/





































































































































































































































































































































































































Автор: Ларин А.Т.
Теги: транспорт механика справочник металлургия конструкционные материалы гусеничные машины
Год: 1972


Текст
Для служебного пользования
*9*
Экз. №
СПРАВОЧНИК
ПО МАТЕРИАЛАМ ГУСЕНИЧНЫХ
МАШИН
(конструкционные металлические материалы)
Ответственный редактор
канд. техн. наук А. Т. ЛАРИН
Москва —1972
Авторы раздела I: канд. техн. наук Е. В. Астафьева, Е. М.
Котин, А. Я. Львовский, Ы. С. Маслова, В. Г. Панкратов, Л. А. Семенова,
канд. техн. наук В. С. Сысоева, Г. А. Чумак, канд. техн. наук Е. Д. Цып-
кииа
Авторы раздела II: канд. техн. наук Ю. П. Гук, канд. техн. наук
Э. А. Лалаян, канд. техн. наук А. М. Легкодух, канд. техн. наук А. И. Ма-
линкович, М. Ф. Костина, канд. техн. наук И. А. Моисеева, Ю. П. Чернышев
Авторы раздела III: канд. техн. наук О. Б. Дашевская, канд.
техн. наук М. А. Титова, канд. техн. наук В. И. Шварц
Авторы выражают глубокую благодарность всем сотрудникам
предприятия за помощь, оказанную при составлении справочника, и особо
отмечают ценные технические советы Б. Е. Шейнина.
Научные редакторы:
раздела I — канд. техн. наук Е. Д. ЦЫПКИНА,
раздела II — канд. техн. наук А. Н. МАЛИНКОВИЧ,
раздела III — канд. техн. наук В. И. ШВАРЦ.
Исправлены замеченные опечатки
© Scan & djvu - ber2004
ПРЕДИСЛОВИЕ
Необходимость создания качественно новых изделий при
возросших требованиях к надежности, ограничению весовых
характеристик и увеличенной нагруженности деталей обусловила
появление новых типов материалов, новых методов выплавки,
деформационной и термической обработки сталей и сплавов, существенно
повысивших их свойства.
Разнообразие применяемых в отрасли материалов,
технологических процессов, отсутствие систематизированных сведений о них,
разбросанность важнейших данных по многочисленным
справочникам и стандартам поставили как первоочередную задачу создание
специального отраслевого справочника конструкционных
материалов.
Настоящий справочник предназначен для конструкторов,
технологов, работников заводских лабораторий отрасли. Материалы
справочника, охватывающие почти весь перечень марок сталей и
сплавов, должны в дальнейшем использоваться для технически
обоснованных работ по унификации материалов отрасли.
В справочнике широко использованы государственные
стандарты, заводские нормали, чертежно-техническая документация на
детали новых изделий, результаты научно-исследовательских работ,
а также периодическая литература и справочники других отраслей
промышленности.
Созданный научными сотрудниками предприятия п/я В-2652
в ознаменование 30-летия предприятия и 50-летия отрасли,
справочник должен оказать большую помощь работникам отрасли,
занимающимся проектированием и технологией изготовления
деталей и узлов гусеничных машин.
Просьба ко всем специалистам, пользующимся этим
справочником, сообщать в адрес п/я В-2652 свои замечания и предложения,
в том числе и по сокращению приведенной номенклатуры, для
учета при последующем переиздании.
Н. А. Кучеренко
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Физические свойства
с1 — удельный вес, Г/см3\
X — коэффициент теплопроводности, кал/см сек0 С;
а — коэффициент линейного расширения, //° С;
С — удельная теплоемкость, кал/г° С;
р — удельное электросопротивление, ом. мм2м.
Критические точки
Асх— нижняя критическая точка при нагреве;
Лс3—верхняя критическая точка при нагреве;
Мн— температура начала мартенситного превращения;
Мк— температура конца мартенситного превращения;
Е— модуль нормальной упругости (кГ/мм2), определенный
статическим методом;
Ед— модуль нормальной упругости (кГ/мм2), определенный
динамическим методом;
О — модуль сдвига, кГ/мм2;
Н- — коэффициент Пуассона.
Механические свойства
НВ — твердость по Бринеллю;
^отп—диаметр отпечатка по Бринеллю, мм;
НЯС — твердость по Роквеллу (шкала С);
Н V — твердость по Виккерсу, кГ/мм2;
3, асж, тср. — пределы прочности при растяжении, кручении, изгибе,
сжатии, срезе, кГ\мм2\
ао,2» то,з ~"" пределы текучести при растяжении, кручении, кГ/мм2;
апц, тпц. — пределы пропорциональности при растяжении, кручении,
кГ/мм2;
&, &б, &Ю — относительные удлинения, %;
1|) — относительное сужение, %;
е — относительное сжатие, %;
I — стрела прогиба при изгибе образца, мм;
7 — относительный сдвиг при кручении, %;
ян—ударная вязкость, кГм/см2\
а-1раст, с-1, т-1~~ пределы выносливости при симметричном цикле нагружения
при растяжении, изгибе, кручении (кГ/мм2) гладких
образцов на базе 107, 5- 106 циклов;
а\у расп а\у, т\у — пределы выносливости при асимметричном цикле
нагружения при растяжении, изгибе, кручении, кГ/мм2;
к к к к
а_1^ а х-1, т — пределы выносливости образцов с надрезом, кГ/мм2;
Ы— циклическая долговечность, число циклов до разрушения
образцов (деталей) при заданном цикле нагружения;
пбо, аюо, азоо — пределы длительной прочности за 50, 100, 300 и т. д. час...,
кГ/мм2;
ао,2/юо, ао,2/200 ~~ пределы ползучести при деформации 0,2% за 100, 200,
и т. д. час..., кГ/мм2\
Характеристики сопротивления хрупкому разрушению
/пл — величина пластического прогиба при статическом изгибе
образца с надрезом, мм;
&1С— коэффициент интенсивности напряжений (коэффициент
Ирвина), кГ/мм3/2.
Технологические свойства
Прокаливаемость —глубина проникновения закаленной зоны (расстояние от
поверхностного слоя с мартенситной структурой до слоя с
полумартенситной структурой), определяемая по твердости
образцов для торцевой закалки.
&пр— предельный коэффициент штампуемости;
йраб— рабочий коэффициент штампуемости;
Гт'т— минимальный радиус гибки;
Граб—рабочий радиус гибки;
5—толщина штампуемого листа.
Раздел 1. КОНСТРУКЦИОННЫЕ СТАЛИ
И ЧУГУНЫ
В справочник включены 66 марок сталей и 5 марок чугунов,
представленных в группах:
1. Углеродистые стали. 2. Легированные (цементируемые, не-
цементируемые и литейные) стали. 3. Чугуны.
В каждой группе содержатся только те марки сталей, которые
находят практическое использование для конструкционных
деталей изделий отрасли. Среди них приведены и марки сталей,
имеющие ограниченное применение (например, сталь 12ХН2) и
подлежащие последующему исключению из номенклатуры марок сталей
отрасли после проведения работ по унификации на основе
данных, приведенных в настоящем справочнике.
Химический состав и обязательные механические свойства
сталей приведены по соответствующим ГОСТам и техническим
условиям; свойства, не входящие в ГОСТ, носят ориентировочный
характер. Особое внимание уделено свойствам высокопрочных
сталей, использование которых является наиболее доступ/ньим
способом снижения веса конструкций; например для стали 38ХС
переход от значения предела текучести <*о,2 = 75 кГ/мм2 (закалка и
высокий отпуск на твердость НВ 255-г302) к значениям ао,2 =
= 130 кГ/мм2 (изотермическая закалка на твердость НВ 341-^-444)
позволит снизить вес детали на 30—40%.
Для большинства марок сталей приведены:
1. Физические свойства — удельный вес, коэффициент
линейного расширения, теплопроводность, критические точки, модуль
нормальной упругости, 'модуль сдвига, точка начала мартенситного
превращения.
2. Механические свойства при статическом
«агружении—прочность, сопротивление малым пластическим деформациям,
пластичность, твердость.
3. Ударная вязкость.
4. Свойства при циклическом нагружении — предел
выносливости, циклическая долговечность.
7
5. Технологические свойства — температурный интервал
деформации, прокаливаемость, свариваемость, чувствительность к
скорости охлаждения после отпуска.
Для некоторых сталей приведены данные по эффективности
поверхностного деформационного упрочнения, а также 'Свойства
образцов (деталей), изготовленных из данной марки стали.
В I разделе справочника приведены также режимы
поверхностно-упрочняющих обработок, используемых в отрасли:
1. Цементации — процесса насыщения углеродом поверхностных
слоев деталей из малоуглеродистых (С—0,08-^0,30%)
нелегированных и легированных сталей для повышения твердости и
износостойкости; выдержка при цементации определяется требуемой глубиной
слоя; последующие операции после цементации — закалка и низкий
отпуск.
2. Азотирования — процесса насыщения поверхностных слоев
деталей продуктами распада аммиака с целью повышения твердо
сти, износостойкости и усталостной прочности; азотирование
производится при температуре 500^-580° после общей термической
обработки— закалки и отпуска.
3. Нитроцементации (из газовой среды) и цианирования (из
расплавов цианистых солей) —процессов одновременного
насыщения сталей углеродом и азотом; различают высокотемпературные
(840—950°) и низкотемпературные (5404-580°) процессы
'нитроцементации и цианирования. .
4. Борирования — процесса насыщения поверхности детали
бором для повышения абразивной износостойкости; при
электролизном борировании в расплавленных солях твердость борированной
поверхности сталей 38ХС, ЗОХГС, 50Г и др. достигает значений
НУ^1500 кПмм2; после борирования детали подвергаются
объемной или поверхностной закалке.
5. Закалки с нагревом токами высокой частоты — разогрева
поверхностных слоев детали до температуры закалки с
последующим быстрым охлаждением; наибольший выигрыш в повышении
твердости и износостойкости получен на сталях со средним
содержанием углерода (0,35—0,50%).
Среди современных методов повышения усталостной прочности
деталей следует указать на широкое использование в отрасли
методов механического поверхностного упрочнения — упрочняющей
обкатки роликами, дробенаклепа и т. п. Для этой же цели служат
разрабатываемые в настоящее время методы термомеханической
обработки.
I. УГЛЕРОДИСТЫЕ СТАЛИ
1. СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА
Поставляются по ГОСТу 380-71. Подразделяются на три
группы с проверкой по: А — механическим свойствам; Б — химическому
составу; В — механическим свойствам и химическому составу.
По методу выплавки* сталь бывает мартеновской (М),
конверторной (К), бессемеровской (Б); по степени раскисления —
спокойной (СП), полуспокойной (ПС) и кипящей (КП).
* Способ выплавки указывается до 1 января 1974 года.
СТАЛЬ 2, ГОСТ 380-71
Химический состав, %
ЯI ,4.» .1ЦТ» •«-*Т1
Марка
стали
Мп
51
КП
ПС
СП
Ст2
Химический состав ГОСТом не оговаривается
.Б-
В
МСт2
КСт2
ВМСт2
ВКСт2
0,09—
—0,15
0,25—
-0,50
0Ю7
0,05—
—0,14
0,12—
—0,30
с^ 0,050
< 0,040
Химический состав ГОСТом не оговаривается
Физические свойства
^-7,83 Г/см*\ -Е = 20,1 • 10'' кГ/мм*
а- 10гз-12,4(20-:-100°); 13,2(20-^200°); 13,87 (20-г 300°); 14,41(20-^-400°)
14,81(20-^500°); 15,08(20^600°); 15,22(20-4-700°) 1/°С.
Я, = 0,135(20°); 0,128(100°); 0,120(200°); 0,110(300°); 0,102(400°); 0,092(500°)
0,083(600°); 0,077(700°) кал/см. сек°С.
Механические свойства по ГОСТу
Группа
Марка
стали
2ПС,
СЧ2КП,
2СП
а0,2 (по разрядам толщины'
проката), кГ/мм2
до 20 мм
20—40 4О-100
22-
21-22
20—21
кГ/мм2
33—44
65, %
для толщин, мм
до 20
20—40
32—33
31-32
Б
В
МСт2
КСт2 1
ВМСт2
Механические свойства ГОСТом не оговариваются
То же, что для группы А
10
Механические свойства, не оговоренные ГОСТом
Температура
испытаний, °С
20
100
200
300
400
450
500
550
600
Ов
кГ/
31,8
30,6
40,3
38,5
28,0
24,3
20,2
14,6
10,8
СГ0'2
мм2
18,6
20,4
20-9
10,6
КС
9,5
8,3
6,1
-\ё
6
%
34,7
18,0
16,3
24,0
34,4
зз.о
33,3
41,3
48,5
^
76,9
74,0
65,2
67,8
76,9
77,6
77,9
85,0
90,1
# н>
кГм/см2
6.1
14,9
14,3
13,2
12,4
9,2
9,3
8,3
9,7
Ударная вязкость (Ст2 в состоянии нормализации)
Температура
испытаний,
°С
!
дн, кГм/см2 !
+ 20
6,1
— 10
2,2
—30
1,6
—50
1,0
-60
1,0
Технологические свойства
Выплавляется в мартеновских печах, в конверторах с продувкой кислородом
сверху и в бессемеровских конверторах.
Температуры деформации: начало 1280°, конец 800°.
Предварительная термообработка — нормализация при 910—960°, НВ<[\6.
Химико-термическая обработка—цементация (930°С с последующей закалкой
с 800° в воде и отпуском), НКС 60-г64, и нитроцементация.
Свариваемость — без ограничений.
Применение
Элементы сварных конструкций неответственного назначения; заклепки,
анкерные болты. Неответственные детали, подвергаемые цементации и нитроцемеп-
тации и работающие на износ при незначительных нагрузках.
СТАЛЬ 3, ГОСТ 380-71
Химический состав, %
«я
а.
и
Марка
стали
С
Мп
кп
51
ПС
СП
5
Р
не более
зкп
зпс
зсп
МСтЗКП
КСтЗКП
МСтЗПС
КСтЗПС
МСтЗСП
КСтЗСП
ВМСтЗКП
ВКСтЗКП
ВМСтЗПС
ВКСтЗПС
ВМСтЗСП
ВКСтЗСП
0,14—
—0,22
0,14—
—0,22
0,14—
—0,22
^0,22
^0,22
<0,22
Химический состав не оговаривается
I 0,3—0,6
0,40—
—0,65
0,40—
—0,65
0,30-
—0,60'
0,40—
—0,65
0,40—
-0,65
^0,07
—
—
^07
—
—
0,05—
—0,17
—
—
<0,15
—
—
0,12—
—0,30
—
—
^0,3
0,040
0,040 !
0,040
0,040
0,040
0,040
0,050
0,О5О
0,050
0,050
0,050
0,05О
Физические свойства
</ = 7,85 Г/см*; Е • 10-3=20,2 кГ/мм2.
а- 10б= 12,35(204-100°); 13,5(204-200°); 13,85 (20 4- 300°); 14,4(204-400°);
14,8(204-500°); 15,05(204-600°); 15,25(204-700°) 1°/С.
Х,=0,125(О°); 0,128(100°); 0,128(200°); 0,118(300°); 0,011 (400°); 0,103(500°);
0,094(600°); 0,085(700°) кал/см. сек.°С.
ЛС1 = 735°. Лс3 = 850°.
Механические свойства, не оговоренные ГОСТом
|||| ан (кГм/см2) при температуре, °С
е ГТЛЛ^„„ Марка 0В» <*0,2, АО/ +^
| Профиль ст/ли кГ/мм2 кГ/мм2 6, % 20 -20 -40 (после
а! старе-
и I I I I I I I I I ния)
А Уголок, швеллер, лист тол- СтЗПС 43,9 29 27,5 14,7 14,7 12,4 9,4 11,7
щиной 8 мм СтЗСП 45,7 30,3 28,1 15,3 15 12 9.4 11,7
Круг диаметром 16 мм СтЗКП — — — 12,3 9,1 5,7 2 4,5
СтЗПС 46.2 29,8 35,6 16,1 13,3 9,5 6,1 8,3
СтЗСП 45,2 29,7 37,7 17,2 13* 10,3 5,6 12.6
Б I Лист толщиной 16 мм СтЗКП — — — 7,3 3,3 1,3 0,7 1,5
СтЗПС 41,5 24 32 8.1 6 4,3 1,3 2,4
СтЗСП 44,0 24 32,5 16.4 6,1 5 2.8 3.1
Угол 200X200X16 мм СтЗПС 42,8 25 29,1 14,7 13,5 9,2 1,8 6,9
СтЗСП 4о,8 27 27.6 16,5 11,0 8,6 2,8 6.8
В I Круг диаметром 25 мм I СтЗПС I 41,8 I 25,6 I 36,8 I 18,6 I 13,5 I 10,1 I 2,9 I 5,8
СтЗСП 45,6 28 I 35,5 5,8 15,5 13,5 0,5 11,8
Лист толщиной 30 мм СтЗКП — — — 5,7 1,6 1,2 ! 0.9 0,9
СтЗПС 42,4 18,7 30,3 8,3 6,4 1,2 0,9 1,2
СтЗСП 44.4 21,2 28,2 9,4 4,0 3.3 0,9 3,1
Квадрат 62X62 мм СтЗПС 40,6 19,6 35,9 15,2 8,4 2.1 | 0.9 1,1
СтЗСП 45,6 I 19.3 29,5 10,5 5,9 3,1 I —
Механические свойства по ГОСТу
с
с
и
А
Б
В
Марка
стали
СтЗКП
СтЗПС
СтЗСП
ВМСтЗКП
ВКСтЗКП
ВМСтЗПС
ВКСтЗПС
ВМСтЗСП
ВКСтЗСП
(кГ1мм2\ пп
разрядам толщины
проката, мм
до 20 |20—4оЦо-100
24
25
23
24
22
23
' кГ/мм2
37—49
65 (%)
до 20
27
26
для толщины, мм
20—40
26
25
Механические свойства ГОСТом не оговариваютс5
24
24
—
23
23
.__
22
22
—
38—47
27
26
—
26
25
—
св.40
24
23
[
24
23
—
Ударная вязкость (ВКСтЗСП: С—0,16%; Мп—0,60%; 51—0 21%;
5^0,044%; Р^ 0,023%)
Состояние
заготовок
(60X60 мм)
или
термообработка
Дн
о
см
+
(кГм/см2)
—20
—40
цри температуре испытания, °С
—60
+ 100
300
400
500
Примечание
Горячекатаные
Закалка с 920° в
воде; отпуск 600°
— 2 час.
Нормализация
при 940°; отпуск
600° — 2 час.
21,1
24,1
21,9
13,2
18,1
14,9
6,7
10,4
6,2
0,7
20,1
20,3
16,1
12,1
ап при
повышенных
температурах для
горячекатаных
заготовок с
исходной
аи = 15,7
кГм/см2
Предел выносливости поперечных образцов,
кГ/мм2
Марка
стали
МСтЗКП
МСтЗСП
КСтЗКП
КСтЗСП
а—1
15,5
18,5
15,0
18,5
(г=0,75лш)
11,5
10,0
9,0
11,5
14
Технологические свойства
Выплавляется в мартеновских печах и конверторах.
Температуры деформации: начало 1250°, конец 800°.
Термообработка — а) нормализация при 900-^-950°, //#^131; б) закалк.м с
920° в воде, отпуск 600*.
Химико-термическая обработка — цементация при 930°, цианирование при
8-1С-Г-9300, ИКС бО-г-64,
Свариваемость — без ограничений.
Возможна холодная штамповка листа при требовании глубокой вытяжки.
Применение
В горячекатаном состоянии (без термической обработки) — корпуса сосудов
и аппаратов, работающих под давлением, неответственные валики, оси,
шестерни и др.
В цементированном или цианированном состоянии — детали, для которых
требуется высокая поверхностная твердость при невысокой твердости
сердцевины.
Для конструкций, работающих при низких температурах, целесообразно
применять термически обработанную, спокойную сталь.
СТАЛЬ 5, ГОСТ 380-71
Химический состав, %
03
С
>•>
1-4
л
ь
в
Марка
стали
5ПС
5СП
А\Сг5
КС'.тЗ
ВМСт5
ВКСг5
С
VI п
51
' ПС
СП
Ь
Р
не более
Химический состав ГОСТом не оговаривается
0,28—
—0,37
0,28—0,37
0,50—
-0,80
0,50—0,80
0,05—
-0,17
0,05—0,17
0,15—
- 0,35
0,15—0,35
0,040
0,040
0,050
0,050
Физические свойства
^ = 7,85 Г\см>\ Е=20 • К)3 кГ/мм2.
а- 10б= 11,9(204-100°); 12,3(20-7-200°); 13,1(20^-300°); 13.7(20- 400°);
14,4(20-7-500°); 14,7(20-7-600°); 14,9(204-700°) //°С.
Х = 0,181(100°); 0,154(200°); 0,106(400°); 0,091(500°) кал/см. сек°С.
ЛС1 = 730°, Л:3=825°.
Механические свойства по ГОСТу
уппа 1
в.
и.
Л
Марка
стали
Ст5ПС
Ст5СП
аз>
кГ/мм2
| 50—64
#о,2, (кГ/мм2) для
толщин, мм
до 20 120-40 140-100
29
28
27
&5 (%) ДЛЯ ТОЛЩИН, ММ
до20| 20—40 | св.40
20
19
17
Механические свойства ГОСТом не оговариваются
То же, что для группы Л
16
Механические свойства листа из стали МСтбСП (не предусмотренные ГОСТом)
Толщ
листа,
6
8
11
15
20
30
40
50
130
кГ/мм2
61,3
59,0
6Ь0
60,2
60,0
58,7
64,2
57,2
55,7
<*0,2,
кГ/мм2
37,5
36,2
35,0
33,2
30,0
31,0
32,2
—
. —
б, .%
26,3
26,8
25.0
26,0
23,2
25,3
20.2
26,0
17,0
*.%
48Ю
52,2
48,7
44.2
40,2
46,6
32,8
41,7
25,0
ан, кГм/см2, при:
+ 20° '
—
7,2
7,0
5,8
7,2
7,2
7,2
—
—10°
—
2,5
4,1
2,5
2,4
3,7
3,0
1,2
—40°
—
1,2
1,1
1,1
1,3
1,6
1,5
0.4
се
К
Велич!
зерна
балл
6
6-5
6
6-5
5
5
5—4
5—4
4
Механические свойства в зависимости от температуры
испытаний стали МСтбСП
Температура
испытаний,
20
100
200
300
400
450
500
550
600
кГ/мм2
54,5
51,6
59,0
59,2
51,2
42,9
36,5
29,7
19,7
0*0,2,
кГ/мм2
33,1
31,3
31,3
20,7
18,7
17,8
15,4
11,8
8,3
б,
%
24,8
19,8
9,5
21,3
23,1
24,0
24,0
26,5
34,8
%
52,4
53,0
39,1
51.7
64,0
66,9
70,3
69,8
82,8
Ян»
кГм/см2
6,4
7,3
8,4
7,2
6,0
5,1
4,4
4.2
7,6
Технологические свойства
Выплавляется в мартеновских печах, конверторах с продувкой кислородом
сверху и в бессемеровских конверторах.
Температуры деформации: начало 1200°, конец 800°.
Предварительная термообработка — нормализация при 850-г-900°, #В<170.
Окончательная термообработка — закалка с 860±10° в воде, отпуск
ЗОО-МОО0,
\ Химико-термическая обработка — цианирование при 840-т-95О°, НЦС бО-г-64.
% Свариваемость без ограничений, кроме цианированных деталей.
Применение
Сортовой прокат, из которого изготавливаются мало- и средненагруженные
детали: валики, оси, шайбы, серьги рессор.
Заменителя
')•>'. •
При наличии сварки допускается замена на .сталь 4СП, ГОСТ 380-71 и на
стали 25, 30, 35 (ГОСТ 1050-60*).
При отсутствии ограничений допускается замена на сталь 4 всех групп,
а также на стали 25, 30, 35, 40 и 45 (ГОСТ 1050-60*).
^ 2 Зак. 2022 17
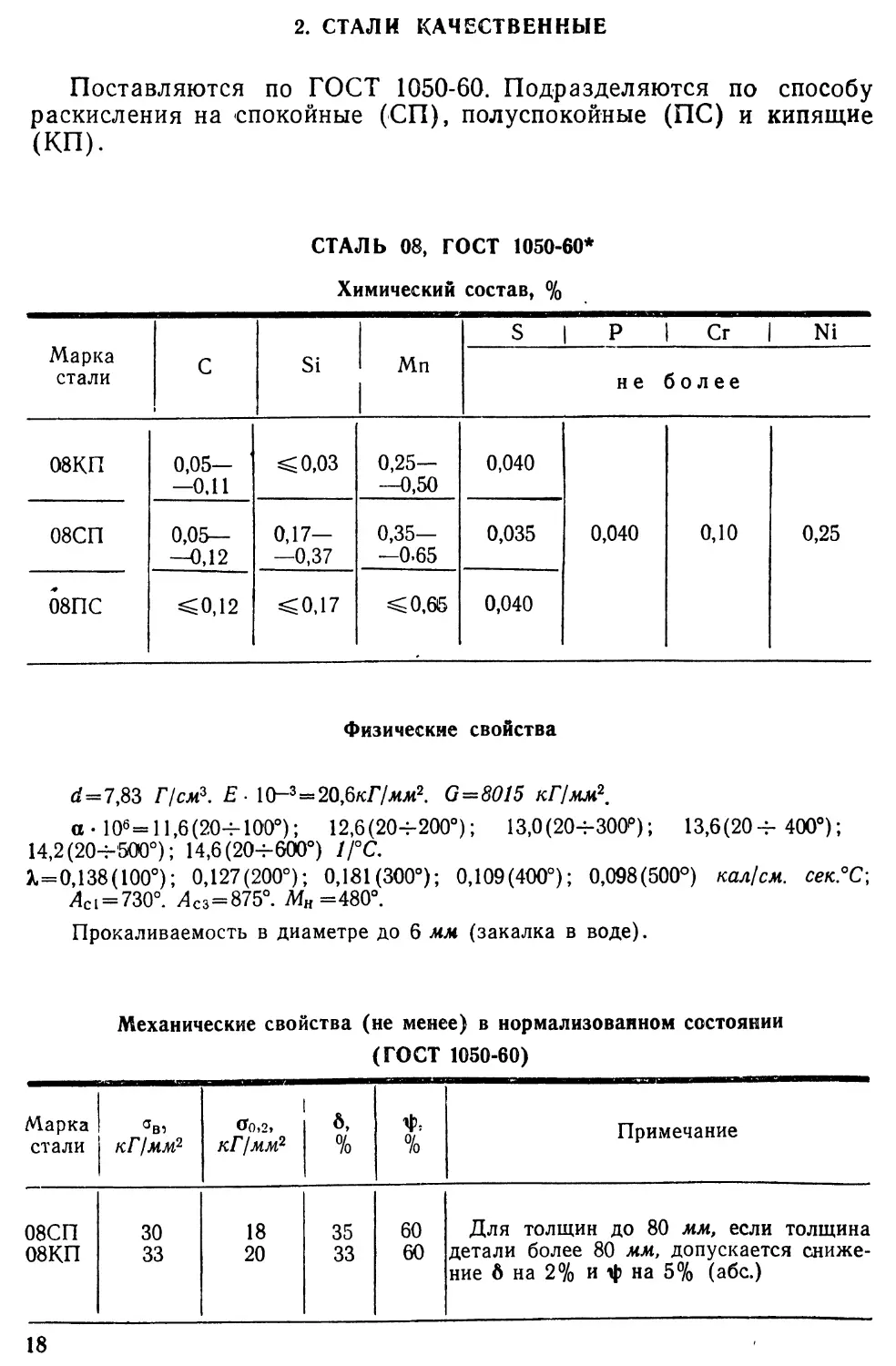
2. СТАЛИ КАЧЕСТВЕННЫЕ
Поставляются по ГОСТ 1050-60. Подразделяются по способу
раскисления на спокойные (СП), полуспокойные (ПС) и кипящие
<КП).
СТАЛЬ 08, ГОСТ 1050-60*
Химический состав, %
Марка
стали
08КП
08СП
08ПС
С
0,05— '
—0,11
0,0^-
--0,12
^0,12
51
^0,03
0,17—
—0,37
^0,17
1 Мп
1
0,25—
—0,50
0,35—
—0.65
^0,66
1 5
0,040
0,035
0,040
1 Р
не
0,040
Сг
более
0,10
N1
0,25
Физические свойства
й=7,83 Г/см*. Е- 10-3=20,6/с/7лш2. 6=8015 кГ/мм2.
а • 106= 11,6(204-100°); 12,6(20-^200°); 13,0(20^300°); 13,6(20-=- 400°);
14,2(20-7-500°); 14,6(20+600°) 1/°С.
^=0,138(100°); 0,127(200°); 0,181(300°); 0,109(400°); 0,098(500°) кал/см. сек.°С;
Лс1 = 730°. Лсз=875°. М„=480°.
Прокаливаемость в диаметре до 6 мм (закалка в воде).
Механические свойства (не менее) в нормализованном состоянии
(ГОСТ 1050-60)
Марка 1 ав,
стали 1 кГ/мм2
08СП
08КП
30
33
00,2,
кГ/мм2
18
20
6,
%
35
33
%
60
60
Примечание
Для толщин до 80 мм, если толщина
детали более 80 мм, допускается
снижение 6 на 2% и ф на 5% (абс.)
18
Механические свойства, не оговоренные ГОСТом (прокат, отжиг)
Свойства
ан, кГм/см2
а в, кГ/мм2
600
9,7
11
550
8,3
Температура испытаний, °С
500
9,3
20
450
9,3
400
12,1
28
300
13,2
38
200
14.3
40
100
14,9
31
Продолжение
Свойства
ан, кГм/см2
0в, КГ/ММ2
ОГв, КГ/ММ2
20
6,1
37
32
Температура испытаний, °С
—10
2,2
—30
1,6
-50
1,0
—60
0,95
—196
72
Примечание
}Ст08КП
Ст08СП
Предел выносливости Ст08СП, кГ/мм2
Термообработка
1 )■...: ■
Отжиг, 880*0
Закалка с 900° в воде, старение при 100°,
4 час.
а-1
кГ/мм2
21,5
26,5
кГ/мм2
7,5
18,5
Технологические свойства
Выплавляется в мартеновских, электрических печах и конверторах.
Температуры деформации: начало 1280°С, конец 750°.
Предварительная термообработка — нормализация при 900--9200; ЯБ^140.
Химико-термическая обработка — цементация при 930°; цианирование при
6404-950° с последующей закалкой и низким отпуском; НЯС 604-64.
Не чувствительна к перегреву, не склонна к отпускной хрупкости, хорошо
сваривается и деформируется в холодном состоянии.
Применение
Без термической обработки детали с высокой пластичностью, изготовляемые
методом холодной штамповки с глубокой вытяжкой (преимущественно Ст08КП):
трубы, прокладки, шайбы, вилки, тяги и др.; детали, работающие при
температурах от —40 до +425° под давлением; детали из кипящей стали, работающие
при температуре не ниже —20Р.
19
Цементируемые и цианируемые детали, от которых требуется высокая по-
верхностная твердость и низкая прочность сердцевины: втулки, ушки,
вкладыши и т. п.
с
№
5(
-
Мп
0&
Сг
-
Ыь
-
Мо
-
Ау
730
Мн\тм
№\ -
Г сем
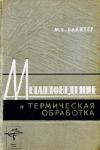
Рис. 1. Диаграмма
изотермического распада стали 08
Заменители
Стали 1<\ 10КП (ГОСТ 1050-60*)-
СТАЛЬ 10, ГОСТ 1050-60*
Химический состав, %
Марка
стали
СтЮ
СтЮКП
С
0,07—
—0,14
0,07—
—0,14
51
0,17—
—0,37
<0Ю7
Мп
0,35—
—0,65
0,25—
—0,50
Сг
0,15
0,15
N1 1 5
не более
0,25
0,25
0,040
0,040
Р
0,035
0,040
Физические свойства
<*-7,83 Г/см*.
Е- Ю-3 =19,8 кГ/мм2. С=7800 кГ/мм2.
а .Юб=11,58(20-М00°); 12,61(20-^200°); 13,01(20-7-300°); .14,2(204-500°) Ц°С.
31-0,138(100°); 01,128(200°); 0,118(300°); 0,107(400°); 0,096(500°) кал/см. сек.°С.
ЛС1 = 730°. Лс8=870°.
Прок'аливаемость в диаметре до 6—8 мм (закалка в воде).
Механические свойства по ГОСТу
Марка
стали
СтЮКП
СтЮ
СтЮ
СтЮ
СтЮКП
ГОСТ
1050-60*
1050-60*
1051-59*
1051-59*
1051-59*
Состояние
Нормализация
>»
Отжиг
Холоднотянутое
Отжиг
кГ/мм2
^32
^34
^=30
>42
^45**
<*0,2,
кГ/мм2
>19
^21
6,
%
^33
>31
^26
^8
>26
*•
%
^55
^55
^55
^50
>60
* Сталь с суженными по составу пределами для холодной высадки.
Механические свойства, не оговоренные ГОСТом
(СтЮКП без термообработки)
Свойства
ов, кГ/мм2
6,0, %
Ч>, %
лн, кГм/см2
600
12
47
93
500
20
33
77
Температура испытаний, °С
400
28
31
76
300
38
24
70
200
40
17
66
100
31
20
73
20
32
—
78
28
—20
—
—
1 22
—40
—
—
20
—60
—
—
1 16
21
Предел выносливости, кГ/мм?
Термообработка
Отжиг, 940°
Нормализация, 940°
3-1
17,5
16—22
*-1
5,2
8—12
Технологические свойства
Выплавляется в мартеновских и электропечах, а также в конверторах.
Температуры деформации: начало 1280°, конец 750°.
Предварительная термообработка—нормализация при 9004-950°, #5^140.
Химико-термическая обработка — цементация при 920°, закалка с 8004-820°
в воде, отпуск 1504-200° в воде, отпуск 1504-200° (#/?С>60); цианирование
при 8604-840°, закалка и низкий отпуск, #/?С 60 4- 64.
Сталь не чувствительна к перегреву, не склонна к отпускной хрупкости,
хорошо сваривается и деформируется в холодном состоянии.
Применение
Сортовой прокат: лист, лента, трубы и проволока — неответственные, мало-
нагруженные детали. Без термичеркой обработки — трубы, прокладки, шайбы,
вилки тяги и др.
После цементации или цианирования — втулки, ушки и т. п. Сталь 10 и
ЮПС может применяться для деталей, работающих от —40 до +425°; сталь
ЮКП — при температурах не ниже —20°.
Заменители
В отдельных случаях может быть рекомендована сталь 08 (ГОСТ ЮЭО-60*).
СТАЛЬ 15, ГОСТ 1050-60*
Химический состав, %
Марка
стали
15
15КП
С
0,12—
—0,19
0,12—
-0,19
Мп
0.35—
—0,65
0,25
—0,50
51
0,17—
—0,37
^0,07
5
^0,040
^0,040
Р
^0,040
^0,040
Сг
<0,25
^0,25
N1
^0,25
<0,25
Физические свойства
4=7,84 Г/см*. Е • 10И=20-^20,3 кГ/мм2.
а- 10б= 12,0(200°); 12,8(300°); 13,2(400°); 13,5(500°); 13,85(600°) 1/°С.
Я,=0,127(100°); 0,118(300°); 0,110(400°); 0,103(500°) кал/см. сек. °С.
ЛС1«720^-735°. Лс3=840ч-885°. М„=450°С.
Прокаливаемость в диаметре до 10 мм (закалка в воде).
Механические свойства по ГОСТу
Вид
полуфабриката
Сортовой
прокат круглый
То же —
шестигранник,
квадрат
Марка |
стали I
15
15КП
15
15КП
Ч||И— !■■■!!
ГОСТ
1050-60*
1050-60*
1051-59*
1051-59*
1051-59*
шшш^шшшавшяшшаюяааш/^шкшяш
Термообработка
или состояние
Нормализация
Холоднотянутые
Отжиг после
холодной прокатки
Отжиг
г
5В 1 <*0,2
кГ/мм2
^38
^36
^45
^35
^48
^23
^21
о | *
%
>27
^29
>8
>23
>23
^55
>55
^55
^55
>45
Ударлая вязкость при отрицательных температурах, кГм/см2
шшашшшяшашшташша—ашатшшшшшшавш
Свойства
<*„ = 45 кГ/мм2 после
прокатки
+ 20
20
0
19
Температура испытаний, °С
-10
—20
— | 18
-30
—
—40
13,7
—50
—
—60
12
23
Предел выносливости
Состояние
а-1» КГ/ММ2
Нормализованное
Горячекатаное
Закаленное и отпущенное
Отожженное при 740°
21,7
21,8—29,9
25
21,8
Технологические свойства
Выплавляется в мартеновских печах и электропечах, а также в конверторах.
Температуры деформации: начало 1280°, конец 750°.
Предварительная термообработка— нормализация при 8904-950° с
последующим отпуском при 6804-720° или без него, ЯВ<143 (^отп ^5 мм).
Окончательная термообработка — закалка с 9004-930° в воде или масле;
цементация при 910°, закалка с 7804-800° в воде, отпуск 1404-180р, Я/?С^56;
цианирование при 840°, закалка с 8204-860° в воде, отпуск 1504-180°, Я#С^58.
Сталь не чувствительна к перегреву и не склонна к отпускной хрупкости,
хорошо сваривается и деформируется в горячем состоянии.
с
11,13
51
0,26
Мп
0,56
Сг
007
Си
0,2
Л,
А)
»„
Тн
7?5\810\Ш\9?0\
X
Рис. 2. Диаграмма изотермического
распада стали 15
Применение
Без термической обработки или после нормализации — трубки, шпильки,
бачки, стяжки.
После цементации и цианирования — малонагруженные детали: гайки,
винты, вилки, рычаги, ключи и др.
24
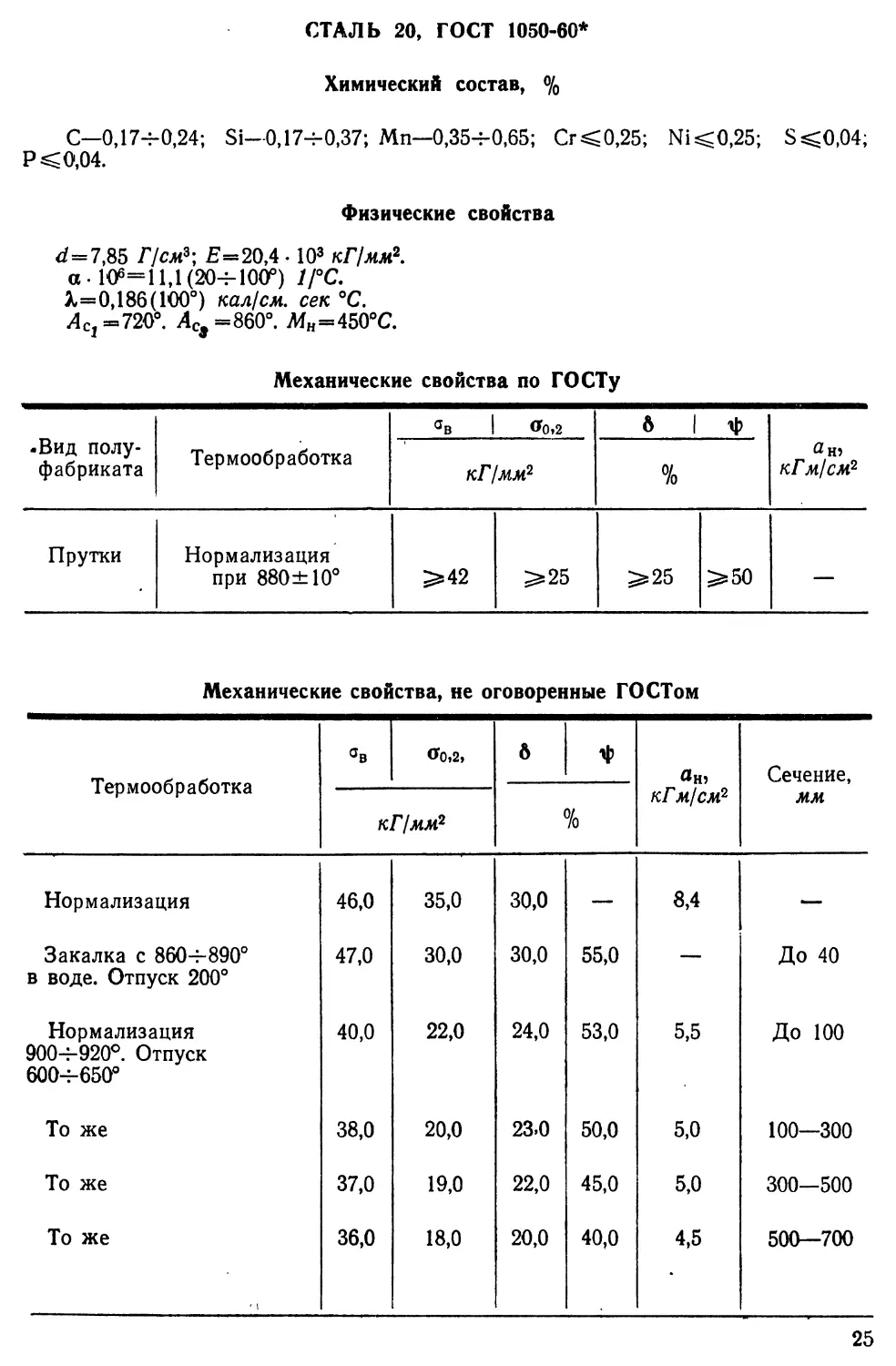
СТАЛЬ 20, ГОСТ 1050-60*
Химический состав, %
С—0,17~-0,24; 51-0,174-0,37; Мп—0,35-7-0,65; Сг<0,25; N1^0,25; 3^0,04;
Р^0,04.
Физические свойства
^=7,85 Г/см*\ Я=20,4 • 103 кГ/мм2.
а. 10*= 1.1,1 (20-г-100°) 1/°С.
Х=0,186(100°) кал/см. сек °С.
ЛС1-720°. Лс,=860°. МН=450°С.
Механические свойства по ГОСТу
-Вид
полуфабриката
Прутки
Термообработка
Нормализация
при 880±10°
аВ 1 <*0,2
кГ/мм2
^42
^25
б |
%
: ^25
*
>50
кГм/см2
—
Механические свойства, не оговоренные ГОСТом
Термообработка
Нормализация
Закалка с 860-7-890°
в воде. Отпуск 200°
Нормализация
900—920°. Отпуск
600-7-650°
То же
То же
То же
^в
к
46,0
47,0
40,0
38,0
37,0
36,0
<*0,2,
Г/мм2
35,0
30,0
22,0
20,0
19,0
18,0
6
*
%
30,0
30,0
24,0
23.0
22,0
20,0
—
55,0
53,0
50,0
45,0
40,0
кГм/см2
8,4
—
5,5
5,0
5,0
4,5
Сечение,
мм
—
До 40
До 100
100—300
300—500
500—700
Предел текучести и предел выносливости в нормализованном
состоянии (900°С)
——явв—виг..!.11П—1 пи—шиит1 чип шиип ■шиатмчи
Свойства
Предел текучести, кГ/мм2
Предел выносливости,
кГ/мм2
Растяжение
22,0
18,0
Изгиб
35,0
23,0
Кручение
15
10
Ударная вязкость при отрицательных температурах, кГм/см2
■"■■-""*" "■"■■' ■1ГТГ"
Термообработка
Нормализация при 900°
Температура испытаний, °С
+20
8,4
—40
5,6
—70
4,7
—193
0,4
Механические свойства (лист 3 мм)
Термообработка
Нормализация при 900°
Температура
испытаний,
°С
20
—193
кГ/мм2
48,0
92,0
кГ/мм2
35,0
90,0
б,
%
30
5
Технологические свойства
Температуры деформации: начало 1250°, конец 800°.
Предварительная термообработка — нормализация при 9004-920° (для
выравнивания структуры), высокий отпуск 700±10° (для улучшения
обрабатываемости), НВ 1214-156.
Окончательная термообработка — закалка с 8604-1890° в воде; отпуск 200°
{НВ 4154-341); закалка з 8604-890° в воде; отпуск 600 4-650° (#В»229).
Химико-термическая обработка — цементация при 9104-920°; закалка с 8604-
870°; отпуск 1704-200° (НЦС 564-62); цианирование и закалка с 840-5-850° в воде
или масле; отпуск 1704-200° (НКС 584-62).
Сталь не подвержена отпускной хрупкости, хорошо сваривается всеми видами
сварки, хорошо деформируется в холодном состоянии.
Применение
Сварные и штампованные детали с невысокой прочностью без термической
обработки: ниппели, патрубки, гайки, втулки, трубки, форсунки, балки. Детали,
подвергаемые цианированию: тарелки пружин, диски упорные, корпуса форсунок.
Заменители
Для цианируемых деталей — стали 15, 25 (ГОСТ 1050-60).
Для свариваемых деталей и деталей, работающих при пониженных
температурах— спокойные стали: СтЗ, Ст5 (всех групп), ГОСТ 380-71.
26
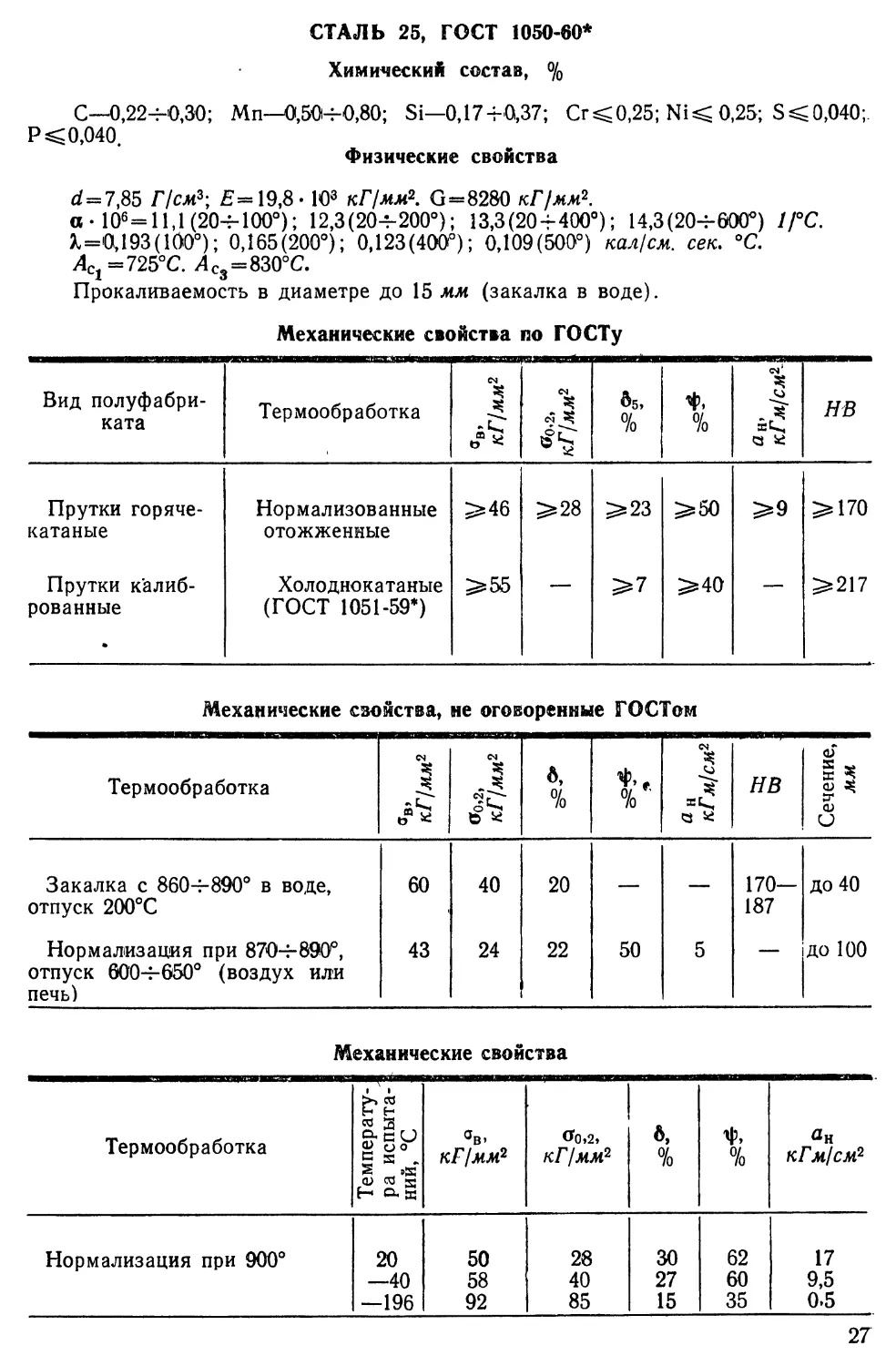
СТАЛЬ 25, ГОСТ 1050-60*
Химический состав, %
С—0,224-0,30; Мп—0,504-0,80; 51—0,174-0,37; Сг^0,25; М<-0,25; 5<0,040;.
Р< 0,040.
Физические свойства
4 = 7,85 Г/сж3; Я =19,8. Ю3 кГ/мм*. О-8280 кГ/мм2.
а-106=11,1 (204-100°); 12,3(20-4-200°); 13,3(204-400°); 14,3(204-600°) 1/°С.
Х=О,193(Ю0°); 0,165(200°); 0,123(400°); 0,109(500°) кал/см. сек. °С.
ЛС1=725°С. ЛСз=830°С.
Прокаливаемость в диаметре до 15 мм (закалка в воде).
Механические свойства по ГОСТу
швшшшшшшшияшатжвяжшшжжв
Вид
полуфабриката
Прутки
горячекатаные
Прутки
калиброванные
Термообработка
Нормализованные
отожженные
Холоднокатаные
(ГОСТ 1051-59*)
1
^46
>5б
тшшттЬт
^28
%
^23
>7
%
>50
^40
^9
НВ
^170
^217
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 8604-890° в воде,
отпуск 200°С
Нормализация при 870-7-890°,
отпуск 6004-650° (воздух или
печь)
С4
60
43
1$
40
24
о,
%
20
22
V
50
«к,
5
НВ
170—
187
Сечение, I
до 40
до 100
Механические свойства
Термообработка
Нормализация при 900°
Ху-1
та-1
Темпера
ра испы
ний, °С
20
—40
—196
ав>
кГ/мм2
50
58
92
<*0,2,
кГ/мм2
28
40
85
6,
%
30
27
15
%
62
60
35
кГм/см2
17
9,5
0.5
27
Механические свойства горячекатаной стали при высокой температуре
ерату-
:пыта-
°С
Темп
ра ж
НИИ,
20
100
200
300
400
450
500
550
600
Е
20.200
20.200
19.500
18.900
16.700
15.200
| —
—
—
°в
50,2
50,8
57,3
55,0
| 47,6
40,4
33.7
25,4
15,8
<*0,01
^0,02
кГ/мм2
27 Л
20,7
17,0
16,0
11,3
10,7
10,3
| 5,6
1 4,?
28,6
24,9
21,1
18,1
12,1
11,6
11,4
7,8
5,4
00,1
32,2
33,3
32,5
19,3
15,4
14.8
13,9
9,8
6,7
00,2
32,5
33,4
32,9
20,2
16,8
16,5
15,4
10,9
1 7'4
6ю
27,8
18,5
12,5
22,0
24,8
24,1
28,2
33,0
44,1
^
%
58,4
56,7
44,2
57,1
65.1
66,8
69,9
74,4
91,9
Предел выносливости, кГ/мм2
Термообработка
°-1
(г = 0,7 мм)
Нормализация при 900°
Закалка с 830° в масле, отпуск 650"
16
Технологические свойства
Температуры деформации: начало 1280°, конец 800°.
Предварительная термообработка — отжиг или нормализация при 880±10°;
отпуск при 700°±10°С, ЛВ^170 (<*0тп^4,6 мм).
Окончательная термообработка — закалка с 870-^920° в воде или масле,
отпуск на требуемую твердость.
Химико-термическая обработка — .цианирование при 800-^820°, закалка в воде,
отпуск 150—180°; цементация при 930°, закалка с 800°, отпуск 1504-180°
(ЛЯС > 56).
Свариваемость хорошая всеми видами сварки, к отпускной хрупкости не
склонна.
Применение
Без термообработки или после нормализации — малонагруженные детали,
в том числе детали сварных конструкций: трубы бесшовные, болты и др.
28
После цементации и цианирования — детали, от которых требуется высокая
поверхностная твердость при невысокой прочности сердцевины: рычаги, оси,,
втулки, крепежные детали, пальцы и др. Для деталей машин отрасли,
изготовленных из стали 25, как правило, термическая обработка не применяется.
ЪфЪб.кГ/™*
*?*
Температура отпуска °С
Рис. 3. Зависимость механических
свойств стали 25 от температуры
отпуска
СТАЛЬ 35, ГОСТ 1050-60*
Химический состав, %
С—0,324-0,40; 51—0,17+0,37; Мп—0,50+0,80; N1^0,25; Сг^0,25; 5 ^ 0> 040
Р ^0,040.
Физические свойства
</ = 7,8 Г/см,3 Е=20100 кГ/мм2.
«•106=12,0(20-МО(Х>); 12,85(20+200°); 13,55(25+300°); 14,15(20-^400°) 1/°С.
Я,=0,118 кал/см. сек. °С
Ап = 730+-735°. ЛСз=^802Ч(-812о. Мн = 380°.
Прокаливаемостьв диаметре до 7—9 мм (закалка в воде).
Механические свойства по ГОСТу
Термообработка
Нормализация
кГ/мм2
>54
#0,2,
кГ/мм2
^32
кгнштяттшят
6,
%
^20
%
^45
, кГм/см2
>7
Механические свойства, не оговоренные ГОСТом
—ВЯММИИДИИ-»ЯЧИГ.1М1Ш11|.-Я11 ■■ ■—* 1
Термообработка
Закалка с 880° в воде:
отпуск 200;
., 300°
Закалка с 860°:
отпуск 400;
„ 500;
„ 600°
кГ/мм2
' 80—120
75—110
78-99
70—82
63—69
(звштппааашш
<*0,2,
кГ/мм2
55—105
60—95
54—64
42—47
63—76
%
15—3
15—4
15—10
19—14
20—11
%
68—35
68—35
61-55
67—62
71—65
апошкашЕнпов
Он.
кГм/см2
7—4
9—5
15—8
19—14
| 19—14
НВ
328—340
217—311
207—285
196—269
187—241
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Закалка, отпуск 200°
Температура испытаний, °С
+ 20
6,4
—10
4,8
—30
4,7
—50
1,4
—60
1,2
30
Предел выносливости, кГ/мм2
тятажшашшшаташвяавшшаяшашяшаштшашшшзшшашшжшяатваявашш
Термообработка
Закалка с 850° в воде без отпуска
Закалка с 840° в воде, отпуск 585°
Закалка с 840° в воде, отпуск 640°
а-1
44,0
31.7
25
т-1
15
°-1
17
Технологические свойства
Температуры деформации: начало 1190°, конец 750°.
Предварительная термическая обработка — нормализация' при 8504-870°,
ИВ ^ 187.
Окончательная термическая обработка — закалка с 840° в воде, отпуск — па
требуемую твердость.
Сталь может подвергаться химико-термической обработке: цементации или
цианированию с последующей закалкой и низким отпуском.
Свариваемость умеренная, после сварки требуется отпуск.
Применение
Неответственные детали с пределом текучести «40—50 кГ/мм2, а также
крепежные детали и рабочий инструмент (гаечные ключи) с цианированием или
цементацией трущихся поверхностей.
С
035
'51
—
Мп| О
0Л\ -
N1
—
Т]
120
р7
800
ЩЦ
350\8Ь0
сек
Рис. 4. Диаграмма изотермического
распада стали 35
10
Щ
ЙП
ии
50
НО
30
70
_з,
-21
*ы?
^21
^1
Ид
210
700
190
180
170
№ 500 600 700
Температура отпуска, °С
Рис. 5. Зависимость
механических свойств стали 35 от
температуры отпуска
31
СТАЛЬ 40, ГОСТ 1050-60*
Химический состав, %
С—0,374-0,45; 51—0,174-0,37; Мп--О,50-~О,80; Сг^0,25; N1^0,25; 5<0,040;
Р^ 0,040.
Физические свойства
4=7,81 Г1смъ. Я=21350 кГ]мм2. (/=8400 кГ/мм2.
а-10б= 11,6(04-100°); 12,3(04-200°); 13,1(04-300°); 13,7(04-400°); 14,2(0^500°);
4,8(0-Ь600°) Ц°С.
Х=0,142(100°); 0,127(200°); 0,112(400°); 0,097(500°) кал/см. сек °С.
ЛС1=725°. ЛС1-790°. Мн = 340°.
Прокаливаемость в диаметре до 15 мм (закалка в воде) и до 10—15 мм
(закалка в масле).
Механические свойства по ГОСТу (не менее)
Вид полуфабриката
Горячекатаная сортовая сталь
диаметром или толщиной до 80 мм
Термообработка
Нормали-
ция
°В 1 *0,2 1 & 1 «ф
1
кГ/мм2 %
58
34
1.9
45
кГм/см2
6
Механические свойства, не оговоренные ГОСТом
Термообработка
Нормализация при 850°:
отпуск 560-4-580°
Закалка с 850° в воде:
отпуск 2004-300°
„ 400-4-500°
„ 5504-620"
. °в
кГ)
74
100
75
70
<*0,2
<ММ2
52
65
56
40
о5
17
8
6
18
Ч>
%
55
30
41
40
7
—
6
4,5
Твердость
НВ 197
ИКС ЗО-т-40
ЯВ-280
НВ 192-4-228
к*4
зз со
м О
Сече!
за гот
мм
50
до 20
до 40
до 60
32
Механические свойства при отрицательных температурах
(Закалка с 820° в воде, отпуск при 550°)
Свойства
Температура испытаний,
°С
+ 20
—20
-40
-70
оВ1 кГ/мм2
00,2, КГ/ММ2
а, %
ч>, %
а н > кГм/см2
(при ав =80 кГ/мм2)
95
84
17
59
8,0
100
90
18
58
6,8
102
92
19
58
5,6
102
92
20
57
—
Предел выносливости,
кГ/мм2
Термообработка
Нормализация
То же + ТВЧ
Закалка с 850° в
воде, отпуск 550°
С-1
29,0
44,3
40.1
Технологические свойства
Температуры деформации: начало 120(У\ конец 800°.
Предварительная термообработка — нормализация при 850°, отпуск 650°,
ЯЖ197; с/отп >4,3 мм.
Окончательная термообработка — закалка с 820°+850° в масле или воде,
отпуск на требуемую твердость (воздух). Закалка с нагревом ТВЧ на требуемую
глубину.
Сталь не чувствительна к скорости охлаждения после отпуска; ограниченно
сваривается, необходимы подогрев и последующий отпуск.
Применение
Детали в нормализованном состоянии: фланцы, диски, шайбы, заглушки,
гайки и др. Детали сечением до 30 мм, подвергаемые закалке и отпуску на
твердость НВ 255-4-302 (шестерни, оси, валы, шпонки, гайки, ниппели, втулки,
штуцеры). Детали, работающие на износ при незначительных ударных
нагрузках, подвергаемые поверхностной закалке с нагревом ТВЧ; НВ.С^53.
Заменители
В отдельных случаях может быть рекомендована сталь 45 (ГОСТ 1050-60*).
3 Зак. 2022 33
с
0^3
51
Мп
СУ
N1
0,2*1\Щ0.13\0,25
А/
120
Ад
"н
Тн
770\ЗЩ650
Рис. 6. Диаграмма изотермического
оаепада стали 40
Температура отпуска, Т
Рис. 7. Зависимость механических свойств
стали 40 от температуры отпуска
34
СТАЛЬ 45, ГОСТ 1050-60*
Химический состав, %
С—0,42-7-0,50; 51—0,17-7-0,37; Мп—0',50-т-0,80; Сг<0,25; Ш<0,25; 5^0,040;
Р ^0,040.
Физические свойства
4=7,85 Г/см3. ^=20,0- 103 кГ/мм2. 0=7,84- 103 кГ/мм2.
а 106= 12,0(20-4-100°) 1/°С. А,=0,115 (100?) кал/см. сек. °С.
ЛС1=725°. Лс3=780°. М„=330°.
Прокаливаемость в диаметре до 35 мм (закалка в воде), до 15 мм
(закалка в масле).
Механические свойства по ГОСТу
Вид
полуфабриката
Прутки
Поковки по
МПТУ 2332-49
Термообработка
Нормализация при 870°
Закалка с 850° в масле,
отпуск 500Ч-5500
МИШИНЫМИ
>61
>70
1"а
^36
^40
6,
%
>16
>14
%
>40
>45
I
>15
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 830-т-850° в масле, отпуск
160-7-180°
Закалка с 820-7-840° в воде, отпуск
180-т-200°
Закалка с 840° в воде, отпуск 550°
ав>
кГ/мм2
90
120
I 100
О*0,2,
кГ/мм2
65
95
88
6.
%
15
6
9
%
40
22
56
—
12
Предел выносливости, кГ/мм*
Термообработка
Нормализация (ов =69 кГ/мм2)
Закалка, высокий отпуск 550°С (сгй=
=90 кГ/мм2)
*-1
30,0
41,0
3—1 раст
19
"С-1
15
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Закалка с 820° в воде, отпуск 560°
Нормализация
+20°
8
12
Температура
—20°
6
10
—40°
5
8,5
испытаний, °
—70°
3,5
5,5
—100°
1,0
С
—193*
0,2
Механические свойства при отрицательных
температурах (закалка с 840° в воде
и отпуск при 550°)
Свойства
"ав, кГ/мм2
Оо,2, кГ/мм2
*, %
6, %
Температура испытаний, °С
+20
100
85
58
10
-94
105
95
48
8
—193°
132
128
12
6
Предел выносливости поверх-
ностноупрочненной стали
(в нормализованном состоянии)
Состояние
Без упрочнения
Дробеструйная
обработка
Обкатка
роликами
«г-ь
кГ/мм2
28,0/10,0
30,5
20,0
34,5
25,2
В числителе — данные
испытаний на воздухе; в
знаменателе в 3%-ном растворе НС1.
Циклическая долговечность коленчатых валов (шейки
0 175 мм) в нормализованном состоянии (при изгибе)
Без упрочнения
Упрочнение галтелей
отбойным молотком
о= ±8 кГ/мм2;
N=3,5-106 циклов до
разрушения
<у=±14 кГ/мм*;
N=10- 106 циклов до
разрушения
Технологические свойства
Температуры деформации: начало 1200°, конец 800°.
Предварительная термообработка — нормализация при 900±10° или высокий
отпуск 650±10°, НВ^ 197 (аотп <4,3 мм).
36
Окончательная термообработка — нормализация при 900±10° (//Ж 197)
«ли закалка с 8204-840° в воде, отпуск 5604-620°, НВ 285+255 (<*отп=3,6—
3,8 лик).
Для деталей сложной формы—закалка в масле или подогретой воде.
Закалка ТВЧ в воде, отпуск 160—180° на твердость НЦС 56-~62.
Сталь не подвержена отпускной хрупкости. Свариваемость ограничена.
гг
\№
51 1 Пп
Ц22\0/6
Сг
0,15
V
ОД
Аг
735
*9
785
Мн
'%
350\№
Температура от пуска,°С
Рис. 9. Зависимость
механических свойств
стали 45 от температуры
отпуска:
_____ закалка с 800°
Рис. 8. Диаграмма изотермического
распада стали 45
в воде;
закалка с 830°
в масле
Применение
Малонагруженные термически обрабатываемые детали (НВ 241--363):
диски упорные, обоймы, штифты, скобы и др., а также детали, подвергаемые
закалке ТВЧ на твердость НЯС^50.
Заменители
Стали 40, 50 (ГОСТ 1060-60*).
СТАЛЬ У7А, ГОСТ 1435-54*
Химический состав
С—0,654-0,74; 51—0,154-0,30; Мп—0,15-г0,30; Сг<0,15; N1^0,20; 5^0,020;
Р< 0,030; Си < 0,20.
Физические свойства
</=7,83 Г/см*, а-10^=11,5 (20-М 00°); 12,3(204-200°); 13,8(204-400°) 1/°С.
^=0,16(100°); 0,075(500°) кал/см. сек.°С.
ЛС1=730°. Лс$=770°. Мн=2804-285°.
Прокаливаемость в диаметре до 15—20 мм (закалка в масле).
Механические свойства по ГОСТу
Вид
полуфабриката
Прутки
«анзгамакзякяжошаяпншвштв»
Термообработка
Отжиг
Закалка с
8004-820° в воде
" ОТП
^4,4
НКС
^62
НВ
^187
Механические свойства,
не оговоренные ГОСТом
Термообработка
Закалка с
в воде:
отпуск
»
800-
140-
160-
180-
^830°
-160°
-180°
-200°
нкс
61-
-63
60—62
58-
56-
-61
-60
Технологические свойства
Температуры деформации: начало 11004-1125, конец 850°.
Предварительная термообоаботка— неполный отжиг 6904-710° или
изотермический: нагрев 7904-810°, изотермическая выдержка при 6504-680°.
Окончательная термообработка — при диаметре или толщине изделия более
6—8 мм, закалка с 8004-830° в воде (5%-ном водном растворе ЫаС1 или
5—10%-ном водном растворе щелочи для предотвращения образования мягких
пятен) до 2004-250°, затем в масле; при толщине менее 6—8 мм — с 8104-840°
в масле или в растворе селитры или щелочи. Отпуск: 1404-160° {НЦС 604-62);
160—180° (НКС 584-61); 1804-200° (НКС 564-60).
Свариваемость плохая.
Применение
Пластинчатые пружины, инструмент, работающий в условиях, не
вызывающих разогрева режущей кромки: клейма, керны, отвертки, плоскогубцы и т. п.
38
Рис. И. Диаграмма изотермического
распада стали 85
Рис. 10. Диаграмма изотермического
распада стали У7
СТАЛЬ 85, ГОСТ 14959-69
Химический состав, %
С_0 824-0,90; 51—0,174-0,37; Мп—0,504-0,8; Р^0,040; 5<0,035; Сг< 0,25;
5 ^0,035.'
Физические свойства
</=7,85 Г/см5. Я= 19500 кГ/мм2. (7 = 7800 кГ/мм .
а-106=11,35(100°); 12,2(200°); 13,0(300°); 13,65(400°); 14,25(500°); 14.75(600°)
1ГС.
Х=0,116(100°); 0,109(200°); 0,099(300°); 0,092(400°); 0,085(500°); 0,079(600°)
кал/см. сек. °С.
ЛС1=730°С. Ас6 = 7554-780°. МН = 230°С.
Механические свойства по ГОСТу (не менее)
Термообработка
Закалка с 820° в масле, отпуск 480°
кГ/мм2
115
^0,2,
кГ/мм2
100
6,
8
30
кГм/см2
—
Предел прочности патентированной проволоки-
заготовки, кГ/мм2
I Диаметр проволоки, мм
Содержание
углерода,
%
0,814-0,85
0,86—0,90
8—7
121,5
126,4
6,0—5,5
123,5
127,3
5,2-4,4
124,5
128,3
4,2—3,6
125,4
129,4
3,2—2,8
125,4
130,5
2,6-2,2
126,4
131,3
2,0-1,6
127,3
132,2
1,4—1,0
128,3
132,2
Предел выносливости
Свойства
сго,2= 654- 90 кГ/мм2
ав' = 934-135 кГ/мм2
Пружинная проволока
кГ/мм2
35—40
Т0, кГ/мм2
40—85
Пружины
кГ/мм2
50—70
40
Технологические свойства
Окончательная термообработка—закалка 800±10° в масле, отпуск 470±20°,
охлаждение на воздухе (НВ 352-4-429) или нормализация 800±20° (НВ 187-7-228).
Свариваемость плохая, к отпускной хрупкости не склонна.
Применение
Диски трения, круглые и плоские пружины.
Заменители
Сталь 65Г, ГОСТ 1050-60* (разрешается в отдельных случаях).
II. ЛЕГИРОВАННЫЕ СТАЛИ
А. НЕЦЕМЕНТИРУЕМЫЕ
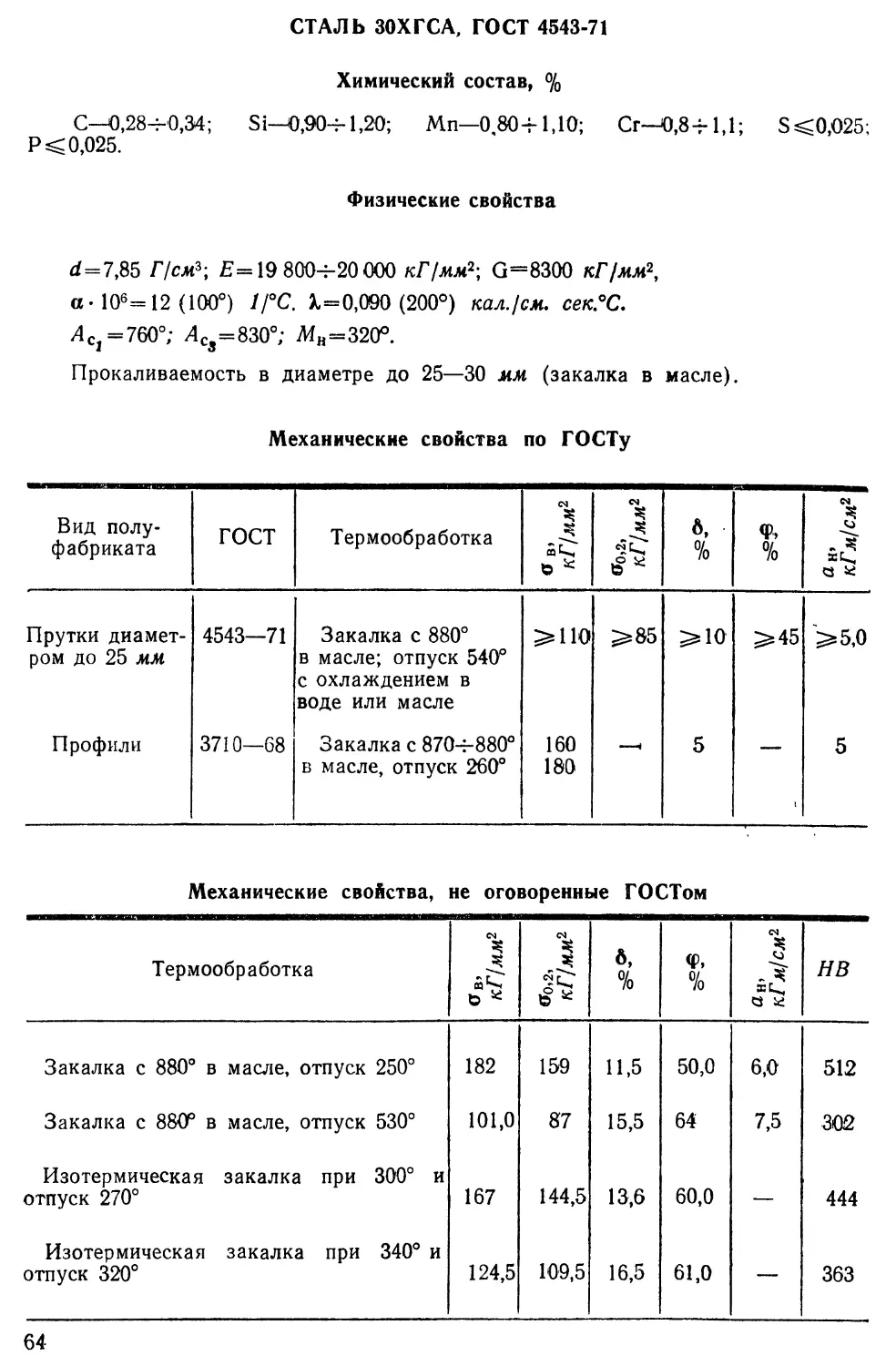
СТАЛЬ 38ХА, ГОСТ 4543.71
Химический состав, %
С—0,35-г-0,42; 51—0,17^-0,37; Мп—Ю,5-+0,8; Сг—0,80-И,1; N^0,30; 5<0,025;
Р^ 0,025; Си ^0,30.
Физические свойства
л-3
4=7,8 Г 1см ; Е • 10 =21,85 кГ/мм2; О=8080 кГ/мм2.
а 106= 12,7(0-И00°); 13,1 (0+-200°); 13,5(0+300°); 13,8(0+400°); 14,2(0 +
500°); 14,6(0^-600°) //°С.
Х=0,12(100°); 0,11(200°); 0,10(300°); 0,96(400°); 0,089(500°); 0,084(600°);
0,075(700°) кал/см. сек.°С.
ЛС1 = 735°. Лс8=815°. АГ„ = 250°.
Прокаливаемость в диаметре до 35—45 мм (закалка в воде); до 25—30 мм
(закалка в масле).
Пределы выносливости стали, закаленной с 860° в масле и отпущенной при
550°: ав = 103 кГ/мм2\ <т_1=50 кГ/мм2; о^ =33 кГ/мм2 (г=0,75 мм).
Механические свойства по ГОСТу
Вид
полуфабриката
Заготовка
сечением
25 лш
«■№■! маии»идницишаиигиШ1Щ1Г7ягоимиавщш:
Термообработка
Закалка с 860° в масле,
отпуск при 550°, охлаждение
в воде или масле.
<*В ' а0,2
кГ/мм2
^95
^80
*5 1 Ф
%
^12
^50
кГм/см2
>$
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 850° в масле, отпуск при
580°С
Температура
испытаний,
°С
20
200
300
400
450
500
аВ 1а0,2
кГ/мм2
96
90
89
70
60
•50
80
72
69
62
55
44
*5
(
13
15
17
18
18
21
♦
Уо
55
43
58
68
75
50
42
Технологические свойства
Температуры деформации: .начало. 11504-1200°, конец 8004-900°.
Предварительная термообработка — нормализация при 850°, отпуск при 660°,
охлаждение на воздухе, НВ ж 170.
Окончательная термообработка — закалка с 860° в масле, или в воде,
отпуск на требуемую твердость, охлаждение на воздухе.
Химико-термическая обработка — цианирование при 8204-860° с
последующей закалкой в масле, отпуск при 1804-200°, твердость поверхности НЯС^Ы
(7/В^бОО); жидкостная цементация при 8204-1840° с последующей закалкой в
масле, отпуск при 1804-200°, твердость поверхности НЯС^ЭО (НВ^БЩ.
Свариваемость удовлетворительная (с предварительным подогревом и
последующим отпуском).
Применение
Неазотируемые гильзы цилиндров маломощных двигателей, оси, валы,
шестерни, пальцы, втулки, фланцы, рычаги, шпиндели, оправки, полуоси, штоки:
и др.
Заменители
Сталь 40Х, ГОСТ 4543-71 )('замена разрешается в отдельных случаях).
СТАЛЬ 40Х, ГОСТ 4543-71
Химический состав, %
С—0,36-1-0,44; Сг—0,80-М,10; 5 —0,174-0,37; N1^0,30; Мп—0,50-^-0,80-
Си < 0,30; 5 ^ 0,035; Р ^ 0,035.
Физические свойства
4=7,85 Г/см*. Я=21850 кГ/мм2. 0 = 8080 кГ/мм2.
а- 106 == 11,0 (20+-1000); 12,0 (20+-2000); 13,3 (20 + 300°); 14,3 (20 + 400°);
15,0 (20+-500°) Ц°С.
Х,=0,111 (100°); 0,102 (200°); 0,094 (300°); 0,085 (400°) кал/см. сек.°С.
АС1 =770—780°. ЛГ}=840-850°. М„ = 328-7-350°.
Прокаливаемость: в диаметре до 50 мм (закалка в воде); до 25 мм
(закалка в масле).
Механические свойства по ГОСТу
мо^мяннивам^^вкжяэв
Вид
полуфабриката
" Заготовка
горячекатаная,
0 25 мм
Термообработка
Закалка с 850° в масле,
отпуск при 500° (вода или
масло)
ав ' а0,2
кГ^м2
^100
>80
5 1 ф
%
>10
>45
кГм/см2
>6
Ударная вязкость при отрицательных температурах, кГм/см2
Температура испытаний, °С
Термообработка
+ 20
-20
—40
—70
Закалка с 860Р в масле, отпуск 650°
То же, отпуск 580°
16
9
15
И
8 —
Предел выносливости, кГ/мм2
Режим обработки
а-1
Закалка с 850° в масле, отпуск 580°, масло,
ав = 98 кГ/мм2
Нормализация, дробенаклеп, бакелитирование
52—48
32
44
Технологические свойства
Температуры деформации: начало 1200°, конец 800° (охлаждение после-
горячей деформации медленное).
Предварительная термообработка — нормализация при 850-т-870°, НВ^207;
нормализация при 850°, высокий отпуск при 660°, НВ«170.
Окончательная термообработка— а) закалка с 850-^870° в масле, высокий;
отпуск (при 425° НВ 363; при 540° НВ 293; при 65№ НВ 223); б) закалка
с 850° в воде, высокий отпуск (при 550—580° НВ 236-Г-248; пр.и 6004-620°
НВ 196-Г-212).
Химико-термическая обработка — цианирование при 820-г-860°, закалка с
8204-860° в масле, отпуск при 180ч-200° (твердость поверхности. #В>600);
жидкостная цементация при 820-~860°, закалка с 8204-840° в масле, отпуск при
180-г200° (твердость поверхности НВ^БЩ. Свариваемость:
неудовлетворительная, при ручной дуговой электросварке необходим подогрев и последующая
термическая обработка. Контактной сваркой сваривается удовлетворительно.
Сталь флокеночувствительна, склонна к отпускной хрупкости.
Применение
Оси, валы, шестерни, пальцы, втулки, болты и гайки, шпильки, фланцы,,
рычаги.
Заменители
Сталь 38ХА, 45Х ГОСТ 4543-71 (разрешается в отдельных случаях).
С
щ
51
0,15
Ми
0,68
Сг
0,93
Ли
0,07
*1
730
*з
760
Ни
330
-г
№0
Ж №
Температура отпуска, *С
Рис. 12. Диаграмма изотермического
распада стали 40Х
Рис. 13. Зависимость механических
свойств стали 40Х, закаленной
в масле (с 850°) от температуры
отпуски (А, Б — плавки)
45>
СТАЛЬ 45Х, ГОСТ 4543-71
Химический состав, %
С—0,41+0,49; 51—0,17—0,37; Мп—0,50+0,80; Сг—0,80-М, 10; №<0,30;
5^0,035; Р^0,035; Си<0,30.
Физические свойства
4 = 7,82 Г/см*. Я=21 090 кГ/мм*. О = 8015 кГ/мм2.
а.106=12,8 (20+100°); 13,0 (204-200°); 13,8 (20+300°) 1/°С.
ЛС1=735°. ЛСз=770°. Мн = 355°.
Прокаливаемость в диаметре до 25—30 мм (закалка в масле); до 40—50 мм
(закалка в воде).
Механические свойства по ГОСТу
шашатямшшшашяятшвг
Вид
полуфабриката
Заготовка
сечением
25 мм
Термообработка
Закалка с 840° в масле,
отпуск при 520° (в воде или
масле)
шашятшшаашиаашш
аВ 1 а0,2
кГ/мм2
^105
^85
"ТТ^Г
%
>9
^45
Яш
кГм/см2
>$
Механические свойства, не оговоренные ГОСТом
Температура, °С
закалка
в масле
отпуск
Сечение
заготовки, мм
°В I а0,2
кГ\мм2
&
а *
НВ
820+840;
860+870
(нормализация)
840+860
(или в воде)
180+200
580+620
580+620
(воздух или
печь)
до 40
300—500
до 100
10О-300
300—500
150
65
85
75
70
130
| 35
65
1 50
; 45
6.
