сварочные трансформаторы
В первом случае первичная обмотка 1 выполняется из медной трубки и монтируется на изолирующих шайбах магнитопровода 2. Вторичный виток состоит из медного токоведущего вала 3, проходящего внутри магнитопровода, и двух смежных сварочных роликов 4 и 5, из которых один насажен на токопод-вод, а второй — на конец медного вала. Цепь вторичного витка
замыкается через стык свариваемой трубы. Напряжение от источника подается к первичной обмотке трансформатора через контактно-щеточное устройство. При вращении трансформатора щетки скользят по контактным кольцам, смонтированным на стальном валу и соединенным с выводами первичной обмотки. Охлаждение первичной обмотки и всех токоведущих частей, в том числе и электродов, — водяное проточное.
Первичная и вторичная обмотки вращающегося трансформатора (рис. 7.12, б) разбиты на четыре одинаковые группы, распо-'" ложенные на каждом из стержней квадратного магнитопровода. Витки первичной и вторичной обмоток выполнены из медных дисков с водяным охлаждением. Соединение витков первичной обмотки внутри каждой группы и между группами последовательное, а диски вторичного витка соединяются параллельно посредством плит внутреннего и наружного токопровода. Крайние витки первичной обмотки соединяются с контактными кольцами. Цепь вторичного витка замыкается через стык свариваемой трубы. Магнитопровод с обмотками крепится на стальном валу, один конец которого входит во внутренний токопровод, а на другой насаживаются контактные кольца и подшипник.
Магнитопровод каждого трансформатора набирается из листов электротехнической стали толщиной 0,5 мм марки 3414. По рис. 7.12, а конструктивно выполнен вращающийся трансформатор типа ТВ-250 на /2ном = 45,5 кА при ПВ=100 % (частота 150 Гц), с U20= 1,5... 4,5 В. По рис. 7.12, б изготовлен трансформатор типа ТВ-2000 на 72ном = 200 кА при ПВ=100% (частота 100 Гц), с 7/20=2,5... 10 В. Электрический и тепловой расчеты таких трансформаторов производятся в соответствии с гл. 4 с корректировками, обусловленными выбранной схемой питания и конструктивными особенностями.
7.6. Трехфазные сварочные трансформаторы
Трехфазные сварочные трансформаторы используются для питания специализированных многоэлектродных машин, предназначенных для односторонней или двусторонней многоточечной сварки деталей, где требуется обеспечить большую плотность сварки при минимальном расстоянии между центрами соседних электродов. Как правило, первичные обмотки трех фаз соединяются в треугольник и включаются в сеть, как показано на рис. 7.13, а. Одновитковая вторичная обмотка каждой фазы соединяется с отдельной парой электродов, на зажимах которых осуществляется сварка деталей заданным током 7г ном. ф при определенном Нго- Электрические расчеты обмоток каждой фазы производятся по методике, приведенной в гл. 4, как для отдельного однофазного трансформатора с учетом следующих особенностей:
337
1. Первичное фазное напряжение U^=Ui.
2. При ш2ф=1 значение Ш1ф= (Лф/П2оф. Схема секционирования первичной обмотки каждой фазы выбирается любой по гл. 3 со своим переключателем ступеней.
3. Расчетное сечение магнитопровода для номинальной ступени (рис. 7.13, б)
Рис. 7.13. К расчету трехфазных сварочных трансформаторов
4. Поскольку в каждом окне должны быть размещены обмотки двух фаз, то площадь окна магнитопровода
S0 = 2q/Kio, (7.8)
где q — суммарное сечение провода обмоток одной фазы; Ks.o ~ 0,95 Кз.о- Значения К3. о приведены в табл. 4.3. Коэффициент 0,95 учитывает уменьшение К3. о за счет зазора в окне между катушками двух соседних фаз. Величина зазора принимается равной 10—15 мм.
5. Если обмотки размещаются в окне определенных размеров, то при выборе толщины провода и радиального размера диска — см. формулы (4.21) и (4.24)—величина b0 = b'0[2— — (10... 15) в миллиметрах.
6. Реактивная составляющая тока холостого хода — см. формулу (4.41)—определяется для средней и крайних фаз. Для средней фазы /ц = Ло + ^с в сантиметрах;'Ес — для одного стыка. Для крайней фазы = ho ф- 2b0 + bc + nbJ2 в сантиметрах; Е6— для трех стыков (рис. 7.13, б).
Ток холостого хода трансформатора
— (7о+ 2/о)/3,
(7-9)
338
где Го и Го' — ток холостого хода соответственно для средней и крайней фаз.
В заключение следует заметить, что при работе трехфазного трансформатора необходимо тщательно следить, чтобы переключатели ступеней каждой из трех фаз находились в одинаковом положении.
7.7. Трехфазные трансформаторы для машин контактной сварки постоянным током
7.7.1. Обзор существующих схем выпрямителей. Машины постоянного тока используются для сварки металлов и сплавов широкой номенклатуры с большим диапазоном толщин. Они позволяют получать импульсы сварочного тока одной полярности (обычно « + » на нижем электроде машины) значением 16— 160 кА при ПВ = 50 % и длительности сварочного импульса от сотых долей секунды до 20 с, с широким диапазоном регулирования значения выпрямленного тока и его формы. Питание машины производится от трехфазной сети. В каждую фазу секционированной первичной обмотки трансформатора включен свой управляемый тиристорный контактор (КТ), снабженный блоком фазового регулирования тока. Тиристоры включаются поочередно и подают полупериоды напряжений сети на фазные обмотки трехфазного трансформатора. Таким образом, управление сварочным током в этих машинах осуществляется со стороны первичной обмотки трансформатора. Выпрямление сварочного тока производится непосредственно во вторичном контуре машины на стороне вторичной низковольтной обмотки трансформатора силовыми полупроводниковыми диодами. Как правило, для этой цели используются выпрямители параллельного типа с нулевой точкой. В зависимости от значения выпрямленного тока в каждую фазу вторичной обмотки трансформатора включается значительное число параллельно соединенных диодов, конструктивно выполненных в виде специального блока с прямым и обратным токоподводами.
Выбор схемы выпрямления на стороне вторичной обмотки и схемы включения управляемых тиристоров на стороне первичной обмотки трансформатора зависит от многих факторов, главным из которых является требование к волнистости кривой выпрямленного тока, т. е. к допустимой глубине пульсаций.
В существующих машинах находят применение две схемы выпрямления тока: трехфазный нулевой выпрямитель (т = 3) и Шестифазный нулевой выпрямитель (т = 6). Трехфазный нулевой выпрямитель применяется в контактных машинах с большим вылетом для сварки крупногабаритных изделий. Индуктивность таких машин настолько велика, что уже при периодичности выпрямленного напряжения при т=3 глубина пульсации
339
сварочного тока весьма мала и удовлетворяет технологическим требованиям.
В машинах с малым рабочим пространством индуктивность может оказаться недостаточной для сглаживания пульсаций кривой выпрямленного тока при т=3. В этих целях целесообразно иметь двухполупериодное выпрямление, т. е. шестифазный выпрямитель с т=6. Кроме того, шестифазный выпрямитель целесообразно использовать в мощных машинах с целью снижения потребляемой мощности и повышения коэффициента мощности.
Рис. 7.14. Схема трансформатора с трехфазным нулевым выпрямителем
7.7.2. Трансформаторы с трехфазным нулевым выпрямителем. Схема трансформатора с трехфазным нулевым выпрямителем приведена на рис. 7.14. Эта схема является наиболее простой и надежной, с однотактным вентильным управлением на стороне первичной обмотки без встречно-параллельного соединения тиристоров. Для обеспечения закрытия тиристора раньше спада намагничивающего тока до нуля параллельно первичной обмотке каждой фазы включается шунтирующее активное сопротивление Р.ш-
На стороне вторичной обмотки трансформатора выпрямляются полуволны одной полярности, поэтому достаточно на стороне первичной обмотки управлять полуволнами напряжения также только одной полярности.
Первичная обмотка трехфазного трансформатора соединена треугольником, с включением в каждую фазу по одному управляемому тиристору, которые отпираются поочередно через 120° соответственно периодичности выпрямленного напряжения при т=3. Как видно из рис. 7.14, в каждой фазе первичной обмотки протекают токи одного направления. Однако магнитопровод трансформатора перемагничивается за период напряжения сети. Это связано с тем, что изменения магнитного потока в каждом
340
стержне магнитопровода при работе «своей» фазы и поочередной работе двух других фаз противоположны по знаку и по суммарной величине равны потоку рабочей фазы. Таким образом, в каждом стержне трансформатора изменение потока за один период тока сети равно нулю. Вторичные обмотки трансформатора соединяются звездой с нулевой точкой. В каждую фазу включается блок параллельно соединенных диодов. Выпрямление тока на стороне низкого напряжения происходит аналогично однополупериодному выпрямлению при трехфазной схеме с нулевым выводом.
Для расчета трансформатора с трехфазным нулевым выпрямителем задаются следующие технические данные:
1. Сетевое напряжение трехфазной сети 3~UC в вольтах.
2. Частота тока f в герцах.
3. Типы управляемых вентилей, включенных по одному в каждую фазу первичной обмотки, и падение напряжения на них ДС/1. (В случае применения тиристоров АГА не учитывается.)
4. Типы неуправляемых силовых кремниевых вентилей, параллельно соединенных в блок и включенных в каждую фазу вторичной обмотки. В связи с тем что падение напряжения на неуправляемых вентилях велико, оно должно быть обязательно задано и учтено при расчете.
5. Наличие и глубина фазового регулирования выпрямленного (сварочного) тока.
6. Автоматическая стабилизация выпрямленного тока изменением угла а при колебаниях напряжения сети в пределах ±10 %•
7. Схемы соединения обмоток фаз трансформатора: треугольник — звезда с нулевой точкой.
8. Выпрямленный (сварочный) ток, соответствующий номинальной ступени, /2 ном d в килоамперах.
9. Выпрямленное вторичное напряжение на электродах машины при холостом ходе Д20<г в вольтах и пределы его регулирования.
10. ПВ в процентах (или параметры режима сварки деталей, принятых за номинальные, и кратковременная производительность машины — см. § 1.11 и 1.21).
11. Геометрические размеры вторичного контура машины. Сечения всех элементов токопровода и плеч выпрямительного блока.
Как примечание следует отметить: а) при расчете выпрямленного тока используются методы теории выпрямителей при малых углах регулирования: а=0...л/6; б) при расчете выпрямленного напряжения не учитывается влияние намагничивающей составляющей первичного фазного тока.
Порядок расчета трансформатора следующий.
341
Исходя из заданного номинального значения выпрямленного тока:
1. Корректируется заданное вторичное выпрямленное номинальное напряжение XX:
ТДой = 7 гном d (Гк. зЧ“ Гээ) 4“ Д^г- (7-Ю)
Здесь гк. з — сопротивление машины при коротком замыкании электродов, приведенное к стороне постоянного тока:
гк. s — Гэкв_ ф Ц-Хэив, (7-11)
где
I 2-—
\ 3 J
— эквивалентное фазное сопротивление, приведенное ко вторичной обмотке трансформатора с учетом параллельной работы фаз; Гф — сопротивление фазы, приведенное ко вторичной обмотке трансформатора; v — угол коммутации при передаче выпрямленного тока с фазы на фазу; при расчете можно принимать v=30°; гд — динамическое сопротивление неуправляемых вентилей;
з
^ЭКВ — ~ -^ф (7.13)
2л
— эквивалентное индуктивное сопротивление, приведенное к стороне постоянного тока, определяющее падение напряжения при коммутации тока; %ф — индуктивное сопротивление фазы, приведенное ко вторичной обмотке трансформатора; гээ — сопротивление участка электрод — электрод совместно со свариваемыми деталями; ДПа — падение напряжения на блоке неуправляемых вентилей. (Для мощного кремниевого вентиля ДЙ2~ ~ 1 В.) При расчете сопротивлений могут быть использованы методики, приведенные в § 1.15 и 1.16.
Определяются:
2. Индуктивность сварочного контура Lc. к по § 1.17.
3. Постоянная времени цепи выпрямителя
т = Lc. к/(гк. з Ч“ГЭэ). (7-14)
4. Минимальное фазное напряжение первичной обмотки трансформатора, соответствующее режиму стабилизации при а=0:
и1ф=ис—0,Шет «340 В. (7.15)
5. Фазное вторичное напряжение трансформатора при холостом ходе
Д 20Ф — U ^odl 1,17.
(7-16)
6. Номинальный коэффициент трансформации при от2ф=]
А — и^ф/и^оф- (7.17)
Число витков каждой фазы первичной обмотки на номинальной ступени Wt = K. На любой другой (i-й) ступени wlw = K{i}.
7. Амплитуда вторичного фазного тока
^2фт==^2й- (7-18)
8. Действующее значение вторичного фазного тока во время импульса тока, если принять ток прямоугольной формы длительностью за период 2зт/3,
12ф = 1*1/^3. (7.19)
9. Амплитуда первичного фазного тока (без учета намагничивающей составляющей)
(7.20)
10. Действующее значение первичного фазного тока во время импульса тока
Лф=МКд/3)- (7-21)
11. Длительный вторичный фазный ток
ЛФ. дл == Лф д/ПВ/ ЮО.
12. Длительный первичный фазный ток
Лф.дл = Лфд/ПВ/ЮО .
13. Схема секционирования каждой фазы первичной обмотки — по гл. 3. Расчет обмоток — по гл. 4.
14. Индукция в стержне магнитопровода трансформатора принимается равной В = 1,25... 1,4 Тл. Сечение стержня магнитопровода
S=------------. (7.23)
4,44fBK>1HOM
15. Полная мощность, потребляемая выпрямителем из трехфазной сети,
S=l,21-^/- рк.з+гээ+-^\ (7.24)
С1ф \ lid '
Дальнейший расчет трансформатора с трехфазным нулевым выпрямителем производится по методике, приведенной в гл. 4.
7.7.3. Трансформаторы с шестифазным нулевым выпрямителем. В наиболее мощных машинах целесообразно применять шестифазные нулевые выпрямители, которые по энергетическим показателям являются значительно эффективнее трехфазных. При низких вторичных напряжениях и больших токах наиболее
343
оптимальными оказались выпрямители, соединенные на стороне вторичной обмотки по схеме, изображенной на рис. 7.15, «две трехфазные обратные звезды» и работающие в двойном трехфазном режиме параллельно на одну нагрузку. Независимо от варианта конструктивного исполнения шестифазного нулевого выпрямителя схема соединения витков вторичной обмотки и
Рис. 7.15. Схема трансформатора с шестифазным нулевым выпрямителем
включение блока неуправляемого выпрямителя остаются одинаковыми (по рис. 7.15, в или г).
Коммутация фазных токов на стороне вторичной обмотки происходит внутри каждой звезды через 120°. Мгновенное значение выпрямленного напряжения представляет собой полусумму напряжений двух звезд, сдвинутых относительно друг друга на 180°. Кривая выпрямленного напряжения имеет шестикратную периодичность с амплитудой -\?2 Т/20ф. Здесь U20$—действующее значение вторичного фазного напряжения каждой звезды трансформатора при холостом ходе. Величина U20$ определяется по формуле (7.17). В настоящее время получили распространение два варианта конструктивного исполнения шестифазного нулевого выпрямителя: с одним трехфазным транс
форматором и с двумя трансформаторами в зависимости от мощности машины. По энергетическим показателям оба эти варианта аналогичны. Разница между ними заключается только в условиях работы управляемых вентилей, включенных со стороны первичной обмотки.
7.7.4. Шестифазный нулевой выпрямитель с одним трехфазным трансформатором. В этом случае трехфазная первичная обмотка трансформатора — одна, а вторичных обмоток — две. Каждая вторичная обмотка включает в себя по три витка, соединенных звездой с нулевым выводом, и последовательно в фазу каждого витка включается блок неуправляемого выпрямителя. Обмотки трансформатора — дисковые чередующиеся. Благодаря этому катушки первичных обмоток и диски вторичных витков каждой фазы плотно прилегают друг к другу, хорошо связаны между собой, что обеспечивает весьма низкую индуктивность рассеяния трансформатора.
Для одного трехфазного трансформатора существует несколько вариантов схем соединения фаз первичной обмотки и включения управляемых вентилей. Эти варианты подробно рассмотрены в работе [5]. Здесь для примера рассмотрим один вариант включения управляемых вентилей, который по нагрузке является несколько лучше других. Схема его приведена на рис. 7.15, а. Первичная обмотка соединена звездой. Управляемые встречно-параллельные вентили включены последовательно с фазными обмотками.
Расчет трансформатора производится в такой последовательности:
1. Фазное напряжение первичной обмотки
1/1ф = ОД^л/д/З- = 198 В, (7.25)
где 0,9 — коэффициент стабилизации.
2. Коэффициент трансформации Д— по формуле (7.18).
3. Амплитудное значение вторичного фазного тока каждой звезды
/2фт = /2<//2. (7.26)
4. Действующее значение вторичного фазного тока каждой звезды
/2Ф=/2Л2д/Ю- (7-27)
5. Действующее значение первичного фазного тока
Лф = Лфл/2”/(2 Дпд/Г). (7.28)
6. Дальнейший расчет трансформатора производится по п. 7.7.4, подп. 10—14 с использованием гл. 4.
7.7.5. Шестифазный нулевой выпрямитель с двумя трехфазными трансформаторами. Рассматриваемый выпрямитель в пер
345
вую очередь нашел применение в наиболее мощных машинах. Дополнительным преимуществом этого выпрямителя является возможность выполнения его из двух трехфазных выпрямителей, используемых в машинах меньшей мощности. Схема включения управляемых вентилей приведена на рис. 7.15, б.
Первичные обмотки каждого трехфазного трансформатора (рис. 7.15, б) соединены треугольником, а управляемые тиристоры включены по одному последовательно с каждой фазной обмоткой (аналогично рис. 7.14).
Расчет каждого трансформатора производится аналогично п. 7.7.6. Отличие состоит в следующем:
1. Амплитуда первичного фазного тока трансформатора
= (7.29)
2. Действующее значение первичного фазного тока во время импульса
Лф = М2К73~). (7.30)
7.8. Однофазные трансформаторы для трехфазных низкочастотных машин
Однофазные специализированные трансформаторы являются источниками питания мощных трехфазных низкочастотных машин, предназначенных в основном для точечной, рельефной и шовной сварки деталей из алюминиевых, магниевых сплавов и нержавеющих сталей относительно короткими униполярными импульсами сварочного тока большой амплитуды. В современных низкочастотных машинах преобразование (выпрямление) трехфазного переменного тока низкой частоты производится со стороны первичной обмотки трансформатора с помощью двух одинаковых трехфазных мостовых выпрямителей, которые на входе подключаются параллельно к сети, а на выходе соединены встречно-параллельно, как показано на рис. 7.16.
Рнс. 7.16. Схема питания сварочного трансформатора в низкочастотной машине с трехфазным мостовым выпрямителем
Рис. 7.17. Импульсы сварочного тока низкочастотных машин
Силовые выпрямители подают на первичную обмотку трансформатора кратковременные импульсы выпрямленного напряжения различной полярности путем поочередного включения, благодаря чему производится перемагничивание магнитопровода трансформатора. Поскольку в низкочастотных машинах сечение магнитопровода трансформатора пропорционально длительности включения импульса сварочного тока, то величина /вкл очень ограниченна и обычно не превышает 0,16—0,2 с на номинальной ступени. Сварка деталей может осуществляться как одним униполярным импульсом, форма которого z2=f(0 приведена на рис. 7.17,а, так и двумя-тремя (рис. 7.17,6). Импульсы могут иметь естественные участки нарастания и спада ренные, получаемые путем гашения жиме.
или регулируемые уско-тока в инверторном ре-
Расчет сварочного трансформатора должен быть произведен таким образом, чтобы трансформатор мог пропускать импульс тока в течение определенного, технологически заданного времени. Это обстоятельство и обусловливает главные отличия электрического расчета низкочастотных трансформаторов от расчета обычных.
Для расчета низкочастотного трансформатора задаются следующие технические данные (схема питания — по рис. 7.16):
1. Сетевое напряжение трехфазной сети 3~UC в вольтах.
2. Частота тока f в герцах.
3. Максимальное значение импульса сварочного тока J2m
в килоамперах.
4. Максимальное время включения tBKJim в секундах.
5. Время сварки tCB в секундах.
6. Параметры (или геометрические размеры) силовой цепи машины: гм=гс. к + г'т + гЭэ в омах и Lm = Lc.k+L't в генри, где гс. к и Lc. к—параметры сварочного контура машины; г'Т и L'T— параметры трансформатора; гээ — сопротивление свариваемых деталей, Ом.
7. ПВ в процентах (или длительная производительность машины— число сварок в час).
.347
8. Диапазон и число ступеней регулирования вторичного напряжения (в современных трансформаторах принимается диапазон регулирования U20 в пределах 1 :2 или 1:3с числом ступеней 8—16).
9. Специальные требования: а) ограничение сопротивления обмоток и индуктивности рассеяния; б) ограничение габаритов и массы; в) число вторичных витков w2‘, г) класс изоляции обмоток и др.
Порядок расчета трансформатора:
1. В диапазоне автоматической стабилизации тока при угле регулирования а=0 минимальное действующее значение линейного напряжения сети принимается на 10 % меньше номинального, т. е.
