/








































































































































































Теги: механика руководство по ремонту моторы
Год: 1935




Текст
«Е ВОЕННЫХ ВОЗДУШНЫХ СИЛ РИМА
РУКОВОДСТВО
по РЕМОНТУ МОТОРОВ
ТИПА М-17 И М-17б
ОТДЕЛ ИЗДАТЕЛЬСТВА
НАРОДНОГО КОМИССАРИАТА ОБОРОНЫ СОЮЗА ССР
Москва 1935 Ленинград
УПРАВЛЕНИЕ ВОЕННЫХ ВОЗДУШНЫХ СИЛ РККА
.УТВЕРЖДАЮ"
Зам, Нач.
Управления материально-
технического снабжения
и вооружений ВВС РККА
Базенков.
Б декабря 1934 г.
1961
РУКОВОДСТВО
Svno ремонту МОТОРОВ
ОТДЕЛ ИЗДАТЕЛЬСТВА
W3
НАРОДНОГО КОМИССАРИАТА ОБОРОНЫ СОЮЗА ССР
Москва
1935
Ленинград
OSS)- \
ОГЛАВЛЕНИЕ
Раздел первый
Стр.
Основные данные моторов............................................. 3
Описание невзаимозаменяемости между деталями моторов:
а) М-176 № 401 и М-176 последующих номеров . .................. 5
6) М-176 № 401 и М-17а....................................... 42
в) М-176 № 401 и BMW - Vlbz.............................- . . 53
Раздел второй
Технологический процесс ремонта моторов..........................
Условия браковки основных деталей мотораМ-17 при осмотре перед
ремонтом . . . .......................... ...
Монтажные допуски и зазоры мотора М-17...........................
Инструмент и приспособления................................. . . .
Допустимые работы и указания по лечению деталей, подлежащих ремонту
Монтаж узлов н пригонка их по месту........................?,. . .
Подгоика зацепления шестерен................................. . . .
Испытание мотора на станке после ремонта...................... . . .
57
64
81 ’
117
1 9
145
176
185
Раздел третий
Спецификация деталей мотора М-17-6............................- . 189
Материалы и их термическая обработка ............................. 325
Техническое разграничение видов ремонта узлов и агрегатов......... 357
Детали, изготовленные с ремонтными размерами и прилагаемые в группо-
вые и одиночные комплекты.............. . •>............... 361
I л
Г * TF
Редактор И. Т. Гришин. Корректор К ре ль Техн, редактор Л/. Е. Астахов.
Сдано в производство 16/IV—34 г. Подписано к печати 8/1—1935 г.
Авторских листав — 40. Бумажных листов — lle/w. Печатных знаков в бум. листе. 160.000.
Статформат 62 X 94 */и ~ 22“/в печ листа.
Левгорлит № 767. ОИЗ№ 496. Заказ № 2141. Тираж 15000.
Л Oil'S Нарко^обороны СССР им. Клима Ворошилова (Ленинград, ул. Герцена, 1),
РАЗДЕЛ ПЕРВЫЙ
1
ОСНОВНЫЕ ДАННЫЕ МОТОРОВ
1. Условное обозначение типа моторов—М-17 и М-176.
2. Система охлаждения -— водяная.
3. Число цилиндров — 12.
4. Расположение цилиндров — V-образное, под углом 60°.
5. Диаметр циливдров—160 мм.
6. Хол поршня—правый ряд 190 мм, левый ряд—199 мм.
Рабочий объем всех цилиндров мотора — 46,92 л.
8. Степень сжатие — 6 и 7,3.
9. Направление вращения коленчатого вала и винта — правое (смотреть на мотор
со стороны распределения).
10. Мощность мотора:
а) Эксплоатационная мощность — 450 л. с., около 1400 об/мин.
б) Номинальная мощность:
для Е-6 — 500 л. с. при 1445 об/мин.,
для Е-7,3 — 500 л. с. при 1450 об/мин.
в) Максимальная мощность:
для Е-6 —6Г0 л. с. при 16'0 об, мин.,
дтя Е-7,3 —715 л. с. при 1650 об/мин.
11. Максимально допустимое число оборотов в минуту на земле и в воздухе:
для Е-6 — 1650 об/мин.,
для Е-7,3— 1700 об мии.
12. Топливо.
Для моторов со степенью смятия 6 применяется:
а) смесь уд. веса 0,766—0,774 при 15°С, состоящая из 65% грозненского авиа-
бензина и 35% авиабензола (по весу);
б) бакивский бензин 2-го сорта с ул. весом 0.752—0,755;
в) топливо „2Г“—грозненский авиабензин + 2 с.н3 этиловой жидкости на 1 кг
бензина.
Для моторов со степенью сжатия 7,3 применяется:
а) смесь уд. веса 0,830—0,835 при 15°С, состоящая из 25%
бензина и 75% авиабензола (по весу);
б) смесь уд. веса 0,830—0,835 при 15°С, состоящая из 35% бакинского б
и 65 А авиабензола (по весу);
в) топливо „2Б“ — бакинский бензин 2-го сорта + 2 см'Л этило
1 кг бензина.
13. Удельный расход топлива на эксплоатационном режиме длй,
Прн Е-6 — 230 г на 1 л. с. ч.
,, Е-7,3 — 225 г па 1 л. с. ч.
авиа-
ина
грознейекого
н н
14. Масло— марки „ААС“, „БРАЙТСТОК".
15. Удельный расход масла на эксплоатационном режиме не более 15 г, на
I л. с. ч.
16. Пределы давления масла в магистралях при установившейся работе мотора
на эксплоатацнонном режиме — от 2,5 до 5 кг/см?.
17. Температура масла в картере не ниже 40°С и не выше 90°.
18. Температура выходящей воды не ниже 40° и не выше 73°С.
19. Предельные величины регулировки газораспределения и зажигания в граду-
сах поворота коленчатого вала на холодном моторе.
Фазы Распределение Опережения за- жигавия в граду- сах поворота ко- ленчатого в1 ла
Градусы поворота коленчатого вала
Начало впуска Конец впуска Начало выпуска Конец выпуска 0° ВМТ 39° после НМТ 40° до НМТ 16° после НМТ На разных мото- рах серии ±7° На одном моторе общий разбег 10° Левое магнето 22°+ 1° Правое магнето 24° ± 1°
20. Вес сухого мотора (согласно ВСТ) — 556 кг.
21. „ втулки и винта (деревянного) — 11
22. „ воды в рубашках цилиндров — 19 „
23. „ масла в картере мотора — 5 „
ОПИСАНИЕ НЕВЗАИМОЗАМЕНЯЕМОСТИ МЕЖДУ
ДЕТАЛЯМИ МОТОРА М-176 № 401 и М-176
ПОСЛЕДУЮЩИХ НОМЕРОВ
№ деталей Наименование детали и причина невзаимозаме ня е мости С какого № мотора изменена Примечание
БОН ГРУППА БО1 — КАРТЕР ВЕРХНИЙ Картер верхний. 1. Резьба М8/100 на верхней пло- скости под шпильки Б20211 для кре- пления подставки карбюратора заме йена резьбой М9/100 под шпильки Б20289 (рис. 1). 2. Гладкое отверстие 09 под специальный болт Б2025, крепив- ший стакан вертикальной передачи, заменено резьбой М9/100 под шпильку Б20289 (рис. 4). 3. Отверстие 0 7 мм для масляной трубки Б014 изменено на 08+0,1 мм. Одновременно резьба М10/100 цод штуцер Б20748 заменена резьбой М12/125 (рис. 3). 4. Изменен носок картера под новый сальник. Старый сальник на моторы после № 3201 установить нельзя. Новый сальник на моторы до № 3201 устано- вить можно при условии подрезки носка картера н нарезки 8 отверстий М6/80 (рис. 2 и 12). 5. Резьба М9/100 на верхней пло- скости под шпильки Б20289 для кре- пления удлиненной подставки карбю- ратора заменена резьбой Ml2/125 под шпильку Б20292 (рис. 1). 6. Длина 52 Zto’pg2 мм коРенкых подшипников 3, 4, 5, 6 и 7 изменена с„ + 0,010 сл + 0,010 на 50 q 075 * длина 50 q ко- ренного подшипника 8 изменена на 49±Х°^ 2451 2501 2801 3201 2261—2270 2771—2780 4961—4970 4981-4990 5 01-5020 5031—5050 5071—5080 5121—5130 5211—5230 5241—5250 5291-5300 5311—5320 5331-5400 5401-5450 См. изменение кар- тера п. 5 и изменение дет. Б20211. В дальнейшем смет. 6381 резьба М9/100 изменена на М8/100 (и. 7). См. изменение дет. 6014 — трубка масля- ная. Введены новые де- тали—шпильки Б20236 и гайки Б20134 для крепления сальника. См. изменение дет. Б0514 - сальник и дет. Б021—картер нижний. Будет сообщен особо. В дальнейшем длина подшипников не изме- нялась.
б /352
Рис.
6
НОЕОИТСДРТВРЯ БОН ИЗГОТОВЛЯЛСЯ ДО HOTOPfi№32O1 X
припечяние: для встяновкп нового 'гяльнякя____
Н^ОБЪОДИМО ЛОДРЕЗЯТЬ ПЕРЕДНИЙ ТОРЕД КЯР7ЕРЯ
НЯ Бин. и свевлито инярезять 8 отверетий ^6/go
.4ПСОЕ ~-rpTt-Hp БОН изготовляется
с 'тотврд №$201
Рис. 2.
№ деталей Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
7. Резьба М9/100 под шпильку Б20289 для крепления стакана верти- кальной передачи заменена резьбой М8/100 под шпильку Б20213 (рис. 4). 6381 См. п. 2 изменения картера.
Б014 Трубка масляная.
Наружный 0 трубки 7 мм изменен на 0 8 мм и соответственно внутрен- ний 04 мм изменен на 05 мм (рис. 3). 2801 См. изменение кар- тера п. 3.
Б20211 Шпилька для крепления под- ставки карбюратора.
Шпилька Б20211 с резьбой М8/100 заменена шпилькой Б20289 с резьбой М9/1С0 (рис. 1). 2451 То же.
Б20197 Гайка для крепления подставки карбюратора.
Гайка Б20197’ с резьбой М8/100 заменена гайкой Б20135 с резьбой М9/100 (рис. 1). 2451 То же.
Б2025 Болт для крепления нижнего корпуса вертикальной передачи.
Болт Б2025 заменен шпилькой Б20289 с резьбсй М9/100 (рис. 4). 2501 В дальнейшем с мот. №6381 шпилька Б20289 с резьбой М9/100 за- менена шпилькой Б20213 с резьбой M8/S00.
Б20748 Штуцер масляный.
Резьба М10/100 изменена на резьбу М12/125 (рис. 3). 2801 См. изменение кар- тера БОН по п. 3.
Б20289 Шпилька для крепления под- ставки карбюратора.
При установке удлиненной под- ставки карбюратора шпилька Б20289 с резьбой М9/100 заменена шпилькой Б20292 с резьбой М12/125 (рис. 1). Будет сообщено особо.
Б20135 Гайка для крепления подставки карбюратора.
Гайка Б20135 с резьбой М9/100 за- менена гайкой Б20156 с резьбой М12/125 (рис. 1). То же.
8
Рис. 4. Рис.
_ . _ - Л‘
’ Тех. БИ - |
М-Ц-А- Г.. - ।
й __ - —I» ~~ *
№ деталей Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
Б20289 Б20186 Б021 Шпилька для крепления ниж- него корпуса вертикальной передачи. Шпилька Б20289 с резьбой М9/100 заменена шпилькой Б20213 с резьбой М8/100 (рис. 4). Гайка для крепления ниж- него корпуса вертикальном передачи. Гайка Б20186 с резьбой М9/100 за- менена гайкой Б20101 с резьбой М8/100 (рис. 4). ГРУППА Б2. КАРТЕР НИЖ- НИЙ. Картер нижний. 1. Отверстие 04“мм Для шпильки Б20216, фиксирующей корен- ную шпильку Б20242 по картеру, пере- несено на 90° (рис. 5). 2. Отверстие 0 12 + мм под муфту БО25измененона0 14_j_g’Q^ л.я (рис. 6). 3. Отверстие 07 + д'дао мм под трубку Б0214 изменено на 08 + + 0,100 мм (рис. 6). 4. Резьба М8/100 под винт Б20607 заменена резьбой М10/100 под пробку Б20713 (рис. 6). 5. Отверстие 07 _j_ р’020 мм 110л трубки Б0213 и Б0215 изменено на 08 + 0,100 мм (рис. 8). 6. Отверстие 0 7 + мм для шпоцки Б0253 изменено на 08Zq обОл,-и 7. Изменен носок картера под но- вый сальник. Старый сальник на моторы после № 263201 установить нельзя. Новый сальник на моторы до № 263201 уста- новить можно при условии подрезки носка картера и нарезки 8 отверстий М6/80 (рис. 2 и 12). 6381 6381 2451 3031 3001 3001 3001 3001 3201 См. изменение кар- тера по п. 7 и измене- ние группы Б06 дет. Б0633 и Б0635. То же. См. изменение лет. Б20242. См. изменение муф- ты Б025. См. изменение дет. Б0214—трубка. То же. См. изменение дет. Б0213 и Б0215 — трубки. Шпонка Б0253 уста- навливается на 1-й под- шипник. См. изменение груп- пы Б05—дет. Б0514 н изменение дет. БОН— картер верхний. 1
10
11
12
№ деталей Наименование детали и причина ' невзаимозаменяемости С какого № мотора изменена Примечание
Б021 « 8. Длина 52 Zto’o92 КОРС1,НЫХ под’ шинников 3, 4, 5, 6 и 7 изменена на 50 ’Яте мм и длина 50 "{"л’птч мм коренного подшипника 8 изменена на д< +0,010 —0,075 2261—2270 2771—2780 4961—4970 4Э81—4990 5001—5020 5031—5050 5071—5080 5121—5130 5211—5230 5241—5250 5291—5300 .5311—5320 5311—54 0 5401-5450 См. изменение груп- пы Б05 — коленчатый вал и группу БОН— картер аерхний.
Б025 Муфта нагнетательной магн-
с трали.
Резьба М7/80 для масляной ’«рубки Б0214 изменена на резьбу М8Т00 для масляной трубки Б0214 (рис. 0). 3001 См. изменение кар- тера по пп. 4—6 из- менение трубки Б0211.
Б026 Ниппель нижний.
Резьба М12/125 насквозь изменена на резьбу М12/125 длиной 10 мм (рис. 6). 3001 См. изменение дет. Б0218.
Б027 Муфта соединительная.
1. Резьба IV’ 7/80 под трубку 60713 и пробку Б20706 изменена на резьбу М8/100 (рис. 8). 2. Расточка 0 7 мм под трубку Б0214 изменена на 8 мм. 3001 3001 См. изменение дет. Б0213 и Б20706.
Б028 Передний наконечник.
1. Резьба М14/Р5 под пробку БС222 изменена на резы.у Ml 2/125. 2. Резьба М7/80 под трубки Б0214 и Б0215 изменена на резьбу М8/1С0 (рис. 6 и 8). 3001 3001 См. изменение дет. Б0214, Б0215 и Б0222. То же.
Б029 Крестовина.
Резьба М7/80 для детали Б0214 из- менена на резьбу М8,100 (рис- 6). 3001 См. изменение дет. Б0214.
S0210 Задний наконечник масляной трубки.
1. Резьба М7/80 для трубки Б02’.4 изменена на резьбу М8/100. 2. Резьба М8/100 для дет Б20607 изменена на резьбу М10/100 под пробку Б20713 (рис. 6). зоо: 3001 То же. То же.
13
№ деталей 1 Наименование детали и причина яевзаимозаменяемости С какого № мотора изменена Примечание
Б0211 Ниппель направляющий. Изменена конструкция крепления маслооткачивающей трубки БО219. Одновременно изменен номер детали на Б0276 (рис. 7). 901
Б0213 Трубка для смазки распреде- ления 1. Диаметр трубки 7 мм изменен на 0 8 мм (рис. 8). 2. Резьба М7/80 изменена на резьбу М8/1С0. 3001 3001
Б0214 Трубка для смазки коренных подшипников. 1. Диаметр трубки 7 мм изменен на 0 8 мм. 2. Резьба М7/8О изменена на резьбу М8/100 (рис. 6). 3. Диаметр 5 ЗоО9О под жиклеРы Б0265—8 изменен на 0б3о руд (рис. 6). 3001 3001 3001
Б0215 Трубка для смазки распределе- ния (горизонтальная). 1. Диаметр трубки 7 мм изменен на 0 8 мм. 2. Резьба М7/80 изменена на резьбу М8/100 (рис. 8). 3001 3001
Б0216 Трубка маслопроводная главная. Резьба М7/80 для трубки Б0214 из- менена на резьбу М8/100 <рис. 6). 3001
Б0217 Трубка маслопроводная короткая. Резьба М7/80 для трубки Б0214 из- менена на резьбу М8/100 (рис 6). зол
Б0218 Б0222 Трубка масляная изогнутая. 1. Диаметр трубки 12хЮ мм изме- нен на 0 10x8 мм. 2. Резьба на трубке аннулирована. 3 На трубку припаиваются ниппели Б026 и Б029 (рис. 6). Пробка к детали Б028. Резьба М14 125 изменена на резьбу | М12/125 (рис. 6 и 8). 3001 3001 3001 3001 Трубка Б0218А, со- бранная с деталями Б026 и Б029, взаимо- заменяема с трубкой Б0118 и неизменен- ным ниппелем Б026. См. изменение лет. Б026. См. изменение дет. Б028.
14
£0278 Трубка, отсасывающая масло из коска картера,
Б0Э76 установлена на мото рах после № Qoi.
Рис. 7.
15
№
деталей
Наименование детали и причина
невзанмозаменяемости
С какого
№ мотора
изменена
Примечание
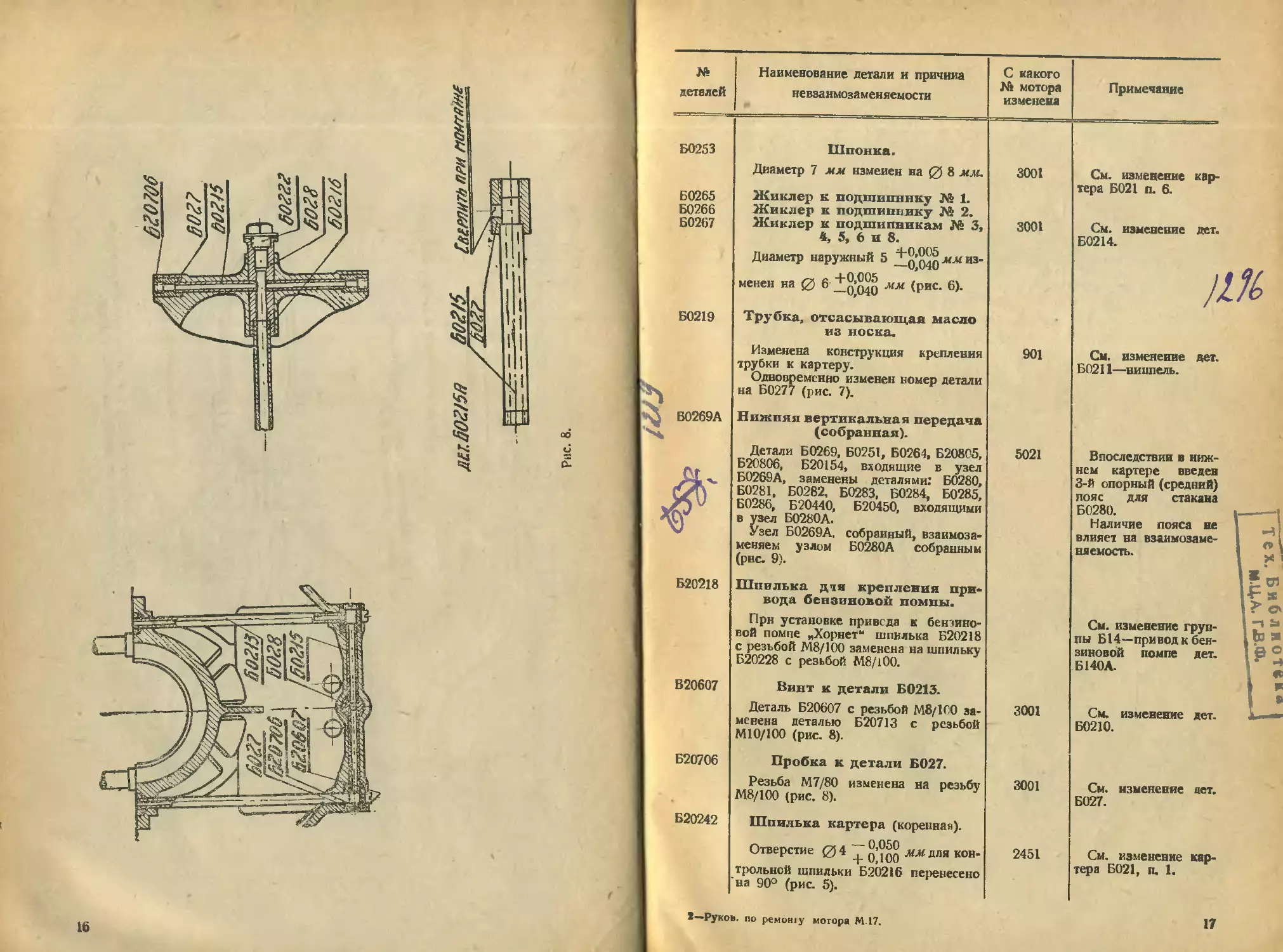
БО253
Б0265
Б0266
Б0267
Шпонка.
Диаметр 7 мм изменен на 0 8 мм. 3001
Жиклер к подшипнику № 1.
Жиклер к подшипнику № 2.
Жиклер к подшипникам № 3, 3001
4, 5, 6 и 8.
Диаметр наружный 5 +qG40 мм из-
менен на 0 6 мм (рис. 6).
См. изменение кар-
тера Б021 п. 6.
См. изменение дет.
Б0214.
Б0219
В0269А
Трубка, отсасывающая масло
из носка.
Изменена конструкция крепления
трубки к картеру.
Одновременно изменен номер детали
на Б0277 (рис. 7).
Нижняя вертикальная передача
(собранная).
Детали Б0269, Б0251, Б0264, Б208С5,
Б20806, Б20154, входящие в узел
Б0269А, заменены деталями: Б0280,
Б0281, Б0282, Б0283, Б0284, Б0285,
Б0286, Б20440, Б20450, входящими
в узел Б0280А.
Узел Б0269А, собранный, взаимоза-
меняем узлом Б0280А собранным
(рнс. 9).
901
5021
См. изменение ает.
Б0211—ниппель.
Впоследствии в ниж-
нем картере введен
3-й опорный (средний)
пояс для стакана
Б0280.
Наличие пояса не
влияет на взаимозаме-
няемость.
Б20218
Б20607
Б20706
Б20242
Шпилька дчя крепления при- вода бензиновой помпы.
Прн установке привела к бензино- вой помпе „Хорнет" шпилька Б20218 с резьбой М8/100 заменена на шпильку Б20228 с резьбой М8/100. См. изменение груп- пы Б14—привод к бен- зиновой помпе дет. Б140А.
Винт к детали Б0213.
Деталь Б20607 с резьбой М8/1С0 за- менена деталью Б20713 с резьбой М10/100 (рис. 8). 3001 См. изменение Б0210. дет.
Пробка к детали БО27.
Резьба М7/80 изменена на резьбу М8/100 (рис. 8). 3001 См. изменение Б027. дет.
Шпилька картера (коренная).
Отверстие 0 4 ~ мм для кон- трольной шпильки Б20216 перенесено на 90° (рис. 5). 2451 См. изменение тера Б021, п. 1. кар-
t—Руков. по ремошу мотора М 17.
17
18
№ деталей Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
ГРУППА 3. ЦИЛИНДРЫ И КЛАПАНА
Б0328А Верхний патрубок входящей воды.
Изменены габаритные размеры в связи с изменением трубопровода подводящей воды (рис. 10;. 1100 См. изменение в группе 12—трубопро- вод, подводящий воду из помпы дет. Б1296А, и изменение цилиндра Б0349з.
Б0349з Цилиндр левый задний.
Изменены размеры для приварки верхнего входящего патрубка Б0328 ввиду изменения трубопровода под- водящей воды (рис. 10). Изменены размеры для приварки верхнего входящего патрубка Б0328 на ранее существующие (рис. 10). 1100 6001 См. изменение в группе 12—трубопро- вод, подводящий воду из помпы дет. Б1296А.
Цилиндры правые и левые.
БС349АП Б0349АС Б0349АЗ Б0350АП Б0350АС Б0350АЗ 1. Изменено расположение штуцеров под свечи и возвратные клапана. Ци- линдры изготовляются с двумя шту- церами со стороны выхлопа и одним штуцером со стороны всасывания. 2. Цилиндры изготовляются с четырьмя штуцерами: два со стороны всасыва- ния и два со стороны выхлопа. Для глушения одного отверстия применяется пробка дет. Б0372. 4970 6841 Самопуски монтиру- ются с наружной сто- роны со стороны вы- хлопа. См. изменение груп- пы 16—самопуск. Цилиндры взаимоза- меняемы со всеми ранее выпущенными цилиндрами только в отношении установки свечей и возвратных клапанов.
ГРУППА Б04. ШАТУНЫ И ПОРШНИ.
6041 Поршень степени сжатия В=7,5. -
1. Диаметр расточки бобышек 36—0,018жлг изменен на 036+0,015лш. 2. Расстояние 147,2+0,100 мм меж- ду канавками для стопорного кольца Б045 изменено на 145 ± 0,100 мм (рис. 11). 3781 3891 Применена плава- ющая посадка пальца. См. изменение дет. Б043.
Б043 Палец поршня.
Длина пальца 146—0,250 мм изме- нена на 144—0,25 мм. 3891 См. изменение дет. Б041 и Б0416.
2*
19
Рис. 10.
Рис. 11.
e<Off
Рис 12.
эг
№
деталей
Наименование детали и причина
невзаимозаменяемости
С какого 1
№ мотора
изменена
Примечание
।
БО416
Б0516
Б0514
Поршень степени сжатия Е-6,0.
1. Диаметр расточки бобышек
36—0,018 леи изменен на 36+0,015 мм.
2. Расстряние 147,2 ± 0,100 мм
между канавками для стопорного
кольца Б045 изменено на 145±0,100 мм
(рис. 11).
ГРУППА Б05. КОЛЕНЧАТЫЙ
ВАЛ.
Коленчатый вал.
1. Сверление 034 мм в шатунной
шейке 1 и 2 и 038 мм в шатунной
шейке 5 и 6 изменено на 0 36 мм.
Сверление 038 мм в коренной
шейке 5 и 6 и 040 мм в коревноЗ
шейке, изменено на 036 мм (рис. 13).
2. Толщина шек 31 мм изменена
на 33 мм, в связи с этим длина
64 + 0250 мм к0Ренных шеек № 3,
4, 5, 6 и 7 изменена на 60 ^Ц»250 ММ'
глина 58 мм коренной шейки № 8
изменена на 56 мм\ длина 64 ' 25О'из<
у кореиш й шейки № 2 изменена на
62 + jg мм (рис. 13).
Муфта сальника.
1. Конструкция сальника изменена
(рис. 12 и рис. 2).
3781
3891
3901
2261—2270
2771—2780
4961—4970
4981—4990
5001—5020
5031-5050
5071-5080
5121-5130
5211 5230
5241- 5250
5291—5300
5311—5320
5331—5400
3201
Б0515
Вкладыш коренной задний.
Длина вкладыша 50 1,^? мм
между буртиками изменена на
49 _ о'()85 мм
Применена плава-
ющая посадка пальца.
См. изменение дет.
Б043.
См. изменение дет.
Б0522, Б0524 и Б0525.
См. изменение дет.
Б0515 и Б0516— вк.та-
। дыши и групп. Б01 и
' Б02 картер главный.
Моторы с № 5401
до № 5450 имеют нор-
мальные коленчатые
валы и укороченные
вкладыши.
См. группу Б01 и
Б02 главный картер.
2261—2270 -См. изменение дет.
2771—2780 Б0516 и группу Б01 и
4961—4970 Б02—картер главный.
4981 4990
5001—5020
5031—5050
5071—5080
5121—5130
5211-5230
5241 5250
5291 5300
5311—5320
5331 —5400
5401—5450
22
№ деталей Наименование детали и причина невзаимозаменяемости С какого № мотора изменена п Примечание
БО516 Вкладыш коренной.
Б0522 Длина вкладыша 52 ~р’о85 мм между буртиками изменена на 50 ~ о’о85 мм для 5, 6 и 7 ко- ренных подшипников. Для 1-го и 2-го коренного подшип- ников длина вкладышей нормально 52 -°’045 мм —0,085 Заглушка 0 36 мм для 1-й и 2-й шатунных шеек. 2261—2270 2771—2780 4961—4970 4981—4990 5001—5021 5031—5050 5071—5080 5121-5130 5211—5230 5241-5250 5291—S300 5311—5320 5331—5400 5401-5450 См. изменение дет. Б0516 и группу Б01 и Б02—картер главный.
Деталь Б0522 аннулирована. Вместо нее ставится дет. Б0523 (рис. 13). 3901 См. изменение Б0516. дет.
Б0524 Заглушка 0 40 мм для 5-й и 6-й коренных и 5-й и 6 й шатунных шеек.
Деталь Б0524 аннулирована. Вместо нее ставится дет. Б0523 (рис. 13). 3901 То же.
Б0525 Заглушка 0 42 мм для 7-й ко- ренной шейки.
Деталь Б0525 аннулирована. Вместо нее ставится дет. Б0523 (рнс. 13). 3901 То же.
ГРУППА Б06. ВЕРТИКАЛЬ- НАЯ ПЕРЕДАЧА. •
Б0633 Корпус подшипников верти- кальной передачи — нижний.
1. Отверстия 0 5,2 мм для винта Б20611, скрепляющего корпус БС633 с корпусом Б0635, аннулированы. 2. Отверстие 0 9,5 мм под шпильку Б20289 изменено на отверстие 0 8,5 мм под шпильку Б20213 (рис. 4). 2401 6381 См. иаменение дет. БС635. См. изменение дет. БОН—картер верхний и изменение дет. Б20289.
Б0631А Кожух вертикальной пере- дачи — левый.
Наружный 034 мм изменен на 035 мм. 3100 См. изменение Б0634. дет.
23
№ деталей Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
Б0632А Кожух вертикальной пере- дачи — правый.
Наружный диаметр 34 мм изменен на 0 35 мм. 3100 См. Б0635. изменение дет.
Б0634 Корпус передачи к радио.
Диаметр расточки 34 мм под кожух БС631 изменен на 0 35,5 мм. 3100 См. БС631. изменение дет.
Б0635 Корпус передачи к магнето.
1. Резьба М5/80 для винта Б20611, скрепляющего корпус Б0633 с корпу- сом Б0635, аннулирована. 2. Диаметр расточки 34 мм пол ко- жух Б0632 изменен на 035,5 мм. 3. Отверстие 0 9,5 мм под шпильку Б20280 изменено на 0 8,5 мм под шпильку Б20213 (рис. 4). 2401 3100 6381 См. БО633. См. Б0632. См. Б0633 изменение изменение изменение и Б20289. дет. дет. дет.
ГРУППА Б07- РАСПРЕДЕЛЕ- НИЕ.
Б079 в Б0710 Коромысло правое — выпуска, левое — впуска и коромысло правое — впуска, левое — вы- пуска, \Х\ • у 4 V ч ушки в к не устава ввиду анв я сверлени коромысла.
Б0711 1. Пайка заглушки Б0721, изгото- вляемой из листового железа, заме- нена запрессовкой заглушки Б0721, изготовляемой из дюраля (рис. 15). 2. Отверстие на концах коромысла под заглушку Б0721 0 12 мм изме- нено на диаметр: 13 ~|~ мм под заглушку Б2О798 диаметром 13,4 мм (рис. 15). 3, Отверстие на концах коромысла 0 13 + д’руд мм изменено на 0 12 мм Отверстия не заглушаются. Картер распределительного валика. 3541 4651 6750 Загл мыслал ваются ровани шейке л л V оро- влн- ули- й в
1. Наружный диаметр 58—0,020 мм в месте посадки кожуха шестерни распредвала изменен на 0 60—0,020мм. Одновременно изменен номер детали >Б0711 на Б0738 (рис. 14). 4071 См. изменение жуха шестерни прелвала Б0759 Б0760. ко- рас- и
25
Рис- 14.
^ЯГЛУш/cff ХОРОЪЫСМ
fifffWTQF3#* яо№3$71
. KQf*QMbf££ff'
J fl мл Югаям поем
'~~ —-- &)TS1 fQOTSS
Б07Э-Ь07Ю^
Рис. 15.
26
№ детали Наименование детали и причина невзаимозамекяемости С какого № мотора изменена Примечание
Б0721 Заглушка коромысла.
1. Конструкция заглушки из листо- вого железа изменена на дюралевую пробку (рис. 15). 2. Диаметр 12 мм изменен на ~1Q.—0,060 „„ 0 13,4 _0>180 мм Одновременно изменен номер детали Б0721 на Б20798 (рис. 15). 3. Заглушка Б20798 аннулирована. 3541 4651 6750 См. изменение коро- мысел дет. Б079 и Б0710. Заглушки в коромы- слах не устанавяива-
Б0756 и Б0757 Распределительный вал правый и левый. ются.
1. Изменен прямолинейный профиль кулачков на криволинейный. Регули- ровка клапанов: начало впуска после ВМТ — 6° конец „ „ НМТ — 32° начало выпуска перед НМТ— 45° конец „ после ВМТ —12° 2. Изменен криволинейный профиль кулачков на прямолинейный. Регули- ровка клапанов: начало впуска 0° конец впуска после НМТ — 39° начало выпуска перед НМТ — 40° конец „ после ВМТ —16° 401 2231
Б0759 и Б0760 Кожух шестерни распредели- тельного валика правый и ле- вый.
1. Диаметр 58 —0,020 мм расточки кожуха под картер распределительного валика изменен на 060—0,020 мм. Одновременно изменен номер детали Б0759 на Б07101 и Б0760 на Б07102 (рис. 14) 4071 См. изменение кар- тера распределитель- ных валиков БС711.
Б0763 Заглушка распределительного валика.
1. Заглушка из листовой стали изменена на заглушку из дюраля 900
016,5 мм (рис. 16).
Б0792 Подшипник передний.
1. Конструкция штуцера на под- шипнике изменена (рис. 17). 2. Конструкция гнезда под ниппель Б1227 изменена на коническое гнездо под сферический ниппель дет. Б207101 фис. 18). 2801 7121 См. изменение груп- пы 12 дет. Б1227.
27
кееыипп поашипнпк
pяятеря ряспределительиоп
вмя tutJK/toppp по
z/'28&
псредппп подшипник
кяртсря распределительного
вяля нп когояяя после
*?28&{
Рис. 17.
Рис. 18.
28
№ детали Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
Б080А ГРУППА Б08. ЗАЖИГАНИЕ. Трубы проводов зажигания — левые. Трубы проводов, собранные, уста- 2051 См. изменение труп-
Б080В навливаемые внутри V при двух вну- тренних свечах на цилиндре, заменены трубой проводов зажигания Б0865А— правая внутренний и Б0894 — правая наружная. Трубы проводов зажигания — правые. Трубы проводов зажигания, собран- 2051 пы 16 — трубки воз- душного самопуска и труп. БОЗ—цилиндры. См. изменение труп-
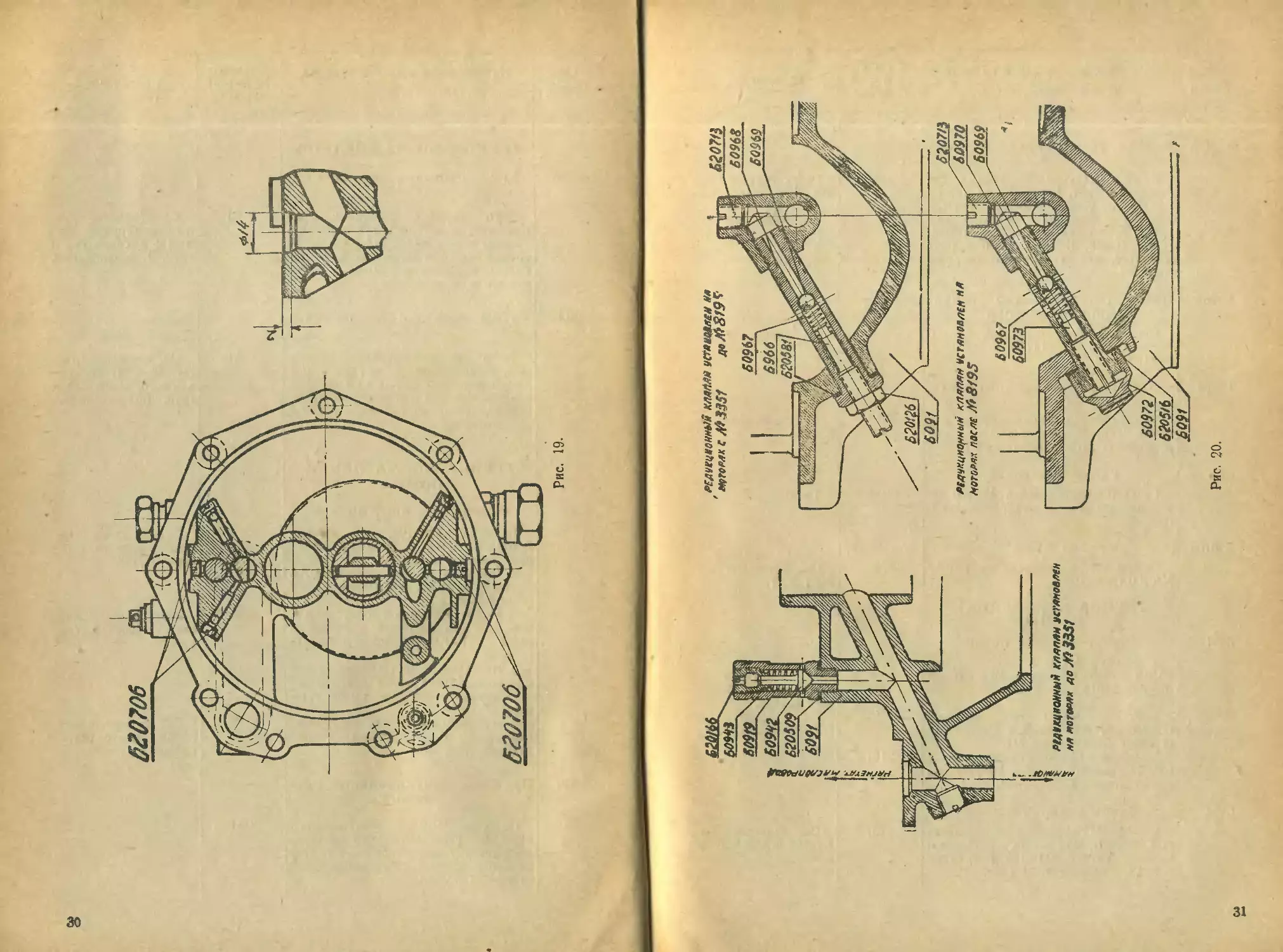
Б 091 ные, устанавливаемые внутри V при двух внутренних свечах на’цилиндре, заменены трубой проводов зажигания Б0867А—левая внутренняя и Б0898— левая наружная. ГРУППА Б09. МАСЛЯНАЯ ПОМПА. Корпус масляной помпы. 1. Резьба М10/100 под штуцер 2801 пы 16 — трубки воз- душного самопуска и труп. БОЗ—цилиндры. Одновременно изме-
Б2О748 изменена на резьбу М12/125 под штуцер Б20748. 2. Резьба М7/80 под пробку Б20706 изменена на резьбу М8/100 под пробку Б2О7О6 (рис. 19). 3. Резьба М9/1С0 под корпус редук- 3001 3351 йена резьба на шту- цере Б20748. Редукционный кла-
ционного клапана Б0943 изменена на резьбу М10/100 под пробку Б20713 (рис. 20). 4. Изменено место установки редук- ционного клапана Б0943 (рис. 20). Редукционный клапан Б0968 уста- новлен снаружи. 5. Изменено гнездо под редукцион- 3351 8195 пан установлен сна ружи. См. изменение дет.
Б0919 ный клапан Б0968, устанавливаемый снаружи (рис. 20). Пружина редукционного кла- пана. Пружина Б0919 для редукционного клапана, устанавливаемого внутри, заменена пру*иной БС9б7 для редук- ционного клапана, устанавливаемого снаружи (рис. 20). 3351 Б0968—корпус редук- ционного клапана.
га
3
ОЭ
Рис. 20.
№ детали Наименование детали и причина невза и моза меня е мости С какого К: мотора изменена Примечание
Б0942А Клапан редукционный собран-' ный.
Б0966 Клапан редукционный Б0942А, со- бранный из дет. Б0919, Б0942, Б0943, Б20166 и устанавливаемый внутри, заменен клапаном редукционным Б0968А, собранным из дет. Б0966, Б0967, Б0968, Б0969, 320126, Б20581 и Б20726, устанавливаемым снаружи (рис. 20). Винт, регулирующий редук- ционный клапан. 3351 / Редукционный кла- пан установлен сна- ружи. Сч. изменение дет Б091, шт. 3 и 4.
Б0968 Винт дет. Б0966 с резьбой М8/100 заменен винтом Б0973 с резьбой М8/100 (рис. 20). Корпус редукционного кла- пана. 8195 См. изменение дм Б0941А.
Б20126 Корпус редукционного клапана дет. Б0968 заменен дет. БОЭ 70 — корпус редукционного клапана (рис. 20). Гайка контровая. 8195 См. изменение дет. Б0942А.
Гайка Б20126 с резьбой M8/I00 за- менена колпаком с резьбой М18/150 Грис. 20). 8195 То же.
Б20706 Пробка М7/80.
Ы01 Резьба М7/80 изменена на резьбу М8/100 (рис. 19). ГРУППА Б10. ВОДЯНАЯ ПОМПА. Корпус водяной помпы. 3001 См. изменение дет. Б091, п. 1.
1. Резьба М14/125 под штуцер Б1015 за: к йена резьбой М14/150 под штуцер Б1015 (рис. 21). 2101 См. изменение дет. Б1015 — штуцер и Б1016 — винт., крепя- щий втулку.
2. Резьба М6/80 под шпильку Б20256 заменена резьбой Мб/100 под шпильку Б20256 (рис. 21). 2101 См. изменение * дет. Б20256—шпилька.
Б104 3. Резьба М10/100 под винт сальника Б20627 заменена резьбой М10/150 под винт сальника Б20627 (рис. 21). Валик водяной помпы. 2101 •
Резьба Ml 2/125 на концах валика под гайку Б20153 и гайку Б20154 за- менена резьбой М12/150 под гайку Б20153 и гайку Б20131 (рис. 21). 2101 См. изменение дет. Б20153 и Б20154 гайки к валнку.
32
Рис 21.
3—Ру ко в. по ремонту мотора М-17.
33
№ детали Наименование детали и причина невзаимозаменяемостн С какого № мотора изменена Примечание
Б1015 Штуцер для трубки тавотницы.
Резьба М14/125 на стороне, вверты- ваемой в корпус, заменена резьбой М14/15О (рис. 21). 2101 См. изменение дет. Б101—корпус помпы.
Б1016 Винт, крепящим втулку.
Резьба Ml4/125 заменена резьбой М14/150 (рис. 21). 2101 С«. изменение дет. Б101—корпус водяной помпы.
Б20152 Гайка к детали Б20256.
Гайка Б20156 с резьбой М6/80 заме- нена гайкой Б20148 с резьбой Мб/1С0. (рис. 21). 2101 См. изменение Б20256—шпилька. дет«.
Б20153 Гайка к валику помпы.
Резьба М12/125 заменена резьбой Ml2/150 (рис. 21). 2101 См. изменение дет. Б104 — валик помпы.
Б20154 Гайка к валику помпы.
Гайка Б20154 с резьбой М12/125 за- менена гайкой Б20131 с резьбой М12/150 (рис. 21). 2101 То же.
Б20256 Шпилька.
Резьба М6/80 заменена резьбой М6/100 (рис. 21). 2101 См. изменение лет. Б101—корпус помпы.
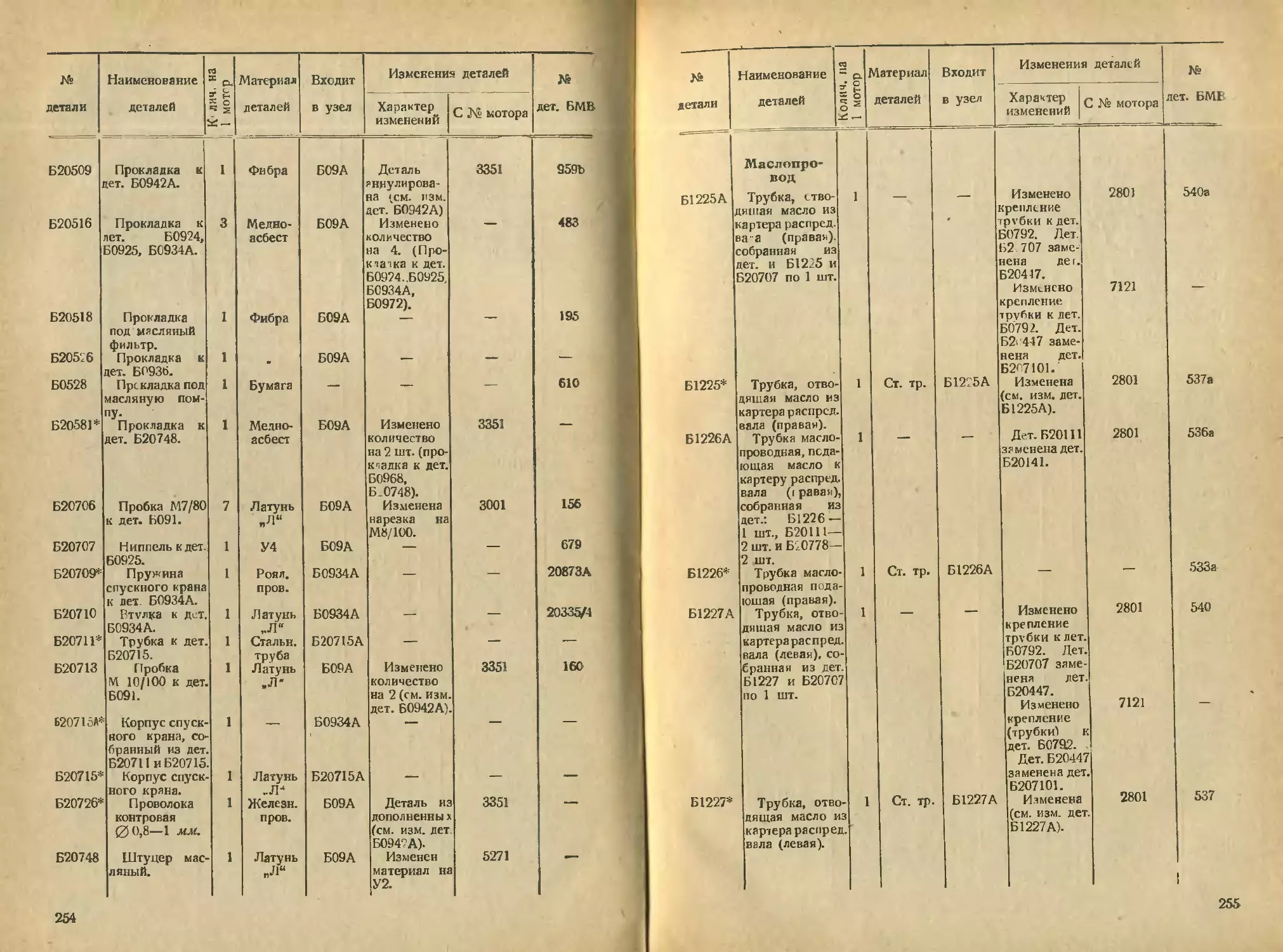
ГРУППАБ12А. МАСЛОПРОВОД.
Б1225 и Б1227 Трубк?, отводящая масло из картера распределительного вала (правая и левая).
1. Изменено крепление трубки к переднему подшипнику распредели- тельного вала дет. Б0792 ввиду его изменения (рис. 17). 2. Изменено крепление трубки к переднему подшипнику распредели- тельного вала дет. Б0792 (рис. 18). 2801 7121 См. изменение Б20707 — ниппель. См. изменение Б20447—ниппель. лет, дет«
Б20707 Ниппель сферический.
Сферический ниппель дет. Б20707 заменен кольцом дет. Б20447 (рис. 17). 2801 См. изменение Б20447—ниппель. дет
Б20447 Ниппель кольцевой.
Ниппель кольцевой дет. Б20447 за- | менен сферическим ниппелем дет. । Б2О71О1 (рис. 18). 1 7121
fa
№ детали Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
ГРУППА Б12Б—ВОДОПРОВОД.
Б1295А Труба водопроводная верхняя правая с дет. Б20117. Изгиб трубы при входе в верхний патрубок цилиндра изменен (рис. 22). 1100
Б1296А Труба водопроводная верхняя левая с дет. Б20117. Изгиб трубы при входе в верхний патрубок цилиндра изменен на более крутой (рис. 22). 1100
ГРУППА Б13. СМЕСЕПРОВОД И ТРУБОПРОВОД ОБОГРЕВА КАРБЮРАТОРОВ.
Б1310А Отводящий трубопровод обо- гревания карбюраторов (длин- ный).
Соединение дет. Б1310А с трубо- проводом дет. Б1311А помощью рези- нового кольца Б13105 и хомутика Б13104А заменено соединением с по- мощью дюритового шланга дет. Б20719 и хомутиков дет. Б2о722А. 3141 См. изменение дет. Б131С5.
Б1311А Отводящий трубопровод обо- гревания карбюратора (короткая часть). Соединение дет. Б1311А с дет. Б1310А помощью резинового кольца Б13105 и хомутика Б13104А заменено соединением с помощью дюритового шланга Б20719 и хомутиков Б20722А. 3141 См. изменение дет Б13105.
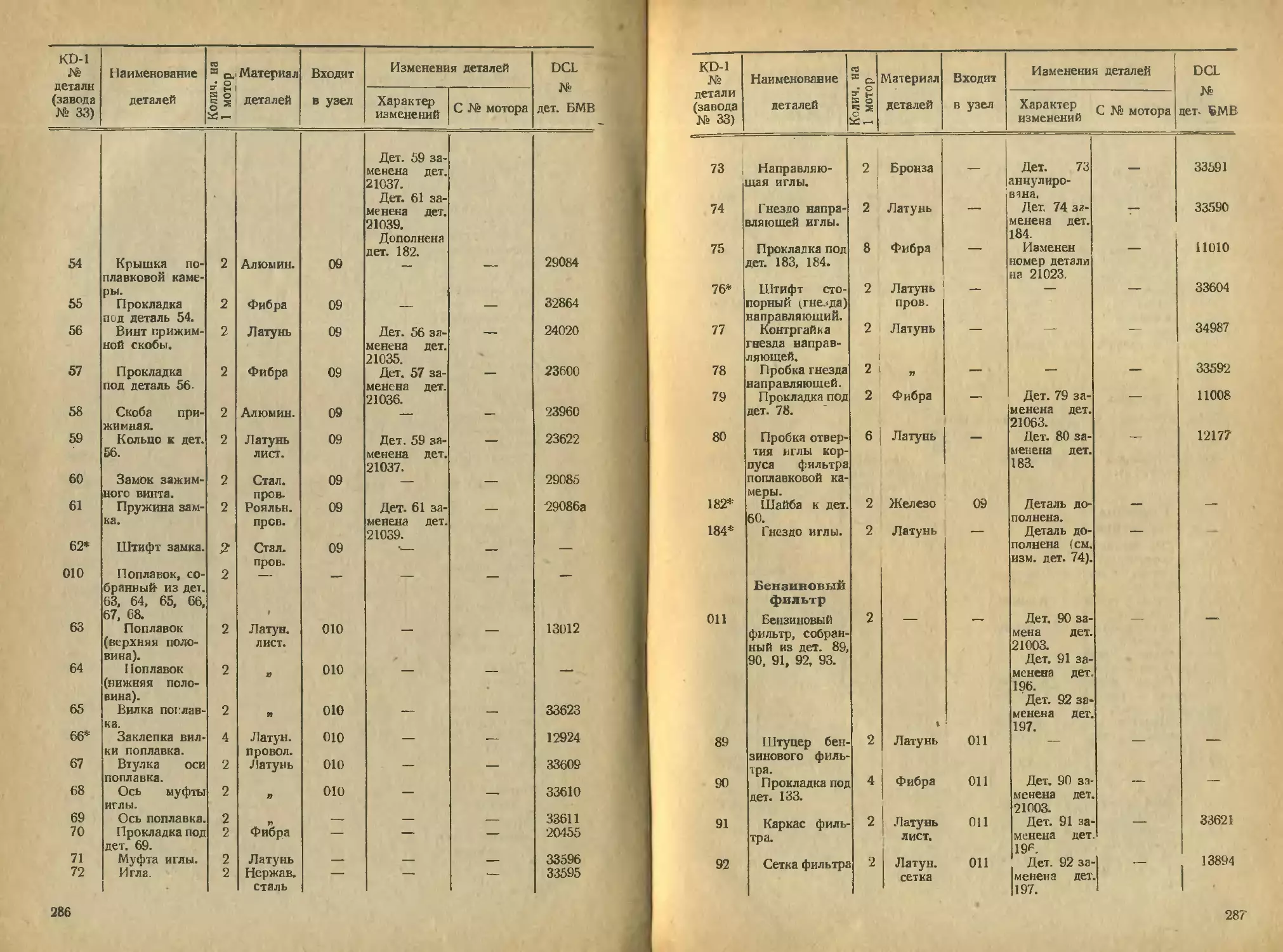
Б1320 Штуцер. Резьба М15/150 заменена на резьбу М16/100. Карбюратор „Зенит" DCL имеет резьбу Ml 5/150. Карбюратор КД - 1 имеет резьбу М16/100.
613104 Хомутик. Хомутик дет. Б13104 заменен хому- тиком дет. Б20722. 3141 См. изменение дет. Б1310А и дет. Б1311А.
Б131О5 Кольцо резиновое. Кольцо дет. Б13105 заменено дюри- товым шлашом дет. Б20719. 3141 То же.
3*
35
36
N> детали Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примеча ие
Б140А ГРУППА Б14—ПРИВОД К БЕН- ЗИНОВОЙ ПОМПЕ. Привод к бензиновой помпе AM.
Б16А Привод к бензиновой помпе AM, собранный из деталей: Б141, Б142, Б143, Б144, Б146, Б147, Б148, Б20551, Б20607, Б20628, Б20723, Б20810, Б145, Б2'.)136, Б20227, Б20417, устанавли- вается только для помп AM. При уста- новке помп ,,Хорнет“ привод Б140А заменяется приводом Б1474 А, состоящим из дет. Б1474, Б1477, Б1484, Б20506, Б20591, Б20783, Б20798 (рис. 23). ГРУППА Б16—ВОЗДУШНЫЙ САМОПУСК. Трубопровод для запуска воз- духом (левого ряда). 1. Трубопровод, собранный из деталей: См. изменение груп- пы Б02 дет. Б20218 — шпилька крепления привода бензиновой помпы.
Б1682—трубка, Б1684—трубка, Б1686— трубка, Б1688—трубка, Б1690—трубка, Б1692-труока, Б1694—держатель для труб, Б1695 — держатель для труб, Б1596—держатель для труб, Б1697— держатель для труб, Б1698—держатель для труб, Б20105 — гайка М4/70, Б2О637—винт М4/70, Б1676—ниппель, Б1677—наконечник к трубкам, Б20110— гайка М24/150, Б20177—гайка М14/125, устанавливаемый снаружи цилиндров, а две свечи внутри цилиндров, изменен. После изменения трубопровод для запуска воздухом (собран) устанавли- вается внутри V цилиндров, а две свечи устанавливаются диаметрально про- тивоположно. 2. Трубопровод, собранный из выше- 2051 См. изменение груп- пы БОЗ дет. Б0349А и Б0350А—цилиндры.
Б16В указанных деталей, устанавливаемый внутри V цилиндров, изменен. После изменения трубопровод для запуска воздухом (собранный) уста- навливается снаружи цилиндров; две свечи устанавливаются диаметрально противоположно. Трубопровод для запуска воз- духом (правого ряда). 1. Трубопровод, собранный из дет.: Б1681-трубка, Б1683—трубка, Б1685— 4970 То же.
37
Рис. 23.
38
№ детали Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
трубка, Б1687—трубка, Б1689—трубка, Б1691—трубка, Б1694, Б1695, Б1696, Б169/, Б1698 — держатели для труб, Б20105—гайка М4/70, Б2С637—винт М4/7О, Б1676—ниппель, Б1677—нако- нечник к трубам, Б2.1110— гайка М24/150, Б20177—гайка М14/125, уста- навливаемый снаружи цилиндров, а две свечи внутри у цилиндров, изменен После изменения трубопровод для запуска воздухом (собранный) уста- навливается внутри у цилиндров; две свечи устанавливаются диаметрально противоположно. Трубопровод, собранный из выше- указанных деталей, устанавливаемый внутри V цилиндров, изменен. 2. После изменения трубопровод для запуска воздухом (собранный) уста- навливается снаружи цилиндров; две свечи устанавливаются диаметрально противоположно. 2051 4970 См. изменение груп- пы БОЗ дет. Б0349А и Б0350А—цилиндры.
61612 Клапан.
Клапан цилиндрический дет. Б1612 заменен на шарик 0 9 мм дет. Б1613. 2591 Предохранительпый клапан, собранный, дет. Б1675А взаимозаменя- емость не потерял.
61669 Золотник распределителя воз- духа.
Диаметр 22 •_ мм под буртик налика С зубом дет. Б167О изменен иа диаметр 20 q мм 2 00 Самопуск, собран- ный Б1668А, взаимо- заменяемость не поте- рял, пружины золот- ника Б1672 должны быть левого вращения.
Б1670 Валик с зубом (верхний).
1. Профиль зуба для Сцепления с нижним валиком дет. Б1671 изменен (рис. 24). 2. Буртик диаметром 22—0,150 мм изменен на 0 20—0,150 мм (рис. 24). 3. Резьба М8/100 правая изменена на резьбу М8/100 левая (рис. 24). 2000 2330 См. изменение дет. Б1671. См. изменение дет. БК 69. См. изменение гайки Б20195.
61671 Валик с зубом (нижний).
Профиль зуба для сцепления с верх- ним валиком дет. Б1670 изменен (рис. 24). 2000 См. изменение дет. Б1670
39
40
№ детали Наименование детали и причина невзаимозаменяемости С какого № мотора изменена Примечание
Б20105 Гайка Л14/70.
Гайка дет. Б20105 с резьбой М4/70 заменена гайкой Б20134 с резьбой Мб '80. 2501 См. изменение дет. Б20637—винт.
Б20195 Гайка М8 100 к детали Б1670.
Резьба М8/100 правая изменена на резьбу М8/100 левая. 2330 См. изменение дет. Б1670 - валик с зубом.
Б20637 Вин-? М4,70 к держателям воз- духопроводных труб.
Винт дет. Б20637 с резьбой М4/70 заменен винтом Б20603 с резьбой М6/80. 2501 См. изменение дет. Б20105—гайки.
ГРУППА Б19. — ИНСТРУМЕНТ.
Б198 Ключ гаечный двухсторонний.
Ключ Б198 с раствором 13x15 мм аннулирован Гайки г.од раствор ключа 13x15 мм заменены гайками под рас- твор ключа 14 мм. 3209 Для гаек под раствор ключа 14 мм гаечный ключ Б1971.
Б1912 Ключ специальный.
Ключ Б1912 для гаек с раствором под ключ 18 мм аннулирован. Гайки под раствор 18 мм заменены гайками под раствор 17 мм. 3201 Для гаек под раствор ключа 17 мм гаечный ключ Б1936А.
Б1913 Ключ гаечный двухсторонний.
Раствор ключа 26x35 мм изменен на раствор 26 у 36 мм. 301 Гайка Б20124 под раствор ключа 35 мм изменена на 36 мм.
Б1920 Ключ гаечный двухсторонний.
Б1922 Ключ Б1920 с раствором 10X12 мм аннулирован. Гайки под раствор ключа 10 и 12 мм заменены гайками под раствор 9 н 11 мм. Ключ для круглых гаек. 3201 Для гаек под раствор Ключа 9 мм гаечный ключ Б19э1, под раст- вор 11 мм гаечный кл эч Б1971.
Ключ Б1922 аннулирован. Круглая гайка на суфлере изменена на шести- гранную под ключ с раствором 36 мм. 2901 Ключ с раствором! 36 мм Б1913.
Е1935А Ключ торцовый двухсторонний.
Ключ Б1935А для гаек под ключ 13X15 мм заменен ключом Б19100А для гаек 14 мм. 3201 Гайки под раствор ключа 13 и 15 мм за- менены гайками под раствор 14 мм.
41
№ деталей Наименование летали в причина невзаимозаменяемости С какого № мотора изменена Примечание
Б1937А Ключ торцовый двухсторонний.
Б1978 Размер для гаек под раствор ключа 23x 26 мм изменен на 22x26 мм. Ключ гаечный двухсторонний. 3201 Гайки под раствор ключа 23 мм заменены гайками под раствор 22 мм.
Б1982 1. Размер 21X29 мм раствора ключа изменен на 21x30 мм. 2. Ключ Б1978 аннулирован. Гайка под раствор 21 и 30 мм заменены гайками под раствор 22 и 32 мм. Ключ гаечный двухсторонний. 601 3201' Для гаек под раствор 22 мм ключ Б1937А, под рзствор 32 ключ Б19 70.
Б1983 Размер 19x28 мм раствора ключа изменен на 19x27 мм. Ключ для заводных гаек. 461 Гайки под раствор ключа 28 мм замене- ны гайками под раст- вор 27 мм.
Ключ Б1983 аннулирован. Заводные ганки изменены на шестигранные под раствор ключа 19 мм. 5601
ОПИСАНИЕ НЕВЗАИМОЗАМЕНЯЕМОСТИ МЕЖДУ
ДЕТАЛЯМИ МОТОРОВ М-176 № 401 И М-17а
№ детали мотора М-17а Наименование детали М-17а и причина невзаимозаменяемости № детали на моторе № -101 Примечание
Б0211 ГРУППА Б02. — КАРТЕР НИЖНИЙ. Ниппель направляющий. Ниппель на моторе М-17а припа- Б0276 Комплект деталей
БО219 ивается к трубке Б0219. На моторах М-176 ниппель с тру- бой соединяется помощью накидной гайки. '1 руба, отсасывающая ыасло из носка картера. Труба на моторах М - 17а припа- ивалась к ниппелю. Б0276 Б0211 и Б0219 мотора М- 17а- взаимозаменяем с комплектом дета пей Б02?6. Б0277, Б20175 и Б20583 мотора М-176.
42
№ детали мотора М-17а Наименование детали М-17а и причина невзаимозаменяемости № детали на моторе № 401 Примечание
Б0245
Б0252
Б031п
Б031С
Б031з
Б032п
Б032с
Б032з
•БОЗ] 5
На моторах М-176 труба с ниппе-
лем соединяется помощью накидной
гайки.
Передаточный валик к масляной
помпе.
На моторах М-17а усыновлен трех-
ходовой валик.
На моторах М-176 установлен че-
тырехходовой валик.
См. деталь Б092 — эксцентриковый
валик масляной помпы.
Шестерня коническая.
Шестерня на моторах М-17я имеет
18 зубов при модуле, равном 3,75.
На моторах М-176 установлена ше-
стерня 16 зубов при модуле, равном
3,/5.
ГРУППА БОЗ. — ЦИЛИНДРЫ.
Цилиндры левые и правые.
1. Цилиндры мотора М-17а дет.
БС31з имеют расстояние от оси цилин-
дра до оси нижнего водяного патрубка
107 мм.
Цилиндры мотора М-176 дет. Б0349з
имеют расстояние от оси цилиндра до
оси нижнего водяного патрубка 101 мм.
2. Цилиндры мотора М-17а имеют
расточку седел под клапана выпуска
0 74 мм.
Цилиндры мото'ра М-176 имеют рас-
точку седел под клапана выпуска
069 мм.
3. Цилиндры мотора М-17а имеют
расстояние от плоскости фланца до
центра нижних водяных патрубков
57 мм.
Цилиндры мотора М-176 имеют рас-
стояние от плоскости фланца до центра
ннжних водяных патрубков 67 мм.
Направляющая втулка клапана.
Длина запрессовываемой части
втулки на моторах М-17а имеет 70 мм.
Длина запрессовываемой части
втулки на моторах М-176 имеет 64 мм.
Б0263
Б0264
Б0349п
Б0349с
Б0349з
Б0350п
Б0350С
Б0350з
Б0360
Комплект деталей
Б0245 и Б092 мотора
М-17а взаимозаменяем
с комплектом деталей
Б0263 и Б0948 мотора
М-176.
На моторах М-17а
шестерня коленчатого
вала имеет 27 зубов.
На моторах М-176
шестерня коленчатого
вала имеет 24 зуба.
Комплект собранных
цилиндров дет. Б031пА,
БОЗ 1с А, Б031зА.
Б032иА, Б032сА и
Б032зА мотора М-17а
взаимозаменяем с ком-
плектом собранных ци-
линдров дет. Б0349пА,
Б0319сА, Б0349зА,
Б0350пА, Б0350сА и
Б0350зА мотора М-176
при соответствующей
замене установочных
втулок для картера
распределительного
валика и водяных тру-
бопроводов.
Деталь Б0315 можно
заменять деталью
БОЗсО без всяких до-
делок.
При замене дет.
БОЗоО деталью Б0315
необходима подрезка
торца втулки на 6 мм.
43
№ детали мотора М-17а Наименование детали М-17а и причина иевзаимозаменяемости № детали на моторе № 401 Примечание
Б0317 Клапан выпуска. !
На м торах М-17а грибок клапана выпуска имеет наружный 0 74 мм. На моторах М-176 грибок клапана выпуска имеет наружный 069 мм. Б0362
Б0340 Установочная втулка для кар- тера распределительного вала.
На моторах М-17а длина втулки раина 51—0,02 мм. На моторах М-176 длина втулки авна 54—0,02 мм. Б0368
Б0516 Коленчатый вал.
Б052 1. На моторах М-17а коленчатые валы имеют хвостовик, на который устанавливается главная шестерня ко- ленчатого вала и храповик для стар- тера На моторах М-176 главная шестерня коленчатого вала устанавливается на специальную втулку со шлицами, за- прессовываемую в коленчатый вал. В эту же втулку на шлицах вставля- ется храповик для стартера. 2. На моторах М-17а центральные отверстия в коренных и шатунных шейках коленчатого вала имеют рас- точку Дли валыювки заглушек. На моторах М-176 центральные от- верстия в коренных и шатуьных шей- ках имеют расточку конусом */э под заглушки Б0522, Б0523, Б0524, Б0525 и Б0526. Храповик. Б0516 Комплект собран- ного коленчатого вала из ; ет. Б0516, Б052, Б057, Б0 8, Б059, Б0510, Б0511, Б0513, Б2О214 мотора М-17а взаимозаменяем с ком- плектом собранного коленчатого вала из дет. Б0516, Б0510, Б'511, Б0520, Б0521, Б0522, Б0523, Б0524. Б0525, Б0526, Б0527, Б0528 мотора М-176 пр и условии замены вер- тикальной передачи— группа Б06, нижней вертикальной пере- дачи—группа Б02, рас- пределения — группа Б07, самопусков — группа Б16.