13
12
10
8
22
36
40
35
30
—
5
4
3
(НКС
50-45)
187—219
229—302
215—280
200—269
46
Ударная вязкость при отрицательных температурах, кГм/см2
Температура
Термообработка
Закалка с 850° в масле, отпуск 200° (масло)
То же, отпуск 500° (масло)
исп
+ 20'
5^6
ытании
—40
5,2
, с
-80
4,0
Предел выносливости, кГ/мм2
вттшюяташешяшатттеяпашшаштйатвашквящаштжат
Термообработка
Закалка с 830° в масле:
отпуск 425°
» 600°
» 550°
» 575°
» 580?
вашшяшяншзша
162
158
136
117
96
а-1
79
71
61
60
48
Технологические свойства
Температуры деформации: начало — 1200°, конец 800°.
Предварительная термообработка — отжиг 8404-860°; высокий отпуск при
680-4-700°.
Окончательная термообработка — закалка с 840-4-860° в масле (воде); отпуск
при 5804-620° (воздух или печь):
Сечение
детали, мм
НВ
до 100
100—300
300—500
229--302
2154-280
2004-269.
Сталь может подвергаться обработке по режимам: а) цианирование при
8204-860°, закалка с 8204-860° в масле, отпуск при 180+2000 (твердость
поверхности ЯУ^бОО); б) жидкостная цементация при 8204-840°, закалка с 8204-840°
в масле, отпуск при 1804-200° (твердость поверхности #У^540); в) закалка с
нагревом ТВЧ в эмульсии, отпуск 180'° (Я/?С> 48).
Подвергается поверхностному механическому упрочнению. Склонна к
отпускной хрупкости, флокеночувствительна. Склонна к образованию трещин при
закалке в воде, свариваемость плохая.
Применение
Валы, оси, крупные шестерни, пальцы и другие детали с трущимися
поверхностями, подвергающиеся истиранию без значительных ударных нагрузок.
Заменители
Сталь 40Х, 45ХН, ГОСТ 4543-71 (разрешается в отдельных случаях).
47
Рис. 15. Зависимость
механических свойств стали 45Х,
закаленной в масле (с 820°),
от температуры отпуска
48
Рис. 14. Диаграмма изотермического
распада стали 45Х
СТАЛЬ ЗЗХС, ГОСТ 4543-71
Химический состав, %
С—0,294-0,37; 51—1,0-М,4; Мп—0,34-0,6; 5^0,035; Р^0,035; Сг—1,3-М,6;
Ш<0,30.
Физические свойства
4=7,74 Г/см*; а- 106 =11,7 (204-100°); 12,7(204-200°); 14,0(204-400°) 1/°С.
Х=0,085 (300°); 0,083 (400°); 0,080 (600°) кал/см. сек. °С.
4^=735; Лс3<=830;
Прокаливаемость в диаметре до 25 мм (закалка в масле).
Механические свойства по ГОСТу
Род
заготовки
Горяче-.
катаная
>»
Толщина или!
диаметр, мм\
025
Термообработка
Отжиг
Закалка с 920°
в воде или
масле, отпуск 630°,
вода или
масло
Механические свойства
аВ 1 #0,2
кГм/мм2
1
05 | »
%
см
а 12
ИВ
>240
Не менее
70
90
13
50
8
1 —
й, мм
>ъя
—
Механические свойства, не оговоренные ГОСТом
Термообработка
Нормализация при 920°,
отпуск 6504-670°
Закалка с 910° в масле,
отпуск 620°
Закалка с 930° в масле,
отпуск 260°
Сечение 1
заготовки, 1
мм 1
240
30
до 40
&В ' О*о,2
кГ/мм2
60
96
170
30
80
—
6
(
17
12
8
Уо
40
50
45
Як,
3
6
5
ИВ
<179
285
1 4444-514
4 Зак. 2022
49
Ударная вязкость при отрицательных температурах, кГм/см2
—^—ЮМ11 И 1 ■■■■■II—— И IIШ ■■(■■III ■■!!■»
Термообработка
Закалка с 910° в масле, отпуск 600-^620°
с охлаждением в воде (ав = 96 кГ/мм2)
+ 20
6
—20
4,5
| —40
3,6
—50
3,0
—80
2,4
Технологические свойства
Температуры деформации: начало 1180?; конец 820°.
Окончательная термообработка — закалка с 920±10° в масле (900±10° в
воде); отпуск 630±20°, охлаждение в воде, НВ 255-1-302 (Лот 3,8—3,5 мм);
закалка с 920±10° в масле, отпуск 570±20°, НВ 285-+341 (^01 ^=3,6+3,3 мм).
Имеет склонность к отпускной хрупкости, вследствие чего после отпуска
при 500° и выше необходима замочка в воде или масле.
Свариваемость: при сварке применяется предварительный и сопутствующий
подогрев, а после сварки — отпуск.
Применение
Детали пружинного типа сравнительно небольших сечений, от которых
требуется высокая прочность и износостойкость.
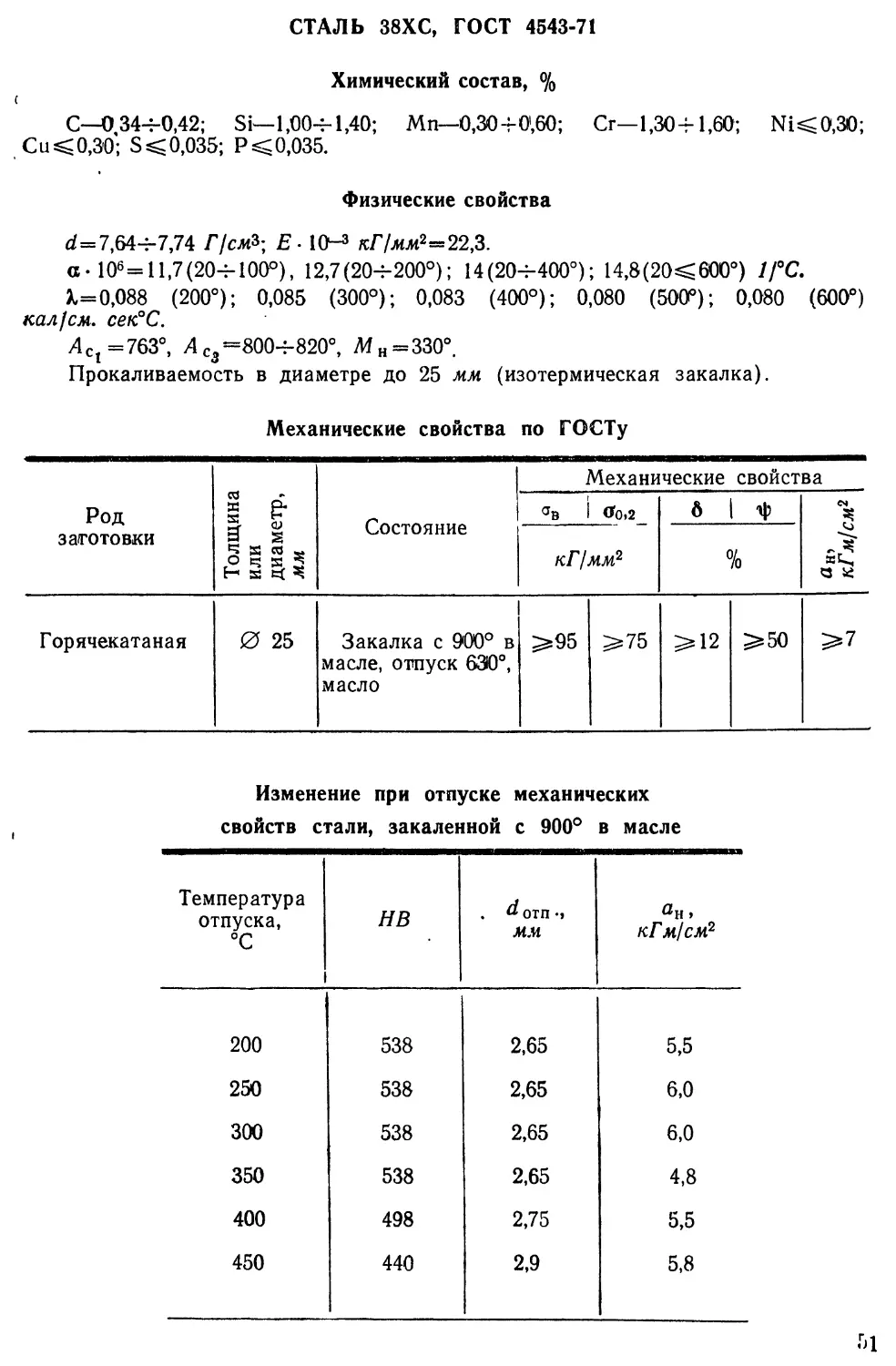
СТАЛЬ 38ХС, ГОСТ 4543-71
Химический состав, %
С—0,344-0,42; 5 ь-1,004-1,40; Мп—0,30+0,60; Сг—1,30-4,60; Ш^0,30;
Си <0,30; 5 <0,035; Р<0,035.
Физические свойства
4=7,644-7,74 Г/см*; Е- 10-3 /с/7лш2==22,3.
а-106=11,7(204-100°), 12,7(204-200°); 14(204-400°); 14,8(20<600°) 1/°С.
Х-0,088 (200°); 0,085 (300°); 0,083 (400°); 0,080 (500°); 0,080 (600°)
кал/см. сек0С.
ДС1=763°, Л с$=8004-820°, Мн=330°.
Прокаливаемость в диаметре до 25 мм (изотермическая закалка).
Механические свойства по ГОСТу
Род
заготовки
Горячекатаная
Толщина I
или I
диаметр, I
мм 1
0 25
Состояние
Закалка с 900° в
масле, отпуск 63Ю°,
масло
Механические свойства
аВ 1 #0,2
кГ/мм2
>95
^75
6 1 <ф
%
>12
>50
^
в?
>7
Изменение при отпуске механических
свойств стали, закаленной с 900° в масле
Температура
отпуска,
°С
200
250
300
350
400
450
НВ
538
538
538
538
498
440
. "ОТП->
мм
2,65
2,65
2,65
2,65
2,75
2,9
кГм/см2
5,5
6,0
6,0
4,8
I 5,5
5,8
Механические свойства, не оговоренные ГОСТом
Состояние
Закалка с 910±20° в масле,
отпуск 250--2800
Закалка с 880° в масле,
отпуск 440-г-480°
Изотермическая закалка:
нагрев 910°, изотермическая
выдержка в щелочи 3254-350°
170
125
145—
160
150
105
120—
140
6,
%
7
12
И—
14
%
35
40
52—
58
<3 *
4
5
8-11
НВ
538
—
444—
341
и> отп*>
ММ
2,65
3,05—
3,25
•2,9—
3,3
Ударная вязкость при отрицательных температурах аНу кГм/см2
Род
заготовки
Катаная
Литая
Термообработка
Изотермическая закалка: нагрев
910°, изотермическая выдержка в
щелочи при 3254-350°
+ 20
8,2
4,0
——ИД—Д——ДЕТ— 11—1П1И»
Температура
испытаний, °С
—20
7,9
3,4
—40
5,4
2,3
—80
4,0
Предел выносливости, кГ/мм2
——— 1
Род
заготовки
Литая*
Кованая*
То же
——————■—— Щ '1 ■— мм—ни—
Термообработка
Изотермическая закалка
Низкий отпуск
То же и обкатка роликами
(Р=*164 кГ)
С-1
46,0
64—67
90
°К-1
38,0
46,0
—
* С—0,4%
52
Влияние поверхностного наклепа на усталостную долговечность •
изотермически обработанных пальцев из стали 38ХС
Деталь
Палец трака
<0 25 мм
То же
То же
Упрочнение
Без упрочнения
Обкатка роликами
(Р = 400—600 кГ)
Обдувка стальной дробью
0 0,5 мм при; скорости подачи
дроби 140 кГ/мин
Режим
испытания при
циклическом изгибе
•^тах"
100 кГ/мм2
ат1п=|
20, кГ/мм2
Долговечность^
(число циклов *
до разрушения)!
3
42000
159250
1
137000
Технологические свойства
Температуры деформации: начало 11504-1200°; конец 8004-87О5.
Предварительная термообработка: отжиг 8604-880°.
Окончательная термообработка: закалка с 9004-910° в воде или с 9004-920°
в масле, отпуск 2004-650°; изотермическая закалка: нагрев 910°,
изотермическая выдержка при 3254-350°, НВ 444—341, ^0тп =2,9—3,3 мм.
Подвергается поверхностной закалке ТВЧ с низким отпуском на твердость
ИКС 48—58.
Подвергается электролизному борированию.
Свариваемость ограниченная, при сварке применяется предварительный и
сопутствующий подогрев, а после сварки — отпуск.
Склонности к отпускной хрупкости подвержена.
Применение
Траки, пальцы траков, болты, ободы катков и др., подвергаемые
изотермической закалке на твердость НВ 4444-341 (йогп =2,94-3,3 мм). Улучшенные, сред-
ненагруженные рычаги, валики, оси, балки, кривошипы, балансиры (закалка*
910°±20° в масле, отпуск 630±20°, вода, твердость НВ 2854-302). Борируемые
пальцы траков.
Заменители
Сталь 40СХ, 30ХГСА (ГОСТ 4543-71) — разрешается в отдельных случаях;
сталь ТВМ (ЧМТУ 3424-53) для траков — разрешается в отдельных случаях.
53
Рис. 16. Диаграмма изотермического
распада стали 38ХС
54
Рис. 17. Механические свойства стали
38ХС в зависимости от температуры
изотермической закалки; температура
аустенизации 910°
СТАЛЬ 27СГ*, ГОСТ 4543-61
Химический состав, %
С—0,234-0,31; 51— 1,14-1,4; Мп—1,14-1,4; N1^0,30; Сг^0,30; 5^0,035;
Р<0,035.
Физические свойства
44=7,8 Г/см5; ^-10-3=21,4 кГ/мм2.
а- 106= 11,5(254-200°); 12,6 (25-г 200°); 14,1(25+600°) 1/°С.
Х=0,108 (200°); 0,102 (300°); 0,097 (400°); 0,087 (600°) кал/см. сек.°С.
ЛС1=750°; ЛСд = 880°; Мн = 355°;
Прокаливаемость в диаметре до 18 мм (закалка в воде).
Механические свойства по ГОСТу
Вид
полуфабриката
Заготовки
диаметром или
толщиной до 25 мм
Термообработка
Закалка с 92№ в воде,
отпуск 420°, охлаждение
в воде или масле
°в
00,2
кГ/мм2
100
не
85
6 1 1|)
%
менее
12
40
кГм/см2
5
Механические свойства, не оговоренные ГОСТом
Т"""1""1"" " ■"■""■ """""Ч'1 ' '" " ''■
Термообработка
Нормализация 920° и отпуск при 660°;
закалка с 920° в воде
а) отпуск 2304-270° (вода или масло)
б) отпуск 550° (вода или масло)
аВ .1 00,2
кГ/мм2
120
80
100
70
* 1 ф "
%
8
12
40
45
кГм/см2
4
8
Предел выносливости
Термообработка
Закалка с 910° в воде; отпуск 450°,
охлаждение в воде
шшашшшжшшстжв
<*В,
кГ/мм2
90
шшмаава
кГ/мм2
40,5
* В ГОСТ 4543—71 сталь не включена.
55
Технологические свойства
Сталь выплавляется в мартеновских и электропечах.
Температуры деформации: начало 1200, конец 800°.
Предварительная термообработка — нормализация с 920°С и высокий отпуск
при 660°, #В«163.
Окончательная термообработка — закалка с 9204-930° в воде и отпуск на
необходимую твердость с охлаждением в воде или масле.
Сталь подвергается поверхностному механическому упрочнению обкаткой
шариками или роликами, дробенаклепом, подвержена отпускной хрупкости.
Свариваемость ограниченная, рекомендуется подогрев и последующая
термическая обработка.
С
0,29
5(
1,30
Мп
1,33
N1
0,12
и
0,10
А/
*з
»н
"ъ!
т\д70\355\925\
Рис. 18. Диаграмма изотермического
распада стали 27СГ
Применение
Рычаги, опорные катки, пальцы траков и другие детали, работающие в
условиях абразивного износа.
СТАЛЬ ЗОХМА, ГОСТ 4543-71
Химический состав, %
С—О,26-г-0,33; 51—0,17-И),37; Мп—0,404-0,70; Сг—0,84-1,10; N1^0,30;
Мо=0,154-0,25; 5 < 0,025; Р^0,О25; Си^0,30.
Физические свойства
4=7,82 Г/см*; Е=21300 кГ/мм2; 0=8400 кГ/мм2.
а- 10?= 12,3 (20-М 00°); 12,5(100-7-200°); 14,4(4004-500°); 13,9(3004-400°);
12,9 (200+300°); 1/°С.
Я,=0,11(100°); 0,105(200°); 0,10(300°); 0,10(400°); 0,093(500°); 0,089(600°);
0,084(700°); 0,077(800°) кал/см. сек°С.
Лс,=775; Лс,-805°; Мн=365+385°;
Прокаливаемость до диаметра 50 мм (закалка в воде); до диаметра 30 мм
(закалка в масле).
Механические свойства по ГОСТу
Вид
полуфабриката
Заготовка
сечением 15 мм
Термообработка
Закалка с 880° в масле
или воде, отпуск 54Ю?,
масло или вода
ав
1 00,2
кГ/мм2
>95
^75
$5 1 *
%
>12
^50
кГм/см2
^9
Механические свойства, не
Термообработка
Закалка с 870° в воде, отпуск
при 600°
Температура
испытаний
20
200
300
400
500
600
оговоренные
\ СГо,2 1 °В
кГ/мм2
72
64
66
60
52
40
83
80
83
74
57
42
ГОСТом
6 1 д
%
1
21
20
21
19
19
26
71
67
67
75
82
87
кГм/см2
19
20
17
16
13
Ударная вязкость при отрицательных температурах, кГм/см2
Химический состав: 0,28% С, 0,96% Сг, 0,2% Мо
Термообработка
Температура
испытаний
—40°
-70°
Закалка с 880? в масле, отпуск при 350°
4,3
3,4
57
Пределы длительной 200-часовой прочности и усталостной прочности стали
закаленной и отпущенной при 560°.
ашо =74 кГ/мм2; а ^ «58 кГ/мм2; сг600о =38 кГ/мм2; <т650° =26 кГ/мм*.
а_1=41 кГ/мм2; *-1=23 кГ/мм2\ а-1 рас. =37 кГ/мм2.
Технологические свойства
Температуры деформации: начало 1150°, конец 850°.
Сталь хорошо деформируется в горячем состоянии (при сечении заготовок
60 мм — медленно охлаждать после горячей деформации: сталь флокеночув-
ствительна).
Предварительная термообработка: нормализация при 8704-880°, отпуск
5804-650°. Окончательная термообработка: закалка с 870-г 880° в масле или воде,
отпуск 5804-650°; НВ 2114-241.
Сталь не склонна к отпускной хрупкости. Свариваемость удовлетворительная.
Применение
Сварные конструкции, работающие при температуре до 450°, валы, оси,
цапфы, втулки, шпильки, зажимные патроны, крепежные детали.
Заменители
Сталь 35ХМ (ГОСТ 4543-61) — разрешается в отдельных случаях.
гг
\0%25
ТГ
0,21
Мп
0,68
Сг
Ж
Мо
№
*1
750
А1
839
»н
365
Тн\
100
ч
Рис.
19. Диаграмма изотермического
распада стали ЗОХМА
Рис. 20. Зависимость механических
свойств стали ЗОХМА, закаленной
с 880° в масле, от температуры
отпуска
СТАЛЬ 40ХН, ГОСТ 4543-71
Химический состав, %
С—0,364-0,44; 51—0,17-0,37; Мп—0,504-0,80; Сг-4),454-0,75; N1—1,04-1,40;
5 < 0,035; Р<0,035; Си ^0,30.
Физические свойства
4=7,82 Г/см3; Е- 103=20,4 кГ/мм2.
а-106= 11,8 (204-100°); 12,3(204-300°); 13,4(20-^-400°); 14,0(204-600°) //°С
^=0,105(100°); 0,102(200°); 0,098(300°); 0,093(400°) кал/см. сек. °С.
ЛС]^725°; ЛСз=780°; ЛГн=340о.
Прокаливаемость до диаметра 35—40 мм (закалка в воде), до диаметра
15—25 мм (закалка в масле).
Вид
полуфабриката
Заготовка
сечением 25 мм
Механические свойст
Термообработка
Закалка с 820° в масле
или воде; отпуск 500°;
охлаждение в воде или
масле
ва по
сч
100
ГОСТу
еч
з*
Н €
80
о,
%
%
менее
И I 45
кГм/см2
7,0
Механр
Температура, °С
закалка
в масле
830
850
(или в
воде)
850
(нормализация)
отпуск
180—200
420—450
560—600
(воздух
или печь)
еОО—650
[ческие свойства,
Сечение,
мм
До 40
До 20
До 100
10а—300
не оговоренные ГОСТом
00,2 | <*в
кГ/мм2
140
ПО
60
46
160
130
85
78
6 1 *
%
7
12
10
10
40
48
40
35
сч
21
в?
4,0
6,0
5,0
Твердость
НЯС 48^-54
| НЯС 40-4-45
НВ 2404-280
НВ 1964-241
59»
Механические свойства при повышенных температурах
(С=0,36%)
Температура
испытания,
20
1-50
290
425
535
СГо,2
°в
кГ/мм2
70
65
63
49
25
83
73
83
61
41
б,
%
24,0
20,0
27,0
29,0
30,0
Примечание
Закалка с 840° в
масле, отпуск 535°
Предел выносливости
Термообработка
кГ/мм2
т—1
кГ/мм2
Закалка с 790°, отпуск 5404-650°
(ав=78 кГ/мм2)
Закалка с 820° в масле, отпуск 500°
К =114 кГ/мм2)
22
Технологические свойства
Температуры деформации: начало 1150°, конец 900°.
Предварительная термообработка: отжиг 8204-850°; НВ^.207.
Окончательная термообработка: закалка с 820—840° в масле, отпуск при
5504-600°, вода или масло; НВ 2554-286.
Свариваемость неудовлетворительна.
Сталь флокеыочувствительна, склонна к отпускной хрупкости, образованию
трещин при закалке в воде.
Применение
После нормализации, улучшения, закалки, низкого отпуска и поверхностного
упрочнения ТВЧ—для изготовления крупных ответственных деталей,
работающих в условиях высоких удельных давлений и скоростей при наличии ударных
нагрузок.
Заменители
Сталь 40ХГНР (ЧМТУ ЦНИИЧМ 117-59), 40ХНР (ЧМТУ 5635-56), 40ХН
(ГОСТ 4543-71) — разрешается в отдельных случаях.
«0
ГГ
\У8
5(*
0,21
Мп
0,12
Сг
0,5
\Ч
1,3 ,
^
101
А9 ! Мн
Гн\
7М\ЗЩ8<15
Рис. 21. Диаграмма изотермического
распада стали 40ХН
^
СХ=Г
с5Й^«Й«о<г«
а-
\
1
>
У
1 1 1
1
/
/а
у
\
V
У
А
<
Л
\
1
\
\
\
С» & ёэ ^ ^ С=) ^
Г**- <<Ь <^Э -* <*> С>* V»
. ■■>■■■. к» ., 1. ... -.1 ! 1 ,1 1
^ ^ ^ ^ с^
Рис. 22. Зависимость
механических свойств стали 40ХН,
закаленной в масле (с 815°),
от температуры отпуска
(охлаждение после отпуска в
масле)
СТАЛЬ 45ХН, ГОСТ 4543-71
Химический состав, %
С—0,41—0,49; 51—0,17—0,37; Мп—0,50-г0,80; Сг—0,45-^0,75; ЫЦ,0-М,40;
.3^0,035; Р< 0,035; Си^0,30.
Физические свойства
(1 = 7,82 Г /см3;
а 106= 11,8(204-100°); 12,3(20-^-200°); 13,4(20^-400°); 14,0 (20-г 600°) 1РС.
^ = 0,107(100°); 0,098(300°); 0,094(400°) кал/см. сек. °С.
ЛС1 = 725°; ЛСз=775°;Л^„ = 310°.
Прокаливаемость в диаметре до 50 мм (закалка в масле).
Механические свойства по ГОСТу
Термообработка
кГ/мм2
<*0,2,
кГ/мм2
%
кГм/см2
* Закалка с 820° в масле или воде,
отпуск 530°, охлаждение в масле или
воде
не менее
105
85
10 45
7,0
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 840° в масле, отпуск
при 1804-200°
То же при 5504-600° (вода или
масло)
С4
^ 1
«с:
165
85
19"
150
60
%
7
1б
%
30
40
?3 *
5,0
Твердость
ИЯС 48—54
НВ 207-7-255
Технологические свойства
Температуры деформации: начало 1180, конец 830°.
Предварительная термообработка: отжиг или нормализация 880 ±10°
ЯВ^269; <*0тп=3,7 мм.
^62
Окончательная термообработка: а) закалка с 860±10° в масле или горячей
воде, отпуск 550±20° в воде, НВ 302-255, <*0тп=3,5уЗ,8; б) закалка с
830±10° в масле, отпуск 520±20° с охлаждением в горячей воде, НВдП-ггъъ,
й отп=3,4—3,6 лш; в) закалка ТВЧ на твердость ##С>50.
Сталь склонна к отпускной хрупкости и образованию трещин при закалке в
воде; флокеночувствительна.
Применение
Детали, работающие при средних скоростях и средних удельных давлениях
при наличии ударных нагрузок: погоны, балансиры, кривошипы, болты,
шестеренчатые валы, шпиндели, рычаги, оси, штоки и др.
С
\ЩА
81
0,31
Мп
№
Сг
№
N1
№
*1
750
Аз
790
Мн
310
1Г\
650 \
\92ННВ
22,5НИС
30
200 300 № 500 6и0 СС
Рис. 23 Диаграмма изотермического Рис. 24. Зависимость механических
распада стали 45 ХН свойств стали 45ХН, закаленной в
масле (с 81-5°), от температуры отпуска
Заменители
Стали 40ХН, 50ХН (ГОСТ 4543-71) — разрешается в отдельных случаях.
СТАЛЬ ЗОХГСА, ГОСТ 4543-71
Химический состав, %
С—0,28-7-0,34; 51—0,90-7-1,20; Мп—0 80-г 1,10; Сг-4),8-г 1,1; 5^0,025;
Р^ 0,025.
Физические свойства
4=7,85 Г/см*; Е=19 800-7-20000 кГ/мм2; 0=8300 кГ/мм2,
а-106=12 (100°) 1/°С. к=0,090 (200°) кал./см. сек.°С.
ЛС1=760°; ЛСз=830°; Мн=320°.
Прокаливаемость в диаметре до 25—30 мм (закалка в масле).
Механические свойства по ГОСТу
Вид
полуфабриката
Прутки
диаметром до 25 мм
Профили
ГОСТ
4543—71
3710—68
Термообработка
Закалка с 880°
в масле; отпуск 540"
с охлаждением в
воде или масле
Закалка с 870-г-880р
в масле, отпуск 260°
о»
«с
>110
160
180
сч
^85
б,
%
>10
5
Ф>
%
^45
х^
^5,0
5
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 880° в масле, отпуск 250°
Закалка с 880? в масле, отпуск 530°
Изотермическая закалка при 300° и
отпуск 270°
Изотермическая закалка при 340° и
отпуск 320°
182
101,0
167
124,5
159
87
144,5
109,5
б,
%
11,5
15,5
13,6
16,5
Ф,
%
50,0
64
60,0
61,0
6,0
7,5
НВ
512
302
444
363
64
Предел выносливости
Термообработка
Закалка с 890° в масле:
отпуск 200°
отпуск 450°
отпуск 550°
отпуск 600°
*-1
изгиба,
кГ/мм2
*-1
кручения,
кГ/мм2
(без упрочнения)
58,0
52,0
45,5
38,01
28,5
24,5
—
—
ъГ/мм2
(обкатка
роликами)
88,0
—
59,0
—
Усилие
обкатки
Р.кГ
800
—
1000
—
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Закалка с 890? в масле:
отпуск 250°
отпуск 500°
Температура,
+ 20
6,5
7,5
—40
4,3
4,3
—70
4,0
4,0
ЭС
—193
2,7
1,6
Ударная вязкость в зависимости от температуры
изотермической выдержки
Температура, °С
ан, кГм/см2
нас
250
6,0
46
Зф
7,0
46
350
9,5
44
375
13,0
44
425
13,0
38
450
1,5
38
5 Зак. 2022
65
Чувствительность к перекосу образцов с надрезом
при растяжении (г=0,1 лш, а=60°)
Термообработка
Закалка в масле, отпуск 200°
Закалка в масле, отпуск 500°
1
Температура I
испытания, Е
+ 20
—70
+20
—70
ав, кГ/мм2,
при перекосе
0°
220
214
150,5
160,0
8°
98
45
103
89
Технологические свойства
Температуры деформации: начало 1200°, конец 830°.
Предварительная термообработка: нормализация при 8804-900°, отпуск
650+-6700; НВ^207.
Окончательная термообработка: закалка с 870-^880° в масле, отпуск при
200-+2500, НВ 388—444 (НКС 40+48); закалка с 870+880° в масле, отпуск при
Б40+-600°, НВ 302+-363 (НКС 31+39); изотермическая закалка с 880° в щелочи
при 300+350°, НВ 388+-444 (НКС 40+-48). Сталь подвержена отпускной
хрупкости; после отпуска обязательно замачивание в воде. Свариваемость хорошая.
Применение
Диски ведущих колес, крышки подшипников, фланцы, крепежные и др.
детали, термически обрабатываемые в сечении до 30 мм.
Заменители
Стали ЗОХГСНА, 38ХС, 35ХГСА (ГОСТ 4543-71)—разрешается в отдельных
случаях.
66
[с
0,29
5Г
Мп
1,05 \ 0,98
Сг
0,91
Ж
0,13
Д|
л,
#я
1м
1Щ8$0\320\900\
Рис. 25. Диаграмма изотермического
распада стали ЗОХГСА
56 5<< 51 Ь6 ДО Л #
АИГ# # Ь5 ЬО 36 28 2?
Рис. 26. Зависимость механических
свойств стали ЗОХГСА, закаленной
в масле (с 880°), от температуры
отпуска (штриховкой показан
разброс значений предела прочности в
зависимости от химического состава).
СТАЛЬ 30ХГСН2А(30ХГСНА), ГОСТ 4543-71
Химический состав, %
С—0,274-0,34; 51—0,904-1,20; Мп—1,004-1,30; Сг—0,904-1,20; N1—1,404-1,80;
5 < 0,025; Р^ 0,025.
Физические свойства
а = 7,77 Г/смЗ; X = 0,068 (25°); 0,070(100°); 0,073(200°); 0,075(300°)
кал/см. сек, °С.
уЦ-7504-760; ЛСз = 8054-830°; М„=300°.
Прокаливаемость в диаметре до 50 мм (закалка в масле).
Механические свойства по ГОСТу
Вид
полуфабриката
Образцы
Термообработка
Закалка с 900° в
масле, отпуск 200°
ав>
кГ/мм2
^165
<*0,2,
кГ/мм2
^140
о,
%
^9
%
^45
Ян»
кГм/см2
>6
Механические свойства, не оговоренные ГОСТом
Термообработка
Ступенчатая закалка при 200°
Ступенчатая закалка при 200°,
отпуск 200°
см
• «С:
182,0
187,0
123,0
128,6
см
77,0
98,6
б,
%
11,0
10,8
У,
%
45
42,7
см
со
6,7
7,0
Свойства при статическом изгибе
Термообработка
Закалка с 910° в масле, отпуск 200°
Ступенчатая закалка при 200°
Ступенчатая закалка при 200°,
отпуск 200°
в .
кГ/мм2 1
' 376,0
362,0
341,0
а0,2 ,
кГ/мм2
257,0
210,0
229,0
„изг.
V ,
кГ/мм2
166,6
130,0
148
/, мм
18,7
17,0
20
€8
Предел выносливости, кГ/мм2
Термообработка
1
Закалка с 890° в масле, отпуск 200°. !
Закалка с 890° в масле, отпуск 300°
Изотермическая закалка при 300*
Ступенчатая закалка при 200°, отпуск
250°
То же с обкаткой роликами, Р=360 кГ
73
71
74
—
—
тиг (тпи'п —
5 кГ/мм2),
кГ/мм2
■ . —
—
—
67
83
Механические свойства при отрицательных темпартурах
Термообработка
Изотермическая закалка с 890° в
селитре при 330°.
03
Он сз
си н
5 2
2 с
си о сл
Н к^
+20
-193
сч
^
^
.*
со
255
200
^
^
со
о
160
190
сч
§^
ь *
120
145
6,
%
16
5
Ф,
%
50
15
Технологические свойства
Температуры деформации: начало 1160°, конец 830°.
Предварительная термообработка: нормализация при 880—900°, отпуск
650-670°; #В<207.
Окончательная термообработка: а) закалка с 900° в масле, отпуск 270-г-290°,
?в = 160-М80 кГ/мм2; б) ступенчатая закалка с 900° в щелочи при 200-7-280°,
выдержка 1 час, отпуск при 290° — 3 час, ав = 160—180 кГ/мм2\ в)
изотермическая закалка с 900° в селитре при 280-*-330°, выдержка 1 час, ав = 140-т-
77-170 кГ/мм2.
Подвержена отпускной хрупкости, сваривается ручной дуговой,
автоматической (под флюсом) и атомно-водородной сваркой.
Применение
Пальцы траков и другие высоконагруженные детали.
Заменители
Сталь 30ХГСА (ГОСТ 4543-71)—для деталей диаметром менее 30 мм.
69
Рис. 27. Диаграмма изотермического
превращения стали 30ХГСНА
Рис. 28. Зависимость механических
свойств стали 30ХГСНА, закаленной
в масле (с 900°), от температуры
отпуска
СТАЛЬ ТВМ, ЧМТУ 3424-53
Химический состав, %
С—0,184-0,24; 51—1,24-1,5; Мп—0,94-1,2; Сг—0,64-0,9; N1—0,94-1,2;
Мо—0,104-0,15; 51^0,035; Р<0,035; Си =^0,30.
Критические точки: Ас,««750о, А03=845°.
Прокаливаемость в диаметре до 30 мм (закалка в воде).
Механические свойства по ЧМТУ
Термообработка
Закалка с 930° в теплой воде, отпуск
240±10°
кГм/см2
^10
НВ
4774-388
мм
2,84-
3,1
Механические свойства, не предусмотренные ЧМТУ (на образцах)
«■■нвашашнпввшкшааашкхашшнквж
Термообработка
Закалка с 930° в теплой
воде:
отпуск 200°
отпуск 240°
отпуск 300°
отпуск 400°
отпуск 500°
шавтв&ьпвшвшшшт
Ов
00,2
0пц
кГ/мм2
163,7
160,1
159,1
142,9
124,8
133
132
132
122,5
113,0
116
114,4
—.
109,4
105,0
6
Ф
%
13,1
13,3
13,9
13,9
15,6
58,6
58
59
61,7
см
5
в?
11,4
10,2
10,8
8,7
11,4
Примечание
Содержание
углерода,
0,24%
Ударная вязкость при отрицательных
температурах
Температура, °С
а н, кГм/см2
И1Н1Ш ■1Д111
+ 20
10,2
—20
9,5
—40
8,4
—60
7,1
—80
6,8
—100
3,4
Примечание Закалка с 930° в теплой
воде, отпуск 240°, ИКС 444-47
71
Свойства образцов с надрезом (г=0,5 мм)
Температура
отпуска,
200
300
400
500
ав
354
343
313
262
а0,2
кГ/мм2
299
297
277
239
_изг
189
—
179,5
161
} пласт,,
мм
0,76
0,73
0,65
0,58
Предел выносливости: а_!=35 кГ/мм2\ а* =32 кГ/мм2 (г=0,75 мм).
Механические свойства образцов, вырезанных из траков (С—0,24%).
ав = 1644-154 кГ/мм2\ ^ = 39,34-58,1%;
а0,2:=: 138-М29 кГ/мм2\ 6=14,04-10,7%;
л а1Щ = 1154-108 кГ\мм2\ ан=8,94-9,1 кГм/см2—вдоль волокна;
ан = 3,24-3,7 кГм/см2—поперек волокна.
Технологические свойства
Сталь выплавляется в мартеновских печах, склонна к образованию флоке-
нов.
Температуры деформации: начало 12004-1220°, конец 950°.
Предварительная термообработка: нормилазиция при 940±10°, отпуск при
6604-680° на твердость ЯВ^241 (</0тп^З,9 мм).
Сталь удовлетворительно сваривается; после сварки отпуск при 680±20Р.
Окончательная термообработка: закалка с 930±10° в теплой воде, отпуск
при 240±10°, НВ 3884-477 (^0тп==2,8н-3,1 мм).
Разрешается закалка с 950° в масле, отпуск при 240±10р, НВ 3884-477
(<*отп = 2,84-3,1 мм).
Детали, не подвергаемые после термообработки механической обработке,
рекомендуется подвергать дополнительному поверхностному наклепу (обкатка
роликами, наклеп дробью, чеканка) для повышения усталостной прочности.
Применение
Детали ходовой части гусеничных машин—траки.
Заменители
Сталь 40ХС (38ХС) ГОСТ 4543-71 в состоянии изотермической закалки.
72
Рис. 29. Диаграмма изотермического распада стали ТВМ
Рис. 30. Зависимость механических свойств стали ТВМ,
закаленной (с 930°) в теплой воде, от температуры
отпуска
СТАЛЬ-40ХН2МА(40Х1ША), ГОСТ 4543-71
Химический состав, %
С—0,37-^0,44; 51—0,174-0,37; Мп—0,504-0,80; Сг—0,604-0,90; N1—1,254-1,65;
Мо—0,154-0,25; 5^0,025; Р^ 0,025
Физические сзсйства
4=7,85 Г/см3; а- !0б= 11,7(204-100°); 12,7(2004-300°) \°/С
Х=0,11 (100°); 0,105(200°); 0,10(300°); 0,095(400°); 0,090(500°); 0,086(600°);
0,079(700°); 0,071(800°); 0,062(900°) кал./см. сек. °С.
/Ц = 710°; /1сз=790°; М„ = 290°.
Прокаливаемость в сечении до 50 мм (закалка в масле).
Механические свойства по ЧМТУ (не менее)
Термообработка
Закалка с 850° в масле,
отпуск при 620° с
охлаждением в воде
То же, в масле
110
100
95
85
12
12
50
55
8
10
Свойства
Термообработка
Закалка с 860° в масле,
отпуск 580°
з зависимости от температуры испытания
Свойства
сг в , кГ/мм2
#0,2, КГ/ММ2
*, %
<Ч>. %
а н, кГх/см2
а_1, КГ/ЛШ2
*_1, КГ/ММ2
Температура
20
109
97
15,6
58
8
45,6
23
250
103
35
13,0
400
97
79
17
46,9 63
1
11,1 8,6
1
1
испытания, °С
500
71
69
18
80
5,5
—70
129
117
13
50
6
—196
157
152
12
26
—
74
Технологические свойства
Температуры деформации: начало 1160°С, коней 800°.
Предварительная термообработка: нормализация при 8304-890° и высокий
отпуск 6804-720° (воздух); НВ^ 169 (40тп ^*3,7 мм).
Окончательная термообработка: закалка с 8404-860° в масле, отпуск
5004-650° (воздух или масло), цианирование 8404-860°, закалка с 8004-820° в-
масле, отпуск 2004-350°, азотирование при 5504-525°; поверхностная закалка
ТВЧ, отпуск при 1804-200° (воздух).
Применение
Оси, валы, клапаны, крышки шатунов, болты, шпильки.
500 его
№0 ЛИ?
1Ы№ с?к
Рис. 31. Диаграмма
изотермического распада стали
40ХНМА
Рис. 32. Зависимость меха- *=
нических свойств стали %Й\
40ХНМА, закаленной в
масле (с 850°). от температуры
отпуска
75
СТАЛЬ 40Х2Н2МА(40Х1НВА), I ОСТ 4543-71
Химический состав, %
С—0,35-4-0,42; 51—0,17-4-0,37; Мп—0,30-4-0,60; Сг—1,25-4-1,65; N1—1,35—1,75,
Мо—0,2-4-0,3 (\У—0,60-4-0,90); 5^0,025; Р ^ 0,025.
Физические свойства
0-7,8-103 кГ/мм2.
ЛС;=750°, Лг, = 300°, Лс^=810°, ЛГз=410, М„=290°; М^135°С.
Прокаливаемость в диаметре до 100 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Термообработка
Закалка с 870±10° в масле,
отпуск 580±20° (воздух)
^
^
^
ь *
ПО
см
96
5,
%
10
Ф,
%
45
3 ^
8
Ударная вязкость в зависимости от температуры
испытания, кГм/см2
Температура испытания, °С
Термообработка
Закалка, отпуск 200°
20
5,5
0
4,9
—20
4,7
—40
4,9
—60
4,4
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка 870°±10°
в масле:
отпуск 150р
отпуск 200°
отпуск 300°
отпуск 400°
отпуск 500°
отпуск 570°
отпуск 600°
Изотермическая
закалка при 325°,
отпуск 350°
ав | °>2
кГ/мм2
213
201,8
182
162
142,2
125,3
116
1 157
164,9
167
160
149,9
135
119,1
106
1 134
6,
%
9,4
10,1
9,4
10,1
11,3
14,7
—
1 П,6
Ф,
%
34,5
39,9
41,9
46,0
47,0
55
54
1 50,7
см 1
5,0
5,1
3,9
3,7
4,7
7,1
10,7
! 4,5
1 в 1 ТПц
кГ/мм2
185
168
145
130
114,2
—
97,5
| 124,2
78
83,1
86,6
83,3
73,0
—
63,5
1 61.6
7>
%
25.3
13,9
16,6
35,5
—
70,0
1 17,4
76
Свойства при статическом изгибе
Свойства
<2Г> кГ/мм2
(Тлицзг, кГ/мм2
тах
[полю ММ
/пласг» ММ
нкс
Температура
200
268
204
4071
19,1
0,30
50—51
350
241
189
3393
24,5
—
46
испытания, °С
500
219
173,4
2998
21,3
—
41
570
192
152,7
2688
28,7
0,56
37,5
Предел выносливости , кГ/мм2
Термообработка
Закалка, отпуск 200°
То же, обкатка,
Р = 280 кГ
Закалка, отпуск 600°
То же, обкатка,
Р = 280 кГ
<*-!
70—80
88
54—56
67
а-1
58
29
*-1
43
64
33
*К-1
28
н
о
се
О.
5
64
Примечание
г = 0,75
Сжатие,
= 32 кГ/мм2'
Свойства образцов
Детали
О В 1 <*0,2
кГ/мм2
Ф,
1 б,
%
3
^*отп» ММг
Шатуны (по 186 деталям)
Свидетели к валам (по 102
свидетелям)
Шпильки (по 10 свидетелям)
119,8
116,5
111,3
113,4
107,0
101,2
57,6
59,9
58,2
14,3
15,9
16,7
10,6
12,0
12,0
3,2-т-3,4
3,2-7-3,4
З-т-3,3
77
Технологические свойства
Температуры деформации: начало 1180°, конец 900°. лгд^о^.
Предварительная термообработка: отжиг при температуре 900 , //#^255,
изотермический отпуск при 650-^-680°. 00л-».1ло „„,, *яп-.-9п<>
Окончательная термообработка: закалка в масле 880±10°, отпуск 580±20
с охлаждением в масле или воде на прочность <*в>П0 «Пмм ^[г^^Т
■4-3,4 лис); то же и азотирование при температуре 490±5 (40 час.) НУ^600
глубина слоя 0,3-0,4 мм; закалка с 880±10° в масле, отпуск 200±10° на
прочность ов^180 /сГ/**2 (<*от„ = 2,7-2,9 мм). Может подвергаться закалке ТВЧ,
нечувствительна к скорости охлаждения после отпуска.
Применение
Коленчатые валы, шатуны, шпильки и другие Детали (в состоянии закалки..
высокого отпуска, а также азотирования или закалки ТВЧ), **>]}»"''*"'
Пальцы траков, термически обрабатываемые на прочность а*^\т к!/мм .
дрем я ёьФржки, сек
Рис. 33. Диаграмма изотермического
распада стали
40Х2Н2МА (40X1Н В А)
50\
ж
1901
170\
,> I
^
^Й^
^К"
/ N. Л
200 хо т ж ь
Температура отпуска
А
1? \55
9НФ
Г
да
Рис. 34. Зависимость
механических свойств стали
40Х2Н2МА (40Х1НВА),
закаленной в масле
(с 880±Ю°), от
температуры отпуска
78
СТАЛЬ ЗОХКЗА, ГОСТ 4543-71
Химический состав, %
С—0,274-0,34; 5*—0,17-^0,37; Мп—0,30+-0,60; Сг—0,60-7-0,90; N1—2,75-^-3,15;
5^0,025; Р^ 0,025; Си ^0,30.
Физические свойства
^=7,83 Г/см3\ Я=21200 кГ/мм2; 0=8300 кГ/мм?.
<Е-106=11,6 (200+-1000); 13,2 (20+-200°); 13,4(20+400°); 13,5(20+600°) 1/°С.
Х=0,090(200°); 0,086(300°); 0,083(400°); 0,077(600°) кал./см. сек.°С.
/Ц = 700о; ЛСз=750°; М*=320°.
Прокаливаемость в диаметре более 100 мм (закалка в масле).
Вид
полуфабриката
Заготовка
сечением 26 мм
Механические свойства по ГОСТу
Термообработка
Закалка с 820° в масле,
отпуск при 530°С (вода или
масло)
О'в \ 0*0,2
кГ/мм2
100
6,
Ф>
%
не менее
80 1 10 1 50
СО
8,0
Механические свойство, не оговоренные ГОСТом
Термообработка
г'">тга
и
С0°
О, -
л я
а, «я
<и н
5 2
2 с
СУ О
Н Ж
I
во
й
щташха^ш
еч
3;
о^
о *
б,
%
Закалка с 845° в масле, отпуск 650°
(С-0,35%)
Закалка с 82(У\ отпуск при 530°
(С-0,39%)
+ 20
—253
290
370
425
590
650
65,4
108,0
108
—
88
53
21
59,8
103,0
93
—
70
26
8
14,0
5,0
15
—
22
27
45
Ударная вязкость при отрицательных температурах,
кГм/см2
Термообработка
+20
Температура испытаний, °С
20
—40
-60
70
Закалка с 820° в масле, отпуск 580-г-600°
(ав =96 кГ/мм2)
10
10
6,5
б,о
Предел выносливости в зависимости от температуры отпуска
Термообработка
Закалка с 830° в масле
Температура
отпуска,
°С
430
510
580
650
кГ/мм2
133
107
95
85
ог_„
кГ/мм2
51
49
42
38
Механические свойства в зависимости от диаметра
заготовки и температуры отпуска*
Температура
отпуска,
°С
400
500
600
700** |
е-1
%г
<я о
з: ь- ^
^8 I
20
40
60
20
40 |
60
20
40
60
- 1
<*0,2 1 ОТВ
кГ/мм2
128
122
116
102
98
96
80
76
72
66,5
142
147
129
111
105
100
92
88
85
82 1
1 6'
7,0
6,0
6,0
11
10,5
9,0
15,0
14,5
14,0
17,0
1-Ф.
%
57,5
54,5
50,0
61
59
58
69
67
65,5
68,5 1
1 5
^
^
1 °
5,2
5,2
5,2
8,0
8,0
8,0
15,0
14,8
14,0
18,0 |
нв
388
385
380
343
333
325
260
260'
255
240
* Закалка с 820° в масле, охлаждение после отпуска в масле.
** Закалка с 840° в масле, охлаждение после отпуска в воде.
Технологические свойства
Температуры деформации: начало 1150°, конец 900-5-850°.
Предварительная термообработка: отжиг 8104-840°, охлаждение с печью до
600°, высокий отпуск 640—690° (масло), #В^241; нормализация
8404-860(воздух ), отпуск 6504-670° (воздух).
Окончательная термообработка: закалка с 820° в масле, отпуск 5004-Ь50
(вода или масло), НВ 300; цианирование, закалка с 8104-830° в масле, отпуск
200° (воздух).
Свариваемость плохая. Склонна к отпускной хрупкости и образованию
трещин при закалке в воде, флокеночувствительна.
Применение
Тяжелонагруженные детали, подвергаемые закалке с высоким отпуском,
кулачковые муфты, шпиндели, рычаги и т. д.
С
0,32
5(
0,20
Ип
0,30
Сг
0,69
Н{
2,95
Аг
120
Аз
765
Мн
Тн
320\850
Рис. 35. Диаграмма изотермического
распада стали ЗОХНЗА
Заменителя
Стали 40ХНР, (ЧМТУ 5635-56),-40ХГНР (ЧМТУ/ЦНИИЧМ 117-59)-для
деталей меньших толщин.
6. Зак. 2022
81
СТАЛЬ 38Х2МЮА(38ХМЮА), ГОСТ 4543-71
Химический состав, %
С—0,354-0,42; 51-0,204-0,45; Мп—0,304-0,60;
Мо—0,154-0,25; А1—0,704-1,10; 5^0,025, Р^ 0,025.
Сг—1,354-1,66; N^0,30;
Физические свойства
4=7,65 Г/сле3; а • 106= 12,27 (254-100°) 1/°С.
Х=0,09 (20°) кал./см. сек. °С. Е=20300 кГ/мм2.
ЛС1=800°, Лс3=910°, Л1„=355°.
Прокаливаемость в диаметре до 30 мм (охлаждение в масле).
Вид
фабриката
Прутки
горячекатаные
Механические свойства
Термообработка
Закалка с 940±15°
в теплой воде или
масле, отпуск 640°
с охлаждением в
воде или масле
сч
>100
по ГОСТу
^85
о,
1%!
>14
Ф,
%
^50
сч
а
^9,0
нв
>302
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 9304-940°
в масле, отпуск 660°
Температура
испытаний, °С
20
200
300
400
500
600
Ов.
кГ/мм2
82,5
80,0
—
74,0
48,0
30,5
00,2,
кГ/мм2
66,5
59,5
58,0
56,0
43,0
28,0
6,
%
16,5
17,0
18,0
20,0
25,0
29,0
%
64,0
55,0
57,5
63,0
81,0
89,5
Он»
кГм/см2
16,0
15,5
13,0
13,0
10,0
10,0
82
Релаксационная стойкость при 450°С
его,
кГ/мм2
30
25
100
13,6
11,8
300
12,4
10,9
<*ост, кГ/мм2, за часы
500
11,9
10,6
1000
11,6
10,0
3000
8,8
7,5
5000
6,5
5,6
Предел выносливости
Термообработка
Закалка с 930° в масле, отпуск 600°
Закалка с 940° в воде, отпуск 640°
Закалка с 940° в воде, отпуск 640°,
(40 час)
Закалка с 940° в воде, отпуск 640»°,
тирование 515° (12 час), 550° (33 час)
азотирование
при
двухступенчатое
510°
азо-
кГ/мм2
52
49—48
70
70
кГ/мм2
—
29
—
—
Ударная вязкость азотированных образцов
Покрытие перед
азотированием
Без покрытия
Фосфатирование
Глубина
азотированного
слоя, мм
0,65
0,70
штвяшввииажтттшттштшвштвтштаткшшвтятттшяшттттсм
а 1Ь кГм/см2
до
азотирования
11,2
11,2
после
азотирования
3,2
3',9
азотирование
4- отпуск
1004-200°
'5,4
4,8
Технологические свойства
Температуры деформации: начало 1160°, конец 880°\
Предварительная термообработка — нормализация При 9304-970°, высокий
отпуск 6504-670°, #5^229.
Окончательная термообработка: закалка с 9304-950° в воде или масле,
отпуск 6404-650° с охлаждением в воде или масле. НВ 286-4-341 (^отп —
= 3,64-3,3 мм)\
Азотирование по режимам заводов: а) режим азотирования гильз
цилиндров на заводе А: 1-я ступень — температура 540±5°, 12 час, при диссоциации
аммиака до 35%; 2-я ступень — температура 540±10°, 4 час.щ при диссоциации
аммиака до 65%; охлаждение в печи под током аммиака до 300°, глубина
азотированного слоя 0,5 мм, НУ ^650. б) режим азотирования гильз
цилиндров на заводе Б: 1-я ступень — температура 515°, 12 час, при диссоциации
аммиака 20—35%; 2-я ступень—температура 550°, 33 час. при диссоциации
аммиака 40—65%; деазотирование при температуре 550°, 6 час без подачи аммиака.
Глубина азотированного слоя в готовой детали 0,3—0,5 мм, НУ^750.
Плохо сваривается, склонна к обезуглероживанию.
Склонна к порокам металлургического характера — волосовины, закаты и
т. п.
Применение
Азотируемые детали ответственного назначения, работающие в условиях
трения, при температурах до 4004-500° и в условиях коррозионно-активных сред
(кроме кислот), гильзы, цилиндры, рессоры, бандажи, втулки и др.
Заменители
Сталь ЗОХЗВА (МПТУ 2494-50), — разрешается в отдельных случаях.
гг
!0,33
Мп
0,7
О
1,Щ
Ш
0,25
АЬ
ЬО
_,.,
775
*з
885
Ми
355
Тн
950
1б0\
щ
^120\
юо\
«VI
щ
| Н8
[ 500
300
«*12
■ $10
$8
\ б\
ы
•М^
4>,
<*н
~.-~н
.]
0,5 1 10
ТОО 300 Ш 500 °Г
Рис. 37. Зависимость
механических свойств
стали 38ХМЮА,
закаленной в масле (с 930°), от
температуры отпуска
Рис. 36. Диаграмма изотермического
се* распада стали 38Х2МЮА
84
СТАЛЬ 45ХН2МФА(45ХНМФА) *Ч)СТ 4543-71
Химический состав, %
С—0,42-7-0,50; 51—0,174-0,37; Мп—0,50-г0,80; Сг—0,80-М,10; N1—1,30+1,80;
Мо-^0,20-~0,3; V—0,Ю-т-0,18; Си<0,3; 5^0,025; Р^ 0,026.
Физические свойства
5=20,8- 103 кГ/мм2 (закалка, отпуск 200°); 5=21,1 • Ю3 кГ/мм2 (закалка,
отпуск 470°); С = 8,0-103 кГ/мм2 (закалка, отпуск 200°); 6 = 8,27-Ю3 кГ/мм2
(закалка, отпуск 470°); 0= (7,6^7,8) • 103 кГ/мм2 (закалка, отпуск 2100°, обкатка
заневоливание /(=0,4).
ЛС1=740°; ЛСз = 830°;
Прокаливаемость в диаметре до 75 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Термообработка
Закалка с 86СР в масле, отпуск
460°, масло
сч
«с
145
130
б,
% ,
7
1Ь,
%
35
кГм/см2
4
Ударная вязкость в зависимости от температуры испытаний, кГм/см2
Термообработка
Закалка с 870±10° в
масле, отпуск 200° (воз-
ДУх)
То же, отпуск 500°,
воздух
Температура испытаний, °С
-1-20
3,9
4,3
0
3,97
3,83
—20
3,83
3,74
—40 1 -60
3,4
3,53
3,35
—80
2,15
3,43
—120
2,97
—180
1,1
2,6
85
Механические свойства, не оговоренные ТУ
(закалка с 870±10°С)
Н о
Растяжение гладких
образцов
а в | 0о,2
кГ/мм2
кГм/см2
Статический
изгиб образцов
изг I Лизг
кГ/мм2
*полн>
150
200
220
250
300
400
470
500
237,0
221,6
213,5
207,0
201,0
174,2
156,0
141,0
175,5
172,0
176,3
178
169,8
156,7
146
136
8,0
10,4
10,3
8,1
8,8
7,7
8,8
11,6
31,3
36,1
39,4
43,8
46,5
42,0
46,6
49,0
3,5
3,9
—
3,4
2,6
3,0
3,6
3,9
396
374
—
—
342
—
—
272
296
295,5
—
—
289
—
—
225
13,7
15,3
—
■—■
14,9
—
—
12,1
Свойства
Характеристика
*пц> кГ/мм2
V. %
тв, кГ]нм2
при статическом кручении
Температура отпуска, °С
200
94,1
19,2
181,9
230
96,2
17,4
180,7
260
102,1
11,3
169,3
290
105,2
11,5
151,8
500
80,7
46,7
110,5
Изотермиче-
кая
закалка
при 350°
76,5
18,8
165
Склонность к
Термообработка
Закалка,
отпуск 200°, 2 час
220°, 2 час
500°, 2 час.
хрупкому разрушению
/ пл » ММ
0,120
0,235
а ту»
кГм/см2
0,49
1,61
К1с,
кГ/ммй/2
174,6
176,0
256,5
Характеристика выносливости
Термообработка
Закалка, отпуск 200°
Закалка, отпуск 220°
Закалка и отпуск 500°
Изотермическая
закалка при 350°
*-\\
-гп
,' кГ/мм2 (база 5 • 106
циклов)
43
—
35
37
30
— '
28,5
22,10
62—79
—
55
—
Т-1
1,43
—
1,23
—
*-1 1
кГ/мм2 (база
107 циклов)
73—80
76
65
—
65
—
30
—
тшшшшятт
К
1,12
—
2,16
—
* Радиус надреза г = 0,75 мм.
* Минимальное напряжение асимметричного цикла ттт= 5 кГ/мм2.
* Радиус надреза г =0,1 мм.
Влияние поверхностного упрочнения на усталостную прочность
Термообработка
Закалка, отпуск
200°, 2 час
То же 500°, 2 час
Изотермическая
закалка с 350°
т_!, кГ/мм2
без
упрочнения
43
35
37
обкатка
роликами
280 кГ
Щ
46
50
о*_1, кГ/мм2
без
упрочнения
80—73
65
обката
роликами
280 кГ
88—89
80
тяташвяшштшшштттятятлтяк&
х V, кГ/мм2
без
упрочнения
62—79
55
обкатка
роликами
470 кГ
102
72
Релаксационная стойкость при кручении, тнач = 96 кГ/мм2
Термообработка
Закалка с 87О±10° в масле, отпуск
200°, 2 час
То же, заневоливание при К—0,43
выдержкой 48 час, 1=20°
Закалка с 870 ±10° в масле, отпуск
200°, 2 час, заневоливание с
выдержкой 2 суток при К=0,43 и
/=120°
Температура!
испытаний, 1
20
120
120
120
> ■ |.| 1 ■лишний—р—и—
Остаточное напряжение То, кГ/мм2,
в процессе выдержки, час
24 48
94,4
77,0
88,5
76,4
87,0
94,3
72 96
93,3
75,2
84,5
93,8
74,2
93,3
120
92,8
74,9
83,8
93,1
200
91,9
73,8
92,3
Технологические свойства
Выплавляется в электропечах. По специальному ЧМТУ-1-728-69 может быть
подвергнута электрошлаковому переплаву.
Температуры деформации: начало 1150°, конец 850^, охлаждение на воздухе.
Предварительная термообработка: отжиг 840±10°, охлаждение с печью до
400° (воздух) НВ 255-М97 (40тп =3,84-4,3 мм)\ отжиг 930±15°, охлаждение
с печью до 650° (воздух), ^0тп^3,8 мм, нормализация при 910±15°.
Окончательная термообработка: а) закалка 870±10° в масле, отпуск 47О±10°,
охлаждение на воздухе, НВ 4774-401 (^0™ = 2,84-3,05 мм), отпуск для снятия
напряжений после правки деталей 420±20°, охлаждение на воздухе; б) закалка
87О±10° в масле, отпуск 220±10°, охлаждение на воздухе, НВ 4774-555
(а?отп = 2,6—2,8 мм)\ в) закалка ТВЧ 880±20°, вода, отпуск 160±20°, воздух;
г) азотирование при 500-т-54,0°, ЯУ^бОО.
Отпускной хрупкости не подвержена, сваривается плохо.
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ТЕРМИЧЕСКОЙ И УПРОЧНЯЮЩЕЙ
ОБРАБОТКИ ТОРСИОННЫХ ВАЛОВ
1. Для валов, рассчитанных на напряжение до 8500 кГ/см2 — закалка с
870±10° в масле, отпуск 470±10°, охлаждение на воздухе. Нагрев под правку
430±10°, отпуск для снятия напряжений. Закалка шеек ТВЧ: /=880±1(У\
охлаждение в воде, отпуск 16О±10° (воздух).
Обкатка шлицев при усилии 1400—1500 кГ на ролик, обкатка рабочей части
и галтелей при усилии 450—600 кГ на ролик.
2. Для валов, рассчитанных на работу до напряжений 9500 кГ/см2— все по
пункту 1 с последующим заневоливанием на угол <р= (2—2,'5)<рпц • (/С3===0,44-0,5).
3. Для валов, рассчитанных на работу с напряжениями выше 10 000 кГ/см2—
закалка 870 + 10° в масле, отпуск 220±10°. Допускается правка через мягкие
прокладки.
Отпуск после холодной правки деталей при 170-4-180°, охлаждение—воздух.
Заневоливание на угол <р=2<рпц (/(=0,4),обкатка шлицев при усилии 2500 кГ
на ролик, рабочей части—9004-1100 кГ, повторное заневоливание на
ф-1,7 Фпц (/С=0,6).
4. Для валов, работающих длительное время при постояннодействующем
статическом кручении до 10 000 кГ/см2 в условиях нереверсивного нагружения и
при температуре до 150°—закалка с 870±10° в масле, отпуск 220±10°, обкатка
рабочей части при усилии 500—600 кГ на ролик, однократное длительное
заневоливание при /С3ан=0,45, в течение 48 час, при рабочей температуре.
Применение
Торсионные валы, пружины, рессоры.
Заменители
Стали 45СХНФА (ТУОП-54-57), 60ХНФА для торсионных валов сечением до
70 мм, рассчитанных на напряжение до 10000 кГ/см2, сталь 40Х2Н2МА
(40Х1НВА), ГОСТ 4543—71 для торсионных валов, рассчитанных на напряжения
свыше 10 000 кГ\см2.
* ?пц—угол, соответствующий пределу пропорциональности при статическом
кручении вала (после термообработки).
88
*мя Выдержки, сек
Рис. 38. Диаграмма изотермического
распада стали 45ХНМФА
120 ПО 160 180 200 120 2Ь0 260
Предел прочности б#,кГ/мм2
Рис. 40. Зависимость предела усталости
при симметричном кручении от предела
прочности при растяжении стали
45ХНМФА на образцах без
поверхностного упрочнения (1) и обкатанных
роликами, Р=280 кГ (2)
Температура отуска °С(дыдержа 2часа)
Рис. 39. Зависимость механических
свойств при статическом кручении
стали 45ХНМФА, закаленной в масле
(с 860°), от температуры отпуска
СТАЛЬ 45ХНМФАШ, ЧМТ>-1-728-69
Химический состав, %
С—0,424-0,50; 51—0,17-0,37; Мп—0,50-г0,80; Сг—0.80-г 1,10; N1—1,30^1,80;
Мо—0,20-^-0,30; V—0,104-0,20;- 5^0,010; Р^0,025; Си^0,030.
Механические свойства по ТУ (не менее)
Вид
заготовки
Прутки
Термообработка
Закалка с 870±10° в
масле, отпуск 220±10°
Механические свойства
О* в 1 Ф)»2
кГ/мм2
200
165
6 1 ф
%
8,0
34
сч
г?
3,5
«отп
ММ
2,6—
2,8
Механические свойства, не входящие в ТУ
Термообработка
Закалка,
отпуск 200°
То же, 220°
игаюаштиищ .шли щи
# В 00,2
кГ/мм2
219,5
210,3
166,6
171,9
ксившшнпш
6
Ч>
%
12,0
11,5
43
47,3
кГм/см2
4,7
3,5—3,8
втмпяюшхтчи.тшгишяят
* В *0,3
кГ/мм2
180,3
122,8
120,2
%
18,5
с*
й-1
91,9
91,7
Ударная вязкость в зависимости от температуры испытания, кГм/см2.
Термообработка
Закалка в масле, отпуск
200°, 2 час.
Температура испытаний,
20
4,7
0
4,8
—20
4,6
—40
4,13
—80
3,85
°С
—120
2,1
—180
1,15
90
Склонность к хрупкому разрушению
Термообработка
Закалка с 870±Ю° в масле;
отпуск 200°, 2 час
отпуск 220°, 2 час
отпуск 500°, 2 час
Пластический прогиб
?пл . ММ
0,114
0,18
0,27
Коэффициент
Ирвина К1с»
кГ/мм*/2
180,8
183,9
257,5
Предел выносливости
——— ,1 МП 1.ИИ.11 ,^|
Термообработка
Закалка с 870° в масле,
отпуск 200°, 2 час
——ид—ми—да мини мни 1 т
База 5 • 106 циклов
кГ/мм2
44
кГ/мм2
30—32
кГ/мм2
90—96
База 107 циклов
а-1>
кГ/мм2
86
кГ/мм2
—
* Радиус, надреза г = 0,75 мм.
* Минимальное напряжение цикла тт/п = 5 кГ/мм2 = сопз!.
Применение
Высоконагруженные торсионные валы,
СТАЛЬ 50Г, ГОСТ 4543—71
Химический состав, %
С—0,484-0,56; 51—0,174-0 37; Мп—0,74-1,0; Сг<0,30; №<0.30; 5^0,035;
Р< 0,035.
Физические свойства
^ = 7,86 Г/см*; Е- 10-3=22(20°) кГ/мм2.
а 106= 11,6(204-100°); 11,9(204-200°); 13,8(204-400°); 14,6(204-600°) 11°С\
X = 0,092 (200°); 0,087(400°); 0,082(600°) кал./см. сек. °С.
Лс, =723°; ЛСз = 76Э°; МИ = 320°С.
Прокаливаемость в диаметре до 25—35 мм—закалка в воде, до 15—20 мм—
закалка в масле.
Механические свойства по ГОСТу (не менее)
Состояние
стали
Нормализованная
(ГОСТ 4543-71)
Холоднотянутая
(1051-59)
Вид
заготовки
Квадратная,
круглая или шестигранная
заготовка
1
66
70
15 *
40
*5,
%
13
5
%
40
30
СО
4
НВ
<255
^267
Механические свойства, не оговоренные ГОСТом
Термообработка
Заготовка
0в
00,2
б5
кГ/мм2
*
кГм/см2
НВ
Закалка с 840° в воде,
отпуск 5604-680°
Нормализация 820°
30
80
160
240
До 100
100—300
82
76
76
76
65
62
56
48
46
44
34
32
18
18
16
16
13
12
55
50
45
45
35
33
6
6
6
229
217
207
197
241
241
Ударная вязкость в зависимости от температуры испытания
аи, кГм/см2
Термообработка
Закалка в воде с 840°,
отпуск 570°, К=82 кГ/мм2,
00,2=56 КГ/ММ2)
Температура испытаний, °С
20 —20
8,0
6,4
—40
4,8
1
—50 —80
4,0
3,3
92
Предел ползучести (С—0,50%, Мп—1,04%)
Термообработка
Скарость
ползучести
мм/мм час
а, кГ/мм2, при
температуре испытаний, °С
Отжиг
ю-7
450 | 500
9,2
6,0
550
3,7
Предел выносливости после закалки с 840° в масле и отпуска 600°
3-1 = 34 кГ/мм2. I
Технологические свойства
Температуры деформации: начало 1200°, конец 800°С.
Предварительная термообработка: отжиг 8104-850°, нормализация 8404-870°,.
высокий отпуск 680-:-720° (воздух), ЯВ>255 (с1отп ^3,8 мм).
Окончательная термообработка: закалка 8004-840°, охлаждение в воде или
масле, отпуск 3004-700°С на требуемую твердость; закалка с нагревом ТВЧ„
низкий отпуск, НЦС 574-62 (для тонкостенных деталей).
Свариваемость плохая, к отпускной хрупкости слабовосприимчива. При
закалке в воде склонна к образованию трещин.
Применение
Детали, подвергаемые при работе трению и воздействию высоких нагрузок,,
диски трения, распределительные валики и др.
Заменители
Сталь 50 (ГОСТ Г050— 60*), 45Г (ГОСТ 4543—71) — разрешается в отдел
битных случаях.
е>
т
№
51
-
Мп
0,91
Сг
-
"йП^Г
*з
Мн
Тн
- \720\760\320[т
Рис. 41. Диаграмма изотермического
распада стали 50Г
500 600 700
Температура отпуска,9С
Рис. 42. Зависимость механических
свойств стали 50Г, закаленной в
воде (с 840°), от температуры отпуска
СТАЛЬ 65Г, ГОСТ 1050-60*
Химический состав, %
С—0,62-4-0,70; 51—0.17-4-0,37; Мп—0,9-Н,20; Сг<0.25; ЫК0,25; 5 < 0,04-
Р^0,04.
Физические свойства
Л=7,85 Г/слеЗ; Е=21 . 108 кГ/мм2-у О = 8150-г-8350 кГ/мм2.
АС1 = 720°; ЛСз =740°; Л*н = 270°.
а-106=11,1(20-7-10б°); 11.9(20-г-200°); 13,5(20-4-400°) //°С.
Прокаливаемость в диаметре до 24 мм (охлаждение в масле).
Механические свойства по ГОСТу или ТУ
Вид
полуфабриката
Термообработка
сч
*
*
ш^
© *
о
•.!
е*"-ч»
•2^
°>
%
%
Прутки
горячекатаные
То же
Лента
ГОСТ
1050-60*
ГОСТ
2052-53*
ТУ
1-158-51
Нормализация
Закалка с 830° в
масле, отпуск 480°
Патентирование
^75
^100
90
120
^44
>80
—
^9
>8
14
—
>30
—
Твердость в зависимости от режима термообработки
Термообработка
НВ
<* отп
мм
Толщина
детали
Закалка с 810° в масле, отпуск 570°,
воздух
Изотермическая закалка с 820° в
щелочи при 300°
Закалка с 820° в масле под прессом
Глиссона, отпуск 620*4-660°
341-4-269
241-7-270
2854-229
3,3-4-3,7
3,9-К6
3,6-4-4,0
<30жж
—
Диски
толщиной до 6 мм
Предел выносливости
Термообработка
Закалка с 850° в масле,
отпуск 400°
„ 450°
„ 500°
„ 550°
Закалка с 830° в масле, отпуск 570°
То же, (температура испытания 300?)
«_,. кГ/мм2
, 74,0
64,5
59,8
59,3
55,0
50,0
Свойства, не оговоренные ГОСТом (после закалки с 820° в масле
с отпуском и после изотермической закалки)
Режим
отпуска
температура, °С
250
300
350
400
450
500
550
жительность, мин.
80
50
20
10
7
3
2
Режим
изотермической
закалки
температура, °С
250
300
350
400
450
500
550
жительность, мин.
80
50
20
15
15
16
ав,
кГ/мм2
отпуск
178
185
213
185
158
138
130
изотермическая
закалка
250
210
171
136
134
126
124
нас
отпуск
54
50
45
40
38
36
31
изотермическая
закалка
53
45
40
35
28
26
26
тпц>
кГ/мм2
отпуск
80,5
89,0
94,5
80,5
80,5
61
58,5
изотермическая
закалка
9,8
89,0
74,0
67,5
51,4
49,5
44,5
Число
гибов
отпуск
0
0)
2
5
6
4
6
изотермическая
закалка
1
5
8
11
12
11
9
Технологические свойства
Температуры деформации: начало 1180°, конец 780°.
Предварительная термообработка: отжиг при 790-=- 810°, НВ 196^229.
Окончательная термообработка: а) закалка с 810±10° в масле, отпуск при
340-^380° на твердость НЯС 43-М8; б) изотермическая закалка: нагрев на
820±10°, перенос в щелочную ванну при 270°, выдержка 15 мин, НЯС 52-ь54;
в) патентирование; г) закалка с 820° в масле, отпуск 620-4-650°, НВ 229-^285.
Отпускной хрупкости не подвержена, плохо сваривается.
Применение
Поршневые кольца, диски фрикционные, тормозные барабаны и ленты и
другие пружинные детали.
Заменители
Стали 85 и 55С2 (ГОСТ 14959-69) — разрешается в отдельных случаях.
96
пг
\цм
51
0,1
Мп
ИЗ
Сг
—
N1
—
Ат
120
Ьэ
т
"н
270
Тн
№
Рис. 43. Диаграмма изотермического
распада стали 65Г
7 Зак. 2022
97
СТАЛЬ 55С2, ГОСТ 14959—69
Химический состав, %
С-4),52ч-0,60; 51—1,54-2,0; Мп-4),6-г0,9; Сг^О.З; 5^0,035; Р < 0,035.
Физические свойства
</=7,68 Г/см2\ Е=20 • 103 кГ/мм2; (7=7,98- 103 кГ/мм2.
АС1=775°; Лс3-=840(810°); Мн = 2854-305°.
Прокаливаемость до диаметра 20—25 мм (закалка в масле).
Вид
полуфабрика
Прутки
Механические свойства
Термообработка
Без отжига в состоянии
поставки
Закалка 870±10°
в масле или воде, отпуск
460°, воздух
см
^130
по ГОСТу (не менее)
см
см
^120
б,
%
^6
Ф,
%
^30
ё*
^031
^3,6
нв
^285
Механические свойства, 1
-* ,-
Термообработка
Закалка с 880° в
масле, отпуск 400°, воздух
Закалка с 880° в
масле, отпуск 600°, воздух
Изотермическая
закалка 870°, выдержка в
соляной ванне 300°,
выдержка при 360°
см
170
102
167 1
138
не оговоренные ГОСТом
см
150
86
125
113
6,
%
9
16
8
—
1>.
%
40
51
см
со
—
—
8,7
НВ
438
290
_
—
няс
46
38
Предел выносливости
И11111 11111 ■!!■! 111111 111М1Г Ш111ТГВ1И1—1—И—————
Термообработка
Закалка с 8704-900° в
масле, отпуск 400-^-450°,
воздух
Закалка с 890° в масле,
отпуск 500°, воздух
кГ/мм2
50
57
32
52—58
см
1С
30
Состояние
поверхности
Зачищенная наждачной бумагой
после термической обработки
Шлифованная
Черные обезуглероженные
образцы
Черные обезуглероженные
образцы, наклепанные дробью
98
Технологические свойства
Температуры деформации: начало 1180°, конец 8504-760°.
Предварительная термообработка: отжиг при 690-^710°.
Окончательная термообработка: закалка с 8604-880° в масле или воде;
■.': ^ .-л"** отпуск 400-4-525° (вода или воздух).
Изотермическая закалка с 860-4-880° в соляном растворе (при 300° НЯС 46,
при 360° НХС 38).
Сталь хорошо воспринимает поверхностное упрочнение — предел усталости
пружин из кремнистых сталей после дробеструйной и гидроабразивной
обработки повышается более чем в 1,5 раза.
Температура горячей навивки пружины 850-т-900°. Свариваемость плохая, к
отпускной хрупкости не склонна. Склонна к графитизации после закалки и
отпуска при 500-4-650°. Сильная склонность к обезуглероживанию.
Применение
Рессоры и пружины.
Заменители
Сталь 65Г (ГОСТ 1050-60*) —разрешается в отдельных случаях.
Гс
\§&
51
ш
Мп
№
Сг
0,17
т
-
А,
775
А3
М
Мн
Ж
Ц
щ
Щ 12\
Щ
Ф
Я'
«У
ж
160
№
ш
>6о,2> хГ/нн*
^^ч^
б^\
до?\
<*н
Т7
<\
4
300 330 360 Ш № Ш № 510
Температура отпуска °С
0 Т Ю Г Г #" сел
Рис. 45. Зависимость механических свойств
Рис. 44. Диаграмма изотермического стали 55С2, закаленной в масле (с 880°),
распада стали 55С2 от температуры отпуска
СТАЛБ60С2, ГОСТ 14959-69
Химический состав, %
С—0,57-^0,65; 51—1,5-^-2,00; Мп—0,604-0,90; $< 0,035; Р^0,035; Сг ^: 0,30.
Физические свойства
(1=7,7 Г/см3\ Е- 10-3=20,9 кГ/мм2; О- 10-3=8,34 кГ/мм2.
а- 106=1 Ь5-ч-12,4 (204-100°); 12,8(254-200°); 13,14-13,9(254-400);
13,4(25-500°) 1/°С.
/^=770°; ЛСз = 820°.
Прокаливаемость до диаметра 20—25 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Горячекатаная заготовка
Пружины из
горячекатаных
заготовок
^36 мм
1 Термообработка
Закалка с 870° в
масле, отпуск 460°,
воздух
Нормализация
при 850-4-860°,
воздух
Закалка 850—
870° в масле,
отпуск 420-4-460°,
воздух
130
—
120
--
«5,
%
6
—
%
30
--
нв
^241
нкс
46—49
ГОСТ
14959—69
2590-57
Механические свойства, не оговоренные ГОСТом
Термообработка
кГ/мм2
<*0,2,
кГ/мм2
6,
%
ЯН9
кГм/см2
НВ
Закалка с 850° в масле:
отпуск 400°
отпуск 450°
отпуск 500°
отпуск 550°
170
150
130
120
150
130
108
90
5
8,0
10,0
12,0
2,0
2,0
3,0
—
425
419
389
350
Ударная вязкость при отрицательных температурах испытаний, кГм/см2
Термообработка
Закалка с 870° в масле,
425°, воздух
Отпуск 400°
отпуск
Температура
4-20 1 —0
3,8
3,3
3,6
2,5
испытаний, °С
-60
2,8
2,2
—120
2,0
1,4
100
Механические свойства при повышенных температурах испытаний
1И111И111МИИИ1ЦШ ЧИД'111.11 ■
Термообработка
Закалка с 860° в
масле, отпуск 550°
Температура
испытаний,
°С
20°
300
400
500
<Ув
кГ/мм2
130
125
97
60,5
0*0,2
кГ/мм2
111,5
95
84
52
6
%
11 — 13
15
18,5
22,5
ч>
%
32,5
44
71
87
^~™~1И
кГм/см2
2,5
4,4
4,5
4,4
Пределы выносливости
Состояние поверхности
образца
Зачищена наждачной
бумагой после
термообработки
Термообработка
Закалка с 830° в масле,
отпуск 400-4-450°, воздух;
<*в =140 кГ/мм2
а-1
кГ/мм2
50
Т-1
кГ/мм2
30
Технологические свойства
Температура деформации: начало 1180°, конец 8504-760°.
Предварительная термообработка: отпуск при 710±10°, охлаждение с печью
до 500°, НВ 255-229; нормализация при 860-г880°, отпуск 680°, НВ 229-М97.
Окончательная термообработка: закалка с 850-4-870° в масле, отпуск
430-^460, НВ 388-4-477.
Свариваемость плохая, к отпускной хрупкости не склонна, склонна к
обезуглероживанию. Температура горячей навивки пружин 850—950°.
Применение
Винтовые пружины, термически обрабатываемые после горячей навивки,
рессоры всех видов, торсионные валы диаметром до 25 м, упругие кольца.
12 $6153050 2 <* 10/53060 2351020
ещнды
минуты часы
Рис. 46. Диаграмма
изотермического распада стали 60С2
101
СТАЛЬ 50ХФА, ГОСТ 14959—69
Химический состав, %
С—0,464-0,54; 51—0,174-0,37; Мп-Д54-0,8;Сг—0,8- 1,10; 5^0,025; Р<0,025,
V—0,104-0,20.
Физические свойства
4=7,8 Г/см*; Я=21 000 кГ/мм2; С = 8300 кГ/мм2.
а- 106=11,8 (204-100°); 12,4 (20 + 200°); 13,1 (204-300°); 13,6 (204-400°);
13,9 (204-500°); 14,1 (204-600°) 1/°С.
Я,=0,095 (100°) кал/см. сек °С.
ЛС1=752°; Лс3=788°, М„=300°.
Прокаливаемость в сечении до 50 мм (закалка в масле).
Механические свойства по
Термообработка
Закалка с 850°, отпуск 520°,
воздух
0В1
кГ/мм2
^130
ГОСТу
<*0,2,
кГ/мм2
^110
б,%
^8
*, %
^35
Механические свойства, не оговоренные
Термообработка
Закалка с 850°, отпуск 640°
Температура
испытаний,
°С
20
200
400
500
600
800
кГ/мм2
96,0
93,0
86,8
51,0
39,2
10,5
ТУ
<*0,2,
кГ/мм2
87,5
83,4
73,0
42,6
—
о,%
22
16
16
26
30
68
*,%
62
62
62
74
87
95
Ударная вязкость при отрицательных температурах, кГм/см2
Температура
испытаний, °С
4-25
-25
—70
Закалка с 850° в масле:
отпуск 450°, ав =1204-140
отпуск 550°
отпуск 600°, а в =954-100
3,5
4,5
10,2
3,2
2,8
6,8
3,1
3,4
5,2
Предел выносливости при симметричном изгибе
Закалка
отпуск
отпуск
отпуск
Термообработка
с 850°
400°
475°
600°
в масле:
кГ/мм2
176
166
126
кГ/мм2
74
68
67
Чувствительность к скорости охлаждения
Охлаждение после
отпуска
В масле, ИВ 280
С печью, НВ 261
ан. кГм/см2
15,7
13,9
Примечание
Закалка с 880° в воде,
отпуск 650°
Технологические свойства
Температуры деформации: начало 1150°, конец 900°.