£Д mln = 0,9t7c.
2. При схеме питания с трехфазным мостовым выпрямителем на тиристорах (см. рис. 7.16) постоянная составляющая выпрямленного первичного напряжения
£Л = (£7лт1п-2АЩ с, (7.31)
где Д{7Т~2 В — падение напряжения на тиристорах; С=1,35— коэффициент выпрямления.
3. Постоянная времени цепи (или скорость нарастания тока) т = LmJtм.
4. Мгновенное значение сварочного тока i2=f(t) в промежутке времени (рис. 7.17, а):
lCB = I2ycT (1 в ^Т).
Здесь Дуст— установившееся значение импульса сварочного тока: Дуст— I2max при £=Дкл>3,5 т и Дт^0,9 12ус.т при <СДкл<СЗ,5 т.
Действующее значение тока Дд«ДУст.
Когда режим сварки осуществляется двумя импульсами (рис. 7.17, б), то влияние паузы t„ на действующее значение тока оценивается отношением
2/вкл/(2/цкл "К Д) •
При Д = 0,02 с Дд~0,98 Дуст-
5. На номинальной ступени трансформатора: а) вторичное напряжение {/2оном=Дуст гм; б) коэффициент трансформации К= £Л/£До ном- в
6. Первичные токи: а) максимальный Дт“=Дт/л; б) действующий Дд=Дд/К. _ _ _
7. Расчетные токи в обмотках: Д = Ддд/ПВ/100 и Д = = Ддд/ПВ/100.
8. Сечение магнитопровода при w2 = 1
S=t720'HOMfBK/m/AB, (7.32)
где ДВ=В0 + Вт=2,1 Тл — изменение индукции за время #вклт; Sm = l,6 Тл — максимальная индукция в магнитопроводе; Во= = 0,5 Тл — остаточная индукция (для магнитопровода может быть использована обычная листовая низкоуглеродистая сталь толщиной до 2 мм).
9. Максимальная трехфазная мощность машины, потребляемая из сети на номинальной ступени трансформатора,
S=^2UeIlm. (7.33)
Дальнейший расчет трансформатора ведется полностью по гл. 4.
7.9. Трехфазно-однофазные трансформаторы
В машинах, укомплектованных этими трансформаторами, силовой выпрямитель, состоящий из шести игнитронов или тиристоров, включается непосредственно в трехфазную сеть, как показано на рис. 7.18. Обмотки трансформатора расположены на одном среднем стержне. Первичная обмотка разбита на три фазы, которые поочередно включаются в сеть. Вторичная обмотка — одна, работает с каждой группой игнитронов. Игнитроны включены встречно-параллельно в каждую из фаз трехфазной питающей сети и образуют две группы, каждая из которых обеспечивает трехфазное выпрямление сварочного тока. Благодаря последовательной во времени работе обеих групп игнитронов VL1, VL2, VL3 и VL4, VL5, VL6 происходит чередование направления импульсов сварочного тока и обеспечивается работа сварочного трансформатора без подмагничивания.
Рис. 7.18. Схема питания трехфазно-однофазного трансформатора
349
Для проектирования сварочного трансформатора задаются технические данные: 1. Действующее значение вторичного тока Дд в амперах. 2. Действующее значение напряжения вторичной обмотки при холостом ходе на номинальной ступени /Угоном в вольтах и пределы его регулирования. 3. ПВг в процентах; ПВ^’/зПВг. 4. Соединение первичной обмотки — треугольником.
Первичное линейное напряжение Д1л = 380 В.
Определяются:
1. Выпрямленное напряжение, подводимое к каждой фазе первичной обмотки трехфазно-однофазного трансформатора,
Uyd = 1, l7UlnKdKcKCT = 20. (7.34)
При использовании тиристорного контактора t/id= == 1,17171 лТСгКсКст, где 1,17 — коэффициент однополупериодного трехфазного выпрямления; ~0,88 — коэффициент коммутации; ДсЛст=0,9, где Дс—коэффициент, учитывающий падение напряжения в сети, а Дст — стабилизацию тока.
2. Действующее значение тока первичной обмотки каждой фазы с учетом работы ее в течение 1/3 периода
/u=W(3K). (7.35)
Здесь К — коэффициент трансформации на номинальной ступени.
3. Сечение магнитопровода трансформатора
g __ Ф Д тпахгм^вкл рт qg\
Bm - Вт ' ’ '
Здесь Вт — см. формулу (7.33); /вкл — время включения, с.
Дальнейший расчет трансформатора производится по гл. 4.
7.10. Трансформаторы для конденсаторных машин
Из всех известных способов использования для сварки запасенной энергии наибольшее применение получил способ, реализованный в конденсаторных машинах. Они широко используются для точечной и рельефной сварки металлов и сплавов, обладающих низким удельным электрическим сопротивлением, или изделий с ограниченной температурой нагрева, например корпусов интегральных схем и полупроводниковых приборов. В состав конденсаторных машин входят три основные части: силовая электрическая, механическая и аппаратура управления. Две последние части мало отличаются от таких же частей других контактных машин. Силовая электрическая часть составляет основное отличие. Она состоит из элементов, образующих зарядную и разрядную цепи машины и предназначенных для передачи энергии из электросети в батарею конденсаторов и от нее через
350
Рис. 7.19. Схемы питания сварочных трансформаторов конденсаторных машин
сварочный трансформатор — в зону сварки, как показано на рис. 7.19, а. Импульс сварочного тока формируется при разряде заряженной батареи на первичную обмотку сварочного трансформатора через тиристоры VS1 и VS2. Заряд батарей производится от силового выпрямителя, схемы которого отличаются по числу фаз (однофазные, трехфазные), по характеру соединения вентильных групп (однотактные, двухтактные и т. д.). Различные варианты схем зарядных цепей рассмотрены в работе [3]. Здесь на рис. 7.19, а изображена наиболее распространенная двухтактная схема зарядного устройства с активными токоограничительными элементами. Время заряда составляет Гз=0,5... 1,5 с, время разряда Тт= (5...80) • 10-3 с.
Во избежание насыщения магнито провода сварочного трансформатора полярность напряжения разряда конденсаторов чередуется.
Разряд конденсаторной батареи носит колебательный характер. Однако импульс сварочного тока 12т (рис. 7.19, б) определяется двумя параметрами: амплитудой 12т и временем нарастания от нуля до амплитуды Т2т, причем параметр Т2т считается технологическим параметром процесса — временем сварки на конденсаторной машине.
Импульс первичного (разрядного тока) также определяется амплитудным значением Iim и временем нарастания 1\т=Т2т. Обычно пренебрегают намагничивающим током < 0,05/im, и тогда амплитудные значения токов связаны отношением l2m=KIim, где К.— коэффициент трансформации сварочного трансформатора.
Как правило, конденсаторная батарея состоит из нескольких секций, что позволяет ступенями регулировать емкость (рис. 7.19, а). В зависимости от типа рабочих конденсаторов, которые в значительной степени определяют характеристики машины, конденсаторные машины разделяются на две группы. К первой относятся машины с батареями из неполярных металлобумажных конденсаторов на рабочее напряжение 1000 В и общей емкостью до 10 000 мкФ. Эти машины выполняют сварку «жесткими» импульсами с T’mdO-10~3 с, имеют дополнительную повышенную изоляцию, работают с производительностью 60— 100 св/мин.
Ко второй группе относятся конденсаторные машины с батареями из электрических импульсных конденсаторов на рабочее напряжение 300—450 В и общей емкостью до 50000 мкФ. Эти машины имеют более широкие технологические возможности. Сварка может осуществляться «мягкими» импульсами с Тт до 80 • 10-3 с. По условиям безопасности эти машины подобны контактным машинам общего назначения. Производительность работы — до 30—40 св/мин.
По принципу устройства сварочные трансформаторы конден
саторных машин не отличаются от трансформаторов других машин контактной сварки. Некоторые особенности их электрического расчета и конструкций обусловливаются только значением и формой заданного импульса сварочного тока, который и является определяющим параметром при расчете трансформатора. Из числа этих особенностей необходимо выделить следующие:
1. Малые ПВ и число циклов перемагничивания магнитопровода позволяют пренебречь потерями на вихревые токи и гистерезис и набирать магнитопровод из листов малоуглеродистой стали толщиной до 2 мм.
2. Возможность уменьшения дорогостоящей батареи конденсаторов обеспечивается за счет снижения активного сопротивления машины. По этой причине обмотки трансформатора и элементы токопровода сварочного контура выбираются несколько большего сечения, чем это требуется по допустимым нагревам.
3. Малое число ступеней регулирования вторичного напряжения XX (не больше двух) обусловлено тем, что регулирование значения импульса сварочного тока в конденсаторных машинах может обеспечиваться изменением емкости (для чего батарея конденсаторов разделена на секции — рис. 7.19, а) и напряжения, до которого может быть заряжена батарея. Это достигается благодаря независимому управлению зарядными выпрямителями, которое позволяет разряжать батарею до различных значений начального разрядного напряжения на ней. Независимое управление разрядными тиристорами может обеспечить и последовательный разряд батареи с регулируемой задержкой между разрядами и импульсами.
Заряд секций батареи может производиться одним выпрямительным устройством, или каждая секция заряжается индивидуальным выпрямителем, каждый из которых управляется независимо друг от друга.
Некоторые принципиальные схемы питания трансформаторов как в машинах старых выпусков, так и в современных приведены на рис. 7,. 19, а, в, г, д. Схема на рис. 7.19, а в настоящее время является самой распространенной. Разряд конденсаторной батареи производится через тиристоры VS1 и VS2 с изменением полярности напряжения разряда. В результате этого трансформатор имеет одну первичную обмотку, а насыщение магнитопровода обеспечивается чередованием импульсов тока. Схема на рис. 7.19, в применялась в машинах старых выпусков. Здесь первичная обмотка одна, но для ограничения намагничивания магнитопровод делается с зазором. В схеме на рис. 7.19, г первичная обмотка разбита на две одинаковые части со средней точкой, перемагничивание обеспечивается переключением тиристора VS1 или VS2. В схеме на рис. 7.19, д импульс двухступенчатый, получаемый от конденсаторной батареи с напряжением Uci через тиристор VS1 и затем от конденсаторной
1/.19
353
батареи с UC2 через тиристор VS2. Магнитопровод с зазором. Подробно различные схемы разрядных цепей рассмотрены в работе [3]. Здесь на них останавливаться не будем, так как инженерный метод расчета трансформатора производится по любому импульсу, заданному из технологических соображений.
Для расчета трансформатора по заданному импульсу задаются следующие технические данные: 1. Максимальный сварочный ток 12т в амперах. 2. Начальное, или рабочее, напряжение конденсаторов UCo в вольтах. 3. Время нарастания тока до максимума Т2т в секундах. 4. Параметры машины: омическое сопротивление гм • Ю~6 в омах и индуктивность L • 10-6 в генри. 5. Время одного цикла /ц в секундах (или производительность— число сварок в минуту). 6. Регулирование импульса сварочного тока коэффициентом трансформации К, емкостью батареи С и начальным напряжением на батарее Uco. 7. Схема питания трансформатора (с чередованием разрядного импульса или без него).
Перед началом расчета производится корректировка заданных параметров проектируемой машины гм. экв и LM в следующем порядке:
1. Параметры машины гм и LM зависят от размеров сварочного контура машины и от сечения его элементов. Они могут быть рассчитаны ориентировочно по методике, изложенной в § 1.15— 1.18, или определены путем сравнения проектируемой машины с существующей, имеющей примерно такой же сварочный контур и известные данные опыта КЗ на токе частотой 50 Гц. При этом индуктивность LM не зависит от эквивалентной частоты импульса тока и принимается примерно равной LM машины-прототипа.
Активное сопротивление гм должно быть приведено к эквивалентной частоте тока, которая определяется по формуле
/ЭКБ = 4/(2Т2т). (7.37)
Сопротивление свариваемых деталей гЭ9 может быть определено по § 1.11 или опытным путем.
При низких частотах (6—60 Гц в большинстве конденсаторных машин) зависимость активного сопротивления от частоты может с приемлемой погрешностью считаться линейной, и тогда Гм. экв определяется обычным интерполированием по формуле
гм. экв = /"МО "Г (гм. к. з— гмо) рК - , (7.38)
где гм0, гм. к. з — соответственно сопротивления машины-прототипа постоянному току и при коротком замыкании на частоте 50 Гц.
2. Начальное напряжение Uco определяется после выбора типа конденсаторов для проектируемой машины и принимается 354
в расчете несколько меньшим, чем номинальное напряжение. Это обеспечивает некоторый запас по надежности.
Определение расчетных величин трансформатора производится по следующим формулам, используемым при инженерном расчете основных элементов разрядных цепей при колебательном разряде.
1. Требуемая номинальная емкость конденсаторной батареи, приведенная ко вторичной обмотке,
С' = cos2 y/(62L„). (7.39)
Здесь б — коэффициент затухания процесса разряда:
— =2 Lm . (7.40)
6 гк. экв
Величина 1/6 есть постоянная времени разрядной цепи, отсюда
6 = гм. экв/(2£м). (7.41)
Здесь гм. э — в микроомах; £м — в микрогенри; у —- параметр, характеризующий процесс разряда. Он определяется из соотношения
Tctgy = 67m. (7.42)
Значения cos у определяются по формуле
cos у = 6 д/L,,,C'
или по кривым на рис. 7.20.
2. Требуемое вторичное напряжение в начале разряда
tj_________экв
2С0- 2 cos ye~v ctg
(7.43)
(7.44)
Здесь e~vctg ? — по кривой на рис. 7.20.
3. Коэффициент трансформации на номинальной ступени K=UC0IU20. (7.45)
4. Емкость батареи конденсаторов С = С'-106/№. (7.46)
5. Номинальная запасаемая энергия батареи IFHOM = CC72co-10-6/2. (7.47)
6. Расчетные токи обмоток:
72=а/ Си^10—. (7.48) (7.49)
V 2гм. экв^ц *'
Максимальное значение основного потока, соответствующего заданному импульсу тока,
ФП1 = р Sin у (2 cos у 4- е- <«—ctg *), (7.50)
со
V2128
355
где
Р=-^»1; ®=а/—---------зкв Y
Li V ЬЫС' I 2£м J
(7-51)
угловая частота собственных колебаний разрядной цепи; e-(n-wctgV_ п0 рис. 7 20.
8. Сечение магнитопровода
8 = Фт/Вт.
(7.52)
Рис. 7.20. Зависимость yctgY= = fM
В машинах без зазора Вт=2,2 Тл.
Дальнейший расчет производится по гл. 4 с учетом замечаний в п. 7.10.2, подп. 2.
По этим формулам можно производить расчет сварочных трансформаторов конденсаторных машин с разными схемами, позволяющими получать как нерегулируемые импульсы
сварочного тока, так и регулируемые: комбинированные, модулированные и преобразованные. В машинах с комби-
нированными импульсами тока сочетают разрядный ток основной батареи конденсаторов с током другого рода, получаемым непосредственно от сети. Дополнительный импульс тока используется для подогрева свариваемых деталей и для термообработки их между электродами машины. По этой методике можно
производить расчет трансформаторов конденсаторных машин
с новыми силовыми схемами, ограничивающими разряд конденсаторов по напряжению на уровне 20—40 % номинального (с частичным разрядом), что позволит повысить производительность машин почти вдвое.
Глава восьмая
РАСЧЕТ МЕХАНИЧЕСКИХ
И ЭЛЕКТРОДИНАМИЧЕСКИХ УСИЛИИ
8.1. Механические расчеты шпилек и рам магнитопроводов
К стяжным шпилькам и рамам сварочных трансформаторов предъявляются следующие требования:
1. Если шпильки проходят сквозь пакет магнитопровода, они должны выдерживать осевую растягивающую нагрузку, необходимую для создания более равномерного давления между пластинами пакета 0,25—0,3 МПа.
2. Если шпильки проходят вне пакета, то, кроме указанной осевой нагрузки, они должны выдерживать осевую нагрузку, необходимую для создания между пластинами пакета силы трения, способной удержать листы от выскальзывания под действием веса.
3. Рамы должны быть максимально жесткими, чтобы давление распределялось по возможности равномерно на всей поверхности пакета. Эта максимальная жесткость практически регламентируется прогибом рамы на середине между стяжными шпильками 0,1—0,05 мм. Конечно, такая рама не может считаться абсолютно жесткой, а значит, и в этом случае давление не будет равномерным. Закон изменения давления расчетным путем установить трудно. Поэтому, чтобы минимум давления не был ниже желаемого (0,25 МПа), следует рассчитывать шпильки по повышенным значениям давления (0,35—0,4 МПа).
Исходя из этих требований и составлена настоящая методика расчета шпилек и рам сварочных трансформаторов.
Расчет целесообразно начинать с расчета механической прочности шпилек, потому что нагрузки, необходимые для расчета рам, зависят от выбранного размера шпилек.
1. Зная поверхность пакета и задавшись удельным давлением между пластинами, определяем осевую нагрузку Рш, которую необходимо создать при затяжке шпилек:
Рш = рЛ (8.1)
где р — удельное давление, МПа; F — поверхность пакета, см2.
2. Выбираем число шпилек п. Эта величина обычно определяется из конструктивных соображений, причем при выборе следует стремиться к тому, чтобы расстояние между шпильками было не больше 600—700 мм.
3. Определяем усилие Рг, приходящееся на одну шпильку:
Р1 = Рш/п. (8.2)
12 Заказ № 181 357
4. Так как в процессе затягивания гайки в стержне шпильки возникают также напряжения кручения, расчет шпильки следует вести на деформацию растяжения от некоторой расчетной нагрузки Рр, позволяющей учесть и напряжение скручивания, т. е. Pp=KPi в деканьютонах, где К—-коэффициент, равный для метрических резьб 1,3. Следовательно,
Рр = /(Р1=1)ЗР1. (8.3)
5. Выбрав материал шпильки, находим внутренний диаметр ее резьбы di по условию прочности на растяжение:
(8’4) V л [Ор]
где [ор] — допустимое напряжение для материала шпильки, МПа, которое можно принимать по табл. 8.1.
6. По ГОСТ 22042—76 подбираем резьбовые размеры шпильки (наружный диаметр, шаг и т. д.).
Если шпильки проходят вне пакета железа, выбранная шпилька должна быть рассчитана на нагрузку, которая определяется из условия невыскальзывания пакета под действием собственного веса. Выскальзывание будет невозможным, если сила трения, созданная за счет затяга шпилек, больше веса пакета. Если вес пакета обозначить G, коэффициент трения f=0,2, то сила, с которой должна быть затянута каждая шпилька, составит
G G _ G — - -- --- -- Q ,
fn 0,2п п
(8.5)
где п — число шпилек.
Расчетное усилие будет
Р2Р = 1 ,ЗР2 = 6,5 —. (8.6)
п
Если это усилие окажется больше Рр, размер d\ шпильки следует определять по формуле (8.4), подставляя вместо Рр значение Р2р-
Таблица 8.1
Марка материала Предел текучести материала, МПа Допустимое напряжение, МПа
Ст.З 220 105
А12 240 115
Сталь 45 350 165
358
Таблица 8.2
Размер шпилек Допустимое осевое усилие, ДаН Усилие рабочего, ДаН Длина ключа, мм Размер шпилек Допустимое осевое усилие, даН Усилие рабочего, даН Длина ключа, мм
М8 М10 М12 М14 М16 272 435 634 875 1 210 2,9 5,05 9,12 14,2 17,2 200 М24 М27 МЗО М36 М42 М48 2 715 3 600 4 400 6 450 9 200 11 700 20 715 1 050 1 445 2 420 4 240 9 450
М18 М20 М22 1 460 1 900 2 380 20 307 425 595 -
М56 16 200 — —
В табл. 8.2 приведены значения допустимых растягивающих сил и моментов на рукоятке для шпилек с основной метрической резьбой по ГОСТ 8724—81, сделанных из стали А12. Приняты следующие значения величин: [оР]=115 МПа; f=0,15; А = 0,2.
Из табл. 8.2 видно, что для шпилек малого диаметра опасным на рукоятке ключа является усилие 3—10 даН. По этой причине нужно воздерживаться от применения шпилек диаметром менее Ml2.
Табл. 8.2 дает возможность быстро определить размер шпилек в том случае, если шпильки сделаны из материала А12. Для этого следует найти осевую нагрузку на каждую шпильку, а по ней подобрать диаметр.
Если выбрана шпилька диаметром менее М12, следует оговориться о допустимом усилии на рукоятке ключа.
Необходимо помнить, что в случае, когда шпильки не проходят через пакет, расчет следует вести по большей из нагрузок, определяемых по формулам (8.2) и (8.5).
Зная число и размеры шпилек, можно приступить к расчету механической прочности рамы трансформатора. Прежде всего необходимо выбрать конструкцию рамы для того, чтобы составить расчетную схему, определить изгибающую раму моменты и т. д.
С достаточной для практики точностью можно рассматривать раму состоящей из отдельных балок. Так, например, раму, изображенную на рис. 8.1, а, можно представить состоящей из двух горизонтальных АА, ВВ и двух вертикальных АВ независимых друг от друга балок. Из этих балок следует выделить одну, наиболее нагруженную и наименее жесткую. Такой балкой' 12* 359
будет балка АА, так как она имеет наибольшие расстояния между шпильками.
