/





































































































































































Текст
ПАЙКА Г-МАНКО
3
*1
ПРИПОИ
weldworld.ru
SOLDERS AND
SOLDERING
Materials, Design, Production, and Analysis
tor Reliable Bonding
HOWARD H. MANKO
Dt'rcdor, Solder Research and Development
Alpha Metals, Inc.; Previously Staff Metallurgist
hilt rnational Business Machines Corp.
McGRAW-HILL BOOK COMPANY
New York Toronto London
ПАЙКА
И ПРИПОИ
Материалы, конструкции, технология
и методы расчета
ГОВАРД Г. МАНКО
Перевод с английского
инж. М. Б. ТАПЕЛЬЗОНА
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1968
Пайка и припои. Манко Г. «Машиностроение», 1968,
322 стр.
В книге рассмотрены основные физические и химиче-
ские явления, происходящие при пайке; даны рекоменда-
ции, способствующие получению качественного паяного
соединения. Большое внимание уделено практическим
вопросам выполнения соединений, их контролю и опреде-
лению паяемости различных сочетаний металлов, припо-
ев и флюсов.
Фундаментально изложена теория пайки металлов и
дано обобщение производственного опыта применения
пайки в промышленности.
Высокий научный уровень изложения, описание новей-
ших достижений в области пайки делают книгу полезной
для научных и инженерно-технических работников, заня-
тых в области пайки, а также для студентов технических
вузов. Табл. 41. Илл. 155.
Редактор канд. техн, наук А. М. Китаев
3-12-G
214-67
ИЗ ПРЕДИСЛОВИЯ АВТОРА
Пайка представляет собой один из наиболее надежных спо-
собов соединения деталей в узлах электрического и электронного
оборудования, а также в ненагруженных механических узлах.
Выполнить среднее по сложности паяное соединение настоль-
ко просто, что каждый считает себя специалистом в этой облас-
ти. На уровне знаний ремесленника или любителя это не вызы-
вает серьезных неприятностей, но когда такое отношение к пайке
проникает в административные, научные или инженерные круги,
то возникают осложнения.
Нужно отметить, что обычны случаи, когда в организации
руководствуются научно обоснованными принципами для тща-
тельной проработки электрической и конструктивной функции
узла и при этом совершенно не учитывают требований пайки.
Проблемы пайки узлов остаются без должного их рассмотрения.
Цель предлагаемой книги — представить припои и пайку в
правильной перспективе, чтобы этот технологический процесс
получил надлежащее научное и техническое обоснование. Автор
старался сделать книгу по возможности более точной в техничес-
ком отношении, соответствующей современному уровню знаний и
в то же время представить содержащиеся в пей сведения в форме,
наиболее понятной для широкого круга лиц, занимающихся
пайкой.
Можно надеяться, что усилия, затраченные автором при напи-
сании этой книги, будут способствовать расширению взгляда на
пайку как на прикладную науку, возможности применения кото-
рой только начинают использоваться.
Глава 1. ФИЗИКА СМАЧИВАНИЯ ПРИ ОБРАЗОВАНИИ
ПАЯНОГО СОЕДИНЕНИЯ 1
1.1. Введение
В общем виде теория механизма смачивания была разрабо-
тана много лет назад. В данной главе будут рассмотрены общие
положения теории смачивания и их приложение к частному слу-
чаю пайки.
Когда две металлические детали сое-
диняют с помощью припоя, то в резуль-
тате сцепления припоя с деталями по их
поверхностям возникает металлический
континуум. В каждом паяном соединении
имеются две таких поверхности сцепле-
ния.
Рис. 1. Соединение двух
металлов припоем:
/ — металл Д: 2 —- ме-
талл Е: 3 — припой; 4 —
промежуточные поверх-
ности
Рассмотрим металлический контину-
ум при переходе от основного металла А
к основному металлу Б (рис. 1): ме-
талл Л — поверхность между металлом А
и припоем — припой — поверхность меж-
ду припоем и металлом Б — металл Б.
Вполне очевидно, что припой одновременно является средой,
образующей соединение, и связующим звеном в образовании
металлического континуума.
Обычно основной металл и легкоплавкий припой покрыты
тонкой пленкой загрязнений. Эти пленки являются результатом
воздействия окружающей среды на металл. Они могут состоять
из окислов, сульфидов, карбонатов и других продуктов коррозии.
Такие неметаллические продукты коррозии препятствуют возник-
новению металлического континуума в паяном соединении и
должны быть удалены. Удаление пленок является одним
1 Содержание этой главы было представлено в виде доклада на 65-й еже-
годной конференции Американского общества по испытанию материалов
24 июня 1962 г.
7
rt । ntпоппщ пл И1ЛЧГНИЙ флюсов. В случ леобразования сцепления
ihuuiimii uirpii НКЧ11П1 прочность соединения будет ослаблена,.
I 1к клк последние не обладдюг пластичное гью или прочностью ос-
HnflHol О МГ’1 ИЛЛ л
1.2. Система припой — флюс — основной металл
I’niXMftrpiiM систему, образующуюся при пайке, исходя из
п|м^шо.к)жсния, что имеются идеально чистые поверхности ме-
ныла и что повторное окисление или другие воздействия окру-
жи ющой среды невозможны. Чтобы получить промежуточную
поверхность между припоем и основным металлом /, необходимы
Рис. 2. Схема термодинами-
ческого равновесия при сма-
три элемента: припой, основной ме-
талл и флюс или среда, в которой про-
исходит процесс (воздух или пары).
При температурах пайки основной ме-
талл остается твердым, легкоплавкий
припой находится в жидком состоянии,
а флюс обычно представляет собой
жидкость, хотя может быть и газом.
чивании: Рассмотрим каплю жидкого при-
3 - тгазпы % 2«™ ПОЯ, лежащую на плоской горизон-
Флюс, г тальной поверхности металла в среде
флюса. На рис. 2 показана трсхком-
понентпая система, в которую входят твердый металл S, жид-
кость L и газ Е.
В момент полного термодинамического равновесия, при от-
сутствии диффузии или химической реакции, в системе существу-
ет граница раздела, на которой встречаются все три фазы. Фазы
располагаются под некоторым углом друг к другу. Угол 0, обра-
зованный -касательными к границам раздела между твердым
и жидким металлом, с одной стороны, и жидким металлом и га-
зом или флюсом, с другой, называется краевым углом, или углом
смачивания.
Рассмотрим векторы, исходящие из точки Л. Три силы харак-
теризуют величины поверхностной энергии, приводящие систему
к равновесию. Вектор уЬЕ представляет собой поверхностное на-
тяжение между жидким металлом и газом, действующее по ка-
сательной к линии поверхности жидкого металла. Фактически
это сила, которая стремится уменьшить до минимума поверх-
ность капли припоя в данной флюсовой среде. Эта сила, называ-
емая поверхностным натяжением, возникает в любой жидкости,
стремясь уменьшить площадь поверхности. В отсутствии других
сил поверхностное натяжение придало бы капле сферическую-
форму, так как из всех тел равного объема шар обладает мини-
мальной поверхностью. Гравитационные напряжения и напряже-
ния па поверхностях раздела между жидкостью и окружающей
средой обычно противодействуют этому поверхностному натяже-
нию, так что жидкость принимает какую-либо иную форму.
Поверхностное натяжение у LS представляет собой силу, дей-
ствующую между жидким припоем и твердым основным метал-
лом, а поверхностное натяжение ySF—между основным метал-
лом и газом. Как yLS, так и у действуют вдоль поверхности
твердого тела, но в противоположных направлениях. Величины
энергии на поверхностях раздела обусловливаются свойствами,
присущими материалам рассматриваемой системы. Обе поверх-
ности раздела ограничивают твердое тело, для изменения геомет-
рии которого требуются большие количества энергии. В отличие
от поверхностного натяжения жидкости эти напряжения, дейст-
вуя изолированно, не приводят к каким-либо физическим измене-
ниям в системе.
Из векторной диаграммы следует
vSJ.-TbS+TLBcose,
(i-i)
где ySJ? — сила, приводящая к растеканию жидкости по поверх-
ности твердого тела, т. с. сила растекания или смачивания. Ины-
ми словами, растекание или смачивание будут иметь место, ког-
да величина ySF превышает сумму у^+у cos6. Показателем
соотношения между этими силами может служить величина угла
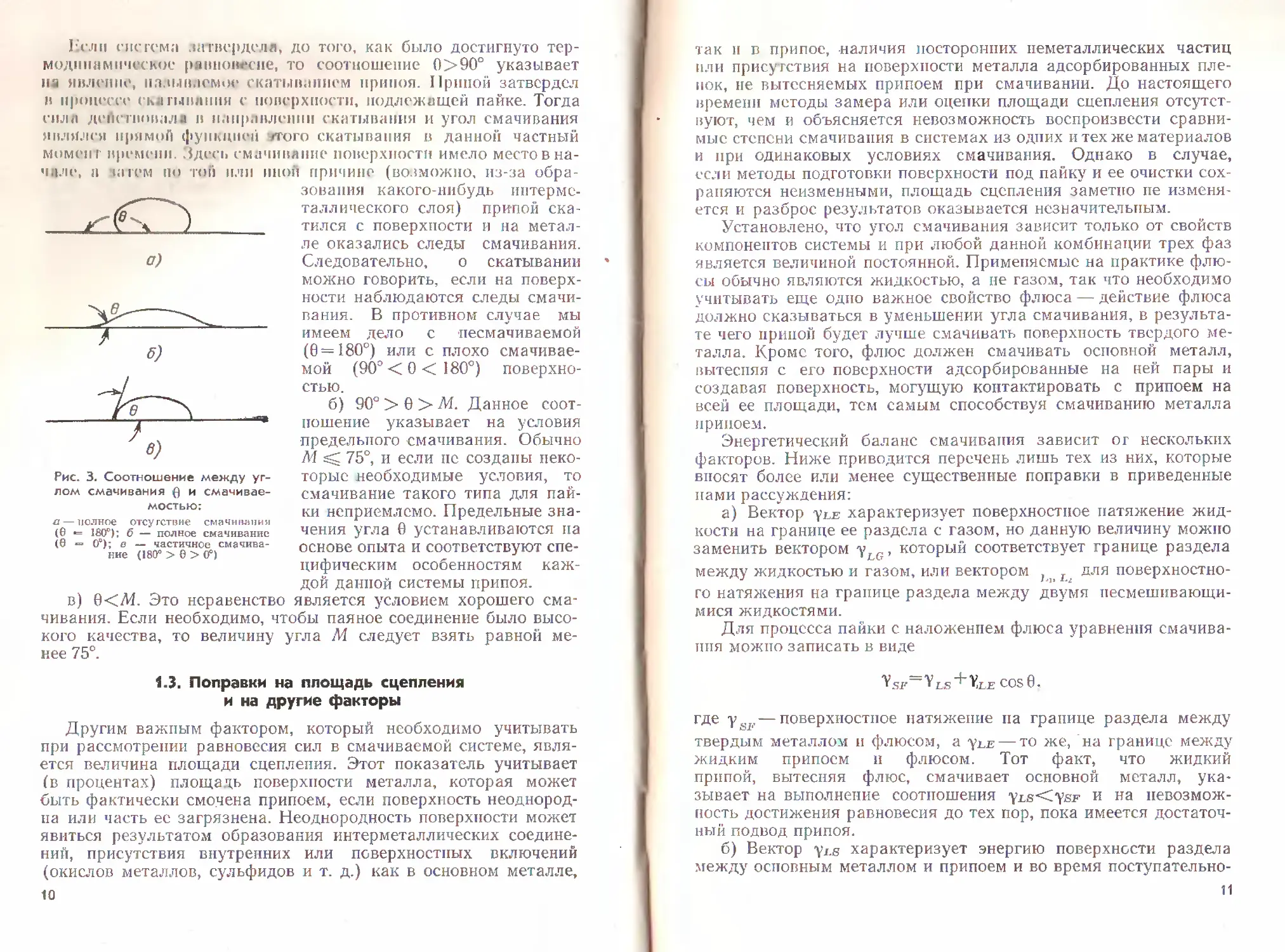
смачивания 0. Двумя предельными состояниями является полное
отсутствие смачивания, когда 0™ 180° (случай а па рис. 3), и пол-
ное смачивание, когда 0 = 0° (случай б на рис. 3). При 0°<6<
<180° имеет место частичное смачивание (случай в на рис. 3).
Обычно время пайки слишком мало и система затвердевает до
наступления равновесия. В таком случае анализ величины угла
смачивания дает дополнительную информацию относительно
процесса растекания.
Разделим диапазон угла смачивания (0°—180°) па три интер-
вала следующим образом;
а) 0>90°. Если бы система имела возможность затвердевать
после достижения полного термодинамического равновесия, то ус-
ловие 0>90° указывало бы на отсутствие смачивания между по-
верхностями жидкого и твердого металлов. Вероятно, в таком
случае мы наблюдали бы явление, когда жидкий припой вообще
не смачивает поверхность, а затвердевает на ней в форме, обу-
словливаемой действием различных сил, в частности поверхност-
ного натяжения и силы тяжести. Одно лишь наличие капель при-
поя нс позволяет нам на данном этапе определить, был ли угол 0
равен или меньше 180°. Правильное толкование явления можно
дать в результате измерения угла смачивания по поперечному
разрезу образца.
9
Если гис гема за твердела, до того, как было достигнуто тер-
модинамическое равновесие, то соотношение 0>90° указывает
на явление, называемое скатыванием припоя. Припой затвердел
в процессе еклгывлния с поверхности, подлежащей пайке. Тогда
силл деПсгвовала в направлении скатывания и угол смачивания
являлся прямой функцией /того скатывания в данной частный
момент времени. Здесь смачивание поверхности имело место в на-
чале. а да гем по топ или пион причине (возможно, из-за обра-
зования какого-нибудь интерме-
таллического слоя) припой ска-
тился с поверхности и на метал-
ле оказались следы смачивания.
Следовательно, о скатывании
можно говорить, если на поверх-
ности наблюдаются следы смачи-
вания. В противном случае мы
имеем дело с песмачиваемой
(0=180°) или с плохо смачивае-
мой (90° < 0 < 180°) поверхно-
стью.
б) 90° > 0 > М. Данное соот-
ношение указывает на условия
предельного смачивания. Обычно
Л4 75°, и если по созданы неко-
торые необходимые условия, то
смачивание такого типа для пай-
ки неприемлемо. Предельные зна-
чения угла 0 устанавливаются па
основе опыта и соответствуют спе-
цифическим особенностям каж-
дой данной системы припоя.
является условием хорошего сма-
чивания. Если необходимо, чтобы паяное соединение было высо-
кого качества, то величину угла Л1 следует взять равной ме-
нее 75°.
Рис. 3. Соотношение между уг-
лом смачивания и смачивае-
мостью:
£t — полное отсутствие смачивания
(6 •= 180°); б — полное смачивание
(0 •=• О’); в — частичное смачива-
ние (180° > 0 > 0°)
в) 0<Л1. Это неравенство
1.3. Поправки на площадь сцепления
и на другие факторы
Другим важным фактором, который необходимо учитывать
при рассмотрении равновесия сил в смачиваемой системе, явля-
ется величина площади сцепления. Этот показатель учитывает
(в процентах) площадь поверхности металла, которая может
быть фактически смочена припоем, если поверхность неоднород-
на или часть ее загрязнена. Неоднородность поверхности может
явиться результатом образования интерметаллических соедине-
ний, присутствия внутренних или поверхностных включений
(окислов металлов, сульфидов и т. д.) как в основном металле,
так и в припое, -наличия посторонних неметаллических частиц
или присутствия на поверхности металла адсорбированных пле-
нок, не вытесняемых припоем при смачивании. До настоящего
времени методы замера или оценки площади сцепления отсутст-
вуют, чем и объясняется невозможность воспроизвести сравни-
мые степени смачивания в системах из одних и тех же материалов
и при одинаковых условиях смачивания. Однако в случае,
если методы подготовки поверхности под пайку и ее очистки сох-
раняются неизменными, площадь сцепления заметно не изменя-
ется и разброс результатов оказывается незначительным.
Установлено, что угол смачивания зависит только от свойств
компонентов системы и при любой данной комбинации трех фаз
является величиной постоянной. Применяемые на практике флю-
сы обычно являются жидкостью, а не газом, так что необходимо
учитывать еще одно важное свойство флюса — действие флюса
должно сказываться в уменьшении угла смачивания, в результа-
те чего припой будет лучше смачивать поверхность твердого ме-
талла. Кроме того, флюс должен смачивать основной металл,
вытесняя с его поверхности адсорбированные на ней пары и
создавая поверхность, могущую контактировать с припоем на
всей ее площади, тем самым способствуя смачиванию металла
припоем.
Энергетический баланс смачивания зависит ог нескольких
факторов. Ниже приводится перечень лишь тех из них, которые
вносят более или менее существенные поправки в приведенные
нами рассуждения:
а) Вектор уы характеризует поверхностное натяжение жид-
кости на границе ее раздела с газом, но данную величину можно
заменить вектором у , который соответствует границе раздела
между жидкостью и газом, или вектором f для поверхностно-
го натяжения на границе раздела между двумя песмешивающи-
мися жидкостями.
Для процесса пайки с наложением флюса уравнения смачива-
ния можно записать в виде
Y SF Y LS COS 0.
где у—поверхностное натяжение па границе раздела между
твердым металлом и флюсом, а угг— то же, на границе между
жидким припоем и флюсом. Тот факт, что жидкий
припой, вытесняя флюс, смачивает основной металл, ука-
зывает на выполнение соотношения уьв<унк и на невозмож-
ность достижения равновесия до тех пор, пока имеется достаточ-
ный подвод припоя.
б) Вектор yrs характеризует энергию поверхности раздела
между основным металлом и припоем и во время поступательно-
11
ы pile।••кинин жид1ч1н in инлигпл величиной постоянной. Отсту-
щнтцлн лидмичъ имеет иной угол смачивания, так как она ос-
HiHiiiei ia г<м5ой V*e hv чистый металл, а металл с адсорбиро-
ванными ни нем молекулами жи хкости (в некоторых случаях на
метлл и orrnricfi слой сплава); в результдю свойства твердой
ф । ни и uniiiiKviiiiP поверхности раздела становятся иными. Дан-
ное ян нчпн получило название молекулярного гистерезиса угла
гм.'1ЧИ1И1ннЯ' Гак, например, экспериментально установлено, что
и сиечнме, комноненгами которой являются оловяино-свинцовый
припои и медь, угол смачивания при растекании жидкого припоя
больше, чем при его ска гывании.
в) Угол смачивания зависит также от состояния поверхности
«вердого металла. По шероховатой поверхности жидкий припой
р.1Г1екастся на большей площади, чем на гладкой. Это явление
получило название капиллярного гистерезиса, так как канавки
шероховатой поверхности, обладая развитой площадью, действу-
ют подобно капиллярным трубкам.
г) На смачивание и на поверхностное натяжение влияет тем-
пература системы. С ростом температуры увеличивается и ско-
рость смачивания. При определенной температуре (опа специ-
фична для каждой отдельной системы) наблюдается резкий рост
растекания. Такая температура называется критической.
д) Во всех рассмотренных выше явлениях силой внутреннего
сцепления жидкости пренебрегали. Эта сила, являющаяся пока-
зателем сродства жидкости к себе самой, препятствует растека-
нию, так как опа стремится уменьшить поверхность жидкости.
В практических целях мы можем включить силу сцепления в век-
гор
е) Все высказанные выше соображения весьма существенны
для понимания процесса пайки, ио при этом следует помнить, что
состояние равновесия при пайке не достигается. Мы отверждаем
жидкую фазу до того, как она может хотя бы приблизиться к хи-
мическому и физическому равновесию. Это обстоятельство соот-
ветствует нашим рассуждениям, так как нам представляется, что
интерметаллические соединения, образующиеся при достижении
полного равновесия, могли бы привести к хрупкости соединения,
а также лишить сплав одного из обязательных компонентов.
Кроме того, малое время пайки и небольшой расход тепла целе-
сообразны с экономической точки зрения и желательны в целях
снижения термической деформации паяемых деталей.
1.4. Сущность процесса образования
паяного соединения
Рассмотрим поверхность основного металла, только что смо-
ченную жидким припоем, причем припой затвердевает до или
после установления химического равновесия. Соединение припоя
12
с основным металлом осуществляется теперь за счет поверхност-
ной энергии того же типа, что и при смачивании. Эта энергия
обусловлена ненасыщенными связями тех из лежащих вблизи
поверхности атомов, у которых среднее число ближайших сосед-
них атомов, окружающих их, меньше.
Из рис. 4 можно видеть, что для атома Л имеет место сим-
метричное расположение ближайших соседних атомов, в то вре-
мя как для атомов В и С соседние атомы расположены несиммет-
рично и поэтому обладают ненасыщенными связями, приводящи-
ми к возникновению поверхностной энергии. Такое упорядочен-
ное расположение атомов в ме-
таллической решетке дает до-
вольно точную картину внут-
ренней структуры металлов.
Естественно, в любой решетке
имеются области неупорядо-
ченности и дислокации, однако
их совместное действие распро-
страняется на пренебрежимо
малую площадь поверхности
металла, и при рассмотрении
сцепления припоя с основным
металлом ими можно прене-
бречь.
Ненасыщенные поверхност-
ные связи, которые в основном
и обусловливают поверхност-
Рис. 4. Упрощенная схема, объясняю-
щая возникновение поверхностной
энергии
стную энергию, играют существенную роль в системе векторов,
определяющих смачивание в каждом частном случае. После того
как припой смочил поверхность, достигается взаимное насыще-
ние поверхностных связей, причем поверхностные энергии нахо-
дятся на атомном уровне, сообщая промежуточному слою боль-
шую прочность и устойчивость.
Так как смачивание поверхности твердого металла жидким
припоем происходит при повышенной температуре, на проме-
жуточной поверхности может в той или иной степени происходить
взаимная диффузия, обусловленная термической активацией
атомов. Образующийся слой твердого раствора может содержать
некоторые интерметаллические соединения, которые не имеют
принципиального значения для образования соединения, по, бу-
дучи неметаллическими по своей природе, не обладают пластич-
ностью основного металла. Весьма важно иметь в виду, что как
образование сплава в промежуточном слое, так и возникновение
интерметаллических соединений являются в процессе смачива-
ния побочными явлениями и поэтому не обязательны для обра-
зования связи. Вместе с тем они в сильной степени влияют
на прочность соединения. Слой сплава, если он образуется, проч-
13
1Н» р< ничьи iipiiiiiiii. чм»ituhHvHHeit u процессом, называемым твер-
нникм nv.iwh ihiH o(ip । loH.-HHtn раствора. Присутствие иптерме-
I пл пичм ши о i or iioiHfiiiH влияет ня окружающую структуру и
И'но I, iuik ,k>ii.Hio pniirv, injjBdib хрупкость металла. Быстрое
ПМн<н|нН1Н' lUfthii н проведение ее при низкой температуре сво-
)0и ни вредные* влияния до минимума.
1.5. Заключение
Нсннорим вкрлгце последовательность явлений при смачива-
нии основною металла расплавленным припоем в присутствии
||щин .1
С шмали флюс вытесняет слой атмосферного газа на поверх-
Huriii металлов (основного металла и припоя). Затем по мере па-
1ргва припои удаляет пленки загрязнений с этих офлюсованных
ькчаллов. Когда поверхности металлов обнажены, припой, рас-
плавляясь, смачивает поверхность основного металла, образуя
промежуточный слой и сцепляясь с ней. Система охлаждается.
Когда припой затвердевает, в соединении возникает металличес-
кий континуум.
Глава 2. ХИМИЯ ФЛЮСОВ
ТЕОРЕТИЧЕСКИЕ СООБРАЖЕНИЯ
2.1. Введение
Мы уже показали, что флюс не только способствует течению
металла, но и выполняет ряд других функций. Флюс не участву-
ет в образовании связи припоя с металлом. В этом отношении он
подобен катализатору в химической реакции, который иницииру-
ет процесс и способствует его скорейшему протеканию, по не вхо-
дит в получающийся продукт. Флюс аналогичным образом влия-
ет на скорость и степень завершенности процесса пайки. При на-
личии чистых поверхностей металла и надлежащей среды паяное
соединение можно получить и без флюса. Однако создать такие
условия в промышленном производстве чрезвычайно сложно, и
применение флюса облегчает получение соединения.
Флюс имеет два основных назначения:
а) создавать поверхность, свободную от загрязнений, и сохра-
нять ее чистой;
б) влиять на равновесную систему поверхностного натяжения
и, уменьшая угол смачивания, способствовать растеканию при-
поя.
Перечислим задачи флюса и дадим их определения.
2.2. Химическая активность
Для того чтобы образовалось хорошее паяное соединение,
необходимо удалить с поверхности металлов все продукты, полу-
чившиеся вследствие действия на них внешней среды; обычно эти
продукты называют окислами, ио в соответствии с поставленной
нами задачей будем называть их загрязняющими пленками. Эти
пленки нерастворимы ни в одном из обычных растворителей и не
поддаются удалению наподобие смазки. В жидком флюсе они
15
BCiyn hoi в химические реакции. В результате пленки исчезают и
oiHiawciiiiiM поверхность металла становится подготовленной к
сцеплению с припоем.
Возможны химические реакции нескольких типов. Это может
быть реакция, при которой флюс и загрязнение совместно дают
третье соединение, растворимое в флюсе или в его раство-
рителе. Возможна реакция, восстанавливающая загрязнение в
такой форме, что в результате воссоздается чистая металличес-
кая поверхность. Не исключены также различные видоизменения
и комбинация этих реакций. t
К реакциям первого типа относится реакция между чистой
светлой канифолью и окисью меди. Чистая светлая канифоль со-
стоит в основном из абиетиновой кислоты и других изомерных
дитерпеновых кислот, растворимых во многих растворителях.
Для применения в качестве флюса чистую светлую канифоль
обычно растворяют в изопропиловом спирте. Окисленная поверх-
ность меди, покрытая этим флюсом и подогретая, становится чис-
той в результате следующей реакции. Окись меди реагирует с
абиетиновой кислотой, образуя абиетинат меди, легко смешиваю-
щийся с непрореагировавшей канифолью. Под этой смесью обра-
зуется обнаженная поверхность металла, смачиваемая припоем.
На медь, лежащую под слоем окиси, абиетиновая кислота не дей-
ствует.
Когда жидкий припой вытесняет канифольный флюс, он
одновременно вытесняет и абиетинат меди. Обнаженная металли-
ческая поверхность меди может быть легко смочена припоем.
Когда остатки флюса удаляют органическим растворителем, то
вместе с другими канифолеподобными веществами смывают и
абиетинат меди.
Примером реакции второго типа может служить процесс пай-
ки деталей с загрязненной поверхностью в защитной среде нагре-
того водорода. Водород при повышенных температурах восста-
навливает окислы, находящиеся па поверхности детали, образуя
воду и обнажая поверхность металла. Такой метод широко при-
меняется при пайке полупроводниковых приборов.
В принципе флюсующими материалами могут служить все ор-
ганические или неорганические соединения, которые при нагреве
удаляют с поверхности металла его окислы в соответствии с од-
ним из описанных процессов. Но большинство таких веществ ока-
зывается малопригодными для применения при пайке. Выбор ма-
териалов, которые могут служить флюсом, еще более ограничи-
вается тем обстоятельством, что хороший флюс должен быть
пригоден одновременно для работы со многими металлами.
Рассмотрим свойства, которые необходимы для того, чтобы
химически пригодное для флюсования вещество могло явиться
практически полезным флюсом.
16
2.3. Термическая стабильность
После того как химическая реакция закончилась, флюс дол-
жен образовать на поверхности металла защитное покрытие при
гемпсратуре пайки. В противном случае только что очищенная от
окислов поверхность металла под действием окружающей среды
снова окислится, чему будет способствовать высокая температура
пайки. Поэтому флюс должен выдерживать температуры пайки,
не испаряясь и не разлагаясь. Разложение флюса может привес-
ти к выпадению нежелательных отложений, которые с трудом вы-
тесняются жидким припоем и трудноудалимы. Здесь уместно про-
вести различие между флюсом и растворителем, служащим для
флюса носителем. Во многих случаях точка кипения носителя ни-
же температуры пайки, в то время как сам флюс термически ста-
билен. Для пояснения вернемся к примеру с канифольным флю-
сом. Спирт (обычно изопропиловый) испарится задолго до дости-
жения температуры пайки, а канифоль стабильна и при более
высоких температурах (если нагрев длится не слишком долго).
Возможны случаи, когда будет желательна обратная картина.
Цоситель флюса может обладать термической стабильностью и
смачивающей способностью, по не быть химически активным.
Тогда к флюсу добавляется сравнительно сильно коррозионный
Активатор, сообщающий флюсу химическую активность, необхо-
димую для очистки поверхности. Если сильно коррозионный
флюс благодаря соответствующему подбору его состава при тем-
пературах пайки сколько-нибудь существенно не испаряется, то
его остаток не будет так опасен, как в случае, если бы он состоял
только из активатора. Здесь канифоль и изопропиловый спирт по
сути дела оба служат носителем для более активных органичес-
ких хлоридов, добавляемых в качестве активаторов (отсюда наз-
вание активированно-канифольный флюс). Активаторы (чаще
всего какая-либо форма аминохлорида) обладают точкой диссо-
циации, которая лишь немногим ниже температуры плавления.
Выделяющийся в этой точке коррозионный хлорид и осуществля-
ет химическую очистку загрязненной поверхности. Когда темпе-
ратура повысится до уровня, при котором производится пайка,
активатор почти полностью разлагается и испаряется, а его оста-
ток безопасен, так как он по сути дела безвреден.
Термическую стабильность, о которой идет здесь речь, нс сле-
дует смешивать со стабильностью флюса во время хранения до
его использования. Эти свойства будут рассмотрены в дальней-
шем. При рассмотрении термической стабильности флюса нужно
также иметь в виду, что применяемые на практике методы пайки
охватывают настолько широкий диапазон температур, что тот
или иной флюс может оказаться способным очищать данную по-
верхность при одном методе и быть непригодным для очистки той
же поверхности при применении другого метода.
2 Заказ SM1 ^7
2.4. Температура активации
и потери активности флюса
Высокая термическая стабильность не является единственной
температурной характеристикой хорошего флюса. При выборе
материала, могущего осуществлять надлежащее флюсование, не
менее важны и некоторые другие температуры.
Температура активации. Мы уже видели, что та часть флюса,
которая обладает химической активностью, служит для удаления
загрязнений. Этот процесс протекает в определенном интервале
температур — при так называемой температуре активации. Имен-
но при этой температуре начинает действовать механизм флюсо-
вания, могущий достигать при ней (но не обязательно достигаю-
щий) уровня, соответствующего оптимальным условиям протека-
ния реакции.
Например, в случае активированно-канифольных флюсов сма-
чивание невозможно до тех пор, пока не достигается температура,
при которой активирующие вещества диссоциируют, давая ионы
галогенидов, очищающие поверхность от загрязнений. Необходи-
мо, чтобы эта температура находилась в рабочем диапазоне тем-
ператур применяемого припоя. Другим хорошим примером мо-
жет служить использование в качестве флюса газообразного
водорода.
До тех пор, пока не достигнута некоторая, довольно
высокая температура, водород неспособен восстанавливать по-
верхностные загрязнения в такой степени, чтобы могло
происходить смачивание. Эта температура для каждого основно-
го металла своя, а требуемое время выдержки поверхности ме-
талла в среде водорода при этой температуре зависит от толщи-
ны пленки загрязнений.
Температура потери активности. Свойства органических (или
используемых в этих же целях неорганических) материалов в ре-
зультате химических процессов, протекающих при высоких тем-
пературах, могут измениться, и тогда флюс потеряет свою актив-
ность. В качестве примера можно привести флюс па основе чис-
той светлой канифоли, который при перегреве в значительной
мере теряет свою способность очищать поверхность меди. Если та-
кой флюс быстро нагреть до 315° С и затем выдержать при этой
температуре, то вряд ли смогут произойти какие-либо химичес-
кие реакции. Если флюс данного типа все же необходимо приме-
нять при такой температуре, то следует предусмотреть достаточ-
но длительную выдержку в активном диапазоне температур, что-
бы поверхность успела подвергнуться химической обработке. Да-
лее, следует иметь в виду, что по достижении высоких температур
поверхностная активность должна еще более понизить угол сма-
чивания.
18
Некоторые авторы определяют температуру потери активнос-
ти как температуру, при которой разложение флюса заканчива-
ется, и если деталь выдерживается при ней достаточно долго, то
остатки веществ, используемых для флюсования, становятся хими-
чески инертными и некоррозионными. Данное явление зависит от
однородности реакции, К таким утверждениям следует относить-
ся с осторожностью, так как лишь при немногих методах нало-
жения флюса достигается его полный прогрев в течение достаточ-
но длительного времени до надлежащей температуры, чтобы га-
рантировать потерю им своей активности. Более подробно дан-
ный вопрос рассмотрен в разделе 2.19.
2.5. Сила смачивания
Для того чтобы флюс смог химически очистить поверхность
металла и воздействовать на величину поверхностной энергии
как основного металла, так и припоя, он должен иметь возмож-
ность войти в тесный контакт с обеими поверхностями. Иными
словами, флюсу надо предоставить возможность надлежащим
образом смачивать их. Сказанное подчеркивает то обстоятель-
ство, что флюс должен вытеснить газовую фазу с поверхности ме-
талла, подлежащего пайке. На поверхности любого твердого ве-
щества всегда адсорбирован слой газа, главным образом возду-
ха. Чтобы сделать возможным тесный контакт между металлом
и флюсом, этот слой молекул газа необходимо удалить, что и осу-
ществляется в процессе смачивания.
Если флюс растворен в водном носителе, то добавлением по-
верхностно-активных реагентов можно в значительной степени
усилить действие флюса. Применение флюсов обычно связывают
с процессом очистки поверхности, и предполагается, что они уда-
ляют все загрязнения и масла. Такое мнение неверно, так как ес-
ли на поверхности детали имеется толстый слой загрязнений, то
большинство флюсов не сможет выполнить свое назначение. По-
этому для достижения эффективного флюсующего действия и ка-
чественной пайки следует тщательно удалить с детали масла и
твердые частицы.
2.6. Активность растекания
Флюс, введенный в зону пайки, должен воздействовать на
равновесие поверхностной энергии с целью усилить растекание
припоя. Это предполагает также легкость вытеснения флюса при-
поем. Как было указано ранее (см. гл. 1), смачивание и растека-
ние припоя непосредственно связаны с углом смачивания.
Этот угол между поверхностями припоя и основного металла
2* 19
на практике можно использовать в качестве паказателя эффек-
тивности флюсования. Тогда свойство флюса, направленное на
уменьшение угла смачивания в системе припой — основной ме-
талл, можно назвать активностью растекания. Однако, если флюс
хорошо смачивает основной металл и припой и обладает необхо-
димой химической активностью, то отсюда не следует, что он спо-
собствует растеканию.
27- Значимость различных факторов
в интенсификации растекания
Чтобы исследовать относительное значение указанных выше
функций флюса, в лабораторных условиях был проведен ряд сле-
дующих экспериментов:
а) В качестве флюса был взят материал, который удалял за-
грязнения при температуре пайки. Одновременно этот материал
испарялся. Расплавленный припой начинал растекаться. Однако
на его пути становился слой вновь образовавшегося загрязнения,
так как на этих участках уже нс было флюса, который мог бы
явиться защитным покрытием.
Флюсом при этом являлась щавелевая кислота; при тем-
пературе примерно 180° С она плавиться, а при дальнейшем на-
греве ранее образовавшаяся жидкость быстро испаряется без
обугливания. (Щавелевая кислота принадлежит к тем немного-
численным органическим соединениям, которые при нагреве не
обугливаются, а возгоняются.) До тех пор, пока на поверхности
металла имелся слой кислоты, припой растекался, но после ее
быстрого испарения снова образовывался слой загрязнений и
растекание прекращалось.
б) В качестве флюса был взят материал, который удалял за-
грязнения, но при температуре пайки оставался жидким, медлен-
но обугливаясь. Расплавленный припой под действием равновес-
ной системы поверхностного натяжения образовывал в этой жид-
кости сферическую каплю. Несмотря на чистую поверхность ме-
талла, припой не растекался. После охлаждения металла и уда-
ления остатков флюса выяснилось, что шарик припоя в точке его
контакта образовал прочное соединение с основным металлом.
Эксперимент повторили, по на этот раз припой подвергали меха-
ническому перемешиванию. После охлаждения и очистки можно
было увидеть линии облуженной меди, указывавшие траекторию
перемещения шарика припоя. Этот факт свидетельствует о том,
что при контакте с чистой поверхностью припой образует с ней
паяное соединение.
В данном случае флюсом служила обыкновенная глюкоза.
Благодаря своей общеизвестной способности восстанавливать
окись меди сахар оказывал на поверхность меди очищающее дей-
ствие. Вязкость расплавленного сахара и его поверхностная ак-
20
тивность не благоприятствовали растеканию. Тот факт, что при-
пой стягивался в шарик, свидетельствовал о значительном росте
угла смачивания.
в) Флюсом являлся материал, имеющий надлежащую поверх-
ностную активность, но неспособный удалять загрязнения. При-
пой, который не смог смачивать поверхность ввиду наличия на
ней слоя загрязнений, оставался в виде капелек. Затем был до-
бавлен химически активный материал, удаливший слой загрязне-
ний, и припой мгновенно растекся по поверхности. Этот экспери-
мент показал, что для сцепления припоя с основным металлом
одной высокой поверхностной активности недостаточно.
В качестве флюса была применена абиетиновая кислота, яв-
ляющаяся одним из основных компонентов канифоли. Основным
металлом служила медь, покрытая толстым слоем загрязнений.
Флюс свободно растекался по загрязненному металлу, но не ме-
нял его цвета. Расплавленный припой остался в виде сферичес-
ких капелек. Когда была добавлена капля аминохлорида, рас-
творенного в спирте, то цвет загрязнений изменился и припой бы-
стро растекся по поверхности металла.
Следователыю, можно сделать вывод, что хотя каждый фак-
тор сам по себе чрезвычайно важен, для достижения хорошего
смачивания необходимо одновременное действие всех трех фак-
торов. Поэтому, подбирая в состав флюса те или иные материа-
лы, можно добиться хорошего выполнения им всех его функций,
причем пет необходимости в том, чтобы каждый из компонентов
удовлетворял всем требованиям, предъявляемым к композиции в
целом. Так, например, активированная канифоль будет содержать
носитель, действующий лишь в роли разбавителя и позволяющий
добиться равномерного распределения активированной канифоли
по поверхности. Далее, такой флюс содержит канифоль, которая
обладает хорошей смачивающей способностью и требуемой тер-
мической стойкостью. Наконец, флюс обладает способностью
влиять на поверхностное натяжение системы, улучшая смачива-
ние. Химическая активность данного флюса обусловлена главным
образом добавлением «активаторов», которые придают ему тре-
буемую очищающую способность, хотя, как было показано ранее,
канифоль сама по себе также в некоторой мере обладает такой
способностью.
2.8. Электрохимическая активность флюса
Ряд авторов сообщает о присущей флюсам электрохимической
активности. Этим термином обозначают свойство флюса осаж-
дать на паяемой поверхности ионы припоя, что способствует сцеп-
лению припоя с металлом. Такой процесс имеет место только при
некоторых определенных неорганических материалах, главным
образом при флюсах, содержащих хлористый цинк и нашатырь.
21
и при расплавах солей. Флюс осаждает ионы не только припоя»
но и некоторых металлов из солей, входящих в состав флюса.
Электродвижущая сила, необходимая для протекания данного
процесса, создается двумя путями:
а) осаждением ионов припоя или флюса на основной металл
в результате замещения; именно так идет, например, процесс при
«реактивных» флюсах на алюминии;
б) осаждением в результате плакирования вследствие дейст-
вия на основной металл внешней э. д. с. Данный процесс в значи-
тельной степени аналогичен плакированию из расплавов солей *
и зависит от подведенного к металлу напряжения. Бейли и Уот-
кинс 1 такую э. д. с. создавали термопарой, так что полученные
ими результаты связаны с источником э. д. с. именно этой группы.
Электрохимическое осаждение в сущности имеет то же значе-
ние, какое имело бы предварительное покрытие основного метал-
ла оловом. В большинстве случаев на луженой поверхности при-
пой растекается значительно быстрее, так как припой смачивает
самого себя гораздо легче, чем большую часть других основных
металлов.
Можно считать, что явление предварительного обслуживания
флюсами связано главным образом с осаждением посредством
замещения, так как в системе припой — флюс — основной металл
видимые источники э. д. с. отсутствуют.
ПРОИЗВОДСТВЕННЫЕ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ФЛЮСАМ
2.9. Флюсы, пригодные для практического применения
Для того чтобы пайка являлась экономически целесообраз-
ным способом соединения металлов, она должна удовлетворять
некоторым дополнительным техническим и производственным
требованиям. В зависимости от того, способствует ли данный
флюс выполнению этих требований, можно судить о том, найдет
ли он практическое применение или останется теоретически при-
годным для этой цели материалом.
2.10. Время пайки
В производственных условиях важно, чтобы время пайки было
малым, в особенности при пайке на автоматических линиях и при
изготовлении узлов электроники. В последнем случае работа с
теплочувствительными узлами делает быструю пайку просто не-
обходимой. Следовательно, правильно выбранный флюс должен
ускорять процессы в системе припой — флюс — основной металл,
позволяя паять в единицу времени максимальное число соединений.
1 Bailey G. L. С. and Watkins Н. С. Surface tension in the system
solid Cu—molten Pb. Proc. Phys. Soc. (London), vol. 63B, p. 350, 1950.
22
2.11. Температура пайки
Требуемая температура пайки определяется главным образом
условиями введения припоя и его свойствами. Поэтому весьма
1мжно подбирать температурную характеристику флюса в соот-
ветствии с теми требованиями к температуре, которые предъяв-
ляются паяемым узлом. Однако, если вследствие некоторых спе-
цифичных требований необходимо применять какой-либо опреде-
ленный флюс, его можно применять и при температурах вне его
обычного рабочего диапазона. При этом выдержка флюса в ак-
тивном диапазоне должна быть достаточно длительной (см. раз-
дел 2.4) и флюс должен иметь приемлемую термическую стабиль-
ность. Вместе с тем такая практика не рекомендуется, и надеж-
нее применять флюс при температуре, которая приемлемо высока,
чтобы компоненты, осуществляющие химическую очистку поверх-
ности, были достаточно активными, но не чрезмерна, чтобы не
вызвать разрушение и дезактивацию этих компонентов.
2.12. Коррозия
Общее рассмотрение коррозии в электротехнических системах
проводится в разделах 4.7—4.9. Ниже рассмотрены процессы кор-
розии, которые вызываются непосредственно флюсом. Коррозия
данного вида недопустима, и детали следует тщательно контро-
лировать, так как -в противном случае соединение получится ос-
лабленным и может разрушиться. В нагруженных узлах разру-
шение связано с уменьшением площади поперечного сечения де-
тали, которое уже не будет достаточным, чтобы выдержать под-
водимые к нему нагрузки. Ослабление соединения возможно так-
же в результате какой-либо направленной коррозии (в частности,
вдоль границ зерен), что снижает усталостную прочность
соединения. Например, разрушения соединений латунных дета-
лей от усталости наблюдаются при пайке с применением флюса,
содержащего аммиак. Аммиак вызывает межкристаллитную кор-
. розню в латуни, резко ослабляя металл, хотя при этом зона, ох-
ваченная коррозией, обычно мала по сравнению с объемом дета-
ли. Для пайки латунных деталей следует применять специальные
безаммиачные флюсы.
В соединениях электротехнических узлов указанные недостат-
ки могут усугубляться колебаниями электрических характерис-
тик спая (увеличением сопротивления вследствие меньшего диа-
метра проводника). Кроме того, продукты коррозии могут пони-
зить сопротивление изоляции или, образуя перемычки между от-
дельными деталями, вызвать короткие замыкания. Такие явления
представляют собой результат образования продуктов коррозии,
способных к ионизации, и утечка тока зависит от поглощения ими
влаги, образующей тонкий слой электролита.
23
Коррозия, обусловленная действием флюса, может вызывать-
ся: а) коррозионностью самого флюса, оставшегося в трещинках
и других труднодоступных для удаления флюса местах, б) корро-
зионностью дыма, выделяющегося в процессе пайки; конденсат
дыма, скопившийся на деталях паяемого узла в стороне от соб-
ственно паяного соединения, при промывке после пайки может
остаться неудаленным. f
Следовательно, флюс, пригодный для промышленной пайки,
должен обладать следующими свойствами:
а) в исходном состоянии (до пайки) при комнатной темпера-
туре не оказывать корродирующего действия или, в крайнем слу-
чае, иметь низкую коррозионность;
б) при пайке выделять дым, не вызывающий активной корро-
зии;
в) давать после пайки остаток, имеющий при комнатной тем-
пературе низкую коррозионность или не имеющий ее вовсе;
г) если коррозионность флюса нельзя устранить, то необходи-
мо, чтобы продукты флюса, образующиеся при пайке, можно бы-
ло легко и полностью удалить.
2.13. Безопасность
Л4ероприятия техники безопасности должны обеспечить без-
вредные условия работы оператора и сохранность оборудования.
Личная безопасность. Флюс должен быть нераздражающим
и не выделять при пайке вредного дыма. Недопустимо или край-
не нежелательно применение опасных материалов, например
флюсов на основе гидразина, которые могут легко вызвать дер-
матиты, или флюсов, дым которых содержит ядовитые соедине-
ния металлов, например хлориды индия.
Сохранность оборудования. Температура воспламенения флю-
са должна быть высокой, с достаточным запасом, а скорость раз-
ложения — низкой, чтобы исключить вероятность взрывов в слу-
чае перегрева. Флюс должен быть инертным по отношению к ма-
териалам, с которыми он обычно контактирует.
2.14. Экономичность
Фактор экономичности достаточно понятен и не требует осо-
бых разъяснений. Однако в данном случае следует иметь в ви-
ду, что решающую роль играет не столько стоимость флюса,
сколько время пайки и затраты на промывку соединения после
пайки. Применение дорогостоящего флюса нередко дает те пре-
имущества, что значительно повышается надежность соединения
и устраняется необходимость повторной пайки.
24
ФЛЮСУЮЩИЕ ВЕЩЕСТВА
2.15. Вещества, могущие служить флюсом
Как было показано выше, одним из необходимых свойств
флюса является его химическая активность. Любое флюсующее
вещество в той или иной мере является коррозионным. Поэтому
разделение флюсов на коррозионные и некоррозионные может
приводить к недоразумениям. Флюсы нами классифицируются по
их химическому составу. В табл. 1 флюсы основных типов распре-
деляются и сравниваются по их свойствам, рассмотренным выше,
за исключением тех свойств, которые обусловливаются системой
флюс — припой — основной металл и поэтому не могут быть да-
ны в настоящей таблице. Степень коррозионности рассматривает-
ся как одно из свойств этих веществ.
Двумя основными группами флюсов являются неорганические
и органические вещества, причем последние подразделяются на
бесканифольные флюсы и флюсы на канифольной основе. В
табл. 1 для флюсующих веществ указаны наиболее часто приме-
няемые растворители. Более подробно растворители рассматри-
ваются в гл. 6, касающейся промывки поверхности.
2Л 6. Группа I. Неорганические вещества
В эту группу входят следующие три вида соединений:
Неорганические кислоты. Эти кислоты очищают поверхность
с большой скоростью и удаляют все обычно встречающиеся за-
грязнения. При температурах пайки они стабильны и активны,
обладают высокой коррозионностью до и после пайки, и конден-
саты их дымов необходимо удалять. Большая часть таких кислот
легко удаляется при промывке водой и, кроме того, поддается
нейтрализации.
Наиболее часто применяют соляную и ортофосфорную кисло-
ты. В качестве флюса можно использовать любую кислоту или
смесь кислот, применяемых для травления металлов, при усло-
вии, что выполняются указанные выше требования. В чистом ви-
де кислоты применяются редко и часто они являются существен-
ной составной частью комбинации припоя с неорганическим
флюсом. Подробно свойства и состав таких флюсов приведены
в одном из последующих разделов данной главы.
Соли неорганических кислот. Эти быстродействующие вещест-
ва, хорошо удаляющие загрязнения, приобретают активность в
расплавленном состоянии и при рабочих температурах стабиль-
ны. В форме соли они в отсутствии влаги менее активны, чем ве-
щества предыдущей группы, по при наличии влаги резко меняют
эти свойства. Конденсаты дыма при работе с данными флюсами
необходимо тщательно удалять. Соли обычно растворимы в воде
25
Таблица 1
Сравнительные характеристики флюсов1
Тип флюса Типичные представи- тели флюсов данного типа Носитель Соединения, для пайки которых при- меняются флюсы дан- ного типа Темпера- турная стабиль- ность Качество удаления загрязнений Коррозион- ность Методы очистки паяного соединения
Неоргани- ческие» Кислоты Соли Газы Органиче- ские веска- нифолъные. Кислоты Соляная, плави- ковая, ортофосфор- ная Хлористый цинк, хлористый аммо- ний, хлористое оло- во Водород, сухой хлористый водород Молочная, олеи- новая, стеариновая, глютаминовая, фта- левая Вода, петрола- тумная паста Вода, петрола- тумная паста, полиэтилен- гликоль Не требуется Вода, органи- ческие раство- рители, петро- латумная паста, полиэтилен- гликоль Конструк- ционные Конструк- ционные Электро- технические Конструк- ционные, электро- технические Хорошая Отличная Отличная Довольно хорошая Очень хорошее Очень хорошее Очень хорошее (при высоких температу- рах газа) Довольно хорошее Высокая Высокая Обычно отсутствует Умеренная Промывка горячей водой и нейтрализа- ция; обработка орга- ническим растворите- лем ил и обезжирива- ние Промывка горячей водой и нейтрализа- ция; промывка 2%-ной НС1; промыв- ка горячей водой и нейтрализация; об- работка органическим растворителем или обезжиривание2 Не требуется Промывка горячей водой и нейтрализа- ция; обработка орга-* ническим растворите- лем или обезжирива- ние2 ....
