/




















Текст
МИНИСТЕРСТВО OEOPGHbl СССР
Для служебного пользоя&шя
Экз. Л®
ИЗДЕЛИЕ 6Г7
руководство
ПО СРЕДНЕМУ РЕМОНТУ
Ордена Трудового Красного Зно^нн
ВОЕННОЕ ИЗДА1Е Л ЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА -1970
МИНИСТЕРСТВО ОБОРОНЫ СССР
Для служебного пользования
Экз. №
ИЗДЕЛИЕ 6Г7
РУКОВОДСТВО
ПО СРЕДНЕМУ РЕМОНТУ
Ордена Трудового Красного Знамени
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВ А —1970
1
В книге пронумеровано всего 80 страниц
2
ОБЩИЕ УКАЗАНИЯ
Настоящее Руководство совместно с Общим руководством по
ремонту артиллерийского вооружения * предназначено для сред-
него ремонта изделий 6Г7 в войсковых ремонтных мастерских.
Руководство включает девять глав и три приложения.
В главах изложены последовательность и объем проверок при
выявлении неисправностей и контроле отремонтированных изде-
лий, указания по выявлению неисправностей изделий и способы
их устранения.
Приложения содержат перечень и рисунки калибров, приме-
няемых при ремонте изделий, перечень и рисунки деталей, изго-
товляемых без технологических карт, ведомость отличия наимено-
ваний узлов и деталей.
Наименования узлов и деталей в Руководстве даны в соответ-
ствии с чертежами основного производства, а наименования эле-
ментов деталей — в соответствии с Руководством службы на из-
делие 6Г7.
При ремонте использовать Руководство службы на изделие
6Г7, в котором помещены рисунки общего вида изделия и его от-
дельных узлов.
При отсутствии особых указаний в настоящем Руководстве вы-
явление и устранение общих неисправностей, неисправностей типо-
вых деталей и их сопряжений производить согласно Общему ру-
ководству.
Если номера деталей и сборок ствола не соответствуют номеру
изделия, нанесенному на казенной части трубы, а номера деталей
и сборок станка не соответствуют номеру станка, нанесенному на
постели станка, то осторожно забить эти номера и нанести новые
с помощью клейм рядом со старыми.
Разрешается наносить номера электрографом.
Разборку и сборку изделия, а также выверку прицельных при-
способлений производить согласно Руководству службы на изде-
лие 6Г7.
Выверку прицельных приспособлений изделия производить во
всех случаях ремонта прицельных приспособлений.
* В дальнейшем именуется Общим руководством.
1*
3
При отсутствии запасных частей для ремонта необходимо из-
готовить их по рисункам, помещенным в приложении 2; в этом же
приложении помещены рисунки на изготовление деталей, замена
которых не предусмотрена настоящим Руководством, но может
быть произведена в ремонтной мастерской.
При изготовлении деталей по рисункам приложения 2 острые
кромки углов и ребер скруглять радиусом R = 0,2-r-0,5 мм; вновь
изготовляемые детали и детали, осветленные инструментом в про-
цессе ремонта, вместо фосфатирования разрешается окрашивать
(подкрашивать) согласно Общему руководству или покрывать ла-
ком БФ-4 с примесью спирторастворимого нигрозина (на 300—
400 г лака БФ-4 брать 15—20 г спирторастворимого нигрозина).
Изготовление винтовых цилиндрических пружин производить
по карте Общего руководства.
Марки сталей, указанные на рисунках для изготовления дета-
лей, даны по ГОСТ 1050—60 и ГОСТ 380—60.
Типы электродов для электродуговой сварки и наплавки даны
по ГОСТ 9467—60 и ГОСТ 10051—62.
4
Глава 1
ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЪЕМ ПРОВЕРОК
ПРИ ВЫЯВЛЕНИИ НЕИСПРАВНОСТЕЙ И КОНТРОЛЕ
ОТРЕМОНТИРОВАННЫХ ИЗДЕЛИЙ
№ по пор. I Что проверяется Технические требования
1 Крепление оптического при- цела (глава 4, п. 11) Крепление должно быть на- дежным и без шаткости
2 Крепление хода (см. Общее руководство) При затянутом хомуте кач- ка хода на стволе не допуска- ется
3 Вращение колес (глава п. 1) 9, Колеса должны плавно от усилия руки вращаться на оси, при этом осевое переме- щение колес допускается не более 0,3 мм
4 Крепление оси с колесами (глава 9, in. 4) Ось с колесами должна сво- бодно сниматься и присоеди- няться к хомуту; качка за- крепленной оси не допускает- ся
5 Трещины в стволе (глава п. 2) 2, Трещины не допускаются
6 Вмятины на наружной верхности ствола (глава п. 1) по- 2, Вмятины глубиной до 1 мм допускаются, если они не пе- реходят во внутрь
7 Прямолинейность канала ствола (глава 2, п. 3) Калибр К-1 или охолощен- ная граната должны прохо- дить по всему каналу ствола
5
Продолжение
i
SI
L
8
9
10
11
12
13
14
15
16
17
6
Что проверяется Технические требования
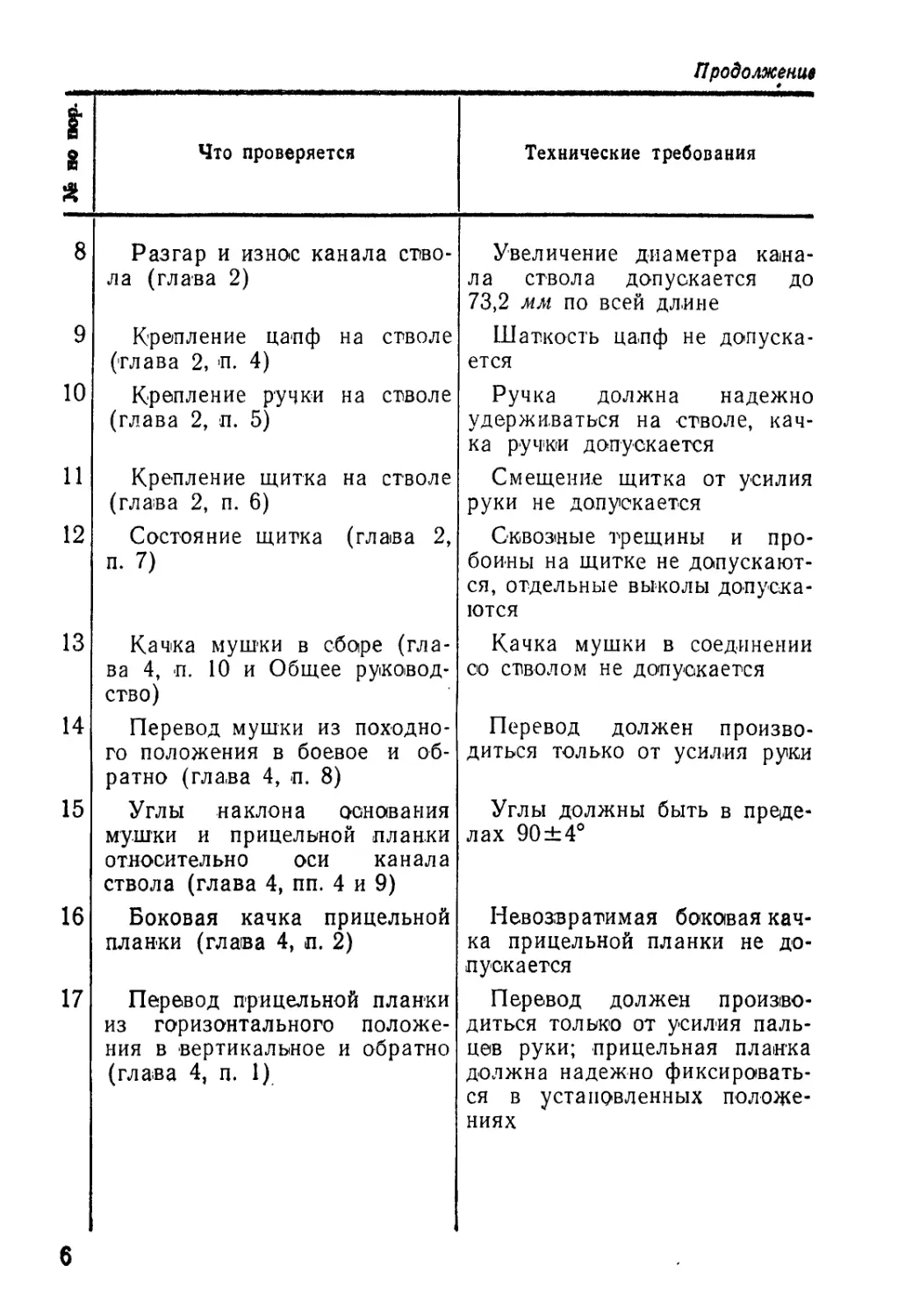
Разгар и износ канала ство- ла (глава 2) Увеличение диаметра кана- ла ствола допускается до 73,2 мм по всей длине
Крепление цапф на стволе (глава 2, п. 4) Шаткость цапф не допуска- ется
Крепление ручки на стволе (глава 2, п. 5) Ручка должна надежно удерживаться на стволе, кач- ка ручки допускается
Крепление щитка на стволе (глава 2, п. 6) Смещение щитка от усилия руки не допускается
Состояние щитка (глава 2, п. 7) Сквозные трещины и про- боины на щитке не допускают- ся, отдельные выколы допуска- ются
Качка мушки в сборе (гла- ва 4, п. 10 и Общее руковод- ство) Качка мушки в соединении со стволом не допускается
Перевод мушки из походно- го положения в боевое и об- ратно (глава 4, п. 8) Перевод должен произво- диться только от усилия руки
Углы наклона основания мушки и прицельной планки относительно оси канала ствола (глава 4, пп. 4 и 9) Углы должны быть в преде- лах 90±4°
Боковая качка прицельной планки (глава 4, п. 2) Невозвратимая боковая кач- ка прицельной планки не до- пускается
Перевод прицельной планки из горизонтального положе- ния в вертикальное и обратно (глава 4, п. 1) Перевод должен произво- диться только от усилия паль- цев руки; прицельная планка должна надежно фиксировать- ся в установленных положе- ниях
Продолжение
[ № по пор. | Что проверяется Технические требования
18 Перемещение хомутика по прицельной планке (глава 4, п. 6) При сжатых защелках хому- тик должен плавно переме- щаться по прицельной планке
19 Крепление мушки во вкла- дыше (глава 4, п. 10) Качка и вывинчивание мушки от усилия руки не допускают- ся
20 Посадка вкладыша в осно- вании мушки (см: Общее ру- ководство) Перемещение вкладыша в основании мушки от усилия руки не допускается
21 Удержание хомутика в при- данном положении (глава 4, п. 5) Хомутик должен надежно удерживаться защелкой в при- данных положениях
22 Фиксация прицельной план- ки в колодке (глава 4, п. 3) Прицельная планка должна фиксироваться в трех положе- ниях « — », «0» и « + »
23 Открывание и закрывание затвора (глава 3, пи. 1, 2 и 3) Открывание и закрывание затвора должно производиться только от усилия руки. При закрывании утыкание затвора в боевые упоры ствола не до- пускается. В открытом поло- жении затвор должен удержи- ваться фиксатором
24 Выбрасывание (экстракция) диафрагмы с трубкой или охо- лощенного выстрела (глава 3, п. 4) При открывании затвора до отказа диафрагма с трубкой должны выходить за казенный срез ствола не менее чем на 5 мм
25 Взведение рукоятки элек- тростреляющего механизма Рукоятка должна взводить- ся усилием пальца руки при установленном предохранителе в положение «Огонь»
26 Удержание рукоятки элек- тростреляющего механизма so взведенном положении От усилия руки, приложен- ного к рукоятке, рукоятка не должна срываться с боевого взвода
7
П родолжение
| *don on эд 1 Что проверяется Технические требования
27 Перемещение предохраните- ля (глава 5, п. 3) Предохранитель должен пе- ремещаться из одного крайне- го положения в другое и об- ратно только от усилия паль- цев руки и удерживаться в крайних положениях фиксато- ром
28 Удержание гашетки спуска электростреляющего механиз- ма на предохранителе (гла- ва 5, п. 5) При воздействии на гашетку спуска, поставленную на пре- дохранитель, рукоятка элек- тростреляющего механизма не должна срываться с боевого взвода
29 Исправность цепей электро- стреляющего механизма (гла- ва 5, п. 1) Нарушение контактов в электрических цепях не допу- скается
30 Работа блокировки (гла- ва 5, п. 4) Закрыть затвор и довернуть рукоятку до соприкосновения с толкателем Сбб-14 блокиров- ки затвора, при этом электри- ческая цепь электростреляю- щего механизма должна быть разомкнута
31 Полная невозвратимая гори- зонтальная шаткость ствола при угле возвышения 0° (гла- ва 6, п. 2) Шаткость допускается не более 0-08
32 Полная невозвратимая вер- тикальная шаткость ствола при угле возвышения 0° (гла- ва 7, п. 2) Шаткость допускается не бо- лее 0-08
33 Усилие на маховичке меха- низма вертикального наведе- ния (глава 7, п. 1) Усилие должно быть не бо- лее 6 кг
34 Мертвый ход механизма вер- тикального наведения (гла- ва 7, п. 3) Допускается мертвый ход не более ’А оборота маховичка
35 Усилие на маховичке меха- низма горизонтального наве- дения (глава 6, п. 1) Усилие должно быть не бо- лее 5 кг
8
Продолжение
№ по пор. | Что проверяется Технические требования
36 Мертвый ход механизма го- ризонтального наведения (гла- ва 6, п. 3) Допускается мертвый ход не более '/4 оборота маховичка
37 Фиксация ног (глава 8, п. 2) При затянутом зажиме каж- дая нога должна удерживать- ся в любом приданном поло- жении
38 Работа стопора механизма горизонтального наведения (глава 6, п. 4) При затянутом до отказа стопоре механизма горизон- тального наведения между во- ротком и правой щекой осно- вания постели должен быть зазор не менее 10 мм
39 Осевое перемещение штыря постели в основании (глава 8, п. 1) Перемещение не допускает- ся
40 Фиксация блока задних ног (глава 8, п. 5) При затянутом зажиме бло- ка задних ног блок должен удерживаться в любом при- данном положении
41 Перевод передней ноги в по- ходное положение (глава 8, п. 3) Передняя нога должна пере- водиться в походное положе- ние только при оттянутой за- щелке
Номеру на стволе изделия должны соответствовать номера на
рукоятке затвора, сопле, клине, рычагах, колодке прицельной
планки и основании прицела, мушке в сборе, фиксаторе рукоятки
затвора, передней и задней цапфах, корпусе и крышке бойкового
механизма, корпусе блокирующего механизма.
Номеру на постели станка должны соответствовать номера на
ногах, основании, ручках зажима, защелке передней ноги, махо-
вичках, воротке зажима стопора механизма горизонтального на-
ведения, основании задних ног, каретке, гайке основания зажима
задних ног.
Кроме того, при осмотре изделия необходимо проверить: ком-
плектность и исправность деталей; нет ли ослабления заклепок и
качки в штифтовых соединениях; нет ли разворота прорезей в вин-
тах под отвертку, забитости или срыва резьбы деталей; нет ли зна-
чительного нарушения окраски.
9
Глава 2
ДЕФЕКТАЦИЯ И РЕМОНТ СТВОЛА С СОПЛОМ
Дефектацию и ремонт ствола производить согласно Общему
руководству с учетом следующих требований:
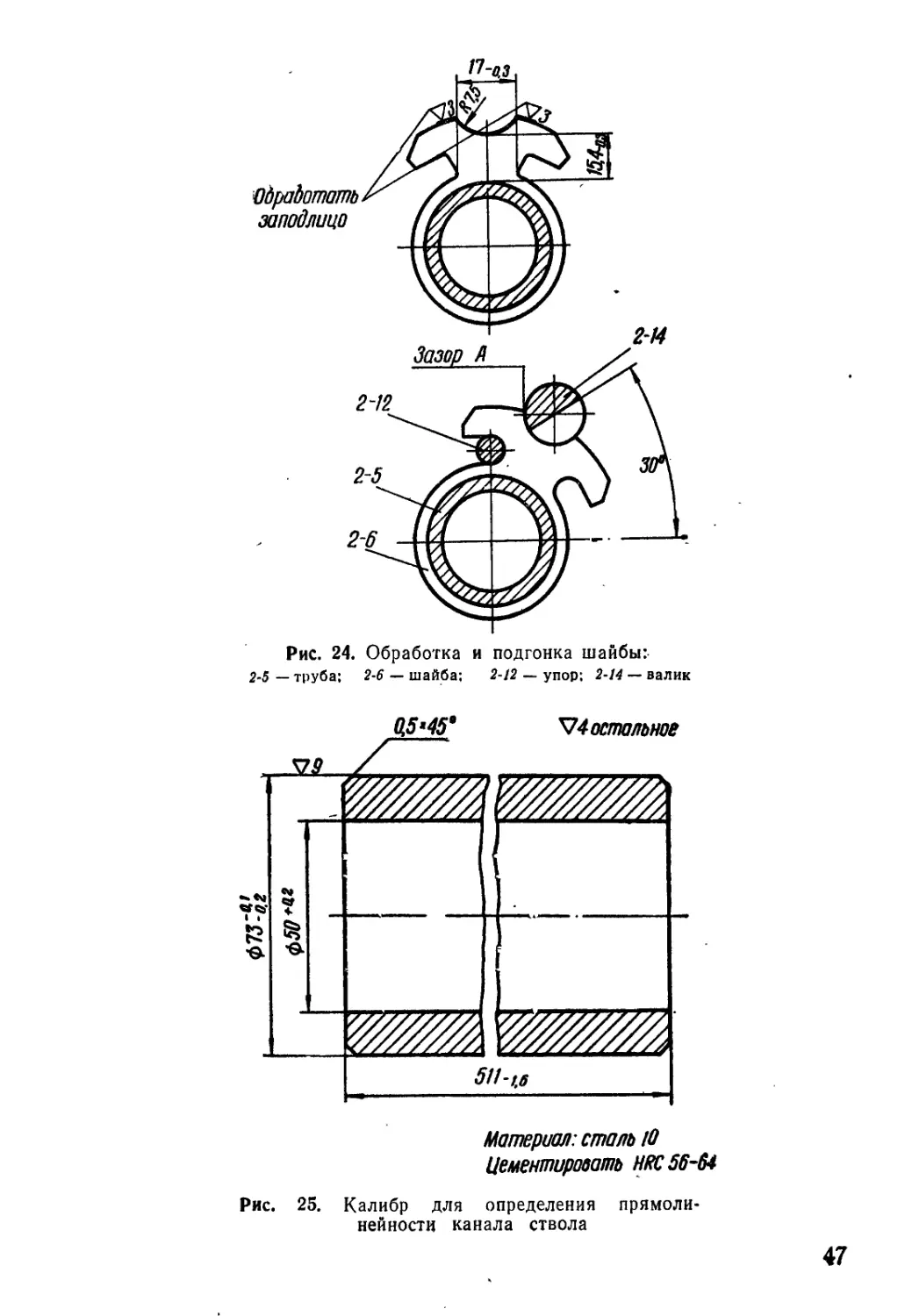
— кривизну канала ствола определять калибром К-1 (рис. 25)
или охолощенной гранатой;
— допускается увеличение диаметра канала ствола по всей
длине до расширительной каморы на 0,14 мм.
1 Вмятины и выпучины на стволе и сопле
При наличии вмятин и забоин на наружной поверхности ство-
ла глубиной до 1 мм зачистить приподнятый металл у краев за-
боин, сняв минимально необходимый слой металла.
Изделие, имеющее ствол с вмятинами и забоинами глубиной
более 1 мм, отправить в стационарный ремонтный орган.
Выпучины на внутренней поверхности сопла до 1 мм устранить
зачисткой, сняв минимально необходимый слой металла.
Местные нарушения слоя хрома в канале ствола общей пло-
щадью до 30% допускаются.
2. Трещины в стволе и сопле
Изделие с трещинами в стволе и сопле отправить в стационар-
ный ремонтный орган.
3. Граната не входит в канал ствола
Причины неисправности:
а) Изгиб ствола.
Калибр К-1 (рис. 25) или охолощенная граната должны вхо-
дить в канал ствола свободно, без заеданий. Если калибр (гра-
ната) не проходит по каналу ствола (вследствие изгиба ствола),
изделие отправить в стационарный ремонтный орган.
б) Выпучины в канале ствола.
Выпучины в канале ствола высотой не более 1 мм зачистить
заподлицо, сняв минимально необходимый слой металла. После
10
зачистки проверить ствол калибром К-1 или охолощенной грана-
той. Изделие, имеющее ствол с выпучинами в канале ствола высо-
той более 1 мм, отправить в стационарный ремонтный орган»
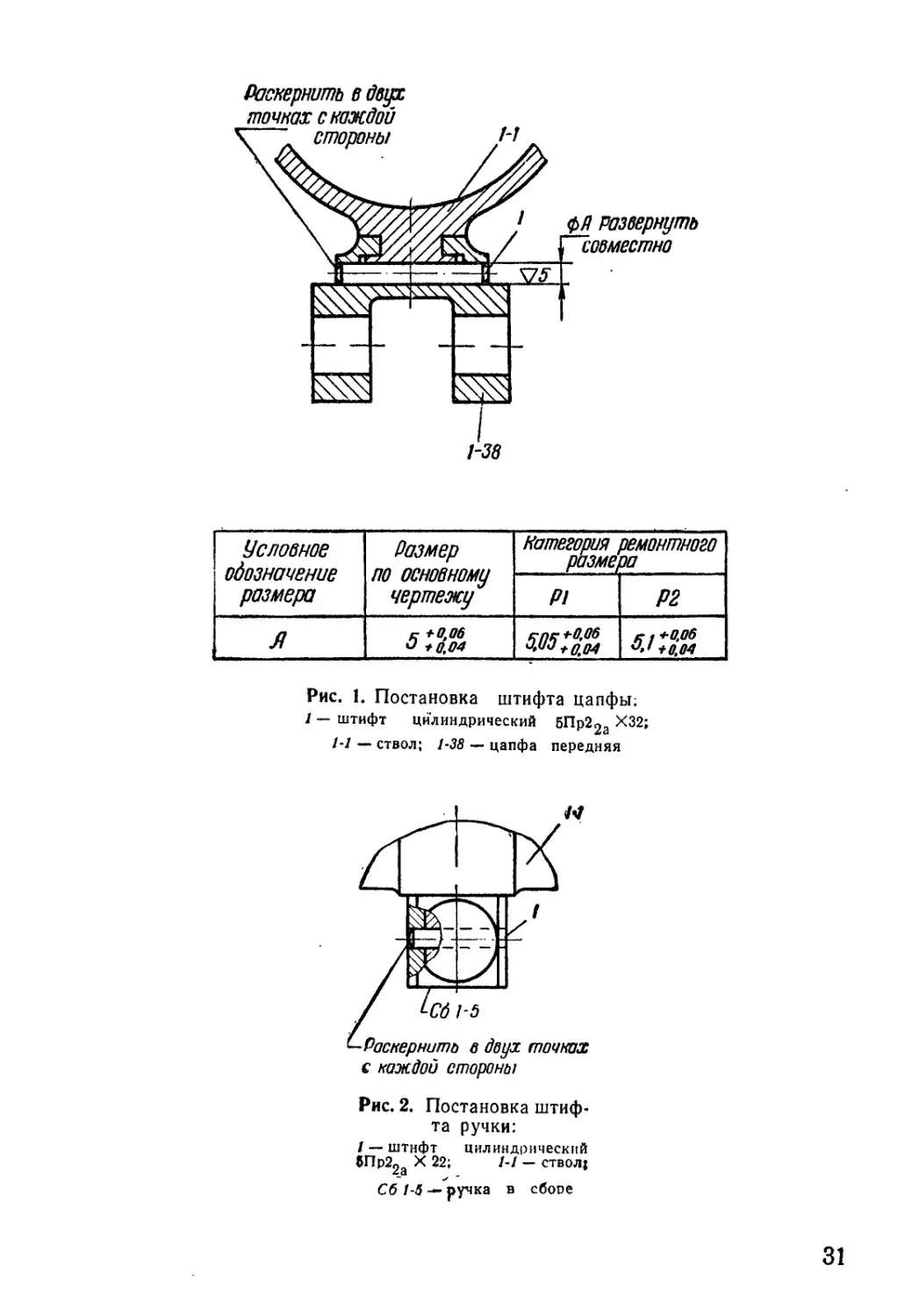
4. Шаткость цапф 1-38 и 1-39
Шаткость цапф не допускается.
Заменить штифт (рис. 1). При необходимости развернуть от-
верстие по рис. 1 и поставить повышенный штифт (рис. 71, п. 6),
5. Ручка не удерживается на стволе
Ручка Сб 1-5 должна надежно удерживаться на стволе.
Заменить штифт (рис. 2).
6. Шаткость щитка на стволе
Щиток Сб 1-4 при стянутых хомутах должен прочно удержи-
ваться на стволе передней и задней обоймами и не перемещаться
от усилия руки.
При срыве резьбы винта или резьбы в отверстии передней или
задней обоймы заменить детали с сорванной резьбой.
7. Трещины, расслоения и пробоины на щитке
Несквозные трещины и незначительное расслоение стеклопла-
стика щитка 1-12 допускаются без ремонта.
При значительном расслоении стеклопластика и при пробоинах
с радиальными трещинами заменить щиток.
11
Глава 3
ДЕФЕКТАЦИЯ И РЕМОНТ ЗАТВОРА
1. Затвор закрывается туго
Закрывание и открывание затвора должно происходить от уси-
лия руки.
При тугом закрывании затвора зачистить приподнятый металл
у краев забоин и намины на поверхностях боевых упоров, клина
и других деталей, сняв минимально необходимый слой металла.