В пределах небольших допустимых прогибов (обычно не более 1/2000 длины пролета) балку можно считать достаточно жесткой, а давление на нее со стороны пакета — равномерно распределенным по ее поверхности.
Расчет рамы производится в следующем порядке:
а)
5)
ff, даН/см
даН/он
4 l
Рис. 8.1. К механиче-
скому расчету рамы
L
1. Выбирается наиболее нагруженный элемент рамы. Для рамы, изображенной на рис. 8.1, а, таким элементом будет балка АА. Нагрузку, равнораспределенную по длине балки (погонную нагрузку — в деканьютонах на сантиметр), можно определить из формулы
<7 = ^/1, (8.7)
где П1 — число шпилек на выделенном элементе рамы; Pi — допускаемое осевое усилие на шпильку, даН; L — длина выделенной части рамы (расстояние между крайними шпильками), см.
Расчетная схема для рамы, изображенной на рис. 8.1, а, представляет собой схему двухконсольной балки, лежащей на двух опорах. Обычно размер консолей а (рис. 8.1, б) весьма невелик, и поэтому с достаточной точностью можно воспользоваться схемой, изображенной на рис. 8.1, в.
2. Необходимый момент инерции J сечения элемента рамы, рассчитываемый из условия ее жесткости, определяется по формуле
360
[f] = 5qL4(3MEJ),
(8.8)
где [f] — допустимый прогиб рамы (не более 0,6 мм); Е — модуль упругости материала балки, МПа; J — момент инерции сечения, см4.
3. Проверяются напряжения изгиба в раме:
О- = = = , (8.9)
F 8W 8J
где Mmax = <?L2/8 — момент, изгибающий раму в опасном сечении (в середине пролета); W=J/Ztnax — момент сопротивления сечения, см3; Zmax — расстояние от нейтральной оси сечения до наиболее удаленного от нее волокна сечения, см.
Полученные напряжения не должны превышать допустимых, которые для рам из стали Ст.З принимаются равными [<ти] = 80... 110 МПа.
8.2. Расчет электродинамических усилий, действующих на обмотки трансформатора
Взаимодействие токов первичной и вторичной обмоток трансформатора, а также токопроводов вторичного контура контактной машины приводит к возникновению электродинамических усилий, вызывающих механические напряжения в проводниках, изоляции и конструктивных элементах крепления обмоток. Для оценки механической прочности этих элементов необходимо выполнить предварительные расчеты электродинамических усилий, имеющих наибольшие значения в случае внезапных коротких замыканий на электродах машины при полном напряжении питающей сети.
Расчеты электродинамических сил, действующих в трансформаторах, основаны на известном соотношении, установленном Ампером. Согласно этому соотношению на элемент А/ (в метрах) проводника с током i (в амперах), находящегося в магнитном поле с индукцией В (в теслах), действует электромагнитная сила АВЭ (в ньютонах), которая определяется по формуле
АВЭ = ZAZB sin (ZB). (8.10)
Используя это‘выражение для определения взаимодействия токов, протекающих по виткам обмоток трансформатора, считаем, что sin (ZB) = 1, так как практически всегда угол между направлениями тока и индукции равен л/2. В трансформаторах с цилиндрическими катушками Al—1г, с дисковыми катушками AZ=Zcp, где h и Zcp — соответственно толщина набора пакета магнитопровода и средняя длина витка катушек, м. Наибольшее
361
значение полного тока взаимодействующих катушек при внезапном коротком замыкании <
i = 7Х д/Г wj. Кт-к-?- = 72 -у/2 w2 Ктк , (8.11)
иМ. к. 3 им. к. 3
где liWi и Izw2 — действующие значения ЛАД С взаимодействую
щих катушек при номинальном режиме; 7СтК.з=1+е м'р — коэффициент, учитывающий апериодическую составляющую
тока внезапного короткого замыкания; им. к. 3, Ик. а и иы. р—полное, активное и реактивное напряжения короткого замыкания контактной машины в долях единицы; е=2,718. Для предварительных расчетов можно пользоваться кривой Ктк. з = =f (им.к. з/izm. р), изображенной на рис. 8.2.
При учете электродинамических сил считается, что индукция в объеме одной из катушек с током Ц создается током 7г, проходящим по другой катушке, т. е.
В = Ио7/а = Ио- ЛЛ/2 Ктк^, (8.12)
им- к- s's
где Is=IIK-r — длина силовой линии потока рассеяния, м (см. рис. 4.7 и 4.8).
Взаимодействие катушек с противоположно направленными токами (рис. 8.3, а) приводит к появлению сил отталкивания катушек друг от друга 77э. о. При рассмотрении взаимодействия тока с его зеркальным отображением в объеме магнитопровода (рис. 8.3, б) учитываются силы притяжения крайних катушек к магнитопроводу F3. п. На основании изложенного получены соотношения для расчета следующих электродинамических сил (в ньютонах).
8.2.1. Расчет электродинамических сил для трансформаторов броневого типа с цилиндрическими обмотками (см. рис. 4.8).
1. Суммарная сила, равномерно распределенная по поверхностям обмоток, расположенных в зоне окна и обращенных друг к другу, складывается из силы, отталкивающей одну об
мотку от другой, и силы, притягивающей каждую из этих обмоток к поверхности ярма магнитопровода, т. е.
Гэ2 = Л.о + Гэ.п = 16л • 10-7 f. (8.13)
\ ИМ. К. 3 ✓ Is
2. Под действием одной половины этой силы от деформаций растяжения лобовой части наружной катушки (в данном случае обмотки II — на рис. 4.8) создаются механические напряжения
Рис. 8.3. К расчету электродинамических сил обмоток трансформатора
1 — лобовая часть катушки вне зоны окна; 2 — магнитопровод
о = 50Еэ2/?2, (8.14)
где q-i, — сечение витка наружной обмотки, мм2. Для медных обмоток о не должно превосходить 60 МПа, для алюминиевых — 20 МПа.
3. Под действием второй половины силы F3^ в совокупности с электродинамическими силами, действующими на шины сварочного контура, создаются механические напряжения в стальных шпильках, стягивающих выступающие части контактных колодок трансформатора, приваренных ко вторичному витку, или гибкую часть токопровода. Суммарное сечение стягивающих шпилек (в квадратных миллиметрах) определяется из соотношения ,
I' . i ' 50-10? / /дЫ^/Ст к. з \2 / 16jt/l 1 . /щ \ .g 151
{•Tfe 9,8/Ор ( «м.к.з Д Is с )’ ( ’
где 1Ш— расстояние между крепящими шпильками; С — расстояние между центрами «прямого» и «обратного» токопрово-дов или контактных колодок; ор— допустимое напряжение для материала шпильки, МПа. Его значения приведены в табл. 8.1.
8.2.2. Расчет электродинамических сил для трансформаторов броневого типа с чередующимися дисковыми обмотками (рис. 8.4).
1. Осевая сила отталкивания крайней катушки первичной обмотки (катушка № 1 на рис. 8.4), расположенной непосредственно около ярма, от диска вторичного витка
363
/?э.п.к = 8л-10"7
Рис. 8.4. К расчету электродинамических сил трансформаторов броневого типа с дисковыми обмотками
F3 о к = 8л • 10"7 Jcpjo^Rkl х Ьо
(8.16) х им. к- з /
Здесь /hom(i)W(i) — действующее значение МДС катушки № 1 при номинальной нагрузке.
2. Сила, притягивающая участки крайней катушки (катушки № 1), находящиеся в зоне окна, к ярму магнитопровода,
hKn ki f , 'Кт к.з \2 /о 17\
~ I 1 ном (1)^(1) ) • (°-1 ‘)
\ ^м.к.з /
3. Сила, отгибающая лобовую часть крайней катушки (катушки № 1) к ярму магнитопровода,
Я.л = Я.о.к fcpoK1~?ft-= Гэ.о.к(о,5------Y (8.18)
2*ср. К1 V *ср. К1 Z
3. Осевая сила отталкивания внутренней катушки от прилегающего к ней диска вторичного витка (например, катушки № 2 от диска № 1 на рис. 8.4)
Гэ.о.в = 8л • IO"7 fcP-K2K8_Kj_ f^омСа^Ктк.з \2 (g 19) Ьо X им.к.з J
Здесь /ном (2)^(2) — МДС катушки № 2 при номинальной нагрузке.
5. Сила притяжения двух прилегающих друг к другу катушек (например, катушек № 2 и 3 на рис. 8.4)
F3. п. в = 4л 10-7 -Ц**- (- Ктк -3-У (/ном(2)W(2)) (/ном(3)^(3)) . (8.20) &С \ ^М-К.з Z
6. Суммарная электродинамическая сила, которая в зоне окна изгибает внутреннюю катушку № 2, прилегающую в катушке № 3,
Гэ2 в = -А_ (/7э о в + Fs п в) = 8л • IO"7 х
*ср Ьо \ ии к.з /
X (/ном(2)^(2)) [(/ном(2)^(2) (/ном(3)^(3))]- (8-21)
364
7. Результирующая осевая сила, действующая на крайний диск вторичного витка (например, диски № 2 и 3 на рис. 8.4),
Т'э.д. К — Рэ. О. К 4- Рэ. П. К-(Ps. о. в +Fs. п. в)- (8.22)
8. Результирующая осевая сила, действующая на любой внутренний диск вторичного витка, к которому прилегают внутренние катушки первичной обмотки (например, диск № 2 с катушками № 3 и 4 на рис. 8.4),
рэ. д. в = рэ. о. В(КЗ) 4~ Fa. п. в(кз) (Рэ. о. В(К4) 4~ Fa. п. в(к4)) • ( 8.23)
8.3. Расчет электродинамических усилий в токоведущих элементах вторичного контура машины
Расчет электродинамических усилий между токоведущими элементами, соединяющими контактные колодки вторичного витка сварочного трансформатора с электродами машины, основан на принципе взаимодействия двух проводников с током, известном из электротехники.
Как правило, «прямой» и «обратный» токопроводы всегда расположены параллельно друг другу и по ним протекает одинаковый ток разных направлений, как показано на рис. 8.5, а. В этом случае имеет место только электродинамическая отталкивающая (распирающая) сила. Эта сила в деканьютонах для номинального режима может быть рассчитана по следующей упрощенной формуле:
Fa.m= 1,02-10"8 (72НОМ V2")2 КР- (8-24)
Здесь Кр — коэффициент, зависящий от взаимного расположения шин токопровода машины. Для параллельного расположения (рис. 8.5, б) Кр — 21!с, где I — расстояние от контактных
Рис. 8.5. К расчету электродинамических сил в токоведущих элементах вторичного контура машины
колодок трансформатора до электродов машины, м; с — расстояние между токопроводами, м.
Для расчета электродинамических усилий в ньютонах при внезапном коротком замыкании может быть использована следующая формула:
Дэ. К. 3 = г2к. Э1В = г2/р0 = 2 - 10"7z|K. 3 —, (8.25)
2лс с
где
/2к.з=72НОМУ2~ Ктк-3 (8.26)
им. к- з
— ударный ток внезапного короткого замыкания. При расчете электродинамических усилий при номинальном (установившемся) режиме работы в формулах (8.25) или (8.26) следует принять «м.к. з=1 — при асинхронном контакторе и Ктк.а/иц. к.в= 1 — при синхронном прерывателе.
Глава девятая
ИСПЫТАНИЯ И ЭКСПЛУАТАЦИЯ ТРАНСФОРМАТОРОВ
9.1. Испытания трансформаторов
Основной целью испытания трансформаторов является проверка соответствия их расчетным данным, требованиям стандартов и технических условий. В соответствии с ГОСТ 297—80 трансформаторы должны подвергаться следующим типам испытаний: приемо-сдаточным, периодическим, типовым и квалификационным.
Приемо-сдаточные испытания проходит каждый изготовленный трансформатор.
Периодические испытания следует проводить не реже одного раза в два года на одном из серийно выпускаемых трансформаторов, прошедших приемо-сдаточные испытания. Испытания проводятся для подтверждения стабильности технологии изготовления и всех характеристик трансформатора.
Типовые испытания следует проводить при изменении конструкции, материалов или технологии изготовления, если эти изменения могут оказать влияние на характеристики и параметры трансформаторов. При этом необходимо проверять те параметры, которые могли измениться. •
Квалификационные испытания проводятся на одном из трансформаторов установочной серии, прошедших приемо-сда
точные испытания, или головном образце, также прошедшем приемо-сдаточные испытания.
Трансформаторы, изготовляемые в составе контактных машин, подвергаются приемо-сдаточным испытаниям до установки в корпус машины. Периодические и квалификационные испытания лучше проводить совместно с машиной. Типовые испытания могут выполняться как до, так и после установки трансформатора в машину. При испытаниях трансформаторов отдельно от машины в необходимых случаях имитируются условия, близкие к эксплуатационным: первичная обмотка включается в сеть через контактор (прерыватель) соответствующего типа, вторичная обмотка замыкается на нагрузку, в качестве которой обычно используются медные толстостенные трубы, охлаждаемые проточной водой.
Испытания трансформаторов, выпускаемых как самостоятельное изделие, проводятся в соответствии с техническими условиями на трансформатор.
Электрические параметры, кроме вторичного тока, при квалификационных, типовых и периодических испытаниях следует измерять приборами класса точности не ниже 0,5, при приемосдаточных— приборами класса точности не ниже 1 по ГОСТ 8.401—80. Приборы надо подбирать так, чтобы определяемые значения находились в пределах 20—95 % шкалы.
Вторичный ток допускается измерять нестандартными средствами, аттестованными в соответствии с ГОСТ 8.326—78.
При проведении испытаний необходимо соблюдать требования безопасности по ГОСТ 12.3.019—80.
9.2. Программа и методы испытаний трансформаторов
Приемо-сдаточные испытания проводятся по следующей программе:
1. Внешний осмотр трансформатора, проверка правильности маркировки и соответствия рабочим чертежам.
2. Измерение сопротивления изоляции обмоток относительно магнитопровода и между собой мегомметром на 500 В. Значение этого сопротивления должно быть не менее 1 МОм.
3. Проверка герметичности системы водяного охлаждения вторичного витка. Проводится в течение 5 мин при открытых сливных отверстиях при расчетном расходе воды или при закрытых сливных отверстиях при давлении на входе 0,3 МПа, при этом утечки из соединений и появление воды на деталях трансформатора не допускаются.
4. Измерение сопротивления постоянному току обмоток трансформатора в холодном состоянии. Сопротивление первичной обмотки определяется на первой и номинальной ступенях.
367
В трансформаторах для машин постоянного тока сопротивление вторичной обмотки следует измерять для каждого витка непосредственно на шинах выпрямительных блоков. Измерение сопротивлений выполняется по методу амперметра — вольтметра. Используется источник постоянного тока с падающей характеристикой, допускающей короткое замыкание, с коэффициентом пульсаций не более 5 %- При приемо-сдаточных испытаниях сопротивление может измеряться микроомметром.
5. Испытание межвитковой изоляции первичной обмотки. Проводится на наибольшей ступени регулирования. Для этого при разомкнутой вторичной обмотке к зажимам первичной обмотки подводится напряжение на 30 % выше первичного напряжения той частоты, на которую спроектирован трансформатор. Время приложения испытательного напряжения — до момента достижения допускаемой для данного класса изоляции температуры, но не более 5 мин. При испытании необходимо следить, чтобы ток холостого хода не превосходил номинального первичного тока, на который рассчитана обмотка. Значительное увеличение тока холостого хода по сравнению с таковым у аналогичных испытанных трансформаторов свидетельствует о витковом замыкании в обмотке или о нарушении изоляции стяжных шпилек с возникновением короткозамкнутых контуров в магнитопроводе. В этом случае трансформатор подлежит разборке для устранения дефекта.
6. Испытание электрической прочности изоляции обмоток трансформатора относительно корпуса (магнитопровода). Проводится в течение 1 мин напряжением, для вторичной обмотки равным напряжению питающей сети, а для первичной — указанным в табл. 9.1. Если испытанию подвергается трансформатор, установленный в машине, то в машинах с заземленной вторичной цепью при испытании изоляции вторичной обмотки от корпуса трансформатор должен быть отключен от вторичной цепи.
7. Проверка схемы секционирования первичной обмотки. Для этого на холостом ходу замеряются вторичные напряжения трансформатора на всех ступенях, а также первич-
Таблица 9.1
Номинальное напряжение испытываемой обмотки, В Испытательное напряжение, В
До 220 включительно 1700
Свыше 220 до 380 включительно 2000
» 380 » 500 » 2250
» 500 » 600 » 2500
368
ное напряжение. Проверяются коэффициенты нарастания напряжения при переходе со ступени регулирования с номером п на ступень п+1 на всех ступенях регулирования и отношение максимального напряжения к минимальному (см. табл. 1.10).
8. Измерение тока и потерь холостого хода. Проводится при номинальном первичном напряжении на номинальной ступени. Значение тока холостого хода оговорено в п. 4.5.8.
Рис. 9.1. Схема опыта холостого хода трансформатора
Рис. 9.2. Схема опыта короткого замыкания контактной машины
Таблица 9.2
Ступень Величины, полученные
замером расчетом
п иг, в /о, А Ро. Вт U 20’ В к и* U№ Ро C0S4,°- 1/т/о
Окончание табл. 9.2
369
Периодические испытания проводятся по программе, включающей в себя все восемь пунктов программы приемо-сдаточных испытаний и, кроме того, следующие испытания:
9. Снятие характеристики холостого хода трансформатора. Схема подключения приборов приведена на рис. 9.1. Данные опыта холостого хода сводятся в табл. 9.2, на основании которой строятся графические зависимости Io=f(Ui) и Po=f(771).
При необходимости учета влияния фазового регулирования питающего напряжения на работу трансформатора в режиме холостого хода контактор подключают к точкам а и б и устанавливают с помощью аппаратуры управления требуемый угол включения контактора. Дальнейшее снятие характеристик производится изменением Ui с помощью автотрансформатора АТ.
10. Снятие характеристик короткого замыкания. В связи с тем что внешний контур машины и вторичная обмотка трансформатора образуют единый сварочный контур, режим «нормального» короткого замыкания обычно осуществляется на электродах машины, исключая только свариваемые детали, по схеме рис. 9.2. При замкнутых накоротко электродах к первичной обмотке трансформатора подводится такое напряжение У1К.З, при котором /1 к. 3=7! ном и 12 к. з=72ном- Режим КЗ осуществляется с целью определения активного гм. к. 3, индуктивного Хм. к. з, полного 2м. к. з сопротивлений обмоток трансформатора и элементов вторичного контура машины и коэффициента мощности cos<pK. з. Эти параметры необходимы для корректировки значения вторичного -напряжения сварочного трансфер.: матера и построения внешних характеристик машины.
Поскольку в контактных машинах основная доля полного сопротивления падает на вторичный контур с трансформатором, то UlK. з весьма велико и составляет 75—80 % от номинального 771. При снятии характеристик КЗ машины регулирование напряжения 771к. 3 производится автотрансформатором АТ или каким-либо другим регулятором соответствующей мощности. В соответствии с ГОСТ 297—80 короткое замыкание для точечных и шовных машин осуществляется непосредственным замыканием электродов наибольшим усилием F, развиваемым машиной. Рабочие поверхности электродов точечных машин должны быть плоскими, а шовных — цилиндрическими. Диаметр рабочей поверхности электродов точечных машин или ширина рабочей поверхности электродов шовных машин d= (0,5± ± 0,05) '\[F > 2,5 мм.
Для рельефных и стыковых машин короткое замыкание осуществляется путем зажатия наибольшим развиваемым машиной усилием F между соответствующими электродами медной планки, сечение которой должно быть достаточным, чтобы предотвратить ее перегрев. Длина медной планки между рабо
чими плитами рельефных машин L=0,012 F + 75 мм, где F— в деканьютонах. В случае если минимальное расстояние между плитами больше полученного по расчету, то длина планки должна быть равна минимальному расстоянию плюс 5 мм.
Длина планки между зажимными губками стыковых машин L=l,5 S/B + 2 мм, где 5 — максимальное свариваемое сечение компактного профиля, мм2; В — наибольшая ширина губки, мм.
Характеристики КЗ снимаются на всех ступенях трансформатора, обычно на каждой ступени в трех точках. Данные опыта КЗ сводятся в табл. 9.3, на основании которой строятся графические зависимости Л к.з=ЦП1к.з) и PiK.3=f(t/iK.s).
При необходимости учета влияния фазовой отсечки сетевого напряжения на параметры КЗ машины прерыватель подключается к точкам а и б и устанавливается в требуемое положение. Дальнейшее снятие характеристик производится изменением Г71к. з с помощью автотрансформатора. Следует иметь в виду, что с увеличением глубины фазовой отсечки численные значения параметров хм. к. 3 и ZM. к. 3 значительно возрастают, а величина cos фк. з снижается (см. гл. 6).
Характеристика КЗ трансформатора (без машины) снимается аналогично характеристике КЗ машины, при этом замыкаются накоротко контактные колодки трансформатора перемычками минимальной длины. Конфигурация перемычек зависит от взаимного расположения контактных колодок трансформатора. Сечение перемычки должно быть достаточным, чтобы предотвратить ее перегрев, а сопротивление по возможности минимальным, чтобы повысить точность измерения. В некоторых случаях используют перемычки с водяным охлаждением.