Продолжение табл. 1
Тип флюса Типичные представи- тели флюсов данного типа Носитель Соединения, для пайки которых при- меняются флюсы дан- ного типа Темпера- турная стабиль- ность Качество удаления загрязнений Коррозион- ность * Методы очистки паяного соединения
Галогениды Гидрохлорид ани- Те же, что при Конструк- Довольно Довольно Умеренная Те же, что при ор-
Амины лина, гидрохлорид глютамина, бром- ные производные пальмитиновой кис- лоты, гидрохлорид (или гидробромид) гидразина Мочевина, эти- органических кислотах Вода, органи- ционные, электро- технические Конструк- хорошая Удов ле- хорошее Удовлетво- Обычно ганических кислотах Промывка горячей
и амиды лендиамин ческие раство- ционные, твори- рительное отсутствует водой и нейтрализа-
Органиче- Чистая светлая рители, поли- этиленгликоль Изопропиловый электро- технические Электро- тельная Плохая Удовлетво- Обычно ция; обработка орга- ническим растворите- лем или обезжирива- ние Водные моющие
ские кани- канифоль с актива- спирт, органи- технические рительное отсутствует средства, изопропи-
фольные. Активиро- ванные Чистая торами Только чистая ческие раство- рители, поли- этиленгликоль Те же, что при Электро- Плохая Плохое Отсутствует ловый спирт; про- мывка органическим растворителем или обезжиривание2 Те же, что при ак-
светлая канифоль ’Mani а Для х< светлая канифоль со Н. Н. How to choose эрошей очистки рекомен активированной канифоли the right solder fl дуется узел после технические их. Prod, Eng., пайки деминер June 13, Н ализовать и ?60. промыть днстн ллированной вс тивированной кани- фоли >дой.
ti___________________________________
и легко нейтрализуются: Однако иногда их необходимо предва-
рительно поместить в слегка кислый или щелочной раствор, что-
бы образовались растворимые комплексные соли, и затем вести
работу как с обычными водными растворами.
Например, если в качестве флюса применить хлористый цинк,
то будет протекать следующая реакция:
ZnCl2+Н2О Zn (ОН) Cl + НС1.
При этой реакции, кроме хлористого цинка, выделяется НС1,
которая удаляет с поверхности металла окислы; в случае, на-
пример, окиси меди реакция идет по уравнению
CuO+2НС1 СиС12 + Н2О.
В результате образуется хлористая медь, которую ввиду ее
хорошей растворимости в воде удобно удалять с поверхности де-
тали. Однако хлорид гидроокиси цинка, который образуется в
результате частичного разложения хлорида цинка, растворяется
в воде с трудом, и для того чтобы перевести его в растворимую
исходную соль, его нужно обработать избытком соляной кислоты:
Zn (ОН) Cl + НО ZnCl2+Н2О.
Если эту обработку не провести, то вблизи паяного шва, вы-
полненного с применением хлористого цинка, останется тусклый
белый налет.
Неорганические соли в флюсах не так вредны, как кислоты.
В чистом виде какая-либо соль применяется редко, и обычно в
Рис. 5. Диаграмма состояния системы
хлористый цинк — нашатырь. Пунктиром
показана линия солидуса для оловянно-
свинцовых припоев (183° С)
ваться эвтектической комбинацией
служить смесь хлористого цинка и
ке оловянно-свинцовыми припоями
состав флюса дополнитель-
но входят либо кислоты, ли-
бо другие соли. Если темпе-
ратура плавления у припоя
ниже, чем у флюсующей со-
ли, то твердое вещество,
остающееся после удаления
носителя под действием на-
грева, с трудом вытесняется
с поверхности металла и
мешает смачиванию. Поэто-
му, как правило, применяют
соль, у которой температура
плавления ниже, чем у при-
поя. Для достижения этого
часто необходимо пользе-
солей, примером чего может
хлористого аммония при пай-
28
При температуре 183° С, что соответствует плавлению припоя,
хлористый цинк с его температурой плавления 283° С еще нахо-
дится в твердом состоянии. Поэтому данная соль непригодна во
многих случаях, например при пайке погружением, когда раз-
ность между температурами пайки и плавления припоя сравии-
1гльио невелика. С другой стороны, хлористый аммоний плавит-
ся при 350° С, а эта температура в данном случае чрезмерно вы-
сока. Однако эвтектика из хлористого цинка и нашатыря (она
содержит три части хлористого цинка на одну часть нашатыря)
очень удобна для данного случая применения, так как она пла-
вится при 177° С, что несколько ниже температуры плавления
припоя. На рис. 5 приведена диаграмма состояния системы хло-
ристый цинк — нашатырь; здесь же показала температура эв-
тектического оловянно-свинцового сплава. Заметим, что темпера-
тура пайки сама по себе не обязательно является температурой
плавления припоя и обычно выше нее (см. гл. 6),
Неорганические газы. Эти вещества работоспособны только
при высоких температурах, так как лишь при этом условии они
обладают нужной химической активностью. При работе с ними
необходима чистая поверхность, свободная от посторонних ве-
ществ. Ввиду опасности газов для работы с ними требуется спе-
циальное оборудование. К веществам этого вида относится сухой
водород и хлористый водород, широко применяемые в производ-
стве полупроводниковых приборов.
2.17. Группа II. Органические вещества
(на бесканифольной основе]
Вещества этой группы можно разделить на следующие три
вида:
Органические кислоты. Эти сравнительно медленно действу-
ющие вещества обладают умеренной способностью удалять за-
грязнения. Вследствие своей органической природы они чувстви-
тельны к температуре. После окончания пайки они все еще оста-
ются коррозионными, и конденсаты их дымов необходимо удалять.
В воде растворяются не все флюсы данного вида. Поэтому для
очистки деталей от флюса обычно приходится применять
органические растворители. К этой группе относятся такие кис-
лоты, как молочная, олеиновая, стеариновая, фталевая, лимон-
ная и другие.
Органические галогениды. Вещества этого вида по своей ак-
тивности аналогичны неорганическим солям и применяются бла-
годаря легко образующемуся иону галогена. Из-за наличия ор-
ганического радикала данные вещества чувствительны к темпе-
ратуре. Их коррозионность несколько выше, чем у других
органических флюсов, и конденсаты их дымов необходимо уда-
лять очень тщательно. Среди веществ данного вида известны
29
хлористый анилин и глютамин, а также бромидные производные
пальмитиновой кислоты.
Амины и амиды. Вещества этого вида, так как они не содер-
жат галогенов, вводятся как добавки во многие флюсы. Они в не-
большой степени коррозионны и чрезвычайно чувствительны ж
температуре. К веществам данного вида относятся мочевина и
этилендиамин.
В состав этих флюсов входят также различные производные
аминов и амидов. Наиболее распространенным из их числа яв-
ляется анилинфосфат.
2.18. Органические флюсы на основе канифоли
В электронной промышленности о применении в качестве
флюса чистой светлой канифоли существуют противоречивые
мнения. Обладая рядом неоспоримых достоинств, тем не менее
канифоль не удовлетворяет всем требованиям эффективного флю-
сования. С химической точки зрения канифоль представляет собой
смесь нескольких компонентов. Она является нелетучей фракци-
ей смолистых веществ хвойных деревьев, и в каждом частном
случае ее состав определяется источником сырья. Вообще гово-
ря, канифоль состоит из смеси нескольких изомерных дитерпено-
вых кислот. В нее входят три основных компонента.
Сильвиновая кислота, известная также под названием абиети-
новой. Она относится к числу гетерокольцевых диенов и плавит-
ся при температуре 174° С (ао=— 140°, Хтах=2375 А). При тем-
пературе 300° С абиетиновая кислота перегруппировывается в
неоабиетиновую кислоту с температурой плавления 169° С
(а0= + 159°; Хюах-2500 А).
Абиетиновая Иеоабиетиновоя
кислота кислота
При дальнейшем нагреве абиетиновая кислота меняет струк-
туру и переходит в смесь пироабиетиновых кислот, оба компонен-
та которой химически инертны.
зо
d-пимаровая кислота, являющаяся несопряженным диеном,
устойчивым к действию кислот. Этот компонент плавится при
температуре 219° С (а0= +73°).
1-пимаровая кислота, представляющая собой гомокольцевой
диен. Он легко изомеризуется кислотой в абиетиновую кислоту.
Ее температура плавления равна 152° С (а0 =—273°,
Атах — 2725 А).
МОм t - пимировая
кислота
В среднем в составе канифоли, получаемой из живицы, на до-
лю абиетиновой кислоты приходится 80—90%, а на пимаровые
кислоты 10—15%. Рыночное обозначение «чистая светлая кани-
фоль» относится к веществу, определяемому колориметрическим
методом (см. стандарт ASTM D509—55).
Из приведенных данных следует, что компоненты канифоль-
ной смеси довольно чувствительны к температуре и что перегрев
меняет химическую структуру компонентов канифоли. Ухудше-
ние эффективности чистой светлой канифоли при перегреве отме-
чалось в литературе и подтверждено автором в ходе ряда испы-
таний. На основе результатов этих испытаний можно сделать
следующие выводы:
а) канифоль при перегреве темнеет и теряет в некоторой сте-
пени свою способность удалять загрязнения;
б) перегретая канифоль сохраняет свою поверхностную актив-
ность и защищает очищенную от загрязнений поверхность (прав-
да, не в такой мере, как ненагретая канифоль):
в) ненагретая чистая светлая канифоль проникает в толстый
слой загрязнений лишь на небольшую глубину;
г) чистая светлая канифоль реагирует с окислами и. сульфи-
дами меди, давая абиетиновую медную соль, которая легко уда-
ляется;
31
д) чистая светлая канифоль не уменьшает веса металлической
меди независимо от времени и температуры выдержки последней
под флюсом;
е) никакие другие соли абиетиновой кислоты, кроме медной*
в лаборагорни выделить не удастся, хотя известно, что они су-
ществуют*
Следовательно, чистая светлая канифоль не является универ-
сальным и сильным средством для удаления загрязнений. Но ес-
ли обрабатываются сравнительно чистые поверхности, то поверх-
ностная активность канифоли вполне достаточна, чтобы гаранти-
ровать хорошее смачивание и растекание припоя. Таким образом,
она служит хорошим носителем для более сильнодействующих
веществ, создавая надлежащую поверхностную активность и за-
щищая поверхность металла от образования нового слоя загряз-
нений. Остаток канифольного флюса имеет вид твердой проз-
рачной пленки с отличными электроизолирующими свойствами,
не поглощающей воды.
2.19. Трубчатый припой с канифольной набивкой
и рекомендации относительно удаления активированного
флюса
Как уже отмечалось, существует опасность того, что активи-
рованный канифольный флюс, наложенный на паяемый узел,
ввиду недостаточного нагрева не будет полностью дезактивиро-
ван и появляется возможность коррозии основного металла. Од-
нако опасные последствия применения активированных флюсов,
возникающие при неполном их удалении, могут быть совершенно
устроены, если флюс закладывать внутрь трубки припоя (по-
дробно данный вопрос рассмотрен в разделе 6.6).
При ручной пайке электротехнического узла флюс обычно
наносят па соединение одновременно с припоем. С целью упро-
стить операции пайки и наложения флюса предложено пользо-
ваться припоем в форме небольшой трубки (рис. 6), запол-
ненной флюсом. Производство трубчатого припоя осуществля-
лось одновременным шприцеванием трубки припоя и флюсового
сердечника. Но выяснилось, что полученному таким образом ве-
ществу свойственны недостатки. В частности, так как канифоль-
ные флюсы являются органическими веществами и содержат
некоторые летучие фракции, а процесс шприцевания протекает
при повышенных температурах, наблюдается тенденция к обра-
зованию газовых пузырей из летучих органических соединений;
эти пузыри приводят к возникновению разрывов в флюсовом сер-
дечнике. Поэтому трубки приходится вначале изготовлять боль-
шого диаметра (примерно 6,35—11 лш), после чего протягивать
их через несколько фильер па требуемый диаметр. Совершенно
очевидно, что в полости с размерами, незначительными в сравне-
32
Рис. 6. Схема развития трубчатых
припоев с флюсовой набивкой:
I — проволока сплошного сечения’
2 — грубчагый припой; 3 — флюс
пип с первоначальным диаметром трубки, создаются в флюсе
после протяжки разрывы довольно большой длины, что нс поз-
воляет получить в трубчатом припое с одним каналом сплошную
флюсовую набивку. Поэтому возникло мнение, что если трубку
припоя шприцевать одновременно с несколькими каналами, то
опасность появления полостей и разрывов в флюсе будет в зна-
чительной мере снижена. Эти
предположения не оправдались,
Tai* как оказалось, что условия,
вызывающие разрыв сплошности
флюса в одном из каналов, приво-
дят к тому же и в других каналах,
так как все они шприцуются одно-
временно. Окончательное реше-
ние задачи получено в результате
применения трубки припоя по схе-
ме Сеп— Tri — Core. Процесс ее
изготовления представлен па
рис. 7. Через жидкий флюс протя-
гивают проволоку, и флюс благо-
даря хорошей смачивающей спо-
собности осаждается на ней в ви-
де слоя равномерной толщины.
Затем покрытую флюсом проволоку подают в шприцевой пресс,
предварительно подвергнув ее тщательному осмотру. Из офлюсо-
Рис. 7. Схема процесса изготовления припоя Сеп — Tri —
Core:
1 — шприцевание проволоки, которая впоследствии станет сер-
дечником; 2 — покрытие проволоки флюсом в контролируемых
условиях; 3 — шприцевание трубки; 4 — Фильеры; 5 — окон
нательный размер; б — визуальный контроль
ванной проволоки получают тонкую трубку припоя, которая га-
рантирует равномерный подвод флюса.
Наряду с отсутствием разрывов в флюсовой набивке припоя
необходимо также добиваться равномерности состава флюса.
3 Заказ 941 33
На рис. 8 однородность различных разновидностей и типов труб-
чатых припоев с флюсовой набивкой показана как процент коли-
чества флюса в функции числа исследовавшихся образцов. От-
метим, что согласно стандарту QQ — S — 571 припой Alpha
Сеп — Tri — Core обозначался под № 2 и содержал 2,2% флюса
во всех образцах. Припой А также относился к типу № 2 и имел
один канал. Содержание флюса в этом припое укладывалось в
заданные стандартом QQ — S — 571 пределы 2,2±0,4% кани-
фольного флюса в канале, в то время как в припое В содержание
Число исследованных образцов
Рис. 8. Стабильность качества флюсовой
набивки в трубчатых припоях:
---------- Сеп — Тг! — Core (припой № 2);
— — — — — одноканальная трубка, тип А
(припой № 2); — . — . — одноканальная
трубка, тип В (припой 3); 1 — припой
№ 3, 3,3 + 0,6% по весу, QQ—S—571; 2 —
припой № 2, 2,2 + 0,4% по весу. QQ — S — 571
флюса несколько выходило
за нижний из пределов, до-
пустимых для припоя № 3
по стандарту QQ — S — 571,
а именно 3,3 ±0,6 %. При на-
личии полостей в набивке и
при недостаточном количест-
ве флюса может получиться
неудовлетворительное сма-
чивание, в то время как из-
быток флюса будет вызы-
вать нежелательные побоч-
ные явления.
Благодаря принятой кон-
струкции трубчатого припоя
и методу его применения га-
рантируется в некоторой
степени полная дезактива-
ция флюса, недостижимая
при внешнем наложении
жидкого флюса. Для того
чтобы флюс растекся по по-
верхности, подлежащей пайке, его нужно нагреть и выплавить из
капала припоя. Поэтому рекомендуется придерживаться следую-
щего практического правила: если применяется трубчатый при-
пой с флюсовой набивкой, то остатки флюса удалять необяза-
тельно, в то время как удаление активированных флюсов с внеш-
ним их наложением считается желательным (во избежание кор-
розии металла); для пеактивироваппых флюсов, подводимых
извне или из канала трубчатого припоя, вопрос решается в каж-
дом конкретном случае отдельно.
Глава 3. МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ ПАНКИ
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ОЛОВА И СВИНЦА
И ДИАГРАММА СОСТОЯНИЯ
3.1. Введение в металлургию пайки
Большинство металлов, с которыми приходится иметь дело
в повседневной практике, состоит из множества кристаллов и но-
сит название поликристаллических. Изолированный кристалл
металла можно получить только при некоторых строго определен-
ных условиях. Появление поликристаллической структуры объяс-
няется характером затвердевания металла из расплава. При ох-
лаждении жидкости в пей одновременно образуется и растет
множество ядер кристаллизации. Ядра по мере своего роста рас-
ходуют жидкость до тех пор, пока стенки расширяющихся (по
всем трем направлениям) кристаллов не придут в контакт друг
с другом по так называемым границам зерен. Так как ядра в
момент начала роста имеют самую различную пространственную
ориентацию, то поверхности контакта также расположены неоп-
ределенно, и в результате границы зерен имеют неравномерную
конфигурацию, предсказать которую заранее совершенно невоз-
можно. Размер и структуру зерен можно изменить посредством
некоторых металлургических процессов, например отпуска.
В повседневной практике большинство металлов использует-
ся не в чистом виде, а в комбинации с другими элементами, об-
разуя сплавы. Свойства сплава, содержащего два пли более эле-
ментов, существенно отличаются от свойств исходных металлов.
Сплавы обычно разделяют на черные и цветные; к первым отно-
сятся сплавы па основе железа, к вторым — сплавы, не содер-
жащие железа, в том числе и припои. В литературе можно также
встретить классификации сплавов по их физическим свойствам
(тяжелые и легкие сплавы) или цене (драгоценные сплавы).
Сплавы обычно получаются путем растворения. Металлы
растворяются друг в друге наподобие спирта в воде, образуя од-
ну фазу. Фаза представляет собой определенную гомогенную
3* 35
часть системы, и анализ образца, независимо от того, из какого
места он взят, всегда дает один и тот же состав. Однако в неко-
торых случаях металлы могут обладать только частичной рас-
творимостью друг в друге. Тогда сплавляемые два элемента распо-
лагаются двумя отдельными слоями, наподобие слоев воды' и
масла, образуя две различных фазы. Некоторые металлы взаим-
но растворимы в жидком состоянии, но при охлаждении и за-
твердевании разделяются и дают смесь, свойства которой зави-
сят от характера охлаждения. Кроме того, возможно, что два
металла, растворимые друг в друге в жидком состоянии, при ох-
лаждении дают интерметаллические соединения (пнтерметалли-
ды). Эти соединения, образующиеся между металлами, имеют ту
особенность, что они не следуют правилам химического равнове-
сия, которым подчиняются химические соединения.
Интерметаллическое соединение можно определить как четко
выделяемую гомогенную фазу, имеющую сравнительно узкий
диапазон составов с простыми стехиометрическими соотношени-
ями. Интерметаллические соединения по своей природе могут
быть металлами или иметь иоппую атомную связь. Структура и
свойства интерметаллических соединений зависят от атомных
радиусов и электронной активности двух или более металлов,
образующих соединение. Интерметаллические соединения часто
можно наблюдать при металлографических исследованиях спла-
вов и при применении метода дифракции. Более подробно ука-
занные соединения будут рассмотрены в дальнейшем с точки зре-
ния выбора припоя и принципов конструирования, а также в свя-
зи с их влиянием на сопротивление и прочность припоя.
Если элементы, входящие в сплав, растворяются друг в друге
в такой степени, что атомы одного из них становятся частью про-
странственной решетки другого, то возникает истинный твердый
раствор. Твердый раствор отличается от интерметаллического
соединения тем, что весовое соотношение компонентов сплава не
задается какой-либо определенной величиной. Интервал, в кото-
ром данные элементы образуют твердый раствор, зависит от тем-
пературы. Часто в сплаве, затвердевающем в виде твердого рас-
твора, при охлаждении ниже границы существования этого рас-
твора наблюдается выпадение одного из компонентов, так как он
уже нерастворим в другом компоненте в твердом состоянии. Бо-
лес подробно данный вопрос рассмотрен в следующем разделе.
При пайке, главным образом при пользовании оловянпо-евнн-
цовым припоем, важное значение имеют два метода упрочнения
сплавов: наклеп и дисперсионное твердение.
Наклеп. В случае, если под действием каких-либо физических
напряжений решетка металла деформирована, то прочность и
твердость сплава повышаются. Данное явление называется на-
клепом. Для снятия этого напряженного состояния металл нужно
нагреть до определенной температуры и выдержать при ней не-
36
которое время; такой процесс называется отжигом или рекрис-
таллизацией. После того как напряжения сняты, прочность ме-
талла возвращается к своей исходной величине.
Для большинства сплавов, применяемых в качестве припоев,
температура отжига (или рекристаллизации) ниже комнатной
температуры или близка к ней. Таким образом, напряжения в
припое нс вызывают его наклона.
Дисперсионное твердение. Если в металлическую решетку вве-
дены небольшие количества легирующих элементов, то они легко
могут вызвать внутренние напряжения, подобные тем, которые
возникают при наклепе (при условии, что атомы присадок отли-
чаются от атомов решетки). Такое упрочнение сплава называется
дисперсионным твердением. Ни отжиг, ни какой-либо другой вид
термообработки не влияет на возросшую прочность сплава.
Это повышение прочности при пайке очень желательно. Обыч-
но некоторое количество основного металла растворяется в при-
пое, повышая его прочность. Более подробные сведения по дан-
ному вопросу см. в разделе 4.6.
3.2. Диаграмма состояния
Для того чтобы лучше попять свойства сплавов, рассмотрим
некоторые из основных превращений, происходящих в системе
сплава в зависимости от температуры и состава. Информацию та-
кого рода обычно представляют в виде так называемой диаграм-
мы состояния (рис. 9). Разберем вкратце те теоретические сооб-
ражения в отношении диаграммы состояния, которые имеют зна-
чение для металлургии припоев.
В целях простоты рассмотрим систему двухкомпопептпого
сплава, т. е. так называемую двойную систему. При любых усло-
виях двойная система может иметь одну или несколько устойчи-
вых гомогенных структур, свойственных только данным услови-
ям. Например, возможно, что металл Д растворит часть металла
В в решетке, а металл В растворит в своей решетке часть метал-
ла Д; в результате будет иметь место одновременное существо-
вание двух растворов с характерной для них однородной струк-
турой. Каждая из этих частей сплава называется фазой и физи-
чески представляет собой вполне определенное единое целое.
В таких случаях систему называют двухфазной. Многокомпо-
нентная система может иметь одну пли более фаз без каких-либо
ограничений. Так, например, твердый раствор может существо-
вать одновременно с интерметаллическим соединением и вторым
твердым растворОхМ, образуя трехфазную систему. Единственным
условием для всех таких систем является то, что фазы при дан-
ных определенных условиях должны находиться в равновесии.
Здесь следует дать определение еще одному понятию, а имен-
но, эвтектическому составу (эвтектике), эвтектической точке или
37
эвтектической температуре. Дело в том, что, как было замечено,
в двойных системах некоторые количественные комбинации двух
входящих в сплав элементов плавятся при строго определенной
температуре, которая ниже температур плавления каждого из
этих элементов. Система такого состава называется эвтектикой,
а температура, при которой такой сплав переходит из полностью
Олово
Рис. 9. Построение диаграммы состояния системы олово — свинец
жидкого состояния в полностью твердое (или наоборот),— эвтек-
тической температурой, или эвтектической точкой. В каждой сис-
теме может иметься одна или несколько эвтектик; имеются эвтек-
тики и в многофазных системах.
Эвтектика ведет себя как независимая гомогенная фаза и
имеет только ей свойственную металлографическую структуру
(см. рис. 12). Эвтектику можно считать смесью двух или более
фаз, имеющей строго определенную температуру плавления, при-
чем фазы преобразуются в один твердый раствор. При охлажде-
нии обратный процесс приводит к образованию двух раздельных
фаз твердого раствора в структуре, характерной для эвтектик.
38
С повышением температуры металла расстояние между ато-
мами в кристаллической решетке растет; в таком состоянии ато-
мы называются термически активированными. Когда соответст-
вующая энергия активации превысит силы, удерживающие
атомы в кристаллической решетке, металл из твердого агрегат-
ного состояния 'переходит в жидкое. Таким образом, жидкий
металл состоит из неупорядоченного множества термически ак-
тивированных атомов, которые подчиняются правилам, отличным
от физических правил для твердого кристаллического металла.
После того как в результате охлаждения действие термической
активации па жидкий металл прекращается^ атомы снова
стягиваются, образуя, как описано выше, пространственную
решетку.
Изменение агрегатного состояния металлов при понижении
температуры отражается кривыми охлаждения.
Для чистых металлов, для которых температура затвердева-
ния является константой, кривая имеет форму, показанную на
рис. 9, а. Участок MN показывает скорость охлаждения распла-
ва чистого свинца, горизонтальный участок NO — температуру
затвердевания (или плавления) чистого свинца (327° С), а учас-
ток ОР — скорость охлаждения твердого свинца.
На рис. 9, б представлена кривая охлаждения сплава 90%
свинца с 10% олова. Здесь участки MN и ОР соответствуют ох-
лаждению жидкого и твердого сплава. Участок NO отвечает
температурам, при которых образуются кристаллы, обогащен-
ные свинцом.
Процесс начинается при температуре 7\, и при температуре Т2
весь сплав оказывается уже затвердевшим.
На рис. 9, в показана кривая охлаждения сплава с 70% свин-
ца. При охлаждении рассматриваемый сплав дает для жидкого
и твердого припоя типичные участки охлаждения MN и О'Р.
Участок NO сходен с аналогичным участком на рис. 9, б. Кри-
сталлизация богатого свинцом сплава начинается из жидкого
расплава, и ко времени достижения точки О, соответствующей
температуре Т2, происходит коренное изменение состояния. При
этой температуре весь оставшийся сплав кристаллизуется в виде
эвтектики, как уже было показано в данной главе. В отношении
кристаллизации эвтектика очень напоминает чистый свинец. Ли-
ния 00' является горизонталью. Это обстоятельство еще нагляд-
нее выражено на рис. 9, г, где горизонтальный участок 00' на-
много длиннее, указывает на образование большого количест-
ва эвтектики.
Рис. 9, д в точности соответствует рис. 9, а, так как па нем
имеются участки MN и ОР, отражающие охлаждение сплава с
37% свинца и 63% олова, и горизонтальный участок NO, указы-
вающий на затвердевание сплава, состав которого, как уже от-
мечалось, является эвтектическим.
39
Все сказанное представлено в виде отдельных кривых охлаж-
дения. Однако все температуры» при которых отмечаются изме-
нения в скорости охлаждения, можно представить на диаграмме
зависимости состава сплава от температуры. Такая диаграмма
показана в нижней части рис. 9. Для построения диаграммы со-
стояния в том виде, как она чапа на рис. 9, необходимо распола-
гать большим количеством данных.
Подробно изменения на диаграмме состояния и их роль в оло-
вяппо-свипцовом сплаве рассмотрены в разделе 3.7.
3.3. Олово, свинец и их сплавы
В настоящее время олово и свинец расходуются промышлен-
ностью во все больших количествах, а оловянно-евппцовые спла-
вы служат наиболее часто применяемыми припоями.
Олово извлекают из руды сравнительно простым способом.
Руду измельчают и затем обогащают простыми флотационными
методами; проведение процесса не представляет особого труда
ввиду высокого удельного веса оловянного камня (6,8—7,0).
Нежелательные примеси, такие как мышьяк и серу, удаляют
окисляющим обжигом и обработкой разбавленной кислотой*
Другие примеси, например свинец, висмут, сурьму и серебро,
удаляют хлорирующим обжигом и обработкой кислотой. После
этого руда готова к восстановлению, которое проводят либо в
шахтной, либо в отражательной печи. В печь загружают обога-
щенный оловянный камень в смеси с углем. Реакция восстанов-
ления протекает по уравнению
SnO2+2C=2CO + Sn.
(3.1)
Расплавленное олово собирается в нижней части печи и при
выпуске отливается в виде чушек. В среднем полученное таким
образом олово имеет чистоту 99.5%. В случае необходимости
олово в дальнейшем подвергают рафинированию.
Свинец извлекают из руд плавкой в подовых, отражательных
и шахтных печах. В настоящее время наиболее распространен
последний способ, согласно которому руду подвергают предва-
рительному обжигу для спекания концентрата, полученного обо-
гащением. Раскисленную руду вместе с топливом загружают в
печь, где свинец восстанавливается углем к некоторым количест-
вом оставшегося сульфита свинца. Металл, выплавленный таким
образом, имеет сравнительно низкое качество, и его необходимо
подвергать рафинированию, чтобы удалить сурьму, олово, медь
и другие примеси, которые придают свинцу твердость и хруп-
кость. В случае, если в черновом свинце содержится сравнитель-
но большое количество серебра, дополнительное рафинирование
оказывается выгодным ввиду извлечения этого металла.
40
3.4. Олово как химический элемент
♦
Олово представляет собой серебристо-белый блестящий ме-
талл. Оп стоек против окисления и при нахождении на воздухе
сохраняет свой блеск.
Чистое олово, если его охладить до низких температур, пре-
вращается из белого металла в серый аморфный порошок. В прош-
лом это превращение называли оловянной чумой, так как пред-
меты из олова без всякой видимой причины рассыпались. Как
было установлено, превращение происходит при 13,2° С *. Это
явление еще до конца нс исследовано, по установлено, что теп-
лота превращения составляет 4,2 кая *; возможно также опреде-
лить и другие свойства, связанные с этим превращением,— энт-
ропию, удельную теплоемкость и т. д. В приложении к припоям
такое превращение белого олова в серое всегда считалось потен-
циальной опасностью, тем более, что, как можно полагать, оно
передастся при контакте. Дело в том, что присутствие частиц се-
рого олова ускоряет образование последнего в материале, еще не
подвергавшемся превращению. Добавление различных легиру-
ющих элементов значительно ослабляет опасность заражения
оловянной чумой, и вступивший в силу стандарт США
QQ — S — 571 требует вводить в олово по меньшей мере 0,25%
сурьмы как средства, предупреждающего образование серого
олова**.
Олово обладает высокой стойкостью к действию воздуха и во-
ды в отдельности пли совместно. Это делает желательным ис-
пользование олова для создания защитных покрытий. Однако
присутствующие в морской воде хлориды приводят к образова-
нию хлористого олова. Дополнительные данные об олове смогри
в разделе 9.13.
3.5. Свинец как химический элемент
Свинец представляет собой синевато-серый металл с ярким
металлическим блеском до появления па его поверхности слоя
коррозии. На воздухе па поверхности свинца быстро образуются
различные соединения, и поверхность становится темпо-серой.
Пленка соединений хорошо сцепляется с металлом и защищает
его от дальнейшего воздействия среды, благодаря чему изделия
пз свинца сохранились в течение тысячелетий в земле или в дру-
гих корродирующих средах. Свинец — очень мягкий металл,
обладает высокой пластичностью и легко поддается обработке
* «The Properties of Tin». The Tin Research institute, 1962.
** Подробную информацию по данному вопросу дают: Jack Sре г gel
в докладе «Transformation of tinned copper wire» на 65-й ежегодной кон-
ференции ASTM, 1962; Lee Williams «Ciray tin transformation in solde-
red joints stored at low temperatures», ASTM, Spec. Tech. Publ.. 189, 1956.
41
давлением. Несмотря на то, что свинец очень мягок и в чистом ви-
де царапается ногтем, присутствие небольших количеств примесей,
например сурьмы, мышьяка, меди и т. п., делает свинец значи-
тельно более твердым. Даже незначительных следов этих элемен-
тов достаточно, чтобы существенно повысить твердость и проч-
ность свинца. Свинец относится к тяжелым металлам и обладает
сравнительно низкой температурой плавления и высокой плот-
ностью. Благодаря последнему качеству свинец широко приме-
няется для экранирования излучения, например рентгеновского
или ядерного. Однако наиболее замечательным свойством свинца
является его высокое сопротивление коррозии при самых разно-
образных условиях.
После того как на поверхности свинца образовался слой про-
дуктов коррозии, будь то хромат, карбонат, оксид, сульфат или
любое другое соединение, действие среды на металлический сви-
нец прекращается и коррозийный слой действует как защитное
покрытие. До тех пор пока это покрытие хорошо сцепляется со
свинцом и не растворимо в окружающей среде, поверхность ме-
талла под ним может сохраняться неповрежденной в течение дли-
тельного времени. Большинство образующихся на свинце пле-
нок в воде не растворяется, так что свинец можно использовать
для изготовления аппаратуры, работающей в различных атмо-
сферных условиях и в воде. При некоторых составах морской
воды свинец достаточно стоек и дает лишь минимальные потери
в весе. Однако свинец разъедается водой, содержащей воздух,
нитраты, карбонаты двуокисей и соли аммония. Л^еханизм дейст-
вия хлоридов рассмотрен в разделе 4.8.
3.6. Оловянно-свинцовые сплавы
Для многих термин «припой» стал синонимом оловянно-свии-
цового сплава, хотя существует много других сплавов, исполь-
зуемых в качестве припоев. В сплав олова со свинцом вводятся
некоторые легирующие присадки. Однако основную часть припо-
ев действительно составляют двойные сплавы олова и свинца.
На рис, 50 показано большое количество сплавов, которые могут
служить припоями. Заштрихованный участок отмечает узкий ин-
тервал температур, на который приходятся все оловянпо-свинцо-
вые припои. Этот узкий диапазон удовлетворяет требованиям
большинства повседневных применений пайки. Другим важным
фактором, способствующим популярности оловянно-свинцовых
припоев, является их сравнительно низкая стоимость при доволь-
но хороших смачиваемости и прочности.
Расход мягких припоев в США, представленный на рис. 10.
является в некоторой мере показателем промышленного уровня
страны в целом. Хотя анализ приведенных данных затрудните-
лен, все же следует отметить относительно большую важность
42
тех отраслей промышленности, где применяется пайка. По коли-
честву расходуемых припоев на первом месте стоит электротех-
ническая и все другие, нс отмеченные ниже отрасли, применяю-
щие пайку, затем идут автомобильная промышленность, потреб-
ляющая почти столько же припоя консервная промышленность
н, наконец, производство луженого металла.
Исследования системы олово — свинец и их сплавов проводи-
лись и проводятся сравнительно широко, но между данными, опуб-
ликованными различными
авторами, существуют
большие расхождения,
что можно, вероятно, объ-
яснить различиями в чи-
стоте сплавов и других
веществ, использовав-
шихся исследователями.
Автор, проводя иссле-
дование, в ходе которого
ставилась цель замерить
некоторые физические па-
раметры, в частности со-
противление оловянно-
свинцовых сплавов и его
зависимость от примесей,
установил следующие ин-
тересные факты *. При та-
рировке прибора оказа-
лось затруднительным
провести замеры сопро-
тивления на чистом свин-
Рис. 10. Оценка сбыта мягких припоев в
США (по данным сборника Metal Statistics,
55-е изд., «Сбыт металлов в США», 1962 г.):
1 — полный сбыт; 2 — потребление электротех-
нической и другими отраслями промышленности,
не упомянутыми на диаграмме; 3 — потребление
при изготовлении автомобильных радиаторов и
т. д.; 4 — в консервной промышленности; 5 —
покрытия
це и чистом олове, так как результаты получались нестабильны-
ми. Металлы, на которых проводились замеры, имели чистоту
99,999% и были наиболее качественными из всех, какие только
имелись в те годы. Только после вакуумной переплавки, прове-
денной в целях обезгаживания и удаления окислов и включений,
удалось добиться стабильности замеренных величин.
Включения и окислы, присутствовавшие в свинце, были уда-
лены повторной вакуумной переплавкой образца свинца чисто-
той 99,999% и среза прибыли отливки. Пленки с поверхности
металла исчезли лишь после третьей переплавки. Объем включе-
ний составлял примерно 2% объема образца.
Отсюда ясно, что, хотя для системы олово — свинец опубликова-
но большое количество данных, цифры, приводимые различными
авторами, нельзя использовать, не принимая во внимание чистоту
1 The effect of some metallic contaminations on the tin—lead solder system.
IBM, May 2, 1960, а также диссертация, защищенная в Нью-Йорском универ-
ситете в декабре 1959 г.
43
исследованных ими материалов и не вводя коррективы на ма-
териал, применяемый в каждом конкретном случае. Кроме .того,
на результаты сильно влияет способ подготовки образца. Даль-
нейшие сведения по данному вопросу приведены в разделах о
металлургических и физических испытаниях паяных соединений
в гл. 8.
3.7. Диаграмма состояния системы олово — свинец
Рассмотрим вначале простую диаграмму, показывающую
только фазовые изменения. 'Гак, на рис. 11 представлены фазы
системы олово — свинец, обозначенные буквами греческого алфа-
Олово
°C РЪ10 20 .30 ЬО 50 60
а то пн /о
00 90 5п
Олово
Рис. 11. Упрощенная диаграмма состояния системы
олово — свинец
вита и металлургическими терминами. Та форма, в которой эта
диаграмма обычно дается в литературе, приводит к некоторой
путанице, связанной с двумя терминами, принятыми для обозна-
чения весьма важного фазового соотношения. Так как существу-
ющие в металлургии правила обозначения химической номенкла-
туры требуют, чтобы элементы перечислялись в алфавитном по-
рядке, то, если писать строго научно, данную систему следовало
бы обозначить как «система свинец — олово» (lead — tin). Однако
в промышленности припои называются оловяпно-свинцовыми
(tin — lead), г. е. в порядке, обратном принятому для химической
номенклатуры ’. В результате диаграмма состояния на рис. 11
является «зеркальным отражением» диаграммы, построенной па
строго научных основах. Поэтому читатель должен всегда иметь
1 Приводимые здесь соображения даны в соответствии с написанием на-
званий элементов в английском языке, но в переводе это место сохранено, так
как на диаграмме слева дан свинец, а справа — олово, что нс соответствует
и русскому названию системы олово—свинец.— Прим, перев.
44
в виду этот отход от общепринятых правил и проверять себя по
нижней шкале диаграммы.
Здесь следует также уточнить, по какому количеству — атом-
ному или весовому — указывается процентное содержание ме-
таллов. Принятые в металлургии правила требуют, чтобы
диаграмма состояния строилась в атомных процентах, что весь-
ма существенно для интерпретации диаграммы в понятиях струк-
турной решетки. В диаграммах припоев, однако, содержание да-
ется в весовых процентах. Во многих работах часто идут на ком-
промиссное решение, указывая атомные проценты па нижней
шкале, а весовые — на верхней, или наоборот (второй способ, в
частности, принят для рис. 11). Кроме того, пересчет из атомных
процентов в весовые нс представляет труда. В двойной системе
этот переход выполняют по формуле
х-Ь (А/В) (100 — х)
где у и х — атомный и весовой проценты металла с атомным ве-
сом /1, а В — атомный вес второго металла.
Начиная рассмотрение диаграммы сверху, видим, что зона I
соответствует только жидкому сплаву. Иными словами, выше
линии АВС сплав любого состава будет жидким, а оба компонен-
та полностью растворены друг в друге. Эта линия называется
ликвидусом данной системы и идет от температуры плавления
олова (232е' С) в точке А к эвтектической температуре системы
олово — свинец (183° С) в точке В и температуре плавления свинца
(327°’С) в точке С. Зоны II и III, обозначенные соответственно
р и а, являются участками твердого раствора. Если сплав данно-
го состава при данной температуре приходится па зоны а и р, то
он будет однофазным. Линии AD и CF, ограничивающие эти зоны
сверху, как и линия DF, носят название солидуса. Сплав любого
состава под линией ADFC будет находиться в полностью твердом
состоянии. Сплав в зоне IV представляет собой комбинацию фаз
р и а в различных соотношениях. Кривизна линий FG и DE гово-
рит о том. что количество растворителя (основного элемента) в
твердом растворе в зонах II и III с охлаждением уменьшается и
что зона IV состоит из фаз а и р, находящихся в различных фор-
мах (подробнее смотри об этом ниже). Зоны V и VI лежат между
солидусом и ликвидусом системы и, следовательно, состоят из фа-
зы р плюс жидкость пли из фазы а плюс жидкость соответствен-
но. Сплав в этих зонах находится в кашицеобразном состоянии.
Так как твердые кристаллы фазы р или а находятся в жидком
растворе олова со свинцом, то по мере охлаждения жидкость уже
не может растворять в себе большого количества другой фазы и
из раствора постепенно выпадает все большее количество кристал-
лов фазы р пли а, пока нс будет достигнута эвтектическая
45
температура, при которой остаток жидкости сразу же затверде-
вает в виде смеси фаз аир.
Рассмотрим процессы, протекающие при охлаждении оловян-
ио-свинцовых сплавов различного состава, и изменение их фазо-
вой структуры в зависимости от температуры (рис. 11). Начнем
с рассмотрения сплава L. Можно, охлаждая, перевести этот
сплав эвтектического состава из полностью жидкого состояния в
твердое, причем фазы аир тесно смешиваются между собой, об-
разуя типичную эвтектическую структуру (рис. 12) L При этом
превращение одной жидкой фазы в одновременно существующие
две происходит при эвтектической температуре 183° С.
Обратимся теперь к рассмотрению сплава М, содержащего
60% олова. При охлаждении однофазного раствора до ~200°С
происходит выделение твердых кристаллов фазы а (твердого
раствора олова в свинце). Таким образом, в общем жидкость'
обогащается оловом. При дальнейшем охлаждении выделяются
все новые количества фазы а, а остающаяся жидкость содержит :
все больше и больше олова, пока при температуре 183° С не до-
стигается эвтектический состав. Эта эвтектическая жидкость сра-
зу же полностью затвердевает. В данной точке совершается пря-
мой переход от кашицеобразного состояния, отвечающего зо-
не V/, к твердому состоянию, соответствующему зоне IV, причем
при затвердевании кристаллы фазы а взвешены в решетке
эвтектики фаз а плюс р (рис. 14). Таким же образом процесс
затвердевания протекает для сплавов 50/50, 40/60 и 30/70 (линии
Л7, О и Р соответственно, см. рис. 16, 18, 20).
Перейдем к сплаву с еще большим количеством свинца, пред-
ставленному на рис. 11 линией Q (90% свинца и 10% олова).
Здесь при охлаждении мы вначале попадаем в зону кашицеобраз-
ного состояния, в которой при температуре примерно 300° С из
жидкости начинают выделяться кристаллы фазы а. По мере
дальнейшего охлаждения при 275° С сплав полностью затверде-
вает в виде a-фазы и в интервале 275—146° С имеет место одна
фаза а. Однако при этой низкой температуре 146° С твердый
раствор не может удерживать в себе все количество олова, и
при последующем охлаждении из фазы а выпадает фаза р; обе
фазы одновременно существуют в двухфазной зоне IV.
Только в случае сплава R, состав которого соответствует 98%
свинца и 2% олова, даже при комнатной температуре в припое
будет иметься только одна фаза а, так как все количество олова
(2%) может при этой температуре оставаться в твердом рас-
творе.
Здесь следует обратить внимание на несколько обстоятельств.
Из литературных данных известно, что для эвтектического пере-
1 Рис. 13, как и в дальнейшем рис. 15, 17, 19 и 21, помещены рядом с
предшествующими для удобства рассмотрения характеристик припоя вакулой.
речь о котором идет в разделе 3.9.— Прим, персе.
46
Рис. 12. Эвтектический оловянно-свин-
цовый припой 63.37. Тонкая взаимо-
перемешанная структура темных час-
тиц фазы а, богатой свинцом, и свет-
лых частиц фазы [3, богатой оловом
Типичная эвтектическая структура;
X 200
Рис. 13. Эвтектический оловянно-
свинцовый припой 63/37 марки в а ку-
лей. Крупные зерна с типичной эв-
тектической структурой, показанной
на рис. 12; Х200
Рис. 14. Обычный оловянно-свинцо-
вый припой 60-40. Темные частицы
фазы а, богатой свинцом, разбросан-
ные на фоне эвтектической структуры;
X 200
Рис. 15. Оловянно-свинцовый припой
60/40 марки вакулой. Та же структу-
ра, что и на рис. 14. Однако наблю-
даются типичные для припоя вакулой
крупные зерна с ориентированными
частицами фазы а; X 200
хода возможна не только температура в 183° С. Дело в том» что
се определение в сильной мере затрудняется эффектами переох-
лаждения и перегрева. Кроме того, хотя для практических целей
состав эвтектики принимают равным 63% олова и 37% свинца,
47
Рис. 16. Оловянно-свинцовый припой
50/50. В эвтектической сетке больше
частиц фазы а, богатой свинцом, чем
на рис. 14; X 200
Рис. 17, Оловянно-свинцовый припой
50/50 марки вакулой. Дендритная
структура фазы а; X 200
Рис. 13. Оловянно-свинцозый припой
30;70. Большое количество фазы а и
менее тонкая эвтектическая структу-
ра; X 200
Рис. 19. Оловянно-свинцовый припой
30/70 марки вакулой. Все частицы
фазы (( ориентированы и образуют
дендритную структуру; X 200
в точности он никогда установлен не был. Тем не менее указан-
ные цифры для температуры и состава эвтектики вполне прием-
лемы для целей данной книги, как и для большинства встреча-
ющихся па практике задач технического характера, и не вносят
при этом сколько-нибудь заметных погрешностей.
Если линии от /VI до R располагаются по другую сторону от
линии L и проходят не через зоны 17 и ///, а через зоны V и
II, то картина останется без изменений, так как правая часть
48
Рис. 20. Оловянно-свинцовый припой
70/30. Светлые частицы фазы р, бога-
той оловом, в эвтектической сетке;
X 200
Гис. 21. Оловянно-свинцовый припой
70'30 марки вакулой. Фаза р, бога-
тая оловом, имеет дендритную
структуру, аналогичную показанной
на рис. 19 для сплава с другой сто-
роны диаграммы
диаграммы аналогична левой. Соответствующие микрошлифы
показаны на рис. 16—21.
Микрошлифы (рис. 12—21) были изготовлены следующим об-
разом. Плавку весом 0,45 кг при температуре па 55° С выше лик-
видуса отлили в виде прутка в форме, имевшей комнатную тем-
пературу. Затем пруток выдержали 8 ч при 150° С для выравни-
вания внутренних напряжений в нем. Пруток разрезали на
бруски, которые вначале шлифовали наждачной лентой зернисто-
стью 180, а затем на смоченных карбидных бумажных шкурках
зернистостью 320, 400, 600 с промежуточным травлением смесью
равных количеств соляной и азотной кислот. Полировку выпол-
няли в два перехода, используя а-алюминий № 2 (0,3 мк) и поро-
шок Линде—В (0,1 мк). В качестве окончательного травителя
применяли смесь: 1 части азотной кислоты, 1 части соляной
кислоты и 8 частей глицерина. Припой подробно рассмотрен в
разделе 3.9.
Диаграмма состояния, приведенная на рис. 11, может слу-
жить лишь исходной теоретической основой для решения техни-
ческих задач, так как на ней отсутствуют существенные детали,
которые дают важную информацию, необходимую при практиче-
ском выполнении пайки. Диаграмма состояния, из которой сле-
дует исходить при выполнении процессов пайки па практике,
представлена на рис. 22. Как будет показано дальше, температу-
ра плавления припоя играет большую роль при выборе техноло-
гии пайки. Пайку данным припоем не обязательно выполнять при
его температуре плавления. При этой температуре или немногим
4 Заказ 941 <9
выше нее припой еще не обладает нужной жидкотекучестью, пло-
хо растекается и, видимо, несколько ограничен в своих свойствах
смачиваемости. Поэтому имеется хорошее практическое прави-
ло— при пайке нагревать припой на 35—90° С выше его темпера-
туры плавления. Этот интервал вполне приемлем для большинст-
ва припоев. В частности, для оловянно-свинцовых припоев рабо-
чую температуру пайки рекомендуется брать на 55° С выше их
Рис. 22. Инженерный вариант диаграммы состоя-
ния системы олово-свинец:
1 — жидкое состояние; 2 — рекомендуемая температура
припоя во время смачивания; 3— ликвидус; 4— ка-
шицеобразное состояние; 5 — солидус; 6 — эвтектика;
7 — твердый раствор в олове; 3 — твердый раствор в
свинце; 9 — твердый сплав
температуры плавления. Для легкоплавких припоев целесообраз-
на меньшая разница температур.
Рекомендуемый интервал температур пайки при пользовании
оловянно-свинцовым припоем представлен на рис. 22. Как можно
видеть, для припоев состава, обычно применяемого при пайке
электротехнического оборудования, рабочие температуры прихо-
дятся на интервал, даваемый указанным правилом. Более туго-
плавкие припои с высоким содержанием свинца обычно применя-
ются для выполнения не электропроводящих соединений, а меха-
нически нагруженных конструкций и, как в случае натираемых
припоев, наносятся почти при температуре плавления. В этом
случае в процессе выполнения соединения используются рых-
лость и кашицеобразность припоев.
На практике при выполнении пайки обычно бывает целесооб-
разно исходить из возможно более низкой температуры пайки
и повышать эту температуру только в случае, если она неприем-
50
лема для данного случая пайки. Кроме того, следует иметь в ви-
ду, что рекомендуемая температура пайки не всегда соответству-
ет температуре паяльника. Температура, которую соединение
достигает во время пайки, представляет собой среднюю величину
между температурами инструмента и паяемых деталей, и имен-
но эту величину и нужно брать как температуру нанки.