На моторах М-17а храповик запрес- совывается в хвостовик коленчатого вала и удерживается шпилькой Б20214. На моторах М-176 храповик уста- навливается на шлицах в запрессован- ную в коленчатый вал втулку со шли- цами дет. Б0527. Б0520
Б057 Шестерня коленчатого вала.
На моторах М-17а главная шестерня коленчатого вала имеет 27 зубов при модуле, равном 3,75, и имеет две шпо- ночные канавки Б0521 Замена главной ше- стерни коленчатого вала моторов М-17а и М-176 вызывает за-
44
№ детали мотора М-17? Наименование детали М-17а и причина иевзаимозаменяемости № детали на моторе № 401 Примечание
Б058 Б059 На моторах М-176 главная шестерня коленчатого вала имеет 24 зуба при модуле, равном 3,75, и имеет шлицы. Шпонка. Заглушка храповика. Нет П меиу узлов: коленча- того вала, вертикаль- ной передачи, нижней вертикальной переда- чи, распределения и самопусков.
Б0510 Б0511 Б0513 Заглушка коленчатого вала. На моторах М-17а заглушки изго- товлены из листовой стали и разваль- цованы в коленчатом валу. На моторах М-176 заглушки точе- ные и имеют конус '/з в месте по- садки на коленчатый вал. Б0522 Б0523 Б0524 Б0525 Б0526 <
Б06 ГРУППА Б06. — ВЕРТИКАЛЬ- НАЯ ПЕРЕДАЧА. Вертикальная передача (собранная). 1. На моторах М-17а ведущая ше- стерня (на правом валике) имеет 18 зу- бов при модуле, равном 3,75. На моторах М-176 ведущая шестерня (на правом валике) имеет 16 зубов при модуле, равном 3,75. 2. На моторах М-17а верхний под- шипник вертикальной передачи на шариковом ходу. На моторах М-176 верхний подшип- ник вертикальной передачи на сколь- зящем ходу. 3. На моторах М-17а гайка, соеди- няющая кожух вертикального валика с кожухом шестерни распределитель- ного вала, имеет резьбу М60/200. На моторах М-176 та же гайка имеет резьбу М42/2С0. Б06А Замена вертикальной передачи моторов М-17а и М-176 вызы- вает замену комплек- тов: коленчатого вала, нижней вертикальное передачи, распределе- ния и самопусков.
Б061А Вертикальный вал левый. На моторах М-17а шестерня валика имеет 21 зуб при модуле, равном 3,75. Валик Б061А монтируется на шарико- вых подшипниках и не имеет шлиц для установки шестерен. На mi торах M-i76 шестерня валика имеет 20 зубов при модуле, равном 3,5. Валик монтируется на скользящем ходу и имеет шлицы для установки шестерен. Б0629 То же.
45
№ детали мотора М-17а Наименование детали М-17а и причина невзаимозаменяемости № детали на моторе № 401 Примечание
Б062А Вертикальный вал иравый. На моторах М-17а шестерня валика имеет 18 зубов прн модуле, равном 3,75. Валик Б062А монтируется на шариковых подшипниках и не имеет шлиц для установки шестерен. На моторах М-176 шестерня валика имеет 16 зубов при модуле, равным 3,75. Валик монтируется на скользя- щем ходу и имеет шлицы для шесте- рен. БС630
Б063А Кожух вертикальной передачи. На моторах М-17а кожух имеет диаметр 52X49 мм. На mctod 'X М-176 ксжух имеет диаметр 35x32 мм. Б0631А и Б0632А
БОМ Корпус подшипников нижний.
На мо ора” М-17а корпуса расто- „„„—8,013 чены 072 о озз мм Для шарикового подшипника. На моторах М-176 корпуса расто- 0 024 чены 025 о’ооэ мм и для вкладышей. Б0633
Б066 Корпус передачи к радио
На моторах М-17а корпус имеет расточку под кожух валика 052 + ^^ и резьбу М60/200. На моторах М-176 корпус имеет расточку под кожух валика x-х 0,225 0 34 + 0,040 ММ Б0634
БО67 Корпус передачи к магнето.
На моторах М-17а корпус имеет расточку под кожух валика 0 °2 д- о’о55 мм и резьбу М60/200. На моторах М-176 корпус имеет ра- сточку под кожух валика тл 4“ 0,225 034 + 0,040 М Б0635
4$
№ детали мотора ГЛ 17а Наименование детали М-17а и причина невзаимозаменяемости № детали на моторе № 401 Примечание
1
Б068 Корпус подшипника передачи на магнето.
На моторах М-17а длина корпуса равна 30,3 м.ч. На моторах М-176 длина корпуса равна 33 3 мм. БОбчб
Б0612 и Б0613 Б0614 Втулка распорная левая и правая. Коническая шестерня левого валика. Нет Я См. дет. Б061А
Б0615 Коническая шестерня правого валика.
На моторах М-17а шестерня имеет 21 зуб при модуле, равным 3,75, и отверстие во втулке „ «в — 0,065 „ „ 0 36 _ 0,085 На мЪторах М-176 шестерня имеет 20 зубов при модуле, равном 2,5, и от- верстие во втулке гх •зл — 0,085 0 34 _ 0,045 мм Б0640
Б0616 Коническая шестерня (веду- щая). Нет См. дет. Б052А.
Б0617 и Б0618 Коническая шестерня передачи к радио и передачи к магнето- На моторах М-17а конические ше- стерни напрессовываются на валики и имеют два паза под зубья распорной втулки. На моторах М-176 конические ше- стерни с “аликом соединяются по- мощью шлиц. Б0641 и Б0642
Б0619 Коническая шестерня привода к магнето.
На моторах М-17а расстояние от । вершины конуса шестерен до перед- него шарикоподшипника равно 16 мм. । На моторах М-176 то же расстояние ' равно 12 мм. БОб^З
61620 Коническая шестерня (верхняя). На моторах М-17а шестерня соеди- няется с валиком помощью шпонки. На моторах М-176 шестерня соеди- няется с валиком помощью шлиц. Б0644
47
де»али мотора M-17a Наименование детали М-17а и причина невзаимозамен* емости № детали на моторе № 401 Примечание
БС621 Б. 623 Обойма шарикоподшипника. Шпонка к вертикальным ва- ликам. Нет Л
Б0624 Б0628 Разбрызгивающее кольцо. Установочное кольцо. я п
ГРУППА Г>07. — РАСПРЕДЕЛЕ- НИЕ.
£07 Распределительный валик (собранный).
На моторах М-17а кожух шестерни распределительного вала соединяется с кожухом вертикального вала по- мощью гайки с резьбой М60/200. На моторах М-176 кожух шестерни распределительного вала соединяется с верхним подшипником вертикального валика помощью двух шпилек. Б076 Замена распределе- ния моторов М-17а и М-176 вызывает за- мену узлов: вертикаль- ной передачи, колен- чатого вала, нижней вертикальной передачи и самопусков.
£071 и БО72 Распределительный вал правый и левый.
На моторах М-17а длина валика равна 1084 мм, в хвост валика запрес- совывается наконечник для передви- жения валика иа декомпрессионные кулачки. На моторах М-176 длина валика равна ИЗО мм, для передвижения ва- лика на декомпрессионные кулачки на хвосте валика устанав ливается муфта Б0775. Б0756 и Б0757
£073 Корпус заднего подшипника.
На моторах М-17а подшипник имеет бронзовый вкладыш Б076, поэтому внутренний диаметр расточен 0 38 _ р’02д мм. На моторах М-176 подшипник не имеет вкладыша; внутренний диаметр расточен 0 34 + мм -f- 0,1)20 Б0790 Комплект подшип- ника, собранного из дет. Б073, Б076, Б0739, Б0747 и Б20616 мото- ра М-17а, взаимозаме- няем с комплектом подшипника, собран- ного из дет. Б0790 и Б20616 мотора М-176.
£074 Корпус среднего подшипника.
На моторах М-17а подшипник име т бронзовый вкладыш БО77, поэтому вну- тренний диаметр расточен 0 28 = 0*024 Б0791 Комплект подшипни- ка, собранного из дет. БС74, Б077, Б0739, БО748, Б20616 мотора М-17а, взаимозаменяем
48
№ детали мотора М-17а Наименование детали М-17а и причина невзаимозаменяемости № детали на моторе № 401 Примечание
На моторах М-176 подшипник не имеет вкладыша; внутренний диаметр расточен 0 24 + мм с комплектом подшип- ника, собранного из де г. Б0791 и Б20616 мотора М-176.
Б075 Подшипник передний. На моторах М-17а подшипник имеет бронзовый вкладыш Б078. поэтому подшипник не имеет днища и расточен 0 28 -Жмм На моторах М-176 подшипник не имеет вкладыша; внутренний диаметр расточен 0 24 o’(j2o мм Б0792 Комплект подшип- ника, собранного из дет. Б075, Б078 и Б0737 мотора М-17а, взаимо- заменяем с комплек- том подшипника, соб- ранного из дет. Б0792, БО737, Б20770 и Б20581 мотора М-176.
Б076 Б077 Б078 Вкладыши подшипников рас- пределительного вала. См. соответственно дет. БО73, Б074 и Б075. Нет
Б0713 и Б0714 Кожух шестерим распредели- тельного вала (правая и левая половины). На моторах М-17а кожух имеет короткую шейку для посадки на кар- тер, разъем по середине и резьбу М60/209 под гайку кожуха вертикаль- ного валика. На моторах М-176 кожух имеет длинную шейку для посадки на кар- тер, фланец для крышки кожуха и фла- нец для верхнего подшипника верти- кальной передачи. Б0759 и Б0760
Б0715 Б0716А Б0717 Корпус декомпрессора. Предохранитель декомпрес- сора. Корпус верхнего шарикопод- шипника. Нет И »
Б0724 и Б0725 Цапфа привода тахометра или самопуска (правая и левая). На моторах М-17а цапфа устана- 1 вливается на резьбе в наконечник рас- пределительного вала. Цапфа Б0724 имеет левую резьбу М12/125 и квадратное отверстие 12X12 мм. Цапфа БО725 имеет правую резебу М12/125 и квадратное отверстие J 12х 12 мм. Б0775 1
4 —Ру ков. но ремонту мотора М-17.
49
№ детали мотора М-17а Наименование детали М-17а и причина иевзаимозаменяемости № детали на моторе № 401 Примечание
На моторах М-176 иа конце рас- пределительного валика устанавли- вается втулка Б0775, имеющая ква- дратное отверстие 12X12 мм для при- вода тахометра.
Б0726 Гайка декомпрессора. Нет
Б0727 Муфта с резьбой. Я
Б0728 и Б0729 Наконечник распределитель- ного вала (правый и левый). г,
Б0735А Рычаг декомпрессора с резь- бой (правый). и
Б0739 Б0742А Штифт установочный. Тяга соединительная. На моторах М-17а тяга соединяет декомпрессорные рычаги. На моторах М-176 тяга соединяет эксцентриковые валики. и Б0770
Б0744 Вилка рычага декомпрессора. Нет
Б0745 Палец к вилке. »
Б0747 Установочная втулка к зад- нему подшипнику. На моторах М-176 с Мё 700 втулка уста- навливается.
Б0749 Установочная втулка к ко- жуху шестерни распредели- тельного вала. п
Б0754 Б0811 Б0812 Б0813 Б0814 Крышка корпуса декомпрес- сора. ГРУППА Б08. ЗАЖИГАНИЕ Трубы проводов зажигания магнето „Бош“. г
На моторах М-17а установлены Б0865 Трубы проводов за-
магнето „Бош“. Б0866 жигания для разиотип-
На моторах М-176 установлены Б0867 ных магнето невзаимо-
Б0877 магнето ,.Сциитилла“. Площадка под магнето правая Б0868 заменяемы.
Б0878 и левая. На моторах М-17а площадки дают возможность установки магнето верти- кально. На моторах М-176 магнето распо- ложены наклонно. Б0888 Б0889
50
№ детали мотора М-17а Наименование детали М-17а и причина иевзаимозаменяемости № детали на моторе № 401 Примечание
1 ГРУППА БОЭ. — МАСЛЯНАЯ
ПОМПА.
БОЭ Масляная помпа (собранная).
На моторах М-17а эксцентриковый валик имеет зуб, нарезанный для трех- ходового червяка. На моторах М-176 эксцентриковый валик имеет зуб, нарезанный для че- тырехходового червя <а. Б096 1 । Масляная помпа (со- бранная) мотора М-17а взаимоз меняема с со- бранной масляной пом- пой М-176, если соот- ветственно заменят1, дет. Б0245 треххо .свой червяк мотора М-17а дет. Б0263 четыреххо- довым червяком мото- ра М-176.
Б092 Эксцентриковый вал с червяч- ной шестерней.
См. дет. БОЭ—масляная помпа. Б! 948
ГРУППА Б12 - ВОДОПРОВОД.
Б127ОА Труба водопроводная (правая нижняя).
См. группу БОЗ — цилиндры. Б1293А Трубопроводы мото- ра М-17а могут быть заменены трубопрово- дами М-176 только при соответствующей сме- не цилиндров.
Б1271А Труба водопроводная (левая верхняя).
См. группу БОЗ - цилиндры. Б1296А То же.
Б1273А Труба водопроводная (левая нижняя)
См. группу БОЗ—цилиндры. Б1294А
Б1274А Труба водопроводная (правая верхняя).
См. группу БОЗ цилиндры. Б1295А •
Б1297 Труба для смазки привода магнето.
(При отсутствии самопуска). > Нет
Б1299Д Труба для смазки подшипни- ков передачи к магнето. >:
612102 Хомутик для трубы Б1299А. и
4.»
51
№ детали мотора М-17а Наименование детали М-17а и причина невзаимозамсняемости № детали на моторе № 401 Примечание
ГРУППА В13. — ТРУБОПРО- ВОД КАРБЮРАТОРА.
Б13 Трубопровод обогревания кар- бюраторов и бензинопровод.
На моторах М-17а и М-176 разно- временно устанавливались карбюра торы „Зенит “ типа ДССт и ДСЬ. Б13 Трубопроводы одно- типных карбюраторов моторов М-17а и М-176 взаимозаменяемы. При разнотипных карбюраторах трубо- проводы невзаимозаме- няемы.
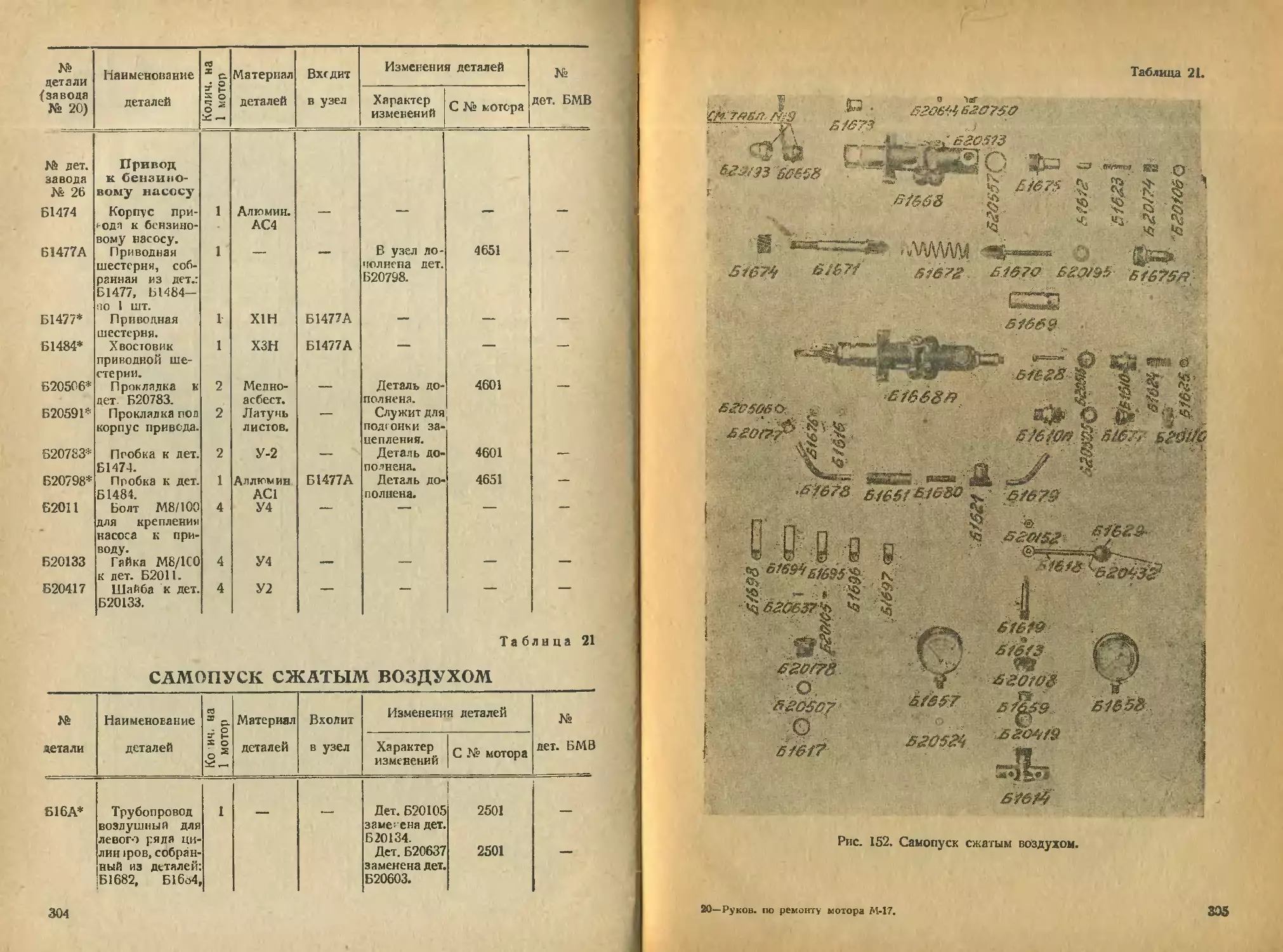
ГРУППА Б16.— САМОПУСКИ.
Б16 Самопуск сжатым воздухом (собранный).
На моторах М-17а самопуски мон- тируются на корпусе декомпрессора и имеют у ведущего валика квадрат 12x12 мм. На моторах М-176 самопуски мон- тируются на верхнем корпусе верти- кальной передачи и имеют у ведущего валика винтовую шестерню. Б166 Замена самопусков моторов М-17а и М-176 вызывает замену узлов: распределения, верти- кальной передачи, ко- ленчатого зала и ниж- ней вертикальной пере- дачи.
Б160А и Б160В Воздухопроводные трубки (правые и левые). Б16А Не взаимозаменяемы по конструктивному различию.
Б161 Корпус распределителя воз- духа. Б1668 То же.
Б163 Золотник. Б1669 я
Б165 Валик золотника. Б 16'0 П
Б168 и Б169 Втулка корпуса распредели- теля воздуха. Нет *
Б1611 Корпус предохранительного клапана. Б1675 г
Б1621А Тройник собранный. Б1621А м
Б1632А Трубка для смазки само- пуска. Нет
Б1634А Трубка соединительная. Б1678А 1
Б1662 и Б1663 Втулка к дет. Б161. Нет 1 i
52
№ детали мотора М-17а Наименование детали М-17а и причина невза и мо заменяемости № детали । на моторе Примечание
№ 401
ГРУППА Б20. ШАРИКОПОД- ШИПНИКИ.
Б20703 Шарикоподшипник упорный.
На моторах М-17а шарикоподшип- ник установлен на хвостовике распре- делительного вала. Нет По каталогу № 2903. SKF
Б20807 Шарикоподшипник (радиаль- ный).
На моторах М-17а шарикоподшип- ник установлен в нижнем корпусе вертикальной передачи. 9 По каталогу № 6207. SKF
Б20808 Шарикоподшипник (радиаль- ный).
На моторах М-17а шарикоподшип- ник установлен в корпусе передачи на радио. п По каталогу № 6205. SKF
Б20809 Шарикоподшипник (радиаль- ный).
На моторах М-17а шарикоподшип- ник установлен в корпусе передачи на магнето. W По каталогу № 2206. SKF
ОПИСАНИЕ НЕВЗАИМОЗАМЕНЯЕМОСТИ МЕЖДУ
ДЕТАЛЯМИ МОТОРОВ BMW — VIb и М-176 № 401.
№ детали мотора BMW- VIb Наименование деталей и причина иевзаимозаменяемости № детали мотора М-176 № - 01 Примечание
136 Валик нижней вертикальной певедачи. На моторах BMW-VIb валик имеет шейку под шарикоподшипник 0 17 - 0,008 мм. На моторах М/176 валик имеет шейку 0 174-0 008 мм. Б0251
79 Трубка, отсасывающая масло из иоска картера. На моторах BMW-VIb трубка при- паивается к ниппелю, ввертываемому в картер. Б0277А
5?
№ детали мотора BMW- VIb Наименование деталей и причина иевзаимозаменяемости № детали мотора М-176 № 401 Примечание
На моторах М-176 трубка с нип- пелем соединяется помощью накидной гайки.
80 Ниппель.
См. трубку отсасывания масла Б0277А. Л Б0276 Резьба на картере и ниппеле у моторов М-176 и BMW — Vk М 24/150 одинакова, поэтому комплект — труба с ниппелями взаимозаменяемы.
22А Храповик.
На моторах BMW-VIb храповил имеет резьбу на хвосте МЗЗ/200. На моторах М-176 храповик имеет резьбу М34/150. Б0520
27А Заглушка.
На моторах BMW-VIb заглушка и.еет отверстие для храповика 0 33,2 мм. На моторах М-176 заглушка имеет отверстие для храповика 0 34.2 мм. Б0526 Заглушка мотора М-176 может быть установлена иа моторы BMW-VIb.
14аА Гайка к храповику.
На моторах BMW-VIb гайка имеет резьбу МЗЗ/200. На моторах М/176 гайка имеет резьбу М34/150. Б20196
119 и 119а Корпус подшипников верти- кальной передачи.
На моторах BMW-VIb корпуса имеют резьбу М22/150. На моторах М-176 корпуса имеют резьбу М24/125. Б0636 и Б0637
843 Штуцер.
На моторах BMW'-VIb штуцер имеет резьбу М22/150- На моторах М-17э штуцер имеет резьбу М24/125. Б20193
131ч Гайка глухая.
На моторах BMW-VIb гайка имеет резьбу М22/150. На моторах М-176 гайка имеет i резьбу М24/125. Б 20194
54
№ детали мотора BMW- VIb Наименование деталей и причина иевзаимозаменяемости № детали мотора М-176 № 401 Примечание
115* Коническая шестерня пере- дачи к магнето. На моторах BMW-VIb валик шестер- ни имеет шейки для шарикоподшип- ников 0 17—0,008 и 0 20—0,010 мм, длина шейки 0 17 — 0,008 равна 8 мм. На моторах М-176 валик имеет шейки 0 17+0,008 и 0 20-|-0,010 мм, длина шейки 0 17-|-0,008 равна 11 мм. Б0643
301 Картер распределительного вала. На моторах BMW-VIb внутренний диаметр в картере равен 0 54 + + 0,055 мм. На моторах М-176 внутренний диа- метр в картере равен 0 54 мм- Б0711 Картеры моторо1- BMW-V1B и М-176 взаимозаменяемы ком- плектом (собранным с подшипниками и крыш- ками).
249ан 250а Подшипник распределитель- ного вала (задний и средним). На моторах BMW-VIb наружный диаметр подшипника равен 0 54 _ мм. На моторах М-176 наружный диа- метр подшипника равен 54- 0,020 мм. Б0790 и Б0791 То же.
251 Подшипник распределитель- ного вала передний. На моторах BMW-VIb наружный диа- метр подшипника равен 0 54—0,20 мм. На моторах М-176 наружный диа- метр подшипника равен 0 54 + 0,040 мм Б0792 • •
279ап 278а Крышка кожуха шестерни распределительного валика. На моторах BMW-VIb для установки тахометра крышка имеет отверстие 0 45+0,045 мм. На моторах М-176 крышка имеет 030+0.040 мм. Б0761 и Б0762
23 0 Передача к тахометру. На моторах BMW-VIb корпус пере- дачи к тахометру имеет Б0798А Привод к тахометру мотора М-176 имеет стандартный наконеч- ник к гибкому валу.
55
№ детали 1 № детали мотора М-176 № 401 Примечание
мотора BMW- VIb Наименование деталей и причина невзаимозаменяемости
На моторах М-176 корпус передачи к тахометру имеет 0 30 +2’п12 мм —u,Uoc>
751А Корпус передачи к бензиновым помпам.
На моторах BMW-VIb резьба в кор- пусе под пробку Б20723 М27/200. На моторах М-176 резьба в корпусе М26/150. Б141
756А Валик передаточный привода бензиновой помпы.
На моторах BMW-VIb валик имеет диаметр шеек под шарикоподшипники 0 15—0,008 мм. На моторах М-176 валик тмеет диа- метр шеек под шарикоподшипник 154-0.008 мм. Б143
892 Рукоятка крана перепускного клапана воздушного само- пуска.
На моторах BMW-VIb для посадки на валик Б1619 рукоятка имеет конус и шпоночную канавку. На моторах М-176 рукоятка имеет квадрат 7x7 мм. Б1618 Комплект — ручки Б1618 и валик Б1619 мотора М-176 и мото- ра BMW-VIb взаимоза- меняемы.
893а Валик крапа перепускного клапана.
На моторах BMW VIb валик на конце имеет конус и шпонку Вудруфа для посадки рукоятки. На моторах М-176 валик имеет квадрат 7x7 мм. Б1619 Комплект — ручки Б1618 и валик Б1619 мотора М 176 и мотора BMW-VIb взаимозаме- няемы.
Примечание. Втулки Б111А винта моторов М-176 и М-1?а не идут на валы моторов BMW-VIb, так как вллы BMW-VIb изготовлены несколько полнее против валов моторов М-176 и М-17а,-
56
РАЗДЕЛ В ТОРО Й
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА МОТОРОВ
Основным методом ремонта моторов в мастерских школ и парков принять опера-
ционно-поточный (узловой) метод как наиболее целесообразный, давший лучшие резуль-
таты в повышении качества ремонта и уменьшении норм времени по сравнению
с бригадным методом.
Технологический процесс ремонта азиамо оров при операционно-поточном методе
расчленить ча следующие основные операции:
ЗАВИСИМЫЕ ОПЕРАЦИИ
1. Прием мотора в ремонт.
2. Разборка.
3. Очистка и промывка деталей.
4. Дефектация и укомплектовка выбракованных деталей.
5. Ремонт коленчатых валов.
6. „ картеров мстора.
7. „ шатунов, подбор роликов и обойм.
8. „ и подбор поршней.
9. „ вертикальных передач с последующим монтажем в картеры и подгонки
шестерен.
10. Сборка мотора.
11. Испытания мотора и сдача.
НЕЗАВИСИМЫЕ ОПЕРАЦИИ
12. Ремонт цилиндров.
13. „ распредваликов.
14. „ помп (водяных, масляных и бензиновых).
15. „ зажигания.
16. „ карбк раторов.
17. „ трубопроводки водяной системы и воздухопроводки.
ПРИЕМКА МОТОРА В РЕМОНТ
Причины н правила отправки в ремонт мотора
Мотор направляют в ремонт вследствие выработки, установленной эксплоатаци
онной Hop^jfc или вследствие появившихся неисправностей или аварий.
В склад ремфоида или непосредственно в мастерские моторы должны постуиать
упакованными в специальных ящиках или без них. но установленными на деревянных
или металлических подставках и прикрепленные к последним болтами или глухарями.
Перед отправкой из части моторы должны быть законсервированы согласно „Инструк-
ции по хранению и содержанию имущества и материалов ВВС РККА“. Моюры, еле
дующие из части непосредственно в мастерские, консервации для хранения не под-
лежат.
57
При отправке мотора в ремонт категорически воспрещается снятие, замена дета-
лей и агрегатов (приказ № 86 от 1930 года).
Как исключение, годные к работе свечи следует оставлять в части, а в свечные
отверстия цилиндров ввертывать негодные свечи или специальные пробки, но не оста-
влять их открытыми.
При транспортировке мотора до склада ремфонда или мастерских назначать
ответственное лицо — сдатчика мотора.
Оформление приемки мотора в ремонт
Прежде чем отправить мотор с эксплоатации в ремонт, инженер части служебной
запиской .сообщает начальнику производственного отдела мастерских о направлении
в ремонт мотора с указанием причины и номера мотора.
Начальник производственного отдела, получив сведения о поступлении в ремонт
мотора и выяснив загрузку моторного цеха, дает указания о направлении мотора
в ремонт непосредственно в мастерские или в склад ремфонда.
Плановая группа после визы начальника производственного отдела принимает на
учет мотор, открывает дело на него (если мотор пришел в ремонт первично) или
берет старое дело и оформляет принятие мотора в ремонт, сообщая одновременно
инженеру части об отправке мотора или в склад ремфоила или непосредственно
в мастерские; помощнику начальника мастерских по материальному обеспечению,
если мотор направляется в склад ремфонда; если мотор направляется для ремонта
непосредственно в мастерские, то открывает наряд и выписывает рабочие карточки на
разборку, иромывку и дефектацию мотора, направляя их с делом мотора начальнику
моторного цеха.
Примечания: 1. В схлад ремфонда при загрузке моторного цеха должны
напранляться моторы, только выработавшие установленный рессурс.
2. Моторы же, снятые с эксплоатации по аварийности или по каким-либо при-
чинам ие выработав ресурса, направляются непосредственно в мастерские.
Приемка мотора в ремонт непосредственно мастерскими
Начальник моторного цеха, получив рабочие карточки на разборку, промывку
и дефектацию мотора, дает распоряжение в приемную моторного цеха о принятии
и разгрузке приходящего в ремонт мотора.
Сдатчик, доставив мотор к приемной моторного цеха, докладывает о прибытии
мотора начальнику цеха и, получив указание, разгружает мотор в приемной мастерских.
В свою очередь начальник моторного цеха через начальника контрольного отдела
вызывает контролера-браковщика для приемки мотора
Контролер-браковщик совместно со сдатчиком мотора составляет акт наружного
осмотра в двух экземплярах. Копня вручается сдатчику, а подлинник акта с форму-
лярами на мотор и агрегаты передается начальнику моторного цеха для просмотра.
При сдаче мотора должен быть приложен формуляр с указанием причины от-
правки в ремонт, а также формуляры на агрегаты (магнето, карбюраторы и т. д)
В акте наружного осмотра должны быть отмечены все детали, пришедшие с мото-
ром, и их нумерация, а также обнаруженные неисправности, отсутствие или замена
деталей.
Начальник моторного цеха, просмотрев формуляры на мотор и агрегаты, а также
и ант наружного осмотра, дает указания о начале разборки мотора. После указания
58
начальника моторного цеха рабочие карточки на разборку и промывку передаются
бригадиру разборочно-промывочной, а дело мотора с формулярами иа мотор и агрегаты
совместно с рабочей карточкой па дефектацию передается начальнику дефектной
моторного цеха.
Моторы, поступившие в ремонт по выработке ресурса, разбираются под непосред-
ственным наблюдением бригадира разборочно-промывочной.
Моторы же, снятые по тем или иным причинам или аварийные, подлежат раз-
борке в присутствии постоянной комиссии, проведанной приказом по части.
В постоянную комиссию должны входить: председателем комиссии предъявитель
из контрольного отдела; членами — начальник моторного цеха и инженер части.
Прием в ремонт мотора, поступающего через склад ремфонда
Помощник начальника мастерских по материальному обеспечению, получив со-
общение о приемке мотора с эксплоатации н склад ремфонда, отдает приказание
начальнику склада о приемке на хранение мотора.
Сдатчик, доставив мотор в склад, докладывает о прибытии мотора начальнику
склада и, получив указание, разгружает мотор.
Начальник склада для приемки и составления акта наружного осмотра вызывает
контролера-браконщика через начальника контрольного отдела, который принимает
мотор и совместно со сдатчиком составляет акт наружного осмотра в двух экземпля-
рах (см. приемку мотора в ремонт непосредственно в моторный цех).
После приемки и составления акта наружного осмотра копия вручается сдатчику,
а подлинник совместно с формулярами на мотор и агрегаты через начальника склада
направляется в плановую группу.
Из склада ремфонаа моторы для ремонта в моторный цех передаются по требо-
ванию командования мастерских и поступают непосредственно иа разборку.
Разборка мотора
Разборка мотора производится согласно инструкции по уходу и эксплоатации
мотора М-17.
При разборке агрегаты мотора, как-то: масляная, нодяная н бензиновая помпы,
карбюраторы и агрегаты зажигания только отъединяются от мотора и передаются
с указанием номера мотора непосредственно в бригады, производящие ремонт агре-
гатов.
Указанные агрегаты разбираются н промываются непосредственно в ремонтных
бригадах.
После разборки и промывки агрегатов контролер-дефектчик совместно с брига-
диром дефектирует детали и составляет дефектную ведомость, которая направляется
в плановую группу, где выписываются рабочие карточки и передаются бригадирам для
исполнения, а дефектная ведомость на агрегаты подшивается к делу мотора.
Примечание. Если при разборке мотора под непосредственным наблю-
дением бригадира разборочно-промывочной обнаруживаются на моторе неис-
правные детали (поломка, перегрев, заедание н т. д.), то бригадир обязан доло-
жить начальнику дефектной для выяснения причины неисправности.
59
ЧИСТКА И ПРОМЫВКА ДЕТАЛЕЙ МОТОРА
После разборки мотора детали направляются в промывочную, где очищаются от
нагара, копоти и масла.
Для химической очистки деталей мотора рекомендуется два способа.
1. Химическая очистка по методу ВВА (горячая) *)
Реактивы, употребляемые по методу ВВА.
а) Для промывки алюминиевых деталей (на 1 л воды):
Углекислого натрия..........4,5 г
Едкого натрия ... . . 1,3 „
Фосфорно-кислого натрия . . . 1,45 л
Зеленого мыла ..............1,0 „
б) Для промывки стальных деталей (па 1 л воды)
Едкого калия ..................23,0 г
Углекислого натрия...........6,5 ,
Зеленого мыла . .............3,0 „
Примечания: 1. Вместо зеленого мыля брать хозяйственное в двойном
размере.
2. Реактивы употребляются технические.
Для химической очистки деталей по методу ВВА необходимы три железные ванны,
вмазанная каждая в отдельную кирпичную кладку и подогреваемые. Одна ванна пред-
назначается для реактива промывки алюминиевых деталей, вторая—для чистой воды
и третья — для реактива промывки стальных деталей.
Примечания: 1. Габариты ванн: длина 1 800 мм, ширина 700 мм
и нысота 450 мм; ванны сварные из 1-мм железа в каркасе из углового
железа
2. Габариты кирпичной кладки следующие: длина 2 300 мм, ширина 1000 .нм
и высота от пола 900 мм.
Способ очистки
В ванны с соответствующим реактивом и подогретые до температуры 60 — 80° С
погружаются алюминиевые или стальные детали (разрешается погружать их в холод-
ные ванны, а потом подогревать).
Время нахождения деталей в реактивах определяется способностью к очистке
самого реактива.
В тех местах, где плохо отстает нагар или грязь, необходимо прибегать к руч-
ной очистке с помощью кистей и щеток.
После очистки деталей в химических реактивах последние промываются в горя-
чей ноде для нейтрализации действия химсостава. Стальные детали после химической
промывки необходимо слегка смазать маслом (зеркало цилиндра, коленчатый вал, рас-
предвалик и др.) для предохранения от ржавчины. При промывке деталей химическим
способом рабочие должны иметь спецодежду — резиноный фартук и перчатки.
Над ваннами должны быть поставлены вытяжные кожухн с вснгнлятором от
электромотора. Электромотор должен быть изолирован от соприкосновения с паром.
В химической ванне промывают от 5 до 6 моторов, после чего добавляют 25% реак-
тива от состава новой ванны и доливают ваииу до нормы воде!!. После того как реа-
*) Хим. очистка деталей дана в циркуляре В /ч. 1127 Ni 5 от 1931 г.
60
ктив ослабнет, его необходимо вылить, а ванны вычистить от грчзи и заря
дить новым составом. Во время работы ванн всплываемые на поверхность масло,
и грязь удаляются специальными черпаками. Детали, залитые бабитом, в химическом
составе не промывать.
2. Химическая очистка по методу Юрча fколодная)
Реактивы, употребляемые для очистки: керос. на — 50%, скипидара — 30%, наша-
тырного технического спирта 25% водного раствора — 20%.
Перед погружением очищаемых деталей в указанный раствор первоначально они
погружаются в мыльный раствор с водой (мыла 15 — 20 г на 1 л воды) и тотчас выни-
мая тся.
Состав смеси вливается в ванну, внутри которой на некотором расстоянии от
дна прнкреплистся сетка с большими отверстиями, размерами до 18 мм; на послед-
нюю кладутся очищаемые детали, которые не соприкасаются с нашатырным спиртом,
находящимся на дне ваниы, как более тяжелого по удельному весу. Выходящие пары
от нашатырного спирта через керосин и скипидар действуют на нагар и грязь дета-
лей, разрушая последние. Очищаемые детали н в составе находятся в течение 24 часов
после чего вынимаются и промываются в керосине; кроме того детали протираются
щетками и тряпками.
Примечания; 1. Химсоставом, предложенным т. Юрча, можно пользо-
ваться неограниченное время.
2. Метод Юрча хорош для очистки поршней и цилиндров смешанной кон-
струкции и не требует подогрева.
3. Метод ВВА предпочтительнее, так как очистка деталей проходит быстрее
и не нужно расходовать бензина и керосина.
4. Разборку и промывку мотора производить одной бригадой.
5. Вайна, по методу Юрча, должна плотно закрываться.
ДЕФЕКТАЦИЯ И УКОМПЛЕКТОВКА ВЫБРАКОВАННЫХ ДЕТАЛЕЙ
После разборки и промывки мотор поступает в дефектную, где и принимается
назначенным браковщиком-дефектатором. Последний поиеряет праьильность количест-
венной подачи деталей, а также и качество промывки.
Примечание. Плохо промытые детали ие принимаются и отсылаются
для вторичной промывки, а в случае утери деталей делается отметка в рабочей
карточке.
Приняв мотор, браковщик-дефектатор расписывается в рабочей карточке и отдает
последнюю начальнику цеха.
Дефектация мотора проходит по двум линиям:
I) выбраковка деталей по наружному осмотру;
2) ныбраковка деталей по промерам.
При выбраковке деталей надлежит руководствоваться:
1) условиями браковки основных деталей мотора М-17;
2) таблицей допусков и зазоров;
3) картами промеров (последние являются дефектной ведомостью).
Обнаруженные неисправности в деталях по наружному осмотру отмечаются на
обороте карт промеров. После наружного осмотра детали промеряются и резуль-
61
тяты записываются в карты промеров, затем выводятся зазоры между сопрягающимися
деталями по данным промеров.
Детали забракованные красятся красной краской, а требующие ремонта —
синей.
На детали, которые не имеют карт промеров, необходимо составлять отдельный
лист дефектной ведомости с указанием необходимого ремонта на основаниии наружного
осмотра. Продефектировав весь мотор и укомплектовав, браковшик-дефектатор предъ-
являет дефектную ведомость начальнику дефектной для проверки. Начальник дефект-
ной, проверив дефектную ведомость, подписывает ее и рабочую карточку на дефе-
ктацию. Дефектная ведомость отсылается в плановую группу для выписки рабочих
карточек и дачи указаний о дальнейшем направлении мотора, рабочая же карточка
на дефектацию передается начальнику цеха. Одновременно с дефектной ведомостью
передается дело мотора с формулярами иа мотор и агрегаты в плановую группу.
Укомплектовка выбракованных деталей
Укомплектовка забракованных деталей за исключением: шпилек, болтов, гаек
и шайб, должна выполняться контролером-дефектшиком.
Например: 1) заменяемые цилиндры должны быть подобраны по камере сгорания
по высоте и толщине фланцев крепления цилиндров. 2) шатуны —• по весу и длине
3) поршни — по весу, высоте, по внутреннему диаметру бобышек, поршневые
пальцы — по диаметру к бобышкам и поршневые кольца в канавке поршней — по за-
зору и т. д.
Подобранные к мотору поршни передаются вместе с деталями мотора на хране-
ние в промежуточный склад.
Промежуточный склад
По указанию продефектированный мотор сдается или целиком в промежуточный
склад или частично (при передаче деталей в ремонтные бригады).
Контролер-дефектатор, сдавая мотор в промежуточный склад, отмечает на доске
стеллажа номер мотора и свою фамилию, а также следит за укладкой деталей пере-
даваемого мотора (чтобы последние не были перемешаны с деталями другого мотора)-
За целость и сохранность деталей несет ответственность в дальнейшем кладов-
щик.
Промежуточный склад хранит мотор до окончания ремонта всех деталей и узлов,
после чего передает в сборку.
ЦЕХОВОЙ КОНТРОЛЬ
Приемка деталей и узлов после ремонта производится цеховым контролером,
браковщиком, который принятые детали и узлы с распиской о приеме работы в рабо-
чей карточке направляет в промежуточный склад.
Кладовщик, принимая детали по номерам мотора, указанных в рабочих карточках,
кладет детали на соотве:ствующий стеллаж, а рабочие карточки направляет началь*
нику цеха.
Обязанность цехового контролера заключается в приемке отремонтированных
узлов, деталей и в постоянном наблюдении за правильным выполнением работ на всех
операциях по ремонту и монтажу. Контролер дает через плановый отдел дополнитель-
ные рабочие карточки на обнаруженные неисправности в деталях во время работы
и не отмеченные контролером-дефектчиком; ведет промеры замененных и отремон
62
тированных деталей, отмечая результаты в карточке примеров и при необходимости
составляет их заново (при сильной загрузке в цеху привлекает для промеров при-
крепленного к этому мотору дефектчика); ведет наблюдение за сборкой мотора; прини-
мает мотор от сборщиков и с испытательного станка.
Дефектация деталей и контроль в цеху являются важнейшими и ответственными
операциями при операционном ремонте и должны производиться опытными и квали-
фицированными работниками.
Контролеры-браковщики несут административную и материальную ответственность
за правильную выбраковку и приемку деталей, а также двигателя в целом.
Работа, не принятая контролером-браковщиком от ремонтной бригады вследствие
неудовлетворительного ремонта, не оплачивается и производится вновь данной бри
гадой или отдельными исполнителями.
Контролеры-браковщики непосредственно подчиняются начальнику контрольного
отдела. Начальник контрольного отдела непосредственно подчиняется начальнику
мастерских или его заместителю.
Техническое руководство и контроль за качеством отработки деталей дефектной
моторного цеха лежат на начальнике контрольного отдела.
Примечание. План работы мастерских должен быть построен так,
чтобы дефектированиых моторов в промежуточно ' складе находилось до месяч-
ной потребности.
Это даст возможность, с одной стороны, плановой группе и группе организации
труда составить реальный промфинплан для моторного цеха, с другой — помощнику
начальника мастерских по материальному обеспечению своевременно обеспечить зап
частями для выполнения этого промфинплана.
Примечание. Дела моторов после окончания ремонта мотора и сдачи
его в эксплоатацию хранить в контрольном отделе.
УСЛОВИЯ БРАКОВКИ ОСНОВНЫХ ДЕТАЛЕЙ Л) ОТО РА
Л1-17 ПРИ ОСМОТРЕ ПЕРЕД РЕМОНТОМ
Признак браковки (дефект) 1 Способ обнаружения дефекта Заключение
।
Главный картер мотора.
1. Увеличение внутреннего диаметра
гнезд для коренных вкладышей.
(Посадка вкладышей с натягом нитке
установленного предела).
2. Увеличение по ширине гнезда
для колец упорного шарикоподшип-
ника.
3. Трещина или излом в гнезде упор-
ного шарикоподшипника по длине.
4. Трещина в гнезде сальника носка
картера.
5. Трещины на лапах крепления
мотора к подпорным брусьям между
бобышками, в средней части лапы,
с началом от края.
6. Трещины на фланцах соединения
двух половин картера.
7. Трещины в гнезде вкладышей.
8. Трещины в обеих перемычках
одного окна половинок картера с нача-
лом от плоскости разъема.
9. Трещины в перемычках одного
окна ниясней половины картера с на-
чалом от диища картера.
10. Трещины в перемычках окон,
верхнего картера между цилиндрами
одного ряда
11. Трещины в перемычке конька
между цилиндрами правой и левой1
групп.
Обмер прибором Подлежит забракова-
с индикатором. нию при увеличении диа- метра гнезда сверх уста- новленного размера. При меньших размерах сле- дует поставить увеличен- ного размера по наруж- ному диаметру вкладыш.
Обмер штангелем Подобрать или пригнать
или проверка вкла- другие кольца с плотной
дыванием в канавку колец без вала. посадкой в гнезде.
Простукивание и Подлежит забракова-
осмотр с лупой. нию.
То же. Подлежит ремонту.
Я Длиной не более 10— 15 мм допустить, засвер- лив конец. Во всех осталь- ных случаях подлежит за- бракованию.
н Следует предотвратить распространение трещи- ны, засверлив конец. При надобности поставить на трещину заплатку.
я Подлежат забраковке.
я Трещины длиною не более 20—25 мм следует засверлить концы с по- становкой заклепок. При более длинных трещинах отправить иа ремзавод.
я С трещинами во всю ширину перемычек гпол- лежит забракованию. С трещинами менее поло- вины ширины перемычек— отправке на ремзавод.
1» При длине более 15 мм подлежит забракованию.
я Подлежит забракова- нию.
1
Признак браковки (дефект) Способ обнаружения дефекта Заключение
12. Трещины у шпилек крепления Простукивание и Трещины длиной, рав-
цилиндре в. осмотр с лупой. 1 ной половине длины ввер- нутой резьбы шпильки, следует предотвратить распространение трети - вы, засверлив конец. При большей длине трещин подлежат отправке для ремонта в ремзавод
13. Пробоины в картере. Осмотр. В боковых стенках ме- жду перегородками не- большие пробоины под- лежат ремонту с поста- новкой заплат. При больших пробои- нах забраковать.
14. Увеличение внутреннего два- Обмер прибором Поставить стаканы уве-
метра отверстий под стаканы наклон- ных и нижней вертикальных передач. с индикатором. личенного размера по на- ружному диаметру с со- ответствующими монтаж- ными допусками.
15. Неровность поверхности сопри- Поверка линей- Следует пригнать шаб-
косновения двух половинок (плоскость разъема) карч ера. кой или на краску одна половинка по другой. ровкой.
16. Неровность плоскостей под флянцы цилиндров. Поверка линей- ка й на краску или измерение щупом. Пришабрить.
17, Забитая или сорванная резьба в гнездах шпилек. Осмотр. Постановка индивиду- альных шпилек с увели- ченным диаметром или вставкой бронзовых ввер- тышей для нормальных шпилек.
18. Попадание масла в воздушные Испытание керо- Раскатать концы тру-
окна из-под трубок в отверстиях верхней половинки картера для стяж- ных шпилек. сином под давле- нием в 2—3 атмо- сферы. бок.
19. Повреждение маслопроводной Осмотр и поверка При невозможности за-
магистрали. керссинсм под да- влением 6—8 атмо- сфер. менять в части направить для ремонта в ремзавод.
20. Разрушение в виде инееподоб- ного налета ^коррозия). Осмотр. Подлежит забраковке.
Коленчатый вал.
1. Износ шеек коренных и мотыле- Обмер микроме- Подлежит забрякова-
вых больше установленного предела (изнашиваются больше 5 и 8 корен- ные шейки). тром. НИЮ.
5—Руков. по ремонту мотора М-17.
65
Признак браковки (дефект)
Способ
обнаружения
дефекта
Заключение
I
2. Овальность коренных шеек.
Обмер микроме-
тром.
3. Овальность мотылевых шеек.
То же.
4. Конусность коренных шеек.
5. Конусность мотылевых шеек.
6. Риски, царапины, забоины и ржав-
чина на шейках вала.
7. Неровная рябоватая поверхность
с точечными вкраплениями мотылевых
шеек.
8. Выкрошивание цементационного
слоя мотылевых шеек.
Осмотр.
То же.
При предельно допусти-
мой овализации только на
5 и 8 коренных шейках
допустить выводку овалов
вручную с отметкой в
формуляре. При повтор-
ном получении овализапни
на указанных шейках, а
также и на остальных-
коренные шейки подлежат
шлифовке н выверке на
шлифовальном станке.
Следует вывести вруч-
ную с последующей шли-
фовкой и полировкой
шеек.
При конусности на 1—3
шейках вывести вручную
с последующей шлифов-
кой, полировкой и повер-
кой индикатором. При
конусности всех шеек—
шлифовка и поверка ко-
ленвала на станке.
То же
Вывести шлифовкой
вручную с последующей
полировкой шеек.
То же
Следует вывести шли-
фовкой вручную до полу-
чения чистой и гладкой
поверхности шейки. Ос-
тавшиеся одна-две не-
вызеденные шлифовкой
язвинки выкрошившегося
цементационного слоя сле-
дует уничтожить выбор-
кой луночек на шейке,
причем луночка по длине
должна быть расположена
по окружности и длиною
не более 10 леи, шириною
луночки не более 3 мм
и глубиною не более
1,00 мм, но не должно
наблюдаться следов тре-
щин и черновин. При
сильном выкрошивании—
шлифовка на станке.
66
Признак браковки (дефект) Осмотр обнаружения дефекта Заключение
9. Трешины на шейках, щеках Осмотр с лупой, Подлежит ззбракова-
и галтелях. простукивание. НИЮ.
10 Шлаковые включения на корен- То же. Допустимы общим ЧИС-
ных и мотылевых шейках. 11. То же на щеках и носке вала. лом 30 шт. с обшей дли- ной 30 им. Наибольшая длина шлаковины 3 мм. Наибольшая длина шлако- вик на одной шейке 10л.« То же.
12. Шлаковые включения на галтелях Я 11одлежит забракова-
шеек вала. 13. Прогиб вала. Обмер индикатс- НИЮ. Следует выправить. При
14. Биение носка вала (погнутость). ром на поверочной плите, токарном или шлифовальном станках. То же. невозможности выпра- вить—вал забраковать. То же.
15. Эксцентричность коренных шеек п Прошлифовать все шей-
вала (оси ше£к не лежат на одной линии общей оси вседствие одно- ки с опного центра (за- воде, ой ремонт).
сторонней сработки И ссшлифовкн во время периодических ремонтов вруч- ную). Допустить к работе
16. Сорвана резьба носка вала. Осмотр.
• 17. Забита резьба носка вала. То же. с сорванной резьбой в любом месте не более трех ниток. Тщательно зачи- стить резьбу и пришлифо- вать гайку. При небольшом коли-
18. Нашвартовывание (наклеп) метал- п честве резьбу выправить и вал пропустить. Вывести ручной шли-
ла, втулки винта на носок вала. 19. Негерметичность заглушек вала. Поверка кероси- фовкой. При больших по- вреждениях шлифовка на станке. Притереть заглушки.
20. ‘Перегрев шеек вала выше со- ном под давлением 6—7 атм. Осмотр. Подлежит окончатель-
ломенно-желтого цвета. 21. Тоже носка вала. ной забраковке. Подлежит забраковке.
Примечание. Сомнительные трещины и волосовины подвергнуть рентгеновскому просвечиванию.
I лавине и добавочные (прицеп-
ные) шатуны.
1- Трещины в верхних головках Осмотр с лупой Подлежит забраковке.
шатунов. 2. Трещины в нижних головках и простукиванием. То же. То же
11 в проушинах главных шатунов.
S'
67
Признак браковки (дефект) 1 Осмотр обнаружения дефекта Заключение
3. Трещины в вилках прицепных Осмотр с лупой Подлежат забраковке.
шатунок. и простукиванием.
4. 1 решины в теле шатунов. То же. То же.
5. Глубокие, риски и ржавчина на цементированных рабочих поверх- ностях. Г Подлежат шлифовке вручную с помощью при- способления.
6. Неровная (рябоватая) поверхность с точечными вкраплениями в месте катания роликов. Осмотр. То же.
7. Выкрошивание цементационного слоя в нижней головке и проушине главного шатуна. То же. Шлифовкой вручную с помощью приспособле- ния получить гладкую, ровную п )верхиость. Ос- тавшиеся одна-две невы- веденные шлифовкой яз- винки выкрошившегося цементационного слоя сле- дует уничтожить выбор- кой луночек, причем лу- ночка по длине должна быть расположена по ок- ружности длиною не более 6—7 ми, шириною 2— 2,5 мм и глубиною не более 0,75 мм. При силь- ном выкрош Иванин рас- шлифовка окон до предела на станке.
8. Овализация внутреннего диаметра Обмер п ибором При невозможности вы-
нижней головки и проушин л! главного шатуна. с индикатором. вести шлифовкой вруч- ную при помощи приспо- собления расшлифовать на станке.
9. Конусность окон иижней головки и проушины главного шатуна. То ж . То же.
10 Износ внутреннего диаметра нижней головки или проушины глав- ного шатхна выше допустимого. » Подлежит забракова- нию.
11. Погнутость шалунов (непарал- Поверка иидикто- При невозможности вы-
лельность осей верхней головки по ром на приспособ- править — браковать.
отношению к нижним). лении.
12. Овализация внутреннего диа- О >мер прибором Впрессовать бронзовые
метра верхних головок (при работе с плавающими втулками) выше допу- стимой. с индикатором. втулки.
13. Износ» внутреннего диаметра бронзовой втулки верхней головки (за- зор между втулкой и пальцем больше допу стимого). То же. Следует развернуть под палец ремонтного размера с увеличенным наружным диаметром.
14. Перегрев головок шатунов (вы- ше желто-соломен). Осмотр. Подлежит забракова- нию.
15. Разработка отверстий в вилке Обмер прибором Следует поставить ре-
прицепного шатуна. с индикатором. монгного размера пальцы, увеличенные по наруж- ному диаметру.
68
Способ
обнаружения
дефекта
Признак браковки .дефект)
Заключение
Большие и малые ролики.
1. Трешины на роликах. 2. Выработка роликов по образую- щей. ъ 3. Подбор роликов по диаметру. 4. Конусность роликов. 5. Задиры и выкрошивание роликов. 6. Ржавчина на роликах. 7. Перегрев роликов (цвета побе- жалости). 8. Риски на роликах. 9. Забоины на торцах. Большая роликовая обойма. Осмотр. Поверка на про- свет на плитке „Иогансон“ или на хорошо пришабрен- ной. Обмер минимет- ром или оптимет- ром. То же. Осмотр. То же. И п » Подлежат забракова- нию. При неполном прилега- нии образующей ролика к плитке—подлежат за- бракованию. В одной группе диа- метры роликов должны ле- жать в пределах 0,005 мм. То же. Подлежат забракова- нию. То же. п С незначительными кольцевыми рисками про- пустить. Если забоины не выхо- дят на границу рабочей поверхности, зачистить и допустить.
1. Сработка торцов обоймы. 2. Большой износ обоймы по на- ружному диаметру в месте работы главного шатуна. 3. Большая разработка обоймы между буртиками в месте работы главного ша- туна. 4. Разработка гнезд в обойме год ролики выше установленных допусков. 5. Трещины. 6. Забоипы. 7. Помгтости. Обмер щупом за- зора между торцом и щецой колензала. Обмер микромет- ром. Обмер щупом за- зора между шату- ном и буртиками. Обмер щупом. Осмотр. То же п При зазоре выше допу- стимого подлежит забра- кованию. Ориентироваться иа до- пустимые зазоры между шатуном и обоймой. При зазоре выше допу- стимого подлежит забра- кованию. Использовать для рабо- ты с роликами большего диаметра. Подлежит забракова- нию. При невозможности за- чистить — забраковать. При невозможности ис- править — забраковать.
Малая роликовая обойма. •
1. Износ по наружному диаметру (зазор в проушине больше допусти- мого). 2. Износ по внутреннему диаметру (зазор между пальцем и обоймой больше допустимого). Обмер микромет- ром. Обмер щупом. • Использовать для рабо- ты в проушине с малым диаметром. Использовать для рабо- ты с пальцем ремонтного размера, увеличенного ио наружному диаметру.
69
Признак браковки (дефект) Способ обнар} жения дефекта Заключение
3. Разработка гнезд в обойме под ролики. 4. Трещины. 5. Ролики плохо выходят из гнезда (ненормальная сработка всей обоймы). Обмер щупом. Осмотр. Осмотр. Использовать для рабо- ты с роликами большего диаметра. Подлежит забракова- нию. То же.
Коренные вкладыши.
1. Износ больше установленного по внутреннему диаметру бабита. 2. Износ по наружному диаметру при разработанных гнездах. 3. Трещины в теле вкладыша. 4, Трещины и выкрошивание ба- бита. 5. Риски и царапины на бабите. 6. Наволакивание бабита на холо- дильники. 7. Нттяг вкладыша в гнезде картера больше установленного (по диаметру). 8. Плохое прилегание внешней по- верхности вкладыша к гнезду картера (посадка в гнезде). Упорный шариковый ПОДШИП- НИК. Обмер прибором с индикатором. Обмер микромет- ром. Простукивание, осмотр с лупой. То же. Осмотр. То же. Проба на краску по флянцу при со- бранном картере или щупом. Шуп 0,05 мм не должен проходить между перегород- ками картера. Проба на краску в гнезде картера. Поставить на коленча- тый вал с большим диа- метром. При невозможности ис- пользовать для дальней- шей работы в гнездах кар- тера с меньшими диамет- рами — забраковать. Подлежит забракова- нию. То же Зачистить шабровкой. Произвести зачистку и сделать холодильники. Сошлифовать торцы вкладышей картера но разъему. Следует промерить гне- здо картера и в случае большой овальности при- шабрить гнездо по вкла- дышу. Если овала в гнез- де вкладыша нет- следует подогнать вкладыш по гнезду.
1. Ржавчина на шариках со следами раковин. 2. Трещины или выкрошиаание на шариках. 3. Трешины или выкр шадание це- ментационного слоя обойм подшип- ника. 4. Ржавчина со следами раковин на рабочей поверхности обойм подшип- ника. 5. Перегрев шарикоподшипника (цвета побежалости). Осмотр. Осмотр с лупой. Простукивание, осмотр с луной. Осмотр. То же. Подлежит забраковав НИЮ. То же. я В
70
Способ
Признак браковки (дефект) обнаружения Заключение
дефекта
• " " *~ ' Обойма упорного шарикопод- шипника.
1. Прославление по гнезду главного картера. 2. Трещины у буртиков обоймы. 3. Зазор больше допустимого между шарикоподшипником и обоймами. Проверка иа ощуп без подшип- ника. Простукивание, осмотр. Обмер щупом. Подлежат замене. Подлежит забракова- нию. Следует пригнать новые с минимальным зазором.
Распорные полукольца.
1. Наклеп иа наружной или вну- тренней поверхности полуколец. 2. Прослаблены по длине шейки вала между буртиками. 3. Зазор больше допустимого между упорным шарикоподшипником и бур- тиками полуколец. 4. Трещины на галтели буртика по- луколец. Осмотр. Обмер на ощуп по долевой игре по- луколец на шейке. Обмер щупом при разборке мотора. Простукивание, осмотр с лупой. С наклепом не более 10—15'7о поверхности произвести зачистку с за- меной обжимного кольца. Подлежит забракова- нию. То же. И
Установочное кольцо для полу- колец коленчатого вала.
1. Разработка внутреннего диаметра кольца. 2. Трещины в теле кольца. Обмер прибором с индикатором и при разборке х пор- ного шарикопод- шипника легко сни- мается. Осмотр и прос- тукивание. Подлежит постановке при полукольцах увели- ченного наружного диа- метра. Подлежит забракова- нию.
Шестерня коленвала.
1. Прослаблена на шлицах хвосто- вика. 2. Выработка зубьев шестерен по толщине выше допус-.имого. 3. Выкрошивание зубьев шестерен. 4. Забоины на зубьях и шлицах тестер; и. 5. Трещины в зубьях и в теле ше- стерни. Проверка на ощупь. Осмотр. То же. \ Простукивание, осмотр с лупой. Допустить качку до 0,40 мм (приблизительно 0,75°), но не допускать наклепа. Подлежит забракова- нию. То же. При невозможности за- чистить — забраковать. Подлежат забракова- нию. <•
71
Признак браковки (дефект) Способ обнаружения дефекта Заключение
Плавающая втулка. 1. Износ сверх предела по наруж- Обмер микроме- Подлежит забракова-
ному и внутреннему диаметрам. тром и прибором НИЮ.
2. Трещины или поломка втулки. с индикатором. Осмотр. То же
3. Глубокие задиры на наружной То же. -
и внутренней поверхностях. 4. Заедание втулки на пальце или •>
в верхней головке шатуна. 5. Наклеп риски и забоины на по- 1» Зачистить и зашлифо-
верхностях втулки. ваты
6. Перегрев втулки. п Подлежит забракова-
Поршневой палец и палец про- ушивы добавочного шатуна. 1. Износ больше установленного. Обмер микроме- НИЮ. Нормального размера—
тром. подлежит браковке. Ре-
2. Трещины в теле пальца. Простукивание, монтного размера — со- шлифовке до нормального размера. Подлежат забракова-
осмотр с лупой. нчю.
3. Выкрошивание цементационного Осмотр. То же.
СЛОЯ. 4. Перегрев пальца (цвета побежа- »
лости) 5. Наклеп металла на наружной по- п При сильном наклепе
верхности. (более 10%) б месте ра-
6. При нашвартовании алюминия я боты верхней головки ша- туна забраковать. Зачистить.
на концы пальца. -
Поршни мотора. 1. Износ по диаметру больше уста- Обмер микроме- Подлежат забраковке.
новленного размера. тром.
2. Трещины в днище, бобышках и Осмотр и про- То же.
других местах. стукивание.
3. Поломка буртиков межяуколен- Испытание буртн-
ных гнезд. ков на изгиб.
4. Выгорание днища поршня. Осмотр.
5. Разработка канавок по ширине. Обмер щупом со Поставить поршневые
стандартным раз- кольца ремонтного раз-
мером кольца. мера.
6. Разработка диаметра бобышек. Обмер прибором Развернуть бобышки
с индикатором. под палец ремонтного раз-
7. Овальность поршня выше уста- Обмер микроме- мера. Подлежат забракова-
новленного размера. тром. нию.
72
Признак браковки (дефект) Способ обнаружения дефекта Заключение
8. Овальность бобышек выше уста- Обмер прибором Развернуть бобышки
новленного размера. с индикатором. под палец ремонтного раз-
9. Наволакивание (нашвартовывание) алюминия на рабочей поверхности от сильного нагрева. Осмотр. Подлежат забракова- нию. При небольшом на- волакивании зачистить.
10. Глубокие риски в большом ко- То же. То же.
личестве но образующей.
11. Выломлен буртик стопорного W
кольца.
12. Надир в отверстии бобышек. Поршневое кольцо. » Развернуть бобышки под палец ремонтного раз- мера.
1. Потеря упругости кольца. Поверка прибо- ром или на пробу рукой. Осмотр. Подлежат забракова- нию.
2. Выкрошивание скоса стыка и То же.
глубокие риски. Поверка на свет в кольце.
3. Овал кольца (пропуск газа). И
4. Зазор в стыке больше устано- вленного. Промер щупом в кольце калибра. п
5. Зазор в стыке меньше устано- вленного. То же. Произвести подпиловку стыка.
6. Износ кольпа по толщине выше Промер микро- Подлежит забракова-
предела. метром. нию.
Цилиндр.
I. Износ рабочей части сверх нре- Обмер прибором Расшлифовать до диа-
дельного—160,20 мм. с индикатором. метра 160,45—160,50 мм с постановкой ремонтных поршней.
2. Овальность сверх предельного. То же. То же.
3. Конусность. я
4. Глубокие риски и раковины по Осмотр. Я
зеркалу цилиндра. ' Устранить с последу- ющей шлифовкой вруч- ную забран, поршнем с надетыми кольцами.
5. Ржавчина, забоины и нашварто- вывание тела поршня на зеркало ци- линдра. Го же.
6. Течь цилиндра через соединение Испытание керо- Подлежит забракова-
клапанных коробок и в днище. сином под давлени- ем 30 атм. изнутри цилиндра. НИЮ
7. Износ клапанных гнезд сверх Слепок воском, Подлежит окончатель-
установленного предела. парафином или гип- сом. ному забракованию.
8. Разработка гнезд втулок напра- Обмер калибром Поставить втулки ре-
вляюших клапанов. или спец, нутроме- ром. монтного размера с уве- личенным диаметром. 1
13’J 'У'П w
73
Признак браковки (дефект) Способ обнаружения дефекта Заключение
9. Трещины по зеркалу цилиндра. 10. Течь рубашек цилиндра. 11. Забитость гнезда шпилек. 12. Помятость рубашек. 13. Коробление и выгорание гнезда клапана. * Простукивание, осмотр с лупой, ис- пытание керосином под давлением в 30 атм. Испытание теп- лой водой под да- влением 2—3 атм. или сжатым возду- хом, опуская ци- линдр в воду. Осмотр. п Поверка нерабо- тавшим клапаном и Подлежит забракова- нию. Подлежит ремонту. За- варка автогенным спосо- бом. Устранить соответству- ющим ремонтом. При невозможности вы- править — забраковать. Расшорошить гнездо до пределов износа.
14. Перегрев цилиндра (цвета побе- жалости). Осмотр. Подлежит забракова- нию.
Направляющие втулки клапа- нов.
1. Износ по внутреннему диаметру выше установленного. 2 Прославленье по наружному диа- метру. 3. Ось внутреннего отверстия не совпадает с осью наружной поверх- ности. 4. Трещины н задирины. Обмер калибром или нутромером. Поверка на ощупь или микрометром. Перед тем как выбить старую втул- ку» убедиться в хорошем прилега- нии седла клапана к гнезду. Осмотр и про- стукивание. То же. Подлежат замене. Подлежат забракова- нию. То же.
Клапана цилиндров.
1. Износ торца штока клапана боль- ше установленного. 2. Выкрошивание торца клапапа. 3. Износ штока по диаметру. 4. Наволакивание бронзы направляю- щей втулки на пион. 5. Коробление грибка клапана. 6. Риски и раковины на седле кла- пана. 7. Прогорание клапана. Осмотр. То же. Обмер микроме- тром. Осмотр. Поверка по конт- рольному отвер- стию. Осмотр. То же. п Зашлифовать. Подлежат забракова- нию. Следует зашлифовать. Прошлифовать седло на шлифовальном станке. За невозможностью испра- вить—забраковать. Следует прошлифовать на шлифовальном станке. Подлежит забракова- нию.
74
Признак браковки (дефект) Способ обнаружения дефекта Заключение
Пружины клапана. •
1. Трещины в проволоке. 2. Потеря упругости. 3. Неравномерность навивки пружин. 4. Оста ючные деформации (севшая пружина). 5. Следы от соприкосновения вит- ков между собою. Осмотр и про- стукивание. Обмер стрелы прогиба пружины под нагрузкой. Осмотр. То же. п Подлежат забракова- нию. То же. И Ч п
Возвратные клапаны само- спуска. ♦
1. Прогар клапана. 2. Коробление грибка клапана. 3. Сорвана резьба под гайку кла- пана. 4. Выгорело гнездо корпуса. 5. Сорвана резьба корпуса, трещины и пр. 6, Потеря упругости пружины. Осмотр. То же. п г » м я W п V} и
Втулка винта.