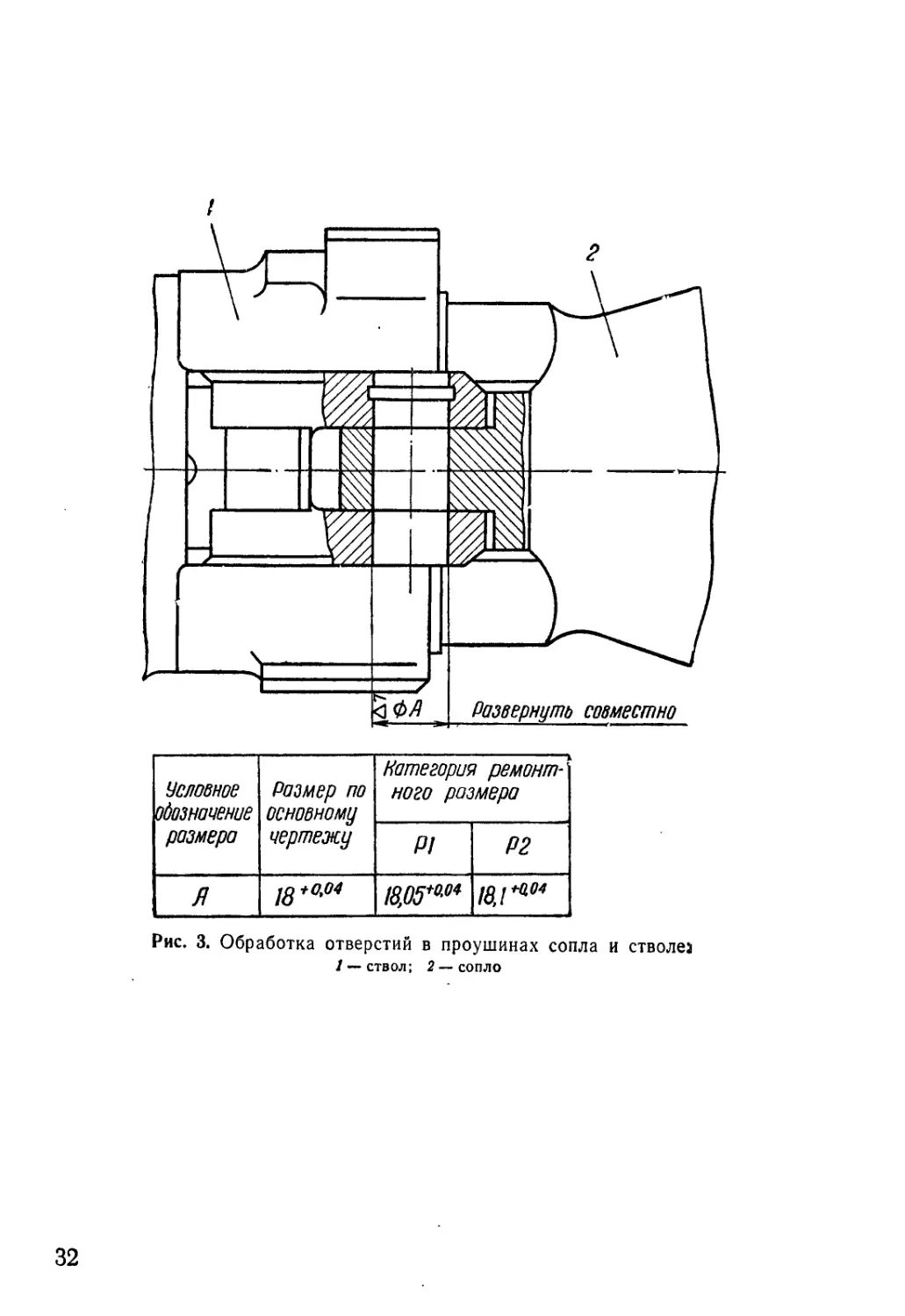
Если при закрывании происходит утыкание затвора в боевые
упоры ствола, развернуть совместно отверстия в проушине сопла
и стволе по рис. 3 и поставить категорийную ось (рис. 39).
2. Поворот рукоятки затвора
При открытом затворе складывание рукоятки относительно
сопла не допускается, поворот рукоятки должен происходить
только при полностью закрытом затворе.
Причины неисправности:
а) Излом или осадка пружины 2-12 фиксатора.
Заменить пружину фиксатора.
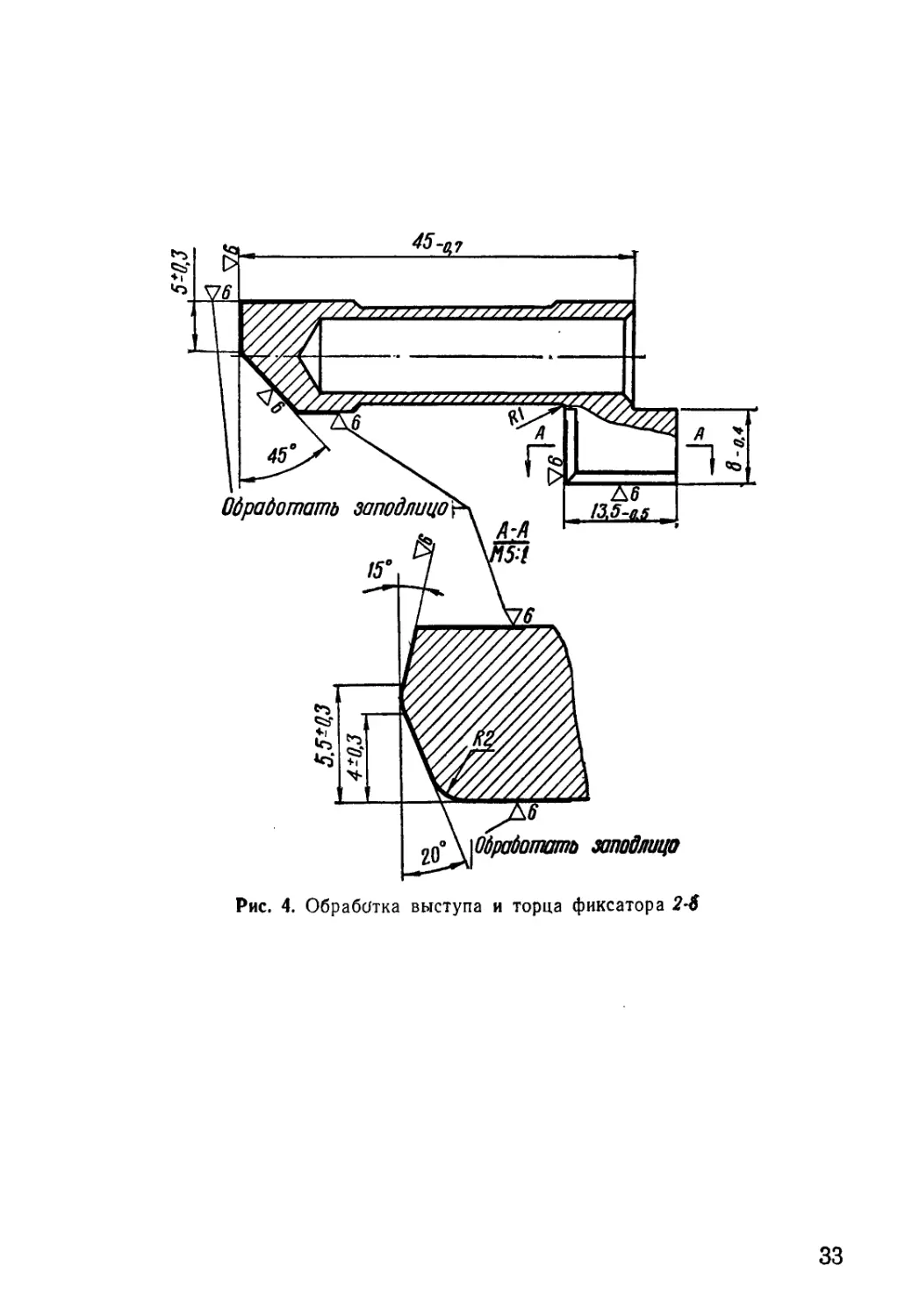
б) Износ выступа или торца фиксатора 2-8.
Наплавить на торец или зуб фиксатора слой металла электро-
дом ЭН60Х2СМ-50-2 и обработать (рис. 4). Подгонку произвести
согласно рис. 5.
3. Затвор не удерживается в открытом положении
В открытом положении затвор должен удерживаться фикса-
тором.
Причины неисправности:
а) Излом или осадка пружины 1-18.
Заменить пружину.
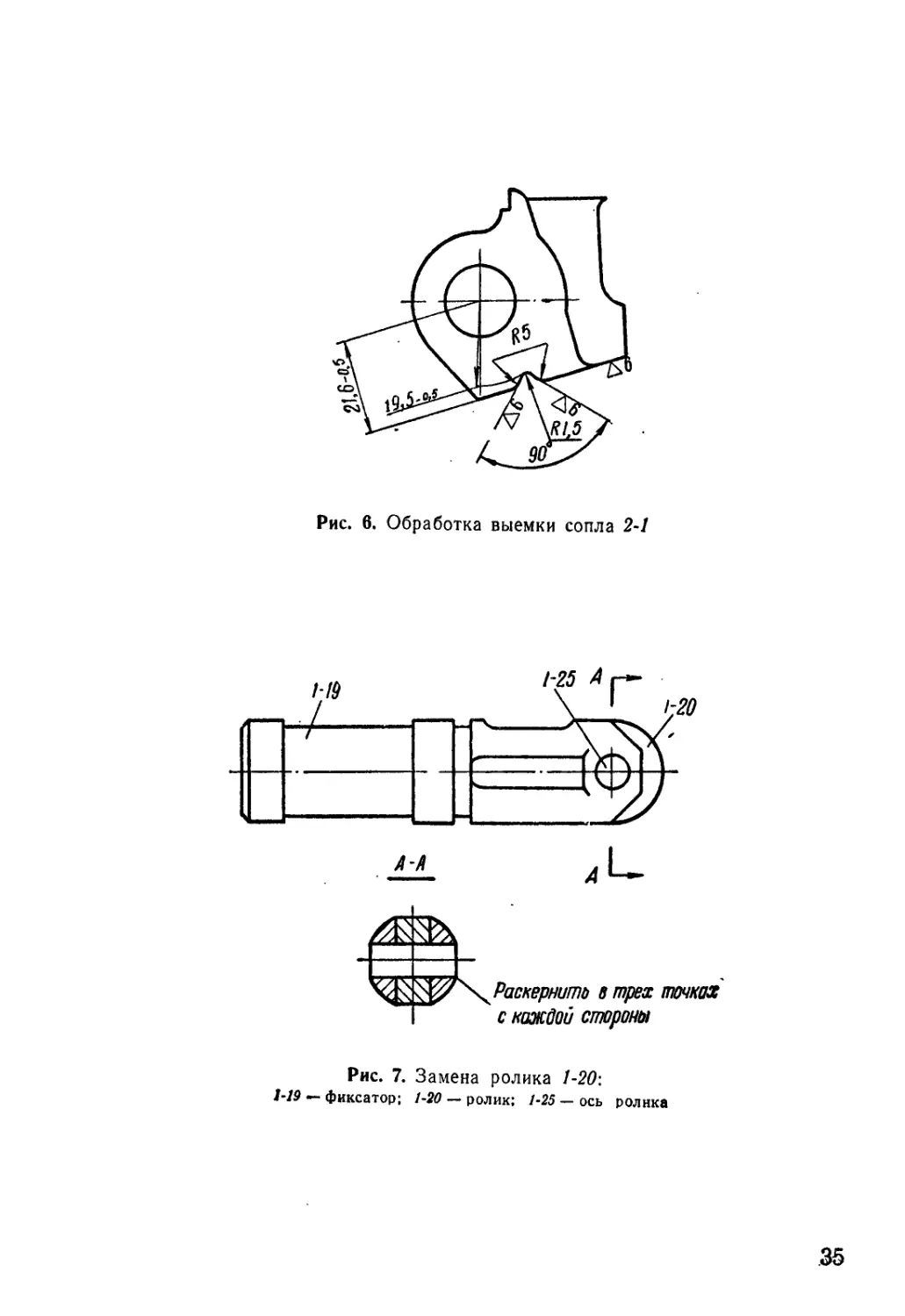
б) Износ выемки сопла 2-1.
Обработать выемку сопла (рис. 6).
в) Излом ролика 1-20.
Заменить ролик (рис. 7).
12
4. Граната не экстрактируется
При открывании затвора до отказа диафрагма с трубкой или
охолощенная граната должны выходить за казенный срез ствола
не менее чем на 5 мм.
Причины неисправности:
а) Износ толкателей 1-21.
Заменить толкатели и проверить зазоры, как указано в п. 4, б
настоящей главы.
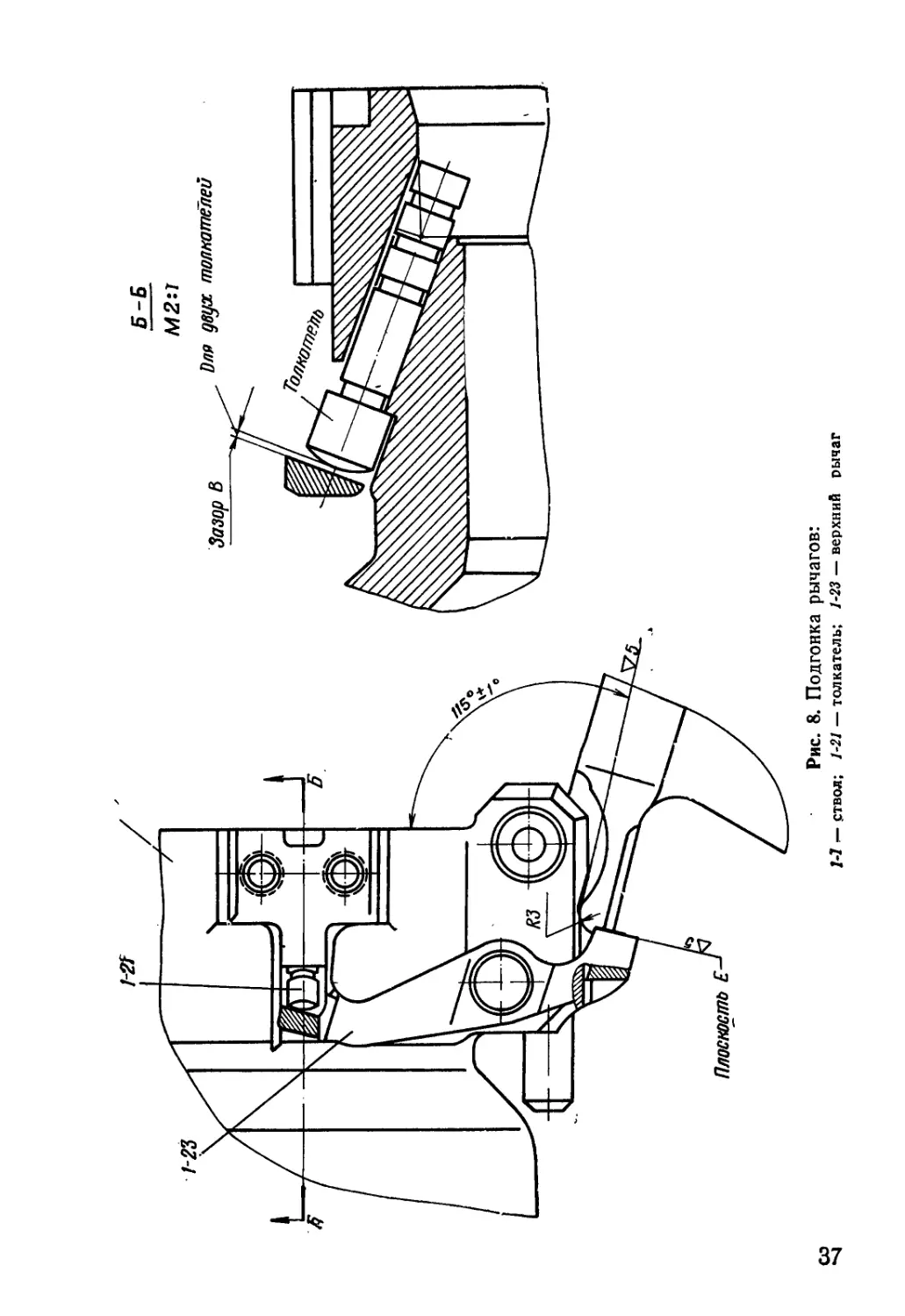
б) Износ или изгиб рычагов 1-22 и 1-23.
Заменить рычаги (рис. 8), для чего:
— отделить механизм экстракции;
— вложить толкатели в гнездо ствола (размер толкателя
4 = 48,5 мм), установить новые рычаги и закрепить их осью Сб 1-9;
— вложить в канал ствола со стороны казенной части калибр
К-2 (рис. 26);
— закрыть сопло и прижать калибр к плоскости К. Зазор Б
должен быть равен 0,1 4-0,3 мм (рис. 8). Для обеспечения зазора Б
припилить плоскость С верхнего и нижнего рычагов;
— открыть затвор и отвести рукоятку до отказа;
— проверить зазор В, зазор должен быть равен 0,14-0,4 мм.
Для обеспечения зазора В припилить плоскость Е рычагов. При
этом прилегание плоскости Е рычагов к соответствующей плоско-
сти сопла должно быть не менее 7г опорных плоскостей.
13
Глава 4
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИЦЕЛЬНОГО
ПРИСПОСОБЛЕНИЯ
1. Неэнергично действует прицельная планка
Прицельная планка должна от усилия руки переводиться из
горизонтального положения в вертикальное и обратно и надежно
удерживаться пружиной в приданных положениях.
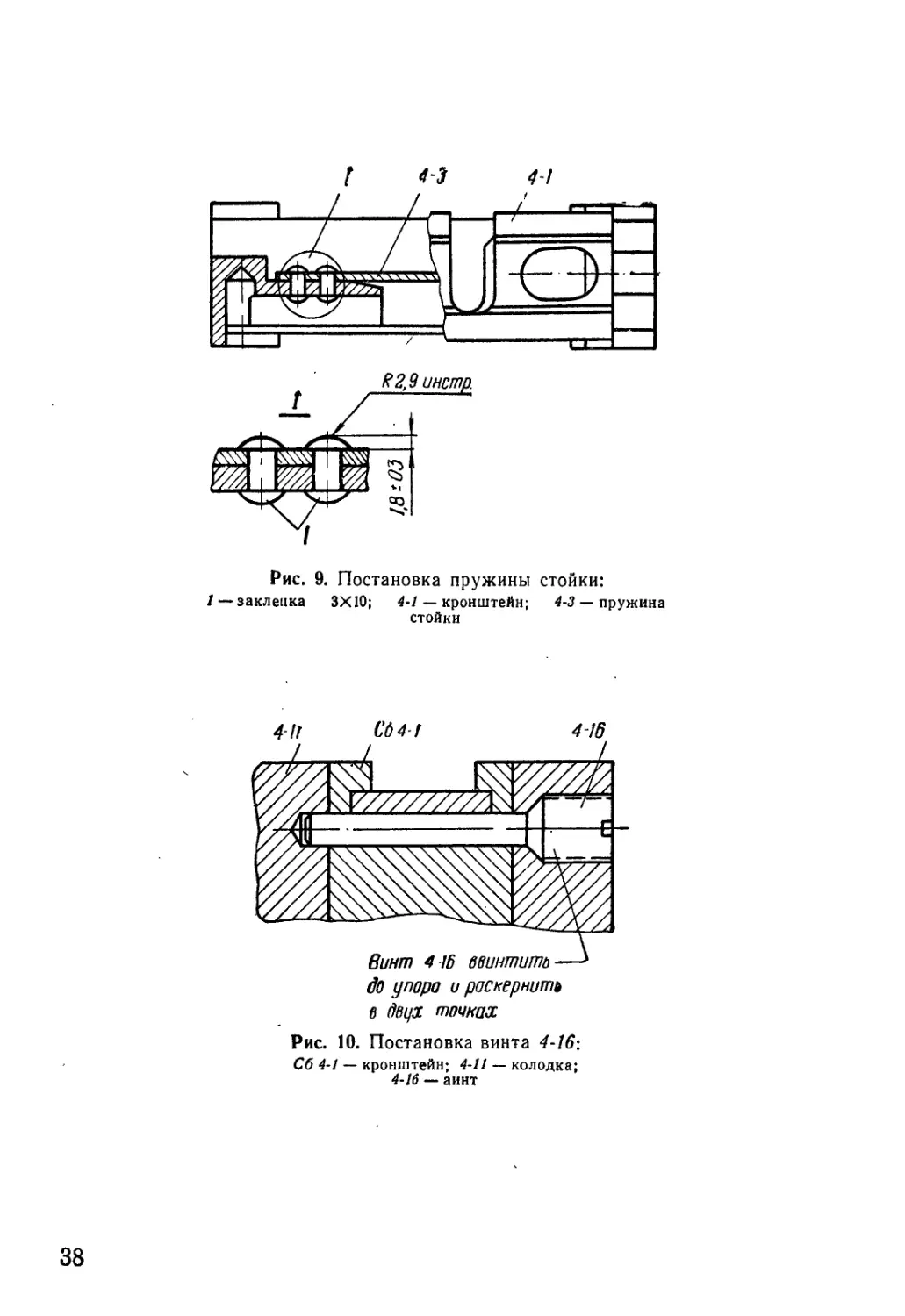
Причина неисправности: осадка или излом пружины 4-3 стойки.
Заменить пружину стойки (рис. 9).
2. Боковая качка прицельной планки
Поставить прицельную планку 4-7 в вертикальное положение
и, нажимая рукой, покачивать ее в стороны. Невозвратимая боко-
вая качка прицельной планки не допускается.
Причина неисправности: износ винта 4-16.
Заменить винт 4-16 (рис. 10).
3. Прицельная планка не удерживается в фиксированном
положении в колодке
Причины неисправности:
а) Излом или осадка пружины 4-10.
Заменить пружину.
б) Излом зубцов защелки 4-12.
Заменить защелку.
4. Наклон прицельной планки
Установить прицельную планку в вертикальное положение, при
этом угол наклона задней плоскости прицельной планки относи-
тельно кронштейна Сб 4-1 прицела должен быть в пределах
90 zb 4°.
Если угол наклона будет отличным от 90±4°, отделить колод-
ку, опилить опорную грань колодки 4-11, создав наклон прицель-
14
йой планки в боевом положений До 96°. Наплавить На коЛодку
слой металла электродом Э50А-2.0; обработать колодку после на*
плавки по рис. И и подогнать ее так, чтобы был обеспечен угол
наклона прицельной планки в пределах 90±4°. Собрать прицель-
ную планку, присоединить ее к кронштейну и проверить согласно
указанию п. 1 настоящей главы.
5. Хомутик не удерживается на прицельной планке
Поставить прицельную планку в вертикальное положение и,
не нажимая на защелку, надавливать на хомутик попеременно
сверху и снизу, при этом срыв защелки хомутика не допускается.
Перемещение хомутика вдоль прицельной планки при ненажа-
той защелке допускается, если зуб защелки не срывается с выре-
зов прицельной планки на любом делении.
Причины неисправности:
а) Осадка или излом пружины 4-10 защелки.
Заменить пружину.
б) Скругление или скрошенность зуба защелки 4-9.
Заменить защелку.
в) Скругление или скрошенность граней вырезов прицельной
планки для зуба защелки.
Заменить прицельную планку.
Для обеспечения сборки допускается припиливать боковые по-
верхности (чистота обработки V 6), при этом необходимо выпол-
нить требования п. 4 настоящей главы.
6. Туго передвигается хомутик прицельной планки
Поставить прицельную планку в вертикальное положение, на-
жать на защелку и несколько раз передвинуть хомутик вдоль при-
цельной планки, при этом хомутик должен передвигаться плавно
и свободно.
Причины неисправности:
а) Изгиб прицельной планки.
Отделить прицельную планку, выправить ее и поставить на
место, после чего проверить плавность передвижения хомутика
вдоль прицельной планки; при нарушении окраски делений и цифр
восстановить ее (см. Общее руководство).
б) Забоины в пазах хомутика или на прицельной планке.
Отделить прицельную планку и зачистить заподлицо Припод-
нятый металл у краев забоин, сняв минимально необходимый слой
металла.
7. Туго передвигается прицельная планка в колодке
Поставить прицельную планку 4-7 с хомутиком в вертикальное
положение, нажать на фиксатор 4-12 выколоткой и несколько раз
передвинуть прицельную планку с хомутиком вдоль колодки 4-11.
15
Прицельная планка должна передвигаться плавно и без
рывков.
Причины неисправности и способы их устранения см. п. 6 на-
стоящей главы.
8. Мушка с основанием не фиксируется в боевом или походном
положении
Мушка 1-6 с основанием 1-2 должна от усилия руки перево-
диться из походного положения в боевое и обратно и надежно
удерживаться пружиной в приданных положениях.
Причины неисправности:
а) Осадка или излом пружины 1-4.
Заменить пружину.
б) Износ выступа фиксатора 1-3. Проверить зазоры А и Б
(рис. 12).
При отсутствии зазора Б обработать торец фиксатора до полу-
чения зазора 0,5 мм. При отсутствии зазора А (зазор определяется
по наличию зазора между стволом и фиксатором в точке В) уве-
личить длину лыски на фиксаторе на 2 мм.