Болес высокая температура необходима для того, чтобы га-
рантировать хорошее растекание припоя, а также компенсиро-
вать потери тепла от поверхностей, которые должны быть смоче-
ны. В отдельных случаях пайку можно выполнять вблизи темпе-
ратуры ликвидуса. Однако соображения, относящиеся к времени
пайки и активности флюса, диктуют необходимость применения
более высоких температур.
Не затрагивая глубины вопроса, рассмотрим пути использо-
вания информации, даваемой отдельными участками диаграммы
состояния оловянно-свинцовых припоев. При пайке совершается
циклический переход от твердого состояния припоя к полностью
жидкому и обратно к твердому состоянию. В зависимости от сос-
тава и фазовых превращений соединение приобретает различные
свойства. В случае работы с эвтектическим припоем при темпе-
ратуре 183° С, как было показано ранее, твердый припой полно-
стью превращается в жидкость. Далее, при охлаждении припоя
в правильно выполненном соединении наблюдается обратная
картина — жидкий припой при той же температуре полностью
становится твердым. Однако на диаграмме состояния не учиты-
вается один важный фактор — время. На диаграмме нет места
для того, чтобы указать, какое время требуется для превращения
одной фазы в другую при данной температуре. Причина этого
совершенно ясна. Количество тепла и общие условия нагрева и
охлаждения настолько зависят от внешних условий, что их нель-
зя включить в диаграмму, построенную на строго научных осно-
ваниях. С целью проиллюстрировать это утверждение, рассмот-
рим процесс пайки с применением очень горячего паяльника и
капельки припоя, проходящей черед цикл пагрева. Совершенно
очевидно, что припой расплавится и нагреется до температуры
пайки за несколько секунд и что после отвода паяльника это не-
большое количество припоя сравнительно быстро охладится.
Однако большую ванну, в которую загружено несколько сот ки-
лограммов припоя, потребуется нагревать гораздо дольше, чтобы
металл перешел через температуры солидуса и ликвидуса, да и
жидким он будет оставаться гораздо дольше. После прекраще-
ния подвода тепла ванна с припоем будет охлаждаться очень
долго. Эти два предельных случая убедительно показывают, по-
чему фактор времени нельзя включить в диаграмму состояния.
В цикле нагрева паяемого соединения главными факторами
являются температура деталей, подлежащих папке, их теплопро-
водность (или, иными словами, эффективность соединения как
4* 51
стока тепла) и, наконец, количество тепла, необходимое для то-
го, чтобы активировать припой и флюс, расплавить припой и
обеспечить хорошее смачивание. Эти потребности в тепловой
энергии должны уравновешиваться количеством тепла, которое
подводится паяльным инструментом.
В цикле охлаждения наблюдается немного иная картина.
Инструмент убран, и тепло отводится в несколько мест, напри-
мер, в паяемый узел (это его действие аналогично эффекту стока
тепла) или в окружающую атмосферу. Общие условия и опреде-
ляют скорость охлаждения. Взаимодействие всех этих факторов
обусловливает в каждом конкретном случае пайки свою корреля-
цию между температурой и временем.
Рассмотрим пайку с применением припоя, у которого между
солидусом и ликвидусом имеется некоторый интервал темпера-
тур. Если цикл нагрева удлинится и температура пайки будет
достигнута после чрезмерно длительного нагрева, то сколько-ни-
будь существенного изменения хода пайки в худшую сторону
ожидать не приходится. Однако при охлаждении возникает со-
вершенно иная картина. Абсолютно необходимо, чтобы относи-
тельное пространственное положение паяемых поверхностей
было строго фиксировано. Всякое смещение поверхностей нару-
шит качество соединения, в остальных отношениях, совершенно
однородного. Объясняется это тем, что первые кристаллы фазы,
которая возникает в интервале температур кашицеобразного со-
стояния припоя, обычно появляются вблизи паяемых металличе-
ских поверхностей, так как вдоль них отмечается довольно ощу-
тимый теплоотвод. Во время относительного смещения деталей
жидкость, остающаяся между кристаллами, уже не может за-
твердевать непрерывно, и в результате в интервале температур ка-
шицеобразного состояния в припое выделяется беспорядочная
масса кристаллов. В конце затвердевания оставшаяся жидкость
уже неспособна заполнить все полости, возникшие между кри-
сталлами, так что образующаяся структура соединения напоми-
нает картину морозных узоров на стекле. В таком соединении
в его окончательном виде имеют место длинные трещины и раз-
рывы, способные в конце концов вызвать его разрушение.
Другая картина получается при пайке натиранием. Для вы-
полнения соединения необходим припой, находящийся в каши-
цеобразном состоянии, чтобы его можно было накладывать на
деталь, натирая ее. Чем большее время припой находится в этом
физически работоспособнОхМ состоянии, тем удобнее сплав данно-
го состава для выполнения операции натирания.
Завершая исследование диаграммы состояния, следует под-
черкнуть, что на всех своих участках она построена для условий
полного равновесия. Иногда возможно, чрезвычайно быстро на-
гревая или охлаждая припой, вызвать в нем состояние перегре-
ва или переохлаждения. Этими терминами обозначаются явле-
52
ния, когда сплав, благодаря большой скорости нагрева, доводит-
ся до температуры выше или ниже величин, соответствующих
фазовым превращениям, без прохождения этих превращений.
Однако при выполнении пайки такие условия температуры и вре-
мени обычно не наблюдаются и являются попросту неравновес-
ными условиями, не играющими сколько-нибудь существенной
роли.
ПОСТОРОННИЕ МАТЕРИАЛЫ В ПРИПОЕ
3.8. Влияние примесей на систему олово —свинец
Примесями в системе оловяшю-свинцового припоя называют-
ся металлы, которые вводятся в нее вместе с оловом и свинцом, а
не добавляются преднамеренно для получения определенных
свойств. Примеси могут попадать в металл из руды, используе-
мой в качестве исходного сырья, или захватываться во время
пайки. Так, ванна с расплавленным припоем иногда загрязняет-
ся проходящими через нее паяемыми узлами. Многие примеси,
такие как серебро и висмут, в небольших количествах не вызыва-
ют заметного ухудшения свойств соединения и поэтому могут
служить лишь показателем чистоты припоя. Другие примеси, на-
пример алюминий и цинк, сильно ухудшают качество припоя, и,
несомненно, по их количеству в припое можно заранее судить о
том, как соединение будет вести себя в эксплуатации. Неметал-
лические загрязнения, в частности сера и фосфор, также опасны
для припоя, потому что они могут приводить в некоторой мере к
скатыванию припоя с паяльника и деталей. Наконец, есть еще
одна группа загрязнений, которым до последнего времени почти
не уделялось внимание,-—речь идет об окислах олова и свинца,
присутствующих в основной массе припоя в виде включений.
3.9. Типы припоя в функции его чистоты
Для того чтобы оградить интересы потребителя припоев, пра-
вительственные и промышленные органы многих стран издали
ряд стандартов, определяющих чистоту этих сплавов. Степень
загрязненности припоя указывает на источник получения его
компонентов, причем с ростом чистоты припоя увеличивается и
его цена. Рассмотрим три основных типа припоев и охватываю-
щие их стандарты.
Регенерированные и рафинированные сплавы. Закупаемые от-
ходы и лом олова и свинца можно рафинировать с применением
обычных металлургических процессов. Хотя покупная цена лома
этих металлов сравнительно низка, все же при определенном
уровне загрязненности рафинировать их экономически нецелесо-
образно. Иными словами, получение чистого олова и свинца из
лома будет стоить дороже, чем извлечение этих металлов из дос-
53
таточно богатых руд. Однако в годы второй мировой войны, ког-
да в США возможности получения олова были сильно ограниче-
ны и в стране пришлось контролировать расходование этого ме-
талла, регенерирование и рафинирование лома стало одним из
главных путей получения олова. Государственный стандарт
США QQ — S — 571 и стандарт ASTM класс В отражают количе-
ство примесей, допустимое в регенерированном и рафинирован-
ном припое, пригодном для использования в электротехнической
и электронной промышленности. Однако в настоящее время при-
пой этого типа употребляется редко. В автоматизированном мас-
совом производстве высокое содержание примесей, вводя в про-
цесс дополнительные переменные факторы, может привести к
серьезным осложнениям. Интересно отметить, что даже самые
крупные потребители припоев для изготовления механических*
конструкций, например радиаторов или холодильников, перешли
от регенерированных припоев к маркам с более высокой чисто-
той, чтобы существенно снизить количество случаев повторной
пайки и брака, имеющих место при работе на автоматизирован-
ном оборудовании.
Припой из рудных металлов. Этот припой изготовляется из
олова и свинца, извлеченных непосредственно из руды. Припои
этого типа охватываются стандартом ASTM па припои В32,
класса А. Читатель должен иметь в виду, что не всегда металл,
извлекаемый из руды, имеет заданную высокую степень чистоты.
К счастью, контроль за чистотой олова и свинца при закупке
этого сырья может быть настолько жестким, что требуемая сте-
пень чистоты не только выдерживается, но и превышается на
несколько порядков величины. Так, например, содержание при-
месей, указанное в табл. 2 и 3, является лишь максимальным
пределом, допустимым для каждого из элементов. Кроме того,
стандарт оговаривает максимальное содержание всех остальных
элементов, не указанных в таблице, равным 0,08%.
Наряду с этими материалами класса А табл. 3 дает состав
припоев но стандарту класса В; этот стандарт аналогичен госу-
дарственному стандарту США QQ — S — 571.
Теперь несколько слов относительно добавки сурьмы. Требо-
вания предотвратить появление серого олова, т. е. возникновение
оловянной чумы, в паяных соединениях различного военного и
гражданского оборудования, а также в космических летательных
аппаратах обусловили необходимость добавки в припой сурьмы.
Как известно, уже небольшие количества сурьмы не допускают
этого явления.
Припой типа вакулой L До последнего времени присутствию в
припое окислов олова и свинца не придавалось значения. Однако
некоторые недавно проведенные фундаментальные исследования
1 Торговое название, присвоенное такому припою фирмой Alpha Metals.
54
Химический состав припоев а, б, в, г
(Из стандарта ASTM В 32—58 Т на припои)
Таблица 2
Марка припоя Жела- тельное содержа- ние Sn в % Номи- нальное содержа- ние РЬ в % Содержание сурьмы в % Содержание серебра в %
мини- маль- ное жела- тель- ное макси- мальное мини- маль- ное жела- тель- ное макси- мальное
70Л 70 30 — , , 0,12
70В 70 30 — 0,50 —- —
60А 60 40 * -— 0,12 — 1 —
60В 60 40 — 0,50 — * >
50А 50 40 —— 0,12 —-— ~ —
50В 50 50 -— — 0,50 —
45А 45 55 — — 0,12 ’ — -—
45В 45 55 - 0,50 —- ——
40А 40 60 — —• 0,12 —— — —
40В 40 60 — — 0,50 — —
40С 40 58 1,8 2,0 2,40 —— -—
35А 35 65 — —- 0.25 —— — —
35В 35 65 — — 0,50 — — -—
35С 35 63,2 1,6 1,8 2,00 - —
ЗОА 30 70 — - 0,25 — —
ЗОВ 30 70 —- — 0,50 — —
зос 30 68,4 1,4 1,6 1,80 — —
25Л 25 75 -— -— 0,25 — - "
25В 25 75 —- —- 0,50 — — -—
25С 25 73,7 1,1 1,3 1,50 — ——
20В 20 80 — * 0,50 — —
20С 20 79 0,8 1,0 1,20 — —-
15В 15 85 — " 0,50 — ——
LOB 10 90 • — 0,50 — —-
5А 53 95 — — 0,12 — ——
5В 95 — 0,50 —— —
55
Продолжение табл. 2
Марка при [ГОЯ Жела- тельное содержа- ние Sn в % Номи- нальное содержа- ние РЬ в % Содержание сурьмы в % ' Содержание герсбра в %
мини- маль- ное жела- тель- ное макси- мальное мини- маль- ное жела- тель- ное макси- мальное
2А 2е 98 - — 0,12 —— -
2В 2е 98 — —- 0,50 — ' " —
2,5S ож 97,5 — 0,40 2,3 2,5 2,7
1,5S I3 97,5 — — 0,40 1,3 1,5 1,7
Примечание. Если припой предназначен для пайки меди и ее сплавов,
то по договоренности между изготовителем и заказчиком содержание мышьяка
мо ж ет огра ничива гься вел и ч ин о й 0,02%.
а Для элементов, не указанных в таблице, допустимо следующее максималь-
ное содержание (н %):
висмута.............. . . . . . ............ ............. 0,25
меди:
в припоях марок 70А-2В включительно . . ......... 0,08
в припоях марок 2.5S и I.5S.............................. 0,3
железа................................................... 0,02
алюминия, цинка . . .... . , . , ....... Нс более 0,005
каждого
б Анализ проводить регулярно только на элементы, указанные в таблице
и в примечании а. Если, однако, в припое предполагается или обнаруживается
в ходе обычного анализа содержание других элементов, то необходимо провести
дальнейший анализ, причем содержание этих других элементов в сумме не должно
превышать 0,08%.
в Химический состав припоев по стандартам SAE 1А, 2А, 2В, ЗА, ЗВ, 4Л,
4В, 5А, 5В, 6А и Е-07 примерно аналогичен составу припоев марок 45 В, 40В, 4 ОС,
ЗОВ. ЗОС, 25В, 25С, 20В, 20С, 15В и 2,5S соответственно.
г Новый государственный стандарт США дает составы припоев, аналогичные
составу марок 70В, 60В. 50В. 45В и 40В, за исключением содержания сурьмы
(0.2—0.5%). Кроме того, имеется дополнительно припой марки «эвтектический»
с номинальным содержанием 63% олова, 0.10—0,25% сурьмы, 0,10—0.25% вис-
мута; другие элементы — в соответствии с допускаемыми величинами по ASTM.
д Допустимое содержание олова 4,5—5,5%.
е Допустимое содержание олова 1,5—2.5%.
ж Максимальное содержание олова 0,25%.
3 Допустимое содержание олова 0,75—1,25%.
свойств припоев показали, что большие количества окислов,
очевидно, попавших в припой вместе с его компонентами, нахо-
дятся в нем в виде включений. Применением определенных про-
мышленных процессов эти включения можно устранить. Обрабо-
танный таким образом материал поступает на рынок под фир-
менным названием вакулой. На рис. 23 видна разница между
двумя образцами припоя, полученного из одного и того же исход-
ного сплава. Один образец представляет собой литье и отвечает
требованиям стандарта ASTM класса Л. Второй получен по ме-
56
Химический состав припоев (из стандарта США QQ
«о
ю
СО
:азон ратур тения ’* ликви- дус 193 сч ОД 189 191 216 238 246 254 i 277 299 312 240 248 309 304 365
Диаи темпе плав»’ °C СОЛИ- ДУС сч од 182 182 сч со 182 182 182 182 182 1 t- ОД сч 270 232 сч 309 304 303
и Л и -ИОМЕН ЭНИЛЭ я гинегхмке OHjAdTf од о о о оо о о о од о о од о S я- 080 ‘ 0 од 080 ‘ 0 о од о 0,10 о 0,030 од *• од О ^72*3
ВчХИИЭЯЕН РЭ 1 1 1 1 1 1 1 1 1 1 1 §- 1 1 1 1 о
ИХИНЭЯЕП sy 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 о
гчАниэнек JV LTD О О 300'0 300'0 *• о 0,005 0,005 300‘0 О о 0,005 од о 0,005 0,030 0,005 0,005 0,005 0,005
ИЛИПЭМЕН UZ 0,005 0,005 од од 0,005 0,005 0,005 0,005 0,005 од од О о 0,005 0,005 0,005 0,005
иАииэяви 0,02 0,02 0,02 0,02 0,02 сч о о 0,02 сч о с о 1 сч Ч—✓ О 0,08 0,02 сч о 50‘О сч о
кЛниэяеи 113 ОС о •* о 0,08 од о ОД О 0,08 0,08 0,08 0,08 од оо о ♦ч од ОД сГ 09‘0 0,30
ъо < 1 1 1,75—2,25 1 1 1 1 1 1 » г 1 1 1 7 ОД 2,30—2,70 5,00—6,00
Bi максимум ю сч о ш сч о о »л сч 0,25 0,25 0,25 од сч 0,25 0,25 , 0,03 0,25 1 0,25 0,25 0,25 95‘0
JD эд 0,20—0,50 0,10—0,25 03 ‘ 0—02 ‘ 0 0,20—0,50 0,20—0,50 0,20—0,50 J < OJ 1 од 1,40—1,80 0,80—1,20 03 0> 05 ‘ 0> СО 11,0—13,0 V VV
Х1 Сч Остальное Остальное Остальное Остальное Остальное Остальное Остальное1 Остальное Остальное О о т Остальное 1 о сч ** V/ Остальное Остальное Остальное Остальное
эд 69,5—71,5 LO ОД 1 ОД сч од 61,5-62,5 59,5-61,5 49,5-51,5 од ОД о 34,5—26,5' ОД J со 1 од СТ} сч од сч 1 од • 1 19,00—11,0 од ОД 1 1-0 S Л 1 0,75—1,25 LCI Ю сч сч VV
копи du EMdeyj Sn70 S1163 Sn62 ! 8п60 । Sn50 8л40 Sn35 Sn30 Sn20 SnlO . i75 Sb5 РЬ90 ю « ю ю сч
* Температуры даны юлько для сведения.
57
тоду вакулой; он отлит в виде такого же прутка. Два прутка ве-
сом 0,45 кг каждый были переплавлены в вакууме и охлаждены.
В обычном прутке па поверхности видно сравнительно большое
количество окисных включений и обесцвеченных пятен; на по-
верхности отмечаются также сильная пористость и газовые кар-
маны. Образец припоя вакулой имеет блестящую поверхность,
газовые карманы отсутствуют.
Хотя метод вакуумного переплава является хорошим спосо-
бом демонстрации разницы между обычным припоем и сплавом
Рис. 23. Влияние обезгаживания
припоя. Слева — стандартный
припой, видно присутствие оки-
слив. Справа — блестящий чи-
стый, свободный от окислов
припой, обработанный по мето-
ду вакулой
вакулой, различие между ними
гораздо глубже. На рис. 12—21
показана разница между микро-
структурами обычного припоя и’
припоя вакулой, отлитых при оди-
наковых условиях.
Как было показано ранее,
сплав одинаковых количеств оло-
ва и свинца должен иметь в ос-
новном богатую свинцом фазу а
в сетке эвтектического состава.
Такая структура действительно
наблюдается в прутке обычного
припоя в состоянии после отлив-
ки. Однако при том же увеличе-
нии в литом прутке припоя ваку-
лой наблюдается существенно
дендритная структура фазы а
внутри эвтектической сетки. Дан-
ное явление можно объяснить на-
личием или отсутствием центров
кристаллизации внутри охлаждающейся жидкости; в одном слу-
чае— в обычном образце — это приводит к возникновению много-
численных небольших кристалликов вокруг большого количества
окислов и включений, а в другом — в припое вакулой — к образо-
ванию гораздо меньшего числа крупных кристаллов чистого ме-
талла. Микроструктуры припоя вакулой приведены также в пре-
дыдущем разделе.
Таким образом, с чисто научной точки зрения сплав вакулой
представляет собой свободный от окислов и газовых включений
материал с меньшим количеством центров кристаллизации.
Установлено, что он обладает более высокой смачиваемостью для
большого числа основных металлов и при затвердевании дает
более гладкую и блестящую поверхность. В промышленности
этот припой, которого к середине 1962 г. было произведено более
500 г, в ряде случаев снизил количество брака на 90%> позволил
получать соединения меньшей толщины и улучшить профиль де-
тали, облегчил контроль соединений; кроме того, внедрение дан-
58
него припоя привело к одному очень важному побочному эффек-
ту — возможности получить из 1 кг припоя большее число соеди-
нений. Ввиду высокой чистоты и малого содержания
неметаллических окислов сплав вакулой в производстве получа-
ется более стабильным по свойствам и дает более однородные
результаты уже при первоначальной плавке. В хранении высокие
качества данного припоя легко сохранить, приняв некоторые
простые меры предосторожности.
Процесс вакулой применим почти ко всем легкоплавким спла-
вам, пригодным для использования в качестве припоя. Он нашел
широкое применение при изготовлении печатных схем, в автома-
тизированных линиях для сборки электронного оборудования,
при пайке автомобильных радиаторов, холодильников и агрега-
тов регулирования и т. д.
3.10. Влияние металлических примесей на физические свойства
оловянно-свинцовых припоев
Автор исследовал влияние па эвтектический оловянно-свин-
цовый припой металлических примесей четырех типов Ч меди,
висмута, магния и цинка. Эти металлы соответствуют четырем
различным классам металлографических систем и были выбраны
с целью показать влияние примесей в случаях, если они раство-
римы в олове и свинце, только в олове, только в свинце или не-
растворимы ни в одном из этих компонентов припоя. Названные
четыре комбинации дают информацию относительно влияния не-
больших примесей металлов па систему олово — свинец. Добавки
брались в количествах, подсчитанных па основе индивидуальной
растворимости в олове и свинце или в одном из этих металлов;
вес добавок в одном случае был на 5% больше полного количе-
ства металла, растворимого в твердом состоянии, а в другом со-
ставлял всего 50% этого количества. Если было необходимо, про-
водились исследования и при иных количествах добавок. Чтобы
устранить влияние других привходящих факторов, для исследо-
вания брался припой эвтектического состава, гарантирующий
максимальную однородность системы олово — свинец. На полу-
ченных таким образом сплавах замерялось их удельное сопро-
тивление и проводилось ^металлографическое исследование, что-
бы изучить некоторые физические свойства припоя.
С целью выделить влияние отдельных добавок, применялись
спектрографически чистые исходные материалы с чистотой
99,999%. Плавка проводилась в вакууме, образцы для замеров
1 Man ко Н. Н. The effect of some metallic additions on the tin—lead
systems (доклад, представленный в аспирантуре технического колледжа Нью-
йорского университета в декабре 1959 г.). См. также Manko Н. Н, The
effect of some metallic contaminations on the tin—lead solder system. IBM.
TR 00717, May 2, I960, N. Y.
59
сопротивления обезгаживали и гомогенизировали ультразвуком.
Сопротивление замеряли на двойном мостике Кельвина. Резуль-
таты этой работы позволили сделать следующие выводы относи-
тельно влияния четырех присадок — меди, висмута, магния и
цинка:
1, Медь добавлялась с целью исследовать систему, когда при-
садочный металл практически не дает твердого раствора ни‘с
оловом, ни со свинцом. Эксперимент привел к следующему за-
ключению:
а) добавление меди понижает общее сопротивление ввиду
меньшего сопротивления оловянно-медного интерметаллического
соединения, образующегося в сплаве (см. раздел 3.12);
б) типичная эвтектическая структура чистого оловянно-свип-
цового сплава сохраняется и при добавлении меди; интерметал-
лические соединения олова и меди располагаются по границам
зерен, возникающих при отливке сплава и исчезающих при от-
жиге.
2. Висмут вводился в сплав как добавка с хорошей раствори-
мостью в твердом олове и в твердом свинце. Эксперимент пока-
зал следующее:
а) добавление висмута повышает общее сопротивление спла-
ва, так как образуется твердый раствор этого элемента в олове и
свинце; ввиду большого количества введенного в эвтектику вис-
мута влияние последнего было весьма существенно;
б) от добавления висмута эвтектическая микроструктура
двойного сплава переходит в неэвтектическую структуру тройно-
го сплава.
3. Магний применялся для исследования системы, в которой
присадка дает твердый раствор только со свинцом. Эксперимен-
том установлено следующее:
а) общее сопротивление повышается вследствие образования
этого твердого раствора;
б) типичная эвтектическая структура системы олово — свинец
остается без существенных изменений.
4. Добавление цинка имело целью исследовать влияние при-
садки, образующей твердый раствор только с оловом. Экспери-
мент привел к следующему заключению:
а) общее сопротивление понижается, и это указывает на то,
что цинк не образует твердого раствора, а создает в эвтектике
небольшие участки, обогащенные цинком;
б) влияние па микроструктуру эвтектики цинк не оказывает.
Согласно современным физическим представлениям, электри-
ческое сопротивление обусловливается рассеиванием электрон-
ных волн При идеальной периодической решетке электронный
1 Mott F. and Jons Н. The Theory of the Properties of Metals and
Alloys. Dover Publications, Inc., N. Y. 1958.
60
луч. движущийся в данном направлении, будет проходить через
нее без изменений. Если же решетка отличается от идеально пе-
риодической, то электроны в конце концов подвергаются рассеи-
ванию, которое и обусловливает электрическое сопротивление
металла. Это нарушение периодичности в решетке может вызы-
ваться следующими причинами:
а) термическим возбуждением, приводящим к смещению ато-
мов из их средних положений в решетке;
б) присутствием посторонних атомов, образующих с основным
металлом твердый раствор, что вследствие различных атомных
характеристик приводит к нерегулярностям (при условии, что
суперструктура отсутствует).
В большинстве металлов атомы имеют случайное распределе-
ние в решетке. Однако каждая фаза сплава характеризуется не-
которой определенной структурой решетки. Если состав сплава
можно выразить какой-либо простой формулой, например АВ или
713В, то существует возможность упорядоченного распределения
атомов, а именно сверхрешетки. Когда такое упорядочение име-
ет место, оно сопровождается существенным снижением сопро-
тивления. Упорядоченная структура иного типа наблюдается
в интерметаллических соединениях, которые, вообще говоря, об-
ладают низким сопротивлением.
Система олово — свинец состоит из двух фаз. Сопротивление
чистого оловянпо-свинцового исходного сплава представляет со-
бой взвешенную сумму сопротивлений каждой фазы. Если в
сплав вводится присадочный металл, то сопротивление результи-
рующей системы определяется следующим образом.
Присадка дает твердый раствор с одной или с обеими фазами.
В решетке возникают дополнительные нерегулярности, и общее
сопротивление растет.
Присадка образует интерметаллические соединения с одной
или с обеими фазами. Введенный металл ограничивает интервалы
взаимной растворимости компонентов в твердом состоянии и тем
самым понижает сопротивление каждого из таких растворов и
взвешенную сумму этих сопротивлений. Интерметаллическое со-
единение, имея упорядоченную структуру, также понижает общее
сопротивление системы.
Присадка не образует твердого раствора ни с одной из фаз.
Тогда возникает третья фаза — чистая присадка или содержащая
олово или свинец. Общее сопротивление определяется как взве-
шенная сумма сопротивлений всех трех фаз.
В экспериментах замеряли сопротивление сплава, содержа-
щего 62,8% олова и 37,2% свинца. При 23,3° С оно оказалось1
1 Номинальный состав сплава намечался в 63% олова и 37% свинца.
Однако анализ и другие методы показали, что после выплавки исходных ма-
териалов, удаления окислов и обезгаживания в вакууме сплав содержит 62,8%
олова и 37,2% свинца. Эти величины довольно близки к принятому в технике
6'
равным 14,49 мком-см. Эта величина несколько ниже тех, кото-
рые получены Матиссеном* 2 и приведены в Международных кри-
тических таблицах. Для сплава данного состава точные величи-
ны не указываются, но экстраполяция данных Матиесена приве-
ла к величине 14,80±0,05 мком-см. Расхождение между этими
значениями можно объяснить большей чистотой применяемых
в исследовании материалов, а также использованными в работе
автора методами вакуумной плавки и обезгаживанпя. Результа-
ты замеров удельного сопротивления указанных четырех сплавов
сводятся к следующему.
Сплавы олово — свинец — висмут. Висмут был выбран в связи
с тем, что он хорошо растворяется в олове и свинце, давая твер- «
дые растворы (23,1% висмута в свинце и 21% висмута в олове;
проценты указаны весовые)3. В данном случае количество при-
садки было велико и составляло 10,20; 18,60 и 35,76%- Присадки
существенно повысили сопротивление сплава (табл. 4). Как ука-
зывалось выше, образование твердых растворов повышает сопро-
тивление чистой фазы, чем и объясняются полученные автором
результаты.
Сплавы олово — свинец — магний. На магний выбор пал в
связи с тем, что он растворяется только в свинце, давая твердый
раствор, содержащий 0,75% магния (по весу). В данном случае
количество присадки было незначительным 0,144; 0,201 и 0,280%
магния. Добавки повышали общее сопротивление системы (см.
табл. 4), что согласуется с приведенными выше теоретическими
соображениями.
Отжиг образцов приводил к их физическим изменениям по
сравнению с состоянием после литья. Диаметр всех отожженных
образцов возрос примерно па 10%. Замеры длины до отжига не
производились, так как они не были нужны для замера сопротив-
ления. Удельное сопротивление сплавов также изменилось, о чем
свидетельствуют приводимые в табл. 5 данные.
Изменение размеров нельзя объяснить исходя из полученных
автором результатов, и для этой цели необходимо провести до-
полнительные исследования.
Сплавы олово — свинец — цинк. Выбор пипка связан с тем,
что он образует твердый раствор только с оловом (1,0% цинка
эвтектическому составу, и проводить корректировку сплава было нецелесооб-
разно ввиду трудностей, связанных с получением исходного сплава. Автор нс
имел никаких оснований считать, что сплав этого состава ближе к эвтектиче-
скому, чем какой-либо другой, так что принятый им в работе состав ни в коей
мере не является попыткой ревизовать величины содержания компонентов,
даваемые для эвтектики.
2 ЛА a 11 h i e s e n A. On the electric conducting power of alloys. Phil.
Trans. Roy. Soc. London, ser. A, 1860, pp. 150., 161—184.
3 Hansen M. Constitution of Binary Alloys. 2nd ed., McGraw—Hill Book
Company, inc., N. Y. 1958.
62
по весу в олове).1 Цинк добавляли в количестве 0,31; 0,64 и
1,31% по весу. Добавки снижали сопротивление довольно замет-
но (см. табл. 4).
Таблица 4
Влияние присадок к оловянно-свинцовым припоям на их удельное
сопротивление
Состав припоя Количество присадки в % вес. Удельное сопротивле- ние в лдеои см Удельное сопро- тивление присадки в МКОМ - см Плотность припоя в г'см*
Sn — Pb 14,49 8,42
Sn — Pb — Bi 10,20 18,28 119,0(18° С) 8,59
Sn — Pb — Bi 18,60 22,32 — 8,67
Sn — Pb — Bi 35,76 35,45 — 9,00
Sn — Pb — Mg 0,144 14,85 4,6 (20° С) 8,39
Sn — Pb — Mg 0,201 15,11 — 8,38
Sn — Pb — Mg 0,280 15,54 — 8,37
Sn — Pb — Zn 0,31 13,63 5,75(0° С) 8,41
Sn — Pb — Zn 0,64 13,60 8,40
Sn — Pb — Zn 0,31 13,68 —«—— 8,40
Sn — Pb — Cu 0,052 11,57 1,724(20° С) 8,46
। Sn — Pb — Cu 1,02 11,62 — 8,47
Изменение удельного сопротивления
Таблица 5
Количество присадки Mg к Зп — РЬ сплаву в % вес. Диаметр образца в лсм Удельное сопротивление В МКОМ • см
Отливка После отжига Изменение Отливка После отжига
0,144 5,570 6,226 0,656 13,53 14,85
0,201 5,367 6,002 0,635 13,23 15,11
0,280 5,547 6,205 0,658 13,14 15,54
Отмеченное снижение не удается объяснить, если считать,
что весь цинк действительно переходит в твердый раствор с оло-
вом. Оно указывает на то, что в условиях данных экспериментов
цинк был взят в избытке и образовывал в сетке сплава очень
небольшие участки, заобогащепныс цинком. В литературе отсут-
ствуют какие-либо данные, свидетельствующие в пользу упорядо-
ченной структуры; пет и доказательств возникновения интерме-
таллических соединений цинка с оловом или свинцом.
1 Hansen AL Contstitution of Binary Alloys. 2nd cd., McGraw—Hill
Book Company, Inc., N. Y. 1958.
63
Рис. 24. Эвтектика, состоящая
из 62,8% Sn и 37,2% Pb; Х500
Сплавы олово — свинец — медь» Медь является присадкой,
имеющей ограниченную растворимость как в олове» так и в свин-
це. Однако с оловом медь образует интерметаллическое соеди-
нение. Количество вводившейся меди составляло 0,052 и 1,02%
по весу- Сопротивление сплавов резко понижалось (см. табл. 4).
При вводе меди в сплаве образуются медно-оловянные интер-
металлические соединения, которые могут истощить твердые
растворы. Как отмечено выше, это приводит к снижению общего
сопротивления.
Вообще говоря, есть основания считать, что данные автора
согласуются с теорией, выдвинутой в начале раздела.
Можно сделать вывод, что со-
противление нового сплава за-
висит от растворимости при-
садки в олове и свинце или в
одном из этих компонентов,
а также от образования интер-
металлических соединений, ес-
ли они, конечно, вообще возни-
кают.
Из сказанного следует
ряд заключений, важных
с точки зрения их практиче-
ского использования при вы-
полнении процессов пайки.
Попадание в припой меди,
магния и цинка не приводит
к сколько-нибудь существенно-
му снижению сопротивления
припоя. Данное утверждение
в которых содержание примеси
величину, соответствующую ее
количеству в насыщенном твердом растворе. Однако эти количе-
ства примесей па несколько порядков величины выше их допусти-
мого содержания в исходном припое (см. табл. 3).
Подводя итоги, можно сказать, что влияние примеси зависит
от возможности образования ею твердого раствора с фазой олова
и свинца или с одной из них и от возникновения интерметалличе-
ских соединений (если они вообще возникают). Так, например,
появление твердого раствора повышает сопротивление (примеси
магния и висмута), в то время как возникновение интерметалли-
ческих соединений снижает общее сопротивление (примесь ме-
ди). Если образуется третья фаза, то общее сопротивление теоре-
тически представляет собой взвешенную сумму сопротивлений
всех трех фаз (примесь цинка).
Металлографическое исследование показывает, что до тех
пор, пока полная растворимость примеси в твердом растворе
справедливо лишь для сплавов,
не превышает более чем на 5%
64
Рис. 25. Сплав олово — свинец — магний. Слева — сплав с содержанием маг-
ния 50% его предельной растворимости в твердом олове и свинце. Справа —
сплав с содержанием магния 100% его предельной растворимости в твердом
олове и свинце; X 500
Рис. 26. Сплав олово — свинец — цинк. Слева — сплав с содержанием цинка
50% его предельной растворимости в твердом олове и свинце. Справа — сплав
с содержанием цинка 100% его предельной растворимости в твердом олове
и свинце; X 500
с оловом и свинцом не превышена и сравнительно мала, то эвтек-
тическая структура припоя сколько-нибудь заметно не меняется.
Если же количество примеси, входящей в твердый раствор, вели-
ко, как в случае висмута, то образуется тройная система с иной
структурой. Отмечалось также образование оловянно-медных ин-
терметаллических соединений, располагавшихся по псевдограни-
цам зерен.
5 Заказ 941 ^5
Рис. 27. Сплав олово — свинец — медь. Структура осталась той же, что и для
оловянно-свинцового сплава. Слева — сплав с содержанием меди 100% ее
предельной растворимости в твердом олове и свинце. Справа — сплав с из-
бытком присадочного металла. Наблюдаются интерметаллические соединения
по псевдограницам; X 500
Рис. 28. Сплав Sn — РЪ — Bi. Слева—сплав с содержанием висмута 50% его
предельной растворимости в твердом олове и свинце. Справа—сплав с содер-
жанием висмута 100% его предельной растворимости з твердом слове и
свинце; X 500
Микроструктура чистых оловянпо-свинцовых сплавов
(рис. 24) имеет вид, характерный для эвтектических сплавов с вы-
сокой степенью однородности.
Добавление магния, видимо, не меняет микроструктуру оло-
вянно-свинцового сплава (рис. 25).
Цинк, введенный в сплав, также не оказывает заметного вли-
яния на микроструктуру (рис. 26).
66
В случае примеси меди, если ее количество превышает предел
растворимости в твердом состоянии, в структуре обнаруживается
медно-оловянное интерметаллическое соединение. Игольчатые
кристаллы этого соединения образуют геометрическую картину,
напоминающую границы зерен. Однако приведенные микрострук-
туры были получены после отжига припоя при 150е С в течение
100 ч\ никаких признаков других границ зерен или дендритных
колоний не наблюдается. Таким образом, можно считать, что ин-
терметаллические соединения отлагались в этих местах до отжи-
га (рис. 27).
Так как висмут хорошо растворяется в твердом состоянии
в олове и в свинце, его вводили в экспериментах автора в коли-
честве 14,0 и 18,0%. Отсюда вполне понятно, что микроструктура
получаемого тройного сплава коренным образом отличается о г
структуры оловянно-свипцовой эвтектики. Единственным заклю-
чением, которое можно сделать на основе исследованных нами
отдельных тройных сплавов, является высокая гомогенность и
присутствие двух четко выделяемых фаз (рис. 28).
3.11. Влияние металлических примесей
на характеристики смачивания оловянно-свинцовых припоев
Можно было ожидать, что даже сравнительно небольшие ко-
личества металлов, вводимых в оловянно-свинцовый припой, ме-
няют поверхностную энергию возникающего сплава и тем самым
влияют па характеристики смачивания.
На рис. 29 показаны результаты испытания, проведенного ав-
тором. Припои, содержащие примеси, были получены вводом оп-
ределенных количеств примесей в форме мелкого порошка в
эвтектический сплав 63% олова с 37% свинца. Смесь подогрева-
ли до температуры на 55° С выше точки плавления и перемешива-
ли магнитным способом в течение 20 мин. Затем сплавы заливали
при быстром охлаждении, чтобы избежать сегрегации. Примеси
вводились в количествах, совершенно не связанных с какими-ли-
бо пределами растворимости. Применявшийся флюс состоял из
стеариновой кислоты и небольших количеств нашатыря, благо-
даря чему исключалась возможность попадания в припой ионов
металла из флюса. После удаления окислов и флюса сплав шпри-
цевали через специальную фильеру. Полученную таким образом
проволоку металлургически проверяли на гомогенность и подвер-
гали анализу для определения точного состава.
С помощью анализатора, описанного ниже, была проведена
оценка растекасмости припоев. Был выбран темп изменения тем-
пературы по времени, гарантирующий достижение системой рав-
новесия, причем выбранная длительность испытания была недо-
статочна для интенсивной взаимной диффузии припоя и основно-
го металла. К сожалению, в испытаниях подобного рода чрезвы-
5* 67
чайно трудно полностью оцепить влияние примесей па характе-
ристики системы олово — свинец, и полученные результаты не
могут служить основанием для установления максимально допу-
стимых количеств примесей в тех применениях припоя, когда он
используется в расплавленном состоянии и в большом объеме,
как это имеет место при пайке погружением и при волновой пай-
ке. Такие данные применимы лишь в случаях, когда припой вво-
дится в твердом состоянии, например в форме проволоки при
пайке паяльником.
Ниже дана характеристика шести исследованных примесей
Рис. 29. Влияние загрязнений на растекаемость эвтекти-
ческого припоя. Испытания имитировали ручную пайку
паяльником. При испытании содержание алюминия не
превышало 0,42%:
1 — алюминий; 2 — висмут; 3 — никель; 4 — медь; 5 — чистая
оловянно-свинновая эвтектика; 6 — кадмий; 7 — цинк
Висмут. Висмут, вводимый в оловянно-свинцовый припой, об-
разует твердый раствор с обоими компонентами сплава. С увели-
чением количества висмута растекание улучшается, причем эта
присадка даст наибольшую скорость растекания из всех исследо-
ванных сплавов. Предельное количество висмута в твердом рас-
творе со свинцом при 100°С составляет 18,9% ат. Растворимость
висмута в олове при 25°С равна 0,5% ат.
Никель. Добавка никеля также улучшает скорость растекания
припоя. Никель не дает твердого раствора с оловом; правда, при
высоких температурах (несколько выше величины температуры
пайки) возникают интерметаллические соединения. В твердом
свинце никель растворяется в незначительных количествах
(0,08% ат.). Интерметаллических соединений никель со свинцом
не образует.
Медь. Добавление меди несколько повышает скорость расте-
кания припоя. Растворимость меди в олове и свинце пренебре-
1 Аналогичные данные в отношении сурьмы приведены на рис. 48.
68
жимо мала. При комнатной температуре существуют два интер-
металлических соединения меди с оловом.
Алюминий. Влияние присадки алюминия можно исследовать
только в очень узком интервале, так как при температуре испы-
тания алюминий не растворяется в припое. Твердых растворов с
оловом или свинцом алюминий не дает, что подтверждено в ряде
испытаний.
Кадмий. Этот металл даст твердый раствор с оловом (1,1%
ат. при 100°С). В твердом растворе со. свинцом при 100°С
содержится максимально 0,7% ат. кадмия. Добавление
кадмия понижает скорость растекания припоя.
Цинк. Введение цинка понижает скорость растекания припоя
сильнее, чем остальные присадки. В твердом растворе с оловом
при 198° С содержится нс более 2% ат. цинка. В свинце
цинк в твердом состоянии не растворяется.
В заключение можно сказать, что добавление в эвтектический
оловянно-свинцовьтй припой висмута, никеля и меди, видимо,
улучшает смачивающую способность припоя. В случае примеси
кадмия и цинка смачиваемость припоя, наоборот, ухудшается.
Алюминий вводился в припой в очень узком интервале соста-
вов. Но даже если при плавке припоя в него вводили большое ко-
личество алюминия, то и тогда содержание этого металла в спла-
ве не превышало 0,42%- Можно считать, что остальное количест-
во алюминия уходило в шлак, располагавшийся поверх расплава.
3.12. Влияние больших количеств примесей
и присадок на микроструктуру
эвтектического оловянно-свинцового припоя
С целью исследовать образующиеся в припое интерметалли-
ческие соединения и их влияние на микроструктуру сплава, были
проведены эксперименты, в ходе которых в эвтектический оло-
вянно-свинцовый припой 63/37 вводилось 15% (по весу) основ-
ных легирующих присадок и загрязнений. Ниже приводится
краткое описание возникавших микроструктур, что позволит чи-
тателю определять встречающиеся в ходе его работ интерметал-
лиды или структурные превращения. Выбор количества присад-
ки именно в 15% объясняется тем, что это содержание превыша-
ет предел растворимости всех вводившихся добавок в твердом
припое и поэтому неизбежно приводит к возникновению третьей
фазы и интерметаллидов.
Золото. Па микроструктуре (рис. 30) ясно видна выделяю-
щаяся богатая золотом фаза, принимающая форму пластинчатых
кристаллов и представляющая собой золото-оловянный иптерме-
таллид. Кроме того, между золотом и свинцом, который затвер-
девает вокруг богатых золотом кристаллических участков, на-
блюдается вторичная эвтектическая фаза. Наконец, возникает
69
Рис. 30. Сплав оловянно-свинцовой эв-
тектики с 15% золота; X 200
Рис. 31. Сплав оловянно-свинцовой эв-
тектики с 15% кадмия; X 200
Рис. 32. Сплав оловянно-свинцовой эв-
тектики с 15% меди; X 200
Рис. 33. Сплав оловянно-свинцовой эв-
тектики с 15% серебра; X 200
оловяшю-свинцовая фаза, имеющая па фотографии более тем-
ный цвет.
Кадмий. На микроструктуре (рис. 31) видна типичная ден-
дритная структура кадмиевой фазы (содержащей в твердом
растворе олово) с сеткой из оловянно-свинцовой эвтектики, вклю-
чающей в себя некоторое количество а-фазы.
Медь. Светлоокрашенные орторомбические кристаллы медно-
оловянного интерметаллида (рис. 32) располагаются в сетке из
мелких кристаллов оловянно-свинцовой эвтектики с четкими
участками a-фазы, богатой свинцом. Если тигель с припоем, в
который введено большое количество меди, охладить до 188° С и
70
Рис. 34. Сплав оловянно-свинцовой эв-
тектики с 15% сурьмы; X 200
Рис. 35. Сплав оловянно-свинцовой эв-
тектики с 15% цинка; X 200
удалить шлам, то образуются игольчатые кристаллы, видимые
невооруженным глазом.
Серебро. Образуются (рис. 33) гексагональные плотно упако-
ванные кристаллы интерметаллида серебро — олово, взвешен-
ные в эвтектической оловянно-свинцовой сетке, в которой рассе-
яны участки, богатые свинцом.
Сурьма. В микроструктуре (рис. 34) ясно обнаруживаются
кубические кристаллы оловянно-сурьмяного интерметаллида в
сетке эвтектики, богатой а-фазой.
Цинк. Темная богатая цинком фаза (рис. 35) с гораздо более
высокой точкой плавления, чем у других компонентов структуры,
затвердевает в квазикристаллической форме. Она содержит глав-
ным образом олово, и поэтому остающаяся оловянно-свинцовая
эвтектика богата фазой, которая затвердевает в виде дендритов,
обычно вблизи заобогащеиной цинком фазы.
3.13. Оценка влияния присадок
и примесей с точки зрения практики пайки
С точки зрения вероятности загрязнения припоев эти сплавы
можно разделить на две группы. Припои первой группы вводят-
ся в виде проволоки или кусков, металл плавится во время корот-
кого периода пайки и сразу же после пайки затвердевает. При-
пои второй группы плавят заранее и в жидком виде наносят на
поверхность паяемых деталей.
Когда припой вводится в твердом виде, например в форме
проволоки при пайке паяльником, маловероятно, чтобы загрязне-
ния попали в металл иным путем, кроме как с паяльника или
с подлежащих пайке поверхностей. В большинстве таких случаев
71
припои в твердом виде укладывают па паяемых поверхностях
и он не имеет возможности самопроизвольно растекаться или, на-
оборот, стягиваться на смачиваемой поверхности. Таким образом,
при данном способе ввода припоя влияние загрязнений не может
сказаться сколько-нибудь существенно, в особенности, если допу-
стимы большие зазоры.
В качестве иллюстрации к сказанному можно отмстить бога-
тые медью припои, применяемые при работе паяльником. В такие
припои, обычно оловянно-свинцовые, вводится до 5% меди. Де-
лается это с целью сохранить форму жала медного паяльника.
В США припои данного типа применяются редко, так как вместо
медных паяльников широкое распространение получили паяльни-
ки с жалом, плакированным железом( см. гл. 7).
Ввиду того что при указанном виде пайки припой находится
в жидком состоянии очень короткий период, влияние загрязне-
ний, попадающих в припой с паяемых поверхностей, сравнитель-
но невелико; правда, в случае пайки золота появляется «холод-
ное» соединение даже при очень быстром ведении процесса. Если
в случае быстрой пайки нс накапливать значительного количест-
ва припоя и отводить его избыток так, чтобы система могла
достичь равновесного состояния, то многие неблагоприятные ус-
ловия не успевают проявиться. Сказанное нагляднее всего можно
продемонстрировать па следующем примере. Расположим рядом
два одинаковых диска толщиной 6 лш из нержавеющей стали.
Первый оставим неофлюсованным, а второй покроем соответству-
ющим флюсом. На обоих дисках горячим паяльником нанесем
припой в таком количестве, чтобы он полностью покрывал основ-
ной металл (рис. 36).
В первом случае смачивания не произойдет, по все же припой
будет лежать на диске. Даже при продолжительном нагреве при-
пой не может скатиться снесмачиваемой поверхности, так как ему
недостает места для скатывания. Во втором случае припой хоро-
шо смачивает диск.
Если па оба диска наложено одинаковое количество припоя,
то никакого различия между ними не видно. Однако, если пере-
вернуть диски или попробовать стряхнуть с них горячий припой,
то сразу же обнаружится разница.
Примером второго способа пайки может служить пайка по-
гружением в ванну. В данном случае припой находится в рас-
плавленном состоянии длительное время, причем имеется опреде-
ленная возможность загрязнения жидкого сплава различными
металлическими компонентами, входящими в контакт с распла-
вом. Во многих случаях применения пайки, когда расплавленный
припой подводится к деталям, мы полагаемся на силы смачива-
ния, механизм капиллярности и т. п. в целях получения соедине-
ний малой толщины, надежность которых гарантируется благо-
даря возможности послеоперационного контроля. При таком
72
способе подвода припоя «-стекание» неизбежно (рис. 36).
Наличие загрязнений может существенно повлиять па качество
соединений.
Рассмотрим различные загрязнения и их .влияние на 'при-
пой на основе литературных данных и собственного опыта
ачвтора.
Алюминий. Как уже отмечалось, в оловянпо-свинцовом при-
пое при температурах пайки может раствориться менее 0,5%
алюминия. Исследований по растворимости алюминия в оловян-
Без флюса (плохое смачивание) При наложении флюса (хорошее смачивание)
Образование „шапки” припоя (он не может стекать с поверхности)
Стекание припоя (он свободно течет по поверхности, как при пайке погружением)
] Диск из нержавеющей стали
Припой
Рис. 36. Влияние состояния поверхности на смачивание
но-свинцовых припоях при более высоких температурах не про-
водилось. При комнатной температуре алюминий пе дает твер-
дых растворов пи с оловом, пи со свинцом. В жидком олове
незначительное количество алюминия растворяется лишь при
повышенных температурах, главным образом -выше нормальных
температур пайки. В жидком припое алюминий обычно вызывает
загустевание расплава и дает на погружаемых в припой деталях
зернистость. В литературе 1 указывается, что алюминий уже в ко-
личестве 0,001% приводит к «слабому сцеплению, зернистости и
тенденции к образованию горячих трещин».
Детали электронного оборудования, требующие применения
расплавленного припоя, почти никогда не изготовляют из алюми-
ния. Незначительное использование алюминия обусловлено боль-
шим электродным потенциалом между ним и оловянно-свинцо-
вым припоем (1,53 в, см. табл. 21). Так как алюминий пе смачи-
вается обычными флюсами, приемлемыми для производства
1 Lewis W. R. Notes on Soldering. Tin Research Institute, 1961.
73
электронных приооров, то имеется тенденция изготовлять из не-
го приспособления для пайки. Однако ввиду отрицательных
свойств этого металла такую практику рекомендовать нельзя.
