/

























































Автор: Марголин Ш.М.
Теги: металлургия черных металлов железо, чугун и сталь электроника электропривод литье
Год: 1987



Текст
Ш. М. Марголин м 255
Электропривод
непрерывного
литья
УДК 669.18 :621.746 : 62-83
Рецензент инж. Г.И. Бабушкин
УДК 669.18 :621.746 :62-83
Электропривод машин непрерывного литья заготовок. Марголин Ш.М: — М.:
Металлургия, 1987.279 с.
Рассмотрены системы автоматизированного электропривода Современных ма-
шин непрерывного литья заготовок различных типов. Приведены методы расчета
мощности электроприводов тянущих клетей, кристаллизаторов, машин для резки
слитков, подъемников слябов и блюмов. Описаны способы стабилизации скорости
и формирования режимов работы главных электроприводов, обеспечивающих
оптимальный характер процесса кристаллизации слитка и получение высокока-
чественных заготовок. Обобщен опыт наладки и эксплуатации электроприводов
большого числа машин. Освещены вопросы реконструкции и модернизации элек-
трооборудования. Показаны способы экономии электроэнергии.
Предназначена для инженерно-технических работников, занимающихся вопро-
сами электрооборудования и автоматизации металлургических агрегатов. Может
быть полезна студентам соответствующих специальностей вузов. Ил. 136. Табл. 8.
Библиогр. список: 61 назв.
2601020000(2—231
М ---------------- 108-87
040 (01)-87
© Издательство "Металлургия", 1987
ОГЛАВЛЕНИЕ
Предисловие......................................................... 6
Глава I. Конструкция машин непрерывного литья заготовок. Техноло-
гические требования к электроприводам ........................ . . . . Ю
1. Конструкция МНЛЗ............................................. 1°
2. Технологические требования к электроприводам................. 15
3. Энергетические и силовые параметры электроприводов МНЛЗ ...... 18
4. Экспериментальные исследования квазиустановившихся режимов
в главных электроприводах МНЛЗ................................. 25
5. Общая характеристика электроприводов и электрооборудования
МНЛЗ......................................................... 30
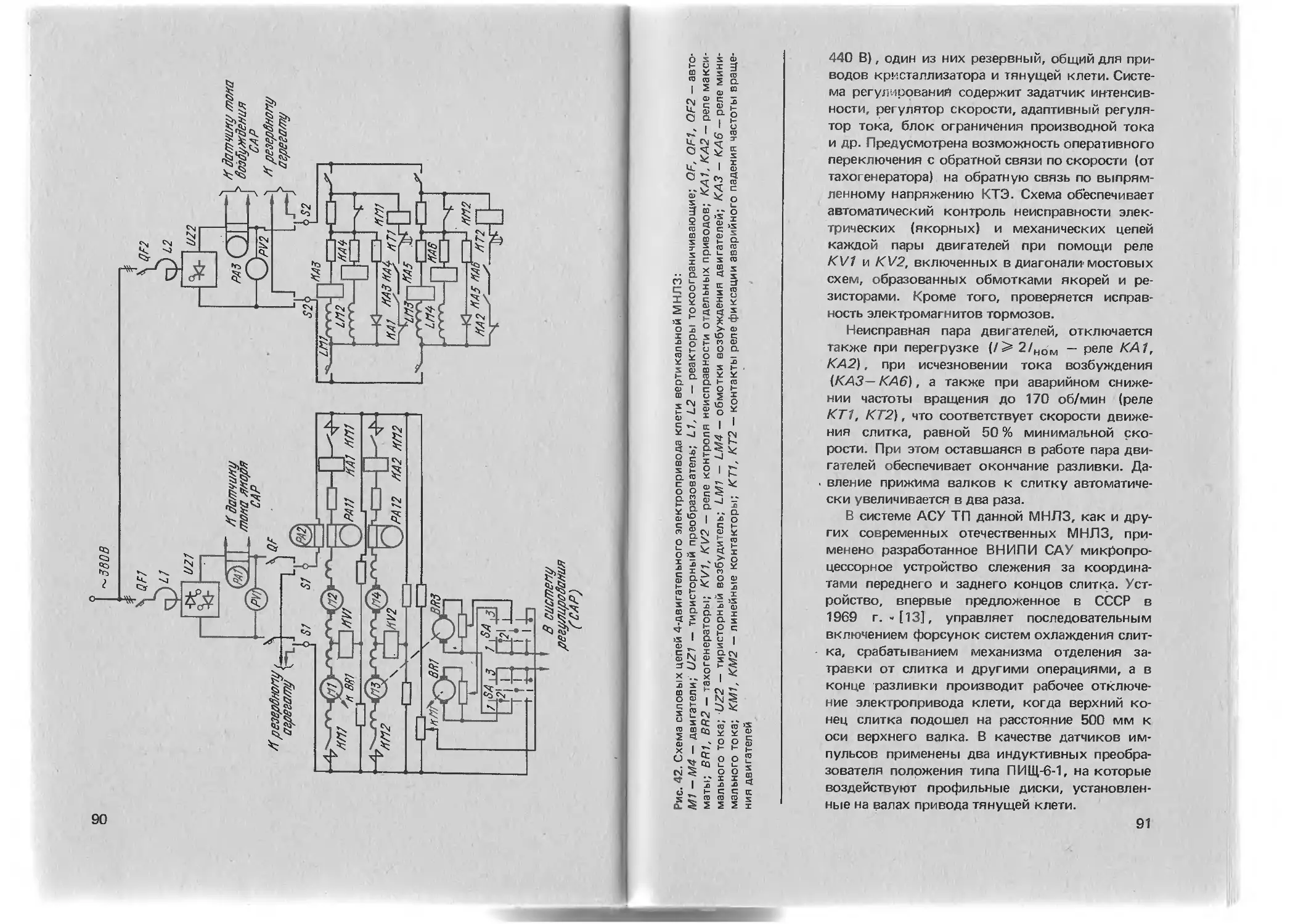
Глава If. Электропривод кристаллизатора............................ 33
1. Конструкция приводов качания кристаллизаторов................ 33
2. Расчет параметров движения кристаллизатора, моментов нагрузки
и инерции...................................................... 35
3. Вынужденные колебания Тока в вентильных электроприводах и рас-
чет мощности двигателя........................................ 42
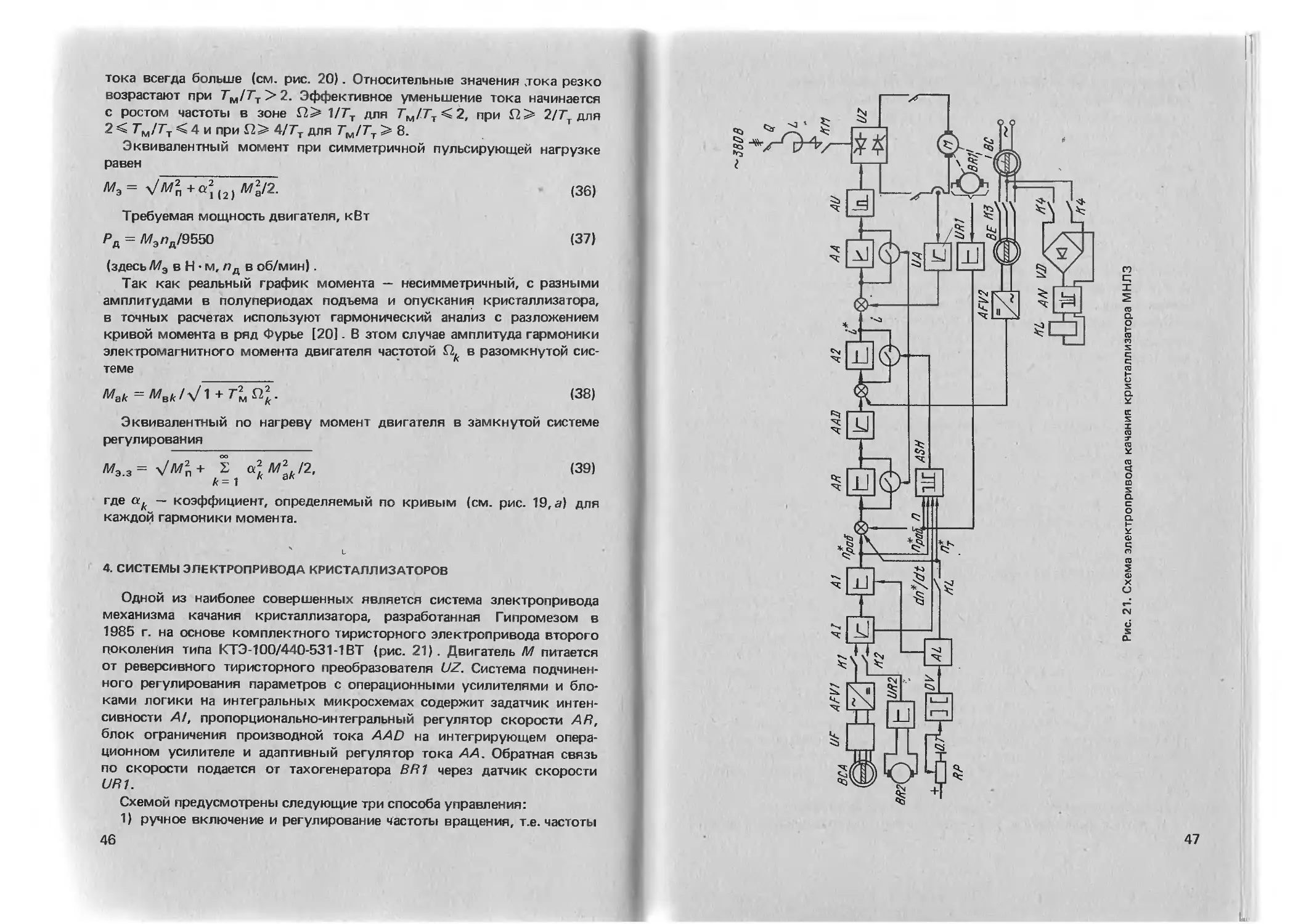
4. Системы электропривода кристаллизаторов...................... 46
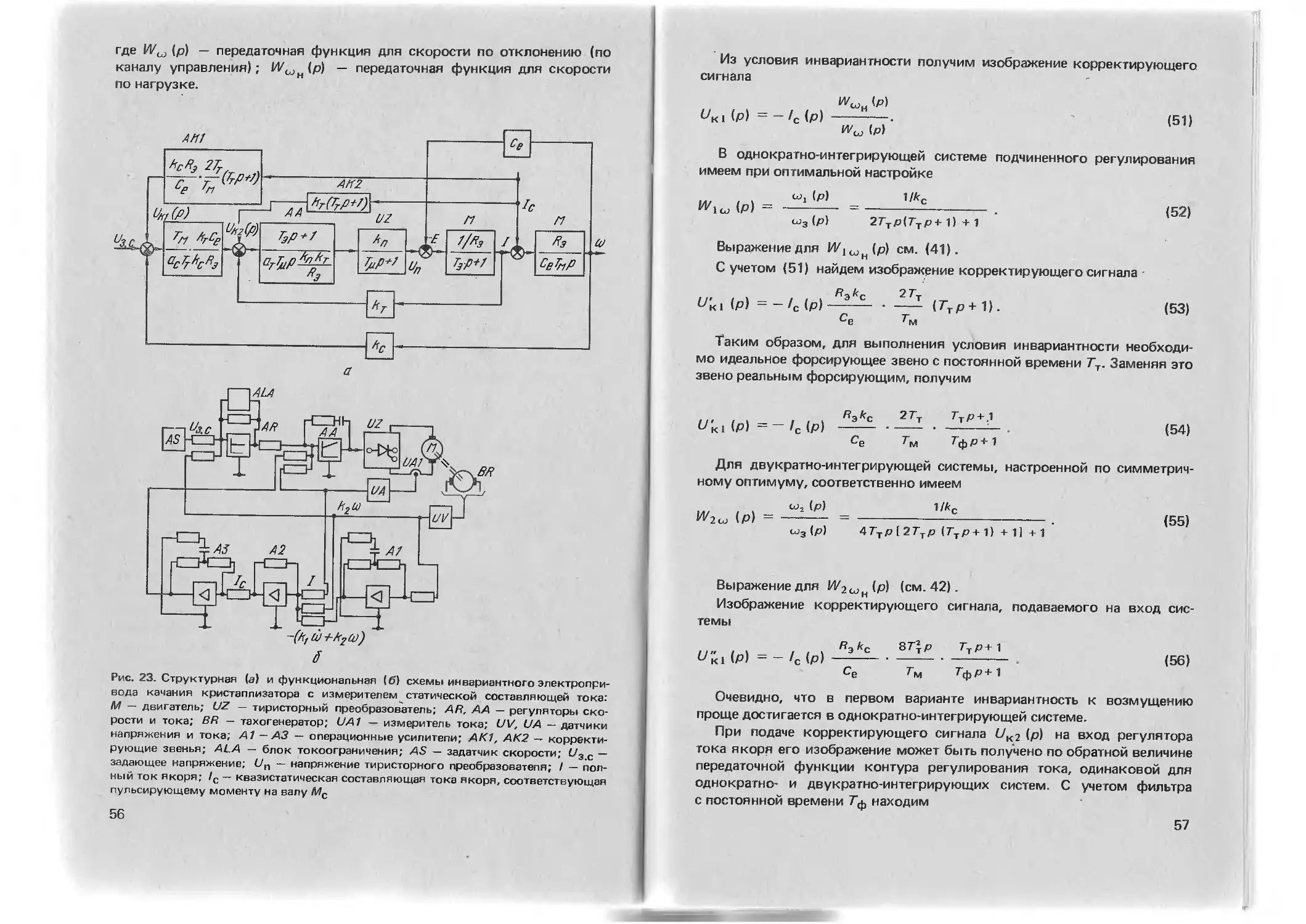
5. Расчет вынужденных колебаний угловой скорости электропривода 52
6. Методы стабилизации скорости электропривода при пульсирующей
нагрузке на валу............................................... 54
Глава III. Электропривод тянущих клетей и тянуще-правильных уст-
ройств............................................................ 68
1. Конструкция приводов механизмов для вытягивания слитка..... 68
2. Ресчет моментов нагрузки и определение мощности электроприво-
дов .......................................................... 71
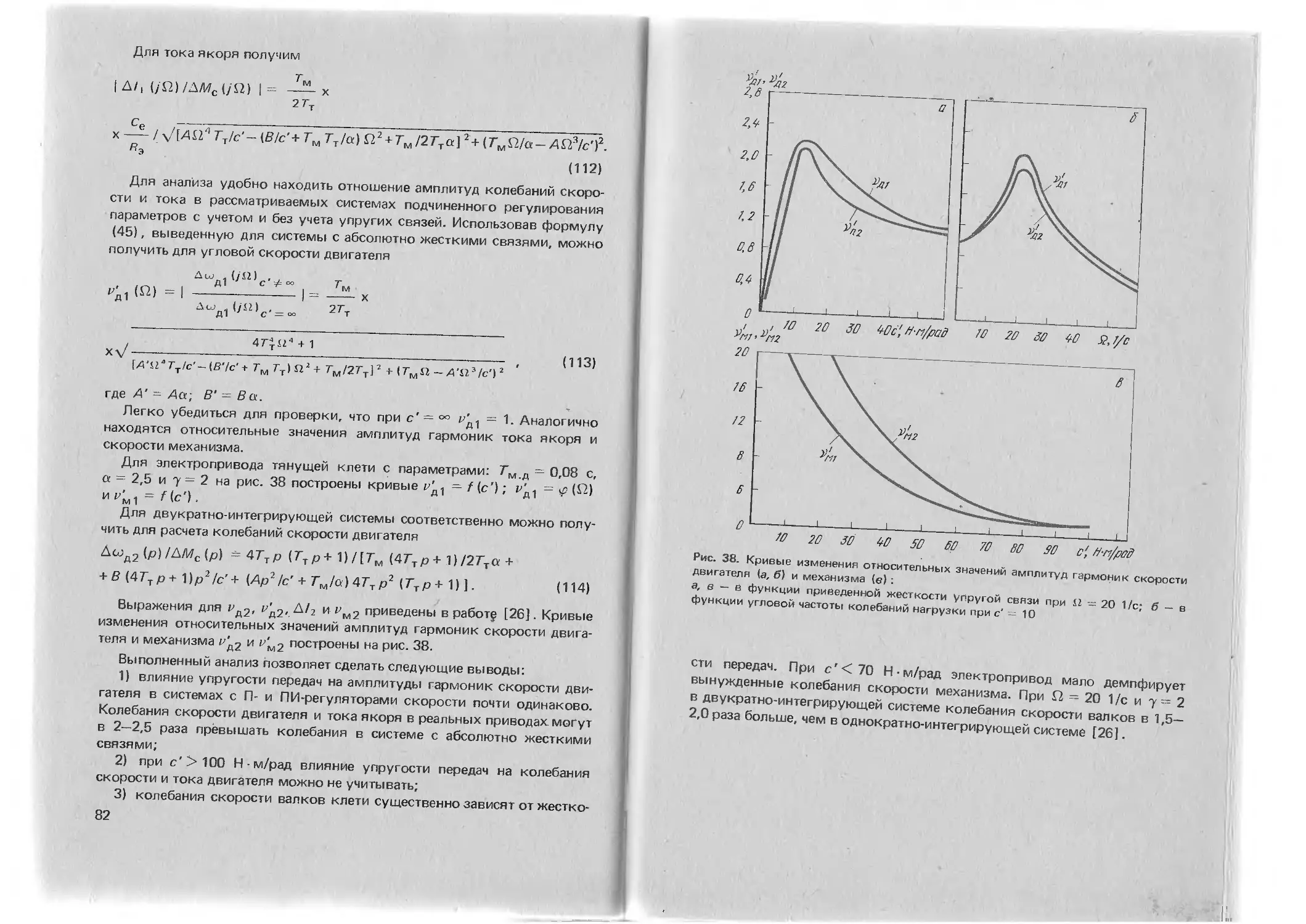
3. Влияние упругости механических звеньев на вынужденные колебания
угловой скорости и тока двигателя тянущей клети................'78
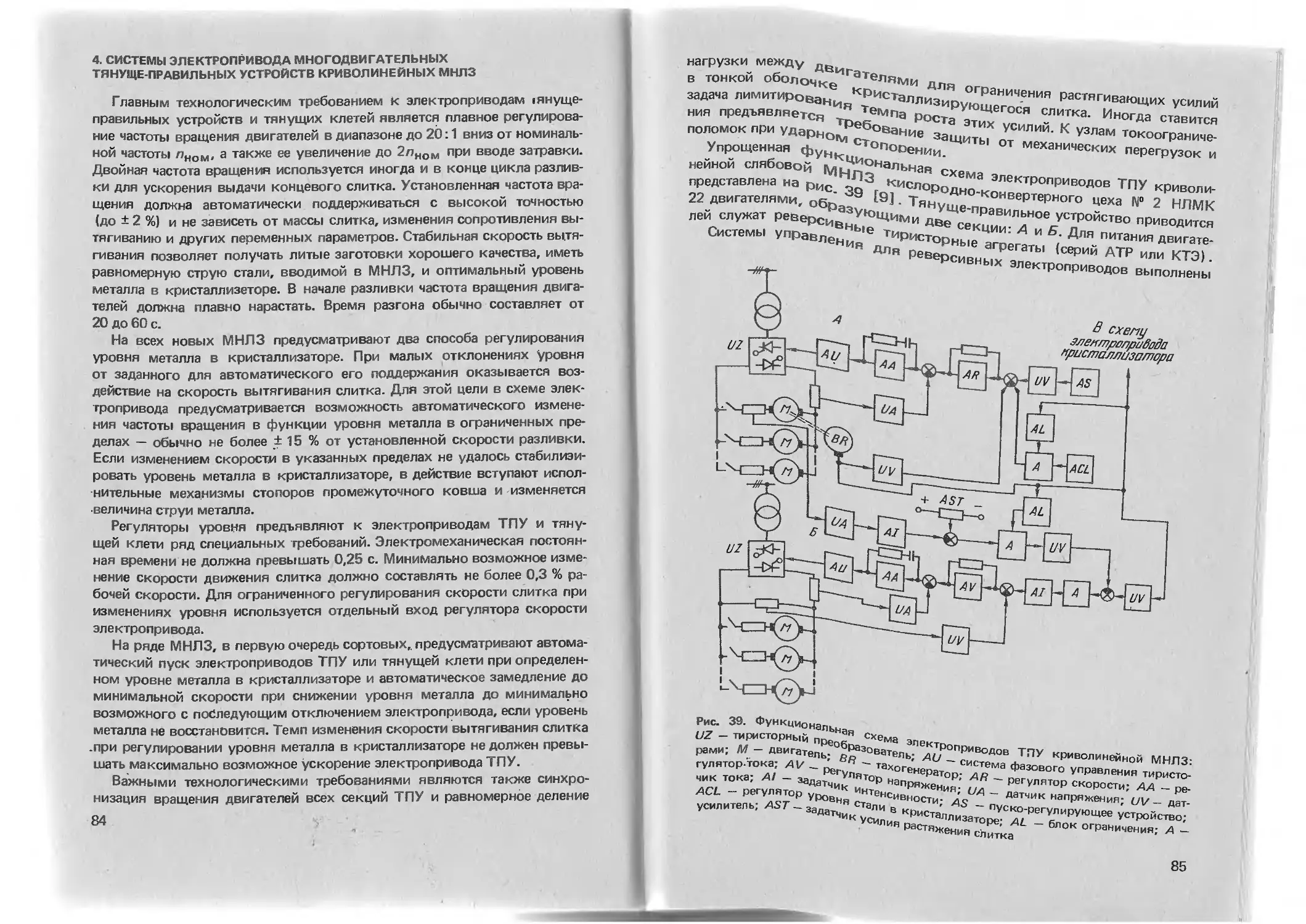
4. Системы электропривода многодвигательных тянуще-правильных
устройств криволинейных МНЛЗ................................... 84
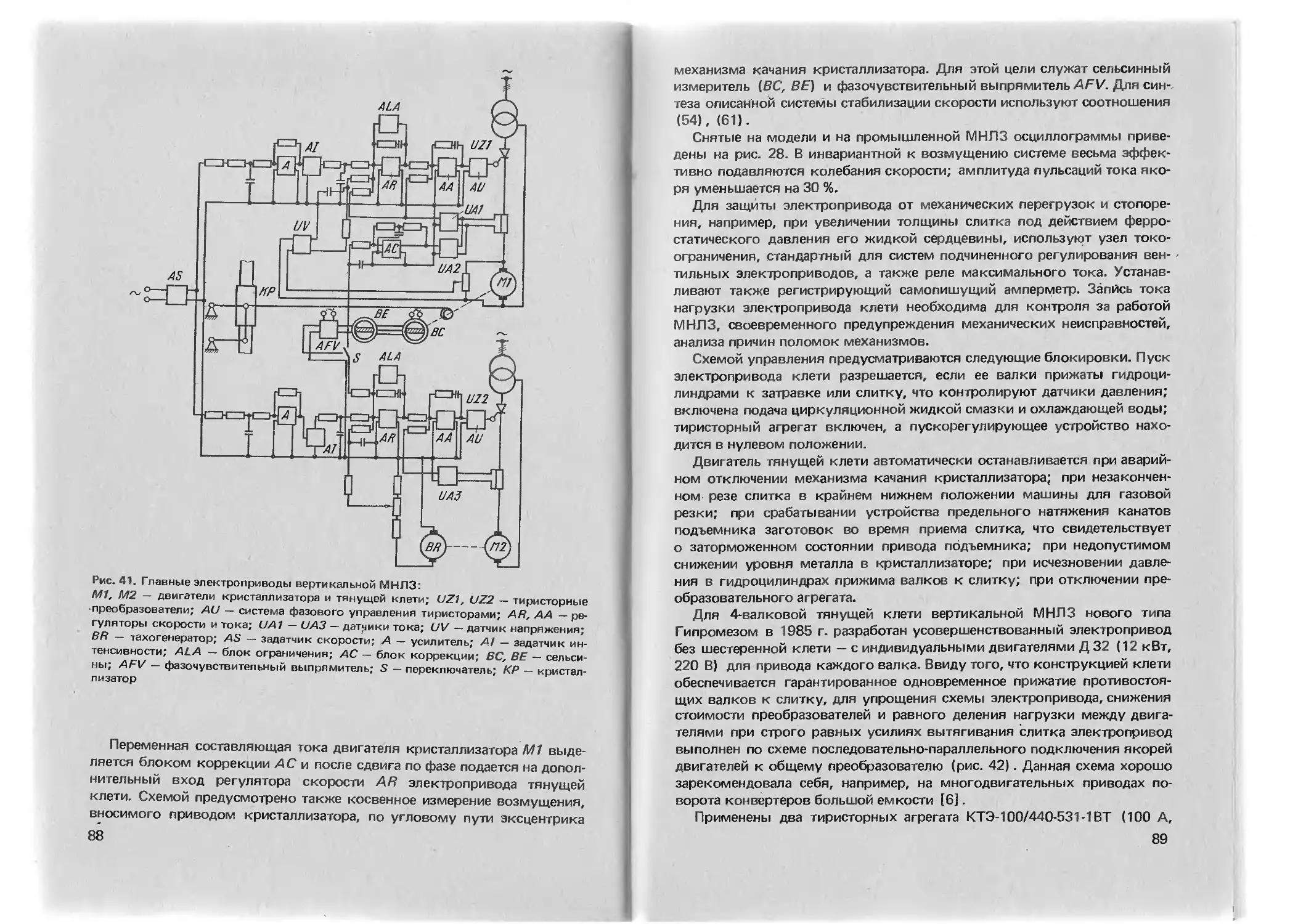
5. Системы электропривода тянущих клетей вертикальных МНЛЗ 87
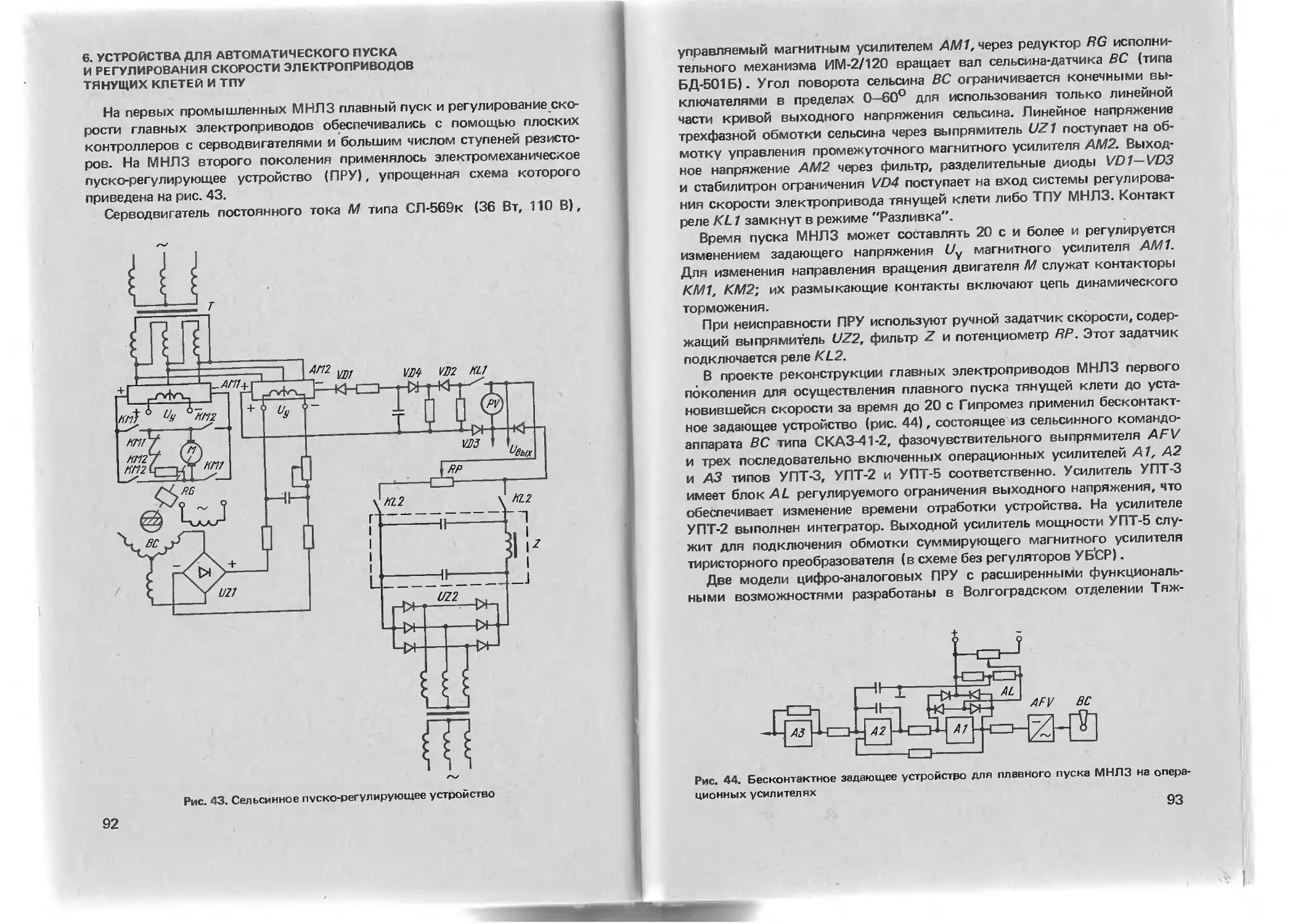
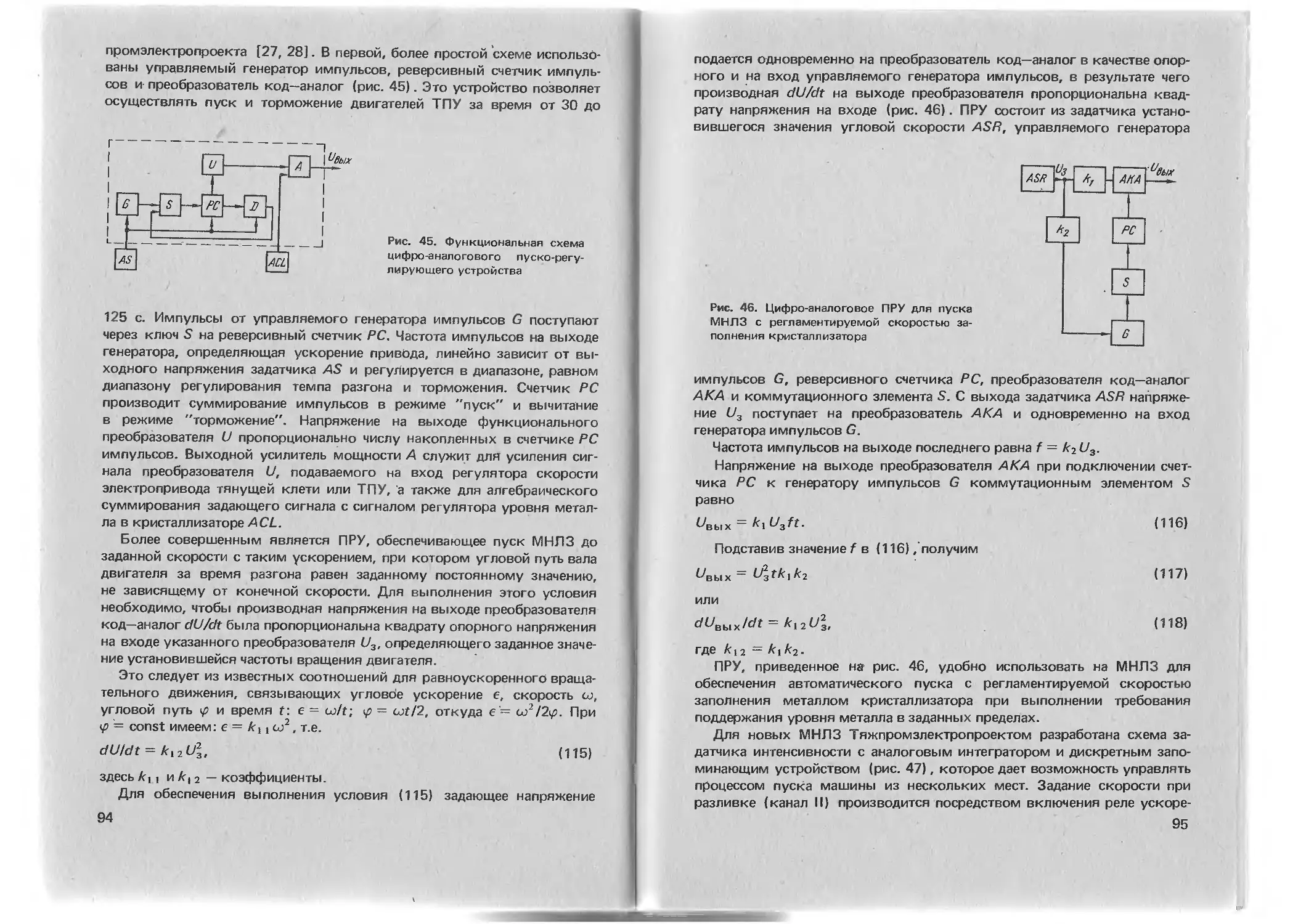
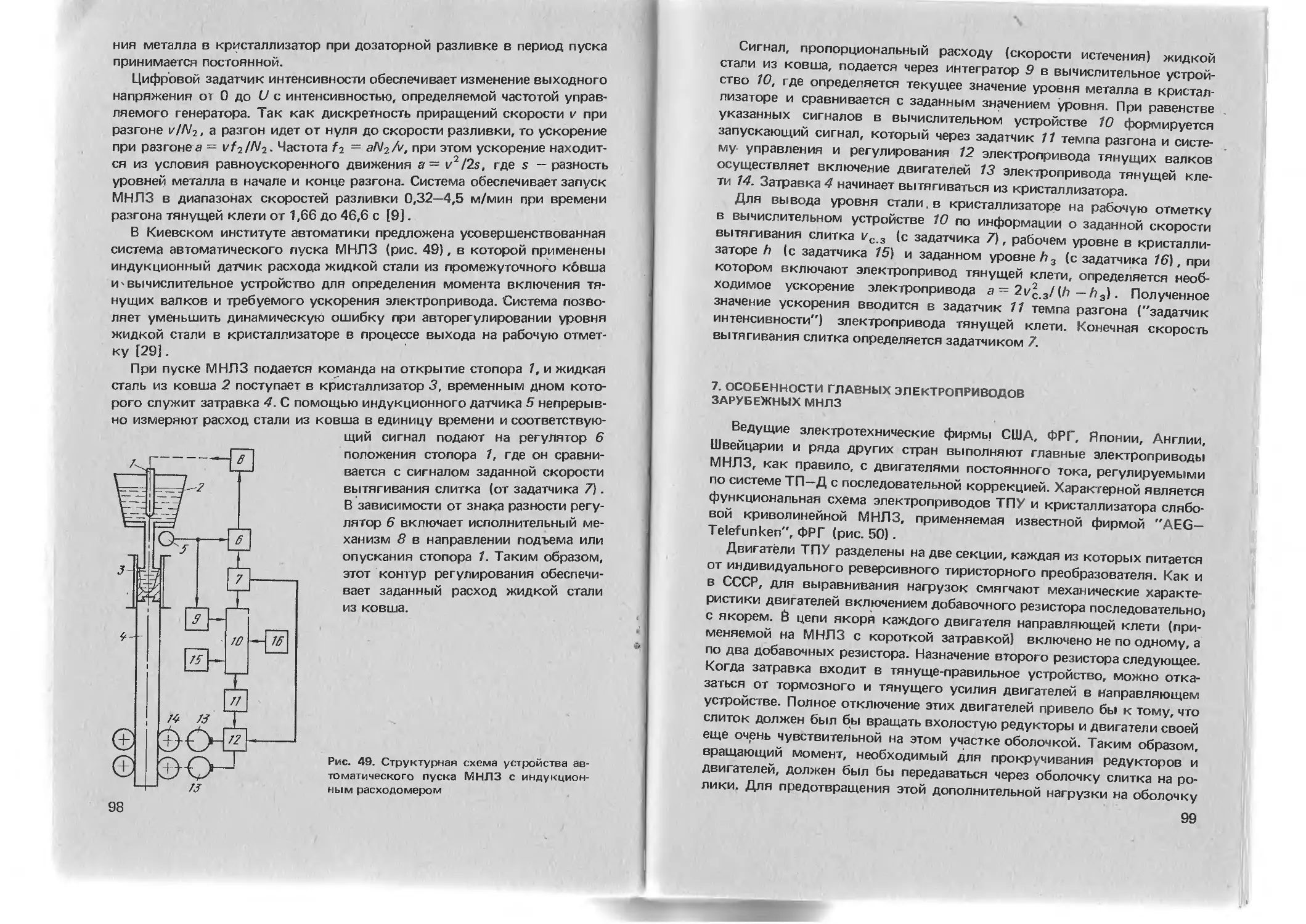
6. Устройства для автоматического пуска и регулирования скорости.
электроприводов тянущих клетей и ТПУ.......................... 92
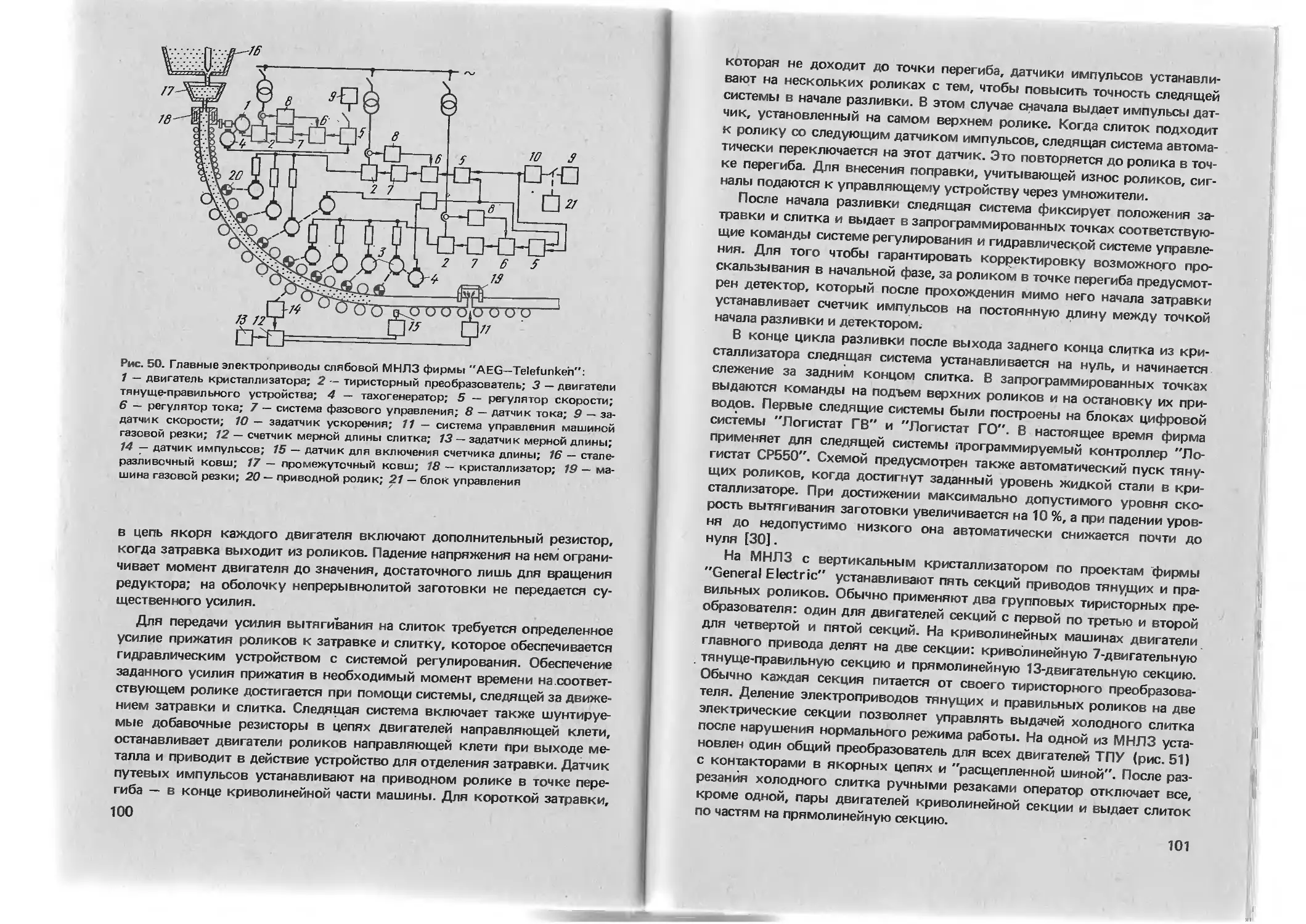
7. Особенности главных электроприводов зарубежных МНЛЗ.......... 99
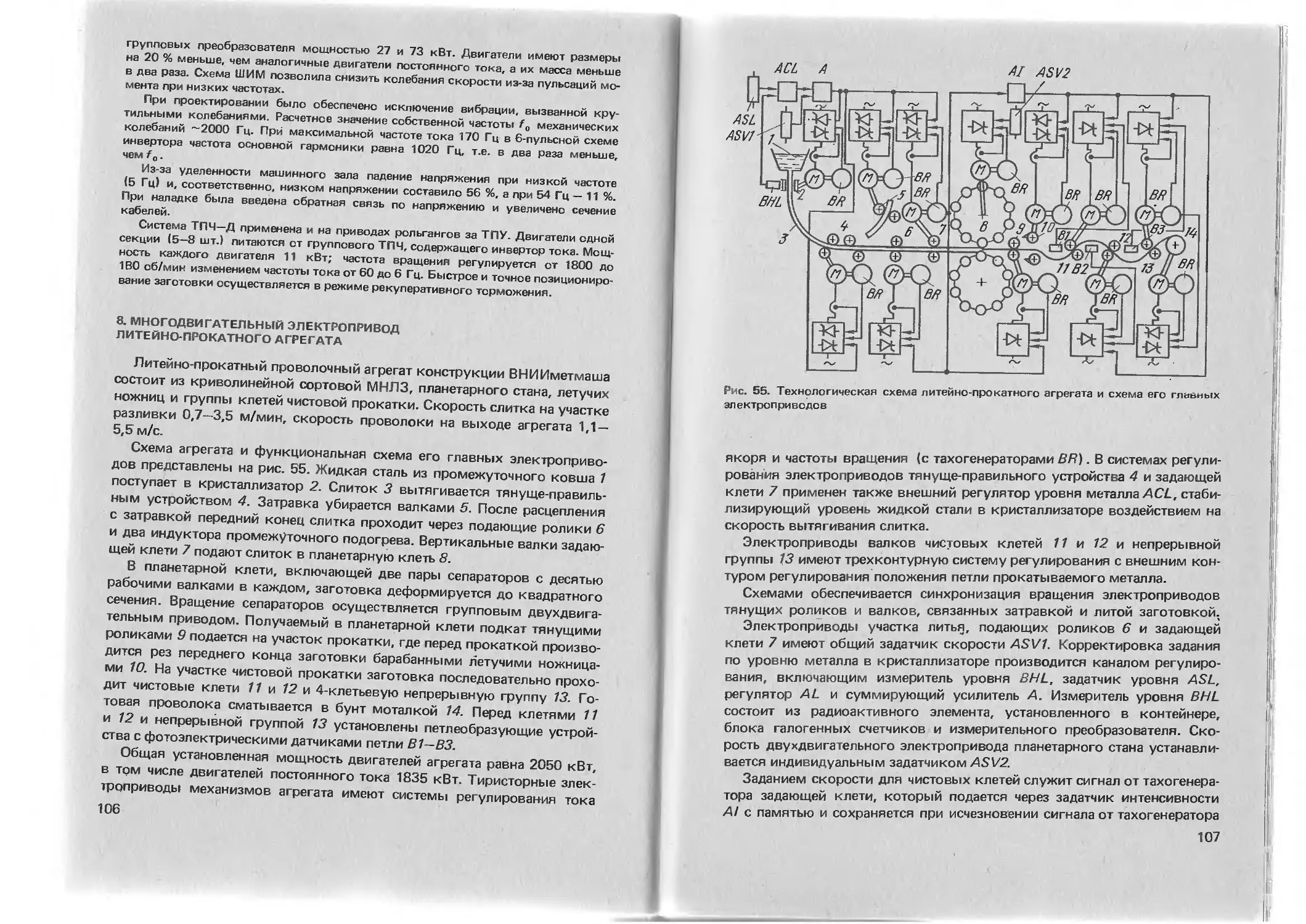
8. Многодвигательный электропривод литейно-прокатного агрегата. . . . 106
Глава IV. Электропривод машин для резки слитков................... 109
1. Конструкция машин для газовой резки слитков................. 109
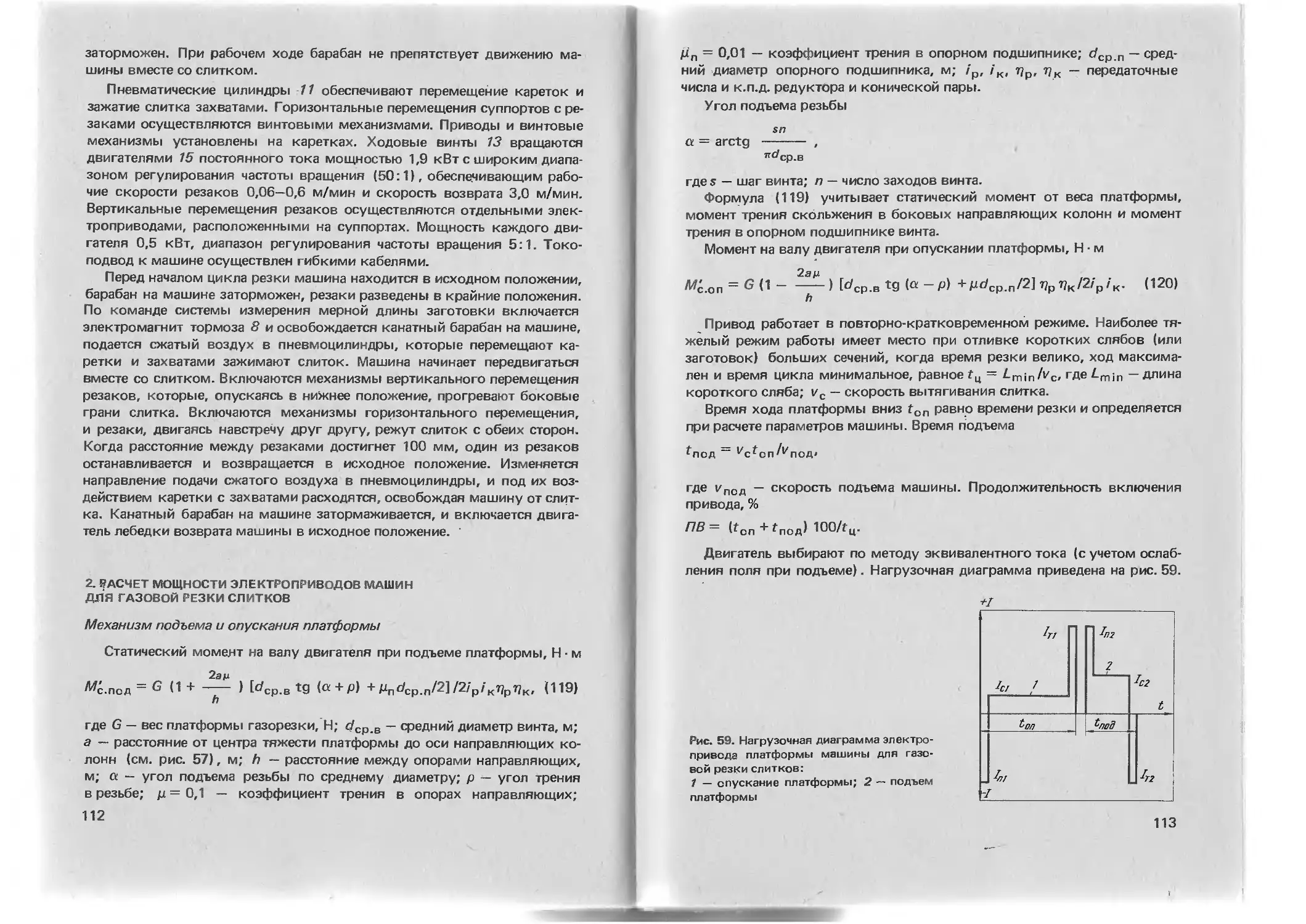
2. Расчет мощности электроприводов машин для газовой резки слит-
ков .......................................................... 112
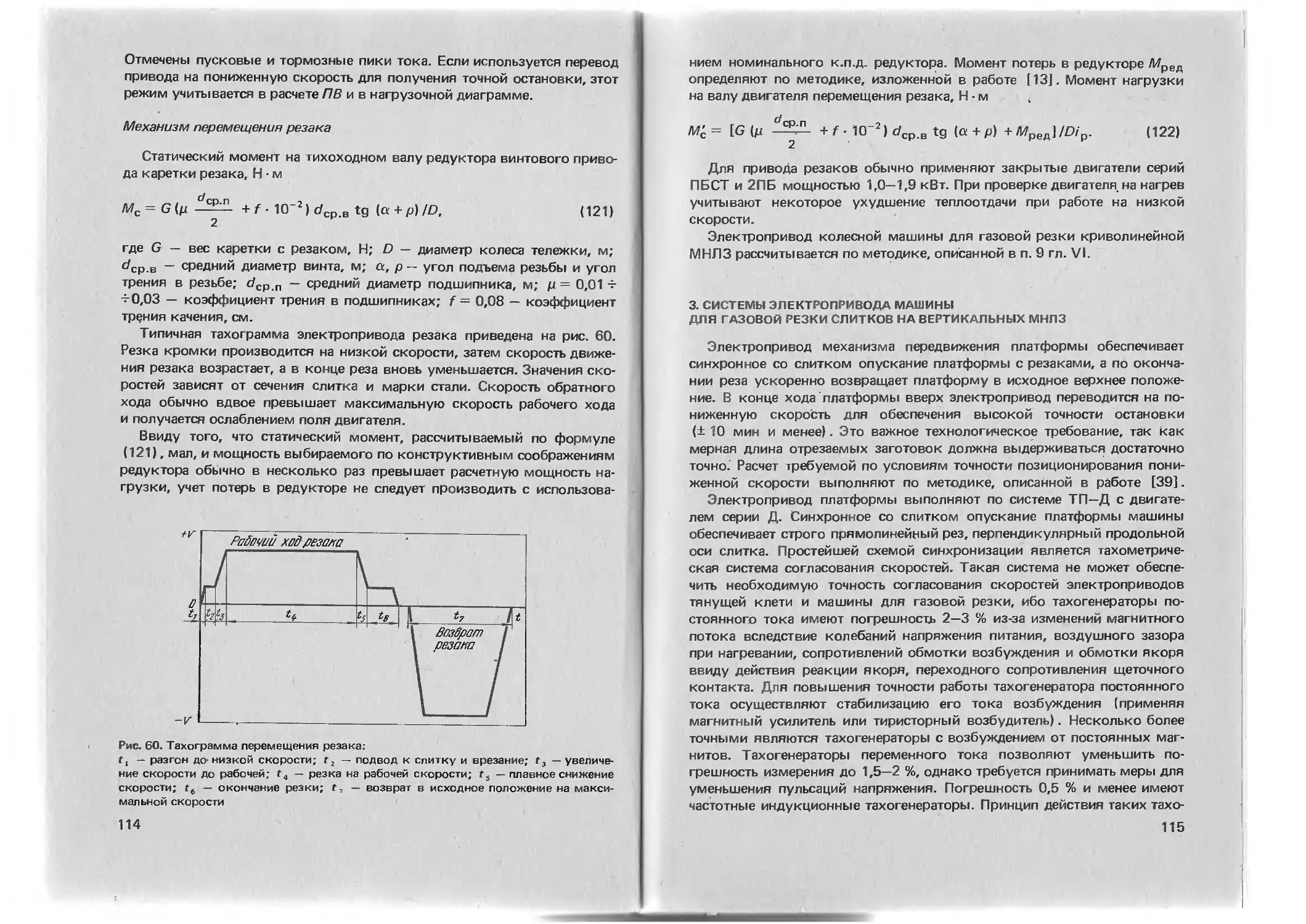
3. Системы электропривода машины для газовой резки слитков на вер-
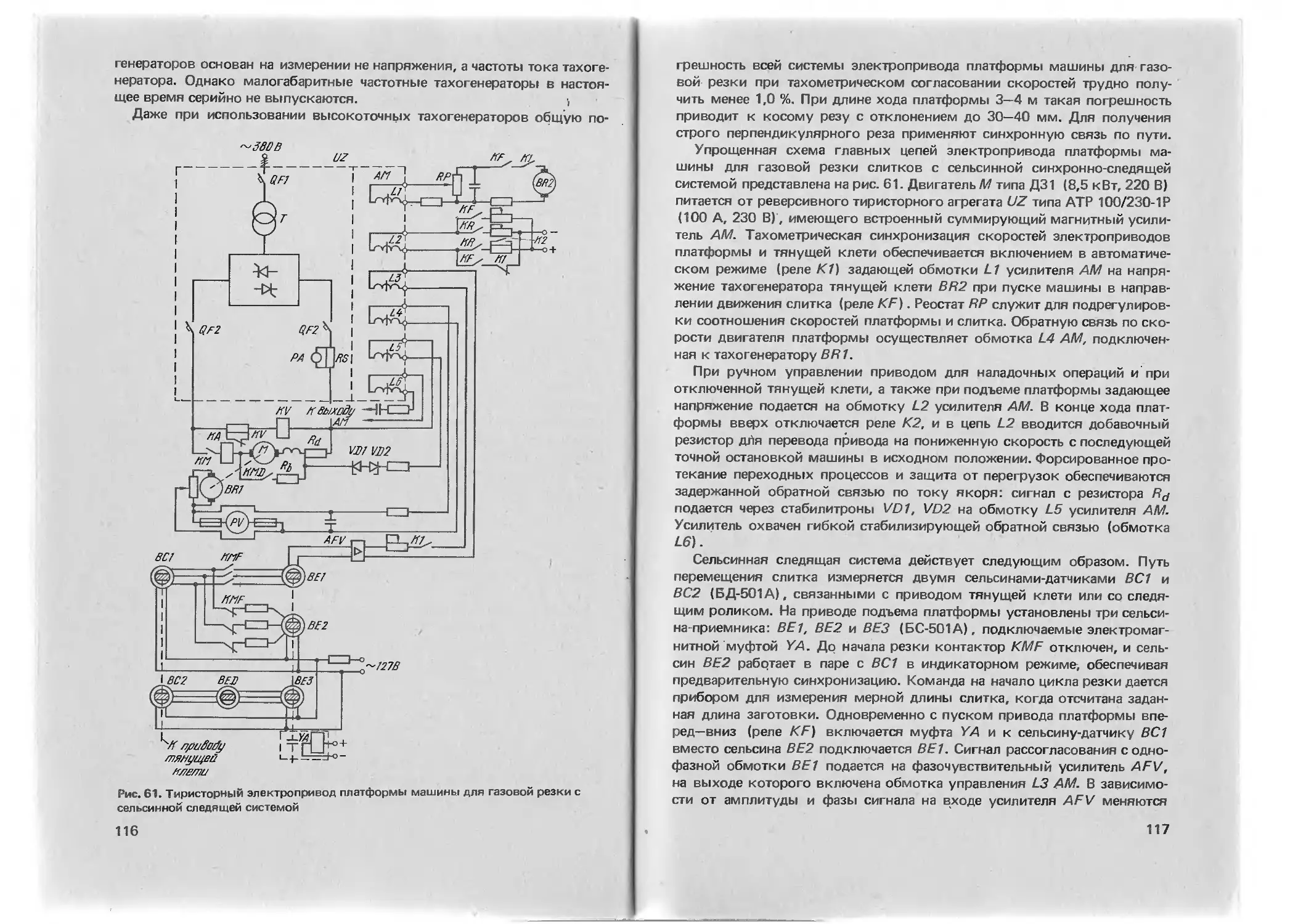
тикальных МНЛЗ................................................ 115
4. Системы электропривода машины для газовой резки слитков на кри-
волинейных МНЛЗ. ............................................. 126
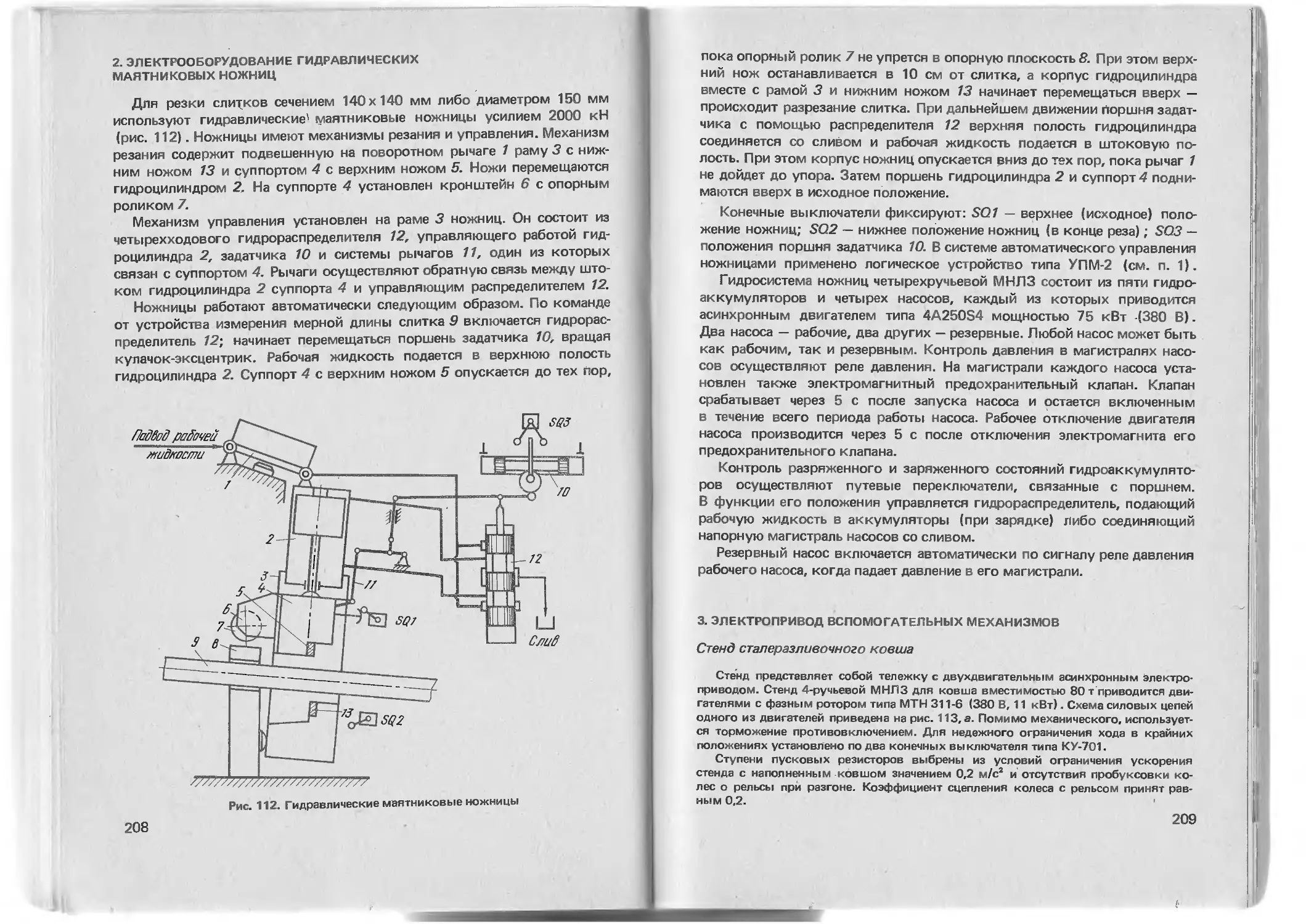
5. Управление гидравлическими ножницами для резки слитков..... 129
Г лава V. Электропривод подъемников и устройств для приема заго-
товок ......................................................... 133
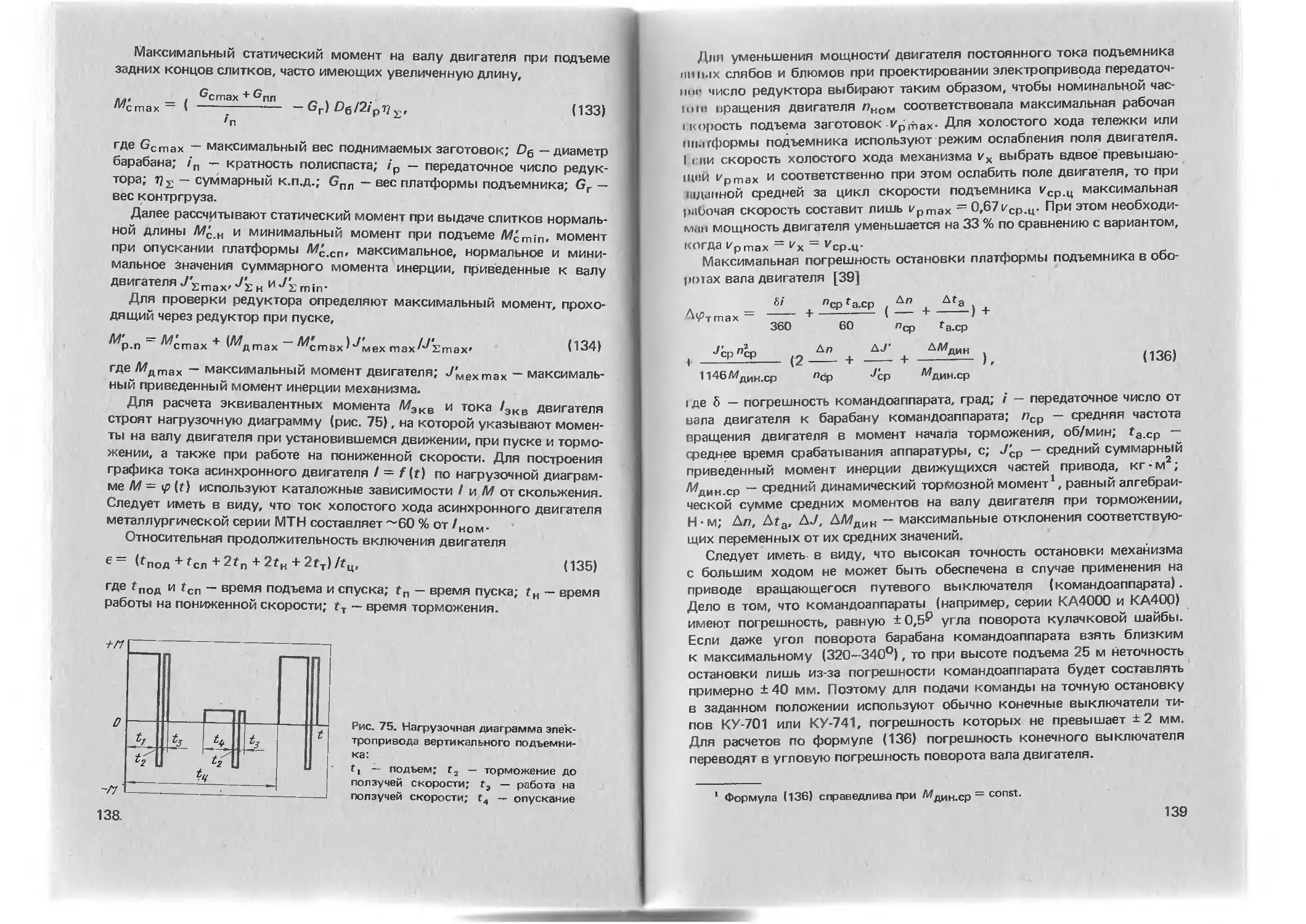
1. Конструкции и расчет мощности электроприводов подъемников 133
2. Системы электропривода наклонных подъемников................ 140
3. Системы электропривода вертикальных подъемников............. 146
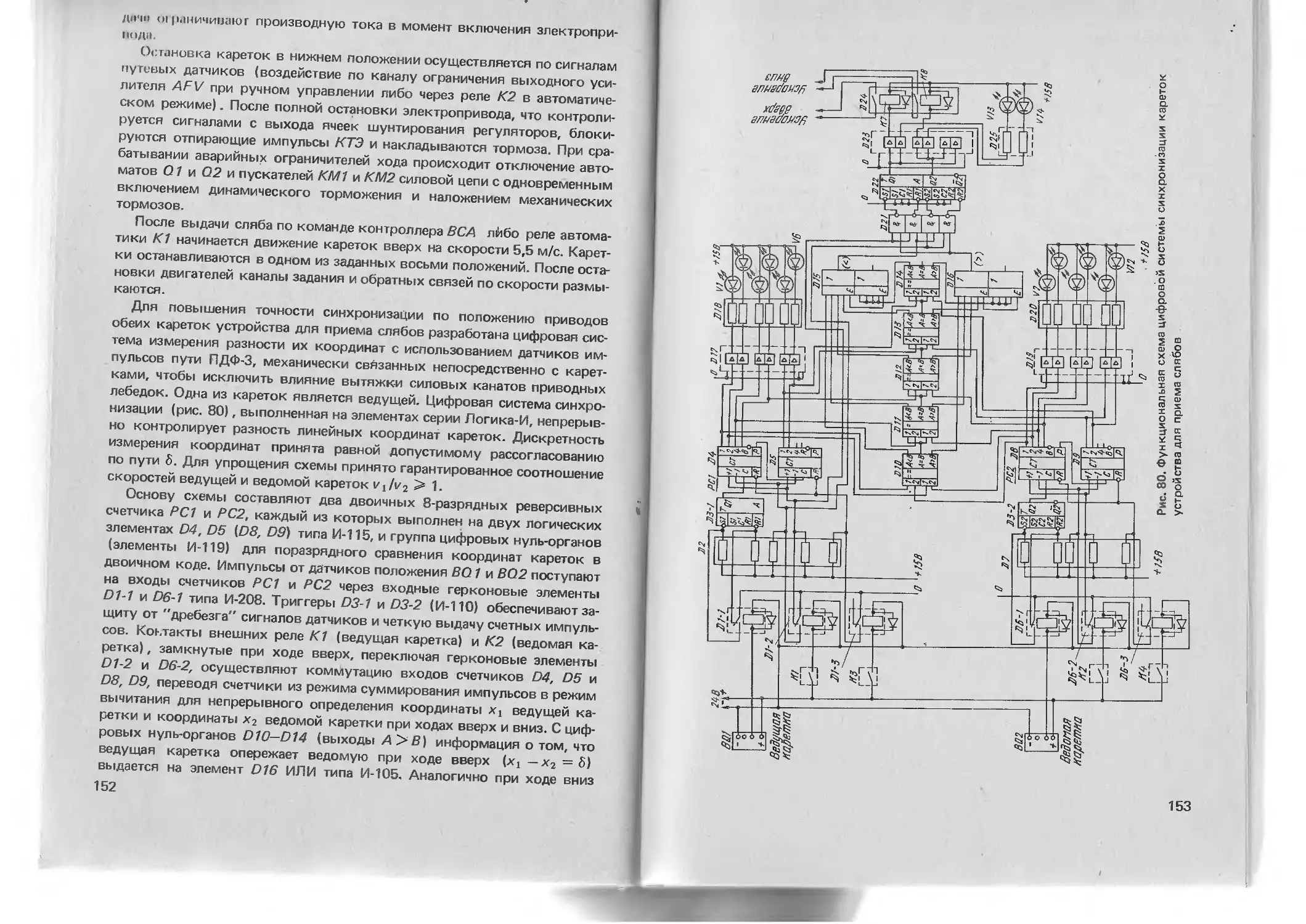
4. Электропривод устройства для приема слябов.................. 148
5. Электроприводы машины для ввода затравки в кристаллизатор 154
3
Глава VI. Электропривод машин для транспортировки ковшей и литых
заготовок..........................................................156
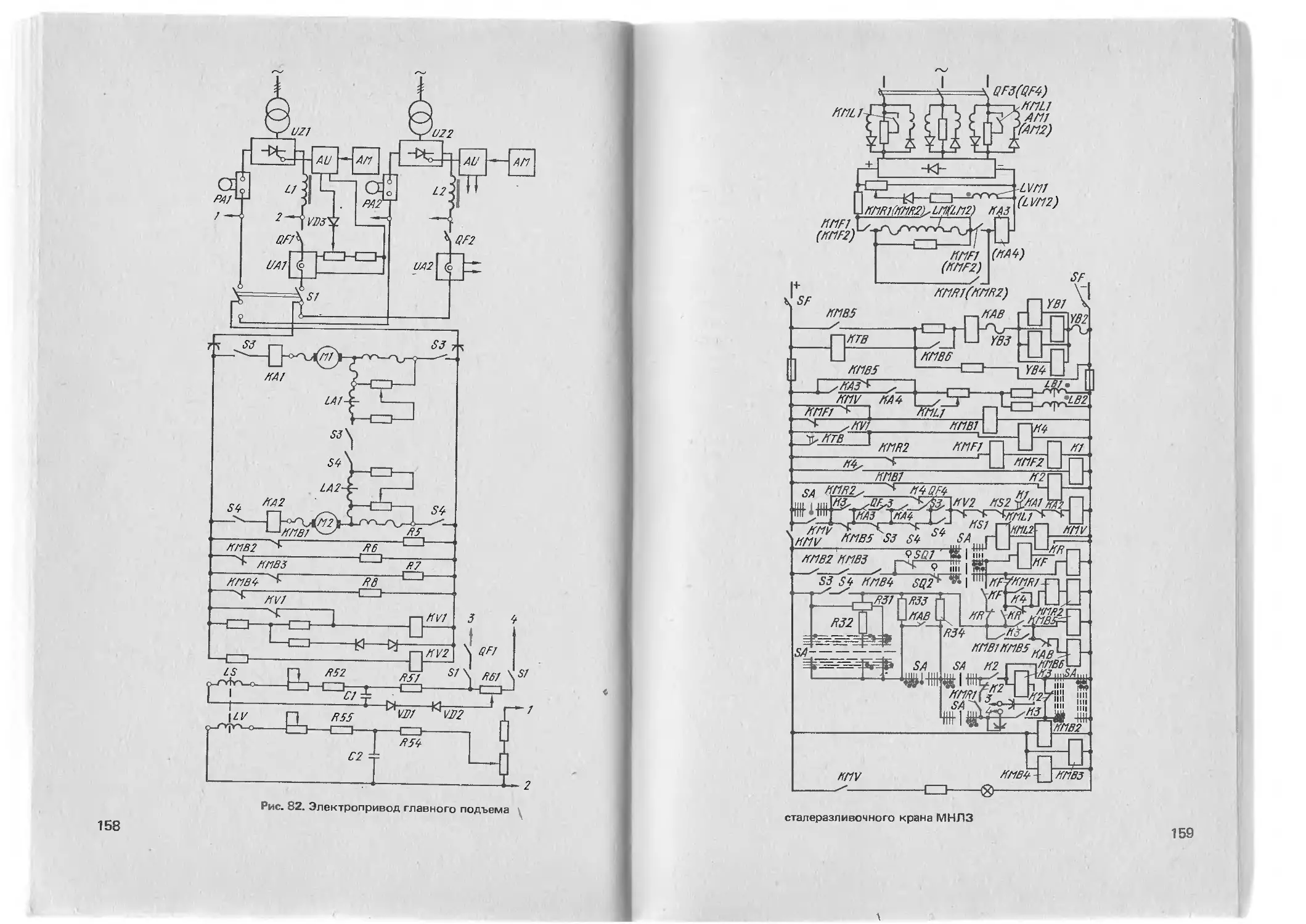
1. Сталеразливочный кран МНЛЗ...................................156
2. Сталеразливочные стенды......................................163
3. Тележка промежуточного ковша . ............................ 169
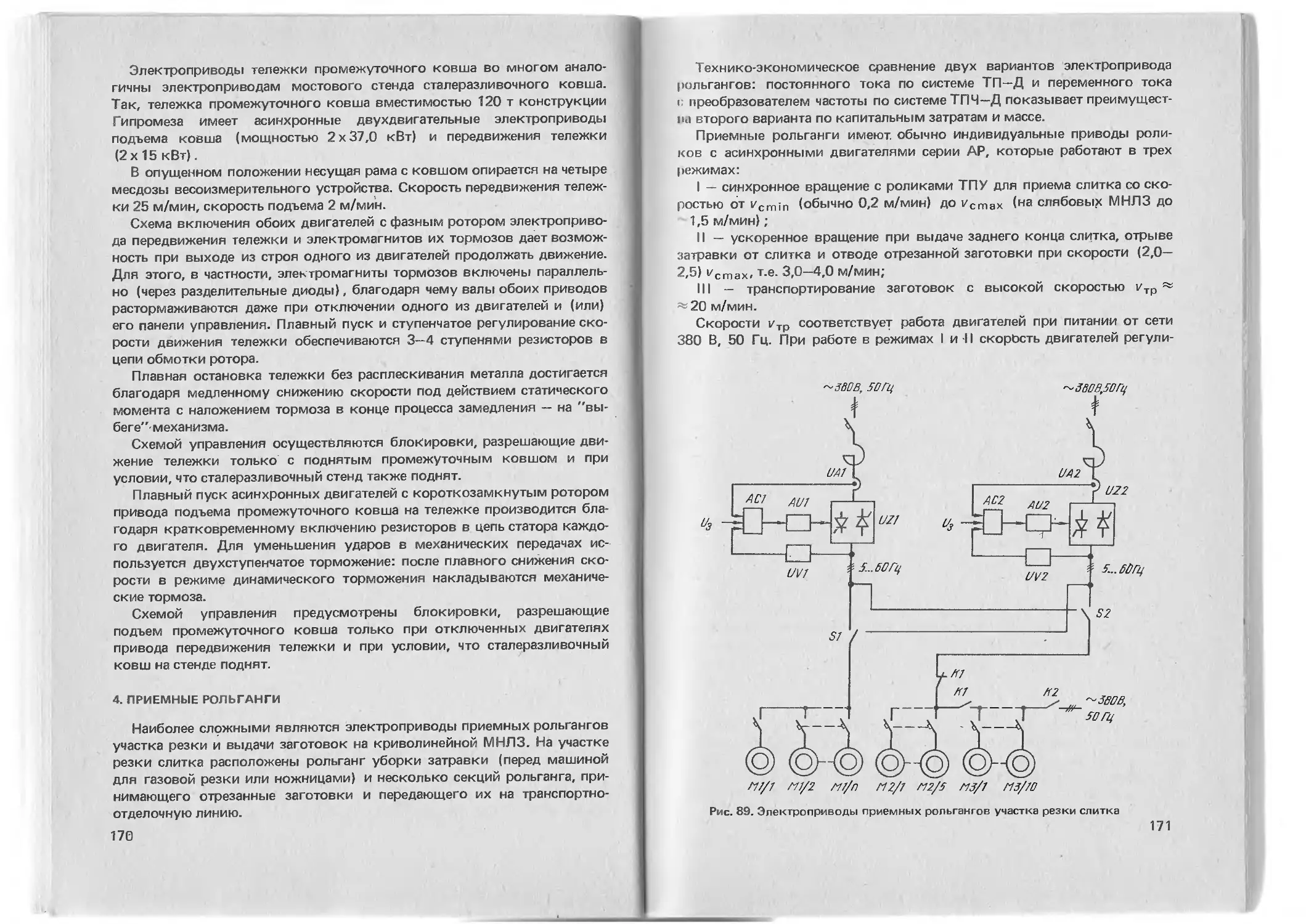
4. Приемные рольганги...........................................17°
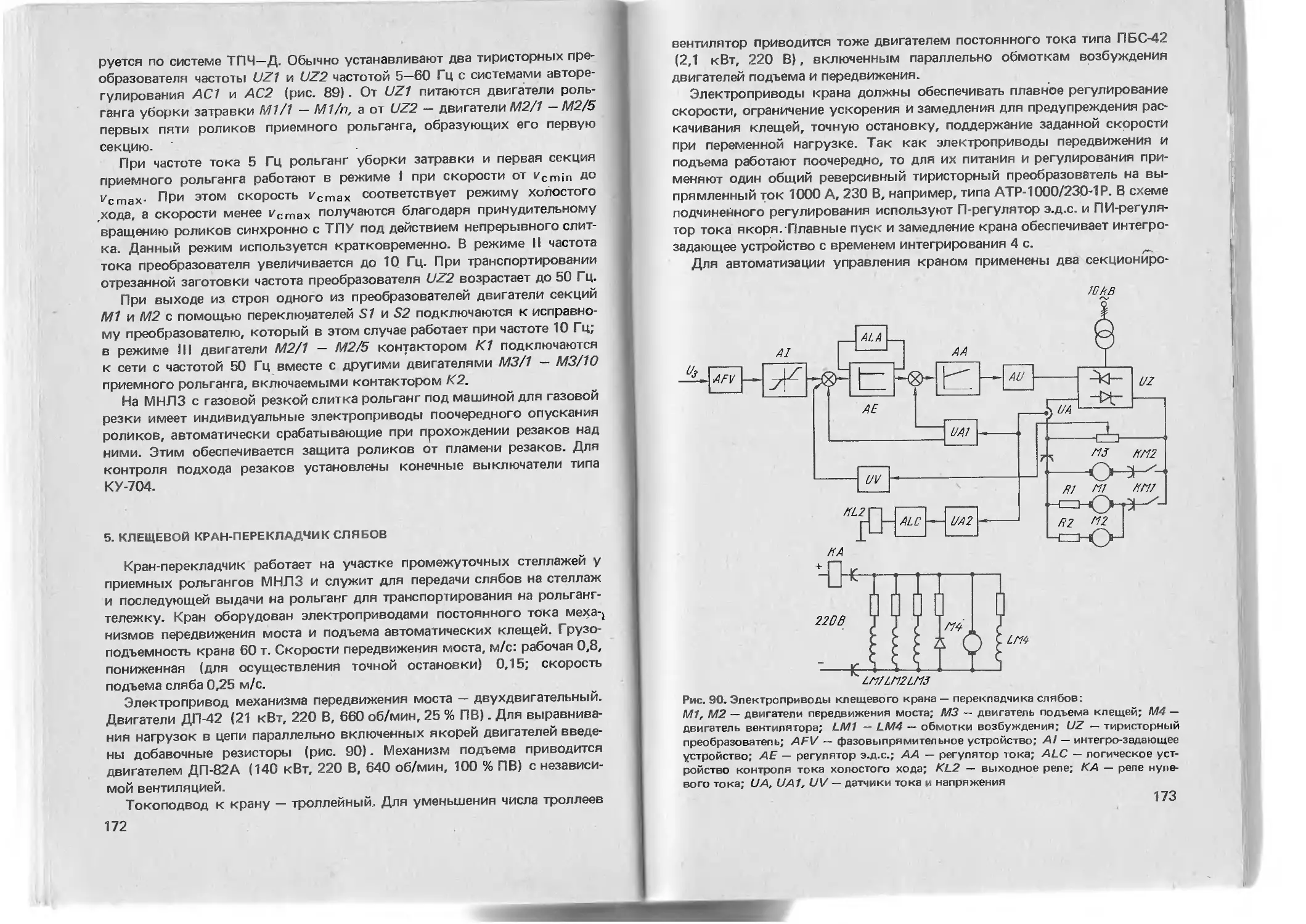
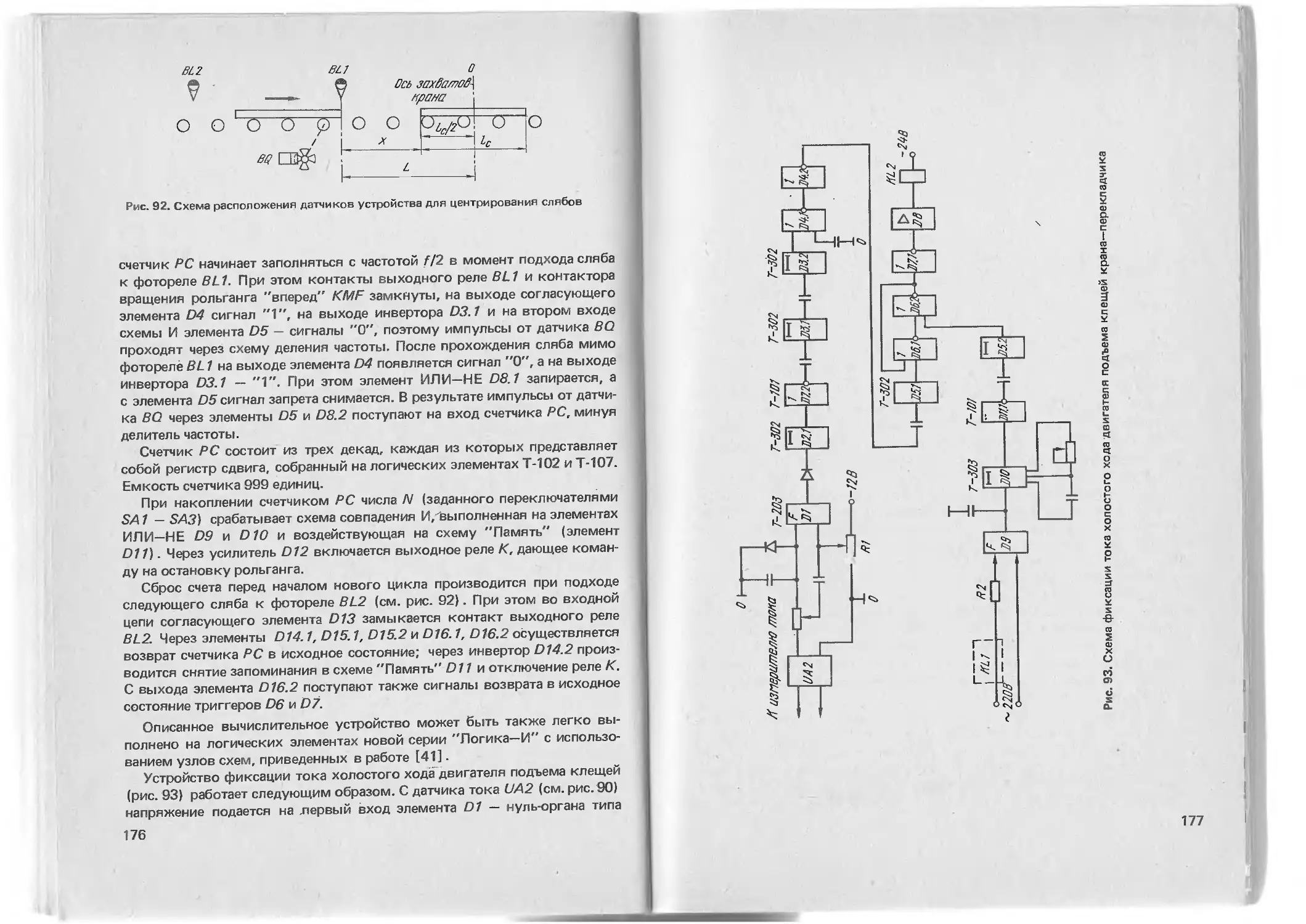
5. Клещевой кран-перекледчик слябов.............................172
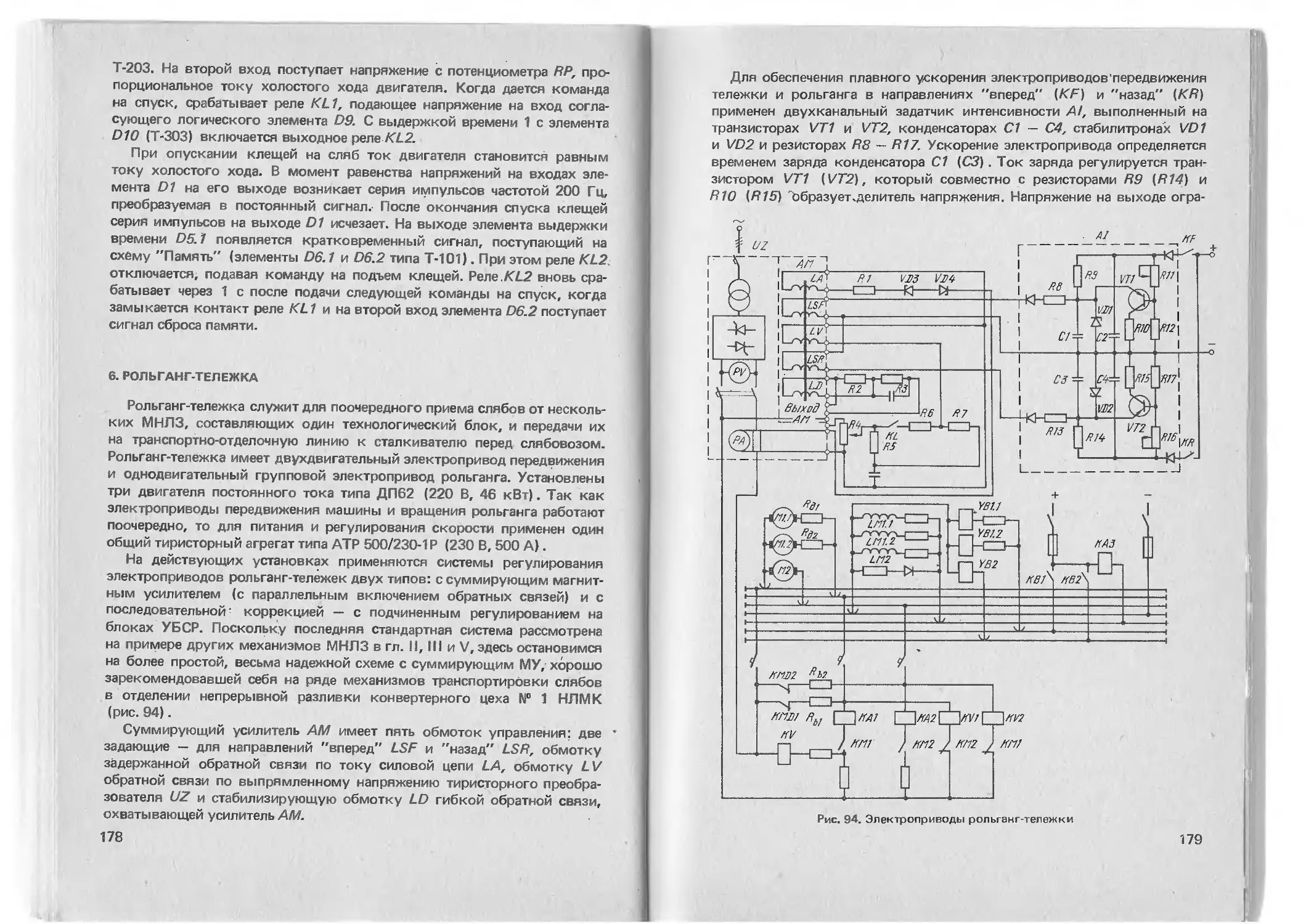
6. Рольганг-тележка.............................................178
7. Слябовоз.....................................................180
8. Агрегат огневой зачистки литых слябов........................182
9. Электромеханические расчеты приводов машин для транспортировки
ковшей и заготовок..............................................186
Глава VII. Электрооборудование вспомогательных устройств...........188
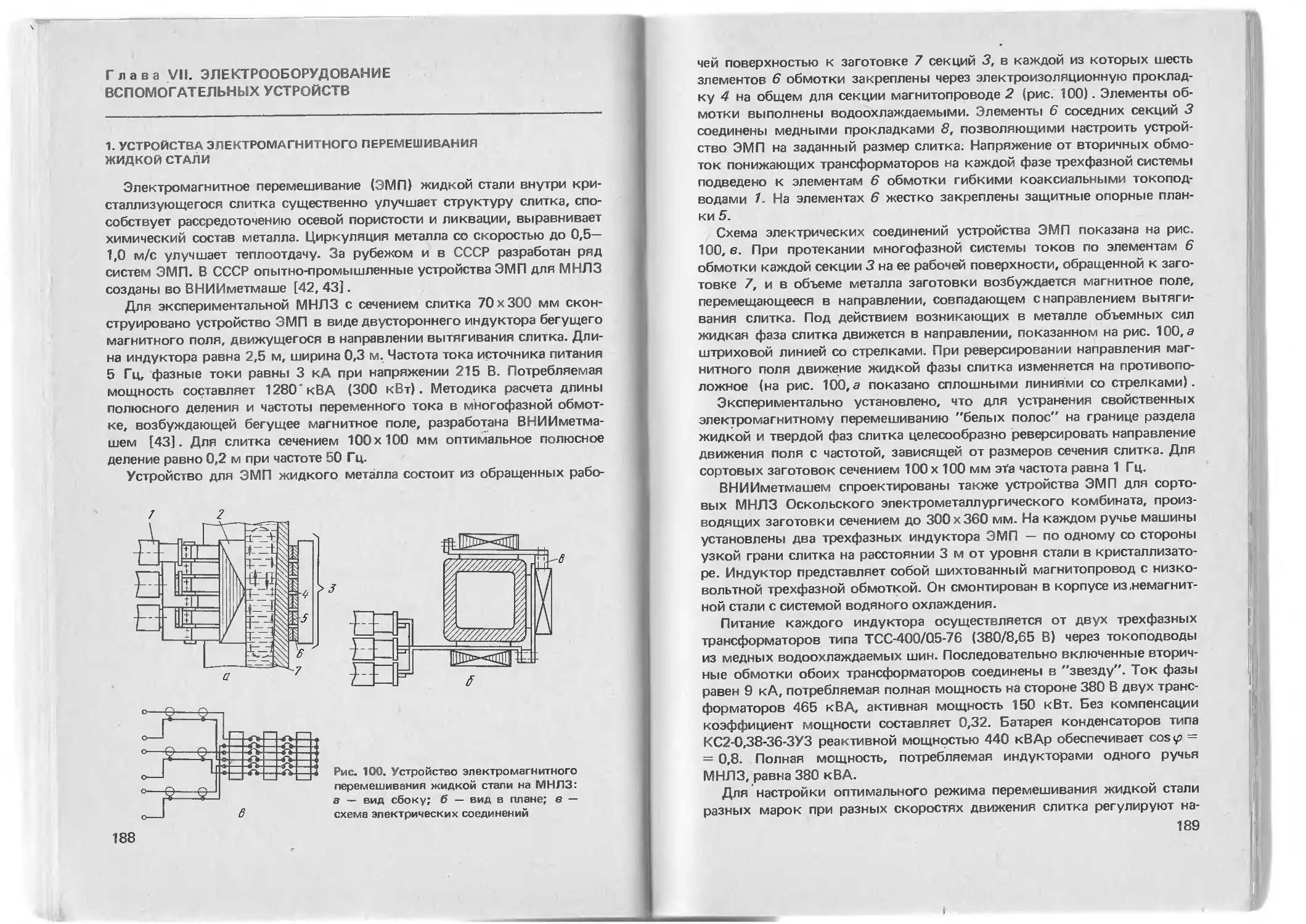
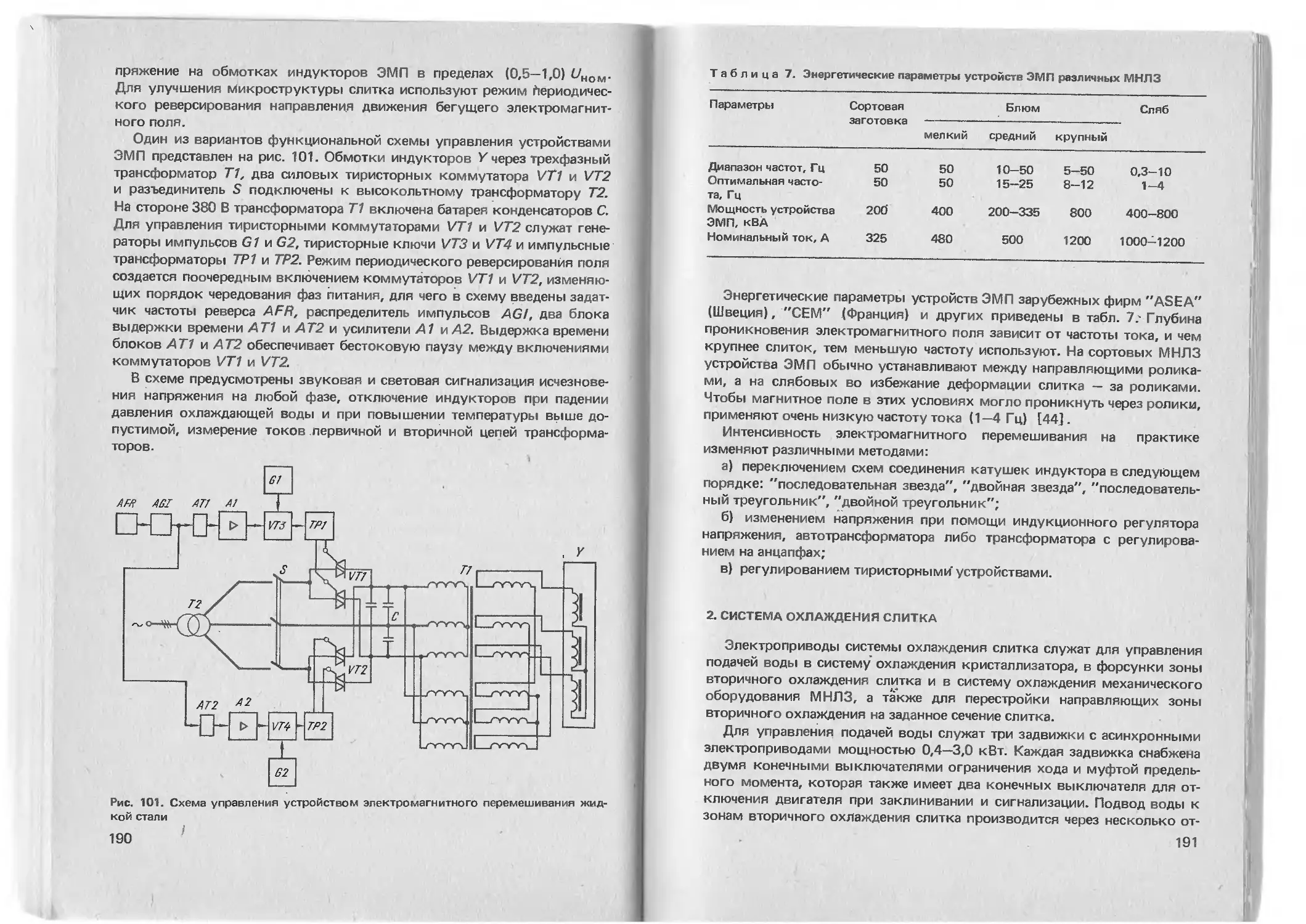
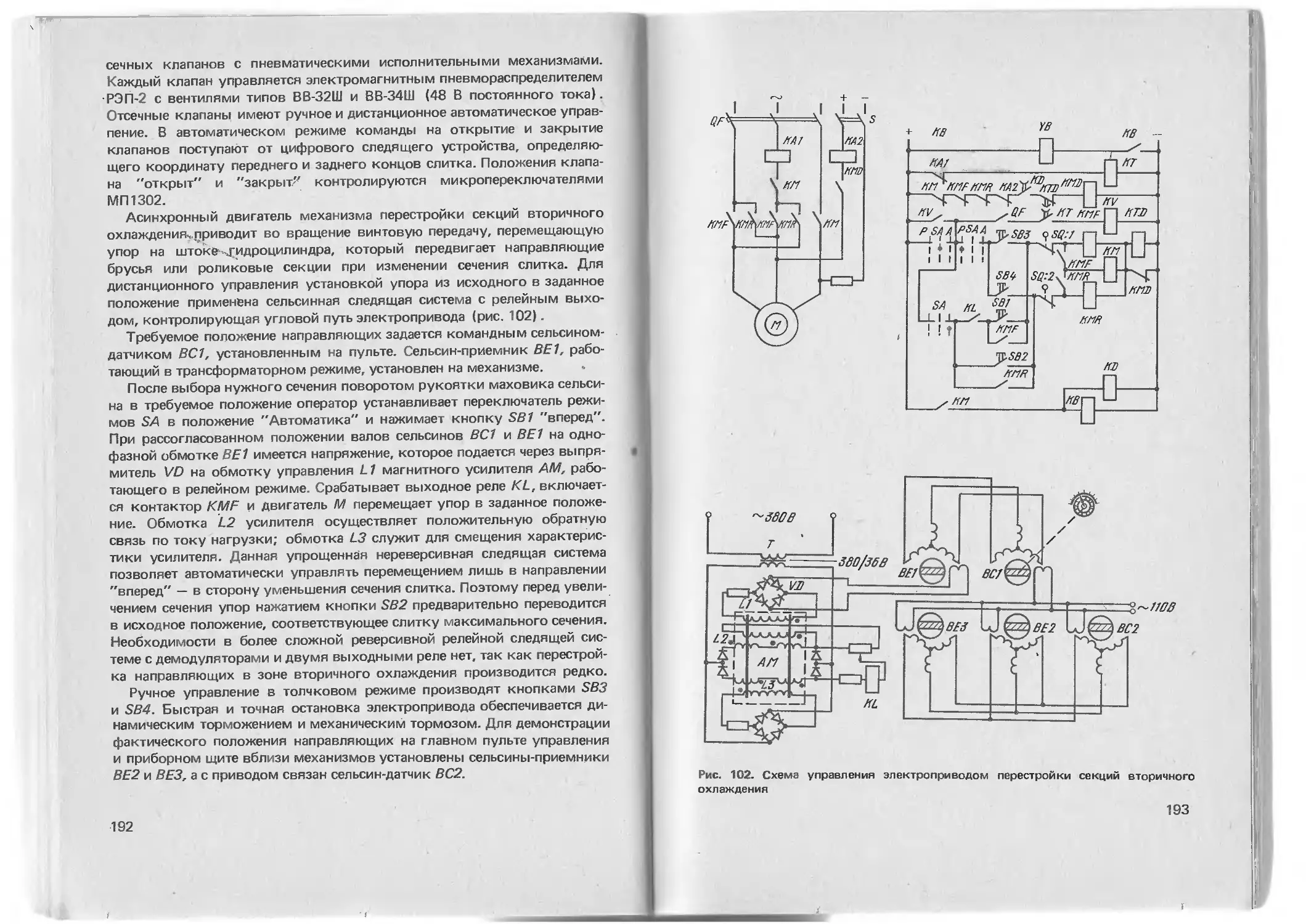
1. Устройства электромагнитного перемешивания жидкой стали..... 188
2. Система охлаждения слитка................................... 191
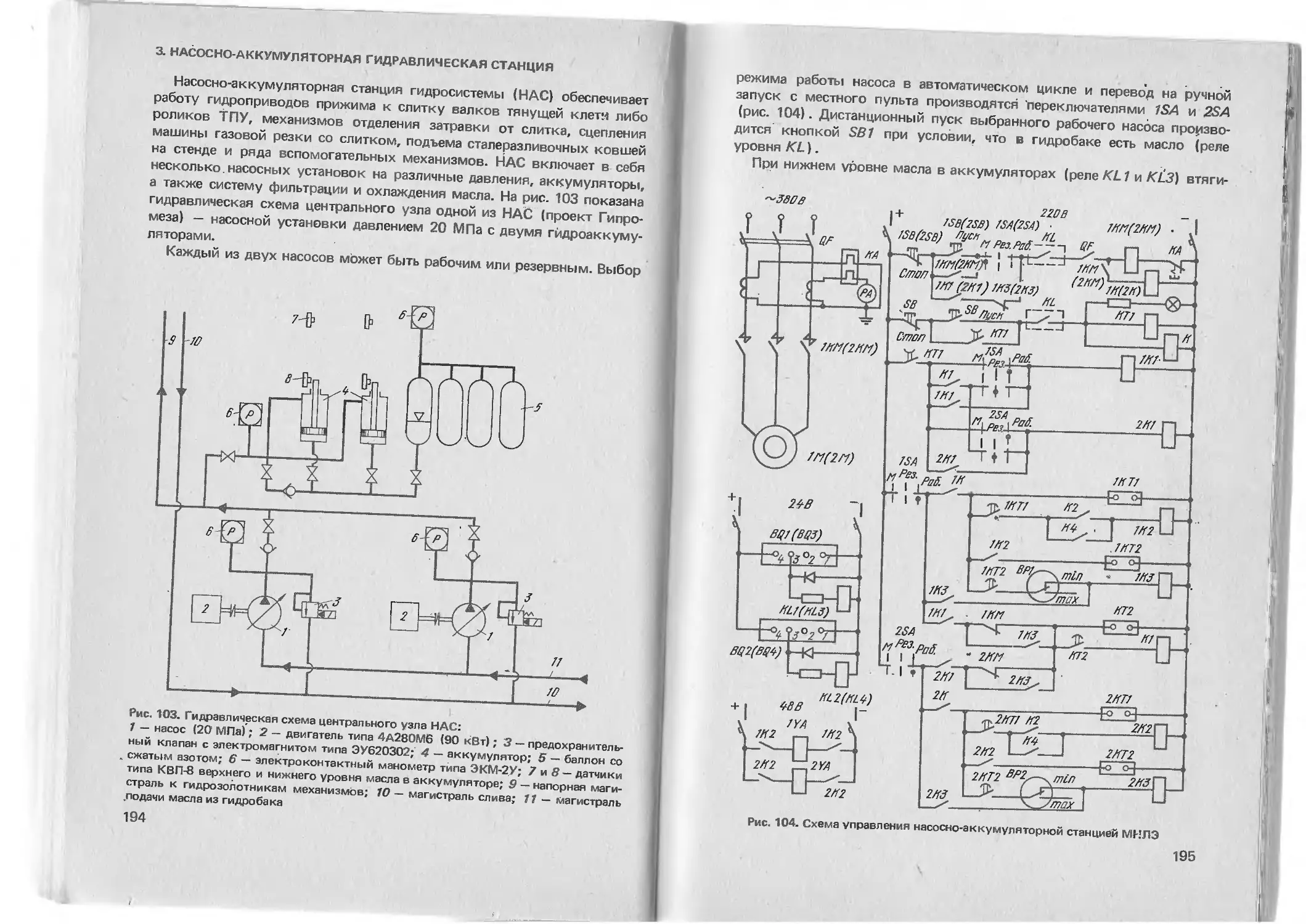
3. Насосно-аккумуляторная гидравлическая станция............... 194
4. Вентиляторная станция..................................... 196
5. Системы смазки.............................................. 197
Глава VIII. Электропривод и автоматика опытных горизонтальных
МНЛЗ.............................................................. 199
1. Электропривод механизмов вытягивания слитка................. 199
2. Электрооборудование гидравлических маятниковых ножниц....... 208
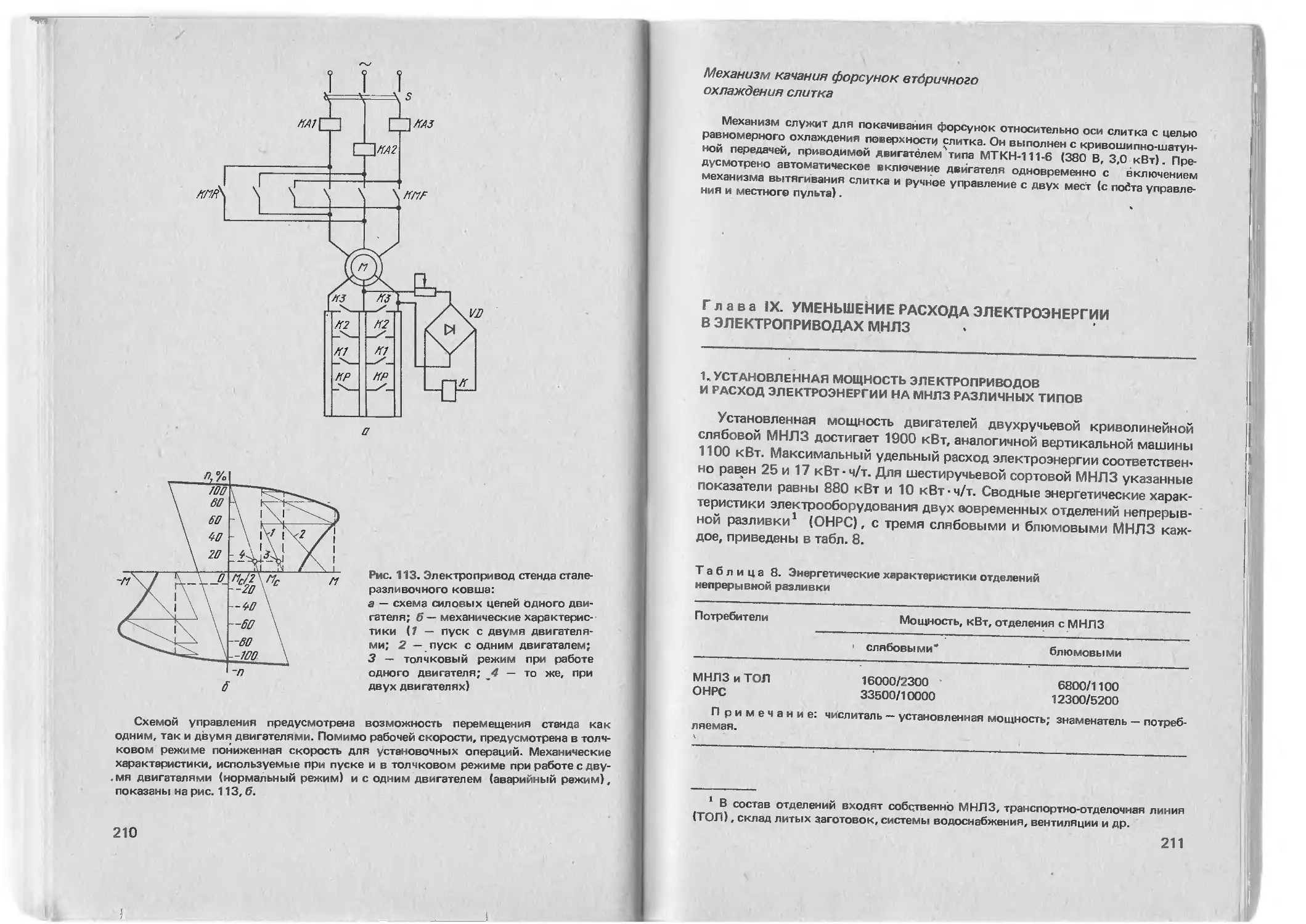
3. Электропривод вспомогательных механизмов.................... 209
Глава IX. Уменьшение расхода электроэнергии в электроприводах
МНЛЗ.............................,................................ 211
1. Установленная мощность электроприводов и расход электроэнергии
на МНЛЗ различных типов . • .................................. 211
2. Схемы вентильного электропривода кристаллизатора с ограничением
тока при пульсирующей нагрузке................................. 212
3. Применение тиристорных преобразователей с естественной вентиля-
цией и невентилируемых тихоходных двигателей................... 218
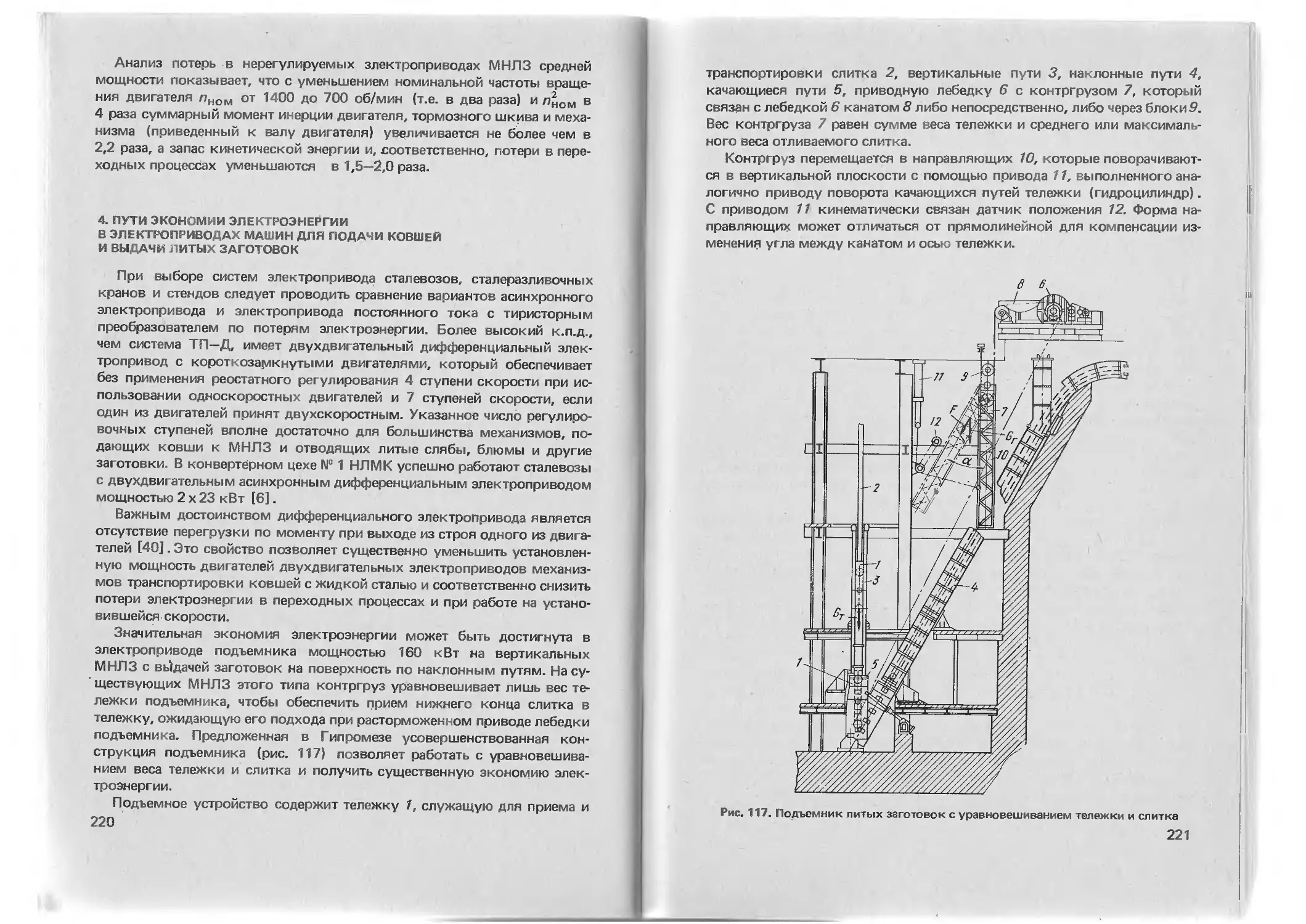
4. Пути экономии электроэнергии в электроприводах машин для подачи
ковшей и выдачи литых заготовок................................ 220
5. Сокращение потребления электроэнергии гидросистемами, установ-
ками водоснабжения и вентиляции................................ 223
6. Уменьшение потерь электроэнергии в электрических аппаратах.. 225
Глава X. Опыт наладки и эксплуатации систем автоматизированного
электропривода МНЛЗ •............................................. 226
1. Наладка регуляторов УБСР.................................... 226
2. Защита от помех систем автоматического регулирования электропри-
водов ......................................................... 232
3. Ограничение динамических нагрузок в механизмах и слитках.... 234
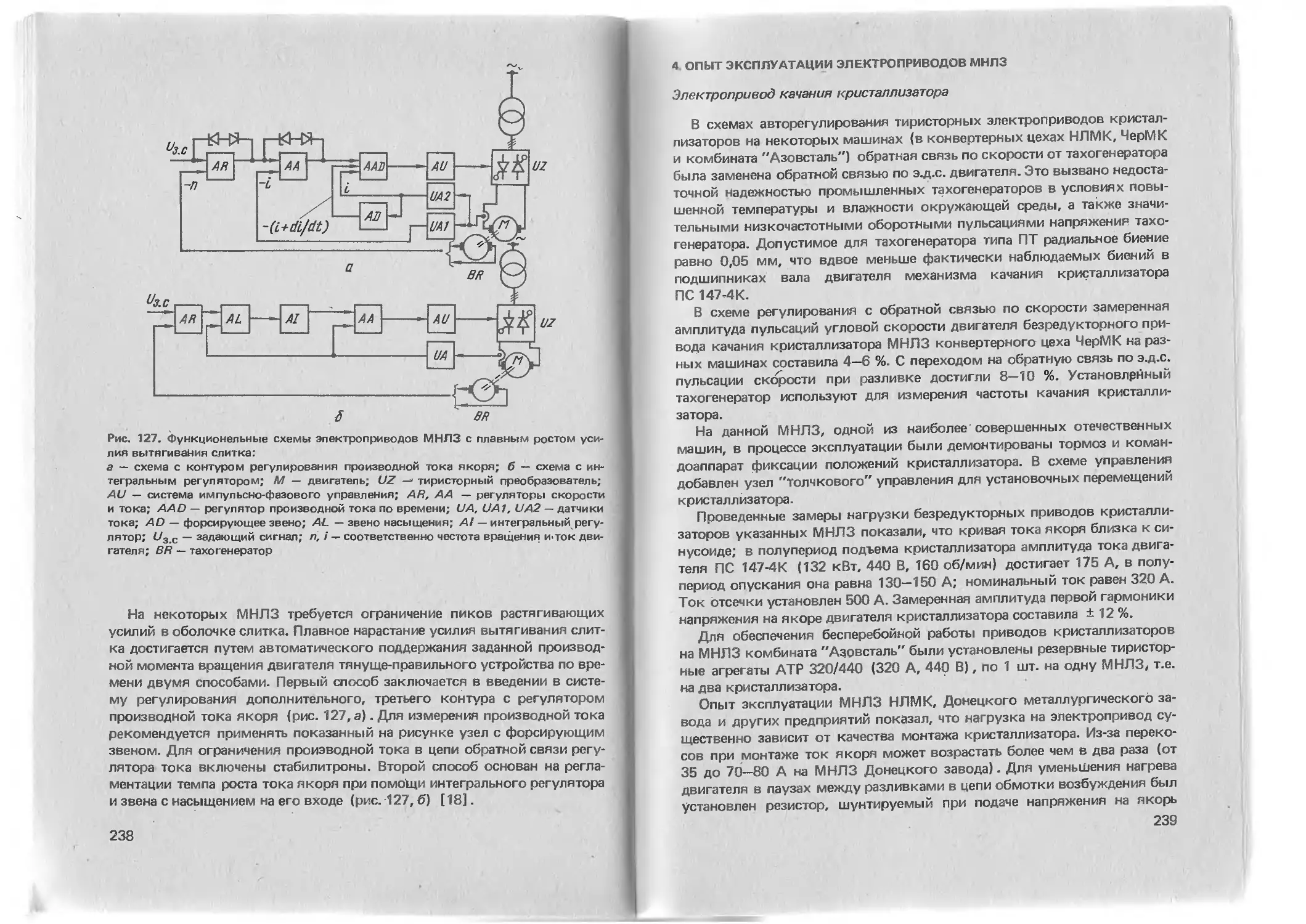
4. Опыт эксплуатации электроприводов МНЛЗ...................... 239
5. Рекомендации по выбору систем электропривода, электрооборудова-
ния и датчиков................................................. 248
Глава XI. Реконструкция и модернизация систем электропривода дей-
ствующих МНЛЗ................................................... 252
1. Цели реконструкции и модернизации электроприводов и электрообо-
рудования МНЛЗ............................................... 252
2. Опыт реконструкции главных электроприводов МНЛЗ первого по-
коления ....................................................... 253
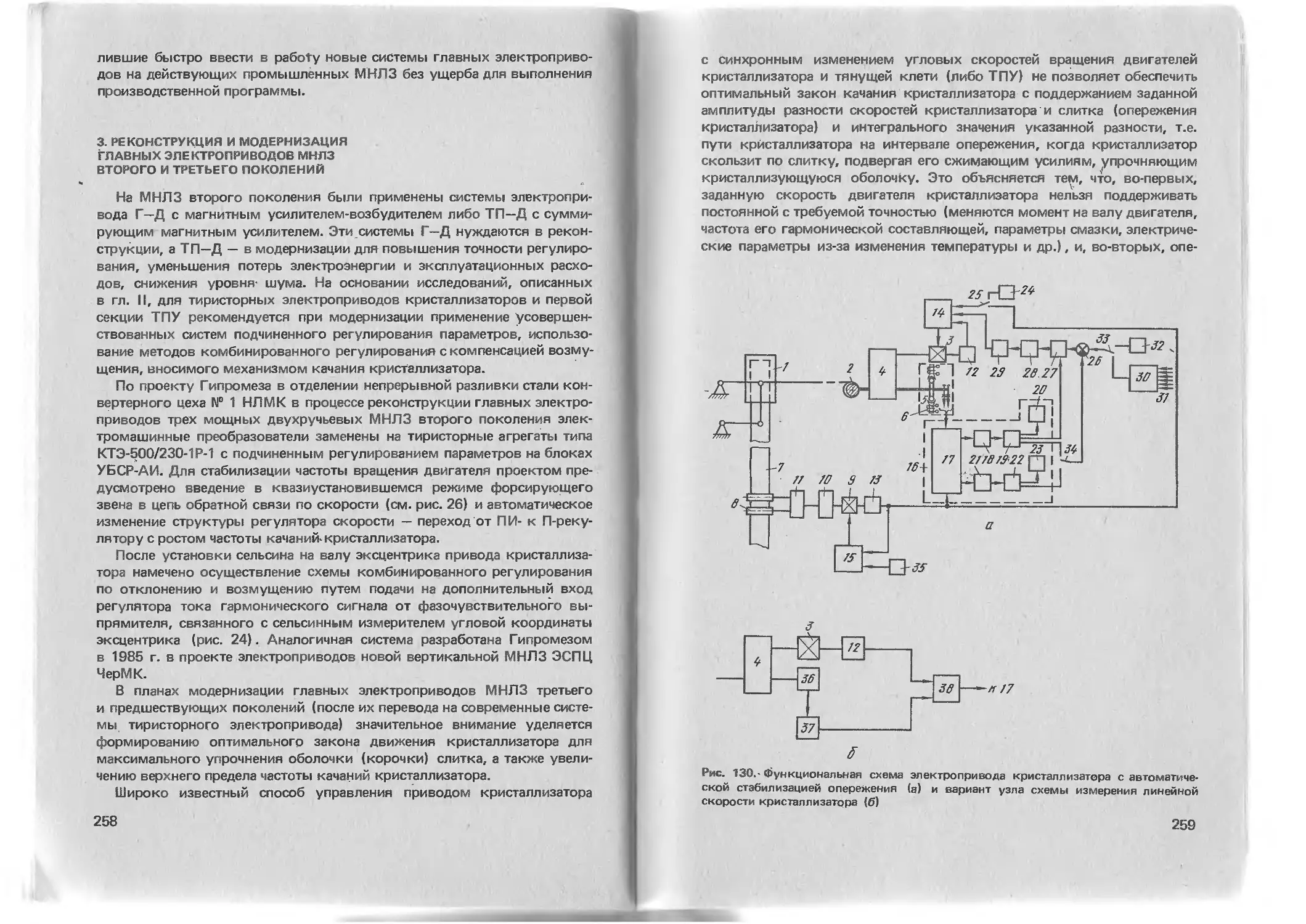
3. Реконструкция и модернизация главных электроприводов МНЛЗ
второго и третьего поколений................................... 258
4
4. Реконструкция и модернизация электроприводов и автоматики ма-
шин для газовой резки слитков...................................264
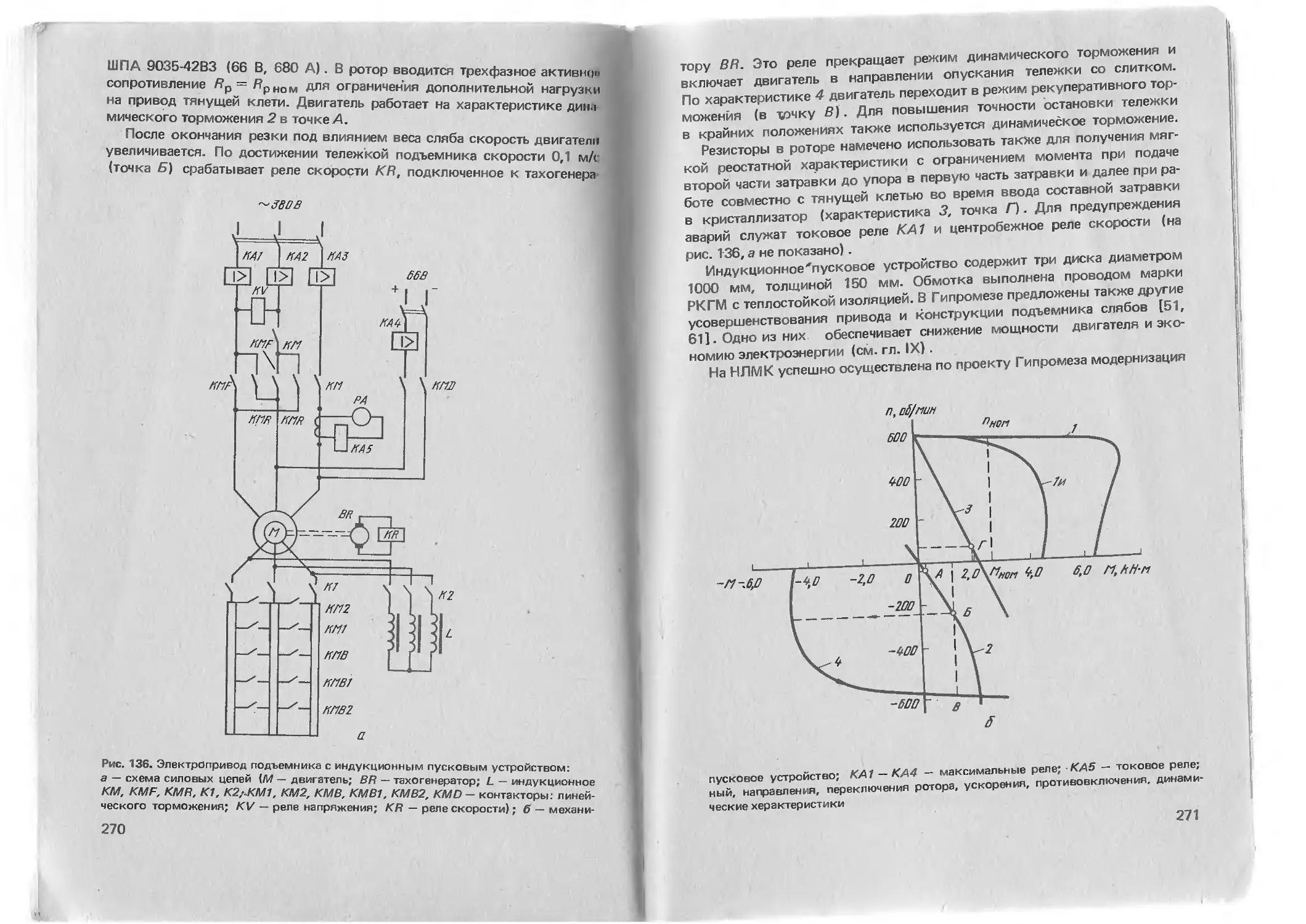
5. Модернизация электроприводов подъемников вертикальных МНЛЗ
и механизмов транспортировки литых слябов.......................269
3. Повышение надежности систем электропривода, электрооборудова-
ния и датчиков.......................................'.... 272
Библиографический список...........................................277
A8SG
ПРЕДИСЛОВИЕ
Основными направлениями экономического и социального развития
СССР на 1986—1990 годы и на период до 2000 года предусматривается
увеличить разливку стали непрерывным способом в 1990 г. не менее
чем в 2 раза.
Непрерывная разливка стали как метод получения литых слябов,
сортовых и трубных заготовок начала широко применяться в СССР, а
затем и в других странах 25 лет назад. За этот период машины непре-
рывного литья заготовок (МНЛЗ) постоянно совершенствовались,
и новый технологический процесс превратился в одно из важнейших
звеньев металлургического производства, в значительной степени опре-
деляющих его эффективность и качество всей металлопродукции.
Быстрыми темпами развивалась в 70—80-е годы непрерывна^ разлив-
ка в Японии, США, ФРГ, Италии, Франции и других индустриально разви-
тых странах. Так, в Японии к началу 1986 г. уже было сооружено более
150 МНЛЗ, на которых разливалось почти 90 % всей стали. Если в 1966 г.
в мире было 113 МНЛЗ, то к 1980 г. их число превысило 1000. Произ-
водительность слябовой МНЛЗ достигла 2 млн. т/год, сортовой —
1 млн. т/год. В настоящее время ~40 % производимой в мире стали раз-
ливается на МНЛЗ. К 2000 году доля непрерывно литых заготовок пре-
высит 50 %. МНЛЗ предусмотрены планами строительства и реконструк-
ции большинства металлургических заводов мира.
Широкое внедрение МНЛЗ обусловливается крупными технико-эко-
номическими преимуществами нового метода получения заготовок для
листовых, сортовых, трубных и некоторых других станов. При разливке
стали на МНЛЗ увеличивается выход годного проката на 10—15%, сни-
жается его себестоимость, повышается производительность труда. Значи-
тельный экономический эффект дает сокращение капитальных затрат
на строительство металлургического завода, так как из его состава ис-
ключается все хозяйство, связанное с разливкой стали в изложницы,
обжимной стан (слябинг или блюминг), а в ряде случаев и непрерывно-
заготовочный стан. Важным преимуществом непрерывной разливки
является существенная экономия топливно-энергетических ресурсов
за счет исключения нагревательных колодцев и уменьшения в два раза
удельного расхода электроэнергии на производство литых слябов и
блюмов по сравнению с удельными расходами электроэнергии на обжим-
ных станах. Заметную экономию дает использование тепла литых загото-
вок на совмещенных агрегатах МНЛЗ — прокатный стан [1—5].
МНЛЗ позволили полностью механизировать и в значительной степени
автоматизировать технологический процесс, коренным образом улуч-
шить условия труда рабочих, занятых разливкой, сократить эксплуата-
ционные расходы.
В СССР разработку и внедрение систем автоматизированного электро-
6
привода МНЛЗ ведут Гипромез, ВНИПИ "Тяжпромэлектропроект"
и ВНИИметмаш. За рубежом созданием аналогичных систем занимаются
ведущие электротехнические фирмы: "General Electric" и "Westinghouse
Electric" (США), "English Electric" (Великобритания), "Siemens",
"AEG—Telefunken" (ФРГ), "Brown, Bovery und Co" (Швейцария), ASEA
(Швеция), "Toshiba" (Япония) и др.
Современная МНЛЗ сложный многомашинный агрегат с большим
числом автоматизированных электроприводов, систем автоматического
регулирования и контроля. Если в доменном и конвертерном производ-
ствах электропривод решает задачи перемещения материалов и оборудо-
вания и не влияет непосредственно на качество металла, а на станах го-
рячей прокатки от точности работы систем электропривода зависят
геометрические размеры проката и качество поверхности, то на МНЛЗ
электроприводы главных механизмов существенно влияют также и на
структуру литой заготовки.
Исследования ЦНИИЧМ и Гипромеза показали, что на современных
высокопроизводительных МНЛЗ от точности и надежности работы
систем автоматизированного электропривода во многом зависят устой-
чивость разливки, оптимальное протекание процесса кристаллизации
жидкой стали, упрочнение его оболочки, отсутствие аварийных проры-
вов жидкого металла. Рост производительности МНЛЗ, повышение
качества литых слябов и сортовых заготовок, уменьшение потерь ме-
талла при резке в значительной степени обусловливаются совершенством
систем автоматизированного электропривода.
Высокая надежность работы электрооборудования МНЛЗ исключи-
тельно важна, поэтому требования к нему являются более жесткими, чем
к электрооборудованию прокатных станов. Небольшая неисправность,
которая вызывает кратковременную задержку работы прокатного стана,
на МНЛЗ может привести к потере всей плавки.
Сложность систем автоматизированного электропривода МНЛЗ обус-
ловлена такими технологическими требованиями, как стабилизация
скорости при нагрузке, пульсирующей с частотой до 2—3 Гц, синхрониза-
ция вращения ряда электроприводов, слежение электропривода машины
для газовой резки за перемещением слитка по двум координатам, авто-
матическая точная остановка электроприводов указанной машины и
подъемника заготовок, автоматическое регулирование уровня жидкой
стали в кристаллизаторе воздействием на электропривод тянущих вал-
ков, ограничение первой и второй производных скорости главного элек-
тропривода для защиты от повреждения оболочки кристаллизующе-
гося слитка и прорыва жидкой стали.
Быстрый прогресс теории и практики электропривода МНЛЗ обуслов-
лен как бурным развитием нового высокоэффективного технологиче-
ского процесса, постоянным усложнением требований к главным,приво-
дам и системам их регулирования, так и общей научно-технической ре-
волюцией в методах управления и средствах автоматизированного элек-
7
тропривода, начало которой совпало с широким применением МНЛЗ
в черной металлургии.
В конце 50-х и начале 60-х годов главные механизмы вертикальных
МНЛЗ (машин основного типа первого этапа развития): тянущая клеть,
механизм качания кристаллизатора, машина для газовой резки слитка
и подъемник приводились двигателями постоянного тока, регулируемы-
ми по схемам генератор — двигатель (Г—Д), Г—Д с электромашинным
усилителем (ЭМУ), ЭМУ—Д, магнитный усилитель — двигатель (МУ—Д).
На одной из слябовых МНЛЗ в СССР была применена система ионного
электропривода (УРВ—Д).
В 1969 г. в Гипромезе был создан первый отечественный проект ти-
ристорного электропривода (ТП—Д) для главных механизмов модерни-
зируемых вертикальных МНЛЗ электросталеплавильного цеха Новоли-
пецкого металлургического комбината (НЛМК). Несколько позднее
Волгоградское отделение Тяжпромэлектропроекта выполнило впервые
в СССР рабочие чертежи тиристорных электроприводов для машины
нового типа — криволинейной с многодвигательным тянуще-правильным
устройством, сооруженной в 1974 г. в конвертерном цехе № 2 НЛМК.
В этом проекте применены тиристорные преобразователи серии АТР и
транзисторные регуляторы системы УБСР первого поколения. В даль-
нейшем в работах Тяжпромэлектропроекта и Гипромеза стали широко
использоваться новые комплектные тиристорные электроприводы серии
КТЭ второго поколения на мощных таблеточных тиристорах и гибрид-
ных интегральных схемах.
Гипромезом были проведены исследования вынужденных колебаний
частоты вращения и тока в вентильных электроприводах МНЛЗ, на ос-
новании которых определены оптимальные структуры систем авторегу-
лирования, синтезированы инвариантные к возмущению системы, раз-
работаны методы расчета мощности электропривода и параметров регу-
ляторов. Предложены способы уменьшения расхода электроэнергии
в двигателях, преобразователях и аппаратуре. Были также усовершен-
ствованы схемы синхронизации электроприводов и следящие системы
машин для газовой резки слитка на заготовки мерной длины.
В последние годы в СССР и за рубежом активно разрабатывались
методы воздействия электропривода на процесс кристаллизации слитка
для повышения качества литых заготовок. Здесь прежде всего следует
отметить способы формирования оптимального закона движения кри-
сталлизатора, при котором поверхность слитка упрочняется в макси-
мальной степени, а также применение индукторов линейных двигателей
для электромагнитного перемешивания жидкой сердцевины слитка.
Предлагаемая вниманию читателей книга написана на основе опыта ра-
боты автора в Гипромезе по созданию автоматизированных электропри-
водов для многих отечественных МНЛЗ, а также МНЛЗ, сооруженных
при техническом содействии СССР на заводах в городах Терни (Италия),
8
Нидахама (Япония), Раахе (Финляндия), Ризе (ГДР), Исфахане (Иран)
и др. В ней отражены, в частности, итоги наладки,теоретических и экспе-
риментальных исследований усовершенствованных главных электропри-
иодоп МНЛЗ, разработанных при участии автора для ряда МНЛЗ НЛМК
|G 8]. Учтен также ценный опыт Волгоградского отделения института
1 нжнромэлектропроект и ВНИИметмаша по исследованию и внедрению
। оиременных автоматизированных электроприводов криволинейных
МНЛЗ [9].
Издание рассчитано на широкий круг специалистов по электрообору-
дованию и автоматизации металлургических агрегатов, инженеров-тех-
нологов и конструкторов, занятых созданием, исследованием и эк-
< члуатацией МНЛЗ.
Все замечания и пожелания по данной книге будут с благодарностью
приняты. Просьба направлять их в издательство "Металлургия" по адре-
су: 119857, ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14.
Глава I. КОНСТРУКЦИЯ МАШИН НЕПРЕРЫВНОГО