1. Ржавчина и наклеп в конусе втулки. 2. Сильные выбоины в конусе втулки. 3. Искривление фланцев втулки. 4. Трещины на фланцах и шейке втулки. 5. Сорвана резьба под съемник втулки. Осмотр. То же. Осмотр и поверка ПО <ПЛИТс. Простукивание и осмотр. Осмотр. Зачистить фовать. Подлежит НИЮ. Выправить. Подлежит НИЮ. То и прошли» забракова- забракова- же.
Шестерни мотора.
1. Выработка зубьев шестерни. 2. Разработка шлиц. 3. Выкрошивание зубьев. 4. Трещины на зубцах и теле ше- стерни. 5. Забоины на зубцах и шлицах. Осмотр и обмер зубомерсм. Поверка щупом. Осмотр. Осмотр и про- стукивание. Осмотр. При выработке выше до- пустимого— забраковать. Использовать на других моторах. I (одлсжат забракова- нию. То же. Произвести зачистку.
Шариковые подшипники. 1. Ржавчина и раковины на шари- ках и поверхности качания. То же. Подлежат НИЮ. забракоеа-
75
Признак браковки (дефект) Способ обнаружения дефекта Заключение
2. Трешины и выкрошивание ша- риксв. 3. То же, обойм. 4. Радиальный люфт (зазор) шари- ков в обойме. Передаточные валики. • Осмотр. То же. Определить на ощупь и звук но время движения без смазки. Подлежат забракова- нию. То же. Я
1. Износ рабочей поверхности шеек больше установленного. 2. Перегрев шеек(цвета побежалости). 3 Излом валика. 4. Трещины в теле валика. 5. Изогнутость валика (биение). 6. Риски, зазоры, ржавчина и рдко- вины на шейках. Обмер микро- метром. Осмотр. То же. Простукивание и осмотр. Поверка ;на бие- ние интикатером на стайке или плите. Осмотр. Следует выправить. Исправить, прошлифо- вав на станке или вруч- ную.
Стаканы передаточных валиков.
1. Слабая посадка стакана в гнезде картера. 2. Выработка гнезда вкладышей по диаметру. 3. Свищи и трещины на стенках стаканов. 4 Трещины и излом фланцев стака- нов. Картер распределительного валика Обмер микроме- тром. То же. Осмотр, просту- кивание и продувка воздухом. Осмотр и про- стукивание. Подлежат замене. Поставить вкладыши увеличенного диаметра. При нeвoзvoжнocти по- ставить заплатку, ввертыш или заварить. Подлежат з :бракованию. За невозможностью отре- монтирова>ь путем навар- ки или сварки подлежат забракованию.
1. Трещины в теле картера. 2. Погнутость картера или коробле- ние. 3. Износ гнезд клапанных коромы- сел. Осмотр и про- стукивание подве- шенного картера. Поверка на пли- те. Позерка на ощупь и краску коромыс- лами. Подлежит забракова- нию. Стальные картеры с ма- лой погнутостью испра- вить. Сильно погнутые стальные и погнутые дю- ралевые подлежат забра- кованию. Следует пригнать ша- бровкой и притиркой крышки к картеру с по- слеиуюшей пришабровкой гнезда по оси коромысла.
76
Признак браковки (дефект) Способ обнаружения дефекта Заключение
4. Неровность поверхности сопри- Поверка по плите Следует пригнать ша-
косновения с крышкой распредели- тельного валика. на краску. бровкой и притиркой крышки к картеру с по- следующей пришабровкой гнезда по оси коромысла.
Распределительный вал.
1. Износ шеек вала (изнашиваются Обмер микроме- Подогнать вкладыши по
незначительно). тром. диаметру шеек.
2. Износ подшипников распред, вала по внутреннему диаметру. Обмер прибором с индикатором. Подлежит браковке.
3. Износ кулачков больше устано- вленного. Поверка при ре- гулировке. То же.
4. Неравномерный износ кулачка по ширине его. Осмотр. Следует выравнять шли- фовкой.
5. Задир кулачков. , То же. То же.
6. Трещины на кулачках, шейках и других местах. Я Подлежат забракова- нию.
7. Раковины от ржавчины на кулачке. п Неглубокие и в неболь- шом количестве зачистить.
8. Погнутость валика. Поверка инди- катором на плите, станке или спец, приборе. Следует выправить.
9. Выкрошивание цементационного слоя на кулачках. Осмотр. Подлежит забракова- нию.
10. Перегрев кулачков. То же. Го же.
Коромысла.
1. Задиры на шейках. Осмотр. Следует зашлифовать.
2. Погнутость рычага коромысла. То же. Подлежит забракова- нию.
3. Сорвана резьба под ударник или и То же.
стягивающий болтик.
4. Поломка или трещина на коро- мыс е. Осмотр и про- стукивание. п
5. Ржавчина и забоины на рабочих шейках. Осмотр. Зачистить и прошли* фовать.
Ролики и пальцы коромысел.
1. Неравномерный износ рабочей по- верхности ролика. Осмотр. Подлежит забракова- нию.
2. Трещины и глубокие раковины на роликах. Осмотр и про- стукивание. То же.
3. Выкрошивание цементационного Осмотр. И
СЛОЯ.
4. Цвета побежалости на поверхности То же. V
ролика.
5. Заедание на пальце коромысла. Определение на ощупь. Следует заменить палец и подогнать.
6. Большой износ пальца. Осмотр на ощупь. Подлежит забракова- нию.
77
Признак браковки (дефект) Способ обнар\ жения дефекта Заключение
Болты, шпильки и гайки.
1. Потянута или сорвана резьба. Осмотр. Подлежат забракова- нию.
2. Забитая резьба. То же. Незначительный по раз- мерам дефект — испра- вить, пройдя плашками, остальные браковать.
3. Забиты головки или гайки. 1 и При невозможности ис- править запиловкой забра- ковать.
4. Погнутость болта или шпильки. Просмотр на про- свет на линейке или плите. Подлежит забракова- нию.
5. Слабая посадка гайки н нарезке. Осмотр на ощупь. То же.
6. Тугая посадка гайки в нарезке. То же. Следует прогнать плаш- ками резьбу шпильки или болта.
Водяная помпа.
1. Трещины на корпусе помпы. Осмотр и иро- сту кива не. Подлежит забракова- нию.
2. Корпус крышки имеет трещины То же. Подлежит ремонту.
на фланце.
3. Задиры и неровный износ валика. Осмотр. • Следует шлифовать.
4. Износ бронзовых втулок ио диа- метру. Обмер прибором с индикатором. Заменить втулку.
5. Задир втулки по фланцу. Осмотр. То же.
6. Трещины или поломка крыльчатки. То н е. Подлежит забракова-
• НИЮ.
7. Слабая по упругости пружина. Проверка на ощупь илн при- бором. То же.
8 Сорвана резьба на валике. Осмотр. п
9. Трещины на валике около шпоноч- »
ных гнезд.
10. Сорвана резьба в гнездах шпилек крепления крышки. То же. Нарезать новую резьбу под увеличенный диаметр шпильки или поставить бронзовый ввертыш с резь бой для нормальной шпильки.
И. Трещина в теле муфты. Осмотр и про- стукивание. Подлежит забракова- нию.
12. Ржавчина на шариках. Осмотр. То же.
13. Трещины и выкрошивание шари- То же.
КОВ Масляная помпа.
1. Корпус помп имеет трещины. Осмотр и про- стукивание. В неответственных ме- стах ремонтировать (за- варка, постановка заплат и пробок), в остальных случаях брак.
78
Признак браковки (дефект) Способ обнаружения I дефекта Заключение
2. Корпус помп имеет раковины Осмотр, продувка В неответственных ме-
и пористость воздухом. стах рем итировать (за- варка, постановка заплат и пробок), в остальных случаях брак.
3. Выработка цилиндриков поршне- Обмер прибором Поставить поршеньки
ВЫХ И ЗОЛОТНИКОВ. с индикатором. более полного диаметра.
4. Трещины н поломка колонок помп. Осмотр и про- Подлежат забракова-
стуки ванне. Нию.
5. Износ поршеньков и золотников. O6Mip микроме- Хромировать по наруж-
тром. ному диаметру.
6. Износ эксцентриков. То же. Проточить эксцентрики н поставить кривошипи- ки с уменьшенным вну- тренним диаметром.
7. Износ зубьев червячной шестерни. Осмотр. Подлежит забракова- нию.
8. Ослабла пружина редуктора. Просмотр на ощупь или прнбо- То же.
• ром.
9. Пропускает редукционный клапан. Испытание керо- сином. Притереть.
Карбюратор.
1. Корпус имеет трещины. Осмотр. При невозможности от- ремонтировать постанов- кой пробки или заплатки забрак вать.
2. Гнезда жиклеров и пробок имеют То же. Подлежит забракова-
испорченную резьбу. НИЮ.
3. Седло иглы имеет забитую по- Л Притереть и огпс лиро-
верхность. вать.
4. Оси заслонок имеют износ. » Заменить н подогнать новые.
5. Жиклеры имеют увеличенные Обмер калибром Подогнать новые.
отверстия. или на истечение.
6. То же, уменьшенного размера. Обмер калибром Заменить или рассвер-
или на истечение. лить специальными раз- вертками.
7. Ось грузика имеет большой износ. Осмотр. Подлежит забракова-
нию с пригонкой новой.
8. Поплавок имеет течь Проверка опуска- нием в воду. Запаять.
9. Поплавок имеет иесоответствую- Взвешивание на Подогнать вес или за-
щий пшиавку вес. весах и поверка уровня бензина в поплавковой ка- мере. менять-
10. Уровень бензина в поплавковой Проверка уровня Устранить изменением
камере ниже или выше нормального. бензчна в поплав- положения муфточки на
корой камере. иголке.
11. Трещины и резьбе. Осмотр и про- Если нет течи бензина,
стукивание. оставить без ремонта.
79
Признак браковки (дефект) Способ обнаружения дефекта Заключение
Бензиновая помпа типа „Хорвет**.
1. Свернуть хвостовик квадрата. Осмотр. Подлежит забракова- нию валик с шестеренкой.
2. Плохое уплотнение пробкового сальника. п Подлежит забракова- нию и замене.
3. Течь из-под фланцев крышек.’ Поверка по плите на краску. Следует пришабрить плоскости разъема или притереть.
4. Трещины в крышке. Осмотр н прос- тукивание. Подлежит забракова- нию.
5. Трешииы в корпусе. То же. То же.
6. Разработанные гнезда шестерен Промер щупом. т
а корпусе.
7. Сработались зубцы шестерен. Осмотр. п
8. Износ шеек валиков. Обмер микроме- тром. Следует шлифовать с постановкой полных вту- лок.
S. Износ втулок. Обмер калибром Подлежат забракова- нию.
Хомутики.
1. Трещины н ленте хомута. Осмотр. Подлежит забракова- нию.
2. Сорвана резьба болта хомута. То же. То же.
3. Сорвана резьба в гайке болта И
хомута.
4. Вытянут болт хомута. н
Дюритовые шланги.
1. Отставание наружного или вну- треннего слоя резины от полотна Осмотр. и
2. Повреждение наружного и вну- То же. и
треннего слоя резины.
3. Растрескиванье наружного слоя п п
резины.
4. Порванность шлангов п
Уплотнительные резиновые кольца.
1. Деформация колец. Осмотр.
2. Растянутость колец. То же.
3. Порванность колец. И
Примечание. 1. При ремонтах уплотнительные кольца, как правило, жела-
тельно заменять новыми.
Примечание. 2. Бывшие и негодные для дальнейшей работы дюритовые
шланги н уплотнительные кольца подлежат сдаче в утиль базы.
80
МОНТАЖНЫЕ ДОПУСКИ И ЗАЗОРЫ МОТОРА М-17
Наименование деталей Новый Ремонт- ный Примечание
Миним. Максим.
1. Коленчатый вал. Биение коленчатого вала при установке на 2 и 7 коренные шейки допускается: а) биение средней шейки . . б) биение носка по шлифо- ванному краю конуса .... в) биение задней шейки . . 2. Коренная шейка. а) Диаметр шейки 6) Овальность шейки .... в) Конусность шейкн .... г) Предельная сошлифовка по диаметру всех шеек, кроме 8 коревиой шейки д) Предельная сошлифовка по диаметру 8-й шейки . . . 3. Моты левая шейка. а) Диаметр шейки б) Овальность шейки . . . • н) Конусность шейки .... г) Предельная сошлифовка всех мотылевых шеек по диа- метру ........... . Главный картер и корен- ные вкладыши. а) Внутренний диаметр гнезд вкладышей б) Диаметральный зазор меж- ду гнездом и вкладышем (1) и) Продольный зазор между гнездом н вкладышем (2) . ШАТУНЫ. 1. Верхняя головка. а) Внутренний диаметр го- ловку шатуна б) Овальность (3) . . . . . в) Конусность Г1 Обязательная расшлифовка верхних головок шатунов после выработки первого ресурса у моторов со сроками между пё- речистками свыше 100 часов (4) 74,97 71,98 83,964 44,01 0,3 0,15 0,2 75,00 0,03 0,01 0,30 0,30 • 72,00 0,02 0,01 0,15 83,986 44,03 0,02 0,01 0,4 0,3 0,3 0,06 0,03 1 мм 2 . 0,03 0,01 0,30 84,30 От 0,00 до 0,03 До 0,15 0 10 0,03 От 44.20 до 44,22 1) При зажатых вкла- дышах в картере дол- жен иметься зазор меж- ду перегородками око- ло стяжных болтов, но шуп в 0,05 мм про- ходить не должен. Прослабленные нкла- •дыши по диаметраль- ному зазору — не ста нить. 2) Посадка без натяга. 3) Овальность 0,10 мм допустима для моторов со 100-час. ресурсом между пере- чистками, для больших ресурсов—0,06 мм. 4) При невозможно- сти расшлифонать верхние головки в рем. мастерских при части, а также за неимением чугунных плавающих втулок под расшлифо- ванный диаметр голов- ки переходить на впрессованную бронзо- вую втулку. При овализапии, тре- бующей расшлифовки верхних головок более 44,22 мм, переходить без расшлифовки голо- вок на впрессованные бронзовые втулки.
6—Ру ков. по ремонту мотора М-17.
81
Наименование деталей Новый Ремонт- ный Примечание
Миним. Максим.
д) Допустимые натяги при впрессовке бронзовых втулок по наибольшей оси эллипса при овализации верхних головок от ),00 до 0,08 мм — 0,045 — 0,090 — 0,045 5) Зазор 0,10 мм до- пустим для моторов со 100-час. ресурсом, для больших ресурсов — 0,08 мм.
е) Го же, при овализации верхних головок от 0,08 до 0,15 мм ........... — 0,020 0,040 — 0,020 6) Обкатку обойм производит завод с роликами диаметром
ж) То же, при овализации верхних головок от 0,15 до 0,20 мм ........... 0,00 — 0,020 0,00 15,10 мм
з) Зазор между поршневым пальцем и бронзовой втулкой 0,02 0,05 0,10
2. Плавающая втулка. а) Наружный диаметр - . . 43,982 44,00
б) Внутренний диаметр . . . 36,01 36,035 ——
в) Овальность по наружному диаметру — 0,01 0,02
г) Овальность по внутренне- му диаметру — 0,02 0,04
д) Конусность по наружному диаметру —- 0,01 0,02
е) Конусность по внутренне- му диаметру • 0,01 0,02
ж) Зазор между плавающей втулкой и верхней головкой ша- туна (5) . 0,01 0,05 0,10
5. Нижняя головка шатуна. а) Внутренний диаметр ниж- НвЙ гс ловки 102,005 102,025 102,30
б) Овальность —. 0,02 Г 03
в) Конусность — 0,01 0,31
-г) Предельная расшлифовка по диаметру — — 0,30
4. Проушина главного шатуна. а) Внутренний диаметр про- ушины 48,00 48,025 48,30
б) Овальность — 0,02 0,03
в) Конусность — 0,01 0,015
г) Предельная расшлифовка проушины — — 0,30
5. Обойма роликов нижней головки шатуна. а) Наружный диаде гр обоймы в месте работы главного ша- туна 101,87 101,90 101,70
б) Размер окна в обойме для ролика (по диаметру) (6) . . . 15,11 15,18 —
82
Наименование деталей Новый Ремонт- ный Примечание
Миним. Максим.
= в) Зазор между наружным 7) При наборе новых
диаметром обоймы и отверстием 0,105 0,155 0,35 роликов возможна кач-
шатуна к а, равная нулю, но
г) Разница в диаметре роли- 0,005 0,005 число колебани" (амп-
ков7 одной обоймы — литуда) должна ебыть
д) Конусность роликов . . . — —- 0,005 от 5 до 7.
е) Боковое качание главного 8) Такие же, как и у
шатуна (7) — — 2,5 роликов большой обой-
ж) Боковое качание прицеп- 2,5 МЫ.
него шатуна — —- 9) При оправке в нижней головке и от-
6. Обойма роликов про- верстии проушины длиной 180 мм.
упшны главного шатуна. 10 и 11) Попускается
а) Наружный диа.иетр обоймы 6) Размер окна в обойме для 47,94 7,02 47,97 47,80 исправление.
ролика (по диаметру) 7,15 7,20
в) Диаметральный зазор ро- 0,050 0,155
лика в гнезде 0,20
г) Овальность и конусность роликов (8) . — — —
7. Палец проушины глав-
ного шатуна.
а) Диаметр пальца проушииы 33,982 34,00 35,96
б) Овальность пальца . . . —— 0,02 0,02
в) Конусность пальца . . . г) Износ по наружному диа- — 0,01 0,01 0,04
метру середины пальца .... —
8. Правильность осей окон главного шатуна по отно- шению к верхней головке
(9)
а) Параллельность осей от- верстия в верхней н нижней го- ловках в плоскости, перпенди- кулярной к плоскости движе- ния шатуна 0,20 0,20
б) Параллельность осей от- верстия в верхней головке и отверстия проушины в плоско- сти, перпендикулярной к пло- скости движения шатуна . . . 0,30 О,ЗС
в) Параллельность осей от-
верстий в верхней и нижней головках в плоскости, парал- лельной движению шатуна (10) 0,20 0,20
г) Параллельность осей от- верстий в верхней головке и отверстия проушины в плоско- сти, параллельной движению шатуна (11) — 0,3 0,3
6*
83
Наш снование деталей Но Миним. вый Максим. Ремонт- ный Примечание
9. Параллельность осей отверстий в боковом шатуне (12).
а) Параллельность осей от- верстия верхней головки и от- верстия вилки в плоскости, пер- пендикулярной к плоскости дви- жения шатуна .
б) Параллельность осей от- верстия верхней головки и от- верстия вилки в плоскости, па- раллельной движению шатуна <13) .
в) Перпендикулярность вну- тренних плоскостей прорези вилки к оси отверстия (на диа- метре кольца в вилке в 55 мм) (14)
ПОРШЕНЬ И ПОРШНЕ ВОЙ ПАЛЕЦ. 1. Поршень. а) Диаметр поршня у верх- ней кромки 159,05
6) Диаметр юбки поршня . . 159,51
в) Овал в юбке поршня . . —.
г) Внутренний диаметр ба- бышки поршня 36,00
д) Овал по диаметру бабышки —“
е) Конусность отверстия ба- бышки —
2. Поршневой палец. а) Диаметр поршневого паль- на 35,988
б) Овальность —
в) Конусность —
г) Зазор между пальцем и плавающей втулкой (15) ... 0,01
д) Износ поршневого пальца но наружному диаметру в се- редине —
ЦИЛИНДРЫ. а) Диаметр цилиндра .... 159,95
б) Овальность цилиндра . . —
в) Конусность цилиндра . . —
г) Расшлифовка цилиндра до- пускается (16) —
д) Внутренний диаметр гнезда направляющей втулки клапана 15,965
е) Предельная выработка гнезд клапана (17) —
12) При оправке в
0,2 0,2 отверстии вилки дли- ной 180 мм. 13) Допускается ис- правление. 14) Исправляется слесарным путем. 15) За>ор 0,08 мм
допустить для моторов
0,2 0,2 со 100-час. ресурсом, для больших ресурсов —0,06 мм. 16) При постановке
ремонтных поршней.
0,05 0,05 17) Выработку в 4 мм допустить у мо- торов до № 5031.
159,10 158,80
159,54 159,25
0,05 0,20
36,015 36,06
0,03 0,06
0,01 0,03
36,00 35,96
0,01 0,02
— 0,02
0,047 0,08
— 0,04
160,03 160,20
0,08 0,15
0,03 0,15
— 160,50
15,99 —
— 3,5 мм
£4
Наименование детелей Новый Ремонт- ный 11римечание
Миним. Максим.
распределительный МЕХАНИЗМ. 1. Распределительный валик. я) Наружный диаметр шеек распределительного валика . . г б) Овальность шеек .... в) Конусность шеек .... г) Износ кулачка по высоте Биение валика при уста- новке на 2 и 6 шейки. а) Средины б) Конец со стороны винта . в) Привод счетчика оборотов г) Радиальный зазор шеек в подшипниках 23,985 0,02 24,00 0,03 0,01 0,4 0,05 0,05 0,085 0,03 0,03 0,40 0,5 0,2 0,2 0,15 18) а) Обращать вни- мание, чтобы не на- блюдалось следов со- прикосновения между витками. б) Перекос между плоскостью основа- ния пружины и осью допускается не более 1,00 мм. в) Скошенные кон- цы пружины должны плотно прилегать к соседнему витку. г) Просвет между концами пружины и соседним витком до пускается.
2. Коромысла клапанов.
а) Наружный диаметр шеек коромысел б) Овальность ш ек .... в) Конусность шеек .... г) Износ шеек коромысел 19,985 20,00 0,02 0,01 19. ,5 0,05 0,01 0,15
3. Шестерня распредели- тельного валика.
а) Наружный диаметр шейки шестерни б) Овальность шейки ше- стерни 33,98 34,00 0,03 33,90 0,03
4. Пружины.
а) Клапанная п г ужина на- ружная при сжатии до высоты 55 мм (соответствует закры- тому клапану) должна иметь нагрузку в килограммах . . . б)' При сжатии до 42 мм (соответственно открытому кла- пану) в) Внутренняя пружина при сжатии до 47 мм (соответствует закрытому клапану). ... г) То же, при сжатии до 34 мм (соответствует открытому кла- пану) имеет нагрузку в кило- граммах д) Зазор между витками на- ружной и внутренней пружин при открытом клапане (18> . . 21,20 136.90 9,10 17,^0 0..10 24,60 42,90 11,30 21,00 0,20 0,1—0,2
85-
Наименование деталей Новый Ремонт- ный Примечание
Миним. Максим.
5. Клапана и направля- ющие. а) Диаметр што.са клапана . б) Овальность „ „ в) Конусность „ „ г) Предельный износ по диа- метру штока клапана д) Наружный диаметр в ниж- ней части направляющей втул- ки (19). е) Внутренний диаметр на- правляющей втулки клапана . . ж) диаметральный зазср меж- ду направляющей втулкой и гнездом з) Предельное расстояние со- шлифовки торца клапана до отверстия шплинта ВОДЯНАЯ ПОМПА. а) Наружный диаметр валика. б) Пр сдельная сошлифовка . ВЕСОВЫЕ И СПЕЦИАЛЬ- НЫЕ ДОПУСКИ. Вес поршня: Е=6 Е=7,3 Разница в весе поршней, мон- тируемых на один мотор . Разница в весе главных шату- нов, монтируемых на один мо- тор Тоже, для добавочного шатуна Разница в степени сжатия. Е=6 Е = 7,3 Расстояние между осями коренных и мотылевых шеек коленчатого вала по радиусу . Расстояние между осями верхней и нижней головок глав- ного шатуна Расстояние между осями верхней и нижней головок при- цепного шатуна Расстояние между осями ниж- ней головки и проушины шату- иа . - 12,99 13,10 —0,055 16,992 94,6 339,7 259,7 84,87 13,01 0,02 0,01 13,115 —0,020 3,5 17,00 2360 2450 +25 +25 +’5 ±10 +15 95,4 340,3 340,3 85,13 12,85 0,05 0,03 0,15 — 2 0,30 19) В верхней части втулки наружный дна метр полнее на 0,02 мм. 1°/о от веса поршня. 1% от веса. 1°о от веса.
«6
менее 0.40 л.и.
8Т
о
Клапана впуска и выпуска
Зазоры Новый Ремонтный Примечание
Миним. Максим.
А 0,10 0,12 0,30 По диаметру.
В 0,025 0,25 0,025 - 0,25 я
с 52 -* 52 мин. По длине.
D 0,3 0,4 0.3-0,4 Для клапана впуска.
D' 0,4 0,5 0.4—0.5 Для клапана выпуска.
V 0,10 0,20 0,10-0.20 Между витками при открытом клапане.
88
Рис. 28.
Обойма главного шатуна
Зазоры Новый Ремонтный Примечание
Мииим. Максим.
Л 0,047 0,160 0,20 По диаметру.
В 0,315 0,500 0.70 На длину.
С Окончательно проверять качкой ша- тунов—прикидку вести по зазорам.
о 0,190 0.325 0,60 На длину.
Е 0,205 0,40 0,80 -
«9
Pre. 29.
Обойма малого шатуна
|Н о в ы н
---------
|Миннм. Максим.
Ремонт-
ный
Примечание
А Окончательно верить пачкой нов—прикидку по зазорам. И po- ll! ату- вести
В 0,050 0,265 0,40 На длину.
С 0,290 0.515 0,650 п *
D Е 0,00 0,030 0,043 0,085 0,15 0.30 При ремонтных &а- зорах не должно наб,податься рас- катки роликов и повреждены i обоймы и окон.
F 0,000 0,270 - На длину.
G 0,190 0,415 0 55 * -
Н —0,050 —0,012 -0.0' »5 По ди.- метру.
90
Рис. 30. Носок коленчатого валя.
Зазоры Новый Ремонтный Примечав* е
Миним. Максим.
А 0,045 0,532 - По диаметру.
в 0,4 0,87 - •
с 0,27 - 0,50
D 0,055 - 0,25
Е 0,055 0,28 -
Г 0,03 0,34 0,53
М 6 10 3.5
91
.„JaL.
Рис. 31. Передний коренной подшипник.
Зазоры Новый Ремонтный Примечание
Мин нм. Максим.
Д Туго вра- щается со смавкой После 3-часового сдаточного испытания 0,06 0,17 По диаметру.
В 1,0 1,5 - На длину.
С 0,035 0,320 - По диаметру.
I) 0,035 0,017 -
L 0,0о5 0,?80 0,40
В 6.0 10,0 3,5
92
Рис. 32. Упорный шар. подшип. коленчатого
вала.
Зазоры Новый Ремонт- нын Примечание
Миним. Максим.
А 0,10 0.20 0,30 На длину.
В 0,10 0,20 0,35
А+В 0,20 0,40 0,65 * •
С Посадка без про- дольного люфта. Плотная.
D 0,07 0,38 0.50 По диаметру.
Е 2,U 2,4 — •
Е 0.185 0,3 — • к
93
Рис. 33. 3-й коренной подшипник.
Зазоры Н о ы й Ремонтный Примечание
Миним. Максим.
А Туго вра- щается со смазкой После 3-часового сдаточного испытания 0,06 0,17 По диаметру.
В 0,5 - На длину.
с 0,6 - -
94
I
Рис. 34. 7-й коренной подшипник.
Зазоры Новый Ремон 1 ный Примечание
Миним. Максим.
А Туго вра- щается со смазкой После 3-часового сдаточного испытания 0,06 0,17 По диаметру.
В 1,50 — - На длину.
С 0,60 - — а
95
Й BrVjTf'
Рис. 35. Задний коренной подшипник М-17А.
Зазоры Новый Ремонтный Примечание
Миним. Максим.
А Туго вра- щается со смазкой После 3-часо во го сдаточного испытания 0,06 0,17 По диаметру.
В 0.5 — 0,3 На длину.
с 0.6 — - •
96
Рис. 36. Коренной подшипник (задний).
Зазоры Новый Ремонтный Примечание
Миним. Максим
А Туго вра- После
тцается со 3-часового
смазкой сдаточного
испытания
0,06 0,17 По диаметру.
В 0,5 — 0,30 На длину.
с 0,6 — - » и
D —0,036 0,008 0,00-0,03 На диаметр.
Е -0,095 0,030 0,05-0,15 На длину.
Г 0,005 0,090 - я я
О 0,000 0,058 — На диаметр.
н 0,340 0,810 — Я я
к 0,005 0,100 - На длину.
L 0,000 0,058 — На диаметр.
М 1,060 1,640 — я
7—Ру ков. по ремонту мотора М-17.
Рис. 37. Шестерня вертикального вала.
Зазоры Н о в ы й Ремонтный Примечание
Миним. Максим.
с 0,1 0,3 0,8 Качка
D 0,1 0,3 0,8 •
98
Рис. <8. Соединение труб дюритом М-17Б.
Диаметр D соедини- тельных труб Расстояние 1- Расстояние С Расстояние Е
Миним. Максим. Миним. Максим. Миним. Максим.
20 2 ~0,5О 3 — 10
30 2 ~ 0,50 3 - 10 —
40 2 ~ 0,50 3 10 —
99
Рис. 39. Нижний подшипник вертикальной передачи пряный.
Зазоры Новый Ремонтный Примечание
Мииим. Максим-
А 0,030 0,255 0,50 На длину.
В 0,020 0,085 0,1' По диаметру.
С 0,020 0.085 0,80 " 1»
D 0,10 0,030 0,01 Качка.
Е —0,024 0,005 0,06 По диаметру.
F -0,095 0,030 0,15 На длину.
100
Рис. 40 Нижний подшипник вертикальной передачи левый.
Зазоры Новый Ремонтный Примечание
МИЕИМ. Максим.
А 0,03 0,255 0,50 На длину.
В 0,020 е.085 0,15 По диаиетру.
С 0,020 0,085 0,15 *
D 0,10 0.30 0,80 Качка.
Е -0,024 0.006 0,01 По диаметру.
F -0,045 0,030 0,06 На лдашу.
Н —0,095 0,036 0,07 •
КМ
Рис. 41. Передача к магнето.
Зазоры Новый Ремонтный Примечание
Миннм. Максим.
А —0,008 0,020 0,03 По диаметру.
В -0,020 0 0,1 W и
С -0,008 0,020 0,03 W П
D -0,018 0 0,01 и и
Е -0,015 0,147 — И ГТ
В -0,015 0,147 — W в
S -0,18 -0,027 -0,015 и и
м —0,015 0,015 - 1» W
к 0,23 0,71 — * и
р 0,005 0,09 - На длину.
N 0,114 0,214 0,40 По начальной окружности,
О 0,5 1.7 — На длину.
103
Рис. 42. Верхний подшипник вертикальной передачи.
Зазоры Новый Ремонтный Примечание.
Миннм. Максим.
А 0,020 0,085 0,15 По диаметру.
в -0,075 —0,025 — н «
г 0,010 0,120 - • W
D 0,000 0,037 - » w
Е 0,230 0.575 - * 9
Г 0,005 0,090 - На длину.
103
IM
Рис. 45. Подшипник распределительного вала—задний.
Зазоры Новый Ремонтный Примечание
Миним. Максим.
А 0,025 0,098 0,15 По диаметру между подшип- ником и шейкой шестерни.
В 0,015 0,192 0.40 На длину.
С -0.010 0,095 - По диаметру.
D 0,03 0,12 0,15 -
Е -0,075 -0,025 —0,010 ** -
Р 0,005 0,090 0,15 На длину.
G 0,010 0,135 — По диаметру.
н 0,220 0,710 - » и
к 0,22 0,49 - • »
р 0,003 0,045 — • •
105
Рис. 51. Коромысло клапана.
Рис. 52. Распределительные валики.
Зазоры Н о В ы й Ремонтный Примечание
Миним Максим.
1Ж-- А Тугое вращение oi руки По диаметру.
В 0,08 0,13 0,20 Я
с 0,05 0,36 0,70
D 0,24 0,66 1,00
Зазоры Н о ы й Ремонт- Примечание
Миним. | Мдксим. ный
А 0.02 0,085 0,15 На диаметр.
В 0,03 — — На длииу.
с 0,08 0,13 0,20 На диаметр.
D 0,24 0,66 1,00 На длину.
Е -0,015 0,005 0.01 На диаметр.
Г -0,050 - 0,020 -0,005
н Максимальное ние роликов скается 1,5 свиса- допу- мм.
Рис. 53. Подшипник распределительного вала.
Зазоры Новы й Ремонтный Примечание
Миним. Максим.
Л 0,02 0,085 0,15 На диаметр.
п 0,03 - — На длину.
с 0,03 0,120 0,15 На диаметр.
Рис. 54. Передний подшипник распреде-
лительного вала.
Зазоры Н о в ы й Ремонт- ный Примечание
Миннм Максим.
А 0,02 0,085 0,15 По диаметру.
В Плотная посадка » я
С 1.0 Г 2,5 На длину.
ПО
Рйс. 55. Нижняя вертикальная передача.
Зазоры Новый Ремонтный Примечание
Миним. Максим.
А — 0,075 0,10 По диаметру.
В - 0,075 0,10 И М
С 0,525 0,750 0,850 На длину.
D —0,020 - 0,01 По диаметру.
Е -0,033 - 0,02 »
F -0,029 - 0,02 и W
К —0,018 - 0,01 я я
О 0,01 0,12 0,15 На д ину.
р -0,050 0,010 — и
R 0,20 1.5 0.20-1,5 • •
111
Рис. 56. Нижняя вертикальная передача.
Зазоры Н о в ы й Ремонтный Примечание
Миним. Максим
А 0,030 0,250 — По диаметру.
В 0.020 0,085 0.15 V
С — 0,08 0,10 я
D 0,02 0,08 0,10 • я
Е -0,075 -0,025 -0,015 Я и
М 0,20 0,60 — я
к — 0,040 0,08 » я
о 0,010 0,012 0,20 По длине,
Н2
Рис. 57. Передача к масляной помпе.
6—Ру ков, по ремонту мотора М-17.
113
Рис. 58. Привод к бензиновой помпе типа .Хорнет".
Зазоры
Новый
Миним. [Максим
Ремонт-
ный
Примечание
А 0,022 0,065 0,15 По диаметру.
В 0.1 0,3 0,35 По квадрату.
С 0.1 0,2 0,4 По начальной окружности.
D —0,075 -0,025 -0,01 По диаметру.
Рис 59. Поршеньки масляной помпы.
Зазоры Н о В ы й Ремонтный Примечание
Миним. Максим.
А 0,02 О,и 0,15 По диаметру.
В 0,015 0,088 0,13 И N
С Притирка - • •
D 0,07 N Я
Е -0,011 0,005 0,025
В -0,015 0,005 0,025 Я К
П4
Рис. 60. Эксцентриковый валик масляной помпы.
Заворы Новый Ремонтный Примечание
Миним. Максим.
А 0.025 0,10 0,35 По диаметру.
В 0,05 0,08 0,15- W и
С - 0,037 0,06 п
D 0,065 0,420 0,70 На длину.
Е 0 015 0,088 0,10 и и
F -0,045 -0,022 -0,01 Я W
О -0,024 0,006 0,02 По диаметру.
н 0.10 0,30 -
115
Рис. 61 Валик водяной помпы.
Зазоры Новый Ремонтный Примечание
Миним. Максим.
А 0,015 0,068 0,10 По диаметру.
Б 0,010 0,025 0,10 W я
С 0,2 1,5 1,5 На длину.
D 0,03 0,34 0,50 По диаметру.
Е 0,20 0,3 0,4 На длину.
F 0,520 0,925 1,0 По диаметру.
G -0,050 0,010 0,015 На длину.
Н 0,01 0,12 0,12 И W
к 0,10 0,50 0,50 n v
116
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Рис. 64. Ключ для съемника втулки винта.
117
Рис. 67. Торцовой ключ к карбюратору. Рис. 68. Отвертка для бол-
тов обоймы роликов.
Рис. 69. Ключ для роликовых подшипников.
Рис. 71. Ключ для гаек синхронизатора и свечей.
44 -- ~~ I 11
Рис. 70. Ключ для гаек маслонагнетательной трубки
распределительного валика и декомпрессора,
Рис. 72. Ключ для гаек болта рычага коромысла
и верхнего подшипника вертикальной передачи.
Рис. 73. Угольная отвертка.
61976
пыгпяят-л
Рис. 74. Ключ для жиклеров и оси поплавка карбю-
ратора КД-1.
Роклслл cHfit -21г ~3/
Рис. 75. Ключ для контрольной
трубки масляной помпы.
Рис. 77. Ключ для хво-
стовика колен—вала.
120
Рис. 78. Ключ для возвратного клапана.
Рис. 79. Ключ для свечей и трубки водопровода.
Рис. 80. Выколотка поршневого пальпа.
121
*t
Рис. 81. Ключ для штуцера масляной сливной трубки и синхронизатора.
Рис. 82. Ключ для гаек болта носка картера и маслооткачивающей магистрали.
122
Рис. 83. Ключ для гаек возвратных клапанов и штуцеров масляной помпы.
123
Рис. 85. Фасонный ключ для круглых гаек водяной помпы.
Рис. 86. Фасонный ключ для круглых гаек водяных труб.
124
+6?
Рнс. 88. Торцовый ключ для гаек болта и носка
картера и коренных шпилек.
Рис. 89. Торцовый ключ для гаек болтов крышки распреде-
лительных валиков.
Рис. 90. Приспособление для раскатки
коренных шпилек.
Рис. 91. Приспособление для
закатки заглушек коленча-
того вала.
125
Рис, 94. Приспособление для проверки параллельности осей шатунов. S "
Рис. 96. Оправка для проверки параллельности осей главного шатуна;
Рис. 97. Оправка для проверки параллельности осей малаго шатуна.
Г>о tree д/ц/ке Hi Ллее се]
Рис. 98. Оправка для проверки параллельности осей малаго шатуна.
128
Рис. 99. Развертка для вкла ыша подшвлника вертикальной передачи.
Рис. 100. Развертка для бронзовых втулок диаметром 20 мм промежуточных и верти-
кальных передач.
Рис. 101. Развертка для бронзовых втулок диаметром 17 мм промежуточных передач.
•—Руко». и* ремакту методе М-17.
129
CO
Рис. 102. Приспособление 421707 для развертки бронзовой втулки верхних головок шатуна.
Рис. 104. Приспособление 421710 для развертывания отверстия бабышек
поршня под палец.
132
33S
Ряс. 105. Развертка для развертывания отверстий бабышек поршня.
133
Рис. 108» Приспособление для подторцовки 8-го коренного
подшипника.
Рис. 106. Приспособление для канавки под кольца ударного
подшипника.
Рис. 109, Приспособление для подторцовки торца флянца
задней крышки.
Рнс. 107. Приспособление для обоймы упорного шарико-
подшипника
5
Рис. 111. Приспособление для поверки установки магнето.
Рис. 112. Оправка для обточки и шлифовки эксцентрикового валика масляной помпы.
Рис. 113. Манжет для поршневых колец при одевании цилиндров.
138
ДОПУСТИМЫЕ РАБОТЫ И УКАЗАНИЯ ПО ЛЕЧЕНИЮ
ДЕТАЛЕЙ, ПОДЛЕЖАЩИХ РЕМОНТУ
РЕМОНТ КАРТЕРОВ
Ремонту не подлежат половинки картеров со следующими трещинами: во всю
ширину перегородок воздушных окон, по окружности в гнезде упорного шарико-
подшипника, в гнездах картеров, в коньке верхней половинки картера между цилин-
драми, а также с сильно пробитыми боками и другими местными повреждениями.
При ремонте картеров производить следующие работы.
I) При обнаружении пористости, раковин и свишей в боковых и задних стенках
в перегородках воздушных окон и носовой части картеров, нарушающих герметич-
ность их, разрешается постановка ввертышей из мягкого алюминия диаметром не
более 15 мм, с расстоянием между центрами ввертышей не Mt нее 30 мм в коли-
честве:
а) в одной перегородке воздушного окна ие более двух и общего количества
ввертышей на всех перегородках воздушных окон в каждую из половинок картера
по 5 шт.;
б) в носовой части каждой половинки картера по два ввертыша;
в) в задней стенке каждой половники картера по три ввертыша.
2) Усадочные трещины, обнаруженные в обеих перегородках воздушного окна с
одной стороны от гнезда вкладыша н с началом от плоскости разъема длиной ие более
15—20 мм, не нарушающих герметичности и возможности попадания масла через
воздушный канал в карбюратор, следует засверлить конец трещины сверлом диаме-
тром 2—2,5 мм с постановкой в просверленное отверстие ввертышей нли заклепок
из мягкого алюминия.
3) Усадочные трещины в перегородках воздушных окон длиной от 30 до 40 мм;
следует засверлить конец трещины сверлом 2—2,5 мм с постановкой ввертышей.
В целях обеспечения герметичности на пораженное трещиной место поставить заплату
толщиною в 2 мм из мягкого листового алюминия на эмалите, прикрепив ее заклеп-
ками из алюмивия, а по краям произнести подчеканку.
Примечание. После производственного ремонта, указанного в пп. 2 и 3,
следует произвести испытание пораженного места на герметичность керосином
или продувкой сжатого воздуха в 3—4 атмосферы.
4) Трещины на стыке фланца нижнего картера; следует засверлить концы трещин
с постановкой ввертышей в просверленное отверстие и небольших заплат на пора-
женное место из листового алюминия толщиною в 2 мм.
5) Картеры с трещинами на стенке фланца верхней половины картера подлежат
отправке на ремонт в ремзавод.
6) При обнаружении пористссти, раковин, свищей или трещин в днище нижнего
картера, независимо в каком месте, следует поставить ввертыши из мягкого алюминия
диаметром не более 10 мм в количестве до 6 шт. или заплаты из листового алюминия
толшиною в 2 мм.
7) Обнаруженные раковины или пористость в гнездах коренных вкладышей верх-
ней половины картери, нарушающие герметичность; следует поставить ввертыши диа-
метром не более 10 мм, с расстоянием между осями не менее 25 мм.
Разрешается постановка ввертышей—в одно гнездо 2 шт. и во все гнезда—не
более 6 шт.
Примечание. В гнездах нижнего картера никаких заделок производить
нельзя.
139
8) Трещины в гнездах шпилек креплений цилиндров и сшивных картера длиною
не более 10—12 мм; следует только засверлить конец трещины сверлом в 2—2,5 мм
и поставить ввертыш из мягкого алюминия; при трещинах, доходящих длиною до
20 мм, кроме засверления трещины н постановки ввертыша следует поставить инди
видуальную шпильку с удлиненной резьбой.
9) Трещины в отверстиях для коренных шпилек, проходящих в гнездо коренного
подшипника и имеющих длину по образующей гнезда до 15 мм, необходимо выпилить
до конца круглым напильником и в таком виде оставить.
10) Трещина в перемычке между двуми цилиндрами одной группы глубиною не
более 15 мм; необходимо выпилить и поставить заделку в виде ласточкина хвоста,
укрепив шпильками из мягкого алюминия диаметром 2—3 мм. Концы ласточкина
хвоста не должны иметь острых углов, а закруглены по радиусу не менее 5 мм.
11) При обычной разработанности резьбы в гнездах для шпилек следует ставить
индивидуальные шпильки увеличенного диаметра.
При сорванной резьбе в гнездах для шпилек следует ставить индивидуальные
шпильки с сильно увеличенным диаметром резьбы илн ставить бронзовые или ла-
тунные ввертыши с постановкой нормальвых шпилек.
12) При попадании масла в карбюратор илн в кожух нижнего картера при
исправных картерах следует проверить прилегание картеров по плоскости разъема и
проверить на герметичность трубки в отверстиях для коренных шпилек, проходящих
в воздушных окнах. Устранить неисправности следует шабровкой плоскостей разъема
или развальцовкой трубок.
13) Подгонка половинок картера, взятых с разных моторов. Нижний н верхний
картеры мотора М -17 невзаимозаменяемы, а поэтому при поломке какой-либо одной
половины картера надо целиком заменить весь картер.
Спаривание двух половинок картера, взятых с разных моторов, будет случайным
явлением.
РЕМОНТ КОЛЕНЧАТЫХ ВАЛОВ
При ремонте коленчатых валов допустить следующие работы:
1) Выводка овалов вручную до 0,06 мм на коренных шейках 5 и 8, как более
подвергающихся износу.
При овализации 0,06 мм одновременно всех коренных шеек вал подлежит завод-
скому ремонту и шлифовке коренных шеек на специальном станке.
При выводке овализации иа коренных шейках 5и8 надо помнить, что износ шеек
получаетси со стороны кривошипа, а этим самым шейки делаются эксцентричными по
отношению к обшей оси всех шеек. Чтобы не нарушить концентричности шеек, сначала
величину овала необходимо снять со стороны шейки, обратной кривошипу, и вдаль
нейшем, снимая равномерно с боков (перпендикулярно к кривошипу), добиться пра-
вильной окружности шейки.
2) Больным местом коленчатых валов являются мотылевые шейки из-за выкро-
шиванля цементационного слоя. На первый взгляд кажется, что ремонт их возможен
только шлифовкой на стаьках, так как, кроме трудности снятия цементационного слоя,
необходимо получить очень точную и полированную шейку под роликовый ход.
В действительности же картина получается обратная, и ремонт мотылевых шеек
следует производить вручную и только в крайних случаях направлять на завод, не-
посредственно производящий коленчатые валы. Шлифовка постепенно всех шеек на
одном сганке с 4-кратной перестановкой и наладкой его не двст желаемой точности
получения параллельности осей коревных и мотылевых шеек, вызвав в дальнейшем
аварию мотора, и кроме того сокращает срок службы вала из-за предела возможной
сошлифовки.
3) Ремонт мотылевых шеек следует производить шлифовкой вручную специальными
приспособлениями. При достижении гладкой полированной поверхности шейки с ко-
нусностью и овальностью, не выходящих из пределов допусков, дальнейшую шли-
фовку следует прекратить. Оставшиеся места с выкрошившимся цементационным
слоем следует уничтожить путем выборки луночек, расположенных по окружности
шейки.
Разрешается на одной шейке выборка не более трех луночек длиною до 10 мм.
шириною до 3 мм и глубиною до 1 мм.
4) В целях уменьшения выкрашивания цементационного слоя в местах сопри-
косновения концов роликоз на шейке, нерабочие места мотылевой шейки около щек
сошлпфэвать, уменьшив размер наружного диаметра их на 0,03—0,05 мм против
диаметра шеек в месте работы роликов.
140
Сошлифовка указанных мест должна производиться специальными вильчатыми
хомутами.
а) Замена и пригонка полуколец к коленвалу и упорному шарикоподшипнику.
6) Обязательная выемка при ремонте одной заглушки из носка коленвала для
промывки и очистки от грязи.
ПОПУСТИТЬ К РАБОТЕ КОЛЕНЧАТЫЕ ВАЛЫ СО СЛЕДУЮЩИМИ
ДЕФЕКТАМИ
1) Подрезку щек торцами обойм допустить глубиною не более 0,5 мм.
2) Прн сорванной резьбе носка вала не более трех ниток в любом месте, пред-
варительно хорошо зачистив их.
3) Порченная резьба носка вала при распиловке гайки при ее заедании нв валу.
Необходимо спилить заусенцы личным напильником и зачистить оселком.
РЕМОНТ ШАТУНОВ
Допустимые работы при ремонте шатунов:
1) Шлифовка большого и малого окон главного шатуна с целью вывода рисок,
овальности, конусности и выкрошевшегося цементационного слоя.
Шлифовка может быть произведена специальным приспособлением вручную нли
тем же приспособлением на токарном станке.
При достижении гладкой полированной поверхности окна с конусностью и оваль-
ностью, не выходящих нз пределов допусков, дальнейшую шлифовку следует прекра-
тить. Оставшиеся места с выкрошившимся цементационным слоем следует уничтожить
путем выборки луночек, расположенных по окружности окна.
Разрешается в одном окне выборка не более двух луночек длиною до 7 мм, ши-
риною до 2,5 мм и глубиною не более 0,75 мм.
2) Впрессовка бронзовых втулок в верхние головки с овальными отверстиями.
После впрессовки втулки должны быть развернуты под размер нормального пальпа
прн помощи специального приспособления и затем проверена параллельность осей
отверстий шатунов в двух плоскостях, то же прн помощи приспособления.
УКАЗАНИЯ ПО ВПРЕССОВКЕ БРОНЗОВЫХ ВТУЛОК В ВЕРХНИЕ
ГОЛОВКИ ШАТУНОВ
1) Втулка для запрессовки в верхние головки изготовляется из бронзы MCI (см.
спецификацию материалов).
2) Овализацию верхних головок при ипрессовке бронзовых втулок лопушить до
0,20 мм. Верхние головки с овализапией выше 0,20 мм следует расшлифовать вруч-
ную, доведя овализацию немного ниже допустимого предела в С,20 мм.
3) Впрессовку бронзовых втулок в верхние головки шатунов производить со сле-
дующими натягами по наибольшей оси эллипса:
а) при овализации верхних головок от 0,00 до 0,08 мм допустимый натяг от
— 0,90 до — 0,045 мм.
б) при овализации верхних головок от 0,08 до 0,15 допустимый натяг от —0,040
до — 0,020 мм;
в) при овализации верхних головок от 0,15 до 0,20 допустимый натяг от — 0,020
до 0,00 мм.
Примечание. Втулки изготовлены с припуском по наружному диа-
метру и перед впрессовкой их необходимо проточить под требуемый размер.
РЕМОНТ ЦИЛИНДРОВ
Прн ремонте цилиндров производить следующие работы:
1) Замену выбракованных направляющих клапанов.
При этом необходимо проверить, нет ли эксцентричности или непараллельное™
осей между отверстием н наружной поверхностью направляющей втулки, чтобы
избежать излишнего подшорашивания гнезд цилиндров, а следовательно и прежде-
временного их износа.
141
Перед постановкой следует проверить у новой втулки толщину стенок с обоих
концов штангенциркулем, а также проверить на краску прилегание клапана к гнезду
при старой и новой втулке.
2) Замену и исправление плашками резьбы шпилек.
3) Пайку колец водяных патрубков.
4) Заварку водяных рубашек, патрубков и швов; при этом необходимо соблюдать
осторожность, чтобы не сжечь рубашку.
5) Исправление помятых рубашек:
а) к помятому месту приваривают железный пруток и, подогревая помятое ме-
сто горелкой, выправляют вмятину, потом пруток отрезают, а оставшийся конец
зачищают на наждачном точиле;
б) путем подвода в междурубашечное пространство сжатого воздуха давлением
4-5 атм. и подогрева места вмятины паяльной лампой или горелкой.
6) Шлифовка зеркала цилиндра. Шлифовка зеркала цилиндра производится
с целью зачистки неглубоких рисок и царапин, небольшой ржавчины и снятия иашвар-
товки аллюминия поршней у подогретых цилиндров. Работу при зачистке производить
сначала шкуркой с маслом, а потом шлифовкой пемзой и поршнем с надетыми коль-
цами. Для этой работы поршень брать бракованный, а кольца поршневые — бывшие
в работе, с удовлетворительной упругостью.
7) Промывка зарубашечного пространствацилиндровдля удаления коррозии и накипи.
Удаление коррозии и накипи происходит путем растворения их с помощью со-
ляной кислоты. Для этой цели в зарубашечное пространство цилиндров наливается
на один сутки 10%-ный раствор соляной кислоты удельного веса 1,19 с последующей
нейтрализацией водой (см. циркуляр НИИ, № 3, за 1932 г.).
8) Измерение камеры сгорания цилиндров.
Измерение камеры сгорания необходимо производить прн замене цилиндров для
подбора по степени сжатия. Измерение выполняется непосредственно на моторе или
специальном приборе путем наливания масла в камеру сгорания, когда поршень
находится в верхней мертвой точке. Объем влитого масла, а следовательно и камеры
сгорания, измеряется с помощью стеклянной мензурки с делениями емкостью 1000 см3.
9) Выработку клапанных гнезд цилиндров допустить до 4 мм, но при этом необхо-
димо распределительные валики поднять на 2 мм.
Поднятие производить с помощью подкладывания шайб под распределительные
валики на нормальные колонки. При поднятии распределительных валиков необходимо
предусмотреть и выполнить следующие работы:
а) маслоподводящие трубки в картер распредваликов окажутся короткими, не-
обходимо нагреть и выгнуть трубки так, чтобы длина их увеличилась на 2 мм и
чтобы трубки хорошо подходили к месту;
б) нарушается сцепление верхних шестерен вертикальных валиков с шестерен-
ками распредваликов; для правильного сцепления необходимо подложить под верхние
шестерни вертикальных валиков шайбы утолщенные на 2 мм;
в) нарушается сочленение верхнего подшипника вертикальных валиков с кожухом
шестерни распределительных валиков; в указанном сочленении следует поставить
металлическую прокладку, утолщенную на 2 мм.
10) В целях предупреждения неправильного монтажа, могущего повлечь обрыв
шпилек крепления цилиндров при работе мотора, следует при монтаже или замене
отдельных цилиндров производить подбор цилиндров по толщине фланцев.
Подбор необходимо производить, руководствуясь допуском на разномерность
фланцев не свыше 0,045 мм, т. е. толщина фланцев у смежно - стоящих цилиндров
может отличаться не более чем на 0,045 мм.
Не допускается подгонка толщины фланцев подкладыванием бумажных прокла ок
различной толщины или подкладывание нескольких прокладок.
Толщина бумажных прокладок должна быть не менее 0,3 мм, так как более тонкие
прокладки не имеют достаточных уплотнительных свойств, и вследствие этого воз-
можно появление течи масла из-под фланца цилиндра.
Установка бумажных прокладок разной толщины совершенно не допускается.
В крайних случаях при отсутствии возможности подбора толщины фланца в пре-
делах указанного допуска (0,045 мм) необходимо произвести фрезеровку мест под
гайки шпилек, крепящих одновременно фланцы смежных цилиндров.
Примечание. Поднятие распредваликов при выработанных гнездах
цилиндров является иеобходимостью, чтобы не запрессовывать в цилиндры
клапанных гнезд, а использовать цилиндры до отбраковки их по течи рубашек.
142
РЕМОНТ МАСЛЯНЫХ помп
При ремонте масляных помп допустить следующие работы:
1) Проточка эксцентриков валика масляной помпы из-за односторонней сработки
с постановкой шатунчиков с уменьшенным внутренним диаметром. При отсутствии
последних разрешается у старых шатунчиков увеличить расточкой диаметр до 38 мм
и запрессовка в них стальных колец, укрепив последние 2—3 шпильками и сделав в
них расточку под диаметр проточенных эксцентриков. Проточка эксцентриков должна
производиться с помощью специальных дисков, надеваемых на концы валика вместо
съемных эксцентриков.
2) При разработке внутреннего диаметра цилиндров масляной помгы следует
поставить поршеньки увеличенного диаметра или отремонтировать старые путем
хромирования. Окончательная пригонка поршеньков в цилиндрики помпы должна
вестись путем притирки.
Притирка должна быть плотная, с подсосом при сухих деталях.
3) При срыве и порче резьбы в бобышке для шпильки крепления фильтра раз-
решается рассверловка отве[ стия и нарезка резьбы под шпильку увеличенного диаметра.
4) На шестерне эксцентрикового валика разрешается только зачистка зубьев.
5) На корпусе помпы в неответственных и доступных местах разрешается поста-
новка ввертышей диаметром 5—10 мм из мягко: о аллюминия и п.одварка обломанных
фланцев в местах прохода шпилек.
РЕМОНТ ВОДЯНЫХ ПОМП
Разрешаются следующие работы:
1) Замена бронзовых втулок с последующей их пригонкой по валику. Выпрес-
совку бронзовых втулок, за неимением специального съемника, производить путем
вворачивания во втулку старого метчика диаметром ’/в Дюйма и ударом по носку
метчика выбить втулку.
2) Шлифовка галика при выработке шеек валика в местах втулок.
3) Замена шпонок с пригонкой их согласно допусков и зазоров.
4) Исправление поломанн х ушков внешней крышки путем наплавки алюминия
с последующей обработкой.
5) Замена вытянутых и сорванных шпилек.
6) В гнездах шпилек с сорванной резьбой допускается постановка шпил?к с уве-
личенным диаметром резьбы.
РЕМОНТ БЕНЗИНОВОЙ ПОМПЫ „ХОРНЕТ"
При ремонте бензиновых помп все работы протекают за счет замены отбрако-
ванных деталей новыми. Допускается шлифовка валика и зачистка зубьев шестерен.
Примечание. При замене пробкового сальника последний предвари-
тельно пропитывается графитовой мастикой.
РЕМОНТ ПОРШНЕЙ
При ремонте поршней производить следующие работы:
1) Подбор поршней по весу и высоте.
2) Подбор внутреннего диаметра бобышек под один размер с постановкой со-
ответствующего диаметра поршневого пальца.
Поршень с разными диаметрами бобышек в осевом направлении более 0,03 мм
и при овализации более 0,06 мм подлежит ремонту, путем развертывания бобышек
на специальном приспособлении и подгонки нх под ремонтный размер пальца увели-
ченного диаметра.
3) Подбор поршневых колец в канавки с зазором по образующей от 0,05 до
0,11 мм.
4) Зачистка рисок и наволакивания металла.
РЕМОНТ ПОРШНЕВЫХ ПАЛЬЦЕВ
1) Вопрос ремонта поршневых пальцев, бывших в работе и забра ованных по
износу, путем шлифовки с последующим хромированием пока не разрешен для мо-
торов М-17 и остается открытым.
2) Поршневые пальцы ремонтного размера, забракованные по износу, следует
сошлифовать под нормальный размер для дальнейшей работы
143
РЕМОНТ ПОРШНЕВЫХ КОЛЕЦ
1) Уплотнительные поршневые кольца, отработавшие норму 150—200 час. и еще
годные к работе, ставить для дальнейшей работы на один поршень не более одного.
2) Маслосборные кольца с ресурсом моторов 150—200 час. между перечистками
желательно при ремонтах ставить новые
3) Поршневые кольца, бывшие в работе с малой упругостью, с пропуском газа
по наружному диаметру и с обломанными концами в стыках браковать.
РЕМОНТ КЛАПАНОВ
При ремонте клапанов производить следующие работы:
1) Шлифовку седел клапанов (только на специальном шлифовальном станке).
2) Шлифовку торцов клапана (на торпе наждачного точила).
3) Притирку клапанов с поверкой керосином на непроницаемость в течение
15 минут.
РЕМОНТ ВЕРТИКАЛЬНЫХ ПЕРЕДАЧ
Разрешаются следующие работы:
1) Зачистку и шлифовку рабочих шеек наклонных валиков.
2) Наварку фланцев стаканов при небольших повреждениях.
3) Замену всех негодных деталей с подгонкой последних между собою согласно
допусков и зазоров.
Примечания: 1. При замене бронзовой втулки в верхнем подшипнике
вертикальной передачи, а также и скользящих вкладышей, обращать сугубое
внимание на направление смазочных канавок.
2. Спаривание скользящих вкладышей с непарными половинками не раз-
решается.
РЕМОНТ НИЖНЕЙ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ .
Допускаются следующие работы:
1) Замену шпонок с пригонкой их в гнезда валиков и сопрягающими деталями
согласно допусков.
2) Шлифовку валика с постановкой новых втулок.
3) Замену негодных деталей с последующей пригонкой их по месту.
Примечание. Ремонт стакана нижней вертикальной передачи не до-
пускается.
РЕМОНТ РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛИКОВ
При ремонте распределительных валиков необходимо выполнить следующие
работы:
1) Пришабровку крышек к картеру.
Первоначально крышки подпилить на краску, а потом пришабрить. Кар’ер же
сразу пришабривать на плите.
При наличии разверток гнезда коромысел, после пригонки крышек, разверты-
ваются, а потом пришабриваются.
2) Выводку овалов и шлифовку осей коромысел. Выводку овглов производить
вручную оселком, а шлифовку производить шкуркой с маслом.
3) Зачистку на кулачках и шейках распредваликов неглубоких рисок, надира и
ржавчины с помощью оселков и шкурки с маслом.
4) Зачистку роликов коромысел (см. указание по зачистке кулачков).
5) Заварку отверстия > ля контрового болта на заднем конце валика в случае
разработки и выламывания кромки у отверстия.
6) Запрессовку новых стальных пробок для стопора в подшипнике шестерни
распредвалика.
7) Заделку раковин и свищей в кожухе шестерни распредвалика ввертышами
диаметром до 10 мм.
Примечание. Спаривание подшипников с разными половинками не
допускается.
144
МОНТАЖ УЗЛОВ И ПРИГОНКА ИХ ПО МЕСТУ
№ по пор. Производимые работы Инструмент Норма времени
1 2 Монтаж верхнего картера. Обрубить случайные приливы на стенках воздушных окон картера. Проверить по приспособлению расположе- ние бобышек сшивных шпилек и подрубить их. Снять фаски с кромок по плоскости разъ- ема. Проверить, не помяты ли трубки Б013. Поставить в картер 10 трубок н разваль- цевать с двух сторон. Легко зенковать. Шпилька. Стержень. Вальцовка. См. рис. 90. Зенковка. Дрель. 38 м.
3 Проверить, не помяты ли трубки. Поставить в отверстие картера трубки 6014 для смазки распределения. Раскернить трубки с обеих сторон. Шпилька. Пробойник. Молоток. Керн. 19 м.
Запилить торец трубки заподлицо с пло- скостью разъема. Зенковка. Оправка. Солдатик, ключ накладной. Солдатик, ключ торцовый. 5 м.
4 5 6 Зенковать все отверстия внутри и снаружи картера. Нарезать отверстия под шпильки крепле- ния вертикальной передачи, площадок маг- нето н крышки картера. Завернуть шпильки крепления цилиндров Б20207, Б20208. Завернуть 8 шпилек Б20208 крепления пло- щадок магнето. 16 м.
Завернуть шпильки крепления вертикаль- ных передач. а Солдатик, ключ торцовый. 78 м.
7 Просверлить отверстие диаметром 3 мм под штифты полукольцевых прокладок. Электродрель. Сверло диаметром 3 мм. Кондуктор. 5 м.
8 Завернуть сшивйые шпильки картера Б20210 (см. рис. 114). Солдатик, ключ накладной. 39 м.
Примечания: 1. Все острые кромки отверстий внутри картера зен-
куются для того, чтобы избежать отваливания заусениц вэ время работы мотора.
Острые кромки по плоскостям закругляются, так как при транспортировке
и обработке легко забиваются и забоины мешают плотному прилеганию плоско-
стей при соединении.
2. Все отверстия под шпильки нарезаются вторым метчиком для плотной
посадки шпилек в алюминий.
Требование плотной посадки с особой силой пред'является к цилиндровым
и сшивным шпилькам, которые при тугой посадке легко заедают, а при сво-
бодной вывертываются в процессе разборки мотора.
3. В случае заедания шпилек последние вывертываются эксцентриковым
ключом.
L0—Руков. по ремонту мотора М«17.
145
Ряс. 114. Верхний кяртер.
146
no гор- Производимые оаботы Инструмент Норма времени
1 Монтаж нижнего картера Обрубить случайные приливы на стенках воздушных окон картера. Проверить, не заденет ли шатун за стенку камеры для контрольного стержня и под- рубить. Снять фаски кромок плоскостей. Зубило. Молоток. Пила личная.
2 Зенковать отверстия сшивных шпилек с двух сторон. Просверлить два отверстия диаметром 15 мм в нижней части передней перегородки для стока масла. Просверлить четыре отверстия диаметром 25 мм в верхней части передней и задней перегородок. Зенковка. Державка. Дрель. Т рещетка. Сверло 15-мм. Дрель. Сверло 25-л«л<. 27 м.
3 Обрубить приливы для стока масла из носка карьера. Легко зенковать отверстия для шпилек крепления: крышки картера, передачи к бен- зиновой помпе, масляной и водяной помп. Молоток. Зубило специаль- ное. 15 м.
4 Нарезать резьбу М8/100 отверстий шпи- лек крепления передачи к бензиновой помпе и крышки картера. Завернуть шпильки Б20228 и Б20213 кре- пления масляной помпь. Завернуть шпильки Б20218 крепления во- дяной помпы. Метчик. Солдатик, ключ торцовый. То же. 14 м.
5 Завернуть шпильки Б20218 и Б2 228 кре- пления бензиновой передачи. Просверлить по отверстиям сетки два от верстия в картере диаметром 4 мм и наре- зать их. Привернуть сетку переднего маслосбор- ника двумя шурупами и просверлить в кар- тере остальные отверстия. Снять сетку н нарезать отверстия М5/80. Занумеровать сетку номером картера. Нарезать отверстия М24/150 для штуце- ров отсасывающей масляной трубки. Обрубить по отсасывающей трубке место для прохода трубки. Солдатик, ключ торцевый. Электродрель. Сверло 4-мм. Отвертка. Метчик М5/80. Зубило. Молоток. 11 м. 19 м.
6 Накернить отверстия для винтов хомутика, засверлить и нарезать их. Развернуть отверстие под трубку Б0216-А в носке картера. Навернуть на трубку Б0218 крестовину Б029. Нарезать в картере отверстие М 12/125 под ниппель 60212. Поставить трубки Б0216-А, Б0217-А в кар- тер. Сверло 4-мм. Метчик. Развертка. Ключ гаечный. Метчик. 16 м.
10*
147
Рис. 115 и 116. Нижний картер.
148
№ по пор. Производимые работы ' Инструмент Норма времени
Завернуть их на 2—3 нитки в крестовину Б029. Завернуть в крестовину трубку Б0214 Завернуть в картер трубку Б0218 и нип- пель Б0212 предварительно. Окончательно завернуть трубки 50216А, БО217-А и ниппель Б0212. Приспособление для завертывания трубок. Солдатик. Гаечный ключ.
Срезать выступающую часть ниппеля за- подлицо с плоскостью. Нентробор. 19 м.
7 Просверлить два отверстия диаметром 6,8 мм в главной магистральной трубке Б0216-А под горизонтальные трубки — для смазки распределения. Нарезать просверленные отверстия М8/100. Сверло' 6,8-мм. Метчик.
Нарезать два отверстия М10/100под винты Б20713. Метчик. 12 м.
8 Завернуть в картер трубки Б0215А. Приспособление для заьертывания трубок.
Завернуть винты Б20713. Отвертка. 6,5 м.
9 Просверлить шесть отверстий диаметром 6,8 мм в трубках Б02’6А, Б0217А для тру- бок смазки коренных подшипников н два отверстия под трубки смазки распределения. Электродрель. Сверло 6,8 мм.
10 Нарезать в просверленных отверстиях резьбу М8/100. Метчик, специаль- ный держатель. 51 ы.
Завернуть шесть трубок Б0214 для смазки коренных подшипников. Солдатик, ключ гаечный.
11 Завернуть две трубки для смазки распре- деления. То же. 19 м.
Пройти сверлом главные масляные трубки Б0213А, Б0217А. Пройти сверлом муфты трубок Б0215А (для срезания концов трубок). Продуть маслопровод Сверло 6.5-лыл Сверло 5-лт.ад.
12 Завернуть пробки Б20706 в трубки Б02(оА. Навернуть на трубки для смазки подшип- ников и распределения колпачки. Присоединить насос к отверстию на пло- щадке масляной помпы. Поставить заглушку в главную магистраль- ную трубку. Проверить герметичность маслопровода при давлении 10 атм. Предъявить контролю. Снять колпачки, вывернуть заглушку и убрать насос. Отвертка. Ключ гаечный. Заливной насос. 11,5 м.