Непрерывная эрозия алюминиевых деталей, происходящая под
действием припоя, в конце концов приведет к переходу алюминия
в припой, что потребует замены припоя. Если же неизбежно, что-
бы некоторые алюминиевые детали контактировали с жидким
припоем, то, даже при малой длительности контакта, эти поверх-
ности следует предварительно анодировать. Автором установлено,
чго анодированные поверхности противостоят действию расплав-
ленного припоя в течение более длительного времени, чем такие
же алюминиевые детали, покрытые их обычными окислами.
Висмут. Этот металл хорошо растворяется в твердом свинце
(до 18% при комнатной температуре) и малорастворим в твердом
олове (всего около 1% при комнатной температуре). Собственно
висмут является в припое не загрязнением, а чаще всего легиру-
ющей присадкой. Висмут сам по себе улучшает смачиваемость
припоя. Его широкое применение ограничивается лишь тем об-
стоятельством, что он при затвердевании испытывает необычные
преобразования решетки (см. раздел 3.21).
Железо. Железо в твердом свинце не растворяется, но в олове
при повышенных температурах оно в некоторой степени раство-
римо и образует два интерметаллических соединения (FeSn и
FeSns). Присутствие железа даже в небольших количествах (око-
ло 0,1%) приводит к зернистости припоя и чрезвычайно вредно.
Железо как таковое при температурах пайки растворяется в при-
пое с трудом. Ванны для пайки чаще всего изготовляют из чугу-
на, и никаких трудностей в связи с этим не возникает. Вместе
с тем при температурах выше 425° С железо легко переходит в
расплав оловянно-свинцового припоя. Поэтому очень сущест-
венно, чтобы в конструкции ванны не было чрезмерно горячих
участков и чтобы нагревательные элементы не контактировали
с расплавленным припоем.
Работая с обычным флюсом, смачивания железа можно из-
бежать, нагревая конструкцию, например приспособление, откры-
тым пламенем до появления синего цвета побежалости или до
образования толстого слоя окалины. Сообщений о том, что
нержавеющая сталь имеет какие-либо преимущества перед обыч-
ным чугуном, не публиковалось, хотя она лучше сопротивляется
корродирующему действию флюсов, чем обычные чугун и сталь.
Золото. При комнатной температуре растворимость золота в
оловянно-свиицовом припое ничтожно мала. Однако золото дает
несколько интерметаллических соединений со свинцом (Au2Pb и
АиРЬз) и оловом (AueSn, AuSn, AuSn2 и AuSn4). При пайке золо-
та таким припоем шов имеет чрезвычайно тусклую и пористую
поверхность; избежать этого можно лишь, выполняя пайку с
очень большой скоростью, чтобы интерметаллиды не успели под-
74
пяться па поверхность. Как сообщается в литературе» максималь-
ное количество золота в ванне припоя не должно превышать
0,02—0,2%, потому что иначе расплав становится чрезмерно за-
густевшим и тусклым.
В течение многих лет золото считалось прекрасно паяемым
материалом, по в настоящее время широкое использование дан-
ного металла прекращается !.
Кадмий. Растворимость кадмия в твердом олово и твердом
свинце пренебрежимо мала. При повышенной температуре возни-
кает интерметаллическая фаза. Однако примерно при 130° С имеет
.место преобразование, в результате которого эта фаза распада-
ется. Кадмий встречается во многих специальных припоях, пред-
назначенных для работы при низких температурах. По в случае,
если припой подводится из ванны расплава, то кадмий повышает
густоту припоя, и при медленном охлаждении ванны на ее дне
можно обнаружить шлам, содержащий большую часть кадмия.
Очевидно, припой сегрегирует вследствие разницы в температу-
рах плавления тройного сплава и чистого оловянно-свинцового
припоя; возможно также, что присутствие кадмия способствует
развитию в ванне загрязняющих пленок и толстых окисных слоев.
Магний. Магний оказывает па припои такое же действие, как
и алюминий. Растворимость магния в олове при комнатной тем-
пературе ничтожна, хотя образуется интерметаллическое соеди-
нение состава Mg2Sn. В свинце магний нерастворим: образующе-
еся в данной системе интерметаллическое соединение имеет
состав Mg2Pb. Так как в электронике магниевые детали встреча-
ются редко, то этот металл в припой почти никогда не вводится.
Медь. В слове и свинце, медь растворяется в пренебрежимо
малых количествах. Вместе с тем сна дает с оловом два интерме-
таллических соединения (орторомбические Cu2Sn и CueSns).
Эти соединения существуют при комнатных температурах и при
микрографическом исследовании легко обнаруживаются в виде
гексагональных игл, плавающих в припое.
Как уже отмечалось, промышленностью выпускается прово-
лочный припой с высоким содержанием меди, назначением которо-
го является повышение срока службы медного паяльника. Однако
когда припой подводится из ванны, то с повышением содержания
меди он быстро теряет свою эффективность. Дать какое-либо
простое правило относительно допустимого содержания меди в
ванне припоя очень трудно. С ростом содержания меди рабочую
температуру ванны необходимо повышать, чтобы понизить зер-
нистость и густоту жидкого металла. В результате увеличивается
захват дополнительного количества меди с подлежащих пайке
1 Foster F. G. Gold from plated surfaces may embrittle solder. Kel-
ler J. D. Elimination of gold plating as a surface preparation for printed
circuits. Обе работы были представлены па 65-й ежегодной конференции
ASTM, 24 июня 1962 г.
75
поверхностей и, начиная с этого момента, условия паики оыстро
ухудшаются, так что в конце концов приходится работать с. при-
поем при чрезмерно высокой температуре. На практике решение
данной проблемы идет в обратном направлении. Если температу-
ру припоя снизить до уровня всего на 10—20° С выше его темпе-
ратуры плавления, то в ванне начнет осаждаться медно-оловян-
ное. интерметаллическое соединение, которое можно удалить спе-
циальным черпаком. Такой способ позволяет вывести из припоя
большой процент примеси меди. В это время рекомендуется по-
полнять количество расплава в ванне припоем с более высоким
содержанием олова, чтобы компенсировать потерю олова,
обусловленную выпадением интерметаллического соединения.
После того как температура припоя будет снова доведена до ра-
бочего уровня, характеристики ванны вернутся к прежним. Одна-
ко описанный способ не позволяет удалить все количество меди.
В случае, если производится автоматическая пайка большого
количества ответственных деталей, на промышленных предприя-
тиях считают целесообразным менять припой полностью, когда
содержание меди в нем достигнет 0,6—0,8%. Наилучшее практи-
ческое правило при пайке не очень ответственных узлов заклю-
чается в том, чтобы пользоваться данной ванной расплава до тех
пор, пока влияние примеси меди нс станет проявляться в нагляд-
ной форме, после чего припой заменяют.
Для того чтобы снизить количество меди, растворяемой ван-
ной с подлежащих пайке поверхностей, можно рекомендовать
два мероприятия:
а) Те участки медной поверхности паяемых деталей, которые
нет необходимости смачивать припоем, закрывают маской от кон-
такта с расплавом. Открытыми оставляют только те участки, ко-
торые необходимы для образования паяного соединения. Для по-
лучения маски обычно используют органические полимеры, кото-
рые наносят иа деталь и отверждают таким образом, чтобы
открытыми оставались лишь те участки меди, которые нужно
смачивать. Маски также предотвращают появление подтеков и
образование перемычек между соседними проводниками. Более
подробно данный вопрос рассмотрен в разделах 6.38 и с 9.17 по
9.19.
б) Время и температуру панки снижают насколько возможно,
чтобы замедлить скорость растворения меди в жидком припое.
В большинстве случаев с помощью описанных выше мер уда-
ется контролировать скорость растворения меди в припое. Регу-
лярное пополнение расплава по мере его уноса деталями поддер-
живает содержание примесей в ванне на уровне, который безо-
пасен для качества выполняемых соединений. Данный вывод
подтверждается опытом многих предприятий, когда одна и та же
ванна расплава, в которую добавляют чистый металл для под-
держания ее уровня, служит в течение нескольких месяцев.
76
Количество меди в припоях можно снизить, вводя в них серу.
Для массового потребителя припоев данный метод не ре-
комендуется, так как во время обработки расплава серой выделя-
ется токсичный дым; кроме того, после удаления меди очень
ipVAKO полностью вывести остатки серы. Во многих случаях сера,
оставшаяся в припое, гораздо вреднее, чем удаленная с се по-
мощью медь.
Мышьяк. По-видимому, мышьяк не дает твердых растворов
пи с оловом, ни со свинцом. На микроструктурах можно наблю-
дать длинные иглы интерметаллических соединений SnAs2 и
SnAs. Так как при пайке узлов электронного оборудования источ-
ники попадания мышьяка в ванну отсутствуют, то данный эле-
мент вряд ли может создавать трудности, связанные с его захва-
том. В сырье количество мышьяка строго контролируется.
Никель. Видимо, ни с оловом, ни со свинцом никель твердых
растворов не дает. Однако никель образует с оловом три интер-
металлических соединения (Ni3Sn, Ni3Sn2 и Ni3Sn4). Данный
металл в припоях обнаруживается редко, и сообщения о его от-
рицательном влиянии на свойства расплавленного припоя пока
отсутствуют.
Сера. Имеются данные о том, что сера ухудшает смачивание
и считается опасной уже в количестве 0,03%. Серу иногда можно
вывести из расплава, добавляя в него нашатырь, после чего ван-
на снова пригодна для пользования. Однако в высококачествен-
ном припое количество серы не должно превышать нескольких
частей на миллион.
Серебро. Ни со свинцом, ни с оловом серебро твердых раство-
ров не дает; имеются два интерметаллических соединения сереб-
ра с оловом (Ag6Sn и Ag3Sn).
При содержании до нескольких процентов серебро в оловян-
по-свинцовых припоях нс считается примесью; при более значи-
тельном количестве этого металла припой может загустевать,
давая на паяемых поверхностях небольшие бугорки.
Серебро обычно добавляют в припои для панки серебреной
керамики или других тонких слоев этого металла, чтобы предот-
вратить уход серебра из таких слоев. Если количество серебра в
припое превышает 2%, то при охлаждении ванны в ней будет
оседать интерметаллическое соединение серебра с оловом, кото-
рое удаляют тем же способом, какой был описан для меди.
Сурьма. В олове при комнатной температуре растворяется
6—8% сурьмы, в свинце же при этих температурах растворимость
сурьмы мала. Как уже указывалось, небольшие (до 0,3%) до-
бавки сурьмы улучшают смачиваемость припоя, в то время как
добавки большего количества, видимо, постепенно ухудшают
смачиваемость. Нужно иметь в виду, что сурьму используют
для того, чтобы затормозить переход олова в его серую модифи-
кацию, иногда называемую оловянной чумой. В соответствии с
77
некоторыми государственными стандартами присутствие сурьмы
в припое обязательно.
Добавление сурьмы в больших количествах, по-видимому, не
влияет существенно на свойства расплавленного металла. Во
многих припоях специального назначения сурьма присутствует
в сравнительно больших количествах. Проблемы загрязнения
припоя сурьмой несущественны, так как ее попадание в расплав
маловероятно.
Цинк. Цинк почти не растворим в твердом олове и, видимо,
совсем не растворяется в свинце. Ни с одним из этих компонен-
тов припоя цинк твердых растворов не дает. Имеются сообщения
о том, что цинк резко ухудшает свойства припоя. По опублико-
ванным данным уже в количестве 0,005% цинк приводит к недо-
статочному сцеплению, зернистости и склонности к разрушению
припоя во время затвердевания. В электронном оборудовании
цинк встречается редко, так что для ванн с расплавленным при-
поем он опасности нс представляет.
ОЛОВЯННО-СВИНЦОВЫЕ ПРИПОИ, ИХ СВОЙСТВА И ПРИМЕНЕНИЕ
3.14. Сравнение собственно припоя с припоем в соединении
При рассмотрении физических свойств оловяпно-свинцовых
припоев нужно иметь в виду, что приводимые ниже данные отно-
сятся к собственно припою, а не к припою в соединении. Как уже
было отмечено, дисперсионное твердение приводит к повышению
прочности паяного соединения, а не к его ослаблению, если в при-
пое не образуются нежелательные интерметаллические соедине-
ния, которые сообщают металлу хрупкость и уменьшают его
прочность. В последующих разделах рассмотрим различные фи-
зические свойства припоя как такового и постараемся учесть из-
менения этих свойств в зависимости от состава используемого
припоя.
3.15. Свойства припоя при комнатной температуре
Рассмотрим эти свойства в их последовательности и отметим
их изменения. Из свойств припоя наибольший интерес представ-
ляет предел прочности при растяжении, определяющий многие
характеристики паяного соединения. Эта прочность показана на
рис. 37 кривой 7. На кривой видно, что прочность имеет максимум
при эвтектическом составе припоя или несколько выше него. Бо-
лее богатые оловом сплавы, видимо, прочнее, чем сплавы с вы-
соким содержанием свинца, но максимум все же приходится не в
точности на эвтектику. Как уже отмечено, прочность соединения,
выполненного припоем с добавкой меди, в несколько раз выше
показанной здесь величины. Эти значения для собственно припоя
78
следует брать при всех прочностных расчетах и конструктивных
анализах, так как в них обычно вводится некоторый запасла слу-
степени
происходит
в соедине-
ние проч-
собственно
допущение
обоснованно.
оловянно-свин-
для
Рис. 37. Физические свойства
цовых сплавов. Величины удлинения
этих сплавов зависят от условий, при кото-
рых производилось литье, чем и объясня-
ется разброс данных для сплавов, содержа-
щих 50—80% свинца:
/ — предел прочности при растяжении в кГ/мм2-
2 — предел прочности при срезе в кГ/лш2; 3 —
модуль упругости 103 кГ/ммй; 4 — твердость по
Бринеллю: 5 — ударная вязкость в кГм; 6 —
электропроводность в % этой величины для чис-
той отожженной меди; 7 — плотность в а!см\
8 — удлинение в
чаи, если дисперсионное
твердение происходит в
незначительной
или вообще не
и если припой
нии имеет ту
ность, что и
припой. Такое
вполне
Прочность чистых олова
и свинца намного ниже
прочности припоев, при-
чем по мере приближения
к чистым металлам она
быстро падает.
Кривая 2 на рис. 37,
отражающая изменение
прочности при срезе, рас-
полагается ниже кривой
прочности при растяже-
нии,
припоев с
олова 65—100%
пока
лось.
К сожалению, для
содержанием
данных
что не публикова -
На другом конце
шкалы отсутствуют дан-
ные для сплавов с содер-
жанием свинца 85—100%.
Как и в случае с преде-
лом прочности при растя-
жении, можно принять,
что по мере приближения
к чистому элементу кри-
вая резко падает, так что
пунктирная линия являет-
ся, вероятно, хорошим
приближением к действи-
тельной картине явления.
Следует отметить, что
максимум из зопы с вы-
соким содержанием оло-
ва сдвинулся в другую сторону эвтектики — в зону с большим
количеством свинца.
Кривая 3 па рис. 37 характеризует изменение модуля упругос-
ти первого рода. Эта кривая, видимо, в малой степени зависит от
79
соотношения между количествами олова и свинца в припое. К со-
жалению, для сплавов с содержанием свинца 40—60% данные
пока что отсутствуют, и это не позволяет выявить максимум или
минимум в эвтектической зоне, хотя на существование данных
точек указывает изменение угла наклона кривой в рассматрива-
емой зоне. Поэтому кривая здесь дана пунктиром.
Твердость припоя редко играет сколько-нибудь существенную
роль в конструкции паяного соединения. Для того чтобы получить
более твердый материал, в оловяпно-свинцовый сплав добавляют
различные присадки. Па-
Таблица 6 СКОЛЬКО МОЖНО СуДИТЬ ПО
Величины поверхностного натяжения
и вязкости оловянно-свинцовых сплавов
с различным содержанием свинца РЬ
Количе- ство в % Темпера- тура Е сС Поверх- ностное натяжение в дн:см Вязкость в из
290 545 0,0165
20 280 514 0,0192
37 280 490 0,0197
50 280 476 0,0219
58 280 474 0,0229
70 280 470 0,0245
80 280 467 0,0272
100 390 439 0,0244
‘Latin A . J. Inst. Metals . 1946.
приводимым здесь ре-
зультатам, участок по-
стоянных значений твер-
дости в богатых оловом
припоях располагается
выше, чем для припоев с
большим содержанием
свинца.
Некоторый интерес
представляет ударная
вязкость на образцах с
надрезом, хотя па прак-
тике припои непригодны
для работы в условиях
повторяющихся ударных
нагрузок. Так как для ди-
апазона от припоя с 35%
свинца до чистого олова
данные отсутствуют, то -предположить наличие в этом интервале
какого-либо максимума или минимума нс представляется воз-
можным.
Зависимость электропроводимости образца припоя (выража-
емой как процент проводимости меди) от состава припоя, как и
ожидалось, дается примерно прямой линией (кривая 6 на рис. 37).
В той мерс, в какой результаты относятся к замерам сопротивле-
ния, они зависят от чистоты сплавов (см. раздел 3.10). Однако
для практических целей эти данные можно считать вполне при-
емлемыми, особенно, если учесть, что в расчетах обычно вводится
некоторый коэффициент запаса.
Плотность оловянно-свинцовых сплавов, взятая по их составу,
даст кривую 7 на рис. 37, для которой угол наклона растет с уве-
личением количества свинца, так как этот элемент тяжелее олова.
Кривая 8 показывает интересные результаты замеров относи-
тельного удлинения, проведенных при двух различных условиях.
Величины удлинения для оловянно-свинцовых припоев зависят
от условий отливки, в особенности в диапазоне 30—80% свинца.
80
Поэтому значения, приводимые различными авторами, обнару-
живают большие расхождения. Поверхностное натяжение и вяз-
кость нескольких сплавов олова со свинцом представлены в
табл. 6. Обращает на себя внимание то обстоятельство, что по-
верхностное натяжение линейно связано с содержанием свинца
и -в рассматриваемом диапазоне не имеет максимума. Сказанное
относится и к вязкости.
3.16. Ползучесть припоев
Термин «ползучесть» иногда понимается неправильно, и преж-
де чем рассматривать это свойство припоев, остановимся на дан-
ном термине несколько подробнее. Хотя мы определяем прочность
припоев, как и других металлов, их способностью выдерживать
нагрузки до момента разрушения (т. е. пределом прочности при
растяжении), образец припоя, как и многие другие мягкие и не-
прочные сплавы, возможно довести до разрушения действием па-
грузки, составляющей лишь часть той величины, которая необхо-
дима для разрыва. Однако разру-
шение при низких напряжениях
не наступает мгновенно, а являет-
ся функцией времени.
Максимальное длительно дей-
ствующее напряжение, при кото-
ром скорость ползучести в конце
концов становится равной нулю,
называется «пределом ползучести.
В материале, к которому прило-
жена небольшая нагрузка, проис-
ходит перестройка атомной ре-
шетки, обусловленная энергией,
подведенной к ней постоянной на-
дреня
Рис. 38. Кривая ползучести
для припоя:
1 — начальная деформация ползу-
чести; 2 — разрушение
грузкой. Вначале перегруппировка атомов и переориентация дис-
локаций в структуре происходит быстро, пока не достигается
точка, в которой переориентация оказывается максимальной для
данной нагрузки. Такое положение создается за сравнительно
короткий промежуток времени (рис. 38). В дальнейшем любое
изменение в металле, которое сопровождается изменением ори-
ентации кристаллов, требует подвода гараздо больших количеств
энергии; иными словами, при постоянной нагрузке скорость из-
менения структуры резко падает. Решетка, после того как она
достигла этого квазиравновесного состояния, будет ползти с по-
стоянной скоростью в течение длительного промежутка времени,
пока не достигается точка, в которой соединение готово к разру-
шению. Далее соединение быстро теряет свою прочность.
Типичная кривая ползучести для припоя дана на рис. 38, на
которой отложено изменение деформации по времени. Деформа-
G Заказ <И1
81
ция использована ввиду того, что она отражает и снижение пло-
щади поперечного сечения, и удлинение образца. Для системы
с постоянным напряжением деформация более полно характери-
зует ее состояние.
На схематической диаграмме ползучести (рис. 38) участок
кривой or точки О до точки Р соответствует первоначальной
переориентации решетки под действием постоянного напряжения.
Вследствие этого напряжения атомы и дислокации ориентируют-
ся по надлежащим кристаллографическим плоскостям, и измене-
ния в образце (удлинение или деформация или и то и другое)
происходят сравнительно быстро, как уже указывалось выше.
От точки Р до точки Q удлинение протекает квазиустойчиво — из-
менения сравнительно малы и решетка обладает наибольшим
сопротивлением к переориентации механизмов, связанных с удли-
нением образца припоя. На участке от точки Q до точки Р изме-
нение происходит довольно быстро и в точке Р наступает разру-
шение образца. Здесь площадь поперечного сечения соединения
уменьшается в такой степени, что первоначально возникшее на-
пряжение ползучести способно разрушить соединение в резуль-
тате чистого среза или чистого растяжения (в зависимости от ус-
ловий) .
Из рис. 38, являющегося чисто схематичным, с наглядностью
видно, почему при испытаниях па ползучесть определяют именно
участок PQ. Скорость ползучести на участке PQ получается наи-
меньшей (угол наклона кривой минимален) и опа практически
постоянна. Результаты испытаний па ползучесть обычно выража-
ют как относительное удлинение (удлинение на 1 за день.
Следующий этап связан с проведением испытаний на ползучесть
при различных напряжениях и нанесением достигнутых мини-
мальных скоростей ползучести в зависимости от напряжения
' (обычно на график наносят логарифм скорости ползучести в за-
висимости от логарифма напряжения). Таким образом, интерпо-
ляцией можно -определить напряжение, приводящее к заданной
скорости ползучести, что позволяет сравнить характеристики
ползучести различных материалов. Далее, эта величина служит
показателем напряжений, при которых соответствующая скорость
деформации допустима из эксплуатационных соображений. В
приводимых ниже таблицах и в литературе характеристики пол-
зучести какого-либо металла выражают через напряжение, кото-
рое дает минимальную скорость ползучести в 0,0001 см!см в день.
Величины, приведенные в табл. 7, получены в ходе исследова-
ния, проводившегося с целью определить влияние сурьмы на ха-
рактеристики ползучести мягкого припоя. Всего было испытано
три серии припоев: материалы высокой чистоты, рыночные при-
пои и эвтектические припои высокой чистоты с добавлением
меди и серебра. Величины даны как для комнатной, так и для
повышенной температуры. Прутки для этих испытаний плавили
82
Состав литых мягких припоев
% 0 ихэоньих
-MQ1HG ЧНОПЭЛ-З
в:
о
с
S
Cl
CQ2 60,2 39,52 0,24 — 97' — 0,01 0,015 ’0,018' 0,001 0,002 0,001 56,2“
CQ3* 44,3 55,68 — — 71 0,01 0,009 0,003 0,001 0,01 0,001 0,001 9,85
CQ4 44,3 55,68 — _ 71 0,01 0,093 0,003 0,001 0,01 0,001 0.001 28,1
6*
83
Продолжение табл.
Ф к к — rt к 5 S к £ С-О £ 3 !=f Ц £ 5? V S ffl X 80 1 1 1 зиб0 5.61» i 1 1 OJ CM I'- r- »s
С VC^ 1 К 7^ та X S О £ХЬ X m — с СО ₽Ч1 1 ic cr о 9,25 89 8 31,5° 46.4В D ОС LC сс cc u? •^T CQ CO Ю g Г CO CM £ Ю rr c
со 0,001 0.009 — <z с с v ,vw ‘ 0,001 0 001 100 0 Ю0‘0 Ю0‘0 — S ra О H S О ° о н ex, О _ К с
В % As Fe мак- симум 0,007 0,010 a oos o ooi a с с с <7 С С Г С Не обнаружено 0,001 То же 0,001 я » 0,001 » з> 0,001 » » 0.001 » » 0,001 HP — припой высокой ч CQ — припой массового Е — эвтектика.
Состав загрязнения . s < га S JE S О CM •—* ”* о о о о о о о о о о о о о о —1 « О’—' К Ч Я к О О та
со Ю СМ оо см со о OOtOOOOOG »—« О —• О о О Q С ооооооос: 0,003 Приме1
Си ’Ф Ш Ю Ю LQ сь о о о о о о О О —' о о о о *4 *. ♦* * * | о о о о о о о V V V V Ider s». Mono-
Sb 0,01 Не обнаружено Не обнаружено — , Не обнаружено > п 0. F, «Tin So jciation. Research 1 I-
% а икюй -ьнляэлде чнаиалэ 'М . "-Г —f я —’ОООООООО <л $ со ф S г-ююоооооо < Q> « 52 га я - и ~ о. сх .₽
Другие элементы 1 1 1 1 W Ь£. =! Я “5 О ° ° . < <с и О ч)” & к в ч с Й о 5 3 2 2 1 g g 2 2 -a Е § g 5 g o' o' о cf § а £ 2 rX-S S Г, ё ? П
1 а m га Sb 2,0 | О | -ГТ 1 со 1 co ф 5 га та Iе0 °* ° О? — га g К « « з га 3 £ g 3 3 g
f- о SH и Pb ю оо оо см —' % £ к к £ СО со СО СО СМ <х> СО Ю t " ~ <v <v х х Я 2 Ь CL Qi ЬОДОЬС1Ь.С}Ь-< 4- | - S ф о £ кОСОС'^сОтГСО’ФСО’^' J-1 2 = га га g ^-» г О О »5
Sn hr *“ L’ И О 40 ± DCOOOCM-^-cOcOOOLO О 4 rt >» >, 5» * ~ ► - - - - - 2^ 1 « a N О! -7 CN <М Г- Z _ — П Р2 U <, ^СОС^ФЮФЮОЮ -га _ — га --'“.о Е U «4 Q
Марка припоя 1 CQ6 га CD tit. ~7 < О1 ОС tf ис со J Ш ГС Й И Ш Ш
при строго контролируемых условиях и отливали в изложницы.
Исследование микро- и макроструктуры прутков и результаты
ряда испытаний позволяют сделать следующие выводы.
Характеристики ползучести мягких припоев, отлитых в излож-
ницы, определяются в основном температурой, составом, строе-
нием (например, количеством эвтектического материала в общей
структуре припоя) и макроструктурой. Вообще говоря, грубая
макроструктура связана с высоким сопротивлением ползучести \
но вид макроструктуры, т. е. является ли она столбчатой или рав-
ноосной, также оказывает некоторое влияние. Так, прутки с гру-
бозернистой столбчатой структурой обладают меньшим сопротив-
лением ползучести, чем крупнозернистый припой с равноосными
зернами.
Поэтому при любом сравнении характеристик ползучести
припоев необходимо вводить соответствующий допуск на влия-
ние макроструктуры. Один или два случая результатов, выпадав-
ших из общей серии, объясняются различными или неоднородны-
ми структурами.
В оловянно-свинцовых сплавах (не содержащих сурьмы) с ин-
тервалом составов от ~30%' олова (50%-ная эвтектика) до
— 62% олова (100%-ная эвтектика) сопротивление ползучести в
диапазоне 50—80% эвтектики (что соответствует 30—50% оло-
ва) меняется мало, по возрастает до высоких величин при эвтек-
тическом сплаве. Эвтектический сплав обладает также наиболь-
шим сопротивлением ползучести при 80° С, хотя и не очень силь-
но превосходит в этом отношении припои с меньшим содержани-
ем олова. Сопротивление ползучести сплавов при 80° С составля-
ет 20—30% этой величины при комнатной температуре.
Все сурьмянистые припои намного превосходят эквивалент-
ные композиции без сурьмы как при комнатной температуре, так
и при 80° С. Улучшение, даваемое сурьмой в характеристиках
ползучести, гораздо значительнее, чем полученное при испытани-
ях па растяжение. Как и в случае бессурьмянистых припоев, ве-
личины сопротивления ползучести сурьмянистых сплавов при
80° С составляют 20—30% соответствующих величин при комнат-
ной температуре.
Испытания на ползучесть показали, что медь, наиболее частая
примесь в рыночных припоях, существенно повышает сопротив-
ление ползучести- бессурьмянистых припоев, если ее содержание
не превышает 0,1%, а при 0,18% медь благоприятно влияет и на
сурьмянистые припои. Насколько можно судить, серебро влияет
аналогично меди.
J Термин сопротивление ползучести обозначает напряжение, необходимое
для получения заданной малой скорости ползучести.
85
3.17. Физические свойства припоев
при температурах, отличных от комнатной
Выше уже указывалась опасность перехода белого олова в
серое, и если соединение должно работать при низких темпера-
турах, то в таких случаях чистые оловянно-свинцовые припои по
применяются. Вообще, при низких температурах свойства припо-
ев и их компонентов изменяются таким же образом, как и у лю-
бых других металлов. Пределы текучести и прочности возраста-
ют, а удлинение и поперечное сжатие резко падают. Ударная
вязкость, по Изоду, также уменьшается. Результаты серии испы-
тапий, проведенных на сплаве
65% олова со свинцом, пред-
ставлены в табл. 8.
В литературе имеются ука-
зания об использовании олова
и свинца для пайки сверхпро-
водников, работающих в усло-
виях низких температур. Раз-
работан специальный припой
для пайки сверхпроводников.
Однако подробное рассмотре-
ние материалов для сверхпро-
водников выходит за пределы
настоящей книги.
Мягкие припои не пред-
Температдра
Рис. 39. Прочность припоя при повы-
шенных температурах:
1 — олово; £ — олово I- 6% сурьмы:
3 — 50% олова 50% свинца
назначены для соединения си-
ловых элементов конструкций, работающих при повышенных
температурах. С повышением температуры предел прочности
собственно припоя быстро падает. Изменение прочности паяного
соединения показано на рис. 39, па котором даны также соот-
ветствующие характеристики свинцово-сурьмянистого сплава и
чистого олова, при тех же условиях в большей мере сохраняю-
Таблица 8
Свойства припоя, содержащего 65% олова и 35% свинца, при различных
температурах 1
Температуря в сС Предел текучести в кГ,'мм& Предел прочиости при растя- жении В КГ/ММ* Удлинение (образец длиной 50 мм) л % Поперечное сжатие в % Ударная вязкость по Изоду, в кГм/ 10X10 мм
+20 2,8 5,7 28 54 2,08
—180 6,1 1,05 4 4 0,287
1 Lewis W. R. «Notes on Soldering». Tin Research Institute, 1961.
86
щих свою прочность. Однако приводимые на рис. 39 величины не
следует смешивать с рассмотренным ранее сопротивлением пол-
зучести, которое относится только к одному единственному пря-
мому испытанию паяного соединения на растяжение до его раз-
рыва. Хотя из рис. 39 следует превосходство олова и сурьмянис-
того олова по сравнению с обычными припоями при температу-
рах до 90° С, следует помнить, что оловянно-свинцовые при-
пои обладают значительно лучшей смачивающей способностью и
меньшей стоимостью.
В табл. 9 приведен температурный коэффициент электричес-
кого сопротивления чистых олова и свинца и их сплавов, а также
сплавов -с содержанием сурьмы.
Таблица 9
Температурные коэффициенты сопротивления ряда припоев 1
Состав в % Температурный коэффициент сопро- тивления (в интер- вале 0—100° С)
Sn Pb Sb
100 —— 0,0045
97,1 2,975 0,00366
95,0 — 5 0,00351
44,8 55,2 0,00356
42,4 56,38 1,22 0,00380
40,0 57,55 2,45 0,00417
100 — 0,00356
1 Nightirga Research Assoliation, I e S. J. «The Joining of Metals». British Non — Ferrous Metals Monograph, 1919.
Таблица 10
Величины коэффициентов линейного расширения и теплопроводности
припоев с различным содержанием Sn и РЬ*
Состав в % Диапазон температур в °C Коэффициент линейного расширения 10—6 Геплопровод- НОСТЬ в кал/см2-°C-сек
Sn Pb
100 0—100 28,0 0,157
70 30 15—110 21,6
63 37 15—100 24,7 0,121
50 50 15—110 23,4 0,111
20 80 15—110 26,5 0,089
5 95 15—110 28,7 0,085
100 17—100 29,3 0,083
а «Metals Handbook», 1961, vol. I, pp. 54—56.
87
Линейный коэффициент теплового расширения для оловянно-
свинцовых припоев показан в табл. 10. Более подробно тепловое
сжатие и расширение сплавов рассмотрено в разделе 3.22.
В табл. 10 также показана теплопроводность припоев. Как
можно видеть, изменение теплопроводности при переходе от чис-
того олова к чистому свинцу происходит почти по линейному за-
кону.
В табл. 11 показана зависимость твердости припоев от их
состава и температуры.
Таблица 11
Влияние температуры на твердость припоев различного состава 1
Состав в % Твердость по Бриие.чю при температуре в °C
Sn РЬ 19 65 115 140
100 0 4,5 3,3 1,5 1,о
97 3 7,8 4,6 2,7 1,7
87,6 12,4 7,3 6,0 4,3 2,4 1,7
80,4 19,6 3,7 1,6 1,3
76 24 4,9 2,2 1,0
72,4 27,6 5,0 2,3 0,9 0,6
59,4 40,6 5,1 2,5 1,2 0,8
43 57 4,9 2,6 1,2 * »
9 91 7,0 4,9 2,9 2,3
0 100 2,6 2,1 1,1 0,7 1
1 Lewis W. R. «Notes on Solders». Tin Research Institute. 1961.
Примечание. Образцы отжигали и медленно охлаждали Величины сняты с
кривых, построенных по результатам испытаний.
3.18. Свойства паяных соединений
В паяных соединениях решающее влияние на их свойства ока-
зывают параметры режима пайки. Здесь будут описаны свойства
паяных соединений, выполненных оловянно-свинцовыми, а также
некоторыми сурьмянистыми припоями. Мы ограничимся такими
параметрами, как время и температура пайки, тип основного ме-
талла и используемого флюса, характер нагрева и охлаждения, а
также некоторыми другими факторами, влияющими на свойства
паяного соединения.
Значительная часть работы, результаты которой приводятся
здесь, была выполнена Британской ассоциацией по исследованию
цветных металлов во время Второй мировой войны с целью уста-
новить некоторые характеристики припоев и их заменителей, со-
держащих небольшие количества олова ввиду нехватки этого
металла в те годы. Рассмотрим последовательно различные пара-
метры и посмотрим, что можно извлечь из этого анализа.
88
Влияние количества припоя, введенного в соединение,
на предел его прочности при срезе
С. Найтингейл и О. Хадсон, пытаясь установить роль коли-
чества припоя, введенного в соединение, на предел прочности
последнего при срезе пришли к следующему выводу. Так как на
практике большие галтели обычно скрывают полностью или час-
тично незаполненные зазоры, то таких галтелей нужно избегать.
Следовательно, можно утверждать, что введение припоя в коли-
чествах, превышающих необходимое для заполнения зазора, не
дает никакого выигрыша.
Данные визуального контроля, как будет показано в гл. 8,
говорят о том, что для получения высоконадежного паяного со-
единения абсолютно необходимы соединения малой толщины и
легко поддающиеся осмотру.
Влияние времени контакта расплавленного припоя
на предел прочности паяных соединений
при срезе
Как показано в гл. 1, механизм образования сцепления при
пайке зависит главным образом от смачивания, а сплавление
является лишь побочным эффектом. Этот вывод был подтвержден
С. Найтингейлом и О. Хадсоном в их работе, в которой они ста-
вили своей целью выяснить влияние времени контакта основного
металла с расплавленным припоем на предел прочности паяных
соединений при срезе. Результаты их исследований представлены
в табл. 12, из которой видно, что продолжительность контакта
Таблица 12
Влияние продолжительности контакта основного металла с расплавленным
припоем на сопротивление срезу паяного соединения 1
Продолжительность в мин Предел прочности при срезе в кГ/ммг при пайке
меди латуни мягкой стали
5 10 15 20 25 30 40 ‘Nightingal Association, Research Примечание Температура пайки Z 4,25 2,22 3,76 3,26 3,76 2,24 е S. J. and Н u d з с Monograph 1. . Состав припоя: 45% W0° С. Флюс — ZnCl2f 1,02 2,96 3,16 1,96 2,20 2,06 ) п О. F. <Tin Solder Sn и 55% Pb. Велич* 2,60 2,14 2,62 3,35 2,34 s», British Research 1на зазора 0,075 лл.
89
расплавленного припоя в пределах эксперимента лишь незначи-
тельно влияет на прочность соединения или вообще не играет
никакой роли.
Влияние температуры пайки
на предел прочности паяных соединений
при срезе
При оптимальных условиях
срезе зависит от температуры,
кГ/мм2
Температура
Рис. 40. Предел прочности паяного
соединения при срезе в зависимости
от температуры пайки. Флюс — хло-
ристый цинк. Толщина слоя припоя
в соединении 0,076 мм:
/ — обслуживание; 2 — 56% Sn -I- 44% Pb;
3 — 45% Sn + 55% Pb
пайки прочность соединения при
при которой выполняется соеди-
нение. Чрезвычайно важен так-
же тип флюса, применяемого
при данной температуре.
С. Найтингейл и О. Хадсон,
работавшие с хлористым цин-
ком, показали, что при темпе-
ратуре ниже 260° С этот флюс
обладает недостаточной теку-
честью и неспособен стекать с
поверхности; он остается на
пей, образуя включения. Наи-
лучшие результаты достига-
лись в случае пайки при темпе-
ратуре около 280° С. Выше
этой температуры жидкотеку-
честь как припоя, так и -флюса
слишком велика, так что при-
пой вытекает из зазора, не-
смотря на действие капилляр-
ных сил. На рис. 40 показана
прочность соединений трех ос-
новных металлов, паяных дву-
мя различными припоями, в
з ависимости от темпер атуры
выполнения соединения. Отметим, что предварительно облужеп-
пые образны обладают гораздо большей прочностью.
Влияние толщины слоя припоя
в соединении на прочность соединения
Известно, что прочность паяного соединения является функ-
цией расстояния между паяемыми поверхностями. Оптимальным
можно считать зазор в 0,075 лш, при котором прочность соедине-
ния получается наибольшей (гораздо выше прочности собственно
припоя). При таком зазоре флюс и припой легко затекают в со-
единение, давая равномерное смачивание. При меньшем зазоре
возникает опасность захвата газов и флюсов, что приводит к сни-
90
жению площади смачивания и, следовательно, к меньшей проч-
ности спая. При большом зазоре меньшие капиллярные силы
ухудшают условия смачивания, и механическая прочность более
толстого слоя припоя в соединении меньше и обычно приближа-
ется к величине для собственно припоя. В результате возмож-
ность полного дисперсионного твердения сплава ухудшается.
На рис. 41 представлено влияние толщины слоя припоя на
предел прочности при срезе для соединения, паяного оловянно-
свипцовым припоем 60/40. Основным металлом является латунь,
флюсом — эвтектика хлористого цинка и нашатыря.
Аналогичные результаты,
но с менее выраженным пиком,
были получены С. Найтингей-
кГ/мм2
Толши^а слоя припоя
6 соединении
Рис. 42. Предел прочности паяного
соединения при срезе в зависимости
от величины зазора в соединении.
Флюс—ZnCl2. Припой—56% Sn-p
4- 44% Pb. Температура пайки 280° С
7 о лщи на слоя припоя
в соединении
Рис. 41. Предел прочности пая-
ного соединения при срезе в
зависимости от величины зазо-
ра в соединении. Флюс — эв-
тектика ZnCJg и [\'Н4С1. Припой
60% Sn 4- 40% Pb. Основной
металл латунь
лом и О. Хадсоном (рис. 42). Они в качестве флюса применяли
только хлористый цинк. Их данные выявляют наличие максиму-
ма, подобного (полученному автором. В этих экспериментах при-
меняли припой с меньшим содержанием олова (56/44). О чисто-
те припоя и строгости контроля за условиями шайки сведения от-
сутствуют.
Представляет интерес отметить, что, несмотря на разницу в
основных металлах, для которых построены рис. 41 и 42, пики
кривых располагаются примерно в одной и той же области. Да-
лее, изменение прочности соединений при срезе связано, несом-
ненно, с дисперсионным твердением. Медь, которая может яв-
ляться основной упрочняющей присадкой для оловянно-свинцо-
вого припоя, дала наибольшую прочность при срезе. Затем идет
латунь, а для мягкой стали прочность соединения получилась
91
примерно такой же, как и для собственно оловянно-свинцового
припоя, которым производилась пайка. Как уже упоминалось,
нельзя с уверенностью сказать, что работа выполнялась при ус-
ловиях, полностью благоприятствующих протеканию дисперси-
онного твердения. Напомним еще раз, что для теоретического
объяснения протекающих процессов необходимо знать время
и температуру, при которых производился тот или иной экспе-
римент.
Данное исследование привело С. Найтингейла и О. Хадсона
к формуле, которую можно использовать для выражения зависи-
Топщина слоя припоя
8 соединении
Рис. 43. Температура пайки в зави-
симости от величины зазора, даю-
щая максимальную прочность сое-
динения:
О — экспериментальные данные;
X — расчетные величины
мости между толщиной слоя при-
поя в соединении и температурой
пайки. Была проведена третья се-
рия экспериментов с зазорами в
диапазоне 0,025—0,15 мм и с тем-
пературами пайки 215—500° С.
Результаты эксперимента пред-
ставлены на рис. 43, где макси-
мальные величины прочности со-
единения даются плавной сплош-
ной кривой. Эта кривая очень
близка к гиперболе и описывает-
ся выражением
(T—t)s=k, (3.3)
где Т — температура -пайки, t —
эвтектическая температура оло-
вянно-свинцового припоя, s —'
толщина слоя припоя в соедине-
нии, k — эмпирическая констан-
та, равная 0,34.
Как видно из рис. 43, экспериментальная и теоретическая
кривые почти совпадают.
Полученные результаты настолько бесспорны, что данную
корреляцию можно считать законом для зависимости между мак-
симальной прочностью соединения, толщиной слоя припоя в пая-
ном соединении и температурой пайки.
В ходе исследования не делалось попытки установить, сохра-
няет ли постоянная k свое значение для всех припоев. Если
учесть, что при данной толщине слоя припоя в соединении одна
и та же температура пайки давала оптимальные результаты при
трех различных основных металлах и двух припоях (см. рис. 30)
и что, далее, при этих трех материалах, паянных при тех же тем-
пературах, наилучшие результаты были получены при одной и
той же толщине слоя припоя в соединении (см. рис. 41), то, как
можно полагать, постоянная k имеет одно и то же значение для
92
всех припоев, содержащих оловянно-свинцовую эвтектику, неза-
висимо от паяемого металла. Однако вряд ли это соотношение
совершенно не зависит от свойств применяемого флюса. Соедине-
ния, выполненные при более низких температурах и с меньшими
зазорами, почти всегда имели флюсовые включения L
Напомним, что пайка с меньшими зазорами и при высоких
температурах возможна благодаря высокой жидкотекучести при-
поев при этих температурах, в то время как при низкой темпера-
туре малотекучий припой не будет затекать в зазоры и заполнять
их. Однако теоретическую
кривую не следует ис-
пользовать вне диапазо-
на, в котором точность
расчета может подтвер-
ждаться экспериментом,
так как при низких тем-
пературах смачиваемость
припоя резко ухудшается.
С другой стороны, при
слишком сильном нагреве
начинают играть замет-
ную роль проблемы окис-
ления и флюсования, так
что полученные результа-
ты могут оказаться оши-
бочными.
Влияние свойств припоя
и основного металла
на прочность соединения
Состав припоя
Рис. 44. Прочность паяного соединения в за-
висимости от состава припоя:
---— Sn -h Pb; —-----------Sn + Pb 4* Sb
Из предыдущего сле-
дует, что прочность пая-
ного соединения (при
растяжении или срезе)
зависит от состава основного металла, так как последний может
играть роль в дисперсионном твердении припоя. С. Найтингейл
и О. Хадсон приводят для влияния основного металла на
прочность соединения кривые, представленные на рис. 44; на
нижней диаграмме даны свойства собственно припоя. Уже бег-
лое сравнение показывает, что дисперсионное твердение, если
оно происходит, влияет на прочность соединения примерно таким
же образом, как и на собственно припой в чистом виде.
Однако обращает на себя внимание прирост прочности для
соединения па мягкой стали, значительный по величине и необъ-
1 Nightingale S. J. and Hudson О. F. «Tin Solders». Non—Ferrous
Metals Research Association, Research Monograph 1.
93
яснимый эффектом дисперсионного твердения. Сплошная кривая
на этих диаграммах соответствует оловянно-свинцовым припоям,
пунктирная —сурьмянистым припоям. Количество сурьмы не вы-
ходит за пределы, установленные английскими стандартами па
эти припои.
НЕСКОЛЬКО ОБЩИХ ЗАМЕЧАНИЙ
Автор снова считает необходимым подчеркнуть, что для боль-
шинства расчетных и конструктивных целей для прочности сле-
дует брать эту величину для собственно припоя, учитывая вли-
яние возможного прироста прочности паяного соединения в коэф-
фициенте запаса, так как вообще нельзя утверждать, что равно-
мерное дисперсионное твердение происходит во всех случаях
пайки. Необходимо, далее, помнить, что свойства соединения в
значительной мере зависят от типа флюса, от основного металла
и его состояния, а также от параметров пайки.
Следует также иметь в виду, что хотя сурьма повышает проч-
ность паяных соединений и улучшает сопротивление ползучести
п прочность соединения при повышенных температурах, опа все
же несколько ухудшает жидкотекучесть припоя и не улучшает
его смачивающей способности.
Рис. 48 с несомненностью показывает, что с увеличением ко-
личества сурьмы в припое растекаемость последнего уменьшает-
ся. Поэтому во многих случаях выгоднее применять припой с ми-
нимально возможным содержанием сурьмы (см. гл. 5).
ПРЕДЕЛ ПОЛЗУЧЕСТИ ПАЯНЫХ СОЕДИНЕНИИ
В разделе 3.16 мы рассмотрели предел ползучести собственно
припоев, но большое значение имеет также и этот предел для
паяных соединений. Он характеризует поведение паяных соеди-
нений при небольших, но постоянных нагрузках. Исследуя это
явление, автор ио методу, описанному В. Бейкером *, изготовил
для испытаний на ползучесть серию специальных образцов с на-
хлесточным соединением и контролируемой толщиной слоя при-
поя в соединении. Соединения выполнялись с применением флю-
са, состоящего из эвтектики хлористого цинка и нашатыря в вод-
ном растворе. Проверялось влияние на предел ползучести ряда
параметров, в частности температуры и длительности пайки и
толщины слоя припоя в соединении. Основным материалом слу-
жили сталь, медь и латунь; применявшиеся припои перечислены
в табл. 13. Результаты испытаний представлены на рис. 45 и 46.
Так как размеры испытывавшихся соединений были в силу
необходимости небольшими, то действительные кривые ползуче-
сти построить было нельзя, а следовательно, пе поддавалась опре-
1 Baker W. A. The creep properties of soft solders and soft soldered
joints. J. Inst Metals, 1939, vol. 65, pp. 277—279.
94
D H
О Е 1 1 u с; X О ц£ ® I О. Ф к »- О с Ф (J и с а . ь- ¥ <Х X ф р и Н О. V Ф J с ? 3 *•!?£ 5 * s э с ’* W с? £ £ « к X *“ ф п 1 'О X ЙГ X х 5 х S ф 5 5 5 11 Ъ О ф а* g з Ф v и X 5 0.0 О 43 _е~, ф пз О- X х с: I <*> х X О о х О.Ю . Ф о ° *л х н X v С£ О X V Ф X ? X о га th и о *
с с е
95
Таблица 13
Припои для пайки тонких пленок 1
Марка припоя Состав в % Напряжение в кГ/лсм*, дающее деформацию 10 4 в день при комнатной температуре
Sn Pb Sb Cu
CQ3 CQ4 CQ5 Приме «Nigh rous Metals I 44,3 44,3 40,0 ч а н и е. CQ - U n g а ] е S. J Research Assock 55,68 55,68 57,8 - припой массог and Н ud sc ition, Research 2,0 юго произведет n O. F. «Tin Monograph 1. 0,009 0,093 0,090 ва. Solders». Britis 0,10 0,28 0,30 h Non — Fer-
делению и скорость ползучести. Таким образом, метод В. Бейкера
позволил провести сравнение кривых длительной прочности; ины-
ми словами, на графике откладывалась зависимость между на-
пряжением и числом дней, необходимых для разрушения паяного
соединения под действием данного напряжения. Там, где это бы-
ло возможно, найденные напряжения сравнивались с величина-
ми, полученными по кривым длительной прочности для периода
в 500 дней при непрерывном действии этого напряжения.
Когда соединение разрушалось, то на пленке припоя опреде-
ляли и регистрировали полное перемещение обоих элементов со-
единения перед разрушением; эта величина характеризует спо-
собность соединения к деформации под действием длительного
действия касательного напряжения. Для соединений, выполнен-
ных при описанных стандартных условиях, деформация составля-
ла от 1 лш до несколько более 2,5 лш, причем она была тем боль-
ше, чем дольше соединение не разрушалось. Пленочные спаи, вы-
полненные более чистыми припоями, обладали меньшей способ-
ностью к деформации среза.
Сравнение характеристик ползучести собственно припоя и при-
поя в соединении проведено в табл. 14.