11. Испытание элементов трансформатора и машины на нагрев в повторно-кратковременном режиме при номинальном значении сварочного тока на номинальной ступени трансформатора и заданном расходе воды. Испытание осуществляется или при нагрузке на участке электрод — электрод, или при коротком замыкании электродов. Измерение превышения температуры обмоток трансформатора и элементов токопровоДа машины производится по сопротивлению и по термопарам, устанавливаемым в наиболее горячих точках. Неизменность в течение 20—30 мин показаний приборов, измеряющих температуру отдельных элементов трансформатора и вторичного контура или охлаждающей воды у сливного отверстия, свидетельствует о достижении установившейся температуры нагрева. Сразу же после отключения трансформатора от сети производятся измерения сопротивлений его обмоток и токопровода п и замер температуры охлаждающей среды £хл-
Превышение температуры медных обмоток и медных элементов токопровода в градусах Цельсия, измеренное по сопротивлению, рассчитывается по формуле
371
Таблица 9.3
Ступень Величины, полученные
замером расчетом
п £Ак. з> В Ак. 3» А Р 1к. 3> Вт COS фк. з Р 1к. 3 7Г — М. К. 3 £/1к. з *4 2 - ъ * Я И U || хм. К. 3 II >? ? ? О “ •* « g и й о 11 1 сз ГМ. К. 3 = гм. к. з ю~в К» Ом
=a/z'2 -г'2 V М.К.З 'м.к.з’ Ом
I2 Ак. 3 Ом I2 Ак. 3 Ом
Ощ. з Ак. з
Окончание табл. 9.3
Ступень Величины, полученные Ак. 3~f (U1K. з) ₽1К. з-f ( Ак. з)
расчетом
Д/----* 29л (235 4“ /хол) 4- (^хол — 4>хл), (9.1)
Гхол
где /Хол — температура элемента в холодном состоянии при измерении гхол; 235 — термический коэффициент. Для алюминиевых обмоток его численное значение равно 245.
Нормы предельно допустимых превышений температуры обмоток трансформатора приведены в табл. 2.7.
Квалификационные испытания проводятся по программе периодических, состоящей из 11 пунктов, и дополнительно включают в себя следующие испытания:
12. Проверка переключателя ступеней. Переключение штепсельных, барабанных и пакетных переключателей должно производиться под напряжением и отключенной нагрузке без применения инструмента. Переключение пластинчатых переключателей с применением инструмента должно производиться при отключенном напряжении.
13. Проверка на влагостойкость. Для этого трансформатор помещается на 10 суток в гигростат с относительной влажностью (95+3)% при температуре воздуха около 30 °C. Измеряются и фисируются значения сопротивления изоляции обмоток относительно магнитопровода и между собой перед закрытием гигростата и по истечении 10 суток. Понижение сопротивления изоляции менее чем до 0,1 МОм свидетельствует о том, что изоляция не удовлетворяет требованиям влагостойкости.
14. Проверка номинального сварочного тока. Номинальный сварочный ток проверяется по внешней характеристике машины, построенной по данным опытов холостого хода и короткого замыкания, и по характеристике падения напряжения на свариваемых деталях номинальной толщины и сечения. Точка пересечения этих двух характеристик и соответствует действительному значению сварочного тока. Замеры на электродах машины производятся на номинальной ступени регулирования вторичного напряжения трансформатора при номинальных растворах и вылетах хоботов машины. При построении характеристик (или линии) падения напряжения на свариваемых деталях точечных, шовных и рельефных машин эквивалентные сопротивления выбираются в соответствии с табл. 1.6 и 1.7.
9.3. Внешние характеристики контактной машины
Зависимости напряжений на электродах машины от сварочных токов t/2=f(^) при постоянных значениях параметров короткого замыкания называются внешними характеристиками. Они определяют электрические свойства машины и позволяют легко установить пригодность ее для сварки данных деталей.
Поэтому в инструкции по обслуживанию контактной машины приводятся внешние характеристики, соответствующие номинальным условиям, а также для всех ступеней регулирования вторичного напряжения трансформатора при максимальном и минимальном растворе хоботов и различных значениях сопротивлений свариваемых деталей. Из-за того что снятие внешних характеристик готовой машины непосредственным измерением напряжения на электродах и тока при сварке различных деталей связано с большими техническими трудностями, существует несколько косвенных методов расчета и построения характеристик. Из них рассмотрим два: аналитический и графоаналитический. ~-
Для построения внешних характеристик любым из этих методов должны быть известны следующие величины: а) напряжение холостого хода вторичной обмотки трансформатора Uw в вольтах, соответствующее определенной ступени; б) параметры короткого замыкания машины гм. к. з, хм. к. з, Zm.k. 3 и cos <рм. к. з для той же ступени. При построении внешних характеристик проектируемой машины, чтобы заранее оценить ее возможности и пригодность для сварки требуемых деталей, используются данные, полученные расчетным путем. Для готовой машины величины и параметры берутся из табл. 9.2 и 9.3.
9.4. Построение внешних характеристик контактной машины аналитическим способом
Для построения внешней характеристики аналитическим способом используется уравнение, характеризующее режим нагрузки машины. Пренебрегая током холостого хода трансформатора, получаем это уравнение в виде
КОыГМ. К. зЧ-ДгНОМ-Хм. к. з + ^2 НОМ^ЭЭ* (9-2)
Здесь последнее слагаемое численно равно падению напряжения на электродах Uz. Сопротивление зоны электрод — электрод гээ может быть определено расчетным (см. § 1.11), опытным путем или для точечных, рельефных и шовных машин взято по табл. 1.6 и 1.7.
Из уравнения (9.2) следует, что
П2— V^20 ^2 нюмХм. к. з ^2 иом^м. к. з- (9.3)
Обозначив
^2 ^2 ном й. Ai. к. 3 . гм. к. з z.™ m
----— Сс, -------- Р> ---------- Sin фк. з, --------= СОафк. з»
1^20 1% к.з ZM. к. з ZM. к. з
равенство (9.3) можно записать в следующем виде:
а = дЛ— (₽sin<pK. з)2 = P’cos'(p;i. з. (9*4)
Здесь. а—напряжение на электродах в долях вторичного напряжения холостого хода трансформатора и 0 — сварочный ток в долях тока короткого замыкания. Зависимость а=/(0) является внешней характеристикой машины в относительных единицах.
Построение внешних характеристик производится следующим образом. Задавшись несколькими произвольными значениями 0, определяем соответствующие значения а, после чего переводим напряжение и ток в абсолютные единицы по формулам:
П2 — CtU201 /2 ном — Р^2 к. з- (9-5)
По этим данным и строится характеристика.
Пример 9.1. Построить две внешние характеристики машины, соответствующие Т/20=3 В и [/20=6 В; хм. к. з=50 • Ю-® Ом; гк. к. з=60 10-6 Ом; Zm.h. з=78-10-е qm Определить пригодность данной машины для сварки деталей с гээ=100- 10~6 Ом и /2Ном=30 000 А.
Решение. Определяем:
cos <рк. з = гм. к. s/ZM. к. з = 60-10 °/(78-10 6) = 0,77;
sin фк. з = хм. к. S/ZM. к. 3 = 50-10-6/(78- 10-6) = 0,64;
для t/20=3 В
/2 к. з = U2JZM. к. з = 3/(78- IO-6) = 38 500 А;
для 1/2о~6 В
/2 к. 3 = 6/(78- IO"6) = 77 000 А.
Все расчетные данные сводим в табл. 9.4. Строим внешние характеристики (рис. 9.3).
Для определения тока, проходящего через точку с гЭэ=100-10_°, проводим линию падения напряжения на свариваемых деталях. Убеждаемся, что при сварке данной детали на первой ступени регулирования вторичного напряжения через точку с гЭ8=100-10-в будет проходить ток /2=16 000 А, который значительно меньше заданного /2вом=30 000 А. Поэтому сварка данных деталей при этой ступени невозможна.
Таблица 9.4
Р — ^2НОМ ^2К. 3 задаемся произвольно 1А а = ——- — uw рассчитываем по уравнению (9.4) . Перевод в абсолютные единицы
при Ц20 = 3 В при Uzq = 6 В
Ц2—®Г2Ком’ В ^2НОМ = ₽-38 500, А ^2=аС/2НОМ’ В ^2НОМ = 6-77 000, А
1 0 0 38 500 0 77 000
3/4 0,301 0,903 28 900 1,806 57 800
2/4 0,56 1,68 19 250 3,36 38 500
1/4 0,792 2,375 9 625 4,75 19 250
0 1 3 0 6 0
375
Рис. 9.3. Внешние характеристики контактной машицы, построенные аналитическим способом
/ — на первой ступени; 2 — на восьмой ступени при полнофазном включении; 3 — на восьмой ступени с фазовой отсечкой /<£=0,б; 4 — характеристика свариваемых деталей
На восьмой ступени /2= =37 000 А, что несколько превышает заданное значение тока. Таким образом, сварка деталей с гээ=100-10~в Ом и /2НОм-= =30 000 А может быть выпол-
нена на данной машине. Чтобы определить рабочую ступень вторичного напряжения, необходимо построить внешние характеристики для всех ступеней и выбрать ту, которая будет наиболее соответствовать поставленным условиям.
9.5. Построение внешних характеристик контактной машины графоаналитическим способом
Потенциальные векторные диаграммы контактной машины изображены на рис. 9.4, а. Здесь диаграмма OBY,. 3Д соответствует режиму короткого замыкания, при котором гаэ=0 и Г72=
Рис. 9.4. К построению внешних характеристик графоаналитическим способом: а — векторная диаграмма машины при коротком замыкании, при нагрузке и холостом ходе; б — круговая диаграмма токов для построения внешней характеристики
376
=0. Диаграмма ОВ\А соответствует режиму нагрузки при г.м=А =А=0 и L^2o=A=0. Вектор ОА изображает режим холостого хода. Так как угол между векторами активного и реактивного падений напряжения всегда составляет 90° и сумма их при любых значениях гээ будет одинакова и равна 5/20, то можно сделать вывод, что потенциальная векторная диаграмма своим прямым углом всегда опирается на окружность диаметром Г72о на любой ступени при любых значениях тока — от тока холостого хода до тока короткого замыкания, обусловленных изменением гЭэ от бесконечности до нуля.
Построение внешней характеристики машины графоаналитическим способом для определенной ступени производится следующим образом:
1. Выбирается удобный масштаб тока (например, 1 см соответствует 1000—5000 А).
2. По формуле ОГ)г=П20/хм.к.3 вычисляется диаметр круга тока, и значение его откладывается горизонтально, как показано на рис. 9.4, б. На этом диаметре строится полуокружность. Из точки О восстанавливается перпендикуляр — вектор напряжения Й20. Под углом <рк. з = arcsin %м~ к~3 для пересечения с по-
ZM. К. 3
луокружностью проводится отрезок ODK. 3, который в масштабе mt представляет собой значение тока короткого замыкания, т. е.
ODK. Зтг = /2К. з- (9.6)
При токе 12 к. з напряжение на электродах равно нулю. При холостом ходе ток 72еом=0 и £72= £72о- Промежуточные значения токов 72еом определяются длиной отрезка ODxrrii, проводимого из точки О под любым углом ф<фк. з. Этим токам будет соответствовать напряжение на электродах
= | /2 К. з i2 ном I 4, К. 3 (9-7)
или t/2= {ODitni)ZM.к.з в вольтах.
Таким образом, под различными углами <р можно провести несколько линий О£)2, ОЙз и т. д., которые в определенном масштабе представляют собой промежуточные значения сварочного тока — от тока холостого хода до тока короткого замыкания. Следует иметь в виду, что для каждой ступени будет своя отдельная полуокружность токов, и следовательно, своя внешняя характеристика.
Пример 9.2. Построить три внешние характеристики машины и определить пригодность ее для сварки деталей при гээ=40-10~6 Ом и /2ном= =25 000 А и при гвэ=70-10-6 Ом и /гном=20 000 А. Заданные величины и параметры машины приведены в табл. 9.5.
Решение. Выбираем ms=2000 А/см (произвольно). Для напряжения масштаб mu= (Uw)ilOD*, в 1=5,3/7,9=0,67 В/см (одинаково для всех ступе-
377
Заданные величины
Ступень
^20-В гм- к. з х X io-«. Ом хм- к. з х X 10-®, Ом ZM. К. 3 х X 10-’, Ом
1 5,3 74 326 336 0,22
5 7,4 72,2 325 334 0,214
7 9,1 74,5 332 340 0,218
Таблица 9.5
Рассчитанные величины
Ток OL Напряжение
Фк. 3
см А см в
ODt = 8,125 16 250 — —
O&VL. 31 = 7,91 15 820 0 0
77°10' ОГ>11 = 7,0 14 000 Ок. 31^11= 2,36 1,58
ОГ>12 = 5,7 11 400 Ок. 317^12 = 4,26 2,85
0 0 7) к. 31Q =7,9 5,3
ОП5= 11,3 22 600 — —
OD^. 35 ~ 1 1,0 22 000 0 0
77°20' OD61 = 10,2 20 400 DK. 35D51 =2,85 1,91
ОГ>52= 8,15 16 300 Dk. 35^52 = 6,25 4,19
0 0 7)к. 35O — 11,0 7,4
ОВ, = 13,9 27 800 — —
77°25' ODk. 37 = 13,7 27 400 0 0
ODn = 13,0 26 000 Ок, з?Т)71 = 2,2 1,47
ОГ>72= 10,6 21 200 Ок. 37O72 = 6,46 4,34
0 0 Ок. 37O = 13,7 9,1
Рис. 9.5. К примеру построения внешних характеристик машины графоаналитическим способом
ней). Все рассчитанные величины сведены в табл. 9.5 и построены на рис. 9.5, на основании чего на рис. 9.6 даны графические зависимости U2W= =/(/2bom)i; t^2(5)=f(/2НОМ)5 и U2(n=f(/гном)?. Там же нанесены линии падения напряжения на свариваемых деталях. В результате этих построений можно сделать вывод, что машина будет производить сварку деталей с гаэ=40- 10~G Ом и /2ноы=25 000А на седьмой ступени, а с гээ=70- Ю-60м и /гном=20 000 А — на пятой ступени.
Рис. 9.6. Внешние характеристики машины, построенные графоаналитическим способом
9.6. Внешние характеристики контактной машины с использованием фазовой отсечки сетевого напряжения
При полнофазном включении трансформатора каждой ступени регулирования вторичного напряжения соответствует только одна внешняя характеристика, тогда как, используя отсечку на любой ступени, можно получить целое семейство внешних характеристик £72r=f (/2 ном. г), где £72г и /2ном. г— напряжение на электродах и сварочный ток сложных форм. Снижая ток фазовой отсечкой до Ki=72hom.i#2k. з, расчет параметров холостого хода и короткого замыкания машины производим по следующим формулам:
^200= ^Cut72o; /2 НОМ, г = ном> Гмкзг =/СгГм. к. з Гм к з",
•^м. к. з. г = Кх*м. к. з5 COS фк. 3. г = Kq> COS ф.
Здесь значения Ки для определенных Кг— см. в табл. 6.1; Кг, Кх и Лф рассчитываются по формулам § 6.5. Кроме того, все требуемые параметры при определенной отсечке могут быть замерены на готовой машине. Построение внешней характеристики может быть произведено любым из вышеизложенных методов (см. § 9.4, 9.5). Уравнение внешней характеристики в относительных единицах имеет вид
аг = V1 — (Рг Sin фк. з. г)2 — Рг cos фк. 3. Г, (9.8)
где
аГ=-^; рг=Аном^; 5Шфк.,г= *МК'ЗГ ; СО5фк.3.г= i'ZOr К К. 3 ZM. к. 3. г
__ Гм. к. з. г
ZM. к. 3. г
Перевод напряжения и тока в абсолютные единицы производится по формулам (9.5).
Пример 9.3. Для примера 9.1 построить одну внешнюю характеристику машины в случае снижения тока только фазовой отсечкой до К1=/2вом. г/Лк. з=0,5 на ступени с {/2о=6В.
Для Д<=0,5 имеем: /(«=0,63; Yii=Y«i=0,46; у1з=0,19; у«=0,03; Yi7=0,025; у«з=0,37; у«5=0,10 и уи7=0,10. По формулам § 6.5 определяем: Кг=1,01; 1,48; К<р = 0,85. При этом f/20r=3,79B; гм. и. 3. г=60,6- 10~в Ом;
Хм. к. з. г=74 * 10-е Ом.
9.7. Проверка трансформаторов перед введением их в эксплуатацию
Возможность повреждений сварочных трансформаторов, связанных с транспортировкой машин на завод-изготовитель и хранением на складах до введения их в эксплуатацию, требует оп
ределенных мер предосторожности и проверки перед первым включением трансформаторов в сеть.
Поскольку наиболее уязвимой частью каждого трансформатора являются обмотки, то прежде всего необходимо проверить состояние этих узлов.
С этой целью визуально определяют:
а) отсутствие механических повреждений изоляции катушек первичной обмотки, отводов и выводов, изоляции между обмотками и магнитопроводом;
б) отсутствие обрывов кабельных наконечников от выводов и выводов от катушек;
в) надежность контактов в соединениях выводов и отводов с переключателем;
г) отсутствие вмятин, трещин и изломов у элементов си- . стемы водяного охлаждения, перегибов у соединительных шлангов и смещенных или поврежденных хомутиков крепления шлангов.
Кроме того, вручную на ощупь проверяется надежность крепления обмоток, и в случае его ослабления подбираются распорные клинья и поджимаются болтами лобовые части катушек и дисков вторичной обмотки.
Исправность системы водяного охлаждения проверяется и после подключения ее к водопроводу. При этом внимательно осматриваются обмотки и шланги с целью выявления течи, а также по струе на сливном патрубке определяется возможность регулирования расхода охлаждающей воды. По истечении пятиминутной проверки системы водяного охлаждения под давлением проверяется сопротивление изоляции обмоток относительно магнитопровода и между обмотками с помощью мегомметра. Сопротивление изоляции должно быть не ниже 1 МОм. При пониженном сопротивлении отсыревшей изоляции необходимо произвести сушку трансформатора одним из известных способов. С помощью омметра определяются обрывы в схеме.
После включения трансформатора в сеть на холостом ходу проверяются вторичные напряжения по ступеням и соответствие их значениям, указанным на щитке. В процессе эксплуатации аналогичные проверки, профилактические осмотры и ремонты выполняются специальным обслуживающим персоналом в соответствии с календарным графиком профилактических мероприятий, периодичность'которых устанавливается на основе опыта эксплуатации сварочных машин данного типа с учетом их реальной загрузки.
При серьезных повреждениях (витковые и короткие замыкания, течь воды, внутренние обрывы), устранение которых невозможно без демонтажа и разборки, трансформатор отправляется в электроремонтный цех на капитальный ремонт.
381
Решение о капитальном ремонте трансформатора или о его демонтаже может быть принято не только в результате аварийной ситуации, но также в плановом порядке на основе статистических данных о средней продолжительности срока службы трансформатора данного типа.
