/
















































































































Автор: Афанасьев В.Д.
Теги: электротехника электропривод библиотека госэнергоиздат серия библиотека по автоматике
Год: 1962




Текст
БИБЛИОТЕКА ПО АВТОМАТИКЕ
Выпуск 59
В. Д. АФАНАСЬЕВ
ЭЛЕКТРОПРИВОД
АВТОМАТИЧЕСКИХ
ЛЕТУЧИХ НОЖНИЦ
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА 1962 ЛЕНИНГРАД
Редакционная коллегия:
И. В. Антик, А. И. Бертинов, С. Н. Вешеневский,
В. С. Кулебакин, В. Э. Низе, В. С. Малое, А. Д. Смирнов,
Б. С. Сотсков.
ээ-5(4)-3
В книге рассматризаются существующие си-
стемы электроприводов и схем управления лету-
чих ножниц различных непрерывных станов горя-
чей прокатки. Описаны элементы следящих систем
управления летучими ножницами и их передаточ-
ные функции, даны некоторые расчетные соотно-
шения для электроприводов летучих ножниц.
Книга рассчитана на инженерно-технических
работников проектных и научно-исследователь-
ских организаций, а также предприятий, где при-
меняются летучие ножницы.
6П2.15 Афанасьев^Василий Данилович
А 94 Электропривод автоматических летучих ножниц, М.—Л.,
Госэнергоиздат, 1962, 144 с. с черт. („Библиотека по авто-
матике", вып. 59).
6П2.15
Редактор А. Гуревич Техн. редактор В. В. Емжин
Сдано в набор 10/IV 1962 г. Подписано к печати 27/VI 1962 г.
Т-07712 Бумага 84X108VM 7,38 печ. л. Уч.-изд. л. 9,3
Тираж 12 500 экз. Цена 47 коп. Зак. 2224
Типография Госэнергоиздата. Москва, Шлюзовая наб., 10.
ГЛАВА ПЕРВАЯ
назначение летучих ножниц
и технологические требования
к их электроприводу
1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СВЕДЕНИЯ
О РАБОТЕ ЛЕТУЧИХ НОЖНИЦ
Решения XXII съезда КПСС предусматривают резкое повыше-
ние 'производительности оборудования промышленных предприятий,
в том числе и металлургических, одним из важнейших звеньев ко-
торых являются прокатные станы. Осуществление этой задачи тре-
буег изыскания и разработки принципиально новых, более прогрес-
сивных технологических процессов. Следует считать, что в ближай-
шее время увеличение производительности прокатных станов будет
происходить главным образом за счет увеличения веса прокатывае-
мых заготовок, повышения скорости прокатки, внедрения непрерыв-
ных процессов прокатки. По технико-экономическим показателям
прокатки оптимальным является процесс, обладающий максималь-
ной непрерывностью. Применение непрерывного процесса прокатки,
а также* лепрерывных процессов в потоке непосредственно за ста-
ном ири# Прохождении проката от одной операции к другой значи-
тельно' уфрощает автоматизацию технологического процесса. Если
проанализировать динамику развития станов, прокатывающих наи-
более массовые профили (листовой и сортовой металл, трубы), то
для всех этих станов характерно внедрение 'непрерывной -прокагки,
так как «а таких станах между циклами прокатки заготовок име-
ются паузы, которые снижают производительность и усложняют
автоматизацию технологического процесса.
В последнее время имеется тенденция вести технологический
процесс таким образом, чтобы стан выдавал - продукцию неограни-
ченной длины, что достигается сваркой перед ""входом в стан задне-
го конца заготовки с передним концом движущейся за ней следую-
щей заготовки («бесконечная» прокатка). ,
Быстрое распространение непрерывных*^ро^атных станов пре-
дусматривает необходимость решения задачи по уборке непрерыв-
но поступающей из стана полосы металла большой длины. На не-
прерывных станах задача уборки металла решается применением
намоточных устройств или летучих ножниц^ устанавливаемых за по-
следней клетью стана. При помощи летучих ножниц обеспечивает-
ся разрезание выходящего из стана металла на мерные длины при
полной скорости движения металла,
3
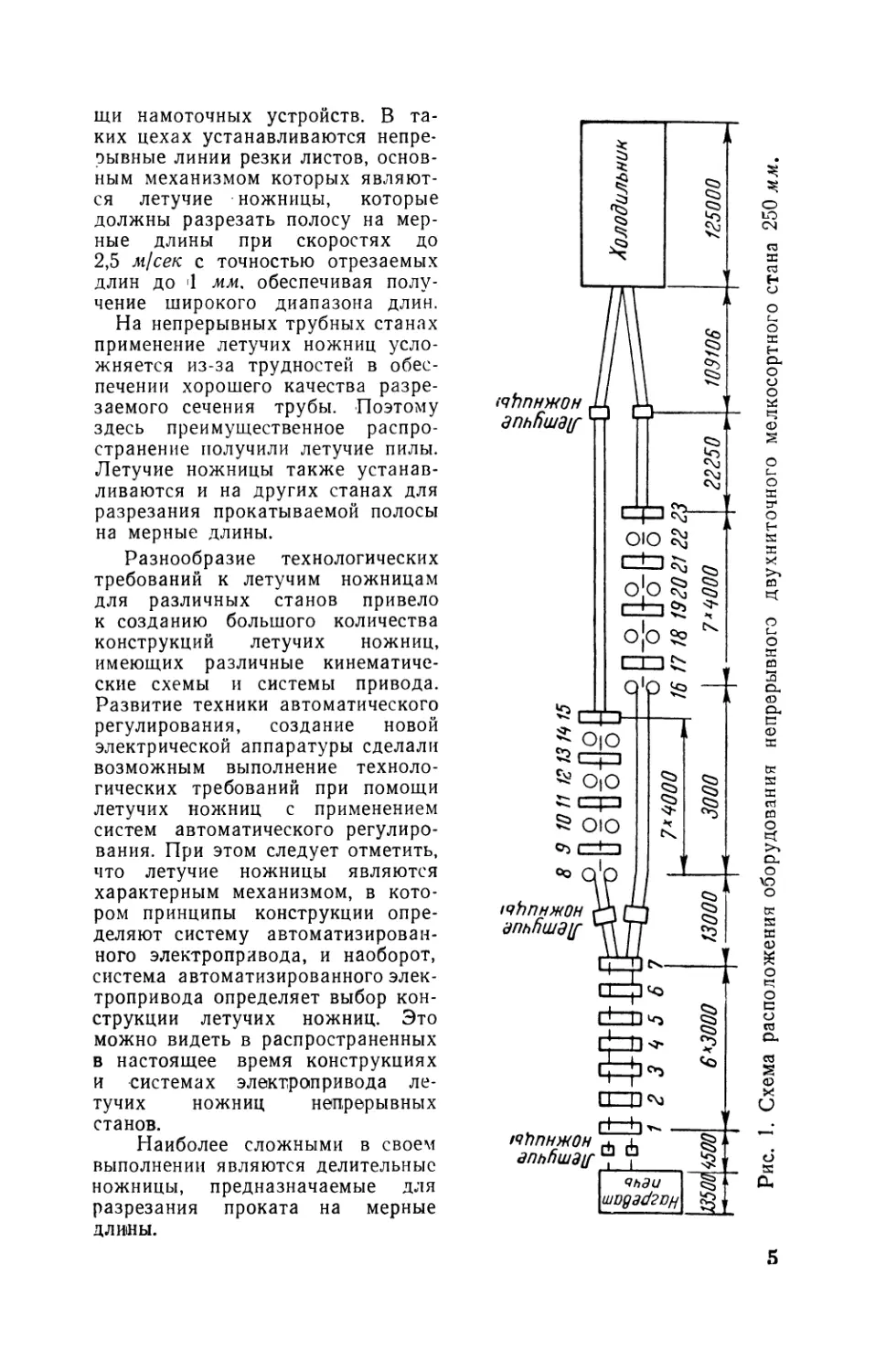
В качестве примера на рис. 1 приведена схема расположения
оборудования непрерывного двухниточного мелкосортного стана
250 мм. Нагретая заготовка из печи подается в черновую группу
клетей № 1—7, где происходит одновременная прокатка двух по-
лос. После черновой группы каждая полоса прокатывается в само-
стоятельной чистовой группе, состоящей из 8 клетей. Каждая клеть
стана имеет индивидуальный привод валков от двигателей постоян-
ного тока, скорость вращения которых регулируется в зависимости
от прокатываемого сечения и материала.
На каждой нитке стана устанавливается трое летучих ножниц:
1) Непосредственно за печью перед первой клетью стана для за-
чистки переднего конца заготовки перед подачей ее в клети черновой
группы стана. Эти ножницы используются также в случае необхо-
димости для деления заготовки на длины, соответствующие длине
готовой продукции в пределах длины холодильника, а также как
аварийные для черновой группы клетей.
2) Непосредственно за черновой группой клетей для зачистки
переднего конца раската перед задачей ее в клети чистовой группы
стана. Эти ножницы используются также в случае необходимости
для деления раската на длины, соответствующие длине готовой
продукции в пределах длины холодильника, а также как аварийные
для чистовой группы клетей.
3) Непосредственно за чистовой группой клетей для деления
готовой продукции на мерные длины, укладывающиеся в пределах
длины холодильника.
В соответствии с технологическим процессом каждые из рас-
смотренных ножниц разрезают металл различного сечения при раз-
личных скоростях. Так, если на входе стана заготовка имеет сечение
80 X 80 мм2 и прокатывается со скоростью до 0,5 м/сек, то на вы-
ходе стана после чистовой группы клетей прокат имеет различные
формы сечения (круг, квадрат, уголок, швеллер и др.) размером
в пределах 80—2 500 мм2 при скоростях прокатки до 15—20 м/сек.
Естественно, что конструкция и системы привода у таких ножниц
должны быть разные.
На непрерывных заготовочных станах летучие ножницы также
устанавливаются в потоке и должны разрезать заготовку сечением
в пределах от 50 X 50 мм2 до 106 X 106 мм2 при скоростях прокат-
ки 2—7 м/сек на мерные длины в пределах 5—12 м. Перед второй
группой клетей устанавливаются также маятниковые ножницы для
разрезания заготовки сечением 120 X 120 мм при скорости движе-
ния 0,5—1,5 м/сек.
На непрерывных тонколистовых станах летучие ножницы уста-
навливаются перед чистовой группой клетей для отрезания перед-
него и заднего концов раската (толщина раската до 25 мм, ширина
до 2 500 мм), а также на боковых линиях стана в пролете отделки
горячекатаных листов для разрезания вышедшей из стана полосы
на листы мерной длины (толщиною до 6 мм и шириною до
2 500 мм).
На непрерывных штрипсовых станах летучие ножницы устанав-
ливаются за последней клетью стана для разрезания полос толщи-
ной до 6 мм, шириной до 400 мм на мерные длины при скоростях
прокатки до 15 м/сек.
На непрерывных станах холодной прокатки уборка выходящей
из стана полосы производится сматыванием ее в рулоны при помо-
4
щи намоточных устройств. В та-
ких цехах устанавливаются непре-
рывные линии резки листов, основ-
ным механизмом которых являют-
ся летучие ножницы, которые
должны разрезать полосу на мер-
ные длины при скоростях до
2,5 м/сек с точностью отрезаемых
длин до '1 мм, обеспечивая полу-
чение широкого диапазона длин.
На непрерывных трубных станах
применение летучих ножниц усло-
жняется из-за трудностей в обес-
печении хорошего качества разре-
заемого сечения трубы. Поэтому
здесь преимущественное распро-
странение получили летучие пилы.
Летучие ножницы также устанав-
ливаются и на других станах для
разрезания прокатываемой полосы
на мерные длины.
Разнообразие технологических
требований к летучим ножницам
для различных станов привело
к созданию большого количества
конструкций летучих ножниц,
имеющих различные кинематиче-
ские схемы и системы привода.
Развитие техники автоматического
регулирования, создание новой
электрической аппаратуры сделали
возможным выполнение техноло-
гических требований при помощи
летучих ножниц с применением
систем автоматического регулиро-
вания. При этом следует отметить,
что летучие ножницы являются
характерным механизмом, в кото-
ром принципы конструкции опре-
деляют систему автоматизирован-
ного электропривода, и наоборот,
система автоматизированного элек-
тропривода определяет выбор кон-
струкции летучих ножниц. Это
можно видеть в распространенных
в настоящее время конструкциях
и системах электропривода ле-
тучих ножниц непрерывных
станов.
Наиболее сложными в своем
выполнении являются делительные
ножницы, предназначаемые для
разрезания проката на мерные
длины.
(яЬпнжон .
дпьвшду
1чЬпнтон
dfihfiu/dlf
Основные технические требования к таким летучим ножницам
сводятся к следующему:
1) обеспечение высокой точности отрезаемых длин;
2) получение заданного ряда длин;
3) обеспечение хорошего качества сечения проката, получаемого
при разрезании раската без заусенцев и загибов на концах;
4) получение первой мерной длины отрезаемого проката.
Исходными величинами при создании летучих ножниц являются
размеры разрезаемых сечений, максимальные и минимальные скоро-
сти прокатываемого металла, сортамент длин, на которые разрезает-
ся заготовка. Эти данные настолько своеобразны для различных
станов и для отдельных заводов, что останавливаться на всем раз-
нообразии конструктивных выполнений и технических характеристи-
ках различных летучих ножниц нет возможности.
Ниже будет рассмотрено устройство нескольких типов летучих
ножниц, устанавливаемых на непрерывных станах горячей прокатки.
С точки зрения электропривода летучие ножницы непрерывных ста-
нов горячей прокатки можно разделить на следующие группы:
1) Ножницы, работающие практически с постоянной скоростью
вращения ножей между резами:
а) с регулятором пространственного положения ножей;
б) без регулятора пространственного положения ножей.
2) Ножницы, работающие по заданной программе скорости вра-
щения двигателя в пфшэд между резами.
3) Ножницы, работающие в режиме пусков для каждого реза.
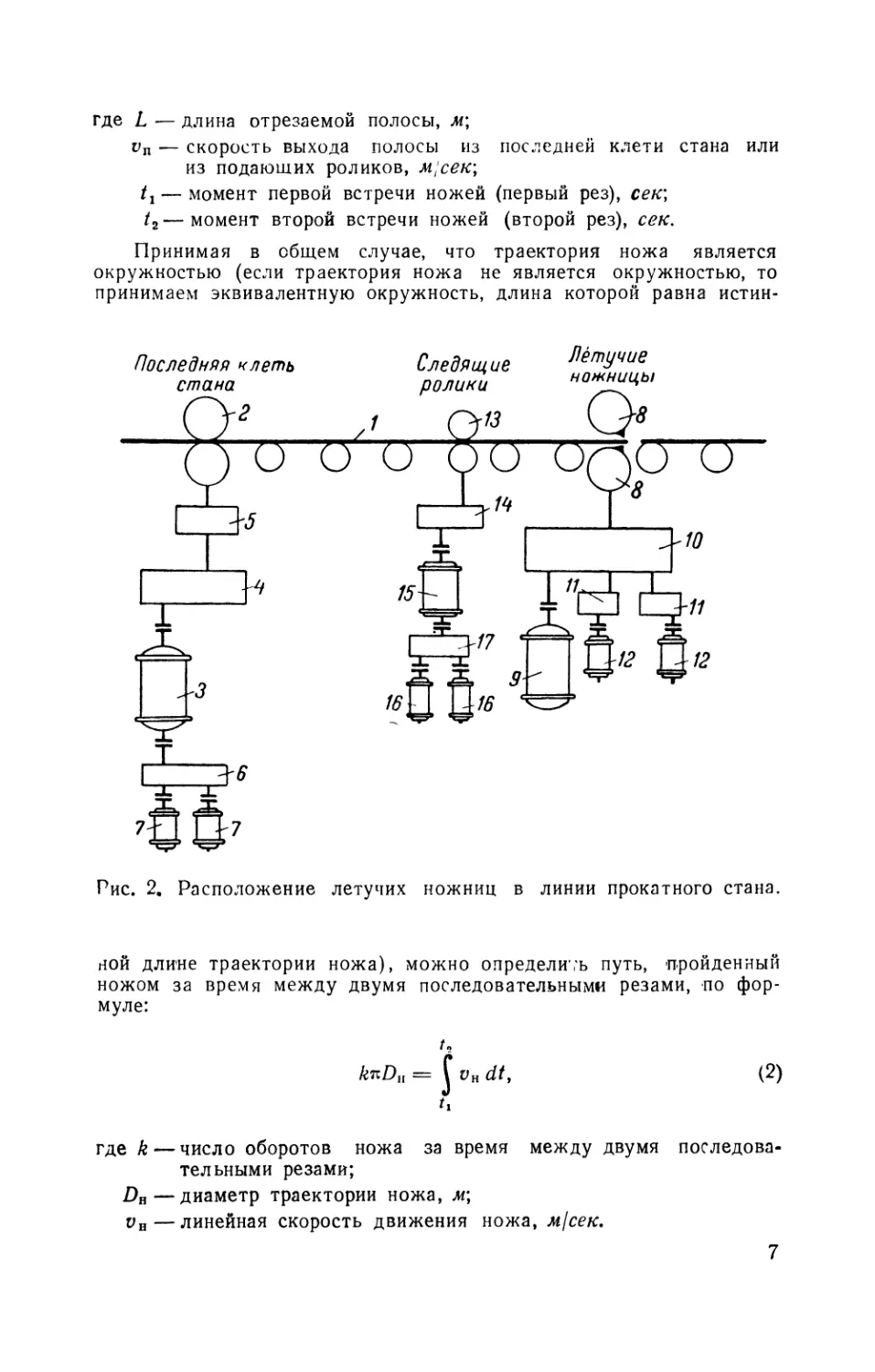
На рис. 2 приведено обычное расположение летучих ножниц
в линии прокатного стана. Прокатываемая полоса / выдается рабо-
чими валками 2 последней клети стана. Привод рабочих валков осу-
ществляется от двигателя^ через редуктора и шестеренную клеть5.
Через кинематический редуктор 6 двигатель клети 3 приводит во
вращение различные элементы измерительных устройств 7 (тахогене-
раторы, сельсины и др.), при помощи которых обеспечивается син-
хронная работа летучих ножниц или следящих роликов с последней
клетью стана. Режущий механизм 8 летучих ножниц приводится во
вращение двигателем ножниц 9 через редуктор 10. Через кинемати-
ческие редукторы // приводятся во вращение элементы измеритель-
ных устройств 12 (тахогенераторы, сельсины, командоаппараты
и др.). Между последней клетью стана и летучими ножницами на
некоторых станах устанавливаются следящие или подающие роли-
ки 13, которые через редуктор 14 приводятся во вращение двигате-
лем 15. Элементы измерительных устройств 16 приводятся во враще-
ние двигателем через кинематический редуктор 17.
Летучие ножницы разрезают полосу (в дальнейшем под полосой
мы будем понимать выходящий из стана прокат любого профиля)
при каждой встрече ножей. В общем случае длина полосы, отрезае-
мая летучими ножницами, может быть определена по формуле
2. ОСНОВНОЕ КИНЕМАТИЧЕСКОЕ УРАВНЕНИЕ
ЛЕТУЧИХ НОЖНИЦ
(О
б
где L — длина отрезаемой полосы, м\
vn — скорость выхода полосы из последней клети стана или
из подающих роликов, м\сек\
t1 — момент первой встречи ножей (первый рез), сек;
t2—момент второй встречи ножей (второй рез), сек.
Принимая в общем случае, что траектория ножа является
окружностью (если траектория ножа не является окружностью, то
принимаем эквивалентную окружность, длина которой равна истин-
Последияя клеть
стана
~2
Следящие Л*тУчие
ролики нотнщь
r13 (J8
ооооо опсгтт
8
-
i
л.
т
,14
10
/Я
1№
2*
16 \
да
[12 \_X12
75 57
Рис. 2, Расположение летучих ножниц в линии прокатного стана.
ной длине траектории ножа), можно определить путь, 'пройденный
ножом за время между двумя последовательными резами, по фор-
муле:
U
knD„ = £ vH dt, (2)
U
где k — число оборотов ножа за время между двумя последова-
тельными резами;
DH—диаметр траектории ножа, м;
vB — линейная скорость движения ножа, м\сек,
7
Решая совместно уравнения (1) и (2) относительно L, получаем
J vn dt
L = k7zDH . (3)
j vH dt
ti
Скорость выхода полосы из выдающей металл клети стана в об-
щем случае может быть определена по формуле
nDB(\±s)nB
Уп = бб • <4>
где DB — диаметр рабочих валков с гладкой бочкой или катающий
диаметр валков с калибрами, м\
s — коэффициент, учитывающий величину опережения или
изменение катающего диаметра валков;
пв — скорость вращения рабочих валков, об/мин.
Линейная скорость движения ножа
Vh — 60 • '
где пп — скорость вращения барабана, несущего нож, об /мин.
Подставляя значения vR и vH в уравнение (3), получаем в об-
щей форме основное кинематическое уравнение летучих ножниц для
определения отрезаемой ножницами длины полосы:
U
| пв dt
L = knDB(l ±s) -j% . (6)
tin dt
ii
Анализ формулы показывает, что при данных значениях
k = const, DB = const и 5 = const для получения постоянной длины
отрезаемой полосы L необходимо, чтобы суммарное число оборотов,
сделанное рабочим валком выдающей клети стана за время между
резами (или, что то же, угловой путь, проделанный рабочим вал-
ком выдающей клети за время t% — ti), находилось в постоянном
отношении к суммарному числу оборотов (угловому пути), сделан-
ному барабаном ножниц за время между резами. При этом условии
значение скоростей пв и пп в промежутке времени t2—U может
изменяться по своим законам и обеспечивается необходимая точ-
ность отрезаемых длин.
8
С другой стороны, при данных значениях k = const, DB —
J nBdt
= const, -j- = const точность отрезаемых длин будет опре-
j* nHdt
деляться постоянством коэффициента s, который определяется тех-
нологической настройкой стана и в процессе прокатки на непре-
рывном стане может меняться, что следует учитывать при анализе
точности отрезаемых длин.
Если соотношение скоростей вращения валка выдающей клети
и барабана ножниц в любой момент времени поддерживается
пв
постоянным, т. е. —= const, то формула (б) упрощается:
L^kKDB(\±s)~. (7)
Для случаев, когда полоса в летучие ножницы задается подаю-
щими роликами и проскальзыванием можно пренебречь, а также
для случая, когда можно пренебречь «опережением» или измене-
нием катающего диаметра выдающей клети, т. е. при s = 0, форму-
ла для определения длины отрезаемой полосы упрощается:
L = knDB ~- . (8)
пн
В последнем случае для данных значений k и DB, точность от-
резаемых длин будет определяться точностью поддержания отноше-
ния Пв/Пц. В случае, если скорость выхода полосы из стана посто-
янна, для обеспечения требуемой точности отрезаемых длин необ-
ходимо поддерживать с достаточной точностью постоянство скоро-
сти вращения барабанов ножей.
Выведенные уравнения показывают, что для обеспечения высо-
кой точности длины отрезаемых полос в электроприводе летучих
ножниц необходимо применение следящих систем.
Как известно, следящей системой называется такая замкнутая
система автоматического регулирования, в которой выходная вели-
чина как бы «следит» за значением входной величины, закон изме-
нения которой заранее не может быть определен. В замкнутой си-
стеме автоматического регулирования действительная выходная ве-
личина сравнивается со входным сигналом — желаемой выходной
величиной. Выходная величина ^вых
(t) вводится в измерительное
устройство, в котором она вычитается из входного сигнала xBX(t).
Разность e(t) этих двух величин называется ошибкой:
е(0=*вх(0 — -*вых(0. (9)
Ошибка е(/) воздействует на выходную величину с помощью
усилителей, двигателей и других вспо1Могательных устройств, таким
9
образом, чтобы как можно полнее ликвидировать возникшую ошиб-
ку и как можно точнее отработать входную величину. Таким обра-
зом, любое изменение ошибки независимо от причины ее возникно-
вения сразу же создает и воздействие, направленное на уничтоже-
ние возникшей ошибки. Часто такой принцип действия называют
компенсационным принципом.
В соответствии с уравнениями (3), (6) и (7) возможно приме-
нение следующих двух систем автоматического управления элек-
тропривода летучих 'Ножшщ:
1) Электропривод и система управления ножниц обеспечивают
постоянство соотношения между угловым путем, пройденным рабо-
чим валком последней клети за время между резами, и угловым
путем, пройденным ножо;м ножниц за то же время, т. е. решают
задачу ло уравнению (6). Как известно, электропривод, отрабаты-
вающий угловое положение задающего объекта, называется следя-
щим приводом. В связи с тем, что а этой схеме в качестве измери-
тельного элемента применены сельсины, она может быть названа
сельсинной схемой управления.
2) Электропривод и система управления обеспечивают посто-
янство соотношения (при установившемся режиме) между ско-
ростью вращения валка последней клетки и скоростью вращения
ножа ножниц, т. е. решают задачу по уравнению (7). Это выпол-
няется тахометрической системой управления.
Анализ основного кинематического уравнения летучих нож-
ниц (3) и упрощенного уравнения (7) показывает, что изменение
длины отрезаемых ножницами полос при данном диаметре валков
стана можно производить следующими способами:
1) Изменением числа оборотов ножа за время между двумя по-
следовательными резами или, другими словами, введением пропус-
ков реза, т. е. изменением величины k.
2) Изменением величины отношения угловых путей, проходимых
рабочим валком выдающей клети и барабаном ножниц за время
Это изменение может быть осуществлено как за счет углового
пути, пройденного рабочим валком (числитель дроби), так и за
счет углового пути, пройденного барабаном ножниц (знаменатель
дроби).
3) Изменением величины отношения скоростей вращения валка
выдающей клети стана и барабана ножниц, т. е. величины пь/п„.
Это изменение может быть осуществлено как за счет скорости вра-
щения валка выдающей клети (числитель дроби), так и за счег
скорости вращения барабана ножниц (знаменатель дроби).
3. МЕТОДЫ ПОЛУЧЕНИЯ ЗАДАННОГО РЯДА ДЛИН
между резами, т. е изменением величины
10
4) Изменением времени между двумя последовательными ре-
зами (t2—^1) при постоянной скорости vn проката, что следует из
уравнения (1). В этом случае
L = (Ю)
Для получения заданного ряда длин в практике находят при-
менение все перечисленные способы изменения длин отрезаемых
ножницами полос. При этом изменением величины k обеспечива-
ется кратное изменение длины отрезаемых полос, а изменением
jnB dt
величин ^ И /2в /2Н
обеспечивается, как правило, получение
^пн dt
U
промежуточных длин.
4. ОБЕСПЕЧЕНИЕ ХОРОШЕГО КАЧЕСТВА
СЕЧЕНИЯ ПРОКАТА, ПОЛУЧАЕМОГО ПРИ РАЗРЕЗАНИИ,
И ПОЛУЧЕНИЕ ПЕРВОЙ МЕРНОЙ ДЛИНЫ
ОТРЕЗАЕМОЙ ПОЛОСЫ
По техническим условиям летучие ножницы должны обеспечи-
вать перпендикулярность разрезаемого сечения полосы к ее оси,
при хорошем качестве сечения, без заусенцев, и загибов на концах;
которые, даже при дальнейшей переработке на других станах, за-
трудняют передвижение такой заготовки в нагревательной печи,
а также вызывают трудности при задаче заготовки в последующие
клети станов.
Для обеспечения этих требований при разрезании крупных сече-
ний проката с большой высотой необходимо параллельно-горизон-
тальное движение ножей в момент разрезания металла, и при этом
скорость движения ножей должна быть равна скорости заготовки.
При разрезании тонкого полосового проката нет необходимости
в параллельно-горизонтальном движении ножей, так как вполне
обеспечивается качественный рез благодаря тому, что ножи непол-
ностью разрезают сечение, а неразрезанная часть сечения скалы-
вается.
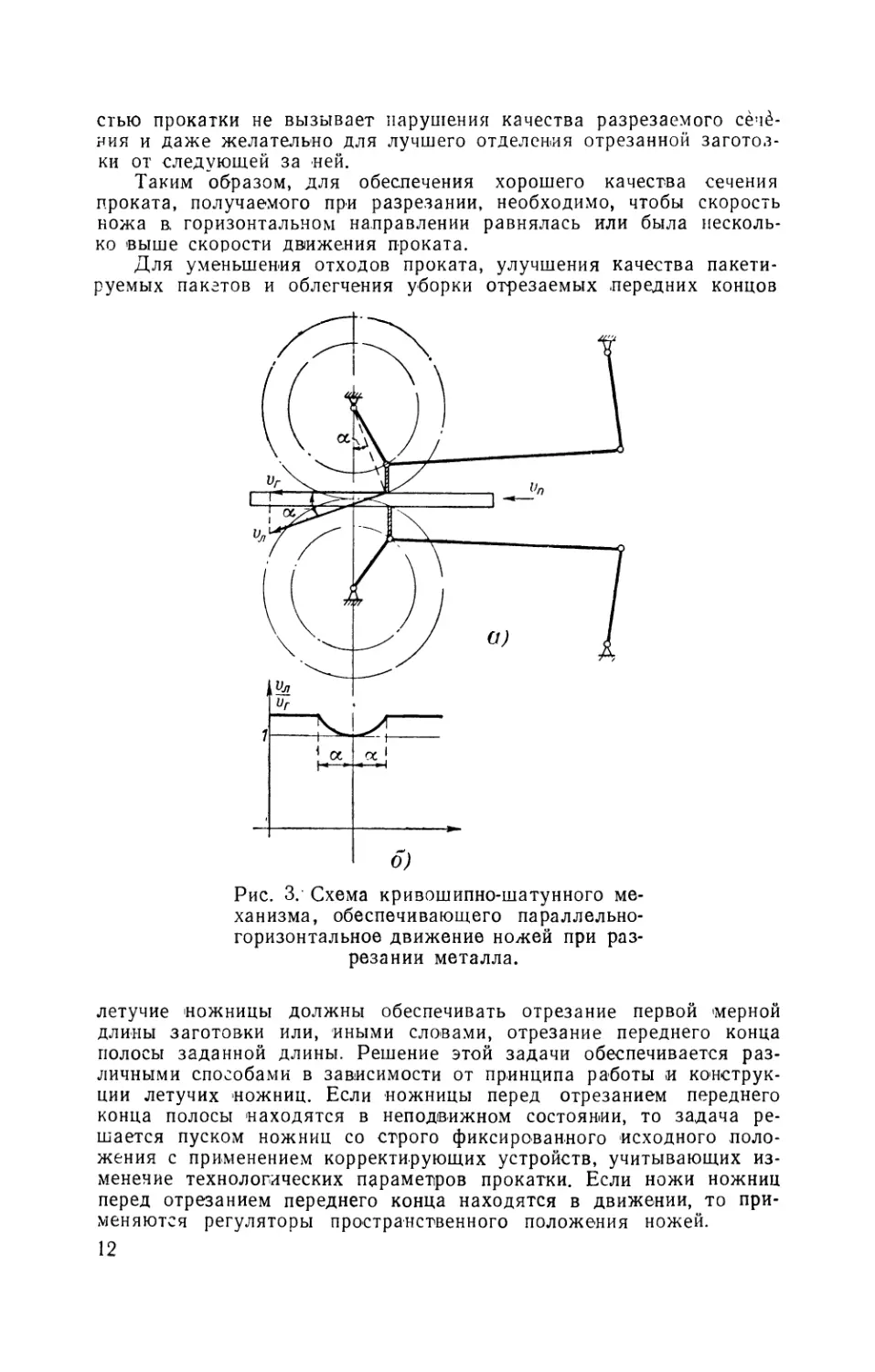
На рис. 3,а приведена схема кривошипно-шатунного механизма,
обеспечивающего параллельно-горизонтальное движение ножей при
разрезании металла. Из схемы видно, что линейная скорость ножей
должна изменяться по закону
для обеспечения равенства горизонтальной составляющей скорости
vr скорости заготовки vn (рис. 3,6). Однако опыт эксплуатации
показывает, что небольшое превышение скорости ножа над скоро-
11
сгью прокатки не вызывает нарушения качества разрезаемого сече-
ния и даже желательно для лучшего отделения отрезанной заготов-
ки от следующей за ней.
Таким образом, для обеспечения хорошего качества сечения
проката, получаемого при разрезании, необходимо, чтобы скорость
ножа в. горизонтальном направлении равнялась или была несколь-
ко выше скорости движения проката.
Для уменьшения отходов проката, улучшения качества пакети-
руемых пакетов и облегчения уборки отрезаемых передних концов
б)
Рис. 3. Схема кризошипно-шатунного ме-
ханизма, обеспечивающего параллельно-
горизонтальное движение ножей при раз-
резании металла.
летучие ножницы должны обеспечивать отрезание первой мерной
длины заготовки или, иными словами, отрезание переднего конца
полосы заданной длины. Решение этой задачи обеспечивается раз-
личными способами в зависимости от принципа работы и конструк-
ции летучих ножниц. Если ножницы перед отрезанием переднего
конца полосы находятся в неподвижном состоянии, то задача ре-
шается пуском ножниц со строго фиксированного исходного поло-
жения с применением корректирующих устройств, учитывающих из-
менение технологических параметров прокатки. Если ножи ножниц
перед отрезанием переднего конца находятся в движении, то при-
меняются регуляторы пространственного положения ножей.
12
ГЛАВА ВТОРАЯ
краткий обзор существующих
электроприводов и схем управления
летучими ножницами
А. ЛЕТУЧИЕ НОЖНИЦЫ НЕПРЕРЫВНЫХ
ЗАГОТОВОЧНЫХ СТАНОВ
Летучие ножницы непрерывных заготовочных станов предназна-
чены для разрезания крупных сечений при большой высоте послед-
них. Обычно такие ножницы разрезают заготовки на мерные дли-
Рис. 4. Общий вид кривошипно-эксцентриковых летучих ножниц
в линии непрерывно-заготовочного стана.
ны от 4 до 12 ж сечением от 50x50 до 106x106 мм2 (сутунки до
250X40 мм2) при скоростях прокатки в пределах 1,5—5,2—7,0 м/сек.
Как отмечалось выше, при разрезании крупных сечений проката
с большой -высотой конструкция ножниц должна обеспечивать
параллельно-горизонтальное движение ножей в момент резания
металла при равенстве скоростей движения ножей и металла. Опыт
эксплуатации летучих ножниц на таких станах показывает, что
превышение скорости ножей над скоростью проката в пределах
20—25% не ухудшает качества разрезаемого сечения и целесообраз-
но для получения мерных длин. На рис. 4 приведен общий вид ле-
тучих кривошипно-эксцентриковых ножниц в линии заготовочного
стана.
