/





Автор: Стабников В.Н.
Теги: методы и оборудование для термической обработки инженерия металлы инженерное дело
Год: 1970




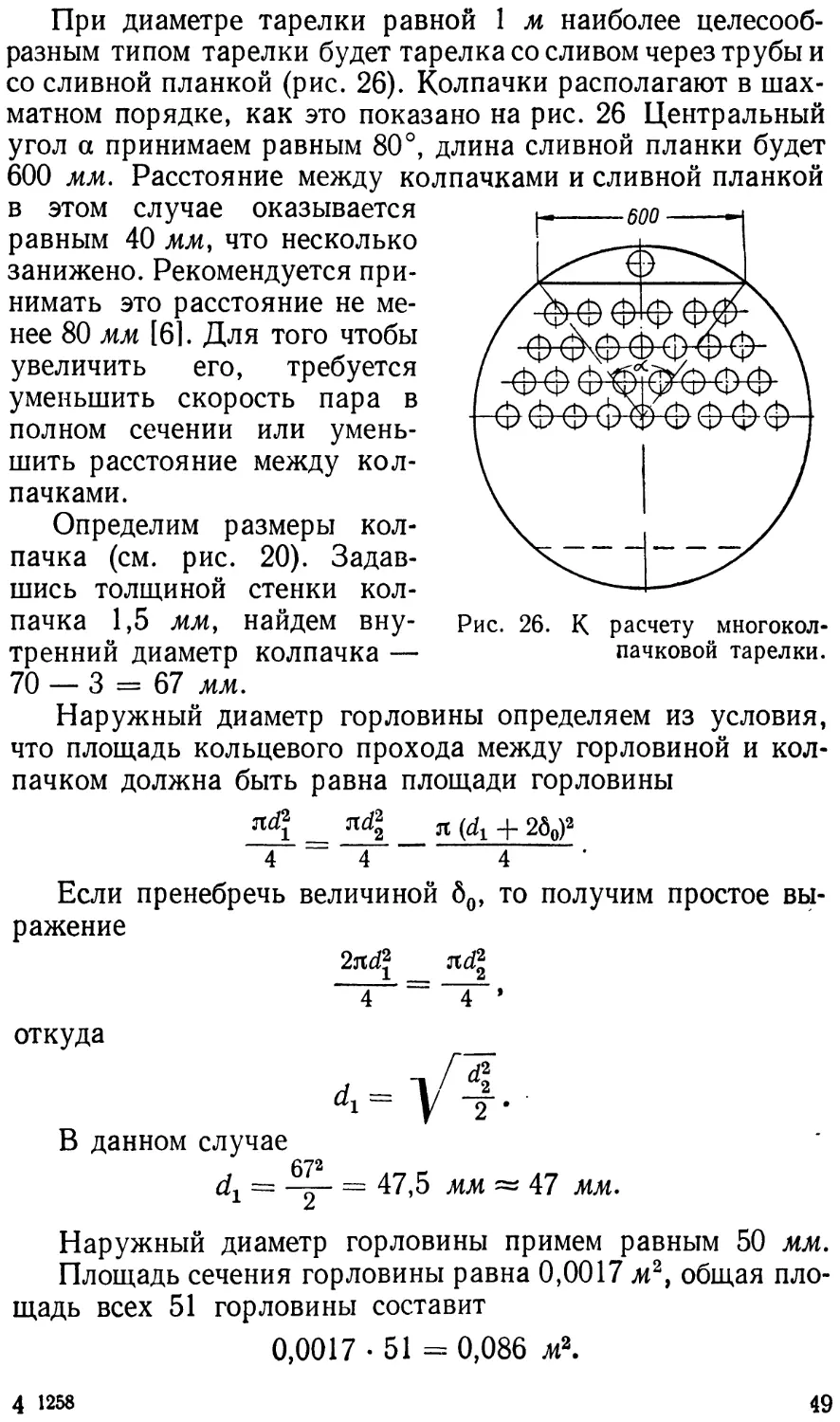
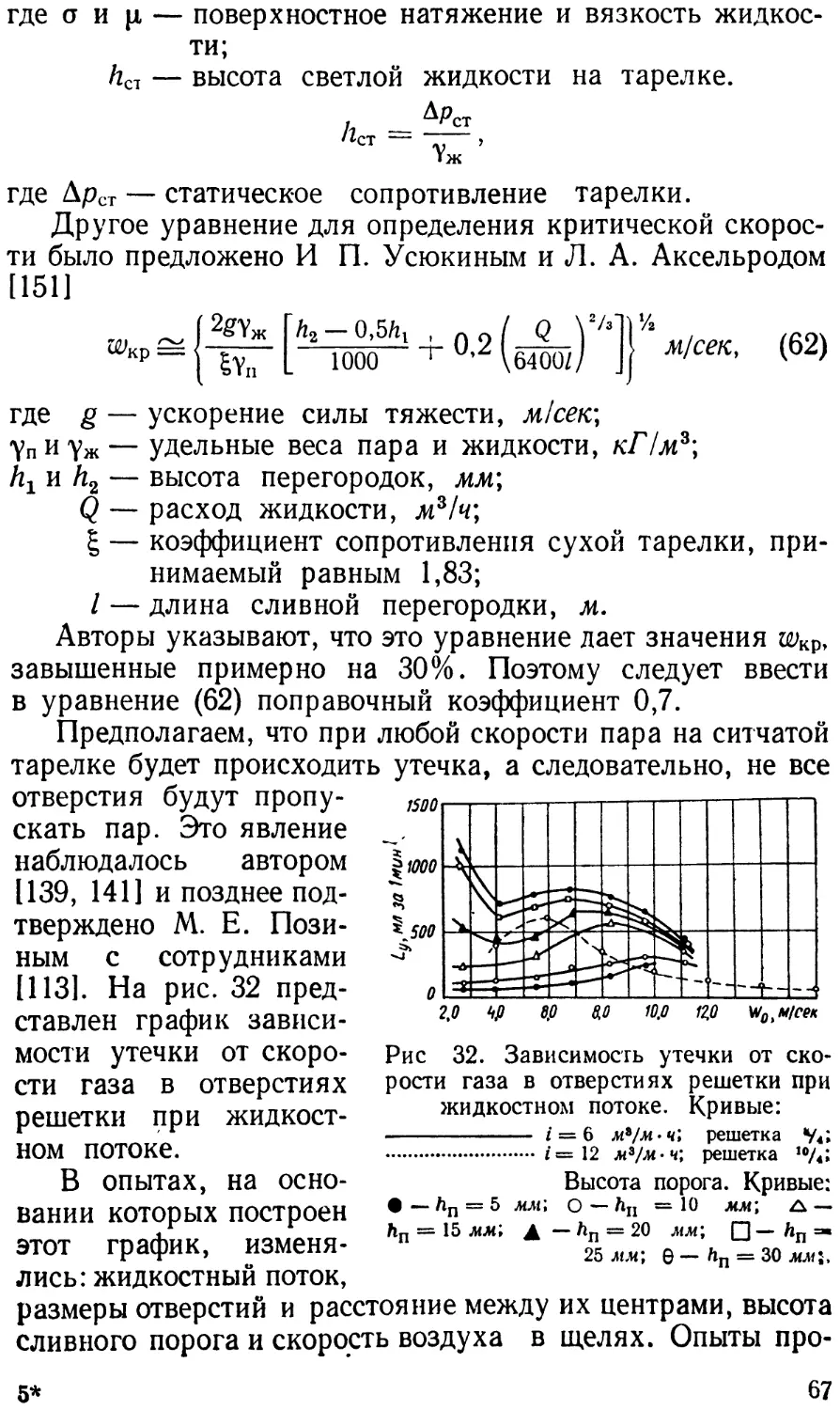
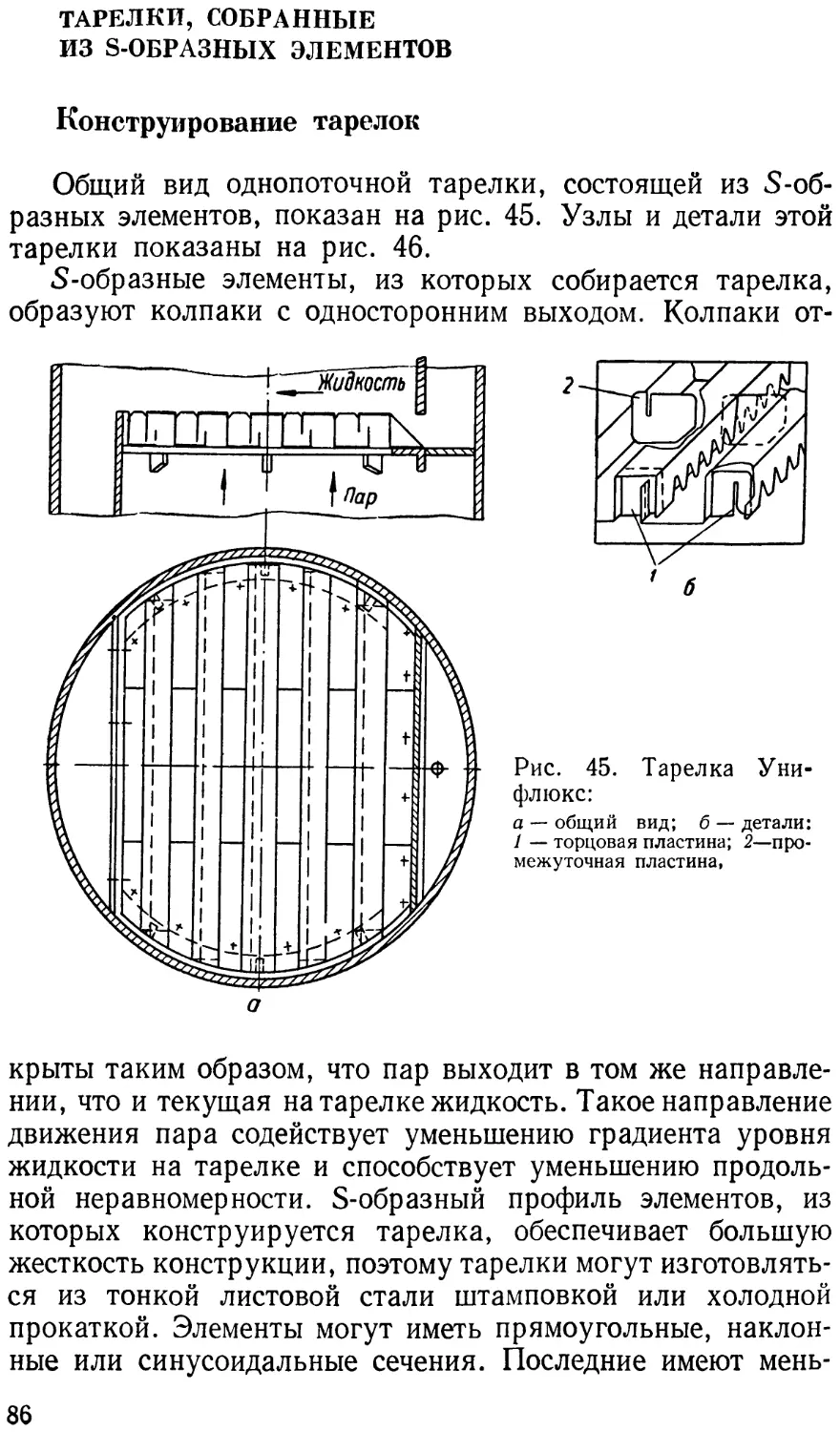
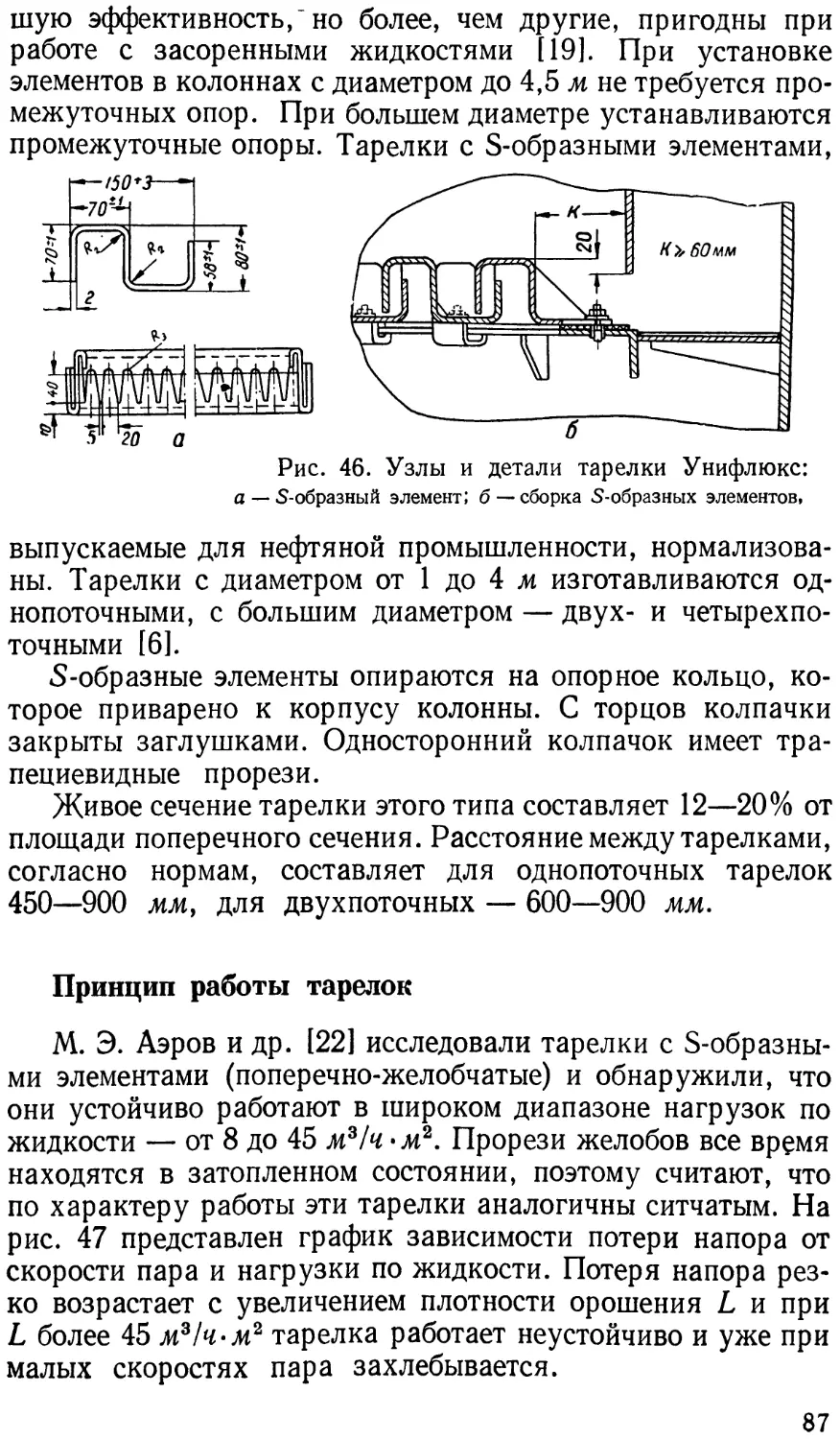
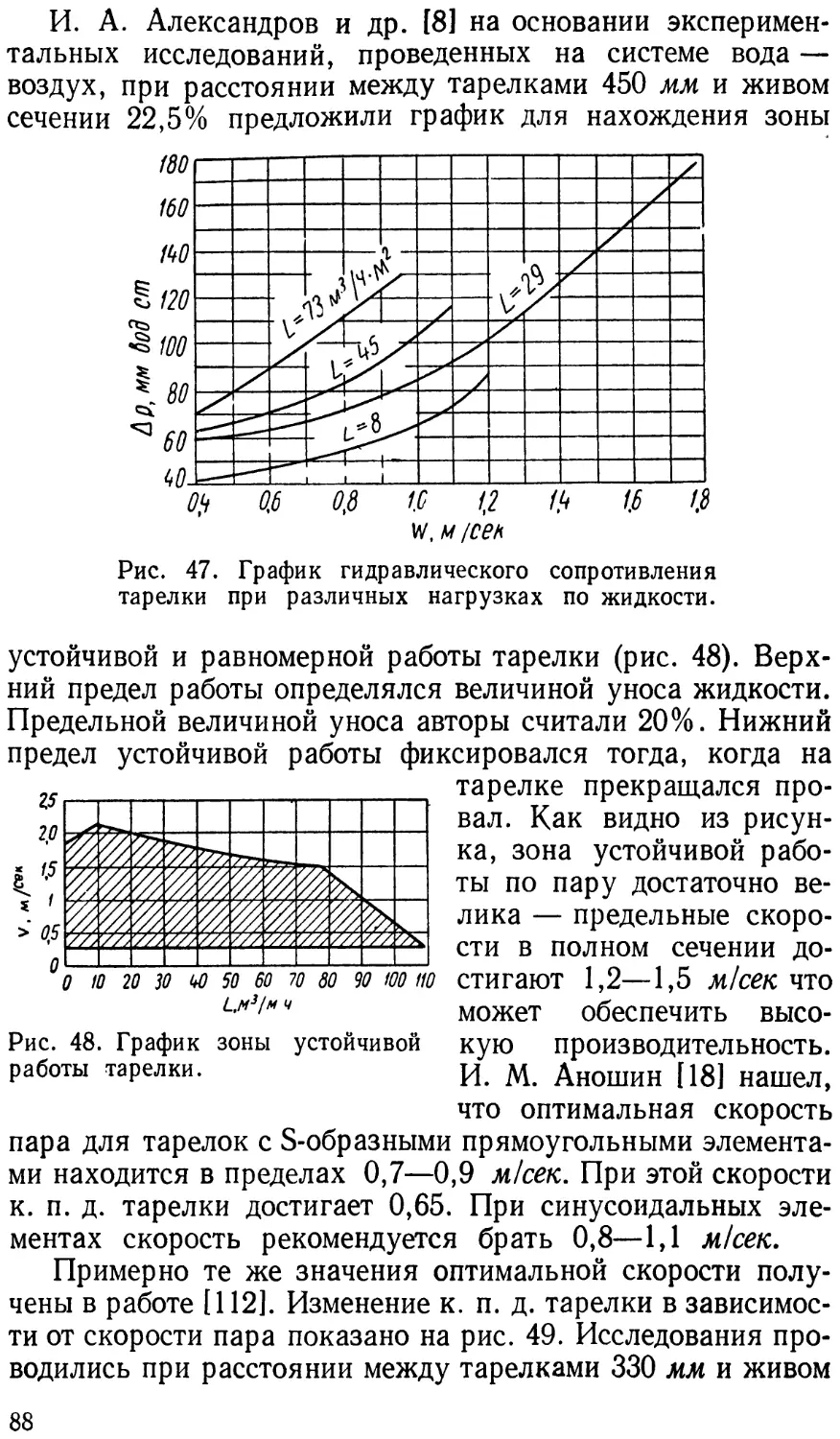
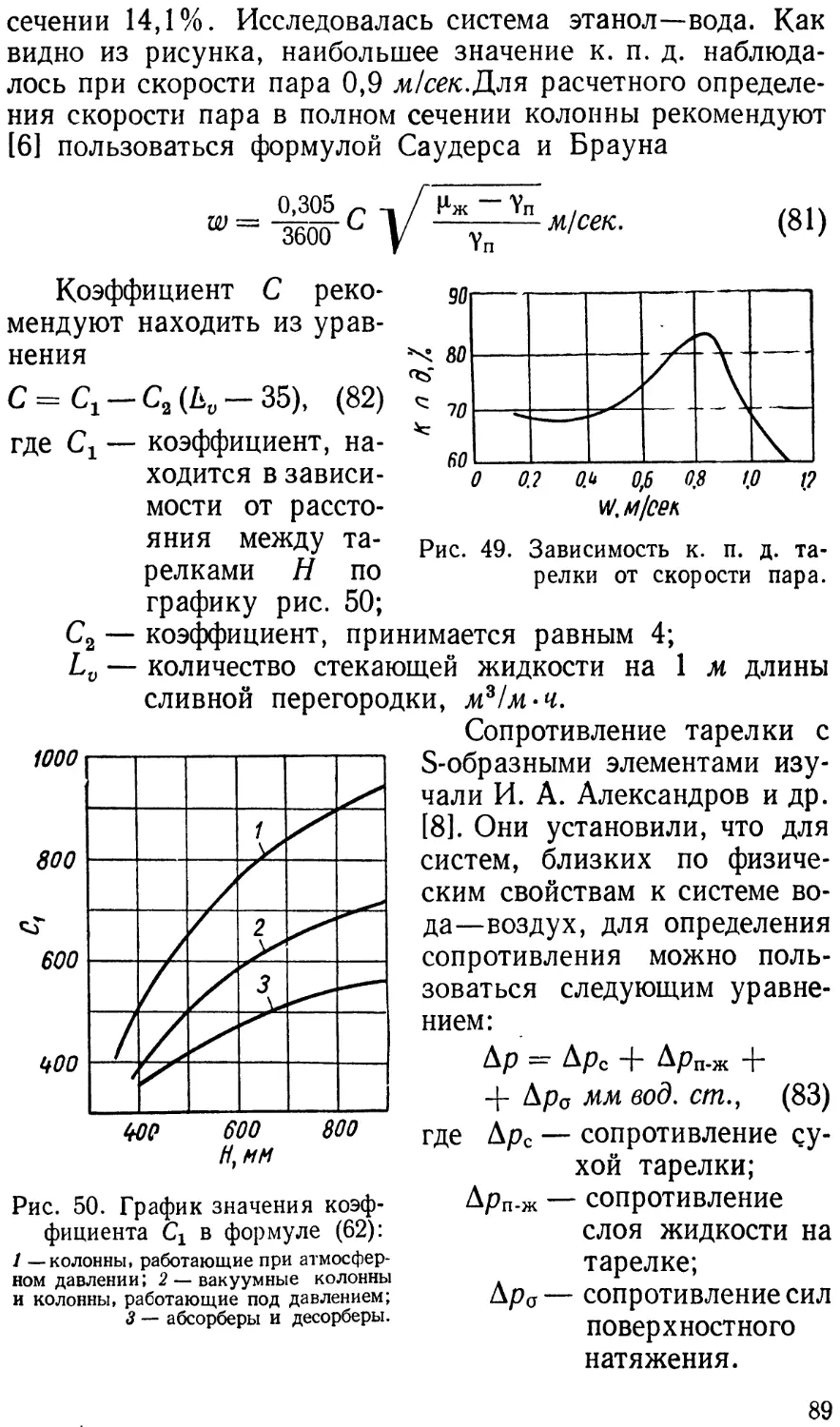
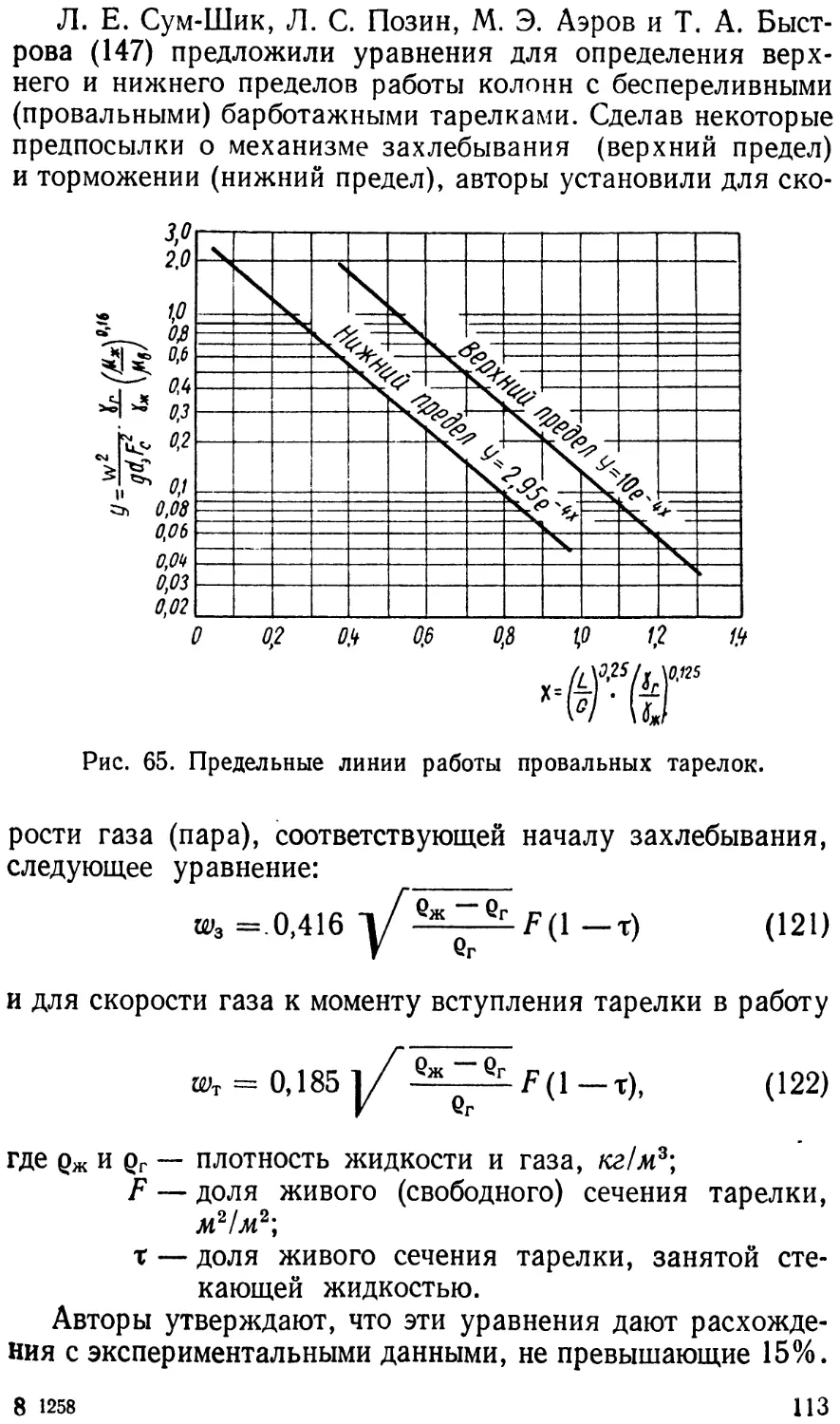
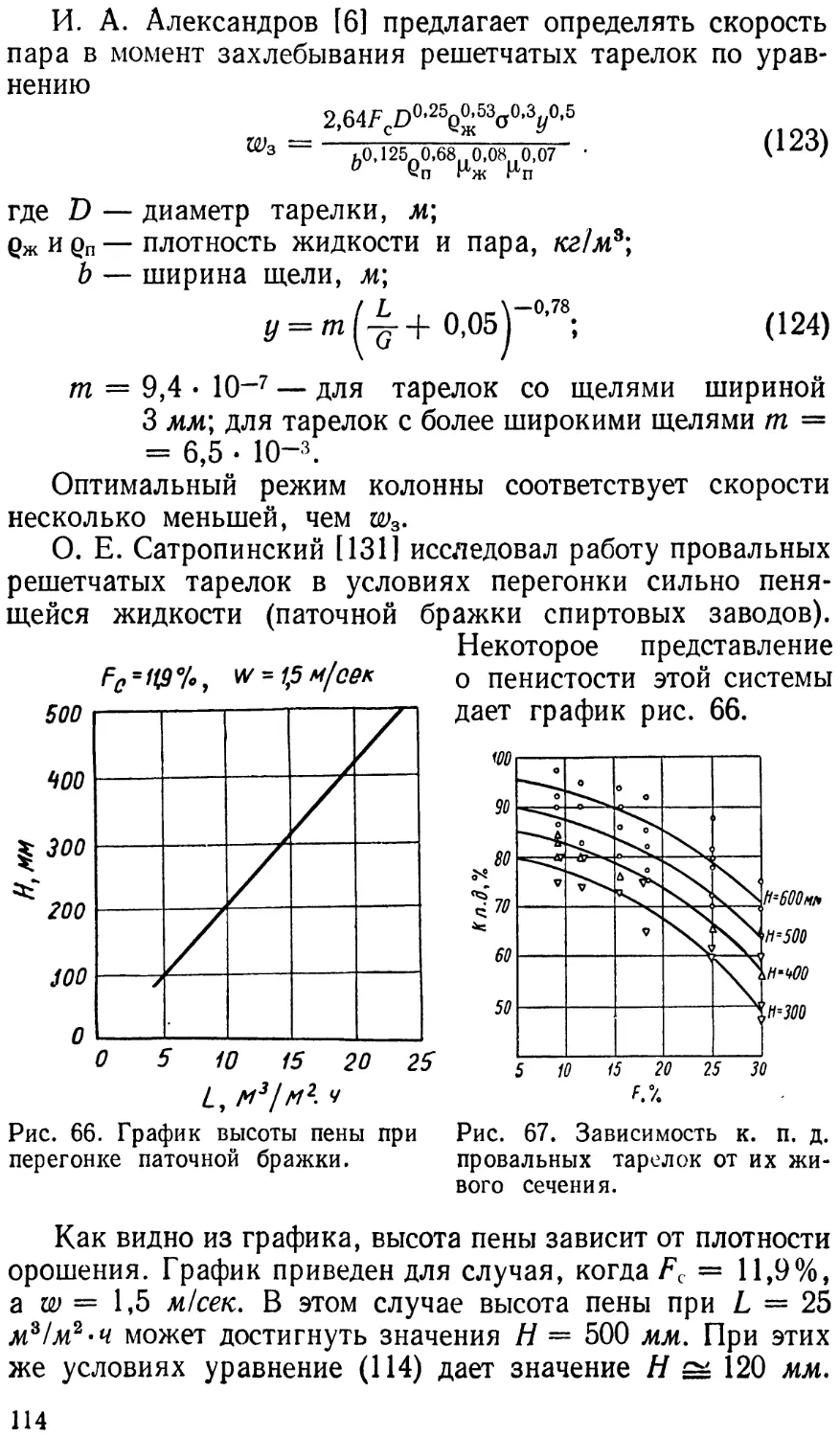
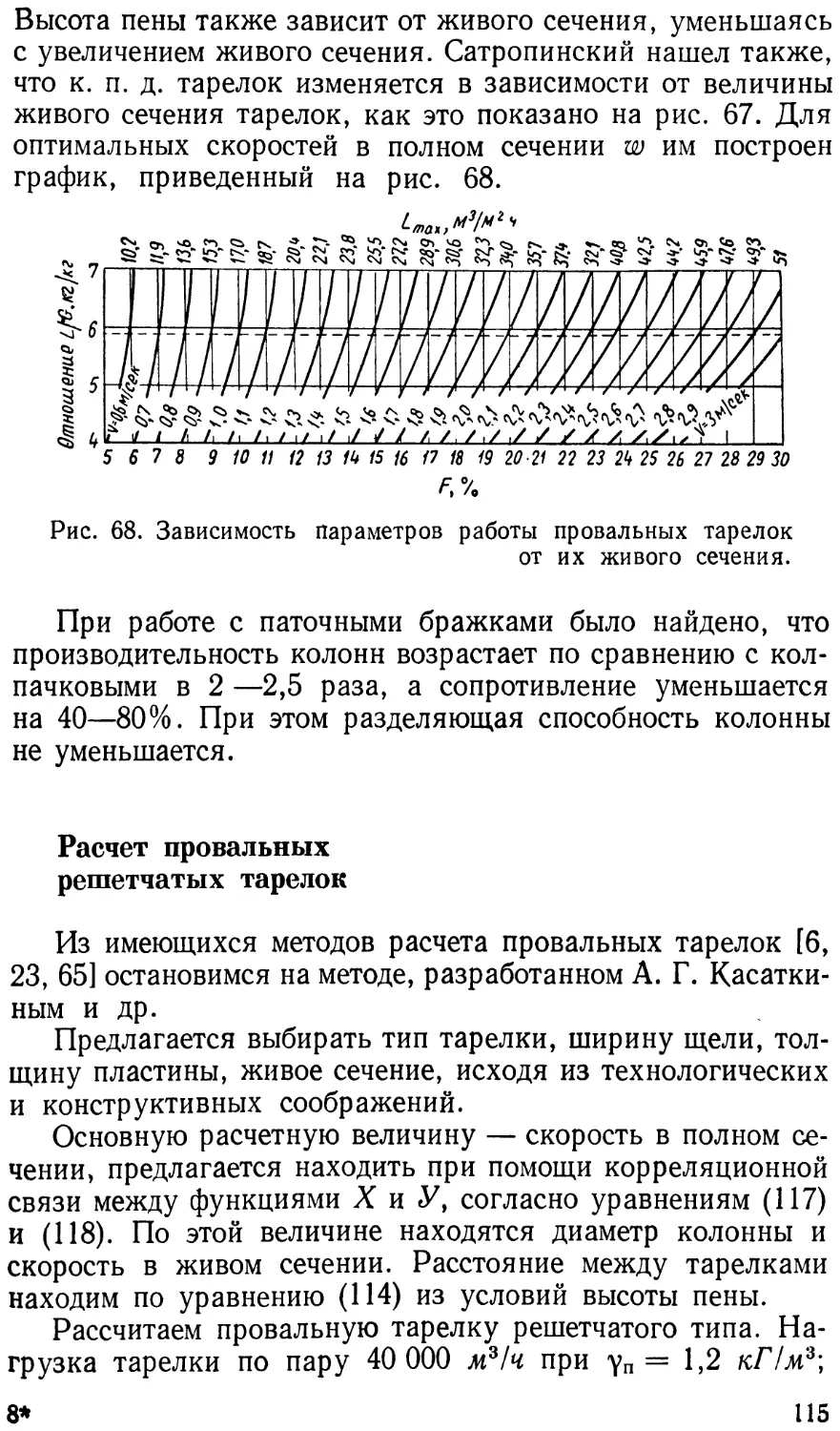
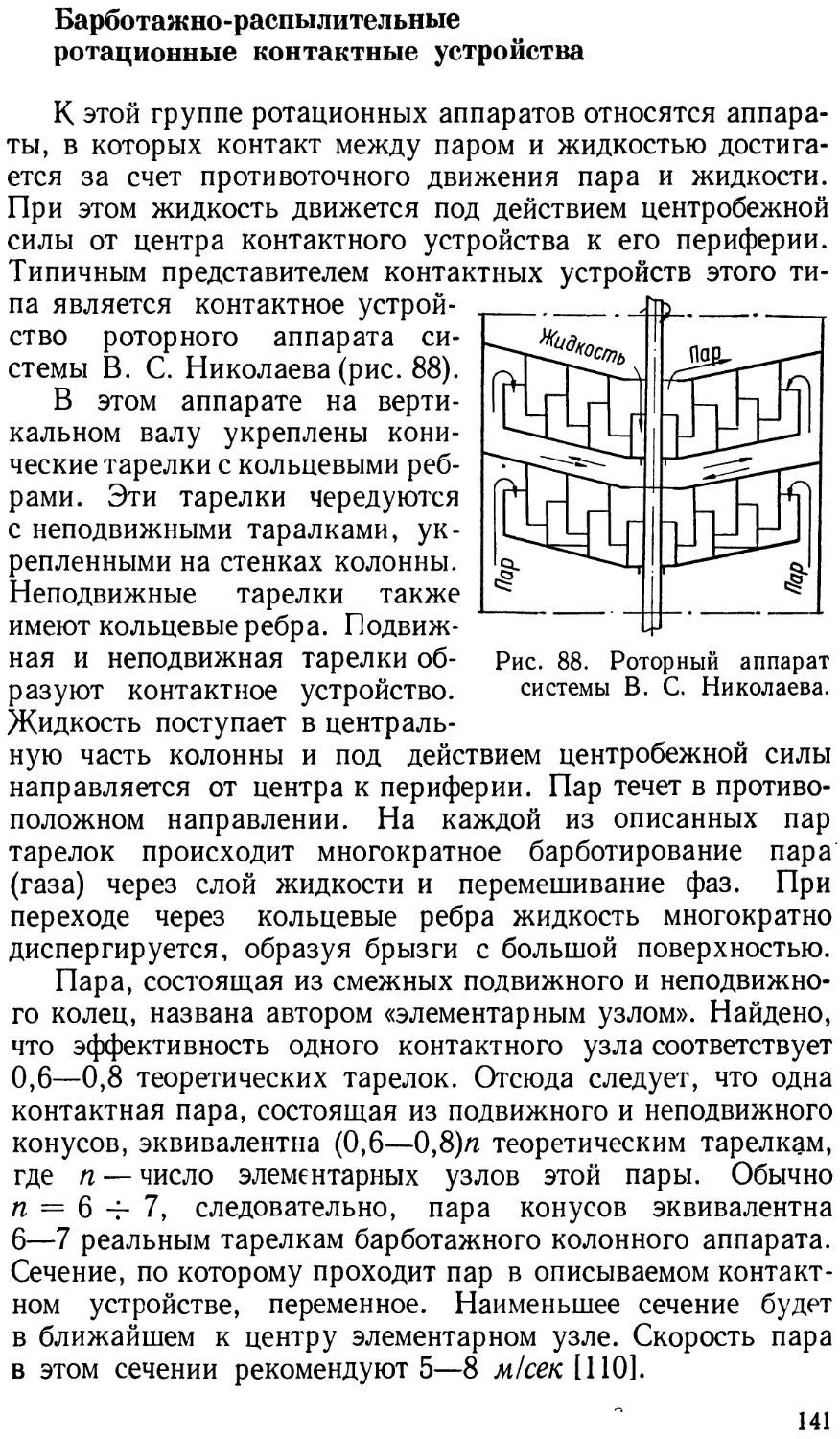
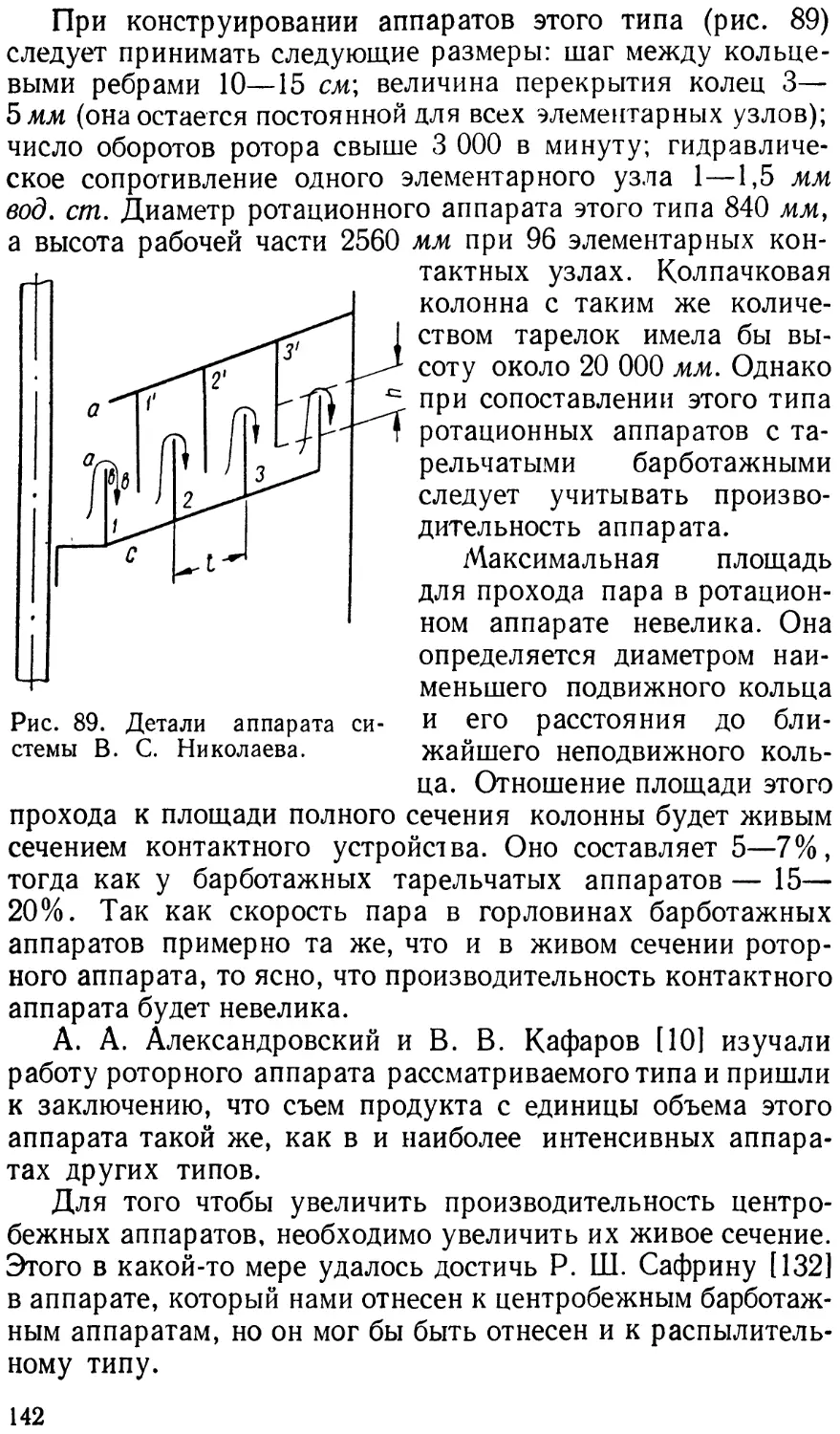
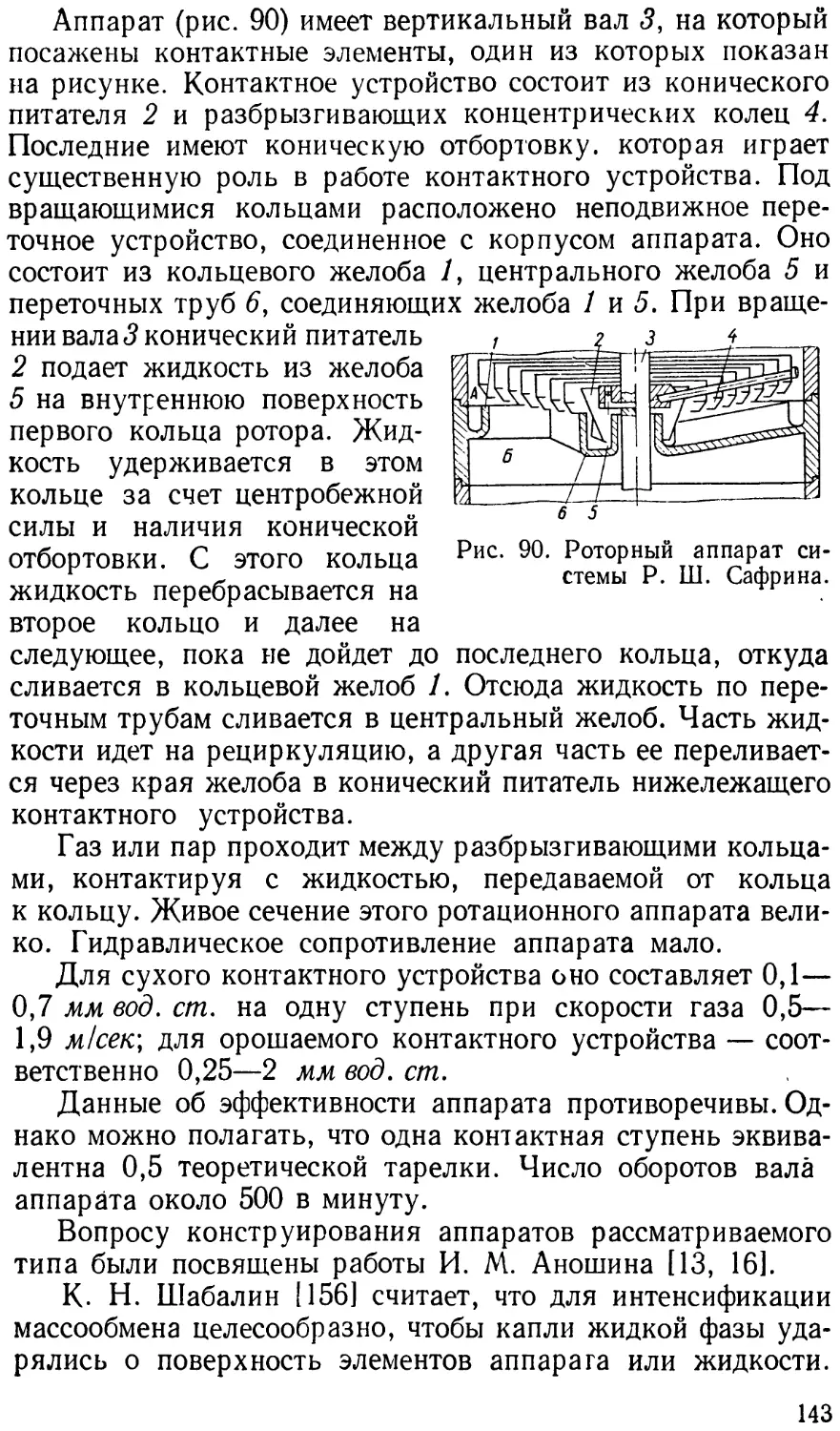
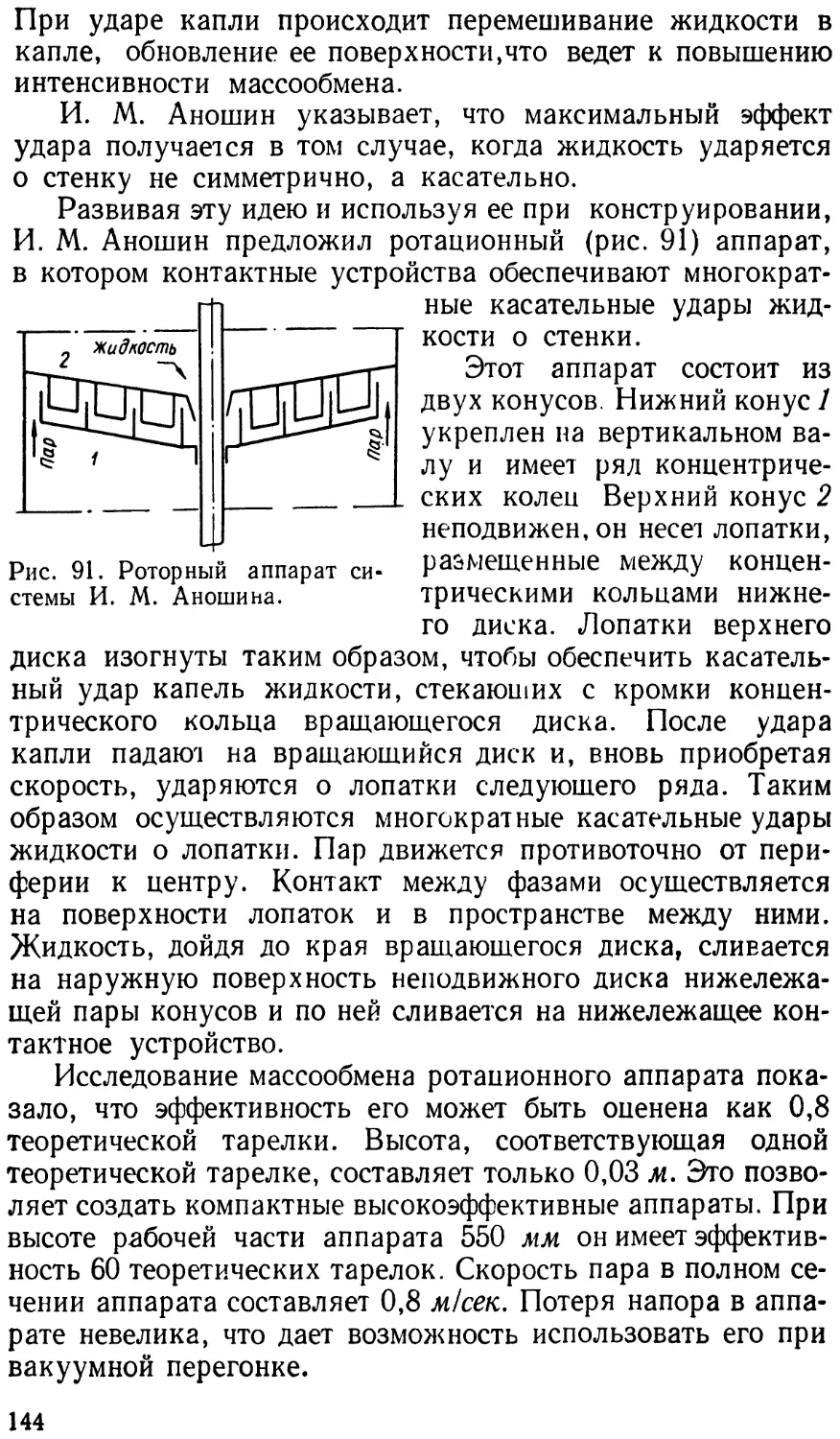
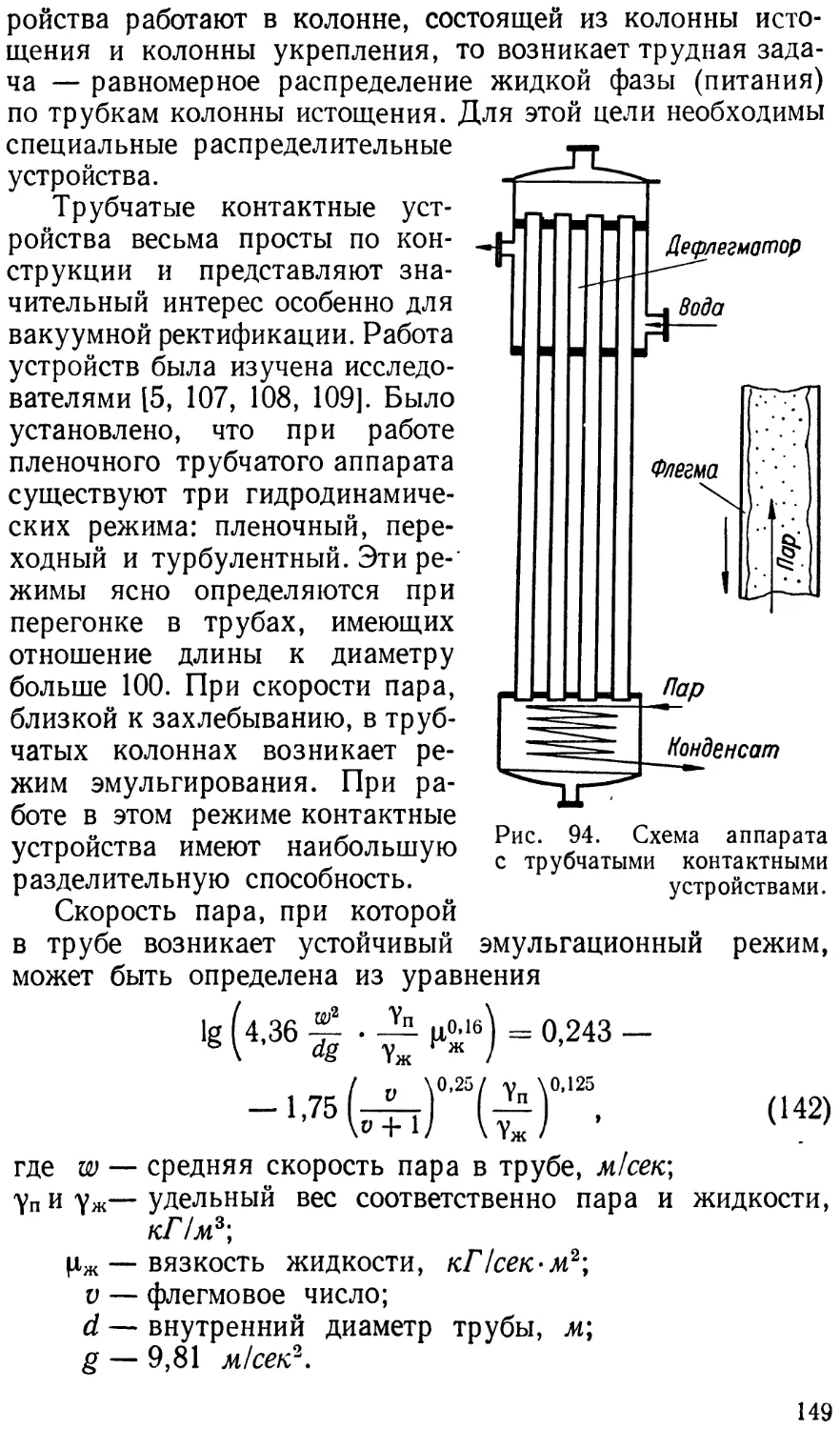
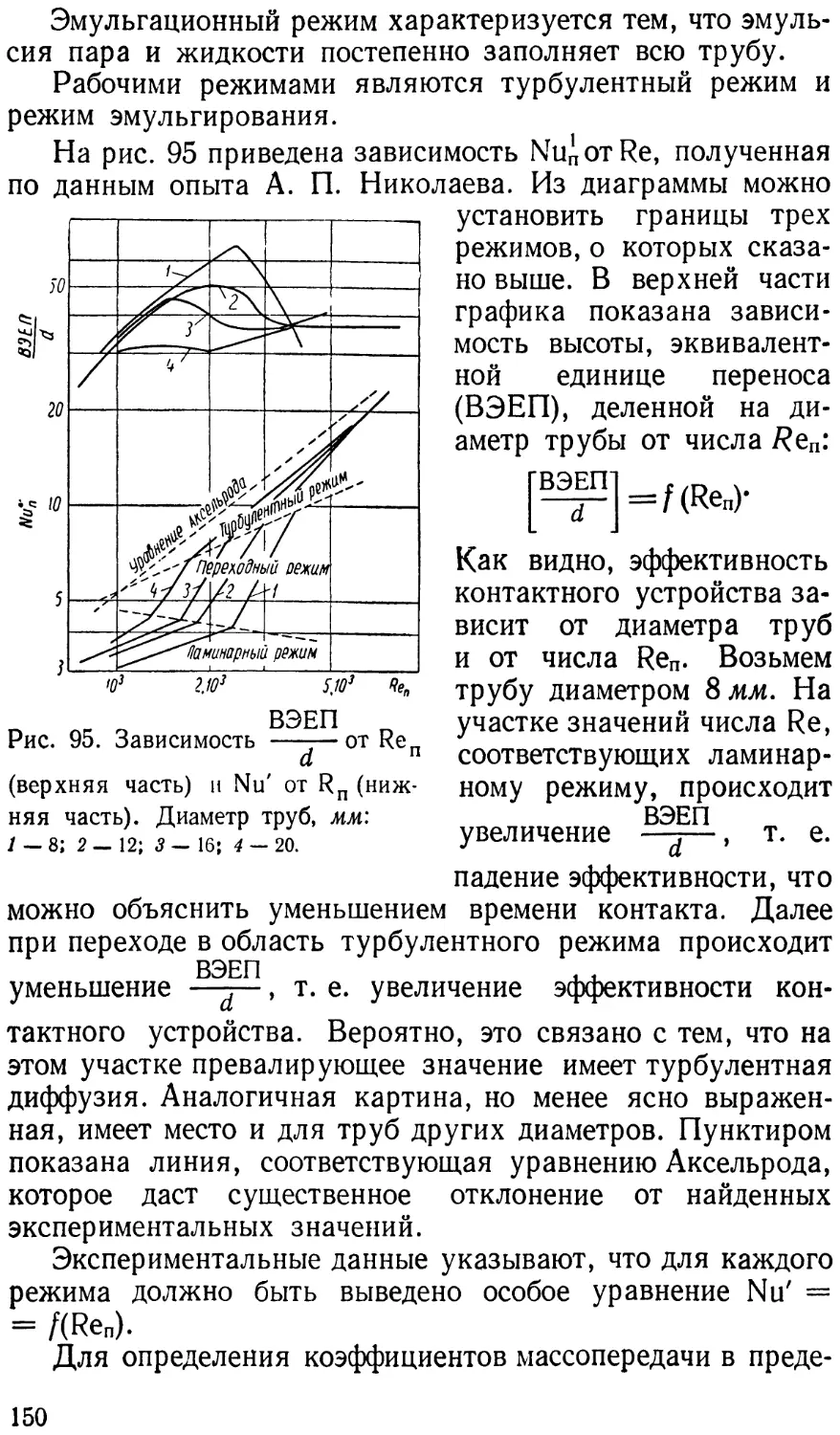
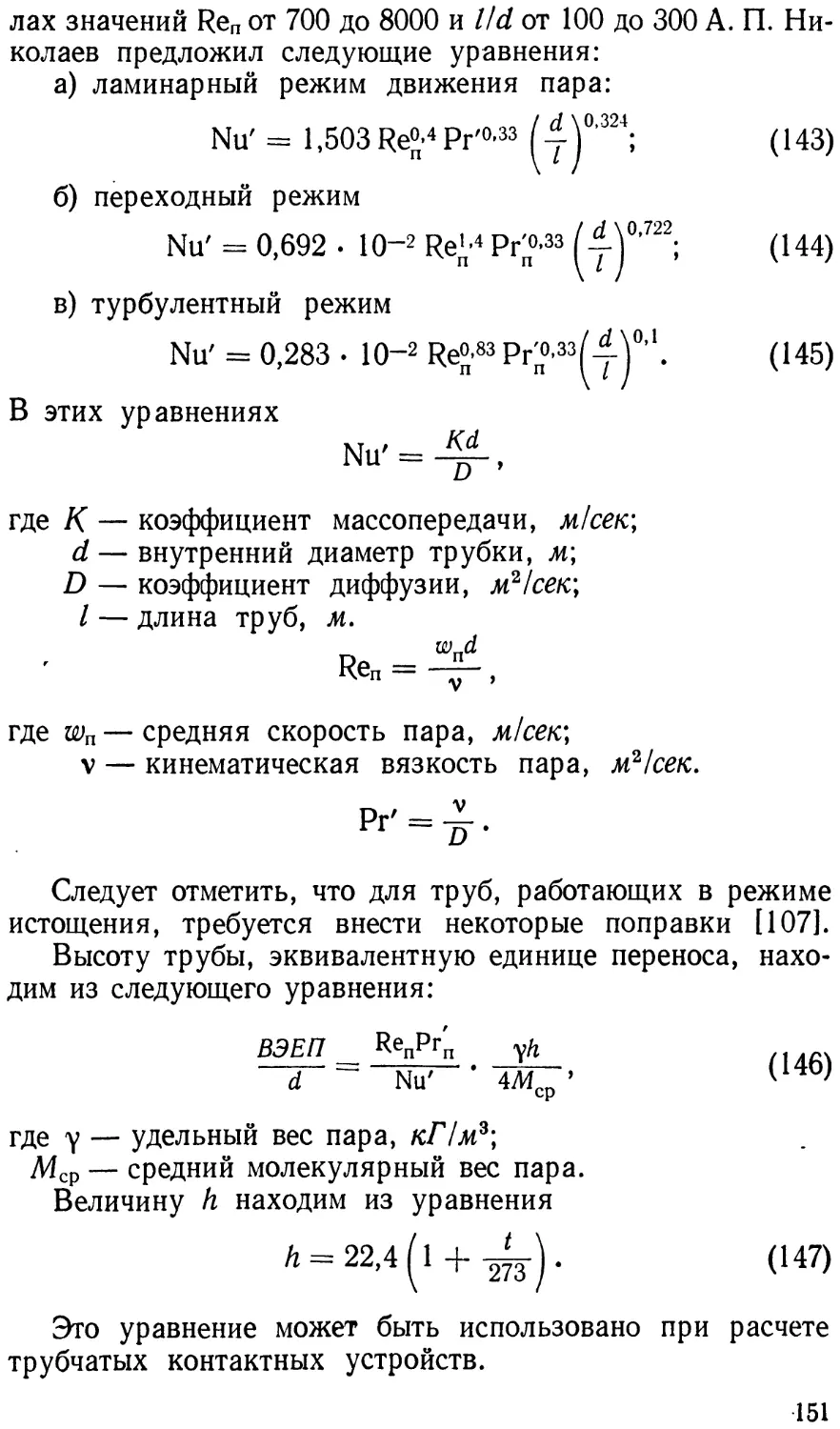
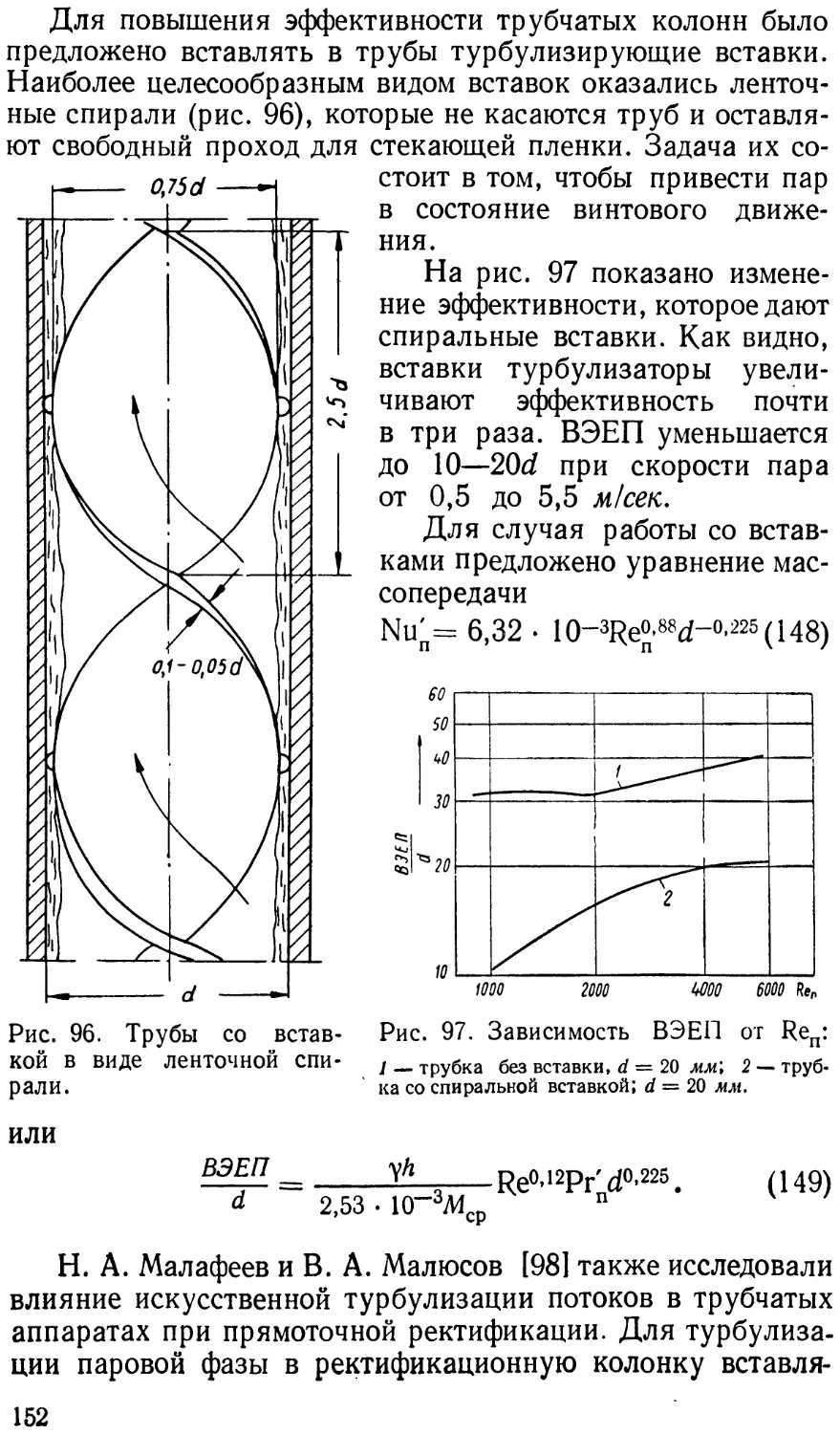
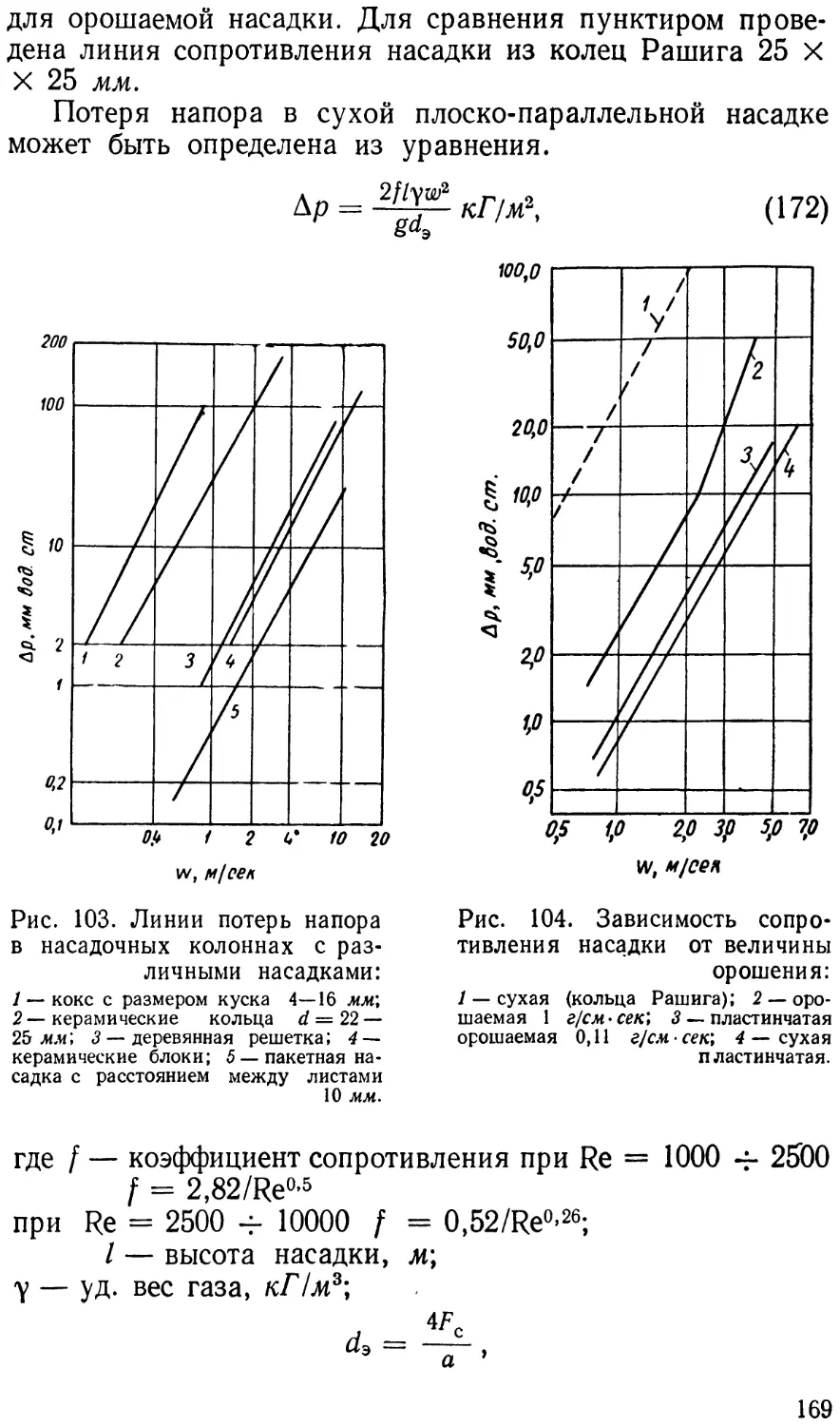
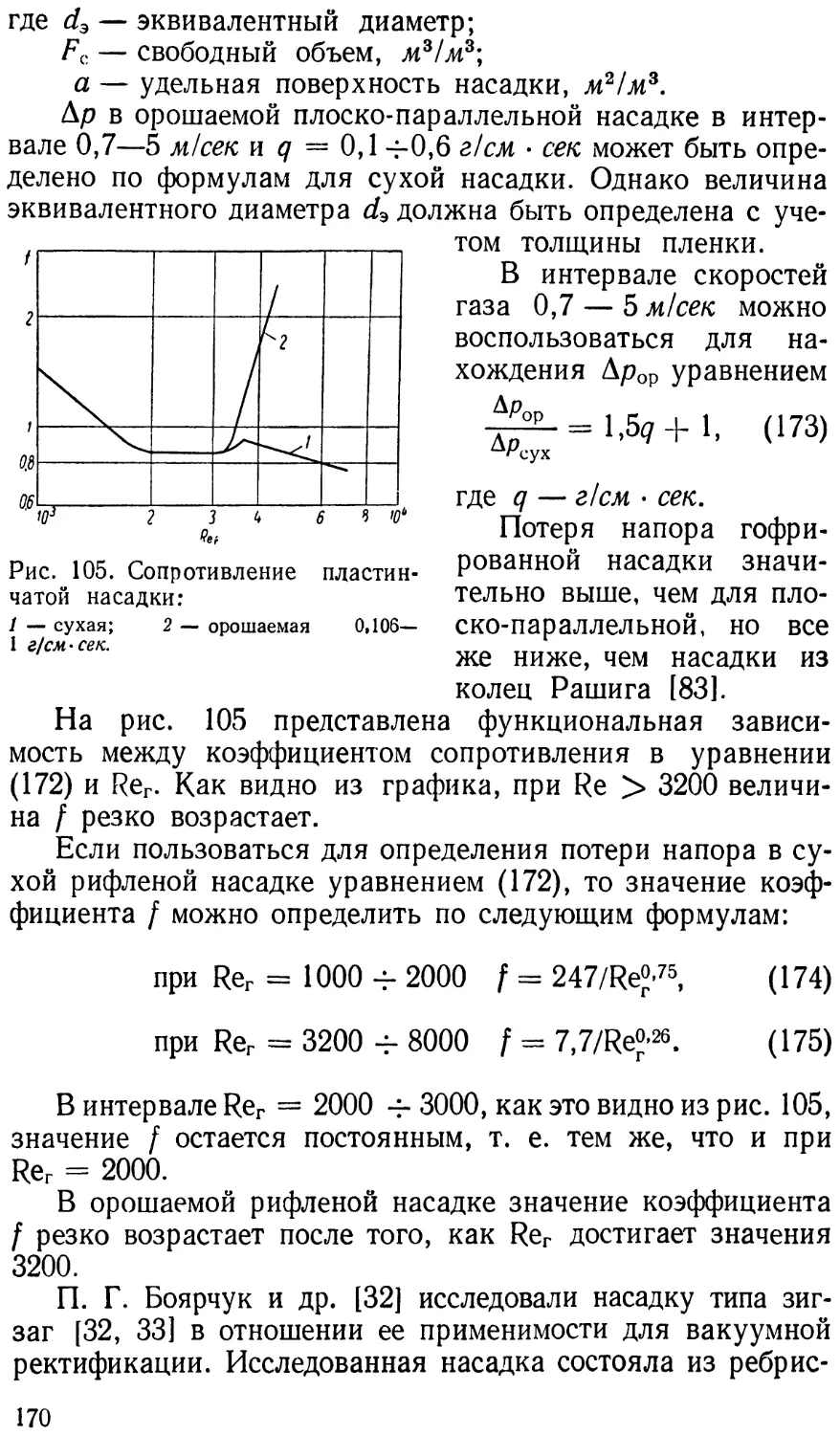
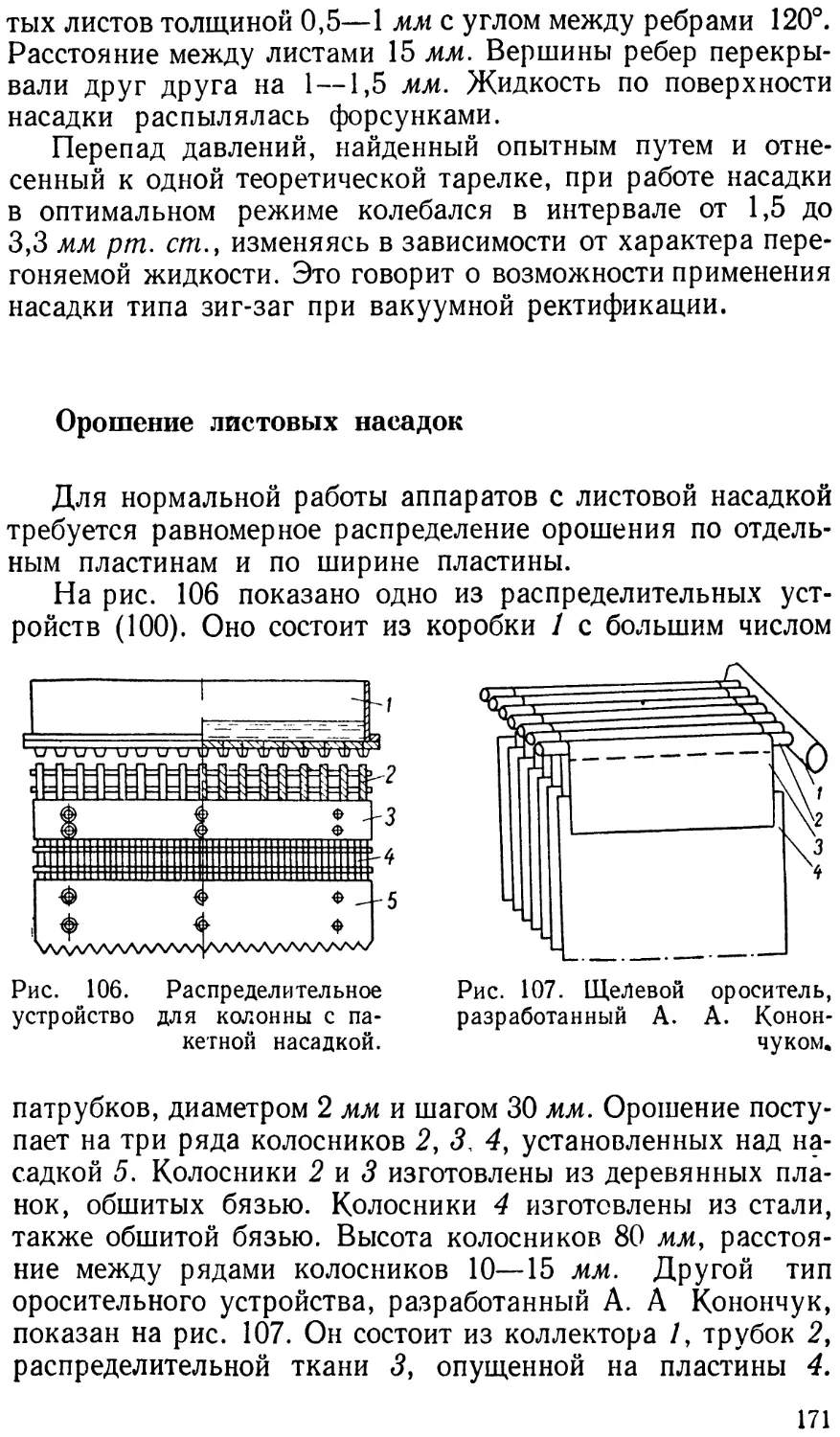
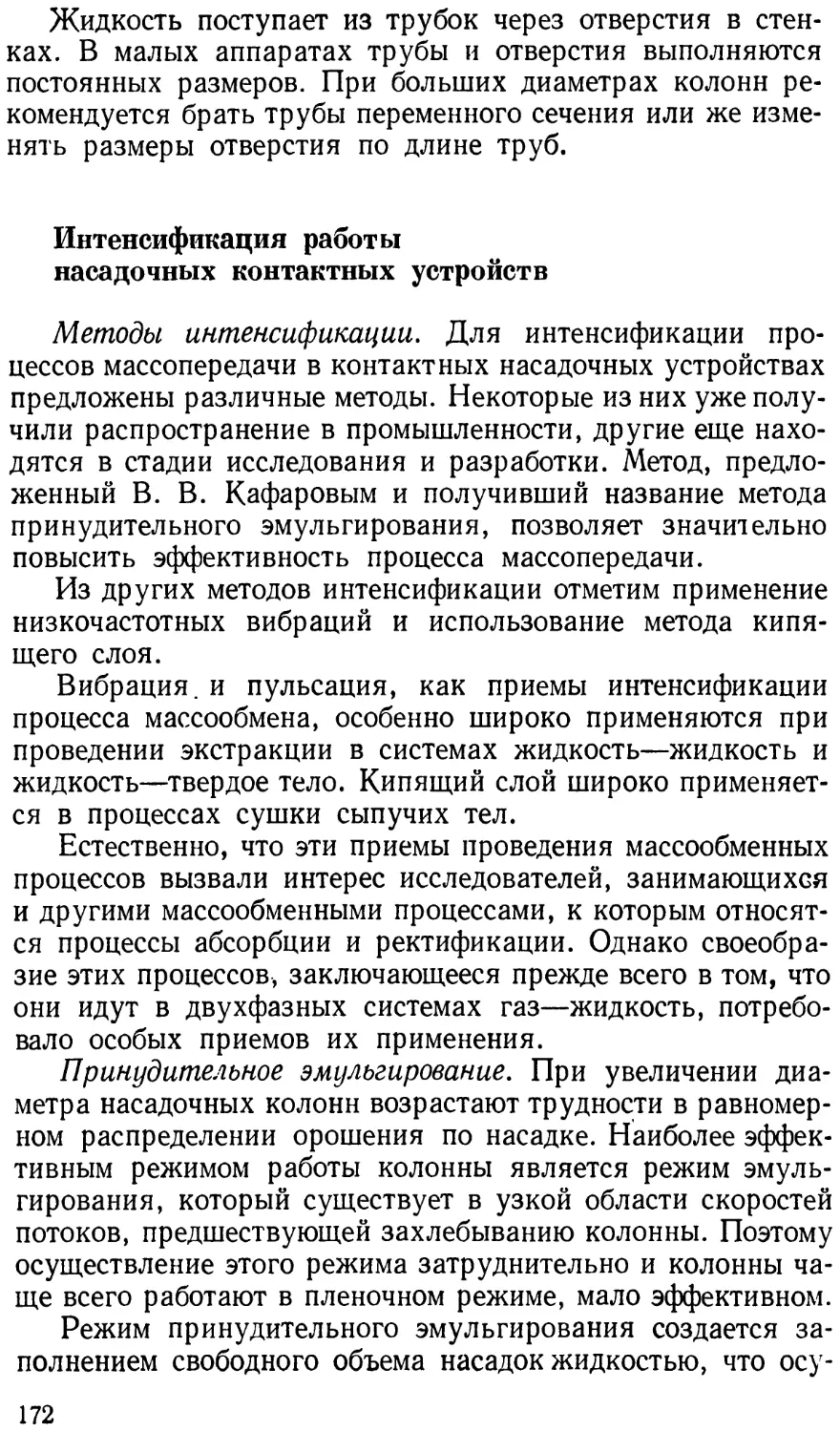
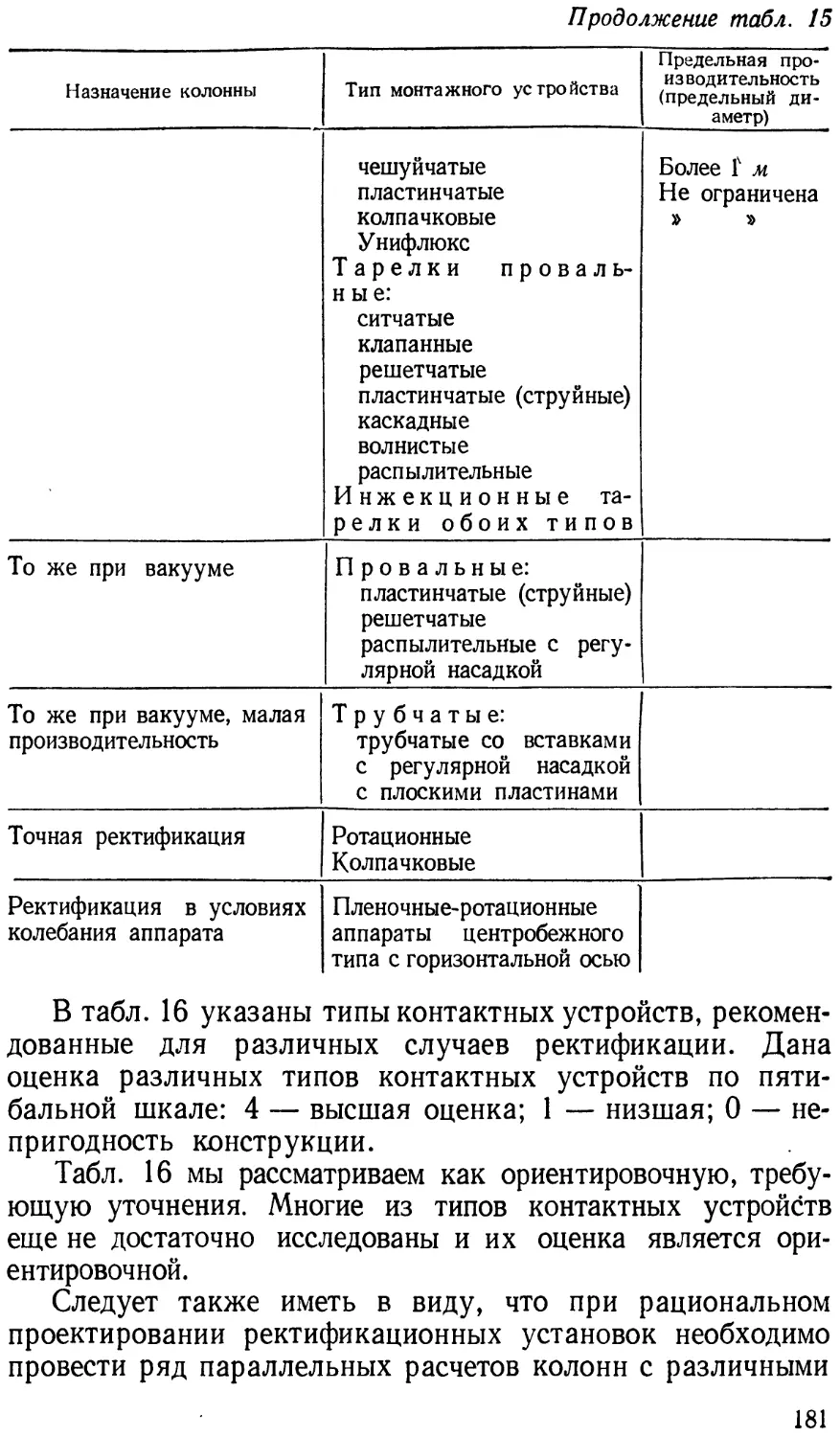
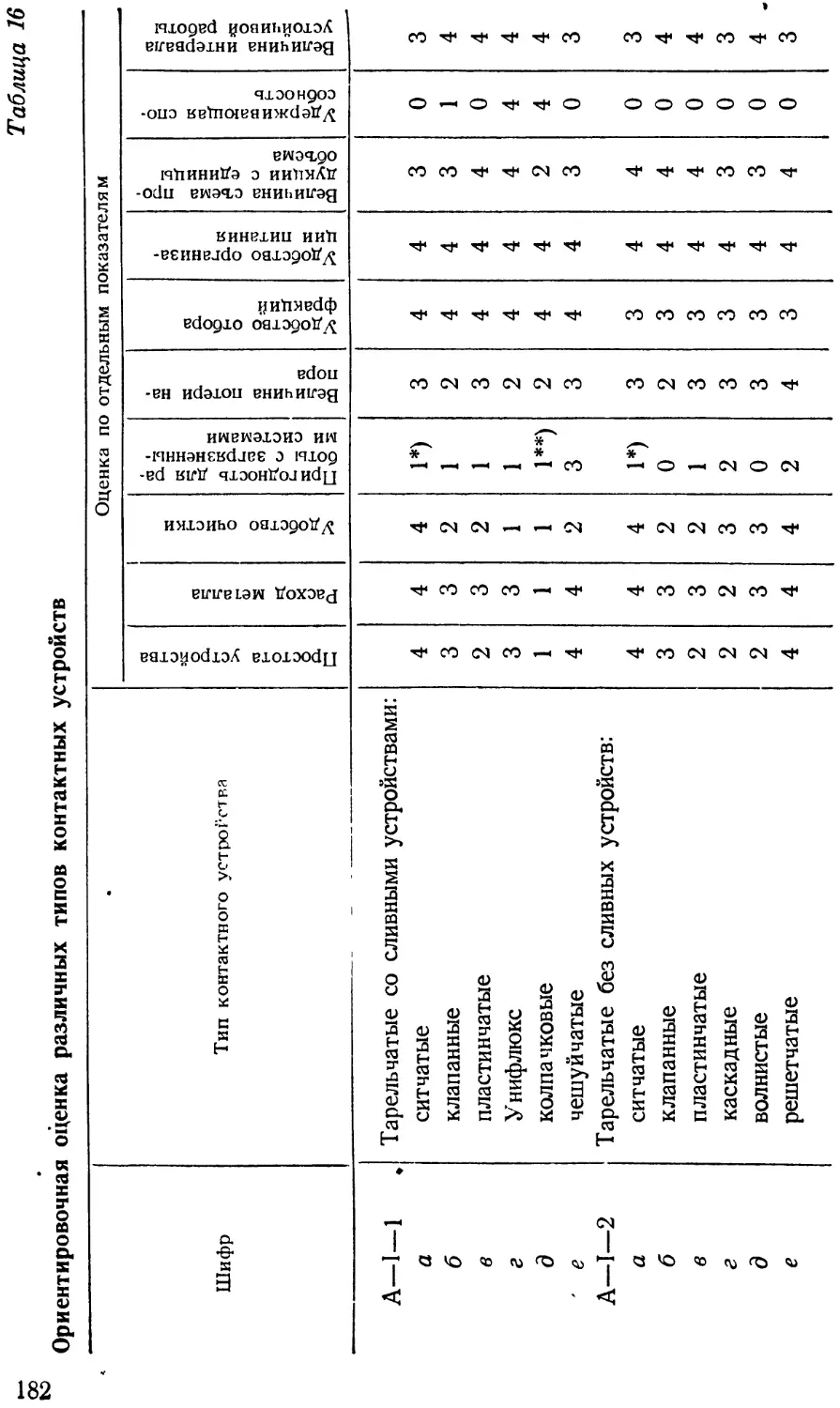
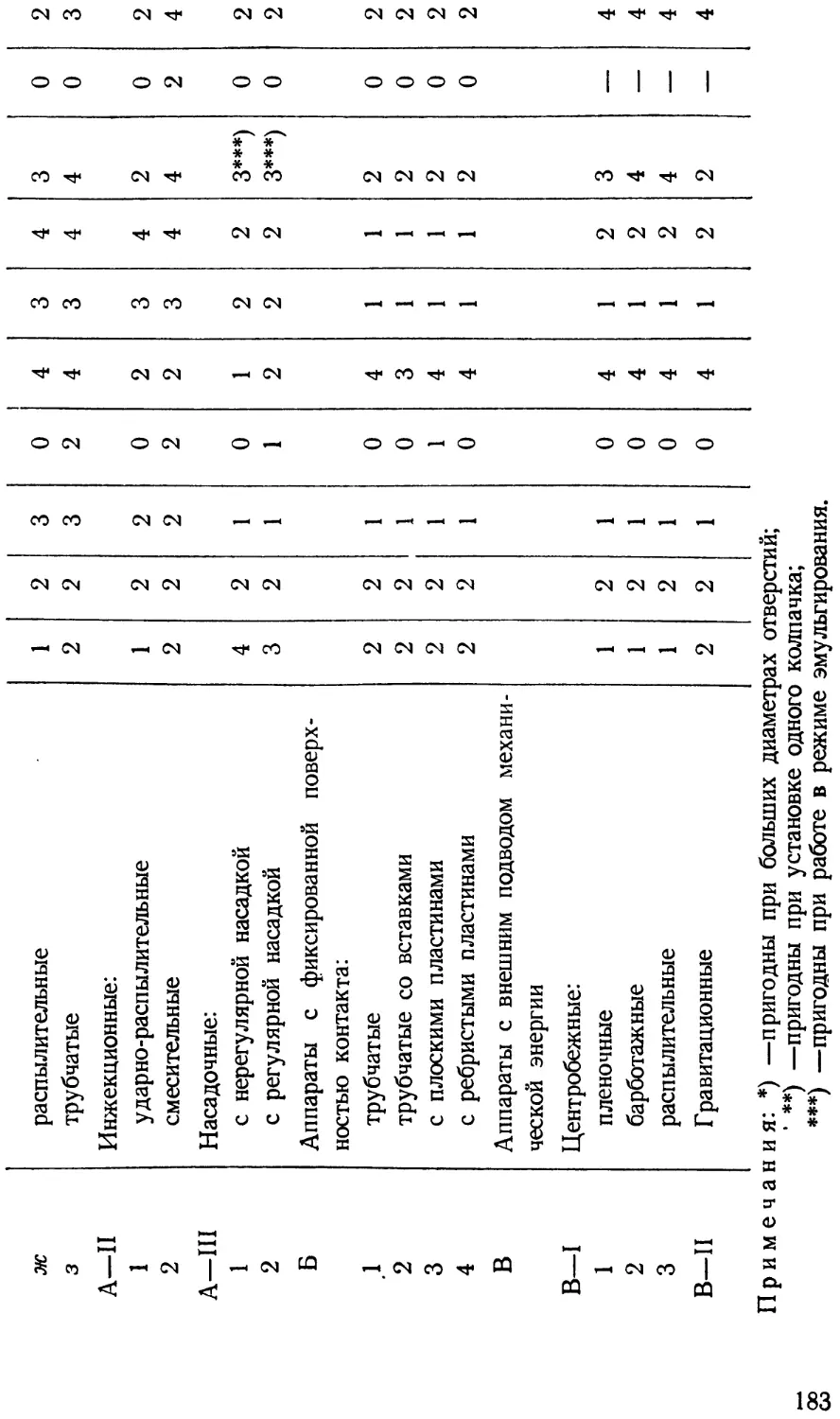
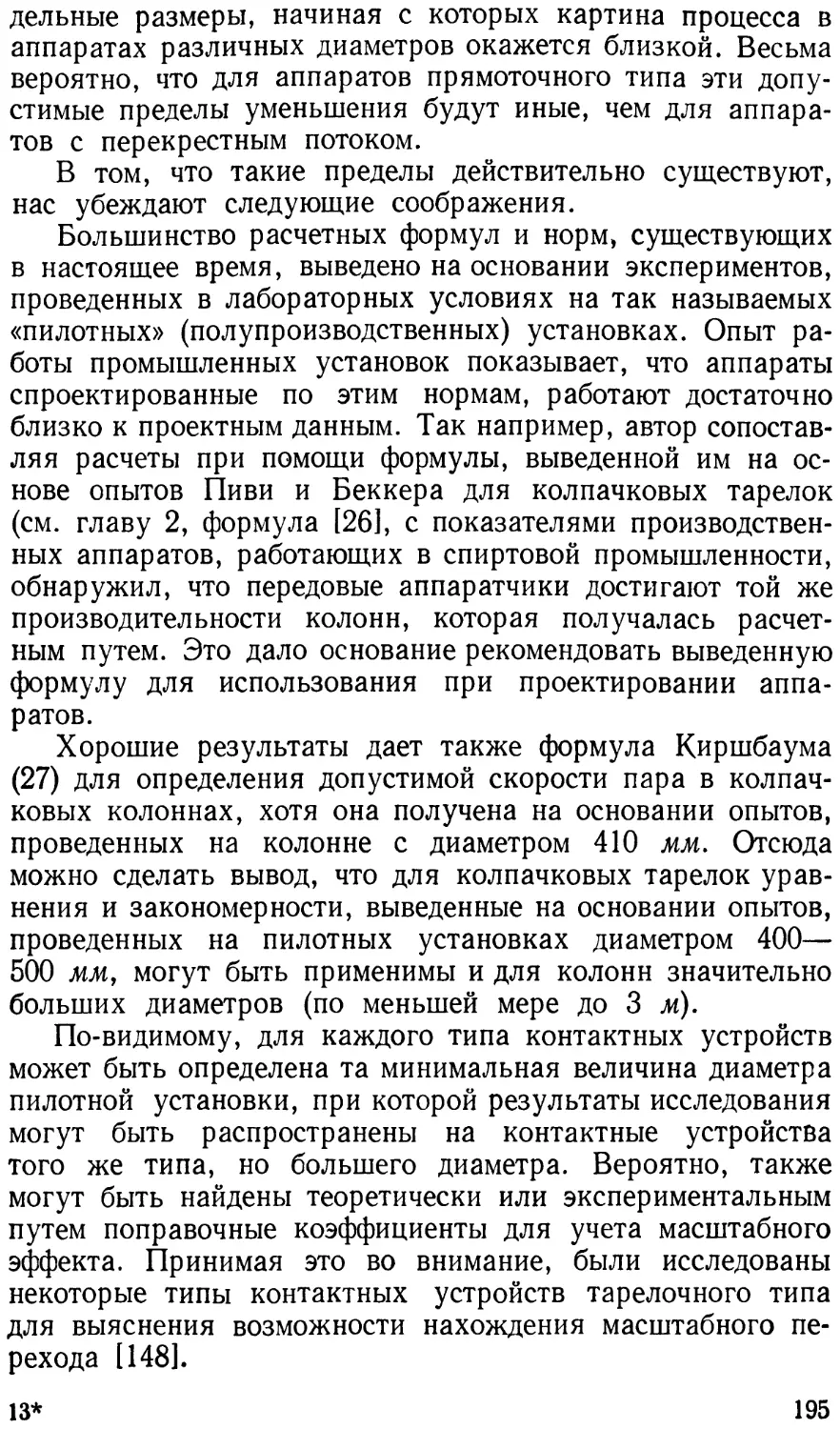
Текст
В. Н. СТАВНИКОВ
РАСЧЕТ
И КОНСТРУИРОВАНИЕ
КОНТАКТНЫХ УСТРОЙСТВ
РЕКТИФИКАЦИОННЫХ
И АБСОРБЦИОННЫХ
АППАРАТОВ
ИЗДАТЕЛЬСТВО «ТЕХШКА»
= КИЕВ-1970
6П7.1
С75
УДК 66.048.37 4- 542.74.001.24.001.2
Расчет и конструирование контактных устройств
ректификационных и абсорбционных аппаратов.