ЛИТЬЯ ЗАГОТОВОК. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ЭЛЕКТРОПРИВОДАМ
1. КОНСТРУКЦИЯ МНЛЗ
В настоящее время основными промышленными типами МНЛЗ явля-
ются криволинейные и вертикальные машины. Ограниченное развитие
получили вертикальные МНЛЗ с изгибом слитка в горизонтальное поло-
жение на участке его полного затвердевания. В последние годы появи-
лись опытно-промышленные горизонтальные машины. На МНЛЗ полу-
чают слябы сечением до 300 х 2600 мм, сортовые заготовки, в том числе
блюмы, сечением от 80x80 мм до 400 x 520 мм, круглые заготовки
диаметром до 400 мм, полые трубные заготовки диаметром 410—750 мм
и др. Производительность одной двухручьевой слябовой МНЛЗ дости-
гает 2 млн. т в год. Максимальная скорость вытягивания слитка равна
1,4 м/мин на слябовых машинах и 4,0 м/мин на сортовых. Число ручьев
сортовой МНЛЗ может достигать 8.
Первые промышленные МНЛЗ были вертикальными. На рис. 1 пока-
зана технологическая схема МНЛЗ конструкции Гипромеза, сооружен-
ной в конвертерном цехе № 1
НЛМК. Этот цех с шестью двух-
ручьевыМи МНЛЗ производи-
тельностью 4,1 млн. т литых сля-
бов в год был первым в мировой
практике цехом, где вся сталь
разливалась новым непрерыв-
ным способом, а МНЛЗ данной
конструкции были затем по-
строены на ряде заводов как
в СССР, так и за рубежом по со-
ветским лицензиям.
Рис. 1. Технологическая схема
вертикальной МНЛЗ конструк-
ции Гипромеза
10
('ыпсразливочные ковши 1 с металлом подаются кранами на разли-
и>>|ную площадку МНЛЗ. Из сталеразливочного ковша металл посту-
ntioi и промежуточные ковши 2, распределяющие сталь по кристаллиза-
inp.iM 4 и создающие перед разливкой одинаковое давление столба ме-
HIIIH.I определенной высоты, что позволяет получать спокойную струю
мп шила. Промежуточные ковши установлены на тележках, снабженных
приподами подъема. Контроль уровня металла в ковшах во время раз-
минки осуществляется косвенно путем измерения веса металла в ковше
। помощью месдоз.
Для управления стопорами 3 сталеразливочных и промежуточных
। нишей применяются электрические или пневмогидравлические испол-
ни! ильные механизмы. Во время разливки стопора промежуточных ков-
шей работают автоматически в функции уровня металла в кристаллиза-
n.ipij, который контролируется радиоактивными уровнемерами.
Перед разливкой стали в каждый кристаллизатор вводится затравка,
образующая дно. Поступающий в кристаллизатор жидкий металл затвер-
девает у его стенок и у затравки, сцепляясь с нею. После достижения
определенного^уровня металла в кристаллизаторе включается привод
вращения валков тянущей клети. Затравка вместе с формирующимся
। питком начинает вытягиваться из кристаллизатора. Скорость вытягива-
нии слитка плавно в течение 10—20 с нарастает до заданной. Из промежу-
очного ковша непрерывно поступает металл, и в кристаллизаторе под-
держивается постоянный уровень.
Длй предупреждения "зависания" слитка в кристаллизаторе, т.е.
приваривания его корочки к стенке, грозящего прорывом жидкого ме-
тила, кристаллизатору эксцентриковым механизмом сообщается воз-
вратно-поступательное движение. Средняя скорость качания кристалли-
ыгора меняется пропорционально изменению скорости разливки. На
। гснки кристаллизатора периодически или непрерывно подается жидкая
смазка.
Выходящий из кристаллизатора слиток имеет затвердевшую оболочку
и жидкую сердцевину. Ниже кристаллизатора расположена зона вторич-
ного охлаждения 5, в которой находятся несколько секций водяных
форсунок. Для предупреждения деформации боковых поверхностей
нитка под действием ферростатического давления жидкой сердцевины
на всем протяжении зоны вторичного охлаждения слиток охватывается
направляющими брусьями и роликами. Секции направляющих зоны вто-
ричного охлаждения образуют канал с упругой стенкой (находящийся
под давлением гидроцилиндров). '
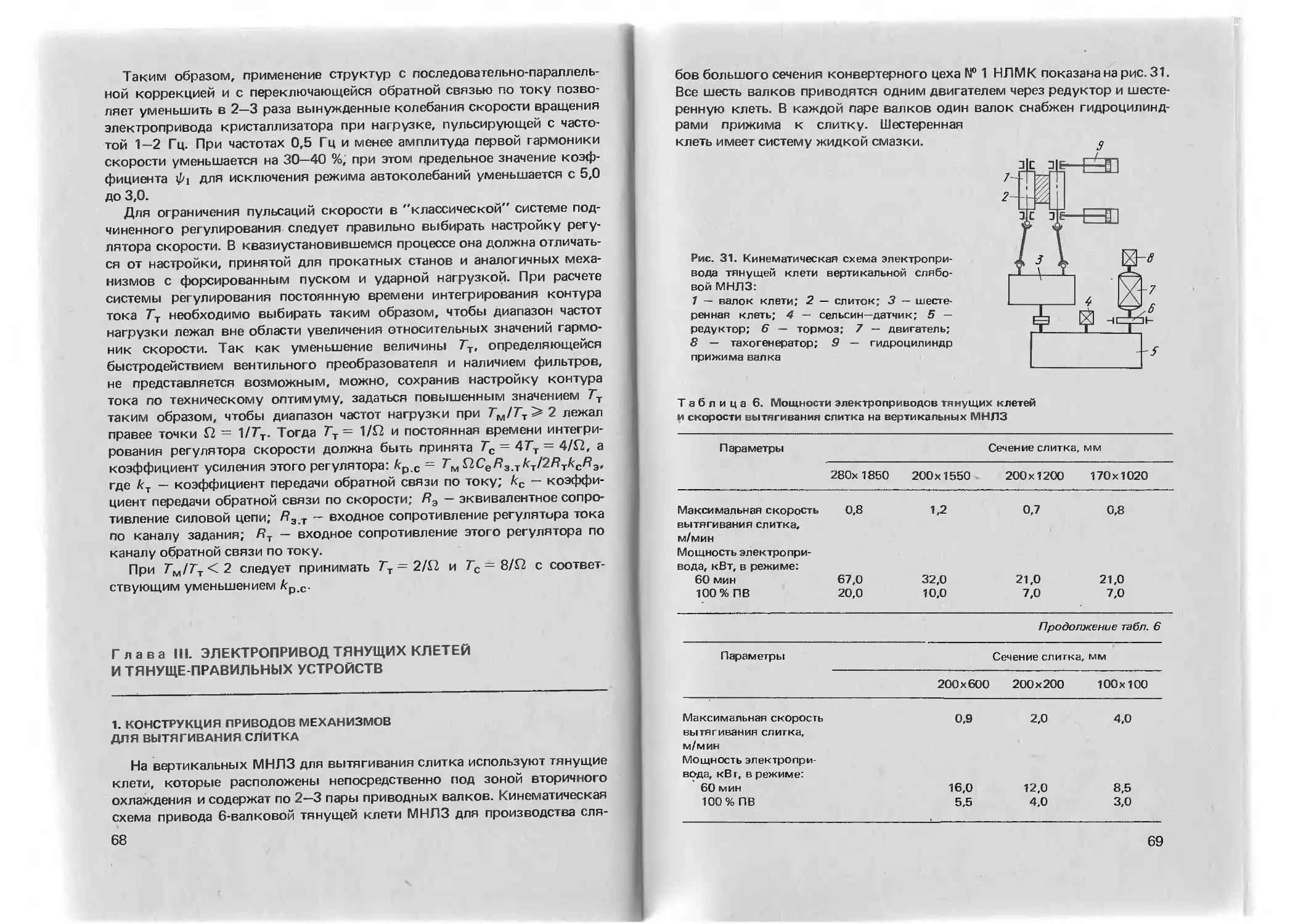
Тянущая клеть 6 имеет шесть приводных валков, три из которых
устанавливаются стационарно, а остальные три с противоположной
гороны слитка перемещаются гидроцилиндрами, обеспечивающими
необходимое усилие зажима слитка или затравки. Валки тянущей клети
приводятся двигателем постоянного тока через редуктор и шестеренную
11
клеть. Под тянущей клетью расположено устройство для выпрессовки
конца затравки из слитка.
Ниже установлена машина для газовой резки 7 (газорезка), служащая
для резки непрерывно движущегося слитка на мерные длины. Мишина
имеет платформу, вынесенную за пределы горячей камеры, которая
во время резки перемещается синхронно со слитком винтовым меха-
низмом, приводимым двигателем постоянного тока. На платформе
установлены два резака 8, имеющие индивидуальные регулируемые
электроприводы. Во время резки резаки перемещаются вдоль широкой
грани сляба. Специальная система обеспечивает слежение за изгибом
слитка и автоматически поддерживает оптимальное расстояние между
слитком и резаками.
Отрезанные слябы принимаются тележкой подъемника 9 системы
выдачи слитков. После приема сляба тележка опускается по вертикаль-
ным путям вниз, затем переводится поворотной секцией 10 в наклонное
положение и поднимается лебедкой механизма подъема 11 на поверх-
ность, где слиток (или затравка) вытягиваются из тележки роликами
извлекателя и передаются на приемный рольганг.
Высота вертикальных МНЛЗ достигает 43 м, в том числе глубина
подъемной части 25 м. Вертикальные МНЛЗ обеспечивают наилучшее
качество слитка благодаря равномерному охлаждению, облегченному
всплыванию неметаллических примесей и газов, отсутствию деформации
слитка. Однако для производства заготовок из рядовых сталей более
выгодными оказались криволинейные машины, которые в 2—3 раза
ниже вертикальных, позволяют повысить скорость вытягивания слитка
и совместить процесс разливки и прокатки в-одном агрегате. В настоя-
щее время новые вертикальные машины сооружают лишь для произ-
водства слитков из специальных сталей и для литья круглых сплошных
и полых трубных заготовок большого диаметра. В последние годы стал
возрождаться интерес к этим машинам и для решения проблемы отлив-
ки заготовок сверхбольших сечений.
За рубежом появились машины комбинированного типа, в которых
кристаллизатор и верхняя часть зоны вторичного охлаждения выполне-
ны вертикальными, а затем осуществляется изгиб частично затвердев-
шего слитка в горизонтальное положение по дуге постоянного или
переменного радиуса.
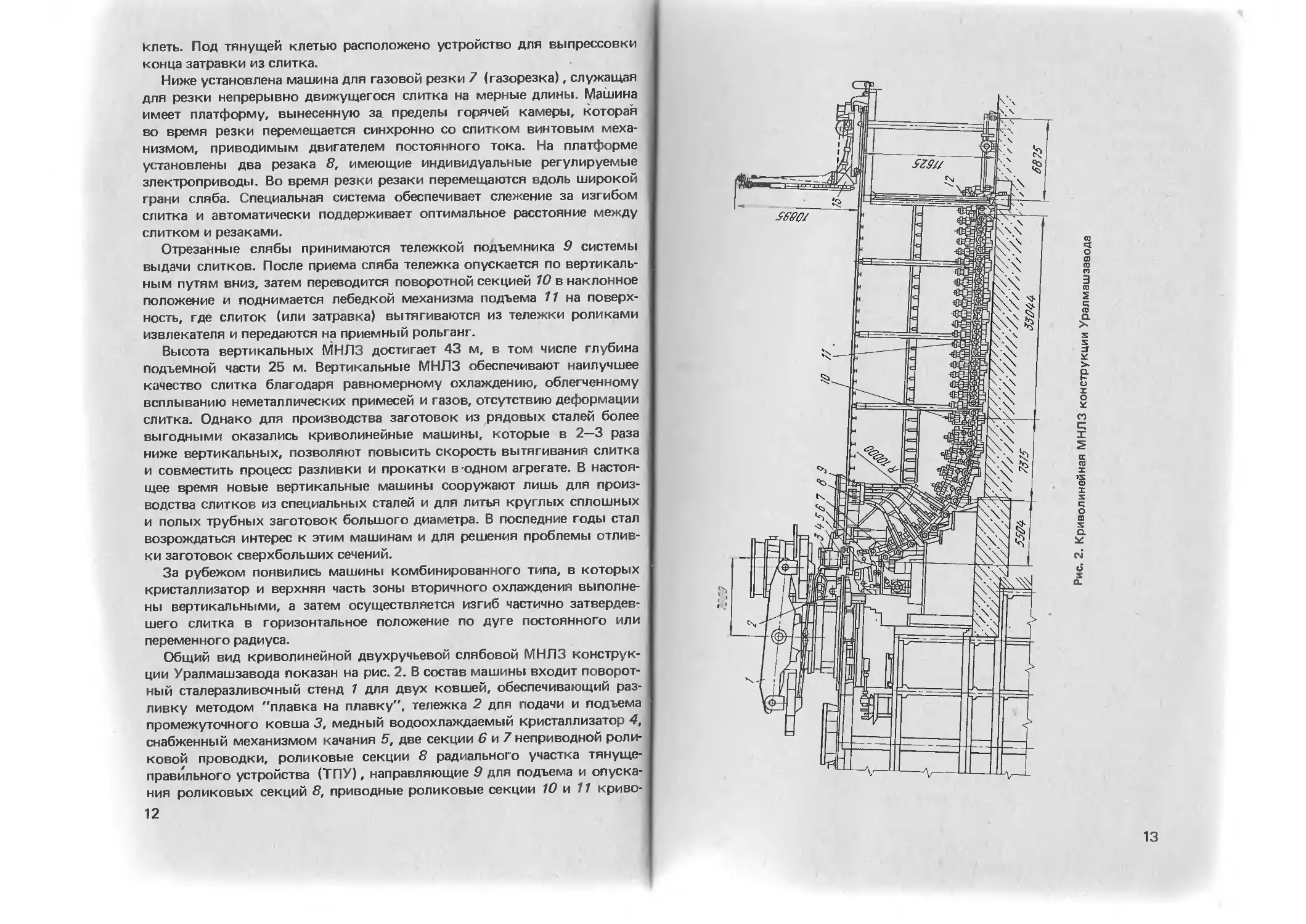
Общий вид криволинейной двухручьевой слябовой МНЛЗ конструк-
ции Уралмашзавода показан на рис. 2. В состав машины входит поворот-
ный сталеразливочный стенд 1 для двух ковшей, обеспечивающий раз-
ливку методом "плавка на плавку", тележка 2 для подачи и подъема
промежуточного ковша 3, медный водоохлаждаемый кристаллизатор 4,
снабженный механизмом качания 5, две секции 6 и 7 неприводной роли-
ковой проводки, роликовые секции 8 радиального участка тянуще-
правильного устройства (ТПУ), направляющие 9 для подъема и опуска-
ния роликовых секций 8, приводные роликовые секции 10 и 11 криво-
12
13
линейного и горизонтального участков ТПУ, механизм 72 разъединения
затравки со слитком, машина 13 для ввода затравки в кристаллизатор.
Выходящий из роликов тянуще-правильного устройства слиток посту-
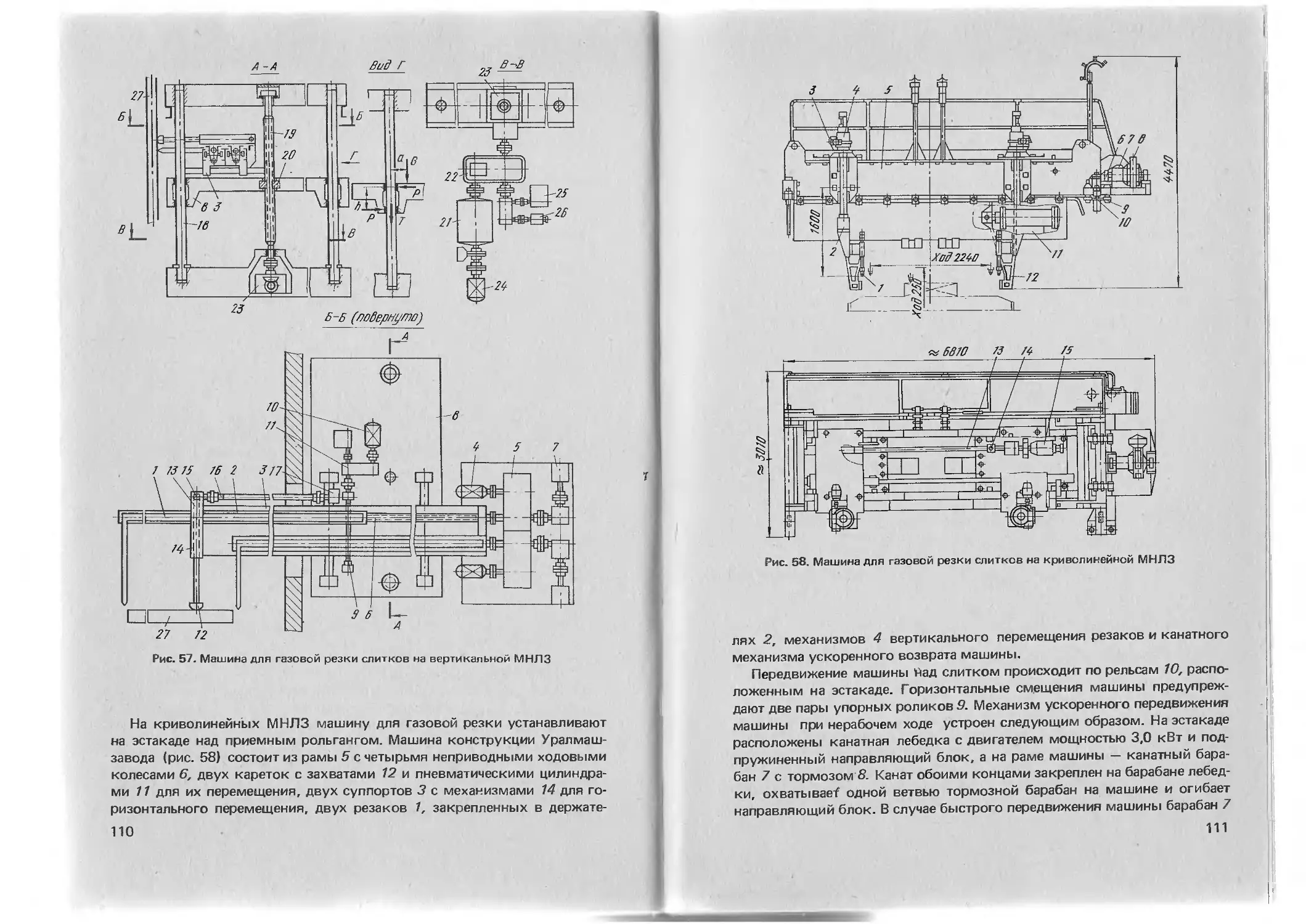
пает на приемный рольганг, над которым на эстакаде установлена ма-
шина для газовой резки слитка на заготовки (слябы) мерной длины
(см. гл. IV, рис. 58). По отводящему рольгангу слябы выдаются к кра-
ну-перекладчику с клещевыми захватами, укладываются на рольганг-
тележку и передаются на транспортно-отделочную линию для последую-
щей резки, огневой зачистки, маркировки и штабелирования.
Для производства сортовых заготовок применяют криволинейные
МНЛЗ с числом ручьев 4—8. На криволинейном участке машины слитки
удерживаются в неприводных роликовых направляющих. Для вытяги-
вания слитка в каждом ручье служит тянуще-правильная машина, имею-
щая обычно три верхних приводных валка, прижимаемые к слитку гид-
/7
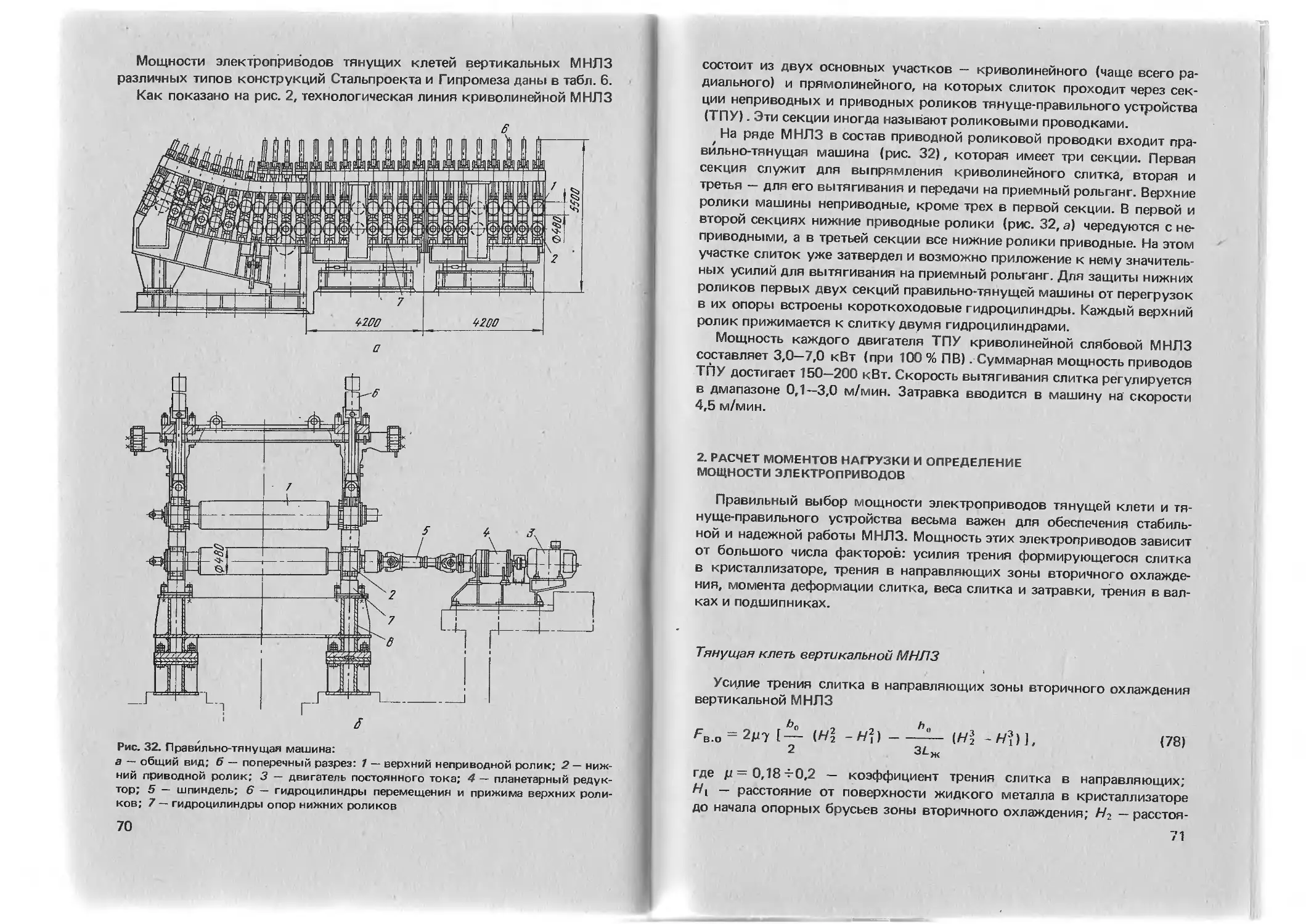
Рис. 3. Горизонтальная МНЛЗ с дву-
сторонним вытягиванием заготовок:
1 — сталеразливочный ковш; 2 — ме-
таллоприемник; 3 — кристаллизатор;
4 — устройство для охлаждения слит-
ка и отсоса пара; 5 — электропривод
качания кристаллизатора; 6 — сли-
ток; 7 — тянущие валки; 8 — шесте-
ренная клеть; 9 — электродвигатель
привода тянущих валков; 10 — нож-
ницы; 77 — приемный стеллаж; 12 —
литые заготовки
14
) itiiiiiiiiA|isiMn. Поворотный сталеразливочный стенд, тележка промежу-
н Нино «опта и механизм качания кристаллизатора сортовой МНЛЗ
ни । inn (рукции близки к аналогичным механизмам слябовой машины,
Дни рпн.и слитков чаще используют гидравлические ножницы.
I |i*|i< пик 1ИННЫМИ для отливки заготовок малых сечений являются
Mitill ।оризонтального типа, которые имеют минимальную высоту и
индии шничаются от криволинейных машин отсутствием деформации
ион а и процессе разливки. Конструкция опытной горизонтальной
Mill! I с двусторонним вытягиванием заготовок, разработанной ВНИИ-
muimouihm соиместно с НПО "Тулачермет" и ЦНИИЧМ, показана на
pm I Li этой машине сталь из ковша поступает в промежуточную
mi hi и. металлоприемник, а затем в горизонтальный кристаллизатор,
iijipiii'iiiii.iH электроприводом, обеспечивающим его возвратно-поступа-
iiii.iint) дпижение (качание). Выходящие из кристаллизатора в обе сто-
p. .....игки проходят через тянущие валки и подаются к ножницам,
। .V рн 1ре|<1ются на заготовки [10].
• ‘•Идино несколько типов литейно-прокатных агрегатов, совмещаю-
щий непрерывную разливку и обжатие литой заготовки до требуемого
. IIIIIIH Преимущества таких агрегатов заключаются в уменьшении
I и ипдн энергии на подогрев слитка перед прокаткой, повышении произ-
с 11Ц111Ч11.НОСТИ МНЛЗ благодаря отливке заготовок одного оптималь-
<ч| и । имения, исключении промежуточного складирования и уменьшении
<<>ин1р|ди цеха, улучшении качества поверхности и структуры литых за-
понок. В СССР сконструированы литейно-прокатные проволочные,
piniii.ie и трубозаготовочные агрегаты с планетарными и непрерыв-
ными (> клетьевыми станами [4]. Конструкция и системы электропри-
.. щи одного из наиболее совершенных литейно-прокатных агрегатов
uni .пни в гл. III.
II МИОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ЭЛЕКТРОПРИВОДАМ
11 чшисимости от выполняемых функций, вида нагрузки и требова-
нии предъявляемых к электроприводу, основные механизмы МНЛЗ
пиши) разделить на несколько групп (табл. 1). Механизм возвратно-
IHH |упатсльного движения (качания) кристаллизатора, тянущие клети
и пирные секции роликов ТПУ имеют периодически изменяющуюся
и и ру 1ку, близкую к пульсирующей, требуют синхронизации и плавного
р<н унирования скорости в значительном диапазоне и стабилизации задан-
iinii скорости в квазиустановившемся процессе работы. Приводы ма-
iiiiiii.i для газовой резки осуществляют слежение за перемещением слит-
< а и двух или трех измерениях, слежение по пути осуществляет и меха-
<|ц iM перестройки вторичного охлаждения. Подъемники машины для га-
И11К1Й резки, механизмы сталеразливочного стенда и некоторые другие
иридьявляют требования автоматической точной остановки и безаварий-
на । работы привода в режиме стопорения механизма.
15
Механизм поперечного
смещения резаков
Подъемник слябов или
блюмов
16
I их показали исследования в СССР и за рубежом [1, 2, 11, 12], про-
....диптьность МНЛЗ, качество слитков, надежность работы механиз-
<>п и < истом регулирования уровня жидкой стали, оптимизация про-
ц.ч । и кристаллизации слитка, а также сокращение потерь металла при
1« те и значительной степени определяются совершенством, точностью
н надежностью систем автоматизированного электропривода. Установ-
........ что колебания скорости двигателя кристаллизатора не должны
11|и>|||.||ц,1ть ± 2 %, чтобы не было значительного отклонения от оптималь-
.... ..качения разности скоростей кристаллизатора и слитка в полупе-
рппды опускания на интервале опережения кристаллизатором слитка
и длительности этого интервала1.
Пычительные колебания скорости двигателя кристаллизатора отри
цах'ныю сказываются на качестве слитка, сроке службы кристаллиза-
шрл, устойчивости работы системы автоматического поддержания уров-
ни жидкой стали в кристаллизаторе.
С точностью до 1—2 % должна поддерживаться заданная скорость
псктроприводов тянущих клетей и многодвигательных тянуще-правиль-
IIIX роликовых устройств, чтобы обеспечить стабильность процессов
инода жидкой стали и кристаллизации слитка, получение качественных
HOWBOK с однородной структурой. Важное энергетическое значение
имеет требование ограничения вынужденных колебаний токов двигате-
III и, вызванных качанием кристаллизатора.
Требование слежения с высокой точностью за перемещением слитка
и вертикальной плоскости и его отклонением от оси разливки, предъяв-
....мое к электроприводам машины для газовой резки МНЛЗ вертикаль-
ною типа, вызвано необходимостью свести к минимуму потери металла
и । за косого реза и увеличенного расстояния между резаками и слитком.
Системы электропривода МНЛЗ можно разделить на 7 классов:
1) стабилизации частоты вращения в квазиустановившемся режиме
при пульсирующей нагрузке;
2) стабилизации частоты вращения и ограничения значений тока яко-
।hi и его производной по времени в указанном режиме;
3) ограничения максимальных моментов при пуске "на упор" и сто-
порении механизма,
4) синхронизации частоты вращения нескольких электроприводов
МНЛЗ;
5) синхронизации по пути (следящие системы);
6) поддержания заданного распределения нагрузок между нескольки-
ми электроприводами;
7) системы непрерывного программного изменения частоты вращения
и функции пути.
505728
1 Пат. 3631828 (США), 1972.
Ввиду специфики конструкций и технологических требований к элек-
троприводам механизмов МНЛЗ в процессе создания и промышленного
освоения МНЛЗ различных типов были проведены экспериментальные
исследования по определению энергосиловых параметров объекта регу-
лирования и характеристик режима вынужденных колебаний тока и
скорости электроприводов, вызванных качанием кристаллизатора.
3. ЭНЕРГЕТИЧЕСКИЕ И СИЛОВЫЕ ПАРАМЕТРЫ
ЭЛЕКТРОПРИВОДОВ МНЛЗ
Гипромез, Южуралмашзавод, ВНИИметмаш и Уралмашзавод прове-
ли широкие исследования энергетических и силовых параметров дейст-
вующих МНЛЗ, позволившие определить нагрузки на главные приводы
машин на различных этапах разливки и при различных условиях кристал-
лизации слитка.
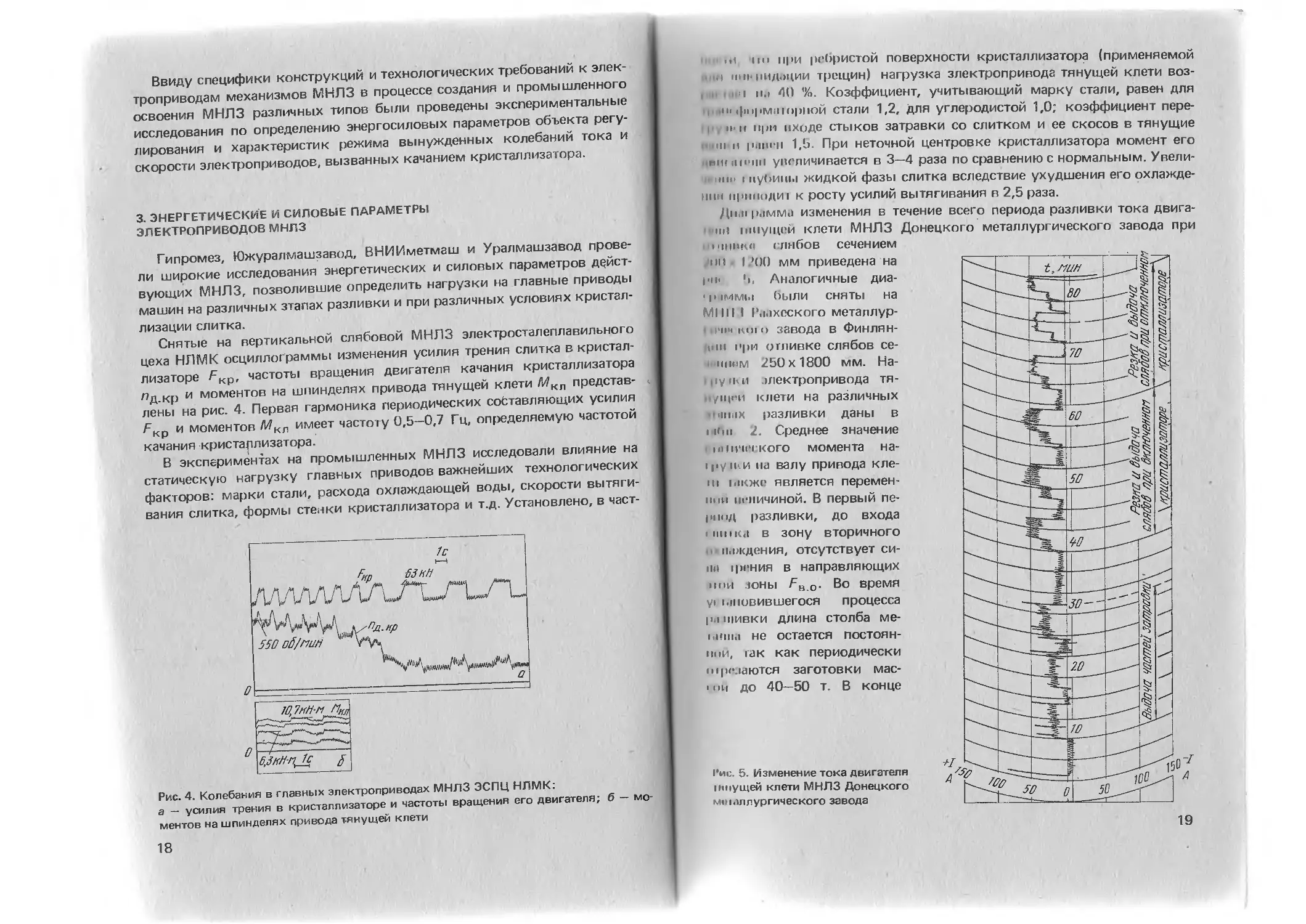
Снятые на вертикальной слябовой МНЛЗ электросталеплавильного
цеха НЛМК осциллограммы изменения усилия трения слитка в кристал-
лизаторе Гкр, частоты вращения двигателя качания кристаллизатора
Лд.кр и моментов на шпинделях привода тянущей клети /Мкл представ-
лены на рис. 4. Первая гармоника периодических составляющих усилия
АКр и моментов Мкг, имеет частоту 0,5—0,7 Гц, определяемую частотой
качания кристаллизатора.
В экспериментах на промышленных МНЛЗ исследовали влияние на
статическую нагрузку главных приводов важнейших технологических
факторов: марки стали, расхода охлаждающей воды, скорости вытяги-
вания слитка, формы стенки кристаллизатора и т.д. Установлено, в част-
Рис. 4. Колебания в главных электроприводах МНЛЗ ЭСПЦ НЛМК:
а — усилия трения в кристаллизаторе и частоты вращения его двигателя; б — мо-
ментов на шпинделях привода тянущей клети
18
...... пи при ребристой поверхности кристаллизатора (применяемой
• । uoi-иид.щии трещин) нагрузка электропривода тянущей клети воз-
. । .. <10 %. Коэффициент, учитывающий марку стали, равен для
и, фирма шрной стали 1,2, для углеродистой 1,0; коэффициент пере-
||-и при пходе стыков затравки со слитком и ее скосов в тянущие
..... и puni-п 1,5. При неточной центровке кристаллизатора момент его
нш iiii-iiii увеличивается в 3—4 раза по сравнению с нормальным. Увели-
|| и.... жидкой фазы слитка вследствие ухудшения его охлажде-
нии приводит к росту усилий вытягивания в 2,5 раза.
Ди.и Римма изменения в течение всего периода разливки тока двига-
..... 1ппу|цей клети МНЛЗ Донецкого металлургического завода при
niiiiiHif слябов сечением
ни I 200 мм приведена на
рш 5. Аналогичные диа-
1>1ММ1>| были сняты на
МНИ I P.i.ixecKoro металлур-
1-ин Kin о завода в Финлян-
дии ври отливке слябов се-
кпнм 250x1800 мм. На-
лущи электропривода тя-
/|цни клети на различных
иных разливки даны в
। «би 2. Среднее значение
. пн пинского момента на-
ipyu-.и па валу привода кле-
||| ыкже является перемен-
ной ш-иичиной. В первый пе-
риод разливки, до входа
iiiiihgi в зону вторичного
плждения, отсутствует си-
пи । рения в направляющих
нои зоны Ffio. Во время
yi I.шопившегося процесса
рипивки длина столба ме-
|>1!1п.| не остается постоян-
ной, гак как периодически
ц|р<>.1аются заготовки мас-
|<hi до 40—50 т. В конце
Гис. 5. Изменение тока двигателя
ниущей клети МНЛЗ Донецкого
минтеургического завода
Таблица 2. Изменение нагрузки электропривода тянущей клети
вертикальной МНЛЗ в течение цикла разливки
(отливка слябов сечением 250 х 1800 мм)
Время с момента начала разлив- ки, мин Ток двигателя клети, А Этап разливки
0-15 0-10 Заполнение кристаллизатора и немало вытягивания затравки со слитком
15-23 10-60 Увеличение длины слитка й заполнение зоны вторич- ного охлаждения
23-34 60 Дальнейший рост слитка и подход к клети
34-40 Пики до 90 Вход в валки клети скосов затравки, стыка "затрав- ка — слиток"
40-53 70-40 Дальнейший рост длины слитка, прохождение затрав- ки через клеть
53 Скачок от 40 до 50 Отделение затравки
53-75 50-40 Увеличение длины слитка
75 Скачок до 63 Отрезание сляба
75-95 63-43 Увеличение длины слитка
95 Скачок до 64 Отрезание сляба
95-100 64-0 Несколько пиков 0-20; 0-10 и не- большой рекупе- ративный ток Постепенный выход слитка из кристаллйзатора и зоны вторичного охлаждения и резка на мерные длины
разливки исчезает трение в кристаллизаторе FKp, затем по мере опус-
кания заднего конца слитка и его охлаждения падает сила FB о; вес
слитка, находящегося в установке, непрерывно уменьшается.
На Донецкой и ряде других МНЛЗ рекуперативный режим электро-
привода тянущей клети наблюдался в начале разливки и иногда на ее
заключительном этапе. Установлено, что рекуперативный ток не пре-
вышает 15 % максимального рабочего тока. Средняя длительность
режима рекуперации в начале разливки составляет 5 мин. Эти данные
были использованы при выборе силовой схемы тиристорного преобразо-
вателя (ТП) и разработке оригинальной схемы с нереверсивным ТП
и шунтирующим резистором (см. гл. XI) [7, 13].
Результаты измерения усилия трения в кристаллизаторах при отливке
заготовок различных сечений:
Сечение слитка, мм. 1060x170 820x150 780x150 640x150 425x150
Усилие трения, кН. . 64,6 46,0 43,0 33,3 21,5
20
И< < 11ИДОН.1НИНМИ Гипромеза и Южуралмашзавода установлено, что
г н ..its ||1и|1ин Гк|, практически не зависит от скорости движения слитка
|.| ин «о рис. 4, а) :
I , ,. <1 и. мы mi ининия слитка, м/мин . . 0,3 0,4 0,45 0,55 0,65
• • и i| миин, кН....................... 55 55 53 57 54
Дин и (морения усилий использовали магнитоупругие месдозы и ос-
...iH<iipni|i II 102. Моменты на приводе тянущей клети измеряли путем
.141 пчики прополочных тензодатчиков на шпиндели.
<<про|ИШ1ение вытягиванию слитка из направляющих зоны вторич-
......нпждения в значительной степени определяется ферростатиче-
11 . доининием жидкой сердцевины слитка, зависящим от ее протяжен-
... Длина жидкой фазы слитка при отливке заготовок различных се-
...и принедена в табл. 3.