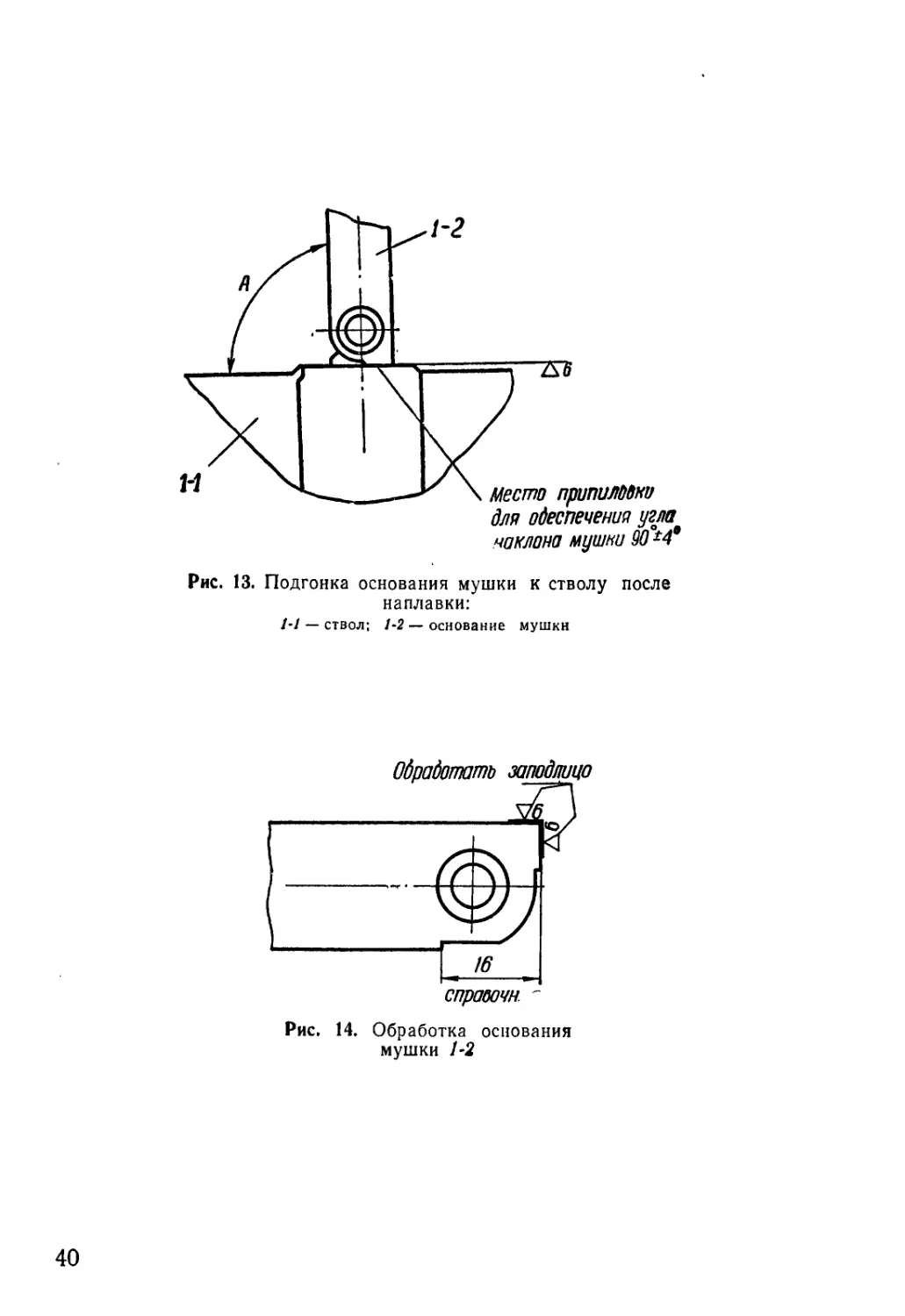
9. Наклон основания мушки
Перевести основание мушки в боевое положение и замерить
угол А между основанием и стволом (рис. 13); угол А должен
быть в пределах 90±4°.
При угле А, меньшем 86°, опилить торец основания мушки до
обеспечения угла 90±4°.
При угле А, большем 94°, опилить торец основания мушки на
1—2 мм, наплавить на торец слой металла электродом Э50А-2,0 и
обработать по рис. 14; опиливая торец основания мушки, обеспе-
чить угол наклона основания мушки 90±4°.
10. Качка мушки
Качка мушки 1-6 во вкладыше и вывинчивание ее от руки не
допускается.
Причины неисправности:
а) Срыв резьбы мушки или резьбы в отверстии вкладыша.
Заменить мушку или вкладыш.
б) ИзлОхМ конца нарезной части мушки.
Заменить мушку.
11. Шаткость оптического прицела на кронштейне прицела
Шаткость оптического прицела на кронштейне не допускается.
Причина неисправности; задиры или забоины в пазу кронштей-
на прицела,
16
Зачистить приподнятый металл у краев забоин, сняв мини-
мально необходимый слой металла.
12. Качка кронштейна прицела
Качка кронштейна Сб 41 прицела не допускается.
При ослаблении посадки штифтов кронштейна заменить их.
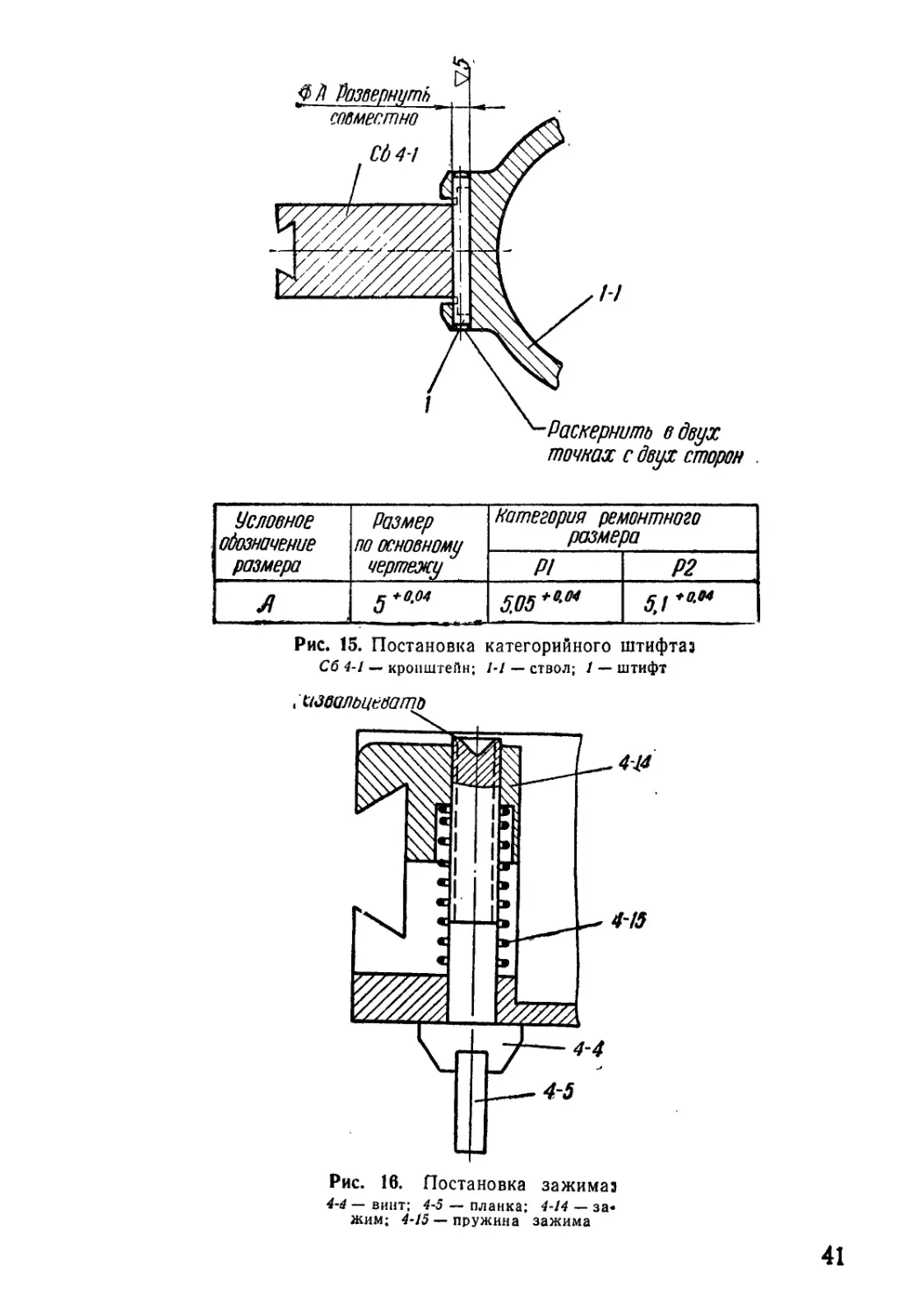
Если указанным способом устранить неисправность не пред-
ставляется возможным, обработать совместно отверстия в крон-
штейне и в приливах ствола под категорийный размер штифта
(рис. 15) и поставить категорийный штифт (рис. 71, п. 10).
Замену штифтов кронштейна производить поочередно.
13. Излом зуба зажима
Заменить зажим 4-14. Постановку зажима производить со-
гласно рис. 16,
2—2930
17
Глава 5
ДЕФЕКТАЦИЯ И РЕМОНТ ЭЛЕКТРОСТРЕЛЯЮЩЕГО
МЕХАНИЗМА
1. Отсутствие напряжения в цепи электростреляющего механизма
Для проверки электрической цепи изделия необходимо открыть
затвор и вставить диоптр-пробник в ствол точно так же, как встав-
ляют выстрел; закрыть затвор. Взвести спусковой механизм, пред-
варительно сняв гашетку с предохранителя. Произвести спуск.
При исправной цепи лампочка диоптра-пробника вспыхнет.
Причины неисправности:
а) Нарушение контактов в блокирующем устройстве.
Утопить фиксатор 6-74, снять крышку 6-75, отделить фиксатор
с пружиной 1-4 и толкатель Сб 6-14. Промыть толкатель в бензине.
В случае необходимости зачистить поверхность -изолятора 6-64
толкателя, контактной 6-65 и изолирующей 6-66 трубок до полного
удаления с изолятора и изолирующей втулки наплывов и следов
металла.
б) Осадка или излом пружины 1-4 блокирующего устройства.
Заменить пружину.
в) Неисправен генератор электростреляющего механизма.
Заменить генератор Сб 6-2.
г) Эрозионный износ контактов.
Заменить контакты.
д) Обрыв электропровода.
Заменить оборванный проводник проводом марки МГЦ1В 0,35Б
МРТУ 2-017-1-62.
Провода не должны иметь изломов и перегибов, а изоляция
проводов не должна иметь повреждений. Пайку и лужение про-
водов Производить припоем ПОС-61 ГОСТ 1499—54 с примене-
нием бескислотных флюсов.
2. Ремонт узлов и деталей токопроводящей цепи
Сращивание трубки 6-77 не допускается. Вмятины на трубке
без разрывов и трещин допускаются.
18
При замене или после ремонта узлов и деталей токопроводя-
щей цепи проверять сопротивление изоляции этих узлов и деталей
относительно корпуса изделия (рис. 17). Сопротивление изоляции
должно быть не менее 10 Мом.
Примечание. Во всех случаях ремонта электростреляющего механизма
или его отдельных деталей (проводников, контактов и др.) проверять исправ-
ность механизма десятикратным взведением и спуском. При этом лампочка
вставленного в ствол диоптра-пробника должна вспыхивать.
3. Износ фиксатора пружины
Предохранитель 6-33 должен перемещаться из одного крайнего
положения в другое и обратно только от усилия пальцев руки и
удерживаться в крайних положениях фиксатором пружины 6-31,
Заменить пружину.
4. Нарушение контакта блокировки затвора
Вставить диоптр-пробник в ствол, закрыть и запереть затвор,
повернув рукоятку затвора вперед до отказа. Взвести рукоятку
электростреляющего механизма и произвести спуск с боевого
взвода, при этом лампочка диоптра-пробника должна вспыхнуть.
Взвести рукоятку электростреляющего механизма, открыть
затвор и, прижимая диоптр-пробник к торцу ствола изолятором
(деревянной палочкой, бруском пластмассы), произвести спуск с
боевого взвода, при этом лампочка диоптра-пробника не должна
вспыхнуть.
Заменить пружину 1-4.
5. Гашетка спуска электростреляющего механизма
не удерживается на предохранителе
Заменить генератор Сб 6-2.
2*
19
Глава 6
ДЕФЕКТАЦИЯ И РЕМОНТ МЕХАНИЗМА
ГОРИЗОНТАЛЬНОГО НАВЕДЕНИЯ
1. Тугой ход механизма горизонтального наведения
Механизм горизонтального наведения должен работать плавно,
без рывков и заеданий во всем диапазоне углов горизонтального
наведения. Усилие на рукоятке маховичка при страгивании с ме-
ста и при установившемся движении должно быть не более 5 кг.
Причина неисправности: изгиб винта 2-23.
Проверить биение винта; биение допускается не более 0,3 мм.
При биении более 0,3 мм выправить винт.
2. Увеличенная горизонтальная шаткость ствола
Установить изделие на ровной площадке в положение, соответ-
ствующее максимальной высоте станка. Установить и закрепить
на изделии оптический прицел. Придать стволу механизмом гори-
зонтального наведения направление вдоль передней ноги тренож-
ного станка.
Выбрать точку наводки на местности не ближе 800 м и наве-
сти в нее центральный угольник оптического прицела.
Нажать вправо на дульную часть ствола с усилием 5 кг и мед-
ленно снять нагрузку, затем, наблюдая в прицел, заметить откло-
нение центрального угольника оптического прицела от точки на-
водки.
Нажать влево на дульную часть ствола с тем же усилием и
медленно снять нагрузку, затем, наблюдая в прицел, заметить от-
клонение центрального угольника оптического прицела от точки
наводки.
Общая величина отклонения центрального угольника прицела
в ту и другую сторону будет величиной полной горизонтальной
шаткости ствола.
Средний результат из трех произведенных измерений характе-
ризует полную горизонтальную шаткость ствола.
Полная горизонтальная шаткость ствола допускается не бо-
лее 0-08.
20
Причины неисправности:
а) Осевой люфт каретки на винте 2-23.
Вывинтить винт 2-/2, стопорящий гайку 2-11 каретки, и, вращая
гайку, отрегулировать вращение винта 2-23 без осевого перемеще-
ния. После регулировки застопорить гайку каретки винтом 2-/2
(рис. 18).
б) Осевая качка винта 2-23.
Измерить осевую качку винта. При качке более 0,15 мм изго-
товить стальную компенсаторную шайбу (с наружным диаметром
26,3-0.5 мм, внутренним диаметром 16+0-24 мм и толщиной по ме-
сту). Поставить шайбу между основанием 2-1 и “втулкой 2-13 ма-
ховичка.
3. Увеличенный мертвый ход механизма горизонтального
наведения
Установить изделие на ровной площадке в положение, соответ-
ствующее максимальной высоте станка, и, придав стволу горизон-
тальное положение, установить его вдоль передней ноги тренож-
ного станка.
Установить и закрепить на изделии оптический прицел.
Закрепить на станке указатель (стрелку) из проволоки так,
чтобы конец указателя находился у маховичка механизма гори-
зонтального наведения.
Поворотом маховичка в какую-либо сторону выбрать мертвый
ход механизма горизонтального наведения, наведя при этом цен-
тральный угольник оптического прицела в точку наводки. Отме-
тить положение маховичка риской на его наружной поверхности
по указателю.
Вращая маховичок в ту же сторону, сбить центральный уголь-
ник оптического прицела с точки наводки и совместить их опять,
вращая маховичок в обратном направлении. Отметить риской по
указателю второе положение маховичка.
Угловое смещение риски на маховичке даст величину мертвого
хода механизма.
Мертвый ход механизма горизонтального наведения допускает-
ся не более оборота маховичка.
Причины неисправности и способы их устранения см. п. 2 на-
стоящей главы.
Кроме того, причиной неисправности может быть шаткость ма-
ховичка на оси винта 2-23. В этом случае заменить штифт. При
необходимости развернуть совместно отверстия в маховичке С6 2-5
и винте 2-23 до диаметра 3,1 мм, поставить повышенный штифт
(рис. 71, п. 13) и раскернить его в двух точках с каждой сто-
роны.
21
4. Зажим не удерживает постель в приданном положении
Подтянуть зажим до отказа, при этом вороток зажима не дол-
жен упираться в постель, зазор должен быть не менее 10 мм.
При упоре зажима болта обжать концы воротка 11 и отделить
его, вывинтить болт зажима 5 с шайбой 10, сошлифовать шайбу 10
по толщине на 0,2 мм, надеть на болт шайбу, ввинтить его на ме-
сто, присоединить вороток и затянуть его до отказа. При этом ме-
жду воротком и правой щекой основания должен быть зазор не
менее 10 мм. После этого развести концы воротка.
29
Глава 7
ДЕФЕКТАЦИЯ И РЕМОНТ МЕХАНИЗМА
ВЕРТИКАЛЬНОГО НАВЕДЕНИЯ
1. Тугой ход механизма вертикального наведения
Механизм вертикального наведения должен работать плавно,
без рывков и заеданий при всех углах возвышения. Усилие на
рукоятке маховичка при страгивании с места и при установив-
шемся движении должно быть не более 6 кг.
Причина неисправности: забоины на резьбе винта 1-9 и вну-
тренней трубки 1-8.
Зачистить приподнятый металл у краев забоин, сняв мини-
мально необходимый слой металла.
2. Увеличенная вертикальная шаткость ствола
Установить изделие на ровной площадке в положение, соответ-
ствующее максимальной высоте станка. Установить квадрант на
контрольную площадку.
Нажать сверху на дульную часть ствола с усилием 5 кг и мед-
ленно снять нагрузку, вывести пузырек уровня квадранта на се-
редину и записать показания квадранта.
Нажать снизу на дульную часть ствола с тем же усилием и
медленно снять нагрузку, вывести пузырек уровня на середину и
снова записать показания квадранта.
Шаткость ствола определяется по разности между показания-
ми квадранта.
Средний результат из трех произведенных измерений будет
характеризовать полную вертикальную шаткость.
Полная вертикальная шаткость ствола допускается не бо-
лее 0-08.
Причины неисправности:
а) Износ в сопряжении отверстия внутренней трубки 1-8,
оси 1-12 и отверстия передней цапфы 1-38 ствола.
Разность диаметров в каждом сопряжении допускается не бо-
лее 0,3 мм. При разности диаметров в каждом сопряжении более
23
0,3 мм вывести овальность отверстий снятием минимально необ-
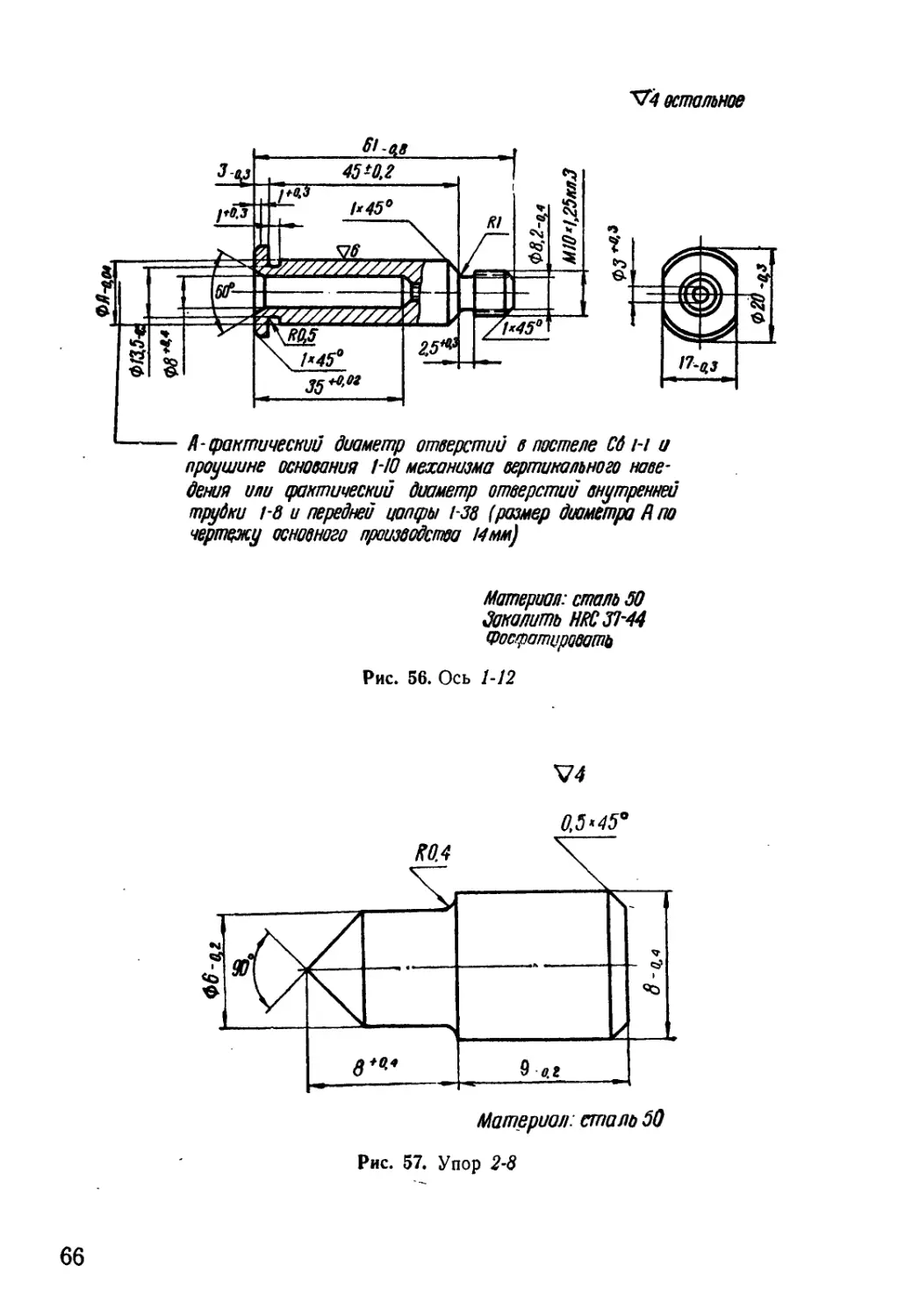
ходимого слоя металла и изготовить новую ось (рис. 56) по факти-
ческому размеру.
б) Износ в сопряжении отверстий корпуса 1-10, постели Сб 1-1
и оси 1-12.
Измерить диаметры отверстий и оси: Разность диаметров в
каждом сопряжении допускается не более 0,3 мм. При разности
диаметров в каждом сопряжении более 0,3 мм вывести овальность
отверстий, сняв минимально необходимый слой металла, и изгото-
вить новую ось (рис. 56) по фактическому размеру.
в) Износ резьбы в сопряжении винта 1-9 и внутренней труб-
ки 1-8.
Измерить продольный люфт в сопряжении винта 1-9 и внутрен-
ней трубки 1-8, который допускается не более 0,5 мм. При про-
дольном люфте более 0,5 мм заменить винт 1-9.
3. Увеличенный мертвый ход механизма вертикального
наведения
Установить изделие на ровной площадке в положение, соответ-
ствующее максимальной высоте станка и придать стволу горизон-
тальное положение вдоль передней ноги треножного станка.
Установить и закрепить оптический прицел в кронштейне при-
цела.
Закрепить на корпусе постели указатель из проволоки так,
чтобы конец его находился у маховичка Сб 1-2.
Поворотом маховичка в какую-либо сторону выбрать мертвый
ход механизма вертикального наведения, наведя при этом цен-
тральный угольник оптического прицела в точку наводки. Отме-
тить положение маховичка риской на его наружной поверхности
по указателю.
Вращая маховичок в ту же сторону, сбить центральный уголь-
ник оптического прицела с точки наводки и совместить их опять,
вращая маховичок в обратном направлении. Отметить риской по
указателю второе положение маховичка.
Угловое смещение риски на маховичке даст величину мертвого
хода механизма вертикального наведения.
Мертвый ход механизма вертикального наведения допускается
не более ’/4 оборота маховичка.
Причины неисправности и способы их устранения см. п. 2 на-
стоящей главы.
Кроме того, причиной неисправности может быть износ штиф-
та. В этом случае заменить штифт. При необходимости развернуть
совместно отверстия в маховичке и винте 1-9 до диаметра 4,1 мм,
поставить повышенный штифт (рис. 71, п. 11) и раскернить его в
двух точках с каждой стороны.
24
Глава 8
ДЕФЕКТАЦИЯ И РЕМОНТ ОСНОВАНИЯ И НОГ СТАНКА
1. Осевая качка постели на основании
Осевая качка постели на основании, измеряемая по перемеще-
нию шворня, не допускается.
При осевой качке постели вынуть шплинт, довернуть гайку 4-18
на ’/б оборота и поставить шплинт. При этом шворень постели
должен плавно вращаться во втулке постели и не иметь качки.
Для обеспечения этого требования разрешается обработка шайбы
под гайку 4-18.
2. Ноги станка не удерживаются в приданных положениях
Перевести рукоятки Сб 4-1 зажима ног в положение «Отстопо-
рено». Ноги основания станка должны свободно перемещаться от
усилия руки. Перевести рукоятки Сб 4-1 зажима ног в положение
«Застопорено».
Ноги основания станка должны жестко стопориться в придан-
ных положениях.
Причина неисправности: износ зубцов (рифлений) сопряжений
шайб 2-9 и ног.
При износе зубцов (рифлений) шайб и ног станка восстановить
личным трехгранным напильником зубцы до полного профиля.
После сборки ноги с основанием рукоятка зажима ноги в за-
стопоренном положении должна составлять с ногой угол не более
15°. Если угол отличается от указанного значения, то наплавить
на выступы шайбы рукоятки слой металла электродом Э42-3,0 и
обработать (рис. 19).
3. Передняя нога не ограничивается в крайних положениях
Причины неисправности:
а) Износ упора 2-8.
При износе упора высверлить его, изготовить упор (рис. 57),
поставить его и приварить электродом 350-2,0 (рис. 20).
25
б) Излом пружины 2-22 защелки.
Заменить пружину защелки, после постановки оси 2-21 защел-
ки развальцевать ее конец.
4. Движение задних ног не ограничивается упором
Каждая задняя нога должна ограничиваться в крайнем заднем
положении упором 4-6.
Причина неисправности: износ упора 4-6.
На изношенную часть упора наплавить слой металла электро-
дом Э50г2,0 и обработать (рис. 21).
5. Блок задних ног не удерживается в приданных положениях
Блок задних ног должен надежно удерживаться в сложенном
и отведенном положениях рукояткой зажима блока задних ног.
Проворот блока от усилия руки при затянутой до отказа рукоятке
,не допускается.
Причина неисправности: износ зубцов шайбы 4-13 основания
задних ног Сб 4-5 и гайки 6-1.
При износе зубцов шайбы 4-13 и гайки 6-1 восстановить их лич-
ным трехгранным напильником до полного профиля.