13 Срезать концы масляных трубок, оставив выступаюшую часть 3,5 мм. Запилить концы трубок для смазки рас- пределительного валика заподлицо с пло- скостью разъема картеров. Продуть магистраль сжатым воздухом. Предъявить контролю. (См. рис. 115 и 116). Нентробор. Пила личная.
149
№ по пор. Производимые работы Инструмент Норма времени
Монтаж правого вертикального валика
1 2 3 4 5 6 7 В корпус Б0635 завернуть две шпильки Б20285 и две шпильки Б20243 Просверлить в корпусе Б0633 отверстие диаметром 8,5 мм для стока масла Разобрать корпус Б0633. Прорубить во вкладышах масляные йа- навки. Собрать корпус Б0633. Развернуть вкладыши корпуса Б0633 до диаметра 25 q'q? и 20 мм д’дг Зачистить торец вкладыша. Разобрать корпус БС633. Зачистить заусенцы вкладыша и корпуса Припилить второй торец вкладыша Б0650 по валику для продольного люфта. Промыть корпус в бензине и продуть. Смазать вкладыши маслом и свернуть на валике Б0630. Проверить свободное вращение валика, осевой зазор и качку. Зачистить заусенцы кольца Б0654 и крыш- ки Б0638. Пройти отверстия шестерен 1 0643 сверлом диаметра 8 мм. Вложить в кольцо Б0651 войлочный саль- ник Б0626 (колыю). Запрессовать кольцо Б0654 и шариковый подшипник Ь2и814 в крышку Б0638. Напрессовать на шестерню БС643 шарико- подшипник Б20815. Напрессовать на шестерню Б0643 крышку Б0638 с подшипником 620814 и корпус Б0646, подложив прокладку Б20532 Снять с веотикального валика шестерню Б0644 и Б064 - Надеть на валик установочное кольцо Б20439, шестерню Б0642, прокладку Б20531 н корпус Б0635. Привернуть корпус вспомогательными бол- тами. Надеть на шпильки передачи к магнето бумажные прокладки Б20532 и корпус пе- Солдатик, ключ гаечный. Сверло 8,5-лмт. Ключ торцовый. Отвертка. Клейсмссель. Развертка. См. рис. 99 и 100. Цснтрсбор. Оправка. Шабер, пила лич- ная. Шуи. I Бабер. Сверло 8-мм. Ручной пресс. « Выколотка брон- зовая. Ключ гаечный. 3 м. 3 м. 10 м. 2,50 м. 30 м. 8 м.
Привернуть корпус передачи. Проверить люфт в зацеплении шестерен. Подобрать прокладку под корпус передачи к магнето или кольцо под шестерню Б0642 для сцеитрирования шестерен. Ключ торцовый.
150
Рис. 117, Вертикальные, валики.
№ по пор. Производимые работы Инструмент Норма времени
Повторить подгонку зацепления шестерен для второй передачи на магнето.
Проверить зазор между корпусом Б0633 и Б0635 щупом 0,03 мм. Щуп. 27 м.
8 Просверлить в болтах, соединяющих кор- пус Б0633, отверстия диаметром 2 мм под шплинты. Сверло 2-.4JW.
Зашплинтовать гайки. Просверлить в шпильках крепления пере- дачи магнето отверстия под шплинты. Отвертка.
Зашплинтовать гайки правой передачи. Предъявить собранный валик контролю. Отвертка.
Убрать вспомогательные болты. (См. рис. 117). 13,5
Примечания: 1. Левая передача на магнето снимается при дальнейшем
монтаже дтя засверловки отверстия в корпусе БС635 и БС633 под фиксирую-
щую шпильку. Поэтому гайки крепления передачи не шплинтуются.
2. Монтаж левого вертикального валика производится в том же порядке,
только вместо приводов у магнето н подгонки зацепления шестерен на корпус
Б0634 ставится крышка Б0610.
МОНТАЖ НИЖНЕЙ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ НА ШАРИКОВОМ
ХОДУ УЗЕЛ БО269А
1) Напрессовать шарикоподшипник Б20805 на шестерню Б0264 и шарикопод-
шипник Б20806 на валик Б0251.
2) Запрессовать шестерню Б0264 с шарикоподшипником Б20805 в стакан нижней
вертикальной передачи Б0269.
3) С нижней стороны стакана Б0269 вставить валик Б0251 с шарикоподшипником
Б20806 и запрессовать его на место.
Напрессовку шарикоподшипника Б20806 с валиком БС251 необходимо производить
ло отказа, т, е. до тех пор, пока шарикоподшипник Б20806 не упрется в буртик
стакана Е0269, прн этом шарикоподшипник Б20805 может отойти от упорных буртиков,
этот зазор устраняется во время пригирки конусов.
4) Навернуть и затянуть гайку Б20154 на валик Б0251.
5) В нижнюю половину картера вставить валик передачи на масляную помпу'
Б0263 со втулками Б0246, Б0247, Б0248 и со шпонкой Б0249.
152
6) Смонтированный вышеуказанным образом стакан нижней вертикальной пере-
дачи Б0269А вставляется в нижнюю половину картера, при этом стакан должен итти
по картеру свободно до тех пор, пока центрирующие его буртики диам. 75,5~0*020 мм
и диам. 76-0,020 мм не придут в соприкосновение с соответствующими буртиками
в картере. Дальнейшая посадка стакана Б0269 до отказа производится легкими ударами
через подкладку по торцу стакана. Не допускается перекосов стакана или ударов по
одной стороне торца.
7) На валик Б0263 надевается шестерня Б0244 н закрепляется гайкой Б20132.
8) Проверяется зазор между зубьями шестерен Б0244 и Е0251. Если зазор между
зубьями велик и наблюдается провал шестерни Б0251, то необходимо под фланец
стакана Б0269 положить одну или две металлические прокладки, в зависимости от
величины провала шестерни Б0251. Число металлических прокладок под стакан Б0269
может быть установлено не более двух. Если наблюдается, что при набранных метал-
лических прокладках или без них шестерня валика Б0251 стоит нормально, а зазор
между зубьями мал и необходимо провалить шестерню Б0244, то производится под-
резка торца втулки Б0217 на нужную величину.
Если наблюдается, что шестерня Б0251 стоит нормально, а шестерня Б0244 про-
валена и дает большой люфт, то необходимо сменить втулку Б0246А или втулку Б0247.
У правильно монтированной нижней вертикальной передачи зазор между зубьями
шестерен Б024^ и Б0251 должен быть от 0.2 до 0,5 мм.
Проверка установленного зазора между зубьями шестерен Б0244 и Б0251 про-
изводится на ощупь путем топчожения одной шестерни и поворачивания другой.
Зазор необходимо проверять для всех зубьев шестерен.
По окончании подгонки зацепления шестерен Б0244 и Б0251 производится под-
гонка з'цепления в шестернях Б0521 и Б0264.
9) Для подгонки зацепления на 7 и 8 вкладыши укладывается специальная эправка
(ложный коленвал) или коленчатый вал, с надетой шестерней Б0521 и шайбой Б0528.
10) Проверяется зазор между зубьями шестерен Б0521 и Б0264. Если зазор между
зубьями мал н шестерню 50264 нужно провалить, то стакан вертикальней передачи
вынимается нз картера, выпрессовывается валик Б0251 и шестерня Б0264 и произ-
водится притирка конуса валика Б0251 по конусу шестерни Б0264
Перед притиркой конуса смазываются минеральным маслом с мелким наждаком.
Притиркою, конусов добиваются опускания шестерни Б0264 на нужную величину
и центрировки ее зубьев.
Притирка конусов считается удовлетворительной, если получена матовая поверх-
ность конуса. В сомнительных случаях притирку конусов рекомендуемся проверить на
краску, для чего на конус шестерни Б0264 наносится тонкий слой краски и поверя-
ется прилегание по нему конуса валика Б0251. При этом не допускается, чтобы на
конусе валика оставались места, не взятые краской; устранение их производится
дальнейшей притиркой. >
Если установлено, что шестерня Б0264 после притирки конуса стоит нормально,
а зазор между зубьями шестерен Б0521 и Б0264 мал или велик, то соответственно
меняется шайба Б9528 на меньший или больший размер. Толщина шайбы Б0528 до-
пускается от 2,920 до 4,400 мм,
У правильно монтированной вертикальной передачи зазор мажду зубьями шестерен
Б0521 и Б0264 должен быть от 0,2 до 0,5 мм.
Проверка установленного зазора между зубьями шестерен Б0521 и Б0264 произ-
водится на ощупь, путем торможения одной шестерни и поворачивания другой.
Зазор необходимо поверять для всех зубьев шестерен.
153
11) По окончании подгонки зазора между шестернями Б0521 и Б0264 наносится
кетка для сверления отверстия под шплинт Б20301 в валике Б0251.
12) Вынимается стакан Б0269А из картера, выпрессовывается валик Б0251 и про-
изводится засверловка намеченного отверстия. Запрессовывается шпонка Б20708 и под-
гоняется по высоте к шестерне Б0264.
По высоте шпонка ни в коем случае не должна касаться шестерни. Зазор между
шпонкой Б20708 и шестерней Б0264 допускается от 0,3 до 0,6 мм.
13) Производятся промывка и обдувед воздухом всех деталей нижней верти, аль-
ной передачи, на стакан Б0269 сверху всех подобранных прокладок надевается про-
масленная бумажная прокладка толщиной 0, 5-0,3 лои.
14) Вертикальная передача окончательно монтируе,ся в порядке, указанном выше
(см. рис. 9).
МОНТАЖ НИЖНЕЙ ВЕРТИКАЛЬНОЙ ПЕРЕДАЧИ НА СКОЛЬЗЯ-
ЩЕМ ХОДУ—УЗЕЛ Б0280А
1) Тщательно осматривается стакан Б02с0 с 'запрессованными в нем втулками
Б0285 и Б0286 и удаляются все заусенцы.
2) Стакан перелаян Б0280 с запрессованными в нем втулками Б0285 и Б0286
вставляется в гнездо нижней половины картера. При этом ста ан должен итти
без каких-либо усилий и задевов до тех пор, пока его посадочные буртики
диам. 75,5~0,020 мм идиам. 76—0,020 мм не придут в соприкосновение с соответству-
ющими буртиками в нижней половине картера Б021.
Дальнейшая посадка стакана Б0280 по картеру производится легкими ударами
молотка (через подкладку) равномерно по всему торцу, совершенно не допуская пере-
косов стакана или ударов по одной стороне торца. Перед сборкой на картер под
фланец стакана Б0280 укладывается промасленная прокладка Б20541.
3) Стакан Б0280 затягивается на шпильках Б20218 временными гайками.
4) В нижнюю половину картера в собранном виде вставляются -втулки Б0246,
Б0247. Б0248 и валик Б0263 передачи на масляную помпу с запрессованной в нем
шпонкой Б20785.
5) На валик Б0281 надевается дистанционная шайба Б20450 толщиной 2,5 мм.
и валик вставляется в соответствующее ему гнездо стакана Б0280. На конус валика
Б0263 передачи к масляной помпе надевается шестерня Б0244, но не затягивается
гайкой.
6) Производится проверка зазора между эубьями шестерни Б0244 и валика
Б0281. Если зазор между зубьями шестерен велик и наблюдается провал ш стерни
валика Б0281, то шайбу Б20450 следует сменить на более толстую.
Если зазор между зубьями шестерен мал и шестерню валика Б0281 необходимо
провалить, то шайбу Б20450 следует сменить на более тонкую.
Толщина шайб Б20450 может колебаться от 1,5 до 3,0 мм.
Если установлено, что шестерня валика Б0281 стоит при дайной шайбе нормально,
а зазор между зубьями шестерен Б0244 и Б0281 мал, то производится подрезка
торца втулки Б0247 валика передачи на масляную помпу.
Если же при правильно установленной шестерне валика Б0281 окажется большой
зазор меж.ту зубьями шестерен, то втулку Б0246А необходимо сменить.
У правильно монтированной нижней вертикальной передачи зазор между зубьями
шестерни Б0244 и шестерни валика Б0?81 должен быть от 0,2 до 0,5 мм. Проверка
усыновленного зазора между зубьями шестерен Б0244 и Б028! прсизводится на ощупь
154
путем торможения одной шестерни и пов рачивания другой Зазор необходимо про-
верять для всех зубьев шестерен. После окончания подгонки зацепления шестерня
БО244 вынимается, а валик Б0281 остается на месте, и производится подгонка зазора
между шестернями Б0521 и Б0284.
7) На втулку со шлицами Б0527, запрессованную в коленвал или на специальную
оправку (ложный коленвал), надевается шестерня 60521 с шайбой Б0528
8) На валик Б0281 со стороны шлицов надевается дистанционная шайба Б20440
и шестерня Б0284.
9) Устанавливается зазор между шестернями Б0284 и 60521. Если зазор между
зубьями шестерен Б0284 и Б0521 велик и наблюдается провал шестерни Б0284, то
шайбу Б20140 необходимо сменить на более толстую.
Если зазор между шестернями Б0284 и 60521 мал и шестерню Б0284 необходимо
провалить, то шайбу Б20440 необходимо сменить на более тонкую.
Толщина шайб Б20440 может колебаться от 2,0 до 4,0 мм.
Если установлено, что шестерня 60284 при данной шайбе стоит нормально, а зазор
между шестернями Б0284 и Б0521 велик, то необходимо сменить шайбу Б0'28 на более
толстую.
Если же при правильно установленной шестерне Б0284 зазор между зубьям:,
мал, то необходимо шайбу Б0528 сменить на бэлее тонкую.
Толщина шайб Б0528 может колебаться от 2,9'20 до 4,400 мм.
У правильно монтированной нижней вертикальной передачи зазор между зубьями
шестерен Б0284 и Б0521 должен быть от 0,2 до 0,5 мм.
Проверка установленного зазора между зубьями шестерен Б0521 и Б0284 про-
изводится на ощупь, путем торможения одной шестерни и поворачивания другой.
Зазор необходимо проверять для всех зубьев шестерен.
По окончании подгонки зазора в зубьях шестерен Б0521 и Б0284 производится
окончательное крепление деталей нижней вертикальной передачи.
10) На валик Б0281 надевается спиральная пружина Б0283 и тарелка пружины
Б0282, которая контрится шплинтом Б20301.
У правильно монтированной нижней вертикальной передачи шестерня Б0284
должна свободно сидеть на шлицах валика Б0281, а между витками пружины Б0283
должен быть зазор в общей сумме не менее 1,0 мм.
Свободная посадка шестерни Б0284 и зазор между витками пружины Б0283
проверяется путем надавливания на тарелку пружины Б0282; при этом валик Б0281,
освобожденный от нагрузки под действием пружины Б0283, должен возвращаться
в прежнее положение, т. е. торец валика БО281, шайба Б20450 н торец втулки Б0286
должны плотно прилегать друг к другу.
Люфт шестерни Б0281 по шлицам валика Б0281 в плоскости, перпендикулярной
оси валика, допускается: а) для новой передачи 0,120 мм и б) для работавшей пере-
дачи 0,250 мм.
11) На валик Б0263 надевается шестерня Б0214, затягивается гайкой Б20132
и контрится шплинтом Б20301.
12) Производится проверка зазора между зубьями шестерен Б0244 и валика Б0281.
Примечание. При монтаже нижней вертикальной передачи Б0280А не-
обходимо принять меры против перепутывания шайб Б20440 и Б20450. Во из-
бежание перепутывания шайба Б20450, устанавливаемая с нижней стороны стакана,
сделана меньшего наружного диаметра, а шайба Б20440, устанавливаемая с верхней
стороны стакана, сделана большего наружного диаметра.
Перед монтажем все детали должны быть тщательно вымыты и обдуты
воздухом.
155
№ по пор. Производимые работы Инструмент Норма времени
Монтаж цилиндра
1 Пройти разверткой отверстия под напра- вляющие втулки клапанов. Развертка.
Запрессовать направляющие втулки кла- Молоток.
панов в головку цилиндра. Выколотка.
Пройти резьбу Ml2/125 в отверстиях под шпильки крепления картера распределитель- ного вала. Метчик.
Завернуть две шпильки крепления картера Солдатик, гаеч-
распределительного валика. ный ключ.
Прошить отверстия направляющих втулок Ручной пресс. 10 м.
прошивкой диаметром 13, 11—13, 115. Прошивка. Калибр.
2 Пройти резьбу М18/150 отверстия под свечи и М9/100 отверстия под шпильки всасывающих и выхлопных патрубков. Метчик.
Зенковать отверстия под свечи внутри ци- Зенковка.
лшдра. Оправка для зен-
ковки.
Завернуть в патрубки шпильки. Солдатик, ключ гаечный. 9 м.
3 Профрезовать седло клапана, чисто про- Фреза. 10 м.
мыть цилиндр. Оправка. 13 м.
4 Притереть клапана, промыть цилиндр и Ключ для при-
проверить качество притирки. тирки.
5 Вставить клапана в направляющие втул- Ключ коловорот.
ки, надеть пружины, верхние тарелочки, на- вернуть на шток гайку клапана. Окончательно завернуть гайку, проверяя высоту пружины. Проверить плотность прилегания клапана к седлу керосином. Лекало.
Предъявигь контролю. Зашплинтовать гайки клапанов. 7 м.
6 Промыть цилиндры начисто. 12 м.
7 Осадить гайки клапанов, проверяя высоту Лекало. 3 ы.
8 пружин. Надеть на шпильки всасывающих патруб- ков клинкеритовые прокладки и патрубки.
Проверить патрубки, выверяя совпадение Ключ гаечный. 5 м.
отверстий цилиндра и патрубка. Пила полукруг- лая. 1
Примечания: 1. Прошивание направляющей втулки клапана дает по
сравнению с развертыванием более твердую и чистую поверхность.
В условиях ремонтной мастерской прошивание может быть заменено раз-
вертыванием.
2. Зенковка острых кромок отверстий под свечи внутри цилиндра произво-
дится для предупреждения отваливания заусенцев.
3. По конусу гайки клапана имеется разрез, поэтому при навертывании
гайки конус раздается и неплотно садится в конус тарелки.
Во избежание удлинения пружины в работе мотора производится осажи-
вание гайки клапана на ручном прессе.
1,56
4. В работе особенно ост рожно обращаться с рубашкой цилиндра во избе-
жание вмятин.
5. Промер высоты пружин необходим, так как малая высота пружины мо-
жет вызвать поломку коромысла благодаря отсутствию зазора в витках при
полном открытии клапана.
6. Подгонка совпадения отверстий всасывающего патрубка и флянца ци-
линдра вызвана желанием избежать выступов во всасывающем трубопроводе,
тормозящем поток смеси.
№ по пор. Производимые работы Инструмент Норма времени
1 Монтаж распределения Развернуть отверстия под коромысла в кар- Электродрель.
2 тере распределительного вала совместно с крышками. Снять фаски и промыть картер. Отвернуть крышки картера распредели- Набор развер- ток. Оправка. Шабер трехгран- ньй. Ключ накладной.
тельного вала. Зачистить заусенцы и заправить фаски в гнездах крышек и картера. Подобрать коромысла, проверяя продоль- ный люфт. Выбрать в гнездах крышек масляные ка- навки и привернуть крышки коромысел. Проверить зазор по плоскости разъема крышки и картера, а также вращение ко- ромысел. Установить тугое или слабое вращение коромысел, подшабривая плоскость крышки или гнезда коромысел. Предъявить контролю. Клеймить картер । Шабер трехгран- ный. Крючкобор ша- бер. Щуп- Шабер трехгран- ный. Номерация. 117 на одни
и крышки порядковым номером картера и Молоток. валик.
3 цилиндра. Клеймить коромысла номером цилиндра То же.
4 н номером картера. Поставить ролики 60718 и запрессовать пальцы Б0720. Завернуть в коромысла ударники Б0719, болты Б2014 и навернуть гайки Б20190. Промыть и продуть коромысла, крышки и картер. Прочистить отверстие распределительного валика. Промыть шестерню и распределительный валик в бензине. Поставить заглушки Б0722 и Б0763 в от- верстие распределительного валика. Снять острую кромку по окружности с пе- реднего конца. Заклеймить подшипники порядковым но- мером. Разобрать подшипники, промыть бензином, смазать маслом и свернуть на валике. • Пресс ручной. Приспособление. Ерш. Молоток. * Пила личная. Номерация. Отвертка. 48 на 12 шт.
157
Си
CD
«О'Я»
Рис. 118. Передняя часть распределительного валижа
№ по пор. Производимые работы Инструмент Норма времени
5 •6 7 8 9 10 Запилить головки болтов, выступающие из окружности подшипника. Предъявить контролю сборку распредели- тельного валика. Заправить фаску по окружности отверстия под передний подшипник в картере распре- делительного валика. Поставить подшипник в картер. Накернить по отверстию картера центр отверстия в подшипвике. Выбить подшипник. Просверлить отверстие диаметром 4 мм и развернуть отверстие иа конус. Промыть подшипник в бензине и продуть, поставить в картер и закрепить стопором Б20628. Зачистить заусенцы и забоины средних подшипников. Продуть распределительный валик. Поставить распределительный валик в кар- тер. Выправить и закрепить стопорами под- шипники распределительного валика. Проверить вращение валика. Заклеймить стопора номером крышки. Снять с кожуха шестерни распределитель- ного валика крышку. Промыть крышку и кожух в бензине. Поставить в кожух уплотняющее кольцо. Надеть кожух на картер распределитель- ного вала и установить на приспособлении. Завернуть в крышку кожуха четыре шпильки Б20259. Запрессовать в крышку кожуха правого распределительного валика стопорный болт Б2031. Просверлить в крышке кожуха и болте совместно отверстия диаметром 1,6 мм. Забить в отверстие штифт Б20266. Заправить в подшипнике БС79О фаскн. Разобрать подшипник. Проверить осевой зазор шестерни распре- делительного валика в подшипнике БО79О. Промыть подшипник в бензине, смазать маслом и свернуть на шестерне. Проверить вращение шестерни и осевой зазор. Предъявить сборку контролю. Поставить шестерню с подшипником в картер. Прогнать резьбу М8/100 двух отверстий год шпильки Б2С259 в корпус Б0636. Завернуть шпильки. Пила личная. Шабер трехграп- ный. Молоток. Керн. Сверло 4-мм. Зенковка. Отвертка. Пила личная. Отвертка. Номерация. Молоток. Ключ торцовый. Солдатик. Ключ гаечный. Бородок. Молоток. Керн. Сверло 1,6-лтдг. Метчик. Солдатик, Ключ гаечный. 34 м. 13 м. 15 м. 26 м. 6 м 17,5 м. 4 и.
16'-)
№ по пор. Производимые работы Инструмент Норма времени
11 * Собрать на верхнем корпусе подшипника
вертикального валика ложный вертикальный
валик.
Надеть шайбу Б20440 под шестерню при- вода распределительного валика Б0644. Надеть на корпус бумажную прокладку Б20554.
Привернуть корпус к кожуху, установить Ключ гаечный.
зацепление шестерен. Проверить толщину шайбы Б20440 и подо- брать для сцентрирования зубьев. Предъявить запепление шестерен конт- ролю. 15 м.
12 Промыть эксцентриковый валик декомпрес- сора.
Зачистить заусенцы буртиков муфты Б0775. Пила личная.
Снять фаски муфты Б0764, проаеряя по муфте Б0775. Надеть иа эксцентриковый валик муфту БС764 и тарелку Б0779. То же.
Забить штифт Б20265 в отверстие валика. Молоток.
Забить штифт Б20263 в отверстие правого То же.
валика.
Зачистить концы штифта после постановки. Пила личная.
13 Проверить по втулке Б0768 совпадение прорезей со срезами штифта Б20265. Надеть резиновое кольцо Б0782 на под- шипник БО776. То же. 13 м.
Надеть иа эксцентриковый валик пружину Б0769 и втулку БО768.
Поставить эксцентриковый валик в кожух и привернуть накладками. Поставить декомпрессор в рабочее поло- жение и отрегулировать распределительный Ключ торцовый.
вал.
Накернить на хвосте распределительного
вала центр отверстия по отверстию муфты Б0775.
Снять корпус подшипника Б0636. Ключ гаечный.
Просверлить отверстие дивметром 5,8 мм Сверло 5,8-лсн.
и развернуть до диаметра 5,989—5,997 мм в хвосте распределительного вала. Развертка.
Поставить в отверстие болты Б2027. Проверить регулировку распределитель-
него вала относительно роликов в рабочем положении распределительного вала и на декомпрессии.
Убрать болт Б2027. Снять накладки и эксцентриковый валик. Ключ гаечный.
зачистить заусенцы просверленного отвер- стия. Пила личная.
Поставить эксцентриковый валик с муфтой Б0775 в кожух и закрепить накладками.
11—Ру ков. по ремонту мотора М-17.
161
№ по пор. Производимые работы Инструмент Норма времени
i Поставить болт Б2027 и завернуть гайку. Предъявить регулировку декомпрессора контролю. Убрать накладки. Привернуть крышку кожуха. Привернуть к кожуху корпус передачи распределительного валика. Промыть распределение в бензине. Продуть сжатым воздухом. Предъявить контролю. Ключ гаечный. Ключ торцовый. Ключ гаечный. 65 м.
14 Поставить и приверну ть привод к тахо- метру. (См. рис. 118 и 119). То же. 3 М:
Примечания: 1. Продольный люфт коромысла в гнездах крышки и
картера распределительного валика допускается 0,1—0,3 мм.
2. Осевой люфт подшипника шестерни распрепелительного валика между
буртиком шестерни допускается в пределах допусков.
3. Особое внимание при монтаже распределительного валика следует обра-
тить на свободное вращение вала в подшипниках и иа фиксирование распре-
делительного валика относительно картера, которое производится декомпрес-
сионным механизмом. В рабочем положении распределительного вала не должно
быть набегания роликов коромысел на декомпрессионные выступы кулачка
выпуска и свисание рабочей части ролика с кулачка более чем на 1 мм. На
декомпрессии ось ролика не должна задевать за соседний кулачок.
Для проверки выполнения этих требований укладывают коромысла в гнезда
картера распределительного вала и вращают вал.
При положении распределительного вала на декомпрессии должен быть
проверен зазор между буртиком кулачка и торцом подшипника; этот зазор
должен быть не менее 0,2 мм.
№ по пор Производимые работы Инструмент Норма времени
1 Монтаж масляной помпы Привернуть к фланцу корпуса приспосо- Приспособление.
блеиие. Развернуть отверстия в корпусе помпы пол золотники Б0911, Б0912 для свежего и откачиваемого масла. Развернуть отверстия под поршень Б0917, откачивающий масло. Развернуть отверстия под поршни БС945 и Б099 циркуляционного и отсасывающего масла. Развернуть отверстие под поршень Б098, Развертка. То же. п 10 м
2 подающий свежее масло. Притереть все золотники и поршни по Ключ для при-
месту при помощи ключей. тирки.
162
№ по пор. Производимые работы Инструмент Норма времени
Промыть корпус, поршни, золотники в бен- зине. Продуть сжатым воздухом. 72 м.
3 Завернуть штуцеры для выхода откачива- ющего масла Б0925 и для выхода свежего масла Б0924, подложив прокладку Б20516. Завернуть спусковой кран Б0934А, подло- жив прокладку Б20516. Завернуть штуцер B2074S, подложив про- кладку Б20581. Ключ гаечный. То же.
4 Завернуть в корпус шпильку Б20225. Промыть и продуть сжатым воздухом кор- пус. Завернуть семь пробок Б20706. Завернуть две пробки Б20713. Солдатик. Ключ торцовый. Отвертка. п 8 м.
Завернуть отсасывающую трубку, подо- гнав ее высоту по лекалу. Завернуть заглушку Б0936, подложив про- кладку Б20526. Завернуть в корпус редукционный клапан. Промыть и п, одугь фильтр. Надеть на шпильку Б20225 пружину Б0918. Поставить фильтр, подложив под фланец прокладку Б20518. Завернуть туго гайку Б20138. Промыть и поставить на место собранный эксцентриковый валик. Забить ось БС93. Просверлить сквозное отверстие диаметром 3 мм в головке корпуса и оси эксцентрико- вого валика для шпильки Б20237. Развернуть отверстие диаметром 3 мм на Ключ гаечный. 1 Ключ торцовый. Молоток. Сверло З-лтлт Развертка. «
5 коиус и забить шпильку Б20237. Зачистить заусенцы эксцентрикового ва- лика. Снять фаски и зашкурить эксцентрики Б094. Выпилить шпонки и поставить их на экс- центриковый валик. Надеть эксцентрики на валик. Притереть ось по отверстию валика. Промыть и продуть эксцентриковый валик и ось. Снять острые кромки у шатунов и промыть их. Надеть поршни и золотники на шатуны. Забить пальцы. Зачистить заусенцы и поставить поршни в корпус. Предъявить притирку поршней и бобышку шпильки корпуса контролю. Проверить, нет ли перекоса шатунов. Снять эксцентрики. Молоток. Пила личная. То же. Молоток. Пила личная. Съемник.
'63
Рис. 120. Масляная помпа
№ по пор. Производимые работы Инс грумент Норма времени
Надеть на экс хн-pi ковый валик шатуны с поршнями БС99, Б09-.б. Поставить эксцентриковый валик в корпус. Заб.,ть ось. Проверить свободное движение поршней. Снять эксцентриковый валик. Надеть на эксцентриковый валик все ша- туны с поршнями, золотниками и эксцентри- ками. (См. рис. 120 и 1_1). 39 м.
Примечание. Развертывание отверстий в корпусе под поршни и при-
тирка поршней должны обеспечить минимальные зазоры между поршнем и от-
верстием, что важно для долговечной и надежной работы помпы
№ по пор. Производимые работы Инструмент Норма времени
1 Мбнтаж коленчатого вала Промыть коленчатый вал и продуть воз- 1 12 м.
2 духом. Промыть шатуны в бензине и продуть 20 м.
„ 3 воздухом. Промыть храповик, шестерню, втулку, ро- 11 м.
4 лики малой обоймы, пальцы бокового шатуна, ролики большой обоймы, кольца шарикопод- шипника. Разобщать и промыть большую обойму. Ключ Б196А. 7 м.
5 Заправить фаску втулки Б0527 и запрес- Оселок. 10 м.
6 7 совать втулку в коленчатый вал Накернить центры, просверлить два эгвер- стия в коленчатом вале и втулке Б0527, совместно под шпильки Б20260. Продуть отверстия (сжатым воздухом). Забить в отверстия шпильки Б20260. Расклепать концы шпилек. Пресс гидравли- ческий. Керн. (Золоток. Сверло 3.9-лслс. Бородок. Молоток. 15 5 м. м.
3 Продуть коленчатый вал. Протереть отверстия шатунных и коренных шеек. Запрессовать заглушки Б0510 и Б0511 в носэк вала. Развальцевать заглушки. Наметить отверстия под шплинты в шпиль- ках крепления заглушек коленчатого вала по месту. Просверлить отверстия под шплинты. Поставить заглушки в шатунные и корен- ные шейки коленчатого вала. Зашплинтовать гайки. Приспособление. 1 Вальцовка. (См. рис. 91). Сверло 1,6-лди. Ключ. Отвертка.
,166
Рис. 122. Коленчатый вал.
187
1ень ша-
1в8
№ по пор. Производимые работы Инструмент Норма времен ’
9 10 11 Проверить плотность заглушек и предъя- вить контролю. Продуть вал воздухом. Прочистить смазочные отверстия и обдуть воздухом шатуны. Подобрать главные и боковые шатуны по весу. Подобрать малые обоймы по отверстиям шатунов. Вставить в обойму ролики и подобрать палец. Надеть боковой шатун на главный. Смазать и запрессовать палец бокового и атуна. Поставить на место заглушки и привернуть. Зашплинтовать гайку. Продуть шатуны и предъявить контролю. Оотереть и обдуть вал, заклеймить шатуны номером мотора и порядковым номером. Подвесить шатуны на коленчатый вал. Вставить в шатун четверть обоймы я пять роликов, расположив их внизу. Вставить вторую четверть обоймы и ше- стой’ ролик. Проверить качку шатунов. Подобрать роли.и, поставить остальные шесть роликов и две четверти обоймы. Проверить качку шатунов с полным ком- плектом роликов. Свернуть обойму болтами. Зашплинтовать гайки. Продуть обоймы. Проверить вращение роликов. Предъявить подвеску шатунов контролю. Промыть детали шарикового подшипника в бензине и продуть воздухом. Надеть на носок коленчатого вала кольцо Б053, опорное кольцо шарикоподшипника, обойму с шариками, второе опорное полу- кольцо. полукольца БО54 и кольцо Б055, кольцо Б055 предварительно забить. Заномеровать полукольца Б054 и кольцо Б055 номером мотора. Посадить кольцо Б055 окончательно. Установить монтажные зазоры 0,1—0,2 мм Предъявить постановку подшипника конт- ролю. Поставить второе кольцо Б0;3. Приспособление. Пресс ручной. Ключ торцовый. Отвертка. Номерация. Молоток. Ключ Б196А. Отвертка. Круглогубцы. Съемник. Номерация. Съемник. Выколотка 1501. 2 ч. 37 м. 62 м. 3 ч. 15 м. 10,5 м.
169
№ по пор. Производимые работы Инструмент Норма времени
12 Надеть на втулку Б0527 шестерню колен- чатого вала, поставив храповик, заглушку Б0526, прокладку Б20564 и навернуть на хвост храповика гайку. Зашплинтовать гайку. Предъявить постановку контролю. (См. рис. 122 и 123) Ключ Б1999. Отвертка. 9.0 м.
Примечания: 1. Запрессовка вту :ки производится под давлением 15—
50 атм.
2. Полукольца пригоняются по месту токарем так, чтобы зазор между
торцом полукольца и шарикоподшипника был 0,1-0,2 мм, при этом фаска
полуколец должна плотно прилегать к галтелям выточки коленчатого вала.
3. Перед постановкой упорного шарикоподшипника проверяется зазор между
обоймой подшипника и кольцами Б053 щупом. Этот зазор не должен превышать
0,1-0,2 мм', если этого зазора не окажется, то кольца заменяются.
4. При монтаже особое внимание необходимо уделить чистоте деталей
и подбору роликов. •
№ по пор. Производимые работы Инструмент Норма времени
Подгонка вкладышей в картер и шабровка их по валу
1 2 Замазать воском отверстия масляных тру- бок картера. Снять фаски у опорных вкладышей в кар- тере. Забить контровую шпильку Б0252. Обдуть картер и протереть опоры вкла- дышей. Вложить и забить вкладыши в гиезда картера. Свернуть картер и проверить зазор в сты- ках вкладышей и между перегородками карте- ра у коренной шпильки. Развернуть картер, установить ножи раз- вертки под соответствующий размер шеек и положить развертку в.нижний картер. Надеть верхнюю половинку картера и свер- нуть картеры. Закрепить картер струбцинкой и раз- вернуть вкладыши. Развернуть картер, снять струбцинки и вы- нуть развертку. Заправить холодильники у вкладышей и закруглить. Шабер трехгран- ный. Выколотка Дере- вянная. Развертка. Ключ торцовый. 68 м.
170
№
по
пор.
Производимые работы
Инструмент
Норма
времени
Протереть от стружки плоскость разъема
и вкладыши.
Замазать воском отверстия коленчатого
вала (при поставленных заглушках), про-
тереть его и уложить коленвал в картер.
Свернуть картеры и провернуть коленча-
тый вал.
Развернуть картеры и вынуть коленчатый
вал.
Пришабрить вкладыши (пришабровка вкла-
дышей по валу идет до тех пор, пока не
достигнут желаемых результатов).
При последней затяжке предъявить враще-
ние вала контролю.
Разобрать картеры и заклеймить номером
мотора вкладыши.
Предъявить контролю пришабровку вклады-
шей.
Примечания: 1. Перед укладкой вкладышей необходимо произвести
обмеры внутреннего диаметра гнезд картера, чтобы судить о их состоянии.
2. Промерить ширину гнезд вкладышей и расстояние между буртиками
самих вкладышей. Посадки с натягом не допускать.
3. Свернуть картеры с вложенными вкладышами и проверить, что торцы
вкладышей хорошо сомкнулись, а между перегородками, около коренной
шпильки, имеется зазор (шуп в 0,05 мм должен закусывать). При. проходе
между перегородками щупа следует сошлифовать торпы вкладышей. При не-
плотном соприкосновении торгов — вкладыш следует заменить другим, подобрав
по наружному диаметру.
4. Пришабровка производится до тех пор, пока вся поверхность вкладышей
не покроется равномерно распределенными небольшими пятнами, занимая при-
мерно 75% всей поверхности вкладыша.
№ по пор. Производимые работы Инструмент Норма времени
Фрезеровка канавки под упорный шарикоподшипник Свернуть картеры с оправкой и кольцами. Фрезеровать канавку под буртики колец упорного шарикового подшипника. Подрезать торец заднею вкладыша так, чтобы плоскости половинок совпадали. Разо- брать картеры. Оправка с рез- цом. См. рис. 106. Оправка с фре- зой. См. рис. 108. 29 м.
Примечание: При замене картеров, для правильной разбивки места
канавкн для буртиков обоймы упорного шарикоподшипника следует произвести
следующие работы:
а) положить в нижнюю половинку картера с пришабренными вкладышами
коленчатый вал с надетым упорным шарикоподшипником,
171
6) между щеками вала и торцами вкладышей установить соответствующие
зазоры, сдвигая коленчатый вал в ту илн другую сторону; зазоры между щеками
вала и торцами вкладышей со стороны пропеллера должны быть не менее 0,6 мм,
а зазоры со стороны вертикальных передач должны увеличиваться, начиная
с З го вкладыша, на С,25 мм; зазор для 2-го и 3-го вкладышей должен быть не
менее 0,5 мм;
в) после установки коленчатого вала производят разметку гнезда по край-
нему кольцу шарикоподшипника, под буртики обоймы;
г) буртики колец Б053 обоймы шарикоподшипника должны плотно входить
в канавку с усилием от нажатия руки.
Такое требование может быть выполнено соответствующей заточкой резца,
которым прорезается канавка, или подбором колец.
№ DO пор. Производимые работы Инструмент Норма времени
4 Фрезеровка места под обоймы упор- ного шарикоподшипника
Свернуть картер с фрезами. Развернуть отверстие для кольна сальника и кольца шарикоподшипника. Подрезать торец под крышку картера. Развернуть картеры, убрать оправку с фрезами и кольца. Свернуть картеры и подрезать торец носка картера. Разобрать картеры. Снять фаски канавки под кольца упорного шарикоподшипника. Проверить правильность постановки упор- ного шарикоподшипника. Предъявить постановку контролю. Заклеймить вкладыши порядковыми г оме- рами (1—8) и номером мотора. Заклеймить коленчатый вал и шарикопод- шипник номером мотора. Оправка с фре- зой. См. рис. 107. Оправка с фре- зой. См. рис. 109. Оправка с фре- зой. См. рис. 109. Шабер трехгран- ный. 35 м.
Монтаж карбюратора
1 2 Просверлить по кондуктору шесть отвер- стий на плоскости смесепровода диаметром 4.9 мм. Легко зенковать отверстия. Нарезать резьбу М6/80 в отверстиях под шпильки Б20247 крепления смесепровода к карбюратору. Ввернуть шпильки Б20247 на шеллаке. Проверить высоту и расположение шпилек. Продуть смесепровбд от стружки. Легко зенковать все отверстия подставки. Завернуть шесть шпилек Б20254 крепления воронки и восемь шпилек Б20261 крепления карбюратора. Проверить высоту шпилек. Промыть подставки в бензине и продуть воздухом. Кондуктор. Сверло 4,9-жж. Зенковка. Метчик. Солдатик. Лекало. Зенковка. Солдатик. Лекало. 19 Н м. м.
172
Рис. 124. Карбюратор и трубопровод.
№ по пор. Производимые работы Инструмент Норма времени
3 Промыть в бензине и продуть воздухом карбюраторы. Привернуть карбюратор к подставке. За- крепить дроссели в закрытом состоянии про- воПОКОЙ. Поставить смесепроводы на карбюратор. Отправить в сварочный цех на подгонку патрубков. Ключ гаечный, плоский.
4 Зачистить заусенцы в патрубках смесе- провода. Прочистить резьбу М9/100 в отверстиях под краники и резьбу М6/80 отверстий под шпильки крепления коллектора. Прогнать резьбу шпилек смесепровода. За- чистить заусенцы и навар у плоскостей бобышек под форсунки и штуцера между камерных трубок. Прочистить резьбу М10/100 у отверстий форсунок. Пила полукруг- лая. Метчик. Прогонка. Пила личная плоская. Метчик.
5 Завернуть в смесепровод шпильки крепле- ния коллектора. Прогнать в проводящих трубках для подо- грева карбюратора резьбу М9/100 отверстий под краники. Зачистить плоскости ушка трубки. Промыть трубку. Солдатик. Пила личная. На 1 смесе- провод 10 м.
Надеть на краник прокладку и завернуть краник в трубку. Ключ гаечный. На 1 трубку 4 м.
6 Зачистить плоскости ушка отводящих тру- бок прогрева карбюратора. Промыть трубку в бензине и продуть сжатым воздухом. Пила личная. 1 м.
7 Зачистить плоскости ушка-ниппеля для подвода бензина Б1331А. Промыть ниппель в бензине и продуть сжатым воздухом. То же. 1 м.
8 Прогнать пезьбу шпилек тяги. Прогонка. 3,5 м.
Навернуть на шпильки тяг дросселя или высотного крана контровые гайки Б20143, Б20187 и валики Б20702/1, Б20702. Ключ гаечный
9 10 Убрать контровую проволоку, удерживаю- щую дроссельные заслонки в закрытом по- ложении. Вывернуть главные жиклеры, пусковые и фильтр. Снять крышки поплавковых камер. 11ромыть жиклеры, фильтры и карбюраторы в бензине. Продуть воздухом каналы карбюратора. Предъявить жиклеры контролю. Завернуть в карбюратор жиклеры и филь- тры, поставить на место крышки. Убрать пальцы из отверстий рычагов дрос- сельной з слонки и высотного крана 3—181С4 Плоскогубцы. Ключ накладной. Отвертка. 11 м.
№ по ' Р- Производимые работы Инструмент Норма времени
11 12 13 14 1 Поставить на место тяги (выверяя совпаде- ние отверстий в тягах и рычагах). Вставить в отверстия пальцы и надеть шайбы Б20432. Отрегулировать длину тяг для одновремен- ного открытия дросселей и высотных кранов. Зашплинтовать пальцы. Подобрать клинкгеритовую прокладку под смесепроводы. Вывернуть угольники и зачистить заусенцы Подобрать прокладку такой толщины, чтобы угольники 5133 стояли вертикально. Завернуть угольники на шеллаке. Подо- гнать зазор 0,5—1 мм в стыке угольников. Подобрать прокладку под междукамерную трубку и, если нужно, припилить трубку по длине для получения зазора 0,5—1 мм между торцом трубки Б1382А и штуцером смесепро- вода. Продуть карбюратор сжатым воздухом. Надеть на угольники резиновые кольца Б1312 и хомуты B20Z22A и на междукамер- ные трубки—кольца Б1313 и хомуты Б20789А. Привернуть смесепровод к карбюратору гайками. Поставить на место резиновые кольца, хо- муты и затянуть их. Отвернуть гайки штуцеров. Снять со штуцеров ушки и прокладки. Надеть на штуцера новые прокладки Б13119, трубки Б1321А, Б1325А, Б1311А и вторые прокладки Б13119 и навернуть на штуцера гайки. Надеть на тройник хомутик. Надеть на спускной краник хомутик с тройником и про- кладку. Завернуть краник в смесепровод. Испытать систему подогрева на плотность водой при давлении 1 атм. Отвернуть гайки штуцеров фильтров и снять ушки и прокладки. Надеть на штуцер прокладку Б13119, ниппель Б1331А, вторую прокладку Б13119 и навернуть гайки штуцеров от руки. Продуть трубку бензинопровода. Привернуть к ниппелям Б1331А трубку Б1379А и закрепить гайки штуцеров оконча- тельно. Промыть форсунки, распылители и уголь- ники (заливная сеть). Вложить в форсунку Б20705 распылитель Б20721 и завернуть угольник Б2 '704. Проверить проход бензина через форсунку Отвертка. Ключ гаечный. Пила личная. То же. Ключ гаечный. Отвертка. Ключ гаечиый. Заглушки. Ключ накладной. Ключ гаечный. То же. 30 м. 76 м. 9 м.. ’ 12 м.
175
№ по пор. Производимые работы Инструмент Норма времени
Надеть на форсунку п юкладку Б20524 и завернуть четыре форсунки в смесепровод. Привернуть к угольнику трубки Б13110А и Б13111А заливной сети. Привернуть трубки заливной сети к трой- нику Б13114. Поставить воронка Б137 и привернуть гай- ками Б20143. Ключ гаечный.
15 Навернуть гайки на шпильки коллектора. Поставить карбюратор на испытательный стол, присоединить бензинопровод к помпе. Проверить уровень бензина и пропуск в стыках трубок бензинопровода. Предъявить контролю. Спустить бензин. Соединить заливную сеть с насосом. Ключ торцовый 29 м.
Проверить работу заливной сети (см. рис. 124). 31 м.
ПОДГОНКА ЗАЦЕПЛЕНИЯ ШЕСТЕРЕН
№
опера-
ции
Производимые работы
Инструмент
Норма
времени
1
Подгонке зацепления шестерни пра-
вого вертикального валика с шестер-
ней коленчатого вала
Взять правый вертикальный валик и снять
с него шестерню Б0644 и корпус Б0635.
Надеть бумажную прокладку Б20533 на
корпус Б0633 и вставить валик в картер.
Положить во вкладыши коленчатый вал
с шестерней, с монтированным упорным
шарикоподшипником и надетыми обоймами.
Закрепить коленчатый вал в верхней по-
ловине картера с помощью двух скоб с бол-
тами.
Сцентрировать зубья шестерни коленвала
и вертикального валика, подогнав люфт под-
бором регулировочного кольца шестерни
коленчатого вала и прокладок под корпус
вертикальной передачи.
Перевернуть картер, надеть на валик кор-
пус Б0635 и привернуть его гайками (см.
рис. 125).
Выколола, брон-
зовый молоток.
Скоба с болтами.
Ручной пресс.
36 м.
176
Рис. 125.
И—Рукоз, по ремонту мотора М-17.
177
№ опера- ции Производимые работы Инструмент Норма времени
2 Подгонка шестерен вертикальных передач
Снять с левого валика шестерню БС644 и корпус Б0634. Надеть на корпус БС633 бумажную про- кладку Б20533 и поставить валик в картер. Отрегулировать сцентрированность зубьев и люфт в зацеплении шестерен правого и левого валиков подбором прокладок под корпус левого вертикальною валика. Отвернуть гайки крепления валика к кар- теру и, надев на левый вертикальны валик корпус Б0634, закрепить его гайками. Надеть на валики конические шестерни Б0644. Выколотка, брон- зовый молоток. Ключ гаечный.
Предъявить подгонку зацепления контролю. Перевернуть картер, снять скобы и вынуть коленчатый вал из картера. Просверлить четыре отверстия диаметром 2,2 мм в шпильках крепления вертикальных валиков ^см. рис. 126). 27,5 м.
Примечание. При проверке зацепления шестерни следует повертывать
кругом, так как иногда наблюдается биение в зубьях.
№ опера- ции Производимые работы Инструмент Норма времени
3 Подгонка и центровка осей валика магнето с приводом
Установить верхний картер на козла так, чтобы площадки под магнето были горизон- тальны. Установить площадки магнето на крон- штейны мотора. Надеть на валики привода и магнето уста- новочные диски. Установить магнето на площадку и про- верить совпадение осей магнето и привода. Снять магнето с площадки. Подогнать площадку по высоте при помощи прокладок или подрезки самих площадок и поворачиванием на отверстиях шпилек. Привернуть площадку двумя гайками. Установить магнето на площадку и закре- пить хомутом. Проверить зазор между: а) площадкой магнето и картером, б) площадкой магнето и магнето. Диски. См. рис. 111. Ключ торцовый. Щуп.
178
1
Рис. 126.
12*
180
№ опера- ции Производимые работы Инструмент Норма времени
Снять магнето и привернуть площадку четырьмя гайками. Установить магнето иа площадку и закре- пить хомутом. Проверить подгонку и предъявить контро- лю. Снять магнето. Отвернуть гайки крепления левого приво- да магнето. Снять привод и закрыть отверстия для привода бумагой. Просверлить в корпусе БС633 и картере совместно отверстие диеметром 5 мм под штифт. Убр. ть бумагу. Просверлить четыре отверстия в площадках магнето 0 7,8 мм. Поставить привод магне.то на место и при- вернуть гайками. Забить четыре штифта в отверстия площа- док магнето. Забить четыре штифта в отверстия площа- док магнето и картера. Просверлить по кондуктору два отверстия 07,8 мм в площадках магнето для установки магнето. Забить в отверстия штифты. Заклеймить номер мотора плошадки маг- нето. корпуса Б0633 обоих валиков, корпуса БС634 и Б0635 правой и левой передачи магнето. Отвернуть гайки крепления валиков к кар- теру и выколотить валики. Забить штифт в картер под правую пере- дачу. Зашплинтовать гайки крепления привода к магнето. Зачистить шкуркой корпуса Б0633 обоих валиков. Написать номер мотора электрографом на шестерне коленчатого и вертикальных валиках. Продуть валики сжатым воздухом и предъ- явить контролю (см. рис. 127). Ключ торцовый. Сверло 0 5 мм, электродрель. Сверло 0 7,8 мм. Ключ торцовый. Молоток. Сверло 0 7,8 мм, электродрель. Молоток, номе- рация. Ключ гаечный. Молоток. Электрсраф. 100 м.
Подгонка зацепления шестерен при- вода масляной помпы и нижней вертикальной передачи
Притереть наждаком конус валика Б0263 и торец втулки корпуса Б0246 по шестерне Б0244. Промыть притертые детали и предъявить контролю.
181
182
№ опера- ции Производимые работы Инструмент Норма времени
Поставить на место привод масляной помпы и нижнюю вертикальную передачу. Подогнать сцентрированность зубьев и люфт шестерен подбором кольца Б20450 по толщине под шестерню передачи к водяной помпе или подрезая пентробором торец кар- тера под буртик корпуса передачи к масля- ной помпе (см. рис. 128). Выколотка. Центробор.
Подгонка зацепления шестеренки привода бензиновой передачи с ше- стеренкой нижней вертикальной передачи
Поставить на место бензопривод и при- вернуть четырьмя гайками. Подогнать зацепление шестерен, подкла- дывая прокладку под передачу к бензопомпе или подрезая фланец на токарном станке. Предъявить контролю пригоику зацепления шестерен бензспередачи и приводов масля- ной и водяной помп (см. рис. 128). Ключ гаечный. 63 м.
5 Подгонка зацепления привода с водя- ной помпой и шестерни коленвала С нижней вертикальной передачей
Поставить водяную помпу на картер и при- вернуть гайками. . Проверить зацепление помпы с приводом. Перевернуть нижний картер и положить во вкладыши коленчатый вал с шестерней, с монтированным упорным шарикоподшипни- ком и надетыми обоймами. Подогнать зацепление шестерни коленвала с верхней шестерней нижней вертикальной передачи подбором шайб Б20440. Предъявить контролю пригонку шестерни коленвала и водяной помпы с приводом (см. рис. 129). 28 м.
муфты водяной помпы одновременно, и при
Примечания: 1. Зазор в зацеплении муфты водяной помпы с приводом
по оси должен быть 0,2—1,5 мм. Ведущие стороны обоих кулачков шестерни
должны сцепляться с кулачками ’
повороте на полную окружность в сцеплении не должно быть заедания.
2. Прокладка под шестерню коленвала подбирается; при подгонке ее за-
цепления с шестерней правою вертикального валика и при подгснке зацепле-
ния с шестерней нижней вертикальной передачи не меняется.
183
№ опера- ции Производимые работы Инструмент Норма времени
6 Подгонка сцепления шестерни мае ляной помпы с червяком привода
Вынуть из нижнего картера коленчатый вал и перевернуть картер. Заномеровать номером мотора водяную помпу и стакан нижней вертикальной пере- дачи. Отвернуть гайки и снять водяную помпу. Поставить на место мяслящю помпу (пред- варительно заполнив мягким хозяйственным мылом пространство зубьев шестерни/ и при- вернуть двумя гайками. Проверить зацепление, подгоняя проклад- ками или с шабровкой флянцев картера. Предъявить контролю пригонку. Снять помпу с картера и заномеровать номером мотора. Вынут из картера нижнюю вертикальную передачу, привод маслянсй помпы и разо- брать их. Зачистить заусенцы корпусов и установоч- ных колец. Промыть детали бензином, продуть воз- духом и предъявить контролю в разобран- ном виде. Собрать нижнюю вертикальную передачу. Номерация, мо- лоток. Ключ гаечный. Выколотка, съем- ник. Пила личная. 26
7 Окончательная сборка привода мас- ляной помпы
Завернуть стопорный винт Б20612 в кор- пус передачи к масляной помпе Б0246 и за- пилить по высоте бяртнка втулки. Выпилить из шпоночного материала шпон- ку Б20785 и поставить ее в канавку червяч- ного валика Б0263. Проверить высоту шпонки по канавке шестерни и предъявить контролю. Привернуть гайк. й Б20132 шестерню Б0244 и нанести метку для отверстия под шплинт. Отвернуть гайку и снять шестерню с ва- лика. Навернуть на валик гайку и просверлить отверстие для шплинта 0 3 мм. Собрать передачу к масляной помпе. Соединить четырьмя болтами с гайками бензопе( едачу и бензиновую помпу. Заклеймить номером мотора привод масля- ной помпы и бензопомпу с приводом. Просверлить по кондуктору отверстие в нижнем картере под стопорный винт и для прохода масла (см. рис. 130/ Отвертка. Пила личная. То же. Ключ торцовый. То же сверло 0 3 м. Ключ гаечный. Номерация, мо- лоток. Сверло 0 5 мм.
184
ИСПЫТАНИЕ МОТОРА НА СТАНКЕ ПОСЛЕ РЕМОНТА
1) Испытание мотора после ремонта производится для определения мощности,
числа оборотов, расходов горючего и масла, замера температур масла и воды, давле-
ния масла, приемистости мотора и правильности монтажа.
2) Ремонтные моторы, собранные по производственным допускам и зазорам, должны
давать мощность, расходы горючего и смазочного согласно техническим условиям на
поставку новых моторов (см. „Основные данные моторов М-17 и М-176"),
3) Ремонтные моторы, собранные в пределах ремонтных допусков и зазоров—
допускается снижение мощности не более 3% и повышение расхода масла на 10%
против технических условий.
4) Классификация и продолжительность испытаний моторов после ремонта
(см. „Нэрмы продолжительности и условия испытаний мотора М—176 после ремонта"
и „Классификация по группам заменяемых и отремонтированных деталей для норм
испытаний").
5) Обнаруженные неисправности или дефекты при контрольно-приемочном испыта-
нии мотора, требующие разборки его; последний подлежит котрольной переборке
с последующим испытанием по 2-й или 3-й группам, в зависимости от произведенных
работ при контрольной переборке.
6) От общего количества моторов, проходящих испытание по 2-й группе, раз-
решается контрольных переборок нл более 11%.
НОРМЫ ПРОДОЛЖИТЕЛЬНОСТИ И УСЛОВИЯ ИСПЫТАНИЙ
МОТОРОВ М-17 и М 176 ПОСЛЕ РЕМОНТА
По 1-й группе
По 2-й группе
По 3-й группе
1. Приработка мотора 1 час
с доведением до номинальной
мощности.
Остановка и наружный осмотр
мотора на станке с устранением
неисправностей.
1. Приработка см. п. 1,
группа 1-я.
1. Приработка с дове-
дением до номиналы й
мощности 1 час с замере
мощности и расхода го-
рючего.
2. Испытание мотора:
а) на эксплоатапионной мощ*
ности 1,5 часа с замером мощ’
ности и расхода топлива;
б) на номинальной мощности
20 мин. с замером мощности,
расхода топлива, приемистости
и минимального числа оборотов;
в) на максимальной мощности
2 мин. с замером мощности и
расхода топлива.
2. Испытание мотора,
см. п. 2, группа 1-я.
2. Наружный осмотр мо-
тора на станке с устра-
нением неисправностей и
подготовка к сдаточному
испытанию.
3. Контрольная переборка мо-
т-’ра с проверкой основных и за-
мененных деталей.
осмотр
3. Наружный
мотора на станке с устра-
нением неисправностей и
подготовка к сдаточному
испытанию.
3. Контрольно-приемоч-
ное испытание, см. н. 5,
группа 1-я.
4. Приработка мотора 30 мин"
после контрольной перебогки и
подготовка к сдаточному испы-
танию.
4. Контрольно-приемоч-
ное испытание, см. п. 5, |
группа 1-я.
5. Контрольно-приемочное ис-
пытание с замером мощности,
расхода топлива и приемистости:
а) на эксплоатациов-
ной мощности .... 15 мин.
б) иа номинальной
мощности...............5 „
в) на максимальной
мощности...............2 „
г) остановка и наружный ос-
мотр мотора на станке го съем-
кой масляной помпы и просмот-
ром фильтров.
186
КЛАССИФИКАЦИЯ ПО ГРУППАМ ЗАМЕНЕННЫХ
и ОТРЕМОНТИРОВАННЫХ деталей для норм испытаний
1-я группа
1.
Картер мотора.
Коленчатый вал:
новый, не бывший в работе;
после заводского ремонта
2.
а)
б)
с шлифовкой мотылевых шеек
на станке;
в) после ремонта в мастерских
мотылевых шеек с сошлифовкой
вручную цементационного слоя
по диаметру не менее 0,05 мм
с выборкой луночек в местах
глубокого выкрошивания.
2-я группа 3-я группа
1. Коренные вкладыши. 2. Шатуны. 3. Ролики. 4. Главные обоймы. 5. Поршни. 6. Распределительные валики. 7. Вертикальные пере- дачи. 8. Упорный шарикопод- шипник. 9. Замена скользящих вкладышей вертикальных передач. 1. Клапана не более 25%. 2. Направляющие втул- ки клапана не более 25%. 3. Поршневые кольца не более 50% на каждый поршень. 4. Шестерни съемные без прессовой посадки. 5. Втулки верхних го- лов к шатунов не более 25%. 6. Пружины клапанов. 7. Поршневые пальцы не более 25%. 8. Пальцы добавочного шатуна не более 2 шт. • 9. Бензиновые, масля- ные и водяные помпы. 10. Карбюраторы. 11. Возвратные клапаны самопуска. 12. Замена цилиндров не более двух на группу. 13. Работавшие поршни. 14. Клапанные коро- мысла. 15. Детали, не требу- ющие большей прира- ботки. 16. Втулка винта.
187
РАЗДЕЛ ТРЕТИЙ
СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ МОТОРА М—176
№
таблиц
Наименование
1
2
3
4 и 5
6
7
с
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
Вид мотора М-176 сбоку.............. .................
Вид мотора М-176 со стороны магнето ..........
Вид мотора М-176 сверху...............................
Картер мотора (верхний и нижний) и детали к нему......
Цилиндры н клапана....................................
Шатуны, поршни и части коленчатого вала...............
Распределение................................... •
Вертикальная передача и передача к помпам ............
Зажигание и проводка для магнето „Снснтилла* типа GN 12Д
(или ВС12—П).......................................
Масляная помпа с фильтром и маслопровод...............
Водяная помпа и водопровод . .........................
Втулка винта и синхронизатор . . .....................
Общий вид установки карбюраторов „Зенит" 60 ДСК-870
(60 КД-1).............................................
Смесепровэд, тяги, заливная сеть, помпа „Атмос", трубопровод
обогревания и бснзинолровод карбюраторов „Зенит*
60 ДСС-870 (60 КД-1).
Смесепровод, тяги, заливная сеть, помпа „Атмос", трубопровод
обогревания и бензянопровод карбю, аторов „Зенит-1
60 ДСО 640 ...........................................
Карбюратор „Зенит" 60 ДСО-870 (60 К 9-1)..............
Карбюратор , Зенит" 69 ДСО-640 ............ ..........
Бензиновая помпа ,АМ“, тип „4й, с приводом............
Бензиновый шестеренчатый насос типа „Хорнет" с приводом .
Самопуск сжатым воздухом .............................
Инструменты...........................................
Ящик с запасными частями..............................
189
ПОЯСНЕНИЕ
Учитывая возможность нахождения в эксплоатации моторов
производства как самых поздних, так и начальных серий и значи-
тельное количество изменений в деталях последних серий по
сравнению с начальными, в таблицах приводятся номера «сталей
по спецификации начальных серий с соответствующим указанием
на дальнейшее изменение самой детали и измененный номер
детали.
Детали, обозначенные в таблицах (*), фотографий не имеют.
Обозначение „правое" или „левое" считается, если смотреть на
мотор с конца, на котором установлены магнето, впереди будет
втулка винта, направо—„правый ряд" цилиндров, налево—„левый
ряд" цилиндров. Счет цилиндров следующий: в правом ряду у винта
цилиндр № 1, а в левом ряду у винта цилиндр № 7.
190
Таблица 1
Рис. 131. Вид мотора М-17Б сбоку.
Таблица 2
Рис. 132. Вид мотора М-17Б со стороны магнето.
Твблица 3.
Рис. 133. Вид мотора М-17Б сверху.
192
Таблица 4 — 5
КАРТЕР МОТОРА (ВЕРХНИЙ И НИЖНИЙ) И ДЕТАЛИ
К НЕМУ
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
БОН* Картер, верх- няя половина. 1 Алюмин АС1. Б020А Изменен под новый сальник нос- ка коленча- того вала. Изменен под вклады- ши Б0531, Б0532, Б0533 усиленного коленчатого вала. 3201 Изменен только на мо- торах с но- мерами: 2261—2270, 2771—2760, 4961—4970, 4981—4990, 5001—5010, 5011—5020, 5031—5050, 5071-5080, 5121—5130, 5211—' 230, 5241—5250, 5291-5300, 5311—5320, 5331—5400, 5401—5450, 34 «
Б013 Трубка к дет. Б20242. 14 Стальн. труба Б020В Изменено количество 14 иа 10. 2401 37
6014* Масляная труб- ка в картере для смазки распре- делительных ва- ли. ов. 2 п Б020В См. изме- нение в опи- сании по не- взаимозаме- няем ости. 2801 38
Б015А Контрольный стержень для масла, собран- ный из дет. Б015—1 шт. Б016—1 шт. 1 566
6015* Контрольный стержень для масла. 1 Ст. тр. Б015А •— — 564
6016* Крышка кон- трольного стерж- ня. 1 Латунь „Л“ Б015А Изменен материал на У-2. 4701 565
Б017 Штуцер кон- трольного стер- жня. 1 У-2 Б020В — 1 559
13—Рукав, по ремонту мотора М-17.
.93
Таблица 4.
Риг. 134. Картер мотора (верхний и нижний) и летали к нему.
194
Таблица 5,
Рис. J35. Картер мотора
(верхний и нижний) и детали к нему.
13*
19t>
№ Наименование Колич. на 1 мотор Материал Входит Изменения деталей №
детали деталей деталей в узел Характер изменений С № мотора дет. БМВ
Б0115 60118* Крышка кар- тера задняя. Набивка к сливным труб- кам. 1 2 Алюмин. АС1 Шнур асбесто- вый пле- теный — Изменен номер детали на 620735. 2501 607 649
Б0120А 60123 6020А* Б020В Суфлер (со- бранный). Табличка мо- тора. Картер мото- ра, собранный из деталей: БОН, 6021 no I шт. и 620130, 620216, 620242, 620301, 620414 по 14 шт. Картер мото- ра, собранный из деталей: Б020А и по 1 шт. 6017, 60123, 6023А, Б026, 6029, 60211, 60212, Б0216А, Б0217А, 60218, 60219, 60224, 60232, 60239, 62025, 620219, 620274, 620713; по 2 шт. 6014, 60213, Б0215А, 60240, 620211, 620228, 620607, 620521, 620608, Б20706, 620748; по 3 шт. 1 1 1 1 Латунь лист. Б020В Б020В Заменен суфлером но- вой кон- струкции дет. 60135А. со- стоящим из деталей: 60135 — кор- пус, алюми- ний АС1, 1 шт.; 60136 крыш- ка, алюми- ний лист., 1 шт., Б2С610 винт материал У-4 2 шт. Дет. 60239 н 60240 за- менены дет. 620726. Дет. 62025. 620284, 620219 —за- менены дет. 620213. Дет. 620211 заменена дет. 620289 Дет. 6202'20 заменена дет. 6202.8. Дет. 620274 аннулирова- на. • 3151 558т 646 114с
196
Ns детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б021* Б2О284, по 5 шт. Б2О218, по 7 шт. Б0214, по 8 шт. Б20208, Б20220. Б20610, по 10 шт. Б20643, по 14 шт. Б013, по 28 шт. Б20257,по 38 шт. Б20135, Б20210, Б20419 и 48 шт. Б20207. Картер ниж- 1 Алюмин. Б020А Дет. Б20607 заменена дет. Б20713. Дет. Б20608 заменена дет. Б20610. Изменен 3201 63
Б022 Б023А няя половина. Крышка ниж- него картера. Кожух ниж- 1 1 АС1 В Б020В ПОД НОВЫЙ сальник нос- ка коленча- того вала. Изменен под вклады- ши Б0531, Б0532, Б0533 усиленного коленчатого вала. Дет.Б20215 Изменен только на моторах с номерами: 2261—2270, 2771—2780, 4961—4970, 4981—4990, 5001—5010, 5011—5020, 5031—5050, 5071-5080, 5121—5130, 5211—5230, 5241—5250, 5291—5300, 5311-5320, 5331—5400, 5401—5450. 103 8/А
Б023* него картера, собранный из дет. Б023, Б0227, Б0228 по 1 шт.; Б0230, Б0231, Б0255 по 4 шт.; Б0229 — 9 шт., Б20215—10 шт., Б20413—21 шт. Кожух ниж- 1 Алюмин. Б023А заменена дет. Б20236. 83А
Б024 него картера. Муфта соедн- 2 листов. У-2 Б0216А 66
6025 нительная к дет. Б0216, Б0217. Муфта соеди- 4 У-2 Б0217А Б0216А См. изые- 3001 67
нительная к дет. Б0216. нение з опи- сании по не-
№ детали Наименование детали Колич. на | 1 мотор Материал деталей Входит I Изменения деталей № дет. БМВ
и узел Характер изменений С № мотора
Б026 Муфта соеди- 1 У2 Б020В взаимозаме- няемости. См. изме- 3001 72
Б027 нательная к дет. Б0218. Муфта соеди- 2 У2 Б0215А нение в опи- сании по невзаимоза- меняемости. То же. 3001 77а
Б028 нительная к дет. Б0215. Передний на- 1 У2 Б0216А То же. 3001 68а
Б029 конечиик масля- ной трубки к дет. Б0216. Муфта юедн- 1 У2 Б020В То же. 3001 71
Б0210 нительная к дет. Б0216. Задний нако- 1 У2 Б0217А То же. 3001 68
Б0211* печник масляной трубки к дет. Б0217. Ниппель к дет. 2 У4 / Б020В Дет. Б0211 901 80
Б0219* Б0219. Трубка, отса- I Ст. тр. Б020В и Б0219 за- менены дет. Б0276, Б0277А, Б0275А по 1 шт. и Б20583 — 2 шт. см. ниже. 79
Б0212 сывающая масло из носка картера. Ниппель. 1 У2. Б020В 74
Б0213* Трубка масля- 2 Ст. тр. Б020В См. изме- 3001 75
Б0214* ная (вертикаль- иая)*для смазки распределитель- ного вала. Трубка масля- 7 Г Б020В пение в опи- сании по не- взаимозаме- н не мости. То же. 3001 76
Б0215А ная для смазки коренных под- шипников. Трубка масля- 2 Б020В То же. 3001 78
ная (горизон- тальная) для смазки распред, вала, собранная из дет. Б0215— 1 шт. и Б027— 1 шт.