Стабников В. Н. «Техшка», 1970,208 стр.
Описаны рациональные методы расчета и конструи-
рования контактных устройств — основных элемен-
тов ректификационных и абсорбционных аппара-
тов, которые широко применяются на многих
предприятиях — нефтеперерабатывающих, газобен-
зиновых, лесохимических, гидролизных заводах,
заводах синтетического каучука, синтетического и
пищевого спирта и многих других. От правильного
выбора этих устройств зависит экономичность ра-
боты аппаратов. Предназначена для инженерно-
технических и научных работников, проектирующих
и эксплуатирующих абсорбционную и ректифика-
ционную аппаратуру, может быть полезна студен-
там соответствующих вузов.
Табл. 16, илл. 113, библ. 183.
Рецензент д-р техн, наук А. Г. Большаков
Редакция литературы по легкой, пищевой промыш-
ленности, торговле и бытовому обслуживанию
Заведующий редакцией инж. Е. И. Касперская
3-14-2
146-70М
=. ПРЕДИСЛОВИЕ
Ректификационные и абсорбционные аппараты яв-
ляются основным видом оборудования на многих предпри-
ятиях различных отраслей промышленности.
Разработка рациональных методов расчета и констру-
ирования абсорбционных и ректификационных аппаратов
является важной задачей для народного хозяйства, так как
изготовление этих аппаратов требует значительного коли-
чества металла, расход которого может быть значительно
I уменьшен при правильном выборе типа аппарата и целесооб-
разных размеров его элементов.
Основными элементами рассматриваемых аппаратов яв-
гляются контактные устройства. За последние десятилетия
^предложено значительное количество новых контактных
-устройств, особенности kotoj ых еще не достаточно освещены
литературе. Появилось также много новых исследований,
ро-новому освещающих работу давно известных контактных
устройств.
При изучении методов разделения смесей жидких и га-
-зообразных компонентов с помощью процессов абсорбции
£'й ректификации возникают разнообразные проблемы, кото-
рые должны быть исследованы.
f Эти проблемы следующие:
I 1. Исследование физико-химических основ процессов
Йразделения систем, состоящих из нескольких компонентов.
|Эта проблема охватывает широкий круг вопросов, касаю-
щихся равновесия двухфазных систем, состоящих из двух
большего числа компонентов.
> 2. Разработка на основе термодинамики и учения о мас-
^опередаче методов расчетов разделения бинарных и много-
компонентных систем, подвергаемых разделению. Эта про-
блема тесно связана с учением о равновесии и базируется
I* 3
на его достижениях. Конечной целью в этой области иссле-
дования является определение числа необходимых контактов
в ступенчатых аппаратах или высоты насадки в насадочных
аппаратах.
3. Исследование, расчет и конструирование контактных
устройств ректификационных и абсорбционных аппаратов.
В эту область исследований входит изучение условий обра-
зования контакта между фазами, обменивающимися компо-
нентами. Конечной целью является создание целесообраз-
ных контактных устройств.
4. Исследование условий оптимальной работы аппаратов,
создание систем автоматического контроля и регулирования.
Для эффективного проведения процессов абсорбции и
ректификации необходимо привести обменивающиеся компо-
нентами фазы в тесный контакт. Назначение контактных
устройств заключается в том, чтобы организовать этот кон-
такт. Это достигается различными способами, которые будут
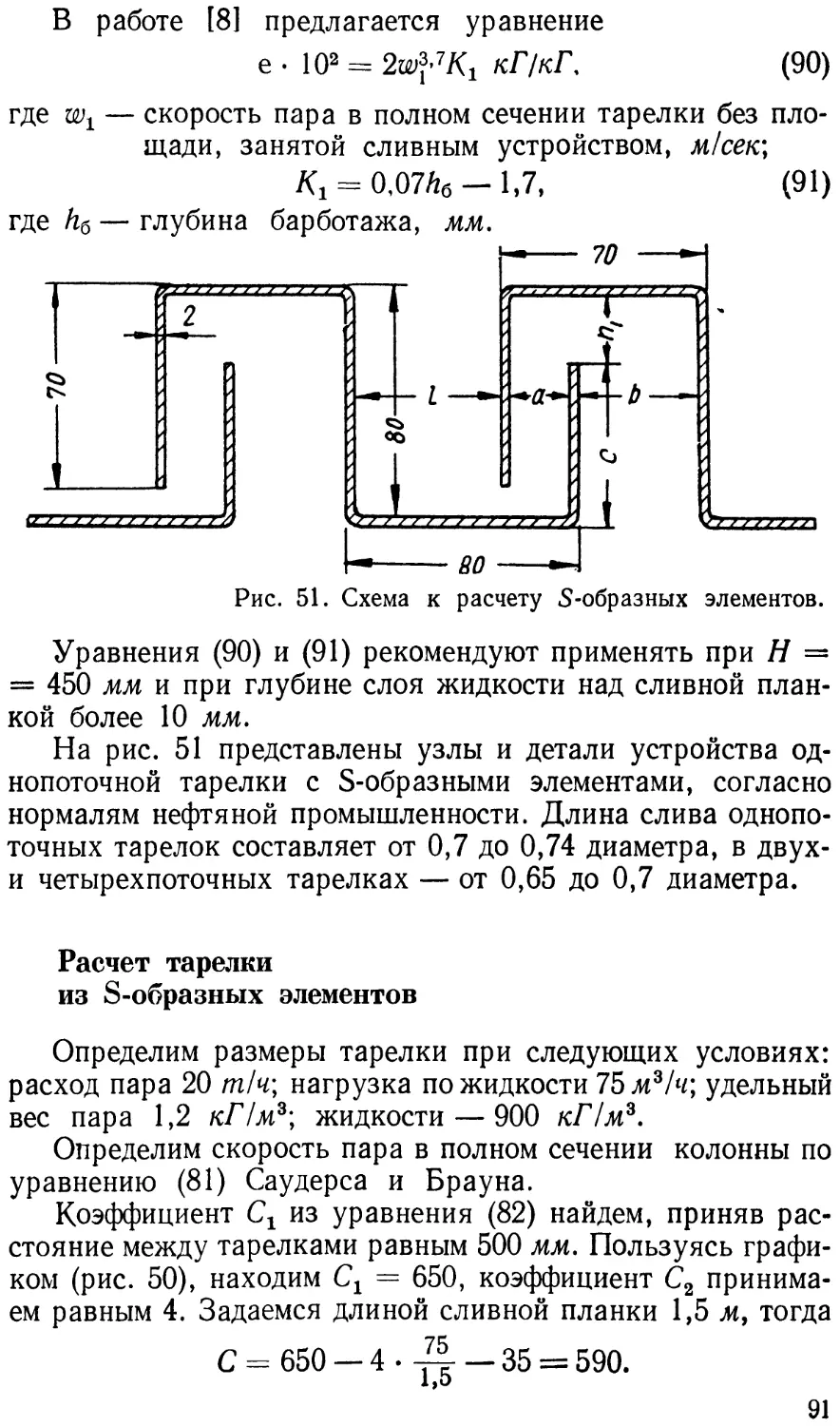
нами рассмотрены с оценкой результатов работы различных
устройств. При этом следует рассмотреть следующие важ-
нейшие аспекты: гидродинамическую характеристику уст-
ройства, его массообменную характеристику, конструктив-
ные особенности и технологию изготовления, с учетом эко-
номических факторов.
Таким образом, задача, которую мы поставили, является
весьма сложной и состоит из ряда взаимосвязанных явлений,
которые должны быть рассмотрены в комплексе.
Следует отметить, что в настоящее время имеются кни-
ги, которые рассматривают проблемы ректификации и аб-
сорбции в целом [6, 25, 53, 67, 118, 119, 133, 139], но
книг, посвященных контактным устройствам, еще нет.
Цель данной книги — ознакомить специалистов с ме-
тодами расчета и конструирования контактных устройств
и суммировать богатый материал, накопленный исследовате-
лями. Надеемся, что книга будет полезна инженерам, про-
ектирующим абсорбционную и ректификационную аппара-
туру и эксплуатирующим ее.
Все замечания и пожелания просим направлять по адре-
су: Киев, 4, Пушкинская 28, издательство «Техшка».
ГЛАВА 1. . . .^=^4
КОНТАКТНЫЕ УСТРОЙСТВА (КУ)
И ОБЩИЕ ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К НИМ
Классификация контактных
устройств
В современных ректификационных и абсорбционных
установках используются различные контактные устройства.
Общепринятой классификации их до сих пор не имеется.
Различные авторы по-разному классифицируют контактные
устройства. Рассмотрим некоторые из предлагаемых схем.
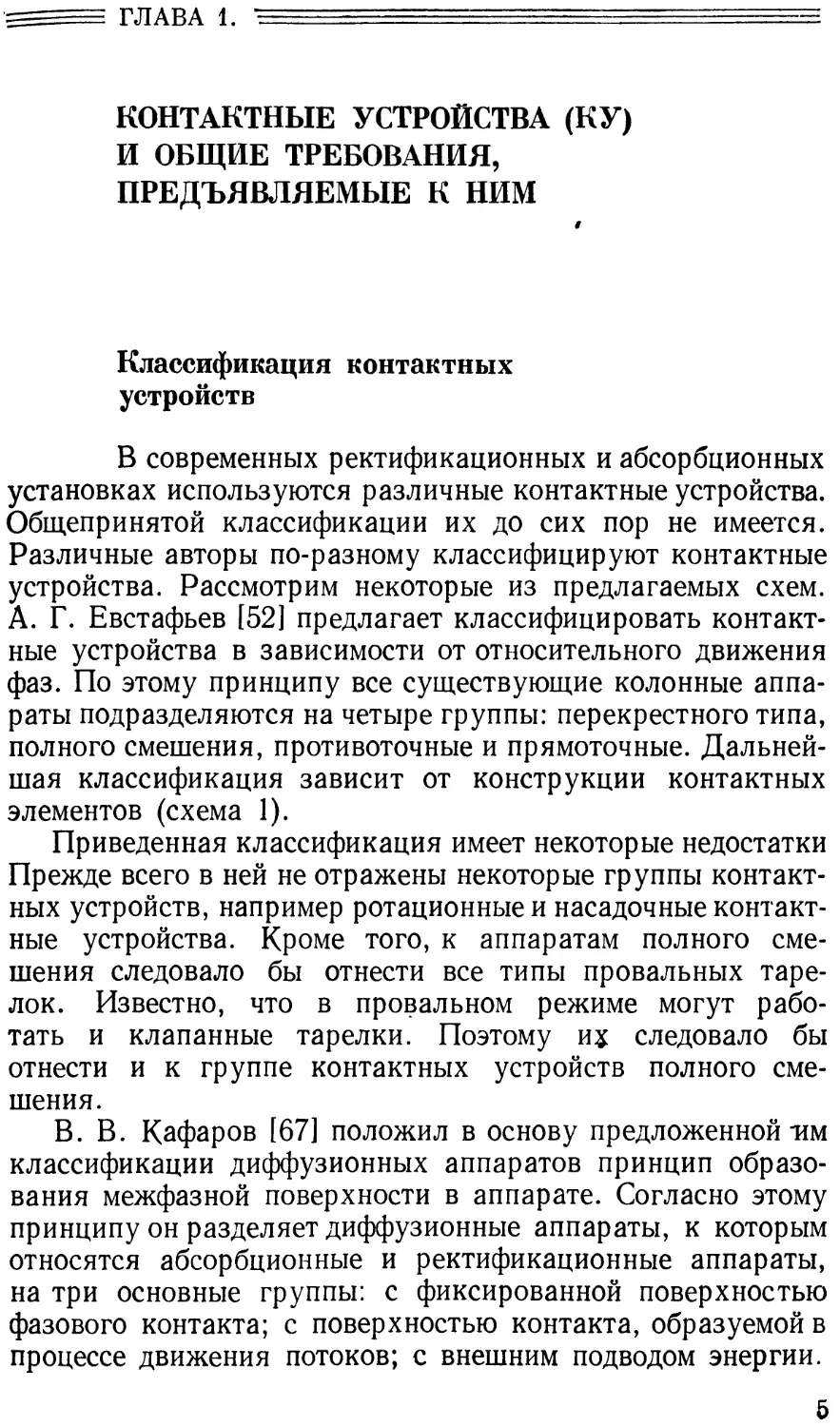
А. Г. Евстафьев [52] предлагает классифицировать контакт-
ные устройства в зависимости от относительного движения
фаз. По этому принципу все существующие колонные аппа-
раты подразделяются на четыре группы: перекрестного типа,
полного смешения, противоточные и прямоточные. Дальней-
шая классификация зависит от конструкции контактных
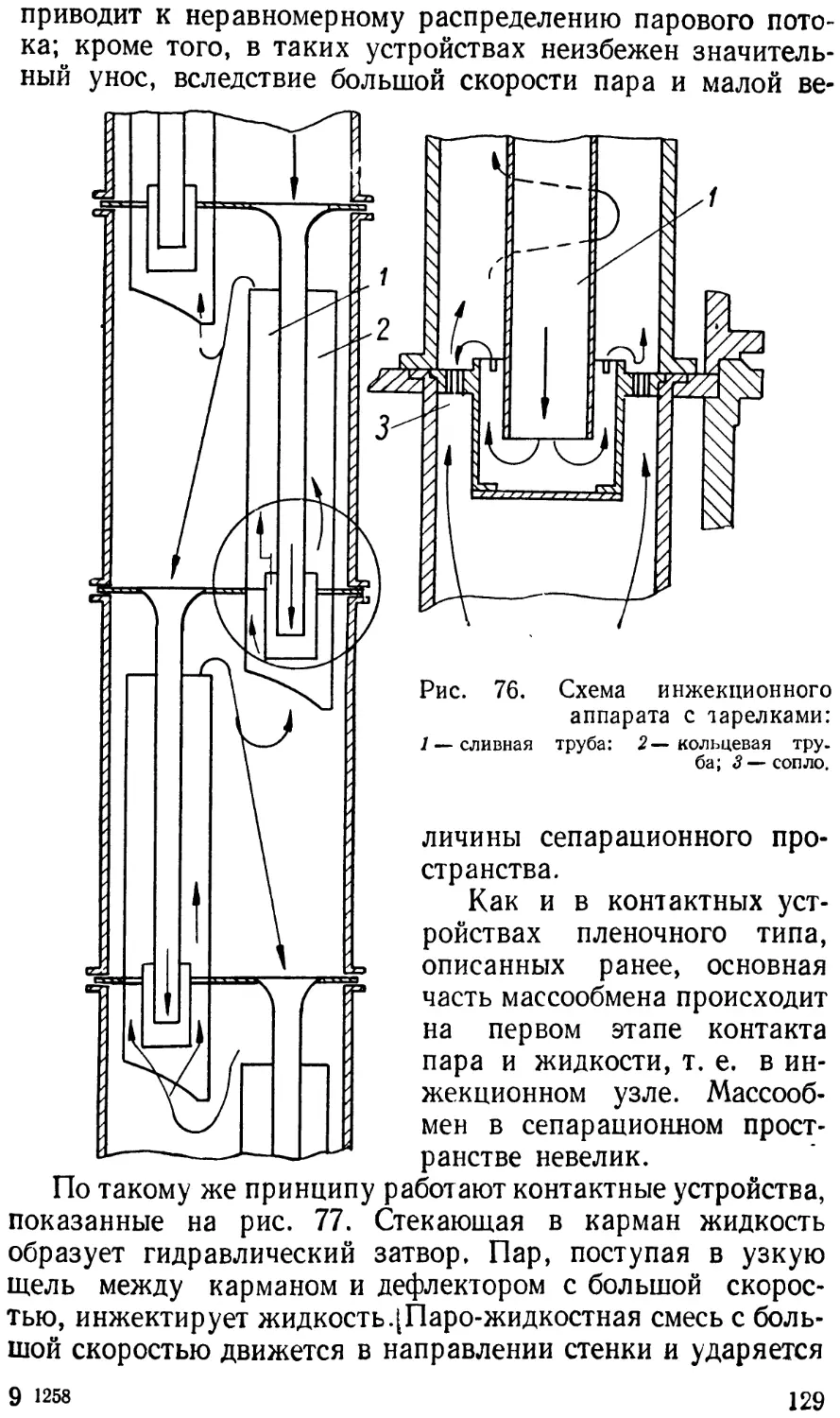
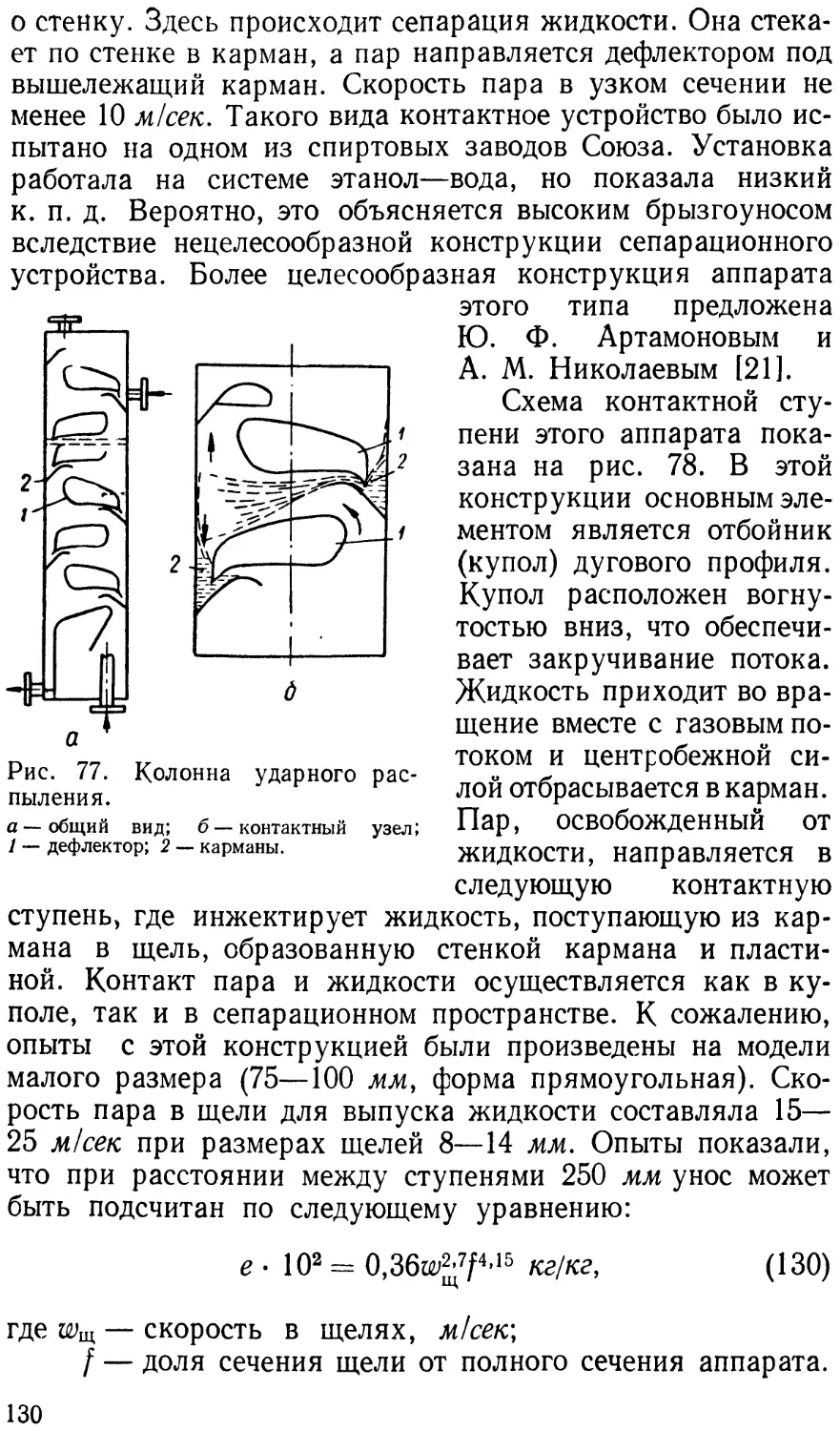
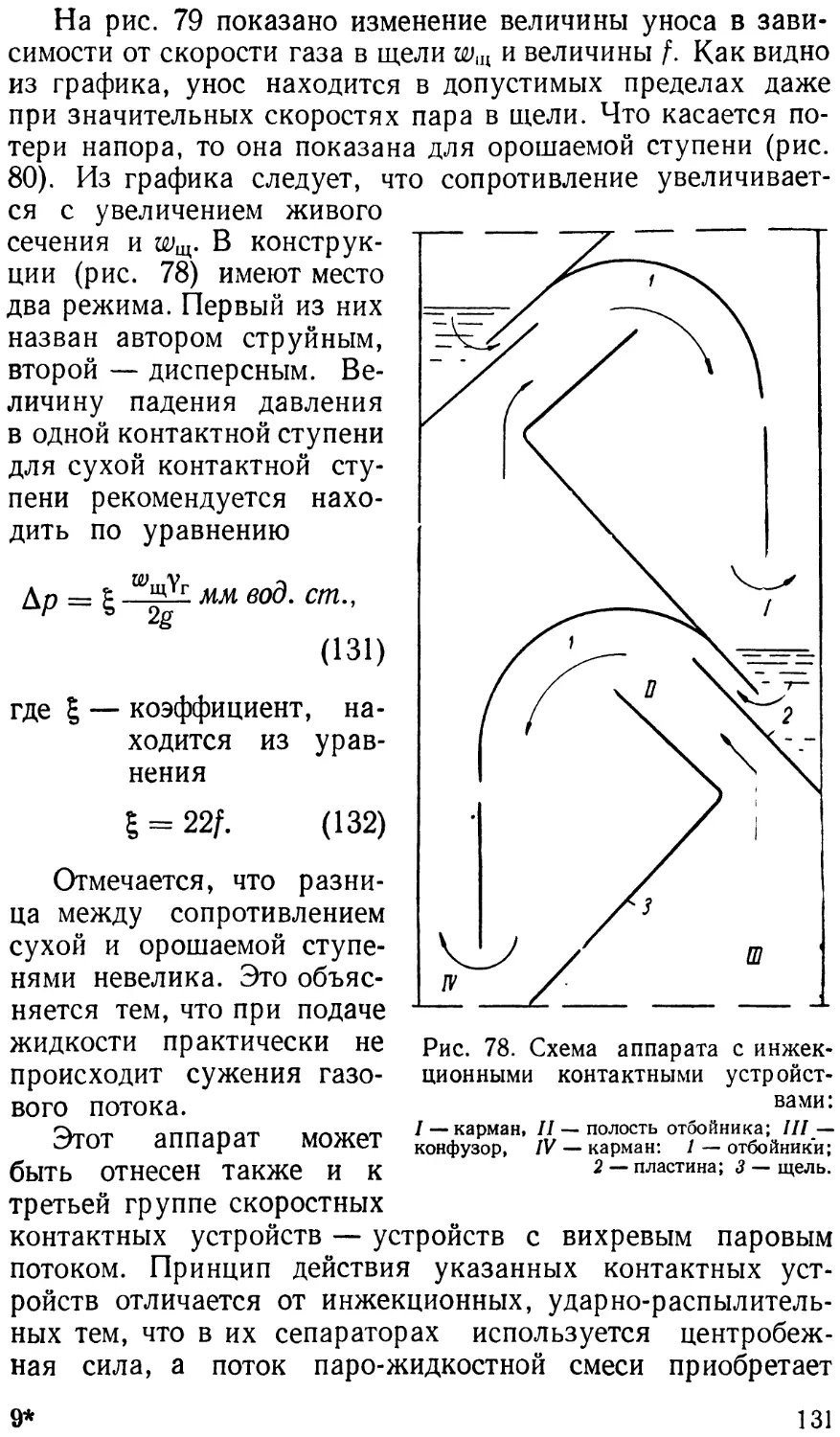
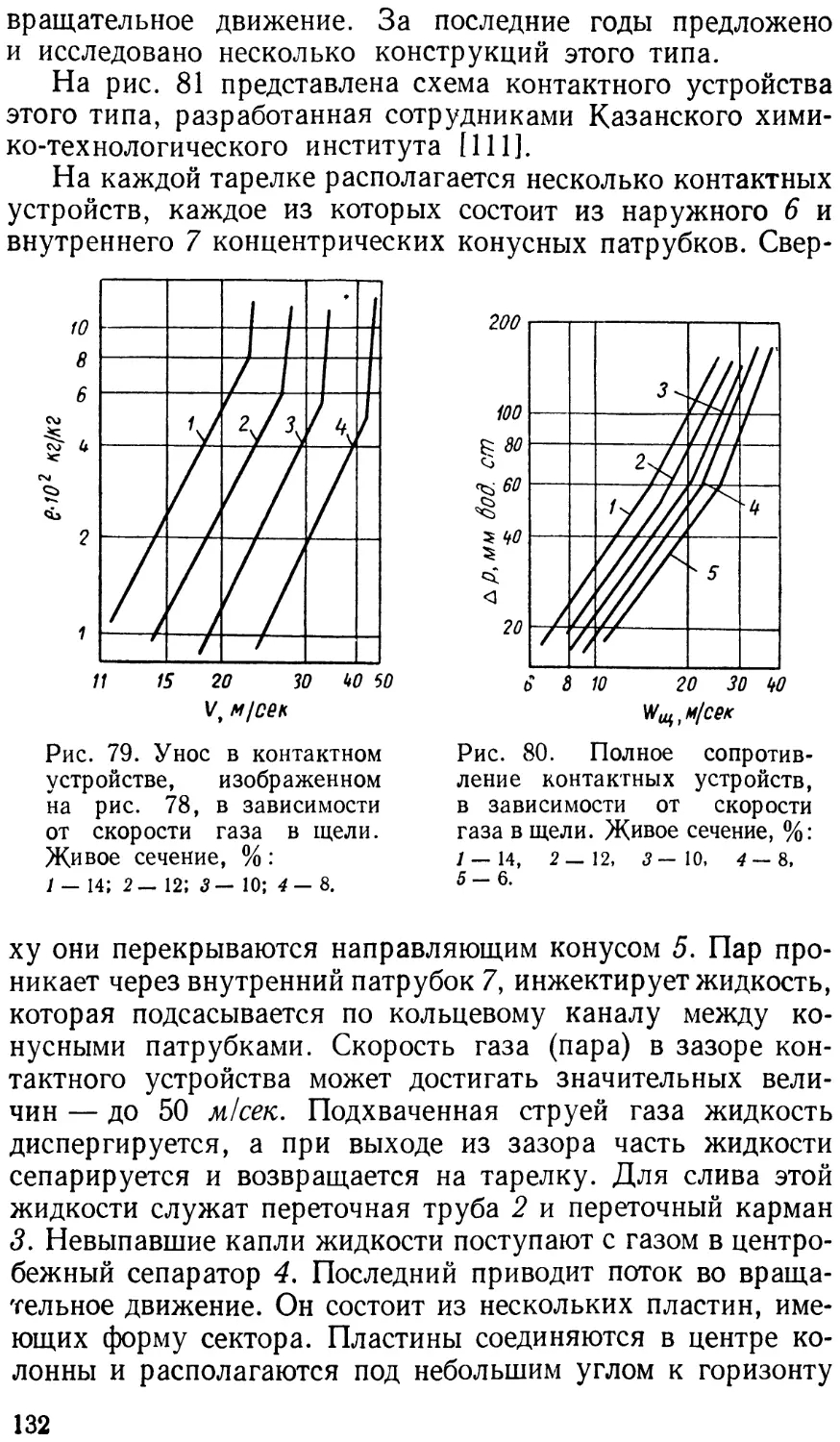
элементов (схема 1).
Приведенная классификация имеет некоторые недостатки
Прежде всего в ней не отражены некоторые группы контакт-
ных устройств, например ротационные и насадочные контакт-
ные устройства. Кроме того, к аппаратам полного сме-
шения следовало бы отнести все типы провальных таре-
лок. Известно, что в провальном режиме могут рабо-
тать и клапанные тарелки. Поэтому их следовало бы
отнести и к группе контактных устройств полного сме-
шения.
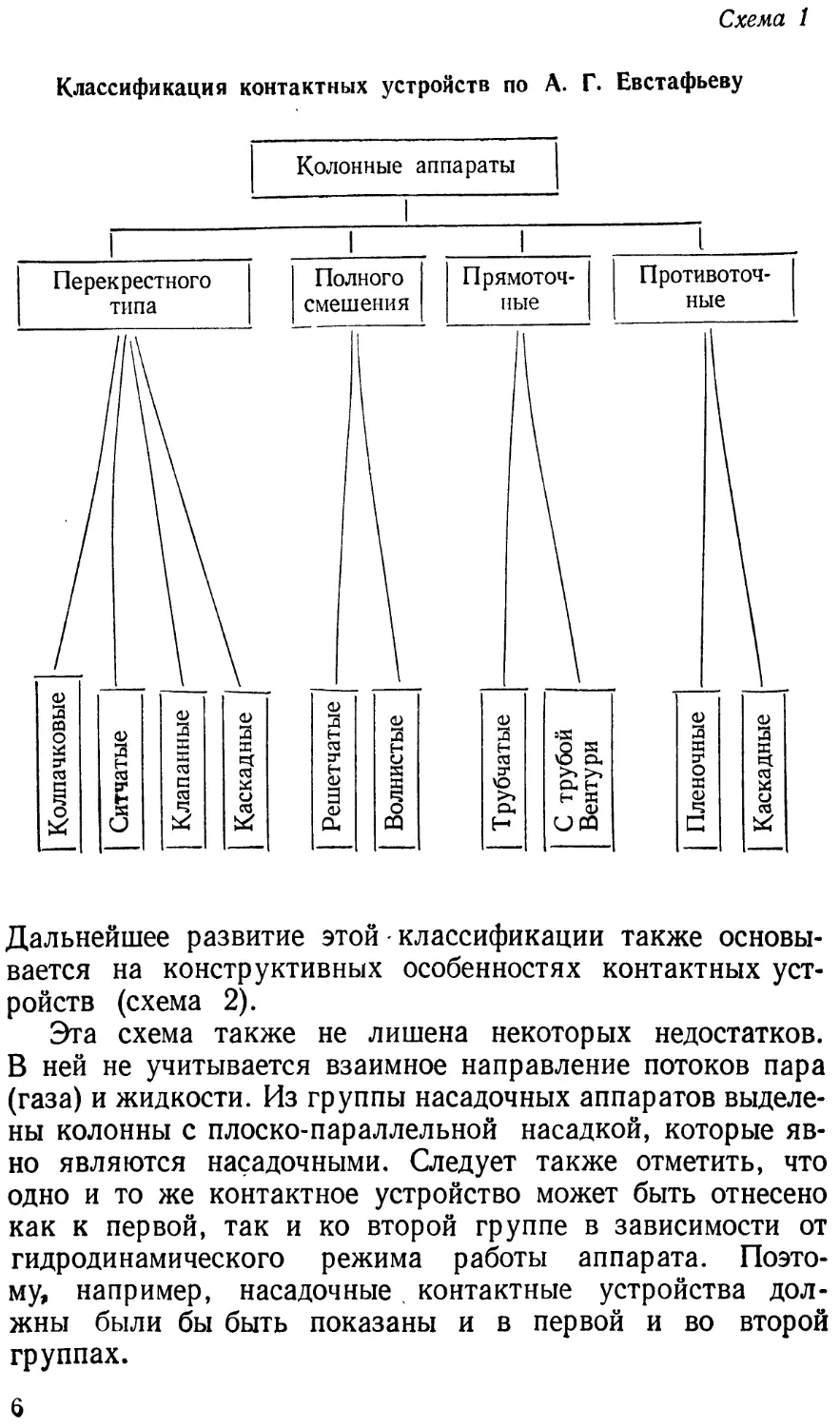
В. В. Кафаров [67] положил в основу предложенной им
классификации диффузионных аппаратов принцип образо-
вания межфазной поверхности в аппарате. Согласно этому
принципу он разделяет диффузионные аппараты, к которым
относятся абсорбционные и ректификационные аппараты,
на три основные группы: с фиксированной поверхностью
фазового контакта; с поверхностью контакта, образуемой в
процессе движения потоков; с внешним подводом энергии.
5
Схема 1
Классификация контактных устройств по А. Г. Евстафьеву
Дальнейшее развитие этой- классификации также основы-
вается на конструктивных особенностях контактных уст-
ройств (схема 2).
Эта схема также не лишена некоторых недостатков.
В ней не учитывается взаимное направление потоков пара
(газа) и жидкости. Из группы насадочных аппаратов выделе-
ны колонны с плоско-параллельной насадкой, которые яв-
но являются насадочными. Следует также отметить, что
одно и то же контактное устройство может быть отнесено
как к первой, так и ко второй группе в зависимости от
гидродинамического режима работы аппарата. Поэто-
му, например, насадочные. контактные устройства дол-
жны были бы быть показаны и в первой и во второй
группах.
6
Схема 2
Классификация диффузионных аппаратов по В. В. Кафарову
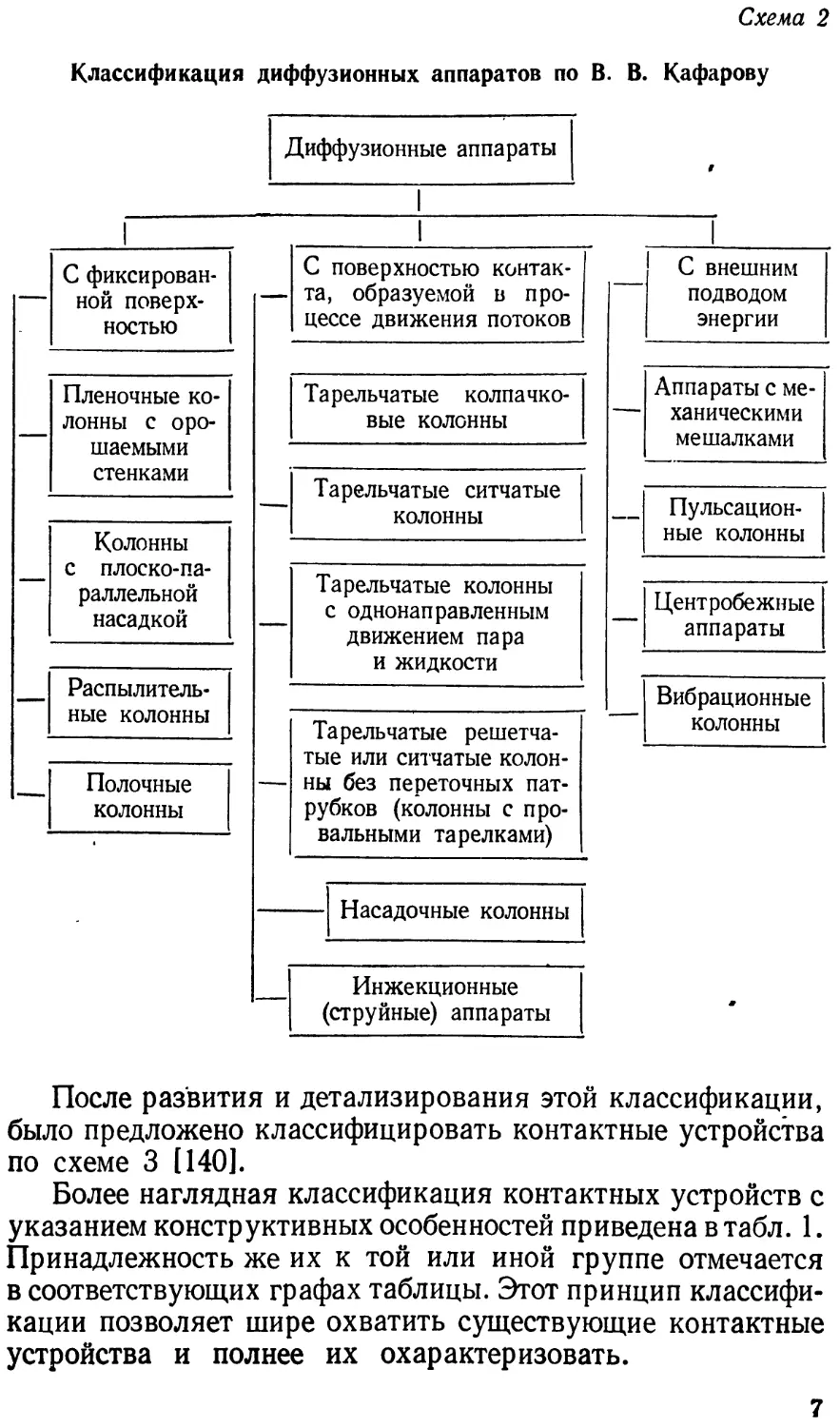
После развития и детализирования этой классификации,
было предложено классифицировать контактные устройства
по схеме 3 [140].
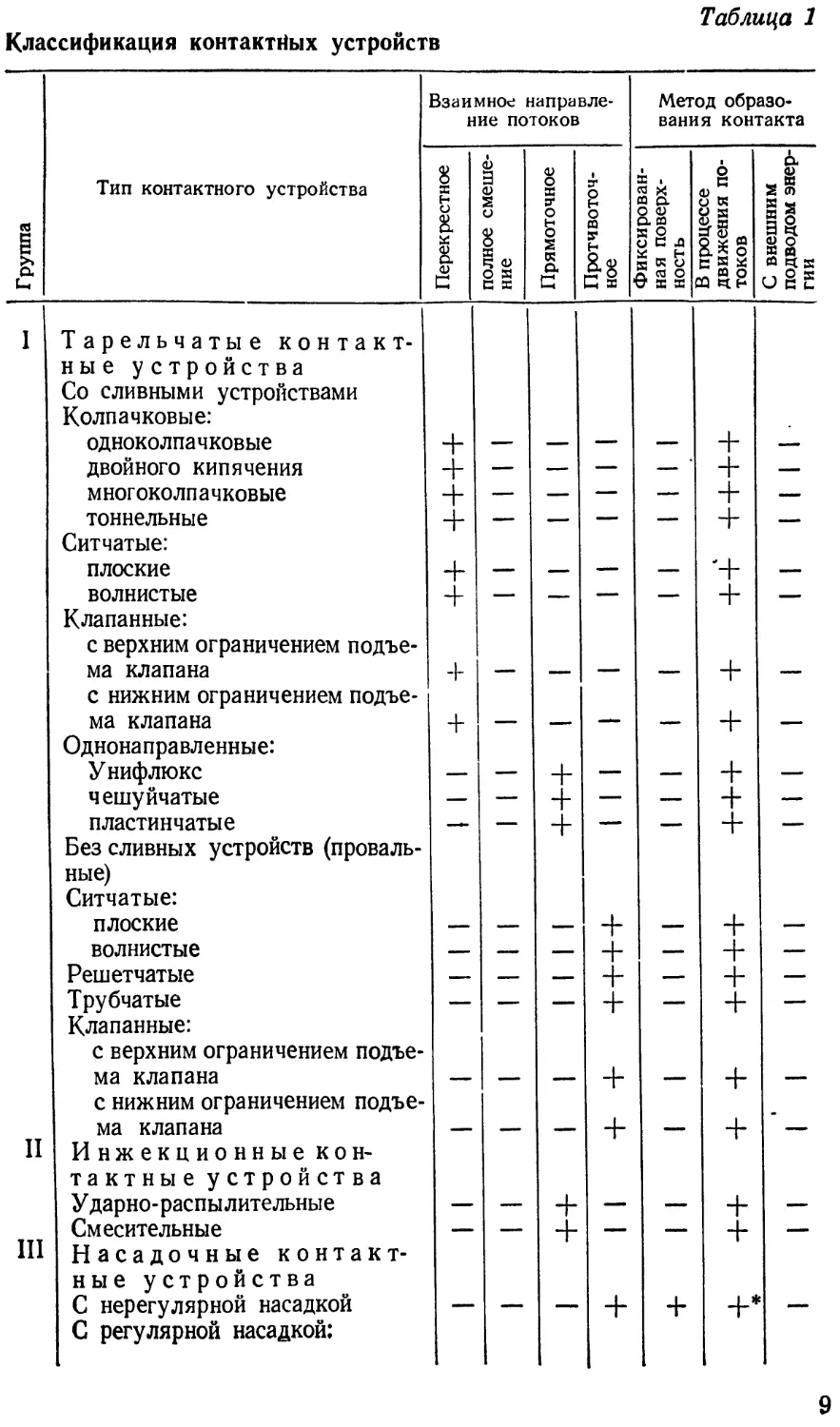
Более наглядная классификация контактных устройств с
указанием конструктивных особенностей приведена в табл. 1.
Принадлежность же их к той или иной группе отмечается
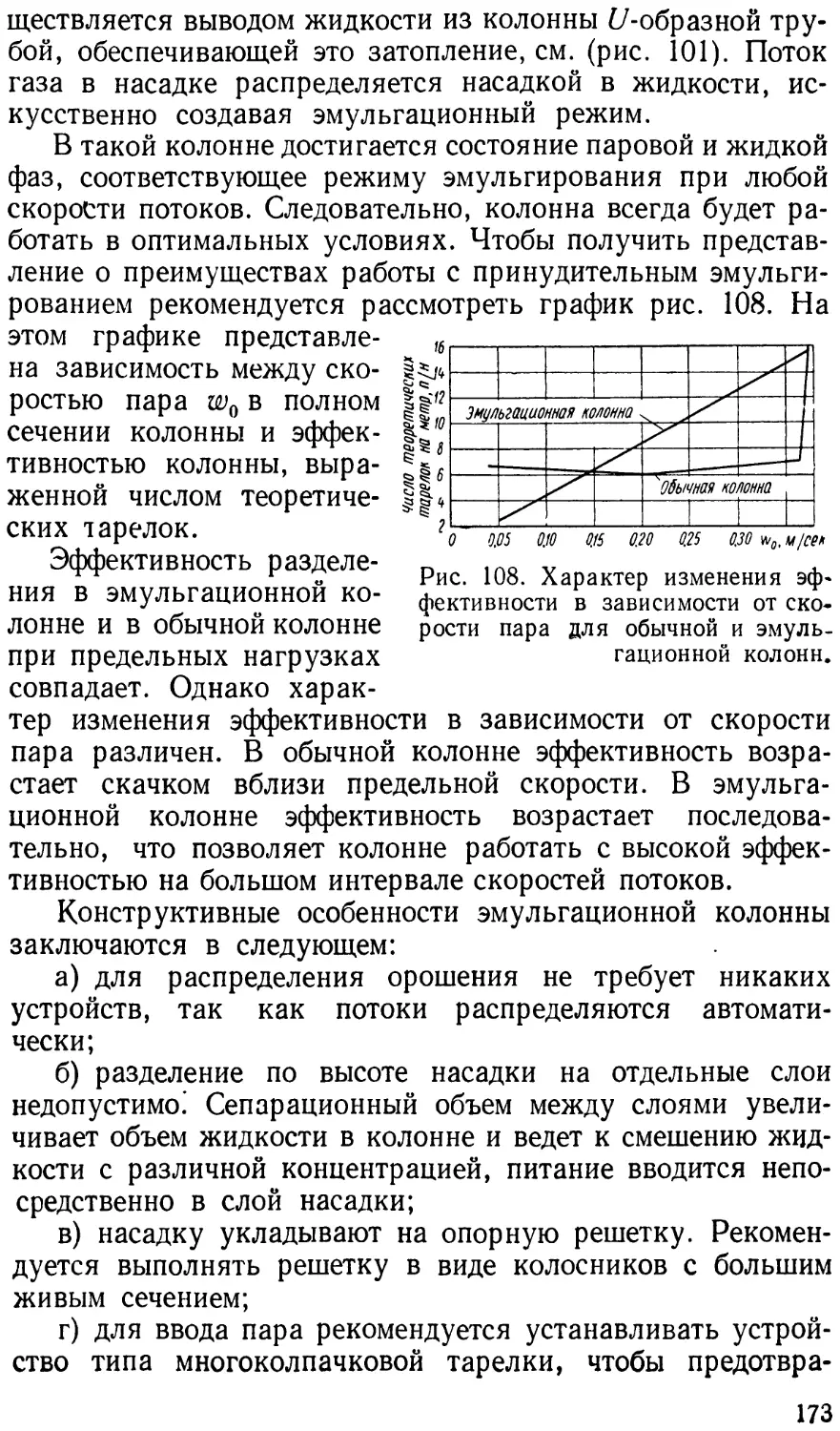
в соответствующих графах таблицы. Этот принцип классифи-
кации позволяет шире охватить существующие контактные
устройства и полнее их охарактеризовать.
7
Схема 3
А
Классификация контактных устройств (КУ)
КУ с поверхностью контакта, образуемой
при взаимодействии потоков
II Инжекционные
III Наса- дочные
Б КУ с фикси- рованной по- верхностью контакта
В КУ с внеш- ним подводом механической энергии
I Тарельчатые
1 Со сливными устройствами
1
—| а | Ситчатые |
—| б | Клапанные |
—| в | Пластинчатые |
—| г | Унифлюкс |
—| д J Колпачковые |
—| е 1 Чешуйчатые
2 Без сливных устройств
.1
—| а | Ситчатые | —| б | Клапанные |
~| в | Пластинчатые |
—| г | Каскадные |
—1 Д | Волнистые |
е | Решетчатые |
—| ж | Распылительные]
— | з | Трубчатые
1 Ударно- распы- литель- ные
2 Смеси- тельные
.1
1 С нере- гуляр- ной на- садкой
2 С регу- лярной насад- кой
— I Трубча- тые I Центро- бежные II Гра- вита- цион- ные
1
— 2 Трубча- тые со вставками
— 1 Пле- ноч- ные
3 С плоски- ~ ми пла- ~ стинами 2 Барбо- тажные
— 4 С ребри- стыми пласти- нами
3 Распы- литель- ные
Таблица 1
Классификация контактных устройств
Группа Тип контактного устройства Взаимное направле- ние потоков Метод образо- вания контакта
Перекрестное а о 8 Прямоточное Противоточ- ное Фиксирован- ная поверх- ность ь процессе движения по- токов С внешним подводом энер- гии
I Тарельчатые контакт-
ные устройства
Со сливными устройствами
Колпачковые:
одноколпачковые + — — — — + —
двойного кипячения + — — — — + —.
многоколпачковые + — — — — + —
тоннельные + "1 - — — — + —
Ситчатые:
плоские + — — — — '+ —
волнистые + — — — — + —
Клапанные:
с верхним ограничением подъе-
ма клапана + — — — — + —
с нижним ограничением подъе-
ма клапана + — — — — + —
Однонаправленные:
Унифлюкс — — + — — + —
чешуйчатые — — + — — + —
пластинчатые — + —— — + —
Без сливных устройств (проваль-
ные)
Ситчатые:
плоские — — — + + —
волнистые — — — + + —
Решетчатые — — + — + —
Трубчатые — — — + — + —
Клапанные:
с верхним ограничением подъе-
ма клапана — — —- + — + —
с нижним ограничением подъе-
ма клапана — — — + — +
II Инжекционные кон-
тактные устройства
Ударно-распылительные — — + — — + —
Смесительные — — + —— —- + —
III Насадочные контакт-
ные устройства
С нерегулярной насадкой — — — + 4- +• —
С регулярной насадкой:
9
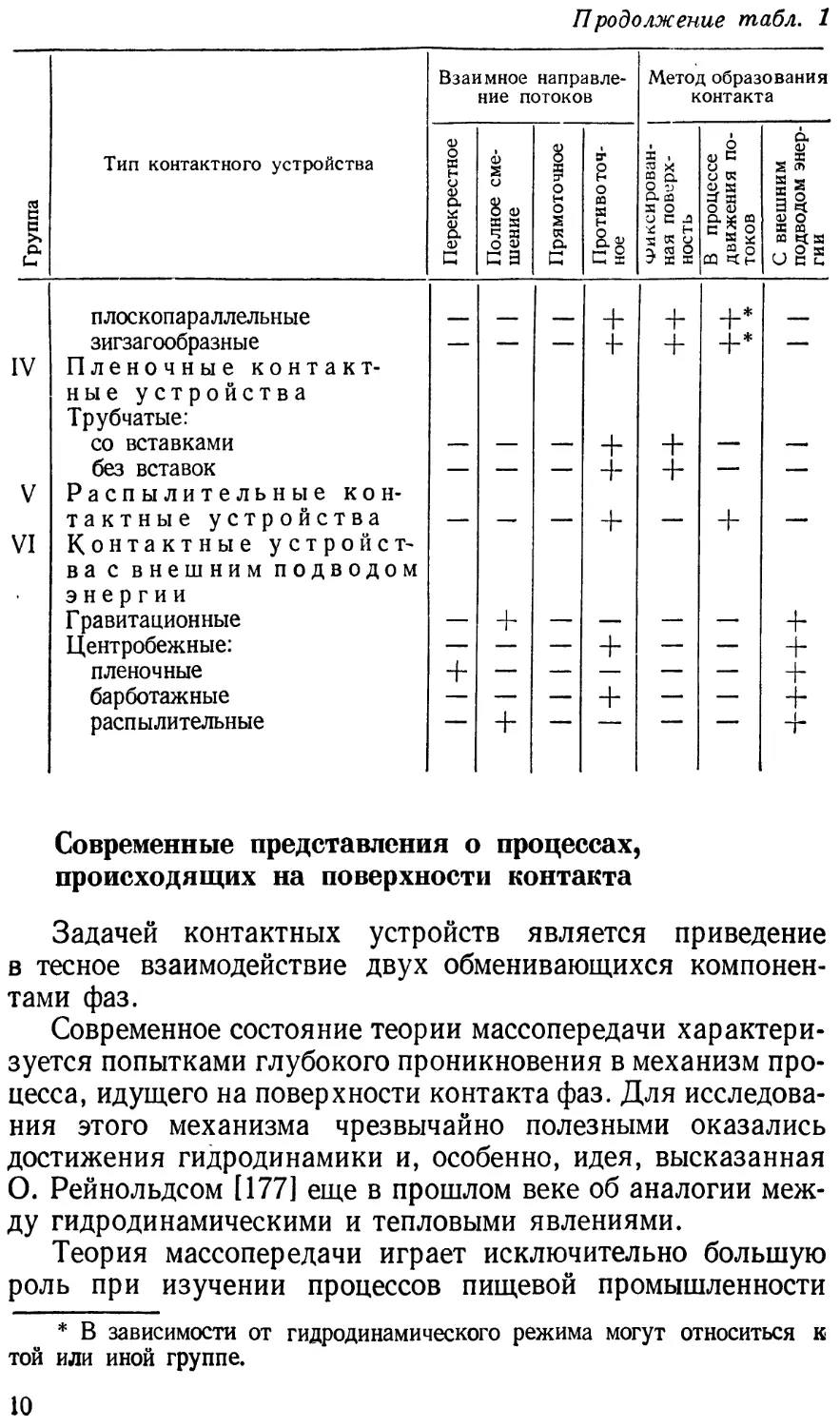
Продолжение табл. 1
Группа | Тип контактного устройства Взаимное направле- ние потоков Метод образования контакта
Перекрестное Полное сме- шение Прямоточное Противоточ- ное «Фиксирован- 1 ная поверх- ность В процессе движения по- токов С внешним подводом энер- гии
плоскопараллельные — — — + + +* —
IV зигзагообразные Пленочные контакт- ные устройства Трубчатые: 4- + +*
со вставками — — — + + — —
V без вставок Распылительные кон- — — — + + — —
VI тактные устройства Контактные устрой с т- ва с внешним подводом энергии + +
Г равитационные — + — — — — +
Центробежные: — — — + — — +
пленочные + — — — — — +
барботажные — — — + — — +
распылительные — + — — — +
Современные представления о процессах,
происходящих на поверхности контакта
Задачей контактных устройств является приведение
в тесное взаимодействие двух обменивающихся компонен-
тами фаз.
Современное состояние теории массопередачи характери-
зуется попытками глубокого проникновения в механизм про-
цесса, идущего на поверхности контакта фаз. Для исследова-
ния этого механизма чрезвычайно полезными оказались
достижения гидродинамики и, особенно, идея, высказанная
О. Рейнольдсом [177] еще в прошлом веке об аналогии меж-
ду гидродинамическими и тепловыми явлениями.
Теория массопередачи играет исключительно большую
роль при изучении процессов пищевой промышленности
* В зависимости от гидродинамического режима могут относиться к
той или иной группе.
10
и определяет развитие процессов и аппаратов для абсорбции,
ректификации и экстракции. Поэтому представляет интерес
обзор развития основных современных идей в области теории
массопередачи.