Свариваемость неудовлетворительная. Мало склонна к росту зерна, склонна
к отпускной хрупкости. В неполированной проволоке общая глубина
обезуглероживания на сторону не более 0,01 мм.
Применение
Клапанные пружины, сальниковые пружины, пружины для секционных колец
поршня цилиндра, листовые рессоры, пружины, работающие при повышенных
температурах (до 300°), пружины, подвергающиеся в процессе работы
многократным переменным нагрузкам и длительному циклу работы.
Рис. 47. Зависимость механических свойств
стали 50ХФА, закаленной в масле (с 860°>
от температуры отпуска
Рис. 48. Диаграмма изотермического
распада стали 50ХФА
СТАЛЬ 60С2ХА, ГОСТ 14959—69
Химический состав, %
С—0,56-г-0,64; 51—1,40-г 1,80; Мп—0,40-7-0,70; Сг—0,70-г 1,0; 8<0,02б;
Р.< 0,025.
Критические точки ЛС1=765°; ЛСз=780°.
Механические свойства по ГОСТу ,_
Вид
полуфабриката
Прутки
Термообработка
Без отжига в состоянии
поставки
Закалка с 870° в масле,
отпуск 410°
см
2*190
шпмасяк
см
СМ' .
^170
б,%
>ь
*,%
^20
л,
мм
>ъл
нв
^321
Механические свойства, не оговоренные ГОСТом
Термообработка
Нормализация при 860-7-880°, воздух
Закалка с 860±20° в масле, отпуск
430±20°, воздух
д,, мм
>г$
НВ
^241
няс
45—49
Технологические свойства
Температуры деформации: начало 1180°, конец 8504-760°.
Предварительная термообработка перед навивкой в горячем состоянии —
отжиг при 860°.
Окончательная термообработка: закалка с 850—870° в масле, отпуск
420-7-460°, ННС 46-7-49.
Свариваемость плохая.
Сталь дает обрывы при волочении, после прокатки закаливается при
охлаждении на воздухе, поэтому для снижения твердости необходимо применять более
длительный отпуск или отжиг.
Применение
Крупные винтовые пружины и рессоры ответственного назначения.
СТАЛЬ 60С2ХФА, ГОСТ 14959—69
Химический состав, %
С—0,56-^0,64; 51—1,40-=-1,80; Мп—0,40-г0,70; Сг-4),9-М,2; V—0,10-^0,20;
5 < 0,025; Р ^0,025.
Физические свойства
С=8340 кГ/мм2.
ЛС1 = 760°, Лс,=820°.
Прокаливаемость в диаметре до 50 мм (закалка в масле).
Вид полу
фабриката
Прутки
Механические свойства
Термообработка
Без отжига
Закалка с 850° в
масле, отпуск 410°
^190
см
о~С
^170
по ГОСТу
б,%
^5
Ч>. %
^20
*%
^
^
а «
^3,5
НВ
^302
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 850° в масле,
отпуск 440°, вода
Изотермическая
закалка: нагрев при 850°,
выдержка при 300° 15 мин.,
вода
Изотермическая
закалка при 2509 15 мин.
см
185
190
см
ем4
176
173
см
ъи15
о,%
12
15
ч>.%
42
43
см
5
1?
3
75
см
й.З.
я юс
470-
497
414—
473
няс
49
52
Предел выносливости
Термообработка
о_1# кГ/мм2
Закалка с 850° в масле, отпуск 440°, вода
Изотермическая закалка с 850°, выдержка 15 мин при
2754-300°, вода.
56
64
106
Технологические свойства
Температуры деформации: начало 1200°, конец 8Ю0°.
Температура горячей навивки пружины 8504-890°, температура отжига 860°..
Окончательная термообработка: закалка с 8504-860° в масле, отпуск.
4104-420°; ИВ 4204-475.
Обладает значительной склонностью к обезуглероживанию, не склонна к.
росту зерна.
Применение
Ответственные и высоконагруженные пружины и рессоры, изготовляемые из*
круглой калиброванной стали.
СТАЛЬ вОХНФА, ЧМТУ 5909-57
Химический состав, %
С—0,52-^0.60; 51—0,17* 037; Мп—0,5+0,8; Сг—0,9+1,2; N1—0,5 + 0,9;
V—0,15-^0,30; 5<0,0Э0; Р^0,035.
Критические точки: Лс =730°; Лс„ = 780°.
После отжига (в состоянии поставки) НВ^.255 (^отп^З,8 мм).
Прокаливаемость в диаметре до 60 мм.
Механические свойства по ЧМТУ
■^Ш1шшшшваттптттшактшттшттяаатяшшяиваиятжтттвшашт
Термообработка
Закалка 860±10р в масле, отпуск
"510±10°, охлаждение на воздухе
ем
^120
см
>110
6,%
>8
+,%
2&40
см
^3,5
НВ
388-М65
Ударная вязкость при отрицательных температурах , кГм/см2
Термообработка
Закалка с 860° в масле,
отпуск 510°, воздух
20
3,6
Температура
испытаний, °С
—20 | —40 1 —60
3,3
3,0
2,95
Предел выносливости
Термообработка
Закалка с 860° в масле, отпуск 200°,
ав =221 кГ/мм2
Закалка с 860° в масле, отпуск 400°,
ав =178 кГ/мм2
т__г кГ/мм2
л 1 обкатка
ооз обкат. ами
ки | (215 кГ)
39
42
1
57
108
Механические свойства, не оговоренные ЧМТУ
Термообработка
Закалка с 860° в масле
отпуск при 200°
„ 300°
и 400-°
„ 470°
„ 500р
■ада—тщг шунч—иод—«аепиш
0В 1 <*0,2 1 &
кГ/мм2
221
205
178
152
149
183
181
165
145
139
ГНИ !■!■■■
%
4
4,3
7,1
9,9
18,4
13,7
29,0
36,1
46
см
а*
як
СЗ V»
1,8
1,0
1,9
2,6
3,5
тв 1 тпц
кГ/мм2
193
—
—
—
98,5
—
—
—
"
У%
14,8
—
—
—
"
Технологические свойства
Температуры деформации: начало 1180°, конец 850°.
Предварительная термообработка: нормализация и высокий отпуск, НВ 255.
Окончательная термообработка: закалка с 850±10° в масле, отпуск 500±10°,
охлаждение на воздухе или в масле, Н&С 41—47.
Свариваемость плохая.
Применение
Торсионные валы диаметром до 70 мм с уровнем рабочих напряжений до»
8500 кГ/см2.
Заменители
Сталь 45ХН2МФА ГОСТ 4543—71.
Рис. 50. Зависимость механических свойств
стали 60ХНФА, закаленной в масле (с 860°),
от температуры отпуска
Рис. 49. Диаграмма изотермического
распада стали 60ХНФА
СТАЛЬ 65С2ВА, ГОСТ 14959—69
Химический состав, %
С—0,61 -т-0,60; 51—1,504-2,0; Мп—0,70+1,0; Сг^0,30; Ш—0,80+1,20;
5^0,025; Р< 0,025.
Физические свойства
4 = 7,85 Г/см*. Я- 19000 кГ/мм2\ С=76004-7850 кГ/мм2.
Механические свойства по ГОСТу
Вид
полуфабриката
Прутки
Термообработка
Закалка с 850° в масле,
отпуск 420°
°В 1 0*0,2
кГ/мм2
190
о I
*
%
не менее
170 5
20
Механические свойства, не оговоренные ГОСТом
Термообработка
Изотермическая
закалка при 320°,
45 мин.
Закалка в масле
и отпуск при 440°,
40 мин.
нкс
48—49
48—49
аВ 1 ^0,2 1 СПЦ
кГ/мм2
176,5
183,5
158,8
170,7
129,2
154,0
А 1 Ч>
%
10
9
50
44
Ян?
кГм/см2
6,2—6,5
2,5—2,8
8*^
Количест
остаточн
аустенита
24
3,5
Механические свойства при кручении
, /
Термообработка
Закалка с 850° в масле, отпуск
4509 1 час, охлаждение на воздухе
Температура
испытаний,
°С
20
200
300
С 1 Ч \ Т0,з 1 ^пц 1 *-1
кГ/мм2
7600
7200
6500
155
154
•151
126
112
101
102
83
74
29
111
Механические свойства при повышенных температурах испытаний
——■шин—а—— \ит1^т^штмю^,я!ш^мVм.^^^ит^зж1к;т^гтпVЪЮ^тжтт;•^шкяяааа
Термообработка
Закалка с 860°±10° в масле, отпуск
610±10° на воздухе (Н%С 32-^34)
Температура
испытаний,
°С
20
200
300
400
450
ств ' во,2
кГ/мм2
122
115
115
95
80
108
92
91
72
70
6 1 яр
%
15
15
22
24
30
32
35
54
65
72
Предел выносливости при симметричном изгибе, кГ/мм2
■им—изюминамриишам» ииыимм—чипга
Термообработка
Закалка с 860±10° в
масле, отпуск 610±1(Уна
воздухе (НКС 32—34)
Температура
испытаний, °С
20
56
41
69
300 1 400
52
37
67
48
33
59
Примечание
Гладкие образцы
Образцы с надрезом
Обкатка роликами гладких
образцов Р = 2Т0 кГ
Допускаемые напряжения при статическом нагружеиии
цилиндрических винтовых пружин сжатия
Рабочая температура
пружин, °С
Допускаемое напряжение пружин,
кГ/мм2.
20-60
•
85
100
73
15Й
72
200
70
250
60
Технологические свойства
Температуры деформации: начало 11100°, конец 900°.
Термообработка: закалка с 8Э0±10° в масле, отпуск 4504-540°, охлаждение
на воздухе (ННС 44-М8; 46-г50); закалка с 850±10° в масле, отпуск 610±10°„
охлаждение на воздухе, НЯС 324-34; изотермическая закалка с 850±10° в среде
при 270-г320°, отпуск.
Применение
Трапецевидные кольца, пружины, крупные пружины ответственного
назначения.
112
6. Зак. 2022
113
Рис. 51. Зависимость
физико-механических свойств стали 65С2ВА от
температуры отпуска
Рис. 52. Диаграмма изотермического
распада стали ШХ9
СТАЛЬ ШХ9, ГССТ 801-60
Химический состав, %
С—1,004-1,10; 51—0,174-0,35; Мп—0,24-0,4; Сг—0,94-1,2; 5<0,020; Р^0,027;
N1^0,30; Си<0,25; №4-Си^0,50.
Физические свойства
4=7,788 Псм\
а-106= 13,0 (204-100°); 13,9(204-200°); 14,6(204-300°); 15,2(204-500°) //°С.
Х=0,0964 (отожжен.), 0,088 (закален) кал/см. сек. °С.
АСг = 7254-750°; Лсч«890°; М„=204°; Мк= —85°.
Прокаливаемость в диаметре до 15 мм (закалка в масле).
Зависимость предела прочности при
изгибе от твердости закаленной стали
4111И1М1 ■мп I?и—и и——т
нкс
59
60-61
624-63
аизг> КГ/ММ2
2604-280
2304-250
200-^-220
Зависимость механических свойств от температуры испытаний
Термообработка
Закалка с 820° в масле при 20°,
отпуск 150°
Закалка с 820° в масле при 140—150°,
отпуск 150°
_изг
ав '
кГ/мм2 при
температуре, °С
4-20 | —50
210
210
187
197
—75
131
179
аю кГм/см2, при
температуре, °С
4-20 | —50 1 —75
2,7
3,3
1,0
1,6
0,9
1,6
Технологические свойства
Температуры деформации: начало 110(У\ конец 850°;
Температура нагрева под закалку 8254-835°;
Температура отпуска: 1604-170°, ННС 604-62, 1904-250°. #/?С 554-60;
2504-320°, НЦС 504-55. Свариваемость низкая, обрабатываемость резанием
удовлетворительная, подвержена отпускной хрупкости.
Применение
Детали шарико- и роликоподшипников сечением не более 15 мм.
Заменители
Разрешается в отдельных случаях сталь ШХ15 (ГОСТ 801-60).
114
СТАЛЬ ШХ15, ГОСТ 801-60
Химический состав, %
С—0,95-т-1,05; 51—0,17+0,37; Мп—0,20-0.40; Сг— 1,30-М .65; N^0,30;
5<0,02; Р^0,027; Си < 0,25; Ы1+Си <0,50.
Физические свойства
4=7,811 Г/см*. Я=21000 кГ/мм2.
а-106= 14,0(100°); 15,1(200°); 15,5(300°); 15,6(400°); 15,7(500°) Ц°С.
X=0,0877 кал/см. сек.°С.
ЛС1=740+770Э; ЛСз=900°; М„=210°; Мк = 50°.
Прокалнваемость в диаметре до 12 мм (закалка в масле).
Механические свойства (закалка 830 ±10° в масле,
отпуск 150±10°)
СГВ ' <Уо,2
кГ/мм2
220+260
170+185
6 !
ммапкхэр
V
- 1
/
/
1/
кГм/см2
1 0,3—1,0
«■миашпашма
ИКС
60—62
Допускаемые дефекты в металле электрошлакового переплава
Вид
заготовки
Холоднотянутая
Горячекатаная,
отожженная
Горячекатаная,
неотожженная
диаметром до 140 мм
Содержание
неметаллических
включений
лз
в<
Ж
о
*
о
1,0
1.5
1.5
►■й
ж
-е*
^
ч
>*
о
1.0
1,5
1,5
1
Ж
«=;
>.
\о
о
е?
и
1,0
1,5
1,5
Пористость
0ч
со
3
\о
о
1.0
1,0
1,0
А
^
СО
О.
Н
ж ж
<У СО
а" ж
1,0
1,0
1,0
шявавяашшааашшвшшшншшшшшашшт
Карбидная неодно.
родность
«ж |
О'Ж |
а ж ж
2 со »=1
{_ со ж д.
со о-О $
н о о. р
о со со си
о со ^ о
1 О.
3,0
3,0
3,0
1
со
3*
^1 л
О н
р-. о
§е
2,0
2,5
3,0
Ж
^
СО
са
и:
ж
«=;
1,0
2,0
3,0
Предел выносливости
Термообработка
Закалка с 830° в масле, отпуск
150°, ##С 60,5+61,0.
+20
+ 100
—75
81
63
85
115
Влияние температуры отпуска на свойства при
изгибе (закалка 840°)
Температура
отпуска
Без отпуска
150°
175°
200°
225°
изг
в
масло
210
230
250
252
260
\ кГ/мм2
масло и
последующее
охлаждение
до -78°
/
масло
, ММ
масло и
последующее
охлаждение
до -78°
охлаждение после закалки
140
200
230
250
255
2
3,5
3,5
3,5
3,8
0,8
2,5
3,0
3,0
3,4
Технологические свойства
Температуры деформации: начало 11204-1150°, конец 8004-860°.
" Предварительная термообработка: отжиг при 800° или нормализация при
900° и отпуск 650°, НВ 1794-207 (</0ти=4,24-4,5 мм).
Окончательная термообработка: закалка с 8304-860° в масле.
Рекомендуемые режимы отпуска
Назначение операции
Снятие напряжений
Стабилизация структуры и
размеров
Температура
нагрева, °С
130—150
150—170
170—190
180—220
Среда
нагрева
Масло
Щелочь
Селитра
Селитра
Твердость
няс
62—65
60—62
58—60
56—60
Свариваемость плохая, сталь подвержена отпускной хрупкости.
Применение
Детали топливной аппаратуры, детали шарикоподшипников со стенками
толщиной 15—20 мм.
Заменители
Сталь ШХ9 (ГОСТ 801-60)—разрешается в отдельных случаях.
116
Рис. 53. Диаграмма изотермического
распада стали ШХ15
Рис. 54. Влияние температуры и
продолжительности отпуска на твердость стали
ШХ15
СТАЛЬ ХВГ, ГОСТ 5950-63
Химический состав, %
С—0,90-1,05; Мп—0,8-1,10; 51--0,15-г0.35; Сг—0,90-г 1,20; V/— 1,2-г-1,6;
5^0,03; Р^ 0,03.
Физические свойства
4=7,83 Г/см*.
Критические точки: Лс,—750*5 Лсз=940°; Л!„ = 210°; Л1к=—50°С. Твердость
по ГОСТу после закалки с 830-^850° в масле НЯС^ 62.
Механические свойства, не оговоренные ГОСТом
Термообработка ^КС™
Закалка с 820—840°, отпуск 140—160°
Закалка с 820—840°, отпуск 230—280° [
62—65
55—60
ав изг?
кГ/мм2
320
350
Относительная продольная деформация Количество остаточного аустенита
образцов после закалки и продолжительного зависимости от режима отпуска
отпуска при 200° после закалки с 850° в масле
X Л .
* 5 3
5 2 о о
5^ с с з*
05н
°* 2 о
сн
0
2
4
8
12
16
20
Увеличение длины по
сравнению с первоначальной до
закалки, %
Без обработки
холодом
0,09—0,13
0,07—0,10
0,08—0,11
0,12—0,14
0,14—0,16
0,145—0,17
0,15-0,17
Обработка
холодом (—70,
—78° до
отпуска)
0,20—0,23
0,165—0,20
0,18—0,20
0,19—0,22
0,20-0,23
0,205—0,23
0,205—0,23
Аустенит, %
при температуре отпуска,
°С
2 8
о, с ч
О) И С
,3 к
СО о.
1
5
10
160
16
16
16
180
15
11
9
200
13
8
4
250
0
0
—
Технологические свойства
Температуры деформации: начало 1Г50-М1200, конец 860-^900°.
Предварительная термообработка: отжиг при температуре 770-*-790° с
последующим непрерывным охлаждением; изотермический отжиг: нагрев 770-г-790°,
изотермическая выдержка при 6804-700°; высокий отпуск при 600^-700°.
Окончательная термообработка. Закалка с 820—840° в масле (ННС 63—65)
или с 830—850° охлаждение в щелочи или селитре до температуры 220°, затем
на воздухе. Отпуск: при 140—160°, ННС 62—66; при 170—200°; ВДС 60—64;
при 230—280, Н^С 55—60'. Для более равномерного прогрева деталей, отпуск
рекомендуется производить в масле, щелочи или селитре.
Для стабилизации размеров непосредственно после закалки (не позднее
1 час.) производится обработка холодом (—60—70°), а затем отпуск.
Сталь отпускной хрупкости не подвержена.
Применение
Детали плунжерной пары.
Заменители
Сталь 9ХВГ (ГОСТ 5950-63) —разрешается в отдельных случаях.
118
Рис. 55. Диаграмма изотермического
распада стали ХВГ
Рис. 56. Диаграмма изотермического
распада стали Х12М
СТАЛЬ Х12М, ГОСТ 5950-63
Химический состав, %
С—1,454-1,65; 51-0,15-7-0,35; Мп—0,15-г 0,40; Сг—11,0 -г12,5; N1^0,35;
Мо—0,40-т-О.бО; Ш—0,15-т-О.ЗО; 5^0,030; Р^ 0,030.
Физические свойства
а • 10° (20°) = 10'. (800°) = 11 Ц°С.
Х(20°) =0,065(800°) =0,045 кал/см. сек.°С.
ЛС1=810°, М„=230°.
Твердость (после закалки с 930-г-1000е в масле) #ЯС<58 (ГОСТ 5050-63).
Механические свойства, не оговоренные ГОСТом
Термообработка
Закалка с 1000° в
масле, отпуск 150°
Закалка с 1050° в
масле, отпуск 150°
Закалка с 1100° в
масле? отпуск 510°
Закалка с 1125° в
масле, отпуск 510°
Закалка с 950—970° на
воздухе, отпуск, 700°
То же при температуре
испытаний 600°
(у ММ
3,5
3,1
3,0
2,8
шштшштяттт
ИЗГ
в ,
кГ/мм2
240
215
200
185
°в 1
00,2
кГ/мм2
100
1 45
, 85
* 1 * 1
%
6,0
1 20,0
12
50
^ 1
со
в?
1,5
НВ
302—
—391
Изменение размеров при термообработке
пшапмшшняаиинаим
Температура
закалки, °С
1000
1050
1100
1150
Изменение
длины, %
0,10
0,06
--0,01
—0,60
Температура
отпуска после
закалки с 1150°,
100°
200°
300°
350°
Изменение
длины, %
0,06
0,04
0,01
-О,04
Длительная прочность и ползучесть (100 час.)
При 300°
ав= 125 кГ/мм2
При 400°
ав= 120 кг/мм2
0юо=12О кГ/мм2;
0о,г/юо=36 кГ/мм2
01оо = 100 кГ/мм2;
0о,2/юо=25 кГ/мм2
Закалка с 950±10° на
во:
*духе, отпуск 620±20°
120
Предел выносливости
Обработка
Без упрочнения
Обкатка роликами
Гальваническое
хромирование
кГ/мм2
55
62
32
Технологические свойства
Температуры деформации: начало 1160ч-1180°, конец 8504-900°.
Предварительная термообработка: изотермический отжиг при 7204-750°;
отжиг при 8504-870° с непрерывным охлаждением.
Окончательная термообработка: а) закалка 1020—1040° в масле (на
первичную твердость), ННС 624-63, отпуск 1704-200°; б) закалка с 1115-гП30° в
масле (на вторичную твердость), НКС 424-50; отпуск 4704-510°, НЦС^60; в)
закалка с 950±10° на воздухе, отпуск 620±20°, ИКС 324-38.
Сталь теплоустойчива до 4004-500°, подвергается азотированию.
Применение
»
Поршневые кольца двигателей, работающие при температуре до 400°,
накатные плашки и ролики, штампы сложной формы для холодной штамповки.
Заменители
Сталь Х12Ф1 (ГОСТ 5960-63*) —разрешается в отдельных случаях.
СТАЛЬ Р18, ГОСТ 9373-60
Химическим состав, %
С—0,70-5-0,80; Сг—3,84-4,4; №—17,5-г 19,0; V—1,04-1,4; Мо<0.3; Мп^0,4;
51^0,4; 5 < 0,03; Р^0,03.
Физические свойства
4=8,7 Г/см3.
а .10е-11,25(100°); 11,7(200°); 12(300°); 11,35(900°); 12,2(400°); 12,4(500°);
12,6(600°); 12,8(700°); 12,9(800°) 1/°С.
А,=0,048 (100°); 0,049 (200°); 0,053 (300°); 0,056 (400°); 0,058 (500°);
0,061(600°) кал/см. сек°С.
ЛС1=820°; Мн = 170°.
Механические свойства в зависимости от степени карбидной
неоднородности
Термообработка
Закалка с 1270°, трехкратный отпуск при
560°
Балл
карбидной
неоднородности
2
4
6-а
6-6
■ЗЩЯД—1Ш1И1И» 1 1
аизг
в *
кГ/мм2
/, мм
300
275
240
170
4,5
3,9
2,6
1,0
Механические свойства после термической обработки
Термообработка
Закалка с 12704-1290'° в масле
Трехкратный отпуск при 560°
Температура
испытаний, °С
20
650
Механические свойства
няс
62
49
раст| изг
в 1 в
кГ/мм2
237
104
300
151
Яш
кГм/см2
0,4
0,9
Механические свойства в отожженном состоянии
°в
00,2
кГ/мм2
80—90
45—55
-ф,
%
5—15
отгегнттуг ичмааиц.
_СЖ
ав ,
кГ/мм2
360—380
е,%
55-65
^в,
кГ/мм2
75—85
*<%
25—35
ИЗГ
в ?
кГ/мм2
92—96
{, мм
6-8
122
Допустимая карбидная
неоднородность
Диаметр прутка
или сторона
квадрата, мм
Наибольший
допустимый балл
карбидной
неоднородности
до 40
40—60
60—80
80—100
4
5
6
7
Изменение физических свойств в зависимости
от температуры отпуска (закалка с 1280° в масле)
■ 1 !■ *\шя*т»~»ша'^с*щт>*шшшт<жмш>
Температура
отпуска, °С
100
200
300
400
500
560
600
700
чшамяшимаммипмиш
кал/см-сек°С
0,039
0,038
0,041
0,045
0,049
одео
0,051
•0,055
р, ом/мм
0,74
0,68
0,65
0,64
0,62
0,60
0,55
0,50
Изменение
А1
1
74
66
59
61
79
96
100
—
Магнитное
насыщение
4ПУН
12000
12200
12400
12500
13000
15000
15100
-——
Технологические свойства
Температуры деформации: начало 1200°, конец 900°.
Предварительная термообработка: отжиг при 840°. охлаждение с печью„
НВ 2074-255; изотермический отжиг при 7204-750° 4—6 час, с охлаждением а
печи до 6004-650° со скоростью 404-50° час, а затем на воздухе.
Окончательная термообработка: подогрев при 7754-800°; закалка с
12604-1300° из соляной ванны в масле или изотермическая закалка при 5004-550°;
трехкратный отпуск при 5404-560° с промежуточным охлаждением на воздухе.
Химико-термическая обработка: низкотемпературное цианирование при
5504-570° на глубину 0,02—0,07 мм\ сульфоцианирование; азотирование при
5104-520° на глубину 0,01—0,025 мм. Сталь может быть подвергнута контактной,
стыковой сварке.
Применение
Детали топливной аппаратуры.
Заменители
Сталь Р9 (ГОСТ 9373-60) —разрешается в отдельных случаях.
123
Рис. 58. Диаграмма изотермического
распада стали 20Х
Рис. 57. Диаграмма изотермического
распада стали Р18
Б. ЦЕМЕНТИРУЕМЫЕ
СТАЛЬ 20Х, ГОСТ 4543-71
Химический состав, %
С—0,174-0,23; 51—0,17—0,37; Мп—0,504-0,80; Сг—0,74-1,00; 5^0,035;
Р^ 0,035.
Физические свойства
</ = 7,74 Г/сж3; Е = 20,7-103 кГ/мм*.
а- 106= 11,3(204-100°); 11,6(204-200°); 12,5(204-300°); 13,2(20^-500°) //°С.
^=0,139(100°); 0,128(200°); 0,116(300°); 0,112(400°); 0.108(500°) кал/см. сек°С.
ЛС1=765°, ЛГа=830°, Ми-=390°.
Прокаливаемость в диаметре до 20 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Термообработка
операция
Отжиг
Закалка I
Закалка II
Отпуск
т-ра,
°С
880
770—
820
180
охл. среда
Вода или масло
Вода или масло
Воздух или
1 масло
Механические свойства
СВ 1 0*0,2
кГ/мм2
80
65
6 1 Ц?
%
11
40
кГм/см2
1 6
НВ
>179
Свойства, не оговоренные ГОСТом
Термообработка
Закалка с 860°
в масле, отпуск
500°, масло
Цементация
при 920-7-940?;
закалка 8204-
850°, масло,
отпуск 1804-200°,
воздух
аВ | ^0,2 1 ар
кГ/мм2
^80
^65
^60
^40
—
1 * '
*
%
12
13
50
40
5
Твердость
#отп
3,5—
4,2
НВ
302—
207
икс
НЯС
^56
Ударная вязкость при отрицательных температурах, кГм/см'
Термообработка | +201 0 | —20
Закалка с 880° в
масле, отпуск 200°
(ЯЯС43)
6
7
6
| —40/ —60 | —70 | —80 | —100
6
6
5
5
Предел выносливости, кГ/мм2
Термообработка
Цементация при 9204-950°, закалка с 8004-820°
в масле, отпуск 1804-200°
То же при закалке цементированного слоя ТВЧ
56
42
Технологические свойства
Температуры деформации: начало 1200°, конец 800°.
Предварительная термообработка: отжиг 860—870°, охлаждение с печью,
нормализация 8704-900°, высокий отпуск 7004-720°, воздух* НВ 1434-197.
Окончательная термообработка: а) закалка с 8604-880°, вода, отпуск
480~540о, масло, НВ^2д0; б) цементация 9004-920°; закалка 1 — 800° в масле
или воде, закалка //—770—820° в масле или воде; отпуск 180°, воздух,
(твердость цементированного слоя НЯС^52), твердость сердцевины НВ 2854-197;
в) цианирование 8204-860° закалка 8204-860°, масло, отпуск 160±10°, воздух
или масло.
Свариваемость хорошая, склонна к отпускной хрупкости; охлаждение после
отпуска — масло. Склонна к образованию флокенов.
Применение
Мелкие детали, подвергаемые закалке и отпуску, цементации (цианированию)
с последующей закалкой и отпуском, втулки, шпильки, пальцы, шестерни и др.
детали сечением до 20 мм.
СТАЛЬ 18ХГТ, ГОСТ 4543-71
Химический состав, %
С—0,174-0,23; 5ь- 0,17-7-0,37; Мп—0,80-М,10; Сг— 1,00-7-1,30; N1^0,25;
Т1--0,03-т-0,О9; 5< 0,036; Р ^0,036.
Критические точки: ЛС1=740°; А03=825°; Л1„=360о; Л*кЦем = 130°.
Прокаливаемость в диаметре до 15 мм (закалка в масле).
Механические свойства по ГОСТу
Термообработка
Закалка I с 880-г-
-7-950°, воздух
Закалка II с 870° в
масле, отпуск 200°
кГ/мм2
*
%
кГм/см2
100
:85
:50
^8
Ударная вязкость при отрицательных температурах,
кГм/см2
Термообработка
+20
-20
—40
—60
-80
Закалка с 800°, отпуск 200°
11,5
10,2
9,5
8,7
8,2
Предел выносливости
Термообработка
кГ/мм2
Цианирование на .глубину 0,15 мм, закалка
Цементация на глубину 0,7 мм, закалка
То же 0,9 мм, одинарная закалка
То же 1,15 мм, одинарная закалка
78
88
87,5
86,0
Технологические свойства
Температуры деформации: начало 1200°, конец 850°.
Предварительная термообработка: нормализация при 900-7-930°, отпуск 670°,
ИВ 207-7-241.
Окончательная термообработка: а) цементация при 900-7-920°, закалка с
780-7-800° в масле, отпуск 180-7-200°, Я/?Ссерд 35-Н5; ##СПОв <56, непосредст-
127
венная закалка с цементационного нагрева, после подстуживания до 840°,
отпуск 180—200°, в) одинарная закалка с 860°, отпуск 180-7-200°.
Подвержена отпускной хрупкости, свариваемость удовлетворительная.
Применение
Мелкомодульные шестерни двигателей.
Заменители
Сталь 20ХГР (ГОСТ 4543-71) — разрешается в отдельных случаях.
С | 51 | Мп | Сг | Т{
| б пределах марки
Л»
735
*3
820
Мн
~
Тн
900
Рис. 59. Диаграмма изотермического
распада стали 18ХГТ
СТАЛЬ 10ХСНД (СХЛ-4), ГОСТ 5058-65
Химический состав, %
С<0,12; 51—0,8-7-1,1; Мп—0,504-0.80; Сг—0,604-0,90; N1 = 0,50-г0,80; Си—
0,4-7-0,65; 5<0,04; Р ^0,035.
Физические свойства
а.10б=11,9(20-М00°); 12,4(20-7-200°); 12,8(204-300°); 13,3(204-400°) Ц°С.
Механические свойства по ГОСТу (не менее)
Толщина !
проката,
мм
4—10
11—15
16—32
33—40
Состояние
Поставки
»
Улучшение
»»
Механические
свойства при
растяжении
0 в ' <*0,2
кГ/мм2
54
54
54
'52
40
40
40
40
6,
%
19
19
19
1 19
кГм/см2
при
-40°С
5
4
5
5
—70°С
3
3
3
Испытание на
загиб (180°) в
холодном
состоянии:
о—толщина
, оправки;
а—толщина
проката
с=2а
Технологические свойства
Температуры деформации: начало 1200°; конец 900°,
Термообработка: закалка с 920±10° в воде, отпуск 650±10° в воздухе;
НВ 1794-241; с10Ш=3,94-4,5 мм.
Свариваемость хорошая.
Применение
Листы для изготовления сварных конструкций, испытывающих значительную
нагрузку.
9 Зак. 2022
129
СТАЛЬ 13Н2ХА*, ГОСТ 4543-61
Химический состав, %
С—0,09-7-0,16; 51—0,17-0,37; Мп—0,30-г0,60; Сг—0,20-0,50; N1—1,7-4-0,50;
5 < 0,025; Р< 0.025.
Физические свойства
4=7,88 Г/см*.
а-106==12,6(2О-М0О°); 13,8(20-200°); 14,6(20-г300°); 14,8(20-г400°) //°С.
А,=0,136 кал/см. сек.°С.
АС1=715°; ЛСз-795°.
Механические свойства по ГОСТу (не менее)
Вид
фабриката
Прокат
Термообработка
Закалка I — с 860°,
закалка И — с 780-^810°,
масло; отпуск 180°
<У В 1 #0.2
кГ/мм2
60
40
%
15
50
кГм/см*
11
Механические свойства, ие оговоренные ГОСТом (не менее)
■■■ шпили 1 тажи«№лддм|гяиуг|1№№/^-штг\^1Ши1гдм
Термообработка
Цементация при 9004-920°,
закалка с 800°, масло, отпуск
160-180°
<*В 1 #0.2
кГ/мм2
60
40
6 1 ^>
15
50
кГм/см?
11
мне
2*58
(поверхность)
^Э0
(сердцевина)
Технологические свойства
Температуры деформации: начало 1150°; конец 800°.
Высокая износостойкость цементированной поверхности при очень вязкой
сердцевине. Свариваемость хорошая.
Применение
Малонагруженные детали, работающие на износ. Благодаря малой
деформируемости при термообработке может применяться для мелкомодульных нешли-
фуемых шестерен.
* В ГОСТ 4543—71 сталь не включена.
130
Рис. 60. Диаграмма изотермического
распада стали 13Н2Х
131
СТАЛЬ 15ХНГ2ВА, ЧМТУ/ЦНИИЧМ 386-60, ВСТУ 62-1-60
Химический состав, %
С—0,124-0,18; 51—0,174-0,37; Мп—1,804-2,20; Сг—1,154-1,45; N1—1,004-1,30;
^—0,84-1,2; 5<0,025; Р^ 0,025; Си ^0,025.
Критические точки: Ас -730°, Ас =820°.
Механические свойства по ЧМТУ (не менее)
Термообработка
Нормализация при 95СГ, закалка с
860° на воздухе, отпуск 190°
0*в Г ОГ0,2 I 6 | Ч|5
кГ/мм* 1 %
115—120
95—100
12
55
#Н7
кГм/см2
11—10
Механические свойства, не оговоренные ЧМТУ
Сечение,
мм
Прутки:
0 60,
0110
Термообработка
Цементация при
9204-950р, отпуск
650°, закалка с
860° в масле,
отпуск 190°
Закалка с 880°,
воздух, отпуск
200°
0 в 1 0о>2
кГ/мм2
132
128
138
124
118
132
6
13,5
11,0
14,0
^
Уо
55
43
64
см
. 3*
<3 ^
11,0
9,6
13,0
1
Твердость
ксп
сердц
ны,
<363
^363
няс
^41
поверхности,
нкс
56—62
56—62
Ударная вязкость при отрицательных температурах
Термообработка
Закалка с 860° на воздухе, отпуск 200°
Закалка с 860° в масле, отпуск 200°
+20
12,5
13,0
—20
11,0
11,2
, кГм/см2
—40
10,0
9,5
—60
10,0
9,5
—80
8,0
6,8
Предел выносливости при растяжении (стали, закаленной с 880° на воздухе
и отпущенной при 200°) — 79 кГ/мм2.
Технологические свойства
Температуры деформации: начало 1180°; конец 900°, с обязательным
замедленным охлаждением.
Применение
Шестерни, цементируемые валы, оси, ролики.
132
СТАЛЬ 12ХН2, ГОСТ 4543-71
Химический состав, %
С—0,094-0,16; 51—0,174-0,37; Мп—0,304-0,60; Сг—0,604-0,90; N1—1,504-1,90;
[5 <0.035; Р -с: 0,035.
Физические свойства
</=7,88 Г/см*.
«•106«= 12,6(204-100°) 1/°С; к =0,057(120°) кал/см. сек.°С.
У*С1~732°; ЛСз=800°; М„=400°.
Прокаливаемость до диаметра 12 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Термообработка
Закалка или
нормал. с 860°,
закалка 760 —
810°, вода или
масло: отпуск
180°
в В 1 #0,2
кГ/мм*
80
60
6
12
*
Уо
50
аю
кГм/см2
9
Механические свойства при отрицательных температурах
Термообработка
Темпера
тура
испытаний,
°С
0*0,2
кГ/мм2
у
<3 У
3
-а?
Двойная закалка с 860°
|в масле, с 780° в масле, от-
Ьуск 200°
20
-196
-253
^80
86
ПО
^60
—
—
>12
20
0
>50
52
2
^8
— -
—
33
Технологические свойства
Температуры деформации: начало 1,180°, конец 800°.
Предварительная термообработка: нормализация при 8804-900°, НВ^.217.
^ Окончательная термообработка: цементация при 9004-920°, закалка с
|804-800° в масле, отпуск 1804-200°; ##СП0В.544- 58, Я#СеРдц ^229.
Мало склонна к отпускной хрупкости, удовлетворительно сваривается.
Применение
Мелкомодульные шестерни и другие цементируемые, детали.
Заменители
Стали 20ХГНР, 18ХГТ (ГОСТ 4543-71)—разрешаются в отдельных случаях.
133
Рис. 62. Диаграмма
изотермического распада стали 28ХН2А
в цементированном состоянии
Рис. 61. Диаграмма изотермического
распада стали 12ХН2
СТАЛЬ 28ХН2 МПТУ —3477—53
Химический состав, %
С—0,25-г-0,32; 51—0,174-0,37; Мп—0,304-0,70; Сг—0,90-1,30; N1—2,0-г2,5;
5^0,040 Р ^0,040.
Критические точки: ЛС1=730°, ЛС8=7950.
Прокаливаемость в диаметре до 70 мм (закалка в масле).
Механические свойства по МПТУ
Термообработка
Отжиг
Закалка с 860° в масле,
отпуск 200°, воздух
О в 1 О*0,2
кГ/мм*
^150
^120
о / *
%
^9,0
^48
С)
^7,0
НВ
^255
^444
^3,8
^2,9
Механические свойства образцов (закалка с 800° в масле, отпуск при 200°):
ав = 120,7-т-125,0 кГ/мм*, 0О,2=93,24-101,8 кГ/мм*} <ф=52,8 4-55,1% о= 13,3+16,3%,
ан = 7,14-7,8 кГм/см2; НВ 341.
Ударная вязкость
Температура
-испытаний,
°С
ан, кГм/см2
+ 20
(закалка
0
7,8—7,7 7,2
и низкий
—20
7,0-6,6
этпуск)
—40
6,9—6,8
—60
6,5
Предел выносливости
Термообработка
180°
Закалка с 800? в масле, отпуск
Цементация, закалка, отпуск
_,, кГ/мм?
Усталостная долговечность
цементированных шестерен
т—9 при асимметричном
изгибе зуба на базе 1 -10е
циклов
50
75
Характер
поверхности
зуба
Нешлифованный
Шлифованный
Предел
усталости,
ТН
19
11
Технологические свойства
Температуры деформации: начало 1180°, конец 850° (охлаждение
замедленное).
Предварительная термообработка: нормализация 9204-940°, высокий отпуск
6404-660°, #5^256 (^отп^З,8 мм).
Окончательная термообработка: закалка с 880±10° в масле, отпуск 210±10°,
воздух, НВ 3884-495 (^0тп =2,754-3,1), цементация 940±20° на глубину слоя
1,2—1,5 мм, закалка с 800±Ю° в масле, отпуск 160±10°, твердость
цементированной поверхности ##С^58; твердость сердцевины НЯС 404-49.
Свариваемость ограниченная, флокеночувствительна.
Применение
Цементируемые тяжелонагруженные шестерни, цементируемые валы.
Является заменителем стали 20Х2Н4А.
135
СТАЛЬ 12ХНЗА, ГОСТ 4543-71
Химический состав, %
С-0,09-М),16; 51—0,17^0,37; Мп—0,30-н0,60; Сг—0,60-г0,90; №.-=- 2,75 + 3,25;
5^0,025; Р^ 0,025.
Физические свойства
4 = 7,8 Г/см*. Е- 10-3=20,4 кГ/мм2.
а.106=11,8(2О-г-1О0°); 13,0 (20-=-200°), 14,7 (20-г 400°); 15,6(20+600°) //°С.
Я,-0,085 (20°) кал/см. сек.°С.
ЛС|=710°, ЛСз=830о; Мн=380-^420°, М„цем = 100-т-170°.
Прокаливаемость в диаметре до 30—40 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Температура
закалки, °С
I
860
II
760-810
тлу.:»1 гитп—и шиш
Охлаждающая
среда
Вода или
масло
^отт °С
180°, воздух
или масло
Механические свойства
кГ/мм2
95
70
6 1 ф
%
11
55
Як,
9
НВ
217
Ударная вязкость при отрицательных температурах, кГм/см2
ТДД—11Ц11И11111ИИИИ 111111 ■ ——■—■III ■11ИИИ1ЦГ»--'■'■■"■—-д«—«——I
Термообработка
Закалка с 880° в масле, отпуск 170°
То же отпуск 560°
+20_
I 20
Температура, °С
—23
11,0
20
—94
10,0
19,0
—143
6,0
11,0
Предел выносливости, кГ/мм2
Термообработка
Цементация, закалка в масле, низкий
отпуск
| Растяже-
а_, ние —
1 сжатие
64
35
Т-1
28,5
Предел выносливости в зависимости от глубины
цементации
Термообработка
Цементация 920°, закалка,
низкий отпуск
Глубина
слоя, мм
Без
цементации
0,2
0,4 |
0,6
0,8
1,0
1,2 1
Предел
усталости,
кГ/мм2
56
70
86
82
79
77
76
136
Технологические свойства
Температуры деформации: начало 1200-М 180°, конец 760-4-870°.
Предварительная термообработка: отжиг при 870—-9000, НВ<217;
нормализация при 8704-940°, #В^229 (^отп^О мм); высокий отпуск 670-^680°.
Окончательная термообработка: цементация 940-4-20°; закалка 810±Ю° в
*масле; отпуск 190±10°, НЯСпов ^58, ##ССердц2б4-40.
Рекомендуемые параметры цементированного
слоя
Глубина, мм
0,4—0,6
0,6—0,9
0,8—1,2
1,0—1,3
1,3—1,6
1,6—1,9
Твердость не
менее
НЯС
54
56
58
Твердость
сердцевины
НВ
255—388
255—388
255—388
няс
26—40
26—40
26-40
Свариваемость без ограничений, рекомендуются подогрев и последующая
термообработка.
Склонна к отпускной хрупкости.
Заменители
Стали 20ХН, 20ХНР, 20ХГНР (ГОСТ 4543-71) — разрешаются в отдельных
случаях.
Рис. 63. Диаграмма изотермического распада стали 12ХНЗА:
а) в нецементированном состоянии, б) в цементированном состоянии
137
СТАЛЬ 20ХНЗА, ГОСТ 4543-71
Химический состав, %
С—0,174-0,24; 51—0,174-0,37; Мп—0,34-0,6; Сг—0,64-0.9; N1—2,75+3,15;
Си—0,20; 5^0,025; Р^ 0,025.
Физические свойства
4=7,85 Г/см\ Е • Ю-э-20,4 кГ/мм2. С?=8150 кГ/мм2.
а.109=»11,0(204-100°); 13,0(204-200°); 14,0(204-400°); 14,5(204-600°) 1/°С.
Х=0,095(20°); 0,086(200°); 0 078(400°); 0,070(600°); 0,061(800°) кал/см. сек°С.
Ас,-700°; ЛСв-760°; А*н=340°; М„це|| =130°.
Прокаливаемость в диаметре до 25 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Термообработка
Отжиг
Закалка с 820° в масле,
отпуск 500° (масло или вода)
Механические свойства
ств 1 #0,2
кГ/мм2
95
75
о 1 ф__
%
12
55
кГм/см2
и
нв
==$241
Механические свойства, не оговоренные ГОСТом
Закалка с 8204-840° в масле,
отпуск 4004-500° с охлаждением
в масле или воде (МПТУ 2333-49)
Закалка с 8404-860° в масле,
отпуск 1504-200°
100
120
н е
10
12
мен
55
!'•
е е
10
71
341—293
3,3—3,55»
Ударшая вязкость яри отрицательных температурах
(закалка с 860° в масле, отпуск 560°)
Температура
испытаний,
°С
аюкГм/см2
■ИШТЩ1ИП11Г' — ИИ №.
4-20
15
0
13
—40
9,5
—70
7,0
138
Предел выносливости
Термообработка
Закалка с 860° в масле,
отпуск 550±10°, масло
0—
43
1
кГ/мм2
27
Технологические свойства
Выплавляется в мартеновских и электрических печах.
Температуры деформации: начало 1160°; конец 850°.
Предварительная термообработка: нормализация при 880—900°. отпуск:
6404-660°, ЯЖ241 (<*0тп> 3,7 мм), отжиг 8004-820° при медленном (30—
40°С/час.) охлаждении.
Окончательная термообработка: цементация 9004-920°, Н#СП0В^58,
Я/?Ссердц =334-45; закалка с 840° в масле, отпуск 2004-500°.
Свариваемость ограниченная, обрабатываемость удовлетворительная в ото-
жженом состоянии, склона к отпускной хрупкости.
Применение
Цементируемые и нецементируемые детали, червячные колеса, пальцы
шатунов, тарелки клапанов, шестерни, опоры и ответственный крепеж.
Рис. 64. Диаграмма изотермического распада стали 20ХНЗА:
а) в нецементированном состоянии, б) в цементированном состоянии
139
СТАЛЬ 12Х2Н4А, ГОСТ 4543-71
Химический состав, %
С—0,094-0,16; 51—0,174-0,37; Мп—0,34-0,6; Сг—1,254-1,65; N1—3,254-3,65;
Си^0,30; 5<0Ю25; Р^ 0,025.
Физические свойства
4=7,84 Г/см*. Е=20400 кГ/мм2.
а-106= 11,8(204-100°); 13,0(204-300°); 14,7(204-400°); 15,6(204-600°) Ц°С.
>,=0,074(60°); 0,061(500°); 0,050(750°); 0,045(910°) кал/см. секРС.
Лс,=710°; Лс.;=780°; М„ =3904-420°; МНцем = 1754-190°.
Прокаливаемость до диаметра 60 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
■ II11ИИИ11И1Ш В1 НИИОДД—ШИ—■
Вид
полуфабриката
Заготовка
сечением 15 мм
Термообработка
Закалка или нормал. с
860° (1), с 760^800° в
масле (2), отпуск 180° (воздух
или масло)
<*0,2 { <*в
кГ/мм2
95
115
б I г|)
%
10
50
<*>
9
Механические свойства, не оговоренные ТУ
Термообработка
Нагрев 92СР, выдержка 6 час, подсту-
живание до 750°, выдержка 20 мин.,
закалка в масле, отпуск 200°
Нагрев 920°, выдержка 6 час, закалка
в масле, отпуск 200°
Двойная закалка:
1. Нагрев 920°, выдержка 6 час,
закалка в масле. 2. Нагрев 800°, выдержка
20 мин., закалка в масле, отпуск 200р
00,2 1 аВ
кГ/мм2
109,7
111,1
115,1
134,8
135,1
136,8
6
с
12,1
10,8
12,0
' 1|)
/о
57,7
52,0
61,7
5
9,3
10,1
10,6
нас
40
40
1 37
Предел выносливости
Термообработка
кГ/мм2
Примечание
Нормализация 920°, закалка с 810° в масле,
отпуск 200°
Закалка 8804-900° в масле, отпуск 500°
Цементация 910°, закалка 790° в масле, отпуск
200°
138
—
—
53
46,5
69
ав сердцевины 120
140
Специальная обработка и свойства
Операции обработки
Цементация
Закалка
Закалка
Отпуск
Цементация
Закалка
Отпуск
Закалка
Отпуск
Цементация
Отпуск
Местная поверхностная
закалка с нагревом ТВЧ
Температура, °С
900-930
840—850
780—790
160—210
900—930
850—870
640—680
780—790
160—180
900—930
640—680
Охлаждающая
среда
Масло
Воздух
Воздух
Масло
Воздух
Воздух
Твердость
сердцевины, ИВ
До 450
До 450
■
поверхности, ИКС
56—62
56—62
56—65
Прочность на изгиб образцов сечением 15x15 мм после цементации
и специальной обработки
Глубина
цементации, мм
1,0
1,0
1,8
1,8
Величина разрушающей нагрузки,
кГ
Закалка и низкий
отпуск
7050
6000
5350
690О
Закалка,
обработка холодом,
низкий отпуск
6850
5900
4800
5730 *
Твердость
сердцевины, ИКС
37—39
Технологические свойства
Температуры деформации: начало 1,180°; конец 800°.
Предварительная термообработка: нормализация при 840-г880° или
нормализация и отпуск при 650°, НВ 241-Т-170 (40тп=3,9^4,6 мм).
Окончательная термообработка: закалка с 7604-800^ в масле, отпуск при
1504-170°; цементация при 9404-950°, отпуск 650±20° (воздух), закалка при
7804-800°, охлаждение в масле, отпуск при 180±2Ю°, ##СПОв^56, ##Ссердц2б4-40.
Свариваемость хорошая, после контактной электросварки — отпуск.
Склонна к отпускной хрупкости.
141
Применение
Крупные цементируемые детали, от которых требуется сочетание высокой
нрочности, пластичности, вязкости и твердости при хорошей прокаливаемости:
шестерни, валы, оси, ролики; нецементируемые и цианируемые детали.
Заменители
Стали 20Х2Н4А (ГОСТ 4543-71), 20ХГНР ГОСТ 4543-71 14ХГСН2МА
(ДИ-ЗА), ЧМТУ/ЦНИИЧМ 1143-64 — разрешаются в отдельных случаях.
[Г
Си»
$1
0,20
Ь . ■ 1.
Ми
0/5
17
Ы|1
1Г
т
X
760
Мн
390
и. .
900
и|||1||7Г"
Рис. 65. Диаграмма изотермического распада
стали 12Х2Н4А
СТАЛЬ 20X2Н4А, ГОСТ 4543-71
Химический состав, %
С—0,164-0,22; 51=0,174-0,37; Мп—0,304-0,60; Сг—1,25+1,65; N1—3.254-3,65;
5^0,025; Р ^0,025; Си <0,30.
Физические свойства
4=7.85 Г/см*; Е=20670 кГ/мм2.
Ач =7102; Лсз=®00о; ЛГ„=330°; МНцем -120°.
Прокаливаемость в диаметре до 80 мм (закалка в масле).
Механические свойства по ГОСТу (не менее)
Вид
заготовки
Горячекатаная
Размер |
15
шаиташяшшашвшктштт иишвишаааэвгдг
Термообработка
Ов
\ 0о,2
кГ/мм2
Закалка или нормали-(
зация с 860? в масле,|
закалка с 780° в масле,'
отпуск 180°, воздух или.
масло. 1 130
110
Т1 ™
%
9
46
5
8
Вид
заготовки
Горячекатаные и
поковки
То же
Механические свойства, не оговоренные ГОСТом
Размер,
^100
Термообработка
Закалка с 860±1Оэ в масле,
отпуск 500 ±10°, воздух
Нормализация при 930±1№,
воздух^ отпуск 650±20°, воздух
Газовая цементация при 9404-
950°, отпуск 650°, воздух, закалка
с 780±10° в масле, отпуск 180±
20°, воздух
Твердость
НВ 3634-302
(<*отп=3,24-3,5 мм)
НВ 269
(<*отп >3,7 мм)
ИКС „ов ^56;
НВ серд 3884-285
Ы ото-3,14-3,6)
Циклическая прочность
■ МИ1111|И1И1пич1М11.|1||*111И11111 ■11М111И11111МЩИИИИ11 —и
Термообработка
Закалка с 820° в масле, отпуск 200°
То же, отпуск 500° (С—0-19%)
Закалка с 800° в масле, отпуск 560°
<С-0,24%)
: Цементация на глубину 1,5 мм,,
шлифовка, закалка, отпуск
Цементация, высокий отпуск, закалка,
низкий отпуск
Цементация, закалка, обработка
холодом, отпуск
■здав&аШЕи
о»
кГ/
98
74
96
—
—
—
■шгпгш "гпзаииисша>шм111И и мтмвппшд——
Механические свойства
00,2
ММ2
69
62
87
—
—
—
со
14,7
15
—
—
—
—
"-1 1 Т-1
кГ/мм2
39
34
43
76
86
72
23,5
—
—
—
—
нкс
—
—
56
61
64
из
Ударная вязкость при отрицательных температурах,
кГм/см2
Термообработка
Закалка с 860° в масле,
отпуск 500р
Температура испытаний,
°С
+ 20 | —20 I —40 | —70
15
15
16
14
Содержание углерода и твердость на глубине цементированного
слоя (цементация 910—930°, выдержка 14 час.)
Параметры
Расстояние от поверхности, мм
0,0 | 0,2 I 0,4
0,6
I 0,8 1
1,0
1,2
1,4
С, %
нкс
1,1
59
0,95
0,88
59
0,78
54
0,60
0,50
47
0,42
Предел выносливости цементированного образца 17,6 кГ/мм2 (г=0,22)
Усталостная прочность при изгибе зубьев шестерни с модулем 9
Обработка шестерни
О) Я ^
я- л к
8§§-
^ я к ^
г^ ° 2 5
и-* ;§ я ^
Разрушающая
нагрузка Р, Т при
числе циклов до
разрушения
104
I 105 I 106
Шлифованный зуб
Нешлифованный зуб
То же (цементация, закалка, отпуск);
НЯС 60
То же (закалка, обработка холодом,
отпуск); НЯС61
1 3—1,5
.1,3—1,5
1,7
1,7
19
31
16
28
13,0
22,0
26,0
18,0
Технологические свойства
Температуры деформации: начало 1150°, конец 780°.
Предварительная термообработка: отжиг 880-г-900° (печь), НВ^.241;
нормализация 930±10°, отпуск 650±20°- (воздух), НВ 2174-285.
Окончательная термообработка: цементация газовая при 94О±20°, отпуск
650±10° (воздух), закалка с 780±10° в масле, отпуск 180±20° (воздух),
НЯСп0В ^59, ИКСсердц -35-Г-49, закалка 8в0±1€Р в масле, отпуск 50О±20°
(воздух), НВ 363—302 (**отп =3,2-г3,5 мм); закалка с 860±10° в масле, отпуск
200°, НВ 444-302.
Свариваемость удовлетворительная, склонна к отпускной хрупкости.
144
Применение
# Цементируемые высоконагружениые крупиомодульные шестерни, муфты,
пальцы с цементацией на глубину: 0,6—1,9 мм (##СПов^58; #/?Ссердц 33—49).
Заменители
Стали 12Х2Н4А (ГОСТ 4543-71), 28ХН2 (МОТУ 3477-53) — разрешаются в
отдельных случаях
°С
1 Ю 102 103
дреня превращениям*
а
10*
Г
700\
т
ш\
ш\
т\
ж
ЗЕ
^
—
^
/' 5' 15
332*
ЦЗЙ^
П^
—
?0'
—
/V
1чЯн 2ч
..„/.
Н^
ч4
/
\,
\
\\
Ж'Уд'ЯЯн
О 20 кО 60 60 100
Кышчестк распавшегося аустгнита,%
5
Рис. 66. Диаграмма изотермического распада стали 20Х2Н4А:
а) в координатах «температура—время превращения»;
б) в координатах «температура—количество распавшегося аустенита»
10 Зак. 2022
145
СТАЛЬ 18Х2Н4МА(18Х2Н4ВА), ГОСТ 4543-71
Химический состав, %
ГОСТ ТУ
гост
4543-71
ЧМТУ
цниичм
1240-64
с
«,
1
0,14—
—0,20
0,17—
—0,37
Мп
0,25—
—0,55
Сг
1,35—
—1,65
N1
4,0-
—4,4
V/
0,8—
— 1,2
или
Мо
0,3-0,4
5
Р | Си
не более
0,025
0,015
0,025
0,015
0,20
Т!
0,03
Физические свойства
4=7.8 Г/см*. ^. Ю-з=20,4 кГ/мм2.
а- 106=11,7(20-М00°) 1°С.
Х=0,086 (100°) кал 1см. сек.0С.
ЛС|=700°; ЛСз = 810°. Мн = 310°; Л*нцсм = 75°.
Прокаливаемость — более 0 150 мм (закалка на воздухе).
Механические свойства по ГОСТу и ТУ (не менее)
Вид
полуфабриката
ГОСТ,
ТУ
Термообработка
О*о,2
кГ/мм2
Прутки
ГОСТ
_ ЧМТУ _
ЦНИИЧМ
ГОСТ
ЧМТУ
ЦНИИЧМ
Закалка или
нормализация с 950°.
воздух
Закалка с 860°,
воздух
Отпуск 200°, воз-
дух или масло
То же, отп. 180*°
Закалка или
нормализация с 950°,
воздух
Закалка с 860°,
масло или воздух
Отпуск 550°, воз-
дух или масло
То же
115 I 85
115
105
ПО
85
80
85
12
11
12
12
50
50
50
50
Механические свойства деталей (не менее)
Детали
«Свидетели»
коленчатых валов
(ТУВ2-1)
Шатуны
(ТУВ2-2)
Крышки шатунов
Термообработка
Закалка с 870°,
воздух, отпуск
180—200°
То же
Закалка с 870°,
воздух, отпуск
525—575°
О* в | 00,2
кГ/ММ*
120
115
115
100
90
85
85
75
6
с
10
11
10
5
/о
45
50
45
30
в?
10
12
10
5
О) .
Прим
чание
«А»
«Б»
146
Термообработка
Закалка, отпуск 200°
Закалка, отпуск 560°
Температура
испытаний,
°С
20
200
350
20
—70
Без обкатки
56,5
50,5
46,5
52,0
58,0
С обкаткой
(Р=185 кГ)
82,5
56,5
56,5
Предел выносливости кривошипов коленчатых валов
Термообработка
кГ/мм2
кГ/мм2
Закалка, отпуск 200°
Закалка, отпуск, азотирование
Цементация, закалка, низкий отпуск
17
34
25
15
Предел выносливости болтов (М30хЗ,5) при пульсирующем
растяжении (от}п=4 кГ/мм2)
Обработка
кГ/мм2
Неупрочненные (резьба нарезана)
Упрочненные (резьба накатана)
22
52
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Закалка, отпуск 170°
Температура испытаний, °С
+ 20
11,5
—0
11,0
—40
9,5
—70
9,0
—197
4,0
Технологические свойства
Температуры деформации: начало 1150°, конец 870°.
Предварительная термообработка: нормализация при 930ч-960°, отпуск при
) 620+-6500, НВ 217-М 56.
Окончательная термообработка: закалка с 850° в масле или на воздухе,
^отпуск 180-7-200°, НВ 321+-388 (йот =3,1-4-3,4 лш); закалка с 850° в масле или
на воздухе, отпуск 5404-570°, НВ 341+302 (^отп =3,34-3,5 лш); цементация при
910—920°, закалка с 7904-810° в масле, отпуск 180+200°, ИКСПов>№\
1ЯВСерац = 388+321; закалка с 850° в масле, отпуск 540-+5700, азотирование.
147
Рекомендуемый режим термообработки корпусов распылителей: цементация
с охлаждением на воздухе, обработка холодом (—90°), выдержка 1 час,
низкий отпуск при температуре не ниже 164)°, выдержка 3 час
Подвержена отпускной хрупкости; после высокого отпуска необходимо
быстрое охлаждение в воде или масле. Плохо сваривается.
Применение
Коленчатые валы, шатуны, анкерные и силовые шпильки двигателей^
ответственные высоконагруженные шестерни, прецизионные детали топливной
аппаратуры.
Заменители
Сталь 40Х2Н2МА (ГОСТ 4543—71) в улучшенном состоянии для нецемен-
тируемых деталей; сталь 20Х2Н4А (ГОСТ 4543-71) для цементируемых и неце-
ментируемых деталей.
С
0,16
51
0,19
Сг
151
№
У
и/1 д,
0,86 \№
*з
600
Мн
310
г;п
900
Рис. 67. Диаграмма изотермического
сек распада стали 18Х2Н4ВА
Рис. 68. Зависимость
механических свойств стали 18Х2Н4ВА,
закаленной с 950°, на воздухе
от температуры отпуска
148
СТАЛЬ 20ХН4ФА, ГОСТ 4543-71
т Химический состав, %
С—0,17-4-0,24; 51--0,174-0,37; Мп—0,25-г0,55; Сг—0,70-г 1,10; №—3,754-4,15;
V—0,104-0,18; 5<0,025; Р ^0,025.
Физические свойства
ЛС1-700°; ЛС8=790°.
а- 106-11,7(204-100°); 12,7(204-200°); 13,7(204-300°); 15,4(204-600°) /°С.
— - =790°.
Механические свойства по ГОСТу (ке менее)
Термообработка
<Ь \
ОГ0,2
кГ1мм2
о 6 Ч>
кГм/см2
Сечение,
мм
Закалка с 850° в масле, отпуск
630°, охлаждение в воде
90 ! 70
12
50
10
25
Механические свойства, ке оговоренные ГОСТом
иа»*ицдцзад
Термообработка
00,2
кГ/мм*
6" I ф
8$
нв
-1,
кГ/мм2
Закалка с 8503 в масле,
отпуск 510°, охлаждение в
масле
110
90
10
50
8
321
48—50
Технологические свойства
Температуры деформации: начало 1180р, конец 850°.
Термообработка: закалка с 850±10° в масле, отпуск 620±20°, охлаждение в
горячей воде, НВ 2554-302 (<*отп-3,84-3,5 мм).
Подвержена отпускной хрупкости.
Применение
Всасывающие клапаны дизель-моторов.
СТАЛЬ 25Х2Н4МА(25Х2Н4ВА), ГОСТ 4543-71
Химический состав, %
С—0,21+0,28; 51—0,17+0,37; Мп—0,25+0,55; Сг—1,35 + 1,65; N1—4,00+4,40;
Мо—0,3+0,4; 5^0,025; Р«с:0',025; Си ^0,30.
Физические свойства
а-106= 10,7(20+100°); 13,1(20+200°); 13,5(20+400°) 1°С.
ЛС1 = 700°; Лс3 = 720°.
Механические свойства по ГОСТу (не менее)
Механические свойства, не оговоренные ГОСТом
Вид
полуфабриката
Заготовка
горячекатаная, 25 мм
^ * * 1 СГВ 1 0*0,2
Термообработка
1 кГ/мм2
Закалка с 850° в масле,
отпуск 560°, масло
110
95
6 "I г|?
%
11 ! 45
кГм/см2
9
Термообработка
Сечение
заготовки, мм
00,2
6
*
кГ/мм2
к1 м/см2
Закалка с 830° в масле, отпуск
600°, масло
Нормализация при 940р, отпуск
170°, масло
50
75
100
до 150
91
92
91
95
104
105
104
ПО
20
20
20
14
— •
—
50
11
Механические свойства цементируемой стали
*о>з, кГ/мм2
После ложной
цементации (без
карбюризатора)
После цементации
с карбюризатором
т, кГ/мм2
После ложной
цементации (без
карбюризатора)
После цементации
с карбюризатором
5
85
15
90
При диаметре образца, мм
5 | 15 | 5 | 15 1
90 | 100 | 125 | 140
5 |
190 |
15
155
Примечание. Температура ложной цементации и цементации с
карбюризатором 910+920°, 9 час; цементация по двум граням на
глубину 0,8—1,2 мм. Закалка 810°, масло, отпуск 200°, 1 час.
Технологические свойства
Склонна к отпускной хрупкости, флокеночувствительна, не склонна к
перегреву.
Применение
Для изготовления особо ответственных тяжелонагруженных цементируемых
деталей наиболее крупных сечений, работающих при больших скоростях с
наличием вибрационных и динамических нагрузок, при отрицательных (до —70°) и
при повышенных (до +300°) температурах. Может ограниченно применяться
в улучшенном состоянии.
150
СТАЛЬ 20ХГНР, ГОСТ 4543-71
Химический состав, %
С—0,164-0,23; 51—0,174-0,37; Мп—0,704-1,0; Сг—0,70ч-1,10; N1—0,80+1,10;
В—0,0014-0,005; Си<0Д); 5^0,035; Р^ 0,035.
Критические точки: ЛС1=730°, ЛСз = 820°.
Прокаливаемость в сечении до 55 мм (при закалке в масле).
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Заготовка
сечением до 25 мм
Термообработка |
Закалка с 7804-830° в
масле, отпуск 200°
(воздух или масло)
Об
кГ/
130
0>2
ММ2
ПО
6
0
10
/о
50
кГм/см*
9
Механические свойства,
Термообработка
Нормализация при 930°,
закалка с 840° в масле отпуск
200°
а. к '
2 к
« % ~
Он О ^
15
25
50
75
100
150
не оговоренные ГОСТом
#0,2 1 О в
кГ/мм2
139
134
118
ПО
100
88
149
144
129
116
109
104
6 | ф
%
13
14
13
12,5
16,5
16,5
. 60
64
64
60
60
60
с^
2ь*
12,5
13,0
13,5
13,5
10,0
11,0
НВ
418
418
340
321
302
286
Механические свойства стали, не оговоренные ГОСТом
(закалка с 860° в масле, отпуск, С —0,23%)
Температура
отпуска, °С
200
300
400
500
550
600
00,2 1 О в
кГ/мм2
127,2
125,6
120,0
99,0
87,7
70,8
154,2
142,9
126,7
111,0
93,6
84,0
6
°1
10,5
7,5
10,7
13,5
17,5
16,7
*
0
54,7
49,6
57,5
64,4
68,2
65,2
Ящ
кГм/см2
6,2
6,2
7,0
12,8
13,8
18,6
нас
44,5
44,5
41,0
31,0
28,5
25,0
151
Ударная вязкость при отрицательных температурах (С —С,23%), кГм/см2
Температура
Термообработка
Закалка с 860° в масле,
отпуск 2.5 час. при 650°,
охлаждение в масле
Закалка с 78О~-830°,
отпуск 200°
Н-20
23,7
12,1
0
24,7
11,6
-20
21,6
10,6
—40
21,4
9,?
-60
2*1,8
(-50°)
—80
20,7
9,1
—100
17,1
Вариант
обработки
Типовые режимы термообработки
Операция
Температура
нагрева, °С
Среда
охлаждения
Твердость
Нормализация
Цементация,
Закалка
Отпуск
920—930
930—950
780—830
180 ±20°
Воздух
Масло
Воздух или
масло
Н Н(*> пов
лдСсердц
34—49
56
Технологические свойства
Температуры деформации: начало 1150°, конец 800°.
Свариваемость удовлетворительная, склонна к отпускной хрупкости» флоке-
ночувствительна.
Применение
Шестерни, шлицевые валы, шпиндели, кулачковые муфты, втулки, ролики,
шпильки, поршневые пальцы, штоки и другие детали.
Заменители
Стали 12ХН2, 12ХНЗА, 20ХНР (ГОСТ 4543-71) — разрешаются в отдельных
случаях.
СТАЛЬ 18ХЕХН2ВМА (ДИ-2) ЧМТУ/ЦНИИЧМ—1143-64
Химический состав, %
С—0,164-0.22; 31—0,454-0,70; Мп—0,7-Н,0; Сг—1,2-г 1,6; N1—1,84-2,4;
\У—0,54-0,8; Мо—0,254-0,40; У<0,06; 5^ 0,025; Р< 0,03.
Физические свойства
е?=7,89 Г/см\ Е . 10~3 = 20,34-20,4 кГ/мм*.
а- 106= 11.0(204-100°); 11,5(204-200°); 12,0(20+300°); 12,6(204-400°);
13,0(204-500°); 13,4(204-600°) 1/°С.
Лс,-720°; 4^=830°, М„=352°
Прокалкваемость в диаметре до 80 мм (закалка на воздухе), в диаметре до
100 мм (закалка в масле).
Механические свойства но ТУ (не
Термообработка
Закалка с 840°±20° на
воздухе, отпуск 1604-250°
Закалка с 8404-20° в масле,
отпуск 1604-220°
Закалка с 8604-20° в масле,
отпуск 5304-600°
^к
^
| 115
120
1 ПО
а5 1 ^
%
| 12
10
12
50
45
50
менее)
сч
. а?
як.
11
10
12
НВ
401-7-331
|4444-341
1 3884-321
"отп
3,054-3,35
2,94-3,3
3,14-3,4
Механические свойства, не оговоренные ТУ
15
Термообработка
Яотп
Закалка с 850° на воздухе,
отпуск 160ч-180р
Закалка с 85СУ на воздухе,
отпуск 5304-600р
115-
140
110—
130
85—
120
80-
105
10—
16
12—
18
45—
60
50—
60
10—
13
10—
14
3214-
401
3024-
375
3,44-
3,05
3,5~
3,15
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Температура, °С
4-20 I —40 I —70
-196
Закалка с 850° в масле, отпуск 170°
Ложная цементация при 920°—12 час,
закалка с 850°, обработка холодом при
—70° (2 час), отпуск 170°
11—16
11—13,4
9,5—13
7,2—8,4
8,5—11,5
6,5—8,5
2—3
2—3,3
153
Предел выносливости, кГ/мм2
Термообработка
Закалка с 860° в масле, отпуск 180°, воздух
Ложная цементация 920°, закалка с 850°,
обработка холодом при —70°, отпуск 170°, воздух
*-!
62
60
°-1
43,5
29
Технологические свойства
Сталь выплавляется в электропечах.
Температуры деформации: начало 1180°, конец 850°. Охлаждение для
сечений >60 мм—замедленное, для меньших размеров — на воздухе. Сталь флокено-
чувствительна.
Предварительная термообработка: нормализация при 910-^950°, ЯБ341.
Окончательная термообработка или химико-термическая обработка: закалка
(на воздухе или в масле) с 840-^880°, отпуск 160-М80Р, охлаждение на воздухе;
закалка с 850^-870° в масле, отпуск 250-^280° (воздух); закалка с 8604-880°
в масле, отпуск 530^-600°. охлаждение в воде; цементация 920° после закалки
с 850'° в масле, отпуск 100-7-220°; НУц0В ^58, //Всердц 444-г 341. а
азотирование по двухступенчатому циклу, ##Л1Юв75-т-76 (I ступень —
температура 525°, II ступень — температура 540°).
Применение
Тяжелонагруженные цементируемые и нецементируемые детали — шестерни,
валы и другие детали большого сечения.
Заменители
Стали 18Х2Н4ВА, 20Х2Н4А (ГОСТ 4643-71).
Г
600\
500\
т
щ
.
У.
//
к%Ю 3
1"
^.
^ъ>-
У/
/ ^
о во
ч%
с
ч
~~
-*■■
У
10
С Сз!
^и^
^^-^
—
ю
10*
Рис. 69. Диаграмма изотермического
распада стали 18ХГСН2ВМА (ДИ-2)
154
СТАЛЬ 14ХГСН2МА (ДИ—ЗА), ЧМТУ/ЦНИИЧМ 1143-64
Химический состав, %
р
С—0,114-0,16; 51—0,45-г 0,70; Мп—0,74-1,0; Сг—1,24-1,6; N1—1,6 + 2,0;.
Мо—0,254-0,40; V—0,06 (расч.); 5^0,025; Р?с;0,03.
Физические свойства
^=7,83 Г/см*. Е- Ю-3=20,4 кГ/мм2.
а- 10е-10,8(204-100°); 11,9(1004-200°); 13,1(200+300°);
14,8(4004-500°); 15,3(5004-600°) 1/°С.
а- 106= 11,3(204-200°); 11,9(204-300°); 12,4(20+400°);
13,3(204-600°) 1/°С.
^=0,091(100°); 0,09(200°); 0,09(300°); 0,088(400°); 0,086(500°) кал/см. сек.°С.
Ас= 750°, Ас = 800°, Мн = 354°.
14,0(300+400°);.
12,9(20+500°);
Механические свойства по ТУ (не менее)
Вид
луфабриката
Прокат
(прутки)
штшттаяяшштттвнтяшатявл
Термообработка
Закалка с
860° в масле,
отпуск при
160^240°
О в 1 <*о,2
кГ/мм2
100
80
6 1 я|?
%
12
55
як,-
10
НВ
3024-415
^отп, ММ
3,5-^3,0
Механические свойства, не оговоренные ТУ
Термообработка
Закалка с 850° в
масле, отпуск 570°
Закалка с 850° в
масле, отпуск 170°
Ложная цементация
при 920° в печи, 12 час.
Закалка с 850° в масле.
отпуск 170°
>> го
мперап
испьп
й, °С
О) ГО К
Н о. я
20°
200°
300°
400°
500°
550°
—
<Тв
; 00,2
кГ/мм2
100—123
95—102
96—98
90—95
75—82
67—70
139
133
90—100
90—95
87—90
85—88
70—75
60—67
114
111
1 6
14—17
12—14
12—13
12—15
15—18
15—18
15
14
1 *
%
55—60
65—60
53—57
60—63
70—74
70—78
56
61,7
кГм/см2
8—12
10—15
11—13
9—10
6—8
6—8
11,5
11,4
15гь
Ударная вязкость при отрицательные температурах, кГм/ся2
Термообработка
Закалка с 880° в масле, обработка
холодом —70° —2 час, отпуск 170°
Температура
испытаний, °С
+ 20 1 —70 1 —1%
10—12
7-8
3—4
Предел выносливости, кГ/мм2
Термообработка
'-1
Закалка с 850° в масле и отпуск при 170°
Цементация на глубину 0,9 мм (С —
$,9%), закалка и отпуск
32—42
Технологические свойства
Сталь выплавляется в электропечах.
Температуры деформации: начало 1180°, конец 850°.
Предварительная термообработка: нормализация при 930-^980° и высокий
отпуск.
Окончательная термообработка: а) цементация 900-т-920° или 9504-1000°,
закалка с 820-^860° в масле, отпуск 160-е-240р; б) закалка с 860±10° в масле,
отпуск на нужную прочность.
Может подвергаться поверхностному упрочнению роликами, шариками и
т. п.; свариваемость удовлетворительная.
Применение
Высоконагруженные цементируемые детали: шестерни, валы и т. п.
Заменители
Сталь с никелем: 12ХНЗА, 12Х2Н4А, 18Х2Н4ВА и другие.
СТАЛЬ 18ХГСИ2МА (ДИ-4) ЧМТУ ЦНИИЧМ 114344
0 Химический состав, %
С—0,17-М),24; 51—0,45—0,70; Мп—0,7 4-1,0; Сг—1,2-4-1,6; N1—1,4 — 2,0;
Мо—0,25-4-0,40; У^0,06; 8^ 0,025; Р ^ 0,03.
Физические свойства
<*=7,83 Г/см\ Е-20 000 кГ/мм2.
а-106= 10,8 (20-И 00°); 11,3(20-г-200°); 11,9 (20-г 300°); 12,4(20-400°);
12,9(20-4-600°); 13,3(20-600°) //°С.
Ь~0,092(20°); 0,091(100°); 0,09(200*); 0,09(300°); 0,088(400°); 0,086(500°)
кал/см. сек.0С.
^С|-740°; Лс3-800°.
Прокаливаемость до диаметра 100 мм (закалка в масле).
Механические свойства и® ТУ (не мекее)
Вид
луфабриката
V
Термообработка
«3 *
нв
мм
Прутки
Закалка с 840±
20° в масле, отпуск
1604-250°
130
45
8 1352-4-4441 3,2&-г-2,9
Механические свойства, не оговоренные ТУ
Вид
луфабриката
Образцы
0 20 мм
Термообработка
Нормализация с
•930°, закалка с 840'±
± 10° в масле, отпуск
180° (3 час).
Закалка с 820-г850Р
в масле, отпуск
160-7-200°
С? В 1 00,2
КГ/Ш12
132
130—
150
120,4
110—
125
а5 1 У
%
14
9—14
53,6
45—
55
13,8
8—12
нв
383
341ч-
444
*» отп»
мм
3,1
3,3—
2,9
Ударная вязкость при отрицательных температурах,
кГм/см2
Термообработка
Температура испытаний, °С
4-20 I —40 I —70 !—196
Закалка с 850° в масле, отпуск
180р
8-13,5
7—11 6—10
2—3
157
Предел выносливости
Термообработка
Закалка с 840° в масле, отпуск 200°,
охлаждение на воздухе
кГ/мм2
55
^ к
кГ/мм2
36
Технологические свойства
Сталь выплавляется в электропечах.
Температуры деформации: начало 1180°, конец 850°.
Предварительная термообработка: нормализация при 930±20° и высокий
.отпуск.
Окончательная термообработка: цементация при 9004-920°, закалка с
.820-7-850° в масле, отпуск 1604-200°, Я/?СП08^58, ЯБСердц^400. 4от»>3,05 мц.
Может применяться в термически обработанном состоянии без цементации.
Применение
\
Валы, шестерни и другие цементируемые детали. ; *
* Заменители
Стали 12Х2Н4А, 20ХНЗА и 20Х2Н4А (ГОСТ 4543-71).
г — —
№
500
т
ж
ж
О 10 100 200 1000 №00 сек
Рис. 70. Диаграмма изотермического распада
стали 18ХГСН2МА (ДИ-4)
5
5%/
50
.
/'
ш
ч*>
-Ж.
«•
ОНА
~1~~тш 1
В. ЛИТЕЙНЫЕ
СТАЛЬ 32Х06Л, ГОСТ 7832-65
Химический состав, %
ГОСТ, ТУ
| ГОСТ 7832-65,
№
1 ТУ завода А
к
1'
С
0,25—
0,35
0,28—
0,35
Мп
0,4—0,9
0,70—
0,90
51
0,20—0,42
0,20—0,42
Сг
0',5—0,8
0,5--0,8
не более
N115 | Р
0,30
0,30
0,05
0,05
0,05
0,05
Физические свойства
I
^=7,82 Г\см\
а-106= 12,45 (100°) 1°/С.
^=0,111(100°) кал/см. сек.°С.
Механические свойства по ГОСТу и ТУ (не менее)
Термообработка
СГв
<*0,5
кГ/мм2
НВ
Примеча
ние
Закалка с 890-г-910°
в воде, отпуск 620-Н
(5бО°, охлаждение в
воде
То же
,,» Закалка с 860-г-
$180° в воде, отпуск
|ШР (вода)
65
73
70
45
50
| 50
20
20
20
10
10
10
5.0
5
1 5
—
1 255—
1 217
—
3,8—
4,1
—1—1 гост
ТУ
завода А
ТУ
завода А
Механические свойства для отливок толщиной более 100 мм
устанавливаются специальными техническими условиями.
Технологические свойства
Сталь выплавляется в мартеновских печах и в конверторах.
Предварительная термообработка: нормализация при 900°, //#^197,
■ отп^4,3 мм.
Ц? Окончательная термообработка: закалка с 860^-910° в воде (для мелких
|деталей в масле), высокий отпуск при 6004-660°.
Свариваемость удовлетворительная.
Применение
Кронштейны, бонки и другие ответственные детали.
159
СТАЛЬ 27 СГТ — ТУБСЛ-ЗБЗ
Химический состав, %
С—0,25~0,32; 51—0,84-1,3; Мп—10-4,3; Сг^0,30; N1^0,50; 11-^0,03-г0,07;
5^0,05; Р^0,06.
Отклонения: С±0,01%; 51±0,1%; Мп±0,15%.
Критические точки: ЛС1 = 710°; АСз = 805-7-900°.
Механические свойства по ТУ (не менее)
Вид
луфабриката
Фасонные
отливки
Термообработка
Закалка с 910—
950° в воде, отпуск
680°, охлаждение
в воде
_0в 1 СГ0,2
кГ/мм2
75
60
С в о и с
6 ....)_..*_.
%
10
20
т в а
Я к.
6
НВ
255—217
« отп
3,8—
4,1
Технологические свойства
Предварительная термообработка: отжиг 950°, нормализация 920р.
Окончательная термообработка: закалка с 910-т-950° в воде, отпуск
560-7-680° (вода). Свариваемость удовлетворительная — электродами 55У;
склонна к отпускной хрупкости.
Применение
Катки, ведущие колеса, кронштейны и другие литые детали толщиной не
более 50 мм.
Заменитель
Сталь 32Х06Л (ГОСТ 7832-65).