Анализ данных, приведенных па рис. 45 и 46 и в табл. 14, по-
казывает, что одностороннее нахлесточное соединение на стали
при длительном действии напряжений среза обладает почти та-
кой же стойкостью, что и собственно припой. Это можно объяс-
нить тем, что в спае на стали отсутствует дисперсионное тверде-
ние. Кроме того, можно видеть, что высокочистые припои без
присадок слабее тех, в которых имеются небольшие количества
легирующих добавок, способствующих дисперсионному тверде-
нию. Добавка сурьмы в припой всегда сообщает ему высокое
сопротивление ползучести. При соединениях на меди и латуни
разница между чистыми припоями и припоями, содержащими
96
Соотношения между ползучестью собственно припоя и припоя в соединении при комнатной температуре 1
Собственно припой Припой в соединении Замечания о свойствах припоя в соединении Очевидно, легирование незначительно Заметное легирование* Припой в соединении упрочняется вслед- ствие абсорбции меди Заметное легирование. Припой в соединении упрочняется вслед- ствие абсорбции меди и нинка Очевидно, легирование незначительно, но припой в соединении обладает достаточной прочностью вследствие исходного содержа- ния меди Заметное легирование, но припой в соединении не подвергается дальнейшему упрочнению вследствие абсорбции меди Заметное легирование. Припой в соединении упрочняется вслед- ствие абсорбции меди и цинка Очевидно, легирование незначительно, но припой в соединении обладает достаточной прочностью вследствие исходного содержа- ния сурьмы Заметное легирование. Припой в соединении упрочняется абсорб- цией дополнительного количества меди Заметное легирование. Припой в соединении упрочняется абсорб- цией меди и цинка ders». British Non — Ferrous Metals Research Association, Research Monograph I.
Напряжение в кГ/мм1 для срока службы 600 дней ОО со о -Ф —* СО —’ OJ со ОО о со ОО о СО сч СЧ СО *» ** о о о 0,228 0,274 0,330 1 O. F. «Tin Sol
Напряжение в кГ/мм*, Основной дающее деформацию металл 10“4 в день 0,10 Сталь Медь 0,28 Латунь Ч: г* о 3 £ 0,295 Сталь Медь Латунь 11 n g a 1 e S. J. and H u d s о t
Состав в % 44% Sn; 0,009% Си 44% Sn; 0,09% Си x: \O > CS <—) О о -
7 Заказ 941
примеси, в значительной мере уменьшается, так как медь, диф-
фундирующая из основного металла в решетку припоя, сообщает
последнему свои собственные свойства. При пайке латуни раство-
рение цинка, видимо, улучшает свойства соединения еще в боль-
шей мере, чем медь, так что спаи на латуни получаются более
прочными. Гем не менее было бы неправильно па основании этого
считать, что в припой целесообразно добавлять цинк, так как он
отрицательно влияет на другие свойства припоя. Более подробно
данный вопрос рассмотрен в разделе 3.13.
3.19. Сурьмянистые оловянно-свинцовые припои
и их свойства
Рассмотрим систему олово — свинец — сурьма как особую
группу припоев и укажем некоторые ее свойства.
Растворимость сурьмы в твердом свинце при комнатной тем-
пературе очень мала, в то время как в твердом олове при этой
температуре она составляет около 7% по весу. Поэтому, прене-
брегая растворимостью сурьмы в свинце, построим диаграмму со-
стояния для тройной системы олово — свинец — сурьма, на ос-
новании которой можно получить сведения, аналогичные давае-
мым диаграммой для двойной системы олово — свинец. Однако
ввиду того, что в данном случае рассматривается тройная систе-
ма, диаграмма не может оставаться плоской; и на рис. 47 пока-
зана трехмерная модель диаграммы для системы олово — сви-
нец — сурьма.
Напомним, что если количество сурьмы в припое не превыша-
ет ее предельной растворимости в твердом олове, то опа оказы-
вает благоприятное действие на свойства припоя (7% сурьмы по
олову, содержащемуся в сплаве). Небольшой растворимостью
олова в свинце при комнатной температуре (она меньше 2% и не
влияет сколько-нибудь заметно на общую картину) пренебрега-
ем. Если количество сурьмы превышает указанный предел, то она
выпадает из раствора в виде интерметаллического соединения,
характер сплава меняется, и избыток сурьмы становится для
припоя совершенно бесполезным.
Замена олова в припое сурьмой имеет большие экономические
преимущества, так как при этом повышается прочность соедине-
ния, а сам припой становится дешевле. При замене каждого про-
цента олова 1 % сурьмы в припой необходимо вводить дополни-
тельное количество свинца, чтобы компенсировать изменившееся
соотношение между компонентами сплава.
В результате 1% сурьмы заменяет в припое 2% олова. Одна-
ко, как указывалось ранее, при такой замене смачиваемость при-
поя ухудшается, и в США широко применяются более дорогосто-
ящие оловянно-свинцовые припои, обладающие лучшими ха-
рактеристиками.
98
Обратимся к рис. 47, на котором представлена модель трех-
мерной равновесной диаграммы для практически используемого
диапазона составов системы олово — свинец — сурьма. Лицевая
сторона диаграммы, если рассматривать ее как двухмерную ди-
аграмму состояния сплава олова со свинцом по температуре, яв-
ляется действительной фазовой диаграммой и идентична, напри-
мер, представленной на рис. 9. Кривая АВС соответствует ликви-
дусу чистых оловянно-свинцовых припоев, где Л —точка плавле-
ния свинца, В — эвтектическая температура, равная 183° С, и
С — точка плавления чистого олова. Если теперь по третьей оси
Олово
Рис. 47. Тройная диаграмма состояния системы
свинец — олово — сурьма для сплавов с содер-
жанием сурьмы до 7% (по олову), что является
пределом растворимости сурьмы в твердом оло-
ве при комнатной температуре
Z, показанной в виде стрелки с правой стороны модели, отложить
содержание сурьмы, то, отметив 7% этой добавки, получим но-
вую фазовую диаграмму между чистым свинцом и сплавом 93%
олова с 7% сурьмы. Так как добавка в оловянно-свинцовый сплав
сурьмы, плавящейся при более высокой температуре, приводит к
повышению температуры ликвидуса, то кривая AB'D на модели
указывает ликвидус системы РЬ— (93% Sn+7% Sb), обладаю-
щей несколько более высокой температурой плавления и образу-
ющей клиновидный максимум в плоскости, перпендикулярной
плоскости чертежа. Температура плавления новой эвтектики, со-
держащей 58,6% олова, 37% свинца и 4,4% сурьмы, на 2,2° вы-
ше, чем для эвтектики чистого оловяппо-свинцового сплава, а
сплав 93% олова с 7% сурьмы плавится при температуре на 6° С
выше соответствующей точки для чистого олова.
Представление характеристик тройных сплавов в виде
диаграммы состояния — задача довольно сложная и имеет огра-
ниченную практическую применимость. Из рис. 47 мы можем ви-
деть, что система олово — свинец — сурьма и чистые оловянно-
7* 99
свинцовые сплавы обладают аналогичными свойствами (если
только не превышены пределы растворимости сурьмы в твердом
олове), и различие заключается в несколько более высоких тем-
пературах плавления тройной системы. На практике, ввиду воз-
Сурьна
Рис. 48. Влияние примеси сурьмы на сма-
чивание оловянно-свинцовой эвтектики.
Испытания имитировали ручную пайку
паяльником. При 3,7% сурьмы угол сма-
чивания падает до 29°
можпых производственных
отк л о н еп и й, номи н а л ыю е
содержание сурьмы в олове
не назначают выше 6%* Ес-
ли содержание сурьмы пре-
восходит 7%, то точка насы-
щения твердого раствора
превышается и сурьма обра-
зует интерметаллические
соединения с кубической ре-
шеткой (см. рис. 34). В ре-
зультате в сплаве возника-
ет зернистость, его вязкость
понижается, что затрудняет
работу с припоем, делает его более хрупким и осложняет его
производство.
Физические свойства сурьмянистых оловянно-свинцовых при-
поев приведены в табл. 15. Состав припоев указан как в абсолют-
ных содержаниях компонентов,
так и в виде -процента сурьмы по
олову. Все представленные в таб-
лице величины являются средни-
ми по пяти образцам. К сожале-
нию, данные о количестве приме-
сей отсутствуют.
В некоторых разделах этой
главы мы уже упоминали о сни-
жении растекаемости оловянно-
свинцовых припоев при добавле-
нии к ним сурьмы. Эта потеря
смачиваемости (аналогичная
приведенной на рис. 29) показа-
на па рис. 48, из которой видно,
что с добавлением в припой уже
небольших количеств сурьмы
Рис. 49. Прочность эвтектичес-
кого оловянно-свинцового при-
поя, содержащего 7% сурьмы
(по весу олова):
1 — максимальные значения; 2 —
средние значения, 3 — минималь-
ные значения
угол смачивания увеличивается.
Он довольно быстро растет при добавлении до —0,5% сурьмы
(верхний предел по стандарту QQ —S— 571), после чего кривая
идет более полого и при 3,7% сурьмы растекасмость составляет
86,4%- Такое уменьшение смачиваемости сурьмянистых припоев
довольно заметно по сравнению с соответствующими показателя-
ми для оловянно-свинцовых сплавов того же состава. Поэтому
фирмы, дорожащие своей репутацией, стараются выпускать
100
Таблица 15
Физико-механические свойства оловянно-свинцово-сурьмянистых припоев 1
Состав в % Sb D % от Sn Предел прочно- сти в кГ/мм2 Удлинение на образце длиной IQ0 ЛШ в % Ударная вязкость по Изоду в кГм!\ 0X10 мм Электропровод- ность В % ЭТОЙ величины для отожженной меди
Sn Sb ₽b при рас- ’ тя женин 1 при срезе
100 0,0007 — 0 1,32 1,80 55 1,96 13,9
97,1 2,975 3,0 2,60 2,86 40 2,36 12,1
95,0 5,17 -— 5,5 3,72 3,76 38 3,81 10,9
94,5 5,59 —— 6,0 3,94 4,02 42 2,92 10,7
93,7 6,2 — 6,5 4,07 4,23 32 2,96 10,4
66,1 33,9 0 4,81 3,88 31 2,03 12,2
63,9 0,985 35,1 1,56 5,46 4,02 20 2,07 П.4
59,9 3,4 36,7 5,5 6,30 4,31 17,5 1,38 10,3
59,35 3,55 37,1 6,0 6,20 4,31 17,5 1,47 10,3
58,85 3,85 37,36 6,5 6,38 4,33 12,5 1,55 10,2
56,1 — 43,9 0 4,14 3,92 38,7 2,16 П.2
52,82 1,62 45,56 5,0 4,72 4,10 31,2 2,16 10,2
50,67 2,75 46,58 5,5 5,16 4,20 30 1,68 9,8
50,15 3,00 46,85 6,0 5,26 4,30 29 1,45 9,6
49,65 3,13 47,22 6,5 5,27 4,22 27,5 1,39 9,7
44,8 — 55,2 0 3,72 3,27 45 2,07 10,5
42,4 1,22 56,38 3,o 4,47 4,58 36,2 2,06 9,6
40,4 2,24 57,36 5,5 4,76 4,58 33,8 1,62 9,2
40,0 2,45 57,55 6,0 4,98 3,71 33,8 1,42 9,1
39,72 2,61 57,65 6,5 4,93 3,72 32,5 1,56 9,2
33,7 -— 66,3 0 4,02 4,99 25 1,67 9,6
31,8 0,94 67,26 3,0 4,30 3,16 50 1,64 8,9
30,2 1,65 68,15 5,5 4,53 3,18 21 1,38 8,6
30,1 1,75 68,15 6,0 4,61 3,08 21 1,54 8,6
29,8 1,92 68,22 6,5 4,63 3,12 18,8 1,44 8,6
-— — 100 0 1,25 1,26 39 0,88 7,91
1 Nigh tin gale S. J. and rous Metals Research Association, Hudson O. F. «Tin Solders». British Non Research Monograph 1. — Fer-
сплавы с содержанием сурьмы по нижнему пределу, допускаемо-
му стандартом QQ — S — 571 (0,2—0,25%), хотя, как показано
ранее, выпуск припоев с содержанием сурьмы по верхнему преде-
лу и дает некоторое снижение стоимости сплава.
На рис. 49 показан предел прочности при срезе для сурьмяни-
стого свинца с оптимальным содержанием сурьмы, указываемым
для применяемых в Англии припоев. Количество сурьмы состав-
ляет 6% по олову. Основным металлом являлась медь, флюсом
служил хлористый цинк. Пайку вели при 280° С, толщина спая
равнялась 0,075 дии.
101
ТИПЫ СПЛАВОВ, ИСПОЛЬЗУЕМЫХ ПРИ ПАЙКЕ
3.20. Легкоплавкие сплавы как припои
Характеристики смачиваемости легкоплавких сплавов дале-
ко не всегда делают их пригодными для пайки. В табл. 23 дан
Рис. 50. Диапазоны температур пайки
твердых и мягких припоев:
/ _ Си + Zn: 2 — 85% Ag 4- 15% Мп;. 3 —
сплаиы на основе серебра; 4 — Cd т Zn;
5 _ Sn 4- Ag; б — сплавы па основе индия;
7 — сплавы на основе висмута; 8 — Sn +
4- pb; 9 — Sn 4- Zn; 10 — Pb 4- Ag; 11 —
95% Zn + 5% Al; 12 — 95% Cd 4- 5V® Ag;
/3 _ Al -f- Si; 14 — Cu 4- P; 15 — Cu 4- Au
перечень материалов, ус-
пешное использование ко-
торых имеет за собой много-
летнюю историю.
На рис. 50 'представлена
температурная шкала, на
которой указаны диапазоны
твердой и мягкой пайки. Не
затрагивая твердой пайки,
видим, что на долю оловяп-
но-свинцовых припоев при-
ходится лишь незначитель-
ная часть температурного
диапазона мягкой пайки.
Интервал температур
пайки от 38 до 425°С охва-
тывает много и других спла-
вов. В следующем разделе
мы рассмотрим наиболее
важные для практики вис-
мутовые сплавы, попадаю-
щие в пи-жнюю часть диапа-
зона температур пайки, ин-
диевые сплавы, используе-
мые в средней части этого
диапазона, и сплавы, содер-
жащие серебро, с которыми
работают в (верхнем конце
р ассматр-иваемого темпер а-
туриого диапазона.
Пригодность сплава с
температурой -плавления ни-
же 425° С для того или ино-
го применения пайки оценивается в каждом конкретном случае
индивидуально. Никаких научно обоснованных правил, позво-
ляющих заранее предсказать характеристики смачивания, в на-
стоящее время не имеется. Вспомним, что каждой системе
флюс — основной металл — припой присущи свои характеристи-
ки смачивания и что последние нельзя рассматривать отдельно
от этой -системы. Для подтверждения сказанного обратимся к
рис. 51. Исследуя фирменный спла1В (Alpha Metals 111), автор
проверил активность ряда фирменных флюсов, указанных на
102
диаграмме. Характеристики смачивания этого сплава при панке
меди определяли с помощью анализатора скорости растекания,
описанного в гл. 8. Результаты исследования с несомненностью
показывают, что активность флюса сильно влияет та смачивае-
мость данного припоя по меди и что этот сплав в случае флюса
на базе канифоли или органических кислот дает неудовлетвори-
тельные соединения; для того чтобы качество пайки в той или
иной конструкции было надежным, флюсом при данном припое
должна служить неорга-
ническая кислота.
Таким образом, если
при выполнении какого-
либо паяного соединения
тр еб у ется н ео бы ч н ы й
припой, о применении ко-
торого сведения отсутст-
вуют, то не представляет
особого труда проверить
его характеристики сма-
чивания с помощью про-
стого -испытания на коэф-
фициент растекания. Од-
нако даже удовлетвори-
тельные результаты тако-
го испытания еще не га-
рантируют получения без-
дефектных соединений,
что объясняется возмож-
ным влиянием других ме-
тал л у р гических, физ ич е-
ских и химических факто-
ров (см. раздел 5.4).
Рис. 51. Коэффициент растекания в зависи-
мости от типа флюса. Средняя величина
растекания берется для припоя Alpha Me-
tals 111 на меди. Числа в скобках указыва-
ют применявшийся флюс фирмы Alpha. Ис-
пытания проводились на анализаторе скоро-
сти растекания при одинаковых условиях:
1 — чистая светлая канифоль (100—40); 2 — сла-
бо активированная канифоль (611—40); 3 — ак-
тивированная канифоль (346—40); 4 — органиче-
ские кислоты (201—А); 5 — органические кислоты
(709); 6 — неорганические кислоты (90); 7 — не-
органические кислоты (200—L)
3.21. Легкоплавкие сплавы, содержащие висмут
и кадмий
Если к оловяпно-свинцовому припою добавить висмут, кад-
мий и некоторые другие металлы, то можно получить легкоплав-
кие сплавы, которые обладают рядом хороших свойств и могут
служить в качестве припоев. Серия таких сплавов олова, свинца,
висмута и кадмия с незначительными добавками некоторых дру-
гих металлов, охватывающая температурный диапазон от 56 до
148° С, представлена в табл. 16.
Представленный в таблице список ни в какой степени не ис-
черпывает всего многообразия сплавов, которые можно приме-
нять в качестве припоев с различными температурами плавления.
В табл. 23 приведен перечень тех сплавов, в отношении которых
юз
Таблица 16 Состав и свойства висмутовых припоев ° Механические свойства Источник LQ Г"-— ’ СО —ч »—1 о 5 щ - *° tJ ? ^{5 $ <л ,С£ «X-Е S > О? с -с с Е£- • о”-- О 0.0 • ео г-~ и л о о -г 4 о А <* CD о —’ -V-.ZJ —< С1 Ln Ч’ : СЬ >> - - с О 1- Т5 *4 ф А с -J %> * Л Ы< ^3" О С XZ С ь- 7^3^ С СХ О Р .5? — о - о ф о 'л о л -S«g^ v fr- '"Я [L, ф . СЭ --о *7 . О. Ь Z О W г- 7м СХ •- ф Я <у -*- О. и •О’О <и =3 я U t-' CQ • 1- or- 3 • О О X —’ , / <л . г*, га X3 гп к— rt, >• Сх1"-1 ПЗ S г-1 •. •О М ж*" С X о-о о X г- Ф рг •— С Г* к О Ф Ь з J = хч-^ -0 2 десф 3 [ 1 о ж 5 §
Относитель- ное удлине- ние в % 100 15 оо со о ю ю - -
Предел проч- ности при растяжении в кПмм* ОО СОСО <ОО> Ь- СЧ СО СО СО СЧ Ю •—1 *—' М4 ’tF А •«, » 4R> ** *» ♦» * TfkO тг СО СО СО ТГ
Твердость по Брннелю 10, 500/60 источник ю — — 1 »—< •—1 >—
значение 12 2 - lo сч со сч —< сч
Диапазон температур затверде- вания в °C источник <м СЧСЧ^~-’СЧ’—<—‘ЮСОТГ^СО’’Й*—«СЧтГ-^СЧт^
ликвидус 163 143 О О) . ° 2 85 05 со — iO СО О О О О О I О 0-00ЮГ-С5ЮСЧС0Ю
солидус СО иОСЧСОГ-Ю^СООООООООС-СЧГ^ОСО—'ОО
Состав в % Другие 1 1 1 1 —t д 7^ С G с 1t ' 1 1- 1 1 1 ОО 1 О 1 со —-—« сч со
3 1 1 9,5 1 ю to LO to ю ю ЮОСССЧФФОООООС ХГ Ф Ь- т-Н *—4 v—ч *—ч СО
РЬ ю ю ю ю COOCOOtOtOCOOJ —’b-^NmTf-Tf'cOOO-«Г^ТТСО -^СЧСОСЧСЧСО—<СОСОСЧСЧСЧСЧСЧСЧСЧСОСЧСЧСО —•
СП Ю ио ю TfCOTT'Tt’OuOr-.CNCbO'OOCiOlOuOr-CNOOOOCO —• ХГСОкОЮСОСОЮСОЮ’ЧН'гМО^х^Ю’^Г’^СЧЮСО а G г е ° Уело Прим 1945, vol. 22, 1935, vol. 27, Development С
г-* ио ЮЮЮЮ tO Ю СО-г7С001-ООГ-СОьОСОСОСОСЧ —*—* < о о О о СО СО СЧ СЧ СЧ ”* —* —’ —’ —* —« —< —’ ‘
104
автор располагает достаточным количеством данных их успешно-
го применения, и к ней следует обращаться во всех тех случаях,
когда приходится работать с легкоплавкими припоями.
Уже давно известны легкоплавкие припои, представляющие
собой эвтектические и неэвтектические композиции металлов, ко-
торые сами плавятся при значительно более высоких температу-
рах; такие припои получили название по фамилиям лиц, впервые
их предложивших. Многие из таких сплавов имеют по нескольку
названий, и наоборот, иногда одно название относится к различ-
ным композициям. Поэтому в настоящее время не следует назы-
вать эти припои именами собственными, как, например, сплав
Вуда, Липовица, Ониона, Ньютона или Розе. С другой стороны,
многие из таких сплавов выпускаются либо под фирменными на-
званиями, либо под соответствующим цифровым обозначением.
Это делается для того, чтобы оградить интересы фирмы-изго-
товителя, разработавшей сплав данного состава. При современ-
ных возможностях химического анализа раскрыть состав нового
припоя не представляет труда. Однако для фирмы, завоевавшей
на рынке определенное имя, такая система обладает рядом дос-
тоинств, так как фирма продает не сплав с теми или иными свой-
ствами, а торговый продукт, который она рекламирует. Эта прак-
тика, широко распространенная среди фирм, выплавляющих
сталь, алюминий и медь, легко переносится и в производство лег-
коплавких припоев.
Необходимо иметь в виду, что некоторые легкоплавкие спла-
вы переходят в жидкое состояние при температурах ниже точки
кипения воды. Это свойство сплавов представляется довольно
своеобразным, так как металлы — компоненты сплавов в чистом
состоянии плавятся при гораздо более высоких температурах.
Данное обстоятельство можно объяснить теми соображения-
ми, которые приводились при анализе диаграммы состояния.
Многие металлы образуют эвтектические сплавы, плавящиеся
при гораздо более низких температурах, чем исходные компонен-
ты. Поэтому, если мы имеем дело с двойной системой, то для нее
возможно достичь сравнительно низкой температуры плавления,
которая понизится еще больше, если использовать тройные и
четверные эвтектические композиции с температурами плавления,
показанными в табл. 16.
Наиболее дешевыми добавками к оловяпно-свипцовому спла-
ву являются сурьма, висмут и кадмий. Сурьма в больших коли-
чествах нежелательна, так как обладает высокой температурой
плавления. Поэтому большинство легкоплавких сплавов содер-
жит висмут, кадмий и свинец и в больших количествах олово. До-
рогостоящий индий вводится в сплав только в случаях, когда это
необходимо. Как уже отмечалось, добавка кадмия не очень же-
лательна. Добавление висмута улучшает смачиваемость припоя.
Влияние добавления индия рассмотрено в разделе 3.23.
105
3.22. Сжатие и расширение сплава
после его затвердевания
Изделие, изготовленное из какого-либо материала, с измене-
нием температуры меняет и свои размеры. Однако в случае метал-
лов, наряду с обычным сжатием и расширением, наблюдаемыми
при колебаниях температуры, отмечается также и дополнитель-
ное изменение размеров в результате перегруппировки атомов в
решетке. Это явление особенно заметно для висмута и сплавов
на его основе, а также для некоторых сплавов на основе сурьмы.
Если количество висмута или сурьмы в сплаве достаточно велико,
то при охлаждении после затвердевания металл будет не сжи-
маться, а расширяться в результате перестройки кристалличес-
кой решетки сплава. Это изменение решетки всегда. необходимо
иметь в виду при использовании припоев на базе висмута. Хотя
может показаться, что возникающие при этом силы незначитель-
ны, они в действительности настолько велики, что могут противо-
стоять значительным нагрузкам, как это следует из ряда приме-
нений указанных материалов. Так, например, направляющие
крупных прессов для листового металла часто фиксируют с по-
мощью висмутовых сплавов.
Заранее определить, будет ли твердый сплав при охлаждении
сжиматься или расширяться, для простой системы, например,
двойной системы висмут — олово, ие представляет труда. Спла-
вы, содержащие более 47% висмута, при охлаждении расширя-
ются, а при меньшем содержании висмута сжимаются, как и все
другие металлы. Поэтому, подбирая надлежащее соотношение
между компонентами, можно получить сплав, который при ох-
лаждении почти не будет ни сжиматься, пи расширяться.
Рассмотрим различные факторы, влияющие на изменения
объема затвердевшего припоя при его охлаждении до комнатной
температуры, и зависимость этих изменений от времени. Прежде
всего имеет место линейная функция уменьшения объема метал-
ла, свойственная всем материалам.
Современная физика учит, что атомы внутри металла нс на-
ходятся в покое, а совершают, в соответствии с количеством рас-
полагаемой ими свободной энергии (главным образом в виде теп-
ловой энергии), колебания относительно некоторого .положения в
решетке, являющегося их равновесным положением. С увеличе-
нием температуры термическое возбуждение возрастает, и конеч-
ным результатом процесса является прирост межатомных рассто-
яний в решетке и общий рост размеров материала. Это термичес-
кое возбуждение, или, как его иногда называют, броуновское
движение, уменьшается пропорционально понижению температу-
ры. В результате материал при охлаждении сжимается. Как уже
было -отмечено, такое сжатие является линейной функцией темпе-
ратуры и может считаться мгновенным.
106
Известны девять материалов, у которых определенные измене-,
ния в кристаллографической структуре, происходящие во время
затвердевания, приводят к большим изменениям внешних разме-
ров изделия из этих материалов. Эти изменения обычно являют-
ся функцией свойств самого материала, а также скорости и мето-
да охлаждения. Изменения всегда происходят мгновенно, и если
их приостановить каким-либо специальным процессом охлажде-
ния, то при комнатной температуре они не могут иметь места.
Наконец, объемные изменения происходят и во время старе-
ния металла. Это изменение, зависящее от времени, является ре-
Рис. 52. Изменение размеров некоторых легиро-
ванных сплавов вследствие усадки и последующе-
го роста
Сплавы
Сплав Состав ь %
Sn Bi Pb Cd Sb In
Л В с D Е F 14,50 13, зи И. 30 42.00 12, 00 48,00 50, 00 42, 50 55,50 58,00 49,00 28,50 26,70 37.70 44,50 18.00 о о * г» с со г-ч —А. 9,00 2 1.00
зультатом перехода структуры решетки при низких температу-
рах в форму, которую она приобрела бы при чрезвычайно мед-
ленном охлаждении. Основная разница между данным и описан-
ным ранее изменением размеров заключается главным образом в
том, что при комнатной температуре в материалах первой группы
отжиг или рекристаллизация происходить не могут, в то время
как материалы второй группы обладают способностью уменьшать
свой запас внутренней свободной энергии путем перегруппиров-
ки атомов в кристаллической решетке. Изменения размеров в
висмутовых сплавах относятся ко второй группе.
На рис. 52 размерные изменения сплавов с высоким содержа-
нием висмута представлены в функции времени. Сплавы Л и В
107
увеличиваются в размерах очень быстро, причем их расширение
начинается уже при сравнительно высоких температурах.
Сплавы С и D при охлаждении испытывают обычное сжатие,
которому, однако, противодействует медленный рост размеров,
и через несколько часов после затвердевания они превышают ве-
личины, которые металл имел при затвердевании. Для сплава Е
отмечается незначительный прирост объема сразу после отливки,
Таблица 17
Изменение механических свойств
четверной эвтектики при старении 1
Состояние образца Предел прочно- сти при растя- жении в к Г/мм2 Удлинение в %
Отливка . . Старение . , 3,20 50
4 недели . . , . 4,03 43
8 недель 3,97 35
12 недель .... 4,54 30
16 недель . . 4,84 24
1 Личное сообщение S. F. Е tarclay
(лаборатория фирмы Mather and 5 мая 1936 г Platt)
и этот прирост сохраняется в
течение всего последующего
периода старения.
Для сплава F после затвер-
девания отмечается вначале
некоторый рост объема, после,
чего происходит постепенное
сжатие до размеров несколько
меньше тех, которые имели ме-
сто сразу после затвердевания.
Нужно иметь в виду, что
нуль оси ординат указывает
размер образца непосредствен-
но после его затвердевания,
шкалы вверх и вниз от нуля
соответствуют расширению и
сжатию металла.
Кривые на рис. 52 в весьма
наглядной форме показывают
зависимость размерных изме-
нений от времени. Некоторые
сплавы начинают расти в объе-
ме сразу же после отливки, другие вначале сжимаются и затем
постепенно расширяются; наконец, имеется группа металлов, для
которых изменения размеров вообще не отмечаются.
Одновременно с объемом меняются и некоторые физические
свойства сплавов. Однако с точки зрения общей конструкции со-
единений и использования припоев вполне можно исходить из
характеристик соединения, достигаемых после выдержки в 1000 ч,
так как в дальнейшем никаких изменений свойств материала не
наблюдается. Такое положение весьма близко к имеющему место
в нормальном паяном соединении, которое сразу же после пайки
не нагружается и для которого до ввода паяного узла в эксплуа-
тацию возможно провести старение в течение указанного срока.
Если же соединение необходимо нагружать до того, как старение
завершится, то обычно вводят некоторый коэффициент запаса
прочности.
Эти своеобразные характеристики расширения, специфичные
для висмутовых припоев, можно использовать при некоторых бо-
лее тонких операциях пайки, например при пайке сложных печат-
108
иых схем, когда механическая прочность и надежность имеют
большое значение. Подробнее данный вопрос рассмотрен в раз-
деле 9.23.
Механические свойства многих легкоплавких сплавов посте-
пенно изменяются вследствие небольших изменений структуры,
происходящих во время старения. Старение при комнатной тем-
пературе иногда называется рекристаллизацией при комнатной
температуре. Это явление повышает твердость и прочность спла-
ва, как следует из табл. 17, в которой даны результаты некоторых
испытаний, проведенных на прутках из эвтектики четверного
сплава олово — висмут — кадмий — свинец, отлитых в металли-
ческую форму.
3.23. Припои на основе индия, плавящиеся
при умеренных температурах
Выше уже указывалось, что индий плавится при 155° С, т. е.
при более низкой температуре, чем все остальные металлы, обыч-
но вводимые в припои в значительном количестве. Индий можно
назвать благородным металлом, стойким к окислению, обладаю-
щим сильным блеском и хорошей электро- и теплопроводностью.
В чистом виде металлический индий имеет низкий предел прочнос-
ти при растяжении (0,36 кГ/мм?), высокую пластичность (отно-
сительное удлинение равно 61 %) и хорошую электропроводность
(22,1 % величины для отожженной меди). Ввиду своей мягкости и
низкого предела прочности при растяжении индий обладает
склонностью к «холодной сварке давлением».
Сам по себе индий для пайки употребляется редко, хотя ма-
лая твердость и высокая ковкость делают его идеальным припо-
ем для соединения, например, деталей из металлов с различными
коэффициентами линейного расширения.
Как было указано в начале главы, дисперсионное твердение
представляет собой процесс, в результате которого прочность
чистого металла значительно повышается вследствие добавления
небольших количеств легирующих присадок. Сказанное справед-
ливо и для индия. Однако ввиду высокой стоимости этого метал-
ла применять сплавы с большим содержанием индия, обладаю-
щие малой прочностью, экономически нецелесообразно, и поэтому
индий вводится в сплавы в качестве легирующей присад-
ки. В небольших количествах индий улучшает смачиваемость и
электропроводность припоя и понижает его температуру плавле-
ния. При большом его содержании индий преобладает в метал-
лургической структуре сплава, сообщая ему в некоторой мере
свою пластичность и высокую электропроводность. Состав и
свойства двенадцати сплавов индия (включая этот металл в
чистом виде), применяемых в промышленности, приведены
109
в табл. 18. Со времени публикации этой таблицы был разработан
ряд новых индийсодержащих сплавов специального назначения,
в частности для пайки узлов криогенной техники и тонких пле-
нок золота.
Один из запатентованных припоев предназначенный для
применения в криогенной технике, содержит 19% свинца, 30%
олова, 50% индия и 1% серебра. Последнее вводится для того,
чтобы предотвратить растворение припоем серебра с детали.
Хотя стандартный припой данного состава имеет более высокую
механическую прочность, содержание элементов можно менять
в следующих пределах: свинца 16—40%, индия 35—70%, олова
10—33%, серебра 1—3%. Эти припои используются для пайки
вплавленного в стекло серебра в узлах, работающих при темпе-
ратурах до 4,2° К; кроме того, данные припои, видимо, ведут себя
подобно сверхпроводникам.
Разработанный автором сплав с высоким содержанием ин-
дия, будучи нанесен на тонкие (толщиной в несколько ангстре-
мов) пленки золота, осажденные из паров, не вызывает сущест-
венного перехода металла пленки в припой. Богатые оловом при-
пои, обладающие хорошей смачиваемостью, в таких случаях
непригодны, так как растворяют золото сразу же при контакте
с ним. Хотя индий тоже растворяет золото, все же, если темпе-
ратура сплава достаточно низка и его состав подобран надле-
жащим образом, расплавленный индиевый припой может нахо-
диться в контакте с золотом в течение нескольких минут, не рас-
творяя его. На индий имеется большой спрос для пайки таких и
им подобных тонких пленок.
Здесь заслуживает упоминания работа Белзера 1 2, сотрудника
Indium Corporation of America. В разделе «Индий — разносторон-
ний припой для металлов и неметаллических материалов» он
утверждает, что соединения между индием, с одной стороны, и
металлами, неметаллами и тонкими металлическими пленками,
с другой, получаются превосходными. Интересующихся подроб-
ностями применения рекомендуемых индиевых припоев отсылаем
к табл. 23.
В названной статье Белзер сообщает, что ввиду положения
индия в электрохимическом ряду припои на его основе смачивают
все металлы, стоящие в этом ряду ниже цинка, с применением
тех же флюсов, что и при оловянно-свинцовых припоях. Однако,
как будет показано в дальнейшем, окисленные поверхности тех
же металлов могут давать хорошее сцепление и в отсутствии
флюсов; это свойство припоев используется при пайке к неметал-
лическим материалам. При пайке необходимо работать с инстру-
ментом, который нагревает основной металл до температуры
1 Sci. Instr., vol. 30, November, 1959.
2 В els er R. B. The frictional application of metal to glass, guarlz and
metallic surfaces. Indium Corporation of America.
110
со эг* в 4W 92'о JtwuldKEHtf iiMoiroaodii oo о to LO ос ь •Ч «г\ в" ю со со см ту ~ см СМ U. oo co to co CO LO CM CM
га zr х л* 0001 зге ЯгшйдкиЗц CO CO co co ту ю -У CO Tf LOLO
с; ко <Т1
снятой а V о со ю о
Г"- О — CM co ~~> co
сии нэ нт? do on чхэонКон -oduodx^ofg •Я» «ч •" — со СМ —i см ТУ UO со см u C7Q rt4 Ю Ю
7yri\':jy s Еинэйпа’пэ Ю —’ СМ СМ CM ОС ОО т—< ю >—< СО О Oi Q0 t'- ту b. CO аг ту co см
sxooHbodjj О сО •—* ' O l CM CM oi
Эа Я випаиаегн Г'- со о to GO 1- см CO О0 1 Ю 1 »—“< 1 o»no
га О а edAxedauwax 11 15 23 ио СО О —- »—< т—< со см см о о 150 23' 3b ~29i
га С V % 0 И7Г 09 ©llEEdQO ЕН со оо — ю , —< СО Ю Ю Ю НО Г- CM CO
X 3 оипание^л 00 Ю СО ту о СОЮ CO ТУ LO CM C—-i
га ф
X
ч X X гшг/хз/ е ИИНдЗЕЕХЭЕй см аг со СМ 1" —' со о о со со со см см ту co Ю CM 00 ту о
га га wdir ихэон -hodu EOTOdjJ т—« w—Ч •—т. О со СО со CO CO co ту
и
>х о и oiiraiiHcIg тг'^ос аг см со MX о C J О) со О CO ТУ 00 О co сг> CM о о
9 В>4 «ГЧ <. о » - -
Ф х on чхэоЬЧкэех ту ю о: охс э—< —' О txo СГ5
X
ф X X га и ф • • • 4 4 • • глав Ли- • a • * •
о о • • • 4 «
X X га е Co СТ Я Fl 11 .... Lg “Г РЬ .... 1 . W • • • • ' U0 Си ’ • +4- * х? ъг_о •**77* ►W4I X сз GO О н-< р-ч к v-~f Ч-> Vr1 >с5 • w a • -cu _o_ox> tijC
_!__1 L ,си<:си * ' L "I" Cu cu Cu< i । ii
1 » -: 1 1 G i 11
с с с c c c c
=1 Ь—» »—ч 1" 1 1
О х« Мр ф - СМ ф- '-.о ''О -Чр '.Ог*\ о'о о'-о- '’г. ffi о c iP ^TO- .p C' O' 0х- Ф -
ООО ю ОС со О Ю LO о о см ю oo О) Ю ио Ю —1 CM
OK jjoiiHdn ’ СМ со ту ю СО 90 o> CO —< CM
3
о
о
га
сс
см
сО
’Л
~ 3
<Я хс И С-< < V
111
несколько выше температуры плавления индия (155° С) Нагрев
можно вести либо паяльником, либо горелкой.
Белзер далее пишет: «Для пайки металлов, стоящих в электро-
химическом ряду выше цинка, флюс, видимо, нежелателен, и да-
же инструмент, вводящий припой, должен быть очищен от флю-
са. Температуру необходимо поддерживать в очень узких преде-
лах; для получения оптимальных результатов она должна быть
лишь немногим выше температуры плавления индия. Индий не
должен течь, его нужно размазывать или натирать по поверхно-
сти, подлежащей смачиванию. Хорошие соединения получаются
не столь стабильно, чем в тех случаях, когда применение флюса
допускается».
При пайке неметаллов, например стекла и кварца, важно до-
биваться максимальной чистоты паяемых деталей. Флюсы неже-
лательны, так как они, насколько можно судить, затрудняют сма-
чивание.
Хорошие результаты дает очистка натиранием растворителем
и действием хромовой кислоты, горелкой или бомбардировкой
положительными ионами.
Для большинства работ рекомендуется применять паяльник
малой теплоемкости, например паяльный карандаш Ungar
(20 вт, наконечник 3,25 мм), Желательно иметь возможность ре-
гулировать напряжение тока, например, плавно регулируемым
автотрансформатором. Вообще говоря, соединение следует вы-
полнять при минимально допустимой температуре. В большинст-
ве случаев к паяльнику достаточно подводить напряжение
75—80 в.
Припой наносят натирающими движениями паяльника. По не-
металлам припой не течет.
Пайку тонких металлических пленок ведут в основном по ме-
тоду, описанному для неметаллов. Большую роль играет конт-
роль температуры. Флюс не применяется. При пайке пленок не-
которых металлов, например серебра, припой должен содержать
5—10% этого металла, чтобы избежать растворения пленки. По-
лучаемые соединения обладают превосходными механическими
и электротехническими свойствами. Металлические пленки, пай-
ка которых индиевыми припоями дает хорошие результаты, пе-
речислены в табл. 19. Следует также указать, что индий дает хо-
рошее сцепление с металлическими пленками, нанесенными на
неметаллические подложки трением, а также полученными осаж-
дением из паров, набрызгиванием или электроплакированием.
Хорошо смачиваются пленки алюминия, осажденные из паров.
Вообще говоря, все исследованные до сих пор металлические
пленки смачиваются хорошо. Пленки некоторых металлов, напри-
мер алюминия, требуют несколько более высокой температуры
паяльника (105 я), чем в случае золота или серебра.
112
Материалы, хорошо паяемые индием
Таблица 19
Металлы и сплавы Тонкие пленки металлов 11еметалли ческие материалы
Алюминий Висмут Вольфрам Германий Железо Золото Кадмий Кобальт Кремний Латунь Магний Марганец Медь Молибден Монель Нержавеющая сталь Никель Олово I Ылладий Платина Свинец Серебро Сурьма Гитан Цинк Цирконий Алюминий Г ермаяий Железо Зол от о Кадмий Латунь ЛЫгний Медь Монель Нержавеющая с галь I1иксль Олово Палладий Платина Родий Свинец Серебро Т итак Хром Цинк Цирконий Стекло Кварц Слюда фарфор Черепица Бетон Кирпич Мрамор Гранит Окись алюминия Окись германия Окись железа Окись магния Окись меди Окись никеля Окись гигана Окись циркония
3.24. Припои, содержащие серебро
Пайка таких деталей, как керамика с вплавленным в нее се-
ребром, или контактов, плакированных серебром, часто сопряже-
на со значительными трудностями ввиду растворимости серебра
в олове — т. с. ввиду так называемого захвата серебра оловом.
Операцию пайки необходимо заканчивать до того, как топкое
серебряное покрытие успеет раствориться в припое. Одним из
способов преодоления этой трудности является применение спла-
ва с очень низким содержанием олова, так как серебро растворя-
ется именно в нем.
Однако работа с такими припоями требует более высокой тем-
пературы, а сами припои обладают худшей смачиваемостью. Так
как растворимость серебра в олове увеличивается с ростом тем-
пературы, то выходом из положения могло бы явиться примене-
ние легкоплавкого припоя. К сожалению, большинство легкоплав-
ких мягких припоев, за исключением сплавов с висмутом, содер-
жит обычно значительное количество олова, которое нежелатель-
но ввиду растворимости в нем серебра.
Наиболее удовлетворительным решением проблемы пайки де-
талей, плакированных серебром, является, по-видимому, приме-
8 Заказ 941
Физические свойства расплавов некоторых
CJ ra p 0) Sb Bi Cd In Pb Ag Sn Zn Температура в °C Скрытая теп- лота e кал!г Давление паров Плотность Удельная тепло- емкость
X Кг* ф s га ч E 630,5 271,3 320,9 156,4 327,4 960,5 231,9 419,5 c: •ГТ* ►*-5 <L> c •Т-» X 1440 1477 765 1450 1737 2212 2270 906 я X Ф ч co га ч с 38,3 12,0 13,2 6,8 5,89 24,9 14.5 24,4 1 о га га СЦ Ю О и? С к &х га со Е га 383,0 204.3 286,4 468 204,6 556 573 419,5 е о га <4 Ж С: ж d S » ч ф га га 1 10 100 200 400 1 10 100 200 400 1 10 100 200 400 1 10 100 200 400 I 10 100 200 400 1 10 100 200 400 1 10 100 200 400 1 10 100 200 400 о © ж Л Е 886 1033 1223 1288 1364 917 1067 1257 1325 1400 394 484 611 658 711 1249 1466 1756 1863 1982 987 1167 1417 1508 1611 1357 1575 1865 1971 2090 1492 1703 1968 2063 2169 487 593 736 788 844 2 НМ ж ч га га СП €3 6,49 6,45 6,38 6,29 10,03 9,91 9,66 9,40 9,20 8,01 7,99 7,93 7,82 7,72 7,026 7,001 6,974 6,939 6,916 10,51 10,39 10,27 10,04 9,81 9,3 9,26 9,20 9,10 9,00 6,834 6,761 6,729 6,671 6,640 6,92 6,81 6,57 у 640 700 800 970 300 400 600 802 962 330 350 400 500 600 164 194 228 271 300 400 500 600 800 1000 960,5 1000 1092 1195 1300 409 523 574 648 704 419,5 600 800 cd С км у8 ч ье си га га 0,0656 0,0340 0,0354 0,0376 0,0397 0,0419 0,0632 0,0652 0,039 0,037 0,037 0,0692 0,0580 0,0758 0,1199 0,1173 0,1076 0,1044 0,1012 при °C 4*, . »> ’ 650—950 1 271 400 600 800 1000 321—700 _ 156,4 327 400 500 960,5—1300 250 1000 419,5 600 800 900 1000
1 Mantell Charles L- «Engineering Materials Handbook» McGraw — Hill Book Compa
114
Таблица 20
металлов, входящих в состав припоев 1
Вязкость Удельная теплопровод- ность Удельное с о п р отивл сине Поверхностное натяжение •Л С " а § 5
= О. . — Г i
величина в С-пуаз при ЭС величина в кая-'см X X град-сек при сС 1 величина В сл при °C величина в дк/см при °C Приращение при плавлег объема тв< состоянии
— 1 0,052—0,05 630—700 117,0 627 - — -0,94
1,296 702 • 117,65 700 383 635
1,113 801 — -— 120,31 800 384 675
0,994 900 “— 1123,54 850 283 725
0,905 1002 — —*— 131,00 900 380 800
— — -8— 376 300 —3,32
1,662 304 0,041 300 128,9 300 373 350
1,28 451 0,037 400—700 134,2 400 370 400
0,996 600 —- — 145,3 600 367 450
— - >— —• 153,5 750 363 500
— • 33,7 325 564 330 4,74
2,37 350 0,106 355 33,7 400 608 370
2,16 400 0,105 358 34,12 500 598 420
1,84 500 0,105 380 34,82 600 611 450
1,54 600 0,119 435 35,78 700 600 500
—— 0,09—0,12 156 1 — II 2,5
— -—• -— • 29,10 154 — 170—250
—- -— -— — 30,11 181,5 340 —
——- -— 31,87 222 — —
— г —— 34,81 280,2 -— —
2,116 2,059 441 0,039 330 94,6 327 3,6
456 0,038 400 98,0 400 442 350
1,700 551 0,037 500 107,2 600 438 400
1,349 703 0,036 600 116,4 800 438 450
1,185 844 0,036 700 125,7 1000 431 500
2,98 1200 —- — 17,0 1000 923 995 4,99
— — — — 18,2 1100 • —
—- — — • 19,4 1200
—* — 20,5 1300 — —-
— 21,0 1340 —
1,91 240 ^тг> — 47,6 231,9 526 300 2,6
1,67 300 0,080 240 51,4 400 522 350
1,38 400 0,081 292 56,8 600 518 400
1,18 500 0.079 417 62,7 800 514 450
1,05 600 0,078 498 68,6 1000 510 500
• — —— 1 35,3 419,5 —— 6,9
3,17 450 0,138 500 35,4 500 785 510
2,78 500 0,136 600 35.0 600 778 550
2,24 600 0,135 700 35,65. 700 768 600
1,88 700 —- 35,701 800 761 640
ny , I, New-York, 1918.
8*
115
некие припоев, содержащих серебро. Растворимость серебра в
олове намного уменьшается, если воспользоваться припоем,
который в значительной мере уже насыщен этим металлом, при-
чем хорошая паяемость, свойственная сплавам с высоким содер-
жанием олова, не ухудшается. Однако вводить в припой избыток
серебра не следует, так как при этом свойства припоя ухудша-
ются (см. выше), да и высокая стоимость серебра является суще-
ственным фактором.
При выборе припоя для какого-либо частного случая его.при-
менения могут оказаться полезными кривые на рис. 53. Напри-
Серебро
Рис. 53. Растворимость серебра в
оловянно-свинцовых припоях при
различных температурах
мер, если для -пайки погруже-
нием в ванне с температурой
240е С желательно применить
припой, обл а да ющи й п а яемо-
стыо оловянно-свипцовой эв-
тектики, то .рекомендуется
сплав, содержащий 2% сереб-
ра, так как предел раствори-
мости серебра в олове -при
этих условиях немногим ниже
3%. Такой .припой может, на-
пример, содержать 62% олова,
36% свинца и 2% серебра.
Серебро используется не
только в мягких припоях, где
оно предотвращает переход се:
ребра с паяемой детали в
оловянно-свиицовый припой.
Оно широко применяется так-
же в тех случаях пайки, когда необходим припой с высокой
температурой плавления. «Серебряными припоями» обычно счи-
тают сплавы серебра, плавящиеся при температуре выше 590 или
650° С, однако в области мягких припоев свипцово-серебряныс
сплавы дают серию припоев с диапазоном температур плавле-
ния 260—315° С. Так, например, свинцово-ссребряная эвтектика
(97,5% свинца и 2,5% серебра) плавится при 305°С. Вообще го-
воря, работать с этими припоями сложнее, чем с оловянно-свин--
новыми, они требуют большего теплоподвода и активного флю-
сования.
Серебряные припои, нашедшие широкое применение в про-
мышленности, имеют следующий процентный состав:
Олово Свинец Серебро
98 2
97,5 2,5
' 95 о
61 36 3
56 39 5
62 36 2
116
3.25. Другие сплавы, применяемые для пайки
Ряд легкоплавких припоев, имеющих в настоящее время ог-
раниченное применение в промышленности, рассмотрен в гл. 5,
а их данные приведены в табл. 23.
В настоящей главе мы рассмотрели только свойства и метал-
лургию основных типов припоев, пе указывая в деталях действие
различных второстепенных примесей и присадок, за исключением
их влияния на систему олово — свинец. Сведения, помогающие
выбрать надлежащий припой и рассчитать конструкцию соедине-
ния, можно найти в данной главе и в главах, посвященных этим
вопросам. Но есть и еще один путь получения требуемой инфор-
мации.
В тех случаях, когда в литературе не удастся найти искомые
конкретные технические данные, можно обратиться к табл. 20 и
с ее помощью оценить некоторые свойства жидких элементов в
той мере, в какой они могут быть использованы для пайки. Во
многих случаях будет необходимо провести экстраполяцию при-
веденых в таблице данных. Другим выходом является проведе-
ние соответствующих исследований.
Табл. 20 дана для того, чтобы можно было ориентироваться
в теории вопроса для решения стоящих задач.
Глава 4. ПАЯНОЕ СОЕДИНЕНИЕ
4.1. Металлургические соединения
В настоящей главе будут рассмотрены относительные досто-
инства пайки как метода соединения в электротехнических и кон-
струкционных узлах.
На основе изложенного в предыдущих главах можно дать
следующие определения панке и связанным с ней явлениям.
Мягкая пайка. Металлургический метод соединения деталей
с использованием присадочного металла (припоя), имеющего
температуру плавления ниже 315е С, называется мягкой пайкой.
Сцепление припоя с основным металлом осуществляется благо-
даря смачиванию. Ни диффузии, ни расплавления основного ме-
талла для этого не требуется.
Предельная температура плавления припоя для мягкой пайки
315° С установлена произвольно. Многие считают предельной
температурой плавления припоя для мягкой пайки 425° С.