198
№ детали Наименование деталей I Колич. на j 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0215* Трубка масля- 2 Ст. тр. Б0215А См. изме- 3001 77
ная (горизон- неиие в опи-
тальиая) для сании по не-
смазки распред. взаимозаме-
вяля. няемости.
Б0216А Главная масло- проводная труб- 1 — Б020В То же. 3001 69
кя длинная, со- бранная нз дет.
Б024, Б028,
Б0216 по 1 шт. и Б025—4 шт.
Б0216* Главная масло- 1 Сг. тр. Б0216А То же. 3001 64
Б0217А проводная труб- ка (длинная часть). Глаиная масло- проводная труб- ка короткая, со- 1 — Б020В То же. 3001 69а
бранная из дет. Б024, Б0210,
Б0217 по 1 шт.
Б0217* Главная масло- 1 Ст. тр. Б0217А То же. 3001 65
Б0218 проводная труб- ка (короткая часть).
Главная масло- 1 п Б020В То же. 3001 70
Б0222 проводная труб- ка изогнутая. Пробка к дет. Б028. 1 У-2. — То же. 3001 78а
Б0224
Скоба для 1 ОМ Б020В Изменен 3001 81
крепления дет. материал иа
Б0227 Б0277. „железо тор- говое“.
Фланец ко- 1 Алюмии. Б023А — — 86А
жуха (задний). АС-1.
Б0228 Фланец кожу- 1 Л Б023А — — 86dA
ха (передний).
Заклепка ко- 9 Кр. медь Б023А — — 85А
Б0230® жуха. Зяклепка ко- 4 Г Б023А — — 85в
Б0231* жуха. Зяклепка ко- 4 г Б023А — 85с
Б0232 жухя. Сетка перед- 1 Железо Б020В — 2— 89
60238 няя изд масло сборником. листов.
Гайка с коль- 2 ХЗН или —— — - 100а
цом для подве- Х2Н
Б0239* шивания мотора. Проволока — Провол. Б020В Деталь 3001 91
0-1,5 мм к дет. контро- Б0219 — за-
Б20610. вая. мененя дет.
199
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит и узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0240* Проволока 00,8— 1,0 мм к дет. Б20608. Б20726 — проволока 00,8 -1,0 мм
Проиол. контро- вая. Б020В Изменен номер летали на Б20726. 3001 82а
Б0244 Шестерня при- вода к масляной помпе. 1 Х1Н. Б0263А — — 145
Б0246А Кожух под- шипников, соб- ранный из дет. Б0246, Б0247 и Б0248 по 1 шт. — — — 149а
Б0246* Кожух ПОД- ШИПНИКОВ. 1 Алюмин. АС-1. Б0246А — — 147
Б0247 Втулка к дет. Б0246 со сторо- ны шестерни. 1 Бронза MCI Б0246А — — 148
Б0248 Втулка к дет. Б0246. 1 Л Б0246А — — 149
Б0249* Шпонка к дет. Б0263. 1 У4 Б0263А Изменен номер детали на Б20785 3001 151
Б0253 Шпилька, уста- новительняя для передн. корен подшипник. 1 У2 — — — 595
Б0255* Заклепка ко- жуха. 4 Кр. медь. Б023А — — 85а
Б0263А* Передача к масляной помпе, собранная из дет.: Б0249, Б0263. Б0244, Б20132, Б20301, Б20612. 1 154
Б0263 Передаточный валик к масля- ной помпе. 1 Х2Н Б0263А — — 146
Б0265 Жиклер мас- ляный к дет. Б0214 (подшип- ник 7-й). 1 Латунь ПЛ“ См. изме- нение и опи- сании по не- взаимозаме- няемости. 3001 617
Б0266 Жиклер мас- ляный к дет. Б0214 (2-й под- шипник). 1 Л — То же. 3001 615
Б0267 Жиклер мас- ляный к дет. Б0214 (3, 4, 5, 6, 8й подшипники). 5 л То же. 3001 616
200
№ детали Наименование деталей сз а Материал Ё 81 ® § деталей о 1 Входит в узел , Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0275А Трубка, отса- сыиаюшая масло, короткая, соб- ранная из дет. Б0276 и Б0275 по 1 шт. 1 — Б020В Деталь из дополненных гсм. деталь Б0211, Б0219). 901 —
60275* Трубка, отса- сывающая масло [короткая часть). 1 Ст. тр. Б0275А Деталь из дополненных (см. деталь Б0211, Б0219). Деталь ан- нулирована 901 5961 —
Б0276* Штуцер. 2 Латунь „Л“ Б0275А Изменен материал на У4 3501 —
Б0277А Трубка, отса- сывающаямасло, длинная, соб- ранная из дет. Б0277 — 1 шт. и дет. Б0278, Б20175 по 2 шт. 1 Б020В Деталь из дополненных взамен дет. Б0219. 901
Б0277* Трубка масля- ная, отсасыва- ющая (длинная часть). 1 Ст. тр. Б0277А То же. 901
Б0278* Ниппель к дет. Б0277. 2 У2 Б0277А То же. 901 —
Б0515 Б051Б Коренной под- шипник (задний^ Коренной под- шипник. 1 7 Латунь МС6 Латунь Дет. Б0515 и i >0516—за- менены де- талями под усиленный коленчатый иал. Б0531— 1 шт. латунь МС6 Б0532 — 5 шт. латунь МС6 Б0533 — 2 шт. латунь МС6. Заменены только на мо- торах с но- мерами: 2261—2270, 2771—2780, 4961—4970, 4981-4900, 5001—5010, 5011—5020, 5031-5050, 5071—5080, 5121-5130, 5211—5230, 5241—5250, 5921—5300, 5311—5320, 5331-5400, 5401—5450. 597 596
Б2022 Болт М8/1(к для соединение половин картерг задний. 4 У4 1 598
20»
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений С № мотора
Б2023 Болт Ml 4/125 для соединения половин картера передний. 2 Х2Н ил 1 ХЗН — * — — 599а
32025 Болт М9/100 для крепления иижнего корпу- са вертикальной передачи. 1 У4 Б020В Деталь Б2025 — за- менена шпилькой Б20289 — М9/100. Шпилька Б20289 —за- менена шпилькой Б20213 — М8/100. 2501 6381 э2аА
Б20101 Гайка М8/100 к дет. Б20284. 3 У4 Изменено количество 3 на 4 (см. изм. дет. Б2025). 6381 54а
Б20109 ГайкаМ18/150 к слииным труб- кам. 2 Латунь „Л“ — Изменен материал на У2. 3201 6ч8
Б20119 Гайка М13/125 к дет. Б20207. 48 У4 — — — 56А
Б20120 Гайка М8 100 к дет. Б20208. 8 У4 — — — 53А
Б20127 Гайка М16/150 к дет. Б20242. 12 Х2Н — — — 1С0
Б20128 Гайка М14/125 к дет. 52023 2 У4 — — — 600
Б20130 Гайка Ml 6/150 к дет. Б2024? 14 Х2Н Б020А — — 101
Б20132 Гайка MII/125 к дет. Б0263. 1 У4 Б0263А — — 152
Б20134 Гайка Мб 80 к дет. Б20261. 2 У4 Изменено количество на 12 (к дет. Б20236. Б20261). Изменено количество 12 на 20 (см. изм. дет. Б20147). 3201 4701 86вВ
Б20135 Гайка М9/100 к дет. Б20210, Б20274. 39 У4 Б020В (38 шт.). Изменено количество 39 на 41 (к дет Б20210, Б20274, Б20289). 2451 55
202
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
• • Изменено количество 41 на 40 дет. Б20210, Б20289 (см. изм. дет. Б20274). 3201 —
Б20136 Гайка М8/100 к дет. Б2022. Б20218, Б20219, Б20220, Б20228, Б20211. 26 У4 Изменено количество 26 на 24 дет., Б20136 дет. Б20133. 3101 112
Б20137 Гайка М6/80 к дет. Б20215. 10 У4 — Деталь Б20137 за- менена Б20134. 3201 —
Б20147* Гайка М6/80 к шпильке кре- пления сальника к иоску картера. 8 У4 Дополнена в связи с из- менением сальника носка колен- чатого вала. Деталь Б20147 за- менена дет. Б20134 — в связи с анну- лированием шплинтовки (см. изм. дет. Б20134). 3201 4701 —
Б20175 Гайка М24/150 к дет. Б0277. 2 Латунь ИЛ‘‘ Б0277А Деталь из дополненных (см. деталь Б0277А Деталь Б20175 за- менена дет. Б20110 -ма- тер. У-4. 901 5541 —
Б20186 Гайка М9/100 к дет. Б2025. 1 У4 Деталь Б20186 за- менена дет. Б20197 — М9/100. Деталь Б20197 за- менена дет. Б20Ю1 - М8/100 (см. изм. дет. 3201 6381 —
620191 Гайка Ml 4/125 к дет. Б20257. 28 У4 — Б2025). — 56В
203
м детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменени Характер изменений я деталей С № мотора № дет. БМВ
Б20205 Б20207 Б20208 * Б20209 Б20210 Б20211 Б20215 Б20216 Б20218 Шпилька уста- новочных пло- щадок магнето. Шпилька, кре- пящая цилиндр: М13/125, Ml 4/200. Шпилька кре- пления площа- док магнето М8/100. Шпилька, фи- ксирующая кор- пус вертикаль- ной передачи. Шпилька, со- единяющая по- ловины картера. М9/100.М 10/150. Шпилька, кре- пящая подстав- ку карбюратора М8/10Э. Шпилька к флянцу кожуха М6/8О Шпилька, фи- ксирующая дет. Б20242. Шпилька кре- пления водяной помпы и задней крышки картера М8/100. 4 8 1 38 2 10 14 5 ЭУ11 Х2Н У4 ЭУ11 Х2Н У4 У4 ЭУ11 У4 Б020В Б020В Б020В Б020В Б023А Б020А Б020В Деталь за- менена дет. Б20289 — М9/100. Деталь Б20215 —за- метна дет. Б20235 — М6/80. Изменено количество 5 на 8 (см. измен. дет. Б20284). Изменено количество 8 на 6 (2 шт. заменены де- талью Б20228 в связи с за- меной при- вода бензи- новой пом- пы). Изменено количество 6 на 3(3 шт. за- менены дет. Б20213). 2451 2601 2501 Приблиз. 2200 5991 415 44А 48А 49 47 86а 99 107
204
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
1 Б20219 j i 1 1 Шпилька кре- пления масляной помпы М8/100. 1 1 У4 Б020В Деталь Б20219 заме- нена дет. Б20213. М8/100. 2501 111
Б20220 1 Шпилька кре- пления масляной помпы М8/100. 8 У4 Б020В Деталь Б20220 — за- менена дет. Б20228. М8/100. 2701 110
Б20228 Шпилька кре- пления крышки картера М8400. 6 У4 Б020В Изменено количество 6 на 14 (см. изм. дет. Б20220). Изменено количество 14 на 16 (см. изм. дет. 620218). 2701 Приблиз. 2200 612
Б2022* Шпилька, фи- ксирующая по- лукольцо под- кладки к флян- цам крайних цилиндров. 16 ЭУ11 606
Б20236* Шпилька к носку картера для крепления сальника М6/80 8 У4 Деталь из дополнения. 3201
Б20242 Шпилька кар- тера (сквозная) М16/150. 14 Х2Н Б020А 98
Б20257 Шпилька кре- пления цилинд- ров М14/125, Ml 5/200. 28 Х2Н Б020В 44 В
Б20261 Шпилька кре- пления флянца кожуха М6/80. 2 У4 — 284с
Б20274 Шпилька к дет. БОИ, стяги- вающая стакань вертикальной передачи М9/100 Ml 0/100. 1 У4 Б020В Деталь аннулиро- вана. 3201 51
Б20284 Шпилька кор пуса вертикаль- ной передачи М8/100, 3 У4 1 Б020В Деталь Б20284 — за- менена дет. Б20218 (см. изм. дет. Б2( 218). 2501 52
205
Mb детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Деталь Б20218 за- менена дет. Б20213. 5991 —
Б20301* Шплинт 03х ХЗО мм к дет. Б20130, Б20132. 15 Железо Б020А Б0263А — — —
Б20302* Шплинт 02 X Х20 мм к дет. Б2025, Б20284. 4 Г) — — — —
Б20305* Шплинт 01,5 X 15 мм к дет, Б20236. 8 п Деталь из дополнен- ных. Деталь Б20305 - аннулирова- на (в связи с аннули- рованием шплинтовки). 3201 4701 —
Б20407 Шайба к дет. Б2023. 4 У2 — — —* 602
Б20413* Шайба к зак- лепкам кожуха нижнего кар- тера. 21 Сталь листов. Б023А — — 853
Б20414 Шайба к дет. Б20242. 28 У2 Б020А — — 102
Б20417 Шайба к дет. Б2022, Б20218, Б20219, Б20220, Б20228, Б20284. 27 У2 Изменено количество 27 на 28. 6381 57
Б20418 Шайба к дет. Б20261. 2 У2 — — — 86е
Б20419 Шайба к дет. Б2025, Б20210, Б20211, Б20274. 42 У2 Б020В (38 шт.) Изменено количество на 41 (см. изм. дет. Б20274). Изменено количество 41 на 40 (см. изм. дет. Б2025). 3201 6381 306
Б20424 Шайба Грове- ра к дет. Б20609. 24 Сталь — —. — 85е
Б20449* Шайба к дет. Б20120. 8 У2 — Деталь из дополненных 3201 —
Б20512 Прокладка к дет. Бо22. 1 Бумага — — — 103?
Б20513 Прокладка к дет. Б0222. 1 Медно- асбес. — — — 78Ь
Б20514* Прокладка к дет. Б0213. 2 Кожа — — — 78с
206
№ детали Наименование деталей я I “ о.1 Материал ч §1 деталей О Входит ’ в узел Изменения деталей j № дет. БМВ
Характер изменений С № мотора
620516 Прокладка к дет. Б20714. 3 Медно- асбест. — — 653а
620524 Прокладка к дет. Б20748. 2 Я Б020В Деталь Б20524 за- менена дет. Б20581 — медно.асбест. [см изм. дет Б20748). 3001
620540 Прокладка к дет. Б0115. 1 Бумага. — — — 608
Б20541* Прокладка под водяную помпу. 1 — — — 621
620542 Прокладка для воздушных ка- налов половин 10 611
620583* картера. Прокладка к дет. Б0276. 2 Медно- асбест. Б020В Деталь из дополненных <см. дет. БС276). 901
Б20607 Винт М8/100 к дет. Б0213. 2 Латунь Б020В Деталь Б2С6О7 — за- менена дет. Б20713. М10/100. 3001 77 в 82 88 90
Б20608 Шуруп М5/80 к дет. Б0224. 2 У4 Б020В Деталь Б20608 — за- менена дет. Б20610-- М5/80. 1100
Б20609 Винт М5/80 для крепления лет. 6023. 24 У4 —
Б20610* Винт М5/80 для крепления дет. Б0232. 8 У-4 Б020В Изменено количество 8 на 10 (см. изм. дет. Б20608). Изменено количество 10 на 12 (см. изм. дет. Б0120А). 1100 3151
Б20612* Винт стопор- ный к дет. Б0246 1 У2 Б0263А — — 150
Б20643 М5/80. Шуруп к таб- личке мотора МЗ/50. Пробка М7/80 к дет. Б027. 10 У2 Б020В — — 647а
Б20706 2 Латунь „л-1 Б020В См. изме- нение в опи- сании по не- 3001 79а
207
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
320713 Пробка к дет. 1 Латунь Б020В взаимозаме- няемости. Изменено 3001 73
Б20714 Б0210, МЮ/100. Пробка кар- 3 ,Л“. количество на 3 шт. (см. изм. дет. Б20607). Изменен материал на У2. Изменена 3100 5601 650
Б20748 тера М18/150. Штуцер мае- 2 * Б020В форма голов- ки и изменен материал на У2. См. изме- 3001 41
ляный к дет. БС14. нение в опи- сании по не- взаимозаме- няемости. Изменен материал на У 2. 5271 —
ЦИЛИНДРЫ И КЛАПАНЫ
Таблица 6
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узеп Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0324 % Кольцо к во- дяному патруб- ку цилиндра. 40 Железо Б0349П— С-3 Б0350П— С-3 Изменен номер детали на Б20779. Размеры без изменения. 3100 629
Б0325 Кольцо нарез- ное для пат- рубков и дет. Б0335А, Б0249П, Б0350П. 3 У2 Б0335А Б0349П Б0350П 632
Б0326 Кольцо нарез- ное для пат- рубков к дет. Б0327А, Б0328А, Б0345А. 3 У2 Б0327А Б0328Д Б0345А 640
208
Ч'аблица
14- Руков. по ремонту мотора М-17.
Рис. 136. Цилиндры и клапана.
209
№ детали Наименование деталей колич. на 1 мотор Материал деталей Входит в узел Изменени Характер изменений я деталей С № мотора № дет. БМВ:
t>0327A Б0328А Б0330 Б0332* БОЗЗЗ Б0334 Б0335А Б0336 БОЗЗбА* Верхний пат- рубок входящей воды к правому заднему цилин- дру едет. Б0326— 1 шт., Б0342— 1 шт., Б0343 1 шт. (собранн.). Верхний пат-i рубок входящей воды к левому заднему цилин- дру с дет. Б0326— 1 шт., Б0342— 1 шт., Б0343— 1 шт. (собранн.). Выхдные па- трубки нижние для обогревания карбюратора на цилиндр. 1 и 7. Подкладка под гайку для креп- ления крайних цилиндров. Заглушка вы- хлопных флан- цев. Резиновое ко- льцо к водяным патрубкам ци- линдров. Нижний водя- ной патрубок с дет. БЭ325 — 1 шт. (собранн.) к цилинд. № 12. । Зажимной хо- мутик к детали □0334. Зажимной хо- мутик к детали Б0334 (со- бранн.), с дет. Б20105 — 1 шт., Б20601 — 1 шт. 1 1 2 8 12 20 1 20 1 20 ОМ ОМ ОМ У2 Жесть лист. Резина ОМ Сталь лист. Б03503 Б03493 Б0349П Б0350П Б03493 Б0336А Детали Б0342, Б0343 в узле Б0327А анну- лированы. Детали Б0342, Б0343 в узле Б0328А анну- лированы, ' Заменена дет. Б0378- 2 шт.; мате- риал — фа- нера. Изменен номер детали на Б20796. Размеры без изменения. Изменен номер детали на Б20793. Размеры без изменения. Изменен номер летали на Б20793А. Размеры без изменения. 6601 6601 2300 3100 2431 245’ 644А 644 634г. 605А 662а 630 643 631
21С
№ детали Наименование деталей поли". на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора'
Б0342* Ушко для законтр. гаек Б20188 (верхи, вод. патр.). 1 2 Железо Б0327А Б0328А Деталь Б0342 -анну- лирована. 660 > —
Б0343* Штуцер к дет. Б0327А, Б0328А. 2 У4 Б0327А Б0328А цеталь 50343—анну- лирована (601 —
Б0344 Заглушка к штуцерам Б0343. 2 Железо лист. Деталь Б0344-анну- лирована. 6601 639g
Б0345А Нижний пат- рубок входящей воды к правому заднему пи- тии ру с дет. Б( 326 — 1 шт. (собран). 1 ом Б03503 o44t
Б0346 Кольцо к флан- цам выхлопных 'па । рубков дет. .0370 12 Железо Деталь Б0346—анну- лирована. 2500 661а
Б0347* Проволока ко- нтровая 0 1 мм к дет. Б20188. 2 » — Деталь Б0347—анну- лирована. 6601 639h
Ю349П* , Цилиндр ле- вый передний с рубашкою, го- ловками, па- трубками (в том числе дет. 'Б0325 — 1 шт., =10324 — 2 шт., Б 0330 — 1 шт.) 1 Б0349АП 199а
Б0349С* Цилиндр ле- вый средний с рубашкою, го- ловками, патруб- ками (в том числе деталей Б0324 — 4 шт.). 4 Б0349АС 19S
S03498* Цилиндр ле- вый задний с ^рубашкою, го- товками, патруб- ками (в том чи- |сле дет. Б0324— 2 шт-, Б0328А— 1 шт., Б0335А— 1 шт.). 1 Б0349АЗ Изменена постановка патрубка Б0328А в связи с из- менением во- дяных трубо- проводов. 1100 1 199b
ЮЗБОП* Цилиндр пра вый передний рубашкою, го ловками, па трубками (в ток 1 Г Б0350АП 1 200а
14*
№ детали Наименование деталей Л ® сх, Материал 2> Входит в узел Изменения деталей № дет. БМВ
5 ° о * деталей Характер изменений С Ns мотора
числе деталей Б0325 — 1 шт., Г>0324 — 2 шт., Б0330 — 1 шт.).
Б0350С* Цилиндр пра- вый средний с рубашкою, го- ловками, патруб- ками (в том чи- сле дет. Б0324— 4 шт.). 4 Б0350АС 200
Б03503* 1 (илиндр пра- вый задний с ру- башкою, голов- ками, патрубка- ми (в том числе дет. Б0327А — 1 шт., Б0345А— 1 шт., Б0324 — 2 шт.). 1 Б0350АЗ 200Ь
Б0349АП* Цилиндр ле- вый передний, собранный из дет. Б0349П и дет.: Б0360 —2 шт. Б0361 —1 Б0362 -1 „ Б0363 —2 „ Б0364 —2 „ БО365 —2 _ Б0366 -2 _ Б20221 -2 _ Б20268—2 „ Б20270—2 „ Б20301-2 „ Б20123—2 „ 1 Для кла- панов впуска дет. Б0360— заменена де- талью Б0380. Штуцер под свечу, крайний от носка мотора, перенесен с внутренней стороны мо- тора на на- ружную сто- рону вы- хлопа. Изменено количество штуцеров под свечи и возвратный клапан с 3 иа 4 шт. 4790 4970 6841 229fA
Ю349ДС* Цилиндр ле- вый средний, собранный из дет. В0349С и дет.: Б0360 —2 шт., 60361 —1 „ Б0362 -1 „ Б0363 —2 , Б0364 -2 , 4 То же. 6841 229gA
212
1 № j Наименование га = о. Материал деталей Входит в узел Изменения деталей № дет. БМВ
детали i деталей ЕГ 3= О § = Характер I изменений С № мотора
। 1 Б0365 —2 шт. Б0366 —2 „ Б20221—2 „ Б20268—2 . Б2О27С- 2 „ Б20301—2 . Б20123—2 , 1
Б0349АЗ* 1 i Цилиндр ле- вый задний, со- бранный из дет. 303493 и дет.: Б0360 —2 шт. Б0361 —1 „ Б0362 —1 „ Б0363 —2 „ Б0364 —2 ., Б0365 —2 „ БС366 —2 , Б20221 —2 „ Б20269—2 „ Б20270—2 , Б20301-2 „ Б20123—2 п 1 Для клапа- вов впуска дет. Б0360 заменена дет., Б0380. | Штуцер под свечу, крайний от носка мото-i за, перенесен : внутренней! стороны мо- тора на на-1 ружную сто-1 рону выхло- па. Изменено количество штуцеров под свечи и возвратный клапан с 3 на 4 шт. 4790 4970 Г 6841 229hA
Б0350АП Цилиндр пра- вый передний, собранный так же, как дет. Б9349АП, но с заменой дет Б0349П дет. Б0350П. 1 То же. 6841 229ЬА
60350АС 1 Цилиндр пра- вый средний собранный, так же как дет Б0349АС, но с ,заменой дет Б0249С дет Б0350С. 1 То же. 6841 229сА
E0350A3 1 Цилиндр пра- вый задний, со- бранный так же как дет. Б0349АЗ но с замене! дет. Б03493 дет Б03503. 1 1 То же. 6841 229dA
213
№ детали Наименование деталей «з ® о. Материал Входит в узел Изменения деталей № дет. БМВ
S о § = деталей Характер изменений С № мотора
Б0360 Втулка напра- вляющая клапа- на. 24 Бронза MCI. Б0349АП— ЛС—АЗ. Б0350АП— АС—АЗ. Деталь Б0360- 12 шт. для клапанов впуска заме- нены дет. Б0380 из материала: бронза МС5 (размеры те- же). 4790 213
Б0361 Клапан впу- ска. 12 ХВФ То же. — — 214
Б03о2 Клапан вы- пуска. 12 ХВФ То же. — — 214аА
Б0361А Клапан впу- ска, собранный из дет.: Б0361, Б0363. Б0364, Б0365, Б0366, Б20123 по од- ной штуке. В таком виде входит в запаси, ча- сти мотора. Узел запра- шивать по- детально. 213а
Б0362А Клапан вы- пуска, собран- ный из дет. Б0362, Б0363, Б0364, Б0365, Б0366, Б20123 по одной шкуре. То же. 214 b
Б0363 Пружина кла- пана наружная. 24 ХВа пров. Б0349АП— АС—ДЗ. 60350АП— АС—АЗ. 218
Б0364 Пружина кла- пана внутрен- няя. 24 п Б0350АП— АС—АЗ. — — 218а
Б0365 Тарелка пру- жины верхняя. 24 У4 Б0350АП— АС—АЗ. — — 216
Б0366 Тарелка пру- жины нижняя. 24 У4 Б03Б0АП— АС—АЗ. — — 217
Б0368 Втулка уста- новочная для картера распред, вала. 24 У2 — 626b
Б0370 Фланец вы- хлопного флан- ца. I12 Железо поло- совое. Изменен номер детали на Б20757. Размеры без изменения. 3100 ъ 661
Б0372 Пробка цилин- дра. 12 Латунь »л*. Изменена форма голов- ки под ключ на шести- гранную S= 19. 6841 224
214
№ детали Наименование деталей лолич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет БМВ
Характер ' изменений С № мотора
Б20105 Гайка М4/7О < дет. Б20601. 20 У4 Б0336А — — МЮ140
Б20123 Гайка Ml3/125 < дет. Б0361, 50362. 24 У4 БС349АП— АС—АЗ. Б5350АП— АС-АЗ. 215
Б20125 Гайка М9/100 к дет. Б20270. 24 Латунь ,Л“. Аннулиро- ваны про- резы под шплинт. 5961 227
Б20135 Гайка М9/100 к дет. Б20221. 24 У4 — — — 221
Б20188 Гайка М13/125 к дет. Б0343. 2 У4 Деталь Б20188 — аннулиро- вана. 6601 639d
Б20200 Гайка MII/125 к дет. Б20268, Б20269. •24 У4 Деталь Б20200 — за- менена дет. Б20132. Деталь Б20132 — за- менена дет. Б20165 без прорезей под шплинт. 3201 627А
Б20221 Шпилька флан- ца (впуска] М9/100. 24 У4 Б0349АП— АС—АЗ. БОЗБОАП— АС—АЗ. 4301 219
Б20268 Шпилька кре- пления карте- ра ' распредвала MII/125, Ml 2/125. 20 Х2Н Б0349АП- АС. БОЗБОАП-АС Аннулиро- вана шплин- товка гаек. 4301 223
Б20269 Шпилька уста- новочная карте- ра распредвала MII/125, М12/125. 4 Х2Н Б0349АЗ Б0350АЗ Аннулиро- вана шплин- товка гаек. 4301 223а
Б20270 Шпилька флан ца (выхлопа М9/100. 24 У4 Б0349АП— АС—АЗ. БОЗБОАП— АС—АЗ. Аннулиро- вана шплин- товка. 5961 220
Б20301* Шплинт 0 3 X 30 мм дет. Б2О123 Б20200. 48 Железо Б0349АП— АС—АЗ. БОЗБОАП— АС—АЗ. Изменено количество 48 на 24 (см дет. Б20200) 4301
Б20302* Шплинт 0 2 X 20 мм Б20270. 24 0 — Аннулиро- вана (см. дет Б20125). 5961
Б20401 Шайба к дет Б20268, Б20269 . 24 У2 627а
215
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20419 Шайба к дет. Б20125. 24 У2 — — — 628
Б20438 Кольцо-нип- пель к дет. Б0343. 2 У2 Деталь Б20438 — аннулиро- вана. 6601 638f
Б20515 Прокладка к фланцу впуска. 12 Клинге- рит — — — 222
Б20516 Прокладка к дет. Б0372. 12 Медно- асбест. —- — — 225
Б20536* Прокладка под цилиндры. 12 Бумага — — — 645
Б20545 Прокладка к фланцу выхлопа. 12 Медно- асбест. — — — 662
Б20546 Прокладка к дет. Б0326. 3 • — — • 641
Б20548 Прокладка к дет. Б0325. 3 я — — 633
Б20552 Прокладка к дет. Б20438. 2 Кожа. Деталь Б20552 - аннулиро- вана. 6601 639е
Б20601 Винт М4/70 к |дет. Б0336А. । 20 У4 Б0336А — — 22543
Таблица 7
ШАТУНЫ, ПОРШНИ И ЧАСТИ КОЛЕНЧАТОГО ВАЛА
№ Наименование Я ~ сх Материал Входит Изменения деталей №
детали 1 деталей Колич 1 МОТ( деталей в узел дет. БМВ
Б041 Поршень для 12 Алюмин. Поршень 3891 230ВА
степени сжатия. АС4 при отливке
Е-7,3 (выпук- в кокиль
лый) имеет номер дет. Б0430.
При поста- новке на мо- тор дет. Б041
дет. Б0416 не.
ставятся. Изменен раз- мер между выточками
под детали Б045 : 147 ± ±04 на 145 + 0,1.
216
Таблица 7.
3 0
w %?> Jr
^/-Яб^т,-
ff£536
r ”Я
»
2Zf>3/3
£053
6056
Б0«6
£2@/
£&W
5063
£355
a
4-Bos.//
S£0^
6052$
£065
£05Hft
». 1J50£& £0532
6S036Z&4
&
&20103 \
'5 05J 6
60533 60535
£053
В053
f\»
В 05 5
505/6
£05/
Рис. 137. Шатуны, поршни и части коленчатого вала.
217
№ детали Наименование деталей Колчч. на 1 мотор Материал деталей Входит в узел Изменения деталей * № дет. Б МБ
Характер изменений С № мотора
Б042 Поршневое кольцо. 36 Чугун. — — — 231
Б043 Поршневой палец. 12 XIН Изменена длина пальца с 146—0,25 на 144—0,25 мм. 3891 234А
5041 Поршневое кольцо масло- счнщающее. 12 Чугун. — — — 232
Б045* Предохрани- тельная пружина поршневого па- льца. 24 ХВа прово л. 235А
Б046 Шатун глав- ный. 6 XI н — '— — 1В
Б047 Шатун боко- вой. 6 Х1Н — — — 1аА
3048 Палец для со- единения дет. 6046 н Б047. 6 Х1Н — — — 3
Б049 Заглушка к дет. Б048. 12 У2 — — — За
Б0410 Втулка верх- ней головки ша- 12 Чугун. —• — — 6ЬВ
30411А Обойма роли- кового подшип- ника главного шатуна, собран, из дет. Б0411— 1 шт., Б0415— 4 шт., Б0417 — 1 шт., Б202 — 8 шт., 6203 — 4 шт., 620102 — 12 шт. 6 10А
Б0411* Обойма роли- кового подшип- ника главного шатуна. 6 Бронза МС5 Б0411А 6Ь
50412 Обойма роли- кового подшип- ника бокового шатуна. 6 МС5 6а
Б0413 Ролик под- шипника глав- ного шатуна. 72 Спец. сталь. — •— 5
Б0414 Ролик под- II. .,п ника боко- вого шатуна. 72 « и — —— — 5а
Б0415 Накладка к дет. Б0411А. 24 У4 Б0411А 83
218
№ : детали Наименование деталей ГО ® си| Материал Входит в узел Изменения деталей № дет. БМВ
КОЛИЧ 1 мот деталей Характер изменений С № мотора
Б0416 I 1 Поршень для степени сжатия Е-6 (плоский). 12 Алюмин. АС4. 1 Поршень при отливке в кокиль имеет номер дет. Б0434, при поста- новке на мо- тор дет. Б0416 дет. н Б041 не ста- вятся. Изме- нен размер между выточ- ками пот дет. 6045 : 147 ± ±0,1 на 145 4-0,1. 3891 К 230сА
Б0417* Проволока кон- тр<>вая01,2 мм. 6 Провод. стальн. Б0411А — — —
Б201 Болт М8/100 к дет. 6048, о049 6 Х2Н — — — 4
Б202 Болт М7 '80 к дет. Б0411А- 48 Х2Н Б0411А — — 8с
Б203 Болт М7/80 к дет. Б0411А. 24 Х2Н Б0411А — — 8аА
Б20101 Гайка М8/100 к дет. Б20? 6 У4 Деталь Б20101 за- менена- дет. Б20129. М8/100. Ма- териал У4. 320’ 8
Б20102 Гайка М7/80 к дет. Б202, Б203. 72 Х2Н Б0411А — — 8Ь
Б20302* Шплинт 0 2 х 20 мм к дет. Б201 6 Железо — — — —
Б05А* Коленчатый вал, собранный из дет.: Б0516, Б054, Б0э5, Б056, Б05Ю, Б0511, Б0520, Б0521, Б0526, Б0527. Б0528, S20122, Б20196 Б20310, Б2С564 Б20813по 1 шт. БС53, Б0525 Б20260 по 2 шт Б0522 — 4 шт. 62033 — 5 шт. Б2032, Б20644 1 Деталь Б0522,Б0524, Б0525 заме- нены дет. Б0523. Деталь 32032 заме- нена дет. Б20287А. Деталь Б2033 заме- нена дет Б20288А. 3901 3201 3201 33D
219
1 № детали Наименование деталей । Колич на 1 мотор Материал деталей Входит в узел Изменен» в деталей № дет. БМВ
Характер изменений С Ns мотора
по 6 шт., Б0523, Б0524 по 8 шт., Б20147, Б20309- 11 шт., Б20442— 22 шг.
Б0516* Коленчатый вал. 1 53а 1 Б05А Сверления в шейках изменены с 034, 038, 040 на 036 мм. Из- менена фор- ма щек. Нормаль- ный вал за- менен уси- ленным с утолщенны- ми щеками и укорочен- ными корен- ными шей- ками. 3901 Усиленный вал поста- влен только на моторы с номерами 2261—2270, 2771—2780, 4961-4970, 4981—4990, 5001—5010, 5011—5020, 5031—5050, 5071—5080, 5121—5130, 5211—5213, 5241—5215, 5291—5300, 5311—5370, 5331—5400. 12
Б053 Кольцо к дет. Б20813. 2 У2 Б05А — — 17
Б054 Кольцо упор- ное к детали Б20813. 1 У2 Б05А Изменен материал на У 4. 6031 19
Б 055 Кольцо рас- порное к дет. Б054. 1 У2 Б05А — — 20
Б056 Разбрызгива- ющее кольцо переднее. I • У2 Б05А — — 24
Б0510 Заглушка к дет. Б0516 0 43 мм.. 1 ом Б05А — — 27
Б 0511 Заглушка к детали Б0516 0 37. 1 ом Б05А — — 28
Б0514* Муфта саль- ника носка ко- ленчатого вала 1 Алюмин. АС1 Конструк- ция сальника изменена. Номер дета 3201 1 613
220
№ детали Наименование деталей колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Фетр. • ш тот же. Материал М2. 614
Б0517* Уплотняющее кольцо к дет. Б0514. 1 — — —
БО52О Храповик. 1 Х1Н Б05А Изменен материал на Х4Н- 3000 22А
Б0521 Главная ше- стерня коленча- того вала. 1 Х1Н Б05А — —’ 26В
Б0522 Заглушка 0 36 мм для 1 и 2 шатунных шеек. 4 У2 Б05А Деталь Б0522 анну- лирована. 3901 28а
Б0523 Заглушка 0 38 мм для 3 и 4 коренных шеек и 3 и 4 шатунных. 8 У2 Б05А Изменено количество 8 на 22 дет. Б0523 ста- вится на все шейки. , 3901 31А
Б0524 Заглушка 0 40 мм для 5 и 6 коренных шеек и 5 и 6 шатунных шеек. 8 У2 Б05А Деталь Б0524 анну- лирована. 3901 31А
Б0525 Заглушка 0 42 мм для 7 коренной шейки. 2 У2 Б05А Деталь Е0525 анну- лирована. 27А
Б0526 Заглушка 0 60 мм к 8 коренной шейке. 1 У2 Б05А 27а
Б0527 Втулка со шлицами. 1 Х1Н Б05А — — 14А
Б0528 Упорная шай- ба к дет. Б0521. 1 Х1Н Б05А Изменен материал на ЖЦ. 2900 26а
Б2032 Болт М6/80 к заглушкам ша- тунных шеек. 1 6 У4 Б05А Деталь Б2032 заме- нена дет Б20287А — шпилька ь заглушкам шатунных шеек. 3201 31b
Б2033 Болт М6/80 ь заглушкам ко ренных шеек. 5 У4 Б05А Деталь Б2033 заме вена дет Б20288А — шпилька заглушкам коренвых шеек. 3201 с 31с
221
№ детали Наименование деталей Колич на ' 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
620122 Гайка М54/200 носка коленча- того вала. Х2Н Б05А — — 25
Б20147 Гайка М6/80 к дет, Б2032, Б2033. 11 У4 Б05А — — 31е 4
Б20196 Гайка М34/150 к дет. Б0520. 1 У4 Б05А — — 14аА
Б20260 Шпилька к дет. Б0527. 2 ЭУ11 Б05А — — 23А
Б20304* Шплинт 0 5x70 мм к дет. Б20122. 1 Железо — — — —
Б20309* Шплинт к дет. Б20147. 0 2X20 мм. 11 Л Б05А Заменен ШПЛИНТОМ Б203С5 01,5 на 15 мм. 2631 —
Б20310* Шплинт 0 3X40 мм к дет. Б20196. 1 » Б05А — — —
Б20442 Шайба к дет. Б2032, Б2033. 22 Красная медь Б05А — — 311
Б20564* Прокладка к дет. Б20196. 1 И Б05А — —
Б20586* Прокладка к дет. Б0514. 1 Бумага Б05А Деталь до- полнена с изменением дет. Б0514. 3201 —
Б20644 ВинтМ8/100— пробка к дет. Б0516. 6 У2 Б05А — — 29
Б20813 Шарикопод- шипник упор- Bbifi(SKF№915). 1 Б05А "— 16
Т а б j 1 и ц а 8
РАСПРЕДЕЛЕНИЕ
№ детали Наименование деталей Колнч. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б079А* Коромысло пра- вое — выпуска, левое — впуска, собранное из дет.;Б079,Б0718, 12 — — Деталь Б0721 заме- нена дет. Б20798. 4651 276
222
Таблица 8.
Рис. 138. Распределение.
№ детали Наименование деталей лолич. на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений С № мотора
I Б0719, БО72О, Б2014, Б20190 ю 1 шт. Б0721— 2 шт Дет.Б20798 аннулирова- на. 6750 —
Б079 Коромысло пра- вое — выпуска, левое—впуска. 12 Х1Н Б079А Введены расточки под пробку Б20798 (см. дет. Б0721). Аннулиро- ваны масля- ные отвер- стия. 4651 6750 266
Б0710А* Коромысло правое— впуска, левое— выпуска, собранное из дет.: Б0710, Б0718, Б0719, Б0720, Б2014, Б20190 по 1 шт. Б0721—по 2 шт. 12 Дет. Б0721 заменена дет. Б20798. Дет.Б20798 аннулирова- на. 4651 6750 2777
Б0710 Коромысло правое—впуска, левое—выпуска. 12 Х1Н Б0710А Введены расточки под пробку Б20798 (см. дет. Б0721). Аннулиро- ваны масля- ные отвер- стия. 4651 6750 267
Б0711 Картер рас- пределительного вала. 2 УЗ Дет. Б0711 заменена дет. Б0738 из ма- териала АС6 (дюраль). (Диаметр конца, входя- щего в ко- жух шестер- ни, полнее на 2 мм). 4071 301
Б0718 Ролик коро- мысла к дет.: 1Б079, Б0710. 24 ЦК или Х1Н Б079А Б0710А — — 268
Б0719 ' Ударник к дет. Б079, Б0710. 24 ЭУ11 Б079А Б0710А — — 269
Б0720 I Ось ролика к 'пет. БО718. 24 ЦК нли Х1Н Б079А Б07ЮА — — 272
Б0721 ' Заглушка к 'дет. Б079, Б0710 1 48 ОМ листов Б079А Б0710А Дет. Б0721 с пайкой за- менена алю- миниевой 3541 273
224
№ Наименование Колич. на I 1 мотор Материал' Входит Изменения деталей №
детали деталей деталей в узел Характер изменений С № мотора дет. БМВ
пробкой из сплава АС1; номер детали тот же. Дет. Б0721 заменена дет. БЙО798 из алюминия АС1 (диаметр полнее пре- дыдущей на 1 мм). Дет.Б20798 аннулирова- на в связи с аннулиро- ванием мае- 4651 6750 1 1 —1 ъ 1 1 Ь Я J ® ч 1 * 1 1 * г 1 *° 1
Б0722 Б0730 Б0731 Б0737 Б0747* Б0756 Б0757 Б0759А Заглушка к дел. Б0756, Б0757. Шестерня рас- пред. вала. Кольцо к дет. Б0730. Жиклер мас- ляный к дет. Б20770. Пробка задне- го подшипника. Распредели- тельный вал (правый). Распредели- тельный вал (левый). Кожух шес- терни левый, со- бранный из дет. Б0759, Б0762 пс 1 шт., Б20137 Б20261, Б2ъ418 по 8 hit. 2 2 2 2 2 1 1 1 У2 Х1Н У4 Латунь „Л“ У2 ЦК ПК Б0790А ляных отвер- стий в дет. Б079, Б0710. Дет. Б0737 аннулирова- на (см. изме- нение дет. Б20770). Деталь из дополнен- ных. Дет. Б0756 заменена дет. Б0799 с пря- молинейным профилем кулачков. Дет. Б0757 заменена дет. Б0755 с пря- молинейным профилем ку- лачков. Дет. Б20137 заменена дет Б20134. Деталь Б0759А за- менена дет |Б07101А (t 2701 700 2231 2231 3200 4071 •1 240 253 254 247 240а 239 239а
15—Руков. по ремонту мотора М-17.
225
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
связи с за- меной дет. Б0711 дет. и Б0738).
Б0759* Кожух шее- 1 Алюм. Б0759А Дет. Б0759 4071 278
терии распред. АС1 заменена дет.
вала (левый). БС-7101 (в связи с за- меной дет. 60711 дет. Б0738).
Б0760А Кожух шее- 1 — — Лет. БГ0137 3200 —
герни правый, заменена дет.
собранный из Б20134.
дет. БС760,Б0761 Деталь 4071 ——
по 1 шт., Б20137- Б0760А за-
8 шт., Б20.61— менена дет.
6 шт., Б20285— Б07102А (в
2 шт., Б20418— связи с за-
8 шт. меной лет. Б(711 дет. Б0738).
Б0760* Кожух шее- 1 Алюм. Б0760А Дет. Б0760 4071 279
терни распоед. АС1 заменена дет.
вала (правый). Б0760А Б07102 (в связи с за- меной дет. Б0711 дет. Б0738).
БО761* Крышка ко- жуха шестерни 1 Л — — 279а
распред. вала (правая). Б0759А 278а
БО762* Крышка ко- жуха шестерни 1 и — —
распред. вала (левая). 242
Б0763 Заглушка к пет.Б0756,БС'757, Б0775. 2 У2 Изменена конструкция ча цилиндри- ческую проб- ку из мате- риала дю- раль АС6. 900
Б0764 Соединитель- 2 Бронза — — 259k
ная муфта к де- компрессору. MCI 254b
Б0765 Рычаг деком- прессора. 1 У2 1
1
226
№ детали Наименование деталей j Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0765* Рукоятка ры- 1 Дерево ! 1 Дет. Б0766 850 256
чага декомп рес- аннулирова-
сора. на.
Б0767* Кольцо к дет. 1 Железо — Дет. Б0767 850 257
БО766. аннулирова- на
Б0768 Установочная 2 Х1Н Изменен 1000 259п
втул а. материал на У4.
Б0769 Пружина к дет. Б0768. 2 Провод. рояльн. — — — 300
Б0770А Тяга соедини- тельна-, собран- ная из дет.: 1 — —
Б0770, Б0774, Б0789 по 1 шт.
Б0770* Тяга соедини- 2 Стальн. Б0770А — — 259А
тельная к де г.: Б0771, Б0772. труба
Б0771 Эксцентрике- 1 Х2Н — Изменен 2950 259е
вый валик (лра материал на
вый). У 4.
БО772 Эксцентрике- 1 Х2Н — Изменен 2950 2591
вый валик (ле- материал на
вый). У 4.
Б0774 Соединитель- I У4 Б0770А — — 259b
над муфта к дет. Б0770, Б0772. •
Б0775 Муфта к дет.: 2 Х1Н — Изменен 5701 255а
БО771, Б0772 материал на
Б0764. Х2Н.
Б0776 Подшипник 2 То же — Изменен 1000 259m
эксцентрикового материал на
валика. У-4.
Б0777 Крышка к дет 1 Алюм. — Ставится — 279b
Б0762, Б0761. АС1 на указанные детали при отсутствии синхрониза- тора или пе- редачи к та- хометру. 259о
Б0779 Тарелка к дет 2 Сталь — — —
Б0769. ЛИСТ.
Б0780 Подкладное 1 Алюмин. — — — 259р
кольцо к дет Б0765. АС1 •
Б0781 Набивочное 2 Резина — — 264а
кольцо к дет. Б0759, Б0760.
Б0782 Набивочное 2 Я — — — 264
кольцо к дет. Б0776.
15*
227
№ летали Наименование деталей Колич. на I мотор Материал деталей Входит в узел Изменения деталей № дет БМВ
Характер изменений С № мотора
Б0783 Набивочное кольцо к дет. Б0771, Б0772. 2 Резина — — — 264b
Б0787 Установочное кольцо к дет. Б0795. 1 У2 Б0798А — — —
Б0789 Соединитель- ная муфта к дет. БО77О, Б0771. 1 У4 Б0770А — — 259fc
Б0790А Подшипник распред. вала задний, собран- ный из дет. Б0790 — 1 шт., BJ747 — 1 шт., Б20267 — 1 шт. и Б20616—2 шт. 2 249а
Б0790* Подшипник задний к дет Б0756, Е0757 2 Алюм. АС4 Б0790А — — 249
Б0791А Подшипник распред. валя ере? ний, собран- ный из дет. Б0791 — 1 шт., Б20615—2 шт. 10 250а
Б0791* Подшипник средний к дет. Б0756, БС757. 10 Алюм. АС4 Б0791А • — 2506
Б0792 Подшипник переднего конца распред. вала. 2 Изменена конструкция в части кре- пления слив- ной масляной трубки (см. табл. 11). Вторично изменена конструкция крепления сливной мас- ляной трубки (см. табл. 11). 2801 7121 251
Б0793 Крышка к дет. Б0711. 12 И — — — 303
Б0795 Валик переда- чи * тахометру. 1 жц Б0798А Изменен материал ЖЦ на ХЗН. Изменен материал 401 2500 2388
Б()798А Передача к та- хометру, соб- ранная из дет.: 1 — — ХЗН на Х2Н. — 2390
2'28
№ детали Б0798 Б2014 Б2016 Б2027 Б2028 Б2029 Б2030 Б2031 Б20Ю1 Б20103 Б20116 Наименование деталей Б07Р8 — 1 шт., Б0795—1 шт. и Б0787— 1 шт. Корпус пере- дачи к тахо- метру. Болт контро- вый к ударнику М6/85, к дет. Б079, Б07Ю. Болт крышек гнезд коромысел М9/100. Болт М5/80 к дет.: Б0775, Б0756, Б0757. Болт М6/80 к дет. Б0765. Болт М8.100 к -дет. Б0759, Б0760. Болт М5/80 к дет. Б0789, Б0771. Болт к дет. Б0761. Гайка М8/100 к дет. Б2029. Гайка М5/80 к дет. Б2030. Гайка М5/80 к дет. Б2027. я & s'* ° s о о * 1 24 24 2 1 2 1 1 2 1 2 Материал деталей Алюмин. АСЗ Х2Н У4 У4 У4 У4 У4 У4 У4 У4 У4 Входит в узел Б0798А Б079А Б0710А * Изменения деталей № дет. БМВ 2387 270 304А 251b 284 284а 259d 278b 282 259е 251с
Характер изменений Аннул иро- вана шплин- товка гаек. Изменено количество 2 иа 3 шт. (см. дет. Б2030). Изменено количество 3 на 2 шт. (см. дет. Б2030). Заменен болтом Б2027. Болт Б2027 заменен об- ратно болтом Б2030. Изменено количество 2 на 10 шт. (см. дет. Б20136). Изменено количество 1 на 3 шт. (2 шт. к дет. Б2027). Изменено количество 3 на 2 шт. (к дет. Б2ОЗО— заменена гай кой Б20143). Дет Б20116 заменена дет. Б20103 — М5/80. С № мотора 4301 2831 4201 2831 4201 551 2831 4201 ЗОН
229
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20136* Гайка М8/100 к дет. Б20727. 8 У4 — Дет.Б20136 заменена дет. Б20101 в связи с по- становкой шплинтов и заменой лет. Б20227 дет. Б20286. 551 282
Б20137 Гайка М6/8С к дет. Б20261. 16 У4 Б0759А Б0760А Дет.Б20137 заменена дет. Б20134. 3201 285
Б20147 Гайка М6/80 к дет. Б2028. 1 У4 «. —• 282с
Б20190 Гайка М6/85 к дет. Б2014. 24 У4 БП79А Б0710А —. — 271
320197 Гайка М9/100 к дет. Б2016. 24 У4 Дет. Б20197 заменена Б20135 в связи с ан- нулирова- нием шплин- товки. 4301 305А
Б20244* Шпилька к дет. Б0767. 1 У2 -— Дет.Б20244 аннулирова- на. 850 258
Б20261 Шпилька М6/8 к дет. Б0760, Б0761. 14 У4 Б0759А Б076ЭА — — 284с
5202t, Шпилька к дет. БО771. 1 ЭУ11 — — — 264е
Б20264 Шпилька к дет. Б0776. 2 У2 — — — 264с
Б20265* Шпилька к дет.: Б0771, Б0772, Б0768. 2 Х1Н — Изменен материал XIН наЭУП. 2800 264d
Б20266 Шпилька к лет. Б2031. 1 ЭУ11 — — — 264.
Б20267 Шпилька к дет. Б0747. 2 У2 Б0790А Деталь из дополненных. 700 248d
Б20227* Шпилька М8/100 к дет.’ 60761, Б0762. 8 У4 Дет.Б20227 заменена шпилькой Б20286 — М8/100. Дет. Б20286 заменена шпилькой Б2С259— М 8/100. 551 3001 282а
Б20285* Шпилька М6/80 к дет. Б0760. 2 У4 Б0760А 284d
230
X» Наименование я • о Материал Входит Изменения деталей №
детали деталей Колич 1 мот деталей в узел Характер изменений С № мотора дет. БМВ
Б2С302* Шплинт 2 Железо Изменено 2631
0 2 X 20 мм к количество 2
дет. Б2027. на 36
(шплинт идет к дет. Б2016, Б2029, Б20259, Б.0646).
Изменено 4301 —•
количество 36 на 12 (шплинт идет к дет. Б2029,
Б20259, Б20646).
S20308* Шплинт 0 2,5 28 п — Заменена
к дет.: Б2016, Б2029, Б20646. дет. Б20302. 2631 —
Б20309* Шплинт 9 п — Дет. Б20309 2631 —
0 1,8X15 к дет. заменена дет.
Б2028, Б20286. Б20305 01.5x15мм к дет. Б2027. Б2028, коли- чество 9 на 3.
Б2С417 Шайба к дет. Б2029, Б20266. 10 У2 . — — -— 281
Б20418 Шайба к дет 17 У2 Б0759А Изменено 2461 286
Б20261, Б20285, Б0760А количество
Б2Э28. У2 17 на 16, т. к. к дет. Б2028 шайба анну- лирован?.
Б20419 Шайба к дет. 24 — — — 306
Б2016. •
Б20446 Шайба к дет. Б0798. 2 У2 — — — —
Б20559* Прокладка к дет. Б0777, Б0798. 2 Бумага — —- -— 279с
Б2058Г* Прокладка к 2 Медно- — Изменено 2801 —
дет. Б20770. асбест количество 2 на 4 в связи с изменением крепления сливных мае-
ляных труб (см. табл. 11).
Изменено количество 4 на 2 в свези с изменением крепления 7121
231
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20582* Уплотняющее 1 Кожа сливных мас- ляных труб (см. табл. 11).
Б20615 кольцо к дет. Б0795. Винт М5/80 20 У4 Б0791А 252
Б20616 к дет. Б0791. Винт М5/80 4 У4 Б0790А 252а
Б20628 к дет. Б0790. Установочный 12 У4 291
Б20646 вннт М8/100 к дет.: Б0711, БО791, Б0792. Установочный 2 У4 290
Б20770 винт М10/100 к дет.: Б0759, Б0760. Штуцер к дет. 2 Латунь Дет. Б20770 2701
Б20797* Б0792. Пробка к дет. 2 „Л‘ Алюмин. заменена дет. Б07100 (ма- териал ла- тунь), объ- единяющей дет. Б0737 и Б20770. Дет.Б07100, изменен ма- териал ла- тунь на У2 и размер под ключ —14 на = 17 мм. Деталь до- 1601 3200 —
Б207100* Б0795. Заглушка к 1 АС-1 или дюраль АС6 Алюмин. полнена. Деталь ста-
дет. Б0798. АС1 вится на пе- редачу к та- хометру при отсутствии тахометра. 1
232
Таблица 9
ВЕРТИКАЛЬНАЯ ПЕРЕДАЧА И ПЕРЕДАЧА
К ПОМПАМ
№ детали Наименование деталей 1 Колич. на 1 мотор Материа т деталей Входит в узел Изменения детатей № дет. БМВ
Характер изменений С № мстора
Б0610 Крышка кор- пуса передачи к радио. 1 Алюмин. АС1 — — — 131b
Б0622 Шпонка к дет. Б0С43. 2 У4 — — — 115s А
Б0626 Набивочное кольцо к дет Б0п38. 2 Фетр. । Дет. БС626 аннулирова- ла (см. изм. дет. Б0638). 6751 115kA
Б0629* Передаточный вертк. валик (левый). 1 Х1Н 1 BJ629A — — 120т
Б0630* Передаточный нертик. валик 'правый). 1 XI н Б0630А — 120
Б0629А Передаточный валик (левый), собранный из дет: Б0629, Б0641, Б20439, Б0644, Б20440, по 1 шт. 1 B126f
БС630А Передаточный залик (правый), собранный из дет.: Б0630, Б0642, Б20439, Б0644, Б20440, Б0640, Б0655 по 1 шт. 1 126е
Б0631А Кожух верти- кальной пере дачи левый, со- бранный из дет. Б0631, Б0639, Б0647, Б20192 по 1 шт. 1 129с
Б0631* Кожух верти- кальной пере- дачи (левый). 1 Стальн. труба Б0631А Диаметр посадочной в корпус Б0634 части увели- чен на 1 мм 1 3100 129b
233
Таблица 9-
«*•
О»
234
№ детали Наименование детали Гьолич. на I 1 мотор 1 Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0632А Кожух верти- 1 —- — — 129а
Б0632* калькой пере- дачи правый, собранный из дет.: Б0632, Б0639, Б0647, 520192 по 1 шт. Кожух верти- 1 Б0532А Диаметр 3100 129
Б0633А* калькой пере- дачи (правый). Корпус под- 2 посадочной в корпус БС635 части увели- чен на 1 мм Дет. Б20115 3201
Б0633 шипников вер- тикальной пере- дачи (нижний), собранный из дет.: Б0633, Б0650, Б0651 по 1 шт., Б20276— 2 шт., Б2О26, Б20115 по 4 шт., Б20416—8 шт. Корпус под- 2 Алюмин. БС633А заменена дет. Б'0101. 4 штуки Б20416вузле заменены дет. Б20417. Аннулиро- 3201 2401 116
Б0634 шипников вер- тикальной пе^е дачи (нижний). Корпус пере- 1 АС1 То же вано отвер- стие для со- единения с дет. Б0635 (см. измен, дет. Б20611). Точн .е от- верстие пол болт Б2025 изменено на сверление под шпильку Б20289 (см дет. Б2025, табл. 4—5). Сверление 9,5 мм под дет. Б20289 изменено на 8.5 мм пол лет. Б20213 см. табл. 4— 5)- Изменен. 2501 6381 3100 115а
Б0635 дачи к радио. Корпус пере 1 » диам. поддет Б0631 (см дет. Б0631). Аннулиро- 2401 115
дачи к магнето вано от вер стие для со единения
235
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей Характер 1 ». изменений , С № мото₽а № дет. БМВ
дет. Е0633 (см. изм. дет. Б20611). Точное от- 2501 верстие под болт Б2025 изменено на сверление пол шпильку Б20289 (см. дет. Б2025, табл. 4—5). Сверление 6381 9,5 мм под дет. Б20289 изменено на 8,5 мм под дет. Б20213 (см. табл. 4— 5). Изменен. 3100 диам. под деталь Б0632 (см. изм. дет. Б0632). —
Б0636 Корпус под- шипников вер- тикальной пере- дачи (правый верхний). 1 Алюмин. АС1 119
Б0636 Корпус под- шипников вер- тикальной пере- дачи (левый верхний). 1 То же 119а
Б0638 Крышка кор- пуса передачи к магнето. 2 я Изменена 6751 конструкция сальника (см. изм. детали Б0626). Изменен 3100 (см. изм. лет. Б0631.Б0632). 115m
Б0639* Ниппель ниж- ний к дет. Б0631, Б0632. 2 Железо Б0631А Б0632А 130а
Б0640 Коническая шестерня пра- вого вертикаль- ного валика. 1 XIН Б0630А — 126а
Б0641 Коническая шестерня пере- дачи к радио. 1 XIН Б0629А — — 128
Б0642 Коническая шестерня пере- дачи к магнето. 1 Х1Н Б0630А 127
236
№ детали Наименование деталей колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0643 Коническая шестерня пере- дачи на магнето. 2 Х1Н .—г — — 1151
Б0644 Коническая шестерня пере- дачи к распред, валу (верхняя). 2 Х1Н Б0629А Б0630А 124
Б0645 Набивочное кольцо к дет. Б0634, Б0635. 2 Резниа Дет. Б0645 заменена дет Б20796 (ре- зина). 3100 1296
Б0646 Корпус под- шипников пере дачи к магнето. 2 У2 — — — 115е
Б0647* Ниппель верх- ний к дет.БОБЗ!, Б0632. 2 У2 Б0631А Б0632А — 130
Б0648* Втулка под- шипников (пра- вая верхняя) к дет. Б0636. 1 Бронза MCI 1216
Б0649* Втулка под- шипников (левая верхняя) к дет. Б0637. 1 и 121с
Б0650 Вкладыш под- шипника (ниж- няя пара) к дет. Б0633. 2 я Б0633А 122
Б0651 Вкладыш под- шипников (сред- няя пара) к дет. Б0633. 2 » Б0633А 121b
Б0654 Стопорное кольцо к дет. Б0638, Б0626. 2 ’ У2 — Дет. БО654 аннулиро- вана 3100 ll.r,v
Б0655 Шпонка к дет. Б064О. 1 У4 Б0630А — — 123
Б0656 Винтовая ше- стерня. 2 Х4Н — 134а
Б0657 Крышка к дет Б0636, Б0637. 2 Алюмин. АС1 Ставится только при отсутствии самопуска. 131р
БО658* Ниппель к дет Б0636, Б0637. 2 Латунь - Изменен материал латунь на У2. Деталь ста вится при на- личии само пуска взамен дет. Б20194. 5681 841а
237
№ летали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № лет БМВ
X рактер изменений С № мотора
Б0659А* Хомучик за- жимной к дет. Б0645, собран- ный из дет. Б 659. Б20105, Б20647. 1 — — Дет Б062ЭА замене' а дет. Б20792А. 31 СО —
Б0659 Хомутик за- жимной к дет. Б0645. 1 Лист, сталь Б0659А Дет. Б0659 заменена дет. Б20792. 3100 129е
Б2026 Болт №8/100 к дет. Б0633. 8 У4 Б0633А — — 128с
Б20105 Гайка №4,70 к дет. Б20617. 2 У4 Б0659А — — №103140
Б20115 Гайка №8,100 к дет. Б2026. 8 У4 Б0633А Дет. БЮ115 заменена дет. Б20101. 3201 128а
Б20133 Гайка №8/100 к дет. Б20228. 3 У4 Изменено количество с 3 на 11 (к дет. Б20228, Б20213. Б/0259). 3101 131е
Б20136 Гайка №8/100 к дет. Б20259, Б20213. 8 У4 — Дет. Б20136 заменена дет. Б20133. 3101 131а
Б20147 Г айка М6/80 к дет. Б2О230, Б2О243. 6 У4 — —г — 115d
Б20192* Круглая гайка М «2/200 к дет. Б0636, Б0637. 2 У2 Б0631А Б0632А 131
Б20193* Гайка №24/125 к дет. Б0658. 2 Латунь ,л- Деталь ста- вится только при наличии самопуска» изменен ма- териал на У2. 5301 843
Б20194 Гайка №24/125 к дет. Б0636, Б0637. 2 Ставится при отсутст- вии само- пуска. — 131г
Б20213 Шпилька №8/100 к дет. Б0636, Б0637. 4 У4 — — — 130d
Б20230 » Шпилька №6/80 к дет. Б0635. 2 У4 Дет. Б2С230 заменена дет. Б202о5. 2451 115b
Б20231 Шпилька №8/100 к дет. Б0634. 3 У4 — Дет. Б20231 заменена дет. Б20228. 2701 131d
Б20243 Шпилька №6/80, №7/80 к дет. Б0635. 2 Х2Н — Ибо
238
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей дет. БМВ
Характер изменений С № мотора
Б20258 Шпилька направляющая к лет. Б0633, Б0650, Б0651. 4 Латине — — 128d
Б20259 Шпилька М8/100 к дет. БС636, Б0637. 4 У4 — — — 130с
Б20276 Шпилька к. дет. Б0633. 4 ЭУ 11 Б0633А — — 128е
Б20308* Шплинт год отв. 0 2,5 мм к нет. Б2026. 8 Железо Дет.Б20308 заменена дет. Б ?| 302 2Х Х20 мм. 2631
Б20305* Шплинт 0 1,5 X 15 мм к дет. Б20243, Б20285. 6
Б20416 Шайба к дет. Б2026. 16 У2 Б0633А Изменено количество 16 на 8 (8 шт. заменено дет. Б2О417). 3201 128b
Б20417 Шайба к лет Б20213, Б20231, Б20259. И У2 Изменено количество 11 на 19 (шайба к дет. Б20213, Б20231, Б20259, Б2026). 3201 1311
Б2С418 Шайба к дет. Б2О230, Б2С243 6 У2 — —— — 115с
[>20439 Подкладная шайба к лет. Б0641, Б0642. 2 У2 БС629А Б0630А — 123а
Б20440 Подкладная шайба к дет. БС644. 2 У4 Б0629А В0630А Изменено количество на 3. Шайба к лет. Б064\ Б0284 (см. измен, дет. Б0269А). 5021 125
Б20532 Прокладка к лет. Б0635. 6 Латунь лист. — Деталь слу- жит для под- гонки. 623
Б20533 Прокладка к дет. Б0633. 2 Бумага — — — 620
Б20534 Прокладка к дет. БС634 Б0635. 2 и — 622
Б20535 Прокладка i !дет. Б0634. 1 i V 624 1
239
№ детали Наименование деталей Колич та 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20553 Прокладка к лет.: Б0636, Б0637, Б0631А, Б0632А. 2 Кожа — — __ 130b
Б20554 Прокладка к дет. Б0636, Б0637. 2 Бумага —- — — 624а
Б20555 Прокладка к дет. Б0657. 2 и — — — 624 b
Б20556 Прокладка к дет.: Б20194, Б0636, Б0637. 2 Медно- асбест. — — 131q
Б20611 Винт М5/80 к дет.: Б0634, Б0635, Б0633. 4 У2 — Лет. Б20611 аннулирова- на (см. выше). 2401 116а
Б20647 Винт М4/70 к дет. Б0659А. 2 У4 Б0659А Дет. Б20647 заменена дет. Б20601 (вянт М4/70). 3100 22541
Б20589* Прокладка к дет. Б0633. 4 Латунь лист. Деталь слу- жит для под- гонки. —
Б20814 Шарикопод- шипник SKF № 6204. 2 — —- .—г — 115h
Б20810 Шарикопод- шипник SKF № 6202. Передача к помпам. 2 H5g
Б0269А* Нижняя пере- дача, собранная из дет.: Б0251, Б0264, Б0269, Б20154, Б20301, Б20708, Б20805, Б20806 по 1 шт. 1 Дет.Б0269А заменена дет. Б0280А (см. ниже). 5021 144
Б0251 Валик с кони- ческой шестер- ней. 1 Х1Н Б0269А — — 136
Б0264 Шестерня ко- ническая к дет. Б0251. I Х1Н Б0269А — — 141
Б0269 Корпус ниж- ней вертикаль иой передачи. 1 Алюмин. АС! Б'269А — — 135
Б20154 Гайка к дет. Б0251. 1 У4 Б0269А —* — 138
Б20301* Шплинт 03X30 к дет. Б20154. 1 Железо Б0269А После за- мены дет. Б0269А оста- ется к дет. Б0280А.
240
№ детали Наименование деталей г\олич. на 1 мотор Материал деталей Входит в узел Измененце деталей № дет. БМВ
Характер изменений С № мотора
Б2С541 / 1 Прокладка к! водяной помпе н| к корпусу ниж- ней вертикаль- ной передачи. 1 Бумага 1 После за- мены дет. Б0269А оста- ется к дет. Б0280А. — 621
Б20708 Шпонка к дет. Б0251. 1 У4 БС269А — — 137
Б20805 Шарикопод- шипвик SKF № 2205. 1 — Б0269А — 140
Б20806 Шарикопод- шипник SKF № 6203. 1 — Б0269А — — 139
Б0280А* Нижияя пере- дача, собранная из дет.: Б0280, Б0281, Б0282, Б0283, Б0284. Б0285, Б0286, Б20301, Б20440, Б20450. 1 — 1 См. деталь Б0269А. 5021
Б0280* Корпус ниж- ней вертикаль- ной передачи. 1 Алюмин. АСЗ Б0280А — — —
Б0281* Валик пере- дачи. 1 XIН Б0280А — — —
Б0282* Тарелка пру- живы. 1 У2 Б0280А — — —
Б0283* Пружина. 1 Рояльн. пговол. Б0280А — — —
Б0284* Коническая шестерня пере- дачи. 1 Х1Н Б0280А — —
Б0285* Втулка под- шипника (верх- няя). 1 Бронза MCI Б0280А — •
Б026о* Втулка под- 'шипника (ниж- |няя). 1 п Б0280А
620450* Шайба к дет Б0281. 1 У4 Б0280А — — —
Б20590А Прокладка в дет. Б0280. 1 2 Латунь листов. Прокладкг служит для подгонки. — 1
16—Руков. по ремонту мотора М-17.