СТАЛЬ Г-13Л, ГОСТ; ТУ
Химический состав, %
Марка
стали
1ЧЗЛ
с
ЛГ-13
Г-13ФЛ
Г-13ФЛ
Г-13Л
Г-13ЛА
ГОСТ,
ТУ
ГОСТ
2176-67
'54. ТУР5-2
54. ТУР5-2
613.ТУ2
21.ТУ07-47-1
В.613.ТУ/3
С
0,9—
1.3
1,1—
1,4
1,1-
1,4
1,1—
1,4
1,1—
1,5
1,22-
1,40
Мп
11,5—
14.5
11,5—
13,5
11,5—
13,5
11,5—
13,5
11,0—
15,0
13,5—
16,0
51
0,5—
-1,0
0,5-
—1,0
0,5—
—1,0
0,5-
—1,0
о.з—
—1,0
0,4—
-•0,8
з 1
0,05
0,05
0,05
0,05
0,05
0,05
Р
не (
0,12
0,1
0,1
0,1
0,12
0,04
Сг 1
5олее
0,5
1,0
.1,0
1,0
—
1,0
N1
0,5
0,5
0,5
0,5
—
0,5
V
—
—
0,2—
0,35
0,18—
0,30
; —
1 —
Физические свойства
4=7,88-г-7,93 Г/см*.
а Ю6^ 18,0(50°), 19,4(100°), 22,15|(200>°), 24.7(300°), 21(400°), 15,1(500°),
19,3(600°), 28,1(700°), 32,25(800°), 33,0(900°) 1/°С.
^-0,031(0°); 0,039(200°); 0,046(400°); 0,052(600°); 0,056(800°); 0,061(1000°)
кал/см. сек? С.
Механические свойства техническими условиями на оговариваются.
Твердость после закалки НВ 17Ю-7-217 (40тп=4,6-7-4,2).
Механические свойства образцов из трефовидных проб стали Г-13Л
Термообработка
Закалка с
1050-7-1100° в воде
<Т в 1 <*о,2
кГ/мм2
60—90
33—48
6,
%
15—35
%
20-35
—-1—
кГм/см2
14—30
И Зак. 2022
1*1
Механические свойства образцов, вырезанных из
траков (сталь Г-13ФЛ)
ав
кГ/
57—86
00,2
ММ2
47—68
6 I
Ч>
%
5.0—
32,0
10—
35,0
кГм/см2
7,6—
16,3
иотп
ММ
4,0—
4,2
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Закалка с 1050° в воде
Температура, °С
+ 20
14—19
—20
9—17
—40
5—16
-60
3—10
—80
2—9
—100
1,8—3,8
Предел выносливости (закалка с 1080° в воде) 0~1 =31-^-35 кГ/мм2\ а^_{ =
32 кГ/мм2 — сталь обладает повышенной восприимчивостью к наклепу и
" малой чувствительностью к концентрации напряжений.
Технологические свойства
Выплавляется в электропечах. Температура разливки металла (в больших
ковшах) 1550-7-1600°, температура заливки деталей 1420-М450°. Сталь обладает
повышенной усадкой (2,5-7-3,0%), склонностью к образованию горячих трещин
(особенно при повышенном содержании углерода и фосфора).
Свариваемость умеренная, сталь склонна к образованию горячих трещин
в шве и околошовной зоне. Сварку и заварку дефектов литья производят
электродами, содержащими никель и марганец.
Обрабатываемость резанием плохая из-за сильной склонности к наклепу
(улучшается при охрупчивании за счет нагрева до 530-7-650° или до 900°
с последующим медленным охлаждением); наиболее эффективна
электроэрозионная обработка с последующим шлифованием.
Термообработка — закалка с 1050-М 100° (для стали Г-13ФЛ^1100°) в воде,
твердость НВ 170-7-217 (^отл 4,6-г4,2 мм). При нагреве под закалку склонна
ч образованию горячих трещин вследствие пониженной теплопроводностти.
Сталь склонна к поверхностному упрочнению при протяжке и других
методах пластической деформации.
Применение
Детали, работающие в условиях абразивного износа: траки, венцы ведущих
колес и т. п.
Заменители
Сталь Г-13ФЛ.
162
с
1,18
51
Мп
Щ12,28
О
-
№
—
Си
—
А|
-
Мн
Около
Тн
1050
ч:
ТОО
600
500
300
200
100
|||А
II
-4-
тш
'
*
2
>■>*
\1ш\
Га
— К
N1
1 и 1 1ш11
А-
~п\
II 11111№
к» >
8»
5 8:
имш
(#1
сен
Рис. 71. Диаграмма изотермического
распада стали Г-13Л
103
СТАЛЬ КДЛВТ, ТУ БСЛ-356
Химический состав, %
С—0,18-7-0,24; 51—0,90-^1,30; Мп—0,90ч-1,20; Сг—0,60-7-0,90; N1—1,10+1,50;
Мо—0,10+0,15; 11—0,030+0,07; Си—0,40-г-0,60; 5^0,045; Р<0,050.
Критические точки: ЛС1=765°, ЛСз=825°.
Механические свойства по ТУ
Вид заготовки
Фасонные
отливки, траки
Термообработка
Нормализация 970±10°, воздух,
закалка с 900-7-920°, вода, отпуск
230-7-270, воздух
и к.
3,0
нв
477—388
#отт
ММ
2,8—3,1
Механические свойства, не оговоренные ТУ
Термообработка
СГв
00,2
кГ/мм2
6
*3
НВ
"ОТП>
мм
Отжиг 900-7-920° с печью до
600°, закалка с 900+920°, вода,
отпуск 650 ±20°, вода
Ожиг 940+960°, закалка с
900-7-920°, отпуск 22О-т-240°
Нормализация 970°, закалка
920°, вода, отпуск 250°
>80
139
135—
—155
^65
134
—
^12
4,0—
—4,3
10-6
^30
11 —
-16
45-
—25
^5
—
5,5—
—3,5
269—
—229
—
—
3,7—
—4,0
3,0—
-3,1
3,1—
—2,8
Ударная вязкость при отрицательных температурах, кГм/см2
Термообработка
Температура
испытаний, °С
20 I —25
-50
Закалка с 910° в воде, отпуск 200°
Закалка с 910° в воде, отпуск 400°
(НКС 40)
Предел выносливости (закалка с 920° в воде, отпуск 2204-240°)—
37 кГ/мм2.
164
Технологические свойства
Предварительная термообработка: нормализация 970-=-1000°, воздух,
ИВ 217-^255, */0тп=3,8-г-4 1 мм или отжиг 880-г90(У\ охлаждение с печью до
650-^700°, ИВ 207.
Окончательная термообработка: закалка с 900—920° в воде; отпуск
220-^240°, ИВ 388-Т-477, <*0тп = 2,8-=-3,1 мм.
Свариваемость ограниченная. В интервале 400-=-500° склонна к отпускной
хрупкости.
Применение
Литые детали — траки, кронштейны и др.
700 100
Температура отпускав
Рис. 72. Зависимость механических свойств стали
КДЛВТ, закаленной в воде (с 910°), от температуры
отпуска
III. ЧУГУНЫ
СЕРЫЙ ЧУГУН СЧ 12-28, ГОСТ 1412-54
Химический состав, %
С—3,3ч-3,6; $1—2,2-7-2,5; Мп—0,6+ЬО; Р^0,40; 5^:0,15; Сг^: 0,15;
N1^0,50.
Физические свойства
бГ=6,8-т-7,1 Г/см*.
а-106= 10+12 (204-100°); 14(700°) \°/С.
Механические свойства по ГОСТу
О* еж
Ов
кГ/мм2
50
12
~изг
«*в
2
|, мм, при
расстоянии
между
опорами, мм
600 1 зоо
6
2
НВ
143—229
Соотношение между механическими свойствами:
аизг
^=3,64-4,5; -Л_ = 2,04-2,5; -^—0,8+0,95; 3 — 1,8+2,0;
ав ав- ав ав
-=!■ =0,54.
*в
Технологические свойства
Термообработка: отжиг (искусственное старение) для снятия внутренних
напряжений (для деталей, имеющих сложную конфигурацию, с повышенными
требованиями к точности размеров). Режим: нагрев со скоростью 754-Ь00о/час.
до 500°, выдержка ~2 час, охлаждение с печью до 300+400°, далее на
воздухе.
Обладает малой склонностью к отбелу в тонких сечениях.
Применение
Для неответственного литья с толщиной стенок до 15 мм и для литья с
большей толщиной стенок при пониженных требованиях к прочности.
166
— =0,58;
°в
167
Рис. 74. Изменение предела
прочности при растяжении чугуна СЧ 15-32
в зависимости от толщины стенки
отливки
Рис. 73. Диаграмма изотермического
превращения чугуна СЧ 12-28
СЕРЫЙ ЧУГУН СЧ 15-32, ГОСТ 1412-54
Химический состав, %
^общ—«3,24-3,5; С^связ
—0,34-0,6; Мп—0,7-0,8; 51—1,5+2,0; 5^0,12;
Р-0,44-0,5.
Физические свойства
4=7,04-7,2 Г 1см*.
а-106= 10(204-100°) 1/°С.
Механические свойства по ГОСТу
—изг
кГ/мм2
!, мм, при расстоя-]
нии между опора
ми, лш
600
300
Влияние графита на изменение
предела прочности при растяжении
ИВ
Графит, %
1,8
2,2
2,6
3,0
65
15
32
2,5
163—229 ^ кГ1мм1
36
25
16
13
Соотношение между механическими свойствами:
0ИЗ
°™ =3,64-4,5; —
ав ав »в
1,84-2,3; -± -1,24-1,7; —=1 =0,524-0,55.
Технологические свойства
Выплавка в вагранке или в электропечи; температура заливки 12504-1350°,
отливка в землю и центробежным способом; линейная усадка — 1%.
Для снятия напряжений после обдирки производится искусственное
старение при температуре 5004-650° с выдержкой 2 час.
Сварка —в ремонтных изделиях (заварка трещин). Выбор способа и
технологии сварки зависит от веса изделия, его конфигурации и места
расположения дефекта.
Обладает удовлетворительной прочностью в сечениях 5—20 мм. Может
применяться для ответственного литья при указанной толщине стенок.
108
* СЕРЫЙ ЧУГУН СЧ 18-36, ГОСТ 1412-54
Химический состав, %
С—3,14-3,4; 5ь-1,7~2,1; Мп—0.8-г 1,2; Р^0,30; 5 <. 0,15; Сг < 0,30;
МКО.ЗО.
Механические свойства по ГОСТу
огв
0"сж
кГ/мм2
}, мм, при
расстоянии между
опорами, мм
600
300
нв
18
36
70
2,5
170—229
Соотношение механических свойств
оизг с
^ = 3,64-4,5; -^. = 1,8-4-2,3; -^- = 1,24-1,7; —^1 -0,524-0,55.
ав ав ав ав
Обладает удовлетворительной прочностью в сечениях 8—25 мм и в этих
пределах сохраняет структуру, близкую к перлитной. Ростоустойчивость
ограничена. Литейные свойства хорошие.
Применение
Для ответственного литья при указанной толщине стенок.
109
СЕРЫЙ ЧУГУН СЧ 21-40. ГОСТ 1412-54
Химический состав отливки
Толщина
отливок,
мм
Содержание элементов, %
С
51
Мп
Р 1 $ | Сг
не более
Структура
Литье в песчаные формы
До 20
20—30
30—40
40
3,2—
3,5
3,1—
3,4
3,1—
, 3,4
3,0—
3,3
2,0—
2,3
1,9—
2,2
1,8—
2,1
1,6-
2,0
0,5-
0,8
0,5—
0,8
0,6—
0,9
0,7—
1,0
0.65 1
0,65
0,4
0,3
0,14 I
0,14
0,12
0,12
— 1
—
до
0,15
до ]
0,20
Перлит, небольшое
количество феррита, графит
пластинчатый средней
величины
Литье в металлические формы
15-
40-
-40
-100
3,1—
3,4
3,1—
3,4
2,1—
2,3
1,7—
2,1
0,6-
0,9
0,6—
0,9
0,3
0,3
0,1
0,1
—
Перлит с небольшим
количеством феррита, графит
пластинчатый, снаружи
возможны междендритный
«графит и отбел. Рекомендуется
модифицирование
Физические свойства
4«7,2-г-7,3 Г[см\
а.10в=10±12 //°С.
А, «0,10-М), 135 кал/сек. см°С.
Механические свойства по ГОСТу
Ов
— изг
<*в
кГ/мм2
^21
^40
/, мм, при
расстоянии между
опорами, мм
600
>9
300
>з
ИВ
170—241
170
Свойства чугуна в зависи «ости от диаметра заготовки
Свойства
Предел прочности, кГ/мм2:
ОГв
О* еж
изг
^в
Тв
/, мм, при расстоянии между
опорами, мм:
300
600
нв
Е, кГ/мм2
0, кГ/мм2
ал, кГм/см2
Диаметр заготовки, мм
30
21
95
40
24
28
3
9
180—207
8500
4500
0,9
50
19
85
40
22
25
3
9'
180—207
7500
3800
0,9
100
12
47
35
18
24
3
143—180
еооо
3000
0,5
200
35
22
3
9
143-180
4800
2500
0,4
Предел выносливости, кГ/см2:
ав=18-ь27; аСж=75-М05; а_, -9-М5; т__, =7,5.
Соотношение между прочностными характеристиками:
с7п 9 аизг
-1=0,8-^0,95; а°к -3,3-4,9; —5- =2,0-1-2,2; Л^ =1,64-1,4.
°в ав ав ав
Обладает удовлетворительной прочностью в сечениях 10—30 мм (в этих;
сечениях сохраняет структуру, близкую к перлитной).
Ростоустойчивость — ограниченная. Литейные свойства хорошие.
Применение
Для ответственного литья при указанной толщине стенок или для менее'
ответственного литья при большей толщине еттенок (крышки, рабочие цилиндры.,
маховики и др.).
171
Рис. 76. Диаграмма изотермического
распада чугуна ХНВ
Рис. 75. Изменение предела
прочности при растяжении чугуна СЧ 21-40
в зависимости от толщины стенки
отливки
ЧУГУН ХНВ, ТУЧЛ-320
Химический состав, %
Собщ—2,94-3,2; Ссвяз —0,65-5-0,95; 51—1,4+1,9; Мп—0.6 + 1; Р—0,4 + 0,65;.
5^0,10; Сг—0,3+0,6; N1—0,6+1,4; Ш—0,5+0,8.
Физические свойства
4=7,25 Г/см*.
а- 10б= 13,6(20+600°) 1/°С.
к «0,12 (20°) кал/см. сек°С.
Примечание: при нормальной структуре и твердости допускается*
отклонение (%) по общему углероду +'0,15, —0,10; Мп+'0,2; 51 ±0,15; по спе-
циальным элементам (Сг, N1, №) +0,3; НЯВ 98+104; НВ 283+-241 (4=
= 3,6+3,9 мм).
Микроструктура должна состоять из сплошной перлитной основы,
графитных выделений и включений двойной фосфидной эвтектики.
Не допускается: а) структурно-свободный цементит (отбел); б)
структурно-свободный феррит; в) тройная фосфидная эвтектика в количестве более
двух включений в поле зрения (х 100).
В процессе изготовления поршневых колец производится искусственное
старение маслот при 5004-560° в течение двух часов, охлаждение с печью до 400°.
далее на воздухе.
Для фиксации формы кольца и величины замка производится
термофиксация на оправках при 620+640° в течение 60+90 мин.
Кольца с пониженной упругостью исправляют повторной термофиксацией;,
повышенную упругость колец можно понизить нагревом в сжатом состоянпш
до 400°.
Применение
Для поршневых колец дизелей.
Раздел 2 ЛЕГКИЕ СПЛАВЫ
В настоящем разделе приведены сведения о физико-механиче-
♦ских и технологических свойствах сплавов «а основе алюминия,
магния и титана.
Для обозначения алюминиевых, магниевых и титановых сплавов
в настоящее время применяется смешанная буквенно-цифровая
маркиравка. Состояние полуфабрикатов из сплавов обозначается
также буквенно-цифровой маркировкой, следующей за
обозначением сплава.
Маркировка, обозначающая состояние полуфабрикатов и характер плакировки
деформируемых алюминиевых и магниевых сплавов
Состояние полуфабриката
Мягкий отожженный после деформации
Закаленный и естественно состаренный
Закаленный и искусственно состаренный
Полунагартованный (низкотемпературный отжиг
после деформации)
Нагартованный
Усиленно нагартованный
Горячекатаный
Листы без плакировки
Искусственно состаренный, после деформации
—ш—■—«—■в—ИМММ1И1ВИ1——жа
Обозначение сплавов
алюминиевый
М
т
Т1
П
Н
Ы1
гк
Б |
" 1
магниевый
М
н
Т1
Некоторые примеры маркировки
Листы из сплава АМгб, отожженные—АМгбМ. Плиты из
сплава АМгб, горячекатаные — АМгбГК- Листы из сплава АМгб,
нагартованные — АМгбН. Штамповки из сплава Д1, закаленные и
естественно состаренные — Д1Т. Штамповки из сплава Д16,
закаленные и искусственно состаренные—Д16Т1. Листы из
сплава Д16, закаленные, нагартованные :и искусственно состаренные —
Д16Т1Н.
174
Условные обозначения видов термообработки литейных алюминиевых
и магниевых сплавов
Вид термообработки
Искусственное старение без предварительной закалки
; Отжиг после литья
! Закалка
> Закалка и частичное искусственное старение
1
. Закалка и полное старение до максимальной твердости
Закалка и стабилизирующий отжиг
Закалка и смягчающий отжиг
Обозначение
Т1
Т2
Т4
Т5
Т6
Т7
Т8
Условные обозначения способов литья алюминиевых и магниевых сплавов
Способ литья
\
В землю
В кокиль
■■ В оболочковые формы
\ По выплавляемым моделям
; Под давлением
Обозначение*
3
К
О
в
д
* Добавление буквы М к обозначению способа литья означает, что сплав
подвергался модифицированию (например, МЗ — литье в землю
модифицированного сплава).
175
1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ДЕФОРМИРУЕМЫЙ ТЕХНИЧЕСКИЙ АЛЮМИНИЙ
АД, АД1
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав
Технический алюминий марки АД отличается от марки АД1 более высоким
содержанием примесей Ре, 51, Си, Мп и Мд.
Механические свойства (не менее)
Вид
луфабриката
Состояние
(обозначение)
ГОСТ или
ТУ
ГОСТ 12592-67
ГОСТ 4783-68
ГОСТ 4773-65
ГОСТ 4773-65
!АМТУ 259-48
Размеры, мм
0,6—0,9
1,0—10,0
0,9—4,0
4,1—10,0
5,0—10,5
0<ЗОО
Всех диаметров
1 л
6
6
15
13
■7
6—12
6—11
10
<12
6, %
25
28
4
5
15
^25
20
4
5 '
20
Листы
Прутки
Трубы
Отожженные (АДМ,
АД1М)
Нагартованные
(АДН, АД1Н)
Горячекатаные
(АДГК, АД1ГК)
Без термической
обработки (АД; АД1)
Отожженные (АДМ,
АД1М)
Нагартованные при
протяжке (АДН,
АДШ)
Горячепрессованные
Всех диаметров
с толщиной стенки
<2 мм
| То же, 2,5—5 мм
I Всех диаметров
|с толщиной стенки
[-5—32,5 мм
176
Типичные* механические свойства
Гг
>! Состояние
|'полуфабри-
Ов 1 00,2 I Тер | НВ Т <*-)
кГ/мм2
о I ^
|Отожженные
|Нагартован-
ные
7100
7100
2700
2700
8
15
3
10
5,5
—
25
32
3,5
6,3
0,31
0,31
35
6
80
60
Механические свойства отожженных
листов толщиной 1,5 мм при низкой
температуре
Температура
испытаний,
°С
6, %
+ 20
—70
36
43
Физические свойства
с! = 2,71 Г/см*.
а-106 » 22,0 (—50+20°); 24,0 (20+100°) 1/°С.
к - 0,53 (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая. Может применяться без защиты в морских и тропических
Цусловиях. Сварные швы обладают коррозионной стойкостью, не уступающей
■"стойкости основного металла.
^ Технологические свойства
! Деформируется в холодном и горячем состояниях. В отожженном
характеризуется высокой пластичностью, в нагартованном — низкой.
Температурный интервал горячей деформации 250+500° (охлаждение — на
-.воздухе). Температура отжига 350+-50О0. Термообработкой не упрочняется.
& Хорошо сваривается газовой, аргоно-дуговой, атомно-водородной и
контактовой сваркой. Обрабатываемость резанием — неудовлетворительная. Высокая
■Йластичность позволяет изготавливать штамповкой детали сложной
геометрической формы.
Применение
Конструкционные, не несущие нагрузки детали, к которым предъявляются
требования хорошей свариваемости и высокой коррозионной стойкости
(прокладки, шайбы, перегородки и др.).
* Здесь и далее — при 20°С
12 Зак. 2022
177
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВОМАРГАНЦЕВЫЙ СПЛАВ
НИЗКОЙ ПРОЧНОСТИ
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
Мп— 1.0-Г-1.6;
А1 — основа.
Механические свойства (не менее)
Вид
луфабриката
Состояние
(обозначение)
ГОСТ или ТУ
Размеры, мм
<у в, кГ/мм2
АМц
о, %
I
Листы
Трубы
Профили
Прутки
Отожженные
(АМцМ)
Полунагартован-
ные (АМцП)
Нагартованные
(АМцН)
Горячекатаные
(АМцГК)
Отожженные
(АМцМ)
Нагартованные
(АМцН)
Отожженные
(АМцМ)
Без
термообработки (АМц)
0,8—3,0
3,1—10,0
0,5—3,5
3,6—10,0
0,9—1,2
1,3—10,0
5,0'—Ю',5
ПОСТ 12592—6:7
ГОСТ 12592-67
ГОСТ 12692—67
ГОСТ 12692—67
ГОСТ 4773-615
ГОСТ 4773-65
АМТУ 482-61
ГОСТ 4783-68 I 0<ЗОО
9,0—15,0'
9,0—15,0
15,0
15,6
19,0
19,0
10,0
Все размеры : 9—14
14
^17
10—19
22
20
5
6
3
4
10
16
^20
Гипичные механические свойства
<шмгашкяпнаанаяс«щ»а
Вид
полуфабриката
Листы
толщиной 2 мм
мтвяяшяшйешвмштвшплнламаапа
Состояние
Отожженные
Полунагартованные
Нагартованные
Е |
О |
°в!
<*0,2
кГ/мм2
7100
7100
7100
2700
2700
2700
13
17
22
5
13
18
"Д °3"
8
10
11
30
40
55
5,0
6,5
7,0
6
-Ф
%
23
10
5
70
55
50
178
Р Физические свойства
| (1 » 2,71 Г/см\
I а. 10б = 21,6 (—50-+20°); 23,2(204-100°) 1/°С.
I X - 0,37 (25°) кал/см. сек.°С.
|
I Коррозионная стойкость
| Высокая. Может применяться без защиты в морских и тропических
I условиях. Коррозионная стойкость сварного шва не уступает стойкости основного
I
| металла.
I Технологические свойства
. Деформируется в холодном и горячем состояниях. В отожженном состоя-
'■ нии характеризуется высокой пластичностью; в полунагартованном — средней,
! в нагартовакном — низкой.
Температурный интервал горячей деформации 3004-480° (охлаждение на
:. воздухе). Температура отжига 360—450°. Термообработкой не упрочняется.
Хорошо сваривается газовой, аргоно-дуговой, атомно-водородной и контактной
сваркой. Обрабатываемость резанием — неудовлетворительная.
Применение
Сварные баки, бензо- и маслопроводы и другие малонагруженные детали
(изготовляемые глубокой вытяжкой), к которым предъявляются требования
хорошей свариваемости и высокой коррозионной стойкости.
АЛЮМИНИЕВОМАГНИЕВЫЙ СПЛАВ НИЗКОЙ ПРОЧНОСТИ
АМг2
ТЕРМОНЕУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав, %
М& — 1,8-^2,8;
Мп — 0,24-0,6;
А1 — основа.
Механические свойства (не менее)
Вид
полуфабриката
Листы
Трубы
Прутки
Состояние
(обозначение)
Отожженные
(АМг2М)'
Полунагартованные
(АМг2П)
Нагартованные '
(АМг2Н)
Горячекатаные
(АМг2ГК)
Отожженные
(АМг2М)
Нагартованные
(АМг2Н)
Без термической
обработки (АМг2)
ГОСТ
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 112592-67 |
ГОСТ 4773/-66
ГОСТ 477Э-65
ГОСТ 4783-68
Размеры,
мм
1-10
5-10,5 (
Все
размеры
»
0<ЗОО
кГ/мм2
17—24
24
27
18
16-22
23
18—25
6, %
18
6
4
7
^13
Типичные механические свойства (прутки 020 мм)
(обозначение)
Отожженные
(АМг2М)
Полунагартованные
(АМг2П)
Е |
7000
*
7000
О \ав \
2700
2700
19
25
00,2 1 Тер
кГ/мм2
8
21
12,5
15
НВ
45
60
°-1
12
12,5
6
°/с
23
6
Ч>
64
—
*
в?
9
—
Механические свойства при различных температурах
(прутки 0 20 мм)
Состояние
(обозначение)
Отожженные (АМг2М)
Температура
испытания,
°С
—70
100
150
<Тв
00,2
кГ/мм2
19
19,5
18
7,5
8
б
с
40
30
37,5
*|5
/о
60
64
70
я н>
кГм/см2
10
180
Физические свойства
а - 2,68 Г/см\
а.106 = 24,2 (20-М00°) 1/°С.
X = 0,37 (25°) кал/см. сек,°С.
Коррозионная стойкость
Высокая. Может применяться без защиты в морских и тропических
условиях. Коррозионная стойкость сварного шва не уступает стойкости основного
§' металла.
Технологические свойства
Деформируется в холодном и горячем состояниях. В отожженном
характеризуется высокой пластичностью, в нагартованном — низкой.
Температурный интервал горячей деформации 300-7-480° (охлаждение — на
$ воздухе). Температура отжига 350-7-410°.
К"
1'< Основные параметры штамповки
| Вытяжка
[
Кпр
> "2,00—2,08
!
Краб
Выдавка
Кпр
(плоек.)
1,80—1,85'о,23—0,25
1
Кпр
(сферич.)
0,35—0,38
Отбортовка
К пр
1,65—1,71
К раб
1,35—1,38
Гибка на угол 90°
ГПИП
1,0—1,55з
г раб
2,0—2,555
I*,
Термообработкой сплав не упрочняется. Хорошо сваривается (может быть
использован любой вид сварки плавлением). Прочность сварного шва не
менее 90% прочности основного металла, пластичность шва —высокая.
Сплав удовлетворительно обрабатывается резанием в полунагартованном и
нагартованном состояниях и неудовлетворительно — в отожженном.
Применение
Сварные баки, бензо- и маслопроводы и другие средненагруженные детали,
^изготовляемые штамповкой, к которым предъявляются требования хорошей
| свариваемости- и высокой коррозионной стойкости.
I
181
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВОМАГНИЕВЫЙ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
Мд — 3,2-^3,8;
Мп — 0,3-т-0,6;
51 — 0,54-0,8;
А1 — основа.
Механические свойства (не менее)
АМгЗ
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или ТУ
Размеры,
мм
О л Оо,2
кГ/мм2\
«о
Листы
Профили
Прутки
Трубы
Штамповки
и поковки
Отожженные
(АМгЗМ)
Полунагартован-
ные (АМгЗП)
Горячекатанные
(АМгЗГК)
Отожженные или
горячепрессованные
(АМгЗМ или АМгЗ)
Отожженные или
горячепрессованые
(АМгЗМ или АМгЗ)
Отожженные
(АМгЗМ)
Нагартованиые
(АМгЗН)
Горячедеформиро-
ванные или
отожженные (АМгЗ или
АМгЗМ)
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 125912-67
АМТУ 482-61
ГОСТ 4783-68
ГОСТ 4773-65
ГОСТ 4773-65
АМТУ 506-9—64
0,8—4,5
4,6—10
0,5—4,5
4,6—10
5,0—6,0
6,1—10,5
Все
размеры
0<ЗОО
Все
размеры
<30 кГ
20
19
24
22
19
19
18
18
19
23
19
10
8
20
18
оооо
8
8
7
10
7
15
15
7
6.
12
15
12
13
15
15
Механические свойства при различных температурах
(отожженные листы, толщиной 2,5 мм)
Температура
испытания,
°С
—70
20
100
150
Ё |
7300
7000
О <ув
кГ/мм2
2750
2670
2600
23
23,5
23
19,5
1 00,2
9,5
10,0
10,0
10,0
о,%
29
22
22,5
44,0
182
Физические свойства
с1 - 2,67 Пся\
а-106 = 23,5 (20-100°), 1/°С.
А, = 0,35 (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая. Может применяться без защиты в морских и тропических
[условиях. Коррозионная стойкость сварного шва не уступает стойкости основного
металла.
Технологические свойства
Хорошо деформируется в холодном и горячем состояниях. В холодном
отожженном характеризуется высокой пластичностью; в
полунаг'артованном—средней.
Температурный интервал горячей деформации 300-^480° (охлаждение на
воздухе). Температура отжига 2704-350°.
Основные параметры штамповки
Вытяжка
К пр
1,90—
1,94
Краб
1,60—
1,65
Отбор
Кпр
1,50—
1,55 '
>товка
Краб
1,30—
1,35
Выд
Кпр
плоек.
0,20—
0,24
авка
Кпр
сферич.
0,28—
0,32
Гибка на угол 90°
''гшп
1,5—2,05
Г раб
2,5—3,05
Термообработкой сплав не упрочняется. Хорошо сваривается (может быть
использован любой вид сварки плавлением). Прочность сварного шва не
I менее 90% прочности основного металла, пластичность шва — высокая. Обраба-
' тываемость резанием — удовлетворительная.
Примечание
Сварные баки, беизо- и маслопроводы и другие средненагруженные детали,
изготовляемые штамповкой, к которым предъявляются требования хорошей
№ свариваемости и высокой коррозионной стойкости.
183
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВОМАГНИЕВЫЙ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
АМг5
Химический состав, %
Ме — 4,8-5,8;
Мп — 0,5—0,8;
Т1 —0,024-0,10;
А1 — основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или ТУ
Размеры,
мм
<*в К
кГ/мм*
Листы
Прутки
Профили
Трубы
Штамповки и
поковки
Отожженные
(АМг5М)
Горячекатаные
(АМгБГК)
Горячекатаные
отожженные
(АМгбГКМ)
Отожженные или
горячепрессованные
(АМг5М или АМг5)
Отожженные
(АМг5М)
Отожженные
(АМг5М)
Нагартованные
(АМг5Н)
Отожженные
(АМг5М)
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 4783-68
АМТУ 482-61
ГОСТ 4773-65
ГОСТ 4773-65
АМТУ 505-10—64
0,8—4,5
5,0—10,0
5,0—6,0
6,1—10,5
5,0—10У5
0<ЗОО
Все размеры
Все размеры
Все размеры
<30 кГ
28
28
28
28
28
27
26
27
32
28
15
13
13
13
13
12
13
13
17
15
1
15
15
12
15
15
15
15
15
15
184
Механические свойства при различных температурах
Вид
полуфабриката
Листы
толщиной 2 мм
Прутки
диаметром 22 мм
Состояние (обозначение)
Отожженные (АМг5М)
Отожженные или горячепрее-
сованные (АМг5или АМг5М)
Температура 1
испытания, °С 1
—70
20
100
150
-»70
20
100
150
Е
ав
#0,2
кГ/мм2
6900'
6200
5750
1 7100
6450
6100
31
30
27
23
32
31
29
24
16
15
14
14
17
16
15
14
о, %
24
20
29
37
20
14
17
24
Физические свойства
с1 = 2 65 Г/см3.
а- Ю6'= 22,5 (—50ч-+ 20°), 24,1(20-МО0°) 1/°С.
к = 0,29 (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая. Может применяться без защиты в морских условиях (после отжига
при 310—335°). Коррозионная стойкость сварного шва не уступает стойкости
основного металла.
Технологические свойства
Деформируется в холодном (с применением промежуточных отжигов) и
горячем состояниях. В отожженном или горячекатанном состоянии
характеризуется высокой пластичностью, в нагартованном — низкой. Температурный интервал
горячей деформации 300-М500 (охлаждение на воздухе). Температура
отжига 3104-350°.
Основные параметры штамповки
Вытяжка
Кпр
1,85—
2,02
К раб
1,7—1,85
Отбортовка
К Пр
1,60—
1,65
Краб
1,35—
1,40
Выдавка
Кпр
плоек.
0,22—
0,26
Кпр
сферич.
0,37—
0,47
Гибка на угол 909
ГП11П
1,5—2,05
''раб
2,5—3,55
Термообработкой сплав не упрочняется. Хорошо сваривается аргоно-дуговой
сваркой, удовлетворительно — газовой. Прочность сварного шва не менее 90%
прочности основного металла, пластичность — высокая. Обрабатываемость
резанием — хорошая.
Применение
Сварные бензо- и маслобаки, баки гидросистем, арматура трубопроводов,
различные щитки, перегородки и другие детали средней прочности, работающие
в интервале температур — 7'0ч-+701°С.
185
АЛЮМИНМЕВОМАГНИЕВЫЙ СПЛАВ СРЕДНЕЙ ПРОЧНОСТИ
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
М& — 5,84-6,8;
Мп— 0,54-0,8;
Т1 —0,024-0,1;
А1 — основа.
АМгб
Вид
полуфабриката
Листы
Прутки
Профили
Трубы
Панели
Штамповки и
поковки
Механические свойства (не менее)
Состояние
(обозначение)
Отожженные
(АМгбБМ)
Нагартованные
(АМгбБН)
Горячекатаные
(АМгбБГК)
Горячекатаные
отожженные
(АМгбБГКМ)
Отожженные или
горячепрессованные
(АМгбМ или АМгб)
Отожженные
(АМгбМ)
Отожженные
(АМгбМ)
Нагартованные
(АМгбН)
Горячепрессованные (АМгб)
Отожженные
I (АМгбМ)
Отожженные
1 (АМгбМ)
1
ГОСТ или ТУ
ГОСТ* 12592-67
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 4783-68
АМТУ 482-61
ГОСТ 4773—65
ГОСТ 4773-65
СТУ
СТУ
АМТУ 506-11—64
Размеры,
мм
0,8—10,0
1,5—10,0
5,0—10,5
5,0—10,5
0<ЗОО
Все размеры
»
»
<30 кГ
Зв 100,2
кГ/мм2
32
38
32
32
32
32
32
35
32
32
31
16
28
1о
1Ь
1о
16
15
20
16
16
13
15
16
15
15
15
15
15
10
15
14
Механические свойства при различных температурах
Вид
полуфабриката
сВ 1сто,21 V -1
У!
кГ/мм2
Листы и
профили всех размеров
Отожженные
20
100
150
6800
6200
5800
2700
—
—
32
30
25
17
15
13
21
—
—
13
—
—
24
31
37
28
—
—
186
Физические свойства
с! « 2,64 Г/см*.
а.10б = 23,7 (20-М00°) 1/°С.
I = 0,28, (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая. Может применяться без защиты в морских условиях после отжига-
при температуре 3104-335°. Коррозионная стойкость сварного шва аналогична
стойкости основного металла.
Технологические свойства
Деформируется в холодном (с применением промежуточных отжигов) и
горячем состояниях. В отожженном или горячекатаном состоянии
характеризуется высокой пластичностью, в нагартованном — низкой.
Температурный интервал горячей деформаций 3004-450° (охлаждение на
воздухе). Температура отжига 3104-350°. Детали, получаемые ковкой, перед
постановкой на изделие следует обязательно отжигать.
Основные параметры штамповки
Вытяжка
Кпр
2,0—2,05
Краб
Отбортовка
Кпр
1,74- 1,52—
1,78 1,56
Краб
1,38—
1,42
Выдавка | Гибка на угол 90°
Кпр ,
плоек.
0,25—
0,28
сферич. Гт1П
0,32—
0,38
2,0—2,55
граб
2,5—3,55
Термообработкой сплав не упрочняется. Хорошо сваривается аргоно-дуговой
сваркой, удовлетворительно — газовой. Прочность сварного шва не менее 90%
прочности основного металла, пластичность и обрабатываемость резанием —
хорошие.
Применение
Сварные бензо- и маслобаки, баки гидросистем, арматура трубопроводов,
различные щитки и перегородки, силовые элементы сварных конструкций,
крышки, заглушки, диски сварных опорных катков и другие детали, работающие
в интервале температур от —70° до +70!°С.
187'
ДУРАЛЮМИН СРЕДНЕЙ ПРОЧНОСТИ
Д1
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
Си —3.8-М.8;
Мб— 0,4-7-0,8;
Мп —0,4-4-0,8;
А1 — основа.
Механические свойства (не менее)
Вид
луфабриката
Листы
Профили
Прутки
Трубы
Штамповки
Поковки
Состояние
(обозначение)
Отожженные
(Д1АМ)
Закаленные и
естественно
состаренные (Д1АТ)
Горячекатаные
(Д1АГК)
Закаленные и
естественно
состаренные (Д1Т)
Закаленные и
естественно
состаренные (Д1Т)
Отожженные
(Д1М)
Закаленные и
естественно
состаренные (Д1Т)
Закаленные и
естественно
состаренные (Д1Т)
То же
ГОСТ или ТУ
ГОСТ 12592-67
ГОСТ 12592-67
ГОСТ 12592-67
АМТУ .482-61
ГОСТ 4783-68
ГОСТ 4773—65
ГОСТ 4773-65
АМТУ -505-1—64
АМТУ 505-1—64
Размеры,
мм
0,5—1,9
2,0—10
0,5—1,9
2,0—10
5,0—10,5
10-20
>20
0<ЮО
0130—300
Всех диаметров
То же
>200 кГ
>700 кГ
<*в
шттшшшяшяа
кГ/мм2
^23
^24
37
38
36
38
41
38
36
^25
38
33
32
—
19
20
19
23
2о
22
20
20
—
—
—
—
—
—
—
9э
95
5
*
12
12
15
15
12
12
10
12
10
V
14
5
4
Типичные механические свойства
Вид полу
фабриката
Штамповки
Состояние
Закаленные и
естественно состаренные
(Д1Т)
Е \ О | ав |аг0,2|#Я|тср
*-|
кГ/мм2
7100
2700
41
24
115
27
12,5
[ТТТ
%
15
30
3
3
.188
Физические свойства
с! - 2,8 Г/см*.
а.106 = 21,8 (—50 Ч- +2<У>); 22,9 (20-5-100°) 1/°С.
Я, = 0,28 (25°) кал/см. сек.°С.
Коррозионная стойкость
Невысокая. Рекомендуется применять анодирование и лакокрасочные
покрытия. Применение сплава в морских и тропических условиях без защитных
покрытий, не рекомендуется.
Технологические свойства
Деформируется в холодном и горячем состояниях, в отожженном и
свежезакаленном — характеризуется удовлетворительной пластичностью, в закаленном
и естественно состаренном — низкой. Температурный интервал горячей
деформации 380-М700 (охлаждение на. воздухе). Термообработка: закалка с 495-^510°
в воде, последующее старение при 20° (96 час). Отжиг при 350^-370°,
Основные параметры штамповки
Вытяжка
Кпр
2,0—2,06
Краб
1,80—
1,85
Отбортовка
Кпр
1,4—1,46
Краб
1,22—
1,28
Выдавка
Кпр
плоек.
0,15—
0,20
Кпр
сферич.
0,30—
0,35
Гибка на угол 90°
''пи'п
0,8—1,55
''раб
2,0—2,55
Для неответственных узлов допускается газовая или аргоно-дуговая сварка,
Прочность сварного шва — 60% прочности основного металла. Пластичность —
низкая. Обрабатываемость резанием — хорошая.
Применение
Детали средней прочности: крышки, заглушки, болты, клапаны, втулки,
перегородки и другие детали, работающие в условиях, исключающих нагрев.
Для деталей, изготовляемых из листов, рекомендуется сплав Д1 заменять
сплавом Д16.
189.
ДУРАЛЮМИН ЖАРОПРОЧНЫЙ ВЫСОКОЙ ПРОЧНОСТИ
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
Си—3,8-7-4,9; М^—1,2—1,8; Мп—0,3 + 0,9; А1—основа.
Механические свойства (не менее)
Д16
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или
ТУ
Размеры, мм
кГ/мм2
Листы
*
Профили
Прутки
Трубы
Отожженные
(Д16БМ)
Закаленные и
естественно
состаренные (Д16БТ)
Нагартованные
(Д16БТН)
Закаленные и
естественно
состаренные
(Д16Т) •
Отожженные
(Д16М)
Горячепрессован-
ные (Д16)
Закаленные и
естественно
состаренные
повышенной прочности
(Д16ТПП)
Закаленные и
естественно
состаренные (Д16Т)
Отожженные
(Д16М)
Закаленные и
естественно
состаренные (Д16Т)
ГОСТ
12592-67
ГОСТ
12592-67
| ГОСТ
I 12592-67
АМТУ
482-61
АМТУ
482-61
АМТУ
482-61
ГОСТ
4783-68
ГОСТ
4783-68
ГОСТ
4773ь49
ГОСТ
4773-49
0,5—КГ
0,5—1,5
1,6—6,0
6,1—10
1,5—3,0
3,1—7,5
Толщина: ^5
5,1-10
10,1—20
20,1—40
>40
Все
размеры
Толщина: ^5
5,1—10
10,1—20
20,1—40
>40
Толщина >2
0 <22
0 23-130
0 >130
Все
размеры
0 <22
0 22—50
0 >50
^24
45
45
45
48,5
48,5
40
42
43
45
49
^25
38
40
41
' 43
47
48
40
43
42
<25
42
43
43
29,
29,
29
36
36,
3<
1 3
з
3
3
2
2
2
3<
3
3
2
3<
2
2(
2<
2<
190
Механические свойства при различных температурах
Вид
полуфабриката
Листы
толщиной 2,5 мм
Профили
крупногабаритные
Прутки 0 30
Состояние
(обозначение)
Закаленные и
естественно
состаренные (Д16Т)
Закаленные и
естественно
состаренные (Д16Т)
Отожженные
(Д16М)
Закаленные и
естественно
состаренные (Д16Т)
затура!
гания, I
2 О , л
си ку
20
100
125
150
175
200
250
300
20
100
150
200
250
20
20
100
150
200
250
300
Е
<*в
6900
6500
6200
5900
5700
5500
4900
4300
7200
6600
6450
6300
5750
—
7200
6600
6400
6100
5900
5200
44
41
40
38
35
33
22
15
48
46
44
40
29
22
53
49
44
41
26
17
00,2
ИВ \*-Х
01000
кГ/мм2 1
29
27,5
27
26,5
24,5
25,5
19,5
11,5
35
34
33
32
25
10
39
38
34
1 30
22
14
—
—
—
—
—
—
__
131
—
—
—
—
—
—
—
—
.__
—~*
—
—
—
—
—
—
—
14
—
—
—
—
9
—
—
—
—
—
—
—
17,5
12
—
—
—
—
16
_..
—
—
—
—
—
| "
^
•о
19
16
18
19
18
И
13
13
11
10
13
14
7
13
10
12
13
11
10
10
Физические свойства
4=2,78 Псн\
а-106=21,4(—50-4-20°); 22,7(204-100°) 1°/С
Я=0,33(25°) кал/см. сек.°С.
Коррозионная стойкость
Невысокая. Рекомендуется применять анодирование и лакокрасочные
покрытия. Применение в морских и тропических условиях без защитных покрытий
не рекомендуется.
Технологические свойства
Деформируется в холодном и горячем состояниях. В отожженном —
характеризуется удовлетворительной пластичностью, в закаленном и естественно
состаренном, нагартованном и горячепрессованном состояниях — низкой,
191
Основные параметры штамповки
Вытяжка
Кпр
2,0-2,06
Краб
1.80—
1,85
Выдавка
Кпр
плоек.
0,15—
0,20
Кпр
сферич.
0,30—
0,35
Отбортовка
Кпр
1,4—1,46
Краб
1,22—
1,28
Гибка на угол 90°
/"ппп
0,8—1,25
граб
1,5—2,55
Температурный интервал горячей деформации 350-г-450° (охлаждение — на
воздухе). Термообработка: закалка с 495ч-505° в воде с последующим старением
при 20° (96 час). После закалки может подвергаться искусственному старению,
что приводит к повышению прочностных свойств сплава и снижению пластичности
по сравнению с естественно состаренным состоянием. Отжиг при 350-^370°.
Сплав не сваривается. Обрабатываемость резанием удовлетворительная.
Применение
Силовые элементы конструкций, работающие под нагрузкой при
рювышенных температурах и требующие повышенной долговечности при
переменных нагрузках (кожухи, тяги, крышки, стойки, накладки и другие детали).
Интервал рабочих температур от —70° до 200°.
АЛЮМИНИЕВОМЕДНОМАРГАНЦЕВЫЙ ЖАРОПРОЧНЫЙ
ВЫСОКОПРОЧНЫЙ СПЛАВ
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Д20
Химический состав, %
Си—6,0-7,0; Мп-0,4-ь0,8; Л—0,1+0,2; А1—основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или
ТУ
Размеры,
■мм
Вес,
кГ
<Ув !<7о,2
кГ/мм2
Листы
Профили
Панели
3 Прутки
Штамповки
и поковки
Отожженные
(Д20АМ)
Закаленные и
искусственно
состаренные (Д20АТ1)
Горячекатаные
(Д20АГК)
Закаленные и
искусственно
состаренные (Д20Т1)
То же
»
»
ГОСТ
12592-67
ГОСТ
12592-67
ГОСТ
12592-67
АМТУ
, 438-58
АМТУ
438—58
ГОСТ
4783-68
АМТУ
505-2-64
0,5—10
0,5—10'
5-10,5
Все
—
—
—
—
размеры I
То же ! —
1 0<ЗОО
| —
— ^100
^24
38
28
35
38
36
36
—
28
—
24
28
24
г
15
8
12
8
8
8
4
Физические свойства
\ (1=2,84 Г1см\
\ а- 106=22,6(20~100°), 24,7(1004-200°), 27,3 (200°-ь300°), 30,2(3002+400°) 1/°С.
Я, = 0,33 (25°) кал/см. сек.°С.
13 Зак. 2022
193
Механические свойства при различных температурах
Вид
полуфабриката
Листы
Полосы
прессованные
Состояние
(обозначение)
Закаленные и
искусственно состаренные
(Д20АТ1)
То же
«3^
* Л к
« сия
Ь >> н
н
20
100
150
200
250
ЗОО
350
—70
20
150
200
250
270
300
350
400
| Е
6900
6250
5700
5350
5000
4300
—
6900
5950
5700
5300
—
5000
—
—
<*в
00,2
кГ/мм2
40
36
32
26
18
12
9
41
40
34,5
30
24
22
18
12
5
30
28
25
18
12
10
—
—
25
22
21
16
15
13
9
4
ниш гтшюсэ
1 а-1
—
—
—
—
—
—
13
—
10,5
—
—
8
—
—
агшигдяг»
^
Ьч
ео
10
16
16
16
16
20
20
12
12
11
12
11
10
14
19
28
Коррозионная стойкость
Невысокая. Рекомендуется применять анодирование и лакокрасочные
покрытия. Коррозионная стойкость сварных швов низкая из-за склонности
к межкристаллитной коррозии. Применение в морских и тропических условиях
без защитных покрытий не рекомендуется.
Технологические свойства
Деформируется в интервале температур 400-^470° (охлаждение на воздухе).
Отжиг при 3504-370°.
Термообработка: закалка с 535±5° в воде, искусственное старение при
200-Г-2200 (12 час).
Удовлетворительно сваривается аргоно-дуговой сваркой. Прочность
сварного шва составляет 70% прочности свариваемого металла без термообработки
и 90% после закалки и искусственного старения. Пластичность сварных швов —
пониженная. Обрабатываемость резанием хорошая.
Применение
Штампованные корпуса насосов и редукторов, перегородки и крышки,
установленные в моторном отделении и испытывающие воздействие высоких
температур. Рекомендуется применять для сварных деталей и
конструкций, работающих при температурах до 350°.
194
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ СПЛАВ ПОВЫШЕННОЙ
ПЛАСТИЧНОСТИ И КОРРОЗИОННОЙ СТОЙКОСТИ (АВИАЛЬ)
АВ
ТЕРМОУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав, %
М§г—0,454-0,9; 51—0,5-М,2; Си—0,2-г0,6; Мп или Сг—0,15-г0,35; А1—основа.
Механические свойства (не менее)
Вид
луфабриката
Листы
Штамповки*,
поковки
Трубы
Профили
Прутки
Состояние
(обозначение)
Отожженные
(АВМ)
Закаленные и
естественно
состаренные (АВТ)
Закаленные и
искусственно
состаренные (АВТ1)
Закаленные и
искусственно
состаренные
(АВТ1)
Отожженные
(АВМ)
Закаленные и
естественно
состаренные (АВТ)
Закаленные и
искусственно
состаренные
(АВТ1)
Закаленные и
естественно
состаренные (АВТ)
Закаленные и
искусственно
состаренные (АВТ1)
Закаленные и
искусственно
состаренные (АВТ1)
Закаленные и
естественно
состаренные (АВТ)
1
ГОСТ
или ТУ |
ГОСТ
12592-67
ГОСТ
12592-67
ГОСТ
12592-67
АМТУ
505-7—64
ГОСТ
4773-65
ГОСТ
4773-65
ГОСТ
4773-65
АМТУ
482-61-8
АМТУ
482-6>8
ГОСТ
4783-68
ГОСТ
4783-68
Размеры,
мм
0,5—5,0
5,1—10
0,7—3,0
3,1—5,0
5,1—10
0,5—5,0
5,1-10
Все
размеры
»
Все
размеры
»
0<ЗОО
0<ЗОО
Вес, кГ
—
"
<150
^1500
—
_
• —
—
О в 10ю,2|/^#
кГ/мм2
^15
^15
20
20
18
30
30
30
28
<15
21
1 31
18
30
30
18
—
—
—
22
—
.._
—
23
-
—
—
—
85
85
—
~
—
—
_
о—
20
15
20
18
16
10
8
12
10
17
14
8
14
10
12
14
* Механические свойства вдоль направления волокон.
195
Типичные механические свойства
Вид
полуфабриката
Листы
Профили
прессованные
Состояние
(обозначение)
Закаленные и
искусственно состаренные
(АВТ1)
Закаленные и
естественно состаренные
(АВТ)
Отожженные (АВМ)
Закаленные и
искусственно состаренные
(АВТ1)
Е
7100
7100
7100
7100
О | а в 1 <Го,2 1//#-0-1
кГ/мм2
2700
2700
2700
270О
32—34
24—26
15-17
35-36
27—28
15—17
—
28—30
—
"
—
95
—
"
-
12
6, %
14—16
22—24
25—28
12—14
Физические свойства
(1-2,7 Г/см*.
а-10б=23,5(20-М0(П 1/°С.
к = 0,42 (25°) кал/см. сек.°С.
Коррозионная стойкость
В закаленном и естественно состаренном состоянии — высокая, в
искусственно состаренном — удовлетворительная. Коррозионная стойкость сварных
соединений несколько ниже стойкости основного металла.
Технологические свойства
Деформируется в холодном и горячем состояниях. В отожженном
характеризуется высокой пластичностью в закаленном и естественно состаренном —
удовлетворительной, в закаленном и искусственно состаренном — низкой.
Температурный интервал горячей деформации 350-^-470° (охлаждение — на
воздухе), пластичность при температуре горячей обработки высокая. Отжиг при
350-4-370°, охлаждение (со скоростью 30°/час ) вместе с печью до 250°, далее —
на воздухе.
Термообработка: закалка с 515-^525° в воде, естественное или искусственное
старение при 165±5° (10—12 нас). Удовлетворительно сваривается аргоно-дуго-
вой сваркой. Прочность сварного шва составляет 60'—70% прочности основного
материала. При последующей закалке и старении прочность сварного шва
повышается до 90% прочности основного материала.
Применение
Детали средней прочности, работающие при —70-г- +-70° (изготовление
которых требует от материала высокой пластичности в холодном и горячем
состояниях).
196
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
АК4
Химический состав, %
Си—1,94-2,5; М^—1,4-М,8; Ре—0,8-г 1,3; N1—0,8-г 1,3; 51—0,5-т-1,2; А1—основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или ТУ
Размеры
НВ
кГ/мм2
Прутки
Штамповки
Поковки
Закаленные и
искусственно
состаренные (АК4Т1)
То же
ГОСТ 4783-68
АМТУ 505-13-64
АМТУ 505-13-64
0<ЗООиш
; 100 кГ
<700 кГ
36
36
35
—
100
100
Механические свойства при различных температурах
Вид
полуфабриката
Полосы
(30X125 мм)
Прутки
(0 60 мм)
Состояние
Закаленные и
.искусственно
состаренные
(АК4Т1)
То же
«3^
С. К 22
Тем
тура
тан
20
100
150
200
250
300
350
20
—40
—70
Е \
7200
6800
—
6200
5900
5000
4200
—
—
ав 1
и
39
38
35,5
32,5
28
16,5
7,5
43
42,5
42
<7о,2 1
:Г/мм2
32
31
30,5
29
25
14,5
5
—
—
~
Лию и
—
—
20
7,5
4
3
—
—
—•
?300
—
—
17
5
3
2
—
—
~
6,%
9,5
9,0
9,5
8,0
8,0
10,5
33,5
9
8,5
8,5
Предел выносливости
Вид
полуфабриката
Направление
вырезки образца
(по волокну)
а_1 (образцов), кГ/мм2
гладкого
с
надрезом
г=0,'75л*л
Полосы
(30X125 мм)
Вдоль
Лоперек
13,5
13,0
7,0
3,0
Физические свойства
с! = 2,77 Г/см*.
а- 106=21,8(20-М00°); 22,6(100-г200°); 24,3(200-г300°); 24,9(3004-400°) 1/°С.
Х=0,35(25°); 0,36(100°); 0,38(200°); 0,40(300°); 0,41(400°) кал/см. секаС.
Коррозионная стойкость
Достаточно высокая при условии анодирования деталей.
Технологические свойства
Температурный интервал ковки 450-=-ЗбО°. В прессованном состоянии
пластичность удовлетворительная. Может обрабатываться под прессом и молотом,
Термообработка: закалка с 520-^540° в воде, искусственное старение при
170±5° (16 час).
Применение
Поршни, крыльчатки, насосные и турбинные колеса, стаканы, втулки.
пробки, заглушки и другие детали, работающие при температурах до 300°.
В изделиях отрасли рекомендуется сплав АК4 заменять сплавом АК4-1,
обладающим более высокой прочностью и жаропрочностью при близком химическом
составе и одинаковых технологических свойствах.
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ ЖАРОПРОЧНЫЙ СПЛАВ
АК4-1
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
Си—1,9-^2,5; Мд—1,4-М,8; N1—0,84-1,3; Ре—0,84-1,3; Ть-0,02-~0,1;
А1—основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ или ТУ
Размеры,
мм
ав |а0,2| НВ
кГ/мм2
3?
Штамповки
I Прутки
Закаленные и
искусственно
состаренные при
185±5° 10 час
(АК4-1Т1)
Закаленные и
искусственно
состаренные
(АК4-1Т1)
АМТУ 505-64
ГОСТ 4783-68
Все
размеры
38
.1.
0 от 100, 40 | 32
до 300 37 28
109
Типичные механические свойства
Вид полуфабриката
Состояние
о- к
н к
сз со
о. н
си кУ
Н °
а.
а)
СО у
вВ I О*о,2
кГ/мм2
в, %
Штамповки и
поковки
Прутки
прессованные (0 18 мм)
Закаленные и искус-
ствено состаренные
(АК4-1Т1)
То же
20
150
175
200
225
250
275
20
100
150
200
250
300
0,5
100
0,5
100
0,5
100
0,5
100
0,5
100
0,5
100
—
0,5
0,5
0,5
0,5
.0,5
40
37
37
35,5
36
32
29
31
24
29
20
24
16
41,5
39
36,5
31,5
28
16
,
—
—
—
—
—
—
—
—
—
—
—
—
27,5
27
27
24
17
14
18
19
17
22
18
14
8,5
15
16
18
20
12
25
13
13
12,5
И
6
8
199
Пределы длительной прочности
Вид полуфабриката
Прутки прессованные
(0 100 мм)
Состояние
Закаленные и
искусственно состаренные (АК4-1Т1)
го 0
О- го
Темпе
ИСПЫТ
175
250
300
350
сгюо
19
11
4
2,5
#300
кГ/мм
18.5
10
3
2
О500
2
18
10
3
2
Усталостные свойства
Вид полуфабриката
Состояние
о. С
О) 3
с и
КО
а_! *
образцов, кГ/мм2
3 § эе
га 9 5
4 3 II
Прутки прессованные
(0 100 лш)
Закаленные и искусственно
состаренные (АК4-1Т1)
20
175
250
300
350
16
14
12
9
8
И*
—
—
—
—
* При 20° определялся чистым изгибом, при остальных
температурах—консольным изгибом (Ы = 107).
Физические свойства
4=2,8 Г/см\
а-106 = 21,1(204-100°); 22,3(204-200°); 23,3(204300°); 24,0(204400°) 1/°С.
Х=0,34(20°); 0,35(100°); 0,36(200°); 0,38(300°); 0,39(400°) кал/см. сек.°С.
Технологические свойства
Деформируется в горячем состоянии (охлаждение — на воздухе).
2С0
Термомеханические режимы ковки в
прессованном состоянии
Температура
нагрева под
деформацию, °С
470—420
Температурный
интервал
деформации, °С
Допустимая
деформация за один
нагрев, %
под
прессом
под
молотом
470—350 70 50
Термообработка: закалка с 530±5С в воде, искусственное старение при
185±5° (10 час).
Применение высокотемпературных режимов старения (20О-^2;10р,
продолжительностью 5—20 час, в зависимости от веса садки и термического оборудования)
может на Ъ—6 кГ/мм2 повысить предел текучести и на 10—25% — длительную
прочность (за 100 час при 300°).
Обрабатываемость резанием — удовлетворительная.
Применение
Поршни двигателей, крыльчатки и другие детали, работающие при
температурах до 300°.
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ КОВОЧНЫЙ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
АК6, АК6-1
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
Си—1,8-7-2,6; М&—0,4-гО,8; Мп-^0,4-г0,8; 51—0,7-г 1,2; А1 — основа. Сплав
АК6-1 отличается от сплава АК6 малыми добавками Т\ и Сг, улучшающими
технологичность.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ГОСТ
или ТУ
Вес,
кГ
Свойства по
ив
кГ/мм2
Штамповки
Поковки
Прутки
Закаленные и
искусственно
состаренные (АК6Т1)
Закаленные и
искусственно
состаренные (АК6Т1)
Закаленные и
естественно
состаренные (АК6Т)
Закаленные и
искусственно
состаренные
(АК6Т1)
АМТУ
•505—64
АМТУ
505-64
ГОСТ
4783-68
<20О
<1500
<200
0<ЗЮО
мм
длине
ширине
толщине
длине
ширине
толщине
длине
длине
39
37
35
37
35
34
33
36
28
25
—
—
—
16
—
100
—
95
—
—
95
—
Типичные механические свойства
Вид
полуфабриката
Состояние
Температура]
испытания, 1
°С |
Е
°в
кГ
вол
/мм:
НЕ
3_1
образцов, кГ/мм2
глад- с
падкого срезом
Штамповки
Закаленные и
искусственно
состаренные (АК6Т1)
1 —70
20
1 100
1 150
200
7200
—
—
—
45
42
39
33
29
30
—
—
—'
105
—
—
—
13
—
11
10
202
Физические свойства
4=2,75 Г/см3.
а.106=21,4(20-М00°) 1°/С.
Х,=0,42(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. Анодирование и лакокрасочные покрытия обеспечивают-
надежную защиту от коррозии.
Технологические свойства
Деформируются в холодном и горячем (в интервале 380-М700) состояниях
(охлаждение — на воздухе). В отожженном состоянии характеризуются
удовлетворительной пластичностью, в закаленном и состаренном — низкой.
Термообработка: закалка с 500-^515° в воде, естественное или искусственное
старение при 150-М65° (10—15 час). Плавлением сплавы не свариваются.
Обрабатываемость резанием хорошая.
Применение
Штампованные и кованые детали (диски опорных катков с наружной:
амортизацией и др., работающие в интервале температур от —701 до + 70?).
4
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ КОВОЧНЫЙ СПЛАВ
ПОВЫШЕННОЙ ПРОЧНОСТИ
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
АК8
Химический состав, %
Си—3,9-7-4,8; М&—0,44-0,8; Мп—0,4-г 1,0; 31—0,6-г 1,2; А1—основа.
Механические свойства (не менее)
Состояние
(обозначение)
ГОСТ
или ТУ
Размеры
мм, '
вес, кГ
Место
вырезки
образцов
аВ 1^0,2 '•
кГ/мм2
Закаленные и
искусственно
состаренные
(АК8Т1)
Закаленные и
естественно
состаренные
(АК8Т)
Закаленные и
искусственно
состаренные
(АК8Т1)
Закаленные и
естественно
состаренные
(АК8Т)
Закаленные и
искусственно
состаренные
(АК8Т1)
АМТУ
505—64
АМТУ
505-64
АМТУ
505-64
АМТУ
505-64
ГОСТ
4783-68
<30 к Г
30—200 кГ
<200 кГ
<30 кГ
30-2000 кГ
<750 кГ
750—200ОкГ
0^150
0150—300
По длине,
ширине,
толщине
То же
Вдоль
волокна
44
40
36
42
40
36
39
37
35
42
[36
34
39
136
И4
130
37
33
38
1 36
33
,46
44
32
—
—
30
—
__
25
24
—
—
—
—
—
25
—
__
25
—
_
120
—
—
ПО
—
—
по
—
—
120
—
—
ПО
—
—
110
— |
—
ПО
—
—
Прутки всех размеров поставляются в термически необработанном состоянии.
201
Типичные механические свойства штамповок при 20°С
Состояние
"I
кГ/мм2 I %
Закаленные и искусственно
состаренные (АК8Т1)
7200
2700
48
28 | 29
!
135
12,5
10
25
Физические свойства
4=2,8 Г/см3.
а-106=21,6(—50-ь + 20°); 22,5(204-100°) 1/°С.
X--=0,38 (25°) кал/см, сек.°С.
Коррозиениан стойкость
Удовлетворительная. Анодирование и лакокрасочные покрытия обеспечивают
надежную защиту от коррозии.
Технологические свойства
Деформируется в горячем состоянии в интервале температур 380--4700
(охлаждение — на воздухе).
Термообработка: закалка с 490-—5050 в воде, естественное старение (4 сут.)
или искусственное старение при 150-М600 (15—10 час).
Плавлением не сваривается. Обрабатываемость резанием — хорошая.
Применение
Высоконагруженные штампованные и кованые детали. В связи с
пониженной технологической пластичностью рекомендуется замена сплавами В93 или.
АКб.
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВОЦИНКОВОМАГНИЕВЫЙ
ВЫСОКОПРОЧНЫЙ СПЛАВ
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
В92
Химический состав, %
М#—3,9-М,6; 2п—2,9 + 3,6; Мп—0,6-1-1,0; 2г—0,1-г0,2; А1— основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
С.ТУ
Размеры,
мм
<*В |0О.2
кГ/мм?\
Листы
Профили,
панели
Прутки
Поковки и
штамповки
Закаленные и естественно
состаренные (В92Т)
Закаленные и искусственно
состаренные (В92Т1)
Закаленные и естественно
состаренные (В92Т)
Закаленные и искусственно
состаренные (В92Т1)
Закаленные и естественно
состаренные (В92Т)
Закаленные и искусственно
состаренные (В92Т1)
Закаленные и естественно
состаренные (В92Т)
Закаленные и искусственно
состаренные (В92Т1)
99-2-61
99-2-61
98-51-61
98-51-61
98-51-61
98-51-61
100-51-61
73-51-63
1—3
4—10
1—10
Толщина
<5
Толщина
>5
Толщина
<5
Толщина
>5
Все размеры
»
»
»
40
40
40
42
46
44
47
46
47
40
40
24
22
30
28
32
30
36
32
36
25
30
15
15
10
11
10
10
10
10
10
8
| 7
Типичные механические свойства
Г-ЖЧЯИИИ1 1ЯГШЩ
Вид
полуфабриката
Профили
Состояние
Закаленные и
естественно состаренные
(В92Т)
н я
оз 2
о. Ь
о> из
с с
(V Я о
и-*
—70
20
100
150
Е I
7400
7000
6500
6100
шштшшшшшявттшшашшшиеажа
кГ/мм2
48—49
47—50
39—42
31—34
34—38
34—38
28—35
26—2<
Ют'яияяжавдс———
5,%
10—12
9—10
10—13
16—18
««2
4,0
2,5
—
—
Физические свойства
<*=2,72 Г/см3.
а-1ДО-26,4(2О-МО0°) Ц°С.
Х,=0,32(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. Коррозионная стойкость сварных швов близка к
стойкости основного металла в естественно состаренном состоянии. Надежная защита
от коррозии достигается анодированием и лакокрасочными покрытиями.
Технологические свойства
Деформируется в холодном и горячем (ЗбО-т-430°) состояниях (охлаждение —
на воздухе).
Характеризуется в отожженном и естественно состаренном состояниях
удовлетворительной и в искусственно состаренном — низкой пластичностью.
Отжиг при 330-4-380° с последующем охлаждением (со скоростью ^30°/час)
до 180-7-200° и далее —на воздухе.
Термообработка: закалка с 450-^470° в воде. Естественное старение — при
20° (30 сут.\ за первые 10 суток сплав набирает 90% прочностных свойств),
искусственное — по режиму: 60°, 24 час •+• 195 ± 5°, 2 час. Сплав
удовлетворительно сваривается аргоио-дуговой сваркой. Предел прочности сварного шва
после естественного старения составляет 80% прочности основного металла.
Обрабатываемость резанием — удовлетворительная.
Преимущество сплава — самозакаливаемость при сварке, позволяющая
получать высокую прочность сварного соединения без последующей термообработки.
Однако склонность сварных швов к образованию трещин на тяжелонагруженных
участках ограничивает область применения сплава.
I
Применение
Силовые детали сварных ферменных конструкций, работающих при
температурах от —70° до Ч-70р.
207
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ ВЫСОКОПРОЧНЫЙ
КОВОЧНЫЙ СПЛАВ
ТЕРМОУПРОЧНЯЕМЫИ
НЕСВАРИВАЕМЫЙ
Химический состав, %
2п—6,5ч-7,3; М^—1,64-2,2; Си—0,8-г 1,2; Ре—0,2-0,4; А1—основа.
В93
Вид
луфабриката
Механические свойства (не менее)
Состояние
(обозначение)
АМТУ
Вес, кГ
Свойства
I
°в 10о,21 НВ
кГ/мм2
Штамповки
Поковки
Закаленные и
искусственно
состаренные
(В93Т1)
То же
505-5-64
506-5-64
<Э0
30—200
<250О
По длине,
ширине,
толщине
То же
»
49
49
48
48
48
48
48
48
48
44
44
~
44
44
44
43
125
__
125
125
—
6
3,5
3
6
3,5
2
6
3,5
2
Типичные механические свойства штамповок дисков опорных кат&ов
Вид
полуфабриката
Штамповки
(0 560 ля)
Состояние
(обозначение)
Закаленные и
искусственно
состаренные (В93Т1)
Место
вырезки
образцов
Ступица
Полотно
Реборда
Направление
По толщине
Радиальное
Тангенциальное
По высоте
Тангенциальное
0в 1 0о,2 1
кГ/мм*
! 48,1
49,0
49,1
48,9
50,0
45,8
45,8
46,5
46,1
46,2
ЪЛ
4,2
10,3
8,6
8,0
10,7
208
Типичные механические свойства поковок
Состояние
Закаленные и искусственно
состаренные (В93Т1)
СО ..
с к
о. н
Е с
—70
20
100
125
150
Е
7000
6400
6200
5800
О*»
кГ/ммг<
52
48
43
41
38
О*0,2
47
44
40
37
34
о,%
8
10
6
7
4
с,
0,8
1 —
—
1 —-
Образцы из прутка (0 100 мм), закаленного и искусственно
состаренного, имеют предел выносливости при изгибе с вращением (#=107):
гладкий — 15, с кольцевым надрезом — 11 кГ/мм2.
Физические свойства
<*=2,84 Г/см3.
а.106=24,1(20(Ч-100о) Ц°С.
^=0,39(25°) кал/см. сек.°С.
Коррозионная стойкость
Достаточно высокая. Анодирование и лакокрасочные покрытия обеспечивают
надежную защиту от коррозии в морских и тропических условиях.
Технологические свойства
Деформируется в горячем состоянии (3004-440°, охлаждение — на воздухе).
Термообработка: закалка с 470±5° в воде, искусственное старение по
режиму: 120° (2 *шс)-И65±5° (4 час). Обрабатываемость резанием—хорошая.
Применение
Несвариваемые тяжелонагруженные кованые или штампованные
детали (диски опорных катков с наружной амортизацией и др.), работающие
в интервале температур —70р~70р.
14 Зак. 2022
209
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ
В95
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
2п—5,0-^7,0; Мд—1,8^-2,8; Си—1,4-г 2,0; Мп—0,2+0,6; Сг—0,1+0,25;
А1—основа.
Механические свойства (не менее)
Вид
фабриката
Поковки
Штамповки
Листы
Прутки
прессованные
Профили
прессованные
Состояние
1 (обозначение)
Закаленные и
искусственно
состаренные
! (В95-Т1)
То же
Отожженные
(В95АМ)
Закаленные и
искусственно
состаренные
(В95АТ1)
Закаленные и
искусственно
состаренные
(В95АТ1С)
Закаленные и
искусственно
состаренные
(В95-Т1)
То же
ГОСТ
или ТУ
АМТУ
505-4-64
АМТУ
505-4-64
ГОСТ
1259'2'-67
ГОСТ
12592-67
ГОСТ
12592-67
ГОСТ
4783-68
АМТУ
482-6 61
Размеры,
мм
—
—
0,5—10
0,5—1,9
2,0-6,0
6,1—10,0
1,2—6,0
6,1—10,0
0<22
023—130
0130—
300
Все
размеры
.4
РЭ
<30
<30
—
—
—
—
—
—
Направление
вырезки
образцов
Вдоль
волокна
| По
ширине
По
толщине
Вдоль
волокна
По
ширине
По
толщине,
. — !
—
—
Вдоль
волокна
То же
»
По
ширине
По *
толщине
Т1
о0у2{НВ
кГ/мм2
50
45
40
52
46
42
^25
49
50
50
53
53
50
54
52
50
48
42
—
~
44
4.1
42
42
46
46
40
43
43
_
125
—
125
—
—
—
—
—
—
—
—
~-5
«о
6
3
2
6
4
3
10
7
7
6
6
5
6
П
5
4
3
Типичные механические свойства массивных профилей
Вид полуфабри-1 Состояние
ката | (обозначение)
Профили
толщиной >20 мм
Закаленные и
искусственно
состаренные
(В95-Т1)
Ц
0,33
Е ! О 1 ав а0,21 тв 1т0,з' тср1 НВ
кГ/мм2
7200
2700
60
55
43
30
33
150
6ю1 -ф
%
8
12
см
5
в?
1,0
Механические свойства при различных температурах
.
Вид
полуфабриката
Профили
толщиной >20 мм
Листы
толщиной 2,5 мм
штттттшттшттттшшяааяттт шш ни 1—1
. Состояние
(обозначение)
Закаленные и
искусственно
состаренные (В95-Т1)
То же
гура!
ния, I
Ь °
—70
1 —40
100
125
150
20
100
125
150
Е 1
—
6450
6350
6150
6700
I 6200
5900
5600
<Гв
кГ/мм1
66
66
53
52
43
52
48
47
1 41
00,2
—
50
49
40
44
41
40
35
6,%
8
8
8
5
7
14
14
15
15
5*
^
«С
С *
1,0
1,0
—
1,0
—
—
—
—
Образцы из профилей (толщиной >20 мм), закаленных и искусственно
состаренных, обладают циклической прочностью при знакопеременном изгибе
(N = 5- 108): гладкий— 15,5, с надрезом — 8,5 кГ/мм2.
Физические свойства
<2=2,85 Г/см\
а-10е-22,0 (—5О-Ы-200); 23,1(204-100°) Ц°С
I *,=0,37(25°С) кал/ели сек.°С.
Коррозионная стойкость
» " Удовлетворительная. У массивных заготовок (поковок, штамповок, профи-
; лей) сопротивление коррозии под напряжением может заметно снижаться. Для
[ обеспечения надежного сопротивления коррозионному растрескиванию под
напряжением прессованные и штампованные детали должны подвергаться
^искусственному старению (16 час при 140°) или ступенчатому. Надежная защита
».; деталей от коррозии обеспечивается анодированием и лакокрасочными покры-
I тиями.
(' Технологические свойства
[ Деформируется в горячем и холодном состояниях (охлаждение — на воздухе).
{ ..;.. В искусственно состаренном состоянии деформацию следует производить
либо в холодном, либо в подогретом состоянии в соответствии с инст-
\ рукцией ВИАМ № 751—59.
I. 211
Термомеханические режимы ковки в прессованном
состоянии
Температура
нагрева иод
деформацию,
°С
430—370
Температурный интервал
деформации, °С
под пресс
430—350
под молот
400—320
Допустимая
деформация за один
нагрев, %
под
прессом
80
под
молотом
60
Основные параметры листовой штамповки
Выдавка | Гибка на угол 90°
Кпр
плоек.
1,35—1,44
Кпр
сферич.
1,18—1,27
^т1п
1,5-7-2,05
'"раб
2,54-3,05
Вытяжка Отбортовкм
Кпр
1,90-1,95
Краб
1,70—1,75
Кпр
0,16—0,18
Краб
0,30-0,33
Отжиг — в воздушных печах по режиму: нагрев 390-т-43О°, охлаждение со
скоростью 30-т-5О°/«шс. до 150° и далее — на воздухе.
Термообработка — закалка с 4654-480° в воде (^=40°). Время переноса
деталей из нагревательной печи в закалочный бак должно быть минимальным
(^15 сек). Рекомендуется применять в искусственно состаренном состоянии.
Старение по режимам: одноступенчатое — при 135-4-145° (16 час.)]
двухступенчатое—при 120±5° (3 час) и 160±5° (3 час). Двухступенчатое старение
несколько снижает статическую прочность и повышает статическую
выносливость сплава.
Время между закалкой и началом искусственного старения оказывает
влияние на прочность сплава после одноступенчатого старения. Если старение
начинается в первые сутки после закалки, то пределы текучести после искусственного
старения снижаются в среднем на 1,5—2,0 кГ/мм2. При двухступенчатом старении
влияние перерыва между закалкой и старением не обнаруживается.
Сварка не рекомендуется. Обрабатываемость резанием — хорошая.
Применение
Тяжелоиаг"руженные детали (диски опорных катков с внутренней
амортизацией и др.), работающие в зоне сжимающих напряжений (сплав
обладает повышенной чувствительностью к надрезу).
212
ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ ВЫСОКОПРОЧНЫЙ СПЛАВ
В96, В96Ц
ТЕРМОУПРОЧНЯЕМЫЙ
НЕСВАРИВАЕМЫЙ
Химический состав, %
Элементы
Сплав В96
Сплав В96Ц
Элементы!
Сплав В96
Сплав В96Ц
2п
Си
Мп
7,64-8,6
2,54-3,2
2,24-2,8
0,24-0,5
8,04-9,0
2,34-3,0
2,04-2 6
<0,1
Сг
2г
А1
0,14-0,25
основа
<0,1
0,14-0,2
основа
Вид
полуфабриката
Профили
Штамповки*
Поковки
Механические свойства (не менее)
Состояние
(обозначение)
АМТУ
Размеры,
мм
Вес,
кГ
кГ/мм<
Закаленные и
искусственно
состаренные (В96Т1)
Закаленные и
искусственно
состаренные (В96ЦТ1)
482-7-61
505-6-64
Толщина
^20
—
^30
^50*
60
60
57
55
54
50
4
5
4
* Механические свойства вдоль направления волокна.
Типичные механические свойства
Вид
полуфабриката
Профили
Состояние
(обозначение)
Закаленные и искусственно
состаренные (В96Т1)
Температура
испытания,
°С
—70
20
100
125
150
Е 1
7000
6300
5900
°в
кГ/мм
75
72
67
62
56
0*0,2
2
73
70
65
59
53
6,%
4
7
6
4.5
' 5,5
Физические свойства
4=2,89 Г/см\
а-106=22,4(204-100о) 1/°С
^=0,29(25°) кал/см. сек.°С.
213
Технологические свойства
Деформируется в горячем состоянии (350-г-430°); охлаждение — на воздухе.
Отжиг при 390-7-430°.
Термообработка: закалка с 470° в воде, искусственное старение при 140°
(16 час).
Обрабатываемость резанием — хорошая. Свариваемость сплавов В96 и В96Ц
исследуется.
Применение
Тяжелонагруженные детали (в сжатой зоне), работающие в условиях,
исключающих действие высоких температур. Рекомендуется применять с
анодированием или лакокрасочными покрытиями.
2. АЛЮМИНИЕВЫР ЛИТЕЙНЫЕ СПЛАВЫ
ЛИТЕЙНЫЙ СПЛАВ ПОНИЖЕННОЙ ПРОЧНОСТИ
(все виды литья)
ТЕРМОНЕУПРОЧНЯЕМЫЙ
АЛ2
Химический состав, %
51—10,04-13,0; А1—основа.
Механические свойства (не менее)
Вид
полуфабриката
ГОСТ
Способ литья
Режим
термообработки
ав \НВ{
кГ/мм2
Образцы 0 12 мм
2685-63
ЗМ, ОМ, ВМ, КМ
К
д
зм, ом, вм, км
к
д
Т2
15
16
16
14
15
15
50
50
50
50
50
50
Типичные механические свойства
Вид полуфабриката
Заготовки отдельно
литые,
модифицированные, 0 12 мм
Способ
литья
ЗМ
Д
Состояние
Без
термообработки
Е \ °в /сГо,2' ЧР\Ш <*~1
кГ/мм*
7000
18
22
8
12
13
55
4,2
*. %
6,0
1,8
Физические свойства
4-2,65 Г/см3.
а-10б:=21,1(20-Ы00о); 22,1(20-^200°); 23,3(20-300°) 1/°С.
Я,=0,40(100-г-400°) кал/см.. сек.°С.
С=-0,20'(100°); 0,21(200°); 0,22(300°); 0,24(400°) кал/ГС.
Коррозионная стойкость
' Удовлетворительная. В зависимости от плотности отливок применяются два
;; метода защиты от коррозии: а) анодирование в серной кислоте (с наполнением
;<■ пленки хромпиком) и лакокрасочные покрытия (отливки с пористостью не выше
I третьего балла); б) анодирование в хромовой кислоте или химическое оксидиро-
; вание, или грунтование (грунтом горячей сушки) и лакокрасочные покрытия
:, (отливки с пористостью выше третьего балла).
215
Технологические свойства
Обладает хорошими литейными свойствами. Температурный интервал
кристаллизации 6004-577°, температура литья 6804-750°, линейная и объемная
усадки — 0,9 и 3% соответственно. Жидкотекучесть сплава высокая — длины
отлитых при 700°: спирали — 820, прутка — 420 мм. Герметичность хорошая —
образцы разрываются без течи при давлении 160 атм. Сплав не склонен к
образованию горячих трещин. Перед модифицированием его необходимо
рафинировать вакуумированием, а также хлором, гексахлорэтаном (С2С16) или сухими
хлористыми солями (МпС12, 2пС12 и др.).
Низкие механические свойства сплава могут быть повышены
модифицированием двойной смесью солей (33,5% ИаСИ-66,5% ЫаР~14-2% от веса плавки
при 780—8№ (10—12 мин). Для одновременного рафинирования и
модифицирования применяется универсальный флюс (25%МаС1 + 60%МаР-Ы5%Ка3А1Рб)—
1—2% от веса плавки при 8004-810° (выдержка 10—12 мин). Время
выстаивания металла после обработки флюсом — не более 30 мин. Вакуумирование
можно проводить после модифицирования.
Термообработкой не упрочняется. Для снятия остаточных напряжений
рекомендуется отжиг по режиму Т2: выдержка при 300±10° (2—4 час),
охлаждение на воздухе или с печью.
Хорошо сваривается г'азовой и аргоно-дуговой сваркой. Плохо
обрабатывается резанием.
Применение
Малонагруженньге детали агрегатов и приборов (литье под давлением).
СПЛАВ ПОВЫШЕННОЙ ПРОЧНОСТИ С ХОРОШИМИ
ЛИТЕЙНЫМИ СВОЙСТВАМИ
(литье в землю и кокиль)
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
51—8,0—10,5; М^—0,17^-0,30; Мп—0,2-г0,5; А1—основа.