। и и и л 3. Глубина жидкой фазы слитка и средние
....кип । мп |рения в кристаллизаторе и направляющих вторичного охлаждения
frill I 14.шичных типов
1 ' । Сечение слитка, мм
100x100 200x200 250x360 640x150 820x150 1020x170 1500x200
Ik 2,4 1,0 0,6 0,7 0,7 0,65 0,45
• 1 1 " »1ПП
fl»' H'lllfl,
H «нм
1 н уЛнпи 4,8 9,6 — 5,0 5,5 6,8 6,1
•HMI 1Й
м
• V S l|.. MB’. ill
» 1» ' P 13 26 35 35 48 65 98
4 25 1C5 205 253 305 750
I рацио слитка в направляющих зоны вторичного охлаждения зависит
I* m in скорости вытягивания слитка, интенсивности его охлаждения,
I» ।пиния между направляющими и слитком, тепловых деформаций
uni. л При уменьшении расхода воды на 25 % на средней секции вторич-
। ни охлаждения и повышении температуры корки слитка часть ферро-
> 1и111>1лгкого давления, передаваемая на направляющие, увеличивается
► h раза; соответственно возрастает сопротивление вытягиванию.
I уп< пилением расстояния между направляющими с 155 до 158 мм дав-
.isiiiie па направляющие уменьшилось в 1,5—2 раза благодаря упругой
.ль ции корки слитка. Экспериментальные исследования усилий от
21
тепловых деформаций показали, что они не превышают 10 % от средних
усилий.
Результаты экспериментальных исследований энергосиловых пара-
метров МНЛЗ ЭСПЦ НЛМК, выполненных Южуралмашзаводом, Гипро-
мезом и НЛМК, приведены в сводной табл. 4.
Таблица 4. Результаты экспериментальных исследований
энергосиловых параметров МНЛЗ ЭСПЦ НЛМК
Параметры Сечение сляба, мм
1060x170 820x150 640x150
Усилие трения в кристаллизаторе, кН 62,8 47 34,3
Усилие давления на напревляющие в зоне вторичного охлаждения, кН 825 615 530
Усилие вытягивания слитка из зоны вто- ричного охлаждения, кН 300 248 200
Коэффициент трения слитка о направляю- 0,18 0,2 0,19
щие брусья Окружное усилие на валках тянущей кле- ти, кН 196 177 137
Крутящий момент на валках клети, кН -м 34 31 24
Скорость вытягивания слитка, м/мин 0,52 0,73 0,73
Ток якоря двигателя клети (средний), А 56 50 46
Амплитуда тока двигателя кристаллиза- тора, А 40 31 28
Момент двигателя клети, Н • м 172 154 140
Амплитуда момента двигателя кристалли- затора, Н м 66 51 46
Экспериментальное исследование усилий вытягивания слитка на кри-
волинейной МНЛЗ для производства слябов сечением 180 x 900 мм вы
полнено ВНИИметмашем [14]. Были измерены усилия трения слитка
в кристаллизаторе и крутящие моменты на шпинделях тянуще-правиль-
ной машины (ТПМ), имеющей две пары тянущих валков и два правиль-
ных валка. График изменения усилия трения приведен на
рис. 6, а. При ходе кристаллизатора вверх усилие FKp колеблется от 25
до 38 кН, затем падает до 0; при ходе вниз на участке опережения кри-
сталлизатором слитка FKp = 20 -г25 кН. Результаты этих эксперимента!
подтвердили, что усилия при вытягивании слитка из кристаллизатора
радиальной МНЛЗ не превышают соответствующих значений усилии
на вертикальных МНЛЗ.
Сумма значений усилий FKp, FB о и усилия подачи слитка в правиль-
ные валки Fnp за вычетом тангенциальной составляющей веса слитка!
G' = G tg а, где а — угол ме>КДУ вертикалью и перпендикуляром к оси!
22
1
и определяют суммарный крутящий момент Мк на приводных
HIM Результаты измерения изменения этого момента в процес-
। .пшики представлены, на рис. 6,6. При отливке первых 2—2,5 м
Г», п ( иловые параметры эк-
• • • iuimiiii । ильной криволинейной
Mini |
f у. иние трения в кристалли-
.(I. О — суммарный крутя-
л'.| момент на валках тяну-
1‘|>11иньной машины (7 —
|«|.имонтальная кривая; 2 —
। •' ж ниш кривая)
Длим отлитого слитт,т
и- । крутящий момент Мк отрицательный, электропривод ТПМ рабо-
II ц рекуперативном режиме. При захвате слитка первой парой тяну-
ли H.UIKOB момент Мк резко возрастет до 80—90 кН • м, а при захвате
рои парой валков — до 105—115 кН • м. Во время выпрямления перед-
ни! и кница слитка значение Мк уменьшается, так как появляется гори-
н ип.пая составляющая усилия правки Fpp.
Н установившемся режиме разливки момент Мк увеличивается до
п<1 I-11 • м ввиду роста ферростатического давления жидкой сердцевины
1 нк.1 в зоне вторичного охлаждения и увеличения распорного давления
....равняющие, удерживающие слиток.
ППИИметмаш исследовал также энергосиловые параметры приводов
инуще-правильного устройства одной из криволинейных слябовых
IIIII I конструкции Уралмашзавода, сооруженных в 1974j". в конвертер-
niiM цехе № 2 НЛМК. Измерения проводили при отливке слябов сече-
ниим 250х 1710 мм при скоростях вытягивания 0,6; 0,8; 1,0 и 1,2 м/мин.
Нтущие ролики МНЛЗ приводятся 26 двигателями типа ДП-52С,
U к В г, 490 об/мин, 440 В, 18,6 А), которые разделены на две группы.
I iiiha.iH группа питается от отдельного тиристорного преобразователя.
Him анализа влияния скорости вытягивания слитка vc на суммарный
in /uv двигателей тянущих роликов на рис. 7, а построены кривые из-
• •чпч1ия этих величин на различных этапах отливки непрерывного слитка
।"кущей длины / при разливке серии плавок. При увеличении скорости
ш.пнгивания слитка возрастают протяженность жидкой фазы и суммар-
!|!Ч’ давление слитка на тянущие ролики. Соответственно увеличивается
23
Рис. 7. Экспериментальное исследование параметров приводов тянуще-правильног!
устройства криволинейной слябовой МНЛЗ НЛМК:
а — изменение скорости вытягивания слитка и нагрузки двигателей тянущих роли
ков в процессе разливки серии плавок (? — замена сталеразливочного стакана;
2 — замена промежуточного ковша; 3 — снижение уровня металла в кристаллизате
ре); б — зависимости суммарных усилий вытягивания слитка и тока двигателе!
тянущих роликов от скорости вытягивания; е — зависимость суммарного ток.
двигателей от длины жидкой фазы слитка
нагрузка двигателей. При уменьшении скорости нагрузка двигателе!
уменьшается. Суммарные усилие вытягивания слитка и ток двигателе!
изменяются в зависимости от скорости vc по закону, близкому к пара
болической функции (рис. 7, б).
Изучено влияние на нагрузку приводов таких факторов, как темпе
ратура стали в ковше и расход воды в зоне вторичного охлаждения
При уменьшении на 20 % расхода воды нагрузка двигателей возрастав
на Ю %, при увеличении расхода на 20 % нагрузка падает на 8 %. При уве
личении температуры разливаемой стали на 50 °C сверх нормальной за
метно увеличивается длина жидкой фазы, и суммарная нагрузка двига
телей может возрастать в 1,3 раза, а при изменении температуры от мини
мальной до максимальной — в два раза. Зависимость суммарного toki
двигателей тянущих роликов от длины жидкой фазы показана I:
рис. 7, в [15].
24
1
*SHVin '""•i проведенных экспериментальных исследований энергоси-
нм« • ।шраме।ров МНЛЗ позволили выявить технологические требо-
М"пн । । нанпым электроприводам и были использованы при разработ-
1 и l inn тыч ких методов расчета мощности двигателей приводов кри-
IIIIH unofiiiii, тянущих клетей и тянуще-правильных устройств и вы-
пн....ых схем тиристорных электроприводов. Ввиду того, что мо-
tevitbi iLtipy.iKu приводов качания кристаллизаторов и тянущих клетей
•I pi и П1.1чительные гармонические составляющие, для’создания со-
••(umiiiii.K систем стабилизации скорости и ограничения вынужденных
... ' ниш юка двигателей и тиристорных преобразователей нового
лини МНЛЗ потребовалось выполнить экспериментальные иссле-
*>в<и111н г ни ^установившихся режимов вынужденных колебаний в глав-
ны' «ник 1ронриводах первых промышленных МНЛЗ. Ряд экспериментов
й । нроипдпн и в процессе освоения новых систем авторегулирования
u4 Mllll I, поеденных в эксплуатацию в последние годы. Некоторые ре-
,., Mui них исследований приведены ниже.
| >1 t 11ГГИМ1НТАЛЬНЫЕ ИССЛЕДОВАНИЯ КВАЗИУСТАНОВИВШИХСЯ
I • AHMI Ю II ГЛАВНЫХ ЭЛЕКТРОПРИВОДАХ МНЛЗ
I iiii|iuMii.«>M выполнены экспериментальные исследования вынужден-
ц|||'||.|||ий в главных электроприводах ряда вертикальных и криво-
•luniiiu.i МНЛЗ (на НЛМК, комбинате "Азовсталь", Донецком метал-
мц ,нм |.<>м заводе, Череповецком металлургическом комбинате и др.)
И l .‘ 16, 17].
*4 ин локальной МНЛЗ электросталеплавильного цеха НЛМК при
Ин-hi । гпиЬов сечением 1060 х 170 мм были сняты серии осциллограмм
• in н||.пцения и токов якорей двигателей главных электроприводов
< и,шах разливки для схем с групповым и индивидуальными
• И । ii циллограммы частоты вращения двигателя тянущей клети лкп и токов
•.. чиной 1янущей клети /кп и кристаллизатора /кр МНЛЗ ЭСПЦ НЛМК в схеме
Г ,iii»umm преобразователем:
в нпчиле цикла разливки (t = 0,5 мин); б — в установившемся процессе раз-
т»внц (г 20 мин)
25
преобразователями (рис. 8, 9). На осциллограммах указано время с мо-
мента начала разливки. После их обработки построены, в частности,
кривые изменения амплитуды колебаний скорости электропривода тя-
нущей клети в течение периода разливки при различных скоростях вы-
тягивания слитка и разных наблюдаемых возмущениях по нагрузке
Рис. 9. Осциллограммы частоты враще-
ния двигателя тянущей клети и токов
двигателей тянущей клети и кристалли-
затора МНЛЗ ЭСПЦ НЛМК в схеме с ин-
дивидуальными тиристорными преобра-
зователями (t = 25 мин)
(рис. 10, а, 6}. На начальном этапе разливки с ростом среднего значения
окружной скорости валков клети vKn (равной скорости слитка ис)
от 0,2 до 0,7 м/мин и тока двигателя от 0 до 40 А амплитуда колебаний
Дикл увеличивается от 0,023 до 0,053 м/мин; отношение Дикл/икл при
этом изменяется от 0,1 до 0,08. По мере перехода к установившемуся
этапу разливки наблюдаемое отклонение момента Д/W, и соответственно
амплитуда пульсаций скорости возрастают (рис. 10,б). С увеличением
Д/И, от 0,17 до 0,38 Ди к л увеличивается от 0,055 до 0,08 м/мин, а
Дикл/икя ~ от 7<5 Д° 11.5 %•
Рис. 10. Изменения абсолютного Дикл и относительного Дикл/|/кл значений ампли
гуды колебаний окружной скорости валков тянущей клети:
а — на начальном этапе разливки (t = 0 + 3 мин) при росте среднего значения токи
двигателя клети от 0 до 40 А; б — при t = 3 + 80 мин и росте среднего значение
тока двигателя клети от 40 до 77 А
26
11 ми|1пп1ц,1 рекуперативного режима заметно выражены в начале цик-
Hiniui, когда трение в направляющих зоны вторичного охлаждения
। . linoннчиские изменения направления тока якоря двигателя'тяну-
...........г............в полупериоды опускания кристаллизатора в те-
................ опережения, когда скорость кристаллизатора превышает
. г о, in.) пн ивания слитка и сила трения меняет знак (см- гл. II).
। припаемой МНЛЗ амплитуда рекуперативного тока двигателя
hi ! ПП1И типа ДП-42 (21 кВт, 650 об/мин) не превышает 0,1/ном,
................интервала опережения — четверти периода. Через 3—5 мин
>» ои nyi к.) МНЛЗ, когда слиток входит в зону вторичного охлаждения,
Ihhhii.iii < оставляющая момента на валу привода тянущей клети рез-
м чрш н)1‘1 и интервалы рекуперации исчезают (см. рис. 8, б). В про-
Сри пшики среднее за период значение момента нагрузки на валу
пени увеличивается от —21 до +190 Н • м.
। ниши ытору сообщается возвратно-поступательное движение дви-
• ДП 32 (16 кВт, 1170 об/мин). На приводе кристаллизатора зна-
миппый момент заметно выражен до заполнения кристаллизатора
и । ........о и затвердевания оболочки слитка. Соотношение ампли-
। и рекуперации (при опускании кристаллизатора) и тока двига-
•....in режима при подъеме составило0,3. Прекращение генераторного
«...ня дпи1лтеля кристаллизатора в установившемся процессе разлив-
ll IH ...и МНЛЗ объясняется наличием значительного момента потерь
« । «I.,г iiipe и большой силой трения слитка о стенки кристаллизатора.
I IUMI' с индивидуальными преобразователями для питания двигав
। । шпи и кристаллизатора амплитуда пульсаций тока якоря двигате-
. ткущий клети уменьшилась в 2,5 раза (с 25 до 10 % /ном) по сравне-
hi схемой с групповым преобразователем. Усовершенствованная
ш шпорегулирования обеспечила стабилизацию скорости вытяги-
. 1 > нигка с высокой точностью-(см. подробнее в гл. XI).
11. Осциллограммы окруж-
। ю>|юсти валков и токов
...я । цини первой и второй тя-
>|,И1и.. кистей сортовой МНЛЗ
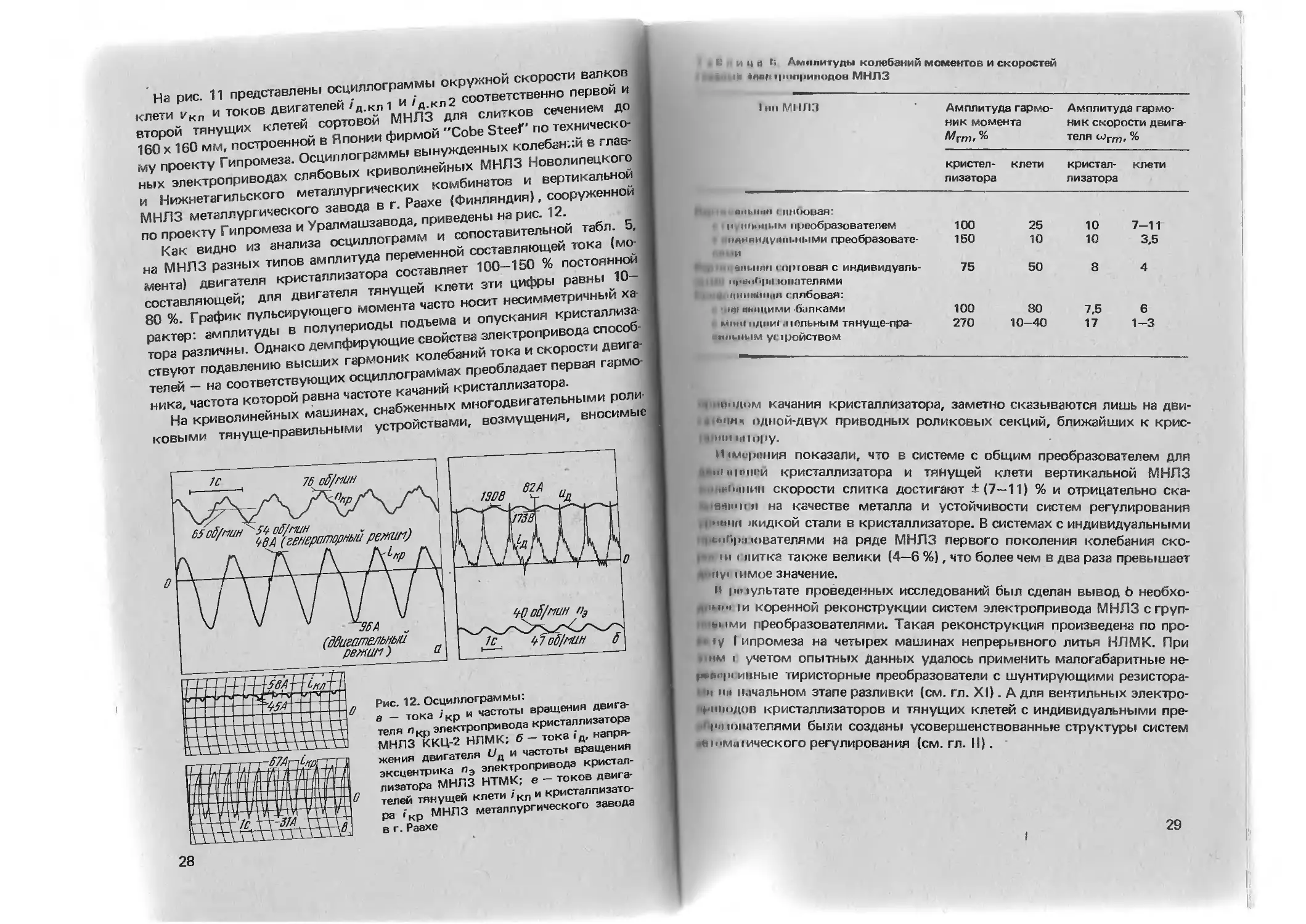
На рис. 11 представлены осциллограммы окружной скорости валков
клети икл и токов двигателей /Д.КЛ1 и /д.Кл2 соответственно первой и
второй тянущих клетей сортовой МНЛЗ для слитков сечением до
160 х 160 мм, построенной в Японии фирмой "Cobe Steel” по техническо-
му проекту Гипромеза. Осциллограммы вынужденных колебаний в глав-
ных электроприводах слябовых криволинейных МНЛЗ Новолипецкого
и Нижнетагильского металлургических комбинатов и вертикальной
МНЛЗ металлургического завода в г. Раахе (Финляндия), сооруженной
по проекту Гипромеза и Уралмашзавода, приведены на рис. 12.
Как видно из анализа осциллограмм и сопоставительной табл. 5,
на МНЛЗ разных типов амплитуда переменной составляющей тока (мо-
мента) двигателя кристаллизатора составляет 100—150 % постоянной
составляющей; для двигателя тянущей клети эти цифры равны 10—
80 %. Г рафик пульсирующего момента часто носит несимметричный ха
рактер: амплитуды в полупериоды подъема и опускания кристаллиза-
тора различны. Однако демпфирующие свойства электропривода способ-
ствуют подавлению высших гармоник колебаний тока и скорости двига-
телей — на соответствующих осциллограммах преобладает первая гармо-
ника, частота которой равна частоте качаний кристаллизатора.
На криволинейных машинах, снабженных многодвигательными роли-
ковыми тянуще-правильными устройствами, возмущения, вносимые
О
Рис. 12. Осциллограммы:
а — тока /кр и частоты вращения двига-
теля лкр электропривода кристаллизатора
МНЛЗ ККЦ-2 НЛМК; б - тока <д, напря-
жения двигателя UR и частоты вращения
эксцентрика пэ электропривода кристал-
лизатора МНЛЗ НТМК; е — токов двига-
телей тянущей клети iKn и кристаллизато-
ра <кр МНЛЗ металлургического завода
в г. Раахе
28
и ц й h Амипитуды колебаний моментов и скоростей
.. i|,>iii|>Mnonoe МНЛЗ
1ннМНГ13 Амплитуда гармо- ник момента Мгт. % Амплитуда гармо- ник скорости двига- теля ыгт, %
кристел- лизатора клети кристал- лизатора клети
। н mitdiiiii < пноовая: и, iiiH'itMM преобразователем 100 25 10 7-11
ндинидуши.ными преобразовате- 150 10 10 3,5
• «и » , eni.iinn сорговая с индивидуаль- 75 50 8 4
iipciifipii юнателями • » »•< HHHiiiiiKiH слябовая: из» нвнцими -балками 100 80 7,5 6
. мин! идпи» .цельным тянуще-пра- 270 10-40 17 1-3
Will.lil.IM устройством
Ч>нл>|Д<>м качания кристаллизатора, заметно сказываются лишь на дви-
• пнич одной-двух приводных роликовых секций, ближайших к крис-
i« Hilt Hllopy.
И 1м<!|н!пия показали, что в системе с общим преобразователем для
| йптнеи кристаллизатора и тянущей клети вертикальной МНЛЗ
►.ни ihhihii скорости слитка достигают +(7—11) % и отрицательно ска-
ь'«йн>|(|| на качестве металла и устойчивости систем регулирования
шип жидкой стали в кристаллизаторе. В системах с индивидуальными
•ifipii ювателями на ряде МНЛЗ первого поколения колебания ско-
in । нитка также велики (4—6 %), что более чем в два раза превышает
I пу< шмое значение.
И |ннультате проведенных исследований был сделан вывод Ь необхо-
. ini»! in коренной реконструкции систем электропривода МНЛЗ сгруп-
П м.1ми преобразователями. Такая реконструкция произведена по про-
•*»у Гипромеза на четырех машинах непрерывного литья НЛМК. При
«нм । учетом опытных данных удалось применить малогабаритные не-
1>| инные тиристорные преобразователи с шунтирующими резистора-
• пн начальном этапе разливки (см. гл. XI). А для вентильных электро-
|Пк1дов кристаллизаторов и тянущих клетей с индивидуальными пре-
1>йни1<1телями были созданы усовершенствованные структуры систем
•шн>М|||ического регулирования (см. гл. II).
29
5. ОБЩАЯ ХАРАКТЕРИСТИКА ЭЛЕКТРОПРИВОДОВ
И ЭЛЕКТРООБОРУДОВАНИЯ СОВРЕМЕННЫХ МНЛЗ
Машина непрерывного литья заготовок — сложный многодвигатеиг
ный агрегат. Механизмы и вспомогательные устройства мощной криво
линейной двухручьевой МНЛЗ для производства слябов приводятсн
95 двигателями; около 40 % составляют двигатели постоянного токи
Данные установленной мощности электроприводов и удельного расход•
электроэнергии на основных типах промышленных МНЛЗ представлены
в гл. IX.
Главные механизмы МНЛЗ приводятся двигателями постоянно! >>
тока, регулируемыми по системе тиристорный преобразователь — двш .i
тель (ТП—Д). На рольгангах участка приема и транспортировки загош
вок началось применение асинхронных частотно регулируемых двиган'
лей (система электропривода ТПЧ—Д). Механизмы сталеразливочных
стендов, устройств подачи ковшей, подъемники и извлекатели заготовок
некоторых вертикальных машин приводятся асинхронными двигателями
с фазными роторами. Иногда используют асинхронные двухскоростньы
двигатели. На вспомогательных устройствах подачи смазки и воды, вен
тиляционных установках применяют асинхронные короткозамкнутый
двигатели.
Номинальное напряжение двигателей постоянного тока 220 или 440 II
Двигатели напряжением 440 В позволяют отказаться от силового тран<
форматора в схеме тиристорного преобразователя. Все асинхронны г
двигатели имеют номинальное напряжение 380 В. Напряжение цепей уп
равления основных электроприводов 220 В постоянного тока, электри
магниты гидрозолотников имеют напряжение 48 В постоянного токи,
В схемах питания бесконтактных датчиков применяют напряжение 24 'I
постоянного тока.
Аппаратура управления электроприводами одной двухручьевой слл<
бовой МНЛЗ размещается на 120—150 панелях управления и более чем
20 пультах, расположенных в помещениях трех постов управлении
1ПУ (главный пост) — на разливочной площадке, 2ПУ — у машины дни
резки слитков и ЗЛУ — у механизмов приема и транспортировки слябом.
Помимо главного поста управления 1ПУ, на разливочной площадке
устанавливают местные пульты: пульт управления ПМР — вблизи кри
сталлизатора и пульт управления ПМС — на сталеразливочном стендя
Пульт ПМР служит для оперативного управления тележкой промежуточ-
ного ковша, стопорами, роликами ТПУ при заведении затравки, включ!
нием кристаллизатора и т.п. Пульт ПМС используется для управлении
всеми механизмами сталеразливочного стенда и шиберами (стопорами)
сталеразливочного ковша. Местные пульты управления ПММ устанавли
вают также у устройств для ввода и отделения затравки, в помещении
насосно-аккумуляторной станции (управление гидросистемой и сисн>
30
»ммн •Mnti-ii}, <1 также вблизи водяных клапанов и задвижек зоны
. i'tiuii и охниждения слитка.
• • iiiiiui.in.il* средства (педаль внимания, двойной комплект ключей
<1 iiioiiiiii) используют на. пультах для предупреждения аварий из-за
пн,ж действий операторов, управляющих опусканием ковша
........ • i.iiii.io на сталеразливочном кране и прижимом валков тяну-
>|| hi к снижу.
' iikiiiii.ih нюктроприводы МНЛЗ имеют автоматическое и ручное
• Hiiiii.iHiioH управление. Новыми проектами предусматриваются три
। мни in him.низации: локальные системы автоматики злектроприво-
........ управляющей ЭВМ, которая в свою очередь является
1Н)им.>1ической системы управления производством.
1 .Д11Я.1МИ электропривода решаются следующие основные задачи
Mi нныции:
l< . .....кий пуск МНЛЗ (включение приводов механизмов кача-
... ............... роликов тянуще-правильного устройства, отсечных
. .iinii । си к*мы водяного охлаждения) ;
и pniiii |||ция главных электроприводов машины;
xeiuM.iiinK'CKoe отделение и уборка затравки в положение хранения;
«si.iMiHH’iecKoe управление машиной газовой резки или ножницами;
........ управление устройствами приема, выдачи и марки-
рмп и ни снопок;
iui.iMain4ccKoe управление насосно-аккумуляторной станцией исис-
I • <11 I М4 1КИ.
। ||»д| ними системы автоматического управления технологическим
......... (АСУ ТП) обеспечиваются:
ifiiiHn ыция уровней жидкой стали в промежуточном ковше и кри-
..in ин ope с применением радиоизотопных уровнемеров и средств
•и ими ||1ии для контроля массы металла в ковше;
1*<|.|ич улирование и стабилизация расхода воды в системе охлажде-
। । pili ншпизатора;
oniipei улирование расхода воды по участкам зоны вторичного охлаж-
»< яп и ныпям слитка в зависимости от скорости слитка, сечения заго-
| и и мерки стали;
। ..... раскрой слитка на заготовки мерной длины;
• <w |ич1И1* за передним и задним концами слитка с использованием
и |||И|пых измерителей пути и формирование сигналов управления ме-
нппмими МНЛЗ;
<|||рпд|>|11!||ие рационального режима ведения технологического процес-
I । ui пи.оператору МНЛЗ рекомендаций по управлению им.
I । |||цпизация уровня металла в процессе разливки дает возможность
। и ни. качество слитка, увеличить выход годного металла, предотвра-
ти Н1.1|1ийные ситуации (например, недопустимое снижение уровня и
pi щ жидкого металла), улучшить условия работы операторов, сокра-
31
тить время разливки благодаря увеличению скорости вытягивания ели»
ка при автоматическом регулировании уровня металла и повысил,
безопасность процесса разливки. Регулирование уровня металла в кри
сталлизаторе производится воздействием на регулятор положения сто
пора промежуточного ковша, а также путем изменения скорости выти
гивания слитка.
Весьма важной является система оптимального управления режимом
вторичного охлаждения, так как от него во многом зависит качестм»
слитка и безаварийное ведение технологического процесса. Помимл
косвенного регулирования расхода воды в функции скорости слитка,
используют контроль температуры поверхности слитка пирометрами
и автоматическое изменение подачи воды в отдельные секции форсунок
вторичного охлаждения.
Локальные системы управления и регулирования АСУ ТП в настоящем
время выполняют на программируемых контроллерах типа "Реми
конт"; система отображения информации выполняется на микропроцег
сорном комплексе типа "Димиконт". Для автоматизации электроприво
дов намечается применение программируемых контроллеров типом
Б 9601, "МикроДАТ", КЭТ, микроконтроллеров "Ломиконт", "Реми
конт"и др.
Современные системы АСУ ТП МНЛЗ строят по иерархическому
принципу с применением ЭВМ на втором и третьем уровнях управлении
Местные микроЭВМ второго уровня обеспечивают оптимальную настрои
ку локальных САУ при изменении условий разливки. Центральная ЭВМ
верхнего уровня выдает задания и корректирует законы управлении
для местных ЭВМ отдельных ручьев МНЛЗ, чтобы обеспечить максима/н.
ную производительность и наилучшее качество литых заготовок.
Работа основных электроприводов МНЛЗ отображается на мнемосх»
мах постов управления 1ПУ и 2ПУ. Так, на мнемосхеме главного поен)
1ПУ криволинейной МНЛЗ световыми табло и лампами сигнализирует» и
работа приводов качания кристаллизаторов, вращение роликов тянуща ।
правильного устройства, положение механизмов прижима роликов к
слитку, ввода и расцепления затравки, положения машины для резки
слитка и включение ее двигателей, вращение электроприводов рольган
гов, включение насосов гидравлики и т.д. Система предупредительном
и аварийной сигнализации фиксирует следующие неполадки: аварийной
отключение электроприводов кристаллизатора и роликов тянуще-пра
вильного устройства, затянувшаяся резка слитка, аварийное отключении
любого тиристорного агрегата, останов механизмов участка приема за
готовок, аварийное переключение на резерв вводов ~380 и —220 И
неисправности в насосно-аккумуляторной станции, в системах охлаждг
ния, смазки и вентиляции.
На механизмах МНЛЗ устанавливают наиболее надежные металлур! и
ческие двигатели, аппараты и датчики со степенью защиты оболочки
как правило, не хуже !Р 54. Все электродвигатели механизмов имскл
32
i иническую изоляцию класса Н. Рекомендуемые типы электри-
• ••<• машин, преобразователей, аппаратов и датчиков приведены в
•Ннн.1 । нищий управления, тиристорные преобразователи и комплект-
>|iuni ||>1>рматорные подстанции (КТП) устанавливают в электропо-
niiui! ирис троенном к блоку МНЛЗ. Так, в двухэтажном электропо-
uiiihiuiii (иделения непрерывной разливки стали конвертерного цеха
и 1r4n.Mi1 слябовыми криволинейными МНЛЗ установлено около
R uihhii шанций управления, 60 тиристорных преобразователей и 6
м - мчим форматорных подстанций 10/0,4 кВ. Две КТП мощностью
Ним) г II А каждая с глухим заземлением нейтрали на стороне 0,4 кВ
дли питания асинхронных двигателей напряжением 380 В. Две
h ill мощностью 2x1000 кВ-А с изолированной нейтралью питают ти-
<1<||ыи агрегаты с номинальным током до 500 А (не имеющие соб-
пп,ж ।рансформаторов). Две КТП мощностью 2х 160 кВ - А служат
......пинии систем импульсно-фазового управления (СЙФУ) тиристор-
нр«<<|>р<1зователей. Это позволяет уменьшить влияние коммутацион-
• и, i< писаний напряжения в силовых цепях преобразователей на работу
П1 I Г
(in обеспечения высокой надежности электроснабжения питание
....... МНЛЗ осуществляется от двух независимых источни-
• • | ЛИГ на вводах ~380 и —220 В.
I сил II. ЭЛЕКТРОПРИВОД КРИСТАЛЛИЗАТОРА
• МП П’УКЦИЯ ПРИВОДОВ КАЧАНИЯ КРИСТАЛЛИЗАТОРОВ
I||||||и>|||,шее распространение получил эксцентриковый привод кача-
н i< рис । аллизатора, при котором линейная скорость движения кри-
. i iiiiiiitnюра икр изменяется по гармоническому закону (рис. 13).
Дни качания криволинейного кристаллизатора обычно используют
ишприковый механизм с шарнирными четырехзвенниками (рис. 14).
lain hi механизм приближенно воспроизводит круговую траекторию на
и<«| движения с радиусом, равным радиусу кривизны кристаллиза-
I. гч I |.i новых МНЛЗ чаще применяют безредукторный электропривод.
• ипдлрп уменьшению люфтов в кинематической цепи при этом сни-
• in и ударные моменты в механизме при знакопеременной нагрузке.
п< .ни пиками такого привода являются большие размеры и масса тихо-
<«|||||о двигателя и увеличенные колебания его частоты вращения.
• I'M.уют тихоходные двигатели постоянного тока серий ПС, ДС и
33
Рис. 13. Графики изменения скоростей кристаллизатора икр и слитка vc
Рис. 14. Кинематическая схема механизма качания кристаллизатора криволинейпин
МНЛЗ:
1 — кристаллизатор; 2 — слиток; 3, 4 — шарнирные четырехзвенники; 5 — шатун
6 — двигатель; 7 — тормоз; 8 — эксцентриковый вал; 9 — эксцентрик; 10 — yt i
ройство для регулировки эксцентриситета; 11 — тахогенератор; 12 — сельсин
МПС в продуваемом исполнении мощностью от 45 до 132 кВт с номи
налы-юй частотой вращения от 50 до 160 об/мин.
Так, на безредукторном приводе качания кристаллизатора кривою*
нейной слябовой МНЛЗ НЛМК установлен двигатель типа МПС-45 5(1
(45 кВт, 50/100 об/мин). Электропривод развивает момент, достаюч
ный для подъема кристаллизатора массой 23 т и преодоления расчетное
усилия трения ("зависания") слитка 230 кН. Диапазон регулирования
частоты вращения двигателя 20:1 — от 100 до 5 об/мин, что cootoih
ствует диапазону изменения частоты качания кристаллизатора от 1,6/
до 0,083 Гц. Амплитуду качания регулируют в пределах 2,5—12,5 мм и*
менением эксцентриситета.
Кинематическая схема механизма качания кристаллизатора верш
кальной МНЛЗ представлена на рис. 15. Рама 2, на которой установлен
кристаллизатор 7, перемещается вверх и вниз под действием эксцентри
ков 3, расположенных во вкладышах 4 и связанных с выходным валом
редуктора 5. На приводе иногда устанавливают маховик 7, служашии
для уменьшения пиковых значений момента нагрузки на валу двигал*
ля 6, уменьшения пульсаций скорости и экономии электроэнергии
Особенно эффективен маховик на безредукторных приводах крисыи
лизаторов.
Установленные мощности двигателей редукторных приводов качания
34
•П I* ипиматическая схема механизма качания кристаллизатора вертикальной
»«>>> |
laiiiiujdTopoB вертикальных слябовых МНЛЗ составляют 32—
Ui сортовых машин 5—10 кВт. Применяют, как правило, двигатели
• 'iniiiDii» о тока серии Д.
• • м Чс г ПАРАМЕТРОВ ДВИЖЕНИЯ КРИСТАЛЛИЗАТОРА.
i И)ОН НАГРУЗКИ И ИНЕРЦИИ
я|ч1<|<*[» движения кристаллизатора имеет решающее значение для
•<»•,» нкн качественного слитка и предупреждения разрывов его обо-
• in прорывом жидкого металла. В тот интервал полупериода опуска-
। pin ншлизатора, когда его скорость икр превышает скорость дви-
II । нитка vc, слиток подвергается сжимающим усилиям, упрочняю-
но корку и "залечивающим" микротрещины. Этот интервал обыч-
м iihiohuiot интервалом опережения кристаллизатора. На рис. 13 об-
М' ib иш’режения кристаллизатора заштрихована. По технологическим
ншпиям оптимальное значение амплитуды разности линейной ско-
1И ьригталлизатора и скорости слитка из условия получения качест-
fe»Hii<ni । ц>уктуры металла и упрочнения оболочки слитка составляет
р Ч до ’0 % скорости вытягивания слитка. При этом должны поддержи-
»< и г пысокой точностью как форма кривой изменения скорости
• (•о ншнизатора во времени, так и его путь на интервале опережения,
. ........ собой длину отрезков слитка, по которым скользит кри-
«1111Н hitop в каждом полупериоде опускания и которые упрочняются
• • । ич цмпльной степени.
। .имсприм основные параметры, характеризующие движение кри-
siiitn iiiiopa.
35
Текущие значения пути и скорости кристаллизатора
sKp = е cos S2t; (1)
икр — — efi sin Sit, (2)
где e — эксцентриситет эксцентрика; S2 = 2itf — угловая скорость эк
сцентрика; f — частота качаний кристаллизатора, равная частоте вращ|'
ния эксцентрика пэ.
Продолжительность цикла Гц = 1/лэ.
Амплитуда качания кристаллизатора равна е.
Экстремум разности скоростей кристаллизатора икр и слитка к,
равен
Д^тах ~ vc-
Угловые координаты начала и конца интервала опережения:
cti=7T+ arcsin (ис/е£2);
02 = 2тт — arcsin (ис/еГ2).
Угловой путь эксцентрика на интервале опережения
7 = о2 — О1 = тг— 2 arcsin (vc/e£2).
Длительность интервала опережения
т 30 2
гоп = — = ------ [1-----arcsin (uc/eQ) ],
nN п
где /V — частота качаний, мин-1.
Путь кристаллизатора в режиме опережения
ИI
(b)
fon
son = / sin — dt ~
0
f 30 2
= e 21 — cos Q [ ------- (1------arcsin
I N 7T
30 uc
/V
2 vc
(1 — — arcsin ---------).
л
Приведенное к валу двигателя значение момента инерции кристалла
затора зависит от угловой координаты эксцентрика и определяется им
ражением, кг м2
=/7?к Икр/а>д =/лке2 sin2 Ш/72, (/)
где тк — масса кристаллизатора, кг; = Sli — угловая скорость дли
гателя, с-1; / — передаточное число редуктора.
Суммарный приведенный момент инерции системы
36
/„(I i/l sin2 fit), (8)
11<>< !оянная составляющая момента инерции, равная сумме
•«ion инерции двигателя, маховика (если он применяется), тормоз-
и ни ими, муфты и редуктора; А = тке2H2Jп — коэффициент.
В р»дун i ирном электроприводе А < 1 при любых реальных амплиту-
i< к мк< нипх качания. Так, например, на одной из вертикальных слябо-
. Ml III I при / = 20,5; тк = 21000 кг, увеличенной амплитуде кача-
но I 0,0 16 м) иУп = 2,35 кг-м2 (безмаховиковый вариант привода
»••* П1Ч1И опора) коэффициент /1 = 0,0275. Поэтому можно принять
......«I и электромеханическая постоянная времени привода 7"м ~
to'i'd
н гю'редукторном электроприводе кристаллизатора современных
Ы ‘и | он 1<|>(|>ициент А также мал, так как на новых машинах с ростом
» |и'ы 1Ч1Ч.ШИЙ до 1,5—2 Гц максимальную амплитуду (размах) движе-
pui ионизатора уменьшили до 12 мм. Так, например, для новой
И»в«>»"|'’ипой слябовой МНЛЗ конвертерного цеха ММК предусмот-
ри ....... качания кристаллизатора с двигателем ДС 816 (70 кВт,
н/мнн при 220 В или 35 кВт, 120 об/мин при 110 В), имеющим
I -nt инерции Уд = 16,25 кг-м2. Масса кристаллизатора тк = 26 т,
1«'11рн<'ик*т е = 6 мм. На приводе установлен маховик с моментом
26 ю3 (6 • 10“’)2
чип /|„,|х = 25 кг-м . Коэффициент А =----------------- =0,023.
12 (16,25 + 25)
“ tHiiinoi маховика А = 0,058.
> пм пГ'разом, при расчетах электропривода кристаллизатора МНЛЗ
-•>ы про1К'.(>речь переменной составляющей момента инерции меха-
<м|» Hoi важный вывод дает возможность при анализе вынужденных
aiimi и электроприводе (см. пп. 3 и 6 данной главы) считать, что
>1>||мпх.|11ическая постоянная времени привода Тм ~ const.
! . *м1>1рим теперь методику расчета крутящих моментов на валу
.....i t ц.ттния кристаллизатора.
• »й |рония слитка в прямолинейном кристаллизаторе вертикальной
“<1Н Illi
• П (9)
н,4/ 0,55 — коэффициент трения кристаллизующегося слитка
»iii*it кристаллизатора; 7 = 70 кН/м3 — удельный вес жидкой стали;
'ini'iiMiitp кристаллизатора, м; На — активная высота кристаллизато-
• (ран 1онние от поверхности жидкой стали до нижнего торца кри-
.< iiiiHi'iiip.i); kt — коэффициент, учитывающий степень "приработки"
+ • 1ЙИН11 i.tiopa; ki — коэффициент, учитывающий марку стали.
’ ш риментальные исследования показали, что для нового кристал-
Miiipa А| 1,5 =2,0. После разливки 15—20 плавок кристаллизатор
Р»гц|и,шлется", и сила трения уменьшается в 1,5—2,0 раза. Коэффи-
37
циент к2 для малоуглеродистой стали принимают равным 0,65, для угли
родистой 1,75.
Формулу для расчета силы трения слитка в криволинейном (радиаль
ном) кристаллизаторе можно получить из уравнения (9), если выразил,
длину активной зоны кристаллизатора через его радиус R (м) и цеж
ральный угол у» (рад) между поверхностью жидкой стали, нижним тор
цом кристаллизатора и центром окружности. В результате получим
FKP = 0,5fci к2цуРЯ2^. (10)
Сила трения в горизонтальном кристаллизаторе, Н
FKp = /r1/r2M (PcPS + G). (”»
где рср — ферростатическое давление в центре симметрии отливаемо! и
сечения, Па; S — площадь внутренней поверхности кристаллизатора, м*,
G — вес слитка в кристаллизаторе, Н.
Крутящие моменты нагрузки на валу двигателя редукторного прино
да вертикального кристаллизатора (рис. 15) равны:
а) при подъеме кристаллизатора
/Ис1 = sin Лг. (171
Постоянная составляющая момента
=Л^ред1 +^тр.э1 +^тр.вк1 +^тр.п»
гдеМред 1 — момент потерь в редукторе; Мтр.э1 иЛ7тр.вк1 . — момежы
трения эксцентрика о вкладыш и вкладыша о плиту; /WTP-n — momc.iii
трения в подшипниках. Формулы для расчета этих составляющих прин<
дены в работе [14].
Амплитуда гармонической составляющей момента
(GKP+FKP)/ie . .
Л4н1 =---------------, (13)
U,+4,)/
где GKp — вес кристаллизатора (с учетом веса охлаждающей воды)
/1 и /2 — расстояние от оси кристаллизатора соответственно до оси в|ы
щения рамы и оси эксцентрика; е — эксцентриситет; / — передаточшп
число редуктора;
б) при опускании кристаллизатора
/Wc2 =/ИП2 — Л?в2 sin fit, (14)
.. (GKp~ FKP^le
где Мв2 = ------------- .
U, + М/
Постоянную составляющую Мп2 определяют аналогично M„i.
Момент двигателя в разомкнутой системе электропривода (т.е. в си,
теме без автоматического регулирования) в полупериод подъема крн
сталлизатора
38
Л<„ । 1 м»i sin (Qt — ф),
(15)
.! 4.|/Vl + (Тмп )2; (16)
и 1ц(/м£2); TM = J^cooIMK3 — электромеханическая постоян-
ыррмици привода; со() — угловая скорость идеального холостого
inn .пеня; Мк 3 — момент короткого замыкания двигателя.
ин in изменения Mci при подъеме кристаллизатора построены
. Hi (первый полупериод). При ходе кристаллизатора вниз (вто-
R । пупгриод, Гц/2 < t < Гц) момент на валу двигателя равен
V,,. 1 ^Л>2 sin ~ ,
w Чи/Vi + (Гм Я)2-
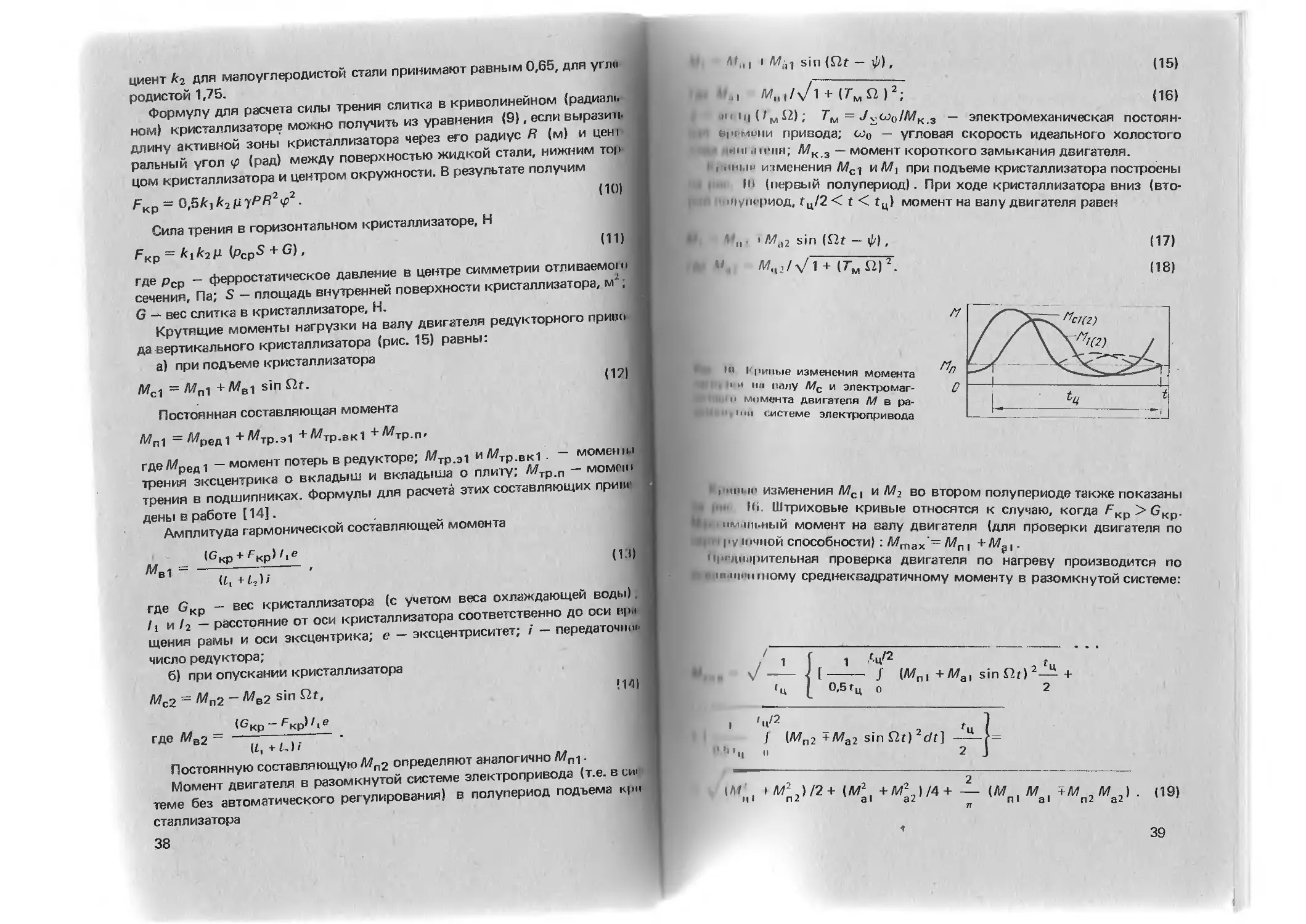
Кривые изменения момента
. и и ни налу Мс и электромаг-
м момента двигателя М в ра-
системе электропривода
1 । uni и< изменения МС| и М? во втором полупериоде также показаны
. Hi Штриховые кривые относятся к случаю, когда ^крХткр.
I. им.1|||.ный момент на валу двигателя (для проверки двигателя по
««и । ру и>чной способности) : Мтах’= /Ип, + М?1.
(||>пцц1|рительная проверка двигателя по нагреву производится по
В .....ому среднеквадратичному моменту в разомкнутой системе:
1 1 ' ц , fu
--- {I----- J (Мп1+Mal sinfir)2—+
1ц I 0,5 Гц о 2
1 “ , ГЦ
I (Л^п2 +Л^а2 sin £lt) 2dt] -----------
fib'll II 2
|/i< I M2 J/2 + (M2, +M\)/4+ — (M , M , +M ,) . (19)
Hi n2 al az ni al ru az
7T
1
39
При приближенных вычислениях можно считать Мп1 = Мп2 = М„
(пренебрегая изменением моментов трения при ходе кристаллизаторп
вверх и вниз). В этом случае
, „ „ , 2МП
Мэкв~ 7^+ (М^+М22)/4 +----------- (Ма1 +Ма2) . (20)
7Г
В формулах (19) и (20) знак (—) соответствует случаю GKp > F((|,,
а (+) - случаю GKp < FKp.
При маховиковом приводе качания кристаллизатора выбор мощности
двигателя и момента инерции маховика производятся в следующем
порядке. Для наиболее полного использования двигателя при относи
тельно умеренных размерах маховика обычно принимают расчетный но
минальный момент двигателя Мном р = (1,2 -5- 1,3) Мср, где Мср — сред
ний цикловой момент на валу двигателя.
С увеличением момента инерции маховика степень выравнивания н«
грузки на двигателе растет, максимальный момент уменьшается, мини
мальный увеличивается и оба они приближаются к среднему значению
Мср. По номинальному расчетному моменту Мномр и выбранной частот
вращения двигателя лном определяют номинальную расчетную мощ
ность, кВт
^ном.р’“^ном.р^ном/®®^- ^1)
Затем по каталогу выбирают двигатель с номинальной мощностью
РНОм ^ном.р- Момент инерции маховика должен быть выбран таким
чтобы двигатель не был недопустимо перегружен или перегрет, т.е. ми
мент инерции должен определяться на основании условий:
перегрузки
Мдтах = +^./71 + ^ Я2. (22)
где Мд max — максимально допустимый момент двигателя;
нагрева
.. /м*1+М2„2 М2в1+М2в2 2ШП1МВ,ТУИП2МВ2)
дан = V---------- +-------з—5“ +--------- ------------
2 4(1+T2S22)
Из двух значений постоянной времени Гм, найденной из выражении
(22) и (23), должно быть выбрано большее, как дающее большее знача
ние момента инерции маховика, который определяется по формуле
МIX о
Лпах ~ Ли (24)
Для уменьшения размеров маховика можно использовать включение
40
Ill»
•противления в цепь якоря для снижения жесткости механической ха-
iMh к'ристики. Из последней формулы видно, что уменьшение момента
। про।кого замыкания Мкз ведет к уменьшению момента инерции. Если
опиленное на основании зависимости (22) или (23) значение 7?м окажет-
। равным нулю или мнимому числу, то зто означает, что по условию
onpei рузки или нагрева (или по обоим условиям одновременно) махо-
нин не требуется.
Влияние момента инерции маховика на вынужденные колебания ско-
рм ги и собственную частоту упругих механических колебаний рассмот-
рено ниже.
Рассмотрим теперь особенности расчета крутящих моментов на валу
пи «редукторного электропривода радиального кристаллизатора. Кине-
«пическая схема и схемы действия сил представлены на рис. 17, а.
' " 17. К расчету нагрузок электропривода качания радиального кристаллизатора:
кинематическая схема и схема действия сил; б — усилия в двухповодковой
lyuiin АВС; в — многоугольник сил для двухповодковой группы
Hi качающуюся раму (звено АВ) действует сила Т = FKp ± GKp. Силу
|»1Н'Ния в шарнире А определяют-графоаналитическим методом выде-
ii Mirin двухповодковой группы [4]. На выделенную двухповодковую
руину АВС (рис. 17, б) действует одна внешняя сила Т, приложенная
шину АВ. Неизвестные силы в шарнирах А и С представляют силами,
• травленными вдоль и перпендикулярно звеньям. Нормальные и' тан-
генциальные силы для шарнира А: РпА и Р*А; для шарнира С: Рпс и Р^,.
I ангенциальную силу Р*А находят из уравнения моментов сил для
влип АВ относительно шарнира В: Рд = ТкЦдв, где к — плечо приложе-
ин силы Т относительно шарнира В; 1АВ — длина звена АВ. Из уравне-
нии моментов для звена ВС следует, что Р^. = 0.
(качения нормальных сил Р^ и Р£ определяют построением много-
ншьника сил для двухповодковой группы АВС (рис. 17, в), отклады-
41
вая последовательно известные по значению и направлению силы Т и
Р*А и проводя через начало и конец крайних векторов направления сил
РА и ?С' ^ак как Двухповодковая группа находится в равновесном
состоянии под действием всех приложенных к ней сил, то многоуголь-
ник сил должен быть замкнутым. Полную силу давления РА в шарни-
ре А определяют по силовому многоугольнику, графически складывая
силы Р*А и РА. На несущую раму (звено ОА) действует сила РА, направ-
ленная в противоположную сторону. Путем переноса силы РА на меха-
низм определяют ее плечо т. Поскольку перемещения звеньев рычаж-
ного механизма ОАВС в процессе работы незначительны, то для дальней-
шего расчета можно принять среднее положение механизма и определить
два значения сил РА, соответствующих двум значениям силы Тдля слу-
чаев подъема и опускания кристаллизатора.
При этих условиях равновесия усилие О в шатуне будет постоянным
и из условия равновесия рычага/Ю равным
О = (PAm + G2a - Gxb)/c, (25)
где Gj и G2 — силы тяжести соответственно коромысла OD и несущей
рамы ОА; а и b — расстояния от оси качания О до центров тяжести
звеньев OD и ОА соответственно; с — длина коромысла OD.
Крутящие моменты на валу эксцентрика, Н -м:
при подъеме кристаллизатора
Л4С1 = Q,e sin ШЛ?; (26)
при опускании
МС2 — Огвг; sin £2г, (26а)
где Oi, О2 — усилия в шатуне при подъеме и опускании кристаллиза-
тора; в — эксцентриситет, м; £2 — угловая частота изменения нагрузки,
рад/с; £2 = 2тт/гц; Тц — продолжительность цикла, т.е. длительность
1 оборота эксцентрика; 17 — к.п.д. механических передач. Постоянная
составляющая момента в безредукторном приводе М„ 0. Существен-
ное влияние на пульсации момента (тока) и нагрев двигателя оказывает
работа системы стабилизации скорости электропривода.
3. ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ТОКА
В ВЕНТИЛЬНЫХ ЭЛЕКТРОПРИВОДАХ И РАСЧЕТ
МОЩНОСТИ ДВИГАТЕЛЯ
Современные электроприводы качания кристаллизаторов, тянуще-
правильных устройств и ряда других механизмов МНЛЗ выполняют по
системе ТП—Д с подчиненным регулированием параметров [18]. Расчет-
ные структурные схемы таких электроприводов представлены на рис. 18.
Схема регулирования (рис. 18, а) с пропорциональным (П) регулятором
42
Рис. 18. Структурные схемы однократно-интегрирующей (а) и даукратно-интегри-
рующей (6) систем подчиненного регулирования тиристорных электроприводов:
М — двигатель; UZ — тиристорный преобразователь; AR — регулятор скорости;
<4^ — регулятор тока; Z — фильтр; кс, кт — передаточные коэффициенты обратных
связей; — угловая скорость; / — ток якоря; f — э.д.с. двигателя; /с — статиче-
ский ток нагрузки; U3 с — задающее напряжение; Гд — некомпенсируемая посто-
янная времени преобразователя; Се — коэффициент э.д.с.; Яэ — сопротивление си-
ловой цепи; U„ — напряжение тиристорного преобразователя; Тэ — электромагнит-
ная постоянная времени силовой цепи; кп — коэффициент усиления тиристорного
преобразователя; ат, ас, Ьс — коэффициенты; Гт = ат Гд
скорости или э.д.с. двигателя является однократно-интегрирующей;
схема с пропорционально-интегральным (ПИ) -регулятором скорости
(рис. 18, б) — двукратно-интегрирующей. В квазиусгановившемся режи-
ме работы при пульсирующем моменте на валу привода вынужденные
колебания тока могут существенно увеличиваться, и их необходимо
учитывать при расчетах мощности двигателей и преобразователей. В рас-
четах внутренней обратной связью (о.с) двигателя по з.д.с. обычно пре-
небрегают, ибо в большинстве реальных электроприводов МНЛЗ выпол-
няется условие соотношения электромеханической и электромагнитной
постоянных времени Гм/Тя > 1,5-^2, при котором влияние этой о.с
незначительно. В остальных случаях будем полагать, что это влияние
компенсируется одним из известных методов [191.
Для однократно-интегрирующей системы подчиненного регулирова-
ния передаточные функции для разомкнутого контура и тока якоря
/j по возмущению/с (пропорциональному Л4С) имеют вид:
43
1
W1P83(P) =
~I\p (TjP + 1)
Л (p)
7C (p)
1
ac TyP ItjP+ 1) + 1
(28)
где ac — коэффициент, характеризующий степень демпфирования; при
настройке по модульному (техническому) оптимуму ас —2; Тт — по-
стоянная времени интегрирования контура тока. Соответственно для
двукратно-интегрирующей системы найдем
... , ас^с^тР+1
1/1/ (р) = --------------------
2ра3 а2сЬсТ2р2 <Ттр+1)
(29)
где Ьс — коэффициент, характеризующий настройку ПИ-регулятора ско-
рости [18];
W (р) =
Z,H
acbcTrp+ 1
acbc 7т [ас7-тР.17-тР+ 1) + 1] + 1
(30)
При настройке по симметричному оптимуму ас = Ьс — 2, и выраже-
ние (30) можно записать в виде, удобном для анализа
ИС, (р) =
4 7тр+1
(2Ттр+1) (4Т2р2+2Ттр+1)
(31)
Поскольку методика расчета вынужденных колебаний электромагнит-
ного момента и, следовательно, тока в разомкнутой системе уже извест-
на, удобно расчет для замкнутых систем вести в относительных едини-
цах, используя в качестве базовых величин амплитудные значения гармо-
ник тока двигателя, работающего в разомкнутой системе с соответст-
вующей пульсирующей нагрузкой на валу. Отношение токов в замкну-
той и разомкнутой системах
/(р)//д(р) = W (p}/W (р),
* н **•' н
где И/д/^(р) = /д(р)//с(р) = 1/(7"мр+ 1) — передаточная функция для
тока двигателя по нагрузке (при Гя < Гм, что характерно для двигателя
в разомкнутой системе). Изображения токов в двух рассматриваемых
системах в принятых относительных единицах равны:
/> (р> TMP+1
г
/д(₽) ^Д/н (₽) 2Т^р (Ттр+1) +1
/3 (₽) и/2,н(р) (4Ттр+1) (Гмр + 1)
/д(р) (2Ттр+1) (4Т;р +27"тр+1)
44
Соотношение между амплитудами токов в двух системах подчинен-
ного регулирования и амплитудой тока двигателя, работающего с пуль-
сирующей нагрузкой в разомкнутой системе, равно:
4 tZ Я4 + 1
/, (/я)
/я(/я)
(34)
!г ЦП}
<Ъ = | -------
/д (/я)
(16 Ту Я2 + 1) (Т2Я2+ 1)
•6 об
(35)
Семейство универсальных характеристик для нахождения относитель-
ных значений пульсаций тока в функции частоты возмущения для раз-
личных значений ТМП\ приведено на рис. 19, а (для удобства принят
а, б — универсальные кривые для определения гармоник тока и скорости соответ-
ственно; сплошные кривые — в схеме с ПИ-регулятором скорости; штриховые —
в схеме с П-регулятором скорости
логарифмический масштаб при основании 2). При низких частотах
(S2<1/167"T) токи в замкнутой и разомкнутой системах равны. При
частоте £2, равной частоте среза системы £2С = 1/2 Гт, коэффициенты
О) и аг максимальны. В двукратно-интегрирующей системе амплитуда
Рис. 20. Соотношения гармоник скоро-
сти и тока в схемах с ПИ- и П-регулято-
рами скорости
45
тока всегда больше (см. рис. 20). Относительные значения дока резко
возрастают при ТМП\ > 2. Эффективное уменьшение тока начинается
с ростом частоты в зоне 1/Гт для 7^/7^ <2, при 2/7"т для
2 < 7"М/ГТ < 4 и при 4/Тт для ТМП\ > 8.
Эквивалентный момент при симметричной пульсирующей нагрузке
равен
Мэ = \/м2п+а2(2)М2а/2. (36)
Требуемая мощность двигателя, кВт
Р„ = Мэля/9550 (37)
A J А
(здесь Ма в Н • м, лд в об/мин).
Так как реальный график момента — несимметричный, с разными
амплитудами в полупериодах подъема и опускания кристаллизатора,
в точных расчетах используют гармонический анализ с разложением
кривой момента в ряд Фурье [20]. В этом случае амплитуда гармоники
электромагнитного момента двигателя частотой Ц, в разомкнутой сис-
теме
Мак=Мвк1^ + Т2мП2к. (38)
Эквивалентный по нагреву момент двигателя в замкнутой системе
регулирования
МЭ.3=^М2П+ S <*2кМ2 '2, (39)
Л=1 а
где ак — коэффициент, определяемый по кривым (см. рис. 19, а) для
каждой гармоники момента.
4. СИСТЕМЫ ЭЛЕКТРОПРИВОДА КРИСТАЛЛИЗАТОРОВ
Одной из наиболее совершенных является система электропривода
механизма качания кристаллизатора, разработанная Гипромезом в
1985 г. на основе комплектного тиристорного электропривода второго
поколения типа КТЭ-100/440-531-1ВТ (рис. 21). Двигатель М питается
от реверсивного тиристорного преобразователя UZ. Система подчинен-
ного регулирования параметров с операционными усилителями и бло-
ками логики на интегральных микросхемах содержит задатчик интен-
сивности А1, пропорционально-интегральный регулятор скорости AR,
блок ограничения производной тока AAD на интегрирующем опера-
ционном усилителе и адаптивный регулятор тока АА. Обратная связь
по скорости подается от тахогенератора BR1 через датчик скорости
UR1.
Схемой предусмотрены следующие три способа управления:
1) ручное включение и регулирование частоты вращения, т.е. частоты
46
звов
47
качаний кристаллизатора сельсинным командоаппаратом ВСА типа
СКАЗ-41-2. Обмотка возбуждения сельсина и выходной фазочувстви-
тельный выпрямитель AFV1 питаются напряжением частотой 400 Гц
от преобразователя UF;
2) автоматический пуск и регулирование частоты вращения синхрон-
но с электроприводом тянущей клети. Задающее напряжение подается
на второй вход задатчика интенсивности А! от тахогенератора привода
валков клети BR2 через датчик скорости UR2. Переключение входов
А! при переходе от ручного к автоматическому управлению производят
реле К1 и К2;
3) местное управление в толчковом режиме для установки кристал-
лизатора в исходное положение. В этом режиме задающее напряжение
с потенциометра RP через оптронную развязку OV и блок логики AL,
блокирующий выходной сигнал суммирующего усилителя А1, подается
на дополнительный вход регулятора скорости AR.
Для стабилизации скорости и ограничения пульсаций тока в схеме
предусмотрен узел компенсации возмущения, вносимого периодически-
ми колебаниями момента на валу эксцентрика. Преобразователь угло-
вого пути эксцентрика в компенсирующий гармонический сигнал выпол-
нен на двух сельсинах: датчике вС (БД1Б01) и приемнике BE (БС1501).
Выходное напряжение сельсина-приемника через второй фазочувстви-
тельный выпрямитель AFV2 и суммирующий усилитель А2 подается
на вход регулятора тока. Суммирующий усилитель А2 введен между
блоком ограничения производной тока AAD и регулятором тока АА
ввиду отсутствия второго входа у регулятора.
Ячейка шунтирования регуляторов в отключенном состоянии элек-
тропривода получает информацию о сигнале задания г?раб с выхода за-
датчика интенсивности At, о задающем сигнале п'у при толчковом управ-
лении с выхода блока логики AL, о фактической частоте вращения дви-
гателя п с датчика скорости UR1 и заданном темпе разгона двигателя
dn/dt от задатчика интенсивности AI.
Сельсин-датчик ВС используется также для автоматического отключе-
ния двигателя в исходном положении кристаллизатора. С этой целью
напряжение с вторичной обмотки сельсина подается через выпрямитель
VD на пороговое устройство AN. Его выходное реле KL отпадает, когда
вал эксцентрика пришел в заданное положение, и отключает задающее
напряжение. Для переключения выходного сигнала сельсина ВС служат
реле КЗ и К4. Схемой управления предусмотрены блокировки, запре-
щающие включение механизма качания кристаллизатора при отсутствии
жидкой смазки его стенок, при отведенных водяных коллекторах, при
отсутствии охлаждающей жидкости и отключенном вентиляторе продув-
ки двигателя. Если во время разливки прекращается подача воды или
смазки, либо останавливается вентиляционная система, подается аварий-
ный сигнал.
Опыт эксплуатации ряда тиристорных электроприводов механизмов
А856
48
качания кристаллизаторов показал, что при знакопеременной нагрузке
система раздельного управления группами тиристорного преобразовате-
ля первого поколения работает недостаточно четко, особенно при малых
моментах нагрузки (работа на холостом ходу, наладочные операции
при качании рамы без кристаллизатора) и использовании неадаптивного
регулятора тока якоря. Слабым звеном является также датчик запира-
ния мостов логического переключающего устройства, нечетко контроли-
рующий малые знакопеременные нагрузки частотой 0,5—2,0 Гц.
Во время бестоковой паузы двигатель успевает изменить свою ско-
рость. Неустойчивая работа двигателя иногда приводит к возникновению
высокочастотных механических колебаний. В редукторных электропри-
водах эти явления менее выражены, чем в безредукторных, так как ко-
лебания приведенного момента инерции практически отсутствуют, а
запас кинетической энергии в редукторных приводах больше в 2—3 раза.
Сравним по этому параметру два варианта электропривода кристал-
лизатора проектируемой МНЛЗ для нового конвертерного цеха ММК.
Требуемые параметры электропривода: мощность 35 кВт, максимальная
частота качаний кристаллизатора fmax — 2 Гц (120 1/мин).
Вариант 1. Редукторный электропривод с двигателем типа Д808.
РНОМ - 37 кВт; лном = 565 об/мин; момент инерции ротора Jд =
= 2 кг-м2; приведенный момент инерции редуктора Jp ~0,UA. Пере-
даточное число редуктора 7 = 4,7. Запас кинетической энергии в двига-
теле и редукторе
= (>/д+*/р) ЫНОМ (*/д+^р) (^НОм/ЗО) =
2 2
= 1,1 2,0 тг2 - 5652/2 • 302 = 3860 Дж.
Вариант 2. Безредукторный электропривод с двигателем ДС816,
/’ном = 7°кВт (при С/НОМ = 220В); лном = 240 об/мин; Jл= 16,25кг-м2
(при U — 110 В Р = 35 кВт, л= 120 об/мин). Запас кинетической энер-
гии в двигателе и вале с эксцентриком (J в ==0,27д):
Дк= — Мд+Jb» (™НОм/30)2 = 1,2 • 16,25-тг2 1202/2 - 302 =
2
= 1520 Дж.
Таким образом, в безредукторном варианте запас кинетической энер-
гии в 2,5 раза меньше. Для обеспечения стабильной работы привода ПО
"Уралмаш" для указанной МНЛЗ применил на безредукторном приводе
маховик с моментом инерции Jmax = 25 кг • м2. Данный вариант нельзя
признать оптимальным по массо-габаритным показателям и капиталь-
ным затратам.
Гипромезом проведено сравнение трех вариантов электропривода качания
кристаллизатора по массе и стоимости основного оборудования.
49
Вариант 1. Редукторный привод по типу примененного Гипромезом на
МНЛЗ конвертерного цеха № 1 НЛМК: двигатель Д808 (37 кВт, 565 об/мин) и
редуктор Ц2У-315Н (/ = 4,7) .
Вариант 2. Безредукторный привод конструкции ПО "Уралмаш" для
МНЛЗ конвертерного цеха комбината "Азовсталь" с двигателем ПС147—4К
(66 кВт, 80 об/мин).
Вариант 3. Безредукторный привод по проекту ПО "Уралмаш" для кон-
вертерного цеха ММК с двигателем ДС816 (35 кВт, 120 об/мин) и маховиком.
Анализ показал, что в варианте 3 даже без учета маховика масса оборудования
в 2 раза, а капитальные затраты в 1.65 раза больше, чем в варианте 1. Вариант 2
является наименее оправданным: по сравнению с вариантом 1 масса привода боль-
ше почти в 5 раз, а стоимость в 5,5 раза.
При проектировании привода качания кристаллизатора необходимо
обеспечивать, чтобы частота собственных механических колебаний при-
вода fo существенно отличалась от частоты основных гармоник напряже-
ния и тока двигателя. Сравним по этому критерию рассмотренные выше
конкретные приводы кристаллизаторов.
При длине упругого рабочего вала L = 1,5 м, его диаметре d = 120 мм
и модуле упругости G = 8 106 Н/см2 для редукторного привода с дви-
гателем Д808 при / = 4,7 получим приведенную жесткость рабочего
вала
С = Girda/32Li2 = 8 106 л - 124/32 150 4,72 =
= 4,9 • 10" Н • см/рад = 4,9 104 Н • м/рад.
Частота собственных колебаний
fol = y/C'U'i.- х/ЧЭ • 104/2,2 = 148 Гц.
В варианте безредукторного привода с двигателем ДС816 имеем соот-
ветственно
с = с = 8 • 10" 7Г • 124 /32 150 = 1,09 108 Н • см/рад =
= 1,06 • 10" Н м/рад;
fo2 = \fCMv = \/ 1,09 • 10*71,2 • 16,25 = 236 Гц.
Как известно, частота основной гармоники тока при мостовой схеме
выпрямления равна 300 Гц, а частота вынужденных колебаний момента
при качании кристаллизатора равна 1—3 Гц. Таким образом, для ограни-
чения упругих механических колебаний следует отдавать предпочтение
редукторному электроприводу, а в безредукторном приводе увеличи-
вать суммарный момент инерции J системы, при необходимости при-
меняя маховик.
Представляет интерес опыт зарубежных фирм по разработке систем
электропривода механизмов качания кристаллизаторов. Фирма "General
Electric" выполняет электроприводы механизмов качания кристаллиза-
торов слябовых МНЛЗ по системе ТП—Д, а на сортовых МНЛЗ иногда
50
использует многоскоростные асинхронные двигатели либо двигатели
с фазным ротором.
Типовая схема электропривода представлена на рис. 22. Схемой осу-
ществляется синхронизация вращения двигателя кристаллизатора с при-
водами тянущих роликов; предусмотрено также независимое регулиро-
вание скорости. Соответственно задающий сигнал поступает с централь-
ного эталонного задатчика либо снимается с отдельного потенциометра
на пульте. В обоих случаях имеется наладочный режим работы на мини-
мальной скорости [21].
Фирма "Brown Bovery" (Швейцария) большое внимание уделяет
созданию прецизионных систем электропривода кристаллизатора. Спе-
циалисты фирмы отмечают, что качество наружной поверхности литых
заготовок определяется в значительной степени характером возвратно-
поступательного движения кристаллизатора. Электропривод выполняют
по системе ТП—Д. Так как нагругка знакопеременная, применяют ре-
версивные преобразователи с совместным согласованным управлением
группами (с контролем уравнительного тока). Средняя мощность дви-
гателя кристаллизатора равна 20 кВт [22].
На одной из наиболее совершенных установок — двухручьевой МНЛЗ
завода в г. Седар-Пойнт компании "United States Steel Corp." (США)
качание кристаллизатора осуществляется по закону "растянутой" сину-
соиды, обеспечивающему максимальное время опускания с постоянным
"опережением", небольшим по величине. Этот закон выполняется с по-
Рис. 22. Схема электропривода механизма качания кристаллизатора фирмы "Gene-
ral Electric":
1 — двигатель (230 В, 64 кВт); 2 — тахогенератор; 3 — тиристорный преобразова-
тель (250 В, 95 кВт); 4 — регулятор скорости; 5 — электромагнит тормоза; 6 —
сигнал от эталонного задатчика; 7 — контакт, замкнутый при разливке стали;
В — потенциометр регулировки минимальной скорости; 9 — то же, рабочей скоро-
сти; 10 — вольтметр; 11 — шины постоянного тока; 12 — индивидуальный выпря-
митель; 13 — питание от цеховой электросети 250 В; 14 — сигнал управления в
"толчковом" режиме
51
мощью кулачковых механизмов. Известна также система электроприво-
да, в которой для получения максимального периода сжатия слитка ско-
рость двигателя кристаллизатора регулируют в функции давления,
измеренного месдозами под опорами кристаллизатора (11]. Применяют,
как правило, редукторные приводы качания.
На металлургическом заводе фирмы "Sumitomo Metal Industries"
в г. Вакаяма (Япония) в 1981 г. пущена комбинированная МНЛЗ для
производства слябов и блюмов, на которой электропривод кристалли-
затора и все остальные регулируемые электроприводы выполнены с
асинхронными двигателями, регулируемыми по системе ТПЧ—Д. Проект
разработан фирмой "Meidensha Electrical Company". Мощности двигате-
ля и преобразователя частоты с инвертором тока по 45 кВт. Частота тока
изменяется от 4 до 100 Гц, что соответствует изменению частоты враще-
ния двигателя от 60 до 1600 об/мин. Выбранный в проекте редуктор
обеспечивал регулирование частоты циклов качаний кристаллизатора
от 8 до 200 в минуту. Для улучшения качества поверхности слитка в
процессе наладки и освоения МНЛЗ был увеличен верхний предел часто-
ты качаний до 400 в минуту путем уменьшения передаточного числа
редуктора.
Для перестройки кристаллизатора при отливке заготовок разных
типов служит отдельный двигатель мощностью 0,75 кВт, который пи-
тается от ТПЧ с инвертором напряжения, собранным по схеме с широт-
но-импульсной модуляцией на силовых транзисторах. Для управления
применен микропроцессор, при этом точность позиционирования сос-
тавляет 0,1 мм.
5. РАСЧЕТ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ
УГЛОВОЙ СКОРОСТИ ЭЛЕКТРОПРИВОДА
Режим вынужденных колебаний угловой скорости двигателя под
действием пульсирующего момента на валу вида Мс = М„ +МВ sin S2t
в разомкнутой системе определяется выражением
AJn + Мв sin nt
w = w0 — ............ — , (40)
₽ч/1 + Гм «2
где Wo — угловая скорость идеального холостого хода; (3 — жесткость
механической характеристики двигателя.
Передаточные функции для угловой скорости по нагрузке для одно-
кратно- и двукратно-интегрирующих систем подчиненного регулирова-
ния (рис. 18) имеют вид:
Ды.(р) 2Тт (Ттр+1)/?э
и/|С. (д) =----1— = —- -----------------------; (4D
н /сы Тм (2Т|р2 + 2Ттр+1) Се
52
Дсо2 (р) 2Г, 47“тр(ТтР + 1) Rq
W2cjh(P> = --------- =-------- ----------------------;--- - (42)
'с(Р) Ты (2Гтр+1) (4Т;Р2 +27-тр + 1)Се
Приняв за базовую величину амплитуду гармоники скорости двига-
теля в разомкнутой системе, определяемую по выражению (40), запи-
шем изображение относительного отклонения скорости:
Ды (р) /Дшд (р ) = И/Шн (р) (р),
7?э
где W' (р) = Дол, (р) //с (р) »--------------передаточная функция
А н Се(7мР + 1>
двигателя по нагрузке (при Тя < Тм).
Изображения относительных отклонений скорости для однократно-
и двукратно-интегрирующих систем соответственно равны:
iw, (р) _ 2Гт (ТтР+Vi (Гмр+1) (43)
До)д(р) тм гТур2 + 27"тр+1
Ди, (р) _ 27т 4Гтр(7“тр+1) (7мр + 1) (44)
Дшд (р) тм (2Гтр+1) (4Г|р2+2Гтр+1)
Модули этих отношений характеризуют соотношение между амплиту-
дами пульсаций скорости в указанных замкнутых системах регулиро-
вания и амплитудой пульсаций скорости двигателя, питающегося от сети
(в разомкнутой системе):
1)- — 1 Д о> J (jn) 1- 2Тт . t (7|Г22 + 1) (Тгм п2 + 1)
*4 1 г
Дсид (у'П) 4 Г +1
Ды2 (/S2) . 2Гт (Г2П2 + 1) (Г^П2 +1) ,
- 1 — 47“ О . '
^2 1 •
Ди>д(/£2) ТМ 647^ Я6 + 1
В соответствии с этими выражениями на рис. 19, б построено семей-
ство универсальных характеристик для определения в относительных
единицах амплитудных значений гармоник скорости в функции угловой
частоты колебаний нагрузки для различных соотношений между элек-
тромеханической постоянной времени 7"м и постоянной времени ин-
тегрирования контура тока 7"т [20].
Проанализируем характеристики на рис. 19, б. При больших частотах,
значительно превышающих частоту среза системы J2C, отклонения ско-
рости в замкнутой и разомкнутой системах равны, так как система
обладает ограниченной полосой пропускания. При угловой частоте,
равной £2С, относительные значения скорости максимальны. Особенно
значительно они увеличиваются в этой системе при ТМП\ < 2. Так, при
53
Гм/Тт — 1 и £2 — 1/27"т они в 3,57 раза больше, чем в разомкнутой сис-
теме. В маховиковом приводе значение Тм увеличенное, и колебания
скорости меньше.
Для сопоставления двукратно-интегрирующей и однократно-интегри-
руюшей систем регулирования найдем отношение амплитуд колебаний
скорости в этих системах
Ды, 1/П)
(/S2)
4Г|П4 + 1
647tl26 + 1
I = | --------- | = 4ГТ £2
w Цп)
!ШН
Графически эта зависимость изображена в функции £2ГТ на рис. 20.
Очевидно, что применение двукратно-интегрирующей системы целесо-
образно лишь при возмущениях с частотой £2 < 1/47"т. Таким образом,
структура системы регулирования имеет весьма важное значение. Если
£2тах> 1/4Тт, электропривод должен быть адаптивным и менять свою
структуру с ростом частоты возмущения, т.е. частоты качания кристал-
(47)
лизатора.
Ввиду того, что "классические системы" подчиненного регулирования
параметров тиристорного электропривода не всегда обеспечивают тре-
буемое ограничение пульсаций скорости двигателя привода кристалли-
затора, потребовалось разработать усовершенствованные методы ста-
билизации скорости.
6. МЕТОДЫ СТАБИЛИЗАЦИИ СКОРОСТИ ЭЛЕКТРОПРИВОДА
ПРИ ПУЛЬСИРУЮЩЕЙ НАГРУЗКЕ НА ВАЛУ
До последнего времени вопросам управления электроприводом ка-
чания кристаллизатора не уделялось должного внимания, вследствие
чего на многих действующих МНЛЗ из-за колебаний скорости двигателя
закон движения кристаллизатора существенно отличается от оптималь-
ного, величина опережения нестабильна. Возникающие в электроприводе
кристаллизатора гармонические колебания с частотой £2 приводят к ис-
кажению заданной кривой изменения скорости движения кристаллиза-
тора.
Выражения для пути и скорости кристаллизатора могут быть запи-
саны в виде:
пг
s — е cos [£2t — - sin (£2r + ф) + С]; (48)
n
икр = ~ e (£2 — £2r cos (£2t + ф) ] x
nr
xsin [£2t — --- sin (£2t + 0) + C], (49)
n
54
где £2 — £2r cos (Sit + ф) = £2ф — фактическая частота вращения эксцен-
трика; С — постоянная интегрирования; ф — начальный фазовый угол
гармоники скорости.
Амплитуда гармонической составляющей частоты вращения эксцен-
трика Slr может достигать 10 % постоянной составляющей. При Slr/Sl =
= 0,1 значение пути кристаллизатора на интервале опережения откло-
няется на 21 % от значения, определяемого оптимальным режимом
кристаллизации слитка.
Автором исследованы различные методы ограничения вынужденных
колебаний скорости главных электроприводов МНЛЗ. Наиболее эффек-
тивными являются методы комбинированного регулирования по откло-
нению и возмущению, обеспечивающие компенсацию влияния пульси-
рующего момента на валу.
Условие инвариантности электропривода относительно возмущения
по нагрузке можно записать в виде:
Ды = 0 1
!>. при О < t < 00.
' = J
Передаточная функция системы по каналу возмущения должна быть
равна нулю.
В соответствии с принципом двухканальности акад. Б.Н. Петрова
критерием реализуемости условий инвариантности является наличие
в динамической системе по меньшей мере двух каналов распростране-
ния воздействий между точкой приложения внешнего воздействия и
точкой измерения величины, инвариантность которой по отношению
к этому воздействию должна быть обеспечена. На вход дополнитель-
ного канала системы автоматического регулирования подается сигнал,
пропорциональный возмущению.
Для обеспечения инвариантности относительно пульсирующей на-
грузки в известную структуру вентильного электропривода качания
кристаллизатора с подчиненным регулированием параметров вводится
канал компенсации возмущения с измерителем квазистатической со-
ставляющей тока двигателя.
Структурная и функциональная схемы такого электропривода даны
на рис. 23. Рассмотрим синтез системы для двух вариантов подачи ком-
пенсирующего сигнала: на вход системы' и на вход регулятора тока.
В первом случае отклонение скорости двигателя при одновременном
воздействии со входа [корректирующий сигнал (7К1 (р) ] и со стороны
нагрузки [момент Мс (р) на валу двигателя или пропорциональная ему
сила тока /с (р) ] может быть записано в виде
Ды (р) = И/ш (р) £/к1 (р) + И/^н (р) /с (р), (50)
1 В однократно-интегрирующей системе — на вход регулятора скорости (PC) ;
в двукратно-интегрирующей — на входной фильтр перед PC.
55
где И/^ (р) — передаточная функция для скорости по отклонению (по
каналу управления); И/^н(р) — передаточная функция для скорости
по нагрузке.
а
Рис. 23. Структурная (а) и функциональная (б) схемы инвариантного электропри-
вода качания кристаллизатора с измерителем статической составляющей тока:
М — двигатель; UZ — тиристорный преобразователь; AR, АА — регуляторы ско-
рости и тока; BR — тахогенератор; UA1 — измеритель тока; UV, UA — датчики
напряжения и тока; А1 — АЗ — операционные усилители; АК1, АК2 — корректи-
рующие звенья; ALA — блок токоограничения; AS — задатчик скорости; U3 с —
задающее напряжение; Оп — напряжение тиристорного преобразователя; / — пол-
ный ток якоря; /с — квазистатическая составляющая тока якоря, соответствующая
пульсирующему моменту на валу Мс
56
Из условия инвариантности получим изображение корректирующего
сигнала
(51)
(52)
(р)
Ок1(р> =-/с(Р) -------—
(р)
В однократно-интегрирующей системе подчиненного регулирования
имеем при оптимальной настройке
... , . (Р> Vfcc
И'ко (Р> = ------- =------------------ .
со3 (р) 27"тр(7"тр + 1) + 1
Выражение для И/1а>н(р) см. (41).
С учетом (51) найдем изображение корректирующего сигнала -
Я, кс 2 Гт
^'к1 (Р) =~/с(р)------ ---- (Гтр+1).
^-е
Таким образом, для выполнения условия инвариантности необходи-
мо идеальное форсирующее звено с постоянной времени Тт. Заменяя это
звено реальным форсирующим, получим
(53)
Afp 2 Т-г
U'Kl (Р) = — /с (Р) —-
^е Рм
Гтр + .1
7фР+ 1
(54)
Для двукратно-интегрирующей системы, настроенной по симметрич-
ному оптимуму, соответственно имеем
<Л?2 (р)
ь>3 (р)
W2w (р) =
1/Лс
4Ттр(2Ттр (Гтр + 1) +1] +1
(55)
Выражение для И/2 ш (р) (см. 42).
Изображение корректирующего
темы
сигнала, подаваемого на вход сис-
/?, кс
U'^ (Р) = - /с <Р> ——
Се
ЪТ*р
Тм
тгр+ 1
Рфр+1
(56)
Очевидно, что в первом варианте инвариантность к возмущению
проще достигается в однократно-интегрирующей системе.
При подаче корректирующего сигнала Uk2 (р) на вход регулятора
тока якоря его изображение может быть получено по обратной величине
передаточной функции контура регулирования тока, одинаковой для
однократно- и двукратно-интегрирующих систем. С учетом фильтра
с постоянной времени Тф находим
57
1Г
UK2 (Р)
, , . *Т ЛиР(РдР+1) +1)
= - /с (р)-------------------
7фР + 1
(57)
где 7"д — сумма некомпенсируемых малых постоянных времени.
Как известно, при оптимальной настройке (ас = ат = 2; Гт = 2ТЦ}
можно пренебречь членом второго порядка в характеристическом урав-
нении контура регулирования тока. Тогда передаточная функция кор-
ректирующего звена упрощается
/гт(Ттр+1)
WK (р) = ----------- . (58)
7фР+ 1
Для выделения сигнала, пропорционального квазистатической состав-
ляющей тока /с, необходимо из напряжения, снимаемого с датчика тока
(соответствующего полному току), вычесть напряжение, пропорциональ-
ное динамической составляющей тока. Последнее может быть получено
с помощью выполненной на операционных усилителях динамической мо-
дели двигателя. Применив униполярный тахогенератор, отличающийся
отсутствием паразитных пульсаций, можно получить динамическую со-
ставляющую тока путем дифференцирования напряжения тахогенератора.
Для исключения операции прямого дифференцирования в схеме (см.
рис. 23) применено активное форсирующее звено, выполненное на опера-
ционном усилителе А1 типа УПТ-4. Усилитель этого типа содержит два
выходных демодулятора, что дает возможность иметь выходное напря-
жение двух знаков. Суммирующий усилитель А2 позволяет выделить
(и при необходимости контролировать) сигнал, соответствующий току
/с. Корректирующий сигнал формируется на выходе форсирующего
звена, выполненного на усилителе АЗ. Фильтр для защиты от помех
условно не показан.
Большие возможности открывает второй способ реализации метода
компенсации возмущения: формирование в кривой напряжения вентиль-
ного преобразователя гармонических составляющих при помощи сель-
синных преобразователей. При этом схема упрощается за счет исключе-
ния узлов измерения квазистатической составляющей тока /с (р) и фор-
сирующего звена; одновременно обеспечивается лучшая помехозащи-
щенность.