241
Таблица 10
ЗАЖИГАНИЕ И ПРОВОДКА ДЛЯ МАГНЕТО „СЦИН-
ТИЛЛА" ТИПА GN-12-Д (ИЛИ ВС-12-П)
№ Наименование ГС “о. •т С Материал Входит Изменения деталей №
детали деталей н деТалей в узел Характер изменений С № мотора дет. БМВ
Б080А • Б080В Трубы прово- дов зажигания (левые), собран- ные из дет.: БС829 — 24 шт. Б0830 — 2 шт., Б0831 — 5 шт., Б0832—18 м, Б0867 и Б0863 по 1 шт.; Б0869А— 12 шт. Трубы прово- дов зажигания (правые), соб- ранные из дет.: Б0829 — 24 шт., Б0830 — 2 шт., Б0831 — 5 шт., Б0832—18 м, Б0865 и Б0866 по 1 шт., Б0869А— 12 шт. 1 1 — В связи с постановкой возвратных клапанов воз- душного са- мопуска с внутренней стороны мо- тора узлы Б080А и Б080В заме- нены узлами; Б0865А, со- бранными из пет.: Б0829—12 ш Б0830— 1 ш. Б0832— 9 м, Б0865— 1 ш. и Б0869А— 6 шт. БО867А, собранными из дет.: Б0829-12 ш. Б0830— 1 ш. Б0832- 9 м. Б0867— 1 ш. и Б0869А— 6 шт. Б0894А, собранными из деталей: 61’829-—12 ш. Б0830— 1 ш. Б0832- 9 м, Б0898— 1 ш. и Б0869А— 6 шт. Б0898А, собранными — —
242
Таблица 10.
Рис. 140. Зажигание и проводка для магнето „Сцинтилла" ОЫ-12Д (или ВС12-П).
16*
243
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
• • из дет.: Б0829—12 ш. Б0830- 1 ш. Б0832— 9 м, Б0898- 1 ш. и Б0869А— 6 шт.
Б087* Хомутик для крепления труб проводов зажи- гания. 4 Железо Дет. Б'87 заменена дет. Б0879 же- лезн. 4 шт. Изменена конструкция дет. Б0879 н дополнена подвеска БС892 для на- ружных труб пров лов за- жигания. Ма- териал — же- лезо, колич. 4 шт. Дет Б0892 аннулиро- вана. 400 4970 578
Б088 Хомутик дли крепления труб проводов зажи- гания. 1 Я — Дет. БС88 аннулиро- вана. 578а
Б0810А Свеча с про- кладкой. 24 — — — — 682А
Б0817* Рычаг к дет. Б0819/1. 2 У2 Дет. Б0817, Б0818, Б0819/1, Б0820/1, Б0821, БО822, Б0822/1, Б0823, Б0824, Б0825, Б20143, Б20239, Б2031, Б20432 при установке на мотор магне- то с автома- тическим ре- гулирова- нием опере- ж'ения зажи- гания на мо- тор не ста- зятся. 434
244
№ детали Наименование деталей колич. на 1 мотор Чате р зал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
БО818* Рычаг к лет.| БО819/1. 1 У2 — — 435
Б0819/1* Ось рычагов, регулирования 1 □иережения. 1 1 Ст. тр. — 428
Б0820/1* Втулка уста-1 нокочная* к дет. БО819/1. 2 Алюмин. АС1 — Изменен материал ря ,,С1ЙЛьН. тр.“. 2401 431
Б0821* Вилка тяги. 2 У4 — — — 437
Б0822* Ушко тяги рычага опере-! женим. 1 У4 — — 440с
Б0822-1* Ушко тяги рычага опере-1 жени я. 1 У4 — — — 440с
Б0823* Палец к дет. Б0817. 2 У2 — Де-. Б0823 заменена дет. Б20786. 2711 439
Б0824* Палец к дет.' Б0821. 2 У2 — Дет. Б0821 з- меяена дет. Б20787. 2611 •140В
Б0825* Пружина к дет. Б0819/1. 1 ХВа пров. * — — — 443
БО826* Контактная пружина к дет. Б0869А. 24 Рояльн. пров. Б0869А Деталь из дополнен- ных.
БО827» Заклепка к дет. Б0880. 8 Железо Б0880А Изменено количество на 1b (см. дет. Б0875). 3201 417 583 чяч
БО829 Муфта номер- ная. 48 Фибра Б080А БОКОВ —г —
Б0830 Пробка для труб проводов. 4 Дерево Б080А Б080В — — 5Я6
Б0831 Муфта к дет. Б0832. 10 Резина Б080А БС80В Изменено количество 10 на 24 Муфта к дет. Б0869А.
Б0832* Провода (око- ло 36 м). — —’ Б080А БОЗОВ — — 581А
Б0858 Шпонка к ва- лику магнето. 2 У4 — — — —
Б0860А Магнето ..Сцинтилла14 тип СХ-12Д. 2 Ставится магнето Эле- ктрозавода ВС12-П. При''лиз. с мотора 200 > 411А
Б0861А Муфта сцеп- ления с магнете „Сцинтилла14, со бранная из дет. Б0864, Б0872 Б0873, Б0874 2 1 413Е
245
№ детали Наименование деталей та к в. == 2 5 О Материал деталей Входит в узел Изменения деталей № д т. БМВ
Характер изменений С № мотора
60876 по 1 шт., 62034, 62034/1, 620104, 62031)2, 620444, 620648 по 2 шт. и 60875-4 шт. •
Б0864 Корпус муф- ты. 2 Латунь МС6 60864А — — 412аА
Г.0865 Труба прово- дов правам вну- тренняя. 1 Алюмин труба БЭ80В — 577А
60866 Труба прово- дов правая на- ружная. 1 » Б080В Дет. 1 0866 заменена дет. 60894 — 577аА
Б0867 Труба прово- дов левая вну- тренняя. 1 я 60S0A — — 576А
60868 Труба прово- дов левая на- ружная. 1 п Б080А Дет. 60868 заменена дет. БС898. — 576аА
Б0869А Наконечник проводов, соб- ранный из дет.: 61)869, 60870, 60871 по 1 шт. 24 Б080А Б080В • Дополнена дет. 60826.
60869* Вилка нако- нечника. 24 Сталь луженая Б0869А — — —
60870* Штуцер нако- нечника. 24 Латунь Б0869А — — —
60871* Втулка нако- нечника. 24 Эбонит. Б0869А — — —
60872 Крестовина муфты. 2 Резина Б0864А — — 412gA
60873 Втулка муфты со стороны маг- нето. 2 Латунь МС6 Б0864А Изменен материал на МС5. 32) 1 —
60874 Диск муфты. 2 И Б0864А Изменен материал на МС5. 3201 412d А
60875* Заклепка к дет. 60864. 8 Провод, железн. БС864А Дет. 60875 заменена дет. 60827. 3201 —
60876 Кольцо муф- ты. 2 Кольчуг, алюмин. Б0864А — — 412кА
Б0880А Хомут крепле- ния магнето, со- бранный излет. 60880, Б0881. 60882, 62036 620133 по 1 шт и Б0ь27—4 шт. 2
Б0880* Хомут креп- ления магнето (лента). 2 Листов, сталь Б0880А — 417а!
246
№ Наименование К5 = сх! Материал 1 Входит Изменения деталей №
детали деталей ST т-. К о § * si- деталей в узел Характер изменений С № мотора дет. БМВ
60881* Валик к дет. Б0880А. 2 , У4 Б0880А — — —
Б0882* Упор замка к дет. Б0880А. 2 Железо Б0880А Дет. Б0888 — 414D
60888 Плошздка ма- 1 Алюмин. . —
60889 гнете правая. Площадка ма- 1 , АС1 м |И Б0889 по- — казаны на — 414D
гнето левая. 1снимке с не-
[просверлен- ными отвер- стиями под
(установоч- ную шпильку *
620205.
62034 Болт М7/80 к лет. БС864А. 2 У4 Б0864А — — 412еА
Б2С34/1 Болт М7/80 к дет. БС864А. 2 У4 Б0864А -— — *—
Б2036* Болт затяжной М8/Ю0. 2 У4 BO8S0A — — 412f
620104 Гайка М7/80. 4 У4 Б0864А — —
Б20133' Гайка М8/100 к дет. Б2036. 2 У4 БС880А — 4970 105
Б20134* Гайка М6/80 к дет. Б20603. 4 У4 Деталь до- полнена. Дет. Б20134 анну- лирована (см. дет. Б2.603).
620143* Гайка М5/80 к дет. Б0822, 2 У4 — — — —
60822/1. 415
Б20205 Шпилька ус- 2 ЭУ11 — — —
тановочная. 5451 436
Б20239» Шпилька ко- 4 ЭУ11 — Изменено
нусная для со- количество
единения дет Б0817 и Б0819/1 Б0864А на 2 шт.
620302* Шплинт 4 Железо — —
02x20 мм к дет. Б2034. 2631
Б20311* Шплинт 4 — Дет. Б203Н —
0 1.5x15 мм к заменена дет.
дет. 60823,1 Б20305
Б0824. 01,5х\5 мм 580
Б20432* Шайба к лет. 60823, 60824. 1 4 У2 — — ——
4121А
Б20444 Шайба к дет 62034. . 4 1 У4 Б0864А Деталь слу —
Б20592* Прокладка под 6 Латунь — — —
лет. Б0888 । ЛИСТ. жит для под
60889. 1 гонки. 4970
Б20603!| Винт М6/80 4 У4 — Деталь до —
к дет. Б0892. 1 1 полнена •
247
№ детали Наименование деталей Колич. на 1 мотор '•материал деталей Входит в узел Изменения деталей Характер С № мотора изменений 1 F № дет, БМВ
Б22648 Винт М7/80 к дет. Б0864А. 4 У4 ВП864А подвеске Б0892 (см. дет. Б087). Дет. Б20603 аннулиро- вана^ 412е
Таблица 11
МАСЛЯНАЯ ПОМПА С ФИЛЬТРОМ И МАСЛОПРОВОД
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМЕ
Характер изменений С № мотора
Б09А Масляная пом- па собранная. 1 — — — ;98
Б091 Корпус масля- 1 Ачючин. Б09А Изменена 3001 155
НОЙ помпы. АСЗ нарезка под дет. Б20706
с М7/80 на М8/100
Изменена 2801 —
нарезка под дет. Б20748 М10/100 на М12/125.
Изменена 3351 —
нарезка под дет. Б20713
М9/100 на М10/100.
Изменена 3351 —
постановка
редукцион- ного клапана.
(Редукцион- ный клапан
вынесен на-
ружу).
Изменена
1 конструкция ВЫБОСНОГО редукцион- ного клапана.
248
Таблица 11.
Рис. 141. Масляная помпа с фильтром и маслопровод.
249
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № - дет. БМВ
Характер изменений С № мотора
Б093 Ось эксцен- трикового ва- лика. 1 У4 Б09А — — 167
Б094 Эксцентрики для свежего и откачиваемого масла. 2 Бронза MCI Б09А — 166
Б095 ! Малые шату- ны к дет. Б098, Б0911, БС912, БОЭ 17. 4 У2 Б09А — ’— 169
Б096 Большие ша- туны к дет.Б099, Б0945. 2 У2 Б09А — — 170
Б098 Поршень для свежего масла. 1 У2 Б09А — — 174
Б099 Поршень для откачивания ма- сла из передней части картера. 1 У2 Б09А — 176
Б0911А Распредели- тельный золот- ник свеже! 0 ма- сла, собранный из дет. Б0911, Б0933. 1 1Г9А 177а
Б0911* / золотник све- жего масла. 1 У2 Б0911А — — 177
Б0912 Распредели- тельный лО л от- ник откачивае- мого масла. 1 ;У2; Б09А — — 178
Б0913* Днище филь- тра. 1 У2 БО914А — — 186
Б0914А Фильтр масля- ной помпы, со1 бранный из дет. Б0913, Б0914 Б0Л5 по 1 шт. 1 Б09А 189
БОЭ14* Сетка филь- тра. 1 Железо листовое Б0914А — — 187
БОЭ15* Кольцо сетки фильтра. 1 п Б0914А — — 188
Б0917 Поршень для откачивания ма- сла из мотора. 1 У2 БС9А т— —• 174я
В0918 Пружина фи- льтра. 1 Роял, пров. Б09А — — 183 i
Б0919 Пружина ре- дукционного клапана. 1 п Б0942А Лет. БС919 зоменена дет. Б0967 (см. 1изм. детали FSO942A). 3351 193 1
250
№ детали Наименование деталей 1\олич. на 1 мотор Материал деталей Входит в узел Изменения деталей N? дет. БМВ
Характер изменений С № мотора
50920 Палец к дет. Б098. 1 1 ЖЦ илн ЦК Б09А — 1 171
Б0921 Пальцы к дет. Б099, БС945. 2 м Б09А — — 173
Б0923 Пальцы к дет. БОЭ Л, БОЭ 12, Б0917. 3 п Б09А — — 172
Б0924 Штуцер для входящего све- жего масла. 1 Латунь „Л“ Б09А Изменен материал на У2. 3200 180
Б0925 Ш’уцер для выходящего ма- сла. 1 Я Б09А Изменен материал на У2. 32С0 181
Б0929* Ниппель к дет. Б'930. 1 У4 Б0930А — — 163
Б0930А Трубка отка- чивания избытка масла, собранная из дет.: Б0929 и Б0930. 1 Б09А 163а
Б0930* Трубка отка- чивания избытка масла из картера 1 Стал, труба Б0930А 162
60933* Тр\бка к дет. БОУН. 1 И Б0911А — — 197
Б0934А Спускной кран, собранный из дет.: БО934, Б20169, Б20238, Б20Ю9, Б2О71О, Б20715А. 1 Б09А / , 196
Б0934 Клапан крана к лет. Б0931А. 1 Латунь „л’“ Б0934А — — 20335/2
Б0936 Пробка к дет. Б091. 1 Я Б09А Изменена форма голов- ки и мате- риал на У2 5601 164
БС937 Пробка к дет. Б091. 1 я Б09А Дет. БС937 анулиро- вана. 2400 161
Б0938 Шпонка к дет. 6094» 2 У4 Б09А Изменен номер де- тал. Б0938 на Б 0785. (Раз- меры без из меления). 3001 168
Б0939 Заглушка к дет. Б20748. 1 У2 Б09А —• — 197b
Б0940 Ниппель к дет Б0924. 1 У4 Б09А 677
251
№ детали Наименование деталей 1 Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0942А* Клапан редук- ционный, соб- ранный из дет.: БОЭ 19, Б0942, Б0943, Б20166 по 1 шт. 1 1 Б09А Дет. Б0942 заменена лет. Б0964. (Ula- рик08,5 мм, материал — сталь). Дет. Б0942А с прокладкой Б20509 заме- нена, клапа- ном, состоя- щим из дет. Б0966, Б0967, Б0.-68, Б0969. , Б20126, Б20581. Б20726 по 1 шт., клапан вынесен на- ружу. Отвер- стие поста- новки ста, о- го клапана заглушается пробкой Б20713. 2511 3351 194
60942 Клапан редук- ционный. 1 У4 Б0942А Изменен материал на ХН. Дет. Б0942 заменена дет. Б0964. 400 2511 20332/3
Б0943 Корпус редук- ционного кла- пана. I Бронза МС5 Б0942А Деталь за- менена (см. дет. 60942А). 3351 20332/1
Б0945 Поршень наг- нетания. 1 У2 Б09А — — 175Е
Б0948 Эксцентрико- вый вал с чер вячной шестер- ней. 1 Бронза МС5 Б09А 165
Б0966* Регулирую- щий винт к ре- дакционному клапану. 1 У4 Б09А Деталь из дополненных (см. изм. дет. 60942А). Дет. Б0966 заменена де- талью 60973, регулирую- щий винт (материал У-4 1—шт.). 3351
252
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменени Характер изменений я деталей С № мотора № дет. БМВ
Б0967* Пружина ре- 1 Роял.
дукционного клапана. Пров.
Б0968* Корпус ре- дукционного клапана. 1 У2
Б0969* Шарик к дет. БС968 06,33мм. 1 Сталь
Б0971* Стопор к дет. 1 Сталь
Б0970 и Б0973. лист.
Б20126* Гайка контро- вая к дет. Б0966 М8/100. 1 У2
Б20138 Гайка М9/100 к дет. Б20225. 1 У4
Б20139 Гайка М18/150 к дет. Б0925. 1 У4
Б20140 Гайка М26/150 1 Латунь
к дет. БО924. ,л-
Б20141 Гайка М12/125 к дет. Б20748. 1 У4
Б20166 Гайка М10/100, 1 У4
направляющая редукционный
клапан к дет. Б0942А.
Б20169 Гайка Ml8/150 1 Латунь
к дет. Б20715. _Л“
Б20225 Шпилька 1 У4
М9/100 для фильтра.
Б20237* Шпилька ко- 1 ЭУ11
нусная к дет. Б091.
Б20238 Шпилька к дет. Б0934А. 1 эуи
Б09А Деталь из 3351
Б09А дополненных (см. изм. дет. Б0942А). Деталь из 3351
Б09А дополненных (см. изм. дет. Б0942А). Дет. Б0968 заменена дет. Б0970 — кор- пус клапана (материал У-2—1 шт.). Деталь из 3351
Б09А дополненных (см. изм. дет. Б0942А). Деталь из
Б09А дополненных. Деталь нз 3351 —
Б09А дополненных (см. изм. дет. Б0942А). Дет. Б20126 заменена дет. Б0972 — кол- пак (материал (У-2)—1 шт.) 184
Б09А — — (78
Б09А Изменен 6201 676
БС9А материал на У-2. — 197с
Б0942А Деталь 3351 20332/2
БС934А анулирова- на (см. изм. дет. Б0942А). 20335/3
Б09А — — 182
Б09А — — 179
Б0934А — 20335/6
253
№ детали Наименование деталей К* лич. на 1 мотср Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20509 Прокладка к дет. Б0942А. 1 Фнбра Б09А Деталь аннулирова- на (CM. ИЗМ. дет. БО942А) 3351 959Ъ
Б20516 Прокладка к лет. Б0924, Б0925, Б0934А. 3 Мелно- асбест Б09А Изменено количество на 4. (Про- ктатка к дет. Б0924..Б0925, Б0934А, Б0972). 483
Б20518 Прокладка под мясляный фильтр. 1 Фибра Б09А — — 195
Б20516 Прокладка к дет. Б0936. 1 • Б09А — — —
Б0528 Прокладка под масляную пом- пу- 1 Бумага — — — 610
Б20581* Прокладка к дет. Б20748. 1 Медно- асбест Б09А Изменено количество на 2 шт. (про- кладка к дет. Б0968, Б-0748). 3351
Б20706 Пробка М7/80 к дет. Б091. 7 Латунь Б09А Изменена нарезка на МВ/100. 3001 156
Б207С7 Ниппель к дет. Б0925. 1 У4 Б09А — — 679
Б20709* Пружина спускного крана к дет. Б0934А. 1 Роял. Пров. Б0934А — — 20873А
Б20710 Втулка к дет. Б0934А. 1 Латунь „Л" Б0934А — — 20335/4
Б20711* Трубка к дет. Б20715. 1 Стальн. труба Б20715А — — —
Б20713 Пробка М 10/100 к дет. Б091. 1 Латунь .Л* Б09А Изменено количество на 2 (см. изм. дет. Б0942А). 3351 16С
Б20715А” Корпус спуск- ного крана, со- бранный из дет Б20711 и Б20715 1 Б0934А
Б20715* Корпус спуск- ного крана. 1 Латунь .Л' Б20715А .— — —
Б20726* Проволока контровая 00,8—1 мм. 1 Железн. пров. Б09А Деталь из дополненны > (см. изм. дет БО947А). 3351
Б20748 Штуцер мас- ляный. 1 Латунь „Л“ Б09А Изменен материал на У2. 5271
254
детали Наименование деталей колич. па 1 мотор Материал деталей Входит в узел Изменения деталей № лет. БМ1
Характер изменений С № мотора
ст Б1225А Маслопро- вод Трубка, етво- 1 Изменено 280) 540а
Б1225* дяшая масло из картера распред, ва а (правая), собранна» из дет. и Б1225 и Б20707 по 1 шт. Трубка, отво- 1 Ст. тр. Б1225А крепление гребки к дет. Б0792. Дет Б2 707 заме- нена де г. Б20417. Изменено крепление трубки к лет. Б0792. Дет. Б2о447 заме- нена дет. Б2С7101. Изменена 7121 2801 537а
Б1226А дяшая масло из картера распред, вала (правая). Трубка масло- 1 (см. изм. дет. Б1225А). Дет. Б20111 2801 536а
Б1226* проводная, пода- ющая масло к картеру распред, вала (i равая), собранная из дет.: Б122 6 — 1 шт., Б20111— 2 шт. и Б20778— 2 шт. Трубка масло- 1 Ст. тр. Б1226А заменена дет. Б20141. 533а
Б1227А проводная пода- ющая (правая). Трубка, отво- 1 — Изменено 2801 540
Б1227* дяшая масло из картера распред, вала (левая), со- бранная из дет. Б1227 и Б20707 по 1 шт. Трубка, отво- 1 Ст. тр. Б1227А крепление трубки к дет. Б0792. Дет. Б20707 заме- нена дет Б20447. Изменено крепление (трубки) к дет. Б07&2. Дет. Б20447 заменена дет Б207101. Изменена 7121 2801 537
дящая масло из картера распред вала (левая). - (см. изм. дет Б1227А). 1 1
255
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет БМВ
Характер изменений С № мотора
1 Б1228А Трубка масло- проводная, пода- ющая масло к картеру распред, вала^левая), со- бранная из дет. Б1228 — 1 шт. Б20111—2 шт. и Б20778—2 шт. 1 — — Дет. Б20111 заменена дет. Б20141. 1 2801 536
Б1228* Трубка масло- проводная пода- ющая (левая). 1 Ст. тр. Е1228А — — 533
Б1238А* Скоба для со- единения труб, собранная из дет.: Б1238— 2 шт., Б20152 и Б20603—по 1 шт. 1 Дет. Б20152 заменена дет. Б20134. 3201
Б1238 Скоба к дет. Б1238А. 4 Железо лист. Б1238А — — 5351
Б20111 Гайка М12/125 к дет. Б1226А, Б1228А. 4 Латунь „Л* Б1226А Б1228А Дет.Б20111 заменена дет. Б20141, М12/ 125, мате- риал У-4. 2801 535
Б20139 Гайка М18/150 к пет. Б1225А и Б1227А. 2 У4 Дет. Б20139 заменена дет. Б20109 М18 150 — мате- риал латунь „Л“- Изменен материал дет. Б20109 ла- тунь „Л ' на У2. 2801 6301 539
Б20152 Гайка М6/80 к дет. Б20603. 2 У4 Б1238А Дет. Б20152 заменена дет. Б20114- Мб/ 80 материал У4. 3201 535b
Б20603 Винт М6/80 к пет. Б1238А. 2 У4 Б1238 А — — 5354
Б2О7О7* Ниппель к дет. Б1225А, Б1227А. 2 У4 Б1225А Б1227А Дет. Б20707 заменена дет Б20447 — ма- териал У 2 Дет. Б2О447 заменена дет Б207101, ма- териал У2. 2801 7121 538
Б20778* Ниппель к дет Б1226А, Б1228А 4 Латунь Б1226А Б1228А Изменен материал на У2. 5401 534а
256
Таблица 12
ВОДЯНАЯ ПОМПА И ВОДОПРОВОД
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б10А* • Водяная пом- па, собранная из дет.: Б101А, Б104, Б108, Б1С9, Б1014, Б1015 Б1016, Б1017, Б1019, Б1030, Б1041, Б20113, Б20153, Б20154, Б20301, Б20306, 620420, Б20422, Б20520. Б20521, Б20522, Б20627, Б20708, Б2О777, Б20812. 1 — — Дет. Б20154 •аменена дет. 620131. 484с
Б101* Корпус водя- ной помпы. 1 Алюмин. АСЗ Б101А Изменена нарезка под дет. 620256— М6/80 на Мб/100. Под дет Б1015 — Ml 4/125 на Ml 4/150 458
Б101А Корпус с во- дяной помпы, со- бранный из дет.; Б101, Б105,Б106 B10W по 1 шт, Б20152, Б20256, Б20418 по 6 шт. 1 Б10А Дет.Б20152 заменена дет. 620134. Дет.Б20134 заменена дет. Б20148. 3201 480аВ
Б104 Валик водяной помпы. 1 Х1Н Б10А Изменена нарезка Ml 2/125 на М12/150. Из- менен мате- риал на Х4Н. 463
Б105 Втулка верх- няя к дет. Б101. 1 Бронза МС4 Б101А — — 464
S106 Втулка ниж- няя к дет. 6101. 1 п Б101А — — 465
Б108 Пружина к дет. 62(420. 1 ХВа пр. Б10А — — 468
3109 Муфта сцеп- ления помпы с приводом. 1 Х1Н Б10А — — 466
Б1011* Штуцер к дет. 61043. 1 У4 Б1О43А Изгото- вляется по месту на са- молете. 478а
17—Ру ков. ло ремонту мотора М-17.
257
Таблица 12.
Рис 142. Водяная помпа и водопровод.
з&а
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1014 Штуцер для труб подогре- вания карбюра- торов. 1 Латунь МС6 Б10А — — 481
Б1015 Штуцер для трубки тавотни- цы. 1 Б10А Изменена нарезк» М14/125 на М14/150 (см изм. дет. Б101). Изменена нарезка М14/125 на М14/150 (см. изм. дет. Б101). 461
Б1016 Винт, крепя- щий втулку дет. Б106. 1 Б10А — 470
Б1017 Пружина к дет. Б1019. 1 Роял. провол. Б10А — — 472
Б1019 Фитиль к дет. Б20627. 1 Фетр. Б10А — — 477.
Б1020А Спускной кран, собранный из дет/. Б1021, Б20105, Е20169, Б20238, Б20415. Б20134, Б20519, Б20709, Б20710 и Б20715А — по 1 шт. 1 БЮА Дет.Б20434 а нули рована. 3500 457
Б1021* Шток спуск- ного крана. 1 Латунь МС6 Б1020А — — 20335/2А
Б1025А Масленка- пресс для тавота, собранная из деталей: Б1С25, Б1026, Б1027, Б1028, Б1029, Б1030, Б1031, Б1032, Б1034, Б20113, Б20115, Б20302, Б20408, Б20409—по 1 шт. 1 Дет.Б20115 заменена дет. Б20133. 3201 673
Б1625* Корпус мас- ленки. 1 ОМ Б1025А — — —
Б1026* Крышка кор- пуса тавотники. 1 ОМ Б1025А — — —
Б1027* Кольцо к дет. Б1026. 1 У2 Б1025А — —
Б1028* Штуцер к дет. Б1026. 1 У4 Б1025А — —
Б1029* Штуцер к дет. Б1025. 1 У4 Б1025А — — —
Б1030 Нипп ль к лет. Б1015, Б1С29, 2 У4 БЮА Б1025А — — 674
289
№ детали 1 1 Наименование деталей Колич. на 1 1 мотор i Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
। Б1031* Шток маслен- ки. । 1 У4 Б1025А — 1 — л
Б1032* Ручка к дет. Б1031. 1 Ст. тр. Б1025А — — —
Б1034* Поршень мас- ленки. 1 Кожа Б1025А — VS16/8
Б1040* Крышка кор- пуса водяной помпы. 1 Алюмин. АСЗ Б101А — — 459В
Б1041 Крылатка во- дяной помпы. 1 Алюмин. АСЗ Б10А —. — 462
Б1042* Кольцо (пояс- ное) патрубка. 1 У2 Б1043А —— — 479А
Б1043А Патрубок вхо- дящей воды, соб- ранный из дет. Б1011, Б1042, Б1043, Б20155— по 1 шт. 1 Дет. Б1043 изготовляет- ся по месту на самолете. Завод №26 поставляет только дет.: Б1042 и Б20155, включая их в узел Б10А. 480с
Б1043* Патрубок вхо- дящей воды. 1 ОМ Б1043А Изгото- вляется по месту на са- молете. 478А
Б20105 Гайка М4/70 к дет. Б1021. 1 У4 Б1020А — — М10140
Б20НЗ Гайке Ml6/150 к лет. Б1015, Б1029 2 Латунь МС6 Б1025А Б10А — — 675
Б20115* Гайка М8/100 к дет. Б1031. 1 У4 Б1025А Дет.Б20И5 заменена дет. Б20133 М8/100. Ма- териал У4. 3201 128а
Б20152 Гайка М6/80 к дет. Б20256. 6 У4 Б101А Дет.Б20152 заменена дет. Б2О134 — Ме/80, мате- риал У4. Дет. Б20134 заменена дет. Б20148 — М6/100 мате- риал У4. 3201 460b
620153 Гайка М12/125 к дет. 6104 (нижняи). 1 Латунь МС6 Б10А Изменена нерезка М12/125 на Ml 2/150 (см. изм. дет. Б104). 474
260
№ детали Наименование | деталей ( 1 Колич. на 1 мотор Материал! деталей Входит и узел Изменения деталей № лет. БМВ
Хара ктер изменений С № мотора
Б20154 Гайка V112/125 к дет 5104 (верхняя). । 1 У4 БЮА Дет. Б201541 заменена дет. , Б20131 с на- резкой М 12'150 (см. изм. дет. Б104). 475
Б20155* Гайка М64/200 к дет. Б1043А. 1 У2 Б1043А — 479b
Б20169* Гайка Ml8/450 к лет. Б20715. - 1 Латунь МС6 Б1020А .— 20335/3
Б20238* Шпилька ци- линдрическая к дет. Б1021. 1 ЭУ11 Б1020А — '— 20335/6
Б20256 Шпилька М6/80 к дет. Б101. 6 У4 Б101А Изменена нарезка на М6/100 (см. дет. Б101). 460
Б20301* Шплинт 03X30 мм к дет. Б20154. 1 Железо БЮА —
Б20302* Шплинт 02x20 мм к дет. Б1031. 1 п БЮ25А I — —
Б20306* Шплинт 03x30 мм к дет. Б20153. 1 Латунь БЮА — 474b
Б20408* Шайба к дет. Б1031. 1 У2 Б1025А — — —
Б20409* Шайба к дет. Б1031. 1 Лист, сталь БЮ25А — —
Б20415* Шайба к дет. БЮ21. 1 Латунь МС6 Б1020А 10201А
Б20418 Шайба к дет. Б20255. 6 У2 Б101А — — 460а
Б20420 Шайба к дет. Б20812. 1 ЖЦ .. БЮА — — 467
Б20422 Шайба к дет. Б104. 1 Латунь МСо БЮА — —• 474а
Б20434* Шайба к дет Б1021. 1 Л 'f Б1020А I Дет.Б20434 пнул крова- ва.
Б20516 Прокладка к дет. 1020А. 1 Медно- асбест. 1 - — 483
Б20519* Прокладка к дет. Б1020А. 1 Кожа Б1020А 1 - — • | 20335/7
Б20520* Прокладка пот крышку водя ot помпы. 1 Бумага ! БЮА — 1 469
Б20321 Прокладка к дет. Б1014. 1 Медно- । асбест. Б1< А 1 1 1 483а 1
261
№ детали Наименование деталей Колич. на 1 мотор 'Латермал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
БЕ0522 Прокладка к поясномукольцу к дет. Б1043А. 1 Медно- асбест. Б10А — — 483b
Б20627 Винт, для фи- тиля. 1 Латунь МС6 Б10А — — 471
Б20708* Шпонка к дет. Б104. 1 У4 Б10А —- — 477а
$20709* Пружина спускногокрана. 1 Роял. пров. Б1020А — — 20873А
Б20710* Втулка к дет. Б1020А. 1 Латунь МС6 Б1020А — — 20335/4
S20715A* Корпус спуск- ного крана. 1 Я Б1020А — — —
Б20777 Шпонка к дет. Б104 и Б109. 1 У4 Б10А —- — 477а
Б20812 Обойма шари- коподшипника водяной помпы. 1 Бронза МС4 Б10А — — 476
Б20812* Шарик к обой ме 0 6,33 мм. Водопровод 10 Сталь Б10А
Б1275А Патрубок вхо- дящей воды с дет. Б20118 1 шт., собран- ный. 2 ОМ 521
Б1278 Муфта к па- трубку входя- щей воды водян. помпы Б1043А. 1 Дюрит. — 669 X
Б1279 Муфта к дет. 1Б1275А, Б1293А, 'Б1294А. 4 Я — — — 636 663
Б128О Муфта к дет. 'Б1295А, Б1296А. 2 я — — 516а
Б1281А* Хомутик за- жимной к дет. Б1280, собран- ный из дет.: Б1281, Б20105, Б20601 по 1 шт. 4 Деталь Б1281А заме- нена дет. Б20791А. 2851
Б1281 । Хомутик за- жимной. 4 Листов, сталь Б1281А Дет. Б1281 заменена дет. Б20791 (лист, сталь, коли- чество 4). 2851 516b
Б1282А* Хомутик за- жимной к дет Б1278, собран- ный из де'ялей Б1282, Б20105 Б20601 по 1 шт 2 Деталь Б1282А за- менена дет. Б20794А. 2851
262
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1282 Хомутик за- жимной. • 2 Листов, сталь Б1282А Дет. Б1282 заменена дет. Б20794 (лист, сталь, коли- чество 2). 2851 670
Б1283А* Хомутик за- жимной к дет. Б1279, собран- ный из деталей. Б1283, Б2С105, Б20601 по! ш . 6 Дет. Б1283 заменена дет. Б20792А. Изменено количество на 8 шт. 21851 3701 —
Б1283 Хомутик за- жимной. 6 Листов, сталь Б1283А Дет. Б1283 заменена дет. Б2О792 (лист, сталь, коли- чество 6). И зменено количество на 8 шт. 2851 3701 637
Б1287А» Хомутик за- жимной к лет. Б1279, собран- ный из деталей: Б1287, Б20105, Б20601. 2 • Деталь Б1287А за- менена дет. Б20793А. Изменено количество на 4. 2451 3701 —
Б1287 Хомутик за- жимной. 2 Листов. сталь Б1287А Дет. Б1287 заменена дет. Б20793 (лист, сталь, коли- чество 2). Изменено количество на 4). 2451 3701 637а 064
Б1293А Труба водо- проводная ниж- няя, правая с дет. Б20117, 1 шт. 1 Ст. тр. 517а
Б1294А Труба водо- проводная ииж- чяя. левая с дет. Б20118, 1 шт. 1 И 517аА
Б1295А Труба водо- проводная верх- няя, праеая с дет. Б20117 1 шт. 1 и Изменен изгиб трубы. 1100 516сА
Б1296А Трубка водо- проводная, верх- няя, левая с дет Б20117, 1 шт. 1 и Изменен изгиб трубы. 1100 516dA
51298* Пробка к дет Б1279. 2 Дерево — —
263
№ детали Наименование деталей Колич. на 1 мотор Материал деталей / Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б0344 Заглушка к штуцеру дет. Б1275А. 2 Железо листов. — Изменен номер дет. Б0344 на Б12108 (раз- меры без из- менения). 6601 639g
Б20105 I айка М4/70 к дет. Б20601. 14 У4 Б1281А Б1282А Б1283А Б1287А Изменено количество на 18. 3701 М10140
Б20117* Гайка М39/125 к дет. Б1293А, Б1295А, Б129оА. 3 У2 Б1293А Б1295А Б1296А —• — 516
Б20118* Ганка . М48/125 к дет. Б1275А. Б1294А. 3 У2 Б1275А Б1194А — — 520
В20188 Гайка М13/125 к шту- церу, деталь Б1275А. 2 У4 "— — “7 639d
Б20438 Кольцо-нип- пель. 2 У2 — — — 639f
Б20552 Прокладка к дет. Б20438. 2 Кожа — — — 639е
Б20601 Винт М4/70 к зажимным хому- тикам. 14 У4 Б1281А Б1282А В1283А Б1287А Изменено количество на 18. 3701 • 22543
Б20726* Проволока кон- тровая к де:. Б20188 0 0,8- —1 мм. 2 Железо
Таблица 13
ВТУЛКА ВИНТА И СИНХРОНИЗАТОР
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер с № изменении г
Б111А* Втулка винта Втулка винта, собранная из дет.: Б111, Б112, 1 — Дет. Б20303 заменена дет. Б20301. 2631 575А
264
*
Таблица 13-
Рис. 143. Втулка винта и синхронизатор.
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
но 1 шт. и Б2019. Б20160, Б20303 по 8 шт.
ЫН Втулка винта. 1 Х2Н Б111А — — 568
Б112 Фланец втул- ки. 1 Х2Н Б111А Изменен материал на У 4. 3500 569А
Б2019 Болт Ml6/150 втулки винта. 8 Х2Н Б111А — — 570
Б20160 Гайка Ml 6/150 к дет. Б2019. 8 Х2Н Б111А — 571А
Б20303* Шплинт 0 3,2 мм. Синхрониза- тор 8 Сталь Б111А Дет.Б20303 заменена дет. Б20301— 0 3 X 30 мм. Материал — железо. 2631
С-1А Синхрониза- тор, собранный из дет.: С-1, С-2 С-3, С-4, С-5, С-9, С-10, С-11, С-14, С-15, С-16. С-17 по 1 шт., С-13 — 2 шт., С-12, С-18, Б20134 по 4 шт. 2 Дет. С-15 заменена дет. С-19. Дет. С-12 заменена дет. Б20261. Дет. С-18 заменена дет. Б20452. Номер дет. С-3 изменен на Б207100. 1000 2751 3661 5221 —
С-1 Коробка меха- низма. 2 Алюмин. АС1 С-1А — — —
С-2 Крышка к ко- робке механиз- ма 2 Г С-1 А — — —
€-3 Заглушка на крышку. 2 и С-1А Изменен номер летали на Б207100, размеры и материал без изменения. 5221
С-4 Винт М5/80 стопорный для дет. С-2. 2 У4 С-1А — — —
С-5 Вкладыш в ко- робку. 2 Бронза МЫ С-1А — Г— —
С-9 Втулка в кры- шку. 2 п С-1А — — “
С-10 Кулачковая шайба. 2 ЖЦ С-1А
266
№ детали Наименование деталей Колич. на 1 мотор 1 Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
С-11 Прокладка к дет. С-2. 2 Фибра С-1А — — —
С-12 Шпилька к дет. С-1 М6/80. 8 У4 С-1А Дет. С-12 заменена дет. 520261 — Мг/80. Ма- териал У4. 2751
С-13 Гайка М18/150 к дет. С-17. 4 У4 С-1А — —_
С-14 Прокладка к дет. С-3. 2 Фибра С-1А — — —-
€-15 Заглушка к дет. С-17. 2 СС С-1А Дет. С-15 заменена дет. С-19; мате- риал алюми- ний ACI. 1000
С-16 Шайба под дет. С-13. 2 У4 С-1А — — —
С-17 Ось кулачко- вой шайбы. 2 ЖЦ С-1А — — —
С-18 Шайба Гро- вера. 8 Сталь С-1А Дет. С-18 заменена дет. Б204о2. 3661 —
Б20134 Гайка М6/80 к дет. С-12. 8 У4 С-1 А — — —
Таблица 14
ОБЩИЙ ВИД УСТАНОВКИ КАРБЮРАТОРОВ „ЗЕНИТ"
60ДСБ — 870 (60 КД-1)
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
— Общий вид установки кар- бюраторов „Зе- нит" 60ДСБ — 870 (или 60 КД-1). — — — — —
Б13А Смесепровод (собранный). 2 — — — 3640
Б137А Воздушный патрубок. Патрубок про- межуточный ме- жду карбюрато- I — — — 3680
Б1384 1 — — — 3790В
267
Таблица 14
Рис 141 Общий вид установки карбюраторов „Зенит 6ODCL-87011 (60KD-1).
268
№ детали Наименование детале И Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
199 (завода № 33) ром и картером мотсра (подстав- ка карбюратора). Карбюратор „Зенит" 60ДСБ— 870 (или 60 КД-1). Ч — См. табл. 17. — 3721 3721а
Таблица 15
СМЕСЕПРОВОД, ТЯГИ, ЗАЛИВНАЯ СЕТЬ, ПОМПА „АТМОС« ДЛЯ ЗАЛИВКИ БЕНЗИНА, ТРУБОПРОВОД ОБОГРЕВАНИЯ И БЕНЗИН0ПР0В0Д КАРБЮРАТОРОВ „ЗЕНИТ" бОДСЬ —870 (60КД-1)
№ детали Наименование деталей Колич. на. 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С К? мотора
Б13А* Б137А* Б139В 61312 Б1313 Б1314А* Смесепровод Смесе провод со всеми при- варными дета- лями: Б1556— 1 шт., Б20247— 6 шт. (собран- ный). Воздушный патрубок, под- водящий воздух к карбюратору. Па (рубок, всасывающий смесепровода с фланцем впуска. Кольцо для соединения по- догрева карбю- ратора. Колыю к дет. Б1382А. Х< мутик за- жнмной к дет. Б1313, собран- ный из дет. Б1314, Б20105, Б20601 по 1 шт. 2 1 12 « 4 2 2 Алюмин, листов. Ст. тр. Резина — См. иллю- стр. к табл. 14. См. иллю- стр. к табл. 14. -Дет.Б1314А заменена дет. Б2О789А. 2851 3640 3680 3606 3656 3652
Таблица 15.
Рис. 145. Трубопроводы карбюратора „Зенит 60DCL-870“ (60KD-1).
№ детали Наименование деталей Колич. на 1 МОТОР Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1314 Хомутик за- жимной к дет. Б1313. 2 Сталь листов. Б1314А Дет. Б1314 заменена дет. Б20789. 2851 3652А
Б1349 Кольцо к дет. Б139В. 12 Резина — — — 3609
Б1350А Хомутик за- жимной к дет. Б1349, собран- ный из дет. Б1350, Б20105, Б20601 по 1 шт. 12 Лет.Б1350А заменена дет. Б20795А. 2851
Б1350 Хомутик за- жимной к дет. Б1349. 12 Стиль листов. Б1350А Дет.Б1350А заменена дет. Б20795. 3609а
Б1382А Трубка между водяными каме- рами смесепро- вода (запаян- ная). 2 Ст. тр. 3655А
Б1384* Патрубок про- межуточный ме- жду карбюра- тором и карте- ром мотора. 1 Алюмин. АС1 См. ИЛЛ ю- стр. к табл. 14. 3790В
Ы3124 Пробка конус краника. 4 Латунь Б1559В — — 3772
Б1556 Табличка к 2 Я 13А — — 355ЬА.
Б1559В Краник для спуска воздуха из т[ убопрово- дов к дет. Б13А, Б1321А. Б1325А, собранный из дет.: Б13124, Б1559, Б1561. Б1563, Б20435, Б20437 по 1 шт. 4 2 шт. к дет. Б1321А и Б1325А см. обогрев, кар- бюратора.
Б1559 Корпус кра- ника. 4 Латунь „Л“ Б1559В — — 3772
Б1561 Ручка пробки 4 Б1559В — — 3773
Б1563 Пружина кра- 4 Роял. Б1559В — — 3776
Б20105 ника. Гайка М4/70 к дет. Б20601. 18 пррв. Б1314А Б1350А Б20722А — — М1014С
Б20134 Гайка М6/80 к дет. Б2п226 Б20236, Б20247. 24 У4 — Дет. Б20226 заменена лет Б20261. 2751 3618b
Б20143 Гайка М5/80 к дет. Б20254. 6 У4 — — — 3618с
Б20226 Шпилька М6/80 к дет Б1384, для кре- 8 У4 Дет. Б20226 заменена дет. Б20261. 2751 3618
27Г
№ детали Наименование деталей Колич. на I 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
пления карбюра-f тора. 1 MG,'10t, мате- риал У4. 1
Б20236 Шпилька М6/80 для кре- пления труб про- водов зажига- 1ИЯ 4 У4 409f
Б20247 Шпилька М6/80 к фланцу смесепровола. 12 У4 Б13А — 3619
Б20254 Шпилька М5.80 к дет. Б1384, для кре пления детали Б137 А. 6 У4 3617А
l>20435 Шайба к дет. Б1559В. 4 У2 Б1559В — — 3775
Б20437 Шайба к дет. Б1559В. 4 У2 Б1559В — — 3774
Б20452* Шайба Г ро- вера к дек Б20236. 4 Сталь — —
Б20509 Прокладка к дет. Б1559В. 4 Фибра 2 шт. к дет Б1321А, Б1325А (см. обогрев кар- бюратора). ЗЫ4а
1 >20539 Прокладка к фланцу смесе- нровода. 2 Клинге- рит 3722
Б20550 Прокладка к дет. Б1382А 2 Фибра — — — 3652b
Б20601 Винт М4.70 к дет. Б1314А, Б1350А, Б20722А. 18 У4 Б1314А Б1350А Б20722А 22543
Б20722А* Зажимной хо- мутик к дет. Б1312, собран- ный из дет.: Б20722, Б20105 Б20601, по 1 шт. 4
Б20722 Хомутик за- жимкой к дет. Б1312 Тяги карбю- • ратора 4 Сталь листов. Б20722А 3657
Б1875А Тяг» трубча- тая к дроссель- ным заслонкам, собранная с дет. Б20248, Б20255 по 1 шт. 1 Ст. тр 37266
2
Лё Наименование РЗ х сх о Материал Входит Изме1 ения деталей №
детали деталей Колич 1 мот деталей в узел Характер изменений С № мотора дет. БМВ
Б 8 ПОД Тяга трубчй- 1 Ст тр. 3726е
тая для высот-
пых корректо- ров, собранная с дет. Б20248,
Б20/55 по 1 шт.
Б18104 Палец к дет. 2 У2 .— Номер дет. 2721 3729
БЙО7В2/Г. / Б18104 изме- нен на Б2078Ь
Б18105 Палец к дет. 2 У2 — Номер дет. 2721 3732
Б2П7ОЗ. Б18105 изме- нен на Б20788.
Б20143 Гайка M5/8G к дет. Б2Э248 2 У4 — — — 372"7
Б20187 Гайка М5/80 (левая резьба* к дет. Б20255. 2 У4 — — — —
Б20248* Шпилька тяги 2 У4 Б1875А — — —
М5/80. Б18100А
Б20255* Шпилька тяги 2 У4 Б1875А — —. —
М5/8С (левая резьба). Б18100А
Б20305* Шплинт 4 Железо — — — —
01,5X15 к дет. Б18104, Б18105
Б20432 Шайба к дет. Б181О4, Б18105. 4 У2 — — — 3730
Б20702 Наконечник вильчатый к дет.: 2 У4 — — — 3728А
Б1875А, Б18100А.
620702/1 Наконечник 2 У4 — — — 3728А
чильчатый к де т.: Б1875А, Б18100А (левая >»
Б20703 резьба). Наконечклк 2 У4 _L 3731
вильчатый.
Трубопровод обогревания
Б133А Грубка с дет. 4 Стр. тр. — Дет. Б1320 В связи с —
Б130, 1 шт., с нарезкой заменой кар-
для соединения М15/150 за- Сюраторов
водяных камер, менена дет. тнп DCL —
см сепровода и Б1320 с на- карбюрато-
карбюратора резкой Ml6/ рами типа
(нижнее колено). 100 (номер КД—1-
летали за во-
да №33—125, см. табл. 17).
18—Рунов, по ремонту мотора М-17.
273
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1310А Отводящий трубопровод обогревания карбюратора с дет. Б20124 и Б20717А по 1 шт. (длинная часть). 1 Ст. тр. Соедине- ние детали Б1310А с дет. Б1311А с по- мощью рези- нового коль- ца Б13105 и хомутика Б13104А за- менено со- единением с помощью дю- ритового шланга Б20719 и хо- мутиков Б/0722А. 3141 522Е
Б1311А Отводящий трубопровод обогревания карбюратора (ко- роткая часть). 2 » То же. 3141 525
Б1320* Штуцер к дет. Б133А. 4 У4 Изменена нарезка Ml5/ 150 на М16/ 100 (номер детали заво- да № 33— 125). В связи с заменой кар- бюратора тип DCL кар- бюратором тип KD—1.
Б1321А Подводящий трубопровод обогревания карбюратора (правая часть). 1 Ст. тр. — —Г — 531 fА
Б1325А Подводящий трубопровод обогревания карбюратора (ле- вая часть). 1 п 53 IgA
SI»IO4A* Хомутик за- жимной к дет. 613105. 2 Деталь Б13104А за- менена дет. Б20722А — 4 шт. (см. изм. детали Б1310А, Б1311А). 3141
В18104 Хомутик за- жимной к дет. Б13105. 2 Сталь лист. Б13104А Дет. Б13104 заменена дет. Б20722 — 4 шт. (см. выше). 3141 526а
274
№ детали Наименование деталей Колич. на 1 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б13Ю5 Кольцо для соединения дет.: Б1310А и Б1311А. 2 Резина — Дет. Б13105 заменена дет. Б20719 (см. изм. детали Б1310А, Б1311А). 3141 526
Б20105 I айка М4/70 к дет. Б20601. 6 У4 Б13104А Б20722А Изменено количество 6 на 8 шт. 3141 М10140
Б20124 1 айка М30/200 к дет. Б1310А, для присоедине- ния к водяной помпе. 1 Латунь Л“ Б1310А Б13104А Изменен материал на У2. 6271 —
Б20601 Винт М4/70 к дет.: Б13104А, Б20722А. 6 У4 Б20722А Изменено количество 6 на 8 шт. 3141 22543
6207I7A Кронштейн крепления дет. Б1310А. 1 Ст. тр. Б1310А — —
Б20719 Гибкая муфта к дет. Б1321А, Б1325А. 2 Дюрит Изменено количество 2 на 4 шт. (муфта к дет. Б1310А, Б1321А, Б1325А). 3141 528А
620722А* Хомутик за- жимной к дет. Б20719, собран- ный из дет.: Б20105, Б20601, Б20722 но 1 шт. 4 Изменено количество на 8 шт. (см. изм. детали Б20719). 3141
Б20722 Хомутик за- жимной к дет. Б20719. Заливная сеть и помпа „А’гмос“ для заливки бен- зина 4 Сталь лист. Б20722А Изменено количество на 8 шт. 3141 529А
Б1347 Тройник к трубкам: Б) 3110А, Б131ПА. 2 Латунь МС6 Б13110А Б13111А — — 3747
«131 IDA Трубопровод заливной сети, правый с дет.: Б1347 — 1 шт. Б20159, Б20747 по 3 шт. 1 Труб. кр. медь 3750А
18*
275
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характс р изменений С № мотора
Б131ПА Трубопровод заливной сети, левый с дет.. Б1347 — 1 шт., Б20159, Б20747 по 3 шт. 1 Труб. кр. медь — — — 3752А
Б13114 Тройник-нип- пель. 1 Латунь МС6 — — — 3755
Б13115 Хомутик к дет. Б13114 1 Железо лист. — — — 3749А
Б 20159 Гайка М8/100 к дет. Б20747. 8 Латунь Б13П0А Б13111А Изменен материал „Латунь11 на У2. 5271 652о
В20524 Прокладка к дет. Б20705. 4 Медно- язбест. — — — 652q
Б20704 Угловой шту- цер к смесе- проводу. 4 Латунь МС6 — — 6521.
Б2О705 Б70721 Форсунка к смесепроводу. Распылитель к дет. Б20705. 4 4 Латунь ПЛ“ — — 652m
Б20747 Ниппель к трубкам залив- ной сети. 8 м Б13110А Б13111А (6 шт.) —4 — 652р
620730А Помпа ,Ат- мос“для заливки бензина. Бензинопрб- вод, карбю- ратора 1 652с
Б1331А Ниппель, со- бранный с дет. Б20139 — 1 шт. 2 Латунь ТР- — Изменен материал на сталь У2 2600 3705А
Б1375А Бензинопровод подводящий (ко- роткая часть) с дет. Б20175 — 1 шт., собран- ный. 1 Труб. кр. медь Дет. Б20175 заменена дет. Б20110. Деталь Б1375А ста- вится только на моторы со степенью сжат. Е=7,3. 5541 3712с
6I376A* Хомутик к дет. Б1375А, Б1310А, собранный из дет.: Б1376, Б1377, Б20143, Б20615 по 1 шт. 1 Деталь Б1376А ста- вится только на моторы со степенью сжат. Е=7,3. 3720
Б1376 ♦ Скобка хому- тика (правая по- ловина). 1 Алюмин, лист. Б1376А — —
276
К» детали Наименование деталей I Колич. на 1 1 мотор Материал деталей Входит в узел Изменения деталей № лет. БМВ
Характер изменений С № мотора
Б1377 Б1379А Б1397 Б20139 Б2О143 Б20175 Б20615 Скоба хому- тика (левая по- ловина). Бензинопро- вод к карбюра- торам (собран- ный). Ниппель для присоединения бензиновровода от бензиновых помп. i Гайка М18/150 к дет. Б1331 А. Гайка М5/80 к дет. Б20615. Гайка М24/1Б0 к дет.: Б1375, Б1397. Винт М5/80 к дет. Б1376А. 1 1 1 2 1 2 1 Алюмин, лист. Труб. кр. медь Латунь ,Л- У4 У4 Латунь „Л“ У4 Б1376А Б1331А Б1376А Б1375А (1 шт.) Б1376А Изменен материал на У2. - Дет.Б20175 заменена дет. Б20110 (ма- тер. ал У-2). 5301 5541 3717 3710с 3714 3719 3713 3718
Таблица 16
СМЕСЕПРОВОД, ТЯГИ, ЗАЛИВНАЯ СЕТЬ, ПОМПА „АТМОС“ ДЛЯ ЗАЛИВКИ, ТРУБОПРОВОД ОБОГРЕВА- НИЯ И БЕНЗИНОПРОВОД КАРБЮРАТОРА „ЗЕНИТ“ 60DCJ—640
№ Наименование ТО « О. - о Материал Входит И менения деталей №
детали деталей Колич 1 мот деталей в узел Характер изменений С № мотора дет. БМВ
S— 8АП* 3—18 АЗ Карбюратор „Зенит“ 60ДС.1 (собранный, пе- редней). Карбюратор „Зенит" 60UCJ (с< бранный, зад- ний). 1 1 — — Детали карбюратора см. в табл. 18. — 3721 3721а
— Смесепровод Тот же, что и для карбюратора „Зенит" 60 1CI-— 870. — 1 — Gm. табл. 15- i —
27
Таблица 16.
61389#
Рис. 146. Трубопровод карбюратора 60DCJ-640.
278
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Тяги карбю- ратора Те же, что и См.табл. 15.
для карбюра- тора „Зенит11 бОДСЬ — 870. Заливная сеть и помпа „Атмос“ для заливки бен- зина Те же, что и См. табл. 15
для карбюра- тора „Зенит“ 60ACL — 870. Трубопровод обогревавия карбюратора То же, что и для карбюратора „Зенит“ бОДСЁ— 870, но с заме- нойдет.:Б1310А, Б1311А. Б1321А, Б1325А дета- лями: Б1399А, Б13Ю1А, Б13106А, Б13107А. Отводящий
Б1399А 1 Ст. тр. 522Е
Б13Ю1А трубопровод обогревания с дет.: Б20124, Б20717А по 1 шт. (длинная часть). Отводящий 2 525
Б13106А* трубопровод обогревания карбюратора(ко- роткая часть). Подводящий 1 эт 53ИА
AI3107A* трубопровод обогревания кар- бюратора (пра- вый). Подводящий 1 я 531 gA
трубопровод обогревания карбюратора (левый).
279
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20124 S.2O7I7A Б1331А* Б1389А Б1396А Б1397* 620139s Б2О175 • Гайка М30/200 к дет. Б1399А (для присоеди- нения к водяной помпе). Хомутик кре- пления дет. Б1399А. Бензиио- ировод Ниппель, со- бранный с дет. Б20139 - 1 шт. Бензинопровод к карбюраторам, собранный. Бензинопровод подводящий с дет. Б20175 — 1 шт. (собран- ный). Ниппель для присоединения бензинопровода от бензиновых помп. Гайка M18/15Q к дет. Б1331 А. Гайка М24/150 к дет. Б1396А и Б1397. 1 1 2 1 1 1 2 2 Латунь „Л" Латунь тр. Тр. кр. меди Латунь ,л- У4 Латунь ,.Л“ Б1399А Б1399А — Б1331А Б1396А (1 шт.) Деталь Б1331А см. в табл. 15. Деталь анулнрована. Дет. Б1397 см. в табл. 15. — 13С0 3705А 37 ЮВ 3712В 3714 3713
КАРБЮРАТОР 60КД 1 (60DCJL- Таб -870) лица 1
KD-1 № детали (завода № 33) Наименование ТО ® CL ST ° Материал Входит Изменения деталей DCL № дет. БМВ
деталей g ° § 3 ы — деталей в узел Характер изменений С № мотора
— Карбюратор 60КД-1 (перед- ний, собранный). Карбюратор 60КД-1 (задний, собранный). 1 1 — — — — 3721А 3721аА
2Ь0
Таблица 17.
Рис. 147. Карбюратор ,КД-1“ завода № 33.
28Т
КД-1 № детали (завода № 33) Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей DCL № дет. БМВ
Характер изменений С Xs мотора
1А Корпус карбю- ратора, собран- ный с дет.: 152, 153, 154, 155, 156, 162, 163, 164, 165. 2 — — — — —
1* Корпус кар- бюратора. 2 Алюмин. 1А — — 33579
152* Втулка оси дроссельных за- слонок. 4 Латунь 1А — — 29727а
153* Втулка оси дроссельных за- слонок (сред- няя). 2 я 1А 28638
154* Втулка глав- ного жиклера. 4 » 1А Дет. 154 замененадет 21154. — 33599
155* Втулка жик- лера холостого хода. 4 • 1А — 33607
156* Втулка регу- лир. винта холо- стого хода. 4 п 1А — — 33601
166 Пробка воз- душного канала главного жик- лера. 8 п У 1А — 25646
163* Пробка водя- ной камеры. 4 Алюмин. 1А — — 30236
164* Штифт сто- порный. 8 Латунь провод. 1А — — 19804
165* Винт стопор- ный втулки оси дроссельных за- слонок. Дроссельные заслонки 2 Латунь 1А
2 Дроссельная заслонка, пра- вая. 2 Дюраль — — — 30977
3 Дроссельная заслонка, левая. 2 » — — — 30976
4 Ось дроссель- ных заслонок. 2 Дюралю- миний — — — 33624а
5 Винты, крепя- щие дет. 2, 3, 4. 8 Латунь — — — 19476
01* Упорный ры- чаг дроссельных заслонок, со- бранный из дет 6. 7, 9, 10, 11, 12, 50. 2 Дет. 7 за- >енена дет. 21083. Дет. 10 за- менена дет. 21093 — —
'282
KD-1 № детали (завода № 33) Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей DCL № дет. БМВ
Характер изменений С № мотора
6 Рычаг упор- 2 Алюмин. 01 Дет. 11 за- менена дет. 193. 33585а
7 ный дроссель- ных заслонок. Винт зажим- 2 СС 01 Дет. 7 за- 31595
8 ной к дет. 6. Пружина, от- 1 Рояльн. менена дет. 21083.
8а тягивающая дроссельные за- слонки, правая. Пружина, от- 1 пров. п
9 тнгиваю.шая дроссельные за- слонки, левая. Винт устано- 2 Латунь 01 25165а
10 вочный дросс. заслонок. Пружина уста- 2 Рояльн. 01 Дет. 10 за- 25166
11 новочного винта. Палец шар- 4 пров. СС 01 менена дет. 21093. Дет. 11 за- 33594а
12* нирный к дет. 6, 13. Шплинт к дет. 20 02 01 менена дет. 193.
02* 11, 49, 51, 107, 139, 01 мм. Рычаг поршня 2 02
13 регулирования воздуха, собран- ный из дет. 11, 12, 13, 14. Рычаг поршня .2 Алюмин. 02 33586аЬ
14 регулирования воздуха. Винт зажим- 6 СС 02 Дет. 14 за* 17712
03* ной к дет. 13, 15, 104. г’ычаг веду- 2 03 менена дет. 21085. То же.
15 ший дроссель- ных заслонок, собранный из дет. 14 и 15. Рычаг, веду- 2 Латунь 03 33627аЬ
20 ший дроссель- ные заслонки. Упор микро- 2 Алюмин. 33630
21 метрического винта. Винт крепле- 4 СС Дет. 21 за- 23582
ния упора. менена дет. 21091.
283
KD-1 № детали (завода № 33) Наименование деталей Колич на | 1 мотор атериал деталей Входит в узел Изменения деталей Характер | С № мотсра изменении н DCL № дет. БМВ
22 23 04 25 26 27 28* 29 30 05* 31 32 33 34 35* 36 06 37 Диффузор, жиклеры и компенсатор Диффузор большой. Винт устано- вочный к лет. 22. Диффузор ма- лый, собранный из дет. 25, 26, 27. Диффузор ма- лый. Втулка малою диффузора. Штифт уста- новочный ма- лого диффузора. Прокладка ма- лого диффузора. Винт устано- вочный малого дифгоузора. Кгнтр гайка к дет. 29. Главный жик- лер, собранный из дет. 31, 32, 33, 34, 35, 36. Компенсатор главного жик- лера. Прокладка компенсатора. Трубка глав- ного жиклера. Пробка уста- новочная глав- ного жиклера. Пружина глав- ного жиклера. Прокладка под деталь 34 Холостой ход Жиклер холо- стого хода, со- бранный из дет. 37, 38. Жиклер холо- [стсго хода. 4 4 4 4 4 4 4 4 : 4 4 1 4 4 4 4 4 Алюмин. СС « Алюмин. » СС Алюмин. Латунь п Латунь Фибра Латунь и Рояльн. пров. Фибра Латунь 04 04 04 05 05 05 05 05 05 06 Дет. 27 за- м йена дет. 21054. Дет. 36 за- менена дет. 21063- Дет. 36 за- менена дет. 21063. III 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 30453 30313 32151 27127 32150 32830 27271 26596 33946 31735 33947 33603 20589 11008 33608
284
KD-1 № детали завода (№ 33) i Наименование деталей | Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей DCL № дет. БМВ
Характер изменений С № мотора
38 Трубка жик- лера холостого хода. 4 Лат. труб. 06 — 23591
39 Прокладка под дет. 37. 4 Фибра — — 19011
40 Винт регули- ровки ХОЛОС1ОГО хода. 4 Латунь — — 31422
41 Пружина ре- гулировки винта. Регулировка воздуха 4 Рояльн. пров. 11123
07 Цилиндр пор- шня регулиров. воздуха, собран- ный из дет. 42, 43, 44. 4
42 Цилиндр пор- шня регулиров. воздуха. 4 Латунь 07 — — 33622
43 Сетка цилин- дра. 4 Датун, гёткя 07 — 33597
44 Донышко сет- ки. 4 Латунь 07 — — 33598
46 Конус поршня. 4 — — — 33629а
48* Шпилька ци- линдра к дет. 46 и 169. 8 Желез, пров. — — — 336<8
49 Ось шарнир- ная поршня. 4 СС — — — 33594
50 Рычаг шар- нирной оси. Воздушный фильтр 4 Латунь 01 02 33593
51 Трубка воз- душного филь- тра. 2 Латун. ТР- — — — 33606
52 Сетка воздуш- ного фильтра. 2 Датун. сетка — — — 32086
53 Пробка воз- ушного филь- тра. Поплавковая камера 2 Латунь 26023
09 Крышка по- плавковой каме- ры, собранная из дет. 54, 55, 56, 57, 58, 59 60, 61, 62. 2 Дет. 56 за- мен. на дет. 21035. Дет. 57 за- менена дет. 21036. 1
285
KD-1 № детали (завода № 33) Наименование деталей Колич. на I мотор Материал деталей Входит в узел Изменени Характер изменений я деталей С № мотора DCL № дет. БМВ
54 55 56 57 58 59 60 61 62* 010 63 64 65 66* 67 68 69 70 71 72 286 Крышка по- плавковой каме- ры. Прокладка под деталь 54. Винт прижим- ной скобы. Прокладка под деталь 56. Скоба при- жимная. Кольцо к дет. 56. Замок зажим- ного ВИНТь Пружина зам- ка. Штифт замка. Поплавок, со- бранный' из дет. 63, 64, 65, 66, 67, 68. Поплавок (верхняя поло- вина). 11'оплавок (нижняя поло- вина). Вилка поплав- ка. Заклепка вил- ки поплавка. Втулка оси поплавка. Ось муфты иглы. Ось поплавка. Прокладка под дет. 69. Муфта иглы. Игла. 2 2 2 2 2 2 2 2 2 2 2 2 2 4 2 2 2 2 2 2 Алюмин. Фибра Латунь Фибра Алюмин. Латунь лист. Стал. пров- Ртяльн. прев. Стал, пров. Латун. лист. и Латун. провол. Латунь п Фибра Латунь Нержав, сталь 09 09 09 09 09 09 09 09 09 010 010 010 010 010 010 Дет. 59 за- менена дет. 21037 Дет. 61 за- менена дет. 21039. Дополнена дет. 182. Дет. 56 за- менена дет. 21035. Дет. 57 за- менена дет. 21036. Дет. 59 за- менена дет. 21037. Дет. 61 за- менена дет. 21039. 1 II 1 II Illi 1 1 - 1 1 1 1 1 1 1 1. 29084 32864 24020 23600 23960 23622 29085 29086а 13012 33623 12924 33609 33610 33611 20455 33596 33595
KD-1 Ns детали (завода № 33) Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей DCL Ne дет. ®МВ
Характер изменений С № мотора
73 ; Направляю- щая иглы. 2 1 Бронза Дет. 73 аннулиро- вана. — 33591
74 Гнездо напра- вляющей иглы. 2 Латунь — Дет 74 за- менена дет. 184. — 33590
75 Прокладка под дет. 183, 184. 8 Фибра т- Изменен номер детали на 21023. — НОЮ
76* Штифт сто- порный (гнезда) направляющий. 2 Латунь пров. — — 33604
77 Контргайка гнезда направ- ляющей. 2 Латунь — — 34987
78 Пробка гнезда направляющей. 2 Я — — — 33592
79 Проклади’ под дет. 78. 2 Фибра — Дет. 79 за- менена дет. 21063. — 11008
80 Пробка отвер- гая иглы кор- пуся фильтра поплавковой ка- 6 Латунь Дет. 80 за- менена дет. 183. 12177
182* меры. Шайба к дет. 60. 2 Железо 09 Деталь до- полнена. — —
184* Гнездо иглы. Бензиновый фильтр 2 Латунг Деталь до- полнена (см. изм. дет. 74).
Oil Бензиновый фильтр, собран- ный из дет. 89, 90, 91, 92, 93. 2 1 Дет. 90 за- мена дет. 21С 03. Дет. 91 за- менена дет 196. Дет. 92 за- менена дет. 197.