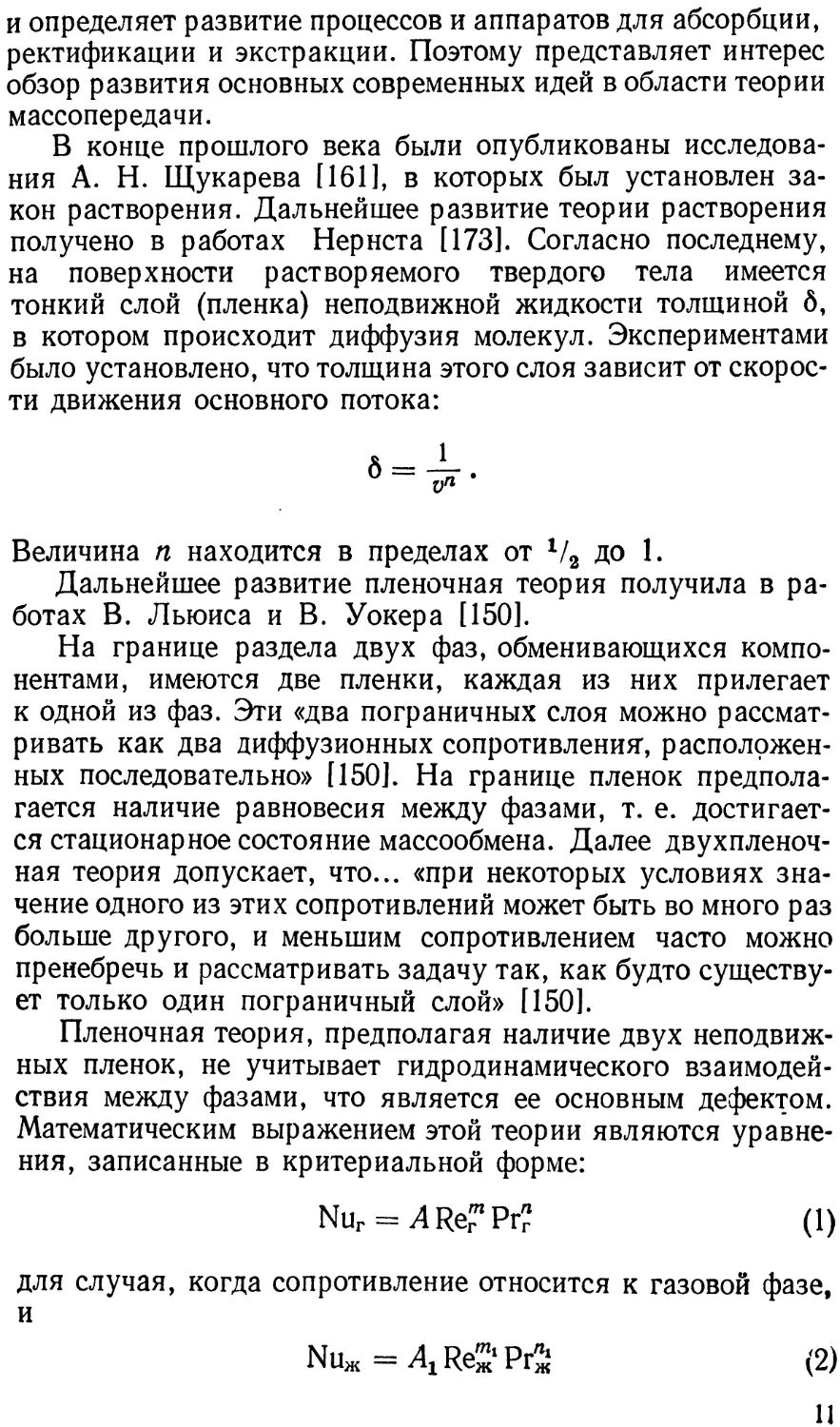
В конце прошлого века были опубликованы исследова-
ния А. Н. Щукарева [161], в которых был установлен за-
кон растворения. Дальнейшее развитие теории растворения
получено в работах Нернста [173]. Согласно последнему,
на поверхности растворяемого твердого тела имеется
тонкий слой (пленка) неподвижной жидкости толщиной S,
в котором происходит диффузия молекул. Экспериментами
было установлено, что толщина этого слоя зависит от скорос-
ти движения основного потока:
Величина п находится в пределах от V2 до 1.
Дальнейшее развитие пленочная теория получила в ра-
ботах В. Льюиса и В. Уокера [150].
На границе раздела двух фаз, обменивающихся компо-
нентами, имеются две пленки, каждая из них прилегает
к одной из фаз. Эти «два пограничных слоя можно рассмат-
ривать как два диффузионных сопротивления, расположен-
ных последовательно» [150]. На границе пленок предпола-
гается наличие равновесия между фазами, т. е. достигает-
ся стационарное состояние массообмена. Далее двухпленоч-
ная теория допускает, что... «при некоторых условиях зна-
чение одного из этих сопротивлений может быть во много раз
больше другого, и меньшим сопротивлением часто можно
пренебречь и рассматривать задачу так, как будто существу-
ет только один пограничный слой» [150].
Пленочная теория, предполагая наличие двух неподвиж-
ных пленок, не учитывает гидродинамического взаимодей-
ствия между фазами, что является ее основным дефектом.
Математическим выражением этой теории являются уравне-
ния, записанные в критериальной форме:
Nur = ARe^Pr? (1)
для случая, когда сопротивление относится к газовой фазе,
и
Миж = Л1Ке^РгЙ (2)
11
для случая, когда основное сопротивление представляет
жидкая фаза [67].
В уравнениях 0)и(2), как указывает В. В. Кафаров, за-
пись Rer и Re>K чисто формальная, так как истинные значе-
ния этих критериев в диффузионных потоках неизвестны
[67]. По этой причине В. В. Кафаров считает, что пленочная
теория может быть использована для анализа только тех
диффузионных процессов, в которых определяющими явля-
ется движение лишь одной фазы. Однако, несмотря на это,
справедливое в принципе замечание, в ряде случаев удава-
лось представить экспериментальные данные в форме урав-
нений (1) и (2). Так, например, И. М. Каганский и А. Г. Боль-
шаков [61], исследуя массоотдачу в колпачковых тарелках
абсорбционных аппаратов, представили результаты своих
экспериментов для колпачков с треугольными прорезями в
следующем виде:
Nu« = 0,393 Re«78 РгГ' ( (3)
В этом уравнении все физические величины отнесены
к жидкости;
h — глубина барботажа;
d3 — эквивалентный диаметр рабочей части прорези.
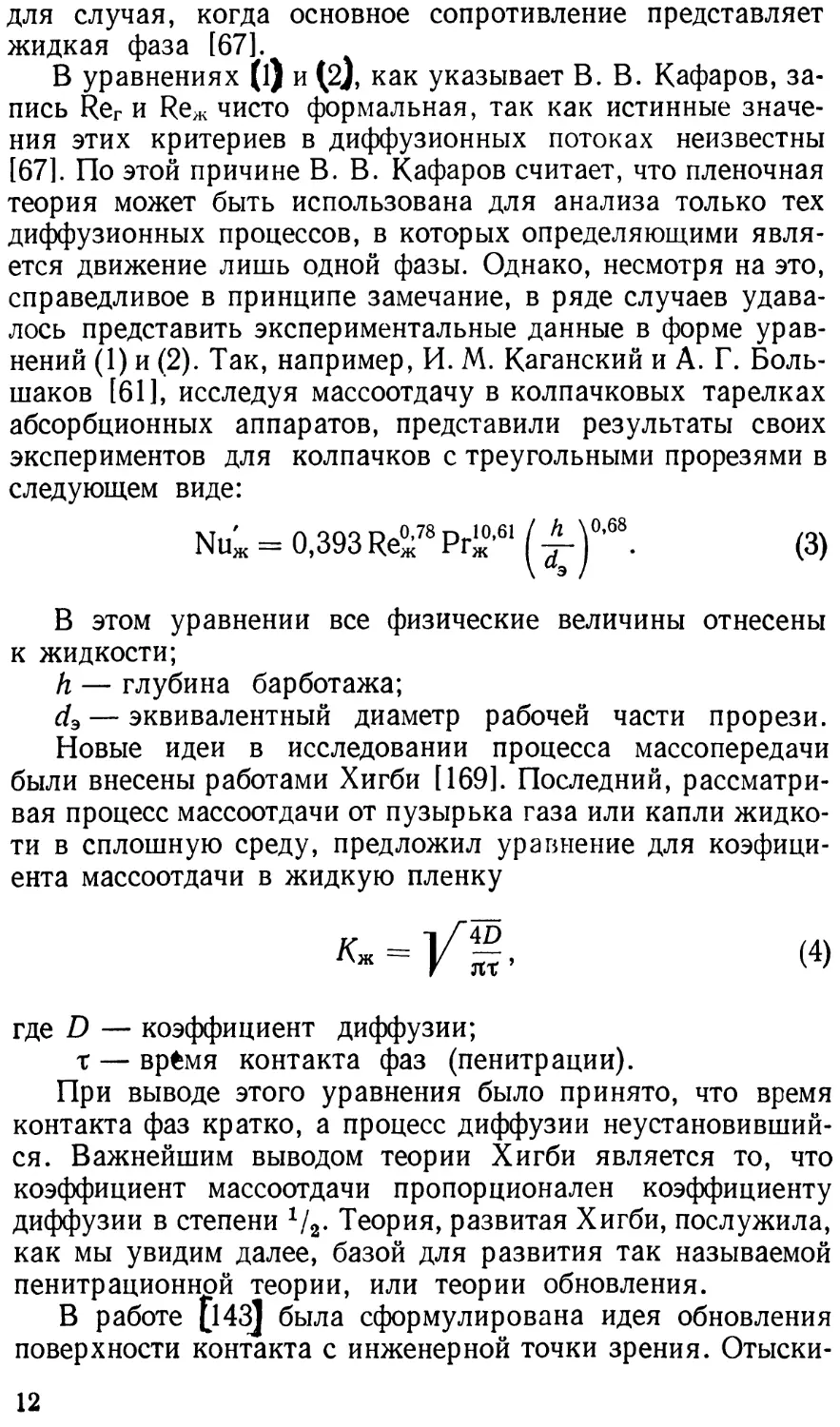
Новые идеи в исследовании процесса массопередачи
были внесены работами Хигби [169]. Последний, рассматри-
вая процесс массоотдачи от пузырька газа или капли жидко-
ти в сплошную среду, предложил уравнение для коэфици-
ента массоотдачи в жидкую пленку
= (4)
где D — коэффициент диффузии;
т — вр£мя контакта фаз (пенитрации).
При выводе этого уравнения было принято, что время
контакта фаз кратко, а процесс диффузии неустановивший-
ся. Важнейшим выводом теории Хигби является то, что
коэффициент массоотдачи пропорционален коэффициенту
диффузии в степени г/2. Теория, развитая Хигби, послужила,
как мы увидим далее, базой для развития так называемой
пенитрационнрй теории, или теории обновления.
В работе [143J была сформулирована идея обновления
поверхности контакта с инженерной точки зрения. Отыски-
12
вая условия кинетического подобия в межтарелочной зоне
ректификационных колонн, автор принял, что «... подобные
условия контакта создаются только тогда, когда созданы
условия подобия для создания новой поверхности контакта,
т. е. для обновления поверхности контакта». Автор писал:
«...именно эта вновь образуемая поверхность имеет реша-
ющую роль в процессе диффузии, а не общая поверхность
контакта между фазами, как это предлагается обычно. Это
покажется ясным, если мы учтем, что при обнажении новых
слоев жидкости мы приводим в контакт свежие, еще не
участвовавшие в диффузии элементы». Количественно эта
новая поверхность F была выражена в м2/сек-кг, т. е.
количеством новой поверхности на 1 м2 за секунду на каж-
дый килограмм протекающего пара. Применяя метод ана-
лиза размерностей, автор получил уравнение
= (5)
\ & I \ /
где F — искомая поверхность;
о — поверхностное натяжение жидкости;
Н — высота межтарелочного пространства;
v — кинематическая вязкость жидкости;
С — const;
у — уд. вес жидкости;
со — фактор, характеризующий устойчивость пены;
Re — число Рейнольдса для паровой фазы;
w — скорость пара, входящая в число Re (взята в про-
резях колпачков);
Ф — флегмовое число.
В. М. Рамм [120] указал, что в уравнении (5) член
может быть рассмотрен как критерий Вебера (We), отнесен-
ный к высоте //. Предлагая аналогичную методику для ис-
следования условий подобия в ректификационных аппаратах
с ситчатыми тарелками, И. М. Аношин [15] также принял
за величину, определяющую эффективность процесса, вновь
образуемую поверхность F, м2/кг-сек.
В упомянутых работах величина F была выбрана не
только как гидродинамическая характеристика процесса,
но как величина, характеризующая эффективность процес-
са массопередачи. По этой причине она была принята для
нахождения условий подобия массообменного процесса. При
этом механизм процесса изучался только с точки зрения
13
выбора факторов, влияющих на характер процесса. Вслед-
ствие этого явления, происходящие на поверхности контак-
та, в работе [143], впервые сформулировавшей принцип об-
новления поверхности контакта для инженерных целей, не
были рассмотрены.
То обстоятельство, что моделирование предполагалось
производить с той же системой, что и в образце, дало возмож-
ность не учитывать влияния на эффективность коэффициен-
та диффузии, не вошедшего в формулу (5).
Дальнейшее развитие теория обновления получила в ра-
ботах Данквертца и М. X. Кишеневского. Эти авторы
рассмотрели процессы, идущие на обновленной поверхности
контакта [76, 79, 167]. При этом оба исходили из представле-
ния о механизме процесса, предложенного Хигби. М. X. Ки-
шеневский, как и Данквертц, отказывается от допу-
щения о пограничных пленках и принимает, что поверхность
непрерывно обновляется свежей жидкостью. При этом
Данквертц предполагает, что за короткое время кон-
такта «свежей» жидкости с газовой фазой, передаваемой из
фазы в фазу, компонент перемещается за счет молекулярной
диффузии.
М. X. Кишеневский полагает, что при кратковременном
контакте имеется не только молекулярная, но и турбулент-
ная диффузия, т. е. что кинетической характеристикой про-
цесса является сумма коэффициентов молекулярной диффу-
зии D и турбулентной диффузии е:
D + г.
Механизм процесса массопередачи, согласно взглядам
Данквертца, Р. Трейбал [149] описывает следующим
образом: «... вихри непрерывно переносят элементарные объ-
емы жидкости из ядра потока с постоянной концентрацией
С а к поверхности раздела фаз, здесь вихри задерживаются
весьма короткий промежуток времени, в течение которого
распределяемое вещество проникает в жидкость в стандарт-
ных условиях молекулярной диффузии. По истечении ко-
роткого времени пребывания данный вихрь уносится в ос-
новной объем и замещается новым вихрем, смывающим по-
верхность раздела».
По-видимому, ни М. X. Кишеневский, ни Данк-
вертц не рассматривали энергетическую сторону вопроса,
т. е. затраты энергии на перемещение вихрей, что, однако,
как мы увидим далее, играет важнейшую роль и является
14
основой современных теорий массопередачи, развитых на ба-
зе теории обновления поверхности контакта.
Как указывает М. X. Кишеневский [78], весьма перспек-
тивна для рассмотрения вопроса система газ — жидкость,
когда можно допустить сохранение индивидуальности эле-
мента жидкости, перемещающегося вдоль границы раздела.
В этой же работе им сделано очень интересное указание
на принципиальное сходство теории проницания и пленоч-
ной теории. М. X. Кишеневский указывает, что противопо-
ставление этих теорий основано на недоразумении. Различие
заключается только в выборе координат. Хигби и его последо-
ватели пользуются координатной системой, жестко связан-
ной с элементами жидкости. Пленочная же теория рассмат-
ривает явление диффузии, пользуясь системой координат,
фиксированной в пространстве. В дальнейшем М. X. Ки-
шеневский пришел к «модели кратковременного контакта
фаз» [76], существенно приближающейся к концепциям пле-
ночной теории. Таким образом, им устанавливается, что
пленочная теория не противоречит теории обновления.
Дальнейшее развитие теории массопередачи связано с
с двумя идеями. Первой из них была идея О. Рейнольдса,
о связи процесса обмена количеством движения и теплооб-
мена. Эта идея, отнесенная к процессу массообмена, ока-
залась очень продуктивной. Вторая идея касается развития
представлений о свободной турбулентности, т. е. о движении
потока без ограничивающих стенок в вязкой среде. Развитие
этих идей в применении к практическим задачам расчета
массообменной аппаратуры привело к решениям большого
практического значения.
Гидродинамическая теория теплообмена установила связь
между интенсивностью теплообмена и гидродинамическим
сопротивлением [27, 43]. Дальнейшее развитие этой идеи,
получившей название рейнольдсовой аналогии, привело к
формулировке тройной аналогии [43]. Разнородные явле-
ния переноса в движущейся среде имеют идентичный меха-
низм. Поэтому гидродинамическое сопротивление и коэффи-
циенты теплообмена и массообмена могут быть связаны со-
ответствующими уравнениями. Установление таких соотно-
шений в высшей степени заманчиво, так как наиболее легко
определяется экспериментально гидродинамическое сопро-
тивление. Определение же через него коэффициентов тепло-
и массопередачи открывает большие практические возмож-
ности. Вместе с тем, несомненно, перенос вихрей (глобул)
15
ведет к обновлению поверхностей и связывает в единое целое
теорию обновления и гидродинамическую аналогию. Энер-
гия в массопередающих контактных устройствах, затрачен-
ная на образование новой поверхности, трение в газожидко-
стном слое служат мерилом эффективности обновления по-
верхности. Эта энергия измеряется некоторой долей потери
напора в контактных устройствах.
К числу уравнений, отмечающих эту связь, принадле-
жит уравнение, выведенное В. В. Дильманом [441.
8а + л22/36 —-!- Pr,/Z1 Vg ’
.л 5
п sin-
п
где а — отношение максимальной скорости потока к сред-
ней скорости;
6 — толщина вязкого подслоя;
п — некоторый коэффициент.
В уравнении (6) число Nu или Nu' связано с коэффици-
ентом сопротивления В. В. Дильман указывает, что
результаты экспериментальных работ по тепло- и массопере-
даче в трубах удовлетворительно согласуется с уравне-
нием (6).
Второе базисное для ряда современных теорий массо-
передачи положение заключается в развитии представле-
ний о механизме свободной турбулентности.
Теория свободной турбулентности, т. е. турбулентнос-
ти, развивающейся в случае движения потоков без фиксиро-
ванных границ, была развита на основе воззрений Прандтля
и Кармана [117] рядом исследований. Тэйлор и другие ис-
следователи, чтобы объяснить некоторые явления, наблюда-
емые при свободной турбулентности, разработали теорию
переноса вихрей. При поперечном переносе вихрей, воз-
никающих в турбулентном потоке, появляются турбулент-
ные касательные напряжения. Эти представления примени-
тельно к процессам массопередачи получили развитие в ра-
ботах В. В. Кафарова [67], посвященных так называемой
межфазной турбулентности.
Межфазная турбулентность возникает при свободном
движении потоков одной жидкости (газа) в среде другой
жидкости на поверхности раздела фаз. Вследствие торможе-
ния потока образуются пары сил, вращающие слои потоков,
что ведет к образованию вихрей. Вследствие этого, по
16
В. В. Кафарову, возникает свободная гидродинамическая
система — газожидкостная эмульсия, представляющая под-
вижный комплекс газожидкостных вихрей. В слое газо-
жидкостной эмульсии развивается большая межфазная по-
верхность при быстром ее обновлении, что обеспечивает
увеличение интенсивности массопередачи.
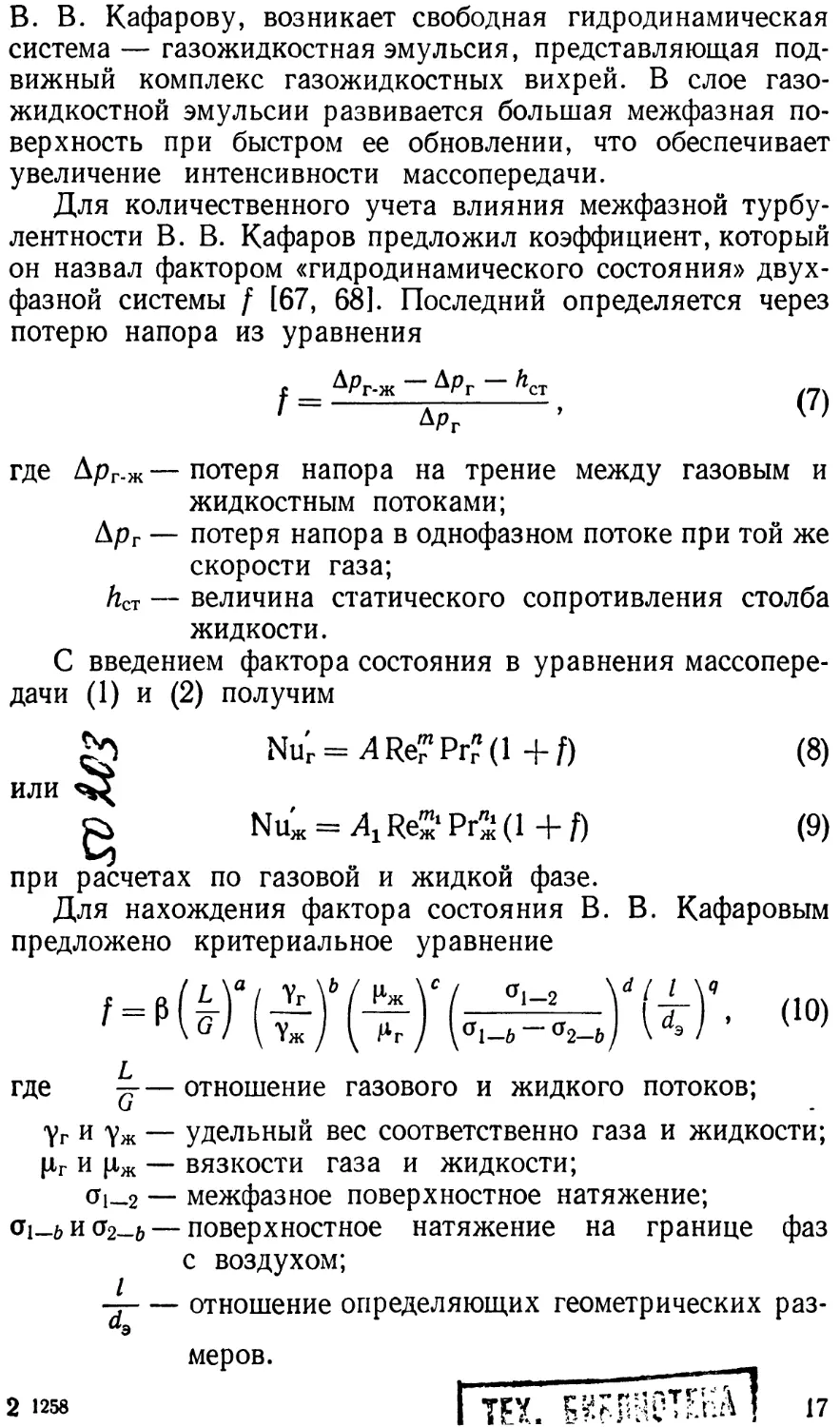
Для количественного учета влияния межфазной турбу-
лентности В. В. Кафаров предложил коэффициент, который
он назвал фактором «гидродинамического состояния» двух-
фазной системы f [67, 68]. Последний определяется через
потерю напора из уравнения
(7)
Г
где Дрг-ж—потеря напора на трение между газовым и
жидкостным потоками;
Дрг — потеря напора в однофазном потоке при той же
скорости газа;
Лст — величина статического сопротивления столба
жидкости.
С введением фактора состояния в уравнения массопере-
дачи (1) и (2) получим
Nur=XRe?Pr?(l+f) (8)
или <5Ц
g Nu« == Л^еж Pr«(l+f) (9)
при расчетах по газовой и жидкой фазе.
Для нахождения фактора состояния В. В. Кафаровым
предложено критериальное уравнение
£\а / _YrV / Нж V / gl-2
@ ' \ Тж / \ Мг / Ь &2—Ь
L
где — отношение газового и жидкого потоков;
и
Yr и уж — удельный вес соответственно газа и жидкости;
р,г и р,ж — вязкости газа и жидкости;
01-2 — межфазное поверхностное натяжение;
а1-г,ио2-ь — поверхностное натяжение на границе фаз
с воздухом;
---отношение определяющих геометрических раз-
меров.
2 1258
I Ш. PrKWTEcA I 17
Фактор разделения, введенный В. В. Кафаровым, явля-
ется, таким образом, коррективом, учитывающим, на осно-
вании принципа гидродинамической аналогии, особенности
явлений, происходящих на границе раздела фаз. Этот
прием в той или иной форме и с тем или другим обоснованием
использован авторами, предложившими своеобразные кор-
ректирующие факторы или критерии.
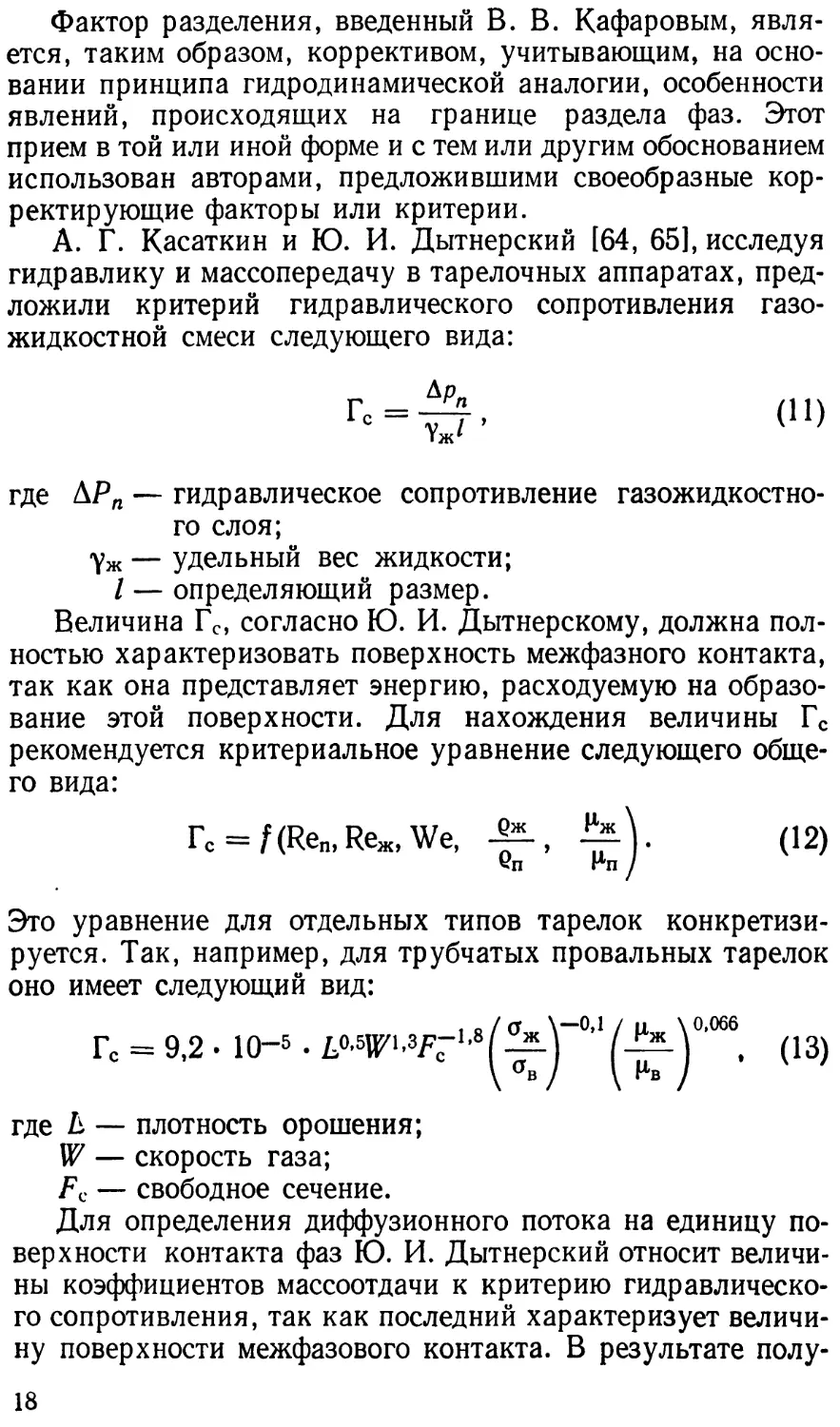
А. Г. Касаткин и Ю. И. Дытнерский [64, 65], исследуя
гидравлику и массопередачу в тарелочных аппаратах, пред-
ложили критерий гидравлического сопротивления газо-
жидкостной смеси следующего вида:
где — гидравлическое сопротивление газожидкостно-
го слоя;
Уж — удельный вес жидкости;
I — определяющий размер.
Величина Гс, согласно Ю. И. Дытнерскому, должна пол-
ностью характеризовать поверхность межфазного контакта,
так как она представляет энергию, расходуемую на образо-
вание этой поверхности. Для нахождения величины Гс
рекомендуется критериальное уравнение следующего обще-
го вида:
rc = f(Ren,Re«,We, (12)
Vn гп ]
Это уравнение для отдельных типов тарелок конкретизи-
руется. Так, например, для трубчатых провальных тарелок
оно имеет следующий вид:
1 о / (У \-—0,1 / 11 \ 0,066
Гс = 9,2 • 10-5 • LWW-1’8 М- , (13)
У ств ] \ /
где Ь — плотность орошения;
W — скорость газа;
FK — свободное сечение.
Для определения диффузионного потока на единицу по-
верхности контакта фаз Ю. И. Дытнерский относит величи-
ны коэффициентов массоотдачи к критерию гидравлическо-
го сопротивления, так как последний характеризует величи-
ну поверхности межфазового контакта. В результате полу-
18
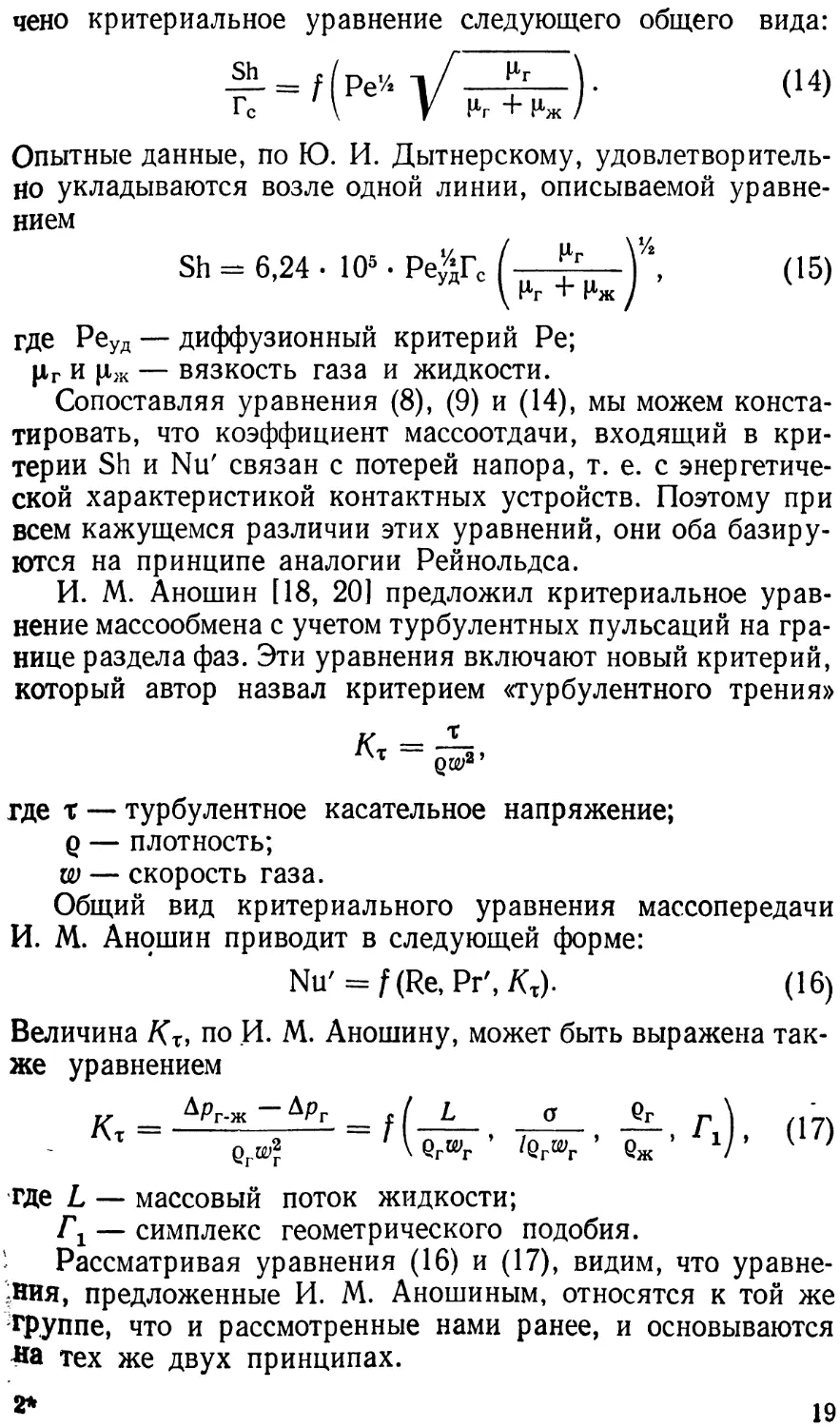
чено критериальное уравнение следующего общего вида:
= f / ре% -|/.
Гс \ у Иг 4" Нж /
(14)
Опытные данные, по Ю. И. Дытнерскому, удовлетворитель-
но укладываются возле одной линии, описываемой уравне-
нием
Sh = 6,24 • 10ч 5 • РеудГс (—\\ (15)
уд Д Иг + Нж у v ’
где Реуд — диффузионный критерий Ре;
рг и — вязкость газа и жидкости.
Сопоставляя уравнения (8), (9) и (14), мы можем конста-
тировать, что коэффициент массоотдачи, входящий в кри-
терии Sh и Nu' связан с потерей напора, т. е. с энергетиче-
ской характеристикой контактных устройств. Поэтому при
всем кажущемся различии этих уравнений, они оба базиру-
ются на принципе аналогии Рейнольдса.
И. М. Аношин [18, 20] предложил критериальное урав-
нение массообмена с учетом турбулентных пульсаций на гра-
нице раздела фаз. Эти уравнения включают новый критерий,
который автор назвал критерием «турбулентного трения»
ч
где г — турбулентное касательное напряжение;
q — плотность;
w — скорость газа.
Общий вид критериального уравнения массопередачи
И. М. Аношин приводит в следующей форме:
Nu' = f(Re,Pr',AT). (16)
Величина 7<т, по И. М. Аношину, может быть выражена так-
же уравнением
ь- _ ^Рг-ж ^Рг ____ L а 0г р \ , 17,
- Сг^ Цел ’ 'ел ’ еж ’ Ч’ ( 7)
где L — массовый поток жидкости;
Г\ — симплекс геометрического подобия.
Рассматривая уравнения (16) и (17), видим, что уравне-
ния, предложенные И. М. Аношиным, относятся к той же
группе, что и рассмотренные нами ранее, и основываются
Да тех же двух принципах.
2*
19
Так или иначе в них отыскивается коэффициент массоот-
дачи как функция сопротивления трения в газожидкостном
слое или, иначе говоря, затраты энергии на обновление
поверхности контакта. Перефразируя А. А. Гухмана [43],
можно сказать, что авторы предложенных теорий считают,
что «сопротивление трения в газожидкостном слое не отде-
лимо от массопередачи и является мерой того полезного
эффекта, ради которого создается контактное устройство».
В наиболее очевидной форме это положение представлено
в уравнении (16). В самом деле критерий Кт является анало-
гом критерия Эйлера, выражающим отношение перепада
статического давления в потоке к его кинетической энергии.
Анализируя уравнения, рассмотренные выше, необхо-
димо сделать одно замечание. Описывая системы, в которых
происходит процесс массопередачи, они не вводят величи-
ну, характеризующую пенообразующую способность систе-
мы. Во всех рассмотренных нами уравнениях, кроме урав-
нения (4), встречается только поверхностное натяжение.
Однако давно известно, что поверхностное натяжение не
определяет пенообразующей способности и пеностойкости.
На это указывают Бартч, Оствальд и Штейнер, Штумпор
и другие [51]. Г. К. Дьяконов, предлагая критерии пено-
образования, вводит в качестве характерной величины ста-
тическую устойчивость пены и напряжения зеркала цено-
образования Е. В связи с этим в полученном им критериаль-
Ех
ном уравнении пенообразования появляется критерий ,
где d — линейный размер.
Ех
Критерий -у, как указывает Дьяконов, связан непосред-
ственно с процессом пенообразования и представляет собой
отношение динамической и статической устойчивости пены
раствора. Однако то обстоятельство, что эти факторы оста-
лись неучтенными, не является недостатком рассмотренных
уравнений, так как они дают достаточно удовлетворитель-
ную сходимость с данными опыта. Объяснением этому
служит, по-видимому, то, что потеря на трение в газожид-
костном слое учитывает и энергию, идущую на пенообразова-
ние. Таким образом, удается избежать решения трудной за-
дачи определения поверхности контакта, которая до недав-
него времени считалась неразрешимой. Было бы, однако,
правильнее сказать, что энергия затрачивается на процесс
образования новой поверхности, и тогда все рассмотренные
20
выше уравнения, вводящие гидродинамический фактор
в той или иной форме, связываются с теорией обновления
поверхности. В этих уравнениях, как указали А. И. Родио-
нов и А. М. Кашников (125), гидродинамические факторы
характеризуют удельную поверхность контакта фаз (или
вновь образующуюся поверхность контакта фаз). Если бы
величина удельной поверхности могла бы быть определе-
на, то введение такого фактора не потребовалось бы и коэф-
фициент массопередачи мог бы быть определен из уравнений
(1) или (2).
В работах А. И. Родионова [122—125] и др. были пред-
приняты попытки провести корреляцию между величиной
поверхности фазового контакта А и потерей напора в кон-
тактном устройстве ГС.В результате анализа функциональ-
ных связей между этими двумя величинами было найдено
весьма простое уравнение
А = С-Гс, (18)
где А — удельная поверхность контакта, л42Ли2, т. е. об-
щая поверхность контакта, отнесенная к площади
тарелки;
Гс — сопротивлениие пенного слоя, кГ!м\
Величина поверхности А определялась эксперименталь-
но при помощи фото- и киносъемки [125], а также методом,
основанным на изменении скорости химической реакции
[122].
В результате измерений, проведенных фотометодом, было
составлено для ситчатых тарелок провального типа уравне-
ние вида
4 = 15,58Гс’85. (19)
Хотя точность измерения величины А не может быть боль-
шой, но нельзя отрицать перспективности этого направления
исследований. Несомненно, уточнение методики определения
величины межфазного контакта даст возможность уточнить
корреляцию между величинами А и Гс. В самом деле, вели-
чина Гс представляет расход энергии на образование новой
поверхности. Поэтому необходимо элиминировать из общей
потери напора в контактном устройстве эту величину, т. е.
учесть прочие потери. Этими потерями являются статиче-
ский напор, энергия, затрачиваемая на колебание жидкости
и пены [80], на преодоление сил поверхностного натяжения.
Все это не так просто и требует тщательного изучения.
21
Некоторые попытки в этом направлении предпринимаются
[129].
По-видимому, конструкция контактных устройств не
должна отражаться на величине коэффициента С и степени
п [123], но, вероятно, размеры аппарата должны иметь зна-
чение. Также должны иметь значение физико-химические
свойства обеих фаз системы и особенно жидкой фазы.
Однако все эти вопросы требуют тщательного изучения
на основе уточненной и надежной методики определения
истинного значения межфазной поверхности контакта и
потери напора на трение.
Следует отметить, что уравнение (18) открывает также
новые перспективы для моделирования контактных уст-
ройств. Очевидно, модель должна удовлетворять условию
Гс = idem, что должно для случая, когда в модели и образ-
це одна и та же система, обеспечить равенство удельных
поверхностей контакта Л.
Мы рассмотрели последовательно развитие основных
идей в области массопередачи. Суммируя изложенный ма-
териал, мы можем констатировать, что теория обновления
поверхности контакта фаз оказалась весьма плодотворной.
По мере развития теории массопередачи она становилась
все более эффективной в смысле практического ее приложе-
ния, хотя может быть и не всегда находилась в поле зрения
исследователей.
Основные требования при конструировании
контактных устройств
Основное требование, которое должно выполняться при
конструировании контактных устройств ректификационных
и абсорбционных аппаратов, заключается в том, что поверх-
ность межфазного контакта, создаваемая контактным уст-
ройством, должна непрерывно обновляться. При этом интен-
сивность обновления должна быть максимальной. *
Это требование может быть осуществлено различными
способами в контактных устройствах различных типов.
Однако во всех типах контактных устройств имеется общая
тенденция: увеличивать относительную скорость контакти-
рующих фаз. При увеличении скорости увеличивается тур-
булентность двухфазного потока, что ведет к увеличению
скорости обновления поверхности. Однако увеличению ско-
22
рости препятствуют явления пено- и брызгоуноса, бороться
с которыми очень трудно. Поэтому во многих конструкциях
барботажного типа предельная скорость пара, рассчитанная
на полное сечение колонны, не превышает 1—1,5 м/сек.
Попытки увеличить скорость привели к созданию прямоточ-
ных контактных устройств, в которых контакт фаз происхо-
дит при одинаковом направлении течения пара и жидкости.
Однако эти конструкции требуют особого внимания к се-
парации пара и жидкости после единичного контакта,
что усложняет конструкции. Кроме того, могут быть созда-
ны такие контактные устройства.в которых жидкая фаза
раздробляется на мелкие капли, непрерывно соударяющие-
ся с газом или паром и с конструктивными элементами уст-
ройства. В этом случае используется энергия струй газа
(пара) или же подводится внешняя энергия. В последнем
случае для создания потока жидкости используется центро-
бежная сила, которая может быть направлена также и на
создание пленочного течения жидкой фазы, соприкасающей-
ся в противотоке с газом (паром).
В многочисленных разновидностях контактных уст-
ройств, которые будут рассмотрены далее, конструкторы
стремятся создать наиболее благоприятные условия для
обновления поверхности контакта. Однако при этом прихо-
дится решать и другие задачи: уменьшение брызгоуноса,
улучшение сепарации пара и жидкости после осуществления
контакта, обеспечение широкого диапазона нагрузок по
пару и жидкости и устойчивой работы контактного устрой-
ства. Нельзя забывать и об экономической стороне вопроса.
Контактные устройства должны быть просты по конструк-
ции, надежны в эксплуатации и удобны при сборке.
ГЛАВА 2.
КОЛПАЧКОВЫЕ ТАРЕЛКИ
Разновидности колпачковых тарелок
До настоящего времени колпачковые тарелки раз-
личных типов являются наиболее распространенными вида-
ми контактных устройств, несмотря на их сравнительно
сложную конструкцию.
23
Работают они по принципу сливных, хотя и были сдела-
ны предложения об устройстве колпачковых тарелок про-
вального типа. Как и во всех тарелках со сливными устрой-
ствами, на колпачковых наблюдается гидравлический уклон
по направлению движения жидкости, что вызывает явление
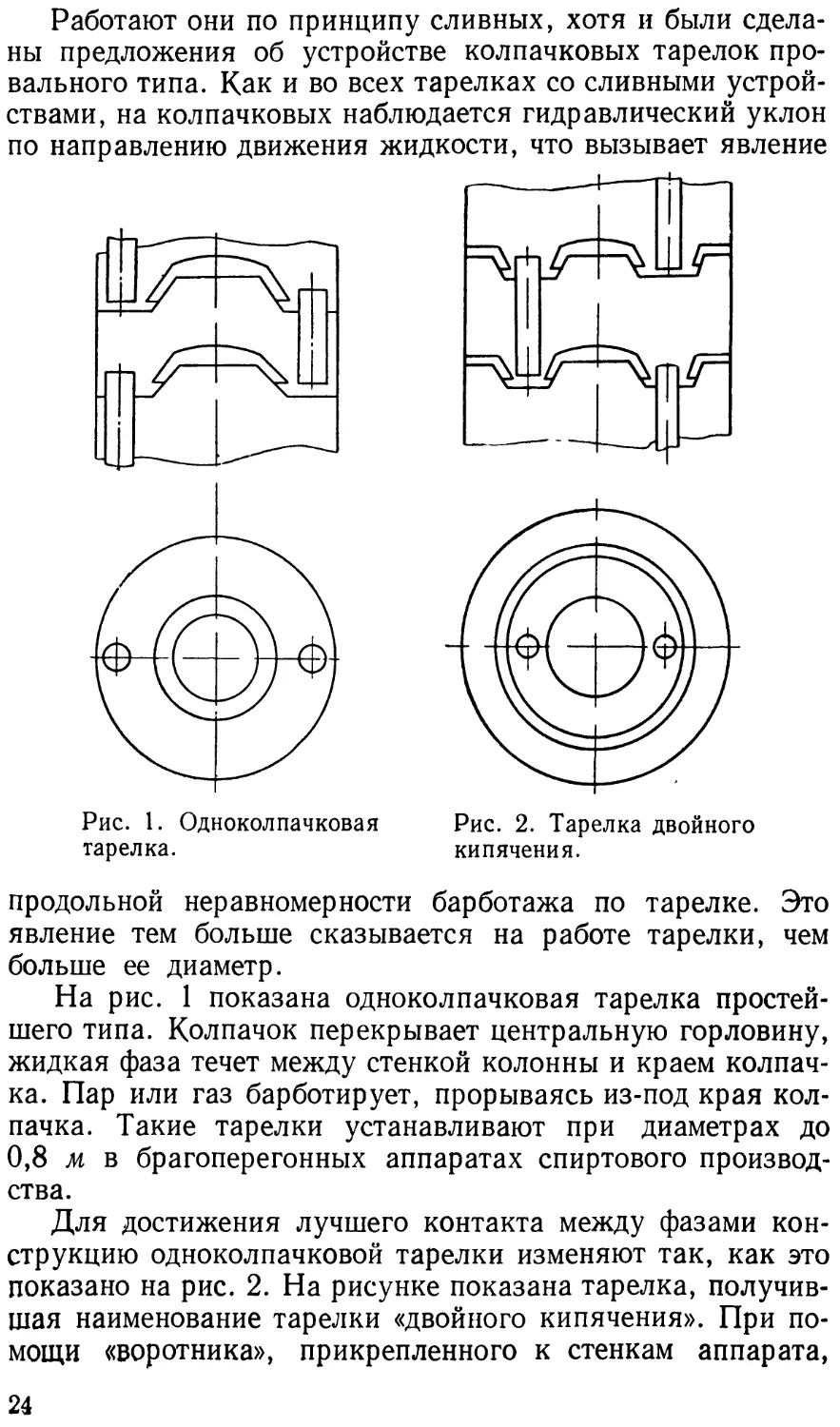
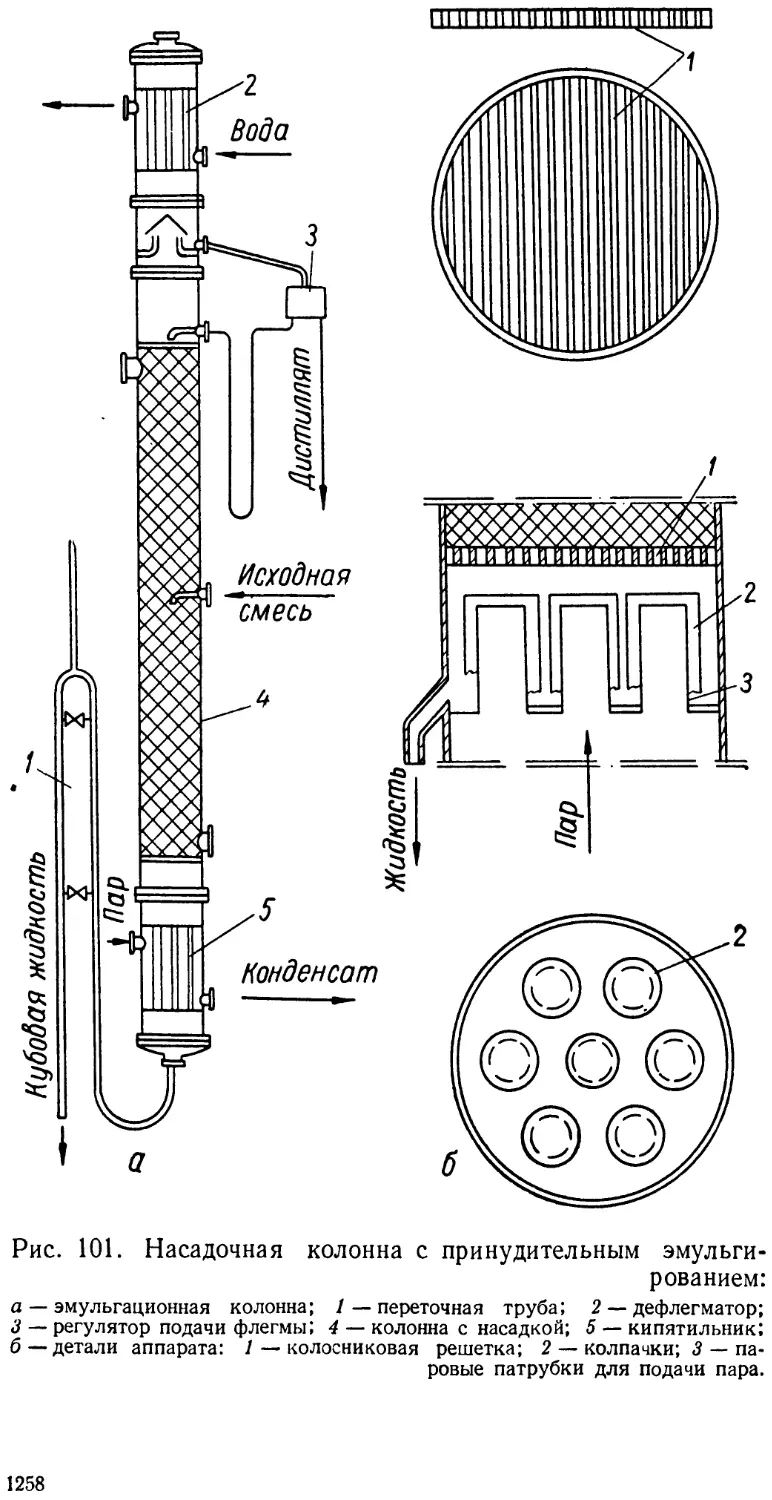
Рис. 1. Одноколпачковая
тарелка.
Рис. 2. Тарелка двойного
кипячения.
продольной неравномерности барботажа по тарелке. Это
явление тем больше сказывается на работе тарелки, чем
больше ее диаметр.
На рис. 1 показана одноколпачковая тарелка простей-
шего типа. Колпачок перекрывает центральную горловину,
жидкая фаза течет между стенкой колонны и краем колпач-
ка. Пар или газ барботирует, прорываясь из-под края кол-
пачка. Такие тарелки устанавливают при диаметрах до
0,8 м в брагоперегонных аппаратах спиртового производ-
ства.
Для достижения лучшего контакта между фазами кон-
струкцию одноколпачковой тарелки изменяют так, как это
показано на рис. 2. На рисунке показана тарелка, получив-
шая наименование тарелки «двойного кипячения». При по-
мощи «воротника», прикрепленного к стенкам аппарата,
24
пар барботирует в жидкость, проходящую по кольцевому
желобу, с двух сторон, чем достигается лучший межфазный
контакт. Однако и эта конструкция не может быть исполь-
зована в тарелках большого диаметра. Как та, так и другая
конструкция могут работать с загрязненными (несущими
взвесь) жидкостями.
Для перегонки чистых жидкостей, как для малых, так
и для больших тарелок, применяются многоколпачковые
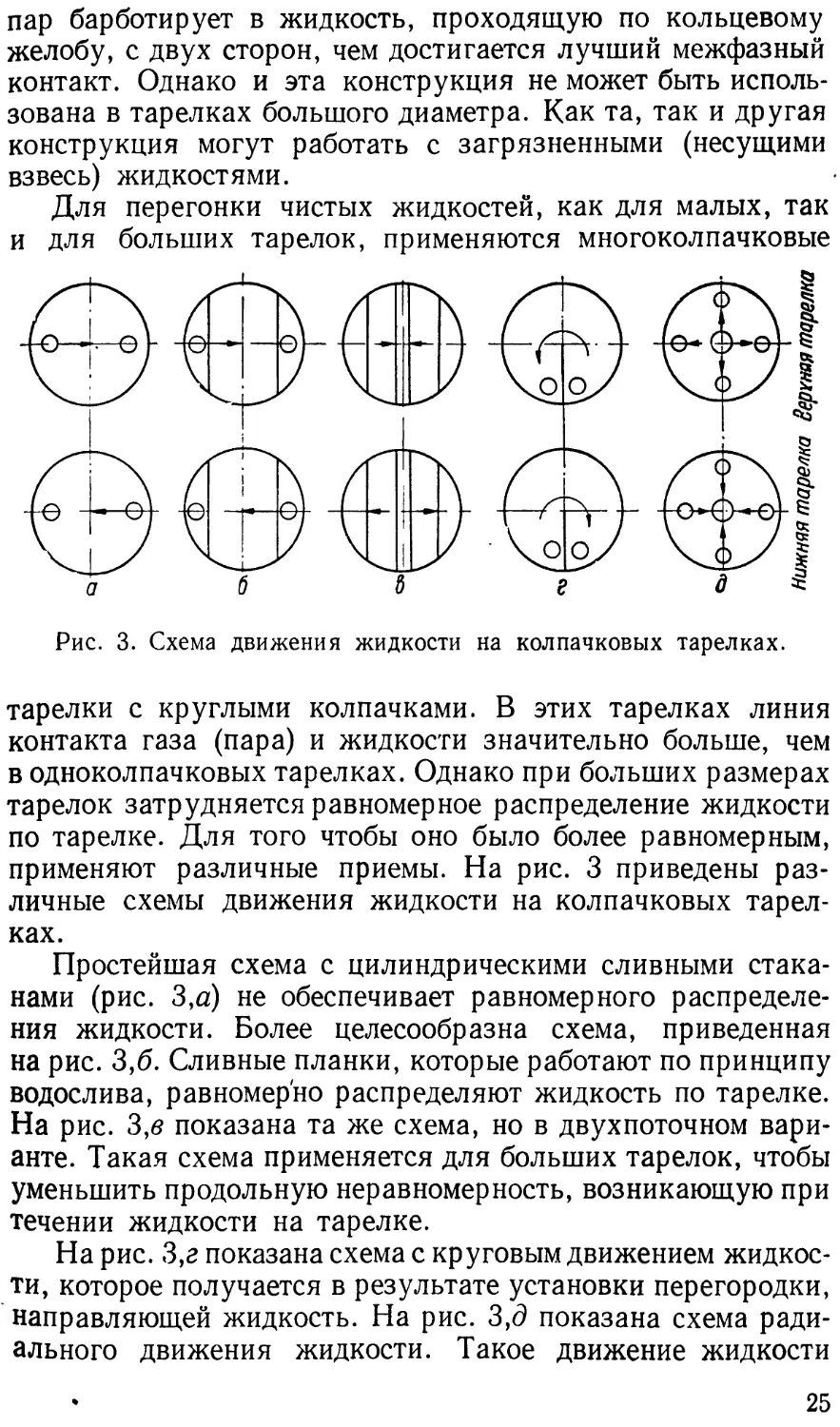
Рис. 3. Схема движения жидкости на колпачковых тарелках.
тарелки с круглыми колпачками. В этих тарелках линия
контакта газа (пара) и жидкости значительно больше, чем
в одноколпачковых тарелках. Однако при больших размерах
тарелок затрудняется равномерное распределение жидкости
по тарелке. Для того чтобы оно было более равномерным,
применяют различные приемы. На рис. 3 приведены раз-
личные схемы движения жидкости на колпачковых тарел-
ках.
Простейшая схема с цилиндрическими сливными стака-
нами (рис. 3,а) не обеспечивает равномерного распределе-
ния жидкости. Более целесообразна схема, приведенная
на рис. 3,6. Сливные планки, которые работают по принципу
водослива, равномерно распределяют жидкость по тарелке.
На рис. 3,в показана та же схема, но в двухпоточном вари-
анте. Такая схема применяется для больших тарелок, чтобы
уменьшить продольную неравномерность, возникающую при
течении жидкости на тарелке.
На рис. 3,а показана схема с круговым движением жидкос-
ти, которое получается в результате установки перегородки,
направляющей жидкость. На рис. 3,6 показана схема ради-
ального движения жидкости. Такое движение жидкости
25
достигается установкой на одной из смежных (по высоте)
тарелок центральной сливной трубы большего диаметра,
а на другой тарелке—нескольких малых периферийных труб.
Вследствие этого поток жидкости на тарелках приобретает
радиальное направление, а длина пути становится равной
радиусу тарелки.
Кроме круглых колпачков, применяются также тоннель-
ные. В таких тарелках движение жидкости соответствует
схемам, изображенным на рис. 3,6, в.
Наибольшее применение в технике имеют многоколпач-
ковые тарелки с круглыми колпачками. Поэтому остановим-
ся на этом типе тарелок более подробно.
Многоколпачковые тарелки
с круглыми (капсульными) колпачками
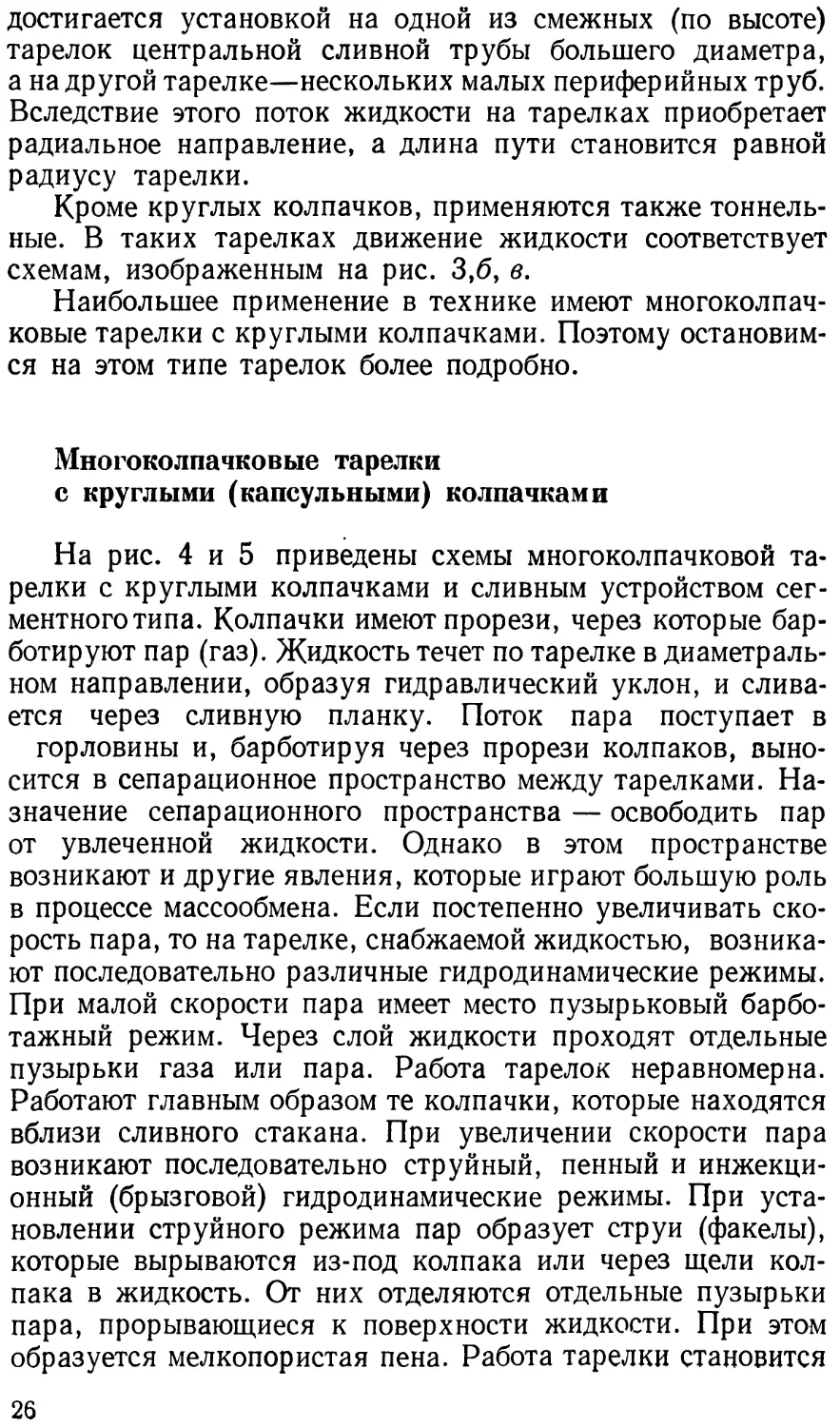
На рис. 4 и 5 приведены схемы многоколпачковой та-
релки с круглыми колпачками и сливным устройством сег-
ментного типа. Колпачки имеют прорези, через которые бар-
ботируют пар (газ). Жидкость течет по тарелке в диаметраль-
ном направлении, образуя гидравлический уклон, и слива-
ется через сливную планку. Поток пара поступает в
горловины и, барботируя через прорези колпаков, выно-
сится в сепарационное пространство между тарелками. На-
значение сепарационного пространства — освободить пар
от увлеченной жидкости. Однако в этом пространстве
возникают и другие явления, которые играют большую роль
в процессе массообмена. Если постепенно увеличивать ско-
рость пара, то на тарелке, снабжаемой жидкостью, возника-
ют последовательно различные гидродинамические режимы.
При малой скорости пара имеет место пузырьковый барбо-
тажный режим. Через слой жидкости проходят отдельные
пузырьки газа или пара. Работа тарелок неравномерна.
Работают главным образом те колпачки, которые находятся
вблизи сливного стакана. При увеличении скорости пара
возникают последовательно струйный, пенный и инжекци-
онный (брызговой) гидродинамические режимы. При уста-
новлении струйного режима пар образует струи (факелы),
которые вырываются из-под колпака или через щели кол-
пака в жидкость. От них отделяются отдельные пузырьки
пара, прорывающиеся к поверхности жидкости. При этом
образуется мелкопористая пена. Работа тарелки становится
26
равномерной, и все колпачки вступают в работу. Как при
пузырьковом, так и при струйном режимах в межтарелочном
пространстве образуются три зоны: барботажная, пенная
и зона брызг. Массообмен идет на поверхности контакта,
создаваемой в этих зонах, за счет молекулярной и турбулент-
ной диффузии.
;Рис. 4. Схема многоколПан-
сковой тарелки с круглыми
колпачками.
При дальнейшем увеличе-
нии скорости пара возникает
пенный режим или режим
свободной турбулентности. При
Зона\брызг
Рис. 5. Схема работы многокол-
пачковой тарелки.
Сэтом барботажная зона почти полностью исчезает. Пена
установится подвижной и сильно турбулизованной. Массо-
Йрередача идет главным образом за счет турбулентной диффу-
зии. Струйный и пенный режимы являются рабочими режи-
мами колпачковой тарелки. При дальнейшем увеличении
Скорости пара возникает инжекционный режим. Паровые
факелы достигают в этом режиме поверхности пены. Резко
Увеличивается количество брызг, а вместе с тем и унос
жидкости на вышележащую тарелку. Работа тарелки нерав-
номерна и малоэффективна. При дальнейшем увеличении
Скорости наступает «захлебывание». Все межтарелочное
пространство заполняется пеной и брызгами, переходящи-
ми через горловины на вышележащую тарелку, происходит
Шыв работы колонны.
На основании наблюдений за работой тарелки, а также
из литературных данных [183], можно сделать вывод, что
рабочая зона тарелки зависит как от нагрузки по пару G,
так и от нагрузки по жидкости L.
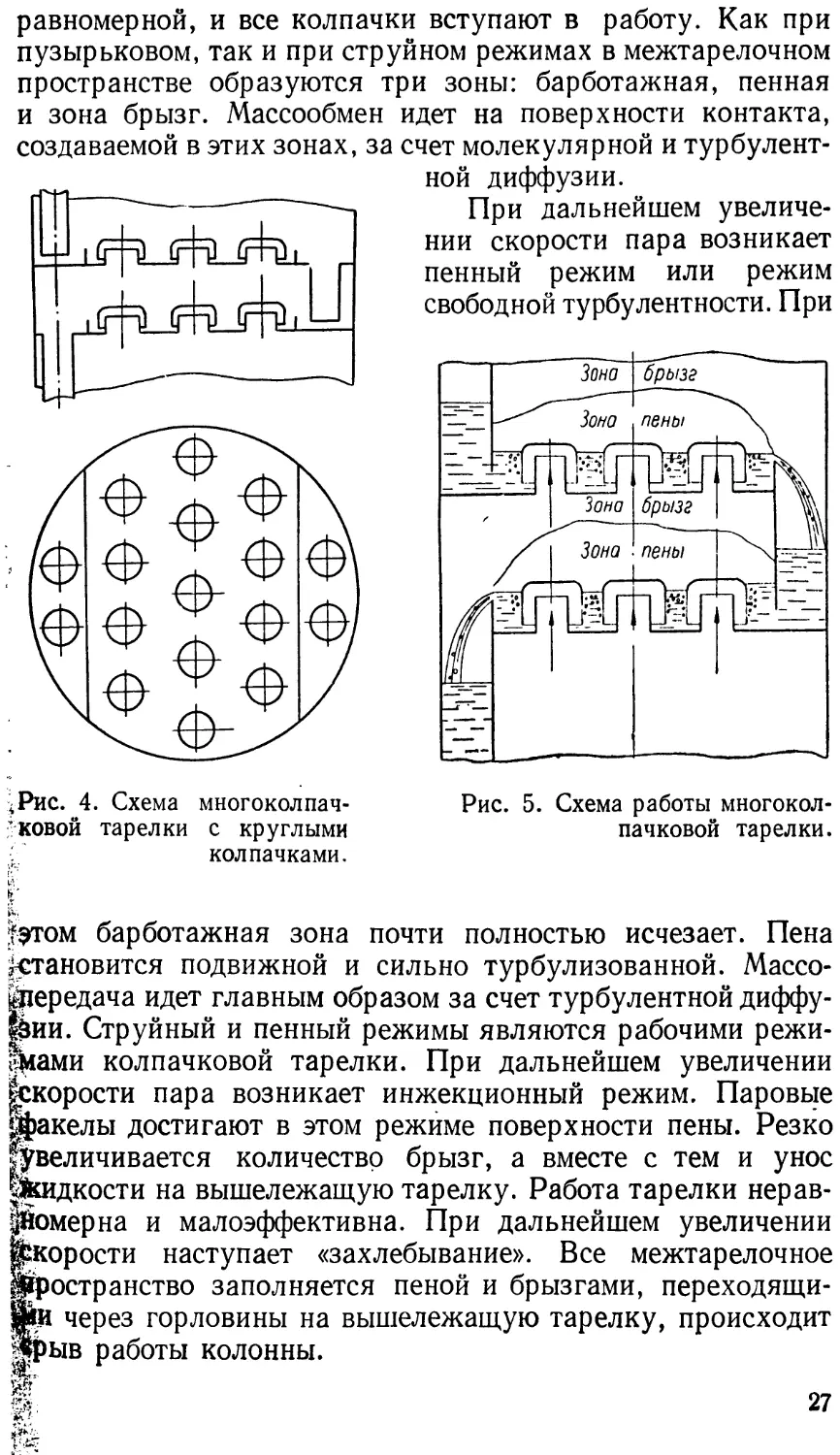
Эту зону можно представить схематически так, как это
показано на рис. 6. Рабочей зоной является заштрихованная
площадь, лежащая выше об-
ласти проскока пара. Про-
скок наблюдается при малой
нагрузке по жидкости, когда
уровень жидкости не обеспе-
чивает полного перекрытия
паровыпускных щелей. Нера-
бочей зоной является также
и область, при которой при
Рис. 6. Схематическое изобра- малой нагрузке по пару на
жение рабочей зоны колпачко- тарелке наблюдается пузырь-,
вой тарелки. ковый барботаж, не обеспе-
чивающий хорошего контакта
пара и жидкости. Верхней границей рабочей зоны является
линия захлебывания или линия уноса, отвечающая тому
моменту, когда унос превосходит допускаемые нормы.
В рабочей зоне необходимо установить область оптималь-
ных условий работы тарелки. Для этой цели разработаны
методы, основанные главным образом на определении допу-
стимой предельной скорости пара. Эта скорость должна
соответствовать оптимальным условиям работы контактного
устройства, следовательно, и всей колонны в целом.
Для определения оптимальной скорости предложен ряд
эмпирических уравнений, которые мы далее рассмотрим.
Одной из наиболее распространенных формул является фор-
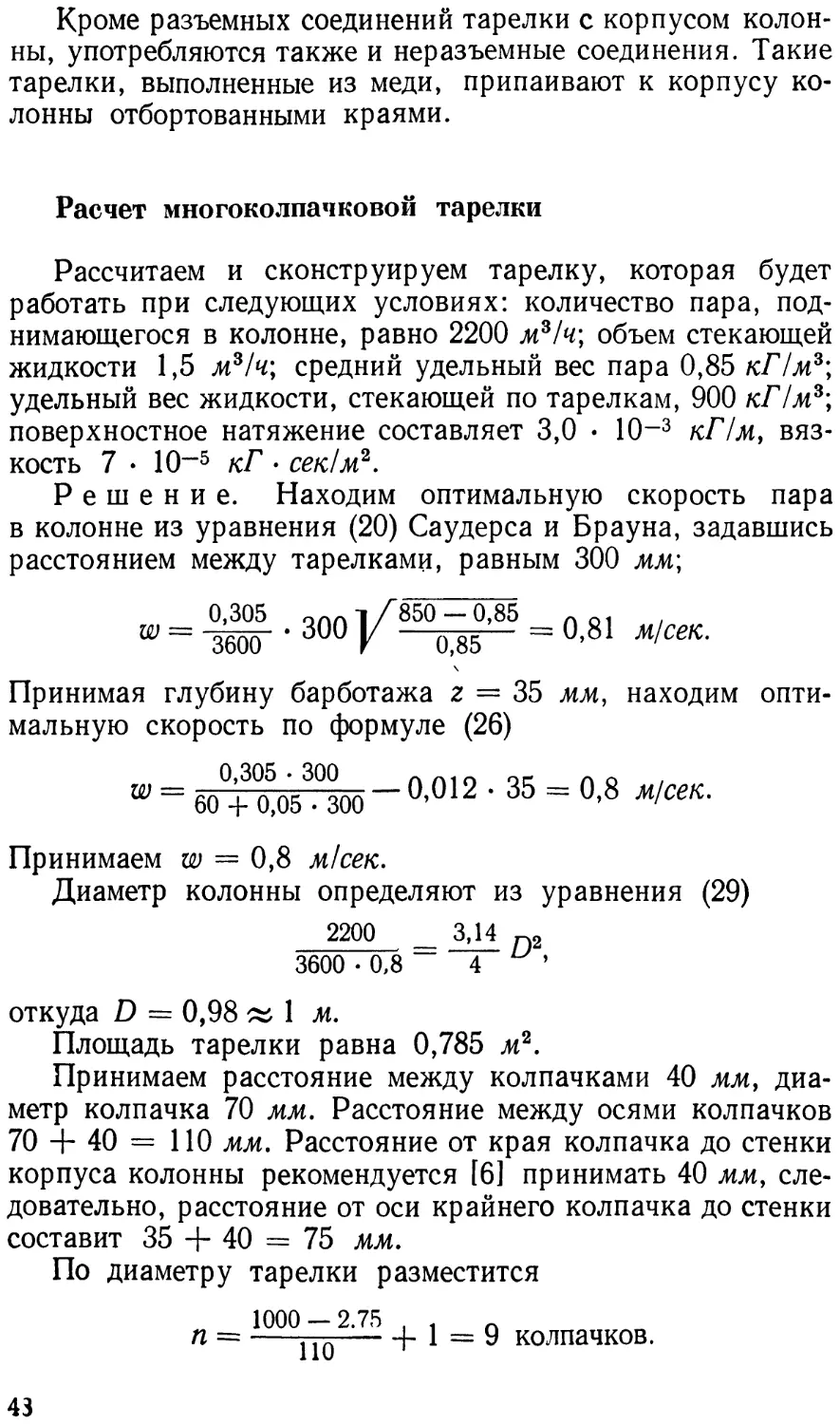
мула, предложенная Саудерсом и Брауном [67].
0,305 л-. -» /" 2ж 0п , /пл\
w = ’36О(Г 'С у 0^ м/сек, (20)
где и Qn — плотности жидкости и пара (плотность мо-
жет быть заменена удельным весом);
С — коэффициент, который является функцией
расстояния между тарелками и поверхност-
ным натяжением жидкости.