АЛ1
Механические свойства (не менее)
Вид
полуфабриката
Заготовки
0 12 мм
ГОСТ
2685-63
чгагаадтгтаангпямгагсдмвязас^
Способ литья
о.§ !
н о
Реж
ообр
' я
ЗМ, ОМ, ВМ, К, Д
ЗМ, К, Д, ОМ,
ЗМ.
К
1 XI
Х6
Х6
°в 1 ив
кГ/мм2
15
20
23
24
50
70
/701
70
6,,, %
2
1,5
3
3
Типичные механические свойства
Вид полуфабриката
Заготовки отдельно
отлитые, модифицированные,
0 12 мм
Плоские заготовки
толщиной 3 мм
Заготовки отдельно
отлитые, модифицированные,
0 6 мм
особ
тья
ЗМ
д
ВМ
ЖИМ
)МООб-
ботки
Х6
—
Т6
гЬя 1
Рц О.
О) О
Е*8-
О) 03 , >
—
—
20
I 100
200
1 300
Е 1
_0
?°Л
нв
кГ/мм%
7000
7000
<—
—
•—
—
26
29
26
26
26
25
20
16
—
—
—
—
У0
—
—
—
—
—
6з, %
4
1,8*
4*
3.7
3,5
3,2
0
^
^
«
аз
0,5
—
,—
—
—
—
Удлинение определялось на расчетной длине 60 и 25 мм соответственно.
217
Механические свойства при высоких и низких температурах
Вид полуфабриката
Заготовки отдельно отлитые
0 10 лш
особ
тья
ЗМ
1 Т та I
та о. к
о.
ЖИМ
ЭМОО
ТКИ
Т6
пера
пыта
5ёо
100
150
175
200
250
—40
—70
—196
см
1
оз
22
19
18
16
11
28
29
33
65, %
3,0
3,5
3,6
4,0
5,4
3,2
2,8
2,8
см
<о
■а
—
—
—
—
0,25
0,25
0,25
Механические свойства после стабилизации* при высоких температурах
Вид полуфабриката
Заготовки отдельно отлитые,
модифицированные, 0 ДО мм
особ
тья
1 п *
ЗМ
т—"
о, к
р а
н н
жим
рабо
О) УО
О, о
Т6
та ж
о- к
>^ к
н к
пера
пыта
20
100
150
175
см
з?
^
со
24
23
20
14
65, %
3,0
2,6
3,2
5,4
Предварительная выдержка при температуре испытания в течение 100 час.
Физические свойства
4=2,65 Г/см\
а-106=21,1(20-100°); 23,1 (1004-200°); 25,7(200+300°) 1/°С.
31=0,35(25°); 0,37(100°); 0,38(200°); 0,38(300°) кал./см. сек°С.
с=0,18(100°); 0,19(200°); 0,20(300°) кал./ГС.
Коррозионная стойкость
Удовлетворительная. В зависимости от плотности отливок применяются два
метода защиты от коррозии: а) анодирование в серной кислоте с наполнением
пленки хромпиком и лакокрасочные покрытия (отливки с пористостью не выше
третьего балла); б) анодирование в хромовой кислоте или химическое
оксидирование или грунтование (грунтом горячей сушки) и лакокрасочные покрытия
(отливки с пористостью выше третьего балла).
Технологические свойства
Обладает хорошими литейными свойствами. Интервал кристаллизации
6004-577°, температура литья 6804-750°, линейная и объемная усадки —1,0 и
3,3% соответственно. Жидкотекучесть сплава высокая — длины отлитых при
218
700°: спирали — 800, прутка — 359 мм. Герметичность высокая — образцы
разрываются без течи при давлении 260 атм. Сплав не склонен к образованию горячих,
трещин.
Рафинирование — гексахлорэтаном (СгСЦ) или хлористыми солями (2пС12
и МпС12) перед модифицированием. Для одновременного проведения
рафинирования и модифицирования рекомендуется применять универсальный флюс
(40% N3? + 45% №С1 4- 15% Ка3А1Р6) — 1—2% от веса плавки.
Термообработка по двум режимам: Т1 — нагрев 175±5°, выдержка
5—17 час, охлаждение на воздухе; Т6 — нагрев под закалку 535±5°,
выдержка 2—6 час, охлаждение в воде; старение при 175±5° (10—15 час),
охлаждение на воздухе.
Сваривается газовой и аргоно-дуговой сваркой, удовлетворительно
обрабатывается резанием.
Применение
Крупные и средние нагруженные детали (картеры КПП, кронштейны
корпусы и др.), а также детали двигателей (картеры, блоки цилиндров и др.).
АЛЮМИНИЕВЫЙ ВЫСОКОПРОЧНЫЙ СПЛАВ
ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состав, %
АЛ4Д
$1-9-4-11,5; Си—1,3-1,8; Мд—0,4-7-0,7; Мп—0,2—0,4; Сг—0,1-М),2;
П—0,1-г-0,2; А1—основа.
Механические свойства по ВТУ ИМ 35—68 (не менее)
Вид полуфабриката
Образцы отдельно
отлитые (толщиной не
менее 3 мм)
Способ I
литья [
д
--,У1' пыяаздуимаздиг-мнгпггягяжяищ жл.чи имит
Состояние
Без термической
обработки
Термически
обработанные по. режиму Т6
2
28
35
6,%
о
1,5
ИВ
90
107
Типичные механические свойства при комнатной температуре
Вид полуфабриката
Образцы отдельно
отлитые (толщиной
не менее 12 мм)
Способ 1
литья |
Д
"' 11111ИПИГТТТ-»^——■—■
Состояние
Без термической
обработки
Термическая
обработка по
режиму Тб
Е \ ав 'а0,2
кГ/мм2
8100
32
401
23
32
6, %
3
4
ИВ
100
120
0,4
Физические свойства
4 = 2,70 Г\см?>\
а-106=21,О(20—100°); 21,5(20—200°); 22,1(20—300°) 1/°С\
Я=0 33(20°); 0,35(100°); 0,37(200°); 0,38(300°); 0,38(400°) кал/см. секРС.
Коррозионная стойкость
Коррозионная стойкость сплава — удовлетворительная.
По общей коррозии (потеря веса образцов после трехмесячной выдержки
в 3%-ном растворе ИаС1) относится к материалам 5-го балла стойкости
(ГОСТ 5272—60).
Обладает удовлетворительной стойкостью против коррозии под напряжением.
Мало склонен к межкристаллитной коррозии.
Для защиты от коррозии отливки подвергаются анодированию в хромовой
кислоте согласно РМО 1434—64.
220
Технологические данные
Сплав обладает хорошими литейными свойствами.
Температура литья 620—680°С. Линейная усадка 1,0%. Жидкотекучесть,
хорошая: длина отлитого при 700°С прутка 370 мм. Герметичность высокая.
Сплав не склонен к трещинообразованию: первая трещина появляется при
ширине кольца 5 мм.
Для рафинирования используются гексахлорэтан СгСЬ или хлористый
марганец МпС12.
Сплав применяется в литом и термически обработанном состоянии (Т6).
Режим Т6: нагрев под закалку при 495±5°С, выдержка 2 час (первая
ступень); подъем температуры до 515±5°С, выдержка 4 час (вторая ступень);,
охлаждение в воде при температуре не выше 40°С; старение при 165±5°С,
выдержка 12 час, охлаждение на воздухе.
Свариваемость удовлетворительная.
Обрабатываемость резанием хорошая.
Применение
Литые под давлением детали ответственного назначения, работающие нр№.
температурах до Ш0°С.
СПЛАВ СРЕДНЕЙ ПРОЧНОСТИ И ЖАРОПРОЧНОСТИ
(литье в землю и кокиль)
ТЕРМОУПРОЧНЯЕМЫЙ
АЛ5
Химический состав, %
51 -.4,5-5,5; Си—1,04-1,5; М&—0,35+0,60; А1—основа.
Механические свойства (не менее)
Вид
полуфабриката
Заготовки, 0 12 мм
ГОСТ'
2685 63
|
Способ литья 1
1
3, О, В, К
3. О, В
3. О, В
3, О, В, К
Режим
термообработки
Т1
Т5
Т6
Т7
*в 1 НВ
кГ/мм*
16
20
23
18
65
70
70
'65
б*, %
0,5
0,5
0,5
1,0
Типичные механические свойства
Вид полуфабриката
особ
гья
Я 8
1 и ч
а.5
Н О
ЖИМ
браб
О) О
п. о
^
&и 1
>»о
пера
рмы,
з °
3-8-
н
1СГо
Л\НВ\
кГ/мм-
65, %
Заготовки отдельно
отлитые, 0 12 мл
То же 0 6 мм
3
В
Т5
Т5
20
100
200
300
7000
—
—
—
—
24
31
36
32
30
18
—
—
—
80
—
—
—
0,8
1,9*
2,2
2.7
1,5
0,2
Удлинение определялось на расчетной длине 25 мм
Механические свойства при высоких температурах
Вид полуфабриката
Способ
литья
Режим
термообработки
Температура
испытания, °С
0ч),2
ОГщо
кГ/мм*
65, %
Заготовки отдельно
ютлитые, 0 Млсл
20
100
1.50
200
250
300
20
100
200
250
300
26
25
25
| 22
18
13
24
24
18
! 14
1 10
18
—
—
—
—
—
18
18
14
1 12
8
—
—
9,0
5,5 1
3,5
—
—
__
0,8
1,0
1,0
1,4
1.5
4,0
1,5
2,0
2,5
4,0
6,0
222
Механические свойства после стабилизации*
Вид полуфабриката
Заготовки отдельно отлитые,
0 10 мм
особ 1
тья 1
ь-; д
О к;
3
жим тер-|
бработки!
о> о
Си о
Т5
мперату-I
испыта- I
й, °С |
0> <Я 22
Н О, Я
20
150
175
300
ашшшаштятшшаташпр
ав 1 ОГмо
КГ/ММ**
26
27
25
—
—
3,0
05, %
0,8
2,0
1,0
I * Стабилизация — предварительная выдержка при температуре испытаний
(;• в течение 100 чс№<
Физические свойства
^=2,68 Г/слЛ
а-10^=23,0 (20-г-100°); 25,0(100-200°); 25,5(200-г300°) 1/°С.
Х=0,38(25°); 0,39(100°); 0,40(200°); 0,42(300°) кал/см. сек.°С.
с«0,20(100°); 0,23(200°); 0,25(300°) кал/ГС.
Коррозионная стойкость
Невысокая. Отливки с пористостью не выше третьего балла защищаются от
коррозии анодированием в серной кислоте (с наполнением пленки хромпиком) и
лакокрасочными покрытиями. При пористости выше третьего балла применяют
химическое оксидирование или грунтование (грунтом горячей сушки) и
лакокрасочные покрытия.
*
Технологические свойства
Литейные свойства — хорошие. Интервал кристаллизации 627—577°, темпе-
| ратура литья 7004-750°, линейная и объемная усадки— 1,1 и 4,8% соответствен-
■ но. Жидкотекучесть удовлетворительная — длины отлитых при 700°: спирали —
, 750, прутка — 344 мм. Герметичность удовлетворительная — образцы разры-
г ваются без течи при давлении 230 атм. Сплав при литье мало склонен к
| трещинообразованию — первая трещина появляется при ширине кольца 7,5 мм.
|г Для получения плотного литья рекомендуется проводить рафинирование
I гексахлорэтаном (С2С16), хлористыми солями (2пСЬ, МпСЬ) или вакуумирова-
II нием.
Повышения прочностных характеристик можно достигнуть термообработкой
по режиму Т5: нагрев под закалку 525±5°, выдержка 3—5 час, охлаждение в
воде (20—100°), старение при 175±5° (5—10 час), охлаждение на воздухе.
Для повышения относительного удлинения применяют термообработку по
режиму Т7: после закалки — отпуск при 230±10° (3—5 час), охлаждение на
Ь воздухе. Удовлетворительно сваривается аргоно-дуговой сваркой. Обрабаты-
[* ваемость резанием — хорошая.
Применение
, Детали агрегатов, работающих при температуре до 225°, блоки и картеры
двигателей.
223
СПЛАВ СРЕДНЕЙ ПРОЧНОСТИ
С ХОРОШИМИ ЛИТЕЙНЫМИ СВОЙСТВАМИ
(литье в землю и кокиль)
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состав, %
51—€,04-8,0; Ме~^0,2-~-0,4; А1—основа.
АЛО
Механические свойства (не менее)
Вид
полуфабриката
Заготовки,
0 12 мм
ГОСТ
2685-63
Способ литья
3, О. В, К
Д
3, О, В, К, Д
К
3, О, В
К
3, О, В
зм, ом, вм
зм, ом, вм
зм, ом, вм
тер-|
отки!
1 «в
Реж
мообр
—
Т2
Т4
Т4
Т5
Т5
Т6
Т7
Т8
ав \НВ
кГ/млР
1 ;
16150 2
17
14
19
18
21
20
23
1 20
1 16
50
45
50
50
60
60
70
60
55
1
2
4
4
2
2
1
2
3
Типичные механические свойства
Заготовки, отдельно
отлитые, 0 12 мм
То же.
модифицированные, 0 12 мм
То же, 0 6 мм
3
ом
зм
вм
Т4
Т4
Т4
Т5
Т6
Т7
Т4
_
_.
—
—
—
—
20
100
200
7000
—
—
—
—
—
*—
20
22
20
22
23
21
20
21
20
И
—
12
18
16
—
—
15
—
—
—
—
—
—
—
55
—
65
75
65
—
—
4,5*
—
—•
— 1
~~
—
—
10
8
4
2
3
8,0**
7,5
7,0
* Предел выносливости определялся при чистом изгибе вращающегося
образца (N=5- 108).
** Удлинение определялось на расчетной длине 25 мм.
224
Механические свойства при высоких температурах
(термообработка по режиму Т4)
Вид полуфабриката
Заготовки отдельно отлитые, немо-
дифицированные 0 10 мм
То же, модифицированные.
Способ I
литья I
3
ЗМ
Температура
испытания,
°С
20
100
150
. 200
250
100
150
200
250
С4
20
18
16
16
15
18
17
1 15
1 13
65, %
5
9
18
19
2» •
8
17
25
1 36
Физические свойства
4=2,66 Г/см*.
а-10в=23-(204-100°); 25,0(100-5-200°); 25,5(2004-300°) 1/°С
Л=0,36(25°); 0,37(100°); 0,39(200°); 0,40(300°) кал/см. сек.°С.
с=0,21(100°); 0,22(200°); 0,24(300°) кал/ГС.
Коррозионная стойкость
Удовлетворительная. Отливки с пористостью не выше третьего балла
защищаются от коррозии анодированием в серной кислоте (с наполнением пленки
хромпиком) и лакокрасочными покрытиями. При пористости выше третьего балла
и для литья под давлением применяют анодирование в хромовой кислоте или
химическое оксидирование или грунтование (грунтом горячей сушки) и
лакокрасочные покрытия.
Технологические свойства
Литейные свойства — хорошие. Интервал кристаллизации 610—577°,
температура литья 680-^750°, линейная и объемная усадки —1,0 и 3,8%
соответственно. Жидкотекучесть высокая — длины отлитых при 700°: спирали — 770,
прутка — 350 мм. Герметичность высокая — образцы разрываются без течи при
давлении 190 атм. Сплав не склонен к образованию горячих трещин.
Рафинирование — гексахлорэтаном (С2С16) или хлористыми солями (2пС12 и МпС12)
до модифицирования. Для одновременного рафинирования и модифицирования
применяется универсальный флюс (40% N3? + 45% №С1 4- 15% На3А1Р6) —
1-~2% от веса плавки. В зависимости от требований, предъявляемых к деталям,
применяются следующие режимы термообработки: Т2 — нагрев до 300±10°,
выдержка 2—4 час, охлаждение на воздухе или вместе с печью; Т4 — нагрев
под закалку до 535±5°, выдержка 2—6 час, охлаждение в воде (20—100°);
Т5 — закалка по режиму Т4 с последующим старением при 150±5° (1—3 час),
охлаждение на воздухе; Т6 — закалка по режиму Т4 с последующим старением
при 200±5° (3—5 час), охлаждение на воздухе; Т7 —закалка по режиму Т4
с последующим стабилизирующим отпуском при 225±10° (3—5 час),
охлаждение на воздухе; Т8 — закалка по режиму Т4 с последующим смягчающим
отпуском при 250±10° (3—5 час), охлаждение на воздухе.
Сплав склонен к естественному старению после закалки. Для деталей,
требующих постоянства размеров, следует проводить искусственное старение с
длительной выдержкой, либо применять режимы Т2 и Т7.
Сваривается газовой и аргоно-дуговой сваркой. Обрабатываемость резанием —
удовлетворительная.
Применение
Детали сложной конфигурации средней нагруженности (корпуса, картеры
КПП и т. д.) и детали двигателей (головки блоков, крышки и др.),. работающие
при температурах до 2О010.
15 Зак. 2022 225
ЛИТЕЙНЫЙ ВЫСОКОПРОЧНЫЙ И ЖАРОПРОЧНЫЙ СПЛАВ
(литье в землю)
АЛ19
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состав, %
Си—4,5-7-5,3; Мп—0,6-М,0; И—0,154-0,35; А1—основа.
Механические свойства (не менее)
Вид полуфабриката
Заготовки 0 12 мм
ГОСТ
2685-63
Способ
литья
3, О, В
3, О, В
Режим
термообработки
Т4
Т5
сгв 1 ИВ
кГ/мм2
30
34
70
90
65, %
8,0
4,0
Типичные механические свойства
Вид
полуфабриката
Заготовки, отдельно
отлитые (в землю),
0 12 мм
Режим 1
термооб- 1
работки 1
Т4
Т5
Е
7000
7000
0 '■ зв | о*о,2
кГ/мм2
2500
2600
32
37
18
26
1 ИВ 1 <*-ч*
80
100
7,0
7,0
6б, %
10,0
5,0
/%
1.0
0,8
* Определяли при чистом изгибе вращающегося образца (N=2- Ю7)
Механические свойства при низких и высоких температурах
Вид
полуфабриката
Заготовки, отдельно
отлитые (в землю),
0 10 мм
Режим
термообработки
Т4
Т5
Температура
испытания, °С
—40
--70
175
200
250
300
350
—40
—70
175
200
250
300
350
<Ув
30
30
27
27
18
14
8
34
34
28
28
20
15
8
00,2
0100
кГ/мм*
—
18
18
10
7
5
—
—
23
22
16
10
6
—
18,0
15,0
11,0
6,0
3,5
—
—
18,5
15,0
11,5
6.5
3,5
мямшшка
б5, %
9,5
9,5
4,0
3,0
5,0
5,0
8,0
7,5
7,5
4,0
3,0
4,0
5,0
8,0
226
Физические свойства
4 = 2,7Ь Г/см*.
а-10б=19,5(20-т-100°); 22,8(100-200°); 26,5(200-г300°) 1/°С.
X -0,27(25°); 0,29(100°); 0,32(200°); 0,35(300°); 0,38(400°) кал!см. сек.°С.
с=0,20(100°); 0,23(200°); 0,25(300°); 0,27(400°) кал/ГС.
Коррозионная стойкость
Невысокая. Отливки с пористостью не выше третьего балла защищают от
коррозии анодированием в серной кислоте (с наполнением пленки хромпиком) и
лакокрасочными покрытиями, при пористости выше третьего балла применяют
химическое оксидирование или грунтование (грунтом горячей сушки) и
лакокрасочные покрытия.
Технологические свойства
Литейные свойства — удовлетворительные. Интервал кристаллизации
6504-548°; температура литья 700—750°; линейная усадка 1,25%. Жидкотеку-
честь невысокая — длины отлитых при 700°: спирали — 380, прутка — 205 мм.
Герметичность пониженная — образцы дают течь при давлении 70 атм. Склонен
к образованию горячих трещин и рыхлот — первая трещина появляется при
ширине кольца 32,5 мм. Для получения отливок без дефектов необходимо
предусматривать усиленное питание, применение податливых стержней,
охлаждение массивных мест, рассредоточенный подвод металла, плавные переходы в
сечениях стенок деталей.
Рафинирование — аргоном, гексахлорэтаном (СгС1б), хлористыми солями
(МпС12, 2пС12) или вакуумированием.
Термообработка по режимам — Т4 и Т5. Т4 — во избежание пережога
отливок применяется двухступенчатый нагрев под закалку: I ступень — нагрев
до 530±5°, выдержка 7—9 час ; II ступень — нагрев до 540±5°, выдержка
7—9 час, охлаждение в воде. Т5 — закалка та же, что и по режиму Т4, старе-
■■ ние при 175±5°, выдержка 3—5 час, охлаждение на воздухе.
Сваривается аргоно-дуговой сваркой. Допускается также газовая заварка
дефектов. Хорошо обрабатывается резанием.
Применение
Диски опорных катков, кронштейны и другие нагруженные детали.
ЛИТЕЙНЫЕ КОРРОЗИОННОСТОЙКИЕ СПЛАВЫ
СРЕДНЕЙ ПРОЧНОСТИ
(литье в землю и кокиль)
АЛ23, АЛ23-1
ТЕРМОУПРОЧ-НЯЕМЫЕ
СВАРИВАЕМЫЕ
Химический состав,
М&—6,0-~7,0; 2г—0,05-0,20; Ве—0,02 + 0,10; Ть-0,05 -г 0,15; А1—основа.
Сплавы АЛ23 и АЛ23-1 отличаются друг от друга по содержанию вредных
примесей: в сплаве АЛ23 Ре и 51 до 0,2% каждого, а в сплаве АЛ23-1 — 0,05%.
Механические свойства (не менее)
Вид
полуфабриката
Заготовки 0 12 мм
ГОСТ
2885—63
2685-63
Марка
АЛ23
А Л 23-1
Способ
литья
3, О
К.Д
3, О, К
3, О
К.Д
3, О, К
тер-|
ОТКИ|
о
11
Т4
—
Т4
0в 1 НВ
кГ/мм*
19
22
23
20
24
25
60'
60.
60
60
60'
60
•о
4
6
6
5
10
10
Типичные механические свойства при комнатной температуре
Вид
полуфабриката
Марка
сплава
о к
о н
с к
и ч
тер-
ОТХИ
жим
браб
о» о
а о
КГ/ММ^
Заготовки,
отдельно отлитые, 0 12 мм
Заготовки,
вырезанные из клиновых проб
АЛ23
АЛ23
АЛ23-1»
АЛ 23-1»
АЛ 23-1
3
3
3
3
к
Т4
—
Т4
—
—
6700
7560
—
—
2770
—
—
23
25
23
26
26
,3
»
14 82
6 !
10
13 1 74 | 7
14
—
75
71
12
18
0,5
1,5
0,9
2,0
1.0
228
Механические свойства при высоких и низких температурах
(АЛ23-1)
Вид полуфабриката
Заготовки, отдельно отлитые
(в землю), 0 12 мм
Режим тер- 1
мообработки!
—
—
—
Т4
Т4
Т4
Т4
Т4
Т4
| Температу- [
ра испыта-1
1 нип, °С |
—196
—100
100
150
200
300
—196
—100
100
150
200
300
И
23
24
25
21,
18
10
30
28
—
—
—
—
«о
1
9
10
10
8
20'
12
14
—
—
_^
—
СЛ
?
X
0,3
0,4
0,8
0,8
0,8
1,0
0,6
1,3
1,8
1,7
1.7
1,0
Физические свойства
4=2,55 Г1см\
а-106=24,5(20ч-100°); 25,6(20-^-200°) 1/°С.
Х = 0,297(100°); 0,285(200°) кал/см. сек°С.
г=0,217(50°); 0,220(100°) кал/Г°С.
Коррозионная стойкость
Высокая. Для ее повышения детали подвергаются анодированию в хромовой
кислоте.
Технологические свойства
Обладают хорошими литейными свойствами. Интервал кристаллизации
628-т-450°, линейная усадка — 1,1%. Жидкотекучесть удовлетворительная —
— длина прутка, отлитого при 700°, 264 мм. Герметичность
удовлетворительная. Для ее повышения рекомендуется пропитка отливок лаком Сб-1с,
церезином и другими составами. Сплавы мало склонны к трещинообразованию при
литье — первая трещина появляется при ширине кольца 15 мм.
Для получения плотного литья рекомендуется рафинирование гексахлорэта-
ном (СгОб), хлористым марг'анцем или вакуумированием.
Сплавы могут применяться без специальной термообработки, но с целью
повышения механических свойств и коррозионной стойкости деталей
допускается их закалка по режиму: нагрев до 435±5°, выдержка 20 час, охлаждение в
воде (80-100°). ,
Удовлетворительно свариваются аргоно-дуговой сваркой. Прочность сварных
соединений — до 90% прочности основного материала. Обрабатываемость
резанием хорошая.
Применение
Детали, подвергающиеся в процессе эксплуатации коррозионным
воздействиям, несущие средние статические и ударные нагрузки и работающие
при температурах от —60 до +100°.
229
ЛИТЕЙНЫЙ АЛЮМИНИЕВЫЙ САМОЗАКАЛИВАЮЩИЙСЯ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
АЛ 24
ТЕРМОУПРОЧНЯЕМЫИ
Химический состав, %
2п—3,54-4,5; М^—1,5~-2,0; Мп—0,2-г0,5; И—0,1+0,2; А1—основа.
Механические свойства (не менее)
Вид полуфабриката
Заготовки, отдельно отлитые,
0 12 мм
дааи—ян , 1
ГОСТ
2685-63
Способ
литья
3,0, В
3,0, В
Режим
термообработки
Т5
°ъ\НВ
кГ/мм2
22
27
•60
70
«5,
%
2
2
Типичные механические свойства
Вид полуфабриката
Заготовки, отдельно
отлитые, (в землю), 0 12 мм
Образцы, вырезанные из
заготовок или прилитые к
отливке (кокиль)
Режим
термообработки
Естественное
старение (10 сут.)
Т1
Т5
Т5-1
Т5
ТВ
Е К|0О,2#Я
кГ/мм2
6900
—
—
1—
—
24
24
31
29
32
36
15
75
70
— 90
65,
%
4
3
3
— 801 2
22-100; 15
30' НО 12
1
**?
Як,
0,2
—
—
2,0
1,5
Физические свойства
4=2,74 Г/см*.
а- 106=23,2(20-М00°); 25,8(100+200°) 1/°С.
Х=0,28(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. Ее несколько повышает термообработка. Отливки с
пористостью не выше третьего балла защищают от коррозии анодированием в серной
кислоте (с наполнением пленки хромпиком) и лакокрасочными покрытиями. При
пористости выше третьего балла применяют химическое оксидирование или
грунтование (грунтом горячей сушки) и лакокрасочные покрытия.
Технологические свойства
Литейные свойства удовлетворительные. Температура литья 680-г-730°,
линейная усадка — 1,2%. Жидкотекучесть удовлетворительная — длины отлитых
при 700°: спирали — 420, прутка — 240 мм. Герметичность удовлетворительная —
образцы разрываются без течи при давлении 160 атм. Сплав склонен к окислс-
230
нию и газовой пористости, поэтому плавку рекомендуется вести под слоем
флюса (60% карналита и 40% плавикового шпата) и вводить в сплав
0,054-0,07% бериллия, а также к образованию горячих трещин (первая
появляется при ширине кольца 22,5 мм).
Для рафинирования используется гексахлорэтан (СгС1б) или хлористые соли
(2пС12 или МпСЬ). Пластичность сплава может быть повышена
модифицированием фторцирконатом калия Кг^гРе (14-2% от веса плавки при 780°).
Применяется в литом и термически обработанном состоянии. Для ускорения процесса
упрочнения сплава в литом состоянии рекомендуется режим Т1 — искусственное
старение при 200±5° (8—10 час) и охлаждение на воздухе. Наилучшие свойства
при литье в землю сплав получает после термообработки по режиму Т5: нагрев
под закалку при 580±5° (4—6 час), охлаждение в воде и старение при 120±5°
(8—10 час). Для повышения стабильности размеров деталей рекомендуется
режим Т5-1, отличающийся от режима Т5 охлаждением при закалке не в воде,
а на воздухе с последующим искусственным старением по обычному режиму.
При литье в кокиль максимальные прочностные свойства получают по режиму
Т6: закалка та же, что и по режиму Т5; старение при 160±5° в течение 15'—
20 час, охлаждение на воздухе.
Свариваемость сплава удовлетворительная. В результате естественного
старения прочность сварного шва повышается до прочности основного материала.
Обрабатываемость резанием хорошая.
Применение
Конструкционные, а также корпусные детали (кронштейны, подвески и др.),
которые привариваются к изделиям, изготовленным из деформируемых сплавов
системы А1—2п—Мд.
ЛИТЕЙНЫЙ ВЫСОКОПРОЧНЫЙ И ЖАРОПРОЧНЫЙ СПЛАВ
(литье в землю и кокиль) АМХ-605
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состав, %
Си—5,6-=-6,3; Т1—0,20^-0,45; Мп—0,30-^0,55; Сг—0,30-г0,55; 2г—0,104-0,25;
А1-- -основа.
Механические свойства по ТУ (не менее)
Вид полуфабриката
Заготовки 0 12 мм
Образцы, вырезанные из
заготовок или прилитые к
отливке
2 н
3
3
3
3
3
! к
тер-
ОТКИ
жим
браб
О) О
Он о
Т4
Т5
Т4
Т5
Т7
Т4
Т5
Т7
1 Тб
оУ1
_нв_\
кГ/мм2
30
34
32
36
34
34
38
36
1 44
80
100
80
100
90
80
ПО
100
1 1,30
°51
°/о
8
3
10
4
3
| 12
10
4
1 7
Типичные механические свойства
Вид полуфабриката
о
о
и
со н
*- о
ч О
О) О
Оч О
Е I °в 1а0,21 НВ I ог_,
кГ/мм2
^
«
Образцы, вырезанные из
заготовок, или прилитые к
отливке
3
3
К
к
к
Т4
Т5
Т4
Т5
ТО
7100
7100
—
—
—
33
36
36
42
46
18
25
18
27
32
85
ПО
90
120
130
9,0
9,0
—
—
9,0
10
5
15
12
10
1,0
0,8
1,5
1,0
0,8
Механические свойства
Вид полуфабриката
Образцы, вырезанные из
заготовок
3
3
3
3
К
К
К
К
при высоких
Режим
термообработки
Т5
Т5
Т5
Т7
Т7
Т7
I т7
1 Т7
температ}
Температура
испытания,
°С
200
300
350
300
200
250
300
350
грах
ав 1 су юо
кГ/мм2
27.0
14,0
7,0
—
25,0
20,0
14,0
10,0
14,5
5,5
6,5
6,5
б5, %
10,0
13,0
15,0
—
13,0
14.0
16,0
18,0
232
Физические свойства
Л=2,84 Псм*.
«• 10°(Т5) -22,8(20-100°); 24,7(1004-200°); 34,5(200-г300°) 1/°С.
' «.106(Т7)=21,2(2Оч-10О°); 23,5(1004-200°); 22,9(200 + 300°) 1/°С.
Х(Т5) =0 30(100°); 0,33(200°); 0,34(300°); 0,36(400°) кал/см. сек.°С.
с- (Т5) =0,20(100°); 0,22(200°); 0,24(300°); 0,26(400°) кал/ГС.
Коррозионная стойкость
По степени общей коррозионной стойкости (по потере веса образцов после
девятимесячной выдержки в 3%-ном растворе ИаС1) не уступает сплаву АЛ9.
Не склонен к коррозионному растрескиванию под напряжением. Защита от
коррозии 1 производится стандартными методами, применяющимися для сплавов
системны А1 — Си.
• Технологические свойства
Обладает хорошими литейными свойствами. Температура литья (в
зависимости от конфигурации отливок) 6804-780°, линейная усадка —- 1,4%. Жидко-
текучесть: длины отлитых при 700° спирали — 660, прутка — 310 мм.
Герметичность высокая — образцы не дают течи при давлении до 300 атм. Мало склонен
к образованию горячих трещин — первая появляется при ширине кольца 12,5 мм.
При разработке технологического процесса отливки деталей в землю
необходимо предусматривать рассредоточенный подвод металла в форму, хорошее
питание массивных мест и простановку холодильников для повышения скорости
кристаллизации.
Легирование сплава цирконием осуществляется посредством фторцирконата
калия Кг^гРб по следующей схеме. После" полного расплавления (при
770~-780о) на поверхность наносится фторцирконат калия (1% от веса плавки) и
в процессе выдержки (10—15 мин) производится периодическая «рубка»
поверхностного слоя. После этого с поверхности расплава удаляются продукты
реакции. Рафинирование рекомендуется проводить при 730ч-7б0°аргоном,
хлористыми солями (МпС16, 2пС12) или гексахлорэтаном СгС1б.
Термообработка по трем режимам — Т5, Т6 и Т7. Режим Т5
(для деталей, работающих при ^200°): нагрев под закалку при 540±5°,
выдержка 16—20 час, охлаждение в воде (20-=-90о), старение при 160±5° (5 час) и
охлаждение на воздухе. Режим Т6 (для деталей, работающих в условиях зна-
; чительных нагрузок при температурах ^200°): закалка та же, что и по режиму
5 Т5, старение при 190±5° в течение 5 час, охлаждение на воздухе. Режим Т7 (для
^деталей, работающих при температурах ^350°): закалка — та лее, что и по
. режиму Т5, старение при 240±6° (2 час) и охлаждение на воздухе.
Хорошо сваривается аргоно-дуговой сваркой, прочность сварного соединения
составляет 71 % прочности основного металла. Допускается газовая заварка де-
фектоз. Хорошо обрабатывается резанием.
Применение
Тяжелонагруженные конструкционные детали, работающие в условиях
ударных и знакопеременных нагрузок (диски опорных катков средних
и тяжелых машин, кронштейны подвески и другие детали, привариваемые к
корпусам из сплава Д20, корпуса бортовой передачи и т. д. взамен деталей из ста-
, лей 35Л, 32X06 и др.), а также детали, работающие при температурах до 300°
: (поршни, головки блока и др.), которые по условиям работы не могут быть
изготовлены из стандартных сплавов АЛ4, АЛ5 и АЛ9.
233
3. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ДЕФОРМИРУЕМЫЙ МАГНИЕВЫЙ СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ
МА14
ТЕРМОУПРОЧНЯЕМЫИ
НЕСВАРИВАЕМЫЙ
Химический состав, %
2п—5,6ч~6,0; 2г—0,3-±-0,9; Мд—основа.
Механические свойства (не менее)
Вид полу
фабриката
ГОСТ
или ТУ
Вес, кГ; размеры,
мм
Направление|
вырезки
образцов (от-,
носительно
волокна)
о в 1 Оа
,2 \НВ\
кГ/мм2
о,%
Штамповки
(МА14Т1)
Поковки
МА14Т1
Прутки
(МА14Т1-)
Профили
(МА14Т1)
Полосы
(МА14Т1)
ОСТ1-
90010—70
ОСТ1-
90010:—70'
АМТУ
1 516-65
АМТУ
527-66
АМТУ
478-61
<зо кг
30—100 кГ
>100 кГ
<50 кГ
60—100 кГ
>100 кГ
0 8--100 мм
0 101—160 мм
Площадь сечения
<12 см2
Площадь сечения
<130 см2
Вдоль
или поперек
Вдоль или
поперек
Вдоль
»
»
»
30,0
28,0
27,0
28,0
27,0
26,0
32,0
31,0
32,0
32,0
—
—
—
—
25.0
24,0
25,0
24,0
65
60
60
55
55
Ьо
/Ь
7Ь
ЬО
—
7,0
7,0
6,0
6,0
6,0
6,0
6,0'
6,0
6,0
6,0
Примечание. Состояние всех полуфабрикатов -
состаренные (МА14Т1)
■ искусственно
Механические свойства при различных температурах
Вид
полуфабриката
Полосы
прессованные
Состояние
Искусственно
состаренные
(МА14Т1)
Темпера- 1
тура испы- 1
тания, °С 1
-н70
20
100
150
0*В • 0*0,2
кГ/мм2
41
33
26
21
28
—
—
о,%
8
10
20
28
X
0,4
0,6
—
—
234
Типичные механические свойства
Вид полу- ~ I ^
фабриката Состояние ! ' !—, ^
Прутки Искусственно со- > I III
прессован- старенные I
ные (МА14Т1) 4300 1600 35 30 '14,5 42 47 123,5 12,5 7.5 16 12* 9 24 0,9
* Определяли при консольном изгибе вращающегося образца (N=2-1С7).
23Г>
Физические свойства
4=1,8 Г/см*.
а- 106=20,9(20-4-100°) 1°С.
А,=0,28(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. Обладает высокой склонностью к коррозионному
растрескиванию. Будучи примененным с защитным покрытием для дисков катков,
хорошо зарекомендовал себя в коррозионном отношении.
Технологические свойства
Температурный интервал деформации 2604-420°. Прессование при
300-4-350° со скоростью истечения 3 м/мин., ковка при 420—320°, штамповка при
400,-ь28'0/О. Температура бойков и штампов 350-4-200°. Подсечка профилей —
при 200-4-2505, изгиб с растяжением — при 250-ь300°, изгиб в роликах может
■осуществляться без нагрева.
Упрочняется искусственным старением по режиму: нагрев до 170° и
выдержка 10—24 час.
Свариваемость — неудовлетворительная. В процессе сварки (плавлением и
контактной) склонен к образованию трещин. Обрабатываемость резанием —
•отличная.
Применение
Высоконагруженные, не подвергающиеся сварке детали (диски опорных
катков легких машин, кронштейны и др.). Детали из этого сплава могут
длительно работать при повышенных температурах (125-4-150°).
ДЕФОРМИРУЕМЫЙ МАГНИЕВЫЙ СПЛАВ СРЕДНЕЙ ПРОЧНОСТИ
МА2-4
ТЕРМОНЕУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав, %
А1—3,8-5,0; 2п—0.8-И.5; Мп—0,4-0,8; М^—основа.
Механические свойства (не менее)
Вид
полуфабриката
Состояние
(обозначение)
ТУ
Размеры, мм
вес, кГ
а0,2 ШЩ
кГ/мм2
Листы
Плиты
Полосы
Трубы
прессованные
Прутки
Профили
прессованные
Штамповки
Поковки
Отожженные
при 2504-280° в
течение 30 мин
(МА2-1М)
Горячекатаные
Горячепрес-
сованные
Отожженные
при 25О+-3000
(0,5—1 час) и
горячепрессо-
в а иные
Горячепрес-
со в а иные
Горячепрес-
сованные
Без термической
обработки
То же
АМТУ
228-67
ОСТ1-
900135—71
ОСТ1-
90037»—71'
АМТУ
299-61
АМТУ
516-65
АМТУ
527-66
ОСТ1-
90010—70
остг-
90010-70
Толщина
0,8-2,5
То же 2,6—10
То же 12—20
То же 21—32
Сечение
<130 см2
0 16—50, ,
толщина стенки
1,5; 2,0; 2,5 мм
0 8—100
0 101—160
Сечение
<5 мм2
Сечение
5,1—12 мм2
<30 кГ
30—100 кГ
> 100 кГ
<50 кГ
>50 кГ |
26,0
26,0
25,0
25,0
25,0
26,0
26,0
26,0
27,0
26,0
26,0
25,0
24,0
25,0
24,0
16,0
15,0
14;0
14,0
15,0
__
—
16,0
15,0
—
—
—
—
—
—
—
—
—
—
_
—
45
42
50
50
50
50
50
10,0
8,0
7,0
6Д
6.0:
9,0.
8,0
8,0
9,0
8,0
7,0
70
6,0
6,0
5,0
Типичные механические свойства горячекатанных плит (12—30 мм)
горячекатанных плит (12—30 мм)
а0?2
а0>2
(СЖ)
Х0>3 ТПЦ
I
СР|
ИВ
-1
кГ/мм2
*
26
15
38
8,5
17
6
3,5
15! 55
10*
14 20
4150 1600
* Определялся при знакопеременном изгибе вращающегося образца
(Ы-2.107).
Механические свойства листов (2 мм) при
различных температурах
Состояние
<и а к
Н о. к
Ов
Оо,2
кГ/мм2
Отожженные (250°,
30 мин )
—70
20
100
150
27,0
26,0
25,0
18,0
—
16.0
15.0
9,0
♦
8,0
10,0
30.0
35,0
а, %
Физические свойства
•4=1,79 Г 1см?.
а- 106=26,0(20-М00°) 1/°С,
Х=0,23(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. При наличии защитного покрытия достаточно высокая
т* атмосферных условиях.
Технологические свойства
В горячем состоянии обладает высокой пластичностью.
Температурные интервалы деформации
Технологическая
операция
Температурный
интервал
деформации, °С
Скорость
деформации,
м/мин.
Прессование
Прокатка плит
Прокатка листов
Листовая штамповка
320—380
400^-430
360—400
250—300
5—20
Термомеханические режимы для сплава в отожженном состоянии
88 ^Г 1
г( Я Я
Оптим
темпер
нагрев
250—300
Первая
К»Р1
3,0—3,2
вытяжка
Краб!
2,2—2,4
Вторая вытяжка
КПр2
2,0—2,2
Краба
1,6—1,7
Удельное
давление,
кГ/мм2
5,0—1,7
г т\п,мм, при гибке
на угол 190°
без
нагрева
5—75
с
нагревом
1,5—2,55
238
Термообработкой не упрочняется. Отжиг листов (МА2-1М) при 2504-280°
| (30 мин). Трубы, поковки и штамповки отжигаются при 2Э0-г-ЗО0° (0%5—1 нас).
Сплав хорошо сваривается контактной и аргоно-дуговой сваркой. Прочность
-сварного шва не ниже 90—95% прочности основного металла.
Обрабатываемость резанием отличная.
Применение
Кронштейны, рамы, перегородки, крыши над моторно-траисмиссионными
•отделениями легких машин, сварные катки и другие детали, длительно
работающие при 150р и кратковременно при температурах до 200°.
К
4. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ
С ХОРОШИМИ ЛИТЕЙНЫМИ СВОЙСТВАМИ (все виды литья)
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состав, %
А1—7,5~-9,0; 2п—0,2-Н),8; Мп—0,15+0,5; М^—основа.
Механические свойства по ГОСТу 2856-68 загото-
вок 012 мм, отдельно отлитых в землю (не менее)
Режим термообработки
°В 1 <Г(Ь2
кГ/мм2
6ю, %
Отжиг (Т2)
Гомогенизация с закалкой
на воздухе (Т4)
Гомогенизация с закалкой
на воздухе и старение (Т6)
15
15
23
23
—
8,5
2
2
5
2
МЛ 5
Типичные механические свойства (тех же заготовок)
)мо- 1
Б" я
2 Р
ежи
браб
(Д< О
Т2
Т4
Тб
Е
4200
4200
4200
4200
ав
16,0
15,0
25,0
25.5
а0?2 !
•9,5
8,0
9,0
12,0
асж
кГ/мм2
_
28,0
36,5
34,0
*в
12,0
11,5
15,5
17,0
тср
12,0
13,5
14,0
нв
50
60
60
75
1 '-Г
кГ/мм2
образцы
и, *
4.5
—
8,5
8,5
над-
зом
о о,
—
7,0
7,0
Ою
*
%
3,0
5,0
9,0
4,0
4,0
6,0
15,0
8,5
1
«*
ж
а
0,2
0,5
0.3
Механические свойства при низкой и высоких
температурах (тех же заготовок)
Режим
термообработки
Температура
испытания, °С
О*о,2
кГ/мм2
6, %
Т6
—70
100
150
25,0
23,0
22,0
_
8,0
6,0
4,0
6,0
10,0
* Определялся при знакопеременном изгибе
вращающегося образца (Ы = 5-107).
Физические свойства
4=1,81 Г1см\
а- Ю6=26,8(20~-100°) 1/°С.
Х,=0,18(25°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная. Повышается оксидированием и лакокрасочными
покрытиями.
Технологические свойства
Обладает хорошими литейными свойствами. Температурный интервал
кристаллизации 6004-430°. Температура литья 700+780°, линейная усадка —
1,04-1,2%. Жидкотекучесть повышенная — длина отлитого прутка —•
290—300 мм\ герметичность — удовлетворительная (при отсутствии
микрорыхлот). Обладает средней склонностью к образованию микрорыхлот и мало
склонен к образованию горячих трещин. Упрочняется термообработкой.
Режимы термической обработки (охлаждающая среда — воздух)
Группа литья
Режим тер-1
мообработки!
Закалка
температура
нагрева, СС
выдержка, час
Отжиг
1
температура наг-
1 рева, °С
выдержка, час
Старение
температура наг-
рева/С
выдерж-
[ ка, час
Все группы
Отливки (в землю) с
толщиной стенки <10 мм и
массивными частями —до
20 мм% охлажденные путем
установки холодильников
Отливки (в землю) с
толщиной стенки 10—20 мм и
массивными частями (с
фланцами, бобышками, и
т. д.) с толщиной до 400 мм.
Отливки (в землю) с
толщиной стенки >20 мм с
массивными частями
толщиной >40 мм
Все отливки в кокиль
Т2
Т4
Т6
Т41
1
Тб1
14 1
Т6)
Т4
Т6
—
415±5
415±5 1
( 360 ±5
+
420±5
360±5
+
420'±5
415±5
415±5
—
8-16
8-16
3
13-21
3
21—29
8 16
8—16
350±5
__
—
—
—
—
2—3
—
—
—
—
—
—
—
—
175+5
или
200 ±5
—
175+5
или
200±5
175+5
или
200±5
175±
или
1 200±5
—
16
8
16
8
__
16
8
16
8
Сплав удовлетворительно сваривается аргоно-дуговой- и газовой сваркой;
рекомендуется для литья в землю, кокиль и под давлением.
Применение
Картеры КП, кронштейны, рамы и другие детали. В ряде случаев
может служить заменителем алюминиевых сплавов АЛ2, АЛ4, АЛ5, АЛ6, АЛ7,
АЛ9 и АЛИ.
16 Зак. 2022
241
ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ
МЛ12
ТЕРМОУПРОЧНЯЕМЫЙ
Химический состао, %
2п—4,0-^5,0; 2г—0,64-1,1; М^—основа.
Механические свойства по ГОСТ
2856-68 заготовок 0 12 м отдельно
отлитых в землю (не менее)
Режим
термообработки
Старение Т1
О* в 1 О*о,2
кГ/мм2
20
23
9
13
6,0, %
6
5
Типичные механические свойства (тех же заготовок)
Т1
Т6
4400
4400
4400
22
25
27
12
15
16
36
39
19
18
15,5
15,5
15,5
7,5
8.0
7
6
6
8
7
7
0,5
0,4
0,4
* Определяли при знакопеременном изгибе вращающегося об-
разца (М=2-107).
Механические свойства при низкой и высоких
температурах (тех же образцов)
Режим
термообработки
—
—
Т1
Т1
Т1
Т6
Т6
Т6
^3
О) •** О
5 <° г*"
15 о. К
«2 >«3
—70
150
200
—70
150
200
—70
150
200
Ов
О*0,2
кГ/мм2
23
15,5
13
25
16
14
26
16
12,5
16
9,5
8,5
20
11
8,5
20
10
7,5
6, %
2,5
6
6
2,0
8
10
■1.5
8
10
Физические свойства
^-1,81 Г/см3.
а- 10б=26,2(20-М00°) 1/°С.
Х=0,32(20°) кал/см. сек.°С.
Коррозионная стойкость
Удовлетворительная (близкая к стойкости сплава МЛ5).
Технологические свойства
Обладает удовлетворительными литейными свойствами. Температура литья
740-7-780°, линейная усадка 1,3—1,4%. Жидкотекучесть удовлетворительная —
длина отлитого прутка — 290 мм. Склонность к образованию горячих трещин
несколько выше, чем у сплава МЛ5. Для получения отливок без дефектов
необходимо предусматривать усиленное питание, применение податливых
формовочных и стержневых смесей, рассредоточенный подвод металла, плавные
переходы в сечениях стенок деталей.
В литом и термически обработанном состояниях отливки обладают высокими
и однородными механическими свойствами. Механические свойства образцов,
отлитых отдельно и вырезанных из деталей, близки между собой.
Микрорыхлоты снижают свойства отливок в значительно меньшей «степени, чем у сплава МЛ5.
Термообработка — по режимам Т1 и Т6. Режим Т1—старение при 300±5°,
выдержка 4—6 час, охлаждение на воздухе. Режим Т6 — нагрев под закалку:
1-я ступень 400±5°, выдержка 2 час; 2-я ступень подъем температуры до
490±5°, выдержка 3 час, охлаждение на воздухе; старение при 150±5°
(50 час) или при 160±5° (24 час), охлаждение на воздухе. Исправление
дефектов деталей — подваркой аргоно-дуговым способом с применением присадочного
материала СВ-122.
Применение
Картеры КП, кронштейны подвески, корпуса, крышки и другие детали.
ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ ВЫСОКОЙ ПРОЧНОСТИ
МЛ15-
ТЕРМОУПРОЧНЯЕМЫИ
Химический состав, %
2п—4,0-7-5,0; Ьа—0,64-1$; 2г—0,7-г 1Д; М&— основа.
Механические свойства по ГОСТ
2856-68 заготовок 0 12 мм, отдельно
отлитых в землю (не менее)
термообработки
Т1
О В 1 0о,2
кГ/мм2
21
13
6, %
3
Типичные механические свойства (тех же заготовок)
Режим
термообработки
Т1
"П
4300
<*в
22,0
«То,? 1 0*сж
кГ/мм2
15,0
38.0
*в
17,0
Тер
15,0:
к-^./сГ/лш2
обр
гладкие
9,0
азцы
с
надрезом
7,0
б5
*
%
4
5
^
X
0,20
* Определяли при консольном изгибе вращающегося образца (Ы =
-2-Ю7).
Механические свойства при низкой и высоких
температурах (тех же образцов)
Режим
термообработки
Т1
Температура
испытания,
°С
—70
150
200
(У В 1 #0,2
кГ/мм2
21,0
14,5
12,5
14,5
10,5
8,5
о,о, %
1,0
5,0
13,0
244
Физические свойства
4=1,83 ГЧем*.
а-1.0^=2б,9(20-г-ЮТ) 1/°С
^-0,33(25°) кал/см. сек°С.
Коррозионная стойкость
Удовлетворительная.
Технологические свойства
Обладает хорошими литейными свойствами. Рекомендуется для литья в
землю и кокиль. Температурный интервал кристаллизации 630-г-539°,
температура литья 720-ь790°, линейная усадка 1,24-1,5%. Жидкотекучесть и
герметичность по сравнению со сплавом МЛ5 более высокая — длина отлитого
прутка 320 мм; детали с толщиной стенки 3 мм выдерживают
гидростатическое давление 150 атм и пневмодавление 100 атм.
Термообработка (Т1): старение из литого состояния при 300±5°, выдержка
2—6 час. охлаждение на воздухе. Сваривается аргоно-дуговой сваркой.
Применение
Нагруженные детали, работающие в условиях высокой герметичности.
5. ТИТАНОВЫЕ СПЛАВЫ
ДЕФОРМИРУЕМЫЙ ТЕХНИЧЕСКИЙ ТИТАН
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
ВТ1-0
Химический состав, %
Т1 — основа. Примесей не более:
Ре-
51-
С -
Н2-
Ы2-
-0,18
-0,10
-0,07
-0,01
-0,04
02 —0,12
Механические свойства в отожжейном состоянии, (не менее)
Вид
полуфабриката
ГОСТ
или ТУ
Размеры,
мм
НВ
кГ/мм2
*б\*
%
(3 «
Листы
Проволока
Трубы
Поковки,
штамповки, прутки
кованые
АМТУ
475-67
АМТУ
449-59
АМТУ
386-2-65
АМТУ
368-1-62
0,3—0,4
0,5—1,8
2,0—6,0
6,5—10,0
0 1,0—7,0
0 6,0-54,0
0 до 100 мм
40
—
^48,0
40
40
——
—
131—153
!_
—
12
15
20
50
—
-—
—
10
Угол загиба листов по ТУ (не менее)
Толщина
листов, мм
0,3—0,6
0,7
0,8
1.0
Угол
загиба в
градусах
140
130
120
ПО
Толщина
листов, мм
1,2
1.5
1,8—10,0
Угол
загиба в
градусах
100
90
80
Испытания по ОСТ 1683 при разнице
оправки, равной толщине листа.
246
Физические свойства
<*=*4,5 Г'/см3.
а 106=8,3(20-М00°) 1/°С.
Х=0,39 (25°) кал/см. сек.°С.
Технологические свойства
Пластичность при горячей деформации очень высокая, при холодной
деформации — высокая. Температура ковки предварительно деформированной заготовки
950—700°. Удовлетворительно штампуется в холодном состоянии.
Характеристики штампуемости: Квыт. раб. =1,70—1,75; гтт =2,54-3,05-^
Режим отжига: нагрев при 530±10° 30 мин — для листов, 680±10° в
течение 1 час— для прутков и поковок. Хорошо сваривается дуговой сваркой в
среде аргона и контактной сваркой без применения защитной атмосферы.
Применение
Сварочная проволока, листовые штампованные детали сложной формы,
работающие при температурах до 150°.
ДЕФОРМИРУЕМЫЙ ТИТАНОВЫЙ СПЛАВ
ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
ОТ4-1 '
ТЕРМОНЕУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав, %
А1—-1,04-2,5; Мп—0,5ч-1,8; Ть-основа.
Примеси не более:
Ре — 0,3
51 — 0,15
02 —0,15
N2 — 0,05
Н2 —0,012
С —0,1
Механические свойства (не менее)
Вид полуфабриката
Листы толщиной,
*мм:
0,5—0,7
0,8—1,0
1,2-1,8
2,0—6,0
6,5—10,0
Штамповки,
поковки и прутки кованые
0 до 100 мм
Трубы
ТУ
АМТУ
475-67
АМТУ
368-62
АМТУ
1386-2—66
Состояние
Отожженные
Отожженные
—
св 1 Е
кГ/мм2 |
65
65
65
65
65
60
60
11000
11000
ттт
%
25
,20
20
15
13
15
—
—
—
—
—
35
5
<3 *
—
4,5
НВ
{й, мм.
—
—
—
—
255-207
13.8-4,2
сэ
Угол
1 загиб
град.
100
80
70
60
60
Физические свойства
4*4,55 Г/см\
«•10б=8,0(20-гЮО°) 1/°С.
Х=0,023 (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая в различных климатических условиях и в 3% растворе ЫаС1.
Технологические свойства
Хорошо деформируется в холодном и горячем состояниях. Температурный
интервал деформации 10Ю0 (1050)4-800°.
248
Характеристики штампуемости листового материала
Температура
нагрева, °С
20
600
Вытяжка,
' Краб
1,60—1,70
2.0
Выдавка
Кпр плоек
0,20—0,22
0,3
Кпр сфер
0,37—0,42
0,5
шмаашмвмшпавмшм"
Отборговка,
Краб
1,40—1,60
2,0
ГиЛкя ня
угол 90°,
1.0—2,55
1,8—2,15
Отжиг листов для снятия нагартовки производится при 5804-700°
(выдержка 15-—40 мин). Для снятия внутренних напряжений применяется отжиг при
500-4-600°.
Хорошо сваривается всеми видами сварки: аргоно-дуговой, контактной,
а также под флюсом.
Применение:
Детали и изделия, в том числе тонкостенные детали сложной формы,
работающие длительно в условиях нагрева до ЭОО-ьЗбО'°, для
изготовления которых требуется материал высокой пластичности, а также детали крепления
(болты, шпильки и т. п.) взамен стали 45.
ДЕФОРМИРУЕМЫЙ И ЛИТЕЙНЫЙ ТИТАНОВЫЙ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
ВТ5, ВТ5Л
ТЕРМОНЕУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав, %
А1—4,34-6,0; Т1—основа.
Примеси не более:
Ре — 0,3
51 — 0,15
С —0,1
Н2 —0,015
Ы2 — 0,05
02 — 0,2
Мо — 0,5
V —0,5
Механические свойства (не менее)
Вид полуфабриката
ТУ
Состояние
°в| Е
кГ/мм2
б51 Ц
%
в?
НВ
а4, мм
Штамповки, поковки,
кованые прутки
диаметром до 100 мм
Прутки прессованные
диаметром до 100 мм
Фасонное литье
(ВТ5Л)
АМТУ
368-62
АМТУ
531-67
АМТУ
487-62
ТУИМ
27-68
Отожженные
Отожженные
Без отжига
75
75
70
12500
11800
10
10
6
25
25
14
3,0
3,0
3,0
321—241
3,4—3,9
Физические свойства
4=4,4 Г/см*.
а.106«8,3(20—100°) 1/°С.
X» 0,021(25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая в различных климатических условиях и в 3% растворе №С1.
Технологические свойства
Сплав деформируется в горячем состоянии. Температурный интервал ковки
слитка — 1150-7-900°, предварительно деформированной заготовки — 1080ч-850°.
Хорошие литейные свойства дают возможность получать отливки сложной формы
с удовлетворительной ударной вязкостью. Термообработкой не упрочняется.
Может подвергаться только отжигу при температуре 8004-850° с последующим
охлаждением на воздухе. Хорошо сваривается аргоно-дуговой (ручной и
автоматической), дуговой под слоем флюса и контактной сваркой.
При необходимости отжиг для снятия напряжений после сварки следует
производить при температуре 6004-650° (1—2 час, охлаждение с печью).
Применение
Фасонное литье и силовые детали со средним уровнем прочности,
работающие длительно при температурах до 400°.
250
ДЕФОРМИРУЕМЫЙ ТИТАНОВЫЙ СПЛАВ
СРЕДНЕЙ ПРОЧНОСТИ
ТЕРМОНЕУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
ТС5
Химический состав, %
А1—5,0-7-6,5; 5п—2,5-М,0; 2г—2,0 -г 3,5; V—1,54-2,5; Т1—основа.
Примеси не более:
Ре - 0,3
51 — 0,15
С -0,1
N2 — 0,05
О2--0,12
Н2 — 0,01
Сумма прочих — 0,3
Механические свойства (не менее)
Вид полуфабриката
ТУ
°в 1<*о,?.
кГ/мм2
6,1 *
%
оз~
й'З'З
Л со ^
Лист толщиной, мм
0,8— 1,5
2,0— 8,0 '*
9,0—25,0
Кованый пруток (065—250 мм)
Катаный пруток (025—60 мм)
Кованая раскатная заготовка
(0 290—465 мм, длина 270—
—465 мм)
Кованая трубная заготовка
(090—300 мм)
Раскатное кольцо (690—1815 мм
толщина 50—100 мм, высота 85—
-—185 мм)
Горячекатаная труба (0 108—
—194 мм, толщина стенки
8—100 мм)
Холоднокатаная труба (0 20—
—89 мм, толщина стенки 1,5—
—4,0 мм)
СТУ 357-9-64
СТУ 357-12-66
ВТУ 356-4-67
СТУ 413-10-65
СТУ 494-8-66
СТУ 246-2-65
СТУТ 24-64
ЧМТУ
ЮТЗ
ЧМТУ
ЮТЗ
227-64
228-64
90
95
95
90
95
95
95
90
95
95
—
—
—
85
—
87
—
85
87
12
10
8
7
| 10
1 8
10
7
10
11
_!
—
—
20
30
25
—
20
—
—
—
—
3,5
5,0
4,5
5,0
3,5
—
—
40
40
40
Примечание. Приведенные механические свойства соответствуют сплаву
в состоянии поставки (после отжига).
Физические свойства
■(1=4,514-4,64 Г/см*.
а.106-8,6(204-100°) 1/°С
^-0,018(25°) кал/см. сек.°С.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал ковки слитка
11804-900°, предварительно деформированной заготовки ,1080(1120)4-850°
объемной штамповки 1000(10'50) 4-860°. Штамповку деталей из листового
материала следует осуществлять в горячем состоянии с нагревом до 8004-950°,
при этой температуре К выт<> пред. «1,5; К отб0рт., пред- вЬ6.
Удовлетворительно сваривается в атмосфере аргона неплавящимся электродом
без присадочного и с присадочным материалом, под слоем флюса,
электроннолучевой, точечной и роликовой контактной сваркой. В качестве присадочного
материала рекомендуется проволока сплава 7/ТУ 961-1204-661.
Термообработкой не упрочняется. Отжиг заготовок следует проводить в
электропечах при 8004-900°, выдержка 1 час, снятие сварочных напряжений в
готовых деталях или узлах осуществляется в атмосфере аргона при 8004-850°
в течение 1 час.
Сплав сваривается или паяется с другими металлами: нержавеющими
сталями (1Х18Н9Т, ЭП56), бронзой (БрХ0,8), никелевыми сплавами (ЭП487),
сплавами на основе циркония, ниобия, ванадия.
На поверхность деталей (узлов) при необходимости могут быть нанесены
^различные металлические покрытия: хром, никель, хром + никель, молибден,
вольфрам и т. п. Обрабатываемость резанием — удовлетворительная.
Применение
Штампо-сварные, паяно-сварные, несварные и литые детали, работающие
кратковременно или длительно в напряженном состоянии в интервале
температур 504-550° взамен сталей.
ДЕФОРМИРУЕМЫЙ ЖАРОПРОЧНЫЙ ВЫСОКОПРОЧНЫЙ
ТИТАНОВЫЙ СПЛАВ
ВТЗ-1
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
(АМТУ 388-66)
А1—5,24-6,5; Сг—1,5-4-2,5; Мо—2,0-г3,0; Ре—О,2-г0',7; Т\—основа.
Примеси не более:
51 — 0,15-0,35
С —0,1
02 —0,2
N2—0,05
Н2 — 0,015
Сумма прочих примесей — 0,3
Механические свойства (не менее)
Вид
полуфабриката
Поковки,
штамповки,
прутки кованые
диаметром до
100 мм
Прутки
кованые диаметром
более 100 мм
Прутки
катаные АМТУ
диаметром
10—60 мм
АМТУ
368-62
АМТУ
451-67
Состояние
1 После
изотермического
отжига при 870°-
660°,
охлаждение на воздухе
После
изотермического
отжига при 870°^
650°,
охлаждение на воздухе
Закаленные с
880° (1 час) в
воде,
состаренные при 550'
(8 час)
°в
<*0,2
Е
кГ/мм2
100
90
130
90
80
120
—
со со
СО о
ХО с;
3^
—
б5 ч>
%
ш
8
6
25
20
15
3
3
\
1 2,5
1
НВ
й, мм
341— 269
3,3—3,7
341-269
3,3—3,7
444—388
2,9—3,1
Физические свойства
4=4,5 Г/см3.
а- 106- 8,6 (20—100°) 1/°С
>. ==0,019(25°) кал/см. сек.°С.
253.
Типичные механические свойства прутков при высоких температурах
Вид
полуфабриката
Прутки
кованые
Состояние
Отожженные
Закаленные с
880° (1 час) в
воде,
состаренные при 55СУС
(5 час)
Температура!
испытаний, 1
°с
20
100 !
400
500
20
100
400
500
°в
00,2
Е
а-1
кГ/мм?
105
96
80
67
135
125
95
85
90
82
63
55
120
105
80
65
11500
11300
10000
8900
11500
10900
10300
53
45—48
62
49
05
Ф
%
12
15
15
16
8
12
13
14
35
45
55
69
35
35
50
60
1
«3
3-8
5
10
2-5
ИВ
й, мм
300
3,5
340
3,3
И
0,3
Коррозионная стойкость
Высокая в различных климатических условиях и в 3% растворе ЫаС1.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал ковки слитка
Ю5Оч-850р. После деформации заготовки подвергают изотермическому
•отжигу по режиму: 870°—1 час, перенос в печь с температурой 650° — 2 час.
Режим упрочняющей термообработки: закалка 880° в воде и старение при
550° — 5 час. Удовлетворительно сваривается аргоно-дуговой сваркой.
Применение
Детали и элементы конструкций, работающих при температурах
до 450° (шатуны, лопатки компрессоров и др.), силовые детали из штампованных
и кованых заготовок, а также из сортового проката (балансиры, кривошипы
-ленивца, пальцы трака и др.).
ДЕФОРМИРУЕМЫЙ ЖАРОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ
ВТ9
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
А1—5,8~-6,8; Мо—вДч-ЗД; 2г—1,5 + 2,5; 5ь-0,2+0,35; Т1—основа.
Примеси не более:
Ре — 0,25
С -0,15
Н2 — 0,01
N2 — 0,05
Сумма прочих примесей — 0,3
Механические свойства (не менее)
Вид полуфабриката
Прутки, полосы, поковки,
штамповки
ТУ
СТУ
Состояние
1 Отожженные
* 1
ПО
б5 1 Ч>. 1
кГ/мм*
9
25
-*1
°?1
3
нв
й, мм
341
1 з,з
Механические свойства прутков при различных температурах
Вид
полуфабриката
Прутки кованые
Состояние
Отожженные
я -
^2
>>я
^ я
I Л со
2 3
1Н °
—70
20
400
500
ав
145
120
90
85
00,2,
Е
икл,|
1 я
С)
<—•
1
1
1 о
кГс/мм2
103
72
66
1180О1
10100
9500
54
—.
44
V
*.
Г %
7
11
14
14
23
30
56
60
^
кГм\а
а
3
3,5
—
- ■■ '
Влияние нагрева на механические свойства прутков при комнатной
температуре
Вид полуфабриката
Прутки кованые
Состояние
Отожженные
Температура
нагрева, °С
Исходное
состояние
500
500
Выдержка, 1
час. 1
100
100
л.
о
120
122
122
65,
*,
%
12
12
11
43
40
1 28
255
Физические свойства
4=4,51 Г/см*.
а- 10е- 8,3 (20-100°) 1/°С
31=0,018(25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая и различных климатических условиях и в 3% растворе ЫаС1.
Технологические свойства
Удовлетворительно деформируется в горячем состоянии. Температурный
интервал ковки слитка 11504-900°, предварительно кованых заготовок —
10204-850°. После горячей деформации заготовки детадей подвергают двойному
отжигу по режиму: нагрев при 950°, выдержка 1 час § охлаждение на воздухе.
Может упрочняться термообработкой — закалка с 900—950° в воде и старение
при 5004-600° (1—6 час).
Обладает высокой термической стабильностью, но охрупчивается при
длительной работе под напряжением при температурах выше 500°. Отличается
повышенной жаропрочностью по сравнению с другими титановыми сплавами.
Удовлетворительно сваривается контактной стыковой сваркой. Обрабатываемость
резанием — удовлетворительная.
Применение
Детали компрессоров и др., длительно работающие при температурах
до 550° и кратковременно до 65О--7О0Р.
ДЕФОРМИРУЕМЫЙ ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ
ВТ14,
ТЕРМОУПРОЧНЯЕМЫИ
СВАРИВАЕМЫЙ
Химический состав. %
А1—3,5-г-5,5; Мо—2,5-^3,8; V—0-М А 2г—0,01-5-0,1; И—основа..
Примеси ие более:
Ре —0,5
51 — 0,15
С -0,1
02 —0,15
N2 — 0,5
Н2 — 0,015
Физические свойства
Л-4,32 Т/см\
а-106=8 (20» 100°) 1/°С.
:Х=0,020(25о>) кафм. сек.°С.
Коррозионная стойкость
Высокая в различных климатических условиях и в 3% растворе МаСГ.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал ковки слитка
Ш50-И150в, лредварителБНО деформированной заготовки 950--8000. Пластичность
при ковке и штамповке хорошая. Упрочняется термообработкой по режиму:
закалка с 880±10° (выдержка 10 мин), охлаждение в воде, старение при
5Ш±10° (12—16 час). Отжиг листового материала осуществляется при
температуре 750°.
Удовлетворительно сваривается аргоно-дуговой сваркой. Для восстановления
пластичности сварного соединения рекомендуется термообработка.
Применение
Силовые детали, работающие в условиях нагрева до 400°,
изготовляемые из поковок и листов с применением сварки, ковки, штамповки,
гибки, а также детали крепежа.
Характеристики штампуемости
Температура
штамповки, °С
20
20
600^—750
Состояние
материала
Отожженный
Закаленный
Отожженный
,
Вытяжка 1 Отбортовка
Кпр
1,40—1,60
1,55—1,70
>2,0
1
1,40—1,55
1,50—1,65
>2,0
Гибка на
угол9<Уг, раб
2,5—4,05
3,0—4,55
2,0—3,05
17 Зак. 2022
257
Механические свойства (не менее)
I I и I |
I I ч I ^ I
Г0СТ *в \ Е I | 65 * I \ НВ
Вид полуфабриката или Состояние I т ~ ^ -
| I ; 1 кг/мм2 1 % 1 * 1 а, мм г* « ^
Листы толщиной, мм СТУ Отожженные 90 11500 39 8 — — — 40
2,0—3,5 I
4,0—5,0 90 — — 8 I — — — 30
2,0—3,5 Закаленные и 120 — 44 6 — — — —
4,0—5,0 состаренные 120 — I МЧ— ~~ ' ~ —
^ Штамповки, поковки и прутки АМТУ Отожженные 90 — — I 10 35 5,0 _321—255
кованые диаметром до 100 мм 368-62 3,4—3,8
Закаленные и 115 — — 6 20 2,5 388—321
состаренные 3,1 3,4
Диски и кольца штампованные АМТУ Отожженные 85 — — 8 25 4,0 —
и кованые 368-62
Прутки прессованные диаметром АМТУ Отожженные 90 — — 10 35 — —
до 100 мм 487-62
Закаленные и 115 — — б 20 — —
состаренные
00
ДЕФОРМИРУЕМЫЙ ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ
ВТ15
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
А1-3,0—4,0; Мо—7,0--8,0; Сг—10.0—11,5; Т1—основа.
Примеси не более:
Ре —0,3
51—0,15
С -0,1
Н2 — 0,015
02-- 0,15
N2 — 0,04
Механические свойства (не менее)
Вид полуфабриката
Пруток диаметром 12 мм
Лист толщиной 1,5 мм
ТУ
СТУ
СТУ
кГ/мм2
85
85
83
83
65 1 Ч?
%
20
10
60
Технологические свойства
Упрочняется термообработкой по режиму: закалка 780^-800° в воде,
старение при 450-^500° (15—25 час). Хорошо штампуется в закаленном состоянии.
Сваривается аргонно-дуговой сваркой, пластичность сварного шва — хорошая.
Пальцы трака.
Применение
ДЕФОРМИРУЕМЫЙ ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ
ТЕРМОУПРОЧНЯЕМЬШ
СВАРИВАЕМЫЙ
Химический состав, %
ВТ16
А1—1,6-3,0; Мо-4,5-^-5,5; V—4,0+5,0; Т1—основа
Примеси не более:
51 — 0,15
N2 — 0,5
Ре — 0,025
02 — 0,15
Н2 — 0,015
Механические свойства (не менее)
Вид
полуфабриката
Пруток
катаный
08—25 мм
ГОСТ
или
ТУ
АМТУ
451-67
Состояние
Закаленное и
состаренное
105
6 1 \\
%
9,0
40,0
3
3,0
Примечание
Прутки
поставляются заводом-
изготовителем в
г/катаном
состоянии
Физические свойства
</«4,55 ПсмК
Х=0,02 (25°) кал/см. сек.°С.
Коррозионная стойкость
Высокая в атмосферных условиях и морской воде.
Технологические свойства
Хорошо куется и прокатывается. Высокая пластичность сплава в холодном
состоянии (50—70% без промежуточного отжига) может быть использована при
накатке резьбы.
Высокая пластичность в горячем состоянии может быть использована при
горячей высадке головок болтов (температура нагрева под высадку 830±20°).
Отжиг 780±10°— 2 час, охлаждение с печью до 500°, далее на воздухе,
упрочняется термообработкой по режиму: закалка 830°±10° — 2 час.ч охлаждение в
воде; старение 580°±10° — 8 час, охлаждение на воздухе.
Сплав хорошо сваривается всеми видами сварки, применяемыми для титана
(аргоно-дуговой, контактной, точечной и роликовой).
Применение
Детали крепежа (болты, шпильки и т. д.), работающие при температурах
до 300°. Может применяться взамен сталей средней прочности (например,
ЗОХГСА).
260
ДЕФОРМИРУЕМЫЙ ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ
ВТ22
ТЕРМОУПРОЧНЯЕМЫЙ
СВАРИВАЕМЫЙ
Химический состав, %
А1—3,54-5,0; Мо—4,04-5,5; V—4,0т-5,5; Сг—0,5+2,0; Ре—до 2,0; И—основа.
Примеси не более:
С—0,10 Ы2 — 0,05
51 — 0,15 Н2 — 0,015
Ог — 0,15
Физические свойства
4=4,50 Г/см3.
а- 106-(204-100°) 1/°С.
Х,=0,02(25°) кал/см. сек. °С.
Механические свойства (не менее)
ълмимщшптвмиавапмашпв
Вид
полуфабрикатов
Поковки,
штамповки, прокат
сечением от 100X100
до 170X270 мм
Пруток
0 25—35 мм
ГОСТ
или
ТУ
| ТУ
N5-
016-71
АМТУ
1451-671
изм. 3
Состояние
Отожженные
[Термоупроч-
ненное
*В
0*0,2,
Е
СП
•и 8
12
кГ/мм2
ПО
130
105
125
11000
11000
50
53
о5
*
% I
8
6
25
15
С4
3,5
2
НВ
а1, мм
341
3,3
444—388
2,9—ЗД
Коррозионная стойкость
Высокая в различных климатических условиях и в 3% растворе №С1.
Технологические свойства
Деформируется в горячем состоянии в интервале температур 9604-750°.
Отжиг полуфабрикатов проводится по режиму: 750±20° — охлаждение с печью.
Упрочняется термообработкой по режиму: закалка с 7О04-73О±1О° в воде и
старение при 480°±10° (8 час), охлаждение на воздухе.
Удовлетворительно сваривается аргонно-дуговой и контактной сваркой.
Отжиг сваренных деталей при 75О±20Р, охлаждение с печью.
Применение
Тяжелонагруженные детали (в том числе крупногабаритные) из поковок,
штамповок, профилей, плит и листов в отожженном состоянии. В термоупроч-
ненном состоянии детали простой формы (пальцы траков).
261
Раздел 3.
ЖАРОПРОЧНЫЕ СТАЛИ И СПЛАВЫ
В III разделе справочника приводятся составы и свойства
49 марок коррозионностойких, жаростойких (окалиностойких) и
жаропрочных материалов по ГОСТам и техническим условиям,
а также следующие основные характеристики этих материалов:
кратковременные свойства при комнатной и «повышенной
температурах; длительная прочность в интервале рабочих температур,
сопротивление ползучести и выносливость (в том числе на образцах
с концентраторами напряжений).; жаростойкость и жаростойкие
покрытия, в отдельных случаях приводятся термическая и
релаксационная стойкости; физические свойства, в том числе — удельный
вес (плотность), термический коэффициент линейного расширения,
коэффициент теплопроводности, удельная теплоемкость и удельное
электросопротивление; технологические данные: сведения по
методам выплавки, отливки, холодной и горячей деформации, сварки,
обработки резанием.
Стали и сплавы представлены по группам в зависимости от
назначения: жаростойкие, коррозионностойкие, жаропрочные и от
состава: стали, сплавы на никелевой основе и на основе ниобия.
Для отдельных марок приводятся данные после
электрошлакового, вакуумного индукционного и вакуумного дугового
переплава.
262
1. ЖАРОСТОЙКИЕ И КОРРОЗИОННОСТОЙКИЕ
ДЕФОРМИРУЕМЫЕ СТАЛИ
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 1X13 (ЭЖ1)
/г х/3
=0,09-7-0,15; 51<0,6; Мп^0,6; Сг=12-М4; Ре—основа; 5^0,025; Р^0,03.
Химический состав, %
Физические свойства
<* = 7,74 Г/см3.
а- 106= 10,2(20-т-100°); 11,1(20 + 200°); 11,5(204-300°);
12,4(20-7-500°); 12,6(20+600°); 12,9(20 + 700°); 13,2(20 + 800°) 1/°С;
Х=0,060(100°); 0,062(200°); 0,064(300°); 0,067(400°); 0,069(500°)
кал/см. сек, °С.
с-0,113(50-7-100°); 0,121(100+200°)
0,156(400-500); 0,180(500+600);
0,165(750 + 800°); 0,123(800+850) кал/г°С.
Р =0,50 (20°); 0,58 (100°); 0,68 (200°)
1,02(600°); 1,10(700°) ом. мм2/м.
0,130(200+300?);
0,202(600 + 700°);
12(20 + 409°);
0,142(300+400°);
0,216(700+750°);
0,77 (ЗрОР); 0,85 (400?); 0,93 (500°);
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Прутки
Листы тонкие
Проволока
Лента
(мягкая)
ГОСТ
5949-61
5582-61
5548-50
4986-70
Термообработка
Отжиг или отпуск
Закалка с 1000-г-
-т-1050°С на воздухе
или в масле; отпуск
при 7О0-т-790°С;
охлаждение на воздухе или
в воде
Отжиг при
740-7-780°
Нормализация или
отжиг
СТВ 10Гр,2
кГ/мм2
60
40
55
40
42
6ю )_*_
%
20
21
16
21
1 8 111
см
- 9
"отп
ММ(
4,4—5,4
263
Типичные* механические свойства (не менее)
Термообработка
Промежуточный отжиг при 760° (2 час)
Полный отжиг при 870° (2 час), охлаждение
(26° час)
Закалка с 9254-1000° на воздухе или в масле
Закалка и отпуск при 230—370° (2 час)
Закалка и отпуск при:
540°
600°
650°
700°
760°
*
<*В 1*0.21 65 1 Ч|> |
кГ/мм?
63!
55
—
130
100
80
73
42
28
—
95
80
63
60
70 55
63 42
1 1
%
30
35
—
15
20
22
23
25
30
72
73
—
60
65
65
68
69
72
НВ
170—195
(НЯВ 864-92)
135—160
(НЯВ 754-83)
380—415
(НЯС 39-4-43)
360—380
(НЯС 374-40)
260—330
(НЯС 254-34)
210—250
(НЯВ 954-100)
200—230
{НЯВ 934-97)
195—220
(НЯВ 924-96)
170—195
1 (НЯВ 864-92)
* Здесь и далее — при 20°.
Пределы длительной прочности и выносливости
Термообработка
Температура
испытания,
°с 1
О*Ю0
О*зоо
0*1000
кГ,
0*10000
?мм2
'-, 1 °к_.
на базе 107
циклов
Закалка с 1050° на воздухе,
отпуск при 720°
20
300
400
480
500
540
600
—
—
—
40
—
24
17
—
—
—
39
—
21
14
—
—
—
35
—
18
11
—
—
—
30
—
14
7
37,5
27,7
26,5
—
22,5
—
19,5
18,7
11,7
13,2
10,7
10,2
26 4
Механические свойства при различных температурах
Термообработка
Закалка с 1030—1050° в масле,
отпуск при 750° на воздухе
Температура!
испытания, 1
°С
20
200
400
500
600
О в 1 <Г0,2
к Г/мм2
61,5
54,0
50,0
37,0
23,0
41,5
37,5
37,0
28,0
18,0
65 1 Ч>
%
22,0
16,0
16,5
18,0
18,0
60,0
60,0
58,0
64,0
70,0
О*
3
ас
9
11,0
20,0
24,0
22,5
Жаростойкость
Устойчива против окисления в воздушной среде (до 800°). При 200-час
испытаниях в воздушной среде потери веса при 800; 900; 1000; 1100 и 1200°
составляют соответственно 0,5; 1,6; 14; 24 и 50 г/м2 час.
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации 11504-850°. Охлаждение после деформации — медленное. Для снятия
внутренних напряжений и наклепа немедленно после ковки необходим отпуск
при 7304-780° (1—3 час), охлаждение на воздухе или отжиг при 8504-900°
(1—2 час), охлаждение с печью.
Рекомендуется термообработка деталей и полуфабрикатов: закалка с
980—1020° на воздухе или в масле; отпуск при 2304-370° (1—3 час),
охлаждение на воздухе НВ 3604-380 кГ/мм?\ закалка с 9204-950° на воздухе или в
масле; отпуск при 5404-700° на требуемую твердость.
Лопатки компрессоров рекомендуется термически обрабатывать на
твердость #/?С<; 35 (при более высокой твердости они под напряжением
разрушаются от коррозии).
Для повышения износоустойчивости деталей может быть применено
азотирование на глубину 0,21—0,3 мм (твердость слоя 750 НУ).
Обладает высокой коррозионной стойкостью в атмосферных условиях, речной
и водопроводной воде и удовлетворительной — в азотной кислоте (при 20°).
Наивысшая коррозионная стойкость — после закалки и полировки.
Удовлетворительно сваривается всеми видами сварки, после которой йеобходим отжиг
при 7604-780° с последующим медленным охлаждением.
Применение
Изготавливаются детали средней твердости и повышенной пластичности,
работающие на удар при воздействии коррозионной среды
(держатели, винты, болты, гайки, небольшие шестерни, детали зацепления и приборов),
а также детали для аппаратуры, работающей при температурах до 4604-550° при
небольших напряжениях.
