/






















































































































































































































































Автор: Рамачандран П.А. Чаудхари Р.В.
Теги: основы химической технологии химия химическая промышленность
ISBN: 5-7623-0532-5
Год: 1992




Текст
P.A.Ramachandran
and RV.Chaudhari
Часть II
THREE-PHASE
CATALYTIC
REACTORS
П.А.Рамачандран,
Р.В.Чаудхари
ТРЕХФАЗНЫЕ
КАТАЛИТИЧЕСКИЕ
РЕАКТОРЫ
НОВОСИБИРСК
1992
РОССИЙСКАЯ АКАДЕМИЯ НАУК
СИБИРСКОЕ ОТДЕЛЕНИЕ
Институт катализа им. Г.К.Борескова
ПАРамачандран,
Р.В.Чаудхари
ТРЕХФАЗНЫЕ
КАТАЛИТИЧЕСКИЕ
РЕАКТОРЫ
часть П
Перевод с английского
М.В.Перковец
Под редакцией
доктора технических, наук В.А.Кириллова
НОВОСИБИРСК
1992
УДК 66.01 + 66.09
P.A.Ramachandran, R.V.Chaudhari. Three-phase catalytic reactors
Трехфазные каталитические реакторы: Пер. с англ./
П.А.Рамачандран, Р.В.Чаудхари
Под редакцией В.А.Кириллова - Новосибирск: Институт
катализа СО РАН, 1992. — 497 с.
ISBN 5—7623—0532—5.
Книга индийских авторов, известных специалистов в области химической
технологии, посвящена анализу важного класса промышленных процессов, в которых
используются реакции типа газ—жидкость—твердый катализатор.
В ней рассмотрены все типы реакторов, в которых реализуются эти процессы.
Значительный объем посвящен анализу математических моделей, выбору на их
основании соответствующего типа реакторов и их расчету для конкретных
каталитических систем.
Приведены иллюстрации примеров решения задач, возникающих при разработке
реакторов. s
Книга предназначена для студентов, инженеров и научных работников,
специализирующихся в области химической технологии. Она состоит из двух частей
общим объемом 497 страниц, содержит 114 рисунков и 544 литературные ссылки.
Перевод с английского М.В.Перковец
P.A.Ramachandran and R.V.Chaudhari:
THREE-PHASE CATALYTIC REACTORS
Gordon and Breach Science Publishers
New York London Paris 1983
ISBN 5—7623—0532—5
© Gordon and Breach,
Science Publishers, Inc. 1983
© Перевод на русский язык,
Институт катализа СО РАН, 1992
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
7. РЕАКТОРЫ С НЕПОДВИЖНЫМ
ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
7.1. Введение
Понятие неподвижного орошаемого слоя обычно используется для
описания оеактора, в котором жидкая и газовая фаза движутся со-
направлено вниз через неподвижный слой частиц катализатора. Эти
реакторы используются в химической, нефтехимической и нефтяной
промышленности, а также для очистки сточных вод (орошаемые фи-
льтры) . Некоторыми из широко известных областей применения в
химических процессах являются гидрообессеривание нефтяных
фракций (Генри и Гилберт, 1973), синтез 2-бутин-1.4 диола из аце-
тилена и формальдегида (Брусай и Хорт, 1963; Бонди, 1971) и се-
лективное гидрирование ацетиленовых углеводоподов (Кронинг,
1963).
По физическим параметрам реакторы с орошаемым слоем ана-
логичны адсорбционным колоннам с неподвижным слоем. Однако,
имеется ряд существенных отличий, которые необходимо рассмот-
реть. (а) Адсорберы с неподвижным слоем работают при довольно
высоких скоростях жидкости и газа, а реак горы с орошаемым слоем
работают при низких скоростях жидкости и газа, (б) В адсорберах
слой состоит из инертного непористого материала, который имеет
основной целью улучшение контакта между жидкостью и газом, в то
время как в реакторах с орошением слой состоит из пористого актив-
ного катализатора, который может иметь форму цилиндрических
или сферических таблеток. В этой главе рассматриваются особен-
ности реакторов с неподвижным орошаемым слоем и соотношения
для расчета параметров переноса
3
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
7.2. Гидродинамические режимы
Максимальная скорость жидкости, используемая в реакторах с
неподвижным орошаемым слоем, лежит в области от 0.01 до 0.3 см/с
для пилотных реакторов и от 0.1 до 2 см/с для промышленных реак-
торов. Аналогично, предельная скорость газа, основанная на рабочем
давлении, может быть от 2 до 45 см/с для пилотной установки и от 15
до 300 см/с для промышленных реакторов, эти скорости являются
показательными, но не определяющими. В реакторах с неподвижным
орошаемым слоем в зависимости от скорости газового и жидкого
потоков и физических свойств жидкости, важных для понимания
гидродинамики и характеристик массопереноса, могут быть осуще-
ствлены различные гидродинамические режимы. Сатоссотр. (1 973б)
рассмотрели различные режимы при нисходящем прямотоке через
неподвижный слой с использованием стеклянных шариков диамет-
ром 2.59 - 16.5 мм. Они разделили полученные режимы на три четких
класса:
а) при низких скоростях жидкости осуществляется режим оро-
шения, при котором жидкость ламинарным потоком орошает не-
подвижный слой. В данном случае поток в одной фазе существенно
не влияет на поток в другой фазе, и этот режим известен как область
слабого взаимодействия;
б) при более высоких скоростях газа и/или жидкости наблюдается
ручейковый или пульсирующий поток. Взаимодействие между жид-
кой и газовой фазами в этой области будет очень сильным, и таковой
режим получил название режима сильного взаимодействия;
в) при очень высоких скоростях жидкости более 3 см/с и низких
скоростях газа жидкость становится сплошной фазой, а газ движется
как дисперсная фаза в виде пузырьков. Этот случай называется дис-
персным пузырьковым режимом.
Обыкновенные лабораторные и промышленные реакторы работа-
ют в режимах орошающего и пульсирующего потоков (режимы а и
б). Переход от орошения к пульсации обычно характеризуется рез-
ким увеличением среднеквадратичной флуктуации давления при не-
большом увеличении скорости жидкого или газового потоков.
Шарпентьер и Фейвиер (1975) расчитали переходные условия
между режимами слабого и сильного взаимодействия в виде одной
4
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
кривой, справедливой для пенообразующих и непенообразующих
систем. Их данные были получены для частиц диаметром 3 мм и
пористости слоя, равной 0.39. Изучены следующие системы: воз-
дух—вода, воздух—циклогексан, газолин или петролейный эфир.
Для пенообразующихся систем Шарпентьер и Фейвиер (1975)
разделили режим пульсации на три подкласса в зависимости от ско-
рости газа: режим пенообразования, режим пенообразования и пуль-
сации и поршневой режим. Карта для идентификации различных
режимов согласно этим авторам показана на рис.7.1. Карта режимов
приведена в координатах, которые известны как координаты Бейкера
(1934), то есть построена зависимость pL X ф/ ug pG от ug pG/XsB.
Параметры А и ф определяются по формулам
Рис. 7.1. Границы гидродинамических режимов для
(а) непенообразующих и (б) пенообразующих жидкостей
(Согласно Карпентьеру и Фейвиеру, 1975)
5
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
' PG PL И*
АиГЗД. ^ОДЫ )
(7.1)
Sy
, $TW
Ф =
^воды\ 2
PL J
1/3
(7.2)
Результаты более поздних исследований, проведенных Спеккиа и
Балди (1977) со стеклянными шариками на системах воздух—вода и
воздух—водный раствор глицерина согласуются с результатами
Шарпентьера и Фейвиера (1975) для непенообразующих систем. Для
пенообразующих систем переход наблюдался при более низких ско-
ростях жидкости, чем это было для пенообразующих систем у Спек-
киа и Балди (1977) (см. рис. 7.1).
Чау с corp. (1977) показали, что использование координат Бейке-
ра может быть недостаточно для распознавания режимов. Для опре-
деления перехода между режимами слабого и сильного взаимодей-
ствия также могут быть важны характеристики смачивания. На-
пример, для несмачиваемого твердого вещества переход происходит
при более высоких скоростях жидкости и газа, чем для смачиваемого.
Фукушима и Кусака (1977а) рассмотрели различия между следу-
ющими режимами для реакторов с неподвижным слоем в условиях
нисходящего прямотока: (а) режимом орошения, (б) поршневым ре-
жимом, (в) дисперсным пузырьковым режимом, (г) волновым ре-
жимом и (д) режимом распыления. При низких скоростях газа (то
есть при Rec < 300—400) с возрастанием скорости жидкости режимы
менялись в следующем порядке: режим орошения, поршневой ре-
жим, дисперсный пузырьковый режим. Карта режимов, предложен-
ная этими авторами, показана на рис.7.2 в виде кривой зависимости
Rec от Re£.
Уравнения, определяющие границы между различными режи-
мами, приведены в табл. 7.1.
6
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
«
Таблица 7.1
Уравнения для расчета перехода между различными режимами
(Фукушима и Кусака, 1977а).
'раница перехода уравнение *
распыление-поршнсвой поршневой-орошение y>c01Re}f2 Rec047 = 0.34 /^Re^Re^fdp/^-0-5^!»
распыление-орошение ?с01 ReL075 Re°G67 (<у</гУ °-5 = 52
распыление- чолнк Re^45 Re£° = 10
волны-орошение поршневой-пузырьковая дисперсия ?c01 Re®-2 Re?;3 (dp/dTy 05 = 520 Vc™ Re£13 Rec0-2 (dp/dTy 0£ = 790
aReG и ReL основаны на эквивалентном размере частиц, а фактор формы поверх-
ности у>с определяется как отношение геометрической площади поверхности непод-
вижного слоя к квадрату диаметра слоя.
Рис. 7.2. Карта гидродинамических режимов, поедложснная
Фукушимой и Кусакой (1977а) для dp - 1.28 см,
dp/dT-0.112 '
7
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Особый практический интерес в случае реакторов с неподвижным
орошаемым слоем представляет расчет грайицы между режимами
орошения и поршневым.
Тэлмор (1977а) изучал гидродинамические режимы в реакторах с
орошаемым слоем для пенообразующих и непенообразующих систем
с использованием слоя, состоящего из частиц диаметром 29.2 см.
Пользуясь данными предшествующих исследователей и своими соб-
ственными экспериментами на колоннах больших диаметров с ис-
пользованием некоторых систем, он построил карту режимов и пред-
ложил, что она должна иметь вид кривой зависимости Ug/ U[ от
(1 + \/ Frlg) / (Welg + \/ Rtlg). Эти параметры определены в
таблице 7.2.
Таблица 7.2
Значение параметров для расчета карт протоков, показанных
на рис. 7.3 и 7.4 (Тэлмор, 1977а)
параметр значение
Frlg ((uzpL + ugPQ) v[g]2 gdh
dhvig(uiPL + u8 pg)2 Sj’
Relg dh (ulPL + ugPG) Pig
vlg MPL (ulPL/ugPG) + (1/Pg) 1 + (“lPL/ugPG)
Pig PdulPL/ugPG) + PG 1 + <FlPL/ugPG
dk 28В dT 2 + 3(1- eB)dT/dp
Член (1 + 1 / Fr[g) / (Weig + \/Re^ представляет отношение сил
инерции + гравитации к межфазным + вязкостным силам.
Для непенообразующих систем наблюдалось пять гидродинами-
ческих режимов, а именно: (а) режим орошения ( две сплошные
фазы"), (б) режим сплошного газового потока (режим пятен или рас-
8
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
пыления), (в) поршневой режим, (г) пузырьковый и пульсационный
режим и (д) режим непрерывного жидкого потока (пузырьковая дис-
персия). Карта режимов, разработанная Тэлмором для непенообра-
зующих систем показана на рис. 7.3.
Для пенообразующих систем были определены пять режимов: (а)
режим орошения, (б) режим сплошного газового потока, (в) поршне-
вой режим со вспениванием, (д) режим пенообразования. Карта ре-
жимов для этого случая показана на рис. 7.4. В этой работе были четко
установлены границы поршневого режима. Это позволяет так вы-
брать условия работы реактора, чтобы получить необходимый ре-
жим. Кроме того, при масштабном переходе необходимо проверять,
будет ли осуществляться аналогичный режим в пилотном и промыш-
ленном реакторах.
инерция + гравитация
межфазное + вязкостное
сопротивление
1+Н / Big)
We|g + ( 1 / Re|g)
Рис. 7.3. Карта гидродинамических режимов для непенообра-
зующих систем в условиях нисходящего прямотока
через неподвижный слой (Тэлмор, 1977а)
9
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Гианетто с corp. (1970) предложили следующий критерий для
перехода в поршневой режим
log10^-+^>1 llog^. (7.3)
ев ъ Pl ui
Сикарди с corp. (1979) изучили переход между режимами в реакторе
с неподвижным орошаемым слоем. Они предложили приближенный
критерий для определения границы перехода к поршневому режиму.
(1 -£// ЕВ\
£l! ев
= от 0.8 до 3
пульс.
(7-4)
инерция + гравитация
межфазное + вязкостное
сопротивление
1 -*• ( 1 / Fr|g)
Welg+( 1 / Relg)
Рис. 7.4. Карта гидродинамических режимов для пенообразу-
ющих систем в условиях нисходящего прямотока че-
рез неподвижный слой (Тэлмор, 1977а)
10
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗлТОРА
7.3. Перепад давления
Перепад давления является важным параметром при проекти-
ровании оеакторов с неподвижным орошаемым слоем, поскольку
коэффициенты массопереноса зависят от сообщенной энергии, кото-
рая является функцией перепада давления. Для расчета потерь дав-
ления на трение Sg[, требуется знать градиент давления в непод-
вижном слое при условии, что через него движется либо чистая жид-
кость, либо чистый газ. Эта величина Sg или <5/ может бы гь вычислена
по уравнению, предложенному Эргуном (1952)
150(1 -гя)2 Ид 1.75(1 -sB) и2р (7J
4 “ 4 4 V
Один из методов нахождения потерь давления на трение 6g[ ана-
логичен подходу, предложенному Локкартом и Мартинелви (1949)
для двухфазного потока. В этом методе соотношения записываются
через параметр которой равен
' ЗА 0.5
(7.6)
Ларкине с corp. (1961) предложили сведу ющую корреляцию для 3gi
А^=_о>пб
Sg + Si 0.666 +(log it1
для 0.05 < x < 30.
Сато c corp. (1973а) использовали другую Формулу
, 0.70
10g---6-- =-----г----------у
Sg+Si 1 + [log (У 1.2^]
7 для 0.1 < х < 20
(7.7)
(7.8)
или
М„Д0-5
-f- =1.3+1.85 А'-0-85 для 0.1 < х < 20.
д/
(7,9)
11
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Мидоукс с сотр. (1976) предложили следующее соотношение для
непенообразуюших систем, которое, как они утверждают, справед-
ливо во всем гидродинамическом интервале.
I а1
1 1 14
~ + 54 для 0-1 <Х < 80.
X X
(7.10)
Уравнение (7.10) применимо и для пенообразующих систем при ра-
боте в режиме слабого взаимодействия. Для пенообразующих систем
в режиме сильного взаимодействия эти авторы предложили другое
соотношение.
При использовании приведенных выше корреляций важно пом-
нить о точности определения параметра/, и, следовательно, одно-
фазные перепады давления <3 и <3/ должны быть известны заранее.
Чтобы преодолеть, эти сложности Турпин и Хантингтон (1967) ис-
пользовали для определения <3^/ метод коэффициента трения. Ко-
эффициент трения для двухфазного потока определяется по формуле
f _ &gl ^ре
Jgl э 2 ’
2 ugpG
где dpe эквивалентный диаметр частицы, определяемый как
, . <1р£в
Upe~ 3 1 -
Числа Рейнольдса для жидкого и газового потоков можно записать в
виде
(7.П)
(7 12)
Rec =
° flG
’ (7.13)
и
ReL = • (7.14
Турпин и Хантингтон для определения фактора трения использовали
параметр Z, котопыи равен
12
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
Rec 1167
Re, 0767
(7.15)
Тогда коэффициент трения двухфазного потока получается в виде
In fgl = 7.96 - 1.34 In Z + 0.0021 (In Z}2 + 0.0078 (InZ)3 . (7.16)
Зная fgi по уравнению (7.11), можно вычислить Sgl.
Спеккиа и Балди (1977) предложили отдельные соотношения для
режимов слабого и сильного взаимодействия. Для режима слабого
взаимодействия была использована корреляция эргуновского типа
при условии, что газовый поток через слой катализатора движется в
присутствии жидкости. Этот метод аналогичен подходу Хаттона и
Льюнга (1974). Соотношение имеет вид
С1 (1 -£В +els+ £ld)2 + С2 (1 ~ еВ + £ls + £ld) Pg
^B-£is-£id^ (7.17)
Значение констант Cj и С2 зависят от формы и размера зерен не-
подвижного слоя; для некоторых особых случаев Спеккиа и Балди
(1977) приводят эти значения. Экспериментально данные величины
могут быть получены путем измерения перепада давления для чисто-
го газа, движущегося через увлажненный слой (то есть, когда в не-
подвижном слое присутствует только статическая доля).
Для режима сильного взаимодействия используется метод коэф-
фициента трения, и соотношение для fgj, предложенное Спеккиа и
Балди (1977) имеет вид
1п/„/= 7.82 - 1.30 In-=4-- 0.0573 (1п, (7.18)
где Z и %определяются уравнениями (7.15) и (7.2) соответственно.
Тэлмор (1977в) определил перепад давления в реакторе с не-
подвижным орошаемым слоем для поршневого режима. Было обна-
ружено, что увеличение перепада давления, связанное с пульса-
циями, колебалось в интервале 0 - 100%. Если пульсации сопровож-
дались пенообразованием, наблюдалось дальнейшее увеличение пе-
репада давления. Тэлмор сделал вывод, что пенообразующие систе-
13
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
мы сложны для характеристики при отсутствии универсальных под-
ходов и поэтому нуждаются в дальнейших исследованиях.
Кан и Гринфилд (1978) получили интересные результаты, что
одним и тем же скоростям жидкости и газа соответствовало множест-
во значений перепада давления и доли жидкости. В этом случае
перепад давления становится функцией максимальной скорости га-
зового потока при данном режиме, которая наблюдалась в непод-
вижном слое. Для заданной скорости потока перепад давления будет
меньше, если скорость газового потока будет достигнута со стороны
ее меньших значений. Аналогично максимальный перепад давления
для данной скорости потока наблюдается, когда скорость газового
потока увеличивается от нуля до заданного значения для затоплен-
ного неподвижного слоя. Эти эффекты не наблюдаются при более
высоких скоростях жидкости и для более крупных частиц (то есть
крупнее 2-3 мм). Множественность значений перепада давления бы-
ла объяснена как следствие эффектов поверхностного натяжения в
слоях из мелких частиц. По мере увеличения скорости газа в затоп-
ленном неподвижном слое, мениски жидкости между частицами
рвутся и образуют пленки на поверхности катализатора. Когда же
скорость газа уменьшается, эти пленки не соединяются снова с обра-
зованием менисков из-за сил поверхностного натяжения, и следова-
тельно, перепад давления снижается. Кривая, иллюстрирующая
множественность значений перепада давлений, наблюдавшуюся Ка-
ном и Гринфилдом (1978), показана на рис. 7.5. В последующей
работе Кан и Гринфилд (1979) описали данные по перепаду давления
с использованием метода коэффициента трения. Двухфазный ко-
эффициент трения для случая, когда скорость газового потока снижа-
ется с более высокого значения записывается в виде
In fgl.R = 9.15 + 1.67 In + 0.094 (In ZR)2, (7.19)
где
Dp0.39
ZR=(7'20)
KeG KeCmax
где Rig>max - число Рейнольдса для Ugunax и fst,R - коэффициент
трения для неподвижного слоя в условиях сниженной скорости газо-
вого потока.
14
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
2
массовая скорость газа, G (кг/м с)
Рис. 7.5. Типичные кривые перепада давления в реакторах с
неподвижным слоем, иллюстрирующие множествен-
ность гидродинамических режимов
Клементс и Шмидт (1976, 1980а) получили данные по перепаду
давления для систем воздух - силиконовое масло. По физическим
свойствам силиконовое масло (///_ = 1.5-8 сантипуаз,р/ = 0.9 г/см3 и
$7 = 18 - 20 дин/см) сравнимо с тяжелыми нефтяными и керосино-
выми фракциями и, следовательно, можно считать, что эти данные
представляют системы гидрообессеривания. Были рассмотрены пор-
шневой режим и режим орошения, и они не оказывали существенного
влияния на перепад давления.
В поршневом режиме амплитуда флуктуаций давления превыша-
ла + 10 мм Hg. А так же несмотря на использование мелких частиц
(сферы диаметром 0.8 - 1.6 мм и цилиндры размером 0.8 мм), наблю-
15
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
дался эффект гистерезиса, что противоречило результатам Кана и
Гринфилда (1978). Полученные данные были связаны соотношением
<5С/ / =1507 Kdp °g ' £в 1 3 (ReG WeG L ReL j -1/3 . (7.21)
где WeQ - число Вебера для газовой фазы, которое определяется как
2 ,
Wec = "* У Т (7.22)
При гидропереработке нефтяных остатков в неподвижном ороша-
емом слое могут образовываться сульфаты ванадия, никеля и железа
скорость жидкости на полное сечение, U; см /с
Рис. 7.6. Различные соотношения для перепада давления в
реакторе с неподвижным орошаемым слоем.
1 — Ларкине с сотр. (1961); 2 — Сато с corp. (1973а);
3 — Турпин и Хантингтон (1967); 4 — Клементс и Шмидт (1980а)
16
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
из металл опорфиринов, содержащихся в сырой нефти, а также про-
дукты коррозии железа и стали, и это будет приводить к увеличению
перепада давления. Модель закупоривания неподвижного слоя, вы-
званного этими эффектами, была рассмотрена в работе Ньюсона
(1972) и сопоставлена с данными для промышленных реакторов.
Сравнение различных соотношений для системы воздух - вода в
неподвижном орошаемом слое диаметром 20 см, состоящем из частиц
диаметра 0.3 см, показывает, что между ними нет достаточного сог-
ласия. Соотношения Ларкинса с сотрудниками (1961), Сато с сот-
рудниками (1973а), а также Клементса и Шмидта (1976) близки
между собой. Их сравнение показано на рис. 7.6. В то же время
соотношение Турпина и Хантингтона (1967) при больших значениях
U{ дает значительно более высокие значения <5gl по сравнению с
другими зависимостями. Далее, во многих корреляциях не учиты-
вается наличие разных гидродинамических режимов. Для предва-
рительного расчета можно рекомендовать соотношение Ларкинса с
corp. (1961).
Пример 7.1.
Требуется расчитать двухфазный перепад давления <5^ в реакторе
с неподвижным орошаемым слоем для системы воздух - вода. Имеют-
ся следующие данные: температура - 25°С, ев ж 0.4, dp = 0.5 см,
L - 500см, Ug** 10см/с, £// = 0.5 см/с, /^ = 8 х Ю"3 г/см/с, /^=1.8
х 10-4 г/см/с и pL- 1 г/см3, pG = 1.2 10'3 г/см3.
Решение.
а) Однофазный перепад давления. Для потока чистой жидкости
по уравнению (7.5) получим
с _ 150 (1 - 0.4)2 0.5 х 8 х 10“3 1.75 (1 - 0.4) х 0.52 х 1
о /-------5---- X-------------- Ч---------------------=
0.43 0.52 0.43 х 0.5
= 21.7 дина/см3
или
5/ =217 Н/м3
Для потока чистого газа по уравнению (7.5) имеем
<5g = 10.01 дина/см3
17
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
б) Параметр X- Из уравнения (7.6) получим
= ( 21-7 °'5
х 10.01 J
= 1.47
в) Вычисление двухфазного перепада давления. Из уравнения
(7.7) имеем
log —-----------------------= 0.599
8g +5Z {log 1.47)2 +0.666
Следовательно,
8gi = (21.7 + 10.01) х 10° 590 = 125.9 дина/см3
или
8gl = 1259 Н/м3
Общий перепад давления на трение в реакторе равен
125.9 х 500 =6.295 х 104 дина/см2 =6.295 кН/м2
7.4. Доля жидкости
Доля жидкости является парциальным объемом жидкости в реак-
торе и определяется как объем жидкости, содержащийся в единице
объема колонны. Насыщение жидкостью - это объем жидкости, со-
держащийся в единице пустого объема колонны. Если частицы не-
подвижного слоя являются пористыми, как это и наблюдается в боль-
шинстве реакторов с неподвижным орошаемым слоем, общая доля
жидкости будет представлять собой сумму внутренней (жидкость в
порах катализатора) и внешней долей. Внешняя доля может быть
разделена на статическую или остаточную долю и динамическую
или долю свободно текущей жидкости е^. Статическая доля - это
часть жидкости, которая остается в неподвижном слое, после того как
он был полностью смочен и осушен. Динамическая доля — это часть
жидкости, которая собирается на дне колонны после внезапного пре-
кращения подачи жидкости. Общая внешняя доля жидкости равна
£l = £ls + £ld • (7.23)
18
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
На долю жидкости влияют следующие параметры:
а) скорость жидкого потока, которая является основным парамет-
ром;
б) распределитель жидкости на входе в большие колонны;
в) форма и размер частиц;
г) характеристики смачиваемости неподвижного слоя и природа
жидкости;
д) скорость газового потока.
Статическая доля жидкости зависит от физических свойств жид-
кости, размера, формы и смачиваемости частиц. Шарпентьер с сот-
рудниками (1968) представили как функцию числа Этвиша, которое
равно Pjjgdj/ST. Если это число меньше четырех, статическая доля
будет порядка 0.05 (для непористого катализатора). Верхойвен и ван
Ремпай (1974) также использовали число Этвиша как переменную в
соотношении для статической доли в непористом катализаторе при
реакции гидрообессеривания (см. рис. 7.7). Их значения для по-
ристых частиц, по-видимому, включают долю, находящуюся в объе-
ме пор, и для получения общей статической доли ее следует вычесть.
Рис. 7.7. Зависимость статической доли от числа Ютвоса
19
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Мерсман (1972) представил данные по статической доле для стек-
лянного биссера диаметром 0.57 и 1.13 мм в виде функции числа
Бонда (Вп = р^/ ST ар).
То есть
— =3.7 х Ю~2
ев
Pl $т п
(7.24)
аР t
где п = - 0.07, когда Вп меньше единицы и п - - 0.65, когда Вп больше
единицы.
Для доли жидкости был предложен целый ряд соотношений, и их
обобщение можно найти в работе Гианетто с сотр. (1978). В некото-
рых из этих корреляций используется общая доля ев например, в
соотношениях Сато с сотр. (1973а), Сэттерфилда и Вэя (1972), Вай-
джффелса с сотр. (1974), Шарпентьера и Фейвиера (1975), Мидоукса
с сотр. (1976), Фукушимы и Кусаки (1977а), а также Морей с сотр.
(1978).
Соотношение Сато с сотр. (1973а) для стеклянных сфер диамет-
ром от 2.6 до 24.3 мм имеет вид
^-=0.4а(1/3/22,
ев
где at - площадь поверхности частиц на единицу объема колонны,
основанная на модифицированном объеме частиц.
6(1 - ев)
at =-------
Up
где dp - диаметр частицы модифицированный для учета эффекта
стенки
(7.25)
(7.26)
(7.27)
а* =__________i__________
р 1 + [4dp/6dT(l -ев)] •
Мидоукс с сотр. (1976) предложили следующее соотношение для S[
при использовании сфер из стекла и катализатора диаметром 3 мм и
цилиндров катализатора размером 1.8 х 6и1.4 х 5 мм.
20
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
е/ _ 0.66 /81
ев 1 +0.66/81
для 0.1 < х < 80.
(7.28)
Это соотношение справедливо для непенообразующих систем во всех
гидродинамических режимах и для пенообразующих систем в ре-
жимах слабого взаимодействия. Для пенообразующих систем в ре-
жима: сильною взаимодействия эти авторы предложили отдельные
соотношения.
В некоторых корреляциях и eld представлены по отдельности,
и такие соотношения имеют более важную теоретическую основу,
поскольку на cdd влияют все параметры работы реактора, в то время
как зависит главным образом от физических свойств жидкости и
твердого вещества. Спеккиа и Балди (1977) предложили следующее
соотношение для расчета е^, основанное на обширном эксперимен-
тальном материале для стеклянных сфер диаметром 6 мм, стеклян-
ных цилиндров размером 2.7 и 5.4 мм и колец Рашига диаметром 6.4,
10.3 и 22 мм
= 3.86 Re®'545 (Ga*)-°-42 ° “ для 3 < ReL <470 , (7-29)
£в ьв
где Ga модифицированное число Галилея, которое равно
Ga* = dP Pl + ; (7.30)
Уравнение (7.29) справедливо как для пенообразующих, так и для
непенообразующих систем в режиме слабого взаимодействия. Для
непенообразующих систем в режиме сильного взаимодействия Спек-
киа и Балди (1977) предло жили следующее соотношение
f/j / 7 \-0.312 (andn\0-65 7
-- =0.125 -4,1 Для 1 <^т <500 . (7-31)
^1! ев ф1Л
Для пенообразующих систем в режиме сильного взаимодействия
справедливо соотношение
21
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
— = 0.0616 0172 [а£^0-65 для 0.6 <-£- <80 . (7.32)
sB U1-1! £в фхл
Клементс и Шмидт (1976) также предложили независимые соот-
ношения для пенообразующих и непенообразующих систем в режиме
сильного взаимодействия, основанные на данных для размолотых
частиц размером 1, 1.9 и 3.4 мм. Для непенообразующих систем
eld =0.111
' We0 Rec^ -6.15
Rer
(7.33)
Рис. 7.8. Соотношение для доли жидкости в реакторе с непод-
вижным орошаемым слоем
22
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
для пенообразующих систем
sid — 0.245
'WeGRec'
Rer
ь /
-0.034
(7.34)
Клементс и Шмидт (19806) предложили следующее соотношение
для £[d, основанное на данных для систем воздух—силиконовое мас-
ло.
— =0.84
£в
/Rec -0.034
Rer
(7.35)
Кроме того, корреляции для динамической доли получили след у -
ющие авторы: Отэйки и Окада (1953), Ларкине с сотр. (1961), Мохан-
та и Ладдха (1965), Турпин и Хантингтон (1967), Мичелл и Фезер
(1972), Коломбо с сотр. (1976) и Мацуура с сотр. (1979)
Сопоставление различных соотношений по расчету доли жид-
кости для системы воздух - вода показывает, что корреляция Кле-
ментса и Шмидта (1976, 19806) дает очень высокое значение eld.
Соотношения Сато с сотр. (1973а) и Мидоукса с сотр. (1976) хорошо
согласуются для общей доли жидкости. Это показано на рис. 7.8, где
также приведена динамическая доля жидкости, рдсчитанная по
Спеккиа и Балди (1977) (уравнение 7.29). Эти соотношения могут
быть использованы для практических целей.
7.5. Массопе^нос газ — жидкость
По определению коэффициентов массопереноса газ - жидкость в
условиях противотока фаз через неподвижные слои, обычно исполь-
зуемые для процессов адсорбции и десорбции газов, опубликовано
значительное количество литературы. Однако информация по пря-
мотоку в реакторах с неподвижным орошаемым слоем является ог-
раниченной. Информация о последних исследованиях по kLaB в не-
подвижном орошаемом слое приведена в табл. 7.3.
23
Таблица 7.3
Основные исследования по кцс® в пеакторе с прямотоком через неподвижный орошаемый слой.
Исследователи Использованная система Область uz, см/с Область ur см/с Неподвижный слой
Рейсс (1967) Десорбция О2 из воды 0-0.3 6 Кольца Раши.а
Сато с сотр. (1972) Абсорбция О2 водой 1 -20 5-100 Стеклянные сферы
УфЛорд и Перона (1973) Абсорбция СО2 водой 0.45 - 9 4.5-13 Седла Берла, кольца Рашига
Гианетти с сотр. (1973) Десорбция О2 из растворов NaOH 0.2-5 30 - 250 Стеклянные сферы, кольца Раши.а, седла
Хирозссотр. (1974) Десорбция О2 из воды 1 -20 5-100 Стеклянные сферы
Сильвестер и Питаягулсарн (1975) Абсорбция СО2 ведой 0.35 - 2 15- 52 Цилиндрические таблетки
Гото и Смит (1975а) Абсорбция и десорбция О2 во- дой 0.05 - 0.5 0.2-0.8 Катализатор CuO ZnO, стеклянный биссер
Гото с сотр. (1975) Десорбция О2 0.02 - 2.0 02-5 Катализатор CuO • ZnO
Фукушима и Kvcaxa (1977а, 19776) Абсорбция О2 раствором су- льфита натрия 0.2-10.0 2.0 - 200 Керамические кольца Рашига, сферы
Махаджани и Шарма (1979) Абсорбция СО2 растворами NaOH, моноэтав оламина и циклогексиламчна 0.1-0.35 6-30 Активированный уголь
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
7.5.1. Режим прямотока
Рейсс (1967) измерил скорость десорбции кислорода из воды для
колец Рашига разного размера и предложил соотрошение
kLaB =5.48 х 10~3£?? 5, (7.36)
где е/ - диссипация энергии в жидкости (г/см/с3) в двухфазном пото-
ке, которая равна
el = ul sgb (7.37)
Перепад давления 8gi, необходимый для уравнения (7.37), может
быть получен из подходящих соотношений, приведенных в разделе
7.3 или может быть экспериментально измерен в рабочих условиях.
В работе Рейсса охвачена область скоростей жидкого потока вплоть
до 0.3 см/с, а скорость газа варьировалась до 6 см/с.
Поскольку соотношение (7.36) основано на даных по адсорбции
кислорода при 25°С, более общим выражением для kLaв„ основанным
на модели проникновения, будет
kLaB =5.48 х 1О~3е/0 5 (------—т)°'5.
п * 1 \2.4xl0’5/ (7.38)
Уффорд и Перона (1973) измерили скорость абсорбции СО2 водой
при ug = 4.5 - 13 см/с и ui = 0.45 - 9.0 см/с в колонне с неподвижным
слоем*, образованным седлами Барля размером 3/4 дюйма и кольцами
Рашига размером от 1/4 до 1/2 дюйма. Измеренные коэффициенты
для каждого вида упаковки были представлены уравнением
kL ав = С4 и] usg , (7.39)
где С4, г и s - константы из работы Уффорда и Перона (1973). Зна-
чение г близко к единице, as приблизительно равно 0.5. Для области
очень высоких скоростей газа (режимы пульсации и распыления)
Гианетто с сотр. (1973) предложили отдельные соотношения для kL и
ав. Выражение для к^ имеет вид
£В
= 0.0305
0.068
(7.40)
Соотношение для ав дано в выражении (7.52).
25
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Сильвестер и Питаягу лсарн (1975) измерили kLaB ПРИ абсгрбнии
СС>2 водой и по полученным данным построили корреляции. Хироз с
corp, (1974) предложили следующие соотношения для kLaB d режиме
пульсации (режим сильного взаимодействия)
- — = 2.06 х Ю“3
Е
(^\°6 /е/\0 31
\ SB) \ El)
(7.41)
Для к^ав в дисперсном пузырьковом режиме эти авторы предложили
отдельное соотношение. Сато с сотр. (1972? предложили следующее
соотношение для
kL о# = 6.185 х ЦТ3 d~°-5 ut 08 ug °8. (7.42)
Г ото и Смит (1975а) изучили абсопбцию и десорбци ю О2 водой в
колонне с неподви *ным слоем из частиц катализатора размером от
0.0541 до 0.291 см и стеклянным бисером величиной 0.413 см при
ug ж 0.2 - 0 8 см /с и щ ж 0.05 - 0.5 см/с. По полученным данным было
составлено уравнение, аналогичное соотношению Шервуда и Холло-
вея (1940), которое имело вид
где и п - константы относящиеся к геометрии частиц и удельной
поверхности. Значения aL я п, полученные Гото и Смитом (Г975а),
были следующие
частицы диаметр, см aL n
стеклянный биссер 0413 2.8 0.40
CuO • ZnO 0.291 6.0 0.41
CuO • ZnO 0.0541 7.8 0.39
Фукушима и Кусака (1977б) измерили kLaB в условиях прямотока
через реактор с неподвижным слоем и предложили следующее соот-
ношение для различных гидродинамических режимов:
а) режим орошения
kLaBdi
Ъ(1 - El / ЕВ)
(S
,dP
Re?73 Re?3
' da °-2
A,
(7.44)
= 2
26
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
где Sp - удельная поверхность частиц, а фактор Sp/dp2 равен тгдля
сферических частиц;
б) поршневой режим
кь ав dp
D (1 - £// ев)
= 0.11ReLRe%4
' Pl Р-5
(d
ZE.
dr
‘I
-0.3
(7.45)
Сравнение различных соотношений для kLaB показано на рис. 7.9.
Видно, что корреляция Рейсса (1967) в общем дают более высокие
скорость ЖИДКОСТИ, Uj , СМ / С
Рис. 7.9. Различные соотношения для kjaB в реакторе с не-
подвижным орошаемым слоем:
1. Хироз с сотр. (1974); 2. Гото и Смит (1975а); 3. Гианетто с
сотр.(1973); 4. Рейсс (1967); 5. Сато с сотр. (1972); 6. Фукушима
и Кусака (19776)
27
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
значения. Соотношения Гианетто с сотр. (1973) и Гото со Смитом
(1975а) дают более низкие значения kLaB по сравнению с другими
корреляциями. Остальных три соотношения, показанные на рис.7.9,
в области условий, взятых для сравнения, относительно неплохо
согласуются между собой, и их можно использовать для расчетов. В
завершении следует сказать, что эта область нуждается в дальней-
шем проведении иследований с использованием катализаторов раз-
личных типов и размеров и в условиях различных гидродинами-
ческих режимов.
7.5.2. Режим противотока
Режим прямотока в реакторах с неподвижным орошаемым слоем
обычно является предпочтительным при контроле за загрязнением,
когда целью является удаление газообразного компонента. Шервуд
и Холловей (1940) исследовали десорбцию О2, Н2 и СО2 из воды в
условиях противотока через колонну с неподвижным слоем в виде
колец Рашига и седел Берля размером 0.5 - 2 дюйма. Их результаты
показывают, что kLaB являлось функцией скорости жидкости, но не
зависало от скорости газа вплоть до точки захлебывания. Из этих
данных было выделено уравнение (7.43). Константы aL и п, отно-
сящиеся к размеру и геометрии неподвижного слоя, обобщены в дру-
гом месте (Перри и Чилтон, 1973). Шулман с сотр. (1955) также
предложили соотношение для kLaB.
Онда с сотр. (1968) обобщили большое количество данных с ис-
пользованием уравнения
£/. ав( Pl'
aw S Pl
= 0.0051
' Pl“i\
aw Pl]
2/3
' UL -0.5
Pl D
(7.46)
(ap dp)ai,
где aw—смоченная поверхность твердых частиц, которая может быть
вычислена по уравнению (7.82) (см. раздел 7.9.1). Гото с corp. (1977)
сравнили эти три соотношения и обнаружили, что они довольно хо-
рошо согласуются между собой. Однако, рекомендуется использовать
соотношение Онды с corp. (1968), поскольку оно основано на об-
ширном материале. И все-таки здесь опять недостаточно данных по
28
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
конкретным типам катализатора, и в этом направлении требуется
проводить дальнейшие исследования.
7.5.3. Коэффициент массопереноса в газовой фазе
Основные соотношения для к^ав в условиях прямо- и противотока
обобщены в работе Гото с corp. (1977). Для режима противотока
могут быть использованы соотношения Шулмана и Робинсона (1960)
или Онды с corp. (1968). Основные корреляции для режима прямото-
ка предложены в работах Рейсса (1967) и Гианетто с сотр. (1973).
Сопоставление этих соотношений проведено Гото с сотр. (1977) и
было обнаружено хорошее согласование двух корреляций для ус-
ловий противотока. Плохое согласование между соотношениями для
режима прямотока показывает, что эта область нуждается в дальней-
шем изучении. Фукушима и Кусака (1978) также определили коэф-
фициент массопереноса в газовой фазе для различных гидродина-
мических режимов в реакторах с неподвижным орошаемым слоем.
7.5.4. Межфазная поверхность газ - жидкость
Хироз с сотр. (1974) определили удельную межфазную поверх-
ность ав в условиях нисходящего прямотока через неподвижный
слой, состоящий из стеклянных сфер различного размера. Для этой
цели использована абсорбция СО2 раствором NaOH. Предложенное
ими эмпирическое уравнение для поршневого режима имеет вид
ав = 175 8 иГ° 5 иО-6. (7.47*)
Все величины в уравнении (7.47) приведены в системе СИ. Было
обнаружено, что межфазная поверхность газ - жидкость превышала
геометрическую удельную поверхность неподвижного слоя, что ука-
зывает на большой вклад мелких пузырьков в поршневом режиме и
дисперсном пузырьковом режиме.
Фукушима и Кусака (1977а) определили удельную межфазную
поверхность для абсорбции кислорода раствором сульфита натрия с
использованием хлорида кобальта в качестве гомогенного катализа-
тора. Они предложили уравнения для расчета межфазной поверх-
ности в условиях различных режимов:
29
Т^ЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
а) режим орошения
ИМ)
Re^ здесь основывается на эквивалентном диаметре неподвижного
слоя;
б) поршневой режим
= 5 9 Х 10-2 Й) " 3 R<# Re" 2; (7-49)
1 £1' еВ 'ар/
д) дисперсный пузырьковый режим
, aedp, =4.5 х 10“4(4) ° 9 Re}8 (7.50)
1 -ет/ев \d2l ь v '
Фукушима и Кусака (1977в) получили значения kj путем деления
наблюдаемых величин KLaB на ав. Полученные данные были записа-
ны в виде соотношения
кт dn /S . л «а m td \ 2-2 > ц. \ 0.5
-^-ЛхЮ2 -f Reg333 Reg2 /) . (7.51)
U \d*/ \ат>
Гианетто с сотр. (1970) предложили следующее соотношение для
межфазной поверхности газ - жидкость
—гг5—т = [ S(\£B )]°5- (7.52*
Это уравнение применимо главным образом для поршневого режима
и приводится в единицах системы СИ (коэффициент пересчета для
величины в квадратных скобках равен 1 дина/см2 = 10' И/м2).
Шарпентьер (1976) предложил для ав в условиях режима оро
тения следующую корреляцию
.................... =0.05[- ,^-с]1'2
ар{\-ев) 1^(1-^))
для
^gl£B -
< 12Н/м2.
(7.53*)
Морей с сотр. (1980) определили межфазную поверхность >аз -
жидкость в реакторе с неподвижным орошаемым слоем с исполь-
зованием стеклянного биссера циаметром 1.16 мм и стеклянных ко-
30
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
лец Рашига диаметром 6.48 мм. Для этого были выбраны три процес-
са, а именно карбонилирование гипохлорита натрия, окисление су-
льфита натрия и карбонилирование циклогексил а ми на. Для стек-
лянного биссера малого диаметра ав для циклогексамина было ниже
в пять раз. Этот результат был объяснен на основании различия
характеристик смачиваемости и распределения жидкости, связанно-
го с влиянием физических свойств водных и органических систем.
При использовании колец Рашига значения ав для двух систем замет-
но не отличались.
Соотношения Фукушимы и Кусаки (1977в) (уравнение 7.48) и
Шарпентьера (1976) (уравнение 7.53) могут быть использованы для
расчета ав в режиме орошения. Эти соотношения достаточно хорошо
согласуются между собой. Для поршневого режима основные корре-
ляции были предложены Хирозом с сотр. (1974), Фукушимой и Ку-
сакой (1977а) и Гианетто с сотр. (1970). Все они показаны на
рис. 7.10, откуда видно, что между ними нет соответствия. Можно
Рис. 7.10. Соотношения для ав в реакторе с неподвижным оро-
шаемым слоем при поршневом режиме
31
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
сказать, что для развития этой области необходимы исследования, в
которых используются частицы катализатора и различные гидро-
динамические режимы.
7.6. Массоперенос жидкость - твердое вещество
Коэффициент массопереноса жидкость - твердое вещество ks яв-
ляете. 1жным параметром для проектирования реакторов с непод-
вижным орошаемым слоем. Основные работ ы по изучению kf. в реа* -
горах с орошением представлены в таблице 7.4.
Ван Кревелен и Крекелс (1948) определили ks путем исследования
растворения бензойной кислоты в воде и на с-сновании полученных
данных вывели соотношение
Daf
= 1.8 (Я<4)1/2
1/3
для 0.013 < Re£ < 12.6 ,
(7.54)
Г
' PL '
Pl d
где
ReL =
PlUi
PLat
(1.55)
Лемай с сотр. (1975) предложили следующее уравнение для ks
к* 1 PL 2/3 = 0.2 0.25
!' Pl i
(7.56*)
где е/ - энергия, сообщенная жидкости, которая рассчитывается по
уравнению (7.37). Гото и Смит (1975а) полу чили соотношение для ks
для реактора с неподвижным орошаемым слоем, которое имеет вид
( Pl “Л ( pl ) 1/3
D as I J Pl D \ ь У
(7.57)
Величины констант as и ns зависят от природы и формы частиц. В
работе Гото и Смита (1975а) приводятся значения as и ns для двух
размеров частиц /3- нафтола. Сильвестер и Питаягулсари (1975)
записи ти данные для ks в виде соотношения
32
Таблица 7.4
Основные исследования по к3 в реакторе с прямотоком через неподвижный орошаемый слой
Исследователь Твердая фаза Жидкость Размер частиц, см Область и/, см/с Область иж, см/с
ван Кревелен и Крекелс (1948) Бензойная кислота Вода 0.29-1.45 0.012-0.37 -
Сато с сотр. (1978) Бензойная кислота Вода 0.12 0.01 - 10 1 - 100
Гото и Смит (1975а) /?-нафтанол Вода 0.054 - 0.24 0.05 - 0.5 0.2 - 0.8
Лемай с сотр. (1975) Бензойная кислота Вода 0.6 1.3-4.0 29-80
Сильвестер и Питаягул- сарн (1975) Бензойная кислота Вода 0.3 цилиндр 0.35 - 2.0 12-52
Гото с сотр. (1975) Нафталин Вода 0.05 - 0.29 0.02 - 2.0 0.2-5
Хирозссотр. (1976) Бензойная кислота Вода 0.28-1.27 0.05 - 25 0.7- 100
Спеккиа с сотр. (1978) Бензойная кислота Вода 0.3 х 0.3 0.6 х 0.6 цилиндры 0.16-0.83 0.16-0.83 0-160
Сеттерфилд с сотр. (1978) Бензойная кислота Вода 0.3 х 0.6 диам. цилиндры 0.05 - 2.5 0-160
Разерссотр. (1980) Бензойная кислота на седлах Берла Вода 0.635 0.21 - 9.8 33 - 177
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
=0.0113 (7350uz)< (7-58)
где
-0.78
(7.59)
Хироз с сотр. (1976) опубликовали обширный материал по ks в
реакторах с орошаемым слоем для различных гидродинамических
режимов и предложили обобщенное соотношение
к* dP =08 Re^5 0 333 (7.60)
D Ei \pLD)
Дхарвадкар и Сильвестер (1977), используя данные разных исследо-
вателей по коэффициентам массопереноса жидкость - твердое веще-
ство в реакторах с неподвижным орошаемым слоем, предложили
соотношение
ks = 1.637 щ Ref0 331 (^) . (7.61)
Сеттерфилд с corp. (1978) определили ks для широкой области скоро-
стей жидкости и газа, так что были охвачены все гидродинамические
режимы. Они обнаружили, что природа потока оказывает существен-
ное влияние на скорость массопереноса. Рекомендуемые ими соотно-
шения для различных гидродинамических режимов имеют вид:
а) режим орошения (неполное смачивание)
/(г dn U,., л 033 / Uf \ 0-333
-4г2 — =0.815 Re?-822 -^,
О ар ь \p^D)
б) поршневой режим
= 0.334 Ко 0 202 (-2U °'333
D ар 0 \pLDI
(7.62)
(7.63)
где dp - диаметр сферы, имеющей такую же удельную поверхность
как и рассматриваемая частица, Ко - число Колмогорова для жидкой
фазы, определяемое как
34
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
х- -d*
SlA'
В работе этих авторов сообщается, что в реакторах с неподвижным
орошаемым слоем плотность газа не влияет на ks. Спеккиа с сотр.
(1978) предложили следующее соотношение для ksaw в условиях нис-
ходящего прямотока
Рис. 7.11 Различные соотношения для ks в реакторе с не-
подвижным орошаемым слием.
1. ван Кревелен и Крекелс (1948); 2. Лемай с сотр. (1975); 3.
Сильвестер и Питаягулсарн (1975); 4. Хироз с сотр. (1976); 5.
Дхарвадкар и Сильвестер (1977); 6. Режим орошения; 7 «Порш-
невой режим Сеттерфилдссотр. (1978); 8. Спеккиассотр. (1978);
9. Чоу с сотр. (1979)
35
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
rks aw dn( ш \ -1/3, ,
In ---п£ -^7 1 = 1.84 +0.311'ln (WeL х Ю3) -
L ар D j ь '
6.33 (7.65)
(In WeL x 103)2 ’
где We^ - модифицированное число Вебера для жидкости, которое
определяется как
We = ц? АЛ (7.66)
St4
Чоу с corp. (1979) измерили мгновенные и осредненные значения ks
в условиях нисходящего потока через колонну с неподвижным слоем
для поршневого режима и предложили соотношение
ksa“d^B = 0.72 Re?54Reg16(^)°'ЗИ. (7.67)
На рис. 7.11 проведено сравнение различных соотношений для ks,
которое показывает, что корреляции ван Кревелена и Крекелса
(1948), Лемая с сотр. (1975), Джарвадкара и Сильвестера (1977) и
Чоу с corp. (1979) довольно неплохо согласуются между собой. Соот-
ношение Сильвестера и Питаягулсарна (1975) и Спеккиа с сотр.
(1978) при малых скоростях жидкости дают более низкие значения
Лу, а при более высоких скоростях жидкости хорошо согласуются с
перечисленными выше соотношениями. Корреляции Хироза с сотр.
(1976) и Сеттерфилда с сотр. (1978) практически совсем не согласу-
ются с другими соотношениями.
7.7. Продольная дисперсия
7.7.1. Коэффициент продольной дисперсии
В некоторых случаях при проектировании реакторов с непод-
вижным орошаемым слоем бывает важно учитывать продольную дис-
персию. Как рассматривалось в главе 3, для реакций, имеющих пер-
вый порядок по газофазному реагенту и нулевой по жидкофазному,
эффекты дисперсии не являются существенными. Когда же скорость
36
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
зависит от концентрации жидкого компонента В, и желательно по-
тупить его высокую конверсию, эффект продольного смешения мо-
жет стать важным фактором.
Для расчета коэффициента аксиальной дисперсии DEL можно
использовать соотношения, предложенные Сэтером и Левенспиелом
(1966), Хофманом и Эффроном (1969), Фезером и Мичелом (1970),
а также Мичелом и Фезером (1872). Соотношение Фезера и Мичела
(1970) может быть записано в виде
P^=^ = 13Re24Ga,:0 33, (7.68)
del
где число Галилея Gaj определяется как
Ga£=4«4. (7.69)
А
В последующей работе Мичел и Фезер (1972) на основании большого
количества ранее опубликованных данных и собственных результа-
тов вывели соотношение
p.>u/^££ = [^j0-W32. <7-70>
Величины числа Пекле составляют приблизительно от одной трети
до одной шестой navin от числа Пекле при течение одной жидкости
при гом же самом значении Re/,. Это указывает на го, что дисперсия
является более существенной цля трехфазных систем, чем для двух-
фазных (жидкость - твердое вещество) с неподвижным слоем. Сатер
и Левеншпиль (1966) предложили следующее соотношение для Ре^
PeL = 77^ = 7.58 х 10~3 Re?,703. (7.71)
Хофман и Эффрон (1969) по экспериментальным данным для дис-
персии составили уравнение
PeL = 0.034 Re?;5 lOo oo3R4 (7.72)
Ачвал и Сгепанек (1979) определили коэффициенты жидкофазной
дисперсии в условиях прямотока через неподвижный слой. Для обра-
37
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ботки данных были использованы модель продольной дисперсии и
модель, следующая из теории цепей Маркова. Фарид и Ганн (1979)
определили жидкофазную дисперсию для широкой области размеров
неподвижного слоя. По их данным были составлены соотношения,
учитывающие как радиальную, так и продольную дисперсию. Для
больших значений d?/ dp пристеночный по^ок не вноси г существен-
ного вклада в дисперсию, но в лабооаторных реакторах он может
становиться важным. Слсдователпно, этот фактор следует учитывать
при масштабном переходе.