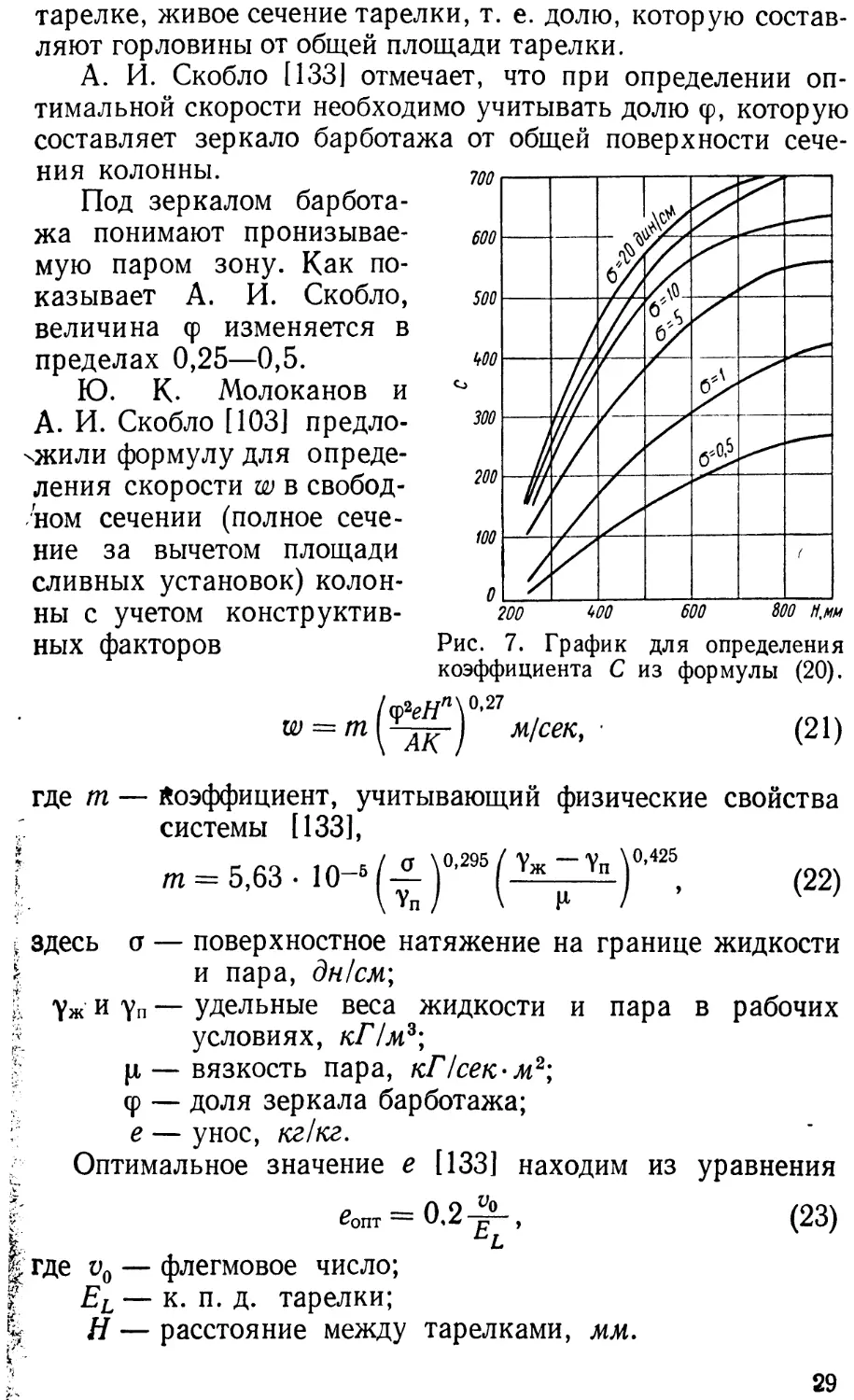
Величину С находим из графика, приведенного на рис. 7.
Уравнение Саудерса и Брауна не учитывает конструктив-
ных факторов тарелки, в частности глубину барботажа на
28
тарелке, живое сечение тарелки, т. е. долю, которую состав-
ляют горловины от общей площади тарелки.
А. И. Скобло [1331 отмечает, что при определении оп-
тимальной скорости необходимо учитывать долю ф, которую
составляет зеркало барботажа от общей поверхности сече-
ния колонны.
Под зеркалом барбота-
жа понимают пронизывае-
мую паром зону. Как по-
казывает А. И. Скобло,
величина ф изменяется в
пределах 0,25—0,5.
Ю. К. Молоканов и
А. И. Скобло [103] предло-
жили формулу для опреде-
ления скорости w в свобод-
ном сечении (полное сече-
ние за вычетом площади
сливных установок) колон-
ны с учетом конструктив-
ных факторов
(21)
w — т\ м/сек, •
где т — коэффициент, учитывающий физические свойства
системы [133],
Ю-6 /_1 \°.295 /Уж-Уп \0-425
\ Уп / \ И / ’
т = 5,63 •
(22)
1 здесь о — поверхностное натяжение на границе жидкости
i и пара, дн/см\
д уж и уп — удельные веса жидкости и пара в рабочих
;; условиях, кПм?\
J р— вязкость пара, кПсек-м1 2 * 4-,
<р — доля зеркала барботажа;
: е — унос, кг/кг.
Оптимальное значение е [133] находим из уравнения
I' еопт = 0,2-^, (23)
| где f0 — флегмовое число;
El — к. п. д. тарелки;
4 И — расстояние между тарелками, мм.
Г-
29
Коэффициент А и степень п зависят от расстояния между
тарелками. При И < 400 мм А = 9,48 • 107 и п = 4,36;
при Н > 400 мм А = 0,159 и п = 0,95.
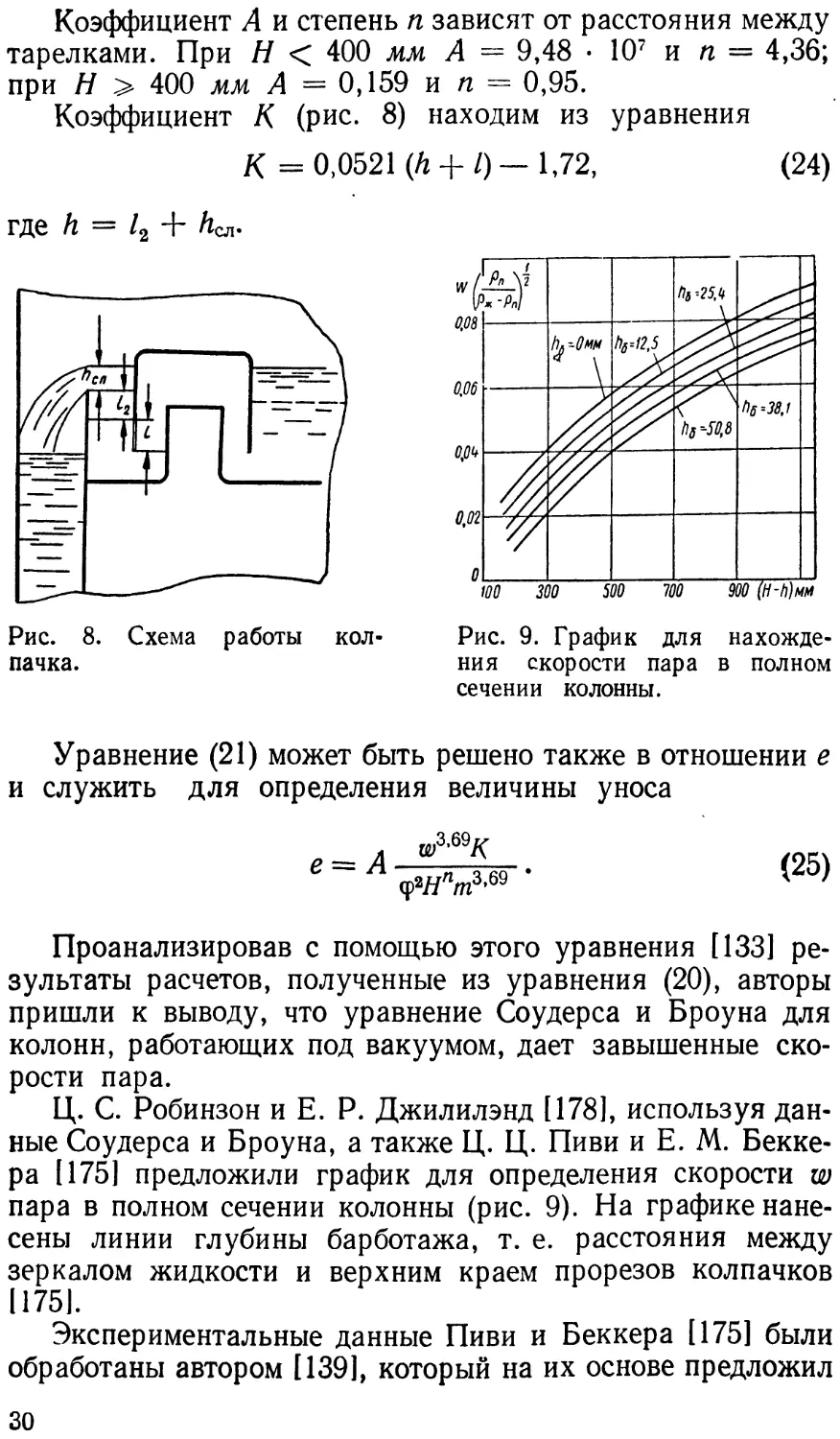
Коэффициент К (рис. 8) находим из уравнения
К =0,0521 (А + 0— 1,72, (24)
где h = /2 + Лсл-
Рис. 8. Схема работы кол-
пачка.
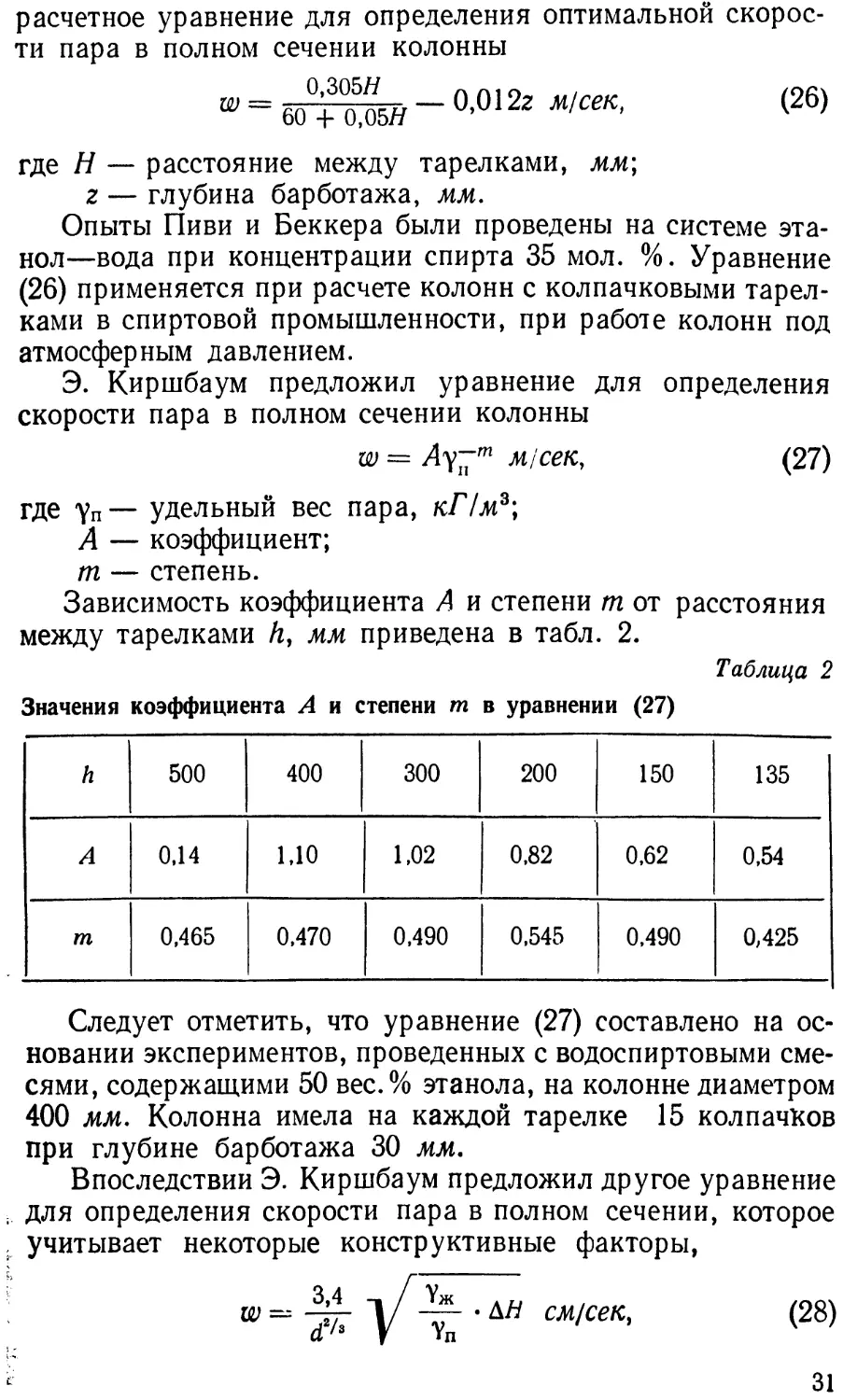
Рис. 9. График для нахожде-
ния скорости пара в полном
сечении колонны.
Уравнение (21) может быть решено также в отношении е
и служить для определения величины уноса
С_Л
<?Нпт^
(25)
Проанализировав с помощью этого уравнения [133] ре-
зультаты расчетов, полученные из уравнения (20), авторы
пришли к выводу, что уравнение Соудерса и Броуна для
колонн, работающих под вакуумом, дает завышенные ско-
рости пара.
Ц. С. Робинзон и Е. Р. Джилилэнд [178], используя дан-
ные Соудерса и Броуна, а также Ц. Ц. Пиви и Е. М. Бекке-
ра [175] предложили график для определения скорости w
пара в полном сечении колонны (рис. 9). На графике нане-
сены линии глубины барботажа, т. е. расстояния между
зеркалом жидкости и верхним краем прорезов колпачков
[1751.
Экспериментальные данные Пиви и Беккера [175] были
обработаны автором [139], который на их основе предложил
30
расчетное уравнение для определения оптимальной скорос-
ти пара в полном сечении колонны
" = <26>
где И — расстояние между тарелками, мм;
z — глубина барботажа, мм.
Опыты Пиви и Беккера были проведены на системе эта-
нол—вода при концентрации спирта 35 мол. %. Уравнение
(26) применяется при расчете колонн с колпачковыми тарел-
ками в спиртовой промышленности, при работе колонн под
атмосферным давлением.
Э. Киршбаум предложил уравнение для определения
скорости пара в полном сечении колонны
ш = Ау~т м/сек, (27)
где уп— удельный вес пара, кГ1м3;
А — коэффициент;
т — степень.
Зависимость коэффициента А и степени т от расстояния
между тарелками Л, мм приведена в табл. 2.
Таблица 2
Значения коэффициента А и степени т в уравнении (27)
h 500 400 300 200 150 135
А 0,14 1,10 1,02 0,82 0,62 0,54
т 0,465 0,470 0,490 0,545 0,490 0,425
Следует отметить, что уравнение (27) составлено на ос-
новании экспериментов, проведенных с водоспиртовыми сме-
сями, содержащими 50 вес. % этанола, на колонне диаметром
400 мм. Колонна имела на каждой тарелке 15 колпачков
при глубине барботажа 30 мм.
Впоследствии Э. Киршбаум предложил другое уравнение
для определения скорости пара в полном сечении, которое
учитывает некоторые конструктивные факторы,
• ДЯ см/сек. (28)
•п
31
где d — диаметр колпачка, см;
ТжИуп—удельные веса жидкости и пара, кГ/м3;
\Н — расстояние от поверхности зеркала барботажа до
вышележащей тарелки, см.
Уравнение (28) было проверено Э. Киршбаумом при ра-
боте на спирто-водной смеси на колонне с диаметром 750 мм.
Следует отметить, что при определении оптимальной скорос-
ти пара при помощи формул, приведенных выше, получают-
ся значительные расхождения в найденных ее значениях.
Объясняется это многообразием факторов, влияющих на
скорость, которые в различной мере оцениваются авторами.
Если при проектировании контактных устройств ско-
рость выбрана, то диаметр тарелки D (внутренний диаметр
колонны) может быть определен из уравнения
V = w м3/сек,, (29)
где V — объем пара, протекающего в колонне, м31сек.
Дальнейшей задачей при проектировании тарелки явля-
ется выбор живого сечения ее, т. е. доли площади горловин
для прохода пара со всей площади тарелки. При этом воз-
можны следующие случаи: из практических данных выбира-
ют величину живого сечения, далее задаются диаметром гор-
ловин и определяют их количество. Живое сечение выбира-
ют в пределах 10—20%, величина живого сечения опре-
деляет расстояние между колпачками.
Если обозначить выбранное значение живого сечения
через ф, %, то общая площадь горловин будет
Л = фЛ
где F = —полная площадь тарелки.
Приняв размеры диаметра горловин dv определим коли-
чество горловин
Найденное число горловин распределяется на площади
тарелки.
Возможен также другой метод расчета колпачкового
контактного устройства, основанный на выборе расстояния
между наружными краями колпачков [140]. Для решения
вопроса о выборе расстояния между наружными краями
колпачков рассмотримЩроцесс барботажа в колпачковых та-
32
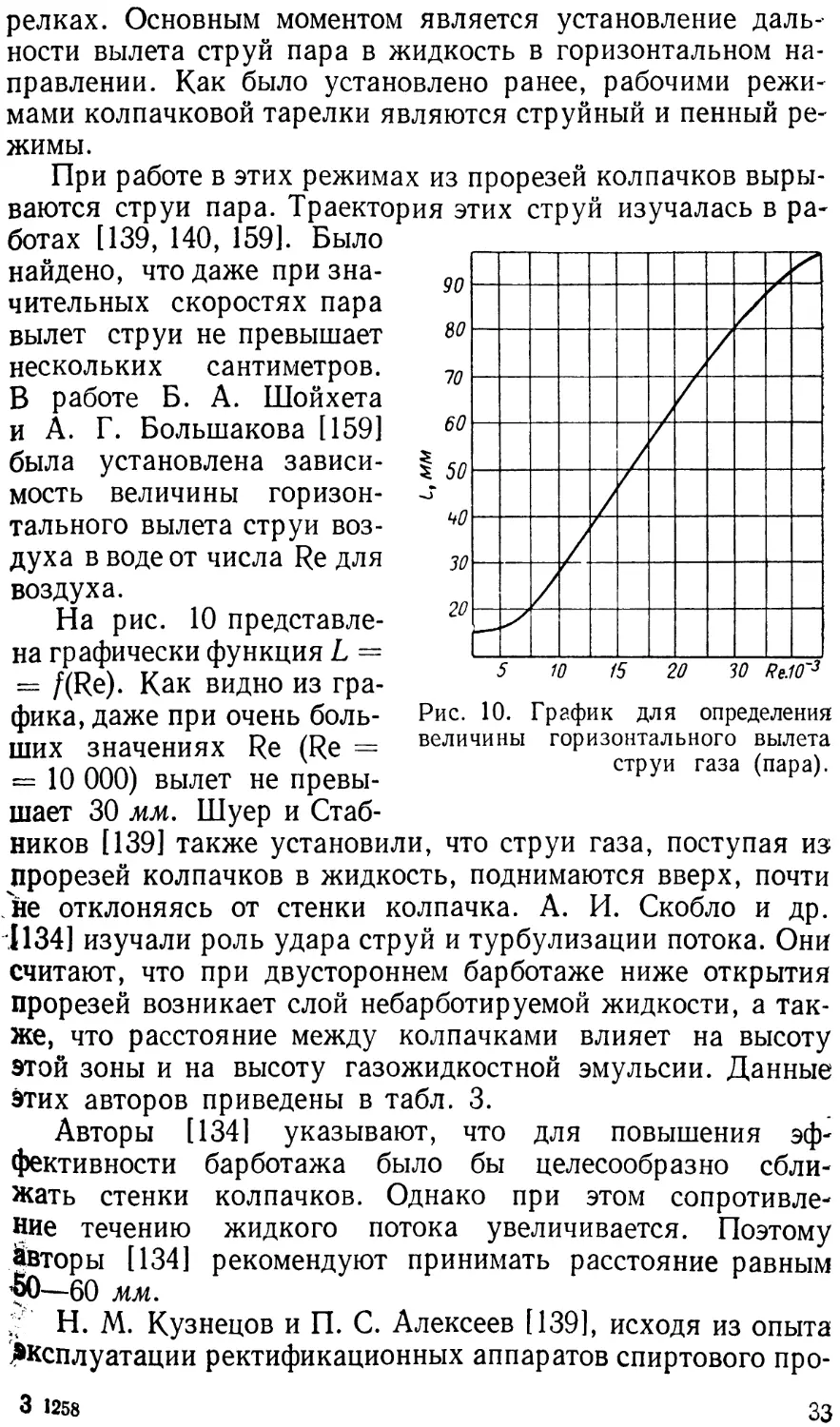
релках. Основным моментом является установление даль-
ности вылета струй пара в жидкость в горизонтальном на-
правлении. Как было установлено ранее, рабочими режи-
мами колпачковой тарелки являются струйный и пенный ре-
жимы.
При работе в этих режимах из прорезей колпачков выры-
ваются струи пара. Траектория этих струй изучалась в ра-
ботах [139, 140, 159]. Было
найдено, что даже при зна-
чительных скоростях пара
вылет струи не превышает
нескольких сантиметров.
В работе Б. А. Шойхета
и А. Г. Большакова [159]
была установлена зависи-
мость величины горизон-
тального вылета струи воз-
духа в воде от числа Re для
воздуха.
На рис. 10 представле-
на графически функция L =
= /(Re). Как видно из гра-
фика, даже при очень боль-
ших значениях Re (Re =
= 10 000) вылет не превы-
Рис. 10. График для определения
величины горизонтального вылета
струи газа (пара).
шает 30 мм, Шуер и Стаб-
ников [139] также установили, что струи газа, поступая из
Прорезей колпачков в жидкость, поднимаются вверх, почти
не отклоняясь от стенки колпачка. А. И. Скобло и др.
,1134] изучали роль удара струй и турбулизации потока. Они
считают, что при двустороннем барботаже ниже открытия
прорезей возникает слой небарботируемой жидкости, а так-
же, что расстояние между колпачками влияет на высоту
этой зоны и на высоту газожидкостной эмульсии. Данные
этих авторов приведены в табл. 3.
Авторы [134] указывают, что для повышения эф-
фективности барботажа было бы целесообразно сбли-
жать стенки колпачков. Однако при этом сопротивле-
ние течению жидкого потока увеличивается. Поэтому
Авторы [134] рекомендуют принимать расстояние равным
50—60 мм.
Н. М. Кузнецов и П. С. Алексеев [139], исходя из опыта
Эксплуатации ректификационных аппаратов спиртового про-
3 1258
33
изводства, рекомендуют принимать расстояние между кол-
пачками также равным 50—60 мм.
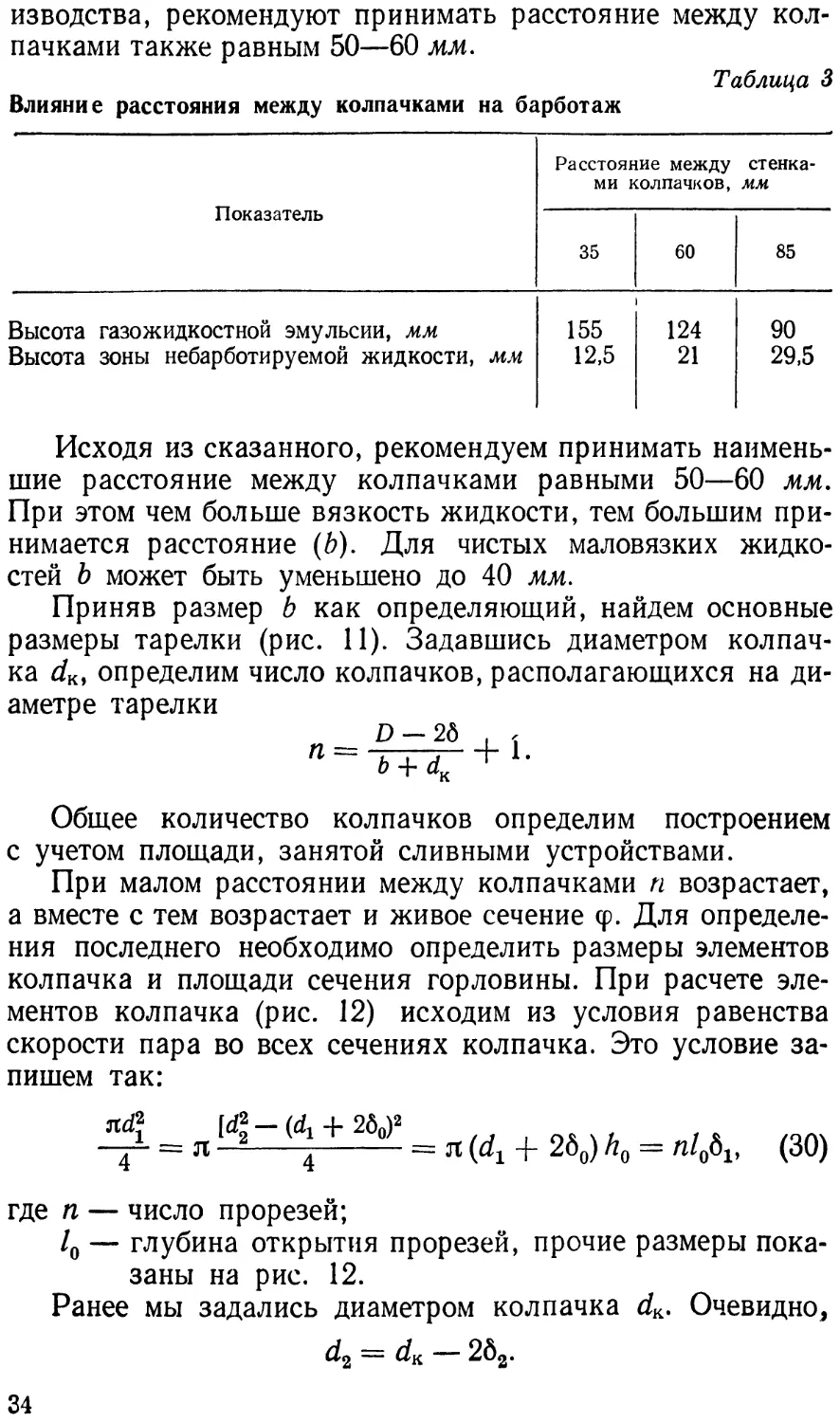
Таблица 3
Влияние расстояния между колпачками на барботаж
Показатель Расстояние между стенка- ми колпачков, мм
35 60 85
Высота газожидкостной эмульсии, мм Высота зоны небарботируемой жидкости, мм 155 12,5 124 21 90 29,5
Исходя из сказанного, рекомендуем принимать наимень-
шие расстояние между колпачками равными 50—60 мм.
При этом чем больше вязкость жидкости, тем большим при-
нимается расстояние (/?). Для чистых маловязких жидко-
стей b может быть уменьшено до 40 мм.
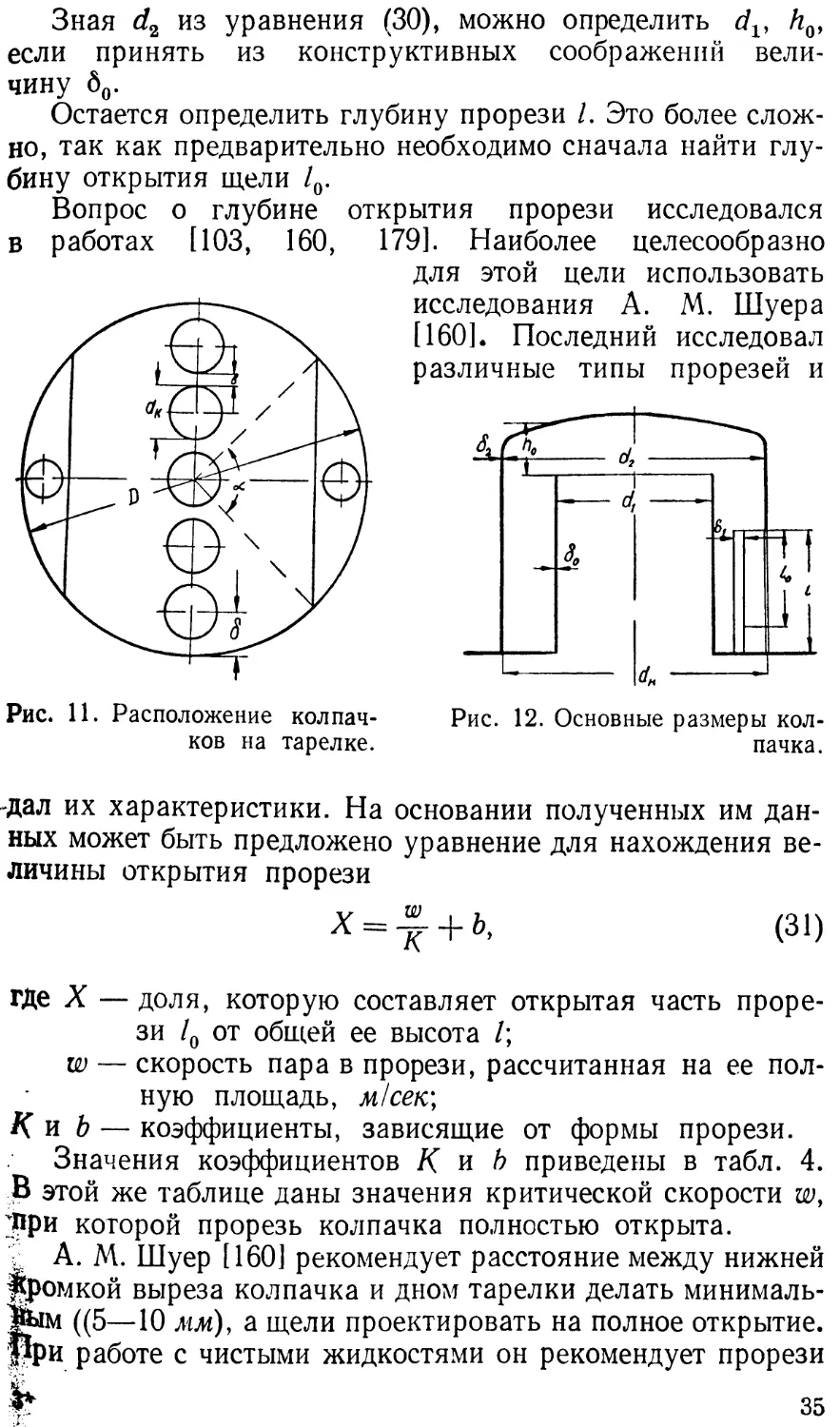
Приняв размер b как определяющий, найдем основные
размеры тарелки (рис. 11). Задавшись диаметром колпач-
ка rfK, определим число колпачков, располагающихся на ди-
аметре тарелки
Общее количество колпачков определим построением
с учетом площади, занятой сливными устройствами.
При малом расстоянии между колпачками п возрастает,
а вместе с тем возрастает и живое сечение ф. Для определе-
ния последнего необходимо определить размеры элементов
колпачка и площади сечения горловины. При расчете эле-
ментов колпачка (рис. 12) исходим из условия равенства
скорости пара во всех сечениях колпачка. Это условие за-
пишем так:
Ч [d22-№ + 2d0)2
= л —-----5------= л (^ + 260) h0 = nlQf>v (30)
где п — число прорезей;
/0 — глубина открытия прорезей, прочие размеры пока-
заны на рис. 12.
Ранее мы задались диаметром колпачка dK. Очевидно,
d2~dK — 2S2.
34
Зная d2 из уравнения (30), можно определить dv hQ)
если принять из конструктивных соображений вели-
чину б0.
Остается определить глубину прорези /. Это более слож-
но, так как предварительно необходимо сначала найти глу-
бину открытия щели /0.
Вопрос о глубине
в работах [103, 160,
открытия прорези исследовался
179]. Наиболее целесообразно
для этой цели использовать
исследования А. М. Шуера
[160]. Последний исследовал
различные типы прорезей и
Рис. 11. Расположение колпач-
ков на тарелке.
-------- dH -------
Рис. 12. Основные размеры кол-
пачка.
дал их характеристики. На основании полученных им дан-
ных может быть предложено уравнение для нахождения ве-
личины открытия прорези
Х = + (31)
где X — доля, которую составляет открытая часть проре-
зи /0 от общей ее высота /;
w — скорость пара в прорези, рассчитанная на ее пол-
ную площадь, м/сек;
К и b — коэффициенты, зависящие от формы прорези.
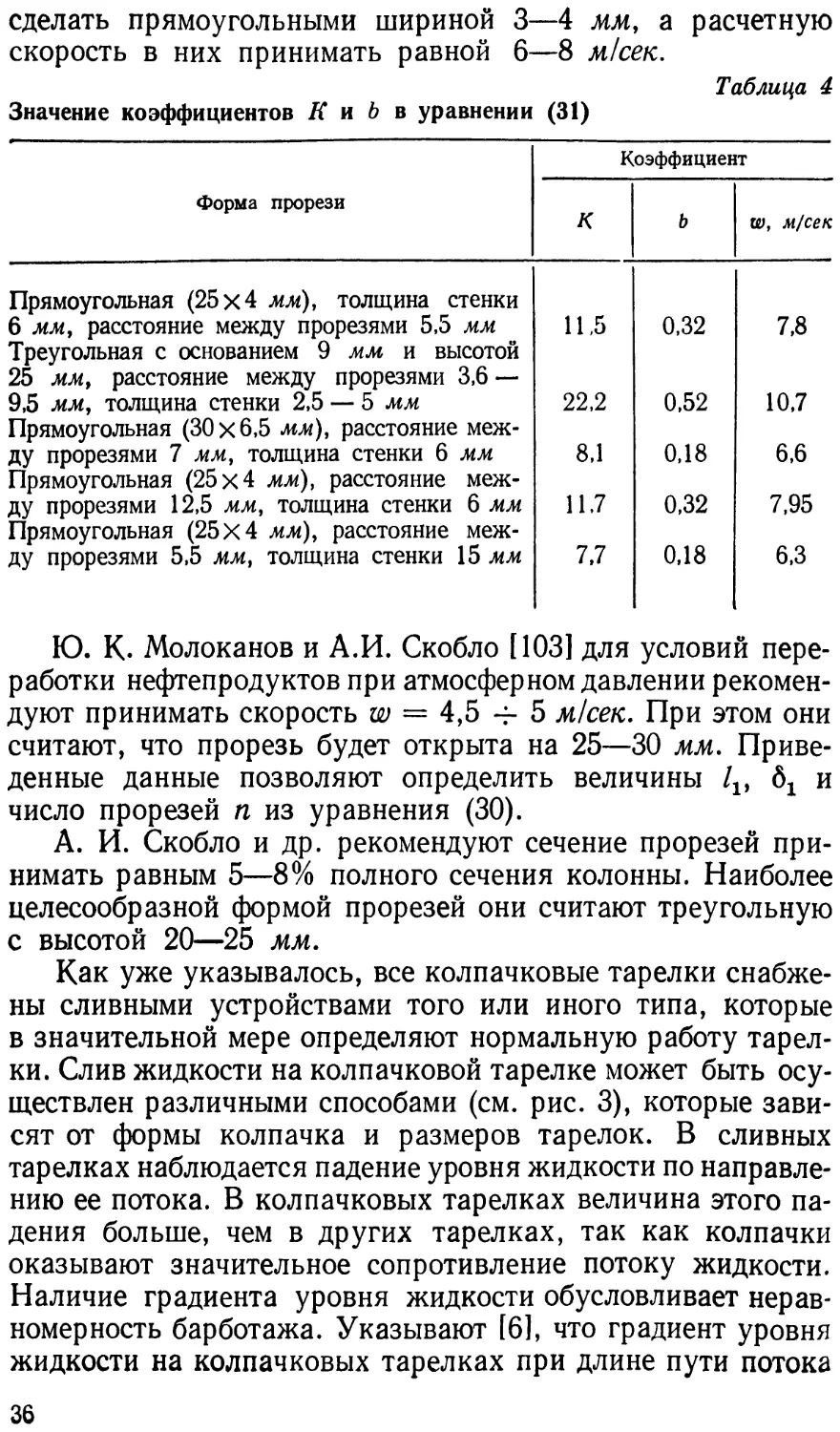
Значения коэффициентов К и b приведены в табл. 4.
В этой же таблице даны значения критической скорости ш,
При которой прорезь колпачка полностью открыта.
i А. М. Шуер [160] рекомендует расстояние между нижней
громкой выреза колпачка и дном тарелки делать минималь-
Wm ((5—10 мм), а щели проектировать на полное открытие.
|5ри работе с чистыми жидкостями он рекомендует прорези
35
сделать прямоугольными шириной 3—4 мм, а расчетную
скорость в них принимать равной 6—8 м/сек.
Таблица 4
Значение коэффициентов К и b в уравнении (31)
Форма прорези Коэффициент
К ь W, м/сек
Прямоугольная (25x4 мм), толщина стенки 6 мм, расстояние между прорезями 5,5 мм 11,5 0,32 7,8
Треугольная с основанием 9 мм и высотой 25 мм, расстояние между прорезями 3,6 — 9,5 мм, толщина стенки 2,5 — 5 мм 22,2 0,52 10,7
Прямоугольная (30x6,5 мм), расстояние меж- ду прорезями 7 мм, толщина стенки 6 мм 8,1 0,18 6,6
Прямоугольная (25x4 мм), расстояние меж- ду прорезями 12,5 мм, толщина стенки 6 мм Прямоугольная (25X4 мм), расстояние меж- ду прорезями 5,5 мм, толщина стенки 15 мм 11.7 0,32 7,95
7,7 0,18 6,3
Ю. К. Молоканов и А.И. Скобло [103] для условий пере-
работки нефтепродуктов при атмосферном давлении рекомен-
дуют принимать скорость w — 4,5 -? 5 м/сек. При этом они
считают, что прорезь будет открыта на 25—30 мм. Приве-
денные данные позволяют определить величины /1( и
число прорезей п из уравнения (30).
А. И. Скобло и др. рекомендуют сечение прорезей при-
нимать равным 5—8% полного сечения колонны. Наиболее
целесообразной формой прорезей они считают треугольную
с высотой 20—25 мм.
Как уже указывалось, все колпачковые тарелки снабже-
ны сливными устройствами того или иного типа, которые
в значительной мере определяют нормальную работу тарел-
ки. Слив жидкости на колпачковой тарелке может быть осу-
ществлен различными способами (см. рис. 3), которые зави-
сят от формы колпачка и размеров тарелок. В сливных
тарелках наблюдается падение уровня жидкости по направле-
нию ее потока. В колпачковых тарелках величина этого па-
дения больше, чем в других тарелках, так как колпачки
оказывают значительное сопротивление потоку жидкости.
Наличие градиента уровня жидкости обусловливает нерав-
номерность барботажа. Указывают [6], что градиент уровня
жидкости на колпачковых тарелках при длине пути потока
36
1 ж становится заметным при расходе жидкости более
10 ж3/ж-ч, т. е. когда на 1 м длины слива в час приходится
более 10 ж3 жидкости. Верхним допустимым пределом на-
пряжения слива при длине пути потока не более 1 ж считают
[6] величину 65 ж3/ж-ч. Это обстоятельство заставляет при
больших диаметрах колонн устраивать двухпоточные слив-
ные устройства (см. рис. 3,в) и даже четырехпоточные.
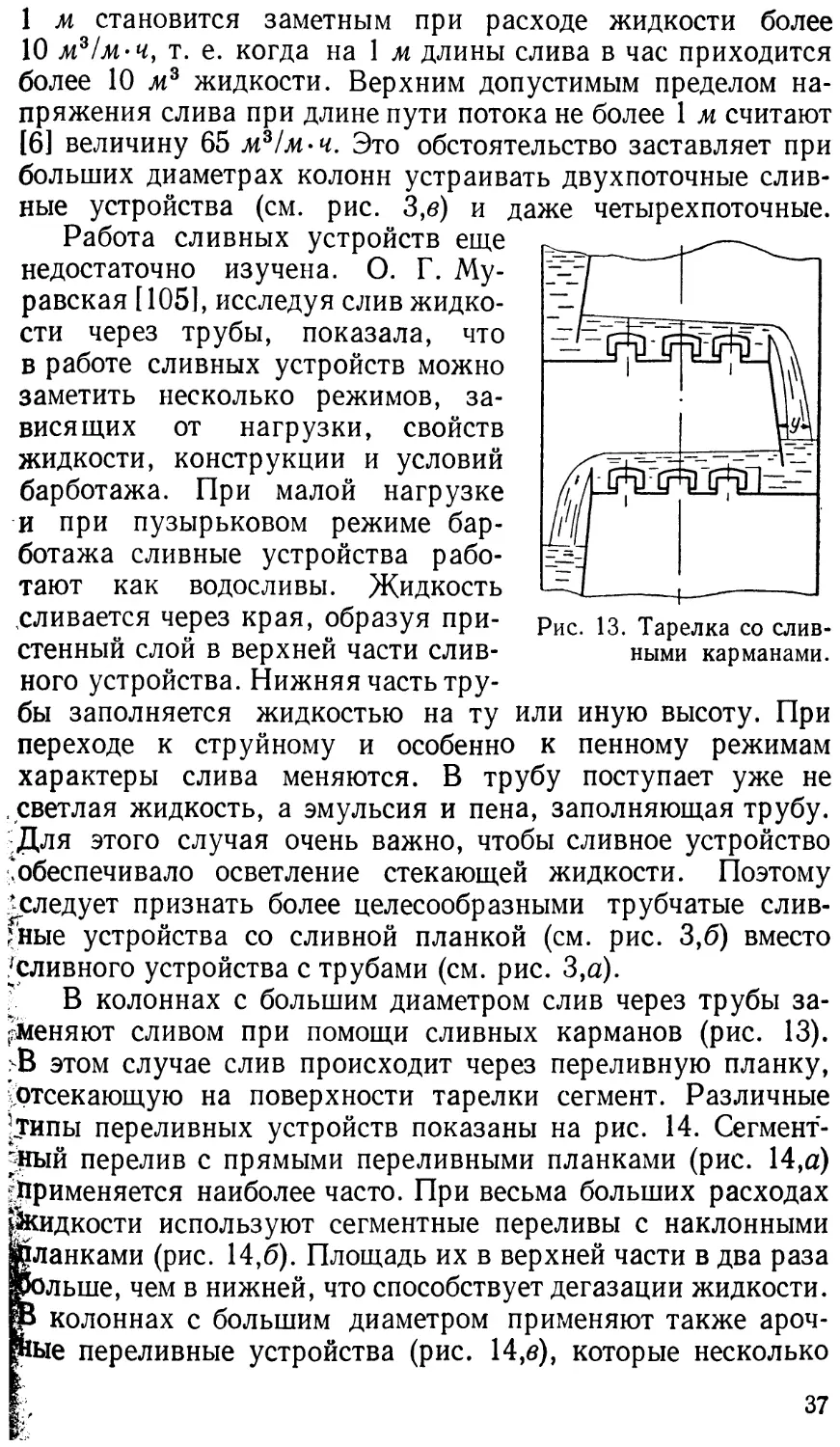
иную высоту. При
пенному режимам
поступает уже не
Работа сливных устройств еще
недостаточно изучена. О. Г. Му-
равская [105], исследуя слив жидко-
сти через трубы, показала, что
в работе сливных устройств можно
заметить несколько режимов, за-
висящих от нагрузки, свойств
жидкости, конструкции и условий
барботажа. При малой нагрузке
и при пузырьковом режиме бар-
ботажа сливные устройства рабо-
тают как водосливы. Жидкость
вливается через края, образуя при-
стенный слой в верхней части слив-
ного устройства. Нижняя часть тру-
бы заполняется жидкостью на ту или
переходе к струйному и особенно к
характеры слива меняются. В трубу
светлая жидкость, а эмульсия и пена, заполняющая трубу.
Для этого случая очень важно, чтобы сливное устройство
"обеспечивало осветление стекающей жидкости. Поэтому
^следует признать более целесообразными трубчатые слив-
овые устройства со сливной планкой (см. рис. 3,6) вместо
^сливного устройства с трубами (см. рис. 3,а).
J В колоннах с большим диаметром слив через трубы за-
меняют сливом при помощи сливных карманов (рис. 13).
В этом случае слив происходит через переливную планку,
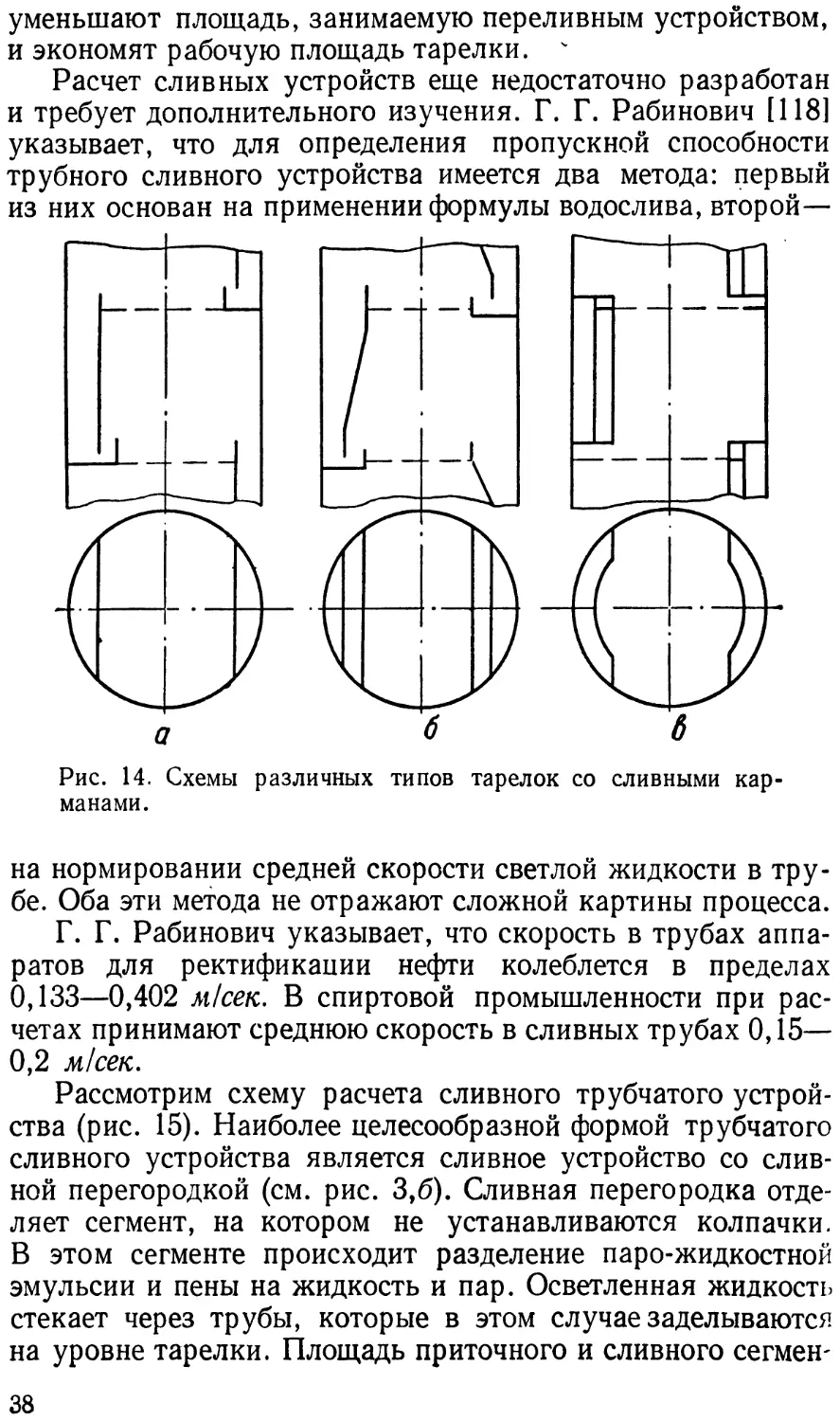
^отсекающую на поверхности тарелки сегмент. Различные
1типы переливных устройств показаны на рис. 14. Сегмент-
;ный перелив с прямыми переливными планками (рис. 14,а)
"применяется наиболее часто. При весьма больших расходах
йкидкости используют сегментные переливы с наклонными
Кланками (рис. 14,6). Площадь их в верхней части в два раза
Юольше, чем в нижней, что способствует дегазации жидкости,
р колоннах с большим диаметром применяют также ароч-
ные переливные устройства (рис. 14,в), которые несколько
it-
37
Г
уменьшают площадь, занимаемую переливным устройством,
и экономят рабочую площадь тарелки. '
Расчет сливных устройств еще недостаточно разработан
и требует дополнительного изучения. Г. Г. Рабинович [118]
указывает, что для определения пропускной способности
трубного сливного устройства имеется два метода: первый
из них основан на применении формулы водослива, второй-
Рис. 14. Схемы различных типов тарелок со сливными кар-
манами.
на нормировании средней скорости светлой жидкости в тру-
бе. Оба эти метода не отражают сложной картины процесса.
Г. Г. Рабинович указывает, что скорость в трубах аппа-
ратов для ректификации нефти колеблется в пределах
0,133—0,402 м/сек. В спиртовой промышленности при рас-
четах принимают среднюю скорость в сливных трубах 0,15—
0,2 м/сек.
Рассмотрим схему расчета сливного трубчатого устрой-
ства (рис. 15). Наиболее целесообразной формой трубчатого
сливного устройства является сливное устройство со слив-
ной перегородкой (см. рис. 3,6). Сливная перегородка отде-
ляет сегмент, на котором не устанавливаются колпачки.
В этом сегменте происходит разделение паро-жидкостной
эмульсии и пены на жидкость и пар. Осветленная жидкость
стекает через трубы, которые в этом случае заделываются
на уровне тарелки. Площадь приточного и сливного сегмен-
38
тов принимают равной 10% от площади тарелки. При такой
площади сегментов угол а на рис. 11 составляет ~93°.
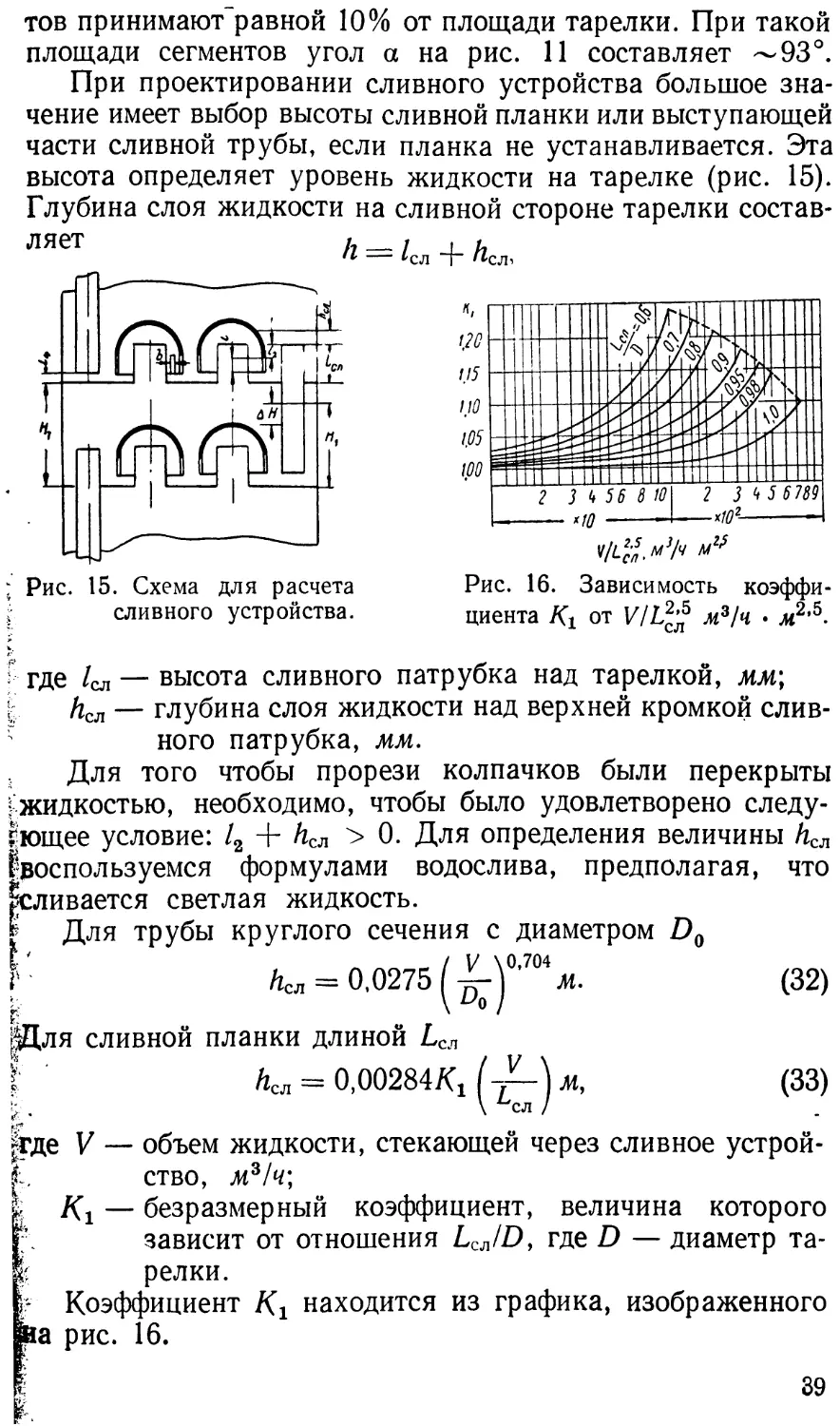
При проектировании сливного устройства большое зна-
чение имеет выбор высоты сливной планки или выступающей
части сливной трубы, если планка не устанавливается. Эта
высота определяет уровень жидкости на тарелке (рис. 15).
Глубина слоя жидкости на сливной стороне тарелки состав-
ляет А — / I h
— ‘ел г '•ел,
Рис. 15. Схема для расчета
сливного устройства.
Рис. 16. Зависимость коэффи-
циента /Сх от VII™ м3/ч • лс2,5.
: где /сл — высота сливного патрубка над тарелкой, мм\
hCJ1 — глубина слоя жидкости над верхней кромкой слив-
: ного патрубка, мм.
Для того чтобы прорези колпачков были перекрыты
^жидкостью, необходимо, чтобы было удовлетворено следу-
ющее условие: /2 + 1гсл > 0. Для определения величины /гсл
Воспользуемся формулами водослива, предполагая, что
^сливается светлая жидкость.
| Для трубы круглого сечения с диаметром £>0
Г 0.0275 (^°’704
|Для сливной планки длиной £сл
f йсл = 0,00284Кх м,
. \ Ьсл /
^где V — объем жидкости, стекающей через сливное устрой-
L ство, м3/ч;
/<! — безразмерный коэффициент, величина которого
F. зависит от отношения LQn/D, где D — диаметр Ta-
i'. редки.
|- Коэффициент Ki находится из графика, изображенного
ша рис. 16.
м.
(32)
(33)
39
Глубина погружения сливной трубы в жидкость на ниже-
лежащей тарелке (см. рис. 15). должна быть меньше /сл
на 10—30 мм, чтобы обеспечить гидравлический затвор и
закрыть доступ пара в сливную трубу.
Расчет переливного устройства такого типа, который
изображен на рис. 13, составлен И. А. Александровым [6].
Цель расчета следующая: определить размеры наиболее уз-
кого сечения перелива; проверить высоту слоя жидкости
в сливном устройстве и определить вылет ниспадающей
струи жидкости у на рис. 13.
* Высоту слоя невспененной (светлой) жидкости № в пе-
реливном устройстве находим из уравнения
h' -=^ hn 4“ АА 4- А + Ар 4~ Арп-ж, (34)
где Ап — высота сливной (затворной) планки;
АА — высота слоя жидкости над водосливом, которая
может быть определена по формуле водосли-
ва (33);
А — градиент уровня на тарелке, который рекоменду-
ется находить по номограмме (см. рис. 17); (на
этой диаграмме искомая величина А, мм)',
\р — общий перепад давлений на тарелке
Др = Дрсух + Држ,
где Арсух — сопротивление сухой тарелки;
Арж — сопротивление слоя жидкости на тарелке;
Арп-ж — сопротивление движению жидкости в наиболее
узком сечении перелива.
Величина Арп.ж находится из уравнения
/ L \2
Арп-ж = К > (35)
где К — коэффициент для тарелок без затворной планки,
принимается равным 190, а для тарелок с затвор-
ной планкой равен 250;
Lv — объем жидкости на единицу длины сливной план-
ки м3/м-ч-,
а — наиболее узкое сечение переливного устройства,
принимается не менее 40 мм.
Способ пользования номограммой показан на рис. 17
пунктирными линиями. Для нахождения оптимального
размера сечения перелива в этом наиболее узком месте реко-
мендуют [6] пользоваться табл. 5.
40
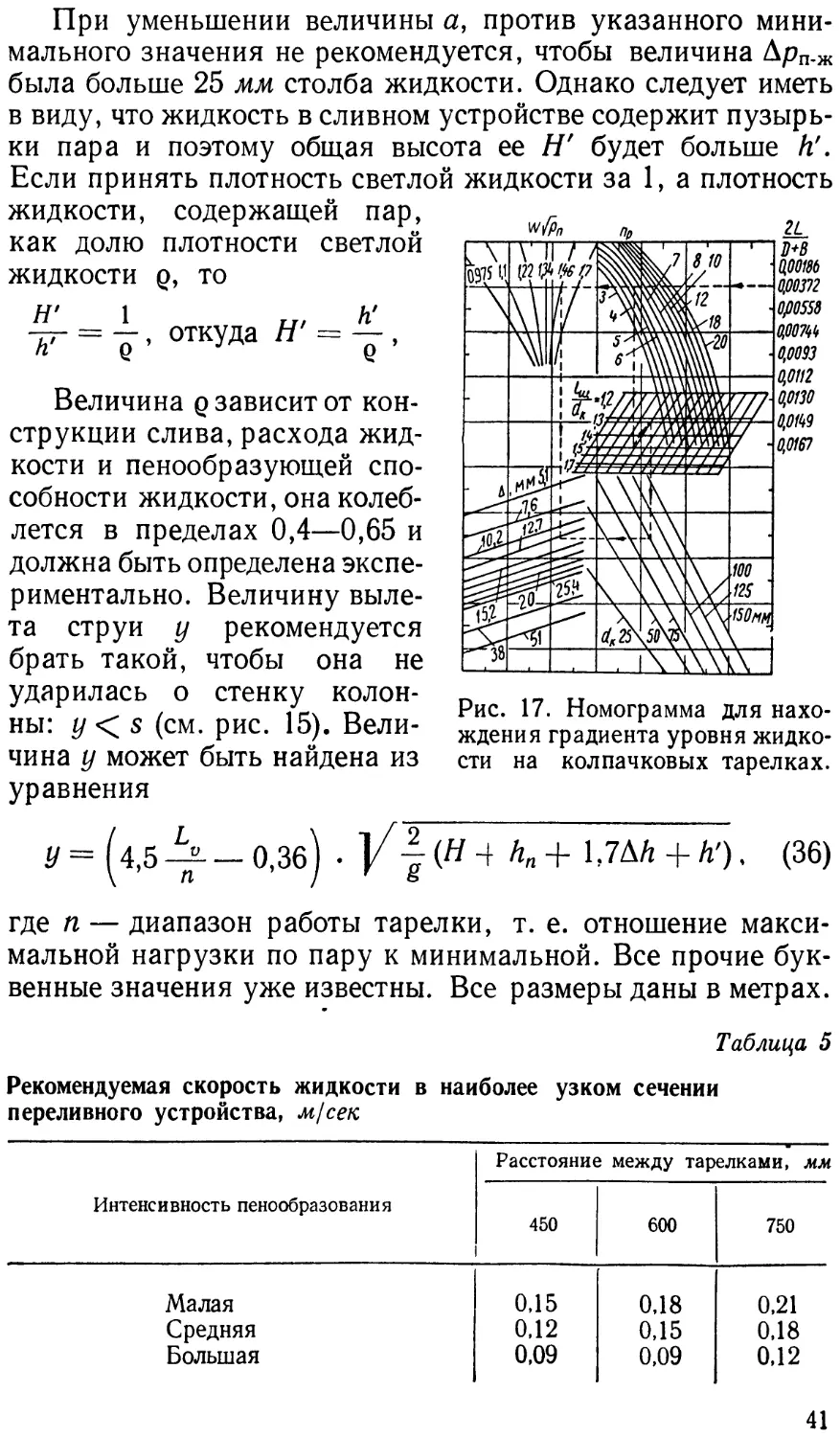
При уменьшении величины а, против указанного мини-
мального значения не рекомендуется, чтобы величина Дрп-ж
была больше 25 мм столба жидкости. Однако следует иметь
в виду, что жидкость в сливном устройстве содержит пузырь-
ки пара и поэтому общая высота ее Н' будет больше й'.
Если принять плотность светлой жидкости за 1, а плотность
жидкости, содержащей пар,
как долю плотности светлой
ЖИДКОСТИ Q, то
Я' 1 ы, К
-^ = ~, откуда П' = -,
Величина q зависит от кон-
струкции слива, расхода жид-
кости и пенообразующей спо-
собности жидкости, она колеб-
лется в пределах 0,4—0,65 и
должна быть определена экспе-
риментально. Величину выле-
та струи у рекомендуется
брать такой, чтобы она не
ударилась о стенку колон-
ны: у <i s (см. рис. 15). Вели-
чина у может быть найдена из
ждения градиента уровня жидко-
сти на колпачковых тарелках.
уравнения
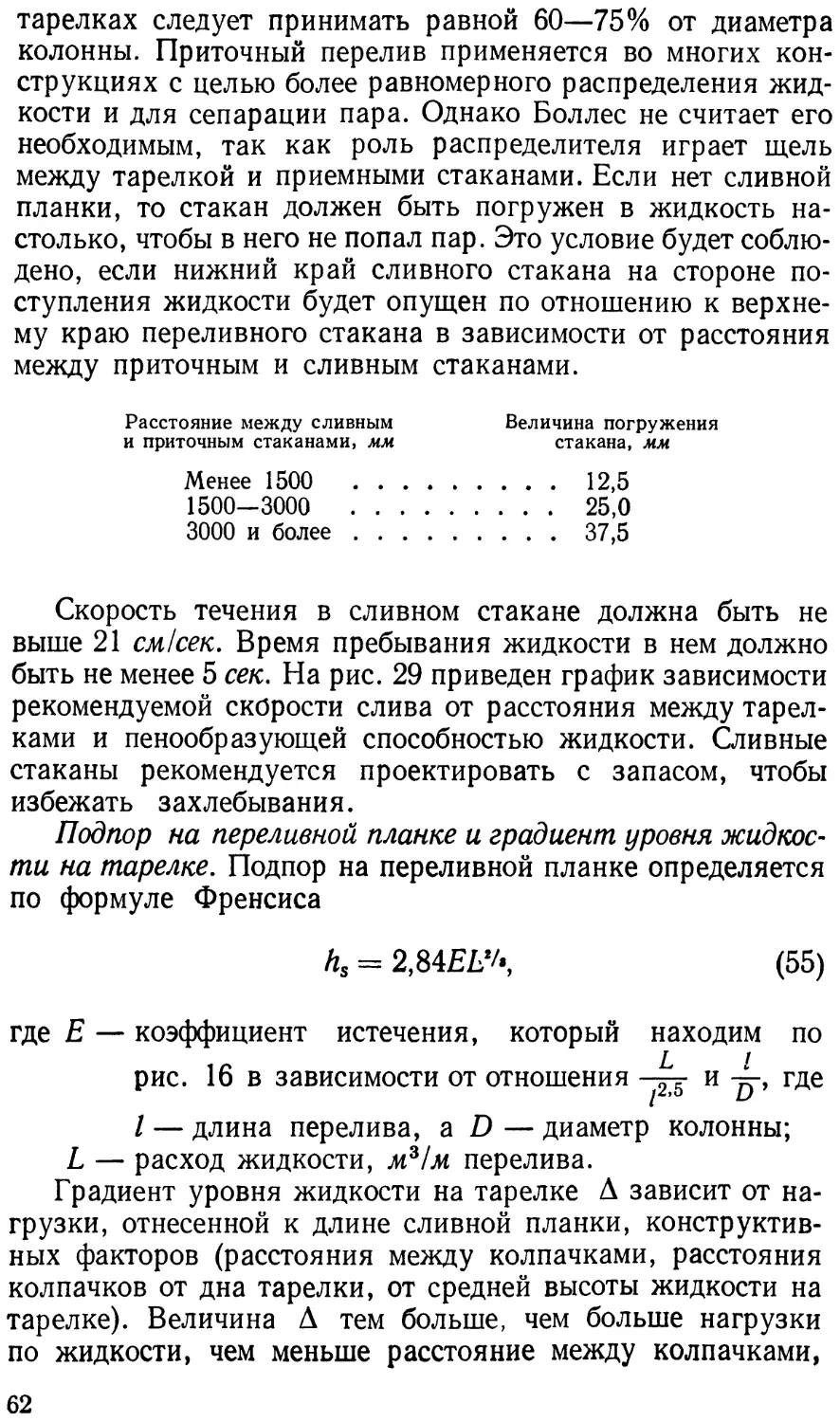
t/= (45 А_о,3б) • Vi 4 hn + 1,7ДА 4-Й'), (36)
\ П / Г 5
где п — диапазон работы тарелки, т. е. отношение макси-
мальной нагрузки по пару к минимальной. Все прочие бук-
венные значения уже известны. Все размеры даны в метрах.
Таблица 5
Рекомендуемая скорость жидкости в наиболее узком сечении
переливного устройства, м/сек
Интенсивность пенообразования Расстояние между тарелками, мм
450 I 600 750
Малая 0,15 0,18 0,21
Средняя 0,12 0,15 0,18
Большая 0,09 0,09 0,12
41
Для нормальной работы необходимо, чтобы Н' < Н +
+ йп, т. е. чтобы не было перелива пены.
А. И. Скобло и др. [133] указывают, что предел захлебы-
вания колонны в основном зависит от ширины переливного
устройства. Увеличение ширины кармана повышает предел
захлебывания. Однако при этом уменьшается рабочая пло-
щадь тарелки. Поэтому следует выбирать минимальную ши-
рину переливного устройства.
После того как все размеры тарелки определены, можно
подсчитать проектную потерю напора на тарелке. Эта потеря
напора складывается из трех величин: потери напора в су-
хой тарелке (Дрс); потери напора на преодоление сопротив-
ления слоя жидкости на тарелке Држ и потери напора на
преодоление силы поверхностного натяжения на границе
пар — жидкость Дра.
Общая потеря напора на тарелке составит:
Др = Дрс + Држ + Дра. (37)
Сопротивление сухой тарелки Дрс определяется экспе-
риментально — продуванием сухой тарелки газом или па-
ром. Если экспериментальное определение Дрс произвести
невозможно, то ориентировочно можно определить значение
Дрс расчетным путем:
= # + + ••• +^Дп, (38)
где g2, ..., In — коэффициенты местных сопротивлений,
возникающих при прохождении пара через горловину и кол-
пачок. Обычно колпачок конструируют так, что скорость
во всех сечениях его одинакова. Тогда
дРс = Z g -97 Yn КГ/л2. (39)
Сумму коэффициентов 2 5 Для колпачковых тарелок реко-
мендуется принимать равной 4—6.
Величина Арж может быть найдена из уравнения
Арж = кГ/м2, (40)
где Уж — удельный вес жидкости, кПм3\
h — глубина барботажа;
h = /2 4- 4~ hcji 4* ~2~ м> (41)
42
где Z2 — расстояние от верхней прорези колпачка до уров-
ня жидкости на тарелке, соответствующей высоте
сливного устройства (см. рис. 15);
Z — высота открытия прорези;
Лсл — высота слоя жидкости над водосливом;
Д — градиент уровня жидкости на тарелке.
Величина Дра для колпачковых тарелок невелика, и
при расчете потери напора ею можно пренебречь.
Если известны величины потери напора на тарелке и ве-
личина градиента уровня, то может быть оценена степень
равномерности работы колпачков тарелки. Наличие гради-
ента Д обусловливает неравномерность работы тарелки.
Там, где жидкость поступает на тарелку, сопротивление
движению пара будет больше на величину Д по сравнению
со сливной стороной тарелки. Средний же градиент уровня
на тарелке будет равен -у.
Степень неравномерности потока пара S может быть оце-
нена отношением скоростей пара в колпачках, соответству-
ющих максимальной и средней величине сопротивления:
“'макс = 1ЛАРж + + 2 Д
“'ср ДРж + ДРс
(42)
так как скорость обратно пропорциональна корню квадратно-
му из величины сопротивления.
Считают, что величина S не должна превышать 1,1.
Следует, однако, отметить, что в действительности колеба-
ния уровня на тарелке вследствие наличия барботажа значи-
тельно изменяют гидродинамическую картину, принятую
для определения величины S.
Конструктивные элементы
многоколпачковых тарелок
с капсульными колпачками
Колпачковые тарелки изготовляются из меди, стали,
чугуна, керамики и пластмасс. В зависимости от масштаба
производства и внутреннего диаметра колонн диаметр таре-
лок колеблется в широких пределах. Каталог колонной
аппаратуры [66] предусматривает изготовление стальных
колпачковых тарелок диаметром от 400 до 5000 мм, чугун-
43
них — диаметром от 1000 до 2400 мм. Медные ректификаци-
онные аппараты, применяемые в спиртовой промышленнос-
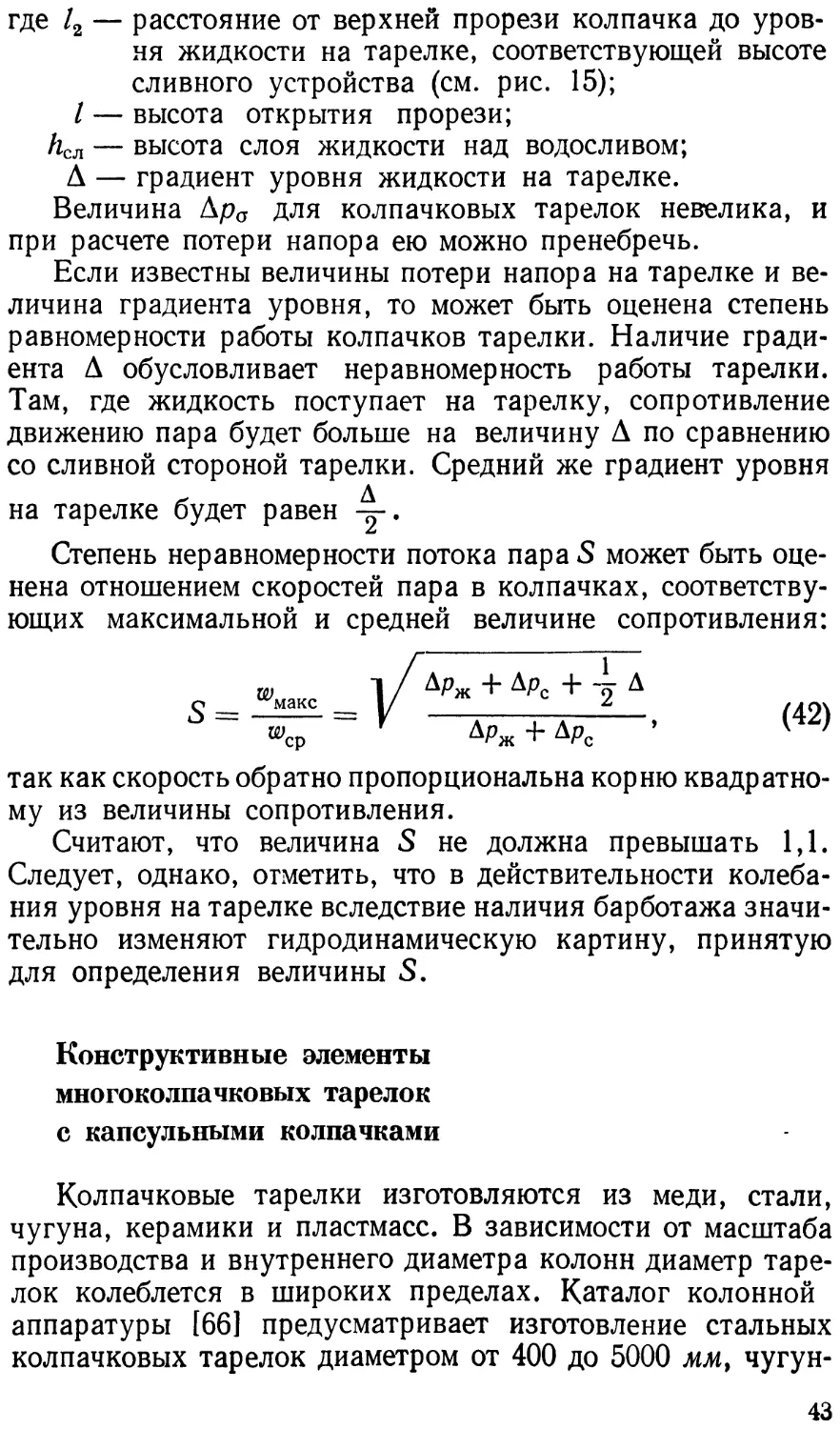
Рис. 18. Капсульный колпа-
чок в собранном виде:
1 — колпачок; 2 — горловина; 3 —
болт; 4 — прорезь,
ти, изготовляются с колпачко-
выми тарелками диаметром от
800 до 2000 мм.
Колпачки являются основ-
ным элементом колпачковой та-
релки. Они различаются раз-
мерами, формой, способом креп-
ления, материалом и способом
изготовления. Стальные и мед-
ные колпачки штампуются, чу-
гунные — отливаются. Различа-
ются колпачки также способом
крепления на тарелке. Крепле-
ние может быть разъемное и не-
разъемное. Горловины (патруб-
ки) чаще всего неразъемно сое-
диняются с основанием тарелки
при помощи развальцовки,
штамповки или сварки.
Колпачки могут быть разной формы и размеров, но чаще
всего употребляются капсульные (круглые) колпачки с на-
ружным диаметром 80—
150 мм. Изготовляются
капсульные колпачки из
углеродистой стали. В СССР
установлен стандарт на
капсульный колпачок
(ГОСТ 9634—64). На
рис. 18 показан капсуль-
ный разъемный колпачок
в собранном виде с горло-
виной. В табл. 6 приведе-
ны основные размеры стан-
дартных стальных колпач-
ков различного диаметра.