26
Глава 9
ДЕФЕКТАЦИЯ И РЕМОНТ КОЛЕСНОГО ХОДА
1. Тугое вращение колеса
Колесо должно вращаться плавно от усилия руки.
Причина неисправности: отсутствие смазки или загрязнение
полости ступицы.
Снять колесо, промыть детали керосином и протереть насухо,
смазать и собрать их. Негодный сальник 2 заменить.
При сборке гайку 1 завернуть до отказа и затем отпустить на
7в оборота,, при этом осевой люфт допускается не более 0,3 мм.
Застопорить гайку фиксатором 4.
2. Излом выступов шайбы
Срубить остатки шайбы 2-6, изготовить шайбу (рис. 64) и при-
варить ее электродом Э42-3,0 к трубе 2-5 (рис. 22).
3. Излом упора
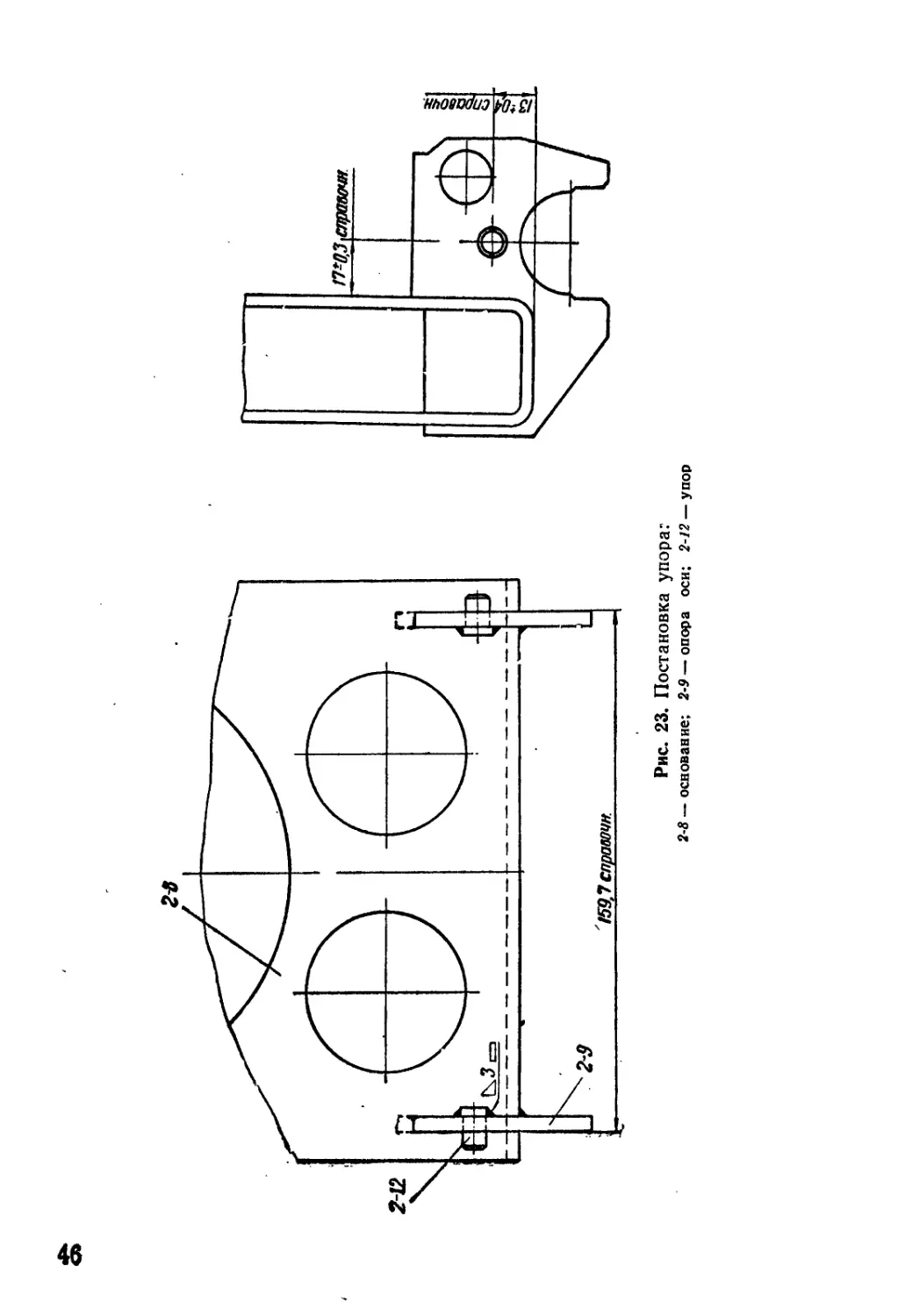
Высверлить остатки старого упора 2-12 и развернуть отверстие
до диаметра 8+0>1 мм, изготовить упор (рис. 65), поставить и при-
варить его электродом Э42А-3,0 (рис. 23).
4. Качка оси колесного хода на хомуте
Качка оси колесного хода, закрепленного на хомуте, не допус-
кается.
При качке наплавить на шайбу 2-6 слой металла электродом
Э42А-ЗД обработать (рис. 24) и пригнать ее по месту без качки.
27
ПРИЛОЖЕНИЕ i
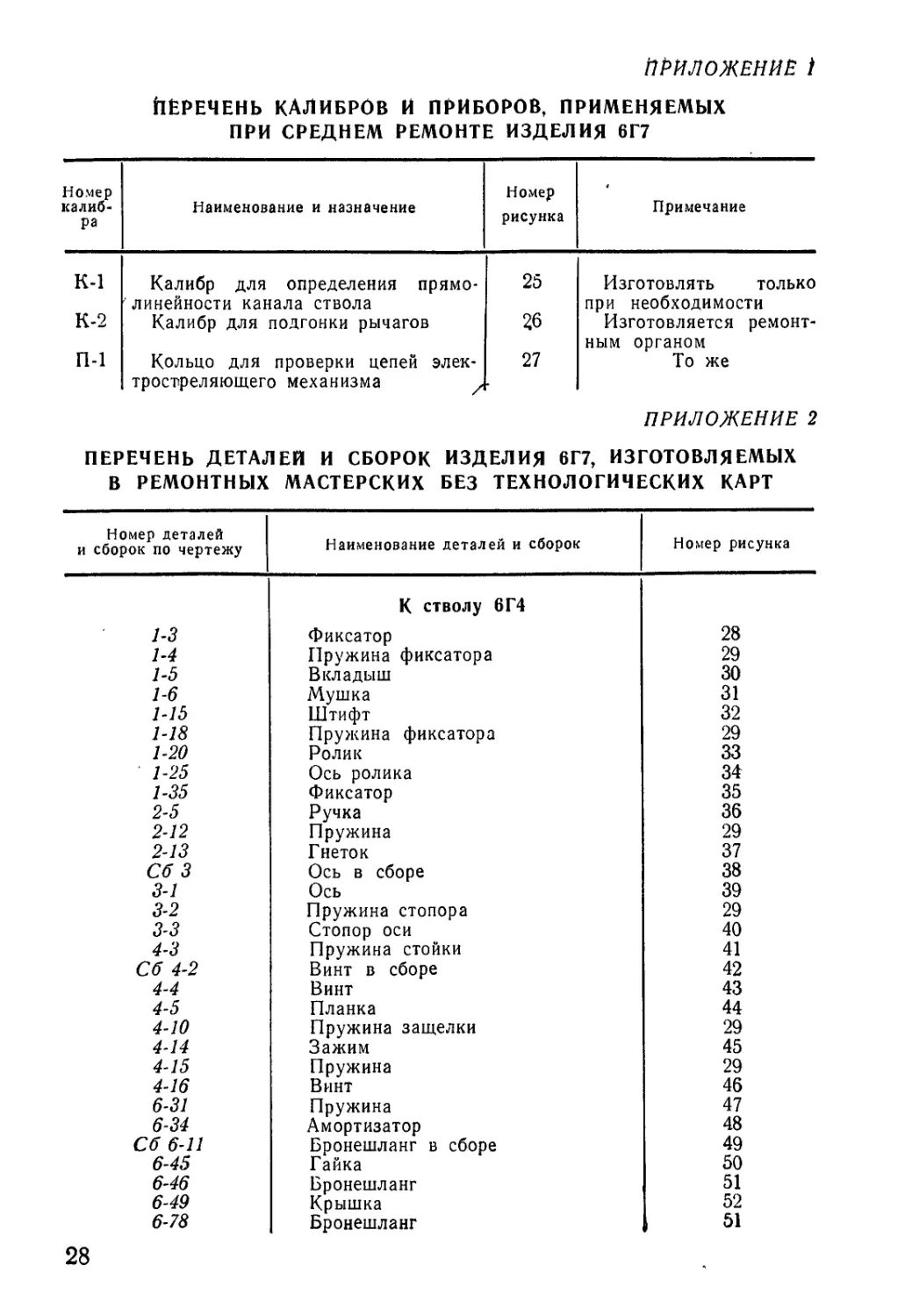
ПЕРЕЧЕНЬ КАЛИБРОВ И ПРИБОРОВ, ПРИМЕНЯЕМЫХ
ПРИ СРЕДНЕМ РЕМОНТЕ ИЗДЕЛИЯ 6Г7
Номер калиб- ра Наименование и назначение Номер рисунка Примечание
К-1 Калибр для определения прямо- линейности канала ствола 25 Изготовлять только при необходимости
К-2 Калибр для подгонки рычагов 26 Изготовляется ремонт- ным органом
П-1 Кольцо для проверки цепей элек- тростреляющего механизма / 27 То же
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ ДЕТАЛЕЙ И СБОРОК ИЗДЕЛИЯ 6Г7, ИЗГОТОВЛЯЕМЫХ
В РЕМОНТНЫХ МАСТЕРСКИХ БЕЗ ТЕХНОЛОГИЧЕСКИХ КАРТ
Номер деталей и сборок по чертежу Наименование деталей и сборок Номер рисунка
К стволу 6Г4
1-3 Фиксатор 28
1-4 Пружина фиксатора 29
1-5 Вкладыш 30
1-6 Мушка 31
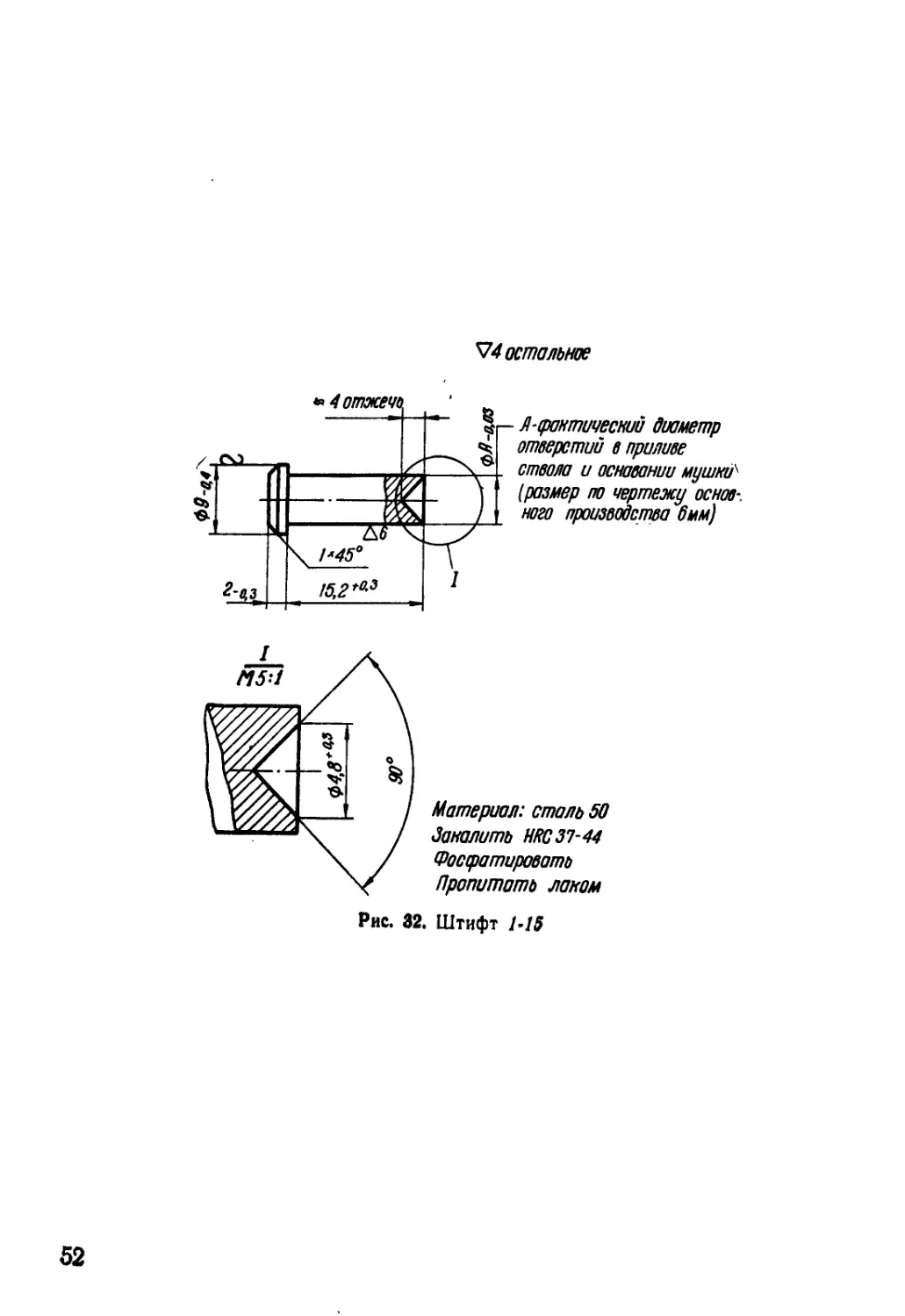
1-15 Штифт 32
1-18 Пружина фиксатора 29
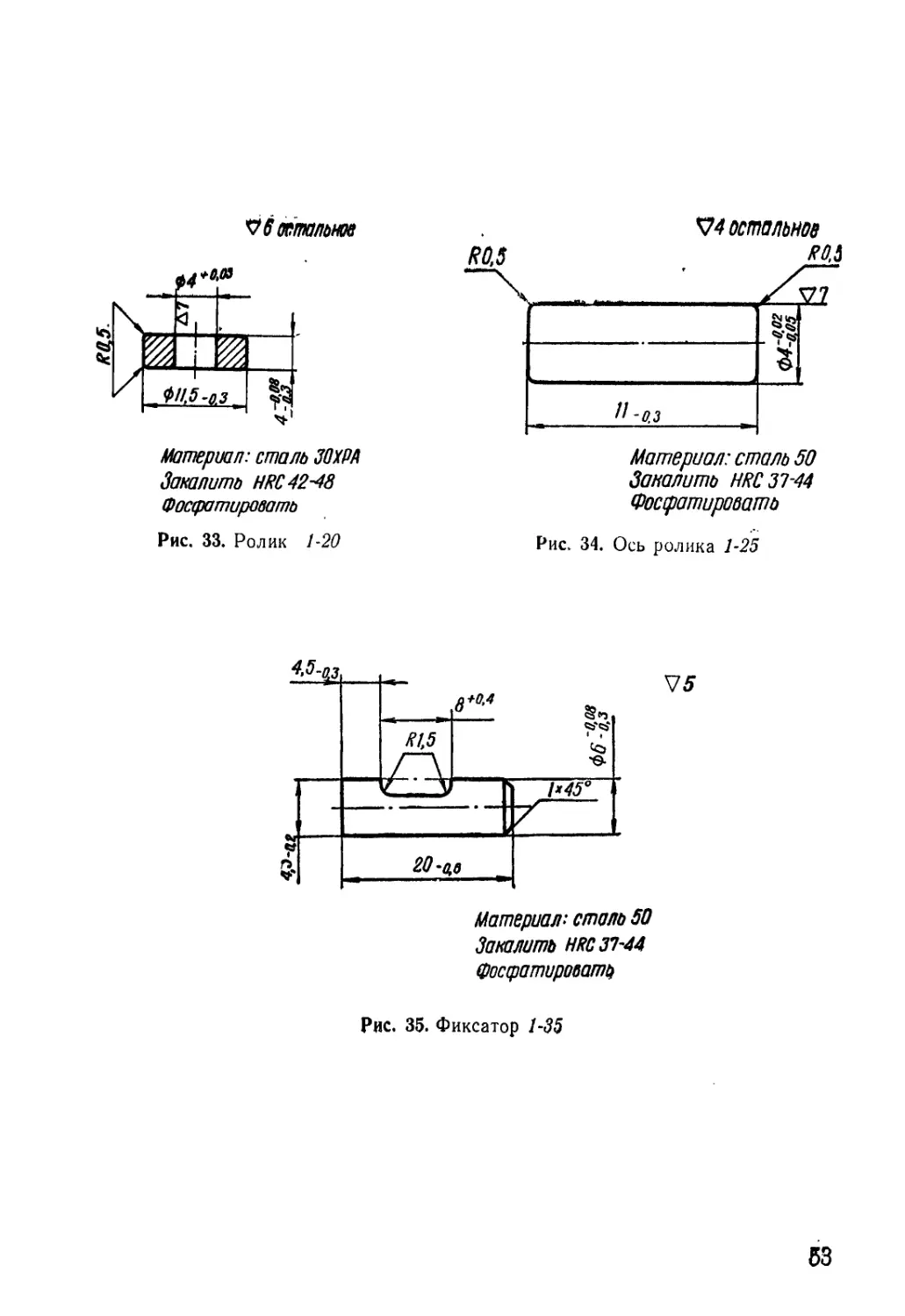
1-20 Ролик 33
1-25 Ось ролика 34
1-35 Фиксатор 35
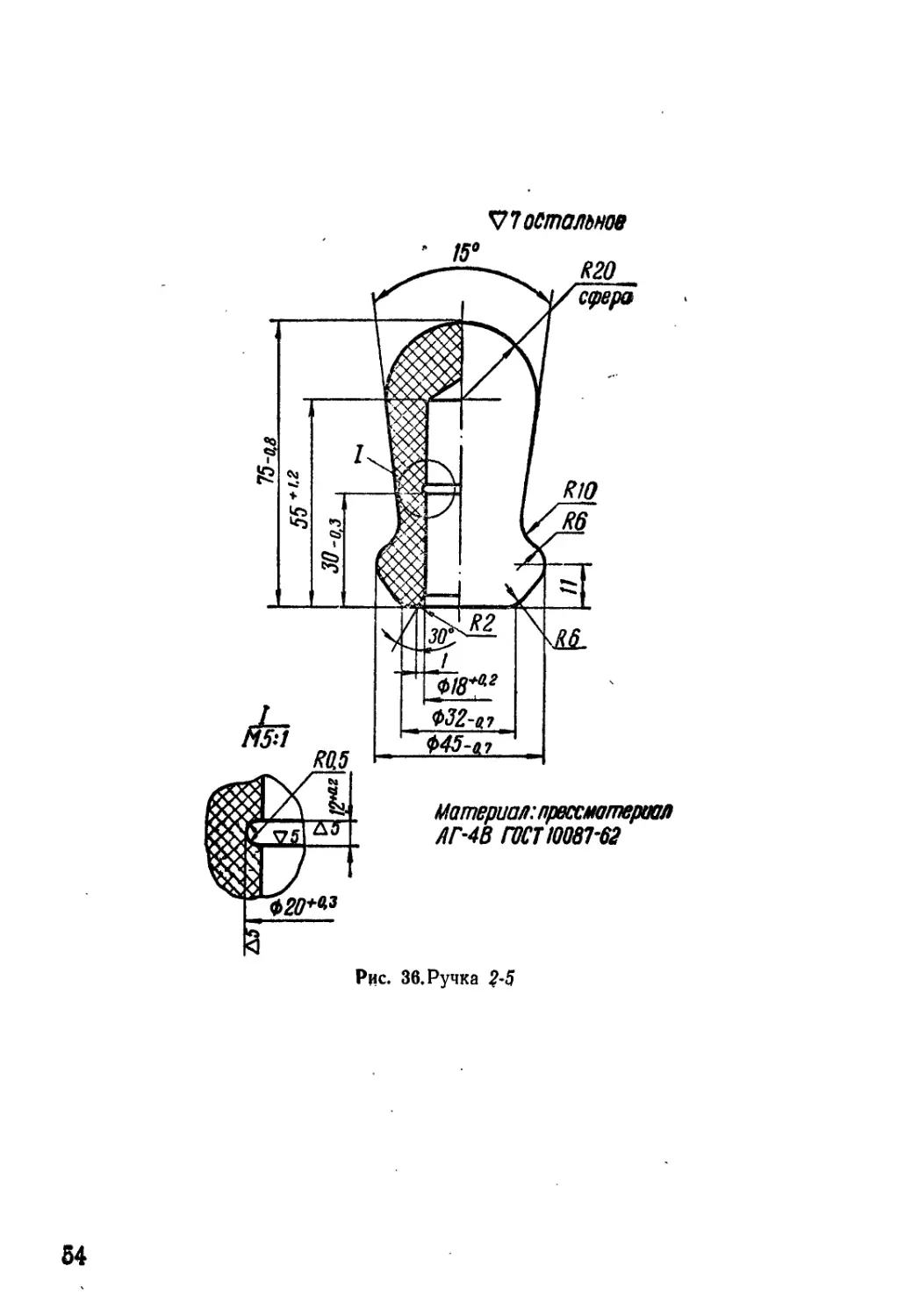
2-5 Ручка 36
2-12 Пружина 29
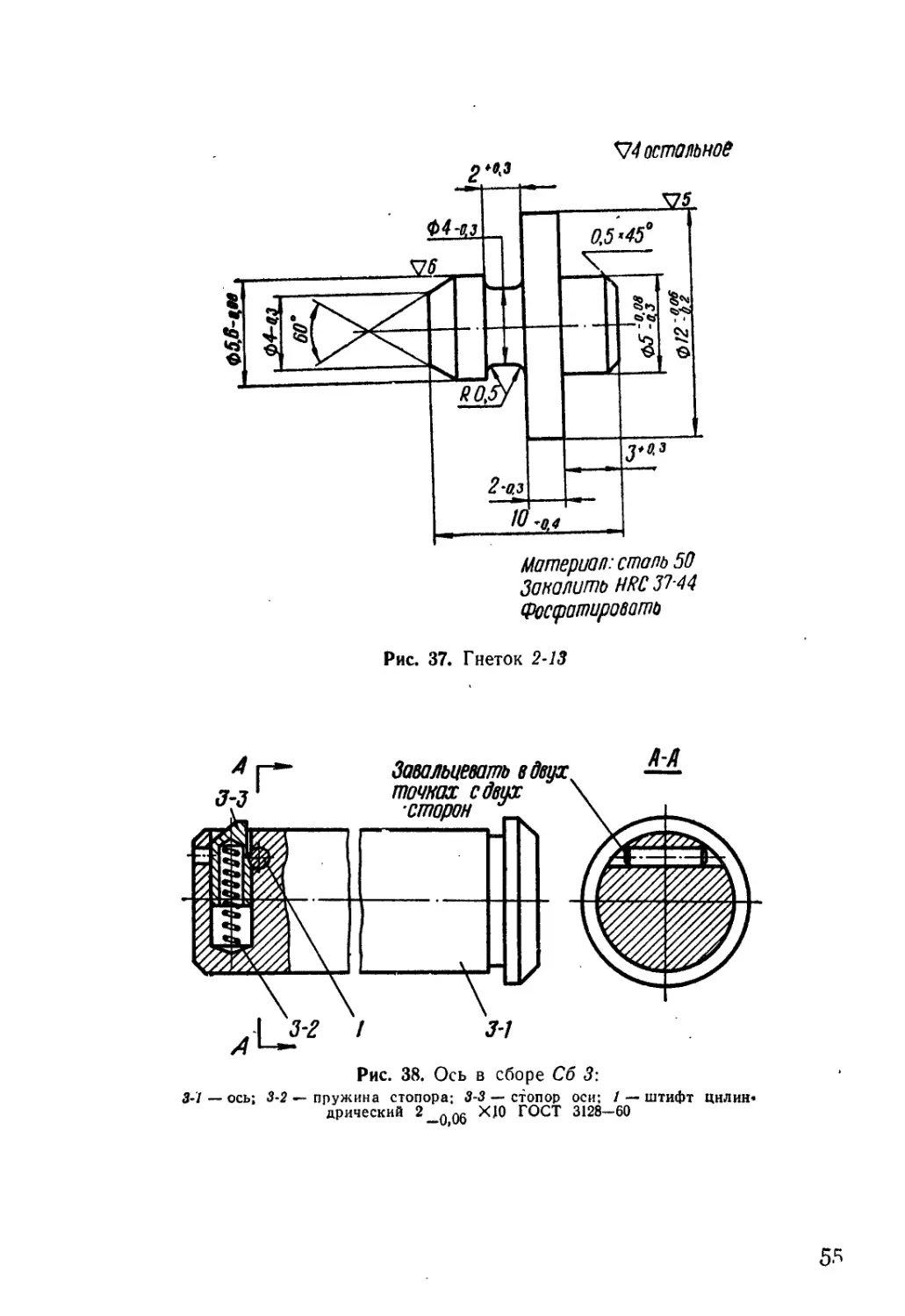
2-13 Гнеток 37
Сб 3 Ось в сборе 38
3-1 Ось 39
3-2 Пружина стопора 29
3-3 Стопор оси 40
4-3 Пружина стойки 41
Сб 4-2 Винт в сборе 42
4-4 Винт 43
4-5 Планка 44
4-10 Пружина защелки 29
4-14 Зажим 45
4-15 Пружина 29
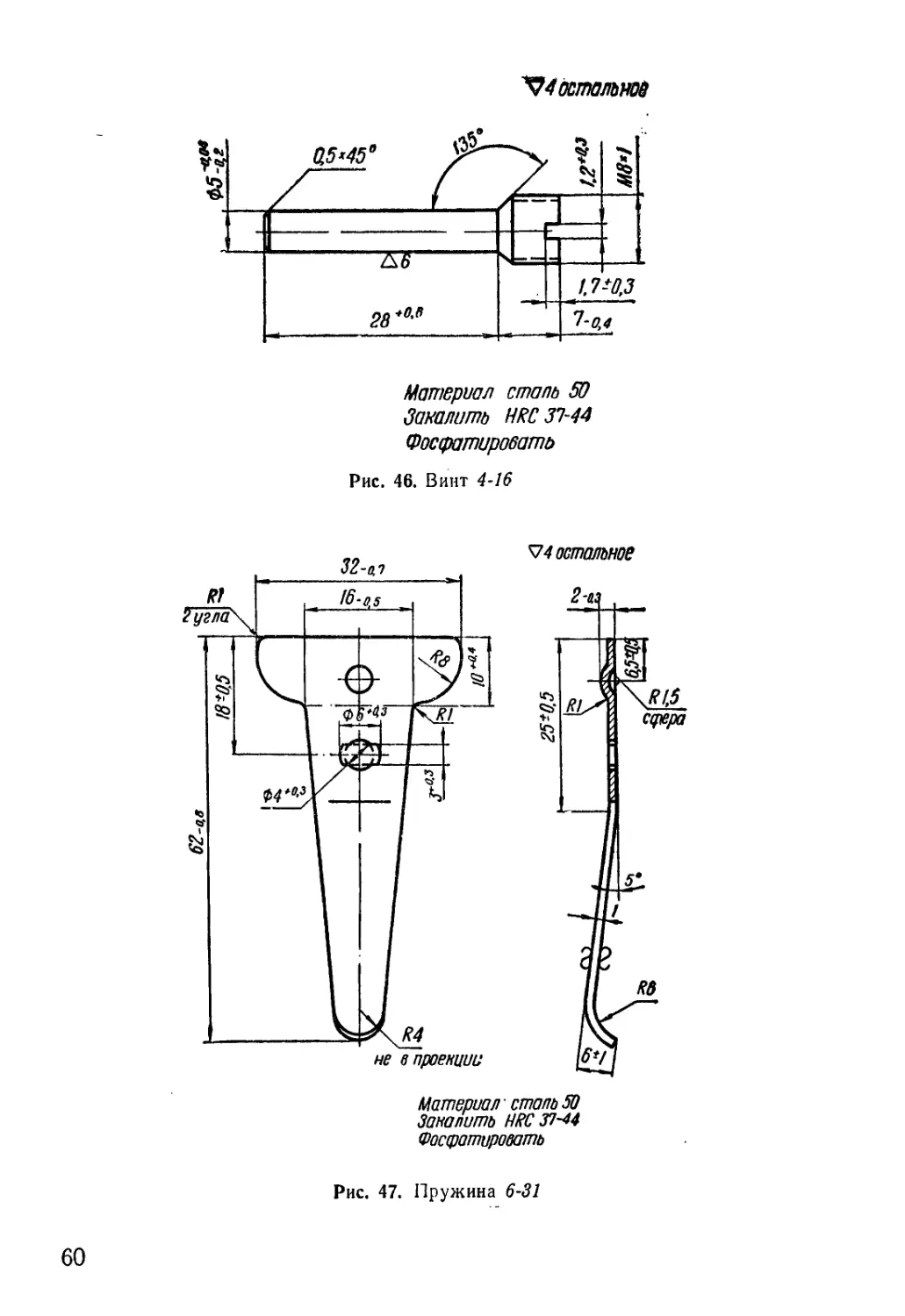
4-16 Винт 46
6-31 Пружина 47
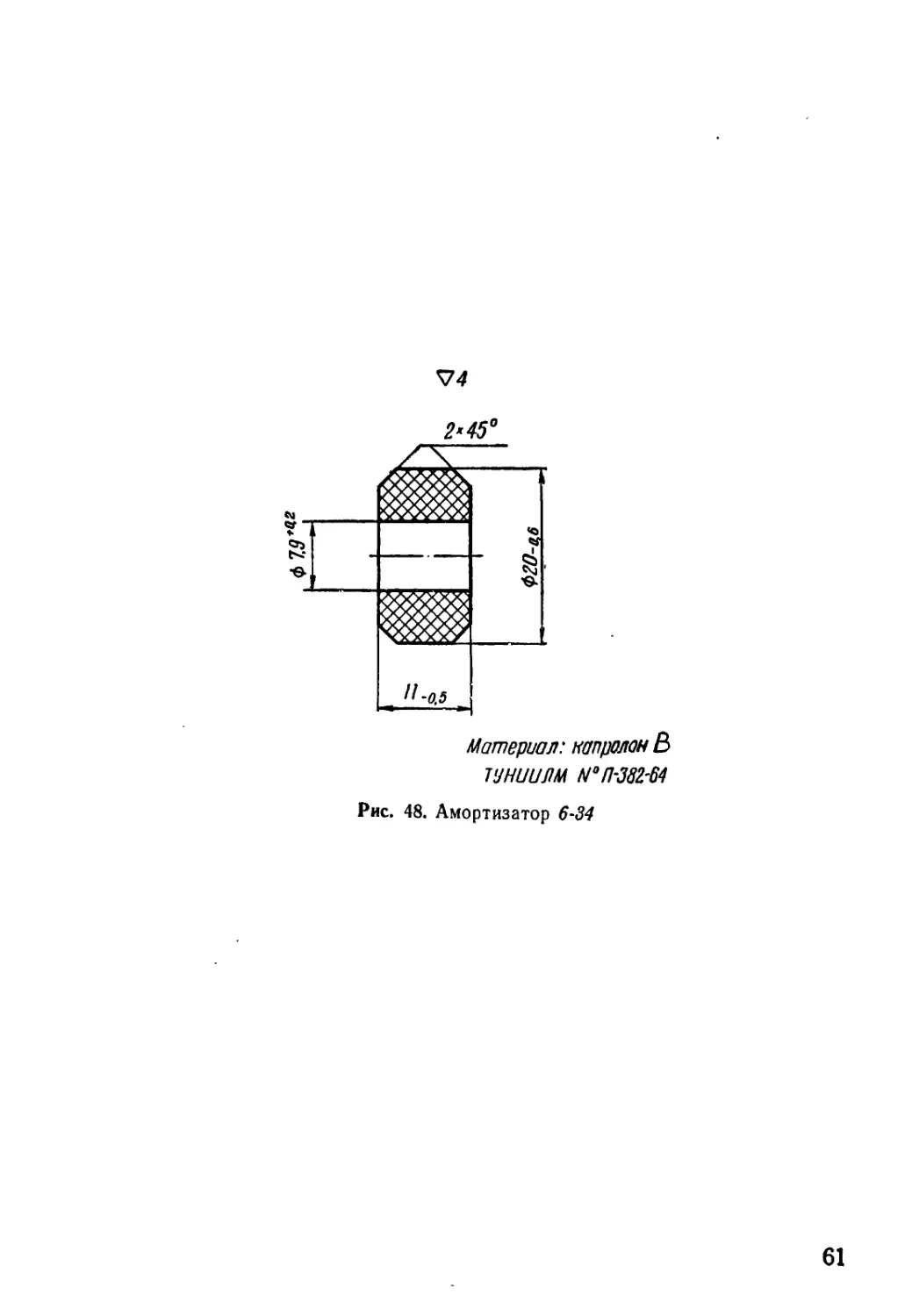
6-34 Амортизатор 48
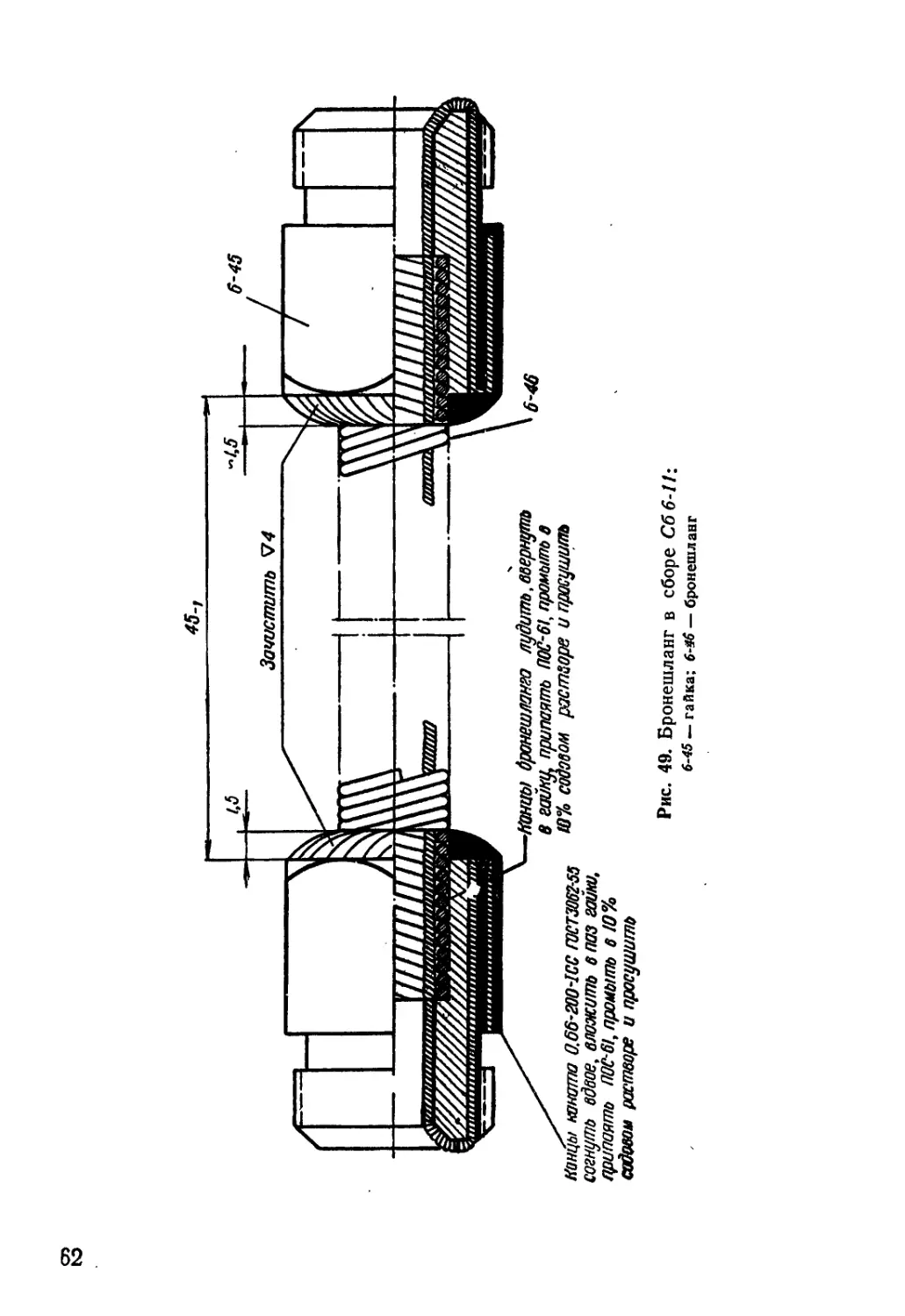
Сб 6-11 Бронешланг в сборе 49