Баффхэм и Разор (1978) изучили влияние вязкости на продольное
смешение в реакторах с орошаемым слоем и предложили соси но-
шение
UldP _Л AC Ли1/еЬ2^-21
—-=f— - 0 45 —-----
£lDEL L dp g J
(7.73)
Большинство этих исследований проводились в условиях режима
орошения. Основные публика ции по поршневому режиму - это рабо-
жидкоспп в
поршни
А) поршневой режим
Б) мидель поршневого
режима
Рис. 7.12. Схематическая диаграмма поршневого режима и мо-
дели для его описания, предложенные Лероу с сотр.
38
PEAK! ОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
ты Мацууры с сотр. (1976), Фукушимы и Кусаки (1977а) и Лероу с
сотр. (1980). Лероу ссотр. (1980) предложили теоретическую модель
и сравнили ее с экспериментальными результатами. В этой модели
жидкая фаза представлена в виде двух отдельных сплошных фаз,
движущихся сона прав тено с разными скоростями и постоянно об-
менивающихся веществом. С тематические диаграммы реального ре-
жима пульсации и предложенной модели показаны на рис. 7.12.
Было обнаружено, что в режиме пульсации дисперсия меньше,
чем в режиме орошения. Причина э^ого явления в том, что пулосация
вызывает перемешивание между различными параллельно движу-
щимися потоками. Следовательно, в условиях поршневого режима в
реакторе может установиться идеальное вытеснение.
Рис. 7.13. Cooi ношение для Ре^ ( GaL = 2.78 х 106, apdp -2.22)
1 - Ферзер (1970), 2 - Мичел (1972),
3 - Хофман (1969), 4 - Сетер (1966)
39
ТРЕХФАЗНЫЕ КАТ/ЛИТИЧЕСКИЕ РЕАКТОРЫ
Сравнение соотношений для числа Пекле показано на рис. 7.13 в
виде кривой зависимости PeL от и/. Корреляции Сетера с Левен-
шпилем (1966) и Баффхэма с Разором (1978) дают оолее низкие
значения Ре^ по сравнению с другими соотношениями. Уравнение
Мичела и Фезера (1972) может быть использовано для предвари-
тельных расчетов.
В некоторых случаях надо учитывать и газофазную дисперсию.
Хофман и Эффрон (1969) предложили следующее выражение для
коэффициента дисперсии в газе DEG
PeG = '^. = l S Reg»-7 10"» »»5R'i (7.74)
для величины Rep от 11 до 22 и области значений Re^ от 5 до 80. Это
соотношение дозволяет расчитывать значения Рер, которые на один
- два порядка величины ниже, чем соответствующие значения для
однофазного газового потока.
Для того, чтобы уменьши гь смешение в лабораторных реакторах,
работающих при низких скоростях жидкост::, Клинкен и ван Донген
(1980) разбавили неподвижный слой инертными частицами малого
размера (частицы катализатора диаметром 1.5 мм были разбавлены
равным объемом частиц карбида кремния диаметром 0.2 мм). Изу-
чение РВП (распределения времени пребывания в реакторе) в реак-
торах этого типа показало, что поток жидкости по своему характеру
приближается к идеальному вытеснению, и что доля жидкости зна-
чительно возрастает.
7.7.2. Модель потоков с проточными и застойными зонами
Распределение времени пребывания жидкости в реакторе с не-
подвижным опошаемым слоем более точно может быть описано двух-
параметровой моделью с проточными и застойными зонами, как это
сделано в работах Хугендорна и Липса (1965), а также Хоффмана и
Эфрона (1969). F этих моделях предполагается, что доля состоит из
жидкости в застойных зонах, которая находится в медленном или
нерегулярном массообмене с активной частью жидкость, в которой
осуществляется идеальное вытеснение. Двумя неизвестными пара-
метрами модели в этом случае являются общая доля жидкости в
застойных зонах/и коэфс] ициент обмена между активными и застой-
40
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
ными зонами жидкости кобм. Этой модели аналогична модифи-
цированная ячеистая модель смешения, предложенная Деансом и
Лапидусом (1960). Ее схематическая диаграмма показана на рис.
7.14. Типичное распределение времени пребывания жидкости, полу-
ченное Хугендоорном и Липсом (1965) изображено на рис. 7.15. Они
показали, что параметры / и к^ могут быть получены из этой
кривой следующим образом
/=1”7 (7.75)
где tr время прохождения метки трассера и t - среднее время пребы-
вания жидкости в реакторе. Параметр ко^м определяется формулой
кобм. = (7-76)
А2
где Д2 " второй центральный момент кривой отклика. к0^м - это
коэффициент обмена, определяемый как объем жидкости, обменива-
емый за единицу времени в единице объема, с'1. Хофман и Эффрон
(1969) предложили соотношение
Рис. 7.14. Схематическая диаграмма модели с проточными и за-
стойными зонами
41
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
кобм. = 001 М6- (7-77)
И
( 1 - /) = 0.52 Re?,08 lOo oolReG (7.78)
Параметр (1-/) соответствует отношению динамической доли к
общей доле жидкости в пределах экспериментальной ошибки.
Рис. 7.15. Кривая отклика системы на импульсный ввод трассера
при режиме орошения в реакторе с неподвижным сло-
ем из полудюймовых колец Рашига.
Высота слоя - 150 см, щ - 0.51 см /с (Хогендорн и Липе, 1965)
42
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
В недавней работе Сикарди с сотр. (1980 б) получили параметры
для модели потоков с застойными зонами с использованием трассер-
ного метода. Экспериментальные данные были также описаны на
основании модели РДЕ (модель с проточными и запойными зонами
и продольной дисперсией). Было проведено сравнение различных
методов оценки параметров и оказалось, что получаемые величины
зависели от использованного метода. Было обнаружено, что сопоста-
вление кривых во временном пространпве являегся наиболее удач-
ным методом. По результатам экспериментов для трассеров с раз-
личными коэффициентами диффузии (KCI и ZnSO4) был сделан
вывод, что коэффициент обмена кобм не зависит от коэффициента
диффузии трассера; это указывает на то, что обмен главным образом
происходит за счет конвективного движения жидкости между про-
точными и застойными зонами. Если отбросить хвост кривой
отклика, то модело пересекающихся потоков (модель поршневого
обмена) вполне может быть использована для представление экс-
периментальных данных.
Шварц и Робертс (1973) провели сравнение влияния запойной
доли на производительность реактора, рассчитанного по этой модели
и модели продольной дисперсии. Для этих целей была выбрана
реак дня, имеющая нулевой порядок по газообразному и первый по
жидкофазному реагенту. Было сделано допущение, что скорость ре-
акции в каждой из зон пропорциональна объему жидкопи (доле) в
этой зоне. Полученные результаты показывают что для значений
Re/, равных 8 и 66, отношение требуемого объема катализатора,
рассчитанного по дисперсной модели, к соответствующему количес-
тву, полученному для модели потоков с проточными и запойными
зонами, равно 1.03 - 1.09 при конверсии 80% и 1.11 - 1.22 при кон-
веосии 90%. Это позволяет сказать, что модель продольной дис-
персии в общем случае является более консервативной.
Когда массоперенос твердое вещество - жидкопь является ли-
митирующим процессом, скоропь реакции будет зависеть от удель-
ной поверхнопи, допупной для массопереноса. Поверхнопь обмена
между проточной (динамической) и застойной (патической) зонами
будет различной, и общая величина смоченной поверхнопи может
быть предпавлена в виде суммы поверхнопи обмена с динамической
и патической зонами, то епь
43
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
^-wd "+ &u>s • (7.79)
Модель для оценки aw была предложена Сикарди с сотр. (1980Б).
Она является геометрической моделью, основанной на предложении,
что статическая жидкость собирается в точках контакта между час-
тицами. На этом основании может быть выведено уравнение для
£ls и aws
[2(1 - 2 aws/n)3 - 3(1 -2 aws/n)2 + 1 J(1 - £B) n
€ls 4 ’ ' * '
где n - число точек контакта, которое можно считать равным шести
для правильной упаковки из одинаковых сфер. Как отмечалось
Сикарди с сотр. (1980в) и Крайком с сотр. (1980) коэффициенты
массопереноса жидкость - твердое вещество для статической и ди-
намической зон ks d и ks s, соответственно, могут различаться между
собой. К райн с corp. (1980) предложили уравнения для расчета kStd и
Л s, хотя и не оговорили основания для этих уравнений. Сикарди с
сотр. (1980б) также опубликовали значения aws и ks>s, aws и
показали, что последнее из них значительно меньше первых. Следо-
вательно, для учета конверсии нужна более сложная модель, осно-
ванная на модели перекрестных потоков с учетом транспортных эф-
фектов.
Был предложен целый ряд моделей, включающих до шести пара-
метров, и все они рассмотрены в работе Гианетто с сотр. (1978). С
практической точки зрения модели, которые включают более трех
параметров, неудобны в использовании, особенно если принять во
внимание гетерогенную природу системы. Модель перекрестных по-
токов и дисперсная модель являются вполне достаточными для ре-
шения многих практических задач.
7.8. Распределение жидкости
Эффект распределения жидкости в реакторах с неподвижным оро-
шаемым слоем является важным фактором как с точки зрения про-
изводительности реакторов, так и для интерпретации данных, полу-
ченных в лабораторных реакторах. Радиальное распределение жид-
кости может также влиять на эффективное смачивание частиц ка-
44
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
тализатора. Обычно оно определяется путем сбора жидкости, теку-
щей по различным кольцевым секциям, на дне колонны.
В литературе встречается целый ряд публикаций по распреде-
лению жидкости в неподвижном слое, и их обзор проведен в работе
Гианетто с corp. (1978). Большинство этих исследований проведено
для неподвижных слоев, используемых при абсорбции газов. Основ-
ными работами по каталитическим орошаемым слоям являются ис-
следования Прчлика с сотр. (1975а, 1975б), Спеккиа с сотр. (1974), а
также Херсковица и Смита (1978), в которой рассмотрены данные
для 14 типов частиц катализатора различной формы и размера.
Обычно профиль скорости жидкости достигает стационарного рас-
пределения на определенной длине слоя. Эта длина зависит от раз-
мера и формы упаковки, диаметра колонны, физических свойств
жидкости и конструкций распределителя жидкости на входе. Длина,
на которой выравнивается профиль, меньше для равномерного расп-
ределителя, чем для точечного. Изменение скоростей жидкого и га-
зового потоков в пределах от 0.1 до 0.5 см/с и от 0.1 до 5 см/с
соответственно не влияет заметным образом на распределение жид-
кости (Херсковиц и Смит, 1978). Размер частиц и диаметр реактора
влияет как на равновесное распределение, так и на глубину слоя,
необходимую для его достижения.
В общем случае колонна может быть разделена на две зоны в
радиальном направлении: зону неподвижного слоя, которая занима-
ет практически всю колонну, и пристеночную зону, которая пред-
ставляет собой тонкий слой возле стенки. Потоки в этих двух зонах
будут иметь различный характер, поскольку доля пустот в присте-
ночной зоне намного больше, чем в зоне неподвижного слоя. Тол-
щина пристеночного слоя обычно составляет порядка половины диа-
метра частицы. Если dp меньше 6 мм или если dT/dp лежит в интер-
вале 12 - 18, то как это было показано целым рядом исследователей,
поток в обеих зонах можно считать однородным. Если dTldp больше
12 - 18, то распределение будет неоднородным.
Для того, чтобы количественно охарактеризовать распределение
жидкости Херсковиц и Смит (1978) предложили модель, включаю-
щую два параметра: (а) фактор распределения, который определяет-
ся как доля жидкости, движущейся в радиальном направлении, и (б)
фактор стенки, который учитывает долю избыточного потока вдоль
45
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
стенок. Эта модель основана на более ранней работе Джеймсона
(1966б) . Были получены соотношения для этих двух параметров как
функций диаметра реактора, диаметра и формы частицы. Используя
эти параметры можно рассчитать распределение потока в зависи-
мости от глубины слоя.
Беймеш и Кесслер (1971) с помощью метода по электропровод-
ности определили распределение жидкости и газа при поршневом
режиме. Эти результаты схематически показаны на рис. 7.16. Жид-
кость стремится сконцентрироваться возле стенки и в центре. Вблизи
стенки на расстоянии около г/гт = 0.833 существует область высокой
концентрации газа (газовый поршень), а дальше следует область
жидкости. Пульсация происходит в пространстве между двумя зо-
нами жидкости. Аналогичные наблюдения были сделаны Бикманом
и Майерсом (1964).
Рис. 7.16. Модель распределения жидкости при поршневом
режиме, предложенная Беймешем и Кесслером (1971)
46
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАГАЛИЗАТОРА
Ганн (1978) предложил модель распределения жидкости в колон-
нах с неподвижным слоем, а Фарид и Ганн (1978) подтвердили ее
экспериментально. Крайн с corp. (1976б) предложили модель расп-
ределения жидкости, основанную на теории перколяций.
Конструкция устройства для распределения жидкости и газа по
работе Сато с corp. (1973а) показана на рис. 7.17. Эта конструкция
пригодна для лабораторных и пилотных реакторов с целью обе с
печиьания однородного распределения жидкости и газа й умень-
шения входной зоны в реакторе.
КЛАПАН
ПОДАЧИ
ГАIA
НЕПОДВИЖНЫЙ
СЛОЙ
Рис. 7.17. Схема жидкостного и газового распределителя для
реактора с неподвижным орошаемым слоем (Сато с
сотр., 1973а)
47
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
7.9. Частичное смачивание и его влияние
на производительное гь реактора
7.9.1. Данные по степени смачивания
В абсорбционных колоннах наблюдалось частичное (неполное)
смачивание неподвижного слоя и были предложены соотношения для
расчета доли смоченной поверхности. Это явление оказывает суще-
ственное влияние на производительность каталитических реакторов
с неподвижным орошаемым слоем. Существует два типа смачивания
пористых катализаторов:
1. Внутреннее смачивание. Оно представляет собой площадь
внутреннюю поверхность, смоченную жидкостью, и является мерой
активной поверхности, доступной для жидких реагентов и, следова-
тельно, мерой максимального использования объема катализатора,
когда диффузионные эффекты пренебрежимо малы.
2. Эффективное внешнее смачивание. Это доля внешнее по-
верхности, смоченной жидким потоком. Хотя большинство реакций
и происходит на внутренней поверхности, неполное смачивание
внешней поверхности может существенно влиять на скорость ре-
акции, в случае когда наблюдается сильное сопротивление внешнему
массопереносу.
Коломбо с сотр. (1976) определили площадь смоченной внешней
поверхности и обнаружили, что в большинстве случаев поры ка-
тализатора полностью заполнены жидкостью даже при самой низкой
скорости, равной 0.05 см/с. Шварц с corp. (1976а) обнаружили, что
доля смоченной внутренней поверхности постоянна и равна 0.92. Из
этих данных вытекает, что практически вся внутренняя поверхность
является смоченной, и это можно отнести на счет капиллярного яв-
ления в порах катализатора. Однако, это может и не иметь места при
условиях плохого распределения жидкости, При протекании высоко-
экзотермичных реакций может происходить некоторое испарение
ж идкости в порах, что приведет к неполному внутреннему смачи-
ванию.
Соотношения для доли смоченной внешней поверхности Fw были
получены Пураником и Вогелполом (1974) иОндойссотр. (1967) для
непористых неподвижных слоев, обычно используемых при аб-
сорбции газов. Пураник и Вогелпол (1974) показали, что
48
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
_ aW _о
аР
= 0.758 'ЛрРьЩ 1 0.047 dppLuf [ ST j °135(1 -^)’0182 'st,c St 0.206 У
(7.81)
где S- с - критическое поверхностное натяжение жидкости на повер-
хности материала неподвижного слоя. Эти данные были обобщены в
работе Перри и Чилтона (1973). Уравнение (7.81) является моди-
фицированной формой соотношения Пураника и Чилтона (1974) с
использованием традиционного определения числа Рейнольдса. Пу-
раник и Вогелпол (1974) взяли следующее определение
Re
Pl“1
Pl ар'
Соотношение Ондь. с corp. (1967) имеет вид
aw
aP
= 1 — exp -1.45
8
(7.82)
Для спавнения этих уравнений на рис. 7.18 показана кривая за-
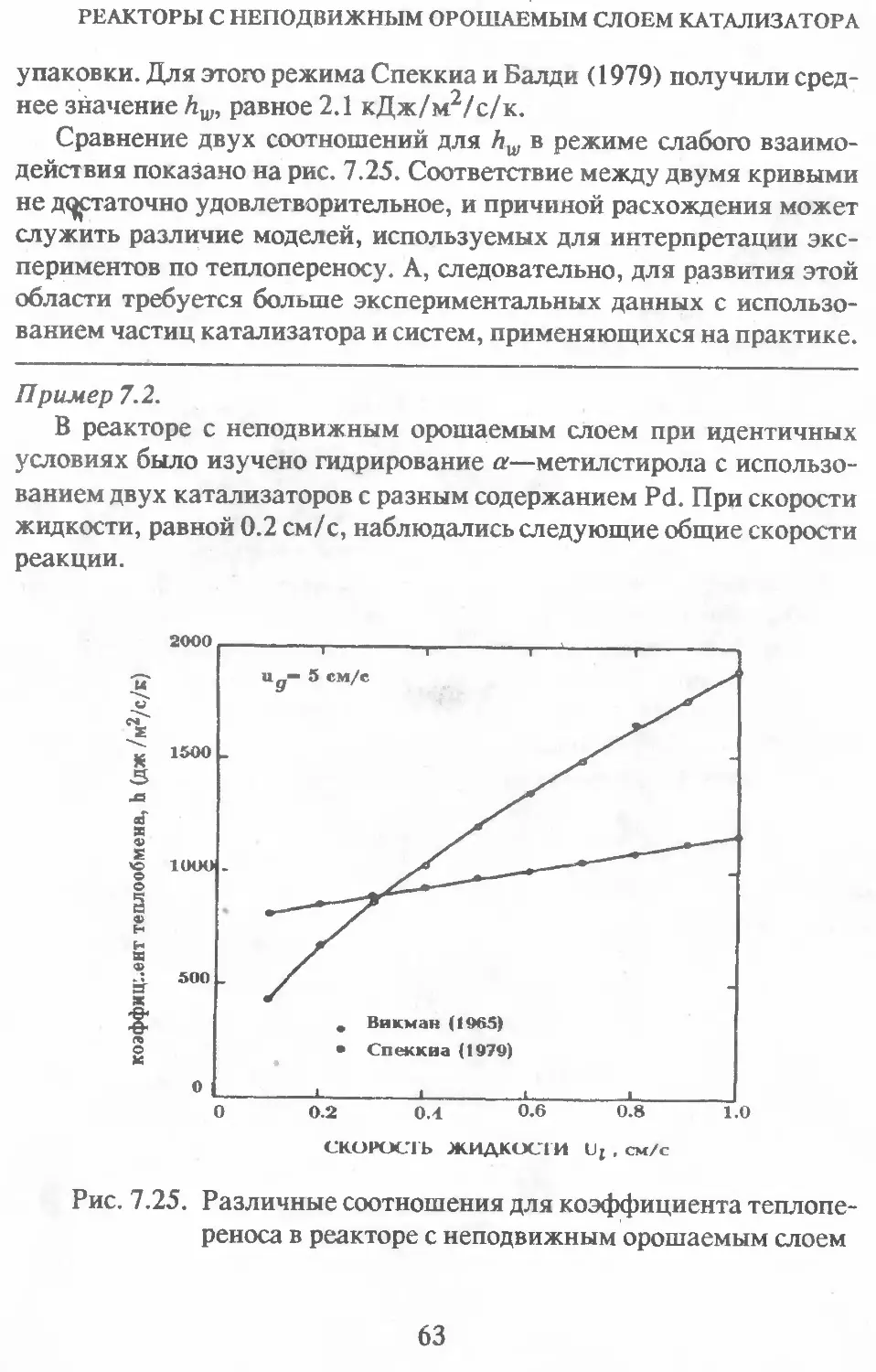
висимости Fw от ui. Из этого рисунка видно, что даже при высоких
скоростях жидкости смочено лишь 60% слоя.
Шварц с сотр. (1976а) изучали долю смоченной поверхности с
помощью динамических методов и обнаружили, что в широкой об-
ласти скоростей жидкости наблюдается смачиваемость 60-66%.
Спеккиа с сотр. (1978) определили долю смоченной поверхности
химическим методом (растворением таблеток фталевого ангидрида в
реакционном буферном растворе). Они обнаружили увеличение Fw с
возрастанием скоростей жидкости и газа. Наблюдаемая площадь смо-
ченной поверхности была больше рассчитанной по соотношению Пу-
раника и Волгелпола (1974). Морита и Смит (1978) и Херсковиц с
сотр. (1979) оцени ти Fw с использованием данных по скорости ре-
акции, полученных при идентичных условиях на двух катализаторах
49
ТРЕХФ\ЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
с разной активностью (0.75% и 2.5%Pd на окиси алюминия). Морита
и Смит (1978) получили, что Fw не зависит от скорости жидкого
потока и имеет значение порядка 0.89, Хартман и Кофлин (1972) для
реакции окисления SO2 в неподвижном слое из активированного угля
получили, что значение Fw при очень низких скоростях жидкого
потока равно 0.94 Левек и Павко (1978) также определили эффек-
тивность смачивания для этой реакции и получили, что значение Fw
равно 0.75 и не зависит от скорости жидкого потока и диаметра
частиц Седрике и Кенией (1973) получили Fw = 0.86 для реакции
гидрирования кретоновою альдегида в реакторе с неподвижным оро-
шаемым слоем. Херсковиц с corp. (1979) обнаружили, что Fw возра-
стает с увеличением скорости жидкости, и при 2см/с наблюдается
полное смачивание. Эти результаты согласуются с результатами
Сэттерфилда (1975), предложенными на основании анализа некото-
рых опубликованных данных, показанных на рис. 7.18 в виде за-
Рис. 7.18. Зависимость доли смоченной поверхности aw/ар от и/
в реакторе с неподвижным орошаемым слоем
50
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
штрихованной области. Ваиджффелдс с corp. (1974) с помощью трас-
сера определили долю смоченной поверхности в реакторе с непод-
ви жным орошаемым слоем для разных размеров частиц Л - 9.5 мм).
Доля смоченной поверхности возрастает с уменьшением размера час-
тиц. Для учета эта о явления была предложена модель, основанная
на принципе минимальной энергии.
Крайн с сотр. (1979а, 1980) с помощью теории перколяций г роа-
налиьировали распределение жидкости в реакторе с неподвижным
орошгемым слоем и предложили соотношение вида
ш
= 1.961 —-1.275 [-V-1.598 [• —V +
ulm ulm, ulm J
' ui \ 5
/
+ 3.3261- —
1т
1.417
для 0 < щ/ uim < 1
(7.83)
и
Fw = 1 для щ/Щт > 1, (7.84)
где uim ~ минимальная скорость жидкого потока, необходимая для
полного смачивания частиц. Следовательно, экспериментальные ре-
зультаты могут быть выражены через один параметр u/m, который
является функцией свойств жидкости и размера катализатора.
7.9.2. Влияние смачивания на производительность реактора
7.9.2.1. Эмпирические модели
Для учета частичного смачивания Мааре (1974) предложил мо-
дель, основанную на допущении, что скорость пропорциональна доле
катализатора, смоченного жидкостью. Можно показать, что для ре-
акции, имеющей первый порядок по жидкому реагенту и нулевой по
газофазному, конверсия, полученная на основании этой модели, за-
висит от технологических переменных следу ющим образом
In (1 - Хв) « L0 32 L HSV -0-68 dp 018 т]с. (7.85)
При выведении этого уравнения было использовано соотношение для
доли смоченной поверхности Пураника и Вог^льпола (1974), а ?7С -
51
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
это степень использования катализатора, которая является функ-
цией dp.
Параскос с сотр. (1975), Монтагна и Шах (1975а) и Монтагна с
corp. (1977) оценили применимость этой модели к реакциям обес-
серивания , диметаллизации и деазотирования для различных нефтя-
ных остатков и масел. В соответствии с уравнением (7.85) данные
были представлены в виде кривой зависимости In (1 - Хв) от X/LHSV
в log - log масштабе. Наклон этих кривых варьировался от 0.532 до
0.922. Если модель частичного смачивания является применимой, то
наклон должен быть равен 0.68. Аналогично результаты были пред-
ставлены в виде зависимости In (1 - Хв) от L в log - log масштабе.
Наклоны этих кривых варьировались от 0.5 до 0.55, а согласно модели
наклон должен быть равен 0.32. Колебание в широких пределах зна-
чений наклонов показывает, что модель частичного смачивания не
является удовлетворительной. Эта модель по своей природе является
эмпирической и не учитывает гетерогенной системы. Влияние непол-
ного смачивания прямым образом зависит от вклада сопротивлений
внешнему массопереносу. Кроме того, в уравнении (7.85) предпола-
гается, что порядок реакции равен единице, а если он отличен от
единицы, то зависимость конверсии от LHS Vили L может отличаться
от рассчитанной по уравнению (7.85).
Ранее Генри и Гилберт (1973) предложили другую эмпирическую
модель, в которой предполагается, что скорость реакции пропор-
циональна доле жидкости (долевая модель). Эта модель предполага-
ет следующую зависимость конверсии жидкого реагента от различ-
ных технологических параметров
1п[1 —Хв] « Li/3LHSV ~2/3 d~2t3.
7.9.2.2 Теоретические модели
Для учета влияния неполного смачивания в последнее время было
предложено несколько теоретических моделей, принимающих во
внимание гетерогенную природу процесса. Когда частица катализа-
тора смочена неполностью, концентрация вблизи внешней поверх-
ности частицы не является постоянной. Далее, профили концент-
рации внутри частицы по угловой координате тоже не являются
52
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
гладкими. Традиционные сравнения для степени использования ка-
тализатора в этом случае будут неприменимы.
Для того, чтобы рассчитать общую степень использования непол-
ностью смоченного катализатора, Рамачандран и Смит (1979в) пред-
ставили пористую частицу в виде бесконечно длинной прямоуголь-
ной пластины с тоемя сторонами (х= Ls, у=0, у ~ ш), непроницаемыми
для реагентов и четвертой стороной (х = 0), покрытой жидкостью до
уровня WFw и газом до уровня W( 1 - Fw) (см. рис. 7.19).
Уравнение стационарной конверсии газа А в таблетке катализа-
тора, которую можно считать полностью смоченной изнутри, имеет
вид
De
'd-Л d2A\
k dx dy1 ,
= Pp A.
(7.87)
Граничные условия на трех непроницаемых гранях записываются
как
(7.88)
dx
Рис. 7.19. Схематическая диаграмма прямоугольной пластины
катализатора, используемой для описания неполного
смачивания (Рамачандран и Смит, 1979б)
53
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
= 0 при у = 0 и у = W.
(7.89)
Граничное условие при х = 0 зависит от того, где находится ли-
митирующий компонент, в жидкой или газовой фазах. Когда ли-
митирующий компонент находится в газовой фазе, массоперенос к
поверхности катализатора может осущест вляться как из смоченной,
так и из несмоченной частей. Массоперснос из несмоченной части
происходит прямо из газа к твердому веществу и может быть записан
уравнением
нл (А* - Лх=0 ) = -De (^) *_о для WFw < у < W. (7.90)
Массоперенос из части, смоченной жидкостью, осуществляется пу-
тем комбинации процессов массопереноса газ—жидкость и ж идкость
- твердое вещество и мож ет представлен в виде
kgls (А' - А х_0) = - De (^) х=о дляО<у<И'Рш. (7.91)
В уравнении (7.91) kg[s представляет общий коэффициент иассопе-
реноса из газовой фазы к твердой равен
^gls ( jr + £ )
(7.92)
Уравнение (7.92) справедливо, когда объемная жидкофазная кон-
центрация А не изменяется существенно по длине реактора (т.е.
имеют место дифференциальные условия).
Если лимитирующий реагент находится в жидкой фазе, то для
массопереноса доступен лишь тот участок, который покрыт жидко-
стью. Тогда граничные условия имеют вид
ks (Ai — As) = - De *=o для 0 < у < WFw
(7.93)
x=0
= 0 для WFw <y<W.
(7.94)
54
PEAK ГОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗА ГОРА
Общая степень использования частиц катализатора может быть оп-
ределена как
_rQj^Ad*dy
v°p A* WLS
(7.95)
Рамачандоан и Смит (1979в) численно решили уравнения моде-пи
и оценили vop. Они также предложили однозначное приблизитель-
ное решение для т/ор. Для получения приблизительного решения
пластина делится плоскостью у « WFw на две независимые части.
Допе пнительные грани, получающиеся при таком делении, считают-
ся непроницаемыми для А Тогда степень использования катализато-
ра может быть получена как комбинация взвешенных вкладов смо-
ченных и несмоченных участког. При этом получаются следующие
уравнения для
а) лимитирующий реагент находится в газовой фазе
= (Л/у) tanh <р (tanh у) (1 -/у/y /7 96
ур 1 + (<p/S hgis) tanh <р 1 + (ср/Shgs) tanh <р
где <р - модуль Тиле, который определяется как
a Skgs и Shgis определяются по формулам
SAfs = Ls, (7.9-7)
Shgls = -&Ь; (7.98)
б> лимитирующий реагент находится в жидкой фазе
= ТаПЬ (У7^) /7 QQ\
1 + [<p/shis ] tanh (<р/Fw) ’ ' '
где
Shb—^. (7.100)
55
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Дудукович (1977) предложил аналогичный метод вычисления
степени использования неполностью смоченного катализатора. Ана-
лиз был проведен для случая, когда лимитирующий реагент нахо-
дится в газовой фазе, а массоперенос твердое вещество—жидкость не
лимитирует процесс. Эта модель принимает во внимание и эффекты
внутреннего неполного смачивания. Когда поры полностью заполне-
ны жидкостью, модель сводится к уравнению (7.99). Для случая,
когда лимитирующий реагент находится в жидкости, Миллс и Дуду-
кович (1979а) получили решение задачи для различной геометрии
частицы (пластина, цилиндр, сфера). В последующей работе Миллс
и Дудукович (1980) рассмотрели ряд ситуаций, включая случай
испаряющегося жидкофазного лимитирующего реагента. В этом слу-
чае реагент может превращаться на сухой поверхности. Было прове-
дено сравнение приблизительного решения с более точным числен-
ным решением, полученным с использованием разработанного ими
доля внешней поверхности, занятая жидкостью, Fw
Рис. 7.20. Степень использования катализатора как функция
смоченной поверхности для случая лимитирования га-
зофазным реагентом (Рамачандран и Смит, 1979в)
56
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
метода. Было показано, что приблизительное решение позволяет
оценить степень использования катализатора. Следовательно, эти
уравнения можно использовать для предварительных расчетов.
Херсковиц с corp. (1979) построили модель, основанную на пред-
положении, что катализатор имеет форму куба, и одна или более
поверхностей куба покрыты газом или жидкостью. Тогда диффе-
ренциальные уравнения решались аналитически с использованием
теории суперпозиции. Таким образом, были полечены значения сте-
пени использования катализатора для Fw = 1/6, 1/3, 1/2, 2/3 и 1.
Кривая для степени использования катализатора как функции
смоченной доли для случая, когда лимитиоует газофазный реагент,
показана на рис. 7.20. С убыванием Fw степени использования возра-
стает, поскольку скорость массопереноса из газа к твердому веществу
с сухой поверхности выше, чем скорость массопереноса через жид-
кую пленку со смоченных участков. Сравнение теории с эксперимен-
Рис. 7.21. Общая степень использования катализатора для
реакции гмдрироьания а-метилстирола (Рамачандран
и Смит, 1979в)
57
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
том на основании данных Херковица с corp. (1979) для гидрирования
а - метилстирола показано на рис. 7.21. Эта система является приме-
ром системы, в которой лимитирующий реагент находится в газовой
фазе. Степени использовании катализатора, рассчитанные для зна-
чения Fw « 1, являются более низкими, чем реальные эксперимен-
тальные значения. Теоретические значения, полученнке с учетом
эффектов смачивания, довольно неплохо согласуются с эксперимен-
тальными данными.
Гото с corp. (1981) изучили влияние неполною смачивании на
общую степень использования катализатора для реакции п - ною
порядка. Было рассмотрено тва случая, когда лимитирующий ре-
агент находится либо в жидкой, либо в газовой фазах. С использо-
ванием приближения Бискофа были выведены приблизительные
уравнения для т]ор.
7.10. Неизотермические реакции
В некоторых ситуации х реакторы с неподвижным орошаемым сло-
ем работают при таких условиях, что в реакторе наблюдается про-
дольный температурный градиент. Тепло— и массоперенос играют в
этом случае важную роль, поскольку перенос тепла от ката лизатора
в жидкую фазу в неподвижном орошаемом слое менее эффективен
по сравнению с теплоиереносом в других трехфазных реакторах.
Сочетание тепло— и массопереноса может вызвать дополнительные
сложности, такие как испарение жидкой фазы и множественность
стационарных состояний. Условие испарения жидкой фазы приведе-
но в работе Ганики с сотр. (1976)
pl^o р-<г> (710,
PCU'M^ Р-Р„М ’ (
где Р.,(Т) — давление паров жидкости при температуре ТпР — общее
давление. Испарение жидкой фазы ведет к исчезновению значитель-
ной части сопротивления массопереносу в жидкой пленке и к более
эффективному использованию внутренней поверхности катализато-
ра в случае, когда лимитирующий компонент находится в газовой
фазе. Избыточное испарение может вызвать переход от реакционной
системы жидкость твердое вешество к системе газ - твердое вещест-
во. Обычно это является нежелательным явлением, поскольку оно
58
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
приводит к возникновению температурных градиентов внутри реак-
тора. Катализатор в этом случае может перегреться, что может вы-
звать дезактивацию, побочные реакции или неуправляемые условия.
Возникновение таких горячих точек наблюдалось при гидрировании
а-метилстирола (Гермаин с corp., 1974), циклогексана (Ганика с
сотр., 1976) и 1,5 — циклооктадиента (Ганика с сотр., 1977). На
рис. 7.22 показан продольный температурный профиль в жидкости
для реакции гидрирования циклогексена при различных скоростях
подачи водорода. Увеличение скорости водородного потока изнача-
льно понижает температуру, поскольку тепло, выделяющееся при
реакции, уносится конвекцией к водородному потоку. Однако, при
более высоких скоростях газа удовлетворяется условие в уравнении
(7.101), и происходит существенное испарение жидкой фазы. Это
приводит к резкому повышению температуры как показано на
рис. 7.22. На рис. 7.23 показано влияние скорости потока водорода на
ПРОДОЛЬНАЯ ДИСПЕРСИЯ, Z
Рис. 7.22. Влияние скорости водорода на профиль температуры
для реакции гидрирования «'-метилстирола (Ганика с
сотр., 1976)
59
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
конверсию жидкого реагента для системы Щ-циклогексен. По мере
возрастания скорости потока водорода конверсия сначала убывает
из-за небольшого падения температуры в слое. Дальнейшее уве-
личение скорости потока выше определенного критического значе-
ния приводит к возрастанию конверсии из-за существенного испа-
рения. Теперь система достигает полного превращения за счет ре-
акции, происходящей главным образом как каталитическая реакция
между газом и твердым веществом. Если затем уменьшить скорость
подачи водорода, то конверсия остается 100% даже при существен-
ном снижение скорости. Это происходит из-за того, что частицы
катализатора теперь имеют значительно более высокую температу-
ру, чем газовый поток. Таким образом, наблюдается петля гисте-
резиса, указывающая на множественность стационарных состояний.
Аналогичные эффекты были получены Гермаином с сотр. (1974) для
СТЕХИОМЕТРИЧЕСКИЙ ИЗБЫТОК Н2
Рис. 7.23. Влияние скорости водорода на конверсию
а-метилстирола (Ганика с сотр., 1976)
60
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
гидрирования ^-метилстирола. При определенных условиях они на-
блюдали образование в слое двух горячих точек.
7.11. Теплоперенос
По параметрам теплопереноса в реакторах с неподвижным ороша-
емым слоем в литературе встречается мало информации. Викман и
Маерс (1965) объяснили радиальный теплоперенос как следствие
эффективной радиальной теплопроводности в слое (однопараметро-
вая модель). Они определили коэффициент теплопереноса от стенки
к слою для системы воздух—вода для алюминиевых, стеклянных и
керамических сфер. По полученным данным было выведено урав-
нение в терминах эффективной теплопроводности (для режима оро-
шения) , которое имеет вид
ф = + 0.0017 Rez PrL + 0.172 Rec PrG, (7.102* )
л£ aL aL
где Ag — эффективная теплопроводность слоя, а А^и — теплопро-
водности газа и жидкости. Параметр 13.34/ AL представляет вклад
молекулярной теплопроводности в слое в статических условиях в
общую эффективную теплопроводность. Уравнение (7.102) записано
в единицах системы СИ.
Для коэффициента теплопереноса было получено выражение
_ 5.784 Ag 0.0915 d'p (щ рр cpi 4- Ug pG Cpg) 103)
hw~dT ' L ‘
Для режима пульсации коэфициент теплопереноса имеет вид
/Ат Pl cdI 1у*2
^w=2(—-7rp--p) , (7.104)
где Fp — частота прохождения поршней, значение которой были
опубликованы Бикманом и Майерсом (1964), а также Тэлмором
(1977а) для различных неподвижных слоев и скоростей жидкости.
Хашимото с сотр. (1976) предложили двухпараметрическую мо-
дель, основанную на эффективной теплопроводности в неподвижном
слое и сопротивлении теплопереносу в пристеночной зоне. Как пока-
зали Спеккиа и Балди (1979), эта модель дает лучшее соответствие
для радиальных профилей температуры. Сопоставление этих двух
61
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
моделей с экспериментальными данными для слоя из стеклянных
сфер показано на рис. 7.24. Эффективная теплопроводность пред-
ставляет сумму вкладов теплопередачи тверд ыми частицами и жид-
костью в свободном объеме и радиального смешения жидкой и газо-
вой фаз, возникающих из радиальных градиентов скорости обеих
потоков.
Для коэффициента теплопереноса через стенку hw Спеккиа и
Балди (1979) получили следующее соотношение
hwdD п /ReL\o.O9
= 0.057 —-
1/3
(7.105)
Это соотношение справедливо только для режима слабого взаимо-
действия. Для режима сильного взаимодействия было обнаружено,
что hw не зависит от скоростей потоков, фаз, размера и формы зерен,
Рис. 7.24. Профиль температуры в реакторе с неподвижным
орошаемым слоем (Спеккиа и Балди, 1979).
62
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
упаковки. Для этого режима Спеккиа и Балди (1979) получили сред-
нее значение Аш, равное 2.1 кДж/м2/с/к.
Сравнение двух соотношений для hw в режиме слабого взаимо-
действия показано на рис. 7.25. Соответствие между двумя кривыми
не д(|статочно удовлетворительное, и причиной расхождения может
служить различие моделей, используемых для интерпретации экс-
периментов по теплопереносу. А, следовательно, для развития этой
области требуется больше экспериментальных данных с использо-
ванием частиц катализатора и систем, применяющихся на практике.
Пример 7.2.
В реакторе с неподвижным орошаемым слоем при идентичных
условиях было изучено гидрирование а—метилстирола с использо-
ванием двух катализаторов с разным содержанием Pd. При скорости
жидкости, равной 0.2 см/с, наблюдались следующие общие скорости
реакции.
Рис. 7.25. Различные соотношения для коэффициента теплопе-
реноса в реакторе с неподвижным орошаемым слоем
63
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
катализатор скорость реакции, моль/г/с
0.75 % Pd 8 х 10‘* s * 7 8
2.5 % Td 1,6 х Ю'6
Опреде ните смоченную долю катализатора для следующих исходных
данных: dn=0.162 см, рр= 1.53 г/см3 и Л*=2.85 х 10'6моль/см3 (40 °C
и 1 атм). Константы истинной скорости цля двух катализаторов,
полученные из независимых экспериментов, равны
катализатор константа скорости ку, см3/г/с
0.75% Pd 4.3
2.5% Pd . 36.6
Коэффициент диффузии Н2 для этой системы равен 9.0 х IO'5 см2/с.
Вычислите также приблизительную с корссть жидкости, необхо-
димую для полного смачивания катализатора.
Решение. Поскольку лимитирующий реагент находился в газовой
фазе, уравнение (7.96) применимо для вычислений общей степени
использования катализатора с учетом неполного смачивания ката-
лизатора. Характеристическая длина пластины Ls в этом случае мо-
жет быть приблизительно равна
Ls = — = 0.027 см
s 3
Значения т]ор и <р для катализатора 0.75% Pd могут быть вычислены
по фс рмулам
8 х 10 7
-?7ОП =-------------------т = 0.065
ор 4.3 х 2.85 х Ю“6
<р = ш
Л.53 х 4.3\ 0.5
'9 х 10“5'
и для катализатора 2.5% Pd соответственно
1.6 х 10'6 ЛЛ1С
Von =------------------Z = 0.015
р 36.6 х 2.85 х 10~6
64
РЕАКТОРЫ С НЕПОДВИЖНЫМ ОРОШАЕМЫМ СЛОЕМ КАТАЛИЗАТОРА
= 21.29
/0.53 х 36.6ч 0.5
<р = 0.027 I------
\ 9 х Ю"5 '
Предположим, что массоперенос к сухой поверхности является очень
быстрым процессом (то есть Sh^g—>°°), тогда, подставив получен-
ные выше значения в уравнение (7.96), получим следующие два
уравнения
n O6S =___— х_____._____________________
и.иоэ 7 29 х t + 29 Unh 7 29/Shgls)
tanh 21.29
tanh 7.29
(1 - Fw) tanh 7.29
7.29
а Л1 с _ у lannzi.zy (1 - Fj tanh 21.29
иЛИ 21.29 1 +(21.29 tanh 21.29/5AgZs) 21.29
Одновременно решая эти два уравнения, мы получим следующие
значения Fw и Shg^«
Fw = 0.8 и Shgis = 3.78
Из уравнения (7.98) можно вычислить коэффициент массопереноса
из газовой фазы к твердой
£>е 3.78 Z9 х 10~5 .
^gls , q 027 0.0126 см/с
Для нахождения скорости жидкости, необходимой для полного сма-
чивания катализатора, можно воспользоваться соотношением Край-
на с corp, (уравнение 7.83). Для Fw - 0.8, решая уравнение (7.83)
методом проб и ошибок, получим
— = 0.75
и1т
Следовательно, минимальная скорость, необходимая для полного
смачивания Ujm, равна
_ и1 _ 0.2 _по,, ,
q 75 q 75 0.266 см/с
65
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
8. РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ В
УСЛОВИЯХ ВОСХОДЯЩЕГО ПРЯМОТОКА
8.1. Введение
В этой главе рассматриваются важные особенности разработки
кати оптических реакторов с неподвижным слоем с восходящим пря-
мотоком жидкости и газа. При реализации таких реакторов обычно
создают условия, при которых жидкая фаза является сплошной, а
газовая - дисперсной. Такой реактор называют также барботажным
реактором с неподвижным слоем. Этот тип реакторов обычно исполь-
зуется, когда необходимо, чтобы небольшое количество газа пров-
заимодеиотвовало с большим количеством жидкости ити когда тре-
буется обеспечить длительное время пребывания жидкости в реакто-
ре. В барботажных реакторах частицы катализатора являются пол-
ностью смоченными, и вся поверхность катализатора может быть
.эффективно использована. Кроме того, эффективность тепло - и мас-
сопереноса в барботажных реакторах выше, чем в реакторах с оро-
шением. Однако, недостатком этого типа реакторов по сравнению с
реакторами с неподвижным орошаемым слоем является наличие су-
щественного смешения, что ведет к снижению производительности
реактора. Кроме того, поскольку в барботажных реакторах доля жид-
кости больше, чем в реакторах с орошаемым слоем, в некоторых
случаях могут происходит] гомогенные побочны е реакции. Приме-
рами использования барботажных реакторов с неподвижным слоем
являются реакции гидрообессеривания тяжелых нефтяных фракций,
гидрирования азотосодержащих соединений, аминирования спиртов
и образования тройной связи в формальдегиде при синтезе бутин-
диола. Некоторые аспекты проектирования реакторов с неподвиж-
ным слоем с восходящим прямотоком рассмотрены в работах Херман-
на (1978) и Шаха (1979). Схема реактора этого типа (основанная на
66
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
ЖИДКОСТЬ
Рис. 8.1. Реактор с неподвижным слоем в режиме восходящего
прямотока (Фукушима и Кусака, 1979)
работе Фукушимы и Кусали, 1979), а также схемы распределителей
жидкости и газа и газо жидкостного сепаратора показаны на рис. 8.1.
8<2. Гидродинамические режимы
Впервые существование различных гидродинамических режимов
в реакторах с неподвиж ным слоем с восходящим прямотоком жид-
кости и газа было обнаружено Эйсенкламом и Фордом (1962). Эти
67
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
авторы различили два основных режима: (а) режим однофазного
потока через поры при низких скоростях газа и (б) режим двухфаз-
ного потока через поры при более высоких скоростях газа. Саада
(1972) предложил следующее уравнение для определения условий
перехода от одного режима к другому
ReG min = 0.44 ReJ
(d \
Ил
0.38
(8.1)
Это уравнение может быть преобразовано и записано через ug tnin,
минимальная скорость газа, выше которой устанавливается режим
двухфазного потока через поры.
_ 0.44 и] d'p-3e
’г'т“ 4 PG d°r3>
(8.2)
Турпин и Хантингтон (1967) показали существование трех четко
различимых гидродинамических режимов: (а) капельного режима,
(б) пузырькового и (в) поршневого режимов. Капельный режим ус-
танавливается при низких скоростях жидкого потока через газ и
представляет собой ситуацию, когда газ является сплошной фазой, а
жидкость дисперсной. Пузырьковый режим характеризуется тем, что
газ в виде пузырьков движется через сплошную жидкую фазу, а при
поршневом режиме, который обычно устанавливается при скоростях
газа выше 7-10 см/с, через колонну движутся чередующиеся порции
более плотных и менее плотных фаз. Поршневой режим аналогичен
режиму двухфазного потока через поры, описанному в работе Эйзен-
клама и Форда (1962). Карта для определения границ между раз-
личными режимами, предложенная Турпином и Ханггинтоном, по-
казана на рис. 8.2.
Спеккиа с corp. (1974) также идентифицировали режимы, опи-
санные выше, но предложенная ими карта значительно отличается
от карты Турпина и Хантингтона (1967). На схеме Спеккиа с сотр.
(1974) практически наблюдается инверсия поршневого и капельного
режимов, и никакого соответствующего объяснения этого эффекта в
их работе не приводится. Однако, следует отметить некоторые раз-
личия в экспериментальных методиках, используемых этими двумя
68
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
группами авторов. В экспериментах Турпина и Хантингтона (1967)
жидкость и газ перед введением в колонну были предварительно
смешаны, в то время как в работе Спеккиа с сотр. (1974) обе фазы
вводились в реактор по-отдельности. Физические свойства жидкости
и газа, использованных в этих исследованиях (вода и раствор гид-
роксида натрия), также были различны.
Фукушима и Кусака (1979) постулировали целый набор гидро-
динамических режимов для реакторов с неподвижным слоем с восхо-
дящим прямотоком: (а) пузырьковый режим (1), (б) капельный ре-
жим, (в) псевдокапельный режим, (г) пузырьковый режим (II), (д)
режим псевдопульсации и (е) режим пульсации (поршневой режим).
Основное отличие этой классификации от предложенной Турпином
и Хантингтоном состоит в том, что и в ней идентифицированы также
и переходные зоны. Кроме того, пузырьковый режим, который уста-
навливается при низких скоростях газа, был далее разделен на две
Рис. 8.2. Карта гидродинамических режимов, предложенная
Турпиным и Хантингтоном (1967)
69
ТРЕХФАЗНЫЕ КА ГАЛИТИЧЕСКИЕ РЕАКТОРЫ
зоны: (а) пузырьковый режим (I) при низких скоростях жидкости и
(б) пузырьковый режим (II) при более высоких скоростях жидкости.
Фукушима и Кусака (1979) вывели уравнение для определения
1 раниц между различными режимами. Было обнаружено, что харак-
тер режима зависит от трех параметров Re^. Re^ и dp/d?. Карта
режимов для одного из конкретных случаев показана на dhc. 8.3. Эти
результаты согласуются в широкой области с данными Турпина и
Хантингтона (1967), но противоречат результатам Спеккиа с сотр.
(1974). В таблице 8.1 приведены уравнения, предложенные в работе
Фукушимы и Кусаки (1979), для определения условий перехода
Рис. 8.3 Карта гидродинамических режимов, предложен-
ная фукушимой и Кусакой (1979) для dp = 1.28см
и dp / dt 0.128
70
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Таблица 8.1
Уравнения для определения границ перехода между
режимами в условиях восходящего прямотока
(Фукушима и Кусака. 1979).
граница уравнение
пузырьковый (I) - капельный пузырьковый (I) - псевдокапельный капельный - псевдокапельный пузырьковый (I) - пузырьковый (II) пузырьковый (II) - псевдопульсация псевдопульсаций - пульсаций псевдокапельный - пульсаций ReG (dp / dt)‘2’5-1.9 х IO"4 RetRec;1-8 (dp/dt)’31-2.0 x 108 ReLReG°-9 (dp/dT)-°-9 - 2.3 x 104 ReLReG0’24 Idp/d-j-)4164 - 7.6 x 102 ReG (dp / dT)"4 0“4.5 x 105 ReG (dp/drl^-^e x 107 RetRec0-5 (dp/сЦ) 45-2.0 x 107
между режимами, которые могут быть использованы для их иден-
тификации.
(8.3)
8.3. Перепад давления
Перепад давления в барботажндм реакторе с неподвижным слоем
был изучен целым рядом исследователей (Карлетоном с сотр.) 1967;
Турпиным и Хантингтоном, 1967; Спеккиассотр., 1974; Сатоссотр.,
1974). Турпин и Хантин- тон (1967), используя коэффициенты тре-
ния, получили следующее уравнение для перепада давления
_2fgiu2gpG
gl d
ире
где 6gi - перепад давления на единицу высоты колонны. Параметр fgi
является двухфазным коэффициентом трения и ложе г быть записан
через параметр Z, определенный уравнением (7.15), в виде
ln/g/ = 8 - 1.12 In Z - 0.0769 (In Z)2 + 0.0152 (InZ)3
для 0.3 < Z < 500 (8.4)
Кривая зависимости fg[ от Z показана на рис. 8.4.
Саадассотр. (1972) предложили отдельные соотношения для двух
режимов. Для режима однофазного потока через поры
71
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
((] _ 1 1
~d~
(8.5)
и для режима двухфазного потока через порь
6fl = 0.027 Rec 051 Re£ ом
-1.15
(8.6)
Колквоун—Ли и Степанек (1978) измерили перепад давления в
реакторе с неподвижным слоем в условиях восходящего прямотока и
пришли к выводу, что данные по двухфазному перепаду давления
Рис. 8.4. Соотношение для фактора трения для восходящего
прямотока в реакторах с неподвижным слоем
72
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
должны выражаться через затраты энергии при движении однофаз-
ных потоков. Предложенное ими соотношение имеет вид
(8.7)
где Д равно 60.9 для цилиндров и 40.7 для сфер,.a e'i - скорость
расходования энергии на единицу свободного объема для жидкости,
текущей в отсутствии газа через неподвижный слой со скоростью,
равной (щ! £д) / £[. Значение е/ может быть вычислено по формуле
Рис. 8.5. Соотношение для перепада давления
73
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
где &i можно оценить по соотношению Эргуна (уравнение 7.5). Для
того, чтобы использовать уравнение (8.7), необходимо знать зна-
чение eg, которое может быть вычислено по уравнению (8.11). Пере-
пад давления на трение в колонне можно рассчитать с использо-
ванием уравнений (8.3) и (8 7), а общий перепад давлений будет
равен этой величине плюс гидростатическая высота столба жидкости.
На рчс. 8.5 проведено сравнение соотношений Турпина с Хан-
тингтоном (1967) и Колквоуна—Ли со Степанеком (1978). При этом
использованы следующие параметры: d?— 10см, <fp“0.5cM. pq— 1.18
х 10‘3г/см3, pl - 1 г/см3, «jp-0.4, /^"1.8 х 10‘4г/см/си 8.937
х 10‘3 г/см/с. Между соотношениями наблюдается достаточно хо-
рошее согласие. Однако, соотношение Турпина и Хантингтона (1967)
является более простым в использовании и поэтому именно оно реко-
мендуется для целей проектирования. В этих работ ах были исполь-
зованы частицы размером 6-8 мм. Делаунау с corp. (1980) обна-
ружили, что их данные по перепаду давления, полученные для сфе-
рических частиц катализатора диаметром 4 мм, также хорошо согла-
суется с соотношением Турпина и Хантин’ 'тона (1967). Для развития
этой области требуется больше исследований с использованием час-
тиц меньшего диаметра и систем, имеющих широкий диапазон фи-
зических свойств.