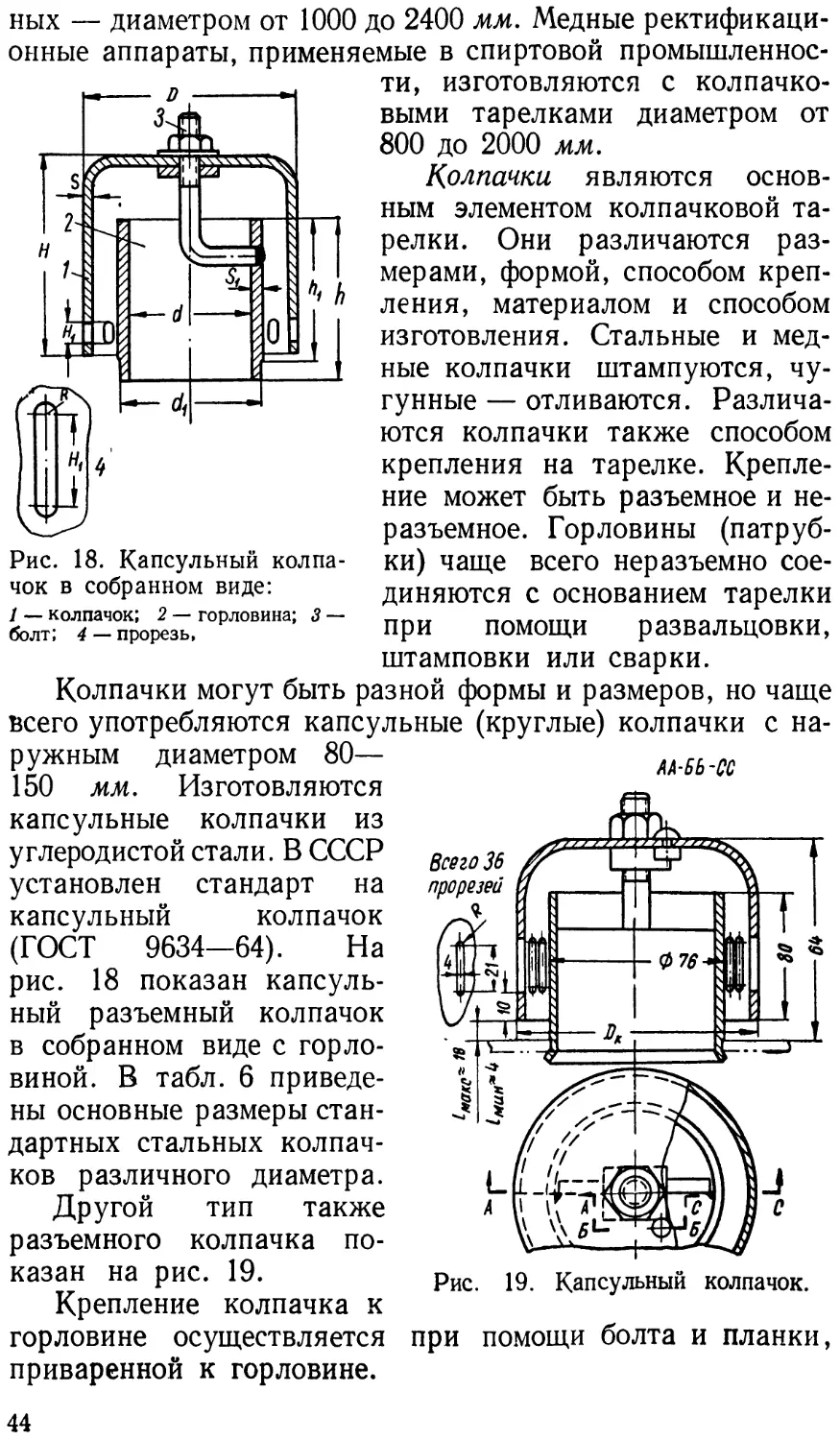
Другой тип также
разъемного колпачка по-
казан на рис. 19.
Крепление колпачка к
горловине осуществляется
приваренной к горловине.
Рис. 19. Капсульный колпачок.
при помощи болта и планки,
44
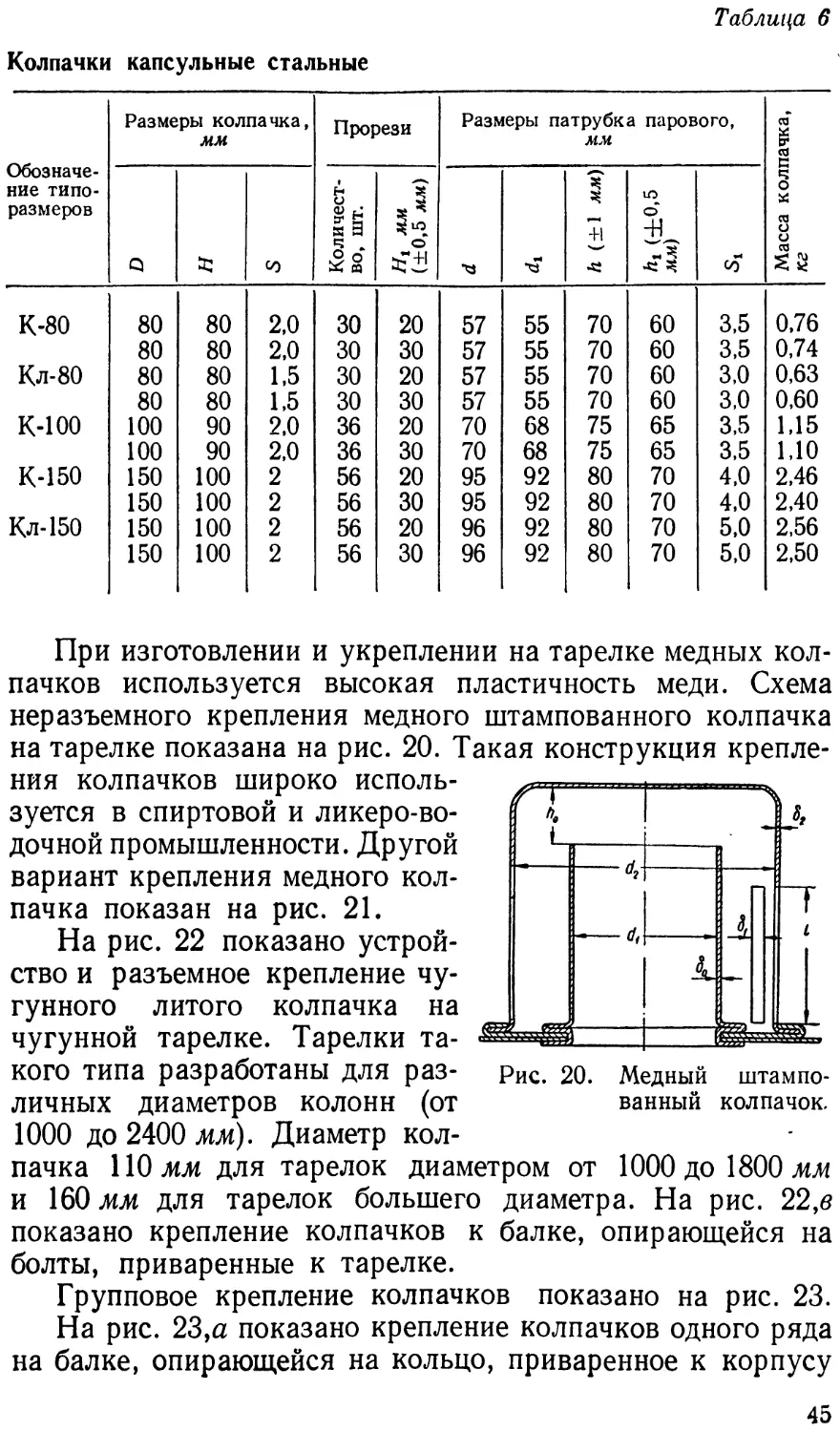
Таблица 6
Колпачки капсульные стальные
Обозначе- ние типо- размеров Размеры колпачка, мм Прорези Размеры патрубка парового, мм
5: СО Количест- во, шт. Нх мм (±0,5 лелс) f 44 Ю о -н •с СО
К-80 80 80 2,0 30 20 57 55 70 60 3,5
80 80 2,0 30 30 57 55 70 60 3,5
Кл-80 80 80 1,5 30 20 57 55 70 60 3,0
80 80 1,5 30 30 57 55 70 60 3,0
к-юо 100 90 2,0 36 20 70 68 75 65 3,5
100 90 2,0 36 30 70 68 75 65 3,5
К-150 150 100 2 56 20 95 92 80 70 4,0
150 100 2 56 30 95 92 80 70 4,0
Кл-150 150 100 2 56 20 96 92 80 70 5,0
150 100 2 56 30 96 92 80 70 5,0
0,76
0,74
0,63
0,60
1,15
1,10
2,46
2,40
2,56
2,50
Рис. 20. Медный штампо-
ванный колпачок.
При изготовлении и укреплении на тарелке медных кол-
пачков используется высокая пластичность меди. Схема
неразъемного крепления медного штампованного колпачка
на тарелке показана на рис. 20. Такая конструкция крепле-
ния колпачков широко исполь-
зуется в спиртовой и ликеро-во-
дочной промышленности. Другой
вариант крепления медного кол-
пачка показан на рис. 21.
На рис. 22 показано устрой-
ство и разъемное крепление чу-
гунного литого колпачка на
чугунной тарелке. Тарелки та-
кого типа разработаны для раз-
личных диаметров колонн (от
1000 до 2400 мм). Диаметр кол-
пачка 110лш для тарелок диаметром от 1000 до 1800 мм
и 160 мм &ля тарелок большего диаметра. На рис. 22,в
показано крепление колпачков к балке, опирающейся на
болты, приваренные к тарелке.
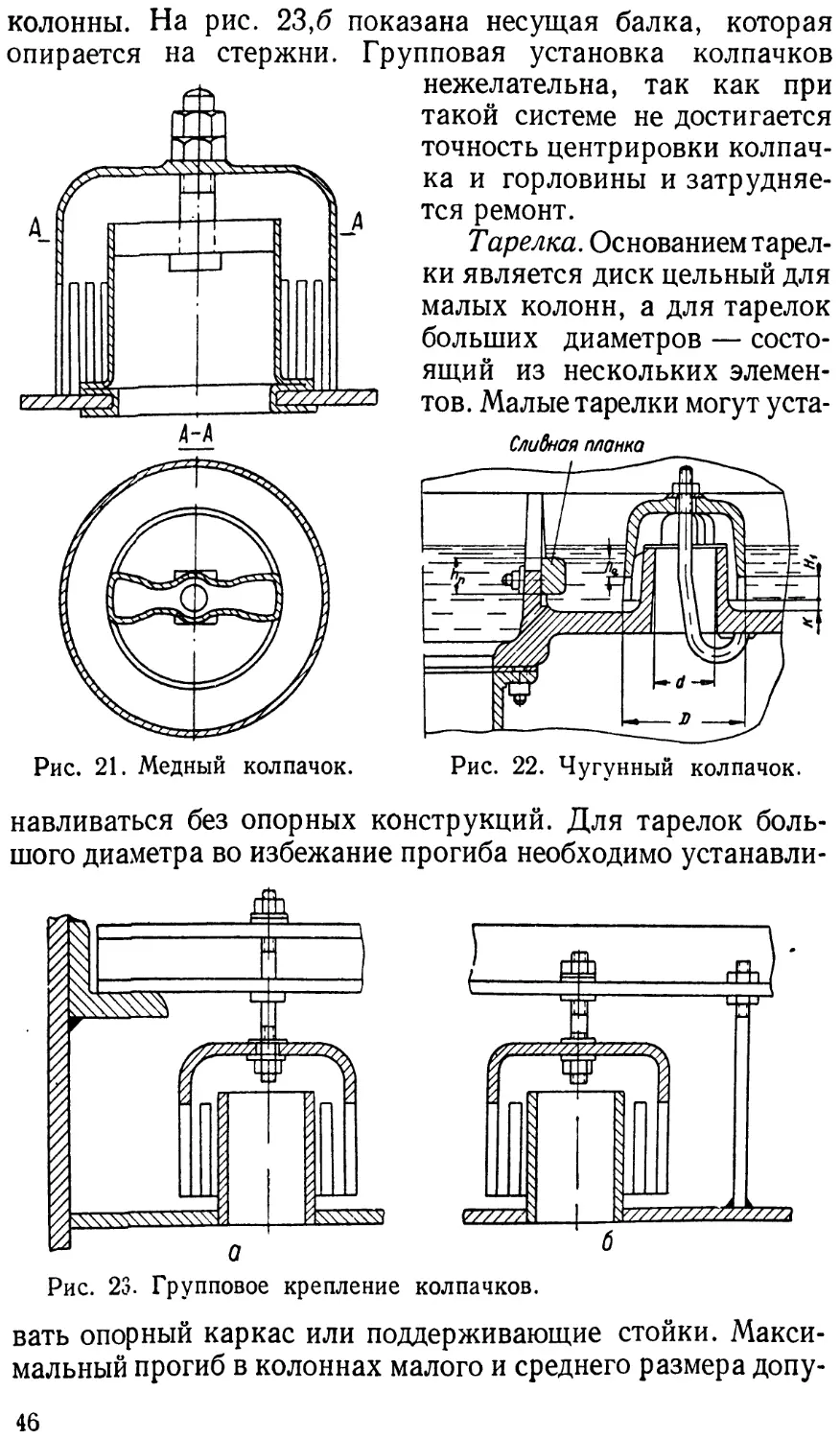
Групповое крепление колпачков показано на рис. 23.
На рис. 23,а показано крепление колпачков одного ряда
на балке, опирающейся на кольцо, приваренное к корпусу
45
колонны. На рис. 23,6 показана несущая балка, которая
опирается на стержни. Групповая установка колпачков
Рис. 21. Медный колпачок.
нежелательна, так как при
такой системе не достигается
точность центрировки колпач-
ка и горловины и затрудняе-
тся ремонт.
Тарелка. Основанием тарел-
ки является диск цельный для
малых колонн, а для тарелок
больших диаметров — состо-
ящий из нескольких элемен-
тов. Малые тарелки могут уста-
Рис. 22. Чугунный колпачок.
навливаться без опорных конструкций. Для тарелок боль-
шого диаметра во избежание прогиба необходимо устанавли-
Рис. 23. Групповое крепление колпачков.
вать опорный каркас или поддерживающие стойки. Макси-
мальный прогиб в колоннах малого и среднего размера допу-
46
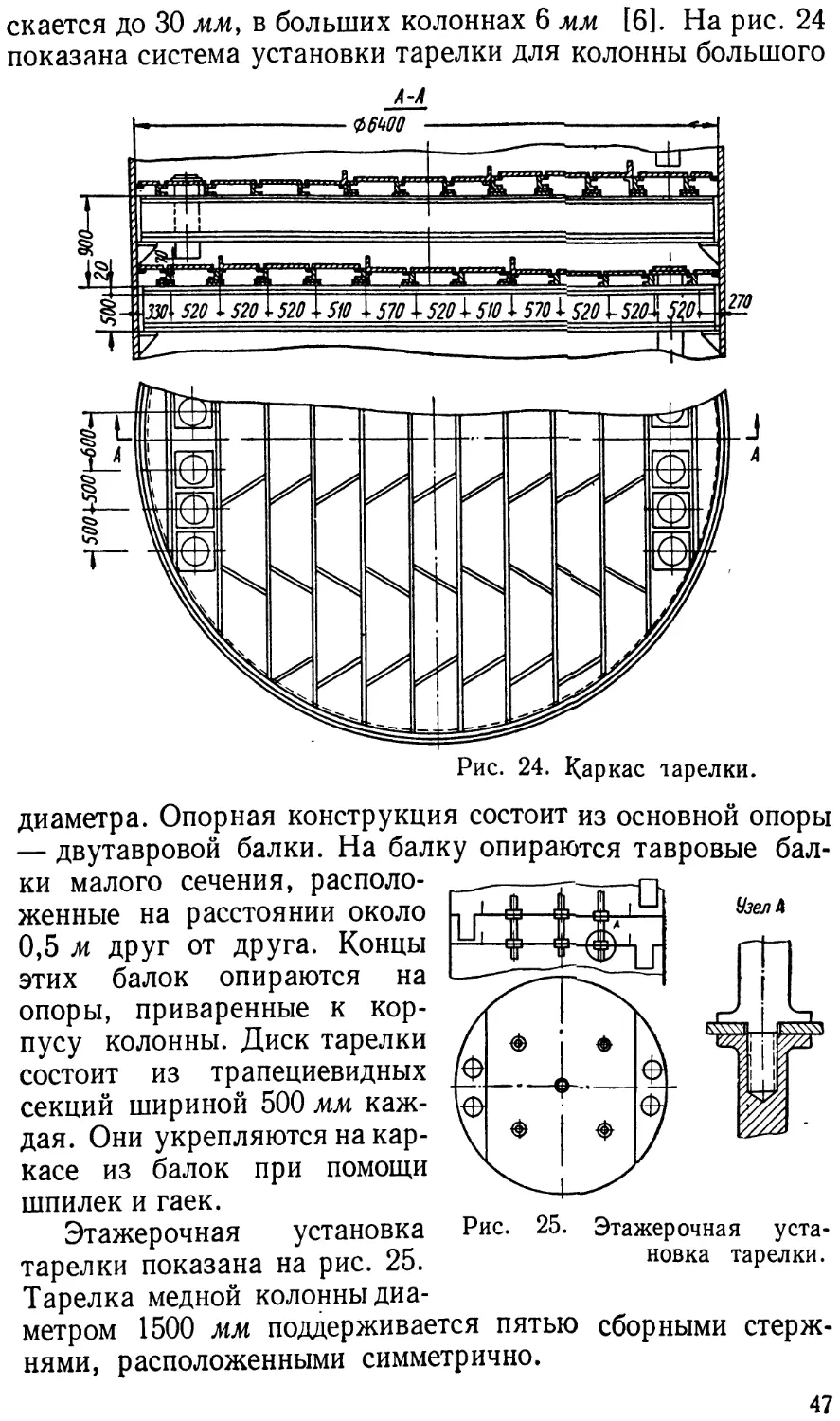
скается до 30 мм, в больших колоннах 6 мм [6]. На рис. 24
показана система установки тарелки для колонны большого
диаметра. Опорная конструкция состоит из основной опоры
— двутавровой балки. На балку опираются тавровые бал-
ки малого сечения, располо-
женные на расстоянии около
0,5 м друг от друга. Концы
этих балок опираются на
опоры, приваренные к кор-
пусу колонны. Диск тарелки
состоит из трапециевидных
секций шириной 500 мм каж-
дая. Они укрепляются на кар-
касе из балок при помощи
шпилек и гаек.
Этажерочная установка
тарелки показана на рис. 25.
Тарелка медной колонны диа-
метром
нями, расположенными
Рис. 25. Этажерочная уста-
новка тарелки.
1500 мм поддерживается пятью сборными стерж-
симметрично.
47
Кроме разъемных соединений тарелки с корпусом колон-
ны, употребляются также и неразъемные соединения. Такие
тарелки, выполненные из меди, припаивают к корпусу ко-
лонны отбортованными краями.
Расчет многоколпачковой тарелки
Рассчитаем и сконструируем тарелку, которая будет
работать при следующих условиях: количество пара, под-
нимающегося в колонне, равно 2200 ж3/ч; объем стекающей
жидкости 1,5 м3/ч; средний удельный вес пара 0,85 кГ1м3\
удельный вес жидкости, стекающей по тарелкам, 900 кГ!м3;
поверхностное натяжение составляет 3,0 • 10~3 кГ!м, вяз-
кость 7 • 10“5 кГ • сек/м2.
Решение. Находим оптимальную скорость пара
в колонне из уравнения (20) Саудерса и Брауна, задавшись
расстоянием между тарелками, равным 300 мм;
0,305 1 Л850 — 0,85 Л Q1
Ш ~ 'ЗбСЙГ ’ 300 V 0,85 ~~ 0,8
Принимая глубину барботажа z = 35 мм, находим опти-
мальную скорость по формуле (26)
0,305 • 300 ЛАЮ nr Л О /
w = 60 + 0,05 • зоо-0)012 ‘ 35 = °’8 м/сек.
Принимаем w — 0,8 м/сек.
Диаметр колонны определяют из уравнения (29)
2200 _ 3,14 П2
3600 • 0,8 — 4 и '
откуда D = 0,98 « 1 м.
Площадь тарелки равна 0,785 м2.
Принимаем расстояние между колпачками 40 мм, диа-
метр колпачка 70 мм. Расстояние между осями колпачков
70 + 40 = ПО мм. Расстояние от края колпачка до стенки
корпуса колонны рекомендуется [6] принимать 40 мм, сле-
довательно, расстояние от оси крайнего колпачка до стенки
составит 35 + 40 = 75 мм.
По диаметру тарелки разместится
1000-2.75 , . п
п =-------------j-jo---Н 1 = 9 колпачков.
43
При диаметре тарелки равной 1 м наиболее целесооб-
разным типом тарелки будет тарелка со сливом через трубы и
со сливной планкой (рис. 26). Колпачки располагают в шах-
матном порядке, как это показано на рис. 26 Центральный
угол а принимаем равным 80°, длина сливной планки будет
600 мм. Расстояние между колпачками и сливной планкой
в этом случае оказывается
равным 40 мм, что несколько
занижено. Рекомендуется при-
нимать это расстояние не ме-
нее 80 мм [61. Для того чтобы
увеличить его, требуется
уменьшить скорость пара в
полном сечении или умень-
шить расстояние между кол-
пачками.
Определим размеры кол-
пачка (см. рис. 20). Задав-
шись толщиной стенки кол-
пачка 1,5 мм, найдем вну-
тренний диаметр колпачка —
70 — 3 = 67 мм.
Наружный диаметр горловины определяем из условия,
что площадь кольцевого прохода между горловиной и кол-
пачком должна быть равна площади горловины
_ nd2 л (di + 260)2
4 ~ 4 4
Если пренебречь величиной 60, то получим простое вы-
ражение
2л^2 ftd2
откуда
Рис. 26. К расчету многокол-
пачковой тарелки.
В данном случае
, 672 г
d± = = 47,5 мм ~ 47 мм.
Наружный диаметр горловины примем равным 50 мм.
Площадь сечения горловины равна 0,0017 м2, общая пло-
щадь всех 51 горловины составит
0,0017 • 51 = 0,086 Л12.
4 1258
49
Живое сечение тарелки
0,086 : 0,785 = 11%.
Расстояние h0 (см. рис. 20) находим из уравнения (30)
, _ 472 11
Л° ~ 4л (di + 2d0) “ 4(<h + 60) ~ 4(47 + 3) “ ММ-
Ширину прорези 6, прямоугольной формы принимаем
равной 4 мм. Для определения скорости пара шкр, при кото-
рой прорези будут открыты полностью, воспользуемся урав-
нением (31). По табл. 3 принимаем К = 11,5, b = 0,32,
х — 1, тогда
1 = + 0,32, откуда г%Р = 7,8 м/сек.
11,0
Периметр колпачка равен ndK = 3,14 - 70 = 220 мм.
Если принять расстояние между прорезями 5 мм, то число
220
прорезей будет = 25 шт.
Общая площадь прорезей в одном колпачке
7,8 = 0,0015 лЛ
о . 0,0015 lnfi 1С
Высота прорези I = • Ю6 = 15 мм.
Согласно рис. 26, прорези располагаются выше плоскос-
ти тарелки на величину, равную тройной толщине материала,
что составляет около 5 мм.
Длина сливной планки £Сл равна 600 мм. Глубину слоя
жидкости над сливной планкой ЛСл определяем из уравнения
(33);
бел = 0,00284k, (-Д Г**;
= о,б,
D 1
D У 1,5 г о
Величина = 5,3.
Z.2’5 0,62’5
По графику рис. 16 находим Кх = 1,1. Тогда
йсл = 0,00284 -1,1 (yf-j 4 — 0-006 м> или 6 мм-
Определяя скорость пара по формуле (7), мы задавались
глубиной барботажа. Теперь проверим заданную величину.
50
Согласно рис. 15, она должна быть
35 = Лсл + ^2 + у ИЛИ 6 4-2~ 4" 4 ~ 35.
Отсюда /2 = 35 — 6 — 7,5 = 22,5 мм.
Высота сливной планки /сл будет
22,5 4“ 15 4-5 = 42,5 мм.
Диаметр сливной трубы определим, задавшись скоростью
жидкости в ней и>тр = 0,1 м/сек.
1 5 fid™
йУТр, откуда dTp = 0,075 м = 75 мм.
Определить градиент падения уровня жидкости на та-
релке, пользуясь графиком (см. рис. 16), в данном случае
не удается, так как значение величины w]/q в нашем слу-
чае равно 0,74, что выходит за пределы диаграммы. Поэтому
для нахождения величины падения давления воспользуемся
уравнением
где L — длина пути жидкости на тарелке;
R — гидравлический радиус потока вспененной флег-
мы;
к- х .
где ® — живое сечение потока;
X — смоченный периметр.
Запишем значение R:
R = bQh„ : b0 4- 2йп,
где Ьо — средняя ширина потока, равна полусумме диамет-
ра тарелки и длины первого ряда колпачков;-
h
hn — глубина потока, очевидно Лп = 4л 4- ,
где /сл — высота сливной перегородки;
Лсл — высота слоя жидкости над сливной перегородкой.
Скорость может быть найдена, если учесть увеличение
объема жидкости за счет образования парожидкостной
эмульсии. Ориентировочно принимают увеличение объема
4*
51
в три раза. Это приближенное значение позволяет определить
0>ж
3 • V
Wx ~ 36OOVo мсек'
Величина hn принимается равной двойной высоте уровня
жидкости на выходе с тарелки
hn = 2 (42,5 + 6) = 97 мм.
D , 1,0 + 0,75 1,75 ЛП
Величина b = -—= -у- = 0,9 м,
= збоо • 0,097 • 0,9 — 0,015 м/сек.
Коэффициент X определяем из уравнения, предложенного
С. А. Богатуровым
где Лс — высота верхнего обреза прорези колпачка над
уровнем тарелки;
Re — критерий Рейнольдса;
?[.™Л
где R — гидравлический радиус;
— скорость течения жидкости;
уж и рж — удельный вес и вязкость жидкости.
Определим величину гидравлического радиуса
R = 4; ® = 0,9.0,097 = 0,087 м2,
X = Ъ + 2 • hn = 0,9 + 2 • 0,097 = 1,094,
откуда
Л = «да а 0,08 . Re _ "/И °'015 ™ = 1400.
1,094 9,81 . 7 • 10-5
Находим
he = hCn + = 6 4- 22,5 = 28,5 мм,
откуда 1сл = 42,5 мм; hCn = 6 мм..
Подставив эти значения в формулу для определения X,
запишем
52
откуда Л = 8.
А 8 • 0,8 • 0,0152 ллло о п
А — n"n~Q-7 n qi = 0,002 м, или 2,0 мм,
U,Uo/ • У,о1
где 0,8 — длина пути флегмы на тарелке.
Определим размеры колпачка, которые раньше еще не
были определены. Высота горловины над тарелкой должна
быть на 10—15 мм больше, чем сумма (/сл + hCJ} + А). В на-
шем случае /сл + hCJl + А = 42,5 + 6 + 2 = 50,5 мм.
Примем высоту горловины 60 мм.
Высота колпачка в этом случае будет равна 60 + Ло +
+62 , hQ = 11 мм, S2 = 1,5 мм. Общая высота колпачка
72,5 мм.
Сливной стакан заделывается в уровень с плоскостью
тарелки. На нижележащей тарелке он опускается таким
образом, чтобы величина /4 была менее /сл на 10—30 мм.
В нашем случае /сл = 42,5 мм. Принимаем /4 = 30 мм.
Высоту сливной перегородки на приемной части тарелки
берем равной 42,5 мм.
Определим потерю напора по пару Ар из уравнения (37).
п 0,8 • 100
Скорость пара в горловине колпачка равна — =
= 7,3 м/сек, так как живое сечение тарелки равно 11%.
Скорость пара в прорезях равна 7,8 м/сек. Принимаем сред-
нюю скорость равной 7,6 м/сек, a g = 6. Тогда
Дрс = 6 • • °>8 = 14-2 KW-
Величиной Дра пренебрегаем. Глубина барботажа при-
нята нами равной 30 мм.
Дрг-ж = 800 • 0,03 = 24 кГ/м2,
откуда
Др = 24 + 14,2 = 38,2 кГ/м2, или 38,2 мм вод. ст.
Вычисленная величина будет минимальным значением
Др на стороне слива. На стороне поступления жидкости
необходимо учесть величину градиента Д = 2 мм или Д =
= 2 • 0,8 = 1,6 кГ/м2.
Запишем максимальное значение для Др
Дрмакс = 38,2 + 1,6 = 39,8 кГ/м2,
53
среднее значение
Дрср =39,8= 39
Степень неравномерности
S = = 1,01,
что вполне допустимо.
Для тарелок со сливными трубами необходимо проверить
высоту уровня жидкости в сливной трубе.
Потеря напора в сливной трубе находится по уравнению
Дртр = 20,65и>2 кГ/м?.
Так как мы приняли скорость жидкости в трубе равной
0,1 м/сек, то в нашем случае Дртр = 20,65 • 0,12 =
= 0,2 кГ/м?.
Высота жидкости в трубе
//тр = /сл + Д + Лсл + [(Ра — Р1) + Дртр] ТТ" ,
1Ж
где /сл — высота сливной перегородки или выступа трубы;
А — градиент уровня;
йСл — высота слоя жидкости над сливной планкой или
выступом трубы;
(р2 — Pi) — потеря напора, равная 38,2 кГ/м2',
0,2 — потеря напора в трубе, &Г1м2\
0,8 — удельный вес жидкости, кПдцм3-,
и ла е । а ! £ । /38,2 + 0,2\ по с
//?р ~ 42,5 -р 2 6 —1 ==z 98,5 мм.
Расстояние между тарелками принято равным 300 мм,
НТр менее х/2 этого расстояния, что допустимо.
Расчет многоколпачковой тарелки
по методу Эткинза
Рассмотрим расчет колпачковых тарелок по методу, пред-
ложенному Эткинзом [164], и основанному на опыте проекти-
рования колонн для нефтеперегонки.
В основу расчета Г. Т. Эткинз принял максимальную
допустимую скорость газовой среды, которую находит по
54
уравнению Саудерса и Брауна, и записывает в следующей
форме: ___________
w = 0,3048Сл /Qn (бж — бп). (43)
где С а — постоянная Эткинза, которая зависит от расстоя-
ния между тарелками (Я);
бж И Qn— плотность фаз, кг!м3.
Расчетное сечение тарелки, занятой колпачками (полная
площадь тарелки без площади, занятой сливными устрой-
ствами) находим из уравнения
а =----------, (44)
0.3048Сл1А>п(еж-еп)
где V„ — нагрузка по пару, кг!ч.
Величину постоянной находим из следующих данных:
Расстояние между
тарелками, мм
456 ......................... 840
610..........................1040
760 ...........................1160
Уменьшение расчетного сечения а, как указывает Эт-
кинз, приводит к захлебыванию колонны, увеличение его
вызывает нестабильность работы колонны. Если обозначить
действительную площадь сечения колонны, которую прини-
мает конструктор, через 4, то в зависимости от отношения
величин а/А могут наблюдаться следующие явления (табл. 7).
Таблица 7
Условия работы колонны в зависимости от отношения величин а/А
Отношение ве- личин а/А Условия работы Унос, л/сек.'м?
0,4 Нестабильные 0,02 -
0,6 Слабое перемешивание фаз 0,07
0,8 Хорошие 0,2
1,0 0,7
1,1 » 1,4
1,2 Повышенный унос 3,4
1,25 Сильный » 6,8
1,3 Предельная нагрузка по газовой фазе 11,0
55
К площади а, занятой колпачками, должна быть добав-
лена площадь d, не занятая колпачками по периметру та-
релки (рис. 27). Эта площадь колеблется в пределах 10—
20% от общей поверхности тарелки. Кроме того, должна
быть учтена площадь, занятая приливным и сливным уст-
ройствами b и с. Требуемая поверхность сливов .находится
Рис. 27. К расчету тарелки по
Эткинзу.
из уравнения
b = с = fyb, (45)
где /у — удельная поверх-
ность сливного
устройства,
м2 сек/л;
L — нагрузка по жид-
кости, л/сек.
Величину fy находим из
табл. 8.
Общая площадь тарел-
ки составит
/к —(46)
Но d = (0,1 4- 0,2)/к, поэ-
тому после преобразований
получим
/к = 1,11 (а + b 4- с) 4- 1,25 (а 4- b 4- с).
(47)
Таблица 8
Удельная поверхность сливного устройства, мг-сек!л
Разность (0ж—0П) кг!Л Расстояние между тарелками, мм
456 610 765
1 0,0078 0,0058 0.0047
0,6 0,0156 0,0117 0,0094
0,5 0,0158 0,0118 0.0095
0,45 0,0164 0,0123 0.0098
0,40 0,0176 0,0132 0.0105
0,35 0,0194 0,0146 0.0117
0,30 0,0235 0,0176 0.0140
Однако из конструктивных соображений величины, сто-
ящие в скобках, могут быть приняты иными, а именно А,
В, С, тогда
FK = 1,11 (А 4-В 4-С) 4- 1,25 (Л 4-В 4-С). (48)
56
Эткинз устанавливает следующее соотношение меж-
ду /к и FK:
4=уШ+(й’- <49)
Для^- = —=1 для т=в'==1,3
f
-j~ = 1,3. В этом случае достигается максимальная нагрузка
колонны.
После того, как установлена полная площадь тарелки
/к или FK, определяем диаметр тарелки из уравнения
л£)2 _г
~~ /к-
Установив площадь тарелки, определяем положение пере-
ливных планок. Площадь а может быть принята равной пло-
щади прямоугольника (см. рис. 27) со сторонами 1Г и 1Р.
Если принять, что средняя ширина слива S, то а — lrlp;
fyL = Slp. Эткинз принимает, что S = 0,15 тогда
f L f L
l»=s=^==6fi5^ <5°)
и
z __ a _ a
r~Tp~ •
(51)
Величину lp рекомендуется брать равной ширине второго
ряда колпачков после перелива. Найденные значения 1Г
и 1Р устанавливают положение сливных планок. Для уда-
ления жидкости из пространства за сливными планками
можно устанавливать трубы, имеющие в сечении круг или
сегмент. Скорость в них не должна превышать величин,
приведенных в табл. 9.
Для определения потери напора Эткинз предлагает
эмпирические уравнения. Для сухой тарелки падение дав-
ления находится по формуле
/ С \2 / \2
Дрс = 16,5 qfktJ • мм вод. ст., (52)
\ooUU/ \ г\ /
где R — общая площадь горловин, которая находится из
условия, что живое сечение составляет от 0,1 до
0,2.
57
Таблица 9
Допустимая скорость жидкой фазы в сливной трубе, см/сек
Отношение расчетной поверхности b к дейст- вительной В Расстояние между тарелками, мм Сечение сливной трубы
S = B S = 0,5 в
1 456 6,1 12,8
610 8,5 17,0
765 10,6 21,3
456 15,8 31,6
2,5 610 21,0 42,0
765 26,5 53,0
Для орошаемых тарелок рекомендуется пользоваться
иной формулой
А 1С с I а V . 25,4А / Л2 I 07 Л
Дрор = 16,5 3600 + A-3R VB / + 37 мм од'ст'
Расчет по методу Эткинза приведен в книге 3. Зюлков-
ского [183].
Пример. Спроектировать колпачковую тарелку при следую-
щих данных: количество пара 26 600 кг/ч\ давление пара 1,68 ата\
плотность пара 5,3 кг/ж3; нагрузка по жидкости 45 000кг/чили 18,5 л/сек\
плотность жидкости 680 кг/м3. Расстояние между полками равно
610 мм.
Решение.
По уравнению (44) определяем поверхность тарелки, занятую
колпачками.
Величину СА находим из приведенных данных: СА — 1040. Под-
ставив значения величин в формулу (44), найдем а = 1,41 м2 Из табл. 7
определяем унос. При отношении al А = 1 он составляет 0,7 л!сек • м2.
Количество протекающей жидкости составляет 18,5 л!сек или на 1 м2
18,5 . 0,7 ,
---= 13,1 л/сек. Следовательно, уносится жидкости —- • 100 =
1,41 13,1
= 5,3%, что допустимо. Принимаем сечение горловин (живое сечение)
равным 15% от общей площади тарелки. Диаметр горловины равен
100 мм. Площадь сечения прохода одной горловины составит 81 см2.
1,41-0,15 _
Отсюда количество горловин п =---------——=26 шт. Площадь,
0,0081
занятая сливом (Ь = с), находится по величине /у. Разница плотностей
фаз равна 0,68—0,0053 = 0,675. По табл. 8 находим fb = 0,0117. b =
= с = fb (L + унос) = 0,0117 (18,6 + 0,7 - 1,41) = 0,23 м2. Величина
1р из уравнения (50) составит
1р = 6,65 • 0,23 = 1,53 л.
58
Из уравнения (51)
^-га-ад2-“-
Общая поверхность тарелки согласно уравнению при коэффициенте
увеличения, равном 1,18, составит
fK = 1,18(1,141 4- 0,23 + 1,23) = 2,2 м.
Отсюда D = |/ = 1,68 м.
Если принять, что в ряду расстояние между колпачками 254 мм,
а расстояние между рядами 206 мм, то при размещении 27 колпачков
площадь, занятая ими, составит 1,41 м2. Следовательно, А == а. Запро-
ектированная поверхность, занятая сливным устройством,
В = S!p = 0,15 • 1,53 = 0,23 м2.
Следовательно, b — В = Отсюда общее сечение колонны
FK = /к = 2,2 м2.
Поверхность, не занятая колпачками, составляет 2,2—1,41 —2 • 0,23 —
= 0,33 м2, или 15% от всей площади тарелки. Высота патрубков при-
нимается равной 75 мм. Внутренний диаметр колпачков также прини-
мается равным 165 мм. Расстояние от сливной планки до оси колпачков
первого ряда принимается 165 мм.
Сливной стакан устанавливается с сечением в форме сегмента
с площадью сечения 0,162 м2. Скорость стекания жидкости в стакане
равна 8,75 см!сек, чго соответствует величине, приведенной в табл. 9.
Длина сливной планки определяется графически и равна 1,15 м. Рас-
стояние хвоста стакана до поверхности тарелки берется равным 76 мм.
Высота планки запроектирована переменной, изменяющейся в преде-
лах от 25,4 до 76 мм. Скорость пара в полном сечении колонны составит
26 600 П /
W = 53ЭТббб^2 = °'63 М,СеК'
Оценивая метод Г. Т. Эткинза, можно сказать, что он
основан на эмпирических данных и может быть использован
для сопоставления с результатами расчетов, проведенных
в предыдущих разделах.
Правила конструирования
многоколпачковой тарелки
по Боллесу [166]
Боллее предложил методику проектирования многокол-
пачковых тарелок, основанную на эмпирически установлен-
ных нормах и правилах.
59
В основу расчета он принял следующие три основных
требования, предъявляемые к тарелкам: оптимальное зна-
чение уноса, стабильная работа тарелки и полная сепарация
газа перед сливом.
Правильное решение этих задач осуществляется целесо-
образным выбором конструкции слива правильным подбо-
Рис. 28. Колпачок многокол-
пачковой тарелки.
изготовление штамповкой.
ром размера колпачков и их
расстановкой на тарелке, а
также правильным выбором
сечения сливных труб. Бол-
лес считает наиболее целесо-
образным проводить слив, при-
меняя переливные планки,
а сливные трубы устанавли-
вать с сегментным сечением.
Рассмотрим некоторые из ре-
комендаций рассматриваемо-
го метода.
Колпачки и горловины.
Диаметр колпачка следует
выбирать в зависимости от
диаметра колонны, пользуясь
табл. 10 и рис. 28.
Прорези необходимо делать
прямоугольными, замкнуты-
ми внизу, что упрощает их
Для штампованных колпачков
рекомендуется применять листовую сталь толщиной 2 жж.
Высоту прорези, занятую паром, определяем по эмпириче-
Таблица 10
Размеры колпачков
Диаметр колонны D, мм Наружный диаметр кол- пачка da мм Длина окруж- ности колпач- ка, мм Количество прорезей, шт.
800-1200 80 251,2 26
1200—3000 100 314,0 32
3000—6000 150 471,0 48
Размеры элементов колпач- J3 . я®
ков , мм
-сГ -о* * £ § Ос
5 4,66 5 9,66 2 25 31,1
5 4,81 5 9,81 2 30 46,3
5 4,81 5 9,81 2 35 81,4
60
скому уравнению следующего вида:
^ = 7,55(^n)v. -1/-^— , (54)
\ У "ж "п /
где hw — запроектированная высота прорези, жж;
wn — скорость пара в прорезях при полном их открытии,
м!сек\
Qn и бж — плотность пара и жидкости, кг /ж3.
При перегрузке колонны пар проходит через край кол-
пачка, однако Боллее полагает, что от этого эффективность
не снижается. Нижний край колпачка для чистых жидкостей
рекомендуется устанавливать выше тарелки на 12,5 жж,
а для грязных он может быть удален даже до 38 жж. Горлови-
ну устанавливают на такой высоте, чтобы верхний край ее
был приблизительно на 12,5 жж выше верхнего края прорези
колпачка. Диаметр горловины подбирается так, чтобы от-
ношение площади кольца между колпачком и горловиной
относилось к площади сечения горловины как (1,1 -т- 1,4) : 1.
Расстояние же между верхним краем горловины и кол-
пачком должно быть взято таким, чтобы площадь прохода
была больше, чем площадь кольца, примерно на 10%. Сум-
марная площадь прохода горловин составляет 10—15% от
общей площади тарелки. Горловина соединяется с дном та-
релки сваркой, развальцовыванием или же конструируется
разъемное соединение. Расстояние между стенками колпач-
ков составляет 25—75 жж при расположении их в вершинах
равносторонних треугольников. От стенки колонны кол-
пачки рекомендуется устанавливать на расстоянии не менее
40 жж, а от перелива — не менее чем на 75 жж. Считается,
что это указание очень важно в отношении удаления газа
из жидкости.
Сливные перегородки и стаканы. Высота сливной перего-
родки должна быть подобрана таким образом, чтобы расчет-
ный уровень светлой жидкости над вырезом колпачка (hwc)
соответствовал величине, приведенной ниже:
Рабочее давление Высота жидкости
в колонне, ата в потоке, мм
0,04-0,3....................12,5 — 38
1...........................25 —50
3-7.........................38 —75
13-35 ...................... 50 — 100
Рекомендуется изменять высоту сливной планки в пре-
делах 25—50 жж. Длину сливной планки на 'односливных
61
тарелках следует принимать равной 60—75% от диаметра
колонны. Приточный перелив применяется во многих кон-
струкциях с целью более равномерного распределения жид-
кости и для сепарации пара. Однако Боллее не считает его
необходимым, так как роль распределителя играет щель
между тарелкой и приемными стаканами. Если нет сливной
планки, то стакан должен быть погружен в жидкость на-
столько, чтобы в него не попал пар. Это условие будет соблю-
дено, если нижний край сливного стакана на стороне по-
ступления жидкости будет опущен по отношению к верхне-
му краю переливного стакана в зависимости от расстояния
между приточным и сливным стаканами.
Расстояние между сливным Величина погружения
и приточным стаканами, мм стакана, мм
Менее 1500 12,5
1500—3000 25,0
3000 и более.................37,5
Скорость течения в сливном стакане должна быть не
выше 21 см!сек. Время пребывания жидкости в нем должно
быть не менее 5 сек. На рис. 29 приведен график зависимости
рекомендуемой скорости слива от расстояния между тарел-
ками и пенообразующей способностью жидкости. Сливные
стаканы рекомендуется проектировать с запасом, чтобы
избежать захлебывания.
Подпор на переливной планке и градиент уровня жидкос-
ти на тарелке. Подпор на переливной планке определяется
по формуле Френсиса
hs =
(55)
Е — коэффициент истечения, который находим по
ic L I
рис. 16 в зависимости от отношения и -р-, где
где
/ — длина перелива, a D — диаметр колонны;
L — расход жидкости, м3/м перелива.
Градиент уровня жидкости на тарелке А зависит от на-
грузки, отнесенной к длине сливной планки, конструктив-
ных факторов (расстояния между колпачками, расстояния
колпачков от дна тарелки, от средней высоты жидкости на
тарелке). Величина А тем больше, чем больше нагрузки
по жидкости, чем меньше расстояние между колпачками,
62
чем больше расстояние колпачков от дна тарелки, чем мень-
ше средняя высота жидкости на тарелке.
Подпор жидкости в сливном стакане. Высота светлой
жидкости в сливном стакане не должна превышать полови-
ны расстояния между тарелками. Если это условие не вы-
полняется, то необходимо изменить расстояние между тарел-
ками или факторы, влияющие на падение давления паровой
фазы на тарелке.
Удаление пара (газа)
из стекающей жидкости.
Для того чтобы жидко-
сть успела освободиться
от газа, Боллее считает,
что расстояние между
краем колпачков послед-
него ряда и сливной
планкой должно быть не
менее 75 мм. Кроме того,
для выделения газа в
Рис. 29. Зависимость рекомендуемой
скорости слива от расстояния меж-
ду тарелками и пенообразующей спо-
собностью жидкости:
1 — слабопенящиеся жидкости (легкий бензин);
2 — среднепенящиеся жидкости (сырая нефть);
3 — силыюпенящиеся жидкости (асфальт).
момент падения струи
рекомендуется, чтобы
вылет струи не превы-
шал 0,6 от ширины ста-
кана.
Устойчивость рабо-
ты тарелки. Для оценки
устойчивости работы тарелки необходимо определить
коэффициент равномерности
где Д — среднее повышение уровня жидкости на тарелке;
Др — потеря напора на тарелке.
Устойчивая работа тарелок обеспечивается, когда Rv <
< 0,5. Если это условие не выполняется, то необходимо из-
менять конструкцию тарелки: расстояние между стенками
колпаков, высоту сливных планок, способ распределения
жидкости на тарелке и т. д.
ГЛАВА 3.
СИТЧАТЫЕ ТАРЕЛКИ
СО СЛИВНЫМИ УСТРОЙСТВАМИ
Ситчатые тарелки со сливными устройствами при-
меняются в различных отраслях промышленности как для
ректификации чистых (не содержащих взвесей жидкостей),
так и для смесей, содержащих
взвешенные твердые частицы.
Преимущественно они упо-
требляются для колонн ма-
лого размера, так как при
диаметрах более 2,5 м рас-
пределение жидкости на та-
релке становится неравно-
мерным.
Достоинством ситчатых та-
релок (рис. 30) является их
простота. Они устанавливаю-
тся горизонтально или с на-
клоном в сторону стока.
Тарелка состоит из сле-
дующих основных элементов:
диска 1 с круглыми или
прямоугольными отверстия-
ми, сливного устройства 2
и сливной планки 3. Сливное
устройство может быть труб-
ным со сливными перегородками. На тарелках малого раз-
мера иногда устанавливают трубы без сливных перегоро-
док. Сливное устройство может быть выполнено и в форме
карманов. Ситчатые тарелки устанавливают чаще всего
с диаметральным распределением флегмы. В установках
для разделения ожиженных газов применяют кольцевые
ситчатые тарелки, где жидкость движется по кольцу.
Принцип работы тарелок
Работа ситчатых тарелок исследовалась различными ав-
торами [3, 4, 6, 7, 14, 15, 73, 113, 119, 124, 136]. Установле-
ны гидродинамические режимы работы ситчатых тарелок,
64
которые изменяются с увеличением скорости пара. При ма-
лых скоростях пара имеет место пузырьковый режим, при
увеличении скорости пара он переходит в струйный, далее
в пенный и, наконец, в инжекционный, при котором унос
жидкости сильно возрастает. Рабочими режимами ситчатой
тарелки являются струйный и пенный. Для определения
скорости пара, при которой пузырьковый режим переходит
в струйный, Л. С. Аксельродом и Дильманом [4] предложен
график (рис. 31).
Л. С. Аксельрод для той
же цели предложил урав-
нение
2 I d \2 /
^кр = у и Iу) м/сек, (56)
где и — скорость всплывания
единичного пузыря,
м/сек\
d — диаметр пузыря, м,
dQ — диаметр отверстия м.
Диаметр пузыря для от-
верстий менее 2,5 мм нахо-
дится из уравнения
(57)
I/ 1Ж
Рис. 31. Зависимость критиче-
ской скорости пара от диаметра
круглых отверстий:
1 — вода; 2 — этанол; 3 — жидкий кис-
лород;
где а — поверхностное натяжение, кГ/м.
Г. В. Бурова [34] предложила уравнение для нахожде-
ния скорости, при которой устанавливается инжекционный
режим, являющийся нерабочим режимом,
у0,65а0,1^0.22^0.47
%р — 0,14 п,651.о,1/о,24 м/сек, (58)
• П Гж 1
где уп и уж — удельные веса пара и жидкости, кПм3-,
о — поверхностное натяжение, кГ/м\
h — высота сливной перегородки, м;
d — диаметр отверстий, м;
рж — динамический коэффициент вязкости жидкос-
ти, кГ-сек/м2',
t — расстояние между центрами отверстий, м.
Как указывает автор, расхождение между эксперимен-
тальными значениями и>кр и значениями, рассчитанными по
формуле (58), не превышает ±11%.
5 1258
65
Пользуясь уравнением (58) и рис. 31, можно установить
верхний и нижний пределы рабочих режимов ситчатой ко-
лонны.
Представляет существенный интерес вопрос о неравно-
мерности работы ситчатой тарелки. Л. С. Аксельрод по-
казал, что неравномерность работы ситчатой тарелки нельзя
объяснить только падением уровня по направлению потока
жидкости на тарелке. Падение уровня при течении по та-
релке светлой жидкости пренебрежимо мало.
Причиной неравномерности, как продольной, так и по-
перечной по-видимому, является то обстоятельство, что
при барботаже на тарелке возникают мгновенные зоны бар-
ботажа там, где уровень ниже и где газонаполненность боль-
ше. Чем больше диаметр тарелки, тем больше поперечная
неравномерность и тем ниже эффективность тарелки.
Л. С. Аксельрод [3] предложил расчетное уравнение для
определения минимальной скорости, обеспечивающей всту-
пление всей площади тарелки в работу,
^МИН -- у О’
Г ^Yn
м/сек,
(59)
где а — отношение площади всех отверстий к площади та-
релки;
Држ — падение уровня при неравномерной работе;
£ — коэффициент сопротивления сухой тарелки, ко-
торый может быть принят равным 1,82, при а =
= 5—10%.
Држ=[г1(1-й)Ч-103(1+й)|/(-^у]уж, (60)
где zx — высота сливной перегородки, мм\
О
i = ——отношение расхода жидкости к длине сливнои
планки, м3/м • ч\
т — коэффициент расхода сливной перегородки, ко-
торый принимается равным от 6400 до 10 000;
Уж — удельный вес жидкости, кПм3\
k — величина минимального удельного веса пены
в барботируемом слое, которая находится по
уравнению
/5=^ = i,o4mw.m0’2^, (во
тж \ и / \ «ж /
66
где о и р — поверхностное натяжение и вязкость жидкос-
ти;
йСт — высота светлой жидкости на тарелке.
где Арет — статическое сопротивление тарелки.
Другое уравнение для определения критической скорос-
ти было предложено И П. Усюкиным и Л. А. Аксельродом
[151]
SYn
/г2 0,5/ц , гч g
юоо" -г0’2
2ЛЪ %
м/сек, (62)
где g — ускорение силы тяжести, м/сек;
упиуж — удельные веса пара и жидкости, кГ/м3;
h±H h2 — высота перегородок, мм;
Q — расход жидкости, м3/ч;
£ — коэффициент сопротивления сухой тарелки, при-
нимаемый равным 1,83;
I — длина сливной перегородки, м.
Авторы указывают, что это уравнение дает значения шкр,
завышенные примерно на 30%. Поэтому следует ввести
в уравнение (62) поправочный коэффициент 0,7.
Предполагаем, что при любой скорости пара на ситчатой
тарелке будет происходить утечка, а следовательно, не все
отверстия будут пропу-
скать пар. Это явление
наблюдалось автором
[139, 141] и позднее под-
тверждено М. Е. Пози-
ным с сотрудниками
[1131. На рис. 32 пред-
ставлен график зависи-
мости утечки от скоро-
сти газа в отверстиях
решетки при жидкост-
ном потоке.
В опытах, на осно-
вании которых построен
этот график, изменя-
лись: жидкостный поток,
Рис 32. Зависимость утечки от ско-
рости газа в отверстиях решетки при
жидкостном потоке. Кривые:
------------- / = 6 м*/Ы'Ч\ решетка У<;
------------- /= 12 м*/м-ч; решетка ’%;
Высота порога. Кривые:
• — hn = 5 мм; о — hn = 10 мм; А —
hn — 15 мм; А — Лп = 20 мм; □ — hn =
25 мм; Q — hn = 30 мм},
размеры отверстий и расстояние между их центрами, высота
сливного порога и скорость воздуха в щелях. Опыты про-
5*
67
водились на системе вода— воздух. Как видно из графика,
утечка жидкости имеет место даже при очень больших
скоростях газа. Следовательно, и при этих скоростях не
все отверстия тарелки пропускают газ и не вся жидкость
сливается через сливные стаканы. Как и следовало ожидать,
величина утечки увеличивается с увеличением диаметра
отверстий, их формы. Щелевые отверстия дают большую
утечку, чем круглые, особенно при расположении их длин-
ной стороны параллельно потоку жидкости. На вели-
чину утечки оказывает влияние и толщина диска тарелки.
М. Е. Позин показал, что слив уменьшается с уменьшением
толщины диска.
Представляет интерес экспериментальная работа
Д. С. Арнольда и др. [163], в которой также определялась
критическая скорость шкр. Результаты этой работы приве-
дены в табл. И.
Таблица 11
Минимальные значения скорости пара при стабильной работе
ситчатых тарелок
Живое сечение, % ДиаметР отвер- тим, мм Высота сливной пеРегородки, мм &Укр, м/сек
3,9 1,5 12,5 12
25,0 11,9
50 12,1
4,5 6,25 12,5 9,6
25,0 11,4
50 12,0
4,1 1,8 12,5 11,2
25 11,6
50 12,1
12,5 8,8
10.5 2,1 12,5 8,5
25 8,5
50 8,7
100 8,5
11,5 9,1 12,5 7,4
25 8,4
50 7,5
Толщина пластин в работах этих авторов была равной
7,5 мм; опыты проводились на системе вода — воздух. Ав-
торы, анализируя результаты опытов, пришли к выводу, что
на величину шкр основное влияние оказывают высота слив-
68
ной перегородки и живое сечение тарелки. Диаметр отверстий
и нагрузка по жидкости существенного влияния на ^кр не
оказывают.
Ю. А. Шахов, А. А. Носков, П. Г. Романков [158], изу-
чая вопрос о верхней границе пенного режима на ситчатых
тарелках, пришли к следующему уравнению:
&уКр = 2.92
а°,2^1,16^0,25^0,23
м/сек,
(63)
где о — поверхностное натяжение, кГ/м\
dQ — диаметр отверстия, м;
Н — расстояние между тарелками, м\
D — диаметр колонны, м',
L — орошение, кГ/ч\
t—шаг отверстия, м\
G — расход пара, кГ/ч\
_ п 1ОС / D \0,26
а °’ 26 (d0)
Авторы указывают, что их формула получена на основе
опытов с тарелкой D < 600 мм, но может быть применена
и для тарелок большего диаметра.
На основании проведенных опытов Э. Киршбаум [172]
предложил простое уравнение для нахождения допустимой
скорости
w = 5 Л/ — с м/сек. (64)
Следует отметить, что в уравнение (64) не входит высота
межтарелочного пространства. Э. Киршбаум считает, что
эта величина не влияет на коэффициент обогащения. Ве-
роятно, это положение справедливо только в известных пре-
делах и для пенистых систем, не образующих устойчивой
пены.
Определяя значения аукр, авторы исследований ставили
перед собой задачу определить скорость, при которой тарел-
ки будут работать стабильно, т. е. без провала. Стремление
работать именно при такой скорости едва ли может считать-
ся обоснованным, так как ситчатые провальные тарелки,
в которых нет сливных устройств, работают так же эффек-
тивно.
Поэтому заслуживают внимания попытки определить
допустимую скорость в полном сечении колонны, исходя
69
из условия максимальной эффективности тарелки. Э. Кирш-
баум провел опыты на ситчатой тарелке диаметром 400 мм,
отверстиями d = 2,5 мм и глубиной барботажа 2,5 мм.
На рис. 33 представлены результаты опытов. Опыты прово-
дились на системе этанол — вода, содержащей 50 мол. %
этанола, и на системе бензол—толуол. Расстояние между
тарелками Н и живое сечение <р изменялось.
Как видно из рис. 33, коэффициент обогащения резко
уменьшается с уменьшением скорости до известного преде-
Рис. 33. График эффективности
ситчатой тарелки в зависимости
от скорости пара:
1 — вода-этанол, И— 200 мм, ф = 12,8%;
2 — вода-этанол, Н — 135 мм\ ф = 12,8%;
3 — бензол-толуол, Н = 135 мм\ ср = 20,0%.
ла (0,4 м/сек}. При увели-
чении скорости до 1
—1,2 м/сек коэффициент
обогащения остается посто-
янным, а при дальнейшем
увеличении скорости опять
падает.
Вопрос о потере напора
на ситчатых тарелках изу-
чался многими авторами.
Наиболее детальное изу-
чение этого вопроса было
проведено Л. С. Аксельро-
дом [3]. Последний предло-
жил определять сопротивление ситчатой тарелки Др
как суму трех сопротивлений: Дрд, Дра и Дрст.
Динамическое сопротивление сухой тарелки определяем
из уравнения
Ард = • Yn * W,
(65)
где £ — коэффициент сопротивления, который рекомендует-
ся принимать равным 1,82;
w — скорость в отверстиях тарелки, м/сек\
Уп—удельный вес пара, кГ/м3.
Величина сопротивления, вызванная силой поверхност-
ного натяжения, определяется из следующего уравнения:
Дра = кГ/м2, (66)
«о
где ст — величина поверхностного натяжения, кПм\
d0 — диаметр отверстия, м.
Статическое давление слоя жидкости на работающей
тарелке определяем из уравнения
, &Рст =1,3 [Kzx + Йсл уж к/7.и2, (67)
70
где К — относительный вес эмульсии (пены) в барботиру-
емом слое жидкости,
z — высота сливной перегородки, л<.
Л. С. Аксельрод утверждает, что принятое в литературе
допущение о равенстве статического давления для светлой
жидкости и для барботируемой не соответствует действитель-
ности. По данным его опытов, давление барботируемой
жидкости всегда меньше, чем светлой.
Унос жидкости в ситчатых тарелках В. В. Кафаров [67]
рекомендует определять по уравнению Ханта и др.
е = 2,24 • 10’ (-Ц - ЖИДК0СТИ, (68)
\ о ) у не J кг пара 4 '
где w — скорость пара в полном сечении, м1сек\
о — поверхностное натяжение, дин/см\
Не — расстояние между поверхностью пены и вышележа-
щей тарелкой, мм.
Если принять, что удельный вес пены составляет 0,4
от удельного веса жидкости, то
Не = Нт — 2,5йж мм, (69)
где Нт — расстояние между тарелками, мм-,
hn — высота слоя светлой жидкости на тарелке.
Формула (68) дает завышенные значения уноса.
Кроме горизонтальных ситчатых тарелок, были предло-
жены наклонные ситчатые тарелки. Наклон тарелки сделан
в сторону течения жидкости с таким расчетом, чтобы устра-
нить продольную неравномерность барботажа. Такие тарел-
ки, например, были установлены на сульфитно-спиртовых
заводах для перегонки бражки. Тарелки имели наклон -~
~ Л и площадь живого сечения от 13,6 до 16,7%. Наклон-
□и
ные тарелки не имеют сливного порога.
Исследование наклонных ситчатых тарелок было про-
изведено А. И. Родионовым [124]. Автор исследовал тарел-
ки без сливного порога при различных наклонах к гори-
зонту (до 5°). Целью исследования являлось выявление эф-
фективности этих тарелок и их сопоставление с горизонталь-
ными тарелками. Найдено, что при увеличении наклона
71
тарелки скорость пара, при которой исчезает явление про-
вала, уменьшается. Приближенно эта скорость может быть
определена из следующего уравнения (система вода — воз-
дух):
%р= 1.05-^-5 W, (70)
U । и)
где Ло — высота исходного слоя воды, мм\
d — диаметр отверстий, мм;
а — наклон тарелки, град.
Увеличение наклона до 3° приводит к некоторому умень-
шению сопротивления тарелок (на 8—14 мм). Дальнейшее
увеличение наклона на сопротивление не сказывается. Срав-
нительное исследование процесса массопередачи на горизон-
тальных и наклонных тарелках не показало существенных
преимуществ наклонных тарелок. Установка наклонных та-
релок в колонне более сложна, чем горизонтальных. Поэто-
му в практике ректификации широкого применения на-
клонные ситчатые тарелки не получили.
Конструирование ситчатых тарелок
Практикой установлены некоторые нормативы, применя-
емые при проектировании ситчатых тарелок. Диаметр от-
верстий применяется от 2 до 25 мм. Для чистых жидкостей
он чаще всего равен 2—6 мм, оптимальный диаметр 4—5 мм.
Расстояние между центрами отверстий t = (2,5 5)d.
Отверстия располагают в вершинах равносторонних тре-
угольников. Ряды отверстий перпендикулярны к направле-
нию потока жидкости. Расстояние от крайних отверстий до
стенок колонны принимают равным 50 мм, а расстояние до
сливной и переливной перегородок 75—100 мм. Высота
сливных перегородок колеблется в пределах 20—40 мм.
Свободное сечение ситчатых тарелок колеблется в пределах
от 2 до 30%. Однако чаще всего оно выбирается в пределах
8—15%. Для ориентировочного определения расстояния
между тарелками можно воспользоваться следующими
данными:
Диаметр, м
0,8
0,8-1,6 .
1,6-2,0 .
2 —2,4 .
Высота, мм
200—300
300—400
400-500
500-600
72
Толщина листа 6 для изготовления ситчатой тарелки при-
нимается равной (0,5 4- 0,8)d при d до 5 мм. Для тарелок
с отверстиями большего диаметра толщина листа принима-
ется равной 4—5 мм при изготовлении тарелки из углеро-
дистой стали и 2—3 мм для тарелок из легированной стали.
Расчет ситчатой тарелки
Рассчитаем ситчатую тарелку при следующих условиях:
объем протекающих паров 6000 м3/ч; удельный вес пара
1,2 кГ!м3\ количество стекающей жидкости 12 м3/ч;, удель-
ный вес жидкости 800 кГ/м3. Жидкость малопенящаяся и
не содержит взвешенных твердых частиц, вязкость равна
6 • 10~5 кГ-сек/м3-, поверхностное натяжение 0,002 кГ!м.
Решение. Пользуясь вышеприведенными данными,
выберем расстояние между тарелками, предварительно
предположив, что диаметр будет находиться в пределах от
0,8 до 1,6 м. Примем Н = 300 мм. Определяем скорость пара
между тарелками из уравнения (64)
w
= 1,28 м/сек.
Найдем диаметр тарелки
лО2 6000 < о,
w • — = 3600 = 1>66 М /Се!С’
откуда
D = 1,29 ~ 1,3 м.
Принимая во внимание свойства жидкой фазы, выбираем
диаметр отверстия d = 4 мм, шаг t = 2,5 • 4 = 10 мм.
Принимаем угол а, образуемый радиусами, проведенны-
ми к концам сливной перегородки (см. рис. 30), равным 90°.
Наносим оси отверстий и определяем их число. При этом
расстояние от центров крайних отверстий до краев тарелок
принимаем равным 50 мм, а расстояние до сливных планок
75 мм. Нанеся оси отверстий на схему тарелки, определим
их число равным 9000.
Общая площадь отверстий составит
£ 9000 • 3,14 • 42 п . 2
f = 4 1000» ~ ~ 3 М>
73
площадь всей тарелки составляет
F = 3’14л Ч- = 1,32
4
0,113__ q со/
откуда живое сечение тарелки составит = о,оЛ.
Скорость пара в отверстиях тарелки
1,28 -100 1 Л - ,
йу° — = 14,5 м/сек.
Высоту сливной планки принимаем равной 35 мм. Глубину
жидкости над сливной планкой находим из уравнения (33)
А/гсл = 0,00284/^
Длина сливной перегородки в данном примере будет равна
0,94 м,
- °’94 = 0,725.
D 1,3
Величину Kf находим из графика рис. 16 равной 1,08, от-
куда
Дйсл =0,00284 • 1,08 ^у/з= 0,0173 м, или 17,3 мм.
Общая глубина барботажа у сливной перегородки 35 +
+ 17,3 = 52 мм. Подсчитываем величину сопротивления,
слагающуюся из трех элементов: сопротивления сухой та-
релки Дрд, сопротивления поверхностной пленки Дро и
сопротивления слоя жидкости Дрст. Величину Дрд находим
из уравнения (65)
Дрд = 1,82-^- • уп = 1,82 O14’5g.- № = 23 &Г/м2, или 23 мм
вод. ст.
Величину Дра определяем из уравнения (66)
А 4 • 0,002 о г. о п п
Дра = 0 004 = 2 кГ/м\ или 2 мм вод. ст.',
Дрст находим из уравнения (67)
Дрст - 1,3 (0,5 • 0,035 + 0,0173 ]/0j) 900 - 34,6 кГ/м\
или 34,6 мм вод. ст.
Общая потеря напора на тарелке составит
23 + 2 + 34,6 — 59,6 мм, вод. ст.
74
Для проверки принятых и рассчитанных размеров та-
релки найдем критическую скорость аукр, т. е. ту скорость,
при которой все отверстия тарелки будут работать. Для это-
го воспользуемся уравнением (62) И. П. Усюкина и Л. А. Ак-
сельрода
(2- 9,81 • 900 Г40 — 0,5 • 35 п 9 / 12 \1 2/з1Г/2
^кр ~ | 1,83 . 1,2 [ 1000 + 6400 . 0,9] JJ *
Нами принята высота переливной планки Л2 на 5 мм выше
сливной планки, отсюда находим шкр = 15,4 м/сек, что не-
много превышает скорость, найденную для скорости пара
в отверстиях тарелки. Заметим, что, согласно табл. 11,
критическая скорость будет значительно меньше.
Кроме изложенного метода расчета, существуют и дру-
гие, например расчет, предложенный И. А. Александровым
17].
ГЛАВА 4.
КЛАПАННЫЕ ТАРЕЛКИ
СО СЛИВНЫМИ УСТРОЙСТВАМИ
Одним из существенных достоинств этого нового
типа контактных устройств является высокая их эффектив-
ность в широком интервале нагрузок по пару. Указывают,
что отношение максимальной нагрузки к минимальной для
клапанных тарелок равно 7—9. Однако опытами других ав-
торов это не подтверждается. Клапанные тарелки по своему
устройству способны к саморегулированию. Распредели-
тельным устройством для пара в этих тарелках являются
клапаны, представляющие собой пластины той или иной фор-
мы, которые перекрывают отверстия тарелки и под давлени-
ем пара поднимаются, пропуская пар. Вес клапана автома-
тически, в зависимости от нагрузки по пару, регулирует
величину живого сечения для выхода пара. Предельная вы-
сота подъема клапана определяется высотой ограничитель-
ного устройства Ч
1 Имеются указания на способность клапанных тарелок к само-
очищению, а следовательно, и к работе с засоренными жидкостями
(Ф а н е н к о П. К- Сб. Нефтезаводское и химическое оборудование
№ 1, М. 1967).
75
Конструкция клапанов разнообразна по форме. Пласти-
ны клапанов могут быть прямоугольные или круглые, по
устройству ограничителей хода — с нижним или верхним
ограничением.
Клапаны балластного типа
имеют дополнительную нагрузку
при легком основном клапане.
На рис. 34 показан круглый
клапан с верхним ограничителем
подъема. На рис. 35 и 36 показаны
тарелки с клапанами, имеющими
круглые и зубчатые края и верх-
ние ограничители иного устрой-
ства.
Рис. 34. Клапан с верх- На рис. 37 приведен клапан
ним ограничением: с нижним ограничением хода.
а — клапан открыт; б - клапан ЭТОТ ТИП КЛапаНЗ ЯВЛЯСТСЯ ПрО-
закрыт: 1 — диск клапана, 2 — о г
кронштейн, ограничивающий СТСИШИМ ПО уСТрОИСТВу. Такие КЛЗ-
подъем’ паны могут быть как круглой,
так и квадратной формы.
На рис. 38 представлена схема балластного клапана. Он
имеет нижний легкий клапан, открывающийся при малой
Рис. 36. Клапан с зубчатыми
краями.
Рис. 35. Клапан с круглы-
ми краями.
скорости пара. При увеличении потока пара поднимается
балластное кольцо, открывающее проход пару. Балласт-
76
ные клапаны более сложны по устройству и широкого рас-
пространения не получили. На рис. 39 представлен пла-
Рис. 37. Клапан с нижним ог-
раничением подъема:
/ — клапан; 2 — ограничитель подъема;
3 — тарелка; 4 — ножка; 5 — регуля-
тор зазора.
Рис. 38. Балластный кла-
пан:
/ — ограничитель подъема; 2 —
легкий клапан; 3—балластное
кольцо; 4 — тарелка.
стинчатый клапан прямоугольной формы, с верхним огра-
ничителем подъема и показаны различные стадии его работы.
Клапанные тарелки имеют сливные устройства того же типа, что и кол- пачковые или ситчатые (см. рис. 35 и 36).
Принцип работы клапанных тарелок , D
Работа клапанных тарелок с круглыми пластинами изучалась в различных исследованиях [93, 94, 95]. Так как этот тип клапанов наиболее Рис. 39. Пластинчатый клапан.
широко распространен, рассмотрим его работу.
В зависимости от величины нагрузки по газу и жидкости
клапанная тарелка работает равномерно или неравномерно.
В клапанах, плотно прилегающих к плоскости тарелки, при
скорости газа до 0,1 м/сек в свободном сечении наблюдается
пузырьковый режим барботажа. Через все клапаны в име-
ющиеся неплотности проходят отдельные пузырьки воздуха.
При дальнейшем увеличении скорости воздуха один или
несколько клапанов поднимаются, другие не работают. Объ-
ясняется это тем, что давление сил поверхностного натяже-
ния и слоя светлой жидкости над неработающим клапаном
больше, чем сопротивление работающего клапана, под ко-
торым находится аэрированная жидкость. Когда сопро-
тивление этого клапана, с увеличением скорости пара,
возрастает, тогда вступают в работу другие клапаны. Более
77
равномерно вступают в работу балластные клапаны и
обычные плоские, если они не имеют плотной посадки на
тарелку и между клапаном и тарелкой остается небольшой
зазор.
При увеличении скорости пара до известного предела
о?кр в работу вступают все клапаны, и тарелка начинает ра-
ботать равномерно. Величина ^Кр зависит от веса клапана
и от величины живого сечения тарелки (рассчитанного по
отверстиям, перекрытым клапанами). Чем больше живое
Рис. 40. График сопротивления
клапанных тарелок с пластинча-
тыми клапанами. Плотности оро-
шения в мЧм2, • ч:
1 — 25; 2 — 16; 3 — 3; 4 — сухая тарелка.
сечение и вес клапана, тем
больше значение шкр. В пе-
риод неравномерной рабо-
ты наблюдается колебание
в сопротивлении тарелок,
как это показано на рис. 40
для пластинчатых клапа-
нов, а на рис. 41—для
дисковых.
На рис. 40 представле-
ны кривые зависимости
Др = f(w) при различных
плотностях орошения. Жи-
вое сечение тарелки равно
6,6%, высота сливной пе-
регородки 40 мм. Размеры
отверстия, перекрываемого клапаном, 96 X 10 мм, вес
клапана 33,5 г. При всех испытанных плотностях орошения
наблюдаются колебания Др до того момента, пока скорость
газа не достигает значения 0,5 м/сек (в полном сечении ко-
лонны). Далее наступает зона стабильной работы, которая
продолжается до того момента, пока скорость газа не станет
равной 1 м/сек. При этой скорости тарелка вступает в режим
фонтанирования.
На рис. 41,а,б приведены кривые зависимости Ар =
= f(w) для тарелки с дисковыми клапанами при различных
плотностях орошения и различной высоте сливной перего-
родки.
H. В. Кочергин [841 предложил уравнение для нахо-
ждения оптимальной скорости, при которой тарелка всту-
пает в равномерную работу
№1.85= . -Д-,
0 so &Yr
(71)
78
где G — вес клапана, кГ;
g = 9,81 м/сек2;
So — площадь отверстия под клапаном, м2;
|— коэффициент сопротивления, который может быть
принят равным 3.
Yr — удельный вес газа, кГ/м3.
Следует отметить, что эта формула может дать лишь весь-
ма приближенное значение скорости wOf так как не учиты-
Рис. 41. График сопротивления тарелки с дисковыми клапанами:
а — d = 40 мм; плотность орошения, / — 23,2; 2—16,3; 3— 5,15: 4 —.
сухая тарелка, b — d = 60 мм; плотность орошения, ж3/лг2- ч: 1 — 23,4; 2 — су-
хая тарелка.
В работах [93, 94, 95] предложен иной метод определения
скорости пара в полном сечении колонны, основанный на
предложении А. Г. Касаткина и др. [51]. Он заключается
в том, что строится диаграмма, на которой в прямоугольных
координатах откладывается функция
Х = /(У);
НГйб
у __ & ф Лк_\0’16
gd/2 ’ Уж \ Нв / ’
где w — скорость пара в полном сечении, м/сек;
g — ускорение силы тяжести, м/сек2;
d3 — эквивалентный диаметр отверстий;
Fc — живое сечение тарелок, м2/м2;
Ул и уж— удельный вес соответственно пара и жидкости
кГ /м3;
Нж и |ЛВ— вязкость жидкости и воды на тарелке при t = 20 °C
L и G — нагрузка по газу и жидкости, кГ/ч.