13
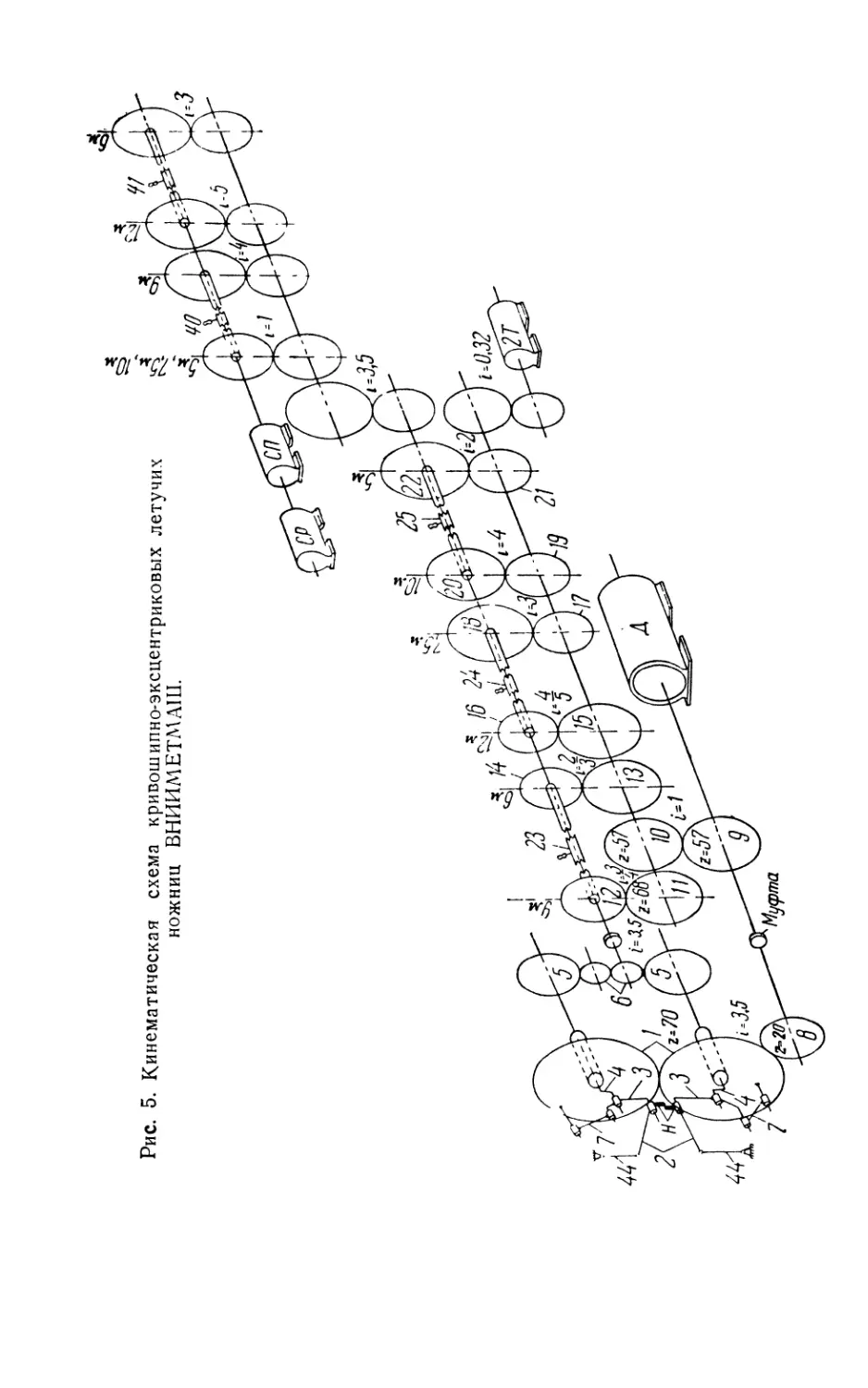
5. КРИВОШИПНО-ЭКСЦЕНТРИКОВЫЕ ЛЕТУЧИЕ НОЖНИЦЫ
ВНИИМЕТМАШ
На рис. 5 представлена кинематическая схема кривошипно-экс-
центриковых летучих ножниц ВНИИМЕТМАШ, предназначенных
для разрезания заготовок сечением от 50 X 50 до 106X106 мм2 на
мерные длины от 5 до 12 м при скорости движения металла от 1,77
до 5,2 м/сек. Плоско-горизонтальное движение ножей в момент реза
обеспечивается шатунно-рычажным механизмом (рис. 2 и 5) с от-
носительно большой длиной шатуна и незначительной разницей
в радиусах кривошипа и шатуна. Ножи И ножниц укреплены на
шатунах 2. Головки шатунов шарнирно связаны с кривошипами 3,
а оси кривошипов — с эксцентриками 4. Кривошипы 3 получают
вращательное движение от двигателя ножниц Д через шестерни 8
и / и серьги 7. Эксцентрики 4 приводятся во вращение также дви-
гателем ножниц Д через шестерни 9, 10 и редуктор пропуска реза
(шестерни 11—22), обеспечивающий получение шести различных
длин заготовок изменением величины k в уравнении (8). Разреза-
ние заготовки происходит в моменты схождения ножей, когда экс-
центрики расположены по вертикальной оси ножниц встречно, т. е.
верхний эксцентрик направлен вниз, а нижний — вверх.
Если эксцентрики оставить в таком положении неподвижно, то
разрезание заготовки происходило бы при каждом обороте води-
ла /, а следовательно, и кривошипа. Если же сообщить водилам /
и эксцентрикам 4 различные угловые скорости, то при полном обо-
роте водил / эксцентрики 4 будут занимать положение, отличное от
положения реза, и схождения ножей не произойдет — будем иметь
пропуск реза.
Переключением рукояток 23 или 24, или 25 редуктора пропус-
ка реза эксцентрикам может быть сообщено шесть скоростей вра-
щения при одной и той же скорости вращения кривошипа. При
этом три скорости будут меньше (шестерни 17—22), а три скоро-
сти— больше (шестерни //—16), чем скорости кривошипа. Пере-
даточные числа этих шестерен подобраны таким образом, что при
одном полном обороте кривошипа ось эксцентрика будет смещаться
соответственно на 7г, или 7з, или 74 оборота, либо на Ц/2, или
17з, или 174 оборота, что соответственно обеспечивает один, два
или три пропуска реза. При таких углах поворота эксцентриков
раствор между ножами таков, что обеспечивается свободный про-
ход заготовки максимального сечения.
Различие в скоростях вращения эксцентрика и кривошипа, кро-
ме обеспечения пропусков реза, обеспечивает также изменение
радиуса траектории ножа. Принцип работы эксцентрикового меха-
низма, обеспечивающего изменение радиуса траектории ножа, пред-
ставлен на рис. 6.
Как видно из рис. 6, радиус траектории ножа RB
R* = (е cos oidt + rKp cos o>Kpt)2 + (e sin coa/ft+ rKP sin coKp tft (12)
где e — эксцентрицитет;
wa — угловая скорость вращения эксцентрика;
гкр — радиус кривошипа;
wKP—угловая скорость вращения кривошипа (водила).
После несложных преобразований получаем:
(13)
15
Уравнение показывает, что радиус траектории является пере-
менной величиной и в уравнение длины реза необходимо вводить
эквивалентный диаметр траектории.
Уравнение написано для случая, когда угловая скорость эксцен-
трика больше скорости кривошипа. Если скорость эксцентрика мень-
ше скорости кривошипа, то в уравнении знаки перед о)э/ и (окр* не-
обходимо изменить.
Изменение радиуса траектории ножа очевидно для следующих
случаев:
1) Когда соэ = (оКр, то звено эксцентрик—кривошип можно счи-
тать жестким и траекторией ножа является окружность с радиусом
RH = rKp + e (сплошная окружность на рис. 6),
Рис. 6. Принцип работы эксцентрикового механизма, обес-
печивающего изменение радиуса траектории ножа.
2) Когда (0Э = 0, траекторией также является окружность с ра-
диусом Rn = r1<p (пунктирная окружность на рис. 6). Допуская, что
при скорости вращения эксцентрика, меньшей, чем скорость враще-
ния кривошипа (соэ <t Окр)» можно в первом приближении считать,
что эксцентрик стоит и радиус траектории ножа будет приблизи-
тельно равен гкр (и в этом случае отрезаемые длины кратны дли-
нам 2,5 м)\ при скорости вращения эксцентрика большей, чем ско-
рость вращения кривошипа (соэ~(оКр), можно считать, что эксцен-
трик и кривошип составляют жесткое звено, радиус траектории но-
жей имеет величину около rKV + e и отрезаемые длины кратны 3 м.
Таким образом, рассматриваемые ножницы обеспечивают разреза-
ние заготовки на мерные длины 5; 6; 7,5; 9; 10 и 12 ж при скоро-
1Q
сти ножей, равной скорости движения заготовки. Все промежуточные
длины получаются за счет соответствующего превышения скорости
ножей над скоростью заготовки.
Из кинематической схемы видно, что такие детали ножниц, как
шатуны, кривошипы, серьги водил и серьги шатунов, имеют слож-
ное движение и дают переменную составляющую приведенного ма-
хового момента, которая вызывает изменение запаса энергии в си-
стеме, а следовательно, и соответствующие возмущения в следящей
системе привода. Поэтому оценка переменной составляющей приве-
денного махового момента имеет значение. Приведение маховых
моментов, совершающих сложное движение, производят по мгно-
венному значению передаточного числа, пользуясь мгновенным цен-
тром вращения по формуле
GDleP = G°l + 4ОМЦ, (14)
где G£>nep — маховой момент детали относительно мгновенного
центра вращения;
GD^ —маховой момент детали относительно центральной
оси;
4GML12 — смещенная составляющая махового момента детали.
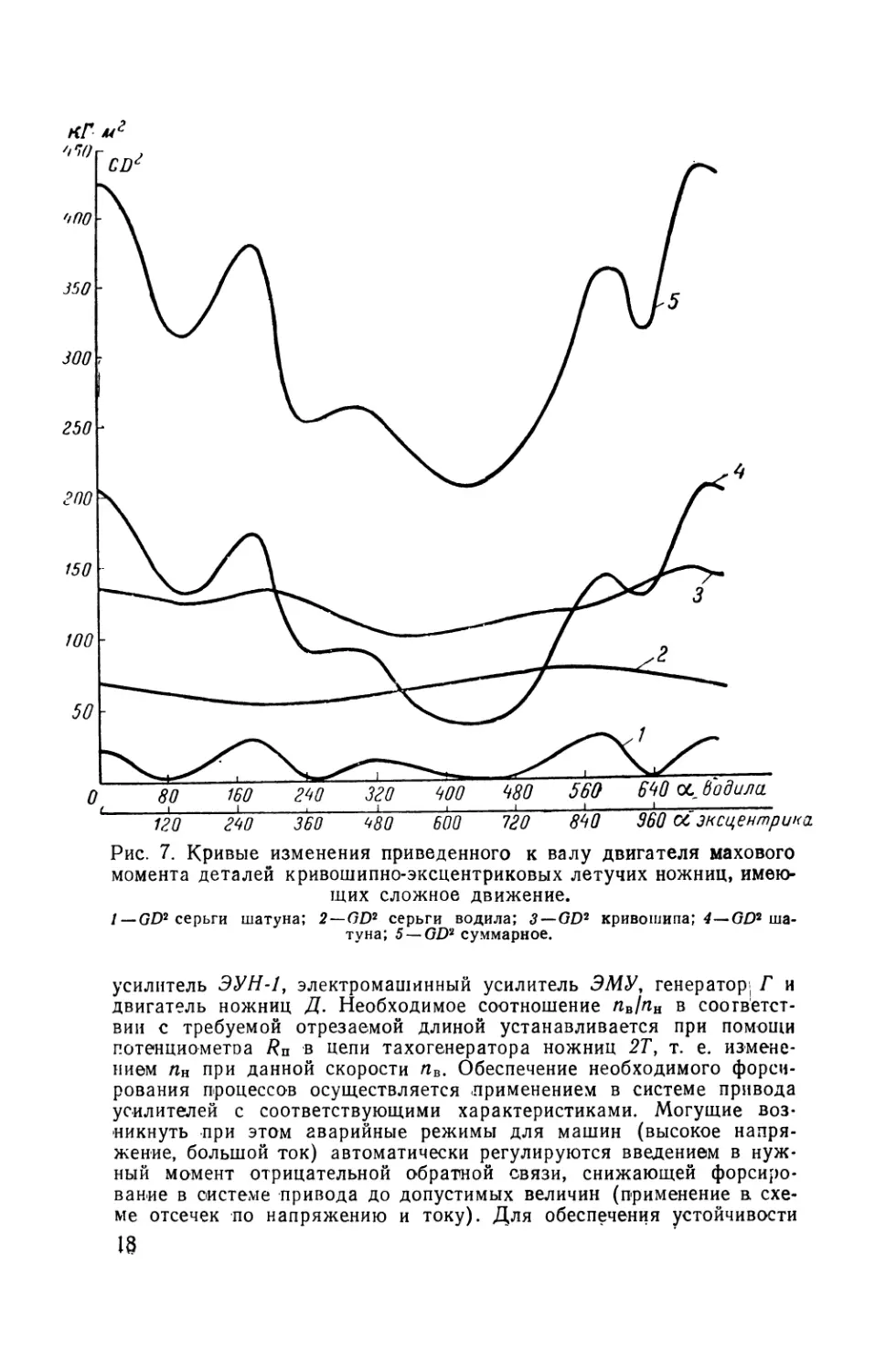
На рис. 7 приведены кривые изменения приведенного к валу
двигателя махового момента деталей, имеющих сложное движение
При Пэ=\ 2 вводила-
Максимальное отклонение махового момента составляет:
<^макс ~ б^мин , ftA 6 539 - 6 320 пл
^ ' 100 = 6129 •100 = 3>4°/°- <15)
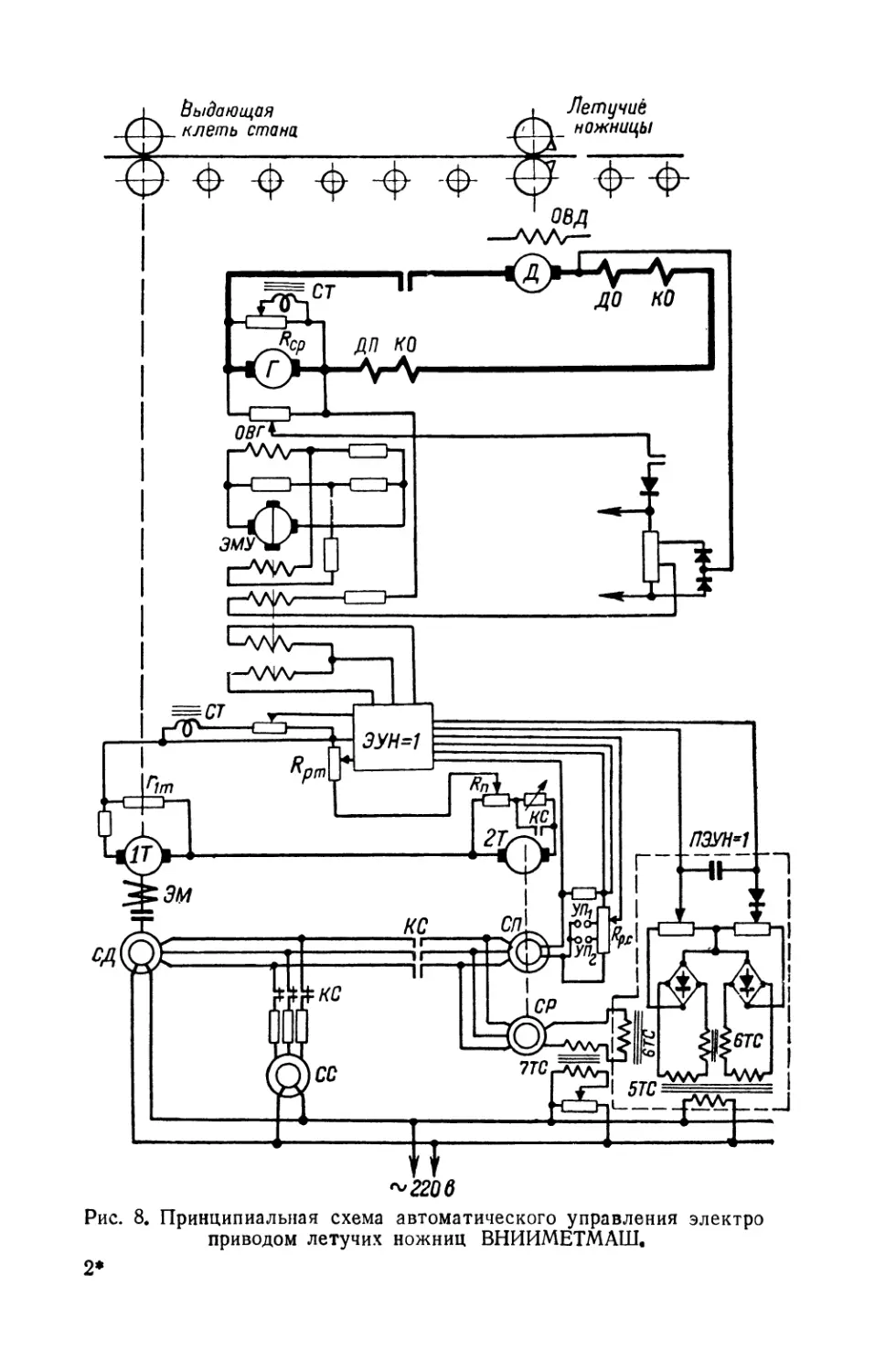
Ножницы приводятся в движение двигателем постоянного тока,
получающим питание по системе Г — Д.
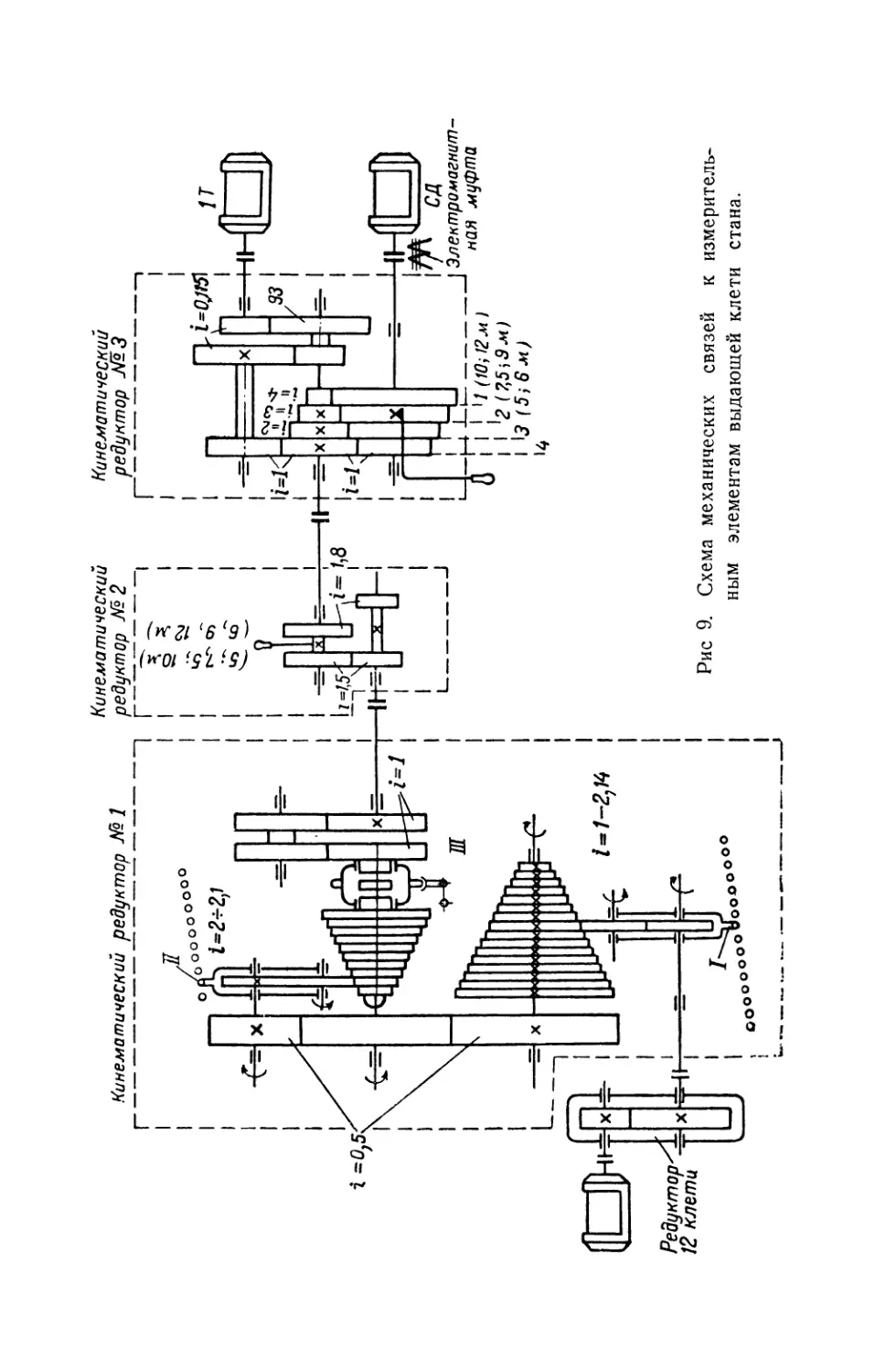
На рис. 8 приведена принципиальная схема автоматического
управления приводом ножниц *, а на рис. 9 — схема механических
связей к измерительным элементам (тахогенератору 1Т и сельси-
ну СД) привода последней клети стана. Механические связи к из-
мерительным элементам (тахогенератору 2Т и сельсинам СП и CP)
привода ножниц даны на рис. 5.
Разрезание выходящей из стана полосы при работе ножниц
производится путем использования одной лишь тахометрической
части системы управления, в которой измерительным органом сле-
дящей системы являются встречно включенные тахогенераторы IT
и 2Т (рис. 8). Напряжение тахогенератора 2Т фиксирует скорость
вращения ножей ножниц, напряжение тахогенератора 1Т — скорость
вращения выдающей клети стана. Разность сравниваемых напряже-
ний тахогенератороз IT и 2Т воздействует на скорость вращения
ножей ножниц (напряжение тахогенератора 2Т) через электронный
1 Схема является усовершенствованием описанной в [Л.14],
предложенной в 1949 г. сотрудниками ВНИИМЕТМАШ (авторское
свидетельство № 88439).
2—2224 17
КГ Л42
Рис. 7. Кривые изменения приведенного к валу двигателя махового
момента деталей кривошипно-эксцентриковых летучих ножниц, имею-
щих сложное движение.
1 — GD2 серьги шатуна; 2—GD* серьги водила; 3—OD2 кривошипа; 4—GD2 ша-
туна; 5 — GD'2 суммарное.
усилитель ЭУН-1, электромашинный усилитель ЭМУ, генератор; Г и
двигатель ножниц Д. Необходимое соотношение пв\п н в соответст-
вии с требуемой отрезаемой длиной устанавливается при помощи
потенциометэа Rn в цепи тахогенератора ножниц 2Т, т. е. измене-
нием пн при данной скорости пв. Обеспечение необходимого форси-
рования процессов осуществляется .применением в системе привода
усилителей с соответствующими характеристиками. Могущие воз-
никнуть при этом аварийные режимы для машин (высокое напря-
жение, большой ток) автоматически регулируются введением в нуж-
ный момент отрицательной обратной связи, снижающей форсиро-
вание в системе привода до допустимых величин (применение в схе-
ме отсечек по напряжению и току). Для обеспечения устойчивости
18
^2206
Рис. 8, Принципиальная схема автоматического управления электро
приводом летучих ножниц ВНИИМЕТМАШ,
в переходных режимах в системе привода .применены стабилизи-
рующие устройства (мостовая стабилизация в цепи обмотки воз-
буждения генератора и стабилизирующий трансформатор СТ в цепи
напряжения генератора с подачей сигнала на вход электронного
усилителя ЭУН-1).
Из кинематической схемы (рис. 5) видно, что изменение числа
пропусков реза (перестановка муфт 24 и 25\ не изменяет переда-
точного числа кинематических связей от двигателя ножниц к тахо-
генератору 2Т. Из схемы на рис. 9 видно, что передаточное число
к тахогенератору 1Т меняется только при переходе от отрезания
длин, кратных 2,5 м, к длинам, кратным 3 м, что осуществляется
перестановкой рукоятки кинематического редуктора 2 (рис. 9).
Благодаря этому, при той же скорости валков пв, скорость ножниц
соответственно изменяется в 1,2 раза (при переходе от длин, крат-
ных 2,5 м, к длинам, кратным 3 м уменьшается в 1,2 раза). Изме-
нение числа пропусков реза у ножниц (перестановка муфт 24 и 23)
также не изменяет передаточного числа от двигателя ножниц
к тахогенератору 2Т.
Получение первой мерной длины отрезаемой заготовки в нож-
ницах обеспечивается применением сельсинного регулятора про-
странственного положения ножей, содержащегося в схеме рис. 8,
что обеспечивается включением контактора КС
В сельсин-ном регуляторе пространственного положения ножей
положение ротора сельсина-приемника СП однозначно определяет
пространственное положение ножей благодаря тому, что он делает
всегда один оборот за время между резами. При отсутствии в ста-
не прокатываемой заготовки ножницы вращаются, работая по тахи-
метрической схеме. Сельсин-приемник СП (рис. 8) и электромаг-
нитная муфта ЭМ отключены, а сельсин-датчик СД включен на
стопорный сельсин СС. Сельсины работают в момент-ном режиме,
этим фиксируется строгое пространственное положение ротора
сельсина-датчика. Стопорный сельсин расположен на пульте управ-
ления, и положение ротора стопорного сельсина (а значит, и рото-
ра СД) может легко изменяться оператором. В момент прохожде-
ния заготовки через командную клеть стана включается контак-
тор КС, в результате чего сельсин СД отключается от СС и вклю-
чается для работы с СП в трансформаторном режиме. Одновре-
менно ротор сельсина-датчика подключается электромагнитной муф-
той ЭМ к приводу клети. Из-за различного пространственного поло-
жения роторов СД и СП на выходе СП появляется напряжение,
которое подается на вход электронного усилителя .9УЯ-У, и двига-
тель ножниц форсированно начинает отрабатывать пространственное
положение ножей в соответствии с положением ротора СД, которое
определяет первый мерный рез заготовки. Через время, соответст-
вующее отработке наиболее неблагоприятного угла рассогласования
(180°), реле времени отключает регулятор пространственного поло-
жения, и в дальнейшем ножницы работают по тахометрической схе-
ме. Применение сельсинного регулятора пространственного положе-
ния ножей основано на том положении, что в сельсинной схеме
управления обеспечивается постоянство соотношения угловых путей,
проходимых рабочими валками и барабанами ножниц /. Так как
конец каждой заготовки после выхода ее из выдающей клети стана,
к моменту раза проходит всегда один и тот же путь, что соотает-
21
ствует одному и тому же угловому пути, проходимому рабочим
валком, то для обеспечения первого мерного реза ротор СД в мо-
мент входа полосы в выдающую клеть должен занимать в простран-
стве одно и го же положение. Это и приводит к необходимости от-
ключать лри помощи электромагнитной муфты ЭМ ротор СД от
клети и фиксировать его пространственное положение в случае от-
сутствия заготовки в стане стопорным сельсином СС.
Необходимо подчеркнуть, что сельсинно-тахометрическая схема
используется в большинстве современных схем летучих ножниц, вы-
пущенных в СССР, и лишь добавочные элементы, улучшающие ав-
томатизм работы, отличают от нее новые модернизированные моди-
фикации схемы. При отработке пространственного положения но-
жей для отрезания переднего мерного конца заготовки возможен
любой угол рассогласования между роторами сельсинов СД и СП.
Рис. 10. Осциллограмма отработки пространственного положения
ножей при применении обычного сельсинного регулятора.
В случае, если этот угол близок к 180°, выходное напряжение СП
мало и отработка пространственного положения ножей ножниц
в начальный период бдует происходить относительно медленно.
На рис. 10 приведена осциллограмма отработки пространствен-
ного положения ножей при применении обычного сельсинного регу-
лятора. Осциллограмма иллюстрирует длительность переходного
процесса и нечувствительность обычной схемы при попадании
в «ложный нуль»: в течение примерно 1,5 сек регулятор практиче-
ски не работал. Длительность переходного процесса имеет сущест-
венное значение, так как определяет паузу между заготовками, про-
катываемыми в стане, т. е. темп прокатки. Поэтому в сельсинном
регуляторе пространственного положения ножей применяются спе-
циальные меры для увеличения быстродействия (для форсирования
процесса при попадании в. «ложный нуль»).
В схеме на рис. 8 для обеспечения форсированной отработки
угла рассогласования и исключения нечувствительности при нали-
чии «ложного нуля» выходного напряжения применен дополнитель-
ный сельсин CP, электронный усилитель ЭУН-1 (измененной против
начальной конструкции) и фазочувствительная приставка к нему.
Электронный усилитель рис. И имеет два входа для напряже-
ния сельсина-приемника, обеспечивающих различные коэффициенты
усиления. В случае, если угол рассогласования между роторами СД
и СП невелик (<±90°), выход электронного усилителя с большим
коэффициентом усиления автоматически запирается и система рабо-
тает с меньшим коэффициентом усиления.
22
Сигнал, поступающий с первой выходной обмотки сельсина СП
(на рис. 11 в самом низу), через входной трансформатор ЗТ> со
вторичных его обмоток ЗТ2 и ЗТ3, включенных в противофазе, попа-
дает на сетки двойного триода Л2. В электрическую цепь сеток Л2
последовательно с обмотками ЗТ2 и ЗТ3 включены сопротивления
14R и 15R, на которые .подается разность .напряжений тахогенерато-
ров 2Т и IT. Таким образом, на сетки лампы Л2 поступает суммар-
ный сигнал тахометрического и сельсинного в.ходов. Как видно из
схемы, поступающий на сетки Л2 сигнал получает двухкаекадное
усиление по двум каналам. В случае отсутствия входных сигналов
потенциалы сеток Л2 равны между собою и анодные токи ламп
второго каскада Л3 и Л4, а следовательно, и токи в управляющих
обмотках ЭМУ (включенные дифференциально) также равны между
собою. Выходное напряжение ЭМУ равно нулю. При наличии же
входного сигнала потенциал одной из сеток Л2 увеличивается, авто-
рой— уменьшается. В результате анодные токи ламп Л3 и Л4 не
равны и ЭМУ имеет выходное напряжение соответствующей поляр-
ности.
Если сигнал поступает со второй выходной обмотки сельсина
СП (на рис. 11—в крайней левой части), он через повышающий
трансформатор 4Т подается на сетки лампы Л\. В результате сиг-
нал получает трехкаскадное усиление, т. е. коэффициент усиления
будет большим. Выход с последнего каскада усиления (лампы Лъ
и ЛА) будет работать так же, как описано выше.
Если угол рассогласования между роторами СД и СП велик
(>±90°), то электронный усилитель автоматически работает
с большим коэффициентом усиления. При этом коэффициент усиле-
ния тахометрической системы во много раз меньше сельсинной и
скорость вращения двигателя ножниц определяется только напря-
жением СЯ, тем самым форсированно отрабатывается пространст-
венное положение ножей. При малых углах рассогласования рото-
ров СД и СП автоматически запирается вход электронного усили-
теля с большим коэффициентом усиления и система привода обес-
печивает дальнейшую отработку пространственного положения но-
жей с меньшим коэффициентом усиления. Работа электронного
усилителя с большим или меньшим коэффициентом усиления авто-
матически обеспечивается благодаря применению добавочного сель-
сина CP (рис. 8), ротор которого соединен с ротором сельсина-
приемника СП таким образом, чтобы выходное напряжение CP
было сдвинуто относительно выходного напряжения СП на 90°.
Выходное напряжение CP вводится в фазочувствительное устрой-
ство (см. § 28), благодаря которому обеспечивается запирание вхо-
да электронного усилителя с большим коэффициентом усиления при
малых углах рассогласования между роторами СД и СП и работа
электронного усилителя с большим коэффициентом усиления при
больших углах рассогласования. Характеристика работы электрон-
ного усилителя рассмотренной системы приведена на рис. 12,6, а на
рис. 12,а — обычной сельсинной системы.
Опыт наладки системы привода летучих ножниц на одном из
непрерывных заготовочных станов подтвердил целесообразность при-
менения описанной системы управления, обеспечивающей большее
быстродействие и гибкость системы управления.
24
О 40 80 ПО
160 200 240 280 320 360
а)
На рис. 13 приведена осциллограмма отработки бесконтактной
системой пространственного положения ножей кривошипно-эксцен-
триковых летучих ножниц 100 т при наиболее неблагоприятно рас-
согласованном положении роторов СД и СП — порядка 180°
(рис. 13,а и б) й при угле рассогласования порядка 90° (рис. 13,в).
Из кинематической схемы (рис. 5) видно, что изменение числа про-
пусков реза (перестановкой муфт 24 и 25 у ножниц) приводит
к изменению передаточного числа кинематических связей от двига-
теля ножниц к сельсинам СП и СР. Это передаточное число изме-
няется (перестановкой рукояток муфт 40 или 41 в. соответствии
с необходимой длиной пореза на рис. 5) таким образом, чтобы сель-
сины СП и CP всегда дела-
ли один оборот за время
между двумя последова-
тельными резами. Сельсин-
датчик СД также должен
делать всегда один оборот
на рез, что также приводит
к необходимости изменять
передаточное число кинема-
тических связей от двигате-
ля клети к сельсину СД при
помощи (рис. 9) кинемати-
ческого редуктора № 3 (пе-
рестановкой рукояток ре-
дуктора 3 в положение 1,
2 или 3 в. соответствии
с необходимой длиной ре-
за). Благодаря этому пере-
даточной коэффициент сель-
синной системы (доброт-
ность) при отрезании более
длинных заготовок умень-
шается и время отработки
пространственного • положе-
ния ножей увеличивает-
ся. Поэтому схема (рис. 8) предусматривает сохранение передаточ-
ного коэффициента сельсинной системы за счет шунтирования кон-
тактами УПХ и УП2 части сопротивлений потенциометра сельсина СП
при увеличении числа пропусков реза (в первых вариантах схемы
это обеспечивалось при помощи ползункового реостата).
Получение промежуточных длин между длинами, получаемыми
за счет пропуска резов, обеспечивается за счет работы летучих нож-
ниц с обгоном, т. е. за счет движения ножей с большей скоростью,
чем скорость движения металла. В результате при работе регулято-
ра пространственного положения появляется несогласованность ско-
ростей вращения ножниц, задаваемая тахометрической системой и
сельсинной системой на период синхронизации, что приводит лишь
к изменению угла рассогласования роторов сельсинов (изменению
ошибки), при которой работает система, на величину, компенсирую-
щую указанное рассогласование скоростей между тахометрической
и сельсинной системами. Изменение угла рассогласования будет
приводить к ошибке в длине отрезаемого переднего конца, поэтому
целесообразно в период работы регулятора пространственного по-
120 WO 200 № 280 320 360
С)
12. Характеристика электронного
усилителя.
а —обычный сельсинный регулятор; б — мо-
дернизированный сельсинный регулятор.
Рис.
25
Рис. 13. Осциллограмма отработки пространственного положения
ножей модернизированной системой,
я— отработка угла рассогласования порядка 183° увеличением скорости привода;
б— отработка угла рассогласования порядка 180° снижением скорости привода;
в —отработка угла рассогласования порядка 90°.
ложения ножей иметь согласованные скорости вращения ножниц,
задаваемые тахометрической и сельсинной системами. Это обеспе-
чивается путем снижения скорости, задаваемой тахометрической
системой, до величины, задаваемой сельсинной схемой, изменением
коэффициента усиления потенциометра тахогенератора IT или 2Т
с помощью шунтирования части сопротивления контактами контак-
тера КС. На кривошипно-эксцентриковых летучих ножницах для
J-LL
ЭУН-1
Рис. 14. Релейная схема, обеспечивающая автоматическое
изменение коэффициента усиления.
форсирования работы сельсинного регулятора пространственного
положения ножей применяется также релейная схема (рис. 14),
обеспечивающая при включении увеличение передаточного коэффи-
циента сельсинной схемы. На выходе сельсина СП включается ре-
ле РКС, срабатывающее при напряжениях, соответствующих углу
рассогласования роторов, сельсинов СД и СП порядка ±5—7°, счи-
тая от положения «нуль» или «ложный нуль». Из схемы видно, что
при включении регулятора (что происходит, когда засвечивается
фотореле ФР) контактором КС в случае, если угол рассогласова-
ния роторов достаточен, чтобы реле РКС возбудилось, схема обес-
27
печивает подачу на вход ЭУН-1 полной величины выходного на-
тряжения СП. Этим обеспечивается увеличение передаточного ко-
эффициента сельсинной системы и соответственно форсированная
отработка угла рассогласования. Длительность форсировки (/рвф)
определяется выдержкой времени реле РВФ. В случае, если при
включении регулятора выходное напряжение СП недостаточно для
возбуждения РКС, то после срабатывания контактора КС на вход
ЭУН-1 подается только напряжение тахогенератора ножниц 2Т. Тем
самым обеспечизается форсированное замедление двигателя нож-
ниц. При появлении достаточного напряжения на выходе СП реле
РКС срабатывает и включает в работу тахометрический и сель-
синный входы электронного усилителя, обеспечивая в пределах вы-
1дв
Рис. 15. Осциллограмма релейной форсировки сельсинного
регулятора.
держки времени реле РВФ релейную форсировку напряжения сель-
сина-приемника и в пределах -выдержки времени реле РВС (tpec)
работу регулятора пространственного положения ножей, что хорошо
видно из осциллограммы на рис. 15.
Таким образом, в рассмотренной схеме при малых выходных
напряжениях СП тахометрической частью схемы обеспечивается
форсирование работы привода, что исключает возможность затяги-
вания работы регулятора при попадании в «ложный нуль».
Опыт эксплуатации непрерывных заготовочных станов показы-
вает, что прокатка в клетях происходит при наличии натяжения
полосы между клетями стана. Изменение натяжения полосы приво-
дит к изменению катающего диаметра валков, выдающей клети
стана. В результате при одной и той же угловой скорости валков
скорость выхода металла из клети меняется и отрезаемая ножни-
цами длина заготовок отличается от заданной [см. уравнение (7)].
Это явление на непрерывном заготовочном стане наблюдается, ког-
да конец полосы начинает покидать клети стана и отрезаемые нож-
ницами длины получаются несколько больше.
ВНИИМЕТМАШ для устранения этого недостатка были приме-
нены следящие ролики, которые устанавливаются перед летучими
ножницами. Установка таких следящих роликов на непрерывном за-
готовочном стане подтверждает правильность этого решения, так
28
как работа летучих ножниц от следящих .роликов позволила ликви-
дировать неравномерность отрезаемых летучими ножницами длин.
На рис. 16 приведены фотографии типичных концов пакетов при
работе летучих ножниц от последней клети стана (рис. \6,а) и при
работе от следящих роликов (рис. 16,6). На фотографии даны мас-
Рис. 16. Типичные фотографии, иллюстрирующие точность разрезания
заготовки летучими ножницами,
а —при работе от последней клети стана; б —при работе от следящих роликов.