8.4. Доли жидкости и газа
Доли жидкости и газа являются важными параметрами при раз-
работке реакторов с неподвижным слоем. Если одна из них известна,
то другую можно определит! из уравнения
= £В- (8.9)
Ван Хейлман (1969) предложили следующее соотношение для
вычисления доли газа в условиях пузырькового режима
74
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Sg
8 x 10"2 т + 1-2 x 10“4 dT - 2 x 10“2 +
dP
+ 4.45 x 10“2 uj66 + 1.1 x 10“1 -
---------1
Pl Pw
(8.10)
1.25 f Stw I’®
St
Этот автор обнаружил, что даже когда подача газа прекращается, в
колонне существует некоторое количество стоячего газа, и это ко-
личество эн назвал статической долей газа. Существование таких
стационарных пузырьков газа наблюдали и Ошимс с corp. (1976).
Они установили, что эти пузырьки оставались в колонне даже после
прекращения подачи газа при сохранении кидкого потока. Эта доля
не зависит от ug и уменьшается с приближением м/ к нулю при
минимальной скорости сжижения жидкости.
/ чвал и Степанек (1976) измерили долю газа в условиях восходя-
щего прямотока чепез неподвижный слой и предложили соотношение
£„ г п 'У>а / и1\ 0-423,
-£ = 2 • 1 + Г1 + 72.3 иг° 229 (—4) 1
£в 1 J
1/2- -1
’ (8.11)
Кириллов с corp. (1975) также измерили долю газа в условиях восхо-
дящего прямотока через реакторы диаметром 8 и 21 см. Неподвиж-
ный слой состоял из колец Рашига и сферических частиц. Получен-
ное соотношение невозможно сравнивать с записанным выше урав-
нением для £g, поскольку в нем были использованы не принятые
обычно параметры. Соотношение Ачвала и Степанека (1976) может
быть испсльзовано для целей проектирования.
Саада (1972) предложил следующие уравнения для доли жид-
кости:
а) для режима однофазного потока через поры
0.25
б) для режима двухфазного потока через поры
£[ п ™ 0 07
-=0.32(ъ-а)
ев \ReGl
(8.12)
(8.13)
75
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Стайтел и Шах (1977Б) получили свое соотношение для доли
жидкости.
-5- = 1.47 ReJ11 Rec04’ (a. (814>
X. V ' р Р'
Это выражение согласуется с результатами Турпина и Хантингтона,
которые предложили уравнение
£7 ( Ui рт\ 0.24
— = -0.035 + 0.182
ев \ugPG)
(8.15)
Соотношение Фукушимы и Кусаки (1979) для доли жид кости в ус-
ловиях восходящего прямотока через реактор с неподвижным олоем
имеет вид
g/ = 1.8 Re? 03 Rec0 28 для Rez Reg5 < 695 (8.16)
£в 0.72 Re?17 Rec0 21 для ReLReg5 > 695 (8.17)
Рис. 8 6. Соотношения для доли жидкости
76
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
где и Re^ определены по диаметру частиц, составляющих не-
подвижный слой.
Хаттон и Льюнг (1974) вывели теоретическое выражение для доли
жидкости в условиях восходящего прямотока через реактор с не-
подвижным слоем с использованием градиентов давления. Получен-
ное соотношение имеет вид
“'°Т/₽/2(й,5*'_«)1/2’ <8Л8>
гс 'PL '
где Fc— фактор формы и 1р — характеристическая длина слоя. Стай-
гел и Шах (1977в) опубликовали данные по доле жидкости в прямо-
угольном реакторе с неподвижным слоем. Они обнаружили, что по-
лученное значение было выше, чем соответствующая величина для
с илиндрического реактора с той же площадью сечения. На рис. 8.6
показаны кривые зависимости от и/ для соотношений различных
авторов. Видно, что все они достаточно хорошо согласуются между
собой, и любое из лих может быть использовано для расчета £/ с
высокой точностью.
8.5. Массоперенос из газа в жидкость
Публикации по массопереносу газ-жидкость в барботажных ре-
акторах с неподвижным слоем собраны в таблице 8.2. Многие из этих
работ1 проведены для неподвижных слоев, применяющихся при газо-
вой абсорбции, и лишь в нескольких из них были использованы
частицы катализатора. Основные исследования, в которых в качестве
неподвижного слоя были выбраны частицы катализатора, проведены
Гото с сотр. (1975), а также Александером и Шахом (1976б). В род-
ственной работе Снидер и Перона (1974) получили общий коэф-
фициент массопереноса (параметр определен в главе 2) для реакции
гидрирования а -метилстирола в барботажном реакторе с неподвиж-
ным слоем.
Ниже будут рассмотрены различные соотношения для расчета в
условиях восходящего прямотока через реактор с неподвижным сло-
ем. Саада (1972) предложил следующие уравнения. Для режима
однофазного потока через поры
77
Таблица 8.2
Публикации по массоиерепосу газ-жидкость в барботажных реакторах с неподвижным слоем.
Исследователь Использованная система Твердая фаза Диапазон скоростей, см/с
газа жидкости
Войер и Миллер (1968) десорбция СО2 из воды, аб- сорбция СО2 раствором Na ОН цилиндрическая проволоч- ная насадка 9-80 0.6-3
Махелькари Шарма (1970) абсорбция СО2 этанолами- ном кольца Рашига, стеклян- ные сферы 4-11 0.056 - 0.1 1
Сахам и Шарма (1973) абсорбция СО, карбонат- ным буферным раствором, адсорбция О, раствором Cud кольца Рашига, седла Ин- талокса, кольца Полла 8 - 25 0.17-0.5
Спеккиа с сотр. (1974) абсорбция СО2 NaOH, де- сорбция СО, из волы стеклянные сферы, седла Берела, керамические кольца 14-221 0.25-4.3
Гагресотр. (1975) десорбция О, из воды катализатор СиО • ZnO 0.2 -0.4 0.04 - 1
Алек лидер и Шах (1976Б) десорбция О, из воды частицы катализатора 0.15-3 0.09 - 0.6
Ошима с corp. (1976) окисление сульфита натрия стеклянный биссер 0.5 - 6 1 - 6
фуку шима и Кусака (1979) окисление сульфита натрия керамические сферы 25 - 1500 (ReG) 10-600(ReL)
РЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
PEAK ГОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
= 10 72 Re£22 Re0.32 0 33 (8.19)
D \ар/
и для режима двухфазного потока через поры
= 10.34 Reg09 Rc0 58 ldJL\ ° 34 (8.20)
D \dii
Спеккиа ссотр. (1974) определили величину межфазной поверх-
ности газ - жидкость, а также жидкофазны), коэффициент массопс-
реноса и предложили соотношения
=7.96 х 10~3( °'275- 9.41 х 10~3 (8.21)
“/ '^РРь“Г
и
— =0.2965 М’/-А 117 +0.61. (8-22)
“р \ 8 «р!
Для расчета ktпо уравнению (8.21) необходимо знать <5?/, а оно может
быть вычислено из уравнения (8.3). Спеккиа ссотр. (1974) показали,
что при одинаковых значениях диссипации энергии в жидкости,
а именно при равных величинах U[Sg[, для случая восходящего потока
примерно в два раза больше, чем для реактора с неподвижным оро-
шаемым слоем.
Фукушима и Кусака (1979) определили величину межфазной
поверхности газ - жидкость для реакции окисления водных растворов
сульфита натрия. Предложенные ими эмпирические соотношения
для djj в различных гидродинамических режимах приведены в
таблице 8 3.
Эти авторы обнаружили, что соотношения для А./ в условиях нис-
ходящего потока (см. уравнение 7.51) могут быть использованы для
реакторов с восходящим потоком с точностью около 30%. Тогда с
использованием соответствующих уравнении для ав из таблицы 8.3
можно рассчитать общую к/,ав в условиях восходящего потока.
79
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Таблица 8.3
Соотношения для величины межфазной поверхности
(Фукушима и Кусака, 1979)
гидродинамический режим соотношение для — 1 “ £/ев
пузырьковый (I) капельный псевдокапельный пузырьковый (II) псевдопульсаций пульсаций 16ReL005ReG'0-4 22ReL005ReG'0-2 (dp/d-j.)-0-5 0.24 ReL027 (dp/d-p)-07 0.26 ReL067 ReG'0'25 (dp/dT)-°'4 1 x 10'2ReL0s7 (dp/dT) L4 2.9 x 1 O'4 ReL0’67 ReG02 (dp/df)-2-5
Рис. 8.7. Соотношение Рейсса (1967) для коэффициента массо-
переноса газ-жидкость в реакторе с восходящим пря-
мотоком. (Точками обозначены экспериментальные
данные Александера и Шаха, 19766)
80
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Александер и Шах (1976б) с помощью системы десорбции кисло-
рода определили коэффициент массопереноса газ - жидкость. Было
использовано семь различных носителей и эксперименты прово-
дились при низких скоростях жидкости и газа. Полученное ими соот-
ношение имеет вид
kLaB = а' uYg, (8.23)
где параметры а , /Зтлу различны для разных типов неподвижного
слоя, и их значения приведены в работе Александера и Шаха (1976б).
Результаты этих авторов могут быть также представлены через энер -
гию диссипации в жидкости, при этом получится выражение, ана-
логичное соотношению Рейсса (1967), заданному уравнением (7.36)
kLaB = 5.48 х 10“3(z7Z<yl/2. (8.24)
Рис. 8.8 Соотношение для коэффициента массопереноса
газ - жидкости
81
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Это выражение с достаточной степенью точности может быть приме-
нено для носителей, использованных в работе Александера и Шаха
(1976б). На рис. 8.7 даны кривая соотношения Рейсса (уравнение
8.24) и данные Александера и Шаха (1976б). Сравнение различных
соотношений для kLae приведено на рис.8.8. Уравнение Саада (1972)
дает очень низкие значения к[ав, и поэтому на рис. 8.8 не показано.
Рекомендуется использовать соотношение Рейсса (1967), поскольку
оно хорошо согласуется с данными, полученными для неподвижных
слоев из частиц катализатора.
8.6. Массоперенос жидкость-твердое вещество
В таблице 8 4 приведены исследования по массопереносу жид-
кость - твердое вещество для условий восходящего прямотока через
реактор с неподвижным слоем.
Мочизуки и Мацуи (1974) предложили следующие соотношения
для коэффициента массопереноса жидкость - твердое вещество. Для
области низких скоростей жидкости (то есть Re£ < 5)
= 48 Re'J' 25 (8-25)
и для области высоких скоростей жидкости (то есть Rc£ > 5)
^5 ре
~ D~
= 0.75 ref5
0.33
4 Reg*55
Rel° 7
(8.26)
' Pl у
Pl D
v L
где Reg и Reg - числа Рейнольдса, основанные на dpe.
Позднее Мочизуки (1978) модифицировал уравнение (8.26) для
учета влияния диаметра частиц при высоких значениях числа Рей-
нольдса. Он предложил множитель 4 в уравнении (8.26) заменить на
7.45 В одной из последних работ Мочизуки (1981) предложил
данные по массопереносу жидкость - твердое вещество представить в
виде зависимости Sh/Sc от Re*/е/, где безразмерные группы опре-
деляются через модифицированный эквивалентный диаметр частиц.
В данном случае эквивалентный диаметр dfr равен е/ dp!\.5 (1 - ^/).
Преимущество такого подхода заключается в том. что зависимости
82
Таблица 8.4
Публикации по массопереносу жидкость - твердое вещество в условиях
восходящего прямотока через реактор с неподвижным слоем.
Исследователь Размер частицы, см Использованная система Диапазон скоростей, см/с
газ жидкость
Мочизуки и Мацуи (1974) 0.5 метод текущей диффузии с одной активной частицей Pt 0.4-6 0.048 - 0.5
Снидер и Перона (1974) 0.29 гидрирование а-метилстирола 5-20 1.2- 1.6
Гото с сотр. (1975) 0.054 - 0.29 растворение нафталина в воде 0-0.8 0.05 - 0.6
Кириллов и Касаманян (1976) 0.8-3 растворение бензойной кислоты и гидрохинона 0-50 0.01 -2
Спеккиа и сотр. (1 978) 0.6 растворение бензойной кислоты в воде 6- 156 0.16 0.83
Колквоун-Ли и Степанек (1978) 0.6 электрохимический метод 0-50 0.3 - 15
Делауней с сотр. (1980) 0.4 электрохимический метод 0.5- 18 0.3-11
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ..
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Sh/Sc1^3 от Re£ для различных значений Re£ представляют собой
одну кривую. Влияние скорости газа косвенным образом проявляется
в значении cZ/j (Sc обозначает pLV>).
Спеккиа с сотр. предложили ?вое сос сношение для ksaw в условиях
восходящего прямотока через реак /ор с неподвижным слоем
= 0.48 In
apDSf^
x 1021 - 0.03 In
i Re/
fRe<7 7
x 10~
2
-0.3,
(8.27)
где Sh0 - число Шервуда при ug = 0, которое равно
ShQ = (2.14 Re?;5 + 0.99)
\PlDi
1/3
(8.28)
Рис. 8.9. Соотношения для коэффициента массоперлоса
жидкость - твердое вещество
84
РЕАКТОРЫ С НЕПОДВИЖ НЫМ СЛОЕМ...
Это соотношение применимо ±олько при малых скоростях жидкости,
ниже 0.8 сь$/с.
Уравнение для ks, предложенное Колквоуном - Ли и Степанеком
(1978) имеет вид
(8.29)
где в/ - диссипация энергии единицей объема неподвижного слоя,
которая равна в/ = ii[8gi.
Соотношение, аналогичное приведенному в уравнении (8.28), бы-
ло предложено в работе Делаунея с corp. (1980) на основании данных,
полученных в широком диапазоне скоростей жидкости и газа. На рис.
8.9 проведено сравнение всех этих соотношений. Согласно уравне-
ниям Мочизуки и Мацуи (1974) и Спеккиа с готр. (1978) скорость
жидкости не оказывает существенного влияния на ks, в то время как
соотношение Колквоука-Ли и Степанека (1978) показывают замет-
ную зависимость ks от м/. Между этими соотношениями наблюдается
недостаточное соответствие, и эта область нуждается в дальнейшей
разработке. Для предварительного проектирования может быть ис-
пользовано соотношение Спеккиа с corp. (1978).
8.7. Продольное смешение
Обзор литературы по идеальному смешению в барботажных реак-
торах проведен в работе Шаха с сотр. (1978в). Основная мысль,
которая прослеживается в этих исследованиях, состоит в том, что
увеличение скорости газа и уменьшение скорости жидкости ведет к
уменьшению Ре. В барботажных реакторах поодольное смешение
при наличии неподвижного слоя меньше, чем в его отсутствии.
Стигель и Шах (1977б) получи ди соотношение для числа Пекле для
жидкостей в виде
— = 0.128 Re?245 Re^016(a„ <L)0-53. <8-30>
J-, \jr \ р рг
85
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Ван Хейлманы и Хофманн (1971) предложили другую корреля-
цию. Магнуссен и Шумахер (1978) изучили продольное смешение в
барботажных реакторах диаметром от 4 до 100 см с неподвижным
слоем, состоящим из колец Рашига и колец Полла. Они показали, что
в этих условиях продольное смешение полностью пропорционально
диаметру реактора. Стигель и Шах (1977а) определили коэффи-
циенты аксиальной дисперсии в прямоугольном барботажном реак-
торе с неподвижным слоем.
8.8. Теплоперенос
Теплоперенос от частиц катализатора в жидкую фазу в условиях
восходящего прямотока через реактор с неподвижным слоем был
изучен в работе Кириллова и Огаркова (1980). В качестве источника
тепла была использована полая сфера такого же диаметра, что и
частицы неподвижного слоя. Внутри этой сферы был помещен нихро-
мовый нагреватель. Температуры поверхности сферы и жидкой фазы
измерялись с помощью термопар. Коэффициент теплопереноса был
вычислен по формуле
/2 о
А ,--, (8.31)
4ttR2^T
где i - сила тока в амперах, Rw - сопротивление нихромовой прово-
лочки, а ДТ - градиент температуры. Эти авторы получили, что
кривая зависимости h от Re^ проходит через максимум. Причиной
этого возможно является существование различных гидродинами-
ческих режимов при различных скоростях газа.
Пример 8.1
Для условий восходящего прямотока через реактор с неподвижным
слоем определите перепад давления, долю жидкости и газа, ко-
эффициенты массопереноса газ - жидкость и жидкость - твердое
вещество и число Пекле (для жидкости). Даны следующие парамет-
ры: б/р = 0.5см, dp= 10см, £=600см, е5=0.4, д/=0.1 см/с, ug-1 см/с,
Pl= 1.05г/cm3, pq= 1.04 х 10'3г/см3, /^=2.45 х 10’2г/см/с,^ = 9.5
х IO 5 г/см/с и £) = 2 х Ю"5 см2/с.
86
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Решение. Перепад давления двухфазного потока можно определить
с использованием соотношения Турпина и Хантингтона (1967). Чис-
ла Рейнольдса для жидкости и газа в этом случае вычисляются сле-
дующим образом
~ - ul dP Pl _ O.'l х 0.5 х 1.05 _
ReL -----е— =----------------— =2.142
Pl 2.45 х IO-2
Re = ug dp pG = 1 x 0,5 x 1.04 x 1Q~3 = 5 47
eG Pg 9.5 x IO-5
Параметр Z из уравнения (7.15) равен
Rec167 5 ^71.67
Z = “ ' -A 7A7 = 4-050
Re£767 2.1420,767
Тогда двухфазный коэффициент трения fg; (уравнение 8.4) может
быть вычислен по формуле
In fgi = 8 - 1.12 In 4.05 - 0.0769 (1п4.05)1 2 +
+ 0.0152 (In 4.05)3 =6.324
Следовательно,
Эквивалентный
(7.12) равен
fgl =е6-324 = 558.12
диаметр частицы катализатора dpe из уравнния
= 2f0.4x0.5
d?e 3
= 0.222 см
1 -0.4
\
Тогда перепад давления 8gi может быть вычислен по уравнению (8.3)
следующим образом
, 2 х 558.12 х 1 х 1 Х1.04 х 10-3 с ,
Ogl--------------гГтйТт------------ 5.20 дина/см
0.222
Перепад давления на трение для всей колонны равен
&Ртр = 8g[L = 5.2 х 600 =3120 дина/см2
87
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Для того, чтобы получить общий перепад давления, необходимо
знать давление гидростатического столба жидкости. А для этого дол-
жна быть известна средняя плотность жидкости, которая вычисляет-
ся по формуле
Рсред. PL
Pg £g
еВ
eg/ es можно определить с использованием соотношения Ачвола и
Степанека (уравнение 8.31)
ее г пэоо/0 1\°-423т°‘5 -1
^=2 1+1г72.3х0.Г°'229 ё4 1
ев L Ч2' J
Следовательно,
Рсред. = 1 -05(1 - 0.254) + 1.04 х Ю"3 х 0.254 = 0.784 г/см3
Рсред. ~ 0.784 х 981 х 600 = 4.609 х 105 дина/см2
доля газа равна
sg =0.245 хО.4 =0.102
доля жидкости равна
£l = ев - sg = 0.298.
Тогда коэффициент массопереноса газ - жидкость kLaB может быть
вычислен по соотношению Рейсса (уравнение 8.24)
kL ав = 5.48 х 10“3(0.1 х 5.2O)0 5 = 3.95 х Ю“3 с-1
Коэффициент массопереноса жидкость - твердое вещество ks можно
определить из соотношения, предложенного Спеккиа с corp. (1978).
Число Шервуда для нулевой скорости газа получается по урав-
нению (8.28) в виде
5йо =(2.14 х 2.1420 5 +0.99)
2.45 х 10~2
1.05 х 2 хЮ"5,
1/3
= 43.37
88
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Если частицы считать полностью смоченными, то из уравнения
(8.27) получим
= о 48 Inf -'-У- х 102^
D S/io 8 12.142
-0.03[1п(££ х 102) 1
L \2.142 / J
2
-0.3 = 1.4388
Следовательно,
1.4388 х 43.37 х 2 х 10“5
0.5
= 2.49 х Ю“3 см/с
Число Пекле для жидкости может быть вычислено с использо-
ванием соотношения Стигеля и Шаха (уравнение 8.30)
tzp dp = 6 (J - зв) = 3.6
и
— =0.128 х 2.Г420,245 х 5.47-016 х З.б0 53 =0.238
Следовательно,
PeL =0.238 х 0.298 =0.071
Пример 8.2. Разработка реактора получения бутиндиола
Рассчитайте реактор с восходящим прямоток ом через неподвижный
слой, производящий в день 500 кг 2-бутин - 1,4-диола из ацетилена
и водного раствора формальдегида. Жидкая фаза состоит из 4 мл
раствора формальдегида (12%) и требуется получить конверсию
формальдегида 90%. Используемый катализатор представляет собой
карбид меди в таблетированной форме со средним диаметром частиц
0.3 см. Истинная кинетика пеакции задается следующим уравнением
скорости
*01 В
в 1+КвВ+КеЕ'
при 70 °C = 2.921 х 10‘3 см3/г/с, Кв = 951 см3/моль и КЕ =
1500 см'/моль. Другие параметры имеют следующие значения:
89
ТРЕХФАЗНЫЕ КАТАЛИ! ИЧЕСКИЕ РЕАКТОРЫ
давление в реакторе (среднее) = 1.25 атм, pG~ 1.155 х Ю*3 г/см3,
££ = 0.4, р£= 1.05 г/см3, 9.5 г/см/с, /х^ = 2.45 х 10*2 г/см/с,
D-2 х 10* см2/с, ^= 2, рр= 4 г/см3, НА = 2.53, ер = 0.5 и т= 3 (по
предположению).
Решение. Скорость производства бутиндиола 500 кг/день эквивален-
тна 500/86 кг моль/день. Соответствующее потребление формаль-
дегида равно
5006 х 2
потребление НСНО - —тстг = 12.92 кг моль/день
= 0.149 моль/с
Поскольку в реактор поступает 4 М формальдегида, соответствую-
щая скорость жидкого потока составляет
Ql = — ’ — г = 37.375 см3/с
4 х 10“3
Количество молей ацетилена, расходующихся при реакции равно
0.149 х 0.9/2 = 0.067 моль/с. Соответствующее объемное потреб-
ление ацетилена составляет 1512 см3/с. Для того, чтобы получить
необходимую скорость газа, предположим, что скорость потока аце-
тилена равна восьми стехиометрическ им количествам (в восемь раз
превышает стехиометрическое количество). Следовательно,
Qg =8 х 1512 = 1.2096 х 104см3/с
Пусть диаметр реактора d? равен 40 см. Тогда соответствующая
площадь поперечного сечения реактора составляет 1256 см2. Отсюда
37.375 л л_по z
и/ = - у 5 = 0.0298 см/с
и
1.2096 х Ю4 л ,
ug =-----1256 — = см/с
Расчетные параметры для этих условий могут быть вычислены ана-
логично тому, как показано в примере 8.1. Ниже приводятся их
значения.
90
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Перепад давления
Доля газа
Доля жидкости
Число Пекле для жидкости
Коэффициент массопереноса
жидкость - твердое вещество
3
<5^- 18.84 дина/см
eg -0.227
ei~ 0.173
Pei' -0.70195
-3
ks - 2.57 x 10 см/с
Как можно заметить из уравнения скорости реакция имеет нуле-
вой порядок по ацетилену, а константа скорости нулевого порядка
равна
И D
*0=^л=-/.
Загрузка катализатора ш определяется по формуле
w = рр (1 — &в) = 4 х (1 - 0.4) = 2.4 г/см3
Площадь раздела жидкость - твердое вещество составляет
6(1—0.4) _j
ар Q3 1 см
Средняя концентрация ацетилена в газовой фазе равна
Ag = 4.44 х Ю“5 моль/см3
Соответствующее значение £(А%/Нд) составляет 1.756 х 10-5 моль/см3.
Если считать, что жид1 ость находится в условиях идеального вы-
теснения, материальные балансы для жидкофа зных концентраций А
и В даются уравнениями
~Щ ~dx +кьав{А ~ =wk^r}
и
dBl ь
где к0 является функцией Я/и концент рации продукта, которая свя-
зана с Bi уравнением
91
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Следовательно,
, ___________0.5 £01 Bi______
° 1 +KBBi + KE(Ba-9,)/2
Теперь общая степень использования катализатора tj будет учиты-
вать лишь эффекты массопереноса жидкость-твердое вещество и
внутренней диффузии, поскольку вклад массопереноса газ-жидкость
уже учтен в уравнении материального баланса для А/. Значение т?
может быть вычислено из уравнения (2.80), то есть
V = ^a{ 1 “ •J V’O [з - 2т; - 3(1 - 77)2/3] }
Рис. 8.10. Профили концентраций А и В в реакторе для полу-
чения бутиндиола (Пример 8.2)
92
РЕАКТОРЫ С НЕПОДВИЖНЫМ СЛОЕМ...
Тогда параметры аА и <р§ основываются на А и определяются форму-
лами
ар Ai
О'л ----1---
^*0
И
_R(^)PP\1/2
Одновременное численное интегрирование уравнений матери-
ального баланса по методу Рунге—Кутта дает профили концент-
раций Ai и Bi в реакторе. Было обнаружено, что для этой цели под-
ходит длина шага 0.25 см. А/ и В/ известны в каждой точке
интегрирования и, следовательно, можно вычислить ко и 17 и исполь-
зовать их при численном интегрировании. Результаты показаны на
рис. 8.10. Из этого рисунка можно заметить, что для 90% конверсии
формальдегида требуется реактор высотой 1000 см. Число Пекле для
такого реактора равно
п utL PeLL 0.0195 x 1000
PeL "Wl “----------------0Л-------- 65-
Это значение показывает, что предложение о существовании иде-
ального вытеснения в данном случае вполне уместно.
93
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ PEAK! ОРЫ
9. СУСПЕНЗИОННЫЕ РЕАКТОРЫ С
МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
9.1. Введение
Суспензионные реактооы с механическим перемешиванием при-
меняются во многих химических процессах. Примеоами их исполь-
зования в промышленности являются гидрирование ненасыщенных
жиров и гидрирование нитросоединсний. Эти реакторы удобно экс-
плуатировать в условиях непрерывных процессов. Они имеют ряд
специфических преимуществ по сравнению с другими трехфазными
реакторами, так как позволяют достичь высокой эффективности
,гепло- и массопереноса. Поскольку в этих реакторах можно исполь-
зовать частицы малых размеров, сопротивление внутренней диф-
фузии тоже будет минимальным, что ведет к максимальному исполь-
зованию катализатора. С точки зрения более высоких скоростей
тепло- и массопереноса, достигаемых в этих реакторах, они также
являются наиболее удобными для лабе раторных кинетических ис-
следований. Недостатками являются большие энергетические затра-
ты на механ ическое перемешивание, существенное смешение жид-
кости и трудность отделения катализатора при непрерыьных процес-
сах.
В этой главе рассматриваются различные параметры, необходи-
мые для разработки суспензионных реакторов с механическим пере-
мешиванием. А также проводится критический обзор соотношений
для их расчета.
На рис. 9.1 показана схематическая диаграмма реактора с ме-
ханическим перемешиванием и конструкция наиболее часто исполь-
зуемой мешалки. Такая мешалка создает радиальный поток турбу-
лентного типа. При разработке реакторов с механическим переме-
шиванием необходимо соблюсти оптимальное соотношение между
диаметром мешалки и диаметром реактора, при котором твердые
частицы как в центре, так и на периферии движутся с одинаковой
94
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
скоростью. Ниже приводится оптимальное соотношение для емко-
стей различной формы (см. Нагого, 1975).
б7//d.T ~
0.45 - 0.5
0.4
0.35
для плоскодонной емкости
ддя емкости с овальным дном
для круглодонной емкости
Другие измерения, необходимые при разработке реактора этого
типа, приведенные в работе Раштона с сотр. (1950) и показаны на
рис. 9.1. Для однородной суспензии частиц катализатора обычно
рекомендуется использовать специальные пластины. Стандартные
пласта чы составляют 1/10 - 1/12 диаметра реактора, и в большин-
стве случаев достаточно четырех пластин. Использование пластин
необходимо также для обеспечения правильного распределения газа
и для избежания образования воронок на свободной поверхности
жидкости. Труба подачи газа должна быть расположена как можно
Рис. 9.1. Схематическая диаграмма реактора с механическим
перемешиванием и конструкция мешалки (Раштон с
сотр. 1950); dj = dT/2, ba dT/5, Z= dT/4, L = dT,
c^Llb до L/3 и -= 0.1
95
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ближе к лопасти мешалки, а подачу газа лучше осуществлять через
кольцевой распределитель, чем через одно сопло. Ширина распре-
делителя должна составлять около 0.8 диаметра мешалки.
Реактор с несколькими мешалками, схематическая диаграмма
которого показана на рис. 9.2, обычно используется при гидриро-
вании жиров. Кроме того, для уменьшения общего смешения при
непрерывных процессах в различных местах реактора можно уста-
новить горизонтальные перегородки.
Рис. 9.2 Реактор с несколькими мешалками (Берн с сотр. 1976)
(Воспроизводится с разрешения Американского Неф-
те-Химического Общества):
1. Турбинная мешалка; 2. Пристеночная пластинка; 3. Змеевики для нагрева
и охлаждения; 4. Перфорированное кольцо д ля введения водорода
96
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
9.2. Суспензия частиц катализатора
Для обеспечения максимального использования катализатора не-
обходимо всю массу твердых частиц поддерживать в состоянии сус-
пензии; в идеальном случае катализатор не должен осаждаться на
дно реактора. Для достижения этого требуется определенная ми-
нимальная скорость перемешивания, и необходимо вычислить эту
минимальную скорость, достаточную для обеспечения устойчивой
суспензии, так чтобы можно было правильно выбрать условия работы
реактора. Глубокое изучение условий для обеспечения устойчивой
суспензии было проведно Цвийтерингом (1958), который принял,
что суспензию можно считать устойчивой, если ни одна частица не
задерживается на дне реактора дольше 1 или 2 с. Для расчета ми-
нимальной скорости, необходимой для образования устойчи-
вой суспензии, Цвийтеринг предложил следующее соотноше-
ние
„ (91
р0.55 ^0.85
где ш'~ загрузка катализатора в процентах, г/100 г раствора, Nm -
минимальная скорость мешалки, необходимая для образования пол-
ной суспензии в - константа.
Константа была представлена Цвийтерингом (1958) в виде
графической зависимости от d?/dj для различных перемешивае-
мых сред. Ниенау (1968, 1957) показал, что для турбинной мешалки
приблизительное значение /3> равно
Л /dr\
1.33
(9-2)
Колар (1967) и Нараян с corp. (1969) предложили теоретическое
уравнение для Nm. Однако, оно не согласуется с эмпирическим соот-
ношением Цвийтеринга. Балди с сотр. (1978) предложили модель для
описания механизма образования устойчивой суспензии частиц в
плоскодонном цилиндрическом реакторе. Модель основана на пред-
положении, что суспензия частиц образуется при достижении водо-
воротом определенного критического размера. Водовороты меньшего
97
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
размера, чем критический не обладают энергией, достаточной для
переведения в суспензию покоящихся на дне частиц. Водовороты
большего размера обладают меньшей частотой и, следовательно, ме-
ньшей вероятностью переведения частиц в суспензию. Соотношение,
предложенное Балди с сотр. (1978), имеет вид
„ _АЛ17(ро-Рл)0'42«в'4Чи“',01и (О
„0.58 Л.89 * '
PL dI
На рис. 9.3 показана минимальная скорость перемешивания,
необходимая дня суспендирования различных загрузок катализа-
тора, полученная с использованием уравнений (9.1) и (9.2). Необ-
Рис. 9.3. Минимальная скорость перемешивания, необходи-
ма я для обес печения устойчивой суспензии частиц в
реак горе с механическим перемешиванием
98
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
ходимые для вычисления параметры равны dr = Ю см, dj = 5 см,
//£= 8 х 10’3 г/см/с,1 г/см3 и pL = 2 г/см3.
Дзостен с сотр. (1977а) изучили суспензию плавающих твердых
частиц в реакторе с мешалкой и предложили соотношение для мини-
мальной скорости перемешивания, необходимой для образования
суспензии. Эта работа может быть использована в случаях, когда
плотность твердых частиц ниже, чем плотность жидкой фазы (напри-
мер, для ионообменных смол в водной среде).
9.3. Энергия, потребляемая на перемешивание
Энергия, необходимая для перемешивания жидкости, содержа-
щей газ и твердое вещество, может быть получена из энергетического
числа, определенного как
N = —
Р N^d]pL
(9-4)
Значение Л'р было получено в виде функции числа Рейнольдса для
мешалки Rea , которое равно
_Nd2! pL
(9-5)
Если число Рейнольдса Rea больше 10000, то Np постоянно и равно
6.3 для турбинной мешалки с плоской лопастью и 4 для турбинной
мешалки с изогнутой лопастью. При числах Рейнольдса для ме-
шалки меньших 10000 значение Np может быть получено из соот-
ношения, предложенного Батисом с сотр. (1963). Нинау и Майлс
(1971) также привели энергетические числа для различных меша-
лок в закрытых сосудах.
В присутствии пузырьков газа потребление энергии уменьшается,
и для его рассчета может быть использовано соотношение Мишеля и
Миллера (1962)
Р =0.812
'р0 2 Af ‘h 3’
Qg056
0.45
(9.6*)
99
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Уравнение (9.6) приведено в единицах СИ. Лойсью с сотр. (1977)
обнаружили, что их данные для непенообразующихся систем согла-
суются с уравнением (9.6). Калдербенк (1958) определил корреля-
ционный фактор для потребления энергии в присутствии пузырьков
газа.
Р=фРо,
где ф равно
ф = 1.0 - 1.26
Ndj:
и
ф =0.62 - 1.85 ——
Ndj
для Qq/N dj3 < 3.5 х 10 3
для Qg/N dj3 > 3.5 х 10-2
(9.7)
(9.8)
Рис. 9.4. Зависимость поправки ф от Qq/Nd3
100
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Обобщенный график для фактора ^или для зависимости Р/Ро
от QG/Nd3h основанный на соотношении Калдербенка, пока-
зан на рис. 9.4.
Хассан и Робинсон (1977) предложили следующее соотношение
для потребления энергии в реакторе с мешалкой
7> _с \N2dpPL\ т' f Qg 1 -0.38 J
Sf 1 — £g
(9.10)
Значения т' для шестилопасной турбинной мешалки и для четырех-
лопастной составили соответственно - 0.25 и - 0.22. Обнаружено, что
коэффициент Ci зависит не только от соотношения диаметров реак-
тора и мешалки, но также и от электролитической природы системы.
Типичные значения С/ для некоторых случаев приведены в работе
Хассана и Робинсона (1977).
Льюнг и Волески (1979) предложили соотношение для энергозат-
раты в газо - жидкостных системах, которое имеет вид
Р
Ро
= 0.497
Qg
Ы3.
-0.38 Iff2 d, 3 pL
-0.18
(9.11)
Нагата (1975) предложили принять энергозатраты для реакторов
с мешалкой равными Pps/ / pi, где psi - плотность суспензии. Это
соотношение может не выполняться при малых загрузках катализа-
тора и для катализаторов с низкой плотностью. Согласно этой работе
psl равно
Psi = » + Pl (1 ♦ (9.12)
Мак Фи и Браун (1971) изучили энергетические затраты в двухфаз-
ной (твердо - жидкой) суспензии и предложили соотношение для Р.
В недавней работе Вайдман с corp. (1980) изучили энергозатраты
в трехфазных суспензионных системах. Было исследовано влияние
загрузки твердого вещества (стеклянных сфер) и скорости газа. На
рис. 9.5 показана кривая зависимости энергетического числа Np от
101
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
числа Рейнольдса для двух типов мешалок (турбинной и пропеллер-
ной). Из работы Вайдмана с corp. (1980) можно видеть, что при
числах Рейнольдса ниже 20000 энергетическое число становится кон-
стантой. В общем, при больших числах Рейнольдса энергетическое
число слабо зависит от загрузки катализатора.
Пример 9.1.
Рассчитайте энергозатраты как функцию скорости перемешивания
для следующих условий: d? - 10 см, dj-5. см, = 8 х Ю*3 г/см/с,
1 г/см3, ш = 5 х 10’2г/см3, и£ = 0.2см/си рр = 2г/см3.
d j /df = 0.5
2
NdjlVPL
Рис. 9.5. . Влияние загрузки твердого вещества на энергетичес-
кое число для ug = 2.5 см.с.
Система: воздух - 60% раствор глицерина - стеклянные сферы
диаметром 298 мм (Вайдман с сотр., 1980)
102
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Сравните значения, полученные с использованием соотношений
Калдербенка (1958), Мишеля и Миллера (1962) и Льюинга с Во-
лески (1979). Принять, что используется плосколопастная тур-
бинная мешалка.
Решение. Для случая N - 10 об/мин число Рейнольдса Rea по урав-
нению (9.5) равно
Rea
10 х 5 х 5 xl
8 х Ю~3
= 31250
Это значение Rea для плосколопастной турбинной мешалки показы-
вает, что поскольку Rea > 104, энергетическое число Np можно при-
нять равным 6.3.
Тогда энергозатраты в отсутствии газа Ро (что является общим
допущением для всех соотношений) по уравнению (9.4) получаются
в виде
Ро = 6.3 х 1 х 103 х 55 = 1.968 х 107 эрг/с = 1.968 Вт
Энергозатраты в присутствии пузырьков газа Р могут быть вычисле-
ны следующим образом:
а) по соотношению Калдербенка. Параметр (Qq/NcPj) равен
0.012. Следовательно, для вычисления координатного фактора ф мо-
жет быть использовано уравнение (9.8)
ф = 1.0 - 1.26 х 0.012 =0.985
Следовательно Р (из уравнения 9.1) равно
Р =0.985 х 1.968 = 1.938 Вт
б) по соотношению Мишеля и Миллера. Для этого соотношения
необходимые величины в единицах системы СИ равны Ро = 1.968 Вт,
dj = 5 х 10‘2 м и Qg = 15.7 х 10*6 м3/с. Следовательно,
Р =0.812
1.9682 х 10 х (5 х 10~2)3]0 45
(15.7 х К)"6)0-56
= 1.197 Вт
103
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Р = X 1.968 х 107 X 0.012
0.38(102 x 53 xlj -°-18
= 2.075 х 107 эрг/с = 2.075 Вт
Аналогичным образом могут быть получены значения Р, соответст-
вующие различным скоростям перемешивания, и на рис. 9.6 показа-
ны кривые зависимости PlV^ от N для всех трех рассмотренных
соотношений. Сопоставление этих кривых показывает, что корре-
ляции Калдербенка и Льюнга с Волески находятся в хорошем соот-
ветствии, в то время как соотношение Мишеля и Миллера дает не-
сколько более низкие значения Р.
СКОРОСТЬ ПЕРЕМЕШИВАНИЯ N , об/мин
Рис. 9.6. Различные соотношения для энергозатрат в реакторе
с механическим перемешиванием
104
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
9.4. Доля газа
Впервые доля газа в реактопах с механическим перемешиванием
была определена в работе Фоуста с сотр. (19ч4). Впоследствии доля
газа в газо - жидкостных реакторах с мешалкой была изучена в
работах Калцербенка (1958), Гал—Опа и Резника (1966), Йошиды и
Миуры (1969), Влсека с сотр. (1969), Лойсью с сотр. (1977) и Юнга с
сотр. (1979). Доля газа является функцией энергозатрат и расходной
скорости газа, и ее зависимость от этих параметров по данным неко-
торых авторов показана в таблице 9.1.
Таб лица 9.1
Зависимость доли газа в реакторах с механическим
перемешиванием от различных параметров
авторы , экспонента от Р ST Д/.
Фоустесотр. (1944) 0.53 0.47 Калдербенк (1958) 0.50 0 40 -0.6 Йошида и Миура (1963) 0.75 0.27 ЛойСоЮ ссотр. (1977) 0.36 0.27 -0.36 Юнгесотр. (1979) 0.5 0.26 -0.65 0.0 -0.056
Калдербенк (1958) предложил следующее соотношение для доли
газа в газо-жидкостных системах с перемешиванием
,0-5 0.02104 . 0.S ,g j3
\ ив I \UB) '
где ив — конечная скорость пузырька газа при свободном подъеме,
которую можно считал ь приблизительно равной 26 см/с (Перри и
Чил гон, 1973). Значение ив может быть вычислено другим способом
(см. Хармаси, 1960), а именно
ив = 1.53 для Rec > 500, (9.14)
Pl
где ReG относится к диаметру газового пузырька de.
105
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Миллер (1974) предложил измеренную форму уравнения (9.13),
согласно которой член ug/и# заменяется комбинацией ug/( ug + иъ). А
также член, отражающий энергозатраты Р должен включать как
вклад механического перемешивания, так и вклад изотермического
расширения и кинетической силы газовой фазы.
Лойсью с сотр. (1977) определили долю газа для ряда газо - жидко-
стных систем и предложили соотношения:
а) для непенообразующих систем
eg = 0.011 ug 0 36 ST “°-36 /£0056
0.27
(9.15*)
б) для пенообразующих систем
eg
= 0.0051 ие
а
0.57
* (9.16*)
где Pg - энергия, выделяющаяся при изотермическом расширении
газа, которая задается уравнением (10.20). В уравнениях (9.15) и
(9.16) величины имеют размерности в единицах системы СИ.
Юнге сотр. (1979) получили следующие соотношения для еБ
(9.17)
Сридхар и Поттер (1980) изучили долю газа в газо-жидкостных
реакторах под давлением и из полученных данных вывели моди-
фицированную форму уравнения Калдербенка, а именно
eg
Ь-5+2.16 х Ю-2
ив
0.5р' ( Pg\ 0 16
РЫ ’(9.18)
1*4
где Р - полная энергозатрата, равная Р + Pg, которая включает
кинетическую энергию газового потока и энергию расширения сжа-
того газа, и ра - плотность воздуха в условиях эксперимента.
106
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Хассан и Робинсон (1977) также предложили соотношение для
sB, которое имеет вид
£g с2
Ос Л'2'
сз
(9.19)
Было обнаружено, что величины и cj зависят от типа мешалки и
электролитической природы системы.
На рис. 9.7 показаны кривые для соотношений Калдербенка
(1958), Лойсью с сотр. (1977) и Юнга с сотр. (1979) для данных
примера 9.1. Можно видеть, что уравнение Юнга с сотр. (1979) дает
более низкие значение eg по сравнению с соотношениями Калдербен-
ка (1958) и Лойсью с сотр. (1977).
Рис. 9.7. Соотношения для доли газа в реакторе с механичес-
ким перемешиванием
107
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
9.5. Диаметр пузырька
Йошида и Миура (1963) исследовали зависимость диаметра пу-
зырька от скорости перемешивания и диаметра мешалки. Было обна-
ружено, «то экспонента скорости перемешивания равна - 0.1, а экс-
понента при dj лежит в интервале от 0.1 до 0.3. Эти наблюдения
противоречат результатам более ранней работы Вермюлена с сотр.
(1955), где было обнаружено, что de пропорционально 7V-1,5. Вестер-
терп (1963) получил, что de не зависит от скорости перемешивание
и имеет среднее значение, равное 4 .5 мм. Гал—Ор и Резник (1966)
также опубликовали данные о распределении пузырьков по размеру
для системы воздух-вода. Для определения среднего диаметра пу-
зырька Калдербенк (1958) предложил следуют ее уравнение
S') 6 5
dB =<15------Т--Л пэ + 0.09.
(/WJ0-4 ft2
(9.20)
9.6. Массоперенос из газа в жидкость
Массоперенос газ-жидкость в реакторах с механическим пере-
мешиванием был изучен в целом ряде работ, и большинство этих
исследований относится к системам с абсорбцией газов в отсутствии
твердых веществ. Данные в основном получены для водных раство-
ров, и лишь небольшое количество информации относится к орга-
ническим растворителям В таблице 9.2 приведены основные иссле-
дования по к[Лв- Коэффициент массопереноса к^ав главным, образом
зависит от N и dj и в некоторой степени от ug.
Весъертерп с сотр. (1963) установили, что существует критичес-
кая скорость Vc, выше которой к[О.в слабо зависит от скорое'; и газа и
главным образом определяется скоростью перемешивания. Значение
Nc может быть определено по уравнению
*cdl
{STg/Pi)°25
dr
= 1.22 +L25-f.
dI
(9.21)
Для систем воздух - вода при dT/dj = 2 Ncd] равно 60.6 см/с.
Зависимость к^ав от различных параметров, как было получено
некоторыми исследователями показана в таблице 9.3.
108
Таблица 9.2
Исследования по массопереносу газ-жидкость в реакторах с механическим перемешиванием.
Система Тип твердого вещества Тип мешалки Авторы
Адсорбция О2 и СО2 водой и растворами гликоля и полиакриламина Адсорбция с реакцией Десорбция О2 водным раст- вором глицерина Гидрирование рапсового масла Десорбция Не из органических жидкостей (например, керосина) Адсорбция О2 раствором су- льфита натрия с использо- ванием ионов кобальта в ка- честве катализатора Адсорбция СО2 раствором NaOH с одновременной де- сорбцией О2 0.1 % катализатор - 10'3см полипропилен, сахар и стек- лянный биссер (25 - 50 мм) турбина, пропеллер шестилопастная турбина диаметром 10 см шестилопастная турбина турбина, -1/3 турбина шестилопастная турбина Калдербенк (1958) Мехта и Шарма (1971) Яги и Йошида (1975) Берн с сотр. (1976) Жюстенссотр. (1977в) Боттон с сотр. (1980) Хассан и Робинсон (1980)
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Таблица 9.3.
Зависимость от различных параметров в реакторах
с механическим перемешиванием
Автор N di экспонента от S'p Pl
Калдербенк (158) 1.2 2.0 0.5 -0.6 -0.666
Янги и Йошида (1975) 2.2 1.51 0.28 -0.6 -0.9
Берн с сотр. (1976) 1.16 1.979 0.32 - -
В работах Калдербенка и Му-Янга (1961) и Калдербенка (1958)
предложены отдельно соотношения для кв и ав, которые имеют вид
r {pl - pg) pl s , i/з .d
kL=QA2\--------J-----
L Pl J 3 /
и
ав = 1 44---------„6.6-------• ( '
Уравнение (9.22) применимо для пузырьковых скоплений со сред-
ними диаметрами более 2.5 мм, которые получаются при аэриро-
вании чистых жидкостей в реакторах с мешалкой. Уравнение (9.23)
для ав применимо, когда
03 <20,000 (9.24)
\ fJL > V Ug )
Если значение левой части этого соотношения больше, чем 20000,
межфазная поверхность задается уравнением
log = ,.95 х IO"4 °'’(^) °'3, (9-25)
\ Pt ! \ ug I
где ав0 - значение ав, полученное из уравнения (9.23). Диаметр
пузырька de и доля газа sg, необходимые для записанных выше
ПО
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
уравнений, могут быть получены из соотношений, приведенных в
разделах 9.5 и 9.4.
Яги и Йошида (1975) предложили следующее соотношение для к]_ав
kLaBd}
D
0.06
{d^N pL
\
PbD
05 / P£Ug 06
\ 5T J “g J
0.32
S
(9.26)
Для этого уравнения не требуется знание скорости энергозатрат, и
было показано, что оно удовлетворительно описывает данные по
адсорбции СОэ системы глицерин-вода при 30 °C.
Берн с сотр. (1976) определили квав в суспензионном реакторе с
механическим перемешиванием путем изучения гидрирования мас-
ла в режиме влияния массопереноса газ - жидкость. Предложенное
ими соотношение имеет вид
kL ав = 1.Д99 х 10~2 TV116 d} 979 п°-32 Vf0’521- (9-27)
Это соотношение удовлетворительно описывало их данные как
для 30-литрового, так и 500-литрового реактора. Кроме того оно было
использовано для обработки данных, полученных на промышленных
реакторах объемом 11 и 14 м3, и было получено неплохое соответ-
ствие между экспериментальными и расчетными значениями.
Литманс с сотр. (1972) предложили упрощенное соотношение для
кцав, которое имеет вид
кв ав = o'
т' 0.67
(9.28)
где а= 0.618 и т" = 0.605 для РIVв 8,000 Вт/м3 и а = 1.215,
а т" ~ 0.315 для Р/ VL > 10,000 Вт/м3.
Боттон с сотр. (1980) и Хассан и Робинсон (1980) получили соот-
ношения для kfO-B с использованием в качестве корреляционного
параметра Р/ VB.
Миллер (1974) рассмотрел применение теории проницаемости
для расчета кцйв в системах с подачей газа через трубу. Согласно этой
модели кв записывается в виде
111
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
(прении.) = 2
0 5
d '
тг L
(9.29)
где te - время, за которое пузырек газа проходит расстояние, равное
своему диаметру. Параметр te равен
te = (9.30)
Кроме того, Миллер (1974) предложил истинное значение опреде-
лять по формуле
kL '= Фк kL (Пронин.) , (9.31)
СКОРОСТЬ ПЕРЕМЕШИВАНИЯ N, об/иип
Рис. 9.8. Различные соотношения для kiaB в реанторе с ме-
ханическим перемешиванием
112
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
где поправка в единицах системы СИ равна
=683 dB 1 376 (9.32*)
На рис. 9.8 показаны кривые, соответствующие различным соотно-
шениям при следующих значениях параметров: dj = 10 см, dj = 5 см,
2,-10 см. pL™ 1 г/см’, /Л[ = S х 10'3 г/см/с, St - 72 дина/см,
Ug = 0.2 см/с, D - 2 х IO’5 см2/с и Рт = 1-2 х 10"3 г/см3. Для
того, чтобы провести (равнение, значения кта^, полученные по соотно-
шению Берна с corp. (1976), были умножены на (D/D^op^,^)0 5 =
0-5847, поскольку их данные были получены для водорода. Можно
заметить, что корреляция Калдербенка дает более низкие значения
Рис. 9.9.
Объемный к оэффициент массопереноса газ-жидкость
как функция объемной доли твердого вещества в сус-
пензии (Жюстен с сотр., 19776):
1 - Стеклянный биссер 88 цм\ 2 - Стеклянный биссер 53 цм\
3 - Сахар 74 - 105 им ; 4 - Полипропилен 53 - 105 цм\
5 - Пропилен 250 им.
-3 3
Энергозатрата на перемешивание 1.5 х 10 В/см .
Поверхностная скорость газа - 2.5 см/с
113
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
квав по сравнению с другими соотношениями. Для практических
целей соотношение Берна с сотр. (1976) может быть использовано,
поскольку оно было получено для трехфазныу систем.
В этой связи важно также рассмотреть влияние твердых частип на
к[аВ- Большинство работ по изучению к^ав было проведено для
системы газ - жидкость, а влия ние твердых веществ не было детально
изучено. Слессерссотр. (1968) иЖюстенссотр. (1977б) рассмотрели
влияние твердых частиц на kiaB в широкой области загрузок ка-
тализатора. Жюстен с corp. (1977б) обнаружили, что вплоть до за-
грузки катализатора 10% значения k[UB не зависят от присутствия
твердых веществ. Однако при загрузках свыше 10% величины к[ав
значительно уменьшаются. На рис. 9.9 показана типичная кривая
зависимости kfaB от загрузки каталиазтора, полученная Жюстеном
с сотр. (1977б) для различных видов твердых веществ. Тамханкар и
Чаудхари (1979) определили kLaB в реакторе с магнитной мешалкой
путем адсорбции ацетитена водой, содержащей твердые частицы.
Они получили, что значения кцав не зависят от присутствия твердых
частиц. В общем случае, загрузки катализатора, используемые на
практике, составляют менее 10% и, следовательно, соотношения,
предложенные для систем газ - жидкость, могут быть использованы
и для трехфазных систем.
Для реактооов с механическим перемешиванием был предложен
целый ряд критериев масштабного перехода. Двумя наиболее приня-
тыми критериями являются равенство энергозатрат на единицу объе-
ма и равенство скоростей перемешивания относительно конца ло-
пасти мешалки. Первый из них предполагает, что для получения
идентичных значений к]_ав при масштабном переходе N3d5j должно
оставаться постоянным. Второй требует постоянства значения Nd).
Критерий равенства энергозатрат, по-видимому, является справед-
ливым (Литманс с сотр. 1972; Легрис, 1978: ван’т Райт, 1979;.
9.7. Массоперенос жидкость - твердое вещеегьо
Основные работы по массопереносу жидкость'- твердое вещество в
реакторах с механическим перемешиванием приведены в табл. 9.4. В
работе Миллера (1971) проведен обзор различных соотношений для
коэффициентов массопереноса жидкость - твердое вещество в реак-
торах этого типа. Позднее Ниенау (1975) провел сравнение тео-
114
Таблица 9.4
Экспериментальные работы по изучению массопереносг жидкость-твердое вещество
в реакторах с механическим перемешиванием.
Автор Тип твердого вещества Жидкая фаза Область перемешивания число Рейнольдса, Rea
Баркер и Трейбал (1960) бензойная кислота, борная кислота вода, раствор сахарина 103- 10б
Хаориотт (1962) бензойная кислота, бутилбен- зойная кислота, ионообмен- ная смола вода, гидроксид натрия и рас- твор сахарина 1.2 х 104 - 7.5 х 104
аскью и Беккманн (1965) бензойная кислота вода 2.4х 103- 12х 104
Сукес и Г омезплата (1967) медь йод 5.0 х 1Q3- Зх 105
Ниенау (1969) сульфит калия, хлорид ам- мония. хлорид натрия вода 2.25 хЮ4 -15x104
Левине и Гластонбери (1972ф) ионнообменная смола, нитрат аммония, нафталин вода, метанол, водные раство- ры кислот и оснований 5х 104
Санос сотр. (1974) бензойная кислота вода 1 - 10'
Бласински и Гак (1975) бензойная кислота, борная кислота, салициловая кислота вод? Зх 105-5х 105
Бун-Лонг с сотр. (1978) бензойная кислота вода 104-3x 104
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕ ШИВАНИЕМ
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ретических основ построения корреляций для данных по массопере-
носу ж идкость - твердое вещество и выдал рекомендацию как исполь-
зовать теорию скольжения.