(72)
(73)
79
В этих координатах проводятся нагрузочные линии для
верхнего и нижнего рабочих пределов тарелки, или линия
оптимального режима тарелки.
На рис. 42 представлен график X — f(Y) для оптималь-
ных условий работы клапанных тарелок с клапанами раз-
личных типов. Экспериментальные точки ложатся около
линии АВ. Для нахождения искомой скорости пара пред-
фик X — У.
лагается находить величину
X из уравнения (72). Откла-
дываем эту величину по оси
абсцисс и отыскиваем вели-
чину У, отвечающую опти-
мальным условиям работы
при помощи линии АВ. Затем
из уравнения (73) находим
значение
Уравнение (74) имеет преимущества перед уравнением (71),
так как оно учитывает физические свойства среды и, в не-
которой мере, конструкцию клапанной тарелки. Однако и
это уравнение нуждается в уточнении.
Потеря напора в клапанных тарелках рассматривалась
в работах (93, 94, 95); как и для других типов контактных
тарелок потеря напора рассматривается как слагаемое из
трех величин: сопротивления сухой тарелки Дрс, сопротив-
ления, создаваемого силами поверхностного натяжения Дра,
и сопротивления газо-жидкостного слоя Дрг_ж. Величина
Дрс изменяется по мере поднятия клапана и при максималь-
ном его поднятии может быть найдена по уравнению
ДРс = ^Уп^/л12, (75)
где § — коэффициент сопротивления, может быть принят
равным 3,5;
&’о — скорость в щелях, м/сек.
Гидравлическое сопротивление сухих клапанных таре-
лок было детально исследовано проф. М. Э. Аэровым и др.
[24].
80
Величина Дра при поднятых клапанах мала и может не
учитываться.
Для нахождения Дрп.ж предложено уравнение:
Дрп-ж 0,5йсл + 2,84
“1 f f\ Е / Y?k . р/ о
Л 0,5 I -т-1 — кГ/м\
У \ * / Yb
(76)
где йсл — высота сливной перегородки, мм;
V — расход жидкости, м3/ч;
I — длина сливной перегородки, м;
Y* и уп — удельные веса жидкости на тарелке и воды, кГ!м3.
Для системы вода — воздух получена зависимость сле-
дующего вида [2]:
/0,3
^Рг-ж ~ 2,4 йсл» (77)
w
где Ь — плотность орошения, м3/м2-ч-,
w — скорость газа в полном сечении, м/сек',
hcn — высота сливной перегородки, м;
т = 2,4 /гсл (йсл взята в метрах).
Брызгоунос на клапанных тарелках меньше, чем в кол-
пачковых, но больше, чем в ситчатых. Это обстоятельство
позволяет уменьшать расстояние между тарелками. При
работе с пенящимися жидкостями можно принимать рассто-
яние между клапанными тарелками с дисковыми клапанами
равным 200 мм при скорости пара в полном сечении
до 1 м/сек. При скорости пара большей 1 м/сек расстояние
должно быть увеличено до 300 мм.
Для определения величины уноса на клапанных тарел-
ках предложено уравнение
wm
е = С1ргК%, (78)
где С — коэффициент для системы вода — воздух, при
высоте сливной перегородки 40 мм С = 3,6 • 10~3;
w — скорость газа в полном сечении колонны, м/сек\
И — расстояние между тарелками, м\
К — коэффициент (для тарелок с пластинчатыми кла-
панами К — 6,9; с дисковыми клапанами К. =
= 2,1).
/пип — степени (для тарелок с пластинчатыми клапанами
равны 1,7 и 3; для тарелок с дисковыми — 2,7 и
3).
6 1258
81
Предложено также уравнение следующего вида:
с да2’15
е = 6,5 • Ю-5 —25-кг/кг,
П’
(79)
Рис. 43. Эффективность клапан-
ных тарелок:
/ — круглые клапаны; 2—круглые
клапаны с трапециевидными зубьями;
3 — пластинчатые клапаны.
где Hs — высота сепарацион-
ного пространства, м.
Как указывает автор,
формула (79) дает разброс
экспериментальных точек
±30%.
Наиболее эффективны кла-
панные тарелки с дисковыми
клапанами, менее эффектив-
ны — с пластинчатыми клапа-
нами (рис. 43).
Конструирование клапанных тарелок
Клапаны изготовляются штамповкой из листовой стали,
меди или алюминия толщиной 2—3 мм. Диаметр дисковых
клапанов от 50 до 100 мм при диаметре отверстия соответ-
ственно на 10 мм меньшем. Максимальный подъем клапана
8—15 мм. Зазор между клапаном и плоскостью тарелки
1—1,5 мм. Он выполняется не по всей плоскости соприкосно-
вения, а в нескольких точках клапана. Живое сечение та-
релки 10—15%. Вес клапана 35—140 г. Диаметр колонны
от 0,8 до 8 м. Рекомендуется применять колонны с клапан-
ными тарелками при D = 2,4 4- 3 м. Клапаны располага-
ются рядами, перпендикулярно направлению потока жидкос-
ти на тарелке. Шаг между клапанами принимается от 2 до
4 диаметров отверстия. Дисковые клапаны располагаются
в вершинах равносторонних треугольников. Расстояние кла-
панов от стенки колонны и до сливной планки принимается
таким же, как и для колпачков в колпачковых та-
релках.
К. Хоппэ [170] рекомендует следующие соотношения
размеров, веса и высоты подъема клапанов (табл. 12).
Коэффициент полезного действия клапанной тарелки
изменяется в зависимости от скорости пара и нагрузок по
жидкости.
82
Таблица 12
Соотношение размеров клапанов
Диаметр, мм Вес, г Высота подъема, мм
50 35 8
75 80 12
100 140 15
0,2 О.Ь 0,6 0.8 1,0 1,2 if» 1,6
W, м/сек
Рис. 44. Эффективность клапанной
тарелки в зависимости от скорости
пара и интенсивности орошения.
Нагрузка по жидкости, м3!мг • ч:
1 — 6.1; 2—12,2; 5—18,3; 4—24,4.
На рис. 44 показано изменение к. п. д. в зависимости от
нагрузки по жидкости и скорости пара в полном сечении для
одного вида клапанов. Как
видно из графика, при уве-
личении нагрузки по жид-
кости от 6,1 до 24,4 мЧм?-ч
к. п. д. возрастает. Макси-
мальное значение к. п. д.
наблюдается при w, рав-
ном 0,8 м/сек. Однако
к. п. д. остается высоким
и при скорости 1,2 м/сек.
Аналогичные данные изло-
жены в работах [93, 94, 165]. Таким образом, при скоро-
сти пара 1,2 м/сек можно принимать к. п. д. клапанной
тарелки равным 0,6—0,8, а в среднем — 0,7.
Расчет клапанной тарелки
Рассчитаем клапанную тарелку при следующих услови-
ях: нагрузка по пару 50 000 л3/ч; орошение по жидкости
30 л3/ч; удельный вес пара равен 1,25 кГ/м\ а удельный
вес жидкости равен 900 кГ/м*, вязкость 5 спз.
Тарелка несет дисковые круглые клапаны без прорезов.
Решение. Для того чтобы определить скорость пара
в полном сечении колонны, воспользуемся эмпирической
корреляцией X = f(Y) (см. рис. 42):
у_ W2 . Уп /Нж V’16
g^f2 ’ Уж \ Ив / ’
u V / 30 - 900 \v* / 1,25 V/. л..
Находим X — [ 50 ООО ' 1 25 j ( 900 ) ~ 0’44'
6*
83
Определив X, из графика рис. 42, находим величину У =
= 1,7.
Теперь из уравнения (74) находим
Г 1,7 • 9,81 • 0,016 • 0,12 • 900
w — 1/-----------е / 5\о,1б----= 1,34 м/сек.
Г 1,25 (т)
Диаметр колонны находим из уравнения
л£)2 50000 г. . ,е
— w = -збод-, откуда D = 1,15 м.
Здесь приняты числовые значения для Fc—0,1; для
d3 (равном 2а) — 2 • 0,008 = 0,016, где а — максимальный
подъем клапана.
Для определения числа клапанов, устанавливаемых на
тарелке, находим общую площадь отверстий
/ = ~ .0,1 = 0,104 м2.
Площадь, занятую сливным устройством при установ-
ке сливных перегородок при а = 90°, находим по уравне-
нию
/сл=2 — sina
М2,
(80)
где — радиус тарелки, м.
Подставляя значение 7? = 0,575 м, находим [сл— 0,17 м2.
Диаметр клапана принимаем равным 50 мм. Диаметр
отверстий под клапаном принимаем на 10 мм меньше ди-
аметра клапана, т. е. 40 мм. Откуда количество клапанов
л 1 пл Л • 0,042 о.
п — 0,104 :---i— = 84 шт.
4
Клапаны располагаются на тарелке в шахматном поряд-
ке. Принимаем расстояние от крайних клапанов до стенки
50 мм, а от крайних рядов клапанов до сливных планок
75 мм. Расстояние между тарелками определяем по формуле
(78), задавшись предельно допустимой величиной уноса,
которую принимаем равной 10%. Примем высоту сливной
планки равной 40 мм, коэффициент С в уравнении (78)
равным 3,6 • 10-3. Коэффициент К для круглых клапанов
примем равным 2,1 м, п = 3. Таким образом, из формулы
(78) запишем
1 342’7
10 = 3,6- 10-3 • 2,1
откуда Н = 0,12 м. Принимаем расстояние несколько боль-
шее, равное 175 мм. Это расстояние не будет достаточным,
если жидкость образует стойкую пену. В этом случае при
выборе расстояния следует исходить из данных опыта.
При определении веса клапана можно исходить из дан-
ных табл. 12. Принимаем вес клапана 35 г. При удельном
весе материала 8,9 кГ1дм* толщина клапана ~ 2 мм.
Сопротивление спроектированной тарелки определяем
как величину, слагающуюся из двух сопротивлений, найден-
ных по уравнениям (75 и 76)
Дрс = 3,5 2^1 1,2 = 39 кГ/м*;
&рп-ж = 0,5 • 40 + 2,841/о 5 Г- = 41 кГ/м*.
г \ / 1UUU
Длина сливной перегородки принята равной 0,9 м.
Общее сопротивление составляет 80 кГ/м2, или 80 мм
вод.ап.
На расчете сливного устройства мы не останавливаемся,
;так как он подобен тому, что приведен во второй главе для
'колпачковых тарелок.
; Г Л А В А 5.
? ТАРЕЛКИ С ПАРАЛЛЕЛЬНЫМ
Si ТЕЧЕНИЕМ ПАРА И ЖИДКОСТИ
г
К этой группе контактных устройств, иногда назы-
ваемых тарелками с направленным движением жидкости,
Относится большое количество типов тарелок: с З-образны-
Йи элементами (Унифлюкс), пластинчатые, чешуйчатые,
|Киттеля и др. Все они характеризуются тем, что паровые
1Ьгруи в них получают то же направление, что и текущая
Ойа тарелке жидкость. Эти тарелки отличаются простотой
^конструкции, кроме того, они работают при высоких нагруз-
ках по жидкости и малом перемешевании жидкой фазы на
ртарелке.
| Рассмотрим некоторые типы тарелок с параллельным дви-
жением жидкости.
85
ТАРЕЛКИ, СОБРАННЫЕ
ИЗ S-ОБРАЗНЫХ ЭЛЕМЕНТОВ
Конструирование тарелок
Общий вид однопоточной тарелки, состоящей из S-об-
разных элементов, показан на рис. 45. Узлы и детали этой
тарелки показаны на рис. 46.
S-образные элементы, из которых собирается тарелка,
образуют колпаки с односторонним выходом. Колпаки от-
Рис. 45. Тарелка Уни-
флюкс:
а — общий вид; б — детали:
1 — торцовая пластина; 2—про-
межуточная пластина,
крыты таким образом, что пар выходит в том же направле-
нии, что и текущая на тарелке жидкость. Такое направление
движения пара содействует уменьшению градиента уровня
жидкости на тарелке и способствует уменьшению продоль-
ной неравномерности. S-образный профиль элементов, из
которых конструируется тарелка, обеспечивает большую
жесткость конструкции, поэтому тарелки могут изготовлять-
ся из тонкой листовой стали штамповкой или холодной
прокаткой. Элементы могут иметь прямоугольные, наклон-
ные или синусоидальные сечения. Последние имеют мень-
86
шую эффективность,-но более, чем другие, пригодны при
работе с засоренными жидкостями [19]. При установке
элементов в колоннах с диаметром до 4,5 м не требуется про-
межуточных опор. При большем диаметре устанавливаются
промежуточные опоры. Тарелки с S-образными элементами,
Рис. 46. Узлы и детали тарелки Унифлюкс:
а — S-образный элемент; б — сборка S-образных элементов,
выпускаемые для нефтяной промышленности, нормализова-
ны. Тарелки с диаметром от 1 до 4 м изготавливаются од-
нопоточными, с большим диаметром — двух- и четырехпо-
точными [6].
S-образные элементы опираются на опорное кольцо, ко-
торое приварено к корпусу колонны. С торцов колпачки
закрыты заглушками. Односторонний колпачок имеет тра-
пециевидные прорези.
Живое сечение тарелки этого типа составляет 12—20% от
площади поперечного сечения. Расстояние между тарелками,
согласно нормам, составляет для однопоточных тарелок
450—900 мм, для двухпоточных — 600—900 мм.
Принцип работы тарелок
М. Э. Аэров и др. [22] исследовали тарелки с S-образны-
ми элементами (поперечно-желобчатые) и обнаружили, что
они устойчиво работают в широком диапазоне нагрузок по
жидкости — от 8 до 45 м3/ч>м2. Прорези желобов все время
находятся в затопленном состоянии, поэтому считают, что
по характеру работы эти тарелки аналогичны ситчатым. На
рис. 47 представлен график зависимости потери напора от
скорости пара и нагрузки по жидкости. Потеря напора рез-
ко возрастает с увеличением плотности орошения L и при
L более 45 м3/ч-м2 тарелка работает неустойчиво и уже при
малых скоростях пара захлебывается.
87
И. А. Александров и др. [8] на основании эксперимен-
тальных исследований, проведенных на системе вода —
Рис. 47. График гидравлического сопротивления
тарелки при различных нагрузках по жидкости.
устойчивой и равномерной работы тарелки (рис. 48). Верх-
ний предел работы определялся величиной уноса жидкости.
Предельной величиной уноса авторы считали 20%. Нижний
предел устойчивой работы фиксировался тогда, когда на
Рис. 48. График зоны устойчивой
работы тарелки.
тарелке прекращался про-
вал. Как видно из рисун-
ка, зона устойчивой рабо-
ты по пару достаточно ве-
лика — предельные скоро-
сти в полном сечении до-
стигают 1,2—1,5 м/сек что
может обеспечить высо-
кую производительность.
И. М. Аношин [18] нашел,
что оптимальная скорость
пара для тарелок с S-образными прямоугольными элемента-
ми находится в пределах 0,7—0,9 м/сек. При этой скорости
к. п. д. тарелки достигает 0,65. При синусоидальных эле-
ментах скорость рекомендуется брать 0,8—1,1 м/сек.
Примерно те же значения оптимальной скорости полу-
чены в работе [112]. Изменение к. п. д. тарелки в зависимос-
ти от скорости пара показано на рис. 49. Исследования про-
водились при расстоянии между тарелками 330 мм и живом
88
сечении 14,1%. Исследовалась система этанол—-вода. Как
видно из рисунка, наибольшее значение к. п. д. наблюда-
лось при скорости пара 0,9 ж/сек.Для расчетного определе-
ния скорости пара в полном сечении колонны рекомендуют
[6] пользоваться формулой Саудерса и Брауна
0,305 г
3600 °
(81)
Коэффициент С реко-
мендуют находить из урав-
нения
С = — С2 (Ду — 35), (82)
где С\ — коэффициент, на-
ходится в зависи-
мости от рассто-
м/сек.
яния между та- рис 49 завиСимость к. п. д. та-
релками Н ПО релки от скорости пара,
графику рис. 50;
С2 — коэффициент, принимается равным 4;
Lv — количество стекающей жидкости на 1 м длины
сливной перегородки, м3/м-ч.
Рис. 50. График значения коэф-
фициента Сх в формуле (62):
1 — колонны, работающие при атмосфер-
ном давлении; 2 — вакуумные колонны
и колонны, работающие под давлением;
3 — абсорберы и десорберы.
Сопротивление тарелки с
S-образными элементами изу-
чали И. А. Александров и др.
[8]. Они установили, что для
систем, близких по физиче-
ским свойствам к системе во-
да—воздух, для определения
сопротивления можно поль-
зоваться следующим уравне-
нием:
Др = Дрс + Дрп-ж +
+ Дра мм вод. ст., (83)
где Дрс — сопротивление су-
хой тарелки;
Арп-ж — сопротивление
слоя жидкости на
тарелке;
Дра — сопротивление сил
поверхностного
w =
натяжения.
89
Величина
Арс = £-2~Yn мм вод. ст., (84)
где £ — коэффициент, предлагается брать равным 4,1 [61,
по другим данным коэффициент g = 4,18;
wn—скорость пара в патрубках, м/сек-,
уп—удельный вес пара, кГ/я3;
g— 9,81 м/сек2.
Величина Дрп ж определяется высотой вспененной жид-
кости [7], ее находят по следующему уравнению:
Арп-ж = (Апогр + А/г)— мм вод. ст., (85)
Yb
где ЛШгр — глубина погружения прорезей, принимается для
стандартных S-образных элементов равной 27 мм
(равна разности отметок верхней кромки слив-
ной перегородки и верхнего обреза прорезей);
АЛ — высота жидкости под водосливом, мм\
\h = 2,%Vuo, (86)
где Lv — расход жидкости на единицу длины водослива,
м3/м-ч;
уж и ув — удельный вес жидкости и воды на тарелках,
кГ /м3.
Величина Ара находится из следующего уравнения:
Ар0 = 0,113ш2'4уЬ2, (87)
где wn—скорость пара в патрубках, м/сек.
Предлагают также [6] учитывать энергию, затраченную
на трение пара о жидкость,
Артр = 0,02 (&у0 УQn )7‘ мм вод. ст., (88)
где w0 — скорость пара в патрубках, м/сек-,
Qn— плотность пара, кГ/м3.
Унос на тарелках с S-образными элементами изучался
в ряде работ, в результате чего были получены следующие
уравнения.
В работе [155] предложено уравнение
е = 7,95 • 10-4 )2'' кГ/кГ, (89)
где w — скорость в полном сечении колонны, м!сек\
Нс — высота сепарационного пространства, т. е. рас-
стояние от уровня пены на тарелке до вышележа-
щей тарелки, м.
90
В работе [8] предлагается уравнение
е • 102 = 2wl7Kr кГ/кГ, (90)
где — скорость пара в полном сечении тарелки без пло-
щади, занятой сливным устройством, м/сек",
^ = 0,07/26 —1,7, (91)
Рис. 51. Схема к расчету S-образных элементов.
Уравнения (90) и (91) рекомендуют применять при Н =
= 450 мм и при глубине слоя жидкости над сливной план-
кой более 10 мм.
На рис. 51 представлены узлы и детали устройства од-
нопоточной тарелки с S-образными элементами, согласно
нормалям нефтяной промышленности. Длина слива однопо-
точных тарелок составляет от 0,7 до 0,74 диаметра, в двух-
и четырехпоточных тарелках — от 0,65 до 0,7 диаметра.
Расчет тарелки
из S-образных элементов
Определим размеры тарелки при следующих условиях:
расход пара 20 m/ч; нагрузка по жидкости 75 ж3/ч; удельный
вес пара 1,2 кГ/м3\ жидкости — 900 кГ/м3.
Определим скорость пара в полном сечении колонны по
уравнению (81) Саудерса и Брауна.
Коэффициент С± из уравнения (82) найдем, приняв рас-
стояние между тарелками равным 500 мм. Пользуясь графи-
ком (рис. 50), находим Сх = 650, коэффициент С2 принима-
ем равным 4. Задаемся длиной сливной планки 1,5 м, тогда
С = 650 — 4 • -^-—35 = 590.
91
По уравнению (61) находим
0.305 cnn I /900 — 1,2 , „ .
w = ""ЗбОСГ • 590 V ~Т2— = 1’3 М'СеК-
Проверим полученную скорость по графику рис. 48.
Точка, отвечающая полученным значениям, лежит в преде-
лах заштрихованной зоны, следовательно, тарелка должна
работать устойчиво.
Найдем диаметр тарелки по уравнению
л£2 В __ 20 000
4 3600 -1,2’
откуда D = 2,15 л.
Принятая длина сливной планки составляет 0,7 от вели-
чины диаметра, что соответствует указанным выше нормати-
вам.
Для расчета S-образных элементов необходимо задаться
величиной живого сечения. Как уже указывалось, живое
сечение этого типа тарелок составляет 12—20%. Примем
живое сечение равным 12%. Тогда общая площадь патрубков
(проходов для пара) составит
3,14 • 2,152 п .о п п
-—-Н------ 0,12 = 0,435 лА
4
Построив на миллиметровой бумаге план тарелки и рас-
положив на нем сливные планки, найдем, что центральный
угол, образуемый радиусами, проведенными к концам план-
ки, составит 90°.
Площадь сегментов, занятых сливным устройством, най-
дем по уравнению
А = 2
= 2 1 X (1,57 - 1) = 0,58 л2.
у 7?2(-^- — sin а
Площадь тарелки, на которой располагаются S-образ-
ные элементы, равна
^^ — 0.58 = 3,1 jw2.
4
Выберем размеры S-образных элементов соответственно
рис. 51 на стр. 91.
92
Размер а найдем, исходя из принятой величины живого
сечения (12%):
_______?______= 0 12
80 4- 70 -2- 2 — a
откуда а = 20 мм; b = 70 — 20 = 50 мм.
Высоту hr примем равной 25 мм.
Тогда С - 80 — 25 — 2 - 53 мм; I = 80 — 3 • 2 — 20 =
= 54 мм. Прорези в стенке колпачка выбираем треуголь-
ной формы, принимаем скорость в них в 1,5—2 раза боль-
шей, чем в живом сечении колонны. Определйв основные
размеры S-образных элементов, размещаем их на тарелке.
Определим величину сопротивления сконструированной
тарелки. Сопротивление сухой тарелки находим по формуле
(84)
4,1
( 0,12 )
Дрс = —2\ 9 81 • 1,2 — 29 мм вод. ст.,
1 3
где (ГТ2 = м/сек — скорость в живом сечении.
По формуле (87) находим
Дро = 0,113 • 10,852л • 1,21-2 = 27 мм вод. ст.
По уравнению (85) находим Дрп-ж. предварительно опре-
делив
Д/г = 2,8 frl2-,
Д/г = 2,8 j/"j2 = 44 мм,
откуда
Дрп-ж = (27 + 44)^ = 64 мм.
Др = 29 + 27 + 64 = 120 мм вод. ст.
ЧЕШУЙЧАТЫЕ ТАРЕЛКИ
Принцип работы тарелок
Чешуйчатые, или струйные тарелки [9, 11, 12] относятся
к группе тарелок со сливными устройствами.Так же как
и в тарелках с S-образными элементами, в чешуйчатых та-
релках паровые стр уи_ движутся в направлении потока
93
жидкости. Направление движения пара определяется соот-
ветствующим наклоном чешуй в плоском листе, образующем
основу тарелки.
На рис. 52 показаны два типа чешуй, исследованных в ра-
ботах [11] и [12]. Арочная чешуя (рис. 52,а) закрыта с бо-
ков и дает выход пару в одном
направлении. Чешуя с трехсто-
ронним прорезом (рис. 52,6)
дает выход пара с большим рас-
сеиванием (веерообразно). Чешуи
могут иметь различную ширину,
Рис. 52. Типы чешуй.
длину и угол наклона а, что меняет направление паро-
вой (газовой) струи. Наиболее употребляемые размеры
чешуй: ширина — 50 мм, длина 50 мм, угол наклона а =
= 15 —20°. Чешуи располагаются на тарелке в шахматном
порядке (рис. 53).
Угол наклона чешуй а определяет угол подъема струи
пара (газа) на тарелке. На рис. 54 представлена зависимость
угла подъема струи р от угла
наклона чешуи а. Как видно,
угол Р больше угла а, что
объясняется действием подъем-
ной силы. Для чешуй трех-
стороннего выреза гидродина-
мические режимы чешуйча-
тых тарелок были исследо-
ваны в работе [9]. При малых
скоростях пара работа чешуй-
чатых тарелок напоминает ра-
боту ситчатых тарелок — на
них наблюдается провал жид-
кости. Когда скорость пара
(газа) в щелях достигает не-
которого значения, провал
прекращается. Эта скорость называется первой критиче-
ской. Для системы жидкость —воздух при широком колеба-
нии нагрузок по жидкости (от 10,8 до 36 м3/м2-ч) первая
критическая скорость равнялась 6,5—7,5 м/сек. Конструк-
ция чешуй при этом не оказывала существенного влияния.
При дальнейшем увеличении скорости провал прекращае-
тся, и тарелка вступает в режим, характеризующийся рав-
номерным барботажем с волнообразными движениями
жидкости от приемного стакана к сливному (рис. 55,а).
94
Уровень жидкости на тарелке падает от приемного ста-
кана к сливному. Этот режим называется барботажным. При
дальнейшем увеличении скорости (w > 12 4- 16 м) возни-
кает струйный режим (рис. 55,в). В этом режиме наблюда-
ется подъем уровня жидкости по
направлению к сливу. Это явле-
ние вызывается инжектирующим
действием потока пара, а также
ударом паро-жидкостного потока
о стенку колонны. Высота паро-
жидкостного слоя в зоне слива
тем больше, чем больше скорость
пара в щелях. При этом часть жид-
кости отрывается от тарелки и дви-
жется над ней. При некоторой
(предельной) скорости пара в щелях
значение уноса становится значи-
тельным и дальнейшее увеличение
скорости недопустимо.
Значение предельной скорости
зависит от конструкции тарелки
и для исследованных [11] тарелок
(система воздух—вода) находится
по эмпирическим формулам.
Рис. 54. Зависимость угла
подъема струи над тарел-
кой от угла наклона че-
шуи:
1 — арочные чешуи; 2 — чешуи
трехстороннего прореза;
Для тарелки без сливной перегородки с чешуями трех-
стороннего прореза 25 X 25 мм (а = 15°, живое сечение
Ф = 10%)
„.4,63
6.103 = 0,134-10-3^
(92)
Для тарелок с чешуями арочного типа (ф = 12%)
е • 103 = 0,352 • 10-2ад2'2Д0'6, (93)
где е — унос, кг/кг\
w — скорость газа в щелях, м/сек-,
L — нагрузка по жидкости, м3/м2-ч-,
Н — расстояние между тарелками, м.
Если задаться допустимой величиной е в пределах 0,1—
0,2 кг/кг и подставить ее в формулу (92) или (93), то можно
определить величину w.
Гидравлическое сопротивление чешуйчатых тарелок,
как и всех других контактных тарелочных устройств, опре-
деляется как сумма трех сопротивлений Дрс, Дрп.ж и Дра.
95
&рс определяется по формуле (84). Коэффициент g для та-
релок с чешуями трехстороннего прореза принимается рав-
ным 2,5—3, а для тарелок с арочными чешуями — 1,5—2.
Величина сопротивления паро-жидкостного слоя Дрп-ж
на чешуйчатых тарелках не зависит от типа чешуй. Она оп-
ределяется в значительной мере величиной живого сечения
Рис. 55. Режимы работы чешуйчатой тарелки:
а — барботажный; б — переходный; в — струйный.
тарелки. Для тарелок с живым сечением 10% найдено сле-
дующее уравнение:
АРп-ж
0,0138 • 10-8ai2'9A0,45Y°’1Yj;5|i?:7dg'45 „ о
п ,жГж э кГ/м2,
G0,45^045
(94)
w — скорость газа (пара), м/сек\
L — количество протекающей жидкости, м31м2-сек\
Уп и уж — удельный вес соответственно пара и жидкости,
кГ/м3-,
(лп и рж — вязкость газа и жидкости, кГ-сек!м2-,
d3 — эквивалентный диаметр чешуй, л;
где G — количество пара, м3/м2-сек-,
1Т — длина тарелки от приемного кармана до противо-
положной стенки колонны, м.
Для тарелок с живым сечением 17%
АРп-Ж
0,02 • 1O-Wo’95y°’2y^47d3°'55
К1 /м «
Л0,95„ 1,4/0,15
и ап «т
(95)
Величину сопротивления, вызываемого силами поверх-
ностного натяжения Ара, определяем по следующему урав-
нению:
Дрст = кГ/м2. (96)
96
Для чешуй с трехсторонними вырезами t?s находится по
уравнению
d9 — 2h4 м.
(97)
где Лч — высота подъема лепестка чещуи -над тарелкой.
Для арочных чешуй
da — ^-M, (98)
где F — площадь отвер-
стия чешуи, ж2;
и — периметр отвер-
стия, м.
Высокая эффективность
чешуйчатых тарелок до-
стигается в струйном ре-
жиме, который является
рабочим режимом тарелки.
Для этого тарелки должны
конструироваться таким об-
разом, чтобы скорость в
щелях была более 12 м!сек.
Оптимальное живое сече-
ние чешуйчатых тарелок
найдено равным 10%. Уве-
личение живого сечения
должно сопровождаться
Рис. 56. Изменение эффективности
чешуйчатой тарелки в зависимости
от скорости пара.
увеличением скорости пара
в щелях. В противном
случае к. п. д. тарелок
резко падает. На рис. 56
показано изменение эффективности тарелки в зависимости
от скорости пара в полном сечении колонны при различных
нагрузках по жидкости. Из графика видно, что эффектив-
ность колонны имеет минимум, после которого резко воз-
растает, достигая значения 0,6—0,7 м.
Расчет чешуйчатых тарелок
Рассчитаем тарелку при следующих условиях: расход
пара 10 т!ч\ расход жидкости 25 т/ч\ удельный вес жидкости
1000 кГЛи3; удельный вес пара 0,9 кПм\ в равна
6- 10~3 кГ!м\ вязкость жидкости 5* 10 4 кГ-сек/м2\ вяз-
кость пара 0,8 - 10~6 кГ <ек!м2.
7 1258
97
Решение. Так как рабочая зона чешуйчатой тарел-
ки лежит в зоне струйного режима, то выбираем скорость
в отверстиях тарелки w > 12 м/сек. Примем скорость рав-
ной 14 м/сек. Размеры арочных чешуек 25 X 25 мм, а =
= 15°. Зададимся живым сечением, равным 10%. Тогда
скорость в полном сечении будет wn = 1,4 м/сек.
Проверим выбранную скорость на унос по формуле (92)
1т 0,134 • 10~3 • 144’63
е'10 =——
Чтобы найти L .определим диаметр тарелки из уравнения
л£>2 ,,
~4~ wn = Ир
секундный объем протекающего пара
т f 10 000 р. ice
Vx = 3600 3’ 1 м1сек и £> = 1,68 м.
Площадь тарелки равна 2,22 м2, откуда
г 25 000 1ОС ,, ,
~ 900 • 2,22 — М !М ' Г'
Величину Н выбираем равной 0,3 м,
откуда
1П, 0,134 • 10—3 - 144’63
0 i 1 ~ - — —. I
12,50’2 • 0,3°’2
и е = 0,0165 кПкГ, или 1,65%, что можно считать допусти-
мым.
Сопротивление тарелки находим по формуле
Др = Дрс + Дрп-ж +
В свою очередь
Д?с = 1-^- уп; 1 = 2; Дрс = 18 кГ/л2,
Из уравнения (94) Дрп.ж равно 23 кГ/м2, а Дра уравне-
ния (96) — 5 кГ/м2.
Тогда общее сопротивление тарелки равно 46 кПм,2.
Сливное устройство тарелки не имеет сливных планок
и конструируется так, как это показано на рис. 57.
Число чешуек на тарелке определяем следующим обра-
зом.
98
На миллиметровой бумаге изображаем профиль чешуйки
в натуральную величину и графически, подсчетом числа кле-
ток, определяем площадь живого сечения одной чешуйки
f0. Зная общую площадь живого сечения тарелки и площадь
fQ, находим число чешуек. Тарелка изготовляется из секций,
монтируемых через люки. Секции к опорным балкам и ка-
мерам крепятся болтами. Сливные устройства тарелок не
имеют сливных планок. Первый ряд прорезей располагает-
7*
99
Рис. 58. Кольцевая струй-
ная тарелка:
1 — приемный стакан: 2 — гори-
зонтальный диск; 3 — кольце-
вой перелив; 4 — сливные
трубы.
ся на расстоянии 30 мм от перелива. Желательно предусмо-
треть также некоторую площадь до края сливного кармана
для дегазации жидкости [6].
Следует упомянуть также комбинацию ситчатой и чешуй-
чатой тарелок, предложенную в работах Н. П. Рябченко
и И. М. Аношина [129]. Эта тарелка представляет собой пер-
форированный лист с расположенными в шахматном поряд-
ке отверстиями d — 2,1 -? 4,2 мм.
В каждом четном ряду отверстия
через одно заменены чешуйками
(13 X 13 мм и 7x7 мм) с углом
наклона их 20°. Эти чешуйки обес-
печивают движение пара и жидко-
сти в одном направлении и ликви-
дируют возможность засорения от-
верстий тарелки, что требуется при
переработке отходов виноделия.
Коэффициент сопротивления сухих
тарелок этого типа равен 2,3 —4.
Модификацию чешуйчатых таре-
лок представляет кольцевая струй-
ная тарелка, разработанная И. П.
Слободяником и др. [137, 138].
Авторы поставили перед собой
задачу — образовать массообмен
на тарелке при взаимодействии фаз
в поле центробежных сил. Ими
была предложена конструкция,
изображенная на рис. 58. В этом
контактном устройстве названном
«кольцевой струйной тарелкой», на
поверхности горизонтального диска выштампованы тан-
генциально направленные арочные чешуйки. Пар, проходя
через отверстия приобретает вращательное движение и увле-
кает жидкость, поступающую через центральный сливной
стакан. Двухфазный вращающийся поток приобретает
форму параболоида вращения. По кольцевому переливу
жидкость поступает на нижележащую тарелку, а пар, осво-
бодившись от жидкости, поднимается на следующую та-
релку. Тарелка была испытана авторами на эксперименталь-
ной установке диаметром 250 мм и расстоянием между
тарелками 300 мм при живом сечении 9%. Размер арочных
чешуек 5 X 15 мм, высота переливного кольца 80 мм.
100
Было найдено, что струйная тарелка допускает высокие
скорости пара (до 3,5 м/сек), сохраняя высокие значения
к. п. д. (0,7—0,75), и допускает изменения режима в широ-
ких пределах. Потеря напора в тарелке при скорости пара
3,5 м/сек составляет 1500 н/м2.
ПЛАСТИНЧАТЫЕ ТАРЕЛКИ
Принцип работы тарелок
Пластинчатые тарелки трех типов показаны на рис. 59.
Пластины располагаются таким образом, чтобы пар (газ),
проходя через щели между пластинами, сообщал жидкости
Рис. 59. Типы пластинчатых тарелок:
а — с наклонными плоскими пластинами; б — с отбойниками; в — с согнутыми
пластинами.
движение в сторону слива. Сливного'порога в пластинчатых
тарелках нет. В тарелке из согнутых пластин, частично
перекрывающих друг друга, щели суживаются в сторону
движения газа (пара).
Работа пластинчатых тарелок изучалось в исследо-
ваниях [9, 22, 50, 155]. Ю. И. Дытнерский исследовал режи-
мы работы пластинчатых тарелок и объясняет принцип дей-
ствия их следующим образом. Жидкость, поступившая на
тарелку, встречается с газом или паром, который с большой
скоростью (20—50 м/сек) проходит через щели. Пластины
имеют наклон 4—9° и газ (пар) выходит из щелей почти
горизонтально. Жидкость эжектируется, диспергируясь
при этом в мелкие капли, отбрасывается к следующей щели,
где процесс повторяется. В результате жидкость в виде мел-
ких капель проносится вдоль тарелки к сливному стакану.
Так как сливная перегородка не требуется, то гидравличе-
ское сопротивление тарелки невелико. На пластинчатой
101
тарелке, в ее рабочем режиме, жидкость является диспе-
рсной фазой, а газ — сплошной. Контактирование происходит
на поверхности капель. В этом, по-видимому, и состоит су-
щественное отличие всех струйных тарелок (а не только пла-
стинчатых) от барботажных (колпачковых и ситчатых).
Рабочий режим пластинчатой тарелки, при котором дисперс-
ной фазой является жидкость, Ю. И. Дытнерский [45] на-
звал капельным. Этот режим возникает при больших ско-
ростях пара в щелях порядка 20 м/сек. При работе тарелки
в этом режиме могут быть достигнуты большие нагрузки
по пару и жидкости при малом запасе жидкости на тарелке
и малом сопротивлении.
Расчет пластинчатых тарелок
Для определения потери напора Дрп ж на пластинчатой
тарелке с плоскими пластинами предложено следующее урав-
нение:
при скорости пара в щелях wQ < 7 м/сек
Л 5,03 • 10-3L°’5 г. 2
Лрп-ж = -—з——г- кГ м2, (99)
г ж wQd3 sin al ' ’ v 7
где L — плотность орошения, м3/м2-ч\
d3 — эквивалентный диаметр щели, м;
а — угол наклона пластин, °;
/ — длина рабочей части тарелки, м.
при w > 7 м/сек
Дрп-Ж
0,152L/sin а
(^э)0’25
кГ/м2.
(ЮО)
Сопротивление сухой тарелки Дрс может быть найдено
по формуле
АРс = ё-^-Y кГ/м2, (101)
где £ — коэффициент, равный 3,4 F9,95 Re0,23;
Fc — живое сечение, м2/м2;
Re — число Рейнольдса для пара (газа) в щелях.
Сопротивлением Дра можно пренебречь. По-видимому,
аналогично протекает процесс и в пластинчатых тарелках,
изображенных на рис. 59,б,в. Пластинчатые тарелки диамет-
102
ром 1—4 м, испытанные в условиях непрерывной работы
при плотности орошения 20 м3/м2-ч и скорости газа в полном
сечении 1,5 м/сек, показали сопротивление 100 н/м2. Эти
тарелки могут работать в условиях, когда жидкость содер-
жит взвешенные частицы.
Унос на пластинчатых тарелках изучался Чэнь-Бин-
Чженом [155]. Было обнаружено, что расстояние между та-
релками не оказывает на унос существенного влияния. Унос
предлагается определить по следующей формуле
е = 2,18 • 10~W кг/кг, (102)
где w — скорость в щелях, м/сек.
Сравнивая тарелки с S-образными элементами и пластин-
чатые, автор пришел к заключению, что унос на пластинча-
тых тарелках примерно в 10 раз меньше при прочих рав-
ных условиях. Он отмечает также, что скорость газовой (па-
ровой) фазы в полном сечении колонны может достичь 5—
7 м/сек, при значительных плотностях орошения. Величина
съема продукции с единицы объема в 2—3 раза больше,
чем на колоннах с тарелками с S-образными элементами.
Ю. И. Дытнерский [451 также утверждает, что наиболее
перспективными с точки зрения производительности явля-
ются тарелки, в которых используется кинетическая энергия
газа (пара) для увеличения скорости жидкости. Для опре-
деления предельной скорости потока Ю. И. Дытнерский
предлагает пользоваться следующим уравнением:
Y = Ае~4Х,
(103)
где
(104)
а
0,16
Г =-----
(105)
где w — скорость в полном сечении колонны, м/сек;
Fc — живое сечение, м2/м2.
Коэффициент А для пластинчатых колонн равен 10
(нижний предел). Верхний предел определяется допустимыми
значениями брызгоуноса (0,2 кг/кг) из уравнения (102).
Ю. И. Дытнерский и др. [47] предложили уравнение для
определения коэффициентов массоотдачи в жидкой фазе
103
и в газовой фазе pv для рабочего (капельного) режима:
= 0,43L°’l2to м/ч; (106)
= 3181-0.38^1.5 м/ч> (107)
Рис. 60. Кольцевая пла-
стинчатая тарелка:
где Дрг-ж — гидравлическое сопротивление газо-жидкост-
ной смеси на тарелке, кГ/м2\
L — нагрузка по жидкости, м3/м2-ч\
w — скорость газа, м/сек.
Эти уравнения выведены на основании опытов, прове-
денных на десорбции СО2 из водного раствора и на погло-
щении аммиака водой. При работе
с другими газами требуется вво-
дить поправку [47].
Наряду с рассмотренными струй-
ными тарелками имеются и другие
конструкции тарелок, не рассмат-
риваемые нами. К ним относятся
тарелки типа Киттеля (121), коль-
цевые пластинчатые, предложен-
ные И. П. Слободяником и
Л. Г. Григорьевым (137, 138).
Кольцевая пластинчатая тарел-
ка показана на рис. 60. Основным
рабочим элементом этой тарелки
является веерная решетка, изго-
товленная из пластин, между ко-
торыми образуются щели с осями,
направленными к горизонтальной
плоскости под углом а = 10 ~ 12°.
Пластины для придания устойчи-
вого вращательного движения га-
/ —кожух; 2 — веерная решет- ЗОВОМу (парОВОМу) ПОТОКу ПервКрЫ-
сливное"^йствоТТ-колГ вают друг друга на 5—10 мм. В ра-
цевой перелив; 6 -сливная бочем режиме КОЛОННЫ СКОрОСТЬ
труба; 7 — ливные трубы. r г
пара в полном сечении колонны
может достигать 1,5—2,5 м/сек. При этом к. п. д. та-
релки равен 0,65—0,75. Скорость пара в щелях при этом
достигает 10 м/сек и выше. Нагрузка по жидкости допусти-
ма от 6 до 25 м3/м2-ч.
104
ГЛАВА 6.
ПРОВАЛЬНЫЕ ТАРЕЛКИ
Типы провальных тарелок
К этой группе контактных устройств относится боль-
шое количество конструкций, отличающихся тем, что слив
производится не через специальные сливные устройства,
а через те же отверстия, через которые проходит газ или
пар. Отсутствие сливных устройств значительно упрощает
конструкцию тарелки, площадь тарелки используется более
полно. Тарелки не имеют гидравлического уклона, в них
осуществляется принцип противотока пара и жидкости.
Принцип работы провальных тарелок был впервые изложен
в работах (141, 142). Автором было изучено явление прова-
ла на ситчатых тарелках и указана возможность устройства
тарелок без сливных устройств.
В настоящее время провальные тарелки можно класси-
фицировать следующим образом: решетчатые; колоснико-
вые; трубчатые; дырчатые плоские; дырчатые волнистые и
провальные тарелки с направленным движением жидкости.
Решетчатые тарелки (рис. 61) изготовляются из сталь-
ных или медных листов толщиной 2,5—6 мм, Щели тарелок
выполняются штамповкой или фрезеруются, ширина щели
3—8 мм и длина 60 и 200 мм. На смежных тарелках щели
располагаются взаимно перпендикулярно. Живое сечение
решетчатых тарелок колеблется в пределах от 10 до 30%.
Расстояние между тарелками принимается от 300 до 600 мм.
Решетчатые тарелки могут применяться не только для
перегонки чистых, не содержащих взвеси, жидкостей, но
и для таких, как, например, хлебная бражка на спиртовых
заводах, при работе на молотом сырье. Тарелки диаметром
до 800 мм изготовляются из целого листа. Тарелки большо-
го диаметра изготовляются из секций, ширина которых при-
нимается такой, чтобы монтаж тарелок осуществлялся че-
рез люк.
Из-за отсутствия сливных устройств полезная площадь
тарелок увеличивается на 15—30%. Допустимая скорость
в полном сечении колонны с провальными тарелками выше,
чем в колоннах со сливными тарелками. Поэтому произво-
дительность колонн с провальными тарелками несколько
105
повышена. Например, замена тарелок колпачкового типа
провальными позволяет увеличить нагрузку колонн в 1,5
и даже в 3 раза. Так, на двух заводах синтетического кау-
чука была произведена замена туннельных колпачковых та-
релок на решетчатые с шириной щели 4 мм. Живое сечение
в одной колонне было взято 16,5%, в другой 13,4% при
том же числе тарелок, что было до реконструкции. В ре-
зультате замены тарелок производительность их возросла
в 2,25—2,5 раза при одинаковой четкости разделения.
К. п. д. решетчатых тарелок при работе в определенном
режиме достигает 0,8—0,9.
Сопротивление решетчатых тарелок меньше, чем колпач-
ковых. Они могут быть использованы как при работе атмо-
сферных, так и вакуумных колонн.
Колосниковые и трубчатые тарелки отличаются от ре-
шетчатых тем, что щелевидные отверстия создаются уста-
новкой параллельных полос металла, которые располагают-
ся друг от друга на расстоянии ширины щели и приварива-
ются к опорному каркасу. Полосы могут быть заменены
прокатом уголкового профиля или трубами. Последние
располагаются параллельно или сгибаются в плоские спи-
рали.
106
В случае необходимости в трубы подают охлаждающую
или нагревающую среду. Указывается, что трубчатые про-
вальные тарелки позволяют создавать нагрузки по жидкости
и газу примерно в 1,5 раза выше, чем решетчатые и дырчатые
тарелки [101].
Дырчатые провальные та-
релки (плоские) наиболее про-
сты по конструкции. Впервые
они были исследованы автором
(139, 140). Они являются ситча-
тыми тарелками без сливных
устройств. Диаметр отверстий
в плоском стальном или медном
листе равен 4—8 мм.
Рис. 62. Волнистая тарелка.
Волнистые тарелки (рис. 62)
иногда называют гофрирован-
ными. Изготовляются они штамповкой из металлических
листов толщиной 2,5—3 мм. Тарелки имеют большую
жесткость, живое сечение их 15—30%. Вследствие боль-
Рис. 63. Схема тарелки Киттеля.
шой жесткости тарелки не требуют промежуточных ба-
лок и опор даже в колоннах большого диаметра (до 3 м).
Разновидностью этих тарелок являются тарелки с кон-
центрическими волнами. В волнистых тарелках слив про-
исходит через отверстия во впадинах волн. Пар прохо-
дит через отверстия в верхних гребнях волн. Смежные
107
тарелки с параллельным расположением волн распола-
гаются так, чтобы оси волн были взаимно перпендику-
лярны. Шаг волн равен 40—60 мм, глубина волн 15—
40 жж. Тарелки этого типа обладают свойством самоочище-
ния и могут применяться как для чистых, так и для за-
грязненных твердыми взвесями систем.
Провальные тарелки с направленным движением пара
и жидкости отличаются тем, что в них вследствие специаль-
ной перфорации создается определенное направление пара
и жидкости. К этому типу относится тарелка Киттеля (рис.
63), которая состоит из двух дисков, расположенных друг
от друга на расстоянии 200 жж. Каждый из дисков, состав-
ляющих тарелку, имеет перфорацию, направляющую поток
пара в том направлении, как это показано на рисунке. На
нижнем элементе движение пара и жидкости соответствует
изображенному на диске /, на верхнем — соответственно
изображенному на диске 2. Тарелки этого типа эффективны,
но к. п. д. их уменьшается с увеличением диаметра колонн.
Принцип работы
провальных тарелок
Работа провальных тарелок изучалась различными авто-
рами. Довольно полный обзор всех исследований произве-
ден М. Рылеком и Г. Стандартом 1180].
Гидродинамика провальных тарелок также изучалась
многими авторами [42, 58, 65, 74, 81,130].Исследователями
[74] установлены следующие гидродинамические ре-
жимы.
Режим смоченной тарелки существует
при низких скоростях пара (газа). Потоки пара и жидкости
свободно проходят через щели. Количество жидкости, за-
держивающейся на тарелке, мало. Контакт между фазами
происходит на поверхности стекающих пленок и капель.
Сопротивление тарелки мало.
Барботажный режим возникает при увеличе-
нии скорости пара, при которой жидкость подвисает на та-
релке, что связано с увеличением сопротивления. На тарел-
ке имеются две зоны: зона светлой жидкости, через которую
барботирует пар, и зона пены. При увеличении скорости
пара высота светлой жидкости уменьшается, а высота пены
увеличивается.
108
Рис. 64. Режимы работы проваль-
ных тарелок.
Режим эмульгирования (аэрации) характе-
рен тем, что светлая жидкость почти полностью исчезает.
На тарелке наблюдается турбулизированная, подвижная
пена. Сопротивление и вынос пены при увеличении скорости
остаются постоянными.
Волновой режим возникает при дальнейшем
увеличении скорости пара, особенно при малой интенсивнос-
ти орошения. Струи пара
прорываются через слой
пены. Жидкость и пена на
тарелке приходят в волно-
образное движение. При
некоторой скорости пара
жидкость перестает стекать
с тарелки и выбрасывается
на вышележащую тарелку.
Происходит захлебывание
колонны.
Другие авторы [65] от-
мечают несколько иные
режимы, что, по-видимому,
может быть объяснено раз-
мерами экспериментальных
установок и влиянием при-
стенного эффекта.
Изменение гидродина-
мического состояния таре-
лок показано на графике,
где сопротивление тарелки i
от скорости пара w (рис. 64).
Линии АВ, CD, DE, EF представляют режимы. Точки
В, С, D, Е — точки перехода от одного режима к другому.
Точка Е — переход от эмульгаиионного режима к волново-
му может считаться в ряде случаев точкой захлебывания.
Рабочими режимами тарелок следует считать барботажный
(CD) и эмульгационный режимы (DE). Оптимальный режим
лежит вблизи точки Е в области эмульгационного режима.
Критическую точку перехода от режима эмульгирования
к волновому режиму, т. е. точку Е, Ю. Г. Зелинский пред-
лагает находить по уравнению
V \ П / I \*/4 / v \ ж/в
. -LL и.о-16 ] = 0,04 — — 1,75 , (108)
gF*a Уж У а \ ° / \ Уж / k ’
&р представлено как функция
W2
109
где w — скорость пара для полного сечения колонны в точ-
ке Е, м/сек.
g — ускорение силы тяжести, м/сек2’,
Fc — живое сечение, м2/м2;
а — ширина щели, м’,
Yr и уж— удельный вес соответственно газа и жидкости,
кг/м3’,
рж — ВЯЗКОСТЬ ЖИДКОСТИ, СПЗ’,
D — диаметр колонны, ж;
L и G — нагрузки по жидкости и газу, кг/м2-сек.
Это уравнение позволяет определить максимальную допу-
стимую скорость и выбирать рабочую скорость в колонне.
Аналогичная формула предложена для точек В—С (под-
писания)
1g -------р£1(А = 1 — 2>45(^)*Л(—ул. (109)
&\gFla Уж Гж / ’ \GJ \уж) v ’
Потеря напора в провальных тарелках, как и в других
типах тарелок, складывается из трех компонентов:
Др = Дрс + Ара + Дрп-ж. (НО)
Для определения сопротивления сухой тарелки А. Г. Ка-
саткиным и др. [64] предложено уравнение
4000/?_d A ^oVrr
Apc = [(l_Fc)2+gp+_£_,-«.]_^!LKW (Hl)
где Fc — живое сечение тарелки, м2/м2;
£р — коэффициент сопротивления при внезапном расши-
рении потока (£р = 0,8 при Fc = 0,1 и |р — 0,64
при Fc — 0,2);
d — диаметр отверстия или ширина щели, м;
6 — толщина тарелки, м-,
d3 — эквивалентный диаметр отверстия, м;
w0 — скорость газа в живом сечении, м!сек\
Уп— удельный вес газа (пара), кГ1мъ\
Re — критерий Рейнольдса для газа (пара);
Re = ^,
Png
где |лп—вязкость, кГ-сек/м2',
&ра— находится из уравнения
Дра = кГ/м2, (112)
где а — поверхностное натяжение, кГ/м.
ПО
Сопротивление слоя пены находится из следующего урав-
нения:
Лрп.ж^-^^кГ/м\ (113)
wVt F”'
где w — скорость в полном сечении, м!сек\
hn — высота пены, м.
Для определения высоты пены жидкостей, не образую-
щих стойкой пены в точке захлебывания колонны, предло-
жено уравнение
-J?- = 4Fr0'2; (114)
Следует заметить, что это уравнение вызывает некоторые
сомнения и полученные результаты необходимо корректи-
ровать в соответствии с данными опыта. Особенно это отно-
сится к пенящимся жидкостям.
В уравнения (112) и (114) входит величина d3. Для решет-
, tab 1
чатых тарелок d3 = , где а и b — ширина и длина
щели. В дырчатых тарелках d3 = d.
Ю. К. Молокановым рассматривалось гидравлическое
сопротивление решетчатых и дырчатых тарелок проваль-
ного типа [102]. Автор исходит из того положения, что
общее сопротивление выражается суммой сопротивлений
сухой тарелки и сопротивления прохождению жидкости на
тарелке. При определении величины первой слагающей
учитывается, что в орошаемой тарелке часть щелей т занята
стекающей жидкостью. Вторая составляющая является след-
ствием преобразования кинетической энергии газа в потен-
циальную энергию слоя жидкости, сопротивления течению
жидкости через прорези, колебания уровня жидкости на та-
релке, наличия сил поверхностного натяжения между па-
ром и жидкостью.
Учитывая все эти элементы, автор получил уравнение
следующего вида для нахождения Др:
где* £ — коэффициент сопротивления сухой тарелки;
уг — удельный вес газа, кПм?\
111
g—ускорение силы тяжести, м/сек2.;
и»ог — скорость газа в щелях тарелки, отнесенная ко всей
площади прорезей, м/сек;
о — поверхностное натяжение, кГ/м;
/'гидр — гидравлический радиус отверстий;
1
т =-----77;
1 4- А,/а
, 2^+1 Y»/_G\2 /11R\
Л 2g* Yr \ L / ’ 16
где g * —- коэффициент сопротивления при прохождении
жидкости через прорези тарелки (g * = 2,6);
L и G — нагрузка тарелки по жидкости и газу, кг/м2.ч.
Автор считает, что отклонение экспериментальных дан-
ных от рассчитанных по уравнению (115) не превышает
15% [102].
Для расчета скорости пара в провальных тарелках пред-
ложено несколько методов. Известны методы, разработа-
ные ВНИИГаз [6], А. Г. Касаткиным и др. [64]. Последний
метод основан на корреляции двух комплексных величин
X и У. В каждую из этих величин входят параметры, опре-
деляющие работу провальной тарелки:
Х = (и?)
где G и L — весовые скорости газа и жидкости, кГ/м2.ч;
p-ж И рв —вязкость жидкости и воды, спз.
Исследуя тарелки с живым сечением, равным от 0,13
до 0,4 при диаметре отверстий от 3 до 8,4 мм, авторы 164,
65] нашли, что рабочая зона тарелок находится между
двумя прямыми линиями (рис. 65).
Уравнение верхней предельной линии
У = 10- е~4Х (119)
и нижней предельной линии
У= 2,95 • (120)
Пользуясь этими уравнениями или графиком, можно
определить скорость в полном сечении колонны w.
112
Л. Е. Сум-Шик, Л. С. Позин, М. Э. Аэров и Т. А. Быст-
рова (147) предложили уравнения для определения верх-
него и нижнего пределов работы колонн с беспереливными
(провальными) барботажными тарелками. Сделав некоторые
предпосылки о механизме захлебывания (верхний предел)
0,25 II \0,125
Рис. 65. Предельные линии работы провальных тарелок.
рости газа (пара), соответствующей началу захлебывания,
следующее уравнение:
w3 = 0,416 1/ 6ж~6г F(1 — т) (121)
F 6г
и для скорости газа к моменту вступления тарелки в работу
wT = 0,185 у -е-Уе 6r F(1 — т), (122)
где рж и Qr — плотность жидкости и газа, кг/м3-,
F — доля живого (свободного) сечения тарелки,
М2/м3',
т — доля живого сечения тарелки, занятой сте-
кающей жидкостью.
Авторы утверждают, что эти уравнения дают расхожде-
ния с экспериментальными данными, не превышающие 15%.
8 1258
113
И. А. Александров [6] предлагает определять скорость
пара в момент захлебывания решетчатых тарелок по урав-
нению
___ 2,64fcD0’25Q^°V’5
W3 ~~ 1,0,125-0,68 0,08 0,07 '
и "п Нж Гп
где D — диаметр тарелки, м;
6ж и рп — плотность жидкости и пара, кг/м3;
b — ширина щели, м;
У = т(±-+ 0,05)~°'78; (124)
т = 9,4 • 10~7 — для тарелок со щелями шириной
3 мм; для тарелок с более широкими щелями т =
= 6,5 • 10~3.
Оптимальный режим колонны соответствует скорости
несколько меньшей, чем w3.
О. Е. Сатропинский [131] исследовал работу провальных
решетчатых тарелок в условиях перегонки сильно пеня-
щейся жидкости (паточной бражки спиртовых заводов).
Некоторое представление
w = 1,5 м/сек о пенистости этой системы
Рис. 66. График высоты пены при
перегонке паточной бражки.
Рис. 67. Зависимость к. п. д.
провальных тарелок от их жи-
вого сечения.
Как видно из графика, высота пены зависит от плотности
орошения. График приведен для случая, когда Fc = 11,9%,
a w = 1,5 м/сек, В этом случае высота пены при L = 25
м3/м?-ч может достигнуть значения И — 500 мм. При этих
же условиях уравнение (114) дает значение Н 120 мм.
114
Высота пены также зависит от живого сечения, уменьшаясь
с увеличением живого сечения. Сатропинский нашел также,
что к. п. д. тарелок изменяется в зависимости от величины
живого сечения тарелок, как это показано на рис. 67. Для
оптимальных скоростей в полном сечении w им построен
график, приведенный на рис. 68.
5 6 7 8 9 10 11 !2 13 1Ь 15 16 17 18 19 20-21 22 23 2k 25 26 27 28 29 30
Рис. 68. Зависимость Параметров работы провальных тарелок
от их живого сечения.
При работе с паточными бражками было найдено, что
производительность колонн возрастает по сравнению с кол-
пачковыми в 2 —2,5 раза, а сопротивление уменьшается
на 40—80%. При этом разделяющая способность колонны
не уменьшается.
Расчет провальных
решетчатых тарелок
Из имеющихся методов расчета провальных тарелок [6,
23, 65] остановимся на методе, разработанном А. Г. Касатки-
ным и др.
Предлагается выбирать тип тарелки, ширину щели, тол-
щину пластины, живое сечение, исходя из технологических
и конструктивных соображений.
Основную расчетную величину — скорость в полном се-
чении, предлагается находить при помощи корреляционной
связи между функциями X и У, согласно уравнениям (117)
и (118). По этой величине находятся диаметр колонны и
скорость в живом сечении. Расстояние между тарелками
находим по уравнению (114) из условий высоты пены.
Рассчитаем провальную тарелку решетчатого типа. На-
грузка тарелки по пару 40 000 м3/ч при уп = 1,2 к,Г1м3\
8*
115
нагрузка по жидкости 50 м3/ч при уж = 1000 к.Пм2-, стж =
= 5 • 10у3 кГ/м, рп = 2,5 • IO-6 кГ •сек/м2-, цж = 5 • 10~4
кГ -сек/м2.
Найдем значения величин X и У из уравнений (117)
и (118):
Y - fA?74 ( Уп Р - Р° 000 • 1 ’2Г‘ f М Y7' ~ П 44-
Л\б/ \УЖ/ \ 50-1000 / Ь000/ “U’ °’
у . w* _ Yn /Нж \0’16
gd3F2c ’ Тж \ Р-в /
Из уравнения (119) для верхней предельной линии
У = 10 • е~4х.
Для нижней предельной линии определяем У соответ-
ственно из уравнения (120)
У = 2,95 - е~4х.
Примем значения У средним
У = 6,5-е-Ч
В нашем примере
У = 6,5 • 2,72-4-0'43 = 0,79.
Принимаем толщину листа равной 4 мм, ширину щели
4 мм и длину 200 мм. Живое сечение выбираем равным 15%.
Величина d3 равна
= о4 /опп = 8 мм или 0,008 м.
Теперь из уравнения (118) найдем w:
0,79 = 9,81 • 0,004 • 0,153 • Тооб ’ 5°’16»
где = 5,
Пв
откуда w — 0,95 м!сек.
Полное сечение колонны, равное внутреннему диаметру
колонны найдем из уравнения
V _ яЕР
3600 — 4 W'
40 000 3,14-Da nnc
1606" = -J- • °’95’
откуда D = 3,85 м.
116
Расстояние между тарелками, принимая во внимание,
что жидкость не образует стойкой пены, находим из уравне-
ния (90)
А. = 4 ( У'2
0,008 \9,81 • 0,008/
Живое сечение принимаем равным 15%, откуда
0,95 л ос-
wo = 0Д5 = 6’35 ¥
hn = 150 мм.
Из конструктивных соображений принимаем расстояние
между тарелками 300 мм. &ля пенистых жидкостей такое
расстояние явно недостаточно. Поэтому необходимо провес-
ти экспериментальное определение высоты пены на модели
колонны.
Потерю напора определяем по уравнениям (111—113).
Вопросами расчета провальных (беспереливных) таре-
лок занимались и другие авторы, которые предложили мето-
ды расчета, отличающиеся от изложенного [42, 81].
Волнистые ситчатые
провальные тарелки
Волнистые тарелки (рис. 69) представляют собой одну
из модификаций провальных тарелок. Как показали иссле-
дования [49, 86, 87], тарелки обладают рядом преимуществ.
Например, допускают высокие нагрузки по пару и жидкости
при значительной разделяющей способности. Кроме того,
они обладают способностью к самоочищению и могут быть
использованы для перегонки смесей, содержащих взвешен-
ные частицы. Сопротивление этих тарелок невелико. Про-
филь волны тарелки может иметь различную форму: полу-
окружности, сегмента, треугольника, синусоиды. Чаще
всего используется синусоидальный профиль. Вся поверх-
ность тарелки перфорирована. Тарелки изготовляются цель-
ными для малых колонн и из отдельных секций, скрепля-
емых болтами для больших колонн. В волнистых тарелках
более чем в плоских провальных тарелках осуществляется
упорядоченный слив. Поэтому эффективность их выше,
чем плоских провальных тарелок с тем же диаметром отве-
рстий.
117
При исследовании гидродинамики волнистых тарелок
были обнаружены четыре гидродинамических режима [48].
На рис. 70 представлена графически зависимость потери
напора Др от скорости пара в живом сечении колонны w.
При малой скорости пара жидкость не задерживается на
тарелке. Сопротивление тарелки медленно возрастает до
первой критической точки В. Линия ВС представляет ре-
жим, в котором жидкость
задерживается во впадинах
тарелки, а пар прорывается
через отверстия в гребнях
волн. В точке С гребни
Рис. 69. Волнистые провальные
тарелки.
Рис. 70. Зависимость Др от w
для волнистой провальной та-
релки.
волн перекрываются жидкостью. Тарелка вступает в ра-
бочий режим.
. В этом режиме пар проходит преимущественно через
гребни волн, а жидкость стекает через отверстия впадин.
В точке D начинается неравномерный режим работы. На
тарелке возникают волны, заметны пульсации, резко воз-
растает потеря напора.
Для определения рабочей зоны волнистых тарелок может
быть использован метод, описанный для провальных пло-
ских тарелок. Согласно этому методу отыскивается корреля-
ция между двумя комплексными величинами X и У:
у = , Yr
gF2cd ' Y« \ Hr / ’
/ \0,25 / yr \ 0,125
X = -yr I — I
\ G / \ уж /
118
Комплексы X и У связываются с уравнением
Y = Ае~вх.
По данным Ю. И. Дытнерского и др. [48], для скорости,
соответствующей вступлению тарелки в рабочий режим,
А =3,4 и В = —3,2. Для момента захлебывания А = 5,0;
В = 2,05. Н. И. Краснопольский [86], исследовав та-
релки этого типа, установил следующие значения коэффи-
циента А и степени В (табл. 13).
Таблица 13
Значения коэффициента А и степени В
Характеристика тарелки Нижний предел Верхний предел
А в А в
Fc = 0,107; 6 = 2 мм\ d = 4 мм\ t = 12 мм 3,12 2,85 13,3 4,1
Fc = 0,213; 6 = 2 мм\ d = 6 мм; t = 12 мм 2,83 2,96 9,3 3,3
Fc = 0,154; 6 = 2 мм\ d = 3 мм; / = 6 мм 6,2 3,05 13,8 3,5
Предельные линии работы тарелки, по данным
Ю. И. Дытнерского, показаны на рис. 71.
Величина уноса е волни-
стых провальных тарелок не-
сколько меньше, чем плоских
тарелок. В пределах устой-
чивой работы тарелки вели-
чина уноса зависит только от
скорости в полном сечении
и высоты сепарационного про-
странства. Величина уноса е
может быть найдена из урав-
нения
е = а кг/кг. (125)
\ "о /
Рис. 71. Предельные линии
работы волнистой тарелки.
Коэффициент А может быть ориентировочно принят рав-
ным 10 • 10~4.
119
Сопротивление волнистых тарелок складывается из
трех величин: сопротивления сухой тарелки Дрс, потери
давления на преодоления поверхностного натяжения Дра
сопротивления столба жидкости Дрп-ж- Для нахождения Дрс
пользуемся обычной формулой
2
= (126)
где £ — коэффициент, колеблется в пределах 1,3—2,4 и
зависит от размеров волн тарелок. Для расчета
рекомендуется принимать коэффициент £ равным 2;
— скорость пара в отверстиях тарелки, м/сек.
Сопротивление слоя жидкости и пены на тарелке опре-
деляют по формуле
^2- = 2,6 • lO-5L°.42i0o’48Fr2'8(%)1-3, (127)
Уж
где L — нагрузка по жидкости, м3/м2-ч;
w — скорость в полном сечении тарелки, м/сек\
Fc — живое сечение тарелки, м2/м2',
ЫН — отношение длины волны тарелки к высоте.
Высота пены для систем, не образующих стойкой пены
(например, воздух—вода), может быть определена [48] по
уравнению
Нп = 1,6(м, (128)
\ Уж /
где w0 — скорость пара (газа) в отверстиях, м/сек.
Величина потери напора на преодоление поверхностного
натяжения находится по тем же уравнениям, что и для обыч-
ных ситчатых тарелок (см. стр. 67).
Эффективность волнистых тарелок определялась в рабо-
тах [48, 86]. Н. И. Краснопольский определял к. п. д.
Мэрфри (т)) в процессе десорбции СО2 из водного раствора
СО2 и нашел, что т) увеличивается с увеличением нагрузок
по жидкости. Значения rj при изменении скорости газа от
0,4 до 1 м/сек остаются высокими, равными 0,9—0,7. Высо-
кий к. п. д. (0,95—0,98). показали концентрические вол-
нистые тарелки.
Устойчивость работы волнистых тарелок увеличивается
с увеличением живого сечения и уменьшением плотности
орошения [22].
120
В ряде работ рекомендуются характеристики волнистых
тарелок. Так, в работе [145] рекомендуются тарелки с живым
сечением Fc = 15%, диаметр отверстий 4 мм, высота волн
h = 18 мм и длина волн 60 мм, скорость пара в полном се-
чении 1 м/сек и нагрузка по жидкости 14 м3/м2-ч.
Рекомендуется [48] применять тарелки с h = 27 мм,
d = 3 4- 4,5 мм', Fc = 20%.
В зарубежной практике применяют волнистые тарелки
с шагом волн 38—64 мм и высотой 13—38 мм, свободное се-
чение от 15 до 30%. Диаметр отверстий для чистых жидкос-
тей рекомендуется брать равным 3,2 мм. Для засоренных
жидкостей величина отверстий берется не более 6,5 мм.
К- п. д. тарелок равен 60—80% при расстоянии между та-
релками 450 мм [152].
Клапанные провальные тарелки
Существенным преимуществом провальных тарелок явля-
ется то, что в них устранена причина продольной неравно-
мерности, так как сток жидкости происходит по всей площа-
ди тарелки. Были предприняты попытки построить колпач-
ковые контактные устройства провального типа. Однако
они не имели успеха вследствие сложности конструкции.
Более успешно вопрос о работе в провальном режиме реша-
ется для тарелок клапанного типа. Впервые это предложение
было сделано М. Э. Аэровым. Работа клапанных провальных
тарелок была исследована А. П. Беспалько, И. Ф. Малежи-
ком и В. Н. Стабниковым [28, 29]. Провальные клапанные
тарелки были исследованы на холодном лабораторном стен-
де и на колонне диаметром 400 мм в условиях работы эпю-
рационной колонны спиртового завода.
Клапанные провальные тарелки отличаются от сливных
тем, что при посадке клапанов между плоскостью тарелки
j и клапаном остается зазор, через который сливается жид-
кость. Было найдено, что величина зазора существенно вли-
. яет на работу тарелки. Оптимальная величина зазора со-
кставляет 5,5 мм.
При работе тарелки наблюдались четыре режима, воз-
никающих последовательно при увеличении скорости пара
и(рис. 72): пузырьковый барботажный (отрезок АХСХ): струй-
ный, при котором клапаны переходят во взвешенное состо-
яние (отрезок СхВх/(); пенный режим (после точки А),
£
121
Рис. 72. Зависимость сопротив-
ления от скорости газа в кла-
панной провальной тарелке:
1 — орошаемая тарелка; 2 — сухая та-
релка,
а диаметр клапана — 55 мм.
весь газо-жидкостный слой представляет собой подвижную,
стабильную, сильно турбулизованную пену; инжекционный
режим (наступает с дальнейшим ростом скорости).
Постепенно степень турбулизации слоя увеличивается.
Над айэрированным слоем взлетают языки пены. Если уве-
личивать скорость газа (пара), тарелка захлебывается.
Рабочим режимом следует
считать струйный.
Клапанные тарелки про-
вального типа показали вы-
сокую эффективность (т] =
= 0,5—0,95) в довольно
широких интервалах на-
грузок по пару (0,7 —
1,75 м/сек).
М. Э. Аэров и др. [24]
также изучали работу кла-
панных провальных таре-
лок на стенде с диаметром
колонны, равным 192 мм.
Полученные данные были
проверены на колонне с
диаметром 800 мм. Обе
колонны имели три тарел-
ки. Диаметр отверстия под
клапаном был равен 47 мм,
Расстояние между центрами
клапанов было взято равным 70 мм. Живое сечение для
малой колонны составляло 41,2%, а для большой —31,3%.
Число клапанов для малой колонны — 7, для большой — 87.
При исследовании неорошаемой тарелки было обнаруже-
но три режима: в первом режиме клапан находится в нижнем
положении, при увеличении скорости газа клапаны приво-
дятся в колебательное движение, при дальнейшем увеличе-
нии скорости газа наблюдается полный подъем клапа-
нов.
При изучении работы орошаемых тарелок также наблю-
далось три периода работы. В первом периоде, который на-
блюдается от момента вступления тарелки в работу до не-
которой критической скорости газа, потеря напора быстро
растет. Затем тарелка вступает во второй период работы,
в котором перепад давлений изменяется незначительно.
При дальнейшем увеличении скорости газовой фазы про-
122
исходит быстрый рост напора и наступает захлебывание
колонны.
Рабочей зоной является второй период.
Авторы [24] отмечают: «Пределы устойчивой работы оро-
шаемой тарелки зависят от начального и конечного зазоров
под клапанами и от нагрузки по жидкости. С увеличением
орошения гидравлическое сопротивление тарелки растет,
а пределы устойчивой работы сужаются. Для испытанных
конструкций тарелки в режиме устойчивой работы гидрав-
лическое сопротивление орошаемых тарелок составляет
40—70 мм вод.ст.»
Сопоставляя клапанные тарелки со сливными устрой-
ствами и провальные клапанные тарелки, авторы [24] при-
шли к заключению, что провальные тарелки имеют более
высокий к. п. д., а пропускная способность их увеличи-
вается на 20% за счет лучшего использования площади
тарелки. Кроме того, они указывают, что: «клапанные та-
релки без перелива с начальным зазором 3 мм не уступают
по гибкости работы колпачковым тарелкам, а также и кла-
панным тарелкам со сливными устройствами».
Интересным результатом исследования [24] является
то обстоятельство, что авторы его установили незначитель-
ность влияния диаметра на эффективность работы тарелок.
Правда, диапазон размеров тарелок, исследованных ими,
не очень велик, но все же диаметр изменялся более чем в 4
раза. Преимущества провальных клапанных тарелок долж-
ны быть более выражены при больших диаметрах тарелок,
однако такие тарелки пока еще не построены и не испытаны.
ГЛАВА 7.
ПРЯМОТОЧНЫЕ КОНТАКТНЫЕ
УСТРОЙСТВА (СКОРОСТНЫЕ)
Производительность абсорбционных и ректифика-
ционных аппаратов может быть значительно повышена двумя
способами: увеличением размеров (сечения) аппаратов или
созданием принципиально новых контактных устройств,
допускающих увеличение скорости пара и нагрузки по
жидкости.
123
Однако увеличение скорости пара в контактных устрой-
ствах, в которых осуществляется противоток, или перекрест-
ный поток жидкости и пара, невозможен. При большой ско-
рости в этих устройствах возрастает брызгоунос и наступает
захлебывание. Поэтому предельная скорость в аппаратах
этих типов не превышает 1,5—2 м/сек в полном сечении ко-
лонны. Для того чтобы осуществить большие скорости, не-
обходимо перейти к взаимодействию фаз при прямоточном
контакте с последующей сепарацией. При этом следует иметь
в виду, что контакт между фазами не может быть продолжи-
тельным, следовательно, он должен быть высоко эффектив-
ным.
При конструировании скоростных аппаратов использу-
ются три типа скоростных контактных устройств: работа-
ющие по принципу восходящего прямотока [88, 91, 92, 99];
инжекционного действия (ударно-распылительные) [13, 154];
с вихревым паровым потоком [88].