Приложение 1
ОРИЕНТИРОВОЧНЫЕ ПАРАМЕТРЫ РЕЖИМОВ КОНТАКТНОЙ СВАРКИ
А. Машины'переменного'жтока
Толщина деталей б. мм Сварочный ток ^2НОМ* кА Длительность тока /св, с Усилие сжатия FCB, ДаН Толщина деталей б, мм Сварочный ток ^2НОМ* кА Длительность тока <св, С Усилие сжатия FCB, ДаН
1. Расчетные режимы точечной сварки д) алюминиевых сплавов Д16АТ
а) углеродистых сталей 0,5 ’ 17 0,08 220
0,5 6,3 0,09 150 0,8 ?- 19 0,10 зьо
1,0 3 24 0,12 450
0,8 6,8 0,12 230 1,5 ? 30 0,16 650
1,0 7,5 0,14 280 2,0 35 0,20 800
1,5 9,5 0,19 450
2,0 11,0 0,22 650 е) алюминиевых сплавов АМгАМ
3,0 3,5 4,0 12,0 15,5 18,0 0,28 0,35 0,48 950 1150 1400 0,5 0,8 1,0 16 18 22 0,08 0,10 0,12 130 190 250
б) нержавеющих сталей 1,5 27 0,14 350
0,5 4,8 2,0 32 0,18 500
0,10 280
0,8 4,8 0,14 350 ж) магниевых сплавов
1,0 1,5 2,0 2,5 3,0 5,4 7,0 8,0 9,5 10,5 0,17 0,22 0,27 0,32 0,36 400 600 850 1050 1300 0,8 1,0 1,5 2,0 20 24 27 30 0,10 0,12 0,14 0,18 300 400 500 800
в) титановых сталей з) медных сплавов Л62
0,5 0,8 1,0 1,5 2,0 4,5 4,8 5,2 7,0 8,5 0,09 0,13 6,15 0,20 0,25 130 180 230 330 420 0,5 0,8 1,0 1,5 2,0 15 17 19 24 30 0,10 0,14 0,16 0,20 0,24 120 170 200 300 400
2,5 9,0 0,29 680
3,0 10,5 0,33 900 2. Расчетные режимы рельефной
сварки (при одном рельефе):
г; жаропрочных сплавов
0,5 5,0 0,21 550 а) низкоуглеродистых сталей
0,8 5,5 0,28 720 0,6 5,5 0,06 90
1,0 6,3 0,36 900 0,8 6,6 0,06 НО
1,5 6,8 0,56 1380 1,0 8,0 0,16 150
2,0 7,3 0,67 1650 1,2 8,8 0,16 180
' 2,5 7,8 0,87 1900 1,5 10,3 0,24 250
3,0 8,4 1,15 2100 2,4 13,1 0,32 460
382
Продолжение приложения 1
Т олщина деталей 6, мм Сварочный ток ^2НОМ* Длительность тока t. св Усилие сжатия FCB’ Толщина деталей 6, мм Сварочный ток "^2НОМ* Длительность тока f . Усилие сжатия FCB-
кА с ДаН кА с ДаН
2,8 14,1 0,38 560 2,5 13,0 0,34 1350
3,2 14,8 0,44 680 3,0 14,0 0,41 1450
3,6 15,4 1,20 900
4,0 16,1 1,40 1040 д) алюминиевых сплавов АМгАМ
4,4 4,8 5,2 6,4 17,4 18,8 20,2 23,3 1,64 1,96 2,24 2,90 1200 1330 1440 1770 0,5 1,0 1,5 21 29 38 0,04 0,06 0,10 250 350 450
е) медных сплавов Л 62
о) стержней из стали Ст.д вкрест 0,5
(см. рис. 1.12) 19 0,06 200
1,0 27 0,08 400
1,5 36 0,12 550
3. Расчетные режимы шовной сварки:
а) низкоуглеродистых сталей Б. Машины постоянного тока и
низкочастотные
0,5 0,8 7,5 9,0 0,03 0,05 180
260
1.0 н,о 0,07 350 Параметры тока Усилие сжатия FCB’
1_,5 13,5, 20Л 0,13 550 Толщина деталей,
0,17 "W
3,0 0,28 1000 б, мм 72НОМ’ кА 'св' с ДаН
б) нержавеющих сталей
0,5 6,0 0,03 330
0,8 8,0 0,05 450 4. расчетные режимы точечной
1,0 10,0 0,07 580 сварки:
1,5 2,0 12,2 14,0 0,09 0,14 800 1150 а) алюминиевых сплавов АМгАМ
2,5 15,0 0,18 1250 0,5 25 0,04 120
3,0 16,0 0,25 1450 0,8 28 0,04 200
1,0 34 0,06 250
в) титановых сплавов 1,5 38 0,08 350
0,5 5,5 0,11 230
0,8 5,5 0,13 330 В. Машины постоянного тока
1,0 6,3 0,13 380
1,5 2,0 8,5 9,5 0,19 0,21 500 600 5. Расчетные режимы шовной ктг свар-
2,5 10,5 0,25 750
3,0 11,8 0,29 1000 а) алюминиевых сплавов
Г) жаропрочных сплавов 0,5 27 0,06 350
0,8 30 0,10 500
0,5 5,3 0,10 680 1,0 34 0,12 600
0,8 7,3 0,13 800 1,5 40 0,16 900
1,0 8,0 0,16 900 2,0 48 0,20 1200
1,5 9,8 0,23 1100 2,5 54 0,22 1500
2,0 11,5 0,28 1200 3,0 61 0,26 .1800
383
Продолжение приложения 1
Толщина деталей 6. мм Параметры тока Усилие сжатия Fcb’ даН Толщина деталей б, мм Параметры тока Усилие сжатия FCB, даН
^2ИОМ’ кА *св’ с ^2ИОМ’ кА 'св- с
Г. Машины низкочастотные 2,5 88 0,16 2000
3,0 95 0,18 2700
6. Расчетные режимы шовной сварки: 4,0 5,0 100 110 0,20 0,28 3500 4500
а) алюминиевых сплавов АМгб б) алюминиевых сплавов АМгАМ
1,0 47 0,10 300
1,0 58 0,1 800 1,5 49 0,12 600
1,5 63 0,12 1000 2,0 55 0,14 700
2,0 70 0,14 1500 2,5 62 0,16 800
Д. Машины конденсаторные
Толщина деталей б, мм Максимальный ТОК 1т, кА Длительность импульса Усилие сжатия FCB’ ДаН Параметры конденсаторной батареи
'т- с Т, с иСо- в С, мкФ
7. Расчетные режимы точечной сварки:
а) высокопрочных алюминиевых сплавов
0,34-0,3 16,0 0,006 0,021 120 360 8 400
0,54-0,3 20,5 0,012 0,027 200 320 16 800
0,54-0,2 25,5 0,012 0,027 200 370 16 800
б) алюминиевых сплавов АМг
0,34-0,3 15,0 0,006 0,021 80 340 8 400
0,54-0,5 20,5 0,012 0,027 120 320 16 800
1,04-1,0 32,5 0,019 0,050 250 360 42 000
1,54-1,5 44,0 0,024 0,064 400 360 67 200
1,04-1,0 40,0 0,024 0,064 250 340 67 200
1,54-3,0 48,0 0,026 0,066 400 360 84 000
Е. Машины переменного тока для стыковой сварки:
Сечение стержня S, мм2 Плотность тока J, А/мм2 Длительность тока /св, с Сечение стержня S, мма Плотность тока J, А/мм2 Длительность тока 'св’ с
8. Расчетные режимы при сварке сопротивлением:
а) стержней из углеродистых сталей
25 200 0,6 250 90 1,5
50 160 0,8 500 60 2,5
100 140 1,0 1000 40 4,5
384
Окончание приложения 1
9. Расчетные режимы при сварке оплавлением (Осадки «0,1 с)
Заготовка Плотность тока, А/мм’, при Время оплавления. с Режим работы
оплавлении осадке
средняя максимальная
Полоса толщиной, мм: 0,5—2 2—6 Труба со стенками 2—6 мм Пруток диаметром, мм: 6—10 11—30 Полоса, труба, пруток Полоса толщиной, мм: 0,5—2 2—6 Полоса, труба, пруток Полоса толщиной, мм: 0,5—2 2—6 Полоса а) Ни; 25—15 20—10 20—15 20—15 20—15 2—4 б) 25—15 20—15 6—8 в) А 40—30 35—25 »коуглер 35—20 25—20 23—27 25—20 30—20 6—8 Тержаве 35—20 25—20 12—15 ЛЮМИНИ( 50—35 45—30 20—15 одистая ст 70—50 60—70 45—55 60—40 50—40 25—20 ющая ста, 65—45 55—35 50—40 жые сплаг 200—150 170—130 80—60 'аль 0,8—4,0 4—16 4—16 2—3,5 4—20 В 1,5—2 раза больше пь 2—3 3—6 В 1,5—2 раза больше ы 1—3,5 3—10 В 1,5—2 раза больше Форсированный То же » Нормальный Форсированный Нормальный Форсированный »
Ж- Многоточечные машины для сварки арматуры
61Ч-62» Класс стали ^2НОМ’ кА *св’ с FCB, даН 61Ч-62, ММ Класс стали ^2НОМ* кА *св’ с ^св’ ДаН
ЗН -3 4,0 0,06 120 6-1 |-6 8,5 0,48 410
4J -4 В1 4,8 0,08 175 8- -8 11,2 0,6 480
5J -5 6,4 0,12 225 10- -10 14,5 0,7 540
4- -4 5,3 2,12 175 12- -12 16,0 1,0 600
5J -5 6,5 0,2 260 14- -14 18,0 1,5 780
6- Н6 8,0 0,4 330 16J -16 АШ 20,0 2,0 980
8Н 1-8 10,5 0,5 390 18-1 Ы8 21,5 24,0 28,0 34,0 42,0 2,4 1215 1370 1765 2750 3330
ЮН 12- 14- 164 -10 -12 -14 Н6 AI 11,6 13,6 15,0 16,0 0,8 1,0 1,5 2,0 410 490 540 590 20J 25- 32- 36- |-20 -25 -32 -36 2,8 3,0 4,0 6,0
18- -18 18,0 2,1 790
20- -20 19,5 2,2 980
22- |-22 21,0 2,4 1175
385
Приложение 2
ПРИМЕР РАСЧЕТА СИЛОВОЙ ЭЛЕКТРИЧЕСКОЙ ЧАСТИ МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
П.2.1. Технические характеристики машины-
1. Машина однофазная переменного тока частотой 50 Гц.
2. Сетевое напряжение £7с=380 В.
3. По нормируемым техническим требованиям машина относится к группе А с повышенной стабильностью параметров. Кроме других функций, аппа^ ратура управления должна обеспечить фазовое регулирование и стабилизацию сварочного тока.
4. Наибольший вторичный ток /2max=20 000 А.
5. Номинальный длительный вторичный ток 72вом=7000 А.
6. Конструктивные размеры вторичного (сварочного) контура машины — на рис. П.2.1.
7. Машина предназначена для точечной сварки деталей из углеродистых сталей толщиной от 1,5+1,5 мм до 4+4 мм (приняты за номинальные).
8. Кратковременная максимальная производительность машины п= =280 св/мин.
П.2.2. Технические характеристики трансформатора
1. Параметры режима сварки деталей, принятых за номинальные (точечная сварка, детали на углеродистой стали толщиной 4+4 мм): /2Ном= = 18000 А; /св=0,48 с (см. § 1.10 и 1.11 и приложение 1).
2. Номинальное значение ПВ в процентах (см. § 1.21 и табл. 1.11). . Часовая производительность
П = --------—---------=---------—--------= 1120 св/ч;
1/п + Твсп/1000 1/280 + 50/1000
7ц = 3600/1120 = 3,2 с;
ПВ= -100=15 %.
3,2
3. Первичное напряжение трансформатора Ui (см. § 1.9 и табл. 1.2).
Требования п. 3 технических характеристик машины (см. § П.2.1) может обеспечить комплект аппаратуры, состоящий из регулятора РКС-601 и тиристорного контактора КТ-07. При этом (71=350 В.
4. Номинальное вторичное напряжение XX трансформатора t/20= = /2номХм=18 000-270- 10-6=4,86 В.
Расчет ZM — см. § П.2.3.
Для машины, относящейся к группе А, в соответствии с § 1.19 и табл. 1.10 необходимо обеспечить:
а) глубину регулирования вторичного напряжения l/2Omin/l/2omax=l : 2; .
б) шаг нарастания напряжения по ступеням—не более 20%;
в) число ступеней — 8 (номинальная — седьмая).
При 1/20=4,86 В принимаем 1/20тах=5,6 В и t/2omm=2,8 В,.. . •
Рис. П.2.1. Вторичный контур контактной машины д'Л|Я точечной сварки
П.2.3. Расчет параметров вторичного контура машины (рис. П.2.1)
Активное сопротивление контура гв.
Сечения токоведущих частей машины выбраны в соответствии с рекомендациями § 1.14.
Для определения приближенного суммарного значения активного сопротивления вторичного контура прежде всего производим расчет каждой отдельной детали.
1. Два электрода 1 из хромовой бронзы марки БрХ: di=16 мм; Ц=
=30 мм; 01=0,03 мкОм-м; <7i=ndi2/4=3,14• 162/4=200 мм2; roi = 2pi—“ =
Я1
= 2-0,03 = 9-10-в Ом; г0 (1м) = - 0-’03 — = 150-10“® Ом.
200 200
Критерий подобия Р=5х\/------------1---- =—50-10-------_ .
V го(ги)-1О2 150-107
По графику на рис. 1.14,6 для Р=0,9; Кп=1,02
r8i = Кпг01 = 1,02-9- IO"6 = 9,2-10"’ Ом.
2. Два электрододержателя 2 из меди Ml с водяным охлаждением: б?г=25 мм; Z2= 110 мм (прижаты к хоботам стальными прижимами); <7а = = .я'252 =490 мм2; гоа = 2-0,0175-^-5-= 7,9-10“® Ом; гоа(1м) =
4 490_______
= ..0,0175-1 =з6.10-бОМ; Р = 5д / 50~108 = 1,88; Кп=1,08.
490 V 36 • 101-
Активное сопротивление
гаа = 1,08-7,9-IO"6 = 8,6-10“® Ом.
3. Хоботы 3 (верхний и нижний) из меди Ml с воздушным охлажде-3 14-652
нием: (1з=65 мм; /з=345 мм; Уз =—1---------= 3320 мм2; Гоз = 2-0,0175 X
3320
Поскольку хобот является массивным токопроводом, коэффициент дп определяем по формулам табл. 1.5:
г03 (100м) —
0,017-5-100
3320
= 525-10—3
Ом;
V 50-10®
525
= 308< 1800.
По формуле (1.19)
Кп = 0,56 А /-------f----- • 10“2 + 0,277 = 0,56-308-10“2 + 0,277 = 2,0;
V Гоз(ЮОм)
Газ = 2-3,6-10-6 = 7,2-10-6 Ом.
4. Планка 4 (сечение II) из меди Ml с воздушным охлаждением: <?4= 15-106 + 31-41=2830 мм2; /4= 182 мм; г„4 = 2-0,0175-° ,18— = 2830
= 2,25- Ю-о Ом; г04(1м) = -°’-0-5 =6,1-10“« Ом; р = 5 Л /-^°'1()6 = 2830 V 6,1-10’
лк ir b 106 _ .
= 4,5; Кф=—=—— = 7,1.
а 15
По графику на рис. 1.14,6 для Р=4,5 и Кф=7,1 значение Кп==1,7, тогда га4= 1,7-2,25-10-“ = 3,8-IO’6 Ом.
5. Верхняя гибкая шина 5 (сечение IV) из меди МГМ (фольга) с воздушным охлаждением: qs= 12-100= 1200 мм2; /З = 235 мм; го5=О,О175Х ~ °’235 =5,45-10-“ Ом.
1200
Концы шины монолитны. Однако, учитывая значительный набор (12 мм) и односторонний подвод тока, принимаем Ап=1,6
Тогда
га5 = 1,6-5,45- IO"6 = 8,8- Ю"6 Ом.
6. Верхняя колодка 6 (сечение VII) из меди с воздушным охлаждением-О 244
г06 = 0,0175 - = 3,56- 10-е Ом;
1200 '
50-Ю6 =2д.
14,6-10’ ’ ’
<76=12- 100=1200 мм2; /6=244 мм;
Р =5
г<,в (1м) —
0,0175-1 . щ-6 п
----------= 14,6-10 6 Ом; 1200
Кф==^-=8.3.
По графику на рис. 1.14,6 Лп=1,28. Следовательно,
га6= 1,28-3,56-10-« = 4,6-10-« Ом.
7. Нижняя колодка 7 из меди с воздушным охлаждением: о7=1200 мм2; 0 15
/7= 150 мм, б,7 = 0,0175 = 2,2- Ю~6 Ом.
1200
Так же как и для верхней колодки, ^=>1,28. В этом случае
га7 = 1,28-2 2-10-6 = 2,8- 10-е Ом.
8. Нижняя гибкая шина 8 (подобна детали 5): /а=320 мм; 0 0175-0,32 Л . „ „
г,.8 =----12оо'-----= 4./-1и ” ом. Активное сопротивление
ra8 = 1.6-4.7- 10-е = 7,5- 10-е Ом.
Активное сопротивление всех элементов токопровода при 7=20 °C
r& = rai + ггг + • • • + га8 = (9,2 + 8,6 -ф 7,2 + 3,8 + 8.8 +
-|- 4,6 + 2,8 + 7,5) • 10-6 = 52,5-10"« Ом.
Активное сопротивление всех элементов- токопровода, приведенное к рабочей температуре 7=80 °C,
rt = ra [1 -J- а (7 - 7охл)] = 52,5-10”6 [1 4- 0.00393 (80 — 20)] = 65-10-« Ом.
Число переходных контактов и=10, из них два контакта — медь — сталь и восемь медь — медь. Контакты неподвижные. Принимаем активное
С > . 389
Таблица П.2.1
Сечение Размеры участка, см Коэффициент К *вГ10-«, Ом-см 1, см хв-10-’, Ом Рисунок
ь Г бхР
I II III IV V VI VII VIII IX X 21,5 21,5 12,6 12 13 2,5 6,4 13,2 43,2 21,5 3,25 1,25 3,25 4,6Х 10,6 2,7Х 10 1,2Х 10 1,2X10 1,2X10 1,2Х 10 1,7*Х10 2,4Х 10 Ь—г= 21,5—3,25 _ г 3,25 => 5,5 b—Р Р 21,5—4,6^ 6 б“ 4,6 X 8,5 4,6 12,6—2,7 10 = 2,7 2,7 = 13,6 12—1,2 10 __ — 7о 1,2 1,2 13-1,2 10 _82 1,2 1,2 2,5—1,2 Ю „ , — = 0,0 1,2 1,2 6,4—1,2 10 = OD 1,2 1,2 13,2-1,7 Ю _40 1,7! 1,7 b—г Ь—S Р ~Г ~ъ~ Т ~ 43,2—1,25 1,25 Х у42,2—2,4 10 2,4 2,4 = 2280 21,5—3,25 _ „ — = 5, о 3,25 2,6 0,6 1,1 2,60 2,8 0,78 2,0 2,06 3,7 . 1,3 21,5 13 5,5 2,0 2,4- 7,2 4,6 7,0 15 15 56 7,8 6,0 5,2 ^6,7 5,6 9,2 14,4 35,5 19,5 1.18, а 1.18, б 1.18, б 1.18, б 1.18, б 1.18, б 1.18, б 1.18, б 1.18, в 1.18. г
¥ Суммарное индуктивное сопротивление контура хв 186
* ₽ = VPiPs =а/2,41,2 = 1,7.
390
сопротивление одного контакта соответственно 4-10-6 Ом и 1,5-Ю-6 Ом, тогда
гн. к = 2-4-10~6 4- 8-1,5-10~6 = 20-10-6 Ом.
Активное сопротивление всех элементов и переходных контактов вторичного контура (рис. П.2.1) составит
гЕ = rt + гн. к = 65- 10-е + 20- IO"6 = 85- 10-е Ом.
Индуктивное сопротивление контура хв.
Ориентировочные значения хв определяем по графику на рис. 1.17 и по формуле (1.33): SB=1050 см2; хв~ 160 • 10-6 Ом и /в = 168 см; Хв — С1в = = 1,26-168 = 212-10-6 Ом.
। Для более точного расчета индуктивного сопротивления вторичного контура разбиваем весь контур на десять отдельных участков, как показано на рис. П.2.1. Результаты расчета сведены в табл. П.2.1. Сопоставляя полученные значения индуктивного сопротивления вторичного контура, принимаем хв = 195- 10-6 Ом.
Полное сопротивление контура ZN.
В соответствии с рекомендациями § 1.18 предварительно принимаем следующие значения приведенных активного и индуктивного сопротивлений трансформатора: гт = 20- 10~е Ом и хт = 20- 10~6 Ом.
По табл. 1.7 для деталей из углеродистых сталей толщиной 4+4 мм .сопротивление участка электрод — электрод гв8=69,5-10-е Ом. Полное сопротивление при нагрузке
ZM — V(хБ + хт)2 -р (гЕ 4~ гт 4- гээ)2 —
= V[(l86 4- 20) 1О-*3]2 4- [(85 4- 20 4- 69,5)-10~6]2 =270-10-<= Ом. Полное сопротивление при коротком замыкании машины
гы. к. з = V(хЕ 4- хт)2 4- Рв 4- =
= УШ86 4- 20)-10-6]2 4- [(85 4- 20) 10“6]2“ = 231,2-10~6 Ом.
Проверяем заданное значение Лта1 (см. п. 4 в § П.2.1):
что соответствует заданию.
П.2.4. Расчет сварочного трансформатора типа ТК-18.05 (условное обозначение — см. § 1.22)
Уточненное техническое задание на расчет сварочного трансформатора типа ТК-18.05 (см. § 4.4).
1. Номинальный сварочный ток /2Ном=18 000 А. 2. Первичное напряжение Ui=350 В. 3. Частота тока [=50 Гц. 4. Вторичное напряжение XX: 7720Вом = = 4,8 В; 7/20min=2,8 В и. 772Отах = 5,6 В. 5. Число ступеней регулирования вторичного напряжена п=8, номинальная ступень — седьмая. 6. Продолжительность включенияЯ1В=15 %. 7. Трансформатор — броневого типа. 8. Магнитопровод — шихтованный из пластин, вырубленных из электротехнической стали марки 3414 толщиной 0,5 мм. 9. Обмотки — дисковые, залитые эпоксидным компаундом. 10. Класс изоляции обмоток В. И. Охлаждение: а) вторичной обмотки — водяное, проточное; б) первичной обмотки — путем теплопередачи дискам вторичного витка; в) магнитопровода — естественное воздушное. 12. Аппаратура управления — РКС-601 и КТ-07.
391
Электрический расчет (см. п. 4.5.1—4.5.12).
1. Принимаем ®2= 1.
2. Первичную обмотку секционируем на 8 ступеней по схеме № 7 (см. § 3.3).
По формулам (3.1) и (3.2) определяем
, . 350 1 ,ос . ч 350-1
(Wi)i =-------= 125 витков ; (Ш1)8 =-------= 62,5 витка.