По сравнению с мягкой пайкой понятие твердая пайка опре-
деляется следующим образом.
Твсрдая пайка. Этим термином называется металлургический
метод соединения деталей с использованием присадочного ме-
талла (припоя), который плавится при температуре выше 425° С;
сцепление припоя с основным металлом обусловливается как
смачиванием, так и диффузией припоя в основной металл.
Обратимся к сравнению возможностей контроля качества
пайки готовой продукции. Процесс мягкой пайки можно контро-
лировать визуально по характеру смачивания, что позволяет
устанавливать надежность соединений; качество соединения, вы-
полненного твердой пайкой, нельзя проверить, не разрушив само
соединение, а сварное соединение вообще невозможно надежно
оценить визуально.
Далее, если при перазрушающем визуальном контроле обна-
ружено дефектное соединение, выполненное мягкой пайкой, то
его легко распаять и вновь запаять. При твердой пайке разобрать
соединение сложнее. Пороки в сварных швах необходимо удалить
механически и повторить сварку.
11S
4.2. Классификация способов получения соединений
Сравнивая пайку с другими методами получения соединений,
трудно указать, каковы ее достоинства и недостатки, если при
этом не дать краткого обзора других методов. С этой целью рас-
смотрим три основных метода соединения деталей.
Металлургические методы. Для того чтобы разобрать паяное
соединение и разъединить детали, достаточно лишь подвести
к соединению тепло. Сказанное неприложимо к сварке.
Осуществимость разборки полученного соединения представ-
ляет собой одно из основных преимуществ мягкой пайки, так как
при этом существует возможность замены одних деталей други-
ми, ремонта или повторной сборки пайкой. Разборка соединения,
выполненного твердой пайкой, затрудняется из-за диффузии при-
поя в основной металл, которая, как отмечено в разделе 4.1, при
этом виде пайки играет заметную роль. Выполнять сборно-раз-
борные соединения твердой пайкой не рекомендуется.
Механические соединения. Из числа механических соединений
в конструкционных узлах наиболее широко применяются резьбо-
вые и заклепочные, а в электротехнических — соединение обжа-
тием, проволочной оплеткой и резьбовые. Действительно обрати-
мыми в данном случае являются только резьбовые соединения.
Все остальные способы соединения деталей требуют разрушения
тех или иных элементов, входящих в соединение, так что они не-
удобны для ремонта, замены или повторной сборки.
Соединения, выполняемые химическими методами. Примера-
ми материалов, с помощью которых осуществляются соединения
химического типа, могут служить клеи, используемые при сборке
конструктивных узлов, и цементы для электротехнических узлов.
Здесь ремонт практически невозможен.
Мягкую пайку целесообразнее всего использовать в тех слу-
чаях, когда необходимо выполнить большое количество соедине-
ний, расположенных очень близко друг от друга, при малой их
стоимости, возможно, с использованием автоматизации. Наилуч-
шим примером такой пайки служит одновременный моптаж со-
единений печатных схем или каких-либо однородных деталей,
которые паяют за одно погружение в ванну или за один проход
через пес. Кроме того, мягкая пайка, допуская легкий ремонт
соединения как в производственных, так и в полевых условиях,
дает полностью металлургическое соединение, легко поддающее-
ся разборке, и допускает внесение в конструкцию последующих
изменений. Ввиду возможности 100%-ного визуального контроля
мягкая пайка позволяет получать более падежные соединения,
чем другие методы их выполнения. И, наконец, мягкая пайка
представляет большую свободу действий при сборке узлов при
малых затратах на оборудование и относительной простоте его
изготовления.
119
4.3. Последовательность процессов
при образовании паяного соединения
В предыдущих трех главах мы рассмотрели физику смачива-
ния, химические явления при флюсовании и металлургию припо-
ев. Теперь следует объединить все эти явления в одну общую кар-
тину с тем, чтобы показать последовательность процессов при пай-
ке соединений
4.4. Основной металл
На рис. 4 приведена упрощенная схема, иллюстрирующая
возникновение поверхностной энергии. Опа дает вполне удовлет-
ворительное преставление о кристаллической решетке металла.
Рис. 54. Решетка металла в ва-
кууме:
1 — ва куу м; 2 — поверхность;
3 — основной Meiалл
Рис. 55. Решетка металла в воз-
духе. На поверхности металла
адсорбировался слой воздуха:
/ — воздух; 2 — поверхность;
3 — основной металл
Рассмотрим такую решетку для основного металла. До тех пор,
пока металл окружен
Рис. 56. Решетка металла с за-
грязненной поверхностью в воз-
духе:
1 — воздух; 2 — загрязненная
пленка; 3 — основной металл
абсолютным вакуумом, а поверхность ме-
талла абсолютно чиста, имеет мес-
7 то -картина, подобная представлен-
ной на рис. 54.
2 Однако, если эта чистая поверх-
ность подвержена действию возду-
ха, то возникает так называемая ад-
сорбция. Некоторые молекулы воз-
духа под действием сил, описанных
в гл. 1, притягиваются к поверхнос-
ти и фиксируются вблизи нес в оп-
ределенной ориентации, а остальные
сохраняют свободу перемещения и
движутся в произвольных направле-
ниях (рис. 55). Так как кислород, со-
держащийся в воздухе, действует на большинство металлов, то
рассмотрим общий случай окисления, характерный для обычного
процесса образования загрязнений, в результате действия окру-
жающей среды на поверхность металла.
120
На рис. 56 показана поверхность металла, уже покрытая плен-
кой неметаллических загрязнений. На этой пленке снова адсорби-
руется новый слой молекул воздуха, причем остальные молекулы
движутся в произвольных направлениях над поверхностью метал-
ла. Теперь для того, чтобы в случае пайки мог возникнуть метал-
лический континуум, необходимо вытеснить как пленку загрязне-
ний, так и адсорбированный слой молекул воздуха.
4.5. Действие флюса
Если в систему ввести флюс, то он вначале вытеснит с поверх
пости адсорбированный газ (рис.
было названо смачиванием.
57). В гл. 2 это действие флюса
Рис. 57. Решетка с загрязненной
поверхностью, смоченной флю-
сом. Химическое действие от-
сутствует:
1 — жидкий флюс; 2 — загрязнен-
ная пленка; 3 — основной металл
Рис. 58. Смачивание чистой по-
верхности металла флюсом:
1 — жидкий флюс; 2 — основной
металл
После того как жидкий флюс смочил покрытый пленкой ме-
талл, он может восстановить чистую поверхность металла и уда-
лить окислы. Это является результатом, как указано в гл. 2, либо
восстановления окислов, либо их удаления с поверхности. Состо-
яние металла после удаления пленки загрязнений представлено
па рис. 58.
4.6. Введение припоя
После того как в систему флюс — основной металл введен
припой, последний, если выполняются все условия смачивания,
перечисленные в гл. 1, легко вытесняет флюс и сцепляется с ос-
новным металлом (рис. 59).
Следует отметить, что плотность воздуха и жидкого флюса
намного ниже, чем у припоя, и что па рис. 59 мы не учитывали
влияние высокой температуры на поверхность.
Однако, как показано в гл. 3, между припоем и основным ме-
таллом имеется значительный участок термического возбужде-
ния, на котором происходит взаимная диффузия припоя и основ-
ного металла. Отмечаются также различные побочные эффекты,
121
например образование интерметаллических соединений и дис-
персионное твердение (рис. 60). Размер зоны сплавления и ха-
рактер побочных эффектов определяются температурой пайки и
свойствами материалов, участвующих в процессе.
Рис. 59. Смачивание чистой по-
верхности металла припоем:
1 — припой; 2 — основной металл
Рис. 60. Схема взаимной диффу-
зии жидкого припоя и твердо-
го основного металла. На этом
этапе образуются интерметал-
лиды (если они вообще возни-
кают):
1 — припой; 2 — зона сплавления;
3 — основной металл
После затвердевания при-
поя между ним и основным металлом образуется хорошее метал-
лургическое соединение. Возникает металлический континуум,
выгодный по условиям как электро- и теплопроводности, так и ме-
ханической прочности и других свойств, благоприятных для пая-
ного соединения.
Напомним, однако, что сцепление с припоем всегда создается-
более чем одним основным металлом, и для того чтобы соедине-
ние удовлетворяло всем предъявляемым к нему требованиям,
необходимо, чтобы один и тот же процесс с одинаковой степенью
эффективности протекал более чем па одной поверхности.
4.7. Чистота паяных поверхностей и коррозия
Перейдя о г поверхности основного металла к поверхности
слоя припоя в соединении, рассмотрим вторую поверхность более
подробно.
***®*<ел>
Рис. 61. Решетка припоя в воз-
духе; поверхность еще свобод-
на от загрязнений:
/ — воздух; 2 — поверхность; 3 —
припой
О 0 о
> 0 о о 7
ООООООООО
*•«»*•*•*•
Рис. 62. Загрязненная решетка
припоя в воздухе:
1 — воздух: 2 — окись припоя;
3 — припой
122
В присутствии воздуха на пей возникают те же условия, что
и показанные на рис. 55. Воздух будет адсорбироваться на по-
верхности и концентрироваться на тех же участках, что и прежде.
В результате взаимного насыщения связей молекулы воздуха
приблизятся к поверхности (рис. 61). На рис. 62 представлены
условия, возникающие после того, как воздух прореагировал с
поверхностными молекулами. В случае использования припоя,
содержащего свинец, образуется топкая пленка окиси свинца.
Она очень прочна и защищает металл от дальнейшего воздейст-
вия внешней среды.
Однако ввиду весьма большой вероятности того, что на по-
верхности имеются неудаленные остатки флюса, картина может
оказаться совершенно иной. Роль чистоты поверхности припоя
можно пр о демо котировать на примере цикла коррозии оловян-
но-свинцового припоя в присутствии хлоридов.
4.8. Цикл коррозии оловянно-свинцовых припоев
в присутствии хлоридов
Металлический свинец обычно защищен от действия окружа-
ющей среды плотной и прочной пленкой окислов свинца, как по-
казано в верхней левой части рис. 63.
Металл воздух
Рй + У2 02-7
РЬО + 2НС1 PbCl2 + Н20
|РЬСОЭ + 2НС1 РЬС1 г + Нго + С0г
Пористое Ч Возд
коррозионное *
отложение
Рис. 63. Упрощенная схема коррозии припоя
В присутствии ионов хлоридов, в целях простоты на рис. 63
взята соляная кислота, так как она получается из хлоридов и во-
ды в соответствии с уравнениями
Н2О^Н+ + ОН-;
Н++С1=^НС1,
возникает хлористый свинец, представляющий собой довольно
рыхлое и непрочное соединение. Во влажной атмосфере, содер-
жащей двуокись углерода СО2, хлористый свинец неустойчив.
Как можно видеть из нижней правой части картины цикла кор-
розии, хлористый цинк легко превращается в более стабильный
карбонат свинца, выделяя при этом другой ион хлорида, который
123
свободен и может снова реагировать с окисью свинца. Карбонат
свинца, являющийся конечным продуктом реакции, имеет вид
белого чрезвычайно рыхлого слоя, неспособного защищать ме-
таллический свинец (рис. 64). В результате атмосферный воздух
достигает поверхности свинца и окисление металла идет дальше.
Рис. 64. Плата с печатной схемой. Ви-
ден белый налет карбоната свинца
РЬСОз, образовавшийся на предвари-
тельно облуженных проводах в ре-
зультате оседания на них хлоридов.
Плата находилась 24 ч в среде с от-
носительной влажностью 100%
Окись свинца снова переходит в хлористый свинец ввиду наличия
свободных ионов хлора. Последние регенерируются в ходе даль-
нейшего преобразования хлористого свинца в его карбонат и
этот процесс протекает в виде непрерывного цикла, который
оканчивается только по израсходовании всего свинца (при усло-
вии, конечно, что в окружающем воздухе присутствуют вода и
двуокись углерода).
4.9. Общие соображения о влиянии чистоты металла
Часто можно слышать вопрос: «какую поверхность считать
чистой?» Определение чистоты облегчается, если известны харак-
теристики паяемого узла и условия его эксплуатации. В этом от-
ношении бытовой прибор, например радио- или телевизионный
приемник, коренным образом отличается от навигационного обо-
рудования самолета или от приборов радарной станции слежения,
так как в двух последних случаях от исправности оборудования
зависят человеческие жизни. Эти крайние примеры помогают
установить тот факт, что нет однозначного правила, одинаково
пригодного для всех видов оборудования.
Коррозия опасна не только тем, что она разрушает слой при-
поя в соединении (см. также раздел 2.12). Коррозия может по-
124
вредить проводники. Она может повысить сопротивление цепи
(а высокое сопротивление нежелательно), вызвать физическое
разрушение проводников, ослабляя их и делая их хрупкими.
Кроме того, сами продукты коррозии также могут привести к
утечке тока. Утечки тока особенно вредны тем, что они нестабиль-
ны, В частности, их величина зависит от относительной влажно-
сти атмосферы.
Продукты коррозии могут также обусловить загрязнение
всей системы вследствие образования непроводящих ток отложе-
ний па поверхностях реле, механических контактах и т. п. В этом
отношении опасны не только продукты коррозии. При пользова-
нии канифольными или им подобными флюсами выделяется в
непосредственной близости от поверхностей контактов дым, ко-
торый вреден тем, что может осесть в виде изоляционных слоев,
препятствующих прохождению тока через электрические кон-
такты.
Хотя в электронной аппаратуре основными причинами кор-
розии являются флюс и его остатки, существуют и многие другие
источники коррозии. Загрязнение узлов может произойти и при
выполнении подготовительных операций, так как многие узлы
при плакировании подвергаются действию концентрированных
химически активных растворов. Иногда процессы очистки не до-
водятся до конца или недостаточно хорошо контролируются. Это
сохранение раствора от предыдущей операции при последующей
может вызвать коррозию. Далее, всегда существует опасность
попадания загрязнений во время хранения деталей и узлов. Узлы
иногда упаковывают в материал, способствующий их загрязне-
нию. И конечно, загрязнения всегда могут попадать из воздуха.
Флюсы, используемые при пайке, также способны вызывать кор-
розию, если они неправильно подобраны и если их удаление пос-
ле пайки выполняется недостаточно тщательно.
Наконец, нельзя забывать и о том, что операции, выполняе-
мые с узлом после пайки, такие, например, как хранение готовой
продукции, также иногда могут привести к загрязнению.
Перечислим вкратце некоторые из этих источников загрязне-
ний.
а) Растворы, посредством которых производится обработка
металла (плакирующие и травильные среды).
6) Дыхание человека. Коррозионные хлориды, оседающие на
деталях во время работы с ними и их транспортировки, могут
оказать более сильное действие, чем любой другой фактор, взя-
тый в отдельности.
в) Осаждение активных веществ из окружающей среды. Этот
фактор особенно важен при выполнении пайки в промышленных
условиях. Например, содержащаяся в воздухе сера может всту-
пить в реакцию с серебром.
125
г) Загрязнения от транспортировочного оборудования. На
этом оборудовании всегда можно найти остатки охлаждающих
жидкостей металлорежущих станков, смазок и других раство-
ров, которые способствуют загрязнению паяемых узлов.
д) Упаковочные материалы. В гех случаях, когда коррозия
представляет серьезную опасность, всегда целесообразно прокон-
сультироваться со специалистами с тем, чтобы выбрать такую
упаковку, которая не приведет к попаданию загрязнений в узлы.
Пайка обычно является последней операцией сборки, поэтому
нарушения чистоты узла можно устранить до ввода его в эксплу-
атацию. Процессы очистки несложны, они подробно рассмотрены
в гл. 6. Однако, после того как узел прошел операцию очистки,
необходимо убедиться в том, что оп не будет снова загрязнен в
результате неправильной транспортировки, упаковки или храпе-
ния.
Глава 5-* КОНСТРУИРОВАНИЕ СОЕДИНЕНИЙ ПОД ПАЙКУ
5.1. Необходимость конструирования соединения под пайку
Пайка, если ею пользоваться с применением современных ме-
тодов и материалов, дает возможность вполне надежно и эконо-
мично разрешать многие конструктивные и производственные
задачи. Вместе с тем следует иметь в виду, что как в конструк-
ционных, так и в электротехнических узлах паяное соединение
хорошо лишь тогда, когда хорошими являются выбранные для
него материалы и методы изготовления.
Ответственность за то, чтобы каждое соединение удовлетворя-
ло предъявляемым к нему требованиям, лежит на конструкторе.
К сожалению, часто встречается ошибочная практика конструи-
рования, когда в чертеже просто указывают: «Соединять пайкой».
Такие указания оставляют многие важные параметры процесса
на усмотрение менее квалифицированных работников, и кон-
структору нередко приходится иметь дело с готовой продукцией,
качество и надежность которой весьма сильно отличаются от
требуемых.
Поэтому конструктор должен рассмотреть все аспекты пай-
ки, выбрать надлежащий припой и другие материалы и указать
все эти сведения па чертеже. Конструктор обязан также дать
необходимые указания по ведению процесса пайки (например,
обезжирить, применять индукционный нагрев, удалять флюс
ультразвуком). В дальнейшем хороший инженер-технолог, исхо-
дя из этих указаний и основываясь на свосм опыте, разработает
надлежащие подробности технологического процесса.
Данная глава разбита на два раздела. В первом рассматри-
вается выбор материалов, используемых при пайке, а во вто-
ром — конструирование соединений под пайку в конструкцион-
ных и электротехнических узлах.
* Разделы данной главы представляют собой переработку статей, публи-
ковавшихся автором в журнале Product Engineering Magazine, в частности:
1) «Как выбрать флюс для пайки» (июнь 13, 1960, стр. 43); 2) «Как выбрать
мягкий припой» (март 6» 1961, стр. 39); 3) «Как конструировать под пайку
соединение электротехнического узла» (июнь 12, 1961, стр. 37).
127
5.2. Выбор основного металла
При рассмотрении основного металла как компонента паяно-
го соединения конструктор обычно учитывает такие свойства ме-
талла, как его модуль упругости второго рода, удлинение и стой-
кость к коррозии; при этом он отбрасывает ряд факторов, в том
числе и те, которые имеют существенное значение при пайке.
При конструировании паяного соединения необходимо учитывать
все свойства основного металла, могущие повлиять на пайку.
Такие свойства ряда металлов представлены в табл. 21, где мате-
риалы расположены в соответствии с их электродными потенциа-
лами.
Электродный потенциал является существенной характери-
стикой при определении вероятности коррозии. Коррозия возни-
кает в тех случаях, когда имеется большая разность в электрод-
ных потенциалах между соединяемыми металлами или между
основными металлами и припоем (при условии, что на наяном
соединении имеется слой электролита). Металлы, обычно входя-
щие в состав припоев, указаны в табл. 21 курсивом.
Покажем роль электродного потенциала на примере пайки
алюминия (строка 3) оловяппо-свиицовым припоем (строки 11 и
12). Разность потенциалов между алюминием и припоем превы-
шает 1,5 в. Этим и объясняется то, что оловянно-свинцовый при-
пой редко используется для пайки алюминия, находящегося на
открытом воздухе, даже не говоря вообще о трудностях пайки
алюминия. Более подробно этот вопрос рассмотрен в разделе 9.2.
В последние годы в связи с широким распространением узлов,
состоящих из очень небольших и непрочных деталей, все большее
значение начинает приобретать коэффициент линейного расши-
рения.
В небольших и непрочных узлах детали могут потерять
устойчивость или выйти за пределы требуемого допуска, если не
придавать должного значения коэффициенту линейного расшире-
ния припоя. Поэтому для таких деталей необходимо, чтобы коэф-
фициенты линейного расширения основного металла и припоя на-
ходились в диапазоне, исключающем при росте температуры воз-
никновение в узле значительных напряжений или дефор-
маций.
Эти соображения особенно важны в случае припайки деталей
к слоям металла, нанесенным па стекло или на керамику. Здесь
большой коэффициент линейного расширения, с одной стороны,
и малое его значение, с другой, могут вызвать разрушение паяно-
го соединения в цикле нагрева и охлаждения (например, в ре-
зультате прогрева деталей электрооборудования, фрикционного
нагрева в работающих двигателях и т. д.).
Разрушение паяного соединения в результате повторяющих-
ся циклов нагрева и охлаждения называется термической устало-
128
стью. Однако при исследовании конструкции узлов, разрушив-
шихся вследствие так называемой «термической усталости»,
обычно обнаруживается, что во время термического цикла напря-
жения возникают в самих деталях. Эти напряжения обусловлива-
ются относительным расширением и сжатием основного металла
и припоя при нагреве и охлаждении.
Следовательно, «термическая усталость» является функцией
также и коэффициентов линейного расширения, так что целесооб-
разно применять припои либо с чрезвычайно высокой прочно-
стью, либо с коэффициентом линейного расширения, близким к
этой величине для основного металла.
Напомним, что при плакировании расширение и сжатие дета-
лей связаны главным образом с основным металлом, а не с по-
крытием.
Необходимо иметь в виду некоторые сведения, относящиеся
к использованию припоев, содержащих висмут. Большинство
сплавов висмута при охлаждении расширяется вследствие неко-
торых изменений в структуре металла. Это явление не связано с
термическим расширением. Через некоторое время изменение
размеров структурных компонентов прекращается, и в дальней-
шем сплав претерпевает обычное термическое расширение или
сжатие, описываемое коэффициентом линейного расширения.
Подробную информацию по данному вопросу можно найти в раз-
деле 3.21.
Необходимо также помнить, что если применяется припой с
высоким относительным удлинением и большой пластичностью,
то значительная часть деформаций и напряжений, обусловленных
термическим расширением или сжатием, поглощается самим со-
единением. Однако разрушение происходит скорее всего не по
припою, а по границе между припоем и деталями узла; возможно
также разрушение одной из деталей на граничной поверхности
или на некотором расстоянии от нее.
В габл. 21 металлы разделены по своей наяемости па три
группы: нормально паяемые, паяемые при особых условиях и
обычно не паяемые. Подробнее проблемы паясмости и их влияние
на выбор припоя разобраны в разделе 5.3.
Паяемость указывается для металла с очищенной поверхно-
стью и не включает в себя такие аспекты проблемы, как обработ-
ка поверхности для улучшения ее наяемости. Данное свойство
можно повысить различными методами; наиболее распростра-
ненным из них является горячее облуживание поверхности
(покрытие жидким сплавом, который будет использован в каче-
стве припоя) или плакирование припоем или металлом (напри-
мер, серебром, платиной, оловянно-никелевым сплавом),который
легко смачивается припоем. Такую подготовку поверхности мож-
но производить не только на участках, подлежащих пайке, по и
по всей детали. Однако здесь снова нужно тщательно проверить
9 Заказ 941 129
Таблица 21
Физико-механические свойства некоторых металлов и сплавов (расположенных по их электродному потенциалу)
СЧ О')
сж?,г а чхэсн.1.о1гц
Эо Q КННЭЕЯЕГП
ixJXje dan хат
onrenndg
он Miootdosx
^;jyt „о I н
инн аж в.l
-эе<1 и<1и И1эол
-лйпл srAVoy/
Эо/I 9_oi
KiuiadHin
-ЭЕ<1 OJOHIJOHMIT
±1гаи)1мффьо^{
сч сч сч сч
со ст.
СО г
со
'dcu Oil 0j\
о
50
О
‘Ч
СЧ СЧ СЧ СЧ
IO co
паяется при нормальных условиях; 2 — паяется при сесбых условиях; 3 — обычно не паяемся.
ЧХЭОИЭБЕЦ
fl а допттнэхои
UWHt'odJ на ire
HiqiiMifExdoH
гонкиэ
иияэоьимиу
ю
СЧ
к
§
и
Е
ГС
130
комбинацию металлов на вероятность коррозии. Если возможна
сильная гальваническая коррозия, то следует прибегнуть к дру-
гим методам соединения деталей.
5.3. Выбор флюса
Выбор флюса, удовлетворяющего требованиям данного кон-
кретного его применения, разделяется на два этапа.
а) Первый этап. Обратимся к табл. 22, в которой приведены
металлы, обычно соединяемые пайкой. Они разбиты на три груп-
пы.
Паяемые легко. Пайку таких металлов можно вести с при-
менением как органических канифольных, так и более активных
флюсов. Если на поверхности детали нет толстого слоя окиси или
подобных загрязнений, то данные металлы можно паять с приме-
нением чистой светлой канифоли.
В обычных условиях их паяют с использованием активиро-
ванной канифоли или органических материалов бескапифольного
типа. В таблице указано, что неорганические флюсы для метал-
лов этой группы обычно не применяются, так как они химически
чрезмерно активны и опасны с точки зрения коррозии. Однако
ими, если желательно, можно пользоваться.
Паяемые с трудом. Ни один из материалов данной группы
паять с применением обычных канифольных флюсов невозможно.
Бесканифольные органические флюсы применимы для этих ма-
териалов только при благоприятных условиях. Во многих случаях
для пайки данных металлов необходимы специальные флюсы и
припои.
Обычно не паяемые. Материалы, перечисленные внизу табли-
цы, без подготовки поверхности обычно не паяют. Пайку этих
материалов следует выполнять лишь с применением специаль-
ных методов.
Первый этап выбора флюса заключается в определении
группы припоев, пригодных для пайки данного основного метал-
ла. Затем устанавливают, какой из них наиболее пригоден в дан-
ном случае и в то же время наименее коррозиоино опасен для
рассматриваемого узла. Для сравнения флюсов, их очищающих
и коррозионных свойств следует обратиться к гл. 2 и табл. 22.
Там же указаны и другие свойства флюсов.
б) Второй этап заключается в тщательном сравнении флюсов,
пригодных для использования в данном случае пайки, и в выбо-
ре того из них, который совместим с остальными деталями узла
(об этом будет сказано ниже в данной главе). Если из табл. 22
следует, что единственный флюс, пригодный для пайки интересу-
ющего нас основного металла, несовместим с другими деталями
узла, то тогда в распоряжении конструктора остаются различные
методы подготовки поверхности, устраняющие необходимость в
9* 131
Таблица 22
Флюсы, применяемые при пайке некоторых металлов и сплавов
Флюсы
Металл или сплав Органи- Органические канифольные
Неорга- нические ческие бескани- фэльпые чистая свет- лая канифоль активирован- ная канифэль
Легко паяемые материалы Латунь Бропза . Кадмий - Медь Золою .... Свинец ..... Никель Палладии Платина . . ... Серебро .... .... Олово Оловянпо-свинцовьтй сплав (нанесен погружением) То же (лист) Оловянно- никелевый сплав (лист) Оловянно-цинковый сплав (лист) Трудно паяемые материалы Алюминий . Бериллиевая бронза . . Чугун ... Сплавы меди Германий Инконель .... Ковар Магний Монель . . . Нихром ... Родий ... . Родар ... ... Сталь Сгаль оцинкованная . . Нержавеющая сталь . . . Цинк Цинк (лигье в кокиль) . . 1 1 3 3 3 I 1 3 3 3 3 3 3 3 1 1 1 1 9 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 9 2 2 2 9 2 2 2 2 2 2 2 2 2 2 2 Специальп и ф Только СП фл Только сп ф; Только СП ф;1 То » 1 — Только СП фл] Только сп фл I 2 1 1 1 1 9 1 I 1 1 1 1 1 1 ые припой ЛЮС ециальный юс ециальный пос ециальный 1ЮС же » ецвальный юс ециальный юс
П р и и с ч ан и е. Обычно не паяются: бериллий, хром, молибден, ниобий, крем-
ний, тантал, титан, вольфрам, цирконий. 1 —обычно применяется; 2 — применяется
только при благоприятных условиях; 3 — нс применяется.
132
использовании флюсов высокой активности. Одним из таких ме-
тодов является предварительное покрытие поверхности горячим
облуживанием или плакированием, что гарантирует хорошую
паяемость даже с менее активными флюсами, чем это требовалось
первоначально.
В соответствии со сказанным возникает другое важное сооб-
ражение, связанное с выбором флюса, а именно, определение
необходимых операций по предварительной и последующей
очистке, Предварительная очистка улучшает действие флюса,
но нс исключает необходимости флюсования. Подробности отно-
сительно предварительной очистки узлов приведены в гл. 6.
Посторонние вещества, например масло, воск и краска, образуют
слой между флюсом и металлом и исключают действие, флюса.
С другой стороны, обработка узла после пайки оказывает,
как будет отмечено ниже, значительное влияние на выбор флюса.
Если флюс, будет ли он коррозионным или пет, нельзя удалить
с поверхности достаточно полно, то флюс выбран неудачно и его
нужно заменить другим. В таких случаях слабо коррозионный
флюс, хорошо сцепляющийся с поверхностью п поэтому удаля-
емый с трудом, иногда целесообразно заменить несколько более
активным, по легко удаляемым флюсом.
5.4. Выбор припоя
Хотя под припоями обычно понимают оловянно-свинцовые
сплавы, для пайки пригодны многие другие легкоплавкие сплавы.
В табл. 23 показан ряд таких сплавов с температурами плавле-
ния от 47 до 315° С. Они пе являются единственными сплавами,
пригодными для пайки в данном диапазоне температур, но
относятся к числу наиболее характерных и чаще всего применя-
емых. Подробнее металлургия припоев рассмотрена в гл. 3.
В табл. 23 сделана попытка перечислить эвтектические спла-
вы, обладающие очень выгодными характеристиками затвердева-
ния, и сплавы, являющиеся наиболее распространенными или
имеющими очень узкий диапазон пластичности.
Температура плавления припоя пе является рекомендуемой
температурой пайки; последняя должна быть па 40—80° С выше,
чтобы припой мог иметь необходимую текучесть и смачиваемость.
Величина в 40—80° С выбрана произвольно и является функцией
длительности процесса пайки. Если длительная пайка допусти-
ма. то можно работать при гораздо более низкой температуре.
Величина в 40° С выше ликвидуса обычно достаточна для легко-
плавких сплавов, в то время как превышение ликвидуса па 80° С
рекомендуется для сплавов с более высокой температурой плав-
ления.
При выборе легкоплавкого сплава, наиболее пригодного для
выполнения данного соединения, чаще всего руководствуются
следующим.
133
Таблица 23
Состав и физико-механические свойства рекомендуемых мягких припоев
(припои расположены в порядке возрастания температуры ликвидуса)
Л1? по пор. Химический состав в % Темпера- тура в “С Механические свойства физические свойства Примечание Примерная цена в долларах за I фунт (в партиях но | 51) фунтов)4’'
Sn Pb Bi in 1 солидуса ликвидуса Предел прочности в кГ.'с-и2 Удлинение в % Бринслю 1 Удельная электропро- водность в % этой величины для меди Уделиное coupотивлс - НИС В - см )-ч jU Ю ГО NS Коэффициент ЛИНЕЙНОГО • ' Ю Go СП (’ с о о * ~ расширения 10”’° 1.°С а С—7 ч— п> J-J £ м ей Л 1- CJ О НИ к о "И 8,86 8,58 9,38 9,50 9,43 1 7,74
Sb Cd Ag при растя же- нин3 при срезе3 Твердость но
1 2 3 4 5 6 8,3 12,0 13,3 12,5 11,3 50,0 22,6 18,0 26,7 25,0 37,7 44, / 49,0 50,0 50,0 42,5 19J 21,0 50,0 _ (V* 1 5,3 10,0 12,5 8,5 70 71 47 58 70 74 87 117 380 450 420 320 380 121 Д. 0. д. о. 216 д. 0. 21* 112° 1,5 50,0 200,0 30,0 220,0 83,0 12,0 14,0 9,2 25,0 9,0 4,9Г 3,3 3,0 4,0 3,1 4,3 11,7 51,62 57,47 43,10 55,61 40,38 14,74 Расширяется и затем усаживается до пуля за 30 мин То же, за 60 мин Расширяется не- прерывно до 0,0057 см/см Для неэлектро- технических соеди- нений при низких температурах Усаживается до 0,0025 см/см, за- тем расширяется до нуля за 60 мин Низкое давление паров, пригоден для припайки к стеклу 8.7 9,4 3,1 4,0 2,7 18,0
Продолжение табл. 23
№ ио пор. Химический состав в % Темпера- тура в °C Механические с в о нетпа Физические свойства 1 1Гримечанне Примерная цена в долларах за 1 фунт (в партиях но 50 фунтов)ж
Sn Pb Bi In Sb Cd Aff солидуса ликвидуса Предел прочности в кГ/смй Удлинение в % Твердость пэ Бринслю Удельная электропро- водность в % этой величины для меди Удельное сопротивле- ние В МКОМ - см Коэффициент линейного расширения 10 ъ 1,-,сС Плотность в г/сл!:1
при растяже- нии^ и du
7 37,5 37,5 -— 25,0 — — — 138 370 300в 101,0 10,2Г 7,8 22,10 Д. о. 8,97 Обладает очень высокой стойко- стью к щелочной коррозии 10,0
8 42,0 58,0 139 560 35б 200,0 22,0 5,0 34,42 14,9 8,72 Расширяется до 0,0007 см/см, за- тем усаживается до 0,0005 см/см 3,8
9 Ilf 15,0 80,0 5,0 157 180 150° 58,0 5,2 13,0 13,26 Д. о. 8,20 Пригоден для на- несения ТОНКИХ предварительных покрытий на кера- мике 28,5
10 — 100 1 w 157 36 62в 41,0 Очень мягок 24,0 7,18 33 7,44 Дорог; хорошо сцепляется с не- металлами 34,3
11 70,0 18.0 12,0 150 174 375 294° 135,5 12,0г 12,2 14.13 д. 0. 7,96 Прочный и деше- вый индиевый при- пой 6.3
Продолжение тзбл. 23
№ по пор. Химический состав в % Темпера- тура в °C Механические свойства Физические свойства Примечание Примерная цена и долларах за 1 фунт (в партиях по 50 фунтов)ж
Sn Pb Bi In Sb Cd As солидуса ликвидуса Предел прочности В йГ/СЛ!2 Удлинение в % Твердость по Бринелю Удельная электропро- водность в % этой величины для меди Удельное сопротивле- ние в .wetbw - см КпэААипиент линейного T т 1 - - - - расширения 10—$ 1/эС Плотность в г'см3
при растяже- 1 нин‘‘ при срезе*1
12 63,0 37,0 — —— ". 183 540 380 28—ЗОЛ 17,0 1 11,5 14,99 24,6 8,46 Применяется в случаях, когда пастообразное со- стояние припоя не- допустимо 0,8
13 ! 70,0 30,0 - — 183 186 550 350 20,0 17,0 12,5 13,79 21,6 8,17 Удобен для пред- варительного обслу- живания 0,9
i 14 60,0 40,0 — 1 * —- —— 183 188 535 395 27—40 « 16,0 11.5 14,99 24,0 8,52 Для электротех- нических соедине- нии 0,8
15 50,0 47,0 3,0 - • - —’—" 185 204 590 480 29,0 15,6 9,6 17,96 Д 0. 8,75 Аналогичен РЬ— Sn 50/50, обладает высоким сопротив- лением ползучести 0,7
16 50,0 50,0 — — — — 183 214 435 365 38—98д 14,0 10,9 15,82 23,4 8,90 Припой общего назначения 0,7
17 — 50 50 * «я 215 335 189” 55,0 9,6Г 6,0 28,74 д. 0. 9,14 s Обладает очень высокой стойко- стью к щелочной коррозии 18,5
Продолжение табл. 23
р. о В О е 2 Химический состав в % Тем пера- тура в °C Механические свойства Физические свойства 11римечанис Примерная цена в долларах за I фунт (в партиях по 50 фунт св)ж
Sn Pb BI In » Sb Cd Ag 1 , солидуса ликвидуса Предел прочности в к Г/см* Удлинение в % Твердость по Бринелю Удельная электропро- водность В % ЭЮЙ величины для меди Удельное сопротивле- ние В ЛОДМ см Коэффш 1и ен т лин ейн ого расширения 1/°С Плотность в г-см*
при растя- жении*1 при срезе*
18 96,5 —- — — — — 3,5 221 202 д. о. 73,0 40,0 14,0 12,31 Д. о- 10,38 Высокотемпера- турный электро- технический припой для приборов 1,8
19 1 90,0 1 10,0 231 117 113° 61,0 2,7Г 22,1 7,80 Д. 0. 8,10 Для пайки се- ребра, стекла и ке- рамики 32,5
20 — 75,0 —— 25,0 • — 231 384 248“ 47,5 10,2’’ 4,6 37,48 д. о. 9,80 Обладает очень высокой стойко- стью к щелочной коррозии 10,0
21 40,0 60,0 — —- — 183 238 380 338 39--115д 12,0 10,1 17,07 25,0 9,28 Дешевый припой общего назначения 0,6
22 95,0 • 5,0 — ** 233 240 415 420 38,0 13,3 Д. о. Д. о 27,0 7,2,0 Бес свинцовый припой для обору- дования пищевой промышленности 1,5
23 25,0 5,0 221 245 560 Д. о. 30,0 13,7е 12,6 13,70 Д. о. Д. о. Высокотемпера- турный электро- технический припой 2,1
Продолжение табл. 23
ж(вол.нЛф 02 OU XEHldBU flj ЛНАф I UE xedEirroV а енэЦ Еонбэкийц to Ю со г - ю О СО о О сч
I [римечанне Дешевый припой для медницких ра- бот Безоловянистый индиевый припой Обладает низкой коррозионной стой- костью Коррозионная стойкость несколь- ко лучше, чем у предыдущего Индиевый припой без цинка
Физические свойства г а члэонаоь’ц -Ф СТ - ОС LQ О СО с сч со S п: ~ ~
□□I g—01 иипэйитзий сионцэниь* хнэиПнффгоЧ} 6 о о с со О) Pl rf
кэ • моим а йин -ob'uwLodnoo аончггзЦд о ст ст . о 1П LO ф ОО о o' СТ О СЧ со — оо
ИГЭК KLO' !ЧНИЬИ1ГЭЯ Voj.€ % а члэонЦоа -odiiod-iMairt- ккнчкэ^д Is- о ОО q — оо ю оо . ио
Механические свойства онганибд он oj-ontdaex L- J2 U. О CD S о LO о — г* те ст> со — С s
% в эинэникгд е-t т. (М CO OJ со СЧ oq СЧ -Ф СЧ 1.0
Предел прочности в я Г/см2 Еocado иди Ю со -Ф о сп см о СЧ сч оч
минэ>к -кхзес! Hdn со СО о — чф СО О — —* О СО хг со со СО
Темпера- тура в °C voAVhhmhij’ Г"- О ”Т о ю о о о — СЧ СЧ СО со со
вэАТ/иь'оэ 183 1
Химический состав в % ъс 1 О LO ш |ф сч"
^“Ч
v; 1 #
г- ►—i 1 5,0 °- 1Л
1
ё о о ю ю о О О Ь' г- ю 00 Сй СТ) ст ст
с. 20,0 1,0
‘don ou эд -Ф ио 00 Г" СО сч СЧ сч сч сч
д. о. — Данные отсутствуют. —Для собственно припоя. —Рекомендуемое рабочее напряжение в спае. D — Предельное напря-
жение в спае. г — Модифицированная твердость по Бринслю (нагрузка 100 к/’, выдержка 30 сел:). л • Зависит от способа изготовления
образца. е — Твердость по Виккерсу (алмазная пирамида). ж —Данные на декабрь I960 г.
138
Температура. Нагрев может привести к деформации или вы-
пучиванию тонкостенных элементов паяемого узла, может также
вызвать изменение свойств материала (в особенности органиче-
ских и неметаллических) и их цвета. Таким образом, выбор при-
поя обычно предопределяется температурой, которую данный-
узел может выдержать. Сделать выбор из числа указанных спла-
вов не представляет труда. Иногда приходится применять припой
с температурой плавления, нагрев до которой может отрицатель-
но сказаться на свойствах паяемого узла. Такое положение обус-
ловливается рядом соображений, более существенных, чем тер-
мическая деформация деталей узла. Опасность нежелательного
нагрева можно устранить несколькими способами. Во-первых,
количество тепла, идущего от места пайки, можно уменьшить
применением холодильников. Во-вторых, термические удары, вы-
зываемые большими градиентами температуры, устраняются
медленным подогревом всего узла. В-третьих, места, которые
нельзя нагревать, защищают от удара в них факела пламени
экранами.
Применение холодильников не вызывает никаких осложне-
ний. Если форма детали позволяет закрепить на ней тяжелый
брусок металла с хорошей теплопроводностью (например меди),
то его можно расположить непосредственно позади участка пай-
ки, в результате чего общая температура этого участка понизит-
ся. Такой метод, хотя и не всегда является выходом, из положе-
ния, во многих случаях очень удобен. Хорошим примером исполь-
зования данного метода является предотвращение нагрева мел-
ких деталей электроники при припайке к ним проводов. Медный
зажим, расположенный между участком пайки и деталью, предот-
вращает термическое коробление последней (рис. 65). Подроб-
нее данный вопрос разобран в разделах 6.31 и 7.7.
В других случаях узел может пострадать в результате дейст-
вия термического удара. Поэтому желательно избегать больших
градиентов температуры между участком пайки и остальной
частью узла. Если материалы позволяют, то рекомендуется рав-
номерно подогревать весь узел в целом, например в печи, и вы-
полнять пайку, когда остальная часть узла также имеет темпера-
туру пайки или близкую к ней.
При пайке горелкой с открытым факелом в тех случаях, когда
пламя может вызвать разрушение деталей узла, иногда применя-
ют тепловой экран. Между участком пайки и остальной частью
узла помещают экран из негорючего теплоизоляционного мате-
риала, например асбеста. Экран отражает часть факела пламени
и струи горячих газов, которые в противном случае вызвали бы
повреждение узла.
Механическая прочность. Так как припой обычно является
наиболее слабым звеном соединения, то прочность припоя имеет
большое значение. Конструктор располагает в этом отношении
139
довольно широким выбором; если какие-либо условия диктуют
применение непрочного припоя, то этот недостаток можно ком-
пенсировать» выбрав высокопрочную конструкцию соединения
(см. рис. 67 и 68).
В табл. 23 приведены предел прочности при растяжении, отно-
сительное удлинение и твердость ряда припоев. .Эти величины
могут изменяться в зависимости от типа образца для испытаний
и способа его подготовки. Поэтому нередко можно обнаружить
расхождения между величинами, приводимыми в данной книге
и опубликованными в литературе или в каталогах фирм, выпу-
скающих припои. Эти расхождения несущественны и не умаляют
Рис, 65. Способы ослабления термического ударе, а также устра-
нения температурных градиентов путем равномерного нагрева:
д — холодильник; 1 — деталь; 2 —• проводник; 3 — клемма; б — экран
ценности данной таблицы с точки зрения ее использования при
конструировании узлов под пайку.
Электрические параметры. В тех случаях, когда паяное сое-
динение является частью электрической цепи, большую роль иг-
рает его электропроводность (или сопротивление). Необходимо
гарантировать, что соединение обладает достаточной электро-
проводностью и что горячие пятна образовываться не будут.
В разделах 5.12 и 5.16 даны подробные указания относитель-
но того, как следует учитывать электрические характеристики
припоя.
Плотность. Когда паяное соединение является частью вра-
щающегося узла, очень важно убедиться в том, что величины
плотности припоя в соединении и основного металла близки друг
к другу.
Плотность припоя нужно учитывать и тогда, когда значение
имеет общий вес узла, например если паяется изделие, которое
предназначено для плавания.
Коэффициент линейного расширения. Данный параметр осо-
бенно важен, когда металл паяют к стеклу или керамике. Если
коэффициент линейного расширения припоя сильно отличается
от соответствующих величин для стекла или керамики, причем
140
деталь во время се эксплуатации подвергается действию терми-
ческих ударов, то возникающие напряжения и деформации могут
привести к разрушению соединения. Сказанное особенно спра-
ведливо в отношении мелких деталей электроники (см. также
раздел 5.2).
Другие свойства припоя. Очень часто конструктору необходим
припой с какими-либо специфическими свойствами. Некоторые из
этих наиболее часто встречающихся свойств перечислены в
табл. 23; к их числу относятся давление паров, характер расши-
рения после затвердевания (не смешивать с термическим расши-
рением), стойкость к коррозии и пригодность для выполнения тех
или иных работ.
После того как припой для данного соединения и данных ос-
новных металлов выбран, для припоев остаются в силе пробле-
мы коррозии, рассмотренные в разделе 5.2.
I К'которыми особенностями отличается последовательность
пайки двух рядом расположенных соединений. Для того чтобы
при пайке следующего соединения не было нарушено предыду-
щее, применяют два разных припоя, причем у первого из них тем-
пература солидуса должна быть выше температуры пайки вто-
рого.
Другим важным фактором, влияющим на выбор припоя в ком-
бинации с данным основным металлом (уже выбранным), явля-
ется образование интерметаллических соединений (интерметал-
лидов) между основным металлом и припоем. Интерметаллиды
бегло уже были рассмотрены в разделе 3.1.
Рассмотрим интерметаллиды, которые при сплавлении обра-
зуют в решетке припоя кристаллические структуры. Эти кристал-
лы не всегда совместимы с припоем и поэтому считаются нежела-
тельным компонентом припоя в зазоре. Их присутствие, как в
случае медпо-оловянного интерметаллида, видимо, нс только
ослабляет соединение (оно обычно разрушается вдоль линий
концентрации интермсталлидов, например, при термической уста-
лости), по и приводит к зернистости припоя. Данное обстоятель-
ство ухудшает растекаемость припоя при смачивании им основ-
ного металла. Более подробно отдельные интерметаллиды и их
действие на оловянно-свинцовую решетку рассмотрены в разде-
ле 3.12.
В табл. 24 * дан перечень иптерметаллидов семи элементов,
наиболее распространенных в припоях, и четырнадцати применя-
емых в технике металлов, чаще других соединяемых пайкой.
В таблице указаны только интерметаллиды, стабильные при ком-
натной температуре. В соответствии с целями данной книги при-
веденные в таблице интерметаллиды определяются как
* Hansen М. Constitution of Binary Alloys. McGraw- - Hill Book Com-
pany, Inc., New-York, 1958.
141
Интерметаллиды элементов, входящих обычно в состав припоев, и основных
Элементы, входящие
Основной металл Висмут (BI) Индий (In) Кадмий (Cd)
Алюминий (AI) Нет Нет Нет
Висмут (Bi) Железо (Ге) Нет6 In2Bi — гексаго- нальная типа А1В2 InBi — тетрагональ- ная типа РЬО Данные отсутст- вуют Нет Her6
Золото (Au) Индий (In) Кадмий (Cd) Au2Bi — к. г. ц. (по сообщениям, разлагается при низкой темпе- ратуре) In2Bi — гексаго- нальная типа А1В2 InBi — тетраго- нальная типа РЬО Нет Au4In г. п. у. Аи91п4 — шпа у-латуни Auln — триклинная Auln2— кубиче- ская Нет Au3Cd — тетраго- нальная AuCd — о. ц. тетра- гональная1' или орторомбическая* AuCd3 — сложная кубическая, пример- но 90 атомов на элементарную ячейку Нет
Медь (Си) Нет CufiIn4 — типа у-латунив (Си1п2) — типа NiAs (Cu4In3)c Cu2Cd—тина MgZn2 Cu4Cd® CubCd3 — типа у-латуни CuCdq О
Никель (Ni) NiBi — типа NiAs NiBi’3 — ортором- бическая® Ni3In — гексаго- нальная типа Ni3Sn Niln — типа CoSn NiIn3— гексаго- нальная Ni2In— типа NiAs Ni3In7 — типа у- латуни а
142
Таблица 24
металлов (указаны интерметаллиды, существующие при низких температурах)
в состав припоев
Олово (8п) Свинец (РЬ) Серебро (Ag) Сурьма (Sb)
Нет Нет FeSn —* типа CoSn FeSn2 — тетраго- нальная типа СиА12 (Au6Sn) г. ц. и. у. AuSn — типа NiAs AuSn2 — ортором- бическая AuSn4 — сложная орторомбическая типа PtSnd (In2Sn) — тегра- гональнаяг (InSn4) — простая гексагональная Промежуточная фаза р-простая гексагональ пая (р— 95% аюмн. Sn), разлагается при температуре ниже 130° С Cu3Sn — орто- ромбическая, 64 атома на эле- ментарную ячейку Cu6Sn- — op гором- бическая, 530 ато- мов на элементар- ную ячейку Ni3Sn — г. ц. п. у. Ni3Sn2 —- гексаго- нальная типа NiAs Ni3Sn4 — моно- клинная, 14 атомов на элементарную ячейку Нет (Pb3Sb)— г. ц, п, у. Нет6 Аи2РЬ — типа MgCu2 (разлагает- ся при холодной обработке давле- нием) AuPb2 — о. ц. тетрагональная (1п3РЬ) — г» ц. тетрагональная Нет Нет Нет Ag3Al — кубиче- ская типа р-Мп (Ag2Al — г. ц, п. у.) Нет Нет6 Нет Ag3In — Г. ц. п. у. Ag2In — типа у-латуни Agln2 — типа CuAlg (AgCd) — о. ц. к. AgbCd8 — слож- ная кубическая, 20 атомов на эле- ментарную ячейку (AgCdJ — г. ц. п. у. Нет Нет AlSb — кубическая типа ZnS Нет Fe3Sb2— типа NiAs FeSb2— типа FeS2 AuSb2 — кубиче- ская типа FeS2 InSb — тина цин- ковой обманки (В-3) Cd3Sb2 — ортором- бическая, 16 ато- мов па элементар- ную ячейку Cd Sb — моноклин- ная, 20 атомов на элементарную ячейку (Cu13Sb3)—г. и. п. у. Cu2Sb — тетраго- нальная, 6 атомов на элементарную ячейку N i 15Sb — кубичсс - кая, 32 атома на элементарную ячейку Ni3Sb — гексаго- нальная, 64 атома на элементарную ячейку Ni7Sb3 —* тетраго- нальная, 52 атома
143
Элементы, входящие
€к г г о иной металл Висмут (Bi) Индий (In) Юдмий (Cd)
Олово (Sn) Платина (Pt) Свинец (РЬ) Серебро (Ag) Сурьма (Sb) Цинк (Zn) Обо г. ц. п. у. — гр а о. ц. к. •— С’бт г. ц. к. — гр; Нет а (Pb3Bi) — г. ц. п. у. Пет Нет Пет значения: псцентрированная плот! ^емноцентрированная ку ш ецеитр пр оватш а я ку би (In2Sn) — тетра- гональная (InSn4) —простая гексагональная а (IrigPb) — г. ц. тетрагональная Ag3In — г. ц. п. у. Ag2 In — типа у-латуни Agln2 —• типа CuAI2 InSb— типа цин- ковой обманки (В-3) Нет ной упаковки. бическая. ческам. Промежуточная фаза р — простая гексагональная (р — 95% атомн. Sn) разлагается при температуре ниже 130° С а Нет (AgCd) — о. ц. к. Ag5Cd8 — сложная кубическая, 20 ато- мов на элементар- ную ячейку (AgCd3) — г. ц. п. у. Cd3Sb2 — орто- ромбическая, 16 атомов на элементарную ячей- ку CdSb — моно- клинная, 20 атомов на элементарную ячейку -J Нет
144
Продолжение табл. 24
в состав припоев
Олово (Sn) Свинец (РЬ) Серебро (Ag) Сурьма (Sb)
— Нет (Ag6Sn)— Г. ц. п. у. (Ag3Sn) —г. ц. п. уА на элементарную ячейку NiSb — типа NiAs KiSb2 — типа марказита (С—18) (SnSb) — типа NaClr
Pt3Sn — типа Cu3Au PtSn — типа NiAs Pt2Sn3 — гексаго- нальная, 10 атомов на элементарную ячейку PtSn2 — типа CaF2 PtSn4 — op гором- бическая, 20 ато- мов на элементар- ную ячейку Нет Pt3Pb — кубиче- ская чипа Cu3Au PtPb — гексаго- нальная типа NiAs PtPb4 — тетраго- нальная типа СиА12 (AgjjPt) — г. и. к. (AgPt) — кубиче- ская” (AgPt3) — г. ц. к. Нет Pt4Sbc PtSb — типа NiAs PtSb2 — типа пирита Нет
(Ag6Sn)~ г. ц. п. у, A&Sn — г. ц. п. уе Нет —” AgxSbv — г. ц. п. v. (8% Sb) Ag3Sb — ортором- бическая
(SnSb) — типа КаСК Нет AgxSby — г. ц. п. у. (8% Sb) Ag3Sb — ортором- бическая -—
Нет Нет (AgZn)—г, ц. п. у.г (Ag2Zns) — типа у-латупи (AgZns) —г. ц. п. у. типа Mg ZnSbr Zn4Sb£ Zn,Sb, v) X
я - ,—интерметаллид существует, но сооищения о нем опубликованы в незначительном числе о — материалы нерастворимы. D — слегка искаженная решетка. г — различные авторы расходятся в отношении точной структуры. д — структура зависит от точных количеств металлов. е — установлен не вполне надежно. Химические формулы, приведенные в скобках, построены по атомным соотношениям.