В общем случае, когда =/= const уравнение движения эксцентрико-
вого электропривода кристаллизатора может быть записано в виде [23]
t/u>n u>n dJT (<£>)
/Ид - Мс М = М ----------5- + -А- - -А------, <59)
dt 2 dtp
где MR, Шд — момент и угловая скорость двигателя.
После подстановки значения (у>) из (8) и преобразований получим
выражение для момента двигателя
58
MR = Mn+MB sin fit + J.n [1 + — (1 — cos 2f2t) ] ед + —— x
x Jn Д sin 2£2t, (60)
где ед — угловое ускорение вала двигателя.
Как показано в п. 2, в реальных электроприводах качания кристалли-
затора (у>) »Jn = const, т.е. dJ^ (у>) /dip = 0. При этом выражение
(59) с учетом (12) получает вид
/Ид - [М„ +МВ sin nt} =JneR. (61)
Для выполнения условия ед = const момент двигателя должен изме-
няться по закону /Ид = JneR +Мп+Мв sin Qt. С этой целью при пуске
на входах регулятора тока электропривода необходимо формировать
сигналы:
на первом входе
6/3.т1 ~ <^п >
на втором входе
С/3.т2 ~ к2Мв sin nt,
где к,, к2 — коэффициенты.
Соответствующая схема, инвариантная относительно возмущения по
нагрузке, представлена на рис. 24. В известную двухконтурную систему
подчиненного регулирования параметров введен преобразователь угло-
Рис. 24. Функциональная схема инвариантного электропривода качания кристалли-
затора с сельсинным преобразователем:
М — двигатель; Э — эксцентрик; КР — кристаллизатор; ВС — сельсин—датчик;
BE — сельсин—приемник; AFV — демодулятор; UZ — тиристорный преобразова-
тель; AR, АА — регуляторы скорости и тока; — задатчик скорости; UA1 — из-
меритель тока; UA2, UV — датчики тока и напряжения; ALA — блок токоограниче-
ния; BR — тахогенератор
59
вого перемещения эксцентрика в гармонический сигнал, состоящий из
двух сельсинов ВС и BE и демодулятора AFV. После начала вращения
привода на однофазной обмотке сельсина-приемника BE появляется
напряжение
UВЕ = Um sin wc t cos Elt, (62)
где Um — амплитуда напряжения; wc = 2тгЛс; fc — частота питающей
сети.
На выходе демодулятора AFV возникает напряжение UAFV =
= UAFVm sin Elt (необходимая фаза устанавливается поворотом ру-
коятки на валу ВЕ).
Сигнал по входу 7 формирует постоянную составляющую момента
двигателя Мд, которая преодолевает постоянную составляющую стати-
ческого момента Мп и, кроме того, создает ускорение ед вращающихся
масс с моментом инерции Jn. Сигнал по входу 2 формирует гармони-
ческую составляющую момента двигателя Мд, компенсирующую гар-
моническую составляющую момента нагрузки на валу.
Блок ограничения ALA поддерживает при пуске задающее напряжение
(73 т на уровне, соответствующем заданной величине ед.
Рис. 25. Осциллограммы скорости и тока инвариантного электропривода тянущей
клети:
а — на модели; б — на промышленной МНЛЗ; АВ — интервал включения узла ком-
пенсации возмущения; n. i — частота вращения и ток двигателя; /с — ток, пропор-
циональный пульсирующему моменту нагрузки; /к — ток в обмотке компенсации
возмущения
60
В конце пуска становятся равными задающее напряжение U3 с и на-
пряжение обратной связи Uo с на входах регулятора скорости A R, в ре-
зультате чего он выходит из режима ограничения, и выходное напряже-
ние AR уменьшается до величины, соответствующей Мп (ед = 0). На
вход 2 регулятора тока АА по-прежнему подается сигнал, пропорцио-
нальный Мв sin fit, для компенсации пульсаций статического момента
и, соответственно, стабилизации частоты вращения двигателя.
Если в варианте с безредукторным электроприводом нельзя пре-
небречь колебаниями момента инерции механизма, то схема электро-
привода существенно усложняется, чтобы обеспечить формирование
момента двигателя Мд по закону (60).
Экспериментальные исследования показали эффективность структур
вентильного электропривода, представленных на рис. 22—24.
Осциллограммы, снятые на модели (АВМ МН-7) и на промышленном
электроприводе тянущей клети МНЛЗ ЭСПЦ НЛМК по схеме, приведен-
ной на рис. 24, показаны на рис. 25. В инвариантной относительно возму-
щения системе весьма эффективно подавляются колебания скорости;
амплитуда пульсаций тока уменьшена на 30 % [24].
Определенный эффект дает применение усовершенствованных систем
регулирования по отклонению: схем с последовательно-параллельной
коррекцией и с переключающейся обратной связью по току, предложен-
ных ранее для механизмов с ударной нагрузкой [25].
Схема с последовательно-параллельной коррекцией
Схема содержит форсирующее звено (ФЗ) с постоянной времени Тс
в цепи обратной связи по скорости (рис. 26). В однократно-интегрирую-
щей системе с настройкой контура тока по техническому оптимуму
передаточная функция для скорости по возмущению
аг Гт Гтр +1
m^Jp) = -£-L ——~. (63)
7"м ас Р + 7~т + ^"с) Р + 1
Обозначив = (асГт + 7"с) /ас7"т, можно записать
Т-г РТт Р
(р) = —------------------------- (63а)
Тм Cg acTfP (Тгр + +1
Ввиду того, что для 01 — 1 (7с — 0) методика расчета пульсаций ско-
рости и тока нам известна (см. пп. 5 и 3), здесь целесообразно найти
коэффициенты, показывающие отношение амплитуд гармоник скорости
и тока в рассматриваемой системе (0| ¥= 1) ив обычной двухконтурной
системе подчиненного регулирования (01 = 1) при вынужденных коле-
баниях с угловой частотой Q.
61
Рис. 26. Схема вентильного электропривода с форсирующим звеном в цепи обрат-
ной связи по скорости:
М — двигатель; UZ — тиристорный преобразователь; BR — тахогенератор; AR —
регулятор скорости; АА — регулятор тока; AU — схема фазового управления
тиристорами; UA — датчик тока; AF — усилитель форсирующего звена; S — тум-
блер; U3 — задающее напряжение
Для скорости получим (опуская переход от оператора/? к/Г2)
тгр+1 ______________________
асТтр(Гтр+\!'1) +1 , ATttf + l
Хщ1= I -------------------- I -V------------------------------ (64)
Ттр+1 47"^Я4+4Г|Г22 (^ - 1) + 1
ас ТтР <^тР+ D + 1
Соответственно для тока якоря
РсР+1_______________________________________
асТгр(Тгр + ф, ) +1 , (4Г1 Я4 + 1) (Г1 Я2 г 1)
ХТ1 = I ----------------- I = V------------------------- - (65)
1 47^.Я4+4Г|Я2 (ф? - 1) + 1
ас Ту Р (Ту Р + 1) + 1
Кривые изменения коэффициентов Х^, и Хт1 в функции параметра
тД 1 для угловой частоты Г2 = 1/2 Гт, равной частоте среза системы под-
62
чиненного регулирования без форсирующего звена и соответствую-
щей частоте циклов колебаний 7^4 Гц при Тт = 0,02 с, построены
на рис. 27. а. С ростом до 5,0 ко-
лебания скорости уменьшаются в
4,5 раза, однако амплитуда тока
почти не меняется. При частотах
£2= 1/4Гт и 1/10Гт амплитуда гар-
моник скорости уменьшается соот-
ветственно в 2,8 и 1,4 раза, т.е.
с уменьшением частоты колебаний
нагрузки эффективность метода
быстро уменьшается.
Рис. 27. Влияние форсирующих звеньев
на вынужденные колебания скорости и
тока при угловой частоте П — 1/2 Т-р
а — в однократно-интегрирующей систе-
ме с включением форсирующего звена
в цепь обратной связи по скорости;
б — в двукратно-интегрирующей системе
В двукратно-интегрирующей системе при включении форсирующего
звена в цепи обратной связи по скорости передаточные функции для ско-
рости и тока имеют вид:
ас ^~т асьсттР <гтР+ 1>
И/2ЩН (р) =
г \UU / ас^с +эсу,с гтР2 + (асРс ?т + ^с» р + 1
w2/H (Р) = (^С'^с Р + 1) (7"с р + 1) (67)
аС^С ^~Т Р + эс^с гт Р + + Л? Р +
Приняв настройку по симметричному оптимуму (ас = Ьс = 2) и обо-
значив (4Тт + Тс) /4 7”т = 1^2» найдем искомые коэффициенты после
подстановки p = j£l и определения модулей комплексных функций:
^н tyn> * 1 . 64 Ту П” + 1
= I----------------I = \1---------------------------------; (68)
И'гщн I (4ГТГ2^ -8Т|Я3)2 + (1 -8Т2Я2)2
63
W2I„ t>i7> V/2#=l , (Г2Я2 + 1) (64Г*Я6 + 1)
XT2 — I ------------- I — V---------------------------------• (69)
=1 (4ГТЯ^? -8Г|Я3)2 + (1 -8Г2Я2)2
Для угловой частоты S2 — 1/2 Гт соответствующие кривые построены
на рис. 27, б. С ростом коэффициента 1Д2 до 4,0 колебания скорости
уменьшаются в пять раз, а ток возрастает на 20 %.
Экспериментальные исследования влияния активных форсирующих
звеньев в цепи обратной связи контура скорости на вынужденные коле-
бания скорости и тока двигателя в системе ТП—Д с подчиненным регу-
лированием параметров были выполнены на мощной криволинейной
слябовой МНЛЗ в конвертерном цехе № 2 НЛМК. На этой МНЛЗ кри-
сталлизатор массой 21 т получает возвратно-поступательное движение
Рис. 28. Осциллограммы скорости и тока для различных значений постоянной вре-
мени форсирующего звена при частоте колебаний нагрузки f — 1,5 Гц:
а - Гс = 0,025 с = 1.5); б- Тс = 0,1 с (ф = 3.5); в - Тс = 0,175 с (ф, = 5,4)
64
от двигателя постоянного тока типа МПС-45-50 (45 кВт, 50/100 об/мин),
который питается от тиристорного агрегата АТР-320/230-1Р (230 В,
320 А). Однократно-интегрирующая система подчиненного регулирова-
ния выполнена на модулях системы УБСР. Обратная связь по скорости
осуществлена от тахогенератора ПТ-32/1 (230 В, 23 Вт, 200 об/мин).
Частота качаний кристаллизатора в эксперименте изменялась от 0,33
до 1,5 Гц (20—90 циклов в минуту). Постоянную времени Тс форсирую-
щего звена ФЗ в цепи обратной связи по скорости, выполненного на
операционном усилителе УПТ-3, изменяли в пределах 0—0,175 с путем
подключения дополнительных конденсаторов (см. рис. 26). Коэффи-
циент усиления ФЗ был установлен равным 1,0, что позволяло легко
исключить узел параллельной коррекции, шунтируя конденсатор Со
в цепи обратной связи операционного усилителя. Для подавления выс-
ших гармоник в цепи измерения скорости был включен фильтр с по-
стоянной времени Гф = 0,01 с (10,0 кОм; 1,0 мкФ) .
Некоторые результаты экспериментов в виде осциллограмм й графи-
ков представлены на рис. 28 и 29. При частоте качаний кристаллизатора
Рис. 29. Теоретические (сплошные ли-
нии) и экспериментальные (штриховые
линии) зависимости А-(х,1=^(Ф1) для
различных частот вынужденных колеба-
ний f:
1.Г - 0,33 Гц; 2,2' - 0,8 Гц; 3.3' -
1,5 Гц; 4 — 2 Гц; 5 — 4 Гц
/= 1,5 Гц с изменением коэффициента от 1,0 до 4,75 (что соответ-
ствует росту Тс от 0 до 0,15 с) амплитуда колебаний угловой скорости
двигателя уменьшилась с 4 до 1,5 %. При дальнейшем росте Тс в системе
возникали автоколебания. При частоте f = 0,33 Гц удалось снизить пуль-
сации угловой скорости на 40 % — с 10 до 6 % среднего значения. При
частотах 0,33—0,5 Гц предельное значение коэффициента 4^ не превы-
шает 3,0.
Из сравнения теоретических и экспериментальных кривых (см.
рис. 29) видно, что в исследованном диапазоне частот при включении ФЗ
в цепь обратной связи по угловой скорости вращения двигателя факти-
чески достигнутое уменьшение колебаний скорости больше расчетного,
что может быть объяснено действием внутренней обратной связи по
э.д.с. двигателя.
65
Схема с переключающимися обратными связями
В этой схеме на вход (л — 1)-го регулятора подают три сигнала: за-
дающий — от регулятора л-ного контура; отрицательную об-
ратную связь по собственной регулируемой величине Хп_ j и положи-
тельную — по регулируемой величине подчиненного контура Хп_ 2 через
звено с передаточной функцией 1/И/р(„_!) U^pfo-i) — передаточная
функция (л — 1)-го регулятора]. При работающих регуляторах напряже-
ние на входе каждого из внутренних регуляторов не зависит от собствен-
ной обратной связи. Замкнут только внешний контур и осуществляется
регулирование величины Хп. При ограничении величины Хп_ , насыщает-
ся внешний (л-ный) регулятор. В этом случае система поддерживает
величину Х„_(.
В рассматриваемой системе передаточная функция любого замкну-
того контура не зависит от его номера и равна [25]
(V3„= 1/[2Rp(rpp+1) +1]. (70)
Соответственно и быстродействие системы не зависит от числа конту-
ров. Причем некомпенсируемая постоянная для внешнего л-ного конту-
ра в 2 п~ 1 раз меньше, чем в "классической" системе подчиненного регу-
лирования. Следует ожидать, что при пульсирующей нагрузке колебания
скорости уменьшаются.
Как показал проф. В.И. Ключев, в указанной системе представление
двигателя двумя апериодическими звеньями в меньшей степени иска-
жает физическую картину процессов, чем пренебрежение внутренней
обратной связью по э.д.с. Запишем передаточную функцию двигателя
в виде
U (р} Се{Т„р+Л} (ГмР+1)
где и Гм - электромагнитная и электромеханическая постоянные
времени; U — напряжение на якоре, и рассмотрим, как и раньше, пере-
даточные функции системы для скорости и тока по возмущению. Узлы
регуляторов скорости AR и тока АА в двухконтурной системе с пере-
ключающейся обратной связью по току показаны на рис. 30.
Передаточная функция регулятора скорости
И'р.с = Се^т<7'мР+1)/«э^с- (72)
Передаточная функция замкнутой системы для скорости по возму-
щению
(р) 27"ир (ГцР+ 1)/?э
<Р> = —----- = ----------------------------- • (73)
н /с(р) (Гм р + 1) [27р р (TgP + 1) + 1 ] Се
Отношение колебаний скорости в рассматриваемой системе к коле-
66
^ЗС
^ост Coer
ft тиристорном/
opeofipoaoSomeofo
ft датчан// тот
ft тахогенератору
Рис. 30. Включение регуляторов в двухконтурной системе с переключающейся об-
ратной связью по току
баниям скорости в разомкнутой системе (когда 7~р < Тм и 1ft Д (р) ==
Се(ТмР+1)
Ди (р) 2Тдр(Тдр + 1)
Дщд (р) 2Тмр (ГиР+1) + 1
Амплитудно-частотная характеристика имеет вид
I v (/£2) | = |-------- I = 2ГМ £2 V—---------- (75)
Дщд (/R) 4Г* £24 + 1
Как показывает анализ, в рабочем диапазоне угловых частот нагруз-
ки £2 < 1/Гт колебания скорости в данной системе меньше, чем в анало-
гичной по сложности однократно-интегрирующей системе. При частоте
£2 = 1/2 Гт и ТМ!ТУ = 4 эти колебания уменьшаются в 2,2 раза.
Передаточная функция для тока якоря по возмущению
/ (р) 1
(V/h (Р) = ----- =-------;------;---• (76)
/н /С(Р) 2ГдР (гир+1) +1
Соотношение амплитуд токов в рассматриваемой и разомкнутой
системах равно
| (77,
/д (/«) 4Т*дПв +1
Амплитуда тока в системе с переключающейся обратной связью по
току увеличивается по сравнению с током в обычной однократно-ин-
тегрирующей системе в у/ (4Г4£24 + 1)/(4Т2£24 + 1) раз. При частоте
£2 = 1/2 Гт это отношение равно 1,12.
67
Таким образом, применение структур с последовательно-параллель-
ной коррекцией и с переключающейся обратной связью по току позво-
ляет уменьшить в 2—3 раза вынужденные колебания скорости вращения
электропривода кристаллизатора при нагрузке, пульсирующей с часто-
той 1—2 Гц. При частотах 0,5 Гц и менее амплитуда первой гармоники
скорости уменьшается на 30—40 %, при этом предельное значение коэф-
фициента для исключения режима автоколебаний уменьшается с 5,0
до 3,0.
Для ограничения пульсаций скорости в "классической" системе под-
чиненного регулирования следует правильно выбирать настройку регу-
лятора скорости. В квазиустановившемся процессе она должна отличать-
ся от настройки, принятой для прокатных станов и аналогичных меха-
низмов с форсированным пуском и ударной нагрузкой. При расчете
системы регулирования постоянную времени интегрирования контура
тока Гт необходимо выбирать таким образом, чтобы диапазон частот
нагрузки лежал вне области увеличения относительных значений гармо-
ник скорости. Так как уменьшение величины Гт, определяющейся
быстродействием вентильного преобразователя и наличием фильтров,
не представляется возможным, можно, сохранив настройку контура
тока по техническому оптимуму, задаться повышенным значением Гт
таким образом, чтобы диапазон частот нагрузки при Гм/Гт > 2 лежал
правее точки Г2 = 1/Гт. Тогда Тт = 1/Г2 и постоянная времени интегри-
рования регулятора скорости должна быть принята Тс — 4Тт = 4/£i, а
коэффициент усиления этого регулятора: кр с = Гм Х?Се/?3 т/гт/2/?т/гс/?э,
где Лт — коэффициент передачи обратной связи по току; кс — коэффи-
циент передачи обратной связи по скорости; R3 — эквивалентное сопро-
тивление силовой цепи; /?з т — входное сопротивление регулятора тока
по каналу задания; Ят — входное сопротивление этого регулятора по
каналу обратной связи по току.
При Тм/Тт < 2 следует принимать Гт = 2/S2 и Тс = 8/J2 с соответ-
ствующим уменьшением кр с.
Глава III. ЭЛЕКТРОПРИВОД ТЯНУЩИХ КЛЕТЕЙ
И ТЯНУЩЕ ПРАВИЛЬНЫХ УСТРОЙСТВ
1. КОНСТРУКЦИЯ ПРИВОДОВ МЕХАНИЗМОВ
ДЛЯ ВЫТЯГИВАНИЯ СЛИТКА
На вертикальных МНЛЗ для вытягивания слитка используют тянущие
клети, которые расположены непосредственно под зоной вторичного
охлаждения и содержат по 2—3 пары приводных валков. Кинематическая
схема привода 6-валковой тянущей клети МНЛЗ для производства сля-
68
бов большого сечения конвертерного цеха № 1 НЛМК показана на рис. 31.
Все шесть валков приводятся одним двигателем через редуктор и шесте-
ренную клеть. В каждой паре валков один валок снабжен гидроцилинд-
рами прижима к слитку. Шестеренная
клеть имеет систему жидкой смазки.
Рис. 31. Кинематическая схема электропри-
вода тянущей клети вертикальной слябо-
вой МНЛЗ:
1 — валок клети; 2 — слиток; 3 — шесте-
ренная клеть; 4 — сельсин—датчик; 5 —
редуктор; 6 — тормоз; 7 — двигатель;
8 — тахогенератор; 9 — гидроцилиндр
прижима валка
Таблица 6. Мощности электроприводов тянущих клетей
и скорости вытягивания слитка на вертикальных МНЛЗ
Параметры Сечение слитка, мм
280х1850 200x1550 200x1200 170x1020
Максимальная скорость вытягивания слитка, м/мин Мощность электропри- вода, кВт, в режиме: 0,8 1,2 0,7 0,8
60 мин 67,0 32,0 21,0 21,0
100% ПВ 20,0 10,0 7,0 7,0
Продолжение табл. 6
Параметры Сечение слитка, мм
200x600 200x200 100x100
Максимальная скорость 0,9 2,0 4,0
вытягивания слитка, м/мин Мощность электропри- вода, кВт, в режиме: 60 мин 16,0 12,0 8,5
100 % ПВ 5.5 4,0 3,0
69
Мощности электроприводов тянущих клетей вертикальных МНЛЗ
различных типов конструкций Стальпроекта и Гипромеза даны в табл. 6.
Как показано на рис. 2, технологическая линия криволинейной МНЛЗ
Рис. 32. Правильно-тянущая машина:
а — общий вид; б — поперечный разрез: 1 — верхний неприводной ролик; 2 — ниж-
ний приводной ролик; 3 — двигатель постоянного тока; 4 — планетарный редук-
тор; 5 — шпиндель; 6 — гидроцилиндры перемещения и прижима верхних роли-
ков; 7 — гидроцилиндры опор нижних роликов
70
состоит из двух основных участков — криволинейного (чаще всего ра-
диального) и прямолинейного, на которых слиток проходит через сек-
ции неприводных и приводных роликов тянуще-правильного устройства
(ТПУ). Эти секции иногда называют роликовыми проводками.
На ряде МНЛЗ в состав приводной роликовой проводки входит пра-
вильно-тянущая машина (рис. 32), которая имеет три секции. Первая
секция служит для выпрямления криволинейного слитка, вторая и
третья — для его вытягивания и передачи на приемный рольганг. Верхние
ролики машины неприводные, кроме трех в первой секции. В первой и
второй секциях нижние приводные ролики (рис. 32, а) чередуются с не-
приводными, а в третьей секции все нижние ролики приводные. На этом
участке слиток уже затвердел и возможно приложение к нему значитель-
ных усилий для вытягивания на приемный рольганг. Для защиты нижних
роликов первых двух секций правильно-тянущей машины от перегрузок
в их опоры встроены короткоходовые гидроцилиндры. Каждый верхний
ролик прижимается к слитку двумя гидроцилиндрами.
Мощность каждого двигателя ТПУ криволинейной слябовой МНЛЗ
составляет 3,0—7,0 кВт (при 100 % ПВ). Суммарная мощность приводов
ТПУ достигает 150—200 кВт. Скорость вытягивания слитка регулируется
в дмапазоне 0,1—3,0 м/мин. Затравка вводится в машину на скорости
4,5 м/мин.
2. РАСЧЕТ МОМЕНТОВ НАГРУЗКИ И ОПРЕДЕЛЕНИЕ
МОЩНОСТИ ЭЛЕКТРОПРИВОДОВ
Правильный выбор мощности электроприводов тянущей клети и тя-
нуще-правильного устройства весьма важен для обеспечения стабиль-
ной и надежной работы МНЛЗ. Мощность этих электроприводов зависит
от большого числа факторов: усилия трения формирующегося слитка
в кристаллизаторе, трения в направляющих зоны вторичного охлажде-
ния, момента деформации слитка, веса слитка и затравки, трения в вал-
ках и подшипниках.
Тянущая клеть вертикальной МНЛЗ
Усилие трения слитка в направляющих зоны вторичного охлаждения
вертикальной МНЛЗ
FB.O = 2Р7 [— (Н2г - Н2) - (Н32 -«?)], (78)
2 3£ж
где р— 0,18 -г0,2 — коэффициент трения слитка в направляющих;
Ну — расстояние от поверхности жидкого металла в кристаллизаторе
до начала опорных брусьев зоны вторичного охлаждения; Н2 — расстоя-
71
ние от поверхности жидкого металла до границы зоны пластической
деформации корки слитка; — глубина жидкой фазы металла; Ьо и
ho — ширина и толщина слитка.
Вес слитка уменьшает суммарную нагрузку на тянущую клеть, когда
привод клети работает в двигательном режиме (силы трения, как пра-
вило, значительно превышают вес столба металла). Однако на МНЛЗ
возможен и генераторный режим работы привода клети, в частности,
в конце разливки, когда задний конец слитка проходит через зону вто-
ричного охлаждения.
Статический момент нагрузки на валу двигателя тянущей клети яв-
ляется переменной величиной. В первый период разливки, пока металл
не вошел в зону вторичного охлаждения, отсутствует сила FBо. При
установившейся работе длина столба металла не остается постоянной,
так как производится отрезание слябов (или заготовок). В конце раз-
ливки исчезает трение в кристаллизаторе Лкр, затем по мере опускания
заднего конца слитка и его охлаждения падает FB 0, длина столба ме-
талла непрерывно уменьшается.
При расчете мощности привода определяют максимальные моменты
двигательного и генераторного режимов, строят диаграмму изменения
статического момента в течение всей разливки. Предварительно находят
моменты трения в валках и подшипниках тянущей клети. Благодаря
правильному выбору усилий прижатия валков к слитку проскальзыва-
ния слитка в клети не наблюдается.
Момент трения качения слитка в валках клети1, Н м
^тр.к=:2-1О/3гЛ//р/ш77р7?ш, (9)
где Рг — суммарное усилие гидравлического прижатия валков к слит-
ку, Н; f = 0,15-^0,17 см — коэффициент трения качения; /р, /ш, т?р,
т?ш — передаточные числа и к.п.д. редуктора и шестеренной клети.
Момент трения в подшипниках клети, Н • м
^тр.п ~ Дп^ср.п^р^'ш^р^ш, (80)
гдед!п = 0,015; dcp п — средний диаметр подшипника, м.
Статический момент на валу двигателя клети в начале разливки,
Н • м
(Г,,п — Go — G.HKn) DB
МС1 = .кр--.-3.- -кр-.-I- + /и;рк + Л7тр.п, (81)
2/р /’ш Др Чш
где G3 — вес затравки, Н; С, — вес погонного метра слитка, Н; Нкр —
высота столба металла в кристаллизаторе, м; DB — диаметр валка, м;
М{р к — момент трения затравки в валках, Н м.
* Все моменты приведены к валу двигателя.
72
Статический момент после прохождения нижнего конца слитка через
клеть и расцепления затравки со слитком, Н м
Мс2= кр ------------------ +/Итр.к+Мтр.п, (82)
2/р /’ш Лр *!ш
где Z-i — длина слитка в момент расцепления затравки, м.
На МНЛЗ для отливки слябов обычно Мс2 >Мс1, так как среднее
значение усилия трения FB о, приходящегося на 1 м длины зоны вторич-
ного охлаждения, превышает вес Gi, т.е. FBO/H2 >Gt. На МНЛЗ этого
типа Мс2 обычно является максимальным моментом двигательного ре-
жима. На МНЛЗ для отливки квадратных заготовок небольшого сечения
максимальным может оказаться момент Мс1, так как усилия трения
в зоне вторичного охлаждения могут быть невелики.
В процессе разливки статический момент периодически уменьшается
по мере удлинения слитка до значения, Н • м
(^кр+ /гв.о ~ Gi^max> °в . .
Мсз ; 7 +^тр.к "*"^тр.п» (83)
2/р /ш Лр Лщ
где Z-rnax — максимальная длина слитка, м.
После отрезания сляба длиной Lc момент увеличивается до значения,
Н • м
. _ tFKp^B.o-GJtmax-^clIGB .. ..
Л/с4 -—- _*’^тр.к + ^тр.п- (84)
2/р /ш Лр Лш
Максимальный статический момент при удержании столба металла
(в генераторном режиме), Н м
G, Z. max G г>
мс5 = ----- 77 П -Л^тр.к -/WTp,n. (85)
2/р 'ш
Привод клети обычно проверяют также по статическому моменту при
Рис. 33. Изменение статического
момента на валу двигателя тяну-
щей клети вертикальной МНЛЗ:
Р — рабочий режим; А — аварий-
ный режим (удержание холодно-
го слитка при FKp = FB о = О);
1 — выход слитка из кристал-
лизатора; 2 — вход слитка в зо-
ну вторичного охлаждения; 3 —
выход нижнего конца слитка из
зоны вторичного охлаждения;
4 — вход слитка в валки клети;
5 — расцепление затравки; 6 —
конец отрезания сляба
73
вводе затравки в кристаллизатор, когда двигатель работает с ослаблен-
ным в два раза магнитным потоком. Этот момент равен, Н - м:
G,DB
мс.з= ——— +м;Р.к +мтр.п. (86)
Лр Лщ
График изменения статического момента на валу двигателя клети
в процессе разливки приведен на рис. 33. По этой нагрузочной диаграмме
рассчитывается эквивалентный момент и осуществляется выбор дви-
гателя.
Тянущая клеть вертикальной МНЛЗ с изгибом слитка
Расчет статического момента и выбор мощности двигателя привода
клети МНЛЗ с изгибом слитка является более сложным, чем на верти-
кальных машинах. Если на вертикальных МНЛЗ мощность расходуется
в основном на преодоление усилий
трения в кристаллизаторе и’ зоне вто-
ричного охлаждения, трения от сил
гидравлического прижатия валков к
слитку и в подшипниках, то на МНЛЗ
этого типа мощность расходуется
также на деформацию слитка и на до-
бавочные силы трения в валках клети
и гибочном ролике от значительных
усилий, вызванных изгибом слитка.
Рис. 34. Тянущая клеть вертикальной МНЛЗ
с изгибом слитка
Схема расположения валков клети и гибочного ролика приведена на
рис. 34. Валки Z и 2 являются приводными, а валки 3—5 — холостыми.
Ниже клети расположен гибочный ролик 6. Момент, требующийся для
изгиба слитка, определяется по методике, принятой в расчетах гибочных
машин.
Максимальный изгибающий момент, Н • м
74
^ишах m (к t +
ко^ о
2R
)WaT- 1(Г3,
(87)
гдеЛ] — коэффициент профиля; кх = 1,5 — для слитка прямоугольного
сечения; к0 — относительный модуль упрочнения (для сталей марок 40,
45, Стб — к0 = 17,6; для сталей марок СтЗ, Ст4 — к0 = 11,6); /?0 — тол-
щина слитка, мм; R — радиус изгиба слитка, мм; И/ — пластический мо-
мент сопротивления сечения, мм3, равный для сляба boh о/4, а для квад-
рата Ль/4; от = 120 МПа — предел текучести стали при температуре
700—800 °C; т — число ручьев в машине.
Начальный изгибающий момент, Н • м
Л^и.нач = mkiWor КГ3. (88)
Крутящий момент на валках тянущей клети, затрачиваемый на дефор-
мацию слитка, Н • м
= (^и max + ^и.нач) DB/4R. (89)
Определим теперь моменты, затрачиваемые на преодоление сил трения
в валках.
Момент трения на холостых валках клети, Н м
л^тр.зл^гт^И + ^ср.пзл/г) 10-2, (90)
где т i — число холостых валков; Рг — сила давления гидравлического
прижатия одного холостого валка к слитку, Н; с/Ср.пз,4 — средний диа-
метр подшипника холостого валка, см.„
Суммарный момент трения на приводных валках клети
^тр.1,2= (/’|И+Р2и+2тРг) И + ДсГер.п 1,2/2) IO'2, (91)
где 2тРг — суммарное усилие давления гидроцилиндров, Н; /’1и-/>2и ~
опорные реакции на валках V и 2, Н; с/ср п12 — средний диаметр под-
шипника приводного валка, см.
Моменты от сил трения на валке 5 и гибочном ролике 6 (см. рис. 34)
соответственно равны
/^тр.5 ^5 и (/ + cp.ns/2)
/^тр.б =/’би (/ + Д^ср.пб^) , (92)
где Р$и> Рби ~ опорные реакции на валке 5 и ролике 6 от момента изги-
ба слитка.
Усилие на гибочном ролике, Н
/’би — Л^итах/Э>
где а — расстояние от гибочного ролика до нижнего приводного валка, м.
Максимальный суммарный статический момент на валу привода тяну-
щей клети равен
75
М^ + Mjp (>2 + Л^трЗ,4 + Л^тр5 + Л^трб + (^кр + ^в.о’
Л/СХ ~ ------------------------------------------• (93)
/ 7 ч Г)
р ш р ш
Для построения полной нагрузочной диаграммы определяют также
статические моменты при вводе затравки и при работе в генераторном
режиме (удержание слитков). Расчет этих моментов выполняют по фор-
мулам (85) и (86).
Тянуще-правильное устройство криволинейной МНЛЗ
Двигатели роликов криволинейного участка
ТПУ. Вначале по методике ВНИИметмаша (4] находят ферростатиче-
ское давление жидкой сердцевины слитка на широкие поверхности кри-
сталлизующейся оболочки на участке элементарной 4-роликовой секции
(см. рис. 35, а) по формуле, кН
F = 7Z?/?2 [ (у>2 — уч) sin ip0 + (cos у>2 — cos уч) 1, (94)
где 7 = 70 кН/м3 — удельный вес жидкой стали; b — ширина жидкой
фазы слитка, м; R — радиус кривизны МНЛЗ, м; у>0, УЧ, УЧ — угловые
координаты, указанные на рис. 35, а.
Ширина жидкой фазы равна б_= В — 28, где В — ширина слитка;
8 — толщина его корки; 8 = к \/t, здесь к — коэффициент, равный 2,6
для криволинейной зоны МНЛЗ; t — время кристаллизации слитка.
Затем определяют вес Gc части слитка длиной L на участке рассмат-
риваемой секции и раскладывают его на нормальную силу О и танген-
циальную Т (см. рис. 35, б); О = Gc sin у>р; Т = Gc cos у>р.
Рис. 35. Схемы действия сил в роликовой секции ТПУ:
а — ферростатическое давление на ролики; б — составляющие силы тяжести слитка
76
Результирующие силы давления на опоры нижних и верхних роликов
соответственно равны:
/VH — F + Q + + Gr;
Н Р Г (95)
NB = F- (2Gp+Gr),
где Gp — вес ролика; Gr — усилие гидроцилиндров прижатия.
Крутящие моменты на нижних и верхних роликах:
/Ин = (/" + О + Gr) f +/VHpnt/Cp п/2;
(96)
Л7В = (А7 + Gr) f + NBpn &срп/2.
Сила T создает момент в направлении движения слитка Мт = TDp/2,
где Dp — диаметр ролика.
Требуемый суммарный момент на приводном ролике рассматривае-
мой секции равен Мс = Ми + Мв — Мг.
По данной методике находят моменты для всех т секций роликовых
проводок криволинейного участка машины МС1. Затем рассчитывают
суммарный момент с учетом трения в кристаллизаторе
т
мс^= S Mci+FKpDp/2. (97)
7=1
Двигатель выбирают по среднему моменту нагрузки на валу
Мл = мсх Imiv, (98)
где /ит? — передаточное число и к.п.д. редуктора.
Двигатели прямолинейного участка ТПУ. Мощ-
ность двигателей данного участка расходуется на выпрямление слитка
на ролике первой секции и вытягивание слитка из машины.
Момент пластической деформации Л4ПД определяют по пределу теку-
чести металла при заданной температуре и пластическому моменту со-
противления — аналогично моменту деформации изгиба (<5м. выше).
Сила давления на ролик при изгибе Fn д = М„ ДЦ, где L — шаг ро-
ликов.
Необходимый крутящий момент на валу ролика при правке слитка
^пр ^П.Д + А^ср.гУ^) -
Суммарные моменты на валах верхних и нижних роликов, необходи-
мые для вытягивания слитка, равны:
МвХ ~ <GrE + Gp.Bs) (f +р/Уср п/2); (99)
~ (Grs + gp.bX + Gc) f + (Grz + Gp.be + gp.hS + Gc)FdCp.nl2,
(100)
где Grs — суммарное усилие гидравлического прижатия верхних роли-
ков; 6р в£, Gp.Hi: — суммарные веса верхних и нижних роликов;
Gc — вес слитка в пределах прямолинейного участка ТПУ.
77
Суммарный статический момент
Мсъ = Мпр+Мвъ+ (101)
Требуемый момент каждого из к двигателей роликов прямолиней-
ного участка ТПУ
Ма = Malkin. (Ю2)
Результаты экспериментального исследования загрузки двигателей
ТПУ МНЛЗ НЛМК при различных скоростях вытягивания слитка при-
ведены на рис. 36. С ростом скорости нагрузка заметно возрастает из-за
Рис. 36. Загрузка наиболее и наименее
нагруженных двигателей ТПУ МНЛЗ
ККЦ-2 НЛМК при различной скорости
вытягивания слитка:
1 — двигатель ролика № 22; 2 — двига-
тель ролика № 11
резкого увеличения глубины жидкой фазы и, соответственно, давления
слитка на ролики ТПУ.
При выдаче захоложенного в машине слитка статический момент уве-
личивается в 2,5 и более раз по сравнению с нормальным режимом раз-
ливки вследствие роста момента пластической деформации.
Момент нагрузки на валках тянущей клети вертикальной МНЛЗ и
роликах тянуще-правильнрго устройства в зоне под кристаллизатором
содержит гармоническую составляющую, вызванную качанием кристал-
лизатора. Расчет вынужденных колебаний тока якоря и мощности двига-
теля ведут по методике, изложенной в п. 3 гл. II. В ряде случаев в расче-
тах колебаний тока и скорости необходимо также учитывать упругость
механических передач.
3. ВЛИЯНИЕ УПРУГОСТИ МЕХАНИЧЕСКИХ ЗВЕНЬЕВ
НА ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ УГЛОВОЙ СКОРОСТИ
И ТОКА ДВИГАТЕЛЯ ТЯНУЩЕЙ КЛЕТИ
В электроприводах тянущих клетей длина валов значительна, и при
большом суммарном передаточном числе редуктора и шестеренной кле-
ти приведенная жесткость механических передач относительно невелика.
Так, например, при числе шпинделей т = 2, их длине L = 2 м, диаметре
78
d = 140 мм, модуле упругости сдвига G = 80 ГПа и суммарном переда-
точном числе редуктора и шестеренной клети /£= 545, приведенная
к валу двигателя эквивалентная жесткость шпинделей равна
с' = mGitd4/32Li^ = 2 • 8 106 • тт • 144/32 200 5452 =
= 10,1 102 Н-см/рад = 10,1 Н • м/рад.
При таких значениях жесткости расчет вынужденных колебаний угло-
вых скоростей двигателя и валков клети, а также тока якоря необходи-
мо вести с учетом упругости передач [26].
Структурная схема вентильного электропривода с учетом упругой
связи представлена на рис. 37. Примем обычные допущения о пренебре-
жении моментами инерции упругих звеньев и потерями в них. Величину
жесткости считаем постоянной, а деформацию линейной и подчиняющей-
ся закону Гука. Внутреннее трение и потери энергии на деформацию
не учитываем. Принятие коэффициента демпфирования b равным нулю
дает возможность упростить вычисления и иметь некоторый запас в ре-
зультатах расчета.
Полагая, что в режиме вынужденных колебаний регуляторы скорости
и тока ненасыщены и система линейна, для данного вида нагрузки в рас-
чете можно применить принцип суперпозиции. В соответствии со струк-
турной схемой (см. рис. 37) можно записать в операторной форме сле-
дующую систему дифференциальных уравнений:
[Ц/.с - ксша <Р> 1 ^р.с (Р> И\.3 (р) = / (р); 1
[/(Р) -Муп(р)/См]/?э/Тм.дрСе = шд(р); I
> (ЮЗ)
[шд (р) - (р) ]с'/р = Муп (р);
/^уп (Р^ И: (р) JМ РЫМ (Р) •
Здесь Тм д — электромеханическая постоянная времени двигателя;
шд, ~ угловые скорости двигателя и механизма; JM — момент инер-
ции механизма; И/р с (р) — передаточная функция регулятора скорости;
И/т 3 — передаточная функция замкнутого контура тока.
В однократно-интегрирующей системе
И/Р.с1 (Р> = --- ------1 (104)
27-т *с /?э
В двукратно-интегрирующей системе
И/р.с2 (Р) = 47-тр+ 1 тм ктсе (105)
4Утр 2Тт
Передаточная функция замкнутого контура тока
1/Лт
И/Т,(р) = -------— (106)
гтр + 1
79
80
После преобразований находим передаточную функцию для отклоне-
ния скорости относительно возмущения по нагрузке
Дслд (р)/ЛМС (р) = 1/[Лгс И/р с (р) И/т,3 (р)См (JM р2/с' + 1) +
7д о
+----- МмР + с') +А,р]. (107)
с'
ь
Для системы с абсолютно жесткими связями после подстановки
с' — 00 и значений И/р с1 и И/т 3 (р) получим известное выражение для
"классической" однократно-интегрирующей системы
2ГТ гтр +1
До>д (р)/ДМС (р) = --- ----- —-------------- .
' м ^-е £ м 2 р + 2 7“т р +1
Изображение отклонения тока якоря
Д/ (р) = Д/Ис (р) /ссИ/р.с (р) И/Т.з (р) / [*сИ/р.с (р) И/т-3 (р) х
xCM(JMp2/c'+1) +— Ммр2+с') + JMp]. (108)
С*
Введем обозначения 7 = (JД+7М)UR; а = R3/CeCM, тогда Ja = J^/y;
~ Тм1У> ^м^э^'е^'м = (7 ~ /у, — Тм!у<У
= Тм (7- 1) /7«-
Вначале рассмотрим однократно-интегрирующую систему. С учетом
выражений для И/р с1 (р) и И/т 3 (р) можно получить
Дсод1 (р)/ДМс(р) = (Гтр + 1)/И(р4Гт+р3)/с' + Др2/с' +
+ Typ2/ci + Тмр/а + Гм/2Гта], (109)
где А = Г^,(7- 1)/72а2; В = Т2М (у - 1) /2Гта27-
Амплитудно-частотная характеристика имеет вид
гд1 (П) = | Дсод1 </П)/Д/Ис(/П) | = V(r?^2 +1)/{[АП47-т/с'-'
- \в/с' + Тм ТтЫ £22 + ГМ/2ГТ а]2 + СГМ fi/а -АП3/с') 2]. (110)
Отклонение скорости механизма находим, подставляя Дсод1 (р) в
третье уравнение системы (103)
1
Дрм1 (S2) = | Дым1 (/П)/ДЛ4С(/Й) | =---------- х
1 — JMn2/c'
1 [ (ВЯ3 - А п5 Гт) /с' + тм ГтЯ3/« + Т^-П - Тм Я/2Гта] 2 + (ГмЯ2/а +с,-АП',/сУ
(Т^с'П/а -АП2}2^1АПаТу-(В1с- + ТмТ-г1а}с-Пг + Тмс,12Туа}2
(111)
81
Для тока якоря получим
| Д/, (/П)/ДЛ4с(/«) | = — х
2 Гт
х----/ у Гт/с - (В/С+ Гм Тт/а) Л* 1 2 + Гм/2Гта] 2 + (ГмП/а-A£l'/c')2.
R3
(112)
Для анализа удобно находить отношение амплитуд колебаний скоро-
сти и тока в рассматриваемых системах подчиненного регулирования
параметров с учетом и без учета упругих связей. Использовав формулу
(45), выведенную для системы с абсолютно жесткими связями, можно
получить для угловой скорости двигателя
, 4TiS2J + 1
х\/-------------------------------------------------- , (113)
[А-Я‘Тг/с’-(В-/с-+ ТмТт)Пг+ Гм/2Тг]7 4-(TMn-A‘n3 */c')2
где А' = Аа; В' — В а.
Легко убедиться для проверки, что при с' = 00 лд1 = 1. Аналогично
находятся относительные значения амплитуд гармоник тока якоря и
скорости механизма.
Для электропривода тянущей клети с параметрами: Тм д = 0,08 с,
а = 2,5 и 7 = 2 на рис. 38 построены кривые лд1 — f (с’); лд1 = \р (fi)
И<1 =
Для двукратно-интегрирующей системы соответственно можно полу-
чить для расчета колебаний скорости двигателя
Дщд2(р)/ДМс(р) = 4Гтр (Гтр+ 1)/[Тм (4ТтР+ 1}/2Тта +
+ В (4Ттр+ 1)р~/с'+ [Ар2 /с' + TJa} 47т р2 (Ттр+ 1)]. (114)
Выражения для лд2, лд2, Д/2 и %2 приведены в работе [26]. Кривые
изменения относительных значений амплитуд гармоник скорости двига-
теля и механизма нд2 и л'м2 построены на рис. 38.
Выполненный анализ позволяет сделать следующие выводы:
1) влияние упругости передач на амплитуды гармоник скорости дви-
гателя в системах с П- и ПИ-регуляторами скорости почти одинаково.
Колебания скорости двигателя и тока якоря в реальных приводах могут
в 2—2,5 раза прёвышать колебания в системе с абсолютно жесткими
связями;
2) при с'>100 Н -м/рад влияние упругости передач на колебания
скорости и тока двигателя можно не учитывать;
3) колебания скорости валков клети существенно зависят от жестко-
82
Рис. 38. Кривые изменения относительных значений амплитуд гармоник скорости
двигателя (а, б) и механизма (в) :
а, в — в функции приведенной жесткости упругой связи при П = 20 1/с; б — в
функции угловой частоты колебаний нагрузки при с' =10
сти передач. При с*<70 Н-м/рад электропривод мало демпфирует
вынужденные колебания скорости механизма. При Г2 = 20 1/с иу=2
в двукратно-интегрирующей системе колебания скорости валков в 1,5—
2,0 раза больше, чем в однократно-интегрирующей системе [26].
4. СИСТЕМЫ ЭЛЕКТРОПРИВОДА МНОГОДВИГАТЕЛЬНЫХ
ТЯНУЩЕ-ПРАВИЛЬНЫХ УСТРОЙСТВ КРИВОЛИНЕЙНЫХ МНЛЗ
Главным технологическим требованием к электроприводам 1януще-
правильных устройств и тянущих клетей является плавное регулирова-
ние частоты вращения двигателей в диапазоне до 20:1 вниз от номиналь-
ной частоты лном, а также ее увеличение до 2лном при вводе затравки.
Двойная частота вращения используется иногда и в конце цикла разлив-
ки для ускорения выдачи концевого слитка. Установленная частота вра-
щения должна автоматически поддерживаться с высокой точностью
(до ± 2 %) и не зависеть от массы слитка, изменения сопротивления вы-
тягиванию и других переменных параметров. Стабильная скорость вытя-
гивания позволяет получать литые заготовки хорошего качества, иметь
равномерную струю стали, вводимой в МНЛЗ, и оптимальный уровень
металла в кристаллизеторе. В начале разливки частота вращения двига-
телей должна плавно нарастать. Время разгона обычно составляет от
20 до 60 с.
На всех новых МНЛЗ предусматривают два способа регулирования
уровня металла в кристаллизаторе. При малых отклонениях уровня
от заданного для автоматического его поддержания оказывается воз-
действие на скорость вытягивания слитка. Для этой цели в схеме элек-
тропривода предусматривается возможность автоматического измене-
ния частоты вращения в функции уровня металла в ограниченных пре-
делах — обычно не более ±15 % от установленной скорости разливки.
Если изменением скорости в указанных пределах не удалось стабилизи-
ровать уровень металла в кристаллизаторе, в действие вступают испол-
нительные механизмы стопоров промежуточного ковша и изменяется
величина струи металла.
Регуляторы уровня предъявляют к электроприводам ТПУ и тяну-
щей клети ряд специальных требований. Электромеханическая постоян-
ная времени не должна превышать 0,25 с. Минимально возможное изме-
нение скорости движения слитка должно составлять не более 0,3 % ра-
бочей скорости. Для ограниченного регулирования скорости слитка при
изменениях уровня используется отдельный вход регулятора скорости
электропривода.
На ряде МНЛЗ, в первую очередь сортовых, предусматривают автома-
тический пуск электроприводов ТПУ или тянущей клети при определен-
ном уровне металла в кристаллизаторе и автоматическое замедление до
минимальной скорости при снижении уровня металла до минимально
возможного с последующим отключением электропривода, если уровень
металла не восстановится. Темп изменения скорости вытягивания слитка
.при регулировании уровня металла в кристаллизаторе не должен превы-
шать максимально возможное ускорение электропривода ТПУ.
Важными технологическими требованиями являются также синхро-
низация вращения двигателей всех секций ТПУ и равномерное деление
84
„а растягивающих усилий
зКи между двигателями для ограничени р иногда ставится
тонкой оболочке кристаллизирующегося сл • токоограниче-
задача лимитирования темпа роста этих У^лищ ских перегрузок и
зад предъявпяется требование защиты от меха
нИЯ .лпк при ударном стопооении. ТПУ криволи-
ПОЛупроШеннаЯ Функциональная схема эпекзР^^го цеха № 2 НЛМК
- глй слябовой МНПЗ кислородно-конверт Р йгтво приводится
“вис-39»’ - даигт
о? двигателями, образующими две секции. А и • м дтр ипИ КТЭ).
лей слу*аТ Р^РСивные тиристорные агре™™оприВодов выполнены
Л6 Системы управления для реверсивных электр
и
Тпу криволинейной МНЛЗ.
-а Функциональная схема электроприводов ».»> вправления тиристо
Ри_?' ^ристорный преобразователь; AU - система фазово скорости; АД " ре‘
". м - двигатель; BR — тахогенератор; АР — регулн женип; UV - Дат'
раМИ\г>тока; AV — регулятор напряжения; UA — датчи VK)wee устройство,
^"^окаГ А1 - 3адаТЧИК интенсивности; AS - пуско-регулируюсте^у^^^ д _
чиК реГуЛятор уровня стали в кристаллизаторе; At
А^^дитель; AST" — задатчик усилия растяжения слитка gg
двухконтурными с подчиненным регулированием параметров на базе
унифицированной блочной системы регуляторов УБСР. Для поддержа-
ния заданной угловой скорости применены регуляторы скорости с об-
ратной связью от тахогенераторов и регуляторы напряжения. Базовым
является электропривод секции А ТПУ. От его тахогенератора задающий
сигнал подается на системы управления другими электроприводами.
Плавный пуск ТПУ и других механизмов главной линии МНЛЗ обеспе-
чивается на данной машине электромеханическим пуско-регулирующим
устройством, позволяющим регулировать темп разгона и замедления в
широких пределах (см. п. 5). На вход системь! регулирования базового
электропривода подается также сигнал от регулятора уровня металла
в кристаллизаторе. Для сохранения неизменным относительного значе-
ния отклонения скорости в функции уровня металла при изменении
скорости движения слитка предусмотрен блок ограничения, в который
вводится сигнал от тахогенератора привода первого ролика секции А.
Предусмотрена система автоматического поддержания усилия вытя-
гивания слитка в зоне под кристаллизатором, исключающая разрыв
корки слитка. Напряжение, пропорциональное разности заданного уси-
лия и нагрузки привода роликов секции А, подается на вход регулятора
напряжения привода роликов секции Б. При изменении нагрузки секции
А автоматически изменяется соотношение скоростей секций и восстанав-
ливается заданное усилие в слитке. Выравнивание нагрузок двигателей
каждой секции достигается включением резисторов в якорные цепи
для смягчения механических характеристик. При этом относительное
равенство моментов отдельных двигателей достигается даже при неиз-
бежном различии диаметров тянущих роликов. Без таких резисторов
ролик большего диаметра развивает большее тянущее усилие и разгру-
жает другие двигатели. При мягкой характеристике напряжение на якоре
двигателя ролика большего диаметра, потребляющего больший ток,
автоматически снижается вследствие роста падения напряжения на доба-
вочном резисторе.
Рис. 40. Цепи обмоток якоря и возбуждения двигателя ТПУ
86
На рис. 40 показан рекомендуемый вариант цепей включения обмотки
возбуждения и якоря каждого двигателя ТПУ, обеспечивающий быстрое
отключение неисправного двигателя автоматом SF без остановки про-
цесса разливки. В схеме применены три токовых реле: реле КА 1 осу-1
ществляет максимальную защиту, предупреждающую аварии двигателя
и поломки привода; реле КА2 служит для тепловой защиты от неболь-
ших, но длительных перегрузок; реле КАЗ контролирует ток возбужде-
ния двигателя.
В цепь обмотки возбуждения каждого двигателя также включен ре-
зистор для выравнивания частот вращения двигателей на холостом ходу
и ослабления магнитного поля на 10 % при использовании переточенных
роликов. Ток якоря каждого двигателя контролируется индивидуаль-
ным амперметром.
5. СИСТЕМЫ ЭЛЕКТРОПРИВОДА ТЯНУЩИХ КЛЕТЕЙ
ВЕРТИКАЛЬНЫХ МНЛЗ
Большинство тянущих клетей вертикальных слябовых и сортовых
МНЛЗ снабжены однодвигательным электроприводом с шестеренной
клетью (см. рис. 34).
На вертикальных МНЛЗ измерение и стабилизация с высокой точ-
ностью скорости вытягивания слитка необходимы не только для опти-
мизации процесса кристаллизации, но и для точной синхронизации дви-
жения слитка и машины газовой резки (см. подробнее гл. IV). Наряду
с увеличением коэффициента усиления системы регулирования, приме-
няют стабилизацию возбуждения тахогенераторов. На МНЛЗ первого
поколения с этой целью использовали магнитный усилитель с обратной
связью потоку возбуждения [13]. В настоящее время применяют ти-
ристорные устройства для питания обмоток возбуждения тахогенерато-
ров с автоматическим поддержанием заданного тока нагрузки.
На вертикальных МНЛЗ в гораздо большей степени, чем на криволи-
нейных, возвратно-поступательное движение кристаллизатора через сли-
ток передается на электропривод тянущей клети, вызывая вынужденные
колебания (пульсации) скорости. Для. стабилизации скорости слитка
в Гипромезе была разработана система электропривода тянущей клети,
инвариантная относительно' возмущения — знакопеременного пульси-
рующего момента на валу механизма качания кристаллизатора. Схема
компенсации возмущения позволила исходную многосвязную систему
автоматического управления разделить на две квазиавтономные систе-
мы, анализ и синтез которых производится независимо.
На рис. 41 представлена система главных электроприводов верти-
кальной МНЛЗ. Электропривод клети в данной системе обладает селек-
тивной инвариантностью к возмущению, вносимому приводом качания
кристаллизатора.
87
Рис. 41. Главные электроприводы вертикальной МНЛЗ:
Mt, М2 — двигатели кристаллизатора и тянущей клети; UZ1, UZ2 — тиристорные
преобразователи; AU — система фазового управления тиристорами; AR, АА — ре-
гуляторы скорости и тока; UA1 — UA3 — датчики тока; UV — датчик напряжения;
BR — тахогенератор; AS — задатчик скорости; А — усилитель; А1 — задатчик ин-
тенсивности; ALA — блок ограничения; АС — блок коррекции; ВС, ВЕ — сельси-
ны; Z1FI/ — фазочувствительный выпрямитель; S — переключатель; КР — кристал-
лизатор
Переменная составляющая тока двигателя кристаллизатора М1 выде-
ляется блоком коррекции А С и после сдвига по фазе подается на допол-
нительный вход регулятора скорости AR электропривода тянущей
клети. Схемой предусмотрено также косвенное измерение возмущения,
вносимого приводом кристаллизатора, по угловому пути эксцентрика
88
механизма качания кристаллизатора. Для этой цели служат сельсинный
измеритель (ВС, ВЕ) и фазочувствительный выпрямитель AFV. Для син-
теза описанной системы стабилизации скорости используют соотношения
(54), (61).
Снятые на модели и на промышленной МНЛЗ осциллограммы приве-
дены на рис. 28. В инвариантной к возмущению системе весьма эффек-
тивно подавляются колебания скорости; амплитуда пульсаций тока яко-
ря уменьшается на 30 %.
Для защиты электропривода от механических перегрузок и стопоре-
ния, например, при увеличении толщины слитка под действием ферро-
статического давления его жидкой сердцевины, используют узел токо-
ограничения, стандартный для систем подчиненного регулирования вен-
тильных электроприводов, а также реле максимального тока. Устанав-
ливают также регистрирующий самопишущий амперметр. Запись тока
нагрузки электропривода клети необходима для контроля за работой
МНЛЗ, своевременного предупреждения механических неисправностей,
анализа причин поломок механизмов.
Схемой управления предусматриваются следующие блокировки. Пуск
электропривода клети разрешается, если ее валки прижаты гидроци-
линдрами к затравке или слитку, что контролируют датчики давления;
включена подача циркуляционной жидкой смазки и охлаждающей воды;
тиристорный агрегат включен, а пускорегулирующее устройство нахо-
дится в нулевом положении.
Двигатель тянущей клети автоматически останавливается при аварий-
ном отключении механизма качания кристаллизатора; при незакончен-
ном резе слитка в крайнем нижнем положении машины для газовой
резки; при срабатывании устройства предельного натяжения канатов
подъемника заготовок во время приема слитка, что свидетельствует
о заторможенном состоянии привода подъемника; при недопустимом
снижении уровня металла в кристаллизаторе; при исчезновении давле-
ния в гидроцилиндрах прижима валков к слитку; при отключении пре-
образовательного агрегата.
Для 4-валковой тянущей клети вертикальной МНЛЗ нового типа
Гипромезом в 1985 г. разработан усовершенствованный электропривод
без шестеренной клети — с индивидуальными двигателями Д 32 (12 кВт,
220 В) для привода каждого валка. Ввиду того, что конструкцией клети
обеспечивается гарантированное одновременное прижатие противостоя-
щих валков к слитку, для упрощения схемы электропривода, снижения
стоимости преобразователей и равного деления нагрузки между двига-
телями при строго равных усилиях вытягивания слитка электропривод
выполнен по схеме последовательно-параллельного подключения якорей
двигателей к общему преобразователю (рис. 42). Данная схема хорошо
зарекомендовала себя, например, на многодвигательных приводах по-
ворота конвертеров большой емкости [6].
Применены два тиристорных агрегата КТЭ-100/440-531-1 ВТ (100 А,
89
звов
' В систему
регулирования
(CAP)
90
о
3
Y.
го
2
Cji
ч <
Ц. .
О?
S
3
е
8г
сэ
о
о
Y
О
CI
О
Y
X
&
у.
о
у.
о
со
Y.
О
2
ю
о
о
у.
а§
о
у.
о
Y.
о.г* °
о< ш
I*
С\|
*
о
Л °
СМ § ,ч о
У
о
о
о
с
5
О
О
m
о
о
2
О
<5
о
о
d
о
о
о
о
Ш
*
Y
*
О
§
о N
5 d
о
2
440 В), один из них резервный, общий для при-
водов кристаллизатора и тянущей клети. Систе-
ма регулирования содержит задатчик интенсив-
ности, регулятор скорости, адаптивный регуля-
тор тока, блок ограничения производной тока
и др. Предусмотрена возможность оперативного
переключения с обратной связи по скорости (от
тахогенератора) на обратную связь по выпрям-
ленному напряжению КТЭ. Схема обеспечивает
автоматический контроль неисправности элек-
трических (якорных) и механических цепей
каждой пары двигателей при помощи реле
KV1 и KV2, включенных в диагонали мостовых
схем, образованных обмотками якорей и ре-
зисторами. Кроме того, проверяется исправ-
ность электромагнитов тормозов.
Неисправная пара двигателей, отключается
также при перегрузке (/> 2/ном — реле КА1,
КА2], при исчезновении тока возбуждения
(КАЗ— КА6), а также при аварийном сниже-
нии частоты вращения до 170 об/мин (реле
КТ7, КТ2}, что соответствует скорости движе-
ния слитка, равной 50 % минимальной ско-
рости. При этом оставшаяся в работе пара дви-
гателей обеспечивает окончание разливки. Да-
вление прижима валков к слитку автоматиче-
ски увеличивается в два раза.
В системе АСУ ТП данной МНЛЗ, как и дру-
гих современных отечественных МНЛЗ, при-
менено разработанное ВНИПИ САУ микропро-
цессорное устройство слежения за координа-
тами переднего и заднего концов слитка. Уст-
ройство, впервые предложенное в СССР в
1969 г. «[13], управляет последовательным
включением форсунок систем охлаждения слит-
ка, срабатыванием механизма отделения за-
травки от слитка и другими операциями, а в
конце разливки производит рабочее отключе-
ние электропривода клети, когда верхний ко-
нец слитка подошел на расстояние 500 мм к
оси верхнего валка. В качестве датчиков им-
пульсов применены два индуктивных преобра-
зователя положения типа ПИЩ-6-1, на которые
воздействуют профильные диски, установлен-
ные на валах привода тянущей клети.
91
6. УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОГО ПУСКА
И РЕГУЛИРОВАНИЯ СКОРОСТИ ЭЛЕКТРОПРИВОДОВ
ТЯНУЩИХ КЛЕТЕЙ И ТПУ
На первых промышленных МНЛЗ плавный пуск и регулирование ско-
рости главных электроприводов обеспечивались с помощью плоских
контроллеров с серводвигателями и большим числом ступеней резисто-
ров. На МНЛЗ второго поколения применялось электромеханическое
пуско-регулирующее устройство (ПРУ), упрощенная схема которого
приведена на рис. 43.
Серводвигатель постоянного тока М типа СЛ-569к (36 Вт, 110 В),
Рис. 43. Сельсинное пуско-регулирующее устройство
92
управляемый магнитным усилителем АМ1, через редуктор RG исполни-
тельного механизма ИМ-2/120 вращает вал сельсина-датчика ВС (типа
БД-501 Б). Угол поворота сельсина ВС ограничивается конечными вы-
ключателями в пределах 0—60° для использования только линейной
части кривой выходного напряжения сельсина. Линейное напряжение
трехфазной обмотки сельсина через выпрямитель UZ1 поступает на об-
мотку управления промежуточного магнитного усилителя АМ2. Выход-
ное напряжение АМ2 через фильтр, разделительные диоды VD1—VD3
и стабилитрон ограничения VD4 поступает на вход системы регулирова-
ния скорости электропривода тянущей клети либо ТПУ МНЛЗ. Контакт
реле KL1 замкнут в режиме "Разливка".
Время пуска МНЛЗ может составлять 20 с и более и регулируется
изменением задающего напряжения 1/у магнитного усилителя АМ1.
Для изменения направления вращения двигателя М служат контакторы
КМ1, КМ2- их размыкающие контакты включают цепь динамического
торможения.
При неисправности ПРУ используют ручной задатчик скорости, содер-
жащий выпрямитель UZ2, фильтр Z и потенциометр RP. Этот задатчик
подключается реле KL2.
В проекте реконструкции главных электроприводов МНЛЗ первого
поколения для осуществления плавного пуска тянущей клети до уста-
новившейся скорости за время до 20 с Гипромез применил бесконтакт-
ное задающее устройство (рис. 44), состоящее из сельсинного командо-
аппарата ВС типа СКАЗ-41-2, фазочувствительного выпрямителя AFV
и трех последовательно включенных операционных усилителей Al, А2
и АЗ типов УПТ-3, УПТ-2 и УПТ-5 соответственно. Усилитель УПТ-3
имеет блок AL регулируемого ограничения выходного напряжения, что
обеспечивает изменение времени отработки устройства. На усилителе
УПТ-2 выполнен интегратор. Выходной усилитель мощности УПТ-5 слу-
жит для подключения обмотки суммирующего магнитного усилителя
тиристорного преобразователя (в схеме без регуляторов УБСР).
Две модели цифро-аналоговых ПРУ с расширенными функциональ-
ными возможностями разработаны в Волгоградском отделении Тяж-
Рис. 44. Бесконтактное задающее устройстро для плавного пуска МНЛЗ на опера-
ционных усилителях
93
промэлектропроекта [27, 28]. В первой, более простой схеме использо-
ваны управляемый генератор импульсов, реверсивный счетчик импуль-
сов и преобразователь код—аналог (рис. 45). Это устройство позволяет
осуществлять пуск и торможение двигателей ТПУ за время от 30 до
Рис. 45. Функциональная схема
цифро-аналогового пуско-регу-
лируюшего устройства
125 с. Импульсы от управляемого генератора импульсов G поступают
через ключ S на реверсивный счетчик PC. Частота импульсов на выходе
генератора, определяющая ускорение привода, линейно зависит от вы-
ходного напряжения задатчика AS и регулируется в диапазоне, равном
диапазону регулирования темпа разгона и торможения. Счетчик PC
производит суммирование импульсов в режиме "пуск" и вычитание
в режиме "торможение". Напряжение на выходе функционального
преобразователя U пропорционально числу накопленных в счетчике PC
импульсов. Выходной усилитель мощности А служит для усиления сиг-
нала преобразователя U, подаваемого на вход регулятора скорости
электропривода тянущей клети или ТПУ, а также для алгебраического
суммирования задающего сигнала с сигналом регулятора уровня метал-
ла в кристаллизаторе ACL.
Более совершенным является ПРУ, обеспечивающее пуск МНЛЗ до
заданной скорости с таким ускорением, при котором угловой путь вала
двигателя за время разгона равен заданному постоянному значению,
не зависящему от конечной скорости. Для выполнения этого условия
необходимо, чтобы производная напряжения на выходе преобразователя
код—аналог dU/dt была пропорциональна квадрату опорного напряжения
на входе указанного преобразователя U3, определяющего заданное значе-
ние установившейся частоты вращения двигателя.
Это следует из известных соотношений для равноускоренного враща-
тельного движения, связывающих угловое ускорение е, скорость о,
угловой путь и время t: е = w/t; = wt/2, откуда е'= ог/2у>. При
</> = const имеем: е — кцсо2, т.е.
dU/dt = kl2U23, (115)
здесь кц и 2 — коэффициенты.
Для обеспечения выполнения условия (115) задающее напряжение
94
подается одновременно на преобразователь код—аналог в качестве опор-
ного и на вход управляемого генератора импульсов, в результате чего
производная dU/dt на выходе преобразователя пропорциональна квад-
рату напряжения на входе (рис. 46). ПРУ состоит из задатчика устано-
вившегося значения угловой скорости ASR, управляемого генератора
Рис. 46. Цифро-аналоговое ПРУ для пуска
МНЛЗ с регламентируемой скоростью за-
полнения кристаллизатора
импульсов G, реверсивного счетчика PC, преобразователя код—аналог
АКА и коммутационного элемента S. С выхода задатчика ASR напряже-
ние U3 поступает на преобразователь АКА и одновременно на вход
генератора импульсов G.
Частота импульсов на выходе последнего равна f = k2U3.
Напряжение на выходе преобразователя АКА при подключении счет-
чика PC к генератору импульсов G коммутационным элементом S
равно
ивых = k,U3ft. (116)
Подставив значение f в (116), получим
= (117)
ИЛИ
dUBblx/dt = ki2U3, (118)
где k12 = kik2.
ПРУ, приведенное на рис. 46, удобно использовать на МНЛЗ для
обеспечения автоматического пуска с регламентируемой скоростью
заполнения металлом кристаллизатора при выполнении требования
поддержания уровня металла в заданных пределах.
Для новых МНЛЗ Тяжпромэлектропроектом разработана схема за-
датчика интенсивности с аналоговым интегратором и дискретным запо-
минающим устройством (рис. 47), которое дает возможность управлять
процессом пуска машины из нескольких мест. Задание скорости при
разливке (канал II) производится посредством включения реле ускоре-
95
ASH
96
ния KS1—KS3 или замедления KL1—KL3. При этом на вход запоминаю-
щего устройства АММ поступает команда на стирание памяти. На выходе
АММ появляется напряжение +10 В, поступающее на вход задатчика
интенсивности А12 только в режиме ускорения ТПУ. После отмены ко-
манды на ускорение или замедление снимается сигнал стирания памяти
в запоминающем устройстве, которое считывает напряжение с выхода
А!2 и запоминает его. Напряжение на выходе АММ уменьшается до зна-
чения, соответствующего напряжению на входе и сохраняется до по-
ступления следующей команды "быстрее" или "медленнее". В послед-
нем случае выход АММ шунтируется, и напряжение на выходе задатчика
интенсивности плавно уменьшается с заданным замедлением, снижая
выпрямленное напряжение всех тиристорных преобразователей.
Применение индивидуальных задатчиков интенсивности в каналах
управления и регулирования /—/// позволяет облегчить настройку соот-
ветствующих режимов работы.
На МНЛЗ для отливки заготовок малых сечений находят примене-
ние устройства автоматического пуска ТПУ или тянущей клети в функ-
ции скорости заполнения кристаллизатора жидким металлом. Структур-
ная схема одной из первых моделей приведена на рис. 48. Устройство
осуществляет пуск двигателей после поступления металла в кристалли-
затор таким образом, чтобы конечная скорость вытягивания слитка
стала равной скорости поступления металла, причем равенство скоростей
должно наступить в момент входа уровня металла в зону действия регу-
лятора уровня. Работа пускового устройства разбивается на два этапа:
расчет скорости и ускорения;вытягивания слитка на базовой длине кри-
сталлизатора, фиксируемой двумя датчиками, пуск электроприводов
ТПУ на заданном пути с рассчитанными параметрами. Скорость поступле-
Рис. 48. Структурная схема устройства автоматического пуска МНЛЗ в функции
скорости заполнения кристаллизатора:
1,2— датчики уровня; 3 — генератор стабильной частоты f i; 4 — функциональный
преобразователь U = Ы (At — время заполнения кристаллизатора на высоту
Н}; 5 — генератор импульсов регулируемой частоты, определяющей темп разгона;
6 — функциональный преобразователь (/V2 — полная емкость счетчика преобразова-
теля, соответствующая пути разгона s) ; 7 — система управления электроприво-
дом; 8 — электропривод; 9 — кристаллизатор; 10 — зона видения датчика уровня;
11 — затравка
97
ния металла в кристаллизатор при дозаторной разливке в период пуска
принимается постоянной.
Цифровой задатчик интенсивности обеспечивает изменение выходного
напряжения от 0 до U с интенсивностью, определяемой частотой управ-
ляемого генератора. Так как дискретность приращений скорости и при
разгоне v/N2, а разгон идет от нуля до скорости разливки, то ускорение
при разгоне а = vf2/N2. Частота f2 — aN2/v, при этом ускорение находит-
ся из условия равноускоренного движения а — v1 Us, где $ — разность
уровней металла в начале и конце разгона. Система обеспечивает запуск
МНЛЗ в диапазонах скоростей разливки 0,32—4,5 м/мин при времени
разгона тянущей клети от 1,66 до 46,6 с [9].
В Киевском институте автоматики предложена усовершенствованная
система автоматического пуска МНЛЗ (рис. 49), в которой применены
индукционный датчик расхода жидкой стали из промежуточного ковша
и' вычислительное устройство для определения момента включения тя-
нущих валков и требуемого ускорения электропривода. Система позво-
ляет уменьшить динамическую ошибку при авторегулировании уровня
жидкой стали в кристаллизаторе в процессе выхода на рабочую отмет-
ку [29].
При пуске МНЛЗ подается команда на открытие стопора 7, и жидкая
сталь из ковша 2 поступает в кристаллизатор 3, временным дном кото-
рого служит затравка 4. С помощью индукционного датчика 5 непрерыв-
но измеряют расход стали из
ковша в единицу времени и соответствую-
щий сигнал подают на регулятор 6
положения стопора 7, где он сравни-
вается с сигналом заданной скорости
вытягивания слитка (от задатчика 7}.
В зависимости от знака разности регу-
лятор 6 включает исполнительный ме-
ханизм 8 в направлении подъема или
опускания стопора 7. Таким образом,
этот контур регулирования обеспечи-
вает заданный расход жидкой стали
из ковша.
Рис. 49. Структурная схема устройства ав-
томатического пуска МНЛЗ с индукцион-
ным расходомером
98
Сигнал, пропорциональный расходу (скорости истечения) жидкой
стали из ковша, подается через интегратор 9 в вычислительное устрой-
ство 10, где определяется текущее значение уровня металла в кристал-
лизаторе и сравнивается с заданным значением уровня. При равенстве
указанных сигналов в вычислительном устройстве 10 формируется
запускающий сигнал, который через задатчик 11 темпа разгона и систе-
му управления и регулирования 12 электропривода тянущих валков
осуществляет включение двигателей 13 электропривода тянущей кле-
ти 14. Затравка 4 начинает вытягиваться из кристаллизатора.
Для вывода уровня стали, в кристаллизаторе на рабочую отметку
в вычислительном устройстве 10 по информации о заданной скорости
вытягивания слитка i/c 3 (с задатчика 7), рабочем уровне в кристалли-
заторе h (с задатчика 15} и заданном уровне h 3 (с задатчика 16}, при
котором включают электропривод тянущей клети, определяется необ-
ходимое ускорение электропривода а = 2iz£ 3/ (/? — Л3). Полученное
значение ускорения вводится в задатчик 11 темпа разгона ("задатчик
интенсивности") электропривода тянущей клети. Конечная скорость
вытягивания слитка определяется задатчиком 7.
7. ОСОБЕННОСТИ ГЛАВНЫХ ЭЛЕКТРОПРИВОДОВ
ЗАРУБЕЖНЫХ МНЛЗ
Ведущие электротехнические фирмы США, ФРГ, Японии, Англии,
Швейцарии и ряда других стран выполняют главные электроприводы
МНЛЗ, как правило, с двигателями постоянного тока, регулируемыми
по системе ТП—Д с последовательной коррекцией. Характерной является
функциональная схема электроприводов ТПУ и кристаллизатора слябо-
вой криволинейной МНЛЗ, применяемая известной фирмой "AEG—
Telefunken", ФРГ (рис. 50).
Двигатели ТПУ разделены на две секции, каждая из которых питается
от индивидуального реверсивного тиристорного преобразователя. Как и
в СССР, для выравнивания нагрузок смягчают механические характе-
ристики двигателей включением добавочного резистора последовательно)
с якорем. В цепи якоря каждого двигателя направляющей клети (при-
меняемой на МНЛЗ с короткой затравкой) включено не по одному, а
по два добавочных резистора. Назначение второго резистора следующее.
Когда затравка входит в тянуще-правильное устройство, можно отка-
заться от тормозного и тянущего усилия двигателей в Направляющем
устройстве. Полное отключение этих двигателей привело бы к тому, что
слиток должен был бь| вращать вхолостую редукторы и двигатели своей
еще очень чувствительной на этом участке оболочкой. Таким образом,
вращающий момент, необходимый для прокручивания редукторов и
двигателей, должен был бы передаваться через оболочку слитка на ро-
лики. Для предотвращения этой дополнительной нагрузки на оболочку
99
Рис. 50. Главные электроприводы слнбовой МНЛЗ фирмы "AEG—Telefunke'n":
7 — двигатель кристаллизатора; 2 — тиристорный преобразователь; 3 — двигатели
тянуще-правильного устройства; 4 — тахогенератор; 5 — регулятор скорости;
6 — регулятор тока; 7 — система фазового управления; 8 — датчик тока; 9 — за-
датчик скорости; 70 — задатчик ускорения; 77 — система управления машиной
газовой резки; 12 — счетчик мерной длины слитка; 13 — задатчик мерной длины;
14 — датчик импульсов; 75 — датчик для включения счетчика длины; 75 — стале-
разливочный ковш; 77 — промежуточный ковш; 78 — кристаллизатор; 19 — ма-
шина газовой резки; 20 — приводной ролик; 21 — блок управления
в цепь якоря каждого двигателя включают дополнительный резистор,
когда затравка выходит из роликов. Падение напряжения на нем ограни-
чивает момент двигателя до значения, достаточного лишь для вращения
редуктора; на оболочку непрерывнолитой заготовки не передается су-
щественного усилия.
Для передачи усилия вытягивания на слиток требуется определенное
усилие прижатия роликов к затравке и слитку, которое обеспечивается
гидравлическим устройством с системой регулирования. Обеспечение
заданного усилия прижатия в необходимый момент времени на соответ-
ствующем ролике достигается при помощи системы, следящей за движе-
нием затравки и слитка. Следящая система включает также шунтируе-
мые добавочные резисторы в цепях двигателей направляющей клети,
останавливает двигатели роликов направляющей клети при выходе ме-
талла и приводит в действие устройство для отделения затравки. Датчик
путевых импульсов устанавливают на приводном ролике в точке пере-
гиба — в конце криволинейной части машины. Для короткой затравки,
100
которая не доходит до точки перегиба, датчики импульсов устанавли-
вают на нескольких роликах с тем, чтобы повысить точность следящей
системы в начале разливки. В этом случае сначала выдает импульсы дат-
чик, установленный на самом верхнем ролике. Когда слиток подходит
к ролику со следующим датчиком импульсов, следящая система автома-
тически переключается на этот датчик. Это повторяется до ролика в точ-
ке перегиба. Для внесения поправки, учитывающей износ роликов, сиг-
налы подаются к управляющему устройству через умножители.
После начала разливки следящая система фиксирует положения за-
травки и слитка и выдает в запрограммированных точках соответствую-
щие команды системе регулирования и гидравлической системе управле-
ния. Для того чтобы гарантировать корректировку возможного про-
скальзывания в начальной фазе, за роликом в точке перегиба предусмот-
рен детектор, который после прохождения мимо него начала затравки
устанавливает счетчик импульсов на постоянную длину между точкой
начала разливки и детектором.
В конце цикла разливки после выхода заднего конца слитка из кри-
сталлизатора следящая система устанавливается на нуль, и начинается
слежение за задним концом слитка. В запрограммированных точках
выдаются команды на подъем верхних роликов и на остановку их при-
водов. Первые следящие системы были построены на блоках цифровой
системы "Логистат ГВ" и "Логистат ГО". В настоящее время фирма
применяет для следящей системы программируемый контроллер "Ло-
гистат СР550". Схемой предусмотрен также автоматический пуск тяну-
щих роликов, когда достигнут заданный уровень жидкой стали в кри-
сталлизаторе. При достижении максимально допустимого уровня ско-
рость вытягивания заготовки увеличивается на 10 %, а при падении уров-
ня до недопустимо низкого она автоматически снижается почти до
нуля [30].
На МНЛЗ с вертикальным кристаллизатором по проектам фирмы
"General Electric" устанавливают пять секций приводов тянущих и пра-
вильных роликов. Обычно применяют два групповых тиристорных пре-
образователя: один для двигателей секций с первой по третью и второй
для четвертой и пятой секций. На криволинейных машинах двигатели
главного привода делят на две секции: криволинейную 7-двигательную
тянуще-правильную секцию и прямолинейную 13-двигательную секцию.
Обычно каждая секция питается от своего тиристорного преобразова-
теля. Деление электроприводов тянущих и правильных роликов на две
электрические секции позволяет управлять выдачей холодного слитка
после нарушения нормального режима работы. На одной из МНЛЗ уста-
новлен один общий преобразователь для всех двигателей ТПУ (рис. 51)
с контакторами в якорных цепях и "расщепленной шиной". После раз-
резания холодного слитка ручными резаками оператор отключает все,
кроме одной, пары двигателей криволинейной секции и выдает слиток
по частям на прямолинейную секцию.
101
2
Рис. 51. Схема электропривода фирмы "General Electric" для тянуще-правильного
устройства слябовой МНЛЗ:
7 — криволинейная секция (7 двигателей); 2 — горизонтальная секция (13 двига-
телей) ; 3 — двигатель (230 В. 5,6 кВт); 4 — тиристорный преобразователь (250 В,
185 кВт); 5 — тахогенератор; 6 — регулятор скорости; 7 — эталонный задатчик;
8, 9 — контакты автоматического и ручного режимов управления; 1О— цепь токо-
ограничения; 77 — узел ослабления возбуждения двигателей; 72 — шины постоян-
ного тока; 73 — цепь электромагнитов тормозов
Приводы ТПУ при параллельной работе создают небольшое натяжение
в слитке. Для предупреждения чрезмерных усилий натяжения или сжатия
обеспечивается равное деление нагрузки между приводами. В начал'е
разливки, когда затравка еще в машине, двигатели работают в рекупе-
ративном режиме с небольшой нагрузкой. После входа слитка в правиль-
V ную секцию приводы переходят в двигательный режим. После расцепле-
ния затравки со слитком нагрузка на приводах ТПУ изменяется мало.
На приводах ТПУ успешно применяют как металлургические двигатели,
так и двигатели общепромышленных серий. Металлургические двигатели
работают менее стабильно, когда требуется при вводе затравки ослаб-
ление поля более чем в два раза. Для стабилизации включают большие
добавочные сопротивления в якорные цепи, либо снижают Напряжение
преобразователя. Двигатели выбирают на основании двух условий:
привод должен обеспечивать удаление холодного сляба и момент двига-
теля должен быть достаточным для ввода затравки на высокой скорости
при ослабленном поле.
Тахогенератор устанавливают на "тангенциальном" ролике — в точке
сопряжения криволинейного и прямолинейного участков машины.
Если используется короткая затравка, применяют второй тахогенератор,
установленный на ролике, расположенном ближе к кристаллизатору.
Когда нижний конец затравки достигает тангенциального ролика, следя-
102
щая система переключает обратную связь по скорости на основной тахо-
генератор.
На МНЛЗ с прямолинейным кристаллизатором при вводе затравки
сверху двигатели первой секции в конце разливки автоматически отклю1
чаются от общей системы регулирования и переключаются на ручное
управление операциями ввода затравки. Это позволяет сократить дли-
тельность подготовки МНЛЗ к очередному циклу работы [21].
В системе электропривода ТПУ фирмы "English Electric" (рис. 52) двигатели
валков ТПУ разделены на две секции. Мощность каждого двигателя равна при-
мерно 10 кВт. Используют два тиристорных преобразователя, питающие соответ-
ственно двигатели тянущей и правильной секций. Ввиду различий в диаметрах
Рис. 52. Главные цепи электро-
привода ТПУ фирмы "English
Electric":
UZ — тиристорный преобразова-
тель; М — двигатель; BR — та-
хогенератор; AR — система регу-
лирования скорости
валков ТПУ возможно неравное деление нагрузки между двигателями. Для вырав-
нивания нагрузок при сохранении синхронного вращения каждый двигатель в сек-
ции снабжен сериесной обмоткой возбуждения, создающей магнитный поток,
равный ± 5 % его номинального значения. Сериесные обмотки всех двигателей
секции соединены параллельно [31].
МНЛЗ фирмы "Demag" (ФРГ) снабжены системами электропривода и автома-
тики фирмы "Siemens". Применяются две системы привода ТПУ: от индивидуель-
ных преобразователей при малом числе приводных роликов, либо от 1—2 группо-
вых тиристорных преобразователей при большом числе роликов. Для равномер
ного респределения нагрузки между роликами используется общая система подчи-
ненного регулирования на регуляторах системы "Transidyn—В" (рис. 53). Каждый
тиристорный преобразователь имеет индивидуальный регулятор тока, подключен-
ный к выходу общего регулятора скорости. Напряжения от четырех тахогенерато-
ров сравниваются в специальном блоке, который выдает сигнал минимального
фактического значения на вход регулятора скорости. Если из-за недостаточного
прижимного усилия заданный общим регулятором скорости момент какого-либо
двигателя не передается слитку, то скорость соответствующего ролика может
существенно возрести. С помощью блока ограничения скорости, который имеет
4 каждый из приводов, максимальнее превышение скорости лимитируется в пре-
делах 2—3 %. Для поддержания равенства магнитных потоков обмотки возбужде-
ния двигателей соединены последовательно.
Для защиты от аварий в подшипники одного из роликов на участке изгиба
встроены две месдозы. Перед достижением заданного предельного усилия подают-
ся предупреждающие звуковой и световой сигналы: когда же усилие достигло
недопустимого значения — автоматически отключаются приводы ТПУ [32].
Для улучшения качества поверхности слитка за ТПУ (перед машиной для резки
слитка) иногда устанавливают прокатную клеть, создающую обжатие до .10 %.
Каждый из валков клети — верхний и нижний — имеет индивидуальный привод;
каждый двигатель постоянного тока питается от индивидуального преобразова-
103
Рис. 53. Система электроприводов ТПУ фирмы "Siemens" с индивидуальными ти-
ристорными преобразователями:
UZ1 — UZ4 — преобразователи; М1 — М4 — двигатели; UA1 — UA8 — измерители
тока; BR1 — BR4 — тахогенераторы; ADR — блок выделения сигнела минимальной
частоты вращения; AR — регулятор скорости; — задатчик скорости; А! — за-
датчик интенсивности; ALR1 — ALR4 — блоки ограничения скорости; АА11,
АА12 — АА41, АА42 — регуляторы тока; AU1 — AU8 — системы фазового управле-
ния тиристорами
теля. Регулятор тока каждого из двигателей является подчиненным по отноше-
нию к общему регулятору скорости. Благодаря этому максимальное рассогласо-
вание скоростей верхнего и нижнего валков не превосходит 3—5 % от заданного
значения.
Фирма "Brown Bovery" (Швейцария) из экономических соображений применяет
групповые тиристорные преобразователи. Обычно используют два ТП — реверсив-
ный и нереверсивный. Мощность реверсивного ТП составляет около 30 % мощ-
ности всех двигателей. К реверсивному ТП подключены двигатели, расположен-
ные в парвой секции машины, где в начале разливки могут быть отрицетельные
статические моменты (рис. 54). В каждой из Двух групп применяют силовые ре-
104
зисторы в якорных цепях двигателей для равномерного распределения нагрузки
между двигателями. Система электропривода выполнена с подчиненным регули-
рованием параметров. Регулятор скорости получает сигнал обратной связи от
тахогенератора двигателя, находящегося в зоне изгиба, где валок имеет наилучшее
прижатие к слитку. Пуск и торможение обеспечивается задатчиком интенсивности.
Подчиненный контур регулирования тока имеет токоограничение по суммарному
току всех двигателей секции.
Логическое переключающее устройство получает информацию о знаке откло-
нения скорости и нулевом токе, после чего переключает ТП. В паузах переключе-
ния при изменении направления тока преобразователем управляет регулятор
э.д.с. Это дает возможность уменьшить "люфт" в регулировочных характеристи-
ках привода[33,34].
Аналогичные системы главных электроприводов МНЛЗ применяют японские
и французские фирмы [35—37].