штабы для определения разброса в длинах отрезаемых заготовок.
Конструкция следящих роликов обеспечивает надежное соответст-
вие линейной скорости следящих роликов, скорости движения ме-
талла.
Рис. 17. Кинематическая схема следящих роликов.
На рис. 17 приведена кинематическая схема следящих роликов,
а на рис. 2 показано расположение их в линии стана. Привод сле-
дящих роликов осуществляется двигателем постоянного тока, полу-
чающим питание по системе Г—Д. Скорость следящих роликов ав-
томатически устанавливается в зависимости от скорости рабочих
29
валков последней клети стана, для чего применена тахометрическая
система управления приводом следящих роликов.
При работе от следящих роликов отработка пространственного
положения ножей идет по сельсинной схеме от последней клети
стана. После отработки ножами необходимого пространственного
положения (контролируется специальным реле времени) сельсинная
система отключается и контактами реле привод ножниц переклю-
чается на работу от следящих роликов, по тахометрической схеме.
Теперь ножницы следят за действительной скоростью металла и при
выходе полосы из клетей стана увеличение скорости металла из-за
изменения катающего диаметра приводит к увеличению скорости
ножниц. Тем самым обеспечивается получение мерной длины заго-
товки.
Применение следящих роликов позволяет легко получать отре-
заемую последнюю заготовку в пакете также мерной. Известно
[Л. 14], что после выхода заготовки из клети стана скорость послед-
ней возрастает (регулятор скорости последней клети не обеспечи-
вает достаточной жесткости механической характеристики). Ножни-
цы также увеличивают свою скорость, и отрезаемая длина получает-
ся короче. При отсутствии следящих роликов стремились получить
последнюю мерную длину заготовки за счет увеличения скорости
рольганга. Такое решение не обеспечивает стабильности длины по-
следней заготовки в пакете. Применение следящих роликов позво-
ляет задавать нужную скорость металлу после выхода его из по-
следней клети стана и обеспечивать получение последней мерной
заготовки.
Применение следящих роликов позволяет также точно измерять
скорость проката, так как скорость следящих роликов определяется
при прокатке скоростью металла, и потому шкала измерительного
прибора не требует никакой корректировки при изменении прокаты-
ваемого профиля и переточках валков. Одновременно следящие ро-
лики могут быть легко использованы для измерения отрезаемой
длины заготовки и могут позволить оператору быстро корректиро-
вать длину заготовки в случае ее отклонения от заданной. Опыт
работы следящих роликов, позволяет сделать вывод о необходимо-
сти установки следящих роликов на всех непрерывно-заготовочных
станах.
Привод кривошипно-эксцен'1риковых летучих ножниц выпускает-
ся в двух исполнениях, техническая характеристика которых при-
ведена в табл, 1.
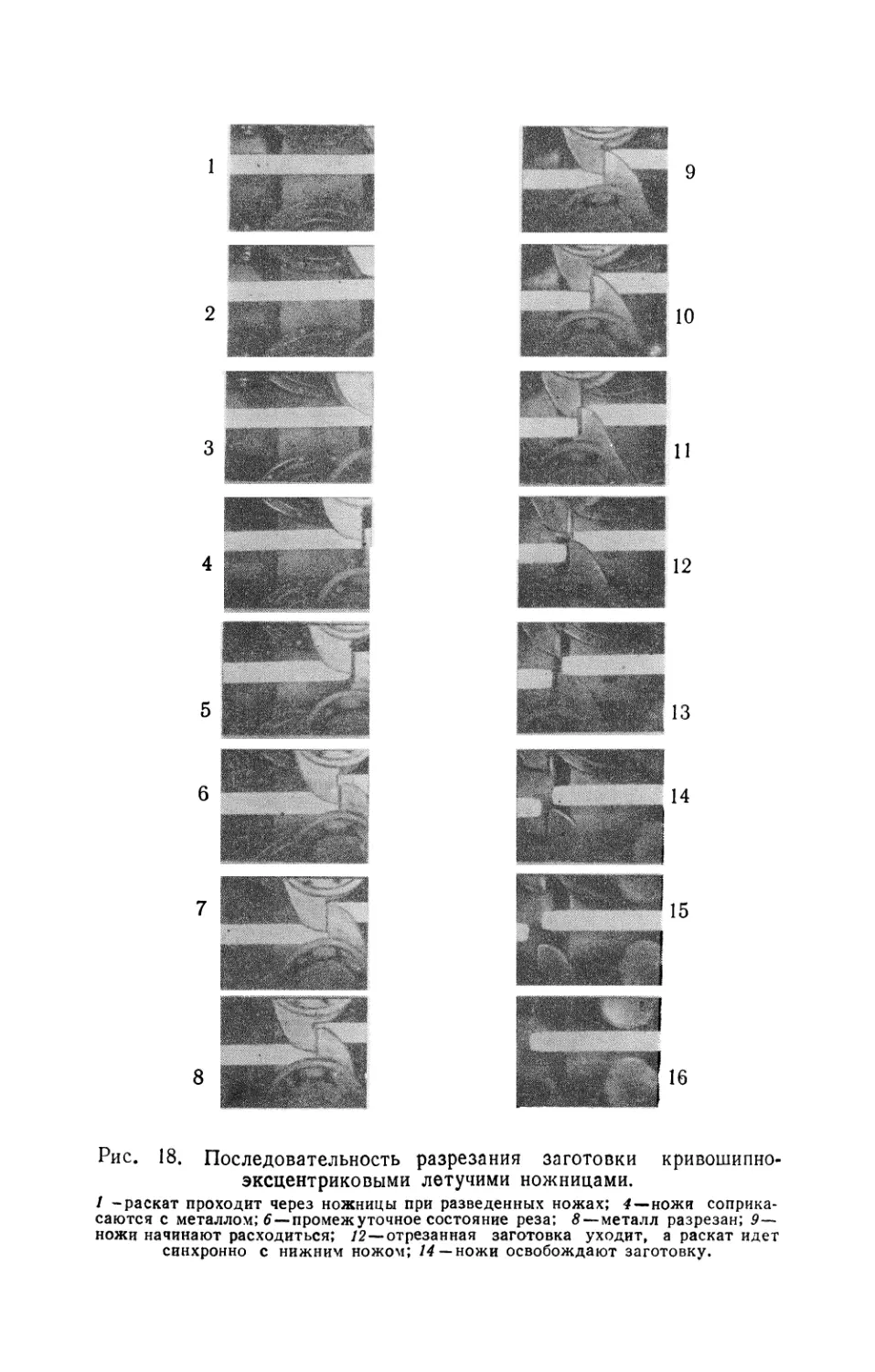
На рис. 18 приведены фотографии последовательности разреза-
ния заготовки ножа1Ми кривошипно-эксцентриковых ножниц. Из
рис. 18 видно, что ножницы обеспечивают получение хорошего
качества сечения заготовки без заусенцев и загиба концов заго-
товки.
6. ПЛАНЕТАРНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ 100 т
ВНИИМЕТМАШ
На рис. 19 представлена кинематическая схема планетарных
летучих ножниц 100 т ВНИИМЕТМАШ, предназначенных для раз-
резания заготовки сечением от 60X60 мм2 до 100X100 мм2 и сутун-
ки сечением до 300X6 мм2 на мерные длины от 5 до 12 м при ско-
ростях дзижения металла от 1,77 до 7 м/сек. Летучие ножницы со-
30
31
Рис. 18. Последовательность разрезания заготовки кривошипно-
эксцентриковыми летучими ножницами.
/ -раскат проходит через ножницы при разведенных ножах; 4 —ножи соприка-
саются с металлом; 6—-промежуточное состояние реза; 8 — металл разрезан; 9—
ножи начинают расходиться; 12—отрезанная заготовка уходит, а раскат идет
синхронно с нижним ножом; 14 — ножи освобождают заготовку.
3—2224
стоят Из двух барабанов 1 и 2. Внутри каждого барабана распо-
ложен планетарный механизм, состоящий из двух режущих голо-
вок (большой и малой), укрепленных на несущих барабанах и же-
стко связанных с планетарными шестернями 5 и 6, солнечной шес-
терни 3 и двух -паразитных шестерен 4. На большой 5 и малой 6
режущих головках, имеющих жесткую связь с барабанами летучих
ножниц, закреплены ножи. При неподвижной солнечной шестерне 3
и вращении барабанов ножниц / паразитные шестерни 4 будут об-
катываться вокруг неподвижной солнечной шестерни 3. Режущие
а) б)
Рис. 20. К пояснению принципа работы механизма про-
пуска реза планетарных летучих ножниц.
головки с планетарными шестернями 5 и 6 будут при этом совер-
шать поступательное движение по окружности, и ножи одной из
режущих головок 5 встречаются, двигаясь параллельно друг отно-
сительно друга при каждом обороте барабанов., и разрезают металл
(рис. 20,а). Ножи второй режущей головки 6 при этом разведены
на 180°, и реза не происходит. При повороте солнечной шестерни 3
на 180° встречаются ножи второй головки, а ножи первой головки
разводятся. Для того чтобы рез происходил не при каждом оборо-
те барабанов, ножи работающей головки разводятся поворотом
солнечной шестерни на некоторый угол (рис. 20,6). Поворот солнеч-
ной шестерни на этот угол производится механизмом пропуска ре-
за, состоящим из трехступенчатого редуктора пропуска реза (шес-
терни 16—21), шатунчо-кривошипного механизма 15 и 14 ускоряю-
щей передачи 14 и 11, зубчатой и упругой муфт 9 и 10, эксцентри-
ка 26 и стопора на его валу 25, муфт переключения 8, 12, 22 и 23.
34
Ножницы обеспечивают разрезание металла с одним, двумя или
тремя пропусками реза (переключением муфт 22 или 23). При ра-
боте малыми режущими головками 6 отрезаемые длины кратны
3 м, а лри работе большими режущими головками 2,5 м. Таким об-
разом, эти ножницы, как и кривошипно-эксцентриковые, обеспечи-
вают разрезание заготовки на мерные длины 5; 6; 7,5; 9; 10 и\2 м
при равенстве скоростей ножей и металла. Промежуточные длины
•получаются за счет соответствующего превышения скорости ножей
над скоростью прокатки.
Переход с одной режущей головки на другую осуществляется
при помощи муфт переключения 8, 12 и стопора 25. При работе
ножниц муфта переключения 12 включена, а муфта переключения 8
и стопор 25 отключены.
Необходимое число пропусков, реза осуществляется изменением
передаточно-го числа редуктора пропуска реза, переключением муфт
22 или 23. В зубчатых зацеплениях предусмотрены механизмы вы-
бора люфтов.
При разрезании металла кривошипно-шатунный механизм нахо-
дится в положении, соответствующем нижней мертвой точке экс-
центрика 26. При включении в работу шестерен 16 и 17 на один
оборот барабанов эксцентрик поворачивается на V2 оборота, при
работе шестерен 18 и 19 эксцентрик поворачивается на 7з оборота
и при работе шестерен 20 к 21 — на !Д оборота.
Разрезание сечения 100X100 мм2 происходит на угле поворота
~^12°. Максимальный угол поворота эксцентрика 26 от мертвой точ-
ки при этом равен ±3°. Следовательно, зубчатый сектор 14 практи-
чески остается неподвижным и ножи совершают параллельно-гори-
зонтальное движение.
Переход с одной режущей головки на другую осуществляется
выводом муфты 12 из работы и вводом муфты 8 и стопора 25. При
этом муфты 22 и 23 должны быть выключены. Включением двига-
теля ножниц барабаны 1 и 2 и солнечные шестерни 3 поворачива-
ются на 180°, и тем самым в рабочее положение становятся другие
режущие головки. После этого муфта 8 выключается, стопор 25
освобождается и включаются муфта 12 и одна из муфт 22 или 23.
Все переключения производятся при зафиксированном положении
эксцентрика 26 стопором 25, чем предотвращается относительное
смещение звеньев механизма пропуска реза. Применение упругой
муфты 9 позволяет выравнивать скорости ножей со скоростью ме-
талла при разрезании последнего в случае изменения отрезаемых
длин за счет обгона.
На схеме изображены также кинематические связи к тахогене-
ратору ножниц 31, сельсину-приемнику 28 и вращающемуся путе-
вому выключателю 27. Последние делают всегда один оборот
между двумя последовательными резами.
Из кинематической схемы видно, что такие детали ножниц, как
шатун 15, сектор 14, валы с шестернями //, 3, 7 и муф-
тами 9, 10 и 12, валы с паразитными шестернями 4 и режущие
головки с планетарными шестернями 5 и 6 имеют сложное движе-
ние и дают переменную составляющую приведенного махового мо-
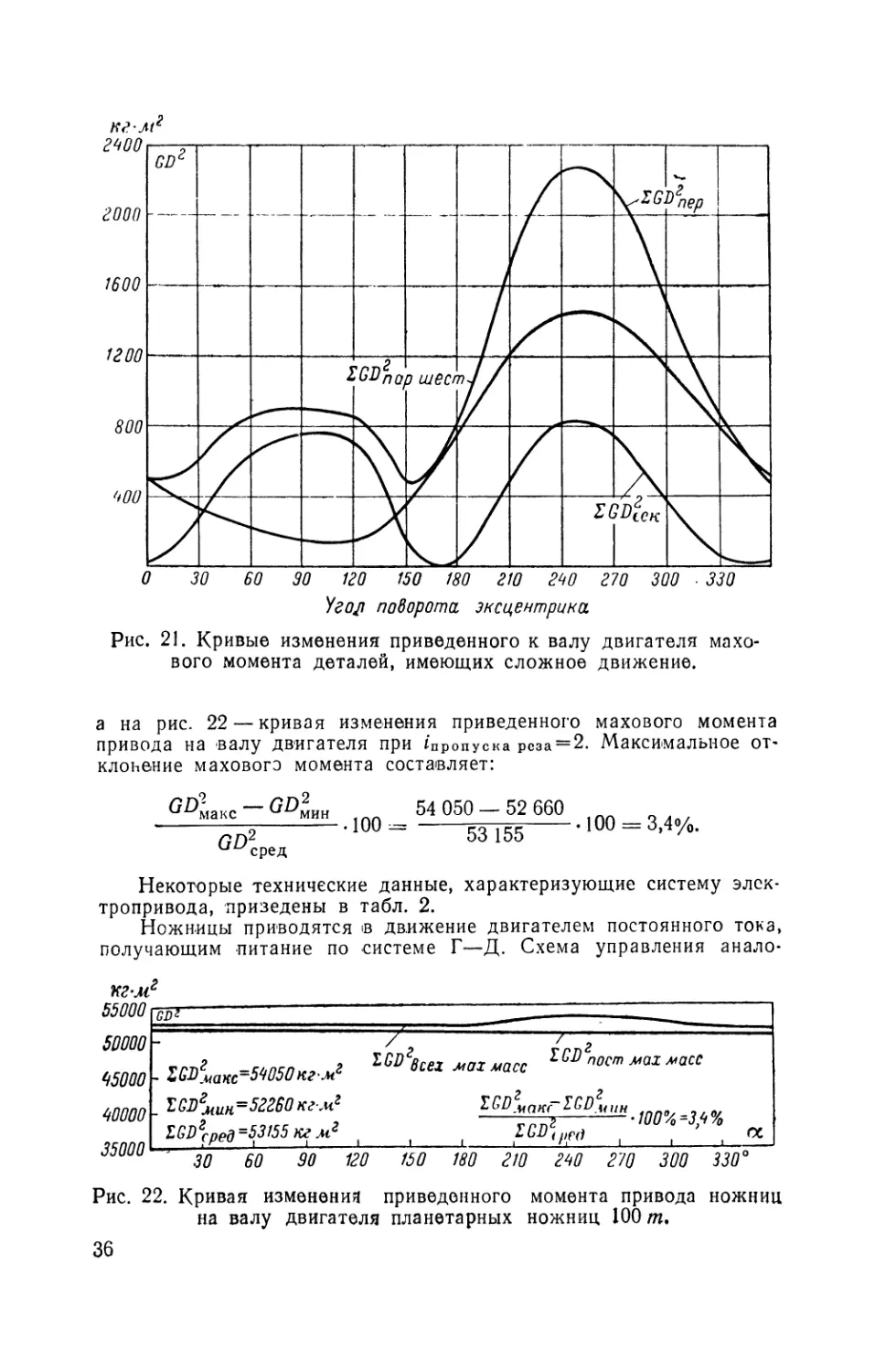
мента. На рис. 21 даны кривые изменения приведенного к валу
двигателя махового момента деталей, имеющих сложное движение,
3*
35
GDZ
2
о шесг
л J /
E GDcck
0 30 60 90 120 150 180 210 240 2 70 300 ■ 330
Yeoji поборота эксцентрика
Рис. 21. Кривые изменения приведенного к валу двигателя махо-
вого момента деталей, имеющих сложное движение.
а на рис. 22 — кривая изменения приведенного махового момента
привода на валу двигателя при /пропуска реза = 2. Максимальное от-
клонение махового момента составляет:
^макс-^мин |ЛП 54 050- 52 660
- ЮО = ссГГё* • ЮО = 3,4%
GD
53 155
сред
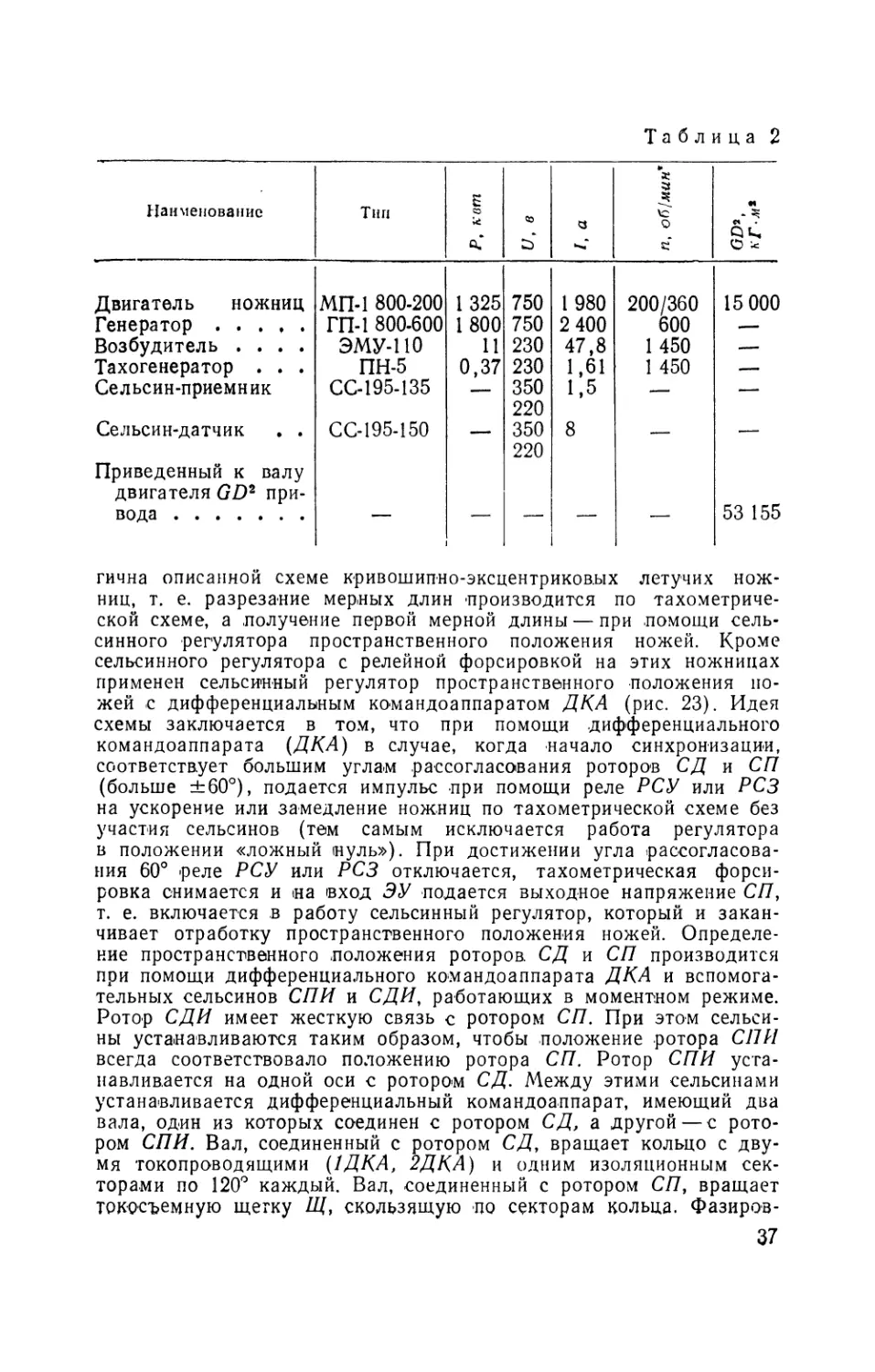
Некоторые технические данные, характеризующие систему элек-
тропривода, приведены в табл. 2.
Ножницы приводятся в движение двигателем постоянного тока,
получающим питание по системе Г—Д. Схема управления анало-
кг-ме
55000
50000
45000
тоо
35000
1№макс=М050кг-мг
I ГGD2Muli=52360кгмг
lGD\ped^53155 кем2
l^26cez мах тсс Ш^ост мах масс
Z CD (-y;pfl
•W0%=3f%
ос
30 60 90 120 150 180 210 240 270 300 330°
Рис. 22. Кривая изменения приведенного момента привода ножниц
на валу двигателя планетарных ножниц 100 т,
36
Таблица 2
Наименование
Тип
CD
JS?
**
о
оГ
с
о
Двигатель ножниц
МП-1 800-200
1 325
750
1980
200/360
15 000
Генератор
ГП-1 800-600
1800
750
2 400
600
—
Возбудитель ....
ЭМУ-110
11
230
47,8
1 450
—
Тахогенератор . . .
ПН-5
0,37
230
1,61
1 450
—
Сельсин-приемник
СС-195-135
350
1,5
—
220
Сельсин-датчик , .
СС-195-150
—
350
220
8
—
—
Приведенный к валу
двигателя GD2 при-
вода
—
—
—
—
—
53 155
гична описанной схеме кривошипно-эксцентриковых летучих нож-
ниц, т. е. разрезание мерных длин 'производится по тахометриче-
ской схеме, а .получение первой мерной длины — при .помощи сель-
синного регулятора пространственного положения ножей. Кроме
сельсинного регулятора с релейной форсировкой на этих ножницах
применен сельсинный регулятор пространственного положения но-
жей с дифференциальным командоаппаратом ДКА (рис. 23). Идея
схемы заключается в том, что при помощи дифференциального
командоаппарата (ДКЛ) в случае, когда начало синхронизации,
соответствует большим углам рассогласования роторов СД и СП
(больше ±60°), подается импульс при помощи реле РСУ или РСЗ
на ускорение или замедление ножниц по тахометрической схеме без
участия сельсинов (тем самым исключается работа регулятора
в положении «ложный нуль»). При достижении угла рассогласова-
ния 60° реле РСУ или РСЗ отключается, тахометрическая форси-
ровка снимается и на вход ЭУ подается выходное напряжение СП,
т. е. включается в работу сельсинный регулятор, который и закан-
чивает отработку пространственного положения ножей. Определе-
ние пространственного .положения роторов. СД и СП производится
при помощи дифференциального командоаппарата ДКА и вспомога-
тельных сельсинов СПИ и СДИ, работающих в моментном режиме.
Ротор СДИ имеет жесткую связь с ротором СП. При этом сельси-
ны устанавливаются таким образом, чтобы положение ротора СПИ
всегда соответствовало положению ротора СП. Ротор СПИ уста-
навливается на одной оси с роторо-м СД. Между этими сельсинами
устанавливается дифференциальный командоаппарат, имеющий два
вала, один из которых соединен с ротором СД, а другой — с рото-
ром СПИ. Вал, соединенный с ротором СД, вращает кольцо с дву-
мя токопроводящими (1ДКА, 2ДКА) и одним изоляционным сек-
торами по 120° каждый. Вал, соединенный с ротором СП, вращает
тркоеъемную щетку Щ, скользящую по секторам кольца. Фазиров-
37
ка сельсинов производится с учетом того, что при синфазном поло-
жении роторов СД и СП щетка Щ должна находиться в. середине
изоляционного сектора. В момент включения регулятора .простран-
ственного положения ножей в работу щетка Щ может .находиться
на любом секторе. Если щетка .находится на изоляционном секторе,
то в работу сразу вступает сельсинный регулятор скорости. Если
же щетка при включении находится на секторе 1ДКЛ или 2ДКА, то
соответственно срабатывает реле РСЗ и РСУ и ножницы по тахо-
метрической схеме форсированно замедляются или ускоряются. При
Рис. 23. Принципиальная схема регулятора пространственного поло-
жения ножей с применением дифференциального командоаппарата.
схождении щетки Щ на изоляционный сектор в работу включается
сельсинный регулятор.
При работе летучих ножниц последний конец заготовки -полу-
чается случайной длины. Уборка заднего конца в районе ножниц
представляет известные трудности, и эта задача пока не решена.
Поэтому некоторые заводы в случае, если длина заднего конца
получается менее 2,5 м, требуют, чтобы ножницы не совершали
последний рез. Отрезание заднего конца производится на холодиль-
нике.
Для автоматического пропуска последнего реза используется
релеймо-контакторная схема, а в качестве измерительных элементов
используются шайбы путевых выключателей и фотореле, устанавли-
ваемые на определенном расстоянии от ножниц. Кулачки на шайбах
путевых выключателей отрегулированы таким образом, что контакт
каждой шайбы замкнут только на пути ножей ножниц, равном
2,5 м, а сама шайба занимает положение, при котором «в момент
38
замЫканйя путевого .выключателя .ножу до момента реза необходи-
мо пройти путь, равный расстоянию от оси ножниц до фотореле.
Если лри прохождении заднего конца заготовки мимо фотореле
(в момент его затемнения) контакт путевого выключателя оказы-
вается замкнутым, то возбуждается специальное реле, которое раз-
рывает цепь 'потенциометра тахогенератора клети, и ножницы тор-
мозятся и пропускают задний конец. Время торможения ограничи-
вается выдержкой времени, после которой схема возвращается в ис-
ходное положение. Имеются также схемы, которые воздействуют не
па замедление ножниц, а на ускорение подающих роликов.
7. ЛЕТУЧИЕ НОЖНИЦЫ С ЭЛЕКТРИЧЕСКИМ
ВЫРАВНИВАНИЕМ СКОРОСТЕЙ
Существуют электрические летучие ножницы, работающие по
принципу изменения средней скорости вращения ножей и выравни-
вающие скорости ножей со скоростью металла в момент реза.
Фирма Морган применила такую схему для ножниц непрерывно-за-
готовочного стана [Л. 10, 26]. Закон изменения скорости ножниц
обеспечивается не механическими связями, а системой электропри-
Начало реза
I I I I i i i I \J±_
О Я О 180 270 350 90 180 270 360°
лфск
Начало реза
Рис. 24. Теоретические кривые скорости ножниц в функ-
ции угла поворота и времени для двух длин разрезае-
мого металла.
39
вода .ножниц, которая изменяет скорость вращения ножниц по
заданной программе (рис. 24) в период между резами. Изменение
скорости ножей по такому закону за время между резами потре-
бовало создания конструкции летучих ножниц с минимально воз-
можными маховыми массами, что обеспечивается применением про-
стой схемы кривошипно-шатунного механизма. На рис. 25 приведе-
на кинематическая схема этих ножниц. Голов.ки шатунов / с но-
жами 2 расположены на двух коленчатых валах 3, вращающихся
в подшипниках станины. Вторые концы шатунов имеют ролики 4 и
Рис. 25. Кинематическая схема летучих ножниц
фирмы Морган.
перемещаются по желобам 5, кривизна которых выбирается таким
образом, чтобы ножи при разрезании металла были параллельны
между собой и перпендикулярны заготовке.
Коленчатые валы 3 связаны между собой синхронизирующей
передачей 6. С каждой шестерней этой передачи находятся в за-
цеплении но две ведущие шестерни 7, каждая из которых имеет
привод от двигателя постоянного тока 8. Отрезание переднего кон-
ца заготовки производится пуском ножниц из фиксированного ис-
ходного положения. Фиксация исходного положения ножниц произ-
водится механическими тормозами 11.
Рассмотренные ножницы разрезают заготовку сечением до
Ш0Х100 мм при скоростях движения ее от 1,25 до 3,25 м/сек на
мерные длины от 4 до 12,2 м. В литературе есть сведения о работе
ножниц, работающих по этому принципу при скоростях до 4,2 м/сек.
В табл. 3 приводятся технические данные электрических машин
ножниц фирмы Морган.
Двигатели ножниц получают питание от одного генератора.
На рис. 26 приведена упрощенная схема основных цепей возбужде-
ния и регулирования электропривода таких ножниц для получения
40
Таблица 3
Наименование
Коли-
чество
р,
кет
U, в
п,
об/мин
Двигатель ножниц ....
4
147
230
420
Генератор
1
500
600
1 000
Возбудитель генератора
(ЭМУ)
1
12,5
200
1 500
ЭМУ стабилизации ....
1
0,24
200
1 450
закона изменения скорости в функции угла поворота и времени,
представленного на рис. 24. Пуск двигателей осуществляется от
флажка. Цикл разрезания одной заготовки состоит в пуске ножниц
из состояния покоя, отрезании переднего конца, разрезании заготов-
Рис. 26. Схема основных цепей возбуждения и регулирования элек-
тропривода ножниц, работающих по программной системе регулиро-
вания скорости.
ки на мерные длины и остановке ножниц с возвратом в исходное
положение.
Скорость выхода заготовки из клети стана определяется следя-
щими роликами, имеющими приводной двигатель и тахогенератор
ТР. Регулирование скорости вращения двигателей производится по
замкнутой системе регулирования. Обмотка возбуждения генерато-
ра ОВГ получает питание от электромашинного возбудителя В.
Управляющая обмотка возбудителя ОВВ включена на разность
4J
напряжений генератора ножниц Г и тахогенератора клети ТК.
Последовательно с управляющей обмоткой ОВВ включен электро-
машинный усилитель У, обмотка управления которого включена на
разность напряжений тахогенераторов ножниц ТН и измерительных
роликов ТР. Таким образом, система имеет два канала регулиро-
вания:
1) канал грубого регулирования, в котором измерение скоро-
сти заготовки производится тахогенератором клети, а измерение
скорости ножниц — по напряжению генератора;
2) канал тонкого регулирования, в котором измерение скоро-
сти заготовки производится тахогенератором следящих роликов TP,
а измерение скорости ножниц — тахогенератором ножниц ТН.
Оба канала регулирования работают одновременно. Обычно
канал грубого регулирования стремится обеспечить скорость ножниц
выше скорости, определяющей точную длину реза, а канал тонкого
регулирования имеет нелинейный элемент, обеспечивающий начало
действия тонкого регулирования при достижении ножницами тре-
буемой скорости [Л. 5] для разрезания полосы. В рассматриваемой
схеме скорость ножей синхронизирована со скоростью заготовки
только в момент реза. После окончания реза и расхождения ножей,
достаточного для прохождения следующей заготовки, регулирующие
цепи при помощи контактов вращающихся путевых выключате-
лей КЛ переключаются на меньшую скорость в соответствии с уста-
новкой потенциометра длины реза Д. К моменту следующего реза
контактами вращающегося путевого выключателя КЛ2 и КЛ4 регу-
лирующая цепь снова переключается на полную скорость. Двигате-
ли, 'быстро разгоняясь, разрезают заготовку при скорости, равной
скорости заготовки.
Ножницы снабжены прибором для измерения длины реза. При-
бор состоит из фотоэлектрической головки и электронного счетчика.
Диск с равномерно расположенными отверстиями приводится во
вращение измерительными роликами. Каждое отверстие пропускает
свет к фотоголовке, и импульс фиксируется счетчиком. При произ-
водстве реза оператор видит отрезанную длину (количество импуль-
сов). Контакт вращающегося путевого выключателя дает сигнал на
начало нового отсчета отрезанной длины заготовки. Если длина не
отвечает требованиям, то ошибка устраняется воздействием на
регулятор работы ножниц. Измерение отрезаемой длины произво-
дится оператором периодически. Система управления таких ножниц
может быть построена также и в функции пути, проходимого заго-
товкой.
8. ЛЕТУЧИЕ НОЖНИЦЫ С ДВУХКРИВОШИПНЫМ
МЕХАНИЗМОМ
Фирма Демаг выпускает летучие ножницы для непрерывных за-
готовочных станов, обеспечивающие изменение длины реза за счет
изменения средней скорости вращения ножей при равенстве скоро-
стей ножей и металла при разрезании полосы, т. е. работающие
аналогично ножницам фирмы Морган при изменении скорости вра-
щения двигателя по заданной программе (рис. 24). Для обеспече-
ния горизонтально-параллельного движения ножей в момент реза
42
фирма Демаг применяет двухкривошипный механизм. Ножницы"
приводятся в движение четырьмя двигателями постоянного тока и
получают питание от одного генератора мощностью 1 250 кет. Раз-
резают заготовки на длины 4,8—7,5 м.
9. ЛЕТУЧИЕ НОЖНИЦЫ КАЧАЮЩЕГОСЯ ТИПА
Фирма Леви выпускает летучие ножницы качающегося типа для
непрерывных сутуночно-заготовочных станов. Кинематическая схе-
ма режущего механизма является в известной мере дальнейшим
развитием схемы Эдвардса. Ножницы «Леви», как и паровые лету-
чие ножницы, благодаря наличию больших масс, совершающих воз-
вратно-поступательное движение, имеют ограничение по скороети
и требуют остановки после каждого реза. Некоторые данные, харак-
теризующие работу ножниц, приведены в табл. 4.
Таблица 4
Наименование
продукции
га 5!
Он
Количество резов за время прохож-
дения заготовки
Максимальный
темп в течение
2 ч работы 42 сек
-{-30 сек пауза
Нормальный темп
в течение 8 ч ра-
боты 42 сек +
-|—43 сек пауза
Заготовки
Заготовки
Сутунки .
57X^7
76X76
178X50
2,44
1,35
1,05
10
9,45
11
10
6
4
10
6
Из табл. 4 видно, что ножницы обеспечивлют 14,3* реза
в минуту. Ножницы работают в режиме запусков на каждый рез.
Было достигнуто минимальное время до момента резания 1,5 сек и
время остановки в исходном положении около 1 сек. Таким обра-
зом, минимальное время между резами 2,5 сек и максимальное чис-
ло резов 24 реза[мин. Приведенные данные -показывают, что дан-
ная конструкция летучих ножниц не может удовлетворить требова-
ниям скоростной прокатки. Привод ножниц осуществляется двумя
двигателями постоянного тока по 147 кет каждый, 230 в, 420 обIмин,
получающими питание от одного генератора мощностью 650 кет,
500 в. На рис. 27 представлена блок-схема системы управления
приводом ножниц. При прохождении концом заготовки флажка
через выдержку времени подается импульс на запуск двигателей
и ножницы производят первый рез. С началом первого реза вклю-
чается электронное измерительное устройство, обеспечивающее по-
следующую подачу импульсов на пуск двигателя для отрезания
* Рассчитано по первой строчке следующим образом: время
/ 60
на один рез г = сек; число резов в минуту z — -у-.
43
мерной длины. Окружная скорость следящего ролика при прохож-
дении заготовки равна скорости движения последней. Следящий
ролик вращает импульсный датчик, представляющий якорь с че-
тырьмя постоянными магнитами и полюсы с обмоткой. /При прохож-
дении каждого магнита под полюсным башмаком в катушке воз-
никает электрический импульс, посылаемый в электронное измери-
тельное устройство, которое отсчитывает заданное количество им-
Подающие
ролики
Измерительные
1 ролики
Летучие
' ножницы
Рис. 27. Блок-схема системы управления приводом ножниц.
пульсов, соответствующее отрезаемой длине, и подает сигнал на
пуск ножниц для разрезания металла. Каждый импульс соот-
ветствует расстоянию 38 мм, проходимому следящим роликом. Не-
обходимая отрезаемая длина задается тремя циферблатами. Пер-
вый циферблат имеет 8 делений с ценой деления 38 мм, второй —
10 делений с ценой деления 305 мм и третий—10 делений с ценой
деления 3 050 мм. Для отрезания, например, полосы длиною
8 692 мм необходимо установить первый циферблат на четвертое
44
деление, второй — на восьмое деление и* третий — на второе де-
ление.
Для уменьшения 'погрешности в отрезаемых длинах электрон-
ное измерительное устройство начинает отсчитывать импульсы толь-
ко после того, как зуб датчика импульсов установится против
катушки.
Электронное .измерительное устройство состоит в основном из
трех частей:
1) Формирующего устройства, в котором происходит преобра-
зование формы импульса в пикообразный, удобный для счетчика;
2) Счетного устройства, производящего счет импульсов в соот-
ветствии с заданной циферблатами длиной, после чего оно посылает
импульс на пуск двигателя;
3) Пускового механизма, приводящего в действие аппаратуру
управления двигателем.