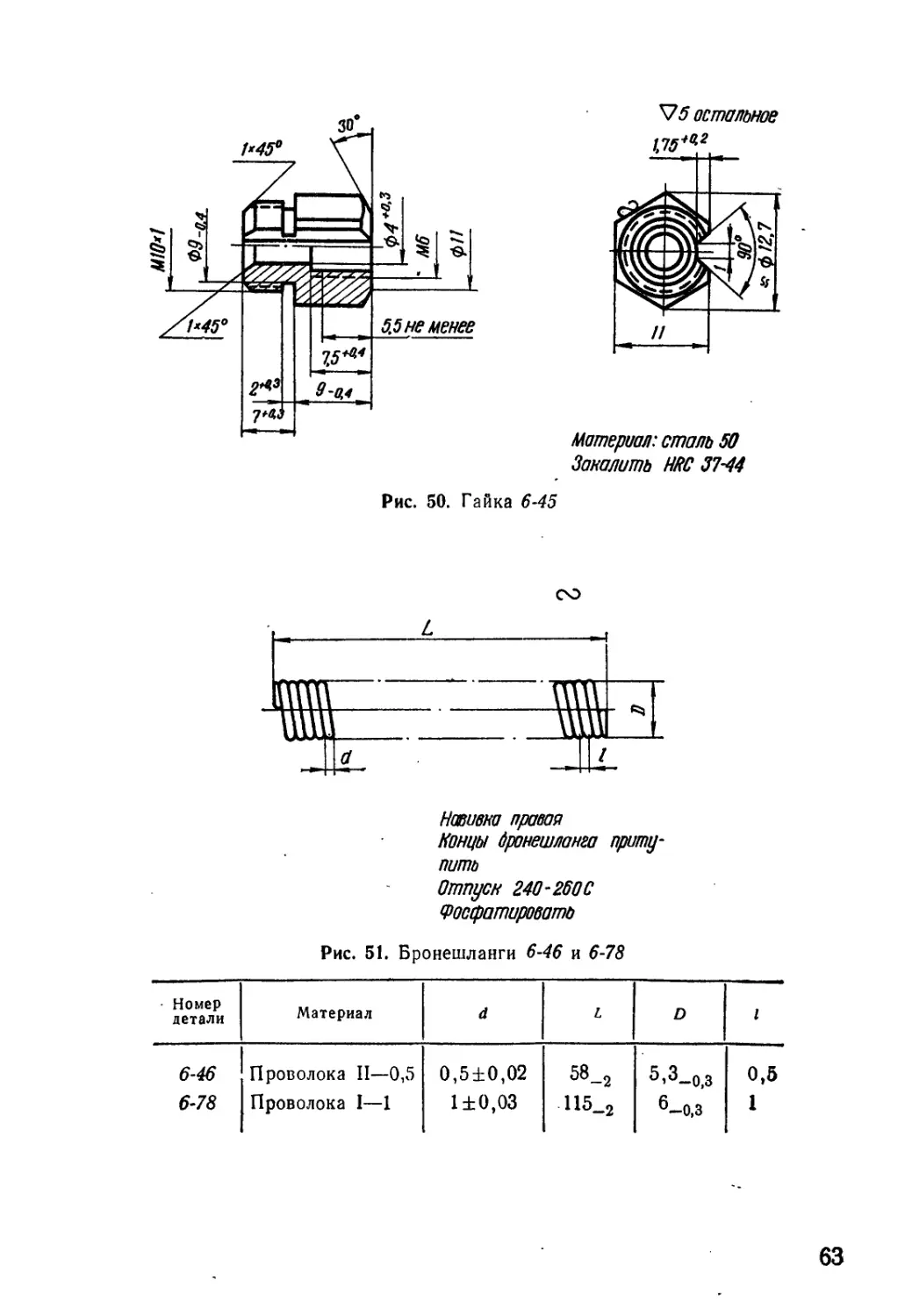
6-45 Гайка 50
6-46 Бронешланг 51
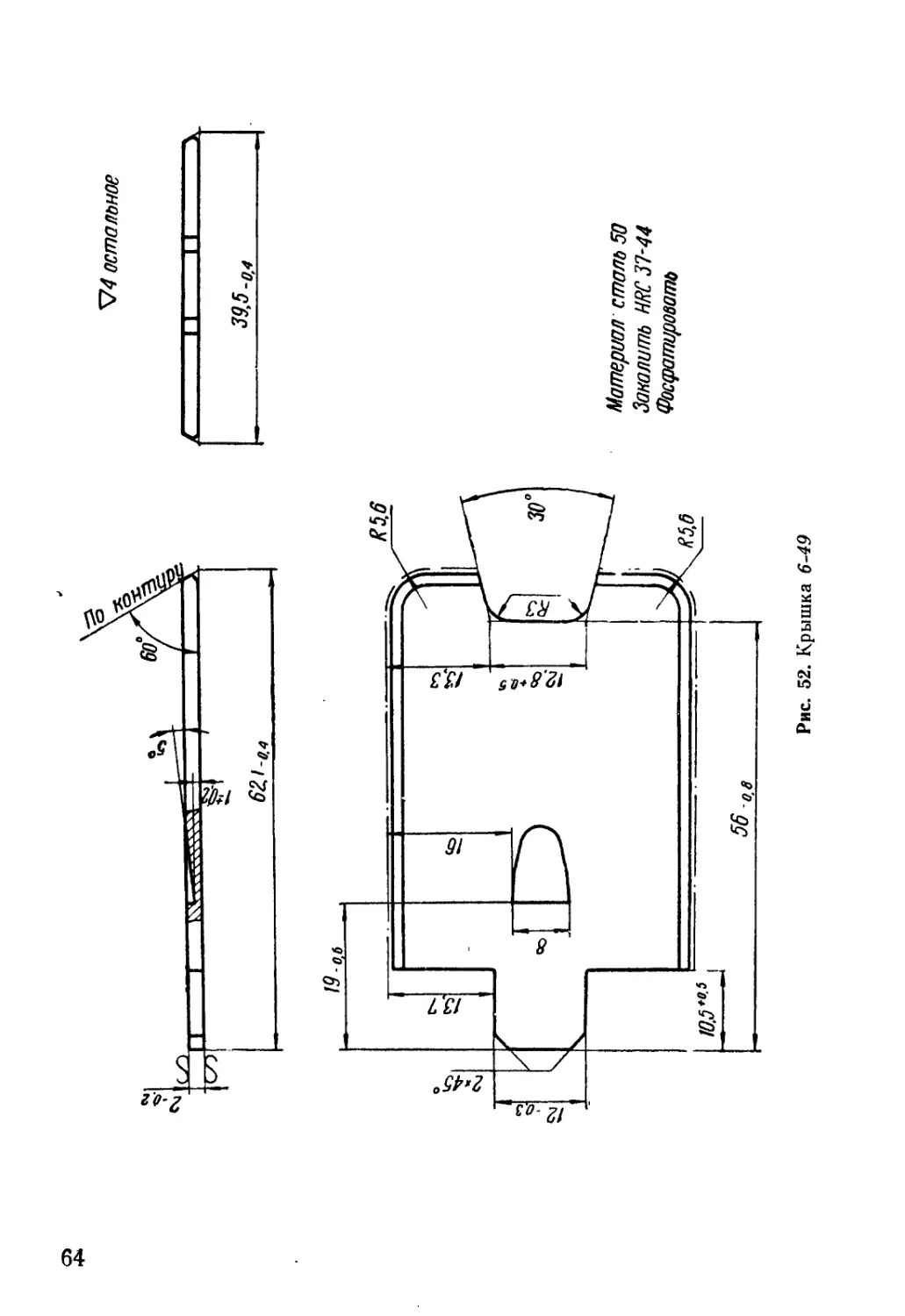
6-49 Крышка 52
6-78 Бронешланг 51
28
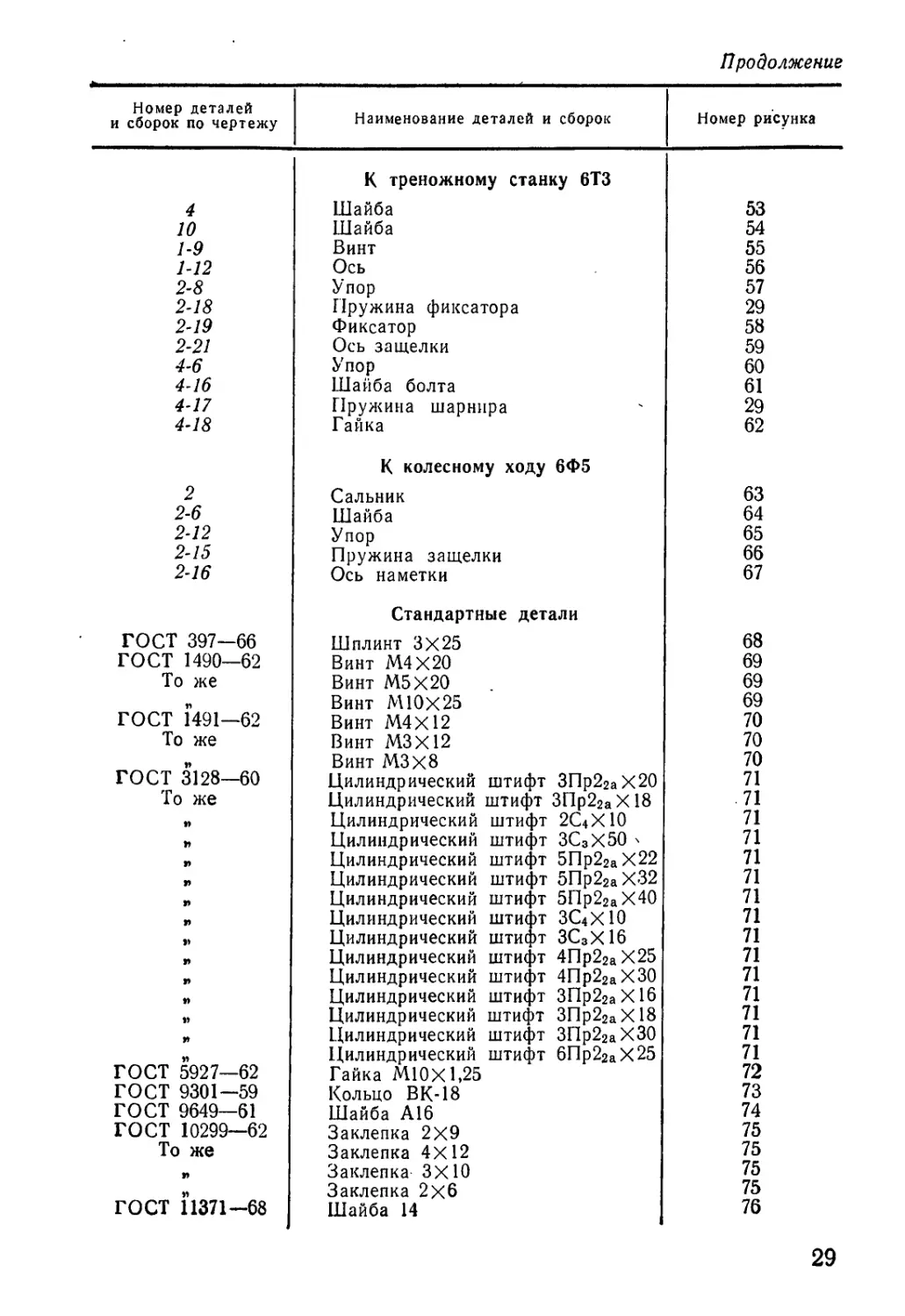
Продолжение
Номер деталей и сборок по чертежу Наименование деталей и сборок Номер рисунка
К треножному станку 6ТЗ
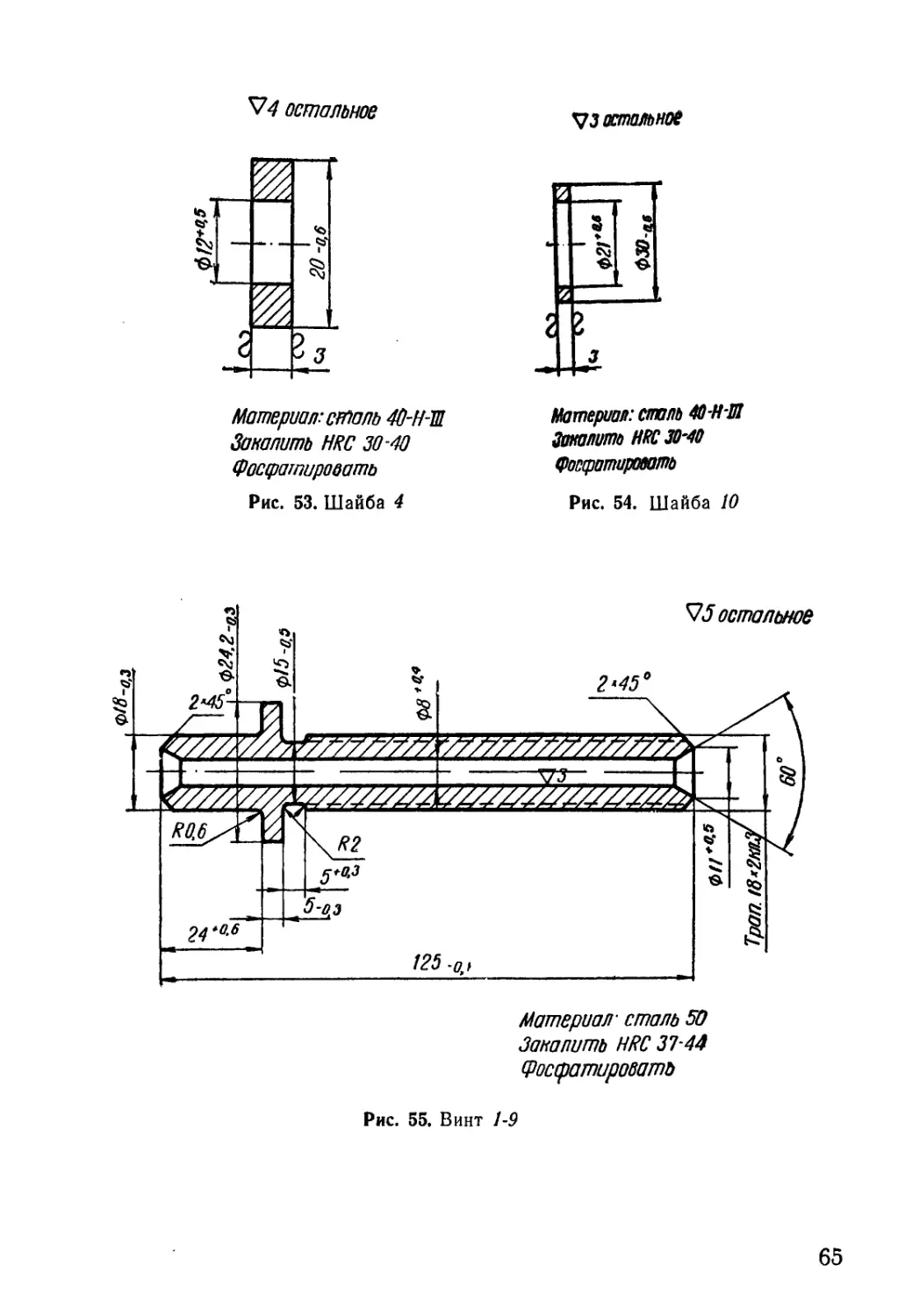
4 Шайба 53
10 Шайба 54
1-9 Винт 55
1-12 Ось 56
2-8 Упор 57
2-18 Пружина фиксатора 29
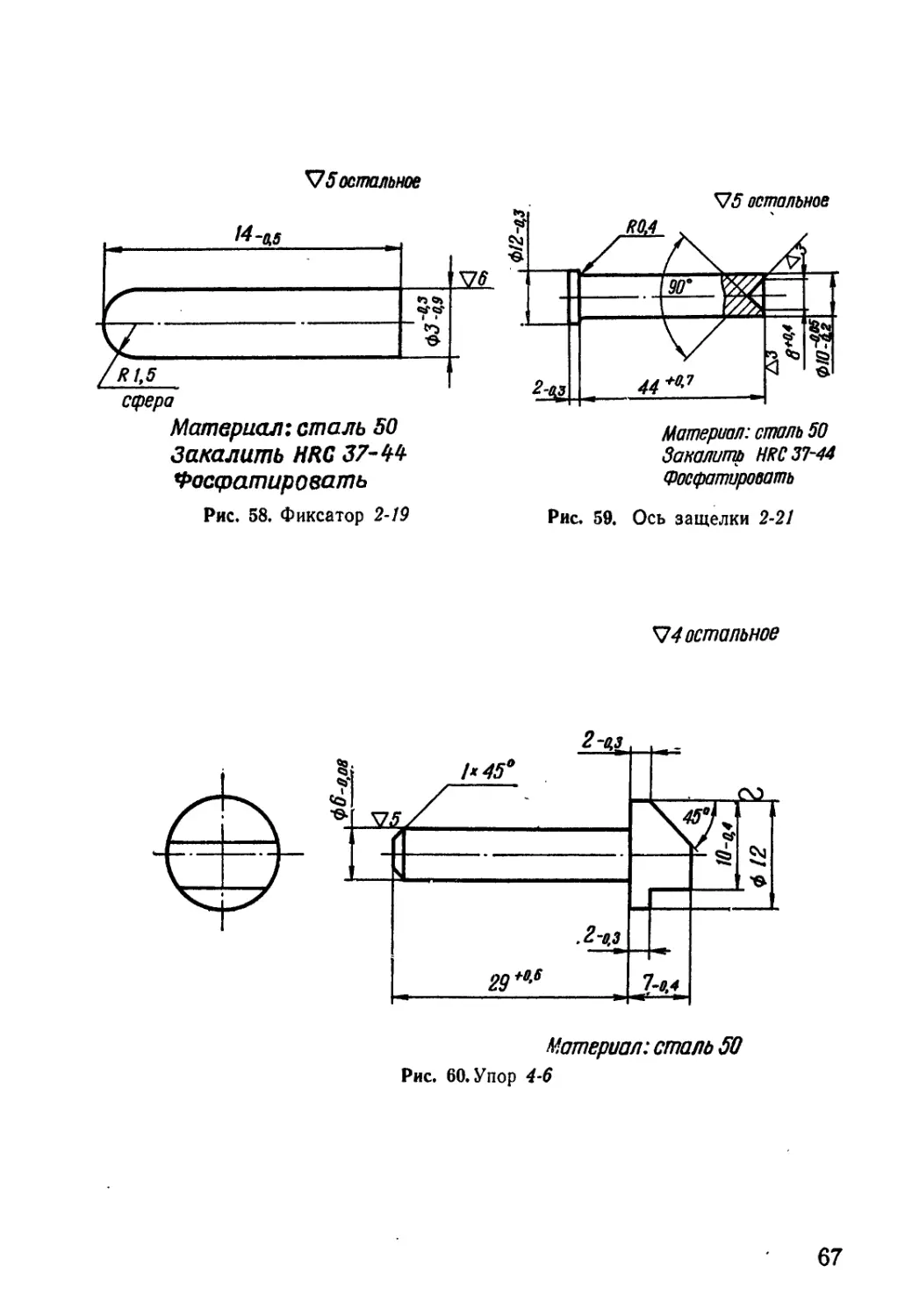
2-19 Фиксатор 58
2-21 Ось защелки 59
4-6 Упор 60
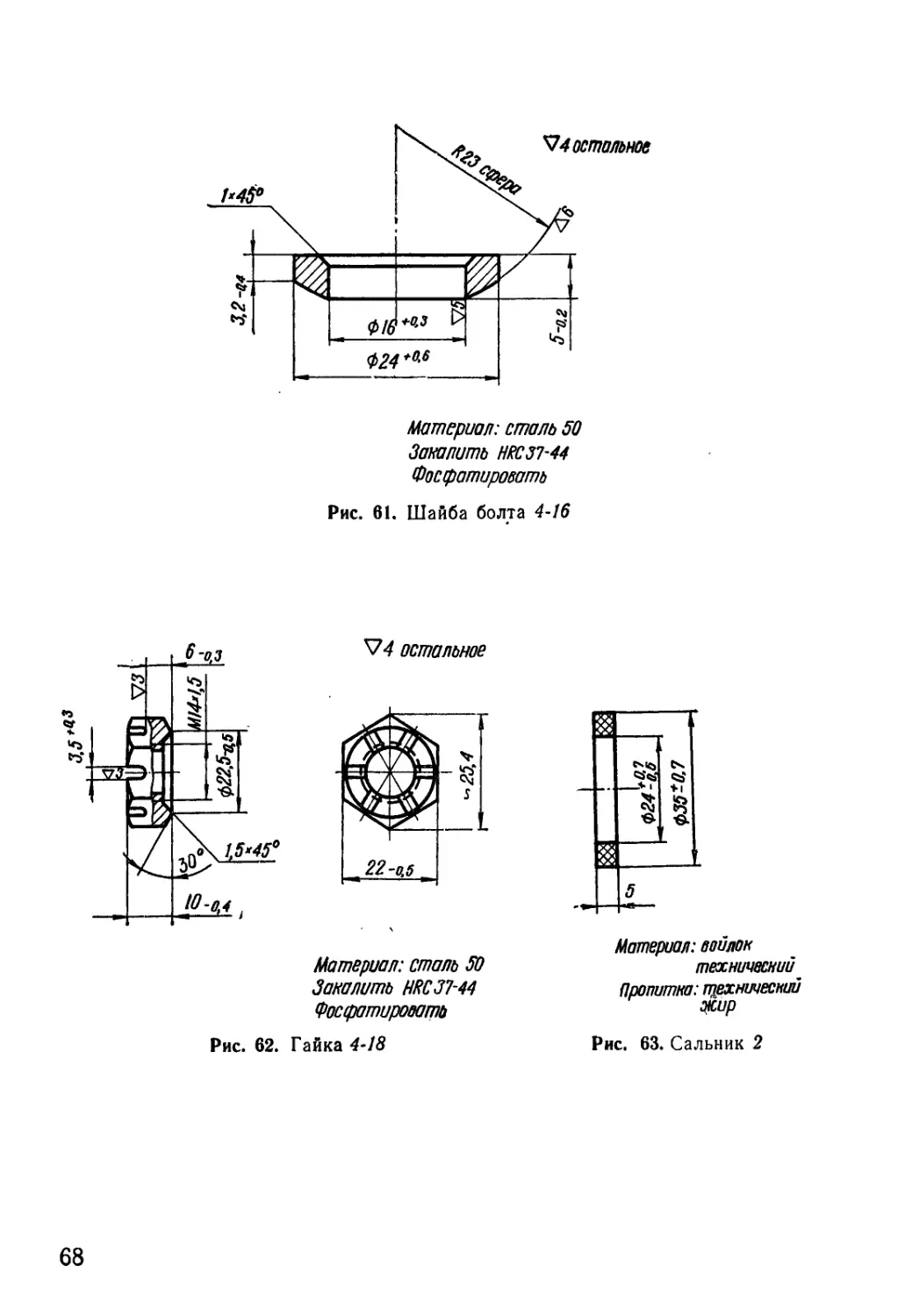
4-16 Шайба болта 61
4-17 Пружина шарнира 29
4-18 Гайка 62
К колесному ходу 6Ф5
2 Сальник 63
2-6 Шайба 64
2-12 Упор 65
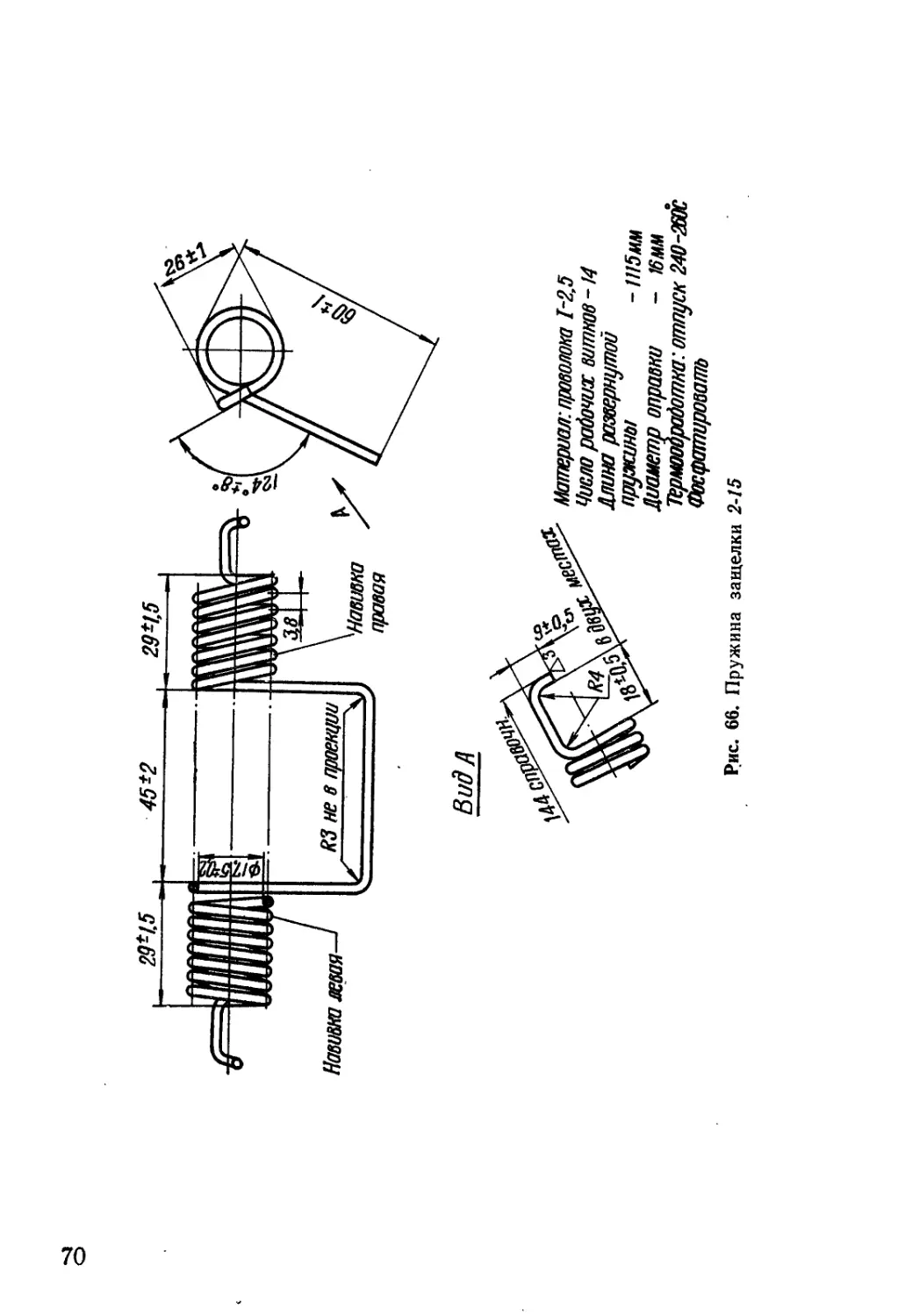
2-15 Пружина защелки 66
2-16 Ось наметки 67
Стандартные детали
ГОСТ 397—66 Шплинт 3X25 68
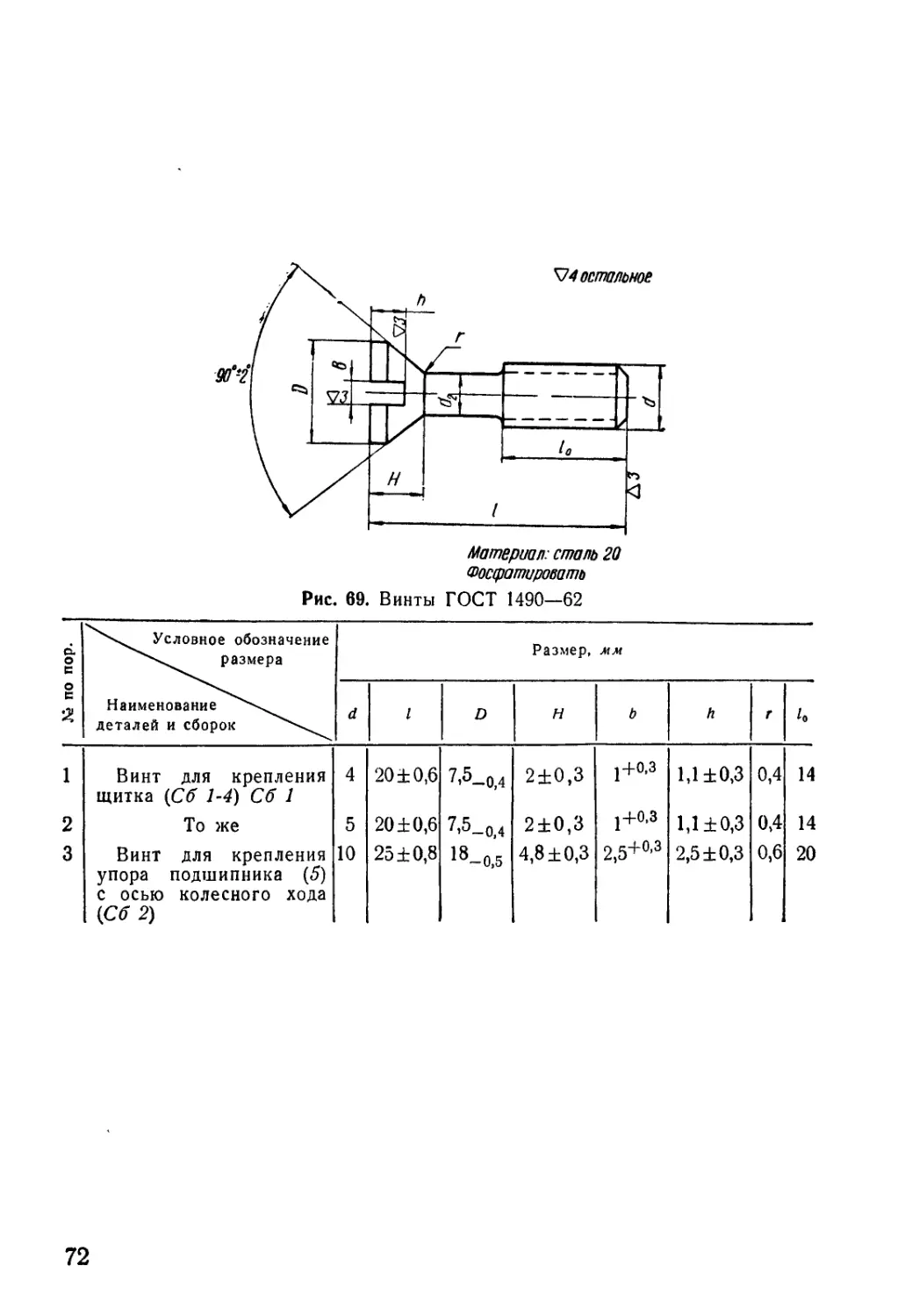
ГОСТ 1490—62 Винт М4Х20 69
То же Винт М5Х20 69
я Винт М10Х25 69
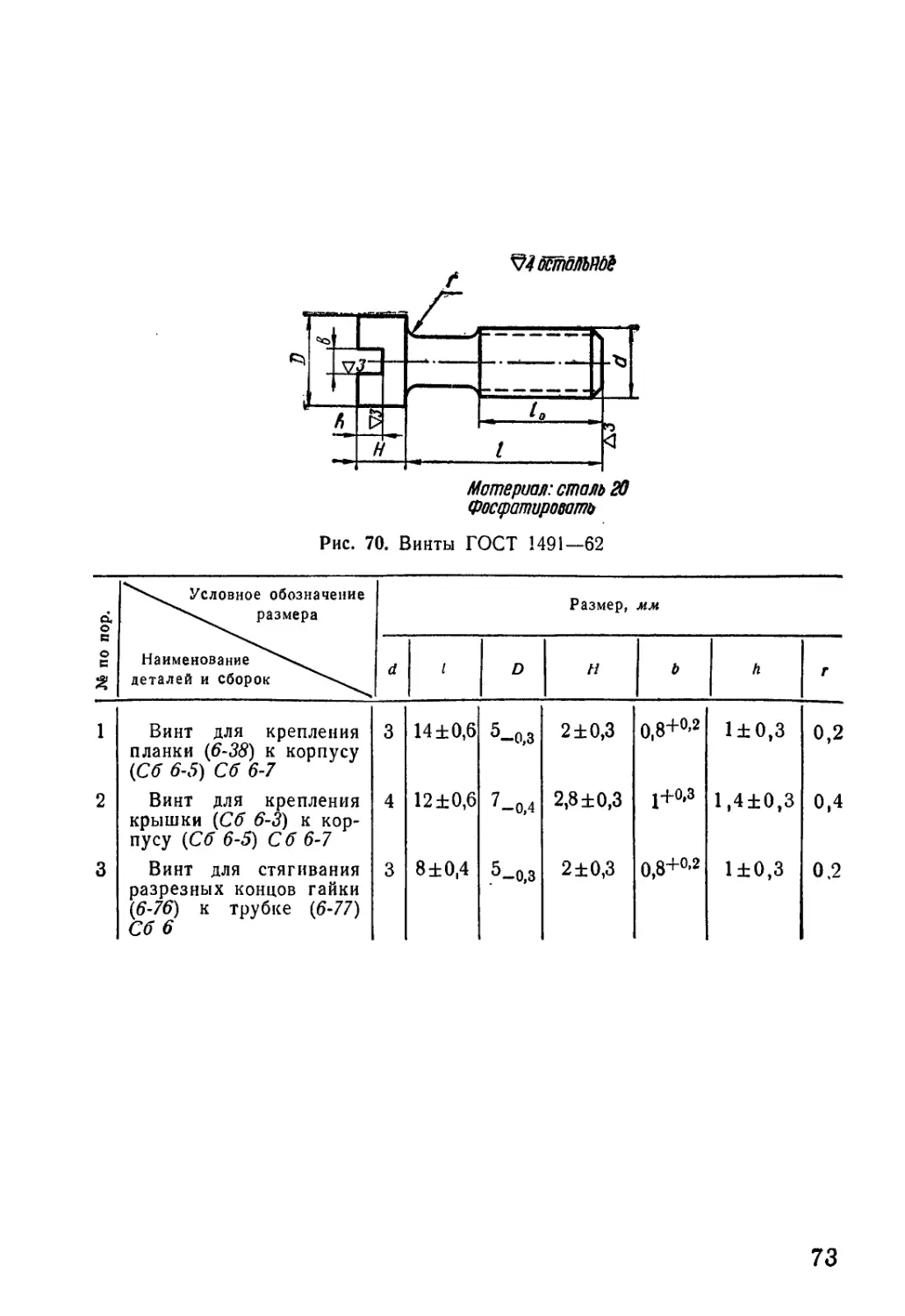
ГОСТ 1491—62 Винт М4Х12 70
То же Винт МЗХ12 70
Винт МЗХ8 70
ГОСТ 3128—60 Цилиндрический штифт ЗПр22аХ20 71
То же Цилиндрический штифт ЗПр22аХ18 71
W Цилиндрический штш )Т 2С4Х10 71
ь Цилиндрический штис >т ЗС3Х50 ' 71
г Цилиндрический штш >т 5Пр22аХ22 71
г Цилиндрический штис >т 5Пр22аХ32 71
г Цилиндрический штис >т 5Пр22аХ40 71
г Цилиндрический штис )Т ЗС4Х10 71
Цилиндрический штис >т ЗС3Х16 71
г Цилиндрический штис >т 4Пр22аХ25 71
г Цилиндрический штис >т 4Пр22аХ30 71
м Цилиндрический штис >т ЗПр22аХ16 71
V Цилиндрический штис >т ЗПр22аХ18 71
Цилиндрический штис эт ЗПр22аХ30 71
Цилиндрический штис эт 6Пр22аХ25 71
ГОСТ 5927—62 Гайка М10Х1.25 72
ГОСТ 9301—59 Кольцо ВК-18 73
ГОСТ 9649—61 Шайба А16 74
ГОСТ 10299—62 Заклепка 2X9 75
То же Заклепка 4X12 75
Г Заклепка 3X10 75
м Заклепка 2x6 75
ГОСТ 11371—68 Шайба 14 76
29
ПРИЛОЖЕНИЕ 3
ВЕДОМОСТЬ ОТЛИЧИЯ НАИМЕНОВАНИЙ УЗЛОВ И ДЕТАЛЕЙ,
ПРИНЯТЫХ В РУКОВОДСТВЕ ПО РЕМОНТУ НА ИЗДЕЛИЕ 6Г7,
ОТ НАИМЕНОВАНИЙ УЗЛОВ И ДЕТАЛЕЙ ПО РУКОВОДСТВУ СЛУЖБЫ
Чертежный номер Наименование узлов и деталей, Наименование узлов
узлов и деталей принятых в Руководстве по ремонту и деталей по Руководству службы
К изделию 6Г4
Сб 2 Раструб в сборе Затвор
Сб 4 Прицел механический Кронштейн прицела
Сб 5 Боек в сборе Контакты
Сб 1-2 Обойма передняя Передняя обойма щитка
Сб 1-3 Обойма задняя Задняя обойма щитка
Сб 6-13 Корпус контактов в сборе Контактное устройство
Сб 6-16 Корпус в сборе - Блокирующее устройство
1-1 Труба Ствол
1-2 Основание мушки Основание
2-1 Раструб Сопло
5-1 Боек Контакты
5-2 Втулка бойка Втулка