Ю Заказ 941
145
однофазное поле, не ограниченное на диаграмме состояния ли од-
ним из .конечных твердых растворов.
Отмечены типы решеток и их сходство с основными формами.
Для того чтобы избежать образования интерметаллидов в тех
случаях, когда установлено, чго они отрицательно влияют на ра-
ботоспособность паяного соединения, можно покрывать поверх-
ность основного металла диффузионным барьером. Эта физиче-
ская преграда предотвращает возникновение интерметаллидов.
Тот факт, что металлы не могут взаимно диффундировать, не по-
зволяет образовываться интерметаллическим слоям. Так, напри-
мер, автор плакировал никелем медные контакты, которые не-
сколько сот раз перепаивались с применением оловянно-свинцо-
вых припоев, причем ухудшения качества контактов обнаружено
нс было. В то же время при такой неоднократной перепайке не-
плакированных поверхностей возникали большие количества' ин-
терметаллидов, что в конце концов сделало перепайку соедине-
ний нецелесообразной. Чтобы иметь возможность начинать новый
цикл перепайки, необходимо было полностью удалить старый
припой (этим удалялись кристаллы интерметаллидов) и заме-
нить его новым припоем.
Естественно, другим путем предотвращения образования ин-
терметаллидов является выбор припоя, который не дает с основ-
ным металлом сколько-нибудь существенного количества интер-
металлидов. Однако при этом приходится прибегать к нежела-
тельной замене материалов.
Влияние интерметаллидов на свойства паяного соединения
является вопросом, который необходимо тщательно исследовать
для каждой частной системы отдельно.
5-5- Оценка выбранной комбинации материалов
На основе приведенных данных можно подобрать комбинации
совместимых материалов. Поставим задачу оценить сделанный
выбор и провести конструирование паяного соединения. После-
довательность этой работы представлена на рис. 66.
В связи с большим значением, которое имеет проблема кор-
розии, конструктор обязательно должен убедиться в том, что
предложенный метод очистки достаточен для рассматриваемого
узла. Данное требование связано с тем, что конструктор знает
свойства материалов и условия работы узла лучше, чем работни-
ки производства, которые будут выполнять процесс пайки на
практике.
Подробно процессы очистки и применяемое при этом обору-
дование рассмотрены в гл. 6.
Следующим этапом конструктивной проработки паяного со-
единения является рассмотрение всех технологических ограниче-
ний и соответствующая проверка выбранной системы. В частно-
146
Основной металл. Выбрать в со-
ответствии с механическими и
элект рическими требованиями
Флюс. Определить тип флюса
в соответствии с. выбранным ме-
Припой. Выбран» припой с уче-
том юмпературных ограничений,
диапазона температур кашице-
образного состояния припоя, ме-
ханических свойств, электриче-
ских свойств, особых характе-
ристик и стоимости
таллом
Если флюс непригоден, выбрать
другой основной металл или об-
работать поверхность и приме-
нить другой флюс
Проверить на опасность гальванической и хими-
ческой коррозии
Установить технологию промывки (там, где она
требуется)
Проверить выбранную систему в соответствии со
всеми ограничениями процесса
Проверить выбранную систему на технологичность
Сконструировать соединение с использованием
выбранных материалов
Получить свидетельство о рациональности конструк-
ции от металловедческой лаборатории или от ком-
петентных специалистов
Рис. 66. Последовательность конструирования паяного соединения
10s
147
сти, нужно четко определить такие факторы, как температурные
ограничения, накладываемые ввиду опасности повреждения де-
талей узла, а также коробления, изменения окраски пластмасс
или чрезмерного отверждения. Следует указать те растворители,
которые могут вредно действовать на узел. Вообще говоря, фак-
торам, связанным с выбором материала, нужно уделять не мень-
шее внимание, чем назначению размеров и допусков при конст-
руировании механически обрабатываемых деталей.
Очень часто конструктор предлагает оригинальные конструк-
тивные решения, которые в производстве не всегда легко осуще-
ствить. На этом этапе полезно проконсультироваться с теми ра-
ботниками производства, которые выполняют подобные работы,
и проверить с их помощью основные идеи, заложенные в конст-
рукцию узла.
Простые изменения конструкции часто ведут к существенной
экономической выгоде и снижают стоимость узла.
ГЕОМЕТРИЯ СОЕДИНЕНИЯ
5.6. Конструкционные и электротехнические соединения
До сих пор мы рассматривали характеристики материалов, из
которых изготовляются детали узла, и пытались подобрать их та-
ким образом, чтобы исключить трудности, возникающие при ис-
пользовании несоответствующих комбинаций. Теперь рассмотрим
собственно конструкцию паяного соединения. Следует разбить
соединения на две основных группы: конструкционные, которые
должны обладать высокой механической прочностью, и электро-
технические, от которых требуется высокая электропровод-
ность.
КОНСТРУКЦИОННОЕ СОЕДИНЕНИЕ
5.7. Пайка механически прочных соединений
Почти во всех паяных соединениях припой в отношении проч-
ности уступает основному металлу, так что, если нс принять спе-
циальных мер, слой припоя окажется самым слабым участком
узла.
Из условий прочности предпочтительным типом соединения
является нахлесточное, в котором возникают только напряжения
среза. В конструкционных соединениях наиболее широко распро-
странена пайка внахлестку. Нахлесточное соединение надежно
выдерживает и чисто растягивающие нагрузки.
Применение стыковых соединений в конструкциях должно
быть очень ограниченным. Основным их недостатком является
сравнительно небольшая площадь сплавления припоя с основ-
148
ным металлом, обусловливаемая самой конструкцией детали.
В нахлесточном соединении его прочность определяется площа-
дью нахлестки, которую почти всегда можно подобрать достаточ-
но большой. В стыковом соединении ограничивается площадь
смачивания, определяющая собой поперечное сечение слоя при-
поя.
5.8. Основные конструкционные соединения
Рис. 67. Основные виды конструкцион-
ных паяных соединений:
а — в — фиксация деталей в соединении
перед пайкой не производится: г — де-
тали перед пайкой жестко фиксируются
друг относительно друга; соединения.
1 — встык; 2 — внахлестку со скосом
кромок; 3 — внахлестку; 4 — двусторон-
нее внахлестку; 5 — внахлестку с на-
кладкой: 6 — телескопическое
(считается, что основной металл
нагрузки создают в соединении
Чтобы можно было наглядно представить себе форму кон-
струкционных соединений, ниже приводятся наиболее распрост-
раненные из них.
Стыковое соединение
(рис. 67, 6?). Это соединение
является наиболее простым
и наименее строчным. Пло-
щадь смоченной поверхно-
сти в данном соединении оп-
ределяется поперечным се-
чением детали. Такое соеди-
нение обычно используется
в целях герметизации. От
соединения требуется высо-
кая однородность. Плохо
подготовленная поверхность
паяемых соединений или не-
большие пороки в -припое,
расположенном в месте
спая, влияют на прочность
и герметичность соединения.
При растяжении стыкового
соединения растягивающие
силы передаются слою припоя
прочнее припоя). Поперечные
срезывающие силы.
Соединение внахлестку скошенных кромок (рис. 67, б). Такое
соединение тоже собственно является стыковым, но ввиду боль-
шей контактной поверхности обладает более высокой прочностью.
Соединение данного типа облегчает точную фиксацию относи-
тельного положения детали, что бывает выгодно при сборке
сложного узла. Как растягивающие, так и поперечные нагрузки
вызывают в соединении напряжения растяжения и среза. Такое
соединение применяется сравнительно редко.
Нахлесточное соединение (рис. 67, в). Соединение данного
типа применяется чаще других. Детали частично перекрывают
друг друга и образующийся между ними слой припоя надежно
удерживает их. Прочность соединения зависит от величины на-
хлестки. При растягивающих нагрузках соединение подвергается
149
растяжению и изгибу. Данное соединение обладает высокой
прочностью. Его модификациями являются двойное нахлесточное
соединение и нахлесточное соединение с накладкой.
Телескопическое соединение (рис. 67, г). Соединение этого
типа применяется в конструкциях при пайке труб и валов. Для
соединения двух труб используют муфту. Трубы между собой
паяют встык, а муфту—в тех местах, где она телескопически
соединена с трубой,— внахлестку. Под действием растягивающей
нагрузки в соединении возникают в основном напряжения среза.
При поперечных нагрузках в слое припоя возникают на-
Рис. 68. Основные виды конструкционных
соединений. Детали, входящие в соедине-
ние, перед пайкой жестко фиксируются
друг относительно друга:
а — фальцевый замок; б — заклепка;
в — штифт; г — шпонка; ё? — намотка
пряжения сжатия и
растяжения, причем
надежность соединения
повышается благодаря
наличию муфты, кото-
рая прочнее -припоя.
Соединение данного
типа по своим харак-
тер иста к а м -пр ев о схо -
дит соединения других
типов и получило ши-
рокое распространение
(необходимо, чтобы ве-
личина зазора не вы-
ходила за допустимые
пределы).
Механические уси-
ленные соединения.
11меется несколько
конструкций таких со-
единений, в том числе:
Соединение с фальцевым замком (рис. 68, а). Детали перед
пайкой фальцуют и соединяют в замок. При этом прочность со-
единения складывается из прочности паяного соединения и жест-
кости фальцованного замка. Данное соединение широко приме-
няется при изготовлении жестяных банок.
Нахлесточное соединение с заклепкой или штифтом
(рис. 68, б и в). Как следует из названия, соединение образуется
спаянными внахлестку листами металла, через перекрывающие
друг друга кромки которых пропущена заклепка или штифт.
Нахлесточное соединение со шпонкой (рис. 68, е). В таком
соединении дополнительное упрочнение достигается с помощью
шпонки. Однако применение соединений данного типа ограничи-
вается узлами, где оно возможно по конструктивным соображе-
ниям; кроме того, оно требует дополнительного времени на меха-
ническую обработку шпонки.
150
Нахлесточное соединение с намоткой (рис. 68, <3). Прочность
такого соединения обусловливается намоткой, и припой служит
лишь для взаимной фиксации деталей. Намотка применяется
главным образом в электротехнических соединениях и будет
подробно рассмотрена в разделах 5.10—5.16.
5.9. Некоторые общие конструктивные соображения
Какими бы ни были форма соединения и прилагаемая к нему
нагрузка, необходимо стремиться к тому, чтобы в припое по сма-
чиваемой поверхности создавались равномерно распределенные
напряжения. Если конструкция выполнена нерационально, то в
ней возникают концентраторы напряжений и происходит местный
отрыв припоя. В результате нагрузку начинает нести только
часть запаянной поверхности, и напряжения на ней превышают
предел прочности соединения. Разрушение происходит в резуль-
тате распространения трещины от одной зоны высоких напряже-
ний к другой.
Если в какой-либо экспериментальной детали или в уже
эксплуатируемой конструкции отмечаются случаи прогрессивного
растрескивания спая от какой-либо определенной точки, то сле-
дует тщательно проверить картину распределения напряжений
и определить, нельзя ли снизить напряжения в указанном месте,
либо переделав конструкцию узла, либо введя в наиболее нагру-
женный участок соединения некоторую податливость с целью
создать более равномерное распределение напряжений вдоль па-
яного соединения.
Было бы неправильно полагать, что при наличии концентра-
торов напряжений прочность соединения можно повысить, усили-
вая детали узла или увеличивая толщину слоя припоя в паяном
соединении. Такие меры приводят в основном к разрушению то-
го же типа (при условии, что оно действительно вызывается кон-
центраторами напряжений) и лишь меняют непосредственную
причину поломки. Нахлесточные соединения нс рекомендуется
нагружать изгибающими нагрузками. Они приводят к возник-
новению местных напряжений и к разрывам в припое, которые
постепенно распространяются па другие участки соединения, так
что прочность последнего полностью уже не используется. Такие
соединения нужно усиливать механически или конструктивно
переделывать так, чтобы паяный шов не нагружался изгибаю-
щим моментом.
Другим важным параметром соединения, определяющим его
прочность, является величина зазора (толщина слоя припоя в
паяном соединении). Основные факторы, влияющие па выбор
зазора, рассмотрены в разделе 3.18. Из рассмотрения следует,
что величина зазора определяется, с одной стороны, возможно-
стью введения припоя и флюса в зону пайки (это исключает при-
151
мснепие слишком узких зазоров), а с другой, процессом диспер-
сионного твердения, происходящим при образовании паяного со-
единения (данный процесс довольно значительно повышает проч-
ность припоя, что исключает целесообразность назначения слиш-
ком больших зазоров).
Попытка рассчитать прочность паяного соединения не даст
желаемых результатов ввиду затруднительности определения
Рис. 69. В полости латунной чашки образо-
вался воздушный карман, окруженный при-
поем. Дефект появился в результате погру-
жения детали в припой открытым концом
вниз:
1 — латунь; 2 — пустота; 3 — припой
степени дисперсионного
твердения, величины
охрупчивания и других
побочных явлений, имею-
щих место при смачива-
нии паяемой поверхности.
Поэтому для гарантиро-
вания достаточного запа-
са надежности в расчет
следует вводить лишь
прочность исходного при-
поя.
На прочность паяного
соединения оказывает
влияние также и плас-
тичность основного ме-
талла. Чем эта пластич-
ность выше, тем равно-
мернее распределяются
напряжения в критичес-
ком сечении паяного со-
единения. Однако во мно-
гих конструкциях обычно
затруднительно осущест-
вить замену одного основ-
ного металла другим. По-
этому недостаток пластичности основного металла приходится
компенсировать назначением большего запаса -прочности.
Рациональное конструирование паяного соединения требует
также принятия мер к тому, чтобы припой мог полностью вытес-
нить газ и флюс с паяемой поверхности и образовать сплошной
и однородный паяный шов. Следовательно, глухие отверстия, по-
лости и им подобные воздушные объемы не должны допускаться
в конструкции соединений. В противном случае расширяющийся
воздух или пары флюса в таких местах могут привести к обра-
зованию газовых карманов, значительно снижающих эффектив-
ное сечение паяного соединения и тем самым его прочность. Та-
кого характера недоступные для припоя участки соединения
обычно создают большие газовые полости, как показано на
рис. 69.
152
Когда в соединении имеются два разнородных основных ме-
талла, то необходимо учитывать различия в их коэффициентах
линейного расширения, пластичности и некоторых других свой-
ствах. Точно так же, как эти факторы учитываются для основно-
го металла и припоя, их следует принимать во внимание и в от-
ношении приспособления, которое фиксирует детали во время
выполнения процесса пайки.
5.10. Расчет паяного соединения на прочность
Расчет какой-либо конструкции па прочность выполняют по са-
мому слабому сечению самой слабой детали. В паяном соедине-
нии узла, детали которого изготовлены из высокопрочных мате-
риалов, такое сечение проходит по припою (если пе приняты спе-
циальные меры по его упрочнению). При конструировании узла
либо стремятся к тому, чтобы соединение обладало той же проч-
ностью, какая ожидается для узла в целом, либо делают соедине-
ние равнопрочным с самым слабым сечением узла.
Рассмотрим прочность наиболее распространенных форм
паяных соединений, работающих как па растяжение, так и на
срез (см. табл. 25).
При расчете паяного соединения на прочность необходимо
ввести следующие допущения:
а) рациональная конструкция соединения обеспечивает рав-
номерное распределение напряжений при растяжении или
срезе;
б) сплошное, без полостей сечение припоя в паяном соедине-
нии обеспечивает полное использование площади поперечного
соединения;
в) прочность соединения не связана ни с дисперсионным
твердением, ни с какими-либо иными изменениями в припое (дан-
ное допущение повышает показатель запаса прочности):
г) все отклонения от оптимальных условий, приведенных вы-
ше, компенсируются коэффициентом запаса прочности.
Как при растяжении, так и при срезе прочность узла зависит
от возникновения критических сечений и от их характера. Если
наиболее слабый элемент конструкции нам известен, то мы мо-
жем выразить прочность спая соотношением:
прочность равна произведению оъ на критическую площадь,
или
= (5.1)
где оь — напряжение либо растяжения, либо среза.
Прочность самого припоя в паяном соединении можно выра-
зить аналогичным соотношением
(5.2)
153
Таблица 25
Прочность паяных соединений (общие данные)
Соединение
внахлестку встык
Место определения прочности Применение при нагружении
на срез 1 за растяжение на срез на растяжение
Предпочтительное Только при особых условиях При благоприятных условиях
Прочность берет- Форма деталей Длина Lj Возможно только
ся по самому слабому элементу узла Плоская + плоская Круглая + круглая Круглая + плоская Плоская -f- круглая 2 ND а и ТО -го Й2 о О’ С5- при р <; (т. с. < прочнее металла 1,0 гели припой основного
Прочность задана Плоская + плоская Круглая круглая Круглая + плоская Я/ os\V 2S; a^b Только в случае, если требуемая прочность составля- ет при пайке: плос- ких деталей Sj -- GxWH-t круглых деталей л 9 SJ " °s 4 Db
За величину р берется: при срезе при растяжении при срезе о при срезе Р — “ ‘ при срезе
при растяжении О б о з н а ч е и и я: площадь (см. текс прочности при срсз< Индексы: Ь - р °Ь при срезе при растяжении 5 — прочность (при срез Ь — длина; сг — предс.1 е и растяжении (или наобо -основной металл; s—npi e или растяж< i текучести; f рот); ’W — juinpi inofi; j — паяно । о при растяжении Р — при растяжении ’Нии); А — критическая — отношение величин ma; И — высота, с соединение.
154
Если потребовать, чтобы прочность соединения равнялась
этой величине для наиболее слабого элемента остальной части
узла, то из уравнений (5.1) и (5.2) получаем
— (Js4s.
(5.3)
Назовем отношение оь/б* коэффициентом прочности и обозна-
чим его через р; тогда имеем
4S — р4^.
(5.4)
Из уравнения (5.4) следует, что для всех основных металлов,
у которых предел прочности равен пределу прочности припоя
или меньше ее, коэффициент р равен или меньше единицы. Тогда
6
(5-5)
т. с. площадь сечения припоя может быть равна сечению основно-
го металла или может быть меньше ее. В большинстве случаев
Р>1;
(5-6)
поэтому паяное соединение может быть равнопрочным основному
металлу, если его рабочее сечение в несколько раз больше рабо-
чего сечения основного металла. Напряжение о может быть вы-
звано растяжением и срезом. Рассмотрим их раздельно в соответ-
ствии с двумя основными типами соединений — стыковым и на-
хлесточным.
Нахлесточное соединение. Соединение данного типа является,
как указано выше, предпочтительным, так как требуемую проч-
ность легко обеспечить, изменяя величину нахлестки. Оно удобно
для удовлетворения требований прочности, выдвигаемых в том
или ином частном случае, и для того, чтобы сделать нахлестку
равнопрочной с наиболее слабым элементом конструкции. В ни-
жеприводимых формулах через оь обозначено напряжение растя-
жения, через <гя— напряжение среза.
На рис. 70 показано соединение внахлестку, элементы которо-
го выполнены из листового материала. Величину нахлестки мож-
но определить из уравнения (5.4). Из рассмотрения рис. 70 сле-
дует
WL^f.WH; (5.7)
В случае цилиндрических стержней (рис. 71) ширина паяного
соединения должна быть по крайней мере равна радиусу стерж-
ня меньшего диаметра или же превышать его.
Задавшись уравнение (5.4) можно переписать в виде
L^^(iDb. (5.8)
Л тг
155
Для соединения цилиндрического прутка с листовым материа-
лом (рис. 72) ширина паяного соединения должна быть по мень-
шей мере равна диаметру круглого элемента (считается, что он
является более слабым). Из уравнения (5.4) имеем
L3=?-₽Z)b. (5.9)
Однако, если более слабым является плоский элемент, то по
тому же уравнению (5.4) находим
(5.10)
Рис. 70. Соединение внахлестку листового материала
Рис. 71. Ширина паяного соединения в случае цилиндри-
ческих стержней
Для расчета прочности соединений можно воспользоваться
уравнением (5.2). Ниже приведены расчетные формулы для трех
рассмотренных типов соединения
Соединение двух плоских элементов (см. рис. 70)
S^WLf, Ь = (5.Н)
Соединение двух круглых элементов (см. рис. 71)
, r 2Sj
,-сгг 2 Дд Ь,-
(5.12)
Соединение круглого элемента с плоским (см. рис. 72)
(5.13)
Прочность соединений любого другого типа можно подсчи-
тать аналогично, пользуясь размерами паяного соединения.
156
Нахлесточное соединение, работающее на растяжение. Такой
случай маловероятен, так как при данных условиях нагружения
применяется стыковое соединение. К его расчету приложимы
уравнения (5.7) —(5.10). При этом через и gs обозначаются
напряжения соответственно среза и растяжения.
Стыковое соединение, работающее на растяжение. Хотя сты-
ковые соединения отличаются малой прочностью, их расчет на
Рис. 72. Соединение цилиндрического прутка с листовым
материалом
i
Рис. 73. Соединение двух элементов прямо-
угольного сечения
прочность при нагружении на растяжение или на срез является
простым определением максимальной прочности, которая либо
удовлетворяет поставленным требованиям, либо нет. В отличие
от нахлесточного со-
единения в данном слу-
чае и основной металл
и припой одинаково на-
гружены силами либо
среза, либо растяже-
ния. Стыковое соедине-
ние более прочно при
растяжении, чем при срезе. Для соединения из двух элементов
прямоугольного сечения (.рис. 73) в предположении, что соеди-
нение является наиболее слабым элементом узла, получаем
Sj=GsWH. (5.14)
Для круглых деталей находим аналогичным образом
Dl-
(5.15)
Если соединение требуется сделать равнопрочным наиболее
слабому элементу остальной части узла, то, пользуясь теми же
рассуждениями, что и ранее, и имея в виду соотношение по урав-
нению (5.4)
р__ ст (при растяжении основного металла)
ст (при растяжении припоя)
а также го, что в стыковом соединении получаем, что
равнопрочпость может быть достигнута только при 1. Припой
будет прочнее наиболее слабого элемента основного металла
лишь при р<1.
157
Стыковое соединение, работающее на срез. Соединение ана-
логично предыдущему, но
г а (при срезе основного металла)
। j -=_-----------------------,
о (при срезе припоя)
в остальном приведенные выше рассуждения остаются в силе.
В табл. 25 приведены рассмотренные формулы для расчета
паяных соединений на прочность.
Оценка новой конструкции. Прочностная оценке! новой кон-
струкции складывается из следующих этапов:
а) Проверить наиболее слабый элемент в паяном соединении.
Обычно в наяном соединении основной металл гораздо прочнее
припоя, заполняющего зазор. Наиболее слабым элементом явля-
ется сам припой. Однако основной металл может образовать с
некоторыми компонентами припоя интерметаллиды, располага-
ющиеся на поверхности основного металла и снижающие проч-
ность соединения в данной зоне. Это особенно верно при хруп-
ких интерметаллидах, которые не сплавляются с окружающей
их более пластичной решеткой. В таких случаях наиболее сла-
бым элементом узла является поверхность основного металла.
б) Проверить, не будет ли припой в узле длительное время
находиться под большими нагрузками. Даже если возникающие
при этом напряжения ниже нормального предела текучести при-
поя, то они приведут к ползучести металла (пластическая дефор-
мация, возникающая в металле при длительно действующих на-
пряжениях ниже предела текучести). Наибольшую скорость пол-
зучесть имеет при нагреве металла примерно до температуры ре-
кристаллизации. Для большинства легкоплавких сплавов эта
температура очень низка — некоторые из них рекристаллизуются
уже при комнатной температуре. Если ползучесть недопустима,
то соединение усиливают каким-либо механическим способом.
в) Убедиться, что узел выдерживает объемные изменения, воз-
никающие в припое во время его охлаждения. Легкоплавкие
сплавы при охлаждении чаще всего уменьшаются в объеме по-
добно другим металлам; исключение составляют сплавы висму-
та, которые расширяются. Необходимо следить за тем, чтобы эти
объемные изменения, происходящие в интервале между темпера-
турой затвердевания и комнатной, не приводили к деформации
соединения,
г) В большинстве конструктивных проработок при их прочно-
стном расчете вводится некоторый коэффициент запаса прочно-
сти. Для паяных соединений аналогичных, строго установленных
правил определения коэффициента запаса не существует, ибо та-
кие факторы, как паясмость, свойства флюса и припоя, протека-
ние температуры по времени и метод введения припоя, вносят в
процесс слишком много неопределенностей. Поэтому конструктор
158
вынужден основывать назначаемый им запас прочности на степе-
ни однородности и надежности паяных соединений, а также на
вероятном характере их разрушения, уделяя при этом особое
внимание усталости,
д) Наконец, конструктору следует рассмотреть паяное соеди-
нение с точки зрения общих соображений, относящихся к распре-
делению напряжений. В частности, не следует допускать локали-
зации напряжений. В случае, если возникновение отрыва паяно-
го соединения возможно, нужно предусмотреть в конструкции
некоторую податливость элементов соединения.
5.11. Примеры задач, возникающих
при конструировании паяных узлов
Пример 1 (рис. 74). Необходимо соединить пайкой медный шар диаметром
8,5 мм со стальным штоком диаметром 0,8 лле. Узел является частью гидросис-
темы, работающей на силиконовом масле (плотность 1,1 г/см3) при комнатной
температуре. Шарик служит перепускным клапаном (он находится значитель-
но ниже уровня масла). Полный вес шарика и припоя в масле не должен пре-
вышать 2,8 г. Конструкция узла не позволяет увеличить диаметр шарика в ме-
сте паяного соединения, но на шарике
выполнена небольшая лыска под пайку.
Шарик соединен с пружиной, которая
добавляет нагрузку 1,7 кГ, Требуется
выбрать наилучший припой для данного
соединения.
Решение задачи, Конструкция вызы-
вает необходимость в применении сты-
кового соединения. В соединении воз-
никают напряжения растяжения, обус-
ловленные нагрузкой пружины в 1,7 кГ,
и напряжения вследствие разницы в ко-
эффициентах линейного расширения мед-
ного шарика и припоя, которыми в дан-
ном случае можно пренебречь.
Принимая полную нагрузку в 1,7 кГ
и увеличивая се в соответствии с при-
нятым запасом прочности на 50%, полу-
чаем требуемое усилие, приложенное
к соединению,
5—- 1,7 • 1,5 — 2,55 кГ.
В рассматриваемой отрасли про-
мышленности стандартным является при-
пой ASTM 40А. В порядковом Л& 21 табл.
23 находим предел прочности 380 кГ/см\
что дает для соединения S — 380 • 0,005=
= 1,9 кГ (здесь 0,005 см2 — площадь
круга диаметром 0,8 лиг). Полученной
величины недостаточно.
Z///Z zzzzz zzzzzzzzzzzzzzz><zzzzzzzzz
Рис. 74. Предохранительный кла-
пан:
1 — линия к теплообменнику; 2 —
прокладка; 3 — перепуск теплообмен-
ника; 4 — к автоматическому ком-
пенсатору давления
Следовательно, необходимо применить более прочный припой. В поряд-
ковом № 15 той же таблицы указан универсальный сурьмянистый припой, на-
иболее прочный в рассматриваемом диапазоне температур и обладающий мень-
шей стоимостью. При использовании этого припоя соединение будет способно
159
выдержать нагрузку, равную 590 - 0,005 = 2,95 кГ, что превышает требуемую
величину 2,55 кГ.
Проверим, удовлетворяет ли данный припой другим требованиям, предъ-
являемым к соединению.
а) Вес шарика и припоя должен быть меньше 2,8 г. Приняв в расчет сле-
дующие величины: 3,3 см3 — объем медного шарика без лыски, 0,0075 см — за-
зор, заполняемый припоем, 0,50 см2 — площадь соединения, имеющего диаметр
0,8 мм. 2 — множитель, учитывающий избыток припоя в стыке, 8,94—1,1 —
плотность меди в масле, 8,75—1,1 —плотность припоя в масле, получаем:
вес меди 0,33 (8.94— 1,1) = 2,59 г;
вес припоя 0,0075’0,56-2(8,75 — 1,1) = 0,06 г:
полный вес 2,65 < 2,8 г.
Рис. 75. Демпфирующая пластинка
в паропроводе
б) Сурьмянистые припои обладают превосходным сопротивлением ползу-
чести. Кроме того, несмотря на постоянную нагрузку, опасность ползучести
отсутствует, так как соединение
работает при комнатной темпера-
туре.
в) В хорошо смачиваемом со-
единении не образуются какие-
либо концентраторы напряжений,
которые могли бы привести к ло-
кализованному отрыву. При выб-
ранном припое хороших резуль-
татов можно добиться, применяя
обычные флюсы и технологию пай-
ки. Опасностей вследствие началь-
ной усадки и термического рас-
ширения ожидать пе приходится.
г) Коррозионная опасность
маловероятна, так как силиконо-
вое масло не действует па метал-
лы, из которых выполнены детали
узла.
Заключение. В данной кон-
струкции паяное стыковое соеди-
нение можно выполнить оловянпо-
свинцово-сурьмянистым припоем
50/47/3.
Пример 2 (рис. 75). К стенке поперечины, имеющей вид тавра и располо-
женной перпендикулярно течению пара, необходимо припаять демпфирующую
пластинку; высота стенки равна 3,25 мм. По конструктивным соображениям
поперечину можно крепить только в верхней кромке пластинки. Течение
пара — циклическое, так что пластинка будет слегка колебаться в такт с им-
пульсами пара. Пластинка размером 45,5 X 45,5 X 0,475 см изготовлена из не-
ржавеющей стали 316. Поперечина изготовлена из стали и покрыта пластмас-
сой, которая удалена в месте крепления пластинки. Пайка выбрана в качестве,
способа крепления пластинки к поперечине ввиду того, что процесс пайки про-
текает при низкой температуре и пе может разрушить покрытие. С другой сто-
роны, крепление пластинки к поперечине высотой 3,25 мм болтами или заклеп-
ками невозможно. Паропровод смонтирован на полу помещения, и пайку необ-
ходимо выполнять на месте монтажа.
Решение задачи. Подсчитаем вес демпфирующей пластинки. Из табл. 21
находим, что плотность нержавеющей стали 316 равна 8.02 г/см3. Тогда 45,5 X
X 45,5 X 0,475 X 8,02 ~ 8 кг.
В соединении данного типа можно ожидать, что уровень его однородности
и, следовательно, надежности будет низким. Поэтому принимаем коэффициент
запаса прочности равным 2. Тогда соединение следует рассчитывать на проч-
ность при действии нагрузки 5 = 2’8 = 16 кГ.
160
Для решения поставленной задачи целесообразнее всего применить нахлес-
точное соединение. Найдем величину нахлестки, необходимую для удержания
пластины. Используя припой ASTM 20А, являющийся самым дешевым из числа
применяемых в таких случаях, в порядковом № 24 табл. 23 находим прочность
при срезе в 3,35 кГ)мм2. Тогда
16
' „у = 335 кГ1мм^
455U?
16
= —777 = 0,01 мм.
Следовательно, для удержания пластинки достаточна нахлестка длиной
455 мм и шириной 0,01 мм. Мы же располагаем возможной шириной нахлестки
3,25 мм. Эта дополнительная ширина нахлестки позволит намного превысить
требуемую прочность.
Хотя электродный потенциал между припоем и нержавеющей сталью не-
велик, присутствие паров требует применения защитного покрытия. Возможно,
что тот же материал, из которого изготовлена поперечина, можно наложить
поверх соединения и примыкающей к нему части пластинки.
Заключение. Для выполнения данной конструкции целесообразно применить
нахлесточное соединение, выполняемое припоем ASTM 20А. Поверх всего
соединения следует нанести защитное покрытие.
ЭЛЕКТРОТЕХНИЧЕСКОЕ СОЕДИНЕНИЕ
5.12. Электрические характеристики паяного соединения
Из табл. 21 видно, что наименьшим удельным сопротивлением
обладают серебро и медь и что олово, свинец и другие компонен-
ты легкоплавких сплавов имеют гораздо большее удельное со-
противление. Такие неметаллы, как уголь, керамика и слюда,
имеют значительно более высокое удельное сопротивление, ле-
жащее в пределах от 0,04—0,07 ом-см для угля до 9-Ю15 ом-см
для слюды.
Удельное сопротивление зависит от материала проводника,
его размеров и от температуры. Эта зависимость, выраженная че-
рез удельное сопротивление материала при 0°С, имеет вид
р/ = ро[1 +а(Т — То)]. (5.16)
Во многих случаях за исходную величину берется удельное
сопротивление нс при нуле, а при 20° С, и тогда в формулу вмес-
то температуры — при нуле следует подставить температуру —
при 20° С.
Величина, обратная удельному сопротивлению, называется
проводимостью К. Ее размерность омг±>см~Л. Численно величина
К равна длине (в сантиметрах) проводника при площади попе-
речного сечения 1 см2, имеющего сопротивление в 1 ом
Р
(5.17)
11 Заказ 941
161
Определение проводимости имеет большое значение, когда
мы рассматриваем течение тока через два различных металла,
образующих паяное соединение. Материал с большей проводи-
мостью будет более выгоден в качестве проводника, в то время
Расстояние
Рис. 76. Градиент сопротивления в переходе
от меди к олову
как низкая проводи-
мость в некоторых мес-
тах приведет к большо-
му полному сопротивле-
нию. Именно поэтому
для изготовления про-
водников столь ши-
роко применяют медь.
Сказанное очень
четко можно проиллю-
стрировать на следую-
щем примере. Предпо-
ложим, что мы каким-
либо образом последовательно соединили куски -медной и оло-
вянной проволоки каждая длиной 1 см и площадью поперечного
сечения I см2; тогда получаемые сопротивления соответствуют
диаграмме на рис. 76.
Если площадь соединения не учитывать, то мы видим, что
полное сопротивление данной комбинации меди и олова равно
сумме сопротивл сний
меди и олова, взятых в
отдельности. Если же,
однако, желательно,
чтобы conip оти вл ен и с
комбинированного про-
водника было однород-
ным, то мы должны со-
ответственно увеличить
сечение оловянной про-
Рис. 77. Соединение проволоки круглого сече-
ния с плоской пластинкой.
Слева — ток идет только через припой.
Справа — ток идет через припой лишь частич-
но, остальная часть тока идет через участок
непосредственного контакта проволоки с пла-
стинкой
волоки, пока ее сопро-
тивление не станет рав-
ным этой величине для
медного участка. Ос-
новное возражение
против большого со-
противления, вызван-
ного постановкой даже
короткого отрезка оловянной проволоки, связано с потерей энер-
гии, непосредственно определяемой количеством .выделяющегося
тепла.
В табл. 26 приведены расчетные величины токонесущей спо-
собности медных проволок в функции их диаметра и роста темпе-
ратуры. Если ток, проходящий через узел, известен, то по
162
Токонесущая способность изолированного медного провода из отожженной меди
чо
CN
11*
163
таблице находят нужный диаметр проволоки, а сечения всех
остальных элементов цепи подбирают таким образом, чтобы их
проводимость соответствовала этой величине для проволоки.
Принимая, что проводники, образующие паяное соединение,
обладают достаточной токонесущей способностью и что их на-
грев не превысит температуры, допускаемой общими условиями
работы соединения, проанализируем паяное соединение с этими
проводниками (рис. 77).
Вырежем из проводника возможно тонкий слой перпенди-
кулярно направлению тока. Сопротивление проводника
^ = Ре~. (5-18)
Аналогично для подобного слоя припоя
(5.19)
где R — сопротивление в ом\
р — удельное сопротивление в мком-см;
А—площадь сечения перпендикулярно направлению тока
в см2\
AL —возможно малая ширина сечения в направлении тока.
Теперь мы можем определить эквивалентную площадь сече-
ния припоя, которая имела бы то же сопротивление, что и про-
водник данного сечения. Как уже указывалось, сопротивление
проводника должно быть равно сопротивлению припоя на участ-
ке гой же длины.
Таким образом,
D ДТ AL ра _ рс ps
ps -л~5 - Рс д;; -As ~ А-\ — - д;
(5.20)
Отношение удельных сопротивлении припоя и проводника иг-
рает очень большую роль и оно входит во все расчеты электро-
технических соединений в виде величины
6==Ps=AL (5.21)
Рс 71с
Значения б для ряда проводников представлены на рис. 78.
Таким образом, в соответствии с приведенными выше формулами
мы получаем
4L;
(5.22)
Отсюда видно, что в случае припайки круглого проводника к
плоской пластинке (см. рис. 77) длина нахлестки Lj равна геомет-
рической константе , умноженной на отношение удельных со-
164
противлений 6 и на диаметр проволоки. Далее, из тех же сообра-
жений мы можем вывести формулы паяных соединений любой
конфигурации (см. табл. 27).
Если проводники, входящие в соединение и выходящие из не-
го, имеют различные сечения, то расчет следует вести по базово-
му проводнику, т. е. по тому из них, который облачает наиболее
высоким сопротивлением на единицу длины. Все расчеты прово-
дятся в предположении, что ток течет только через припой. Одна-
ко на практике это допущение выполняется не всегда. В реаль-
ных соединениях про-
водники могут непо-
средственно контакти-
ровать друг с другом,
и во многих случаях
отн осит ел ь ную пло-
щадь контакта «провод-
ников между собой
предсказать невозмож-
но, что не позволяет
рассчитать ню этим
цифрам надежное со-
единение. Паяное со-
единение рассчитывает-
ся на наиболее тяже-
лый случай, а именно,
на случай отсутствия
контакта между про-
водниками; в результа-
те в конструкцию -вво-
дится некоторый запас
по сопротивлению и
ко н стр укция пол у ч а ет -
Рис. 78. Отношение удельных сопротивле-
ний для шести основных металлов в зави-
симости от удельного сопротивления при-
поя:
1 — серебро
(р5 - 1,59
(p<j — 1,726 лксми cjm);
мком • 2 — медь
3 — алюминий (р v »
= 4,65 мком - еле); 4 — латунь
5.2 мком • см); Я — железо (р^—9,71
6 — сплав 52% никеля + 48%
(р ~ = 43,2 мком - см)
О
(Ps”
мком • см);
железа
ся достаточно падеж-
ной.
Учет коэффициентов запаса для электротехнических паяных
соединений производится таким же образом, как и при конструи-
ровании узлов в других областях техники. Строгих правил рас-
чета дать невозможно.
5.13. Анализ основных форм паяных соединений
Соображения, высказанные ранее при определении парамет-
ров собственно паяного соединения в связи со стремлением вы-
держать равномерный градиент напряжения по всей цепи, при-
ложимы ко всем формам паяных соединений.
Паяные соединения разбиты па три группы в соответствии с
характером относительной механической фиксации элементов до
пайки. В первую группу входят соединения, в которых детали пе-
165
род пайкой нс скрепляются (стыковые и нахлесточные соедине-
ния). Ко второй группе относятся соединения с частичной меха-
нической фиксацией (соединения с. крюковыми элементами). На-
конец, третью группу образуют соединения с механической
фиксацией деталей (соединения со скруткой и намоткой).
Группа I. Паяные соединения без предварительной
механической фиксации деталей паяемого узла
Для пайки таких соединений обычно требуется применять специальные
приспособления, в противном случае проведение пайки связало со значитель-
н ыми трудностими.
Тип 1. Соединение проволок встык (рис. 79). В электротехнике такое сое-
динение применяется очень редко. Без приспособления оно выполняется с тру-
дом, и при большой токовой нагрузке, оно вообще непригодно, так как требует
увеличенного сечения спая. Для вывода расчетной формулы примем, что обе
проволоки, входящие в соединение, изготовлены из одного и того же металла
и имеют одинаковый диаметр. Однако и при различных диаметрах формула
остается в силе, если в нее подставить
значение меньшего из них.
откуда
Полученный результат можно выразить следующим образом: для того
чтобы в слое припоя в соединении двух круглых проводников градиент напря-'
жепия был однородным, диаметр этого слоя должен равняться диаметру про-
водника, умноженному па корень квадратный из отношения удельных сопро-
тивлений.
То же стыковое соединенно может выполняться между токопроводящими
элементами квадратного сечения (рис. 80). В данном случае мы должны при-
нять, что проводники изготовлены из одного и того же материала. Тогда опре-
деляющим фактором снова будут диаметр Ds слоя припоя в соединении и тол-
щина проводника мепыпего сечения. Слой припоя принимаем в форме плоского
диска.
Предполагаем, что
(5.26)
Тогда
(5.27)
166
откуда
(5.28)
Данное выражение означает, что диаметр слоя припоя в случае соединения
Я
квадратных проводников равен корню квадратном}7 из произведения------- на
4
отношение удельных сопротивлений б, умноженному на Tct .
При стыковом соединении двух проводников прямоугольного сечения
(рис. 81) необходимо ввести дополнительное условие, справедливое для боль-
шинства практических применений пайки, а именно, что ширина паяного соеди-
нения нс превышает ширины прямоугольных элементов. Тогда определяющий
Рис. 80. Соединение встык элемен-
тов квадратного сечения
Рис. 81. Соединение встык элементов
прямоугольного сечения
фактор — толщина паяного соединения равна отношению удельных сопро-
тивлений, умноженному на толщину проводника. Примем 1
тогда
откуда
4s s^s
= TcwSi ’
Ts = (>Tce
(5.29)
(5.30)
(5.31)
Тип. 2. Нахлесточное соединение проволок (рис. 82). Из всех нахлесточ-
ных соединений данное применяется реже всех остальных Как и всякое на-
хлесточное соединение, оно удобно для узлов с высокой токовой нагрузкой.
Если соединение данного вида все же применяется, то обычно требуют, чтобы
его толщина превышала половину диаметра проводника.
Сказанное выше относится к проводникам одинакового диаметра. Если же
у одного проводника диаметр в 3—4 раза больше, чем у другого, то толщина
слоя припоя должна быть по крайней мере не меньше диаметра последнего
проводника; расчет ведут как для нахлесточного соединения кругл ой проволоки
с пластинкой. Предположим, что
(5.32)
1 Последнее допущение (П7сх = — IFS) приложимо к большинству
практических случаев, когда ширина слоя припоя примерно равна ширине
паяемой полосы.
167
Тогда
(5.33)
откуда
л ~
Lj=—6DC .
J 2 Ci
(5.34)
Таким образом, мы спели выражение для определяющего фактора к кон-
л
стайте (произведению числа на б), умноженной па диаметр проводника.
Тип. 3. Нахлесточное соединение круглого элемента с пластинкой 1 (рис. 83).
Это соединение применяется очень часто; оно просто в изготовлении и пригод-
но для узлов с высокой токовой нагрузкой. При правильном выполнении со-
Рис. 83- Нахлесточное
Рис. 82. Нахлесточное соеди- соединение круглого эле-
нение проволок мента с пластинкой
единения круглый металлический проводник контактирует с пластинкой, так
что через припой проходит только часть тока. Однако, как уже отмечалось ра-
нее, расчет нужно проводить для самого тяжелого случая, когда проводники
между собой не контактируют. Помимо обычных допущений, мы должны пред-
положить в данном случае, что площадь пластинки, лежащая под круглым
проводником, равна площади продольного сечения последнего или превышает
ее. Определяющим фактором снова является длина нахлестки Lj, так что, если
принять
Р- > р. ; А„ < А.. (5.35)
• Ci ^-2
то
A Dr Li 4Li
б = —=-----------£1J_ =--------(5.36)
[ л \ о л О „
— г/ 61
\ 4 / С1
откуда
—— SD (•’’•37)
J 4
Определяющий фактор Lj снова имеет вид произведения константы (числа
л
Р
умноженного на б) на диаметр проводника.
1 См. также пример в разделе 5.12.
168
Тип. 4. Плоское нахлесточное соединение (рис. 84). Такое соединение вы-
полняется без каких-либо затруднений и пригодно для больших токовых на-
грузок. Какие-либо специальные приспособления не применяются, хотя они и
были бы целесообразны. Определяющим фактором, как и во всех нахлесточных
соединениях, является длина нахлестки'Lj. В предположении, что
находим
откуда
(5.38)
(5.39)
(5.40)
Иными словами, длина нахлесточного соединения равна отношению удель-
ных сопротивлений, умноженному на толщину проводника.
Рис. 84. Плоское нахлесточ-
ное соединение
Рис. 85. Соединение прово-
локи с опорой в выточку
Тин 5. Соединение проволоки с опорой в выточку (рис. 85). Такое соеди-
нение, рекомендуемое для промежуточной фиксации проволоки, легко выпол-
нять и контролировать. Необходимо, чтобы припой покрывал по крайней мере
половину окружности проволоки. Исходя из этого требования и проводится
расчет, так что в дополнение к обычным допущениям мы должны предполо-
жить. что к основанию припаивается половина окружности проводника. Опре-
деляющим фактором является ширина опоры, т. с. фактическая длина нахле-
сточного соединения Lj. Предположим, что
толщина припоя
(5.41)
тогда
(5.42)
откуда
Lj = ~ 6DC .
/ 2 61
(5.43)
Полученное выражение означает, что ширина опоры должна быть равна
произведению половины отношения удельных сопротивлений на диаметр круг-
лого проводника.
U9
Тип 6. Нахлесточное соединение проволоки в стакан (рис. 86). Такое сое-
динение аналогично втулочному и поэтому почти пе поддастся осмотру.^ Вместе
с тем оно очень распространено и выполняется без особых затруднений К не-
му предъявляется единственное требование — чтобы проволока доходила до
дна чашки до того, как образуется паяное соединение. Далее важно также,
чтобы при выполнении соединения имелся зазор нс менее 0,08 мм для прохода
флюса и припоя в одну сторону и воздуха — в другую. Рассматриваемое со-
единение способно нести большие токовые нагрузки и часто выполняется с при-
менением омического нагрева. Предположим, что
Р
(5.44)
Тогда
Ci
а-
Ас
2
4
откуда
С1 •
Таким образом, мы видим, что глуонна ввода проволоки в стакан равна
произведению четверти разности между
и единицей на диаметр проводника.
отношением удельных сопротивлении
Рис. 86. Нахлесточное соединение
проволоки в стакан
Рис. 87. Соединение прово-
локи в отверстии пластинки
Тип 7. Соединение проволоки в отверстии пластинки (рис. 87). Данное сое-
динение применяется очень часто, в особенности при монтаже печатных схем,
когда в плате имеется сквозное металлическое гнездо под проволоку. Допуски
на размеры проволоки и гнезда подбирают с таким расчетом, чтобы гаранти-
ровать капиллярное действие зазора (см. раздел 3.18). Качество смачивания
в соединении можно проконтролировать как снизу, так и сверху панели, одна-,
ко судить об однородности слоя припоя и смачивания по стенкам отверстия
невозможно. Для того .чтобы выполнить соединение данного типа, приспособле-
ния вообще необязательны, но в некоторых случаях они могут потребоваться.
Соединение пригодно при средних токовых нагрузках, так как толщину мате-
риала, в котором выполняется отверстие, нс всегда возможно изменять в соот-
ветствии с требованиями к паяемому соединению.