Система привода ножниц должна обеспечивать максимальные
ускорения и замедления при переходном режиме, точную фиксацию
рабочей скорости при разрезании металла и возврат в исходное поло-
жение при остановке ножниц. Остановка ножниц в исходном поло-
жении производится при помощи командоаппарата. При переклю-
чении генератора на остановку ножниц одновременно -включается
тормоз.
В случае выхода из строя электронного измерительного устрой-
ства автоматически вводится в работу простое реле времени, кото-
рое производит запуск ножниц через заданную выдержку времени.
Точность работы ножниц при этом снижается.
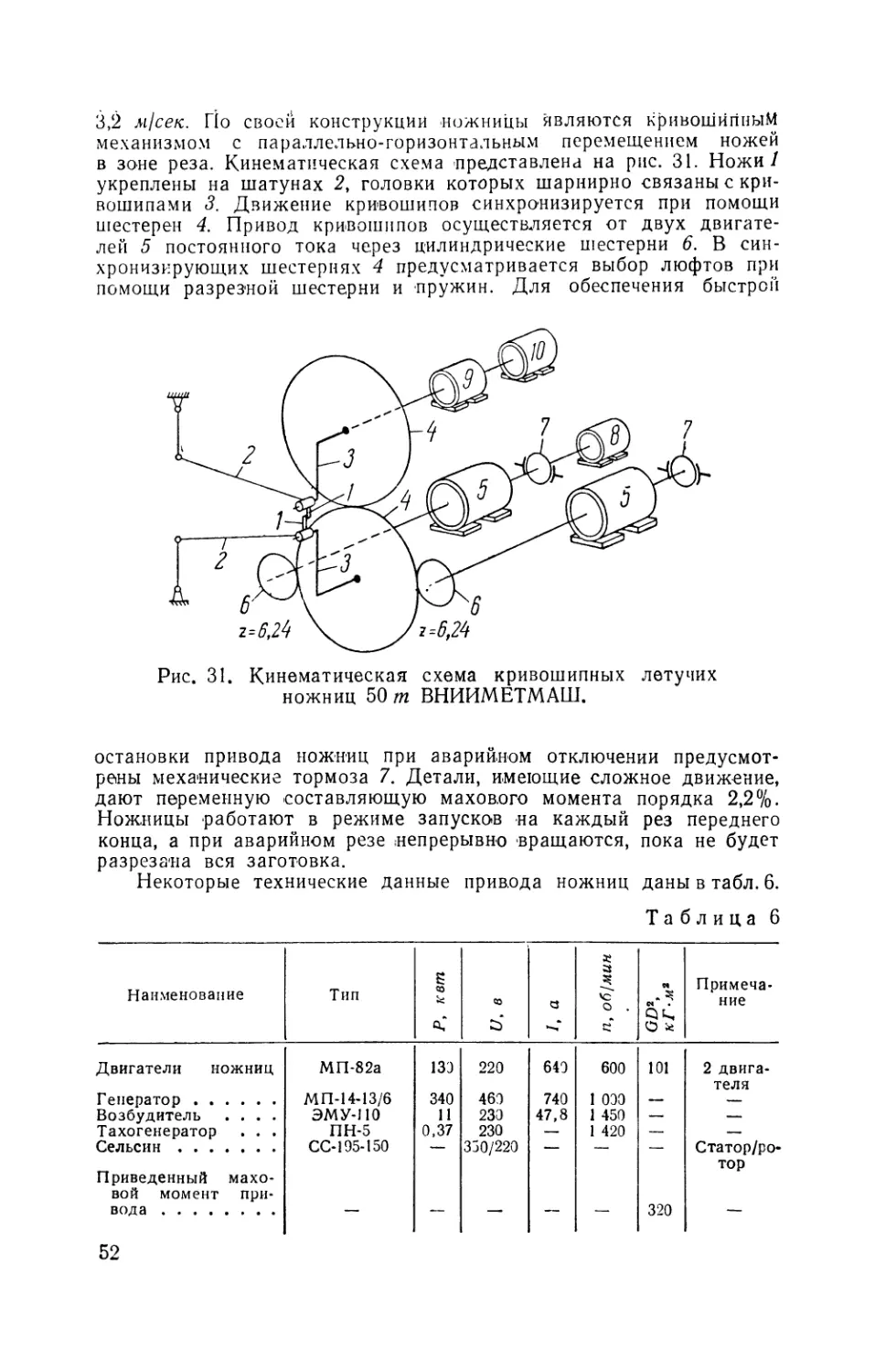
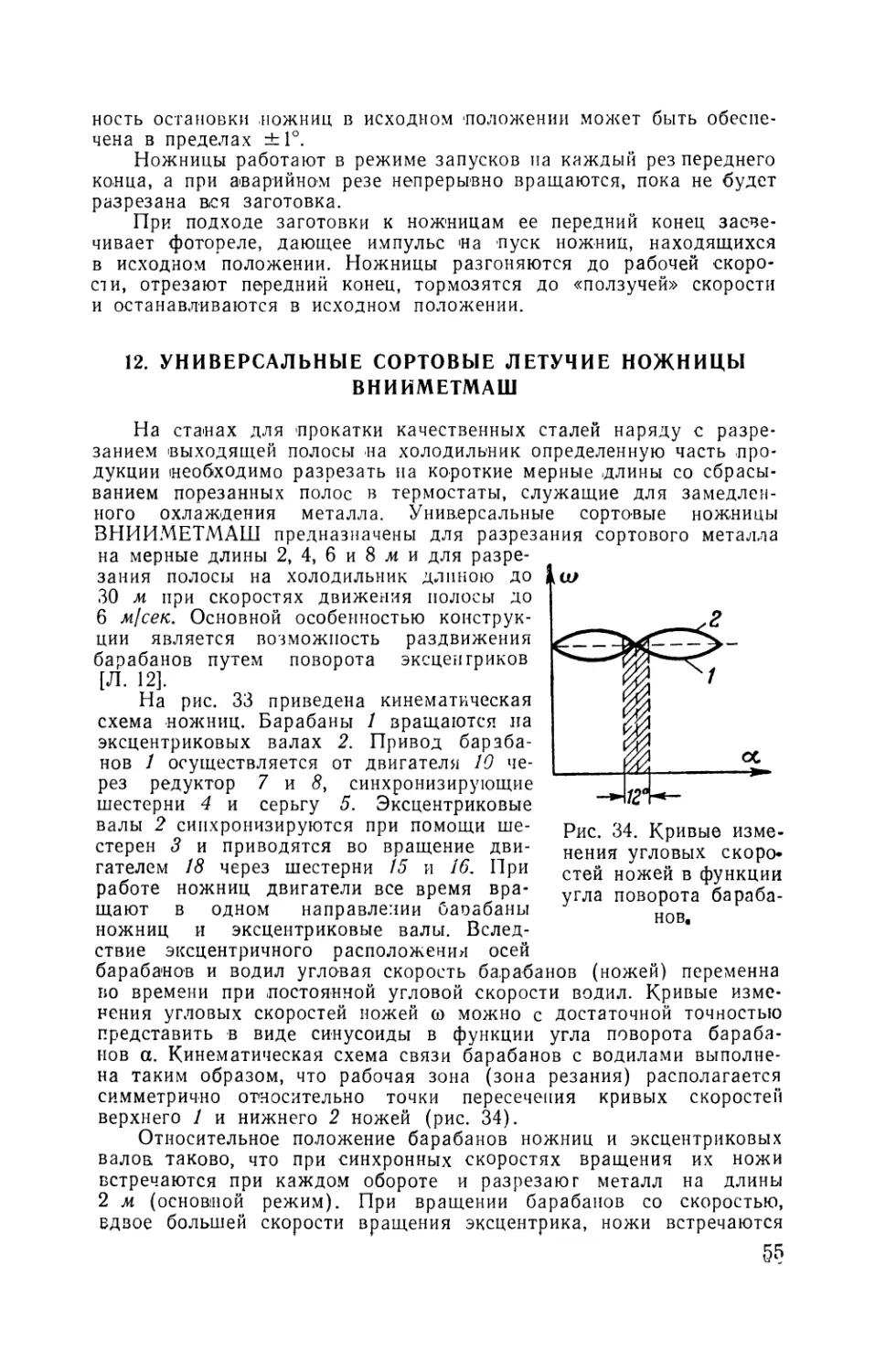
Б. ЛЕТУЧИЕ НОЖНИЦЫ СОРТОВЫХ СТАНОВ
Как отмечалось выше, на непрерывных сортовых станах уста-
навливаются в потоке трое летучих ножниц, имеющих различное
конструктивное выполнение и разные системы привода.
Наиболее сложными по условиям работы являются делительные
летучие ножницы, устанавливаемые за последней клетью стана и
предназначенные для разрезания выходящей из стана полосы на
длины, равные длине холодильника. Для резки на холодильник
применяются конструкции ножниц, которые обычно объединяют два
основных механизма:
1) барабаны с ножами, вращающимися синхронно с выходящей
из клети полосой;
2) быстродействующие механизмы вывода ножей (или одного
из барабанов) на рабочую линию резки.
Так, в однобарабанных летучих ножницах, устанавливаемых
перед холодильником, барабан ножниц имеет два рычага с ножами.
Нормально рычаги раздвинуты пружиной. Разрезание полосы про-
изводится путем опускания специальных роликов на уровень про-
хождения рычагов с ножами. При этом кулачки рычагов, находят
на ролики, ножи сближаются и разрезают проходящий между ними
металл. После разрезания металла кулачки сходят с роликов, ножи
разводятся, а ролики поднимаются. Опускание и подъем роликов
производятся пневматическим цилиндром. Переключение золотников
пневмопривода производится электромагнитами. Золотник связан
с конечным выключателем, в качестве которого используется фото-
45
импульсатор, фиксирующий положение золотника. Импульс на
включение ножей подается от фотореле через реле времени, обес-
печизающее выдержку времени, определяющую отрезаемую длину
заготовки.
Привод ножниц осуществляется от двигателя постоянного тока
25 квг, 100% ПВ, 600/1 500' об/мин, 440 в, 70 а. Питание двигателя
производится от нерегулируемого ртутного выпрямителя. Регулиро-
вание скорости двигателя в соответствии со скоростью металла
происходит за счет изменения магнитного потока двигателя.
Перед чистовой группой клетей непрерывного сортового стана
для отрезания передних концов заготовки применяются также кри-
вошипные рычажные ножницы.
В этих ножницах двигатель непрерывно работает. Для созда-
ния достаточного запаса кинематической энергии привода на валу
двигателя устанавливается маховик. Кривошипные валы ножниц
включаются в работу при помощи фрикционной муфты. В течение
одного оборота кривошипного вала ножи сходятся и разрезают
металл. После реза кривошипные валы муфтой отключаются от дви-
гателя и тормозятся, останавливаясь в исходном положении. Бы-
строе торможение обеспечивается замыканием фрикционных дисков
муфты со стороны кривошипных валов на корпус ножниц.
Привод ножниц осуществляется от двигателя постоянного тока
55 кзт, 440 в, 40% ПВ, 500/1 500 об/мин, питание —от ртутного
выпрямителя, регулирование скорости — за счет изменения магнит-
ного потока двигателя.
Опыт эксплуатации таких ножниц показывает, что фрикционная
муфта быстро выходит из строя и не выдерживает напряженного
цикла работы ножниц. В однобарабанных ножницах режущий меха-
низм также быстро выходит из строя при напряженном цикле рабо-
ты и, кроме того, эти ножницы не могут разрезать максимальных
сечений, прокатываемых на стане. На всех заводах, эксплуатирую-
щих такие ножницы, ведутся работы по замене их более надеж-
ными летучими ножницами.
10. СКОРОСТНЫЕ ДИФФЕРЕНЦИАЛЬНО-ПЛАНЕТАРНЫЕ
ЛЕТУЧИЕ НОЖНИЦЫ 25 Ш ВНИИМЕТМАШ
Ножницы предназначены для разрезания горячего сортового
металла (круг, квадрат, полоса, уголок и т. д.) сечением до
1 300 мм2 при скоростях прокатки до 16—20 м/сек. Кинематическая
схема приведена на рис. 28. Механизм резания состоит из двух бара-
банов /, вращающихся в разные стороны. Внутри барабана распо-
ложен планетарный механизм, состоящий из солнечной шестерни 3,
промежуточной шестерни 4 и планетарной шестерни 5. На валу
планетарной шестерни расположены режущие головки // с ножа-
ми ///. Солнечная шестерня 3 верхнего барабана закреплена на
валу шестерни 9 и соединена с солнечной шестерней 3 нижнего
барабана шестернями / и 2 (для уменьшения маховых масс син-
хронизирующая передача выполнена через четыре шестерни). При-
вод барабанов осуществляется от двигателя постоянного тока 24
через шестерни 22, 18, 16 и синхронизирующую передачу 6 и 7.
При вращении барабанов промежуточные шестерни 4 будуг
обкатываться вокруг солнечной шестерни 3, и в случае, если послед-
46
няя неподвижна, планетарные шестерни 5 с режущими головками /7
будут совершать поступательное движение по окружности (длина
траектории ножа 3 м), ножи будут перпендикулярны к полосе при
любом положении барабанов и разрезание полосы будет происхо-
дить при каждом обороте барабана. Пропуск реза осуществляется
поворотом солнечной шестерни 3 на некоторый угол, принцип рабо-
ты которого показан выше (рис. 20).
В рассматриваемых летучих ножницах механизм пропуска реза
состоит из двух основных узлов. Первый узел включает в себя
двухступенчатую коробку передач с шестернями 15, 14, 13 и 19,
кривошипно-шатунный механизм в составе сектора 10, тяги //, ко-
ромысла 12, эксцентрика 20 и ускоряющую передачу 10 и 9.
Второй узел также включает кривошипно-шатунный механизм,
состоящий из эксцентрика 31, тяги 21, коромысла 12, тяги // и сек-
тора 10. Звенья 10, 11 и 12 являются общими для кривошипно-ша-
тун-ных механизмов обоих узлов.
Эксцентрик 31 получает вращение от двигателя постоянного
тока 36 через червячный редуктор 34—33. При разрезании металла
эксцентрик 20 находится около нижней мертвой точки, а эксцен-
трик 31 около верхней мертвой точки. Если эксцентрик 31 находит-
ся в нижней мертвой точке, то при прохождении эксцентриком 20
нижней мертвой точки ножи разводятся и реза не произойдет.
Назначение двигателя 36 — включать в работу эксцентрик 31
для отрезания заданной длины полосы и возвращение эксцентрика
31 в нижнее мертвое положение.
При верхнем мертвом положении эксцентрика 31 кривошипно-
шатунный механизм первого узла обеспечивает пять пропусков реза.
Кривошипно-шатунный механизм второго узла позволяет иметь чис-
ло пропусков реза, определяемое по формуле
6п + 5, (16)
где п — целое число.
В рассматриваемых ножницах п может принимать значения
/х=3, либо /2=4, либо я=5. Поэтому при синхронной скорости но-
жей и полосы ножницы обеспечивают разрезание полосы на мерные
длины 72—90—108 м.
Питание двигателя ножниц 24 и двигателя 36 для привода экс-
центрика осуществляется по системе Г—Д. Из кинематической
схемы видно, что ряд деталей имеет сложное движение и дает
переменную составляющую приведенного махового момента. Пере-
менная составляющая махового момента привода ножниц состав-
ляет 0,64%. Переменная составляющая махового момента привода
эксцентрика не превышает 7%.
В табл. 5 приведены некоторые технические данные приводов.
Схема управления главным приводом ножниц в основном ана-
логична описанной выше схеме (рис. 8) с применением сельсинного
регулятора пространственного положения ножей кривошипно-эксцен-
триковых летучих ножниц заготовочных станов. Основным режимом
работы главного привода ножниц является режим, обеспечивающий
отработку пространственного положения ножей для отрезания
переднего конца полосы мерной длины по сельсинной схеме управ-
ления и разрезание полосы на мерные длины по тахометрической
схеме управления. Отличительной особенностью работы схемы яв-
48
Таблица 5
Наименование
Тип
Двигатель ножниц ....
Генератор
Возбудитель ,
Тахогенератор .....
Сельсин-датчик
Сельсин-приемник
Двигатель эксцентрика . .
Генератор
Возбудитель
Тахогенераторы
Сельсин-датчик
Сельсин-приемник
Приведенный к валу двига-
теля маховой момент при-
вода ножниц
Приведенный к валу двига-
теля маховой момент при-
вода эксцентрика ....
МП42, 3/78
МП14-13/8
ЭМУ-110
МИ-32
СС-195-150
СС-195-135
ДП-41
П-82
ЭМУ-110
МИ-32
СС-195-150
СС-195-135
330
340
0,9
16
35
11
0,9
ЗОЭ
340
230
230
350
220
350
220
220
230
230
230
350
220
220
I
970
100
47,8
3,9
2.5
8
2,5
1,5
85
47,8
3,9
2,5
8,0
1.5
750
1 000
1 450
1 450
710
1 450
1 450
1 450
95
3,2
1 545
3,75
Статор
Ротор
То'же
^ис. 29. Узел схемы, обеспечивающий программное регулирование
скорости двигателя.
ляется применение программного регулирования скорости вращения
двигателя в промежутках между резами и обеспечение выравнива-
ния скорости ножей и металла в. момент реза для получения отре-
заемых длин полос, отличных от кратных длин, определяемых чис-
лом пропусков реза при синхронной скорости вращения ножей. Узел
схемы, обеспечивающий получение данного режима работы, пред-
ставлен на рис. 29 и вводится в работу замыканием контактов уни-
версального переключателя УП. При прохождении мимо ножниц
переднего конца полосы фотореле включает в работу релейно-коч-
4—2224 49
такторную счетную схему, которая после отсчета заданного числа
пропусков, реза включает в работу систему привода эксцентрика.
Происходит срабатывание контактора 3КБ. После того как рез про-
изведен, контактор 3КБ теряет возбуждение, замыкает свои размы-
кающие контакты и возбуждает катушку контактора 5КБ. После
начала отсчета счетной схемы (контакт 1КП замыкается) возбуж-
дается контактор КСС, замыканием контакта которого шунтируется
часть сопротивления потенциометра тахогенератора ножниц ТН.
Ножницы увеличивают свою скорость в соответствии с положением
Рис. 30. Схема релейно-контакторной счетной системы.
ползунка реостата. После отсчета двух пропусков реза возбуждает-
ся контактор ЗКП и цепь контактора КСС контролируется контак-
том путевого выключателя ПВ, который разрывает ее после прохож-
дения эксцентриком половины оборота третьего пропуска, скорость
ножниц снижается до синхронной и следующий рез происходит при
равных скоростях ножей и металла.
Разрезание металла ножницами .происходит только при опреде-
ленном пространственном положении эксцентриков 20 и 31 (рис.28),
что приводит к необходимости применения следящего привода для
обеспечения синхронного вращения двигателя эксцентрика 31, в со-
59 ......
ответствии со скоростью движения эксцентрика 20 при разрезании
полосы. Измерение углового пути, проходимого эксцентриком 20
(рис. 28), производится сельсином-датчиком 67, а измерение угло-
вого пути, проходимого эксцентриком 31, производится сельсином-
приемником 43. Выходное напряжение сельсина-приемника вводится
в фазочувствительный электронный усилитель, выход которого
питает управляющие обмотки ЭМУ. Таким образом, схема управле-
ния аналогична схеме главного привода лишь с тем отличием, что
в электронном усилителе не используется канал с большим коэффи-
циентом усиления. Ввиду того, что эксцентрик 31 работает только
при разрезании полосы, а в промежутках между резами неподви-
жен, система обеспечивает включение эксцентрика 31 в работу
в момент предпоследнего схождения ножей перед резом и останов-
ку эксцентрика 31 в исходном положении в. период следующего обо-
рота эксцентрика 20 после реза. Таким образом, угловой путь экс-
центрика 31 должен быть вдвое меньше углового пути, пройденного
эксцентриком 20, что обеспечивается применением кинематического
редуктора к сельсину-датчику 67 с передаточным числом z = 2
(шестерни 64 и 65).
Остановка эксцентрика 31 в исходном положении обеспечивает-
ся переключением сельсина-приемника 43 на стопорный сельсин, и
система работает в режиме регулятора исходного положения. Вклю-
чение двигателя 36 привода эксцентрика 31 в работу обеспечивается
релейно-контакторной системой, представленной на рис. 30. После
засвечивания фотореле 1ФР—2ФР и окончания реза замыкаются
контакты вращающегося путевого выключателя ПВ, возбуждаются
реле 1РИ и контактор 1КП. Контактор 1КП самоблокируется, а ре-
ле 1РИ после поворота ножей на 225° отключается. При втором
обороте эксцентрика 20 возбуждаются реле 2РИ и контактор 2КП,
при третьем — ЗРИ и ЗКП и т. д. После отсчета заданного числа
пропусков, реза, устанавливаемого переключателем 8УП, возбуж-
дается контактор 1КБ, и при следующем схождении ножей контак-
тами вращающего путевика включается в работу следящий привод,
обеспечивая синхронное вращение эксцентриков. Для устранения
ложного счета пропусков реза счетная схема в период поворота
эксцентрика 31 из исходного положения до положения реза отклю-
чена. После прохождения эксцентриками положения реза счетная
система вводится в работу замыканием контактов 3КБ. Схема пре-
дусматривает изменение фазы питающего напряжения сельсина-
датчика 67 при переходе от нечетного к четному (и наоборот) чис-
лу пропусков реза, чем обеспечивается неизменное значение по фазе
выходного напряжения сельсина-датчика при включении следящего
привода в работу.
11. КРИВОШИПНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ 50т
ВНИИМЕТМАШ
Ножницы устанавливаются между черновой и чистовой группами
непрерывного сортового стана и предназначены для отрезания
переднего конца заготовки перед входом последней в чистовую
группу, а также для разрезания заготовки на 2-метровые длины
в случае аварии на чистовой группе клетей. Разрезаемое сечение за-
готовки составляет до 3 ООО мм2 при скоростях прокатки до
4* 51
3,2 м/сек. По своей конструкции ножницы являются кривошипным
механизмом с параллельно-горизонтальным перемещением ножей
в зоне реза. Кинематическая схема представлена на рис. 31. Ножи/
укреплены на шатунах 2, головки которых шарнирно связаны с кри-
вошипами 3. Движение кривошипов синхронизируется при помощи
шестерен 4. Привод кривошипов осуществляется от двух двигате-
лей 5 постоянного тока через цилиндрические шестерни 6. В син-
хронизирующих шестернях 4 предусматривается выбор люфтов при
помощи разрезной шестерни и пружин. Для обеспечения быстрой
Рис. 31. Кинематическая схема кривошипных летучих
ножниц 50 т ВНИИМЕТМАШ.
остановки привода ножниц при аварийном отключении предусмот-
рены механические тормоза 7. Детали, имеющие сложное движение,
дают переменную составляющую махового момента порядка 2,2%.
Ножницы работают в режиме запусков на каждый рез переднего
конца, а при аварийном резе непрерывно вращаются, пока не будет
разрезана вся заготовка.
Некоторые технические данные привода ножниц даны в табл. 6.
Таблица 6
Наименование
Тип
IUS
/мин
Примеча-
со
VC
ние
о.
^>
^*
о *
Двигатели ножниц
МП-82а
133
220
640
600
101
2 двига-
теля
Генератор
МП-14-13/6
340
460
740
1 000
—
—
Возбудитель ....
ЭМУ-110
11
230
47,8
1 450
—
—
Тахогенератор . . .
ПН-5
0,37
230
—
1 420
—
—
Сельсин
СС-195-150
—
330/220
—
—
—
Статор/ро-
Приведенный махо-
тор
вой момент при-
вода
320
52
На рис. 32 приведена принципиальная схема управления лету-
чими ножницами. Двигатель ножниц Д получает питание от гене-
ратора Г с возбуждением последнего от ЭМУ с жесткой отрицатель-
ной обратной связью (для уменьшения инерционности .ЭМУ).
Управляющая обмотка ЭМУ включена на выход магнитного усили-
теля МУ. Изменение режимов работы двигателя ножниц осуще-
ствляется переключениями на входе магнитного усилителя. При по-
даче импульса на пуск .ножниц, на управляющую обмотку МУ по-
дается разность напряжений тахогенератора 2Т, выдающей клети
Рис 32. Принципиальная схема управления приводом летучих
ножниц 50 т.
стана и тахогенератора IT ножниц. Ножницы разгоняются до рабо-
чей скорости и разрезают металл. После разрезания металла кон-
тактами путевого выключателя возбуждается контактор ползучей
скорости ПС, который своими контактами переключает управляю-
щую обмотку МУ на разность напряжений задающего потенциоме-
тра СП1—СП2 и тахогенератора ножниц 1Т. Двигатель тормозится и
на «ползучей» скорости подходит к исходному положению ножниц,
где контактами путевого выключателя контактор ПС и управляю-
щая обмотка МУ отключаются, а другая управляющая обмотка МУ
в цепи регулятора исходного положения включается в работу (на
напряжение сельсина СД). Одновременно одна из обмоток управ-
ления ЭМУ контактом ПС подключается на напряжение генерато-
ра, обеспечивая сильную жесткую отрицательную обратную связь
по напряжению генератора. Экспериментальные исследования рабо-
ты регулятора исходного положения показали, что статическая точ-
53
ность остановки ножниц в исходном 'положении может быть обеспе-
чена в пределах ±Г.
Ножницы работают в режиме запусков на каждый рез переднего
конца, а при аварийном резе непрерывно вращаются, пока не будет
разрезана вся заготовка.
При подходе заготовки к ножницам ее передний конец засве-
чивает фотореле, дающее импульс на пуск ножниц, находящихся
в исходном положении. Ножницы разгоняются до рабочей скоро-
сти, отрезают передний конец, тормозятся до «ползучей» скорости
и останавливаются в исходном положении.
12. УНИВЕРСАЛЬНЫЕ СОРТОВЫЕ ЛЕТУЧИЕ НОЖНИЦЫ
ВНИИМЕТМАШ
На станах для прокатки качественных сталей наряду с разре-
занием выходящей полосы на холодильник определенную часть про-
дукции необходимо разрезать на короткие мерные длины со сбрасы-
ванием порезанных полос в термостаты, служащие для замедлен-
ного охлаждения металла. Универсальные сортовые ножницы
ВНИИМЕТМАШ предназначены для разрезания сортового металла
на мерные длины 2, 4, 6 и 8 ж и для разре-
зания полосы на холодильник длиною до
30 м при скоростях движения полосы до
6 м[сек. Основной особенностью конструк-
ции является возможность раздвижения
барабанов путем поворота эксцентриков
[Л. 12].
На рис. 33 приведена кинематическая
схема ножниц. Барабаны 1 зращаются на
эксцентриковых валах 2. Привод бараба-
нов 1 осуществляется от двигателя 10 че-
рез редуктор 7 и #, синхронизирующие
шестерни 4 и серьгу 5. Эксцентриковые
валы 2 синхронизируются при помощи ше-
стерен 3 и приводятся во вращение дви-
гателем 18 через шестерни 15 и 16. При
работе ножниц двигатели все время вра-
щают в одном направлении баоабаны
ножниц и эксцентриковые валы. Вслед-
ствие эксцентричного расположения осей
барабанов и водил угловая скорость барабанов (ножей) переменна
во времени при постоянной угловой скорости водил. Кривые изме-
нения угловых скоростей ножей со можно с достаточной точностью
представить в виде синусоиды в функции угла поворота бараба-
нов а. Кинематическая схема связи барабанов с водилами выполне-
на таким образом, что рабочая зона (зона резания) располагается
симметрично относительно точки пересечения кривых скоростей
верхнего / и нижнего 2 ножей (рис. 34).
Относительное положение барабанов ножниц и эксцентриковых
валов таково, что при синхронных скоростях вращения их ножи
встречаются при каждом обороте и разрезают металл на длины
2 м (основной режим). При вращении барабанов со скоростью,
вдзое большей скорости вращения эксцентрика, ножи встречаются
Рис. 34. Кривые изме-
нения угловых скоро»
стей ножей в функции
угла поворота бараба-
нов.
55
через каждые 2 оборота барабанов (1 пропуск реза) и разрезают
металл на длины 4 м. Схема ножниц обеспечивает также вращение
барабанов со скоростями, в 3 и 4 раза большими, чем скорость экс-
центриков, при этом отрезаемые длины равны 6 и 8 м. Таким обра-
зом, пропуск реза в этой схеме в принципе осуществляется так же,
как в кривошипно-эксцентриковых ножницах заготовочных станов,
только вместо механической синхронизации скоростей вращения ба-
рабанов и эксцентриков в универсальных ножницах применена элек-
трическая синхронизация (следящий .привод). При полном согласо-
вании взаимных положений барабанов и эксцентриков схема преду-
сматривает отсутствие тангенциальных зазоров .между ножами.
Однако вследствие «качаний» синхронно-следящей системы наблю-
дается некоторое рассогласование взаимных положений барабанов,
и эксцентриков, в связи с чем возникает тангенциальный зазор
Рис. 35. Фотографии неправильного реза универсальными
летучими ножницами.
между ножами и могут иметь место неправильный рез и недорезы
(рис. 35). Схема должна отлаживаться таким образом, чтобы воз-
можное рассогласование барабанов и эксцентриков не превышало
5-6°.
При резе на холодильник барабаны и валы эксцентриков вра-
щаются в одном направлении при скорости барабанов, вдвое боль-
шей скорости эксцентриков. При этом пространственное положение
барабанов и эксцентриков выбирается таким, что при непрерывном
вращении ножи барабанов никогда не сходятся и разрезания ме-
талла не происходит. Для того чтобы произвести разрезание
полосы на холодильник, после прохождения полосой заданной дли-
ны следящий привод эксцентрика переключается таким образом, что
пространственное положение барабанов и эксцентриков соответст-
вует разрезанию полосы. После разрезания полосы следящий при-
вод эксцентрика снова обеспечивает пространственное положение
барабанов и эксцентриков, исключающее возможность разрезания
полосы.
Переменная составляющая махового момента привода бараба-
нов составляет 0,5%, а привода эксцентриков 0,14%..
В табл. 7 приведены некоторые технические данные приводов
ножниц.
Скорость вращения барабанов синхронизируется со скоростью
вращения подающих роликов по тахометрической схеме. Отрезание
переднего мерного конца обеспечивается применением сельсинного
56
Таблица 7
Наименование
Тип
Р, кет
п, об! мин
GD*,
кГ-м2
Двигатель барабанов . .
МП-14-11/6
225/270
1 250/1 500
85
МП-12-12/6
250
1 000
—
Возбудитель
ЭМУ-50
2,2
1 440
—
Тахогенераторы ....
—
—
—
—
Сельсин-датчик ....
—
—
—
—
Сельсин-приемник . . .
—
—
—
—
Двигатель эксцентриков
КПДН-5Ш
38
950
12,1
Генератор
ПН-1 ООО
75
1 000
—
Возбудитель
ЭМУ-50
2,2
1 440
—
Тахогенераторы ....
—
—
—
—
Сельсины-датчики , . .
—
—
—
—
Сельсины-приемники . .
—
—
—
—
Приведенный маховой
момент привода бара-
155
банов
—
—
—
Приведенный маховой
момент привода экс-
18,3
центриков
—
—
—
регулятора пространственного положения ножей. Схема работает
аналогично описанным выше, только вместо электронного усилите-
ля применен магнитный усилитель. В приводе барабанов ножниц
(рис. 36) разность напряжений тахогенератора подающих роли-
ков IT и тахогенератора привода барабанов 2Т питает одну из
управляющих обмоток МУ. Магнитный усилитель МУ собран по
двухтактной дифференциальной схеме включения. В качестве на-
грузки каждого магнитного усилителя служат обмотки управления
6УХ и ОУ2 ЭМУ. При отсутствии входного сигнала токи в обмот-
ках ОУ\ и ОУ2 равны между собою, а их н. с. направлены встреч-
но, .поэтому на выходе ЭМУ напряжение равно нулю. При прохож-
дении тока через управляющую обмотку МУ выходной ток а одной
из обмоток управления, например ОУь увеличивается, а в другой
уменьшается, и на выходе ЭМУ появляется напряжение соответст-
вующей полярности, определяющее скорость вращения двигателя
барабанов ДБ. При включении в работу сельсинного регулятора
пространственного положения ножей выходное напряжение СП
через фазочувствительные выпрямительные мостики с твердыми вы-
прямителями питает дифференциально включенные управляющие об-
мотки МУ, обеспечивающие необходимое изменение тока в обмот-
ках управления ОУь ОУ2 ЭМУ. Система электропривода эксцен-
триков, приведенная на рис. 37, работает аналогичным образом. Из
кинематической схемы (рис. 33) видно, что с валом двигателя экс-
центриков связан тахогенератор 4Т. С эксцентриковыми валами со-
единены сельсины СПМ и СПП. Оси роторов этих сельсинов сдви-
нуты одна относительно другой на 90°. Требуемое строгое соотно-
шение между скоростями вращения барабанов и эксцентриков обес-
57
Летучие
ножницы
КС ОДиф
II
)сс
Рис. 36. Схема основных цепей возбуждения и регулирования при-
вода барабанов.
печивается следящим приводом с применением сельсина-датчика
СДБ и сельсина-приемника СЯМ, работающих в трансформаторном
режиме. При работе в установившемся режиме сельсины СПМ и
СДБ всегда вращаются синхронно. Четырехступенчатым измене-
нием (с помощью кинематического редуктора 13) передаточного
числа к сельсину СДБ обеспечивается строгое соотношение между
скоростями вращения барабанов и эксцентриковых валов. При резе
58
на холодильник следящий привод работает с применением сельси-
нов С ДБ и СПП. Так как ротор сельсина ^СПП повернут на 90°
относительно ротора сельсина СПМ, то пространственное движение
барабанов и эксцентриков таково, что разрезания металла не про-
исходит. Для того чтобы произвести разрезание полосы на холо-
дильник после прохождения полосой заданной длины, подается им-
/V»
Рис. 37. Схема основных цепей возбуждения и регулиро-
вания привода эксцентриков.
пульс на переключение следящего привода с участием сельсинов
С ДБ и СПМ. После разрезания полосы снова происходит переклю-
чение следящего привода на работу от сельсинов СДБ и СПП. Ис-
ключение возможности появления насечек на полосе обеспечивается
началом синхронизации при вполне определенном взаимном распо-
ложении барабанов и эксцентриков.. Это обеспечивается блокиров-
кой импульсного аппарата, дающего сигнал на рез с вращающимся
59
командоаппаратом, фиксирующим положение ножей. Отработка
нового положения ножей происходит в течение двух оборотов бара-
банов ножниц. Для стабилизации работы следящего привода при-
меняются тахогенераторы 4Т и 2Т.
13. ПЛАНЕТАРНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ 12 m
ВНИИМЕТМАШ
Ножницы предназначены для разрезания сортового проката на
мерные длины. Кинематическая схема ножниц и система управле-
ния аналогичны описанным выше планетарным летучим ножницам
100 т.
Переменная составляющая махового момента привода ножниц
составляет 3,8%.
В табл. 8 приведены некоторые технические данные привода
ножниц.
Таблица 8
Наименование
Тип
Р,
кет
V,
в
1, а
п,
об/мин
GD2,
кГ-м*
Двигатель ножниц . . .
МП-82
90
220
445
475
101
Генератор
ПН-1750
138
230
600
975
—
Возбудитель
ЭМУ-50
2,2
230
—
1 440
—
Тахогенератор
ПН-5
0,3
220
2,05
960
—
Сельсин-датчик .....
БД-501
.—
ПО
—
—
—
Сельсин-приемник
БС-501
—
ПО
—
—
—
Приведенный маховой мо-
496
мент привода
—
—
~—
—
14. ДВУХБАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ
ЗАВОДА ИМЕНИ ТЕЛЬМАНА (ГДР)
ПЕРЕД ХОЛОДИЛЬНИКОМ
На рис. 38 приведена кинематическая схема двухбарабанных
летучих ножниц завода «АТ», предназначенных для установки на
мелкосортных непрерывных станах перед холодильником и разреза-
ния прокатываемого металла (круг, полоса, уголок) при скоростях
прокатки 8—20 м/сек. Ножницы состоят из двух барабанов с утап-
ливаемыми ножами /, непрерывно вращаемых в разные стороны
двигателем постоянного тока 2, редуктора 3 и пневматического ци-
линдра 4 для утапливания и вывода ножей на линию резки.
При непрерывном вращении барабанов и прохождении металла
через ножницы разрезания полосы не происходит, так как при по-
мощи пневматического цилиндра ножи утоплены. Рез происходит
после того, как подан импульс на выдвижение ножей и последние
пневматическим цилиндром выдвигаются на линию резки. Импульс
на рез подается от счетного устройства, производящего счет числа
оборотов барабана, определяющего длину. После разрезания метал-
ла подается импульс на утацливание ножей и пневматический ци-
60
пиндр в течение оборота барабана ножниц утапливает «ножи. Нож-
ницы возвращаются в исходное положение.