Харриотт (1962) и Брайен с сотр. (1969) в качестве основания для
построения соотношений, связывающих массоперенос жидкость -
твердое вещество в реакторах с механическим перемешиванием, ис-
пользовали теорию Колмогорова. Согласно этой теории коэффици-
ент массопереноса жидкость - твердое вещество может быть пред-
ставлен как функция числа Рейнольдса в виде
(е dD 4 pL 3^ 0.5
Rev = ——з— если le » dp (9.33)
t ли
3,1/3
если le « dp,
(9.34)
где 1е - размер воронки, который зависит только от скоро< ти пот реб-
ления энергии на единицу масс)» суспензии е и кинетической вяз-
кости. Следовательно,
4 =
PL3 е
0.25
(9.35)
В приведенных выше уравнениях е является энергией, сообщенной
единице массы суспензии, и связано с энергозатратами, рассмотрен-
ными в разделе 9.3, уравнением
е = (’-ЭД
Фурусава и Смит (1973а) определили ks с помощью адсорбции
бензола активированным углем и доказали справедливость исполь-
зованного выше метода построения корреляции путем постпоения
кривой зависимости ksdp/D от Re3. Их результаты хорошо согласу-
116
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
ются с результатами Харриотта (1962) и Брайена с сотр. (1969).
Кубой с сотр. (1974) также доказали справед ливость использованно-
го выше метода с помощью построения соотношения для данных
массопереносу жидкость - твердое вещество.
Левине и Гластонбери (1972а) уточнили корреляции, основанные
на теории Колмогорова, включив отношение диаметров мешалки и
реактора в качестве корреляционного параметра и получили следу-
ющее уравнение
dp
D
= 2 + 0.47
0.62/ cM 0.17
Ул
0.36
(9.37)
Это соотношение справедливо, когда жидкость и твердое вещество
близки по плотности. Для случая, когда наблюдается существенное
различие в плотностях, Левине и Гластонбери (1972а) предложили
соотношение
ks dp
'dp pLUc\ 0-5/ \ 0.38
I \pld<
(9.38)
где ис—характеристическая скорость, которая определяется как
/ *7 о 'Ук 0 5
“с = (иЕ +utp +us ) , (9.39)
где иЕ — эффективная относительная скорость массопереноса к час-
тицам нейтральной плотности, utp - скорость осаждения, us — ско-
рость скольжения, возникающая из-за различия в инерциях между
частицами и жидкостью. Левине и Гластонбери (1972в) в своей рабо-
те предложили уравнения для расчета иЕ, щр и us.
Сано с сотр. (1974) определили коэффициент массопереноса жид-
кость - твердое вещество в реакторах с механическим перемеши-
ванием. Были использованы реакторы четырех размеров с диамет-
рами от 9.5 до 40 см, и рассмотрены случаи с наличием и отсутствием
пристеночных ребер. Были использованы частицы размером от 60 до
1100 мм, включая как сферические бусины (ионообменные смолы),
так и гранулы (бензойная кислота, КМПО4 и Днафтол). Из получен-
ных данных было выведено уравнение
117
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ PEAK ГОРЫ
&S dp
D Fc
= 2+0.4
dp 4 Pl 3>
Pl3
1/4
Pl
1/3
(9.40)
где ^-фактор формы частиц.
В этом исследовании было сделано интересное наблюдение, что
коэффициент массопереноса жидкость-твеодое вещество по-видимо-
му не зависит от геометрии оборудования или метода передачи
энергии, следовательно, записанное ныше соотношение применимо
как для реакторов с механическим перемешиванием, так и для бар-
ботажных реакторов.
Рис. 9.10. Соотношения для коэффициента массопереноса жид-
кость - твердое вещество в реакторе с механическим
перемешиванием.
---Левине и Главстонбери (1972а);---Сано с сотр. (1У74);
Бон-Лонг с сотр (1978).
(Воспроизводится с разрешения AIChE)
118
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Бун—Лонг с сотр. (1978) предложили следующее соотношение
для ks в реакторах с механическим перемешиванием.
к5
D
= 0.046 f2 тг2 dp PL dT N 0.283 'Pl gdp3' 0 173
Pl i )
' w VL
-0.011
'df
0.461
PlD
/
(9.41)
На рис. 9.10 проведено сравнение различных соотношений для
коэффициента массопереноса жидкость-твердое вещество, где ^пос-
троен в виде функции скорости перемешивания для двух размеров
частиц. Для сравнения значений использованы те же самые данные,
что и в примере 9.1. Соотношение Бун—Лонга с сотр. дает более
низкие значения по сравнению с другими корреляциями.
Ниенау и Майлс (1978; изучили влияние конфигурации мешал-
ка/реактор на коэффициент массопереноса жидкость - твердое веще-
ство. Они обнар'Ужили, что в точке абсолютной суспензии коэф-
фициент массопереноса оставался одним и тем же независимо от
геометрии.
Тешима и Охаши (1977) определили коэффициенты массопере-
носа частица жидкость в реакторе с вращающимся слоем катализа-
тора. По полученным данным они составили уравнение
As d p
D
= 2.0 +0.012
0.64
Pl d
(9.42)
9.8. Непроточные реакторы с механическим
перемешиванием
Непроточный реактор с мешалкий — это система, из которой не
выходят никакие компоненты, а газ непрерывно подается в реактор
в соответствии со скоростью расходования. Преимущество этой сис-
темы заключается в том, что нет необходимости рециркулировать
119
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
непрореагированный газ. Такие системы удобно использовать в слу-
чаях, когда не происходит заметного образования побочных продук-
тов. Если же такие продукты образуют ся7 или подпитывающая смесь
содержит небольшие количества инертных примесей, то концент-
рация реагирующего газа в зависимости от продолжительности про-
цесса может существенно уменьшаться. Эти наблюдения показыва-
ют, что реакторы такого типа целесообразно использовать в основном
для случаев подпитки чистым газом.
Коэффициенты массопереноса (газ-жидкость) для непроточных
реакторов обычно ниже, чем для систем, через которые газ проходит
с некоторой скоростью. Для увеличения эффективности массопере-
носа необходимо рециркулировать газ от выхода реактора обратно в
жидкую фазу. Этого можно достиг чуть либо путем использования
мешалки для перемешивания газовой фазы (Мартин, 1972),
либо путем применения системы с двойным перемешиванием
(Олдшу, 1980).
Джоши и Шарма (1977) определили кцлв, ав, долю газа, энерго-
затраты, скорость подачи газа и минимальную скорость перемеши-
вания, необходимую для перемешивания газа в газо-жидкостных
системах в реакторах с перемешиванием газовой Фазы. Занделевич
(1979) рассмотрел метод разработки фиксированных оптимальных
энергозатрат, диаметра аэратора и скорости перемешивания для са-
моперемешивающихся ту рбозэраторо».
Метод перемешивания газом удобен для небольших по масштабу
процессов. При крупномасштабных процессах этот метод неприем-
лем из-за наличия большого слоя жидкости выше мешалки.
В работе Олдшоу (1980) использована система с двойным пере-
мешиванием. Она состоит из мешалки для продольного перемеши-
вания на поверхности и погруженной в жидкость мешалки для ра-
диального перемешивания. В конструкции этого реактора пластины
вдоль стенок устанавливаются лишь до половины высоты реактора.
Газ подается в систему ниже нижней мешалки, а верхняя мешалка
служит главным образом для рециркуляции газа в жидкость из вер-
шины реактора. Некоторые данные по скоростям массопереноса в
непроточных реакторах были опубликованы в работах Олдшу (1980)
и Висняка с сотр. (1971).
120
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Пр амер 9.2
В двух последовательных реакторах с мешалкой требуется прогид-
рировать анилин до циклогексиламина с использованием нанесенно-
го ни» елевого катализатора. Оба реактора имеют диаметр 50 см, и
каждый из них имеет производительность 98 литров. Рассчитайте
параметры такого реактора. Кроме того, определите скорость пере-
мешивания, необходимую для 90% конверсии анилина. Принять,
что реакция имеет первый порядок по водороду и нулевой по ани-
лину, а константа скорости kj равна 51.49 см3/г/с. Имеются следу-
ющие данные: температура = 430 °C, давление = 10 атм, pG = 6.05 х
10'4г/см3, р£=1 г/см3, 1.75г/ск ’,w=3 х Ю'2г/см3,^=0.01 см,
Pl = 5 х 10 3 г/см/с, = 30 дина/см, /?/,- = 1 х 10'* моль/см3,
Л’ = 4.46 х 10'6 * * * моль/см2, и» 1/3, D (по упавнению 6.26) = 1.16
х 10 4 см /с, и/= 0.02 см/с, £ = 50смиВе= 1.93 х 10‘5см2/с.
Решение Диаметр мешалки в данном случае можно считать
равным 0.5.
а) Минимальная скорость перемешивани я Из уравнения (9.2)
50х 1.33
-= 2 (g) = 5.02
w' =— х 100 =3%
Pl
из уравнения (9.1)
= 5.02 х 0.01° 2(5 х 1О~3)01 (1.75 - 1)° 45 3° 13 =
т ’ ’ 10-55 Х25о-85 к718
б) Энергозатраты на перемешивание. Пусть скорость переме-
шивания равна 10 об/мин, тогда по уравнению (9.5) получим
Re
10 х 25 х 25 х 1
5 х 10"3
а
= 1.25 х 106
Поскольку Rea больше чем 10000U, можно считать, что равно
6.3. Следовательно, из уравнения (9.4)
Ро = 6.3 х Ю3 х 25 5 =
= 6.152 х Ю10 *эрг/с= 6152 Вт
121
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Если считать, что средняя скорость газа в реакторе составляет
0.61 см/с, то
Qg = f х 50 х 50 х 0.61 = 1197.7 см3/с
С использованием соотношения Льюнга и Волески (1979) получим
Отсюда энергозатрата равна
Р = 61526 х 0.4479 = 2755.9 Вт
в) Доля газа. Долю газа можно получить с использованием соот-
ношения Лосью с сотр. (уравнение 9.15), которое записано в еди-
ницах системы СИ. Экспериментальные данные в единицах СИ име-
ют вид
ие = 6.1 х 10 3 м/с
«5
ST = 3 х Ю“2 Н/м
= 5 х 10-4 кг/м/с
VL = 0.098 м3
Следовательно,
^=0.011(6.1 х Ю—3)°'36(36X 1О-2)_о,36(5 х 10"4)_0056(^^]°‘27
= 0.1474
Можно показать, что для этого случая энергия, переданная жидкости
газом Р, пренебрежимо мала. Поэтому Pg в уравнении (9.15) было
приблизительно приравнено к нулю.
122
СУСПЕНЗИОННЫЕ PEAK ТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
г) Коэффициент массопереноса газ-жидкость. Для расчета
kiuB может быть исполозовано соотношение Берна с сотр. (урав-
нение 9.27)
kLaB = 1.099 х 10“2х 101J6x 251979 х 0.61032х 98000 "° 521 =
= 0.198 с'1
д) Коэффициент массопереноса жидкость-твердое вещество
Коэффициент можно получить с помощью соотношения Сано с
сотр (уравнение 9.40). Из уравнения (9.36)
2.7559 х Ю10 1л5
е 1 х 98000 2,812 Х 10 Э₽г/с
Предполагая, 4to>Fc- 1, мы получим
dP -2+04 2.812 х 105 xO.Ol4 xl3 1/4 ' 5 x 10"3 1/3
D 2+U4 (5 x 10-3)3 1 x 1.16 x IO-4
= 19.16
Отсюда,
ks
19.16 х 1.16 х 10“4
0.01 '
= 0.22 см/с
-6ХЗХ10’2
1.75 х 0.01 10,28
ks aD = 2.28 с 1
е) Параметры, реактора. Эти параметры можно получи гь из оп-
ределений, данных в таблице 3.1.
0.198 х 50 лпс
Ч =' 002“ = 495
2.28 х 50
0.02 5700
123
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ PEAK ГОРЫ
3 х 10“2 х 51.49 X 50
(Хг =---------------------- = 3801
0.02
_0.С05
3
' 1.75 х 51.49 \
( 1.93 х Ю“5 J
0.5
= 3.60
Vc 3.6 [COth (3 Х 3*6) 3 X 3.6 ] °'252
= 0.252 х 3861.75 х 5700 _
0 252 x 3861.75 +5700 8
ж) Расчет конверсии. Если предположить, что жидкая фаза
находится в условиях идеального смешения, то для первого реак-
тора а/, = 0. Из уравнения (3.33)
_ 831 (0 + 495)__
VR 3861(1 +495 +83)) ии
g = 1/3 х 4.46 х10^ = 1 486 х10,3
1 х 1(Г3
Для конверсии В (то есть анилина) с использованием уравнения
(3.36) получим
Хв = 1.480 х 10“3 х 3861 х 0.08 =0.459,
а из уравнения (3.27)
Для второго реактора
au = alj (реактор 1) = 0.373,
а из уравнения (3.33)
831 (0.373 + 495)
Vr 3861 (1 +495 +831) U
124
СУСПЕНЗИОННЫЕ РЕАКТОРЫ С МЕХАНИЧЕСКИМ ПЕРЕМЕШИВАНИЕМ
Ви (реактор 2) = Вп (реактор I) х [I - Хв (реактор I) ] =
= 1 х 10'3 (1 - 0.459) = 5.41 х 10’4 моль/см3
1/3 х 4.46 х Ю~6
q =--------------— =2.748 х 10 3
5,41 х Ю~4
Из уравнения (3.36)
Хв =2.748 х Ю-3 х 3861 х 0.08 =0.848
В if (реактор 2) = Вц < реактор 2) х [1 - Хв (реактор 2) ] =
= 5.41 х 10 4(1 — 0.848)
=8.22 Х1С 'моль/см
Оощая конверсия
^//реактор 2)
В/Дреактор 1)
= 1_8.22xlO-»=09l7g
1 X 10“3
Это показываел, что скорости перемешивания равной 10 об/с,
достаточно для достижения 90% конверсии.
125
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
10. СУСПЕНЗИОННЫЙ РЕАКТОР С
ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
10.1. Введение
В суспензионных реакторах с перемешиванием барботажем газ
диспергируется через слой жидкости значительной трлщины, в кото -
рой суспензированы частицы катализатора. В реакторах этого типа
момент передается жидкой фазе с помощью движения пузырьков
газа. В таких реакторах используются тонкоизмельченные частицы
катализатора. Этот тип режима обычно осуществляется с реактора х
с отношением высоты к диаметру от 4 до 10 Реактор может работать
в периодическом ре жиме в случае конверсии жидкого реагента или в
непрерывном режиме для реакции между ж идкостью и газом.
Преимуществами этого типа реакторов являются отсутствие дви-
жущи хся частей (отпадает необходимость герметического оформ-
ления мешалки), минимальные энергозатраты, меньшая потреб-
ность в площадях по сравнению с реакторами с механическим пере-
мешиванием и высокие скооости циркуляции жидкости, что ведет к
большим скоростям теплопереноса, чем в реакторах с неподвижным
слоем. Потребление энергии этими системами меньше, чем реакто-
рами с механическим перемешиванием. Поскольку возможно испо-
льзование частиц малого размера, сводится к минимуму сопротив-
ление внутренней диффузии и, следовательно, возможно максима-
льное использование катализатора.
Основными недостатками реактопов с перемешиванием барбота-
жем являются следующие:
а) наблюдается значительное идеальное смешение жидкой фазы,
что ведет к снижению производительности реактора;
б) когда газ находится при атмосферном давлении (например SO2
из дымового газа), требуется дополнительная энер! ия для преодо-
ления перепада давления в реакторе. Однако, если газ находится при
давлении намного выше атмосферного, то, очевидно, потребность в
126
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
перепаде давления в реакторе отпадает и барботажные реакторы
становятся экономически выгодными, поскольку для диспергирова-
ния газа не требуется дополнительной энергии;
в) при отношениях длины к диаметру выше 10, наблюдается быс-
трое уменьшение удельной межфазной поверхности с высотой из-за
увеличения скорости коалесценции газа при более высоких отно-
шениях Ы dT.
Рис. 10.1. Схематическая диаграмма суспензионного реактора
непрерывного действия с перемешиванием барбота-
жем (Охородник с сотр., 1975)
(Воспроизводится из справочника по производству катализаторов
с разрешения Ноес Дейта Корпорейшен)
127
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Суспензионные реакторы с перемешиванием барботажем исполь-
зуются во многих промышленных процессах, например, для реакций
Фишера-Тропша (см. Декквер с сотр., 1979), при синтезе углеводо-
родов, для производства капралактама (де Роой с сотр., 1977) и дру-
гих. Обзор областей промышленного использования суспензионных
реакторов с перемешиванием барботажем проведен в работах Хам-
мера (1979), а также Декквела и Алпера (1980).
Схематическая диаграмма суспензионного реактора с перемеши-
ванием барботажем приведена на рис. 1.2. На рис. 10.1 показана
специальная запатентованная конструкция реактора для непрерыв-
ного процесса с приспособлениями для отделения катализатора (Охо-
родник с сотр., 1975). Праден и Вебер (1970) предложили другую
конструкцию реактора. Схематическая диаграмма такого реактора
показана на рис. 10.2. В этом случае катализатор и жидкость ре-
циркулируется в реакторе с помощью внешнего насоса. Газ и сус-
пензия могут двигаться либо в условиях прямотока, либо в условиях
а) ПРОТИВОТОК
6) ПРЯМОТОК
Рис. 10.2. Конструкция суспензионного реактора с перемеши-
ванием барботажем с насосом для внутренней цирку-
ляции (Пруден и Вебер, 1970)
128
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
противоюка. В этом режиме Могут быть использованы большие за-
грузки катализатора, чем в "радиционном суспензионном реакторе
периодического действия. Кроме того, в этом случае наблюдается
агломерация катализатора. Александер с сотр (1979) предложили
конструкцию барботажного реактора, в котором катализатор поме-
щается в стационарные корзины. Основным преимуществом такого
реактора является легкость отделения катализатора. Некоторые ас-
пекты барботажных реакторов обобщены в работах Маыелкара
(1970) и Скампе с сотр. (1979). Эти обзоры написаны таким образом,
что основное внимание уделяется газо-жидкостным системам.
10.2. Гидродинамические режимы в барботажных
реакторах
Если используются мелкие частицы катализатора (то есть менее 50
мм) и если загрузка твердого вещества составляет менее 15%, сус-
пензию можно считать псевдогомогенной фазой, гидродинамика кото-
рой аналогична свойствам двухфазной (газо - жидкостной) системы. В
зависимости от скоростей жидкого и газового потоков и физических
свойств суспензионной системы могут быть выделены следующие типы
гидродинамических режимов в барботажных реакторах.
а) Режим гомогенного газового потока. Он наблюдается при низ-
ких скоростях газа (то есть менее 5 см/с) и характеризуется узким
распределением пузырьков по размеру и очень слабым взаимодей-
ствием между пузырьками.
б) Режим гетерогенного газового потока. При более высоких
скоростях газа (то есть более 7 см/с) происходит заметная коалес-
ценция пузырьков, и наряду с мелкими пузырьками в системе появ-
ляются крупные. Поэтому такой режим называется режимом гетеро-
генного газово! о потока.
в) Турбулентный пенистый поршневой режим. Этот режим осу-
ществляется при высоких скоростях газа и в реакторах малого ди
аметра. В данном случае диаметр пузырьков, образующихся в ре-
зультате коалесценции, становится сравнимым с диаметром реакто-
ра. Затем эти пузырьки стабилизируются стенками реактора и дви-
жутся через реактор в виде поршней.
Схематическая диаграмма этих гидродинамических режимов по-
казана на рис. 10.3. Декквер с сотр, (1979) построили карту
129
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ PEAK ГОРЫ
а) ГОМОГЕННЫЙ
ПУЗЫРЬКОВЫЙ
РЕЖИМ
БОЛЬШИЕ
ПУЗЫРИ
Рис. 10.3. Диаграмма режимов в барботажном колонном реак-
торе
Рис. 10.4. Гидродинамические режимы в барботажном колон-
ном реакторе (Деквер, 1979)
130
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
гидродинамических режимов Дая суспензионных барботажных реак-
торов, которая изображена на рис. 10.4.
Кавазий с сотр. (1976) предложили следующую классификацию
гииродинам» ческих режимов ь бапботажных реакторах: (а) пузырь-
ковый режим, (б) переходное состояние 1, (в) ячеистый пленочный
режим, (г) переходное состояние 2 и (д) режим ценообразования.
По-оидчмому, эта классификация более применима к системам, ко-
торые проявляют склонность к ценообразованию. Для непенообразу-
ющих систем карта режимов, предложенная Деккером с сотр. (1979)
имеет более сложный вид.
10.3. Суспензия частиц катализатора
Для полного использования катализа гора необходимо, чтобы весь
катализатор находился в су спензии. В условиях суспензионного бар-
ботажного реактора возможно существование двух типов суспензии,
а именно устойчивой суспензии, при которой все частицы находятся
в суспензии, и гомогенной суспейзии, при которой концентрация
частиц постоянна по всему реактору. Существует определенная ми-
нимальная скорость газа, выше которой частицы катализатора пол-
ностью суспендированы. Рой с сотр. (196^) из анализа размерности
вывели соотношения для критической доли твердого вещества, кото-
рая определяется как максимальное количество твердого вещества,
способное при данных услови ях находиться в условиях устойчивой
суспензии. Это соотношение имеет вид
_u,as = 6 8х 10-4 сл ц*.Ро (wл)
Pl Pg \UgPfJ \ ug )
где uip—конечная скорость осаждения частиц. Для ее определения
могут быть использованы следующие уравнения:
а) режим Стока
utp = *^’"18^ для ReP < 0,4 ’
б) промежуточный режим
utp = [0.0178 ] 1/3rfp для о.4 < Rep < 500 ; (Ю-З)
Pl Pl
131
ТРЕХ ФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
в) режим Ньютона
utp = [-ЗЛ —^-]1/2 для 500 < Rep < 2 х Ю5 , (Ю.4)
Rep - число Рейнольдса, основанное на скорости осаждения частиц,
которое определяется как
Ufn Pi.
Rfcp= _!£. L.°. (10.5)
r*L
В уравнении (10.1) является поправкой к вязкости и определя-
ется как
Рис. 10.5. Минимальная скорость газа, необходимая для полно-
го суспендирования катализатора в барботажной ко-
лонне (Роу,1964)
132
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ •
где jUf, выражено в пуазах (г/см/с), а У - фактор смачиваемости,
который для большинства катализаторов может быть принят равным
единице (Рой с сотр., 1964).
В качестве иллюстрации к этому соотношению на рис. 10.5 пока-
зана минимальная скорость газа, необходимая для суспендирования
частиц, для следующих параметров: d? = 10 см, = 8 х 103 г/см/с,
PG =1.8 х 1()4 г/см/с, Sj- - 72 дина/см, pL = 1 г/см3, рр - 3 г/см3 и
PG= 1.2 х 103 г/ см3. Доля газа eg, фигурирующая в у равнении (10.1),
может быть вычислена с использованием соотношения Акиты и
Йошиди (1974), которое будет рассмотрено в следующем разд еле (см.
уравнение 10.12).
Во многих практических случаях, записанное выше соотношение
может быть использовано для подтверждения полной суспензии час-
тиц катализатора; однако оно не подтверждает наличие гомогенной
суспензии. Может существовать профиль концентрации катализато-
ра по высоте реактора, и это будет влиять на производительность
реактора. В литературе встречается целый ряд исследований по рас-
пределению концентрации твердого вещества в барботажных реак-
торах (Шлезингер с сотр., 1951; Сугануми и Яманиши, 1966; Кова,
1966; Фаркас и Леблонд, 1969; Имафуку с сотр., 1968; Като с сотр.,
1972).
Суганума и Яманиши (1966) предложили теоретическую модель
для распределения твердых частиц в барботажном реакторе. В этой
модели предполагается, что движение частиц является хаотичным
диффузным процессом и может быть охарактеризовано путем при-
писывания твердому веществу коэффициента дисперсии. Кроме того
частицы движутся под действием сил гравитации со скоростью, рав-
ной конечной скорости осаждения частиц. Для реактора периодиче-
ского действия стационарный баланс по частицам в дифференциаль-
ном горизонтальном элементе колонны приводит к уравнению
DEs^+ulp^=0, (10.7)
где ЯЕ$—коэффициент продольной дисперсии твердого вещества,
выраженных в см2/с. Граничные условия имеют вид
X = со W = 0 (10.8)
133
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
1 L
w=T^wdx' С10'9)
где w - средняя концентрация твердого катализатора в реакторе.
Проинтегрировав уравнение (10.7), мы получим следующее вы-
ражение для
(1010)
w 1 — е u‘pi
Коэффициент дисперсии твердого вещества DE$ может быть вычис-
лен из уравнения (10.36), предложенного Като с сотр. (1972).
Като с сотр. (1972) проанализировали распределение твердого
вещества в барботажном реакторе непрерывного действия. Они испо-
льзовали барботажные реакторы трех диаметров и пористый плоский
распределитель. Исследуемая система была воздух - вода - стеклян-
ные сферы. Авторы предложили седиментационно-дисперсную мо-
дель, аналогичную уравнению (10.7), с использованием гидроди-
намических понятий для моделирования реактора непрерывного дей-
ствия. Различные параметры модели, такие как продольная дис-
персия, средняя скорость осаждения частиц и другие были определе-
ны путем сравнения экспериментальных данных с теоретической
моделью.
Влияние распределения твердых частиц на производительность
реактора, по-видимому, детально изучено не было. Можнс показать,
что для реакции первого порядка, когда жидкость находится в ус-
ловиях идеального смешения, влияние распределения твердого ве-
щества на скорость реакции незначительно. Можно показать, что
скорость, расчитанная для распределения, данного в уравнении
(10.10), равна скорости, расчитанной при условии наличия средней
концентрации по реактору. Влияние распределения твердых частиц
на скорость реакции при нелинейной кинетике и для реакторов не-
прерывного действия изучено не было.
10.4. Доля газа
Доля газа в барботажном реакторе характеризует долевое содер-
жание газа в реакторе. Долю газа важно знать, поскольку она отра-
жает время пребывания газа в реакторе, эффективную межфазную
поверхность и другие параметры. Более ранние исследования по доле
134
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
газа в барботажных реакторах рассмотрены в работе Машелкара
(1970). Хьюджмарк (1967) определил долю газа в широкой области
диаметров реактора, гидродинамических условий и свойств системы.
Он показал, что доля газа пропорциональна количественной харак-
теристике u^Stw/Pi)^ > Окончательное соотношение было
представлено в виде кривой, по которой может быть определена доля
газа в реакторе. Машелкар повторно проанализировал данные и
предложил следующее соотношение для доли газа
ug(S tw^ Pi)1
£g=~------------
(10.11)
30 + 2ug
Акита и Йошида (1973) изучили влияние свойств жидкости на долю
газа и предложили свое соотношение для расчета доли газа, получен-
ное на основании анализа размерности
'gdT2PAt/s lgdT3
—-St- .-=0.2
(1 -^)4
Ml2
(10.12)
Ямашита и Иноу (1975) определили долю газа в барботажном реак-
торе и получили следующее соотношение
%------------------й-? • (Ю-13
8 2.2 ug -hO.3(gdT)°-5
В литературе встречаются и другие соотношения для доли газа в
барботажных реакторах Никита и Кикукава, 1973; Гестрих и Рас,
1975; Куморссотр., 1976; Мерсманн, 1977; Хикитассотр., 1980). Все
они рассмотрены и обобщены в работе Хикиты с сотр. (1980).
Различные параметры оказывают на долю газа следующее вли-
яние. Акита и Йошида (1973) обнаружили, что доля газа пропор-
циональна St-'012, а Хьюджмарк (1967) получил, что она пропор-
циональна S/0 Диаметр реактора не оказывает существенного
влияния на долю газа. Из соотношения Хкиты и Йошиды (1973)
следует, что eg « /£1/6. Экспериментальные данные по доле газа,
полученные Бахом и Пилхофером (1978) с использованием набора
органические жидкостей с варьирующимися физическими свойст-
135
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
вами, в широкой области согласуются с приведенными выше наблю-
дениями. Койд с сотр. (1979) определили долю газа в большом барбо-
тажном реакторе диаметром 550 см. Отношение между долей газа и
поверхностной скоростью оказалось тем же самым и для 10 см реак-
тора. Кова (1974) иЙингссотр. (1980) показали, что конфигурация
распылителя и физические свойства жидкости не оказывают сущест-
венного влияния на долю газа.
Влияние твердых частиц на долю газа исследовано в работах Като
с сотр. (1973), Тодтассотр. (1977) иЙингассотр. (1980). Като с сотр.
(1973) использовали стеклянный биссер четырех размеров (63 - 177
мкм). Было обнаружено, что доля газа возрастает с увеличением
диаметра частиц и повышением средней концентрации твердого ве-
щества в реакторе. Для конкретного интервала скоростей доля газа
достигала максимума при скоростях газа около 7-8 см/с. Тодт с сотр.
(1977) в качестве твердых частиц использовали полые стеклянные
шары (125 - 250 мкм) и получили данные по доле газа для барботаж-
ного реактора непрерывного действия с противотоком. Они обна-
ружили, что в присутствии твердых частиц доля газа возрастала
примерно на 15%. Йингссотр. (1980) наоборот получили, что доля
газа в присутствии твердых частиц снижалась на 20%. При более
высоких расходных скоростях газа (выше чем 6 см/с) твердые час-
тицы не оказывали влияния на долю газа. Это согласуется с наблю-
дениями Като с сотр. (1972) и показывает, что значительная турбу-
лентность газа уменьшает эффект коалесценции, вызванный при-
сутствием суспендированных твердых частиц.
Декквер с сотр. (1979) определили долю газа для условий сус-
пензированного реактора Фишера—Тропша (расплав парафина, со-
держащий тонкоизмельченный AI2O3). В присутствии твердых час-
тиц доля газа слабо уменьшается. Концентрация твердого вещества
в интервале 5.5 - 16 (вес %) давали одно и то же значение доли газа.
Для доли газа было предложено соотношение
sg = 0.053 41 +0.015 (Ю.14)
При значениях скорости выше 1.5 см/с это уравнение не согласуется
с другими соотношениями, встречающимися в литературе, к тому же
оно дает завышенные значения sg.
136
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Рис. 10.6. Сравнение корреляций для определения газосодер-
жания в барботажной колонне
На рис. 10.0 проведено сравнение соотношений (10.11), (10.12) и
(10.13) цля системы воздух - вода. Видно, что иежду ними наблюда-
ется разумное соответствие. Для вычислений при разработке реакто-
ра может бы гь использовано соотношение Акиты и Йошиды (1973),
поскольку оно у читывает влияние свойств жидкости. Его недостаток
заключается в том, что оно предусматривает вычисление eg методом
проб и ошибок.
10.5. Средний диаметр пузырька
Оценочное значение среднего диаметра пузырька необходимо
знать, поскольку он имеет прямое отношение к коэффициенту пере-
носа и межфазной поверхности. В общем случае при низких скоро-
стях газа (то есть, когда ug < 0.5 см/с) размер пузырька является
137
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
функцией диаметра отверстия и слабо зависит от скорости газа в этом
отверстии. При средних скоростях газа (0.5 < ug < 10 см/с) диаметр
пузырька уже сильнее зависит от скорости газа в отверстии. Однако
при высоких скоростях газа (ug > 10 см/с) как диаметр отверстия, так
и скорость газа в нем будут меньше влиять на размер пузырька.
Средний диаметр пузырька dB может быть рассчитан с использо-
ванием соотношения Акиты и Йошиды (1974).
/ , 2
gdT PL
Sf
^=26
d'f
-0-5
—0.12
-0.12
i
(10.15)
Это соотношение получено при изучении систем воздух - вода и
воздух-глицерин. При этом был рассмотрен интервал скоростей 1 -
4 см/с. Полученное соотношение показывает, что dp не является
сильной функцией ug, в то время как зависимость от диаметра колон-
ны выражается как dr^'3-
Альтернативным методом вычисления среднего диаметра пузырь-
ка является использование соотношения Калдербенка (1958), кото-
рое имеет вид
dB = 4.15--------тгг er 1/2 + 0.09
(V^)° ^°’2
(10.16)
Для того, чтобы воспользоваться этим уравнением, необходимо знать
количество энергии, переданной жидкости газом Pg. Существует два
механизма передачи энергии жидкости: (а) реактивная (кинетичес-
кая) энергия, высвобождающаяся при изотермическом расширении
газа по мере того, как он расширяется до рабочего давления над
поверхностью жидкости. Численно эти два вида энергии могут быть
охарактеризованы следующим образом. Кинетическую энергию
можно получить из уравнения
рк ~ 0-5 Qg Pg u02 > (10.17)
где ио—скорость газа в распределителе, которая обычно находится в
пределах 250 см/с. Энергия расширения газа равна
138
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
р (10.18)
w Mq р2
где pq—средний молекулярный вес газа, Pj—давление в распре-
делителе, Р2—давление над поверхностью жидкости и Rg—газовая
постоянная, равная 8.3144 х 107 эрг/моль/к.
В случае незначительного перепада давления в реакторе энергию
расширения газа можно считать приблизительно равной
Pq=QgPlSPq, (10.19)
где Lo—толщина слоя жидкости, свободной от газа.
В работе Лехрера (1968) отмечено, что жидкости передается толь-
ко часть кинетической энергии. Абрамович (1963) также показал,
что для системы воздух-вода 94% кинетической энергии газа погла-
щается областью, непосредственно примыкающей к выходу из расп-
ределителя, остальные 6% поглащаются на расстоянии более 18 ди-
аметров распределителя. Таким образом, общее количество энергии,
переданной жидкости, может быть представлено в виде
(10.20)
где 8^—доля кинетической энергии газового потока, поглощаемая
жидкостью. Лехрер (1968) приписал 8^ значение равное 0.06.
Кроме того, Лехрер (1971) предложил соотношение для dg, кото-
рое учитывает различные факторы, такие как диаметр пузырька в
отверстии распределителя, максимальный стабильный размер пу-
зырька, диаметр отверстия и конфигурацию распределителя и дру-
гие. Хаммер (1979) с использованием двух и трехкомпонентных
органических жидкостей изучили различные гидродинамические ас-
пекты барботажного реактора, такие как размер пузырька, отно-
сительная доля газа, межфазная поверхность и другие. Были также
изучены локальные изменения этих параметров.
Знание размера пузырька и доли газа необходимо также при вы-
числении межфазной поверхности по формуле
(Ю.21)
“S
139
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
10.6. Массоперенос из газа в жидкость
В литературе можно найти целый ряд исследований по жидкофаз-
ному коэффициенту массопереноса к^ав в барботажных реакторах.
Некоторые из наиболее важных работ приведены в табл. 10.1.
Таблица 10.1
Некоторые исследования по массопереносу газ-жидкость
в барботажных реакторах.
Исследователь Использованная система скорость газа, см/с диаметр реактора,см
Йошида и Акита О2-раствор сульфита 0-3 7.7 - 60
(1965) натрия
Шарма и Машелкар СО2 в буферном растворе
(1968) карбонат-бикарбонат натрия 4-25 4-10
Като с сотр. О2- раствор сульфита
(1973) натрия 3-18 12.2-21.4
Акито и Йошида О2 - вода, О2 - глицерин,
(1973, 1974) О2 - метанол 1 - 12 15-30
Кавазой с сотр. СО2 в растворе карбонат-
(1975) бикарбонат натрия 1 -60 9-20
Кастанек (1977) О2 - вода 0-3 15-100
Катаока с сотр. СО2 - вода 2-10 550
Алварез -Куенса О2- вода 4-28 66
ссотр. (1979, 1980а)
Декквер с сотр СО2 - вода 1 -5 15-20
(1980) *
Накано и Йошида О2 - вода, водный раствор
(1980) сахарозы, водный раствор
СМС и водный раствор 2-10 14.5
полиакрилата натрия
Большинство этих исследований было проведено в отсутствии
твердых частиц. Акита и Йошида (1973, 1974) предложили следую-
щее соотношение для kiaB
кв ав ~ 0.6 D
г93 41
(10.22)
140
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Знаиения к[ав, определенные Катаокой с сотр. (1979) для большого
барботажного реактора (диаметром 550 см), хорошо согласуются с
соотношением Акиты и Йошиды (1973), основанном на данных для
лабораторных реак горов.
Кастане к (1977) предложил следующее соотношение для квав в
барботажном реакторе
kL ав = 2.875 х 10"2 u°-65 fcf35 (1 - %)065. (10.23)
Гестиих с сотр. (1978) по данным различных исследователей сос-
тавили уравнение для kLaB
kLap =0.0424 и/21
-0.561
U5j.3\0.ii6
4 £g-
g Ml
(10.24)
Некоторые авторы получили отдельные соотношения для кв путем
определения независимо к^ав и ав (Акита и Йошида, 1974; Кавагой
с сотр., 1975; Схучерл с сотр., 1977; Гестрих с сотр., 1976).
Из приведенного выше соотношения можно выявить влияние раз-
личны к параметров процесса на к^ав. В области низких скоростей
газа (менее 3 см/с) квав линейно зависит от ug, в то время как при
более высоких зна чениях ug зависимость уменьшается (см. рис. 10.7).
Шарма и Машелкар (1968) обнаружили, что к^ад зависит от ugQ1.
Йошида и Акита (1965) получили, что к[ав является слабой фун-
кцией диаметра реактора (а именно б/у017), а из уравнения Гестриха
с сотр. (1978) следует, что кцав пропорционально d^'5(i- Шаома и
Машелкар (1968), наоборот, обнаружили, что при одинаковых ско-
ростях газа квав не зависит от d?. Соотношение Кастанека (1977)
также не показывает какого-либо влияния dr на к[ав. Шарма и
Машелкар (1968) получили, что в интервале 3-12 kLaB не зависит
от отношения L/ dj\ в го время как соотношение Гестриха с сотр.
(1978) показывает, что kLaB является сильной функцией отно-
шения L/ dr-
В режиме юмогенного потока (ug < 5 см/с) конструкция распре-
делителя также может влиять на квав. Декквер с сотр. (1980) об-
судили некоторые аспекты конструкции распределителей для барбо-
141
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
*
тажных реакторов. Показано, что пористые пластины дают заметно
большие значения кцав, чем перфорированные пластины.
При более высоких скоростях, когда наблюдается очень сущест-
венная коалесценция пузырьков газа, влияние конструкции распре-
делителя может потерять свое значение.
Из предыдущей дискуссии видно, что относительно влияния раз-
личных параметров масштабного перехода на kLaB, между результа-
тами различных исследований наблюдается большое расхождение.
Следовательно, необходимо систематическое изучение этого вопроса.
Като с сотр. (1973) исследовали влияние твердых частиц на к[ав.
При низких скоростях газа (менее 7 см/с) к[ав убывает с возра-
станием загрузки твердого вещества, в то время как при более вы-
соких скоростях влияние твердых частиц на к^ав пренебрежимо ма-
ло. Для более крупных реакторов (диаметром 21.4 см) влияние твер-
дых веществ на к^ав было не очень существенным.
Рис. 10.7. Сравнение корреляций для расчета коэффициента
массообмена газ-жидкость в барботажной колонне
142
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
На рис 10.7 показано сравнение соотношений для к^ар для систе-
мы воздух-вода. Видно, что в области низких скоростей газа (менее
3 см/с) между этими корреляци ими наблюдается хорошее соответ-
ствие, в то время как при более высоких скоростях они сильно отлича-
ются друг от друга. Для практических целей рекомендуется исполь-
зовать соотношение Акиты и Йошиды (1974), поскольку было обна-
ружено, что оно согласуетсч с данными Катаоки с сотр. (1979) для
больших реакторов.
Заиди v сотр. (1979) рассмотрели некоторые аспекты массопере-
носа газ-жидкость для условий синтеза Фишера—Тропша. Кроме
того, они провели сравнение соотношений для расчета к[Ор при-
менительно к этой промышленно важной системе.
10.7. Массоперенос жидкость-твердое вещество
Сано с сотр. (1974) изучили массоперенос из жидкости к твердому
веществу для барботажных колонн двух размеров, а именно диамет-
ром 10 и 20 см. Бы л рассмотрен интервал размеров частиц 60 - 1100
нм, включая сферический биссер, гранулированные бензойную кис-
лоту, КМПО4 и Днафтол. Полученное ими соотношение для коэф-
фициента массопереноса жидкость - твердое вещество ks имеет вид
dn _ _ DPc“2+0-4 'edp* pL3' 1 -3 > 1/4 PlD ( J 1/3
(10.25)
где е-энергия, переданная на единицу массы жидкости, которая рав-
на
-* s
Pl VL ’
(10.26)
где Ps может быть вычислена из уравнения (10.20).
Ес ли пренебречь членом, соответствующим кинетической энер-
гии, и найти приблизительное значение Pq п0 уравнению (10.19), то
е получится в виде
е = Ugg
(10.27)
143
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Кобаяши и Сайто (1965) предложили следующее соотношение для
расчета в барботажных реакторах
^=2+0.212
dp 3 (рр ~ Pi) g i/3fdpugPL
f^D PL
0.112
(10.28)
Можно заметить, что ks ,главным образом, является функцией раз-
мера частицы dp и коэффициента диффузии D. С уменьшением раз-
мера частиц ks убывает, а зависимость от ug является очень слабой
(см. рис. 10.8).
Оба приведенные выше соотношения сравнены на рис. 10.8 в виде
кривых зависимости ks от ug для двух значений dp. Для этого срав-
нения были использованы параметры, применявшиеся при постро-
ении на рис. 10.5, которые даны в разделе 10.3.
Рис. 10.8. Сравнение корреляций для расчета в барботажной ко-
лонне.
---Сано (1974),---Кобаяши (1965)
144
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Лемкофф и Джеймсон (1975а) определили коэффипиент массопе-
реноса твердое вещество-жидкость для резонансного барботажного
реактора и предложили следующее соотношение (для системы с цир-
куляцией пузырьков)
ksdD . п (пА' dppL\^5(2A'\-0045( Pl \1/3 ,
=2+0.434 -------------f- , 10.29
О Pl dn от D '
где А —амплитуда осципля ций, а п—частота.
10.8. Продольная дисперсия в барбота ясных реакторах
По характеристикам смешения барботажных реакторов встреча-
ется большое количество публикаций, и обзор этой литературы про-
веден в работе Шаха с сотр. < 1 978б) . Смешение жидкой фазы зависит
от диаметра реактора, скорости газа и строения газового распре-
делителя. Из литературы следует, что в барбо-ажной колонне за-
висимость коэффициента продольной дисперсии от скорости жид -
кости и таких, ее свойств как вязкость, поверхностное натяжение,
плотность и других не является четко выраженным
Рейс с сотр. (1968) предложили следующее соотношение для ко-
эффициента жидкое гной дисперсии при скорости газа 10 - 45 см/с и ‘
диаметр реактора 14 - 29 см
Del = 0.33 ur dT, (10 30)
где иг—относительная скорость между газом и жидкостью, определя-
емая для газа-жидкостной системы как
Положительный знак здесь соответствует противотоку, а отрица-
т ельный — прямотоку.
Декквер с сотр. (1974) повторно проанализировали литературные
данные и предложили свое соотношение
Del = 2.7 44 и™ (10.32)
145
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Хикита и Кикукава (1975) обнаружили, что коэффициент дисперсии
зависит от вязкости жидкости и вывели уравнение
del
g d3
4 \
Pl 8
Pl $т 3
0 03
= 0.037 +0.188
и 0-72
ug
(10.33)
а Като и Нишиваки (1972) получили соотношение
“sdi _ 13 ) (10.34)
Del 1 + 6.5(ug/gdT ) 0,8
Экспериментальные данные Александера и Шаха (1976а) для барбо-
тажных реакторов 6- и 15- см диаметра находятся в соответствии с
этим соотношением.
Оки и Иноу (1970) с использованием модели распределения
скорости провели теоретический анализ смешения жидкости в
барботажном реакторе. Были получены отдельные соотношения
для пузырькового и поршневого режимов. Машелкар и Рамачан-
дран (1975) предложили коэффициент дисперсии выражать че-
рез среднюю скорость циркуляции жидкости. Баярд и Райс
(1975) с использованием изо тропической турбулентной модели
Хинза (1958) получили соотношение для коэффициента жидко-
фазной дисперсии вида
DEL « dr 133 ug0-33. (10.35)
Экспоненты от dp и ug в этом выражении близки к значениям, пред-
ложенным в работе Декквера с сотр. (1974).
Влияние твердых частиц на идеальное смешение жидкости в ин-
тервале скоростей жи цкостн, обычно используемых в барботажных
реакторах, изучено не было. Коэффициент дисперсии твердого веще-
ства был определен в работе Като с сотр. (1972), и из полученных
данных было выведено соотношение
А ие ат Uo
„ =13
des \ygdT
1 + 0.009Rep(u/v7^7)
-0.8
(10.36)
146
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Секизава и Кубота (1974) и Тодт с сотр. (1977) изучили некоторые
аспекты смешения жидкой фазы в многоступенчатых барботажных
реакторах.
Сравнение соотношений (10.32), (10.33) и (10.34) для системы
воздух - вода показано на рис. 10.9. Уравнения Хикиты и Кику кавы
(1975) и Декквера с сотр. (1974) хорошо согласуются между собой, а
корреляция Като и Нишиваки (1972) дает несколько более высокие
значения. Однако это последнее соотношение может быть использо-
вано для практических целей, поскольку оно учитывает свойства
жидкости.
По дисперсии газа в барботажных реакторах опубликовано очень
мало исследований. Мангарц и Пилхофер (1981) для оценки DEE
предложили соотношение
Dec =5 х 10“4dTL5
(10.37)
Рис. 10.9. Сравнение корреляций для расчета продольной
дисперсии по жидкой фазе и барботажной колонне
147
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Филд и Дэвидсон (1980) с использованием радиоактивных трассеров
определили Deg и del в барботажном реакторе диаметром 3.2 м.
Полученные данные для Deg в единицах системы СИ были связаны
в виде соотношения 56.4 d r (ug/«р356. Сехер и Шумахер (1979)
с использованием радиоактивных трассеров исследовали время пре-
бывания газа в большом барботаж ном реакторе.
10.9. Теплоперенос
В конструкцию реакторов для многих экзотермических реакций
необходимо включать эффективную систему теплоотвода, для разра-
ботки которой требуется знать коэффициент теплопереноса. Тепло
может удаляться с помощью труб внутри реактора или через стенки
реактора. Кроме того, оно может удаляться при кипении раство-
рителя или реагента, точка кипения которого близка к необходимой
температуое. В барботажных реакторах хороший теплоперенос осу-
ществляется самими пузырьками, поэтому теплоотвод в данном слу-
чае облегчен. Поскольку кидкость обычно идеально перемешена, по
всему реактору можно поддерживать одинаковую температуру.
Феар (1967) предложил обобщенное соотношение для коэффи-
циента массопереноса в барботажном реакторе
Л =21680
“g______
(ср/ х^/4)0-5
(10.38*)
где h - коэффициент теплопереноса в В/м2/к и aL - теплопроводность
жидкости. Харт (1976) определил коэффициенты теплопереноса в
бапботажных колоннах и получил соотношение
I _ (Ug3 pL. -0-25 *
CplUgPL\ Al ) • \ PE г I
(10.39)
Мерсман (1977) также изучил теплоперенос в барботажных реакто-
рах и полученные данные выразил в виде уравнения
h =0.12 )1/6 {^LPLCpb1/2 Для 1<Рг£<100. (Ю.40)
Это соотношение справедливо при ug > 3 см/с.
148
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Декквер с сотр. (1979) определили коэффициенты теплопереноса
для условий синтеза Фишера—Тропша и предложили соотношение
h = о 1 (US.3..3L\ "° 25”0'5 (10.41)
PL^plUg \ pl g ! \ al /
Колбел с сотр. (1958) из эксперимента с барботажными реакто-
рами, содержащими суспендированные частицы песка (диаметром
более 0.12 мм) получили, что с уменьшением концентрации песка
наблюдается увеличение коэффициента теплопереноса. Исследова-
ния с использованием твердых частиц различного диаметра показали
повышение коэффициента теплопереноса с увеличением размера
частиц. Однако, Колбел с сотр. (1958) использовали концентрации
твердых частиц более 10%, что ограничивает полезность их исследо-
вания, поскольку во многих случаях используются значительно бо-
лее низкие концентрации катализатора. Декквер с сотр. (1979) также
СКОРОСТЬ ГАЗА НА ПОЛНОЕ СЕЧЕНИЕ РЕАКТОРА, Cg, см/с
Рис. 10.10. Сравнение корреляций для расчета коэффициентов
теплообмена и барботажной колонне
149
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
обнаружили возрастание коэффициента теплопереноса в присутст-
вии твердых частиц и предположили, что соотношение для данных,
полученных в отсутствии твердых веществ, могут быть использованы
для расчета h в присутствии твердых частиц при условии, что вместо
средних свойств жидкости будут взяты средние свойства суспензии.
На рис. 10.10 показано сравнение приведенных выше соотноше-
ний для h в виде кривых зависимости h от ug с использованием воды
в качестве жидкой фазы. Можно видеть, что все соотношения доста-
точно хорошо согласуются между собой, и любое из них может быть
использовано для расчета коэффициента теплопереноса.
10.10. Отделение катализатора
Одной из серьезных проблем при работе суспензионных реакторов
с перемешиванием барботажем в непрерывном режиме является не-
прерывное отделение и рециркуляция катализатора. Для этой цели
должно быть разработано подходящее приспособление, фильтрую-
щее и рециркулирующее катализатор, не образуя никаких припят-
ствий для жидкого потока. Необходима также эффективная фильтра-
ционная система для количественного отделения дорогостоящих ка-
тализаторов из благородных металлов, которые часто используются
в промышленности. В зависимости от типа и масштабов процессов
могут быть использованы различные виды фильтрационного обору-
дования (Конкордиа, 1980). Идеальный фильтр не должен пропу-
скать ни единой частицы катализатора и должен иметь условия для
очистки и восстановления катализатора с целью его рециркуляции.
Для небольших периодических процессов (то есть объемом 200 - 400
л) обычно используется проволочный патронный фильтр. Для более
крупномасштабных процессов (емкостью 2000 - 4000 е) могут быть
использованы вертикальные пластинчатые фильтры или центри-
фуга.
Охородник с corp. (1975) предложили конструкцию суспензи-
онного реактора с перемешиванием барботажем для работы в непре-
рывном режиме, его схематическая диаграмма показана на рис. 10.1.
Особенность этого реактора состоит в том, что выходящая из него
суспензия поступает через инжекционное устройство в отстойник, из
которого катализатор возвращается в реактор под действием гра-
витации и движения жидкости в инжекционной трубе. Жидкость,
150
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
выходящая из этого отстойника, поступает во второй сепаратор, где
удаляются оставшиеся следы катализатора.
Пример 10.1
Для процесса Фишера—Тропша в суспензионном реакторе с пере-
мешиванием барботажем рассчитайте минимальную скорость газа,
необходимую для поддержания катализатора в суспензии. Реактор
работает в периодическом режиме и известны следующие параметры:
dp = 10 см, Р - 10 атм, температура = 265°С, L = 100 см, рр = 4 г/см3,
Pl = 2 х 10 2 г/см/с, рр = 0.7 г/см', Sp = 21 дина/см, состав газовой
смеси = 50% СО, 50% Щ, dp= 10‘3 см, ш=0.1 г/см3 и ^ = 2.02 х 10~4
г/см/с. Рассчитайте также и другие параметры этой системы.
Решение. Минимальная скорость газа, необходимая для поддержа-
ния частиц катализатора в суспензии, может быть получена по урав-
нению (10.1). Необходимые параметры вычисляются следующим об-
разом.
а) Скорость осаждения частиц. Пусть осаждение частиц про-
исходит по закону Стокса. Из уравнения (10.2) utp получается равной
8.99 х 10’3 см/с. Соответствующее число Рейнольдса Rep составляет
3.146 х 10 4; это подтверждает, что осаждение частиц происходит по
закону Стокса. Средний молекулярный вес газовой смеси (СО+Щ)
равен (2+28) /2-15. Следовательно, средняя плотность газовой фазы
PG будет 3.398 х 10 3 г/см3. Поскольку уравнение (10.1) для вы-
числения ugmin не разрешается явным образом относительно ug, не-
обходимо для выбора значений ug определить значения Зна-
чение ug, при котором = w соответствует ug tnin Вычисления
можно проиллюстрировать следующим образом. Пусть ug = 0.8 см/с.