6-4 Башмак задний Нижний башмак
6-6 Башмак передний Верхний башмак
6-50 Корпус контактов Корпус
К станку 6ТЗ
Сб 5 Ручка в сборе Рукоятка
Сб 1-2 Диск в сборе Маховичок
Сб 2-5 Маховик в сборе Маховичок
Сб 4-5 Основание ног задних Обойма задних ног
1-2 Вкладыш постели Вкладыш
1-4 Скоба механизма Скоба
1-10 Основание механизма Корпус
30
Условное обозначение размера Размер по основному чертежу Категория ремонтного размера
Р1 Р2
Л с + 0,06 U +0,04 5Л5:^ е / °»1 +0.04
Рис. 1. Постановка штифта цапфы;
1 — штифт цилиндрический БПр22а *32;
/-/ — ствол; 1-38 — цапфа передняя
с каждой стороны
Рис. 2. Постановка штиф-
та ручки:
I — штнфт цилиндрический
БПр22а X 22; 1-1 — ствол:
Сб 1-3 — ручка в сборе
31
/
Условное обозначение размера Размер по основному чертежу Категория ремонт- ного размера
Р! Р2
Я +0,04 1805+0.04 l8i+d04
Рис. 3. Обработка отверстий в проушинах сопла и стволеа
/—-ствол; 2—сопло
32
5-0,3
33
А-А
кт
4
Рис. 5. Подгонка фиксатора
2-8 (положение рукоятки и
клина при запирании ствола
изделия):
Сб 2-3 — гнеток в сборе;
2-7 — клин; 2-8 — фиксатор
Сб г-з
г-д
'После наплавки
припилить
то реи фин-
34
Рис. 6. Обработка выемки сопла 2-1
Рис. 7. Замена ролика 1-20:
1-19 — фиксатор; 1-20 — ролик; 1-25 — ось ролика
Раскернито в трех точках
с каждой стороны
35
00
A-A
М2 И
Калибр К-2.
Рис. 8. Подгонка рычагов:
1-1 <— ствол; 1-21 — толкатель; 1-23 — верхний рычаг
t 4-3 4-1
Рис. 9. Постановка пружины стойки:
1 — заклепка 3X10; 4-1 — кронштейн; 4-3 — пружина
стойки
4Н C64-J 4 16
до упора и роскернить
в двух точках
Рис. 10. Постановка винта 4-16:
Сб 4-1 — кронштейн; 4-11 — колодка;
4-16 — аинт
38
16.3
Место припиловки
Оля обеспечения
угла наклона
прицельной план-
ки 90° 4°
Обработать
заподлицо
8,5ЦЬ
Рис. 11. Обработка колодки 4-// после наплавки
Рис. 12. Подгонка фиксатора 1-3 с основа*
нием мушки к приливу ствола:
1-1 — ствол; 1-2 — основание мушки; 1-3 — фик«
сатор
39
Рис. 13. Подгонка основания мушки к стволу после
наплавки:
/-/ — ствол; 1-2 — основание мушкн
!6
спробочн -
Рис. 14. Обработка основания
мушки 1-2
40
Рис. 15. Постановка категорийного штифтаз
Сб 4-1 — кронштейн; 1-1 — ствол; 1 — штифт
Рис. 16. Постановка зажимаэ
4-4 — винт; 4-5 — планка; 4-14 — за*
жим; 4-15— пружина зажима
41
2
3
Рис. 17. Схема проверки сопротивления изоляции деталей и узлов электростре»
ляющего механизма от корпуса:
/—розетка 2РМ14КПНЧГ181; 2 — блокирующее устройство: 3 — контактное устройство: 4 —
ствол; 5 —кольцо для проверки цепей электростреляющего механизма П-1 (рие. 27); б—ме-
гомметр
42
4!