Такие ножницы не имеют .необходимой4 жесткости кинематиче-
ской цепи, поэтому при разрезании крупных сечений они оказались
неработоспособными. Система привода и схемы автоматизации нож-
ниц представляют интерес вследствие применения ионного привода.
Соответствие окружной скорости ножей и скорости металла
обеспечивается применением тахометрической системы управления,
Тахогенератор
НИ*
вп
Сжатый
Воздух 6 am
ЭМ?
Блок
управле-
ния
Рис. 38. Кинематическая схема двухбарабанных летучих
ножниц завода „АТ".
а получение первой мерной длины — регулятором пространственно-
го положения ножей.
С точки зрения автоматической работы летучих ножниц элек-
трооборудование ножниц можно разбить -на 2 части: систему управ-
ления приводом барабана и систему управления утапливанием и
выдвижением ножей.
В табл. 9 приведены некоторые технические данные привода
ножниц.
На рис. 39 представлена принципиальная схема управления
приводом ножниц. Двигатель ножниц Д получает питание от стек-
лянных управляемых ртутных выпрямителей РВХ и РВ2, включен-
ных по перекрестной схеме. Анодный трансформатор AT имеет две
шестифазные вторичные обмотки для питания РВ. Катод PBi со-
G1
Таблица 9
Наименование
Тип
Р,
кет
и,
в
/, а
п, об/мин
Примеча-
ние
Двигатель барабанов
GMK15
50
440
390/970
Стеклянный ртутный
выпрямитель с се-
точным управлени-
DLG604
257
220
6-а йод-
ем
—
—
ный
Анодный трансфор-
матор для питания
двух РВ . ...
GDT100/24
—
—
—
—
—
Тахогенератор . . .
GGG За
0,5
500
—
480/1 500
—
Индукционный дат-
чик .......
GE ПО
—
ПО
—
—
—
единен через дроссель Др\ с нулевой точкой вторичной обмотки
трансформатора, питающей РВ2, и, наоборот, катод РВ2 соединен
через дроссель Др2 с нулевой точкой вторичной обмотки трансфор-
матора, питающей РВ{. Первичная обмотка анодного трансформа-
тора получает питание от сети 380 е.
Вентиль РВ\ работает в выпрямительном режиме при разгоне
двигателя и при установившейся скорости вращения двигателя нож-
ниц. В этих режимах вентиль РВ2 заперт. При торможении вен-
тиль РВ2 работает в инверторном режиме, а вентиль РВ\ заперт.
Скорость ножниц автоматически устанавливается в соответствии
со скоростью прокатки по тахометрической схеме. Напряжение
тахогенератора ТК клети, выдающей металл, является задающим
напряжением. Разность сравниваемых напряжений тахогенератора
клети ТК и тахогенератора ножниц ТН подается на вход двухкас-
кадного электронного усилителя ЭУ. Выход электронного усилителя
питает обмотку управления импульсных трансформаторов системы
сеточного питания ССП. Кроме этой обмотки импульсные трансфор-
маторы имеют первичную обмотку, получающую питание от фазо-
регулятора ФР. Ток, проходящий по этой обмотке, имеет такую
величину, что железный сердечник импульсных трансформаторов
быстро насыщается. Поэтому магнитный поток в сердечнике сильно
меняется только при переходе тока через нуль, и в этот момент
в обмотках импульсного трансформатора, соединенных с сетками
выпрямителей РВ{ и РВ2, возникают импульсы напряжения с ам-
плитудным значением порядка 400 е. Регулирование величины вы-
прямленного напряжения РВХ и РВ2 производится смещением фазы
сеточных импульсов относительно напряжения, подаваемого на со-
ответствующие аноды выпрямителей. Смещение сеточных импульсов
обеспечивается изменением величины выходного тока электронного
усилителя ЭУ, поступающего в управляющую обмотку импульсных
трансформаторов. Для исключения перехода вентиля, работающего
в инверторном режиме, в режим короткого замыкания, если управ-
ляющий импульс не поступил на сетку, система сеточного питания
предусматривает подачу на сетки импульсов надежности от второй
62
группы обмоток импульсных трансформаторов. Эти импульсы сдви-
нуты по отношению к соответствующим анодным .напряжениям
всегда на угол а=150°. При нормальной работе вентилей импульсы
надежности не оказывают влияния на работу вентилей, а при про-
пуске управляющего импульса для вентиля, работающего в инвер-
торном режиме, исключается режим короткого замыкания. Если вы-
ход ЭУ равен нулю (ток в управляющей обмотке отсутствует), то
положение импульсов зажигания относительно соответствующих
анодных напряжений может быть установлено фазорегулятором ФР
таким образом, что углы регулирования обоих вентилей а = 90° и,
следовательно, выпрямленное напряжение перекрестной схемы рав-
но нулю. При появлении выходного тока ЭУ отпирающие импуль-
сы РВ\ сдвигаются в сторону опережения (а уменьшается) и вен-
тиль работает выпрямителем, а отпирающие импульсы РВ2 сдвига-
ются в сторону отставания (а увеличивается) и вентиль работает
инвертором.
В цепь сравнения тахогенераторов ТК и ТН вводятся выход-
ные напряжения системы токоограничения и компаундирования и
регулятора пространственного положения ножей. Система токоогра-
ничения и компаундирования состоит из магнитного усилителя МУТ,
потенциометров Ri, R2 и /?3, с которых снимаются напряжения
сравнения, сопротивлений RK, RT и Ru. При помощи специальной
обмотки подмагничивания магнитного усилителя при отсутствии
тока в якоре двигателя добиваются того, что рабочая точка соот-
ветствует середине линейной части выходной характеристики маг-
нитного усилителя МУТ. Выходной ток МУТ, соответствующий этой
точке характеристики, проходит по сопротивлениям Ra и RK. Паде-
ние напряжения на сопротивлении RK имеет полярность, соответ-
ствующую полярности тахогенератора ножниц ТН, т. е. задающее
напряжение тахогенератора ТК как бы уменьшается на величину
падения напряжения на сопротивлении RK и скорость ножниц
уменьшается. При появлении тока в двигателе выходной ток МУТ
увеличивается (при разгоне) или уменьшается (при торможении) и
падение напряжения на сопротивлении RK соответственно меняется,
характеристика двигателя смягчается. Изменением величины Rl{
обеспечивается величина компаундирования характеристики двига-
теля.
Система токоограничения работает на принципе сравнения
напряжений. Падение напряжения на сопротивлении Rn пропорцио-
нально величине тока двигателя и зависит от направления тока.
Когда при разгоне двигателя и увеличении тока двигателя напря-
жение на сопротивлении Ra превысит напряжение на сопротивле-
ниях Ri и R2, то под разностью этих напряжений открывается вы-
прямительная лампа Л\ и через сопротивление RT идет ток.
Напряжение на сопротивлении R2 определяет начало действия
тока отсечки при разгоне двигателя. Величина сопротивления Rr
во много раз больше сопротивлений остальной цепи, поэтому прак-
тически все изменение выходного напряжения МУТ при прохожде-
нии тока в якоре двигателя ложится на него и тем самым обеспе-
чивается четкая отсечка по току двигателя.
При торможении направление тока двигателя изменяется,
падение напряжения на сопротивлении Rn уменьшается. В резуль-
тате этого напряжение на сопротивлениях Ri превышает напряже-
ние на сопротивлениях Rn и /?з, лампа Л2 открывается и папряже-
64
ние на сопротивлении Rr меняет свою полярность, т. ё. скорость
изменения противодействующего напряжения, уменьшается, ограни-
чивая величину тормозного тока. Напряжение на сопротивлении /?з
определяет начало действия тока отсечек при торможении двига-
теля.
На рис. 40 представлена схема регулятора пространственного
положения ножей. В момент прохождения передним концом полосы
командного фотореле ФР\ подается команда на отработку системой
привода ножниц «исходного положения» ножей (за счет снижения
или увеличения скорости ножей), соответствующего первому мер-
ному резу. К моменту реза скорость ножей должна равняться ско-
рости металла. Положение ножей определяется при помощи индук-
ционного датчика ВТ (вращающийся трансформатор), первичная
обмотка которого получает питание от стабильного напряжения,
а вторичная расположена на вращающемся роторе, который соеди-
нен с валом ножниц через кинематический редуктор с передаточ-
ным числом z—2. Статорная обмотка создает в датчике пульси-
рующий магнитный поток, наводящий в роторной обмотке э. д. с,
величина и фаза которой зависят от расположения роторной об-
мотки относительно пульсирующего магнитного потока. Ротор при-
соединяется к валу ножниц таким образом, чтобы «исходному по-
ложению» ножей соответствовал нуль выходного напряжения. При
вращении ротора с постоянной скоростью э. д. с, наводимая в ро-
торной обмотке, модулируется синусоидальными огибающими кри-
выми, частота которых зависит от скорости вращения ротора.
Напряжение ротора ВТ выпрямляется выпрямителем В, за
которым установлен фильтр Ф, не пропускающий частоту 50 гц, но
пропускающий модулирующую частоту вращения. В результате на
сопротивлении R\ появляется выпрямленное синусоидальное напря-
жение с максимумом, соответствующим 7г оборота ножей от их
«исходного положения». Напряжение с сопротивления Ri подается
на сетку лампы Л\ и действует на открытие этой лампы. Но лам-
па Л{ не открывается, так как она включена последовательно
с лампой Л2, запертой отрицательным напряжением с потенциоме-
тра R3. Контроль положения ножей относительно исходного в мо-
мент прохождения переднего конца полосы мимо фотореле ФР\
производится при помощи четырех колец К\—К*, расположенных
на валу барабанов ножниц. При помощи колец К\ и К2 фиксируется
исходное положение ножей, при помощи Къ и /С4 — нахождение
ножей справа или слева от исходного положения в момент про-
хождения конца полосы мимо фотореле ФРХ. При прохождении
передним концом фотореле ФР\ контакты последнего замыкаются
и, если ножи не находятся в. исходном положении, возбуждается
реле РЯ, которое самоблокируется и замыкает контакт цепи сопро-
тивлений Rs и R4 и конденсатора С\. При этом в момент замыка-
ния контакта РП на сопротивление R± прикладывается все напря-
жение выпрямителей Ви так как сопротивление R$ шунтируется
конденсатором Сь На сетке лампы Л2 появляется положительный
потенциал и лампа открывается. По мере зарядки конденсатора С{
на сопротивлении R5 растет напряжение, а на сопротивлении RA
напряжение падает и лампа Л2 снова запирается. Время горения
лампы Л2 определяется постоянной времени контура С{—R5. Эта
постоянная времени составляет тысячные доли секунды, и время
горения лампы Л2 имеет тот же порядок. В течение времени горе-
5- 2224 65
кия лампы Л2 открывается лампа Л\ и через сопротивления R7—Re
или Rs—^6 идет ток, пропорциональный величине напряжения на
сопротивлении R\, т. е. пропорциональный величине отклонения
ножей от исходного положения. Таким образом, лампы Л\ и Л2
замеряют величину напряжения индуктивного датчика положения
ножей в течение короткого промежутка времени, соответствующего
горению лампы Л2. Прохождение тока через сопротивление R7 или Rs
определяется тем, возбуждено ли реле РУ в этот момент или нет.
Если в момент измерения ножи находятся справа от исходного по-
ложения, то между щетками колец /Сз и Ка электрического контак-
та нет, реле РУ не возбуждено, тогда ток лампы Л\ проходит через
сопротивление R7. Выпрямительная лампа Л4 открывается и кон-
денсатор С7 заряжается. Если же ножи находятся слева от исход-
ного положения, то реле РУ возбуждено и ток лампы Лх проходит
через сопротивление R%, открывается лампа Лъ и заряжается кон-
денсатор С8. Постоянные времени конденсаторов С7 и С8 при от-
крытых лампах Л4 и Л$ малы, и конденсаторы успевают зарядить-
ся в течение времени горения лампы Л2. При потухании лампы Л4
и Л$ контура разряда конденсаторы С7 и С8 имеют такие сопро-
тивления (#1о—R\2 и Rw—R\5), что постоянная времени этих кон-
туров измеряется несколькими секундами. Если конденсаторы С7 и
С8 не заряжены, то выходные лампы регулятора Л6 и Л7 заперты
отрицательным смещением Ri$ и на сопротивлениях R\6 и Rn, вклю-
ченных в цепь сравнения тахометрической системы, нет напряже-
ния. Если же один из конденсаторов С7 или С8 заряжен, то соот-
ветствующая выходная лампа Л6 или Л7 открывается, на сопротив-
лении Rig или Rn появляется напряжение и скорость привода нож-
ниц уменьшается или увеличивается. По мере разряда конденсато-
ра С7 или С8 напряжения на сопротивлениях^ или Rn уменьшают-
ся, и при определенных напряжениях на конденсаторах С7 или С8
лампа Л6 или Л7 запирается. Время разряда конденсаторов С7 и
С8 регулируется величиной отрицательного смещения, снимаемого
с сопротивления R\s. Время открытия ламп Лъ и Л7 и протекания
тока через сопротивления R\e и RX7 пропорционально отклонению
ножей от исходного положения. Для получения линейной зависимо-
сти заряда конденсаторов С7 и С8 в функции угла отклонения но-
жей от исходного положения применена лампа Л3, которая откры-
вается во время открытия лампы Л2, на сопротивлении Ra создает-
ся дополнительное падение напряжения и конденсаторы С7 или С8
заряжаются более высоким напряжением.
Напряжение на сопротивлении Rig или Ri7 устанавливается та-
кой величины, чтобы в течение времени его действия (пропорцио-
нально углу отклонения ножей) регулятор обеспечивал отработку
приводом необходимого пространственного положения ножей.
Для исключения работы регулятора при каждом обороте но-
жей после включения регулятора в работу (срабатывание ФР\)
через выдержку времени реле РВ цепь реле РУ разрывается на все
время прохождения прокатываемой полосы через ножницы,
5*
ГЛАВА ТРЕТЬЯ
элементы следящих систем управления
летучими ножницами и их передаточные
функции
В системах автоматического регулирования тахогенераторы
применяются как измерительные или стабилизирующие устройства.
Устройства, измеряющие ошибку, т. е. отклонение действитель-
ного значения выходной величины от требуемого, являются необхо-
димыми звеньями всякой замкнутой системы. Измерительное
Рис. 41. К определению угловой ско- действовать на протяжении
рости вращения тахогенератора при длительного времени с уче-
параллельном смещении его оси. том специфических условий
температуры, влажность, ударное приложение нагрузки и др.).
Ведущий вал и вал тахогенератора соединяются при помощи
муфт, что приводит к необходимости точной центровки и соосности
валов.. Смещение оси вращения тахогенератора (за счет неточности
центровки или угловой несоосности) приводит к тому, что при по-
стоянной скорости вращения ведущего вала скорость вращения
вала тахогенератора имеет периодическую составляющую скорости
(оборотные пульсации), определяемую величиной смещения осей
валов.
Рассмотрим для примера случай параллельного смещения оси
вращения тахогенератора относительно ведущей оси (рис. 41) на
величину е. Будем считать, что муфта ведущей оси имеет пальцы
(величина R фиксирована), а муфта тахогенератора — эластичные
втулки (величина р переменная). Принимая за начало отсчета вер-
тикальную ось, когда р имеет максимальное значение, из рассмот-
рения рис. 41 можно записать:
15. ТАХОГЕНЕРАТОРЫ
устройство должно выби-
раться таким образом, что-
бы его собственные по-
грешности были меньше,
чем погрешности всей си-
стемы в целом. Следует
всегда помнить, что измери-
тельные устройства не
охватываются обратной
связью и нет возможности
уменьшить в системе ошиб-
ки, источниками которых
являются измерительные
устройства. Поэтому изме-
рительное устройство долж-
но иметь максимальную
надежность и правильно
работы системы (колебания
vR = <V?;
68
.^p w0/? COS (3 co0# COS i
p p R cos f + e cos (^ —ji)
1
= co0 " .
1 + ~~R~ cos + Sin tg ^
Максимальное значение tg рм определяется из условия
sin рм = e
sin —о—
e
tz n \ e
^- ^sin~2" cos pM — cos-y sin fMJ = -^- cos gM;
т. е. слагаемым ( ~^r) sin w0f относительно-^- cos o>0^ можно пре-
небречь и
• (17)
e
+ -jr cos aQt
Таким образом, параллельное смещение оси тахогенератора приво-
дит к появлению переменной составляющей скорости вращения с ча-
стотой, равной частоте вращения ведущего вала.
В следящих .системах входным сигналом системы является раз-
ность контрольного напряжения и напряжения тахогенератора.
Поэтому периодическая составляющая скорости (напряжения тахо-
генератора) при несоосности валов будет являться возмущающим
сигналом системы.
Входной величиной тахогенератора является угловая скорость
вращения, а выходной — величина напряжения тахогенератора. При-
нимая, что магнитный поток тахогенератора постоянен, совмеще-
ние осей ведущего вала и вала тахогенератора точное и нагрузка
тахогенератора незначительна, получим, что Urr = kTn. Основной
характеристикой тахогенератора является передаточный коэффици-
ент kT, дающий соотношение между напряжением тахогенератора
и скоростью вращения якоря.
16. СЕЛЬСИНЫ
По рабочим функциям, выполняемым сельсинами, последние
подразделяются на сельсины-датчики, сельсины-приемники, рабо-
тающие в мо-ментном режиме, сельсины-приемники, работающие
в трансформаторном режиме (сельсин-трансформаторы) , диффе-
ренциальные сельсины-датчики и дифференциальные сельсины-при
со — -
69
емники [Л. 15, 16]. В конструктивном отношении сельсины-датчики
и сельсины-приемники выполняются либо с контактными кольцами,
либо бесконтактные. В сельсинах с контактными кольцами обмотка
возбуждения может быть расположена как на роторе, так и на
статоре, а обмотка синхронизации — на статоре и роторе. Концы ро-
торной обмотки соединяются с внешней цепью с помощью щеток и
контактных колец. Опыт эксплуатации сельсинов с контактными
кольцами и щетками показал, что наличие в сельсинах контакта
создает ряд трудностей из-за нарушения контакта. В 1938 г. в СССР
А. Г. Иосифьяном и Д. В. Свечарнико'М [Л. 16] был разработан
бесконтактный сельсин, лишенный недостатков сельсина с контакт-
ными кольцами. Принцип наведения э. д. с. в обмотках синхрони-
зации в контактном и бесконтактном сельсинах одинаков. Обмотка
возбуждения создает пульсирующий магнитный ноток, который на-
водит в каждой фазе обмоток синхронизации э. д. с, величина кото-
h £г Ь
Рис. 42. Зависимость фазных э. д. с. об-
моток синхронизации от углового поло-
жения ротора.
рой зависит от пространственного положения обмоток синхрониза-
ции относительно оси пульсирующего магнитного потока. Индукти-
рованные э. д. с. в обмотках синхронизации совпадают между собой
по фазе или находятся в противофазе. Если ось пульсирующего маг-
нитного потока совпадает с осью фазовой обмотки синхронизации,
то в последней обмотке наводится максимальное значение э. д. с.
£макс. Конфигурация обмоток и полюсов сельсина такова, что при
прочих равных условиях напряжения каждой из трех фаз пропор-
циональны косинусу угла между магнитными осями обмоток воз-
буждения и соответствующей обмотки синхронизации. При поворо-
те этой обмотки на угол 0 относительно оси пульсирующего потока
в ней будет наводиться э. д. с.
Я, = £макс COS0. (18)
В остальных фазах обмотки синхронизации сельсина наводятся
з. д. с, равные:
£, = £„aKcCOs(0 —120°); (19)
£3 = £макс cos (0 — 240°). (20)
На рис. 42 дана зависимость фазовых э. д. с. q6mqtok синхро-
низации от углового положения ротора.
70
ilpH вращении ротора сельсина с постоянной скоростью фазо-
вые э. д. с. обмоток синхронизации модулируются синусоидальными
огибающими кривыми [Л. 15]. Частота огибающих кривых опреде-
ляется скоростью вращения ротора, а фазы каждой из них взаим-
но сдвинуты на 120°.
На рис. 43 приведены мгновенные значения фазных э. д. с. об-
моток синхронизации при вращении ротора.
Рис. 43. Мгновенные значения фазных
э. д. с. обмоток синхронизации при вра-
щении ротора.
Из рассмотрения систем электропривода летучих ножниц видно,
что в них находят применение как измерительные системы, состав-
ленные из сельсина-датчика и сельсина-приемника, работающие
в трансформаторном режиме, так и дистанционная передача угла
с помощью сельсинов.
71
а) Дистанционная передача угла с помощью сельсиноЬ
Электромагнитный момент, приводящий систему в согласован-
ное положение, называется синхронизирующим моментом (Мс).
Для двух одинаковых сельсинов, соединенных по схеме дистанцион-
ной передачи угла, синхронизирующий момент может быть подсчи-
тан по формуле
Мс = ММакс sin 6, (21)
где Ммакс — максимальный синхронизирующий момент, соответст-
вующий углу G = 90°;
0 = 6д — Оп — угол рассогласования роторов.
Уравнение (21) справедливо при неподвижном роторе датчика.
При вращении ротора датчика величина его синхронизирующего мо-
мента уменьшается, и такой режим работы характеризуется дина-
мическим синхронизирующим моментом (Мд.с).
Динамический момент сельсина для скоростей вращения, не
превышающих 600 об/мин, и при частоте питающей сети / = 50 гц
равен Мд.с = 0,95 Мс [Л. 15]. Поэтому с точностью до 5% можно
пользоваться формулой MC = MMSLKC sin6 практически для всех слу-
чаев.
При разности углов 6 = 0° и 6 = 180° синхронизирующий
момент равен нулю, при этом положение 0 = 0° соответствует
устойчивому нулю, а положение 0 = 180° — неустойчивому нулю
(ложный нуль). Передача считается .самосинхронизирующейся
при изменении 0 от 0 до + 180°, так как в пределах этих углов
сельсин-приемник возвращается в положение устойчивого нуля.
Простая следящая система (СД—СП) без усиления момента
не обеспечивает удовлетворительного слежения (наблюдаются резо-
нансные колебания угла при низких частотах). Поэтому такая си-
стема обычно применяется только для вращения звеньев, имеющих
небольшие моменты сопротивления.
б) Измерительная система, составленная из сельсина-
датчика и сельсина-приемника, работающих
в трансформаторном режиме.
Современные мощные электроприводы летучих ножниц тре-
буют больших моментов для обеспечения удовлетворительного сле-
жения за пространственным положением оси датчика. Для таких
систем преимущественное распространение имеет измерительная
система СД—СЯ, работающая в трансформаторном режиме, схема
которой представлена на рис. 44.
Схема обеспечивает высокую точность измерения угла рассогла-
сования, обладает большой надежностью и может длительно рабо-
тать в условиях непрерывного вращения. Наводимое напряжение
(э. д. с.) в однофазной обмотке СП может быть определено по
формуле
£/ = £/макс cos0, (22)
где t/макс — напряжение на однофазной обмотке при согласованном
положении роторов сельсина, т. е. при 0=0. Однако в рассмотрен-
72
ных системах при согласованном положении роторов сельсинов вы-
ходной сигнал измерительной системы должен быть равен нулю.
Это достигается тем, что между роторами сельсинов создается по-
стоянный угол рассогласования, равный 90°, и это положение рото-
ров сельсинов, работающих в трансформаторном режиме, прини-
мают за начальное. В этом случае выходное напряжение рассмот-
ренной измерительной системы определяется по формуле
На рис. 45 дана характеристика выходного напряжения транс-
форматорной сельсинной схемы. Из характеристики видно, что при
изменении знака угла рассогласования роторов СД и СП фаза вы-
Рис. 44. Схема измерительной системы СД—СП,
работающих в трансформаторном режиме.
ходного напряжения СП меняется на 180°. Основной характеристи-
кой сельсинной трансформаторной схемы является крутизна кривой
выходного напряжения, т. е. dV\db.
В рассматриваемой измерительной системе также существует
«ложный» нуль, сдвинутый на 180° относительно истинного нуля,
однако это положение является неустойчивым.
в) Измерительная трансформаторная сельсинная схема
с применением дифференциального сельсина
Включение дифференциального сельсина позволяет легко осу-
ществлять введение в систему поправочного угла. При совпадении
осей фаз обмоток статора и ротора (нулевое положение) в диффе-
ренциальном сельсине выходные напряжения равны входным на-
пряжениям, т. е. поправка равна нулю (9диф=0). При повороте
ротора дифференциального сельсина из нулевого положения на
угол ±6Дцф на такой же угол будет поворачиваться ось потока
в сельсине-приемнике, т. е. выходное напряжение СП теперь будет
определяться по формуле
макс Sin
е
(23)
U=U:
макс
sin (6 + 0д,ф).
(24)
73
17. ЗУБЧАТЫЕ ПЕРЕДАЧИ В ИЗМЕРИТЕЛЬНЫХ ЭЛЕМЕНТАХ
Зубчатые передачи, применяемые в измерительных элементах,
должны иметь достаточную жесткость и минимально возможный
люфт. Так как измерительный элемент не охватывается обратной
связью, то ошибка может оказаться равной величине люфта (за-
зора) в зацеплении. Ив анализа механических связей системы при-
вода летучих ножниц видно, что кинематические связи к измери-
тельным элементам могут быть достаточно сложны и иметь большое
число зацеплений. Каждая пара шастерен имеет определенный зазор
1*Вых
Рис. 45. Характеристика выходного
напряжения трансформаторной
сельсинной схемы.
Рис. 46. Характеристика реаль-
ного редуктора.
(люфт) в зацеплении Д. Из кинематической схемы замедляющего
редуктора легко находится суммарный зазор, приведенный к веду-
щему валу Двх:
Авх = А, + Д2 гх + Ьггхг%% (25)
и аналогично суммарный зазор, приведенный к ведомому валу,
будет:
Ai . А2
Авых=т4- + ^ + А3. (26)
zlz2 z2
Так как момент инерции кинематических шестерен незначителен,
то реальный редуктор с зазорами в зацеплении эквивалентен иде-
альному редуктору, выходной вал которого соединен с валом изме-
рительного элемента через вилку с раствором 2А = АВых [Л. 16] и
характеристика зависимости между углами поворота ведущей оси авх
и ведомой оси аВых редуктора имеет вид, представленный на рис.46.
Пунктирная прямая дает зависимость для идеального редуктора.
18. ЭЛЕКТРОМАШИННЫЕ УСИЛИТЕЛИ
В электроприводе летучих ножниц преимущественное распро-
странение получили электромашинные усилители поперечного поля,
отличительной особенностью которых является наличие дополни-
тельных короткозамкнутых щеток, устанавливаемых между глав-
74
нымй щетками. ЭМУ поперечного поля представляет собой двух-
каскадный усилитель, выполненный в одной машине постоянного
тока. Входом первого каскада является управляющая обмотка, а вы-
ходом — короткозамкнутая цепь якоря, входом второго каскада—
короткозамкнутый контур якоря, а выходом — обмотка якоря со
щетками тю продольной оси. Обычно ЭМУ выполняют таким обра-
зом, что номинальные его параметры соответствуют работе на не-
насыщенной части характеристики, что позволяет считать кривую
намагничивания в рабочем диапазоне прямой линией. Это положе-
ние позволяет при анализе применять принцип наложения, а также
теорию линейных цепей при малом изменении переменных относи-
тельно установившихся режимов работы.
Как всякая электрическая машина, ЭМУ обладает электромаг-
нитной инерцией. Следует помнить, что в ЭМУ имеется несколько
цепей с электромагнитной инерцией. Поэтому быстродействие ЭМУ
в основном определяется наиболее мощной цепью, которой является
короткозамкнутая цепь якоря.
ЭМУ применяется в системах автоматического управления в ка-
честве регуляторов или промежуточного усилительного звена. По-
этому сравнение различных типов ЭМУ ведется по коэффициентам
усиления и постоянным времени ЭМУ. Коэффициент усиления по
мощности определяется как отношение мощности в цепях нагрувки
и управляющей обмотки:
, Рвых ^вых /07\
кр — ~р 77 1 • (-')
Коэффициент усиления по напряжению
, U В Ы X
и ■ <28>
U вх
Коэффициент усиления по мощности обычно имеет порядок не-
скольких тысяч, а коэффициент усиления по напряжению — порядок
нескольких десятков, а иногда и сотен.
Физические процессы, протекающие в ЭМУ, сильно усложняют-
ся наличием магнитной связи обмоток управления с замкнутым
контуром компенсационной обмотки, замедленной коммутацией тока
поперечной цепи, потоком недокомпенсации реакции якоря от на-
грузочного тока и др. [Л. 28]. Поэтому передаточные функции на-
груженного и работающего вхолостую ЭМУ будут различны. Учи-
тьивая, что по продольной оси размещены обмотки управления (счи-
таем их цепи замкнутыми) и зашунтированная компенсационная
обмотка и пренебрегая индуктивностями рассеяния, т. е. считая, что
в магнитном отношении они полностью сцеплены друг с другом,
получим, что действующая постоянная времени TY по продольной
оси будет равна сумме постоянных времени всех обмоток, цепи
которых имеют замкнутый контур:
7V = 7V0 + 7\ + 7\> + .... (29)
75
где Гк>0 = —r—х~5 — постоянная времени контура компенса*
Кш Кк.о циОННОЙ обмОТКИ,
т _ Ун
' i ——постоянная времени контура первой
управляющей обмотки;
Т2 = ~п^~ — постоянная времени контура второй
2У управляющей обмотки.
Будем считать, что щетки установлены на нейтрали и что н. с.
коммутируемой секции поперечной оси и выходных токов не изме-
няет потока управления.
При полной компенсации ЭМУ реакция якоря по продольной
оси полностью компенсируется и магнитный поток якоря не связан
с обмоткой управления, благодаря чему взаимоиндуктивность между
обмотками якоря и управления отсутствует.
Таким образом, полностью компенсированный ЭМУ (без учета
насыщения, сдвига щеток, вихревых токов и т. п.) может быть
в переходных процессах заменен двумя простыми генераторами по-
стоянного тока, соединенными в каскадную схему.
Передаточная функция полностью компенсированного ЭМУ
впАР)_ ^эму
эму \Р* - Uy(p) (1 + TYp)(l + ТКя9р) ' ^
knj)knonWyWn
где «эму = 7т~5 —коэффициент усиления ЭМУ по напря-
^уАК.а жению;
действующая постоянная времени по
продольной оси;
Тк.г = -jf21" — постоянная времени короткозамкнутой
цепи;
• коэффициент, характеризующий наклон
кривой намагничивания по поперечной
оси Е = f (aw);
еПр — мгновенное значение э. д. с. на про-
дольных щетках;
&пр — коэффициент, характеризующий наклон
кривой намагничивания по продольной
оси Е = f (aw);
wn — число витков обмотки якоря;
У?к>3 — суммарное сопротивление короткоза-
мкнутой цепи;
Ry — сопротивление цепи управления;
wy — число витков обмотки управления.
Если входной величиной ЭМУ считать не напряжение обмотки
управления, а ток этой обмотки, то передаточная функция пол-
ностью компенсированного ЭМУ
«"эмуЛЙ- iy(p) 1 + Тк.зР- '
76
Если ЭМУ недокомпенсирован, что, как отмечалось, обычно
имеет место в системах управления, то по продольной оси недоком-
пенсированная часть потока реакции якоря от тока нагрузки связы-
вается с обмоткой управления и, следовательно, возникает взаимная
индуктивность М между этими обмотками. В случае недокомпенса-
ции ЭМУ ток нагрузки влияет на величину поперечного потока.
Эффект недокомпенсации аналогичен действию добавочной об-
мотки возбуждения на первом каскаде, питаемой током выхода вто-
рого каскада [Л. 28]. Недокомпенсация представляет собой обрат-
ную связь по току. В переходных процессах это влияние значитель-
но и его необходимо учитывать.
Анализ недокомпенсированных ЭМУ удобнее производить, как
полностью компенсированных с добавлением отрицательной обрат-
ной связи по току [Л. 28].
19. ЭЛЕКТРОННЫЕ УСИЛИТЕЛИ
Электронные усилители в следящем приводе предназначены для
усиления сигналов рассогласования как по напряжению, так и по
мощности. Одним из основных .показателей, характеризующих рабо-
ту усилителя, является коэффициент усиления по напряжению
k=^-. (32)
Коэффициент усиления многокаскадного усилителя равен произ-
ведению коэффициентов усиления отдельных каскадов:
k ■■- - ^|^2^з*
В общем случае коэффициент усиления является величиной
комплексной, так как фазы выходного и входного напряжений не
совпадают.
В электроприводе летучих ножниц преимущественное распро-
странение имеют фазочувствительные выпрямительно-усилительные
схемы электронных усилителей, которые осуществляют преобразо-
вание переменного напряжения измерительного устройства в посто-
янное напряжение, полярность которого определяется фазой вход-
ного напряжения. Такие усилители имеют также вход для сигнала
постоянного тока. Сигналы переменного и постоянного тока сумми-
руются в электронном усилителе и одновременно усиливаются по
мощности и напряжению. Электронные усилители имеют два канала
двух- или трехкаскадного усиления (рис. 11). Первые каскады со-
бираются на двойном триоде, и питание ламп производится пере-
менным анодным напряжением. Токи через эти лампы протекают
лишь во время полупериода, соответствующего положительному
значению анодного напряжения. Выходной каскад собирается на
двух мощных лампах, в анодные цепи которых дифференциально
включены управляющие обмотки ЭМУ. Анодное напряжение на эти
лампы подается от отдельного выпрямителя. Вторичные обмотки
входных трансформаторов имеют сдвинутые по фазе на 180° напря-
жения. При отсутствии напряжения на входном трансформаторе
анодные токи ламп равны и выходное напряжение с/эму=0. Если
во время .полупериода прохождения тока напряжение сетки первой
77
ЛампЫ одного канала положительно, а второго канала отрицатёЛьнб,
то анодный ток выходного каскада первой лампы увеличивается,
а второй — уменьшается и на выходе ЭМУ появляется напряжение.
При изменении фазы входного напряжения на обратную анодный
ток .первой лампы уменьшается, а второй увеличивается, что приво-
дит к изменению полярности ЭМУ. На рис. 47 представлены кривые
изменения постоянных составляющих тока в управляющих обмотках
ЭМУ в функции входного
[Jaf напряжения. Пунктиром
|Ia2 J 1 показана кривая разности
а токов.
Для напряжения сиг-
нала постоянного тока
электронный усилитель в
сеточных цепях первой
лампы имеет делитель на-
пряжения, благодаря кото-
рому на сетки первой лам-
пы двух каналов попадает
половина входного напря-
жения и при этом в зави-
симости от полярности
входного сигнала на сетку
одной лампы попадает по-
ложительное напряжение,
а на сетку другой — отри-
цательное. Так как лампа
пропускает ток только в одном полупериоде, то действие по-
стоянного напряжения на сетках лампы аналогично действию пере-
менного напряжения входного сигнала. Передаточный коэффициент
электронного усилителя
Рис. 47. Характеристика фазочувстви-
тельного ЭУ.
/а, ~/а
М у
AUB
Ас/В
(33)
где /а1 и /а2 — анодные токи выходного каскада первого и второго
каналов;
Д£/Вх — напряжение на входе ЭУ.
Передаточная функция электронного усилителя при включении
на выходе управляющих обмоток ЭМУ
А/у (р)
»..у(р) = Швх(р)
1 + Тур
(34)
20 МАГНИТНЫЕ УСИЛИТЕЛИ
Действие магнитных усилителей основано на изменении индук-
тивного сопротивления катушки со стальным сердечником при до-
полнительном подмагничивании ее постоянным током. Магнитные
усилители надежны в эксплуатации, долговечны, не требуют ухода.
Магнитный усилитель может иметь несколько управляющих обмоток
для введения форсирующих и стабилизирующих сигналов управ-
ления.
78
Недостатком магнит-
ных усилителей по сравне-
нию с электронными явля-
ется их инерционность.
Для увеличения коэф-
фициента усиления маг-
нитного усилителя приме-
няют положительную об-
ратную связь, заключаю-
щуюся в том, что часть
энергии, необходимой для
управления усилителем,
обеспечивается не источни-
ком сигнала, а поступает
из рабочей цепи усилителя.
Для получения харак-
теристики (рис. 48), при
которой в случае отсутст-
вия входного сигнала ток
на выходе был бы равен
нулю, а при изменении по-
лярности входного сигнала
изменялась бы фаза тока
(направление выпрямлен-
ного тока) на выходе
усилителя, применяют
двухтактные магнитные усилители (дифференциальные и мостовые
схемы).
В магнитном усилителе существует приблизительное равенство
среднего значения н. с. обмотки переменного гока и н. с, создавае-
мой током в обмотке управления. Для МУ с обратной связью это
равенство имеет вид:
I, /—
jh-h
/к
Рис. 48. Характеристики дифференци-
ального магнитного усилителя с об-
ратной связью.
ср»
(35)
где
wv — число витков обмотки управления;
/у — постоянная составляющая тока управления;
^о.с — число витков обратной связи;
/о.с — постоянная составляющая тока в обмотке обратной
связи;
— число витков обмотки переменного тока;
/^ср — среднее значение тока нагрузки за полпериода.