265
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 2X13 (ЭЖ2)
Химический состав, % ^ИЬ
С=0 16-г-0,24; $1^0,6; Мп^0,6; Сг=12-М4; Ре—основа; 5^0,025;
Р<0,03.
Физические свойства
^=7,7 Г/сле3;
а.106=9,6(0—100°); 10,4(0—200°); 10,6(0—300°); 10,9(0—40О>); 11,3(0—
-500°) Ц°С\
а- 106= 10,2(20—100°); 11,1(20-200°); 11,5(20—300°); 12(20—400°); 12,4(20—
—500°); 12,6(20—600°); 12,9(20—700°); 13,2(20—800°) 1/°С.
31=0,053(100°); 0,056(200°); 0,059(300°); 0,061(400°) кал/см. сек. °С.
Р =0,64(20°); 0,69(100°); 0,76(200°); 0,83(300°); 0,91(400°); 0,97(500°);
1,04(600°); 1,08(700°) ом. мм2/м.
с=0,122(20—300°); 0,127(20—400°); 0,13(20—500°); 0,137(20—600°) кал/г°С.
Вид
полуфабриката
Прутки
*
Листы
Лента
(мягкая)
Проволока
ГОСТ
5949-61
5562-61
4986-70
5548-50
Термообработка
Отпуск или отжиг
Закалка с 1000-7-1050°
на воздухе или в масле;
отпуск при 660-7-770°,
охлаждение на воздухе, в
масле или воде
Отжиг при 740^-800°
—
Нормализация или
отжиг
кГ/мм2
66
50
50
65
45
—
—
65 1бю 1 Ц?
%
16
20
14
—
20
—
55
—
—
с*
в?
—
8
—
—
—
«отп
ММ
4,4 ■
_
—
—
—
Пределы длительной прочности, ползучести
Терморбработка
Закалка с 1000-М020° на воздухе;
отпуск при 720-т-750°
Закалка с 1020—1050° (1 час) в
масле; отпуск при 700-^720° (3 час),
охлаждение на воздухе
Закалка и отпуск с последующим
наклепом
Температура |
испытания,
450
475
500
20 1
200
300 !
400
500
20
300
400
8
6*
о
и выносливости
8
о
6*
2 о &\
с и а
о 3* 2В
588
на базе 107
циклов
кГ/мм2
40
29
37
27
35
25
30
20
18
12
| 7
1
37
35
| 32
31
24
40
36
1 32
24
22
20
17
13
29
1 24
1 23
* г надреза — 0,5 мм.
266
Механические свойства при различных температурах
Термообработка
Отжиг при 860°
Закалка с 1050° на воздухе;
отпуск при 500?
Закалка с 1020° в масле; отпуск
при 720*
Закалка с 1020° на воздухе;
отпуск при 7204-750°
Температура
испытания
| °С
20
20
20
200
300
400
500
20 .
300
400
450
475
500
550
[~Е~
1°в
1<То,2
кГ/мм2
—
—
—
—
—
—
22300
20400
19300
—
18400
—
50
125
75
67
63
60!
50
72!
55
53
49
49
441
35
—
59
55 |
51
50
43
52
40
40
38
42
36
28
VII
%
22
7
23
15
10
12
20
21
18
16
17
22
26
36
65
45
68
69
68
65
75
65
66
58
57
71;
68
83
1 ^
1 а?
«з *
9
5
20
25
21
22
24
7—17
20
20
24
—
25
22
* Удлинение определено при расчетных длинах образцов /==5,65 Ур (для;
плоских) и /=5с? (для цилиндрических).
Жаростойкость
Устойчива против окисления в воздушной среде (до 700°).
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал:
деформации — 1150ч-900°, охлаждение — медленное.
Межоперационная термообработка полуфабрикатов (отпуск для снятия
наклепа) — при 7304-780° с охлаждением на воздухе. Окончательная
термообработка деталей: закалка с 9804-1040° в масле или на воздухе; отпуск
при 150-4-370° (на требуемую твердость).
Коррозионная стойкость в атмосферных условиях, речной и водопроводной
воде — высокая (наивысшая достигается после термообработки и полировки).
Обрабатываемость резанием — хорошая.
Применение
Карбюраторные иглы, втулки, шестерни приборов, детали
аппаратуры непосредственного впрыскивания топлива, лопатки компрессора:
(///?С^35).
267'
ХРОМИСТАЯ СТАЛЬ ВЫСОКОЙ ТВЕРДОСТИ 3X13 (ЭЖЗ)
Химический состав, %
0=0,254-0,34; 51^0,6; Мп=0,6; Сг== 124-14; Ре—основа; 8 < 0,025;
Р^0,03.
Физические свойства
4 = 7,74 Г/слс3;
а- 10б=10,2(20—100°); 11,1(20-200°); 11,5(20—300°); 12(20—400°);
12,4(20—500°); 12,6(20—600°); 12,9(20—700°); 13,2(20-800°) Ц°С;
Я,=0,060(100°); 0,061(200°С); 0,061 (ЗО0°С); 0,061 (500°С) кал/см. секРС.
с=0,113—0,117(50—100°); 0,120(100—200°); 0,129(200—300°); 0,139(300—
—400°); 0,156(400—500°); 0.179(500—600°); 0,21 = (600—700°); 0,237(700—750°);
0,187(750—800°); 0,157(850—900°) кал/г°С;
р-0,52(20°); 0,50(100°); 0,68(200°); 0,77(300°); 0,85(400°); 0,93(500°);
1,01(600°); 1,09(700°) ом. мм2/м.
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Прутки
Листы
Лента (мягкая)
Проволока
ГОСТ
5949-61
5582-61
4986-70
5548-50
Термообработка
Отпуск или отжиг
Закалка с 950-М020° в
масле; отпуск при 2004-300°,
охлаждение на воздухе или
в масле
Отжиг 7404-800°
—
Нормализация или отжиг
<*в
с*
50
50
70
Об $10
%
—
15
—
"ОТ II
ММ
4,2
нас^Аъ
1
— 120
1
12 ; —
1 —
—
Релаксационная стойкость при 450°С
Начальное
напряжение,
кГ/мм2
25
20
15
Остаточное напряжение за время
(час), кГ/мм2
25 1 100 | 500 | 1000 1 2000 1 3000
14
12
9,1
13
И
8,2
10
9,4
7,2
9,5
8,6
6,3
8,6
7,5
5,4
6,8
6,4
4,6
268
Механические свойства при различных температурах
Термообработка
Отожженный, полный
отжиг при 870—900°С (2 час),
охлаждение до 600°С со
скоростью 15—20°С в час.
Отожженный,
промежуточный отжиг при 760рС
(2—6 час), охлаждение на
воздухе
Закаленный с 980—1050°С
Закаленный и отпущенный
при 150—370°С (2 час)
Нормализованный при
10О0°С и отпущенный при
650°С
1 сЗ ,.
о- к
<я са
Си н
[н °__
20
20
200
300
400 ,
450
500
550
600
Е
1 1 1
аВ .<*0>2
1
кГ/мм2
—
—
—
—
22350
21400
20600
20000
—
—
18500
17400
68
72
—
175
96
83
79
72
—
62
54
46
42
55
—
155
71
67
64
58
—
54
49
42
г5
*
%
25
22
—
8
16
14
13
12
—
14
16
21
60
55
—
4
52
57
53
52
—
54
69
80
еч
5,5
13,0
12,5
16,0
17,0
16,5
16,0
16,0
НВ
155—180
(НКВ 81)
205—225
(НКВ 864-92)
530—560
(НЯС 534-56)
470—530
(НЯС 484-53)
—
—
—
—
—
—
—
Жаростойкость
Устойчива против окисления (до 750°).
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации 11504-900° (охлаждение — медленное). Термообработка: закалка
с 980-4-1040° на воздухе или в масле; отпуск при 1504-370° (на требуемую
твердость). Межоперационная термообработка полуфабрикатов при 7304-780
(2—6 час) с охлаждением на воздухе. Сваривается плохо; после сварки детали
следует немедленно подвергать термообработке.
Применение
Пружины, предназначенные для работы при температурах до 400-4-450°;
детали, работающие в коррозионной среде при высоких напряжениях, а также
крепежные детали.
269
ХРОМОНИКЕЛЕВЫЕ ДЕФОРМИРУЕМЫЕ СТАЛИ Х18Н9Т, Х18Н10Т (ЭЯ1Т).
Химический состав, %
о Х18Н9Т
С<0,12; 51^0,8; Мп=1,0—2,0; Сг= 17,0—19,0; N1 = 8,0—9,5; Ре—основа;
Т1= (С—0,02) • 5—0,70; 5^0,02; Р^0,035.
Х18Н10Т
С<с0,12; 51^0,8; Мп=1,0—2,0; Сг= 17,0—19,0; N1-9,0—11,5; Ре—основа;
Т1 = (С—0,02) • 5—0,70; 5<0,02; Р ^0,035.
Физические свойства
4=7,9 Г/см*;
а- 100=16,1(20—100°); 17(20—200°); 17,4(20—300°); 17,8(20—400°); 18,2(20--
—500°); 18,6(20-600°); 19,1(20—700°); 19,4(20—800°) 1/°С.
1=0,039(100°); 0,042(200°); 0,045(300°); 0,049(400°); 0,052(500°); 0,056(600°);
<0,059 (700°); 0,063 (800°); 0,068(900°) кал/см. сек.°С.
с=0,112(100°); 0,118(200°); 0,123(300°); 0,130(400°); 0,136(500°); 0,141(600°);
0,146(700°) кал!г°С;
'" р=0,75(20°); 0,80(100°); 0,87(200°); 0,94(300°); 0,99(400°); 1,05(500°);
1,09(600°); 1,14(700°) ом. мм2/м.
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Прутки,
полосы
Листы
Трубы
бесшовные
холоднотянутые
Проволока
Лента
(мягкая)
ГОСТ
5949-61
5582-61
9940-62
5548-50
4986-70
Термообработка
Закалка с 1050-г-
-г-1100° на воздухе,
в масле или воде
Закалка с 1050ч-
4-1080° в воде или на
воздухе
Закалка с 1050ч-
-7-1100° в воде или
на воздухе
вв 1<Ур,2
л кГ/мм2
55
(52-Х18Н10Т)
54
54
^85
54
20
651бю1 ^
%
40
40
40
20
40
55
270
Механические свойства при различных температурах
Вид
полуфабриката
Прутки
Листы
Термообработка
Закалка с Ю50°С в воде
или на воздухе
Закалка с 1050° на воздухе
Температура!
испытания, 1
20
300
400
500>
600
700
800
20
500
600
700
800
Е
<*В 00,2
апц
кГ/мм2
18800
16200
14000
12250
9100
62
46
45
45
40
28
18
66
45
40
29
19
28
20
18
16
10
11
И
11
7,6
3,6
6б
г|>
%
41
31
31
29
25
26
35
59
34
35
44
53
63
65
61
59
69
Пределы длительной прочности, ползучести и выносливости
Термообработка
Закалка с 1Ю50° в воде
Закалка с 10504-1100° на
воздухе
Закалка с 1130—1160° на воз-
худе или в воде, старение при
800°, 10 час или при 700°,
20 час.
9
Температура
испыта- '
ния, °С
600
700
800
560
600
650
700
760
815
870
20
200
400
500
600
3
Б 1
100
О
200
ь
500
* 1
26
14
6
—
—
—
—
—
—
—
—
—
—
—
25
13
5
—
20
—
—
—
—
_
—
—
—
23
12
3
31
24
18
—
—•
—
'—'
—
—
—
—
—
—
28
21
1Ь
—
—
—'
—•
—
—
—
—
1
&
кГ/мл
—
—
25
18
1 14
7
3,8
2,6
1,9.
—
—
—
—
§1
#1
I2
—
—
20
14
10
—
—
—
—
—
—
—т
«-1 1 '-1
на базе 107
циклов.
—
—
—
—
—
—
—
—
28,5
22,5
21,5
20,5
20,5
—
—
—
—
—
—
—
__
24,5
23,5
20,5
13,5
13,5
Примечание. Сталь с более высоким содержанием никеля имеет
повышенные характеристики ползучести и длительной прочности.
271
Жаростойкость
Устойчива против окисления на воздухе и в атмосфере продуктов сгорании
топлива (до 800° при работе с перерывами в условиях частых теплосмен и
до 900° — при непрерывной работе).
При Ю0-час испытаниях в воздушной среде привес при 800; 900; 1000 и
1100°С составляет сооветственно 0,03; 0,20; 1,2 и 3,3 — 9 г/м2 час.
Жаростойкость после алитирования: при 1Ю002—0,3; при 1100°—0,7 г/м2 час.
При испытаниях стали в паре (600°) потери веса составляют: 0,006; 0,001
и 0,0015 г/м2 час за 100, 200 и 500 час соответственно.
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации 1180-г-850°. Охлаждение после деформации заготовок сечением
>150 мм — медленное. Пластичность в закаленном состоянии очень высокая.
Предельный коэффициент вытяжки Кпр — 2,12.
Рекомендуется на заводах-потребителях прутки и детали подвергать
закалке с 9304-1070° (выдержка — 10—30 мин) на воздухе, а детали из
листового материала — такой же закалке, но с выдержкой 3-—15 мин. Хорошо
сваривается всеми видами сварки (электроды ЦТ-15).
Применение
Пружины и детали, длительное время работающие в
окислительных (до 800°) и влажных (до 600°) средах в условиях частых теплосмен и малых
напряжений (корпуса сопловых аппаратов и выхлопных газосборников,
выхлопные коллекторы и патрубки, детали теплообменников, камер сгорания и
газосборников).
Алитирование повышает длительность работы и температурный предел
использования материала (до 1050°С).
ХРОМОНИК€ЛЬКРЕМНИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 4Х10С2М
(Х10С2М, ЭИ107) ^ У / О С2И
Химический состав, %
N1 ^ 0,5; Ре — основа;
С=0,35—0,45; 51=1,9—2,6; Мп^0,7; Сг=9,0—10,5;
5^0,025; Р «ДОЭО; Мо=0,7—0,9.
Физические свойства
4=7,62 Г/с*3;
а • 106= 10,0(20—100°); 11,0(0—800°) 1/°С.
Я,=0,040 (20°); 0,047(200°); 0,054(400°); 0,059(600°) кал/см. сек.°С.
с=0,Ш(0—20°); 0,114(200°); 0,121(400°); 0,132(600°) кал/г°С.
Виды поставляемого полуфабриката
Горячекатаный сортовой материал (МПТУ 2362-49 и 2420-49, ЧМТУ 2913ч51);
полосы (МПТУ 2362-49); прутки холоднотянутые (МПТУ 2362-49 и 2420-49);
прутки с повышенной отделкой поверхности и точностью размеров (серебрянка,
МПТУ 2362-49 и 2399-49); поковки (МПТУ 2332-49).
Механические свойства по ТУ (не менее)*
Вид
полуфабриката
ТУ
Термообработка
°в 100,2.
к,Г/мм2
%
3
в?
<3 «
**отт
ММ
Прутки
МПТУ
2362-49
Закалка с 1010—1050°С
в масле или на воздухе;
отпуск при 750±30°С,
охлаждение в масле
Отжиг при 1020±20°С
(1 час), охлаждение с
печью до 750°С (3—
—4 час) и на воздухе
Температура испытания 20°С.
95
75
10
35
2
3,7—3,3
4,3—3,7
Пределы длительной прочности и ползучести
Термообработка
Закалка с 1030°С в масле;
отпуск при 750?С
Закалка с 1100°С в масле;
отпуск при 800°С (3 час),
охлаждение на воздухе
Закалка с 1100°С в масле;
отпуск при 800°С (3 час),
охлаждение в воде
Температура 1
испытания, 1
С |
500
600
700
800
500
550
500'
550
8
о1
ь 1
€\
8
1 8
1
1 ^
8
ю
по общей деформ
кГ/мм2
25
30
17
20
20
5,0
0,5
0,14
22
8
18
6,5
33
8
2
6*
ацин
42
10
3.5
1
18 Зак. 2022
273
Механические свойства при различных температурах
Термообработка
Закалка с 1Й30°С, отпуск при
750°С
/ ■ • >. ■
.г
Закалка с 1Ю0°С в масле;
отпуск при 80СРС (3 час),
охлаждение в воде
•V . . !
1
Темпера
тура
испытания,
! °С
20
300
400
500
600
700 1
800
900 !
20
100 !
200 1
300
400 1
500 |
600
700 1
- Е
*д
«в
ко,
2 Кш
кГ/мм2
19200
17400 —
16800; —
103
98
88
132001 — |66
—
—
—
—
__
—
—
—
—
—
—
1 -■ 1
—
—
—*.
— .
21000,
21000
21000
39
15
6
3
96
86
83
20600' 85 |
2О0О0|
17100
7Ы
б&!
17600 44 I
15400, 22
1 1
80
68
62
46
22
5
—
—
68
58!
52 1
53
49
46
37
20
59
48
34
24
—
—
—
• —
—
—
—
г-
—
— 1
— 1
I *
*
%
15
13
13
19
28
46
—
—
19
13 1
17
14
131
21
30
— 411
1 1
46
47
54
65
85
96
. —
—
40
261
39
35
24
41
70
91
1 сч
3"
1 ^**
1 ^
—
___
—
—.
—
—-
3,0
—
7,0
8,3
8,9
11
""■—
/*
Жаростойкость
Жаростойка до 850? при длительном сроке службы.
Длительная пластичность
Максимально допустимая деформация — 0,5% (при ограниченных сроках
службы).
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации —
1100—900°. Назрев и последующее охлаждение — медленные.
Относится к мартенситному классу. Закаливается с высоких температур
(ГО10~-1040°) в масле или на воздухе; отпуск при 750° с охлаждением на воздухе.
Наплавляется стеллитом и нихромом (после наплавки — термообработка).
Хорошо азотируется (на глубины 0,1 и 0,15—0,22 мм при НУ 680-Т-730 и
80$гг-900 соответственно) и цианируется. При нагревах выше 1100° склонна к
росту зерна. Пластичность при холодной деформации — низкая.
"■• Длительная выдержка при 550 и особенно 600° приводит к значительному
снижению ударной вязкости (до 1,5 кГм/см2).
Применение
Выпускные клапаны (в том числе со стеллитированной фаской и
азотированным штоком) поршневых двигателей средней и повышенной мощности,
впускные клапаны быстроходных дизелей, а также крепежные детали, работающие
при температурах,до 4501 ,..,.„,....,,..„._.,.»
274
ХРОМОНИКЕЛЕВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ Х23Н18 (ЭИ417).
Химический состав, %
С^0,20; 51 <1; Мп^2; Сг=22—25; N1=17—20; Ре—основа; 5^0,020;
Р< 0,035.
Физические свойства
4=7,9 Г /см*;
а- 10б=15,4(20—100°); 16,4(100—200°); 17,4(200—300°); 18,4(300—400°);
19,2(400—500°); 21,2(500—600°); 22(600—700°); 22,4(700—800°); 23,3(800—900°)
11°С\
а • 10б= 15,9(20—200°); 16,4(20—300°); 16,6(20—400°); 17,4(20—500°);
18(20—600°); 18,6(20-700°); 19,1(20—800°); 19,5(20—900°) //°С;
Х=0,033(20°) кал/см. сек.°С\
^-0,12(20—100°^ кал/г°С;
Р-1,0(20°) ом. мм21м.
Жаростойкость
При 100-час. испытаниях на воздухе привес составляет 0,02; 0,10'; 0,20; 0,35 и
1,0 г/м2-час при 800, 900, 1000, и 1200°С соответственно.
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
Прутки
Листы
Лента
(мягкая)
ГОСТ
5949-61
5582-61
4986-70
Термообработка
Закаленные с 1100—1150°С в
воде, масле или на воздухе
Закаленные с 1080—1150°С в
воде или на воздухе
аВ 00,2
кГ/мм*
50
55
58
20
—
6б
Ою
♦
% ' '
35
40
—
45
50
~-~
Механические свойства при различных температурах
Ч со
§§
3^"
5 со
т-е-
Листы
Прутки
Термообработка
Закаленные с 1050°С (5 мин)
на воздухе
4
Закалка с 1180°С в воде,
старение при 800°С (4 час)
гура!
ния, 1
пера'
пыта
2 Уп
20
500
600
700
800
900
20
300
400
500
600
650
700
1 *п
<*в<
*6.2
кг/мм2
—
—
—
—
—
20400
18600
69
51
45
31
21
10
67
54
18000,56
17300} 54
16300. 42 ^
|_
—
—
—
—
—
33
24
23
21
15900 40 \ 20
15300!
33 )
05
*
%
49
42
41
50
37
39
58*58
56
75
35
30
28
27
23
22
22
60
61
51
47
Х-
5
<!
—
• —
—
-*-
—
11.в
42/
43
45
46
1 34
18
19
18
1 18
275
Пределы длительной прочности и ползучести
Термообработка
Закаленный с 1180°С в воде
Температура |
испытания, 1
650
700
800
8
6*
8
о
Б
я
в
4
5
С*
! 5
по общей
деформации
кГ/мм2
20
17
7
17,5
12,3
5
16
10
4
15
8
13,5
10,5
5,2
10
4,4
12,8 •
8,5
3,7
Технологические данные
Деформируется в горячем состоянии. Температурный интервал деформации
1150—900° (охлаждение на воздухе).
Пластичность в закаленном состоянии высокая, но после закалки на крупное
зерно (1150-^-1180°) при 700-^800° значительно понижается, а жаропрочность
повышается. Коэффициенты вытяжки КПр =2,08; Краб =1,8-4-1,9. Радиус
закругления рабочей кромки матрицы (гм) составляет (6—8) 5, пуансона (г„) —
* (0,5—-1) гм. Утонение материала в готовых деталях в критическом сочетании
при Краб составляет 5—10%, утолщение кромки деталей —- 27—23%,
Рекомендуемая термообработка деталей на заводах-потребителях: закалка на
аустенит с 1040-4-1070° на воздухе. Алитированные детали камер сгорания
(выступы смесителей) при высоких температурах обладают лучшей стойкостью.
Удовлетворительно сваривается всеми видами сварки.
Применение
Изделия, работающие при температурах 900-М0000 и малых
напряжениях (а<1— 2 кГ/мм2): детали камер сгорания (жаровые трубы и др.),
подвергающиеся воздействию температуры до 900°; сопловые аппараты газовых
турбин турбокомпрессоров; литые и деформируемые сопловые лопатки газовых
турбин, выхлопные патрубки.
«
ХРОМОНИКЕЛЕВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ ХН38ВТ (ЭИ703)
Химический состав, %
С-0,06—0,12; 51<0,8; Мп<0,7; Сг=20—23; N1=35—39; №=2,8—3,5;
N5=1,2-1,7 или Т1=0,7—1,2; Ре—основа; А1<0,5; Се—по расчету 0,05;
5^0,020; Р^'0,030 (содержание примесей при вакуумной выплавке: 51^0,6%;
Мп<0,6%; 5^0,015%; Р<0,025%).
Физические свойства
4 «8,17 /Уел*3.
а- 106= 13,7(20— 100°С); 14,8(100—200°С); 15,7(200—300^); 16,6(300—
400°С); 17,5(400—500°С); 18,3^500—60О°С); 19,2(600—700°С); 20,0(700—800°С);
20,4(800—90О°С); 18,6(900—1000°С) 1/°С.
а. 106= 14,25 (20—200°С); 14,73(20—300°С); 15,2(20—400°С); 15,66(20—
500°С); 16,1(20-6ОО°С); 16,54(20—700°С); 16,97(20—800°С); 17,35(20—900°С);
17,48(20—1000°С) 1/°С;
Х- 0,030 (100°С); 0,034 (200°С); 0,039 (ЗОО^С); 0,042 (400°С); 0,045 (500°С);
0,048 (600°С); 0,053 (700°С); 0,059 (800°С); 0,065 (900°С) кал/см. секРС.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Листы
холоднокатаные
Листы
горячекатаные
Лента
холоднокатаная
Прутки
ТУ
ЧМТУ
5093-56
ЧМТУ
цниичм
830-62
ЧМТУ
5619-56
ЧМТУ
1 5482-56
ЧМТУ
ЦНИИЧМ
534-61
Термообработка 1
Закаленные
—1140°С на
или в воде
То же с
—1120°С
Закалка * с
—1140° на
или в воде
То же
То же с
—1160°С
с 1100—
воздухе
1080 —
1100—
воздухе
1120—
Температура!
испытания, 1
°С 1
20
20
800
20
800
20
20
700
аВ 1^0,2'
кГ/мм2
60
85
25
60
25
60
55
—
20
"ТП
%
35
35
40
35
40
30 (/-
35
(/-И)
<ф
__
—
40
40
45
СУзо
_
г
—
20
Механические свойства при различных температурах
Вид
полуфабриката
Листы
Термообработка
Закаленные с
1120°С на
воздухе
Температура 1
испытания, СС В
20
600
700
800
900
1000
1100
*Д
О* в
О*0,2
кГ/мм2
20300
16200
15200
14500
65—74
52—55
40—45
25—27
15
8—10
5
20-26
12—15
12—14
11—12
5-7
4
65
&10
%
40—50
40—45
40—45
50—6(
60—61
70—75
60—6^
38
38
34
42
48
49
0-*
на базе
10'7ЦИКЛОЕ
кГ/мм2
13—14
277
Пределы длительной прочности, ползучести и выносливости
Вид
полуфабриката
Листы (сталь
с титаном)
Листы (сталь
с ниобием)
Термообработка
Закалка с 112(У на
воздухе
Температура 1
испытания, °С 8
800»
900
800
900
1
8
6"
ь
0*0,2/100
по общей
деформации
по
остаточной
деформации
кГ/мм2
8
3,5
7
3
9
4,5
6
2,0
2,5
Жаростойкость
При \00-час испытаниях в воздушной среде привес составляет 0,0820—0,1170,
0,0286—0,0324 и 0,4238 г/м2 - час при 900, 1000 и 1100°С соответственно.
Термостойкость (образцов с надрезом 0,\ мм до появления трещины
длиной 0,5 мм)
•Вид
полуфабриката
Листы толщиной
1,5 мм
Термообработка
Закаленные с 1100^—
—1120°С (10 мин) на
воздухе
Температура
испытания,
800—20
900-20
1000—20
110О-20
120О-2О
Число теплосмен
для металла
открытой
выплавки
ПО
46
22
24
22
вакуумной
выплавки
125
60
35
Технологические свойства
Деформируется в холодном и горячем состояниях. Температурный интервал
деформации ИвОч-вбО9 (охлаждение на воздухе).
Наклеп снимается закалкой с 1060-г-108О°. Термообработка: закалка с 11204-1150°
на воздухе.
Характеристики холодной обработки давлением
Вытяжка
1 •Краб 1
Отбортовка
Кпр 1 А" раб
2,03-2,15 1 1,70-1,75 ' 1,65-1,70 1 1,50—,1,55
Гибка
гмин
(1-1,2) 5
Хорошо сваривается аргоно-дуговой, дуговой и контактной сваркой, после
которой термообработки не требуется. Удовлетворительно обрабатывается
резанием.
278
Прочность сварных соединений (усилие после сварки не снято)
Вид
полуфабриката
Листы
(в состоянии
поставки)
Вид
сварки
Дуговая
Аргоно-дуговая
Точечная
Роликовая
Температура,
испытания, °С
20
900
20
800
900
20
800
§00
20
800
900
Толщина
листов,
мм
1,7
1,7
' от 0<8
/ до 2,0
0в,
кГ/мм2
68—70-
18
63—70
29—62
17—18.
63—75
24—29
15—19
Прочность
сварной
точки, кГ*
700-1895
270—790
180—600
* Минимальные цифры относятся к толщине листа 0%8 лш, максимальные —
— к 2,0 мм.
Применение
Кольцевые детали, работающие в окислительной среде (до 1000°),
в условиях резкой смены температуры и вибраций (жаровые трубы камер
сгорания, форсажные камеры, оболочки летательных аппаратов). Может быть
использована взамен сплавов на никелевой основе ХН75МБТЮ (ЭИ602) и
ХН78Т (ЭИ436).
ХРОМОНИКЕЛЕВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ Х25Н20С2 (ЭИ283)
Химический состав, %
С<0,20; 51-2,00—3,00; Мп< 1,5; Сг=23—27; N1-18,0—21,0; Ре—основа;
5^0,03; Р^ 0,035.
Физические свойства
(/-7,7 Г/см?;
а • 106-14,8(20—100°); 15,05(20—200°); 15,3(20—300°); 15,55(20—400°);
15,8(20—500°); 16,05(20—600°); 16,3(20—7Ю0Р); 16,65(20-300°) //°С.
Механические
Вид
полуфабриката
Прутки
Листы толщиной
0,8—4,0 мм
1),5—3,6 мм
Поковки
ГОСТ,
ТУ
ГОСТ
5949—61
ГОСТ
5582—61
СТУ
свойства по ГОСТу (ТУ) (не менее)
Термообработка
Закалка с 1100—1150°С на
воздухе, в масле или воде
То же с 1100—1150°С в воде
То же с 1050—1100°С в воде или
на воздухе
То же с 1200°С (2 час) в воде
°В 0О>2
кГ/мм?
60
55
55
40
30
—
—<■
—
%
35
35
35
6
50
—,
-»
13
Механические свойства при различных температурах
Термообработка
1 в
1
СЬ « |
^
ев
8
Я
СО
О. Н 1
«Н
ёч
#0,2
кГ/мм2
Закалка с
1200°С (2 час)
в воде
20
600
700
, 800
19550
11900
1060О
8750
55—60
—
33
—
25—30
—
21
—
30—40
—
20
—
45—50
—
26
10—15
—
—
—
10
Жаростойкость
Жаростойка до 1100°. В воздушной среде привесы зависят от состава стали.
При 100-час испытаниях и 1000° привес составляет 0,15, при 500-час —
0,07 г/м2 час (состав плавки: С—0,071; 51—2,14; Мп—0,93; Сг—25,1; N1—18,2;
Си—0,19; 5—0,007; Р—0,026).
Хромирование и алитирование повышает жаростойкость и эрозионную
стойкость стали. При 100-<шс испытаниях на воздухе алитированной (вакуум-
конденсационным методом) стали и температуре 1000° привес составляет 0.07.
при 500 час — 0,03 г]м2 • час.
280
Технологические свойства
*
Деформируется в горячем состоянии: медленный нагрев до 850°, ковка
при 11504-1180° (конец ковки и прокатки не ниже 900°), охлаждение на воздухе.
В холодном состоянии штампуется удовлетворительно. Свариваемость —
хорошая (присадка — материал того же состава). Обрабатываемость резанием —
удовлетворительная.
Применение
Детали, работающие при температурах до 1000° и незначительных
напряжениях, поршневые накладки дизеля с хромированной или алитированной
рабочими поверхностями (для повышения надежности и срока службы
рекомендуется замена сталью ЭИ696М с алитированной рабочей поверхностью),
контейнеры, поддоны, а также оснастка для нагрева деталей при термообработке.
ХРОМОНИКЕЛЬМАРГАНЦОВИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ
С АЗОТОМ Х25Н16Г7АР (ЭИ835)
Химический состав, %
С<0,12; 51 «М; Мп=5—7; Сг-23—26; №=15—18; Ре—основа; N=0,30—
0,45; В^О.ОЮ; 51^0,020; Р<0,035.
Физические свойства
4=7,82—7,83 Г/сж3;
а- 106-16,6 (20—100°); 16,2(20—200°); 16,8(20—300°); 17,4(20—400°);
18,0 (20—500°); 18,3(20—600°); 18,5(20—700°); 18,7(20—800°); 18,91 (20-900°)
/° С
Я,-0,036(100°); 0,039(200°); 0,042(300°); 0,046(400°); 0,050(500°); 0,053(600°);
0,067(700°); 0,061(800°); 0,066(900°) кал/см. сек.°С
Пределы длительной прочности, ползучести и выносливости
Термообработка
н я
т се
2 ОС)
,« я^
кГ/мм2
листы
прутки
о,%
листы
прутки
и-1
на базе
107 циклов,
кГ/мм2
Закаленный с 1150°С
на воздухе
700
800
| 900
1000
19
10
4
1,1-1,3
11
—
—
10
30
25
22
22
14
—
19
13
Чувствительность к надрезу (прутков)
Температура
испытания,
°С
800
900
Напряжение,
кГ/мм2
10
5
Форма
образца
Гладкий
Надрезанный
(г=*0,5лш)
Гладкий
Надрезанный
(г=0,5 им)
Время до
разрушения, час
113
198
55
ПО
Жаростойкость
При 100-«шс испытаниях в воздушной среде и температуре 1100° привес
составляет 0,40—0,72 г/м2 • час.
282
Механические свойства по ГОСТу (ТУ) (не менее)
Вид ГОСТ, Теомообоаботка I о. I **отп' °100'
полуфабриката ТУ 1ермооораоотка |н кГ/мм2 % мм кГ/мм*
Прутки ГОСТ I Закалка с 1100— ! ! I I I I
5949—61 —1150°С на воздухе, I ■ «
в масле или воде 20 | 70 ( 33' I 40 | 45 — I —
Прутки горячеката- МРТУ I То же 20 75 35 45 45 4,1—4,7 |
ные (металл открытой 14-2-8-65 900 18 — 15 20 | — I 4
выплавки и электрошла- (о 5о=5)
кового переплава) 11!^
Листы ГОСТ I Закалка с 1050— [ I | I
5582—61 —1100°С в воде или
на воздухе 20 ^ 100 — 35 — — —
283
284
Механические свойства при различных температурах
I I ^В 1 00,2 I &5 I &Ю 1 Ч> I I
Темпера- Е юГ/мм2 % ди
Термообработка ?*»с™с\ кГ/м# ~| 1 1 ] кГм/см* НВ
' листы прутки прутки листы прутки прутки
Закаленный с 1150°С 20 19300 80—94' 79—87 39—45 47—57 50—62 — 37—38 190—200
на воздухе 10О 19100 — — — — ~~ ~ ~~ ~~
200 18650 — — — — — — — —
300 17400 I I
500 — 57—64 57—62 — 41—51 48—57 64—76 30—37 138—14*
600 — 50--54 52—59 — 28—42 40—53 56—74 34—37 140
700 — 40—44 39—46 — 14—18 22—23 22—34 32—35 132—135
I 800 — 30—34 29—36 — 15—20 19—28 24—40 29—32 131—134
850 — — 24—26 — — 20—33 24—35 24—28 130—133
900 — 19—23 19—24 — 22—32 24—36 25—44 24—29 129—134
950 — — 16—17 — — 26—39 30—39 22—26 128—129
1000 — 10—13 10—14 — 32—50 52—64 43—60 17—26 122
1050 — 7—9 7—8 — 35—49 51—52 47—71 17—24 109
1100 — 4—6 4—6 — 25—50 50—70 41—62 17—22 88—95
1150 — 4—5 4—5 — 33—41 51—89 45—59 14—19 77—78
1200 — 3—4 3—4 — 24—60 59—64 48—69 9—12 67
Термостойкость
Термообработка
По методике ЦНИИЧМ
Режим
испытания
850*"~200°С
число
тепло-
смен
балл
коробления
Режим
испытания
1'100Ч"200°С
число
тепло-
смен
балл
коробления
По методике ВИАМ
состояние
материала
температура
испытания,
итого
тепло-
смен
Закалка
с 1080—1100°С
Закалка
с 12ШрС
(5 мин )
145—180
80—100
1—2
1—2
33-56
60
3—4
Закаленный
с 1150°С
8(Х>—20
900—20
1000—20
65
23
20
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации 11604-900°.
Термообработка: закалка с 1100-7-1150° на воздухе.
Характеристики холодной обработки давлением
Вытяжка
Кпр
2,06—2,10
Краб
1,75—1,80
Отбо!
Кпр
1,70-1,75
)товка
Краб
1,50—1,60
Гибка
^мин
''раб
0,5 5 | (1-1/5) 5
Сваривается аргоно-дуговой, точечной и роликовой сваркой при содержании,
бора не более 0,01%.
Прочность сварных соединений
Температура
испытания,
°С
20
800
900
Аргоно-
дуговая
сварка
Роликовая
сварка
огв, кГ/мм2
1
79—86
22—27
16—20
68—69
26—27
20-21
Применение
Детали камер сгорания, сопловые лопатки, работающие при
температурах до 900°, детали газопроводных систем. Рекомендуется для замены,
жаростойких сплавов на никелевой основе.
285,,
2. ЖАРОСТОЙКИЕ И КОРРОЗИОННОСТОИКИЕ
ЛИТЕЙНЫЕ СТАЛИ
ХРОМОНИКЕЛЕВАЯ ЛИТЕЙНАЯ СТАЛЬ 10Х18Н9ТЛ
Химический состав, %
С^0,12; 51=0,2—1,0; Мп=1,0—2,0; Сг= 17,0—20,0; N1-8,0—11,0; ТЫ (С—
—0,03) -5—0,6; 5^0,030; Р^ 0,035.
Физические свойства
4=7,9 Г/см3.
а • 10е» 14,8(25—100°); 15,97(25—200°); 16,86(25—300°); 17,1 (25—400°);
17,6(25—500°); 17,97(25—600°); 18,26(25—660°); 18,36(25—700°) 1/°С.
Я,=0,038(100°); 0,042(200°); 0,045(300°); 0,051(400°); 0,055(5О0Р); 0,059(600°);
0,064(700р) кал/см. сек.°С.
Механические свойства отливок по ГОСТу (не менее)
ГОСТ
Термообработка
Температура
испытания, °С
2176—67 1 Закалка с 1100РС в воде| 20 1
аВ 1 ^0,2
кГ/мм2
65! Ч>
%
1 с*
45 1 20 | 25132 I 6
Механические свойства отливок при различных температурах
«и—мм ни II ■■■!■!! миимишмиюшядшимшяииии—
Термообработка
Закалка с М00°С
(4 час) на воздухе;
отпуск при 800РС
(10 час), охлаждение
с печыо
сз - |
О- К
СО сЗ
Он Н
п 3
2 оо
Г<У Ко
1 20
350
400
450
500
550
600' 1
650
700 1
Е
°в
<*0,2
\ кГ/мм2
170ОО1
14700 |
14300;
13900
13500
13100
12700
12000
—
61—67
34—38
36—38
36
35
31
28
28
23-26
124
120
20
17
19
17
16
18
18
1 6*
%
24—35
11—13
12—17
17—23
17
23
24
17—21
15—17 1
Ч>
1 30
25—29
24—41
42—46
35—42
51
47
33—39
26—38
аю
кГм/см2
8
6,5—10
7—11
8—10
7—9
10
9
8—11
9
Пределы длительной прочности и ползучести
Термообработка
03 та
Ё и
Н
<Уюоо
#10000
О Ю0000
СГ1/1ООООО
по
остаточной
деформации
кГ/мм2
Нормализация при 1100°С
<4 час) и отпуск при 800°С
(10 час)
550
600
18
20
16
16
13
12
12
Жаростойкость
Устойчива против окисления на "воздухе (до 800°).
Технологические свойства ^
Выплавляется в индукционных и дуговых печах. Обладает хорошей жидко-
текучестью. Удовлетворительно свариваеся.
Применение
Детали/ работающие при температурах до 600° (выпускные
коллекторы газопроводов, арматура, ящики для цементации и др.).
286
ЛИТЕЙНАЯ ХРОМОНИКЕЛЕВАЯ СТАЛЬ Х25Н20С2Л (25-20Л, ЭИ283Л).
Химический состав, %
С^0,18; 51-0,8—2,0; Мп-0,7—1,5; Сг=22—26; N1=17—21; Ре—основа;
5^0,030; Р^ 0,035.
Физические свойства
4=7,81 Г/см3\
а • 106« 15,5(20—300р); 15,6(20—40О3); 15,9(20—5О0>); 16,6(20—700°);
17,2(20—800°); 19,4(500—850°); 21,3(850—1000°) 1/°С.
к=0,043 (2<У>) кал/см. сек.0 С.
Механические свойства отливок по ТУ (не менее)
ТУ
АМТУ
433-58
Состояние контрольных брусков
Отлитые в холодные формы и закаленные
с 1050—1100°С на воздухе
Отлитые в горячие формы и так же
закаленные
1
50
50
%
23
20
30
25
Механические свойства при различных температурах
Вид
полуфабриката
Трефооб-
разные
бруски
Термообработка
Закаленные
с 1100°С на воздухе
То же с И50°С
ТГ"
сЛ ей
Темпер
испыт
°С
■20
20
650
7001
1 750
800
850
900
аВ 1 Оо,2
кГ/мм2
55
70
37
32
29
27
26
20
—
32,3
\ 20,8
! 20,8
1 21,7
24,8
21,4
18,8
ъ* Пф
%
30
42,6
22,9
17,2
8,8
1 5
! 4,9
! 4
35
33,3
28,2
13,9
7,7
5,8
4,5
2,1
*
^
ж
10,1
10,8
13,5
17,4
12,6
—
—
—
НВ
>153
—
—
—
—
—
—
—
Пределы длительной прочности и ползучести
Вид
полуфабриката
Трефообразные
бруски
Термообработка
Закалка с 1150—1180°С
на воздухе, старение при
700°С (10 час) или 800°С
(20 час )
Температура!
испытания, 1
°с 1
600
650
700
750
6*
о
8
8
• 6*
1
8
6*
кГ/мм2
16
9,7
6,7
3,3
12,5
6,2
4,6
1,7
8
3,4
3,5
. 1,6
287
Жаростойкость
При \00-час испытаниях в воздушной среде привес составляет: 0,14; 0,25,
0,42 и 0,77 г/м2 • час при 800, 900, 1000 и Г100°С соответственно. Начало
интенсивного окисления наступает при температурах более 11О0°С.
Технологические свойства
Выплавляют в электрических высокочастотных или дуговых печах с основной
футеровкой. Детали отливают методом точного литья по выплавляемым моделям,
а также в песчаные стержневые формы.
Линейная свободная усадка — 2,5%. Жидкотекучесть хорошая: минимальная
толщина стенок при литье в стержневые формы — 2 мм. Отрезка прибылей и
литников производится механическим способом, анодной, электродуговой или
газовой резкой с помощью установки УРХС.
Термообработка: закалка с 1050-~11О0р на воздухе. Свариваемость
удовлетворительная (отдельные дефекты завариваются дуговой сваркой).
Обрабатываемость резанием удовлетворительная. Алитирование повышает длительность
работы и температурный предел использования до 1000°С.
Применение
Литые лопатки и венцы сопловых аппаратов газовых турбин и
турбокомпрессоров, а также другие детали, работающие при температурах до 900°
и незначительных напряжениях и до 1000°С при алитировании.
ЛИТЕЙНАЯ ХРОМОНИКЕЛЬВОЛЬФРАМОВАЯ СТАЛЬ 21-11-2,5
Химический состав, %
С=0,10—0,25; 51^0,6—1,5; Мп-0,6—1,2; Сг=20—23; N1=10,5—12,5;
№=2,4—3,0; Мо<0,25; У^0,2; Ре—основа; 5,^0,040; Р<0,045 (разрешается
вводить Т1 до 0,2% для улучшения литейных свойств).
Физические свойства
4=7,95 Г/см*.
а-106=14,49(100—200°); 16,96(200^-300°); 18,75(300-400°); 19,56(400—500°);
19,79 (500-600°); 20,69 (600—700°); 20,01 (700—800°) 1/°С.
Х=О,О52(1О0°); 0,053(200°); 0,055(300°); 0,058(400°); 0,061(500°); 0,065(600°);
0,071(700°); 0,076(800°); 0,082(900°) кал /см. сек.°С.
р-О,85(20°); 1,13(500°); 1,19(700°); 1,21(800°); 1,24(900°) ом. мм2/м.
Механические свойства отливок по ТУ (не менее)
ТУ
АМТУ
433—58
Состояние контрольных брусков
Отлитые в холодные формы и
нормализованные с 1050^-1100°С (3—8 час) на воздухе
Отлитые в горячие формы и так же
нормализованные
Отлитые в холодные формы и термически
обработанные по режиму: нормализация,
старение при 800—850°С (5—10 час), охлаждение
на воздухе
То же, но отлитые в горячие формы
50
50
48
48
6б1 Я|5
%
12
10
12
10
14
10
14
10
«отп>
мм
4,3—5,0
4,3—5,0
4,3—5,0
4,0-5,0
Механические свойства отливок при различных температурах
Термообработка
Нормализованные с 1050—П00°С
Температура
испытания, °С
600
700
800
36
25
17
Об,
%
20
20
20
О*50 1 0*100
кГ/мм2
14
12
Жаростойкость
При ИЮ-час испытаниях в воздушной среде и 10О0°С привес составляет
0,25 г/ж2 • час.
19 Зак. 2022 289
Технологические свойства
Выплавляют в высокочастотных электрических печах. Температура заливки
форм — 1520—1550°. Жидкотекучесть металла хорошая — минимальная толщина
лопаток при отливке в сухие песчаные формы 2 мм. Линейная усадка —
2—2,5%. Отливка кольцевых деталей — центробежным способом в кокиль.
Свариваемость хорошая. Сварку и заварку дефектов дуговой сваркой
производят с присадочным материалом из такой же стали или из стали ЭИ334.
Обрабатываемость резанием удовлетворительная как до термообработки, так
и после нее.
Применение
Лопатки сопловых аппаратов, литые кольцевые детали корпуса
турбины, соплового аппарата, соединительных труб и другие, диаметром
до 850 мм.
3. ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ СТАЛИ
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЫХ17Н2 (ЭИ268)(Щ^^г\\2.
Химический состав, %
С = 0,11—0,17; 51^0,8; Мп^0,8; Сг=16—18; N1 = 1,5—2,5; Ре—основа;
Р<0,030. 5^0,025;
Физические свойства
4=7,75 Г/см*-,
а- 106=10,4(20—100°); 11,1(100—200°); 11,5(200—300е); 12,1 (300—400"):
12,7(400-500°) 7/°С;
а- 106-10,8(20—200°); 11,0(20—300°); 11,3(200—400°); 11,6(20—500°) Ц°С\
X=0,050 (20°); 0,052(100°); 0,054(200°); 0,056(300°); 0,058(400°); 0,060(500°);
0,062 (600°); 0,064 (700°); 0,067 (800°); 0,071 (900?) кал /см. • сек.°С.
с=0,115(20—100°) кал/г°С;
Р =0,73(20°) ом. мм21м.
Сталь магнитная.
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
ГОСТ
Термообработка
°В 100,2
кГ/мм2
6б| у
%
О)
Прутки,
полосы
Листы
5949—61
5582—61
Проволока 5548—50
Закалка с 975—1040ЭС в масле;
отпуск при 275—350°С, охлаждение
ца воздухе
Закалка с 950—975°С в масле;
отпуск при 275—350°С
Отжиг при 680°
ПО
85
10
30
1101 — 1 101 —
Без определения
механических
свойств
1 1
о.
Вид
полу(
ката
Прутки
Листы
Механические свойства
Термообработка
Закалка с 1030°С в
масле; отпуск при
520±10°С
Закалка с Ю30°С в
масле; отпуск при
680±10°С -
Отжиг при 680±10"С
Отжиг при 680±10°С
1 при различных температурах
о. к
1— ГГ.
Темпера-
ИСПЫТЭ1
°С
20
300
450
500
560
600
20
ЗОО
400
500
600
20
ЗОО
450
20
300
1 450
Е
°в
<*0,2
кГ/мм2
19700
[16700
16200
15100
—
13600
—.
—
—
__
—
—
—
__
19900
17000
16900
120
112
92
75
67
38
96
87
80
65
36
801
68
64
70
58
50
90
84
73
67
44
—
77
70
|б5
56
36
60
44
43
46
36
30
бб
%
12
10
13,5
18 1
20
31
17
14
13
1 1^
29
22
17
17
1-5
12
1 9
44
62
52
53
64
67
87
59
53
57
66
88
61
56
52
—
—
1 —
^
X
«3 1
4
.
——
.__
__
8
__
1 —.
1 _
1 -
8
1 __
1 —•
1
1
1 —
«ОТП1
мм
3,15—3,4
—
—
—-
—
—
3,5—3,8
—
—
1 ——
—
3,5
1 —
1 —
—
1 ~*
1 —
291
292
Пределы длительной прочности, ползучести и выносливости*
I Г Г" I I I I I | *-г
"0,2/100 <т_г (радиус
р. Темпера- надреза
\ * г < < тура аюо <*5оо сгюоо агооо -0 75 мм)
полуфаб- Термообработка ИСПыта — —
РИКаТа НИЯ-°С| 1 1 1 1ДУрбмЩации1"а^е10? циклов
I ~ I I кГ/мм?
Прутки Первая закалка с 20/ I — — — — — 50 30
1030°С в масле; от- 400 67—74 65—71 64—69 62—67 43—45 45—46 —
пуск при 520°С 450 60 — — — 28 — —
Вторая закалка с 20 — — — — — 1 48 29
1030°С в масле; от- 300 — — — - 63 I — —
пуск при 680°С 400 58—65 51—57 47—53 45—49. 45 . - ' -
500 - — — ~~ 9 ! ~ I "~
Листы Отжиг при 680°С 300 — — — — 35 I — I —
400 — — — — 32 ; — | —
500 - — - - -5 ! - | -
I I I I 11111
* Первая цифра — минимальный, вторая — средний показатели длительной прочности и ползучести.
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации — 1180-^-850° (охлаждение—медленное). Заготовки сечением менее
150 мм охлаждают на воздухе.
Характеристики холодной обработки давлением
о
Ьыгнжка
Кпр
1,96—2,02
Краб
(0,85—0,9) Кпр
Отбортовка
Кпр
1,46—1,74
яшшшшшаваяншшшашяшштшштввшгшшшш/шт
Вы давка
плоская 1 сферическая
Кпр
0,27
Краб
0,27
Кпр
0,45
Краб
0132
Уплотнение материала в процессе глубокой вытяжки при Кпр составляет
10-12%, при Краб -8%.
Термообработка деталей на заводах-потребителях: закалка с 1000-^-1040° в
масле или на воздухе и отпуск при 230-г-270° (НВ 3354-400); закалка с
980--1040° в масле или на воздухе и отпуск при 540-г-650° на требуемую
твердость (НВ 34О-Г-230').
Для повышения поверхностной твердости и износостойкости детали
подвергают цементации по технологии, изложенной в инструкции ВИАМ № 778-60.
Эти режимы цементации, а также сошлифовка поверхности на указанный в
таблице припуск обеспечивают коррозионную стойкость поверхностного слоя в
топливе и воде. Твердость цементованного слоя НЯС^58, глубина
цементации— от 0,6 до 1,3 мм.
Режимы цементации
Режим цементации
температура,
°с
1000
950
1000
1000
1060
950
1000
1060
950
950
1000
время,
час
3
8
2
3
2
15
5
7
15
30
7
расход
карбюризатора
на 10 л
объема печи,
капля/мин.
18±2
25±2
30±2
25±2
| 18±2
10±2
2б±2
10±!2
18±2
Толщина слоя, мм
общая
зона
0,6—0,7
0,7—0,8
0,7—0,8
0,7—0,8
0,7—0,8
) 0,9—1,1
1 1,2-1,3
активная
зона
0,2
0,3—0',5
0,3-0,5
0,3—0,5
0,3—0,5
] 0,4—0,5
| 0,6-0,7
Припуск
на
шлифовку, мм
0,05
0,20
0,06
0,10
0,05
0,10
0,10
1 0,20
Обладает высокой коррозионной стойкостью в атмосферных условиях,
топливе и агрессивных средах при применении специальной защиты. Высокая
коррозионная стойкость в атмосферных условиях достигается полированием и
пассивированием или электрополированием (сварные узлы подлежат окраске).
Удовлетворительно сваривается всеми видами сварки (присадка — проволока
из стали ЭИ400). После сварки детали подвергают термообработке и, при
необходимости, правке,
Применение
Детали, работающие при температурах до 400° в условиях влажной среды.
293
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 1Х12Н2ВМФ (ЭИ961)
Химический состав, %
С-0,10—0,16; 51^0,5; Мп^0,6; Сг= 10,5—12,0; N1=1,5—1,8; №=1,6—2,0;
Мо=0,35—0,50; V=0,18—0,30; Ре—основа; 5^0,025; Р<0,030.
Физические свойства
4=7,8 Г/см*.
а- 106=11,3(20—200°); 11,6(20—300°); 12,0(20—400°); 12,3(20—500°);
12,5(20-600°) 1/°С;
а- 10°= 11,0(20—100°); 11,7(100—200°); 12,2(200—300°); 13,3(300—400°);
13,3(500—600°) //°С.
*,=0,050 (20°); 0,053(100°); 0,057(200°); 0,061(300°); 0,065(400°); 0,067(500°);
0,068(600°); 0,069(700°); 0,072(800°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки
ТУ
ЧМТУ
цниичм
72—68
Термообработка
' Нормализация с
1000—1020РС; закалка
с 1000—1020°С в
масле или на воздухе;
отпуск при 660—710°С
То же, но отпуск
при 540—600°С
аВ 10*0,2
кГ/мм2
т
по
75
90
М
"Л
%
Г5
12
55
'50
*
и
9
7
Сотп» ММ
3,4—3,7
3,10—3,45
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации —
1180-7-900°. Заготовки больших сечений до 600° нагревают под деформацию и
после медленно охлаждают. Обладает высокой пластичностью. Коэффициенты
вытяжки Кпр=2,15; КРаб= (1,85—1,90) Кпр.
Предварительная термообработка прутков и поковок — отжиг при 730-7-750°.
Крупногабаритные поковки перед отжигом рекомендуется подвергать
нормализации с 1000°. Окончательная термообработка: закалка с 10004-1020° на воздухе или
в масле; отпуск при 5404-580° (^отп =3,1—3,45 мм) и при 660-г-680° (<*отп =
3,4—3,7 мм). Прокаливается в сечении до 180 мм.
Детали, работающие на износ при температурах до 500°, подвергают
азотированию по технологии, приведенной в инструкции ВИАМ № 712-58.
Может подвергаться хромированию. При гальваническом хромировании:
состав электролита: хромовый ангидрид СггОз—230—270 и серная кислота
Н2504 — 2,3*—3 Г/л; плотность тока— 56—60 а/дм2; температура — 57—60°С;
толщина слоя хрома —ДО0—150 мкм.. После хромирования сталь подвергается
обезводораживающему отпуску при 380°, 3 час. >
294
Механические свойства при различных температурах
Темпера- Е \ о*в \ о*0,2 1 о*Пц 1 б5 1 6ю ! ф |
Термообработка тура ис- д„,
пытания, кГ/мм2 % кГм/см2
I °с I | I
Закалка с 1000— 1020°С в масле; I 20 2000О 110—128 95—110 75 8—1С) 7—15
этпуск при 560—580°С 300 17500 105—115 95—100 65 10—16 150—60
Закалка с 1000—1020°С; отпуск при 400 16500 95—105 80—88 56 7—9 8—15
660—680°С 450 15700 95—105 80—88 48 '
500 15000 80—95 70—85 40 12—18 8—111 65—75 10—16
--70 — 122 105 — 17 — 57 3,6
—'196 — 148 134 —15 — 44 0*,8
20 — 90—100 80-90 — 15—20 — 55—65 10—16
400 — ?С^-80 67—72 — 15—20 — 60—70 10—16
500 — 60—70 52—62 — | 20—25 — 701-80 12—18
I 600 I — I 50—56 1 47—02 I — | '25—32 1 — 1 75—82 [ 12—18
Пределы длительной прочности, ползучести и выносливости
I О, к I О»о,2/юо I 0*0,2/500 I 0*0,2/1000 I Оо,2/«ХЮ а_! I а_1
Термо- « 2 сгюо о*5оо Оюоо а2ооо на базе 107
обработка §" я 4Ю остаточной деформации циклов
Закалка с 1000— 400 77—89 76—80 75—78 74—77 I 55—60 50 47 45 51 33
1020°С в масле; 46073 — — — — — — ! — — —
отпуск при 560— 500 47—52 43—46 42—45 40—43 27—30 22—24 21—22 19—21 44—46 29—31
580°С 550 44 — \ — — 18 — — | — 41—43 28
Та же закалка, 50О 41—46 38—41 ; 37—40 36—39 — — _-•_-« —
но отпуск при 550 32—35 28—31 ! 27—29 26—28 26 48 15 13 36—38 —
660—680°С 600 22—25 18—21 17—19 16—17 15 — — — 30 —
295
Режимы азотирования
Температура
азотирования, °С
560
600
600
*•
Продолжительность
выдержки,
час
48
8—16
24
Толщина
азотированного слоя,
мм
0,20—0,28
0,11—01,22
01,22—0,30
Твердость
азотированного слоя
по Виккерсу,
кГ/мм2
900—050
850—900
750—800
При обработке поверхности на чистоту V 7 и последующей пассивации
имеет удовлетворительную коррозионную стойкость в атмосферных условиях.
Свариваемость всеми видами сварки удовлетворительная, но после нее для снятия
внутренних напряжений необходим отпуск при 550-^580°.
Обработка резанием после термообработки затруднений не вызывает.
Применение
Высоконагруженные детали двигателей, в том числе диски,
лопатки- и другие детали компрессоров, работающие при температурах до 600°.
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 10Х12Н2ВМФА (ЭИ962)
Химический состав, %
С^0,13; 51^0,6; Мп<0,6; Сг= 10,5—12,0: №« 1,5—1,8; №=1,6—2,0;
Мо=0,3б—0,50; У=0,18—0,30; Ре—основа; 5<0,025; Р^0,030.
Физические свойства
4=7,8 Г/см*;
а-106=11,0(20—100°); 11,7(100—200°); 12,2(200-300°); 13,3(300—600°) 1/°С.
а- 106= 11,3(20—200°); 11,6(20—300°); 12,0(20—400°); 12,3(20—500°);
12,5(20^600°) //°С;
^=0,05(20°); 0,053(100°); 0,057(200°); 0,061(300°); 0,065(400°); 0,067(500°);
0,068(600°); 0,069(7:00°); 0,072(800°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Листы толщиной
0,8—3,0 мм
ТУ
ЧМТУ
цниичм
618—61 |
Термообработка
Закалка с 1000^-1050^
на воздухе; отпуск при
560—600°С
90
65,
%
10
Механические свойства при различных температурах
Вид
полуфабриката
Листы
толщиной 0,8—
—4,0 мм
Термообработка
Высокий отпуск при
730—750°С, охлаждение
на воздухе
Закалка с 1000°С на
воздухе; отпуск при
650—680°С, охлаждение
на воздухе
То же, но отпуск при
560—580°С
То же, но отпуск при
320—350°С
Температура
испытания, °С
20
300
400
500
600
20
1 300
400
500
600
20
300
400
500
600
20
300
Ов
<*0,2
кГ/мм2
60—80
55—75
50—65
40—55
30—45
80—100
75-95
70—80
60—75
45—65
105—125
110—120
105—145
95—110
60-70
125—140
125—140
40—60
—
85—100 ,
85-115
70—100
65, %
16—22
16-22
15—20
15—20
25—30
15
20
9—14
10—15
9—13
9—13
15—20
7—12
7—12
297
Фазовый состав
Карбидная фаза типа (Сг, №, Ре, Мо, УЬзСб. С повышением температуры
отпуска от 650 до 800°С ее количество изменяется (наблюдается усиленная
коагуляция карбидов и разупрочнение стали).
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации—1'18'СИ-900° (охлаждение на воздухе).
Предварительная термообработка — высокий отпуск при 730-^750?.
Окончательная термообработка: закалка с Ю00-г-1050° на воздухе; отпуск на требуемую
прочность. Пластичность в отпущенном -состоянии — хорошая.
Свариваемость всеми видами сварки хорошая. После нее, для снятия
внутренних напряжений, необходим отпуск.
Для повышения коррозионной стойкости сварные детали окрашивают,
несварные — пассивируют. Наиболее высокая коррозионная стойкость достигается
после полирования, пассивирования или электрополирования.
Обработка резанием затруднений не вызывает.
Применение
.Сварные детали двигателей (необходима защита сварных швов);
топливные емкости (при условии консервации внутренней и окраски наружной
поверхностей) и другие детали, работающие при температурах до 600°.
ХРОМИСТАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 23Х13НВМФА (ЭП65)
Химический состав, %
С = 0,20—0,28; 51<0,6; Мп<0,6; Сг= 12,0—13,5; N1 = 2,0—2,6; Ш^-1,6—2,2г
Мо=0,45-4),65; У=0,4—0,7; Ре—основа; 5^0,03; Р<;0,03;
Физические свойства
4=7,84 Г/см3;
а- 106=10,4(20—100°); 10,8(20—200°); 11,2(20—300°); 11,8(20—400°);
12,1(20-500°) 1/°С;
а- 106=11,2(100—200°); 11,9(200—300°); 12,6(300—400°); 13,2(400—500°)
//°С;
Я,=0,046(25°); 0,048(100°); 0,051(200°); 0,054(300°); 0,058(400°); 0,061(500°);
0,064(600°); 0,068(700°); 0,072(800°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки
и поковки
Листы
толщиной 0,8
—5,0 мм
ТУ
ЧМТУ
ЦНИИЧМ
374—60
ЧМТУ
ЦНИИЧМ
601—61
Термообработка
1 Нормализация с
1020—1050°С;
промежуточный отпуск при 680—
—720°С;
Закалка с 1050—1080°С
в масле или на воздухе;
отпуск при 300—370°С
Без дополнительной
термической обработки
(в состоянии поставки)
Закалка с 1000—1050°С
на воздухе; отпуск при
280—350°С, охлаждение
на воздухе
шяшш—ашавШш
Ов СГо,2
кГ/мм2
155
85
150 1
110
651 *
%
11
22
10
40
см
<3 *
3
мм
2,7-
— 3,2
Пределы длительной прочности, ползучести и выносливости
Вид
фабриката
Прутки
и
поковки
Термообработка
Закалка с 1050—
1070°С в масле;
отпуск при 560°С
на воздухе
Температура 1
испытания, 1
°с 1
20
400
450
500
550
Очоо
о^зоо
0*500
0*0,2/100
по
остаточной
деформации
*-!
1 <-->
на базе 107
циклов
кГ/мм2
140—156
100
70—.79
157
70
'153
66
87—98
62 !
21—22
38
60
55—58
50
45—54
45
40—42
30-40
30—40
299
300
Механические свойства при различных температурах
Вид ^Р \ а
полуфабриката Термообработка испыта- ! ! 1 ! . ^
I I НИМ* I I |
I I °С I кГ/мм* | % I
Прутки и по- Закалка с 1050°С в масле; 20 20000 155—195 110—133 11—13 6—8 40—48 3—5
ковки отпуск при 530—550°С 300 17300 150—160 114—118 5 40—45 —
400 16200 144—Г55 108—114 11—14 5 40—45 5—7
500 15600 120—140 90—110 6 43—48 6—8
550 15200 100—110 65—75 12—15 6—8 45—52 —'
Закалка с 1050°С; отпуск 20 — 155 ПО И — 40 2,7—3,2
при 350—370°С 300 — 155 Щ0 11 — 40 —
Листы Закалка с 1000—1050°С 20 — 150—160 125—136 10 — — —
толщиной на воздухе; отпуск при 300 — 150—160 115—125 10 — "~ ~
0,8—5,0 мм 330°С II II I
Механические свойства* при 20°С в зависимости от метода выплавки
I Вдоль направления волокна Поперек направления волокна
<*в I 0О,2 I 65 | $ <" °*В I 0^0,2 1 б5 1 1|) I с*
Метод выплавки «* —: — 5
кГ/мм2 % 1^" кГ/мм2 % 1^
I I 1 ^ ' I 1 *
Электрошлаковый переплав 160—160 ПО—120 14—15 50—55 5—9 150—160 112—120 10—12 40—45 3—5
Открытая выплавка 160—160 110—120 11—14 40—55 3—9 140-155 ПО—120 7—9 20—25 %
* После термообработки по режиму: нормализация с 1060°С; отпуск при 680—720°С; закалка в масле с 1020°С;
отпуск при 350°С.
Технологические свойства
Для уменьшения содержания газовых и неметаллических включений и
повышения пластических свойств в поперечном направлении, сталь рекомендуется,
подвергать электрошлаковому переплаву. Деформируется в горячем состоянии.
Температурный интервал деформации — 1150-^900р. Нагрев заготовок до 600° и
охлаждение после деформации медленное.
После ковки и прокатки (для смягчения) необходима нормализация с
1000—1050° и отпуск при 700ч-720° (^0тп>3,65 мм). Окончательная
термообработка: закалка с 1050° в масле или на воздухе, отпуск при 530—550°; закалка
'1050° в масле или на воздухе, отпуск при 3504-370°.
Коррозионная стойкость во влажной атмосфере после обработки поверхности
на чистоту V 5 и пассивирования — удовлетворительная.
Для повышения износостойкости подвергается гальваническому
хромированию.
Применение
Силовые детали, длительно работающие (>500 час) при температуре-
до 400°, и емкости, испытывающие высокие внутренние давления.
ХРОМИСТАЯ ЖАРОПРОЧНАЯ СТАЛЬ 25Х12НВМФА (ЭПЗП, ВНС-6)
Химический состав, %
С=0,23—0,28; 51^0,6; Мп^0,6; Сг-11,5-13,0; N1=1,5—2,0; №=1,5—2,0;
31о=1,6—2,0; У-0,18—0,3; Ре—основа; 5<0,ОЗ; Р^0,03.
Физические свойства
4=7,85 Г/см*;
а- Ю6^ 10,4(20—100°); 10,8(20—200°); 11,2(20—300°); 11,8(20-400°);
42,1(20—500°); 13,3(20—600°) 1/°С;
а.10б=11,2(100—200°); 13,2(500—600?) 1/°С;
I=0,048(100°); 0,05(200°); 0,054(300°); 0,056(400°); 0,058(500°); 0,061(600°);
0,064(700°); 0,066(800°) кал /см. сек.°С\
с=0,10(100°); 0,11(200°); 0,12(300°); 0,14(400°); 0,16(500°); 0,17(600°);
'0, 19 (700°) кал/г°С;
Механические свойства по ГОСТу, ТУ (не менее)
2, л со
Вид г
луфа(
рикат
Притки
«ШПШКЯШМКШВШМПЯ
гост,
ТУ
ЧМТУ
Термообработка
Закалка с 1050±
1|0°С в масле; отпуск
при 650)±№С
Нормализация при
Ю50'°С; закалка с
Ю'50±10рС в масле;
отпуск при ЗО0°С
ов 1а0,2
кГ/мм2
115
165
95
130
65
^
;%
10
И
45
40
см
1?
4,5
4
«отт
мм
3,2—3,4
НВ
401—514
Пределы длительной прочности, ползучести и выносливости
Термообработка
Темпера
тура
испытания, °С
От
(Тзоо
0*500
Оо,2/Ю0
(по
остаточной
деформации)
-1
'-I
на
базе
107
циклов
кГ/мм2
Закалка с 105Х>±10°С в
масле или на воздухе; отпуск при
^50±10°С на воздухе
То же, но отпуск при 580—
600°С
20
500
550
600
400
500
550
54
44
35
104
71
50'
—
103
69
=
402
67
•27
19—20
14—15
67—76
38—45
22—23
58
41
55
51
50
28
—
39
37
302
303
Механические свойства при различных температурах
Состояние ^1 1 кГа$см2 с!отп.умм
Закалка с 1050±10°С в мае- 20 20000 115—125 93—106 П 9—13 35—50 4—8 3,2—3,4
ле или на воздухе; отпуск при 4О0 170001 85—100 65—75 | 10—15 6—8 30—45 6—12 —
650—680?С 450 16000 85—95 60—70 ' 6—8 40—50 6—12 —
500 15000 80—90 55^-65 11-^16 8—12 50—60 —
550 140О0 60—75 40—50 12-17 8—12 60—70 8—14 —
600 12000 55—63 38—43 17—22 17—18 65—75 —
Закалка с 1050°С в масле или 20 20000 140—160 107—115 9—13 6—9 I 45-^55 4—8 3,0—3,25
на воздухе; отпуск при 580— 400 17О00 120—130 96 42—52 6—10 —
600°С 450 16000 115—125 86 8—11 47-ч55 6—10 —
500 1,5000 95—110 74 6—7 50-60 7—10 —
550 14О00 85—100 62 11—15 55—65 7—10 —
Закалка с 1050±10°С в мае- 20 — 155—180 130—450* 11—18 — 40—55 4—# 2,7—3,15
ле или на воздухе; отпуск при 300 — 150—170 120—130* 11—20 — 46—55 — —
350—380°С | I I I I I | I
* Определено на образцах с рабочим диаметром 5 мм (I = Ы) по диаграмме растяжения.
Технологические свойства
Относится к разряду нержавеющих теплоустойчивых сталей мартенситного
класса. Удовлетворительно деформируется в горячем состоянии. Температурный
интервал деформации — 1180-г-900°. Нагрев заготовок до 600° и охлаждение
после деформации (в золе, горячем песке) — медленные. После горячей
обработки необходим смягчающий низкий отжиг при 7204-760°. Крупногабаритные
поковки перед высоким отпуском следует подвергать нормализации с 1000-7-1050°
с последующим высоким отпуском при 7204-740?.
Окончательная термообработка: закалка с 1050-4-1070° на воздухе или в
масле; отпуск при температурах 650—680, 580—600, 250-г-320±10° (<*в^115,
140 и 170-=-180 кГ/мм2 соответственно).
Не склонна к отпускной хрупкости.
Микроструктура стабильна в течение длительного времени (>50О час) .при
температурах 400-7-500*.
Коррозионная стойкость в, атмосферных условиях после пассивирования —
удовлетворительная, после полирования и пассивирования — высокая.
В случае специального применения (поршневые кольца дизелей) для
повышения износостойкости необходимо гальваническое хромирование.
Удовлетворительно сваривается всеми видами сварки. Для снятия внутренних
напряжений после нее необходим отпуск.
Обработка резанием после термообработки затруднений не вызывает.
Применение
Силовые детали, работающие при температурах до 600°.
Рекомендуется для поршневых колец форсированных дизелей (вместо стали Х12М).
ХРОМОНИКЕЛЬМОЛИБДЕНОВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ ЭИ395
(16-25-6)
Химический состав, %
С^0,12; 51=0,5—1,0; Мп=1,0—2,0; Сг-15,0—17,5; N1=24—27; Мо-5,5—7,0;
Ре—основа; N = 0,1—0,2; 5^0,020; Р<0,030.
Физические свойства
4=8,08 Г/см*;
а- 106= 13,97 (20—100°); 15,38(100—200°); 16,49(200—300°); 17,60(300—400°);
18,16(400—500°) 1/°С;
А,=0,032(100°); 0,036(200°); 0,040(300°); 0,044(400°); 0,050(500°); 0,055(600°);
0,059(700°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
со
н
со
. я
Вид
полуфабр
Прутки
Диски
ТУ
МПТУ
2362—49
СТУ
| СО ^ I |
Термообработка
Отожженные при
800°С (5 час.)
Закалка с. 1180°С
(2 час.) в воде; старение
при 700°С (5 час.)
После полугорячего
наклепа (нагрев до 750°С,
наклеп 10—15%) и
отпуска при 650°С (4 час.)
После полугорячего
наклепа 15—26%
о. к
н я
Темпера
испыта
20
700
1 20
700
816
20
60О
1°в
<7(Ъ2
\кГ/мм2
—
84
—
32
84
60
—
63
—
~-~
63
—
6б
.*
%
—
12
—
— ■
12
—
—
—
—
—•
20
—
Я отт
ММ
^3,8
3,4-3,9
—
—
3,4—3,8
—
о»
—
18
—
20
—
—
—
Механические свойства при различных температурах
иката 1
Вид
полуфабр
Штамповки
Диски
Состояние
После
полугорячего
наклепа (нагрев до
700—750°С,
наклеп 8—15%),
отпуска при
650°С (4 час) и
старения при
70(РС (25 час).
После
полугорячего наклепа
Температура!
испытания, 1
20
ЗОО
400
500
600
700
800
20
Е
°в
00,2
кГ/мм2
19600
17000
16000
15000
14О0О
125О0
11000
90
75
73
71
65
51
35
90
61
45
44
44
43
38
23
63—70
&Ю
*
%
20
18
21
21
20
13
10
12—20
26
31
41
43
41
.26
25
30—46
иотп.,
ММ
3,4—3,8
20 Зак. 2022
305
Пределы длительной прочности, ползучести и выносливости
СО
ь
к о та
со ё-в-
Диски
Состояние
После полугорячего наклепа
(нагрев до 700—750оС> наклеп
8—15%), отпуска при 650°С
(4 час.) и старения при 700°С
(25 час.)
Температура 1
испытания, 1
°с 1
600
650
700
750
800
0*100
0*300
Оо,2/Ю0
по общей
деформации
по
остаточной
деформации
кГ/мм2
40
32
23
15
10
38
24,0
14,5
34,5
16
8
Жаростойкость
При 100-час испытаниях в воздушной среде потери веса составляют: 0,001;
0,003; 0,013 и 0,06 г/ж2 час при 650, 700, 750. и 80О°С соответственно.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал
деформации — 1100-7-960°, при штамповке диски наклепывают на 8—15% при температуре
не выше 750°. После полугорячего наклепа для снятия напряжений сталь
подвергают отпуску при 660° (4 час).
Окончательная термообработка: старение при 700? (26 час), охлаждение на
воздухе.
Применение
Диски сварных роторов газовых турбин, работающих при температурах
до 700°.
ХРОМОМАРГАНЦЕВОНИКЕЛЕВАЯ СТАЛЬ 4Х15Н7Г7Ф2МС (ЭИ 388)
Химический состав, %
С = 0,38—0,47; 51=0,9—1,4; Мп=6—8; Сг=14—16; N1=6—8; Мо=0,65—0,95;
V- 1,5-1,9; Ре-основа; 5<0,020; Р<0,035.
Физические свойства
4 = 7,79 Г/см*;
а-103=17,08(20—100°); 18,37(100—200°); 19,68(200—300°); 21,51(300—400°);
21,8(400-500°); 22,19(500—600°); 22,82(600—700°); 22,78(700—800°); 23,32(800—
900°); 24,62(900—1000°) //°С;
X,=0,030(25°); 0,034(100°); 0,038(200°); 0,043(300°); 0,048(400°); 0,052(500°);
0,057(600°); 0,062(700°); 0,066(800°); 0,071(900°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Термообработка
Закалка с 1170—1190°С (30—
45 мин) в воде или на
воздухе; старение при 8О0±20°С
(8—10 час)
Температура
испытания,
°С
20
800
Ов
кГ/мм2
90
"оТГф"
%
15
15
"ОТП 1
ММ
3,3—3,8
075,
кГ/мм2
14
Механические свойства при различных температурах
Термообработка
Закалка с 1170—119047
(30—40 мин ) в воде или
на воздухе; старение при
800±10°С (8—10 час)
Первая закалка с
1180°С (/ час) в воде;
вторая закалка с 1000°С
(1 час) на воздухе
Температура!
испытания, 1
•с I
20
ЗОО
400
500
600
700
800
900
1000
20
650
В
*Д
°в
00,2
кГ/мм2
19000
16000
15200<
15О0О
14500
12000
11600
9000
19000
14500
19800 |
15200
14500
13800 !
12800
100
81
78
70
54
52
48
25.
16
94
64
62
55
54
50
50
43
2&
48
36
Ою
*
%
15
13
12
12
9,5
8
8
7
6
30
16
15
1 26
23
32
117—27
18
21
28
24
ем 1
?
3,0
3
с
ё
3,4
Пределы длительной прочности
Термообработка
Закалка с 1170—1190°С
(30—40 мин) в воде или
на воздухе; старение при
800±10°С (8—10 час)
Первая закалка с
11оХ>°С ({ час) в воде;
вторая закалка с 1000°С
(1 час ) на воздухе
| 60О
1 700
800
900
650
45
27
14
9
43
25
13
7,5
40
22
11
6
38
21
—
5
31
37
20
ао
—
24
32
18
8,4
—
24
27
12,5
6,5
_1
18
25
И,5
• 5
—
45,5
Пределы ползучести и выносливости
Термообработка
та
а. к |
^
та
о.
емпе
н«
к
та
ь
2
° 1
6
по
остаточной
деформации
по общей
деформации
СО СО
та о
та а
х В
1Ъ
кГ/мм2
Закалка с 1170—1190°С (30—
40 мин ) в воде или на воздухе;
старение'при 800±10°С
Первая закалка с 1180°С (1 час) в
воде; вторая закалка с 1000°С (1 час)
на воздухе
23
10
13,5
24
23
15,5
8
..."
,
—
13
—
12
—
10
—
8
51
38
34
24
Релаксационная стойкость
Термообработка
та -
о.«
>> к
н ж
та та
о, н
^ яр
Н °
0*0
0*25
ОГюо
О*500
0*1000
0*2000
О*5000
0*10000
кГ/мм:
Закалка с 1170 —
1190° (30—40 мин) в
воде или на воздухе;
старение при 800 ±
10°С (8—10 час)
, ■ • 1 г
560
580
"Г'П
15
20
25
15
20
125
13
- 17,7
22
13,1
17,5
1 21,3
13,0
17,6
21,7
12,7
17,1
20?8
12,7
17,1
20,9
12,0
16,2
19,2
12,2
16,5
20,2
11,8
15,6
18,5
11,7
15,7 '
19,6
11,2
14,7
17,2
10,6
14,5
18,2
9,4
12
14
9,3
12,3
16
7,2
9,0
10
308
Зависимость термостойкости от защитных покрытий ' ■ ■ • *
Нагрев в течение 3—5 сек до 900—
1000°С; скорость охлаждения 70 м/сек То же, но^агрев в течение 10—15 сек
при давлении воздуха 5,3—5,5 атм
Термообработка „п™™« - ЧиСЛ0 ЦИК" \ „ ' ЧйСЛ0 ЦИК*
покрытия Толщина лов нагрев— .. Толщина * лов нагрев—
слоя охлаждение п ание слоя охлаждение Примечание
покрытия, до р ; покрытия, до р
лш появления мм появления «
трещин , трещин
Закалка с 1170— Без покрытия — 900—1200 — — 55 —
1190°С в воде или на
воздухе; старение при Никелирова-
800±10°С (8—10 час)\ ние 0,015 550—800 — 0,045 . 450 —
Алитирование 0,075 1550—1200 Трещины 0,075 1500 Трещины
не появились не появились
Алитирование . I
(порошком) 0,030 1550—2000 То же 0,030 1500 То же
ЗОИ
Жаростойкость
Устойчива против окисления в воздушной среде (до 750°, а после
никелирования — до 900°).
Технологические свойства
Относится к разряду термически улучшаемых сталей аустенитного класса.
При строгом соблюдении режима обработки давлением удовлетворительно
обрабатывается в горячем состоянии с получением заданной зернистости.
Температурный интервал деформации—1130-^980 (охлаждение — на воздухе).
Термообкатка: закалка с 1180° в воде; старение при 800±20° (8—Ю час). Перед
шлифованием и полированием заготовки проверяются травлением на разнозер-
нистость (диаметр зерна ^0,5—1,0 мм). Склонна к образованию волосовин, но
(по опыту эксплуатации) их продольное расположение не отражается на
свойствах лопаток.
Для повышения жаростойкости детали подвергают никелированию или (еще-
лучше) алитированию.
Применение
Малонатруженные лопатки газовых турбин, крепежные детали,
диски и корпуса турбин, сопловые аппараты, кольца, фланцы, крышки и другие
детали, рассчитанные на ограниченный срок службы при температурах
до 600-650°.
ХРОМОНИКЕЛЬМАРГАНЦОВИСТАЯ ДЕФОРМИРУЕМАЯ
СТАЛЬ 4Х12Н8Г8МФБ (ЭИ481)
Химический состав, %
С=0,35—0,40; 51=0,3—0,7; Мп=7,5—9,5; Сг= 11,5—13,5; N1-7—9; Мо=1,1—
1,4; N5=0,36—0,45 (допускается отклонение ±0,15); У=1,25—1,55; 5^0,03 (при
электрошлаковом переплаве ^0,02); Р ^Г 0,035; содержание остаточной
Си^0,2, 14^:0,12; в стали определяется содержание азота.
Физические свойства
4=7,85 Г/см*;,
а • 106=15,9(20—100°); 17,1 (100—200°); 18,2(200-300°); 19,2(300—400°);
20,3(400—500°); 21,2(500-600°); 22,2(600—700°); 23,2(700—800°); 24,2(800—900°)
7/°С;
Х-0,041(ЮО°); 0,044(200°); 0,047(300°); 0,051(400°); 0,055(500°); 0,059(600°);
0,062(700°); 0,065(800°); 0,070(900°) кал/см. сек.°С\
р =0,75 ом. мм2/м.