2,8 5,6
Округляем витки до целого числа и получаем
(®i)i= 126 витков и (®i)8=63 витка;
(П2о)1=2,78 В и (6/2о)8=5,56 В.
3 По формулам (3.4) — (3.6) определяем числа витков по секциям: --------------------------- Ui 350
а) для первой секции a'ci =-----—---=--------— = 9 витков;
7 (U2o)s 7 -5.56
б) для второй секции wc2=2wci = 2 • 9= 18 витков;
в) для третьей секции шсз=2ш)с2=2 • 18=36 вйтков.
4. Составляем электрическую схему первичной обмотки (ртцс. П.2.2). В таблице ступеней заполняем три графы: номер ступени, ги, и O2q. Переключатель ступеней изображаем условно. Конкретный переключателы'-выби-раем после уточнения токов первичной обмотки.
5. Из таблицы ступеней на рис. П.2.2 для номинальной (седьмой) ступени имеем (eui)hon = 72; (72о ном —4,86 В и Р2мк=(2ном б/2о ном= 18000Х X 4,86 = 87,5 кВ - А.
6. Коэффициент трансформации К= (ш1)ном/к/2=72/1 =72.
Секция 1 Секция 2 Секция 3
Рис. П.2.2. К примеру расчета сварочного трансформатора ТК-18.05
Таблица ступеней
Ступень Положение ножей переключателя и№9 в /„ А q, мм3
№ 1 №2 №3
1 2 2 1 2 2 126 117 2,78 3,0 32,7. 37,7 10,9
3 4 2 1 1 108 99 3,24 3,53 44,2 52,5
о ел 1 2 1 2 1 90 W 3,89 4,32 64,2 79,4 16,54
7 8 2 1 1 72 63. 4,86 5,56 ,100,4 20,9ч
392
Секция 1 Секция 2 Секция 3
Wi(i) = 9 -р 9 ~ 18 A(i) == Ю0,4 А Ш1(2) = 18 + 18 = 36 /ц2) = 79,4 А О4(з) = 36 + 36 = 72 /1(з) — 52,5 А
Предварительно при J = 4,8 А/мм2
gi(i) = 20,9 мм2 2^1= 376,2 мм2 91(2) = 16,54 мм2 2 9i(2) = 595,4 мм2 91(3) = 10,9 мм2 2 9,(3) = 785 мм2
Обмоточные данные
Две катушки № 1 Две катушки № 2
^k1= 9 Провод ПСД 2,5 X 8,5 9i(i) = 20,7 мм2 Ji(i) = 4,85 А/мм2 »К1 = 18 Провод ПСД 2X8,5 91(2) = 16,64 мм2 71(2) = 4,77 А/мм2 ieiK2 = 36 Провод ПСД 1,5X7,1 91(3) = 10,44 мм2 >1(3) = 5,0 А/мм2
Радиальные размеры катушек, мм
= 9 (2,98 + 0,12) + 18 (2,48 + 0,12) + 3 = 78 Ака= 36 (1,94 + + 0,12) + 3 = 78
Осевые размеры катушек, мм
aKi= 8,83+ (1,5 . . .2) « 10,5 аК2 = 7,37 + 2 » 9,5
Продолжение рис. П.2.2
7. Коэффициент Ki — 1 + О,ОО5го д/ПВ/100 = 1 + 0,005-20 V15/100 — = 1,0388.
8. Номинальный первичный ток
Лном = = 1,0388 18 9-°-= 259,6 А.
К 72
9. Расчетный ток
11 = Дном УПВ/100 = 259,6 V15/100 = 100,4 А.
10. Расчетные токи для каждой ступени: ------
для шестой
/1(в) = 4Г^-Г=100,4(-^Г = 79,4А;
L He J А 81 7
13 Заказ № 181
393
Для пятой
т , Г (^1)7 I2 Л 72 V
'•"-'red = "“"(«) -8W! А ’ '• *
Расчетные значения токов по всем ступеням вписываем в таблицу ступеней на рис. П.2.2. Определяем наибольшие токи для каждой секции (см. § 4.2 и пояснение к рис. 4.1): а) секция 1 рассчитывается на ток 100,4 А; б) секция 2 —-на 79,4 А; в) секция 3 — на 52,5 А. Расчетные токи для каждой секции вписываем в таблицу на рис. П.2.2. \
11. По табл. 4.1 (исполнение 1 для изоляции класса В) для всех секций задаемся плотностью тока =4,8 А/мм2.
12. Требуемые сечения медного провода:
для секции 1
91 (1) = Л (1)/Л = 100,4/4,8 — 20,9 мм2;
для секции 2
91 (2) = 79,4/4,8 = 16,54 мм2;;
для секции 3
91 (з) = 52,5/4,8 = 10,9 мм2.
13. Суммарное сечение провода первичной обмотки
91 = ^91 (1) + ^91 (2) + ^91 (з) = ^1 (1)91 (1) + И4 (2)91 (2) + wi (з)91 (з) =
= (9 + 9)-20,9 + (18 + 18)• 16,54 + (36 + 36)-10,9 = 1756,4 мм2.
14. Расчетный ток вторичной обмотки на номинальной ступени
I2 = /2ном VnB/100 = 18 000 V15/100 = 7000 А.
15. По заданию вторичный виток — медный с водяным охлаждением (конструктивное исполнение по рис. 2.20,а). По табл. 4.1, п. 1 берем /2= = 5,0 А/мм2.
16. Сечение вторичного витка 7000/5,0= 1400 мм2.
17. Суммарное сечение обмоток
q = ?1 + 92 = 1756,4 + 1400 = 3156,4 мм2.
18. По табл. 4.3 для размещения обмоток площадью 3156,4 мм2 потребуется площадь окна около 9200 мм2. Наиболее подходящими пластинами для магнитопровода данного трансформатора будут пластины П-образной формы по табл. 2.5 второго габарита. Размеры окна 96X96 мм и So = =9216 мм2. Все размеры выбранных пластин даны на рис. П.2.3.
19. Распределяем обмотку по катушкам следующим образом: а) 9 витков первой секции,, и 18 витков второй секции укладываем в одну катушку, получаем две катушки № 1 с числом витков teiK/=9 и сик"=18; б) витки третьей секции укладываем в две катушки № 2 по 36 витков в каждой. Таким образом, всю первичную обмотку укладываем в четыре катушки.
20. По заданию блок обмоток должен быть залит эпоксидным компаундом. В соответствии с п. 2.13.2, подп. 8 и 9 и рис. 2.23 прежде всего определяем площадь окна магнитопровода, на которой должны разместиться обмотки, с учетом толщины компаунда (по 7 мм по всему периметру обмоток) и свободного размещения залитого блока в окне (по 1 мм на каждую сторону). Для обмоток остается площадь размером bo'Xho'—80X80 мм, как показано на рис. П.2.4.
21. Выбираем размеры обмоточного провода для каждой секции. В связи с заливкой формула (4.21) (толщина изолированного провода пи) будет иметь следующий вид:
„ аи — (^о — 3)/®к.
X'
394
Рис. П.2.3. К примеру расчета маг- Рис. П.2.4. К примеру выбора раз-нитопровода трансформатора мерой проводов
Здесь bo=b0—2Дэ—2АО=96—2-7—2-1=80 мм (рис. П.2.4); бпр=0,12мм— изоляция (ЛСЭ) между слоями, выбрана по табл. 2.7 для изоляции класса ‘В при заливке; 3 мм—увеличение радиального размера катушки после снятия ее с оправки.
Так как 9 и 18 витков (первой и второй секций) будут уложены в одну катушку, то при выборе размеров провода необходимо следить за тем, чтобы размер Ь был одинаков, и разные сечения подбирать за счет размера а. Конструктивно две данные катушки должны быть выполнены так, чтобы витки каждой секции были расположены одинаково в каждой катушке, т. е. 9 витков — внизу, а 18 витков — вверху. Получаем
'80-[(9+18) 0,12 + 3] ’
9+18,
Приблизительная ширина провода
b — qi (1)/аи = 20,9/2,73 = 7,65 мм.
Поскольку ширина проводов обмоток первой и второй секций должна быть одинаковая, то средний размер толщины провода (яи=-2,73 мм) распределится примерно пропорционально требуемым сечениям, а именно: для первой секции пи~2,97 мм и для второй секции аи~2,43 мм.
По табл. 2.6 двусторонняя толщина изоляции а„—а=0,46 мм и 6И—Ь = = 0,33 мм. Тогда толщина голого провода для первой секции, ,а^—ак—0,46= =2,97—0,46=2,51 мм и для второй секции ща=2,43—0,46=1,97 мм.
Ширина голого провода для обеих секций
h, ч 91 01 — ^1 <21 — 20 ’9
"(1.2) — -------------—--------------------- -
Ц(1) О(2) 2,51
16,54
. — 8,4 мм.
1,97
По приложению 2 или по ГОСТ 7268—82 и ГОСТ 434—78 выбираем провода следующих размеров: для первой секции аХЬ=2,5X8,5; с^Хйи= =2,98x8,83; <7-,(|)=20,7 мм2 и для второй секции «ХЬ=2Х8,5: апХби= = 2,48x8,77; <7i®= 16,64 мм2.
Плотность тока для обмоток первой и второй секций катушки № 1:
(J) = 100,4/20,7 = 4,85 А/мм2; Ji (2) = 79,44/16,64 = 4,77 А/мм2.
22. В соответствии с п. 2,11.5 и с учетом рис. 2.23 рассчитываем еле дующие размеры катушек № 1 (под заливку).
13* Ж
Радиальнй размер
ЛК1 = ®к1 (йи + 6Пр) + шк (ая + 6Пр) + 3 = = 9 (2,98 + 0,12) + 18 (2,48 + 0,12) + 3 « 78 мм.
Здесь 3 мм — то же, что и в и. 21.
Осевой размер
аК1 = *и + (1.5. • • 2) =8,83 +(1,5 . . . 2) я» 10,5 мм.
Здесь 1,5...2 мм — увеличение осевого размера катушки за счет некоторой неровности при намотке.
« Внутренний размер по ширине (см. рис. П.2.4)
БК1 = Ьс + 2АО + 2ДЭ = 48 + 4 + 48 + 2-1 + 2-7 = 116 мм.
Внутренний размер по длине (см. рис. 2.23) выбирается после расчета магнитопровода (см. § 4.3):
BKi = ^пакета + (йобм-+ ^пакета) + 2АЭ = 160 + 10 + 2-7 = 184 ММ.
Радиус закругления углов катушки 7?=5 мм. Число катушек № 1 равно двум.
Все эти данные вписываем в таблицу (см. рис. П.2.2) для первой и второй секций. Остальные размеры катушек! и размеры выводов выберем позднее.
23. Выбор провода для двух катушек № 2 производим точно так же:
Ло — (и’к2впр) —3 80 —(36-0,12) —3 __
а„ =-------------—-------= —--------------------= 2,0 мм.
ВУК2 36
Предварительная ширина 6и=<7из>/«и= 10,9/2=5,45.
По табл. 2.6 аи — я=0,42 мм и Ь№.— Ь=0,27 мм.
По ГОСТ 7268—82 и ГОСТ 434—78 выбираем провода следующих размеров: аХб = 1,5X7,1 мм; аиХби =1,94X7,37 мм; Щ(з)=10,44 мм2. Плотность тока Ji (si +52.5/-1.-Q+4=5.0 А/мм2. Радиальный размер (“и+бП1>)+
+3=36(1,9+0,12)+3—78 мм; аК2=+й+(1,5.. .2) =7,37+2—9,5 мм. Число катушек № 2 равно двум. Полученные данные вписываем в таблицу (см. рис. П.2.2) для катушек третьей секции. Внутренние размеры катушек должны быть такие же, как и для катушек № 1, т. е. />=116 мм; В=184 мм и 7?=5 мм.
24. Так как катушек первичной обмотки четыре, то число дисков должно быть два. Предварительное сечение каждого диска
= qJnR = 1400/2 = 700 мм2.
25. В соответствии с п. 2.13.5, подп. 5 все внутренние размеры диска и его конфигурация должны быть одинаковы с катушками первичной обмотки. Тогда радиальная ширина диска K+dTp=AK=78 мм.
26. Предварительная толщина диска
°д = ?2 + ^тр) = 700/78 = 8,97 мм.
27. Выбираем толщину диска йд=10 мм.
28- . Наружный диаметр трубки +tl=10 мм с толщиной стенок 1,5 мм.
29. Радиальная ширина диска А=78—10=68 мм.
30. Сечение вторичного витка <?2=2- 10-68=1360 мм2.
31. Уточненная плотность тока
J2 = 7000/1360 = 5,1 А/мм8.
Размещаем катушки первичной обмотки в окне и составляем схему их соединения. Проверяем, войдет ли вся обмотка в окно по высоте (80 мм) и будет ли достаточен зазор между катушечными группами. Изоляционная 396
шайба между катушками и диском (см. табл. 2.7) — электронит толщиной 1 мм, по две штуки. Число парных шайб — четыре (равно числу катушек).
32. В окне будет только один зазор между катушечными группами для размещения выводов от катушек:
63 = Ьо — (S ак -J- S Од -|- S аш) =
= 80 —(2-10,5 4-2-9,5 4-2-10 4-4-1-2)= 12 мм.
33. В соответствии с рис. 2.23 определяем конструктивные размеры блока обмоток, залитых эпоксидным компаундом:
радиальный размер блока
йобм = ^кс+2Дэ = 78 4-2-7 = 92 мм; {
осевой размер блока
йобм = 2ак 4~ ^ад+ 2аш + 2ДЭ 4- 63 =
= 2-10,5 4-2-9,5 4-2-10 4-4-2 4-2>7 4- 12 = 94 мм;
внутренний размер блока по ширине
Ьобм = Б — 2ДЭ = 116-2-7 = 102 мм;
внутренний размер блока по длине
йобм = Б — 2ДЭ = 184 — 2-7 = 170 мм.
34. Выбираем тип переключателя ступеней, токоведущие части которого должны быть рассчитаны на ток 100,4 А. Переключение ступеней при таком токе можно производить пакетным переключателем, а можно и штепсельным серийным типа ПШ-200-8 (см. рис. 3.16, в). Составляем схему соединения катушек. Имеем: две катушки № 1 с осевыми размерами по 10,5 мм, из которых катушка № 1-1 имеет четыре вывода (Н1—Kl\ Н2—К2) и катушка № 1-П— три вывода [Н1—(KJ + H2}—К2]=Н1—О—К2 (в этой катушке К/ и Н2 соединяются внутри и на переключатель идет один отвод); две катушки № 2 с осевыми размерами по 9,5 мм, каждая из них имеет по два вывода Н и К.
Располагаем две катушки № 1 по краям. Согласно электрической схеме первая секция катушки № 1-1 соединяется с первой секцией катушки № 1-П через переключатель ступеней. Вторая секция катушки № 1-1 соединяется последовательно с третьей секцией, уложенной в катушку № 2. Для того чтобы было удобнее выполнить это соединение, размещаем одну катушку № 2 в катушечную группу с катушкой № 1-1, а вторую катушку № 2 — с катушкой № 1-П, как показано на рис. П.2.2. Там же дано и конструктивное расположение выводов от катушек.
35. Выбираем размеры выводов в соответствии с п. 2.11.5, подп. 9 и рис. 2.19, а, б.
Для катушек № 1 размеры выводов для первой и второй секций берем одинаковые, рассчитанные на больший ток, т. е. на 100,4 А. По табл. 4.1 для п. 1 задаемся плотностью тока Л, = 3 А/мм2. Сечение вывода q-в. к)= =Л(п/7в= 100,4/3=33,4 мм2.
От катушки № 1-Т нужно сделать четыре вывода, от катушки № 1-П — три вывода. Если расположить выводы в один ряд, то вывод будет очень узкий. Поэтому вывод от катушки № 2 разместим с торца катушки, как показано на рис. П.2.5. Тогда
Ьв и = ~V* + 6В(«- 1)]_________П642-54- 15(3 - 1)1 = 25 3 w
3 3
Двусторонняя толщина изоляции вывода равна 3 мм, и ширина голого вывода Ьв. н| = 25,3—3=22,3 мм.
Толщина голого вывода
ав. к! = <7в. к1/*в- кг = 33,4/22,3 = 1,49 мм.
397
Рис. П.2.5. К примеру выбора размера выводов от катушек первичной обмотки
Уточняем размеры вывода по ГОСТ 434—78. Берем провод ПММ Ов. KiX&B. ki = 2x 16=31,64 мм2. Уточненная плотность тока /в=3,2 А/мм2.
Для катушек № 2 берем этот же вывод, т. е. ав. н2х ХЬв.к2=2Х16. Проверяем, достаточен ли будет зазор между катушечными группами: б^Ов. к2+би+60=2+ + 3+3=8 мм, что меньше 12 мм, полученных в п. 32. При расчете 61 необходимо учесть, что выводы соседних катушек № 2 расположены в шахматном порядке.
36. В соответствии с табл. 2.№' выбираем сечения
отводов, соединяющих катушки первичной обмотки с переключателей ступеней. Выбранные размеры следующие:
Номер отвода (см.
рис. П.2.2) .... 11 12 13 14 21 23 32 33 х
Расчетный ток, А . . 100,4 50,2 79,4 52,5
Сечение отводов из — —
провода ПГВ.-500, мм2 25 16
37. По рекомендации п. 2.10.3 в качестве материала магнитопровода берем электротехническую сталь листовую или рулонную марки 3413 толщиной 6ж=0,5 мм с изоляционным покрытием, характеристики которой приведены в табл. 2,3.
38. По табл. 4.2 для трансформатора, работающего с ПВ = 15°/о (что меньше ПВ=20 %), для максимальной (восьмой) ступени берем индукцию магнитопровода Втах(8)= 1,56+0,05= 1,61 Тл, что соответствует ВНом=1,4Тл (на седьмой ступени).
39. Активное сечение магнитопровода
о Ui 350 . 2
S =-----------i------=-------------------- - 0,0156 м2.
4,44/^ (7)ВНОМ 4,44-50-72 • 1,4
40. По табл. 2.4 коэффициент заполнения 7<с=0,97.
41. Полное сечение магнитопровода
5Ж = S/Kc = 0,0156/0,97 = 0,016 м2.
42. Трансформатор — броневого типа. Размер сечения относится к среднему стержню: 6с=2-48=96 мм.
Толщина набора /г=5,к/6с=0,016 10*/9,6= 16,6 см.
43. Округляем величину h до целого числа и берем й=160 мм. Этот размер наносим на рис. П.2.3.
44. Уточненное активное сечение магнитопровода и индукция на седьмой ступени:
S = 2bJiKc = 2 • 0,048 • 0,16 • 0,97 = 0,0149 м2;
Вном = 350/(4,44-50-72-0,0149) = 1,47 Тл.
45. Максимальная индукция (на восьмой ступени)
Вшах (8) = 350/(4,44-50-63-0,0149) = 1,68 Тл.
398
п = 2
46. Число пластин двух пакетов магнитопровода hKc „ 160 0,97 „
---— = 2 -----------= 620 пластин.
6Ж 0,5
47. Масса магнитопровода (см. рис. П.2.3)
бж = vS Vx = 7,65-2-16-0,97 (19,2-19,2 — 9,6-9,6)-10~з = 65,6 кг.
Рис. П.2.6. К расчету средних длин витков катушек первичной обмотки и диска вторичного витка
48. Средняя длина витка катушек № 1 (рис. П.2.6, а): 9 витков первой секции, уложенных снизу,
/ / А 4- Е
/ср. к 1 = 2(Б — 2R)+2(B~ 27?) 4* 2л 17? +--7-1
\ 4
= 2(116 —2-5)4-2(184 —2.5)4-2-3,14 |^5 4 = 560 4- 125,6 = 0,685 м;
29 4-31
4
18 витков второй секции, уложенных сверху, „ ' / 49 4- 53 \
/ср. К 1 = 560 4- 2 3,1415 4- 29 4--j-J = 0,93 м;
целой катушки № i / 29 4-49 4-31 4-53 \
/ср. кт = 560 4- 2-3,14 ( 5 4- --——---1--------j = 0,845 м.
49. Средняя длийа витка катушек № 2 (рис. П.2.6, б) / 78 4- 8f \
/ср. К2 = 560 4= 2- 3,14 ( 5 4---= 0.842 м.
50. Масса катушки № 1
GK1 = уКу 10“9 (гад<?1 (i)/cp. к1 4* t^Kigj (а)/ср. к1) =
= 8,9-1,08- IO"? (9-20,7-0,685 4- 18-16,64-0,93) = 3,9 кг.
Масса катушки № 2
Ока = 8,9-1,08-10-3-36-10,44-0,842 = 3 кг.
399
51. Масса первичной обмотки
Gi = 2GK1 + 2GK2 = 2-3,9 + 2-3= 13,8 кг.
52. В соответствии с пп. 25 и 29 и с учетом п. 2.12.5 размеры диска будут следующие: внутренние по ширине н по длине соответственно Л= =БК=И6 мм; Р=ВК=184 мм; радиус закругления углов по внутреннему периметру Р=5 мм, по наружному Pt=50 мм.
Радиальные размеры диска: К=68 мм; С=Лк+пбв=78+3-^,’=84 мм; /7=Лн+(~20)=98 мм.