Для магнитных усилителей с внешней обратной связью можно
положить /0.с = /^ср и уравнение (35) имеет вид:
Коэффициент усиления по току
^ ^~ср wy
(36)
(37)
79
Коэффициент усиления по мощности
kp = 2 я~ fe7 . (38)
Как указывалось выше, магнитный усилитель обладает изве-
стной инерционностью. При рассмотрении переходного процесса
в магнитном усилителе определяют изменения усредненных за пол-
периода значений токов при условии, что в динамическом режиме
между токами нагрузки и управления существует та же зависи-
мость, что и в статическом.
В большинстве случаев при активной нагрузке магнитного уси-
лителя переходным процессом в цепи нагрузки магнитного усили-
теля можно пренебречь, так как переходный процесс в этой цепи
обычно затухает в течение 0,5—1,0 периода переменного тока. Та-
ким образом, можно считать, что инерционность магнитного усили-
теля в основном определяется инерционностью цепи управления.
Если пренебречь потоками рассеяния обмотки управления (осо-
бенно при наличии в усилителе положительной обратной связи), то
постоянная времени цепи управления может определяться по урав-
нению
kp
Магнитный усилитель можно рассматривать как инерционное
звено с передаточной функцией
Up)
W/0 = W=nj^. (40)
21. ГЕНЕРАТОРЫ ПОСТОЯННОГО ТОКА
В электроприводе летучих ножниц для питания якорной цепи
двигателя до сих пор применялись главным образом машинные
генераторы постоянного тока с независимым возбуждением. Цепь
обмотки возбуждения генератора в большинстве случаев питается
также от генераторов постоянного тока независимого возбуждения
(возбудителей). Регулирование величины напряжения таких генера-
торов производится за счет изменения входного напряжения, подво-
димого к обмотке возбуждения.
Принимая характеристику генератора прямолинейной и скорость
его вращения постоянной, можно записать основное уравнение, опре-
деляющее э. д. с. генератора,
(l+TBp)Er=krUBXt (41)
где UBX — напряжение, прикладываемое к обмотке возбуж-
дения;
(Е г)уст
—/77—1 —коэффициент усиления генератора;
1^вх|уст f
SO
Lb
Тв = ^ -—постоянная времени обмотки возбужденит.
Передаточная функция генератора
1 + Т*Р '
(42)
22. УПРАВЛЯЕМЫЕ РТУТНЫЕ ВЫПРЯМИТЕЛИ (УРВ)
Наибольшее распространение УРВ получили для питания глав-
ных приводов непрерывных горячепрокатных станов. В связи с раз-
работкой безнасосных УРВ и малоинерционной статической аппара-
туры сеточного управления в настоящее время применение ионного
ffi „ привода распространяется и
L,nnn.,.,~пп.,,L... реверсивные электропри-
воды. Обеспечение наиболее
рационального протекания пе-
реходных процессов при ма-
лых временах наилучшим об-
разом обеспечивается примене-
град.эл
^ч. 100
\ 80
\ 60
/
/'МО
<S -во
град.эл
9
Инвеоторный режим
Рис. 49. Характеристики при-
ращения углов регулирова-
ния реверсивной схемы при
изменении тока управления
на входе системы сеточного
управления.
Рис. 50. Характеристика вы-
прямленного напряжения ртут-
ного выпрямителя в функции
тока управления.
нием безынерционных систем. Отсюда ясна необходимость внедре-
ния систем ионного привода для летучих ножниц. Будем считать,
что получение реверсивной схемы обеспечивается применением двух
ртутных выпрямителей, из которых один работает в выпрямитель-
ном режиме, а другой подготовлен для работы в инверторном ре-
жиме. Существует несколько систем малоинерционной статической
аппаратуры сеточного управления, которые обеспечивают в ревер-
сивных схемах изменение приращения углов регулирования в функ-
ции изменения тэка управления на входе системы сеточного управ-
ления (рис. 49). На рис. 50 дана экспериментально снятая зависи-
6—3224 ' 3!
мость выходного напряжения ртутного выпрямителя в функции
тока управления на входе системы сеточного управления. Как ви-
дим, в большей своей части характеристика линейна. Основной
инерционностью в системе УРВ является инерционность магнитных
усилителей, применяемых в системе сеточного управления. Поэтому
с учетом характеристики на рис. 50 можно записать основное урав-
нение выходного напряжения УРВ:
(\+Tcp)UpB = kpBUBX, (43)
где UBX — напряжение на входе системы сеточного питания;
Тс — действующая постоянная времени системы сеточного
питания;
(^рв)уст
коэффициент усиления.
~ (с/вх)уст
Передаточная функция УРВ
W?*W= и» ар)
UPb (Р)
*рв
1-+Т.р ■
(44)
Применение УРВ позволяет исключить в системе электропри-
вода летучих ножниц наиболее инерционное звено — обмотку воз-
буждения генератора.
23. ПРИМЕНЕНИЕ ОТРИЦАТЕЛЬНОЙ ОБРАТНОЙ СВЯЗИ
В УСИЛИТЕЛЯХ
В автоматизированном электроприводе часто применяется
каскадное включение усилителей с применением жесткой отрица-
тельной обратной связи вокруг усилителей. Применение отрицатель-
ной обратной связи, уменьшая ко-
эффициент усиления усилителя, по-
зволяет получить на рабочем участ-
£Нт* р-| гтГ*ГТ]л> ке спРямленные характеристики уси-
• II т\ I \ \"2 лителя, уменьшить петлю гистере-
зиса, уменьшить постоянную време-
ни звена, уменьшить влияние коле-
баний питающего напряжения и
других параметров звена. Рассмот-
рим случай применения отрицатель-
ной обратной связи по напряжению
для усилителя с постоянной време-
ни Г и коэффициентом усиления k
(рис. 51). При отсутствии отрицательной связи уравнение, связы-
вающее входную и выходную величины, имеет вид:
Рис 51. Схема отрицатель-
ной обратной связи усили.
теля.
вых — kU вх.
(45)
При отрицательной обратной связи часть выходного напряже-
ния, снимаемого с усилителя, подается обратно на вход таким
образом, что напряжение обратной связи направлено навстречу
входному сигналу
(1+7» Цвых k (UfX - l/o.c) = k (UBX - р£/вых), (46)
Un с
где f = г; — коэффициент обратной связи;
(1 + Тр + к$)ивых=*ивх
(47)
1 +
1 + р) ^вых-' 1 +
Это выражение представляет собой уравнение инерционного звена
Т k
с постоянной времени ^ ^_ ^ и коэффициентом усиления у^ГЩ*
т. е. введение отрицательной обратной связи уменьшает постоян-
ную времени звена и коэффициент усиления в 1 + k$ раз. Обычно
&JJ > 1 и уравнение принимает вид:
(48)
1
(49)
Таким образом, можно считать, что в усилителе с жесткой отри-
цательной обратной связью коэффициент усиления равен -1- и яв-
Р
ляется постоянной величиной, что свидетельствует о линейной зави-
симости между входной и выходной величинами в установившемся
режиме.
24. СТАБИЛИЗИРУЮЩИЙ ТРАНСФОРМАТОР
В замкнутых системах управления для получения устойчивой
работы и необходимых динамических характеристик в цепь управ-
ления . приходится вводить
форсирующие и стабилизи-
рующие сигналы, которые
представляют собой произ-
водные или интегралы по
времени от входных или
выходных величин отдель-
ных звеньев.
Стабилизирующий транс-
форматор применяется для
дифференцирования изме-
няющихся сигналов в це-
пях постоянного тока.
Передаточная функция стабилизирующего трансформатора по
схеме на рис. 52
r ср г %
. ч Увых(р) Rev ' (г2 + RP ст) 'Wt
Рис. 52. Схема стабилизирующего
трансформатора.
w2
•^7 Т*Р
[\+(Tt+Tt)p]
[I +(Т1 + Т2)р}-
с*
(50)
83
Коэффициент усиления стабилизирующего трансформатора
ГСр Г р ст с&>2
Rep (Г2 + Rp от) 'wt
(51)
25. МОСТОВАЯ СХЕМА СТАБИЛИЗАЦИИ
Мостовая стабилизация применяется обычно в цепях обмоток
возбуждения (генераторов, возбудителей, двигателей) и образуется
из трех активных сопротивлений и об-
мотки возбуждения (рис. 53).
Плечи моста подбираются таким
образом, чтобы в установившемся ре-
жиме напряжение на диагонали выхода
равнялось пулю, т. е.
I—VvV
X
аивых
Uez
Рис. 53. Мостовая схема
стабилизации.
rz + г0.,
с •
(52)
В переходных режимах напряжение выхода моста при отсут-
ствии нагрузки в диагонали выхода определяется из уравнения
где Г,
^вых — U вх
=== &м. В X
^о.в
1
Г\+Г2 '"З + ^О.В \+Твр
1 \ kMCTBp
1 + Твр
+ твР
ивх,
(53
Г 3 ~\~ г о.в
Передаточная функция мостовой схемы стабилизации
Лр)=
Ц»ых(Р)
UBX(p)
км.
Твр
+ твР
(54
26. ЕМКОСТНО-АКТИВНОЕ ДИФФЕРЕНЦИРУЮЩЕЕ ЗВЕНО
Простейшая схема дифференцирующего звена на постоянном
токе, применяемая в системах с электронными и магнитными усили-
телями, представлена на рис. 54.
Передаточная функция звена
, ч Цвых(/?)_ Тр
где Т = Сг.
В системах с электронными и магнитными усилителями приме-
няется дифференцирующее звено, дающее на выходе сигнал, пропор-
84
J06
i
г»-гт
I
-0
г ивых
л
■0
а)
б)
Рис. 54. Простая емкостно-активная дифференци-
рующая схема и ее характеристики.
циональный входной величине и скорости ее изменения (производ-
ной). Схема этого звена представлена на рис. 55.
Передаточная функция звена
к С
"to 4 г.
—^
|гг и дых
0-
-0
Рис. 55. Усложненная
емкостно-активная диф-
ференцирующая схема.
■ь- + Тр
(56)
1
с "вы*
—i
Рис. 56. Емкостно-активная ин-
тегрирующая схема.
27. ЕМКОСТНО-АКТИВНОЕ ИНТЕГРИРУЮЩЕЕ ЗВЕНО
На рис. 56 приведена схема, дающая на выходе напряжение
как некоторую функцию интеграла входной величины. Интегрирую-
щее действие такой схемы основано на том, что напряжение на об-
кладках конденсатора равно интегралу тока, проходящего через
конденсатор.
Передаточная функция звена
Из выражения (57) видно, что схема вносит искажение в результат
интегрирования, так как идеальный контур интегрирования должен
давать зависимость
Ивых=^ (58)
85
28. ФАЗОЧУВСТВИТЕЛЬНЫЕ ВЫПРЯМИТЕЛЬНЫЕ СХЕМЫ
С ТВЕРДЫМИ ВЫПРЯМИТЕЛЯМИ
Как отмечалось в § 19, фазочувствительные выпрямительные
схемы осуществляют преобразование переменного напряжения изме-
рительного устройства в постоянное напряжение, полярность кото-
рого определяется фазой входного напряжения. Рассмотрим фазо-
чувствительную выпрямительную схему по рис. 57, применяемую
в электроприводе летучих ножниц. В рассматриваемой схеме опор-
ные напряжения и0 создаются вторичными обмотками трансформа-
тора Т\. Последовательно с этими обмотками включены вторичные
Рис. 57. Фазочувствительная вы- Рис. 58. Характеристика фазо-
прямительная схема. чувствительной схемы.
обмотки входного трансформатора Г2, напряжения которых ивх
находятся с одним опорным напряжением в фазе, а с другим —
в противофазе. Суммарные напряжения вторичных обмоток транс-
форматоров нагружаются через выпрямительные мосты В\ и В2 на
сопротивления R\ и R2, с которых снимается выходное напряжение
(на высокоомное сопротивление Ru). При работе схемы можно вы-
делить следующие рабочие состояния:
1) ивх меньше ип.
Принимая, что
1л =
И0 + ^вх
*1
kB\ (59)
Но + Ивх .
*а = kB, (60)
где kB — коэффициент выпрямления, при Rx = R2 = R получим:
«вых = чЯ, — i2R2 = R(i\ — h) = ± Ztinxk*. (61)
8G
2) При Uux=u0 ток в одном плече равен нулю и
Нвых=2а0£в. (62)
3) При Ивх>#о выходное напряжение
Ивых = (и0 + uBX)kB —(uBX—u0)kB = 2u0kB. (63)
На рис. 58 представлена зависимость выходного напряжения
фазочувствительной схемы от напряжения входа.
29. ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА С НЕЗАВИСИМЫМ
ВОЗБУЖДЕНИЕМ
Двигатели постоянного тока с независимым возбуждением
имеют распространение в приводах, требующих широкого диапазона
изменения скорости.
Передаточная функция двигателя
ю"{р) = 1£&Гтлтыр* + тыр+\• (64)
где Та = 75 постоянная времени якорной цепи двигателя;
Ая
CD*/?,
м = 3756 k Ф2 —электромеханическая постоянная времени при-
е м вода ножниц;
1
^дв =^ф~"~передаточный коэффициент двигателя.
ГЛАВА ЧЕТВЕРТАЯ
некоторые расчетные соотношения
в электроприводе летучих ножниц
Как было показано выше, для обеспечения высокой точности
длины отрезаемых полос необходимо применение автоматических
систем регулирования в электроприводе летучих ножниц, которые
устанавливают и поддерживают режим работы летучих ножниц во
времени. Такие системы должны обладать определенной устойчи-
востью к возможным возмущениям, обеспечивать получение необхо-
димых статических и динамических характеристик. Статические ха-
рактеристики отражают положения устойчивого равновесия, к кото-
рым стремится система гори постоянно действующих внешних силах.
Статические ошибки определяются величинами коэффициентов уси-
ления или передаточных коэффициентов системы. Динамические
ошибки определяются их мгновенными значениями. При этом
величина и характер динамических ошибок определяются переда-
точными функциями всех элементов системы.
Устойчивость системы определяется из дифференциального
уравнения свободных колебаний. Для этого необходимо найти ха-
рактеристическое уравнение замкнутой системы. Последнее легко
определяется из передаточной функции замкнутой системы.
87
Если все корни характеристического уравнения представляют
собой отрицательные вещественные числа или комплексные числа
с отрицательной вещественной частью, то это соответствует устой-
чивому состоянию. Для определения знаков вещественных частей
корней характеристического уравнения (без его решения) суще-
ствуют различные критерии устойчивости.
Таким образом, для полной характеристики системы необходимо
нахождение передаточных коэффициентов (коэффициентов усиле-
ния) и передаточных функций замкнутой системы.
Ц1тАи
wpm
Ли,
\~Лиат-Лис^т.
Jp.m
U2m
Щу
П ш1
Лис,
~изм?
-(/71
Рис. 59. Общая структурная схема тахометрической системы управ-
ления электроприводом летучих ножниц.
30. ТАХОМЕТРИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ
На рис. 59 представлена общая структурная схема тахометри-
ческой системы управления электроприводом летучих ножниц по си-
стеме ГД при отсутствии возмущающих воздействий на звенья си-
стемы. Наличие в системе привода электронного усилителя с харак-
теристикой, линейной только при небольших изменениях входного
сигнала, делает необходимым рассмотрение работы системы при
различных величинах входного сигнала. Если величина сигнала
такова, что усилитель работает на насыщенной части характери-
стики, систему можно рассматривать как разомкнутую. Наличие
в системе отсечек по току двигателя и напряжению генератора при-
водит к необходимости учитывать добавочные обратные связи с пе-
редаточными функциями Wi и Wu. При анализе устойчивости до-
статочно проанализировать устойчивость линеаризированной системы.
Передаточная функция замкнутой системы
^w=Mrf~iT^)' (Go)
где w(p) — передаточная функция разомкнутой системы,
88
Передаточная функция разомкнутой системы последовательно
включенных звеньев направленного действия равна произведению
передаточных функций отдельных звеньев. Если же в схеме привода
не все элементы являются звеньями направленного действия, то
соответствующие участки структурной схемы должны заменяться
одним эквивалентным звеном направленного действия. В рассматри-
ваемой структурной схеме соответствующая замена производится
для звеньев, очерченных пунктирными линиями.
В соответствии со схемой на рис. 8 передаточные функции
структурной схемы на рис. 59 имеют вид:
и1Т (р) klT г1Т
л
следней клети стана к тахогенератору /Г;
где z1T = —— — передаточное число редуктора от двигателя по-
11л- ' —
ш»(й=мй-^^' (67)
где ,г2Т = передаточное число редуктора от двигателя ножниц
к тахогенератору 2Т\
Аирт(р) _грт
wv т (р) = а„<^ - р—; (68
*>эмуМ= 1 + тклр ; (70)
И'мс — # М С j j> р \ 71
. ч "ЭМУ (р) тэш (Р)
^ЭМУ^У
г kdMYRykMCTBp "I
(1+Гн.„р)[1+ (l+w)(l+7-.rt j
(72)
(1+Гк.эР)(1+Гвр)+ЛэмуЯу*.,сГв/> '
«г(р)= 1+*гв/,; (73)
89
f p
^ip) = l+(Tlcl + T2Cr)p > ^
( x M/0 _ и>э.у(р)-Щэ(р)и>г(р)
*лр) Ьирт(р) 1 +wB.Y(p)wld(p)wr(p)wCT(p)'
Опустив промежуточные вычисления, получим:
&э.у&эму^у ^г
iP) = (1 + 7-у/»)[(1 + Тллр)(\ + г „/>)+ *Эму*«сЯуГв/>] +
г,стр ; (75)
+ k3.yk3mkTkc^Ry |! + (Г]ст + ^
Шдв(^=ГаГм^+ВГмр+1- <76)
После замены звеньев .получаем одноконтурную структурную
схему последовательно включенных звеньев направленного действия,
передаточная функция разомкнутой системы которой легко опреде-
ляется по формуле
w(p) = wp7(p)w2 (p)wA(p)w2T(p) =
k т
(Т,Тяр* + Тмр+\) {(1+7»[(I +7W)(1 +TBp) + kK.c.„TBp} +
~ Twp у. (77)
+ U+(T1CT+TieT)p] (
где
Гр j &2Т ^2Т
т = #7т k*.yk3mRyk*k** — д— (78
— коэффициент усиления контура тахометрической системы;
^к.с.м == ^ЭМУ^М с
— коэффициент усиления контура мостовой стабилизации;
^к.с.т == ^э.у^зд^уА*у^г^с т (80
— коэффициент усиления контура - стабилизирующего трансформа-
тора.
Уравнение показывает, что применение мостовой стабилизации
обеспечивает получение в контуре стабилизации сигнала, пропорцио-
нального чистой производной напряжения генератора, в то время
как в контуре стабилизирующего трансформатора вносится элемент
запаздывания, определяемый членом [1 + (Т\^Л-Т^)р\
90
Передаточная функция замкнутой системы имеет вид:
k(p)-.
(1 + Т,р){(\ + Г„.,р)(1 + Твр) + кя.с.нТ.р] +
w \ ' <81)
+ *«.с, [, +(Г1СТ + Г2СТ)р] ](т*т«Рг + т«Р+ !)+ *т
Характеристическое уравнение для этой системы
^+Турт+Т*лр){\ + Т,р)+ккллТ.р\ +
+ *"-с'т П+^Г+Г.,,)/»]) ^Т»р2 + Т»Р +1) + *т=0- (82)
Применяя критерии устойчивости (например, метод D-разбие-
ния) можно проанализировать, при каких значениях параметров
стабилизации можно получить устойчивую систему для требуемого
коэффициента усиления.
Коэффициент усиления тахометрической
системы.
Длина отрезаемых ножницами полос при работе с тахометри-
ческой системой управления определяется по формуле
L = knDB . (83)
Из формулы видно, что неточность длины отрезаемых полос
будет определяться отклонением отношения скоростей валка и но-
жей ножниц пв/пи от заданной величины. Относительное изменение
скорости от заданной считается мерой статизма. Статизм систе-
мы (s) связан с коэффициентом усиления выражением [Л. 9]
* = пЬ- <84>
Необходимый коэффициент усиления тахометрической системы
1 — s
£т^-^—. (85)
31. СЕЛЬСИННАЯ СИСТЕМА УПРАВЛЕНИЯ
Сельсинная система управления (следящий привод) в электро-
приводе летучих ножниц применяется для передачи точного про-
странственного движения эксцентрикам в регуляторах простран-
ственного положения ножей для получения необходимой точности
в длине отрезаемых листов. К следящему приводу предъявляются
высокие треборзния в отношении точности работы, что усложняет
91
обеспечение устойчивой работы привода и получения необходимых
динамических характеристик системы. На рис. 60 представлена
общая структурная схема сельсинной системы, обычно применяемая
в электроприводе летучих «ножниц.
Измерительным устройством следящего привода является си-
стема из сельсина-датчика и сельсина-приемника, работающих
в трансформаторном режиме. Тахогенераторы в схемах следящего
привода предназначены для выработки форсирующих и успокаиваю-
щих сигналов. Напряжения сельсинов и тахогенераторов включены
навстречу друг другу.
\Aupm ,— My L
^Г-ЭД Ш3и\ I
4wCA
&0Дисп\
"pc
U2m
,dty\L 1 uJMy{ ,
и cm
W2m
&C/J
wd
Рис« 60. Общая структурная схема сельсинной системы, применяе-
мой в электроприводе летучих ножниц.
Угол рассогласования роторов в радианах
Угловая скорость вращения сельсина-датчика
(86)
сд :
302,
СД
(87)
■передаточное число редуктора от двигателя по-
СД следней клети стана к сельсину-датчику.
Передаточная функция сельсина-датчика
W^P)=n^U) -30^—Г' <88>
Аналогично передаточная функция сельсина-приемника
9сп (Z7) *
92
где zcn = — передаточное число редуктора от двигателя нож
СП ниц к сельсину-приемнику.
Как было показано выше, эквивалентом ошибки углового пути
роторов сельсинов, работающих в трансформаторном режиме, яв-
ляется выходное напряжение сельсина-приемника:
*сп — "СПм k
(90)
Так как суммирование сигналов сельсинов и тахогенераторов
производится в сеточных цепях первого каскада электронного усили-
теля, а передаточные коэффициенты последнего по постоянному и
переменному напряжению различны, то целесообразно заменить дей-
ствие входного сигнала переменного тока равноценным действием
входного сигнала постоянного тока. Эта замена легко осуществляет-
ся на основании характеристик электронного усилителя. В линейной
части характеристик изменение тока в управляющих обмотках ЭМУ
на 1 в действующего значения входного переменного напряжения
отличается от изменения тока в управляющих обмотках ЭМУ на 1 в
(Д*'у.)_
входного постоянного напряжения в - раз. Это отображено на
(Д'у)=
структурной схеме звеном с передаточной функцией
Шв-*(^=(ЩГ (9l)
При малых углах рассогласования, которыми ограничивается
настоящий анализ,
исп = "сп м* = "сп м (°сд - есп); <92)
А"сп = "сп м (0сд — 0сп) wPo(P) Wbt (р)'> (93)
&Up т = (Иц — U2T)WP т (p) =
Щт(Р)- a Щт(Р)
Wp т (p)\ (94)
(\ucn + Atip T) w23 (p) шд (p)wcn (p) = 6cn. (95)
Решая эти уравнения совместно, получим уравнение, связываю-
щее входную и выходную величины замкнутой системы.
93
Характеристическое уравнение заМкнутбй сис"теМы имев г биД:
)1(1+Тк.грН\ + Тар)±кк.с.пТар] +
Р[(1+Тур)[
+ kc(\ +TT.eP) = Q. (99)
Для того чтобы выяснить физический смысл передаточного коэф-
фициента сельсинной системы kc, рассмотрим одноконтурную схему
основных звеньев следящего привода без стабилизирующих связей.
Передаточная функция разомкнутой системы такой схемы
0сп(/>)
W(P)= (6СД— Ьсп)(р)^иСП м^Р-с (P)W*t (Р) ^э.у (Р)Х
X ^эму (Р)w* (Р) шд (Р) шсп (Р)z
О + Т7р)(\ + Г„.з/?)(1 + Твр)(Т&Тмр* + Тыр +\)р
; (ЮО)
^сп "СП
kc -Птш(/?)=7д е—v = - л—\ • (101)
р^О ^СД~~ °СП/Уст (бед — °СШУСТ
Таким образом, передаточный коэффициент сельсинной систе-
мы kc определяется как отношение угловой скорости вращения
сельсина-приемника к углу рассогласования сельсинов в устано-
вившемся режиме. Этот коэффициент также называют добротностью
системы.
Таким образом, на устойчивость сельсинной системы и качество
переходных процессов изменение коэффициентов kc и kT оказывает
существенное влияние. Если в системе обеспечена устойчивая ра-
бота и необходимые качественные показатели при определенных
соотношениях kc и kT, изменение одного из этих коэффициентов
может привести к нарушению устойчивости и ухудшению качества
переходных процессов. В электроприводе летучих ножниц для по-
лучения различных отрезаемых длин изменяется передаточное число
,к сельсину-приемнику (см. выше). Из выражений kc и kT видно,
что это приводит к изменению величины kCl а следовательно, и Гт.с.
Поэтому в схеме предусматривается, как указывалось раньше, одно-
временное изменение величины грсЩрс ступенчатым переключе-
нием УП (рис. 8) таким образом, чтобы kc (следовательно, Гт.с)
сохранил прежнее свое значение.
32. КИНЕМАТИЧЕСКАЯ СВЯЗЬ СЕЛЬСИНА-ДАТЧИКА
И СЕЛЬСИНА-ПРИЕМНИКА С МЕХАНИЗМАМИ
В следящем приводе угловые пути роторов сельсина-датчика
и сельсина-приемника должны быть равными. Поэтому для обеспе-
чения заданного отношения угловых путей валков клети и ножей
ножниц (6) сельсин-датчик и сельсин-приемник имеют привод через
95
Кинематические редукторы с соответствующими передаточными чиС*
лами. Отношение между передаточными числами кинематических
редукторов к сельсину-датчику и сельсину-приемнику, если исхо-
дить из уравнения (6), должно быть равно (для случая s = 0):
dt
(102)
''2 knDKB *
£ nndt
tx
где zcn — ~—- и zcn
Учитывая, что по условиям работы схемы положение ротора
сельсина-приемника должно однозначно определять пространствен-
ное положение ножа барабана ножниц, получаем, что сельсин-прием-
ник должен делать один оборот на рез. Из этого следует, что
Подставляя это значение в уравнение (102), получаем:
(104)
Из формулы видно, что число передаточных чисел к сельсину-
датчику зависит от количества отрезаемых длин заготовок и коли-
чества различных катающих диаметров валков выдающей клети
стана, что приводит к необходимости иметь большое число пере-
даточных чисел редуктора. В результате конструктивное выполнение
этого редуктора получается сложным, переключение ступени его
(изменение длины отрезаемой заготовки) требует остановки клети
стана, что приводит к большим потерям времени. С эксплуатацион-
ной точки зрения этот редуктор является наиболее слабым звеном.
Как показывает опыт эксплуатации, тахометрическая система
обеспечивает получение достаточной точности в длине отрезаемых
заготовок и позволяет быстро в процессе работы стана корректиро-
вать длину отрезаемых заготовок с пульта управления. Поэтому
следует признать, что решение задачи получения заданных мерных
длин на непрерывных горячепрокатных станах более просто и на-
дежно обеспечивается применением тахометрической системы управ-
ления, обладающей большей гибкостью в работе.
33. ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ ИССЛЕДОВАНИЯ
ПЕРЕХОДНЫХ ПРОЦЕССОВ
Наиболее точным и .надежным методом изучения качественных
показателей является метод решения дифференциальных уравнений
и дальнейшее построение кривых переходных режимов. Применение
этого метода ограничивается сложностью нахождения корней ха-
рактеристического уравнения, выявлечия начальных условий и по-
9G
стоянных интегрирования. Поэтому при анализе следящих систем
оценка производится не непосредственно решением дифференциаль-
ных уравнении, а при помощи косвенных методов. Из последних
для линейных систем наиболее часто применяются методы частотных
характеристик. Работами В. В. Солодовникова установлены общие
связи между формой частотных характеристик привода и пара-
метрами качества переходного процесса. Распространение этого ме-
тода для исследования переходных процессов в электроприводе
летучих ножниц ограничивается, так как переходные процессы
(отработка пространственного положения ножей, разгон привода
до рабочей скорости) соответствуют работе системы в большей
части времени переходного процесса на насыщенной части характе-
ристики электронного усилителя. В последнем случае следящую
систему можно рассматривать как разомкнутую систему и ее пере-
ходный процесс в этот промежуток времени анализировать по
уравнениям разомкнутой системы. Как показывает опыт эксплуата-
ции, при установившемся режиме работы возмущения (разрезание
полосы), поступающие в систему, незначительны и практически ими
можно пренебречь (см. осциллограмму на рис. 81).
При работе системы на насыщенной части характеристики на-
пряжение ЭМУ будет максимальным и процесс возбуждения гене-
ратора будет протекать в условиях форсирования. Законы измене-
ния напряжения генератора, тока якоря и скорости вращения дви-
гателя могут быть определены по известным уравнениям в зави-
симости от начальных условий.
Например, при разгоне двигателя вхолостую по уравнениям
[Л. 18]:
При расчете необходимо учитывать, что после достижения то-
ком якоря величины «тока отсечки» темп нарастания напряжения
генератора снижается под действием токовой обмотки ЭМУ. На
структурных схемах (рис. 59 и 60) действие токовой отсечки изо-
бражается включением обратной связи с передаточной функ-
цией Wi(p).
Исследование зависимости тока двигателя ножниц от времени
с учетом действия токовой обмотки ЭМУ можно провести по урав-
нениям электрического и механического равновесия (индуктивностью
якорной цепи пренебрегаем):
(105)
п —
(107)
GD2 dn_
375СМ' dt ;
(108)
7—2224
97
током холостого хода пренебрегаем:
ET = Cen + InRn. (109)
Дифференцируя второе уравнение ;и решая его совместно с пер-
вым, получим:
dln Тм dET
Токовая обмотка действует так, что отклонение тока от задан-
ия Л
ной величины невелико и можно принять --jj = О В этом случае
связь между величиной тока /я.0 двигателя после „отсечки" и ско-
ростью изменения э. д. с. генератора выражается уравнением
_Tn_dEr_
/я-°- Ra dt ' (lu>
Таким образом, для получения постоянной величины тока дви-
гателя необходимо иметь постоянную скорость нарастания э. д. с.
генератора. Скорость нарастания э. д. с. генератора определяется
величиной коэффициента форсировки а в цепи возбуждения генера-
тора. Найдем необходимый закон изменения а для обеспечения
dEr
-^-== const.
Учитывая, что Ег = kTRBiBt получаем:
dEr din
= (ll2>
dEv л diB
т. е. для постоянства -^j- необходимо иметь -^-=const. Из урав-
нения цепи возбуждения находим:
diB
^ЭМУ
diB _^ЭМУ ^ bRb RB ~
~dt~~ LB ~ Тв
(114)
Учитывая, что
?эму = £эму . £эмун = вт/ввНв (115)
получим:
98
^ЭМУ н
1<н — 1в 1 dEv In.oRn
(116)
Отсюда необходимый закон изменения коэффициента форсирования
ат для обеспечения постоянства тока запишется:
вт — k f? т f я>° * i / т ' / » UА/)
^rAfli М'В.Н *В.Н *К.З.Н i м *в.н
ГДе 'к.з.н — ^
Анализ формулы показывает, что необходимый коэффициент
форсировки для обеспечения постоянства тока двигателя после
вступления в работу «токовой отсечки» зависит от отношения теку-
щего значения тока возбуждения генератора к его номинальному
значению, а также от отношения электромагнитной постоянной вре-
мени обмотки возбуждения к электромеханической постоянной вре-
мени привода. Из формулы также видно, что с ростом тока возбуж-
дения необходимый коэффициент форсировки для -поддержания
/я.о = const также должен расти. Так как форсирующая н. с. остает-
ся неизменной, то с ростом тока возбуждения фактический коэффи-
циент форсировки будет уменьшаться, что приведет к снижению
тока /я.о. Из формулы видно, что для механизмов, в которых отно-
шение Тв/Ти является малым, коэффициент форсировки с ростом
тока возбуждения изменяется в относительно больших пределах и
после отсечки снижение тока идет более интенсивно.
Уравнения изменения э. д. с. генератора и скорости двигателя
ножниц с учетом работы токовой отсечки (/H.o=const) запишутся:
Er = Er.r + Ij^t; (118)
, /я.О^Я . /1 1Пч
п = пт + г т t, (119)
L,el м
где Етл и пт — соответственно э. д. с. генератора и скорость дви-
гателя при начале действия токовой отсечки.
Таким образом, при работе «токовой отсечки» темп нарастания
э. д. с. генератора и скорости вращения двигателя определяется ве-
личиной динамического тока и электромеханической постоянной
времени.
34. РЕГУЛЯТОРЫ ПРОСТРАНСТВЕННОГО
ПОЛОЖЕНИЯ НОЖЕЙ
Выше отмечалось, что решение задачи получения заданных мер-
ных длин на непрерывных горячепрокатных станах более просто и
надежно обеспечивается применением тахометрической системы
управления, обладающей большей гибкостью в работе. Получение
первой мерной длины (отрезание переднего конца) обеспечивается
пуском ножниц с исходного положения для каждой новой полосы
(см. режим пусков ножниц) или применением регуляторов про-
странственного положения ножей. Наибольшее распространение
в настоящее время получил сельсинный регулятор пространствен-
ного положения ножей, который представляет собой рассмотренную
7* 99
выше сельсинную систему, включаемою в работу на 'время, обеспе-
чивающее 'получение первой мерной длины, после чего регулятор из
работы исключается. Опыт эксплуатации летучих ножниц показы-
вает, что сочетание регулятора пространственного положения ножей
для обеспечения отрезания переднего мерного конца с последующим
разрезанием полосы на мерные длины по тахометрической системе
является наиболее рациональным решением. Поэтому основным ре-
жимом работы ножниц яьляется режим, обеспечивающий отработку
пространственного положения ножей по сельсинной схеме управ-
ления, а разрезание на ,мерные длины — по тахометрической схеме
управления. Рассмотрим принцип работы сельсинного регулятора
пространственного положения ножей, схемы работы которого опи-
саны выше. Конец полосы после выхода из последней клети до
начала реза проходит один и тот же путь, равный расстоянию меж-
ду последней клетью и ножницами. К моменту прохождения кон-
цом полосы ножниц ножи последних должны встретиться и отре-
зать конец полосы AL. Угловой путь, пройденный рабочим валком
за время от момента выхода конца полосы из валков и до начала
реза, определяется уравнением
/0 + AL—sin а
Ап* = Ж7. ' (120)
где Апв — угловой путь, об\
/0 — расстояние между последней клетью стана и осью лету-
чих ножниц, м\
DH — диаметр траектории ножа ножниц, м\
а — угол захвата металла ножами;
Д«.в — катающий диаметр валков последней клети стана, м;
AL — длина отрезаемого конца полосы, м.
Из формулы (120) следует, что угловой путь, пройденный ра-
бочим валком до отрезания данной длины конца полосы, является
величиной постоянной. Для сельсинной схемы при разрезании на
мерные заданные длины угловой путь, пройденный ножом, нахо-
дится в постоянном отношении к угловому пути, пройденному рабо-
чими валками (6). Это означает, что для отрезания конца полосы
постоянной длины ножи во время входа полосы в последнюю клеть
должны всегда занимать в пространстве одно и то же (для данной
длины полосы) положение, и к моменту встречи пройти угловой
путь Апя (выраженный в оборотах ножа)
/ПА k + AL— ^ Sil1 а
Дян = 7 ' =— 7 —« (121)
Так как сельсин-приемник делает один оборот между резами,
то одному и тому же пространственному положению ножей соот-
ветствует однозначно определенное пространственное положение
ротора сельсина-приемника. Равенство угловых путей, проходимых
роторами СП и СД, приводит к тому, что ротор сельсина-датчика
для отрезания постоянной длины переднего конца для заданной
100
мерной длины отрезаемых полос также должен занимать одно и то
же пространственное положение во время входа полосы в команд-
ную клеть. Конец полосы входит в последйюю клеть при случай-
ном пространственном положении рабочих валков. Это приводит
к необходимости отсоединять (электромагнитной муфтой) ротор
сельсина-датчика от рабочего валка и фиксировать его простран-
ственное положение перед включением регулятора в работу. Требуе-
мое пространственное положение ротора сельсина-датчика фикси-
руется при помощи стопорного сельсина. Формулы (120) и (121) по-
казывают, что для изменения длины отрезаемого конца полосы
необходимо изменить угловой путь, проходимый ножами к моменту
их встречи после командного импульса, т. е. необходимо изменить
пространственное положение ротора сельсина-датчика. Время, необ-
ходимое для отработки следящим приводом угла рассогласования
роторов после командного импульса, может оказаться большим, чем
время прохождения концом полосы расстояния до ножниц. Это при-
водит к необходимости выбирать в качестве командной не послед-
нюю :клеть стана, а одну из предыдущих. В этом случае при равен-
стве расстояний между клетями угловой путь Aazb, пройденный
рабочим валком последней клети, до момента прохождения концом
полосы ножниц равен:
/0 + Ы— ^- sin а + lKvz ^
Дл- = ж ——• <122>
где /к — расстояние между клетями стана, м\
vz — скорость валков последней клети стана, м\сек\
п — число клетей до командной, считая от последней;
yz.n — скорость валков соответствующей клети стана, м/сек.