Механические свойства при различных температурах
Вид
полуфабриката
Штамповки и
поковки
Диски
. Термообработка
Закалка с 11'50±
10°С (1 час 46 мин
—2 час 30 мин) в
проточной воде;
старение
двухступенчатое: при 670°С
(16 час), затем^ при
790°С (16 час),
охлаждение на воздухе
С
дифференцированным старением:
закалка с 115О±10°С в
воде; старение при
670°С (10 час),
повышение температуры до
760°С (10 час),
старение обода (нагрев
— в кольцевой печи)
при 800—810°С*
(10 час)
Температура!
испытания, |
20
200
I ЗОО
350
400
450
500
550
600
650
700
750
.20
200
1 300
ЗбО
400
450
500
550
600
650
700'
Е
аВ 0<),2
кГ/мм2
19000
16000
15000
15000
14300
13700
; 13600
135О0
12800
12600
1)1800
11200
19000
16000
15О0О
15000
14700
14600
14500
144О0
13600
127О0
11800
94
77
74
73
73
72
68
66
60
56
50
42
112
98
95
94
91
89
85
82
73
73
64
60
54
52
50
49
49
45
43
38
33
и
84
83
81
80
77
73
72
66
65
54
65
бю
Ч>
' %
12
10
10
8
8
16
15
14
14
15
1-3
13
Г2
13
45
36
37
36
37
36
38
37
-37
38
42
37
44
32
36
31
34
24
28
30
34
28
18
^ 1
3,5-
5,0
5-6
5-6
2
«отп ••>
мм
3,45—
3,65
3,3—3,45
* Показатели свойств при данном режиме термообработки относятся только
к центральной части диска (к ступице и полотну); в пределах обода — свойства
по ТУ для йотп = 3,45—3,65 мм.
311
Механические свойства по ТУ (не менее)
&* я <*в а0,2 о I 'ф -^ отав аюо
,В]?Д ТУ Термообработка 2.0 !— ! — «5 <*<**■•>■ \
полуфабриката к у « л |2 лл
[Н о I 1^1 I
Заготовки МРТУ Закалка с .1150±10°С (1 час | 20 | 90 60 I 15 1 20 [ 2,5 1з,45—3,65 — —
(штанги и шайбы) 14—2—36—65 45 мин. — 2 час 30 мин.) в во-; 93* I I 18* I 22* 3* 1 I
для дисков де до полного охлаждения; | I |
старение двухступенчатое: при 650 — — ~~~ — I — 38 35
67№С (16 час), затем при| I I
» 780±10°С (16—20 час), охлаж- |
I !дение на воздухе ' ! I !
* Только для металла электрошлакового переплава.
312
Пределы длительной прочности
Вид
полуфабриката
Поковки
Закалка с 1150°С (1 час
30 миц ) в воде; старение
двухступенчатое: при
670°С (16 час), затем при
790'°С (16 час),
охлаждение на воздухе
450
550
600
650
58—60
45
35
*5
50—55
40
30
70
46—48
38
28
43—45
35
Пределы длительной прочности в зависимости от твёрдости
я
Он
«§§
§• •
я
Термообработка
8$
со я
О. СО
* я
Н я
Время до
разрушения образцов,
час
с надрезом
г
0,1 ммЩ,Ь мм
Поковки и
прутки
Закалка с 1150±10°С
(1 час 45 мин — 2 час
30 мин); старение
двухступенчатое: при 67О±10°С
(16 час), затем при 790°С
(16 час)
650
760
650
650
1 700
32
22
38
135
128
>20О
>300
>100
1 >60
>200
|>200
5
100
>200
5
40
>150
>150
—
—
1 —
—
—
>200
>300
>200 1
Пределы выносливости
Вид
полуфабриката
Термообработка
«*>
о- ..
>»к
Н Я
со Я
1 9/ Л
Темп
испы
су
я
Я
СУ
04 34
Е^
Число
циклов
Вид
нагру-
жения
Форма
образца
Предел
выносливости
знакопеременное
напряжение,
кГ/мм2
время
до
разрушения,
час
Штамповки и
поковки
Закалка с
1150±10°С
(1 час 45 мин—
2 час 30 мин) в
воде; старение
двухступенчатое: при 670°С
(16 час), затем
при 790°С (16
час)
20
200
650
650
1600
650
700
43
37
32
30
45
40
39
600; 37
1 650
36
ю7
Симметричный
изгиб
Асим-
|метрич-
3,5. 107 ное
I растя-
I жение
Гладкий
С
надрезом
Гладкий
С
надрезом
43
37
32
30
25±20
25±15
25±14
25±12
25±11
>100
Жаростойкость
Устойчива против окисления в воздушной среде при температурах
до 7004-750°. В агрессивных средах склонна к межкристаллитной коррозии при
температурах 700-4-750° и выше.
Длительная пластичность
Нестабильна в условиях пластической деформации при длительном разрыве
(550—700°); остаточные удлинения в пределах 0,8—10%. Не может применяться
при длительных сроках службы под нагрузкой.
Технологические свойства
Относится к разделу термически улучшаемых сталей аустенитного класса.
Удовлетворительно обрабатывается давлением в горячем состоянии.
Температурный интервал деформации — 1160-^980° (охлаждение — на воздухе). Оптимальная
степень деформации 12—55%. Для получения плотной однородной
макроструктуры (без грубых скоплений первичных карбидов и сильно выраженной дендрид-
ной структуры) необходима б—6-кратная степень уковки.
Штамповки или поковки сложной конфигурации не должны иметь резких
переходов по сечению, острых радиусов закруглений, выступов и т. п.
Термообработку штамповок сложной конфигурации рекомендуется проводить после
предварительной обдирки.
Особо нагруженные диски (для предотвращения чрезмерной ползучести и
хрупкого разрушения в замковом соединении) рекомендуется подвергать
дифференцированной термообработке с использованием разных режимов старения
для различных участков изделий. Хорошо обрабатывается резанием.
Применение
Диски турбин, экраны, бандажи, силовые кольца и крепежные
детали (болты, шпильки, гайки) газовых турбин двигателей и других изделий,
рассчитанных на ограниченный срок службы при 650°.
МАРГАНЦОВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ 40Г18ЮЗФ
Химический состав, %
.0=0,35—0,45; 51^0,6; Мп= 17,5—19.5; Сг<0,5; N1^0,5; V-1-1,3;:
А1 = 2,6—3,5; 5^0,03; Р^0,04.
Физические свойства
а • 106= 17,4(20—100°С); 18,4(20—200°С); 20,8(20—400°С); 21,2(20—500°С);.
21,5(20—600°) 1/°С.
А,=0,037(150°С); 0,039 (200°С); 0,044 (300°С); 0,049 (400°С); 0,054 (500°С);
0,059 (600°С) кал /см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки
ТУ
ЧМТУ
ЦНИИЧМ
1440-66
В-32
Термообработка
Закалка с 1100—
1150°С (2 час) на
воздухе; старение при
660—670°С (15 час),
охлаждение в воде
Температура 1
испытания, °С 1
20
200
400
60О
800
<Тв
00,2
кГ/мм2
115
97
84
65
40
100
82
70
51
30
6
г|5
%
24
18
12
8
5
50
40
35
17
8
сч
«3
«
о-
55.
35
Технологические свойства
Выплавляется в вакуумных индукционных печах. Деформируется в горячем
состоянии. Термообработка: закалка с 1100-М 150? в воде, старение при 660-^675°
(15 час) охлаждение в воде.
Применение
Силовые детали двигателей, работающие при повышенных температурах
(до 500°), от которых требуется коэффициент линейного расширения, близкий
к алюминию (кольцедержатели и др.).
315
ХРОМОНИКЕЛЕВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ Х12Н20ТЗР (ЭИ696)
Химический состав, %
С^0,1; 51<1,0; Мп<1,0; Сг= 10,0—12,5;
Т1 = 2,6—3,2; А1=0,8; В — по расчету=0,008—0,020; 5 =
N1=18—21; Ре-
: 0,020; Р^ 0,035.
-основа;
Физические свойства
а=7%9Г/см*\
а- 106= 15,4(20—100°); 16,6(100—200°); 17,7(200—300°); 18,4(300—400°)
19,4(400—500°); 19,6(500—600°); 20,5(600—700°); 23,4(700—800°);
а-106= 16,0(20—200°); 16,6(20—300°); 17,7(20—400°); 17,5(20—500°)
17,9(20—600°); 18,2(20—700°); 18,9(20—800°), 1/°С;
Х=0,036(20°); 0,039(100°); 0,042(200°); 0,045(300°); 0,049(400°); 0,054(500°)
0,057(600°); 0,060(700°); 0,064(800°); 0,068(900°) кал/см. сек°С.
с=0,10(100°); 0,11(200°); 0,12(300°)- 0,125(400°); 0,13(500°); 0,14(600°)
0,145(700°); 0,15(800°) кал/г°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки-
кованые и
горячекатаные,
заготовки для
дисков
Прутки ■■>
шестигранные
Заготовки
(шайбы) для
крупногабаритных дисков
Профили
прессованные
ТУ
ЧМТУ
5905-57
ЧМТУ
5360-55
ЧМТУ
5469-56
АМТУ
361-56
Термообработка
сЗ о
о. ~
н я.
л аз
си н
Темг
| испь:
Закалка с 1170— 20
1190°С (2 час) на
воздухе или в воде;
старение при 750—<775°С
(25—16 нас),
охлаждение на воздухе
Закалка с 1100—
1150°С (2 час) на
воздухе; старение при
750РС (15 час),
охлаждение на воздухе
Закалка с 1100—
1150°С (2 час) на
воздухе; старение при
700—750°С (16 час),
охлаждение на
воздухе
Закалка с 1130±
10°С (5 час) на
воздухе; старение при
700±5°С (16 час),
охлаждение на воздухе
Закалка с 1100°С
(2 час) на воздухе,
старение при 700°С
(10—16 час),
охлаждение на воздухе
700'
20
|700
20
20
700
20
70О
ав СТ0,2
|
кГ/мм2]
90
—
90
90
90
—
90
60
—
60
55
—
*5 *|
_\
%
10
—
10
10
15
15
15
—
15
15
20
25
с*
Д
^
^
Я
3
—
3
5
—
"ОТПЧ
мм
3,5-
3,8
3,5—
3,8
— ■
3,4-
3,8
—
с»
"а
х
л
40
40
40
—
40
316
Механические свойства при различных температурах
вид &*§ I I ! ! 41 ,
Термообработка & 5 5 и и"'
полуфабриката с ^ «
8ё | КГ/ММ* . % 5
Прутки Закалка с 1100—1130°С 20 Ш50О 95—110 60—70 48—55 20—30 25—40 8—12 3,5—3,8
(2—5 час) на воздухе; 400 '14300 95—97 55—65 48 18—29 25—40 — —
старение при 700—750°С 500 ' 13600 80—87 55—60 48 15—28 — —
(16 час), охлаждение на 550 — 801—85 — ~"' 18—25 25—35 — —
воздухе* 600 13200 75—85 53—55 45 15—25 — —
650 — 68—80 — — 18—30 — —
700 11500 63—70 47 41 12—20 16—36 — —
750 11300 50—65 45 35 20—40 ' — — .
800 9500 34—38 25 17 20—30 45—70 — —
Термомеханическая об- 20 — 105—130 80—115 — 15—25 30^—50 4—8 ЗД—3,5
работка: нагрев до 1120± I
10°С (30—60 мин.), де- | I I
формация 20—30%, ох- I I
лаждение в масле или на I ;
воздухе; старение при
750°С (16—25 час).
Поковки со Закалка с 1170—1180°С 20 18500 95—105 65—75 — 13—20 15—25 4—Э 3,5—3 8
стороной квад- (2—4 час) на воздухе; 400 14600 98 70 56 15 20 — —
рата90лы* старение при 750°С 50О ' 14100 97 69 54 14 24 — ~
(16 час), охлаждение на 600 13300 90 67 52 15 20 -- —
воздухе 650 12500 83 67 52 10 19 — —
700 11800 75 62 47 8 13 - —
750 11500 58 47 36 7 15 - —
* Свойства при высоких температурах приведены после старения при 700°С. Режим старения при 750° повышает
прочностные характеристики. . _____
317
Предел длительной прочности, ползучести и выносливости
Вид
полуфабриката
Прутки
Поковки
•со стороной
квадрата
"90 мм
* Детали
** Радиус
Термообработка
Закалка с 1100—1150°С
(2 час) на воздухе*;
старение при 700 — 750°С
(16 час), охлаждение на
воздухе
Закалка с 1170±10'°С
(2 час) на воздухе*;
старение при 750ЭС (16 час),
охлаждение на воздухе
рекомендуется закаливать
надреза 0,75 мм.
Ло
оз ас
О- 03
а
Н к
500
550
600
650
700
750
800
700
750
в масле
#100
73
65
59
48
40
28—30
—
40
28—30
^о»:
по
общей
деформации
—
—
20
18
15
8,2
—
?/юо
по
остаточной
деформации
кГ/мм2
—
—
39
33
17—20
8,5
—
—
--,1
°-1
на базе 10'
циклов
37
--
34
—
28
—
—
27
28
—
—7
28
—
—
25
—
Технологические свойства
Деформируется в горячем состоянии. Температуры деформации: начало —
1080-^-1100°, конец —900° (охлаждение на воздухе). Склонна к перегреву.
Термообработка определяется условиями работы деталей (указанная в ТУ
применяется при металлургическом контроле). Детали, работающие при
температурах:^ 700°, подвергают закалке с 1150-7-1170° (2 час) в масле
(крупногабаритные) или на'воздухе (малых сечений) и старению. Для деталей, работающих при
температурах <700°, рекомендуется закалка с 1100±20° (2 час) в масле и
старение по режимам: при 700-т-750° (16 час) охлаждение на воздухе или
при 700-7-750° (10—16 час) медленное охлаждение с печью до 630—650° в
течение 10—16 час, затем на воздухе.
Крепежные детали, цапфы и другие детали высокой прочности, работающие
при температурах до 650°, термически обрабатывают по режимам: нагрев до
.1100-7-1120°, горячее обжатие 20—25%, старение по первому или второму
режиму; закалка с 980° (2 час.) в воде, холодная протяжка с обжатием 10—20%,
старение по второму режиму.
Применение
Несвариваемые детали корпуса и кольцевые детали турбины,
соединительные кольца, крепежные детали, диски, направляющие и рабочие
лопатки компрессора, рабочие лопатки газовой турбины, работающие при
температурах до 750°.
ДЕФОРМИРУЕМАЯ ХРОМОНИКЕЛЕВАЯ СТАЛЬ Х12Н22ТЗМР
(ЭПЗЗ, ЭИ696М)
Химический состав, %
С<0,1; 51^0,6; Мц<0,6; Сг= 10,0—12,5; N1-21—25; Мо-1,0—1,6;
Ре—основа; 11=2,6—3,2; А1^0,8; В —по расчету до 0,02; 5^0,01; Р^0,02.
Физические свойства
4=7,95 Г/сж3;
а- 106=15,3(20—100°); 16,5(100—200°); 17,6(200—300°); 18,1(300—400°С);
19,0(400—500°); 19,6(500—600°); 21,8(600—700°); 31,6(700—800°) 1/°С;
а • Г06= 15,3(20—100°); 15,9(20—200°); 16,5(20—300°); 16,9(20—400°);
17,3(20—500°); 17,7(20—600°); 18,2(20—700°); 19,9(20—800°) 1/°С.
Л=0Д>30(20°); 0,033(100°); 0,036(200°); 0,040(300°); 0,043(400°); 0,047(500°);
0,050(600°); 0,053(700°); 0,057(800°); 0,061(900°) кал/см. сек.°С.
Механические свойства пружинной проволоки при комнатной температуре
в зависимости от степени деформации
Термообработка
Закалка с 1130± Ю°С (30 мин) на
воздухе или в воде; холодное
волочение
То же и старение при 700±20°С
(5 час), охлаждение на воздухе
Степень 1
деформа- г/в'
ции, % 1 к1/мм
20
40
20
40
75—95
110—120
■100—120
,145—160
##с
25—30
30—35
35—40
40-45
Жаростойкость
Обладает удовлетворительным сопротивлением газовой коррозии (до 850°).
Скорость окисления при 1000° за 100 час составляет >2 Г/м2-час. Алитирова-
ние существенно повышает жаростойкость: при 1000° скорость окисления за
100 час составляет 0,06—0,12; за 500 час — 0,02—0,05 Г/лР-час. Разработатны
режимы алитирования в порошковых смесях и вакуумжьконденсационным
способом.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации —
11004-900° (охлаждение — на воздухе).
Термообработка выбирается в зависимости от условий работы деталей
(чем выше рабочая температура, тем выше температура закалки). Для деталей,
работающих при 7504-800° — закалка с 1160+1180° в масле или на воздухе,
старение при 780° (16—25 час), охлаждение на воздухе; работающих при
температурах до 750° включительно — закалка с 11004-1130° (выдержка 3—5 час
в масле), старение при 7204-780° (16 час), охлаждение с печью до 6004-650°
(10—20 час), охлаждение на воздухе; работающих при 4004-700° в условиях
концентрации напряжений — закалка с 11004-1130° (3—5 час ) в масле,
старение при 8404-850° (3—5 час), охлаждение на воздухе, старение при 7004-730°
(16—25 час), охлаждение на воздухе; работающих при температурах от —196
до +600°—закалка с 900—1000° (2—5 час) в масле, старение при 7204-780°
(16 час), старение при 600-4-650° (16 час), охлаждение на воздухе. Охлаждение
с температуры первого старения до температуры второго рекомендуется
проводить медленно с печью.
Удовлетворительно обрабатывается резанием.
Применение
Диски турбины и компрессора, кольцевые детали корпуса турбины,
соединительные кольца, крепежные детали, рабочие лопатки газовой
турбины и компрессора, работающие при температурах до 750°; цилиндрические
винтовые пружины, работающие при температурах 4004-700°; поршневые
накладки дизеля (с алитированной поверхностью для рабочей температуры 1000° взамен
стали ЭИ283).
319
Механические свойства по ТУ (не менее)
полуфабриката ТУ Термообработка || ■* ^ %
Прутки-штанги ЧМТУ Закалка с 1100—1170°С (2—5 час)\ 20 90 60 8 10 3 3,4—3,8 —
и шайбы для ЦНИИЧМ на воздухе или в масле; старение при 12*
дисков (в том чис- Ц275-65 750—8О0°С (16—25 час), охлаждение 700 _ 40
ле из металла на воздухе 750 — 30
вакуумно-дугового (05о)
переплава) Закалка с 950—1050°С (2—5 час)\ 20 100 70 10» 12 3 3,2—3,6 —
в масле; старение при 730—780°С -гт^—ГУд.*1
(16 час), затем при 600—650°С (10— б00 I ~- __ __ __ _ 58
16 час), охлаждение на воздухе \ (в )
Прутки холодно- ЧМТУ Закалка с 1100°С (1— 2 час) в 20 110 80 20 25 5 3,3—3,6 -
тянутые ЦНИИЧМ масле; старение при 780°С (16 час) л
1034-63 затем при 650° (16 час), охлаждение
на воздухе
Проволока ЧМТУ Старение при 700—7ЫГС (3— 20 100 — 10 30 — НКС
(серебрянка) для ЦНИИЧМ 5 час), охлаждение на воздухе 20—30
пружин 295-60 „«
Старение при 700—750°С (3— 20 130 — 8 20 — НЯС
—5 час), охлаждение на воздухе, 30^-40
нагартование
* Только для металла вакуумно-дугового переплава.
320
Механические свойства при различных температурах
фабрика- Термообработка |||- % ^ ат.. мм
та I |н ** 1| I I « * I
Пруткии Закалка с 1160—1180°С 20 19000 — 95—102 68—70 — 10—15 14—19 3 3,5—3,7
поковки (2—8 час) на воздухе; 500 13600 — 90 64 — 9 14 — —
состоро- старение при 750—780°С 600 13100 — 86 63 — 10 16 —
ной квад- (16—25 час), охлаждение 700 12400 — 71 59 — И 17 — —
рата на воздухе 750 12200 — 62 52 — 8 13 — —
90 мм \ 800 11100 — 46 39 — 17 36 — —
Закалка с 1100—1130°С 20 — 19600 110—125 65—80 13—30 — 15—35 3—10 3,20-3,50
(3—5 час) в масле; ста- 500 - - 16400 95—105 — 15—30 — 15—35 — —
рение при 720—750°С 600 - 15800 85—105 - 10-22 - 10-25 — —
(16 час), охлаждение с 700 — 15200 65—85 - 8—18 - 10-26 -— -
печью до 600-650°С 750 — 14900 58— 70 - 8-14 - 10-25 - -
(16—20 час), охлаждение
на воздухе
Закалка с 1120±10°С 20 - — 100-120 73—75 13-20 - 18-25 5—7 -
(3 час) в масле; старение 500 — — 90—98 — 11—15 — 17—20 — —
при 775±5°С (16 час),\ 700 - - 74— 80 - 10-17 - 15-20 — —
охлаждение с печью до I I | I
620—650°С (10 час), ох- I
лаждение на воздухе
Закалка с 1120°С 20 — — 100—110 65—75 17—27 — 20—30 6—10 3,4-3,6
(3 час) в масле; старение 600 - - 85— 96 65-70 - - 20-30 - -
при 840-850°С (3- 700 - - 70- 80 60-70 12-20 - 15-25 - -
5 час), охлаждение на '
воздухе; старение при
700±20°С (20—25 час) А
охлаждение на воздухе
21 Зак. 2022
321
* Продолжение
Вид I [^о I Е \ Е% I <УВ 1 ог0>2 I б5 I 6ю 1 я|) 1 1 I
фабрика- Термообработка | « | кПмм2 % .? Нот. мм
Закалка с 900—10СО°С 20 — — 110-130 85—100 20—25 — 25—40 5—10 —
(2—5 час) в масле; ста- 500 — — 100-115 85—98 13—20 — 25—35 — —
рение при 720—750°С 600 . — — 100—105 75—91 12—20 — 25—35 — —
(16 час), охлаждение с 700 — — 80—90 70—80 10—15 — 10—25 — —
печью до 630—650*0 750 — — 60— 75 — 12—16 — 15—25 — —
(10—16 час), охлаждение
на воздухе
Поковки Закалка с 1120±10ЭС 20 — — 120 86 17 — 24 — —
0 70 мм (3 час) в масле; старение 700 — — 74 64 23 — 34 — —
при 750°С (16 час),
охлаждение с печью Д°
650°С (16 час), охлажде
ние на .воздухе
322
Пределы длительной прочности, ползучести и выносливости
I во,2/100 а1- | СТ-1
о.* (п0
оставил + ^ Н^К ^100 а300 <Уб00 О^ЮОО ТОЧНОЙ „вЛвоЛ1Г.'
лГ* Термообработка я я леАопма- на базе 10-
полуфабриката н §.§ . „»»? циклов
| !|ёИ кГ/мм*
Прутки и по- Закалка с 1120°С (3 час) в масле; 600 63 — — — ~~ I ""
ковки со сторо- старение при 840—850°С '(3—5 час) 650 50 — — — — — —
ной квадрата охлаждение на воздухе; старение при 700 40 — "~~ '— — — ~
90 мм 700±20°С (20—25 час) охлаждение 754) 30 — -- — — ~ —
на воздухе ~ '
Закалка с 1160—1180°С (2—8 час)\ 400 — 89—90 — — — — —.
в масле; старение при 720—750°С 500 75—83 — 74—78 70—74 — — Г —
(16 час), охлаждение с печью до 600 60—63 ^- — — — Г — —
600—650°С (16—20 час) на воздухе 650 49—50 — 39—41 37—39 — Г — . —
700 40—45 — 32—34 30—32 — • — I —.
, 750 28 32 I 19 21 — Г
Закалка с 1160—1180°С (2—8 час) 500 67—68* — — — Ь^60 — Г —.
на воздухе; старение при 775±5°С 600 56—57 — — — — ~~~ I ~~
(16—25 час), охлаждение на воздухе 650 49450 — — — — —~~ | ~
700 40—42 — — — 34 — —
750 30^-32 — — _ 23—24 — —
800 17—18 — — — — 26 25
Закалка с 1120°С (3 час) в масле; 600 60^-63 — — — — ~~~"
старение при 775°С (16 час), охлажде- 650 49—50 — — — — — —
ние с печью до 620—650°С (10—700 40—42 — — — I — ~~~ ~~
16 час), охлаждение на воздухе 750 30—32 — — — — — —
Закалка с 900— 1000°С (3 час) в 500 90 — — — ~ ~| "~~
масле; старение при 750—780°С 550 70 — — — — — —
(16 час)\ старение при 630—650°С 600 60 — — """" | II
(10—16 час), охлаждение на воздухе!
I 11111111
323
ХРОМОНИКЕЛЕВАЯ ДЕФОРМИРУЕМАЯ СТАЛЬ ХН35ВТЮ (ЭИ787)
Химический состав, %
С^0,08; 51=^0,6 Мп^0,6; Сг-14—16; N1 = 33—37; № = 2,8—3,5;
Ре—основа; Т1 = 2,4—3,2; А1 = 0/7—1,4; В — до 0,02; 5^0,01; Р^0,02.
Физические свойства
4 = 8,04 Г/см3;
а*- 106=14,1(20—100°); 15,2(100—20(Г); 16,2(200—300°); 16,9(300—400°);
17,7(400—500°); 17,8(500—600°); 19,0(600—700°) 1/°С;
а. 10б= 14,6(20—200°); 15,2(20—300°); 15,6(20—400°); 16,0(20-500°);
16,3(20—600°); 16,7(20—700°) 1/°С.
Х=0,037(100°); 0,042(200°); 0,046(300°); 0,050(400°); 0,054(500°); 0,059(600°);
0,062(700°); 0,066(800°); 0,071(900°) кал!см. сек.°С.
Жаростойкость
При испытаниях (800°) в воздушной среде в течение 100 час, привес
составляет 0,059, в течение 1000 час. — 0,018 г/м2 час. Удовлетворительно
сопротивляется газовой коррозии при температурах до 850°.
Технологические свойства
Деформируется в горячем состоянии. Температуры деформации: начало —
1080ч-1100°, конец — 900° (охлаждение — на воздухе).
Рекомендуемые режимы окончательной термообработки: для рабочих
лопаток— первая закалка с 1180'—1200°С (2,5—3 час) на воздухе, вторая закалка
с 1050°С (4 час) на воздухе, старение при 750—800°С (16 час), охлаждение
на воздухе; для турбинных дисков — первая закалка с 1150—1160РС (6—10 час)
на воздухе, вторая закалка с 1050°С (4 час) на воздухе, старение при 830°С
(16 час), охлаждение на воздухе; для лопаток компрессора
(термомеханическая обработка) — нагрев заготовок при 1120°С (60 мин), штамповка с
охлаждением на воздухе и старение при 750°С (16 час) с охлаждением на
воздухе.
Хорошо прокатывается на сортовых станах. Удовлетворительно
обрабатывается резанием.
Применение
Рабочие лопатки турбин, компрессорные лопатки, диски турбин,
дефлекторы, кольца, работающие при температурах до 750°.
* После термообработки по режиму: первая закалка с 1180°С (4 час) на
воздухе; вторая закалка с 1050° ( 4 час) на воздухе; старение при 800° (16 час).
324
Механические свойства по ТУ (не менее)
ВИДрикаТУаФаб" ™ Термообработка || Г^М ДД | <™ \ ,*-,
*10 кГ/м* \ % \ х \
II |Н ° I I 1^*1 '
Прутки горяче- ЧМТУ 1. Первая закалка с 1150— 1180°С 20 95 65 6 8 2,5 3,25—3,6 —
катаные и кова- ЦНИИЧМ (4—8 час) на воздухе, вторая закал-
ные, сечением до 63—58 ка с 1050°С (4 час) на воздухе; старе- 750 — ~- ~" ~* —■ ~~ 30
250 мм . ние при 750—840°С (16—25 час),
охлаждение на воздухе (а5о=35)
2. Закалка с 1080—И20°С (10 час)\ 20 100 65 8 | 10 3 3,25—3,6 —
на воздухе; старение при 750—800°С
(16—25 час), охлаждение на воздухе 550 — — — — — — 73
(за 80 час)
Кованые заготов- ЧМТУ По режиму 1 20 95 60 6 8 2,5 3,25—3,65 —
ки (шайбы) ЦНИИЧМ
710-62 750 - - - - - - 30
По режиму 2 20 100 65 8 ' 10 3 3,25—3,65 -
550 — — — — — 73
(за 80 час)
325
Механические свойства при различных температурах
| 'СО - I | I I I I 1
Вид полуфабрика- Термообработка || _] ! ! I «н, I о,,,
! 11о кг/мм* %
Прутки Первая закалка с 1180— ! 20 21850 105—127 70—88 7—22 10—25 2,5—5,8 3,3—3,6
1200РС (2,5—8 час) на воздухе; 400 — 105—118 70—85 — — — —
вторая закалка с ДО50°С (4 час) 500 — 100—115 .1 70—83 5—18 6—23 — ' —
на воздухе; старение при 750— 550 — 100—1-12 69—82 5—16 7—25 5—6 —
800°С (16 час), охлаждение на 600 17300 100—110 68—31 — 12—16 — —
воздухе 700 16600 92—97 68—80 5—8 9—11 — —
750 15600 85—89 05—78 6—10 6—10 3—4 —
800 15150 68—75 60—70 13—15 22—28 5—6 —
' '•"■ 850 — 36—38 33—35 19—21 46—48 5,5—6,5 —
'| - 900 — 20—25 20—24 20—28 50—60 — —
Кованые прутки Первая закалка с 1150— 20 — 106—124 60—80 11—23 15—29 3.8—7,0 3,85—3,60
(сторона квадрата 1160°С (6—10 час) на воздухе; 600 — 100—»107 " 60—79 12—16 17—26 5—6 -
90 мм) вторая закалка с 1050°С 700 — . 74—92 • 60^-79 6—15 '10—23 5—6
(4 час) на воздухе; старение
при 830° (16 час), охлаждение I
на воздухе ['
Диски и другие Тоже 20 — 110—120 60—78 16—20 19—33 4,5—7,3 3—4
крупные изделия 500 — 100—110 — (14—16 23—27 — —
600 — 100—105 60—78 12—16 22—26 5—6 —
650 — 100—104 — 12—14 21—24 — -
700 — 75—90 60—78 8-14 10—23 4,5—6,0 —
Лопатки ком- Термомехадическая обра- 20 — 135 95—100 20—24 36—45 7,0—8,4 3,0—3,2
прессора ботка: нагрев до 1120°С, вы- 550 — 118—121 86—92 15^-17 20—36 _ —
держка 60 мин, штамповка,
охлаждение на воздухе;
старение при750°С (16 час), ох-
I лаждение на воздухе ' I I 1 ' ' "... -..
326
Пределы длительной прочности, ползучести и выносливости
I III 1 00,2/100 а_! I аИ|
о о
ВИДпиК°яЛтУяФаб' Термообработка || °100 "Ч 0500 *™ деформ^ §1* «а базе 10'
Р 5* ции ОвЯ ЦИКЛОВ
р о - 2
I (н ° 1 кГ/мм2
Прутки Первая закалка с 1180— 550 80—85 — I 70—78 65—70» — 76* 30* —
1200°С (2,5—8 час) на воз- 600 65—68 — 56—58 52—55 — 70* 25—30* 24
духе; вторая закалка с 650 — — — — — — 30* —
1050°С (4 час) на воздухе; 700 38—40 — 32—34 28—32 — 40* 28—30* —
старение при 750—'800°С 750 30—34 — 24—30 22—27 | 25 — 30—31* —•<•>•
(16 час), охлаждение на 800 21—24 — 15—18 12—16 13—14 — 25—27 —"
воздухе 850 12 — — — — — — —
900 ——— — —— 16* —
Кованые! прутки Первая закалка с 1150— 550 75 — — — — 65 28 —
(сторона квадра- 1Г60°С (6—10 час) на воз- 600 60 — — ' — — 60 — —
та 90 мм) духе; вторая закалка с 700 36—40 — —- - — I 30 36 30 —
1080° (4 час) на воздухе; 750 ЭО — — ] — | — ^ I -^ —
старение при 830°С . 1 Ч
(16 час), охлаждение на'
воздухе
Диски и другие То же 500 70 — — ~ — — I |~
крупные изделия 600 60 — — — — -~ ~~
660 50 — - — -—- —
700 36—38 — — — -- ~— —
750 28—30 — ! — — I — — — —
Лопатки ком- Термомеханическая обра- 550 90 86!-- — I — "~~ "~ —
прессора ботка: нагрев до 1120°С, 650 56 52 — — — — — —
выдержка 60 мин, штампов- 750 27,5 22— — — — — - -
ка, охлаждение на воздухе;
старение при 760°С (16 час)л
' охлаждение на воздухе | I ' ' I ' I ' '
* Первая закалка с 1170РС (8 час) на воздухе.
327
4. ЖАРОПРОЧНЫЕ ЛИТЕЙНЫЕ СТАЛИ
ХРОМОНИКЕЛЕВАЯ ЛИТЕЙНАЯ СТАЛЬ Х13Н2Л (513Л, ЭИ736Л)
Химический состав, %
С=0,09—0,15; 51 = 0,2-^0,8; Мп=0,2—0,8; Сг= 11,5—13,5; N1 = 2,3—3,0;
Ш=1,6—2,2; Ре—основа; 5^0,030; Р^0,030. Для улучшения литейных свойств
вводятся: В = 0,003-43,006; Т1<0,05.
Физические свойства
4 = 7,8 Г/см?\
а- 106=10(20—100°); 10,3(20—200?); 10,6(20—300°); 10,9(20—400°); 11,1(20-
500°); 11,2(20—600°) //°С;
Х=0,047(20°); 0,050(100°); 0,053(200°); 0,055(300°); 0,059(400°); 0,062(500°);
0,064(600°); 0,066(700°); 0,067(800°) кал/см. сек.°С.
Механические свойства, отливок по ТУ (не менее)
ТУ
АМТУ
43&—58
Термообработка
контрольных брусков, отлитых
в формы
Горячие—закалка с 1030—
1080°С на воздухе или в
масле; отпуск при 540—
620ЬС
Холодные — та же
Горячие—закалка с 1030—
1080°С на воздухе или в
масле; отпуск при 680—720°С
Холодные — та же
аВ 1 <У0,2
кГ/мм2
120
.120
90
1 90
100
100
75
75
б51 я|з
%
7
8
9
1 9
20
25
30
1 30
1,5
2
1 2
Г 2,Ъ
ДотП' > ММ
3,7—3,4
3,7—3,4
3,80—3,45
1 3,80—3,45
Механические свойства при различных температурах
Термообработка
Закалка с 1050°С в
масле; отпуск при 680°С
Закалка с Ю50°С в масле;
отпуск при 650°С
ура
й,°С
н к
мпера
пытан
а» о
20
400
500
600
20
400
500
Е 1
ав 1
кГ/мм2
19200
115400
13600
87С0
—
95
78
62
40
100
80
78
00,2
71
61
48
27
80
63
60
бз
—
—
т
10'
7
8
6,0
'%
9
8
9
17
—
'Ф
29
26
45
72
30
26
36
кГм/см2
'2,5—4,6
—
—
— -
._...
328
Пределы длительной прочности, ползучести и выносливости
Термообработка
Закаленный с 1050°С в масле и
отпущенный при 680°С
Температура
испытания, °С
1 20
400
1 450
500
550
600
#100
00,2/юО !
по общей
деформации
по
остаточной
деформации
кГ/мм2
—
45
30
22
—
—
15
—
"
46
31
2.1
18
°-,1 1 °-1
на базе 107
циклов
41,5
33
—
35
29
28
20
—
—
—
~
Технологические свойства
Выплавляют в индукционных печах с основной или кислой футеровкой.
Металл заливают в сухие формы из стержневой смеси. После отрезки прибылей
отливки подвергают отжигу при 930-г-980° или нормализации с 9бд-г-980° с
последующим отпуском при 650-~680о.
Окончательная термообработка: закалка с 1050° в масле или на воздухе;
отпуск в интервале температур 5404-580° и 680—720° (на заданную твердость).
После полирования и пассивирования или электрополирования обладает
удовлетворительной коррозионной стойкостью в атмосферных условиях.
Лопатки компрессора и
виях при температуре до 550е
Применение
другие детали, работающие в атмосферных уело-
ЖАРОПРОЧНАЯ ЛИТЕЙНАЯ СТАЛИНА ЖЕЛЕЗНОЙ ОСНОВЕ
20Х20Н25В5МАБЛ* (7М)
Химический состав, %
С=0,18-О,22; 51^1,0; Мп«1,2—1,5; Сг-19—21; N1 = 24—26; Ш=4,5—5,0;
Мо = 0,9—1,1; N5=0,9—1,1; Ре—основа; N—по расчету 0,1; В—по расчету 0,005;
Се—по расчету 0,02; 5^0,03; Р ^ 0,03.
Физические свойства
й? = 8,2 Г/см3;
а- 10б= 13,9(20— 100°С); 14,5(20—2П0°С); 14,9(20—300°С); 15,4(20—400°С);
15,7(20—500°С); 16,2(20—600°С); 16,5(20—700°С); 17,0(20—800°С); 17,4(20—
900°С); 18,0(20— 1О00°С) Ц°С\
Р=0,97(20°С); 1,23(700°С); 1,32(1200°С) ом. мм2/м.
Механические свойства отливок по ТУ (не менее)
Вид
полуфабриката
Прутки
литые
ТУ
СТУ .
Характеристика
образцов
Из трефообразных
заготовок, отлитых в
холодные песчаные формы, и
точнолитые, закаленные
с 1200°С (4 час) на
воздухе и состаренные при
800°С (16 час)
Температура I
испытания, °С |
20
650
750
•**'
ОЬ,2
65
40
38
65
%
7,0
со
3
1,0
НВ
200—250
^
^
8
30
Механические свойства при различных температурах
Характеристика образцов
Точнолитые и из
трефообразных заготовок, залитые
в холодные песчаные
формы, закаленные на воздухе
с 1200°С (4 час) и
состаренные при 800°С (16 час)
Температура 1
испытания, °С |
20
600 1
650
700
750
800
850
900
Е
(Тв
О*0,2
кГ/мм2
17500
14000
13000
120О0
1
65—8С
50—55'
45—50
43—48
40—46
33—40
24—32
20—27
38—56
25—35
25—35
22—33
22—28
20—26
18—26
15—20
65
*
'%
7—20
15—22
15-^24
15—24
18—25
20—26
25—30
25—35
7—20
18—23
22—28
22—28
30--35
35—40
43—55
48—60
кГм/см2
1,5—3,0
4,0—4,5
5,0—5,5
5,0—6,0
330
Пределы длительней прочности, ползучести и выносливости
Характеристика образцов
СЗ о
Си -
В-8
а. аз
а> н
<Т0,2/|(
О) 03
&* о.
о о
2 8 =
О *=! К
°»я =*
о о 2
с = *
на базе
107 циклов
кГ/мм2
Точнолитые и из трефообразных
заготовок, залитые в холодные
песчаные формы, закаленные на
воздухе с 1200°С (4 час), и
состаренные при 800°С (16 час)'
1 600
650
700
750
42
32
26
18
38
29
22
15
36
27
20
13
36
25
18
12
15
11
7
17
13
8
24—25
19—20
Жаростойкость
Привес за 100 час испытаний в воздушной среде составляет 0,06; 0.09; 0,15
и 0,67 г/м2 час при 800, 900, 1000 и 11О0°С соответственно.
Технологические свойства
Выплавляется в индукционных печах с основной футеровкой и разливается
на прутки, удобные для последующего, переплава. Мелкое фасонное литье
получают методом переплава шахтовых заготовок в порционных печах.
При отливке деталей с толщиной стенки более 15 мм для повышения
механических свойств рекомендуется установка холодильников. Вакуумных условий
выплавки и заливки сталь не требует.
Жидкотекучесть хорошая, минимальная толщина отливаемой детали —
0,8 мм. Линейная усадка изменяется от 1,5 до 2,0% в зависимости от формы
отливки. "
Термообработка: закалка с 1200° на воздухе (4 час) и старение при 800°
(16 час).
Хорошо сваривается автоматической сваркой в среде защитных газов
плавящимся электродом (проволокой ЭП367), ручной аргоно-дуговой (с присадкой
проволоки марки ЭП367) и ручной сваркой электродами типа ИМЕТ-10.
Применение
Детали турбин (рабочие и сопловые лопатки), работающие при
температурах до 750°, а также сварные и цельнолитые роторы.
331
ХРОМОНИКЕЛЕВАЯ ЛИТЕЙНАЯ СТАЛЬ ВЖЛ10
Химический состав, %
С=0,13—0,18; 51^0,6; Мп^0,6; Сг=10—12; N1 = 22—25; №=3,0—4,0;
Мо = 2,0—3,0; Ре—основа; Т1 = 3,2—3,8; А1 =0,5—1,0; В — по расчету 0,01—0,02;
Се —по расчету 0,02—0,03; 5^0,01; Р^ 0,02.
Физические свойства
4=8,08 Г/см3;
а- 106= 13,8(20—100°С); 14,4(20—200°С); 15(20—30О°С); 15,7(20—400°С);
16,2(20—500°); 16,8(20—600°); 17,3(20—700°С); 18,2(20—8О0°С); 1/°С.
Я,- 0,031 (25°С); 0,033 (100°С); 0,036 (200°С); 0,039 (300°С); 0,042 (400°С)
0,046 (5ЧХУС); 0,050(600°С); 0,053(7О0°С); 0,054 (800°С); 0,056 (900°С) кал /см сек.°С
с = 0,105(100°С); 0,11(200°С); 0,115(300°С); 0,12(400°С); 0,125(500°С)
0,13(600°С); 0,14(700°С); 0,145(800°С); 0,15(90№С) кал/г°С.
Механические свойства отливок по ТУ (не менее)
ТУ
АМТУ
490—62
Термообработка
Закалка с 1120РС (3 час.) в масле или
на воздухе; первое старение при 740РС
(16 час), охлаждение на воздухе; второе
старение при 630°С (16 час), охлаждение
на воздухе
Температура 1
испытания, °С 1
700
800
65
в».
%
7
28
18 ■
Пределы длительной прочности, ползучести и выносливости
Вид
полуфабриката
Термообработка
га
о.
О
,
>1 К
н
га
о.
(V
я
2
а>
Н
я
я
га
н
"Я
я
о
0100
0^0*2/100 ^.
н <ь> я
8 *я
°»я а"
о о 2
я я 2
»-.Г^
на базе 107
циклов
кГ/мм2
Трефообраз-
ные заготовки,
отлитые в
холодные
песчаные формы
Закалка с 1120°С
(3 час) в масле;
первое старение
при 740°С (16 час),
охлаждение на
воздухе; второе
старение при 630°С
(16 час),
охлаждение на воздухе
48
44
38—40
18—20
—
—
25
45
40
—
—
—
33
—
14
—
—
—
20
(18—20
332
Механические свойства при различных температурах
полуфабриката Термообработка | § ^ \аота,мм
Трефообраз- Закалка с 1120°С —196 — — — — — — — 2—5 —
ные заготовки, (3 час) в масле; первое 20 19000 85—95 60-67 46—52 10—14 6—11 12—18 2—5 3,2-3,7
отлитые в хо- старение при 740°С 300 17500 — — — — - - ~" ~~ I "
лодные песча- (16 час), охлаждение на 400 16500 — — — — — — — —
ные формы воздухе; второе старение 500 15800 — — — ~" — ~ ~" —
при 630'С (16 час), ох- 600 1500О 80—85 60—63 42—46 6—10 4,5—8 10—18 — —
лаждение на воздухе 650 — 75—83 61—63 — 6-—10 — 10—^15 — — •
700 14300 67—75 57—63 42—46 7—10 3—8 6—12 - —
800 13600' 50—57 43—45 26—30 9—12 5—10 10—14 — —
333
Жаростойкость
Удовлетворительно сопротивляется газовой коррозии до 850—900°. Привес за[
100 час испытаний в воздушной среде составляет 0,063; 0,0389 и 0,561 г/м2 • час\
при 800, 900 и 1000° соответственно.
Технологические свойства
Выплавляют в вакуумных индукционных печах при остаточном давлении
(1—5) • 10—3мм, рТш ст> Жидкотекучесть — удовлетворительная. Заливка форм—
в вакууме при 15104-1530°. Линейная усадка — 2%, объемная — 4,5%.
Термообработка: закалка с 1120° (3 час) в масле или на воздухе; первое
старение при 740° (16 час), охлаждение на воздухе; второе — при 630° (16 час),
охлаждение на воздухе.
Удовлетворительно обрабатывается резанием.
Применение
Цельнолитые роторы, рабочие лопатки газовых турбин, рабочие
колеса турбин агрегатов наддува дизелей и другие детали, работающие при
температурах до 800°.
334
5. ЖАРОСТОЙКИЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
НА НИКЕЛЕВОЙ ОСНОВЕ
ЖАРОСТОЙКИЙ ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ХН78Т (Х20Н80Т, ЭИ435)
Химический состав, '
С^0,12; 51^0,8; Мп^0,7; Сг= 19—22; N1
АК0.15; Си^0,2; 5^0,01; Р <0,015,
75; Ре ^ 1,0; Т1=0,15—0,35;
Физические свойства
4=8,35 Г/слс3;
а. 106= 12,8(20—100°); 13,5(20—200°С); 14,3(20—300°С); 14,96 (2О-400°С);
15,54(20—500°С); 16,06(20—600°); 16,98(20—700°С); 17,48 (20^-800°С); 17,97(20—
900°С) Ц°С.
а-10б=14,22(100—200°С); 15,88(200—ЗОО^С); 16,95(300—40_0°С); 17,84(400—
бСКУС); 18,7(500—600°С); 20,5(600—700°С); 21 (700—800°С); 21,87(800—900°С)
1ГС\
X=0,035 (100°С); 0,040(20О°С); 0,044(300°С); 0,049(40О°С); 0,054(500°С);
0,059 (600°С); 0,064 (700°С); 0,069 (800°С);; 0,076 (900°С) кал/см. сек.°С.
Сплав немагнитен.
•-» »*~
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Листы
холоднокатаные
Листы
горячекатаные
Прутки
Кольца сварные
ТУ
ЧМТУ
3126-52
ЧМТУ
5363-55
МПТУ
2362-49
ЧМТУ
ЦНИИЧМ
304-60
ЧМТУ
». НИИЧМ
661-62
Термообработка
Закаленные 980—1020°С в воде
на воздухе -
То же '
Без термической обработки
Закаленные с 1000±10°С (1—2
на воздухе
Закаленные с 980—1020°С в
[или на воздухе
или
час)
воде
Температура 1
испытания, °С 1
20
20
70
70
«О
30
30
Механические
испытания
не
проводятся
800
20
2'2
62
34
30
335
Механические свойства листов при различных температурах
Термообработка
Закаленный с
980— 1020?С на
воздухе
Температура
испытания, °С
20
500
600
700
800
900
1000
1100
1200
Е |
19500
—
14000
12000
9500
—
—
—
2
<*в
кГ/мм
73—78
62—65
60—62
40—42
(18—22
10—12
6-7
4—5
2-3
<*0,2
2
27—30
26
21—22
19—20
10—«11
—
—
_.
°пц
20
—
16
15
6
—
—
—
1 65
%
38-40
35—38
60—70
80-90
1100—105
110—115
120—130
6ю
36
—
38
—
39
—
—
—.
Пределы длительной прочности, ползучести и выносливости листов
Термообработка
«1^
СЗ о
О. ~
>! К
ь я
Л я
О- (Я
€ Е
52 с
о> а
Н я
8
6"
00,2/К
»я •
«§•
*в«Я
о а> я
С с* э-
V Он
° я.
н ё я
о ^ я
о,к -г
- - сз
2
о о
с я
0Г * * з **
на базе107
циклов
кГ/мм2
Закаленный с
980—1020°С на
воздухе
20
700'
800'
900
1000
16
7
—
14
6-7
—
12
5,5
—
10,5
4,5
1,5
8,8
3-4
—
8
—
—
3,8
•1
—
4
1
—
22
16,5
14
,10
14
23
—
—
—
35
* При изгибе листа в одной плоскости.
** При круговом изгибе.
Жаростойкость
За 100 час испытания в воздушной среде привес составляет 0,048—0,0591;
0,156; 0,315—0,466 и 0,607—0,655 г/м2- час при 900, 1000, 1100 и 1200°
соответственно. За 1000 час испытания при 900° привес равен 0,0149—0,0153 г/м2 • час.
Алитирование повышает жаростойкость сплава (при 1100° привес составляет
0,15—0,18 г/м2 час за 100 час).
336
Термостойкость (образцы с надрезом радиусом 0,1 мм
до появления трещины длиной 0,5 мм)
Термообработка
Закаленный с 980—1020°С на
воздухе
Температура
испытания,
°С
800—20
900—20
1000—20
1100—20
1200—20
Число
теплосмен
130
67
36
25
20
Степень черноты полного нормального излучения
(исследование на воздухе в состоянии поставки)
Степень черноты при температуре испытаний, °С
100
200
300
400
500
600
700
800
900
0,17
0,17
0,18
0,18
0,19
0,27
0,51
0,52
0,53
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации — 1180^900° (охлаждение — на воздухе).
Листы в холодном состоянии хорошо обрабатываются давлением.
Термообработка: закалка с 980ч-10201° на воздухе (для снятия наклепа).
В целях повышения длительной прочности температура закалки повышается
до 1150°. Сплав вполне удовлетворительно сваривается аргоно-дуговой, дуговой
и роликовой сваркой.
Характеристики обработки листов
Вытяжка
Кпр
Краб
итоортоька
Кпр
Краб
Выдавка
плоская
^пр Краб
сферическая
КПр
Краб
т
1 *шка
V.
''раб
2,04—2, ю11,70—1,75 [1,68—1,75 | 1,40—1,52 1 0,3 | 0,26 1 0,45 1 0,40 115 11,55
Механические свойства сварных соединений
Свариваемый материал
Листы толщиной 1,5 м в
состоянии поставки
Температура
испытания,
°С
20
80О
1 900
Зв, кГ/мм2, при сварках
аргонно-дуговой 1 роликовой
70—75
10-12
65—75
12—15
10
Применение
Жаровые трубы камер сгорания, сопловые лопатки и другие детали,
работающие при температурах до 1100° при низких напряжениях. Алити-
рование позволяет повысить температуру использования деталей из данного
сплава до 1150° в течение 100 час.
22 Зак. 2022
337
ЖАРОСТОЙКИЙ ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ХН75МБТЮ (ЭИ602)
Химический состав, %
С^0,08; 51^0,8; Мп< 0,4; Сг=19—22; №—основа; Мо-1,8—2,3;
N =0,9—1,3; Ре<3,0; Т1 = 0,35—0,75; А1 = 0,35—0,75; Си^0,2; 5^ 0,012;
Р<0,02.
Физические свойства
с? = 8,32 Г/см3;
а. 10б= 12,4(20—100°С); 12,93(20—200°С); 13,35(20—300°С); 13,77(20—
400°С); 14,17(20-500°); 14,56(20—600°); 15,07(20--700оС); 15,56(20—800°С);
16,0(20—900°С) //°С;
а- 10б= 13,47 (100—20О°С); 14,2(200—300°С); 15,0(300—400°С); 15,8(400—
500°С); 16,5(500—600°С); 18,1 (600—700°С); 19,0(700—800°С); 19,6(800—900>°С);
20,8(900— 1000°С) У/°С;
Х = 0,032(100°С); 0,036(200°С); 0,040(300°С); 0,044(400°С); 0,048(500РС);
0,053 (600°С); 0,058 (700°С); 0,064 (800°С); 0,070 (900°С) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Термообработка
ш<->
о. -
>> к
ь к
сЗ Я
О, сЗ
Темпе
испыт
о
*
3
к.
$5 *
Листы холодно- |ЧМТУ
катаные
Листы
горячекатаные
Проволока
сварочная
13589-53
ЧМТУ
14830-54
ЧМТУ
ЩНИИЧМ
514-61
Закаленные с 1050—
1080° С на воздухе
То же
0^2 мм (нагарто-
ванная), 0>2 мм —
закаленная
20 75
800 25
20 75
800 I25
Механические
свойства не
определяются
45
50
Механические свойства
Термообработка
Закаленные с 1050—1080°С на г/>з
духе
к
Закаленные с 1170°С на воздухе
при различных
атура
ания,
5 с
о» к о
Н о 1
20
500
600
700
1 800
1 900
1000
20
800
900
'1000
— 196
Е
температурах
^Д
*в
00,2
кГ/мм2
20000 ,21500 |83—86
16300
150ЮО
13700
Ю'ООО
—
—
—
—
17900
17200
116500
15800
15000
—
—
—
— 1 —
— —
1 — 1 —
75
66
55
29
17-18
9—10
77
29
18
10
1 М2
40
32
30
27
15
—
! —
1 —
—
—
—
1 55
а5
$10
%
45
44
42
38—45
37-44
35—42
42 35-^-42
40 ;30—35
78
7/5
62
63
74
75
38
70
.—
—
. —
.—
— •
1 '14
338
Пределы длительной прочности, ползучести и выносливости листов
Термообработка
Температура |
испытания, °С |
О*50
0*100
0*200
0*5/100
кГ/мм2
0*0,2/100
по общей
деформации
по
остаточной
деформации
сп со
СО О
7 *
1 со К
о я а
Закаленный с 1080°С
на воздухе
Закаленный
на воздухе
с 1170°С
20
700
800
900
1000
1100
800
900
1000
1100
18
8
—
—
—
—
—
—
16—17
6-7
2,9
—
—
9
4,1
—
—
15
6
2,2
—
—
8,8
3,5
—
—
—
4,3
1,4
0,6
0,5
6,5
3,0
Ы
0;5б
6,8
2,1
—
—
—
—
—
—
6
2
—
—
—
_
—
—
28
24
19
Термостойкость образцов с надрезом 0,1 мм до появления
трещины длиной 0,5 мм
Термообработка
Температура
испытания, °С
Число
теплосмеи
Закаленный
воздухе
Закаленный
с 1050—1080°С па
с П70°С на воздухе
800—20
900—20
1000—20
1100—20
800—20
900—20
1000—20
1100—20
110
52
38
20
80
33
20
12
Степень черноты полного нормального излучения
(в состоянии поставки)
Степень черноты при температуре испытания °С
100
0,25
200
0,25
300
0,25
400
0,25
500-
0,255
600
0,28
700
0,485
800
0,625
900
0,68
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации — 11504-950° (охлаждение — на воздухе).
Характеристики
Вытяжка
Кпр
2,1—2,14
Краб
1,8—1,82
холодной обработки давлением
Отбортовка
Кпр
1,85—2,0
Краб
1,65—1,70
Выдавка
плоская
Кпр 1 Краб
0,30—0,3;
сферическая
Кпр 1 Краб
0,25—0',2* 0,45—0-,55 0,38—0,45
Термообработка: закалка с 1060ч-1080° на воздухе; для снятия наклепа —
с 1040-М060°. В целях увеличения длительной прочности температуру закалки
повышают до 1150-М 170°. Сплав вполне удовлетворительно сваривается аргоно-
дуговой, дуговой и роликовой сваркой.
Механические свойства сварных соединений
Свариваемый материал
Листы толщиной 1,5 мм в
состоянии поставки
Температура
испытания,
°С
20
700
800'
900
авкГ/мм2, при сварках
*Р™"°: 1 роликовой
дуговой *
80-86
45—50
16—18
70—85
40
25—30
14—18
Применение
Изготовляемые штамповкой и сваркой жаровые трубы,
форсажные камеры и другие детали при температурах до 900°.
ЖАРОСТОЙКИЙ ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ХН70Ю (ЭИ652)
Химический состав, %
С = 0,10; 51^0,80; Мп^0,30; Сг = 26,5—28,5;
А1 = 2,8—3,5; Ва^0,08; Се^0,03; 5 ^ 0,020; Р^ 0,020.
N1—основа; Ре^ 1,0;
Физические свойства
</=7,9 Г/см*;
а- 106=13,14(20—100°С); 13,86(20—200°С); 14,75(20—300°С); 15,68(20—
400°С); 16,39(20—500°С); 17,81 (20—600°С); 22,42(20—700°С); 25,47(20—800°С);
21,34(20—900°С); 21,21 (20—1000РС) 1/°С.
Х=0,028(25°С); 0,030(100°С); 0,033 (200°С); 0,037 (300°С); 0,041 (400°С);
0,045(500°С); 0,050(600°); 0,055(700°С); 0,059(800°С); 0,064(900°С) кал/см. сек.°С.
Сплав немагнитен.
Вид
полуфабриката
Листы
холоднокатаные
То же из
металла
электрошлакового
переплава
Листы
горячекатаные
Проволока
сварочная
Механические свойства по
ТУ
ЧМТУ
4712-54
ЧМТУ
ЦНИИЧМ
1411-65
ЧМТУ
5481-56
ЧМТУ
ЦНИИЧМ
514-61
Состояние
Закаленные с
на воздухе
То же
Закаленные с
на воздухе
ТУ (не
1100°С
1200°С
До 0 2 мм нагарто-
ванная, более 0 2 мм—
закаленная
менее
Температура
испытания, °С
20
900
20
9С0
20
900
Мех<
н
)
75
М
75
11
75
15
| 65,
%
30
25
ао
35
'30)
20
анические сво1
е опре;
геляютс
о
—
—
3
ктва
:я
Термостойкость образцов с надрезом г=0,1 мм
до появления трещины длиной 0,5 мм
Термообработка
Закаленный с 1200°С на
воздухе
Температура
испытаний,
°С
800—20
1200—20
Число
теплосмен
87
26
341
Механические свойства при различных температурах
Термообработка
Закаленный с 1200°С на воздухе
03°
О. -
перату
ытания
Тем
исп
120
700
| 800
900'
1000
!поо
Закаленный с 1100°С на воздухе
1200
900
11000
1100
кГ/мм
сз
20
42
30
15
8,6
3,8
2,4
—
■—
*'' и
65
96
75
10
14
65
55
79
(136
—
""~
0*50
0100
кГ/мм2
—
—
4
—
—
—
—
—
—
—
3
—
—
—
—
—
—
0*0,5/100
на
конических
образцах
КГ/ММ2
—
—
2,5
1,2 -
0,7
—
0,8
0,6
0,45
Жаростойкость
Обладает жаростойкостью до 1200°. За 100 час испытаний в воздушной
среде привес составляет: 0,0675 и 0,16 — 0,48 г/м2-час при 1100 и 1200°
соответственно.
Технологические свойства
Деформируется в горячем и холодном состояниях. Температурный интервал
деформации — 1200-4-1000° (охлаждение на воздухе).
Характеристики холодной обработки давлением
Вытяжка
Кпр
2,05—2,15
Краб
-1,70-1,75
——а——идяыивпчтдааминии гиьтуишяид
Отбортовка
Кпр
1,70—1,75
Краб
а,60—1,65
Гибка
Г МИН
0,55
граб
15
Применение
Карманы камер сгорания, экраны и другие детали, работающие
при температурах до 1100°.
6. ЖАРОПРОЧНЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
НА НИКЕЛЕВОЙ ОСНОВЕ
ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ХН77ТЮР (ЭИ437Б)
Химический состав, %
При обычной выплавке: С^0,06; 51^0,65; Мп ^: 0,35; Сг=19—22;
Ыь-основа; Си<0,07; Ре< 1; Т1 = 2,3—2,7; А1 =0,56—0,95; РЬ^: 0,001; Е <. 0,01;
Се^0,01; 5 ^:0,007; Р^0,015. Допускается отклонение по содержанию Т1 до
+ 0,1% и А1 —до +0,05%.
При вакуумно-дуговом, переплаве: С = 0,04—0,08; 51<0,6; Мп ^ 0,4;
Сг-19—22; N1—основа; Си^ОДО; Ре <1; Т1=2,4—2,8; А1=0,6—1,0; РЬ^Г 0,001;
В<0,01; Се^0,02; 5^0,007; Р < 0,015. Допускается присутствие 5Ь, 5п, В1,
Аз не более 1-го балла шкалы спектрального анализа.
Физические свойства
4 = 8,2 Г/см?.
а- 106= 12,4(20— 100°С); 13,4(100—200°С); 14,2(200—300°С);
17,7(600—700°С);
15,0(300—40О°С);
18,7(700—800°С);
15,8(400—500°С); 16,9(500—600°С);
21,3(800—900°С); 22,6(900— 1000°С) Ц°С\
а- 106=12,9(20—200°С); 13,3(20—300°С); 13,8(20—400°С); 14,2(20—50О°С);
14,6(20—600°С); 15,1 (20—700°С); 15,5(20—800°С); 16,2(20'—900°С); 16,8(20-
1000°С) 1/°С.
с='0,105(100°С); 0,11 (200°С); 0,12(300°С); 0,13(400°С); 0,135(500°С);
0,14(600°С); 0,15(700°С); 0,16(800°С); 0,16(900°С) кал/г°С;
I - 0,030 (20°С); 0,033(100°С); 0,037(200°С); 0,041 (300°С); 0,045(40О°С);
0,050 (500°С); 0,056 (600°С); 0,060 (700°С); 0,067 (800°С); 0,074 (900°С) кал/см.
сек.°С.
Виды поставляемого полуфабриката
^, ЧМТУ
Горячекатаный сорт — т „,„„„„ —1317-65 и ЧМТУ 5211-55; листы холод-
цниичм
нокатаные толщиной до Змм —
лента — ЧМТУ — 5482-56; '
проволока — ЧМТУ 5850^57;
ЧМТУ
поковки — цниИЧМ"""875"63-
ЧМТУ
ЦНИИЧМ
- 5385-56;
Вид
полуфабриката
Механи
ЧМТУ
Прутки горя- 5211-55
чекатаные
То же 020—
32 и 33—44 мм
(металл ваку-
умно-дугового
переплава)
1317-65
ческие свойства
Термообработка
, Закалка с
1^80 ±10°С (8
час) на
воздухе; старение
при 700±10°С
(16 час)щ
охлаждение на
воздухе
То же
по ТУ (не менее)
со ..
О. К
н к
со со
СХ Н
Ее
си к О
Ь о 1
20
700
20
.700
?в
С:
65
*
%
70 , 15 | 20
75-
15
20
и от и* ММ
3,45—3,8
—
3,4—3,8
—
040
а 1
кГ/мм2
.
—
__
46
44
__
—
__
42
—
343
Механические свойства при различных температурах
О.0 Е ^Д ^В а°'2 а"Ц *Ю I ♦
Термообработка . | § кГ^ *™>
Закалка с 108а±10°С 20 21000 21500 95—110 62—70 52—57 15—30 15—30 4—10 3,45—3,8
(8 час) на воздухе; старение 600 «16250 18100 85—96 58—65 48—52 20—30 25—40 — —
при 700±10°С (16 час), ох- 700 15300 17200 80—90 55—62 47—52 15—30 20—30 6—12 3,7—4,0
лаждение на воздухе
750 — 16700 65—75 — — 10—20 15-30 — —
800 13000 16100 50—60 42—48 35—40 12—20 20—45 — 4,0—4,5
850 11500 15700 37—45 30—35 22—28 12—25 30—60 — —
900 16000 15000 — — — — — — —
344
Пределы длительной прочности, ползучести и выносливости
л л .Температура О1С0 изоо а500 01ООО а2000 1§,1 *
Термообработка испытания, °2 ° о
°С 13 0-9-
I 1_ I I I в§
Закалка с 1080±10°С (8 час) на 20 — — — — — —
воздухе; старение при 700±10°С 600 68**—75*** 66** 59**—65*** 56**—60*** 52**—55*** —
(16 час), охлаждение на воздухе 650 60 58 — — — 29
700 41**—45*** 39**—43*** 132**—35*** 30**—32*** 28**—30*** 26
750 30 29 I — — — 19
800 20**—25*** — 12**—15*** 10**—12*** 8**—10*** -15
I 900 I — I — | — I — — —
Продолжение
1/1/1 I К*
о'о»2/юо I Оо^'ъоо с__1 на базе циклов а—1
Термообработка _ пгтятпинпй I I I
по остаточной об 7 8 ,2> 1()8 1(}7
I деформации I I I
Закалка с 1080±10°С (8 час) на — — — 37 — — 22
воздухе; старение при 700±10ЭС 58 — 36—38 31—36 27—34 26*,5 23—28
(16 час), охлаждение на воздухе 46— — — — — —
40 26 40—44 37—39 34—36 31—33 23—25
Т7 11 33—34 26—29 22—25 22—23 24
— — 21 15 1-1 — I —
* Радиус надреза 0,75 мм.
**, *** Минимальный и средний показатели предела соответственно.
345
Жаростойкость
Высокая. Обеспечивает возможность длительного использования в воздушной
среде при 650-^820° и ограниченного — при 1050°С.
Технологические свойства
Характеризуется низкой пластичностью в условиях длительного разрыва
при 600^-750° (остаточные удлинения, по данным ЦКТИ, — 0,5—1,5%).'
Допустимые деформации в условиях службы не должны превышать 0,3%.
Относится к разряду термически улучшаемых материалов аустенитного
класса. Хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1150-^980° (нагрев для ковки — в окислительной атмосфере).
Охлаждение после деформации—на воздухе. Допустимая степень деформации при
штамповке лопаток —, 60%. Холодный наклеп вреден (увеличивает склонность
к бездеформаци'онным разрушениям). Глубокая вытяжка затруднительна. При
нагреве заготовок лопаток под штамповку и термообработку в печах с воздушной
средой припуск на механическую обработку должен быть не менее 1,2 мм на
сторону. При штамповке лопаток с меньшими припусками (минимально
допустимый припуск 0,5 мм на сторону) нагрев под деформацию и термообработку
должен производиться в вакуумных печах, в печах с защитной или специальной
жидкой средой. ;
Термообработка: закалка с Ю80±10° (8 час) на воздухе; старение
при 700° (16 час), охлаждение на воздухе.
Для снятия остаточных напряжений в поверхностном слое готовые детали
подвергают электрополированию или отпуску по режиму: нагрев при 850° 2 час)
„и охлаждение до 600° в среде аргона, далее—на воздухе; нагрев при 700р
(8 час) и охлаждение на воздухе.
Хорошо сваривается методом электрошлаковой сварки больших сечений при
использовании флюса АНФ7. Бор, титан, алюминий при сварке не выгорают.
В околошовной зоне наблюдается заметный рост зерен.
Применение
Рабочие лопатки, диски и кольцевые детали газовых турбин,
' работающие при температурах до 750'° в пределах 1000 час (более длительная
работа не рекомендуется вследствие склонности к охрупчиванию и низкой
длительной пластичности).
ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ЭИ437БУ
Химический состав, %
С^0,07; 51^0,6; Мп<0,4; Сг=19—22; N1—основа; Ре<1,0;' Т1 = 2,5—2,9;:
А1 = 0,6—1,0; РЬ<0,001; В<0,01; Се<0,01; Си^0.07; 5^0,007; Р^0,015;
5Ь, 5п, В1, Аз не более 1-го балла шкалы спектрального анализа.
Физические свойства
4 = 8,2 Г/см*\
а- 10°= 12,67(20—100°С); 13,62(100—200°С); 15,88(200—300°С); 16,78(300—
400°С); 17,66(400—500°С); 18,17(500—600°С); 19,92(600—700°С); 21,20(700 -
800°С); 24,55(800—900°С) 1/°С;
Х=0,030 (20°С); 0,033 (10О°С); 0,037 (200°С); 0,041 (300°С); 0,045(400°С);.
0,050(500°С); 0,056(600°С); 0,060(700°С); 0,067(800°С); 0,074(900°С) кал/см. секГС.
Механические свойства при различных температурах
Поковки,
штамповки ,
и диски
(металл
открытой
выплавки)
Закалка
с 1080°С
(8 час) на
воздухе;старение при
750 ±10 или
775±10°С
(16 час),
охлаждение
на воздухе
20
300
400
500
560
600
650
700
750
800'
850
21000
19400
18300
17900
17200
16500
15500
15000
14500
13000
11700
100—115
100
100
90—90
88—93
85—90
84—89
82-84
66—68
54—56
35—37
66—75
64—70
64—70
62—65
58—61
55—60
55-59
54—58
52
44
27
['14—20
\
22
16
14
16
17
115—22
'
•23
26
23
22
21
29
36
55
3-7
—
—
—
—
—
' —
—
—
—
347
Механические свойства по ТУ (не менее)
Вид полуфабриката ^ Э* Термообработка о. § I ^ ^отп-> мм „г/130'-
с— X ^ н ^ \ Км /ММ*
\ Щ% \ И2» <М
Заготовки для дисков (ме- 936-63 I Закалка с 1080±10° 20 100 68 13 : 16 3 3,4—3,7 —
талл вакуумной выплавки) (8 час) на воздухе; старение 750 —— — —— — 30
при 750±10 или 775±10°С I I I I I [ | с5э = 35
(16 час), охлаждение на
воздухе
Штамповки дисков (ме- 1937-63 Тоже 20 100 68 13 161 3 3,4—3,7 —
талл вакуумной выплавки) 650 — — — —I — — а3о=35
750 — — — — ! — — 30
I I I I I ! ! ! а50=35
Заготовки и шайбы для .875-63 » 20 100 65 — 3'* 3 3,4—3,7 —
дисков (металл открытой | 750 — — — — — — 30
выплавки) I I I I I I I а5о=35
Штамповки дисков (ме- '874-63 » 20 95 62 П 13! 2,5 3,4—3,7
галл открытой выплавки)I I I I I I I I
(до 150 кГ и 0 500 мм) | I I I I ' ! I
1 1 ! 1 1 1 1 I 1 1
348
Пределы длительной прочности, ползучести и выносливости
Вид
полуфабриката
Поковки и
штамповки
дисков (металл
открытой
выплавки)
Штамповки
дисков из
металла,
полученного
методом ваку-
умно-дугового
переплава
Термообработка
Закалка с
1080°С (8 час)
на воздухе;
старение при
750 ±10° или
775 ±Ю°С
(16 час ),
охлаждение на
воздухе
То же
| атура 1
ния, °С I
О) Н
5 2 1
Н Е
20
400
450
550
600
650
700
750
800
20
550
650
750
001
О
90
89
80
70
60
44
32
22
—
8Г>-82
60
34—35
500
ь
100(
С
—
88
72
59
51
32
—
12
76
51
27
—
71
55
40
30
—
10
72
46
23
0*0,2/1000
по
остаточной
деформации
кГ/мм2
—
—
58—59
55-58
46
40
25
17
__.
57
46
—
«-. 1
_!^
на базе 107
циклов
37
31-38
34—38
39
.._
26
36
—.
33-39
—
22
—
—
—
22
23.
23-
—
24'
30
—
—
—
Жаростойкость
При испытаниях на воздухе в течение 100 и 200 час привес
составляет: при 800°-4),0387 и 0,0173 г/ж2 час.\ при 900°—0,068 и 0,051 е/м2час.
соответственно.
Технологические свойства
Выплавляют методом вакуумного переплава или в открытых дуговых,
печах. Слитки рекомендуется отливать с большой конусностью.
Деформируется в горячем состоянии. Температурный интервал деформации
1150-^980° (охлаждение — на воздухе).
Термообработка: закалка с 1080° (8 час) на воздухе; старение при 750±10°
(16 час), если содержание титана и алюминия в сумме <3,6%, или при
775±10° (16 час), если это содержание ^3,6%.
Удовлетворительно обрабатывается резанием.
Применение
Диски турбин, дефлекторы, силовые
работающие при температурах до 750°.
кольца и другие детали,.
ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ХН70ВМТЮ (ЭИ017)
Химический состав, % /
С = 0,04--0,10; 51<0,б;Мп<0.5; Сг=13—16; N1—основа; Ш=5—7; Мо = 2—4;
У = 0,1—0,5; Си<0,07; Ре<5; И= 1,8—2,3; А1=1,7—2,3; В < 0,02; Се^0,02;
-3^0,010; Р^0,015.
Физические свойства
^ = 8,4 Г/см:];
а- 10б= 12,0(20— 100°С); 12,5(20—200°С); 13,5(20—300°С); 13,9(20—400°С);
14,3(20—500°С); 14,8(20—6О0°С); 15,8(20—700°С); 16,3(20-800°С); 16,7(20-
•900°С) //°С;
I = 0,023 (100°С); 0,027 (200°С); 0,031 (300°С); 0,036 (400°С); 0,041 (500°С);
■ 0,046(600°С); 0,052(700°С); 0,058(800°С); 0,65(900°) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
ТУ
Термообработка
о
03 о
о. -
>. к
ерат
тани
Е 3
8Е
Н к
с.1
С
«
ь
65
ф
%
Прутки
горячекатаные 0 22,
24, 32, 45 и
55 мм
Прутки
горячекатаные
0 20—32 и
33—44 мм
(металл вакуумной
выплавки)
ЧМТУ
5211-55
ЧМТУ
цниичм
1317-65
Первая закалка
с 1190± Ю°С
(2 час) на
воздухе; закалка с
1050±10°С (4 час)
на воздухе;
старение при 800 ±Ю°С
(16 час),
охлаждение на воздухе
То же
•20
800
850
20
800
850
68
70
3,3—3,7
3,3—3,7
25
о*4о = 20
(Т6о-2(>
350
Механические свойства при различных температурах
Термообработка
Первая закалка с
1190±10°С (2 час) на
воздухе; вторая закалка
с 1060±10°С (4 час) на
воздухе; старение при
80(УС (16 час ),
охлаждение на воздухе
Температура 1
испытания, °С 1
-20
600
700
750
800
850
900
Е*
*д
<?в
С1
5
кГ/мм2
20000
(16500
15000
-
14500
14000
1ЭООО
21200
18500
17700
17200
1660О
114
99
90
75
59
49
75
68
65
58
47
38
бю
*
%
14
16
6—10
5,5—8
5—8
9—14
16
19
12
12
14
19
кГм/см2
-1,5—3
9,6
13,4
* По данным ЦИАМ '
Пределы длительной прочности, ползучести и выносливости
Термообработка
Первая закалка с'
1190±10°С (2 час) на
воздухе; вторая закалка
с 1050±10°С (4 час), н>
воздухе; старение при
8О0±10°С (16 час),
охлаждение на воздухе
Температура 1
испытания, °С 1
Г 20
600
700
8001
830
850
1 900
' 8
6*
о
о
СО
8
о
<*0,2/ю0
по общей
деформации
по
остаточной
деформации
*-1
ак*~
на базе 107 .
циклов
кГ/мм2
_
48
25
18
1 13
142
19
34
16
1^
1 62
14
8,5
30
1 17
15
14
40
1 23
18
16
34—37
33—35
36—39
32—37
26—30
1 25—28
25
24
28—30
29—32
19
* Радиус надреза 0,75 мм.
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации
1190-7-1060° (охлаждение на воздухе). Допустимая степень деформации при
штамповке лопаток — 60%. При нагреве заготовок лопаток под штамповку и
термообработку в печах с воздушной средой припуск на механическую обработку
должен быть ме менее 1,2 мм на сторону. При штамповке лопаток с меньшими
припусками (минимально допустимы 0,8 мм на сторону) нагрев под
деформацию и термообработку должен производиться в вакуумных печах, а также
в печах с защитной или со специальной жидкой средой.
Термообработка: первая закалка с 1200° (2 час) на воздухе; вторая — с
1050° (4 час) на воздухе; старение при 800° (16 час), охлаждение на воздухе.
Для снятия остаточных напряжений в поверхностном слое готовые детали
подвергают отпуску по режиму: нагрев в среде аргона при 950° (2 час.) и
охлаждение до 700° в среде аргона, далее на воздухе; нагрев при 800° (8 час) и
охлаждение в воздушной среде.
Удовлетворительно обрабатывается резанием (коэффициент резания 0,9).
Применение
Рабочие лопатки газовых турбин, работающие при
температурах до 800-г-850°. - _.._ .
351
СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ХН73МБТЮ (ЭИ698)
Химический состав, % /
С^0,08; 51^0,6; Мп^0,4; Сг=13—16; N1—основа; Мо-2,,8—3,2,
N0=1,8—2,2; Ре^2,0; Т1 = 2,35—2,75; А1=1,3—1,7; В^0,0О5; Се<0,005,
РЬ^ОДН; 5^0,007; Р<0,015; В1, Аз, 5п, 5Ь^1 балла по шкале спектрального
анализа.
Физические свойства
<2 = 8,32 Г/сж3;
а-106= 12,3(20—100°С); 13,2(100—200°С); 14,2(200—300°С); 15,0(300—400°С);
16,3(400—500°С); 17,3(500—600°С); 18,8(600—700°); 21,6(700—800°С); 20,8(800—
—900°С) У/°С;
А,=0,023(50°С) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Штамповки
дисков всех
размеров
(металл
вакуумной
выплавки)
ТУ
ЧМТУ
ЦНИИЧМ
1247-64
Термообработка
Первая
закалка с 1120±
10°С (8 час.)
на воздухе;
вторая закалка
с 1000±10°С
(4 нас ) на
воздухе; старение
при 775°С (16
час ),
охлаждение на воздухе
Температура I
испытания, °С 1
'20
750
ш
Ь
1
кГ/мм2
115
72
ю
■э-
%
17
19
5
^оти, ММ
3,3—3,6
3
С:
8
6*
.
3/
Пределы длительной прочности, ползучести и выносливости
Термообработка
о. к
^§
л (Я
О- Н
<и яО
кГ/мм2
на базе
Ю7 циклов
450
550
600
650
700
1 750
800
105
100
85
74
55
43
32
105
95
82
68
50
64
—
35, 33
Первая закалка с
1120°С (8 час.) на
воздухе; вторая закалка с I 600 I 851 821—1 72 I 68
1000°С (4 час.) на возду- 650 74 68 64 66 57—58 152 | 50-1 34 | 29
хе; первое старение при 700 55| 50| — 42 —49* 43
775°С (16 час), охлаж- | 750 143135,33 1 39 | 28—29 |— ! — 137 | 34
дение на воздухе; второе
старение при 700°С (16
час), охлаждение на
воздухе.
* Свойства металла вакуумно-дугового переплава.
** Радиус надреза 0,75 мм.
—
63
52
37
—
__
61
50-
33
—
—
34
—
37
352
Механические свойства при различных температурах*
Термообработка 2.8 * а°™'
Первая закалка с 1120°С 20 '20000 115—125 75—85 59-03 25—30 22—24 25—30 6—10 3,4—3,6
(8 час) на воздухе; вторая 450 18000 НО1—115 70—75 57—60 23—28 120—21 130—37 — —
закалка с 10О0°С (4 час) на 550 17800 105—110 68—72 50—53 23—27 18—22 28—35 — —
воздухе; старение при 775°С 600 — 106—110 65—68 — 20—26 18—22 30--35 — —
(16 час), охлаждение на воз- 650 160ОО 105—108 63—68 49—52 20—26 20—24 — —
духе (стандартный режим) или 700 15500 100—105 63—65 — 20—25 19—23 — —
дифференцированный режим 750 15000 84—90 63—65 49—52 21—25 21—24 25—30 — —
старения при 750°С (16 час) и 800 140ОО 90—70 65—60 — 16 19—22 — —
650°С (16 час) —для всего
диска; затем при 800°С (16 час) —
только для обода диска
* Показатели нижних пределов твердости, прочности и текучести и верхних пределов удлинения, сужения и ударной
вязкости получены на образцах после стандартной термообработки, а показатели верхних пределов твердости, прочности,
текучести и нижних пределов удлинения, сужения и ударной вязкости получены на образцах после дифференцированного
или двойного старения (при 775° 16 час и 700° 16 час) дисков турбин, работающих в особо тяжелых условиях.
353
23 Зак. 2022
Технологические свойства /
Деформируется в горячем состоянии. Температурный интервал деформации—
1160+20-т-1000° (охлаждение — на воздухе),
Термообработка: первая закалка с 1120° (8 час ) на воздухе; вторая—
с 1000° (4 час) на воздухе; старение при 775° (16 час), охлаждение на
воздухе или дифференцированный режим старения — при 750° (16 час), охлаждение
на воздухе, при 650° (16 час), охлаждение на воздухе (для всего диска) и при
800°, 16 час (только для обода диска в кольцевой печи).
Удовлетворительно обрабатывается резанием.
Применение
Диски турбин, дефлекторы, силовые кольца и другие детали двигателей,
работающие при температурах до 7504-800°.
ДЕФОРМИРУЕМЫЙ СПЛАВ НА НИКЕЛЕВОЙ
ОСНОВЕ ХН63КВМЮБ (ЭП833, ДЖ-1)
Физические свойства
а = 8,37 Г/см*.
а- Ю6= 11,7(20—100°); 12,5(100—20О3); 13,2(200—300°);
14,4(400—500°); 13,7(500—600°); 16,4(600—700°); 18.8(700—800°)
27,7(900-1000°) 1/°С.
X,=0,030 (300°) кал/см. сек°С.
6=1,3 ом. мм2/м.