Соответствующая доля газа из уравнения (10.13) будет
0.8
sg =-----------—----------т-z = 0.0254
g 2.2 х 0.8+0.3(981 х IO)0 5
Поправка на вязкость (уравнение 10.6) равна
СЛ =2.32 х Ю"1 - 1.788 х 10"1 log 2 х 10~2
+ 1.026 х 10-1(log 2 х 10"2)2 =0.8319
По уравнению (10.1)
151
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
л_ ко 1Л_40.8319 х 10 х 0.8 х 3.398 х 10 3
штах = 0-7 X 6.8 X 10 4-------------------------------- X
тах 2.02 х 10"4
-з
X
21 х 0.0254 ) -0.23 '0.0254 х 8.99 х 10
0.8 х 2 х 10“2 k 0.8
-0.18
= 0.1033 г/см3
Поскольку приблизительно равна рабочей и», и8>пцп составляет
0.8 см/с. Для вычислений при разработке реактора можно считать,
что ug равно 3 ug>min Следовательно, ug = 2.4 см/с.
б) Доля газа. Ее можно вычислить из соотношения Яма шиты и
Иноу с использованием уравнения (10.13). Она получается равной
0.0685. А по соотношению Декквера с сотр. и уравнению (10.14)
получается 0.053 х 2.41 1 + 0.015 то есть 0.1538. Для дальнейших
вычислений используется значение % из уравнения (10.14), посколь-
ку оно основано на данных для системы Фишера—Тропша.
в) Коэффициент массопереноса газ-жидкость. Для расчета kLa^
может быть использовано соотношение Акиты и Йошиды (уравнение
10.22). Необходимый для этого коэффициент молекулярной диф-
фузии d в предположении, что Mw - 226 может быть получен из
уравнения (6.26)
D/f2 — 6.065 х 10-5 см2/с
2?со = 3.835 х 10-5см/с
Следовательно,
ав,н2 = 0.088 с 1
ав,СО = 0-070 с 1
г) Коэффициент массопереноса жидкость - твердое вещество.
Энергию е, переданную жидкости, можно вычислить по уравнению
(10.27)
е = 2.4 х 981 = 2.354 х 103 см2/с3
152
СУСПЕНЗИОННЫЙ РЕАКТОР С ПЕРЕМЕШИВАНИЕМ БАРБОТАЖЕМ
Ч dp\
< d }»2
= 2 4 0.4
2354(10~3 )4 0.73] 0-25 2 х 10~2
(2 х 10“2 )3 ] (0.7 х 6.065 х IO-5,
1/3
Аналогично,
I D / CO
= 2.363
Следовательно,
2.312 x 6.065 x 10~5
= 0.140 cm/c
, _ 2.363 x 3.835 x ID 5
ks’co------------io=3
= 0.090 cm/c
6x01 кп -1
an ~? = 150 cm 1
p 4 x 10“3
д) Коэффициент аксиальной диспепсии. Из соотн мнения Деккве-
ра (уравнение 10.32)
DEL = V х Ю1-4 х 2.40-3 = 88.19 см2/с
Из соотношения Хикиты и Кикукавы (уравнение 10.33)
Del = 83 62 см2/с
По уравнению (10.37)
л 1 2 4 \3 т
Deg = 5 х Ю-4 х 1G1 5 77-7„о = 60.08 см2/с
U. 10 jo I
153
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
11. ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ
СЛОЕМ КАТАЛИЗАТОРА
11.1. Введение
В трехфазном реакторе с кипящим слоем движение частиц ка-
тализатора главным образом осуществляется жидкостью, газовый
поток движется в виде прямотока в форме дискретных пузырьков.
Важное различие между трехфазным реактором с кипящим слоем
и суспензионным реактором с перемешиванием барботажем за-
ключается в том, чю в первом случае момент передается при
движении жидкости, а во втором — при движении пузырьков газа.
По сравнению с другими суспензионными реакторами в кипящем
слое могут быть использованы более крупные частицы, что облег-
чает процедуру отделения катализатора и создает условия для
использования этого типа реакторов в непрерывном режиме. В
промышленности трехфазные реактора используются для гидри-
рования нефтепродуктов. Важными сферами применения этих ре-
акторов являются процесс гидрообессеривания нефти < Мауне и
Рубин, 1971), крекинг углеводородов путем парциального окис-
ления с цел ью получения олефинов и ароматических углеводоро-
дов (Мацунами с сотр., 1970; и производство адипонитрила из
адипиновой кислоты и аммиака (Сугукова с сотр., 1972).
Обычно трехфазные реакторы с кипящим слоем работают в ре-
жиме прямотока, но в некоторых случаях они могут работать и в
условиях противотока с нисходящим потоком жидкости И восходя-
щим потоком газа. Этот второй тип режима обычно используется,
когда плотность частиц оказывается ниже плотности жидкости (на-
пример, когда в качестве катализатора используется ионообеменная
смола). В промышленности используется и такой тип реакторов, в
котором псевдоожижение частиц происходит за счет внешней ре-
циркуляции жидкости. Эта рециркуляция, осуществимая с помощью
насоса, позволяет использовать более низкие скорости жидкости, чем
154
ТРЕХФАЗКЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
это требуется для поддержания частиц в кипящем слое. Такой тип
реакторов особенна полезен в случае более крупных частиц ката-
лизатора, корда обычное псевдоожижение (без рециркуляции) тре-
бует наличия высоких скоростей жидкости, что ведет к более низкой
конверсии за один цикл. Некоторые аспекты трехфазных реакторов
с кипящим слоем рассмотрены в работах Остергарда (1968, 1971).
11.2. Двухфазный кип ящий слой
Поскольку в трехфазном кипящем слое частицы главным об-
разом приводятся в движение жидкостью, прежде всего необ-
ходимо понять поведение двухфазного (твердо-жидкого) кипя-
щего слоя. Минимальная скорость жидкости, необходимая для
поддержания частиц в суспензии, может быть вычислена из со-
отношения Лева (1979)
0.720 dp 182 [pL (Рр - Pl) ]« 94 .
“™/=--------------------------’ '
Pl Pl
где umf- минимальная скорость псевдоожижения, см/с. Это соотно-
шение справедливец, только когда значение числа Рейнольдса для ит,
меньше 10. Е< ли же это условие не удовлетворяется, надо учитывать
поправку. На рис. 11.1 показана кривая зависимости этой поправки
от числа Рейнильдса, которое равно dpumfp^/р^, где получена из
уравнения (11.1)
По наблюдениям ряда исследователей (Ли и Аль—Даббах,
1978; Бегович и Ватсон, 1978б) в случае трехфазного кипящего
слоя минимальная скорость жидкости, необходимая для поддер-
жания ожижения частиц, будет меньше, чем в случае двухфаз-
ного кипящего слоя. Бегович и Ватсон (1978б) из данных по umf
для трехфазного кипящего слоя вывели соотношение и пока-
зали, что по сравнению с двухфазным кипящим слоем ^/умень-
шается на 1 - Ug0’436 /^,227dp0-598 х (рр - pL)‘0-305.
Другими важными параметрами являются доля жидкости и рас-
ширение слоя. Доля жидкости является функцией скорости жид-
кости , конечной скорости бсаж, ,ения частиц, плотности жидкости,
вязкости и отношения dp/d?. Для расчета доли жидкости £^ng в реак-
155
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
торе с двухфазным кипящим слоем может быть использовано соотно-
шение Ричардсона и Заки (1954)
‘ng \ulp
1/Z,
(П-2)
где индекс ng обозначает, что поток газа отсутствует (то есть имеет
место двухфазный кипящий слой), a Zr известно как индекс Ричард-
сона—Заки, который задается следующими уравнениями
( 4.35 + 17.5 Ref003 ДЛЯ 0.2 <ReL<l (Н-З)
Zr = (4.45 + 18^-) Ref0-1 ат для 1 < ReL < 200 (П-4)
ДЛЯ 200 < ReL < 500 (П.5)
2.39 ДЛЯ Ret >500 , (И.6)
Рис. 11.1. Поправочный коэффициент для umf, рассчитываемый
из уравнения (11.1) (Лева, 1959)
156
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
где
Кел=^-. (п-7)
Конечную скорость осаждения частиц utp в уравнении (11.2) в за-
висимости от режима осаждения частиц можно получить из урав-
нений (10 2) и (10.4).
Доля жидкости siyllg может быть также рассчитана с помощью
соотношения Ким? с сотр. (1975)
£ltttg = 1.353 FrL 0 206 Ref01 , (11.8)
где
„ 2
FrL-^~. (П-9)
Фактор расширения слоя связан с долей жидкости следующим
образом
Mg 1 £l,mf
где £[ g - доля жидкости в условиях начала ожижения, Lo - начальная
толщина слоя и Lng - толщина расширения слоя.
Саунг (1978) предложит другое соотношение для расчета рас-
ширения слоя
= 1 — 1.22(—\ для u//utp> 0.25 (П.П)
Lng \“tr> Р
и
у^- = 1-4.5 -1 для щ/utp < 0.25 (П-12)
^ng ' Utp '
Пример 11.1.
В реакторе диаметром 15 см с помощью воды осуществляется ожи-
жение частиц диаметром 0.45 см и плотностью 1.65 г/см3. Толщина
слоя в состоянии покоя 70 см. Вычислить (а) минимальную скорость
псевдоожижения, (б) долю жидкссти для щ = 5 и 10 см/с и (в) тол-
157
ТРЕХФЛЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
щину расширившегося слоя при этих скоростях. А также определить
в трехфазной системе для скорости газа 0.5 см/с.
Решение.
а) Начальная скорость псевдоожижения. Этот параметр может
быть вычислен с использованием уравнения (11.1)
0.729 х 0.451 82 [1(1.65 - 1) ]0 94 п ,
umf =---------:------—. ? о.аоо ---------= 7.96 см/с
1 х (8 х 1О~3)0 88
Соответствующее число Рейнольдса будет равно
ReL =
7.96 х 0.45
8 х 10-3
= 447.75
Поскольку Re^ больше 10, необходимо учитывать поправку к umf. Из
уравнения (11.1) можно получить, что для этого случая поправка
равна 0.32. Отсюда
umf ~ 0-32 х 7.96 = 2.76 см/с
Уменьшение значения мшудля трехфазного кипящего слоя при ско-
рости газа 0.5 см/с приводится в работе Беговича и Ватсона (1978в).
1 — 0.5° 436(8 х io~3)0-227 0.45°598(1.65 - 1)“0-305 =0.825
Следовательно, umf (трехфазный кипящий слой, us = 0.5 см/с) будет
равна
umf = 2.76 х 0.825 = 2.277 см/с
б) Доля жидкости. Для расчета £njg необходимо знать конечную
скорость осаждения частиц, которую можно определить из урав-
нений (10.2) и (10.4). Предположим, что Rep > 500 (осаждение про-
исходит в режиме Ньютона). Тогда из уравнения (10.4) можно по-
лучить значение utp, равное 29.82 см/с. Соответствующее число Рей-
нольдса будет 1677, что больше 500. Следовательно, наше предполо-
жение о режиме Ньютона верно. Для и[- 5 см/с значение Re^ равно
281.25. Следовательно, для определения ZR можно использовать
уравнение (11.5)
ZR =4.45 х 281.25-01 =2.53
158
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
Из уравнения (11.2) доля жидкости еп равна
, 5 . 1/2.53
SLng = \29.82/ = 0,494
Долю жидкости можно также получить из соотношения Кима с сотр.
(1975)
г, 5x5 _
FrL 0.45 x 981 0 0566
Следовательно, по уравнению (11.8)
eUg = 1.353 х O.O56G0,206 х 281.25-010 =0.426
Аналогичным образом для u/= 10 см/с с использованием соотношения
Ричардсона и Заки получили значение = 0.649, а по уравнению
Кима с сотр. (1975) еп^ = 0.529. Величины епili;, рассчитанные по
соотношению Ричардсона и Заки, получаются больше, чем соответ-
ствующие значения, определенные из уравнения Кима. Эти раз-
личия составляют около 15 - 20%.
в) Толщина расширившегося слоя. Расширение слоя катализа го-
ра можно определит! по уравнению Саунга (1978). При щ = 5 см/с
щ/щр -0.167. следовательно, по уравнению (11.12) фактор расши-
рения слоя равен
р- = 1- 4.5х 0.1672 15 =0.904
bng
Тогда для Lo » 70 см. Lng - ПАЗ см. Аналогично для и/ = 10 см/с
получим
— = 0.335
utp
Следовательно, для расчета Lo/ Lng должно быть использовано урав-
нение (11.11)
= 1 - 1.22 х 0.3351 22 = 0.68
Lnz = 70/0.68 =.103,2 см
159
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ PEAK ГОРЫ
11.3. Гидродинамические режимы
В трехфазном кипящем слое могут наблюдаться три четко выра-
женных гидродинамических режима, (а) пузырьковый режим, (б)
поршневый режим и (в) режим сплошного газовою (дискретною
жидкого) потока. Пузыоьковый режим характеризуется наличием
скоплений дискретных пузырьков газа, движущихся через жидкую
фазу. Эти пузырьки движутся с относительно высокими скоростями
по сравнению с жидкостью. Поскольку скорость газа увеличивается,
возрастает стремление пузырьков к коалесценции, что ведет к обра-
зованию газовых поршней. Поршневой режим характеризуется на-
личием более плотных и менее плотных порций смеси, движущихся
через слой катализатора. При очень высоких скоростях газа и низких
отношениях жидкого потока к газовому происходит обращение фаз,
и уже газовая фаза становится сплошной, а жидкая - дисперсной в
виде капель. Трехфазные реакторы с кипящим слоем обычно работа-
ют в пузырьковом режиме. В некоторых особых слу ьаях используется
режим сплошного газового потока (Коно, 1980).
Классификация режимов течения может быть проведена и на
основании типа псевдоожижения.
а) Неполное (частичное) псевдоожижение. В этом случае твер-
дый катализатор неравномерно суспендирован по кипящему слою.
Обычно это наблюдается при пузырьковом режиме, и такой случай
близок по гидродинамике к двухфазному кипящему слою.
б) Агрегатное псевдоожижение. Этот случай характеризуется на-
личием сильно неоднородного распределения твердых частиц. Пове-
дение такого слоя аналогично поведению кипящего слоя для системы
газ - твердое тело. Этот тип псевдоожижения наблюдается в режиме
сплошного газового потока, а также в некоторых областях пошпнево-
го режима.
в) Переходное состояние. Эта область является промежуточной
между режимами неполного и агрегатного псевдоожижения, и в дан-
ном случае будут присутствовать некоторые характеристики обоих
типов псевдоожижения. Эта ситуация обычно наблюдается при пор-
шневом режиме. На рис. 11.2 приведена карта гидродинамических
режимов, предложенная Мчкери с сотр. (1974), которая основана на
визуальных наблюдениях и измерении распределения твердых час-
тиц в различных точках реактора.
160
ТРЕХФАЗНЫЙ PEAK ГОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
Ермакова и Зшаншин (1970) также изучили характер проведения
потоков в трехфазных реакторах с кипящим слоем и выделили два
режима течения: режим гомогенного и режим гетерогенного потока.
Это приблизительно соответствует пузырьковому и поршневому ре-
жимам по классификации Микери с сотр. (1974). Ермакова и
Зиганшин предложили соотношения для расчета границы перехода
между режимами гомогенного и гетерогенного потока. Однако между
этим уравнением и каптой, предложенной Микери с corp. (1974), нет
удовлетворительного соответса вия.
Ким с сотр. (1972) установили существование двух четко выра-
женных типов тпехфазного псевдоожижения, которые могут Рыть
названы режимами пузырьковой коалесценции и пузырьковой де-
зинтеграции. Первый имеет место, когда частицы катализатора ме-
ньше некоторого критического размера, а второй — когда частицы
больше этого размера. Уравнение для этого критического размера
будет приведено ниже.
Рис. 11.2. Гидродинамические режимы в трехфазном псевдо-
ожиженном слое (Микери, 1974)
161
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
11.4. Явления сжатия слоя
Интересным явлением, наблюдаемым иногда в трехфазном ки-
пящем слое, является сжатие слоя при введении газа. Обычно это
имеет место, когда частицы твердого вещества малы (Микери с сотр.,
1974; Саут, 1978). Сжатие газа происходит вследствии образования
следов в жидкости при движении пузырьков газа. Эти следы не содер-
жат заметного количества твердых частиц и поэтому движутся быс-
трее остальной жидкости. А поскольку общая объемная скорость жид-
кого потока фиксирована, то остальная жидкость должна замедлять-
ся. Это приводит к начальному сжатию слоя, которое наблюдается
вплоть до некоторого значения скорости газа. Если же скорость газа
продолжает возрастать, слой начинает расширяться.
На рис. 11.3а и 11.36 показаны некоторые экспериментальные
наблюдения, сделанные Микери с сотр. (1974). По этим результатам
можно видеть, что начальное сжатие кипящего слоя происходит толь-
ко для малых размеров частиц. Бывает полезно рассчитать, может ли
при данных условиях наблюдаться сжатие слоя. Для этого нужно
знать объем жидких следов и относительную скорость пузырькового
газа. Для расчета объема следов Дартон и Харрисон предложили
следующее соотношение
Рис. 11.3. Влияние скорости газа и жидкости на расширение
слоя (Микери, 1974:
а) отсутствует поджатие слоя ; б) наличие поджатия слоя
ем/с
162
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
/ и/\ 0.33
-1, (плз)
xug'
где
- объем чистого жидкого следа
v объем пузырька
Относительная скорость пузырька газа может быть вычислена по
формуле
ивх=ив+^, (11.14)
где ио - скорость подъема пузырька в стоячей жидкости. Детальное
определение скорости подъема пузырька в твердом кипящем слое из
стеклянных шариков (диаметром 0.2 - 3 мм) проведено в работе
Хенриксена и Остергаарда (19746).
Критерий для расчета условий сжатия слоя, предложенный Дар-
тоном и Харрисоном (1975), имеет вид
(1 + и;) (1 - . (11.15)
♦ ' ZR> ZR ul
Аналогичный критерий для расчета начального сжатия трехфазного
кипящего слоя был выведен в работах Эпштейна (1976) и Эпштейна
и Никкса (1977). Батиа и Эпштейн (1974) предложили обобщенную
модель жидких следов для трехфазного кипящего слоя.
11.5. Доля жидкости и доля газа
Доля газа в трехфазном кипящем слое была определена в работах
Адлинггона и Томсона (1965), Вишванатана с сотр. (1965), Скугерла
(1967), Афскара и Скугерла (1968), Шеррарда (1966), Остергаарда и
Мичелсена (1968), Ли и Вортингтона (1974) и Дханука и Степанека
(1978). Из этих работ следует, что доля газа возрастает с увели-
чением скорости газа. Например, Остергаард и Мичелсен (1968) об-
наружили, что для частиц диаметром 0.025 см sg пропорционально
и/88, а для частиц диаметром 0.1 см - ug°-18. Влияние скорости
жидкости на £g зависит от природы частиц. Для частиц большой
плотности или большого диаметра доля газа убывает с возрастанием
163
трехфазные каталитические реакторы
скорости жидкости. Для легких частиц такой зависимости не наблю-
дается В стом случае одни авторы полу чили, что доля газа не зависит
от й/ (Шервард, 1906), в то время как Остергаард и Мичелсен (1968)
наблюдали возрастание sg с увеличением и/.
В ряде работ было изучено влияние твердых частиц на eg.
Админгтон и Томсон (1965) обнаружили, что при ug ниже 1.5 см/с
присутствие твердых частиц оказывало слабое влияние на долю газа.
При более высоких скоростях газа наблюдалось уменьшение при
введении твердых частиц. В работах Скугерла (1967) и Афскара со
Скугерлом (1968) было описано значительное понижение eg в при-
сутствии твердых частиц. Вишванагон с сотр. (1965) обнаружили,
что доля газа в присутствии мелких частиц (диаметром менее 1 мм)
была ниже, чем в системе, не содержащей твердых частиц. С другой
стороны, доля газа в кипящем слое из более крупных частиц (более 4
мм) была выше, чем соответствующее значение в двухфазной (газо -
жидкостной) системе.
Доля жидкости была изучена в работах Остергарда и Мичелсена
(1968), Разумова с сотр. (1973ц Кима с сотр. (1972, 1975) и Микери
с сотр. (1974). В общем случае было обнаружено убывание ц с возра-
стание скорости газа. С увеличением скорост и жидкости доля жид-
кости возрастала. Микери с сотр. (1974) наблюдали убывание с
увеличением размера частиц вплоть до критической величины (в их
работе 2.8 мм). Любое дальнейшее увеличение размера частиц при-
водило к возрастанию ц.
Расширение слоя в трехфазном реакторе с кипящим слоем было
изучено в целом ряде работ (Остергаард и Мичелсен, 1968; Микери с
сотр., 1974; Ким с сотр., 1972, 1975; Дакшинамеси с сотр., 1971;
Саунг, 1978}. При подобных исследованиях учитывается суммарное
значение sg и £/. Расширение слоя возрастает с увеличением скорост и
жидкости Влияние скорости газа на расширение слоя зависит от того,
происходит ли начальное сжатие слоя при введении газа. Обычно для
маленьких частиц наблюдается сжатие слоя вплоть до определенного
значения скорости газа. При дальнейшем возрастании происходит
расширение слоя, как показано на рис. 11.36 Например, Саунг
(1978) изучил расширение слоя из измельченного Со-Мо катализа-
тора для трех размеров частиц (диаметром 0.0635, 0.127 и 0.16 см)
164
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
Начальное сжатие слоя при введении газа наблюдалось только для
частиц диаметром 0.0635 см.
Армстронг с сотр. (1977а) рассмотрели влияние смачиваемости
твердого вещества на долю жидкости и газа. В качестве смачиваемых
и несмачиваемых частиц взяты стеклянные и покрытые тефлоном
стеклянные шарики. При прочих равных условиях доля газа для
несмачиваемых частиц была примерно на 40% ниже, чем для сма-
чиваемых. Доля жидкости для несмачиваемых частиц, наоборот,
оказалась выше.
Теперь рассмотрим ряд соотношений для расчета Eg и рас-
ширения слоя. Ким с сотр. (1975) получили следующее уравнение
для доли жидкости в трехфазном реакторе с кипящим слоем
El = 1.504 FrL 0 234 FrG ~° 082 ReL "° 082 We 0 092 , (11.16)
где
и 2
FrG=^- (П.17)
dpg
We=^-^- (11.18)
Pl
Было получено соотношение и для суммарной (общей) доли. Для
неподвижного слоя она равна
Eg + £i = 1.4 FrL 017 We °078, (11.19)
а для расширенного слоя, при введении газа,
sg + Ei = 1.30 FrL °-128 We 0 073 e<0 03W/tt>), (11.20)
где можно найти в уравнении (11.8).
Дак ши намеси с corp. (1971) предложили соотношения для общей
пористости кипящего слоя
0.08
0.08
для Rep < 500 (11.21)
для Rep > 500 ,
(11.22)
165
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
где Rep — число Рейнольдса для окончательной скорости осаждения
частиц, которое равно
Re ‘hpdpPL
Р PL
Сравнение этого соотношения с уравнением Кима с corp. (1975),
использованным для конкретных условий в примере 11.1, показыва-
ет, что эти два соотношения согласуются только при более высоких
скоростях газа. Из уравнения Дакшинамеси с corp. (1971) следует,
что расширение слоя практически не зависит от ug, что противоречит
наблюдениям других исследователей. Для практических целей реко-
мендуется использовать соотношение Кима с сотр. (1975).
Вейл с сотр. (1970) изучили долю газа в трехфазном реакторе с
кипящим слоем и предложили соотношение для е„
о
% = К (Cg + (-$ (11.24)
Значения К , т и п, полученные для различных типов твердого
вещества, таких как стеклянные шарики, алюмосиликат и Со-Мо
катализатор, были обобщены в работе Вейла с сотр. (1970).
Дартон и Харрисон (1975) предложили теоретический метод, с
помощью которого могут быть вычислены Eg и £/. Согласно их модели
доли жидкости и газа выражаются уравнениями
Wv us
utp utp
l/ZR
(1 - Eg - Wv + Wv Eg
(11.25)
и
/. , Hi £„(1 - E
ug(l ~ Eg) — ——-— Eg Ug , (11.26)
4
где ug — скорость подъема пузырька. Эти авторы обнаружили, что
при условии ив - 18 см/с данные Мичелсена и Остергаарда (1970)
хорошо описываются приведенными выше уравнениями. Левую сто-
рону соотношения (11.26) называют потоком дрейфа газа. Из урав-
166
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
нения (11.26) следует, что эта характеристика прямо пропорцио-
нальна, а это справедливо для пузырькового режима.
Саунг (1978) предложил следующее соотношение для расчета рас-
ширения слоя
(11.27)
где Fbe — фактор расширения слоя, который может быть вычислен
по формулам
1.5 + 0.16 In — - 0.065 1п(Fc Rep)
ug
2.09 - 0.17 ln(Fc Rep)
для 0.06 < ui/ue < 0.6
(11.28)
для 0.60 < u//ug <5 ,
(11.29)
где Fc — фактор формы. Для того, чтобы пользоваться этим соотно-
шением, необходимо знать расширение двухфазного слоя LolLng ,
которое можно вычислить либо по уравнению (11.11), либо по урав-
нению (11.12).
11.6. Диаметр пузырька
Ли с сотр. (1974) с использованием стеклянных шариков опре-
делили диаметр пузырька для системы воздух - вода в трехфазном
реакторе с кипящим слоем. На рис. 11.4 для этой системы показана
зависимость диметра пузырька от размера частиц. По мере роста
размера частиц увеличивается скорость раздробления пузырьков,
что ведет к уменьшению дмаметра пузырька. Критерий дробления
пузырьков предложен в работе Ли с сотр. (1974). В их модели делается
предположение, что пузырек разбивается в момент проникновения в
него твердой частицы, а это происходит, если энергия частицы доста-
точна для преодоления сил поверхностного натяжения. Следователь-
но, из материального баланса вытекает критерий критического раз-
мера частицы, выше которого будет происходить дробление пузырь-
ков.
, _ 3sr
р,крит. 2 '
Рр“В
(11.30)
167
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Хекриксон и Остергаард (1974а) определили этот критерий и по-
казали, что большой пузырек совсем не обязательно раздробится,
даже если в него проникнет твердая частица. На основании гипотезы
Клиффа и Грейса (1972) эти авторы показали, что пузырьки разбива-
ются главным образом в результате тейлоровской нестабильности в
верхней части пузырька. При втором механизме дробление пузырь-
ков происходит снизу. Это имеет место, когда след жидкости за пу-
зырьком приобретает момент, достаточный для достижения верхней
части пузырька. На основании этой концепции можно вычислить
критический размер частицы, необходимый для разрушения пу-
зырька (Алварез—Куенса с сотр., 19806)
iSr/prx 1/2
^Р,крит. - (11.31)
Когда массоперенос газ - жидкость является лимитирующим про-
цессом в трехфазной реакционной системе, то размер частиц должен
быть как минимум вдвое больше критического, чтобы обеспечить
большую межфазную поверхность газ-жидкость. Для определения
Рис. 11.4. Область размеров диаметров пузырей, полученных
на стеклянных шариках и воде (Ли, 1974).
Нижняя кривая получена при скорости газа 3.2 мм/с,
верхняя — при 44 мм/с
168
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
оптимального размера частиц эта область требует дальнейшего изу-
чения. Ригби с сотр. (1970) с помощью детектора по электропровод-
ности определили размер пузырька и скорость подъема пузырька в
трехфазном реакторе с кипящим слоем.
Пример 11.2
Требуется определить необходимый размер частиц для реакции
гидрирования а -метилстирола в трехфазном реакторе с кипя-
щим слоем. Считайте, что реакция контролируется массопере-
носом газ-жидкость. Используйте следующие параметры:
Sy - 30 дина/см; рр = 2 г/см3 и pL = 0.88 г /см3.
Решение. Из уравнения (11.30) можно вычислить
3 х 30
Яр,Крит. - 2 х 25 х 25
= 7.2 х 10“2см
Скорость подъема пузырька здесь была принята равной 25 см/с. На
основании работа Ли с сотр. (1974) в реакторе должно быть вдвое
больше dPiKpumutl. Следовательно,
^р.крит. ~ 0.144 см
Значение dp Kpurnu4. можно оценить и по соотношению Алвареза -
Куенсы (19806) (уравнение 11.31)
Я^р.крит.
30/0.88’
981 .
1/2
= 0.186 см
dp в реакторе в этом случае будет равно
d0 пеак =2 х 0.186 =0.372 см
11.7. Унос частиц
Унос частиц из трехфазного кипящего слоя был исследован Рейд-
жем и Харрисоном (1974). Для экспериментов была использована
система воздух - вода - песок. Было обнаружено, что унос частиц
уменьшается (а) с уменьшением размера пузырьков и их частоты, (б)
с увеличением скорости жидкости и размера частиц и (в) с установ-
лением решеток (например, проволочной сетки) в надслоевом прост-
ранстве. Заметный унос может наблюдаться для мелких и/или лег-
ких частиц (dp <0.1 см, рр < 3 г/см3). Эль-Темтали и Энштейн (1980)
169
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
в своей недавней работе исследовали эту проблему и предложили
модель для описания этого процесса.
11.8. Массоперенос из газа в жидкость
Основные исследования по коэффициенту жидкофазного массо-
переноса квав в трехфазном реакторе с кипящим слоем сведены в
таблицу 11.1. В большинстве случаев наблюдалось, что квав прямо
пропорционален скорости газа и почти не зависит от и/ (Дакшинп-
месиссотр.,1974; Дханука и Степанек, 1980а). На рис. 11.5 показана
взятая из работ ji Дакшинамеси с сотр. (1974) иллюстративная кри-
вая зависимости kLaBw ugjiAs. различных типов твердых частиц. Для
сравнения на этом же графике приведена кривая, соответствующая
системе, не содержащей твердых частиц. Из рисунка видно, что для
мелких частиц кцад ниже, а для крупных частиц - выше, чем соот-
ветству ющсе значение в барботажном реакторе. Это вполне согласу-
ется с наблюдениями Остергаарда и Мичелсена (1968) и теориями,
Рис. 11.5. Коэффициент массообмена газ-жидкость в трехфаз-
ном псевдоожиженном слое для различных типов
частиц (Дакшинамурзи, 1974)
170
Таблица 11.1
Основные исследования по коэффициенту массопереноса газ-жидко ть в трехфазных
реакторах с кипящим слоем.
Исследователь Система Твердое вещество Диаметр частиц, см Диаметр реактора, см
Массимилла с сотр. (1959) Адсорбция СО2 Коемнезем и стек- лянный биссер 0.02? 0.05-0.08 -
Аддингтон и Томсон (1965) Адсирбция О2 раствором сульфата натрия Глинозем, песок 0 03 0.27 0 03 3 10
Остергаард и Сухозебрски (1968), Остергаард и Фосбол (1972) Адсорбция О2 и СО2 Стеклянный песок 0.1 -0.6 10
Дакшинамеси с сотр, (1974) Адсорбция О2 водой Стеклянные шарики, фарфоро - вые шарики, свинцовые й же- лезные дробинки 0.21 - 0.68 5.6
Нишикава с сотр. (1977) Адсорбция ОтСулыЬагом натрия в присутствии Си катализатора - 0 1 - 0.48 15
Ли и Вортингтон (1974) -Адсорбция СО2 водой Стеклянный биссер 0.6 6.35
Алварез-Куенса с сотр. (1979) Адсорбция О2 водей Стеклянный биссер 0.1 -0.5 -
Дханука и Степанек Десорбция О2 с одновременной аб- сорбцией раствором карбоната- бикатбоната натрия Стеклянные шарики 0.589 0.198 0.408 5
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
обсуждаемыми в разделе 11.6, где было показано, что наличие круп-
ных частиц способствует разрушению пузырьков газа, что ведет к
увеличению значений аВ-
Дакшинамесиссотр. (1974) на основании данных для кцав вывели
соотношение
*£ ав dp 2 _ ,dp utp pL. 3-3 0 7
D as\ \ ST I
(11.32)
где
3.946 x IO-7 для Rep > 2000 (11.33)
2.33 x 10~5 для Rep<2000. (11.34)
При значениях Rep, близких 2000, этим соотношением пользоваться
нежелательно, поскольку четко видно, что при Rep = 2000 соотвест-
вующие значения отличаются в 100 раз. Если же величина Rep
либо намного меньше, либо намного больше, чем 2000, то это соотно-
шение вполне можно использовать.
Джанука и Степанек (1980а) определили квав как физическими,
так и химическими методами с использованием стеклянных шариков
диаметром 5.86 мм. Из полученных данных было выведено соотно-
шение
kL ав = 2.52 х Ю-2 ug. (11.35)
Данные этих авторов согласуются с точностью 30% с результатами
предыдущих исследователей. В последующей работе Джанука и Сте-
панек (19806) изучили влияние размера частиц на квав > ав в
трехфазном реакторе с кипящим слоем. Было получено, что для
более крупных частиц kLaB не зависит от и/, а для более мелких -
возрастает с увеличением и/. Коэффициент массопереноса газ - жид-
кость, отнесенный к поверхности фаз, kL не зависит от щ. Зави-
симость к[ от ui оказалась несколько более сложной. Для небольших
частиц (диаметром 0.198 см) kL возрастал с увеличением ug, в то
время как для самых крупных из исследованных частиц (диаметром
0,586 см) кв не зависел от ug. Для частиц среднего размера (диамет-
ром 0.408 см) было обнаружено убывание кв с возрастанием ug. Ана-
логичные наблюдения были сделаны Остергаардом (1978), который
172
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
получил, что показатель степени при ug в соотношении для k[ для
частиц диаметром 1.3 и 6 мм была равна соответственно 0.11, 0.2 и -
0.03.
Как было рассмотрено выше, сопротивление массопереносу из
газа в жидкость уменьшается с увеличением размера частиц. Однако
сопротивление массопереносу жидкость - твердое вещество и тормо-
жение за счет реакции (при торможении внутренней диффузией) с
увеличеснием частиц возрастает. Интересным следствием этих про-
тивоположных зависимостей является существование оптимального
размера частиц, при котором скорость реакции в трехфазном реакто-
ре с кипящим слоем будет максимальной. Ли с сотр. (1974) оценили
•Рис. 11.6. Сопротивление локальных сопротивлений переноса в
общем сопротивлении 1/Ку для гидрирования а-ме-
тилстирола в трехфазном псевдоожиженном слое при
рр^=16.8с-1 (Ли, 1974)
173
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
вклады этих зависимостей для реакции гидрирования а- метилсти-
рола (см. рис. 11.6).
Алварез-Куенса с corp. (1979) определили Icfag для системы воз-
дух-вода в трехфазном реакторе с кипящим слоем из стеклянных
шариков. Они также получили профиль концентрации кислорода в
жидкости по высоте реактора и в различных точках в радиальном
направлении. При низких скоростях газа были получены четкие S-
образные профили концентрации О2, как показано на рис. 11.7, и
было отмечено, что основная часть массопереноса происходит в про-
странстве возле сетки. При высоких скоростях газа S-образный ха-
рактер кривых исчезал. При определении профиля давления для
высоких скоростей газа было отмечено существование трех четко
выраженных зон (зоны сетки с более высокой долей твердого вещест-
ва, зоны разбавления фаз, в которой доля твердого вещества меньше
и (или) доля газа больше, и зоны, не содержащей твердых частиц).
Рис. 11.7. Концентрация кислорода в жидкой фазе в зависи-
мости от расстояния от решетки в 3-х фазном псевдо-
ожиженном слое (Алварез-Куенка, 1979)
174
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
11.9. Массоперенос жидкость - твердое вещество
В литературе до сих пор не было опубликовано полных исследо-
ваний по массопереносу жидкость - твердое вещество в трехфазном
реакторе с кипящим слоем. Однако Ли с сотр. (1974) предложили для
расчета ks воспользоваться соотношением Калдербэнка
ks = 0.31
t(Pp ~ Pl) HJg/PL 2 11/3
(/i/ftP)273
(11.36)
11.10. П родольная дисперсия
Смешение жидкости и газа в трехфазном реакторе с кипящим
слоем было рассмотрено в работе Остергаарда (1971). Степень
смешения газовой фазы мала (например, максимальное значе-
ние DEg~ Юсм2/с). Следовательно, при решении практических
задач можно считать, что газ находится в условиях идеального
вытеснения.
Остергаард (1971) получил соотношение для смешения жидкости
в виде кривой зависимости 1Del/uiot щ. Величину 2DE[j uL называ-
ют высотой единицы смешения или сокращено ВЕС. Было получено,
что смешение жидкости важно для области низких скоростей жид-
кости (~ итр и малых размеров частиц. В случае реакторов малой
высоты можно считать, что имеет место полное идеальное смешение.
Для кипящего слоя из более крупных частиц (больше 6 мм) степень
идеального смешения очень мала.
Основные экспериментальные работы по продольной дисперсии
жидкости в трехфазных реакторах с кипящим слоем сведены в
табл. 11.2.
Ким с сотр. (1972) предложили следующее соотношение для про-
дольной дисперсии в терминах ВЕС
m =0.068 М0128Reo)^,
A)- A) )ng pl Pg °
(11.37)
где (ВЕС/Lo)ng относится к случаю ug = 0 (двухфазный кипящий
слой) и может быть оценено по формуле
175
Таблица 11.2
Исследования по продольной дисперсии в трехфазных реакторах с кипящим слоем.
Исследователь Диаметр реакто- ра, см Твердое вещество Диаметр частицы, см Примечание
Вейл с сотр. (1968) 14.7 Частицы песка 0.087 Изучено влияние скоростей жидкости и газа и присутствие твер- дых веществ на смешение
Остергаард и Мичелсен (1969) Мичелсен и Остергаард (1970) 15.24 Стеклянный сферический песок 0.025 - 0.6 Изучено влияние размера частиц и диаметра колонны на смешение
Ким и сотр. (1972) 2.5 х 66 2-размерный реактор Стеклянный биссер 0.25 - 0.6 Предложено соотношение для ВЕС
Эль-Темтами с сотр. (1979) 5 Стеклянный биссер 0.045 - 0.3 Получено, что смешение меньше при большем размере частиц
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
=5.05[^O842ReZO.45
А) J ng Pl )
(11.38)
Эль—Темтами с сотр. (1979) предложили свое соотношение для
коэффициента жидкостной дисперсии
= 0.0012 el &EL f Щ Pl dp\ 1.156 . , dT~llS6. (П.39)
На рис. 11.8 показана иллюстративная кривая зависимости DEL от ug
для щ - 5 и 10 и параметров, использованных в примере 11.1. Кроме
СКОРОСТЬ ГАЗА НА ПОЛНОЕ СЕЧЕНИЕ АППАРАТА, U см/с
Рис. 11.8. Сравнение корреляций для расчета £>££ в 3-х фазном
псевдоожиженном слое
177
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
того, сделано предложение, что Pq = 1.2 х 10-3 г/см3 и = 1.9 х 10'4
г/см/с. Можно заметить, что между двумя соотношениями нет удов-
летворительного соответствия. Кроме того, по поводу влияния и/
имеется противоречие. Например, из соотношения Эль—Темтами с
сотр. (1979) следует, что Рр/, убывает с возрастанием щ, что согласу-
ется с результатами Мичелсена и Остергаарда (1970) для частиц
диаметром 3 мм. Для того, чтобы вывести подходящее соотношение
для Dpi, в трехфазном реакторе с кипящим слоем, необходимо про-
водить дальнейшие исследования в этой области.
11.11. Теплоперенос
Остергаард (1964) и Висванатан с сотр. (1965) определили ко-
эффициент теплопереноса h между стенкой реактора и кипящим
слоем. При низких скоростях жидкости введение пузырьков газа
вызывает увеличение коэффициента теплопереноса. При высоких
скоростях жидкости такого эффекта не наблюдалось. В этих исследо-
ваниях были использованы системы воздух-вода-сферический стек-
лянный песок и воздух-вода-частицы кварца.
Детальное изучение теплопереноса в трехфазных реакторах с ки-
пящим слоем было проведено Армстронгом с сотр. (19776). Они опре-
делили коэффициент массопереноса для системы воздух - вода -
стеклянный биссер в реакторе диаметром 23.75 см. Было обнаружено,
что коэффициент теплопереноса возрастает с увеличением скорости
газа. Влияние пористости слоя было следующим: сначала значение h
возрастает до некоторого максимального значения, а затем убывало.
С увеличением размера частиц вплоть до 3-мм диаметра наблюда-
лось возрастание коэффициента массопереноса, а дальнейшее уве-
личение dp не оказывало существенного влияния на h. На рис. 11.9
показана, взятая из работы Армстронга с сотр. (19776), иллюст-
рированная кривая зависимости h от ug. Важным направлением даль-
нейших исследований в этой области является получение подходяще-
го соотношения для расчета h.
Пример J 1.3
Остаточная нефтяная фракция, содержащая 0.3% серы, подвергает-
ся сероочистке путем гидрирования в трехфазном реакторе с ки-
пящим слоем. В качестве катализатора используется Co-Mo-AI2O3.
При условии, что осуществляется 40% гидрообессеривание, рассчи-
178
ТРЕХФАЗНЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
тайте вклад продольной дисперсии жидкости и коэффициент ско-
рости псевдогомогенной реакции для этих условий, считая, что ре-
акция имеет первый порядок по В. Для этого даны следующие пара-
метры: dp = 0.1 см, ui ~ 3 см/с, ug *= 3 см/с, в 8 х 10'3 г/см/с, р^ =
0.8 г/см3, dp = 20 см, L = 150 см и Sp = 25 дина/см.
Рис. 11.9. Влияние размера частиц на коэффициент теплообме-
на в 3-х фазном псевдоожиженном слое (Армстронг,
19776)
179
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Решение. Для определения влияния продольной дисперсии жидкости
можно воспользоваться критерием Миарса (уравнение 3.49). А для
этого необходимо знать коэффициент продольной дисперсии Dp[,
который можно получить из соотношения Эль—Темтами с сотр.
(уравнение 11.39)
= 0.0012 (
£i del '
3 х 0.8 х 0.1\ 1 15620-1.15б = j 917 х 10-з
8 X 1(Г3
Значение доли жидкости Е[ можно вычислить из соотношения Кима с
сотр. (уравнение 11.16)
З2
^=6ТТ98Г = 0 0917
з2
^“0TV98T= 00917
3 х 8 х 10-3 , _
We^ 0.8X25 =l'2xl°
Re^ = 30
Из уравнения (П.16) получим
£1 = 0.43
Следовательно,
3 х 0.1
del ~
„ - 363 см2/с
0.43 х 1.917 х Ю“3
А? = 1.239
363
Для того, чтобы был удовлетворен критерий Миарса, Ре/, должно
быть больше, чем - 20и 1п(1 - Хв). Эта величина равна
20 х 1 х Inf.—= 10.216
\1 — 0.4/
Это указывает на то, что критерий Миарса для этого случая не удов-
летворяется, и эффекты продольной дисперсии будут несуществен-
ными. Для расчета константы скорости псевдогомогенной реакции
180
ТРЕХФАЗ) 1ЫЙ РЕАКТОР С КИПЯЩИМ СЛОЕМ КАТАЛИЗАТОРА
можно воспользоваться уравнением (3.42). Для Ьц= (1 - Хв) = 0.6 и
Ре = 1.239 это уравнение может быть решено методом проб и ошибок,
и полученное значение параметра vR будет равно 1.57. Тогда
может быть вычислено с использованием уравнения (3.43)
= fa 2 - ))££ _(1.57г-П.х1;239 _04„7
Следовательно,
^арр
4 4
= = 9.1^ X-Л = 0.00907 с"1
х- 1Эи
181
ТРЕХФАЗПЫЕ КАТАЛИТИЧЕСКИЕ PFAK ГОРЫ
12с ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ
В ПРОМЫШЛЕННОСТИ
12.1. Введение
Основные области применения трехфазных оеак горов, их теория
и методы разработки уже были обсуждены в предыдущих главах. В
этой главе будут рассмотрены некоторые системы, имеющие про-
мышленное значение. Для каждой системы будет приведено краткое
описание химии процесса и используемых катализаторов, а затем
рассмотрены принципы выбора реактора, методы разраоот ки реакто-
ров и некоторые дополнительные вопросы. Будут отмечены слож-
ности, связанные с проведением некоторых из этих реакций и наме-
чены новые области исследования. Однако, исчерпывающий обзор
технологических аспектов каждого из случаев, к сожалению, не мо-
жет уместиться в оамках одной книги.
12.2. Гядрирование жирных кислот
12.2.1. X имия и кинетика
Краткое описание гидрирования ненасыщенных жиров было про-
ведено в разделе 1.1.1. Этот процесс включает гидрирование двойных
связей в алифатической цепочке. Химия этой реак ции достаточно
сложна, поскольку моно - и полиненасыщепные кислотные группы
гидрируются с различными скоростями в зависимости от реакци-
онных условий. Кроме того, может происходить геометрическая и
структурная изометрия двойных связей, и это оказывает существен-
ное влияние на физические свойства конечных продуктов. Общий
механизм гидрирования дм-ненасыщенной кислоты был приведен в
разделе 4.5 (тип III).
182
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
Н2
цис-олеиновая
кислота \
Н2
линолевая
кислота '
стеариновая
кислота
(12.1)
Hz
изо-олеиновая/ Н2
кислота
Линолевая кислота - это С-18 алифатическая кислота с двумя
двойными связями при 9-ом и 12-ом атомах углерода. Олеиновая
кислота - это С-18 кислота с одной двойной связью при 9-ом атоме
углерода. Стеориновая — это насыщенная С-18 кислота. В случае
трехненасыщенных кислот (например, линоленовой, которая явля-
ется С-18 кислотой с тремя двойными связями при 9-ом, 12-ом и
15-ом атомах углерода) первой стадией будет гидрирование до лино-
левой кислоты, как было предложено Шмидтом (1970), а дальнейшее
I идрирование будет происходить по запис энной выше схеме. Неко-
торые исследователи (например Гат с сотр., 1979^ предложили упро-
щение. согласно которому пис- и транс- изомеры олеиновой кислоты
1идрируются с одинаковой скоростью (см.раздел 4.6, 4.2).
Хашимото с сотр. (1971) предложили кинетическую модель для
схемы (12.1). Согласно этой модели реакция гидрирования линоле-
вой кислоты в олеиновую имеет половинный порядок по водороду, в
то время как реакция превращения олеиновой кислоты в стеарино-
вую имеет первый порядок по водороду. Некоторые особенности мо-
делирования реакторов периодическою действия, связанные с этой
моделью, были рассмотрены в разделе 4.6.4.1.
Коенен (1976) выделил три вида селективности при гидрировании
жиров.
1) Селективности по линолеатам. Преимущественное гидри-
рование линолевой кислоты в олеиновую.
2) Селективность по специфической изомеризации. Этот тип
селективности характеризует число транс-двойных связей, образу-
ющихся на одну прогидрированную двойную связь.
183
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
3) Селективность по триглицеридам. Этот тип характеризует
степень, до которой три жирнокислотных остатка в одной и той же
молекуле триглицерида гидрируются независимо.
Было получено, что селективность по линолеатам зависит от фак-
торов массопереноса. Наличие низкой концентрации водорода на
поверхности катализатора ведет к увеличению селективности по ли-
нолеатам и по специфической изомеризации. Эти результаты согла-
суются с выводами из обсуждения в разделе 4.5 по влиянию массопе-
реноса на селективность. При определении селективности важно так-
же учитывать адсорбционные характеристики реагентов.
Катализаторы, показавшие себя наиболее эффективными для
этой реакции, относятся к следующей группе металлов: Fe, Со, Ni,
Pt, Pd, Си, Ag и Au.
Катализаторы на никелевой основе наиболее широко используют-
ся в промышленных процессах гидрирования жиров. Причиной этого
является главным образом низкая стоимость и легкая доступность
никеля. Недостатком этих катализаторов является достижение абсо-
лютной селективности лишь при экстремальных условиях, кроме
того эти катализаторы не всегда пригодны для селективного гид-
рирования линоленовой кислоты в линолевую. Для этого процесса
широко используется практика повторного использования катализа-
тора. После проведения нескольких реакций гидрирования уменьша-
ется активность катализатора и его селективность по линолеатам. В
последнее время для реакций гидрирования масел были предложены
катализаторы, содержащие Си, Сг, Pt и Pd, и в таблице 12.1 приве-
дены результаты некоторых исследований по этому вопросу с ука-
занием использованного катализатора и типа реактора.
Катализаторы на основе меди обладают большей селективностью
по образовании линолеатов, но являются очень чувствительными и
отравляются следовыми количествами примесей. Грей и Рассел
(1979) составили обзор катализаторов для гидрирования масел с уче-
том их влияния на селективность.
12.2.2. Тип реактора и принципы его выбора
Для реакций гидрирования масел в промышленности используют-
ся исключительно суспензионные реакторы с механическим пере-
мешиванием. Это делается главным образом для сведения к миниму-
184
Некоторые исследования по гидрированию жирных масел
Таблица12.1
Исследователи Система (гидрируемое масло) Катали- г )р ♦ Давле- ние, атм Темпера- тура, °C Тип реактора
Эванс с сотр. (1964) Соевое масло Ni 1 170 Суспензионный с ме- шалкой (1,380 об/мин)
Албрайт (1965) Хлопковое масло Ni 3 139-169 Суспензионный с ме- шалкой (1,100 об/мин)
Коритала и Да гтон (1966) Соевое масло Хромит меди 2 170-200 Суспензионный с ме- шалкой (1,400 об/мин)
Шмидт (1970) Сс:вое масло Чешуйчатый Ni, Ni на кизельгуе, хромит меди 1.5-4.8 180-200 Барботажный реактор с непрерывным восходя- щим потоком
Моултон с сотр. (1973> Лист с сотр. (1974) Соевое масле Хромит меди 2 155 Суспензионный с ме- шалкой
Микери с сотр. (1975) Соевое масло Ni Ренея, хромит меди, Ni-Cu, Cu-Al, Pd-Al, Cu- Сг, сплавы Al 2-8.5 110-190 С неподвижным слоем, непрерывный нисхо- дящий поток
Берн с сотр. (1975) Рапсовое масло никель 0.3-10 140-220 Суспензионный с ме- шалкой
Гит с сотр. (1979) Подсолнечное масло Сферический Ni 2.2-3.4 138-238 Суспезионный с мешал- к эй (автоклав)
Снидер с сотр. (1979) Соевое масло CuO-Cr2O3-MnO2 1 185-215 Суспензионный непре- рывного действия (бар- ботажный)
Ахмад с сотр. (1979) Соевое масло Pd на древесном угле 1-5 80-160 Суспензионный с ме- шалкой
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
му градиентов внутренней диффузии. Эти градиенты могут достигать
критических значений, поскольку масла из-за своего высокого моле-
кулярного веса и большой вязкости обладают очень низкими ко-
эффициентами диффузии. Использование суспензионных реакторов
позволяет обеспечить более хороший температурный контроль, свя-
занный с высокой эффективностью теплопереноса. Мухержи с сотр.
(1975) предложили использовать для этих процессов реактор с не-
подвижным слоем, поскольку он, как они считают, позволяет по-
высить селективность по ленолеатам. Дополнительное преимущест-
во реактора с неподвижным слоем связано с тем, что получающиеся
продукты совершенно не содержат катализатора даже без проведения
фильтрации. Однако в промышленности реактора с неподвижным
слоем для проведения этих процессов до сих пор использованы не
были. В промышленной практике суспензионные реакторы работают
в двух режимах: (а) периодическом и (б) непрерывном. Реакторы
периодического действия особенно удобно использовать для полу-
чения разнообразных продуктов парционального гидрирования.
Кроме того, в силу низкой стоимости этого способа производства,
реакторы периодического действия удобно использовать для неболь-
ших процессов. Однако для крупномасштабных процессов эконо-
мически более выгодно использовать реакторы непрерывного дей-
ствия. К тому же методы разработки таких реакторов на настоящий
день более проработаны. Основным преимуществом реактора непре-
рывного действия является возможность проведения предваритель-
ного нагрева масла за счет тепла экзотермической реакции. На-
пример, выходящее из реактора горячее масло используется для
предварительного нагрева масла, поступающего в реактор. Кроме
того, путем правильного подбора катализатора и условий реакции
для различных точек реактора непрерывного действия, можно по-
лучить значительно различающиеся отношения селективности и ин-
дексы изомеризации. Для режима периодического действия в про-
мышленности широко используются два типа реакторов: (а) непро-
точный реактор и (б) реактор с рециркуляцией водорода. Непроточ-
ный реактор является реактором периодического действия по отно-
шению к обоим реагентам. При этом режиме ни один из компонентов
не покидает реактор, а водород, в соответствии со скоростью расхо-
дования, непрерывно подается из резервуара. В процессе с рецирку-
186
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
ляцией водород непрерывно течет через реактор, а непрореагиро-
вавший водород, выходящий из реактора, после очистки подвергает-
ся рециркуляции.
В работе Албрайта (1973) рассмотрены промышленные реакторы
непрерывного действия и проведено их сравнение с реакторами пе-
риодического действия.
Другим инженерным решением является циркуляционный реак-
тор гидрирования. Его конструкция основана на подаче водорода в
виде суспензионного потока с высокой скоростью через сопло Вен-
тури. Как показано в обзоре Хастерта (1979) этот тип реакторов тоже
в некоторых случаях используется в промышленности.
Методы моделирования реакции гидрирования масел были расс-
мотрены в разделе 4.6.4. Однако этот процесс нуждается в дальней-
шем изучении, в частности это касается кинетики реакции, адсорб-
ции на поверхности катализатора и транспортных эффектов (особен-
но в реакторах непрерывного действия). Кроме того, влияние массо-
переноса и характеристик смешения на различные виды селектив-
ности также нуждаются в более детальном исследовании.