Первый тип контактных устройств был разработан
П. С. Семеновым и др. Принципиальная сущность этих уст-
ройств заключается в том, что жидкость под действием газа
движущегося со скоростью, превышающей 15 м/сек, подни-
мается по стенке труб снизу вверх в виде тонкой пленки.
В этих условиях интенсивность массопередачи оказывается
очень большой, что позволяет создать высокоэффективные
аппараты.
Исследования процесса массопередачи в трубчатых аппа-
ратах с восходящим течением пленок, увлекаемых паром,
показали, что наиболее интенсивный конвективный перенос
в пленке жидкости осуществляется на небольшой длине на-
чальных участков контакта. Для практического использова-
ния указанного принципа колонна конструируется из сек-
ций, имеющих несколько труб длиной около 200 мм [90].
Между секциями устанавливается сепарационное устройство.
Живое сечение колонны составляет около 30%. Жидкость
из дефлегматора колонны подается на верхнюю (п) секцию.
Пройдя трубки этой секции, отсепарированная жидкость
поступает по переточным трубам в (п — 1) секцию. Отсепари-
рованная жидкая фаза этой секции подается в (п — 2) сек-
цию, и так до кубовой части колонны.
Сравнение такого типа аппарата с трубчатыми противо-
точными показало, что величины съема продукта с единицы
объема прямоточных контактных устройств во много раз
больше, чем прямоточных трубчатых, а также насадочных
124
и тарельчатых устройств. Скорость пара в живом сечении
такого контактного устройства достигает 15—45 м/сек, что
при значительной величине Fc (м2/м2) дает возможность по-
строить аппарат высокой производительности. Однако при
больших количествах труб в секции несомненно возникнут
большие затруднения в распределении жидкости по трубам
и в устройстве сепарационных секций.
Величина сопротивления прямоточных трубчатых кон-
тактных устройств может быть определена из уравнения
Др = 0,0704 4 уг^-кГ/м2. (129)
u Zg
При этом отмечается, что в процессе скоростного массоб-
мена большая часть гидравлического сопротивления отно-
сится на фрикционное трение.
Н. А. Малафеев и В. А. Малюсов исследовали процесс
ректификации при прямоточном восхождении движения фаз
в каналах прямоугольного сечения [96, 97, 98]. Преимуще-
ство колонн с прямоугольным сечением состоит в том, что
доля полезного сечения в этих колоннах:значительно выше,
чем в трубчатых.
В результате исследования, проведенного на системе
этанол—вода, авторы установили, что в этих колоннах ско-
рость пара может быть доведена до 30 м/сек. При этом в ка-
нале с расстоянием пластин 5 мм, высота, соответствующая
одной единице переноса, составляет от 0,27 до 0,46 м в за-
висимости от концентрации спирта. Потеря напора при ско-
рости 30 м/сек не превышала 140 мм вод. ст.
Исследовалась [97] гидродинамика колонны с плоско-
параллельной насадкой. Контактное устройство этой ко-
лонны (секции) состоит из каналов сечением 50 X 9 мм.
Жидкость поступает в нижние отделения секции, а отсюда
через отверстия—на рабочую поверхность канала. Увлека-
ясь потоком газа, жидкость в виде тонкой пленки поднима-
ется вверх. В верхней части контактного устройства про-
исходит сепарация жидкости при помощи специальных от-
бойников, через прорези которых жидкость сливается и ухо-
дит вниз на питание нижележащей секции, газ же проходит
в верхнюю секцию.
Исследуя эту конструкцию на унос, авторы установили,
что унос при скорости газа выше 25 м/сек не превышает
10%, а при более высоких скоростях составляет 4—5%,
снижение скорости до 15—20 м/сек ведет к увеличению уноса
125
до 15% и выше. Это объясняется тем, что при низких ско-
ростях воздуха в канале (10—15 м/сек) происходит зависа-
ние жидкой пленки. Поверхность ее покрыта волнами, с греб-
ней которых газ срывает брызги. С увеличением скорости
толщина пленки уменьшается, амплитуда волн снижается,
унос уменьшается. При скорости газа 20—30 м/сек поверх-
ность пленки почти не образует волн и унос минимален.
Гидравлическое сопротивление одной секции (высота
300 мм) при скорости воздуха 28 м/сек равно 45—48 мм вод.
ст.
При исследовании прямоточных контактных устройств
установлено, что кратковременность контакта фаз приво-
дит к увеличению необходимого числа контактных ступе-
ней. Поэтому были предложены секционные прямоточные
тарелки, в которых повышение эффективности каждой сту-
пени достигается путем установки перегородок.
Два варианта такой тарелки, предложенные Б. М. Ази-
зовым и А. М. Николаевым [11, представлены на рис. 73
и 74.
Принцип действия тарелок одинаков. Жидкость, посту-
пившая на тарелку, проходит последовательно ряд контакт-
ных плоскостей, увлекаясь в них газом (паром), поступаю-
ющим через сопла (щели). Сепарация жидкости происходит
в отбойниках дугового профиля. В результате такого уст-
ройства жидкость и пар на одной тарелке многократно всту-
пают в контакт, что увеличивает эффективность каждой
отдельной тарелки. Исследование предложенной конструк-
ции, проведеное авторами на модели малых размеров (110 X
X 79 мм), показало, что гидродинамика этого контактного
устройства дововольно сложна. В зависимости от скоростей
потоков и конструктивных параметров в нем существуют
следующие режимы: провала, подвисания, пульсирующий,
переходный и равномерный (эмульсионный). Для начала
движения жидкости вверх необходимо, чтобы скорость га-
за в контактных зазорах составляла не менее 5—5,5 м/сек.
При этом наблюдается пульсирующий характер движения
жидкости, и возникает пульсирующий режим работы кон-
тактного устройства. Дальнейшее повышение скорости ве-
дет к установлению рабочего режима контактного устрой-
ства Показано, что в интервале скоростей от 5 до 25 м/сек
режим движения газового потока является автомодельным.
Контактное секционное прямоточное устройство облада-
ет высокой разделяющей способностью.
126
Второй тип скоростных контактных устройств представ-
лен устройствами инжекционного действия.
К этому типу относится значительное количество кон-
тактных утройств. Одним из них является контактное
устройство аппарата системы Ф. К. Крюченко [37]. На схеме
Рис. 73. Секционная прямоточ-
ная тарелка с цилиндрическими
перегородками:
/ — горизонтальная перегородка; 2 —
сепарационные полости; 3 — глухая пе-
регородка; 4 —перелив; 5 — отбойники;
6 — сквозная перегородка; 1 — контакт-
ные полости; 8—порог
ная тарелка с плоскими перего-
родками:
/—порог; 2— контактные полости;
3 — перелив; 4 — сепарационные полос-
ти; 5 — отбойники; 6 — глухая перего-
родка; 7—сквозная перегородка; 5 —
горизонтальная перегородка.
(рис. 75) представлены три секции горизонтальной ректифи-
кационной установки, каждая из которых соответствует
одной тарелке аппарата и состоит из двух элементов: кон-
тактно-инжекционного устройства 1 и сепаратора 2.
Контакт между паром и жидкостью происходит в момейт
инжекции паром жидкости. Пар движется с большой ско-
ростью порядка 20—25 м1сек. Образующаяся паро-жидкост-
ная смесь направляется в сепаратор 2, где смесь разделяет-
ся на пар и жидкость. Пар поступает в следующий контакт-
ный элемент, а выделившаяся жидкость направляется про-
тивоточно пару, как это показано на схеме.
127
В момент контакта пар и жидкость движутся в одном на-
правлении. При этом происходит интенсивный массообмен.
Такие аппараты установлены на заводах и успешно ра-
ботают. Существенным недостатком их является громозд-
кость и большое количество труб, арматуры и соединений.
Аппараты обладают высокой разделительной способностью,
однако съем продукции с 1 Л13 объема не превосходит съема
продукции для колонных аппаратов. По этим причинам эти
контактные устройства все же не получили широкого рас-
пространения. Были сделаны попытки построить контакт-
ные инжекционные устройства более компактно. Один из
вариантов такого устройства, разработанный сотрудника-
ми ВНИИГС, показан на рис. 76 [37]. Пар поступает через
сопла и инжектирует жидкость, поступающую по сливной
трубе в приемный стакан. Паро-жидкостная смесь поступает
в кольцевой канал, а отсюда — в сепарационное межтарелоч-
ное пространство. Аналогичное контактное устройство было
разработано также в Московском институте химического ма-
шиностроения [115]. Эксперименты, проведенные на системе
воздух—вода, доказали, что в этих устройствах осуществля-
ется хороший межфазовый контакт в интервале скоростей
пара 12—35 м/сек. При этом сопротивление не превышает
сопротивления колпачковых тарелок.
В аппаратах большой производительности устанавлива-
ются несколько контактных инжекционных устройств. Это
128
приводит к неравномерному распределению парового пото-
ка; кроме того, в таких устройствах неизбежен значитель-
ный унос, вследствие большой скорости пара и малой ве-
Рис. 76. Схема инжекционного
аппарата с тарелками:
/ — сливная труба: 2—кольцевая тру.
ба; 3— сопло.
личины сепарационного про-
странства.
Как и в контактных уст-
ройствах пленочного типа,
описанных ранее, основная
часть массообмена происходит
на первом этапе контакта
пара и жидкости, т. е. в ин-
жекционном узле. Массооб-
мен в сепарационном прост-
ранстве невелик.
По такому же принципу работают контактные устройства,
показанные на рис. 77. Стекающая в карман жидкость
образует гидравлический затвор. Пар, поступая в узкую
щель между карманом и дефлектором с большой скорос-
тью, инжектирует жидкость .[Паро-жидкостная смесь с боль-
шой скоростью движется в направлении стенки и ударяется
9 1258 129
о стенку. Здесь происходит сепарация жидкости. Она стека-
ет по стенке в карман, а пар направляется дефлектором под
вышележащий карман. Скорость пара в узком сечении не
менее 10 м/сек. Такого вида контактное устройство было ис-
пытано на одном из спиртовых заводов Союза. Установка
работала на системе этанол—вода, но показала низкий
к. п. д. Вероятно, это объясняется высоким брызгоуносом
вследствие нецелесообразной конструкции сепарационного
устройства. Более целесообразная конструкция аппарата
этого типа предложена
Ю. Ф. Артамоновым и
А. М. Николаевым [21].
Схема контактной сту-
пени этого аппарата пока-
зана на рис. 78. В этой
конструкции основным эле-
ментом является отбойник
(купол) дугового профиля.
Купол расположен вогну-
тостью вниз, что обеспечи-
вает закручивание потока.
Жидкость приходит во вра-
щение вместе с газовым по-
током и центробежной си-
лой отбрасывается в карман.
Пар, освобожденный от
жидкости, направляется в
следующую контактную
Рис. 77. Колонна ударного рас-
пыления.
а—общий вид; б —контактный узел;
1 — дефлектор; 2 — карманы.
ступень, где инжектирует жидкость, поступающую из кар-
мана в щель, образованную стенкой кармана и пласти-
ной. Контакт пара и жидкости осуществляется как в ку-
поле, так и в сепарационном пространстве. К сожалению,
опыты с этой конструкцией были произведены на модели
малого размера (75—100 мм, форма прямоугольная). Ско-
рость пара в щели для выпуска жидкости составляла 15—
25 м/сек при размерах щелей 8—14 мм. Опыты показали,
что при расстоянии между ступенями 250 мм унос может
быть подсчитан по следующему уравнению:
е • 102 = 0,36^7/4’15 кг/кг, (130)
где иУщ — скорость в щелях, м/сек\
f — доля сечения щели от полного сечения аппарата.
130
Рис. 78. Схема аппарата с инжек-
ционными контактными устройст-
вами:
I — карман, II — полость отбойника; III —
конфузор, IV — карман: 1 — отбойники;
2 — пластина; 3 — щель.
На рис. 79 показано изменение величины уноса в зави-
симости от скорости газа в щели и величины f. Как видно
из графика, унос находится в допустимых пределах даже
при значительных скоростях пара в щели. Что касается по-
тери напора, то она показана для орошаемой ступени (рис.
80). Из графика следует, что сопротивление увеличивает-
ся с увеличением живого
сечения и В конструк-
ции (рис. 78) имеют место
два режима. Первый из них
назван автором струйным,
второй — дисперсным. Ве-
личину падения давления
в одной контактной ступени
для сухой контактной сту-
пени рекомендуется нахо-
дить по уравнению
мм вод. ст.,
(131)
где £ — коэффициент, на-
ходится из урав-
нения
g = 22Д (132)
Отмечается, что разни-
ца между сопротивлением
сухой и орошаемой ступе-
нями невелика. Это объяс-
няется тем, что при подаче
жидкости практически не
происходит сужения газо-
вого потока.
Этот аппарат может
быть отнесен также и к
третьей группе скоростных
контактных устройств — устройств с вихревым паровым
потоком. Принцип действия указанных контактных уст-
ройств отличается от инжекционных, ударно-распылитель-
ных тем, что в их сепараторах используется центробеж-
ная сила, а поток паро-жидкостной смеси приобретает
9*
131
вращательное движение. За последние годы предложено
и исследовано несколько конструкций этого типа.
На рис. 81 представлена схема контактного устройства
этого типа, разработанная сотрудниками Казанского хими-
ко-технологического института [111].
На каждой тарелке располагается несколько контактных
устройств, каждое из которых состоит из наружного 6 и
внутреннего 7 концентрических конусных патрубков. Свер-
Рис. 79. Унос в контактном
устройстве, изображенном
на рис. 78, в зависимости
от скорости газа в щели.
Живое сечение, %:
1 - 14; 2—12; 3 — 10; 4-8.
Рис. 80. Полное сопротив-
ление контактных устройств,
в зависимости от скорости
газа в щели. Живое сечение, %:
/ — 14, 2—12, 3 — 10, 4—8,
5-6.
ху они перекрываются направляющим конусом 5. Пар про-
никает через внутренний патрубок 7, инжектирует жидкость,
которая подсасывается по кольцевому каналу между ко-
нусными патрубками. Скорость газа (пара) в зазоре кон-
тактного устройства может достигать значительных вели-
чин — до 50 м/сек. Подхваченная струей газа жидкость
диспергируется, а при выходе из зазора часть жидкости
сепарируется и возвращается на тарелку. Для слива этой
жидкости служат переточная труба 2 и переточный карман
3. Невыпавшие капли жидкости поступают с газом в центро-
бежный сепаратор 4. Последний приводит поток во враща-
тельное движение. Он состоит из нескольких пластин, име-
ющих форму сектора. Пластины соединяются в центре ко-
лонны и располагаются под небольшим углом к горизонту
132
и частично перекрывают друг друга, образуя зазоры. Пери-
ферийная часть пластин примыкает к карману 1 для сбора
отсепарированной жидкости.
Выделение капель жидкости
происходит за счет действия центро-
бежной силы, возникающей при
вращательном движении потока
пара.
На рис. 82 показаны конструк-
ция и размеры контактного устрой-
ства. Зазор А, являющийся важ-
нейшим параметром, в опытах ав-
торов менялся в пределах от 1,6
до 2,8 мм. Скорость газа в зазоре
должна быть не меньше 15 м/сек,
так как при меньшей скорости ин-
жекция становится неустойчивой.
Гидравлическое сопротивление опи-
сываемого контактного устройства
значительно.
На рис. 83 показан график из-
менения Др как функции скорости
в зазоре и ширины зазора h. Сопро-
тивление сухого контактного уст-
ройства от орошаемого отличается
незначительно.
Контактное устройство, рабо-
тающее по аналогичному принци-
пу [1161, показано на рис. 84.
Тарелка состоит из контактного
Рис. 81. Аппарат с ин-
жекционными контакт-
ными устройствами.
устройства и сепаратора. Контактное устройство в свою
с отверстиями 5, через кото-
рые вытекает жидкость. Жид-
кость поступает в трубы 4 по
переливным карманам 2 и
равномерно распределяется
по ним. Пар поднимается снизу
вверх и проходя с большой
скоростью между трубами,
увлекает жидкость. Происхо-
дит контакт между фазами.
Сепарационное центробежное
устройство 1 аналогично опи-
очередь состоит из труб 3
Рис. 82. Конструкция и разме-
ры контактного устройства.
133
санному выше. При дальнейшем развитии скоростных
контактных устройств конструкция их претерпела значи-
100
Е= ООО
UOO
300
200
юо
10 20 30 ио 50
и/, м/сеи
Рис. 83. Сопротивление орошае-
мого контактного устройства
в зависимости от скорости газа
в зазоре при различных вели-
чинах зазора Л, мм\
/ — 2,8; 2—2,4; <3—2,0; 4 — 1,6.
тельные упрощения. При
этом от четкого разделения на
контактное и сепарирующее
устройства, которое было от-
мечено выше, отказались. Та-
кие устройства получили наз-
вание вихревых, или винто-
вых.
Ю. В. Поплавский [116]
сформулировал основные прин-
ципы конструирования ин-
жекционных аппаратов, кото-
рые заключаются в
щем:
1) для борьбы с
следует использовать
бежную сепарацию;
2) для уменьшения гид-
следую-
уносом
центро-
равлического сопротивления инжекционных контактных
устройств необходимо стремиться к тому, чтобы в любом
сечении контактного устрой-
ства площадь прохода для
пара была одинаковой;
3) для наилучшего контак-
та пара и жидкости должны
быть созданы условия макси-
мальной задержки жидкости
и увеличения длительности
контакта фаз;
4) конструкции инжекци-
онных контактных устройств
должны быть просты и не
металлоемки;
5) при конструировании
следует учитывать, что ос-
новная доля массопередачи
происходит в начале сопри-
косновения пара и жидкости,
в сепарационном простран-
стве массопередача незначи-
тельна.
Рис. 84. Тарелка инжекционно-
го типа.
134
Используя эти принципы, Ю. В. Поплавский создал ряд
конструкций вихревых колонн.
Несколько видов контактных устройств с вихревым паро-
вым потоком были разработаны И. М. Аношиным и др.
[13]. На рис. 85 показаны две конструкции вихревых аппа-
ратов.
Первая модификация аппарата (рис. 85,а) представляет
собой полую трубу /, по оси которой установлен турбулиза-
тор — шнек 2. Винты шнека не доходят до стенки трубы,
на внутренней стенке кото-
рой укреплена ленточная спи-
раль 3. Направление витков
спирали обратно направлению
витков шнека. Паровой поток
получает вращательное дви-
жение, создаваемое витками
неподвижного шнека. Жид-
кость, поступающая сверху,
получает также винтовое дви-
жение, направляемое ленточ- Рис. 85. Вихревые контактные
ной спиралью, находящейся на устройства,
стенках колонны. Такая конст-
рукция была испытана на перегонке вязких засоренных
жидкостей и работала успешно.
В конструкции вихревого аппарата (рис. 85,6) контакт-
ным элементом является веерная пластинчатая решетка.
Она состоит из направляющих пластин, наклоненных под
углом 10—25° к горизонту. Вихревые элементы устанавли-
ваются с некоторыми зазорами относительно стенок аппа-
рата. Этот зазор имеет меньшую площадь сечения, чем
живое сечение вихревого элемента. Направляющие пластины
неподвижны и перекрывают друг друга. Нижним пределом
работы аппарата является момент накопления жидкости
над вихревыми элементами. С увеличением скорости пара
удерживающая способность вихревых элементов увеличива-
ется. Жидкость, пронизываемая паровыми струями, обра-
зует вращающиеся кольца газо-жидкостной эмульсии. Цент-
ральная часть аппарата свободна для прохода пара. Часть
жидкости отбрасывается к стенке под действием центробеж-
ной силы. Под действием силы тяжести жидкость перелива-
ется с одного элемента на другой. Это, по-видимому, про-
исходит как за счет провала, так и за счет отбрасывания
жидкости к центру при ударе о стенку. Расстояние между
135
вихревыми элементами равно 100—300 мм при диаметре
колонны 300 мм. Живое сечение составляет около 20%.
Как указывают авторы, скорость паровой фазы в полном
сечении может быть увеличена по сравнению с барботаж-
ными аппаратами в 6—8 раз.
Прямоточные скоростные контактные устройства являют-
ся перспективным видом контактных устройств. Однако
в настоящее время они еще не получили широкого приме-
нения в промышленности и находятся в стадии исследова-
ния.
ГЛАВА 8.
РОТАЦИОННЫЕ КОНТАКТНЫЕ УСТРОЙСТВА
Количественный учет влияния на массопередачу
межфазной турбулентности было предложено производить
при помощи фактора гидродинамического состояния двух-
фазной системы [671.
Величина
' = <133>
где Арг-ж — сопротивление в двухфазном потоке;
Дрг — сопротивление в однофазном потоке при оди-
наковой скорости газа (пара).
Если в массообменном аппарате подводится дополнитель-
ная энергия, то числитель выражения (133) должно быть уве-
личен на число Э, учитывающее эту дополнительно подво-
димую энергию. В этом случае запишем выражение
где Э — дополнительно подводимая энергия, выраженная
через работу, сообщаемую единице объема жидкос-
ти.
Уравнение массопередачи для двухфазной системы при
разности концентраций, выраженной по газовой фазе, име-
ет следующий вид:
Nu = 4Re™Pr"(l+f). (135)
136
Таким образом, фактор f увеличивает значение эффектив-
ности массопередачи. Сопоставляя уравнения [134] и [135],
видим, что дополнительная внешняя энергия увеличивает
эффективность массообменных контактных устройств. Это
обстоятельство было использовано при создании высокоэф-
фективных ротационных массообменных контактных уст-
ройств с подводом энергии.
По принципу действия ротационные контактные устрой-
ства могут быть классифицированы следующим образом:
работающие за счет действия центробежной силы; работа-
ющие по принципу подъема жидкости и последующего ее
падения под действием силы тяжести.
Наиболее распространенным типом ротационных кон-
тактных устройств являются центробежные контактные
устройства различных типов (ударно-распылительные, бар-
ботажно-распылительные, пленочные).
У дарно-распылительные
контактные устройства
Наиболее распространенным типом этих устройств явля-
ется центробежное устройство, в котором распыленная тем
или иным способом жидкость
летит от центра устройства
к1 периферии, ударяется о
стенку, теряет скорость и сте-
кает на следующую контакт-
ную ступень, где процесс пов-
торяется. На рис. 86 пред-
ставлен один из аппаратов
этого типа, предложенный
Киршбаумом и Штором [174].
Вертикальный вал аппарата
несет цилиндры с отверстиями
и проходит через отверстия
в тарелках колонны. Края
цилиндров погружены в жид-
кость на тарелках. При враще-
нии вала цилиндры приходят
во вращение. При этом жид-
Рис. 86. Ударно-распылительное
контактное устройство Кирш-
баума и Штора.
кость поднимается по стенкам цилиндра и через отверстия
в стенках цилиндра выбрасывается в межтарелочное про-
137
странство. Распыленная жидкость контактирует с паром,
поднимающимся через горловины тарелки. Капли жидко-
сти, достигая стенки колонны, сепарируются и жидкость
сливается на тарелку. Часть ее рециркулирует, другая часть
сливается на нижележащую тарелку.
Описанное контактное устройство имеет эффективность,
равную эффективности колпачковой тарелки при скорости
пара в полном сечении до 1 м/сек. Преимущество его заклю-
чается в весьма незначительном сопротивлении, которое
при скорости 1 м/сек не превышает 2 мм вод. ст. Число
оборотов вала составляет 300—1000 об/мин. Диаметр колон-
ны может быть 500, 700, 1000 и 1400 мм. Мощность на валу
составляет 0,7—1,5 кет на 1 м2 поверхности тарелки. Число
контактных ступеней в колонне 10—15. Увеличивать его
нецелесообразно, так как длина вала при этом становится
слишком большой.
В. А. Юрченко и др. [162] произвели теоретический ана-
лиз работы контактных устройств этого типа для определе-
ния количества жидкости, выбрасываемой вращающимся
коническим разбрызгивателем. Была получена формула для
определения производительности конуса (при ламинарном
режиме) следующего вида:
= 0,438 Re-o-2 (sin а)-°-2, (136)
где Q — производительность конуса, м3/сек-,
со — угловая скорость вращения конуса, 1/сек;
R — расстояние от поверхности конуса до его оси на
свободной поверхности жидкости, л»;
Re — критерий Рейнольдса;
где v — кинематическая вязкость жидкости, мЧсек\
а — угол между образующей конуса и его осью, град.
Формула (136) была проверена экспериментально и по-
казала хорошую сходимость.
В. А. Заднепряным разработана конструкция ротацион-
но-вихревого контактного аппарата [55, 56], две контактные
ступени которого представлены на рис. 87.
На вертикальном вращающемся валу посажены распре-
делительные ситчатые цилиндры. Под каждым цилиндром
138
Рис. 87. Контактное устройство В. А. Заднепряного:
1 — вал; 2 — дистанционные втулки; 3 — корпус; 4 — кольцевой желоб; 5 — та-
релки; 6 — полые переточные наклонные крылья; 7—внутренний перфорированный
(ситчатый) цилиндр; 8 — центробежный распылитель с наклонными радиальными
лопатками и кольцевыми рядами отверстий; 9 — крыльчатка сепаратора с ради-
альными лопатками и коническим ободком на периферии; 10—наклонные ра-
диальные лопатки.
расположены полые переточные наклонные крылья, образу-
ющие кольцевую решетку. Над цилиндром расположен
крыльчатый сепаратор с радиальными лопатками и кони-
ческим ободком на периферии. Для направления жидкости
в цилиндре имеются наклонные радиальные лопатки.
Для сепарации жидкости служит перфорированный ци-
линдр.
Аппарат и его контактные устройства работают следую-
щим образом. Газ проходит через радиальные наклонные ще-
ли между крыльями. При этом он приобретает движение по
спирали. В межтарелочном пространстве газ встречает рас-
пыленную жидкость, вытекающую из цилиндра через от-
верстия в его стенках. Распыленная жидкость движется вмес-
те с газом по сложной траектории. Отброшенная центробеж-
ной силой жидкость попадает на сетку, образуя пленку.
Последняя, вращаясь, стекает в сепарационную камеру и
по переточным крыльям поступает в распылительный ци-
линдр. Крыльчатка-сепаратор служит для предотвращения
уноса. Удержанные ею капли возвращаются в кольцевую се-
парационную камеру и стекают на нижележащее контакт-
ное устройство.
В. А. Заднепряный исследовал работу описанного аппа-
рата на модели, имеющей диаметр царги 196 мм, а расстоя-
ние между контактными ступенями 70 мм. Диаметр распре-
делительного цилиндра 60 мм, диаметр ситчатки (отбойного
цилиндра) 170 мм.
В результате исследования [561 было показано, что ап-
парат устойчиво работал при изменении скорости газа в коль-
цевом сечении между цилиндром-распределителем и ци-
линдром-сепаратором шк = 1,8 — 7,7 м/сек. Нагрузка по
жидкости изменялась в пределах 0,84 — 8,33 кг/м2-сек.
При этом унос жидкости не наблюдался. Потеря напора не
превосходит потери напора барботажных аппаратов. Объ-
емный коэффициент массопередачи в 5—6 раз выше объем-
ных коэффициентов массопередачи насадочных колонн. Опи-
санное контактное устройство имеет существенное преиму-
щество перед аппаратом Киршбаума и Штора, так как
в нем достигается вращательное движение потока пара, спо-
собствующее усилению массообмена.
140
Барботажно-распылительные
ротационные контактные устройства
К этой группе ротационных аппаратов относятся аппара-
ты, в которых контакт между паром и жидкостью достига-
ется за счет противоточного движения пара и жидкости.
При этом жидкость движется под действием центробежной
силы от центра контактного устройства к его периферии.
Типичным представителем контактных устройств этого ти-
па является контактное устрой-
ство роторного аппарата си-
стемы В. С. Николаева (рис. 88).
В этом аппарате на верти-
кальном валу укреплены кони-
ческие тарелки с кольцевыми реб-
рами. Эти тарелки чередуются
с неподвижными таралками, ук-
репленными на стенках колонны.
Неподвижные тарелки также
имеют кольцевые ребра. Подвиж-
ная И неподвижная тарелки об- Рис. 88. Роторный аппарат
разуют контактное устройство. системы В. С. Николаева.
Жидкость поступает в централь-
ную часть колонны и под действием центробежной силы
направляется от центра к периферии. Пар течет в противо-
положном направлении. На каждой из описанных пар
тарелок происходит многократное барботирование пара
(газа) через слой жидкости и перемешивание фаз. При
переходе через кольцевые ребра жидкость многократно
диспергируется, образуя брызги с большой поверхностью.
Пара, состоящая из смежных подвижного и неподвижно-
го колец, названа автором «элементарным узлом». Найдено,
что эффективность одного контактного узла соответствует
0,6—0,8 теоретических тарелок. Отсюда следует, что одна
контактная пара, состоящая из подвижного и неподвижного
конусов, эквивалентна (0,6—0,8)/г теоретическим тарелкам,
где п — число элементарных узлов этой пары. Обычно
/2 = 6-7, следовательно, пара конусов эквивалентна
6—7 реальным тарелкам барботажного колонного аппарата.
Сечение, по которому проходит пар в описываемом контакт-
ном устройстве, переменное. Наименьшее сечение будет
в ближайшем к центру элементарном узле. Скорость пара
в этом сечении рекомендуют 5—8 м/сек [НО].
141
При конструировании аппаратов этого типа (рис. 89)
следует принимать следующие размеры: шаг между кольце-
выми ребрами 10—15 см\ величина перекрытия колец 3—
5 мм (она остается постоянной для всех элементарных узлов);
число оборотов ротора свыше 3 000 в минуту; гидравличе-
ское сопротивление одного элементарного узла 1—1,5 мм
вод. ст. Диаметр ротационного аппарата этого типа 840 мм,
а высота рабочей части 2560 мм при 96 элементарных кон-
тактных узлах. Колпачковая
Рис. 89. Детали аппарата си
стемы В. С. Николаева.
колонна с таким же количе-
ством тарелок имела бы вы-
соту около 20 000 мм. Однако
при сопоставлении этого типа
ротационных аппаратов с та-
рельчатыми барботажными
следует учитывать произво-
дительность аппарата.
Максимальная площадь
для прохода пара в ротацион-
ном аппарате невелика. Она
определяется диаметром наи-
меньшего подвижного кольца
и его расстояния до бли-
жайшего неподвижного коль-
ца. Отношение площади этого
прохода к площади полного сечения колонны будет живым
сечением контактного устройства. Оно составляет 5—7%,
тогда как у барботажных тарельчатых аппаратов — 15—
20%. Так как скорость пара в горловинах барботажных
аппаратов примерно та же, что и в живом сечении ротор-
ного аппарата, то ясно, что производительность контактного
аппарата будет невелика.
А. А. Александровский и В. В. Кафаров [10] изучали
работу роторного аппарата рассматриваемого типа и пришли
к заключению, что съем продукта с единицы объема этого
аппарата такой же, как в и наиболее интенсивных аппара-
тах других типов.
Для того чтобы увеличить производительность центро-
бежных аппаратов, необходимо увеличить их живое сечение.
Этого в какой-то мере удалось достичь Р. Ш. Сафрину [132]
в аппарате, который нами отнесен к центробежным барботаж-
ным аппаратам, но он мог бы быть отнесен и к распылитель-
ному типу.
142
Аппарат (рис. 90) имеет вертикальный вал 3, на который
посажены контактные элементы, один из которых показан
на рисунке. Контактное устройство состоит из конического
питателя 2 и разбрызгивающих концентрических колец 4.
Последние имеют коническую отбортовку, которая играет
существенную роль в работе контактного устройства. Под
вращающимися кольцами расположено неподвижное пере-
точное устройство, соединенное с корпусом аппарата. Оно
состоит из кольцевого желоба Л центрального желоба 5 и
переточных труб 3, соединяющих желоба 1 и 5. При враще-
нии вала 3 конический питатель
2 подает жидкость из желоба
5 на внутреннюю поверхность
первого кольца ротора. Жид-
кость удерживается в этом
кольце за счет центробежной
силы и наличия конической
отбортовки. С этого кольца
жидкость перебрасывается на
Рис. 90. Роторный аппарат си-
стемы Р. Ш. Сафр и на.
второе кольцо и далее на
следующее, пока не дойдет до последнего кольца, откуда
сливается в кольцевой желоб 1. Отсюда жидкость по пере-
точным трубам сливается в центральный желоб. Часть жид-
кости идет на рециркуляцию, а другая часть ее переливает-
ся через края желоба в конический питатель нижележащего
контактного устройства.
Газ или пар проходит между разбрызгивающими кольца-
ми, контактируя с жидкостью, передаваемой от кольца
к кольцу. Живое сечение этого ротационного аппарата вели-
ко. Гидравлическое сопротивление аппарата мало.
Для сухого контактного устройства оно составляет 0,1—
0,7 мм вод. ст. на одну ступень при скорости газа 0,5—
1,9 м!сек\ для орошаемого контактного устройства — соот-
ветственно 0,25—2 мм вод. ст.
Данные об эффективности аппарата противоречивы. Од-
нако можно полагать, что одна контактная ступень эквива-
лентна 0,5 теоретической тарелки. Число оборотов вала
аппарата около 500 в минуту.
Вопросу конструирования аппаратов рассматриваемого
типа были посвящены работы И. М. Аношина [13, 16].
К. Н. Шабалин [156] считает, что для интенсификации
массообмена целесообразно, чтобы капли жидкой фазы уда-
рялись о поверхность элементов аппарата или жидкости.
143
При ударе капли происходит перемешивание жидкости в
капле, обновление ее поверхности,что ведет к повышению
интенсивности массообмена.
И. М. Аношин указывает, что максимальный эффект
удара получается в том случае, когда жидкость ударяется
о стенку не симметрично, а касательно.
Развивая эту идею и используя ее при конструировании,
И. М. Аношин предложил ротационный (рис. 91) аппарат,
в котором контактные устройства обеспечивают многократ-
Рис. 91. Роторный аппарат си-
стемы И. М. Аношина.
ные касательные удары жид-
кости о стенки.
Этот аппарат состоит из
двух конусов. Нижний конус 1
укреплен на вертикальном ва-
лу и имеет ряд концентриче-
ских колец Верхний конус 2
неподвижен, он несет лопатки,
размещенные между концен-
трическими кольцами нижне-
го диска. Лопатки верхнего
диска изогнуты таким образом, чтобы обеспечить касатель-
ный удар капель жидкости, стекающих с кромки концен-
трического кольца вращающегося диска. После удара
капли падают на вращающийся диск и, вновь приобретая
скорость, ударяются о лопатки следующего ряда. Таким
образом осуществляются многократные касательные удары
жидкости о лопатки. Пар движется противоточно от пери-
ферии к центру. Контакт между фазами осуществляется
на поверхности лопаток и в пространстве между ними.
Жидкость, дойдя до края вращающегося диска, сливается
на наружную поверхность неподвижного диска нижележа-
щей пары конусов и по ней сливается на нижележащее кон-
тактное устройство.
Исследование массообмена ротационного аппарата пока-
зало, что эффективность его может быть оценена как 0,8
теоретической тарелки. Высота, соответствующая одной
теоретической тарелке, составляет только 0,03 м. Это позво-
ляет создать компактные высокоэффективные аппараты. При
высоте рабочей части аппарата 550 мм он имеет эффектив-
ность 60 теоретических тарелок. Скорость пара в полном се-
чении аппарата составляет 0,8 м/сек. Потеря напора в аппа-
рате невелика, что дает возможность использовать его при
вакуумной перегонке.
144
Оценивая центробежные аппараты рассматриваемой тру-
пы, можно признать, что они являются высокоэффективны-
ми и позволяют при малой высоте получить большое число
теоретических тарелок. Однако производительность их не-
высока и поэтому использование их в многотоннажных про-
изводствах пока еще невозможно.
Пленочные центробежные
контактные устройства
Рис. 92. Схема пленочно-
го ротационного аппарата.
Характерной особенностью пленочных центробежных
аппаратов является то, что под действием центробежной си-
лы на поверхности вращающихся элементов контактного
устройства образуется тонкая пленка. На поверхности этой
пленки происходит контакт между
паром и жидкостью.
Существует несколько модифи-
каций пленочных центробежных
контакторов. Наиболее известными
являются аппараты с горизонталь-
ной осью, несущей спиральную лен-
ту или соосные цилиндры.
Принцип работы аппарата со
спиральной лентой представлен на
рис. 92. Свернутая в спираль
Архимеда лента Л вращается
с большой скоростью. В центр
спирали подается орошение, которое центробежной силой
отбрасывается к стенке спирального канала и, расстилаясь
тонкой пленкой, движется по направлению вращения спи-
рали. Пар движется навстречу жидкости и поступает на
периферии спирали, выходя в центре через трубу В.
Другой разновидностью контактного устройства являет-
ся пленочный контактор (рис. 93), который собирается из
ряда соосных цилиндров, сидящих на одном валу. Орошение
поступает через полый вал в кольцевое пространство между
двумя первыми цилиндрами. Соосные цилиндры имеют от-
верстия, через которые жидкость перетекает в следующее
кольцевое пространство. Дойдя до последнего цилиндра,
жидкость выбрасывается в кожух. Пар поступает в кожух
аппарата и движется в противоположном жидкости направ-
лении, как и в аппарате со спиральным ротором.
Ю 1258
145
Скорость пара в пленочных роторных аппаратах мо-
жет быть весьма значительной (25 м/сек), что определяет
высокую производительность аппарата при сравнительно
малых габаритах. Если, например, лента роторного аппара-
Рис. 93. Схема пленочного ротационного аппарата.
та имеет ширину 1 м и высоту хода 0,005 м, то площадь про-
хода составит 0,005 м2. При скорости пара 25 м/сек расход
пара составит 450 м*/ч. Если в конструкции с соосными ци-
линдрами последние устанавливаются параллельно-работа-
ющими группами (кассетами), то при десятизаходной кассе-
те производительность аппарата составит 4500 мЧч по
пару.
146
Спроектированный лабораторией глубокого холода Мо-
сковского высшего технического училища 140] аппарат име-
ет следующие размеры: диаметр 1100 мм, длина 1400 мм,
число оборотов 300 в минуту, кассета спроектирована пят-
надцатизаходной. При этих размерах аппарат должен дать
800 кг/ч кислорода чистотой 95,5%.
Н. И. Гельперин и В. А. Пебалк [140], исследуя центро-
бежные контактные устройства пленочного типа на бинар-
ных смесях (метанол—вода, этанол—вода, ацетон—мета-
нол, дихлорэтан—толуол), предложили для коэффициен-
та массопередачи уравнение следующего вида:
Ki = 0,019 Re0’98 Pr'°>67 (%)1’15» (137)
где К\ = 22,4 —----критерий Кирпичева;
Re — критерий Рейнольдса;
Рг' — диффузионный критерий Прандтля для пара;
alb — отношение высоты канала к его ширине;
К — коэффициент массоперадачи, если средняя кон-
центрация выражена через кмол/кмол-,
D — коэффициент диффузии, мЧсек.
В формулу [137] не входит число оборотов ротора. Сле-
довательно, скорость вращения ротора не влияет на величи-
ну коэффициента массопередачи. Следует отметить, что
в опытах Н. И. Гельперина и В. А. Пебалка число оборотов
изменялось в интервале от 410 до 840 об/мин.
С. Я. Герш и А М. Архаров [401 на основании экспери-
ментального исследования также составили критериальную
зависимость, которая имеет следующий вид:
/ n\i / d \г
Ki = С Re™ (Рг')" , (138)
где С = cons/;
Ф — флегмовое число;
S — число единиц переноса;
/—фактор, зависящий от шероховатости канала; -
а/Ь — отношение высоты канала к его ширине;
db — эквивалентный диаметр канала;
7? — средний радиус кривизны канала
В этом уравнении скорость вращения также не фигури-
рует. Однако из опытов С. Я. Герша и А. М. Архарова сле-
дует, что число оборотов имеет некоторое значение для уве-
личения эффективности пленочных аппаратов, особенно при
ю*
147
гладких поверхностях контактных устройств. Сопротивле-
ние пленочных аппаратов при прохождении парового пото-
ка невелико. По Гельперину и Пебалку потеря напора мо-
жет быть определена по уравнению
= кГ/м*’ (139>
где К — коэффициент;
Z — длина канала, м\
w — скорость пара, м!сек\
у — удельный вес пара, кГ/м3.
Значение коэффициента X авторы рекомендуют находить
из уравнений:
для сухого канала
X = 45 • 103Re-0>8 (yj2’46; (140)
для смоченного канала
16 • WRe-'^y)2’46. (141)
Несмотря на многие положительные факторы, пленочные
аппараты центробежного типа не получили широкого рас-
пространения в ректификации и абсорбции, что объясня-
ется сложностью их устройства, высокой стоимостью и низ-
кой производительностью.
ГЛАВА 9.
ТРУБЧАТЫЕ КОНТАКТНЫЕ УСТРОЙСТВА
Трубчатая ректификационная колонна, работающая
в режиме укрепления, приведена на рис. 94. Контактным
устройством этой колонны является труба, по внутренней
поверхности которой стекает флегма, образуя тонкую
пленку. Флегма собирается в верхней части труб, омываемых
с наружной поверхности охлаждающей средой. При такой
системе трубки равномерно снабжаются флегмой. Пар из
кубовой части аппарата поднимается по трубкам вверх, кон-
тактируя с жидкой фазой. Если трубчатые контактные уст-
148
ройства работают в колонне, состоящей из колонны исто-
щения и колонны укрепления, то возникает трудная зада-
ча — равномерное распределение жидкой фазы (питания)
по трубкам колонны истощения. Для этой цели необходимы
специальные распределительные
устройства.
Трубчатые контактные уст-
ройства весьма просты по кон-
струкции и представляют зна-
чительный интерес особенно для
вакуумной ректификации. Работа
устройств была изучена исследо-
вателями [5, 107, 108, 109]. Было
установлено, что при работе
пленочного трубчатого аппарата
существуют три гидродинамиче-
ских режима: пленочный, пере-
ходный и турбулентный. Эти ре-
жимы ясно определяются при
перегонке в трубах, имеющих
отношение длины к диаметру
больше 100. При скорости пара,
близкой к захлебыванию, в труб-
чатых колоннах возникает ре-
жим эмульгирования. При ра-
боте в этом режиме контактные
устройства имеют наибольшую
разделительную способность.
Скорость пара, при которой
в трубе возникает устойчивый
Рис. 94. Схема аппарата
с трубчатыми контактными
устройствами.
может быть определена из уравнения
эмульгационныи режим,
lg (4-36 5 t,«“)=°'243 -
/ „ \0,25/ v \0,125
-1,75 4т — ,
\» + 1/ \УЖ/
где w — средняя скорость пара в трубе, м/сек\
уп и уж— удельный вес соответственно пара и жидкости,
кГ/л3;
цж — вязкость жидкости, кГ/сек-м2-,
v — флегмовое число;
d — внутренний диаметр трубы, м;
g — 9,81 м/сек.2.
(142)
149
Эмульгационный режим характеризуется тем, что эмуль-
сия пара и жидкости постепенно заполняет всю трубу.
Рабочими режимами являются турбулентный режим и
режим эмульгирования.
На рис. 95 приведена зависимость Nu^oTRe, полученная
по данным опыта А. П. Николаева. Из диаграммы можно
(верхняя часть) и Nu' от Rn (ниж-
няя часть). Диаметр труб, мм:
1 — 8; 2—12; «?— 16; 4 — 20.
установить границы трех
режимов, о которых сказа-
но выше. В верхней части
графика показана зависи-
мость высоты, эквивалент-
ной единице переноса
(ВЭЕП), деленной на ди-
аметр трубы от числа /?еп:
ГВЭЕП1
d
= f(Ren)-
Как видно, эффективность
контактного устройства за-
висит от диаметра труб
и от числа Ren. Возьмем
трубу диаметром 8 На
участке значений числа Re,
соответствующих ламинар-
ному режиму, происходит
ВЭЕП
увеличение , т. е.
падение эффективности, что
можно объяснить уменьшением времени контакта. Далее
при переходе в область турбулентного режима происходит
вэеп , ,
уменьшение ——, т. е. увеличение эффективности кон-
тактного устройства. Вероятно, это связано с тем, что на
этом участке превалирующее значение имеет турбулентная
диффузия. Аналогичная картина, но менее ясно выражен-
ная, имеет место и для труб других диаметров. Пунктиром
показана линия, соответствующая уравнению Аксельрода,
которое даст существенное отклонение от найденных
экспериментальных значений.
Экспериментальные данные указывают, что для каждого
режима должно быть выведено особое уравнение Nu' =
= Z(Ren).
Для определения коэффициентов массопередачи в преде-
150
лах значений Ren от 700 до 8000 и Ud от 100 до 300 А. П. Ни-
колаев предложил следующие уравнения:
а) ламинарный режим движения пара:
Nu' = 1,503 Re»-4 Рг'0’33 (143)
б) переходный режим
Nu' = 0,692 • IO-2 Re^4 Pr^33 (у)°’722; (144)
в) турбулентный режим
Nu' = 0,283 • 10-2 Re£83Рг^у)0’*- О45)
В этих уравнениях
Nu’^,
где К — коэффициент массопередачи, мкек\
d — внутренний диаметр трубки, ж;
D — коэффициент диффузии, мЧсек\
I — длина труб, м.
где w„—средняя скорость пара, м/сек\
v — кинематическая вязкость пара, мЧсек,.
(146)
Следует отметить, что для труб, работающих в режиме
истощения, требуется внести некоторые поправки [107].
Высоту трубы, эквивалентную единице переноса, нахо-
дим из следующего уравнения:
ВЭЕП _ Renpr'n . y/i
d ~~ Nu' ’ 4Л4_П ’
ср
где у — удельный вес пара, кГ/м3-,
Мср — средний молекулярный вес пара.
Величину /г находим из уравнения
A = 22,4(l+ 2I3).
(147)
Это уравнение может быть использовано при расчете
трубчатых контактных устройств.
151
Для повышения эффективности трубчатых колонн было
предложено вставлять в трубы турбулизирующие вставки.
Наиболее целесообразным видом вставок оказались ленточ-
ные спирали (рис. 96), которые не касаются труб и оставля-
ют свободный проход для стекающей пленки. Задача их со-
стоит в том, чтобы привести пар
в состояние винтового движе-
Т ния.
На рис. 97 показано измене-
ние эффективности, которое дают
спиральные вставки. Как видно,
вставки турбулизаторы увели-
чивают эффективность почти
04 в три раза. ВЭЕП уменьшается
до 10—20d при скорости пара
от 0,5 до 5,5 м/сек.
Для случая работы со встав-
__ ками предложено уравнение мас-
сопередачи
Nu;- 6,32 . 10“3Re^M-°’225(148)
Рис. 96. Трубы со встав- Рис. 97. Зависимость ВЭЕП от Ren:
КОЙ В ВИДе ЛеНТОЧНОЙ СПИ- / — Трубка без вставки, d — 20 мм‘, 2 — труб-
рали. ка со спиральной вставкой; d = 20 мм.
ИЛИ
=--------Y*------Re°-l2Pr'd0'225. (149)
d 2,53 • 10~ 3Л1ср п
Н. А. Малафеев и В. А. Малюсов [98] также исследовали
влияние искусственной турбулизации потоков в трубчатых
аппаратах при прямоточной ректификации. Для турбулиза-
ции паровой фазы в ректификационную колонку вставля-
152
лась двухзаходная спираль из медной ленты. Как и в аппа-
рате системы А. П. Николаева, между спиралью и стенкой
колонки оставлялся зазор равный 0,75 мм. Для турбулиза-
ции жидкой фазы в колонку вставлялась спираль из прово-
локи диаметром 0,5 мм, плотно прилегающая к внутренней
поверхности колонны. Опыты проводились как без вставки,
так и со вставками для турбулизации паровой фазы, жидкой
фазы и той и другой одновременно. Опыты проводились
в колонне с внутренними диаметрами 14,8 мм на системе
этанол—вода (v = ~) при скоростях пара от 10 до 20 м/сек.
Было установлено, что эффективность массопередачи при
употреблении вставок растет. Турбулизация жидкой фазы
увеличивает эффективность приблизительно на 17%, паро-
вой — на 30% и обеих фаз вместе на 36%.
При работе с обеими вставками, при скорости пара от
14 до 25 м/сек высота, соответствующая одной единице пере-
носа, составляла около 0,4 м.
- Потеря напора на трение в трубчатых колоннах невели-
ка*.
При противоточном протекании фаз в трубках [4]
сопротивление может быть определено из уравнения
Ар = X кГ/м2, (150)
где
* = (151)
При значении
величина X становится зависимой от характера волнообра-
зования, и ее находят по уравнению
(153)
откуда
« _ 0,11 4- е
Re0’16 ’
(154)
где р — вязкость жидкости, спз;
о — поверхностное натяжение, дин!см\
w — средняя скорость газа, м!сек.
153
По опытам А. П. Николаева, максимальная потеря дав-
ления на 1 м длины в трубах без вставок при диаметре труб
20 мм не превышала .4 мм вод. ст. В тех же трубах со встав-
ками потеря напора составляла 12—15 мм вод. ст.
Рис. 98. Оросительное устройство системы А. Г. Николаева:
/ — патрубок; 2 — прорези для подачи жидкости; 3 — трубная решетка
распределительного устройства; 4 — раструб патрубка; 5 — труба колонны;
6 — трубная решетка колонны.
При работе многотрубных массообменных колонн воз-
никает проблема распределения жидкости по трубам. Если
колонна работает как укрепляющая, то флегма может быть
образована в верхних частях труб, где конденсируется часть
паров. Однако для колонны, работающей в режиме истоще-
ния, это невозможно. Неизбежно возникает проблема равно-
мерного орошения труб.
Для этой цели А. П. Николаевым предложено ороситель-
ное устройство, показанное на рис. 98.
Оросительное устройство представляет собой решетку
с патрубками, которые располагаются по одному под каж-
154
дой трубой и оканчиваются растубами. Таких решеток уста-
навливают две, одну над другой.
Жидкость подается на верхнюю распределительную ре-
шетку. Через прорези в патрубках она попадает в решетку,
расположенную ниже. Это повторяется на нижней решетке,
из патрубков которой жидкость подается на трубную ре-
шетку колонны. В трубы колонны жидкость поступает
также через две прорези в каждой трубе. Ширина прорезей
около 1 мм.
Установка нескольких оросительных решеток позволяет
достичь полного равенства уровней на решетке колонны и
одинаковой плотности орошения труб.
Пример. Определить ВЭЕП трубчатого контактного устройства
со специальными вставками при следующих условиях: средний моле-
кулярный вес перегоняемой смеси равен 40; плотность пара
1,4 кГ/м3\ кинематическая вязкость пара 17,8 • 10"“6 мЧсек\ коэффи-
циент диффузии D=18*10“6 м2 /сек\ скорость пара 4 м1сек,\ диаметр
трубы 12 мм\ температура пара 79° С.
-Решение. Из уравнения (147) находим значения:
79 \
Р----- =29,0:
974 /
4= 6200:
h = 22,4 1
Рг^17’8-10~6 = 0,43.
18 • Ю-0
Отношение
ВЭЕП
ВЭЕП
—— находим из уравнения (149)
а
— ----!’.4„J9---62OO0,12 • 0,43 • 0,0120,225 = 18,
а 2,53 • 10-3 • 40
откуда ВЭЕП = 18 • 0,012 = 0,22 м.
ГЛАВА 10.
НАСАДОЧНЫЕ КОНТАКТНЫЕ УСТРОЙСТВА
Характеристика насадок
Массообменные аппараты, в которых для образова-
ния контакта между фазами служат насадочные тела раз-
личной формы, являются широко распространенным типом
аппаратов. Основными элементами этих аппаратов являются
155
корпус, в котором на опорные решетки укладываются наса-
дочные тела (насадка) и, распределительные устройства для
распределения жидкой фазы.
Основным элементом контактного устройства является
насадка.
Насадки, применяемые для заполнения массообменных
аппаратов характеризуются следующими показателями:
а) удельная поверхность S, Л12/ж3 — поверхность насад-
ки, заполняющей объем, равный 1 я3;
б) свободный объем Vc, ;и3/ж3 —- объем пустот, приходя-
щийся на 1 м3 пространства, заполненного насадкой;
в) свободное (живое) сечение насадки Д м2Ли2 — пло-
щадь прохода между насадочными телами f = Vc;
г) эквивалентный диаметр насадки d3 м
д) линейный размер насадки для кусков неправильной
формы выражается через средний размер куска, для колец
Рашига — через наружный диаметр, высоту и толщину
в миллиметрах (20 X 20 X 5).
Насадка для заполнения колонны должна обладать боль-
шой удельной поверхностью S и большим свободным объе-
мом Vc, а также должна оказывать небольшое сопротивление
потоку газа, обладать коррозионной устойчивостью и не-
большим объемным весом.
Типы насадок
Кусковая насадка. В качестве кусковой насадки применя-
ются дробленные горные породы (кварц, андезит, кокс).
Размеры кусковой насадки 25—100 мм при беспорядочной
засыпке. Достоинством насадки являются дешевизна и хи-
мическая стойкость, недостатком — малая удельная поверх-
ность и малый свободный объем.
Кольцевая насадка. Наиболее распространенный тип
кольцевой насадки — кольца Рашига. Изготавливаются
из керамики, фарфора, металлов, углеграфитовых масс.
Диаметр колец 25—150 мм. Кольца диаметром до 50 мм
загружаются навалом. При больших диаметрах кольца
укладываются рядами.
156
Существуют и другие кольцевые насадки: кольца с про-
стой и крестообразной перегородкой, с прободенными стен-
ками и т. д.
Седлообразная насадка. Эта насадка имеет большую
удельную поверхность, на 25% больше, чем кольцевая, и
большой свободный объем. Гидравлическое сопротивление
насадки меньше, чем у кольцевой.
Рис. 99. Насадочные тела:
а —кольца Рашига; б—кольца с перегородкой; в — кольца с кре-
стообразной перегородкой; г — кольца Палля; д — седла Верля: е —
седла «Инталокс»; ж—реечная насадка.
Хордовая насадка. Изготовляется из деревянных реше-
ток, уложенных накрест. Отдельные решетки собираются из
досок, поставленных на ребро. Толщина досок 10—20 мм
и высота 100—150 мм. Доски соединяются посредством шты-
рей с установкой между ними прокладок для соблюдения
одинаковых промежутков между досками.
Все эти типы насадок показаны на рис. 99.
157
Кроме описанных типов насадок, применяются различ-
ные металлические сетчатые насадки, изготовленные из
стальной ленты и проволоки; пластмассовые насадки в фор-
ме розеток из полиэтиленовых лент и т. п. Применяются
также насадки со сложными геометрическими формами:
кольца с внутренними спиральными лопастями, пропелле-
ры, рифленые кольца Рашига и т. п. При их изготовлении
стремятся к увеличению удельной поверхности свободного
объема и живого сечения. Отдельным элементам насадки
стремятся придать обтекаемые формы [53, 120, 183].
В табл. 14 приведена характеристика некоторых типов
насадок.
Таблица 14
Характеристика насадок
Вид насадки Размеры элементов насадки, мм Удельная по- верхность, S, jwW Свободный объем, Vc м3!м3 Вес 1 м3 на- садки, кГ
Кокс 25 120 0.53 600
40 85 0,55 590
75 42 0,58 550
Кварц 25 120 0,37 1600
40 85 0,43 1450
75 42 0,46 1380
Кольца стальные (засыпка) 8x8x0,3 630 0 90 750
Кольца Рашига 10X10X0,5 500 0,88 960
15x15x0,5 350 0,92 660
25x25x0,8 220 0,92 640
50 х 50 X1 ПО 0,95 430
Кольца керамические 15x15x2 330 0,7 690
(засыпка) 25x25x3 200 0,74 530
Кольца Рашига 35 X 35 х 4 140 0,78 505
50 х 50 х 5 90 0,785 530
Кольца керамические 50 х 50 х 5 ПО 0,735 650
(правильно уложенные) 80x80x8 80 0,72 670
100x100x10 60 0,72 670
Хордовая насадка 10x100, шаг 10 100 0,55 210
деревянная ЮхЮО, шаг 20 65 0,68 145
10Х 100, шаг 30 48 0,77 ПО
158
Рис. 100. Режимы работы на-
садочных колонн:
I — сухая насадка; II — смоченная.
Гидродинамика насадочных колонн
При противоточном движении фаз в насадочных колон-
нах установлено четыре характерных режима, возникающих
в зависимости от плотности орошения и скорости движения
газа (пара) [71, 72]. Последовательность их возникновения
может быть прослежена по
рис. 100.
Пленочный режим возни-
кает при малых плотностях
орошения и малых скоростях
газа. Взаимодействие газа
(пара) и жидкости происходит
на поверхности элементов кон-
такта. Сплошная фаза в этом
режиме — пар (газ), диспер-
сная — жидкость. В точке а
паровой поток начинает под-
тормаживать движение жид-
кости, возникают отдельные
вихри.
Промежуточный режим.
Сплошной фазой остается пар
(газ). Однако пар (газ) тормо-
зит движение жидкости. Воз-
никают вихри. Взаимодейст-
вие между фазами происходит на поверхности пленок
и струй жидкости, стекающей по насадке. В точке b замечено
начало подвисания. Пар, воздействуя на стекающую жид-
кость, вызывает подвисание ее в насадке. Возникает турбу-
лентный режим.
Турбулентный режим. Взаимодействие происходит на
поверхности турбулизованной жидкости. Эффективность
массопередачи значительно возрастает. В паровом потоке
образуются многочисленные вихри. Однако стекание
жидкости сохраняет струйно-пленочный характер, а
плотной фазой остается паровая (газовая). Точка с яв-
ляется точкой инверсии фаз, возникает режим эмульги-
рования.
Режим эмульгирования. При установлении этого режима
фазы настолько интенсивно перемешиваются, что уже не-
возможно сказать, какая из них является сплошной, а ка-
кая — дисперсной. Фазы пронизаны большим количеством
159
вихрей, что обеспечивает превосходный межфазный контакт
и высокую массопередачу.
Точка d — точка захлебывания. Жидкость перестает пе-
ремещаться вниз. Пар увлекает жидкость. Колонна пере-
стает нормально работать.
Для определения скорости шин, при которой возникает
инверсия фаз [72], предложено следующее уравнение:
(ч.i = А~‘'75 (~6Г(тТ’’ (155>
У 1ж ) \ м / \ Гж /
где S — удельная поверхность насадки, м2/м3;
g — 9,81 м/сек2\
Ус — свободный объем, м3/м3\
Yr и у»— удельные веса газа (пара) и жидкости, кПм9\
рж — вязкость, спз\
L—G — нагрузка по жидкости и газу, кГ/м2. ч\
А — коэффициент, равный 0,022 для газо-жидкостных
систем. Для паро-жидкостных систем А = —0,125.
Из уравнения (155) найдя скорость даин можно представить
скорости для других точек и линий на графике рис. 100
через uw
турбулентный режим —— = 1 4-0,85;
^ин
точка подписания = 0,85;
шин
промежуточный режим —— = 0,85 -? 0,45;
№ин
точка торможения —— = 0,45;
шин
пленочный режим —— < 0,45.
г ш
ин
Рабочим режимом насадочных контактных устройств яв-
ляются турбулентный режим и режим эмульгирования, в ко-
тором насадочная колонна работает наиболее эффективно.
Для того чтобы создать этот режим при любой скорости
паров, В. В. Кафаров [67] предложил прием, обеспечиваю-
щий устойчивую работу колонны в этом режиме. Этот при-
ем заключается в затоплении колонны до определенного
уровня насадки. При этом пар (газ) барботирует через жид-
кость, создавая принудительное эмульгирование. Устрой-
ство это показано на рис. 101.
160
Кубобая жидкость
1111111111111111111111111111111111111
Рис. 101. Насадочная колонна с принудительным эмульги-
рованием:
а — эмульгационная колонна; 1 — переточная труба; 2 — дефлегматор;
3 регулятор подачи флегмы; 4 — колонна с насадкой; 5 — кипятильник;
о — детали аппарата: / — колосниковая решетка; 2 — колпачки; 3 — па-
ровые патрубки для подачи пара.
1258
Смоченная п активная
поверхность насадки
Если колонный насадочный аппарат работает в режимах,
лежащих ниже точки подвисания, то не вся поверхность
насадки участвует в процессе массопередачи. Это происхо-
дит по следующим причинам: не вся поверхность насадки S
смочена жидкостью и не вся смоченная поверхность актив-
на, так как в массообмене участвует только та часть смочен-
ной поверхности, по которой течет пленка жидкости. Кроме
того, часть смоченной поверхности приходится на застойные
зоны, к которым относятся поверхности соприкосновения эле-
ментов насадки.
Если обозначить удельную смоченную поверхность через
SW9 а удельную активную поверхность через Se, то
S S
и -у = фе,
где фш — коэффициент смачивания;
фе — коэффициент (доля) активной поверхности.
Коэффициент смачивания может быть определен непо-
средственным измерением, если к орошающей насадку жид-
кости прибавить растворимый в ней краситель. Окрашен-
ная поверхность насадочных тел может быть непосредствен-
но измерена. Метод дает несколько завышенные значения
фш, так как жидкость может со временем затекать на неокра-
шенную часть поверхности. Имеются и другие методы опре-
деления ф^. Доля активной поверхности не может быть опре-
делена непосредственным измерением и определяется ко-
свенными способами [121].
На величину смоченной и активной поверхности влияют
различные факторы: плотность орошения; скорость движе-
ния газа (пара); физические свойства жидкости, особенно
поверхностное натяжение; форма, размер, способ нагрузки
насадочных тел. Величина ф^, повидимому, изменяется по
высоте колонны. А. Г. Большаков и А. Т. Гриневич [301
нашли, что в регулярных насадках ф^, увеличивается по
мере удаления от верха насадки (опыты проводились с на-
садкой из керамических колец размером 50 X 50 X 5 мм
и 80 X 80 х 8 мм). Для оценки насадочных тел при работе
их в режимах ниже точки подвисания имеют большое зна-
чение величины коэффициентов ф^. С увеличением размера
: насадочных тел ф^, как правило, возрастает. По этой при-
162
чине активная поверхность мелких насадок, несмотря на
большую величину удельной поверхности S, увеличивается
не столь значительно. Величины ф^для регулярных насадок
выше, чем для засыпанных беспорядочно. Материал насад-
ки, по-видимому, существенного влияния не оказы-
вает.
Для нахождения величин и ф<, предложено ряд фор-
мул.
Так, А. Г. Большаков и А. Т. Гриневич предложили для
колец Рашига при заполнении внавал следующее уравне-
ние:
(156)
где W^ — скорость жидкости, кГ • м~2 • сек,”1}
d — диаметр, см\
о — поверхностное натяжение,
m — степень, равная 1,33 d“0’5.
Из этого уравнения явствует, что ф^ увеличивается
с увеличением орошения, уменьшается с увеличением диа-
метра колец и с увеличением поверхностного натяжения.
Уравнение (156) выведено на основании опытов, в которых
число точек подачи орошения п составляло более 114 на 1 ж2.
Число точек орошения п влияет на величину активной
поверхности. Увеличение числа п ведет к увеличению Sw
до некоторого предела. Дальнейшее увеличение влияния
не оказывает [121].
Следует, однако, отметить, что практические рекоменда-
ции о минимальном числе орошаемых струй, как указывает
А. Г. Большаков [301, сильно отличаются друг от друга и ко-
леблются в пределах от 2—6 до 55. В работах А. Г. Больша-
кова [30] орошение производилось паукообразным распре-
делителем с десятью симметрично расположенными патруб-
ками.
Потери напора в насадке
Сопротивление движению потока газа через неорошае-
мую насадку зависит от ее формы и свойств газа (пара). Это
сопротивление является также величиной, характеризую-
щей насадку. При движении газа в насадке наблюдаются
три режима: ламинарный, переходный и турбулентный.
.11*
163
Для определения режима движения необходимо опреде-
лить число Re [54] из уравнения
Re-^
vcjing ’
(157)
где w — скорость газа в полном сечении колонны,
j -
~ S ’
откуда
(158)
(159)
Re = -^-.
Если число Re менее 40, то течение пара имеет лами-
нарный характер; в области значений Re от 40 до 7000 поток
турбулентный, но неустойчивый (переходной режим); в об-
ласти, где Re > 7000 устанавливается турбулентный режим.
Сопротивление сухих кусковых, кольцевых и седлообраз-
ных насадок рекомендуют определять по уравнению
Др = 2-^
eV? '
где X — коэффициент трения;
w — скорость в полном сечении колонны, м!сек\
g = 9,81 м1сек\
d3 — эквивалентный диаметр насадки;
Ус — свободный объем насадки, м3/м3.
Значения коэффициента X определялось многими иссле-
дователями. По данным Н. М. Жаворонкова, М. Э. Аэрова
и Н. Н. Умник [54] для насадок из колец X при Re < 40
находим из уравнения
. 140
Re •
(160)
При Re > 40
(161)
16
Re0,2 *
По данным других исследователей [8], при Re < 80
Ь = (162)
При 80 < Re < 400
X 70
“ Re0’45 *
(163)
164
При Re > 400
* = (164)
Для турбулентного режима, наиболее часто встречающе-
гося в работе колонн, выведено следующее уравнение [67]:
4 ~ 0,245 (165)
£ |/с
где w — скорость в полном сечении, м!сек:,
Рт— вязкость газа, кГ • сек,!м2.
Для хордовой насадки из деревянных досок при высоте
их 100 мм, толщине 100 мм и расстоянии между досками
10 мм по Н. М. Жаворонкову [53]
1 = <1бв)
Для хордовой насадки с высотой досок 100 мм, толщиной
10 мм и расстоянии между досками 20 мм
(167)
Сопротивление орошаемой насадки больше, чем сухой,
при той же скорости пара (газа) в полном сечении колонны.
Чем больше плотность орошения, тем больше сопротивление.
Величина сопротивления зависит также от гидродинамиче-
ского режима.
В. В. Кафаров [67] предложил метод для определения
сопротивления орошаемой насадки, если известно сопротив-
ление сухой
/^\ (168)
\ I /п-ж \ /п
где [— сопротивление орошаемой насадки, мм вод,ст,;
у I /п-ж
/ДР\ „ д
I —)п—сухой насадки, мм вод. ст.
Поправочный коэффициент К находим из уравнения
Г /г \ 0,405 / v \0,225 / и \ 0,0451
К = 1 + с4 —) — . (169)
L \ G / \ \ Иг / J v
В этом уравнении все величины встречались ранее. Не-
известным является коэффициент С. Для нахождения зна-
чения этого коэффициента предлагается [67] график, приве-
165
денный на рис. 102. На горизонтальной оси отложены зна-
чения , которые находятся в соответствии с изложенным
^ИНВ
на стр. 160, на вертикальной оси—значения коэффициента
/<. Порядок нахождения сопротивления орошаемой насад-
Пленочный режим
с
Промежуточный
режим
Турбулен-
тный
режим
0] 0,8 0,9 1,0
О 0.1 0,2
0.3 0,9 0,5 0,6
----- W/WaMg
Значения
уравнении
Рис. 102.
ента С в
коэффици-
(144).
ки следующий:
а) по соответствующим
формулам определяем сопро-
тивление сухой насадки Дрп;
б) из формулы (155) нахо-
дим скорость КУинв*,
в) по графику рис. 102
находим значение коэффи-
циента С;
г) по формуле (169) нахо-
дим значение коэффициен-
та /С;
д) по формуле (168) нахо-
дим Лрж.п-
Пример. Определить сопротив-
ление слоя насадки высотой 1 м.
кольца Рашига 25 X 25 X 0,8. Нагрузка по
Насадка — стальные
жидкости 5 кГ/м2 • сек\ уд. вес жидкости уж 1000 кГ/м\ уд. Ъес пара
уп = 0,75 кГ/м3\ вязкость жидкости 1 спз (1 • 10-4 кГ • сек/м2), вяз-
кость пара 4 • 10“6кГ • сек/м2; отношение L/G = 5. Скорость пара
в колонне 1 м/сек.
Решение. По табл. 14 находим характеристику насадки:
У 0 09
<S = 220 м2/м3; Vc ~ 0,92 м3/м3. Гидравлический радиус-^-= =
S 0,0042 м\ эквивалентный диаметр 4 • 0,0042 — 0,0168 м.
Находим скорость в полном сечении колонны в точке инверсии —
^инв из Уравнения (155)
1 / 9 V,/U - /4 / U,/O \ /8
g (“'инв • 9 81 . 0>923 • юоо • 1 ’ j = —0,125—1,75 (5) • ^’iooo’y '
Откуда доинв =5,6 м/сек.
Так как скорость пара в колонне равна 1 м/сек, то колонна работает
w 1
ниже точки инверсии: -----= р-7 = 0,18.
шинв 5>6
Определим потерю напора в неорошаемой насадке.
Число Re найдем из уравнения (158)
Re =-----1 ' 4 ' ° Q5 о = 3560.
220 • 4 • 10-6 • 9,81
166
Из
Потери
16 5
уравнения (164) X равна
% = = 3 7.
зооо0,2
напора сухой насадки по формуле (159) составит
. 3,7 • 1 .96.0,75- I2 г. ,
Лр 9,81 • 0,0168 • 0,92 2 К /М
высоты насадки.
Поправочный коэффициент для орошаемой насадки находим по
уравнению (169).
Величину С находим по рис. 102
С = 0,5,
на 1 м
0,75 \0,225 /1 . 10-4\ о,о45“
Х= 1-ь 0.5 (5)0-405.
v ’ \ 1000
4 • 1(Г6
Потеря напора в орошаемой насадке
Дрор = 21 • 1,15 = 24 «Г/л2
на 1 м высоты насадки.
= 1,15.
Определение необходимой
высоты насадки
При расчете насадочной колонны основной задачей яв-
ляется выбор высоты насадки заданного типа. Существует
несколько методов определения высоты. Они основаны на
том, что по соответствующим уравнениям находят высоту,
эквивалентную одной ступени концентрации (одной теоре-
тической тарелке) или одной единице переноса массы Лэ.
Если в предварительном расчете определено необходимое
число теоретических тарелок или число единиц переноса
z2, то, умножая zx или г2 на соответствующее значение h3
или Лэ, получают необходимую высоту насадки Н.
Высоту слоя насадки (Лэ) из колец Рашига, эквивалент-
ной одной ступени концентрации определяют из уравнения
[71]
Для процесса абсорбции А = 48; 0,405; /г2 = 0,225;
пл = 0,00405.
о 9
167
Для процессов ректификации А = 28; пх = 0,342;
и2 = 0,19; /?3 = 0,038. Уравнение (170) справедливо только
для нагрузок, близких к точке инверсии.
Величина т — среднее значение тангенса угла наклона
кривой равновесия.
В более удобной форме для случая ректификации это
уравнение записывается так:
1 L
°’35/Уж \0’2
'п'
(171)
э
Плоско-параллельные насадки
В массообменных аппаратах с плоско-параллельными на-
садками контакт между фазами происходит на поверхности
листов из твердого материала (сталь, медь, пластмасса) или
из туго натянутой ткани. Поверхностью контакта могут слу-
жить также пакеты, собранные из листового материала.
В том и другом случае контакт происходит на плоской по-
верхности, образующей с соседней поверхностью ход пря-
моугольного сечения.
Модификацией этого типа контактных устройств являют-
ся гофрированные листы с расположением гофров перпенди-
кулярно или параллельно течению жидкости (щелевые кон-
тактные устройства).
Гидравлика и массопередача этого типа контактных уст-
ройств исследовались в работах В. А. Малюсова, Н. М. Жа-
воронкова, Н. А. Малафеева, П. Г. Романкова [100].
Исследовались плоско-параллельные контактные устройства
из стальных листов и хлопчато-бумажной ткани. Авторы
нашли, что потеря напора в плоско-параллельной насадке
значительно меньше, чем в других типах контактных уст-
ройств. На графике рис. 103 представлены линии потерь
напора Др = f(w) для сухих насадок различных типов.
Как видно, пакетная плоско-параллельная насадка имеет
наименьшее сопротивление.
Сопротивление плоско-параллельной и гофрированной
насадок было исследовано в работе А. А. Конончук и
В. Н. Стабникова 183]. На рис. 104 представлена функцио-
нальная зависимость Др = f(w) для сухой плоско-парал-
лельной насадки с расстоянием между металлическими ли-
стами 10 мм, показано так же изменение потери давления
168
для орошаемой насадки. Для сравнения пунктиром прове-
дена линия сопротивления насадки из колец Рашига 25 X
X 25 мм.
Потеря напора в сухой плоско-параллельной насадке
может быть определена из уравнения.
Рис. 104. Зависимость сопро-
тивления насадки от величины
орошения:
/ — сухая (кольца Рашига); 2 — оро-
шаемая 1 г/см> сек; 3 — пластинчатая
орошаемая 0,11 г/см сек; 4 — сухая
пластинчатая.
Рис. 103. Линии потерь напора
в насадочных колоннах с раз-
личными насадками:
1 — кокс с размером куска 4—16 мм;
2— керамические кольца d = 22 —
25 мм; 3 — деревянная решетка; 4 —
керамические блоки; 5 — пакетная на-
садка с расстоянием между листами
10 мм.
где f — коэффициент сопротивления при Re = 1000 — 2500
f = 2,82/Re0,5
при Re = 2500 + 10000 f = 0,52/Re0-26;
I — высота насадки, м;
у — уд. вес газа, кПм3'.
169
где d3 — эквивалентный диаметр;
Fc — свободный объем, л<3/лг3;
а — удельная поверхность насадки, Л12/?и3.
Др в орошаемой плоско-параллельной насадке в интер-
вале 0,7—5 м/сек и р — 0,1 4-0,6 г/см • сек может быть опре-
делено по формулам для сухой насадки. Однако величина
эквивалентного диаметра d3 должна быть определена с уче-
том толщины пленки.