На МНЛЗ завода фирмы "Sumitomo Metal Industries" (Япония) электроприводы
роликов ТПУ впервые выполнены по системе ТПЧ—Д. Каждый из 14 двигателей
питается от индивидуального преобразователя, собранного на силовых транзисто-
рах по схеме широтно-импульсной модуляции (ШИМ). Частота тока изменяется
от 3 до 170 Гц. Шесть первых двигателей имеют мощность по 5,5 кВт, восемь
последующих — по 11 кВт. Для рекуперативного торможения установлены два
Рис. 54. Функциональная схема электропривода тянуще-правильного устройства
МНЛЗ фирмы "Brown Bovery":
М — двигатель; UZ — тиристорный преобразователь; AU — система импульсно-
фазового управления; AR — регулятор скорости; АА — регулятор тока; ALA —
блок ограничения тока; АЕ — регулятор э.д.с.; ACR — переключатель регулирова-
ния; ALC — логическое переключающее устройство реверсивного тиристорного
преобразователя; АС — управляющее устройство; АК — блок задающих реле;
ACS — блок контроля остановки; UA — датчик тока; BR — тахогенератор; t/3Ci,
</зс2 — задающие напряжения; RP — потенциометр толчкового управления;
k1 — k10 — сигнелы управления [к1 — команда на движение; к2 — команда на
инвертирование; кЗ — импульс на остановку; к4 — толчок вперед; kS — толчок
назад; кб — задающее воздействие; к7, к8 — сигнелы на остановку при движении
вперед и назад; к9, к10 — сигналы движения вперед и назад)
105
групповых преобразователя мощностью 27 и 73 кВт. Двигатели имеют размеры
на 20 % меньше, чем аналогичные двигатели постоянного тока, а их масса меньше
в два раза. Схема ШИМ позволила снизить колебания скорости из-за пульсаций мо-
мента при низких частотах.
При проектировании было обеспечено исключение вибрации, вызванной кру-
тильными колебаниями. Расчетное значение собственной частоты f0 механических
колебаний ~2000 Гц. При максимальной частоте тока 170 Гц в 6-пульсной схеме
инвертора частота основной гармоники равна 1020 Гц, т.е. в два раза меньше,
чем f „.
Из-за уделенности машинного зала падение напряжения при низкой частоте
(5 Гц) и, соответственно, низком напряжении составило 56 %, а при 54 Гц — 11 %.
При наладке была введена обратная связь по напряжению и увеличено сечение
кабелей.
Система ТПЧ—Д применена и на приводах рольгангов за ТПУ. Двигатели одной
секции (5—8 шт.) питаются от группового ТПЧ, содержащего инвертор тока. Мощ-
ность каждого двигателя 11 кВт; частота вращения регулируется от 1800 до
1В0 об/мин изменением частоты тока от 60 до 6 Гц. Быстрое и точное позициониро-
вание заготовки осуществляется в режиме рекуперативного торможения.
8. МНОГОДВИГАТЕЛЬНЫЙ ЭЛЕКТРОПРИВОД
ЛИТЕЙНО-ПРОКАТНОГО АГРЕГАТА
Литейно-прокатный проволочный агрегат конструкции ВНИИметмаша
состоит из криволинейной сортовой МНЛЗ, планетарного стана, летучих
ножниц и группы клетей чистовой прокатки. Скорость слитка на участке
разливки 0,7—3,5 м/мин, скорость проволоки на выходе агрегата 1,1 —
5,5 м/с.
Схема агрегата и функциональная схема его главных электроприво-
дов представлены на рис. 55. Жидкая сталь из промежуточного ковша 1
поступает в кристаллизатор 2. Слиток 3 вытягивается тянуще-правиль-
ным устройством 4. Затравка убирается валками 5. После расцепления
с затравкой передний конец слитка проходит через подающие ролики 6
и два индуктора промежуточного подогрева. Вертикальные валки задаю-
щей клети 7 подают слиток в планетарную клеть 8.
В планетарной клети, включающей две пары сепараторов с десятью
рабочими валками в каждом, заготовка деформируется до квадратного
сечения. Вращение сепараторов осуществляется групповым двухдвига-
тельным приводом. Получаемый в планетарной клети подкат тянущими
роликами 9 подается на участок прокатки, где перед прокаткой произво-
дится рез переднего конца заготовки барабанными летучими ножница-
ми 10. На участке чистовой прокатки заготовка последовательно прохо-
дит чистовые клети 77 и 72 и 4-клетьевую непрерывную группу 13. Го-
товая проволока сматывается в бунт моталкой 14. Перед клетями 7 7
и 72 и непрерывной группой 13 установлены петлеобразующие устрой-
ства с фотоэлектрическими датчиками петли В1—ВЗ.
Общая установленная мощность двигателей агрегата равна 2050 кВт,
в том числе двигателей постоянного тока 1835 кВт. Тиристорные элек-
троприводы механизмов агрегата имеют системы регулирования тока
106
ACL A
Al A SV2
Рис. 55. Технологическая схема литейно-прокатного агрегата и схема его глинных
электроприводов
якоря и частоты вращения (с тахогенераторами BR). В системах регули-
рования электроприводов тянуще-правильного устройства 4 и задающей
клети 7 применен также внешний регулятор уровня металла ACL, стаби-
лизирующий уровень жидкой стали в кристаллизаторе воздействием на
скорость вытягивания слитка.
Электроприводы валков чистовых клетей 7 7 и 72 и непрерывной
группы 13 имеют трехконтурную систему регулирования с внешним кон-
туром регулирования положения петли прокатываемого металла.
Схемами обеспечивается синхронизация вращения электроприводов
тянущих роликов и валков, связанных затравкой и литой заготовкой.
Электроприводы участка литья, подающих роликов 6 и задающей
клети 7 имеют общий задатчик скорости ASV1. Корректировка задания
по уровню металла в кристаллизаторе производится каналом регулиро-
вания, включающим измеритель уровня BHL, задатчик уровня ASL,
регулятор AL и суммирующий усилитель А. Измеритель уровня BHL
состоит из радиоактивного элемента, установленного в контейнере,
блока галогенных счетчиков и измерительного преобразователя. Ско-
рость двухдвигательного электропривода планетарного стана устанавли-
вается индивидуальным задатчиком ASV2.
Заданием скорости для чистовых клетей служит сигнал от тахогенера-
тора задающей клети, который подается через задатчик интенсивности
А! с памятью и сохраняется при исчезновении сигнала от тахогенератора
107
на входе задатчика интенсивности. Применение задатчика интенсивности
с памятью дает возможность произвести в чистовых клетях докатку под-
ката, вышедшего из планетарной клети после остановки задающей.
В состав задатчика А! входят последовательно соединенные усилитель
с большим коэффициентом усиления и интегратор, выходное напряже-
ние которого как сигнал отрицательной обратной связи подается на вход
усилителя. Усилитель имеет регулируемый блок ограничения, вход ко-
торого так же, как и вход усилителя, соединен с тахогенератором задаю-
щей клети. При плавном изменении скорости задающей клети устрой-
ство работает как задатчик интенсивности, при резком снижении задаю-
щего сигнала до нуля интегратор оказывается в состоянии, эквивалент-
ном состоянию с разомкнутым входом, поскольку блок ограничения
шунтирует усилитель. При этом сигнал с выхода интегратора остается не-
изменным, обеспечивая возможность докатки на участке чистовой про-
катки.
На этом участке для автоматического включения и отключения кон-
туров регулирования петли применены реле статического тока KSA
Рис. 56. Реле статического тока
(рис. 56), фиксирующие наличие заготовки в прокатных валках. Катуш-
ка реле включена на выходе устройства, состоящего из интегратора А!
и усилителя А с большим коэффициентом усиления.
Достоинством описанного устройства является отсутствие дифферен-
цирующих звеньев, чувствительных к помехам. С помощью реле статиче-
ского тока на участке чистовой прокатки при захвате металла прокатны-
ми валками подключаются каналы регулирования петли. Регулируют
положение петли два канала — статический (пропорциональный) и аста-
тический (интегральный). При выходе металла из прокатных валков
предыдущей клети датчик петли и статический канал отключаются.
При этом скорость валков не изменяется благодаря астатическому ка-
налу, работающему в режиме запоминания сигнала [38}.
108
Глава IV. ЭЛЕКТРОПРИВОД МАШИН
ДЛЯ РЕЗКИ СЛИТКОВ
1. КОНСТРУКЦИЯ МАШИН ДЛЯ ГАЗОВОЙ РЕЗКИ слитков
На отечественных и зарубежных слябовых МНЛЗ, построенных по
проектам Гипромеза и Уралмашзавода, применены машины для газовой
резки двух разных типов, обеспечивающие резку непрерывного слитка
на вертикальном или горизонтальном участках МНЛЗ.
На рис. 57 показана машина конструкции Гипромеза для вертикаль-
ных МНЛЗ. Слиток 27 разрезается двумя резаками /, которые переме-
щаются навстречу друг другу. Резаки установлены на каретках 2, приво-
димых двумя двигателями постоянного тока 4 через сдвоенный редук-
тор 5 и винтовые пары 6. Диапазон регулирования скорости 20:1 и более.
На приводе смонтированы командоаппараты 7. Станина 3 с резаками
установлена в направляющих опорах, закрепленных на платформе 8.
Во время резки из-за неравномерного охлаждения слиток может из-
гибаться, отклоняясь от вертикальной оси разливки в пределах ± 100 мм.
Для предохранения резаков от поломок и сохранения минимального
расстояния между резаками и слитком станина 3 имеет механизм по-
перечного перемещения, состоящий из винтовой передачи 9, которая
приводится двигателем постоянного тока 10 через редуктор 11- Контакт-
ным датчиком следящей системы служит упор 12, который прижимается
к слитку пружиной. Корпус 14 упора жестко закреплен на станине 3.
При отклонении слитка от оси разливки упор и штанга с зубчатой рейкой
13 перемещаются, поворачивая на определенный угол шестерню 15.
Шестерня 15 связана через вал 16 с командоаппаратом или сельсином 17,
которые являются датчиками следящей системы.
Платформа 8 с резаками и автогенными блоками вертикально пере-
двигается по направляющим колоннам 18 ходовым винтом 19 с гайкой
20. Вращение винта осуществляется двигателем постоянного тока 21
через цилиндрический 22 и вертикальный конический 23 редукторы.
На приводе подъема и опускания платформы установлены тахогенератор
24, командоаппарат 25 и сельсины-приемники 26, служащие для синхро-
низации движения машины и слитка.
Скорость опускания платформы газорезки может плавно регулиро-
ваться в диапазоне до 20:1 в соответствии с изменением скорости движе-
ния слитка. Машина возвращается в верхнее исходное положение со ско-
ростью, вдвое превышающей максимальную рабочую скорость. Сельси-
ны-датчики могут быть связаны либо со следящим роликом, прижимае-
мым к валку тянущей клети или непосредственно к слитку, либо с сило-
вым редуктором тянущей клети. В последнем случае необходим вариа-
тор для периодического внесения поправки, учитывающей износ и пере-
точку валков тянущей клети.
109
Рис. 57. Машина для газовой резки слитков на вертикальной МНЛЗ
На криволинейных МНЛЗ машину для газовой резки устанавливают
на эстакаде над приемным рольгангом. Машина конструкции Уралмаш-
завода (рис. 58) состоит из рамы 5 с четырьмя неприводными ходовыми
колесами 6, двух кареток с захватами 12 и пневматическими цилиндра-
ми 7 7 для их перемещения, двух суппортов 3 с механизмами 14 для го-
ризонтального перемещения, двух резаков 7, закрепленных в держате-
110
лях 2, механизмов 4 вертикального перемещения резаков и канатного
механизма ускоренного возврата машины.
Передвижение машины Над слитком происходит по рельсам 10, распо-
ложенным на эстакаде. Горизонтальные смещения машины предупреж-
дают две пары упорных роликов 9. Механизм ускоренного передвижения |
машины при нерабочем ходе устроен следующим образом. На эстакаде
расположены канатная лебедка с двигателем мощностью 3,0 кВт и под-
пружиненный направляющий блок, а на раме машины — канатный бара-
бан 7 с тормозом 8. Канат обоими концами закреплен на барабане лебед-
ки, охватываем одной ветвью тормозной барабан на машине и огибает
направляющий блок. В случае быстрого передвижения машины барабан 7
111
заторможен. При рабочем ходе барабан не препятствует движению ма-
шины вместе со слитком.
Пневматические цилиндры 11 обеспечивают перемещение кареток и
зажатие слитка захватами. Горизонтальные перемещения суппортов с ре-
заками осуществляются винтовыми механизмами. Приводы и винтовые
механизмы установлены на каретках. Ходовые винты 13 вращаются
двигателями 15 постоянного тока мощностью 1,9 кВт с широким диапа-
зоном регулирования частоты вращения (50:1), обеспечивающим рабо-
чие скорости резаков 0,06—0,6 м/мин и скорость возврата 3,0 м/мин.
Вертикальные перемещения резаков осуществляются отдельными элек-
троприводами, расположенными на суппортах. Мощность каждого дви-
гателя 0,5 кВт, диапазон регулирования частоты вращения 5:1. Токо-
подвод к машине осуществлен гибкими кабелями.
Перед началом цикла резки машина находится в исходном положении,
барабан на машине заторможен, резаки разведены в крайние положения.
По команде системы измерения мерной длины заготовки включается
электромагнит тормоза 8 и освобождается канатный барабан на машине,
подается сжатый воздух в пневмоцилиндры, которые перемещают ка-
ретки и захватами зажимают слиток. Машина начинает передвигаться
вместе со слитком. Включаются механизмы вертикального перемещения
резаков, которые, опускаясь в нижнее положение, прогревают боковые
грани слитка. Включаются механизмы горизонтального перемещения,
и резаки, двигаясь навстречу друг другу, режут слиток с обеих сторон.
Когда расстояние между резаками достигнет 100 мм, один из резаков
останавливается и возвращается в исходное положение. Изменяется
направление подачи сжатого воздуха в пневмоцилиндры, и под их воз-
действием каретки с захватами расходятся, освобождая машину от слит-
ка. Канатный барабан на машине затормаживается, и включается двига-
тель лебедки возврата машины в исходное положение. '
2. РАСЧЕТ МОЩНОСТИ ЭЛЕКТРОПРИВОДОВ МАШИН
ДЛЯ ГАЗОВОЙ РЕЗКИ СЛИТКОВ
Механизм подъема и опускания платформы
Статический момент на валу двигателя при подъеме платформы, Н м
2ам
^с.под И + ) [^ср.в 1-9 + Р) + Мп^ср.п/2]/27р7к?7р7?к, (119)
h
где G — вес платформы газорезки, Н; </ср.в — средний диаметр винта, м;
а — расстояние от центра тяжести платформы до оси направляющих ко-
лонн (см. рис. 57), м; h — расстояние между опорами направляющих,
м; a — угол подъема резьбы по среднему диаметру; р — угол трения
в резьбе; ^=0,1 — коэффициент трения в опорах направляющих;
112
рп = 0,01 — коэффициент трения в опорном подшипнике; dcp п — сред-
ний диаметр опорного подшипника, м; 7р, /к, т?р, т?к — передаточные
числа и к.п.д. редуктора и конической пары.
Угол подъема резьбы
sn
а = arctg ------ ,
^ср.в
гдез — шаг винта; п — число заходов винта.
Формула (119) учитывает статический момент от веса платформы,
момент трения скольжения в боковых направляющих колонн и момент
трения в опорном подшипнике винта.
Момент на валу двигателя при опускании платформы, Н м
2ад
^с.оп = 6 (1 — ) [<7ср.в tg (а — р) + pdcp n/2] 7?р 7?к/2/р/к. (120)
h
Привод работает в повторно-кратковременном режиме. Наиболее тя-
желый режим работы имеет место при отливке коротких слябов (или
заготовок) больших сечений, когда время резки велико, ход максима-
лен и время цикла минимальное, равноеТц = Z-min/^c» гДе^-т!п — длина
короткого сляба; i/c — скорость вытягивания слитка.
Время хода платформы вниз ton равно времени резки и определяется
при расчете параметров машины. Время подъема
^ПОД ~ ^С^ОП ^ПОД«
где 1/под — скорость подъема машины. Продолжительность включения
привода, %
/7S (^оп+^под) ЮО/Гц.
Двигатель выбирают по методу эквивалентного тока (с учетом ослаб-
ления поля при подъеме). Нагрузочная диаграмма приведена на рис. 59.
Рис. 59. Нагрузочная диаграмма электро-
привода платформы машины для газо-
вой резки слитков:
1 — опускание платформы; 2 — подъем
платформы
113
Отмечены пусковые и тормозные пики тока. Если используется перевод
привода на пониженную скорость для получения точной остановки, этот
режим учитывается в расчете ПВ и в нагрузочной диаграмме.
Механизм перемещении резака
Статический момент на тихоходном валу редуктора винтового приво-
да каретки резака, Н • м
Мс = G (р + f 1СГ2) dcp.B tg (а + р] ID, (121)
2
где G — вес каретки с резаком, Н; D — диаметр колеса тележки, м;
с/Ср.в ~ средний диаметр винта, м; а, р — угол подъема резьбы и угол
трения в резьбе; dcp n — средний диаметр подшипника, м; р — 0,01
4-0,03 — коэффициент трения в подшипниках; f = 0,08 — коэффициент
трения качения, см.
Типичная тахограмма электропривода резака приведена на рис. 60.
Резка кромки производится на низкой скорости, затем скорость движе-
ния резака возрастает, а в конце реза вновь уменьшается. Значения ско-
ростей зависят от сечения слитка и марки стали. Скорость обратного
хода обычно вдвое превышает максимальную скорость рабочего хода
и получается ослаблением поля двигателя.
Ввиду того, что статический момент, рассчитываемый по формуле
(121), мал, и мощность выбираемого по конструктивным соображениям
редуктора обычно в несколько раз превышает расчетную мощность на-
грузки, учет потерь в редукторе не следует производить с использова-
Рис. 60. Тахограмма перемещения резака:
Г, — разгон до' низкой скорости; tг — подвод к слитку и врезание; t3 — увеличе-
ние скорости до рабочей; г4 — резка на рабочей скорости; t5 — плавное снижение
скорости; т6 — окончание резки; t, — возврат в исходное положение на макси-
мальной скорости
114
нием номинального к.п.д. редуктора. Момент потерь в редукторе Л4ред
определяют по методике, изложенной в работе [13]. Момент нагрузки
на валу двигателя перемещения резака, Н - м 4
M^=[G(p +/ 10-2)dCp.B tg (а+р) +/Иред]/Р/р. (122)
Для привода резаков обычно применяют закрытые двигатели серий
Г1БСТ и 2ПБ мощностью 1,0—1,9 кВт. При проверке двигателя, на нагрев
учитывают некоторое ухудшение теплоотдачи при работе на низкой
скорости.
Электропривод колесной машины для газовой резки криволинейной
МНЛЗ рассчитывается по методике, описанной в п. 9 гл. VI.
3. СИСТЕМЫ ЭЛЕКТРОПРИВОДА МАШИНЫ
ДЛЯ ГАЗОВОЙ РЕЗКИ СЛИТКОВ НА ВЕРТИКАЛЬНЫХ МНЛЗ
Электропривод механизма передвижения платформы обеспечивает
синхронное со слитком опускание платформы с резаками, а по оконча-
нии реза ускоренно возвращает платформу в исходное верхнее положе-
ние. В конце хода платформы вверх электропривод переводится на по-
ниженную скорость для обеспечения высокой точности остановки
(± 10 мин и менее). Это важное технологическое требование, так как
мерная длина отрезаемых заготовок должна выдерживаться достаточно
точно. Расчет требуемой по условиям точности позиционирования пони-
женной скорости выполняют по методике, описанной в работе [39].
Электропривод платформы выполняют по системе ТП—Д с двигате-
лем серии Д. Синхронное со слитком опускание платформы машины
обеспечивает строго прямолинейный рез, перпендикулярный продольной
оси слитка. Простейшей схемой синхронизации является тахометриче-
ская система согласования скоростей. Такая система не может обеспе-
чить необходимую точность согласования скоростей электроприводов
тянущей клети и машины для газовой резки, ибо тахогенераторы по-
стоянного тока имеют погрешность 2—3 % из-за изменений магнитного
потока вследствие колебаний напряжения питания, воздушного зазора
при нагревании, сопротивлений обмотки возбуждения и обмотки якоря
ввиду действия реакции якоря, переходного сопротивления щеточного
контакта. Для повышения точности работы тахогенератора постоянного
тока осуществляют стабилизацию его тока возбуждения (применяя
магнитный усилитель или тиристорный возбудитель). Несколько более
точными являются тахогенераторы с возбуждением от постоянных маг-
нитов. Тахогенераторы переменного тока позволяют уменьшить по-
грешность измерения до 1,5—2 %, однако требуется принимать меры для
уменьшения пульсаций напряжения. Погрешность 0,5 % и менее имеют
частотные индукционные тахогенераторы. Принцип действия таких тахо-
115
генераторов основан на измерении не напряжения, а частоты тока тахоге-
нератора. Однако малогабаритные частотные тахогенераторы в настоя-
щее время серийно не выпускаются. 1
Даже при использовании высокоточных тахогенераторов общую по-
Рис. 61. Тиристорный электропривод платформы машины для газовой резки с
сельсинной следящей системой
116
грешность всей системы электропривода платформы машины для газо-
вой резки при тахометрическом согласовании скоростей трудно полу-
чить менее 1,0 %. При длине хода платформы 3—4 м такая погрешность
приводит к косому резу с отклонением до 30—40 мм. Для получения
строго перпендикулярного реза применяют синхронную связь по пути.
Упрощенная схема главных цепей электропривода платформы ма-
шины для газовой резки слитков с сельсинной синхронно-следящей
системой представлена на рис. 61. Двигатель М типа Д31 (8,5 кВт, 220 В)
питается от реверсивного тиристорного агрегата UZ типа ATP 100/230-1Р
(100 А, 230 В) , имеющего встроенный суммирующий магнитный усили-
тель AM. Тахометрическая синхронизация скоростей электроприводов
платформы и тянущей клети обеспечивается включением в автоматиче-
ском режиме (реле К1) задающей обмотки L1 усилителя AM на напря-
жение тахогенератора тянущей клети BR2 при пуске машины в направ-
лении движения слитка (реле KF). Реостат RP служит для подрегулиров-
ки соотношения скоростей платформы и слитка. Обратную связь по ско-
рости двигателя платформы осуществляет обмотка L4 AM, подключен-
ная к тахогенератору BR1.
При ручном управлении приводом для наладочных операций и при
отключенной тянущей клети, а также при подъеме платформы задающее
напряжение подается на обмотку L2 усилителя AM. В конце хода плат-
формы вверх отключается реле К2, и в цепь L2 вводится добавочный
резистор для перевода привода на пониженную скорость с последующей
точной остановкой машины в исходном положении. Форсированное про-
текание переходных процессов и защита от перегрузок обеспечиваются
задержанной обратной связью по току якоря: сигнал с резистора R^
подается через стабилитроны VD1, VD2 на обмотку L5 усилителя AM.
Усилитель охвачен гибкой стабилизирующей обратной связью (обмотка
L6).
Сельсинная следящая система действует следующим образом. Путь
перемещения слитка измеряется двумя сельсинами-датчиками ВС1 и
ВС2 (БД-501 А), связанными с приводом тянущей клети или со следя-
щим роликом. На приводе подъема платформы установлены три сельси-
на-приемника: ВЕ1, ВЕ2 и ВЕЗ (БС-501А), подключаемые электромаг-
нитной муфтой YA. До начала резки контактор KMF отключен, и сель-
син ВЕ2 работает в паре с ВС1 в индикаторном режима, обеспечивая
предварительную синхронизацию. Команда на начало цикла резки дается
прибором для измерения мерной длины слитка, когда отсчитана задан-
ная длина заготовки. Одновременно с пуском привода платформы впе-
ред-вниз (реле KF) включается муфта УА и к сельсину-датчику ВС1
вместо сельсина ВЕ2 подключается ВЕ1. Сигнал рассогласования с одно-
фазной обмотки ВЕ1 подается на фазочувствительный усилитель AFV,
на выходе которого включена обмотка управления L3 AM. В зависимо-
сти от амплитуды и фазы сигнала на входе усилителя AFV меняются
117
полярность и напряжение на обмотке L3. Соответственно скорость опус-
кания платформы газорезки увеличивается или уменьшается с тем, что-
бы ликвидировать возникшее рассогласование путей слитка и газорезки.
Измеритель рассогласования выполнен по схеме с дифференциальным
сельсином BED (типа НЭД-501), указывающим разность углов поворота
роторов.
Реле напряжения KV запрещает включение линейного контактора КМ
при наличии напряжения на преобразователе UZ. Контактор KMD и ре-
зистор осуществляют режим динамического торможения двигателя.
Структурная схема прибора для измерения мерной длины слитка
приведена на рис. 62. Прибор представляет собой десятичный счетчик
импульсов с логической схемой ограничения числа импульсов, при кото-
ром происходит выдача управляющего сигнала и сброс показаний счет-
чика. В качестве датчика используется бесконтактный сельсин ВС (типа
БД-501 Б), связанный с приводом тянущей клети. Для преобразования
синусоидального сигнала в последовательность прямоугольных импуль-
сов служит формирователь FI. Один импульс соответствует 10 мм длины
слитка.
С выхода формирователя положительные импульсы поступают на
счетный вход первой декады счетчика PC. Задание длины слитка осу-
ществляется путем подачи высокого потенциала из соответствующих
разрядов декад счетчика на вход схемы совпадения И переключателя-
ми S. Счетчик производит подсчет импульсов до появления высоких
потенциалов на всех входах схемы И. При появлении высокого потен-
циала на выходе этой схемы срабатывает ждущий мультивибратор вы-
ходного каскада А. Выходное реле дает команду на начало реза. Одно-
временно происходит сброс показаний счетчика и установка в нулевое
положение.
Для автоматического поддержания оптимального зазора между ре-
Рис. 62. Структурная схема прибора для измерения мерной длины слитка:
1—4 — счетные декады
118
ык.тми и слитком разработана сельсинная следящая система с двигате-
лем постоянного тока, перемещающим станину с резаками в направле-
нии, перпендикулярном поверхности слитка. С контактным датчиком
положения через механические передачи связан вал сельсина-датчика ВС
(рис 63). При отклонении слитка от оси разливки щуп перемещается,
и нал сельсина ВС поворачивается. Значение и фаза напряжения на изме-
ни к'льной обмотке ВС соответствуют значению и направлению изгиба
t пи1ка. На выходе диодного демодулятора, выполненного на двух одно-
фазных выпрямительных мостах VD1 и VD2 и трансформаторах Т1 и Т2,
пкпючена задающая обмотка управления L1 суммирующего усилителя
AM тиристорного преобразователя UZ, питающего двигатель М попереч-
||<>| о перемещения каретки с резаками.
Рис. 63. Схема управления механизмом поперечного перемещения станины с реза-
ками
119
При изменении расстояния между резаками и слитком (вследствие
изгиба последнего) появляется напряжение на выходе UZ, и двигатель
перемещает каретку с резаками. Вал сельсина ВС возвращается в исход-
ное положение. После устранения рассогласования напряжение на обмот-
ке ВС исчезает, и двигатель останавливается. Для ручного управления
используется отдельная задающая обмотка L2, она же обеспечивает от-
вод каретки с резаками в исходное положение по окончании резки.
Обмотки управления L3 и L4 осуществляют обратные связи по напря-
жению и току якоря. Расчет диодного демодулятора приведен в рабо-
те [13].
Данная следящая система на ряде МНЛЗ обеспечивает минимальное
выгорание металла при резке и экономию газа и кислорода. Полностью
исключены поломки резаков при изгибе слитка и случаи прекращения
резки слитков из-за недопустимо малого расстояния между резаками и
поверхностью металла [6].
Гипромезом усовершенствованы системы слежения резаков за пере-
мещением слитка в продольном и поперечном направлениях с примене-
нием цифровой техники и бесконтактных измерителей (см. гл XI).
При этом на модернизируемых МНЛЗ намечается также постепенная
замена тиристорных агрегатов серии АТР на современные комплектные
тиристорные электроприводы серии КТЭ с системами подчиненного ре-
гулирования по типу УБСР—АИ на интегральных микросхемах.
Электроприводы перемещения резаков, вдоль поверхности слитка
на первых отечественных МНЛЗ выполнялись с использованием в ка-
честве регулируемого преобразователя электромашинных и магнитных
усилителей [13]. В последующем широкое применение получили одно-
и трехфазные тиристорные преобразователи и комплектные широкоре-
гулируемые электроприводы, созданные на их основе, серий ПТЗР, ЭТО,
ЭТ6 и др.
В проектах 1983—1986 гг. для машин газовой резки МНЛЗ и анало-
гичных металлургических механизмов Гипромез использовал усовер-
шенствованные реверсивные тиристорные электроприводы серии
ЭТУ3601 с системой подчиненного регулирования параметров. Упрощен-
ная функциональная схема электропривода дана на рис. 64. Силовая
часть преобразователя UZ выполнена по трехфазной реверсивной мосто-
вой схеме. В цепи якоря двигателя М включен сглаживающий дроссель L.
Автоматический выключатель QF осуществляет защиту от токов корот-
кого замыкания и длительных перегрузок. Схема регулирования —
двух контурная, с подчиненным регулированием параметров, с ПИ-регу-
ляторами скорости АВ и тока АА. Датчик тока UA измеряет ток силовой
цепи преобразователя UZ. Для обеспечения постоянного коэффициента
усиления преобразователя UZ в режимах непрерывного и прерывистого
токов в канал регулирования введено нелинейное звено ANL с характе-
ристикой, обратной регулировочной характеристике UZ в режиме пре-
120
121
рывистого тока. Это звено включено между регулятором тока АА и
переключателем характеристик АСН, на который воздействует логиче-
ское устройство ALC раздельного управления группами вентилей UZ.
Логическое устройство AL С управляется сигналом с выхода нелинейного
звена ANL и блокируется управляющими импульсами и сигналом с вы-
хода оптронного датчика проводимости тиристоров A VT.
Переключатель характеристик АСН осуществляет согласование ревер-
сивного сигнала на выходе ANL с нереверсивным сигналом на входе
системы импульсно-фазового управления AU. Один из входов ANL под-
ключен к выходу функционального преобразователя э.д.с. AFC для вве-
дения в канал регулирования единичной положительной обратной связи
Рис. 65. Схема управления электроприводом перемещения резака
122
по э.д.с. двигателя, обеспечивающей нулевое напряжение на выходе регу-
лятора тока АА при идеальном холостом ходе электропривода на любой
частоте вращения.
Потенциометрический задатчик частоты вращения RP подключается
через контакты реле направления "вперед" К1 и "назад" К2 к блоку
питания AF. Резистор R17 служит для ограничения выходного напряже-
ния регулятора скорости AR и, соответственно, ограничения максималь-
ного значения тока якоря. Дополнительно ограничивается выходное на-
пряжение регулятора тока. В схеме предусмотрен также узел зависимого
токоограничения, снижающий максимальное напряжение регулятора
вертикальной МНЛЗ
123
скорости AR при увеличении частоты вращения двигателя (на рис. 64
не показан).
В исполнении для сверхширокого диапазона регулирования скорости
(D> 1000) регулятор скорости содержит предварительный усилитель
с высокой термостабильностью. Схемы управления и регулирования вы-
полнены на микросхемах серий К511 и К553.
На рис. 65 показана разработанная Гипромезом схема электропривода
резаков для машины Газовой резки слитков вертикальной МНЛЗ нового
типа. Каждый резак приводится двигателем постоянного тока ПБСТ-43
(1,9 кВт, 220 В) со встроенным тахогенератором. Двигатель питается
от тиристорного преобразователя типа ЭТУ3601-3627П (220 В, 40 А).
Для программного управления перемещением резака и подачей газов
на приводе установлен новый фотоэлектронный командоаппарат типа
ВПФ 11-01-122110-54У2 с 12 коммутационными элементами.
Общий диапазон регулирования частоты вращения двигателя равен
64:1, что существенно больше, чем на машинах старого типа. Скорость
врезания в кромку слитка 0,06 м/мин, максимальная рабочая скорость
резания 0,36 м/мин, скорость возврата резака в исходное положение
3,85 м/мин. Во всех слаботочных цепях (входы системы регулирования
преобразователя ЭТУ3601) применены герконовые реле РПГ-9. Марки-
ровка цепей на клеммнике преобразователя соответствует функциональ-
ной схеме (см. рис. 64). При автоматическом управлении после сцепле-
ния машины со слитком и подвода каретки с резаками к его поверхно-
сти срабатывает реле KL, и двигатель М резака включается "вперед" —
резак начинает движение со скоростью 0,06 м/мин (реле KF1). Резак
останавливается у кромки слитка путевым выключателем BQ, отклю-
чающим реле KL. Дается команда на подачу горючего газа и подогре-
вающего кислорода (см. рис. 66). После отсчета времени прогрева кром-
ки открывается клапан режущего кислорода, вновь срабатывает реле
KL, и двигатель резака вторично включается на пониженной скорости.
После надреза кромки на 30—50 мм срабатывают реле КРЗ* и KF2 и
скорость резака плавно увеличивается до рабочей, значение которой
регулируется потенциометром RP.
При входе резаков в зону совместной работы действует блокировка,
предупреждающая столкновение резаков (реле КР5-1 и КР5-2 отклю-
чаются при недопустимом сближении резаков).
За 50 мм до конца заданного пути резака отключаются реле КРЗ и
KF2, и частота вращения двигателя уменьшается. В конце хода отклю-
чаются реле КР1 и KF1-, по команде реле КР2 включается реле хода
"назад" KR1. Двигатель реверсируется, при этом задающее напряжение
соответствует номинальному выпрямленному напряжению тиристорного
*Реле KPI — КР5 — выходные реле фотоэлектронного путевого выключателя
типа ВПФ 11-01.
124
преобразователя, и скорость резака возрастает до максимальной —
3,85 м/мин. После возврата резака в исходное положение, ограничивае-
мое путевым выключателем BQ (реле КР4}, двигатель отключается,
закрывается клапан режущего кислорода, а через 3—5 с — клапаны го-
рючего газа и подогревающего кислорода.
Каждый резак имеет автогенный блок, на котором смонтированы
электромагнитные клапаны (типа ДУ-3 с соленоидами напряжением 24 В
постоянного тока) для подачи подогревающего и режущего кислорода,
горючего газа в резак и в февку устройства зажигания. Контроль подачи
охлаждающей воды осуществляет реле протока типа РП-20.
Схема управления подачей газов дана на рис. 66. В автоматическом ре-
жиме работы электромагнитное устройство зажигания факела (бобина L
с устройством искрового разряда) и клапан подачи горючего газа к фев-
ке (электромагнит У7) включаются после сцепления машины газовой
Рис. 66. Схема управления подачей газов в резаки
125
резки со слитком (реле К11). Длительность искрового разряда лимити-
рует реле времени КТ1. Команда на включение электромагнитов Y2 и
Y3 клапанов подогревающего кислорода и горючего газа дается после
подхода резака к кромке слитка (реле К12) при условии, что в резак
подается вода (датчик SQ). Реле времени КТ2 отсчитывает время про-
грева кромки слитка, после чего срабатывает реле К4, включающее элек-
тромагнит Y4 клапана режущего кислорода. Одновременно дается ко-
манда на движение резака вперед.
Подача режущего кислорода в резак № 1 прекращается, если он сбли-
зился с резаком № 2 на расстояние 100 мм. После реверса резака № 2
подача режущего кислорода возобновляется. После завершения реза
слитка резак № 1 начинает движение назад (контактор KMR}. При этом
отключается электромагнит Y4 клапана режущего кислорода, а через
3—5 с (реле КТЗ} — электромагниты Y2 и Y3 клапанов горючего газа и
подогревающего кислорода.
Для ручного управления используют переключатели SA2—SA4.
4. СИСТЕМЫ ЭЛЕКТРОПРИВОДА МАШИНЫ
ДЛЯ ГАЗОВОЙ РЕЗКИ СЛИТКОВ НА КРИВОЛИНЕЙНЫХ МНЛЗ
Схема главных цепей электропривода передвижения машины по
эстакаде над слитком показана на рис. 67. В электроприводе использует-
ся двигатель постоянного тока Д12. Пониженная частота вращения,
необходимая для точной остановки машины, обеспечивается шунтиро-
ванием якоря. Токовое реле КА контролирует исправность катушки
YB2 тормоза канатного барабана (см. рис. 58). В случае обрыва электри-
ческой цепи накладывается тормоз. Во избежание разрыва каната при
Рис. 67. Схема главных цепей электропривода передвижения машины для газовой
резки криволинейной МНЛЗ
126
аварийном отключении реле КА захваты отводятся от слитка и рез пре-
кращается. Схемой предусмотрено наложение тормоза на канатный ба-
рабан перед включением электропривода "назад" (в исходное положение ,
машины).
Электропривод перемещения каждого суппорта с резаком, как и на
вертикальных МНЛЗ, выполняют по системе ТП—Д. Используют двига-
тели постоянного тока типа ПБСТ-43 либо Д12 и тиристорные преобра-
зователи ПТЗР-6/220, ЭТ6Р или БТУ 3601 (в новых проектах). Струк-
турная схема тиристорного электропривода серии ПТЗР дана на рис. 68,
Рис. 68. Структурная схема тиристорного электропривода серии ПТЗР
а на рис. 69 представлена схема электропривода перемещения резака
криволинейной МНЛЗ НЛМК с преобразователем ПТЗР-6/220. В состав
тиристорного электропривода серии ПТЗР (см. рис. 68) входят преобра-
зователь UZ на шести тиристорах, выполненный по встречно-параллель-
ной схеме с согласованным управлением группами вентилей и уравни-
тельными реакторами, двигатель М (серии ПБСТ) с встроенным тахоге-
нератором BR, трехфазный согласующий трансформатор, задатчик ско-
рости AS типа ПП 36-11, система регулирования с транзисторным усили-
телем А. Для обеспечения устойчивости усилитель охвачен корректи-
рующим интегро-дифференцирующим звеном А К. Блок токоограниче-
ния ALA осуществляет отсечку по току и нелинейную обратную связь по
э.д.с. двигателя для упреждающего токоограничения.
На приводах вертикального перемещения (подъема и опускания) ре-
заков также применены двигатели постоянного тока. Пониженная часто-
та вращения двигателя при подходе резака к поверхности слитка дости-
гается шунтированием якоря резистором.
В автоматическом режиме работы машины для газовой резки коман-
да на начало цикла подается вычислительным устройством измерения
мерной длины сляба. Включается пневмопривод кареток с захватами
слитка. Через 10 с (реле времени ВЛ-16-2 или ВЛ-48) включаются элек-
тромагнитные клапаны подачи в резаки природного газа и подогреваю-
щего кислорода, бобина зажигания, клапаны подачи режущего кислоро-
да и флюса. Одновременно пускаются двигатели суппортов с резаками
127
ffOffP
Рис. 69. Схема тиристорного электропривода перемещения резака машины для газовой резки криволинейной МНЛЗ
128
на минимальной скорости (0,06 м/мин). Индуктивные датчики типа
ЫЗК-24М, установленные на приводах суппортов, начинают выдавать
импульсы через каждые 20 мм хода резаков; их подсчет ведут три реле
счета импульсов.
После прорезания, сляба на 60 мм дается команда на увеличение ско-
рости обоих резаков до рабочей (0,6 м/мин). Одновременно прекращает-
ся подача флюса и включается привод опускания резаков к слябу.
При заданном расстоянии между резаками (100—110 мм) срабатывает
конечный выключатель, и во второй резак прекращается подача газов.
Его суппорт останавливается и возвращается в исходное положение на
максимальной скорости (3 м/мин); резак поднимается до высоты
50 мм над слитком.
Первый резак продолжает движение на рабочей скорости. За 60 мм
до окончания реза оставшейся перемычки слитка снижается скорость
первого резака до минимальной. После дорезания перемычки дается
команда на прекращение подачи газов и возврат первого резака на мак-
симальной скорости в исходное положение. Резак поднимается на 50 мм
над слитком. Одновременно каретки с захватами освобождают слиток
и разводятся в крайние положения. После этого машина с помощью
канатного электропривода перемещается по эстакаде в исходное поло-
жение.
5. УПРАВЛЕНИЕ ГИДРАВЛИЧЕСКИМИ НОЖНИЦАМИ
ДЛЯ РЕЗКИ СЛИТКОВ
На сортовых МНЛЗ для резки непрерывного слитка на заготовки
широко применяют гидравлические ножницы, которые позволяют
уменьшить до минимума потери металла. В последние годы разработаны
мощные гидравлические ножницы, предназначенные для резки слябов.
Кинематическая схема качающихся гидравлических ножниц уси-
лием 30 МН конструкции Уралмашзавода для резки слябов сечением
250x1800 мм показана на рис. 70. Ножницы состоят из качающейся
станины 10, установленной в опорах 11, нижнего подвижного суппор-
та 9, охватывающего своими направляющими стойки 6 станины, двух
гидроцилиндров 12 режущего механизма, двух гидроцилиндров 3 обрат-
ного хода суппорта, гидроцилиндра 7 механизма качания станины, свя-
занного с ней шатуном 8, и двух гидроцилиндров прижима 1, соединен-
ных с лапами 2. Режущий механизм снабжен двумя ножами 5, из кото-
рых один закреплен в суппорте, а второй — в верхней траверсе станины.
Все гидроцилиндры ножниц плунжерного типа, за исключением гидро-
цилиндра качания станины двустороннего действия. Плунжеры гидро-
цилиндров 12 и 3 соединены с нижним суппортом соответственно стой-
ками 13 и 4 со сферическими опорами. Гидравлическая система снабже-
на двумя насосно-аккумуляторными станциями для подачи рабочей жид-
129
кости в гидроцилиндры станины и отдельно в гидроцилиндр механизма
качания ножниц.
В исходном положении ножницы наклонены навстречу слитку. После
команды, полученной от системы резки слитка на мерные длины, в пор-
шневую полость гидроцилиндра качания подается масло и ножницы начи-
нают поворот в направлении движения слитка синхронно с ним; рабочая
жидкость поступает в рабочие гидроцилиндры. Суппорт, перемещаясь
вверх, приподнимает слиток над рольгангом, прижимает его к верхнему
ножу лапами прижима и затем производит рез. Гидроцилиндры прижима
находятся под постоянным давлением жидкости и в процессе резания
предупреждают перекос слитка. После окончания резки слитка давление
в рабочих гидроцилиндрах снимается и под действием гидроцилиндров
обратного хода суппорт опускается.
Подачей масла в штоковую полость
гидроцилиндра качания ножницы воз-
вращаются в исходное положение для
последующего реза. Избыточные дав-
ления в гидроцилиндрах равны соот-
ветственно 36 и 10 МПа, мощность
двигателей насосной группы рабочих
цилиндров ножниц 3x125 кВт, меха-
низма качания 3x10 кВт. Масса нож-
ниц 304 т.
Рис. 70. Кинематическая схема гидрав-
лических ножниц для резки слябов
Управление главными рабочими гидроцилиндрами и гидроцилиндрами
обратного хода суппорта осуществляется при помощи четырехклапан-
ного распределителя РК с кулачковым валом, который приводится
электродвигателем М1 типа 4АХС80В6 мощностью 1,2 кВт через червяч-
ный редуктор (рис. 71). На механизме установлены также резервный
двигатель М2 и командоаппарат SQ4 типа КА4658-1. Гидроцилиндр ме-
ханизма качания ножниц управляется четырьмя гидрораспределителями
Р1—Р4 с электромагнитами ЭУ 6201 (48 В). Для контроля положения
ножниц служат два командоаппарата SQ1, SQ2 (КА4658-1), два магнито-
герконовых датчика положения SQ11, SQ12 (ДПЭ-ПВ-101), реле давле-
ния КР1 (ПГ62-11) с микропереключателями МП2102 и электроконтакт-
ный манометр КР2 (ЭКМ-2У). Датчики ДПЭ-ПВ-101 и манометр ЭКМ-2У
служат для дублирования командоаппаратов и реле давления. Для авто-
130
S&J
131
матизации привода перемещения суппорта установлен командоаппарат
SQ3 (КА4658-1) и два дублирующих датчика положения SQ13, SQ14
(ДПЭ-ПВ-101).
Команда на начало цикла реза подается прибором измерении мерной
длины слитка. Скорость перемещения ножниц в направлении движения
слитка определяется числом включенных гидрораспределителей. При
включении электромагнита YA1 срабатывает первый распределитель,
и ножницы перемещаются механизмом качания с минимальной ско-
ростью 0,3 м/мин; когда включены YA 1 и YA3 скорость возрастает
до 0,8 м/мин, при включении YA 7, YA3 и YA5 — до 1,3 м/мин. С под-
ключением четвертого распределителя электромагнитом YA7 скорость
увеличивается до 1,8 м/мин. Задание на установку требуемой скорости
дается измерителем скорости вытягивания слитка. При возврате меха-
низма качания в исходное положение соответствующие скорости дости-
гаются последовательным включением электромагнитов YA2, YA4,
YA6 и YA8 тех же гидрораспределителей (см. рис. 74).
Команда на перемещение суппорта вверх — рез слитка подается авто-
матически командоаппаратом при наклоне ножниц на заданный угол
(*» 1,5°). При этом включается двигатель М1 в направлении "рез", и вал
четырехклапанного распределителя поворачивается на угол, при котором
открываются клапаны // и IV. Двигатель/И7 отключается командоаппа-
ратом SQ4. В крайнем верхнем положении суппорта командоаппарат
SQ3 включает двигатель М1 в обратном направлении для закрытия кла-
панов /7 и IV. Через 1,5 с реле времени включает возврат суппорта в ниж-
нее положение, для чего двигатель М 7 включается в направлении "воз-
врат" до открытия клапанов 7 и ///, что контролируется командоаппара-
том SQ4. В нижнем положении для остановки привода двигатель М1
по команде SQ3 включается для Возврата клапанов 7 и /7/ в закрытое
положение.
После прихода режущего суппорта в крайнее положение, фиксируе-
мое командоаппаратом SQ3, и наклона ножниц на угол « 3°35', контро-
лируемый командоаппаратами SO 7 и SO2, дается команда на последо-
вательное (с выдержкой 1—2 с) отключение электромагнитов YA7,
YA5, YA3 и YA1. Скорость ножниц снижается до нуля. Через 1—2 с после
отключения YA 7 включаются одновременно электромагниты YA2, YA4,
YA6 и YA8, и начинается ускоренный возврат ножниц в исходное поло-
жение. За 50 мм до конца хода командоаппарат SQ1 (SQ2} подает ко-
манду на последовательное отключение с интервалом 0,5 с электромагни-
тов YA8, YA6 и YA4. В исходном положении механизма качания ножниц
отключается электромагнит YA2.
Схемой управления предусмотрены также:
автоматическое подключение не находящихся в работе электромагни-
тов YA3, YA5, YA7 при срабатывании во время перемещения ножниц
реле давления (либоЭКМ);
132
подача автоматической команды на возврат ножниц в исходное поло-
жение, если при их наклоне на угол 1°40' суппорт не начал подъема;
автоматическая остановка роликов ХТПУ и прекращение разливки,
если суппорт не вернулся в исходное нижнее положение, а ножницы
наклонились на угол 6°40', что фиксирует аварию.
Оператором дается команда двумя аппаратами управления (для ис-
ключения ошибочных действий) на аварийное разведение ножей, если
суппорт не пришел в нижнее положение к моменту наклона ножниц
на 3°35' [4].
Глава V. ЭЛЕКТРОПРИВОД ПОДЪЕМНИКОВ
И УСТРОЙСТВ ДЛЯ ПРИЕМА ЗАГОТОВОК
1. КОНСТРУКЦИИ И РАСЧЕТ мощности
ЭЛЕКТРОПРИВОДОВ ПОДЪЕМНИКОВ
Подъемник наклонного типа
Подъемники с наклонными путями установлены на большинстве вер-
тикальных слябовых МНЛЗ. Общий вид механизма показан на рис. 1,
кинематическая схема — на рис. 72. Цикл работы подъемника состоит
из ряда операций: подъем тележки подъемника из нижнего положения
по вертикальным путям навстречу слитку; опускание тележки во время
резки под действием движущегося слитка (привод подъемника отклю-
чен и расторможен); опускание тележки под действием веса отрезанного
Рис. 72. Подъемник наклонного типа:
1 — контргруз; 2 — тележка подъем-
ника; 3 — слиток; 4 — барабаны ле-
бедки; 5 — сельсин; 6 — командо-
аппарат; 7 — реле скорости; 8 — тор-
моз; 9 — двигатель; 10 — редуктор;
77 — тахогенератор; 12 — открытая
зубчатая пара
133
сляба (двигатель работает в режиме рекуперативного торможения);
поворот тележки в качающихся путях в наклонное положение; подъем
тележки со слитком на поверхность; выдача слитка роликами извлека-
теля на приемный рольганг; опускание пустой тележки в нижнее поло-
жение; пауза — ожидание команды на перевод тележки в вертикальное
положение и подъем навстречу слитку (для уменьшения времени нахож-
дения тележки под слитком команда на подачу тележки дается после
начала реза слитка).
На вертикальных МНЛЗ конструкций Гипромеза и Уралмашзавода
успешно работают подъемники с электроприводами как постоянного,
так и переменного тока. Асинхронный электропривод с реостатным
регулированием используют при относительно невысокой рабочей ско-
рости и отсутствии жестких требований к точности остановки.
Расчет мощности двигателя производят в следующем порядке:
1. Определяют продолжительность цикла:
при отливке коротких слябов = (.СтйЛс1> где fcmin — мини-
мальная длина отливаемых слябов; 1/с-| — скорость слитка при отливке
коротких слябов;
при отливке длинных слябов Гц2 = ^-стах^сЗ» гДе ^-стах ~ макси-
мальная длина отливаемых слябов; i/c2 — скорость слитка при отливке
длинных слябов. (Если номенклатура слябов такова, что сечения слит-
ков длиной Ecmjn и £crnax совпадают, то i/Cj = ис2-)
При отливке коротких слябов продолжительность цикла минималь-
ная, паузы короткие, но и вес сляба мал. Длинные слябы имеют большой
вес, однако продолжительность цикла возрастает и паузы удлиняются.
Часто заранее трудно определить, когда имеет место наиболее тяжелый
по нагреву режим работы двигателя, и необходимо делать расчеты мощ-
ности для нескольких вариантов. Проверку перегрузочной способности
двигателя производят по режиму выдачи последнего сляба, длина кото-
рого может превышать Z.crnax.
2. Строят нагрузочную диаграмму двигателя для различных периодов
работы.
Подъем тележки к слитку:
мощность статическая, кВт:
GT +
А, = (Gr----------IB- ) U77, • IO"3; (123)
cos a
сила трения, H
Fjp = /<pgt tg а (pdn.cp +2f- 10~2) (1/D), (124)
где Gr — вес контргруза, H; GT — вес тележки подъемника, Н; D и
^п.ср ~ диаметр колеса тележки и средний диаметр подшипника, м;
v — скорость окружная на барабане (скорость каната), м/с; a — угол
между осью разливки и канатами тележки подъемника; т] । — суммар-
134
ный к.п.д. редуктора, барабана и канатной передачи; кр — коэффициент,
учитывающий трение в ребордах.
Для прижатия тележки к слитку во время реза обеспечивают условие
Gr > (GT + FTp) /cos а, поэтому привод работает в генераторном режиме
с к.п.д. 7)1 = 2 — 1/jj, где т] — к.п.д. в двигательном режиме;
продолжительность подъема
fl » («1 — Lc — 0,5sp)/(v/cosa + ис), (125)
где s i — расстояние от нижнего положения тележки до исходного поло-
жения резаков; Lc — длина сляба; sp — путь тележки газорезки за вре-
мя реза. Коэффициент 0,5 учитывает, что тележка подается тогда, когда
рез сделан наполовину.
Опускание тележки при отключенном и расторможенном двигателе:
Р2 = 0; f2 ~0,5sp/vc.
Опускание с отрезанным слябом:
мощность статическая, кВт:
Рз = ((Gc + GT) /cos а - Gr - (Gc + GT) tg а (д</срл1 +
+ 2/• 10~2j/D]vjji • IO-3, (126)
где Gc — вес сляба, H;
продолжительность опускания
Гз = («1 - /-c-sp> cosa/и. (127)
Продолжительность Поворота качающихся путей гидроцилиндром:
Г4 яа 15—25 с.
Подъем тележки со слитком по наклонным путям (схема действия
сил и углы, принятые в расчете, показаны на рис. 73):
натяжение каната
7= (GC + GT) cosy>/cos/3; (128)
суммарное давление на катки
Р\ + Рз — (Gc + GT) (sin — cos <p tg/3); (129)
мощность статическая
(Gc + GT) cos ip
Ps = t —-------------- - Gr +
cos /3
/tp (Gc + GT) (sin t/f tr- cos ,p tg /3) (ptfCD n + 2f 1O~2 ) v • 10-3
+ -Z----------------------------!Z---------- ] -------- ; (130)
скорость подъема тележки
i/T = iz/cos (3.
135
Рис. 73. Схемы действия сил в подъемнике:
а — тележка на вертикельных путях; б — тележка на наклонных путях; в — по-
ворот тележки в горизонтальное положение
Продолжительность подъема по наклонным путям до упора (до на-
чала поворота тележки в горизонтальное положение) ts = s2 cos/3/к,
где s2 — путь тележки из нижнего положения до начала поворота в гори-
зонтальное положение. Далее во время движения производится поворот
тележки со слитком в горизонтальное положение;
натяжение каната Т' = F/sin у;
нормальная составляющая
F = [(GT + Gn.c + Gc1) cos ф/, - (Gc-Gc1) cos\t/2]/£T, (131)
где Gnx — вес поворотной секции; Gci — вес части слитка внутри тележ-
ки; £т — длина тележки; /], /2 — расстояния от центров тяжерти до оси
вращения;
мощность статическая
Р6 = ( — -Gr)v 10~3/т?; (132)
sin т
продолжительность поворота Тб = s3/v., где s3 — длина пути каната
при повороте тележки, определяемая графически.
Продолжительность извлечения сляба из корзины г7 = £т/ииз, где
киз — окружная скорость роликов извлекателя.
Опускание тележки в нижнее положение t8 +t6. Мощности на-
грузки*Р7 иР8 рассчитывают аналогично расчету Р5 иР6.
Далее в цикле работы подъемника наступает пауза, в конце которой
осуществляется поворот качающихся путей в вертикальное положение.
3. Производят выбор двигателя по эквивалентному току с последую-
ще
ищи проверкой по’ перегрузочной способности. Нагрузочную токовую
дишрамму строят по рассчитанным значениям мощности Pi, Р3, Pg,
Р„, Ps- Известными методами учитывают токи в переходных режи-
мах. Для перехода от мощности к току используют каталожные кривые
• ока, мощности (или момента) в функции скольжения (для асинхрон-
ных двигателей).
Пер тикальный 'подъемник
Вертикальные подъемники (рис. 74) получили распространение на
сортовых и на ряде слябовых машин. Для передачи литых заготовок
с подъемника на приемный рольганг служит рольганг на платформе
подъемника или отдельно устанавливаемый сталкиватель. К приводу
подъемников этого типа предъявляется требование остановки Платфор-
мы у приемного рольганга с высокой точностью — с погрешностью
не более ± 20 мм.
Рассмотрим расчет мощности двигателя подъемника, определение
погрешности его позиционирования и выбор величины пониженно-'
скорости для обеспечения остановки с заданной точностью.
Рис. 74. Вертикальный подъемник:
1 — платформа подъемника; 2 — контргруз; 3 — двигатель; 4 — редуктор; 5 —
тормоз; 6— командоаппарат; 7 — конечные выключатели
137
Максимальный статический момент на валу двигателя при подъеме
задних концов слитков, часто имеющих увеличенную длину,
<тах = ( - Gr) D6/27p7?s, (133)
'п
где Gcmax — максимальный вес поднимаемых заготовок; D6 — диаметр
барабана; /п — кратность полиспаста; /р — передаточное число редук-
тора; — суммарный к.п.д.; Gnn — вес платформы подъемника; Gr —
вес контргруза.
Далее рассчитывают статический момент при выдаче слитков нормаль-
ной длины Мс.н и минимальный момент при подъеме /Wcmin. момент
при опускании платформы /Ис.сп, максимальное, нормальное и мини-
мальное Значения суммарного момента инерции, приведенные к валу
двигателя J'Lmax, н и min.
Для проверки редуктора определяют максимальный момент, прохо-
дящий через редуктор при пуске,
^р.п ~ ^стах + max — Ч:тах ^мехтах^£тах' (134)
где Мдтах — максимальный момент двигателя; J'Mex max — максималь-
ный приведенный момент инерции механизма.
Для расчета эквивалентных момента /Иэкв и тока /экв двигателя
строят нагрузочную диаграмму (рис. 75), на которой указывают момен-
ты на валу двигателя при установившемся движении, при пуске и тормо-
жении, а также при работе на пониженной скорости. Для построения
графика тока асинхронного двигателя / = f (t) по нагрузочной диаграм-
ме М = (f) используют каталожные зависимости / и М от скольжения.
Следует иметь в виду, что ток холостого хода асинхронного двигателя
металлургической серии WITH составляет ~60 % от /ном.
Относительная продолжительность включения двигателя
е ~ (^под + ^сл + 2?п+2гн+2гт)/?ц, (135)
где tпод и fcn — время подъема и спуска; Гп — время пуска; Гн — время
работы на пониженной скорости; Гт — время торможения.
Рис. 75. Нагрузочная диаграмма элек-
тропривода вертикального подъемни-
ка:
t, — подъем; t2 — торможение до
ползучей скорости; Г3 — работа на
ползучей скорости; t4 — опускание
Дня уменьшения мощности' двигателя постоянного тока подъемника
«иных слябов и блюмов при проектировании электропривода передаточ-
ное число редуктора выбирают таким образом, чтобы номинальной час-
ти! вращения двигателя лком соответствовала максимальная рабочая
। корость подъема заготовок -iZprhax- Для холостого хода тележки или
(|ц.1гформы подъемника используют режим ослабления поля двигателя.
I i ни скорость холостого хода механизма vx выбрать вдвое превышаю-
щей i/prnax и соответственно при этом ослабить поле двигателя, то при
жданной средней за цикл скорости подъемника 1/Ср.ц максимальная
рабочая скорость составит лишь иргпах = 0,67|/срц. При этом необходи-
мая мощность двигателя уменьшается на 33 % по сравнению с вариантом,
когда Ир max — ^х — ^ср.ц-
Максимальная погрешность остановки платформы подъемника в обо-
ротах вала двигателя [39]
Si пср ta cp Ьп ДГа
^*Рттах —
360 60 лср а.ср
'^сг>Лг>г1 Дл Д«/ Д^^лин
< —ср ср (2----- + ----- + ----— ), (136)
1146/ИДИНСр п^р J'cp ^дин.ср
। де 5 — погрешность командоаппарата, град; / — передаточное число от
вала двигателя к барабану командоаппарата; лср — средняя частота
вращения двигателя в момент начала торможения, об/мин; гаср —
среднее время срабатывания аппаратуры, с; J'cp — средний суммарный
приведенным момент инерции движущихся частей привода, кг-м ;
Л^дин.ср — средний динамический тормозной момент1, равный алгебраи-
ческой сумме средних моментов на валу двигателя при торможении,
Н-м; Дл, Дта, ДУ, ДЛ4дин — максимальные отклонения соответствую-
щих переменных от их средних значений.
Следует иметь в виду, что высокая точность остановки механизма
с большим ходом не может быть обеспечена в случае применения на
приводе вращающегося путевого выключателя (командоаппарата).
Дело в том, что командоаппараты (например, серии КА4000 и КА400)
имеют погрешность, равную ±0,5° угла поворота кулачковой шайбы.
Если даже угол поворота барабана командоаппарата взять близким
к максимальному (320—340°), то при высоте подъема 25 м неточность
остановки лишь из-за погрешности командоаппарата будет составлять
примерно ± 40 мм. Поэтому для подачи команды на точную остановку
в заданном положении используют обычно конечные выключатели ти-
пов КУ-701 или КУ-741, погрешность которых не превышает ±2 мм.
Для расчетов по формуле (136) погрешность конечного выключателя
переводят в угловую погрешность поворота вала двигателя.
1 Формула (136) справедлива при Мдин.ср = const-
139
Среднее значение динамического момента
Л^дин.ср ~ (^дин.тах *" Л^дин-min)/2.
Максимальное и минимальное значения динамического момента за-
висят, в основном, от изменения веса поднимаемых слябов и тормоз-
ного момента. Максимальное относительное отклонение динамического
момента
Д7Идин//Идин ~ (^дин.тах — ^дин.ср) /^дин.ср-
Аналогично определяют и другие величины, входящие в формулу
(136). При двухступенчатом торможении с предварительным замедле-
нием привода величину требуемой пониженной частоты вращения двига-
теля лп.ср по заданной погрешности остановки можно найти из следую-
щего уравнения:
^^п.ср ЁПп.ср С= О, (137)
где
&J' ДМ
А = ------—------ (2 ----- + — +------------);
1140Л4динср лп.ср Jcp мдин.ср
t а рп А/7 Ato
в = _!±₽ ( ------ + ---2_);
60 лп.ср fa.cp
С= Д<рт.доп- (57/360).
Иногда погрешность остановки определяют упрощенным способом,
считая (с запасом), что она равна половине пути за время снижения
скорости
Д’Рттах ~ —
^'лнач
2280 (Му + М^
(138)
2. СИСТЕМЫ ЭЛЕКТРОПРИВОДА НАКЛОННЫХ ПОДЪЕМНИКОВ
Скорость передвижения тележки подъемника зависит от скорости
вытягивания слитка, длины отрезаемых заготовок, глубины колодца
МНЛЗ, быстродействия вспомогательных приводов. Поэтому на различ-
ных МНЛЗ рабочая скорость подъемника неодинакова — ее значения
составляют от 0,25 до 1,0 м/с.
Важными технологическими требованиями к электроприводу подъем-
ника являются:
точность остановки тележки в пределах от ± 10 до ± 30 мм для обеспе-
чения нормальной автоматической работы сталкивателей, шлепперов и
других механизмов выдачи заготовок, приема и выдачи затравок;
140
плавность пуска для уменьшения ударных нагрузок на длинные ка-
наты;
ограничение максимального и минимального значений натяжения
в канатах;
обеспечение безударной остановки тележки подъемника у конца
непрерывно движущегося слитка.
На практике нашли применение два основных типа электропривода
подъемников: постоянного тока (при скорости тележки 0,5—1,0 м/с)
и асинхронный от двигателя с фазным ротором (при скорости до
0,5 м/с). Так, на шести МНЛЗ конвертерного цеха № 1 НЛМК были уста-
новлены наклонные подъемники для выдачи из колодца МНЛЗ слябов
массой до 40 т со скоростью 0,25 м/с, оборудованные асинхронными
электроприводами. Двигатель лебедки типа МТБ 713-10 мощностью
160 кВт, напряжением 380 В имеет четыре пускорегулировочные харак-
теристики, соответствующие различным ступеням резисторов в роторе
(см. подробнее в гл. XI).
Электроприводы постоянного тока подъемников первых промышлен-
ных МНЛЗ выполняли по системе Г-Д с магнитными усилителями.
Примером может служить схема управления (рис. 76). Подъемник слу;
жит для выдачи на поверхность слябов массой до 11' т, длиной до 7,5 м.
Скорость рабочего хода тележки 0,55 м/с, холостого хода при ослабле-
нии поля двигателя 1,1 м/с. На приводе лебедки установлены двигатель
М типа ДП-72 (67 кВт, 570 об/мин, 100 % ПВ, с независимой вентиля-
цией) ; два тормоза ТКП-600 с электромагнитами YB1, YB2 и добавоч-
ными резисторами для работы при ПВ, близком к 100%; тахогенератор
BR типа ТМР-800, два путевых кулачковых командоаппарата SQR1,
SQR2 (КА4658); сельсин-датчик (БД-501 А) и центробежное реле ско-
рости KS (РМН-7011).
Для автоматизации работы электропривода и защиты от аварий слу-
жат также восемь конечных выключателей типов КУ-741, КУ-703 и
ВК-300 (см. рис. 76): SQ1 — отключение двигателя в конце подъема
при выходе тележки со слябом или затравкой на горизонтальные на-
правляющие; SQ2 — ограничение крайнего нижнего положения тележки
в качающихся путях; SQ3 и SQ4 — фиксация соответственно наклонного
и вертикального положений качающихся путей; SQ5 — защита от столк-
новения тележки с машиной для газовой резки (установлен на платфор-
ме последней); SQ6 — ограничение подъема контргруза в аварийных
режимах, например, при застревании тележки во время хода вниз;
SQ7 — защита канатов лебедки от обрыва под действием слитка, вошед-
шего в тележку при нерасторможенном приводе лебедки; SO8 — защита
при появлении слабины в канате. Выключатели SO7 и SQ8 входят в сос-
тав устройства контроля натяжения канатов пружинного типа. Когда
тележка опускается под действием слитка во время его резки (привод
подъемника отключен), срабатывание выключателя SQ7 приводит к
141
остановке тянущей клети. Во всех остальных случаях при -срабатывании
выключателей SO7 и SO8 останавливается электропривод подъемника.
Следует также рекомендовать для контроля натяжения применение тен-
зометрической техники.
Для регулирования возбуждения генератора G применен реверсивный
магнитный усилитель, выполненный на двух трехфазных однотактных
усилителях АМ1 и АМ2 серии УМ-ЗП. Обмотка возбуждения генератора,
разделенная на секции LG1 и LG2, включена по мостовой схеме с бал-
ластными резисторами R1 и R2. Для управления силовым магнитным
усилителем используется промежуточный суммирующий двухтактный
магнитный усилитель АМЗ. Этот усилитель имеет шесть обмоток управ-
ления, которые выполняют следующие функции: LA3:1 — обратная
связь по скорости двигателя; LA3:2 — гибкая обратная связь по произ-
водной напряжения на обмотке возбуждения генератора; LA3:3 — за-
дающая обмотка; LA3:4 — гибкая стабилизирующая обратная связь,
охватывающая промежуточный усилитель АМЗ; LA3:5 — обмотка га-
Рис. 76. Схема управления электроприводом наклонного подъемника слябов
142
220В
\SH
Lfl
OBF.
от
~^OV7 _ SA2
SB7 SB2 0712
07/3
Bw.o/ri/f.&jM,
LBft
YB2 (~l YB7
OV2 OA7 9 9W[
SAB
<?°/ 07 3,2.’^{2,? SA3\~~ ~\SA3
SAB
09
OL2^
07*^З/гУв^6(7^3 SQB1:2 57)67:3
03
04
SAS
SAB
f'SBS
OS, KB
06
OS
FA2
SF/ к
SQ7 SOB 0778
oti
O3„
Я Л/
ifSOBO/SQ/SQS (вверх)
OU ‘
~OL2
| 09^ 0/4 r-~
ЕЖ
SAB
02
SQ6 SQ2 SQfl/.S (6003)
*? ? 07 П
<tSQ7 OU OL2
OL2
SA7
321 /23 327 , 723
| '*4
--— 02---
1 "71 K3O72^,
08
OB
__У 074
f,7 321SA6123
—HUyHi-
07' . , i
t SQf71:4
06 07 321SA6723 9
I. .t! ^7; i 5^7
05 V 073
OF1B
OL1
'06
04
OL2
08
OS
j-pW_
I—lO4f~1
A
074
OBFV~\
05
06
077
072 r~\
OT3
143
шения остаточного намагничивания генератора; LA3:6 — обмотка сме-
щения. На выходе усилителя АМЗ включены обмотки управления сило-
вых усилителей АМ1 и АМ2 (LА1:1, LA2:1). Обмотки управления
LA1:2 и LA2:2 служат для обратной связи по току якоря двигателя
подъемника, а обмотки LA 1:3 и LA2:3 — для смещения.
Для настройки автоматических режимов и ручного управления ис-
пользуют переключатели и контроллеры: SA1 — включение схемы;
SA2 — выбор режима управления (ручной или автоматический); SA3 —
выбор исходного положения тележки на вертикальных путях при ожида-
нии подхода слитка; SA4 — выбор места управления подъемником;
SA5 — ключ ручного включения контактора тормозов; SA6, SA7 — кон-
троллеры управления с двух мест; SA8 — переключатель режима работы,
контакты которого замкнуты (7 — при вводе затравки; 2 — при раз-
ливке) .
В исходном положении тележки подъемника включены контакторы:
защиты KV1, линейный КМ, тормозов КВ, фиксации вертикального
положения качающихся путей КЗ. Привод расторможен, а тележка не-
подвижна, так как ее вес уравновешен контргрузом. По мере опуска-
ния слитка его конец входит в тележку, упирается в ее дно и перемещает
тележку вниз. После отрезания сляба тележка ускоряется. Электропри-
вод переходит в режим динамического торможения для Предупреждения
падения сляба. Механическую характеристику выбирают мягкой из усло-
вия ограничения сопротивления вытягиванию слитка.
При использовании асинхронного электропривода обычно не создают
режима динамического торможения, и тележка после приема сляба на-
чинает ускоренно опускаться. Команду на включение двигателя дает
реле скорости KR, подключенное на напряжение тахогенератора BR.
Срабатывает блокировочное реле KL7, которое включает контактор на-
правления "вниз" К2. Двигатель переводится в режим рекуперативного
торможения. Для защиты от аварий при неисправности тахогенератора
или аппаратуры служит центробежное реле скорости KS.
Когда тележка со слябом входит в качающиеся пути, выключатель
S02 отключает двигатель. Аварийное ограничение хода осуществляет
контакт командоаппарата SQR1:5. После перевода тележки в наклонное
положение срабатывают выключатель SQ3 и контактор К4, отключается
блокировочное реле KL 7, а электропривод тележки включается "Вверх"
контактором К1 при условии, что разведены валки извлекателя слябов
из тележки (фиксирует SO9), а предыдущий сляб убран с приемного
рольганга (контролирует реле KL3}.
Перед подходом к извлекателю тележка входит в поворотное уст-
ройство, переводящее ее в горизонтальное положение. Предварительно
контакт командоаппарата SQR1:1 отключает контактор К5, и в цепь
задающей обмотки LA3:3 вводится добавочный резистор R3. При этом
скорость тележки уменьшается до 0,2 м/с для безударного подхода к
упору на поворотном устройстве и точной остановки в горизонтальном
144
положении по команде выключателя SQ1 и дублирующего выключателя
SQR1:1.
После фиксации выхода сляба из тележки (контакт фотореле KL4)
срабатывают блокировочное реле KL2 и контактор "Вниз" К2. Вклю-
чается контактор КБ, и в цепь обмотки возбуждения двигателя LM вво-
дится резистор R4. Одновременно ослабляется возбуждение тахогенера-
тора BR для сохранения прежнего сигнала обратной связи по скорости.
Тележка на высокой скорости (1,1 м/с) опускается вниз. Перед подхо-
дом тележки к нижнему положению ее скорость снижается до 0,55 м/с
(контактом SOR2:2 командоаппарата отключается контактор Кб), а
затем по сигналу SQ2 двигатель отключается и затормаживается. Ка-
чающиеся пути возвращаются в вертикальное положение. Реле KL2 от-
ключается.
Тележка поднимается со скоростью 0,55 м/с вверх навстречу слитку
в исходное положение, выбранное переключателем SA3. После остановки
двигателя электромагниты УВ1 и YB2 тормозов вновь включаются, и
привод растормаживается (реле КТ1 включает контактор тормозов
КВ). Контакты реле KL1 и КТ2 подготавливают наложение тормозов
в конце хода тележки вниз при опускании сляба. Выдержка времени
реле КТ2 необходима для запрета наложения тормозов до включения
контактора "Вниз" К2.
Контактор защиты KV1 отключается при срабатывании максималь-
ного токового реле КА1, центробежного реле скорости KS, реле высо-
кого напряжения KV2, при действии выключателей максимального и ми-
нимального натяжения канатрв SQ7 и SO8, а также при нажатии аварий-
ных кнопок SB1 и SB2.
Включение схемы запрещается при отключенном вентиляторе продув-
ки двигателя (контакт КМ1) и при наличии напряжения в цепи якоря
(реле KV3). При срабатывании любой из защит, а также при отключении
автомата SF2 или рубильника О и при остановке преобразовательного
агрегата (контакт КМ2) двигатель подъемника контактором ~КМВ
переводится в режим динамического торможения. Одновременно накла-
дываются механические тормоза. Особенность данного привода — высо-
кая-(до 80 %) продолжительность включения тормозных электромагни-
тов. Для уменьшения размеров и мощности тормозов применены форси-
ровочный резистор и контактор KBF, вводящий этот резистор после
растормаживания привода. При неисправности цепей автоматики опера-
тор использует ключ SA5 для ручного включения контактора тормо-
зов КВ.
Сельсинный указатель (на схеме не показан) позволяет оператору
контролировать движение и положения тележки подъемника.
145
3. СИСТЕМЫ ЭЛЕКТРОПРИВОДА ВЕРТИКАЛЬНЫХ ПОДЪЕМНИКОВ
Электроприводы вертикальных подъемников являются более про-
стыми, чем рассмотренные выше электроприводы наклонных подъем-
ников. Схема управления электроприводом постоянного тока верти-
кального подъемника для выдачи пакета сортовых заготовок рассмот-
рена в работе [13].
Оригинальный и экономичный электропривод разработан Гипромезом
для подъемника вертикальной МНЛЗ нового типа, требующего снижения
скорости в восемь раз лишь при опускании сляба на кантователь. При-
менен асинхронный двигатель с фазным ротором типа 4MTH225L6
(55 кВт, 960 об/мин), который для получения низкой скорости спуска
переводится в режим динамического торможения с самовозбуждением.
Схема главных цепей электропривода с использованием крановой панели
управления КСДБ-160УЗ показана на рис. 77, а, механические характе-
ристики — на рис. 77, б. Помимо естественных характеристик 4п и
Рис. 77. Асинхронный электропривод вертикального подъемника
146
4с, электропривод имеет по три регулировочные характеристики при
подъеме (7л, 2п и Зп) и спуске (7с, 2с и Зс). Возможные варианты
характеристик показаны штриховыми линиями.
В режиме динамического торможения при опускании сляба двига-
тель отключается от сети, а его ротор через полууправляемый выпря-
митель UZ (диоды VD1—VD3 и тиристоры VS5—VS7) контактором
КВЗ подключается к двум фазам статора. Выпрямленная з.д.с. ротора
создает в статоре ток возбуждения, зависящий от веса сляба. Начальное
подмагничивание статора обеспечивает выпрямитель на диодах VD4—
VD7, подключаемый контактором КВ4. Вид механических характерис-
тик зависит от сопротивлений пускорегулировочных резисторов R1—R5,
которые включены последовательно с выпрямителем UZ в цепи ротора
и шунтируются контакторами ускорения К1—К5. Минимальная ско-
рость спуска достигается при включении контакторов К2—К4, что соот-
ветствует включению последовательно с выпрямителем UZ минималь-
ного сопротивления — резистора R5. Вторая ступень скорости получает-
ся введением еще двух резисторов — R3 и R4 при отключении контак-
торов КЗ и К4; третья ступень соответствует дополнительному включе-
нию резистора R2. Для перевода привода на высокую (сверхсинхрон-
ную) скорость спуска отключаются контакторы КВЗ и КВ4, после чего
двигатель включается на сеть контакторами КМ (линейным) и KMR
("вниз").
Для снятия перенапряжений на двигателе в момент его выхода из ре-
жима динамического торможения служит диод VD4. Запасенная электро-
магнитная энергия рассеивается на резисторах R1—R5.
При подъеме сляба включаются контакторы КМ и KMF ("Вверх").
Различные регулировочные характеристики соответствуют поочередному
включению контакторов ускорения и шунтированию резисторов R1—R4
с последующим закорачиванием обмотки ротора контактором К5.
Бездуговая коммутация статорных контакторов осуществляется
тиристорами VS1—VS4. Контакты линейного контактора КМ размыкают-
ся без коммутации силового тока, благодаря открытию указанных ти-
ристоров. После отключения КМ управляющие импульсы с тиристоров
снимаются и они запираются в момент прохождения тока через "О".
Одновременно отключается катушка контактора направления KMF
(или KMR}, силовые контакты которого размыкаются в обесточенной
цепи.
Бездуговая коммутация роторных контакторов обеспечивается полу-
управляемым выпрямителем UZ. Время его закрытия меньше времени
отключения любого из контакторов К1—К5. Для защиты при авариях
служит центробежное реле скорости KS типа РМН-7011.
Для тихоходных вертикальных подъемников заготовок с приводом
мощностью до 22 кВт при ограниченных требованиях к глубине ступен-
чатого регулирования частоты вращения (лтщ > 0,25пном) можно ре-
комендовать применение двухскоростного асинхронного двигателя
147
4MTKH225L6/20 (22,0/4,5 кВт; 925/225 об/мин). Технический проект
такого электропривода подъемника разработан в Гипромезе. При боль-
шей мощности можно использовать на приводе лебедки подъемника два
двухскоростных двигателя.
Среди альтернативных экономичных систем электропривода подъем-
ников — двухдвигательный асинхронный электропривод с односкорост-
ными машинами, с переводом одного из двигателей в режим динамиче-
ского торможения для получения низкой скорости механизма [39]
и двухдвигательный электропривод с механическим дифференциалом
[40]. Для улучшения регулировочных характеристик и уменьшения
нагрева при работе на низкой скорости в первой из этих систем следует
использовать двигатели с фазным ротором.
4. ЭЛЕКТРОПРИВОД УСТРОЙСТВА
ДЛЯ ПРИЕМА СЛЯБОВ
Для вертикальной МНЛЗ нового типа Гипромезом сконструировано
устройство для приема отрезаемых широких слябов, содержащее две
каретки, не связанные между собой механически. Синхронизация по по-
ложению обеспечивается средствами электропривода. Электропривод ка-
реток с двигателями Д806 (22 кВт, 220 В) представлен на рис. 78.
Диапазон регулирования скорости равен 27,5:1. Рабочая скорость
подъема кареток к слитку 5,5 м/мин, скорость опускания отрезанных
слябов на рольганг выдачи 3,0 м/мин, скорость опускания концевого
слитка к газорезке 0,2 м/мин. Скорость 3,0 м/мин соответствует номи-
нальной частоте вращения двигателя; скорость холостого хода 5,5 м/мин
достигается повышением напряжения до 400 В. Уравновешенные контр-
грузом каретки с расторможенными приводами ожидают подхода ниж-
него конца слитка в одном из восьми положений, контролируемых фото-
электронными путевыми выключателями типа ВПФ 11-01 [41], кинема-
тически связанными непосредственно с механизмами кареток (чтобы
исключить влияние вытяжки канатов). Встроенные в ВПФ11-01 датчики
импульсов типа ПДФ-3, а также установленные рядом сельсины-датчики,
БД-1501, используются в-цифровой и аналоговой системах синхрониза-
ции кареток. Для защиты и ограничения хода служат центробежные реле
скорости РМН-7011, устройства контроля максимального натяжения и
слабины канатов с путевыми переключателями ВП16Г23Б, конечные
выключатели ограничения подъема контргрузов КУ-703А.
Функциональная схема двухдвигательного электропривода устройства
для приема слябов с сельсинной системой синхронизации показана на
рис. 79. Двигатели М1 и М2 кареток питаются от индивидуальных преоб-
разователей UZ1 и UZ2. Применены два тиристорных электропривода
типа КТЭ 100/440—531 (100 А, 440 В): один с устройством синхрониза-
ции по положению (структура системы регулирования АСР09), а вто-
148
Рис. 78. Электропривод кареток устройства для приема слябов:
а — расположение приводных лебедок и датчиков; б — кинематическая схема элек-
тропривода лебедки; 1 — тахогенератор; 2 — центробежное реле скорости; 3 —
тормоз; 4 — двигатель; 5, 6 — редукторы; 7 — открытая зубчатая пара; 8 — на-
правляющая балка; 9 — каретка; 10 — барабан лебедки; 11 — путевой выключа-
тель с датчиком импульсов; 12 — сельсин; 13 — блок; 14 — кинематическая цеп-
ная передача к датчикам; 15 — сляб
рой — без встроенных регуляторов (нулевая структура). Основу систе-
мы автоматического регулирования двигателя М1 (М2) составляют
входной усилитель А11 (А21) с блоком ограничения задающего сигнала
частоты вращения на уровне ±пта*, регулятор скорости AR1 (AR2),
суммирующий усилитель А12 (А22) с блоком ограничения задающего
сигнала тока значением ±7тах, интегрирующий усилитель А/А1 (А/А2)
для лимитирования производной тока якоря и адаптивный регулятор
тока АА1 (АА2), выходное напряжение которого является задающим
для системы AU1 (AU2) импульсно-фазового управления тиристорами
преобразователя UZ1 (UZ2). Сигналы обратных связей по частоте враще-
ния и току якоря снимаются с датчика скорости UR1 (UR2), связанного
с тахогенератором BR1 (BR2), и датчика тока UA1 (UA2).
149
Рис. 79. Двухдвигательный электропривод кареток устройства для приема слябов
с сельсинной системой синхронизации
150
I
Для ручного управления и регулирования частоты вращения служит
сельсинный командоконтроллер ВСА типа СКАР41-ФУ, выходное напря-
жение которого через фазочувствительный выпрямитель подается на
задатчик интенсивности совместной работы AJ.B автоматическом режиме
управления задающие напряжения при движении вниз или вверх подают-
ся соответственно с потенциометров R1 или R2 через контакты реле А"?
или К2. Контакт реле КЗ в канале ограничения выходного сигнала блока
AFV, замкнутый при'ручном управлении, блокирует прохождение сиг-
нала от сельсинного командоконтроллера ВСА при автоматическом уп-
равлении. Общий для обоих двигателей задающий сигнал п* поступает
через входные усилители А11 \лА21 на регуляторы скорости AR1 v\AR2.
Аналоговая система синхронизации обоих электроприводов по поло-
жению содержит сельсины-датчики ВС1 и ВС2, блок выделения разности
фаз AFD, демодулятор AS и функциональный (квадратичный) преобра-
зователь AFC. С выхода AFC сигналы рассогласования с разными знака-
ми подаются на входы суммирующих усилителей А12 и А22 каналов
задания токов. При появлении рассогласования по пути в каждом двига-
теле возникает динамическая составляющая тока (момента), в резуль-
тате чего частота вращения двигателя отстающей каретки повышается,
а опережающей снижается до равенства путевых координат.
Для шунтирования регуляторов в отключенном состоянии приводов
применены блоки логики ASH1 и ASH2, получающие информацию о за-
данном значении частоты вращения п*, ее фактическом значении п и про-
изводной dn/dt (от задатчика интенсивности А!). В системе предусмот-
рен узел контроля насыщения регуляторов скорости, содержащий нели-
нейные элементы ADL1 и ADL2 с характеристиками зоны нечувствитель-
ности и схемы выделения модуля AMD1—AMD2. На входы элемента
ADL1 подаются задающие напряжения со входов регуляторов скорости,
а на входы ADL2 — выходные напряжения этих регуляторов. При насы-
щении любого из регуляторов скорости ограничивается выходной сигнал
задатчика интенсивности AJ.
В исходном положении ожидания слитка приводы кареток растормо-
жены; каретки уравновешены контргрузами. Под действием опускаю-
щегося слитка каретки движутся вниз. При этом каналы задания и об-
ратной связи по скорости отключены (реле К1—К4), чтобы исключить
возникновение тормозного момента двигателя. При ручном управлении
сельсинным контроллером ВСА, установленным в положение "Вниз",
до окончания реза слитка сигнал задания скорости не проходит на вход
задатчика интенсивности А! благодаря блокировке фазочувствительного
выпрямителя AFV (по каналу ограничения выходного усилителя).
По окончании реза под действием веса сляба каретки приемного уст-
ройства ускоряются. При заданной скорости, контролируемой порого-
вым устройством, происходит замыкание цепей задающего сигнала и
обратных связей по скорости. Для уменьшения рывка в канатной пере-
151
jiit'ii! <t! р.шичииаюг производную тока в момент включения электропри-
вода.
Остановка кареток в нижнем положении осуществляется по сигналам
путевых датчиков (воздействие по каналу ограничения выходного уси-
лителя AFV при ручном управлении либо через реле К2 в автоматиче-
ском режиме). После полной остановки электропривода, что контроли-
руется сигналами с выхода ячеек шунтирования регуляторов, блоки-
руются отпирающие импульсы КТЭ и накладываются тормоза. При сра-
батывании аварийных ограничителей хода происходит отключение авто-
матов О 7 и 02 и пускателей КМ1 и КМ2 силовой цепи с одновременным
включением динамического торможения и наложением механических
тормозов.
После выдачи сляба по команде контроллера ВСА лйбо реле автома-
тики К1 начинается движение кареток вверх на скорости 5,5 м/с. Карет-
ки останавливаются в одном из заданных восьми положений. После оста-
новки двигателей каналы задания и обратных связей по скорости размы-
каются.
Для повышения точности синхронизации по положению приводов
обеих кареток устройства для приема слябов разработана цифровая сис-
тема измерения разности их координат с использованием датчиков им-
пульсов пути ПДФ-3, механически связанных непосредственно с карет-
ками, чтобы исключить влияние вытяжки силовых канатов приводных
лебедок. Одна из кареток является ведущей. Цифровая система синхро-
низации (рис. 80), выполненная на элементах серии Логика-И, непрерыв-
но контролирует разность линейных координат кареток. Дискретность
измерения координат принята равной допустимому рассогласованию
по пути 5. Для упрощения схемы принято гарантированное соотношение
скоростей ведущей и ведомой кареток tz д /iz2 > 1.
Основу схемы составляют два двоичных 8-разрядных реверсивных
счетчика РС1 и РС2, каждый из которых выполнен на двух логических
элементах D4, D5 (D8, D9) типа И-115, и группа цифровых нуль-органов
(элементы И-119) для поразрядного сравнения координат кареток в
двоичном коде. Импульсы от датчиков положения ВО 7 и BQ2 поступают
на входы счетчиков РС1 и РС2 через входные герконовые элементы
D1-1 и D6-1 типа И-208. Триггеры D3-1 и D3-2 (И-110) обеспечивают за-
щиту от "дребезга" сигналов датчиков и четкую выдачу счетных импуль-
сов. Контакты внешних реле К1 (ведущая каретка) и К2 (ведомая ка-
ретка) , замкнутые при ходе вверх, переключая герконовые элементы
О 7-2 и D6-2, осуществляют коммутацию входов счетчиков D4, D5 и
D8, D9, переводя счетчики из режима суммирования импульсов в режим
вычитания для непрерывного определения координаты Хд ведущей ка-
ретки и координаты х2 ведомой каретки при ходах вверх и вниз. С циф-
ровых нуль-органов DW—D14 (выходы А > В) информация о том, что
ведущая каретка опережает ведомую при ходе вверх (хд — х2 = S)
выдается на элемент D16 ИЛИ типа И-105. Аналогично при ходе вниз
152
153
опережение ведущей каретки (х2 — Xi =6) фиксируется появлением
сигнала на выходах А < В нуль-органов и, соответственно, на выходе
элемента D15 ИЛИ.