12.3. Гидрообессеривание нефтяных фракций
Впервые обзор гидрообессеривания жидких нефтяных фрак-
ций был сделан Мак Кинли (1957). Затем Шуман и Шалит
(1970), Шуйт и Гейт (1973) и Райдигер (1976) в своих работах
рассмотрели химические и инженерные аспекты этого процесса.
Обессеривание легких нефтяных фракций проводится в паровой
фазе, но гидрирование остаточных масел удобнее проводить как
жидкофазную реакцию. В этом разделе будут рассмотрены химия
процесса, принципы выбора реактора и некоторые аспекты раз-
работки процесса.
12.3.1. Химия процесса
В нефтях часто встречаются такие соединения как тиолы, дису-
льфиды, тиофены, бензотиофены и более тяжелые серосодержащие
соединения, такие как бензонафтотиофены. Химия процесса гидроо-
бессеривания является очень сложной вследствиие следующих
причин:
187
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
а) помимо обессеривания ненасыщенных соединений могут про-
исходить различные побочные реакции;
б) тяжелые фракции некоторых видов нефти содержат значитель-
ные количества металлорганических соединений (особенно на основе
ванадия и никеля), которые взаимодействуют с водородом с образо-
ванием неорганических соединений (реакции деметаллизации), а
последние накапливаются в порах катализатора и промежутках не-
подвижного слоя реактора;
в) тяжелые нефтяные фракции наряду с сероорганическими со-
единениями содержат некоторое количество азотосодержащих со-
единений, поэтому одновременно с гидрообессериванием может про-
исходить гидродеазотирование (см. раздел 1.1.4). Эти азотосодер-
жащие соединения влияют на активность процесса гидрообессери-
вания. В этой связи Десикан и Амберг (1964) и Сеттерфилд с corp.
(1975) постулировали, что в катализаторе гидрообессеривания суще-
ствует два типа активных центров. Первый из них обладает высокой
активностью в реакции гидрообессеривания, но легко отравляется
азотосодержащими соединениями. Второй имеет более низкую ак-
тивность, но при этом менее чувствителен к азотосодержащим со-
единениям. Отсюда следует, что при разработке реакторов необ-
ходимо проводить одновременное изучение процессов гидрообессе-
ривания и гидродеазотирования.
Катализаторы, используемые для процесса гидрообессеривания,
состоят из Co-Mo-Ni на пористом носителе, таком как у-алюминий.
Были исследованы и некоторые другие виды катализаторов, которые
описаны в упомянутых выше обзорах (см. также Охтсука, 1977).
Поскольку при процессе гидрообессеривания происходит большое
число реакций, систематическое исследование кинетики является
очень сложным. В опубликованных работах обычно делается допу-
щение, что все серосодержащие соединения можно считать как одно
вещество, и тогда порядок реакции по этому веществу вполне может
быть определен. В некоторых исследованиях (Сатори и Нишизаки,
1971) было получено, что порядок реакции по серосодержащему ве-
ществу равен двум. Итзаки и Ахарони (1977) предложили считать,
что индивидуальные серосодержащие вещества в газойле участвуют
в параллельных реакциях, не оказывая взаимного влияния. Посколь-
ку число соединений может быть очень велико, соединения с
188
ПРИМЕНЕНИЕ TF ЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
близкими точками кипения це несообразно объединить вместе и счи-
тать. что они реагируют с одинаковой скорость. Тогда общую ско-
рость можно получить путем суммирования скоростей отдельных
фракций. Таким образом весь процесс гидрообессеривания может
быть представлен в виде набора параллельных реакций.
Были проведены модельные кинетические исследования с испо ль-
зованием индивидуальных серосодержащих веществ (таких как
тиофен, бензотиофеи и другие) см., например, ХоуаллаСсодр. (1978)
и Сеттерфилд с сотр. (1975) Исследования с использованием нефгей
также были опубликованы в ряде работ, и некоторые из них приве-
дены в таблице 12.2.
В процессах гидрообессеривания обычно наблюдается старение
катализаторов, которое может быть двух типов: (а) закоксовывание
и (6) отложение неорганических веществ за счет реакций деметал-
лизации. Закоксование является обратимым процессом, и кокс мо-
жет быть удален путем выжигания, блокирование пор катализатора
неорганическими продуктами происходит необратимо. В последнем
случае регенерация катализатора не представляется возможной и,
следовательно, после некоторого периода эксплуатации ка гализат ор
должен быть удален.
Шах и Параскос (19756) предложили эмпирическое уравнение
для описания дезактивации катализатора гидрообессеривания. Ак-
тивность катализатора представлена в виде функции концентрации
металла в неподвижном слое
Fs = l-ffM?, (12.2)
где Fs — отношение активности в момент времени t к начальной
активности (когда еще не произошло осаждение металла), Мс —
концентрация металла на катализаторе, а а и т - эмпирические
константы, которые можно получить из экспериментальных данных.
Дезактивации катализатора гидрообессеривания за счет осаждения
металла можно избежать, если в качестве предварительной обра-
ботки нефти, идущей на сероочистку, провести процесс гидроде-
металлизации (ван Дон1 ен с сотр., 1980). Это особенно полезно, если
содержание металла в нефти превышает, скажем. 100 ррш. В этом
случае реактор с движущимся слоем катализатора может иметь опре-
189
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
деленные преимущества. В нем слой катализатора медленно движет-
ся вниз по реактору. Использованный катализатор постоянно удаля-
ется со дна реактора, а сверху поступает свежий.
12.3.2. Некоторые аспекты разработки и выбора типа реактора
В таблице 12.2 приведены некоторые исследования по процессу
гидрообессеривания, которые показывают, что при разработке реак-
тора необходимо учитывать следующие моменты:
а) эффекты внутренней диффузии серосодержащего соединения;
б) продольную дисперсию жидкости. Это является важным, пос-
кольку лимитирующий реагент в данном случае находится в жидкой
фазе;
в) устройство распределителя жидкости. Оно важно для обеспе-
чения полного смачивания катализатора;
г) осуществление температурного контроля с использованием сис-
темы охлаждения в подходящих точках реактора. Образование го-
рячих точек нельзя допускать, поскольку это может ускорять дез-
активацию катализатора.
Для процесса гидрообессеривания обычно используют реакторы
двух типов: реакторы с неподвижным орошаемым слоем и трехфаз-
ные реакторы с кипящим слоем. Последние обладают следующими
относительными преимуществами:
а) дезактивированный катализатор может непрерывно удаляться
и заменяться, в то время как реактор с орошаемым слоем в случае
дезактивации катализатора должен быть остановлен;
б) поскольку сопротивление диффузии в порах катализатора часто
является существенным, для реактора с кипящим слоем оно может быть
сведено к минимуму вследствие использования более мелких частиц
катализатора по сравнению с неподвижным орошаемым слоем;
в) в реакторе с кипящим слоем можно поддерживать однородную
температуру, что позволит избежать образование горячих точек и
свести к минимуму побочные реакции, происходящие при более вы-
соких температурах;
г) при использовании мелких свободно движущихся частиц сни-
мается проблема закупоривания слоя вследствие образования неле-
тучих веществ. Следовательно, перепад давления в реакторе с ки-
пящим слоем остается постоянным.
190
Некоторые исследования по процессу гидрообессеривания.
Таблица 12.2
Исследователи Система Катализатор Давле- ние, атм Темпера- тура, dC Примечание
ван Деемтер (1965) Легкий дистиллят и остаточная нефтяная фракция Со-Мо-А12О3 0 50 375 Изучено влияние разме- ра частиц
Адлингтон и Томсон Газойль Со-Мо-А12О3 40-60 360-415 Важна внутренняя диф- фузия
Накамура с сотр. (1970) Остаточная фракция Хаджи СоО-Мо03-/-А1203 100 350-410 Предложена модель ки- нетики. Реакция имеет второй порядок по серу- содержащему веществу
Сатари и Нишизаки (1971) Остаточная фракция Хаджи СоО-МоО3-у-А12О3 100 350-450 Реакция имеет второй порядок. Изучен эф- фект продольной дис- персии. Определены физические свойства нефти.
Сеттерфилд с сотр. (1975) Тиофен и пиридин Со-Мо-А12О3 W-Mo-AkCK Ni-W-Al2O3 4.4-11.2 200-500 Изучены одновремен- ные процессы гидро- обессеривания и гидро- деазотирования в про- точном микрореакторе.
Монтагна и Шах (19756) Восстановленная сырая нефть из Кувейта 140 400 Исследован эффект сме- шения в реакторе с не- подвижным слоем для условий восходящего прямотока.
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
Исследователи Система Катализатор Давле- ние, атм Темпера- тура, °C Примечание
Шах и Параскос (19756) Остаточная фракция (кувейтской сырой нефти) - 140 410 Скорость лимитируется дифузией серусодержа- щего соединения.
Итзаки и Ахарони (1977) Газойль СоО-Мо03-у-А1203 30 250-350 Кинетическое исследо- вание набора близкоки- пящих фракций газой- ля.
Хоуалла с сотр. (1978) Дибензотиофен СоО -Мо03-у -А12О3 102 300 Исследование в микро- реакторе высокого дав- ления.
Майерс и Робинсон (1978) Дибензотиофен СоО-Мо03-у-А1203 24 282 Исследование кинетики с использованием реак- тора с вращающейся корзиной катализатора.
ван Клинкен и ван Доген (1980) Кувейтский вакуумный дистиллят Nt-Mo-Al2O3 125 - Изучен эффект разбав- ления слоя
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
В свою очередь реактор с неподвижным орошаемым слоем облада-
ет следующими относительными преимуществами:
а) режим работы катализатора в этом случае будет ближе к иде-
альному вытеснению по сравнению с реактором с кипящим слоем.
Следовательно, для достижения той же конверсии можно использо-
вать либо более низкую температуру, либо более высокую объемную
скорость;
б) методы разработки реакторов с неподвижным слоем более хо-
рошо проработаны, чем методы для реакторов с кипящим слоем.
До сих пор в большинстве моделей реактора гидрообессеривания
предполагается, что в нем происходит единственная реакция с учас-
тием псевдовещества. Дальнейшие исследования в этой области дол-
жны привести к моделированию системы как сложного набора ре-
акций. А для этой цели необходимо проводить детальное практичес-
кое изучение кинетики. Аспекты дезактивации катализатора также
нуждаютс я в более систематическом изучении. Все этс будет полезно
для оптимизации реактора гйдрообессеривани я.
12.4. Гидрокрекинг
I йдрокрекингом называется процесс, при котором смесь тяжелых
углеводородов расщепляется в присутствии водорода на нанесенных
металлических катализаторах с образованием более низкомолеку-
лярных продуктов. Типичный катализатор гидрокпекинга представ-
ляет собой сложную систему из нескольких металлов на окисном
носит еле. Смесь углеводородов, подвергающаяся расщеплению, мо-
жет быть представлена как набор индивидуальных углеводородов с
молекулярной массой от 100 до 500 и с варьирующимся соотноше-
нием парафин* »в, ароматических углеводородов и нафгеноь. Все эти
соединения реагируют с переменными скоростями и селективностя-
ми с образованием набора продуктов с более низкой молекулярной
массой. Стехиометрия общей реакции является неопределенной и
представляет собой комбинацию большого числа индивидуальных
реакций. В связи со сложностью процесса, полное описание меха-
низма или создание его полной математической модели не представ-
ляется возможным.
Стангеланд и Киттрелл (1972) изучили реакцию и предложили
упрощенную модель кинетики. Они исследовали влияние размера
193
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
частиц и скорости газа на общую скорое ть и обмаруж или, что сопро-
тивления внутренней диффузии и внешнему массопереносу явля-
лись несущественными. Была предложена следующая упрощенная
схема реакции в терминах промышленно важных продуктов
„ г кг кз
F-------> pi J------> iqG--------> v^L
F---— — > V3G — — > pf,L (12.3)
>vsL,
еде F, J, G и L — обозначают соответственно моторное топливо,
реактивное топливо, газолин и легкие фракции, а и — ^6 — эффек-
тивные коэффициенты стехиометрии. На основании этой схемы была
предложена модель и расчитана селективность по образованию раз-
личных фракций. В этой модели учитывается также и загрязнение
катализатора, которое главным образом происходит за счет наличия
примесей в сырой нефти. Коров с сотр. (1971) предложили анало-
гичную схему для процесса гидрокрекинга
Генри и I илберт (1973) изучили гидрокрекинг восточно-техасско-
го тя желого вакуумного газойля в реакторе с неподвижным орошае-
мым слоем и предложили соотношение основанное на упрощенной
модели долей.
12.5. Синтез Фишера—Тропша
12,5.1. Химия процесса
Реакция, происходящая при синтезе Фишера—Тропша, может
быть схематически представлена в виде
пСО +2 пН2 —> п (—СН1—) + п Н2О <12-4)
Между образующейся водой и СО в составе синтез-газа происходит
реакция сдвига
СО+Н2О <-> СО2+Н3 (12.5)
Обычно при условиях синтеза Фишера-Тропша эта реакция является
достаточно быстрой, и равновесие устанавливается между СОг и Нг
194
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
(Сеттерфилд и Хафф, 1980). Потребности химии этого процесса рас-
смотрены в работе Бассемейера с сотр. (1976). Для синтеза Фишера—
Тропша обычно используются кобальтовые, никеливые и железные
катализаторы; осажденное железо, по- видимому, является наиболее
предпочтительным. Вследствии высокой активности кобальта и ни-
келя в реакциях гидрирования, использования этих катализа горов
для синтеза Фишера—Тропша приводит к образованию большого
количества насыщенных продуктов, в то время как при использо-
вании железных катализаторов увеличивается образование ненасы-
щенных алифатически х углеводородов.
Основными стадиями синтеза Фишера-Тропша являются (а) хе-
мосорбция СО и Н2 на поверхности катализатора, (б) образование
первичного комплекса, что ведет к ослаблению связи С—О и образо-
ванию С—Н связи, (в) рост цени за счет реакции первичного комп-
лекса с синтез-газом или ранее образовавшимися и адсорбирован-
ными продуктами (реакции полимеризации и поликонденсации) и
(г) обрыв цепи, например, за счет гидрирования или реакции расту-
щей пепи с продуктами синтеза с последующей десорбцией с повер-
хности.
В зависимости от условий процесса и исполь зуемого катализатора
может быть получено различное распределение продуктов по точкам
кипения и степени насыщенности углеводородов. Таким образом,
кинетика синтеза Фишера—Тропша является сложной и зависит от
катализатора и условий процесса, и было бы желательно иметь ее
более детальное исследование.
12.5.2. Задачи разработки и выбора реактора
Некоторые исследования по реакторам синтеза Фишера—Тропша
приведены в таблице 12.3 (Сеттерфилд и Хафф, 1980). Обычно для
этого процесса используется суспензионный реактор с перемеши-
ванием барботажем, который имеет ряд преимуществ. Образование
горячих точек, являющихся одной из основных проблем пля реакто-
ров с неподвижным слоем, для суспензионного реактора иск лючает -
ся. Кроме того, в этом случае сводится к минимуму агломерации
катализатора вследствие ссакдения тяжелых высокэобразных ве-
ществ, обычно являющаяся проблемой для реакторов с кипятим
слоем. Некоторые особенности процесса в суспензионном реакторе
195
Таблица 12.3
Основные исследования по синтезу Фишера—Тропша в суспезионных реакторах
(Сетгерфилд и Хафф, 1980). (Воспроизводится с разрешения Пергамон Пресс).
Исследователи Температу- ра, °C Давление, атм Объемная скорость, об. газ Загрузка катализатора, г катализатора/л суспен- зии Н2/СО в подпитываю- щей смеси Объем реактора,л
Колбел (1947), Колбел и Аккерманы (1949, 1951, 1956) 200-320 8-30 130-700 50-200 0.6 - 2.0 6,10.000
Шлезингер с сотр. (1951) 220-280 8-21 130-500 100-450 1.0 13.5
Холл с сотр. (1952) 260-300 21-41 100-550 150-940 1.8-3.2 0.5-1.5
Митра и Рой (1963) 240-265 8-11 80-220 100-150 1.4 4-6
Калдербенк с сотр. (1963) 265 11-22 75-300 10-30 0.7 3-9
Фарлей и Рей (1964) 200-285 1.5-11 200-230 40-60 0.7 150-375
Сакай и Кунуги (1974) 200-290 11-14 - - 0.7 1
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
рассмотрены в работе Шлезингера с сотр. (1951). Процесс Фишера-
Тропша в барботажном реакторе с неподвижным слоем (процесс с
циркуляцией масла) описан в работе Кровелла с сотр. (1950). Они
утверждают, что в этом случае образуется относительно малое ко-
личество продуктов окисления. Это может происходить вследствии
того, что доля жидкости в барботажном реакторе с неподвижным
слоем меньше, чем в суспензионном реакторе.
Расчетные параметры для синтеза Фишера—ропша в суспензи-
онном реакторе с перемешиванием барботажем опубликованы в ра-
боте Декквера с сотр. (1979). Сеттерфилд и Хафф (1980) провели
анализ опубликованных данных по синтезу Фишера—Тропша, счи-
тая, что порядок реакции по водороду равен единице. На основании
этого анализа они получили, что важным расчетным параметром для
данной системы является массоперенос из газа в жидкость.
12.6. Другие реакции гидрирования
Помимо реакций гидрирования, рассмотренных в разделах 12.2 -
12.5, в трехфазяых реакторах проводится много других реакций гид-
рирования. Соединения, подвергающиеся гидрированию, могут быть
разделены на следующие основные категории: (а) ненасыщенные
углеводороды, (б) нитросоединения/цианиды и (в) альдегиды/слож-
ные эфиры. Некоторые из исследований по процессам гидрирования
в трехфазных реакторах сведены в таблицу 12.4.
Для этих реакций обычно используются катализаторы на основе
палладия и никеля. Некоторые из систем, приведенных в таблице
12.4, имеют промышленное значение, а другие были использованы в
качестве модельных реакций для изучения различных аспектов
трехфазных систем. Для этих целей особенно широко используется
гидрирование а - метилстирола на катализаторе Рб-АЬОз, поскольку
эта реакция происходит при давлении 1 атм и комнатной температу-
ре. Как видно из таблицы 12.4, для процессов гидрирования широко
используются суспензионные реакторы с механическим перемеши-
ванием и с перемешиванием барботажем, а также реакторы с не-
подвижным орошаемым слоем. По барботажным реакторам с не-
подвижным слоем и трехфазным реакторам с кипящим слоем
197
Таблица 12.4
Некоторые исследования по реакциям гидрирования в трехфазных реакторах.
Вещество, под- вергающееся гидрированию Исследователи Тип реактора Катализатор Примечание
ct-метил стирол Шервуд и Фар- кас (1966) Суспензионный с перемешиванием барботажем Pd-Al2O3 Скорость контролируется массоперено- сом газ-жидкось.
Сеттерфилд с сотр. (1969) Суспензионный с мешалкой Pd-Al2O3 Определенная степень использования ка- тализатора. Определен фактор извилистости.
Герман с сотр. (1974) С неподвижным орошаемым слоем Pd-Al2O3 Изучен эффект неполного смачивания. Выявлена возможность существования двух стационарных состояний.
Шнидер и Перо- на (1974) Барботажный с неподвижным слоем Pd-Al2O3 Вычислен коэффициент общего массопе- реноса Мл
Вайт с сотр. (1974) С вращающимся диском Pd Исследование кинетики с использовани- ем специального вида реактора, для кото- рого коэффициент массопереноса может быть определен теоретически.
Сакай и Охи (1977) Суспензионный с перемешиванием барботажем Pd-Al2O3 Изучены эффекты массопереноса.
Морита и Смит (1978) С неподвижным орошаемым слоем Pd-Al2O3 Определена доля смоченного катализато- ра.
Пексидр с сотр. (1980) Барботажный Pd на носителе Из данных для трехфазного реактора оп- ределен kLaB и сравнен с литературными соотношениями
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Вещество, под- вергающееся гидрированию Исследователи Тип реактора Катализатор Примечание
Этилен Колбел и Моен- нинг (1962) Барботажный Ni Ренея Основным контролирующим сопротив- лением был массоперенос газ-жидкость.
Колдербэнк с сотр. (1963) Барботажный Ni Ренея Основным контролирующим сопротивле- нием был массоперенос газ-жидкость.
Шервуд и Фар- кас (1966) Барботажный Ni Ренея Контроль осуществлялся химической реакцией.
Каваками с сотр. (19766) Суспензионный с мешалкой Pt на угле Наблюдалась ось торможения массопере- носом газ-жидкость.
Циклогексен Шервуд и Фар- кас (1966) Барботажный Pd на саже Контроль осуществлялся массонереносом жидкость-твердое вещество.
Ганина с сотр. С неподвижным Pd на древесном Определены продольные профили темпе-
(1976) орошаемым слоем угле ратуры. Изучено влияние испарения жидкой фазы на скачок температуры и производительность реактора.
Бензол Сетгерфилд и Озел (1973) С неподвижным орошаемым слоем Pt-Al2O3 Реакция происходила как на смоченных, так и на сухих участках катализатора. Эффекты массопереноса были сущест- венны.
Кротоновый аль- Хинней и Суспензионный с Pd-y-Al2O3 Определены степень использования ка-
дегид Седрике (1972) мешалкой и сет- чатый тализатора и фактор извилистости.
Седрике и Кен- ией (1973) С неподвижным орошаемым слоем Pd-y-Al2O3 Реакция на сухих участках катализатора вносила существенный вклад.
Ацетон Лемкофф и Джеймсон (19756) Суспензионный с перемешиванием вибрацией Ni Ренея Определена доля смоченной поверхности катализатора.
Лемкофф (1977) Суспензионный с мешалкой Ni Ренея Оценены кинетика реакции и коэффи- циент внутренней диффузии.
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
200
Вещество, под- вергающееся гидрированию Исследователи Тип реактора Катализатор Примечание
Глюкоза Боам и Доайсва- ми (1976) Суспензионный с мешалкой (авто- клав) Ni Ренея Предложена кинетическая модель Л-Х.
Аллиловый спирт Райзер и Пури (1973) Суспензионный с магнитной ме- шалкой Ni Ренея Изучена кинетика. Рассмотрено изме- нение режимов контроля с изменением параметров реакции.
Фумаровая Райзер и Пури Суспензионный с Ni Ренея Реакция имела первый порядок по водо-
кислота (1973) магнитной ме- шалкой роду и нулевой по аллиловому спирту.
Фенилацетилен Вайт и Литт (1975) С вращающимся диском Pd Рассмотрен эффект внешнего массопере- носа.
Kara с сотр. Суспензионный с восстановленный Исследована кинетика в специальном
(1976) перемешиванием вибрацией PdO реакторе, для которого коэффициент массопереноса может быть получен теоретически.
Ка ваками и Кусу- ноки (1976) Суспензионный с мешалкой и с корзиной катали- затора Pt на угле Определены скорости для предваритель- но восстановленного и восстановленного in sity катализаторов. Агломерация ка- тализатора оказывала влияние на ско- рость.
Мочизуки и Ма- цуи Барботажный с неподвижным слоем Pd-Al2O3 Определен коэффициент внутренней диффузии для таблеток катализатора. Предложена модель Л-Х и изучены воп- росы массопереноса и селективности.
Динитротолуол Акрес и Купер (1972) С мешалкой Pd Реакция имела нулевой порядок по водо- роду.
Нитробензол Шнидер с сотр. Суспензионный с Pd на каменном Изучено влияние загрузки катализатора
(1957) мешалкой угле и концентраций нитробензола и аммиака на скорость.
Акрес и Купер (1972) Суспензионный с мешалкой Pd на угле Изучена кинетика.
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Вещество, под- вергающееся гидрированию Исследователи Тип реактора Катализатор Примечание
Тонге сстр (1978) Суспензионный Гель,содер- жащий РР Изучена кинетика.
Радхакришнан с сотр. (1981) Су спензионный Ра на угле Реакция имеет нулевой порядок по водо- роду и нитробензолу. Изучен эффект массопереноса
Бутиндиол Фукуда и Кусама Суспензионный с Pd-CaCO3 Получены данные для скорости.
(1958) мешалкой PD-ВаСОз Рассмотрена селективность.
Гептен Ермакова с сотр. (1973), Гарцман ссотр. (19^7) Трехфазный с не- подвижным оро- шаемым слоем NiРенея Оценены вклады различных сопрот яв- лений переносу Проведено сравнение реакторов с неподвижным и кипящим слоем.
Кириллов и Огар- коо (1980) С неподвижным слоем и восходя- щим прямотоком Ni Ренея -
Анилин Говиндарао и Мепси (1975) С неподвижным орошаемым слоем Ni на глине Изучены эффекты вну тренней диффу- зии
Стирол Каваками с сотр (1976а) Суспензионный с мешалкой и с кор- зиной катализато- ра Pd-Al2O3 Предложена модель кинетики. Опреде- лен коэффициент внутренней диффузии
Хлороензол Каваками и Кусу- ноки (1975) Суспензионный с мешалкой Pt на угле Влияние массопереноса pa3 жидкость бы- ло существенным.
Монооксид угле- Колбел с сотр. Суспензионный с Ni-MgO Проведено математическое моделиро
оода (1965) перемешиванием барботажем вание реактора.
Ацетилен Гекк и Смит (1970) Суспензионный с neper гешиванием барботажем Ni Ренея Изучено влияние различных переменных на конверсию и селективность по образо- ванию згилена. Каталитическая активность убывала с течением времени из-за образования полимерных веществ на активных центрах.
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОЕ ГИ
Вещество, под- вергающееся гидрированию Исследователи Тип реактора Катализатор Примечание
Толуол 1,5-Циклоок- тадиена 2-Бутанон Литтман и Блисс (1959) Ганика с сотр. (1978а) Ганика с сотр. (1977) Герман с сотр. (1978) Суспензионный с мешалкой Автоклав с пере- мешиванием С неподвижным орошаемым слоем С неподвижным орошаемым слоем Ni Ренея 0.5% Pt на силикагеле Pd на древесном угле 0.5% Ru-/-Al2O3 Изучена кинетика. Предложена схема цепной реакции гидрирования. Изучена роль массопереноса. Определена продольная температура. Изучено образование горячих точек вследствие испарения жидкости. Исследовано влияние неполного смачи- вания и испарения жидкой фазы на про- изводительность реактора.
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
опубликовано относительно мало работ. Изучение этих реакторов с
использованием модельных и промышленных систем является пло-
дотвопной темой для дальнейших исследований.
12.7. Реакции окисления
Реакции окисления проводимые в трехфазных реакторах, ис-
пользуются в химической промышленности и в области контроля за
загрязнением. Некоторые работы по реакциям окисления в трехфаз-
ных реакторах сведены ь таблицу 12.5. В качестве катализаторов
обы то используются оксиды металлов. Некоторые из »т их исследо-
ваний были проведены в лабораторных реакторах с перемешиванием
вибрацией или в реакторах с мешалкой и имели целью получение
информации по кинетике и механизму реакции. Несколько исследо-
ваний было проведено в реакторах с неподвижным орошаемым слоем
для сравнения теоретических моделей с экспериментальными ре-
зультатами (Хартман и Кофлин, 1972; Гото и Смит, 19756; Левек и
Смит, 1976).
Многие реакции окисления протекают по свободно-радикальному
механизму, включающему несколько стадий. Для того чтобы по-
казать сложность этих реакций, ниже мы приведем краткое описание
их механизма. Свободные радикалы могут образоваться двумя спо-
собами. (а) Катализатор непосредственно активирует реагенты и
облегчает их расщепление на свободные радикалы, (б) Катализатор
ускоряет разложение гидроперекисей с образованием свободных ра-
дикалов. Гидроперекиси могут либо изначально присутствовать в
системе, либо образовываться в результате первой стадии. Если они
образуются за счет первой стадии, то такие реакции будут иметь
большой индукционный период.
В качестве иллюстрации первого механизма рассмотрим окис-
ление кумола на катализаторе СО3О4 (ВармаиГрайдон, 1973). Отрыв
водорода от кумола (R - Н) происходит за счет поверхностного окис-
лительно-восстановительного циклического процесса, аналогичною
реакции гомогенного окисления:
а) инии,иироаание
Со3+ +R-H ------>R * + Со2+ +Н+ (12.6)
203
Таблица 12.5
Основные исследования по реакциям окисления в трехфазных реакторах.
204
Окисляемое ве- щество Исследователи Тип реактора Катализатор Примечание
Диоксид серы Хартман и Кофлин (1972) Комияма и Смит, (1975а,19756) С неподвижным орошаемым слоем Суспензионный с мешалкой Таблетки а ктивированного угля Активированный уголь Проведено детальное моделирование системы. Исследован эффект неполного смачивания. Изучена кинетика. Оценен коэффици- ент внутренней диффузии.
Муравьиная кислота Балди с сотр (1974) Гото и Смит (19756) Двухфазный (ж-т) с непод- вижным слоем С неподвижным орошаемым слоем CuO • ZnO CuO • ZnO Изучена кинетика. Экспериментально определена степень использования ка - тализатора. Проведено сравнение эксперименталь- ных данных с предложенной теоретиче- ской моделью.
Уксусная кислота Левек и Смит (1976) С неподвижным орошаемым слоем Fe2O3 Разработаны модели реактора. Рассмот- рены вопросы туннелирования и испа- рения жидкости.
Кумол Варма и Грейдон (1973) Сривастава и Сривастава (1975) Суспензионный с перемешиванием вибрацией Суспензионный с мешалкой CoO, MnO,, NiO, Cu2O Cr2O3, MnO9) Fe,O, Скорость имела 0.4 порядок по загрузке катализатора. Обнаружено существова- ние критической концентрации катали- затора, ниже которой реакция останав- ливается. Изучена кинетика. Предложены выра- жения для скорости и механизма реак- ции.
Циклогексен Мейер с сотр. (1965) Суспензионный с мешалкой Оксиды Cr, Co, Mn Реакция имела нулевой порядок по кислороду. Предложен гетерогенно-го- могенный механизм.
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Окисляемое ве- щество Исследователи Тип реактора Катализатор Примечание
Фенол Садана и Кацер (1974) Суспензионный с мешалкой Нанесенный оксид меди Изучена кинетика. Реакция имела пер- вый порядок по фенолу. Порядок реак- ции по кислороду менялся от 1 до 0.5.
Этанол Сато с сотр. (1972), Су и Рей- зер (1978) С неподвижным орошаемым слоем Pd-Al2O3 Проведено сравнение эксперименталь- ных данных с предложенной теорией.
Этилен к Этиле- ноксид Шингу (1961) Барботажный Ag2O на силика- геле Проведено изучение процесса. Изучены эффекты давления и объемной скорости.
Этилен и Фуджимото с Суспензионный с PdCl2 на активи- Изучена кинетика. Предложена модель
ацетильдегид сотр. (1976) перемешиванием барботажем Суспензионный с перемешиванием барботажем Суспензионный с перемешиванием вибрацией рованном угле Л-Х.
Монооксид угле- рода Молбел с сотр. (1965) MnO2-CuO Проведено математическое моделирова- ние производительности реактора.
л-ксилол Калояннис и Грейдон (1971) СоО, Со2О3, МпО2, Ru на гли- ноземе Изучена кинетика. Реакция имела нуле- вой порядок по О2. Скорость была про- порциональна квадратному корню кон- центрации катализатора.
Раствор за- грязнителей Гамильтон с сотр. (1969) Суспензионный с перемешива нием барботажем МпО2 Рассмотрено использование системы для контроля за загрязнением.
п-пропанол Колотуша с сотр. (1975) Суспензионный Pt Предложили механизм реакции. Изуче- но ингибирование продуктами.
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
2Со2++1о2—>2Со3+ +О2~ (12-7)
2Н + +О2~ —> Н2О О2-8)
Общая реакция инициирования имеет вид
R-H+M—> R*, <12-9)
где М - окиснометаллический катализатор;
б) рост цепи
R + 02---> ROO ’ (12.10)
R О О * +R Н — > ROOH +R (12.11)
в) обрыв цепи
ROO 4- ROO ’—> неактивный продукт (12.12)
Инициирование обычно происходит на твердой поверхности, а
рост цепи - в объеме жидкой фазы. Из уравнений скорости, выве-
денных на основании этого механизма, следует, что скорость про-
порциональна квадратному корню концентрации катализатора.
Как видно из таблицы 12.5, в некоторых случаях это было подтвер-
ждено экспериментально. Особым свойством многих реакций
окисления является существование критической концентрации
катализатора, ниже которой реакция полностью останавливается.
Это показывает, что твердый катализатор играет важную роль в
реакции обрыва цепи. Для лучшего понимания механизма реак-
ций окисления необходимо проводить дальнейшие исследования в
этой области. Интересной темой будущих работ могло бы стать и
моделирование реакторов с учетом гетерогенных и гомогенных
характеристик этой системы.
206
ПРИМЕНЕНИЕ ТРЕХФАЗНЫХ РЕАКТОРОВ В ПРОМЫШЛЕННОСТИ
В ряде работ было исследовано окисление органических соеди-
нений в разбавленных водных растворах (например, Садана и Кацер,
1974; Балди с сотр., 1974; Олотушассотр., 1975; Левек и Смит, 1976).
Движущей силой этих работ была возможность их использования для
контроля за загрязнением (например, при очистке воды). Работы по
моделированию реакторов с неподвижным орошаемым слоем для
окисления разбавленных водных растворов муравьиной и уксусной
кислот, проведенные Смитом с сотр., были рассмотрены в главе 3.
207
ТРЕХ ФАЗНЫЕ К ХТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ПРИЛОЖЕНИЕ А
Основные обозначения
Размерные соотношения в нашей книге приводятся в единицах
систем СГС и СИ. Соотношения в единицах СИ помечены звездоч-
ками ш>сле своею порядкового номера.
ав межфазная поверхность газ - жидкость на единицу объема реак гора, см-/см
Q-t ag agf безразмерная коицент рация, Ае/А ; безразмерная концентрация А в газовой фазе, Ag/ Agi; безразмерная концентрация А в выходящем газе,
aL безразмерная концентрация А в объеме жидкости, AgiJНа)')
<4i безразмерная концентрация А. в жидкой фазе на вхо- де в реактор, Ац/ (Agi/НА);
alf безразмерн ая концентрация А в жидкой фазе на вы- ходе из реактора, А,у-/( Agi/HA)\
CP внешняя поверхность частиц на единицу объема ре- актора, см2/см3;
as безразмерная концентрация а на поверхности ка- тализатора, As/(Agi/ НА);
at поверхность ар для модифицированного диаметра, d р, определенного уравнениями (7.26) и (7.27);
aw смоченная внешняя поверхность частиц на единицу объема реактора, см2/см3;
awa смоченна я внешня я поверхность зерна динамической жидкостью,см2/см*
aws смоченна* внешняя поверхность частиц неподвиж- ной жидкостью, см2/см3;
203
ПРИЛОЖЕНИЕ А
концентрация вещества А по радиусу внутри зерна
катализатора, моль/см3;
преобразование Лапласа для А, моль/civ-3;
концентрация А в жидкости в состоянии равновесия
с газом, моль/см3;
концентрация А в состоянии равновесия реакции,
основанная на концентрациях различных реагентов
в жидкой фазе, моль/см3;
концентрация А в газовой фазе в точке X реактора,
» 3
моль/см ;
концентрация А в выходящем газе;
концентрация А во входящем газе;
преобразование Лапласа для А^/и Agi соответственно;
концентрация А в объеме жидкости, моль/см3;
концентрация А в выходящей жидкости, моль/см3;
концентрация А во входящей жидкости, моль/см3;
число Аррениуса, Ea/(RgTt)',
& э
площадь поперечного сечения реактора, см ;
концентрация на поверхности катализатора,
моль/см^;
поверхность стенки реактора, доступная для тепло-
переноса, смх;
безразмерная концентрация В в газовой фазе, Bg/Bgl',
безразмерная концентрация В в выходящем газе,
безразмерная концентрация В в объеме жидкости,
Bi/Вц [или В[/(BgilНв) для реакции между двумя
газами ];
безразмерная концентрация В в выходящей жидкос-
ти, Bif/Вц-,
безразмерная концентрация В на поверхности ката-
лизатора, BS/BB\
концентрация вещества В, моль/см3;
концентрация В в жидкости в состоянии равновесия с
газом, Bgi/HB, моль/см3;
концентрация В в газовой фазе в точке х реактора,
моль/см3;
209
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Bgf Bgi Bl Blf Bli концентрация В в выходящем газе, моль/см3; концентрация В во входящем газе, моль/см3; концентрация В в объеме жидкости, моль/см3; концентрация В в выходящей жидкости, моль/см3; концентрация В во входящей жидкости [или в мо- мент времени t = 0 в реакторе периодического дей- ствия ], моль/см3;
Bs концентрация В на поверхности катализатора, моль/см3;
cpg, cpb cps теплоемкости соответственно газовой фазы, жидкой фазы и твердого катализатора, Дж/моль/К;
поправка на вязкость, определяемая уравнением (10.6);
de средний диаметр газового пузырька в суспензионном реакторе, см;
de dh di dp d*p средний диаметр пор катализатора, см; эквивалентный диаметр, равный sidp/\.5 (1 -£/); диаметр мешалки, см; средний диаметр частиц катализатора, см; модифицированный диаметр частиц, определяемый уравнением (7.12), см;
ds критический диаметр растворенного вещества, уча- ствующего в диффузии, см;
dp d,da Db,Dc диаметр реактора, см; коэффициент диффузии А в жидкой фазе, см2/г; коэффициенты диффузии веществ В и С в жидкой фазе, см2/г;
BeA коэффициент эффективной диффузии А в порах ка- тализатора, см2/г;
DeB> DeE коэффициенты эффективной диффузии В и Е соот- ветственно, см2/г;
Deg коэффициент продольной дисперсии газовой фазы, см2/г;
Del коэффициент продольной дисперсии жидкой фазы, см2/г;
Des коэффициент продольной дисперсии твердой фазы, см2/г;
210
ПРИЛОЖЕНИЕ А
А
Eso
е
ci
ci
cl
es
E
Ei,E2
Ea
Ef
El
Eu
Es
f
fgl
fw
Fc
коэффициент поверхностной диффузии адсорбиро-
ванного вещества, см2/с;
коэффициент поверхностной диффузии при нулевом
покрытии, см2/г;
энергия, сообщенная жидкости (при перемешивании
или барботаже) на единицу массы, см2/с3;
член, характеризующий диссипацию энергии для
двухфазного потока, определяемый в главах 7 и 8 как
urf>gl, г/см/с3;
безразмерная концентрация вещества Е в объеме
жидкости (главы 2 и 4), Erf В ц;
член, характеризующий диссипацию энергии жид-
костью, определяемый в главе 8 как urf/Е[ ев,
г/см/с3;
безразмерная концентрация Е на поверхности ка-
тализатора, EJВц;
концентрация вещества Е, моль/см3;
промежуточные вещества;
энергия активации реакции, Дж/моль;
фактор увеличения растворимости твердого вещест-
ва, когда растворение сопровождается химической
реакцией (раздел 6.2.3);
концентрация вещества Е в жидкой фазе, моль/см3;
концентрация Е в жидкости для реактора периодиче-
ского действия при t = 0, моль/см3;
концентрация Е на твердой поверхности, моль/см3;
отношение внешней поверхности катализатора и его
внутренней поверхности в уравнении (2.113);
доля трассера, введенного в жидкую фазу реактора с
неподвижным орошаемым слоем в разделе 5.4.2;
доля всей жидкости в застойных зонах в разделе 7.7.2;
коэффициент трения для потока газ - жидкость в
реакторах с неподвижным слоем, определенный в
уравнении (7.11);
доля общей поверхности катализатора (внутренней +
внешней), смоченная жидкостью;
фактор формы катализатора;
211
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Рр частота пульсаций для режима пульсации в реакторе с неподвижным орошаемым слоем, с'1; число Фруда для жидкости, и2/gd?;
FrG г» число Фруда для газа, u2/gdT\ доля внешней поверхности, смоченной жидкостью, ^p'l
g G Ga Ga* ускорение свободного падения, см/с2; функция, определяемая уравнением (5.37); число Галилея, dp3g р\/ модифицированное число Галилея, <1Р3Ръ (gPL +
h коэффициент теплопереноса от твердого вещества к жидкости, Дж3м2/с/К;
hw коэффициент теплопереноса через стенку, Дж/м2/с/К;
HA I ka, ^b> ^d коэффициент растворимости газа В; интервал, определенный уравнением (4.12); константы скорости адсорбции веществ А, В и Е, со- ответственно, см3/моль/с;
ka константа скорости адсорбции А для линейной изо-
^app термы, kaSm, см3/г/с; константа истинной скорости реакции для псевдого- могенной модели, с'1;
к-обм коэффициент обмена между подвижной и неподвиж- ной жидкостями, с"1;
kg kgs коэффициент массопереноса в пленке газа, см/с; коэффициент массопереноса из газа к твердой повер- хности в разделе 7.9.2.2., см/с;
kgls коэффициент массопереноса из газа к твердой повер-
kf{ хности через жидкую пленку, (7/KL + l/ksY\ см/с; константа скорости гомогенной реакции А в жидкой фазе, с-1;
kl коэффициент массопереноса в пленке жидкости, см/с;
km константа скорости реакции псевдо-/и-ного порядка, см3/г; (см3/моль) -1c’1, [например, к0= константа ско- рости нулевого порядка, моль/г/с, кц2х константа
212
ПРИЛОЖЕНИЕ А
скорости псевдополовинного порядка, см3/г
(см3/моль)’1/2с*1, кг - константа скорости псевдо-
первого порядка, см3/г/с и т.д. ];
константа скорости гомогенной реакции (т,п)-ного
порядка, (см3/моль)с"1;
константа скорости реакции (т,п)-ного порядка,
(см3/г) (см3/моль)т+п'7,с'1 [например, ktl - кон-
станта скорости реакции (1,1)-го порядка,
(см3 / г) (см3/ моль) с'1 ];
константа скорости реакции псевдо-п-ного порядка,
(см3/г) (см3/моль),с‘1;
константа скорости поверхностной реакции в разделе
5.5, с-1;
коэффициент массопереноса жидкость - катализа-
тор, см/с;
константа скорости поверхностной реакции для одно-
центрового механизма, определенная уравнением
(2.4), см3/моль/с;
константа скорости поверхностной реакции для двух-
центрового механизма, определенная уравнением
(2.5), г/моль/с;
число Колмогорова для жидкой фазы, в/ p^d^/Е[ щ
константы равновесия адсорбции веществ А, В и Е,
соответственно, см3/моль;
константа равновесия адсорбции А для линейной изо-
термы, KASm, см3/г;
коэффициент общего массопереноса газ - жидкость,
см/с;
константа равновесия химической реакции;
величина воронки, см;
высота реактора, см;
толщина слоя жидкости, свободного от газа, в барбо-
тажном реакторе, см;
толщина расширившегося двухфазного (твердо-
жидкого) кипящего слоя, см;
толщина пластины в модели неполного смачивания
(раздел 7.9.22), см;
213
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
гИ mi порядок реакции по веществу А; общее количество трассера, введенного в систему, г или моль;
Mo, Ml, М2 MOg нулевой, первый и второй моменты, нулевой момент отклика концентрации газовой фазы
М og Mol для случая, когда трассер вводится в обе фазы; безразмерный нулевой момент газовой Фазы; нулевой момент отклика концентраци и жидкой фазы
М ol мА для случая, когда трассер вводится в обе фазы; безразмерный нулевой момент по жидкой фазе; коэффициент общего массопереноса газ-твердое ве- щество для вещества A, (\/Klub т1 /ksap}"l, с'1;
Мв параметр общего массопереноса вещества В.
Mg Ml Мп молекулярная масса газовой фазы, г/моль; молекулярная масса жидкости, г/моль; n-ный момент кривой от клика, определенный в урав- нении (5.2);
Mng n-ный момент отклика концентрации газовой фазы
м* ng для случая, когда трассер введен в обе фазы; безразмерный л-ныи момент для газовой фазы, опре- деленный в уравнении (5.62);
Mnl n-ный момент отклика концентрации жидкой фазы
М* nl для случая, котца трассер введен в обе фазы; безра; мерный л-ный момент жидкой фазы, опреде- ленный уравнением (5.63);
Mw молекулярный вес растворителя в уравнении Вилке—Чанга, г/моль;
n A N? порядок реакции по В; скорость перемешивания, с'1; критическая скорость перемешивания, определенная в уравнении (9.21);
Nm минимальная скорость перемешивания, необходи- мая для поддержания частиц в суспензии, с'1;
энергетическое число, определенное уравнением (9 4);
P параметр, равный vDcaA /DebBr,
214
ПРИЛОЖЕНИЕ А
PgA парциальное давление А во входящем газе, атм или Н/м2;
Р Р продукт реакции в главе 4; энергозатрата на перемешивание аэрированной жидкости, г/см2/с3 или Вт;
Р> общее количество энергии, передаваемое системе при перемешивании и барботаже = Р + Pg;
Ро энергозатрата на перемешивание жидкости, свобод- ной от газа, гм/см2/с3 или Вт;
Р1Р2 Pg Рк PeG Pe'G PeL Pe'L Pe p pQ давление в распределителе и на выходе из реактора; энергия, передаваемая жидкости газовой фазой; кинетическая энергия газовой фазы; число Пекле для газовой фазы, UgL/ DEG\ параметр, равный Ugdp/DEG-, число Пекле для жидкой фазы, u^L/DEiJ, параметр, равный U[dp/DEI;, параметр, равный ugdt/DES\ энергия, передаваемая жидкости при изотермичес- ком расширении газовой фазы;
PrG PrL PV <1 Qg Ql r число Прандтля для газовой фазы, cpfPc/xG, число Прандтля для жидкой фазы, cpEPl/Al; давление пара жидкой фазы, атм или Н/м2; соотношение концентрации, vAl/Вц', объемная скорость газа, см3/с; объемная скорость жидкости, см3/с; радиальная координата в таблетке катализатора, измеренная от центра катализатора, см;
rl> r2t r3 ГьГ2 эмпирические константы в разделе 4.4.1; скорости первой и второй реакции на единицу объема катализатора (раздел 4.6.3);
га скорость реакции на единицу объема катализатора, моль/см3/с;
R ra>rb радиус таблетки катализатора, см; скорость реакции вещества А и В на единицу объема реактора, моль/см3/с;
Rea число Рейнольдса для мешалки, Nd2jpL/
215
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ReQ Re g Rej ReL Re L число Рейнольдса для газа, равное dpUgPG/pg’, число Рейнольдса для газа, равное dpeugpQ/ pg’, число Рейнольдса в уравнении (9.34); число Рейнольдса для жидкости, dpuipL/р^, число Рейнольдса для жидкости, выраженное через d •
Re'L Rep ире, число Рейнольдса для жидкости, равное р^ uj р^ at\ число Рейнольдса для твердой частицы, utppL dp/р^, универсальная газовая постоянная = 8.3144 Дж/моль/к;
Rev s S Sm SA, Sb, Sb число Рейнольдса в уравнении (9.33); переменная преобразования Лапласа, с*1; концентрация адсорбированного вещества, моль/г; общее количество адсорбированных центров, моль/г; концентрации адсорбированных веществ А, В и Е, соответственно, моль/г;
Sqo количество вещества, адсорбирующегося в равнове- сии на единицу массы катализатора, моль/г;
Sg Sp удельная поверхность катализатора, см3/г; площадь внешней поверхности частицы (4wR2 для сферической частицы), см2;
Stc сила поверхностного натяжения жидкости, дина/см; критическое поверхностное натяжение жидкости при контакте с материалом неподвижного слоя, дина/см;
Stiv Sho ShgS Shgis Sh[s t поверхностное натяжение воды, дина/см; число Шервуда для неподвижного слоя в условиях отсутствия газа (уравнение 8.28); параметр, равный HAkgsLs/De; параметр, равный kgisLs/De; параметр, равный ksLs/De\ время, прошедшее с начала реакции или адсорбции, Г*
t среднее время пребывания жидкости в реакторе, L[/ £/U/,c;
время смешения, необходимое для достижения кон- версии Хв, с;
216
ПРИЛОЖЕНИЕ А
безразмерное время смешения в уравнении (4.19);
время, необходимое для достижения конверсии ХБ
при условии контроля массопереносом, с;
время, за которое пузырек газа проходит расстояние,
равное своему диаметру (уравнение 9.30), с;
время, необходимое для начального прохода трассера
через реактор (первое появление на выходе), с;
время, необходимое для достижения конверсии Хп,
при условии отсутствия сопротивления внешнему
массопереносу, с;
температура в реакторе, К;
точка кипения диффундирующего растворенного ве-
щества в уравнении (6.24), К;
температура газа на входе, К;
температура жидкости на входе, К;
температура поверхности катализатора, К;
температура охлаждающей среды, К;
конечная скорость подъема пузырька газа, см/с;
относительная скорость подъема пузырька по урав-
нению (11.14);
поверхностная скорость газовой фазы в реакторе,
см/с;
поверхностная скорость жидкости в реакторе, см/с;
минимальная скорость жидкости, необходимая для
полного смачивания катализатора, см/с;
минимальная скорость жидкости, необходимая для
псевдоожижения катализатора, см/с;
скорость газа относительно жидкости, определенная
уравнением (10.31), см/с;
конечная скорость осаждения частиц в уравнениях
(10.2)-(10.4);
коэффициент общего теплопереноса через стенку,
Дж/см2/с/к;
объем жидкости в реакторе, см3;
объем реактора, см3;
количество катализатора на единицу объема реакто-
ра, г/см3;
217
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
W средняя загрузка катализатора в барботажном реак- торе, г/см3;
W ширина пластины катализатора в модели неполного смачивания (раздел 7.9.2.2), см;
We WeG WeL' Wv параметр в уравнении (11.16), равный ugpL/plSt’, параметр, равный u2gpc dp/St\ параметр, равный и?pulp/ST s?; объем следов жидкости на единицу объема пузырьков в трехфазном реакторе с кипящим слоем;
X координата в реакторе в продольном направлении, см;
X координата по ширине пластины в модели неполного смачивания (раздел 7.9.2.2), см; параметр ассоциации жидкости в уравнении Вилке— Чанга;
Хл Хв У У конверсия А в реакторе; конверсия В; фиктивная переменная в уравнении (4.12); координата по ширине пластины в модели неполного смачивания (раздел 7.9.2.2), см;
У безразмерное расстояние по радиусу частицы в раз- деле 3.3.2.1;
Z безразмерная координата в продольном направле- нии, x/L;
Z Zr параметр в уравнении (7.15); индекс Ричардсона-Заки, определенный уравнени- ями (11.3) - (11.6);
ал otgl параметр, равный КьавТ/и&Нд\ безразмерный коэффициент массопереноса жидкость-твердое вещество, KlubL/ иг,
oils безразмерный коэффициент массопереноса жидкость-твердое вещество, ksapL/ иг,
Otr безразмерная константа скорости реакции, равная wkm(A f^L/ui для общей реакции (щ,п)-ного по- рядка;
aro Hl параметр аг для температуры на входе в реактор; константа в уравнении (9.2);
218
ПРИЛОЖЕНИЕ А
ъ Рн & 0R константа в уравнении (9.2); параметр; параметр в уравнении (3.17); селективность последовательных реакций, опреде- ленная в уравнении (4.65);
У отношение скоростей жидкого и газового потоков,
Ув Ук Sg u// ( HAiig); константа в уравнении (4.32); фактор смачиваемости в уравнении (10.1); параметр, равный ui/HBu.g, параметр, равный (1 + 4(3^1 Pe)lf2\ дельта-функция Дирака; перепад давления на единицу высоты слоя в реакторе с неподвижным слоем при наличии только газового потока, дина/см3;
Sgi перепад давления на единицу высоты слоя в реакторе с неподвижным слоем, дина/см3;
Si перепад давления на единицу высоты слоя при на-
S{ личии только жидкого потока, дина/см3; перепад давления на единицу высоты слоя при ус- ловии, что жидкость движется со скоростью U[/eB/£i, дина/см3;
(АН) £в £g £l £ld els £l,mf £l,ng теплота реакции, Дж/моль; пористость неподвижного слоя; доля газа; доля жидкости; доля динамической жидкости; доля статической жидкости; доля жидкости в точке псевдоожижения; доля жидкости в кипящем жидкость-твердое слое (ng означает отсутствие газа);
str £p общая доля жидкости (внешняя плюс внутренняя); пористость частицы; общая степень использования катализатора для диф- ференциального реактора;
219
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Pop общая степень использования для неполностью смо- ченного катализатора;
VR степень использования катализатора для интеграль- ного трехфазного реактора (уравнение 3.29);
0 Л безразмерная температура реактора; расстояние от центра катализатора, при котором кон- центрация А становится равной нулю (глава 2);
Л ^1,^2 параметр в уравнении (7.1); корни характеристического уравнения для реакции (1,0)-го порядка с постоянной концентрацией газо- вой фазы (уравнения 3.19 и 3.20), для реакции с изме- няющейся концентрацией газа в условиях прямотока (уравнения 3.71 и 3.72) и для условий противотока (уравнения 3.75 и 3.76);
Ае эффективная теплопроводность неподвижного слоя, Дж/см/с/к; теплопроводность газовой фазы, Дж/см/с/к;
Al РЪ,РХ,Р2 теплопроводность жидкой фазы , Дж/см/с/к; нулевой, первый и второй абсолютные моменты кривой отклика;
РМ первый абсолютный момент отклика концентрации
Р1 PG PL Аг Av i'^E жидкой фазы; второй центральный момент; вязкость газовой фазы, г/см/с; вязкость жидкой фазы, г/см/с; n-ный абсолютный момент; вязкость воды, г/см/с; стехиометрические коэффициенты веществ В и Е в реакции А + гВ — > Е;
Р'т молярный объем диффундирующего вещества в урав- нении Вилке—Чанга, см3/моль;
PG PL Pp Psi PW плотность газа, г/см3; плотность жидкости, г/см3; плотность частицы катализатора, г/см3; плотность суспензии, г/см3; плотность воды, г/см3;
220
ПРИЛОЖЕНИЕ А
плотность суспензии, г/см3;
плотность воды, г/см3;
параметры в уравнениях (4.60) и (4.61);
параметр, равный МдЛ /wQ(A );
значение параметра в реакторе периодического
действия при t = 0;
параметр, равный МПВ (В );
фактор извилистости пор катализатора;
время контакта,
безразмерное время в уравнении (4.57);
обобщенный модуль Тиле в уравнениях (2.49) и
(2.50);
значение <р для входных условий (или условий в объе-
ме реактора периодического действия);
значение <ро для реактора периодического действия
при t - 0;
фактор формы катализатора;
параметр в уравнении (7.6);
параметр в уравнении (7.2);
поправка к энергозатрате в главе 9;
поправка в уравнении (9.31);
параметр в уравнении (4.58);
локальная скорость химической реакции вещества А
на единицу массы катализатора, моль/с/г;
локальная скорость реакции вещества В и Е,
моль/г/с.