&
Рис. 20. Постановка упора 2-8
Рис. 21. Обработка упора 4-6
44
сл
Рис. 22. Постановка шайбыз
2-5 — труба: 2-6 — шайба
гв
2-8 — основание; 2-9— опора оси; 2-12— упор
ЧЗЧжсправочн,
Рис. 24. Обработка и подгонка шайбы:
2-5 — труба: 2-6 — шайба: 2-12 — упор; 2-14 — валик
Материал: сталь Ю
Цементировать HRC 56-64
Рис. 25. Калибр для определения прямоли-
нейности канала ствола
47
V4
V4
468t0-3
Материал: сталь Cm3
Рис. 26. Калибр для подгонки
рычагов
Материал- текстолит
ГОСТ 2910-54
Рис. 27. Кольцо для про-
верки цепей электрострё-
ляющего механизма
V4 остальное
Фосфатировать
Рис. 28. Фиксатор 1-3
48
3-2930
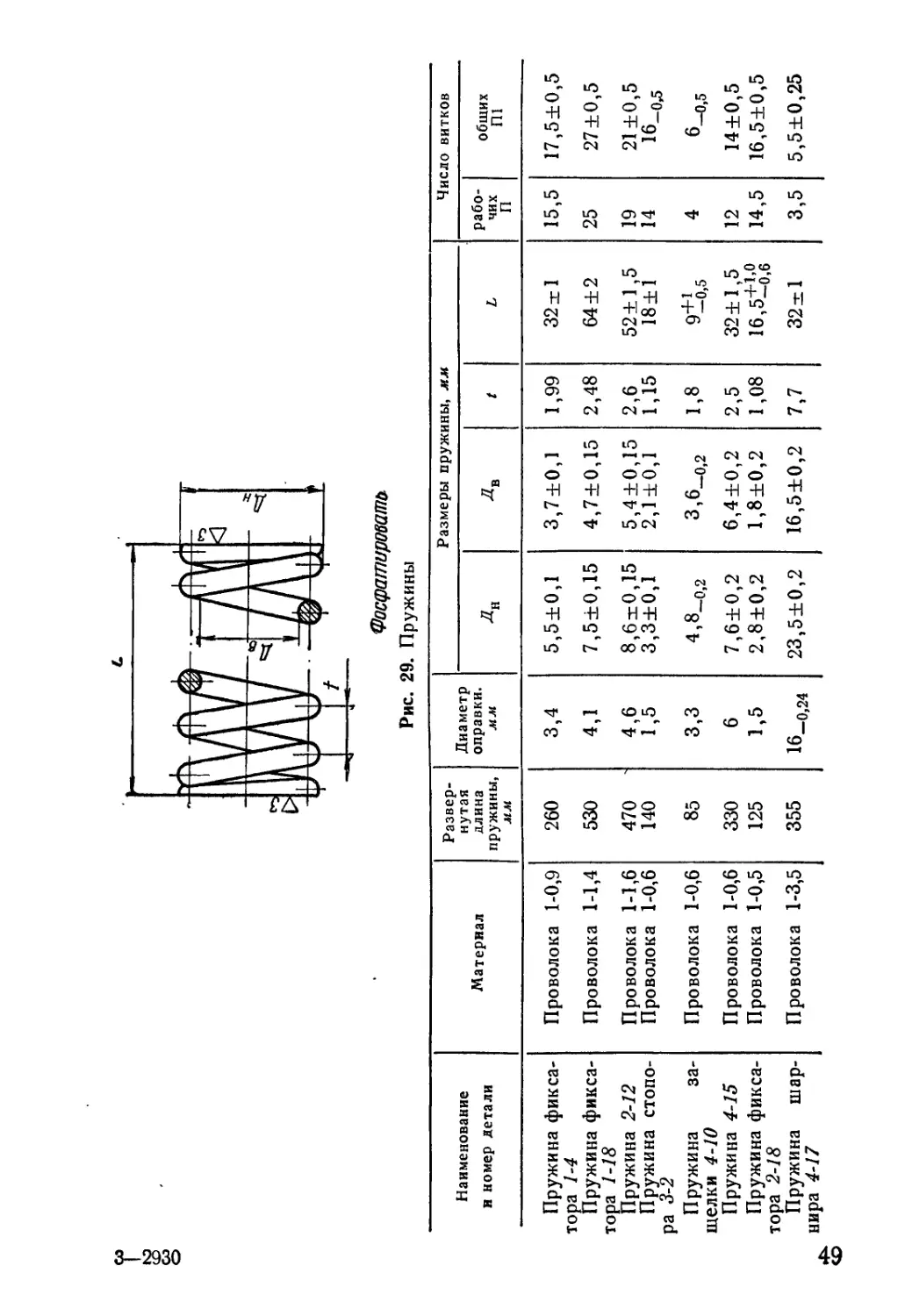
Наименование и номер детали Материал Развер- нутая длина пружины, мм
Пружина фикса- тора 1-4 Проволока 1-0,9 260
Пружина фикса- тора 1-18 Проволока 1-1,4 530
Пружина 2-12 Проволока 1-1,6 470 '
Пружина стопо- ра <3-2 Проволока 1-0,6 140
Пружина за- щелки 4-10 Проволока 1-0,6 85
Пружина 4-15 Проволока 1-0,6 330
Пружина фикса- тора 2-18 Проволока 1-0,5 125
Пружина шар- нира 4-17 Проволока 1-3,5 355
CD
L
Фосфатировать
Рис. 29. Пружины
Диаметр оправки. мм Размеры пружины, мм Число витков
t L рабо- чих П общих П1
3,4 5,5±0,1 3,7 ±0,1 1,99 32x1 15,5 17,5±0,5
4,1 7,5±0,15 4,7 + 0,15 2,48 64±2 25 27±0,5
4,6 8,6x0,15 5,4 + 0,15 2,6 52+1,5 19 21 ±0,5
1,5 3,3±0,1 2,1 ±0,1 1,15 18±1 14 16-ол
з,з 4,8_0j2 3,6_0>2 1,8 4 6—0,5
6 7,6±0,2 6,4±0,2 2,5 32±1,5 12 14±0,5
1,5 2,8±0,2 1,8±0,2 1,08 16.5±М 14,5 16,5±0,5
16-0,24 23,5±0,2 16,5±0,2 7,7 32x1 3,5 5,5±0,25
остальное
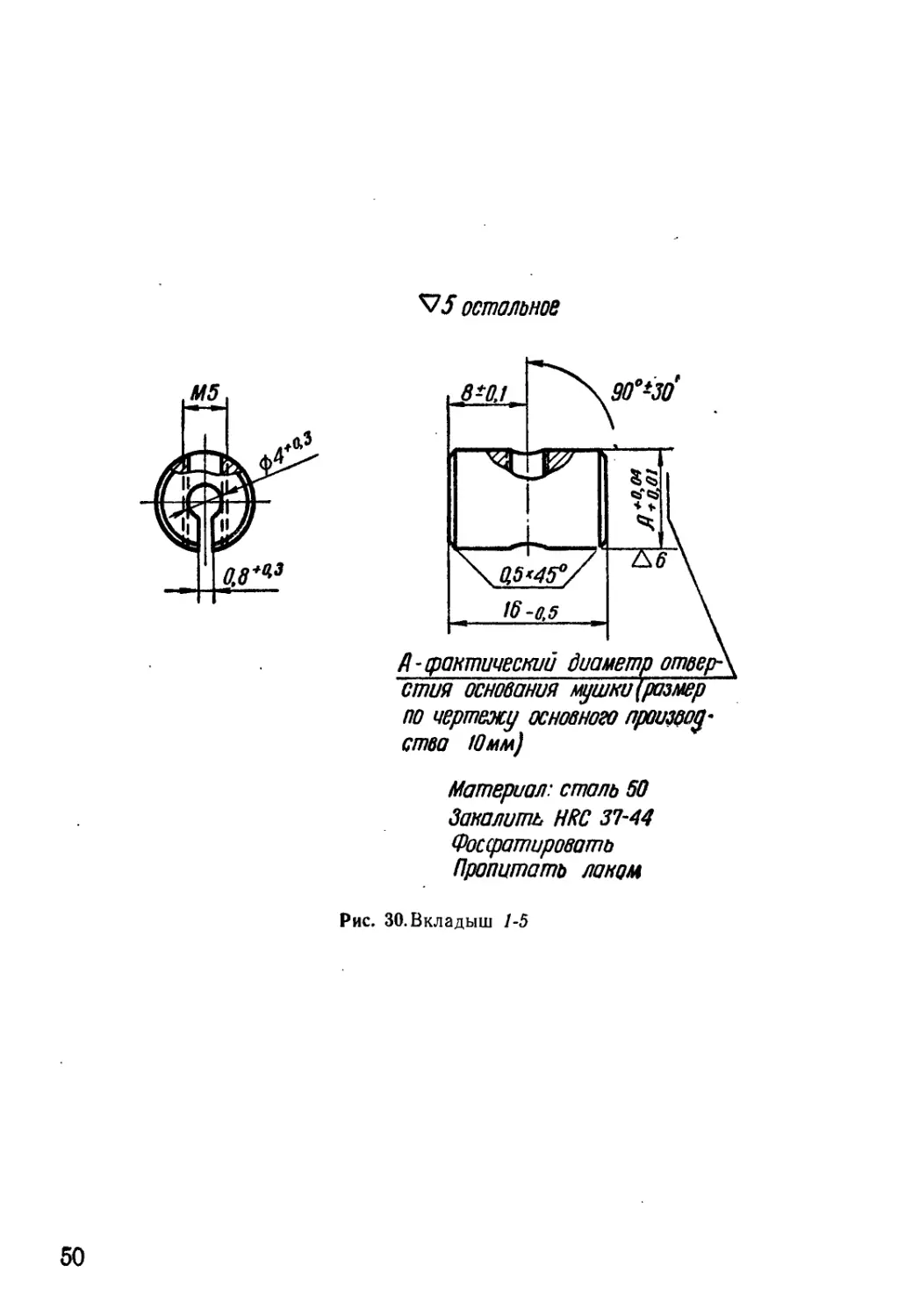
16-0,5
ft - фактический диаметр отвер\
стия основания мушки\размер
по чертежу основного производ-
ства 10мм)
Материал : сталь 50
Закалить HRC 37-44
Фосфатировать
Пропитать лаком
Рис. 30. Вкладыш 1-5
50
Оксидировать
Рис. 31. Мушка 1-6
V4 остальное
'0.1
*4 отжечь
|— А-фактический диаметр
отверстий в приливе
. ствола и основании мушки
(размер по чертежу основ-,
нога производства 6мм)
Материал: сталь 50
докалить HRC 31-44
Фосфатировать
Пропитать лаком
Рис. 32. Штифт /-/5
52
костальное
Материал: сталь ЗОШ
Закалить HRC 42-48
Фосфатировать
Рис. 33. Ролик 1-20
Фосфатировать
Рис. 34. Ось ролика 1-25
V5
Материал: сталь 50
Закалить hrc 31-44
Фосфатировать
Рис. 35. Фиксатор 1-35
53
V 7 остальное
Рис. 36. Ручка 2-5
54
костальное
Фосфатировать
Рис. 37. Гнеток 2-13
Рис. 38. Ось в сборе Сб 3:
3-7—ось; 3-2 — пружина стопора; 3-3 — стопор оси; / — штифт цнлин<
дрический 2_q06 *10 ГОСТ 3128—60
55
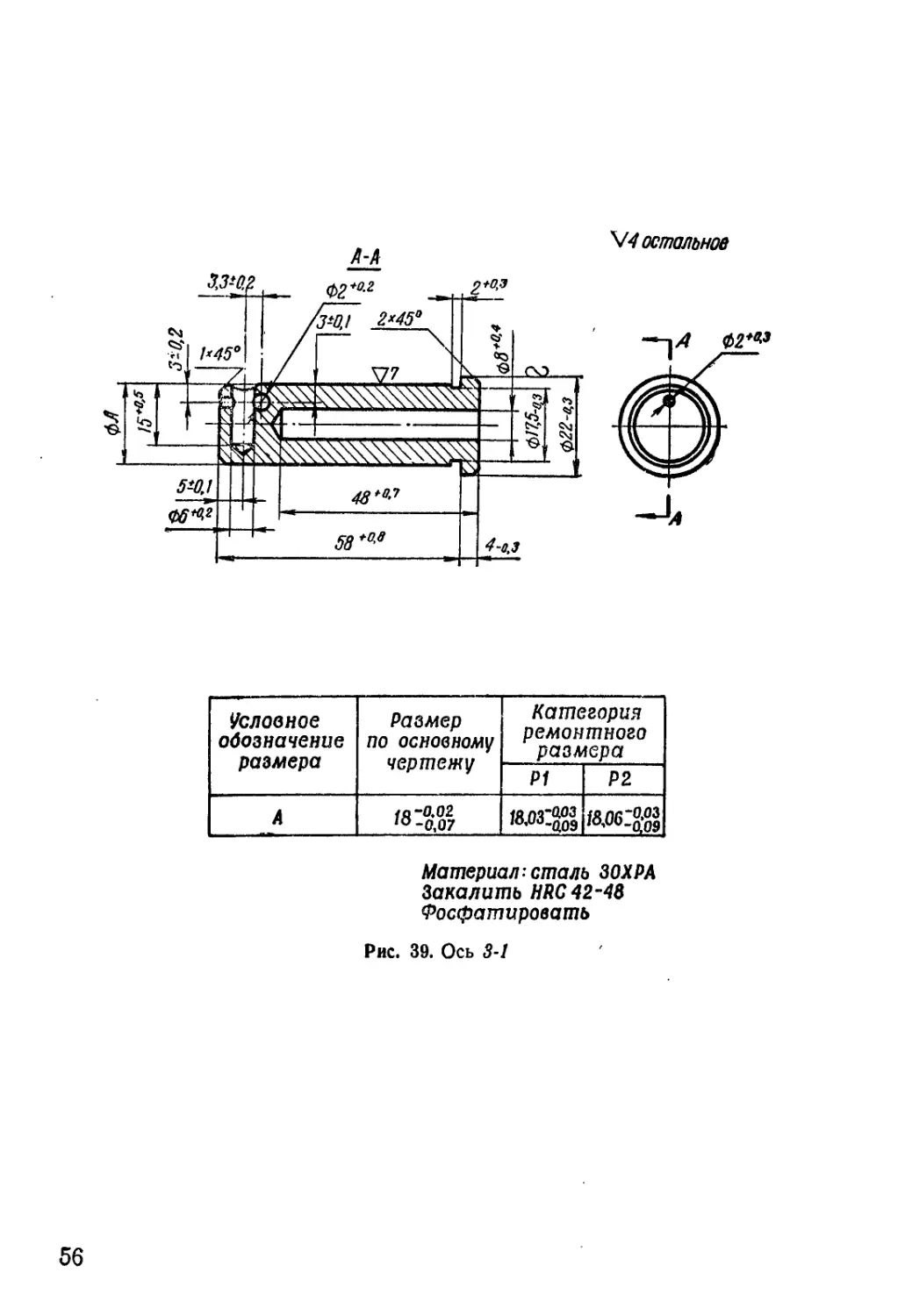
Условное обозначение размера Размер по основному чертежу Категория ремонтного размера
Р1 Р2
А /о-0.02 ‘О -0,07 /ад:’-'”
Материал-сталь ЗОХРА
Закалить HRC 42-48
Фосфатировать
Рис. 39. Ось 3-1
56
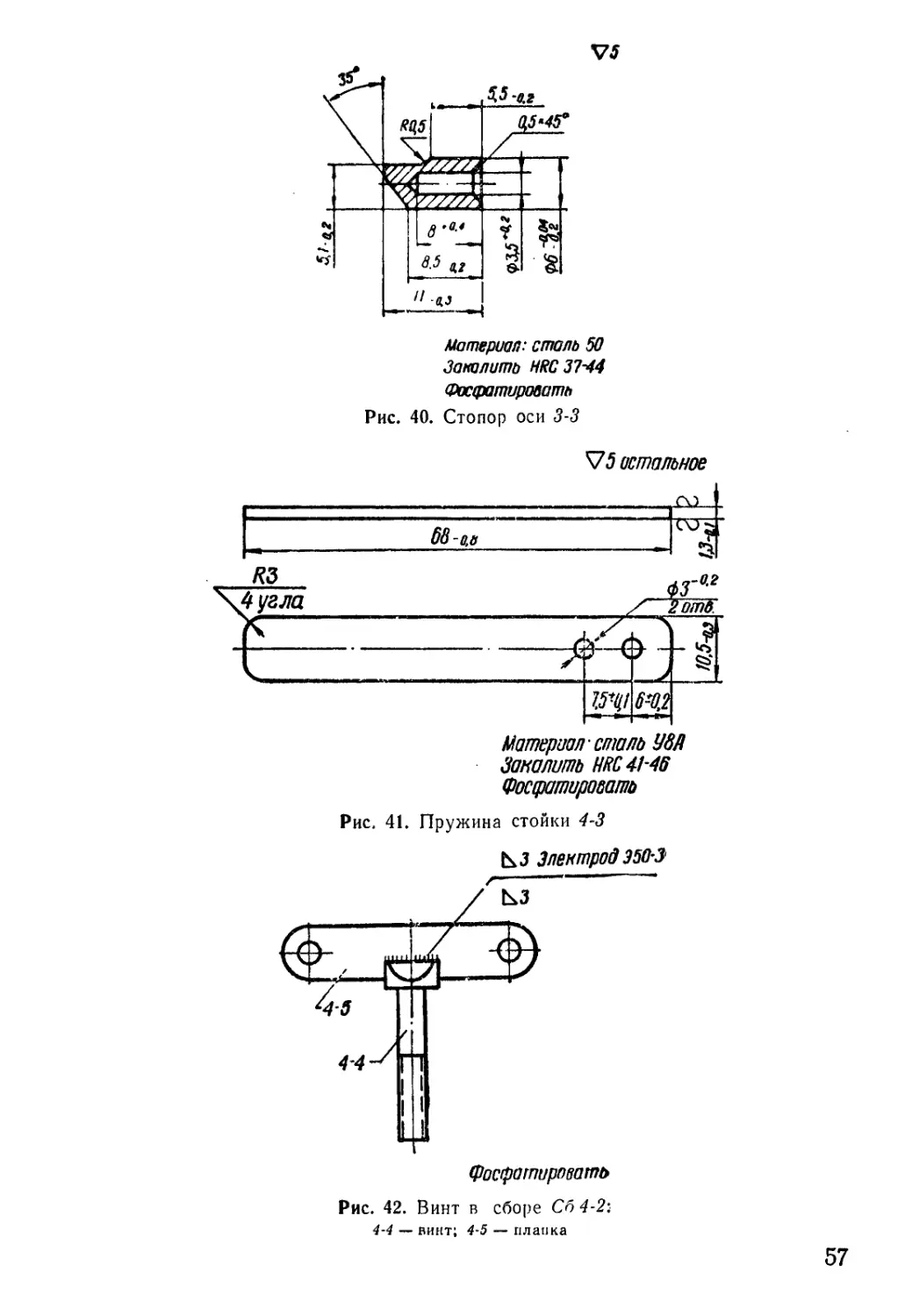
V5
Материал: сталь 50
Заюлить HRC 37-44
Фосфатировать
Рис. 40. Стопор оси 3-3
\75 остальное
_С\1
W6Ц2
Материал • сталь У8Л
Запалить HRC 41-46
Фоссратнрооать
Рис. 41. Пружина стойки 4-3
Рис. 42. Винт в сборе Сб 4-2\
4-4 — винт; 4-5 — планка
57
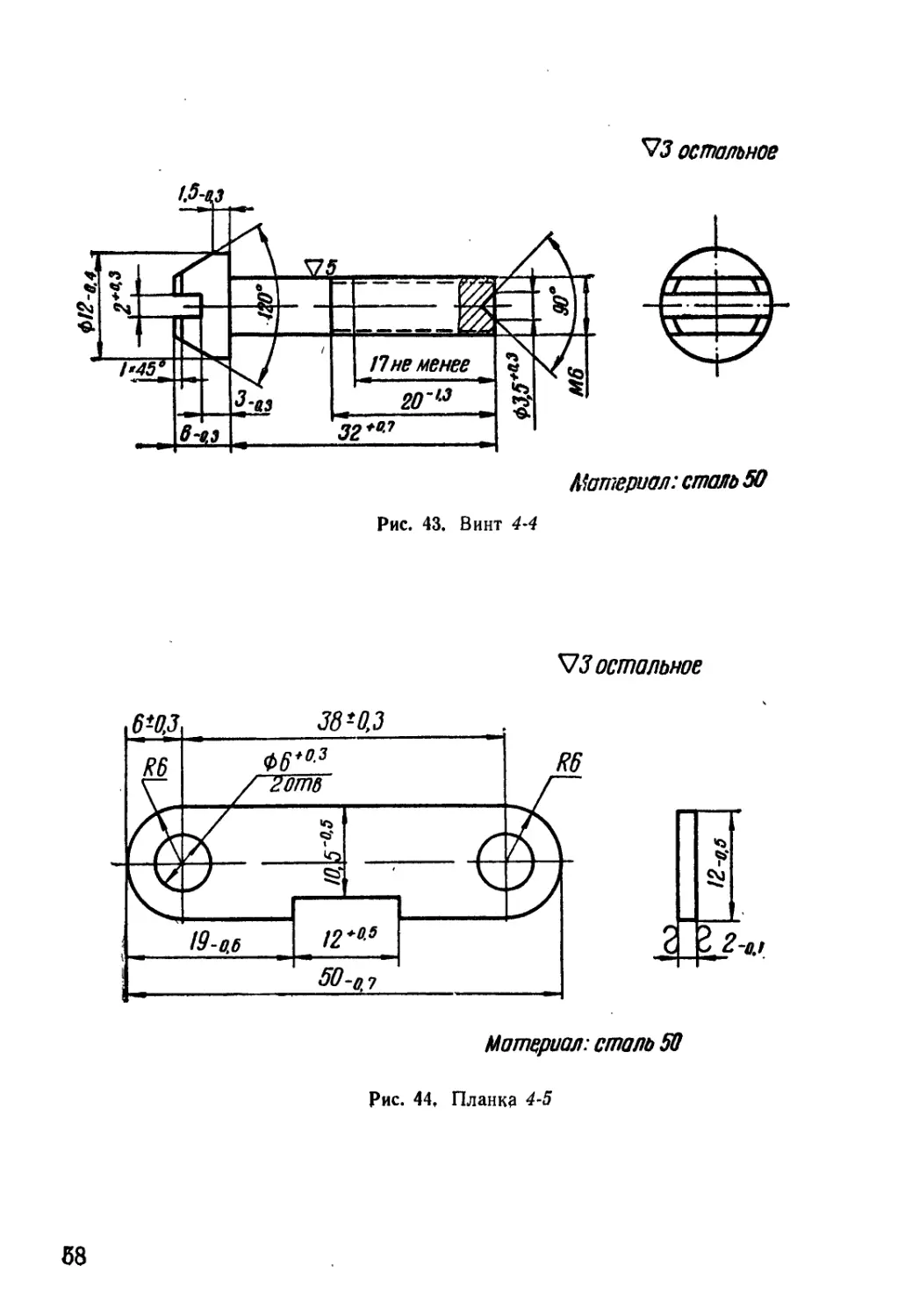
Vj остальное
43 остальное
Материал: сталь 50
Рис. 44, Планка 4-5
68
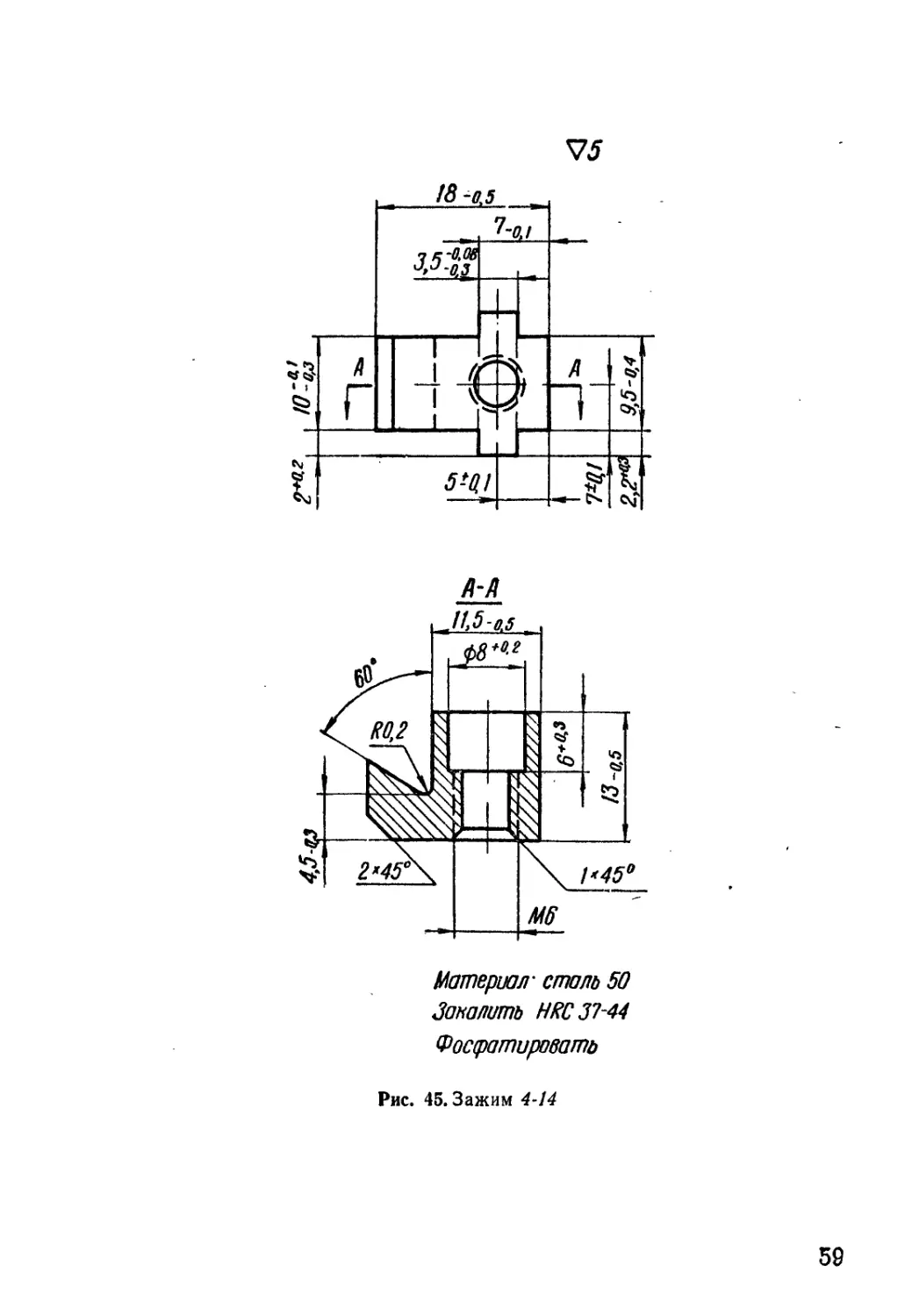
45
Материал- сталь 50
Завалить HRC 37-44
Фосфатировать
Рис. 45. Зажим 4-14
59
V4остальное
Материал сталь 50
Закалить HRC 31-44
Фосфатировать
62-0,8
Рис. 46. Винт 4-16
Материал • сталь 50
Зана пить HRC 31-44
Фосфатировать
Рис. 47. Пружина 6-31
60
Ф 7.9 **
44
Материал: капролан В
VJHUUJ1M №П-382-64
Рис. 48. Амортизатор 6-34
61
to
45-t
согнуть вдвое, вложить в паз гайки,
припаять ПОС-61, промыть в 10 %
содовой растворе и просушить
Рис. 49. Бронешланг в сборе С66-П-.