53. Средняя длина витка диска (рис. П. 2.6, в)
г 2К + П + С \
/ср2 = 2(Л —2Й) + 2(Р— 2Я) + 2л1Я +----------!--------) =
= 2(116 —2-5)+ 2 (184 —2-5)+2-3,14 (§4
2-68 + 98 + 84 Ч --------!1-------| = 0,84 м.
8 )
54. Масса двух дисков
<?2=2(у/ср292(1))-10_? = 2(8г9^0,84-680)-10-3= 10,2 кг.
55. Размеры и масса дисков уточняются после конструктивного оформления вторичного витка. Тогда же подсчитывается и масса контактных плит.
56. Потери холостого хода трансформатора:
на номинальной ступени при Ввом=1,47 Тл
Ро = КоРОж = 1,2-1,63-65,6 = 128,3 Вт;
на последней (восьмой) ступени при Z?max(8)= 1,68 Тл Лотах = 1,2-2,44-65,6 = 192 Вт.
57. Средняя длина магнитной линии
96
Zp, = 2 (96 + 96) + 2л -у- = 68,4 см.!
58. Суммарная МДС, • необходимая для создания магнитного потока в стали магнитопровода и воздушных зазорах, для номинальной ступени
SF = Рж + F6 = F'lp + 0,8BHOMS3-Ю4 =
= 4,8-68,4 + 0,8-1,47-2-0,005-104 = 446 A.
Абсолютное значение тока холостого хода
59.
= д/4,23а + 0,372 = 4,25 А,
где
оа —
Ро
1/1
^^- = 0,37 А и 70р = 350
446
Кг V2~ (оДт
Здесь
1,04-1,41-72
1 1
= 4,23 А.
= 1,04.
60.
Кг =
1,9 —ХгВном- 1,9-0,64-1,47
Значение тока XX в процентах от номинального расчетного i0 = /0- 100//х = (4,25/100,4) • 100 ± 4,23 %,
Л
что значительно меньше 20 %, допустимых по ГОСТ 297—80.
400
61. Ток холостого хода на последней ступени при Втах®=1,68 Тл /стах = V7,l2 + 0,552 = 7,13 А.
Здесь /Оа=192/350=0,55 А.
Суммарная МДС
ZF = 9,4-68,4 + 0,8-1,68-2-0,005-104 = 777,4 А.
Реактивная составляющая тока XX
, 777,4 _, .
7fip - ------------— 7,1 А.
р 1.23-1,41-63
62. Сопротивление постоянному току 9 витков катушки № 1
^ср.к!шк п лиге 0,685-9 n л лк о г0 (i)i = р----------= 0,0175 --------= 0,0053 Ом.
<71 (1) 20,7
63. Сопротивление постоянному току 18 витков катушки № 1
0,93-18 /•0(1)2=0,0175 =0,0176 Ом.
16,64
64. Сопротивление постоянному току катушки № 2 г0(2) = 0,0175- -,842'-6 = о,О5 Ом.
10,44
65. Сопротивление постоянному току диска вторичного витка
год=р22Е£_ = [0,0175^-^^-=21,6-10-6 Ом. ?2(1) 680
66. Сопротивление постоянному току первичной обмотки на номинальной (седьмой) ступени
Го = 2/’o(i)i 4~ /о(1)г^2 4- /о(г)^2 = 2-0,0053 4- 0,0176/2 4"0,05/2 = 0,044 Ом.
67. То же на первой ступени
г0 = 2r0(i)i + 2г0(1)24-2г0(2) = 2-0,0053 + 2-0,0176 + 2 0,05 = 0,146 Ом.
68. Коэффициент Фильда для 9 витков катушки № 1:
VfeK1 (1)Щк1 л /_______50-0,25-9
—— = 2-0,85 Д/ 9,6-0,0175-104 = 0,43 см;
, га® — 0,2 р _ о 2 '
KFK1 = 1 + —------------<аК1(1))4 = 1 +------(0,43)4 = 1,003.
9 9
В процентах Kfk1 = (AFk1—1) • 100=0,3 %.
То же для 18 витков:
«К1 (2) = 2-
KfkI = 1J-—!--------^(0,56)4= 1,0086.
9
В процентах KfkI =0,86 %.
/50-0,2-18 -кс
/-----—-------- = 0,56 см;
9,6-0,0175-104
0,85
401
69. Коэффициент Фильда для катушки № 2:
V Л п . / 50-0,15-36
-!-is—~ =2-0,71 А/----------------------- —
ZsP-104 V 9,6-0,0175-104
= 1,42-0,44 = 0,57 см;
KfK2= 1,0089.
В процентах Агк2=0,89 %.
70. То же для одного диска вторичного витка
V-. / 50-6,8
---------- =2-1 А/ ----------------------- =
Zsp-104 V 9,6-0,0175-104
= 2-0,45 = 0,9 см; KF2 = 1 + 0,089 (0,9)4 = 1,058. В процентах Лг2=5,8 %. 71. Активное сопротивление 9 витков катушки № 1
А(1) = ^(Di^FkI = 0,0053-1,003 = 0,00532 Ом.
72. То же 18 витков
И (2) = г0(1)2^Рк1 = 0.0176-1,0086 = 0,0177 Ом.
73. Активное сопротивление катушки № 2
г(2) = 0,05-1,0089 = 0,0504 Ом.
74. Активное сопротивление одного диска вторичного витка
гд= r0 wKf2 = 21,6- IO’6-1,058 = 22,8- Ю"6 Ом.
75. Активное сопротивление первичной обмотки:
номинальной (седьмой) ступени при 20 °C
Г1 (20°) = 2-0,00532 4- 0,0177/2 + 0,0504/2 = 0,0445 Ом; на первой ступени
г(1) = 2-0,005324-2-0,0177 +2-0,0504 = 0,147 Ом.
76. Активное сопротивление вторичного витка 1 _ 22,8-10-6 ,, . .___ „
г2 (20°) — гд— ~ — 11,4-10 Ом.
"Д Z
77. Активное сопротивление первичной обмотки на седьмой ступени при /раб ~ 100 °C
Г1 = Г1 (20°) [1 + “ (10° — 20)1 = °-0445 С1 + 0,0039-80) = 0,058 Ом.
78. Активное сопротивление вторичной обмотки при /Раб=45 °C
г2= 11,4-IO-6 (1 +0,0039-25) = 12,5-10"6 Ом.
79. Потери в первичной обмотке на номинальной ступени при номинальном токе
Р1НОМ = '1н0М'1 = 259,62-0,058 = 3908 Вт.
80. То же при расчетном токе
Р, = /2Г| = Ю0,42-0,058 = 584,6 Вт,
40?
81. Потери во вторичном витке
Лгном = = ’8 0002 • 12.5 • 10-6 = 4050 Вт;
Р2 = /2г2 = 70002-12,5- 10~6 = 612,5 Вт.
82. Активное сопротивление обмоток трансформатора, приведенное- ко . вторичной обмотке, для первой ступени
„ (1| = + г. = +12.5. Ш-. _
w № 1262
= (12,1 + 12,5)-10"6 = 24,6.10-6 Ом.
83. То же для номинальной ступени
гт = n/№ + r2 = 0.058/722 + 12,5-10-6 =(11,2+ 12,5) 10~6 =
= 23,7-10-6 Ом
84. На первой ступени катушечные группы I и II (см. рис. П.2.2) включены последовательно и индуктивное сопротивление трансформатора, приведенное к первичной обмотке, Хт(1)=%гр г+хГр и. На первой ступени катушки в группах I и II соединены между собой последовательно и группа I идентична группе II; следовательно, можно считать, что хТ(1) =2хгр i=2(X(d+ + -+))•
Пользуясь формулой (4.76) для расчета + н формулой (4.77) для расчета Х(2), определяем индуктивное сопротивление трансформатора:
„/ , ч о „с ,п_6 ( 84,5-0,957(9 + 18)2
хт (1) = 2 (х(1) + х(2)) = 2 9,5 10 J----^6 X
v Г °>85 (9+18)1 Т . 81.4-0.959-362 Г 0,71
L 3 3 (9 + 18 + 36) J 9,6 L 3
3,6-1
+ 0,37 4
3 (36 + 9 + 18)
Здесь Zcp. ki=84,5 см; Zcp. ks=84,2 см; ^1= (9+18) =27; wK2=36; 6О=9,6 см; 6К1=0,85 см; 6к2=0,71 см. Толщина изоляции между любой катушкой и диском Ai=Ao=Q.37 см и складывается из следующих слагаемых:
а) односторонней толщины изоляции провода по стороне а, равной 0,048/2= 0,024 см;
б) толщины шайб изоляционных из электронита 2X0,1 =0,2 см;
в) воздушных зазоров между проводами катушки и шайбой, величины разбухания от пропитки и производственных отклонений — приблизительно 0,15 см.
85.
= 2-0,128= 0,256 Ом.
Коэффициент Роговского дл^катушки № 1
. J 1 . 1
^Rki — 1 : — I ~ ------
2л%к1
6,28-3,7
0,957,
где
Xki —
9,6
86.
2Л1 + 6Ki + йд
То же для катушки № 2 ^Г<к2 = 1 "
2-0,37 + 0,85 + 1
= 3,7 см.
----!-----= 0,959; 6,28-3,9
%К2 =----------~-----------= 3.9 см.
2-0,37 + 0,71 + 1
' ьо
403
87. Индуктивное сопротивление трансформатора, приведенное ко вторичной обмотке, для первой ступени
хт (1) = хт = 0.256/1262 = 16,1 • 10-6 Ом.
88. На седьмой ступени 9-витковые секции катушек № 1-1 и № 1-П соединены между собой последовательно, а секции по 18 витков — параллельно. Катушки № 2 соединены между собой также параллельно. В катушечных группах I и II распределение токов, МДС и потоков рассеяния будут одинаковы. Расчет ведем по формуле (4.86):
9,5-10-6-84,2
*тр I — ^гр II —
2
^5-4-0,37 4-з
9,6
1,0(9/2 4-18) ~|
3(9/2 4-18 4-36/2) J4
1-36/2
3 (9/2 + 18 + 36/2)
Катушечные группы lull включены последовательно, п, следовательно, х'г = хгр , 4- хгр п = 2-0 ,053 = 0,106 Ом.
89. Индуктивное сопротивление трансформатора, приведенное ко вторичной обмотке, на номинальной ступени
хт=4/к2 = о,юб/722-2о,4-1о-6 Ом-
90. Полное сопротивление обмоток трансформатора на номинальной ступени
Zv = д/х2 4- г2 = 1(Г6 д/20,42 4- 23,72 = 31,2-10~6 Ом.
91. Напряжение короткого замыкания:
Ua = 71 ном (Г1 + г2^2) = 259,6 (°>058 + 12,5-10-6-722) = 31,9 В;
^р = Л ном4 = 259,6-0,106 = 27 ,5 В;
э = Л ном^т = Л ном Д/(Г1 4“ Г2^ ) + хт ~
= 259,6д/(0,058 4- 12,5-10~6-722)24- 0,1062 = 42,0 В;
«к. з = Uк. з • 100/t/i = 42-100/350 = 12 %.
Рис. П.2.7. К примеру теплового расчета
92. КПД трансформатора SP
8086,3 , „ ,
n = 1—’-—-------------= 1 —-------------------= 1 —0,104 = 0,896.
1 “ Uili ном cos <pt 350-259,6-0,85
Здесь суммарные потери, соответствующие номинальной ступени,
L SP = -Ро + Pi ном + Рг ном = 128,3 + 3908 + 4050 = 8086,3 Вт, и ориентировочно принимаем cos q>T = 0,85.
+=- 93. Все результаты расчета сводятся в расчетную записку. Для теплового расчета обмоток трансформатора на рис. П.2.7 дана электрическая схема соединения катушек первичной обмотки на номинальной ступени и распределение тока по параллельным ветвям.
94. Потери в катушке № 1, соответствующие расчетным значениям токов, Рм = Р(1)1 + р(1)2 = 70,3 + 58,5 = 128,8 Вт.
Здесь в 9-витковой секция Pi<d=100,42-0,00532-1,312=70,3 Вт и в 18-вит-ковой секции Pi<2)=50,22-0,0177-1,312=58,5 Вт.
95. В катушке № 2
Р(2) = 50,22-0,0504-1,312 = 166,6 Вт.
96. В одном диске вторичного витка
Рп = = 70002-22,8-10-6 1,0995'-1 = 305,8 Вт.
Д ~ А 0л
Здесь 1,312 и 1,095 — коэффициенты приведения активного сопротивления первичной и вторичной обмоток к рабочей температуре (см. пп. 77 и 78).
97. Поверхность соприкосновения катушек первичной обмотки с дисками вторичного витка для катушки № 1
FK1 = 1ср. К1^К1 = 84,5-7,8 = 659 см2.
Здесь Лн1=7,8 см — радиальный размер целой катушки № 1.
98. То же для катушки № 2
FК2 = 84,2-7,8 = 656,7 см2.
99. Удельный тепловой поток от провода катушки № 1 к диску вторичной обмотки для катушки № 1
P(i)/Fk1 = 128,8/659 = 0,195 Вт/см2.
100. То же для катушки № 2
P(2}/FК2 = 166,6/656,7 = 0,254 Вт/см2.
Из этих расчетов следует, что наибольший перепад температуры от провода катушки к диску будет в катушках № 2, имеющих наибольший удельный тепловой поток; поэтому определяем температуру нагрева катушек № 2. При расчете принимаем, что поток охлаждающей воды направлен от катушечной группы I к группе II (см. рис. П.2.2) и рассчитываемые катушки № 2 расположены в катушечных группах I и II.
101. Среднее превышение температуры, охлаждающей воды при прохождении ее по катушечной группе I
Д4 = Prpl = Р(р + Р(2) + Рд = 128,8 + 166,6 + 305,8 = J5 ос CVQ-103 4,18-0,067-10s 4,18-67
Расход охлаждающей воды принимаем равным Q—240 л/ч=0,067 л/с.
102. Перепад температуры от внутренней поверхности трубки к воде
д; ргр1 — = 3,16 °C.
* aF„ 0,96-198
.405-
Коэффициент теплоотдачи а= 1,16-10~‘6t>0i8’d_°’13= 1,16-10_‘• 2270х Х1.86- 1,97=0,96.
Здесь коэффициент b взят из табл. 4.8 в зависимости от так называемой средней температуры /с₽, для расчета которой принимаем:
/охл.в=15°С— температура охлаждающей воды иа входе в трансформатор;
А/'д. г.=5 °C — предполагаемый перепад температуры между поверхностью трубки и водой.
Средняя температура
«ср = «охи. в + о. 1 (2/охл. в+д«в+д< в) = = 15-1-0,1 (2-15 + 2,13 + 5) = 18,7 °C.
Из табл. 4.8 следует, что температура /ср = 18,7 °C соответствует 6= = 2270. Скорость истечения воды в трубке
Q-10-? 0,067- 10-а .
v - —------=---------------= 1,74 м/с.
Srp 38,4-10~6
Здесь
STp = nd2p/4 = 3,14-0,0072/4 = 38,4-10~6 м2, где внутренний диаметр трубки dTp=0,007 м; <+8’=1,74°’8,= 1,86 и +°'13= = 0,007-°. 13= 1,97.
Площадь внутренней поверхности охлаждающей трубки одного диска FTp = ndTp/Tp-104 = 3,14-0,007-0,9-Ю4 = 198 см2, где длина трубки одного диска (по чертежу) /тр=0,9 м.
Так как полученный перепад температуры от поверхности трубки к воде Д/д. в не более предполагаемого Д/'д. в, то уточненного пересчета /с₽, b и а делать не надо.
103. Перепад температуры между диском и катушкой № 2 группы II Mi = Р<г>А* . = —166>6-0>37 . = 66 8 оС
М+2 0,0014-659
Здесь А|—см. п. 84; Л — см. табл. 4.10 для изоляции класса В.
104. Температура нагрева провода катушки № 2
<! = Д/1 + Д/д. в + Д/в + /охл. в = 66,8 + 3,16 + 2,15 + 15 = 87,1 °C, что не превышает значений, указанных в табл. 2.7.
Приложение 3
МАГНИТОПРОВОДЫ ТРАНСФОРМАТОРОВ КОНТАКТНЫХ ЭЛЕКТРОСВАРОЧНЫХ МАШИН
Номер магнитопровода
Форма и размеры пластик, мм
So, мм3
Номер магнито-провода
Форма и размеры пластин, мм
So, мма
1
6400
3
10 952
2
9216
4
12100
Продолжение приложения 3
Продолжение приложения 3
Продолжение приложения 3
Номер магнитопровода
Форма н размеры пластин, мм
Номер магнитопровода
Форма и размеры пластин, мм
13
15
Г абарнт
1 2 3 4
14
*0 н SQ, мм2
82 154 3 904
113 185 8 136
143 215 10 296
178 250 12 816
) ) 8820
Габарит 6о ho ья Ьс н I L 2 Ь КО *9
1 32 80 20 40 120 72 144 2560
2 40 80 25 50 130 90 180 3200
3 53 ИЗ 31 62 175 115 230 5990
4 62 130 45 90 320 152 310 8060
Окончание приложения 3
Номер магнитопровода Форма и размеры пластин, мм Номер мах’нито-провода Форма и размеры пластин, мм
16 17
Ъс бу
/с
с? Ъо К о Ьс
Л?