221
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ПРИЛОЖЕНИЕ В
Переход между единицами систем СГС и СИ
N Величина
Единицы СГС Единицы СИ
с переводными
коэффициентами
1 Плотность, загрузка
г/см3 103 кг/ м3
2 катализатора Вязкость пуаз(г/см/с) 10'1 Пас
3 Поверхностное натяжение дина/см 10’3 Н/м
4 Удельная теплоемкость кал/моль/к 4.186 Дж/моль/к
5 Коэффициент диффузии см !/ с 10’4м2/с
и дисперсии
6 Растворимость, концентрации моль/см3
7 Объемная скорость потока см3/с
8 Давление атм, дина/см2
9 Скорость реакции моль/см3/с
моль/г/ с
10 Константа скорости первого
103 кмоль/м3
10’6 м3/с
1.013 х 105 Па
10чПа
1С3 кмоль/м3/с
1 кмоль/кг/с
порядка на единицу массы
катализатора
11 Конст ант а скорой и общей
реакции (m,n^-ноге порядка
см3
см
моль
3\
lQ-3(m + и) м
10*3м3/кг/с
т+п-1
с"1
м3
кмоль
т+п—1
с-1
г
X
3
222
ПРИЛОЖЕНИЕ В
12 Константа равновесия адсорбции см3/моль 10‘3 м3/кмоль
13 Константа скорости см3/моль/с 10'3 м3/кмоль/с
14 адсорбции Энергия активации кал/моль 4.186 Дж/моль
15 Энергия эрг /с Ю’7 В
16 Энергозатрата на единицу эрг/с/см3 10’1 В/м3
17 объема Энергия, рассеянная на эрг/с/г 10*4 В/кг
18 единицу объема Коэффициент массопереноса, см/с 10'2 м/с
19 скорость Межфазная поверхность газ -жидкость или площадь переноса жидкость-твердое вещество см-1 Ю^м"1
223
ТРЕХФАЗНЫЕ КАТАЛИ ГИЧЕСКИЕ РЕАКТОРЫ
ЛИТЕРАТУРА
Abramovich, G. N. Theory of turbulent jets. M.I.T. Press Cambridge (1963).
Achwai, S. K., nd Stepanek, J. В An alternative method of determining holdup in
gas-liquid systems. Chem. Eng. Scl. 30, 1444 (1973).
Achwai, S. K„ and Stepanek, J. B. Holdup profiles in pacxed beds. Chem. Eng. J. 12,
69 (1976)
Achwai, S. K., and Stepanek, J. B. Residence-time distribution in a liquid fowing
cocurrently with a gas through packed bed. Can. J. Chem. Eng 57, 409 (1979).
Acres, G. J. K., and Cooper, B. J. Carbon-supported platinum metal catalysts for
hydrogenation reactions—там transfer effects in liquid-phase hydrogenation over
Pd/C J. Appl. Chem. Biotech. 22, 769 (1972).
AJlingtcn, D., and Thompson, E. Desulfurization in fixed- and fluidized-bed catalyst
systems. Proceedings 3rd European Symposium Chemical Reaction Engineering,
Pergamon Press, Oxford, p. 203 (1965).
Aftchar, A. S., and Schugerl, K. Eigensch..ften von Dreiphasen-FUeBbetten mit
Gieichstrom von Wasser und Luft Chem. Eng. Sci 23, 267 (1968).
Ahmad, M. M., Priestley, T. M., and Winterbottom, J. M. Palladium catalyzed
hydrogenation of soybean oil. J. Am. OU Chem. Soc. 56, 571 (1979).
Akgerman, A., and Gainen, J. L. Diffusion of gases in liquid. Ind. Eng. Chem.
Fundam. 11, 373 (1972).
Akita, K., and Yoshida, F Gas holdup and volumetric там transfer coefficient in
bubble columns. Ind. Eng. Chem. Proc. Des. Dev. 12, 76 (1973).
Akita, K., and Yoshida, F. Bubble size, interfacial area and liquid -phase там transfer
coefficient in bubble column. Ind. Eng. Chem. Рос. Des. Dev. 13, 84 (1974).
Albright, L. F. Quantitative measure of selectivity of hydrogenation of triglycerides. J.
Am. OU Chem Soc. 42, 250 (1965).
dbright, L. F. Application of partial hydrogenation theory to the design of column
reactors for hydrogenation of triglyceride oils. J. Am. OU Chem. Soc. 50. 255
(1973).
Alexander, B. F., and Shah, Y. T. Axial dispersion coefficients in bubble column.
Chem Eng. J. 11, 153 (1976a)
Alexander, B. F., and Shah, Y. T. Gas-liquid там transfer coefficients for cocurrent
upflow in packed beds. Сал. J. Chem. Eng. 54, 556 (1976b).
Alexander, B. F., Shah, Y. T., and Wilson, J. H. Radial dispersion in vertically
suspended packed baskets inside a bubble column. Trans. Instn Chem. Engrs. 57,
252 (1979).
Alper, E., Wichtenuahl, B., and Decawer, W. D. Gas absorption mechanism in
catalytic slurry reactors. Chem. Eng. Sci. 35, 217 (1980)
Alvaret-Curnca. M., Baker, C. G. J., and Bergougnou, M. A. Oxygen mass transfer in
bubble columns. Chem. Eng Sci. 35, 1121 (1980a).
224
ЛИТЕРАТУРА
Alvarez-Cuenca, М., Bergougnou, М. A., and Nerenberg, М. A. Oxygen mass transfer
in three-phase fluidized beds working at large flow rates. International Conference
on Fluidization, Henniker, New Hampshire (1980b).
pAlvarez-Cuenca, M , Nerenberg, M. A., Baker, C. G. J., and Bergougnou, M. A. Mass
transfer models for bubble columns and three-phase fluidized beds. 29th Canadian
Chemical Engineering Conference, Sarnia, Ontario, paper no. 8-3 (1979).
Aposporidis, E., and Hammer, H. Dynamic behaviour of a bubble column reactor with
suspended catalyst. Verfahrenstechnick 9, 287 (1975)..
Appleyard, C. J. S., and Gartshore, J. F. C. Manufacture of butynediol at IG
Ludwigshafen В/OS Report 367, no. 22 (1946).
Aris, R. The mathematical theory of diffusion and reaction in permeable catalysts. In
Theory of the Steady State, Vol. I, Clarendon Press, Oxford, p. 118 (1975)
Armstrong, E. R., Baker, C. G. J., and Bergougnou, M. A. The effects of solids
wettability on the characteristics of three-phase fluidization. In Fluidization
Technology, Vol. 1, D. L. Keairns (ed.), Hemisphere, Washington D.C., p. 405
(1977a).
Armstrong, E. R., Baker, C. G. J., and Bergougnou, M. A. Heat transfer and
hydrodynamic studies in three-phase fluidized beds. In Fluidization Technology,
Vol. 1, D. L. Keairns (ed.). Hemisphere, Washington D.C., p 453 (1977b).
Askew, W. S., and Beckmann, R. B. Heat and mass transfer in an agitated vessel. Ind.
Eng. Chem. Proc. Des. Dev. 4, 311 (1965).
Bach, H. F., and Pilhofer, T. Einfl uss verschiedener Stoff- und Betriebsgrossen auf den
relativen Gasgehalt in Blasensaulfen. Ger. Chem. Eng. 1, 270 (1978).
Bailey, A. E., Feugo, R. O., and Smith, B. A. Normal oleic acid produced by the
catalytic hydrogenation of cottonseed and peanut oils. Oil Soap 19, 169 (1942).
Baird, M. H. I., and Rice, R. G. Axial dispersion in large, unbaffled columns. Chem.
Eng. J. 9, 171 (1975).
' Baker, O. Simultaneous flow of oil and gas. Oil Gas J. 53, 185 (1954).
Baldi, G., Conti, R., and Alaria, E. Complete suspension of particles in a mechanically
agitated vessel. Chem. Eng. Sci. 33, 21 (1978).
Baldi, G., Goto, S., Chow, С. K., and Smith, J. M. Catalytic oxidation of formic acid in
water. Ind. Eng. Chem. Proc. Des. Dev. 13, 447 (1974).
Barker, J. J., and Treybal, R. E. Mass transfer coefficients for solids suspended in
agitated liquids. AIChE J. 6, 289 (1960).
Bates, R. L., Fondy, P. L., and Corpstein, R. R. An examination of some geometric
parameters of impeller power. Ind. Eng. Chem. Proc. Des. Dev. 2, 310 (1963).
' Battino, R., and Clever, H. L. The solubility of gases in liquids. Chem. Rev. 66, 395
(1966).
Begovich, J. M., and Watson, J. S. An electroconductivity technique for the
measurement of axial variation of holdups in three-phase fluidized beds. AIChE J.
24, 351 (1978a).
Begovich, J. M., and Watson, J. S. Hydrodynamic characteristic of three-phase
fluidized beds. In Fluidization, J. F. Davidson and D. L. Keairns (eds.), Cambridge
University Press, Cambridge, p. 380 (1978b).
Beimesch, W. E., and Kessler, D. P. Liquid-gas distribution measurements in the
pulsing regime of two-phase cocurrent flow in packed beds. AIChE J. 17, 1160
(1971).
Bern, L., Hell, M., and Schoon, N. H. Kinetics of the hydrogenation of rapeseed oil.
Rate equations of chemical reactions. J. Am. Oil Chem. Soc. 52, 391 (1975).
Bern, L„ Lidefelt, J. O.. and Schoon, N. H. Mass transfer and scaleup in fat
hydrogenation. I. Am. Oil Chem. Soc. 53, 463 (1976).
Bhatia, V. K., and Epstein, N. Three-phase fluidization. A generalized wake model. In
225
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Fluidization and Its Applications. H. Angelina et al. (ed.), Cepadues Editions,
Toulouse, p, 380 (1974).
Bischoff, К. В Effectiveness fadtors for general reaction rate forms. AIChE J. 11, 351
(1965).
Bizhanov, F. B., Fasman. A. B., Sokolskii, D. V., and Kozhakulor, A. The
hydrogenation of phenylacetylene over Raney nickel catalysts prepared from nickel
aluminides. Int. Chem. Eng. 16, 650 (1976).
Blasinski, H., and Puc, K. W. Mass transfer in chemically reacting solid-liquid systems
subjected to agitation in baffled mixing tanks. Int. Chem. Eng. 15, 73 (1975)
Bondi, A. Handling kinetics from trickle-phase reactors. Chem. Tech. 185
(1971).
Boon-Long, S., Laguerie, C., and Couderc, J. P. Mass transfer from suspended solids to
a liquid in agitated vessels. Chem. Eng. Sei. 33, 813 (1978).
Bossier, J. A., Farritor, R. E., Hughmark, G. A„ and Kao, J. T. F. Gas-liquid
interfacial area determination for a turbine-agitated reactor. AIChE J. 19, 1065
(1973).
Botton, R., Cosserat, D., and Charpentier, J. C. Operating zone and scaieup of
mechanically stirred gas—liquid reactors. Chem. Eng. Set. 35, 82 (1980).
Brahme, P. H. Studies in a slurry reactor. Hydrogenation of glucose on Raney nickel.
Ph.D. Thesis, Univ, of Bombay (1972).
Brahme, P. H., and Doraiswamy, L. K. Modelling of a slurry reaction. Hydrogenation
of glucose on Raney nickel. Ind. Eng. Chem. Proc. Des. Dev. 15, 130
(1976).
Brian, P. L. T, Hales, H. B., and Sherwood, T. K. Transport of heat and mass between
liquid and spherical particles in an agitated tank. AIChE J. 14, 727 (1969).
Brusie, J. P., and Hort, E. V. Unsaturated alcohols, manufacture. In Kirk-Othmer
Encyclopedia of Chemical Technology, 2nd edn., Vol. 1, p. 609 (1963).
Buffham, B. A., and Rathor, M. N. The influence of viscosity on axial mixing in trickle
flow in packed beds. Trans. Instn. Chem. Engrs. 56, 266 (1978).
Bussemeier, B., Frohning, C. D., and Comils, B. Lower olefins via Fischer-Tropsch.
Hydrocarbon Process. 55, 105 (1976).
rCaga, I. T„ Shutt, E., and Winterbottom, J. M. The composition of reduced palladium
oxide and its behaviour as a catalyst for liquid-phase hydrogenation. J. Catalysis 44,
271 (1976).
Calderbank, P. H. Physical rate processes in industrial fermentation. Part I. The
interfacial area in gas—liquid contacting with mechanical agitation. Trans. Instn.
Chem. Engrs. 36, 443 (1958).
Calderbank, P. H. Review series no. 3. Gas absorption from bubbles. Chem. Eng. J. 45,
209 (1967).
Calderbank, P. H., Evans, F., Farley, R., Jepson, G., and Poll, A. Rate processes in the
catalyst slurry Fischer-Tropsch reaction. Proceedings of Symposium on Catalysts in
Practice, Instn. Chem. Engrs., London, p. 66 (1963).
Calderbank, P. H., and Moo-Young, M. B. The continuous-phase heat and mass
transfer properties of dispersions. Chem. Eng. Sei. 16, 39 (1961).
Calderbank, P. H., and Rennie, J. The physical properties of foams and froths formed
on sieve plates. Trans. Instn. Cheni. Engrs. 40, 3 (1962).
Caloyannis, A. G., and Graydon, W. F. Heterogeneous catalysis in the oxidation of
p-xylene in the liquid phase. J. Catalysis 22, 287 (1971).
Carleton, A. J., Flain, R. J., Rennie, J., and Valentine, F. H. H. Some properties of a
packed bubble column. Chem. Eng. Sei. 22, 1839 (1967).
Charpentier, J. C. Mass transfer in packed beds. Chem. Eng. J. 11, 161 (1976).
Charpentier, J. C., and Favier, M. Some liquid holdup experimental data in
226
ЛИТЕРАТУРА
trickle-bed reactors for foaming and nonfoaming hydrocarbons. AIChE J. 21, 1213
(1975).
Charpentier, J. C., Prost, C, van Swaatj, W. P. M., and LeGoff, P. Etude de la
retention de liquide das une colonne a garnissage arrose a contre-courant et a
co-courant de gas-liquide. Chem. Ind. Genie Chim. 99, 803 (1968).
Chaudhari, R. V., and Ramachandran, P. A. Three-phase slurry reactors. AIChE J. 26,
177 (1980a),
Chaudhari, R. V., and Ramachandran, P. A. Influence of mass transfer on zero-order
reaction in a catalytic slurry reactor. Ind. Eng. Chem. Fundam. 19, 201 (1980b).
Chou. T. S., Worley, F. L., jun., and Luss, D. Transition to pulsed flow in mixed-phase
cocurrent downflow through a fixed bed. Ind. Eng. Chem. Proc. Des. Dev. 16, 424
(1977).
Chou, T. S„ Worley, F. L„ and Luss, D. Local particle-liquid mass transfer
fluctuations in mixed-phase cocurrent downflow through a fixed bed in the pulsing
regime. Ind. Eng. Chem. Fundam. 18, 279 (1979).
Clarke, A., Cloydlangston, J., and Thomas, W. J. An experimental investigation of a
copper catalyst for the liquid-phase hydrogenation of olefins. Trans. Instn. Chem.
Engrs. 55, 93 (1977).
Clements. L. D., and Schmidt, P. C. Pressure drop in a two-phase cocurrent upflow.
69th Annual AIChE Meeting, Chicago. (1976).
Clements, L. D., and Schmidt. P. C. Two-phase pressure drop in cocurrent downflow
in packed beds: air-silicone oil system. AIChE J. 26, 314 (1980a)
Clements, L. D., and Schmidt, P. C. Dynamic liquid holdup in two-phase downflow in
packed beds: Air-silicone oil system. AIChE J. 26, 317 (1980b).
Cliff, R., and Grace, J. R. The mechanism of bubble breakup in fluidized beds. Chem.
Eng. Sci. 27, 2309 (1972).
Coenen, J. W. E. Hydrogenation of edible oils. J. Am. Oil Chem. Soc. 53, 382 (1976),
Colombo. A. J.. Baldi, G., and Sicardi, S. Solid-liquid contacting effectiveness in
trickel-bed reactors. Chem. Eng. Sci. 31, 1101 (1976).
Colquhoun-Lee, 1., and Stepanek, J. B. Solid/liquid mass transfer in two-phase
cocurrent upward flow in packed beds. Trans. Instn. Chem. Engrs. 56, 136 (1978).
Concordia, J. Catalyst handling in batch hydrogenation. Chem. Eng Progress 76, 35
(1980).
Cordova, W. A., and Harriott, P. Mass transfer resistances in the Pd-catalyzed
hydrogenation of methyl linoleate. Chem. Eng. Sci. 30. 1201 (1975).
Cova, D. R. Catalyst suspension in gas-agitated tubular reactors. Ind. Eng. Chem.
Proc. Des. Dev. 5, 20 (1966).
Cova, D. R. Axial mixing in the liquid-phase in gas-sparged columns. Ind. Eng. Chem.
Рос. Des. Dev. 13, 292 (1974).
Crank, J. The Mathematics of Diffusion. Clarendon Press, Oxford, p. 88 (1956).
Crine, M., Marchot, P., and L’Homme, G. A. Mathematical modeling of the liquid
trickling flow through a packed bed using the percolation theory. 12 th Symposium
on Computer Applications in Chemical Engineering, Montreux (1979a).
Crine, M., Marchot, Р.» and L’Homme, G. A. Liquid maldistributions in trickle-bed
reactors, AIChE Meeting, San Francisco (1979b).
Crine, M., Marchot, P. and L’Homme, G. A. A phenomenological description of
trickle-bed reactors—application to the hydrotreating of petroleum fractions. Chem.
Eng. Sci. 35, 51 (1980).
Crowell, J. H„ Benson, H. E., Field, J., and Storch, H. H. Fischer-Tropsch oil
circulation processes. Ind. Eng. Chem. 42, 2376 (1950).
Dakshinamurthy, P., Subrahmanyam, С. С. V., and Kameswar, R. P. Studies of
gas-liquid mass transfer in gas-liquid fluidized beds. In Fluidization and Its
Applications. H. Angelino et al. (ed.), Cepadues Editions, Toulouse, p. 429 (1974).
227
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
*
Dakshinamurthy, Р., Subrahmanyan V., and Nageswara, R. J. Bed porosities in
gas-liquid fluidization. Ind Eng. Chem. Proc. Des. Dev. 10, 322 (1971).
Darton, R. C., and Harrison, D. Gas ana liquid holdup in three-phase fluiuizatioa.
Chem. Eng. Sci. 30 581 (1975).
Davis, H. S., Thomson, G., and Crandall, G. S. The role of liquid stationary films in
batch absorption of gases. III. Rates of hydrogen absorption and relative rates of
catalytic hydrogenation in alcohol. J. Am. Chem. Soc. 54, 2340 (1932).
Deans, H. A., and Lapidus, L. A computational model for predicting and correlating
the behaviour of fixed-bed reactors. 1. Derivation of model for nonreactive
systems. AIChE J. 6, 656 (1960).
Deckwer, W. D., and Alper, E. Katalytische Suspensions Reacktoren Chem. Eng.
Tech. 52, 219 (1980).
Deckwer, W. D., Burcnhart, R., and Zool, G. Mixing and mass transfer in tall bubble
columns. Chem. Eng. Sci. 29, 2177 (1974).
Deckwer, W. D., Hallenslebem, J., and Popovic, M. Influence of gas sparger on mass
transfer in bubble columns. Can. J. Chem Eng. 56, 190 (1980).
Deckwer, W. D., Louisi, Y., Zaidi, A., ana Ralek, M. Gas hoiaup ana Dhysica.
transport properties for the Fischer—Tropsch synthesis in slurry reactor. 72nd
Annual AIChE Meeting, San Francisco, (1979).
Delaunay, G , Storck, A.. Laurent, A., and Charpentier, J. C. Electrochemical study of
liquid-solid mass transfer in packed beds with upward cocurrent gas-ltquid flow.
Ind Eng. Chem. Proc. Des. Dev. 19, 514 (1980)
de Rooij, A. H., Dijkhuis, C., and van Goolen, J. T. J A scale up experience The DSM
phosphate caprolactam process. Chem. Tech. 309 (1977).
Desikan, P., and Amberg, С. H. Catalytic hydrodesulfurization of thiophene. Part V.
The hvdr< thiophenes. Selective poisoning and acidity of the catalyst surface. Can. J.
Chem. 42, 843 (1964).
Dhanuka, V. R„ and Stepanek, J. B. Gas and liquid holdup and pressure-arop
measurements in a three-phase fluidized bed. In Fluidization, J. F. Davioson and
D. L. Keairns (eds.), Cambridge University Ргеч Cambridge, p. 179 (19 78).
Dh&nuka, V. K., and Stepanek, J. B. Gas-liquid mass transfer in a three-phase
fluidized bed. In Fluidization,]. R. Grace and J. M. Matsen (eds.) Plenum Press. New
York, p. 261 (1980a)
Dhanuka, V R., and Stepanek, J. B. Simultaneous measurement of interfac»al area
and mass transfer coefficient in three-phase fluidized beds. AIChE J. 26, (1980oj
Dharwaaktr, A., and Sylvester, N. D. Liquid- -sciia mass transfer in triode beds
AIChE J. 23, 376 (1977).
Dudukovic, M P Catalyst effectiveness factor and contacting effii .encv in trickle-bed
reactors. AIChE J. 2J, 940 (1977).
Eisenklam P., and Ford, L. H. Flow regimes in a fixed-bed reactor with cocurrent
upflow. Proceedings of Symposium on the Interaction of Fluids and Solids, Instn.
Chem Engn,., p. 333 (1962).
Eliezer, К F., Bhinde, M., Houalla. M. Broderick, D., Gates. В. C., Katzer, J. R., and
Окоп, J. M. A flow microreactor for ‘tudy of high-pressure catalytic
hydroprocessing reactions. Ind. Eng. Chem. Fundam. 16, 380 (1977).
El-Temtamy, S A., El-Shamoubi, Y O., and El-Haiwagi, M. M. Liquid dispersion in
gas-liauid fluidized beds. Chem. Eng. J. 18, 151, 161 (1979)
El-Temtamy, S. A., and Epstein, N. Simultaneous solids entrainment and
de-entrainment above a three-phase fluidized bed. In Fluidization. J. R. Grace and
J. M. Matsen (eds.), Plenum Press, New York (1980).
Epstein, N. Criterion for initial contraction or expansion of three-ph~.se fluidized bet л.
Can. J. Chem. Eng 54, 259 (1976).
Epjtcin, N., and Nicks, D. Contraction or expansion of three-phase fluidized beds. In
228
ЛИТЕРАТУРА
Fluidization Technology, Vol. 1, D. L. Keairns (ed.), Hemisphere, Washington D.C.,
p. 389 (1977).
Ergun, S. Fluid flow through packed columns. Chem. Eng. Prog. 48, 89 (1952).
Ermakova, A., and Ziganshin, G. K. Gas holdup in ascending gas-liquid flow in the
presence of stationary and fluidized beds of granular material. Tear. Osn. Khim.
Tekhnol 4, 594 (1970).
Ermakova, A., Ziganshin, G. K., Stefoglo, E F., and Slinko, M. C. A catalytic reactor
with a three-phase gas-liquid-solid catalyst fluidized bed. Theor. Found. Chem.
Eng. 7, 29 (1973).
Evans, C. D., Beal, R. E., McConnell, D. G., Black, L. T., and Cowan, J. C. Partial
hydrogenation and winterization of soybean oil. J. Am. Oil Chem. Soc. 41, 260
(1964 V
Fair, J. R. Designing gas-sparged reactors. Chem. Eng. 74, 67 (1967).
-Farid, M. M., and Gunn, D. J. Liquid distribution and redistribution in packed
columns. Chem. Eng. Sci. 33, 1221 (1978).
Farid, M. M., and Gunn, D. J. Dispersion in trickle and two-phase flow in packed
columns. Chem. Eng. Sci. 34, 579 (1979).
Farkas. E. J., and Leblond, P. F. Solids concentration profile in the bubble column
slurry reactor. Can. J. Chem. Eng. 47, 215 (1969).
Farley, R., and Ray, D. J. The design and operation of a pilot-scale plant for
hydrocarbon synthesis in a slurry phase. J. Inst. Petrol. 38, 845 (1964).
Field, R. W., and Davidson, J. F. Axial dispersion in bubble columns. Trans. Instn.
Chem. Engrs. 58, 228 (1980).
Foust, H. C., Mack, D. E., and Rushton, J. H. Gas-liquid contacting by mixers. Ind.
Eng. Chem. 36, 517 (1944).
Fujimoto, K., Kuchi-Ishi, O., and Kunugi, T. Liquid-phase oxidation of ethylene with
palladium chloride-active charcoal catalysts. Ind. Eng. Chem. Prod. Res. Dev. 15,
259 (1976).
Fukuda, T„ and Kusama, T. Partial hydrogenation of 1,4-butynediol. Bull. Chem. Soc.
Japan. 31, 339 (1958).
Fukushima, S., and Kusaka, K. Interfacial area and boundary of hydrodynamic flow
region in packed column with cocurrent downward flow. J. Chem. Eng. Japan. 10,
461 (1977a).
Fukushima, S., and Kusaka, K. Liquid-phase volumetric mass transfer coefficient
and boundary of hydrodynamics flow region in packed column with cocurrent
downward flow. J. Chem. Eng. Japan. 10, 468 (1977b).
Fukush.ma, S., and Kusaka, K. Boundary of hydrodynamic flow region and gas-phase
mass transfer coefficient in packed column with cocurrent downward flow./. Chem.
F.ng. Japan. 11. 241 (1978).
Fukushima, S., and Kusaka, K. Gas-liquid mass transfer and hydrodynamic flow
region in packed columns with cocurrent upward flow. J. Chem. Eng lapan. 12, 296
(1979).
Furusawa, T., and Smith, J. M. Fluid-particle and intraparticle mass transport rates in
slurries. Ind. Eng. Chem. Fundam. 12, 197 (1973a).
Furusawa, T., and Smith, J. M. Mass transport rates in slurries by chromatography.
Ind. Eng. Chem. Fundam. 12, 360 (1973b).
Furusawa, T., and Smith, J. M. Intraparticle mass transport in slurries by dynamic
adsorption studies. AIChE J. 20, 88 (1974).
Furusawa, T., and Suzuki, M. Moment analysis of concentration decay in a batch
adsorption vessel. J. Chem. Eng. Japan. 8, 119 (1975).
Furzer, I. A., and Michell, R. W. Liquid-phase dispersion in packed beds with
two-phase flow. AfChE J. 16. 380 (1970).
229
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Gunn, D. J Liauid distributions and redistribution in packed columns. Theoretical.
Chem. Eng. Sci. 33, 1211 (1978).
Gupta, D. V., Kranich, W. L., and Weiss, A. H. Catalytic hydrogenation and
hydrocracking of oxygenated compounds to liquid and gaseous fuels. Ind Eng.
Chem. Proc. Des. Dev. 15, 256 (1976).
Gut, G., Kosinka, J., Prabucki, A., and Schuerch, A. Kinetics of the liquid-phase
hydrogenation and isomerization of sunflower-seed oil with nickel catalysts. Chem.
£ hg. Sci. 34, 1051 (1979).
Hall, С. C , Gall, D., and Smith, S. L. Comparison of the fixed-bed, liquid-phase slurry
and fluidized-bed techniques in Fiscber-Tropsch synthesis. J. Inst. Petrol. 38, 845
(1952).
Halsted, D J., and Brown, D. E. Zakian’s teennique for inverting Laplace transforms.
Chem. Eng. J. 3, 312 (1972)
Hamilton, С. E., Teal, J. L., and Kelly, J. A. Oxidation of aqueous organic dispersions.
U.S. Patent 3,422,802 (1969).
Hammer, H. Bubble column reactors with suspended solids. Fundamentals, design,
and uses. Chem. Ing. Tech. 51, 295 (1979) (in German).
Hanika, J , Pistek, R., and Ruzicka, V Influence of reaction conditions on the rate of
hyarogenation of toluene in a laocraiory autoclave. Int. Chem. Eng. 18, 33 (1978a)
Hanika, J., Sporka K., Ruzicka, V , and Hrstka, J. Measurement of axial temperature
profiles in an adiabatic trickle-bed reactor. Chem. Eng. J. 12, 193 (1976).
Hanika, J., Sporka, K., Ruzicka. V., and Pistek, R. Dynamic behaviour of an adiabatic
trickle-bed reactor. Chem. Eng. Sci 32, 525 (’977).
Hanika. J., VychOdii, P., and Ruzicka, V. A cell model of the isothermal trickle-bed
reactor. Coll. Czech. Chem. Comm. 43, 2111 (1978b).
Harmathy, T. Z. Velocity of large drops and bubbles in media of infinite or restricted
extent. AIChE J. 6, 281 (I960).
Harriott, P. Mass transfer to particles. Part I. Suspended in an agitated tank. AIChE
J. 8, 93 (1962).
Hart, W. F. Heat transfer in bubble-agitated systems. A general correlation. Ind. Eng.
Chem. Proc. Des. Dev. 15, 109 (1976).
Hartman, M., and Coughlin, R. W. Oxidation of SO? in trickle-bed reactor packed
with carbon. Chem. Eng. Sci. 27, 867 (1972).
Hashimoto, K., Miura, K., and Nagata, S. Intraparticle diffusivities in liquid-phase
adsorption with nonlinear isotherms. J. Chem Eng. Japan 8, 367 (1975).
Hashimoto, K., Muroyama, K., Fujiyoshi K., and Nagata, S. Effective raaiai thermal
conductivity on cocurrent flow of a gaa and liquid through a packed bed. Int Chem
Eng 16, 720 (1976).
Hashimoto, K„ Muroyama, K., and Nagata, S. Kinetics of hydrogenation of fatty oils.
J. Am. Ой Chem. Soc., 48, 291 (1971).
Hassan, I. T. M„ and Robinson, C W. Stirred-tank mechanical power requirement and
gas holdup in aerated aqueous phases. AIChE J. 23, 48 (1977).
Hassan, I. T. M , and Robinson, C. W. Mass transfer coefficients in mechanically
agitated gas-aqueous electrolyte dispersions. Can. J. Chem. Eng. 58, 198 (1980).
Hastert, R. C. Hydrogenation of fatty acids. J. Am. Oil Chem. Soc. 56, 732A (1979).
Heck, R. M., and Smith, T. G. Acetylene hydrogenation in a bubble column slurry
reactor. Ind. Eng. Chem. Proc. Des Dev. 9, 537 (1970).
Henriksen, H. K., and Ostergaard, K. On the mechanism o( breakup of large bubbles
in liquids and three-phase fluidized beds. Chem. Eng. Sci. 29, 626 (1974a).
Henriksen, H. K., and Ostergaard, K. Characteristics of large two-dimensional air
bubbles in liquids and in three-phase fluidized beds. Chem. Eng. J. 7, 141 (1974b).
Henry, H. C., and Gilbert, J. B. Scaleup of pilot-plant data for catalytic
hydroprocessing. Ind. Eng. Chem. Proc. Des. Dev. 12, 328 (1973).
230
ЛИТЕРАТУРА
Herskowitz, М., Carbonell, R. G., and Smith, J. M. Effectiveness factors and mas*
transfer in trickle-bed reactors. AIChE J 25, 272 (1979).
Herskowitz, M., and Smith, J. M. Liquid distribution in trickle-bed reactors. Part. I.
Flow measurements. AIChE J. 24, 439 (1978).
Hikata, H. Asai, S., Tanigawa, K., Segawa, K., and Kitao, M. Gas holdup in bubble
columns. Chem. Eng. J. 20, 59 (1980).
Hikita, H., and Kikukawa, H. Gas holdup in bubble columns. Effect of liquid
properties. Bull. Univ. Osaka Prefect, Ser. A 22, 151 (1973).
Hikita, H., and Kikukawa, H. Dimensionless correlation of liquid-phase dispersion
coefficient in bubble columns. J. Chem. Eng. Japan 8, 412 (1975).
Hinze, J. O. Turbulence, McGraw-Hill, New York (1958).
Hirose, T., Mori. Y., and Sato, Y. Liquid-to-particle mass transfer in fixed-bed reactor
with cocurrent gas-liquid downflow. J. Chem. Eng. Japan 9, 220 (1976).
Hirose, T., Toda, M., and Sato, Y. Liquid-phase mass transfer in packed-bed reactor
with cocurrent gas-liquid downflow. J. Chem. Eng. Japan 7, 187 (1974).
Hochman, J. M., and Effron, E. Two-phase cocurrent downflow in packed beds. Ind.
Eng. Chem. Fundam. 8, 63 (1969).
Hofmann, H. Multiphase catalytic packed-bed reactors. Catal. Rev. Sci. Eng. 17, 71
(1978).
Hoogendoorn, C. J., and Lips, J. Axial mixing of liquid-in gas—liquid flow through
packed beds. Can. J. Chem. Eng. 43, 125 (1965).
Houalla, M., Nag, N. K., Sapre, A. V., Broderick, D. H., and Gates, В. C.
Hydrodesulfurization of dibenzothiophene catalyzed by sulfided CoO-MoO3
y-A^Oj. The reaction network. AIChE J. 2A, 1015 (1978).
Hsu, S. H., and Ruether, J. A. Kinetics of the liquid-phase oxidation of ethanol by
oxygen over Pd—alumina catalyst. Ind. Eng. Chem. Proc. Des. Dev. 17, 524 (1978).
Hughmark, G. A. Holdup and mass transfer in bubble columns. Ind. Eng Chem. Proc.
Des. Dev. 6, 219 (1967).
Hutton, В. E. G., and Leung, L. S. Cocurrent gas-liquid flow in packed columns.
Chem. Eng. Sci. 29, 1681 (1974).
Ido, T., Shindo, S. and Teshima, H. Oxidation of carbon monoxide on a cobalt oxide
catalyst suspended in an inert liquid. Int. Chem. Eng. 16, 695 (1976).
Imafuku, K., Wang, T., Koide, K., and Kubota, H. Behavior of suspended solid
particles in a bubble column. J. Chem. Eng. Japan 1, 1534(1968).
Jaganathan, R. Hydration of propylene oxide using ion-exchange resin catalyst M.Sc.
Thesis, Poona University (1981).
Jameson, G. J. Some operating characteristics of the resonant bubble contactor. Trans.
Instn. Chem. Engrs. 44, 791 (1966a).
Jameson, G. J. A model for liquid distribution in packed columns and trickle-beds.
Trans. Instn. Chem. Engrs. 44, 198 (1966b).
Joosten, G. E. H., Schilder, J. G. M., and Broere, A. M. The suspension of floating
solids in stirred vessels. Trans. Instn. Chem. Engrs. 55, 220 (1977a).
Joosten, G. E. H., Schilder, J. G. M., and Janssen, J. J. Effect of suspended solids on
gas—liquid mass transfer coefficients in an agitated reactor. Chem. Eng. Sci. 32, 563
(1977b).
Joshi, J. B., and Sharma, M. M. Mass transfer and hydrodynamic characteristics of
gas-inducing type of agitated vessels. Can. J. Chem. Eng. 55, 683 (1977).
Kale, S. S., and Chaudhari, R. V. Ethynylation of formaldehyde in an agitated slurry
reactor using Cu-acetylide catalyst. 4th National Symposium on Catalysis, Bombay
(1978).
Kale, S. S., Chaudhari, R. V., and Ramachandran, P. A. Butynediol synthesis—a
kinetic study. Ind. Eng. Chem. Prod. Res. Dev. 20, 309 (1981).
Kan. К. M., and Greenfield, P. F. Multiple hydrodynamic states in cocurrent
231
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
two-phase flow through packed beds. Ind. Eng. Chem. Proc. Des. Dev. 17, 482
(1978).
Kan, К. M., and Greenfield, P. F. Pressure drop and holdup in two-phase cocurrent
trickle flows through beds of small packings. Ind. Eng. Chem. Proc. Des. Dev.
18, 740 (1979).
Karanth, N. G., and Hughes, R. Simulation of an adiabatic packed bed reactor. Chem.
Eng. Sci. 29. 197 (1974).
Kastanek, F. Volume mass transfer coefficient in a bubble column. Coll. Czech. Chem.
Comm. 42, 2491 (1977).
Kataoka, H., Takenchi, H-, Nakao, K., Yagi, H., Tadaki, T., Otake, T., Miyauchi, T.,
Washimi, K., Watanabe, K., and Yoshida, F. Mass transfer in a large bubble column.
J. Chem. Eng. Japan 12, 105 (1979).
Kato, Y„ and Nishiwaki, A. Longitudinal dispersion coefficient of a liquid in a bubble
column. Int. Chem. Eng. 12, 182 (1972).
Kato, Y., Nishiwaki, A., Fukuda, T., and Tanaka, S The behaviour of suspended solid
particles and liquid in bubble columns. J. Chem. Eng. Japan 5, 112 (1972).
Kato, Y., Nishiwaki, A., Kago, T., Fukuda, T„ and Tanaka, S. Gas holdup and overall
volumetric absorption coefficient in bubble columns with suspended solid particles.
Int. Chem. Eng. 13, 562 (1973). .
Kawagoe, K., Inoue, T., Nakao, K., and Otake, T. Flow pattern and gas holdup
conditions in gas-sparged contactors. Int. Chem. Eng. 16, 176 (1976).
Kawagoe, K., Nakao, K., and Otake, T. Liquid-phase mass transfer coefficient and
bubble size in gas-sparged contactors. J. Chem. Eng. Japan 8, 254 (1975).
Kawakami, K., and Kusunoki, K. Selectivity in consecutive hydrogenation of
chlorobenzene in liquid phase. Kagaku Kogaku Ronbunshu 1, 559 (1975).
Kawakami, K., and Kusunoki, K. The effects of intraparticle diffusion on the yield of
the liquid-phase hydrogenation of phenylacetylene in a stirred basket reactor. J.
Chem. Eng. Japan 9, 469 (1976).
Kawakami, K., Ohgi, Y„ and Kusunoki, K. The individual and competitive
hydrogenations of ethylene and propylene in a stirred-slurry reactor. J. Chem. Eng.
Japan 9, 475 (1976b)
Kawakami, K., Ura, S., and Kusunoki, K. The effectiveness factor of a catalyst pellet in
the liquid-phase hydrogenation of styrene. J. Chem. Eng. Japan 9, 392 (1976a).
Kenney, C. N., and Sedriks, W. Effectiveness factor in three-phase slurry reactor.
Hydrogenation of crotonaldehyde. Chem. Eng. Sci. 27, 2029 (1972).
Kim, S. D., Baker, C. G. J., and Bergougnou, M. A. Holdup and axial mixing
characteristics of two- and three-phase fluidized beds. Can. J. Chem. Eng. 50, 695
(1972).
Kim, S. D„ Baker, C. G. J., and Bergougnou, M. A. Phase holdup characteristics of
three-phase fluidized beds. Can. J. Chem. Eng. 53, 134 (1975).
Kirillov, V. A., and Nasamanyan, M. A. Mass transfer processes between liquid and
packing in a three-phase fixed bed. Int. Chem. Eng. 16, 53B (1976).
Kirillov, V. A., Nasamanyan, M. A., and Kuzin, V. A. Gas content and longitudinal
transfer of a material along the liquid phase in a reactor with a three-phase
stationary layer. Theor. Found. Chem. Eng. 9, 819 (1975).
Kirillov, V. A., and Ogarkov, B. L. Investigation of the processes of heat and mass
transfer in a three-phase fixed bed of catalyst. Int. Chem. Eng. 20, 478
(1980).
Kobayashi, T., and Saito, H. Solid—liquid mass transfer in bubble columns. Kagaku
Kogaku 3, 210 (1965).
Koide, K., Morooka, S., Ueyama, K., Matsuura, A., Yamashita, F., Iwamoto, S„ Kato,
Y., Inoue, H., Shigeto, M., Suzuki, S., and Akehata, T. Behaviour of bubbles in
large-scale bubble columns. J. Chem. Eng. Japan 12, 98 (1979).
232
ЛИТЕРАТУРА
Kolar, V. Contribution to the theory of suspension and dissolution of granular solids in
mechanically mixed liquids. Coll. Czech. Chem. Comm. 32, 526 (1967).
Kolbei, H. Fischer-Tropsch synthesis. Synthesis of hydrocarbons. BIOS. Final Report
No. 1712 (1947).
Kolbei, H., and Ackermann, P. Fischer-Tropsch synthesis in a slurry reactor. U.S. Bur.
Mines Translation К 10 (1949).
Kolbei, H., and Ackermann, P. Hydrogenation of carbon monoxide in liquid phase.
Proceedings, Third World Petroleum Congress, Section IV, Paper 2, Brill, Leiden
(1951).
Kolbei, H., and Ackermann, P. Grosstechnische Versuche zur Fischer-Tropsch
syntheseim fliisigen medium. Chem. Ing. Tech. 28, 381 (1956).
Kolbei, H., Borchers, E., and Miller, K. Warmeubergang in Blasensaulen. Chem. Ing.
Tech. 30, 729 (1958).
Kolbei, H., Hammer, H., and Meisl, U. Hydrogenation and oxidation in gas—liquid
reactors with suspended catalysts. Proceedings Third European Symposium Chem.
Reaction Engineering. Pergamon Press. Oxford, p. 115 (1965).
Kolbei, H., and Maennig, H. G. Heterogeneous catalytic gas reaction kinetics in a
bubble column reactor. Z. Electrochem. 66, 744 (1962).
Koiotusha, В. I., Gorokhovatskii, Ya. B., and Shalya, V. V. Mechanism of the
initiation of liquid phase oxidation of 1-propanol over platinum. Kinet. Ratal. 16,
451 (1975).
Komiyama, H., and Smith, J. M. Intraparticle mass transport in liquid-filled pores.
AIChE J. 20, 728 (1974a).
Komiyama, H., and Smith, J. M. Surface diffusion in liquid-filled pores. AIChE J. 20,
1110 (1974b).
Komiyama, H., and Smith, J. M. Sulfur dioxide oxidation in slurries of activated
carbon. I. Kinetics. AIChE. J. 21, 664 (1975a).
Komiyama, H., and Smith, J. M. SO2 oxidation in slurries of activated carbon. II. Mass
transfer studies. AIChE J. 21, 670 (1975b).
Kono, H. A new concept of three-phase fluidization. Hydrocarbon Process^ 59, 123
(1980).
Koritala, S., and Dutton, H. J. Selective hydrogenation of soybean oil with sodium
borohydride-reduced catalysts. J. Am. Oil Chem. Soc. 43, 86 (1966).
Kronig, W. Selective hydrogenation of acetylenes in a trickle bed reactor. Sixth World
Petroleum Congress, section IV, paper 7 (1963).
Kuboi, R., Komasawa, I., Otake, T., and Iwasa, M. Fluid and particle motion in
turbulent dispersions. HI. Particle-liquid hydrodynamics and mass transfer in
turbulent dispersions. Chem. Eng. Sci. 29, 659 (1974).
Kumar, A., Degaleesan, T. E., Laddha, G. S., and Hoelscher H. E. Bubble swarm
characteristics in bubble columns. Can. J. Chem. Eng. 54, 503 (1976).
Kusunoki, K., Gondo, S., Nakano, K., Kawakami, K., and Arimitsu, Y. Selectivities
for consecutive—parallel catalytic reactions in gas—liquid-solid semi-batch reactors
and a gas-solid fixed-bed reactor. Kagaku Kogaku Ronbunshu 1, 286 (1975).
Landau, J., Gomaa, H. G„ and Al Taweel, A. M. Measurement of large interfacial
areas by light attenuation. Trans. Instn. Chem. Engrs 55, 212 (1977).
Larkins, R. P., White, R. R., and Jeffrey, D. W. Two-phase concurrent flow in packed
beds. AIChE J. 7, 231 (1961).
Lee, J. C., and Al-Dabbagh, N. Three-phase fluidized beds. Onset of fluidization at
high rates. In Fluidization. J. F. Davidson and D. L. Keaims (eds.) Cambridge
University Press, Cambridge (1978).
Lee, J. C., Sherrard, A. J., and Buckley, P. S. Optimum particle size in three-phase
fluidized-bed reactor. In Fluidization and Its Applications. H. Angelino et al. (cd.),
Cepadues Editions, Toulouse p. 407 (1974).
233
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Lee, J. С., and Worthington, Н. Gas-liquid mass transfer in three-phase fluidized
beds. Symposium on Multiphase Flow Systems. Inst. Chem. Engrs London, B2,
p. 407 (1974).
Legrys, G. A. Power demand and mass transfer capability of mechanically agitated
gas-liquid contactors and their relationship to air-lift fermentors. Chem. Erie Sci.
33, 83 (1978).
Lehrer, I. H. Gas agitation of liquids. Ind. Eng. Chem. Proc. Des. Dev. 7, 226 (19oS).
Lehrer, I. H. Gas holdup and interfacial area in sparged vessels. Ind. Eng. Chem. Proc
Des. Dev. 10, 37 (1971).
Lemay, Y., Pineault, G., and Ruether, J. A. Particle—liquid mass transfer in a
three-phase fixed-bed reactor with cocurrent flow in the pulsing regime, ind. Eng.
Chem. Proc. Des. Dev. 14, 280 (1975).
Lemcoff, N. O. Liquid-phase catalytic hydrogenation of acetone. J. Catalysis 46, 346
(1977).
Lemcoff, N. O., and Jameson, G. J. Solid—liquid mass transfer in a resonant buoble
contactor. Chem. Eng. Sci. 30, 363 (1975a).
Lerncptf, N. O., and Jameson, G. J. Hydrogenation of acetone in a vsorating slurry
reactor. AIChE J. 21, 730 (1975b).
Lerou, J. J., Glasser, D., and Luss D. Packed-bed liquid phase dispersion in pulsed
gas—liquid downflow. Ind. Eng. Chem. Fundam. 19, 66 (1980).
Leva, M Fluidization McGraw-Hill, New York (1959).
Levee, J., and Pavko, A. Liquid-solid contacting efficiency in trickle-bed reactors.
Advances in Separation Science, Trieste, p 161 (1978'
Levee, J., and Smith, J M Oxidation of acetic acid solutions in trickie-bed reactors.
AIChE J. 22, 159 (1976).
Levensp'H, O. Chemical Keacion Engineering, John Wiley, New York (1972).
Levins, D. M., and Glastonbury, J. R. Applications of KolmogorofFs theory to
particle-liquid-mass transfer in agitated vessels. Chem Eng. Sci. 27, 537 (1972a).
Levins, D. M., and Glastonbury, J. R Particle—liquid hyd.odynatnicsand mass transfer
in a stirred vessel. Part 1. Particle—liquid motion. Trans. Instn. Chem. Engrs. 30, 132
(1972b).
Lin, H., and Lih. M. M. Concentration distribution, effectiveness factor, and reactant
exhaustion for catalytic reaction with volume change. AIChE J. 17, 1234
(1971).
List, G. R , Evans, G. D., Beal, R. E., Black, L. T., Moulton, K. J., and Cowan, J. C.
Hydrogenation of soybean oil with copper—chromium catalyst. Pieliminary
plant-scale observations. J. Am. Oil Chem Soc. SI, 239 (1974).
Litmans, В A , Kukurechonko, I S , Boiko, I. D , and Tumanov, Yu. V. Investigation
of the liquid-phase mass transfer coefficient in baffled bubbling apparatus with
mechanical agitation. Theor. Found. Chem. Eng. 6, 689 (1972).
Littman, H., and Bliss, H. Hydrogenation of toluene wi*h Raney nickel catalyst
reaction kinetics. Ind. Eng. Chem 51, 659 (1959).
Lockhart. R W., and Martinelli, R. C. Correlation of data for two-phase flow. Chem.
Eng. Prog. 45, 39 (1949).
Lo'scau, B., Midoux, N., and Charpentier, J. C. Some hydrodynamics and power input
data in mechanically agitated gas—liquid contactors AIChE J. 23. 931 (1977).
Luong, H. T , and Volesky. B. Mechanical power requirements of gas-liquid agitated
systems AIChE J. 25, 893 (1979).
Luss, D. Uniqueness criteria for lumped and distributed parameter chemically reacting
systems. Chem. Eng. Sci. 26, 1713 (1971).
Magnussen, P., and Schumacher, V. Axial mixing of liquid in packed bubble columns
and perforated plate columns of large diameter. 5th International Symposium
Chemical Reaction Engineering, Houston, Texas (1978).
234
ЛИТЕРАТУРА
Mahajani, V. V.. and Sharma, M. M. Effective interfacial area and liquid-side mass
transfer coefficient in trickle-bed reactors. Chem. Eng. Sci. 34, 1425 (1979).
Mangartz, К. H., and Pilhofer, T. Interpretation of mass transfer measurements in
bubb’e columns considering dispersion of both phases. Chem. Eng. Sci. 36, 1069
(1981).
Marangozis, J.. Keramidas, О. B., and Paparisvas, G. Rate and mechanism of
hydrogenation of cottonseed oil in slurry reactors. Ind. Eng. Chem. Proc. Des. Dev.
16, 361 (1977).
Martin, G. O. Gas-inducing agitator. Ind. Eng. Chem. Proc. Des. Dev. 11, 397 (1972).
Mashelkar, R. A. Bubble columns. Brit. Chem. Eng. 15, 1297 (1970).
Mashelkar, R. A., and Ramachandran, P A. Longitudinal disperion in circulation
dominated bubble columns. Trans. Inst. Chem. Engrs. 53, 274 (1975).
Mashelkar, R. A., and Sharma, M. M. Mass transfer in bubble and packed bubble
columns. Trans. Instn. Chem. Engrs. 48, 162 (1970).
Massimilla, L., Maguri, N., and Signorini, P. Gas absorption in solid-liquid fluidize .1
system. Ricerqa Sci. 29, 1934 (1959).
Matsunami, T., Sugukawa, Y., Nawata, G., and Kono, H. Crack crude for olefins
Hydrocarbon Process. 49, 121 (1970)
Matsuura, A., Akehata, T., and Shirai, T. Axial dispersion of liquid in cocurrent
gas-liquid downflow in packed beds. J. Chem. Eng. Japan 9, 294 (1976).
Matsuura, A., Akehata, T., and Shirai, T. Correlation for dynamic holdup in packed
beds with cocurrent gas-liquid downflow. J. Chem. Eng. Japan 12, 263 (1979).
McKinley, J. B. Catalysis. P. H. Emmett (ed.) Rheinhold, New York, Vol. V, p. 405
(1957).
McPhee, A. D., and Brown, N. L. Power consumption in solid—liquid slurries. Ind.
Eng. Chem. Proc. Des. Dev. 10, 456 (1971).
Mears, D. E. The role of axial dispersion in trickle-flow laboratory reactors. Chem.
Eng. Sci. 26, 1361 (1971).
Mears, D. E. The role of liquid holdup and effective wetting in the performance of
trickle-bed reactors. Adv. Chem. Series no. 133, North Holland Publishing Co.,
Amsterdam (1974).
Mehta, V. D., and Sharma, M. M. Mass transfer in mechanically agitated gas—liquid
contactors. Chem. Eng. Sci. 26, 461 (1971).
Mersmann, A. Restflussigkeit in Schuttungen. Verfahrenstechnik 6, 203 (1972).
Mersmann, A. Heat transfer in bubble columns. Int. Chem. Eng. 17, 385 (1977).
Meyer, C., Clements, G., and Balaceanu, J. C. Initiation of a free radical chain reaction
by heterogeneous catalysis. Proceedings 3rd International Congress Catalysis, W. H.
H. Schtaler et al. (eds.) Vol. 1, p. 184 (1965).
Mhaskar, R. D., and Shah, Y. T. Optimum quench location for a hydrodesulfurization
reactor with time-varying catalyst activity. 2. Cases of multiple gas quenches and
liquid quench. Ind. Eng. Chem. Proc. Des. Dev. 17, 27 (1978).