Стопорный сельсин имеет червячную самотормозящую передачу
с указательной стрелкой, при помощи которой фиксируется про-
странственное положение ротора. Для облегчения определения не-
обходимой установки ротора СД, обеспечивающей получение первой
мерной длины, указательную шкалу стопорного сельсина целесо-
образно крепить таким образом, чтобы нулевое положение указа-
тельной стрелки стопорного сельсина соответствовало положению
максимального перекрытия ножей (положение реза). Это положе-
ние легко устанавливается включением регулятора в работу при
неподвижной клети стана.
При длине отрезаемой полосы L мм каждый градус поворота
стопорного сельсина соответствует изменению длины отрезаемого
конца ggQ , мм/град. С учетом вытяжки металла в клетях стана рас-
стояние ножниц от командной клети стана может быть записано
в виде
10 — %~ sin а + lKvz v^ =mL+L0CT,
(123)
n=l
где т — целое число;
Lor,г—остающаяся немерная длина.
Необходимый угол поворота ротора стопорного сельсина
р = L°CTL AL -360 [град]. (124)
Отработка пространственного положения ножей три сельсинной
схеме управления в зависимости от угла рассогласования происхо-
дит с превышением или снижением скорости по сравнению с син-
В
Рис. 61. К определению времени синхрони-
зации по трапецеидальному графику.
хронной. Оптимальным графиком изменения скорости при отработке
пространственного положения ножей является треугольный. Исполь-
зование такого графика при скорости выше синхронной приводит
к значительному превышению установленной мощности машин.
Обычно превышение скорости
двигателей над максимальной
рабочей берут порядка 25%.
В случае отработки простран-
ственного положения ножей при
больших углах рассогласования
максимальное значение скоро-
сти ограничивается отсечкой по
напряжению, отработка ведет-
ся не по треугольному графику,
а по трапецеидальному, и вре-
мя отработки угла рассогласо-
вания увеличивается, что видно
из осциллограмм на рис. 13 от-
работка вниз 3,5 сек (рис. 13,6),
отработка вверх 4,7 сек
(рис. 13,а).
Если принять, что величи-
ны ускорения в переходных ре-
жимах равны, то время, необ-
ходимое на отработку про-
странственного положения но-
жей при работе по трапецеидальному прафику, легко определяется
по рис. 61.
Путь, отрабатываемый приводом, в определенном масштабе изо-
бражается площадями треугольника и трапеции; эти площади долж-
ны быть равны, а следовательно (обозначения даны на рисунке),
Рис. 62. Кривая увеличения време-
ни синхронизации при работе по
трапецеидальному графику.
102
Г 1 Ап0 / Апст\2 I*
'«-Нт-дйД1-^) +'J • <125>
На рис. 62 приведена кривая, позволяющая оценить увеличение
времени синхронизации при различных соотношениях Дпст/ДЯо-
Atlc т
Из рис. 62 видно, что при ^п ^> 0,65 время синхронизации
практически одинаково при треугольном и трапецоидальном измене-
Ап с т
ниях скорости. При <С Q>^5 время синхронизации при работе
по треугольному графику меньше.
Поэтому представляют интерес регуляторы, в которых отработка
пространственного положения ножей производится всегда по тре-
угольному графику за счет снижения скорости ножниц. В случае
равенства динамического момента двигателя при ускорении и за-
медлении и отработки угла рассогласования по треугольному гра-
* Выводится так: из подобия треугольников OAF и ОВК на
рис. 61 получаем:
Апст __Дя0 AnCTt0
——щ ™»Х = ~Ш^'
а из равенства площадей ABC и CGHD, с учетом значения х:
Апст ('ст — to)=~Y Со — 2дг)(Дл0 — ДЯст) =
1 / ДлСт\
преобразуя, получим:
1 / Дпст\ /
AncrtCT — AncJQ = ~2~ ( 1 — AaTq 1 Аат0 ( 1
Апс
Ап0
или
1 Л Ап--^2
t ст ==
Апст
-f°L 2 Апст [l- An0 J +1J'
де Ал — необходимое снижение скорости двигателя при изменении
скорости по треугольному графику;
п0 — рабочая скорость вращения двигателя ножниц;
Мдин — динамический момент двигателя;
AQ — запас кинетической энергии в маховых массах привода при
рабочей скорости;
а — угол рассогласования роторов сельсинов в градусах;
2сп — передаточное число кинематических связей между валом
двигателя и ротором сельсина-приемника;
*ро — время разгона привода до рабочей скорости;
t0 — время отработки угла рассогласования.
103
фику скорости необходимое снижение скорости двигателя и время
отработки определяются по формулам:
*Р0 "о
На рис. 63 приведены кривые «необходимого снижения скорости
двигателя для работы по треугольному графику в функции угла
рассогласования сельсинов (при углах 0—360° за счет снижения
* Выводится следующим образом [пользуясь рис. 61 и значе-
ниями величин, указанными ниже для формул (126) и (127)] скорость
вращения двигателя:
Ядв = ^сп^сгт
Путь, пройденный двигателем при угловом пути ротора сельси-
на-приемника СП, равном а:
а2сп = 2-60 ^о'ЗбО = ЗДяДв/0;
to
az.
СП
' ЗДпдВ
Динамический момент двигателя
GD2 dn__
Мдин = r^j^ • ^ = «Л/Ии,
где k — коэффициент заполнения токовой диаграммы;
Л — коэффициент перегрузки двигателя.
Отсюда
dn __Мдин-375_АкдВ 6-*пдв
dt GD2 f0/2 ~ azcn
1 / ^дин-375агсп
АПдв __ 1 , /
n0 n0 у 6G-D2
GD2n%
а имея в виду, что Л9 = ~Y200~•
А«дв ./ МДин
104
скорости) при zcr[ = \ и различных отношениях МдинМо- Действи-
тельное значение необходимого снижения скорости двигателя при
другом значении zcn легко определяется умножением соответствую-
щей кривой на |/"2сп. В другом масштабе эти же кривые дают
время отработки угла рассогласования. Из кривых видно, что время
отработки угла рассогласования 360° относительно времени отра-
ботки угла рассогласования 180° увеличивается на 41%.
Однако при работе на максимальных рабочих скоростях отра-
ботка пространственного положения ножей за счет увеличения ско-
рости также происходит с увеличенным временем за счет ограни-
Рис. 63. Кривые необходимого снижения скорости двигателя для
работы по треугольному графику.
чения максимальной скорости привода, что видно из осциллограмм
на рис. 13. Применение регуляторов пространственного положения
ножей, работающих только за счет снижения скорости ножниц,
обеспечизает решение задачи при меньших мощностях двигателя и
питающих генераторов.
Второе преимущество регуляторов, работающих только за счет
снижения скорости ножниц, заключается в том, что может быть
обеспечено сокращение паузы между прокатываемыми полосами за
счет отработки пространственного положения ножей при нахождении
металла в ножницах при сохранении требуемой точности в отреза-
нии первой мерной длины. Рассмотрим решение этой задачи приме-
нительно к непрерывным заготовочным станам. При разрезании
прокатываемой полосы на заготовки мерной длины последний конец
имеет случайную длину и идет в отход. На непрерывных заготовоч-
ных станах такая потеря металла исключается путем применения
системы безостаточного деления, которая корректирует работу при-
105
вода летучих ножниц таким образом, чтобы прокатываемая полоса
была разрезана на мерные заготовки без остатка.
Наличие системы безостатичного деления позволяет сократить
паузу между прокатываемыми полосами на время, равное времени
прохождения отрезаемой заготовки через ножницы.
Рассмотрим качественную сторону вопроса. На рис. 64 приве-
дены линеаризованные кривые отработки углового пути сельсина-
приемника при работе сельсинного регулятора пространственного
положения ножей за счет снижения и повышения скорости враще-
1000
900
800
700
600
500
400
300
гоо
100
о
100
гоо
Рис. 64. Линеаризованные кривые отра-
ботки углового пути сельсина-приемника
при работе регулятора пространствен-
ного положения ножей.
ния привода. Начало отсчета соответствует моменту включения
регулятора в работу. Кривая / представляет собой угловой путь,
проходимый сельсином-датчиком, кривая // — угловой путь, прохо-
димый сельсином-приемником при работе регулятора в направле-
нии, соответствующем снижению скорости вращения привода, а
кривая /// — угловой путь сельсина-приемника при работе регуля-
тора в направлении повышения скорости вращения привода. Отра-
ботка пространственного положения ножей заканчивается через вре-
мя /с (точкой А отмечено положение схождения ножей). Ножи
ножниц встречаются через каждый оборот сельсина-приемника, т. е.
при прохождении последним 360° углового пути. При установившем-
ся режиме работы отрезаемая заготовка проходит через ножницы
за время /ц. Так как время прохождения сельсином-приемником
пути в 360° при снижении скорости ^СПн больше /ц, то при без-
106
остаточном делении можно включать в работу регулятор простран-
ственного положения сразу же после последнего реза (регулятор
начинает работать при прохождении последней отрезанной заготовки
через ножницы) и пауза между полосами может быть сокращена
на время /ц. При работе регулятора за счет повышения скорости
вращения привода время прохождения сельсином-приемником угло-
вого пути в 360° /СПв меньше времени /ц и регулятор можно вклю-
чать после последнего реза через время /ц—^спз» т- е- паУза между
полосами может быть сокращена на время ^пв- В случае отсут-
ствия системы безостаточного деления и при работе регулятора
пространственного положения ножей только за счет снижения ско-
рости привода возможно сокращение пауз между прокатываемыми
полосами за счет отказа от зачистки переднего конца прокатывае-
мой полосы, т. е. регулятор настраивается таким образом, что пер-
вая заготовка режется с максимальным минусовым допуском, опре-
деляемым точностью работы регулятора пространственного положе-
ния ножей, а момент включения в работу регулятора выбирается
таким образом, чтобы окончание отработки приводом пространствен-
ного положения ножей проходило при наличии первой заготовки
в ножницах.
Использование такого режима при работе регулятора за счет
повышения скорости вращения привода привело бы к необходимости
отрезания первой заготовки короче заданной на величину vM(tn—
— ^спв)»что превышает, как правило, допуск ,и потому эта заготовка
шла бы в отход.
Таким образом, регулятор пространственного положения ножей
путем снижения скорости привода позволяет сократить паузу между
прокатываемыми полосами за счет окончания синхронизации со
скоростью металла в ножницах.
Некоторые из предложенных схем по отработке пространствен-
ного положения ножей по треугольному графику снижения скорости
[Л. 21, 22] в настоящее время еще не внедрены в эксплуатацию,
и дать характеристику работы таких систем не представляется воз-
можным. Поэтому ограничиваемся описанием принципов работы
этих схем (см. § 35 и 36).
35. РЕГУЛЯТОР ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ НОЖЕЙ
ВНИИМЕТМАШ, РАБОТАЮЩИЙ ПО ТРЕУГОЛЬНОМУ
ГРАФИКУ СНИЖЕНИЯ СКОРОСТИ
На рис. 65а приведена блок-схема регулятора пространствен-
ного положения ножей, разработанного во ВНИИМЕТМАШ 1 и обес-
печивающего отработку угла рассогласования всегда за счет сниже-
ния скорости ножниц при уменьшении скорости в переходном про-
цессе по треугольному графику. Рассогласование по пути между но-
жами и передним концом полосы в момент засветки фотореле
1 Разработку регулятора под руководством автора вели инже-
неры С. А. Калиничев и Л. Г. Ксенофонтов.
107
Рис. 656.
Рис. 656.
Рис. 656.
Рис. 656, Осциллограммы переходного процесса при отработке при-
водом углов рассогласования по треугольному графику снижения
скорости.
определяется при помощи датчика ДИ\. Датчик ДИХ состоит из
диска с равномерно распределенными прорезями, фотодиода и осве-
тителя. Диск связан с барабаном ножниц через кинематический
редуктор, при помощи которого всегда обеспечивается один оборот
диска за время между двумя последовательными резами. Возни-
кающий при засвечивании фотодиода электрический импульс усили-
вается и формируется в импульс с крутыми передним и задним
110
фронтами в формователе Ф\. Сформованные импульсы поступают
на электронный ключ ЭК\, при помощи которого разрешается или
запрещается прохождение импульсов на реверсивный счетчик им-
пульсов СС (счетчик сравнения). Если ЭК\ пропускает импульсы
на счетчик СС, то последний отсчитывает импульсы в промежутке
времени между двумя последовательными встречами ножей, а при
каждом резе происходит сброс отсчитанных импульсов и начинает-
ся новый счет. Для этой цели в диске сделана одна прорезь, кото-
рая установлена таким образом, чтобы второй фотодиод засвечи-
вался в момент схождения ножей (датчик ДИ2). Этот импульс
усиливается и формируется в формователе Ф2 и через электронный
ключ ЭК2 подается на специальный вход — «сброс» счетчика сравне-
ния СС. Таким образом, при отсутствии металла в стане после
каждой . встречи ножей начинается счет импульсов, число которых
фиксирует положение ножей относительно положения «рез полосы».
При подходе переднего конца полосы к фотореле ФР\ (начало
синхронизации) последнее своими контактами перебрасывает триг-
гер TP, при этом:
1) Электронные ключи ЭК\ и ЭК2 перебрасываются, импульсы от
датчиков ДИх и ДИ2 не поступают в счетчик сравнения СС, и по-
следний фиксирует угол рассогласования в момент начала синхро-
низации.
2) Электронный ключ ЭКъ перебрасывается, и импульсы от
генератора фиксированной частоты ГИ через формователь Фз и
счетчик преобразователя СП поступают на вход отрицательного
счета счетчика сравнения СС, который начинает сосчитывать за-
фиксированное число импульсов.
3) Открывается электронная лампа исполнительного устрой-
ства И, которое подает на вход электронного усилителя ЭУ фикси-
рованное напряжение определенной полярности, обеспечивающее
форсированное снижение скорости двигателя.
В момент, когда на счетчике сравнения СС будут сняты все
импульсы и счетчик придет в нулевое положение, выдается сигнал
в исполнительное устройство И-О, которое перебрасывает триг-
гер TP, при этом:
1) электронный ключ ЭКъ перебрасывается, прекращается про-
хождение импульсов от генератора фиксированной частоты ГИ
к счетчику преобразователя ьЯ;
2) запирается электронная лампа исполнительного устройства И
и на вход электронного усилителя ЭУ подается только разность на-
пряжений тахогенераторов ТВ и ТН, благодаря чему обеспечи-
вается восстановление рабочей скорости ножниц при работе тахо-
метрической схемы управления;
3) электронные ключи ЭК\ и ЭК2 перебрасываются и импульсы
от датчика ДИ\ поступают в счетчик сравнения СС, который начи-
нает отсчитывать число импульсов. При каждом разрезании полосы
датчик ДИ2 выдает импульс, который сбрасывает отсчитанное счет-
чиком число импульсов, и последний начинает новый счет импуль-
сов от датчика ДИ\.
В схему управления приводом ножниц при таком положении
триггера TP никаких сигналов не поступает, и привод работает
по тахометрической схеме управления. После прохождения концом
полосы половины эквивалентного расстояния от фотореле ФР\ до
ножниц засвечивается фотореле ФР2 и подается блокировочный им-
111
пульс на тот же вход триггера TP, что и от исполнительного
устройства И-О. Этим обеспечивается безаварийное разрезание по-
лосы в случае неисправности регулятора пространственного поло-
жения ножей. После прохождения заднего конца прокатываемой
полосы мимо фотореле ФР\, последнее переключает свои контакты,
но триггер остается в прежнем состоянии. При подходе к фото-
реле ФР\ переднего конца следующей полосы фотореле ФР\ пере-
брасывает триггер, и цикл работы ножниц повторяется.
Как видно из уравнения (127), время отработки угла рассогла-
сования пропорционально необходимому для отработки простран-
ственного угла рассогласования по треугольному графику снижению
скорости двигателя. Зависимость времени отработки угла рассогла-
сования в функции пространственного положения ножей представ-
лена кривыми на рис. 63.
Таким образом, каждому углу рассогласования пространствен-
ного положения ножей соответствует определенное время отработки
угла рассогласования и при отработке пространственного угла рас-
согласования по треугольному графику скорости необходим переход
от снижения скорости привода к восстановлению рабочей скорости
через определенное время для каждого угла рассогласования. Ввиду
того, что рассмотренная система фиксирует угол рассогласования
определенным количеством импульсов, это количество импульсов
должно сниматься за вполне определенное время. Это условие обес-
печивается применением счетчика преобразователя, который, прини-
мая на входе импульсы повышенной частоты от генератора фикси-
рованной частоты Г И (порядка 600—800 гц)> преобразует их на
выходе по заданному закону в количество импульсов, соответствую-
щих зафиксированному счетчиком сравнения СС для каждого угла
рассогласования. Проведенное в лаборатории ВНИИМЕТМАШ
исследование работы этого регулятора на модели привода летучих
ножниц с двигателем типа МПС-55, 32 кет, 220 в, 700/1 200 об/мин,
с управлением от ртутных выпрямителей, показало хорошую отра-
ботку приводом пространственного положения ножей, что иллю-
стрируется осциллограммами на рис. 656, где зафиксирована отра-
ботка углов рассогласования в 360, 270, 180, 90 и 36°.
36. РЕГУЛЯТОР ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ
НОЖЕЙ ИАТ АН СССР, РАБОТАЮЩИЙ
ПО ТРЕУГОЛЬНОМУ ГРАФИКУ СНИЖЕНИЯ СКОРОСТИ
[Л. 22, 24]
На рис. 66 приведена блок-схема регулятора пространственного
положения ножей, разработанного в ИАТ АН СССР в 1957—
1958 гг.
Рассогласование по пути между ножами и передним концом
полосы определяется в системе в момент засветки фотореле ФР.
Для этой цели на интегратор И{ подается напряжение, пропорцио-
нальное скорости движения ножей, снимаемое с потенциометра П
тахогенератора ТВ (при большом коэффициенте усиления тахометри-
ческой схемы сравниваемые напряжения тахогенераторов ТВ и ТН
можно принять одинаковыми). В момент схождения ножей для раз-
112
Летучие нотницы
о
о
клети стена
о о.,о
D ОЮ
Рис. 66. Блок-схема регулятора пространственного положения ножей
ИАТ АН СССР.
резания полосы конденсатор С кратковременно закорачивается
контактами ПВ вращающегося путевого выключателя. В результате
на выходе интегратора И\ получается пилообразное напряжение
(рис. 67). Длительность импульса пилообразного напряжения (*Р,
t/) равна времени между двумя последовательными резами. Ампли-
туда импульса пилообразного напряжения зависит от числа пропу-
сков реза ножниц. Например, для случая, когда рез будет происхо-
дить через четыре оборота барабанов (три пропуска реза), ампли-
туда выходного напряжения интегратора Mi будет в 4 раза боль-
ше, чем в случае разрезания полосы при каждом обороте барабанов
(пунктирная кривая на рис. 67).
Изменение длины отрезаемой полосы за счет изменения поло-
жения ползунка потенциометра П не приводит к изменению ампли-
туды выходного напряжения интегратора И\ в результате соот-
ветствующего изменения длительности импульса и скорости изме-
нения выходного напряжения.
Рассогласование по пути S0 между ножами и передним концом
полосы определяется в схеме следующим образом. После засветки
фотореле ФР электронное реле времени ЭРВ срабатывает и замы-
кает свои размыкающие контакты в цепях интегратора И\. Цепь
8—2224 ИЗ
/
/
/
входа интегратора И\ разрывается, и на емкости С интегратора
фиксируется напряжение выхода U иЬ определяющее рассогласо-
вание по пути между ножами и передним концом полосы, которое
необходимо отработать. При отсутствии рассогласования выходное
напряжение интегратора равно нулю. Выдержка времени реле ЭРВ
определяет длину переднего конца, отрезаемого ножницами при пер-
вом резе. Одновременно с отключением интегратора #i при сраба-
тывании реле ЭРВ тахометрическая система управления приводом
разрывается (отключается обмотка ОУ2 ЭМУ), а на обмот-
ку ОУ1 ЭМУ подается импульс управляющего воздействия, вызы-
вающий торможение двигателя.
Для определения момента измене-
ния знака управляющего воздей-
ствия оценивается путь рассогласо-
вания, отработанный двигателем
ножниц во время торможения
при помощи интегратора И2. По-
следний включается на разность
напряжений, снимаемых с тахоге-
нераторов ТВ и ТН. Конденсатор
интегратора И2 нормально закоро-
чен контактами ЭРВ и размы-
кается одновременно с подачей
импульса на торможение двигателя.
Постоянная времени интегратора
И2 выбирается в 2 раза меньшей,
чем у интегратора И\. Поэтому выходное напряжение Um стано-
вится равным напряжению в момент времени, когда привод отра-
ботает за период торможения половину угла рассогласования. При
равенстве величин ^И1,и ^И2 Реле ^ сработает и изменит знак
управляющего воздействия и ножницы начнут увеличивать свою
скорость. При достижении ножами рабочей скорости управляющее
воздействие отключается с помощью электронного нуль-реле Р#, а
обмотка ОУ2 ЭМУ вновь подключается и привод ножниц работает
по тахометрической схеме.
ААЛАЛ
L- 1- л- "
t
■t'p-
Рис. 67. Выходное напряжение
интегратора
37. БЕЗОСТАТОЧНОЕ ДЕЛЕНИЕ ПРОКАТЫВАЕМОЙ ПОЛОСЫ
НА МЕРНЫЕ ДЛИНЫ
Как уже отмечалось, при разрезании прокатываемой полосы ле-
тучими ножницами на мерные длины последний конец имеет случай-
ную длину и идет в отход. Кроме того, уборка заднего конца вызы-
вает известные трудности, и если он попадает на холодильник, то
зачастую является причиной искривления целого пакета и услож-
няет уборку пакетов с холодильника.
Размер прокатываемых полос на стене и существующие до-
пуски на длины заготовок позволяют вести безостаточное деление
прокатываемой полосы на мерные длины за счет некоторого допу-
стимого уменьшения длин заготовок, отрезаемых летучими нож-
ницами.
114
Решение задачи безостаточного деления прокатываемой полосы
на мерные длины выполняется при помощи специализированной
электронной счетной машины.
Существуют два способа решения этой задачи.
Первый способ заключается в том, что автоматически изме-
ряется длина прокатываемой полосы и счетная машина по заданной
длине (или весу) заготовки определяет необходимое уменьшение
длины заготовки, чтобы из прокатываемой полосы получить все
отрезки одинаковой длины.
Второй способ заключается в том, что ножницы начинают отре-
зать заданные мерные длины, а безостаточное деление вводится
только для определенной части длины прокатываемой полосы.
Рис. 68. Расположение датчиков в линии стана для обеспечения
безостаточного деления полосы.
Одним из основных вопросов безостаточного деления полосы
является определение фактической длины прокатываемой полосы
с учетом возможных отклонений технологических параметров про-
цесса прокатки.
По мнению автора, наиболее рациональной является следующая
схема, обеспечивающая измерение на входе стана фактической дли-
ны заготовки с учетом всех переменных, влияющих на эту длину.
Схема предлагается для электрических летучих ножниц, обеспечи-
вающих разрезание на мерные длины по тахометрической системе
управления.
На рис. 68 показано расположение датчиков в линии стана.
Между маятниковыми ножницами и 12-й клетью стана располага-
ются следящие ролики. Конструктивно следящие ролики выпол-
няются таким образом, чтобы исключалась возможность проскаль-
зывания между следящим роликом и прокатываемой полосой. На
валу следящего ролика расположен датчик импульсов. Каждый
импульс, посылаемый датчиком, соответствует вполне определенному
пути, проходимому заготовкой. Число импульсов, соответствующее
1 м заготовки, выбирается в зависимости от необходимой точности
измерения длинны заготовки. На оси следящих роликов размещается
фотореле ФР2, фиксирующее момент прохождения концом заготовки
следящего ролика и включающее счетное устройство в работу. На
определенном расстоянии от ФР2 устанавливается фотореле ФР\,
перед летучими ножницами — ФРз.
в.
ФР2
$У $5 « ¥* 5S $9
8*
115
Расстояние между фотореле ФР\ и ФР2 задается соответствую-
щим количеством импульсов. После прохождения концом полосы
фотореле ФР2 включается в работу счетная схема датчика импуль-
сов. После прохождения концом полосы фотореле ФР3 первое схож-
дение ножей (первый рез), фиксируемое путевым выключателем ПВ,
фиксирует отсчитанное количество импульсов, которое суммируется
с количеством импульсов между фотореле ФР\ и ФР2 и передается
в запоминающее устройство электронной счетной машины. Это же
схождение ножей переключает счетную систему и начинает новый
счет импульсов. Второе схождение ножей фиксирует отсчитанное
число импульсов, соответствующее заданной длине, и передается
в запоминающее устройство электронной счетной машины. Ножницы
разрезают заготовку на заданные длины. После того как конец
раската 'покидает фотореле ФРЬ включается в работу счетная си-
стема и первая встреча ножей фиксирует отсчитанное число им-
пульсов. Это число импульсов вычитается из суммарного числа
импульсов, зафиксированного в первом запоминающем устройстве.
Полученное число импульсов делится электронной счетной машиной
на число импульсов, соответствующее заданной длине (зафиксиро-
вано во втором запоминающем устройстве). Если частное от деле-
ния получается дробным, то электронная счетная машина автома-
тически делит его на ближайшее целое большее число и отношение
полученного числа импульсов к числу импульсов, определяющему
заданную длину, электронной машиной умножается на сравнивае-
мое напряжение тахогенератора ножниц. Дальше в электронной ма-
шине производится вычитание из этой величины сравниваемого на-
пряжения тахогенератора и полученное напряжение (с учетом зна-
ка) вводится в цепь сравнения напряжений тахогенераторов клети
и ножниц. Ножницы будут разрезать оставшуюся часть раската на
равные длины меньше заданной, но без отхода.
Для получения большего приближения отрезаемых длин и за-
данной следует располагать фотореле ФР1 таким образом, чтобы
после отрезания первой заготовки конец раската проходил фоторе-
ле ФРь Если требуется весь раскат разрезать на одинаковые дли-
ны, то эта задача также легко решается за счет усложнения опе-
раций.
На непрерывных заготовочных станах входные скорости про-
катки, входное прокатываемое сечение и вес прокатываемых полос
остаются постоянными независимо от требуемого сечения прока-
тываемых заготовок. Технологическая настройка стана носит эпи-
зодический характер. Поэтому может быть осуществлена схема без
применения вычислительной машины, обеспечивающая практически
достаточную точность работы, но требующая корректировки пара-
метров схемы при технологической подстройке стана.
На рис. 69 приведена схема корректировки скорости ножей
летучих ножниц для получения безостаточного деления прокаты-
ваемой полосы, осуществленная наладчиками на летучих ножницах
Макеевского завода. В цепь сравнения тахогенераторов клети
ТК и ножниц ТН вводится потенциометр Rn, питание которого
обеспечивается от усилителя У с жесткой отрицательной обратной
связью. Напряжение усилителя У может корректироваться при
технологической подстройке стана. Ползунок потенциометра имеет
электропривод от двигателя Дпот. Исходное положение ползунка
потенциометра соответствует отсутствию напряжения, снимаемого
1J6
с потенциометра. Схема начинает работать при прохождении зад-
ним концом прокатываемой полосы командного фотореле, которое
включает двигатель ДПот. Скорость движения ползунка постоян-
ная. В цепь сравнения тахогенераторов клети вводится напряже-
ние, снимаемое с потенциометра Rnor, которое суммируется с на-
пряжением тахогенератора клети стана и тем самым как бы по-
вышает скорость, задаваемую ножницам. При первом схождении
ножей после включения двигателя Дп0т подается команда на от-
ключение двигателя Дпот и двигатель ножниц работает с повышен-
ЗУ
Рис. 69. Схема корректировки скорости но-
жей ножниц для обеспечения безостаточ-
ного деления полосы.
ной скоростью, определяемой положением ползунка Rn- После по-
следнего реза прокатываемой полосы двигатель Дпот реверсируется
и возвращает ползунок Rn в исходное положение.
38. НОЖНИЦЫ, РАБОТАЮЩИЕ В РЕЖИМЕ ПУСКОВ
ДЛЯ КАЖДОГО РЕЗА
Такие ножницы устанавливаются перед чистовой группой не-
прерывных тонколистовых и сортовых горячекатаных станов для
отрезания переднего конца раската перед подачей ее в клеть,
а также после чистовой группы клетей непрерывных сортовых ста-
нов, для разрезания выходящей заготовки из стана на мерные дли-
ны при работе на холодильник.
Цикл работы таких ножниц заключается в форсированном
пуске ножниц перед каждым резом, обеспечении к моменту реза
скорости ножей, равной скорости заготовки, разрезании заготовки,
форсированном торможении привода и остановке ножниц в исход-
117
Ползучая
скорость
Начало
замедления
Ползучая^
спорость,
o°J Начало
замедления
Рис. 70. Циклы работы ножниц.
а — нереверсивный; б — реверсивный.
ном положении. При этом в функции угла поворота ножей различают
«реверсивный» и «нереверсивный» циклы работы ножниц, (рис. 70).
Опыт эксплуатации летучих ножниц сортовых станов (рабо-
тающих на холодильник) показывает, что технологически при боль-
ших скоростях прокатки необходимо обеспечивать разрезание ме-
талла практически при синхронной, скорости движения металла
и ножей ножниц. Для летучих ножниц, работающих в режиме
пуска без пропусков реза, разгон до полной скорости и тормо-
жение с полной скорости должны происходить менее чем за один
оборот ножей ножниц. Это условие приводит к необходимости обес-
118
печения максимальных ускорений, что требует систем привода, обес-
печивающих максимальное заполнение токовой диаграммы двигателя
в переходных режимах при малой длительности последних. Согла-
сование скорости ножей со скоростью заготовки производится
с помощью тахометрических схем управления, описанных выше.
Точность отрезаемых длин обеспечивается пуском ножниц перед
каждым резом из строго фиксированного положения. Остановка
ножниц в фиксированном исходном положении обеспечивается сни-
жением скорости ножниц до небольшой величины (ползучая ско-
рость) и отключением привода в исходном положении с примене-
нием большого тормозного момента привода, фиксирующего оста-
новку ножниц. Изменение режимов работы привода в функции
угла поворота ножей производится контактами вращающегося пу-
тевого выключателя.
Таким образом, привод летучих ножниц такого типа должен
обеспечивать:
1) разгон и торможение ножей ножниц до рабочих скоростей
при заданных углах поворота ножей за время разгона;
2) надежную работу привода при большом числе включений
двигателя;
3) фиксацию с большой точностью исходного положения ножей;
4) запас кинетической энергии движущихся деталей механизма
и привода, достаточный для разрезания максимальных сечений при
минимальной рабочей скорости.
Работа двигателя летучих ножниц, работающих в режиме
пусков, по сравнению с работой двигателя летучих ножниц с не-
прерывным вращением ножей происходит в более тяжелых условиях.
Действительно, двигатель летучих ножниц с непрерывным движе-
нием ножей форсированно отрабатывает только пространственное
положение ножей. Такой режим в общем цикле прокатки одной
полосы занимает до 10% времени, и поэтому в тепловом отноше-
нии двигатель не нагружен. Двигатель же летучих ножниц в режи-
ме пусков непрерывно работает в форсированном режиме, что
вызывает его нагревание и тепловой режим начинает ограничивать
темп работы летучих ножниц. Известно, что для механизмов, рабо-
тающих в повторно-кратковременном режиме, максимальные уско-
рения в переходном режиме обеспечиваются при оптимальном пере-
даточном числе между двигателем и исполнительным механизмом.
Расчет мощности двигателя носит поверочный характер, т. е.
предварительно выбирается двигатель, а затем проверяется обеспе-
чение приводом требуемых режимов. Таким образом, первой зада-
чей при выборе мощности привода рассматриваемых летучих нож-
ниц является определение оптимального передаточного числа для
обеспечения минимальной продолжительности процессов пуска и
торможения при заданных номинальном моменте Ми и маховом мо-
менте двигателя С£)2ДВ, установившейся скорости вращения ножей
ножниц пн и моменте сопротивления на валу ножниц. Искомой ве-
личиной в этом случае является скорость вращения двигателя, оп-
ределяющая величину передаточного числа.
Учитывая, что пуск и торможение ножниц происходят всегда
вхолостую, т. е. Мс~0, запишем уравнение движения электропри-
вода:
119
(128)
Приведенное значение махового момента привода для рассматри-
ваемых схем ножниц
GDI
б^„ = вОО' +—— , (129)
GDlB+GD2n
ДВ I ^^ДОГТ.ДВ
где о = —g — коэффициент, учитывающий дополнитель-
нее ные маховые массы на валу двигателя;
z — передаточное число редуктора.
Подставляя значения GD^p и лдв = z/iH в уравнение (128), по-
лучим:
dnn 375МДВ 375МДВ2
dt
GDI z4GD\B + GDI
(130)
Принимая маховые массы постоянными, получаем, что ускорение
ножниц является функцией передаточного числа и момента, разви-
ваемого двигателем, т. е.
-5Г=/(МДВ, г). (131)
Для определения максимума функции двух аргументов необходимо
найти критические точки, решив системы уравнений:
'dn
d[ dt J _ 375z
d (~аТ) 375МД„ (z4GDlE + GD1 ) — 2z2oGD~ • 375Л1ДВ
—^—- = ~> ~ = 0. (133)
Первое уравнение удовлетворяется только при z = 0, что неосу-
^ dnH
ществимо. Поэтому определяем максимальное значение ~~jf~ по вто-
рому уравнению:
GDl-zlnTSGD-aB = 0; (134)
у/ GDl
ZonT~ V 8GDL
(135)
'дв
120
Обычно при проектировании двигатель для привода ножниц
выбирается из выпускаемых промышленностью серий электродви-
гателей, имеющих определенные скоростные и динамические харак-
теристики. При .этом, естественно, привод может быть осуществлен
при различных оптимальных передаточных числах.
Найдем критерии для сравнительной оценки различных приво-
дов ножниц при оптимальном передаточном числе.
Подставляя в уравнение (130) значение Zom, получим:
(dn„ \
375М
GK , , 2GDn
37Ш
Y'MnZom> (136)
де k — коэффициент заполнения токовой диаграммы;
X — перегрузочная способность двигателя.
Из формулы (136) видно, что для данных ножниц при Z=Z{)11t
максимальные ускорения будет обеспечивать тот двигатель, у ко-
торого произведение динамического момента на оптимальное пе-
редаточное число будет наибольшим.
Формула (136) может быть преобразована так:
fan и \ 375kX Ми
либо
SGD^Zom;
(137)
dt у Ап
/опт 11
где Рдин — динамическая мощность двигателя при рабочей ско-
рости, квт\
Ап — запас кинетической энергии в маховых массах ножниц
при рабочей скорости, кГ-м;
пп — рабочая скорость ножниц, об/мин.
Таким образом, при z=zonr максимальные ускорения будет
обеспечивать тот двигатель, который имеет большее отношение ди-
намического момента двигателя к произведению суммарных махо-
вых масс вала двигателя на величину оптимального передаточного
числа, или тот двигатель, который имеет большую динамическую
мощность при рабочей скорости двигателя.
Проанализируем, как будет изменяться величина ускорения но-
жей относительно ускорения при z0m в случае отклонения переда-
точного числа от оптимального с призодом от одного и того же
двигателя:
375М л в z
dn„
dt - ABV~ * ъсодв
GDi
dnH \ 375МдВ " * Zom
dt Уопт 26GD
опт
(139)
121
На рис. 71 представлена характеристика уменьшения величины
ускорения ножей при отклонении передаточного числч редуктора от
оптимального.
Из проведенного анализа видно, что получение максимальных
ускорений ножниц требует получения от двигателя максимальных
моментов. Максимальный момент двигателя определяется перегру-
зочной способностью двигателя и коэффициентом заполнения токо-
вой диаграммы. Решающее значение для заполнения токовой диа-
граммы двигателя имеет скорость изменения напряжения, прикла-
дываемого к якорю двигателя. В системе ГД скорость изменения
напряжения генератора определяется коэффициентами форсирова-
Рис. 71. Кривая изменения величины ускорения ножей при откло-
нении передаточного числа редуктора от оптимального.
ния, действующими в цепи обмотки возбуждения генератора. В си-
стемах с применением «отсечки по току» необходимое изменение
коэффициента форсирования при.действии токовой отсечки опреде-
ляется, как было показано, по уравнению
1 к.з.н 1 м *в.н
В рассматриваемых замкнутых системах регулирования с приме-
нением различного рода усилителей и обратных связей заполнение
токовой диаграммы зависит от характеристик усилителей, пара-
метров обратных стабилизирующих связей и способов их введения,
параметров привода и режимов работы ножниц.