89 Штуцер бен- зинового филь- 2 Латунь СИ — — —
90 Прокладка под дет. 133. 4 Фибра 011 Дет 90 за- менена дет 21003. — —
91 Каркас филь- тра. 2 Латунь лист. ОН Дет. 91 за- менена дет 19Р — 33621
92 Сетка фильтра 2 Латун. сетка 011 Дет. 92 за менена дет 1197. — 13894
287
KD-I v« детали (.завод? i № 3.3) j Наименование деталей Килич. на 1 мотор Материал деталей Входит в узел Изменения деталей DC1. № дет. БМВ
। Характер изменений | С № мотора
93 Донышко фильтра. 2 Латунь 011 1 —
94 Гайка к дет. 39, 134. 6 И — — —. 24088
95 Корпус бензи- нового фильтра. 2 и — 1 — — 33584а
96 Прокладка под дет. 95. Фибра — — — 33619
97 Трубка бензи- нового Фильтра. 2 Лат. тр. — — — 33618
98 Гайка трубки бензинового фильтра. 2 Латунь — — 33. >89
99 Прокладка под це|. 98. Подвод бензина 2 Фибра 966
85* Ниппель во- вооотный. 2 Латунь Б1331А (см. табл. 15-16) — — —
t6 Прокладка к дет. 85, 94. Передача корректора 8 Фибра « Дет. 86 за менена деУ 21108. 19212
100 Ось передачи к корректору. 2 СС — — 33612а
101 Втулка оси передачи. 4 Латунь — — 33614
102 Лапка втулки оси передачи. 4 Алюмин. — — 33(513
103 Винт крепле- ния лапки. 4 Латунь — — — 33617
104 Рычаг веду- щий корректоре. 2 • — — — 33634а
105 Рычаг пере дачи к высот- ному крану. 4 Дюралю- миний 26155
106* Шпилька ко- ническая к дет. 1Г5. 4 Железо пров. — —— 19675
107 Ось шарнир- ная к дет. 105, 115, 116. 8 СС — — — 13178
108 Вилка рычага |передачи. 4 Алюмин. — — — 26148
109 ’ Вилка под- вижного диска. 4 — — 26149
1Ю Валик стяж- |ной к дет. 108, '109. 4 атунь • 3 1611
288
KD-1 № детали (завода № 33) Наименование деталей I Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей DCL № ет. БМВ
Характер изменений С № мотора
111 Гайка к дет. 110, правая резьба. 8 Латунь — — — 26152
112 Гайка к дет. 110, левая резь- ба. Высотный корректор 4 ч 26153
113 Диск непод- вижный. 4 Алюмин. — Дет. 113 за- менена лет. 21120. — 28105
114 Прокладка пол дет. 113. 4 Фибра — Дет. 114 за- менена дет. 21121. — 33894
115 Диск подвиж- ный, правый. Диск подвиж- ный, левый. 2 Латунь — — — 29746
116 2 V — — — 29747
117 Крышка под- вижных дисков. 4 п — Дет. 117 за- менена дет. 21123. — ' 25453
118 Пружина кор- ректора. 4 Рояльн. пров. — Дег. 118за- менена дет. 21124. тг 25455
119 Кожух пру- жины. 4 Алюмин. — — — 26277
120 Ось коррек- тора. 4 Железо — — — 30194
121 Штифт сто- порный. 4 СС — Дет. 121 за- менена дет. 21128. —• 24L01
121а* Добавочная шпилька высот- ного регулятора. Подогрев 4 СС
122 Крышка кор- пуса карбюра- тора (большая). 2 Алюмин. — — — 31087
123* Втулка крыш- ки корпуса кар- бюратора. 4 Латунь — — 30473
125* Ниппель под- вода воды. 4 СС Б133 А (см. табл. 15—16) — — —
126* Прокладка к дет. 125. 4 Фибра — Дет. 126 за- менена дет. 21023. — —
128 Прокладка под дет. 122. 2 Резина 27532
19—Руков. по ремонту мотора М-17.
289
KV-1 № детали (завода № 33) Наименование деталей колич, на 1 1 мотор Материал деталей Входит в узел Изменения деталей DCL № дет. БМВ
Характер изменений С № мотора
129 Крышка кор- пуса карбюра- гора (малая). 2 Алюмин. — — — 27525
130 Прокладка под пет. 129. 2 Резина 1 — — 27531
131 Винт крепле- ния дет. 122,129. 60 СС Дет. 131 за- менена дет 225. 26915
132 Прокладка поп дет. 131. 60 Фибра — — 30190
133 Штуцер во- дяной. 4 Латунь — — — 30491
134* Ниппель пово- ротный, водяной. Разные детали 4 СС Б1321А Б13'. 5 А Б1311А 'см. табл. 15) • 30263
157 Пробка канала холостого ходэ. 4 Латунь — — — 27527
158* Пробка канала холостого хода. 4 п — Деталь аннулиро- вана. "— —
159 Пробка соеди- нительного ка- нала жиклеров. 4 п Изменено количество на 8 и номер детали изме нен на 21157. 25231
160 Пробка соеди- нительного ка нала жиклеров. 4 и — — — 25601
161* Пробка воз- душного канала регулир. возд. 4 я — Деталь 161 аннулиро- вана.
162 Пробка воз- душного канала главного жик- 4 п — Деталь 162 аннулиро- вана. 25646
167* лера. Штифт к дет. 123. 4 — — — 19804
168 Прокладка к дет. 133. 4 Фибра — — — —
169 Поршень ре- гулиров. воз- духа. 4 Латунь — — — 33628
179* Пробка ко- лодца пусковогс жиклера. 4 я —
180* Прокладка к дет. 179. 4 Фибра
29Л
KD1 № детали заяода № 33 Наименование деталей Колич. на ! мотор Материал деталей Входит в узел Изменение деталей DCL № дет. БМВ
Характер изменений С № мотора
181 Прокладка к дет. 89. 2 Фибра — —
183* Пробка жик- леров. 6 Латунь — — — —
187* Стопорная шайба к дет. 77. 2 Я — — — —
Таблица 18
КАРБЮРАТОР „ЗЕНИТ" 6ОДСЛ - 640.
№ детали Наименование деталей Колич. на 1 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
3-181 Корпус кар- бюратора, соб- ранный со втул- ками оси дрос- сельных засло- нок» оси поп- лавка, втулками жиклеров и с контр яд им и штифтами. 2 — — — — Z-27501
3-186* Пробка ру- башки. Подогрев 4 Алюмин.
3-185* Втулка отопи- тельной сети. 8 Латунь — — — —
3-1815 Крышка кор- пуса карбюра- тора со стороны поплавковой ка- меры. 2 Алюмин. Z-27525
3-1816 Прокладка к дет. 3-1815. 2 Резина — — Z-27531
3-1817 Крышка кор пуса карбюра- тора со стороны всасывающего отверстия. 2 Алюмин. Z-27526
3-1818 Прокладка к дет. 3-1817. 2 Резина — — — Z-27532
3-1821 Шурупы для крышек Kopnjca ка, бюратора. 60 У4 — — — Z-26915
19*
291
Таблица 18,
Рис. 148. Карбюратор „Зенит“ 60DCJ-640.
292
№ детали Наименование деталей Колич. на I мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
3-1822* Прокладка к дет. 3-1821. 60 Фибра — — — —
Б131С2 Переходное ушко. 4 Железо Б13Ю1А Б13106А Б13107А ;см. табл. 16).
Б-13116 Штуцер для присоединения к карбюраторам трубопроводов обогревания (к дет. Б13102). 4 Латунь Z-3C264
Б13118 Г айка к дет. Б13116. 4 И — — Z-24088
Б13119 Прокладка к дет. Б13102. 4 Фибра — — — Z-I92T2
Б20561 Прокладка к дет. Б13П6. 4 п — — Z-1205D
Б20562* Прокладка к дет. Б13116. Бензиновый фильтр 4 и Z-1O918
3-1823А Бензиновый фильтр (собран- ный). 2 — — —“ — Z-21142
3-1829 Прокладка к дет. 3-1823А. 2 Фибра — — — —
Б1332 Переходное viBKO к дет. Б1331А. 4 Латунь Б1331А Дет. Б1331А (см. табд. 15-16). — Z-24087
Б13118 Гайка к дет. 3-1823А. 2 - — — — Z-24088
Б13119 Прокладка к дет. Б1332. Поплавковая камера 4 Фибра Z-19212
3-1820 Прокладка к дет. 3-1838. 2 Фибра — — — —
3-183 А Поплавок (со- бранный). 2 Латунь — — — Z-13845
3-1834 Ось поплавка. 2 , — — — Z-13103
3-1835 Игла. 1 2 У4 — — — Z-13913
3-1836 Кольцо игль (муфточка). 2 Латунь — — — Z-J3014
3-1837 Гнездо иглы. 1 2 — — 1 Z-12226
3-1838 Заглушка на- прав. иглы. 2 • — — — Z-12177
3-1839 Крышка по плавковой каме- ры. 2 1 ? люмин. 1 1 1 Z-29084 1
293
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
3-1840 Нажимная скоба. 2 Алюмин. — — — • Z-239S0,
3-1841 Фасонный болт к дет. 3-1840. 2 'Латунь — — Z-24020
3-1842 Предохрани- тельное кольцо к дет. 3-1840. 2 Латунь лист. — — — Z-23G22
3-’843 Предохрани- тель к дет. 3-1841. 2 Рояльн. пров. — — — Z-29085
3-1844 Пружина к дет. 3-1843. 2 — — — Z-2JC86
3’845 Прокладка к дет. 3-1834. 2 Фибра — — — 2-11005
3-1848 Прокладка к дет. 3-1841. 2 п — — — Z-23600
3-1849 Прокладка к дет. 3-1839. 2 п — — — Z-23599
3-1864 Прокладка к дет. 3-1837. Малый газ 2 — — Z-11008
3-1852А Ж' клер мало- го газа со впа- янной трубкой. 4 — — — Z-24U0
3-1853 Пружина к дет. 3-1852А. 4 Рояльн. пров. — — — Z 24112
3-18101 Пробка канала малого газа. Распылитель, жиклеры, компенса- торы 8 Латунь Z-27527
3-1811* Штифт малого диффузора. 4 Рояльн. Пров. — —. — —
3-1814 Прокладка к дет. 3-1854, 3-1855А. 8 Фибра — —• — Z-16828
3-1854 Компенсатор. 4 Латунь — — — Z-13210
3-1855А Жиклер глав- ный (собран- ный). 4 — — — —— Z-14002
3-1857 Диффузор большой. 4 Алюмин. — — — Z-27148
3-1858А Диффузор ма- лый собранный. 4 — — — — Z-27534
3-1858* Диффузор ма- лый. 4 Алюмин. — — — —Г
3-1859* Втулка малого диффузсра. 4 Г — — — —
3-1860 Установочный шуруп большого диффузора. 4 Латунь — Z-23584
294
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
3-1861 Установочный шуруп малого диффузора. 4 Латунь — — — Z-27271
3-1862 Контргайка к дет. 3-1361 4 Алюмин. — — — Z 26596
3-1863 Пробка к жи- клерам и ком- пенсаторам. 8 Латунь — — — Z-13244
3-1864 Прокладка к дет. 3-1863. 8 Фибра — — — Z-11008
3-1865 Прокладка к дет. 3-1858. 4 Свинец — - — Z-27274
3-1897 Пробка для калибровых от- верстий. Дроссельные заслонки 12 Латунь Z 25231
3-1866 Дроссельная заслонка. 4 Алюмин. — — — Z-24946
3-1867 Ось дроссель- ных заслонок. 1 Дюралю- миний — — — Z-26366
3-1868 Ось дроссель- ных заслонок (заднего карбю- ратора). 1 Дюраль — — — Z 3721b
3-1839 Установочный рычаг дроссель- ных заслонок. 2 Алюмин. — — Z-21947
3-1870 Микрометри- ческий винт. 2 Латунь — — — Z-95165
3-1871 Корпус микро- метрического винта. 2 Алюмин. — — — Z-25167
3-1872 Пружина к дет. 3-1871. 2 Рояльн. пров. — — — Z-25166
3-1873 Пружина, от- тягивающая дроссельные за- слонки. 2 Z-26318
3-1874 Ведущий ры- чаг. 2 Бронза — — — Z-30055
3-1876* Конический штиф- к дет. 3-1869 и 3-1874. 4 Железн. пров. — — Z-19675
3-1877 Установочный шуруп к дет. 3-1866. 8 Латунь — — —- Z-19476
3-1878 Установочный шуруп к дет. 3-1871. 4 У4 Z-23582
Mb детали Наименование деталей ьолич. на 1 мотор Материал деталей Входит в увел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Высотный корректор
3-1810 Кольцо к дет. 3-1888. 4 Латунь ч — — Z-27529
31812* Упорный итифт высот- ного крана. 4 У4 — — — Z-24901
3-1846 Гайка к дет. ’-1892 (правая нарезка). 4 Дюралю- миний —- —— — Z-26152
3-1876 Конический итифт к дёт. < 1886. 4 Железы. пров. — — — Z-19675
3-1880 Золотник кор- зектора (левый) 2 Бронза — — — —
3-1879* Золотник кор- ектора (ира- -ЫЙ). 2 * — — —
3-1881 Крышка зо- ютника. 4 Латунь —— — — —
3-1882 Неподвижная асть кор рек- ора. Кожух пру- тины. 4 Алюмин, — — Z-26276
3-1883 4 V — — — Z-26277
3-1184 ' Ось коррек- т >pi. 4 У4 — — — Z-30194
3-1885 П ужины к де г.: 3-1879 3-1 80. 4 Рояльн. пров. — — — Z-25455
3-1886 Рычаг коррек- о, а. 4 Алюмин. — — — Z-26155
3-1887 Затяжной винт < дет. 3-1890 2 У4 — — — Z-17712
3-1888 С< единитель- 1йя ось коррек- тора. 2 Ст. тр. — — — Z-27989
3-1889 Вилка с пра- вой нарезю й. 4 Дюраль — — — Z-26148
3-1890 Ведущий ры- lar корректора 2 Латунь — — — Z-29745
3-1891 Вилка с левой нарезкой. 4 Дюралю- миний — — — Z-26149
3-1892 Соединитель- ный шуруп. 4 Латунь — — — Z-26151
3-18103* Шплинт к дет. 3-1894. 8 Сталь — — — Z-1562
3-1893 Гайка к дет. 3-1892 (левая нарезка). 4 Дюралю- миний — — —- Z-26153
3-1894 Ось рычагов к дет. 3-1879, 3-1880, 3-1886. 8 У4 Z-13178
296
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
3-1895 Прокладка корректора. 4 Фибра — — — Z-27183
3-1896* Прокладка корректорных отверстий. Воздушный фильтр 4 Латунь Z-15646
3-1898 Сетка воздуш- ного фильтра. 2 Латунь — — — Z-2664S
3-1899 Пргбка воз- душного филь- тра. 2 И — — — Z-26648
Б1968 Ключ горно- вой к жиклерам. 1 У4 —- —- — Z-13194
Таблица IS
БЕНЗИНОВАЯ ПОМПА AM, ТИП 4 С ПРИВОДОМ.
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С .Ns мотора
Б140А* Привод помпы, собранный из лет.: Б141. Б142, 6143,6144,6145, Б147, Б148, Б2О551, Б20607, Б2С628, Б20723 по 1 шт. Б20810- 2 шт., Б145 — 3 шт., Б20136, Б20227, Б2041? по 8 шт. 1 — Б140В Дет. Б20227 заменена дет. Б20228. Дет. Б2О6О7 заменена дет. Б20706. 2701 3001 780А
Б140В* Помпы бензи- новые, собран- ные из дет.: Б149, Б14 0, Б140 А по 1 шт. и Б20523—2 шт. 1 При уста- новке помп AM на мотоп деталь Б022 (табл. 5) не ставится. 790А
Б141 Корпус при- вода бензино- вых помп. 1 Алюмин. АС! Б140 А — 751А
Б142 Валик привода (длинный). 1 У4 Б140 А — — 762А
297
S/43
Рис. 149. Бензиновая помпа „АМ“ тип 4 с приводом.
298
№ детали i Наименование деталей Колич. на 1 мотор Материал деталей Входит и узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б143 Валик привода (короткий). 1 Х1Н Б140 А — — 756А
Б144 Червячная ше- стерня к дет. Б142. 1 Х4Н Б140А — — 763А
Б145 Подшипник к дет. Б142. 3 Бронта MCI Б140А — — 752А
Б146 Распорная втулка к дет. Б20810. 1 У4 Б140А — 758
Б147 Корпус под- шипника к дет. Б142. 1 Алюмин. АС1 Б140А — — 768А
Б148 Шестерня ко- нич. к дет. Б143. 1 Х1Н Б140А — — 759
Б149 Бензиновая помпа AM, тип 4 (правая в напра- влении полета). 1 — Б140В — 782А
Б1410* Мембрана пру- жина для помп AM 4. 2 — —г —
Б1490 Бензиновая помпа AM. тип 4 (левая в напра- влении попета). 1 — Б149В 783А
Б20136 Гайка M8/I00 к дет. Б20227. 8 У4 Б140А — — 777
Б20227 Шпилька М8/100 к дет. Б141 для кре- пления помпы. 8 У4 Б140А Дет. Б20227 заменена дет. Б20228. М8/10Э мате- риал У4. 2701 753
Б20417 Шайба к дет. Б20227. 8 У2 Б140А — — 778
Б20523 Прокладка ме- жду приводом и помпами. 2 Бумага Б140В — — 774А
Б20551* Прокладка к дет. Б20723. 1 Фибра Б140 А — —
Б20607 Винт М8/1С0 к дет. Б141, Б147. 1 Латунь ,Л“ Б140А Дет. Б20607 з менена дет. Б'/0706 М8/1С0, ма- териал „ла- тунь". 3001 772
Б20628 Контровый внит М8/100 к дет. Б147. 1 У4 Б140А — 771
Б20723* Пробка кор- пуса привода. 1 Латунь „л* Б140А — — —
Б20810 Шарикопод- шипники к лет. Б143 SKF Ns 6202. 2 Б140А 757
299
Таблица 20
БЕНЗИНОВЫЙ НАСОС ТИПА „ХОРНЕТ“ С ПРИВОДОМ
№ летали (завода № 20) Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений С № мотора •V
5011 Насос бензи- новый типа „Хорнет* (соб- ранный). 1 — — 1 —
5600 Корпус редук- тора бензиново- го насоса, соб- ранный с дет. 5602—2 шт. 1 Алюмин. 5011
5602* 5608* Втулка кор- пуса бензиново- го насоса н ре- дуктора. Пробка саль- ника. 3 1 Бронза Латунь гЛ“ 5600 9351 5011 В иллю- — —
5609* Замок пробки сальника. 1 Алюм нн. лист. 5011 С!р?ЦИИ. Вх« дят в — —
5610* Штифт замка 1 Латун. пров. 5011 корпус бен- зинового на- *— —
5611* Сальник на- соса. 1 Пробка 5011 coca. — —
5613 Конус ниппе- ля бензинового насоса. 1 Латунь „Л* 5011 —- —
5614 Гайка нип- пеля М 10/1.10. 1 я 5011 — —
5615 Ниппель бен- зинового насоса. 1 Я 5011 — —
5616 Шарик редук ниоиного кла- пана. 2 Сталь 5011 — —
5617 Напраиляю- щая шарика бензинового на- соса. 2 Бронза 5011 —
5618 Пружина ре- Аукционною клапана. 2 Латун. пров. 5011 — —
5619* Направляю- щая пружины. 2 Латунь „л- 5011 — —
5620 Замок редук- ционного кла вана. 2 Лззунь лист. 5011 —— —
5621 Пробка редук- ционного кла- пана. 2 Латунь .Л“ 5011 — —*
9351 Корпус бензи- нового насоса, собранный с дет 5602—1 шт. 1 Алюмин. 5011 Изменена н'резка пол винт 68/2 М4/75 иа Приблиз. 3200 —
300
аблида
Рис. 150. Бензиновый насос типа „Хорнег" с приводом.
301
Рис. 151. Бензиновый иясоо типа Дориет® с приводом
Таблица 20,
302
№ детали (завода № 20) Наименование деталей Колич. на 1 мотор Материал деталей Входи в узел Изменения деталей № дет. БМВ-
Характер изменений С № мотора
МЗ/50 (см. изм детали 5М-17).
S354* Втулка шес- терни к дет. 9359. 1 Бронза 9359 —- — —
9355* Ось шестерни. 1 ЦК 5011 На иллю- страции де- таль входит в ко пус бен- зиновою на- соса.
9358 Шестерня с осью. 1 Х4Н 5011 — — —
9359 Шестерня, со- б[ аннап с дет. 9354—1 шт. 1 Х4Н 5011 — — —
5М-17* Винт крепле- ния замка М4/75. 1 V4 5011 Д’т. 5М-17 заменена лет. 63/2 с нт. рез- кой МЗ/50. Приблиз. 3200
5М-35* Шпилька ус- тановочная. 2 У4 5011 — — —
5М-57* Пробка кор- пуса редуктора М12/125. 2 Латунь «Л* 5011 — — —
5М-70 Шайба под винт МВ—5x20. 8 У-4 5011 — — —
5М-139 Прокладка к дет. 5621. 2 Фибра 5011 — — —
5М-141 Прокладка к дет. 5615. 1 п 5011 — — —
МВ-7— 5X20 Винт крепле- ния корпуса ре- дуктора M5/t0. 8 У4 5011 — — —
МПр-.8 Прокладка к дет. 27367. 4 Медно- а~бес~ 5011 — — —
МПа-10* Пробка бензи- нового насоса М10/150. 2 Латунь „Л“ 5011 — — —-
27367 Штуцер в кор- пус бензинезого насоса. 2 Я 5011 —- — —
27366 Ниппель по- воротный. 2 Дюраль 5011 — — —
П-5 Пробка к нип пел к. 27366. 2 Латунь -Л" 5011 — — —
КС-5* Уплотнитель- ное КОЛЬЦО. 2 Свинец 5011 — — —
Кр-5* Резиновое кольцо. 2 ’езина 5011 — — —
К-5 Конусное кольцо. 2 Дюраль 5011 —
303
№ детали (завода № 20) Наименование деталей Колич. на 1 мотор Материал деталей Вхсдит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
№ дет. завода № 26 Привод к бензино- вому насосу
Б1474 Kopnvc при- вода к бензино- вому насосу. 1 Алюмин. АС4 — — —
Б1477А Приводная шестерня, соб- ранная из дет.: Б1477, Ы484— !1О 1 ШТ. 1 В узел до- полнена дет. Б20798. 4651
Б1477* Приводная шестерня. 1 Х1Н Б1477А — — —
Б1484* Хвостовик приводной ше- стерни. 1 ХЗН Ь1477А — —
620506* Б20591* Прокладка к дет. Б20783. Прокладка поп корпус привода. 2 2 Медно- асбест. Латунь листов. — Деталь до- полнена. Служит для подгонки за- цепления. 4601
620783* Пгобка к дет. Б1474. 2 У-2 — Деталь до- полнена. 4601 —
Б20798* Пробка к дет. Б1484. 1 Аллюмин АС1 Б1477А Деталь до- полнена. 4651 —
Б2011 Болт М8/100 для крепления насоса к при- воду. 4 У4
Б20133 Гайка М8/1С0 к дет. Б2011. 4 У4 — — —
Б20417 Шайба к дет. Б20133. 4 У2 —- — — 1
Таблица 21
САМОПУСК СЖАТЫМ ВОЗДУХОМ
№ детали Наименование деталей Ко ич. на 1 мотор Материал деталей Входит в узел Изменения деталей Ns дет. БМВ
Характер изменений С № мотора
S16A* Трубопровод воздушный для левого ряда ци- лин 1ров, собран- ный из деталей: Б1682, Б16о4, 1 — — Дет. Б20105 заменена дет. Б 20134. Дет. Б20637 заменена дет. Б20603. 2501 2501 —
304
Таблица 21.
Ж’ЙЙ?©;
s;6'^ ^/6'/,
.^ZS V -S:'/670
' " ' Atf “". -/. •
Г '^r ;
i :.[Jv П .П
jo
V> •• - _?x>
» _ ....,; :Jg
4s
Sr - ‘
. §••
A’-
/».
(&ЖЖ
4?a5W‘.
" -o'
ягс&а^
3.fi5$7
£t$f3
9^*
£го'?Ш
:Sf652L
5f&f?
#2&$24
sz&U’S
6V6M
Рис. 152. Самопуск сжатым воздухом.
20—Руков. по ремонту мотора М-17.
305
№ детали Б16В* Б1610А Наименование деталей Б1686, Б1688,' Б1690, Б1692,1 Б1694, Б1695, Б1696, Б1697, Б1698 по 1 шт. Б20105, Б20637- по 5 шт., Б1676, Б1677, Б20110, Б20177 по 6 шт., Трубопровод воздушный для правого ряда ци- линдров, собран- ный из деталей: Б3681, Б1683, Б1685, Б1687. Б1689, Б1691, Б1694, Б1695, Б1696, Б1697, Б1698 по 1 шт., Б20105, Б20637 по 5 шт., Б1676, Б1677, Б20110, Б20177 по 6 шт. Клапан воз- вратный, собран- ный из деталей’ Б1610, Б1624 Б1625, Б1628, Б20726 по 1 шт _ Колич. ва S — 1 мотор Материал деталей Входит Изменения деталей № дет. БМВ 895b 895а 840
в узел • Характер | изменений ' Дет. 61676 заменена дет. Б1616. Изменен изгиб труб для постано- вки возврат- ных клапанов с внутренней стороны мо- тора. Изменен изгиб труб на первона- чальный, для постановки возвратных клапанов г наружной стороны MQ- тоэа. . Дет. Б20105 заменена дет. Б20134. Дет. 620637 заменена дет. 620603. Дет. Б167 6 заменена дет, Б1616. Изменен изгиб труб для постано- вки возврат- ных клапанов с внузренней стороны мо- тора Изменен изгиб труб на первона- чальный, для постановки возвратных клапанов с наружной стороны мо- тора. С № мотора 2350 4970 2501 2.501 2350 4970
306
№ детали Наименование деталей Колич. ва 1 мотор Материал деталей Входич в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1610 Корпус воз- вратного кла- пана. 12 Бронза МС5 Б1610А — — 831
Б1612 Клапан к дет. Б1675А. 2 Бронза MCI Б1675А Дер. Б1612 заменена дет. Б1613. 2591 884
Б1613 Шарик к дет. Б1619 1 Сталь Б1614А Изменено количество 1 на З.(к дет. Б1619, Б1676А). 2591 893е
Б1614А* Перепускной кран, собран- ный из деталей: Б1613, Б1614, Б1618, Б1619, Б1629, Б'650, Б1659, Б20108, Б20152, Б20419, по 1 ш г. Б20432— 3 шт. 1 Дет. Б20152 за., енена дет. Б20134. Изменено количеств дет. Б2( 432 на 2 шт 3201 3201 894
Б1614 Корпус пере- пускного крана. 1 Латунь МС-6 Б1614А — — . 893£
Б1616 Ниппель к дет.: Б1621А, Б1678А, Б1647, Б1661. 5 У2 Б1621А Б1678А Изменено количество 5 на 17 шт. 'см. изм. дет. Б1676)’. 2350 852
Б1617 Ниппель к дет. Б1647. 1 У2 — — — 891b
Б1618 Рукоятка пере- пускного крана. 1 У2 Б1614А — — 892
B16J9 Винт перепу- скного крана. 1 У4 Б1614А — • — 893а
Б1620А* Баллон для сжатого воздуха с вентилем. 2 Сталь — — — 891
Б1621А* Соединитель- ная воздухопро- водная трубка к самопуску (пра- вая собранная из лет.: Б1616, Б1621, Б1679, Б1680, Б20177 по 1 шт. 1 Б1651А
Б1621 Соединитель- ная муфта к дет. Б1679, Б1680. 1 У2 Б1621А — — 858
Б1623 Пружина к дет. Б1612. 2 Рояльн. пров. Б1675А — — 887
Б1624 Пружина к дет. Б1628. 12 я Б1610А — 835
307
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей Характер С № мотора изменении F № дет. БМВ
Б1625 Шайба к дет. 12 У2 Б1610А — — 836
Б1627* Б1624. Проволока вя- 1 Латунь Б1651А — — 855а
Б1628 зальная к дет. Б1651. Клапан воз- 12 ПЛ“ У4 Б1610А г_ 834
Б1629 вратный. Шарик к дет. 1 Дерево Б1614А —— — 893
Б1647* Б1648* Б1618. Трубка воз- духопроводная для соединения баллона со сжа- । ым воздухом с запорным кра- ном. Гильза соеди- 1 1 Медь Латунь Б1651А Изготовля- ется по месту на самолете. 897а 857
Б1650* нительная к дет. Б1678. Б1680. Тальковый 1 листов. Тальков. Б1614А 893с
Б1651А* шнур к дет. Б'619. Трубопровод 1 шнур. ___ 860
Б1651 воздушный, со- бранный из дет.: Б1621А, Б1678А, Б1627, Б1648 Б1651, Б2О177 по 1 шт. Муфта к дет.; 1 Резина Б1651А 855
Б1657 Б1678, Б1680. Манометр воз- 1 —— — — — 897
Б1658 душный нт 30 атм. Ман метр воз- 1 — 896
Б1659 душный на 150 атм. Втулка саль- 1 Латунь Б1614А —L. 893b
Б1661* ника крана. Трубка воз- 1 „л- Медь Изготовля- ——
Б1668А духопроводная для соединения дет.: Б1614А и Б1651 А. Распредели- 2 ется по месту на самолете. /1 825
тель воздуха, собранный из лег.: Б1675А Б1668, Б1<69 Б1670, Б1671 Б 672, Б16 а Б2О602, Б2 1<5 Б20а57 по 1 шт .1
308
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений ‘ С № мотора
Б1о68 Б1673, Б20506, 520644 по 2 шт. Б20513, Б20750 по 3 шт. Корпус рас- 2 Алюмин. Б1668А 811с
Б1669 пределителя воз- духа. Золотник рас- 2 АС1 XIН Б1668А Изменен 2000 812В
Б1С70 пределителя воз- духа. Валик с зубом 2 Х2Н Б1668А материал XIН на ЖЦ. Изменен материал ЖЦ на У-2 с хромирова- нием рабочей поверхности. 6901 802а
Б1671 сцепления (верх- ний). Валик с зубом 2 Х2Н Б1668А — 813В
Б1672 сцепления (ниж- ний). Пружина зо- 2 Рояльн. Б1668А -—. 803
Б1673 лотника. Втулка под- 4 пров. Бронза Б1668А — —. 802
Б1674 шнпника. Винтовая ше- 2 MCI Х4Н Б1668А — — 801
Б1675А стерня. Предохрани- 2 — Б1668А Дет. Б1612 2591 890
Б1С75 тельный клапан, собранный из дет.: Б1612, Б1623, Б1675, Б20106, Б20174 по 1 шт. Корпус прело- 2 У2 Б1675А заменена дет. Б1613. X 883а
Б1676 хранительного клапана. Ниппель воз- 12 У2 Б16А Дет. Б1676 2350 851
Б1677 душных трубок Наконечник к 12 У2 Б16В Б16А заменена дет. Б1616. 841А
Б1678А* воздушным трубкам. Соединитель- 1 Б16В Б1651А — — —
Б1678 ная воздухопро- водная трубка к самопуску (ле- вая), собранная из лет. Б1616 и Б1678, по 1 шт Соединитель- 1 Ст. тр. Б1678А 856ЬА
ная воздухопро-
809
№ детали Наименование деталей Колич. на 1 МС’ОР Материал деталей Входит в узел Изменены Характер изменений я деталей С № мотора № дет БМВ
1 Б1679 1 । водная трубка к самопуску (ле- вая). Соединитель- ная воздухопро- 1 Ст. тр. Б1621А — — 856аА
Б168и водная трубка к самопуску (пра- вая). Соединитель- 1 п Б1621А 856А
Б1681* ная воздухопро- водная трубка к самопуску (ко- роткая). Воздухепро 1 Б16В См. измен. 845А
Б 1682s водная трубка к цилиндру № 1 правого ряда. Воздухопро- 1 г Б16А дет Б16В. См. измен. 845аА
Б1683s водная трубка к цилиндру № 7 левого ряда. Воздухопро- 1 Б16В дет. Б'6А. См. измен. 846А
Б168-1* водная трубка к цилиндру № 2 правого ряда. Воздухопро- 1 п Б16А дет. Б16В. См. ИЗМ2Н. 846аА
Б1685s водная трубка к цилиндру № 8 левого ряда. Всздухопоо- 1 п Б16В дет. Б16А. См. и^мен. 847А
Б1686* водная трубка к цилиндру № 3 равого ряда. Возгухопро- 1 п Б16А дет. Б16В. См. измен. 847а А
Б1687 : водная трубка к цилиндру № 9 левого ряда Воздухопро- 1 п Б16В дет. Б16А. См. измен 848А
Б1688* водная трубка к цилиндру № 4 правого ряда. Воздухопро- 1 п Б16А дет. Б.6В. i См. измен. 848аА
Б1689* (водная трубка к 'цилиндру Яр 10 левого ряда. Воздухопро- 1 п Б16В дет. Б16А. 1 См. измен. 849А
Б1690* водная трубка к цилиндру № 5 правого рядя. Воздухопро- 1 п Б16А дет. Б16В. I См. измен 849аА
водная трубка к цилиндру №11 левого ряда. 1 дет. Е16А.
310
№ детали Наименование деталей Колич. на ! 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б1691* Воздухо .ро- водиая трубка к цилиндру № 6 правого ряда. 1 Ст. тр. Б16В См. । змев дет. Б16В. — 85ЭА
Б1692* Воздухопро- водная трубка к цилиндру № 12 левзго ряда. 1 ч Б16А i.M. измен. дет. Б16А. * 85СаА
Б1694 Держатель дл> 5 трубок. 2 Листов, сталь бАба Б16В — — 877А
Б1695 Держатель дл 4 трубок. 2 » L16A Б16В —. — 871А
Б1696 Держатель дл> 3 трубок. 2 я Б16А Б16В — —• 876А
Б1697 Держатель для 2 трубок. 2 я Б16А Б16В — — 878А
Б1698 Держатель для 6 трубок 2 и Б16а Б16В — — 875А
Б20К5 1яйда М4/70 к дет. Б20637. 10 У4 Б16А Б16В Дет. Б20105 заменена дет Б20134 М6/80. мате- риал У4. 2501 881
Б20106 Гайка М12/125 к дет. Б20174. 2 У4 Б1675А — — 886
Б20108 1 айка М22/150 к дет. Б1614А. 1 Латунь „Л“ Б1614А Изменен материал на У2. 6471 89311
Б20110 Гайка М24/150 к дет. Б1610. 12 У4 Б16А Б16В — — 844
Б20152 Гайка М6/80 к дет. Б1619 1 У4 Б1614А Дет. Б20152 заменена дет. Б 20134 Мб, 80, мате- риал У4. 3201 893d
Б20174 Винт М12/125 к дет. Б1675. 2 Датунь „Л‘ Б1675А Изменен материал на У2. 3201 885
Б20177 Гайка ниппель Ml4/125 к дет Б16а, Б16В, Б1621А, Б1651А, Ы647, Б1661. 17 У4 Б16А Б16В Б1621А Б1651А 853
Б20178 Гайка ниппель M5I811 газов., резьба к дед. Б1647. 1 У4 891а
Б20195 Гайка М8 100 к дет. Б1670. 2 У4 Б1668А — — 802b
Б20302;' Шплинт 02X20 мм к дет. Б1670- 2 Железо Б1668А — —
6204’9 Шайба к де. Б1614А. 1 1 У2 Б1614А —— — o9oi
311
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20432 Шайба к дет. Б1629. 3 У2 — Изменено количество 3 на 2. 3201 892а
Б20505 Прокладка к дет. Б1677. 12 Медно- асбест. — — — 842
Б20506 Прокладка к дет. Б1676, Б20783. 21 Б1668А (4 шт.) — — 854
Б20507 Прокладка к дет. Б1617. 1 Кожа — — — 891с
Б20513 Прокладка к дет. Б20750. 6 Медно- асбест. Б1668А Изменено количество 6 на 4 (см. изм. дета'ли 620750). 2201 806
Б20516 Прокладка к дет. Б1610. 12 Я — — -— 832
Б20524 Прокладка к лет. Б1657, Б1658. 2 п — — — 893k
Б20557 Прокладка к дет. Б1675. 2 • Б1668А — — 808
Б20637 Винт М 4/70 к дет. Б1694, Б1695, Б1696, Б1697, Б1698. 10 У4 Б16А Б16В Дет. Б20637 заменена дет. Б2С603 М6/80, мате- риал У4. 2501 880
Б20644 Пробка М8/100 к дет. Б1668. 4 У2 Б1668А Дет. Б20644 заменена дет. Б20783 М8/100, мате- риал У4. 1100 807
Б20750 Пробка М14/125 к дет. Б1668. 6 Латунь „Л“ Б1668А Изменен материал на У2. Изменено количество 6 на 4 шт. 3201 2201 804
Б20726* Проволока 0 08—1 мм к дет. Б1628. 12 • Железн. провол. Б1610А «
312
Таблица 22
ИНСТРУМЕНТ
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменен! Характер изменений е деталей С № мотора № дет. БМВ
Б191 Ключ для съемника втул- ки винта. 1 У4 — Изменена форма ключа. — 703
Б196 А Торцовый ключ для болтов обоймы ролико- вого подшип- ника. 1 Х2Н или У4 710
Б198 Ключ гаечный двухсторонний 13Х15 мм. 1 У4 —- Деталь аннулирова- на. 3201 711
Б199 А Ключ спе- циальный для дет. Б0238. 1 Ст. тр. — Дет. Б0238 (см. в табл. 4-5). — 712
Б1910 Ключ спе- циальный для гаек, крепящих цилиндр 19 мм 1 У4 Изменен материал на Х2НилиХЗН. 1351 714
Б1912 Ключ спе- циальный ДЛЯ дет. Б202С0 18 мм. 1 У4 Дет.Б20200 (см. в табл. 6). Дет. Б1912 аннулиров. 3201 721
Б1913 Ключ гаечный двухсторонний, 26X35 жм. 1 У4 — Изменен 26x35 мм на 26x36 мм. 601 722
Б1915А Ключ для круглых гаек. 1 У4 — — — 729
Б1916А Ключ для круглых гаек. 1 У4 — — — 733
Б1918А Ключ для при- тирки клапанов. 1 У4 — — — 734
Б1920* Ключ гаечный двухсторонний 10X12 мм. 1 У4 —“ Деталь аннулирова- на. 3201 734b
Б1922 Ключ для круглых гаек. 1 У4 — То же. 2901 735
Б1935А Ключ торцо- вый двухстсрсн- ний 13X15 мм 1 Ст. тр. Деталь Б1935А за- менена дет. Б19100А (ключ торцо- вый двух- сторонний 14 мм). 3201 705
Б1936А Ключ торцо- вый двухсторон ний 17x19 мм. 1 У4 706
313
Таблица 22.
Рис. 153. Инструмент.
314
№ кетали Наименование деталей Колич на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений С № мотора
Б 1937А Ключ торцо- вый двухсторон- ний 23x26 мм. 1 Ст. тр. — Изменен: 23 X 26 на 22 X 26 мм. 3201 707
Б1942 Вороток к лет. Б1935А, Б1936А. 1 ул — — — 724
Б1943 Вороток к дет. Б1937А. 1 У4 — — — 725
Б1945А Отвертка. 1 Ст. лист —. — — 750
Б1956 Манжета для поршневых ко лен. 1 п •— г— — 734а
Б1957А Выколотка для поршневого пальца. 1 Дерево — — — 734с
Б1959А Указатель мертвых точек (с< бранный). 1 — — — —- 736
Б1970* Ключ гаечный двухсторонний 24X32 мм. 1 У4 — — — 3736
Б1971* Ключ гаечный двухсторонний 11X14 мм. 1 У4 — — — 3737
Б1973А Съемник втул- ки винта (со- бранный). 1 — — 702b
Б1975* Отвертка угольная к кар- бюратору. 1 У4 — — — 37384
Б1976А* Ключ торцо- вый 12 мм. 1 Ст. тр. — — — —
Б1978 Ключ гаечный двухсторонний 21X 29 мм. 1 У4 Изменен: 21 X 29 на 21 X 30 мм. Дет. Б197 8 аннулирова- на. 301 3201
Б1981* Ключ гаечный дву> сторонний 9Х 17 мм. 1 У4 — —
Б1982* Ключ гаечный двухсторонний 19x28 мм 1 У4 — Изменен: 19 X 28 на 1J X 27 мм. 461 —
6’983* Ключ к дет. Б20714, Б20723. 1 У4 — Деталь аннулирова- на. 5601
Б1985* Ключ спе- циальный 1О.и.и. 1 У1 — То же. 3201 —
Б1990* Ключ гаечный односторонний 22 мм для све- чей „Бош“. 1 У4 727а
315
№ детали Наименование деталей лилич. На 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер изменений С № мотора
Б1892А* Ключ для бол- тов муфты маг- нето. 1 У4 — Деталь до- полнена. 600 —
Б1999* Ключ для гай- ки хвостовика коленчатого ва- ла. 1 У4
Ы98БА* Круглогубцы для колец порш- невого пальца. 1 У4 — То же. 1800-
Ь2М29* Шайба втулко- снимателя. 1 ЖЦ Б1973А Изменен материал на У 4. — 702
Б2011* Болт М8/1С0 к дет. Б1973А. Примечание. Указанный на- бор инструмен- та входит цели- ком в од точ- ный комплект запасных частей мотора. 1 1 У4 1 Б1973А 701А
Таблица 23
ЯЩИК С ОДИНОЧНЫМ
КОМПЛЕКТОМ
ЧАСТЕЙ МОТОРА М 176 1953 г.
ЗАПАСНЫХ
№ детали Наименование деталей сз я а. Материал Входит в узел Изменения деталей № дет. БМВ
Колич 1 мот< деталей Характер изменений С № мотора
— Ящик с оди- ночным комплек- том запасных ча- стей к мотору М-176, содержа- щий следующие детали: — — — Указанные детали см. в следующих таблицах. — —
20735* 1. Детали главного картера Сал ьник 01,8- 2 мм. 2 Асбест шнур. — Табл. 4—5. — 649
316
Таблица 23.
Рис. 154. Ящик с запасными частями.
317
м детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей дет. БМВ
Характер изменений С № мотора
В0332* II. Детали цилиндров Подкладка под 2 У2 605А
Б0360 гайки крепле- ния крайних цилиндрон. Втулка наира- 2 Бронза Табл, 6. 213
Б0361 вляющая кла- пана выпуска. Клапан впу- 3 MCI ХВФ 214
Б0362 ска. Клапан вы- 4 ХВФ __ 214аА
Б0363 пуска. Пружина кла- 6 ХВа пр. 218
БГ364 пана наружная. Пружина кла- 8 ХВа пр. — 218а
Б0365 пава внутрен- няя. Тарелка пру- 2 У4 . 216
Б0366 жин верхняя. Тарелка пру- 1 У4 — - 217
Б0380 жин нижняя. Втулка напра- 2 МС5 — - 213
ИОМЗА* вляющая кла- пана впуска. Зажимной хо- 10
Б20796 мутнк к дет. Б20796. Уплотнитель- 20 Резина 630
Б042 ное кольцо. III. Детали шатунного механизма Поршневое 36 Чугун Табл. 7. 231
6043 кольцо компрес- сионное. Поршневой 1 Х1Н 234А
Б044 палеи. Поршневое 6 Чугун — — — 232
Б045* кольцо масло- счищающее. Предохрани- 6 ХВа пр. 235А
Б 0410 тельная пружи- на поршневого пальца. Втулка верх- 5 Чугун 6ЬВ
БМ16А* ней головки ша- туна. Поршень, со- 3 Алюмин. При уста- 230сА
бранный с дет.: Б042—3 шт., АС4 новке иа мо- тор дет. Б041
311
№ детали Наименование деталей Колич. на 1 МОТО 1 Материал деталей Входит в узел Изменения деталей № дет БИВ
Характер изменений С № мотора
Б079А* Б043—1 шт., Б 044— 1 шт. и Б045—2 шт. IV. Детали распределе- ния Коромысло 2 (Е = 7,3) дет. Б0416 заме- няется дет. Б041. Табл. 8. Дет. Б0721 276
БОДОА* правое впуска, левое выпуска, собранное из дет.:БС79,Б0718, Б0719, 10720, Б02'44, 52019С по 1 шт., Б0721— по 2 шт. Коромыслэ ле- 2 заменена дет. Б20798. Дет. Б0721 277
Б0718 вое впуска, пра- вое выпуска, со- бранное 1'3 дет.: Б0710, D07I8, Б07’9 Б0720 Б2014, Б20190- по 1 шт., Б20721 — по 2 шт. Ролик коро- 8 ЦК или заменена дет. Б20798. 268-
Б0719 мы ела. Удариик. 8 XIН 3VJI — — ’69
Б0720 Ось ролика. 8 ЦК или — —. — 272
Б0782 Уплотнитель- 4 XIН Резина — — 264
Б2014 ное кольцо. Болт коитро- 6 Х2Н — — 270
Б0832:-ь вый с гайкой Б20190. V. Детали зажигания Провод зажи- 12м Табл. 10. 581А
Б086-1А гания. Муфта сцеп- 1 — — — — 413Е
Б0869А ления с магнето. Наконечник 12 — — — — —
Б0940 провода. VI. Детали масляной помпы Ниппель к дет. 1 У4 Табл. 11. 677
Б0957 Б092Л Пружина ре- 1 Рояльн. — — — —
аукционного клапана. пров.
31а
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20516 Прокладка под штуцер. 1 Медио- асбест. — — — 483
Б20518 Прокладка под фильтр. 1 Фнбра — — — 195
Б20528 Прокладкапод масляную помпу. VII. Детали водяной помпы 1 Бумага Табл. 12. 610
Б20148 Гайка к лет. Б20256. 1 У4 — — — 460b
Б20520* Прокладкапод крышку водяной помпы. VIII. Детали водопровода 2 Бумага Табл. 12. 469
Б1278 Муфта к пат- рубку входящей воды водяной ПОМПЫ. 2 Дюрит. — — — 669
Б1279 Муфта к лет.: Б1275А, Б1293А, Б1294А. 4 И — —. — 636
Б1280 Муфта к дет. Б1295А, Б1296А. IX. Детали бензиновой ПОМПЫ 18ПБ—1 4 я Табл. 20. 516а
5611* Набивка саль- ника. 2 Пробка — — — —
5618 Пружина ре- дукционного клапана. 4 Латун. пров. — — — —
МВ7 — 5X20 Винт для кре- пления корпуса. 2 У4 — — — •—
КС-5* Кольцо. 6 Свинец — — — —
Кр-5* Кольцо. 6 Резина — — — —
5М—139 Кольцо под- кладное к дет. 5621. 4 Фибра — —“ — —
«Пр—18 Прокладка к дет. 27367. 8 Медно- асбест.
320
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменение деталей № дет. БМВ
Характер | изменений С № мотора
X. Детали карбюратора 60КД—1. Табл. 17.
28* Прокладкапод втулку малого диффузора. Винт устано- вочный малого диффузора. 2 Алюмин. — — — —
29 2 Латунь — — •
32 Прокладкапод компенсатор. 2 Фибра — — — —
37 Пусковой жиклер. 4 Латунь — — — —
39 Прокладка под пусковой жик- 2 Фибра — — —
55 Прокладка крышки поплав- ковой камеры. 2 — — —
1S1 Прокладка под штуцер бензи- нового фильтра. 2 » —
171 Главный жик- лер собранный. 4 Латунь — —
21023 Прокладкапод гнезде иглы. 4 Фибра — — —
21063 21108 Прокладка под пробку главного жиклера. Прокладка под поворотный нип- пель. XI. Детали синхрониза- тора' 4 2 п п — Табл. 13. — —
Б20452 Шайба Гро- вера. XII. Мелкие детали 6 Сталь *
Б2019 Болт М16/150 втулки виита с гайкой Б20160. 1 Х2Н — Табл. 13. 570
Б2022 Болт М8/100 картера с гай- кой Б20133 и шайбой Б20417. 2 У4 Табл. 4—5. Ь98
Б20105 Гайка М4/70. 6 У4 — Табл. 6, 9 12, 15. МЮ140
Б20119 ГайкаМ13/125 крепления ци- линдров. 2 У4 — Табл. 4—5 — 56А
21—Руков. по ремонту мотора М-17.
32!
J\jb детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменен» Характер изменений я деталей С № мотора № дет. БМВ
Б20123 ГайкаМ13/125. 4 У4
Б20125 Гайка М9/100. 6 Латунь ,Л“
Б20128 ГайкаМ14/125. 2 У-4
Б20130 Гайка М16/150. 1 Х2Н
Б20133 Гайка М8/100. 2 У4
Б20135 Гайка М9/100. 3 У4
Б20139 Гайка М18/150. 2 У4
Б20140 ГайкаМ26/150. 1 У4
Б20165 Гайка Ml 1/125. 2 У4
Б20190 Гайка М6/85. 6 У4
Б20207 Шпилька кре- пления цилинд- ров М13/125, М14/200. 2 Х2Н
Б20210 Шпилька со- единения поло вин картера М9/100, Ml 0/150. 3 Х2Н
20213 Шпилька М8/100. 1 У4
Б20218 Шпилька М8/100. 1 У4
Б20221 Шпилька М9/100. 1 У4
Б20228 Шпилька М8/100. 1 У4
Б20257 Шпилька кре- пления цилинд- ров М14/125, М15 200. 3 Х2Н
Б20268 Шпилька кре- пления картера распредвала MII/125, М12/125. 2 Х2Н
Б20269 Шпилька кре- пления картера распредвала Ml 1/125, Ml 2/. 25. 1 Х2Н
Б2С407 Шайба 28 X XI4X4. 2 У2
Б20417 Шайба 16Х8Х Х1,5. 1 У2
Б20512 Прокладка 82x62. 1 Бумага
Б20513 Прокладка 19Х14Х1Д 1 Медно- асбест
620514=» Прокладка 15X7X5. 2 , Кожа
— Табл. 6. Табл. 6. — 215 227
— Табл. 4—5. — 600
— Табл. 4—5. — 101
— Табл. 4—5, — 105, 112,
9, 10, 12, 20. 128а, 131а
Табл. 4—5. 6, 8. — 55, 221
— Табл.11,15. — 539, 678
—- Табл. 11. — 676
— Табл. 6. — 627А
— Табл. 8. — 271
— Табл. 4—5. — 44А
— Табл. 4—5. — 47
— Табл. 4— 5, 9. — 111, 130d
— Табл. 4-5. — 107
— Табл. 6. — 219
— Табл. 4— 5, 9. — 612, 131 d
— Табл. 4—5. — 44В
— Табл. 6. — 223
— Табл. 6. — 223а
— Табл. 4—5. — 602
Табл. 4—5 — 57, 131f,
9. 8, 20. 281
— Табл. 4—5 — 103а
— Табл. 4-5 21. — 78b, 80с
— Табл. 4—5 — 78с
322
№ детали Наименование деталей г\олич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20515 Прокладка впускных флан- цев цилиндров. 12 Клинге- рит — Табл. 6. — 222
Б20516 Прокладка 24X18X2. 20 Медно- асбест Табл. 4—5, 5, 11, 12, 21. 225, 653а, 4.-3. 832
Б20532 Прокладка к передачи к маг- нето. 3 Латунь лист. — Табл 9. — 623
Б20533 Прокладка корпуса подш. вертикальной передачи. 2 Бумага Табл. 9. 620
Б20534 Прокладка корпуса переда- чи к магнето. 2 15 — Табл. 9, 622
Б20535 Прокладка корпуса пере- дачи к радио. 1 Я -— Табл. 9. —— 624
Б20536* Прокладка цилиндра. 24 п — Табл 6. •— 645
Б20545 Прокладка выхлопных пат- рубков цилинд- ров. 12 Медно- асбест Табл. С. 662
Б20546 Прокладка 36 X 29X 2. 3 И — Табл. 6. — 641
Б20553 Прокладка к верхнему кор- пусу подшип- ников верти- кальной пере- дачи. 1 Кожа Табл. 9. 130b
Б20555 1 Прокладка к крышке Б0657. 2 Бумага — Табл. 9. — 624b
Б20559* Прокладка к .корпусу пере- 'дачи к тахо- метру. 2 V Табл. 8. 279с
Б20589*1 Прокладка к корпусу верти- кальной пере- дачи. 4 Латунь лист. Табл. 9.
Б20590* Прокладка к нижней верти- кальной пере- дачи. 2 Табл. 4—5
Б2059И Прокладка и приводу бензн нового насоса. 2 » — Табл. 20.
Ъ20592я Прокладка ь площадкам маг нс то. 1 2 к Табл. 10.
21*
323
№ детали Наименование деталей Колич. на 1 мотор Материал деталей Входит в узел Изменения деталей № дет. БМВ
Характер изменений С № мотора
Б20601 Винт М4/70. 6 У4 — Табл. 6, 9, 1 , 15. — 22543
Б20603 Винт М6/80. 2 У4 — Табл. 11,21. 535d
Б20609 Винт М5/80. 2 У4 — Табл. 4—5. — 88
Б20616 Винт М5/80. 2 У4 —. Табл. 8. — 252а
Б20719 Шланг 18x25. 50 Дюрит. — Табл. 15. — 528А
Б20722А Хомутик за- тяжной. ХП. Набор инструмента по списку табл. 22. 1 Табл. 15. f
324
МАТЕРИАЛЫ И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
§ 1. ОСНОВНЫЕ СВОЙСТВА МАТЕРИАЛОВ
Современный авиамотор требует особо внимательного отношения к выбору мате-
риала и его термической обработке, обеспечивающего надежную прочность деталей.
Прочность материала и другие свойства определяются его химическим составом
и термической обработкой.
Особое требование к прочности материала следует предъявлять для статически
нагруженных деталей, где крепость, т. е. способность материала оказывать сопроти-
вление приложенным внешним усилиям, решает службу детали.
Для динамически нагруженных деталей необходимо применять материал доста-
точной крепости, но и более вязкий, допускающий под действием внезапно приложен-
ных сил упругое изменение формы и гарантирующий отсутствие хрупкости металла.
Механические качества материала, с которыми всегда следует подходить к его
оценке, главным образом определяются крепостью, пределом текучести, вязкостью
(удлинением, сжатием поперечного сечения, ударным сопротивлением) и твердостью.
Крепость — усилие, потребное для разрушения того или иного материала, при-
ходящееся на единицу площади поперечного сечення испытуемого образца
и выраженное обычно в килограммах на квадратный миллиметр (принятое о значе-
ние—Zmax кг'мм1).
Предел упругости — то максимальное напряжение, выше которого у нас уже
имеют место остаточные деформации. Практически, ввиду сложного определения'
требующего точных, чувствительных приборов, он заменяется мало отличающимися
по величине, легко определяемым по диаграмме растяжения пределом текучести
(принятое обозначение — Zs кг/мм2).
Предел текучести — то максимальное напряжение, при котором материал не-
которое время изменяет свою форму без дальнейшего повышения нагрузки.
Относительное удлинение — отношение приращения длины определенного
участка образца ко всей длине этого участка, выраженное в процентах. Практически
этот участок, именуемый расчетной частью, берется при испытании на растяжение
цилиндрических образцов, пятикратной I — 5а или десятикратной (Z=10d) длины по
отношению к диаметру испытуемого образца.
Прн испытании на растяжение стали обычно берется цилиндрический образец
0 = 10 мм (принятое обозначение относительного удлинения — i%).
Сжатие поперечного сечения. При испытании на растяжение большинства
пластичных материалов в месте разрыва образуется шейка (уменьшение * площади
поперечного сечения). Отношение уменьшения площади поперечного сечения (раз-
ность между первичной площадью поперечного сечения образца и площадью попе-
речного сечения в месте разрыва) к площади первоначального сечения образца, выра-
женное в процентах, носнт название „поперечного сжатия* (принятое обозна-
чение — ?%)•
325
Высокое значение поперечного сжатия, а также относительного удлинения при
достаточной крепости свидетельствует о достаточной вязкости материала, необходи-
мой, как уже было отмечено выше, для изготовления динамически нагруженных
деталей.
Сопротивление удару—количество затраченной на поломку образца работы,
измеряемой в килограммометрах, отнесенное к единице площади поперечного сечения
испытуемого образца (1 см2). Определение этой характеристики производится на
спецальных образцах, с помощью особых машин, носящих название копров.
Сопротивление удару также характеризует вязкость материала при динамически
приложенном усилии (принятое обозначение удару — А кг-м/см ).
Твердость— способность материала оказывать со |ротивление проникновению
извне постороннего тела под действием какой-либо силы. Эта характеристика имеет
прямую зависимость от крепости материала и с достаточной для практических целей
точностью может характеризовать ее (см. переводную таблицу 1). Проверка материала
на твердость является достаточно простым и надежи ым методом контроля термической
обработ <и.
Наиболее распространенные методы определения твердости следующие:
Метод Бринелля. Стальной шарик под действием определенной нагрузки вда-
вливается в испытуемый материал, на котором производи-’ отпечаток. По величине
этого отпечатка судят о твердости материала. Чем больше отпечаток, тем ме ьше
твердость. Число твердости по Бринеллю представляет собой нагрузку, приходя-
щуюся на один квадратный миллиме-p сферической поверхности отпечатка. Для
удобства определения твердости при испытании пользуются специальными, заранее
вычисленными таблицами, по которым можно сразу определить по величине диаметра
отпечатка соответствующее ему число твердости (см. табл. 1).
Диаметр отпечатав, полученный на испытуемом материале, измеряется с помощью
лупы или -микроскопа с точностью до 0,05 мм.
Для получения сравнимых величин твердости употребляются стандартные размеры
шариков и нагрузок. Например, для исспытания достаючио твердых сортов стали
употребляют шарик 0 = 10 мм, нагружу — 3000 кг. Для более мягкой стали — шарик
0 = 5 мм, нагрузку — 750 кг. Для испытания цветных металлов и сплавов — шарик
0 = 10 мм. усилие— 1000 кг.
Метод Бринелля достаточно точный, удобный в применении и не требующий
специальной обработки поверхности испытуемого материала, почему этот способ
и нашел самое широкое распространение. (Условное обозначение числа твердости по
Бринеллю — /7В; на рис. 155 изображен пресс Брниелля).
Твердость по Роквеллу. Числ" твердости по Роквеллю стоит в полной зави-
симости от глубины проникновения в испытуемый материал алмазного конуса или
стального шарика.
При испытании твердых металлов применяется алмазный конус и нагрузка 150 кг.
При этом пользуются шкалой ,С“, нанесенной на приборе; при испытании же мягких
металлов (с числом твердости ниже 20 единиц по шкале ,,С“) применяют стальной
шарик 0 11Ь7 и нагрузку 100 кг (в дгннсм случае пользуются шкалой, обозначен
ной буквой ,,В“).
Приня-юе обозначение чисел твердости по Роквеллю:
а) при изменении алмазным конусом — HRc,
б) при измерении стальным шариком — HRb.
На рис. 156 изображен прибор Роквелла.
Твердость по Шору. Твердость по Шору характеризуется высотой отскока
от испытуемого материала бойка вполне определенного веса, падающего всегда с сди-
’26
наковой высоты. Чем тверже испытуемый материал, тем выше получается отскакива-
ние бойка от него. Этот метод менее точный, а поэтому он и менее распростренен
хотя мы так же, как и у Роквелла, получаем сразу число твердости, прочитываемое
на циферблате приборе. (Принятое обозначение числа твердости по Шору—Hs).
На рис. 157 изображены две модели прибора Шора.
§ 2. СТАЛЬНЫЕ ДЕТАЛИ И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Все сорта стали, применяемой при постройке мотора М-176, с их главнейшими
характеристиками приводятся в табл. 2, 4, 5 и 6.
Для удобства рассмотрения онн разбиваются ниже на отдельные группы в соот-
ветствии с их назначением и условиями их термической обработки.
§ 3. ЦЕМЕНТИРУЕМАЯ СТАЛЬ
Как известно, процесс цементации заключается в поверхностном науглерожива-
нии детали, изготовленной из малоуглеродистой стали, с той целью, чтобы путем за-
калки придать ей возможно большую поверхностную твердости, сохра-
нив достаточно вязкой сердцевину детали.
Способ этот особенно ценен и иногда незаменим во всех тех случаях, когда де-
таль работает на истирание с очень большими удельными давлениями (подвергается
большому износу) и одновременно испытывает высокие напряжения от действия удар-
ных динамических нагрузок.
Высокая твердость поверхности, обычно около 60 единиц по Роквеллу (шкала С),
способствует большой стойкости поверхности против износа; вязкая же сердцевина
дает возможность детали хорошо противостоять действию ударных нагрузок.
Цементация является наиболее совершенным видом термической обработки для
таких детатей как различные шестерни, пальцы поршня, кулачковые валики и др.
Одной из отличительных особенностей мотора М-176 является большое количе-
ство цементируемых деталей, которых насчитывается 40 наименований. Кроме только-
что перечисленных на моторе М-176 цементации подвергаются коленчатый вал, ша-
туны главный и боковой, рычаги клапана, валики вертикальной передачи и ряд дру-
гих деталей. Цементация коленчатого вала и шатунов, которые на других моторах
обычно не цементируются, вызывается тем обстоятельством, что мотор имеет ролико-
вые подшипники нижних головок обоих шатунов, ролики которых для уменьшения
размеров и веса всего сочленения катятся непосредственно по шатуну и шатунной
шейке коленчатого вала
Особенности термической обработки, которой подвергаются цементируемые де-
тали, определяют собой и химический состав стали: цементированная деталь не мо-
жет быть подвергнута достаточно высокому отпуску, так как иначе уменьшится твер-
дость цементированной поверхности. Отсюда и вытекает основное требование к стали
для цементации: она должна быть такова, чтобы непосредственно после закалки, или
после закалки с отпуском на 160 — 200° С сердцевина детали сохраняла достаточно
большую вязкость. Такому требованию вообще удовлетворяют слабо закаливающиеся
малоуглеродистые сорта стали, почему для цементации преимущественно и при-
меняется сталь с содержанием углерода не выше 0,2%.
Кроме общего для всех цементируемых деталей требования — большой твердости
поверхности,— многие детали должны обладать большей илн меньшей прочностью
сердцевины. Обычная малоуглеродистая сталь в этих случаях оказывается недоста-
327
JDO JOJsD ND ND ND ND N3 JO ND nd nd nd nd nd nd n\nd jo nd nd jo nd jo nd jo JO J\D nd jond nd_nd jo nd nd nd jo jo nd jo 'oTd'cc o«d to To oc ce oo oo ce oo --i V >« W *4 cd ст аЪ cd "cd cd стел on сл'сл сл сл сл cr cn "45* 4^’43- OCOChCnOJf—O00*<ICn4bND>-<D00CDCn^ND*-O0D-‘]CDCn4bND — OCOOO*JOD4>.GOtO'— 0000)4^ Дияметр отпечат, d мм II И И -4
^4ь4ь45-4*4Ь4ь^45*4*-|£Ф-»^4>*4Ь4**4ьХьСлСлСлСлСлСлСлспСлСлСлСлСлСлСлСпСлСлСлЗ:О)О} H-NDNDb0fJ0 4k4^CnCn0)0i*4*40000CDt!DtQOH-»—N3^WQ0004^CnCnOCDCT'*J00 00tD<£>Ob-ND СЛОСТ><ССл^**- — 4^—4*-»-‘4^^-GnNDCn®^JO^tCTCTO45».CX‘*4»—CnO4^t©Q0NJ^JND*4b-H-H-CT s Число твердости по Бринеллю Не ри: 0 мм ООО кг 0 сек.
& 1 & ш $ 1 i&isisi 1 a 1 s 1 1 a 1 21 к 1 18? i i £з i a i 1 s i gss Число твердости по Рок- веллу (шкала ,С“ HRc.)
CnCDCDCDO>OiCDCTODCTCT>CTlCDCbCT,^-<l,-4**l>J>J-4-4-4*-l,*4*J*4*JOOOOOOOOOOOOeoOOCOOOOO(D CO op f ND 00 00 £* Cn CT CD -J OCJDO CO О ►- ND ОО CO/*- Сл CnjD *-1 00 J» JO О pj- ND WCO >U Cn CD ОС О Cn "вл Сп Слеп "Си Си Сл Сл Сл'сл Сл'сл Сл Сл Сл"Сп Сл 'ел Число твердости по Шору (алмазный боек Hs)
•— »—> *-* »—> . — •— _4 1—< . н- >—* . 1—• *-* н- KD 1 ND ND . NDNDNDNDNDNDNDND 4^ СЛ СЛ СП СП CD CD CD CD CD *О -J -*4 00 00 00 00 СО СО СО СО СО О О О О^—*NDNDND СО •— СО СП 1 00 О ND Си *»] tO ►— СО Си 1 000' СО Сл -О О ND 4*- СТ 00 О 1 СО СЛ 1 OOOND^CDOCO^l Углеродистая сталь 1 Коэф пости
•—* н- . »—* . t— —• н- 1— . >—*>—• »—*>—* . h-н-. •-**-!—, *—* н-‘ *-• — >— . ►— NDN.NDNDNDNDNDNDNDND *U 4^. СЛ СЛ Сл СЛ CD СТ CD СТ -*4 *4-4 -J 00 00 00 00 00 СО СО СО СОООООС?Он-н- Сл *4 1 О 4^ CD 00 О 1 СО Сл 1 000* СО СП 1 00 О ND 1 Сл -4 СО — СО Сл 1 ООО»—ООЙ^СТО^ОООМО Хромистая сталь >ициет 7 max
trt S
£>. 2 | Е | ел I ел I сл ел ст | ст ст 1 cd-^I *J -4 | се оо 5о се ос os I Sol SSoooo-^ »— С*.' CD1 О1 СО* CD 00 О 1 СОСЯ1 ОСО1 СО СЛ *4 1 О ND 4* Сл “4 СО ND 45* -4CDOND4^-4O»>> Никелевая и хро- • мо-никелев. сталь кре- KtjMM2
сососо со jo ро оэ со со со со cojo сосо со со^ cojopo со со wppp сор СО СОСО сор сор сор со ОС ’-О W о ^“сл ел ст "ст ел "ел Сл Сл'сл Сп"*Ь* V* 4*"45*">с*'со О СО СО "со ND nd ND ND ND **'*— »— W О о о о о OCeCD4*-NDOOOCD42*NDOOOO^ND00004^NDOOOCD4*-NDOOOCD>^NDOOOCDrfbNDOOOOD4*-NDO Диаметр отпечат. d мм II II II _ Сс 00 “ ё
й
NDNDNDND'NDNDNDNDKDNDNDNDNDNONOCOCOCOCOCOCOCOCOpCOCOCOCOCOCOCOCOCOCOCOCOCOCO^ht-^ CnCnCTCTCTCT-4-4-JOOOCOCCOCOCDCDOO — »— NDNDNDCOC04^4-CTiCnCnCTCT-<**]OCOCCCTcCT?DO»— Cn-4OWCTCDN3Cn0CNDCn00NDCn00NDCTteC0-4—‘CntDCO^O»—CnO4^COC0C0C000C000C0 00 4^CDCn Число твердости по Бр неллю Не ps X • гм
1 SI 1 81 81 1 81 21 Bl 1 “I £?| 81 81 1 Bl 81 81 SI 1 Si Й1 fel £ Число твердости по Рок- веллу (шкала „С” HRc) W W о tj
1
СОСоСоСОСОСОСОСОС04*Ф-4*-4*Л.4Ь4:ь4*-4ь4^4:-4ь4^4:-4^4^»^4ьслСлСпСлСлСлслСлСлСлСлелСлСл P p cep CO top op и-J— ND JO Cop 45* /-СЛ CTJCT -J <J 00 COp О О — ND ND CO 4**/* Сл CD *4 jOpp СпСл Си Си Сл Сл Сл СП Сл Сл'сл "Сл Сп ел "слСл Сл'сл СлСП СпСлСл Число твердости по Шору (алмазный боек Hs) > н
СОСОСОСрСОСООСООООООООО^-*-»—*—*-H-"-NDNONONDNONDNDCOCOCOCpCOC0^4^>^£-4b NDNDppp-MOO О О ppp СЛ СЛ *4р О н-р 4*-р Мр О»—ND4bO)*'JtOpN0»>O50cp»—СОСл—JtD СлСлСл'Сл Сп Сл'сл Сл "ел СЛ Си Сл СпСл Сл Углеродистая сталь Коэфи и W я
OOCOCOCOcD^OCOtOCDtOOOOOOOOOO^-b-^h-H-t-iH-NDNDNDNDNDNOCOCOCOCOCOCO^^Si» to О •— ND СО 4^рррр о •— ND СО 4* р О 00р »— ND 4^р 00 CD •— JO tUp *-4рр ND >£- CD О — СО СЛ Oi СпЪт Си Сл Сл Ъ1 Сл Сл *Сп Сп Хромистая 1таль । [циент iax о о н S
OCOOOOOOtOCOtOCOOCOCOcOtOQOOOOOOO»— н-н-н-»— к— •—NONDNDNDNDNDCOCOCOpCOCOrfa* pJ-Oppp^pp/-- CD -J 00pp^-p 45- Спр 0C COp NDp»P- O5J-1 CO О NDp Си -Jp О NDppp CO Сл СпСл Сл Сп Сл ел Сл Си СлЪ1СлСЛ "Сл "ел СлСп Сл Си Сл Сп Сл Сл"сл Никелевая и хро- моникелевая сталь Крепость кг!мм^ W ВЗ S д W
/х>?*5ppppfopppp оо *4 -41 ел О CD ел Сл ’₽»> 4=- Со СО СО СО Со ND ND ND ND ND"►—"»— — *►—О О О о"'”' СО to'to'tO СООО 00 00 00 00 0*4NOOCCnOCnN2Ce»pbOOOCD4^NDOOC0^4*-NDOOOCD4*-NDOOCO^H₽-NDOOOCD4^NDGOCO>4^NDO Диаметр отпечат. d мм При: D—10 мм Р=3000 кг ^=30 сек.