L
L
Г абарит к ь ья Ьс н L So, мм2 Габарит "о ho Ьс н V L So, мм2
1 2 3 4 5 6 7 8 9 95 130 124 140 105 133 140 235 235 140 130 150 140 234 265 295 235 265 140 99 62 175 175 65 175 165 165 280 198 124 350 350 130 350 330 330 422 328 274 490 586 395 645 565 595 750 656 496 980 910 530 980 ИЗО ИЗО 13 300 16 900 18 600 19 600 24 570 35 245 41 300 55 225 62 275 1 2 3 4 120 150 270 234 214 230 170 230 82 106 106 124 378 442 382 478 486 618 858 840 25 680 34 500 45 900 53 820
Приложение 4
ТРАНСФОРМАТОРЫ КОНТАКТНЫХ
1. Однофазные машины
(МТ — точечные, МР — рельефные, МШ — шовные, МС — сты
Тип машины Тип трансформатора Ступени ПВ, % Ток
Число 1 Номинальная кА А гГ
О к WOH гЧ
— ТК-301 ! £ и и № - 4 4 50 8 4 5,6 2,8 111 78 365
ТК-302 — сч II II JN М 3 В 9 4,5 6,4 3,2 173 123
ТК-401 £ £ II И ьо — 10 5 7,1 3,55 278 197
ТК-501 £ £ II II Ю н- 12,9 6,45 9,1 4,55 495 350
МТ-2023 МТ-1818 МТМС-10Х35 МТМ-74 МТМ-166 АТМС-14X35 ТВК-75 tt'2—1 8 7 13 25 9 410,5 148 365
МТП-1110 МТП-1111 МТП-1409 u)2=2 12,5 4,5
ЭЛЕКТРОСВАРОЧНЫХ МАШИН
промышленной частоты
ковые, МТП — подвесные с клещами, МТМ — многоэлектродные)
Напряжение, В Мощность, кВ-А » Сопротивление обмоток X 10’6, Ом Магнито-провод Масса активных материалов, кг
^20 min ^20 max ^20 НОМ Номер по приложению 3 h, мм Сталь Общая
о и <0 со к* н" ьГ
3—5 6—10 5 10 40 28 31 124 35 140 46,7 186,4 15-3 224 14,2 42,5 56,7
10—И 7 14 63 45 33,4 133,6 44,8 179,2 55,7 222,8 312 16,4 59,2 75,6
7—10 14—20 10 20 100 70 46,6 186,4 53,2 212,8 70,8 283,2 448 24,2 85 109,2
9,6—14 19,2—28 14 28 180 127 38 156 52 208 64,5 258 15-4 424 35,2 141,5 176,7
2,92—6,3 5,9 100 36 40,8 23,8 47,2 ^Й 14 240 27 .64 91
5,84—12,6 11,8 163,2 95,2 188,8
Тип машины Тип трансформатора Ступени ПВ, % Ток
Число К S л ч а а 2 с К кА А
ион 3^ ^1 ном
МТР-1201 МТР-1501 МТР-1701 МТ-1222 МТР-2401 МТР-2801 МТ-1927 К-8.02К К-8.02,5 К-Ю.ОЗК К-12.04-11 К-16.06-К К-16.05-4 ТК-21.05-4ЭП 4 8 4 8 4 8 6 4 7 4 7 4 7 6 19,5 20 10,2 32 9,8 20 50 6,6 8 10 12,5 16 16 21 2,9 3,6 3,2 7,1 5 7,1 15 53,5 55,3 НО 154 282 230 364 23,6 24,8 35 88 89 103 258 365 380 365 325 365 380 340
МТ-2102 МТМ-35 МР-11503 (2||) ТК-32.08-4ЭП 8 7 20 32 14,3 760 340 335
МТ-2827 МТ-4019 ТК-14.08-ЭП тк-ю.ю-эп 6 8 6 8 32 10 25,4 32 14,5 10 565 915 320 290 340
МТ-4218 МР-6918 ТК-40.08-ЭП 8 8 20 40 18 1080 480 335
МР-3818 ТК-21.05-6ЭП 6 6 50 21 14,8 372 264 340
МШ-2201 МШЛ-150П К-16.04-2 ТК-20.06-3 8 16 7 15 50 12,5 16 20 11,3 7 196 353 138 125 325
МШ-3404-1 МШ-3207 МШ-3208 ТК-32.06-2ЭП 6 6 100 32 32 650 650
МШ-3401 МШ-2001-1 ТК-32.08-2ЭП ТК-20.05-4ЭП 6 6 5 50 32 20 22,6 14,1 925 336 657 237
МСС-901 MCC-19Q1. К-4.02 К-5.03 16 8 15 7 1,6 8 3,56 5 0,45 1,4 18,4 32 2,3 9,1 380
Продолжение приложения 4
Напряжение, ' 3 Мощность, кВ.А Сопротивление обмоток Магнито-ров од Масса активных материалов, кг
^2^ mitt ^20 max 2 о я о ся S о я со со X р и ч" Е-bj Номер по приложению 3 h, мм Медь Сталь Общая
1,45—2,9 2,9 19,5 6,6 36,5 33 49,2 1 100 6 31 37
1,42—2,84 2,5 21 9,4 25,3 18,8 32,8 2 100 19,2 40,5 59,7
1,91—3,92 3,92 40 12,8 39,1 43 58,2 1 150 8,7 44 52,7
2,23—4,45 3,87 50 28,4 16 20,6 26,2 4 130 33 67,6 100,6
3,15—6,3 6,3 103 32,4 30 23 38 1 225 16,8 66 82,8
3,01—6,02 5,35 88 39 21 21,4 21,1 2 200 42 80 122
3,82—5,67 5,67 124 88 11,2 22,3 25 5 140 74 94 168
4,2—8,4 7,3 254 114 16,2 23 28,2 5 240 74,5 165 239
5,06—7,24 7,24 194 110 16,2 25,3 30,1 5 240 74 165 239
3,26—9,5 9,5 310 98 19 23 29,8 5 240 60 165 225
4,3—8,6 8,6 360 160 11,2 27 29,2 5 250 107,2 172 279,2
3,82—5,67 5,67 124 88 ' 11,2 21,3 25 5 140 74 94 168
2,14—4,28 3,78 64 45 10 13 16,4 16-3 НО 56,6 76 132,6
2,95—5,9 5,5 113 40 20 15,6 25,2 3 140 36,8 115 151,8
4,5—6,5 6,5 220 220 6 10,2 11,8 16-6 180 183 180 363
6,37—9,3 9,3 310 220 31,3 18 35,4 16-2 240 151 240 391
4—6 5,32 НО 78 18,2 23,4 29,8 5 140 67 94 161
0,54—2,3 1,97 7 0,9 29,8 30 42,5 15-1 160 3,8 12,8 16,6
1,1—2,92 2,44 12,2 3,45 25,6 9,8 28 1 140 25 39,2 64,2
Тип машины Тип трансформ ато р а Ступени пв, % Ток
Число Номинальная кА А
^2 НОМ £
о д *•’4
МС-1602 МСО-402 s к-16.06-4 8 7 19 16 7 254 111
АСГЦ-150-3 МС-2008 КСО-3201 МС-802 ТК-15.08 Т К-2008-6 ТК-2201 К-8.02-3 4 16 А 16 6 3 15 15 5 60 20 20 12 15 20 48 8 11,6 9 21,5 2,8 320 428 1263 64,4 248 168 565 22,6 380
МТП-1203 МТП-1409 ТКП-10.13-ЗЭП 6 6 50 10 7 345 245
МТМК-ЗХ 100-4 ТК-12.07 16 15 20 11,7 5,3 224 100
2. Низкочастотные
Тип машины Тип трансформатора Ступени ПВ, % Ток
Число Номинальная кА А
7 2 НОМ НМ" пульсный НОМ им-пульсный 1—1
МРН-24001 ТНЧ-32.04-1 8 7 32 250
МШН-3701 ТНЧ-30.02 6 6 1,4 30 3,6 185 22 450
МШН-8501 ТНЧ-40.03 4 4 80 40 36 1 290 260
Продолжение приложения 4
Напряжение, В Мощность, кВ-A Сопротивление обмоток ХЮ 6, Ом Магнито-провод А Масса активных материалов, кг
^20 niitt ^20 max WOH oz^ S о я со <0
U*1 ь-Г Номер по приложению 3 S •е Медь Сталь Общая
3,4—6,8 6,03 97 42,2 16 20,6 26,2 3 140 30 109 139
- 5,3—10,6 4,23—8,46 3,66—11,2 1,9—3,65 7,9 7,86 10 3,06 122 162 480 25 95 72,8 215 8,7 11,9 13,6 8 12 6,4 16 9,6 20,8 12,7 21 12,5 24 6 6 10 1 180 140 180 140 72,4 62,6 160 12,7 224 169 344 39,3 296,4 231,6 504 52
3,65—13,1 13,1 135 96 16,6 35,1 39 2 450 52 175 227
2,6—8,8 7,03 85 38 18 20,7 27,4 3 160 35 130 165
машины
Напряжение, В Мощность, кВ-А Параметры обмоток Магнитопровод Масса активных материалов, кг
^20 mln ^20 max ^20 НОМ S о я со со S О 'о X в к. Я «о 1 О X В Номер по приложению^ । h, мм | Медь Сталь Общая
2—4 1,28—2,55 2,02—3 3,52 2,55 3 — 115 9,5 112 7,3 13,4 15,2 0,045 0,2 0,07 16-8 16-2 16-9 480 240 360 552 382 609 1890 325 1450 2442 407 2059
3. Машины трехфазные
Тип машины Тип трансформатора Число фаз Соединение обмоток ПВ, % Ступени Для од Мощность, кВ-А
1 и Число Номинальная а о к СО со
МТВ-4801 ТТ-4004 1 Д/Д 12,5 4 4 74,1 26,3
МТВР-4801 ТВТ-40.06 А i 6,7 16 15 192 50
МШВ-6301-2 МВШ-7501 ТВТ-36.06-2ЭП 3 А 32 8 7 192 110
МТВ-8002-1 ТТ-72.01 А 20 16 15 224 100
МШВ-6303 ТТ-50.05 А 64 8 7 122 98
4. Машины
Тип машины Тип трансформатора Мощность Стах батареи, мкФ Ступени Ток
S потребляемая (длительная), кВ'А Q, запасаемая, Вт-с Число Номинальная кА
Ч ном <амг” литуда) •-ч
МТК-2001 К-20.10 2 800 1 200 4 4 20 2
МТК-5502 ТНЧ-50.06 40 8 900 19 600 2 2 50 12,5
МТК-3501 ТНЧ-20.09 70 24 000 30 000 1 1 85 20
МРК-3507 КН-3509 5 2 500 74 000 2 2 35 3,2
ПРК-4001 КН-40.10-2 11 4 450 56 000 2 2 40 4
МРК-12002 КН-160.20-1 240 32 000 404 000 2 2 160 11,6
Окончание приложения 4
постоянного тока
иой фазы Магнитопровод Масса активных материалов. кг
Ток Напряжение, В Гф X 10-6, Ом Номер по приложению 3 h, мм Медь Сталь Общая
кА А ч гГ 1 * 1 ГО с Е. Е « ся О к
^2 НОМ КОН -
11,5 40 4,1 10,3 380 600 135,6 155 335 320 195 320 2,27—4,53 1,88—5,4 4,53 2,69 24 10 17-1 17-2 160 180 56 190 157 270 213 460
36 20,8 565 325 340 340 2,57—5,15 4,77 8 17-3 160 224 276 500
42 50 19 23 660 360 295 290 340 340 340 340 1,98—6,07 2,43—4,86 5,32 4,25 13 7,2 17-4 17-4 160 160 302 279 325 325 627 604
конденсаторные
Ток Напряжение, В Параметры обмоток Магнитопровод Масса активных материалов, кг
< ( иле) батарее) п~~ X м г6, Ом О-6, Гн по при-ию 3
Л ном литуда '1 ” Ее ° к с Е к ' О о г-1 N СЗ а Ьй а гт X 10 £т X 1 Номер ложен: /1. мм Медь Сталь Общая
220 21,8 950 4,75—9,5 9,5 31,5 0,086 12 160 14,4 108 122,4
276 68 950 4,75—9,5 9,5 17 0,092 16-4 285 122 915 1037
830 195 950 4,55—9,1 9,1 9,8 0,13 16-7 550 375,6 2190 2565,6
960 88 350 4,37—8,75 8,75 38,4 0,11 12 340 25,3 224 249,3
ноо но 380 4,86—9,72 9,72 23,7 0,083 16-1 310 66,5 667 733,5
8000 580 400 10—20 20 16,8 0,09 16-5 560 190 2000 2190
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизация проектирования трансформаторов для машин контактной сварки/В. Н. Беднарчук, А. В. Жесан, В. И. Жимерева, П. Д. Федоров// Электротехн. пром-сть. Сер. Электросварка. 1983. Вып. 5 (80).
2. Аксельрод Ф. А., Миркин А. М. Оборудование для сварки давлением. М.: Высшая школа, 1975.
3. Белов А. Б. Конденсаторные машины для контактной сварки. Л.: Энер-гоатомиздат, 1984.
4. Бердичевский А. Е., Редькин Е. Н., Эллик К. А. Многоэлектродные машины для контактной сварки. Л.: Энергоатомиздат, 1984.
5. Бокштейн О. Н., Канин А. М. Оборудование для контактной сварки постоянным током. Л.: Энергия, 1976.
6. Бородулин Ю. Б., Гусев В. А., Попов Г. В. Проблемы разработки системы автоматизированного проектирования силовых трансформаторов// Автоматизация проектирования в энергетике н электротехнике. Иваново: 1979. (Межвуз. сб.; Вып. 2).
7. Гиллевич В. А. Технология и оборудовнаие рельефной сварки. Л.: Машиностроение, 1978.
8. Глебов Л. В., Филиппов Ю. И., Чулошников П. Л. Устройство и эксплуатация контактных машин. Л.: Энергоатомиздат, 1987.
9. Гуляев А. И. Технология точечной н рельефной сварки сталей. М.: Машиностроение, 1978.
10. Калантаров П. Л., Цейтлин Л. А. Расчет индуктивностей. Л.: Энергоатомиздат, 1986.
_11. Кочергин К. А. Контактная сварка. Л.: Машиностроение, 1987.
12. Мукосеев Ю. Л. Распределение переменного тока в токопроводах. М.; Л.: Госэнергоиздат, 1959.
13. Низкочастотная машина МТН-6301 для точечной сварки/А. Я. Яшун-ский, А. М. Камальдинов, А. М. Канин и др.//Сварочное производство. 1982. №7.
_14 . Патон Б. Е., Лебедев В. К. Электрооборудование для контактной сварки. М.: Машиностроение, 1969.
_J5 . Рыськова 3. А. Трансформаторы для электрической контактной сварки.— 2-е изд. Л., Энергия, 1975.
16. Слиозберг С. К-, Чулошников П. Л. Электроды для контактной сварки. Л.: Машиностроение, 1972.
17. Технология и оборудование контактной сварки/Под ред. Б. А. Орлова. М.: Машиностроение, 1975.
18. Чулошников П. Л. Точечная и роликовая электросварка легированных сталей и сплавов. М.: Машиностроение, 1974.
ОГЛАВЛЕНИЕ
Предисловие : : :...................... . ................... 3
Глава первая. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ. ОПРЕДЕЛЕНИЕ ИСХОДНЫХ РАСЧЕТНЫХ ДАННЫХ........................................................5
1.1. Основные виды контактной сварки.........................—
1.2. Разновидности машин контактной сварки и их конструктивное устройство...................................................9
1.3. Классификация машин по принципу электропитания ... 11
1.4. Назначение и классификация сварочных трансформаторов . . 15
1.5. Влияние коммутирующих устройств на работу трансформаторов 19
1.6. Аппаратура управления сварочными процессами однофазных контактных машин.............................................22
1.7. Основные исходные данные для расчета трансформатора . . 26
1.8. Стандартные параметры машины, используемые для расчета трансформатора..............................................27
1.9. Первичное напряжение сварочного трансформатора ... —
1.10. Вторичный ток.........................................30
1.11. Определение сварочного тока в зависимости от режима сварки 32
1.12. Вторичное напряжение холостого хода сварочного трансформатора Um...................................................34
1.13. Вторичный контур контактной машины....................35
1.14. Сечения элементов вторичного контура машины qt ... . 36
1.15. Активное сопротивление элементов вторичного контура гв . 38
1.16. Активное сопротивление участка электрод—электрод гЭэ • 41
1.17. Индуктивное сопротивление вторичного контура машины хв . 46
1.18. Предварительные значения гт и хт обмоток трансформатора 49
1.19. Пределы регулирования вторичного напряжения холостого хода сварочного трансформатора..............................—•
1.20. Мощность.............................................
1.21. Производительность машины и режим работы трансформатора 52
1.22. Структура условного обозначения типов сварочных трансформаторов ..................................................®
Глава вторая. ВОПРОСЫ ТЕОРИИ И КОНСТРУКЦИИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ..............................................57
2.1. Физические процессы в однофазных трансформаторах переменного синусоидального тока....................................~
2.2. Работа трансформатора при холостом ходе.............. -68
2.3. Приведенный трансформатор..............................°0
2.4. Работа трансформатора при нагрузке................61
2.5. Короткое замыкание трансформатора......................бо
421
2.6. Типовая конструкция сварочных трансформаторов . ... 65
2.7. Разновидности конструкций сварочных трансформаторов . . 69
2.8. Новые конструкции сварочных трансформаторов.............74
2.9. Сварочные трансформаторы зарубежных фирм...............78
2.10. Магнитопроводы сварочных трансформаторов...............82
2.11. Первичные обмотки сварочных трансформаторов...........95
2.12. Вторичные обмотки сварочных трансформаторов..........109
2.13. Обмотки, залитые эпоксидным компаундом...............119
2.14. Сборка трансформаторов контактных машин..............124
Глава третья. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ПЕРВИЧНЫХ ОБМОТОК ТРАНСФОРМАТОРОВ .................................................125
3.1. Обзор разновидностей схем...............................—
3.2. Схемы обмоток с отключением и подключением отдельных секций ......................................................130
3.3. Схемы обмоток с параллельно-последовательным переключением частей отдельных секций...................................136
3.4. Смешанные схемы секционирования первичных обмоток . . . 147
3.5. Схемы обмоток сварочных трансформаторов зарубежных фирм 155
Глава четвертая. ЭЛЕКТРИЧЕСКИЙ РАСЧЕТ ОДНОФАЗНЫХ ТРАНСФОР-
МАТОРОВ ПЕРЕМЕННОГО ТОКА ЧАСТОТОЙ 50 Гц....................156
4.1. Способы выполнения расчетов.............................—
4.2. Разновидности выполнения расчетов.....................157
4.3. Составление технического задания для электрического расчета трансформатора, предназначенного для питания конкретной контактной машины.........................................158
^4.4. Техническое задание.................................. 159
/4.5 . Электрический расчет ч................................—
4.6. Тепловой расчет сварочных трансформаторов.............191
4.7. Особенности электрического расчета трансформаторов, используемых для питания различных контактных машин .... 198
4.8. Согласование параметров готового сварочного трансформатора и машины . ..............................................200
4.9. Особенности работы трансформаторов, управляемых регуляторами РКС-801 или РКС-502 .................................205
4.10. Сводные данные результатов расчета...................206
Глава пятая. СИСТЕМА АВТОМАТИЗИРОВАННОГО РАСЧЕТА ТРАНСФОР-
МАТОРОВ [САРТР] МАШИН КОНТАКТНОЙ СВАРКИ....................207
5.1. Особенности, связанные с переходом к автоматизированному расчету трансформаторов....................................—
5.2. Структура и ограничения методики расчета для автоматизированного проектирования....................................208
5.3. Машинно-ориентированная методика расчета трансформаторов переменного тока........................................ 210
5.4. Дополнения к МОМ......................................220
5.5. Программное обеспечение САРТР.........................241
5.6. Описание процесса проектирования......................243
5.7. Описание состава системы автоматизированного проектирования 244
5.8. Краткое описание функций программ подсистем...........245
5.9. Результаты опытной эксплуатации САРТР.................257
Глава шестая. ВЛИЯНИЕ ФАЗОВОЙ ОТСЕЧКИ СЕТЕВОГО НАПРЯЖЕНИЯ
НА ПАРАМЕТРЫ ТРАНСФОРМАТОРА И МАШИНЫ......................280
6.1. Преимущества трансформаторов с комбинированным регулированием сварочного тока....................................—
6.2. Формы крийых напряжения И тока в зависимо фазовой отсечки..........................мости от глубины
6.3. Гармонический анализ кривых напряжения и ' ’••••: 281
6.4. Режим холостого хода трансформатора . ТОКа • 286
6.5. Влияние фазовой отсечки сетевого напряжения ' ' • • 289 короткого замыкания трансформатора и Машин паРаметРы
6.6. Основные уравнения, характеризующие режим няг..........292
форматора и машины при фазовой отсечке агРУзки транс-
6.7. Влияние фазовой отсечки на коэффициенты мпш™...........297
и трансформатора при нагрузке ... щ ости машины
6.8. Перераспределение составляющих полной мошног™ • 299
и выходе прерывателя.................. и на входе
6.9. Зависимость мощности компенсирующих устройств от 303
фазовой отсечки................................ *луоины
6.10. Целесообразное число ступеней регулирования втовичногп 3 напряжения в сочетании с фазовой отсечкой ричиию
6.11. Влияние фазовой отсечки сетевого напряжения на" КПП ’ ™
шины................................... л ма-
6.12. Обоснование конструкции трансформатора ’..............314
Глава седьмая. ТРАНСФОРМАТОРЫ ДЛЯ МАШИН И УСТАНОВОК КОНТАКТНОЙ СВАРКИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ .315
7.1. Трансформаторы для подвесных машин со сварочными клещами ................................................... .....
7.2. Трансформаторы машин для пайки электронагревом . . ' . 319
7.3. Трансформаторы для многоэлектродных машин 320
7.4. Трансформаторы для многоэлектродных машин со сварочными клещами..........................................: : : . 329
7.5. Вращающиеся трансформаторы...........................335
7.6. Трехфазные сварочные трансформаторы..................337
7.7. Трехфазные трансформаторы для машин контактной сварки постоянным током..........................................339
7.8. Однофазные трансформаторы для трехфазных низкочастотных машин.....................................................346
7.9. Трехфазно-однофазные трансформаторы . . ...... 349
7.10. Трансформаторы для конденсаторных машин.............350
Глава восьмая. РАСЧЕТ МЕХАНИЧЕСКИХ И ЭЛЕКТРОДИНАМИЧЕСКИХ УСИЛИЙ . . . . ................................. 357
8.1. Механические расчеты шпилек и рам магнитопроводов ... —
8.2. Расчет электродинамических усилий, действующих на обмотки трансформатора..........................................
8.3. Расчет электродинамических усилий в токоведуших элементах вторичного контура машины................................
Глава девятая. ИСПЫТАНИЯ И ЭКСПЛУАТАЦИЯ ТРАНСФОРМАТОРОВ 366
9.1. Испытания трансформаторов...............................357
9.2. Программа и методы испытаний трансформаторов . • • g?g
9.3. Внешние характеристики контактной машины . • ' а’ли,’
9.4. Построение внешних характеристик контактной машины . д^ тическим способом . ..............................• ’машйны
9.5. Построение внешних характеристик контактной . g?g
графоаналитическим способом . . : . - • - •„„йльзова-
9.6. Внешние характеристики контактной машины с ис з§0
нием фазовой отсечки сетевого напряжения •
9.7. Проверка трансформаторов перед введением их в эксплуатацию 380
Приложение 1. Ориентировочные параметры режимов контактной сварки ...................................................382
Приложение 2. Пример расчета силовой электрической части машины для контактной сварки............................... 386
Приложение 3. Магнитопроводы трансформаторов контактных электросварочных машин........................................407
Приложение 4. Трансформаторы контактных электросварочных машин ......................................................412
Список литературы.................................... - . . 420
Производственное издание
Рысыюва Зинаида Алексеевна Федоров Павел Дмитриевич Жимерева Валентина Иосифовна
ТРАНСФОРМАТОРЫ ДЛЯ ЭЛЕКТРИЧЕСКОЙ КОНТАКТНОЙ СВАРКИ
Редактор Л. М. Пархоменко
Художник переплета В. Н. Дзюба
Художественный редактор Т. Ю. Теплицкая Технический редактор И. А. Минеева Корректоры Н. Б. Чухутина, Н. Д. Быкова
ИБ 1822
Сдано в набор 25.01.90. Подписано в печать 14.09.90. Формат 60Х90’/и. Бумага типографская № 1. Гарнитура литературная. Высокая печать. Усл. печ. л. 26,5. Уел. кр.-отт. 26,5. Уч.-изд. л. 27,83. Тираж 12 000 экз. Заказ № 181. Цена 1 р. 80 к.
’•'ЙЧ Энергоатомиздат. Ленинградское отделение, 191065, Ленинград, Д-65, Марсово поле, 1.
Ленинградская типография № 4 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Государственного комитета СССР по печати. 191126, Ленинград, Социалистическая ул„ 14.