Теоретическое определение коэффициента заполнения токовой
диаграммы требует построения кривой переходного процесса дви-
гателя для различных режимов с учетом действия соответствующих
связей, что является трудоемкой задачей. Поэтому обычно при
расчетах задаются значением коэффициента заполнения токовой
диаграммы. Следует обратить внимание, что при принятых значе-
ниях коэффициентов усиления и стабилизирующих связей в систе-
мах ГД при изменении скоростных режимов работы ножниц коэф-
фициент заполнения токовой диаграммы уменьшается с уменьше-
нием рабочей скорости ножниц.
122
Обеспечение разгона ножниц до рабочей скорости и торможения
ножниц с полной скорости на пути менее чем один оборот ножей
приводит к необходимости обеспечения максимальных ускорений
в переходных режимах, достигающих 1 500—1 700 об/мин/сек. Обес-
печение таких ускорений в системах электромашинного управления
становится практически невозможным из-за их инерционности и
наличия большого количества релейно-контакторной аппаратуры.
Внедрение систем ионного привода для реверсивной работы с чи-
слом включения более 1 ООО в час делает получение таких ускоре-
нии возможным.
Точность длины отрезаемых заготовок обеспечивается пуском
ножниц перед каждым резом из строго фиксированного положения.
При этом момент подачи импульса на пуск ножниц регулируется
в зависимости от скорости движения заготовки изменением поло-
жения командоаппарата или с помощью электронного реле време-
ни с регулируемой выдержкой.
39. НОЖНИЦЫ, РАБОТАЮЩИЕ В РЕЖИМЕ ПУСКОВ
ДЛЯ КАЖДОГО РЕЗА С ПРИМЕНЕНИЕМ
ВЫЧИСЛИТЕЛЬНЫХ УСТРОЙСТВ [Л. 29]
Применение в системах автоматического управления вычисли-
тельных устройств увеличивает их быстродействие и точность ре-
гулирования, появляется возможность компенсации возмущающих
воздействий. Для летучих ножниц, работающих в режиме пусков
для каждого реза из определенного положения, возможно осущест-
вить автоматическое регулирование разрезания полосы на мерные
длины путем сравнения расстояния, пройденного полосой и ножа-
ми ножниц. Если система привода обеспечивает в переходных про-
цессах постоянное ускорение, то расстояние SH, проходимое но-
жами ножниц, может быть определено как сумма расстояний, про-
ходимых ножами при ускорении и при движении с установившейся
скоростью. Для получения мерной отрезаемой длины при постоян-
ной скорости движения полосы величина Sn должна быть всегда
одна и та же, т. е.
SB = const = ^ atl + Vu.yty = ~2 • -^~~ +Vu.yty, (141)
где a — величина ускорения ножей в переходных режимах;
ун.у — установившаяся скорость движения ножей;
/а = —— — время разгона привода;
ty — время работы привода с установившейся скоростью до
момента реза.
Общее время перемещения ножниц ty от начала движения до реза
t% — t& + ty.
(142)
123
Подставляя в уравнение (142) значение ^у и ta из уравнения(141)
получим:
. ^н.у ■ «$н 1_ Ун.у SH 1^ Уц.у п ЛЪ\
**- а "^Ун.у ' 2 ' a г/„.у f 2 ' а ' (14d)
Расстояние 5Д, проходимое полосой от начала движения ножниц
до разрезания полосы, можно определить по следующей формуле:
Sa=Ms=_ + T._f (144)
где А = —— — коэффициент, характеризующий отношение скорости
Vn ножей к скорости полосы;
vn — скорость полосы.
Расстояние 5С, проходимое полосой от момента предыдущего
разрезания полосы до момента подачи командного импульса на
пуск ножниц для последующего реза,
Sc=L — Sx — STt (145)
где L—длина отрезаемой полосы;
ST =vntB —расстояние, проходимое полосой за время /в, в течение
которого привод находится в неподвижном состоянии
после подачи командного импульса;
Sc = L-^~^ .-^--vj*. (146)
Для случая, когда в переходных процессах привод обеспечивает,
постоянное ускорение, получаем следующее уравнение, описываю-
щее работу системы,
Sc = L — с1 — c2vn — czv\ . (147)
На рис. 72 приведена структурная схема системы управления,
обеспечивающая работу систему по уравнению (147). Интегратор У,
на вход которого подается напряжение тахогенератора, пропорцио-
нальное скорости полосы, создает на выходе напряжение, пропор-
циональное пути, пройденному полосой.
Включение интегратора происходит либо с помощью фотоэлек-
трической схемы в момент прохода переднего конца полосы, либо
от ножниц в момент отрезания предыдущей заготовки. Выходное
напряжение интегратора сравнивается с суммой напряжений, сни-
маемых с устройств 2, 3 и 4. Эта сумма соответствует величине Sc,
получаемой на основании уравнения (147). При равенстве этих на-
пряжений срабатывает релейный усилитель 5, включая привод нож-
ниц. Постоянное значение ускорения привода обеспечивается с по-
мощью преобразователя 6. После того как ножницы начинают пере-
мещаться, интегратор разряжается, подготавливаясь к выполне-
нию следующего цикла. После разрезания полосы ножницы уста-
навливаются в исходное положение. Погрешность работы схемы
лежит в пределах ±(0,3—0,5) %.
124
Ut=L-c, U=c3v* и=сгип U*c,undt
L-C,
L \L
ф TK
о
Выдающая
иметь стана
eU>0
5;
»
ТН
о
<3
"О
Летучие ножницы
Рис. 72. Структурная схема системы управления приводом летучих
ножниц с применением вычислительных устройств.
40. НОЖНИЦЫ, РАБОТАЮЩИЕ ПО ЗАДАННОЙ ПРОГРАММЕ
ИЗМЕНЕНИЯ СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ
В ПЕРИОДЫ МЕЖДУ РЕЗАМИ
Летучие ножницы, работающие по заданной программе с вырав-
ниванием скорости ножей и металла во время реза за счет изме-
нения режима работы электропривода ножниц, отличаются отно-
сительной простотой механической конструкции. При непрерывной
работе этих ножниц со скоростью ножей, равной скорости движе-
ния металла, они разрезают выходящую из стана заготовку на дли-
ны, равные длине окружности, описываемой ножом. Соотношение
между длиной траектории, описываемой ножом ножниц, и длиной
отрезаемых заготовок обычно таково, что требуется снижать ско-
рость привода в промежутках между резами.
Теоретические кривые скорости летучих ножниц, работающих по
заданной программе, представлены на рис. 73. Принимая, что систе-
ма привода обеспечивает получение такого закона изменения ско-
рости, определим необходимое значение снижения скорости враще-
ния двигателя для получения заданной длины заготовки при дан-
ной скорости прокатки. Конструкцию ножниц принимаем такой, что
разрезание металла происходит через каждые k оборотов ножей.
125
В этом случае можно записать следующее уравнение углового
пути, проходимого ножом, при работе привода по графику, пока-
занному на рис. 73:
k = <?з + fii + <?-,- + f о, (148)
где k — число оборотов ножа на 1 рез;
<?з — угловой путь в оборотах, проходимый ножом за время замед-
ления привода /3;
<рп — угловой путь в оборотах, проходимый ножом за время ра-
боты на пониженной скорости гп;
?у — угловой путь в оборотах, проходимый ножом за время
ускорения привода ty;
<ро — угловой путь в оборотах, проходимый за время работы на
основной скорости t0 (принимаем его равным двойному
углу захвата ножами металла).
. п
"о
"о
J]
\
t
h
tn
h
to
t4
Рис. 73. Кривые изменения скорости привода
ножниц при работе по заданной программе.
Принимая, что ускорение равно замедлению и что они посто-
янны во время переходного процесса, имеем:
GD*(n20-nl)
?3 = fy = — ?50Л1дин : (149)
Г 2GD4n0-nn) ]
<Рп - пп 375МДИ„ -/oJ • (15°)
<Ро = Я(Л, (151)
где п0—рабочая скорость вращения ножей, соответствующая
скорости движения металла;
пп — пониженная скорость вращения ножей, определяющая
длину отрезаемой заготовки;
Мдин—динамический момент на валу ножей;
126
tn = — время между двумя последовательными резами (время
Vm цикла);
L — длина отрезаемой заготовки;
t0 — время работы ножниц на рабочей скорости;
GD2 — приведенный маховой момент привода к валу ножей.
Решая совместно уравнения (149) — (151) и пренебрегая временем
работы на рабочей скорости t0 по сравнению с временем цикла ?ц,
получим уравнение
где
t р.о —
п0 2*р.0 г 4*р0 \ / р,°
L — длина отрезаемой заготовки;
DH — диаметр траектории ножей;
GD2n0 л „
время разгона привода до рабочей скорости.
(152)
375Мд„н
По уравнению (152) на рис. 74 построены кривые зависимости
= / ; для различных отношении длины отрезаемой заго-
°>8
пп/"о
L/XD„ = 1
-1,зз-\
•2
V
»———
Л
i t
4 ы,
tpo
г
V
? 1
? /
о ;
г 1
4 /
6 1
8 2
0
\
Рис. 74. Кривые зависимости
П0 \гр-0 /
для различных значе-
щ; при k = \.
товки L к длине траектории ножа при условии, чго разрезание
полосы производится через каждый оборот ножей, т. е. при k=*\.
Ma рис. 75 представлены аналогичные кривые при к = 2. Из кривых
пидно, что получение длинных заготовок при k=\ и некотором зна-
чении отношения /ц//Р.о становится возможным только при ревер-
сивном режиме работы привода. Сказанное иллюстрируется кривы-
ми (рис. 76,я) необходимого изменения скорости вращения привода
ножниц (для случая яО„ = 3 м) для отрезанич заготовок L=12.m
tn
при 1— =7,5; 3,75 и 3. В этом случае закон изменения скоро-
* р.о
127
сти вращения привода в функции проходимого пути имеет вид, как
на рис. 76,6.
В случае, если конструкция ножниц обеспечивает один пропуск
реза (k = 2), то получение такой длины заготовки возможно без ре-
версивной работы. Длины, не превышающие двойной длины траек-
тории ножа, получают за счет увеличения скорости в промежутке
между резами.
Из кривых 'на рис. 74 видно, что привод летучих ножниц, ра-
ботающих по заданной программе изменения скорости вращения
двигателя, будет находиться в наиболее благоприятных условиях
при достаточно большом отношении времени цикла к времени раз-
гона привода до рабочей скорости, что приводит к необходимости
при таких ножницах обеспечивать максимальные ускорения. Сле-
JL-i
л1)н~
1,33
156
1ро
W 1?. /4 IS
Рис. 75. Кривые зависимости
"о \*р.о J
для
различных значений —jy- при k = 2.
довательно, к этим ножницам предъявляются те же требования, что
и к ножницам, работающим в режиме пусков, т. е. ножницы долж-
ны иметь минимальные маховые массы и оптимальное передаточ-
ное число привода.
Наиболее простая система управления таких ножниц приводит-
ся в действие от вращающихся путевых выключателей, которые
предварительно настраиваются в соответствии с отрезаемой длиной
и скоростью заготовки.
Такая схема не обеспечивает постоянства ускорений и замедле-
ний при различных режимах работы ножниц. Точность длины отре-
заемых полос невелика. По наблюдениям автора летучие ножницы
фирмы Демаг на заводе «Тата» (Индия), работающие по подобной
схеме, при разрезании заготовок длиной ^5,5 м обеспечивали точ-
ность пореза порядка ±150 мм.
Для увеличения точности отрезаемых длин в системе привода
летучих ножниц, работающих по такому .принципу, применяют
128
программное регулирование, при котором для каждой длины отре-
заемой заготовки и скорости прокатки задается необходимый закон
изменения скорости вращения двигателя ножниц, а система приво-
да отрабатывает этот закон. Для решения такой задачи применя-
ется рассмотренная выше сельсинная схема управления. Необходи-
П
Рис. 76. Теоретические кривые необходимого из-
менения скорости вращения привода летучих
ножниц (tzDh = 3) при разрезании полосы на заго-
товки L = 12 м.
а —в функции времени: / — при *ц/^р.0 = 7>5» 2 —при
^д/^р>0 = 3,75; —при ^ц/^р<0 = 3; б—в функции пройден-
ного пути при *ц/^р>0 = 3.
мый закон изменения скорости вращения сельсина-датчика задается
в функции пути, проходимого заготовкой. Счетное устройство, опре-
деляющее пройденную длину, выдает выходные импульсы, посту-
пающие на шаговый двигатель, который и задает сельсину-датчи-
ку необходимый закон изменения скорости вращения. Для быстрой
9—2224 129
установки необходимой длины реза ножницы, работающие по этому
принципу, снабжаются прибором для измерения длины реза.
Отрезание первой мерной длины обеспечивается в таких си-
стемах пуском ножниц перед каждой полосой с исходного поло-
жения или применением регулятора пространственного положения
ножей.
41. ПРИМЕНЕНИЕ УПРАВЛЯЕМЫХ
РТУТНЫХ ВЫПРЯМИТЕЛЕЙ ДЛЯ ПРИВОДА
ЛЕТУЧИХ НОЖНИЦ
Летучие ножницы для высокосортных непрерывных станов го-
рячей прокатки требуют создания систем привода, обеспечивающих
максимальное заполнение токовой диаграммы двигателя в переход-
ных режимах при малой длительности последних. Хорошая управ-
ляемость регулируемых ртутных выпрямителей, их высокое быстро-
действие при малой мощности управления, легкость построения
бесконтактных систем управления с использованием электронных
усилителей и полупроводниковых элементов значительно облегчают
решение задач по созданию реверсивных систем ионного привода.
На рис. 77 приведена структурная схема управления двигателем
летучих ножниц, по которой во ВНИИМЕТМАШ проводилось ис-
следование ионного привода с применением получившей наиболь-
шее распространение тахометрической схемы управления с сель-
синным регулятором пространственного положения ножей. Из схемы
видно, что выход измерительных элементов системы (тахогенерато-
ров ТК и ТН и сельсина СП) подается на вход электронного уси-
лителя ЭУ, выход которого питает управляющие обмотки магнит-
ных усилителей МУ системы сеточного питания. Выходное напря-
жение магнитных усилителей МУ вводится в цепь эмиттер — база
полупроводникового триода • фазовращающего устройства (система
сеточного управления на полупроводниках, предложенная УГПИ
ТПЭП). Отличительной особенностью схемы является применение
узла токоограничения, действующего в цепи тока базы триодов си-
стемы сеточного управления, что исключило запаздывание дейст-
вия токовой отсечки относительно обычно применяемого токоогра-
ничения, действующего на вход магнитных усилителей. Такой способ
включения токовой отсечки позволяет работать с более высокими
коэффициентами усиления системы и при хорошем заполнении
кривой тока.
В рассматриваемой перекрестной схеме соединений ртутных
преобразователей 1РВ и 2РВ система сеточного управления блоки-
руется так, что при подаче на них командного сигнала фазы от-
пирающих импульсов смещаются в противоположные стороны.
При этом для обеспечения плавного перехода выпрямительного ре-
жима в инверторный и отсутствия постоянной составляющей урав-
нительного тока необходимо, чтобы соотношение между углами а
и р определялось уравнением
2АЕ
cost — cos § — ~е—• (153)
130
В замкнутых системах управления благодаря относительно вы-
сокому коэффициенту усиления и большбму быстродействию прак-
тически во всех случаях обеспечивается плавный переход от выпря-
мительного режима к инверторному и наоборот. Однако при такой
работе для уменьшения величины уравнительного тока ртутный
выпрямитель, работающий в инверторном режиме, должен быть за-
перт, т. е. выпрямленное напряжение инвертора Еап должно быть
больше э. д. с. двигателя Ея. Это положение должно соблюдаться
при переходном процессе в любое мгновенье времени. Однако
в системе сеточного управления для увеличения устойчивости си-
стемы применяются гибкие обратные связи вокруг магнитных уси-
лителей, которые увеличивают эквивалентную постоянную време-
ни Т0 магнитных усилителей:
9*
Тэ — 7\i -J- Тс ~\~ k^kcTс*
(154)
131
о
н
о
о
с
о 1
о
ч
а.
где Гм — постоянная времени магнитного усилителя при отсутствии
гибкой обратной связи;
kM — коэффициент усиления магнитного усилителя:
Тс—постоянная времени контура гибкой обратной связи;
kc — коэффициент усиления контура гибкой обратной связи.
Формула показывает, что эквивалентная постоянная времени
магнитных усилителей не будет зависеть от изменения направле-
ния управляющего сигнала только в случае линейности характе-
ристик угла сдвига от тока управления магнитных усилителей.
Обычно эти характеристики нелинейны и эквивалентные постоянные
магнитных усилителей с гибкой обратной связью в выпрямительном
и инверторном режимах различны, а это приводит к тому, что
в переходном режиме темпы изменения углов аир различны, что
может привести к появлению в переходном режиме большой вели-
чины уравнительного тока. Так, при разгоне привода разница по-
стоянных времени с учетом контроля темпа нарастания напряжения
выпрямителя токовой отсечкой обеспечивает быстрое исчезновение
уравнительного тока в перекрестной схеме ^постоянная времени МУ
инвертора меньше и на нем быстрее устанавливается максималь-
ное напряжение). В конце переходного процесса, когда управляю-
щий сигнал на входе магнитных усилителей уменьшается, прибли-
жаясь к установившемуся значению, установившееся значение вы-
прямленного напряжения на инверторе устанавливается быстрее,
чем на выпрямителе, что приводит к нарушению соотношения
углов аир ртутных преобразователей, и в результате в конце
переходного процесса возникает значительный уравнительный ток
и переходный процесс имеет периодические затухающие колебания
(осциллограмма на рис. 78). Подобный характер переходного про-
цесса имеет место как при пуске двигателя, так и при торможении.
Для ликвидации большого уравнительного тока, возникающего
в конце переходного процесса, и для улучшения качества переход-
ного процесса необходимо изменять постоянные времени магнитных
усилителей таким образом, чтобы при работе перекрестной схемы
изменение угла регулирования а ртутного преобразователя 1РВ
(или 2РВ) в сторону уменьшения было медленнее (постоянная вре-
мени больше), чем изменение угла регулирования ртутного преоб-
разователя 2РВ (или 1РВ) в сторону увеличения (постоянная
времени меньше). Такое изменение постоянных времени было обес-
печено замыканием одной из управляющих обмоток магнитных уси-
лителей на сопротивление соответствующей величины с последова-
тельно соединенным полупроводниковым элементом. Полупроводни-
ковый элемент дает возможность свободному току, возникающему
в переходных процессах магнитных усилителей, проходить только
в одном направлении, при этом эквивалентная постоянная времени
магнитного усилителя увеличивается. На рис. 79 приведена осцил-
лограмма пуска и торможения двигателя при работе по тахомет-
рической схеме управления, а на рис. 80 — осциллограмма отработ-
ки приводом угла рассогласования 6 = 180° при работе сельсинного
регулятора пространственного положения ножей.
Исследования показали, что даже при максимальном разведении
внешних характеристик выпрямителя и инвертора в замкнутых
системах регулирования благодаря большому быстродействию си-
стемы сеточного управления переход с внешней характеристики
133
ртутного выпрямителя, ра-
ботающего в выпрямитель-
ном режиме, на внешнюю
характеристику для работы
в инверторном режиме про-
исходит за время, не пре-
вышающее 0,1 сек, что по-
зволяет проектировать си-
стемы ионного привода для
замкнутой системы регули-
рования без регулятора
уравнительного тока.
При исследовании бы-
ло проведено сравнение ко-
эффициентов заполнения
токовой диаграммы в си-
стемах УРВ—Д и Г—Д
при одинаковых режимах
работы электропривода ле-
тучих ножниц в функции
изменения параметров си-
стемы — конечной скорости
разгона, коэффициента уси-
ления системы, махового
момента привода. Во всех
случаях питание двигателя
ножниц от ртутных преоб-
разователей по сравнению
с системой Г—Д обеспечи-
вают большие коэффициен-
ты заполнения токовой диа-
граммы.
42. ЭНЕРГЕТИКА
ПРОЦЕССА РЕЗАНИЯ
НА ЛЕТУЧИХ
НОЖНИЦАХ
Работа реза и ее
составляющие. Про-
цесс резания на летучих
ножницах начинается за-
хватом полосы ножами.
Ножи внедряются в металл
и производят его деформа-
цию в направлении реза-
ния и, если скооость ножей
больше скорости полосы,
также в направлении дви-
жения полосы. Конец реза
наступает раньше, чем
схождение ножей. Если ско-
рость ножей больше скоро-
Рис. 80. Осциллограмма отработки приводом угла рассогласования.
сти металла, то отрезанная заготовка будет ускоряться одним из
ножей ножниц. В течение времени ускорения под действием дина-
мической силы отрезанная заготовка будет прижата к ножу.
Характерной особенностью разрезания полосы летучими нож-
ницами является кратковременность процесса резания. Можно счи-
тать, что разрезание полосы летучими ножницами и ускорение
отрезанной заготовки происходят за счет работы маховых масс при-
вода. Часть энергии будет расходоваться на упругую деформацию
деталей ножниц и на деформацию конца отрезанной заготовки.
Работа А маховых масс привода ножниц, расходуемая при
разрезании полосы, равна:
А = А, + Л2 + Л3 + Л4 + Л3, (155)
где Ах— работа, необходимая для деформации металла в направле-
нии резания;
А2 — работа, необходимая для деформации в направлении рас-
тяжения полосы;
Аъ — работа, необходимая для ускорения отрезанной заготовки;
Л4 — работа, расходуемая на упругую деформацию деталей
ножниц;
Аь — работа, расходуемая на деформацию конца заготовки в
процессе ее разгона после реза.
С точки зрения работы систем привода летучих ножниц важно
общее возмущение, поступающее в систему при работе реза. С этой
точки зрения из совершаемой приводом при разрезании полосы ра-
боты выделение отдельных составляющих не имеет значения, и ра-
бота реза может быть определена по методике, существующей для
ее определения на стационарных ножницах [Л. 1, 2, 4], а остальные
составляющие учтены введением в указанную формулу коэффи-
циента k:
A = k?Fhy (156)
135
где р — удельная работа резания, кг-мм/мм3;
F — площадь сечения разрезаемого металла, мм2;
h — высота разрезаемого сечения, мм\
k — коэффициент, учитывающий остальные составляющие ра-
боты реза.
На рис. 81,а приведена осциллограмма разрезания кривошипно-
эксцентриковыми летучими ножницами полосы сечением 90X90 мм
на длины L = 5 м, а на рис. 81,6 показаны в увеличенном масштабе
участки осциллограмм, соответствующие разрезанию заготовки, по
Рис. 81. Осциллограммы реза раската 90X90 на кривошипно-эксценг
риковых летучих ножницах.
которым проводилось определение работы, совершаемой приводом
ножниц при разрезании металла.
Указанная работа (Л) по такой осциллограмме может быть
определена двумя способами. Первый способ основан на расчете
кинетической энергии, отдаваемой маховыми массами при ударном
падении скорости в период реза (Л'), и работы, совершаемой дви-
гателем ножниц за тот же период (А")\
136
А = А + А" = тш [п\ - (/г0 - А/г)2] +
+ 0,102
Г 1 1
J iudt — Ix.\U0(
-о
(157)
где GD2— приведенный маховой момент ножниц, кГ-м2;
п0 — скорость вращения двигателя ножниц при холостом ходе,
об I мин;
An— ударное падение скорости двигателя при резе, об/мин;
1ХшХ — ток холостого хода двигателя, а;
00 — напряжение холостого хода двигателя ножниц, в;
и, i — значения напряжения и тока двигателя в переходном
процессе.
Решая уравнение в конечных приращениях (/ = /х.х +
и = и0-\-Аи, dt = At) и пренебрегая величинами второго порядка
малости, получим:
GD2
А = YJ60 (2п оД/г - А/г2) + АЮ2 (I0MSuSu + UQMSiSi), (158)
где Su и Si — площади, ограниченные соответственно кривыми
U = /(t) и U0; I = f (t) и IQ в период ударного паде-
ния скорости, мм2;
М8ч — масштаб площади Su, в • сек/мм2;
Msl — масштаб площади-5,-, а-сек/мм2.
Второй способ основан на том, что энергия, расходуемая дви-
гателем на восстановление скорости от п0 — An до п0, должна быть
равна энергии, отдаваемой маховыми массами:
Л = 0,102 J J [/а — (£* — /2-х ) /?а] dt J-/x.x^. (159)
Решая уравнение в конечных приращениях, получим:
Л = 0,102 (/0 MSuSu2 + a0MSiS 12). (160)
Проведенная такими способами обработка осциллограмм пока-
зывает, что затрачиваемая приводом энергия при разрезании поло-
сы летучими ножницами для случая реза металла без обгона, т. е.
при равенстве скоростей движения ножей и металла, может опре-
деляться аналогично работе реза при разрезании металла на ста-
ционарных ножницах [коэффициент k в формуле (185) может быть
принят равным единице]. В случае, если скорость ножей больше
скорости металла, энергия, отдаваемая приводом, увеличивается
и величина k зависит от величины превышения скорости ножей над
скоростью металла. Так, при разрезании заготовки из среднеуглеро-
137
диетой стали сечением 80X80 мм с обгоном, соответствующим пре-
вышению скорости ножей над скоростью выхода металла на
0,7 м/сек, коэффициент k получился порядка к— 2,5.
На рис. 82 представлены характеристики затраты энергии при-
водом барабанных летучих ножниц непрерывного тонколистового
стана. Как видим, при разрезании пол$| одинаковой толщины на
листы одной и той же длины расход энергии колеблется в срав-
нительно больших пределах, что свидетельствует о необходимости
проведения специальных исследований для решения этого вопроса.
Толщина полосыР мм
Рис. 82. Кривые затраты энергии приво-
дом летучих ножниц на 1 м ширины по-
лосы.
По кривым видно значительное увеличение расхода энергии при-
водом при разрезании полосы, когда скорость ножей больше ско-
рости полосы.
ЛИТЕРАТУРА
1. Целиков А. И., Механизмы прокатных станов, Машгиз,
•1946.
2. Рокотян Е. С, Ш в а ю н В. Л., И р о ш н и к о в А. К.
Непрерывные листовые станы, ОНТИ, 1941.
З.Афанасьев В. Д., Гуревич А. Е., Электропривод ле-
тучих ножниц для обрезки концов, «Вестник электропромышлен-
ности», 1950, № 7.
4. И р о ш н и к о в А. Н., Летучие ножницы, ЦНИИТМАШ,
кн. 28, Машгиз, 1950.
5. Афанасьев В. Д., • Следящая система в электроприводе
летучих ножниц, ЦНИИТМАШ, кн. 50, Машгиз, 1952.
6. Сонькин М. А., Ш а г а с Л. Я., Электропривод лету-
чих ножниц, ЦНИИТМАШ, кн. 50, Машгиз, 1952.
7. Левин Ю. Е., Электрооборудование легучих ножниц
с раздвигающимися барабанами, Технический сборник № 1 ХПКУ
Тяжпромэлектропроект, 1953.
8. А ф а н а с ь е в В. Д., Электропривод летучих ножниц тон-
колистовых станов. Электропривод в черной металлургии (труды
Всесоюзной научно-технической сессии), Металлургиздат, 1954.
9. А ф а н а с ь е в В. Д., Исследование новой системы электро-
привода летучих ножниц барабанного типа, ЦНИИТМАШ, кн. 73,
Машгиз, 1955.
'10. Ж у к е в и ч - С т о ш а Е. А., Соловьев О. П., Лету-
чие ножницы для непрерывных заготовочных станов, «Вестник ма-
шиностроения», 1956, № 9.
11. Афанасьев В. Д., Автоматизация новых прокатных
станов, «Вестник машиностроения», 1957, № 6
12. Побед ин И. С, Приходько И. Ф., Стефано-
вич В. Л., Универсальные сортовые летучие ножницы, «Вестник
машиностроения», 1958, № 1.
13. Дружинин Н. Н., Электрооборудование прокатных це-
хов, Металлургиздат, 1956.
14. Афанасьев В. Д., Автоматика летучих ножниц непре-
рывных заготовочных станов, «Новое в тяжелом машиностроении»,
'1958, № 7, 8.
15. Попков С. Л., Основы следящего привода, Оборонгиз,
1954.
139
16. Иосифьян А. Г., Каган & М., Основы следящего
привода, Госэнергоиздат, 1954. ^
17. Хохлов А. Ф., Теория и техническое применение авто-
матических устррйств, Машгиз, 1959.
18. Морозов Д. П., Теория электропривода и автоматика
реверсивных станов, Госэнергоиздат, 1949.
19. Афанасьев В. Д., И в об о ген ко В. А., Примене-
ние магнитных усилителей в электроприводе прокатных станов,
ЦНИИТМАШ, 1958.
20. А ф а н а с ь е в В. Д., Калиничев С. А., Электрон-
ный усилитель ЭУН-'l для систем привода летучих ножниц,
ЦНИИТМАШ, 1959.
21. А ф а н а с ь е в В. Д., Электропривод летучих ножниц,
сб. «Электропривод и автоматизация промышленных установок»,
Госэнергоиздат, 1960.
22. Д о м а н и ц к и й С. М., К вопросу о построении системы
оптимального управления летучими ножницами, сб. «Электропривод
и автоматизация промышленных установок», Госэнергоиздат, 1960.
23. А ф а н а с ь е в В. Д., Автоматизированный электропри-
вод летучих ножниц прокатных станов, Бюллетень ЦНИИЧМ,
1960, № 2.
24. Доманицкий С. М., Системы оптимального управле-
ния приводом летучих ножниц прокатного стана, «Элемрпчество»
1960, № 1.
25. Сборник под редакцией X. Джеймса, Н. Нпкольса и Р. Фил-
липса «Теория следящих систем», Изд. иностранной литературы
1951.
26. Phelps I. R., Летучие ножницы для резки заготовки, Jour-
nal of the Iron and Steel Institute, № XI, 1955, p. 181.
27. H i t с h о с k and M u r r a n, Летучие ножницы для загото-
вочных, полосовых и проволочных станов, Iron and Steel Engineer,
N° XI, 1953.
28. С э й М., Электромашинные усилители, Госэнергоиздат, 1959.
29. Schliephake, Gerhard, Автоматизированные приводы
специального назначения, AEG-iMitteilungen, 1958, № 11—12.
СОДЕРЖАНИЕ
Глава первая. Назначение летучих ножниц и техно-
логические требования к их электроприводу .... 3
1. Основные технологические сведения о работе летучих
ножниц 3
2. Основное кинематическое уравнение летучих ножниц 6
3. Методы получения заданного ряда длин 10
4. Обеспечение хорошего качества сечения проката, по-
лучаемого при разрезании, и получение первой мер-
ной длины отрезаемой полосы 11
Глава вторая. Краткий обзор существующих электро-
приводов и схем управления летучими ножницами . 13
А. Летучие ножницы непрерывных заготовоч-
ных станов 13
5. Кривошипно-эксцентриковые летучие ножницы
ВНИИМЕТМАШ 15
6. Планетарные летучие ножницы 100 т ВНИИМЕТМАШ 30
7. Летучие ножницы с электрическим выравниванием
скоростей 39
8. Летучие ножницы с двухкривошипным механизмом . 42
9. Летучие ножницы качающегося типа 43
Б. Летучие ножницы сортовых станов 45
10. Скоростные дифференциально-планетарные летучие
ножницы 25 т ВНИИМЕТМАШ 46
11. Кривошипные летучие ножницы 50 т ВНИИМЕТМАШ 51
12. Универсальные сортовые летучие ножницы
ВНИИМЕТМАШ 55
13. Планетарные летучие ножницы 12 т ВНИИМЕТМАШ 60
14. Двухбарабанные летучие ножницы завода имени
Тельмана (ГДР) перед холодильником 60
Глава третья. Элементы следящих систем управле-
ния летучими ножницами и их передаточные функ-
ции 68
15. Тахогенераторы 68
16. Сельсины 69
17. Зубчатые передачи в измерительных элементах ... 74
18. Электромашинные усилители , , 74
141
19. Электронные усилители 77
20. Магнитные усилители 78
21. Генераторы постоянного тока 80
22. Управляемые ртутные выпрямители (УРВ) 81
23. Применение отрицательной обратной связи в усили-
телях 82
24. Стабилизирующий трансформатор 83
25. Мостовая схема стабилизации 84
26. Емкостно-активное дифференцирующее звено .... 84
27. Емкостно-активное интегрирующее звено 85
28. Фазочувствительные выпрямительные схемы с твер-
дыми выпрямителями 86
29. Двигатель постоянного тока с независимым возбуж-
дением 87
Глава четвертая. Некоторые расчетные соотношения
в электроприводе летучих ножниц 87
30. Тахометрическая система управления 88
31. Сельсинная система управления 91
32. Кинематическая связь сельсина-датчика и сельсина-
приемника с механизмами 95
33. Отличительные особенности исследования переходных
процессов 96
34. Регуляторы пространственного положения ножей . . 99
35. Регулятор пространственного положения ножей
ВНИИМЕТМАШ, работающий по треугольному графи-
ку снижения скорости 107
36. Регулятор пространственного положения ножей ИАТ
АН СССР, работающий по треугольному графику сни-
жения скорости [Л. 22, 24] 112
37. Безостаточное деление прокатываемой полосы на
мерные длины 114
38. Ножницы, работающие в режиме пусков для каждого
реза 117
39. Ножницы, работающие в режиме пусков для каждого
реза с применением вычислительных устройств [Л. 29] 123
40. Ножницы, работающие по заданной программе изме-
нения скорости вращения двигателя в периоды между
резами 125
41. Применение управляемых ртутных выпрямителей для
привода летучих ножниц 134
42. Энергетика процесса резания на летучих ножницах 130
Литература 139
ГОСЭНЕРГОИЗДАТ
„БИБЛИОТЕКА ПО АВТОМАТИКЕ''
ВЫШЛИ ИЗ ПЕЧАТИ
Выпуск 30. Петелин Д. П., Автоматическое регулирование воз-
буждения синхронных двигателей.
Выпуск 31. С мол о а В. Б., Вычислительные преобразователи
с цифровыми управляемыми сопротивлениями
Выпуск 32. Ш е г а л Г. Л., Электрические исполнительные меха-
низмы.
Выпуск 33. Г а н у л и ч А. К., Электронные моделирующие устрой-
ства.
Выпуск 34. Б р о н О. Б., Автоматы гашения магнитного поля.
Выпуск 35. Майзель Л. М., Методы автоматического контроля
размеров изделий.
Выпуск 36. Ш и п и л о В. П., Системы сеточного управления ртут-
ными выпрямителями для автоматизированных электроприводов.
Выпуск 37. П р у с е н к о В. С, Элементы пневмоавтоматики для
регулирования тепловых процессов.
Выпуск 38. Ильин А. А. Разветвленные силовые сети как каналы
связи для телемеханики.
Выпуск 39. Т и щ е н к о Н. М., Бесконтактные магнитные реле.
Выпуск 40. Шенброт И. М., Централизованный контроль техно-
логических процессов.
Выпуск 41. Нетребенко К. А., Цифровые автоматические ком-
пенсаторы.
Выпуск 42. Богомолов В. Н., Устройства с датчиками Холла и
датчиками магнитосопротивления.
143
Выпуск 43. Вишневский В. Э. и 3 а б и я к и н В. П., Датчики
автоматического контроля и регулирования технологических
процессов 'на обогатительных фабриках.
Выпуск 44.. К у п е р ш м и д т Я. А., М а л о в В. С. и П ш е н и ч н и-
к о в А. М, Современные телеизмерительные системы.
Выпуск 45. Бондарев Г. С. Датчики и приборы автоматического
контроля для транспортировочных устройств.
Выпуск 46. Л е м б е р г М. Д., Пневмоавтоматика.
Выпуск 47. Алехин К. А. и 3 е к ц ер Д. М., Кодовые диспетчер-
ские реле.
Выпуск 48. 3 и л ь б е р м а н Б. 3., Моделирование электроприводов
Выпуск 49. Гр и« ш т е й н М. М., Фотосопротивления в приборах
промышленной автоматики
Выпуск 50. Монахов В. И., Измерение расхода и количества
жидкости, газа и .пара
Выпуск 51. Вильгельм М е р л, Электрический контакт
Выпуск 52. Дмитриев В. II., Чернышев В. И., Пневматиче-
ские вычислительные приборы непрерывного действия
Выпуск 53. Шадрин В. Н., Магнитная запись в автоматике
Выпуск 54. К у н и ц к и й Н. П., Управление реверсивными прокат-
ными станами с ионным возбуждением
Выпуск 55. Хилтон А. М., Логика в цепи переключений
Выпуск 56. Заволсчкин А. К., 'Последовательные преобразователи
непрерывных величин в числовые эквиваленты
Выпуск 57. Богач ев А. М. и Л ямб ах Р. В., Приборы автома-
тического контроля размеров проката
ГОТОВЯТСЯ К ПЕЧАТИ
Радян В. М., Электромашинные усилители
Наслен П., Основы цифровой вычислительной техники
Майзель Л. М., Методы автоматического учета штучной про-
дукции
Т у р к у л е ц В. И., У д а л о в И. П., Фотодиоды и фототриоды