Блок выходных длементов корректора представлен схемой 4 (И-НЕ)
(элемент D21 типа И-103), двумя триггерами элемента D22 (И-110)
и выходными усилителями И-405 и И-404 (элементы D23 и D24}. Первая
схема И—НЕ элемента D21 переключает первый триггер элемента D22
при ходе вверх, когда зафиксировано состояние — х2 = 8. Выходное
герконовое реле К7 элемента D24 дает команду на ускорение электро-
привода ведомой каретки. Когда отставание ликвидировано и ведомая
каретка выходит вперед на отрезок 8, вторая схема И—НЕ элемента D21
выдает импульс на возврат триггера в исходное положение. При этом
восстанавливается первоначальная скорость ведомой каретки. Аналогич-
ные функции при ходе кареток вниз выполняют третья и четвертая схе-
мы И—НЕ элемента D21 и второй триггер элемента D22, а также выход-
ное реле К8. Сброс счета происходит в исходном положении кареток
(реле КЗ и К4}.
Контроль работы реверсивных счетчиков выполняют световые диоды
V1—V12. Для наладки и периодической проверки схемы предусмотрены
цепи имитации движения кареток и переключатели для подачи серии им-
пульсов (на схеме не показаны), Размеры описанного цифрового устрой-
ства 266 х 130 х 483 мм.
5. ЭЛЕКТРОПРИВОДЫ МАШИНЫ ДЛЯ ВВОДА
ЗАТРАВКИ В КРИСТАЛЛИЗАТОР
Самоходная машина для ввода цепной затравки сверху в кристаллиза-
тор была разработана Уралмашзаводом и модернизирована Гипромезом.
На приводах перемещения машины, подъема, опускания и центрирова-
ния затравки установлены асинхронные короткозамкнутые двигатели
новой серии 4МТКН мощностью от 5,5 до 22,0 кВт. Вся аппаратура уп-
равления и защиты размещена на машине. Питающий четырехжильный
гибкий кабель наматывается на кабельный барабан, который приводится
двигателем с фазным ротором серии 4МТН мощностью 2,2 кВт. Кабель-
ный барабан снабжен кольцевым токосъемником X.
Схема силовых цепей двигателей механизмов перемещения машины
М1, подъема и опускания затравки М2 и кабельного барабана М3, а так-
же механические характеристики двигателя М3 приведены на рис. 81.
Для обеспечения плавности пуска и безударного выбора зазора в цепи
статоров двигателей перемещения машины и подъема затравки вводятся
добавочные резисторы R1 и R2, шунтируемые после разгона двигателей
контакторами КМЗ и КМ6. Пусковой момент ограничивается на уровне
1,2 Л4НОМ. Для точного позиционирования машины применено сочетание
конденсаторного торможения (батарея С) с механическим. Тормоз на-
154
кладывается после окончания действия конденсаторного торможения,
когда частота вращения снижается до 0,4 лном.
Одновременно с включением двигателя перемещения машины вклю-
чается нереверсивный электропривод кабельного барабана, который
всегда развивает вращающий момент в направлении намотки кабеля.
Резисторы R3 в цепи ротора служат для ограничения момента короткого
замыкания значением Л4К и ~0,3/WHOM, чтобы исключить перегрев дви-
гателя. Получаемая мягкая механическая характеристика 2 обеспечивает
близкие значения моментов намотки кабеля на барабан Mi (двигатель-
ный режим) и сматывания с барабана М2 (режим противовключения).
Для управления при доводочных операциях используют подвесной
кнопочный пост типа ПКТ-64.
На некоторых зарубежных криволинейных МНЛЗ лебедка машины
для подачи цепной затравки в кристаллизатор снизу (через роликовые
проводки) приводится двигателем постоянного тока, регулируемым
по системе ТП—Д. При вводе затравки электропривод работает в реку-
перативном режиме, чтобы поддерживать натяжение в звеньях цепи
затравки. В начале разливки затравка опускается. При этом в зависи-
мости от условий трения электропривод тянуще-правильного устройства
может работать либо в рекуперативном, либо в двигательном режиме
с небольшой нагрузкой, а электропривод лебедки затравки переходит
в двигательный режим, чтобы поддерживать поимерно постоянное натя-
Рис. 81. Электроприводы машины для ввода затравки в кристаллизатор:
а — схема силовых цепей; б — механические характеристики двигателя кабельного
барабана (7 — естественная; 2 — искусственная; А — рабочая точка при разматы-
вании кабеля)
155
жение звеньев цепи. Обеспечивается синхронизация электропривода ле-
бедки затравки с электроприводами тянуще-правильного устройства.
Схемой предусмотрены обратная связь по скорости от тахогенератора
и токоограничение. Для поддержания постоянного натяжения в цепной
затравке служит внутренний контур регулирования натяжения.
При вводе затравки электропривод развивает заднее натяжение
~5 % от максимального значения. В процессе разливки до операции рас-
цепления затравки со слитком используют натяжение от 30 до 80 % от
максимального. В момент расцепления натяжение отключают, чтобы
обеспечить плавное отделение затравки. После расцепления привод ле-
। бедки ускоряют до двойной скорости, чтобы быстро вывести затрав-
ку [21].
Для управления гидроцилиндрами роликов ТПУ при вводе затравки
служит цифровое счетное устройство. Датчик импульсов установлен
на валу двигателя лебедки затравки. Система вычисляет координату
переднего конца затравки и включает механизмы прижима роликов
к затравке после прохода ее переднего конца мимо соответствующей
пары роликов [30].
Глава VI. ЭЛЕКТРОПРИВОД МАШИН
ДЛЯ ТРАНСПОРТИРОВКИ КОВШЕЙ И ЛИТЫХ ЗАГОТОВОК
1. СТАЛЕРАЗЛИВОЧНЫЙ КРАН МНЛЗ
Сталеразливочный кран служит для подачи сталеразливочного ковша
на разливочную площадку МНЛЗ. Кран имеет тележки главного и вспо-
могательного подъемов грузоподъемностью до 550 и 100 т соответствен-
но. Для уменьшения охлаждения жидкой стали скорость подъема ковша
на МНЛЗ должна составлять 8—10 м/мин, что примерно в три раза боль-,
ше скорости подъема сталеразливочных кранов, служащих для разливки
в изложницы.
В отечественных системах электропривода главного подъема стале-
разливочных кранов грузоподъемностью 450—550 т используются двига-
тели постоянного тока. Нашли применение три системы электропривода,
каждая из которых имеет свои достоинства и недостатки:
1. Четырехдвигательный электропривод с двигателями типа ДП-92
(135 кВт при 220 В, 25 % ПВ) с контакторно-реостатным управлением.
Такой электропривод применен на кранах грузоподъемностью 450 т
в конвертерном цехе Западно-Сибирского металлургического комби-
ната. Основные недостатки этого привода: увеличенные размеры тележ-
156
ки главного подъема и, соответственно, увеличенные "мертвые зоны",
не обслуживаемые краном; большое количество громоздкой аппарату-
ры (тяжелых контакторов, реле и т.п.), что затрудняет эксплуатацию.
2. Двухдвигательный электропривод с двигателями типа ДП92М
(300 кВт, при 440 В, ПВ = 15 %), регулируемыми по системе ТП—Д
в диапазоне 10:1. Двигатели специально модернизированы для установ-
ки на сталеразливочном кране, оборудованы вентиляторами-наездника-
ми, для повышения мощности питаются удвоенным напряжением (440 В
при </ном = 220 В). Тиристорные преобразователи установлены стацио-
нарно в цеховом электропомещении. Питание всех электроприводов на
кране осуществляется по трем троллеям напряжением 380 В и двум
силовым троллеям постоянного тока 460 В, 2500 А; установлены также
два троллея управления напряжением 220 В. Такой электропривод осу-
ществлен в конвертерном цехе № 2 НЛМК на кранах грузоподъемностью
450 т.
3. Двухдвигательный электропривод с двигателями типа МПС
640-700/1000 (640 кВт, 600 В, 700/1000 об/мин), регулируемыми по
системе Г-Д. На кране установлены два электромашинных преобразо-
вателя; каждый преобразователь питает свой двигатель — таким образом
достигается блочность и резервирование двигателей и преобразователей.
Кран получает питание по двум дублированным системам трехфазных
троллеев высокого напряжения (6 кВ). Такая система осуществлена
в конвертерном цехе комбината "Азовсталь" на кранах грузоподъем-
ностью 550 т.
Сравнительный анализ этих трех вариантов и опыт эксплуатации кра-
нов грузоподъемностью 450 + 100/20 т в конвертерном цехе № 2 НЛМК
показали предпочтительность второго варианта. Вынос тиристорных пре-
образователей и основной электроаппаратуры зд пределы крана позво-
лив существенно упростить резервирование, повысить надежность, удоб-
ство ревизий и ремонтов. Обслуживание любых видов преобразователей
на литейных (в том числе разливочных) кранах крайне затруднительно
в связи с повышенными требованиями к бесперебойности работы и тяже-
лыми условиями окружающей среды. Необходимые в этом случае вен-
тиляционные установки с очисткой и охлаждением воздуха сложны
в эксплуатации, а их надежную работу на кране трудно обеспечить. Уста-
новка тиристорных преобразователей в цеховом электропомещении дала
возможность применить один резервный преобразователь для двух кра-
нов и снизить таким образом капитальные затраты.
Рассмотрим подробнее систему электропривода механизма главного
подъема сталеразливочных кранов конвертерного цеха № 2 НЛМК.
В каждом пролете отделения непрерывной разливки две МНЛЗ обслужи-
ваются двумя сталеразливочными кранами. Мощность электропривода
рассчитана по графику работы одного крана на две МНЛЗ. При этом
продолжительность цикла составляет 35, мин. Необходимая по техноло-
гии скорость подъема 10 м/мин. Ввиду того, что существующие наиболь-
157
U22
158
/ТНВ5
,HF=
MB5
~~ '
' ffHV М4
КП Fl I
~~^ 'KVL
Kmi(KHR2) уы
сталеразливочного крана МНЛЗ
159
шие по мощности краново-металлургические двигатели типа ДП-92М
не могут по условиям нагрева обеспечить работу при скорости подъема
ковша 10 м/мин, в проекте было принято решение снизить скорость
подъема и опускания ковша с металлом до 8 м/мин. Для сохранения
продолжительности цикла скорость подъема и спуска порожнего ковша
автоматически увеличивается до 12 м/мин. В случае выхода из строя
одного двигателя цикл работы завершается вторым двигателем.
Схема электропривода дана на рис. 82. Для упрощения и удешевления
схемы и повышения надежности для питания двигателей главного
подъема и регулирования частоты вращения применен нереверсивный
тиристорный агрегат типа АТ-2500/460-1 с суммирующим магнитным
усилителем. В состав агрегата входят силовой трансформатор, тиристор-
ный преобразователь, сглаживающий дроссель и быстродействующий
автоматический выключатель. Нереверсивный тиристорный преобразова-
тель обеспечивает спуск тяжелых грузов в инверторном режиме (при
сохранении направления тока — работа на механической характеристике
в IV квадранте) и силовой спуск легких грузов путем реверса возбужде-
ния двигателя (работа в /// квадранте). Установлены рабочий UZ1 и
резервный UZ2 тиристорные агрегаты.
Диапазон регулирования частоты вращения равен 10:1, используется
отрицательная обратная связь по напряжению преобразователя (обмотка
L V встроенного магнитного усилителя). Обмотки возбуждения двигате-
лей LM1 и LM2 питаются от индивидуальных возбудителей, выполнен-
ных на магнитных усилителях АМ1 и АМ2 типа УМЗП на ток 10 А.
Для измерения тока силовой цепи служат датчики тока UA1 и UA2 —
трансформаторы постоянного тока типа И514-3,0.
На мосту крана размещен магнитный контроллер, содержащий кон-
такторы направления KMF1, KMF2 и KMR1, KMR2, динамического
КМВ1—КМВ4 и механического КМВ5, КМВ6 торможения, нулевой за-
щиты КМ\/, спуска KML1, KML2, реле контроля цепи катушек тормозов
КАВ (токовое) и КТВ (напряжения), максимальной токовой защиты
КА1 и КА2, промежуточные КТ1, КТ2, К1, К2, обрыва поля КАЗ, КА4,
управления КЗ, напряжения KV1, KV2, промежуточное К4. Здесь же
установлены рубильники-разъединители якорных цепей S3, S4 типа
Р-2315/2 (1500 А, 500 В), автоматические выключатели QF1, OF2, SF,
ряд вспомогательных аппаратов.
Каждый двигатель снабжен центробежным реле скорости типа
РМН-7011 (условные обозначения контактов на схеме — KS1 и KS2).
Выпрямитель для питания цепей управления постоянным током 220 В
также размещен на кране.
В кабине крановщика установлен командоконтроллер SA для управ-
ления главным подъемом типа КП-1200 на 12 цепей. Связь задающей
цепи, имеющей контакты командоконтроллера на кране, с задающей
обмоткой LS суммирующего магнитного усилителя тиристорного агре-
гата осуществляется через два троллея управления напряжением 220 В.
160
Для получения достаточно большого тока в цепи этих троллеев (не
менее 1 А при минимальной частоте вращения привода) в цепь обмотки
LS включены встречно два стабилитрона VD1 и VD2 типа Д817В и бал-
ластный резистор R61. Напряжение стабилизации 100 В. При полной
частоте вращения напряжение на резисторе R61 равно 220 В, при мини-
мальной 112 В. Соответственно на входной фильтр обмотки LS подается
120 и 12 В. Фильтр R51, С1, R52 служит для создания задержки, адэкват-
ной задержке, вносимой фильтром R54, С2, R55 в цепи обмотки обрат-
ной связи по напряжению. Этот фильтр необходим для защиты от пульса-
ций выпрямленного напряжения тиристорного агрегата.
Токоограничение с отсечкой осуществляется цепью измерения тока,
содержащей датчик тока UA1 [UA2] и стабилитрон VD3. Сигнал потоку
заведен непосредственно на вход системы импульсно-фазового управле-
ния ALL Ток отсечки 2400 А. Схемой предусмотрено автоматическое
выравнивание нагрузок двигателей. Обмотки LA1 и LA2 магнитных
усилителей АМ1 и АМ2 осуществляют положительную обратную связь
по току. При появлении небаланса токов двигателей усиливается магнит-
ное'поле перегруженного двигателя и ослабляется поле недогруженного
двигателя. Обмотки смещения этих усилителей ограничивают ток воз-
буждения двигателей при отсутствии тока в якорных цепях. С ростом
тока в силовых цепях автоматически увеличивается возбуждение двига-
телей. На стороне переменного тока в каждую фазу усилителя АМ1
(АМ2) включен резистор, шунтирующий его рабочие обмотки, что по-
зволяет поднять минимальный ток до нужного значения, определяющего
частоту вращения на холостом ходу 1,5 лном.
Предусмотрено пять режимов работы электропривода подъема:
1) Подъем груза при работе тиристорного преобразователя в выпря-
мительном режиме;
2) тормозной спуск груза в инверторном режиме преобразователя;
3) силовой спуск легких грузов при реверсировании поля и тормоз-
ной спуск в режиме динамического торможения;
4) аварийный режим работы с одним двигателем;
5) динамическое торможение при срабатывании защиты. Выбор ре-
жима спуска (тормозного или силового) производится автоматически.
В исходном состоянии схемы командоконтроллер SA находится в
нулевом положении. При включении автомата SF получают питание
контакторы KMF1, KMF2, обмотки отрицательного смещения LB1,
LB2 и тормозное реле КТВ. На обмотки возбуждения двигателей LM1
и LM2 подается напряжение. Срабатывают реле нулевого тока КАЗ и
КА4, а также реле К4 и К1, нулевой контактор KMV. Контактор динами-
ческого торможения КМВ1 отключается, а контакторы КМВ2 — КМВ4
включаются. Реле реверса управляющего сигнала К2 также срабатывает.
При постановке рукоятки SA в положение подъема срабатывает реле
направления КТ1 и реле управления КЗ. По цепи, содержащей контакты
конечного выключателя SO1, замыкающие контакты реле KF и КЗ,
161
включаются тормозные контакторы КМВ5 и КМВ6, подающие напряже-
ние на тормозные электромагниты YB1 — YB4. Когда срабатывает реле
КАВ, отключается контактор КМВ6, и форсировка тормозов заканчи-
вается. Резистор R34 в цепи задающей обмотки LS ограничивает задаю-
щий сигнал при наложенных тормозах.
На 1-й позиции командоконтроллера SA частота вращения двигателя
равна 0,1лном, на 2-й - 0,3лном, на 3-й - 0,6пном и на 4-й - лном.
Ток возбуждения изменяется в функции тока якоря таким образом,
что скорость подъема порожнего ковша и пустой траверсы в 1,5 раза
больше скорости подъема ковша с металлом.
При постановке командоконтроллера SA в позиции спуска включают-
ся контакторы KML1 и KML2 и реле направления движения вниз KR,
полярность сигнала на обмотке LS меняется; тиристорный преобразова-
тель переводится в инверторный режим. Силовой ток отсутствует до тех
пор, пока э.д.с. двигателя не превысит напряжение преобразователя.
Если статический момент превышает момент трения, напряжение на реле
KV1, включенном на напряжение преобразователя, нарастает до величи-
ны срабатывания за время, меньшее 3 с (время выдержю реле КТ В).
В противном случае по истечении времени выдержки КТВ катушка К4
теряет питание, после чего срабатывают контакторы KMR1 и KMR2 и
отключаются контакторы KMF1, KMF2. Изменяется полярность включе-
ния обмоток возбуждения; одновременно срабатывает контактор КМВ1.
При этом подключается цепь динамического торможения с резистором
R5. Реле К2 отключается с выдержкой времени, достаточной для нараста-
ния возбуждения двигателя. При отключении реле К2 полярность задаю-
щего сигнала в обмотке LS изменяется, с тем чтобы соответствовать
выпрямительному режиму работы при силовом спуске.
Контур динамического торможения с резистором R5 обеспечивает
надежную работу схемы в случаях, когда после преодоления момента
трогания либо частичного заклинивания тормозов знак момента на валу
привода изменяется на отрицательный и необходимо подтормаживание.
Если процесс перевода привода на силовой спуск произошел за время
выдержки реле контроля К1, привод работает в заданном режиме. Если
же контакт реле КТВ в цепи К4 не был зашунтирован контактом реле
напряжения KV1, то реле К1 отключает нулевой контактор KMV. При
этом создается контур аварийного динамического торможения (резисто-
ры R6 — R8); одновременно накладываются механические тормоза.
К аналогичному результату приводит срабатывание конечных выключа-
телей SO1, SQ2, максимальной токовой защиты КА1, КА2, реле контро-
ля частоты вращения (реле напряжения KV2 и центробежные реле KS1,
KS2).
При выходе из строя одного двигателе отключают соответствующие
рубильники и автоматы силовой цепи и цепи обмотки возбуждения. Цепь
обмотки смещения магнитных усилителей АМ1 и АМ2 отключается. Это
обеспечивает работу двигателя с максимальным потоком (1,1 Фном) -
162
На 4-й позиции командоконтроллера SA в цепь задающей обмотки LS
вводится добавочный резистор R31', этим достигается ограничение на-
пряжения на выходе тиристорного преобразователя значением 300 В,
что необходимо для обеспечения надежной коммутации двигателя при
большой перегрузке по току (225 %). Скорость подъема и спуска ковша
при этом снижается до 5 м/мин.
Мост, лебедки и тележки вспомогательных подъемов сталеразливоч-
ного крана приводятся асинхронными двигателями с фазными роторами
серии МТН. Для управления установлено семь магнитных контроллеров
(типов ДК-60, ДК-61, К-160, КС-250 и КС-160) с аппаратурой постоян-
ного тока.
Суммарная установленная мощность приводных электродвигателей
сталеразливочного крана грузоподъемностью 450 + 100/20 т со средней
скоростью подъема 10 м/мин составляет 984 кВт. Троллейный токопод-
вод выполнен с применением рельсов Р18 с подпиткой алюминиевой
шиной. Питание к троллеям подводится шинопроводом. Расчетный ток
достигает 3 кА.
2. СТАЛЕРАЗЛИВОЧНЫЕ СТЕНДЫ
На современных МНЛЗ, работающих в режиме "плавка на плавку",
применяют стенды для установки двух сталеразливочных ковшей, пере-
вода их из резервного положения в рабочее и обратно, взвешивания
металла в ковше, а также подъема и опускания ковша в заданные поло-
жения. Ковш оборудован шиберным затвором, к которому подвеши-
вают корундографитовый металлопровод для защиты металла от окис-
ления. Электроприводы сталеразливочного стенда должны обеспечивать
относительно высокую скорость перемещения, высокую точность оста-
новки над промежуточным ковшом, ограничение ускорения и замедле-
ния при переменных массе и трении.
В СССР используют стенды конструкции Уралмашзавода двух типов:
мостовые и поворотные. Примененный на криволинейных слябовых
МНЛЗ цеха № 2 НЛМК мостовой стенд для ковшей вместимостью 350 т
(рис. 83) имеет асинхронные электроприводы: 4-двигательный электро-
привод передвижения колесных тележек по рельсовому пути мощностью
4x37 кВт и 4-двигательный винтовой электропривод подъема ковшей
мощностью 4 х 160 кВт. Токоподвод к стенду — троллейный. Каждые два
привода подъема, расположенные на общей ходовой балке моста, соеди-
нены трансмиссионными валами. Грузоподъемность стенда 630 т, ско-
рость передвижения моста 30 м/мин, скорость подъема ковшей
1,1 м/мин.
Схемой управления электроприводом передвижения предусмотрена
возможность включения как всех четырех двигателей, так и любых
двух из них. Плавный пуск и регулирование скорости обеспечивают
163
Рис. 83. Мостовой сталеразливочный стенд:
1 — мост; 2 — балансирная тележка; 3 — электропривод передвижения моста; 4 —
механизм подъема ковшей; 5 — электропривод подъема; 6 — ковш; 7 — токопод-
вод
четыре ступени резисторов в цепях роторов двигателей. При работе
только двух двигателей для создания необходимого пускового момента
первая ступень резисторов шунтируется. В фазах ротора каждого дви-
гателя предусмотрены невыключаемые резисторы сопротивлением
0,04 Лном для "смягчения" механической характеристики и, соответ-
ственно, более равномерного деления нагрузки между двигателями.
Для точной остановки стенда электропривод переводится на работу на
первой пусковой ступени резисторов.
Упрощенная схема управления одним из двигателей электропривода
подъема ковшей мостового стенда показана на рис. 84. Предусмотрена
совместная и раздельная работа групп из двух двигателей, соединенных
трансмиссионными валами. Контактор КЕ служит для аварийного снятия
напряжения с цепей управления всеми электроприводами стенда. Кон-
такт реле К из схемы управления передвижением запрещает подъем
ковшей во время движения стенда. Ограничение подъема и опускания)
ковшей на стенде осуществляется как командоаппаратами SQ1, SQ2,
так и аварийными конечными выключателями SQ3, SQ4, контакты кото-
рых для надежного отключения при нарушении изоляции включены
в цепях обоих выводов катушек силовых Контакторов. Аналогично
включены контакты ключей аварийного останова SA3 и ЗА 4 в цепи кон-
тактора питания КЕ. Контакторы направления, ускорения и форсировки,
а также катушки тормозов всех четырех двигателей включены парал-
лельно (на рис. 84 условно показаны контакторы только для двига-
теля М1).
Максимально допустимый перекос ковша равен 50 мм. Для контроля
и устранения перекоса предусмотрен сельсинный измеритель рассогласо-
164
- 220S
Рис. 84. Схема управления асинхронным двигателем привода подъема ковшей мос-
тового сталеразливочного стенда
вания-электроприводов (рис. 85). На каждом из валов, попарно соеди-
няющих двигатели М1 — М4, установлен сельсин-датчик типа БД-501.
Сельсины ВС1 и ВС2 включены по трансформаторной схеме. Обмотка
статора сельсина ВС2 подключена к кольцевому диодному демодулято-
ру, выполненному на диодах VD1 — VD4, резисторах R1 — R4 и тран-
сформаторах Т2 — Т5. Указатель перекоса — вольтметр PV. Выходной
сигнал демодулятора через диоды селекции VD5 и VD6 подается на об-
мотки управления релейных магнитных усилителей АМ1 и АМ2 типа
Б0.513.01. При перекосе 50 мм срабатывает одно из выходных реле
KL1 или KL2, и частота вращения опережающей пары двигателей сни-
жается путем отключения всех контакторов ускорения.
Для одной из новых МНЛЗ Уралмашзавод разработал конструкцию
разливочного стенда с электроприводами постоянного тока: 4-двига-
165
Рис. 85. Сельсинный измеритель рассогласования электроприводов подъема ков-
шей на стенде
тельным приводом передвижения стенда (двигатели Д32, 17 кВт, 440 В)
и однодвигательным приводом подъема ковша (двигатель//574,110 кВт,
440 В). Электроприводы постоянного тока позволили повысить плав-
ность регулирования, точнее поддерживать заданные лимитированные
значения ускорения и замедления, а также упростить конструкцию
гибкого токоподвода к стенду.
Для питания двигателей и регулирования применены два тиристорных
преобразователя UZ1 и UZ2 типа КТЭ 320/440. Схема включения двига-
телей передвижения Ml — М4 и подъема М5 (рис. 86) обеспечивает бес-
перебойную работу стенда при выходе из строя одного из преобразовате-
лей или исчезновении питания на одном из вводов ~380 В. Использова-
ние общего преобразователя для двух двигателей перемещения стенда
и двигателя подъема ковша возможно, так как эти двигатели не рабо-
тают одновременно.
Недостатками мостового стенда являются значительные размеры и
масса, сложность механизма подъема ковшей. Поэтому на новых МНЛЗ
чаще используют поворотные стенды с электроприводами поворота и
166
гидроприводами подъема ковшей. Кинематическая схема одного из по-
воротных стендов приведена на рис. 87. Для поворота траверзы с ковша-
ми вместимостью 350 т применяют 2-двигательный асинхронный элек-
тропривод мощностью 2x75 кВт с двигателями МТН 613-10. Аналогич-
ный стенд для ковшей вместимостью 130 т приводится двумя двигате-
лями МТН 512-8, мощностью 37 кВт каждый. На приводе установлены
Рис. 86. Схема силовых цепей элек-
троприводов мостового стенда с дви-
гателями постоянного тока
< Ввод/ k Ввод/
Передвижение Подьен Передвижение
Рис. 87. Кинематическая схема поворотного сталеразпивочного стенда:
1 — поворотная платформа; 2 — ковш; 3 — несущая рама с подвесками для ков-
шей; 4 — редуктор; 5 — двигатель; 6 — тормоз; 7 — командоаппарат; 8 — гидро-
цилиндр подъема; 9 — весоизмерительная система
167
два электромагнитных тормоза постоянного тока серии ТКП и два ку-
лачковых командоаппарата КА4658.
Важнейшими требованиями к электроприводу являются высокая
плавность ускорения и замедления, ограничение ударов в люфтах, необ-
ходимые для исключения расплескивания жидкой стали и ограничения
механических перегрузок. Статический момент вращения и момент
инерции стенда переменны. Так, приведенный к тихоходному валу при-
вода момент вращения стенда с полным ковшом вместимостью 730 т
равен 250 кН - м, с порожним ковшом 70 кН • м, без ковшей 8 кН м.
Момент инерции соответственно изменяется от 53 • 10s до 4,5 -70s кг • м2.
Механические характеристики и, соответственно, резисторы в цепях
роторов двигателей выбирают из условия ограничения линейного уско-
рения (замедления) центра тяжести металла в ковше значением 0,2 м/с2.
При этом учитывают возможный рост пускового момента двигателя на
~20 % вследствие повышения напряжения сети на 70 %.
Для обеспечения максимальной надежности предусматривается воз-
можность поворота стенда одним из двигателей. Оба электромагнита
тормозов включаются одновременно как при совместном, так и при раз-
дельном включении двигателей. Для плавного торможения без расплес-
кивания стали механическое торможение привода осуществляется в
конце замедления под действием статического момента, а реверс разре-
шается только после полной остановки.
Ввиду увеличения нагрузки при работе только одного двигателя, его
пуск производится в две ступени (см. механические характеристики
рис. 88). Мощность каждого двигателя выбирается из условия обеспече-
ния вращения в аварийном режиме — при выходе из строя одного из дви-
Рис. 88. Механические характеристики асинхронного электропривода поворота
стенда:
1 — пуск электропривода с двумя двигателями; 2 — то же, с одним двигателем;
3 — аварийный режим (наложение одного тормоза); 4 — естественная характерис-
тика; Л#с1 — момент нагрузки двигателя при отключенном втором двигателе;
/Ис2 — момент нагрузки при работе двух двигателей; Мса — то же, в аварийном
режиме
768
гателей вместе с тормозным магнитом (т.е. при наложении одного тор-
моза) . Точная остановка в позициях приема ковша и разливки дости-
гается при предварительном переводе электропривода на пониженную
скорость введением всех ступеней резисторов в цепи роторов.
Управление производится с двух мест: с главного поста ПУ-1 и с мест-
ного пульта у рабочего места разливщика. Предусмотрены блокировки,
запрещающие одновременную работу приводов поворота и подъема
стенда, а также поворот стенда, поднятого на небольшую высоту (до
400 мм), в случае, если поднят промежуточный ковш на тележке под
стендом. На посту ПУ-1 установлен ключ снятия блокировок (с самовоз-
вратом рукоятки в нулевое положение). Этот ключ позволяет осущест-
вить поворот стенда в аварийном режиме при деблокировке с приводом
подъема сталеразливочного ковша на стенде и приводом подъема проме-
жуточного ковша на тележке под стендом.
Для защиты от аварии при "самоходе" стенда на посту управления
установлен переключатель, отключающий контакторы питания цепей
управления. Для надежного ограничения крайних положений стенда ис-
пользуют последовательное включение двух контактов командоаппара-
та, дублирующих друг друга. При любых перемещениях ковшей на стен-
де включается звуковой сигнал.
На стенде установлено также электрооборудование управления ши-
берными затворами ковшей, месдозы и другие датчики. Токоподвод
выполнен гибкими кабелями.
Зарубежные фирмы применяют для стендов два типа электроприво-
дов: постоянного тока по системе ТП—Д и асинхронный, подобный по-
казанному на рис. 84. Для точной остановки мостового стенда фирма
"Siemens" (ФРГ) использует перевод стенда на пониженную скорость
путем переключения двигателей на тири£торный преобразователь низкой
частоты. Для уменьшения перекоса колес при отсутствии механической
связи применяют схему электрического вала. Поворотный стенд фирмы
"Demag" (ФРГ) имеет двухдвигательный электропривод мощностью
2x63 кВт. Особенностью этого стенда является применение аварийного
пневмодвигателя мощностью 16,4 кВт, обеспечивающего поворот ковша
в сторону аварийной емкости для слива жидкой стали при отключении
электропитания либо выходе из строя электропривода.
3. ТЕЛЕЖКА ПРОМЕЖУТОЧНОГО КОВША
Тележка служит для подачи промежуточного ковша к кристаллиза-
тору, его центрирования, подъема на 600—800 мм для смены разливоч-
ных стаканов и визуального контроля за металлом в кристаллизаторе,
а также для взвешивания жидкой стали в ковше. Информация о весе
металла используется как операторами, так и системой автоматического
поддержания заданного уровня металла в ковше.
169
Электроприводы тележки промежуточного ковша во многом анало-
гичны электроприводам мостового стенда сталеразливочного ковша.
Так, тележка промежуточного ковша вместимостью 120 т конструкции
Гипромеза имеет асинхронные двухдвигательные электроприводы
подъема ковша (мощностью 2x37,0 кВт) и передвижения тележки
(2х 15 кВт).
В опущенном положении несущая рама с ковшом опирается на четыре
месдозы весоизмерительного устройства. Скорость передвижения тележ-
ки 25 м/мин, скорость подъема 2 м/мин.
Схема включения обоих двигателей с фазным ротором электроприво-
да передвижения тележки и электромагнитов их тормозов дает возмож-
ность при выходе из строя одного из двигателей продолжать движение.
Для этого, в частности, электромагниты тормозов включены параллель-
но (через разделительные диоды), благодаря чему валы обоих приводов
растормаживаются даже при отключении одного из двигателей и (или)
его панели управления. Плавный пуск и ступенчатое регулирование ско-
рости движения тележки обеспечиваются 3—4 ступенями резисторов в
цепи обмотки ротора.
Плавная остановка тележки без расплескивания металла достигается
благодаря медленному снижению скорости под действием статического
момента с наложением тормоза в конце процесса замедления — на "вы-
беге"механизма.
Схемой управления осуществляются блокировки, разрешающие дви-
жение тележки только с поднятым промежуточным ковшом и при
условии, что сталеразливочный стенд также поднят.
Плавный пуск асинхронных двигателей с короткозамкнутым ротором
привода подъема промежуточного ковша на тележке производится бла-
годаря кратковременному включению резисторов в цепь статора каждо-
го двигателя. Для уменьшения ударов в механических передачах ис-
пользуется двухступенчатое торможение: после плавного снижения ско-
рости в режиме динамического торможения накладываются механиче-
ские тормоза.
Схемой управления предусмотрены блокировки, разрешающие
подъем промежуточного ковша только при отключенных двигателях
привода передвижения тележки и при условии, что сталеразливочный
ковш на стенде поднят.
4. ПРИЕМНЫЕ РОЛЬГАНГИ
Наиболее сложными являются электроприводы приемных рольгангов
участка резки и выдачи заготовок на криволинейной МНЛЗ. На участке
резки слитка расположены рольганг уборки затравки (перед машиной
для газовой резки или ножницами) и несколько секций рольганга, при-
нимающего отрезанные заготовки и передающего их на транспортно-
отделочную линию.
170
Технико-экономическое сравнение двух вариантов электропривода
рольгангов: постоянного тока по системе ТП—Д и переменного тока
। преобразователем частоты по системе ТПЧ—Д показывает преимущест-
ва второго варианта по капитальным затратам и массе.
Приемные рольганги имеют, обычно индивидуальные приводы роли-
ков с асинхронными двигателями серии АР, которые работают в трех
режимах:
I — синхронное вращение с роликами ТПУ для приема слитка со ско-
ростью от i/cmin (обычно 0,2 м/мин) до иСтах (на слябовых МНЛЗ до
1,5 м/мин);
11 — ускоренное вращение при выдаче заднего конца слитка, отрыве
затравки от слитка и отводе отрезанной заготовки при скорости (2,0—
2,5) i/cmax, т-е- 3,0—4,0 м/мин;
III — транспортирование заготовок с высокой скоростью итр **
» 20 м/мин.
Скорости 1/тр соответствует работа двигателей при питании от сети
380 В, 50 Гц. При работе в режимах I и II скорбеть двигателей регули-
Рис. 89. Электроприводы приемных рольгангов участка резки слитка
171
руется по системе ТПЧ—Д. Обычно устанавливают два тиристорных пре-
образователя частоты UZ1 и UZ2 частотой 5—60 Гц с системами авторе-
гулирования АС1 и АС2 (рис. 89). От UZ1 питаются двигатели роль-
ганга уборки затравки М1/1 — М1/п, а от UZ2 — двигатели/W2/7 — М2/5
первых пяти роликов приемного рольганга, образующих его первую
секцию.
При частоте тока 5 Гц рольганг уборки затравки и первая секция
приемного рольганга работают в режиме I при скорости от i/cmjn до
''стах- При этом скорость i/crnax соответствует режиму холостого
/ода, а скорости менее i/Cmax получаются благодаря принудительному
вращению роликов синхронно с ТПУ под действием непрерывного слит-
ка. Данный режим используется кратковременно. В режиме II частота
тока преобразователя увеличивается до 10 Гц. При транспортировании
отрезанной заготовки частота преобразователя UZ2 возрастает до 50 Гц.
При выходе из строя одного из преобразователей двигатели секций
М1 и М2 с помощью переключателей S1 и S2 подключаются к исправно-
му преобразователю, который в этом случае работает при частоте 10 Гц;
в режиме III двигатели М2/1 — М2/5 контактором К1 подключаются
к сети с частотой 50 Гц вместе с другими двигателями МЗ/1 — МЗ/10
приемного рольганга, включаемыми контактором К2.
На МНЛЗ с газовой резкой слитка рольганг под машиной для газовой
резки имеет индивидуальные электроприводы поочередного опускания
роликов, автоматически срабатывающие при прохождении резаков над
ними. Этим обеспечивается защита роликов от пламени резаков. Для
контроля подхода резаков установлены конечные выключатели типа
КУ-704.
5. КЛЕЩЕВОЙ КРАН-ПЕРЕКЛАДЧИК СЛЯБОВ
Кран-перекладчик работает на участке промежуточных стеллажей у
приемных рольгангов МНЛЗ и служит для передачи слябов на стеллаж
и последующей выдачи на рольганг для транспортирования на рольганг-
тележку. Кран оборудован электроприводами постоянного тока меха-]
низмов передвижения моста и подъема автоматических клещей. Грузо-
подъемность крана 60 т. Скорости передвижения моста, м/с: рабочая 0,8,
пониженная (для осуществления точной остановки) 0,15; скорость
подъема сляба 0,25 м/с.
Электропривод механизма передвижения моста — двухдвигательный.
Двигатели ДП-42 (21 кВт, 220 В, 660 об/мин, 25 % ПВ). Для выравнива-
ния нагрузок в цепи параллельно включенных якорей двигателей введе-
ны добавочные резисторы (рис. 90). Механизм подъема приводится
двигателем ДП-82А (140 кВт, 220 В, 640 об/мин, 100 % ПВ) с независи-
мой вентиляцией.
Токоподвод к крану — троллейный. Для уменьшения числа троллеев
172
вентилятор приводится тоже двигателем постоянного тока типа ПБС-42
(2,1 кВт, 220 В), включенным параллельно обмоткам возбуждения
двигателей подъема и передвижения.
Электроприводы крана должны обеспечивать плавное регулирование
скорости, ограничение ускорения и замедления для предупреждения рас-
качивания клещей, точную остановку, поддержание заданной скорости
при переменной нагрузке. Так как электроприводы передвижения и
подъема работают поочередно, то для их питания и регулирования при-
меняют один общий реверсивный тиристорный преобразователь на вы-
прямленный ток 7000 А, 230 В, например, типа АТР-1000/230-1Р. В схеме
подчиненного регулирования используют П-регулятор э.д.с. и ПИ-регуля-
тор тока якоря. Плавные пуск и замедление крана обеспечивает интегро-
задающее устройство с временем интегрирования 4 с.
Для автоматизации управления краном применены два секциониро-
Рис. 90. Электроприводы клещевого крана — перекладчика слябов:
М1, М2 — двигатели передвижения моста; М3 — двигатель подъема клещей; М4 —
двигатель вентилятора; LM1 — LM4 — обмотки возбуждения; UZ — тиристорный
преобразователь; AFV — фазовыпрямительное устройство; А! — интегро-задающее
устройство; АЕ — регулятор э.д.с.; АА — регулятор тока; ALC — логическое уст-
ройство контроля тока холостого хода; KL2 — выходное реле; КА — реле нуле-
вого тока; UA, UA1, UV — датчики тока и напряжения
173
ванных троллея. Первый троллей служит для автоматического выбора
направления движения, пуска и остановки крана в заданном положении.
Второй троллей используют для формирования команд на снижение ско-
рости перед точной остановкой в требуемой позиции и фиксации совпа-
дения осей клещей и стеллажа или рольганга.
Благодаря предварительному переводу электропривода на понижен-
ную частоту вращения и торможению с заданным постоянным замедле-
нием, тормозной путь мало зависит от инерции привода. Погрешность
, позиционирования не превышает + 50 мм.
Для автоматизации работы клещевого крана-перекладчика институт
"Тяжпромэлектропроект" разработал два оригинальных устройства на
логических элементах: вычислительное устройство для центрирования
сляба произвольной длины по оси клещевых захватов крана и устрой-
ство фиксации тока холостого хода двигателя подъема, управляющее
включением электропривода после опускания клещей на сляб.
Функциональная схема вычислительного устройства для центрирова-
ния слябов по оси захватов крана показана на рис. 91, а схема располо-
жения датчиков — на рис. 92. Фотореле BL1 установлено на фиксирован-
ном расстоянии L от оси захватов крана О. Сляб длиной Lc транспорти-
руется роликами приемного рольганга. С приводом одного из роликов
связан диск с выступами, воздействующими на индуктивный датчик ВО
(типа БВК-24М). Датчик выдает серию импульсов частотой f. Цена 1 им
пульса г равна 20 мм пути сляба. Команда на остановку рольганга по-
дается, когда счетчик PC зафиксирует число импульсов, пропорциональ-
ное расстоянию от фотореле BL 1 до оси захватов.
Алгоритм работы устройства определяется из следующих соотноше-
ний. Число импульсов N\, соответствующее половине длины сляба
/с/2, Подсчитывается счетчиком PC с пропуском каждого второго им-
пульса, Nt = LJ2z. Число импульсов Л/2, пропорциональное,пути заднего
конца сляба от позиции фотореле BL1 до остановки под захватами кра-
на, равно
/V2 = x/z = (L -LJ2}/z.
Команда на остановку сляба на рольганге дается, когда сумма подсчи-
танных чисел /V] и N2 становится равной числу /V
Lc L — U2 L
N = Nt + N2 = — + --------— = — .
2z z z
Постоянная величина N вводится в схему переключателями SA1 —
SA3. Расстояние L выбирается из условия L > 4с/2.
Импульсы с частотой f от датчика ВО поступают на вход формирова-
теля D1. Прямоугольные импульсы с выхода D1 подаются на вход триг-
гера D7, работающего в режиме деления частоты, и на вход логического
элемента И (D5), реализующего функцию "запрет". Двоично-десятичный
174
Бооврат триггеров
Рис. 91. Функциональная схема вычислительного устройства для центрирования
слябов по оси крана—перекладчика
175
BL 2
*
о о
Ось зах0а/по4\
права
Рис. 92. Схема расположения датчиков устройства для центрирования слябов
счетчик PC начинает заполняться с частотой /72 в момент подхода сляба
к фотореле BL1. При этом контакты выходного реле BL1 и контактора
вращения рольганга "вперед" KMF замкнуты, на выходе согласующего
элемента D4 сигнал "1", на выходе инвертора D3.1 и на втором входе
схемы И элемента D5 — сигналы "О", поэтому импульсы от датчика ВО
проходят через схему деления частоты. После прохождения сляба мимо
фотореле BL1 на выходе элемента D4 появляется сигнал "О", а на выходе
инвертора D3.1 — "1". При этом элемент ИЛИ—НЕ D8.1 запирается, а
с элемента D5 сигнал запрета снимается. В результате импульсы от датчи-
ка ВО через элементы D5 и D8.2 поступают на вход счетчика PC, минуя
делитель частоты.
Счетчик PC состоит из трех декад, каждая из которых представляет
собой регистр сдвига, собранный на логических элементах Т-102 и Т-107.
Емкость счетчика 999 единиц.
При накоплении счетчиком PC числа /V (заданного переключателями
SA1 — S43) срабатывает схема совпадения И, выполненная на элементах
ИЛИ—НЕ D9 и D10 и воздействующая на схему "Память" (элемент
D11). Через усилитель D12 включается выходное реле К, дающее коман-
ду на остановку рольганга.
Сброс счета перед началом нового цикла производится при подходе
следующего сляба к фотореле BL2 (см. рис. 92). При этом во входной
цепи согласующего элемента D13 замыкается контакт выходного реле
BL2. Через элементы D14.1, D15.1, D15.2 и D16.1, D16.2 осуществляется
возврат счетчика PC в исходное состояние; через инвертор D14.2 произ-
водится снятие запоминания в схеме "Память" D11 и отключение реле К.
С выхода элемента D16.2 поступают также сигналы возврата в исходное
состояние триггеров D6 и D7.
Описанное вычислительное устройство может быть также легко вы-
полнено на логических элементах новой серии "Логика—И" с использо-
ванием узлов схем, приведенных в работе [41].
Устройство фиксации тока холостого хода двигателя подъема клещей
(рис. 93) работает следующим образом. С датчика тока UA2 (см. рис. 90)
напряжение подается на лервый вход элемента D1 — нуль-органа типа
176
Т-203. На второй вход поступает напряжение с потенциометра RP, про-
порциональное току холостого хода двигателя. Когда дается команда
на спуск, срабатывает реле KL1, подающее напряжение на вход согла-
сующего логического элемента D9. С выдержкой времени 1 с элемента
D10 (Т-303) включается выходное реле/С£2.
При опускании клещей на сляб ток двигателя становится равным
току холостого хода. В момент равенства напряжений на входах эле-
мента D1 на его выходе возникает серия импульсов частотой 200 Гц,
преобразуемая в постоянный сигнал. После окончания спуска клещей
серия импульсов на выходе D1 исчезает. На выходе элемента выдержки
времени D5.1 появляется кратковременный сигнал, поступающий на
схему "Память" (элементы D6.1 и D6.2 типа Т-101). При этом реле KL2
отключается, подавая команду на подъем клещей. Реле.ZCZ.2 вновь сра-
батывает через 1 с после подачи следующей команды на спуск, когда
замыкается контакт реле KL1 и на второй вход элемента D6.2 поступает
сигнал сброса памяти.
6. РОЛЬГАНГ-ТЕЛЕЖКА
Рольганг-тележка служит для поочередного приема слябов от несколь-
ких МНЛЗ, составляющих один технологический блок, и передачи их
на транспортно-отделочную линию к сталкивателю перед слябовозом.
Рольганг-тележка имеет двухдвигательный электропривод передвижения
и однодвигательный групповой электропривод рольганга. Установлены
три двигателя постоянного тока типа ДП62 (220 В, 46 кВт). Так как
электроприводы передвижения машины и вращения рольганга работают
поочередно, то для питания и регулирования скорости применен один
общий тиристорный агрегат типа АТР 500/230-1Р (230 В, 500 А).
На действующих установках применяются системы регулирования
электроприводов рольганг-тележек двух типов: с суммирующим магнит-
ным усилителем (с параллельным включением обратных связей) и с
последовательной' коррекцией — с подчиненным регулированием на
блоках УБСР. Поскольку последняя стандартная система рассмотрена
на примере других механизмов МНЛЗ в гл. II, III и V, здесь остановимся
на более простой, весьма надежной схеме с суммирующим МУ, хорошо
зарекомендовавшей себя на ряде механизмов транспортировки слябов
в отделении непрерывной разливки конвертерного цеха № 1 НЛМК
(рис. 94).
Суммирующий усилитель AM имеет пять обмоток управления: две '
задающие — для направлений "вперед" LSF и "назад" LSR, обмотку
задержанной обратной связи по току силовой цепи LA, обмотку LV
обратной связи по выпрямленному напряжению тиристорного преобра-
зователя UZ и стабилизирующую обмотку LD гибкой обратной связи,
охватывающей усилитель AM.
178
Для обеспечения плавного ускорения электроприводов’передвижения
тележки и рольганга в направлениях "вперед" (KF) и "назад" [KR]
применен двухканальный задатчик интенсивности А/, выполненный на
транзисторах VT1 и VT2, конденсаторах Cl — С4, стабилитронах VD1
и VD2 и резисторах R8 — R17. Ускорение электропривода определяется
временем заряда конденсатора С1 (СЗ). Ток заряда регулируется тран-
зистором VT1 (1/Т2), который совместно с резисторами R9 (R14) и
R10 IR15) образуетхделитель напряжения. Напряжение на выходе огра-
Рис. 94. Электроприводы рольганг-тележки
179
ничивается на заданном уровне стабилитроном VD1 (VD2). Конденсатор
С2 служит для фильтрации высших гармоник на входе схемы. Измене-
ние темпа заряда конденсатора С1 обеспечивается регулировкой сопро-
тивления резистора R11 в цепи базы транзистора.
В цепях якорей двигателей М1.1 и М1.2 механизма передвижения
для равномерного деления токов нагрузки включены добавочные ре-
зисторы /?Д1 и Яд2- Семь троллеев токоподвода обеспечивают питание
трех якорей, трех обмоток возбуждения и трех тормозных электромаг-
нитов. Предусмотрено также динамическое торможение на резисторах
и Rt,2- Помимо встроенной защиты тиристорного агрегата и токовой
отсечки, применены защита двигателей максимальными токовыми реле
КА 1 и КА2, защита от обрыва цепи возбуждения (реле К АЗ} и от высо-
кого напряжения (реле KV]. Напряжение на выходе агрегата UZ и на
якорях двигателей контролируют реле KV, KV1 и KV2.
Для точной остановки рольганг-тележки электропривод предваритель-
но переводится на пониженную скорость, что достигается увеличением
передаточного коэффициента цепи отрицательной обратной связи по на-
пряжению переключением резисторов в цепи обмотки управления LV
магнитного усилителя AM при помощи реле KL.
Цепи включения катушек контакторов и реле управления на рис. 94
условно не показаны.
7. СЛЯБОВОЗ
Слябовоз представляет собой напольную тележку с троллейным то-
коподводом, служащую для передачи слябов вдоль транспортно-отделоч-
180
ной линии к машинам огневой зачистки, резки и штабелирования. Для
загрузки и разгрузки слябовоза обычно используют сталкиватели. Длина
пути слябовоза достигает 200 м, скорость 3,0 м/с. Слябовоз имеет двух-
двигательный электропривод постоянного тока мощностью 2x46 кВт
(рис. 95).
Применяют как параллельное, так и последовательное включение
двигателей. Система регулирования — двухконтурная, с регуляторами
напряжения и тока якоря. Перевод на пониженную частоту вращения,
равную 0,1лном, обеспечивает точную остановку слябовоза. Помимо
рекуперативного, используется аварийное динамическое торможение,
а также электромагнитные тормоза YB1 и YB2 (рис. 96,а). Резисторы
Рис. 96. Схемы контроля положений слябовоза с секционированными троллеями
181
в цепях якорей двигателей М1 и М2 и их обмоток возбуждения LM1 и
LM2 служат для выравнивания токов нагрузки и возбуждения. Реле
нулевого тока КА контролирует наличие тока возбуждения.
Для фиксации положения и точного позиционирования слябово-
за применяют секционированный троллей и ряд реле напряжения
(рис. 96, а) или тока (рис. 96, б). Последний вариант является более
простым. Реле КА 1 — КАп обычно выбирают с номинальным током
2—4 А. Токовое реле КА служит для контроля скользящего контакта.
При исчезновении контакта это реле с выдержкой времени отпадает,
сигнализируя о неисправности. Секции троллея, не содержащие реле,
соединяют с общей точкой, связанной с резистором R в цепи КА. В схе-
ме рис. 96, а для этой цели служит реле времени КТ.
Слябовоз работает в автоматическом режиме по заданной программе,
получая команды на перемещение пбсле загрузки или разгрузки очеред-
ного сляба. При необходимости осуществляется ручное дистанционное
управление с нескольких пультов вдоль транспортно-отделочной линии.
8. АГРЕГАТ ОГНЕВОЙ ЗАЧИСТКИ
ЛИТЫХ СЛЯБОВ
Технологическая схема современного агрегата огневой зачистки ли-
тых слябов в потоке, сооруженного в конвертерном цехе № 1 НЛМК,
представлена на рис. 97. В состав агрегата входят две машины огневой
зачистки (МОЗ) 7 и 2, подающий рольганг, состоящий из двух секций
3 и 4. входные тянущие валки 5 и 7 и выходные 6 и 8 у каждой МОЗ,
манипулятор 9, выходной рольганг 10 МОЗ-1 с кантователем 7 7, вход-
ной рольганг 72 МОЗ-2, две секции 73 и 14 отводящего рольганга, а так-
же оборудование гидравлики и пневматики. Каждая машина производит
огневую зачистку двух плоскостей сляба: верхней и одной из боковых.
Механизмы агрегата огневой зачистки приводятся 89 двигателями
постоянного тока, регулируемыми по системе ТП—Д. Для контроля по-
ложения слябов на линии и автоматического позиционирования их
установлены 12 фотореле с осветителями BL1 — BL12, пять датчиков
(генераторов) импульсов G/7 — GI5, связанных со следящими роли-
ками, электронные счетчики импульсов, многосекционные моторные
командоконтроллеры для последовательной выдачи команд по заданной
программе и т.д. Электрооборудование рассматриваемого агрегата по-
ставлено фирмой "Jeumont—Schneider" (Франция).
Функциональная схема тиристорного 17-двигательного электроприво-
да одного из рольгангов показана на рис. 98. Каждый ролик приводится
двигателем мощностью 8 кВт (410 В). Адаптивный регулятор тока со-
держит блоки ограничения производной тока по времени и сужения зоны
прерывистых токов путем введения дополнительной ступени усиления
и циклического изменения угла отпирания тиристоров а. На вход регуля-
182
тора тока подаются четыре сигнала:
задающий + /*, отрицательной обрат-
ной связи по суммарному току сило-
вой цепи —7 и два сигнала, пропорцио-
нальных току наиболее нагруженного
двигателя 7дгпах (в схеме измерения
'дтах применены нереверсивные уси-
лители, вследствие чего используются
два канала обратной связи). Таким
образом лимитируется не только ток
силовой цепи тиристорного преобразо-
вателя, но и нагрузка каждого двига-
теля.
Функциональная схема электропри-
вода тянущих валков дана на рис. 99.
Один двигатель мощностью 66 кВт
(410 В) через редуктор и карданные
валы вращает оба валка — верхний и
нижний. Ввиду более высоких требо-
ваний к точности регулирования в диа-
пазоне 15:1 применена обратная связь
по скорости от тахогенератора. Преду-
смотрена также возможность управле-
ния двигателем в толчковом режиме.
В автоматическом режиме работы
агрегата (см. рис. 97) первая секция
3 подающего рольганга включается
после подхода рольганг-тележки со
слябом. Фотореле BL 1 включает вто-
рую секцию 4 рольганга, а после осво-
бождения слябом первой секции от-
ключает ее двигатели и разрешает
уход рольганг-тележки. Фотореле BL2
останавливает сляб у МОЗ-1 и вклю-
чает манипулятор 9, выравнивающий
сляб. После возврата манипулятора
в исходное положение вновь вклю-
чается вторая секция рольганга, и
сляб передается на ось МОЗ-1. Опус-
кается следящий ролик датчика
импульсов G/1. Измерение коор-
динаты переднего конца сляба на-
чинается по команде фотореле BL3.
После входа сляба в тянущие валки
:. 97. Технологическая схема агрегата огневой зачистки слябов
183
о. о.
184
47
Рис. 99. Электропривод тянущих валков МОЗ:
BR — тахогенератор; AJ — аппаратура управления в толчковом режиме; AD —
блок регулирования производной; UR — датчик скорости; AR — регулятор скоро-
сти; остальные обозначения см. рис. 98
5 последние сводятся. Передний конец сляба останавливается на оси
МОЗ-1.
Работа МОЗ-1 начинается с замера габарита сляба устройствами пнев-
моавтоматики по заданной программе (основные механизмы МОЗ
имеют пневмоприводы). Затем сляб сдвигается назад, с тем чтобы го-
релки МОЗ-1 оказались у его кромки. После разогрева кромки вклю-
чаются рольганг 4 и тянущие валки 5; сляб поступает в зону огневой
зачистки. После отсчета заданной длины сводятся тянущие валки 6;
валки 5 разводятся. Счетчик длины начинает работать от датчика им-
пульсов GI2. В момент прохождения заднего конца сляба мимо фото-
реле BL3, установленного на фиксированном расстоянии L от оси МОЗ-1,
счетчик начинает следить за подходом заднего конца сляба к оси МОЗ-1,
чтобы обеспечить точную остановку сляба в конце зачистки и своевре-
менный подъем горелок, которые в процессе работы лежат на поверхно-
сти сляба. В заданный момент останавливаются и разводятся валки 6.
Если выходной рольганг 10 свободен (что контролируют фотореле
BL5 — BL8), сляб по рольгангу 10 поступает к кантователю 11. Для син-
хронизации электроприводов рольгангов и тянущих валков общее за-
дающее напряжение снимается с тахогенератора привода тянущих вал-
ков 6.
Схема автоматического управления центровкой сляба по оси кантова-
теля аналогична описанной в п. 5 на примере остановки сляба под захва-
тами клещевого крана. В схеме используются датчик импульсов G/3
и фотореле BL5 — BL8, осуществляющие дополнительный контроль
185
центровки длинных слябов (все фотореле затемнены) и коротких
слябов (крайние фотореле засвечены). Каждое фотореле реагирует
только на модулированное излучение осветителя. После кантовки сляб
рольгангами 10 и 12 подается к МОЗ-2, производящей 'аналогичным
образом зачистку двух других поверхностей сляба.
9. ЭЛЕКТРОМЕХАНИЧЕСКИЕ РАСЧЕТЫ ПРИВОДОВ МАШИН
ДЛЯ ТРАНСПОРТИРОВКИ КОВШЕЙ И ЗАГОТОВОК
Расчет статических моментов нагрузки и максимально допустимых
моментов двигателей самоходных колесных машин
Сопротивление движению машины, Н
2G5.
---— (/+ р</п ср/2)/с + Gs sin/3, (139)
где — вес груженой машины, Н; f = 0,05^-0,07 см — коэффициент
трения качения колеса о рельс; RK — радиус колеса, см; </пср — средний
диаметр подшипника, см; р — коэффициент трения в цапфах валов,
равный 0,02 при подшипниках качения и 0,08 при подшипниках скольже-
ния; к = 3,0 — коэффициент, учитывающий трение в ребордах и добавоч-
ные сопротивления; /3 — угол наклона путей к горизонту.
Статический момент на быстроходном валу редуктора, Н • м
Мс = WRK/npip. (140)
где т? р и /р — к.п.д. и передаточное число редуктора.
Допустимые значения ускорения а и замедления b машин, транспорти-
рующих ковши с жидкой сталью, определяются из условия
а — b<g tga, (141)
где g = 9,81 м/с2 — ускорение свободного падения; a — допустимый
угол наклона поверхности жидкой стали под действием инерционных
сил. Обычно а = b < 0,25 м/с2.
В тиристорных электроприводах обеспечивается постоянство пуско-
вого Мп и тормозного М1 моментов двигателя. При этом ускорение ко-
лесной машины равно
а = Ок Wn-Mc)/ipJ, (142)
а замедление
6= RK(M1+Mc)/ipJ. (143)
Максимальные-значения /Иптах и /Иттах лимитируются критически-
ми значениями ускорения акр и замедления 6кр, выше которых начи=
нается буксование. Коэффициент сцепления колеса с рельсом может
изменяться в пределах 0,18—0,24. Соответственно акр = 6кр = g>g =
= 1,75^2,35 м/с2.
186
Для исключения буксовки при минимальном коэффициенте сцепле-
ния предельные пусковой и тормозной моменты двигателя равны:
Лептах = 1,75/р7/Як+Л/с; (.144)
^ттах ~ 1Д5/pJ/Rк — Мс.
Особенности расчета электроприводов рольгангов
Момент холостого хода роликов, Н • м
Мр.х ^р^цМц /2/77х' (145)
где zp — число роликов в секции; Gp — вес ролика, Н; дц — диаметр
цапфы ролика, м; дц — коэффициент трения в опорах роликов, равный
0,02 при подшипниках качения и 0,1 при подшипниках скольжения;
/ — передаточное число редуктора; т]х — к.п.д. редуктора при холостом
ходе (7?х^0,5т?ном).
Момент транспортирования литой заготовки по роликам, Н м
Мтр = G3 (с'цМц/г + f Ю"2) //т?т, (146)
где G3 — вес заготовки, Н; f = 0,15 см — коэффициент трения качения
горячей заготовки; Чт^Чх-
Момент при буксовании
^б J3 (с^цДц dpP-б) /27т?ном, (147)
где др — диаметр ролика, м; Дб = 0/2 — коэффициент трения при буксо-
вании (при трогании Дб ~ 0/3) •
Критическое ускорение заготовки, выше которого начинается буксо-
вание
акр = Дб^ = 0/2 9,81 = 1,96 м/с2.
Динамический момент двигателя при акр, Н • м
Л^дин — 2акр [ (zp Jp + J3) Л? ном /с^р + •/д/^р!, (148)
где Jp, J3 и Jд — моменты инерции ролика, заготовки и двигателя. Пре-
дельно-оправданные моменты двигателя при ускорении и замедлении
^таху — ^тр min + ^дин!
Л^тах з ~ Л^дин — ^тр max,
где /WTpmin и ^тртах ~ моменты транспортирования заготовок мини-
мальной и максимальной массы.
187
Глава VII. ЭЛЕКТРООБОРУДОВАНИЕ
ВСПОМОГАТЕЛЬНЫХ УСТРОЙСТВ
1. УСТРОЙСТВА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ
ЖИДКОЙ СТАЛИ
Электромагнитное перемешивание (ЗМП) жидкой стали внутри кри-
сталлизующегося слитка существенно улучшает структуру слитка, спо-
собствует рассредоточению осевой пористости и ликвации, выравнивает
химический состав металла. Циркуляция металла со скоростью до 0,5—
1,0 м/с улучшает теплоотдачу. За рубежом и в СССР разработан ряд
систем ЭМП. В СССР опытно-промышленные устройства ЗМП для МНЛЗ
созданы во ВНИИметмаше [42, 43].
Для экспериментальной МНЛЗ с сечением слитка 70x300 мм скон-
струировано устройство ЭМП в виде двустороннего индуктора бегущего
магнитного поля, движущегося в направлении вытягивания слитка. Дли-
на индуктора равна 2,5 м, ширина 0,3 м. Частота тока источника питания
5 Гц, фазные токи равны 3 кА при напряжении 215 В. Потребляемая
мощность составляет 1280"кВА (300 кВт). Методика расчета длины
полюсного деления и частоты переменного тока в многофазной обмот-
ке, возбуждающей бегущее магнитное поле, разработана ВНИИметма-
шем [43]. Для слитка сечением 100x100 мм оптимальное полюсное
деление равно 0,2 м при частоте 50 Гц.
Устройство для ЭМП жидкого металла состоит из обращенных рабо-
Рис. 100. Устройство электромагнитного
перемешивания жидкой стали на МНЛЗ:
а — вид сбоку; б — вид в плане; в —
схема электрических соединений
188
чей поверхностью к заготовке 7 секций 3, в каждой из которых шесть
элементов 6 обмотки закреплены через электроизоляционную проклад-
ку 4 на общем для секции магнитопроводе 2 (рис. 100). Элементы об-
мотки выполнены водоохлаждаемыми. Элементы 6 соседних секций 3
соединены медными прокладками 8, позволяющими настроить устрой-
ство ЭМП на заданный размер слитка; Напряжение от вторичных обмо-
ток понижающих трансформаторов на каждой фазе трехфазной системы
подведено к элементам 6 обмотки гибкими коаксиальными токопод-
водами 7. На элементах 6 жестко закреплены защитные опорные план-
ки 5.
Схема электрических соединений устройства ЭМП показана на рис.
100, в. При протекании многофазной системы токов по элементам 6
обмотки каждой секции 3 на ее рабочей поверхности, обращенной к заго-
товке 7, и в объеме металла заготовки возбуждается магнитное поле,
перемещающееся в направлении, совпадающем с направлением вытяги-
вания слитка. Под действием возникающих в металле объемных сил
жидкая фаза слитка движется в направлении, показанном на рис. 100, а
штриховой линией со стрелками. При реверсировании направления маг-
нитного поля движение жидкой фазы слитка изменяется на противопо-
ложное (на рис. 100,а показано сплошными линиями со стрелками).
Экспериментально установлено, что для устранения свойственных
электромагнитному перемешиванию "белых полос" на границе раздела
жидкой и твердой фаз слитка целесообразно реверсировать направление
движения поля с частотой, зависящей от размеров сечения слитка. Для
сортовых заготовок сечением 100х 100 мм эта частота равна 1 Гц.
ВНИИметмашем спроектированы также устройства ЭМП для сорто-
вых МНЛЗ Оскольского электрометаллургического комбината, произ-
водящих заготовки сечением до 300x360 мм. На каждом ручье машины
установлены два трехфазных индуктора ЭМП — по одному со стороны
узкой грани слитка на расстоянии 3 м от уровня стали в кристаллизато-
ре. Индуктор представляет собой шихтованный магнитопровод с низко-
вольтной трехфазной обмоткой. Он смонтирован в корпусе из .немагнит-
ной стали с системой водяного охлаждения.
Питание каждого индуктора осуществляется от двух трехфазных
трансформаторов типа ТСС-400/05-76 (380/8,65 В) через токоподводы
из медных водоохлаждаемых шин. Последовательно включенные вторич-
ные обмотки обоих трансформаторов соединены в "звезду". Ток фазы
равен 9 кА, потребляемая полная мощность на стороне 380 В двух транс-
форматоров 465 кВА, активная мощность 150 кВт. Без компенсации
коэффициент мощности составляет 0,32. Батарея конденсаторов типа
КС2-0,38-36-ЗУЗ реактивной мощностью 440 кВ Ар обеспечивает cos<p =
— 0,8. Полная мощность, потребляемая индукторами одного ручья
МНЛЗ, равна 380 кВА.
Для настройки оптимального режима перемешивания жидкой стали
разных марок при разных скоростях движения слитка регулируют на-
189
пряжение на обмотках индукторов ЭМП в пределах (0,5—1,0) L/H0M.
Для улучшения Микроструктуры слитка используют режим Периодичес-
кого реверсирования направления движения бегущего электромагнит-
ного поля.
Один из вариантов функциональной схемы управления устройствами
ЭМП представлен на рис. 101. Обмотки индукторов Y через трехфазный
трансформатор Т1, два силовых тиристорных коммутатора VT1 и VT2
и разъединитель S подключены к высокольтному трансформатору Т2.
На стороне 380 В трансформатора Т1 включена батарея конденсаторов С.
Для управления тиристорными коммутаторами VT1 и VT2 служат гене-
раторы импульсов G1 и G2, тиристорные ключи VT3 и VT4 и импульсные
трансформаторы ТР1 и ТР2. Режим периодического реверсирования поля
создается поочередным включением коммутаторов VT1 и VT2, изменяю-
щих порядок чередования фаз питания, для чего в схему введены задат-
чик частоты реверса AFR, распределитель импульсов AGI, два блока
выдержки времени АТ1 и АТ2 и усилители А1 и А2. Выдержка времени
блоков АТ1 и АТ2 обеспечивает бестоковую паузу между включениями
коммутаторов VT1 и VT2.
В схеме предусмотрены звуковая и световая сигнализация исчезнове-
ния напряжения на любой фазе, отключение индукторов при падении
давления охлаждающей воды и при повышении температуры выше до-
пустимой, измерение токов первичной и вторичной цепей трансформа-
торов.
Рис. 101. Схема управления устройством электромагнитного перемешивания жид-
кой стали
190
Таблица 7. Энергетические параметры устройств ЭМП различных МНЛЗ
Параметры Сортовая заготовка Блюм Сляб
мелкий средний крупный
Диапазон частот, Гц 50 50 10-50 5-50 0,3-10
Оптимальная часто- та, Гц 50 50 15-25 8-12 1—4
Мощность устройства ЭМП, кВА 200’ 400 200-335 800 400-800
Номинальный ток, А 325 480 500 1200 1000-1200
Энергетические параметры устройств ЭМП зарубежных фирм "ASEA"
(Швеция), "СЕМ" (Франция) и других приведены в табл. 7/ Глубина
проникновения электромагнитного поля зависит от частоты тока, и чем
крупнее слиток, тем меньшую частоту используют. На сортовых МНЛЗ
устройства ЭМП обычно устанавливают между направляющими ролика-
ми, а на слябовых во избежание деформации слитка — за роликами.
Чтобы магнитное поле в этих условиях могло проникнуть через ролики,
применяют очень низкую частоту тока (1—4 Гц) [44].
Интенсивность электромагнитного перемешивания на практике
изменяют различными методами:
а) переключением схем соединения катушек индуктора в следующем
порядке: "последовательная звезда", "двойная звезда", "последователь-
ный треугольник", "двойной треугольник";
б) изменением напряжения при помощи индукционного регулятора
напряжения, автотрансформатора либо трансформатора с регулирова-
нием на анцапфах;
в) регулированием тиристорными устройствами.
2. СИСТЕМА ОХЛАЖДЕНИЯ СЛИТКА
Электроприводы системы охлаждения слитка служат для управления
подачей воды в систему охлаждения кристаллизатора, в форсунки зоны
вторичного охлаждения слитка и в систему охлаждения механического
оборудования МНЛЗ, а также для перестройки направляющих зоны
вторичного охлаждения на заданное сечение слитка.
Для управления подачей воды служат три задвижки с асинхронными
электроприводами мощностью 0,4—3,0 кВт. Каждая задвижка снабжена
двумя конечными выключателями ограничения хода и муфтой предель-
ного момента, которая также имеет два конечных выключателя для от-
ключения двигателя при заклинивании и сигнализации. Подвод воды к
зонам вторичного охлаждения слитка производится через несколько от-
191
сечных клапанов с пневматическими исполнительными механизмами.
Каждый клапан управляется электромагнитным пневмораспределителем
•РЭП-2 с вентилями типов ВВ-32Ш и ВВ-34Ш (48 В постоянного тока).
Отсечные клапаны имеют ручное и дистанционное автоматическое управ-
ление. В автоматическом режиме команды на открытие и закрытие
клапанов поступают от цифрового следящего устройства, определяю-
щего координату переднего и заднего концов слитка. Положения клапа-
на "открыт" и "закрыт/ контролируются микропереключателями
МП 1302.
Асинхронный двигатель механизма перестройки секций вторичного
охлажденияч приводит во вращение винтовую передачу, перемещающую
упор на штоке* гидроцилиндра, который передвигает направляющие
брусья или роликовые секции при изменении сечения слитка. Для
дистанционного управления установкой упора из исходного в заданное
положение применена сельсинная следящая система с релейным выхо-
дом, контролирующая угловой путь электропривода (рис. 102).
Требуемое положение направляющих задается командным сельсином-
датчиком ВС1, установленным на пульте. Сельсин-приемник ВЕ1, рабо-
тающий в трансформаторном режиме, установлен на механизме.
После выбора нужного сечения поворотом рукоятки маховика сельси-
на в требуемое положение оператор устанавливает переключатель режи-
мов SA в положение "Автоматика" и нажимает кнопку SB1 "вперед".
При рассогласованном положении валов сельсинов ВС1 и ВЕ1 на одно-
фазной обмотке ВЕ1 имеется напряжение, которое подается через выпря-
митель VD на обмотку управления L1 магнитного усилителя AM, рабо-
тающего в релейном режиме. Срабатывает выходное реле KL, включает-
ся контактор KMF и двигатель М перемещает упор в заданное положе-
ние. Обмотка L2 усилителя осуществляет положительную обратную
связь по току нагрузки; обмотка L3 служит для смещения характерис-
тики усилителя. Данная упрощенная нереверсивная следящая система
позволяет автоматически управлять перемещением лишь в направлении
"вперед" — в сторону уменьшения сечения слитка. Поэтому перед увели-
чением сечения упор нажатием кнопки SB2 предварительно переводится
в исходное положение, соответствующее слитку максимального сечения.
Необходимости в более сложной реверсивной релейной следящей сис-
теме с демодуляторами и двумя выходными реле нет, так как перестрой-
ка направляющих в зоне вторичного охлаждения производится редко.
Ручное управление в толчковом режиме производят кнопками SB3
и SB4. Быстрая и точная остановка электропривода обеспечивается ди-
намическим торможением и механическим тормозом. Для демонстрации
фактического положения направляющих на главном пульте управления
и приборном щите вблизи механизмов установлены сельсины-приемники
ВЕ2 и ВЕЗ, а с приводом связан сельсин-датчик ВС2.
192
Рис. 102. Схема управления электроприводом перестройки секций вторичного
охлаждения
193
3. НАСОСНО-АККУМУЛЯТОРНАЯ ГИДРАВЛИЧЕСКАЯ СТАНЦИЯ
Насосно-аккумуляторная станция гидросистемы (НАС) обеспечивает
работу гидроприводов прижима к слитку валков тянущей клети либо
роликов ТПУ, механизмов отделения затравки от слитка, сцепления
машины газовой резки со слитком, подъема сталеразливочных ковшей
на стенде и ряда вспомогательных механизмов. НАС включает в себя
несколько. насосных установок на различные давления, аккумуляторы,
а также систему фильтрации и охлаждения масла. На рис. 103 показана
гидравлическая схема центрального узла одной из НАС (проект Гипро-
меза) — насосной установки давлением 20 МПа с двумя гйдроаккуму-
ляторами.
Каждый из двух насосов может быть рабочим или резервным. Выбор
Рис. 103. Гидравлическая схема центрального узла НАС:
7 — насос (20 МПа); 2 — двигатель типа 4А280М6 (90 кВт) • 3 — предохранитель-
ный клапан с электромагнитом типа ЭУ620302; 4 — аккумулятор; 5 — баллон со
сжатым азотом; 6 — электроконтактный манометр типа ЭКМ-2У; 7 и 8— датчики
типа КВП-8 верхнего и нижнего уровня масла в аккумуляторе; 9 — напорная маги-
страль к гидрозолотникам механизмов; 10 — магистраль слива; 77 — магистраль
подачи масла из гидробака
194
режима работы насоса в автоматическом цикле и перевод на ручной
запуск с местного пульта производятся переключателями ISA и 2SA
(рис. 104). Дистанционный пуск выбранного рабочего насоса произво-
дится кнопкой SB1 при условии, что в гидробаке есть масло (реле
уровня KL).
При нижнем уровне масла в аккумуляторах (реле KL1 и KL3) втяги-
~звое
InL^f.
7371(2371)
7/1(271)
21В
31/1(8113)
. 22DB
1SB(2SB) 7SA(2SA)
^в)р^трвз.РаВ.-^ BF,
133(23^ 1 '
737 (231) 133(233)
" ’ 3L
7371(233) • I
П 3A\
Стоп
Un
13(2з\л
232
^sbB//m
Стоп вг/ .1
v, 371 m!Sn
---------'-1\Рез.-
377
37
131
ISA
HPe.3\PaH ™
3L/(3L3)
BQ2(BQ4)
2SA
MPe3.PnS
2 YA
2/12
133
•faff
। 11
737'-*
1371
-----------------p5 Q.
1377 32 .
132
73713/1
733
23/1
23/
23
2/13
233^
237! 32
31
'max
/172
237
732
.1372
133
372
о o-l—
----37
2371
-o o-|—
232
23T2
— ,o O“|---
2372 233
232
'max
M 2SA „ -
к
\ 732
1372 ВРГт^тШ
Рис. 104. Схема управления насосно-аккумуляторной станцией МНЛЭ
195
вается реле К2 и через 5 с после включения насоса (электронное реле
времени 1КТ1 или 2КТ1 типа ВЛ-48) срабатывает реле 1К2 или 2К2
и открывается предохранительный клапан насоса под действием электро-
магнита 1YA или 2YA. Происходит заполнение аккумуляторов. После
достижения маслом верхнего уровня (реле уровня KL2 и KL4} реле К2
отпадает, клапан закрывается, и насос переводится на холостую работу.
Открывание предохранительного клапана производится также при вклю-
чении электромагнита гидрозолотника любого механизма (реле К4).
Реле К1 включает резервный насос при отсутствии давления в гидро-
системе после открывания предохранительного клапана (по команде
электроконтактного манометра ВР1 или ВР2 через реле 1КЗ или 2КЗ)
или при отключении двигателя рабочего насоса (пускатель 1КМ или
2КМ).
4. ВЕНТИЛЯТОРНАЯ СТАНЦИЯ
Вентиляторная станция служит для вытяжки пара и газа из горячих
камер и всех помещений МНЛЗ и из отделения непрерывной разливки
в целом, а также для подачи чистого воздуха на разливочные площадки,
в электропомещения, посты управления и т.д. На станции установлено
несколько мощных вентиляторов ВРЦД — 4,5, каждый из которых при-
водится синхронно — асинхронным агрегатом, состоящим из синхрон-
ного двигателя СДНЗ-17-41-16 (6 кВ, 1,6 МВт, 375 об/мин) и асин-
хронного двигателя с фазным ротором АКС-16-44-24 (6 кВ, 0,5 МВт,
240 об/мин). Асинхронный двигатель служит для предварительного
разгона вентилятора до частоты вращения 240 об/мин, так как синхрон-
ный двигатель не может обеспечить запуск вентилятора, имеющего
большой момент инерции ротора (43 т- м2). Управление каждым агрега-
том осуществляют из двух мест: со щита оператора и с местного пульта
у механизма.
Перед пуском вентилятора закрываются его направляющие аппараты,
регулирующие подачу воздуха. Включается подача смазки. Через 5 мин,
когда масло появляется в подшипниках агрегата, включается асинхрон-
ный двигатель. Его пуск до номинальной частоты вращения длится
около 40 с, при этом используются четыре ступени резисторов в цепи
ротора. Затем включается возбудитель синхронного двигателя, отклю-
чается асинхронный двигатель, срабатывает высоковольтный выключа-
тель синхронного двигателя и осуществляется его запуск. После этого
дается команда на открывание направляющих аппаратов, и вентилятор
начинает работать с требуемой производительностью. Все перечисленные
операции автоматизированы.
Для управления пуском асинхронного двигателя служит роторная
станция типа ПГХ 6016-59МЗ. Частота вращения агрегата контролирует-
ся тахогенератором и реле скорости. Синхронный двигатель имеет
196
станцию управления типа ПУ 7128-62А2. Пуск двигателя осуществляет-
ся по схеме с разрядным сопротивлением в цепи ротора. Для облегчения
втягивания двигателя в. синхронизм предусмотрена форсировка его
возбуждения. Она включается также при снижении напряжения питаю-
щей сети до 0,85(7НОМ, чтобы повысить устойчивость двигателя при пере-
грузках, улучшить условия восстановления напряжения после отключе-
ния короткого замыкания в сети. В установившемся режиме при увели-
чении напряжения сети до 0,951>Ном форсировка возбуждения прекра-
щается.
Для быстрой остановки агрегата используют динамическое торможе-
ние асинхронного двигателя, в статор которого подается постоянный
ток от возбудителя синхронного двигателя. Коммутационный аппа-
рат — высоковольтный контактор КВМ-150 (6 кВ, 150 А).
5. СИСТЕМЫ СМАЗКИ
На большинстве МНЛЗ работают автоматические системы жидкой
смазки кристаллизаторов и шестеренных клетей и пластичной (густой}
смазки остального механического оборудования. Системы жидкой
смазки оборудованы двумя насосами — рабочим и резервным. Двига-
тель резервного насоса автоматически включается при аварийном паде-
нии давления на напорной смазочной магистрали. Схема управления
предусматривает два режима подачи смазки в кристаллизаторы — цикли-
ческий и непрерывный. При циклической подаче электромагниты гидро-
распределителей периодически включаются на 2—3 с. Продолжительность
паузы (10—20 с) отсчитывает электронное реле времени с переменной
уставкой. х
Станция жидкой смазки шестеренной клети привода вытягивания
слитка также состоит из двух насосов. Резервный насос включается авто-
матически при падении давления в системе или при отключении двига-
теля рабочего насоса. Прямой контроль подачи смазки в шестеренную
клеть производит реле протока РП-20. При отсутствии смазки подается
аварийный сигнал.
Схема управления электроприводом станции-пластичной смазки обо-
рудования МНЛЗ показана на рис. 105, а. На станции смонтированы
насос с двигателем М и реверсивный клапан с электромагнитами Y1
и Y2, поочередно подключающий к станции с заданной периодичностью
первую или вторую магистрали, идущие к механизмам. В конце каждой
магистрали установлен датчик давления с выключателем типа ВП16Г
(на схеме — SQ1 и SQ2}. р,гт контроля нижнего и верхнего уровней
смазки в резервуаре служат аналогичные выключатели (SQ3 и SO4).
Переключатель SA используют для запуска станции в автоматическом
режиме и для ручного включения на выбранную магистраль. В автомати-
ческом режиме периодическое включение двигателя М производит ко-
197
звов
Рис. 105. Управление электро-
приводом станции пластичной
смазки оборудования
198
мандный прибор КТ1 типа КЭП-12У — многоцепное моторное реле вре-
мени, состоящее из однофазного серводвигателя М, набора зубчатых
передач, барабана из 12 дисков с кулачками, 12 электрических контак-
тов, соленоида сцепления У, тумблера S и сигнальной лампы HL. Соле-
ноиды Y1 и Y2 реверсивного клапана, включаясь поочередно на корот-
кое время (реле КТ2 с выдержкой 3 с) после отключения двигателя на-
соса через один из двух контактов выключателя SQ1 или SQ2 первого
или второго датчиков давления, подготавливают очередную смазочную
магистраль к подаче смазки при следующем запуске насоса по сигналу
командного прибора КТ1.
С использованием этого же прибора осуществляется автоматический
контроль затянувшейся паузы в цикле (реле KL1) и затянувшегося
периода включенного состояния насоса (реле KL2}. Диаграмма замыка-
ний контактов командного прибора КЭП-12У приведена на рис. 105,6.
Реле KL3 сигнализирует недопустимое снижение уровня смазки в'резер-
вуаре. Выключатель SQ4 служит для отключения перекачного насоса,
заправляющего резервуар станции.
Глава VIII. ЭЛЕКТРОПРИВОД И АВТОМАТИКА
ОПЫТНЫХ ГОРИЗОНТАЛЬНЫХ МНЛЗ
1. ЭЛЕКТРОПРИВОД МЕХАНИЗМОВ ВЫТЯГИВАНИЯ СЛИТКА
Характерная особенность технологического процесса разливки на го-
ризонтальных МНЛЗ с неподвижным кристаллизатором — циклический
режим вытягивания слитка. Основные параметры, характеризующие ра-
боту тянущих роликов: длительность интервала вытягивания тв, про-
должительность паузы т0, шаг вытягивания s, а также средняя скорость
перемещения слитка vc = s/tb.
На первых горизонтальных МНЛЗ использовали электроприводы
механизмов вытягивания с электромагнитными муфтами, эксцентри-
ками, храповиками и другими механизмами. На ряде горизонтальных
машин на заводах цветной /металлургии для вытягивания слитка из
кристаллизатора применен тиристорный электропривод постоянного
тока с устройством периодического вытягивания на базе кривошипно-
шатунного механизма с обгонной муфтой. Муфта, установленная между
приводом и тянущими роликами, автоматически соединяет и разъеди-
няет валы в зависимости от направления вращения приводного вала.
Обгонная муфта позволяет стабилизировать режим вытягивания и улуч-
шить условия работы двигателя. Однако такой привод сложен и громоз-
док, он не позволяет изменять режим вытягивания в процессе работы.
199
В Белорусском политехническом институте разработан модернизиро-
ванный вариант такого привода с транзисторным формирователем режи-
ма вытнгиванин на элементах серии "Логика-Т". Формирователь выдает
серию импульсов с регулируемыми длительностью импульса тв и паузой
т0. Интервал тв, изменяемый в пределах 1—10 с, отсчитывает транзистор-
ная задержка Т-303, паузу т0, регулируемую в пределах 10—100 с — эле-
мент Т-304 [45].
В этом же институте создано усовершенствованное цифровое устрой-
ство для формирования режима периодического вытягивания слитка
с возможностью совместного и раздельного регулирования длительно-
сти интервалов включения и пауз в работе двигателя. Схема (рис. 106)
выполнена на интегральных микросхемах. Основу схемы составляет
реверсивный счетчик СТ — микросхема К155ИЕ6. Устройство содержит
также генератор импульсов ГИ, триггер Т, схемы совпадения и инвер-
торы.
После включения устройства ключом К импульсы от ГИ поступают
на вход обратного счета счетчика СТ, записывая в нем необходимое
число, выражающее длительность вытягивания тв или паузы То в цифро-
вой форме (при этом сигнал разрешения подачи импульсов /<ф — 1).
Одновременно снимается сигнал KR со входа сброса, и число тв подается
на вход счетчика СТ для записи (сигнал Кв разрешения передачи на вход
счетчика числа тв равен "1"). После записи числа тв в счетчике на выхо-
де X устройства появляется сигнал "1".
После поступления на вход счетчика числа импульсов, равного тв,
переключается триггер. Сигнал Кв становится равным "0", а сигнал Ко,
Рис. 106. Цифровое устройство формирования режима периодичаского вытягива-
ния слитка
200
разрешающий передачу числа т0 для записи в счетчик, принимает значе-
ние "1". В счетчик СТ записывается число т0. Затем выходной сигнал X
изменяется на "О". Схема подготавливается к записи числа тв {Кв = 1,
Ко = 0, К"ф = 1, сигнал сброса KR = 0). Далее счетчик отсчитывает вы-
держку времени паузы (число т0)- Циклы повторяются до снятия сиг-
нала пуска i/Сф = 0), после чего устанавливается исходное состояние
входов и выходов (Кс = KR = 1; Кв = Ко = Кф = X = 0).
Известен также асинхронный электропривод механизма вытягивания
слитка, работающий в импульсном режиме. Электропривод выполнен
с тиристорным преобразователем частоты типа ТПЧ-15. В целях обеспе-
чения режима' импульсного включения двигателя дополнительно разра-
ботаны узлы задания длительности вытягивания тв и паузы т0, частот-
ного торможения с регулируемым временем замедления, увеличения
диапазона регулирования частоты вращения путем повышения макси-
мального момента двигателя Л/тах при низкой частоте тока (рис. 107).
Рост /Итах достигается применением нелинейного звена, увеличиваю-
щего отношение напряжения к частоте при низких частотах. Для задания
тв и то разработан задатчик, представляющий собой два синхронно рабо-
тающих электронных реле времени [46,47].
Интегратор блока управления обеспечивает регулируемое ускорение
двигателя. Заданное замедление при остановке осуществляется блоком
регулируемого частотного торможения, содержащим апериодическое
звено. При пуске это звено задерживает нарастание частоты инвертора,
в то время как его напряжение растет по линейному закону. Это обеспе-
чивает дополнительное увеличение Л^пах-1
Отношение длительности вытягивания к длительности паузы может
изменяться в пределах 36 > тв/т0 0,03.