В интервале скоростей
газа 0,7 — 5 м/сек можно
воспользоваться для на-
хождения Арор уравнением
1.57 + 1. (173)
°^сух
где q — г/см • сек.
Потеря напора гофри-
рованной насадки значи-
тельно выше, чем для пло-
ско-параллельной, но все
же ниже, чем насадки из
колец Рашига [83].
Рис. 105. Сопротивление пластин-
чатой насадки:
1 — сухая; 2 — орошаемая 0,106—
1 см,* сек.
На рис. 105 представлена функциональная зависи-
мость между коэффициентом сопротивления в уравнении
(172) и Rer. Как видно из графика, при Re > 3200 величи-
на f резко возрастает.
Если пользоваться для определения потери напора в су-
хой рифленой насадке уравнением (172), то значение коэф-
фициента f можно определить по следующим формулам:
при Rer = 1000 ч- 2000 f = 247/Re»-75, (174)
при Rer = 3200 4- 8000 f = 7,7/Re°’26. (175)
В интервале Rer = 2000 4- 3000, как это видно из рис. 105,
значение f остается постоянным, т. е. тем же, что и при
Rer = 2000.
В орошаемой рифленой насадке значение коэффициента
f резко возрастает после того, как Rer достигает значения
3200.
П. Г. Боярчук и др. [32] исследовали насадку типа зиг-
заг [32, 33] в отношении ее применимости для вакуумной
ректификации. Исследованная насадка состояла из ребрис-
170
тых листов толщиной 0,5—1 мм с углом между ребрами 120°.
Расстояние между листами 15 мм. Вершины ребер перекры-
вали друг друга на 1 —1,5 мм. Жидкость по поверхности
насадки распылялась форсунками.
Перепад давлений, найденный опытным путем и отне-
сенный к одной теоретической тарелке, при работе насадки
в оптимальном режиме колебался в интервале от 1,5 до
3,3 мм рт. ст., изменяясь в зависимости от характера пере-
гоняемой жидкости. Это говорит о возможности применения
насадки типа зиг-заг при вакуумной ректификации.
Орошение листовых насадок
Для нормальной работы аппаратов с листовой насадкой
требуется равномерное распределение орошения по отдель-
ным пластинам и по ширине пластины.
На рис. 106 показано одно из распределительных уст-
ройств (100). Оно состоит из коробки 1 с большим числом
устройство для колонны с па-
кетной насадкой.
Рис. 107. Щелевой ороситель,
разработанный А. А. Конон-
чуком.
патрубков, диаметром 2 мм и шагом 30 мм. Орошение посту-
пает на три ряда колосников 2, 3. 4, установленных над на-
садкой 5. Колосники 2 и 3 изготовлены из деревянных пла-
нок, обшитых бязью. Колосники 4 изготовлены из стали,
также обшитой бязью. Высота колосников 80 мм, расстоя-
ние между рядами колосников 10—15 мм. Другой тип
оросительного устройства, разработанный А. А Конончук,
показан на рис. 107. Он состоит из коллектора 1, трубок 2,
распределительной ткани 3, опущенной на пластины 4.
171
Жидкость поступает из трубок через отверстия в стен-
ках. В малых аппаратах трубы и отверстия выполняются
постоянных размеров. При больших диаметрах колонн ре-
комендуется брать трубы переменного сечения или же изме-
нять размеры отверстия по длине труб.
Интенсификация работы
насадочных контактных устройств
Методы интенсификации. Для интенсификации про-
цессов массопередачи в контактных насадочных устройствах
предложены различные методы. Некоторые из них уже полу-
чили распространение в промышленности, другие еще нахо-
дятся в стадии исследования и разработки. Метод, предло-
женный В. В. Кафаровым и получивший название метода
принудительного эмульгирования, позволяет значит ельно
повысить эффективность процесса массопередачи.
Из других методов интенсификации отметим применение
низкочастотных вибраций и использование метода кипя-
щего слоя.
Вибрация, и пульсация, как приемы интенсификации
процесса массообмена, особенно широко применяются при
проведении экстракции в системах жидкость—жидкость и
жидкость—твердое тело. Кипящий слой широко применяет-
ся в процессах сушки сыпучих тел.
Естественно, что эти приемы проведения массообменных
процессов вызвали интерес исследователей, занимающихся
и другими массообменными процессами, к которым относят-
ся процессы абсорбции и ректификации. Однако своеобра-
зие этих процессов, заключающееся прежде всего в том, что
они идут в двухфазных системах газ—жидкость, потребо-
вало особых приемов их применения.
Принудительное эмульгирование. При увеличении диа-
метра насадочных колонн возрастают трудности в равномер-
ном распределении орошения по насадке. Наиболее эффек-
тивным режимом работы колонны является режим эмуль-
гирования, который существует в узкой области скоростей
потоков, предшествующей захлебыванию колонны. Поэтому
осуществление этого режима затруднительно и колонны ча-
ще всего работают в пленочном режиме, мало эффективном.
Режим принудительного эмульгирования создается за-
полнением свободного объема насадок жидкостью, что осу-
172
Рис. 108. Характер изменения эф-
фективности в зависимости от ско-
рости пара для обычной и эмуль-
гационной колонн.
ществляется выводом жидкости из колонны (7-образной тру-
бой, обеспечивающей это затопление, см. (рис. 101). Поток
газа в насадке распределяется насадкой в жидкости, ис-
кусственно создавая эмульгационный режим.
В такой колонне достигается состояние паровой и жидкой
фаз, соответствующее режиму эмульгирования при любой
скорости потоков. Следовательно, колонна всегда будет ра-
ботать в оптимальных условиях. Чтобы получить представ-
ление о преимуществах работы с принудительным эмульги-
рованием рекомендуется рассмотреть график рис. 108. На
этом графике представле-
на зависимость между ско-
ростью пара в полном
сечении колонны и эффек-
тивностью колонны, выра-
женной числом теоретиче-
ских тарелок.
Эффективность разделе-
ния в эмульгационной ко-
лонне и в обычной колонне
при предельных нагрузках
совпадает. Однако харак-
тер изменения эффективности в зависимости от скорости
пара различен. В обычной колонне эффективность возра-
стает скачком вблизи предельной скорости. В эмульга-
ционной колонне эффективность возрастает последова-
тельно, что позволяет колонне работать с высокой эффек-
тивностью на большом интервале скоростей потоков.
Конструктивные особенности эмульгационной колонны
заключаются в следующем:
а) для распределения орошения не требует никаких
устройств, так как потоки распределяются автомати-
чески;
б) разделение по высоте насадки на отдельные слои
недопустимо.’ Сепарационный объем между слоями увели-
чивает объем жидкости в колонне и ведет к смешению жид-
кости с различной концентрацией, питание вводится непо-
средственно в слой насадки;
в) насадку укладывают на опорную решетку. Рекомен-
дуется выполнять решетку в виде колосников с большим
живым сечением;
г) для ввода пара рекомендуется устанавливать устрой-
ство типа многоколпачковой тарелки, чтобы предотвра-
173
тить попадание стекающей жидкости в паровое простран-
ство;
д) требования, предъявляемые к насадочным телам в
эмульгационных колоннах, несколько отличаются от тре-
бований, предъявляемых к обычным колоннам.
Для эмульгационных колонн не требуется иметь разви-
тую поверхность насадки, хорошую смачиваемость, обте-
каемую форму элементов. Однако имеет значение свобод-
ный объем насадки, так как он определяет производитель-
ность колонны. Установлено, что наиболее подходящей
насадкой для эмульгационных колонн являются кольца
Рашига диаметром 6—12 мм, выполненные из любого мате-
риала.
Перепад давлений в эмульгационной колонне, если его
определить на 1 м высоты насадки, будет выше, чем в обыч-
ной колонне. Однако, если относить перепад давлений к од-
ной теоретической тарелке, то сопоставление будет в пользу
эмульгационной колонны.
В. В. Кафаров [68] указывает, что насадочная колонна,
работающая в пленочном режиме на системе метанол —
вода (кольца 25 X 25 мм), имеет съем с 1 Л13 объема аппа-
рата 1,95 м31сек.
Эмульгационная колонна, работающая на системе угле-
род— бензол, дала съем 11 м3/м3 • сек.
Опыты, проведенные с системой этанол — вода [140],
показали, что съем спирта с 1 м3 в эмульгационной колонне
примерно в два раза выше, чем в тарелочных колоннах.
Вибрирующая насадка. Н. А. Буренков [36] отмечает,
что интенсификация процесса массообмена путем увели-
чения относительной скорости обменивающихся фаз с точки
зрения энергетической не целесообразна. Возникающая
при увеличении скорости турбулизация потока с образова-
нием вихрей и волн связана с повышенным расходом энер-
гии, поскольку сопротивления растут пропорционально
квадрату скорости. Интенсивная турбулизация двухфаз-
ной системы может быть связана с меньшими затратами
энергии, если создать в системе интенсивные низкочастот-
ные механические колебания. Эти колебания могут быть
созданы как в насадочных, так и в тарельчатых колоннах,
однако в насадочных колоннах, в которых жидкость сте-
кает тонкой пленкой, такие колебания должны быть более
эффективными [36].
Для проверки этого предположения была создана эк-
174
спериментальная установка с вибрационной насадочной
колонной [35]. Устройство колонны следующее: медная
труба высотой 1680 мм и внутренним диаметром 60 мм была
установлена вертикально и посредством пружинных амор-
тизаторов укреплена упруго в каркасе. Внутри колонны
^помещена штанга с восмью стаканами. Стаканы имеют
дырчатое дно с живым сечением отверстий 52%. В каждый
стакан насыпана медная кольцевая насадка (8X1X8)
слоем толщиной 140 мм. Штанга со стаканами приводится
в вибрационное движение от осевого вибратора. Частота
колебаний 2800 в минуту. Колонна была введена в контур
ректификации. Куб обогревался электротоком, дефлегма-
тор охлаждался водой. Испытание колонны было проведено
на системе этанол — вода в режиме с бесконечным флегмо-
вым числом. Результаты работы вибрационной колонны
сравнивались с результатами работы той же колонны, но
без вибрации, в одинаковых условиях.
Было отмечено повышение эффективности на 15—20%,
а также уменьшение гидравлического сопротивления ко-
лонны на 30—50%. Опыты, проведенные на лабораторной
вибрационной колонне показывают, что применение низко-
частотных вибраций может служить способом увеличения
эффективности насадочных колонн, однако конструктивно
для промышленных установок, описанное выше неприем-
лемо. Некоторые предложения по созданию промышленных
аппаратов этого типа сделаны Н. А. Буренковым.
Псевдоожиженная насадка (кипящий слой). Применение
кипящего слоя в технике абсорбции и ректификации,
так же как и применение вибраций, потребовало создания
нового типа контактных устройств, сочетающих признаки
тарелочных и насадочных аппаратов. Контактные устрой-
ства с применением кипящего слоя состоят из опорно-
распределительной тарелки без сливных стаканов и слоя
насадочных тел, лежащих на этой тарелке, но не заполняю-
щей все межтарелочное пространство. Таким образом
создается комбинированное полочно-насадочное контакт-
ное устройство, в котором насадка может быть приведена
в состояние псевдокипения в межтарелочном пространстве.
Указывают [381, что в абсорбционных аппаратах этого
типа скорость газа, отнесенная к полному сечению аппа-
рата, достигает 1 м/сек, а плотность орошения 300 м31м^ • ч.
В зарубежной промышленности были внедрены абсорб-
ционные аппараты этого типа с диаметром свыше 5 м.
175
Рис. 109. Схема колонны
с псевдоожиженной насад-
кой.
Исследование процесса ректификации в колоннах с
псевдоожиженной насадкой было предпринято Н. И. Гель-
периным и др.
В одной из проведенных работ [391 для исследования
была построена экспериментальная установка, изображен-
ная на рис. 109. Основным эле-
ментом установки является ко-
лонна 3 диаметром 54 мм. Ко-
лонна имеет четыре контактных
устройства, каждое из которых
состоит из опорной решетки
толщиной 2 мм с живым сече-
нием 32, 45 или 65% и шири-
ной щели 2,5 мм. Расстояние
между тарелками 500 мм. Куб
колонны 1 с выносными кипя-
тильными трубами 2 обогрева-
ется электротоком. Установка
имеет также конденсатор-холо-
дильник 4, устройства для регу-
лирования подачи флегмы 5 и
6, мерный сосуд 7 для замера
конденсата паров, {/-образные
манометры S, насадку 9, насы-
панную на решетки 10. Труба 11
служила для возврата флегмы
в куб. Шаровая насадка 9 пред-
ставляет собой полые стеклян-
ные шарики с диаметром 6—
8 мм и средним удельным весом
670 кПм3. Статическая высота
слоя шаровой насадки изменя-
лась от 30 до ПО мм.
На рис. ПО приведена зави-
симость эффективности контакт-
ного устройства (выраженного
в к. п. д. Мерфри) от скорости
солонны при различных статиче-
ских высотах слоя. Исследовалась система метил—этил—
кетон—толуол при свободном сечении опорной тарелки
45%.
Как видно из графика, наличие псевдоожиженной на-
садки существенно меняет эффективность тарелки. Нижняя
пара в полном сечении
176
кривая рисунка показывает эффективность провальной
тарелки, которой является опорная тарелка. По мере уве-
личения слоя насадки эффективность контактного устрой-
ства повышается. Момент перехода насадки в состояние
псевдоожижения обозначается на кривых максимумом
к. п. д., после которого происходит временное падение
эффективности. В дальнейшем эффективность вновь начи-
нает расти. В работе [38]
авторы показали, что скорость
пара в расчете на полное се-
чение может достигать значи-
Рис. ПО. Кривые зависимости
эффективности от скорости пара
в колонне с псевдоожиженной
насадкой: 1 — без насадки; 2—
высота насадки h = 30 мм\ 3 —
А = 50 мм\ 4 — h = 70 мм\ 5 —
h~ 90 мм’, 6 — h = ПО мм.
Рис. 111. Кривые зависимости поте-
ри напора от скорости пара в ко-
лонне с псевдоожиженной насад-
кой (обозначения те же, что и на
рис. НО).
тельной величины — 6 м/сек, при сохранении высоких
значений к. п. д. Авторы указывают, что из проведенных
ими опытов следует, что аппараты с псевдоожиженным
слоем шаровой насадки могут дать производительность
в 5—6 раз большую, чем тарельчатые и насадочные колон-
ны, а эффективность в 3—4 раза большую. Однако в этих
контактных устройствах, как и следовало ожидать, потеря
напора газовой фазы значительно выше, чем в тарельча-
тых конструкциях. Неизбежность этого явления выте-
кает из того, что возрастающий массообмен связан с воз-
росшими энергетическими затратами. На рис. 111 представ-
12 1258
177
лена зависимость сопротивления Др от скорости пара и
высоты слоя насадки. Как видно, увеличение слоя насадки
ведет к значительному увеличению потери напора.
Изложенные исследования представляют большой ин-
терес и показывают, что использование псевдоожиженного
слоя при абсорбции и ректификации заслуживает внима-
ния и дальнейшего изучения. Представляет большой инте-
рес вопрос о влиянии масштаба установки на ее работу.
Имеет также значение исследование брызгоуноса, кото-
рый при больших скоростях может стать значительным.
Существенным является также вопрос о пенообразовании
для перегонки систем, образующих устойчивую пену.
Все эти вопросы требуют дальнейшего уточнения.
ГЛАВА 11.
СРАВНИТЕЛЬНАЯ ОЦЕНКА КОНТАКТНЫХ
УСТРОЙСТВ И ВЫБОР ИХ ТИПА
При проектировании ректификационных установок
перед проектировщиками стоят следующие задачи:
выбор рациональной технологической схемы ректифи-
кации, обеспечивающей получение продуктов заданной
чистоты при минимальных затратах тепла;
выбор материала для колонн, обеспечивающего их про-
должительную работу;
выбор типа контактного устройства, обеспечивающего
высокую интенсивность и эффективность массоотдачи. Этот
выбор в значительной мере определит материалоемкость
конструкции, габариты аппаратуры, размеры производ-
ственных помещений.
Рациональная схема разгонки выбирается и составляет-
ся на основании физико-химических и технологических
данных. Выбор материала достаточно точно обосновывается,
исходя из данных лабораторных исследований и производ-
ственного опыта.
Менее разработан выбор типа контактного устройства.
Этот вопрос во многих отраслях промышленности (напри-
мер в спиртовой) решается без серьезного анализа воз-
можных вариантов.
Однако при современном развитии техники массопере-
дачи в ректификации имеется большой выбор разнообраз-
ие
ных контактных устройств. Одним из затруднений, возни-
кающим при выборе этих устройств, является отсутствие
общепризнанной классификации этих устройств.
В схеме 3 (стр. 8) приведена классификация контакт-
ных устройств, составленная на основе имеющихся в лите-
ратуре данных и представляющая развитие принципа клас-
сификации, предложенного В. В. Кафаровым.
Предлагаемая классификация охватывает только ос-
новные группы ректификационных аппаратов и допускает
дальнейшие подразделения в каждой группе.
Как и всякая другая классификация, она содержит
ряд условностей. Так, насадочные колонны отнесены
к группе А. Если же они работают в пленочном режиме,
то их следовало бы отнести к группе Б.
Все конструкции, приведенные в таблице, в настоящее
время уже исследованы, хотя и в неодинаковой мере. Рабо-
тами многочисленных исследователей показано, что почти
все они при соответствующих гидродинамических условиях
могут иметь коэффициенты полезного действия, близкие
к единице, и отличаются только пропускной способ-
ностью.
Целесообразный выбор контактных устройств дает зна-
чительную экономию первоначальных затрат, а при рекон-
струкции действующих аппаратов способствует увеличе-
нию их производительности.
В качестве примера целесообразной замены контактных
устройств на действующих колоннах можно привести за-
мену колосниковыми тарелками насадочных и комбини-
рованных тарельчато-насадочных колонн на одном из за-
водов синтетического каучука [140]. В результате чего
производительность колонны увеличилась в 1,5 раза.
Другим примером целесообразной замены контактных
устройств является замена провальных тарелок на пластин-
чатые с направленным движением струй на одном из слан-
цеперерабатывающих заводов (128). Эта замена позволила
увеличить производительность установок почти в 2 раза.
Выбор типа контактных устройств определяется сле-
дующими основными исходными данными:
а) условиями равновесия фаз в разделяемых системах;
б) физическими характеристиками разделяемых систем;
в) производительностью проектируемой установки;
г) уровнем допустимых энергозатрат и стоимостью энер-
гии (тепловой и механической);
12*
179
д) требуемой степенью чистоты целевых продуктов и их
количеством;
е) стоимостью изготовления и монтажа установок, снаб-
женных контактными устройствами тех или иных типов;
ж) специальными требованиями, вытекающими из нужд
данного предприятия.
В настоящее время предпринято несколько попыток
составить таблицы для выбора контактных устройств.
Так, И. А. Александров [61 составил такую таблицу
для нефтеперерабатывающих заводов. Ю. И. Дытнерский
[46] разработал таблицу для оценки контактных устройств
тарельчатого типа, в которой дана оценка по семнадцати
показателям по 5-бальной шкале.
Развивая намеченные в этих работах тенденции, пред-
лагаем таблицы рекомендуемых контактных устройств
(табл. 15 и 16). В этих таблицах сделана попытка охватить
все типы устройств, показанных на схеме 3.
Таблица 15
Рекомендуемые контактные устройства
Назначение колонны Тип контактного устройства Предельная про- изводительность (предельный ди- аметр)
Перегонка жидкостей, со- держащих взвешенные час- тицы или выделяющих на- кипь, оседающую на кон- тактные устройства. Давление атмосферное Тарелки со сливны- м и устройствами: ситчатые горизонтальные или наклонные колпачковые с одним кол- пачком Унифлюкс чешуйчатые Провальные: ситчатые решетчатые каскадные распылительные смесительные Не ограничена До 1,2 м Не ограничена » » в в в в в в в в
То же под вакуумом Провальные: ситчатые решетчатые распылительные Не ограничена » В в в
Перегонка жидкостей, не содержащих взвешенных частиц, при атмосферном давлении в аппаратах вы- сокой производительности Насадочные колонны обо- их типов Тарелки со сливны- ми устройствами: ситчатые клапанные До 2 м Не ограничена в в
180
Продолжение табл. 15
Назначение колонны Тип монтажного устройства Предельная про- из водительность (предельный ди- аметр)
чешуйчатые пластинчатые колпачковые Унифлюкс Тарелки провал ь- н ы е: ситчатые клапанные решетчатые пластинчатые (струйные) каскадные волнистые распылительные Инжекционные та- релк и обоих типов Более Г м Не ограничена
То же при вакууме Провальные: пластинчатые (струйные) решетчатые распылительные с регу- лярной насадкой
То же при вакууме, малая производительность Трубчатые: трубчатые со вставками с регулярной насадкой с плоскими пластинами
Точная ректификация Ротационные Колпачковые
Ректификация в условиях колебания аппарата Пленочные-ротационные аппараты центробежного типа с горизонтальной осью
В табл. 16 указаны типы контактных устройств, рекомен-
дованные для различных случаев ректификации. Дана
оценка различных типов контактных устройств по пяти-
бальной шкале: 4 — высшая оценка; 1 — низшая; 0 — не-
пригодность конструкции.
Табл. 16 мы рассматриваем как ориентировочную, требу-
ющую уточнения. Многие из типов контактных устройств
еще не достаточно исследованы и их оценка является ори-
ентировочной.
Следует также иметь в виду, что при рациональном
проектировании ректификационных установок необходимо
провести ряд параллельных расчетов колонн с различными
181
ю
Ориентировочная оценка различных типов контактных устройств
Шифр Тип контактного устройства
Простота устройства Расход металла
А—1—1 , Тарельчатые со сливными устройствами:
а ситчатые 4 4
б клапанные 3 3
в пластинчатые 2 3
г Унифлюкс 3 з
д колпачковые 1 1 i
' е чешуйчатые 4 4
А—1—2 Тарельчатые без сливных устройств:
а ситчатые 4 4
б клапанные 3 3
в пластинчатые 2 3
г каскадные 2 2
д волнистые 2 3
е решетчатые 4 4
Таблица 16
Оценка по отдельным показателям
Удобство очистки Пригодность для ра- боты с загрязненны- ми системами Величина потери на- пора Удобство отбора фракций Удобство организа- ции питания Величина съема про- дукции с единицы объема Удерживающая спо- собность 1 Величина интервала устойчивой работы
4 1*) 3 4 4 3 0 3
2 1 2 4 4 3 1 4
2 1 3 4 4 4 0 4
1 1 2 4 4 4 4 4
1 1**) 2 4 4 2 4 4
2 3 3 4 4 3 0 3
4 1*) 3 3 4 4 0 3
2 0 2 3 4 4 0 4
2 1 3 3 4 4 0 4
3 2 3 3 4 3 0 3
3 0 3 3 4 3 0 4 .
4 2 4 3 4 4 0 3
ж распылительные 1 2 3 0 4 3 4 3 0 2
3 трубчатые 2 2 3 2 4 3 4 4 0 3
А—II Инжекционные:
1 ударно-распылительные 1 2 2 0 2 3 4 2 0 2
2 смесительные 2 2 2 2 2 3 4 4 2 4
А—III Насадочные:
1 с нерегулярной насадкой 4 2 1 0 1 2 2 3***) 0 2
2 с регулярной насадкой 3 2 1 1 2 2 2 3***) 0 2
Б Аппараты с фиксированной поверх-
ностью контакта:
.1 трубчатые 2 2 1 0 4 1 1 2 0 2
2 трубчатые со вставками 2 2 1 0 3 1 1 2 0 2
3 с плоскими пластинами 2 2 1 1 4 1 1 2 0 2
4 с ребристыми пластинами 2 2 1 0 4 1 1 2 0 2
В Аппараты с внешним подводом механи- ческой энергии
В—I Центробежные:
1 пленочные 1 2 1 0 4 1 2 3 — 4
2 барботажные 1 2 1 0 4 1 2 4 — 4
3 распылительные 1 2 1 0 4 1 2 4 — 4
В—II Гравитационные 2 2 1 0 4 1 2 2 — 4
Примечания: *) —пригодны при больших диаметрах отверстий;
**) —пригодны при установке одного колпачка;
***) —пригодны при работе в режиме эмульгирования.
контактными устройствами и определить экономические
показатели каждого из вариантов.
Недостаточная изученность контактных устройств тре-
бует дальнейшего изучения их гидродинамики и массопере-
дачи, а также эксплуатационных характеристик в условиях
различных производств.
Однако при проведении этой работы возникают большие
трудности в связи с тем что, как указывают авторы [82],
сравнение различных типов контактных устройств должно
проводиться при работе их в одинаковых условиях. До на-
стоящего же времени сопоставлялись контактные устрой-
ства, работающие в различных условиях и даже при раз-
личных диаметрах и расстояниях между тарелками.
Во избежание этой ошибки авторы провели эксперимен-
тальную работу по сопоставлению нескольких типов таре-
лок при одном и том же диаметре их и одинаковом расстоя-
нии между тарелками.
Исследуемая колонна состояла из десяти тарелок. Для
перегонки была взята бинарная система метилтрихлорси-
лан—-диметилдихлорсилан. Были сопоставлены следующие
типы контактных устройств: пластинчатая тарелка с верти-
кальными перегородками и без них; чешуйчатая тарелка;
тарелка с мелкими (не стандартными) S-образными эле-
ментами (Унифлюкс) с отбойниками и без них; тарелка со
стандартными S-образными элементами и тарелка с капсуль-
ными колпачками.
Изучая общий коэффициент полезного действия, авторы
пришли к выводу, что в условиях проведенных испытаний
преимущество имеет струйнонаправленная чешуйчатая та-
релка при угле наклона чешуй 25° и при высоте подъема
чешуй 50 мм. Эти тарелки в широком интервале скоростей
(0,4—1 м/сек) в полном сечении имели общий коэффициент
полезного действия, равный 90%. Авторы установили
также, что тарелки типа Унифлюкс при стандартных раз-
мерах элементов нецелесообразно употреблять при диа-
метре колонны, меньшем, чем 1 м, и при расстоянии между
тарелками, меньшем 300 мм.
Отмечая эту интересную попытку сравнительного ис-
следования, нельзя не заметить, что результаты ее имеют
только локальное значение. В самом деле, если при данных
условиях перегонки один какой-либо тип тарелки показал
преимущества перед другими, то это не значит, что при дру-
гих условиях перегонки он окажется также лучшим. Эти
184
условия могут быть весьма разнообразными, и исследовать
все возможные комбинации очень трудно. По-видимому,
пока остается один путь сопоставления — анализ работы
контактных устройств, исследованных как в лаборатор-
ных, так и в производственных условиях.
ГЛАВА 12.
ИССЛЕДОВАНИЕ РАБОТЫ
КОНТАКТНЫХ УСТРОЙСТВ
Целью исследования работы контактного устройства
является получение гидродинамической характеристики и
эффективности. Гидродинамическая характеристика вклю-
чает следующие элементы: гидродинамические режимы;
потери напора газовой (паровой) фазы; величина брызго-
уноса и область устойчивой работы.
Эти определения проводятся чаще всего на «холодном»
стенде в лабораторных условиях. В качестве системы в ла-
бораторных условиях чаще всего употребляют систему
вода—воздух.
Для изучения гидродинамических режимов, возникаю-
щих в этом или другом контактном устройстве, существен-
ную роль играют визуальные наблюдения. Поэтому колонны
экспериментальных стендов выполняются из прозрачных
материалов: стекло, пластмасса. Если по ка^ой-либо при-
чине нет возможности выполнить экспериментальную ко-
лонну полностью из прозрачного материала по всей высоте
испытуемого контактного устройства, то устанавливают с
двух сторон окна. Одно из них служит для освещения,
второе — для наблюдения.
Визуальные наблюдения позволяют установить момент
вступления контактного устройства в работу, заметить из-
менения в течении процесса при увеличении расхода ороше-
ния и газа, а также найти момент захлебывания. Однако
для установления гидродинамических режимов одних ви-
зуальных наблюдений недостаточно. Как правило, пере-
ход от одного режима к другому происходит в момент
изменения течения кривой Др = f(w) при постоянном зна-
чении нагрузки по жидкой фазе. Это обстоятельство позво-
ляет проконтролировать результаты визуальных наблю-
дений и точнее установить момент изменения режима.
185
До настоящего времени изучались отдельные виды
контактных устройств. Рассматривая графики функции
Др = f (w) (например, для насадочных колонн см. рис.
100), можно выделить режимы работы контактного уст-
ройства и определить более или менее точно область
его устойчивой работы. Исследования, проведенные до
настоящего времени, позволили установить принципиаль-
ное сходство гидродинамических режимов контактных
устройств [140] почти всех типов. Из других элементов
гидродинамической характеристики представляет большой
интерес определение величины уноса. Последняя часто
определяет верхний предел работы контактного уст-
ройства. Допустимая величина уноса — величина не вполне
точно установленная. Обычно принимают, что она не долж-
на превышать 0,1 кг!кг.
И. А. Александров и А. И. Скобло [133] указывают,
что оптимальный унос жидкости, соответствующий мини-
мальным затратам, может быть найден из уравнения
вопт = 0,2, (176)
где 7?0 — отношение веса флегмы к весу паров;
El — к. п. д. тарелки.
Исходя из этой формулы, авторы считают, что величина
е может быть значительно большей и достигать 0,2 —
0,3 кг/кг. Брызгоунос е определяется путем введения на
контактное устройство, лежащее ниже исследуемой та-
релки, красителя или какого-либо растворимого агента
(соли, кислоты, щелочи). В качестве красителя использу-
ется метиленовый голубой краситель.
Количество индикатора, переносимое на исследуемую
тарелку, определяется титрованием, либо, в случае ввода
красителя, фотоколориметрически (ФЭК).
Величину уноса подсчитываем по формуле
Сн - св G ’
(177)
где Св и Сн — концентрация красителя на выше- и ниже-
лежащей тарелке;
L и G — расход жидкости и газа, кг/ч.
Как показали исследования [104], унос в различных
точках тарелки не одинаков. Максимум его наблюдается
в центре тарелки. При больших скоростях газа максимум
186
смещается в сторону переливного устройства. Если заме-
рить в больших колоннах унос в центре тарелки, устанав
ливая под верхней тарелкой специальные ловушки, то
полученная величина уноса будет значительно большей,
чем средняя, определенная на фотоколориметре. Отношение
этих величин найдено равным 5,3—5,9, что свидетельствует
о значительной неравномерности уноса.
Эффективность контактных устройств оценивается чис-
лом единиц переноса, числом теоретических контактов или
коэффициентом массообмена, отнесенным к единице пло-
щади полного сечения контактного устройства, единице
объема контактного устройства, или же к единице поверх-
ности контакта между фазами, если последняя может быть
определена.
В лабораторных условиях при работе на «холодном
стенде» оценка эффективности производится чаще всего на
основании изучения процесса абсорбции или же десорб-
ции.
В качестве объекта исследования берут чаще всего уг-
лекислый газ, амиак или пары спирта. Опыты позво-
ляют проследить изменение эффективности при изменяю-
щихся параметрах работы контактного устройства (скорость
газа, пара, нагрузка по жидкости, конструктивные фак-
торы). Однако абсолютное значение полученных величин
может быть с полным основанием использовано только
применительно к исследованной системе.
Особенно это относится к тому случаю, когда опыты
проведены на процессе абсорбции, но применяются для
решения вопросов ректификации. В этом случае следует
производить проверку результатов работы на «горячем
стенде». Последний представляет модель колонны с неко-
торым количеством исследуемых контактных устройств.
Минимальное число их — три. Из них исследуется сред-
нее. Конечно, желательно проводить опыты на той системе,
которая интересует исследователя. Если же его интересует
только общая характеристика контактного устройства, то
в качестве объекта исследования берутся бинарные систе-
мы с хорошо известными свойствами, например этанол —
вода, метанол — вода.
Куб установки обогревается паром или, чаще, электри-
чеством.
Представляет интерес предложение об использовании
при испытаниях ректификационных колонн радиоактивных
187
из сети
изотопов [59]. Однако это предложение
еще не получило широкого примене-
ния.
Рассмотрим некоторые стенды, ис-
пользуемые для проведения исследова-
ний контактных устройств.
На рис. 112 представлена схема ус-
тановки для исследования центробеж-
° ного распылительного контактного уст-
и ройства [56]. Эта установка служила
& для исследования гидродинамики кон-
§ & 1 * |о тактного устройства и для определения
S эффективности. Гидродинамика изуча-
лась на системе вода-—воздух, эффек-
i тивность определялась через исследо-
w = вание процесса десорбции СО2 и NH3
s^a2li!=|ic из водных растворов воздухом и через
g абсорбцию паров этанола из воздуш-
R 2 ё ** 1но-паровой смеси.
» 2 । £ * 5 g л | Исследуемый аппарат состоял из трех
>> секций, подача газа осуществлялась
вентилятором. При опытах десорбции
§ Sg'5 ураствор собирался в резервуаре, откуда
я через ротаметр поступал на контактное
§ 4®=’".Soiiao« устройство. Для приготовления раство-
g ра труднорастворимои углекислоты слу-
g жил насадочный абсорбер; аммиак рас-
g творялся непосредственно в резервуаре,
ч §..§.£ I Этанол поступал из мерного цилиндра
О s з g | § р И через форсунку при помощи компрес-
s ill? ^Hdls С0Ра- Абсорбер служил для очисткивы-
g- хлопных газов, поступающих в атмо-
5 сферу. Контрольно-измерительная аппа-
* = ратура показана на схеме.
§ | Н3 «О| gj “ На рис. 113 представлена другая
й I а”3'- схема экспериментальной установки для
исследования тарелок чешуйчатого типа
- 111, 12]. На этой установке изучалась
= s гидродинамика чешуйчатых тарелок и
altZIioaiill их эффективность. Эффективность таре-
лок изучалась путем исследования
процесса абсорбции аммиака из воз-
душно-аммиачной смеси и процесса
189
Рис. 113. Схема экспериментальной уста-
новки:
/ — баллон с аммиаком; 2 — игольчатый вентиль; 3 —
змеевик; 4— ротаметр для аммиака; 5 — вентиля-
тор; 6 — электронный потенциометр; 7 — диафрагма;
8 — контрольный бак; 9 — пифманометры; 10 — рота-
метры для воды; 11 — напорный
бак для воды; 12 — колонна; 13 —
миллиметровая шкала; 14 — ис-
следуемая тарелка; 15— сливной
стакан; 16 — распределительная та-
релка; 17 — форсунка для увлаж-
нения воздуха; 18—насос; 19—
ротаметр для углекислого газа;
20 — редуктоо для углекислого
газа; 21 — баллон с углекислым га-
зом; 22— манометр; 23, 24 — аб-
сорберы; АГ — анализ газа; АЖ—
анализ жидкости.
23
22
21
f
24
АГ
-73
74
АГ
АЖ
75
16
17
десорбции углекислоты из водного раствора. Средняя та-
релка трехтарелочной колонны служила объектом исследо-
вания. Аммиак и углекислота поступали из баллонов.
Насадочный абсорбер служил для приготовления раствора
углекислоты.
Обе рассмотренные установки являются установками
лабораторного масштаба. Диаметр контактного устройства
их не превышал 300 мм. Поэтому возникает вопрос: будут ли
закономерности, найденные на этих установках, справед-
ливы для контактных устройств того же типа, но боль-
шего диаметра. Вопрос этот не нов и поставлен довольно
давно. Практикой установлено, что коэффициент полезного
действия тарелок производственных аппаратов умень-
шается с увеличением диаметра. Это получило отражение,
например, в нормативах, разработанных для брагоперегон-
ных аппаратов.
Первые попытки построить теорию моделирования рек-
тификационных аппаратов были предприняты автором [139,
143] для колпачковых тарелок. Исходя из предположения,
что в процессе диффузии, который имеет место в контакт-
ных устройствах, решающую роль играет вновь образуе-
мая поверхность контакта, автор получил следующую
функциональную зависимость:
F = ф (Ren, уж, (о, о, v«, Н, Ф) м2/сек • кГ, (178)
где Ren — число Рейнольдса для пара;
Уж — удельный вес жидкости;
со — характеристика устойчивости пены;
о — поверхностное натяжение жидкости;
v»{ — кинематическая вязкость жидкости;
Н — межтарелочное расстояние;
Ф — флегмовое число.
Применив анализ размерностей, было получено крите-
риальное уравнение
= С Re30< (179)
уж \ и / \ Уж /
Таким образом, для создания в модели гидродинами-
ческой обстановки, подобной той, что имеет место в образце,
необходимо соблюдать следующие условия:
Re = idem; (180)
= idem; (181)
191
(йН . .
----= idem;
V
ж
Ф — idem.
(182)
(183)
Из анализа этих условий вытекает практически важное
условие моделирования контактных тарелочных устройств.
Предположим, что моделирование производится с исполь-
зованием в модели той же системы, что и в образце. Для
соблюдения условий (181) и (182) необходимо, чтобы:
ужЯ2 ..
-----= idem и
а
----= idem,
Уж
НО (0об — ^мод> ^ж.об — 'Уж.мод, Уж.об — Уж.мод И СГоб — О'мод*
Отсюда вытекает, что Ноб должна быть равна Ямод.
Следовательно, основным правилом моделирования кон-
тактных устройств является: при моделировании контакт-
ных устройств тарелочного типа расстояние между тарел-
ками в модели и в образце остается постоянным.
Но если при моделировании контактных устройств рас-
стояние между тарелками не меняется, то теряется смысл
в изменении других размеров контактных устройств. Поэ-
тому при моделировании их прибегают к методу, который
получил название метода «вертикальной вырезки». По
этому методу исследуется контактное устройство, в кото-
ром элементы его (колпачки, клапаны) остаются в модели
теми же, что и в образце, но количество их уменьшается,
соответственно с чем уменьшается диаметр контактного
устройства. Расстояние между тарелками остается неизмен-
ным.
При этом получаем выигрыш в расходе на эксперимен-
тальную установку, а также и на эксплуатационные рас-
ходы при проведении испытаний.
Другие типы контактных устройств исследовались, в от-
ношении их моделирования, в работах И. М. Аношина и
В. В. Кафарова [15, 67]. И. М. Аношин, рассматривая
вопрос о моделировании ситчатых тарелок, вывел крите-
риальные уравнения, из которых можно сделать вывод,
что при моделировании ситчатых контактных устройств в
модели и в образце должно быть сохранено равенство вели-
чин (Н — h), где Н — расстояние между тарелками, ah —
статическая глубина барботажа. Следовательно, и здесь
подтверждается идея построения модели по методу «вер-
тикальной вырезки». Таким образом, правило высказан-
192
ное ранее может быть распространено и на другие типы та-
рельчатых контактных устройств. Возникает вопрос: умень-
шая размер диаметра аппарата, не искажаем ли мы про-
цесс, идущий в контактном устройстве? На этот вопрос
приходится ответить положительно. При уменьшении раз-
мера контактного устройства возникают новые обстоятель-
ства, изменяющие характер процесса.
Прежде всего необходимо отметить влияние стенок аппа-
рата, так называемый «пристенный эффект», возникающий
вследствие уменьшения сечения аппарата. Кроме того,
существенное влияние оказывают явления неравномерности
в работе контактных устройств, связанные с его размерами.
Мы уже отмечали, что при течении жидкости на тарел-
ках со сливными устройствами, возникает гидравлический
градиент, что обусловливает продольную неравномерность
барботажа. Чем больше диаметр колонны, тем больше гра-
диент и тем больше неравномерность.
Таким образом, диаметр колонны влияет на протекание
процесса в контактных устройствах. В колоннах малого
диаметра условия для протекания процесса будут иными,
чем в колоннах с большим диаметром. Однако неравномер-
ность может быть не только продольной. Установлено,
что, кроме продольной неравномерности, имеет место
также и поперечная неравномерность. Вопрос этот был рас-
смотрен в обзорном докладе на Второй Всесоюзной межву-
зовской научной конференции по теории и практике ректи-
фикации [126].
О. С. Чехов1 отмечает, что основной причиной ухудше-
ния показателей работы контактных устройств является
поперечная неравномерность. Для уменьшения этой нерав-
номерности он рекомендует поперечное и продольное сек-
ционирование потоков в колонне. Продольное секциони-
рование заключается в том, что поток на тарелке аппарата
большого диаметра разбивается на систему параллельно
их потокам.
Принцип продольно-поперечного секционирования за-
ключается в том, что тарелка разделяется на ряд самостоя-
тельных однотипных элементов с индивидуальным подводом
жидкости и пара к каждому элементу. Конструктивно это
1 О. С. Чехов. «Исследование и промышленное внедрение тарелок
для массообменных процессов, созданных по принципу продольно-
поперечного секционирования потоков в колонне». Автореферат диссер-
тации. МИХМ. 1969 г.
13 1258
193
решается при помощи специальных перегородок. При этом
в такой многоэлементной тарелке потоки жидкости и пара
должны быть выровнены, для чего отдельные элементы со-
общаются друг с другом как по жидкости, так и по пару.
Обязательным условием создания таких контактных
устройств О. С. Чехов считает направление потока жид-
кости от центра элемента к периферии. На основе этих
принципов автором предложены тарельчатые конструкции
с продольно-поперечным секционированием.
Моделирование такого контактного устройства сводится
к испытанию отдельного элемента.
Поперечная неравномерность, так же как и продоль-
ная, увеличивается при увеличении диаметра аппарата.
Это происходит вследствие нарушения равномерности
распределения потоков на тарелке. Предполагается, что
нарушение равномерности пропорционально площади сече-
ния аппарата (или величине его диаметра в некоторой сте-
пени). На основании этого, авторы доклада [126] приходят
к выводу, что «... большие аппараты в общем случае не моде-
лируются малыми, и распространенное мнение о том, что
задачу моделирования можно полностью решить с помощью
критериальных уравнений, полученных на лабораторных
аппаратах, и что этому препятствует лишь приближенный
характер критериальных уравнений, неверно».
Ввиду этого авторы доклада рекомендуют для испыта-
ния новых контактных устройств «гидравлическое модели-
рование» на аппаратах производственного масштаба. Иначе
говоря, рекомендуется отказаться от испытания контакт-
ных устройств на моделях. При этом указывается также на
подбор жидкостей, близких по поверхностному натяжению
и вязкости к рабочей жидкости.
Разумеется, такой метод испытания контактных устройств
целесообразен. Однако он связан со значительными капи-
таловложениями на строительство гидравлических стендов
и большими эксплуатационными расходами.
Нельзя также отрицать целесообразность изучения эф-
фективности контактных устройств, которое невозможно на
гидравлической модели.
Поэтому нам кажется целесообразным проведение ис-
следований для уточнения предела уменьшения моделей,
которое еще не искажает результаты исследования для от-
дельных типов аппаратов. Весьма вероятно, что для каж-
дого типа контактных устройств имеются некоторые пре-
194
дельные размеры, начиная с которых картина процесса в
аппаратах различных диаметров окажется близкой. Весьма
вероятно, что для аппаратов прямоточного типа эти допу-
стимые пределы уменьшения будут иные, чем для аппара-
тов с перекрестным потоком.
В том, что такие пределы действительно существуют,
нас убеждают следующие соображения.
Большинство расчетных формул и норм, существующих
в настоящее время, выведено на основании экспериментов,
проведенных в лабораторных условиях на так называемых
«пилотных» (полупроизводственных) установках. Опыт ра-
боты промышленных установок показывает, что аппараты
спроектированные по этим нормам, работают достаточно
близко к проектным данным. Так например, автор сопостав-
ляя расчеты при помощи формулы, выведенной им на ос-
нове опытов Пиви и Беккера для колпачковых тарелок
(см. главу 2, формула [26], с показателями производствен-
ных аппаратов, работающих в спиртовой промышленности,
обнаружил, что передовые аппаратчики достигают той же
производительности колонн, которая получалась расчет-
ным путем. Это дало основание рекомендовать выведенную
формулу для использования при проектировании аппа-
ратов.
Хорошие результаты дает также формула Киршбаума
(27) для определения допустимой скорости пара в колпач-
ковых колоннах, хотя она получена на основании опытов,
проведенных на колонне с диаметром 410 мм. Отсюда
можно сделать вывод, что для колпачковых тарелок урав-
нения и закономерности, выведенные на основании опытов,
проведенных на пилотных установках диаметром 400—
500 мм, могут быть применимы и для колонн значительно
больших диаметров (по меньшей мере до 3 м).
По-видимому, для каждого типа контактных устройств
может быть определена та минимальная величина диаметра
пилотной установки, при которой результаты исследования
могут быть распространены на контактные устройства
того же типа, но большего диаметра. Вероятно, также
могут быть найдены теоретически или экспериментальным
путем поправочные коэффициенты для учета масштабного
эффекта. Принимая это во внимание, были исследованы
некоторые типы контактных устройств тарелочного типа
для выяснения возможности нахождения масштабного пе-
рехода [148].
13*
195
Исследованию были подвергнуты чешуйчатые тарелки,
для которых существенную роль играет как поперечная и
продольная неравномерность, так и пристенный эффект.
Исследование было проведено на трех колоннах диамет-
рами 0,25, 0,5 и 1 м. Исследовалась система вода — воздух.
В результате исследования гидродинамики контактных
устройств было установлено существенное влияние диаме-
тра контактного устройства на гидравлическое сопротивле-
ние газо-жидкостного слоя. В результате обработки эк-
спериментальных данных было получено уравнение
Ей = 4590 (-^У’71 Fr~°'6 ( Я \-°-39 Fo.o6 (184)
\ G / \d3 I
где L и G — нагрузка по жидкости и газу;
D — диаметр колонны;
d3 — эквивалентный диаметр прореза;
Fc — живое сечение.
Как видно из формулы [184], диаметр колонны оказы-
вает существенное влияние на потерю напора.
Аналогично для брызгоуноса было получено уравнение
ш5,03Л0,21£)0,3
£=10-6-J^2-> (185)
11 г с
где wr — скорость газа в свободном сечении;
L — нагрузка по жидкости;
Н — расстояние между тарелками.
Как видно, диаметр контактного устройства оказывает
влияние и на величину брызгоуноса.
Исследования массоотдачи, проведенные теми же авто-
рами, на тех же колоннах показали, что диаметр колонны
при прочих равных условиях оказывает влияние на вели-
чину коэффициента массопередачи. Однако, здесь оказа-
лось, что при увеличении диаметра колонны эффективность
контактного устройства возрастает, что находится в про-
тиворечии с высказанными рядом авторов предположе-
ниями об отрицательном влиянии на эффективность разме-
ров колонны. По-видимому, вопрос этот должен быть рас-
смотрен для каждого типа контактных устройств особо.
М. Э. Аэров и др. исследовали массообмен на промыш-
ленных установках для сопоставления результатов с опы-
тами на модели. Опыты проводились на решетчатых тарел-
ках провального типа диаметром 800 и 1200 мм. Массооб-
196
мен изучался на процессах абсорбции аммиака водой из
аммиачно-воздушной смеси и десорбции двуокиси угле-
рода из воды воздухом.
Сравнивая эффективность исследованных тарелок с эф-
фективностью тарелок размером 120 и 400 мм, авторы
пришли к заключению, что эффективность массопередачи
в газовой фазе близка; массопередача в жидкой фазе ухуд-
шается с увеличением размера аппарата.
Исследования влияния размера контактного устройства
определенного типа на закономерности работы контакт-
ного устройства пока еще немногочисленны. Требуется
накопить большое количество экспериментальных данных,
чтобы получить практически приемлемые выводы.
ЛИТЕРАТУРА '..............
1. Азизов Б. М., Николаев А. М. «Труды Казанского хи-
мико-технологического института», вып. XXXII, 1964.
2. Аксельрод Л. С. Труды ВНИИКиММАШ, вып. I, 1956.
3. Аксельрод Л. С. Исследование гидравлики и массообмена в
ситчатых барботажных колоннах, Автореферат докторской диссер-
тации, М., 1958.
4. А к с е л ь р о д Л. С., Д и л ь м а н В. В. «Кислород», 1950,
№ 6.
5. Аксельрод Л. С., Матрозов В. И. «Химическая про-
мышленность», 1952, № 8.
6. Александров И. А. Ректификационные и абсорбционные
аппараты, «Химия», М.— Л., 1965.
7. Александров И. А. «Спиртовая промышленность, 1963,
№ 1, 2.
7 8. Александров И. А., Ш е й н м а н В. И. и др. «Химия
и технология топлив и масел», 1961, № 5.
9. Александров И. А., Ш е й н м а н В. И. и др. «Химия
и технология топлив и масел» 1964, № 4.
10. Александровский А. А., Кафаров В. В. Мате-
риалы межвузовской конференции по машинам и аппаратам диф-
фузионных процессов. Изд-во Казанского ХТИ, 1961.
11. Анистратенко В. А., Стабников В. Н. «Известия
высших учебных заведений. Пищевая технология», 1963, № 3.
12. Анистратенко В. А., Стабников В. Н. «Известия
высших учебных заведений. Пищевая технология», 1964, № 1.
13. Аношин И. М. Теория и принципы конструирования высокоэффек-
тивных ректификационных аппаратов, Автореферат диссертации,
КТИИП, 1968.
14. А н о ш и н И. М. «Спиртовая промышленность», 1954, № 2.
15. А н о ш и н И. М. «Труды Краснодарского института пищевой
промышленности», 1955, № 12.
16. А н о ш и н И. М. «Известия высших учебных заведений СССР.
Пищевая технология», 1962, № 6.
17. А н о ш и н И. М., Корень Р. В., М а м и н В. Н. «Изве-
стия высших учебных заведений СССР. Пищевая технология»,
1955, № 6.
18. А н о ш и н И. М., «Известия высших учебных заведений. Пище-
вая технология», 1965, № 3.
19. Аноши н И. М., О м у р з а к о в Д. О. «Известия высших
учебных заведений СССР. Пищевая технология», 1966, № 3.
198
20. А н о ш и н И. М., Р ябчен ко Н. П.-, Ому рзаков Д. О.
«Известия высших учебных заведений. Пищевая технология»,
1965, № 5.
21. Артамонов Ю. Ф., Николаев А. М. Труды Казанского
химико-технологического института им. С. М. Кирова, 1965,
вып. 35.
22. А э р о в М. Э., Сум-Шик Л. Е. и др. Труды НИИ Синте-
тических спиртов и органических продуктов, т. I, Госхимиздат,
1958.
23. Аэров М. Э., Д а р овски й Е. П. «Химическая промышлен-
ность», 1957, № 2.
24. А э р о в М. Э., Быстрова Т. А. и др. «Химическая тех-
нология топлив и масел», 1969, № 1.
25. Б а г а т у р о в С. А. Теория и расчет перегонки и реактифика-
ции, М., Гостоптехиздат, 1961.
26. Б а г а т у р о в С. А. «Известия высших учебных заведений.
Нефть и газ», 1959, № 5.
27. Б е н н е т К- О., Д ж. Е. Майерс. Гидродинамика, тепло-
обмен и массообмен, М., «Недра», 1966.
28. Беспалько А. П., Малежик И. Ф. «Ферментная и спир-
товая промышленность», 1968, № 5.
29. Беспалько А. П., Малежик И. Ф. и др. Сб. аннотаций
«Массообменные процессы химической технологии», М.—Л., 1968,
№ 3.
/30 . Большаков А. Г., Гриневич А. Т. «Научные записки
Одесского политехнического института», т. 32 и 40, 1961 и 1962.
31. Борисов Г. С. «Химическое машиностроение», 1963, № 6.
32. Боярчук П. Г., Пичугин Л. А. и др. «Химическое и неф-
техимическое машиностроение», 1968, № 3.
33. Б о я р ч у к П. Г., П и ч у г и н Л. А. и др. Авторское свиде-
тельство № 183185.
34. Б у р о в а Г. В. Исследование процесса массопередачи на сит-
чатых ректификационных тарелках, автореферат кандидатской
диссертации, Технологический ин-т им. Ленсовета, Л., 1957.
35. Буренков Н. А., Штромило М. И. «Спиртовая промыш-
ленность», 1964, № 2.
36. Б у р е н к о в Н. А. Интенсификация технологических процес-
сов в пищевой промышленности при помощи низкочастотных коле-
баний, Киев, «Техшка», 1969.
37. В о р о б ь е в С. Н., А н д р е е в К- П. и др. «Труды Всесоюз-
ного научно-исследовательского института гидролизной промыш-
ленности», вып. V, 1966.
38. Г е л ь п е р и н Н. И., Латышев Ю. М. и др. «Химическая
промышленность», 1968, № 2.
39. Г е л ь п е р и н Н. И., Гришко В. 3. и др. «Химическое
и нефтяное машиностроение», 1968, № 9.
40. Г е р ш С. Я., Архаров А. М. «Кислород», 1958, № 5.
41. Гинзбург А. С., Резников В. А. Сушка пищевых
продуктов в кипящем слое, М., «Пищевая промышленность»,
1961.
42. Г о р е ч е н к о в И. И., А л е к с а н д р о в И. А. и др. Сб.
«Процессы химической технологии», М., «Наука», 1965.
43. Г у х м а н А. А. Применение теории подобия и исследование
процессов тепло- и массообмена, М., «Высшая школа», 1967.
199
44. Дильман В. В. «Теоретическая основа химической техно-
логии», еып. 1, 4, 1967.
45. Д ы т н е р с к и й Ю. И. Исследование гидравлики, массо- и
теплообмена в тарельчатых аппаратах», автореферат диссертации
Московского химико-технологического института им. Д. И. Мен-
делеева, 1963.
46. Д ы т н е р с к и й Ю. И. «Химическое и нефтяное машинострое-
ние», 1964, № 3.
47. Д ы т н е р с к и й Ю. И., М а с у м о в Д. И. и др. «Хими-
ческая промышленность», 1968, № 5.
48. Д ы т н е р с к и й Ю. И., Александров И. А. и др.
«Химическая промышленность», 1964, № 1.
49. Д ы т н е р с к и й Ю. И., В е р о н я н Р. С. и др. «Труды
МХТИ им. Д. И. Менделеева», вып. XXIII, 1961.
50. Д ы т н е р с к и й Ю. И., Касаткин А. Г. «Химическая
промышленность», 1961, № 5.
51. Д ь я к о н о в Г. К- Вопросы теории подобия в области физико-
химических процессов. Изд-во АН СССР М., 1956.
52. Е в с т а ф ь е в А. Г. Ректификационные установки, М., Маш-
гиз, 1963.
53. Ж а в о р о н к о в Н. М. Гидравлические основы скрубберного
процесса и теплопередача в скрубберах, М., Советская наука,
1944.
; 54. Ж а в о р о н к о в Н. М., А э р о в М. Э. и др. ЖХП, вып. 10,
1948.
55. 3 а д н е п р я н ы й В. А. Авторские свидетельства СССР №
832989/23—4, 24/IV 1963 г., № 933305/23—26, 14/ХП 1964 г.,
№ 933240/23—26, 14/ХП 1964 г., № 933304/23—26, 14/ХП 1964 г.
56. 3 а д н е п р я н ы й В. А. Новый контактный аппарат для осу-
ществления процессов массообмена в системе газ (пар) — жид-
кость и исследование его работы, автореферат диссертации,
КТИПП, 1968.
57. 3 е л и к и н М. Б. Труды Всесоюзного института содовой промыш-
ленности, т. VII, 1954.
58. 3 е л и н с к и й Ю. Г. К а ф а р о в В. В., «Химическая про-
мышленность», 1961, № 2.
59. 3 е л ь в и н с к и й Я- Д. Шалыгин В. А., «Химическая
промышленность», 1962, № 6.
60. Зюлковский 3. Жидкостная экстракция в химической
промышленности, М.— Л., Госхимиздат, 1963.
61. К а г а н с к и й И. М., Большаков А. Г., Научные записки
Одесского политехнического института, т. 1, 1954.
62. К а с а т к и н А. Г., Д ы т н е р с к и й Ю. И., «Химическая
промышленность», 1962, № 4.
63. К а с а т к и н А. Г., Основные процессы и аппараты химической
технологии, М., Госхимиздат, 1960.
64. К а с а т к и н А. Г., Д ы т н е р с к и й Ю. И. и др., «Химиче-
ская промышленность», 1958, № 3.
65. К а с а т к и н А. Г., Д ы т н е р с к и й Ю. И. и др., Труды
МХТИ им. Д. И. Менделеева, вып. XXXIII, 1961.
66. Каталог-справочник «Колонные аппараты», УкрНИИХИММАШ,
ЦИНТИХИМНЕФТЕМАШ, М., 1966.
^67. Кафаров В. В., Основы массопередачи. М. «Высшая школа»,
№ 1, 1962.
200
построение»,
/72. К а ф а р о в
1959, № 9.
В. В., ЖПХ, 1958. т. XXXI.
В. В., ЖПХ, 1961, т. XXXIV.
В. В., Б л я х м а н Л. И., ЖПХ, 1951, т XXXIV.
В. В., Муравьев В. С., «Химическое маши-
1959, № 2.
В. В., Муравьев В. С., ЖПХ, т. XXXII,
73. К а ф а р о в В. В., В и г д о р о в А. С. «Химическое машино-
строение», 1961, № 3.
74. К а ф а р о в В. В., Зелинский Ю. Г. «Химия и техно-
логия топлив и масел», 1961, № 6.
75. К а ф а р о в В. В., 3 е л и н с к и й Ю. Г., ЖПХ, 1963,
т. XXXVI.
z76. Кишеневский
77. Кишеневский
z 78. Кишеневский
/79. Кишеневский
т. XXII.
М. X. ТОХТ, т. 1, 6, 1967.
М. X. ЖПХ, 1954, т. XXIV, XXVII.
М. X. ЖПХ, 1966, т. XXXIX, 5.
М. X., П а м ф и л о в А. П. ЖПХ, 1949,
80. Классен В. И. Вопросы теории аэрации и флотации, М.— Л.,
Госхимиздат, 1949.
81. Коваль Ж- А., Шмульян И. К- Труды МХТИ им.
Д. И. Менделеева, 1966, 51.
82. К о л т у н о в а Л. Н., П о з и н Л. С. и др. «Химическая про-
мышленность», 1969, № 2.
83. Конончук А. А., Стабников В. Н. «Известия высших
учебных заведений. Пищевая технология», 1968, № 1.
84. К о ч е р г и н Н. В. ЖПХ, 1962, № 10, 12.
85. К о р а б л и н а Т. П., М о л о к а н о в Ю. К- «Химия и тех-
нология топлив и масел», 1969, № 2.
86. Краснопольский Н. И. Исследование волнистых про-
вальных тарелок ректификационных аппаратов применительно к
задачам спиртовой промышленности, автореферат кандидатской
диссертации КТИПП, 1967.
87. Краснопольский Н. И., Стабников В. Н. Сб.
«Пищевая промышленность», 1965, № 7.
88. К у з ь м и н Н. Г., М а л ю с о в В. А. «Химическая промыш-
ленность», 1964, № 5.
89. Курносов А. Г., А н о ш и н И. М. «Известия высших учеб-
ных заведений. Пищевая технология», 1968, № 2.
90. Л а с т о в ц е в М. А. Исследование процесса ректификации в
режиме восходящего пленочного течения жидкости и пара, авто-
реферат диссертации, МИХМ, 1967.
91. Ластовцев М. А., Семенов П. А. Тезисы докладов на
II Всесоюзной межвузовской научной конференции по теории и
практике ректификации, Баку, 1966.
92. Ластовцев М. А, Семенов П. А. Доклад на XXVII
научно-технической конференции, МИХМ, 1966.
93. М а л е ж и к И. Ф., Стабников В. Н., Труды Киевского
технологического ин-та пищевой промышленности, вып. 22, 1960.
94. М а л е ж и к И. Ф. «Известия высших учебных заведений. Пи-
щевая технология», 1961, № 2.
95. М а л е ж и к И. Ф., Стабников В. Н. «Спиртовая промыш-
ленность», 1961, № 3.
201
96. М а л а ф е е в Н. А., Малюсов В. А. «Химическая про-
мышленность», 1968, № 5.
97. М а л а ф е е в Н. А., Малюсов В. А. «Химическая про-
мышленность», 1967, № 10.
98. М а л а ф е е в Н. А., М а л ю с о в В. А. «Химическое и неф-
тяное машиностроение», 1968, № 9.
99. М а л ю с о в В. А., Малафеев Н. А. и др. «Химическая
промышленность», 1964, № 6.
100. Малюсов В. А., Жаворонков Н. М. и др. «Хими-
ческая промышленность», 1962, № 7.
101. М а у н г Хла Мьинт. Исследование гидравлики и массо-
обмена на трубчатых провальных тарелках, автореферат канди-
датской диссертации МХТИ им. Д. И. Менделеева, 1962.
102. Молоканов Ю. К« «Химическая промышленность», 1962,
№ 4.
103. Молоканов Ю. К-, Скобло А. И. «Известия высших
учебных заведений. Нефть и газ», 1959, № 8.
104. Молоканов Ю. К-, К ор а бл и н а Г. П. идр. «Химиче-
ское и нефтяное машиностроение», 1969, № 2.
105. Муравская О. Г. Сб. «Пищевая промышленность», Киев,
«Техьика», 1964. № 1.
106. Мухленов' И. П., Т а р а т Э. Я. «Прикладная химия»,
1959, 32.
107. Николаев А. П. Труды КТИПП, вып. 16, 1956.
108. Николаев А. П. «Известия высших учебных заведений.
Пищевая технология», 1958, № 4.
109. Николаев А. П. ЖПХ, 1958, т. XXXI, вып. 5.
ПО. Н и к о л а е в В. С. Материалы межвузовской конференции по
машинам и аппаратам диффузионных процессов, изд-во Каз.
ХТИ, 1961.
111. Николаев Н. А., Чержуемов Н. С. идр. Труды Казан-
ского химико-технологического ин-та им. С. М. Кирова, вып. 35,
1965.
112. Пекинский нефтяной ин-т, Отчет по исследованию тарелок Уни-
флюкс, 1959. Кафаров В. В. Основы массопередачи., «Высшая
школа», 1962.
113. П о з и н М. Е., Мухленов И. П. и др. Пенный способ
обработки газов и жидкостей. Л., Госхимиздат, 1955.
114. П о з и н Л. С., Д о в ж е н к о В. Д. и др. «Химическое и неф-
тяное машиностроение», 1969, № 1.
115. П о п л а в с к и й Ю. В., Тезисы докладов 1-й Всесоюзной межву-
зовской конференции по теории и практике ректификации в хими-
ческой и пищевой промышленности. Киев, Изд. КГУ, 1960.
116. Поплавский Ю. В., Свистунов В. Г. и др. Автор-
ское свидетельство 192751, 1967. Бюллетень изобретений № 6.
117. П р а н д т л ь и Карман, Сб. «Проблемы турбулентности»,
ОНТИ, М., 1936.
118. Р а б и н о в и ч Г. Г. Расчет нефтеперегонной аппаратуры,
М.— Л., Гостоптехиздат, 1941.
119. Разделение воздуха методом глубокого охлаждения. Том I, «Ма-
шиностроение», 1964. М.
120. Р а м м В. М. Абсорбционные процессы в химической промышлен-
ности, М., Госхимиздат, 1951.
121. Ра мм В. М. Абсорбция газов, «Химия», 1966.
202
122. Родионов А. И., В и н т е р А. В. Доклады на III Всесоюз-
ном совещании по тепло-и массообмену, Минск, т. 4, 4, 12 1968
123. Родионов А. И., Р а д и к о в с к и й В. М. Сб. «Процессы
химической технологии», М., «Наука», 1965.
124. Родионов *А. И. Массопередача на ситчатых тарелках при
различном их наклоне, автореферат кандидатской диссертации,
Химико-технологический ин-т им. Д. И. Менделеева, М., 1954’
125. Родионов А. И., Кашников А. М. и др. ЖПХ
XXXVIII, 143, 1965.
126. Розен А. М.,Аксельрод А. С. и др. Проблема масштаб-
ного перехода при разработке массообменных аппаратов, П-я
Всесоюзная межвузовская научная конференция по теории и прак-
тике ректификации, Баку, 1966.
127. Романков П. Г., Рашковская Н. Б. Сушка в кипя-
щем слое, «Химия», 1964.
128. РохумягиМ. Авторское свидетельство № 176244 от 20/V 1965.
129. Рябченко Н. П. Исследование процесса ректификации на
тарелках ситчатого типа с направленным движением жидкости
и их применение в промышленных аппаратах для непрерывной
отгонки этилового спирта из дрожжевых осадков, автореферат
диссертации, Краснодар, Краснодарский политехнический ин-т,
1967.
130 Сатропинский О. Е., Ферментная и спиртовая промыш-
ленность, 1965, № 5, 7.
131. Сатропинский О. Е. Исследование работы провальных
тарелок в условиях перегонки паточной бражки, Автореферат
диссертации, КТИПП, 1966.
132. Сафин Р. III., Николаев А. М. идр. Материалы межву-
зовской конференции по машинам и аппаратам диффузионных
процессов, Казань, изд. Казанского ХТИ, 1961.
133. Скобло А. И., Т р е г у б о в А. И. и др. Процессы и аппараты
нефтеперерабатывающей и нефтехимической промышленности, М.,
Гостоптехиздат, 1962.
134. Скобло А. И. иСюй Вэнь Юань. «Химия и технология
топлива», 1956, № 10.
135. Соболев В. М.,Зинин М. В. Бюллетень по обмену опытом
в промышленности синтетического каучука и синтетического
спирта, 1957, № 8.
136. Соколов В. Н. Исследование гидродинамики сетчатых бар-
ботажных тарелок применительно к условиям ректификации, авто-
реферат кандидатской диссертации, Л., Технологический ин-т
им. Ленсовета, 1953.
137. Слободянник И. П., Григорьев Л. Г. «Известия выс-
ших учебных заведений. Пищевая технология», 1966, № 3.
138. Слободянник И. П., Григорьев Л. Г. «Известия
высших учебных заведений. Пищевая технология», 1966, № 4.
139. Стабников В. Н. Перегонка и ректификация спирта, М.,
Пищепромиздат, 1962.
140. Стабников В. Н. Ректификационные аппараты, М., «Маш-
гиз», 1965.
141. С т а б н и к о в В. Н. Труды Воронежского химико-технологи-
ческого ин-та пищевой промышленности, 1939, т. Ill—IV.
142. Стабников В. Н. «Химическое машиностроение», 1940, № 2.
г! 43. Стабников В. Н. «Химическое машиностроение», 1937, № 2.
203
144. Стабников В. Н. «Химическое машиностроение», 1940, № 2.
145. Стабников В. Н., Николаев А. П. и др. Труды КТИПП,
1960, вып. 22.
146. Стабников В. Н., Штромило М. И. «Спиртовая про-
мышленность», 1961, № 5.
147. С у м - Ш и к Л. Е., Поз и н Л. С. и др. «Химическая промыш-
ленность», 1968, № 2.
148. Таран В. М., Анистратенко В. А. и др. ТОХТ, т. II,
вып. 6, 1968.
149. Трейбал Р. Жидкостная экстракция, М., «Химия», 1966.
v 150. Уокер В.,Льюис В.и др. Типовая химическая аппаратура
Онти-химтеорет, Л. 1935.
151. У с юк ин И. П., Аксельрод Л. С. «Кислород», 1949,
№ 1, № 2.
152. Фертман Г. И., Калунянц К. А. Усовершенствованные
и новые тарелки брагоректификационных аппаратов», М.,
ЦИНТИПищепром, 1960.
153. X а м д и А. И., М о л о к а н о в Ю. К. и др. «Известия высших
учебных заведений. Нефть и газ», 1962, № 12.
154. Хрусталев А. А., Николаев А. М. Труды Казанского
химико-технологического ин-та им. С. М. Кирова, вып. 35, 1965.
155. Чэнь Бин-Чжен. Исследование гидравлики и массооб-
мена на тарелках с направленным движением жидкости, Авторе-
ферат диссертации, М., 1962.
156. III а б а л и н К. Н. Трение между газом и жидкостью в технике
абсорбционных процессов, Свердловск—Москва, Металлургиздат,
1943.
157. Шахов Ю. А., Носков А. А. и др. Сб. «Процессы хими-
ческой технологии», «Наука», 1965.
158. Шахов Ю. А., Носков А. А. и др. ЖПХ, 1964, 87.
159. Шойхет Б. А., Большаков А. Г. Научные записки
Одесского политехнического ин-та. Том II, Киев, 1954, вып. 2.
160. Ш у е р А. М. «Кокс и химия». 1941, № 1.
V161. Щука рев А. Н. ЖРФХО. 28 (1896). Z. Phys. Chemie 8, 76
(1891).
162. Ю р ч е н к о В. А., К о п т е в А. А. и др. «Химическое
и нефтяное машиностроение». 1968, № 4.
163. Arnold D. S., Р I a n k С. A., S h о 1 n b о г n Е. М. Chem.
Eng. Progress 48, 1952, № 12.
164. Atkins G. T. Chem. Eng. Progress. 1954, 50, 116.
165. Bahout R. Distillation: etude practique 1965, Paris, Techni-
ques de I'ingeneur.
166. Bolles W. L. Petrol. Pract. 1956, 11.
v 167. Danckwerts, Trans. Farady Soc. 1950, 46.
168. Herigton E. Brighton Intern. Sympos. Distillation. 1960.
169. Higbie R. Trans. Am. Inst. Chem. Eng. 1935, 31.
170. Hoppe K. Chem. Ingrs. techn. 39, 1967, № 11.
171. Hunt C, Hanson D. N., Wilke C. R. A. I. Chem. Jornal.
1955, 1.
172. Kirshbaum E. Destillier und Rektifizier technik. 3 Acefl,
Springer Verlag, Berlin, 1960.
v/ 173. N e r n s t W. Z. Phys, Chemie. 1904. 47.
174. Neuman F. Chem. Ingr. techn. 1961, 7.
204
175. Peavy С. C., Backer Е. М. Trans. Am. Inst. Chem Ene
1937, XXXII.
176. Peavy С. C., Backer E. M. Ind. Eng. Chem., 1937, 29.
177. Peinolds O. Pract. Lit. Phyl. Sol. Manchester, 1870, 14.
178. Robinson, C. S. Qillaland E. R. Elements of Fracti-
onals Distillation, N. J. Toronto, London, 1950.
179. Rodgers M. С., T h i e 1 e E. W. Ind. Eng. Chem, 1934, 5.
180. Rylek M., Standart G. Hydraulika bezprepadovych pa-
ter, 1963, Praho.
181. Siems W. Shem, Ingrs. Techn. 1954, N 8—9.
182. Souders M., Brown G. G. Ind. Eng. Chem. 1934, 26, 1.
183. Z i о 1 к о w s к i Zdzislaw. Destilacja i Rektificacja w przemysle
Chemiczneym, Widaw nictwa Naukowo-techiczke, Warszawa, 1966.
ОГЛАВЛЕНИЕ
Стр.
Предисловие ................................................. 3
Глава 1. Контактные устройства (КУ) и общие требования, пре-
дъявляемые к ним....................................... 5
Классификация контактных устройств................... 5
Современные представления о процессах, происходящих
на поверхности контакта ............................ 10
Основные требования при конструировании контактных
устройств .......................................... 22
Глава 2. Колпачковые тарелки ............................... 23
Разновидности колпачковых тарелок................... 23
Многоколпачковые тарелки с круглыми (капсульными)
колпачками ............................. 26
Конструктивные элементы многоколпачковых тарелок с
капсульными колпачками.............................. 43
Расчет многоколпачковой тарелки..................... 48
Расчет многоколпачковой тарелки по методу Эткинза . 54
Правила конструирования многоколпачковой тарелки
по Б оллесу ........................................ 59
Г лава 3. Ситчатые тарелки со сливными устройствами...... 64
Принцип работы тарелок ............................. 64
Конструирование ситчатых тарелок.................... 72
Расчет ситчатой тарелки ............................ 73
Глава 4. Клапанные тарелки со сливными устройствами .... 75
Принцип работы клапанных тарелок ................... 77
Конструирование клапанных тарелок .................. 82
Расчет клапанной тарелки ........................... 83
Глава 5. Тарелки с параллельным течением пара и жидкости . . 85
Тарелки, собранные из S-образных элементов....... 86
Конструирование тарелок ............................ 86
Принцип работы тарелок ............................. 87
Расчет тарелки из S-образных элементов.............. 91
Чешуйчатые тарелки ................................. 93
Принцип работы тарелок ............................. 93
Расчет чешуйчатых тарелок........................... 97
Пластинчатые тарелки ...............................101
Принцип работы тарелок..............................101
Расчет пластинчатых тарелок ........................102
Глава 6. Провальные тарелки ................................105
206
Типы провальных тарелок .............................105
Принцип работы провальных тарелок...............’ 108
Расчет провальных решетчатых тарелок ................115
Волнистые ситчатые провальные тарелки ...............117
Клапанные провальные тарелки...................121
Г лава 7. Прямоточные контактные устройства (скоростные) ... 123
Глава 8. Ротационные контактные устройства ..................136
Ударно-распылительные контактные устройства . . . 137
Барботажно-распылительные ротационные контактные
устройства...........................................141
Пленочные центробежные контактные устройства ... 145
Глава 9. Трубчатые контактные устройства...............148
Глава 10. Насадочные контактные устройства ..................155
Характеристика насадок ..............................155
Типы насадок ........................................156
Гидродинамика насадочных колонн .....................159
Смоченная и активная поверхность насадки.......162
Потери напора в насадке........................163
Определение необходимой высоты насадки ...... 167
Плоско-параллельные насадки .........................168
Орошение листовых насадок ...........................171
Интенсификация работы насадочных контактных уст-
ройств ................................. ........ 172
Глава 11. Сравнительная оценка контактных устройств и выбор
их типа.................................................. 178
Глава 12. Исследование работы контактных устройств ..........185
Литература...................................................198
207
Расчет
и конструирование
контактных устройств
ректификационных
и абсорбционных
аппаратов