Механические свойства по ТУ (не менее)
13,7(300—400°);
23,5(800—900°);
Вид
полуфабриката
Поковки и
штамповки
дисков
(металл
вакуумно-
дугового
переплава)
ТУ
СТУ
Термообработка
Первая
закалка 1200±
±10°С (4 <шс)
на воздухе
Вторая
закалка 990 ±
10°С (5 час)
на воздухе
Первое
старение 950 ±
10°С(10'шс)
на воздухе
Второе
старение 870 ±
10°С (10 час)
на воздухе
Температура
испытания,
°С
20
800
ав
#0,2
кГ/мм?
105
1
75
б5
*
%
15
15
ан
4
"отп
мм
3,4—3,75
<*юо
сч
42
Механические свойства при различных температурах
Термообработка
Первая закалка
120О±10°С (4 час)
.на воздухе
Вторая закалка
990±10°С (5 час)
на воздухе
Первое старение
950±10°С (10 час)
на воздухе
Второе старение
870±10°С (10 час)
на воздухе
Си к
Температ)
испытан]
20
450
500
560
6СО
650
700
750
800
850
900
Е 1 огв
кГ/мм2
21209
—
19000
—
18600
18С00
175С0
16800
16000
15200
~;
1101—125
105—120
105—120
106-118
103—115
100— ПО
95—105
90—96
80—90
70'—80
55—65
О*0,2
80^—90
75—€6
75—85
75—86
72—86
70'—85
70—85
70—80
65—75
60^-65
45—65
65 1 * 1
%
24—35
22—32
22—32
20'—да
18—27
15—22:
12—18
10-18
16—28
13—23
10'—16
22^-33
20—Ш
18—28
17—25
14—22
10—15
Ш—22
115—28
24—3$
20—30
15—25
ан
со
'6—10
•
"ОТП
мм
3,45—3,7
355
Пределы длительной прочности, ползучести и выносливости
Термообработка
та .
сх к
>»к
н я
та та
о, н
си з
5 е
Н
О" 100 0*300
0*500
0*0,2'300
по общей
деформации
а_1 на
базе
Ю7
циклов
кГ/мм2
Первая закалка 1200±10° (4 час)
на воздухе
Вторая закалка 990±10° (5 час)
на воздухе
Первое старение 950±10° (10 час)
на воздухе
Второе старение 87'0±10° (10 час)
на воздухе
460
650'
700'
7501
800
850'
900
05
87
75
58
46
34
20
105
84
72
55
43
30
16
105
81
70
53
40
27
11
34
38
Технологические свойства
Деформируется в горячем состоянии.
Температурный интервал деформации 1190—1050°
Термообработка:
Первая закалка 1200±10°С (4 час) на воздухе,
Вторая закалка 990±10°С (5 час) на воздухе,
Первое старение 950±10°С (10 час) на воздухе.
Второе старение: 870±10°С (10 час) на воздухе.
(охлаждение на воздухе).
Применение
Диски газовых турбин и другие детали, работающие при температурах до
850°.
ДЕФОРМИРУЕМЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
ХН65В9М4ЮТ (ЭИ893)
Химический состав, %
С^0,08; 51^0,6; Мп<0,5; Сг = 15—17; №—основа; Ш=8,5—10,5;
Мо=3,5—4,5; Ре<3,0; Т1=1,2—1,6; А1=1,2—1,6; В — по расчету 0,01; Се —по
расчету 0,025; 5^0,02; Р< 0,02:
Физические свойства
<*=8,79 Г/см*;
а- 106= 11,5(20—10СГС); 12,2(20—200°С); 12,3(20—ЗО0°С); 12,7(20—400РС);
13,0(20—500°С); 13,2(20—600°С); 14,0(20—700°С); 14,3(20—800°С); 15,0(20—
—900°С) 1/°С;
Х=0,030(20°С) кал/см. сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Термообработка
1ература |
тания, °С 1
Темг
испь
ё
кГ/мм2
«о
■э-
0
/о
^
^
*
Горячекатаные
и кованые прутки
Горячекатаные
прутки для
деталей, получаемых
последующей
холодной
механической
обработкой
|ЧМТУ
1-38-66
СТУ
I Закалка с П8О-20°
• (2 час) на воздухе;
старение при 800±10°С (12
час), охлаждение на
воздухе.
Закалка с 1160±10°С
(2 час) на воздухе; ста-
|рение при 800±10°С
1(12 час), охлаждение на
воздухе
20
750
| 20
750
85
60
90
65
50
20
40
(15
8
25
.15
20
12
Механические свойства при различных температурах
Вид
полуфабриката
Термообработка
СО СО
1н °
СГо,2
кГ/мм2
Горяче- Закалка с 20 22300 90—110 I 65—75 120—35 1125—30
катаные и 1160-М 180°С 750 17400 70—85 50—60 '15—25 20—50
кованые (2 час) на воз-| 800 116500 | 60—75 | 45—55 | 20—30 130—40
прутки . духе; старение
при 800°С (12
\час),
охлаждение на воздухе. | | I I II
Ударная вязкость аи при 20°С после выдержки ЗООО, 10 000 и 2500 час
при 7О0, 750 и 800°С соответственно равна 5,0; 4,0 и 6,6 кГм/см2.
■%
5
«
357
Пределы длительной прочности, ползучесТ/И и выносливости
горячекатаных и кованых ггрутков
1 ПМ1 МИНИ—ПТППГШ— 111
Термообработка
Закалка с
1160—1180°С
(2 час.) на
воздухе;старение при
800°С (12
час.)
03 о
5: к
ампера
:пытан
н к
200
700
750
800
850
900
3
40—50
25
—
—
§5
о
Б
—
1
45! 40
37—43 36
1
24 !23
—
.15
10
32
20
13
7
11111 1111111 1111111 !■■!>!НИМИ ■ИШИНИИ II II III■'
Предел ползучести
для скоростей
деформации,
%/час
ю-5 | ю-4
кГ/мм2
20
ГЗ-14
_.
—
—
—
18—20
—
—
—
«-1 1 «1-1
на базе 107
циклов
43
38
36
(5 • 107)
31
34
27
27
(5-107)
—.
(108) !
—
—
—
—
Примечание: Накатка роликом гладких и надрезанных образцов
повышает предел их усталости при 20О°С до а_1 = 52 и ок_1 = 43 кГ/мм2.
Релаксационная стойкость
Температура
испытания,
0о 1 ОЮооо
кГ/мм2
750
800
30
25
20
30
25
20
13
11 — 12
9—10
5,7—6,0
5,2
Технологические свойства
Выплавляется в дуговых и индукционных печах. Деформируется в горячем
состоянии. Температура деформации: начало 1160-М 180°, конец 900-^950°.
Термообработка деталей, работающих при температуре до 750°: закалка
с 1160-4-1180° (2 час) на воздухе, старение при 800° (12 час), охлаждение на
воздухе. Для деталей, работающих при 800° и выше. Температура
старения 850°.
Применение
Тяжелонагруженные детали поршня дизельного двигателя (болты
крепления поршневой накладки) работающие при перепаде температуры
(по длине детали) от 900 до 150° в условиях знакопеременных нагрузок, детали
газовых турбин с температурой 700-^800° и длительным сроком службы
(50000—100000 час); крепежные детали турбин с рабочей температурой до
750° на весьма длительный срок службы (10000—12 000 час) и до 800° со
сроком до 6000 час.
358
ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ХН62ВМКЮ (ЭИ867)
Химический состав (%)
металла вакуумно-дугового переплава
С^0,Ю; 51^0,60; Мп < 0,3; Сг = 8,5—10,5; N1—основа; . Ш=4,3—6,0;
Мо = 9,0—11,5; Со = 4—6; Ре < 4,0; А1 = 4,2—4,9; Си<0,07; В < 0,02; Се < 0,02:
8^0,010; Р^0,015; допускается присутствие 5Ь, 5п,. В1, Аз не более 1 балла
шкалы спектрального анализа.
Физические свойства
4=8,57 Г/сжЗ;
а-10е» 11,5(20— 100°С); 13,7(100—200°С); 13,9(200—300°С); 14,4(Э0О-400°С);
15,0(400—500°С); 15,5(500—600°С); 16,4(600—700°С); 17,7(700-800'°С); 22,1(800—
—900°С); 28,9(900—1О0О°С) Ц°С\
а . 106= 12,6(20—200°С); 13,0(20—300°С); 13,4(20—400°С); 13,7(20—500°С);
14,0(20—600°); 14,3(20—700°С); 14,8(20—800°С); 15,6(20—900°С); 16,9(20—
— 1000°С) 7/°С;
^=0,021 (20°С); 0,025 (100°С); 0,031 (200°С); 0,036 (300°С); 0,041 (400°С);
0,045 (500°С); 0,048 (600°С); 0,052 (700°С); 0,055 (800°С); 0,059 (900°С) кал./см.
сек°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки
горячекатаные
То же. 0 20—
32 мм и 0 38—
45 мм (металл
получен вакуумно-
дуговым способом)
ЧМТУ 1
ЦНИИЧМ 1
244-60
1317-65
Термообработка
Закалка с 1220±
10°С (4—6 час)
на воздухе;
старение при 950±15°С
(8 час),
охлаждение на воздухе
То же
Температура 1
испытания, °С 1
20
900
20
900
55
58
«5
*
%
4
8
8
12
^отп-> мм
3,25—3,6
3,25—3,6
—
3
й
22
■
'22
Жаростойкость
Жаростоек в пределах до 8504-900°. Жаростойкость может быть повышена
алитированием и составит по привесу при 1000° за ЭОО час испытаний 6,8 г/ж2.
Фазовый состав
При охлаждении с 1220° на воздухе выделяется \> —фаза (27%), двойной
карбид типа Ме1^ Ме2п и боридная фаза типа Ме3В2.
359
Механические свойства при различных температурах
ЛЧА Термообработка 2. * ^ ^отп',
полуфабриката »^ ши^аУУ а »« ^ \ мм
II кГ/мм* % -
Шутки горяче- Закалка с 1220± 20 21000' 23300 11-10—125 75—85 60—70 12—25 15—25 3—5 3,2-^3,7
катаные 10°С (4—6 час) на 600 16800 20700 100—110 70—80 15—20 15—25 6—8 —
воздухе; старение 700 16500 19500 95—100 65—75 55—60 8—12 12—18 6—8 —
при 950±15°С (8 800 15800 18300 90—95 65—75 3—10 7—15 —
час), охлаждение 850 15100' — 75—85 55—65 40—50 3—10 7—12 5—7 —
на воздухе 900 14300 — 55—70 40—50 25—35 7—18 8—22 —
950 1300Ю — 40--50 28—35 15—20 10—20 18—25 6—8 —
1000 12100' — 25—35 18—23 8—13 12—20 20—30 7—9 —
Прутки горяче- Закалка с 1220°С 20 — — 110—120 — — Н—20 16—22 — —
катаные (4 час) на возду- 800 — _ 85—100 — ~" 4~1а 8~~'18 "~ ~~
(электрошлакового хе; старение при 900 — — 63—75 — "~ 8—20 10—30 — —
переплава) 950°С (8 час), ох- 1100 — — — — — — — 13—18 —
лаждение на воз-1150 — — — — ~~ ~~ — \ 20 — \
духе 1200 — — — — — — — 8—16 — \
То же, 0 38— Тоже 20 — — 100—120 — — 12—20 14—22 3—4 —
45 мм (вакуумно- 900 — — 60—75 — — 5—20 10—25 4—7 —
дугового перепла- 1000 —- — - "~ — ~ — — ^—-9 —
ва) 1150 — — — — — — — 20—30 —
1180 — — — — — — — 15—30 —
1200' — — — — — — — 25—30 —
360
Пределы длительной прочности
Термообработка
о. -
>> к
03 Я
О. 03
§ 3
«« с
о о
050
О'ЮО
О>200
<*зоо
Очооо
кГ/мм2
Закалка с 1220±10°С (4—
6 час ) на воздухе; старение
при 950±15°С (8 час),
охлаждение на воздухе
Закалка с 1220±10°С
(4 час) на воздухе;
старение при 950±15°С (8 час),
охлаждение на воздухе
(электрошлаковый
переплав)
700
800
900
950
«00
900
950
76—77
46—48
21—23
12—14
22^23
74—75
43—45
.19—21
11—12
42
■19-21
12—13
72*
Г0—И
62*
Э5*
52*
34
.11
6
* Данные ЦКТИ после термообработки по режиму: закалка с 1180° (6 час)
на воздухе; старение при 1000° (8 час), охлаждение с печью до 900?, выдержка
при этой температуре 8 час.
Пределы ползучести и выносливости
Термообработка
Закалка с 1220±
10°С (4—6 час) на
воздухе; старение
при 950±15°С (8
час), охлаждение
на воздухе
То же, металл
электрошлакового
переплава
03 О
О. -
н к
Л Я
О- 03
§ 2
* с
Н 8
700
800
900
950
1000
1050
900
Л! К
? 5 §
С 7 •гн
о «*
-С оз О
О О е$
0*0,2/100
но
общей
формации
по
остаточной
деформации
—
•12
5
0,5
—
25—26
.11
—
—
—
—
61—63
35—36
13—16
—
—
—
12,5
0—1 на базе циклов
2
о
О
о
кГ/мм2
—
—
35
32
23
—
31
24
17
—
31-32
33,5
32—34
—
—
—
32
&
00
О
о
*Ч 03 2»
сз со 5
1 сз »Ч
х • ВО
29
—
29
—
—
—
—
—
27
—
—
—
—
26
26
26
—
—
—
—
361
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации
11904-1060° (охлаждение — на воздухе). Допускаемая степень деформации при
штамповке лопаток — 40%. При нагреве заготовок лопаток под штамповку и
термообработку в печах с воздушной средой припуск на механическую
обработку должен быть не менее 1,8 мм на сторону. При штамповке лопаток с
меньшими припусками (минимально допустимый —1,0 мм на сторону) нагрев под
деформацию и термообработку должен производиться в вакуумных печах, в
печах с защитной или со специальной жидкой средой.
Термообработка: закалка с 1220° ( + 104 20°), выдержка 4—6 час на
воздухе; старение при 950±15° (8 час), охлаждение на воздухе. Для снятия
остаточных напряжений в поверхностном слое готовые детали подвергают
отпуску по режиму: нагрев на воздухе или в среде аргона при 950° (2 час),
охлаждение на воздухе.
Алитирование в порошковой смеси на глубину 50 мкм проводится после
закалки с 1200° (4 час) и старения при 950° (4 час) по режиму: нагрев до 950°,
выдержка 4 час и последующий диффузионный отжиг при 950° (2 час).
Алитирование повышает надежность и ресурс деталей более чем в два раза.
Применение
Рабочие лопатки газовых турбин, работающие при температуре до 850°,
а с алитированием на глубину 20—30 мкм может длительное время (до
4000 час) использоваться как жаростойкий материал до температуры 1000°.
ЖАРОПРОЧНЫЙ ДЕФОРМИРУЕМЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ХН56ВМКЮ (ЭП109, ЭИ867А)
Химический состав, %
"С<0,1; $1^0,6; Мп<0,3; Сг = 8,5—10,5; N1—основа; Ш = 6,0—7,5;
Мо = 6,5—8,0; Со= 11—13; Ре<1,5; А1 = 5,4—6,2; В—по расчету <0,02; Се по
расчету 0,01—0,02; 5^0,011; Р^ 0,015. В металле вакуумно-дугового переплава
допускается присутствие РЬ, 5п, Ш, Аз не более 1-го балла шкалы
спектрального анализа.
Физические свойства
^=8,45 Г/см*.
а • 106= 11,8(20—100°С); 12,2(20—200°С); 12,7(20—300°С); 13,1 (20—400°С);
13,4(20—500°С); 13,6(20—600°С); 14,2(20—700°С); 14,8(20—800°С); 15,7(20—
—900°С); 17,0(20— 1000°С) 1/°С\
а • 10б= 12,7(100—200°С); 13,5(200—300°); 14,3(300—400°С); 14,8(400—
—500°С); 15,4(500—600°С); 17,1(600—70О°С); 19,7(700—80О°С); 23,4 (800—9О0°С);
28,3(900— 1О0О°С) //°С;
Х = 0,019(25°С); 0,021 (100°С); ■ 0<,025 (200°С); 0,028 (300'°С); 0,033 (400°С);.
0,038 (500°С); 0,044 (60О°С); 0,050 (700°С); 0,056 (800°С); 0,062 (900°С) кал /см.
сек°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Прутки
горячекатаные
То же, 0 20—32
и 33—44 мм
(металл пакуумно-ду-
гового переплава)
ЧМТУ |
462-
1317-
цниичм 1
51
55
Термообработка
Закалка с 1220±
10°С (4—6 час.) на
воздухе; старение
при 950 + 25°С (8
час), охлаждение
на воздухе
То же
Температура 1
испытания, °С 1
20
900
20
900
65
65
65
*
%
3
4
7
8
ММ
3,2-3,5
3,2-3,5
о
со
кГ/мм*
27
27
25-
Ударная вязкость металла вакуумно-
дугового переплава при температурах
горячей деформации
(без термообработки)
Ударная вязкость при температуре
испытания (°С), кГм/см2
363.
Механические свойства при различных температурах
Темпера- Е Ед <тв а0,2 Д> *ю *
Термообработка ис^1- ! Ам*
ния,°С кГ/мм2 %
Закалка с 1220±10°С (4—6 час) 20 21100 20500 110—130 85—95 9—20 18 11—20 2—5
на воздухе; старение при 950+25°С 500 18800 I — — — — I" — ~~
(8 час), охлаждение на воздухе 600 18300 Г — — — — — — ~
700 17600 16900 108—.115 75—85 — 12 12—18 -
750 — 16600 108—115 75—85 5—10 9 7—15 3—7
800 16900 — 100—110 — 5—8 — 7—15 —
850 1630О 15100 75—85 65—75 3—6 4 5—10 3—5
900 — 14100 65—80 50—60 3—12 4 7—,15 4—6
950 — 1360О 55—60 40—50 4—15 7 8—18 4—6
1000 — I18'00 35—45 25—35 6—18 9 13—20 4-6
То же для металла вакуумно-ду^- I 20 — — 110—130 85—95 10—20 — 15—20 5—10
вого переплава 700 — — 105—110 — 12—20 - 18—22 -
800 — — 95—110 — 7—12 — 8—20 —
900 — — 65—85 — 4—13 — 8—18 —
950 — — 55—65 — 11 — 19 — (15—23 —
Ю0О — — 40—45 — 12—20 — 15—25 — ч
:364
Пределы длительной прочности, ползучести и выносливости
Термообработка
Закалка с
1220±10°С (4—
6 час) на
воздухе; старение
при 950+25°С
(8 час),
охлаждение на
воздухе
Температура 1
испытания, °С I
1
750
800
900
950
0*1
Об
0*Ю
0*25
#50
0*100
кГ/мм2
183
70
48
30—32
78-80
60
37
24—25
70—7.5
58
34
22-23
50
29
19—20
48
27—28
17—19
44—45
'24—26
14—16
Термообработка
Закалка с
1220±10°С (4~
6 час) на
воздухе; старение
при 950+25°С
(8 час ),
охлаждение на
воздухе
О500
Оюоо
Огооо
0*0,2/100
о*о,г/ю
кГ/мм2
34—38
15-18
8—10
31-34
13—15
6,5—7,5
29-31
10—12
5,5—6,5
37
14—15
65—67
11—12
ст _!на базе
циклов
107
32-36
10*
28—32
Пределы длительной прочности, ползучести и выносливости
металла вакуум но-дугового переплава
Термообработка
Закалка с 1220±КУЭС (4—
6 час) на воздухе; старение
при 950+25°С (8 час),
охлаждение на воздухе
Температура 1
испытания, 1
1 700
800
900
950
1 980
1000
обо
Оюо
&
11
1
по
остаточной
деформации
т
Л
на
базе Ю7
циклов
кГ/мм2
27—29
20
15
10
76—77
45—46
25—27
16—18
12—13
8—9
18
37—38
15—16
29
■10
36
3;1
365
Технологические свойства
Деформируется в горячем состоянии. Температурный интервал деформации
11904-1070" (охлаждение — на воздухе). Допустимая степень деформации при
штамповке лопаток — 30%. При нагреве заготовок лопаток под штамповку и
термообработку в печах с воздушной средой припуск на мехобработку должен
быть не менее 1,8 мм на сторону. При штамповке лопаток с меньшими
припусками (минимально допустимый 1,0 мм на сторону) нагрев под деформацию
и термообработку должен производиться в печах вакуумных и с защитной
средой.
Термообработка: закалка с 1220±10° (4—6 час) на воздухе; старение при
'950±25° (8 час), охлаждение на воздухе.
Для снятия остаточных напряжений в поверхностном слое готовые детали
подвергают отпуску по режиму: нагрев на воздухе или в среде аргона при 950°
<2 час), охлаждение на воздухе.
Применение
Рабочие лопатки газовых турбин, работающие при температурах до 950°.
ЖАРОПРОЧНЫЙ ДЕФОРМИРУЕМЫЙ СПЛАВ НА НИКЕЛЕВОЙ
ОСНОВЕ (ЖС6-КП)
Химический состав, %
С = 0,10—0,15; 51^0,4; Мп<0,4; Сг=10—12; N1—основа; №=3—5; Мо-~=
= 5,0—6,5; Со=5—9; Ре<1,5; Т1=2,6—3,5; А1=4,3—5,0; В по расчету 0,02; Се по
расчету 0,015; 5^'0,015; Р ^0,015. При соблюдении требований ТУ по свойствам
допускаются отклонения: по С до +0,01, Со до —0,5, Мо до —0,6.
Физические свойства
</=8,25 Г/см*;
а • 106-11,5(20— 100°С); 11,9(20—200°С); 12,4(20—300°С); 12,8(20—400°С);
13,1 (20—500°С); 13,5(20—600°С); 13,8(20—7О0°С); 14,3(20—800°С); 15,1 (20—
—900°С); 15,9(20—Ш00°С) 1/°С;
*,=0,022 (25°С); Ю,025 (100°С); 0,028 (200°С); 0,032 (300°С); 0,036 (400°С);
0,040 (500°С); 0,043 (600<°С); 0,048 (700°С); 0,054 (800°С); 0,060 (900°С) кал./см..
сек.°С.
Прутки 0 40—50 мм, термически обработанные по режиму: закалка с
1220±10°С (4 час) на воздухе; старение при 950±10°С (2 час), охлаждение на
воздухе, при 900° должны иметь предел длительной прочности о*юо^27 кГ1мм2
(АМТУ 486—62).
Пределы длительной прочности, ползучести и выносливости
Термообработка
03
о-
О
>, к
н
<я
Он
си
с
1 3
<и
н
К
я
л
н
2
о
к
кГ/мм2
*-1
на базе
107
ЦИКЛОВ
кГ/мм2
Закалка с 1220°С (4 час) на
воздухе, отжиг при 1050°С (2 час ),
охлаждение на воздухе
20
700
800
900
950
1000'
76—78
46—48
27—29
18—20
40—111
37
17
М
—
36
14
9
—
40—42
15—.16
7—9
И*
43
42
38—39
32—36
28—32
24—26
* После термообработки по режиму: закалка с 1220° (4 час) на воздухе;
старение при 950'° (8 час), охлаждение на воздухе.
Технологические свойства
Выплавляют в высокочастотных индукционных печах (вакуумных и
открытых) с применением 30% отходов этого же сплава. Разливка — в кокиль
(электроды). Полученные электроды переплавляют в вакуумных дуговых
электропечах. Деформируется в горячем состоянии. Температурный интервал деформации—
1100ч-1О50 (охлаждение — на воздухе). Допустимая степень деформации при
штамповке лопаток — 20%. При нагреве заготовок лопаток под штамповку и
термообработку в печах с воздушной средой припуск на механическую
обработку должен быть не менее 1,5 мм на сторону. При штамповке лопаток с
меньшими припусками (минимально допустимый — 0,5 мм на сторону) нагрев под
деформацию и термообработку должен производиться в-вакуумных печах, с
защитной или со специальной жидкой средой.
Термообработка: закалка с 1210±10° (4 час.) на воздухе; старение при 950°
(2 час), охлаждение на воздухе. После окончательной механической обработки
детали отжигаются при 950р (2 час.) в печах с защитной атмосферой
(аргоном). Особенность сплава — может применяться как в литом, так и в
деформированном состоянии.
Применение
Рабочие лопатки газовых турбин, работающие при температурах 9004-1000°.
367
Механические свойства при различных температурах
*° I Е \ Ей <ув а0,2 65 610 *
Термообработка || | кГ^2
1 1 I кГ/мм* %
Закалка с 1220°С (4 час) на воз- 20 20000 22900 125—140 80—85 13—20 10—20 14—25 4,5—7,0
духе; отжиг при 1050°С (2 час), ох- 600 16600 (19000 1И0—.125 16—20 10—16 12—25 —
лаждение на воздухе 700 16500 118400 140—.125 75—80 18—22 16—19 22—27 5
800 15700 .17600 100-105 !2-ч15 10—12 15—20 5,8
900 12700 16500 75—80 45—50 (10—15 10—12 115—20 5,3
950 122О0 15800 55—70 33—40 7—10 4—1:1 8—15 -
1000 11500' 15000 47—50 25—30 9—15 8—13 15—20 —
1050 — — 33—40 — 7—10 — 12—20 -
1100 — — 27 — 6—15 — — —
1150 — — -6,2 — !30 — — —
1200 — — 3,3 — 40 — — —
368
7. ЖАРОПРОЧНЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
НА НИКЕЛЕВОЙ ОСНОВЕ
ЛИТЕЙНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ЖСЗ (ЭИ618)
Химический состав, %
С=0,11—0,16; 51^0,6; Мп^0,6; Сг=14—16; N1—основа; №=4,5—6,5'
Мо = 3,0—4,5; У<0,3; Ре^8,0; Т1 = 1.6—2,3;' А1= 1,6—2,3; В до 0,02; 5<
^0,009; Р<0,015.
Физические свойства
4=8,2 Г/см*;
а • 106=11,3(20— 100°С); 12,2(100—200°С); 13,1 (200—300°С); 13,7(300—400°С);
14,4(400—500°С); 15,1 (500—60О°С); 17,4(600—700°С); 19,5(700—800°С); 22,1(800-
-900°С); 25,4(900—1000°С) 1/°С;
Х,=0,023(20°С); . 0у025(10О°С); 0,028 (200°С) •; 0,032 (300°С); 0,036(4ЙО°С);
0,041 (50№С); 0,045 (600°С); 0,050 (700°С); 0,057 (800°С); 0,064 (900°С) кал /см.
сек°С.
Прутки (заготовки для переплава), закаленные с 1150° (7 час) на воздухе,
при 800° должны иметь предел длительной прочности 040^25 кГ/мм2 (ЧМТУ
3276—55).
Механические свойства при различных температурах
Термообработка
.
Закаленные с 1150°С (7 час) на
воздухе
1ература 1
тания, °С 1
Н К
20
600
700
800
850
900
Е
<*в |а0,2
кГ/мм2
19500
14700
14000
13000
12500
11000
75
62
57
56
52
40
57
51
51
50
43
31
&10
ч>
%
8,5
7,5
4,0
3,0
3,0
4,0
14,0
16,5
13,5
)17,0
9,5
7,0
кГм/см2
1,5—2,5
—
—
1,5—2,5
—
—
Пределы длительной прочности, ползучести и выносливости
Термообработка
Закаленные с 1150°С (7 час) на
воздухе
Температура I
испытания, °С 1
700
750
800
850
900
0100
0200
00,2/100
ПО
общей
формации
по
остаточной
формации
*-1
на базе
2 • 107
циклов
кГ/мм2
40
29
20
10
28
32
17
22
30
24 Зак. 2022
369
Технологические свойства
Выплавляют в высокочастотных индукционных (открытых или вакуумных)
печах.
Детали изготавливают методом точного литья по выплавляемым моделям
с использованием литейных отходов этого сплава (в количестве 50%) или
отходов сплава ХН70ВМТЮ (ЭИ617). В последнем случае производится дошихтовка
углерода.
Переплав металла при точном литье производится в вакуумных
индукционных печах, Температура металла при заливке форм в вакууме—15504-1650°
(в зависимости от веса и конфигурации деталей). Линейная усадка при
заливке в стержневые формы—2,1-^2,3%, в нагретые керамические формы—0,4+0,8%.
Термообработка: закалка с 1150° (7 час) на воздухе.
Применение
Сопловые лопатки газовых турбин, работающие при температурах до 900°.
ЖАРОПРОЧНЫЕ ЛИТЕЙНЫЕ СПЛАВЫ НА НИКЕЛЕВОЙ ОСНОВЕ
ЖСЗ-Д и ЖСЗ-ДК
Химический состав, %
ЖСЗ-Д; С=0,08—0,13; 51^0,4; Мп<0,4; Сг-11—13; N1—основа; №=3,5—
—4,5; Мо=3,5—4,5; Ре<2; Т1 = 2,5—3,2; А1 = 4,3—4,8; В<0,02; Се<0,015;
: 5^0,01; Р^0,015.
ЖСЗ-ДК: С = 0,07—0,12; 51^0,4; Мп^0,4; Сг=11—14; N1—основа;
'№=3,5—5,0; Мо = 3,5—5,0; Со = 5—10; Ре^2; Т1 = 2,5—3,2; А1 = 4,0—4,8; В=О,01 —
, 0,02; Се=0,01—0,02; 5<0,01;Р<0,015.
Физические свойства
ЖСЗ-Д: (/=8,1 Г/см*;
а • 106= 11,8(20—100°С); 12,2(20—200°С); 12,7(20^-30О°С); 13,1 (20—400°С);
13,5(20—500°С); 13,6(20—600°С); 14(20—700°С); 14,4(20—800°С); 15,1 (20—
—9009С); 16(20— 1000°С) //°С;
Х=0,022 (20°С); 0,025 (100°С); 0,029 (200°С); 0,032 (ЗООРС); 0,036 (400°С);
0,039(500°С); 0,043(600°С); 0,048(700°С); 0,052(800°С); 0,О58(900°С) кал./см.
сек.°С.
ЖСЗ-ДК: (/=8,2 Г/см*;
а- 106=11,8(20— 10О°С); 12,2(20—200°С); 12,7(20—300°С); 13,1(20—400°С);
13,4 (20—500°С); 13,6 (20—60О°С); 13,9 (20—700°С); 14,2 (20—800°С); 14,7 (20—
—900°С); 15,5(20—1000°С) 1/°С;
Ь=0,025(100°С); 0,028 (200°С); 0,031 (300°С); 0,035(400°С); 0,039 (500°С);
0,043(600°С); 0,046(700°С); 0,05О(800°С); 0,054(900°С) кал/см. сек.°С;
с=0,090 (100°С); 0,095 (2О0'°С); О,1О(30О°С); 0,105 (400°С); 0,11 (500°С);
0,12(600°С); 0,14(700°С); 0,15(800°С); О,16(90О°С) кал/г°С.
Механические свойства по ТУ (не менее)
Вид полуфабриката
Образцы, вырезанные из дисков
(по радиусу) или трефообразиых
заготовок, отлитых в холодные
песчаные формы (ЖСЗ-Д)
1; Образцы из заготовок, отлитых
Ь специальные горячие формы, или
[из трефообразиых заготовок, отли-
иых в холодные керамические или
ш горячие песчаные формы (ЖСЗ-ДК)
ТУ
СТУ
АМТУ
491-63
ич11Ч1а—д—шш—аи
Термообработка
Закаленные с
1200±25°С
(3—4 час ] на
воздухе
То же
«Р
щератур
ытания,
2 С
Н К
850
'20
850
1
и
Ь
90
—
Ю
«С
5
—
МИ11ММ
(Ч
8
Б
35
35
371
Механические свойства отливок, закаленных с 1200 °С на воздухе при различных температурах
Вид полуфабриката || : кГ**^
1 I с кГ/мм2 %
Образцы, вырезанные из дисков и 20 2О0О0 21700 85—(100 75—85 8—15 5—8 8—45 1,5—2,0
трефообразных заготовок, отлитых 550 — — 75—85 — 8—12 —
из сплава ЖСЗ-Д в холодные 600 — — — 6—10 — 8—12 —
песчаные формы 700 152О0 182О0 85—95 70—75 4—7 7—101 —
800 14500 17700 70—75 6—9 3,5—7 5—8 —
850 13800 17300 80—85 50—55 6—8 3—6 4—10 —
900 — — 70—80 — 8—12 — И-16 ""
То же из сплава ЖСЗ-ДК 20 20000 21200 95—110 | 80—90 5 В 3—6
550 16500 18400 95—105 — в 3,5—5,0
700 15000 117600 90—105 75—80 6 6 Ю 3,8—4,8
800 15000 17600 90—105 6 8 3,2—4,0
850 14000 16100 85—95 65—70 3,5 6 3—4
900 13500 — 70—75 I 45—50 5 6 ' 2,8—3,4
950 — - 58—63 I — — - 8 2,4—2,9
10С0 12500 — 44—50 I 25—30 Ю 8 10 I 1,8—2,6
То же, отлитые' в горячие формы 20 — — 85 75 6 | — 8 2
850 — — 75 — .. 5 | — 6 —
372
Пределы длительной прочности, ползучести и выносливости
(на образцах, вырезанных из дисков по радиусу
и закаленных с 1200° на воздухе)
Температура
испытаний, °С
а5о
О*Ю0
О*500
0*0,2/100 1 0*0,2/500
по остаточной
деформации
кГ/мм2
*-1
°к-.
на базе 107
циклов
20
550
600
700
800
850
900
—
—
66—68
—
35—36
—
83—85
76
64—65
45
33—34
24—25
Сплав ЖСЗ-Д
_
—
—
—
—
—
—
—
—
50
—
21-24
—
25
34
34
19
33
88
Сплав ЖСЗ-ДК
550
600
700
800
850
90'0
1000
—
—
—
—
39—40
—
—
90—95
80
70
48—50
35—38
29—30
13—14
—
—
60—63
39—40
25—27
118—19
—$
—
—
70
—
30
16
—
—
—
--
29—30
20-21
—
—
27
—
—
—
36
32
—
27
—
—
—
28
27
—
Жаростойкость
Сплавы жаростойки при температурах до 1150°.
Технологические свойства
Выплавляют в высокочастотных индукционных (открытых или вакуумных)
печах. Температура заливки — 1450-:-1500°.
Детали изготавливают методом точного литья по выплавляемым моделям с
использованием литейных отходов сплава в количестве 50%.
Переплав металла при точном литье — в вакуумных индукционных печах.
Температура металла при заливке форм в вакууме—1450-^-1510° (в
зависимости от веса и конфигурации деталей).
Термообработка: закалка с 1200+25° на воздухе.
Применение
Детали двигателя, работающие при температурах до 900р,
373
ЖАРОПРОЧНЫЙ ЛИТЕЙНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ВЖЛ8
Химический состав, %
С=0,1—0,2; 51^0,7; Мп<0.6; Сг= 14—17; М—основа; Мо=4,5~6,0;
Ре = 8—12; Т1=1,8—2,5; А1 = 2,5—3,5; В—по расчету 0,06; Се—по расчету
0,01; 5 < 0,015: Р<0,02. ^
Физические свойства
^ = 8,04 Г /см*;
а • 10б= 13,1 (20—100°С); 14,1 (100—200°С); 15(20—300°С); 15,7(300—400°С);
16,5(400—500°С); 16,8(500—600°С); 16,9(600'— 700°С); 20,3(700—800°С); 24,1(800—
—900°С); 27,4(900—1000°С) 1/°С;
а- 10б=13,6(20—200°С); 14(20—ЗО0°С); 14,5(20—40О°С); 14,9(20—500°С);
15,2(20—600ЙС); 15,4(20—700°С); 16,0(20—800°С); 16,9(20—900°С); 18(20—
—1ОО0РС) 1/°С;
А, = 0,024(25°С); 0,027(100°С); 0,031 (200°С); 0,034 (300°С); 0,038 (400°С);
0,042 (500РС); 0,046 (600°С); 0,049 (700°С); 0,053 (800°С); 0,058 (90(ГС) кал /см.
сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Чушки литые
ТУ
АМТУ
454-59
Состояние
Образцы из трефообразных
заготовок, отлитых в холодные
формы, термически
обработанные по режиму: первая
закалка с 1150°С (4 час) на
воздухе; вторая закалка с 1080°С
(4 час ) на воздухе
Температура
испытания, °С
800
<?.'•/) | Сюо
кГ/мм2
34
32
Жаростойкость
Жаростоек при температурах до 1000°. Привес за 100 час. испытания при
930° составляет 0,035 г/м2 час.
Технологические свойства
Выплавляют в высокочастотных индукционных (открытых или вакуумных)
печах.
Детали изготавливают методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—70%.
Переплав металла при точном литье производится в вакуумных
индукционных печах. Температура металла при заливке форм в вакууме—15004-1540°
(в зависимости от веса и конфигурации деталей). Жидкотекучесть сплава
хорошая. Линейная усадка — 0,55, объемная — 1,9%.
Термообработка: первая закалка с 1150° (4 час) на воздухе; вторая —- с
1080° (4 час ) на воздухе.
Термообработку деталей рекомендуется проводить в среде нейтрального
газа (чистый сухой аргон) или давать припуск на механическую обработку длVI
снятия поверхностного слоя.
Удовлетворительно сваривается электродами ИМЕТ-4П с присадочной
проволокой из сплава Х20Н80 (ЭИ435). Удовлетворительно обрабатывается
резанием.
Применение
Сопловые и рабочие лопатки газовых турбин, цельнолитые роторы и другие
детали, работающие при температурах до 900°.
374
Механические свойства при различных температурах
полуфабриката Термообработка | § \ к^м/см^
Образцы из трефо- Первая закалка с 1150°С 20 190СО 20300 70—72 62—64 4—5 1,0—1,5 5—10 1,0—1,5
образных заготовок, (4 час) на воздухе; вторая 600 ! 14700 — I *»0—*»*Ч —
отлитых в холодные закалка с 1080°С (4 час ) на 700 146С0 167О0 62—64 60—62 5—6 0,5—1,0 5—10
песчаные формы воздухе 800 14500 15700 6—7 1,5—2,0 10—15
'900 |13900 — 43—45 40—42 10—12 2—4 15—20
Пределы длительной прочности, ползучести и выносливости
Термообработка Вид полуфабриката 2." 65 % Гйн-е- ,5
; _1 I ^ * I °^ I I кГ/мм2
Первая закалка с 1150'С (4 час) Образцы из горячих блоков 700 60 5—9 — — 47 -•
на воздухе; вторая закалка с 1080°С вакуумной выплавки 800 34 5—9 27 22 25 25
(4 час) на воздухе | 900 15 10—12 | 10—11 9 11 20
950 9 15—20 — — -- —
375
ЖАРОПРОЧНЫЙ ЛИТЕЙНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ЖС6-К
Химический состав, % ч
С = 0,13—0,20; 51^0,4; Мп<0,4; Сг=9,5—12,0; ыК-основа, Ш=4,5—5,5;
Мо = 3,5—4,8; Со = 4—5; Ре^2,0; Т1 = 2,5—3,2; А1=5—6; В — по расчету 0,02;
Се — по расчету 0,015; 5^0,015; Р^0,015.
Физические свойства
4 = 8,1 Г/см*;
а • 106= 11,0(20— 100°С); 11,4(20—200°С); 12,2(20—ЗО0°С); 12,9(20—400°С);
13,4(20—500°С); 13,8(20—600'°С); 14,2(20—700°С); 14,7(20-800°С); 15,2(20—
900°С); 15,9 (20 1000°С) / Г С •
А, = 0,О20(2О°С); 0,023 (100°С); 0,028 (200°С); 0,032 (300°С); 0,037 (40№С);
0,043(50О°С); 0,047(600ЭС); 0,051 (70О°С); 0,055(800°С); 0,060(90О°С) кал /см.
сек°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
ТУ
Состояние
03
°-
о
>> к 1
*■*
03
си
О)
с
^
О)
Н
К
К
03
н
2
о
к
0*100,
кГ/мм2
1ушки литые
АМТУ
448-59
То же, вакуум- 1АМТУ
ной индукционной 1535-67
плавки
Образцы из трефообразных
заготовок, закаленные с 1210—
1220° (4 час ) на воздухе
То же
975
НООО
975
040^20
15
<х5о^20
Механические свойства при различных температурах
Состояние
Л
кГ /мм2
Образцы из
трефо.образных
заготовок,
закаленные с 1210—
1220°С (4 час.)
на воздухе
20
500
600
700
800
900
!юоо
11030
' 1100
* 65 больше бю на
20000
16500—
118100
«16300—
Ц70ОО
16000—
16500
15100
12500—
,13000
11900—
12200
11400
10000—
10400
1-3%.
21700
=19400
18800
182 СО
17500
16500
90—100
90—94
75—80
50'—57
40—47
20—26
83—85
51—52
30—32
25—26
45—20
4,5
2
2,5
1,7
1
1
4,5
9
10
6,5 1
8
7,5
9,0
5
3
6,5
■12
20
1-^
\
Состояние
материала
Образцы из треф
и точнолитые,
закаленные с 1210—
1220°С (4 час) на
воздухе
Направленно
кристаллизованные
образцы,
закаленные с 1210—1220°С
(4 час ) на
воздухе
О
03 о
О. -
СО Д
О- СЗ
су н
2 в
си о
20
700
750
800
900
950
1000
1030
1050
1100
750
800
900
1 950
1000
0100
<Узоо
, ползучести
0^500
01000
и* выносливости
00,2/юО
по
общей
формации
по
остаточной
деформации
"-1
на базе
107
циклов
кГ/мм2
77—79
65
51—53
32
21
15—16
12
8
5
70
60
! 34
25
18
60
48—50
24
116—17
а-1
67
1 56
1 28
211
14
58
42-48
19—21
15
8—10
| 65
54
! 26
(19
'12,7
56
38—44
16—19
13
6,5-8
63
52
24
17
М
5
4,5
38
19—20
| 5,5—6,0
5
27
23—26
38
Жаростойкость
Жаростоек при температурах до 1150°. Поверхностное диффузионное
легирование алюминием или совместно хромом и алюминием (алитирование и хро-
моалитирование) вакуумно-конденсационным методом и в порошковых смесях
повышает жаростойкость, увеличивая ресурс работы сплава более чем до 3000,
500 и 200 час при температурах 1000, 1100 и 1200° соответственно.
Технологические свойства
Выплавляют в высокочастотных индукционных (открытых или вакуумных)
печах. Детали изготавливают методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—80%.
Переплав металла при точном литье — в вакуумных индукционных печах.
Температура металла при заливке форм в вакууме—15004-1600° (в зависимости
от веса и конфигурации деталей). Перспективен метод направленной
кристаллизации, позволяющий повысить рабочую температуру и ресурс сплава.
Жидкотекучесть хорошая, линейная усадка — 2—2,5%.
Термообработка: закалка с 1210^-1220° (3—4 час) на воздухе. Для снятия
остаточных напряжений после механической обработки применяется отжиг в
среде осушенного аргона при 950° (2 час).
Применение
Рабочие и сопловые лопатки газовых турбин, работающие в
интервале температур 800—1000°; охлаждаемые лопатки, работающие при
температурах газа у поверхности до 1200°; литые роторы и сопловые аппараты.
377
ЛИТЕЙНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ЖС6-КП
Химический состав, %
0=0,10—0,16; 51<0,4; Мп<0,4; Сг=9,0—11,5; N1—основа: \У=3—5;
Мо = 4—6; Со = 5—8; Ре^2; Т1 = 2,4—3,3; А1 = 4,2—5,0; В<0,03; Се < 0,015;
5^0,015; Р^0,015. При использовании в шихте отходов деформированного
сплава этой же марки в готовых деталях допускается содержание Со до 10%.
Физические свойства
<* = 8,25 Г/см*;
а • 106 = 11 (20—ЮО'С); 11,6(20—200°С); 12,2(20—300°С); 12,6(20—400°С);
13,1 (20—500°С); 13,4(20—600°С); 14(20—700°С); 14,7(20—800°С); 15,4(20--
900°О 1 ГС'
I = 0,023 (25°С); 0,026 (100°С); 0,029 (200°С); 0,033 (300°С); 0,036 (400°С).;
0,040 (500°С); 0,044 (600°С); 0,047 (700°С); 0,051 (800°С); 0,056 (90О°С); кал./см.
сек.°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Чушки литые
ТУ
АМТУ
463-60
Состояние
Образцы из трефообразных
заготовок, отлитых в холодные песчаные
формы, закаленные с 1220°С (3—
4 час ) на воздухе
1
Температура [
испытания, °С
975
1000
035
кГ/мм2
20
<Тюо^14
Механические свойства при различных температурах
—■■——'■ '"■■"■'пинии II—т
Состояние
Образцы из
трефообразных
заготовок,
отлитых в
холодные песчаные
формы,
закаленные с 1220°
(4 час-) на
воздухе
ература I
тания, °С 8
Темп
испы
20
500
600
700
800
850
1 900
950
1000
1030
1050
Е
20000
16900
16300
15900
15100
14700
13000
4 290О
1250О
11600
—
*в
кГ/мм2
95—1|10
85—100
80—ИОО
80
70—75
64
47—50
36—45
—
О'о,2
80!—85
70'—80
70—75
70
45—50
40
301—35
25—30
1 —
65
4—8
6—9
6—8
6—8
5—8
—
4—8
—
5,5—7,5
5,5-7,5
—
6ю
%
2—5
4—6
3-4
3-4
2,5
2
1,0—2,5
2,5
2,5—4,0
2,5—4,0
—
1|>
8—13
10—14
9—12
12—9
9-М
6
3—8
Р
5—8
5-8
—
с*
3
^
щ
у
2,5-6*
5,5
6,8
5,5
5,1
—
3,6
3,9
3,9
3,5
3,5
* У сплава, залитого в горячие керамические формы,— 1,0—2,5 кГм/см2.
378
Пределы длительной прочности, ползучести и выносливости
Состояние
О
о, ~
>. к
н к
03 д
Он (^
О) Н
^ с
О) о
СУ 100
<*200
О"о,2/]
1000
ПО
общей
формации
по
оста-
гочной
формации
на базе 107
циклов
кГ/мм2
Образцы из трефообразных
заготовок, отлитых в холодные
песчаные формы, закаленные с
1220° (4 час.) на воздухе
20
800
850
900
950
975
:00О
1030
48 I —
35 I -
28—29 24—25
23 | —
16—17 14—15
14 I 12—13
10—11 —
—
—
6—7
—
—
8
~
26
29
28
23
28
Радиус надреза 0,75 мм.
Технологические свойства
Выплавляют в высокочастотных индукционных (открытых или вакуумных)
печах. Температура заливки — 15604-1580°.
Детали изготавливают методом точного литья по выплавляемым моделям
с использованием литейных отходов сплава в количестве 50—80%.
Переплав металла при точном литье — в вакуумных индукционных печах.
Температура металла при заливке форм в вакууме 15004-1600° (в зависимости
от веса и конфигурации деталей).
Термообработка: закалка с 12004-1220° (4 час.) на воздухе. Для снятия:
напряжений после механической обработки применяется отжиг в среде
осушенного аргона при 950° (2 час).
Применение
Рабочие и сопловые лопатки газовых турбин, работающие в.
интервале температур 8004-1000°; лопатки турбостартера и пустотелые
(охлаждаемые) лопатки, работающие при температуре газа у поверхности до 1200°.
ЖАРОПРОЧНЫЙ ЛИТЕЙНЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ ЛЖ-1
Физические свойства:
а = 8,4 Г/см*\
а • 106= 12,35(20—100°); 12,45(20—200°); 12,45(20—300°); 12,85(20—400°);
13,05(20—500°); 13,25(20—600°); 13,45(20—700°); 13,65(20—800°); 14,05(20—900°);
14,55(200—1000°) 1/°С.
^=0,019(20°); 0,023(127°); 0,029(227°); 0,032(327°); 0,035(427°); 0,040(527°);
0,047(627°); 0,053(727°); 0,060(827°); 0,066(927°); 0,072(1027°) кал/см. сек°С.
Жаростойкость
При 10Э-<шс испытаниях в воздушной среде привес составляет 0,1 г/м2 час
при 1000°С; 0,15 г/м2 час при 1100°С; 0,19 г/м* час при 11,50°С.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Чушки литые
ТУ
СТУ
Состояние
(контрольные
образцы)
Образцы из трефо-
образных заготовок,
закаленные с 1210'±10°С
(4 час) на воздухе
Температура!
испытания, 1
975
Пределы длительной
прочности
О",
кГ/мм2
20
Время до
разрушения,
час
40
Механические свойства при различных температурах
(минимальные значения)
Состояние
материала
Закалка 1210±1(У5С (10 час)
на воздухе
ратура!
тания,!
Щ5У
н
20
600
700'
800
900
1000
1050
1100
Е
17800
■■—
—
—
—
—
—
I ав
кГ/мм<
106
99
98
92
80
53
38
24
0»о,2
>
93
88
87
86
75
43
36
20
б5
с
5
7
5
2
5
4
8
15
*
Уо
7
.11
8
3
7
6
8
25
СО
«3
1-2
—
—
—
—
__
—
380
Пределы длительной прочности, ползучести
и выносливости
Состояние
материала
Закалка 1210±10°
(10 час) на воздухе
Температура]
испытания, 1
900'
950'
10010
101501
<*1С0
0*200
о'зоо
#500
0*1000
кГ/мм2
Й2
23
15
10»
23
00
14
9
26
.18
13»
8,5
24
117'
12
7,5
23
15
Л1
7
0*0,2/100 по
остаточной 1
деформации]
22 .
10
а базе
иклов
ь'2
42
Технологические свойства
Сплав выплавляется в высокочастотных индукционных вакуумных печах.
Температура заливки не выше 1640—|1560°С.
Температура плавления: ликвидус 1325°С, солидус 1290°С. Жидкотекучесть
хорошая, трещиноустойчивость высокая.
Детали изготавливаются методом точного литья по выплавляемым моделям
с использованием литейных отходов в количестве 50—80%.
Переплав металла при точном литье производится в вакуумных печах.
Температура металла при заливке форм в вакууме 1500—'1630°.
Линейная усадка сплава составляет 1,85—2,0%.
Применение
Рабочие и сопловые лопатки газовых турбин, работающих в интервале
температур 8001—ЮбОСС
ЖАРОПРОЧНЫЕ СПЛАВЫ НА ОСНОВЕ НИОБИЯ
НИОБИЕВЫЙ СПЛАВ ВН-2А
Химический состав, %
С^0,08; Мо = 3,5—4,7; 2г=0,5—0,9; N5—основа; О2<0,03; #2^ 0,04;
Н2< 0,005.
Физические свойства
</ = 8,65 Г/см*;
а- 106= (сплав без защитного покрытия) 6,25(20—100°С); 7,15(20—300°);
7,94(20—600°С); 8,25(20—900°); 8,42(20—1100°С); 8,55(20—1300°С); 8,62(20—
1500°С); 8,75(20— 1700°С); 8,84(20—2000?С) 1/°С.
а-106=(сплав с защитным покрытием Сг—А1—51) 9,5(20—800°С); 10,2(800—
13О0°С) 11°С'
Я = 0,115(20°С); 0,12(100°С); 0,125(200°С); 0,14(70О°С); 0,14(1000°С);
0,15(13О0эС); ОД5( 1500<°С); 0,15(1800°С); 0,16(2000°С) кал /см. сек°С.
с=0,068(100°С); 0,071 (300°С); 0,074(500°С); 0,077(1000°С); 0,081 (1200°С);
0,084 (1400°С); 0,087 (1600°С); 0,091 (18О0°С); 0,094 (20ОО°С) кал/ГС;
р =0,2 ом. мм2/м.
Поперечное сечение захвата тепловых нейтронов 1,12 барн. Сплав немагнитен.
Механические свойства при различных температурах*
■—ад—а* дшишшин нищ ■■——мм—чн
ВГид полуфабриката
Листы
холоднокатаные толщиной 1 мм
-вв—шксясгяя—швоиемшя—1
Состояние
Без термообработки;
деформация 90'%
Отожженные
Рекристаллизован-
ные
с*0°
о- -
03 Я
О. 03
Темпе
испыт
—263
— 196
-50
20
1100
-1200
1500
1800
2000
—253
—196
—50
•20
-263
-196
-50 |
20
1100
Ов
кГ/мм'
156
1105
80
80-90
45
30
10
4,0—4,5
2,5—3,5
• 137
101
80
73
119
86
54
45—50
01—33
1 00,2
1
148
95.
69
62
—
—
—
—
—
135
96
73
64
ПО
77
45
37
65
%
7
7
6
4-5
40
.12
17
22
25
.3,7
15,4
14
13,5
8,9
27
23,7
26
20—25
^
* *
СЗ V»
—
•1,7
6,2
7,5
7,7
,1,74
7
9Л
9,5
Испытания при высоких температурах проводились в среде аргона.
: Определялась на нестандартных образцах 2X4,5X40 мм; глубина надреза
1,5 мм и радиус надреза 0,75 мм.
382
. Пределы минутной прочности
Вид полуфабриката
Листы холоднокатаные толщиной
1 мм (деформация 85—90%)
Состояние
Без
термообработки
Температура I
испытания, °С 1
111
ею
0*15
0*30
кГ/мм2
19
6*
(19
,16
б*
* Испытания проводились на образцах с защитным покрытием на воздухе;
остальные испытывались в инертной среде (в печи с графитовыми
нагревателями).
Жаростойкость
Насыщается газами и окисляется на воздухе при температурах выше 200э.
Окислы имеют низкую упругость паров вплоть до температуры плавления (1510°).
Скорости окисления (нагрев в среде воздуха, 100 час.)
пашвшшшвяшшяшашаатяявшашшшаяяшвшшашяяаавшшявшяшшшшш1
Температура, °С
700'
800
900
11000
1100
Привес, г/м2 час
0,5
1,0
5,5
33
80 (за 60 час)
При длительной работе деталей на воздухе или в окислительных средах
в зависимости от условий работы, конфигурации и размеров деталей
применяются следующие специальные защитные покрытия:
— термодиффузионное (Сг—А1<—51), толщиной 60^—70 мкм, обеспечивает
защиту от окисления и насыщения газами без разрушения покрытия при
1000-4-1450° в течение 200—10 час или в потоке продуктов сгорания жидкого
топлива при нагреве детали до 10004-1450° в течение 50—30 час соответственно;'
выдерживает без разрушения более 500 теплосмен при цикле 200—1100—200°;
привес образцов за 100 час испытания при 1100° не более 0,5 г/м2 час;
— комплексное, толщиной до 200 мкм, состоящее из термодиффузионного
покрытия (Сг—А1—51) и слоя эмали, обеспечивает защиту от окисления и
насыщения газами при температурах до 1)500° в течение 2 час,
— эмалевое, толщиной 50 мкм, обеспечивает защиту от окисления при 1200°
в течение 200 час; выдерживает без разрушения более 250 смен при цикле
20—1200—20°;
— нанесенное из газовой фазы толщиной 20—40 мкм, защищает сплав от
окисления при температурах 110504-1100° в течение 20О—75 час. соответственно;
— нанесенное методом плазменного напыления различных материалов,
толщиной 80—1010 мкм, защищает от окисления при 11004-1400° в течение 200 —
25 час соответственно; привес образцов за 200 час испытаний при 1100° не
более 0,012 г/м% час;
383
Пределы длительной прочности и выносливости
Вид полуфабриката Состояние 2.« -$§
§ ё | 1 1 1 | I 1 ьо^
| I н 5 1 кГ/мм2
Листы холоднокатаные тол- Без термообра- 20 — ~~~ — — — I" 20
щиной 1 мм (деформация 85—ботки 900 . — — 43—46 40 39 35—37 33—34 —
90%) ИО0О — — 22-25 18—2(1 16-н19 15—17 14—15 16*
1100 - — 15-.16 13 10 9 7—8 5-6 -
1200 15* 111 — — — — — -
* Испытания проводились на образцах с защитным покрытием на воздухе; остальные испытывались в инертной среде.
384
— получаемое методом плакирования хромоникелевым сплавом ХН78Т
(ЭИ435) с подслоем молибдена толщиной до 300 мкм, защищает от окисления
при температуре 1200° в течение более 100 час; привес образцов за 100 час
испытания при 1200° — не более 0,5 г/м2 час;
— хромоникелевое с подслоем, толщиной 200—250 мкм, полученное
гальваническим методом из водных растворов, предохраняет сплав от окисления при
температурах 1050—11100° более 300 час; привес образцов за 100 час испытаний
при 1050° — не более 0,6—0,8 г/м2 час.
Степень черноты полного излучения (испытания в вакууме 1 • Ю-4 мм рт. ст.)
Состояние
Без защитного покрытия
С термодиффузионным покрытием
Сг—А1—51
С покрытием из хрома и эмали
ЭВ-50
Степень черноты при температуре
испытания, °С
800
ОЛ2
0,76
0,85
900
0,13
0,79
0,88
1000
0,14
0,82
0',92
«ЫОО
0,15
0,84
0,94
•1200
0,16
0,82
0,96
1300
0,17
0,78
0,95
Состояние
Без защитного покрытия
С термодиффузионным покрытием
Сг—А1—51
С покрытием из хрома и эмали
ЭВ-50 , .
Степень черноты при температуре
испытания, (°С)
1400
0,18
0,74
0,95
1500
ОД9
0,70
0,90
1600
0',20
0,72
й71
1700
0,21
0,72
1180О
0,22
0,75
(1900
0123
0,78
Степень черноты нормального излучения (испытания на воздухе)
Состояние
С
термодиффузионным
покрытием Сг—А1—51
То же, после
нагрева при 1050°С
в течение 25 час
Степень черноты при температуре испытания, °С
100
0,94
0,93
200
0,93
0,91
300
0,91
0,89
400
0,90
0,88
500
0,89
0,86
600
0,88
1 0,84
ТОО
0,82
800
0-80
900
1 0,77
25 Зак. 2022
385
Технологические свойства
Выплавляют в вакуумных (1 • 10~4 мм. рт. ст.) дуговых электропечах с
расходуемым электродом и электроннолучевым методом. Температуры: плавления
2400°, рекристаллизации—1260° (при деформации 70%) г\ 1230° (при 90%).
Горячая обработка слитков и полуфабрикатов производится на воздухе, в
нейтральной среде и вакууме. Нагрев—в печи с нейтральной атмосферой (гелий,
аргон) или в обычной печи с применением оболочек или специальных покрытий,
защищающих металл от окисления.
Листы, фольгу и трубки получают из полуфабрикатов (после рекристалли-
зационного отжига) прокаткой при температуре 20°.
Характеристики штампуемости рекристаллизованных листов толщиной 1 мм
Состояние
материала
Плакированный сплавом
ХН78Т (ЭИ435)
Без покрытия
Вытяжка
Кпр
1,80—1,85
1,85-4,90
Краб
1,60—1,65
1,58—1,60
Отбортовка
кпр
1,35—1,40
1,65—1,67
Краб
1,15—1,20
1,35—1,40
Гибка
'"мин
.15
15
''раб
25
25
Термообработка: отжиг (с целью гомогенизации и дегазации слитков) в
вакууме 1 -10—4 мм рт. ст. при 1800—2000° (5—10 час). Отжиг
деформированных заготовок для снятия напряжений—в вакууме 1 - 10—4 мм рт. ст. при 1000°
(30—60 мин) и для рекристаллизации — при 1300—1350° (2 час).
Удовлетворительно обрабатывается резанием, сваривается аргоно-дуговой,
контактной и электроннолучевой сваркой. Прочность сварного шва составляет
90% прочности основного материала в рекристаллизованном состоянии.
Пластичность сварных соединений можно улучшить вакуумным отжигом
после сварки. Сваривается с медными, титановыми и циркониевыми сплавами и
паяется с другими металлами с применением специальных припоев.
Применение
Листы, фольга, тонкостенные трубки и другие ненагруженные детали,
длительно работающие при температурах до 1100° в вакууме или нейтральной
среде, а также в окислительной среде при наличии защитных покрытий
(детали без защитных покрытий могут кратковременно работать в воздушной среде
при температурах до 1500°).
НИОБИЕВЫЙ СПЛАВ ВН-2АЭ
Химический состав, %
0=0,04-4-0,08; 2г = 0,5ч-0,9; Мо = 3,5-г4,7; N5 —основа; О2^0,02; Н2 < 0,006;
N2^0,03.
Механические свойства при различных температурах
Вид полуфабриката
Состояние
л
а.
о
>1 К
*"
' ^
Я
я
Си л
о
с
Я
|, <у
ь
н
3
я
а
Я
кГ/мм2
о5,
%
Лист холоднокатаный
толщиной 1 мм
Без термообработки
Рекристаллизованный
—196
-70
20
700
1100
.1500
-196
20
1100
1200
1400
1500
114
88
75
162
42
7
82
45
21
17
10
7 |
106
86,5
70,6
70,6
46
10
8
6
4,5
10
30
28
27
31
Пределы длительной прочности и ползучести холоднокатаного листа
Состояние
Деформация 85—90%,
рекристаллизованный
Температура 1
испытания, °С 1
1100
1200
1400
1500
0*15
мин
Озо*
мин
010*
час
#100
час
Оо,б/з*
по
остаточной
деформации
кГ/мм2
6
.14
9
11
5
10
8—10
3—3,5
* Испытания проводились при циклическом изменении температуры:
1200 "X. 600°С и 1400 *^_ 700° (длительность цикла 30 мин.).
387
Жаростойкость
Такая же, как у сплава ВН-2А. Применяется та же защита от окисления.
Физические свойства \
Такие же, как у сплава ВН-2А.
Технологические свойства
Выплавляют в вакуумных и дуговых электропечах с расходуемым
электродом (и обязательным переплавом в электроннолучевых печах) или в
электроннолучевых печах с переплавом в дуговых вакуумных.
Лучше, чем сплав ВН-2А, сваривается аргоно-дуговой сваркой с
образованием пластичных сварных соединений (угол загиба 180°). Прочность сварных
соединений находится на уровне прочности основного металла в рекристаллизо-
ванном состоянии.
Применение
Ненагруженные детали, длительное время работающие в вакууме
и нейтральной среде или в контакте с некоторыми жидкими металлами при
температурах до 1100° и в окислительных средах при условии нанесения
защитных покрытий. Допускается кратковременная работа деталей при температурах
до 1500°.
Рекомендуется применять для сварных деталей взамен сплава ВН-2А.
НИОБИЕВЫЯ СПЛАВ ВН-4
Химический состав, %
С=0,25—0,4; 2г=1—2; Мо=8,5—10,5; ЫЬ—основа; Се или Ьа = 0,01— 0,05;
О2^0,04; N2 < 0,06; Прочие примеси — по нормали РЭТУ 1177-63.
Физические свойства
4=8,71 Г/см3;
а.10б=6,7(20-.100°С);
8,2(20—1200°С) //°С;
к=45,6 (25°С); 46,9 (100°С); 48,8 (20№С); 50,2 (300°С);
52,2 (500°С); 52,6 (600°С); 53,0 (700°С); 54,7 (800°С); 56,0 (90СРС);
58,0(1100°С); 58,5(1200°С) вт/м-град.
с=0,301 (100°С); 0,303 (200°С); 0,305 (300°С); 0,310(4О0°С);
0,314(600-°С); 0,320(880°С); 0,331(10004?); 0,339(1200°С) кал/ГС.
Механические свойства при различных температурах
7,2 (20-400°С); 7,6(20—7О0РС); 8,0 (20—1О0О°С);
51,3(400°С);
56,8(1000°С);
0,314 (50СРС);
Вид
полуфабриката
Термообработка
со
О.
о
>»К 1
ь*
СО
я
я
О. СО
О)
2
О)
н
й
с
о
Я |
О0.2
кГ/мм2
3
Прутки горя-
чепрессованныё
(деформация
75%)
л Отожженные
при 1100° в
течение 3 час.
1 20
1200
Т50О,
.10000
—
11350
12150
81.
54
17
73
45—50
16
1.5
24
33
47
30
5-7
Пределы длительной прочности/ ползучести и 1
Вид
пвлуфабриката
Прутки горяче-
прессованные
(деформация 75%)
Термообработка
Отожженные при
1100°С (3 час)
Температура |
испытания, °С ]
20
1050
1100
1150
1200
1300
5?
8
—
20
*"-"
—
24—28
2,1—22
—
10
выносливости
8
1?
о
8
1Э
ю
8
из
*1
V—1на
базе
107
ЦИКЛОВ
кГ/мм2
26
24
—
—
23
—
—
—
—
10
—
22
—
—
—
_.
36
—
—
—
18*
""
Испытания на воздухе с защитным покрытием.
389
Жаростойкость
Не жаростоек в окислительных - средах при температурах выше 400°. При
длительной работе в окислительных средах защищаюткомплексным покрытием,
применяемым для деталей из сплавов ВН-2, ВН-2А. \
Скорость окисления в зависимости от температуры и времени нагрева
Состояние
Без покрытий
С покрытием
Сг—А1—51
Время 1
нагрева, 1
час 1
1
5
1б
25
Привес при температуре нагрева на воздухе (°С),
г/м2 час
700 1 750 1 800 1 850
6,0
2Л
12,5
4,7
20,7
в,3
26,8
'10,0
950
74,2
47
1100
117,8
52,9
36
0,18
1200'
214
103
74
0,5
1300
429
398
Технологические свойства
Выплавляют в вакуумных дуговых печах с расходуемым электродом.
Температуры: плавления 2450°, рекристаллизации 1500°. Деформируется
прессованием. Нагрев слитков и заготовок под деформацию осуществляется в печи
с нейтральной атмосферой. Слитки подвергают гомогенизационному отжигу в
вакууме 1 • Ю-4 мм рт. ст. при 18004-2000° (5—10 час), деформированные
заготовки для снятия напряжений отжигают в вакууме при 1100° (3 час).
Рекристаллизационный отжиг — при 1500° (1—2 час).
Удовлетворительно обрабатывается резанием и сваривается встык.
Применение
Детали, длительно работающие при 1300° и кратковременно — до 1500°
(в вакууме и нейтральной среде). Детали, работающие в окислительных средах^
необходимо защищать комплексными покрытиями.
НИОБИЕВЫЙ СПЛАВ ЛН-1
Химический состав, %
С=0,09—0,15; 2г=1—1,6; Мо = 4,7—5,3; ЫЬ—основа; 51^0,01; Та <^ 0,4;
Ре<0,01; ТКО,01; О2^0,02; Н2 ^0,001; Ы2^0.02.
Физические свойства
</=9,02 Г/см*;
а- 10=6,4(20— 100°С); 6,4(100—20О°С); 6,5(200-3000С); 6,7(30Ю'-400°С);
7,0(400—500°С); 7,3(500^-600°С); 7,6(600—70О°С); 7,8(700—800°С); 7,9(800—
—900°С); 8,1(900—1000°С) 1/°С;
Х=0,10(20°С); 0,131 (700°С); 0,140(1100°С). Поперечное сечение захвата
тепловых нейтронов— 1,16 барн. Сплав немагнитен.
Технические условия
Вид полуфабриката
Слитки электроннолучевой
выплавки, легированные: 090—
105 мм; Р=60—70 кГ
0 150—165 мм\ Р=200—220 кГ
Прутки 0 30—40 мм горяче-
прессованные (деформация
~ 75-80%)
Сутунки горячепрессованные
(20—30) X (75—120) X (290—
Х1000) (деформация .
~75~-<80%)
ТУ
ВТУ-ОБ-3-72
ИХМЗ
СТУОП
5-43-71
То же
Дополнительные
требования
Ы2<0,01
О2^0,01
2г^0,1
Механические свойства при различных температурах
(испытания в аргоне)
Вид полуфабриката
-
Прутки
горячепрессованные и кованые
(-80 о/о)
Термообработка
Отожженные при 1500°
в течение 1 час.
со я
О, со
а> с*
Темп
ИСПЫ
20
500
700
900
1000
1100
1100*
1200
1200*
1500 1
*Д
, кГ/мм2
12800) 82
—
12240
12310
12370:
12350
—
66
63
60
59
571
46
54
42
28
71
55
54
48
«о
*■
%
28
17
15
16
47'18
42, 19
38
36
32
26
18
25
25
30
55
38
33
38
42
44
41
50
52
60
сч
6
—
—
—
—
—
—
—
—
_-
* Испытания на врздухе с силицидным покрытием (Мо512).
391
Пределы длительной прочности*, ползучести** и выносливости1
Вид
полуфабриката
Прутки
кованые
Термообработка
Закаленные в вакууме
(1 • Ю-5 мм рт. ст.) с
1700° (1 час)
Сл
атура
ния, °(
О. СЗ
Н Я
1 20
700
900
950
! 1000
1050
1100
1200
1350
0100
58
56
55
48
42
39
25
18
\
СГбОб
55
53
50
410
33
28
22
0*1000
»я
500
>стато
ормац
10 •©<
Б я *с!
*К-1
на
базе
107
циклов
кГ/мм2
—
—
48
—
—
19
—
~~
—
—
—
—
—
27
—
36
—
33
32
—
—
—
—
~~"
* В аргоне.
** В вакууме (1 • 10'-5 мм рт. ст.)
*** На воздухе (с покрытием) при круговом изгибе (гк =0,75 мм)
Механические свойства гоячекатаного
листа (1 мм) при различных температурах
(испытания в аргоне)
Состояние
Без
термообработки
Рекристаллизо-
ванныи
со ~
н ж
СО СО
О, Н
Темпе
испь
°С
20
7С0
900
1100
1300
1-5О0
16С0
%
700
900
1100
1300
1500
1600
0В 1 О0,2
кГ/мм2
Мб
80
68
48
30
18
14
70
52
40
38
26
16
13
102
71
58
39
25
13
12
56
35
31
25
21
1>2
И2
6,%
8
/
'6
18
26
45
52
1 22
■17
17
21
40
61
70
392
Пределы длительной прочности и ползучести горячекатаного
листа (1 мм)
(испытания в вакууме)
Состояние
Лист
горячекатаный (степень
деформации 70%). ■■!
■ . . . . . ■ .1
Рекристаллизо-
ванный
Температура!
испытания, 1
ВОО
90101 |
ПОДО
• 1100
1100
1200
1300
010 ' ^ЮО
#500 I 0*1000 '0*0,5/»00
■-1
кГ/мм2
53
44
36
28
26
20
18
42
33
20
.1(6
18
13
10
64
И
,19
.10
18
8
6
31
123
|1!5 .
10
6
4
—
16
Жаростойкость
Насыщается газами и окисляется на воздухе прри температурах выше 400°.
Скорость окисления при 1100° за 5 час испытаний составляет 10 мг/см% час.
Для защиты от окисления и насыщения газами деталей при длительной работе
на воздухе и в скоростных потоках продуктов сгорания жидкого топлива в
зависимости от условий работы, конфигурации и размеров деталей применяются
следующие специальные защитные покрытия:
силицвдное Мо512, создаваемое вакуумным методом, для деталей сложной
конфигурации, работающих в атмосфере воздуха и скоростных газовых потоках
при температурах 700-М 100°, 1200°, 1500° и 1700° более 1000, 750, 250 и 50 час
соответственно; термостойкость (2О-Ч200-*20°С) — 7000 циклов;
— комплексное, состоящее из силицидного покрытия Мо512 и слоя эмали,
для деталей простой конфигурации (допуск по профилю ±0,05 мм),
работающих под небольшим напряжением при температурах 7004-1200° более 1000 час,
термостойкость 4500±100 циклов до разрушения;
— диффузионное, вакуум-конденсационное хромоиттриевое для деталей
сложной конфигурации (допуск по профилю ±0,0,1 мм), работающих под
напряжением в атмосфере спокойного воздуха и скоростных газовых потоках при
температурах 700-М2000 более 500 час без разрушения покрытия, при 1300° —
более 200 час ; термостойкость (20 -*• 1200-»-20°)—более 2000 циклов без
разрушения покрытия.
Технологические данные
Выплавляют в вакуумных дуговых электропечах с расходуемым электродом
обычным и гарниссажным способом. Электродами служат слитки
электроннолучевого переплава легированного сплава. Температуры: плавления ~2460°,
рекристаллизации ~ 1600°.
Деформируется ковкой, прессованием, штамповкой и прокаткой с
получением различных полуфабрикатов (прутков, пластин, листов фольги, проволоки).
Перед деформацией слитки сплава подвергаются двухступенчатому
вакуумному отжигу при 1'500° (3 час) и 1300° (10 час). Температура первичной
деформации 1600°, вторичной 1200°.
393
Нагрев слитков и заготовок под деформацию — в нейтральной среде.
Деформированные заготовки подвергают рекристаллизационному отжигу:
при 1600° (3 час.) в вакууме 1 • Ю-5 мм рт. ст. (степень Деформации — до 80%)
и при 1500° (1 час), степень деформации >80%. Т
Готовые изделия проходят упрочняющую закалку в вакууме при 1700°
(1 час). Удовлетворительно обрабатывается резанием и электроэрозионным
способом и сваривается аргонодуговой, электроннолучевой и диффузианной
сваркой в вакууме.
Применение
Детали, длительно работающие при температурах до 15Ю0° в вакууме и
нейтральной среде, а также в окислительных средах при тех же температурах с
применением защитных покрытий.
Предисловие . 3
Условные обозначения . 5
Раздел 1. Конструкционные стали и чугуны 7
I. Углеродистые стали 9
1. Стали обыкновенного качества . ..... 9
Ст. 2 10
Ст. 3 12
Ст. 5 16
2. Стали качественные 18
08 . 18
10 .... 21
15 23
20 25
25 . 27
35 30
40 32
45 ... 35
У7А . 38
85 40
II. Легированные стали 42
А. НЕЦЕМЕНТИРУЕМЫЕ 42
38ХА 42
40Х 44
45Х 46
33ХС 49
38ХС 51
27СГ 55
30ХМА 57
40ХН 59
45ХН 62
30ХГСА 64
30ХГСН2А (30ХГСНА) 68
ТВМ 71
40ХН2МА (40ХНМА) 74
40Х2Н2МА (40Х1НВА) 76
30ХНЗА 79
38Х2МЮА (38ХМЮА) 82
45ХН2МФА (45ХНМФА) 85
45ХНМФАШ 90
50Г 92
65Г . . .95
55С2 ... 98
60С2 ... 100
50ХФА 102
60С2ХА 105
60С2ХФА 106
60ХНФА 108
65С2ВА 111
ШХ9 114
ШХ15 115
ХВГ 118
Х12М 120
Р18 122
Б. ЦЕМЕНТИРУЕМЫЕ 125
20Х 125
18ХГТ 127
10ХСНД 129
13Н2ХА 130
15ХНГ2ВА 132
12ХН2 133
28ХН2 135
12ХНЗА . . 136
20ХНЗА 138
12Х2Н4А 140
20Х2Н4А 143
18Х2Н4МА (18Х2Н4ВА) .146
20ХН4ФА 149
25Х2Н4МА (25Х2Н4ВА) 150
20ХГНР 151
18ХГСН2ВМА (ДИ-2) . . 153
14ХГСН2МА (ДИ-ЗА) 155
18ХГСН2МА (ДИ-4) 157
В. ЛИТЕЙНЫЕ 159
32Х06Л 159
27СГТ 160
Г-13Л . 161
КДЛВТ 164
III. Чугуны .166
СЧ 12-28 166
СЧ 15-32 168
СЧ 18-36 169
СЧ 21-40 170
ХНВ 173
Раздел 2. Легкие сплавы 174
1. Алюминиевые деформируемые сплавы 176
АД, АД1 176
АМц 178
АМг2 .180
АМгЗ 182
АМг5 184
АМг6 186
Д1 188
Д16 190
Д20 193
АВ . . 195
АК4 . 197
АК4-1 199
АК6, АК6-1 202
АК8 204
В92 205
В93 208
В95 . 210
В96, В96Ц 213
2. Алюминиевые литейные сплавы 215
АЛ2 215
АЛ4 217
АЛ4Д 220
АЛ5 222
АЛ9 224
АЛ19 226
АЛ23, АЛ23-1 228
АЛ24 230
АМХ-605 232
3. Магниевые деформируемые сплавы 234
МА14 234
МА2-1 237
4. Магниевые литейные сплавы 240
МЛ5 . 240
МЛ12 242
МЛ15 244
5. Титановые сплавы 246
ВТ1-0 246
ОТ4-1 248
ВТ5, ВТ5Л 250
ТС5 251
ВТЗ-1 253
ВТ9 . 256
ВТ14 257
ВТ15 259
ВТ16 260
ВТ22 261
Раздел 3. Жаропрочные стали и сплавы 262
1. Жаростойкие и коррозионностойкие деформируемые стали . 263
1X13 (ЭЖ1) 263
2X13 (ЭЖ2) 266
3X13 (ЭЖЗ) 268
Х18Н9Т, Х18Н10Т (ЭЯ1Т) 270
4Х10С2М (Х10С2М, ЭИ107) 273
Х23Н18 (ЭИ417) 275
ХН38ВТ (ЭИ703) . .... 277
Х25Н20С2 (ЭИ283) 280
Х25Н16Г7АР (ЭИ835) 282
2. Жаростойкие и коррозионностойкие литейные стали . 286
10Х18Н9ТЛ 286
Х25Н20С2Л (25-20Л, ЭИ283Л) 287
21-11-2,5 . ... 289
3. Жаропрочные деформируемые стали 291
1Х17Н2 (ЭИ268) (14Х17Н2 291
1Х12Н2ВМФ (ЭИ961) . . 294
10Х12Н2ВМФА (ЭИ962) 297
23Х13НВМФА (ЭП65) 299
25Х12НВМФА (ЭП311, ВНС-6) 302
ЭИ395 (16-25-6) 305
4Х15Н7Г7Ф2МС (ЭИ388) 307
4Х12Н8Г8МФБ (ЭИ481) 311
40П8ЮЗФ 315
Х12Н20ТЗР (ЭИ696) 316
Х12Н22ТЗМР (ЭП33, ЭИ696М) 319
ХН35ВТЮ (ЭИ787) 324
4. Жаропрочные литейные стали 328
Х13Н2Л (513Л, ЭИ736Л) 328
20Х20Н25В5МАБЛ (7М) 330
ВЖЛ10 332
5. Жаростойкие деформируемые сплавы на никелевой основе . 335
ХН78Т (Х20Н80Т, ЭИ435) 335
ХН75МБТЮ (ЭИ602) 338
ХН70Ю (ЭИ652) 341
6. Жаропрочные деформируемые сплавы на никелевой основе . 343
ХН77ТЮР (ЭИ437Б) 343
ЭИ437БУ 347
ХН70ВМТЮ (ЭИ617) 350
ХН73МБТЮ (ЭИ698) 352
ХН63КВМЮБ (ЭП833, ДЖ-1) 355
ХН65В9М4ЮТ (ЭИ893) 357
ХН62ВМКЮ (ЭИ867) 359
ХН56ВМКЮ (ЭП109, ЭИ867А) 363
ЖС6-КП 367
7. Жаропрочные литейные сплавы на никелевой основе . 369
ЖС3 (ЭИ618) 369
ЖС3-Д и ЖС3-ДК 371
ВЖЛ8 374
ЖС6-К 376
ЖС6-КП 378
ЛЖ-1 . 380
8. Жаропрочные сплавы на основе ниобия . 382
ВН-2А 382
ВН-2АЭ .387
ВН-4 .389
ЛН-1 391
Редакторы: Н. Д. Егоров, Л. А. Козлова, А. П. Крачковский, Ю. Е. Полетаев
Технический редактор А. П. Боданова
Сдано в набор 14.7.71. Подписано к печати 10.8.72.. Зак. 2022 Тир. 400
Формат 60X90/16. Объем 2Ъ печ. л. Уч.-изд. л. 22
Полиграфическое объединение «Авангард» Управления по печати
Мосгорисполкома, Москва, 3-й Силикатный пр., 3.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр.
192
240
247
249
251
255
274
286
291
302
303
308
372
376
387
Строка
10-я сверху
3-я сверху
16-я сверху
9-я сверху
3-я сверху
3-я сверху
13^-я сверху
12-я и 14-я сверху
(4-я колонка
в таблице)
20-я сверху
8-я снизу
14-я снизу
2-я сверху
1-я снизу
2-я снизу
(7-я колонка
в таблице)
10-я снизу
(9-я колонка
в таблице)
8-я сверху
8-я снизу
(5-я колонка)
8-я снизу
(б-я колонка)
Напечатано
закаленным
термоупрочияемый
10500
Гт1п =2,5-4-3,05
/"раб
термоупрочияемый
«а
61-61
8
41-514
Вид полуфабриката
диаметром 55 мм
16,6
3-6
11,3
*
а10
мин
0,оо
мин
Следует читать
состаренным
термонеупрочняемыи
—
г „,,-„= 2,5-7-3,055
^тт
термонеупрочняемыи
«в
2100
61—67
18
401—514
Состояние
диаметром 5 мм
15,6
8
11,0
а10
час
час