ВНИИметмашем и Тяжпромэлектропроектом для горизонтальной
МНЛЗ КарМК разработано электрогидравлическое устройство периоди-
Рис. 107. Функциональная схема управления электроприводом тянущей клети го-
ризонтальной МНЛЗ с тиристорным преобразователем частоты:
7 — управляемый выпрямитель; 2 — инвертор; 3 — асинхронный двигатель; 4 т-
редуктор; 5 — тянущая клеть; 6 — блок управления; 7 — нелинейное звено; 8 —
задатчик интервалов те и т0; 9 — блок частотного торможения
201
ческого вытягивания слитка из кристаллизатора горизонтальной МНЛЗ
и ввода затравки перед началом разливки. Устройство вытягивания слит-
ка (рис. 108. а) состоит из механизма перемещения каретки, подвиж-
ного и неподвижного захватов, механизмов подачи заднего конца слитка
и поворота подвижного захвата. Периодическое вытягивание слитка со
скоростью от 0,5 до 2,0 м/мин обеспечивается движением установлен-
ного на каретке подвижного захвата. Корпус захвата связан с механиз-
мом поворота. Поворот слитка в процессе вытягивания применен для
исключения смещения теплового центра заготовки.
Каретка перемещается гидроцилиндром. Ход каретки может изме-
няться от 20 до 100 мм. Для ограничения хода каретки установлены
бесконтактные путевые выключатели типа БВК-24М. Один выключа-
тель смонтирован неподвижно, а второй — на подвижной зубчатой рейке,
перемещаемой серводвигателем типа РД-09 (127 В, 14 В А) со встроен-
ным редуктором. Для контроля положения рейки применен сельсинный
индикатор с датчиком типа БД-501 А. Минимальная длительность цикла
вытягивания регулируется в пределах 1—6 с, продолжительность паузы
равна 0—5 с. Циклограмма работы механизма вытягивания слитка при
ис = 2 м/мин приведена на рис. 108, б.
Схема автоматического управления механизмом вытягивания слитка
из кристаллизатора выполнена на базе унифицированной логической
системы типа УПМ-2. Устройство УПМ-2 воспринимает входные сигналы
через систему герконовых реле РЭС-43 и осуществляет логические зави-
симости между входными и выходными сигналами, выполняя операции
"И", "ИЛИ”, "НЕ”, "ПАМЯТЬ", "Время" и "Счет", и выдает сигналы
в цепи управления приводами механизмов.
В шкафу УПМ-2 установлено до 14 секций; на лицевой стороне каж-
дой секции имеется матрица из горизонтальных и вертикальных шин,
которые в узлах пересечения можно соединять штепсельными ключами
со встроенными диодами. Имеются также бездиодные ключи. С левой
сто.роны матрицы вводятся входные сигналы; снизу сигналы выводятся
на выходные усилители и приставки. Наличие входных и выходных сиг-
налов сигнализируется лампами. Применяются следующие основные
виды усилителей и приставок:
УР — усилитель с релейным выходом (с реле РПУ-0);
УС — усилитель слаботочный с релейным выходом (с герконовым
реле РЭС-46) ;
УПТ — усилитель постоянного тока с тиристорным выходом;
УДС и УОС — усилители с двух- и одноцепным симисторным выходом;
ПВ-2 — приставка времени;
ПНП-2 — приставка нераспадающейся памяти;
ПТС — приставка триггерная;
ПСИ-2 — приставка счета импульсов;
ПСН — приставка согласования напряжения.
202
Рис. 108. Электрогидравлическое устройство периодического вытягивания слитка:
а — схема; б — циклограмма работы; 1 — станина; 2 — механизм перемещения ка-
ретки; 3 — неподвижный захват; 4 — гидроцилиндр захвата; 5 — слиток; 6 — ка-
ретка; 7 — подвижный захват; 8 — гидроцилиндр механизма подачи заднего конца
слитка; 9 — датчик положения БВК-24М; 10 — двигатель РД-0,9; 11 — зубчатая
рейка; 12 — шестерня; 13 — сельсин-датчик БД-501 А; 14 — цилиндр поворота по-
рожнего захвата; 15 — гидравлическая станция
203
Усилитель УДС используется, в частности, для включения электромаг-
нитов МТ6202 гидрораспределителей, управляющих подачей рабочей
жидкости в гидроцилиндры механизма вытягивания.
Схемные логические зависимости устанавливаются на матрице с по-
мощью диодных и бездиодных ключей. Принцип действия элемента
матрицы с одним входом, обеспечивающего ввод прямого и инверсного
сигнала, иллюстрирует упрощенная схема, приведенная на рис. 109.
Шина прямой операции обозначена ПШ, инверсная — ИШ. Если входной
сигнал отсутствует (реле К обесточено), то на Выходе 1, связанном через
диодный ключ VD1 с шиной ПШ, сигнала нет, так как этот выход шунти-
руется по цепи "+", R1, VD1, размыкающий контакт реле К, При
этом на Выходе 2, связанном с шиной ИШ, появляется сигнал по цепи
R2, Выход 2,
Когда подается входной сигнал, срабатывает реле К. Сигнал на Выхо-
де 2 исчезает, так как ток через R2 замыкается по контуру: R2,
VD2, замыкающий контакт реле К, Одновременно появляется сиг-
нал на Выходе 1 по цепи "+", R1, Выход 1, В устройстве УПМ-2
для инвертирования сигнала использован не размыкающий контакт
реле, а триод, управляемый замыкающим контактом входного герконо-
вого реле, которое выполняет также функции потенциального разделе-
ния цепей.
На новых горизонтальных МНЛЗ за рубежом и в СССР получает рас-
пространение дискретный привод с силовым шаговым электродвигате-
лем, который позволяет осуществлять сложный режим периодического
вытягивания с обратной подачей, малыми шагами и большим числом
циклов в широком диапазоне регулирования этих параметров и отка-
заться от громоздких механизмов периодического действия (кривошип-
ного, эксцентрикового, мальтийского и т.п.).
Разработанный ВНИИметмашем шаговый электропривод обеспечивает
циклическое вытягивание слитка с ходом 5—100 мм и паузами 0,5—
40 с. Точность позиционирования ± 0,25 мм [48]. Механизм вытягивания
Рис. 109. Элемент матрицы секции логического устройства УПМ-2
204
Рис. 110. Шаговый электропривод велков механизма вытягивания слитка:.
а — кинематическая схема (1 — профильный велок; 2 — шаговой двигатель; 3 —
пружинная муфта; 4 — безлюфтовая муфта; 5 — редуктор); б — функциональная
схема управления (UZ — блок питания; G — генеретор импульсов; F — формиро-
ватель режима работы; AF — задатчик частоты; АР — распределитель импульсов;
БУ — блок управления; БВ — блок возбуждения; А! — устройство индикации;
А1 — промежуточный усилитель; А2 — усилитель мощности; М — шаговый дви-
гатель)
представляет собой клеть с двумя профильными приводными валками,
вращаемыми двумя шаговыми двигателями, и двумя цилиндрическими
прижимными валками с гидроцилиндрами. Кинематическая схема элек-
тропривода приведена на рис. 110, а. Использование разрезной пружин-
ной муфты, которая связывает оба выходных вала редуктора, позволяет
уменьшить люфты в передачах. Безлюфтовые муфты применены также
для соединения двигателей с редуктором.
Коммутация обмоток управления каждого двигателя осуществляется
собственным усилителем мощности, а строгая синхронизация чередова-
ния фаз — едиными генератором и распределителем управляющих им-
пульсов. Максимальное значение крутящего момента при работе двух
шаговых двигателей на один вал увеличивается в 1,7 раза относительно
момента одного двигателя.
Шаговый электропривод механизма вытягивания слитка с двигателем
205
серии ЕС разработан в Белорусском политехническом институте. Функ-
циональная схема управления электроприводом показана на рис. 110,5.
Он обеспечивает широкий диапазон изменения скорости движения слит-
ка {до 1 : 20) и требуемую высокую точность регулирования. Примене-
ние шагового двигателя позволило повысить надежность и быстродей-
ствие электропривода, улучшить регулировочные характеристики [49].
За рубежом, наряду с шаговыми двигателями, на приводах механиз-
мов вытягивания слитка применяют малоинерционные двигатели по-
стоянного тока с цифроаналоговой системой регулирования, обеспечи-
вающей импульсное включение привода. Пример такой системы, разра-
ботанной фирмой "Siemens"1, показан на рис. 111, а. Слиток 1 вытяги-
вается из кристаллизатора 2 металлоприемника 3 дВумя парами тянущих
роликов 4 и 5, системы привода которых идентичны. Двигатель 6 первой
пары роликов снабжен тахогенератором 7 и датчиком импульсов 8.
Блок управления 9 генерирует управляющие импульсы; каждому
импульсу соответствует поворот вала двигателя на определенный угол.
Частота импульсов задается вручную потенциометром 10 через преобра-
зователь напряжения в частоту 27. Ввод программы вытягивания слитка
может также производиться микропроцессором 11, рассчитывающим
оптимальный цикл в функции марки стали, температуры и других пара-
метров. Через регулируемый делитель частоты 12 импульсы поступают
на первый вход логического блока сравнения 13, на второй вход кото-
рого подаются с обратной полярностью импульсы от датчика 8. С вы-
ходом блока 13 связан вход реверсивного счетчика 14. Сигнал отклоне-
ния углового пути, т.е. разности заданного и фактического числа импуль-
сов через цифро-аналоговый преобразователь 15 поступает на вход под-
чиненного контура регулирования угловой скорости двигателя — на
регулятор скорости 16, получающий сигнал обратной связи от тахогене-
ратора 7. Третий — внутренний контур регулирования тока содержит
регулятор 17, который получает информацию о фактической нагрузке
двигателя от датчика тока 19. Выходной сигнал регулятора тока 17
управляет тиристорным преобразователем 18. Система регулирования
стремится свести к нулю разность между заданным и фактическим чис-
лом импульсов углового пути и обеспечивает заданную длину шага вы-
тягивания слитка. Система электропривода обеспечивает также задание
и отработку периодического смещения слитка назад для компенсации
сжатия.
На рис. 111,6 показано изменение момента на валу двигателя в функ-
ции времени. Увеличенный пусковой момент необходим для начального
"отрыва" слитка, а в процессе вытягивания он падает до рабочего значе-
ния Мр. В схеме контролируются как максимально допустимый, так и
рабочий моменты. При их превышении срабатывает блок контроля
* Пат. 2340636 (ФРГ), 1973.
206
a
Рис. 111. Электропривод механизма вытягивания слитка фирмы "Siemens":
а - функциональная электрическая схема; б — кривая изменения момента дви-
гателя
нагрузки с сигнализатором предельного момента 20, сигнализатором
превышения рабочего момента 21 и индикатором 22. В схему сигнали-
зации превышения, максимального момента вводится запаздывание
на время Го (блоком времен^. 23) для отстройки от начального момента
"отрыва" слитка.
Двигатель 24 второй пары роликов управляется аналогичной системой
регулирования 25 и работает синхронно с первым двигателем. Дополни-
тельный регулятор нагрузки 26 определяет разность токов обоих двига-
телей и при неравной нагрузке воздействует на регулятор тока двига-
теля 24.
207
2. ЭЛЕКТРООБОРУДОВАНИЕ ГИДРАВЛИЧЕСКИХ
МАЯТНИКОВЫХ НОЖНИЦ
Для резки слитков сечением 140x140 мм либо диаметром 150 мм
используют гидравлические' маятниковые ножницы усилием 2000 кН
(рис. 112). Ножницы имеют механизмы резания и управления. Механизм
резания содержит подвешенную на поворотном рычаге 7 раму 3 с ниж-
ним ножом 13 и суппортом 4 с верхним ножом 5. Ножи перемещаются
гидроцилиндром 2, На суппорте 4 установлен кронштейн 6 с опорным
роликом 7.
Механизм управления установлен на раме 3 ножниц. Он состоит из
четырехходового гидрораспределителя 12, управляющего работой гид-
роцилиндра 2, задатчика 10 и системы рычагов 11, один из которых
связан с суппортом 4. Рычаги осуществляют обратную связь между што-
ком гидроцилиндра 2 суппорта 4 и управляющим распределителем 12.
Ножницы работают автоматически следующим образом. По команде
от устройства измерения мерной длины слитка 9 включается гидрорас-
пределитель 72; начинает перемещаться поршень задатчика 10, вращая
кулачок-эксцентрик. Рабочая жидкость подается в верхнюю полость
гидроцилиндра 2. Суппорт 4 с верхним ножом 5 опускается до тех пор.
7777777777777777777777777777
Рис. 112. Гидравлические маятниковые ножницы
208
пока опорный ролик 7 не упрется в опорную плоскость 8. При этом верх-
ний нож останавливается в 10 см от слитка, а корпус гидроцилиндра
вместе с рамой 3 и нижним ножом 13 начинает перемещаться вверх —
происходит разрезание слитка. При дальнейшем движении поршня задат-
чика с помощью распределителя 12 верхняя полость гидроцилиндра
соединяется со сливом и рабочая жидкость подается в штоковую по-
лость. При этом корпус ножниц опускается вниз до тех пор, пока рычаг 1
не дойдет до упора. Затем поршень гидроцилиндра 2 и суппорт 4 подни-
маются вверх в исходное положение.
Конечные выключатели фиксируют: SQ1 — верхнее (исходное) поло-
жение ножниц; SQ2 — нижнее положение ножниц (в конце реза); SQ3 —
положения поршня задатчика 10. В системе автоматического управления
ножницами применено логическое устройство типа УПМ-2 (см. п. 1).
Гидросистема ножниц четырехручьевой МНЛЗ состоит из пяти гидро-
аккумуляторов и четырех насосов, каждый из которых приводится
асинхронным двигателем типа 4A250S4 мощностью 75 кВт (380 В).
Два насоса — рабочие, два других — резервные. Любой насос может быть
как рабочим, так и резервным. Контроль давления в магистралях насо-
сов осуществляют реле давления. На магистрали каждого насоса уста-
новлен также электромагнитный предохранительный клапан. Клапан
срабатывает через 5 с после запуска насоса и остается включенным
в течение всего периода работы насоса. Рабочее отключение двигателя
насоса производится через 5 с после отключения электромагнита его
предохранительного клапана.
Контроль разряженного и заряженного состояний гидроаккумулято-
ров осуществляют путевые переключатели, связанные с поршнем.
В функции его положения управляется гидрораспределитель, подающий
рабочую жидкость в аккумуляторы (при зарядке) либо соединяющий
напорную магистраль насосов со сливом.
Резервный насос включается автоматически по сигналу реле давления
рабочего насоса, когда падает давление в его магистрали.
3. ЭЛЕКТРОПРИВОД ВСПОМОГАТЕЛЬНЫХ МЕХАНИЗМОВ
Стенд сталеразливочного ковша
Стенд представляет собой тележку с двухдвигательным асинхронным электро-
приводом. Стенд 4-ручьевой МНЛЗ для ковша вместимостью 80 т приводится дви-
гателями с фазным ротором типа МТН 311-6 (380 В, 11 кВт). Схема силовых цепей
одного из двигателей приведена на рис. 113, а. Помимо механического, использует-
ся торможение противовключением. Для недежного ограничения хода в крайних
положениях установлено по два конечных выключателя типа КУ-701.
Ступени пусковых резисторов выбрены из условий ограничения ускорения
стенда с наполненным ковшом значением 0,2 м/с2 и отсутствия пробуксовки ко-
лес о рельсы при разгоне. Коэффициент сцепления колеса с рельсом принят рав-
ным 0,2.
209
Рис. 113. Электропривод стенда стале-
разливочного ковша:
а — схема силовых цепей одного дви-
гателя; б — механические характерис-
тики (7 — пуск с двумя двигателя-
ми; 2 — пуск с одним двигаталем;
3 — толчковый режим при работе
одного двигателя; 4 — то же, при
двух двигателях)
Схемой управления предусмотрена возможность перемещения станда как
одним, так и двумя двигателями. Помимо рабочей скорости, предусмотрена в толч-
ковом режиме пониженная скорость для установочных операций. Механические
характеристики, используемые при пуске и в толчковом режиме при работе с дву-
мя двигателями (нормальный режим) и с одним двигателем (аварийный режим),
показаны на рис. 113, б.
210
Механизм качания форсунок втдричного
охлаждения слитка
Механизм служит для покачивания форсунок относительно оси слитка с целью
равномерного охлаждения поверхности слитка. Он выполнен с кривошипно-шатун-
ной передачей, приводимой двигателем'типа МТКН-111-6 (380 В, 3,0 кВт). Пре-
дусмотрено автоматическое включение двигателя одновременно с включением
механизма вытягивания слитка и ручное управление с двух мест (с пойта управле-
ния и местного пульта).
Глава IX. УМЕНЬШЕНИЕ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
В ЭЛЕКТРОПРИВОДАХ МНЛЗ
1.УСТАНОВЛЕННАЯ МОЩНОСТЬ ЭЛЕКТРОПРИВОДОВ
И РАСХОД ЭЛЕКТРОЭНЕРГИИ НА МНЛЗ РАЗЛИЧНЫХ ТИПОВ
Установленная мощность двигателей двухручьевой криволинейной
слябовой МНЛЗ достигает 1900 кВт, аналогичной вертикальной машины
1100 кВт. Максимальный удельный расход электроэнергии соответствен’
но равен 25 и 17 кВт-ч/т. Для шестиручьевой сортовой МНЛЗ указанные
показатели равны 880 кВт и 10 кВт-ч/т. Сводные энергетические харак-
теристики электрооборудования двух вовременных отделений непрерыв-
ной разливки1 (ОНРС), с тремя слябовыми и блюмовыми МНЛЗ каж-
дое, приведены в табл. 8.
Таблица 8. Энергетические характеристики отделений
непрерывной разливки
I
II
I
Потребители Мощность, кВт, отделения с МНЛЗ
1 слябовыми" блюмовыми
МНЛЗ и ТОЛ 16000/2300 6800/1100
ОНРС 33500/10000 12300/5200
Примечание: числитель — установленная мощность; знаменатель — потреб-
ляемая.
* В состав отделений входят собственно МНЛЗ, транспортно-отделочная линия
(ТОЛ), склад литых заготовок, системы водоснабжения, вентиляции и др.
211
Годовой расход электроэнергии (кВт-ч) в отделении с тремя МНЛЗ:
слябовыми — 60106; блюмовыми — 30 • 10б.
Анализ показывает, что уменьшение расхода электроэнергии в ОНРС
может быть достигнуто путем правильного выбора структур систем ре-
гулирования главных электроприводов МНЛЗ, включая применение
систем с переменной структурой для минимизации потерь энергии, а
также благодаря использованию новых типов тиристорных преобразова-
телей, аппаратов и датчиков, расширению области применения асинхрон-
ного электропривода, уменьшению потерь энергии в электроаппаратах,
переходу от непрерывной к циклической работе ряда насосов и вентиля-
торов. Ниже рассмотрены основные методы экономии электроэнергии
в электроприводах МНЛЗ.
2. СХЕМЫ ВЕНТИЛЬНОГО ЭЛЕКТРОПРИВОДА КРИСТАЛЛИЗАТОРА
С ОГРАНИЧЕНИЕМ ТОКА ПРИ ПУЛЬСИРУЮЩЕЙ НАГРУЗКЕ
Правильный выбор структуры системы автоматического регулирова-
ния электропривода дает возможность в ряде случаев ограничить ампли-
туду пульсаций тока и уменьшить потери электроэнергии в двигателе
привода качания кристаллизатора, силовом трансформаторе и других
элементах силовой цепи.
Анализ частотных характеристик известных систем вентильного элек-
тропривода постоянного тока показывает, что при неблагоприятном
сочетании параметров электропривода и частоты возмущающего Момен-
та на валу возможен недопустимый рост амплитуды тока двигателя и
его производной по времени с нарушением, нормальной коммутации
на коллекторе.
Если в электроприводах с постоянной или редко меняющейся на-
грузкой на валу ток двигателя прямо пропорционален статическому
моменту и экономия энергии может быть достигнута лишь за счет сниже-
ния потерь в двигателе и преобразователе, то в электроприводе кристал-
лизатора и других механизмов с пульсирующей нагрузкой амплитуда
тока может существенно превышать оптимальное значение, достаточное
для преодоления момента на валу привода.
Как показано в гл. II (п. 3), двукратно-интегрирующая система под-
чиненного регулирования с ПИ-регулятором скорости (PC) двигателя
кристаллизатора, используемая при угловой частоте вынужденных коле-
баний £2< 1/4Гт (что соответствует частоте циклов колебаний f < 2 Гц
при Гт = 0,02 с) не обеспечивает минимизации амплитуды тока. Поэто-
му исходя из технологических требований и энергетических ограничений
следует находить оптимальное соотношение между амплитудами гармо-
ник скорости и тока, изменяя структуру PC.
Если амплитуда гармоники угловой скорости двигателя в однократ-
но-интегрирующей системе с П-регулятором скорости превышает задан-
212
ное значение не более чем на 15—25 %, следует.осуществлять переход
от ПИ- к П-регулятору скорости. Как видно из рис. 20, при f = 2 Гц
(Q = 1/4Гт) амплитуда тока якоря уменьшается на 35 %.
В качестве дополнительной меры для ограничения пульсаций тока
в электроприводе с однократно-интегрирующей системой регулирования
можно использовать второй способ — включение форсирующего звена
с постоянной времени Гф.т в цепь обратной связи по току якоря.
Рассмотрим расчет колебаний тока и скорости в такой системе. Пере-
даточная функция замкнутого контура тока
И/т 3 (р) = ---—-----1------------.
Тм7-’р’ + (Гт+7ф.т)р+1
(149)
Пренебрегая членом второго порядка в характеристическом уравне-
нии, получим
1/*т
WT,3 (р) ~ . (149а)
(+ 7"ф .т) Р + 1
Сохраняя прежним коэффициент усиления регулятора скорости,
найдем передаточную функцию для скорости относительно возмущения
... / к _ асГт R3 7\Ч>Р+1
^tJH (Р) г
гм ce acTrP (PTyp + 1) +1
где <p — (Гт + 7"ф т) /Гт. При ac = 2 имеем
Гт^р+1
WWH (P) = -------1---------
2Гтр(Гту>р+ 1) + 1
Для тока якоря находим
1
Wt„ (р) = ------------------ .
2Гтр (Гту>Р+1) +1
(150)
(150а)
(151)
Коэффициенты, показывающие отношение амплитуд гармоник со и /
в данной системе (т.е. при <р =/= 1) ив обычной системе (<р = 1), соответ-
ственно равны:
(Г2¥>2«2 + 1) (4Г4П4 + 1)
(Г2П2 + 1) [4Гу Г24¥>2+4Tyfi2 (v>-1) +1]
4Г£П4+1
474S14¥>2 +4Г2П2 (у> - 1) + 1
(152)
(153)
Кривые изменения и Хт в функции построены на рис. 114 (при
П= 1/2 Гт).
213
Как и следовало ожидать, в анализируемой системе эффективно по-
давляются колебания тока якоря: при Тф т = 2ГТ, т.е. при р = 3 Хт =
= 0,5, а амплитуда первой гармоники скорости изменяется незначи-
тельно.
Функциональная схема вентильного электропривода качания кри-
сталлизатора с переменной структурой, реализующего оба указанных
способа и работающего с уменьшенным расходом электроэнергии при
к
Рис. 114. Изменение относительных значений ампли-
туд гармоник тока и угловой скорости двигателя
при включении форсирующего звена в цепь обрат-
ной связи по току якоря
пульсирующей нагрузке, показана на рис. 115. В "классическую" двух-
контурную систему подчиненного регулирования параметров с ПИ-ре-
гуляторами скорости и тока AR и АА введены дополнительно: активное
форсирующее звено в цепи обратной связи по току якоря, выполненное
на операционном усилителе А2; блок контроля окончания пуска и тор-
можения АСА; устройство измерения амплитуды тока, содержащее
аналого-цифровой преобразователь AAD и запоминающее устройство
AM; блок компараторов ADC1 и ADC2 с выходными триггерами DT1
и DT2 и реле, осуществляющими изменение структуры системы регули-
рования.
До окончания пуска электродвигателя на выходе блока АСА сигнал
отсутствует, реле КЗ отключено и входная цепь датчика тока ВА2
разомкнута. На выходе триггера DT1 сигнал "0", а на выходе DT2 "1",
поэтому конденсатор С1 введен в схему, а С2 шунтирован, т.е. система
регулирования стандартная, с настройкой по симметричному оптимуму.
В конце пуска срабатывает реле КЗ, и токовый сигнал через аналого-
цифровой преобразователь AAD поступает на вход запоминающего уст-
ройства AM, которое фиксирует амплитуду тока !т. Блок смены инфор-
мации АС1 содержит компаратор и таймер для периодического сравне-
ния сигналов на входе и выходе запоминающего устройства AM и обнов-
ления информации в случае изменения значения !т.
Оптимальное значение экстремума тока !то определяется расчетом
214
реле; AAD — аналого-цифровой преобразователь; AM — запоминающее устройство; ДС/ — блок смены информации; ADC1 -
ADC3 — цифровые компараторы; AS1, AS2 — задатчики максимального значения амплитуды тока; .AS3 — задатчик минималь-
ного значения тока; DT1, DT2 — триггеры; АСА — блок контроля пуска и торможения; АЗ, А4 — выходные усилители
215
из условии ограничения потерь электроэнергии и обеспечения заданного
значения первой гармоники частоты вращения двигателя.
Задатчики AS1 и AS2 выдают уставки, равные соответственно 1,1 !то
и 1,2/то цифровым компараторам ADC1 v\ADC2. Если с ростом нагруз-
ки на валу или частоты пульсирующего момента либо частоты следова-
ния импульсов циклической ударной нагрузки амплитуда тока якоря
достигает значения 1,1 !то, срабатывает выходной триггер DТ1 компара-
тора ADC1. Реле К1 шунтирует конденсатор С1 — регулятор скорости AR
становится пропорциональным. В соответствии с кривыми, приведен-
ными на рис. 19, 20, в зоне наиболее распространенных частот 1—5 Гц
амплитуда тока якоря существенно уменьшается.
Если при дальнейшей работе вторично возникнет условие 1т > 1то
и будет превышена уставка 1,21 то задатчика AS2, появляется напряже-
ние на выходе компаратора ADC2.
На инверсном выходе триггера DT2 сигнал исчезает, реле К2 отклю-
чается, и в схему вводится конденсатор С2. Звено на усилителе А2 стано-
вится форсирующим, что приводит к уменьшению амплитуды тока яко-
ря в соответствии с рис. 114.
При падении тока до определенного^задатчиком Д53 минимального
значения сигналом с выхода компаратора ADC3 триггеры DT1 и DT2
возвращаются в исходные состояния. В процессе регулирования ам-
плитуда тока поддерживается в пределах, ограниченных задатчиками
AS1 - AS3.
В тех случаях, когда необходимо одновременное уменьшение колеба-
ний скорости и тока электропривода, следует применять методы комби-
нированного регулирования с компенсацией возмущения, рассмотрен-
ные в гл. II. Осциллограммы на рис. 25 демонстрируют эффект умень-
шения амплитуды первой гармоники тока якоря двигателя кристалли-
затора на 30 %. Соответствующая составляющая потерь в силовой цепи
электропривода уменьшается в два раза. В экспериментах достигнуто
снижение расхода электроэнергии на 8—13 %.
Для более эффективного ограничения вынужденных колебаний тока
и потерь энергии в электроприводах кристаллизаторов можно рекомен-
довать двухканальную схему комбинированного регулирования с одно-
временным формированием гармонических составляющих в кривых
напряжения вентильных преобразователей, питающих цепь якоря и об-
мотку возбуждения двигателя (рис. 116).
Сельсин-датчик, связанный с валом эксцентрика механизма возврат-
но-поступательного движения кристаллизатора, образует с каждым,
из двух дифференциальных сельсинов и соответствующим сельсином-
приемником и демодулятором преобразователь угла поворота эксцент-
рика в гармонический сигнал регулируемой фазы. Частота этого сигнала
равна угловой частоте гармоники возмущающего момента на валу дви-
гателя, которая определяется частотой качания кристаллизатора. Необ-
216
Рис. 116. Инвариантный к возмущению электропривод кристаллизатора МНЛЗ
с одновременной стабилизацией скорости и тока якоря двигателя:
1 — якорь двигателя; 2 — тиристорный преобразователь; 3 — обмотка возбужде-
ния; 4 — тиристорный возбудитель; 5 — системы импульсно-фазового управления
тиристорами; 6 — регулятор скорости; 7 — блок токоограничения; 8 — регулятор
тока; 9 — система регулирования возбуждения двигателя; 10 — тахогенератор;
11 — датчики тока якоря; 12 — датчик напряжения; 13 — датчик тока возбужде-
ния; 14 — задатчик интенсивности; 15 — редуктор; 16 — эксцентрик; 17 — кри-
сталлизатор; 18 — рама; 19 — сельсин-датчик; 20 — дифференциальные сельсины;
21 — сельсины-приемники; 22 — демодуляторы; 23 — цепи смещения; 24 — потен-
циометры; (7у — напряжение управления; <73.с, U3 в — задающие напряжения ре-
гуляторов скорости и возбуждения
ходимый сдвиг синусоиды низкой частоты по вертикали осуществляется
с помощью источника смещения.
При качании кристаллизатора момент двигателя
М = Мв + Ма sin fit = kMi„ Ф, (154)
где /я — ток якоря; Ф — магнитный поток; км — коэффициент момента.
Для поддержания постоянного тока якоря /я — /п ~ const поток Ф
должен изменяться по закону
(M„+Masinnt)/kMl„ = M(Q)/kMl„, (155)
где /п — ток, соответствующий постоянной составляющей статического
момента.
217
Это достигается путем подачи на дополнительный вход системы регу-
лирования возбуждения корректирующего сигнала с демодулятора.
Дифференциальный сельсин осуществляет сдвиг фазы в сторону опе-
режения на угол, компенсирующий инерционность системы.
Для компенсации воздействия гармонической составляющей потока
двигателя на частоту вращения в схеме осуществляется формирование
требуемого закона изменения напряжения тиристорного преобразова-
теля якорной цепи. Из равенства
п = ----------------- = «НОм = const,
(ке/км) -М(я)//ном
где гд — сопротивление якорной цепи; ке — коэффициент э.д.с.; при
/п ~ ном можно получить
ке М (П)
U — ~~ ' ~ «ном + ^ном «я
км 'ном
или, пренебрегая падением напряжения в якорной цепи,
М[П). (156)
км /цом
Для осуществления этого закона изменения напряжения преобразова-
теля служат отдельная пара сельсинов и второй демодулятор. Компен-
сирующий гармонический сигнал подается на дополнительный вход ре-
гулятора тока якоря двигателя. Совместное действие двух каналов
формирования магнитного потока двигателя и напряжения тиристорного
преобразователя якорной цепи обеспечивает резкое уменьшение колеба-
ний тока и скорости двигателя [50].
3. ПРИМЕНЕНИЕ ТИРИСТОРНЫХ ПРЕОБРАЗОВАТЕЛЕЙ
С ЕСТЕСТВЕННОЙ ВЕНТИЛЯЦИЕЙ И НЕВЕНТИЛИРУЕМЫХ
ТИХОХОДНЫХ ДВИГАТЕЛЕЙ
Применение комплектных тиристорных электроприводов (КТЭ) вто-
рого поколения с естественной вентиляцией (ЕВО) обеспечивает эконо-
мию как за счет улучшенных энергетических показателей (к.п.д. и cosy>
повышены на 0,5—1,0 %), так и благодаря отсутствию вентиляторов для
продувки силовых модулей тиристорных агрегатов. На одной двухручье-
вой криволинейной слябовой МНЛЗ с регулируемыми электроприво-
дами мощностью'900 кВт использование КТЭ с ЕВО дает годовую эконо-
мию электроэнергии 110000 кВт-ч.
Существенная экономия электроэнергии достигается при замене
преобразователей в процессе модернизации электрооборудования МНЛЗ
первого и второго поколений. Так, замена вращающихся электромашин-
218
ных преобразователей на тиристорные, выполненная по проекту Гипро-
меза на главных механизмах трех мощных слябовых МНЛЗ и транс-
портно-отделочной линии отделения непрерывной разливки конвер-
терного цеха № 1 НЛМК, дала годовую экономию электроэнергии более
1,5 млн. кВт ч как за счет более высокого к.п.д. тиристорных преобра-
зователей, так и благодаря ликвидации потерь энергии во время техно-
логических пауз, когда вращающиеся преобразователи не останавли-
вались.
Используемые на МНЛЗ тиристорные преобразователи имеют, как
правило, переменный и низкий коэффициент мощности вследствие рабо-
ты двигателей на частотах вращения существенно ниже номинальных.
Ввиду этого представляется перспективным применение комбинирован-
ного регулирования по каналам напряжения и тока возбуждения двига-
теля и ступенчатого регулирования питающего напряжения при исполь-
зовании трансформаторной схемы тиристорного преобразователя.
В целях снижения потерь электроэнергии в тиристорных электропри-
водах постоянного тока МНЛЗ отдается предпочтение использованию
двигателей постоянного тока напряжением 440 В, питающихся от преоб-
разователей с токоограничивающими реакторами, вместо силовых транс-
форматоров, необходимых при установке двигателей 220 В. При этом
уменьшаются масса и размеры преобразователей и сечения силовых
кабелей.
Определенная экономия электроэнергии достигается при отказе от
принудительной вентиляции двигателей серии Д, применяемых на глав-
ных приводах МНЛЗ. Следует отметить, что применение невентилируе-
мых двигателей позволяет повысить надежность работы главных элек-
троприводов МНЛЗ.
Перспективными с точки зрения экономии электроэнергии и кабелей
и повышения надежности являются двигатели и тахогенераторы с воз-
буждением от постоянных магнитов. В таких электрических машинах
отсутствуют потери на возбуждение, составляющие 5—10 % от номи-
нальной мощности. Если к.п.д. двигателей средней мощности с электро-
магнитным возбуждением равен 0,8—0,9, то у аналогичных двигателей
с постоянными магнитами он достйгает 0,9—0,95.
В механизмах с повторно-кратковременным режимом работы для
уменьшения потерь энергии в переходных процессах необходимо приме-
нять тихоходные двигатели.
Потери электроэнергии при пуске двигателя
ДДП = +Мс<р„, (157)
2
где J — момент инерции системы привода; wyCT — установившаяся угло-
вая скорость двигателя; Мс — статический момент; <рп — угловой путь
вала двигателя при пуске.
219
Анализ потерь в нерегулируемых электроприводах МНЛЗ средней
мощности показывает, что с уменьшением номинальной частоты враще-
ния двигателя лном от 1400 до 700 об/мин (т.е. в два раза) и л„ом в
4 раза суммарный момент инерции двигателя, тормозного шкива и меха-
низма (приведенный к валу двигателя) увеличивается не более чем в
2,2 раза, а запас кинетической энергии и, соответственно, потери в пере-
ходных процессах уменьшаются в 1,5—2,0 раза.
4. ПУТИ ЭКОНОМИИ ЭЛЕКТРОЭНЕРГИИ
В ЭЛЕКТРОПРИВОДАХ МАШИН ДЛЯ ПОДАЧИ КОВШЕЙ
И ВЫДАЧИ ЛИТЫХ ЗАГОТОВОК
При выборе систем электропривода сталевозов, сталеразливочных
кранов и стендов следует проводить сравнение вариантов асинхронного
электропривода и электропривода постоянного тока с тиристорным
преобразователем по потерям электроэнергии. Более высокий к.п.д.,
чем система ТП—Д, имеет двухдвигательный дифференциальный элек-
тропривод с короткозамкнутыми двигателями, который обеспечивает
без применения реостатного регулирования 4 ступени скорости при ис-
пользовании односкоростных двигателей и 7 ступеней скорости, если
один из двигателей принят двухскоростным. Указанное число регулиро-
вочных ступеней вполне достаточно для большинства механизмов, по-
дающих ковши к МНЛЗ и отводящих литые слябы, блюмы и другие
заготовки. В конвертерном цехе № 1 НЛМК успешно работают сталевозы
с двухдвигательным асинхронным дифференциальным электроприводом
мощностью 2 х 23 кВт [6].
Важным достоинством дифференциального электропривода является
отсутствие перегрузки по моменту при выходе из строя одного из двига-
телей [40]. Это свойство позволяет существенно уменьшить установлен-
ную мощность двигателей двухдвигательных электроприводов механиз-
мов транспортировки ковшей с жидкой сталью и соответственно снизить
потери электроэнергии в переходных процессах и при работе на устано-
вившейся скорости.
Значительная экономия электроэнергии может быть достигнута в
электроприводе подъемника мощностью 160 кВт на вертикальных
МНЛЗ с выдачей заготовок на поверхность по наклонным путям. На су-
ществующих МНЛЗ этого типа контргруз уравновешивает лишь вес те-
лежки подъемника, чтобы обеспечить прием нижнего конца слитка в
тележку, ожидающую его подхода при расторможенном приводе лебедки
подъемника. Предложенная в Гипромезе усовершенствованная кон-
струкция подъемника (рис. 117) позволяет работать с уравновешива-
нием веса тележки и слитка и получить существенную экономию элек-
троэнергии.
Подъемное устройство содержит тележку 1, служащую для приема и
220
транспортировки слитка 2, вертикальные пути 3, наклонные пути 4,
качающиеся пути 5, приводную лебедку 6 с контргрузом 7, который
связан с лебедкой 6 канатом 8 либо непосредственно, либо через блоки 9.
Вес контргруза 7 равен сумме веса тележки и среднего или максималь-
ного веса отливаемого слитка.
Контргруз перемещается в направляющих 10, которые поворачивают-
ся в вертикальной плоскости с помощью привода 11, выполненного ана-
логично приводу поворота качающихся путей тележки (гидроцилиндр).
С приводом 11 кинематически связан датчик положения 12. Форма на-
правляющих может отличаться от прямолинейной для компенсации из-
менения угла между канатом и осью тележки.
Рис. 117. Подъемник литых заготовок с уравновешиванием тележки и слитка
221
Подъемное устройство работает следующим образом. При движении
тележки без слитка направляющие 10 контргруза 7 находятся в наклон-
ном положении. Угол наклона а выбирается при проектировании таким,
чтобы вес тележки GT на вертикальных путях 3 полностью уравновеши-
вался составляющей F веса контргруза Gr.
Из нижнего положения тележка 1 поднимается по вертикальным пу-
тям навстречу слитку 2. Во время резки слитка двигатель лебедки 6
отключен и тормоз не наложен. Уравновешенная тележка опускается
вниз. Несмотря на изменение натяжения ветви каната, связанной с тележ-
кой (ввиду изменения угла между канатом и осью тележки в процессе
движения последней), тележка уравновешена в любой точке ее пути
благодаря тому, что форма направляющих 10 отличается от прямоли-
нейной, и натяжение ветви каната 8 также является функцией пути.
После окончания резки двигатель лебедки включается и, работая в
рекуперативном режиме с отдачей энергии в сеть, обеспечивает опуска-
ние тележки со слитком в крайнее нижнее положение. Тележка останав-
ливается в качающихся путях.
Одновременно с переводом этих путей вместе с тележкой в наклонное
положение, фиксируемое конечным выключателем, автоматически
включается привод 11 и направляющие 10 переводятся в вертикальное
положение. При подъеме тележки со слитком на поверхность вес тележ-
ки 7 и Слитка 2 почти полностью уравновешен весом контргруза 7.
Возможны два основных варианта выбора веса контргруза:
а) вес контргруза равен сумм.е веса тележки и среднего веса подни-
маемых слитков;
б) вес контргруза равен сумме веса тележки и веса наиболее тяжелого
слитка.
В первом случае при подъеме слитка направляющие контргруза всегда
переводятся в вертикальное положение и привод работает с полным
уравновешиванием лишь при подъеме слитков среднего веса. Во втором
случае при подъеме слитков, вес которых меньше максимального, на-
правляющие переводятся в положение, отстоящее от вертикали на угол /3
(контролируется датчиком 12}. При изменении сортамента отливаемых
слитков угол /3 соответственно изменяется. Датчик 12 может служить
для обратной связи в системе дистанционного или автоматического уп-
равления настройкой и работой подъемного устройства. Благодаря тому,
что подъемное устройство работает с уравновешиванием веса слитков,
необходимая мощность двигателя резко снижается.
Экономия электроэнергии в асинхронном электроприводе подъемни-
ка достигается также путем замены пусковых резисторов на индукцион-
ное пусковое устройство, описанное в гл. XI.
Средством экономии электроэнергии в пуско-тормозных режимах
является применяемая на МНЛЗ автоматическая точная остановка в за-
данных позициях механизмов для подачи ковшей, резки, выдачи и даль-
222
нейшей транспортировки литых заготовок. Автоматизация позициониро-
вания позволяет исключить многократные включения двигателей для
осуществления доводочных операций.
5. СОКРАЩЕНИЕ ПОТРЕБЛЕНИЯ ЭЛЕКТРОЭНЕРГИИ
ГИДРОСИСТЕМАМИ, УСТАНОВКАМИ ВОДОСНАБЖЕНИЯ
И ВЕНТИЛЯЦИИ
Для экономии энергии в системах гидравлики механизмов отделения
разливки сокращают до минимума продолжительность работы насосов
на холостом ходу. Двигатели насосов кратковременно работающих
гидроцилиндров запускаются автоматически одновременно с включе-
нием любого из электромагнитов гидрораспределителей и отключаются
после обесточивания электромагнита. Используют также метод включе-
ния насоса на ограниченное время, например, 3 мин, достаточное для
выполнения гидроцилиндрами технологических операций.
Сокращение расхода электроэнергии и воды обеспечивается системой
автоматического включения и отключения подачи воды к форсункам
зоны вторичного охлаждения в функции пути слитка. Следящая система
непрерывно фиксирует координату нижнего конца слитка на Первом
этапе разливки и выдает серию команд на поочередное включение секций
водяных форсунок. После закрытия стопора промежуточного ковша
осуществляется слежение за опусканием верхнего конца слитка и выдача
команд на отключение подачи охлаждающей воды.
На некоторых вертикальных МНЛЗ со сплошной затравкой контроли-
руют положение затравки и слитка по последовательному прохождению
отверстий в затравке мимо источника и приемника излучения, располо-
женных под зоной вторичного охлаждения слитка.
Уменьшения расхода электроэнергии на вентиляцию можно достичь,
осуществив:
а) автоматическое включение и отключение вентиляционных устано-
вок электропомещений и помещения насосно-аккумуляторной станции
в функции температуры воздуха в них;
б) автоматическое управление дымососами горячих камер МНЛЗ
и вентиляторами подачи воздуха на все площадки здания машин по ко-
мандам микропроцессорного устройства, контролирующего пуск и
остановку МНЛЗ, расход воды на охлаждение, температуру и влажность
воздуха в соответствующих помещениях.
Некоторые асинхронные электроприводы насосов и вентиляционных
установок МНЛЗ работают с переменной нагрузкой, при недогрузке —
с уменьшенными значениями к.п.д. и коэффициента мощности. Для со-
кращения потерь энергии в двигателе и питающей линии можно исполь-
зовать тиристорный или симисторный регулятор напряжения, включае-
мый между сетью и цепью статора для управления напряжением на ста-
223
торе в функции нагрузки. Таким образом можно минимизировать ток
статора.
Схема автоматического регулирования содержит внутренний контур
регулирования напряжения и внешний контур регулирования тока
(рис. 118). Тиристорный регулятор UZ снабжен системой импульсно-
фазового управления AIF, регули-
ровочная характеристика которой
смещена так, что при подаче напря-
жения на UZ тиристоры приоткры-
ваются, и на статоре двигателя М
возникает небольшое напряжение
(несколько вольт). В статоре начи-
нает протекать небольшой ток. По-
ложительная обратная связь по то-
ку по цепи: датчик тока АА —
функциональный преобразователь
AFC — инерционное звено ADL
приводит к открыванию тиристор-
ного регулятора UZ и запуску
двигателя.
Рис. 118. Асинхронный электропривод
с тиристорным регулятором напряжения
для минимизации потерь электроэнергии
Функциональный преобразователь AFC обеспечивает требуемую зави-
симость между напряжением на статоре' и током нагрузки двигателя,
минимизирующую потери электроэнергии, — снижение напряжения с па-
дением нагрузки и наоборот. Обратная связь по напряжению (с использо-
ванием датчика напряжения AU) служит для устранения нелинейности
и подавления автоколебаний в электроприводе. Инерционное звено
ADL также повышает устойчивость работы регулятора UZ.
Благодаря повышению коэффициента мощности уменьшаются затра-
ты на компенсаторы реактивной мощности и потери в них. Общая эко-
номия электроэнергии в асинхронных двигателях может составить
5—10 % от потребляемой.
У двигателей малой мощности (до 5 кВт) регулирование напряжения
на статоре целесообразно осуществлять в функции фазового сдвига
между током и напряжением. У двигателей вентиляторов следует регули-
ровать как питающее напряжение, так и частоту тока.
Ток холостого хода асинхронных двигателей серии 4А насосов и вен-
тиляторов составляет 50—60 % от номинального тока. При загрузке дви-
гателя на 40—50 % уменьшение напряжения на обмотках переключением
статора с треугольника на "звезду" позволяет уменьшить потери элек-
троэнергии в двигателе на 10—30%.
224
6. УМЕНЬШЕНИЕ ПОТЕРЬ ЭЛЕКТРОЭНЕРГИИ
В ЭЛЕКТРИЧЕСКИХ АППАРАТАХ
Правильный выбор типов электрических аппаратов и ряд схемных
решений позволяют снизить расход электроэнергии в обмотках аппара-
тов и датчиков, резисторах, сигнальных устройствах и т.п.
При включении мощных тормозов с электромагнитами постоянного
тока рекомендуется схема с введением форсировоч::ого сопротивления
после втягивания якоря электромагнита. При этом повышается быстро-
действие тормоза и в 1,5—2 раза снижается расход электроэнергии.
Если наложение тормоза для механической фиксации не требуется, то
следует отдавать предпочтение электрическому торможению: рекупера-
тивному, динамическому, а также конденсаторному (для асинхронных
двигателей) [39]. В цепях мощных контакторов применяют добавочные
резисторы, вводимые в схему после срабатывания соответствующих
аппаратов.
Управление пневмоцилиндрами осуществляют при помощи пневмо-
распределителей типа РЭП-2 с электропневматическими вентилями
ВВ-32Ш и ВВ-34Ш. Конструкция этого распределителя позволяет произ-
водить переключение подачи сжатого воздуха из одной полости цилинд-
ра в другую путем импульсного включения одного из электропневмати-
ческих вентилей (включающего ВВ-32Ш или отключающего ВВ-34Ш).
Аналогичный способ управления можно применять и в системах гидрав-
лики, выбирая гидрораспределители соответствующего типа с импульс-
ным включением электромагнитов.
Сокращение расхода электроэнергии дает также отказ от "энергоем-
ких" датчиков положения механизмов и заготовок. Мощность, потреб-
ляемая датчиками положения различных типов (с учетом мощности
усилителей):
Тип датчика ИКВ-22 ИД-5 КВП-16 ПИП12-1 ФРСУ-1,2,3 ДПУ1
Потребляемая
мощность, ВА 12,0 130,0 3,0 2,0 30,0-55,0 0
Предпочтение следует отдавать магнитогерконовым датчикам типа
ДПУ1 и индуктивным датчикам КВП-16 и ПИП12-1 [52].
Одна панель с релейно-контакторной аппаратурой управления потреб-
ляет в среднем мощность 200 Вт. Поэтому построение схем автоматиче-
ского управления механизмами МНЛЗ на логических элементах серии
"Логика-И" (на интегральных микросхемах) и программируемых кон-
троллерах позволяет не только повысить надежность и компактность
устройств автоматики, но и уменьшить расход электроэнергии.
Этой же цели служат экономичные схемы световой сигнализации. Так,
применение для питания цепей сигнальных ламп группового трансформа-
тора 380/24 или 220/24 В вместо включения каждой лампы на сеть 220 В
через добавочный резистор, дает экономию потребляемой мощности
225
200 Вт на каждые 10 сигнальных ламп. На блоках управления и малога-
баритных пультах рекомендуется замена сигнальных ламп светодиодами.
Исключение потерь электроэнергии в добавочных резисторах цепей
обмоток возбуждения двигателей постоянного тока достигается приме-
нением тиристорных возбудителей, входящих в состав комплектных
тиристорных электроприводов серии КТЭ.
Перечисленные и некоторые другие меры по уменьшению потребления
электроэнергии электрическими аппаратами ведут к снижению тепловы-
делений в электропомещениях и благодаря этому дают возможность
уменьшить установленную и потребляемую мощности двигателей венти-
ляционной системы электропомещений МНЛЗ.
Глава X. ОПЫТ НАЛАДКИ И ЭКСПЛУАТАЦИИ СИСТЕМ
АВТОМАТИЗИРОВАННОГО ЭЛЕКТРОПРИВОДА МНЛЗ
1. НАЛАДКА РЕГУЛЯТОРОВ УБСР
Основное внимание в процессе наладочных работ уделяют системам
автоматического регулирования тиристорных электроприводов тянуще-
правильных устройств или тянущих клетей и механизмов качания кри-
сталлизаторов. При этом обеспечивают настройку регуляторов УБСР и
цепей коррекции по условию минимизации вынужденных колебаний
частоты вращения двигателя.
Упрощенная схема двухконтурной системы подчиненного регулиро-
вания приведена на рис. 119. Наладку регуляторов производят в следую-
щем порядке [53]. В блоках связи параметры резисторов и конденсато-
ров выбирают в соответствии с расчетом, за исключением цепей обрат-
ных связей, охватывающих регуляторы. Эти цепи временно заменяют
резисторами с сопротивлениями, обеспечивающими коэффициенты уси-
ления, равные 1. Затем включают блоки питания и проверяют их напря-
жения. Движки потенциометров на блоках ограничения выходного на-
пряжения регуляторов устанавливают в положения, соответствующие
максимуму. На выходах всех функциональных блоков системы (регу-
ляторов, датчиков и т.д.) напряжение при этом должно быть равно
нулю, что можно контролировать по установленным на блоках вольтмет-
рам. На выходах датчиков тока и регуляторов может быть небольшое
напряжение, которое следует устранить с помощью потенциометров
"установка нуля" на блоках, причем начинать нужно с регулятора внеш-
него контура.
Затем приступают к проверке прохождения сигналов по каналам сис-
темы регулирования. Вначале проверяют прямой канал от входа регуля-
226
Рис. 119. Упрощенная схема тиристорного электропривода с двухконтурной систе-
мой подчиненного регулирования:
UZ — тиристорный преобразователь; AU — система импульсно-фазового управле-
ния; М — двигатель; BR — тахогенератор; AR, АА — регуляторы скорости и тока;'
RP — делитель напряжения; RS — шунт; UA — датчик тока; ALA — блок ограни-
чения
тора скорости до выхода регулятора тока. Если оба регулятора имеют
единичные коэффициенты передачи, то напряжение выхода должно быть
равно напряжению входа. Затем проверяют канал обратной связи по ско-
рости, имитируя напряжение датчика скорости. Если датчиком скорости
служит тахогенератор, то на вход делителя напряжения тахогенератора
в соответствующем блоке связи подают напряжение, равное напряжению
тахогенератора при максимально возможной скорости вращения. При
этом на выходе регулятора скорости напряжение должно быть равно
тому напряжению, которое было при проверке прямого канала при сиг-
нале задания, соответствующем максимальной скорости. При этом же
сигнале, имитирующем обратную связь по скорости, потенциометром
опорного напряжения на блоке ограничения напряжение выхода регуля-
тора скорости ограничивают на уровне, соответствующем расчетной
уставке токоограничения. Для проверки канала обратной связи по току
имитируют напряжение шунта, соответствующее максимально возмож-
ному току якоря (уставке токоограничения). Напряжение на выходе
регулятора тока должно быть равно напряжению ограничения выхода
регулятора скорости.
227
После проверки прохождения сигнала по всем каналам системы в
блоках связи устанавливают расчетные параметры элементов цепей об-
ратных связей регуляторов и проверяют прохождение динамических
сигналов. Скачкообразно изменяя напряжение на входе регулятора,
с помощью осциллографа измеряют параметры переходной функции.
Например, для ПИ-регуляторов скорости и тока измеряют коэффициент
пропорционального усиления и постоянную времени интегрирования,
которые должны соответствовать расчетным. Скачкообразно изменить
напряжение можно, используя схему рис. 120.
Потенциометром RP1 (S2 в положении Б, S3 — в любом положении)
на входе регулятора скорости (см. рис. 119) устанавливают такое напря-
жение U3C, чтобы на выходе регулятора скорости напряжение состав-
ляло, например, 5 В. Напряжение на выходе регулятора тока при этом
Рис. 120. Устройство Типа "скачок":
GB — батарея Элементов на 24 В;
S1 — тумблер включения питания;
S2 — тумблер скачкообразного изме-
нения напряжения выхода (Б — боль-
ше, М — меньше); S3 — тумблер ре-
версирования полярности напряже-
ния выхода, с центральным положе-
нием; RP1 — потенциометр 500 Ом
для регулирования верхнего уровня
напряжения выхода (Б); RP2 — по-
тенциометр 100 Ом для регулирова-
ния нижнего уровня напряжения вы-
хода (Л?); PV — вольтметр 30—0—30 В
достигнет максимально возможного. При выключении S3 напряжение
не должно измениться. Поставив S3 в положение, противоположное
первоначальному, на экране осциллографа наблюдают переходную
функцию напряжения выхода регулятора тока, которая должна соответ-
ствовать рис. 121, а. В момент включения S3 напряжение выхода скач-
ком уменьшается на 10 В, что соответствует удвоенному скачку вход-
ного сигнала регулятора (го.с.т/г3.т = 2), а затем изменяется по линей-
ному закону со скоростью 5 В за 24 мс (г3.тСо с т = 24 мс), пока не
достигнет максимально возможного значения.
Для проверки динамических характеристик регуляторов можно вос-
пользоваться также частотным методом, применив генератор инфраниз-
кой частоты с осциллографом или измеритель логарифмических частот-
ных характеристик типа ИЛЧХ-5.
Пробный пуск двигателя обычно осуществляют при разомкнутой схе-
ме регулирования. Для этого на вход системы импульсно-фазового
управления преобразователем подают напряжение, снимаемое с выхода
схемы рис. 120. Переключатель S2 должен стоять в положении Б, напря-
228
Рис. 121. Переходные функции напряжения выхода регулятора тока (а) и тока
двигателя (6) при скачкообразном изменении входного сигнала
жение выхода регулируют потенциометром RP1. Систему регулирования
от входа преобразователя отключают. При пробном пуске помимо ра-
боты преобразователя и двигателя проверяют сигналы датчиков тока и
скорости (напряжения, э.д.с.). Особое внимание следует обратить на по-
лярности этих сигналов, которые должны соответствовать проектным
при данном направлении вращения двигателя.
Затем переходят к наладке контура регулирования тока. Вначале
уточняют электромагнитную постоянную времени якорной цепи Тэ.
Для этого снимают питание с обмотки возбуждения двигателя и закреп-
ляют его якорь, чтобы исключить вращение. Затем включают преобразо-
ватель и,-осторожно поднимая напряжение выхода схемы рис. 120 потен-
циометром RP1 (переключатель S2 в положении Б), устанавливают ток
якоря от половины номинального до номинального значения. Переклю-
чив S2 в положение М, потенциометром RP2 устанавливают меньшее
значение тока якоря, но обязательно такое, чтобы выпрямленный ток
оставался непрерывным. Непрерывность тока контролируют с помощью
осциллографа. Откалибровав осциллограф по длительности развертки,
переключают S2 из положения М в положение Б и наблюдают на экране
осциллографа переходную функцию тока, которая представляет собой
экспоненту с постоянной времени Тэ. Для этой цели удобны осциллогра-
фы с прслесвечением экрана, например, типов С1-19, С1-18, С1-48. Полу-
ченную экспериментальную величину Тэ используют для уточнения пара-
метров цепи обратной связи, охватывающей регулятор тока (го.с.т,
Со с т на Рис- 119) •
229
Для оптимизации контура регулирования тока выход регулятора тока
подключают ко входу системы импульсно-фазового управления AU,
а входной резистор г3 т отключают от выхода регулятора скорости AR
и подключают к выходу схемы, приведенной на рис. 120. Перед включе-
нием преобразователя шунтируют конденсатор Сост в цепи обратной
связи регулятора тока, так как напряжение, накопленное регулятором,
может привести к опасному броску тока якоря. Включив преобразова-
тель и расшунтировав конденсатор Со.с т при заторможенном якоре дви-
гателя, потенциометрами RP1 и RP2 (см. рис. 120) устанавливают при-
мерно те. же максимальный и минимальный уровни тока якоря. При
скачкообразном повышении уставки задания тока якоря переключением
S2 из положения М в положение Б наблюдают переходный процесс тока
якоря в замкнутой системе регулирования. Для этого осциллограф под-
ключают либо к шунту, либо к выходу датчика тока. Переходная функ-
ция тока представляет собой одну из семейства кривых второго порядка
(рис. 121,6), соответствующих различным величинам коэффициента
демпфирования £. Оптимальному (по модульному оптимуму) переход-
ному процессу соответствует £ = V2/2 = 0,707. Если переходная функ-
ция тока характеризуется меньшим коэффициентом демпфирования,
следует увеличить гт, если большим — уменьшить его. При изменении
значения гт всякий раз следует устанавливать гзт = гт.
Для подавления высокочастотных гармоник в контуре регулирования
тока устанавливают RC-фильтр (см. рис. 119) С постоянной времени
7"ф Т=5-МО мс. Постоянную времени фильтра необходимо включить
в значение 7"м и пересчитать /гр т, проверив затем переходную функцию
тока. Сопротивление резистора г3.т должно быть равным гт + г\ (см.
рис. 119).
Далее производят наладку контура регулирования скорости. Резистор
гз т вновь подключают к выходу регулятора AR, а г3 с — к выходу схе-
мы рис. 120. Двигатель растормаживают, включают его возбуждение и,
поставив переключатель S2 в положение Б, потенциометром RP1 осто-
рожно увеличивают частоту вращения двигателя. При расчетном <73.стах
частота вращения должна быть максимальной. В противном случае сле-
дует проверить передаточный коэффициент цепи обратной связи и отре-
гулировать ток возбуждения тахогенератора или его делитель напряже-
ния. Для оптимизации контура регулирования скорости потенциометром
RP1 (при S2 в положении Б} устанавливают произвольный уровень час-
тоты вращения двигателя, а потенциометром RP2 (при S2 в положении
М) — несколько меньшую частоту вращения. Их разность должна быть
такой, чтобы при переключении S2 из положения М в положение Б ток
якоря не достигал уставки токоограничения, но и не был бы меньше ее
половины. По переходной функции скорости, наблюдаемой на экране
осциллографа, подключенного к делителк) напряжения тахогенератора,
можно судить о коэффициенте демпфирования контура регулирования
230
скорости. Оптимальный коэффициент демпфирования 0,707 устанавли-
вают корректировкой сопротивления резистора госс. При произвольной
частоте вращения двигателя с помощью осциллографа наблюдают харак-
тер тока якоря. Если ток содержит составляющую с частотой, отличной
от частоты выпрямления тиристорного преобразователя или 50 Гц, то
,>та составляющая вызвана скорее всего пульсацией напряжения тахоге-
нератора. Для снижения уровня вынужденных колебаний тока можно
установить фильтр с постоянной времени 7"ф С = 5-^10 мс (см. рис. 119).
Величину гэ с следует в данном случае установить равной гс + г'с.
Влияние коэффициента усиления регулятора скорости кр с на вынуж-
денные колебания в главных электроприводах МНЛЗ можно исследовать
по параметру ас.
В однократно-интегрирующей системе регулирования имеем
с = 7"м кт Се/ас Тт кс /?э. (158)
В этой системе с учетом члена второго порядка в характеристическом
уравнении контура регулирования тока изображение относительного
отклонения скорости равно
Деи, (д) l/ZTlp2 + Ттр+ 1
И(р) = ------*--- = —---------------. (159)
Д<х>1ст Tfp +2TjP +2Ттр+2/ас
1стяэ 2 Тт
где Дш-] ст =------------ — статическое падение скорости в системе,
1”м
настроенной по модульному оптимуму (ас = 2); /ст — статический ток.
Рис. 122. Влияние параметра ас на ампли-
туды гармоник ши / двигателя
231
Амплитудно-частотная характеристика имеет вид
, 1/4Т?Я* 2 * 4 * * * + 1
I (/П) | = V----------------------------------. (160)
(2/ас-2Т^П2)2 + (2ТтЯ -Т|Я8)2
Приняв за базовое значение отклонение скорости от среднего значения
при пульсирующей нагрузке в системе, настроенной по модульному
оптимуму, построим кривые отклонения скорости в долевых едини-
цах Дсо-| * = f (ас) для'различных значений £2 (рис. 122). Как видно
из рис. 122, при изменении ас от 2,0 до 1,0 в зоне частот нагрузки £2 <
<1/4rTAwlJ( уменьшается в два и более раза. Дальнейшее уменьшение
ас, т.е. увеличение коэффициента кр с более, чем в два раза нежелательно
из-за увеличения перерегулирования при пуске и уменьшения запаса
устойчивости системы авторегулирования.
Изображение относительного значения тока якоря в рассматриваемой
однократно-интегрирующей системе равно
/, (Р) ______________1______________
1С (Р) тт
ас7-тр[Гтр(--- Р+1)+1]+1
2
Амплитудно-частотная характеристика
(161)
(162)
• с 22) . a q
, V <1 -аст|п2)2+ (ас7"т22--------Т|П3)2
2
В относительных единицах значения амплитуд гармоник тока /]»
в функции ас для различных значений £2 построены на рис. 122. Анализ
показывает, что при £2 < 1/2 ^-влияние коэффициента усиления на вы-
нужденные колебания тока якоря при пульсирующей нагрузке незна-
чительно.
Особенности наладки схем регулирования с обратными связями по
э.д.с. или напряжению якоря двигателя подробно рассмотрены в [53].
2. ЗАЩИТА ОТ ПОМЕХ СИСТЕМ АВТОМАТИЧЕСКОГО
РЕГУЛИРОВАНИЯ ЭЛЕКТРОПРИВОДОВ
В процессе проектирования и наладки главных электроприводов МНЛЗ и ана-
логичных металлургических агрегатов разработан комплекс мер по борьбе с поме-
хами в слаботочных канелах передачи аналоговых сигналов в полупроводниковых
системах регулирования тиристорных электроприводов и линиях связи с бескон-
тактными датчиками. Эти меры включают как ограничение генерирования помех
сильноточным электрооборудованием, так и защиту слаботочных устройств и их
линий связи от проникновения помех.
232
При этом используют следующие основные методы:
1) шунтирование контактов мощных контакторов и реле искрогасительными
цепями. Помимо простейшей цепи R — С, рекомендуется более совершенная искро-
гасительная цепь R — С с диодом (рис. 123). При размыкании контакта К послед-
ний шунтируется конденсатором С, который заряжается через диод VD. Исключе-
ние из контура резистора R обеспечивает полное отсутствие дуги при размыкании
цепи. При замыкании контакта К конденсатор разряжается на резистор R;
Рис. 123. Шунтирование силового контакта
искрогасительной цепью
2) экранирование источников помех с использованием металлических корпусов
и кожухов, коробов и труб;
3) пространственное разделение каналов передачи сигналов и источников помех.
Чувствительные к помехам кабели прокладывают в отдельных коробах или трубах
и через отдельные кабельные вводы к оборудованию. Цепи, соединяющие регулято-
ры УБСР с задатчиками, измерителями скорости и тока, не должны прокладывать-
ся в одном кабеле с оперативными и, тем более, с силовыми цепями;
4) разделение заземляющих проводников в системе заземления устройств регу-
лирования и управления и силовых установок для исключения сигнала помехи,
создаваемого изменением падения напряжения на общем участке цепи заземления;
5) применение экранировки или скрутки проводов в цепях задания и обратных
связей регуляторов скорости, тока, напряжения и др. Экранирующую оплетку ка-
беля необходимо заземлять со стороны шкафа с регуляторами. Кабель должен
иметь изолирующую оболочку поверх экрана. Минимальное сопротивление изоля-
ции цепей системы регулирования тиристорного электроприводе 10 МОм. Шаг
скрутки должен быть не менее 2—3 см. Рекомендуется применение кабелей со
скрученными экранированными парами проводов;
6) применение фильтров на входе систем фазового управления тиристорами
либо питание этих систем от отдельного трансформатора 10/0,38 кВ; использове-
ние фильтров во входных цепях регуляторов УБСР; выполнение связи общей
точки системы регулирования с землей через конденсатор. Применение индиви-
дуальных фильтров в цепях питания блоков системы регулирования при группо-
вом источнике питания;
7) увеличение мощности сигнелов в линиях связи с задатчиками скорости
на пультах и тахогенераторами. Питание цепей задания скорости от отдельного
трансформатора;
8) исключение прямой связи тиристорных мостов с сетью (без промежуточной
индуктивности). Применение силового трансформатора является более предпочти-
тельным, чем токоограничивающих реакторов;
9) снижение коэффициентов усиления регуляторов скорости и тока электропри-
вода;
10) гальваническое разделение цепей передачи аналоговых сигналов при помо-
щи герконовых реле, оптронов и т.п.
233
3 . ОГРАНИЧЕНИЕ ДИНАМИЧЕСКИХ НАГРУЗОК
В МЕХАНИЗМАХ И СЛИТКЕ
На первых промышленных МНЛЗ выявилась необходимость разра-
ботки эффективной защиты ряда механизмов от ударных перегрузок,
возникающих в режиме ударного стопорения. Этот режим нередко воз-
никает при работе привода "на упор”, например, во время выдачи дефор-
мированного сляба, при заклинивании механизма из-за попадания окали-
ны и шлама, вследствие механической поломки, отказа конечного вы-
ключателя, неисправности блокировки и т.п.
Опыт эксплуатации электроприводов МНЛЗ с асинхронными двигате-
лями, управляемыми блоками и панелями металлургической серии
БДУ (ПДУ) -5000, показал, что стандартный узел защиты от перегрузок
при стопорении не обладает необходимым быстродействием. Применен-
ное в схеме реле времени, служащее для отстройки от пускового тока дви-
гателя, создает недопустимую задержку отключения двигателя при за-
клинивании механизма и других случаях стопорения. Для повышения
быстродействия этот узел защиты изменен (рис. 124). Исключение вы-
держки времени реле КТ при стопорении дало возможность предотвра-
тить аварии и увеличить срок службы механизмов, работающих "на
упор".
Больший эффект дает применение предложенного автором метода
Рис. 124. Повышение быстродействия защиты от перегрузок при стопорении при-
вода с асинхронным двигателем
234
ограничения пиковых нагрузок путем частичной компенсации ударного
момента, обусловленного кинетической энергией, запасенной в движу-
щихся частях привода и механизма [54]. При этом важнейшее значение
имеет ранняя фиксация начала стопорения. Так как токовый сигнал воз-
никает в процессе стопорения с Недопустимым запаздыванием, для кон-
троля момента стопорения необходимы быстродействующие электрон-
ные "датчики стопорения", фиксирующие момент начала снижения ско-
рости электропривода — первый этап стопорения.
Схема защиты от перегрузок с электронным Датчиком контроля па-
дения частоты вращения представлена на рис. 125. Двигатель М через
редуктор 1 приводит рабочий механизм-2. На одном из валов редуктора
установлен профильный диск 3, имеющий выступы в форме секторов,
входящих в щель чувствительного элемента транзисторно-индуктивного
датчика BQ типа КВД. Выходной сигнал датчика BQ поступает на схему
фиксации начала стопорения, выполненную на пяти логических элемен-
тах: формирователе импульсов D1, двух элементах выдержки времени
D2 и D4, элементе ИЛИ—НЕ D3 и элементе ИЛИ D5.
При вращении вала двигателя М с частотой, близкой к номинальной,
длительность сигналов на входах логических элементов D2 и D4 меньше
их времени выдержки. Поэтому на их выходах и, соответственно, на вы-
ходе D5 все время имеются сигналы "О". При нарушении нормальной
работы механизма в момент начала стопорения его скорость начинает
снижаться и увеличивается длительность сигналов на входах элементов
D2 и D4, превышая их уставку (которая может составлять 0,02 с и ме-
Рис. 125. Схема защиты от перегрузок с электронным датчиком контроля подения
частоты вращения
235
нее). На входы элемента ИЛИ D5 поступают сигналы "1", фиксируя
начало стопорения.
Сигнал датчика с выхода элемента D5 используется для изменения
направления момента двигателя, например, путем его перевода в режим
противовключения или динамического торможения. Особенно эффектив-
на такая защита в современных асинхронных электроприводах с тири-
сторными коммутаторами в цепи статора.
После остановки механизма в результате стопорения сигнал "1" на
выходе элемента D5 сохраняется при любом варианте взаимного рас-
положения выступов диска 3 и датчика BQ. Если выступ диска 3 пере-
крывает датчик BQ, то сигнал "1" возникает на выходах логических
элементов D1, D2 и D5. Если же датчик BQ не перекрыт диском 3, то
сигнал "1" на выходе элемента D1 отсутствует, вследствие чего он воз-
никает на выходах элементов D3, D4 и D5.
Для создания требуемого значительного компенсирующего момента
рекомендуется использовать режим конденсаторного торможения.
С этой целью к зажимам статора подключают конденсаторы (рис. 124).
Оптимальную фазную емкость конденсаторов определяют по формуле,
мкФ
Ск = 1,5- 104 —~ , (163)
^ном
где /о — фазный ток намагничивания двигателя. А; ^ном — номинальное
линейное напряжение, В.
При отключении двигателя от сети вследствие срабатывания датчика
стопорения при частоте вращения 0,7пном значение компенсирующего
электромагнитного момента, направленного встречно ударной состав-
ляющей момента, достигает ЗМном, что существенно больше значений
начального отрицательного момента в режимах противовключения и
динамического торможения, равных соответственно для асинхронного
двигателя с короткозамкнутым ротором металлургической серии МТКН
0,75Мном, а для асинхронных двигателей с фазным ротором серии
МТН — 2,2Л4НОМ (при оптимальном значении активного добавочного)
резистора в цепи ротора).
Для современных тиристорных электроприводов постоянного тока
с системой подчиненного регулирования параметров на базе блоков
УБСР-АИ разработан быстродействующий электронный датчик стопоре-
ния на пяти операционных усилителях (рис. 126). Ток двигателя М
контролируется измерителем ВА1, нагруженным на датчик тока ВА2,
а частота вращения — тахогенератором BR с выходным датчиком напря-
жения BV. Сигналы датчиков ВА2 и BV подаются на входы двух актив-
ных форсирующих звеньев, выполненных на усилителях А1 и А2, и на
промежуточные усилители АЗ и А4.
При ударном возрастании нагрузки на валу двигателя М его угловая
236
Рис. 126. Электронный датчик стопорения на операционных усилителях
скорость со резко уменьшается. Соответственно быстро падает э.д.с.
двигателя и возрастает ток якоря /я. Производные dco/dt. и din/dt скач-
кообразно изменяются. Их алгебраическая сумма —dcoldt + di„/dt,
измеряемая схемой, возрастает во времени с производной, вдвое превы-
шающей темп изменения dco/dt и di„ldt.
Использование форсирующих звеньев позволяет отказаться от опера-
ции прямого дифференцирования и резко ограничить влияние помех.
На входы суммирующего усилителя А5, имеющего релейную харак-
теристику, подаются следующие сигналы: с форсирующего звена А1:
— (k^dco/dt +/с2ш); с форсирующего звена А2: k^difjdt + k4i„; с про-
межуточных усилителей АЗ и А4: к2со и —k4iH.
На выходе датчика стопорения, т.е. на выходе усилителя А5, скачком
появляется напряжение
увых - а {k3di„/dt — k^dco/dt),
где а — коэффициент.
Этот сигнал используется в схеме управления для кратковременного
изменения знака момента двигателя с целью компенсации ударной со-
ставляющей момента , либо для форсированного снятия напряжения и
затормаживания электропривода.
Весьма эффективное и особо надежное ограничение механических
перегрузок в двигателе и других звеньях привода при ударном стопоре-
нии обеспечивается применением двухдвигательного электропривода
с механическим дифференциалом. Этот электропривод успешно внедрен
по проектам Гипромеза на выталкивателях литых чугунных труб, ответ-
ственных машинах вскрытия чугунных леток доменных печей, агрегатах
термообработки труб и др. [401.
237
Рис. 127. Функционельные схемы электроприводов МНЛЗ с плавным ростом уси-
лия вытягивания слитка:
а — схема с контуром регулирования производной тока якоря; б — схема с ин-
тегральным регулятором; М — двигатель; UZ -• тиристорный преобразователь;
AU — система импульсно-фазового управления; AR, АА — регуляторы скорости
и тока; AAD — регулятор производной тока по времени; UA, UA1, UA2 — датчики
тока; AD — форсирующее звено; AL — звено насыщения; А! — интегральный регу-
лятор; U3C — задающий сигнал; п, i — соответственно честота вращения и>ток дви-
гателя; BR — тахогенератор
На некоторых МНЛЗ требуется ограничение пиков растягивающих
усилий в оболочке слитка. Плавное нарастание усилия вытягивания слит-
ка достигается путем автоматического поддержания заданной производ-
ной момента вращения двигателя тянуще-правильного устройства по вре-
мени двумя способами. Первый способ заключается в введении в систе-
му регулирования дополнительного, третьего контура с регулятором
производной тока якоря (рис. 127, а). Для измерения производной тока
рекомендуется применять показанный на рисунке узел с форсирующим
звеном. Для ограничения производной тока в цепи обратной связи регу-
лятора тока включены стабилитроны. Второй способ основан на регла-
ментации темпа роста тока якоря при помощи интегрального регулятора
и звена с насыщением на его входе (рис. 127, б) [18].
238
4 ОПЫТ ЭКСПЛУАТАЦИИ ЭЛЕКТРОПРИВОДОВ МНЛЗ
Электропривод качания кристаллизатора
В схемах авторегулирования тиристорных электроприводов кристал-
лизаторов на некоторых машинах (в конвертерных цехах НЛМК, ЧерМК
и комбината "Азовсталь") обратная связь по скорости от тахогенератора
была заменена обратной связью по э.д.с. двигателя. Это вызвано недоста-
точной надежностью промышленных тахогенераторов в условиях повы-
шенной температуры и влажности окружающей среды, а также значи-
тельными низкочастотными оборотными пульсациями напряжения тахо-
генератора. Допустимое для тахогенератора типа ПТ радиальное биение
равно 0,05 мм, что вдвое меньше фактически наблюдаемых биений в
подшипниках вала двигателя механизма качания кристаллизатора
ПС 147-4К.
В схеме регулирования с обратной связью по скорости замеренная
амплитуда пульсаций угловой скорости двигателя безредукторного при-
вода качания кристаллизатора МНЛЗ конвертерного цеха ЧерМК на раз-
ных машинах составила 4—6 %. С переходом на обратную связь по э.д.с.
пульсации скорости при разливке достигли 8—10 %. Установленный
тахогенератор используют для измерения частоты качания кристалли-
затора.
На данной МНЛЗ, одной из наиболее совершенных отечественных
машин, в процессе эксплуатации были демонтированы тормоз и коман-
доаппарат фиксации положений кристаллизатора. В схеме управления
добавлен узел "толчкового" управления для установочных перемещений
кристаллизатора.
Проведенные замеры нагрузки безредукторных приводов кристалли-
заторов указанных МНЛЗ показали, что кривая тока якоря близка к си-
нусоиде; в полупериод подъема кристаллизатора амплитуда тока двига-
теля ПС 147-4К (132 кВт, 440 В, 160 об/мин) достигает 175 А, в полу-
период опускания она равна 130—150 А; номинальный ток равен 320 А.
Ток отсечки установлен 500 А. Замеренная амплитуда первой гармоники
напряжения на якоре двигателя кристаллизатора составила ± 12 %.
Для обеспечения бесперебойной работы приводов кристаллизаторов
на МНЛЗ комбината "Азовсталь" были установлены резервные тиристор-
ные агрегаты АТР 320/440 (320 А, 440 В), по 1 шт. на одну МНЛЗ, т.е.
на два кристаллизатора.
Опыт эксплуатации МНЛЗ НЛМК, Донецкого металлургического за-
вода и других предприятий показал, что нагрузка на электропривод су-
щественно зависит от качества монтажа кристаллизатора. Из-за переко-
сов при монтаже ток якоря может возрастать более чем в два раза (от
35 до 70—80 А на МНЛЗ Донецкого завода). Для уменьшения нагрева
двигателя в паузах между разливками в цепи обмотки возбуждения был
установлен резистор, шунтируемый при подаче напряжения на якорь
239
двигателя. Чтобы исключить аварии, в схему управления была добавлена
блокировка, запрещающая включение механизма качания кристаллиза-
тора при отсутствии охлаждающей воды.
Электроприводы тянущих клетей
и тянуще-правильных устройств
На первых промышленных МНЛЗ наладчиками и эксплуатационни-
ками значительное внимание было уделено тахогенераторам. Люфты
в кине латических редукторах тахогенераторов вертикальных МНЛЗ
ЭСПЦ НЛМК приводили к автоколебаниям в электроприводе тянущей
клети при работе на низкой частоте вращения. Люфты были устранены
заменой шестерен и установкой вкладышей. На одной из МНЛЗ тахоге-
нератор ПН-10 был загружен очень мало — ток якоря не превышал
0,085 А, что приводило к нестабильному напряжению из-за влияния
нелинейного сопротивления щеточных контактов. Сопротивление якоря
тахогенерато а и щеточных переходов колебалось в пределах 18—25 Ом.
Для устранения этого недостатка нагрузка тахогенератора была увеличе-
на до 0,5 А включением шунтирующего резистора.
В схеме авторёгулирования уровня металла в кристаллизаторе воздей-
ствием на'скорость привода тянущей клети был установлен узел ограни-
чения роста частоты вращения двигателя значе ием 1,15лном для защи-
ты от аварий с прорывом жидкого металла при неисправности регулято-
ра уровня.
Опыт эксплуатации показал необходимость прямого контроля подачи
жидкой смазки в шестеренную клеть. На МНЛЗ ЭСПЦ НЛМК был случай
выхода из строя шестеренной клети вследствие остановки насоса смазки
при включенном линейном контакторе двигателя насоса. На машинах
конвертерного цеха № 1 НЛМК в схеме регулирования добавлен узел
увеличения скорости движения заднего затвердевшего конца слитка
до 1,6 м/мин (максимальная рабочая скорость вытягивания слитка
0,8 м/мин). Это позволяет сократить цикл разливки.
На МНЛЗ Донецкого металлургического завода, а затем и на многих
других МНЛЗ были установлены регистрирующие самопишущие ампер-
метры для записи тока нагрузки двигателя тянущей клети. Оператор
вовремя фиксирует увеличение сопротивления вытягиванию слитка,
которое может проис: одить из-за деформации кристаллизующейся обо-
лочки слитка под действием ферростатического давления жидкой серд-
цевины. На этой МНЛЗ был случай, когда местное увеличение толщины
сляба привело к изгибу направляющих роликов зоны вторичного охлаж-
дения. Регистрация нагрузки привода , клети позволяет объективно уста-
навливать и анализировать причины аварийного отключения привода.
Кривая записи тока нагрузки двигателя тянущей клети этой МНЛЗ при-
ведена на рис. 5.
На первых промышленных вертикальных МНЛЗ НЛМК и Донецкого
240
металлургического завода были применены общие генераторы для пита-
ния и регулирования скорости двигателей кристаллизатора и тянущей
клети. Опыт эксплуатации показал, что это решение является крайне
неудачным. Вследствие электрической связи через общий преобразова-
тель и механической связи через слиток вынужденные колебания скоро-
сти и тока в электроприводе качания кристаллизатора передаются в
систему электропривода тянущей клети. Поэтому НЛМК по проекту
Гипромеза выполнил реконструкцию главных электроприводов несколь-
ких МНЛЗ, установив индивидуальные тиристорные преобразователи
для двигателей кристаллизатора и тянущей клети (см. подробнее в
гл. XI).
Для создания усовершенствованных систем электропривода много-
двигательных тянуще-правильных устройств криволинейных МНЛЗ
важное значение имеет опыт эксплуатации электроприводов ТПУ МНЛЗ
конвертерных цехов металлургических комбинатов "Азовсталь", Чере-
повецкого и Новолипецкого. Двигатели типа Д 806 (440 В, 32 кВт, 82 А
в часовом режиме и 8,5 кВт, 23,5 А при ПВ = 100 %) с естественной вен-
тиляцией приводят 36-двигательное ТПУ МНЛЗ комбината "Азовсталь".
В установившемся режиме разливки максимальная нагрузка двигателя
равна 10 А, однако при выдаче остывшего слитка (после вынужденных
остановок машины) нагрузка на двигателях возрастает почти до номи-
нальной (82 А).
Проектом была предусмотрена разбивка 36 двигателей каждого ручья
на три секции, питающиеся от трех тиристорных агрегатов. В целях упро-
щения системы и выделения резервного агрегата для двух .приводов кри-
сталлизаторов, число секций было сокращено до двух, по 18 двигателей
в каждой. Все двигатели в нормальном режиме питаются от одного ти-
ристорного агрегата АТР 1000/440 (1000 А, 440 В). Второй такой агрегат
является резервным и используется, е частности, при раздельном управ-
лении обеими секциями ТПУ при вводе затравки сверху в кристаллиза-
тор, когда еще не закончена выдача заднего конца слитка. В нормальном
режиме тиристорный агрегат загружен на 150—200 А; при выдаче остыв-
шего слитка его нагрузка возрастает до 400—500 А. Вентиляция агрегата
была отключена. Эти данные электроприводов ТПУ МНЛЗ комбината
"Азовсталь" позволили на МНЛЗ Череповецкого комбината и других
новых установках применить меньшие тиристорные агрегаты с номиналь-
ным током 500 А.
При переключении двигателей ТПУ на резервный тиристорный агрегат
вводится в работу и резервный шкаф УБСР. Для огеративного переклю-
чения цепей управления и регулирования на комбинате применили мно-
гоштыревые штепсельные разъемы.
Было также существенно сокращено число тахогенераторов — с вось-
ми до трех на каждом ручье. В начале ТПУ (на первом и третьем либо
втором и пятом двигателях) установлены два тахогенератора ПТ-32/1
и в конце ТПУ — на 35-м двигателе смонтирован один такой тахогенера-
241
тор. Предусмотрено взаимное резервирование тахогенераторов, их
использование в схемах измерения скорости слитка и авторегулирования
его охлаждения. Несмотря на уменьшение жесткости механических ха-
рактеристик, на МНЛЗ комбината "Азовсталь" для повышения надежно-
сти, исключения влияния оборотных пульсаций тахогенератора и упроще-
ния эксплуатации обратная связь по скорости была заменена обратной
связью по напряжению преобразователя.
Для повышения стабильности работы ТПУ в схеме автоматического
регулирования была исключена обратная связь по току наиболее нагру-
женного двигателя. Признано более целесообразным отключать перегру-
женный двигатель. Диодная матрица для выделения максимального тока
нагрузки сохранена; на ее выходе включен узел звуковой сигнализации.
По индивидуальным амперметрам дежурный электрик определяет пере-
груженный двигатель и отключает его, используя контактор в цепи яко-
ря и рубильник в цепи возбуждения. Включенные последовательно с
каждым рубильником предохранители надежно защищают схему в слу-
чаях залива водой и повреждения изоляции. Отключение одного из дви-
гателей не отражается заметно на работе ТПУ.
В целях стабилизации скорости слитка и плавного пуска машины Тяж-
промэлектропроектом был разработан для МНЛЗ комбината "Азов-
сталь" интегральный задатчик скорости, действующий на принципе под-
заряда конденсатора и выдающий весьма стабильное задающее напряже-
ние. Он позволяет изменять темп разгона электроприводов ТПУ в преде-
лах 15—80 с. На практике используется уставка 30 с.
Представляет также интерес опыт эксплуатации электроприводов
ТПУ МНЛЗ ЧерМК, пущенных через три года после МНЛЗ на "Азовстали".
В установившемся режиме разливки двигатели загружены на 20 %,
но при выдаче остывшего слитка нагрузка возрастает до номинальной.
На первых трех двигателях роликов, расположенных в зоне под кристал-
лизатором, нагрузка носит пульсирующий характер: в полупериоды
опускания кристаллизатора она резко падает вплоть до перехода двигате-
лей в генераторный режим. В схеме авторегулирования обратная связь
по скорости заменена на обратную связь по э.д.с. двигателя.
Роликовое тянуще-правильное устройство содержит 37 двигателей,
которые питаются от двух тиристорных агрегатов: к первому агрегату
подключены 11 двигателей, а ко второму 26. При выходе из строя
одного из агрегатов, второй питает все 37 двигателей. При этом необхо-
димо изменять настройку обратной связи по э.д.с., так как падение
напряжения в силовой цепи изменяется. Тахогенераторы служат только
для измерения скорости двигателей. Установленный на машине отдель-
ный измерительный ролик с тахогенератором ломался под действием
слитка и был демонтирован. Тахогенераторы были установлены на двига-
телях № 2 и № 35. Узел формирования обратной связи по току наиболее
загруженного двигателя не требуется, так как двигатели недогружены.
242
В схеме задействована лишь обратная связь по суммарному току на-
грузки тиристорного преобразователя.
Ввиду того, что схема синхронизации не обеспечивает требуемой точ-
ности автоматического поддержания равенства окружных скоростей ро-
ликов первой и второй секций, намечено добавить в схемы перекрестные
обратные связи по скорости с использованием тахогенераторов; Для по-
вышения надежности в схемы регулирования тиристорных агрегатов вне-
сены некоторые упрощения: исключены ячейки потенциальной развязки
ЯПР, которые часто выходили из строя, демонтированы сложные в на-
ладке фазовыпрямительные устройства ФВУ (для реверсивного управле-
ния использован существующий на пульте переключатель "вперед" —
"назад").
Ролики ТПУ МНЛЗ НЛМК приводятся тихоходными двигателями
ДП 52С (7 кВт, 440 В,.490 об/мин, 100 % ПВ). При нормальной работе
МНЛЗ двигатели загружены на 30 %. С ростом скорости вытягивания
слитка нагрузка возрастает из-за увеличения ферростатического давле-
ния жидкой фазы металла, которое воспринимается роликами ТПУ.
При нарушении нормального режима работы МНЛЗ возможно возникно-
вение режима работы "на упор" одного либо ряда двигателей ТПУ.
Опыт эксплуатации показал, что для защиты двигателей и кабелей от
перегрузки в цепи каждого якоря наряду с максимальным токовым
реле необходимо устанавливать тепловое реле.