6-45 — гайка; б-4б—бронешланг
Рис. 50. Гайка 6-45
Материал: сталь 50
Закалить HRC 37-44
со
Навивка правая
Концы бронешланга приту-
пить
Отпуск 240-260С
Фосфатировать
Рис. 51. Бронешланги 6-46 и 6-78
Номер детали Материал d L D i
6-46 Проволока II—0,5 0,5±0,02 58-2 5,3-оз 0,5
6-78 Проволока I—1 1±0,03 115_2 6-0,3 1
63
\74 остальное
12-лз
Рис. 52. Крышка 6-49
Материал сталь 50
Запалить HRC 31-44
Фосфатировать
^4 остальное
VJ остальное
Материал: столь 40-Н-Ш
Запалить HRC 30-40
Фосфатировать
Рис. 53. Шайба 4
Материал: сталь 40-Н-Ш
Закалить НК 30-40
Фосфатировать
Рис. 54. Шайба 10
Материал- сталь 50
Закалить HRC 37-44
Фосфатировать
Рис. 55. Винт 1-9
65
V4 остальное
5-фактический диаметр отверстий в постеле Сб н и
проушине основания 1-Ю механизма вертикального вве-
дения или фактический диаметр отверстий внутренней
трубки 1-8 и передней цапфы 1-38 (размер диаметра R по
чертежу основного производства И мм)
Материал: сталь 50
докалить НРС 37-44
Фосфатировать
Рис. 56. Ось 1-12
\74
66
V5остальное
45 остальное
Материал: сталь 50
Закалить HRC 37-44-
Фосфатировать
Рис. 58. Фиксатор 2-19
Материал: сталь 50
Закалить HRC 37-44
Фосфатировать
Рис. 59. Ось защелки 2-21
44 остальное
67
Материал: сталь 50
Закапать НРС 31-44
Фосфатировать
Рис. 61. Шайба болта 4-16
^74 остальное
Материал: сталь 50
Закалить HRC37-44
Фосфатировать
Рис. 62. Гайка 4-18
Материал: войлок
технический
Пропитка: технический
жир
Рис. 63. Сальник 2
68
90
V3 остальное
3*45°
'М-цз
3'45°
Ф32,2
Материал' сталь 50
Рис. 64. Шайба 2-6
Материал: сталь 50
Фосфатировать
Рис. 65. Упор 2-12
69
Вид A
Материал: проволока 1-2,5
Число рабочих витков - И
Длина развернутой
пружины - 1115мм
Диаметр оправки - 16 мм
Термообработка: отпуск 240-Ж
Фосфатировать
Рис. 66. Пружина защелки 2-15
^74 остальное
Материал: сталь 50
Запалить HRC37-44
Фосфатировать
Рис. 67. Ось наметки 2-16
Материал: сталь Ю
Фосфатировать
Рис. 68. Шплинт 3X25 ГОСТ 397—64
71
V4 остальное
Фосфатировать
Рис. 69. Винты ГОСТ 1490—62
О с Условное обозначение размера Размер, мм
OU Fjsf Наименование деталей и сборок d 1 D Н ь h г /о
1 Винт для крепления щитка (Сб 1-4) Сб 1 4 20 ±0,6 7’5-0,4 2±0,3 i+0,3 1,1 ±0,3 0,4 14
2 То же 5 20 ±0,6 7’5-0,4 2 ± 0,3 i+0,3 1,1 ±0,3 0,4 14
3 Винт для крепления упора подшипника (5) с осью колесного хода (О) 2) 10 25 ±0,8 18-0,5 4,8 ±0,3 2,5+0’3 2,5 ±0,3 0,6 20
72
Фосфатировать
Рис. 70. Винты ГОСТ 1491—62
d о Условное обозначение размера Размер, мм
II 011 ЭД | Наименование деталей и сборок d 1 D н ь л г
1 Винт для крепления планки (6-38) к корпусу (Сб 6-5) Сб 6-7 3 14 ±0,6 5-0,3 2 ±0,3 0,8+°’2 1 ± 0,3 0,2
2 Винт для крепления крышки (Сб 6-3) к кор- пусу (Сб 6-5) С б 6-7 4 12±0,6 7-0,4 2,8 ±0,3 1±о,з 1,4±0,3 0,4
3 Винт для стягивания разрезных концов гайки (6-76) к трубке (6-77) Сб 6 3 8 ±0,4 5-о,з 2 ±0,3 0>8+°.2 1 ±0,3 0,2
73
4 4 остальное
Фосфатировать
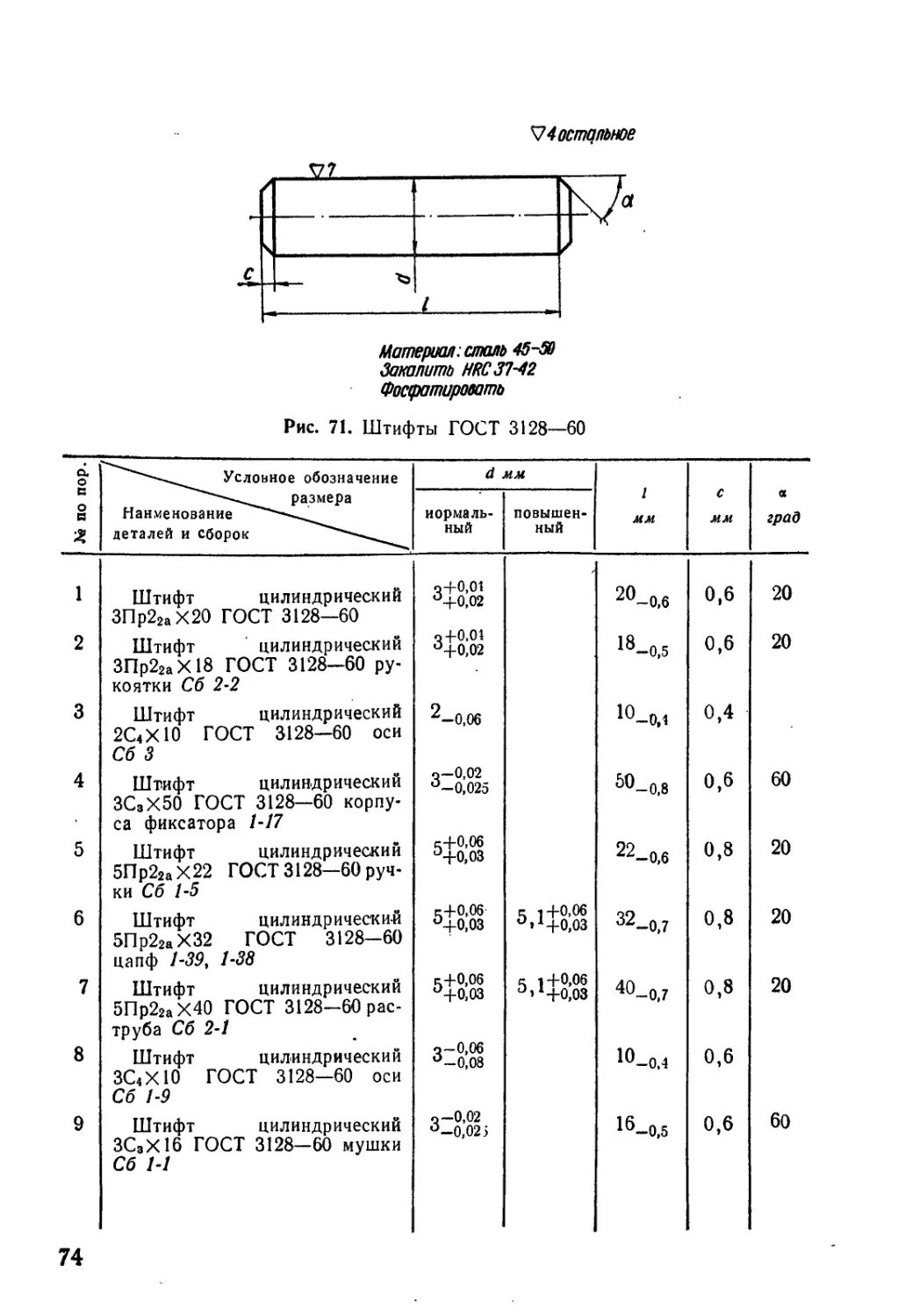
Рис. 71. Штифты ГОСТ 3128—60
Je по пор. Условное обозначение размера Наименование деталей и сборок d мм 1 мм С мм а град
нормаль- ный повышен- ный
1 Штифт цилиндрический ЗПр22аХ20 ГОСТ 3128—60 о+0,01 °+0,02 2°-0,6 0,6 20
2 3 Штифт цилиндрический ЗПр22аХ18 ГОСТ 3128—60 ру- коятки Сб 2-2 Штифт цилиндрический 2С4ХЮ ГОСТ 3128—60 оси Сб 3 о +0,01 °+0,02 2-0,06 13-0,5 1°-0,1 0,6 0,4 20
4 Штифт цилиндрический ЗСзХбО ГОСТ 3128—60 корпу- са фиксатора 1-17 о—0,02 °-0,025 ^-0,8 0,6 60
5 Штифт цилиндрический 5Пр22а X 22 ГОСТ 3128-60 руч- ки Сб 1-5 с 4-0*06 °+0,03 22-0,6 0,8 20
6 Штифт цилиндрический 5Пр22аХ32 ГОСТ 3128-60 цапф 1-39, 1-38 к+0,06 °Ч-0,03 5 i+О.Об °»х+0,03 32-0,7 0,8 20
7 8 Штифт цилиндрический 5Пр22аХ40 ГОСТ 3128-60 рас- труба Сб 2-1 Штифт цилиндрический ЗС4Х10 ГОСТ 3128—60 оси Сб 1-9 к+0,06 °+0,03 о—0,06 °-0,08 с 1 +0,06 э’*+0,03 40-0,7 Ю-0,4 0,8 0,6 20
9 Штифт цилиндрический ЗС3Х16 ГОСТ 3128—60 мушки Сб 1-1 о-0,02 б-0,025 16-0,5 0,6 60
74
Продолжение
с£ с о с * Условное обозначение размера Наименование^^^->^_ деталей и сборок d мм / мм с мм « град
нормаль- ный повышен- ный
10 Штифт цилиндрический g+0,04 g j+0,04 4О-0,7 0,8 20
11 Штифт цилиндрический 4Пр22аХ30 ГОСТ 3128—60 ме- ханизма вертикального наведе- ния Сб 1-3 4+0.06 4-0,03 д 1+0,06 А+0,03 ЗО-о,б 0,7 20
12 Штифт цилиндрический 4Пр22аХ25 ГОСТ 3128—60 оси задних ног 4+0,06 ч+о,оз 25_о,б 0,7 20
'Штифт цилиндрический ЗПр22аХ16 ГОСТ 3128—60 ос- нования Сб 2 -1+0,04 '’+0,02 о 1+0,04 а»1+0,02 16-0,5 0,6 20
13 Штифт цилиндрический ЗПр22аХ18 ГОСТ 3128—60 ос- нования Сб 2 <1+0,04 °+0,02 <1 i+0,06 °»1+0,03 18-0,5 0,6 20
14 Штифт цилиндрический ЗПр22аХЗО ГОСТ 3128-60 оси колесного хода Штифт цилиндрический 6Пр22ах25 ГОСТ 3128—60 для удержания флажка (2-13) на оси колесного хода l+0,04 °+0,02 й+0,06 °+0,03 3°-0,6 25—0,6 0,6 1 20 20
44 остальное
Материал: сталь 50
Запалить HRC 37-44
Фосфатировать
Рис. 72. Гайка №10X1,25 ГОСТ 5927—62
75
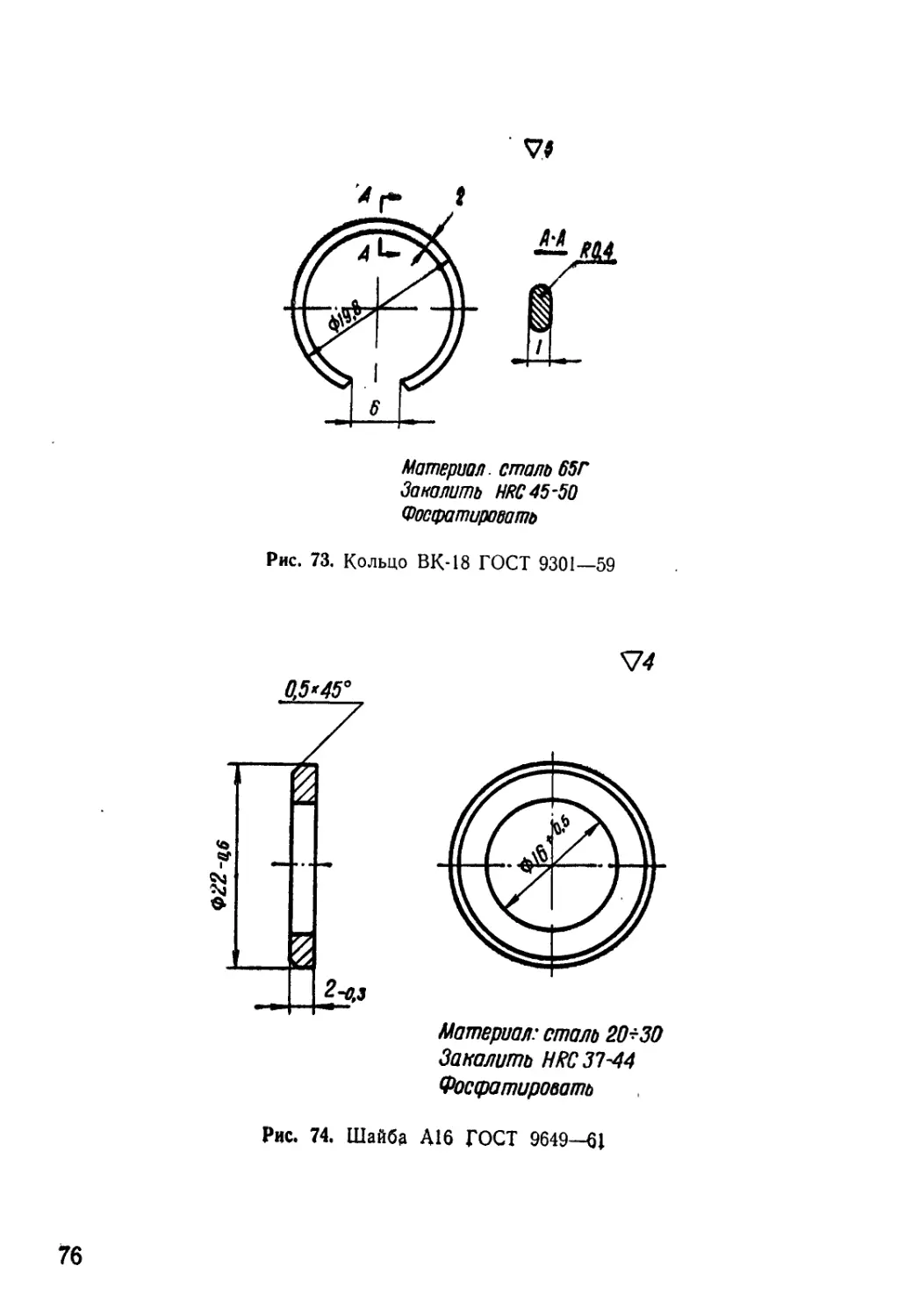
Материал. сталь 65Г
Запалить HRC 45-50
Фосфатировать
Рис. 73. Кольцо ВК-18 ГОСТ 9301—59
Материал: сталь 20+30
Запалить HRC 37-44
Фосфатировать
Рис. 74. Шайба А16 ГОСТ 9649-61
76
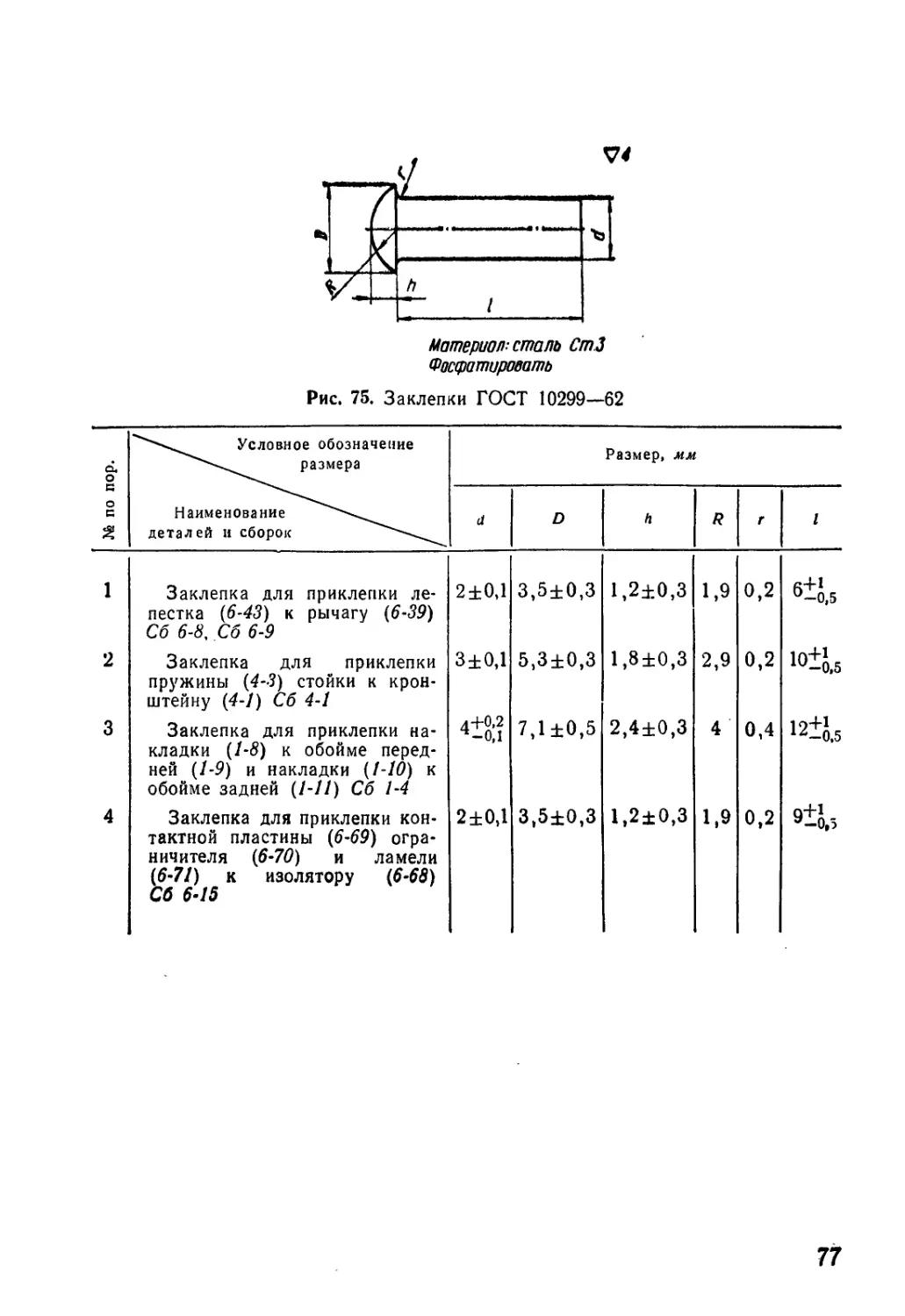
Материал: сталь Cm3
Фосфатировать
Рис. 75. Заклепки ГОСТ 10299—62
О* Условное обозначение размера Размер, мм
I OU Наименование деталей и сборок а D й R г 1
1 Заклепка для приклепки ле- пестка (6-43) к рычагу (6-39) С б 6-8, Сб 6-9 2±0,1 3,5±0,3 1,2±0,3 1,9 0,2
2 Заклепка для приклепки пружины (4-3) стойки к крон- штейну (4-1) Сб 4-1 3±0,1 5,3±0,3 1,8±0,3 2,9 0,2 1О±0.5
3 Заклепка для приклепки на- кладки (1-8) к обойме перед- ней (1-9) и накладки (1-10) к обойме задней (1-11) Сб 1-4 “i»:? 7,1 ±0,5 2,4±0,3 4 0,4 12±is
4 Заклепка для приклепки кон- тактной пластины (6-69) огра- ничителя (6-70) и ламели (6-71) к изолятору (6-68) Сб 6-15 2±0,1 3,5±0,3 1,2±0,3 1,9 0,2 9+4,5
77
V5 остальное
З-оз
Материал: столь 50
Запалить HRC 37-44
Фосфатировать
Рис. 76. Шайба 14 ГОСТ 11371—65
78
ОГЛАВЛЕНИЕ
Стр.
Общие указания ................................., ................. 3
Глава 1. Последовательность и объем проверок при выявлении неис-
правностей и контроле отремонтированных изделий.................. 5
Глава 2. Дефектация и ремонт ствола с соплом........................ 10
1. Вмятины и выпучины на стволе и сопле................ . —
2. Трещины в стволе и сопле.................................. —
3. Граната не входит в канал ствола . ........................ —
4. Шаткость цапф 1-38 и 1-39.............................. 11
5. Ручка не удерживается на стволе............................ —
6. Шаткость щитка на стволе................................... —
7. Трещины, расслоения и пробоины на щитке.................... —
Глава 3. Дефектация и ремонт затвора................................ 12
1. Затвор закрывается туго...................................
2. Поворот рукоятки затвора ................................
3. Затвор не удерживается в открытом положении..............
4. Граната не экстрактируется .................................... 13
Глава 4. Дефектация и ремонт прицельного приспособления............... 14
1. Неэнергично действует прицельная планка..................
2. Боковая качка прицельной планки .........................
3. Прицельная планка не удерживается в фиксированном поло-
жении в колодке .............................................
4. Наклон прицельной планки.................................
5. Хомутик не удерживается на прицельной планке............... 15
6. Туго передвигается хомутик прицельной планки................ —
7. Туго передвигается прицельная планка в колодке.............. —
8. Мушка с основанием не фиксируется в боевом или походном
положении ..................................................... 16
9. Наклон основания мушки..................................... —
10. Качка мушки................................................. —
11. Шаткость оптического прицела на кронштейне прицела ... —
12. Качка кронштейна прицела................................ . 17
13. Излом зуба зажима .......................................... —
Глава 5. Дефектация и ремонт электростреляющего механизма ... 18
1. Отсутствие напряжения в "цепи электростреляющего механизма —
2. Ремонт узлов и деталей токопроводящей цепи.................. —
3. Износ фиксатора пружины.................................... 19
4. Нарушение контакта блокировки затвора....................... —-
5. Гашетка спуска электростреляющего механизма не удержи-
вается на предохранителе........................................ —
79
Стр.
Глава 6. Дефектация и ремонт механизма горизонтального наведения 20
1. Тугой ход механизма горизонтального наведения ................ —
2. Увеличенная горизонтальная шаткость ствола ................... —
3. Увеличенный мертвый ход механизма горизонтального наве-
дения .......................................................... 21
4. Зажим не удерживает постель в приданном положении ... 22
Глава 7. Дефектация и ремонт механизма вертикального наведения 23
1. Тугой ход механизма вертикального наведения ................... —
2. Увеличенная вертикальная шаткость ствола ...................... —
3. Увеличенный мертвый ход механизма вертикального наведения 24
Глава 8. Дефектация и ремонт основания и ног стайка
25
1. Осевая качка постели на основании............................ —
2. Ноги станка не удерживаются в приданных положениях ... —
3. Передняя нога не ограничивается в крайних положениях .... —
4. Движение задних ног не ограничивается упором................ 26
5. Блок задних ног не удерживается в приданных положениях —
Глава 9. Дефектация и ремонт колесного хода
27
1. Тугое вращение колеса . ................................. —
2. Излом выступов шайбы .................................... —
3. Излом упора.............................................. —
4. Качка оси колесного хода на хомуте....................... —
Приложения:
1. Перечень калибров и приборов, применяемых при среднем ре-
монте изделия 6Г7.......................................... 28
2. Перечень деталей и сборок изделия 6Г7, изготовляемых в ре-
монтных мастерских без технологических карт ................ —
3. Ведомость отличия наименований узлов и деталей, принятых
в Руководстве по ремонту на изделие 6Г7, от наименований
узлов и деталей по Руководству службы . . . . . . , . . tJ 30
Под наблюдением инженер-майора Вилинова Л. И. и редактора Исавина В. А.
Технический редактор Кутюмова А. М.
Корректор Холодкова И. А.
Г-72034 Сдано в набор 23.9.69 г. Подписано к печати 4.3. 70 г.
Формат 60х90‘/ц 5 печ. л. 5 усл. печ. л. 5,000 уч.-изд. л.
Изд. № 5/2703
Зак. № 2930.