— NDNDNONDNDNDNDNDNDNDNDNDNDMNDNDNDNDNDNDNDNDNDND рр CD OOD-vJ^q^OeooOOOOCOCOCOCOcD'DOOOG — ^-NDtONDNDCOCOCOC04^4^4^>₽-CnCn CD00H-4=--^O*N>'4Oh₽--41cO — COGT*4 00OND4-*4C£Db-C0Cn^JCCND»f>-ai<O»— 4^ CD CO •— 4*^CONDCn Число твердости по Бринеллю Не . bl д
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 181 1 21 1 81 SI 1 S1 81 1 8 (шкала „С“ HRc) и д о
S8S8I 1 21 ISI ISI2I8! 1 SI 121 18181 1 § 1 1 1 1 1 (шкала .В“ HRc) Л) О я р § 2§ < S W W
NDNDrONDNDNDNDNDNDKDtONDNDbONDNDNDNDNDNDNOCOCOCOCOCOCOCOCOCoCOCOCOCOCOCOCOCOCOCOCO ND JO COp СЛ Cnpp »*4 *-J J-J J-J 00 00 pp CO (Op О Opp ND ND JO J\D COpp 4^-p Си Сл p <?)p Спел Сп Сл СпСл OiCn О1"сл Сл 'Си'Сп Си Ъ1Сл *Сл"сл Сл Сл Сл Число твердости по Шору (алмазный боек Hs) W ь
pCnCnCnCDCTlG'<CiCT)0)CDCDCDCTl,<l*-]*4'-0’*4*4‘-4,*J*4^J*4-*J1OOOOCOOOOOOOOOOOeOOOOCeOOCDCD СП "Ч 00 СО © — р р СЛ CD00 СО р р ь- ND СО p/i. р CDр J-4 00 СО О р 5- р СО Сл CD *4 00р р О ND СлСп ел СпСл Си СпСлСл Сл'сл QiCnCn СпСлСл Углеродистая сталь Ко к Е
СЛСЛО}СпелСпО}ОСТ)0}00)СТ>СТ10>0>ОЪ'‘Л*Л*4,,-4^4-0*4‘0*4*4-0-'4-ООООООСОСОООООООООООеОО /-рр ррр •— ND СО 4^р О ^Ор О *“*^р СО 45* 4^ Сл ODpp 00 СО ОО NDppp р ОН -4 СО СО Си Ъ1 Сл Сл СЛ Сл ’ел Сл'сл Си СпСл "ел "СлСп Сп Сл'сл СлСп Хромистая сталь эфиии репос: iax кг> §
CnpCnCnCnCnCnOCTlCDOO>ODCT)OCnCDeDOCD^]*-]‘,-4*0-<l--J,*J*J-0,<I^J,*JCeOOOOOOOeCoOOOOOO CO^CnO-OOOCDOj— fsDpp cnpp OOppp h- NDp CO 45-4^ p CTiOpp OOp ND COp/-pp СпЪ1СлСл Слеп Си СпСгСл Сл Сл"сл СлСлСЛ Сл'сл Сл'сл СпСл Никелевая и хро- мо-никелев, сталь □ ГВ £ ® 3
ррррррррррррррррррррррррррррррррррр Сл р 4^ Oi СЛ 45* 45* ОО ND ND*— X О"сО СО О ОС 00 00Vi V]Ъ1 "CD"cD Сл'сл*4i V- 4* ОО"со ND ND ND►-*O О О*CD"«О 00 00*00 O.ODCONDCnOON3C^045-COCDCO-*4COOOCOOOCO^-‘~Ob00045*OCnM<ICOCDONDOCGnOCT> — OOrfbO Диаметр отпечатка d мм 11 11 П
NSOCCfCCCfCCtnCDtOlDtlDtr'JoOOOO^^ - ^-^^NDbOtsDNDNDCOCOCOCoSE^^CnCnCn OCeOND45.0)OCO№45>OD“*)OoONDCOCnOOOO^-COCn,^]tD*-C‘JCn*JCO*-COCnOCOCOCnOeOCoO Чис :о твердости по Бринеллю Не ри: 0 мм )00 кг 1 сек.
$O p “N 4^ ф-4^ 4^ СЛ Сл СП СЛ Сп СИ СП p СЛ CD CD CD CD CD CD CD CD CD-J "Ч | -q <1 -J -4 f -4 *>4 00 00 00 ppp NDpp -4 00p i— ND CO 45- СП CD -4 QCp ND Co 45* Cn CD -J 00 О О н- I ND CO/=* CT. --i I OS CO О — (xj ел Сл СП Сл'сл Сл Сл 'ел Число твердости по г ок- веллу (шкала „В“ Нас)
^4 _ 1—i>— 1 И- »— —1— и-> к-, н- >- ND ND ND ND ND ND ND « pp COppp 45. 4s* _/-£*. 45* CnCnppCDOspp^pp 00 00 p OS COp CO О О О —* >-WN3 След СпСл 'сп'спсл CnOiCn Слеп СлСп "СлСл Сл'сл Слеп "спел Сл *Сл Число твердости по Шору (алмазный боек Hs)
pNONDNDWCOpWCOCOCOCoCOCpCOCOCOCOCOC0^45*45-4^45.45*42*45.4*4i4^4^4=*CnppCnCnCnCnCn р СО СОрО н-Ь0рС045*4хСЛСл05-*4-Ч0С00С0рО»—pND COp 4^ Сл CDp 00 СО О О —‘ ND СО ф* Сл CD Сл Сл Си Сп Сп Сл ел Сл Углеродистая сталь N 5? 5 к о н
I I 1 1 | |- ] 1 I | 1 1 I 1 I 1 I 1 I 1 to Op »— NDp сор 45* Сл pp PP coppj— рр 45* Си Сп Сл Сл Сл'сл СпСл Си Сл"сл'сл Сп Сл Хромистая сталь ’Эфиии penoci ах кг/- ст ы S
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 |СОСОСОСО4ь4*4ь>4-4ь^4^45«£4^к>£*4л.СлСлСпСп 1 1 I L I I I ] I I I I 1 I | 1 1 I | | 00Р topp —‘ NDp СоФ*/5*рСТ| ^]рррр н- ND СО Сл Спел "bt сл’сл Сл Ъ1 СпСл Нике евая и хро- мо’йикелев сталь HJ 1НЭ J= ffi
Рис. 157.
330
точно прочной и приходится прибегать к различным сортам так называемых спе-
циальных сталей, т. е. к сталям, содержащим некоторые специальные добавки
(хром, никель и др.)- Для ряда О1ветственных и сильно нагруженных деталей, как
коленчатые валы, шатуны, приходится брать сталь с высоким содержанием специаль-
ных примесей, которые придают стали очень высокую прочность.
Основное требование — невысокое содержание углерода — остается в силе и для
этих сортов стали.
К применению специальной стали приходится прибегать иногда и в тех случаях,
когда деталь вследствие очень сложной формы не допускает резкой закалки в воду,
которая может вызвать трещины и сильную поводку. При закалке в масло углероди-
стая сталь не может дать требуемой твердости поверхности, в то время как многие
специальные стали (например хромоникелевая) легко дают это. Некоторые copra
специальной стали дают очень высокую твердость даже при охлаждении (закалке)
в спокойном воздухе.
Ниже перечисляются применяемые марки цементируемых сталей в порядке воз-
растания их прочности. Химический состав их и механические качества приводятся
в табл. 2.
Сталь ЖЦ является обычной углеродистой сталью, именуемой в просто-
речии „железом1*, отличаясь от обычных торговых сортов „железа" только большей
чистотой в отношении вредных примесей (серы, фосфора) и шлаковых включений.
Ввиду своей небольшой прочности применяется она только для самых ненагру-
женных и простых по форме деталей, как ролики коромысел, оси роликов,
шайбы и т. и.
Твердость поверхности после цементации и закалки может быть получена доста-
точно высокой, не менее чем и на других сортах стали (специальных); нормально
она равна 60—63 по Роквеллу (шкала »С"), однако при условии закалки в воду.
Коэфипиент крепости сердцевины получается порядка 35—45 кг/мм~ при очень
большой вязкости.
Сталь ЭХЦ — хромистая, применяется для средненагруженных деталей, как,
например, распределительные валики и ряд мелких деталей.
Закалка может производиться как в воду, так и в масло, причем в первом слу-
чае легко достигается высокая поверхностная твердость и значительная крепость
сердцевины при пониженной, однако, вязкости последней.
Закалка в масло, более безопасная, дает меньшую твердость цементированного
слоя (55 — 58 по Роквеллу^, но зато и большую вязкость сердечника. Нормальные
механические качества для обоих случаев приводятся в табл. 2.
Промежуточные значения могут быть получены закалкой в 50%-ный водный рас-
твор глицерина или в горячую воду.
Сталь ЦК — хромоникелевая, среднелегированная, обладает несколько большей
прочнсстью и вязкостью по сравнению с ЭХЦ. Нормальной термообработкой для нее
является закалка в масло, легко дающая высокую поверхностную твердость. На мото-
рах первых выпусков из этой стали изготовлялись распределительные валики,
ролики коромысел и ряд других деталей.
В настоящее время эта марка из соображений экономии импортного никеля за-
меняется хромистой сталью ЭХЦ, которая при правильной термической обработке
почти не уступает стали ЦК по механическим качествам.
Сталь XIН — хромоникелевая, высоколегированная, является одной нз лучших
и наиболее универсальной сталью для цементации; при правильной термической
обработке дает очень высокие механические качества как в смысле коэфициента
331
крепости и предела упругости, так и вязкости. Из этой стали изготовляются шатуны,
все шестерни, пальцы поршня и бокового шатуна, валики вертикаль-
ной передачи и др
Нормальная термическая обработка — закалка в масло.
Сталь 53а1. Высоколегированная, хромоникель-вольфрамовая. Самая прочная из
цементируемых сталей, применяемых для постройки мотора М-17. Благодаря высо-
кому содержанию специальных примесей обладает способностью закаливаться на воз-
духе, чем особенно ценна для изготовления сложных деталей, правка которых за-
труднительна; закалка на воздухе вообще дгет меньшую поводку и, кроме того, при
этом имеется возможность закалки в прессе для получения наименьшей поводки
детали.
Вольфрам в эту сталь вводится главным образом для уменьшения роста зерна
во время цементации, которая, вннду требуемой большой глубины цементированного
слоя, должна быть очень длительной (до 80—100 час.).
Из стали 53а-1 изготовляется одна деталь — коленчатый вал.
§ 4. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЦЕМЕНТИРУЕМЫХ ДЕТАЛЕЙ
В общем случае термическая обработка цементируемых деталей состоит из сле-
дующих операций: 1) цементации, 2) закалки, 3) отпуска.
Такой процесс применяется по отношению к ряду меиее ответственных деталей,
к которым предъявляются не особенно высокие требования. Способ этот имеет тот
недостаток, что благодаря длительному пребыванию детали во время цементации при
температуре около 900°С структура ее получается несколько грубой. Для устранения
этого недостатка применяется более сложная термическая обработка: после цемен-
тации дается закалка на температуру 900°С, которая исправляет структуру сердце-
вины; вслед за первой закалкой идет отпуск на 620—650°С, который нужен для воз-
можности промежуточной механической обработки детали; после этого уже следует
вторая закалка на более низкую температуру для придания детали нужных механи-
ческих свойств. Обработка заканчивается отпуском для устранения внутренних напря-
жений, получившихся при последней закалке.
Таким образом эта термическая обработка имеет следующий вид: цементация,
1-я закалка, высокий отпуск, 2-я закалка низкий отпуск.
Такая сложная термическая обработка применяется заводом для коленчатых валов
из стали 53а-1, шатунов, шестерен, пальцев поршня и бокового шатуна, валиков вер-
тикальной передачи и некоторых других деталей, изготовляемых из стали Х1Н.
Такая же термообработка дается распределительным валикам из стали ЭХЦ.
Менее нагруженные детали из стали XIН и все детали из марок ЦК и ЖЦ
подвергаются одинарной термической обработке. Точная разбивка деталей по маркам
стали и видам термообработки лается в табл. 3.
332
§ 5. ПРАКТИКА ТЕРМООБРАБОТКИ
Цементация
Пример 1
ПАЛЕЦ БОКОВОГО ШАТУНА
Сталь марки Х1Н Деталь Б048
Термическая обработка
№ пере- ходов Наименование операций Загрузка при тем- пературе Конечная темпера- тура Время подо- грева Время выдержки Охлаждаю- щая среда
а Цементация 550—600 900° 5 час. 7 час. Воздух.
б Контроль глубины цементации по фитилям л по деталям (1 шт. от коробки)
в Закалка 1-я 860° 900° 20 мин. 15 мин. Масло.
г В/отпуск 320° 700° 2 ч. 30 мин. 14 мин.. До 420° с печью.
д Закалка 2-я 740° 800° 25 мин. 20 мин. Масло.
е Обдувка песком .... — — — — —
ж Контроль по твердости — — — — —
Упаковка под це-
ментацию.
Процесс цемен-
тации.
Контроль хода
цементации.
Уложить в коробку в вертикальном положении детали и фи-
тиль (пруток стали, служащий для контроля глубины цемента-
ции). плотно набить карбюризатором.
Укладку следует производить с таким расчетом, чтобы рас-
стояние между соседними деталями было не мене 5 см.
Предварительно перед упаковкой на дно коробки необходимо
подсыпать слой карбюризатора толщиной примерно в 4 см.
Такой же толщины слой карбюризатора должен отделять крайние
ряды деталей от боковых стенок коробки.
С целью обезвредить влияние усадки карбюризатора на каче-
ство цементации слой карбюризатора в коробке должен покры-
вать верхний ряд деталей на толщину не менее 5 см.
Плотно набитую коробку покрывают асбестовым листом,
а края замазывают глиной.
Загрузить коробки в печь при температуре не выше 600°, за
5—6 час. подогреть до температуры 900°, выдержать при этой
температуре 7 — 8 час., после чего вынуть и дать остыть на
воздухе.
Через 10—11 час. (считая с момента посадки в печь) вынуть
фитиль, замочить в воде и определить глубину цементации, для
чего нужно зашлифовать поверхность фитиля с торпа и про-
травить 4% раствором азотиой кислоты (HNO3) в воде.
Норма глубины цементации — 0,9—1,4 мм.
333
ЦЕМЕНТИРУ
Марка и хими- ческий состав Темпера- тура ковки Отжиг после ковки Термическая обработка
ЖЦ С-0,10—0,16 Мп—0,2—0,5 Si—не более 0,35 S— „ , 0,045 Р-„ „ 0,045 1150-800° Отпуск 650° Отожженная. Цементация и одинарн. термообработка: а) цементация—900°, охлажд. на воздухе; б) высокий отпуск—550°, охлажд. с печью до 500°; в) залалка—780°, охлажд. в воде.
ЭХЦ С—0,12—0,18 Мп—0,3—0,6 Si - не более 0,35 Р— „ г 0,030 S— „ „ 0,030 Сг—0,8—1,2 ПК С—0,10—0,16 Мп—0,2—0,5 S1—не более 0,35 Р— „ , 0,030 S- „ . 0,025 Сг—0,2—0,5 Ni—1,7—2,3 1100—825° 1100—825° Нормали- зация 860° Нормали- зация * 860° Отожженная. Цементация и закалка 1-й вариант: а) цементация—9С0°, охлажд. на воздухе; б) 1-я закалка 860°, охлажд. в масле; в) 2-я закалка 820°—840°, охлажд. в воде; г) отпуск 186°, охлажд. в воздухе. 2-й вариант: а) цементация—906°, охлажд. на воздухе; б) 1-я зака ка—850°, охлажд. в масле; в) 2-я закалка—820— 840°, охл, в масле; г) отпуск—180°, охлажд. в воздухе. Отожженная. Цементация и одинар. термообработка: а) цементация—900°, охлажд. на воздухе; б) высокий отпуск 700°, охлажд. на возд.; в) закалка 780—800°, охлажд. в масле; г) отпуск 150°, охлажд. на воздухе.
Х1Н С—0,10-0,16 Мп- 0,2—0,5 Si—не более 0,35 Р—, „ 0,030 S—.. 0,025 Сг—0,55—0,9 Ni—2,8—3,4 1100-825° Нормали- зация 860° Отожженная. Цементация и двойн. термообработка: а) цементация—900°, охлажд. в коробке на воздухе; б) 1-я закалка—900°, охлажд. в масле; в) высокий отпуск 680—700°, охлажден с печью; г) 2 я закалка 780—800°, охлажд. в масле
Цементация и одинарн. термообработка: а) цементация—900°, охлажд. на воздухе; б) закалка 760 -780°, охлаждение в масле
53а 1 С—0,15—0,22 Мп—0,2—0,5 Si—не более 0,4 Р-„ „ 0,030 S-„ „ 0,025 Сг-1,3-1,7 Ni—4,0—4,7 W - 0,8—1,2 1150-875° Нормали- зация 950° Отпуск 65 ° Отожженная; Цементация—900°, охлаждение с печьк до 500°; а) 1-я закалка 940—966°, охлажд. на возд. б) высокий отпуск 620—640°, охлаждение с печью до 400° со скоростью 10° в час; в) 2-я закалка 840—860°, охлажд. на возд. г) отпуск 150—170°, охлажд. на воздухе.
Примечание. Механические качества (твердость) поверхностного слоя—см табл.
334
Таблица 2
емая сталь
Механические качества сердцевины
7 шах кг!мм1 1°,0 l-Wd 9% Твердость нецементируемой части А кг-м1см*
кг 1мм1 н е менее d мм нь HRC не менее
29-39 17 25 60 >5,3 « 125 — 13
— — — 6,3 — 5,3 85— 125 HRB 45—70
40 22 25 70 4,5—5,5 180—115 — 12
100 93 7 35 — — 35 6
87 61 15 50 — 21 >0
40-56 20 20 60 >4,7 « 163 — 12
>58 38 10 50 4,6 — 3 7 170 — 270 «28 10
50-66 30 18 55 >4,3 « 197 — 11
>90 65 8 50 3,7 —3,1 269 — 3-8 28-41 10
>85 60 8 50 3,8 — 3,1 255 — 388 25—41 9
75—83 55 16 55 >3,7 « 169 12
>115 80 10 45 «3,30 >341 >35 8,0
335
Пример 2
КОНИЧЕСКАЯ ШЕСТЕРНЯ ПЕРЕДАЧИ НА МАГНЕТО
Сталь марки Х1Н Деталь Б0643
Термическая обработка
№ пере- ходов Наименование операций Наг рев | Охлаждение
Загруз, при Т° Конечн. уо Время подо- грева Время выдержки Охлаждаю- щая среда
а б Закалка Отпуск 750° 400—450 830 530 20 мин. 25 „ 15 мин. 25 „ Масло. На воздухе
В Контроль . проверить твердость по Бринеллю (Ф, 3,4—3,8).
г Цементация 550° 900° 5—6 час. 6—8 час. Масло.
д Контроль проверить глубину слоя.
е ж В/отпуск . Закалка 400—450° 760 700 780 3—4 час. 20 мин. 1 час 10 мин. С печью до 500° Масло.
3 Обдувка пес КОМ' —
и Контроль на т ве э д о с т ь —
।
Упаковка под це-
ментацию.
Процесс жемен-
тации.
Контроль хода
цементации.
Поместить шестерни в цементационный ящик, подсыпав пред-
варительно на дно его слой карбюризатора толщиной в 5 ем.
Расстояние между соседними деталями и между крайними дета-
лями и стенкой коробки не должно быть меньше 5 см.
Шестерни устанавливаются в ящике в вертикальном (по отно-
шению к оси шестерни) положении.
Плотно утрамбованный карбюризатор должен покрывать верх-
ний ряд деталей примерно на 5 см.
Коробку сверху покрыть асбестовым листом и края замазать
глиной.
Загрузить в печь при температуре 550°; в течение 5—6 час
поднять температуру до 900° и дать выдержку при этой темпе-
ратуре 6—8 час. После этого печь разгрузить и шестерни)
прямо из коробок калить в масло.
Через 10—12 час. (считая с момента посадки коробок в печь-
вынуть фитиль, замочить в воле и промерить глубину цемен-
тации.
При неудовлетворительной глубине слоя процесс продол-
жается.
Норма глубины цементации 0,4—0,9.
336
Мотор М-17
Таблица 3
ЦЕМЕНТИРУЕМЫЕ ДЕТАЛИ
№ деталей Наименование деталей Марка стали Терми- ческая обработка Глубина нем. слоя на окончат, обработке д талей в мм Твердость поверх- ности не менее:
по Роквеллу шкала С HRc по Шору Hs
Б051 Коленчатый вал (шатун- ные шейки) ! 53а1 Двойная 1,7—3,0 58 75
Б043 Шатун главный .... X Н 0,7—1.3 58 70
Б'Н7 „ боковой .... Х'Н 0,7—1,3 58 70
Б043 Палец поршня ..... хтн 0,6—1,1 58 70
Б048 „ бокового шатуна . Х1Н “ ч 0,6-1,1 58 70
Б0244 Б0281 Шестерня передачи к масляной помпе . . . Валик передачи к масля- ной помпе XIH XI н я 0,4—0,9 0,4—0,9 58 58 70 70
Б0284 Б0521 Шестерня коническая к детали Б0251 .... Шестерня коленч. вала XIH XI н п 0,4—0,9 0,5—1,0 58 58 70 70
Б0629 Валик верт.передачи левый XIH н Шестерня 58 70
Б0630 п » я правый XI н п 0,4—0,9 Шейки 45 60
Б079 Коромысло клал, (правое) XI н п 0,3—0,6 0,5—1,0 58 70
Б 0710 „ (левое) XI н 0,5—1,0 58 70
Б0640 Шестерня ведомая . . XIH п 0,4-0 9 58 70
B0L41 „ привода к динамо хш 0,4—0,9 58 70
Б0642 Б0643 Шестерня привода к маг- нето Шестерня магнето . . XIH XI н п 0,4-0,9 0,4—0,9 58 58 70 70
Б 0644 „ верхняя « . . XIH 0,4—0,9 58 70
БС73О „ распредвалика XIH 0,5—1,0 58 70
Б148 „ коническая . . XIH п 0,4—0,9 58 70
Б799 Распред, валик (правый) ЭХЦ кулачки 58 70
Б755 „ „ (левый) ЭХЦ г 0,6 1,2 шейки 45 60
Б0527 Втулка со шлицами. . . ХШ Одинарн 0,4-0,9 0,4-0,9 58 70
Б0о‘28 Упорная шайба .... жц я 0,4—0.9 58 70
БО718 Ролик коромысла. . ЦК п 0,4—0,9 58 70
Б0720 Ось ролика 11 к 0,4—0,9 58 70
Б0920 Палец поршня масляной помпы жц 0,4—0,9 58 70
Б0921 То же жц 0,4-0,9 58 70
Б0923 Палец золоти, масляной помпы .... жц 0,4-0,9 58 70
Б109 Б1669 Соединит, муфта водяной помпы . , ..... Золоти, распред, само- пуска . . XIH жц п 0,4-0,9 0,4-0,!) 58 58 70 70
Б.20420 Шайба .... жц 0,4—0,9 5 . 70
С-10 Кулачковая шайба . . жц п 0,4—0,9 58 70
С-17 Ось кулачковой шайбы жц 0,4—0,9 58 70
22—Ру ков. по ремонту мотора JV1-17.
337
Таблица 4.
МИКРОСТРУКТУРА СТАЛИ - ЭХЦ
№ фиг. Откуда взят шлиф Термическая обработка Тверд. HRC Микроструктура
1 Край. Цементация при 900° в течение 20 час. Охлаждение с коробкой на воздухе. 26 Крупные зерна перли- та, окруженные разор- ванной сеткой цемен- тита.
2 Сердцевина. — Подпечатан структура перлита и феррита.
3 Край. Нормализация после це- ментации: нагрев—860°, охлаждение на воздухе. 32 Сорбит и отдельные мелкие зерна цементита.
4 Сердцевина. — Равномерно - мелкие зерна сорбитового пер- лита и феррита.
Таблица 4
• Фиг. 1.
Таблица 4
Фиг. 2.
338
Таблица 4
Фиг. 3.
Таблица 4
Фиг. 4.
§ 6. СТАЛЬ НЕЦЕМЕНТИРУЕМАЯ
Перечень нецемевтируемых марок стали, применяемых при изготовлении мотора-
М-176, приводится в табл. 5. В нее не включены некоторые сорта стали, имеющие
специальное назначение и выделенные в особую группу. «
Группа нецементируемых сталей охватывает собой несколько марок углеродистых
хромистых и хромоникелевых сталей, которые применяются в отожженном или тер
мически улучшенном виде.
Под термическим улучшением понимается закалка с последующим отпуском на
температуру порядка 400—600°С. Более точно температура отпуска, которая опре-
деляет собой конечные механические качества, дается в табл. 5.
Указание марок стали, идущих на изготовление различных деталей, приводится
в спецификациях деталей.
Сталь У-2 и У-3— мягкая углеродистая, предназначается на самые неответ-
ственные или ненагруженные детали, в том числе и подвергающиеся сварке (головки
цилиндра, штуцера свечи, заглушки и некоторые другие). Во всех случаях эта сталь
может заменяться любой углеродистой сталью с содержанием углерода до 0,4%, если
только она достаточно чиста в смысле содержания серы, фосфора и неметаллических
включений. Термической обработке эта сталь не подвергается, и детали изготовляются
из нее в отожженном состоянии.
Сталь У-4 — углеродистая, более твердая по сравнению с предыдущими. При-
меняется как в отожженном, так и в термически обработанном виде. В первом случае
идет на различные ненагруженные болты, шпильки, гайки, шайбы, во втором — на
монтажный инструмент, средненагруженные шпильки и т. п.
22* 339
Термическая обработка состоит из закалки в воду при температуре 30— 40° С
с отпуском -150—550°.
Детали сложной формы, изготовляемые из этой стали, не всегда переносят закалку
в воду (дают трещины), почему иногда только по этой причине приводится прибегать
к специальным сталям, позволяющим вести закалку в масло.
Сталь У-4 можно калить в масло только при очень небольших сечениях, порядка
8—10 лл. Толстые сечения — от 20—30 мм и выше—вообще не удается прокалить
насквозь даже при закалке в холодную воду.
Сталь ЭХТ и 23СД являются хромистыми, средней твердости. Последняя более
твердая но сравнению с первой. Применяются только в термически обработанном виде,
после закалки в масло и отпуска в зависимости от требуемых механических свойств.
По своим механическим качествам эти стали являются промежуточными между угле-
родистыми и упоминаемыми ниже хромоникелевыми.
Обе стали могут подвергаться автогенной сварке, хотя сталь 23СД требует очень
умелого обращения ввиду своей склонности девать трещины при резких переменах
температуры.
Назначение — втулки винта, средненагруженные болты и шпильки, некоторые
валики (ЭХТ), цилиндры (23СД).
Сталь ЭХТ введена недавно и иа моторах первых выпусков соответствующие
детали изготовлялись из стали Х2Н.
Сталь X2II — хромоникелевая, одна из наиболее универсальных по своему при-
менению марок, обладающая в термически обработанном виде очень высокой вяз-
костью при достаточно большой крепости. Более высокий предел упругости по срав-
нению с описанными выше марками (при равной крепости) делает эту сталь особенно
пригодной для различных динамически нагруженных деталей.
Основное применение ее — высоконагружевные болты и шпильки, как шпильки
крепления цилиндров, шпильки коренных подшипников и ряд других деталей, подробно
указанных в спецификации. В зависимости от характера работы детали термическая
обработка ведется ва две различные ступени твердости (большая вязкость и меньшая
крепость, или наоборот).
Сталь Х4Н— хромоникелевая, наиболее твердая в описываемой группе. В силу
большой твердости и крепости применяется па детали, испытывающие значительное
трение и одновременно высокие напряжении.
На моторах первых выпусков из этой стали изготовлялись все шестерни (в данный
момент изготовляются из стали ХШ и цементируются). Вязкость этой стали значи-
тельно менее, нежели у стали Х2Н.
§ 7. ТЕРМИЧЕСКАЯ ОБРАБОТКА НЕЦЕМЕНТИРУЕМЫХ СТАЛЕЙ
Термическая обработка всех описанных марок стали, как правило, сосюит из
закалки с последующим отпуском, причем в табл.‘5 указаны — принятая ва заводе
температура отпуска и нормальные механические качества (нормы технических условий)
которые должны получиться при этой температуре. За счет повышения или пониже-
ния температуры отпуска механические качества могут значительно изменяться, i ри-
чем более высокий отпуск (на более высокую температуру) дает мевьшую крепость
и более высокую вязкость, более низкий отпуск повышает крепость, но зато снижает
вязкость. Отклонения от указанных температур как в ту, так и в другую сторону
незначительны.
340
Температура закалки определяется химическим составом стали и для каждой
марки является совершенно определенной.
Длительность нагрева детали как при закалке, так и при отпуске в сильной
степени зависит от размеров детали и от типа печи. Для некоторой ориентировки
при установлении режима термической обработки в табл. 7 дается установленный на
заводе режим термообработки для некоторых деталей.
Спо об охлаждения при закалке выше был уже указан: сталь У4 — в воду при
температуре 30—40° С, стали ЭХТ, 23с/к, Х2Н и Х4Н — в масло.
Способ охлаждения при отпуске, вообще говоря, безразличен, и обычно детали
охлаждаются на воздухе; однако для хромоникелевой стали во избежание появления
так называемой отпускной хрупкости, лучше применять охлаждение н масле.
§ 8. ПРОЧИЕ СОРТА СТАЛИ
Кроме перечисленных для постройки мотора М-17 употребляется небольшое число
сортов < тали, имеющих более узкое применение. К этой группе относятся (см. табл. 6):
Сталь ОМ — особо мягкая, листовая, углеродистая сталь, применяемая для ру-
башек цилиндров и подогревателей карбюратора. Содержание углерода ие превы-
шает 0,12° о-
Термической обработке эти детали не подвергаются и лишь после сварки про-
ходят высокий отпуск для устранения внутренних напряжений, получившихся при
сварке.
Сталь ХВФ — хромовольфрамовая (быстрорежущая), применяется для клапанов
впуска и выпуска. Клапаны ставятся на мотор в отожженном состоянии и лишь кон-
чик (торец) закаливается на пламени автогенной горелки. В настоящее время сталь
снимается с производства и заменяется более стойкой против выгорания стальюЭХ12М.
Сталь ЭХ12М — высокохромистая, вводится для клапанов впуска и выпуска.
По своему типу относится к классу нержавеющих и довольно хорошо противостоит
выгоранию Так же, как и у клапанов из быстрорежущей стали, закалке подвергается
только кончик штока, нагреваемый в соляной ванне или автогенным пламенем. Сам
клапан идет в отожженном состоянии.
Проволока ХВа — хромованадиевая, применяется для клапанных и некоторых
других крупных пружин, а также для стопорных колец поршневых пальцев. Преиму-
щества данного сорта стали — очень высокий предел упругости и большая стойкость
против динамических нагрузок (высокий предел усталости). Пружины подвергаются
после навивки термообработке, состоящей из закалки в масло и отпуска. В навивку
прово ока идет в отожженном состоянии.
Рояльная проволока (ОВС)— (углеродистая), применяется для ряда более
мелких пружин (пружины редукционного клапана и некоторые другие). Так как про-
волока в самом процессе протяжки подвергается специальной термической обработке,
так называемому патентированию, в какой-либо дополнительной термической обработке
она не нуждается.
341
НЕЦЕМЕНТИРУ
Марка и жимич. состав Температура ковки Отжиг после ковки Термическая обработка
У-2 С—0,2—0.3 1100-800° 650° Отожженная.
Мп—0,3—0,75 Si—не более 0,4 Р-„ „ 0,050 S-„ „ 0,045 V-4 С—0,3-0,4 1100—800° 700° Отожженная.
Мп—0,3—0,75 Si—не более 0,4 Р —, , 0,050 S—в „ 0,045 У-4 С—0,4—0,5 1100—800° 700° Отожженная.
Мп-0,3-0,75 Si—не более 0,4 Р-я „ 0,045 S-я „ 0,045 эхт С—0,3—0,4 1050-850° 800° Закалка 820—840° (вода). Отпуск 450—500°. Отожженная.
Мп—°,5—0,8 Si—не более 0,35 Р —„ B 0,035 S— , „ 0,035 Сг—0,8—1,2 23с/8 С-0,4—0,5 1000-850° 800° Закалка 820—840° (масло). Отпуск 580—600°. Закалка 820—840° (масло). Отпуск 450°. Отожженная.
Мп—0,4—0,7 Si—0,3-0,5 Р—не более 0,035 S — „ „ 0,035 Сг—1,3—1,7 Х2Н С-0,17—0,25 1100-825° 780° Закалка 820—840°. Охлаждение в масле. Отпуск 640—660°. Отожженная.
Мп—0,25-0,5 Si—не более 0,4 Р —„ „ 0,030 S — „ „ 0,030 Сг—0,5 —0,95 N1—2,65—3.35 Х4Н С—0,33—041 • 1100—825° 780° Закалка 830—840° (масло). Отпуск 450—480°. Закалка 830—840° (масло). Отпуск 580—620°. Отожженная.
Ми—0,25-0,5 Si—не более 0,4 Р—, п 0,030 S - „ „ 0,030 Сг—1,2-1,6 Ni—3,0— 3,7 Закалка 800°. Охлаждение в масле. Отпуск 500°.
342
Таблица 5
ЕМАЯ сталь
Механические качества
7 max кг/мм2 zs кг/мм2 i°/o Z=10d 9% твердость А кг-м/см? не менее
н мен е е d мм НЬ HRC
40—50 20 20 55 >4,7 < 160 — 7,0
50—60 24 17 47 >4,4 < 190 — 6,0
54— 70 28 14 40 >4,2 <210 HRb 80-95 4,5
85—105 50 — 35 3,9 —3,6 241—285 24—31 3,0
55 26 16 50 4,3 —4,8 197—156 HRb 82—93 6
85-100 68 8 55 3,8 —3,5 255—302 26-33 9,0
> 120 75 7 45 3,25—3,0 352—415 38—44 5
64- 78 35 16 40 >4,0 <229 — 5,0
80—100 55 10 40 4,0-3,6 229—283 22-31 4,0
57— 69 33 16 55 >4,1 <220 — 10,0
85-100 68 8 55 3,8-3,5 255-302 26—33 9,0
70— 85 45 10 60 4,2-3,8 207—255 <26 11,0
66—84 40 12 50 >3,7 <269 — 6.0
> 120 85 7 45 3,25-3,0 352—415 38-44 5,0
343
СТАЛЬ СПЕЦИАЛЬ
Марка и химический состав Темпера- тура ковки Отжиг после ковки | Термическая обработка
Листовая сталь ОМ: С—0,08 - 0,11 Мп-0.35—0,55 Р —не более 0,045 Si— „ я 0,5 S — „ „ 0,015 — — л I Отожженная. 4
Сталь ХВФ: С—0,5- -0,7 Мп -0,25—0,5 Si—не более 0,6 ?- „ „ 0,030 S— „ „ С 030 Сг—3,5—5,5 W—14,0- -19,0 Va—не более 0,7 1200-925° 860° Отожженная. Местного закала при Т= 1100—1150° охлажде- ние в масле.
Сталь ЭХ12М: С—1,2-1,5 Мп—не белее 0,35 Si „ п С,5 Р - „ „ 0,030 S — „ „ 0,030 Сг—12,0—14,0 Мо—0,5—0,8 1050-925° 860° Отожженная. Местного закала при Т=975—1050° охлажде- ние в масле.
Проволока ХВа: С-0,45—0,6 Мп—не более 0,5 S1 - в . 0,4 Р „ 0,030 S — „ „ 0,030 ст—0,75—1,1 Va—0,18—0,26 Закалка 840—860°, ох- лаждение в масле. Отпуск 450—500°.
Проволока ОВС: С—0,6—0,8 Мп- -не более 0,6 Si - „ . 0,3 Р „ 0,030 S — „ „ 0,030 Без термооб. В состо- янии поставки.
.344
Таблица 6
НОГО ПРИМЕНЕНИЯ
Меха н и ч е с кие к а ч е с т в а
7 max Zs кг мм! ?% т вердость
кг'мм1 е мене е d мм Нь HRC
28-38 24 — — —
— — — — <269 >55
— ' — 1 1 — 4,2 -3,8 207—255 94—102 >55
150—175 — 40 — 420 500 44—52
— — — — — — —
343
ТЕРМООБРАБОТКА ДЕТАЛЕЙ ИЗ НЕЦЕМЕНТИРУЕМЫХ СТАЛЕЙ
з:
346
§ 9. ЦВЕТНЫЕ СПЛАВЫ
Основные характеристики всех применяемых для изготовления мотора цветных
сплавов даются в табл. 8.
Алюминиевый сплав АС-1 (так называемый германский сплав) применяется
для отливки верхних и нижних картеров и ряда мелких' деталей как в землю, так
и в кскиль. Один из довольно прочных литейных сплавов.
Алюминиевый сплав АС°Ш идет для отливки корпусов масляной и водяной
помп, корпуса карбюратора и некоторых других деталей. По сравнению со сплавом
АС-1 несколько более стоек в отношении коррозии.
Алюминиевый сплав AC-IV применяется исключительно для изготовления
поршней. Благодаря присутствию никеля обладает повышенной прочностью при
высоких температурах, по сравнению со сплавом АС-Ш, от которого отличается только
добавочной l%Ni.
Дюраль применяется для картеров распределительного вала. Заготовка полу-
чается прессовкой по способу Дика, причем для получения высоких механических
качеств подвергается специальной термической обработке.
Бронза М.С-1 употребляется для отливки различных мелких деталей (втулки,
муфты), в том числе и для работающих в качестве подшипников. Является мягкой
оловянистой бронзой.
Бронза М.С-4 предназначается для заливки вкладышей высоконагруженных под-
шипников. Достаточно хороший антифрикционный сплав, выдерживающий более
высокий нагрев вкладышей в работе, по сравнению с вкладышами, залитыми баб-
битом. На моторе М-176 в настоящее время не ставится.
Бронза М.С-5 идет для изготовления обойм роликовых подшипников и корпуса
возвратного клапана, требующих высоких механических качеств. По составу является
алюминиевой бронзой, обладающей по сравнению с оловянистой MCI большей проч-
ностью как при обычных, так и при высоких температурах.
Для повышения прочности подвергается закалке.
Латунь МС-6 применяется для вкладышей коренных подшипников коленчатого
вала, заливаемых баббитом, и мелких литых деталей, проходящих штамповку.
Латунь Л-60 и ЛС 59 применяется для изготовления мелких неответственных
деталей, как, например, втулки, гайки и кожухи. Исходный материал (прутки, трубы
и листы) берется в прокатанном состоянии.
Баббит идет для заливки подшипников (см. „Инструкцию“, § 10). Является сплавом
типа Шарпи, обладающим среди оловянных баббитов наиболее высокими антифрик-
ционными свойствами.
347
Таблица 8
348 I 34&
ЦВЕТНЫЕ СПЛАВЫ
Марка сплава Химический состав Механические качества
Основные компоненты Примеси не более Способ обработки 7 ^шах кг)мм2 . j°/o Бринелль
Fe Si P Sb Bi As Всего 10/1000/30
Дюраль ! АС-1 АС-3 { АС-4 | е Бронза МС-I | Бронза МС 4 Си-4,0—4,5 Мп—0,5—0,8 Mg- 0,5- 0,8 S —до 0,7 А1—ост. Си-1,3 -3,5 ( Zn—11.0—14,0 Al—остальн. 1 Си—10—14 ( А1—остальн. i Си—10—13 | Ni—0,5—1,5 Al—остальн. 1 Sn-10-13 ( Р-0,3-1,5 Си—остальн. I Sn—2,0- 5,0 Pb-22-23,0 Ni—до 2,0 Cd—до 0,5 Си—остальн. 0,7 1,3 1,0 1,0 0,25 0,7 0,7 0,7 Zn 0^5 L Алю? 2. M 0,15 линиев 0,2 0,2 0,2 едные 0,2 0,05 ые сгтлг 0,1 0,1 0,1 сплавы 0,01 1ВЫ 0,1 2,1 1,7 1,7 0,7 1,0 Прессов, термообра- ботка . . . Литье в землю или кокиль . . Литье в землю или кокиль . . Литье в кокиль . . Литье в землю или КОКИЛв . . Центро- бежное, литье . . 30 15 14 14 16 12 12 2 1,5 6 60—80 80-100
Бронза МС-5 Латунь МС-6 Л-60 1 >д 5 в / s и лс-59 Ч а 1 А1-9,0-11,0 Мп—до 1,5 Fe—1,5—4,5 Pb—до 3,0 Си—остальн. Zn—35,0—41,0 Мп—до 2,0 Fe—ло 1,0 < А1—до 0,5 Си—остальн. । Си-63-59 [ РЬ —до 0,4 1 Zn—остальн. 1 Сц-61—57 ( РЬ-1,0—2,0 Zn—остальн. 1 0,15 1 0,3 — 0,01 0,01 0,05 0,05 0,005 0,005 0,02 0,02 0,003 0,003 0,01 0,01 0,01 1,0 0,5 0,6 0,5 Центро- беж.отливка или прессов Литье в кокиль . . Центро- бежн. литье Литье в землю или штампов, отливка Прокат . Прокат . 50 30 16 10 5 15 2 130-170
5, Баббит
Основные компоненты Примеси
Си — 4,5 — 5,5 Sb-10—12 Sn — остальные Не более 0,3
Таблица 9
ЧУГУН
Марка Химический анализ Способ обработки Механические качества
С общий Мп Si Р S С связан- ный Брнннель 10/3000/30 Роквелль HRb Шор Hs
d/мм
* Перлитовый 2,8—3,6 0,4-0,9 2,4—2,2 0,8 -0,14 0,5-1,0 Отливка бара- баном । песок 4,1-3,7 4,5-4,0 217 270 180’ 230 94-104 90-100 38
чугуи 2,8—3,6 0,5-0,8 2,6-3,25 0,5—0,8 — 0,12 0,5—0,8 Иидивндуаль- ная отливка • — — 95-105 38
§ 10. ИНСТРУКЦИЯ
по заливке баббитом вкладышей коленчатого вала
1. Метод заливки. Вкладыши коренных подшипников заливаются баббитом
центробежным способом, причем весь процесс заливки состоит из трех основных
переходов: а) подготовки к лужению, б) лужения вкладыша, в) заливки баббитом.
2. Применяемые материалы. Вкладыши, подвергающиеся заливке, нор-
мально изготовляются из латуни состава:
Zn Мп Fe Al Си
35—41 < 2.0 < 1,0 < 0.5 остальн.
или из углеродистой стали марки У-4 химического состава:
С Мп Si Р S Сг Ni
0,4-0,5 0,3—0,7 5 <0,4 .< 0,045 0,045 0,25" <0,5
{метод заливки при этом не изменяется).
Баббит — химического состава (типа Ш а р п и)
4,5— 5,5 10,0—12,0 остальн. v '
Полуда — чистое олово.
Паста — для предохранения наружной поверхности вкладыша от приставания
полуды и баббита — смесь воды с мелом.
Протрава, применяемая при обслуживании внутренней поверхности вкла-
дыша, — раствор хлористого цинка с нашатырем.
Способ приготовления растворов.
а) Защитная паста—тонко измельченный мел размешивается с водой до получе-
ния жидкой кашицы, легко наносимой кистью.
б) Протрава — в фарфоровый или стеклянный сосуд емкостью около 1,5 л
помещается около 500 г металлического цинка и осторожно по частям приливается
1 л соляной кислоты уд. веса 1,19. По окончании бурной реакции раствор нагре-
вается до прекращения выделения пузырьков газа, причем в жидкости должен
остаться нерастворившийся цинк.
К полученному раствору доливается раствор хлористого аммония (нашатырь)
(350 г нашатыря в 2 л воды). Раствор фильтруется через воронку с ватой и пере-
ливается в бутыль с тубусом у дна.
Отверстие в бутыли затыкается резиновой пробкой с изогнутой стеклянной труб-
кой, на конец которой надевается резиновый шланг с зажимом Мора.
Взамен растворения цинка в кислоте можно употреблять 25% раствор продаж-
ного хлористого цинка, предварительно нейтрализовав остаток кислоты металличе-
ским цинком.
Дальнейшее приготовление раствора —по предыдущему.
5. Подготовка вкладыша к лужению.
а) Снять щеткой возможные частицы стружки с внутренней и наружной поверх-
ностей вкладыша.
б) Если вкладыши по ходу предыдущей обработки имеют следы жира, промыть
их в горячем 5% растворе каустической соды (при 80°С), а затем промыть горячей
водой для удаления щелочи и для просушки.
.350
в) Обмазать наружную поверхность вкладыша смесью воды с мелом для предохра-
нения от приставания полуды.
г) Заложить вкладыш в сушильный шкаф, нагретый до температуры 150°С. Про-
грев вести не менее 15 мин.
л) Нагретый вкладыш тщательно промыть по всей внутренней поверхности силь-
ной струей раствора хлористого цинка с нашатырем, открывая зажим Мора у пробки
бутыли. Можно наносить раствор также при помощи кисти из тонкой латунной
проволоки.
е) Протравленный вышеуказанным способом вкладыш высушить в сушильном
шкафу при t°=12O°C в течение 30—40 мин. Внутренняя поверхность вкладыша по-
крывается при этом корочкой солей флюса.
4. Лужение вкладыша. Высушенный вкладыш медленно погрузить (во избе-
жание разбрызгивания) в ванну с расплавленным оловом и выдержать там 2,0—3,0 мин.
Погружать необ.’.одимо весь вкладыш. Температуру полуды держать в пределах
320—340°С. Более высокая температура ведет к угоранию олова. Через каждые 20 мин.
производить очистку полуды от окислов нашатырем, который насыпается сверху
в жидкий металл. Последний перемешивается, и шлаки снимаются и собираются
в отдельный ящик.
Вынутый из ванны вкладыш быстро встряхнуть для удаления излишка олова
и просмотреть, произошло ли ровное покрытие оловом по всей поверхности, в про-
тивном случае вновь промыть поверхность хлористым цинком и повторно погрузить
в оловянную ванну.
5. Заливка. После осмотра вкладыш тотчас же заложить в заливочный станок.
Части последнего, соприкасающиеся с вкладышем, должны быть предварительно подо-
греты до температуры 180—200°.
Температура патрона может быть установлена прикосновением палочки трет-
ника, который должен при прикосновении оплавляться.
а) При непрерывной заливке в подогреве патрона станка надобности нет, так
как он не успевает охлаждаться.
б) К патрону придвигается дворик с кожухом (последний предохраняет от брызг
жидкого металла) и включается мотор.
в) Во вращающийся в станке вкладыш через дворик залить определенное коли-
чество расплавленного баббита (620—650 г). Не медлить с заливкой вкладыша после
полуды и не допускать его охлаждения до застывания полуды.
Температура расплавленного баббита все время должна держаться в пределах
390—420°С.
Поверхность ванны баббита периодически посыпать нашатырем, перемешивать
и шлак снимать специальной железной ложкой.
г) Тотчас же после заливки отодвинуть дворик и на вращающийся вкладыш
пустить струю воздуха для того, чтобы охлаждение шло от стенки вкладыша.
д) Через 3—4 мин. после заливки баббита мотор выключить и залитый вкладыш
снять со станка.
Общие замечания. В процессе заливки баббитом вкладышей коленчатого
вала случается брак, доходящий иногда до значительной величины. Брак главным
образом заключается в том, что у вкладыша происходит неплотное приставание
баббита к поверхности—либо по нарезке, отдельными полосами, либо по краю вкла-
дыша, причем последний вид неприставания наиболее распростран. н. Неприставание
определяется глухим звуком, получающимся при ударе по висящему на весу вкладышу.
Это определение не гполне точно и зависит от навыка браковщиков, псчему не
следует допускать их частой смены.
351
Обычный вид поверхности соприкосновения баббита с вкладышем получается
серовато-матового оттенка, весьма близкого по цвету к излому баббита. При явлении
плохого приставания последнего поверхность соприкосновения имеет блестящий
оттенок, схожий с цветом металлического олова. Кроме этого вида брака, уже в про-
цессе работы вкладыша на моторе получается растрескивание баббита и выкроши-
вание его.
Причины, вызывающие это явление, сводятся к следующему.
1. Неприставание баббита к поверхности вкладыша получается:
а) при недостаточном подогреве вкладышей перед опусканием в полуду, благо-
даря чему последняя остужается; малая температура полуды неизбежно влечет к не-
равномерному (слоистому) и недостаточно прочному пролужгванию;
б) неполное погружение вкладыша в полуду создает неблагоприятные условия
для обслуживания непогруженной стороны вкладыша, вызывая преждевременное
охлаждение этой стороны;
в) при недостаточном подогреве патрона, сообщающегося с вкладышем, полу-
чается быстрое охлаждение последнего в местах соприкосновения с патроном. Резуль-
татом последних двух пунктов является неприставание баббита по краям вкладыша.
ф 2. Растрескивание баббита в работе получается вследствие пере-
грева последнего перед заливкой. Это сказывается на его микроструктуре, создавая
неравномерное распределение твердых составляющих и нсбл;гоприят1г>ю форму их,
понижая тем самым антифрикционные свойства сплава. Легче всего растрескивание
и выкропивание получается в том случае, когда перегрев баббита встречается с не-
приставанием. При перегреве баббита последний при заливке дает пористую бугор-
чатую массу.
3. Наблюдающееся иногда „разваливание*1 вкладышей при погружении их в по-
луду, объясняется неподходящим химическим составом материала (латуни), содер-
жащего преувеличенное количество цинка. В этом случае получается крупнокристал-
лическое строение, и при механической обработке вкладышей на них образуются
микроскопические трещины, которые при погружении в полуду заполняются оловом,
благодаря чему излом представляется серебристо-белым. При обнаружении этого
явления заливку следует прекратить и вкладыши направить в лабораторию для отсор-
тировки по твердости (описываемые вкладыши имеют преувеличенную твердость).
Заливка вкладышей требует абсолютной чистоты и выполнения
всех требований данной инструкции. Только при этих условиях будут
получены надлежащие результаты.
• § 11. ЧУГУН
Мотор М-176 имеет две детали, изготовляемые из чугуна, — поршневое кольцо
и плавающую втулку. Более ответственной из этих двух деталей по условиям работы
является поршневое кольцо.
Оно должно обладать одновременно достаточной прочностью на изгиб и на удар,
высокой упругостью и достаточным сопротивлением истиранию.
Эти требования определяют химический состав и структуру чугуна, идущего для
изготовления колец.
Химический состав и механические качества чугуна приведены в табл. 9.
Состав чугуиа при индивидуальной отливке имеет повышенное содержание Si
во избежание отбелки колец.
Температура заливки обычно держится в пределах 1350—1300°.
352
Кольца изготовляются или из отлитой в песок заготовки в форме барабана,
или же из индивидуальных отливок.
Структура чугуна должна быть мелкозернистой, перлитовой, с мелкими выделе-
ниями графита. На снимках табл. 10 приводится микроструктура индивидуальных
поршневых колец и полученных отливкой в барабанах.
Плавающие втулки отливаются в песок из чугуна того же состава, как и бара-
баны, и могут но техническим условиям иметь пониженную твердость, по сравнению
с барабанами для колец.
В таблице 10 для отливки в песок верхние нормы твердости относятся к поршне-
вым кольцам, нижние — ко втулкам.
Иногда при пониженной твердости барабанов колец они подвергаются термо-
обработке с целью повышения твердости.
При этом барабаны или нарезанные из них кольца проходят закалку при тем-
пературе 850° с охлаждением в масле н отпуск на 600—650°.
Кольца с нормальной твердое<ью непосредственно после отливки, безусловно,
будут более устойчивы в работе, нежели кольца, получившие ту же твердость после
термообработки.
23—руков. по ремонту мотора М-17.
353
М.ИКРОСТРУК
№ фиг. Увели- чение Травлен. шлифа Отливка Т в е р
Бриниел! d мм 10/3600 Нв
1 100 Нетравленая Барабаном в песок . . 4,24 202
2 400 2°/0HNOa
5/750/30
3 100 Нетравленая Индивид, отливка . . 1,86 266
4 400 2% HNO3
Таблица 10
Фиг. 1.
Таблица 10
Фиг. 3.
Таблица U’
ТУРА ЧУГУНА
дос г ь Шор Микроструктура
Роквелль
92 36 Крупные удлиненные пластинки графита. Крупнопластинчатый перлито-фосфидиая эвтектика и графит.
103 45 Мелкие, слегка завихренные пластинки графита. Сорбитообразный перлит, феррит, фосфидвая эвтектика и графит.
Таблица 10
Фиг. 2.
Таблица 10
23»
Фиг. 4.
355
Я 9
мй
о >
я
ИЙ
0 й
Ьз Я
и Я Я
до
я Я
я н я
н О Й
Я Я О
ЕГ
И Я
S ®
5й
g в
> в
яЯ
о я
я и
я
О «3
о
о
3
я
г>
н
‘я
Й
я
О
я
я
я
S
я
я
я
и
я
I
я
я
я
я
я
В
ТЕХНИЧЕСКОЕ РАЗГРАНИЧЕНИЕ ВИДОВ РЕМОНТА УЗЛОВ И АГРЕГАТОВ
§
№ по пор. Наим новяние агрегатов и узлов Малый ремонт (войсковой) Средний ремонт (мастерских) Капитальный ремонт (заводский)
1 ? 3 4 .5
1 Картер мо- тора. Замена шпилек, гаек, шайб, прокла- док и шплинтов из одиночного ком- плекта. Изготовление и установка индиви- дуальных шпилек. Исправление граней гаек и резьбы шпилек. Устранение течи масла из-под флан- цев подтягиванием шпилек и заменой прокладок. Замена суфлеров. Наружная очистка картеров Замена коренных шпилек, Замена коренных вкладышей и пригонка их к картеру и валу. Пригонка обойм упорного шарикопод- ши шика к гнезду. Замена сальника носка колен, вала Пригонка фланцев половин картера (при- шабровка). Зисверловка трешин в неответственных местах. Постановка ввергышей. Постановка в неответств иных местах заплат. Замена собранных картеров. Зачистка и подшабровка плоскостей кре- пления цилиндров. Заливка коренных в^лад^шей. Подгонка половинок картеров с разных номеров мо- торов. Ремонт масля- ной магистрали.
2 Коленчатый вал. Исправление резьбы (небольшая по- мятость и забитость). Пригонка втулки к носку вала с устранением наклепа. Замена болтов втулки винта. Испра- вление граней гаек и резьбы болтов. Замена и подгонка коленчатого вала. Замена упорного шарикоподшипника с пригонкой к обоймам. Зашлифовка рисок и выводка овалов вруч- ную на шейках не более одного ра<а. Притирка заглушек с заменой стяжных болтов. Замена и подгонка шестерни. Промывка полости вала и испытание на герметичность заглушек. Зачистка наклепа на шлицах хвостовика. Выборка луночек на шейках в местах вы- крошившегося цементационного слоя (не более трех на одной шейке). Шлифовка корен- ных и мотылевых шеек.
№ по пор. Наим новапне агрегатов и узлов Малый ремонт (войсковой) Средний ремонт (мастерских) Капитальный ремонт (заводский)
1 1 2 3 4 5
3 Шатуны. Замена шатунов, роликов, обойм и паль- цев прицепного шатуна. Шлифовка рабочих поверхностей верхних и нижних головок специальными приспосо- блениями в пределах ремонтных допусков. Впрессовка бронзовых втулок с развер- тыванием их на специальном приспособлении. Выборка луночек в окнах роликового хода в местах выкрошившегося цементационного слоя (не более двух луночек в одном окне). Шлифовка окон главного шатуна и верхних головж. Выпрямление изо- гнутых шатунов.
4 Поршни пор- шневые и сто- порные коль- ца, пальцы. Замена с подбором поршневых ко- лец, поршневого пальца и поршня из одиночного комплекта. Зашлифовка рисок и очистка нагара, Замена стопорных колец поршневых пальцев. - Подбор поршней по весу и высоте. Под- гонка внутреннего диаметра бобышек раз- вертыванием их на спец, приспособлении под один размер с постановкой ремонтного размера па ,ьца. Шлифовка поршня и устранение навола- кивания металла. Шлифовка поршневых пальцев. Шлифовка и хро- мирование пальцев.
5 Цилиндр. 1 Замена клапанов с притиркой в оди- ночных цилиндрах. Замена клапанных пружин, шпилек, гаек и прокладок из одиночного ком- плекта. 1 Шлифовка цилиндров вручную с выводом рисок, царапин и нашвартовывания алюминия на 31 ркале цилиндров. Шлифовка штока клапана, седел клапана, торнов штока (см. допуски). Заварка течи рубашек. Исправление помятых рубашек. Замена цилиндров с подбором по камере сгорания. Окраска цилиндров. Замена направляющих клапанов. Шлифовка цилин- дров на станках.
№ по пор. Наименование агрег тов и узлов Малый ремонт (войсковой) Средний ремонт (мастерских) Капитальный ремонт (заводский)
1 2 3 4 5
6 Распредели- тельные ₽али- ки собранные. Замена распределительною валика (собранного). Проверка и регулировка зазоров. Замена болтов, шайб и гаек. Исправление резьбы болтов и гра- ней гаек. Шлифовка осей коромысел. Зачистка гнезд коромысел. Замена с пригонкой коромысел, кры- шек и ударников. Пришабровка крышек к картеру и осей коромысел к гнездам. Шлифовка осей коромысел и выводка овалов. Зачистка заусениц, рисок и ржавчины на кулачках, роликах и шейках распред, валиков. Замена роликов, осей и подшипников с пригонкой к распред, валику. Замена стопоров подшипников и распре- делительных валиков с пригонкой к картеру. Выправление кулач- кового валика. Хромирование осей коромысел.
7 Верхние и нижняя верти- кальные пере- дачи. Устранение просачивания масла во фланцах и сальниках. Смена прокладок. Замена с пригонкой валиков, скользящих годшип тиков, шарикоподшипников, шестерен и стаканов. Замена собранных.вертикальных передач. Шлифовка осей валиков.
й 49 8 Агрегаты охлаждения. Разборка, прочистка, промывка и осмотр помп. Замена собранных помп с пригон- кой. Зачистка и шлифовка отдельных де- талей. Замена дюритовых шлангов, хому- тов, трубок и шпилек на корпусе помпы. Замена и притирка спускных кра- ниюв. Замена про ладок. Очистка и промывка системы схла- ждения от накипи. Окраска трубопроводов. Выправление погнутых трубопроводов, пайка и сварка. 3 'мена с пригонкой крыльчаток, валиков, втулок и приводной муфты. Шлифовка валиков.
се 8 № по пор. Наименование агрегатов и узлов Малый ремонт (войсковой) Средний ремонт (мастерских) Капитальный ремонт (заводский)
1 2 1 з 4 5
* 9 Агрегаты са- мопуска. Промывка и притирка возвратных клапанов самопуска. Регулировка золотников распреде- ления. Замена воздухопроводов. Замена возвратных клапанов стран- ных. Замена с пригонкой деталей самопуска и распределения. Пайка и сварка ниппелей и воздухопро- водов . —
10 Агрегаты смазки. Разборка, очистка, промывка-»' и осмотр помп и редукционного кла- пана. Замена фильтров, гаек, дюритовых шлангов, маслопроводов и хомутиков. Регулировка давления масла. Промывка маслопроводов и баков. Окраска маслопроводов. Замена собранных помп. Проточка эксцентриков валика масляной помпы. Замена кривошипников с пригонкой по эксцентрикам. Замена с пригонкой и притиркой поршень- ков и ЗОЛО1НИКОВ. Замена валиков масляной помпы и редук- ционных клапанов. Пайка ниппелей и маслопроводов.
—— 11 Агрегаты карбюратора. Разборка, промывка и осмотр карбю- раторов. Замена фильтров, торированных жиклеров и поплавков. Протирка запсрнсй иглы. Замена фибровых прокладок и пробок. Замена шпилек, болтов и гаек. Замена, исправление и регулировка гяг управления карбюратором. Замена свинцовых прокладок AM. Замена бензинопроводов, дкритовых шлангов и хомутиков. Замена и приговка всасывающих па'рубков. Замена собранных карбюраторов. | Регулировка уровня бензина в поплавко- вой камере. Проверка жиклеров на истечение. Замена дроссельных заслонок и их осей, подгонка поплавков по весу в соответствии с удельным весом топлива. Замена и подгонка высотного крана. Вставка бронзовых втулок в разработан- ные гнезда дроссельных заслонок с подгон- кой валика на краску. Развертывание жиклеров специальными развертками с повегкой на истечение. Зтмена диффузоров Пайка ниппелей и беизинг проводных трубок. Очистка и промывка рубашек от иакйпи.
Руков. по ремонту мотора М-17.
О Си 4* tt bd № по порядку
и и я ©g й 1x3 о d -Str- Я SgaWgo Я з н 2 g l-So g® §3» §31 ss io? н в 1 е ид “?? sk "1? sH ge I 1 i i i° 1: st s s: 5 5 х р S °, й пз • § -гГ а э 2 о ДЕ t= я Е о » • Ьг Яс S Е £ И £ Й f . Q 7 О Я Ь, « S ® Е О Е Ей Я ° _ Я S О _ . го Ян м О , Я S 5 Де Н м I 2 Я Ой 2я. S я й Я ь И ~ Я®КЯ- 2 я Эф 2 я « Й “ . Й 2 ОН , g s Р £ о Ч- н . ч- н К £ И Е 5 ч «« С5 § S 2 d ВЗ • s 2 К Ч 3 g g тэ Я Я Я и я о S § * К © 5^2 5 я S « 2 ы • Р £ 2 р Е • .0 о £ Й ч -1 Я Г1 о • р м S £2 - S ы » *в ь ft м g □ е с\ н р Я стх Р S>S 'J | Эй S «и И-н ’ “Я ч «2“' Й8“ ” Z. ? '•-’И 2 8 им ~2 • •• ч ь 3 и Й 3 5 2. g g g _ • “ и . о о 2. g • »- И а . S’ = ? ° . ° -S 25 . й . 13 г и И . JS . • •• 5s я к й s’ ч в? о s.geiB а . . . . , S 1 . СО 1 , О я 1 . . 1 ,м£-1 , 5Q , Большая обойма главного шатуна (1). а) Наружный диаметр обоймы в месте работы главного ша- Наименование деталей
CaJ СО Si? Ф» О to О) СХ Ф- Ф» 5^ 5я I СЛ JsD *0 О О "о 1—‘ 'о ОСл 00 СЛ О СОО СП Слеп 1 минимум 1 Р а з к
(ООтЙ 5? Р1 I w pl S а8о О № 2 Я сл ОЬОО макси- мум (еры
= И s О J5 Ж З’РЯД’С ЯСПЯДТЭ Я Я Я ° 5 О л ta s оя Я -= А ?! Sa 2 Л S Я л> ПО о I С а ы со г П> " О сл О s W НО ? << Ь О п £ £ ka»Q*Owa>bls“OWC000 2а *3 X О tn я W Си О Я Со аз Я КЗ g 1— в я — = s»r-,5s¥E^ я ° 2.™ т =-3 а О о _ о о g ngri й в т ь. я СО озп> 5 п s о £ ( d 5 я к 1 g з и о - аэ F о со §•§ ? d “ g Со 3 ТЭ "2 (Э 2. 2 5 СЗ Т5 Q Г 5 s Q "О О « '*Т1 -3 Э 2 О ^м03 ’"ол & С?!1 ЙОЧ X 'll "il sHUg^ Ш SessII ifl s’ oi iii "г5 • L d=s» :438ss fff fs JCO о ф tII 5= fefgs Sg = :ss fl^E" Hs Sf Sg iii s if -о зг k “ Si STOOS^SiMS О Я Sc E CO Xi 2 co i Я i M I фимечание
ДЕТАЛИ, ИЗГОТОВЛЕННЫЕ С РЕМОНТНЫМИ РАЗМЕ-
РАМИ И ПРИЛАГАЕМЫЕ В ГРУППОВЫЕ И ОДИНОЧ-
НЫЕ КОМПЛЕКТЫ
| № по 1 порядку Наименование деталей Раз минимум л еры макси- мум 1 ! Примечание 1
8 9 10 11 12 13 14 15 16 Полукольца упорного подшипника (11). / Длина полукольца (увели- ченная против нормального раз- мера на 0,30 мм) (12) .... Поршеньки масляного насоса (13). а) Нагнетательный увеличен- ного наружного диаметра . , . б) То же, откачивающий . Шатун большого масляного насоса с уменьшенным внутрен- ним диаметром для эксцен- трика (14) . Шатун малый масляного на- соса с уменьшенным внутрен- ним диаметром для эксцен- трика (15) . Шпильки крепления цилин- дров 1-го ремсттного размера увеличенного по наружному диаметру резьбы вворачива- ющейся в картер на 0,25 мм (16) а) Промежуточные . б) Крайние Шпильки крепления цилин- дров 2-го ремонтного размера, увеличенного по наружному диаметру резьбы, вворачива- ющейся в картер на 0,50 мм против нормальной (17) а) Промежуточные б) Крайние Съемные эксцентрики валика масляного насоса нормального размера Плавающая чугунная втулка (18). а) Наружный диаметр . . . б) Внутренний диаметр . . . Коренные вкладыши (19). а) Наружный диаметр . . . б) Расточка по баббиту . . . 30,10 32,10 35,00 35,00 44,175 36,01 84,13 30,12 32,12 35,10 35,10 44,190 36,035 84,15 1 11) На внутренней по- верхности полукольца от- мечены буквой „Р“. 12) Размер на 0,30 мм увеличен за счет: а) утолщения буртика для увеличения выточки со стороны упорного под- шипника в 0,6 мм вместе 0,5 мм; б) увеличения длины на 0,2 мм цилиндрической части. 13) На днище отмечены буквой ,,Р“. 14) и 15) На стержнях шатунов отмечены бук- вой „Р“. 16) Один торец шпильки отмечен буквой „Р“. 17) Оба торца шпильки отмечены буквой „Р“. 18) На наружной по- верхности отмечена бук- вой „Р“.