Последовательно с каждым якорем ДП 52С для выравнивания на-
грузки включен резистор 0,9 Ом в зоне под кристаллизатором и 0,7 Ом
во второй половине ТПУ. Электрослужбой МНЛЗ намечено увеличить
это сопротивление, чтобы снизить пик, тока в силовой цепи до значения,
несколько меньшего уставки сеточной защиты тиристорного преобразо-
вателя и устранить простои, вызванные одновременным отключением
многих преобразователей при кратковременных "посадках" напряжения
из-за неисправностей в системе электроснабжения. Фактическая разница
в токах нагрузки отдельных двигателей ТПУ МНЛЗ НЛМК составляет
+25... —20 % от средней нагрузки.
Опыт эксплуатации электрооборудования мощных слябовых МНЛЗ
на Новолипецком и Череповецком металлургических комбинатах пока-
зал, что более надежная работа электроприводов обеспечивается при от-
казе от группового источника постоянного тока для цепей управления и
возбуждения и применении ряда индивидуальных выпрямительных уст-
ройств. Так, например, были разделены цепи управления электроприво-
дов стенда для сталеразливочных ковшей и машин газовой резки, цепи
питания обмоток возбуждения двигателей и электромагнитов тормозов
(до такого разделения при неисправности одного из тормозов отключа-
лись цепи возбуждения двигателей и аварийно останавливались главные
электроприводы МНЛЗ).
243
Электроприводы машин для газовой резки слитков
На первых вертикальных МНЛЗ электроприводы резаков устанавли-
вали непосредственно в горячей камере, что было явно неудачным ре-
шением. Двигатели и конечные выключатели имели недостаточную
эксплуатационную надежность в условиях высоких температур, влажно-
сти, обилия пыли и копоти. Изоляция двигателей требовала сушки каж-
дые три месяца. Ежемесячно приходилось заменять конечные выключа-
тели на датчике импульсов устройства измерения мерной длины отрезае-
мых заготовок ввиду большого числа включений. Эти контактные вы-
ключатели были заменены бесконтактными датчиками и сельсинами.
После выноса приводов резаков из горячей камеры и замены конечных
выключателей водозащищенными кулачковыми командоаппаратами
надежность машины для газовой резки существенно возросла.
Однако для новых машин, не имеющих пневмозахватов слитка, по-
требовалось создать систему синхронизации движения платформы,
на которой установлены резаки, со слитком и систему поддержания
заданного расстояния между резаками и поверхностью слитка. Опыт
эксплуатации этих усовершенствованных машин на МНЛЗ конвертер-
ного цеха НЛМК показал необходимость повышения коэффициента
усиления системы регулирования скорости электропривода опускания
платформы газорезки для повышения точности синхронизации. При на-
ладке была усилена стабилизация системы введением отрицательной об-
ратной связи по производной тока якоря двигателя; кроме того, про-
межуточный магнитный усилитель был охвачен гибкой обратной связью
по производной выходного напряжения.
Несмотря на принятые меры, аналоговая система синхронизации с не-
достаточно точными тахогенераторами имеет погрешность, приводящую
к косине реза до 30—50 мм. Поэтому при модернизации МНЛЗ в кон-
вертерном цехе НЛМК намечено в системе синхронизации применить
цифровой корректор (см. гл. XI).
В системе автоматического поддержания заданного расстояния между
резаками и слитком (см. гл. IV) контактный измеритель работает до-
статочно надежно, однако требует периодической очистки от загрязнений
и смазки механических звеньев.
На криволинейных МНЛЗ машина для газовой резки сцепляется со
слитком с помощью пневматических захватов, а электрическая синхро-
низация машины со слитком используется в качестве резервной системы
при отсутствии сжатого воздуха. Обратная связь по скорости от тахоге-
нератора дублирована обратной связью по напряжению тиристорного
преобразователя, используемой при отказе тахогенератора либо обрыве
кабеля.
На МНЛЗ в конвертерных цехах НЛМК и ЧерМК хорошо зарекомен-
довали себя комплектные реверсивные тиристорные электроприводы
резаков типа ПТЗР-6/220 (описанные в гл. IV). Примененные на некото-
244
рых машинах газовой резки тиристорные электроприводы новой серии
ЭТ6 оказались существенно менее надежными. Их характеристики силь-
но зависят от температуры в электропомещении, ненадежно работает
датчик тока, наблюдались случаи самопроизвольного реверсирования
при работе на низкой скорости. На МНЛЗ в конвертерном цехе № 2
НЛМК имеется успешный опыт применения нереверсивного тиристорно-
го электропривода серии ПТЗ с контакторным узлом изменения поляр-
ности на якоре двигателя. В такой схеме не требуются уравнительные
реакторы. Надежность преобразователя возросла — исключены случаи
аварий из-за одновременного открытия обеих групп реверсивного преоб-
разователя.
Электроприводы подъемников заготовок
Из-за особенностей технологического процесса, не учтенных в проек-
тах первых вертикальных МНЛЗ, были случаи выхода из строя подъем-
ников слитков. После подачи тележки подъемника под слиток привод
подъемника растормаживается, и тележка под действием слитка начи-
нает движение вниз. Для защиты канатов подъемника от обрыва при
аварийном обесточивании катушки тормоза (или ее невключении) в схе-
ме электропривода последующих МНЛЗ введено устройство для защиты
канатов от недопустимого натяжения.
На МНЛЗ ЭСПЦ НЛМК для защиты привода при отказе конечного
выключателя, ограничивающего ход тележки вниз, был установлен спе-
циальный конечный выключатель, отключающий привод подъемника,
когда контргруз приходит в крайнее верхнее положение. На МНЛЗ в
конвертерном цехе № 1 НЛМК аварии при нарушении изоляции в цепях
конечных выключателей, установленных в крайних положениях тележ-
ки и контргруза, были ликвидированы путем включения основных и
дублирующих аппаратов (конечных выключателей, цепей командоаппа-
рата) как в цепь положительного, так и отрицательного проводов катуш-
ки ко.нтактора.
На МНЛЗ Донецкого металлургического завода введен выключатель,
исключающий перематывание канатов при заклинивании платформы
подъемника. На этой же установке из-за ручного включения контактора
тормоза при отключенном рубильнике силовой цепи был случай аварий-
ного ускоренного опускания платформы подъемника под действием
силы тяжести. При этом скорость ротора двигателя, отключенного от
сети, достигла недопустимой величины, в несколько раз превышающей
номинальную скорость, нарушилась бандажировка лобовых частей и
двигатель вышел из строя.
На МНЛЗ Горьковского металлургического завода при наладке и
эксплуатации в схему управления подъемником слябов был внесен ряд
усовершенствований:
1. Для автоматизации встречи тележки подъемника со слитком в про-
245
извольной точке пути проектом была предусмотрена установка на те-
лежке конечного выключателя типа КУ-501 и токосъемников, а вдоль
вертикальных путей тележки были размещены два троллея. Нижний
конец слитка входил в тележку и воздействовал на флажок конечного
выключателя. При этом замыкалась цепь низковольтного реле, и при-
вод подъемника отключался и растормаживался.
В процессе эксплуатации выявились недостатки принятой конструк-
ции. Изоляторы из асбоцемента оказались неработоспособными в усло-
виях обилия влаги. Позднее они были заменены на фарфоровые трол-
лейбусные изоляторы, которые работали значительно лучше. Неудачное
расположение троллеев гГриводило к их частым поломкам при ручных
операциях по расцеплению затравки. Конечный выключатель КУ-501 и
провода часто выходили из строя из-за нагрёва тележки к концу разлив-
ки до 400 °C. Под действием влаги и пара нарушалась изоляция цепи
выключателя и корродировали его детали.
На ГМЗ отказались от использования данного устройства ввиду его
ненадежной работы. Визуальный контроль встречи тележки подъемника
со слитком осуществляется оператором при ручном управлении. В но-
вых проектах рекомендуется применять вычислительное устройство,
фиксирующее момент подхода дна тележки подъемника к слитку в про-
извольной точке пути [13].
2. Для автоматизации тележки подъемника, блокировок и ограниче-
ния хода на приводе установлен командоаппарат КА4658. Однако тре-
буемая точность установки подъемника не была достигнута из-за вытяж-
ки канатов и существенного влияния собственной погрешности коман-
доаппарата при большой длине хода подъемника. На МНЛЗ ГМЗ наблю-
дались случаи аварийного перехода тележки за крайние положения.
Для устранения этих недостатков установлены дополнительные конеч-
ные выключатели.
3. Схемой предусматривался перевод двигателя подъемника в режим
противовключения для опускания отрезанных слябов. При наладке
выявились недостатки этого способа: из-за "мягкости" механической
характеристики двигателя при изменении длины или сечения слябов,
а также состояния смазки скорость опускания отрезанных слябов была
весьма неопределенной. Для устранения этого недостатка введено опус-
кание слябов в режиме рекуперативного торможения на сверхсинхрон-
ной скорости. Команда подается реле скорости, включенным на тахоге-
нератор, при частоте вращения двигателя 0,5лном. Рабочая скорость
тележки равна 0,7 м/с;
Электрические машины и аппараты
Опыт эксплуатации первых МНЛЗ показал, что в двигатели защищен-
ного исполнения серий ПН, АР и других попадает вода и их необходимо
сушить 4—5 раз в год и ежемесячно продувать от пыли. Преждевременно
246
I
выходила из строя изоляция двигателей серии АО2 невлагостойкого
исполнения, примененных для привода насосов на дне колодца МНЛЗ.
Хорошо зарекомендовали себя на МНЛЗ НЛМК тахогенераторы за-
крытого исполнения? типов ПНЗ-45 и ПТ-32/1. Менее надежны тахогене-
раторы П21 защищенного исполнения. Установленный на приводе подъ-
емника МНЛЗ Горьковского металлургического завода тахогенератор
ЭТ7/110 размагничивается при вибрации, вследствие чего реле контроля
скорости опускания тележки подъемника работало ненадежно. Тахоге-
нератор ЭТ7/110 был заменен на П21.
Ряд усовершенствований внесен в проектные решения по контролю
положения механизмов. Так, например, на МНЛЗ комбината "Азов-
сталь" конечные выключатели фиксации положений тележки промков-
ша типов ВК-300 и КУ-701 работали ненадежно из-за значительных и
переменных зазоров между ребордами колес и рельсами, а также вслед-
ствие конденсации влаги внутри корпуса конечного выключателя. Эти
выключатели были заменены герконовыми датчиками положения меха-
низмов в герметичном корпусе из нержавеющей стали, изготовленными
на заводе. В качестве выходного используется промежуточное реле
РПУ-1, параллельно катушке которого включен диод, облегчающий
условия коммутации тока герконом.
Аналогичное решение было принято на МНЛЗ Донецкого металлур-.
гического завода, где конечные выключатели КУ-501 на путях тележки
подъемника были заменены индуктивными датчиками, герметизирован-
ными эпоксидной смолой. На ловителях подъемника взамен конечных
выключателей ВК-211 были смонтированы изготовленные на заводе
датчики положения с ртутными переключателями, работающими при
напряжении 24 В.
На МНЛЗ конвертерного цеха № 1 НЛМК для защиты от воды были
вынесены из горячей камеры конечные выключатели, фиксирующие
крайние положения механизма расцепления затравки, разведенное
положение валков тянущей клети, нижнее положение тележки подъем-
ника. Для этой цели были использованы различные методы. Со штоком
гидроцилиндра расцепления затравки Связан трос с грузом, который
опущен через блок по наружной стене горячей камеры. На тросе укреп-
лены два упора, воздействующие на конечные выключатели. Для выноса
выключателей, фиксирующих разведенное положение валков клети,
использовали удлиняющие штанги, связанные с гидроцилиндрами и
проложенные из горячей камеры в тонкостенных трубах к конечным
выключателям.
На первых вертикальных МНЛЗ были попытки применить для автома-
тизации фотореле, однако они не увенчались успехом из-за больших
колебаний температуры слитка, наличия пара и копоти, ложных сраба-
тываний от искр газорезки.
Мембранные реле контроля давления в гидроприводах (типа Г 62-21
и др.) с микропереключателями работают недостаточно надежно. Безот-
247
казно служат заменяющие их электроконтактные манометры типа
ЭКМ-1.
Для управления пневмоприводами используют злектропневматиче-
ские вентили типов ВВ-22, ВВ-32Ш и ВВ-34Ш. На МНЛЗ ДМ3 изоляция
катушек ВВ-22 выходила из строя под влиянием влаги, содержащейся
в сжатом воздухе. Для удлинения срока службы катушки были заклю-
чены в герметичные латунные корпусы, а их выводы уплотнены.
На МНЛЗ НЛМК, комбинатов "Азовсталь" и Череповецкого в схемах
гидравлики и подачи воды ненадежные пускатели ПМЕ-111 и ПМЕ-112
заменены пускателями серии ПМЛ и контакторами.
Для защиты от импульсного повышения напряжения на сигнальных
лампах, включенных параллельно мощным катушкам контакторов
и электромагнитов гидрораспределителей, на МНЛЗ комбината "Азов-
сталь" были установлены шунтирующие конденсаторы. Так, катушки
электромагнитов типа ЭУ, 48 В постоянного тока шунтировали конден-
саторами емкостью 4 мкФ, 160 В. Для защиты от перенапряжений и про-
боев изоляции рекомендуется шунтировать контакты конечных выклю-
чателей ВК-211, ВК-311 и ВП16, работающие с индуктивной нагрузкой
220 В постоянного тока, RC — цепями (резистор 1,0 Ом, 5 Вт, конденса-
тор 0,25 мкФ, 1500 В).
Важное значение имеют обеспечение надежной работы гидроприводов
и быстрота устранения неисправностей в схемах управления ими. Приме-
нявшийся в проектах общий автоматический выключатель для защиты
и отключения нескольких десятков электромагнитов гидрораспредели-
телей не позволял быстро отыскивать неисправность. На основании опы-
та эксплуатации применяют разбивку гидроприводов на несколько
групп по 8—10 электромагнитов в каждой.
5. РЕКОМЕНДАЦИИ ПО ВЫБОРУ СИСТЕМ
ЭЛЕКТРОПРИВОДА, ЭЛЕКТРООБОРУДОВАНИЯ И ДАТЧИКОВ
На основании опыта проектирования, наладки и эксплуатации элек-
троприводов МНЛЗ можно дать следующие рекомендации.
Системы вентильного электропривода. Электроприводы кристалли-
заторов, тянущих клетей, тянуще-правильных устройств, машины газо-
вой резки слитка, вертикальных подъемников, слябовозов и некоторых
других механизмов, требующих плавного регулирования скорости в зна-
чительном диапазоне и осуществления сложных законов регулирования,
следует выполнять по системе тиристорный преобразователь—двигатель
постоянного тока. На МНЛЗ рекомендуется применять освоенные про-
мышленностью комплектные тиристорные преобразователи серии КТЭ
с естественным воздушным охлаждением, напряжением 230 и 460 В,
на токи от 25 до 1600 А. Благодаря применению новых мощных табле-
точных тиристоров, гибридных интегральных схем и специализирован-
248
tu.ix микросхем в схемах регулирования, управления и защиты и удач-
ных компоновочных решений при одностороннем обслуживании, преоб-
1»1юватели этой серий отличаются улучшенными эксплуатационными
характеристиками и компактностью.
Для двигателей малой мощности приводов резаков используют ти-
ристорные электроприводы серии ЭТУ 3601. В новых проектах рекомен-
дуется применение однофазных унифицированных электроприводов
серии ЭПУ-2 на токи от 5 до 25 А, 115 и 230 В, производство которых
освоено электропромышленностью. Регулируемый выпрямитель содер-
жит один симистор и два диода. В состав нереверсивного электропри-
вода с диапазоном регулирования до 50:1 входят также регуляторы
•.д.с. и тока якоря, датчик э.д.с., источник возбуждения двигателя.
И варианте с обратной связью по скорости от тахогенератора диапазон
регулирования до 1000:1; схема регулирования — одноконтурная
с ПИ-регулятором скорости. Для формирования диаграммы тока служит
узел токоограничения, подключенный к выходу PC.
Особенности схемы реверсивного электропривода — одноконтурная
САР с жесткой обратной связью по току на вход системы фазового уп-
равления и логическое переключающее устройство с датчиком проводи-
мости, контролирующим напряжение на вентилях. В комплект ЭПУ-2
входят тиристорный преобразователь, двигатель, сглаживающий реактор,
блок ввода и датчик скорости. Размеры ТП: 161 х200х 170 мм.
Перспективными являются трехфазные электроприводы серии ЭПУ-1
на токи 25, 100, 200 А и более. Диапазоны регулирования: 20:1 при
обратной связи по з.д.с. и 1000:1 при обратной связи по скорости.
Электропривод содержит тиристорный преобразователь, двигатель, се-
тевой реактор или согласующий трансформатор, аппаратуру ввода и
защиты от короткого замыкания, возбудитель, задатчик скорости. Вы-
прямленные напряжения: 115, 230 и 460 В; размеры ТП на 25 А —
160 х 350 х 240 мм, на 100 А — 240x325 х 280 мм.
Задачи эффективного подавления вынужденных колебаний скорости
двигателей кристаллизаторов и тянущих клетей и ограничения амплиту-
ды пульсаций тока якоря необходимо решать применением схем комби-
нированного регулирования с компенсацией возмущения, описанных
в гл. II и IX.
Для рольгангов с индивидуальными приводами роликов зоны газовой
резки и отвода заготовок целесообразно применение асинхронных элек-
троприводов, регулируемых по системе тиристорный преобразователь
частоты — двигатель. Основные промышленные серии преобразователей
частоты: ПЧТ-1, ПЧТ-2, ПЧНС и ЭКТ-2. Преобразователи ПЧТ-1 выпол-
нены на основе автономного инвертора тока и используются при по-
стоянной нагрузке на выходе преобразователя. Номинальные* токи на-
грузки для разных исполнений ПЧТ-1 — от 50 до 800 А, частота тока ре-
гулируется от 2 до 60 Гц. В отличие от ПЧТ-1 преобразователи ПЧТ-2
249
содержат автономный инвертор напряжения, имеют выходную частоту
от 2 до 70 Гц и пригодны для изменяющейся нагрузки.
Преобразователи частоты серии ПЧНС выполнены по схеме циклокон-
вертера (с непосредственной связью с сетью). Основное исполнение рас-
считано на ток нагрузки 800 А, 200 В и частоты От 25 до 5 Гц. Преобра-
зователи частоты серии ЭКТ2 с инвертором напряжения выпускаются
на токи от 10 до 400 А и допускают регулирование частоты в пределах
5—60 Гц. Основные типы преобразователей позволяют осуществлять
частотные пуск, торможение и реверс двигателей, а также рекуператив-
ное торможение. Время пуска (торможения) может регулироваться
от 0,5 до 60 с.
Для питания цепей управления и динамического торможения исполь-
зуют кремниевые выпрямительные устройства серии ДЕ-3 на токи от 50
до 315 А при выпрямленном напряжении 230 В, 100—315 А при 115 В
и 200—630 А при 66 В. Питание постоянным током 48 и 24 В электромаг-
нитов гидро- и пневмоклапанов, а также ряда бесконтактных датчиков
осуществляют от блоков выпрямителей типа БУ-9549.
Электрические машины. Предпочтительными являются закрытые дви-
гатели металлургического исполнения с кремнеорганической изоляцией
серий Д (постоянного тока), 4МТН, 4МТКН и 2АР (асинхронные).
Ограниченное применение имеют двигатели постоянного тока малой
мощности серий ПБСТ и 2ПБ, а также взрывозащищенные асинхронные
двигатели ВР. Насосы и вентиляторы приводятся асинхронными двигате-
лями общепромышленной серии 4А.
Для повышения надежности электроприводов МНЛЗ двигатели вы-
бирают с запасом по мощности и моменту. Минимальный коэффициент
запаса по мощности 1,2. При выборе двигателей учитывают, что при
температуре окружающей среды свыше 40 °C мощность двигателя сни-
жается на 1,5 % на каждый 1 °C повышения температуры. Так, при тем-
пературе среды 60 °C (например, в зоне резки слитка), мощность двига-
теля снижается на 30 %. Применяемые на МНЛЗ двигатели металлургиче-
ских серий имеют высокую перегрузочную способность, что наряду
с запасом по мощности обеспечивает надежную работу ответственных
электроприводов МНЛЗ в весьма тяжелых условиях окружающей среды.
Наиболее ответственные двигатели серии Д с независимой вентиляцией
выбирают из условия обеспечения окончания разливки при отказе вен-
тиляционной установки.
На главных приводах МНЛЗ рекомендуется применение прецизион-
ных тахогенераторов новых типов ТП212 и ТП130 с возбуждением от
постоянных магнитов. Для двигателей малой мощности серии 2ПБ ис-
пользуют встроенные тахогенераторы ТС-1. Возможно также примене-
ние малогабаритных тахогенераторов ТМГ-ЗОП и генераторов серии 2П.
Следящие системы следует создавать на базе бесконтактных сельси-
нов типов БД-1501 и БС-1501.
250
Электромагниты. В качестве тормозных необходимо применять элек-
цюмагниты постоянного тока серий МП и ТКП (220 В). Для управления
। идрозолотниками устанавливают электромагниты постоянного тока
грии ЭУ-6000 напряжением 48 В. В системах подачи смазки возможно
использование электромагнитов переменного тока серии МТ (110 или
220 В). Пневмораспределители, управляющие подачей сжатого воздуха,
оборудуются электропневматическими вентилями типов BB-32LU и
НВ-34Ш, 24, 110 или 220 В постоянного'тока.
Электрические аппараты и датчики. Для фиксации положений меха-
низмов рекомендуются бесконтактные герметичные индуктивные дат-
чики серий ПИП, КВП, КВД и магнитогерконовые датчики ДПУ и ДПМГ,
а также фотоэлектронные командоаппараты ВПФ 11-01, рассчитанные
для работы при температуре до 50—60 °C и влажности до 98 % при
25 °C. Контроль положения заготовок на транспортно-отделочной линии
осуществляют с применением фотореле ФРСУ и емкостных датчиков
серии ДЕ, которые могут работать в широком диапазоне температур.
Так, фотореле типа ФРСУ-3-0 не реагирует на излучение металла, нагре-
того до 900 °C, и, работая от осветителя, надежно фиксирует положение
как холодных, так и горячих заготовок. Успешно работают также кон-
тактные командоаппараты КА4658, конечные выключатели серий КУ-700,
КУ-740 и ВП16. Аварийную защиту при превышении скорости осущест-
вляют с помощью центробежных реле типа РМН-7011.
Аппаратура управления и защиты должна выполняться в виде крупно-
блочных комплектных устройств на базе панелей и блоков управления
серий ПДУ (БДУ)-БООО, ПДУ (БДУ)-бООО, ПУ (БУ)-8000, ПУ-1000,
ПУ-2000, БУ-9500, бесконтактных станций управления системы "Логи-
ка—И", блоков цифровой автоматики УБСР-ДИ, программируемых кон-
троллеров Б9601 и МикроДАТ, а также микроконтроллеров Ремиконт
и Ломиконт.
Для обеспечения надежной работы электроприводов машины необхо-
димо резервное электрооборудование и средства автоматики. Рекомен-
дуемые нормы резерва следующие: двигатели 20 %; электромагниты,
путевые выключатели, сельсины, другие датчики на механизмах, блоки
резисторов 10 %; аппаратура пультов управления 10 %; аппаратура
электрощитов 6 %; логические элементы 10 %, их блоки питания и вы-
ходные усилители 15 %; регуляторы УБСР 10 %; радиотехнические
детали (транзисторы, диоды, микросхемы, конденсаторы, резисторы)
20 %; силовые тиристоры и диоды 10 %; измерительные приборы 3 %;
стенды для наладки блоков УБСР и тиристорных преобразователей
1 комплект. При этом минимальный запас каждого вида изделий 1 шт.
С учетом реальной надежности тиристорных преобразователей и от-
сутствия в настоящее время апробированных развитых систем диагно-
стики неисправностей в тиристорных электроприводах МНЛЗ, рекомен-
дуется установка резервных преобразователей — по одному на 2—3
251
электропривода качания кристаллизатора, тянуще-правильных устройств
и машин газовой резки. Для тиристорных преобразователей й систем
регулирования предусматриваются также резервные ячейки и блоки.
Глава XI. РЕКОНСТРУКЦИЯ И МОДЕРНИЗАЦИЯ СИСТЕМ
ЭЛЕКТРОПРИВОДА ДЕЙСТВУЮЩИХ МНЛЗ
1. ЦЕЛИ РЕКОНСТРУКЦИИ И МОДЕРНИЗАЦИИ
ЭЛЕКТРОПРИВОДОВ И ЭЛЕКТРООБОРУДОВАНИЯ МНЛЗ
Системы электропривода и электрооборудования МНЛЗ первого и
частично второго поколения, построенных более 20 лет назад, нуждают-
ся в коренной реконструкции для повышения производительности
отделений непрерывной разливки стали и качества слитков, экономии
электроэнергии, снижения эксплуатационных расходов, резкого повы-
шения надежности электрооборудования и долговечности механизмов,
обеспечения удобства управления процессом разливки, предупреждения
аварий и ликвидации простоев машины. Важной целью является создание
комфортных условий труда операторов и дежурного персонала.
Итоги выполненного Гипромезом исследования электрооборудова-
ния ряда МНЛЗ (см. гл. I и X) были использованы при проведении
совместно с НЛМК работ по реконструкции электрооборудования ма-
шин, сооруженных в 1960—1966 гг. На первом этапе реконструкции
выполнение указанных выше, требований было достигнуто заменой
групповых электромашинных преобразователей для питания двигателей
тянущих клетей и кристаллизаторов на индивидуальные тиристорные,
отказом от электромашинных усилителей, установкой кремниевых вы-
прямителей со стабилизацией напряжения взамен генераторов постоян-
ного тока напряжением 220 В ддр питания цепей управления и возбуж-
дения и 24 В для управления клапанами газорезки, заменой ряда типов
двигателей, аппаратов и датчиков, не соответствующих тяжелым усло-
виям окружающей среды по степени защиты оболочки от пыли и влаги
или по допустимой температуре окружающей среды.
Крупномасштабная реконструкция электрооборудования трех двух-
ручьевых МНЛЗ в конвертерном цехе № 1 НЛМК (1984—85 гг.) включа-
ла в себя также вынос всего электрооборудования из нескольких мел-
ких машинных залов, встроенных в блок МНЛЗ, в новое общее для
трех машин электропомещение за пределами опасной зоны (где были
случаи проникновения металла, масла и воды).
На втором этапе реконструкции указанных МНЛЗ и при модерниза-
ции электроприводов машин, выполненных по схеме ТП—Д с "класси-
252
ческими системами подчиненного регулирования, решаются задачи
дальнейшего повышения точности регулирования, минимизации потерь
•лектроэнергии, уменьшения потерь металла при резке за счет повыше-
ния точности синхронизации движения машины для газовой резки и
глитка, формирования средствами электропривода оптимального закона
движения кристаллизатора с целью максимального упрочнения корочки
слитка, увеличения верхнего предела частоты качаний кристаллизатора
и т.д.
Рассмотрим некоторые итоги работ Гипромеза и НЛМК по рекон-
струкции систем электропривода и электрооборудования пяти действую-
щих МНЛЗ первого и второго поколений, а также общие методы и пер-
спективы реконструкции и модернизации электроприводов аналогичных
отечественных машин.
2. ОПЫТ РЕКОНСТРУКЦИИ ГЛАВНЫХ ЭЛЕКТРОПРИВОДОВ
МНЛЗ ПЕРВОГО ПОКОЛЕНИЯ
По проекту Гипромеза в 1977—1980 гг. были полностью реконструи-
рованы главные электроприводы двух двухручьевых слябовых МНЛЗ
в электросталеплавильном цехе НЛМК. На этих машинах вследствие
электрической связи электроприводов тянущей клети и кристаллизато-
ра через общий преобразователь и механической связи через слиток
электропривод клети работал со значительными пульсациями скорости
и тока якоря. Амплитуда пульсаций скорости валков тянущей клети
составляла ± 7—9 %, что недопустимо много. Первая гармоника тока
якоря достигала 25 %. Колебания скорости отрицательно сказывались
на качестве слитка и затрудняли работу операторов по управлению про-
цессом. Пульсации тока якоря вызывали повышенные потери энергии
и нагрев двигателя, вели к сокращению срока его службы из-за вибра-
ции и ухудшения коммутации.
Существенным недостатком первоначальной схемы была невысокая
жесткость механической характеристики электропривода тянущей клети
в системе Г-Д с групповым генератором. По этой причине электропри-
вод не обеспечивал поддержания заданной скорости силтка в процессе
разливки в условиях значительного изменения статического момента
с ростом длины столба металла и скачков момента при отрезании каж-
дого сляба.
В процессе реконструкции были установлены индивидуальные тирис-
торные преобразователи для приводов кристаллизатора и тянущей кле-
ти. При этом теоретические и экспериментальные исследования показали
возможность применения малогабаритных нереверсивных преобразова-
телей, что позволило разместить их в существующих машзалзх ограни-
ченной площади при сохранении электромашинных преобразователей
с агрегатами ЭМУ в качестве резервных. Главные электроприводы дан-
253
ной МНЛЗ работают кратковременно в рекуперативном режиме в начале
цикла разливки (см. осциллограммы на рис. 8). В электроприводе
тянущей клети среднее за период значение статического момента (в до-
левых единицах) увеличивается от —0,07 до +0,65. Интервалы рекупера-
ции наблюдаются лишь в первые 3—5 мин после пуска машины.
В электроприводе качания кристаллизатора знакопеременный момент
заметно выражен лишь до заполнения кристаллизатора жидкой сталью
и затвердения оболочки слитка (в этот период соотношение амплитуд
рекуперативного тока при опускании кристаллизатора и тока двигатель-
ного режима при его подъеме составляет 0,3).
Ввиду указанных факторов, а также вследствие сложности размеще-
ния в существующем электромашинном помещении преобразователей
большого размера были выбраны и установлены нереверсивные тирис-
Рис. 128. Схема тиристорного электропривода МНЛЗ с нереверсивным преобразо-
вателем и шунтирующими резисторами
254
торные преобразователи типа ПТТ-230-200М, 230 В, 200 А (на первом
этапе реконструкции) и БУВ-3501-22, 230 В, 100 А (на втором этапе).
В начальный период разливки осуществляется шунтирование цепи
якоря двигателя тянущей клети резисторами. Электропривод кристал-
лизатора работает с постоянно включенным шунтирующим резистором.
Выполненное в процессе разработки системы исследование на электрон-
ной модели доказало возможность работы нереверсивного преобразова-
теля с шунтирующим резистором в режиме непрерывного тока при зна-
копеременном моменте на валу двигателя.
Осуществленная на НЛМК схема электропривода главных механиз-
мов МНЛЗ представлена на рис. 128. Цепь якоря двигателя тянущей
клети М подключена к нереверсивному тиристорному преобразователю
UZ через контакты реверсора КМ1, КМ2 и линейный контактор КМ.
Параллельно якорю включена цепь резисторов /?шч (1,75 Ом) и Лш2
(6,3 Ом), которые служат для исключения режима прерывистых токов
при малых нагрузках преобразователя (в начале разливки) и обеспече-
ния стабильной работы электропривода при знакопеременной нагрузке
в этот период. Коммутацию выполняют контакторы К1 и К2. Контроль
тока силовой цепи осуществляют реле КА 1 и КА2. Для питания преоб-
разователя UZ установлен силовой трансформатор Т1 типа ТС-40/0,5-А
(40 кВА, 380/230 В).
В узле задания скорости и в выходной цепи тахогенератора электро-
привода тянущей клети применены диодные мосты, чтобы сохранить
неизменной полярность сигналов при переключениях реверсора КМ1,
КМ2 Включение резисторов плоского контроллера RPM в диагональ
моста, образованного контактами реле направления "Вперед" KMF и
"Назад" KMR объясняется тем, что существующий генератор сохранен
в качестве резервного. Намечена замена этого контроллера сельсинным
бесконтактным интегро-задающим устройством, состоящим из сельсин-
ного командоаппарата СКАЗ-41-2, фазочувствительного усилителя
ФВУ-6А и задатчика интенсивности, выполненного на усилителях по-
стоянного тока УПТ-3 и УПТ-2, с временем интегрирования до 20 с.
Суммирующий магнитный усилитель тиристорного преобразователя
охвачен гибкой отрицательной обратной связью (цепь С4, R2 с парамет-
рами 50 мкФ, 700 Ом). Для выбора начального "люфта" в регулировоч-
ной характеристике нереверсивного тиристорного преобразователя на
его вход подается напряжение смещения, которое снимается с делителя
R1, R2. Фильтр Сф1 (20 мкФ) служит для подавления высших гармоник
напряжения тахогенератора.
В начале цикла работы после включения контактора КМ1 дается ко-
манда на пуск двигателя. Срабатывают контактор KMF и реле KL1,
включается привод плоского контроллера RPM. Разность напряжений —
задающего и обратной связи от тахогенератора BR URpM — UBR подает-
ся на задающую обмотку LM2 суммирующего магнитного усилителя
255
AM. В самом начале разливки отпадает реле КТ, служащее для отстройки
от пусковых токов; включаются контакторы К1 и К2. К выходу U:
подключается резистор . По мере роста скорости кристаллизуют»
гося слитка возрастает ток преобразователя UZ. При 7Д = 50 А втяги
вается реле КА1, срабатывает реле КЗ, которое отключает катушку К!
Последовательно с вводится резистор /?ш2, и ток нагрузки L/Z пл
дает.
Когда слиток входит в зону вторичного охлаждения, ток цепи яко
ря М увеличивается до 30 А, включается реле КА2, которое своим раз
мыкающим контактом отключает катушку контактора К2. Период дей
ствия на привод знакопеременных нагрузок закончен, и шунтирование
преобразователя прекращается. Наряду с механическим применено ди
намическое торможение (контактор KMD}.
Схема электропривода кристаллизатора во многом аналогична рас-
смотренной выше. Задающее напряжение снимается с общего плоского
контроллера RPM. Ввиду того, что при опробовании привода кристал-
лизатора без металла возможна длительная работа со знакопеременным
моментом на валу, шунтирующий резистор (7,7 Ом) постоянно под-
ключен к выходу тиристорного преобразователя данного электро-
привода.
Максимальной технологической скорости слитка исгпах =0,9 м/мин
соответствует напряжение тиристорного преобразователя Uuz — 165 В.
При наладке выяснилось, что гибкая отрицательная обратная связь по
напряжению суммирующего магнитного усилителя не обеспечивает
устойчивой работы при скорости слитка ис < 0,6 м/мин. Наблюдались
значительные колебания тока якоря и напряжения тиристорного преоб-
разователя, что приводило иногда к срабатыванию защит. Пиковые
значения Uuz превышали напряжение пробоя лавинного вентиля
ВКДЛ-200 в цепи выпрямленного напряжения. Открывание этого венти-
ля при наличии сетевого напряжения вызывало сбои в работе преобра-
зователя. После отключения вентиля автоколебания значительно умень-
шились. Окончательно колебания были ликвидированы введением гиб-
кой обратной связи по выходному напряжению UZ с параметрами
Fi — С цепи: 6,3 кОм, 10 мкФ.
Ввиду того, что в рассматриваемом цехе с мощными дуговыми элек-
тропечами наблюдаются значительные колебания напряжения, при модер-
низации электроприводов для питания цепей управления и возбуждения
установлены выпрямительные агрегаты с автоматической стабилизацией
напряжения типа ВАЗП-380/260-40/80.
Опыт длительной эксплуатации рассмотренных систем тиристорного
электропривода МНЛЗ в ЭСПЦ НЛМК полностью подтвердил пра-
вильность принятых проектных решений. Как видно из осциллограмм
рис. 129, вынужденные колебания скорости электропривода были почти
полностью устранены. Амплитуда пульсаций тока якоря уменьшилась
в 2,5 раза {с 25 до 10 %). Оператор получил возможность точно контро-
256
Рис. 129. Осциллограммы основных параметров главных электроприводов МНЛЗ
по системе ТП—Д (после реконструкции) : частоты вращения двигателя тянущей
клети Лцл, тока /кл, напряжения тиристорного преобразователя 1/тп .кр « то*8
двигателя /кр кристеллизатора
лировать фактическую скорость слитка и, не боясь пиковых значений
вынужденных колебаний, повышать ее среднее значение примерно на
5 %, что ведет к увеличению производительности МНЛЗ.
Установленная скорость вытягивания слитка поддерживается с высо-
кой точностью в течение всего периода разливки при изменении среднего
значения статического момента в широких пределах — от холостого хода
до 0,65/ИНОМ при нормальной работе и 1,WHOM при нарушении режима
охлаждения слитка. Существенно повысилась эксплуатационная надеж-
ность электрооборудования, снижены потери электроэнергии, а также
уровень шума и температура в электропомещении, где в результате ре-
конструкции созданы комфортные условия труда.
Особенность работ по реконструкции электроприводов действующих
МНЛЗ заключается в необходимости выполнения всех экспериментов,
монтажа новых систем и их наладки без остановки производства, при
полном исключении автоколебаний и других аварийных режимов, грозя-
щих либо прорывом жидкого металла, либо значительным экономиче-
ским ущербом. Поэтому на время наладки и первый период эксплуата-
ции существующие электромашинные преобразователи были сохранены
в качестве резервных. С этой же целью в период проектирования и налад-
ки широко использовались математическая и физическая модели, позво-
257
лившие быстро ввести в работу новые системы главных электроприво-
дов на действующих промышленных МНЛЗ без ущерба для выполнения
производственной программы.
3. РЕКОНСТРУКЦИЯ И МОДЕРНИЗАЦИЯ
ГЛАВНЫХ ЭЛЕКТРОПРИВОДОВ МНЛЗ
ВТОРОГО И ТРЕТЬЕГО ПОКОЛЕНИЙ
На МНЛЗ второго поколения были применены системы электропри-
вода Г—Д с магнитным усилителем-возбудителем либо ТП—Д с сумми-
рующим магнитным усилителем. Эти системы Г-Д нуждаются в рекон-
струкции, а ТП—Д — в модернизации для повышения точности регулиро-
вания, уменьшения потерь электроэнергии и эксплуатационных расхо-
дов, снижения уровня- шума. На основании исследований, описанных
в гл. II, для тиристорных электроприводов кристаллизаторов и первой
секции ТПУ рекомендуется при модернизации применение усовершен-
ствованных систем подчиненного регулирования параметров, использо-
вание методов комбинированного регулирования с компенсацией возму-
щения, вносимого механизмом качания кристаллизатора.
По проекту Гипромеза в отделении непрерывной разливки стали кон-
вертерного цеха № 1 НЛМК в процессе реконструкции главных электро-
приводов трех мощных двухручьевых МНЛЗ второго поколения элек-
тромашинные преобразователи заменены на тиристорные агрегаты типа
КТЭ-500/230-1Р-1 с подчиненным регулированием параметров на блоках
УБСР-АИ. Для стабилизации частоты вращения двигателя проектом пре-
дусмотрено введение в квазиустановившемся режиме форсирующего
звена в цепь обратной связи по скорости (см. рис. 26) и автоматическое
изменение структуры регулятора скорости — переход от ПИ- к П-реку-
лятору с ростом частоты качаний-кристаллизатора.
После установки сельсина на валу эксцентрика привода кристаллиза-
тора намечено осуществление схемы комбинированного регулирования
по отклонению и возмущению путем подачи на дополнительный вход
регулятора тока гармонического сигнала от фазочувствительного вы-
прямителя, связанного с сельсинным измерителем угловой координаты
эксцентрика (рис. 24). Аналогичная система раз аботана Гипромезом
в 1985 г. в проекте электроприводов новой вертикальной МНЛЗ ЭСПЦ
ЧерМК.
В планах модернизации главных электроприводов МНЛЗ третьего
и предшествующих поколений (после их перевода на современные систе-
мы тиристорн го электропривода) значительное внимание удел! ется
формированию оптимал ногр закона движения кристаллизатора для
максимального упрочнения оболочки (корочки) слитка, а также увели-
чению верхнего предела частоты качаний кристаллизатора.
Широко известный способ управления приводом кристаллизатора
258
с синхронным изменением угловых скоростей вращения двигателей
кристаллизатора и тянущей клети (либо ТПУ) не позволяет обеспечить
оптимальный закон качания кристаллизатора с поддержанием заданной
амплитуды разности скоростей кристаллизатора и слитка (опережения
кристаллизатора) и интегрального значения указанной разности, т.е.
пути кристаллизатора на интервале опережения, когда кристаллизатор
скользит по слитку, подвергая его сжимающим усилиям, упрочняющим
кристаллизующуюся оболочку. Это объясняется тем, что, во-первых,
заданную скорость двигателя кристаллизатора нельзя поддерживать
постоянной с требуемой точностью (меняются момент на валу двигателя,
частота его гармонической составляющей, параметры смазки, электриче-
ские параметры из-за изменения температуры и др.), и, во-вторых, опе-
Рис. 130.- Функциональная схема электропривода кристаллизатора с автоматиче-
ской стабилизацией опережения (а) и вариант узла схемы измерения линейной
скорости кристаллизатора (б)
259
режение равно разности скоростей кристаллизатора и слитка, а скорость
слитка также меняется из-за больших изменений статического момента
на валу привода тянущей клети, зависящего от многих факторов, коле-
баний напряжения сети, непостоянства тока возбуждения двигателя и т.д.
Поэтому в Гипромезе был разработан новый способ управления элек-
троприводом кристаллизатора, основанный на применении прямого
контроля опережения кристаллизатора и автоматической его стабилиза-
ции. Функциональная схема управления по новому способу представлена
на рис. 130. Кристаллизатор 1 имеет механизм качания с эксцентри-
ком 2, приводимым двигателем 3 через редуктор 4. Для контроля опе-
режения необходимо измерение линейной скорости движения кристал-
лизатора.
Преобразователь угловой скорости вала эксцентрика в сигнал UVK.
пропорциональный линейной скорости кристаллизатора, может быть
выполнен двояким способом. Таким преобразователем может быть
прибор, содержащий катушку 5, вращающуюся в магнитном поле,
создаваемом электромагнитами с обмотками возбуждения 6 (см. рис.
130, а). Концы катушки 5 выведены на контактные кольца. Напряжение
на катушке 5 пропорционально произведению угловой скорости эксцен-
трика шэ на синус его угла поворота а, т.е. линейной скорости кристал-
лизатора. Возможен также вариант прибора со стационарной катушкой
и вращающимся постоянным магнитом.
По второму способу (рис. 130, б) для получения требуемого сигнала
UVK используют тахогенератор 12 на валу двигателя привода кристалли-
затора, соединенный с валом эксцентрика сельсин 36, к вторичной об-
мотке которого подключен демодулятор (фазочувствительный выпря-
митель) 37, и множительное устройство 38, на входы которого подаются
сигналы с тахогенератора и демодулятора. Выходное напряжение множи-
тельного устройства равно UAMP= кыэ sin а и однозначно определяет
скорость кристаллизатора.
Слиток 7 вытягивается валками 8 тянущей клети, которые приводят-
ся двигателем 9 через редуктор 10 и шестеренную клеть 11. На валу дви-
гателя установлен тахогенератор 13. Двигатели 3 и 9 питаются от тирис-
торных агрегатов 14 и 15, имеющих встроенные системы регулирования
тока, скорости и других параметров, а также задатчики скорости 24 и 35.
Для прямого измерения параметров движения кристаллизатора служит
электронное устройство 16, содержащее измерительную схему 17 с дву-
мя цифровыми каналами, состоящими из последовательно соединенных:
а) блока 18 определения амплитудного значения опережения, запоми-
нающего устройства 19 и цифрового табло 20;
б) блока 21 определения интегрального значения опережения, запоми-
нающего устройства 22 и цифрового табло 23. Каждое запоминающее
устройство имеет встроенный компаратор и таймер. Требуемое соотно-
шение скоростей двигателей 3 и 9 — грубая настройка закона движения
кристаллизатора осуществляется с использованием в Качестве задающего
260
сигнала для системы регулирования агрегата 14 либо напряжения тахоге-
нератора 13 привода тянущих валков, либо ручного задатчика 24 (в за-
висимости от положения переключателя 25}. Регулятор скорости полу-
чает сигнал обратной связи от тахогенератора 12. Помимо такой грубой
настройки соотношения скоростей кристаллизатора и слитка, осущест-
вляется дополнительная коррекция. С этой целью производится измере-
ние амплитудного и интегрального значений опережения кристаллизатора.
В электронном устройстве 16 измерения опережения схема 17 произво-
дит вычитание из напряжения UVK, снимаемого с катушки 5, напряжения
тахогенератора 13, пропорционального скорости слитка. Эта разность
определяется только на интервале опережения, когда икр>ис. Ампли-
тудное значение этой разности определяет в цифровой форме блок 18
и фиксирует запоминающее устройство 19; операцию интегрирования
разности икр — vc на интервале опережения и ее преобразование в код
производит блок 21.
Интегральное значение опережения кристаллизатора фиксирует запо-
минающее устройство 22. Встроенные в запоминающие устройства 19
и 22 компаратор и таймер обеспечивают периодическое сравнение вход-
ного Сигнала со значением, хранящимся в памяти запоминающих уст-
ройств и соответствующее обновление информации о амплитудном и
интегральном значениях опережения. Указанные значения выводятся
на цифровые табло 20 и 23 и через переключатель 34 на блок 26 измере-
ния отклонения.
В зависимости от технологических требований, а также для исследова-
тельских целей, по выбору (переключатель 34} осуществляется сравне-
ние фактического амплитудного либо интегрального значений опереже-
ния кристаллизатора с требуемым! оптимальным опережением, опреде-
ляемым для данных марки стали, сечения, температуры, условий охлаж-
дения и смазки,информацией 31 о параметрах процесса с помощью ЭВМ
30 либо по таблицам. В последнем случае требуемая величина опереже-
ния вводится вручную задатчиком 32. Выбор одного из этих вариантов
производят переключателем 33.
Сигнал отклонения фактического значения опережения от оптималь-
ного, полученный в блоке 26 измерения отклонения, подают через блок
27 коммутации, преобразователь 28 код-аналог и инерционное звено 29
на один из входов регулятора скорости тиристорного агрегата 14 элек-
тропривода кристаллизатора. Регулятор осуществляет коррекцию ско-
рости двигателя 3, поддерживая при возмущениях заданное амплитудное
либо интегральное значение опережения кристаллизатора. При этом в
максимально возможной степени упрочняется оболочка кристаллизую-
щегося слитка за счет сжимающих усилий при скольжении кристаллиза-
тора вниз по слитку.
Блок 27 коммутации пропускает сигнал отклонения опережения на
вход системы регулирования агрегата 14 лишь в нормальном режиме
работы машины, когда УКр.тах т е- опережение имеется. В аварий-
261
ном режиме (резко^ замедление либо остановка кристаллизатора, нару-
шение синхронизации скоростей электроприводов тянущей клети и кри-
сталлизатора) по информации из запоминающего устройства 19 блок 27
коммутации исключает из работы схему регулирования опережения.
Инерционное звено 29 обеспечивает нечувствительность схемы к момен-
там смены информации в запоминающих устройствах 19 и 22 [57].
Как показали исследования, с ростом частоты качания кристаллизато-
ра уменьшаются шаг и глубина "складок" на поверхности слитка, усред-
няется теплоотдача и повышается прочность кристаллизующейся оболоч-
ки слитка. Поэтому важное значение имеет разработка способов повыше-
ния верхнего предела частоты качаний кристаллизатора. Частота качаний
кристаллизатора ограничивается коммутацией на коллекторе двигателя,
зависящей от производной тока якоря по времени din/dt. Амплитуда
производной тока равна (dinldt) max = ^/Птах/ гДе = 2тг/ — угловая
частота.
Уже при частоте качаний Г =2-5-3 Гц амплитуда производной тока
может достигнуть опасного значения (20—30) /ном/с. Для улучшения
коммутации на коллекторе и, соответственно, увеличения допустимой
частоты качаний необходимо ограничение роста производной din/dt
с ростом частоты. Соответствующая схема электропривода с переменной
структурой разработана в Гипромезе [58]. В стандартную систему тири-
сторного электропривода с подчиненным регулированием параметров
введены множительное устройство АМР (рис. 131), блок измерительно-
логический ALG, два усилителя А1 и А2 с выходными реле К1 и К2,
а также активное форсирующее звено AD в цепи обратной связи по току
якоря (между датчиком тока UA и регулятором тока АА).
На входы множительного устройства подаются сигналы с датчика тока
UA и тахогенератора BR. Напряжение на выходе АМР пропорционально
производной тока якоря по времени di„/dt. Это напряжение подает-
ся на блок ALG, осуществляющий, фиксацию амплитудного значения
(din!dt) max, сравнение его с уставкой, определяемой задатчиком AS,
а также счет до трех и разделение выходных импульсов по трем каналам.
Если с ростом частоты вращения или тока, либо обеих этих переменных
величин dinldt превысит заданное значение, то сигнал с выхода 1 блока
ALG подается на усилитель А1, реле К1 срабатывает и своим контактом
шунтирует конденсатор в цепи обратной связи регулятора скорости AR.
Структура регулятора скорости меняется с пропорционально-интеграль-
ного на пропорциональный; при этом амплитуда тока якоря двигателя
М, и, соответственно, амплитуда производной тока уменьшается [20].
Когда по мере роста частоты вращения или нагрузки привода кри-
сталлизатора (либо их одновременном увеличении) амплитуда dinldt
вновь достигнет предельно допустимого значения, появляется сигнал на
промежуточном выходе 2 ALG. Напряжение с выхода 2 подается на уси-
литель А2- срабатывает реле К2, которое вводит в действие форсирую-
щее звено AD в цепи обратной связи регулятора тока АА.
262
При вводе в схему форсирующего звена колебания тока якоря и, сле-
довательно, производная тока по времени уменьшаются в 2—3 раза.
При дальнейшем росте частоты качаний кристаллизатора предельное зна-
чение difjdt может быть достигнуто в третий раз. Тогда появляется на-
пряжение на выходе 3 ALG; при этом на вход регулятора скорости AR
подается сигнал отрицательной полярности, и производная di^/dt огра-
ничивается благодаря уменьшению частоты вращения двигателя.
А2
Рис. 131. Схема электропривода кристаллизатора с увеличенной частотой качания
263
4. РЕКОНСТРУКЦИЯ И МОДЕРНИЗАЦИЯ ЭЛЕКТРОПРИВОДОВ
И АВТОМАТИКИ МАШИН ДЛЯ ГАЗОВОЙ РЕЗКИ СЛИТКОВ
На ряде слябовых МНЛЗ второго поколения электроприводы переме-
щения платформы с резаками и самих резаков вдоль поверхности слитка
были выполнены по системам Г-Д с МУ и МУ—Д. Примером эффектив-
ной. реконструкции может служить внедрение на шести МНЛЗ кон-
вертерного цеха № 1 НЛМК тиристорных электроприводов переме-
щения платформы с использованием реверсивных преобразователей
АТР-100/230-1Р (100 А, 230 В) и малогабаритных однофазных тиристор-
ных преобразователей с оригинальной схемой регулирования напряже-
ния в схемах электроприводов передвижения резаков (рис. 132). Схема
Рис. 132. Тиристорный электропривод передвижения резака с сельсинным коман-
доаппаратом
264
отличается простотой и надежностью, содержит всего два тиристора
(однофазный полууправляемый мостовой выпрямитель) и легко может
быть собрана в любом цехе. Для регулирования угла отпирания тиристо-
ров VS1 и VS2 (типа КУ202Н) служит сельсинный командоаппарат ВС
типа СКАЗ-41-2. Отпирающие импульсы формируются узлом схемы, со-
держащим выпрямитель, выполненный на диодах VD5 — X/D1O, и два
поочередно открывающихся транзистора VT1, VT2 с регулируемым
напряжением на базах, подключенных к концам однофазной обмотки
сельсина ВС.
Высокая скорость обратного хода резака обеспечивается переключе-
нием якоря двигателя М на питание от сети напряжением 220 В (конден-
сатор КМВ) с одновременным ослаблением магнитного поля путем вве-
дения резистора R в цепь обмотки возбуждения LM. Для управления
динамическим торможением служат контактор KMD и реле э.д.с. KV.
Конечный выключатель SQ2 защищает резаки от столкновения; ко-
мандоаппарат SQ 1 служит для ограничения крайних положений, подачи
команд на включение газовых клапанов и блокировок.
Аналогичный однофазный полууправляемый выпрямитель применен
в серийном тиристорном электроприводе типа ЭТ02-05 с двигателем
ПБС 33 (1,0 кВт, 1000 об/мин), который также используют при рекон-
струкции и модернизации систем электропривода. В схеме регулирова-
ния (рис. 133) осуществлены обратные связи по э.д.с. двигателя и току
якоря (с отсечкой). Напряжение обратной связи по э.д.с. снимается с
Рис. 133. Главные цепи электро-
привода передвижения резака с
однофазным тиристорным пре-
образователем типа ЭТО2-05:
М — якорь двигателя; LM — об-
мотка возбуждения; VT1, VT2 —
тиристоры; VD1, VD2 — диоды
силового блока; L1 — сглажи-
вающий дроссель; UZ1 — выпря-
митель цепи возбуждения; Т —
трансформатор тока; UZ2 — вы-
прямитель цепи токоограниче-
ния; L2, С — дроссель и конден-
сатор фильтра цепи измерения
э.д.с.; AR — блок регулирова-
ния
265
диагонали тахометрического моста через L — С фильтр. Диапазон регули-
рования скорости при статизме 10 % равен 1:20, при статизме 5 % —
1 :10. Для повышения коэффициента формы тока двигателя и улучше-
ния его использования в цепи якоря двигателя включен сглаживающий
дроссель. Одновременное регулирование скорости двигателей обоих ре-
заков машины для газовой резки осуществляется двухсекционным пол-
зунковым потенциометром типа ПП60-21 с резисторами МЛТ-2 суммар-
ным сопротивлением 3,3 кОм. Размеры преобразователя (без сглажи-
вающего дросселя) 395 x 320 x 235. Восемь таких малогабаритных пре-
образователей применены Гипромезом в проекте реконструкции элек-
троприводов^одной из МНЛЗ для замены устаревших электроприводов
резаков, выполненных по системе ЭМУ-Д. В проектах, реализуемых с
1988 г., следует применять новые электроприводы серии ЭПУ-2.
На вертикальных МНЛЗ конвертерного цеха № 1 НЛМК и ряде анало-
гичных машин второго поколения важной задачей является повышение
точности синхронизации движения платформы машины газовой резки
и слитка. Существующие аналоговые системы синхронизации с тахомет-
рической связью между электроприводами тянущей клети и платформы
машины имеют погрешность не менее 1 %, что приводит к косому резу
с отклонением от горизонтали до 50 мм и, соответственно, к увеличен-
ной обрези. Для уменьшения потерь металла Гипромезом предложена
модернизация существующей аналоговой системы путем добавления
цифрового корректора [59]. Корректор выполнен на элементах серии
"Логика—И".
Алгоритм функционирования такого корректора основан на непре-
рывном измерении разности угловых координат валов электроприводов
тянущей клети (ведущий привод) и платформы машины газовой резки
(ведомый привод). Для упрощения схемы цифрового корректора при
наладке обеспечивают соотношение скоростей слитка и платформы
v'cn^rp^ 1- После фиксации заданной разности координат слитка и
платформы машины газовой резки +8, равной допустимому рассогла-
сованию, производится дискретное увеличение скорости платформы,
которое прекращается, когда разность координат становится равной —8.
Для измерения пути с каждым приводрм связывают датчик импуль-
сов ПДФ-3 либо профильный диск, взаимодействующий через каждые
8 мм пути слитка (платформы) с индуктивным датчиком положения,
например, типа КВД-25. Схема, во многом аналогичная приведенной на
рис. 80, основана на использовании реверсивных счетчиков, цифровых
компараторов и ряда других элементов серии "Логика—И".
Намечена также модернизация описанной в гл. IV системы, следящей
за изгибом слитка и поддерживающей заданное оптимальное расстояние
между резаками и слитком. Применяемый в ней контактный измери-
тель расстояния уменьшает надежность системы и требует тщательного
ухода в процессе эксплуатации. Поэтому в Гипромезе предложена новая.
266
Рис. 134. Функциональная схема электропривода платформы машины для газовой
резки с бесконтактной следящей системой
усовершенствованная следящая система с бесконтактным дифферен-
циально-емкостным измерителем (рис. 134). Система может приме-
няться на МНЛЗ различных типов. Измерительная металлическая пласти-
на 1 установлена параллельно поверхности слитка на опорном изолято-
ре 2. Конденсатор 3 переменной емкости, служащий для первоначальной
настройки оптимального расстояния между резаками и слитком, может
быть снабжен приводом 4 и установлен вблизи измерительной пластины,
либо вынесен на пульт управления. Измерительная пластина 1 и один
из выводов конденсатора переменной емкости 3 соединены с концами
двух первичных обмоток дифференциального трансформатора 5. Вторые
концы этих обмоток соединены между собой и с выводом генератора
высокой частоты 6. Вторые выводы конденсатора и генератора высокой
частоты заземлены.
В исходном положении при заданном оптимальном расстоянии между
резаками и слитком емкость промежутка "пластина—слиток" равна
емкости конденсатора 3. Для подстройки может быть использован кон-
денсатор 7. При этом токи, создаваемые генератором высокой частоты
в первичных обмотках трансформатора, равны по амплитуде и противо-
положны по фазе. Ток во вторичной обмотке отсутствует. Соответствен-
но двигатель 8 перемещения платформы с резаками отключен. Диффе-
ренциальный метод позволяет исключить влияние среды. С этой целью
конденсатор 3 переменной емкости рекомендуется устанавливать вблизи
измерительной пластины 7.
При изгибе слитка (вследствие неравномерного охлаждения) изме-
няется расстояние между слитком и металлической пластиной 7. Соот-
ветственно увеличивается или уменьшается емкость промежутка "пла-
267
стина—слиток" и нарушается равенство токов в первичных обмотках
трансформатора 5. Во вторичной обмотке трансформатора появляется
ток, сила и фаза которого соответствуют значению и направлению изгиба
слитка. На выходе демодулятора 9 возникает напряжение постоянного
тока, значение которого пропорционально изменению расстояния между
резаками и слитком, а полярность определяется направлением отклоне-
ния слитка (на резаки или от резаков). Это напряжение подается на вход
блока управления 10, на якоре двигателя 8 возникает напряжение опре-
деленной полярности, и двигатель перемещает платформу с резаками
в направлении, соответствующем отклонению слитка. После восстанов-
ления первоначального, т.е. заданного значения воздушного промежутка
между пластиной и слитком (и, следовательно, между резаками и слит-
ком) , токи в первичных обмотках дифференциального трансформатора
вновь становятся равными, и двигатель останавливается.
Для дистанционного изменения исходного расстояния между реза-
ками и слитком включают сервомотор 4, который изменяет емкость
конденсатора 3. Это расстояние меняют при изменении марки стали,
параметров газов, сечения слитка и т.п. Оптимальное расстояние между
резаками и слитком может задавать ЭВМ [60].
Для комплексной автоматизации машины газовой резки в Гипромезе
предложено также устройство, обеспечивающее установку резаков в ис-
ходные положения на заданном расстоянии от кромки слитка при любой
ширине слитка и независимо от его изгиба в направлении движения ре-
заков (рис. 135). Параллельно каждому резаку на изоляторе смонтиро-
ван электрод X, соединенный с высоковольтной обмоткойДХ маломощ-
ного трансформатора Т1. Низковольтная обмотка ах питается прерывис-
тым током от высокочастотного тиристорного коммутатора АК. После-
довательно с обмоткой АХ трансформатора Т1 включена первичная об-
Рис. 135. Схема устройства для уста-
новки резака у кромки слитка
268
мотка BY измерительного трансформатора Т2. Напряженнее вторичной
обмотки Т2 подается на усилитель А, питающий выходное реле К2.
Коммутатор АК и усилитель А включаются в работу при помощи реле
К1, которое срабатывает в момент реверса резака, и остается включен-
ным до начала следующего цикла резки.
При питании обмотки ах прерывистым током в повышающей обмотке
АХ индуцируется высокое напряжение. При движении резака с электро-
дом X вдоль поверхности слитка между электродом и слитком происхо-
дит разряд. Ток разряда измеряется трансформатором Т2 и усиливается
до величины, достаточной для срабатывания выходного реле К2. Замы-
кающий контакт реле К2 включен в цепи самоблокировки контактора
движения резака назад.
После выхода резака за кромку слитка ток разряда между электро-
дом X и слитком прекращается; реле К2 и контактор хода назад отклю-
чаются. Реле К1 остается включенным до срабатывания контактора дви-
жения вперед в начале следующего цикла резки. Если во время паузы
происходит изгиб слитка в направлении одного из резаков, возникает
разряд между одним из двух электродов и слитком, приводы обоих
резаков включаются и вновь выводят резаки в такие положения, в кото-
рых сохраняется заданное расстояние между ними и слитком.
5. МОДЕРНИЗАЦИЯ ЭЛЕКТРОПРИВОДОВ ПОДЪЕМНИКОВ
ВЕРТИКАЛЬНЫХ МНЛЗ И МЕХАНИЗМОВ
ТРАНСПОРТИРОВКИ ЛИТЫХ СЛЯБОВ
Для повышения надежности подъемников слябов МНЛЗ конвертер-
ного цеха № 1 НЛМК Гипромёз по заданию комбината разработал усовер-
шенствованную систему асинхронного электропривода, которая позво-
ляет ликвидировать режим движения тележки с отрезанным слябом
при отсутствии тормозного момента двигателя, резко повысить надеж-
ность и долговечность привода, уменьшить расход электроэнергии. Эти
цели достигнуты введением режима динамического торможения на за-
ключительном этапе резки и применением трехфазного индукционного
пускового устройства для плавного бесконтактного пуска с заданным
ускорением и безударным выбором зазоров в зубчатых зацеплениях.
Схема силовых цепей двигателя подъемника типа МТБ 713-10
(160 кВт, 580 об/мин) показана на рис. 136, а, механические характе-
ристики — на рис. 136,6. Плавный пуск происходит по характеристике
1u. С уменьшением скольжения индуктивное сопротивление катушки L
пускового устройства падает, и скорость двигателя в установившемся
режиме мало отличается от скорости при работе на естественной харак-
теристике 1. В конце реза слитка в функции пути резака включается
контактор КМВ и отключаются все контакторы в цепи ротора. При этом
в обмотки двух фаз статора подается постоянный ток от выпрямителя
269
ШПА 9035-42B3 (66 В, 680 А). В ротор вводится трехфазное активно»
сопротивление /?р=АрНом ограничения дополнительной нагрузки
на привод тянущей клети. Двигатель работает на характеристике дина
мического торможения 2 в точке А.
После окончания резки под влиянием веса сляба скорость двигатели
увеличивается. По достижении тележкой подъемника скорости 0,1 м/с
(точка Б) срабатывает реле скорости КБ, подключенное к тахогенера
Рис. 136. Электропривод подъемника с индукционным пусковым устройством:
а — схема силовых цепей [М — двигатель; BR — тахогенератор; L — индукционное
КМ, KMF, KMR, KI, К2/ЛМ1, КМ2, КМВ, КМВ1. КМВ2, KMD - контакторы: линей-
ческого торможения; KV — реле напряжения; KR — реле скорости); б — механи-
270
тору ВВ. Это реле прекращает режим динамического торможения и
включает двигатель в направлении опускания тележки со слитком.
По характеристике 4 двигатель переходит в режим рекуперативного тор-
можения (в точку В). Для повышения точности остановки тележки
в крайних положениях также используется динамическое торможение.
Резисторы в роторе намечено использовать также для получения мяг-
кой реостатной характеристики с ограничением момента при подаче
второй части затравки до упора в первую часть затравки и далее при ра-
боте совместно с тянущей клетью во время ввода составной затравки
в кристаллизатор (характеристика 3, точка Г). Для предупреждения
аварий служат токовое реле КА1 и центробежное реле скорости (на
рис. 136, а не показано).
Индукционное "пусковое устройство содержит три диска диаметром
1000 мм, толщиной 150 мм- Обмотка выполнена проводом марки
РКГМ с теплостойкой изоляцией. В Гипромезе предложены также другие
усовершенствования привода и конструкции подъемника слябов (51,
61]. Одно из них обеспечивает снижение мощности двигателя и эко-
номию электроэнергии (см. гл. IX).
На НЛМК успешно осуществлена по проекту Гипромеза модернизация
пусковое устройство; КА 1 — КА4 — максимальные реле; КА5 — токовое реле;
ный, направления, переключения ротора, ускорения, противовключения, динами-
ческие характеристики
271
электроприводов механизмов транспортно-отделочной линии: роль-
ганг—тележек, слябовоза и сталкивателей усилием 200 и 600 кН с заме-
ной электромашинных преобразователей на тиристорные агрегаты двух
типов: АТР-500/230-1Р с согласующим трансформатором для рольганг—
тележек, слябовоза и сталкивателя усилием 200 кН и АТР-500/460-2Р
с токоограничивающим реактором для двухдвигательного электропри-
вода сталкивателя усилием 600 кН с последовательным соединением
якорей двигателей ДП-82 (220 В, 95 кВт).
6. ПОВЫШЕНИЕ НАДЕЖНОСТИ СИСТЕМ ЭЛЕКТРОПРИВОДА,
ЭЛЕКТРООБОРУДОВАНИЯ И ДАТЧИКОВ
Анализ работы систем электропривода многих действующих МНЛЗ
показал, что примененные традиционные виды защит: максимальная то-
ковая, тепловая, нулевая (от самозапуска), от обрыва поля и повыше-
ния напряжения должны быть дополнены эффективными мерами защи-
ты электрического и механического оборудования от ударных механи-
ческих перегрузок при стопорении и заклинивании (см. рекомендации
в гл. X), от самопроизвольного изменения состояния электропривода
(неконтролируемое включение, резкое отклонение частоты вращения
от заданной, самопроизвольный реверс), от аварии при нарушении цело-
стности механической передачи, при повреждении токоподвода, от
электрических помех и других неблагоприятных воздействий окружаю-
щей среды (мощное тепловое излучение, вибрация, пыль и т.д.). Рас-
смотрим подробнее, как решаются эти задачи.
Для предупреждения самопроизвольного включения электропривода
применяют схемы контроля изоляции в цепях управления, осущест-
вляющие световую и звуковую сигнализацию при снижении сопротивле-
ния изоляции до опасного уровня. Используют схему с двумя последо-
вательно включенными высокоомными вольтметрами. Средняя точка
которых через поляризованное токовое реле соединена с землей, или
Т-образную схему из двух реле сигнализации с добавочными резисто-
рами, к средней точке которых подключен миллиамперметр с зазем-
ленным вторым зажимом. Для питания цепей управления главных элек-
троприводов МНЛЗ устанавливают индивидуальный выпрямитель, что-
бы исключить влияние нарушений изоляции в схемах менее ответствен-
ных механизмов. Рекомендуется применение схемы бесперебойного
питания цепей управления (220 В) путем параллельного включения
двух выпрямителей, питающихся от независимых источников перемен-
ного тока.
Авария из-за ошибки оператора может быть предупреждена приме-
нением на ответственных электроприводах двойного комплекта аппара-
тов управления.
Для анализа причин аварий рекомендуется установка многоканаль-
272
ных самопишущих приборов для постоянной регистрации задающих
сигналов, напряжений и токов якорей двигателей главных приводов
МНЛЗ. С этой же целью следует использовать в схемах управления узел
запоминания нажатия аварийной кнопки "Стоп".
Причинами неконтролируемого изменения частоты вращения могут
быть попадание высокого потенциала на вход регулятора скорости ти-
ристорного электропривода, нарушение обратной связи по скорости,
э.д.с. или напряжению, неисправность в тиристорном преобразователе.
В двухдвигательном электроприводе постоянного тока при последова-
тельном включении якорей самопроизвольное ускорение, возможно
в случае нарушения механической связи одного из двигателей с рабочим
органом машины.
В целях исключения попадания высокого потенциала на вход регуля-
тора скорости применяют отдельные реле в цепях задания скорости
(70—24 В} и управления включением электропривода (220 В), чтобы
предупредить перенос потенциала при пробое изоляции в контактной
группе реле. Поскольку на ряде действующих МНЛЗ надежность обрат-
ной связи по скорости от тахогенератора недостаточна, переходят к аль-
тернативным обратным связям по электродвижущей силе или напряже-
нию на якоре.
Для автоматической фиксации резкого отклонения фактической
частоты вращения электроприводов кристаллизатора и тянущей клети
(или ТПУ) от заданной необходимо при модернизации добавление
схемы защиты, содержащей последовательно соединенные аналоговый
компаратор, например, суммирующий операционный усилитель, поро-
говый элемент и апериодическое звено, нагруженное на реле. Реле сраба-
тывает, если разность фактической и заданной частот вращения двига-
теля выше допустимой. При этом подается аварийный сигнал. Возможно
и аварийное отключение электропривода.
В двухдвигательном электроприводе с последовательным соедине-
нием якорей при срезе шпонки на валу одного из двигателей его частота
вращения самопроизвольно увеличивается до 2лном, а второго двига-
теля падает до 0. Защита обеспечивается с помощью реле скорости,
включенных на тахогенераторы, или реле напряжения на каждом якоре.
Рекомендуется также мостовая схема контроля, описанная в гл. ЧП.
Аварийное изменение направления вращения двигателя может воз-
никнуть вследствие пробоя одного их диодов селекции во входных
блоках системы автоматического регулирования. Для защиты исполь-
зуют последовательное включение нескольких диодов, а также схемы
контроля соответствия напряжений на входе и выходе регулятора ско-
рости, равенства заданной и фактической частот вращения.
Ненадежным элементом задающего сельсинного командоаппарата
является микропереключатель, контролирующий нулевое положение
рукоятки. В процессе реконструкции электроприводов следует заме-
273
нять микропереключатель на конечный выключатель типа ВПК2112 или
ВП15.
Важное значение имеет оперативная автоматическая фиксация поло-
мок в механических передачах (срез шпонки, обрыв цепной передачи,
поломка вала), когда средства контроля исправности электропривода
не фиксируют остановки механизма. Наиболее простой и эффективной
является схема фиксации прекращения вращения вала’механизма, вы-
полненная на логических элементах и определяющая момент аварии
по прекращении серии импульсов от индуктивного датчика, перекры-
ваемого периодически шунтом, который связан с валом механизма.
Основные элементы такой логической схемы показаны на рис. 125.
Обеспечение работоспособности электропривода при неисправности
в цепях блокировок достигается дублированием соответствующих дат-
чиков. Если для контроля положения самоходных механизмов исполь-
зуют секционированные троллеи, надежность повышается путем запоми-
нания срабатывания каждого реле, подключенного к участкам троллеев.
Устанавливают также два параллельных токосъемника на этих троллеях.
Для оперативного исключения неисправной блокировки на пульте мон-
тируют переключатель с самовозвратом рукоятки в нулевое положение,
шунтирующий блокировочные контакты. Надежность схем с фотоэлек-
тронными путевыми выключателями типа ВПФ 11-01 и индуктивными
датчиками серий КВП и КВД во многом зависит от типа и схемы под-
ключения выходного реле. Можно рекомендовать применение оптрон-
ного тиристора ТО 125-12,5, управляющего работой реле РПУ-3 (с шун-
тированием катушки конденсатором 20 мкФ, 400 В), либо промежуточ-
ного герконового реле РПГ-9, включающего выходное реле РПУ-3.
Для оперативной замены целесообразно монтировать реле РПГ-9 на
штепсельном разъеме. Для питания указанных путевых выключателей
и датчиков необходимо использовать 6-пульсную мостовую выпрями-
тельнукхсхему Ларионова.
Эффективная защита от помех достигается применением специального
кабеля КУПЭВС со скрученными экранированными проводами.
Надежность электропривода передвижной машины зависит от надеж-
ности токоподвода. Для вывода из зоны повышенного нагрева всех
элементов гибкого токоподвода, включая трос, по которому скользят
подвески кабеля, применяют конструкцию, в которой один конец троса
закреплен на стойке, установленной на машине, а второй конец наматы-
вается на барабан специальной лебедки. В Гипромезе предложена и уп-
рощенная конструкция, в которой для натяжения троса и его накопле-
( ния служит полиспаст с грузовым устройством. Применяют кабели с по-
вышенной теплостойкостью изоляции (марки КТМ). Прокладка ста-
ционарных кабельных трасс ведется в местах, где исключено их повреж-
дение жидкой сталью, маслом, водой, тепловым излучением.
Особое внимание должно быть уделено поддержанию в электропо-
мещениях температуры, влажности и чистоты воздуха, соответствующих
274
требованиям технических условий на современное электрооборудование
с электронными компонентами. В случае применения микропроцессор-
ной техники в этих помещениях должна автоматически поддерживаться
температура 20 ± 5 °C; концентрация пыли допустима не более 0,7 мг/м3.
В процессе реконструкции и модернизации электроприводов МНЛЗ
необходимо уделять внимание замене двигателей, аппаратов и датчиков,
не соответствующих тяжелым условиям окружающей среды по исполне-
нию оболочки, допустимой температуре, влажности, на наиболее надеж-
ные изделия в металлургическом исполнении со степенью защиты обо-
лочки не менее IP44, рассчитанные для работы при температуре до 45—
60 °C и влажности до 98 % при 25 °C (для зоны вторичного охлаждения
и нижней части колодца МНЛЗ).
Первоочередной замене подлежат: двигатели постоянного тока защи-
щенного исполнения серий ПН, П на закрытые Д, ПБ, 2ПБ; асинхронные
двигатели переменного тока общепромышленного исполнения серий А,
А2, А02, 4А на металлургические и шахтные серий МТКН, МТН, 4МТКН,
4МТН, АР, 2АР и ВР; тормоза ТКТ с электромагнитами переменного
тока серии МО на тормоза ТКП с электромагнитами постоянного тока
серий МП и ТКП; командоаппараты КА 4000 защищенного исполнения
на контактные командоаппараты КА4658 и бесконтактные ВПФ 11-01
в пылеводозащищенном исполнении ТР54; конечные выключатели
КУ-501 на водозащищенные КУ-741 и бесконтактные герметичные дат-
чики положения серий КВД, КВП, ДПУ, ПИП и т.п.; мембранные реле
давления на электроконтактные манометры; пускатели серии ПМЕ на
новые надежные пускатели ПМЛ и контакторы с катушками постоян-
ного тока.
Рекомендуется также переход на гидрораспределители с электромаг-
нитами постоянного тока серии ЭУ 6000, автоматические выключатели
серии А3700, герметичные кнопки серии КМЕ, замена на пультах задаю-
щих потенциометров сельсинными командоаппаратами серии СКАЗ
и осуществление рекомендаций по применению других надежных аппа-
ратов, выносу датчиков из опасных зон, их герметизации и иных мер,
изложенных в гл. X при рассмотрении итогов исследования опыта эк-
сплуатации электрооборудования действующих МНЛЗ.
На основании анализа тенденций развития автоматизированного
электропривода МНЛЗ и других современных металлургических агре-
гатов можно сделать вывод о том, что дальнейшее развитие систем
электропривода новых и модернизируемых МНЛЗ пойдет по пути вне-
дрения микропроцессоров в контурах управления и регулирования,
цифровых следящих систем, самонастраивающихся систем с перемен-
ной структурой, обеспечивающих оптимальное управление главными
электроприводами, в результате чего будет увеличена скорость раз-
ливки и повышено качество литых заготовок. Это будет достигнуто,
в частности, благодаря формированию средствами электроприрода
оптимального закона движения кристаллизатора с удлиненным интер-
валом опережения, ограничению пиков растягивающих усилий в обо-
лочке слитка, увеличению верхнего предела частоты качаний кристалли-
затора. Вместо схем с "жесткой" логикой для автоматизации управле-
ния электро- и гидроприводами будут применяться программируемые
контроллеры. Функции контроля исправности электрооборудования
и механического оборудования, информации о готовности всех узлов
машины к разливке и сигнализации на новых МНЛЗ будут возложены
на дисплейный микроконтроллер "Димиконт".
АСУ ТП МНЛЗ, разрабатываемых в настоящее время, строят с при-
менением свободно-программируемых контроллеров "МикроДАТ",
микроконтроллеров "Ремиконт" и "Ломиконт" и мини-ЭВМ типа СМ-2М
и СМ14-20 на верхнем уровне.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Евтеев Д.П., Колыбалов И.Н. Непрерывное литье стали. М.: Металлургия,
1984. 200 с.
2. Бойченко М.С., Рутес В.С., Фульмахт В.В. Непрерывная разливка стали. М.:
Металлургиздат, 1961. 302 с.
3. Сладкоштеев В.Т., Потанин Р.В., СуладзеQ.H., Рутес В.С. Непрерывная разлив-
ка стали на радиальных установках. М.: Металлургия, 1974. 286 с.
4. Машины и агрегаты металлургических заводов. Т. 2. Машины и агрегаты стале-
плавильных цехов/Целиков А.И., Полухин П.И., Гребеник В.М. и др./М.: Ме-
таллургия, 1978. 328 С.
5. Савченко А.П. - Сталь, 1976, № 1, с. 27-31.
6. Марголин Ш.М. Электрооборудование конвертерных цехов. М.: Металлургия,
1977.248 с.
7. Марголин Ш.М., Радищевский Ю.П., Пономаренко А.Г. и др. — Черная метал-
лургия. Бюл. НТИ, 1980, № 16, с. 39—41.
8. Марголин Ш.М. Модернизация автоматизированного электропривода машин
непрерывного литья заготовок. М.: Черметинформация, 1978, сер. 15, вып. 5,
24 с.
9. Артюшенко Г.А., Калабин В.И., Корпляков А.М. и др. — В кн.: Автоматизиро-
ванный электропривод в промышленности. М.: Энергия, 1974, с. 233—237.
10. Целиков А.И. — Наука и жизнь, 1983, № 11, с. 48—55.
11. Richards J.H., Hornak J.N. — Iron and Steel Engineer, 1971, № 8, p. 41—52.
12. Симановский B.B., Левитанский Б.А., Марголин Ш.М. — В кн.: Автоматизиро-
ванный электропривод в промышленности. М.: Энергия, 1974, с. 237—238.
13. Марголин Ш.М., Карлик В.А. Электрооборудование и автоматизация устано-
вок непрерывной разливки стали. М.: Металлургия, 1969. 269 с.
14. Молочников Н.В., Целиков А.А., Кузнецов Б.Г. и др. — В кн.: Оборудование
для доменных, сталеплавильных цехов и установок непрерывной разливки
стали. М.: НИИИнформтяжмаш, 1969, вып. 1—69—10, с. 45—48.
15. Филатов С.А., Храпченко'в О.К. — В кн.: Развитие управления и контроля для
повышения качества проката и труб. М.: ВНИИметмаш, 1981, с. 105—111.
16. Марголин Ш.М. — Черная металлургия. Бюл. НТИ, 1970, № 12, с. 37—39.
17. Марголин Ш.М. — Черная металлургия. Бюл. НТИ, 1981, № 21, с. 31—45.
18. Управление вентильными электроприводами постоянного тока/Лебедев Е.Д.,
Неймарк В.Е., Пистрак М.Я., Слежановский О.В. М.: Энергия, 1970. 200 с.
19- Бычков Д.П., Вега К. — Электричество, 1970, № 11, с. 43—45.
20. Марголин Ш.М., Медников Л.А. — Электричество, 1973, № 5, с. 38—41.
21. Bijwaard G.E. — Iron and Steel Engineer, 1979, № 1, p. 35—45.
22. Schmidt-EuiW. - BBC - Nachrichten, 1976, № 12, S. 477-483.
23. Чиликин М.Г., Ключев В.И., Сандлер A.C. Теория автоматизированного элек-
тропривода. М.: Энергия, 1979. 616 с.
24. Марголин Ш.М. — Электричество, 1984, № 6, с. 56—58.
25. Ключев В.И. Ограничение динамических нагрузок электропривода. М.: Энер-
гия, 1971.320 с.
26. Марголин Ш.М. — Электротехника, 1978, № 7, с. 11—14.
27. А.с. 437048 (СССР) /Корпляков А.М. Опубл, в Б.И., 1974, № 27, с. 97.
28. Жуковский С.И., Ермолаев Б.М., Онищенко К.И. и др. — В кн.: Разработка
и эксплуатация эффективных систем и средств автоматизации сталеплавиль-
ного производства. — Киев, Техжка, 1983, с. 134—141.
29. А.с. 551108 (СССР) /Жуковский С.И., Артинский В.М., Онищенко К.И. Опубл,
в Б.И., 1977, № 11, с. 28.
277
30. Приводы машин непрерывного литья заготовок фирмы "АЭГ—Телефункен",
ФРГ — Antribstechnik bei Stranggie|3anlagen — ВЦП. — № Ц-97836 — 20 с. — 12 ил.
Материал фирмы "AEG Telefunken", 1976, с. 22.
31. BuxtonS. — Electronics and Power, 1975, v. 21, №20, р. 1131—1134.
32. Lemnitz H. — Siemens—Zeitschrift, 1973, Bd. 47, Beiheft, S. 47—53.
33. Schmitz H., Gfo/ier И/. - BBC - Nachrichten, 1971, №5-6, S. 178-186.
34. Kutzsche W.. Rhein D. - BBC - Nachrichten, 1976, № 10-11, S. 455-460.
35. Ichikawa H., Kobayashi'T, imasaki /. — Continuous casting of steel. Proceedings of
International Conference, London — Biarritz, 1976, London, 1977, p. 304—308.
36. Fukui Y., Shimada M;, Moriwaki К. — Кавасаки Сейтэцу гихо, Kawasaki Steel
Giho, 1982, №2, p. 199-20B.
37. Massot I.N., Stasi I.P., Mikoi D. — Technique moderne, 1980, № 3—4, p. 55—58.
38. Дружинин H.H., Храпченков O.K., Филатов C.A. и др. — В кн.: Автоматизация
и электропривод металлургических машин и агрегатов. М.: ВНИИметмаш,
1980, с. 11-19.
39. Марголин Ш.М. Точная остановка электроприводов. М.: Энергоатомиздат,
1984, 105 с.
40. Марголин Ш.М. Дифференциальный электропривод. М.: Энергия, 1975. 169 с.
41. Марголин Ш.М., Гуров А.С. Функциональные узлы схем автоматического уп-
равления. М.: Энергоатомиздат, 1983. 168 с.
42. Солодовник Ф.С., Майоров А.И., Целиков А.А. и др. — В кн.: Автоматизация
и электропривод металлургических машин и агрегатов. М.: ВНИИметмаш,
1980, с. 127-131.
43. Дружинин Н.Н., Целиков А.А., Солодовник Ф.С. и др. — В кн.: Развитие управ-
ления и контроля для повышения качества проката и труб. М.: ВНИИ|йетмаш,
1981, с. 49-54.
44. Koiiberg S. — Metaux Deformation, 1982, № 71, р. 33—37.
45. Анхимюк В.Л., Михеев Н.Н., Комлик Г.П., Циргвава Ю.И. — Цветная метал-
лургия. Бюл. НТИ, 1982, № 7, с. 28-29.
46. Бредихин В.Н., Извеков Н.И., Черепнин О.М. — Цветная металлургия. Бюл.
НТИ, 1978, № 10, с, 62-64.
47. Извеков Н.И., Бредихин В.Н. — Цветная металлургия Бюл. НТИ, 1979, № 17,
с. 49-50.
48. Филатов А.С., Ивашов Е.А. — В кн.: Машины и оборудование для металлурги-
ческого производства. — М.: ЦНИИТЭИтяжмаш, 1981, вып. 1—81—10, с. 14—18.
49. Анхимюк В.Л., Комлик Г.П. — Механизация и автоматизация производства,
1983, №1, с. 7-9.
50. А.с. 555525 (СССР) /Марголин Ш.М. Опубл, в Б.И. 1977, № 15, с. 169.
51. А.с. 288936 (СССР) /Буткевич В.А., Марголин Ш.М. Опубл, в Б.И., 1971, № 1,
с. 35.
52. Марголин Ш.М. Датчики для автоматизации позиционных металлургических
механизмов./М.: Черметинформация, 1978, сер. 15, вып. 2, с. 20.
53. Рабинович В.Б., Левин Л. Г., Вишневецкий Л.М. Наладка систем регулирования
электроприводов на унифицированных блоках. Л.: ЛДНТП, 1975. 28 с.
54. Марголин Ш.М. — Электротехника, 1986, № 2, с. 15—18.
55. А.с. 492861 (СССР) /Марголин Ш.М. Опубл, в Б.И., 1975, №43, с. 135.
56. А.с. 486441 (СССР) /Марголин Ш.М. Опубл, в Б.И., 1975, № 36, с. 145.
57. А.с. 1097441 (СССР) /Мерголин Ш.М. Опубл, в Б.И., 1984, № 22, с. 43.
58. А.с. 656172 (СССР) /Марголин Ш.М. Опубл, в Б.И., 1979, № 13, с. 208.
59. Марголин Ш.М., Гуров А.С., Монахов В.Д. — Механизация и автоматизация
производства, 1986, № 2, с. 20—22.
60. А.с. 738755 (СССР) /Марголин Ш.М. Опубл, в Б.И., 1980. № 21, с. 60.
61. А.с. 288935 (СССР) /Буткевич В.А., Марголин Ш.М. Опубл, в Б.И., 1971, № 1,
с. 35.
278
Производственное издание
Шарль Моисеевич Марголин
ЭЛЕКТРОПРИВОД МАШИН НЕПРЕРЫВНОГО
ЛИТЬЯ ЗАГОТОВОК
Редактор издательства Н.Ф. Фокине
Художественный редактор А. А. Якубенко
Технический редактор Е.К. Астафьева
Корректор- Л.М. Зинченко
Обложка художника В.Б. Гордона
И Б № 2938
Подписано в печать 27.07.87 Т—13291 Формат бумаги 60 х 90 1/16
Бумага офсетная № 2 Печать офсетная Усл. печ. л. 17,5 Усл. кр.-отТ. 17,88
Уч,-изд. л. 18,22 Тираж 1130 экз. Заказ 2856 Цена 90 к. Изд. № 1200
Набрано в издательстве "Металлургия"
на НПТ оператором В.Д. Торопковой
Ордена Трудового Красного Знамени ...
издательство "Металлургия", 119857, ГСП, Москва, Г-34,
2-й Обыденский пер., д. 14
Московская типография № 9 Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии й книжной торговли
109033, г. Москва, Волочаевская ул., д. 40