Michel, B. J., and Miller, S. A. Power requirements of gas—liquid agitated systems.
AIChE J. 8, 262 (1962).
Michell, R. W., and Furzer, I. A. Mixing in trickle flow through packed beds. Chem.
Eng. J. 4, 53 (1972).
Michelson, M. L., and Ostergaard, K. Holdup and fluid mixing in gas—liquid fluidized
beds. Chem. Eng. J. 1, 37 (1970).
Midoux, N., and Charpentier, J. C. Apparent diffusivity and tortuosity in liquid-filled
pores of catalyst used for hydrodesulfurization of petroleum fractions. Chem. Eng.
Sci. 28, 210 (1973).
Midoux, N., Favier, M., and Charpentier, J. C. Flow pattern, pressure loss and liquid
holdup data in gas—liquid downflow packed beds with foaming and nonfoaming
hydrocarbons./. Chem. Eng. Japan 9, 350 (1976).
235
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Mahajani, V. V., and Sharma, М*. М. Effective interfacial area and liquid-side mass
transfer coefficient in trickle-bed reactors. Chem. Eng. Sci. 34, 1425 (1979).
Mangartz, К. H., and Pilhofer, T. Interpretation of mass transfer measurements in
bubble columns considering dispersion of both phases. Chem. Eng Sci. 36, 1069
(1981).
Marangozis, J., Keramidas, О. B., and Paparisvas, G. Rate and mechanism of
hydrogenation of cottonseed oil in slurry reactors. Ind. Eng. Chem. Proc. Des. Dev.
16, 361 (1977).
Martin, G. О Gas-inducing agitator. Ind. Eng. Chem. Proc. Des. Dev. 11, 397 (1972).
Mashelkar, R. A. Bubble columns. Brit. Chem. Eng. 15, 1297 (1970).
Mashelkar, R. A., and Ramachandran, P. A. Longitudinal disperion in circulation
dominated bubble columns. Trans. Inst. Chem. Engrs. 53, 274 (1975).
Mashelkar, R. A., and Sharma, M. M. Mass transfer in bubble and packed bubble
columns. Trans. Instn. Chem. Engrs. 48, 162 (1970).
Massimilla, L., Maguri, N., and Signorini, P Gas absorption in solid-liquid fluidir.e.i
system. Ricerca Sci. 29, 1934 (1959).
Matsunami, T., Sugukawa, Y., Nawata, G., and Kono, H. Crack crude for olefins
Hydrocarbon Process. 49, 121 (1970).
Matsuura, A., Akehata, T., and Shirai, T. Axial dispersion of liquid in cocurrent
gas-liquid downflow in packed beds. J. Chem. Eng. Japan 9, 294 (1976).
Matsuura, A., Akehata, T., and Shirai, T. Correlation for dynamic holdup in packed
beds with cocurrent gas—liquid downflow. J. Chem. Eng Japan 12, 263 (1979).
McKinley, J. B. Catalysis. P. H. Emmett (ed.) Rheinhold, New York, Vol V, p. 405
(1957).
McPhee, A. D., and Brown, N. L. Power consumption in solid-liquid slurries. Ind.
Eng. Chem. Proc. Des. Dev. 10, 456 (1971).
Mears, D. E. The role of axial dispersion in trickle-flow laboratory reactors. Chem.
Eng. Sci. 26, 1361 (1971).
Mears, D. E. The role of liquid holdup and effective wetting in the performance of
trickle-bed reactors. Adv. Chem. Series no. 133, North Holland Publishing Co.,
Amsterdam (1974).
Mehta, V. D., and Sharma, M. M. Mass transfer in mechanically agitated gas—liquid
contactors. Chem. Eng. Sci. 26, 461 (1971).
Mersmann, A. Restflussigkeit in Schuttungen. Verfishrenstechnik 6, 203 (1972).
Mersmann, A. Heat transfer in bubble columns. Int. Chem. Eng. 17, 385 (1977).
Meyer, C., Clements, G., and Balaceanu, J. C. Initiation of a free radical chain reaction
by heterogeneous catalysis. Proceedings 3rd International Congress Catalysis, W. H.
H. Schtaler et al. (eds.) Vol. 1, p. 184 (1965).
Mhaskar, R. D., and Shah, Y. T. Optimum quench location for a hydrodesulfurization
reactor with time-varying catalyst activity. 2. Cases of multiple gas quenches and
liquid quench. Ind. Eng. Chem. Proc. Des. Dev. 17, 27 (1978).
Michel, B. J., and Miller, S. A. Power requirements of gas-liquid agitated systems.
AIChE J. 8, 262 (1962).
Micheli, R. W., and Furzer, I. A. Mixing in trickle flow through packed beds. Chem.
Eng. J. 4, 53 (1972).
Michelson, M. L., and Ostergaard, K. Holdup and fluid mixing in gas-liquid fluidized
beds. Chem. Eng. J. 1, 37 (1970).
Midoux, N., and Charpentier, J. C. Apparent diffusivity and tortuosity in liquid-filled
pores of catalyst used for hydrodesulfurization of petroleum fractions. Chem. Eng.
Sci. 28, 210 (1973).
Midoux, N., Favier, M., and Charpentier, J. C. How pattern, pressure loss and liquid
holdup data in gas-liquid downflow packed beds with foaming and nonfoaming
hydrocarbons. J. Chem. Eng. Japan 9, 350 (1976).
236
ЛИТЕРАТУРА
Miller, D. N. Scaleup of agisted vessels. Mass transfer from suspended solid particles.
Ind. Eng. Chem. Proc. Des. Dev. 10, 365 (1971).
Miller, D. N. Scaleup of agitated vessels. Gas-liquid mass transfer. AIChE J. 20, 445
(1974).
Mills, P. L., and Dudukovic, M. P. A dual series solution for the effectiveness factor of
partially wetted catalysts in trickle-bed reactors. Ind. Eng. Chem. Fundam. 18, 139
(1979a).
Mills, P. L., and Dudukovic, M. P. A modified differential refractometer for
continuous liquid phase residence time distribution studies. Ind. Eng. Chem.
Fundam. 18, 292 (1979b).
Mills, P. L., and Dudukovic, M. P. Analysis of catalyst effectiveness in trickle-lied
reactors processing volatile or non-volatile reactants. Chem. Eng. Sci. 35, 2267
(1980).
Mills, P. L., Wu, W. P„ and Dudukovic, M. P. Tracer analysis in systems with
two-phase flow. AIChE J. IS, 885 (1979).
Misic, D. M„ and Smith, J. M. Adsorption of benzene in carbon slurries. Ind. Eng.
Chem Fundam 10, 380 (1971).
Mitra, A., and Roy, A. Performance of slurry reactor for Fischer-Tropsch and related
syntheses. Indian Chem. Engr, 4, 127 (1963).
Mochizuki, S. Mass transport phenomena and hydrodynamics in packed beds with
gas-liquid cocurrent upflow. AIChE J. 24, 1138 (1978).
Mochizuki, S. Particle mass transfer and liquid holdup in packed beds with upward
cocurrent gas—liquid flow. Chem. Eng. Sci. 36, 213 (1981).
Mochizuki, S.., and Matsui, T.' Liquid-solid mass transfer rate in liquid—gas upward
cocurrent flow in packed beds. Chem. Eng. Sci. 29, 1328 (1974).
Mochizuki, S., and Matsui, T. Selective hydrogenation and mass transfer in a fixed-bed
catalytic reactor with gas-liquid cocurrent upflow. AIChE J. 22, 904 (1976).
Mohunta, D. M., and Laddha, G. S. Prediction of liquid-phase holdup in random
packed beds. Chem. Eng. Sci 20, 1069 (1965).
Montagna, A. A., and Shah, Y. T. The role of liquid holdup, effective catalyst wetting
and backmixing on the performance of a trickle-bed reactor for residue
hydrodesulfurization. Ind. Eng. Chem. Proc. Des. Dev. 14, 479 (1975a).
Montagna, A., and Shah, Y. T. Backmixing effect in an upflow cocurrent
hydrodesulfurization reactor. Chem. Eng. J. 10, 99 (1975b).
Montagna, A. A., Shah, Y T., and Paraskos, J. A. Effect of catalyst particle size on
performance of a trickle-bed reactor. Ind. Eng. Chem. Proc. Des. Dev. 16, 152
(1977)
Moore, R. M., and Katzer, J. R. Counterdiffusion of liquid hydrocarbons in type Y
zeolites. Effect of molecular size, molecular type, and direction of diffusion. AIChE
J. 18, 816 (1972).
Morita, S., and Smith, J. M. Mass transfer and contacting efficiency in a trickle-bed
reactor. Ind. Eng. Chem. Fundam. 17, 113 (1978).
Morsi, B. 1., Laurent, A., Midoux, N., and Charpentier, J. C. Interfacial area in
trickle-bed reactors. Comparison between ionic and organic liquids and between
Raschig rings and small diameter particles. Chem. Eng. Sci. 35, 1467 (1980).
Morsi, В. I.. Midoux, N. and Charpentier, J. C. Flow patterns and some holdup
experimental data in trickle-bed reactors for foaming, nonfoaming and viscous
organic liquids. AIChE J. 24, 357 (1978).
Moulton, K. J„ Beal, R. E., and Griffin, E. L. Hydrogenation of soybean oil with
copper catalysts containing small amounts of nickel catalysts. J. Am. Oil Chem. Soc.
50, 450 (1973).
Mounce, W., and Rubin, R. S. The H-oil route for hydroprocessing. Chem. Eng. Prog.
67, 81 (1971).
237
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Mukherjee, R. N_, Bhattacharya, Р., and Taraphdar, D. К. Studies on the dynamics of
three-phase fluidization. In Fluidization and Its Applications. H. Angelino et al.
(eds.) Capedues Editions, Toulouse, p. 372 (1974).
Mukherjee, K. D., Kiewitt, I. and Kiewitt, M. Stationary catalysts for the continuous
hydrogenation of fats. J. Am. Oil Chem. Soc. 52. 282 (1975).
Muttzall, К. M. K., and van den Berg, P. J. Hydrogenation of fatty acid esters to fatty
alcohols. Proceedings 4th European Symposium Chemical Reaction Engineering,
Brussels, Pergamon Press. London, p. 277 (1968).
Myers, E. C., and Robinson, К. K. Multiphase kinetic studies with a spinning basket
reactor. 5th International Symposium Chemical Reaction Engineering, V. W.
Weekman and D. buss (eds.), American Chemical Society, p. 477 (1978).
Nagata, S. Mixing Principles and Applications. Kodansha Ltd., Tokyo/Wiley, New
York (1975).
Nakamura, H., Satori, H., Tabuchi, K., Nishizaki, S., Kurita, S., Watanabe, T., and
Sakuma, J. Studies on hydrodesulfurization of residual oil by a test apparatus of
large size. Int. Chem. Eng. 10, 506 (1970).
Nakanoh, M., and Yoshida, F. Gas Absorption by newtonian and nonnewtonian
liquids in a bubble column. Ind. Eng. Chem. Proc. Des. Dev. 19, 190
(1980).
Narayan, S„ Bhatia, V. K., and Guha, D. K. Suspension of solids by bubble agitation.
Can. J. Chem. Eng. 41, 360 (1969).
Newson, E. J. Bed plugging due to interparticle reactions in trickle bed hydroproces-
sing. 5th European and 2nd International Symposium Chemical Reaction Engineer-
ing, Elsevier, New York, p. 6-11 (1972).
Nienow, A. W. Suspension of solid particles in turbine agitated baffled vessels. Chem.
Eng. Sci. 23, 1453 (1968).
Nienow, A. W. Dissolution mass transfer in a turbine agitated baffled vessel. Can. J.
Chem. Eng. 47, 248 (1969).
Nienow, A. W. Agitated vessel particle-liquid mass transfer. A comparison between
theories and data. Chem. Eng. J. 9, 153 (1975).
Nienow, A. W., and Miles, D. Impeller power numbers in closed vessels. Ind. Eng.
Chem. Proc. Des. Dev. 10, 41 (1971).
Nienow, A. W., and Miles, D. The effect of impeller/tank configurations on fluid
particle mass transfer. Chem. Eng. J. 15, 13 (1978).
Niiyama, H., and Smith, J. M. Adsorption of nitric oxide in aqueous slurries of acti-
vated carbon. Transport rates by moment analysis of dynamic data. AIChE J. 22,
961 (1976).
Niiyama, H„ and Smith, J. M. Adsorption of O2 in aqueous slurries of activated
carbon. А/СЛЕ J. 23, 592 (1977).
Niiyama, H., Uemura, Y., and Echigoya, E. Estimation of bubble-to-liquid mass trans-
fer rate coefficient by transient response technique and by steady-state reaction
studies. J. Chem. Eng. Japan 11, 465 (1978).
Nishikawa, M., Kosaka, K., and Hashimoto, K. Gas absorption in gas-liquid or
solid-gas-liquid spouted vessel. Proceedings 2nd Pacific Chemical Engineering
Congress, Denver, AIChE, New York, p. 1389 (1977).
Ohki, Y., and Inoue, H. Longitudinal mixing of the liquid phase in bubble columns.
Chem. Eng. Sci. 25, 1 (1970).
Ohorodnik, A., Sennewald, K., Hindeck, J., and Statzke, P. Apparatus for the con-
tinuous carrying out heterogeneous catalytic reaction in liquid phase. U.S. Patent
3.901,660 (1975).
Ohshima, S., Takematsu, T., Kuriki, Y., Shimada, K., Suzuki, M., and Kato, J.
Liquid-phase mass transfer coefficient and gas holdup in a packed-bed cocurrent
upflow column. J. Chem. Eng. Japan 9, 29 (1976).
238
ЛИТЕРАТУРА
Ohta, Н., Goto, S., and Teshima, H. Liquid-phase oxidation of phenol in a rotating
catalytic basket reactor. Ind. Eng. Chem. Fundam. 19, 180 (1980).
Ohtsuka, T. Catalysts for hydrodesulfurization of petroleum residue. Cal. Rev. Sci.
Eng. 16, 291 (1977).
Oldshue, J. Y. Mixing in Hydrogenation Processes. Chem. Eng. Prog. 76, 60 (1980).
Onda, K., Takeuchi, H., and Koyama, Y. Effect of packing materials on the wetted
surface area. Kagaku Kogaku 31, 126 (1967).
Onda, K., Takeuchi, H., and Okumoto, Y. Mass transfer coefficients between gas- and
liquid-phases in packed columns. J. Chem. Eng. Japan 1, 56 (1968).
Ostergaard, K. Fluidisation. Soc. Chem. Ind., London, p. 58 (1964).
Ostergaard, K. Gas—liquid—particle operations in chemical reaction engineering. Adv.
Chem. Eng. 7, 71 (1968).
Ostergaard, K. Three-phase fluidization. In Fluidization, J. F. Davidson and D. Harri-
son (eds.) Academic Press, New York. p. 751 (1971).
Ostergaard, K. Holdup, mass transfer and mixing in three-phase fluidization. AIChE
Symp. Ser. 74, 82 (1978).
Ostergaard, K., and Fosbol, P. Transfer of oxygen across the gas—liquid interface in
gas—liquid fluidized beds. Chem. Eng. J. 3, 105 (1972).
Ostergaard, K., and Michelsen, M. L. Holdup and axial dispersion in gas-liquid fluid-
ized beds. 2nd Joint AIChE-IIQPR Meeting, preprint 31 d (1968).
Ostergaard, K., and Michelsen, M. L. On the use of imperfect tracer pulse method for
determination of holdup and axial mixing. Can. J. Chem. Eng. 47, 107 (1969).
Ostergaard, K., and Suchozebriski, W. Gas-liquid mass transfer in gas liquid fluidized
beds. Proceedings 4th European Symposium Chemical Reaction Engineering, Per-
gamon Press, Oxford, p. 21 (1968).
Otake, T., and Okada, K. Liquid holdup in packed towers-operating holdup without
gas flow. Kagaku Kogaku 17, 176 (1953).
Page, R. E., and Harrison, D. Particle entrainment from a three-phase fluidised bed. In
Fluidization and Its Applications, H. Angelino el al. (eds.), Cepadues Editions,
Toulouse, p. 393 (1974).
Paraskos, J. A., Fraycr, J. A., and Shah, Y. T. Effect of holdup, incomplete catalyst
wetting and backmixing during hydroproccssing in trickle-bed reactors. Ind. Eng.
Chem. Proc. Des. Dev. 14, 315 (1975).
Perry, R. H., and Chilton, С. H. Chemical Engineers Handbook, 5th edn., McGraw-
Hill, New York, p. 18.32 (1973).
Pexidr, V., Krcjcirik, A., and Parck, J. Mass transfer in a catalytic bubble phase
reactor. Int. Chem. Eng. 20, 84 (1980).
Pittman, C. U., Smith, L. R., and Hanes, R. M. Catalytic reactions using polymer-
bound vs homogeneous complexes of nickel, rhodium, and ruthenium. J. Am.
Chem. Soc. 97, 1742 (1975).
Polyanskii, N. G., and Poyanskaya, N. C. Ion-exchange catalysis as a method of
organic compound hydration. Khim Prom. 46, 483 (1970).
Prasher, B. D., Gabriel, G. A., and Ma, Y. H. Restricted diffusion of liquids in
microporous catalysts. AIChE J. 24, 1118(1978).
Prasher, B. D., and Ma, Y. H. Liquid diffusion in microporous alumina pellets. AIChE
J. 23, 303 (1977).
Prchlik, J., Soukup, J., Zapletal, V., and Ruzicka, V. Liquid distribution in reactors
with randomly packed porous beds. Coll. Czech. Chem. Comm. 40, 845
(1975a).
Prchlik, J., Soukup, J., Zapletal, V., Ruzicka, V., and Kovarik, P. Liquid distribution ir
trickle-bed reactors. IV. Wall flow in trickle-bed reactor. Coll. Czech. Chem. Comm
40, 3145 (1975b).
239
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Prudeп, В. В., and Weber, М. Е. Evaluation of three-phase transport reactor. Сал. J.
Chem. Eng. 48. 162 (1970).
Puranik, S. S., and Vogelpohl, A. Effective, interfacial area in irrigated packed col-
umns. Chem. Eng. Sci. 29, 501 (1974).
Radhakrisnnan, К . Brahme, P. H., Chaudhari, R. V., and Ramachandran, P. A.
Hvdrogenation of nitrobenzene to anuine in a slum* reactor. To be commui licated
(1981).
Ramachandran, P. A., and Chaudhari, R. V Theoretical analysis of reaction of two
gases in a catalytic slurry reactor. Ind. Eng. Chem. Proc. Des. Dev. 18, 703 (1979).
Ramachandran, P. A., and Chaudhari, R. V. Estimation of batch time of a semi-batch
slurry reactor. Chem. Eng. J. 20, 75 (1980a).
Ramachandran, P A., and Chaudhari, R. V Overall effectiveness factor of a slurry
reactor for nonlinear kinetics. Can. J. Chem. Eng. 58, 412 (1980b).
Ramachandran, P. A., and Sbarma, M. M. Absorption with fasl reaction in a slurry
containing sparingly soluble fine particles. Chem. Eng. Sci. 24, 1681 (1969).
Ramachandran, P. A., and Smith, J. M. Dynamics of three-phase slurry reactors.
Chem. Eng. Sci. 32, 873 (1977).
Ramachandran, P. A., and Smith, J. M. Adsorption of hydrogen sulfide in a slurry
reactor. Ind. Eng. Chem. Fundam. 17, 17 (1978a).
Ramachandran, P. A., and Smith, J. M. Transport rates by moment analysis of
dynamic data. Ind. Eng. Chem. Fundam. 17, 14B (1978b).
Ramachandran, P. A., and Smith, J. M Dynamic analysis of slurry systems tor non-
linear adsorption. Chem. Eng. Sci. 33, 1396 (1978c).
Ramachandran, P. A., and Smith, J. M. Dynamic behaviour ol trickle-bed reactor.
Chem. Eng. Sd. 3*, 75 (1979a).
Ramachandran, P. A., and Smith, J. M. Mixing cell model for design of trickle-bed
reactor. Chem Eng. J. 17, 91 (1979b).
Ramachandran, P. A., and Smith, J. M. Effectiveness factors in trickle-bed reactors.
AIChE J. 25, 538 (1979c).
Rase, H. F. Chemical Reactor Design for Process Plants Vcl. 2, Wiley-Interscience
New York, (1977).
Razumov, I. M., Manshilin, V. V., and Nerrets, L. L. Hie structure of three-phase
fluidized beds. Int. Chem. Eng. 13, 57 (1973).
Reiss, L. P. Cocurrent gas-liquid contacting in packed columns. Ind. Eng. Chem. Proc.
Des. Dev 6, 486 (1967).
Reith, T. Interfacial area and scaling-up of gas—liquid contactors. Brit. Chem. Eng. 15,
1559 (1970).
Reith, T., Renken, S„ and Israel, B. A. Gas holdup and axial mixing in fluid phase of
bubble columns. Chem. Eng. Sci. 23, 619 (1968).
Resnick W„ and Gal-Or, B. Gas-liquid dispersions Adv. Chem. Eng. 7, 295 (1968).
Richardson, J. F., and Zaki, W N. Sedimentation and fluidization. Part 1. Trans. Instn.
Chem. Engrs. 32, 35 (1954).
Ricdiger, n. Demetallation, detarring and desulfurization of distillation residues. Int.
Chem. Eng. 16, 203 (1976)
Rigby, G. R., van Blockland, G. P„ Park, W. H„ and Capes, G. C. Properties of
bubbles in three-phase fluidized oeas as measured by an e'ectroresis'ivity probe.
Chem. Eng. Sci. 25, 1729 (1970).
Roy, N. K., Guha, D. K., and Rao, M. N. Suspension of solids in a bubbling liquid.
Chem. Eng. Sci. 19, 215 (1964).
Rueth^r, J. A., and Puri, P. S. Mass transfer in hydrogenation in slurry reactors. Can. J.
Chem. Eng 51, 345 (1973).
Ruether, J. A., Yang, C. S., and Hayduk, W. Panicle mass transfer during cocurrent
240
ЛИТЕРАТУРА
downward gas-liquid flow in packed beds. Ind. Eng. Chem. Proc. Des. Dev. 19, 103
(1980).
Rushton, J. H. Power characteristics of mixing impellers. Part II. Chem. Eng. Prog. 46,
467 (1950).
Rushton. J. H., Costich, E. W„ and Everett, H. J. Power characteristics of mixing
impellers. Part I. Chem. Eng. Prog. 46, 395 (1950).
Rylander, P. N. Catalytic hydrogenation over noble metals. Chem. Eng. Prog. 76, 46
(1980',
Saada, M. Y. Assessment of interfacial area in cocurrent two-phasc flow in packed
beds. Chem Ind. Genie Chem 105, 1415 (1972).
Sadana, A., and Katzer, J. R. Catalytic oxidation of phenol in aqueous solution over
copper oxide. Ind. Eng. Chem. Fundam. 13, 127 (1974).
Sahay, B. N., and Sharma, M. M. Absorption in packed bubble columns. Chem. Eng.
Sci. 28 2245 (1973).
Sakai, T., and Kunugi, T. Studies on Fischer-1 iot>sch reaction in a slurry reactor.
Sekiyu Gakkai Shi 17, 863 (1974).
Sakai, T., and Ohi, N. Mass transfer resistance in catalytic gas—liquid reaction in
Pubbie column with suspended catalyst Hydrogenation of methylstyrene with
Pd/alumina catalyst. Nippon Kagaku Kaishi, 421 (1977).
Sano, Y , Yamaguchi, N., and Adachi, T. Mass transfer coefficients for suspended
particles in agitated vessels and bubble columns. J. Chem. Eng. Japan 7. 255 (1974).
Sater, V. E., and Levenspiel. O. Two-phase flow in packed beds. Ind Eng. Chem.
rundam. 5, 86 (196o).
Sato, Y. Hirose, T., and Ida, T Pressure drop measurement in a packed bed reactor
with cocurrent upflow. Kagaku Kogaku 38, 543 (1974).
Sato, Y . Hirose, H., Takahashi, F., and Toda, M. Performance of fixed-bed catalytic
reactor with cocurrent gas-liquid flow. 1st Pacific Chemical Engineering Congress,
p. 187 (1972).
Sato, Y., Hirose, T., Takahashi, F., and Toda, M. Pressure loss and liquid holdup in
packcd-bed reactor with cocurrent gas—liquid downflow. J. Chem. Eng. Japan 6, 147
(1973a).
Sato, Y., Hirose, T., Takahashi, F., Toda, M., and Hashiguchi. Y Flow pattern and
pulsation properties of cocurrent gas—liquid downflow in packed beds. J. Chem.
Eng. japan 6, 315 (1973b).
Satori, H., and Nishizaki. S. Studies on the hydrodesulfurization of residual oils using a
test apparatus of larger scale. 1. On the theoretical analysis of a fixed-bed reactor.
Int. Chem. Eng. 11, ?39 (1971).
Satterfield, C. N. Mass Transfer in Heterogeneous Catalysis. МП Pres^, Cambridge
(19*70).
Satteifield, C. N. Tnckle-bed reactors. AIChE J. 21, 209 (1975).
Satterfield, C. N., and Cheng, C. S. Liquid counter diffusion of selected aromatic and
naphthenic hydrocarbons in type Y zeolites. AIChE J. 18, 724 (1972).
Satterfield, C. N„ Colton, С. K., and Pitcher, W. H., jun. Restricted diffusion in liquids
within fine pores. AIChE J. 19, 628 (1973).
Satterfiel. C. N., and Huff, G. A., jun. Effects of mass transfer on Fischer-Tropsch
synthesis in slurry reactors. Chem. Eng. Sci. 35, 195 (1980).
Satterfield, C. N., and Katzer, J. R. The counterdiffusion of liquid hydrocarbons in
type Y zeu.'jtes Adv. Chem. Ser. 102, 193 (1971).
Satterfield, C. N., Ma, Y. J., and Sherwood, T. K. The effectiveness factor in a
liquid-filled porous catalyst. Instn. Chem. Engrs. Symp. Ser. No. 28 (1968)
Satterfield, C. N., Modell, M., and Mayer, J. F. Interactions be'ween catalytic
hydrodesulfurization of thiophene and hydrodenitrogenation of pyridine. AIChE J.
21, 1100 (1975).
241
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Satterfield, С. N., and Ozel, F., Direct solid-catalyzed reaction of a vapor in an
apparently completed wetted trickle-bed reactor. AIChE J. 19, 1259 (1973).
Satterfield, C. N , Pelossof, A. A., and Sherwood, T. K. Mass transfer limitations in a
trickle-bed reactor. AIChE J. 15, 226 (1969).
Satterfield, C. N., van Eck, M. W., and Bliss, G. S. Liquid-solid mass transfer in
packed beds with downflow cocurrent gas-liquid flow. AIChE J. 24, 709 (1978).
Satterfield, C. N., and Way, P. F. The roie of the liquid phase in the performance of a
trickle-bed reactor. AIChE J. 18, 305 (1972).
Schlesinger, M. D., Crowell, J. H., Leva, M., and Storch, H H. Fischer-Tropsch
synthesis in slurry phase. Ind. Eng. Chem. 43, 1474 (1951).
Schmidt, H. J. Hydrogenation of triglycerides containing linolenic acids. Part II
Continuous hydrogenation of vegetable- oils. J. Am. Oil. Chem. Soc. 47, 134 (1970).
Schneider, P., and Smith, J. M. Adsorption rate constants from chromatography.
AIChE J. 14, 762 (1968).
Schugerl, K. Experimental comparison of mixing processes in two- and three-phase
fluidized beds Proceedings International Symposium on Fluidization. Netherlands
University Press, Amsterdam, p. 782 (1967).
Schugerl, K., Lucke, J., and Oels, U. Bubble column biorcactors. Advances in
Biochem. Eng. T. K. Ghose, A. Fiechter and N. Blakebrough (eds.),
Springer—Verlag, 7, 1 (1977).
Schuit, G. C. A., and Gates, В. C. Chemistry and engineering of catalytic
hydrodesulfurization. AIChE J. 19, 417 (1973).
Schulman, H. L., and Robinson, R. G. Performance of packed columns. VI. Mass
transfer rates of dehumidefication at high solute concentration. AIChE J. 6, 469
(1960).
Schuman, S. C., and Shalit, H. Hydrodesulfurization. Catal /lev. 4, 245 (1970).
Schumpe, A., Serpemen, Y., and Deckwer, W. D. Effective application of bubble
columns. Ger. Chem. Eng. 2, 234 (1979).
Schwartz, J. G., and Roberts, G. W. An evaluation of models for liquid backmixing in
trickle-bed reactors. Ind. Eng. Chem. Proc. Des. Dev. 12, 262 (1973).
Schwartz, J. G., Weger, E., and Dudukovic, M P. A new tracer method for
determination of liquid-solid contacting efficiency in trickle-bed reactors. AIChE J.
22, 894 (1976a).
Schwartz, J. G-, Weger, E., and Dudukovic, M. P. Liquid holdup and dispersion in
trickle-bed reactors. AIChE J. 22, 953 (1976b).
Sedriks, W., and Kenney, C. N. Partial wetting in trickle-bed reactors. The reduction of
crotonaldehyde over a palladium catalysi. Chem. Eng. Sci. 28, 559 (1973).
Scher, A., and Schumacher, V. Deiermsnation of residence times of liquid and gas
’ phases in large bubble columns with the aid of radioactive tracers. Ger. Chem. Eng.
2,117 (1979).
Sekizawa, T., and Kubota, H. Liquid mixing in multi-stage bubble columns. J. Chem.
Eng. Japan 7, 441 (1974).
Shah, Y. T. Gas—Liquid—Solid Reactor Design. McGraw-Hill, New York (1979).
Shah, Y. T., Mhaskar, R. D., and Paraskos, J. A. Optimum quench location for a
hydrodesulfurization reactor with time varying catalvst activity. Ind. Eng. Chem.
Proc. Des. Dev 15, 400 (1976)
Shah, Y. T., and Paraskos, J. A. Criteria for axial dispersion effects in adiabatic
trickle-bed hydroprocessing reactors. Chem. Eng. Sci. 30, 465 (1975a).
Shah, Y. T., and Paraskos, J. A. Intraparticle diffusion effects in residue
hydrodesulfurization. Ind. Eng. Chem. Proc. Des. Dev. 14, 368 (1975b).
Shah, Y. T., Ratway, C. A., and Mcllvried, M. G. Back-mixing characteristics of a
bubble column with vertically suspended tubes. Trans. Instn. Chem. Engrs. 56, 107
(1978a).
242
ЛИТЕРАТУРА
Shah, Y. T., Stiegel, G J., and Sharma, M. M. Backmixing in gas—liquid reactors.
AIChE J 24, 369 (1978b).
Sharma, M. M., and Danckwerts, P V. Chemical method of measuring interfacial area
and mass transfer coefficients in two fluid systems. Brit. Chem. Eng. 15, 522 (1970).
Sharma, M. M., and Mashelkar, R A. Absorption with reaction in bubble columns.
Tripartite Chemical Engineering Conference on Mass Transfer with Chemical
Reaction. Montreal, Institution of Chemical Engineers, London, p. 10 (1968).
Sherrard, A. J. Three-phase fluidized beds. Dissertation, Univ. Coll. Swansea (1966).
Sherwin, M. B.. and Frank, M. E. Make methanol by three-phase reaction.
Hydrocarbon Process 55, 122 (1976).
Sherwood, T. K., and Farkas, F. J. Studies of the slurry reactor. Chefn. Eng. Sci. 21,
573 (1966).
Sherwood, T. K., and Holloway, F, A. L. Performance of packed towers—liquid film
data for several packings. Trans. AIChE. 36, 39 (1940).
Shibuya, H., and Kawazoc, K. Diffusion of heavy water in commercial adsorbent
particles. J. Chem. Eng. Japan 11, 239 (1978).
Shibuya, H and Kawazoc, K. Effective diffusivities of heavy water in activated C
pellets by transient measurement using the Wicke-Kallenbach apparatus. J. Chem.
Eng. Japan 12, 33 (1979).
Shibuya, H , and Uraguchi, Y. Effective diffusivities in activated carbon pellets by a
dynamic Wicke-Kallenbach apparatus. J. Chem. Eng. Japan 10, 446 (1977).
Shingu, H. Oxidation of ethylene to ethylene oxide using silver catalyst. U.S. Patent,
2,985,668 (1961).
Shulman. H. L., Ullrich, C. F., Proulx, A. Z., and Zimmerman, J. O. Wetted and
effective interfacial areas, gas- and liquid-phase mass transfer rates. AIChE J. 1, 253
(1955).
Sicardi, S„ Baldi, G., Gianctto, A., and Spccchia, V. Catalyst areas wetted by flowing
and semi-stagnant liquid in trickle-bed reactors. Chem. Eng. Sci. 35, 67 (1980a).
Sicardi, S., Baldi, G., and Specchia, V. Hydrodynamic models for the interpretation of
the liquid flow in trickle-bed reactors. Chem. Eng. Sci. 35, 1775 (1980b)
Sicardi, S., Gerhard, H., and Hofman, H. Flow-regime transition in trickle-bed
reactors. Chem. Eng. J. 18. 173 (1979).
Slesser, C. G. M., Allen, W. T., Cumming, A. R., Pawlowsky, U., and Shields, J. A
study of noncatalytic aspects of catalyst particle influence in slurried bed reactors.
Proceedings 4th European Symposium Chemical Reaction Engineering, Brussels,
p. 41 (1968).
Smith, J. M. Chemical Engineering Kinetics. McGraw-Hill, New York (1970),
Snider, J. W., and Perona, J. J. Mass transfer in a fixed-bed gas-liquid catalytic reactor
with cocurrent upflow. AIChE J. 20. 1172 (1974).
Snyder, J. M., Scholfield, C. R., and Mounts, T. L. Laboratory scale continuous
hydrogenation. Copper catalysis. J. Am. Oil Chem. Soc. 56, 506 (1979).
Snyder, J. R., Hagerty, P. F., and Molstad, M. C. Operation and performance of bench
scale reactors. Ind. Eng. Chem. 49, 689 (1957).
Somers, A., Shah, Y. T., and Paraskos, J. Kinetics of diolefin hydrogenation in a
trickle-bed reactor. Chem. Eng. Sci. 31, 759 (1976).
Soung, W. Y. Bed expansion in three-phase fluidization. Ind. Eng. Chem. Proc. Des.
Dev. 17, 33 (1978)
Sovova, H. A correlation of diffusivities of gases in liquids. Coll. Czech. Chem. Comm.
41. 3715 (1976).
Specchia, V„ and Baldi, G. Pressure drop and liquid holdup for two-phase concurrent
flow in packed beds. Chem Eng. Sci. 32, 515 (1977).
Specchia, V., and Baldi, G. Heat transfer in trickle-bed reactors. Chem. Eng. Comm. 3,
483 (1979).
243
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Specchia, V., Baldi, G., and Gianetto, A. Solid-liquid mass transfer in cocurrent two
phase flow through packed beds. Ind. Eng. Chem. Proc. Des. Dev. 17, 362 (1978).
Specchia, V., Sicardi, S., and Gianetto, A. Absorption in packed towers with cocurrent
flow. AIChE J. 20, 646 (1974).
Sridhar, T., and Potter, О. E. Predicting diffusion coefficients. AIChE J. 23, 590
(1977).
Sridhar, T., and Potter, О. E. Interfacial area measurements in gas-liquid agitated
vessels. Comparison of methods. Chem. Eng. Sci. 33, 1347 (1978).
Sridhar, T„ and Potter, О. E. Gas holdup and bubble diameters in pressurized
gas-liquid stirred vessels. Ind. Eng. Chem. Fundam. 19, 21 (1980).
Sridharan, K., and Sharma, M. M. New systems and methods for the measurement of
effective interfacial area and mass transfer coefficients in gas-liquid contactors.
Chem. Eng. Sci. 31, 767 (1976).
Snvastava, R. K., and Srivastava, R. D. Kinetics of liquid-phase oxidation of cumene
with Cr2O3, MnO2, and Fe2O3 catalysts. J. Catalysis 39, 317 (1975).
Stangeland, В. E., and Kitrell, J. R. Jet fuel selectivity in hydrocracking. Ind. Eng
Chem. Proc. Des. Dev. 11, 15 (1972).
Stiegel, G. J., and Shah, Y. T. Axial dispersion in a rectangular bubble column. Can. J.
Chem. Eng. 55, 3 (1977a).
Stiegel, G. J., and Shah, Y. T. Backmixing and liquid holdup in gas—liquid cocurrent
upflow packed column. Ind. Eng. Chem. Proc. Des. Dev. 16, 37 (1977b).
Sudo, Y., Misic, D. M., and Suzuki, M. Concentration dependence of effective surface
diffusion coefficients in aqueous-phase adsorption on activated carbon. Chem. Eng.
Sci. 33, 1287 (1978).
Suganuma, T., and Yamanishi, . Behavior of solid particles in bubble columns. Kagaku
Kogaku 30, 1136 (1966).
Sugukawa, Y., Kono, H., Terai, K., Kuriboyashi, A., and Niwa, T. Process for the
preparation of adiponitrile from adipic acid and ammonia. U.S. Patent, 3,661,973
(1972).
Suzuki, M., Kawai, T., and Kawazoe, K. Adsorption of Poly(oxymethylene) of various
molecular weights from aqueous solutions on activated carbon. J. Chem. Eng. Japan
9, 203 (1976).
Suzuki, M., and Kawazoe, K. Batch measurement of adsorption rate in an agitated
tank. Pore diffusion kinetics with irreversible isotherm./. Chem. Eng. Japan 7, 346
(1974).
Suzuki, M., and Kawazoe, K. Particle-to-liquid mass transfer in a stirred tank with a
basket impeller. J. Chem. Eng. Japan 8, 79 (1975a).
Suzuki, M., and Kawazoe, K. Effective surface diffusion coefficients of volatiles during
adsorption. J. Chem. Eng. Japan 8, 379 (1975b).
Suzuki, M., and Smith, J. M. Effect of transport processes on conversion in a fixed-bed
reactor. AIChE J. 16 882 (1970).
Sykes, P., and Gomezplata, A. Particle-liquid mass transfer in stirred tanks. Can. J
Chem. Eng. 45, 189 (1967).
Sylvester. N. D., and Dianat, S. Oxygen absorption and adsorption in aqueous slurries
of powdered activated carbon. Ind. Eng. Chem. Proc. Des. Dev. 19, 199
(1980).
Sylvester, N. D., Kulkami, A. A., and Carberry, J. J. Slurry and trickle-bed reactor
effectiveness factor. Can. J. Chem. Eng. 53, 313 (1975).
Sylvester, N. D., Laribi, S., and von Rosenbarg, D. U. The effects of mass transport
and chemical reaction on pollutant removal in a three-phase slurry
adsorber-reactors. Can. J. Chem. Eng. 57, 280 (1979).
Sylvester, N. D., and Pitayagulsam, P. Effect of transport processes on conversion in a
trickle-bed reactor. AIChE J. 19, 640 (1973).
244
ЛИТЕРАТУРА
Sylvester, N. D„ and Pitayagulsam, P. Mass transfer for two-phase cocurrent
downflow in a packed bed. Ind. Eng. Chem. Proc. Des. Dev. 14, 421 (1975).
Talmor, E. Two-phase downflow through catalyst beds. Part I. Flow maps. AIChE J. 23,
868 (1977a).
Talmor, E. Two-phase downflow through catalyst beds. Part II. Pulsing-regime
pressure drop. AIChE J. 23, 874 (1977b).
Tamhankar. S. S. and Chaudhari, R. V. Absorption and reaction of acetylene in
aqueous cuprous chloride slurries. Ind. Eng. Chem. Fundam. 18, 406 (1979).
Tan, P. N., and Ratcliffe, J. S. Catalytic chlorination of toluene in a slurry reactor.
Meeh. Chem. Eng. Trans. MC10, 35 (1974).
Teshima, H., and Ohashi, Y. Particle-to-iiquid mass transfer in a rotating catalyst
basket reactor. J. Chem. Eng. Japan 10, 70 (1977).
Todt, J., Lucke. J.. Schvgerl, K., and Rcnkcn, A. Gas holdup and longitudinal
dispersion in different types of multi-phase reactors. Chem. Eng. Sci. 32, 369 (1977).
Tong, S. B., O’Driscoll, K. F., and Rempel, G. L. Kinetics of nitrobenzene
hydrogenation using a gel-entrapped Pd catalyst. Can. J. Chem. Eng. 56, 340 (1978).
Tsuto. K., Harriott. P.. and Bischoff, К. B. Intraparticle mass transfer effects and
selectivity in the palladium-catalyzed hydrogenation of methyl linoleate. Ind. Eng
Chem. Fundam 17, 199 (1978).
Turek, F., Oertel, R., and Lange. R. Modeling of catalytic three-phase processes. I.
Experimental reactors. Int. Chem. Eng. 17, 84 (1977).
Turpin. J. L., and Huntington, R. L. Prediction of pressure drop for two-phase,
two-componcnt cocurrent flow in packed beds. AIChE J. 13, 1196 (1967).
Ufford, R. C.. and Pcrona, J. J. Liquid-phase mass transfer with cocurrent flow
through packed towers. AIChE J. 19, 1223 (1973).
Ul’yanenko, V. I., and Karzhev, V. I. Kinetics of reduction of synthetic fatty acids to
alcohols on suspended Cu-Cr-Ba catalyst. Int Chem. Eng. 11, 244 (1971).
Vail, Yu. K., Manakov, N. Kh., and Manshilin, V. V. Turbulent agitation in a
three-phase fluidized bed. Int. Chem. Eng. 8, 516 (1968).
Vail, Yu. K.. Manakov. N. Kh., and Manshilin, V. V. The gas contents of three-phase
fluidized beds. Int. Chem. Eng. 10, 244 (1970).
van Deemter, J. J. Trickle hydrodesulphurization—a case history. Third Symposium
on Chemical Reaction Engineering. Pergamon Press, New York, p. 215 (1965).
van Dongcn, R. Н.г Bode, D., van der Eijk, H., and van Klinken, J.
Hydrode metallization of heavy residual oils in laboratory trickle-flow liquid recycle
reactors. Ind. Eng. Chem Proc. Des. Dev. 19, 630 (1980).
van Klinken, J., and van Dongen, R. H. Catalyst dilution for improved performance of
laboratory trickle-flow reactors. Chem. Eng. Sci. 35, 59 (1980).
van Krevelen, D. W., and Krekels, J. T. C. Rate of dissolution of solid substances. Part
I.: physical dissolution. Rec. Trav. Chim. Pays Bas. 67, 512 (1948).
van’t Riet, K. Review of measuring methods and results in nonviscous gas-liquid mass
transfer in stirred vessels. Ind. Eng. Chem. Proc. Des. Dev. 18, 357 (1979).
Varghese, P„ Varma, A., and Carberry, J. J. Catalytic effectiveness and yield. The case
involving finite external and internal area. Ind. Eng. Chem. Fundam. 17, 195(1978).
Varma, G. R., and Graydon, W. F. Heterogeneous catalytic oxidation of cumene
(isopropyl benzene) in liquid phase. J. Catalysis 28, 236 (1973).
Verhoeven, L., and van Rompay, P. Simulation of a trickle-bed hydrodesulfurization
reactor. Proceedings 7th European Symposium Computer Applications in Chemical
Industry, Erlangen, p. 90 (1974).
Vermeulen, T., Williams. G. M., and Langlois, G. E. Interfacial area in liquid—liquid
and gas—liquid agitation. Chem. Eng. Prog. 51, 85 (1955).
Villadsen, J. V., and Stewart, W. E. Solution of boundary value problems by
orthogonal collocations. Chem. Eng. Sci. 22, 1483 (1967).
245
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
Viswanathan, S., Какаг, A. S„ and Murti, Р, S. Effect of dispersing bubbles into liquid
fluidized beds on heat transfer and holdup at constant bed expansion. Chem. Eng.
Sci. 20, 903 (1965).
Vlcek, J., Seid, L. H., and Kudma, V. Holdup of dispersed gas fed continuously into a
mechanically agitated liquid. Coll. Czech. Chem. Comm. 34, 373 (1969).
von Heilmann, W. Hydrodynamics of packed bubble column. Ph.D. Thesis. Univ.
Erlangen (1969).
von Heilmann, W., and Hofmann, H. Proceedings 4th European Symposium on
Chemical Reaction Engineering. Pergamon Press, Oxford, p. 169 (1971).
Voyer, R. D., and Miller, A. 1. Improved gas—liquid contacting in cocurrent flow. Can.
J. Chem. Eng. 46, 335 (1968).
Weekman, V. W., and Myers, J. E. Fluid flow characteristics of cocurrent gas-liquid
flow in packed beds. AIChE J. 10, 951 (1964).
Weekman, V. W., and Myers, J. E. Heat transfer- characteristics of cocurrent
gas-liquid flow in packed beds. AIChE J 11, 13 (1965).
Wei, J., and Becker, E. R. Effectiveness factor for bimolecuiar L-H kinetics. Adv.
Chem. Series 143, 116 (1975).
Westerterp, K. R., van Dierendonck, L. L., and de Kraa, J. A. Interfacial areas in
agitated gas-liquid contactors. Chem. Eng. Sci. 18, 157 (1963).
Wheeler, A. Reaction rates and selectivity in catalyst pores. Adv. Catalysis 3, 323
(1951)
White, D. E., and Litt, M. Diffusion limited heterogeneous catalytic reactions in a
rotating disk. II. Hydrogenation of phenylacetylene over Pd. Ind. Eng. Chem.
Fundam. 14, 183 (1975).
White, D. E., Litt, M., and Heymach, G. J. Diffusion-limited heterogeneous catalytic
reactions on a rotating disk. I. Hydrogenation of a-mcthylstyrene. Ind. Eng. Chem.
Fundam. 13, 143 (1974).
Wiedmann, J. A., Steiff, A., and Weinspach, P. M. Experimental investigations of
suspension, dispersion, power, gas holdup and flooding characteristics in stirred
gas—liquid-solid systems (slurry reactors). Chem. Eng. Comm. 6, 245
(1980).
Wijffels, J. B., Verloop, J„ and Zuiderweg, F. J. Wetting of catalyst particles under
trickle-flow conditions. Adv. Chem. Ser. 133, 15 (1974).
Wilke, C. R., and Chang, P. Correlation of diffusion coefficients in dilute solutions.
AIChE J. 1, 264 (1955).
Wisniak, J., Stefanovic, S., Rubin, E„ Hoffman, Z„ and Taimon, Y. Mixing effects in
dead-end hydrogenation of oils: sulfite oxidation model./. Amer. Oil Chem. Soc. 48,
379 (1971).
Yagi, H., and Yoshida, F. Gas absorption by newtonian and nonnewtonian fluids in
sparged agitated vessels. Ind. Eng. Chem. Proc. Des. Dev. 14, 488 (1975).
Yamanis, J., and Patton, B. D. Reactions of ethylene oxide and ethanol in the presence
of Amberlyst 15. Products and product rate modeling. Can. J. Chem. Eng. 57, 297
(1979).
Yamashita, F., and Inoue, H. Gas holdup in bubble columns. J. Chem. Eng. Japan 8,
334 (1975).
Yan, T. Y. Dynamics of a trickle-bed hydrocracker with a quenching system. Can. J.
Chem. Eng. 58, 259 (1980).
Ying, D. H., Givens, E. N., and Weimer, R. F. Gas holdup in gas—liquid and
gas-liquid-solid flow reactors. Ind. Eng. Chem. Proc. Des. Dev. 19, 635 (1980).
Yitzhaki, D., and Aharoni, A. Hydrodesulfurization of gas oil, reaction rates in narrow
boiling range fractions. AIChE J. 23, 342 (1977).
Yoshida, F., and Akita, K. Performance of gas bubble columns. Volumetric
liquid-phase mass transfer coefficient and gas holdup. AIChE J. 11.9 (1965).
246
ЛИТЕРАТУРА
Yoshida, F., and Miura, Y. Gas absorption in agitated gas-liquid contactors. Ind. Eng.
Chem. Proc. Des. Dev. 2, 263 (1963).
Yung, C. N., Wong, C. W., and Chang, C. L. Gas holdup and aerated power
consumption in mechanically stirred tanks. Can. J. Chem. Eng. 51, 672 (1979).
Zaidi, A., Lousi, Y., Ralek, M., and Deckwer, W. D. Mass transfer in the liquid-phase
Fischer-Tropsch synthesis. Ger. Chem. Eng. 2, 94 (1979).
Zhorov, Yu. M., Panchenkov, G. M., Tatarintseva, G. M., Kuz’men, S. T., and
Zen’kovskii, S. M. Chemical scheme and structure of mathematical description of
hydrocracking. Int. Chem. Eng. 11, 256 (1971).
Zundelevich, Y. Power consumption and gas capacity in self-inducting turbo-aerators.
AIChE J. 25, 763 (1979).
Zwicky, J. J., and Gut, G. Kinetics, poisoning, and mass transfer effects in liquid-phase
hydrogenations of phenolic compounds over a palladium catalyst. Chem. Eng. Sci.
33, 1363 (1978).
Zwietering, T. N. Suspending of solid particles in liquid by agitators. Chem. Eng. Sci. 8,
244 П958).
247
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
ОГЛАВЛЕНИЕ
7. Реакторы с неподвижным орошаемым слоем
7.1. Введение 3
7.2. Гидродинамические режимы 4
7.3. Перепад давления 11
7.4. Доля жидкости 18
7.5. Массоперенос газ—жидкость 23
7.5.1. Режим прямотока 25
7.5.2. Режим противотока 28
7.5.3. Коэффициент массопереноса в газовой среде 29
7.5.4. Межфазная поверхность газ—жидкость 29
7.6. Массоперенос жидкость—твердое вещество 32
7.7. Продольная дисперсия 36
7.7.1. Коэффициент продольной дисперсии 36
7.7.2. Модель потоков с проточными и застойными зонами 40
7.8. Распределение жидкости 44
7.9. Частичное смачивание и его влияние на производительность реактора 48
7.9.1. Данные по степени смачивания 48
7.9.2. Влияние смачивания на производительность реактора 51
7.10. Неизотермические реакции 58
7.11. Теплоперенос 61
8. Реакторы с неподвижным слоем в условиях
восходящего прямотока 66
8.1. Введение 66
8.2. Гидродинамические режимы 67
8.3. Перепад давления 71
8.4. Доли жидкости и газа 74
8.5. Массоперенос из газа в жидкость 77
8.6. Массоперенос жидкость-твердое вещество 82
8.7. Продольное смешение 85
8.8. Теплоперенос 86
248
ОГЛАВЛЕНИЕ
9. С успензионные реакторы с меха ническим
перемешиванием 94
9.1. Введение 94
9.2. Суспензия частиц катализатора 97
9.3. Энергия, потребляемая на перемешивание 99
9.4. Доля газа 105
9.5. Диаметр пузырька 108
9.6. Массоперенос из газа в жидкость 108
9.7. Массоперенос жидкость-твердое вещество 114
9.8. Непроточные реакторы с механическим перемешиванием. Суспензионный реактор с перемешиванием барботажем 119 126
10.1. Введение 126
10.2. 10.3. Гидродинамические режимы в барботажных реакторах Суспензия частиц катализатора 129 131
10.4. Доля газа 134
10.5. Средний диаметр пузырька 137
10.6. Массоперенос из газа в жидкость 140
10.7. Массоперенос жидкость-твердое вещество 143
10.8. Продольная дисперсия в барботажных реакторах 145
10.9. Теплоперенос 148
10.10. Отделение катализатора 150
Трехфазный реактор с кипящим слоем катализатора 154
11.1. Введение 154
11.2. Двухфазный кипящий слой 155
11.3. Гидродинамические режимы 160
11.4. Явления сжатия слоя 162
11.5. Доля жидкости и доля газа 163
11.6. Диаметр пузырька 167
11.7. Унос частиц 169
11.8. Массоперенос из газа в жидкость 170
11.9. Массоперенос жидкость-твердое вещество 175
11.10. Продольная дисперсия 175
11.11. Теплоперенос 178
Применение трехфазных реакторов в промышленности 182
12.1. Введение 182
12.2. Гидрирование жирных кислот 182
249
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ РЕАКТОРЫ
12.2.1 . Химия и кинетика 182
12.2.2 . Тип реактора и принципы его выбора 184
12.3. Гидрообессеривание нефтяных фракций 187
12.3.1. Химия процесса 187
12.3.2. Некоторые аспекты разработки и выбора типа
реактора 190
12.4. Гидрокрекинг 193
12.5. Синтез Фишера—Тропша 194
12.5.1. Химия процесса 194
12.5.2. Задачи разработки и выбора реактора 195
12.6. Другие реакции гидрирования 197
12.7. Реакции окисления 203
Приложение А 208
Приложение В 222
Литература 224
250
П.А.Рамачандран, Р.В.Чаудхари
ТРЕХФАЗНЫЕ КАТАЛИТИЧЕСКИЕ
РЕАКТОРЫ
часть II
Под редакцией д.т.н. В.А. Кириллова
Перевод с английского М.В.Перковец
Новосибирск, ИК СО РАН,
1992 г., 250 с.
Обложка О.Ю.Брезгуновой
Подписано к печати 16.11.92 Формат 60x84/16
Уч.-изд.л. 14.7 Заказ № 149 Тираж 290 Цена договорная
Ротапринт Института катализа СО РАН. Новосибирск, 90