Предположим, что
Рг,>РС,- <5-47)
Тогда
^6
Л
(5.48)
170
откуда
(5.49)
Таким образом, мы видим, что толщина материала, в котором выполняется
отверстие, должна равняться четверти произведения отношения удельных со-
противлений па диаметр проводника, проходящего через отверстие.
Группа II. Паяные соединения с частичной предварительной
механической фиксацией деталей паяемого узла
К этой группе относятся крючковые соединения, для выполнения которых
приспособления необязательны. В соответствии с планом данной книги мы
рассмотрим соединение, в котором крюк представляет собой загиб проводника
на 180е. Однако приводимые ниже сообра-
жения позволяют вывести формулы и для
соединений с крюком, имеющим больший
или меньший угол загиба.
Тип 1. Крючковое соединение круглых
проводников (рис. 88). Соединение данного
типа широко применяется, в частности, при
стыковке жильного кабеля с отдельными
Рис. 89. Крючковое соедине-
ние круглого и прямоугольно-
го проводников
Рис. 88. Крючковое соединение
круглых проводников
проволоками; оно удобно для осмотра (если диаметр места пайки ненамного
больше диаметра проволок). Как отмечалось выше, расчет ведется в предпо-
ложении, что угол крюка равен половине окружности или больше нее. При-
мем. что
Тогда
угол загиба 180е.
(5.50)
(5.51)
откуда
(5.52)
Таким образом, мы видим, что диаметр проволоки, образующей соедине-
ние, должен быть равен произведению величины 2/6 на диаметр Dct. Отсюда
следует, что в выбранных нами условиях такое соединение всегда обладает
равномерным градиентом напряжения, независимо от того, касаются ли прово-
локи друг друга или пет.
Тип 2. Крючковое соединение круглого и прямоугольного проводников
(рис. 89). Соединения этого типа относятся к числу наиболее распространен-
ных (от проволоки к клемме) и легко выполняются. Но они не всегда удобны
для выполнения па автоматическом оборудовании. В наших расчетах мы при-
няли для крюка угол загиба в 180е и считаем, что крюк припаивается к клем-
ме ио меньшей мере па участке, равном диаметру проволоки. Наш расчет дол-
171
жен иметь силу независимо от того, где, по соображениям удобства осмотра,
будет располагаться припой — снизу» внутри или сверху клеммы. Это прояв-
ляется в том. что в выражение (5.55) входят такие параметры соединения, как
длина стыка Lj и толщина клеммы Tct.
Примем, что
Рг >р£’ Ас угол загиба> 180°. (5.53)
t-l • t'S *-1 1 2
Тогда
^=^Ll + Tcl=&Li±^
Л (т)^2‘ nDci
откуда
= <5-55>
Группа 111. Паяные соединения с полной предварительной
механической фиксацией деталей паяемого узла
Все соединения этой группы выполняются со скруткой или намоткой. Су-
ществуют самые различные конструктивные формы соединений данной группы,
но мы здесь ограничимся лишь тремя наиболее часто применяемыми формами.
Ввиду характера этих соединений
приспособления при их пайке не
нужны. Соединения со скруткой
могут работать при очень высоких
токовых нагрузках.
Рис. 91. Скрутка круглого
и плоского проводников
Рис. 90. Скрутка двух круг-
лых проводников
Тип 1. Скрутка двух круглых проводников (рис. 90). В соединениях дан-
ного типа припой служит не столько для пропуска тока, сколько для фиксации
проводников. Соединения позволяют автоматизировать процесс их выполнения
и пригодны для работы в условиях высокой токовой нагрузки. В нашем расче-
те дополнительной длиной проволоки, обусловленной скруткой, пренебрегаем
и берем для нее длину Lj паяного соединения.
Положим
Тогда
(5.56)
Рсх > Рс2’
(5.57)
172
откуда
(5.58)
данном случае длина паяного соединения получилась равной числу
В
умноженному на отношение удельных сопротивлений и на диаметр
Тип. 2. Скрутка круглого и плоского проводников (рис. 91). Соединение
данного типа сходно с описанным в группе II, за исключением того, что между
проволокой и клеммой при скрутке достигается большая жесткость и что вре-
мя между выполнением скрутки и пайкой, хотя оно и зависит только от старе-
ния паяемых поверхностей и ряда других факторов общего характера, все же
следует устанавливать как можно меньшим. Угол загиба проволоки может со-
ставлять 270—360° и больше, но в наших расчетах мы принимаем его равным
360е. Соединение выдерживает большие токовые нагрузки и очень удобно для
осмотра. Примем
Тогда
Pz- > Рл ; Л „ Л * угол загиба = 360°.
(5.59)
(5.60)
откуда
Следовательно, диаметр круглого проводника равен частному от деления
8 на чб, умноженному на сумму величин толщины и длины паяемого участка
клеммы.
Тип. 3. Соединение намоткой проволоки
на круглый штифт (рис. 92). Это соедине-
ние, подобно предыдущему, имеет очень
широкое распространение; особенно часто
применяется оно в тех случаях, когда не-
сколько проводников необходимо соединить
с одним выводным штифтом, В последнем
случае такое соединение имеет еще и то
преимущество, что благодаря надежной
механической фиксации всех проводников
нагрев клеммы до температуры пайки при
выполнении последующих соединений не
приводит к нарушению предшествующих.
Следует отметить, что из соображений удоб-
Рис. 92. Соединение намоткой
ства осмотра, доступа и ремонта нужно проволоки на круглый штифт
проволоки наматывать рядом друг с дру-
гом. без перекрытия одних витков другими.
В нашем расчете принимаем, что намотка состоит из п полных витков, каж-
дый на угол 360°. Предполагаем, что
Югда
(5.62)
(5.63)
173
Таблица 27
Данные для расчета электротехнических соединений 1
К® по пор. Тип Рисунок К Расчетная формула Условия Примене- ние приспо- соблений Токовая нагрузка
Группа I. Механическая фиксация деталей перед пайкой отсутствует Стыковые соединения
1 Круглые детали 79 D.= И &D. S' Cl ep? 7a v о <? n * № Да Малая
2 Квадратные детали 80 «о il 1 с J Pr 5^' Pr ' £1 r СЛ T <£T £1 ct Да Малая
3 Прямоуголь- ные детали 81 7\ - 67\ 5 Ci ? 1-^ A il чV 7 II IT Да Малая
Соединения внахлестку
1 Круглые детали2 82 го £ | О) и 'sJ г 4» 'A — Cl Q АЛ- A kJ 4 Q ssJ" Да Большая
2 Круглая и плоская детали 83 Л ^=7^, >2^ AV Предпо- чтительно Большая
3 Плоские детали 84 Lj = PCI > pc._ F, - IF, = IF, Tc <Te Предпо- чтительно Большая
4 Проволока и контакт 85 £. = — &D,. J 2 с* P- > Pr Высота спая > Dc. 2 Нет Средняя
5 Проволока и стакан 86 1 Li = ~ 1 4 (d^l)Dn V H^3 Нет Большая
6 Проволока и отверстие 87 Li - 7 6nc ₽C1 > Pc, Предпо- ч1ительно Средняя
174
Продолжение табл. 27
№ по пор. Тип Рисунок № Расчетная формула Условия Примене- ние приспо- соблений Т оковая нагрузка
Группа II. Частичная механическая фиксация деталей перед пайкой Крюковые соединения
1 Круглые детали 88 t? >и If О* ; tw* н * W /Л V г* г*1 Со <> ГО Ъ t* J 1* О Нет Большая
2 Круглая и плоская детали 89 *0о t1 •Г - -1- II ф» I —Il о 1 Pct > Pcs 4, < 4, Угол > 180° 1 Нет Большая
Группа III. Полная механическая фиксация деталей перед пайкой3 Соединения со скруткой
1 Круглые детали 90 • 14 сч <7 Q II “° РС1 > Рсг D <Dc п > 1 Нет Средняя
2 Круглая и плоская детали 91 4,- _8 яд <4 + 4? tv «3 * *“ II Л V — >. Чз е» £ Нет Большая
3 Круглая деталь и контактный шрифг 92 4п 5 - V /Л V - 0 ? Г} N t* Нот Большая
Условные обозначения: — диаме гр меньшего проводника; ACl — площадь меньшего проводника; S — припой; IV — ширина: Lj — длина спая; Т — толщина; п — число витков; 8— отношение удельных сопротивлений; р — удельное сопротивление в мком - см. 1 М а n к о Н- Н- How to Design the Soldered Electrical Connection. Prod. Engng, June 12. 1961. p. 57. 2 Даваемая здесь формула применяется, когда диаметр большего проводника в 3—4 раза препышаст диаметр меньшего проводника; в противном случае исполь- зуется формула из следующей строки. 5 Механическая фиксация деталей рекомендуется н случаях, когда ослабление или разрушение стыка может привести к аварии.
175
отсюда
4п
DCi = ~DCt, (5.64)
ИЛИ
Таким образом, диаметр штифта должен равняться произведению констан-
ты (удельное сопротивление, разделенное на in) на диаметр проволоки. Число
витков проволоки на штифте равно четверти отношения удельных сопротивле-
ний, умноженной на отношение диаметров проволоки и штифта.
Все описанные выше расчеты сведены в табл 27.
В заключение еще раз подчеркнем, что во всех приведенных выше рассуж-
дениях за величину 6 бралось отношение удельных сопротивлений используе-
мого припоя и проводника № 1, которым всегда являлся проводник с. меньшей
токонесущей способностью, обусловленной либо более высоким удельным сопро-
тивлением, либо меньшим сечением.
5.14. Расчет сопротивления паяных соединений
Доля сопротивления соединений, рассмотренных в разделе
5.13, в общем сопротивлении паяного узла различна. Паши рас-
четы основывались на предположении о равномерном распреде-
лении перепада напряжений по соединению. Для того чтобы
гарантировать такое распределение, мы ввели понятие контроли-
рующего фактора, который можно подбирать таким образом, что-
бы паяное соединение обладало той же токонесущей способнос-
тью. что и проводники, образующие соединение. Если это условие
соблюдено, мы можем подсчитать то дополнительное сопротивле-
ние, которое соединение вносит в общее сопротивление узла; этот
фактор и будет здесь рассмотрен более подробно для некоторых
групп и типов соединений, представленных в разделе 5.13. Для
группы I, типы 1, 2 и 3 (соединения внахлестку) положение явля-
ется наиболее простым. Если только проводники не контактируют
между собой, то зазор между ними и представляет собой то рас-
стояние, которое ток должен идти по припою, образующему ме-
таллический континуум. Данное расстояние можно просто доба-
вить к длине самих проводников, так что при анализе сопротив-
ления такого узла рассматривается общая длина проводника без
учета того, что некоторая его часть образована припоем. В той же
группе 1 для нахлесточных соединений имеется тенденция сво-
дить этот зазор к нулю, по в реальных конструкциях замерить
зазор пе всегда удается. Кроме того, возможно, что на некотором
участке проводники контактируют друг с другом, а на остальной
длине образуют зазор, так что суммарный эффект примерно ра-
вен нулю. Соединения описанного типа в некоторой мере могут
увеличить общее сопротивление проводника, причем степень этого
увеличения зависит от формы паяного соединения и обобщению
не поддается.
176
У соединений группы II — крючковых соединений, типы 1 и 2—
зазор также приближается к нулевому и, возможно, в большин-
стве случаев действительно отсутствует. Поэтому к ним приложи-
мы те же соображения, которые были высказаны для нахлесточ-
ных соединений.
Соединения группы III обладают строго определенными ха-
рактеристиками и зазор между проводниками действительно ра-
вен нулю; если же проводник намотан не слишком туго, то в этом
случае может возникнуть положение, описанное для соединений
группы II.
Вообще говоря, можно утверждать, что паяные соединения в
обычном узле электроники лишь ненамного увеличивают общее
сопротивление узла (если, конечно, соединение сконструировано
правильно, в соответствии с требованиями табл. 27). Если извест-
но, что некоторый зазор все же существует, то толщина слоя при-
поя в этом зазоре составит, вероятно, лишь малую долю общей
длины проводников в паяном узле, и поэтому в большинстве слу-
чаев сопротивлением паяного слоя можно пренебречь.
5.15. Конструирование электротехнических соединений
При конструировании электротехнических паяных соединений
необходимо учитывать ряд факторов, которые могут потребовать
проведения специальных конструктивных и технологических ме-
роприятий. В число таких факторов входят химическое действие
флюса, гальванические явления, теплопередача, окисление, меха-
нические напряжения, проводимость и контроль процесса пайки.
Однако все требования можно удовлетворить в ходе конструиро-
вания паяного узла, которое состоит из следующих этапов:
а) Выполнение эскизного чертежа соединения. Обычно общая
форма и размеры соединения определяются предъявляемыми к
нему электротехническими и физическими требованиями, и эски-
зы почти всегда совпадают с одним из 14 соединений, приведен-
ных в табл. 27.
б) Выявление ограничений, обусловленных выбранным про-
цессом. Здесь нужно дать ответ на следующие вопросы: изготов-
лены ли детали и клеммы из соответствующих материалов; необ-
ходимо ли предварительное облуживание или плакирование
(для защиты от коррозии или по каким-либо производственным
соображениям); не ограничивается ли облуживание или плаки-
рование температурными нагрузками или термическими ударами;
пет ли необходимости применять для каждой клеммы различные
припои или флюсы: если две клеммы близки друг к другу, то что
лучше — во время пайки разделить их термическими экранами
или защитить тепловыми стоками (холодильниками); не следует
ли одну клемму паять припоем с более высокой температу-
рой плавления, так что припой нс расплавится при пайке второго
12 Заказ 941 177
соединения; имеет ли припой область кашицеобразного состояния
или он сразу переходит из твердого состояния в жидкое; оказы-
вают ли флюс или растворитель для его удаления химическое
воздействие на проводники, изоляторы или опоры; образуются ли
интерметаллические соединения; каковы возможности автомати-
зации процесса; стоимость соединения. Все эти вопросы подробно
рассмотрены в других местах книги и здесь будет лишь разобран
пример, иллюстрирующий многие из этих ограничений.
в) Выбор сечения проводника. В данном случае основными
факторами являются токонесущая способность и механическая
прочность. Для облегчения выбора надлежащего диаметра прово-
локи следует определить токонесущую способность по табл. 26.
г) Выбор припоя. Для всех обычных электротехнических сое-
динений применима табл. 23. Если для пайки каждой из двух
клемм необходимы две различные методики пайки, то следует
разработать общую последовательность операций.
д) Проверка соединения на отношение удельных сопротивле-
ний. Нужно по рис. 78 сравнить отношение удельного сопротив-
ления каждого припоя с этой величиной для проводника.
е) Расчет основных параметров соединения. Этот расчет вы-
полняют по уравнениям, приведенным -в табл. 27.
ж) Увеличение полученного значения па 50—100%. Найден-
ные таким образом величены округляют в соответствии с рацио-
нальными производственными допусками.
з) Конструирование пробного соединения. Размеры пробного
соединения назначают вместе с размерами проводов и клемм,
исходя из соображений токонесущей способности.
и) Проверка пробного соединения на механическую проч-
ность. Проверку соединения выполняют либо расчетом, либо из-
готовлением и испытанием образца. Если необходимо, в конст-
рукцию соединения вносят исправления.
к) Выпуск окончательных рабочих чертежей. На этих черте-
жах должны быть указаны все необходимые данные.
5.16. Пример конструирования электротехнического соединения
Конец тонкого стеклянного цилиндрика с наплавленным на этом конце
слоем серебра необходимо соединить с клеммой в виде стаканчика, находя-
щейся от цилиндрика на расстоянии 6,35 лл, пользуясь медной изолированной
проволокой (рис. 93), Цилиндрик рассчитан на ток 3,5 а при 70° С. На узел
может действовать максимальная сила 2,7 кГ. Задание: назначить размеры се-
ребрения конца цилиндрика, выбрать надлежащий припой, определить разме-
ры клеммы, найти диаметр и длину медной проволоки и предложить техноло-
гию пайки.
Этап 1. Выявление ограничений. Малое расстояние между двумя паяными
соединениями требует, чтобы припои для каждого из соединений имели значи-
тельно различающуюся температуру плавления. Если это условие нс соблю-
сти, то во время пайки второго соединения тепло, передаваемое по проволоке
к ранее выполненному спаю, может вызвать его разрушение. Предупредить
эту опасность можно одним из двух нижеследующих способов:
178
а) Применить холодильник, который закрепляют между деталью и местом
пайки. Однако в пашем случае ввиду небольшого диаметра и малой длины
проволоки такой путь может оказаться малоэффективным. Проволока диамет-
ром 0,4 мм (этот выбор сделан ниже.) может не выдержать; кроме того, холо-
дильник может (и, вероятно, будет) отводить тепло от места пайки, что за-
медлит самый процесс выполнения соединения.
Далее, так как, согласно конструк 1ивным требованиям, для соединения
деталей применяется изолированная проволока, то снимать изоляцию с нее
необходимо лишь по возможности ближе к месту пайки, чтобы избежать ко-
роткого замыкания.
б) Применить два различных припоя, у одного из которых температура со-
лидуса намного выше рабочей температуры второго припоя. В нашем случае
данный метод гораздо удобнее и, как отмечено выше, полностью устраняет
упомянутое выше ограничение, процесса пайки.
Материал изоляционного слоя проволоки должен не только удовлетворять
всем конструктивным требованиям, но и выдерживать температуры пайки без
коробления пли обугливания. Специальный подбор изоляционного материала
может также в значительной мерс облег-
чить выбор флюса и способа очистки сое-
динений после пайки.
Если паяются стеклянные детали, то
существен11 ое значснис имеет т ер мiг ческий
удар. Для того чтобы повысить надеж-
ность узла, нужно свести термический
удар при нагреве к минимуму, для чего
Рис. 93. Соединение стеклян-
ного цилиндрика с клеммой
в виде стаканчика
стеклянную деталь перед пайкой подвер-
гают равномерному подогреву. При вводе
этой дополнительной операции становится
возможным применение более вы 'окотем-
псратурных припоев.
Этап 2. Выбор диаметра проволоки для данного случая пайки. Вообще
говоря, целесообразно применять проволоку по возможности меньшего диамет-
ра, так как это понижает напряжения в спае, В табл. 26 дана токонесущая
способность в функции допустимого роста температуры. В нашем примере вы-
брана проволока диаметром 0,4 мм с. токонесущей способностью 3,68 а для
роста температуры в 50° С.
Этап 3. Выбор мягкого припоя. Па этапе 1 установлена необходимость ве-
сти ступенчатую пайку двумя припоями с различной температурой плавления.
Выберем сначала тот припой, которым будет выполняться соединение по стеклу.
Топкая пленка наплавленного серебра может иметь пористую структуру и
множество участков, на которых сцепление со стеклом отсутствует. Поэтому
желательно применить припой, который сам по себе хорошо смачивает стекло,
а именно припой па базе индия. При наложении такой припой будет проходить
через пористый слой серебра, в том числе и гам, где сцепление со стеклом от-
сутствует, смачивая последнее и тем самым повышая прочность соединения.
Подходящий припой с высокой температурой плавления, рекомендуемый
для пайки стекла и керамики с наплавленным на них серебром, мы находим
(№ по пор. 19) в табл, 23. Припой довольно дорогостоящий, и прежде чем сде-
лать окончательный выбор, следует дать опенку экономической целесообразно-
сти его применения. Этот вопрос, должен решать конструктор. В данной задаче
мы остановим свой выбор па этом сплаве, так как он обладает всеми необхо-
димыми качествами. Температура солидуса для него равна 23Г С.
Применение припоя, содержащего серебро, выгодно также и из других со-
ображений. В частности, таким образом в значительной мере ослабляется тен-
денция наплавленного па стекло серебра растворяться в припое. Данный при-
пой можно накладывать обычным паяльником, если последний снабдить надле-
жащим наконечником, например со стальным покрытием, и приспособить для
работы при высоких температурах пайки. Такие наконечники следует хранить
отдельно и применять только для пайки данным припоем.
12*
179
Припой, пригодный для второй операции пайки, мы находим (№ по пор.
14) б табл. 23.
Этот оловянно-свинцовый припой 60/40, широко применяемый для выпол-
нения электротехнических соединений, поставляется промышленностью в самых
различных формах и размерах. Температура ликвидуса для него равна 188° С,
гак что паять данным припоем можно при температуре в диапазоне 218—230е С.
При этой температуре первое соединение остается без изменений. Папку удоб-
нее всего выполнять с предварительным облуживанием чашечной клеммы и за-
полнением ее припоем.
Чашечную клемму нагревают нс более чем до 232° С, после чего проволоку
вводят в расплав припоя. Источник тепла убирают, и соединение затвердевает.
Нагрев осуществляют по методу сопротивления с заранее рассчитанным режи-
мом пропуска тока или термически регулируемым паяльником. Необходимо
следить за тем, чтобы проволока доходила до дна чашечной клеммы.
Этап 4. Определение отношения удельных сопротивлений. Для этой цели
воспользуемся рис. 78. Для сплава № по пор. 19 (90% индия и 10% серебра)
табл. 23 дает удельное сопротивление, равное 7,80 мком • см. Из рис. 78 для
медных проводников находим 6 = 4,5. Для припоя № но пор. 14 (60% олова
и 40% свинца) в табл. 23 берем удельное сопротивление равным 14,99, что
дает нам но рис. 78 для медных проводников б ==8,75.
Этап 5. Расчет контролирующих факторов. На основе табл. 27 мы полу-
чаем две формулы, контролирующие нашу конструкцию.
а) Для пайки к серебру используем соединение круглого проводника
с плоским, так что контролирующая формула имеет вид
R R
L;^--6Dr = — 4,5 • 0,4 - 1,45 леи. (5.66)
7 4 4
Такой выбор типа соединения обусловлен тем, что DCJDC^ <0,25.
б) Для клеммы воспользуемся формулой для соединения типа «проволока
в стакане»; ио табл. 27 имеем
Lj^-] (б —l)DCi = — Z-0,4 = 0,78 лык (5.67)
4 *4
При определении этих величин коэффициент запаса не учитывали.
Этап 6. Ввод коэффициента запаса. На данном этапе расчета в него необ-
ходимо ввести коэффициент запаса, определяемый назначением и условиями
работы узла. В нашем случае повышаем найденные величины на 50%, проводя
одновременно округление. Находим соответственно 2,0 и 1,3 мм.
Этап 7. Окончательное конструирование соединения. Разобьем соединение
па два участка:
а) На цилиндрике проволоку припаивают поперек полоски наплавленного
серебра. Если ширина полоски меньше требуемой длины соединения, то про-
волоку можно припаять по окружности цилиндрика, взяв за длину паяного
соединения L длину окружности стеклянной детали.
б) Глубина стаканчика определяется длиной спая, а внутренний диаметр
должен па 0,08—0,13 превышать диаметр проволоки (получаемые величины
должны быть надлежащим образом округлены).
Теперь можно определить полную длину проволоки. взяв указанное ранее
расстояние между деталями в 6,35 лии и добавив к нему длину участков при-
пайки к серебряному пояску и к чашке.
Этап 8. Проверка соединения на механическую прочность. Снова разберем
каждый спай в отдельности. Рассмотрим сначала соединение со стеклянной де-
талью. Если принять, что па шов действуют срезывающие его силы (этот вид
нагружения является наиболее характерным для соединений рассматриваемого
типа), то получаем
(5.68)
180
откуда
Л5 = 1,25 лш2;
(5.69)
(5.70)
Полученная величина больше требуемой для электро технических соедине-
ний. Если в расчет ввести небольшой коэффициент запаса, то это потребует
переконструирования си а я с серебряным пояском. Теперь рассмотрим соедине-
ние для стаканчика
Ss = (M; (5.71)
о
(5.72)
Но Л = RaL, откуда
д
L =----------= 0,025 мм.
лГ)г
<1
(5.73)
Эта величина меньше той, которая требуется для прочности электротехни-
ческих соединений, так что описанная ранее конструкция вполне приемлема.
Заключение. Па основе проведенных расчетов можно сделать следующие
рекомендации:
I. Ленточка наплавленного серебряного слоя должна иметь ширину 2 мм
и по крайней мерс вдвое превышать диаметр проволоки.
2. Поставленным требованиям удовлетворяет изолированная медная про-
волока диаметром 0,4 мм и длиной 9,7 ллс
3. Проволоку к серебряному слою нужно паять припоем, состоящим из
90% индия и 10% серебра, применяя обычный паяльник. Следует рассмотреть
целесообразность предварительного подогрева стеклянной детали, чтобы из-
бежать действия на нес термического удара.
4. К чашечной клемме проволоку следует паять припоем из 60% олова и
40% свинца, пользуясь методом сопротивления или применяя паяльник с регу-
лируемым нагревом. Чашка должна иметь сверление диаметром 0.5 о и глу-
биной не менее 1,27 .иль
Глава 6. ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
ДЛЯ ПРОМЫШЛЕННОЙ ПАЙКИ
6.1. Состояние поверхности
Успех пайки в очень сильной степени зависит от состояния
поверхностей, подлежащих соединению. Все посторонние частицы
и вещества, оставшиеся на поверхности после предыдущей меха-
нической обработки» — стружку, охлаждающие жидкости, а так-
же пыль, осевшую на деталях при их хранении, необходимо
тщательно удалять, чтобы при пайке получить надлежащие ре-
зультаты. Пайку сильно затрудняют окалина и толстый слой
ржавчины. Флюсы недостаточно активны, чтобы разрушить слой
окалины или ржавчины. Кроме того, с деталей перед пайкой
должны быть удалены органические покрытия.
Операции по предварительной очистке деталей можно разбить
на четыре основные группы.
6.2. Удаление посторонних частиц и веществ
Для удаления стружки и охлаждающе-смазочных жидкостей
можно воспользоваться либо органическим растворителем, как
в случае обезжиривания (см. раздел 6.35), либо водным раство-
рителем; жидкость при этом необходимо интенсивно перемеши-
вать, чтобы она смывала твердые частицы. В указанных целях
хорошие результаты дает ультразвуковая кавитационная очистка
(см. раздел 6.37). Если для защиты узла от действия атмосфер-
ных условий его покрыли краской, лаком или т. п., то может по-
требоваться селективная очистка. Предварительную очистку
можно считать успешной только в том случае, если поверхность
детали будет полностью освобождена от посторонних частиц и
веществ.
6.3. Удаление окалины
Большинство материалов, покрытых после термообработки
окалиной, поддается пайке с большим трудом. Поэтому в ходе
предварительной очистки окалину необходимо удалять. Указания
по данному вопросу приведены в табл. 28.
182
Таблица 28
Реактивы для удаления окалины 1
Металл Реактив2 Указания по ведению процесса
Апюминий 1 % HF + 1 % HNO3 Применяется для удаления окалины, появившейся при тер-
Дюралюминий 1 % по весу NaF + 6,25%’ H2SO4 мообработке и не снятой трав- лением в щелочном растворе
Медь и ее сила- 12,5% II,S04 +(1—3)% Применяется при температу-
вы по весу Na9Cr,07 10% h2so4 + обезвоженного Fe2 (SO4)3 15—20% по весу (NH4)2S2C)6 ре от комнатной до 80° С Сплавы с низким содержа- нием Си — при 50—60° С Сплавы с высоким содержа- нием Си — при 60—80° С Комнатная температура. Ис- пользовать раствор до pH = = 1,54-2 и заменить свежим с pH = 3,5-е-4, раствор стабилен 3—5 дней
Бериллиевая бронза 10% H2SO4 20-30% H2SO4 При 50—80° С. Пригоден только для сплавов с содержа- нием Си < 85%. При 70—80° С. Только для ослабленного слоя окалины; последующее травление в азот- ной кислоте
Золото и его сплавы 12,5% H2SO4 При 65° С. Для удаления термической окалины
Железо и сталь Чугун 50% НС 1 + ингибитор травления 6,25% H2SO4 4- ингиби- тор травления 6,25% H2SO4 + 8% НС1 12,5% II2SO4-b -j- 12,5% HF Комнатная температура. Быстродействующий. Удобен для полированной стали От комнатной до 80° С. Дешевле предыдущего, ио дей- ствует медленнее. Комнатная температура
Магний и его сплавы 20% II2CrO4 90—100° С
Никель и его сплавы 33% HC1 + 1,5% CuCl2 80° С. СиС12 служит только для ускорения реакции. После- дующая промывка горячей во- дой и погружение в 25% H2SO4 -F 12,5% HNO3
183
Продолжение табл. 28
Металл Реактив2 Указания по ведению процесса
Никель и его сплавы Инконель Нейзильбер 10% H2SO4-|- 1,5% по весу обезвоженного Fe2(SO4)3 10% НС1 + 0.75% по весу обезвоженного Fe2(SO4)3 33% HNO:,4-4% HF 10% H2SO4 4- 0,75% по весу сегнетовой соли 25% H2SO2+ 1,2% ио весу Na2Cr2O7 10% H2SO4 + 0,75% по весу обезвоженного Fe2 (SO4)3 | 80° С 70—80° С 65—75° < 70—80° ( Комнатн; температур 60° С Только при тон- кой окалине(после отжига в восстано- вительной среде или горячей дефор- мации) "П зя или повышенная а
Серебро 66,7% HNO3 90—95% H2SO4, осталь- ное HNOS Комнатная или повышенная температура Комнатная или повышенная температура. Деталь должна быть сух off
Нержавеющая сталь3 10% H2SO4 10% H2SO4-l 10% HC1 20% HNO3 + 30% HF+ + ингибитор 6,25% H£SO4 + 6,25% НРЦ'6% по весу H2CrO44- -J- ингибитор 25% HC1 — 5% HNO3+ + ингибитор 80° С 55—60° С 50 65° С Комнат™ повышенна пература Тольк лаблени слоя ок ► следуют ботка приводи paciворс ч 1Я или я тем- о для ос- я толстого алины; по- дая обра- одпим из мых ниже )В Удаление окалины
1 На 11 N. «Metal Finishing Guidebook» 28(h ed.. 1960.
2 Проценты даны no общему, если не указано иное.
3 Перед применением реактива дли удаления окалины применять расгноры для ое
ослабления.
6.4. Удаление изоляции при выполнении
электротехнических соединений
В соответствии со свойствами изоляционного материала чаще
применяются следующие три метода удаления изоляции
(табл. 29).
Механическое удаление. При данном методе изоляцию надре-
зают по окружности на требуемом расстоянии от свободного кон-
184
Таблица 29
Способы удаления изоляции с электропроводов
Изоляционный материал Способ механиче- ский удаления изоляции Примечание
термиче- ский химиче- ский
Асбест .... 1 3 3
Бумага . , 1 2б 3
Лак 2 1 1
Нейлон 1 2б
Натуральный каучук . 1 2б 3
Неопрен 1 2е 3
Поливинилхлорид . . . 1 2б 3
Полиуретан 2 1 1
Po.nand I 3 3
Силиконовый каучук . 1 3 3
Солдериза 2 1 2
Тефлон3 1 1 3 При термическом удалении требуется хорошая веп ги линия
Ткань . . 1 2б 3
Обозначения. 1 —обычно используется; 2 — используется только в особых
случаях; 3 — обычно не используется.
а Фирменное название.
6 Используется главным образом для отделения обо точки с участка, подлежащего
зачистке; в остальном изоляционный материал удаляют механическим способом.
ца проводника и затем ее стягивают. Промышленность выпуска-
ет на рынок несколько типов автоматов для надрезки изоляции
па проволоке.
Термическое удаление. При данном способе изоляцию удаля-
ют или прямым действием факела пламени, или выполняя горя-
чим инструментом кольцевой надрез с последующим стягиванИ'
ем. Иногда на проволоку, при изготовлении предназначаемую
для пайки, наносят изоляцию из специально -подобранного мате-
риала (чаще всего из полиуретановых пластмасс), который сов-
местно с флюсом ускоряет создание легко паяемого соединения.
Химическое удаление. Для изоляционных покрытий некото-
рых типов, обычно выбираемых благодаря их высокой абразив-
ной стойкости, как термическое, так и механическое удаление ма-
лоэффективно. Такие покрытия снимают действием химического
реагента. Раствор обычно носит коррозионный характер, и его
после окончания обработки необходимо удалять с детали. Поэто-
му после химического удаления изоляции необходима промывка
в ванне или струей воды.
6.5. Удаление слоя загрязнений абразивным способом
Очень часто требуется удалить с поверхности слой загрязне-
ний механическим путем. Несколько методов такой очистки опи-
•85
сапы 'ниже. Им присущ тот недостаток, что обычно не удается
контролировать количество снятого основного металла. Но ука-
занные методы механической очистки при правильном их приме-
нении гарантируют высокую надежность соединения.
Обдувка абразивом. /Для удаления слоя загрязнений можно
обдувать поверхность сухим абразивным порошком или суспен-
зией абразива в жидкости. Недостаток данного метода заключа-
ется в том, что абразив может осесть в трещинах и труднодоступ-
ных местах детали, что потребует дополнительной операции—уда-
ления абразива. Если непо-
следственно за этой опера-
цией следует флюсование, то
почти исключается вероят-
ность повторного окисления
свежеобнаженпой поверхно-
сти металла. После того как
деталь покрыта флюсом, она
остается годной для пайки
вплоть до момента ее прове-
дения.
На рис. 94 показана па-
нель с печатной схемой пе-
ред гидроабразивной обра-
боткой ее снизу, цель обра-
ботки— спять загрязнения и
окислы не только с самой пе-
чатной схемы, но и с припаи-
ваемых к ней деталей. Непо-
средственно после обработки
абразивом узел обдувают
сухим воздухом для удале-
Рис. 94. Гидроабразивная обработка
печатной схемы
ния частиц абразива и покрывают пенообразным флюсом для за-
щиты поверхности от окисления. Применение данного метода
подготовки поверхностей позволяет с высокой надежностью
паять никель и коваровые проводники с применением флюса
в виде активированной канифоли. При этом отпадает необходи-
мость в дорогостоящем плакировании или облуживании деталей,
но высокая степень надежности остается неизменной.
Зачистка абразивом. Поверхность покрывают взвесью абра-
зива, например порошка пемзы и т. п. материалов в каком-либо
растворе, после чего эгу взвесь механически растирают по поверх-
ности. Жидкость, в которой взвешен абразив, подбирают так,
чтобы она способствовала удалению пленок посторонних веществ,
также обычно находящихся на поверхности.
Обработка материалами подобного рода мягких основных
металлов всегда сопряжена с некоторой опасностью. Если абра-
зивные частицы окажутся вдавленными в основной металл и если
186
они по своей природе не паяются, то площадь сцепления припоя
с поверхностью заметно снижается, и весьма вероятно, что полу-
чится полное или частичное нссмачивапие поверхности. Влияние
абразивного материала на состояние поверхности можно опреде-
лить, погружая на 10—15 сек пластинку обработанного абрази-
вом основного металла в используемый припой и медленно выни-
мая ее в строго вертикальном положении, чтобы припой имел
возможность стекать с поверхности пластинки. Иногда при таком
испытании стеканию припоя способствует резкое встряхивание
или постукивание. Осмотр пластинки с затвердевшим на ней при-
поем позволяет обнаружить поры и песмочснные участки, если
они возникают. Нельзя допускать затвердевания припоя при го-
ризонтальном положении той поверхности, которая подлежит ос-
мотру, так как в этом случае гидростатическое давление застав-
ляет припой равномерно растекаться, и он перекроет песмоченные
участки, не сцепляясь с основным металлом. При этом испытании
рекомендуется применять в качестве флюса чистую светлую ка-
нифоль.
Зачистка проволочной щеткой. В большинстве случаев обра-
ботка щеткой предпочтительнее применения пасты, так как щетка
оставляет более шероховатую поверхность на большей площади,
что, как указано в гл. 1, выгоднее из условий смачивания. Одна-
ко при осторожной обработке пастой количество снимаемого ме-
талла меньше, и выбор того или иного метода будет диктоваться
условиями каждого конкретного случая пайки.
Зачистка резиной. В последнее время многие ответственные
детали, в особенности для авиационного оборудования, для повы-
шения надежности паяных соединений очищают от загрязнений
резиной. Эта операция обходится очень дорого, и ее нельзя реко-
мендовать для повседневной практики. Применяемая в указан-
ных целях резина должна обладать уморенной абразивной спо-
собностью по отношению к основному металлу и в то же время
быть достаточно твердой и прочной, чтобы надежно удалять все
загрязнения и посторонние вещества.
ОПЕРАЦИЯ ФЛЮСОВАНИЯ И ОБОРУДОВАНИЕ
ДЛЯ ЕЕ ВЫПОЛНЕНИЯ
6.6. Методы нанесения флюса
Нужное соотношение между количествами флюса и носителя
определяется, контролируется и поддерживается с помощью
обычного ареометра.
Нанесение кистью. Это самый простой способ нанесения флю-
са. Используются обычные кисти, применяемые для нанесения
краски, а также вращающиеся щетки. Метод применим как при
187
жидких, так и при пастообразных флюсах. Носителем может
быть любая жидкость или паста, не слишком вязкая для нанесе-
ния кистью. Отношение количеств флюса и носителя зависит от
количества флюса, которое необходимо нанести на данный учас-
ток поверхности. В качестве типичных примеров нанесения флю-
са щетками можно назвать пайку медных трубопроводов, мало-
тиражную пайку печатных схем и пайку крупногабаритных кон-
структивных узлов.
Накатка. Данным способом можно наносить как жидкие, так
и пастообразные флюсы. Ролик
Рис. 95. Схема установки для флюсо-
вания пеной. Все детали установки
изготовлены из материалов, стойких
в среде флюса, с которым предпола-
гается работать. Ванна (не показана)
имеет размеры: длину 250 мм, шири-
ну 180 мм, глубину (минимальную)
75 мм.
Д — абразивный камень, уровень жид-
кости над камнем 6—12 мм; Б — резино-
вые пробки; /3 — вход воздуха
аналогичен соответствующему
приспособлению, применяемо-
му для обычных целей, но мож-
но воспользоваться и ролика-
ми, изготовленными из специ-
альных материалов, например
типографскими. При правиль-
ном выполнении операции воз-
можно достичь высокой одно-
родности наносимого слоя,
точно дозируя количество флю-
са. Накатка удобна для се-
лективного флюсования п под-
дается автоматизации. Способ
накатки распространен доволь-
но широко и применяется глав-
ным образом при пайке, высо-
коточны х из де л и й, например
печатных схем.
Набрызгивание. Оно применяется только при использовании
жидких флюсов. Оборудование аналогично тому, которое приме-
няется для нанесения краски. При набрызгивании можно достичь
высокой однородности слоя и точного количественного контроля.
Отношение количеств носителя и флюса очень высоко, причем но-
ситель обычно представляет собой сравнительно летучую жид-
кость, которая испаряется с поверхности либо деталей, либо капе-
лек, вылетающих из сопла, так что на поверхность падают капли,
почти пе содержащие жидкости. Набрызгивание легко автомати-
зировать, и оно часто применяется в различных автоматических
установках.
Нанесение флюса в виде пены. Данным способом можно нано-
сить только жидкие флюсы. Оборудование представляет собой
бак с жидкостью, в которую погружены сопла или пористые тела;
при пропуске через ппх газа на поверхность жидкости в баке не-
прерывно выносится пена (рис, 95). По поверхности пены прово-
дят деталь, на которой оседает равномерный и легко контролиру-
емый по толщине слой пены. Однако такой способ лишь отчасти
пригоден для селективного флюсования. В данном случае значи-
188
тельную роль играет отношение количеств носителя и флюса, так
как образование пены в сильной степени зависит от вязкости
флюса, природы носителя, давления газа, высоты жидкости над
пенообразующим устройством и т. д. Описанный процесс приме-
няется главным образом в автоматических линиях для пайки пе-
чатных схем.
Погружение. Такой способ используется в основном при жид-
ких флюсах, хотя применим и при пастах малой вязкости. Специ-
ального оборудования не требуется; ‘недостатком является то,
что нельзя добиться одно-
родности нанесенного слоя
и затруднен количественный
контроль. Кромки деталей
можно флюсовать селектив-
но. Способ удобен для авто-
матизации и часто приме-
няется во многих отраслях
промышленности.
Флюсование волной. Дан-
ный способ пригоден только
при работе с жидкими флю-
сами. Жидкий флюс непре-
рывно подается через под-
дон: создается открытая
волна, в которую погружа-
ют деталь. Деталь можно
вести над поддоном, не ме-
Рис. 96. Установка для флюсования
волной. Обращает на себя внимание
простота устройства для подачи флюса
няя направления ее движе-
ния. Количество флюса не-
прерывно пополняется по ме-
ре его расходования. При
данном методе флюсования необходимо подбирать соответствую-
щие флюс и носитель, чтобы избежать чрезмерного испарения
жидкости; отношение количеств носителя и флюса следует стро-
го контролировать. Такой способ флюсования часто использует-
ся в высокоскоростных автоматических линиях (рис. 96). Пока-
занный на этой фигуре автомат выпускается также с покры-
тыми тефлоном деталями, так что его можно заправлять флюса-
ми кислотного типа.
Здесь следует упомянуть об одной из модификаций способа
флюсования волной. В установке, показанной на рис. 97, одно-
временно с флюсованием волной использовано явление ультра-
звуковой кавитации. В этой установке с помощью ультразвука
создается высокая стоячая волна площадью примерно 0,1 л/2,
что позволяет одновременно выполнять ультразвуковую очистку
и флюсование поверхности. В результате при условии примене-
ния надлежащего флюса уменьшается возможность случайного
189
загрязнения поверхности и повышается эффективность действия
флюса па основной металл. Применение установки подобного ро-
да позволяет получить при пайке, наиболее однородное соедине-
ние, так как в нем удаляются посторонние частицы и вещества,
могущие помешать смачиванию поверхностей. Кроме того, сама
по себе кавитация также способствует удалению всех поверхно-
стных загрязнений, которые в противном случае могли бы умень-
шить площадь сцепления. На этой же установке можно произво-
дить очистку собранного узла после пайки. Высота слоя жидко-
сти определяет площадь поверхности паяного узла, которая
будет подвержена действию ультразвука. Таким способом можно
производить очистку
деталей с незакрытыми
полостями на любую
желательную глубину.
Флюсование в слое
жидкой или расплав-
ленной соли, создавае-
мом поверх ванны при-
поя, Данный метод от-
носится к числу тех не-
многочисленных спосо-
сов, которые примени-
мы при использовании
твердых флюсов. Флюс
в твердом виде плохо
контактирует с паяе-
Рис. 97. Ультразвуковая промывочная ванна ПОВерХНОСТЬЮ И ПО-
это му пр имение г ся
очень редко. По опи-
сываемому способу флюс нагревают выше его температуры плав-
ления и применяют в жидком виде. Расплавленная соль, т. е;
в данном случае жидкий флюс, плавает поверх ванны припоя. Та-
ким образом, паяемые детали сначала погружают во флюс, кото-
рый уже имеет температуру пайки, и сразу же затем в припой.
Недостатком рассмотренного способа флюсования является
возможность взаимодействия между флюсом и припоем. Иногда
при некоторых термодинамических условиях между флюсом и
припоем возможен обмен, приводящий к ослаблению действия
флюса и к загрязнению ванны с припоем. Однако в большинстве
случаев такая опасность отсутствует. Но, с другой стороны, нет
необходимости удалять с поверхности припоя шлаки и окислы,
так как поверхность жидкого металла защищена флюсом, пре-
дотвращающим дальнейшее окисление припоя. Рассматриваемый
способ флюсования удобен для автоматизации и часто
применяется для обслуживания проволоки и длинных лент
материала.
190
Применение трубчатых припоев с флюсовой набивкой. До сих
пор мы рассматривали методы нанесения жидких и пастообраз-
ных флюсов, которые подаются на паяемую поверхность раздель-
но от припоя. Однако флюс можно наносить на паяемую поверх-
ность, вводя его внутрь полого прутка или проволоки в виде
твердого материала, порошка или густой пасты. Когда такую
проволоку подводя г к нагретой поверхности (но никогда — к
паяльнику), флюс, плавящийся при гораздо более низкой темпе-
ратуре, чем припой, вытекает из канала проволоки и покрывает
поверхность. При дальнейшем контакте с деталью начинает пла-
виться припой, который растекается по предварительно очищен-
ной и офлюсованной поверхности. Таким образом, флюс и припой
наносятся на паяемую поверхность одновременно, но ввиду боль-
шой разницы в их температурах плавления имеется достаточно
времени для того, чтобы подготовить поверхность к образованию
паяного соединения. Болес подробно трубчатые припои с флюсо-
вой набивкой рассмотрены в разделе 2.19.
Существенным достоинством проволоки с флюсовой набивкой
является то, что количество флюса, подводимого к каждому со-
единению, строго предопределено и поэтому надежно контроли-
руется. Промышленностью при выпуске припоев подобного рода
указывается отношение количеств флюса и припоя в проволоке.
Это отношение может даваться по весу и по объему (табл. 30).
Проволоку с набивкой можно изготовлять различных сечений,
что очень выгодно с точки зрения автоматизации процесса пайки;
такие проволоки нашли себе большое применение.
При пользовании трубчатыми припоями, когда флюсом слу-
жит органическое вещество, существует опасность работы при
Количество флюса в трубчатых припоях
Таблица 30
Припой по нормали ASTM В 284-58Т (только канифольный флюс) Припой по стандарту QQ-S-571с Припой фирмы Alpha Metals
№ Вес в % Количество флюса в % Обозначение 1 Количество флюса р fl'7 И /О
желатель- ный предельный № о X? Ё но весу 1 по весу 1 допуск по весу по сбьему в припое 60/40
1 2 3 4 0,55 1,10 2,20 3,30 0,45—0,65 0,90—1,30 1,90—2,50 2,60—3,90 1 2 3 10 20 30 1,1±0,2 2,2±0,4 3,3+0,6+0,7 А В с D Е F G 1,1 1,6 2,0 2,4 3,0 3,6 4,1 ггН"Н“Н-Н“Н-Н“ о о о о о о о bo СО N5 ЬО ЬО Ю N0 8,1 11,4 13,9 15.) 19,5 22,5 25,1
191
чрезмерно высоких температурах. При этом легкоплавкие компо-
ненты флюса, испаряясь, приводят к недопустимо большому уве-
личению объема флюса и к его рассеиванию. Положение еще
усугубляется тем, что инструмент, нагретый до высокой темпера-
туры, может настолько заплавить выходной конец трубки, что
испарившийся флюс, стремясь выйти из трубки, будет разбрыз-
гивать капельки припоя по всей поверхности паяемого узла. По-
этому в тех случаях, когда такое разбрызгивание действительно
наблюдается, целесообразно рассмотреть возможность пайки при
не столь высоких температурах. Разбрызгивание зависит также
от способа ввода паяльника в контакт с припоем. Если паяльник
подводят к припою сверху таким образом, что оказывается воз-
можным быстрый нагрев флюса, причем одновременно проволо-
ка на своих концах заплавлястся, то разбрызгивание усиливает-
ся. Однако, если процесс происходит с подводом припоя к горя-
чей поверхности, благодаря чему остается открытый выход для
флюса, то разбрызгивание сильно уменьшается. Решению этой
проблемы способствует также уменьшение количества флюса в
трубчатом припое.
Применение пастообразных припоев (припоев-красок). При
другом методе одновременного нанесения флюса и припоя на
паяемое соединение применяют припои-пасты, или, как их иногда
называют, припои-краски. В данном случае припой, имеющий
вид тонкого порошка (с зернами, проходящими через сита с
14 ячейками па 1 cjw), образует суспензию с флюсом и его носи-
телем. Ввиду большой разности в температурах плавления паста
должна содержать главным образом порошок припоя, а не смесь
порошков компонентов. Весовое отношение количеств припоя и
флюса очень высоко и составляет обычно 80—90%. Количество
располагаемого флюса выше того, которое необходимо для обра-
зования соединения, но это обусловлено требованиями получения
нужной консистенции пасты. Пасту наносят на поверхность
кистью или накаткой, что позволяет получить равномерный слой
флюса и производить селективное флюсование различных участ-
ков поверхности. Применение пасты имеет большое преимущест-
во — при ней возможно контролировать количество припоя в со-
единении. Паста применима во всех тех случаях, когда недопус-
тимо вытекание припоя за пределы соединения. Данный метод
легко поддается автоматизации, но, к сожалению, пока что не по-
лучил заслуживаемого распространения.
6.7. Продолжительность действия флюса и его температура
Между операциями флюсования и собственно пайки обычно
вводят дополнительную операцию сушки или подогрева. Точные
величины времени и температуры зависят от условий в каждом
конкретном случае.
192
Многие узлы перед пайкой проходят обработку в ваннах для
нанесения покрытий. Если па поверхности таких узлов вследст-
вие пористости абсорбируется некоторое количество воды или рас-
твора, то при пайке эти жидкости вследствие нагрева начинают
кипеть, приводя не только к разбрызгиванию припоя, но и к обра-
зованию больших количеств паров, которые создают в паяном
соединении полости. Сказанное особенно относится к узлам элек-
троники и к печатным схемам. Естественно, при изготовлении та-
ких узлов предварительный подогрев до или непосредственно
после флюсования весьма целесообразен.
Кроме того, нагрев между флюсованием и собственно пайкой
позволяет удалять с паяемой поверхности все компоненты рас-
творителя, входящие в состав флюса. В результате уменьшается
разбрызгивание припоя и образование газов, которые оказывают
такое же действие, как и упоминавшиеся ранее абсорбированные
жидкости.
Наконец, если предстоит паять материалы, чувствительные к
сильному нагреву, то предварительный подогрев имеет тенден-
цию ослаблять термический удар, возникающий при пайке узла.
Далее, если узел нагревать постепенно и равномерно, то тем са-
мым значительно снижается коробление, обычно сопровождаю-
щее такие операции, как пайка погружением.
ОПЕРАЦИЯ ПАЙКИ И ОБОРУДОВАНИЕ ДЛЯ ЕЕ ВЫПОЛНЕНИЯ
6.8. Классификация оборудования
Классифицировать оборудование для выполнения пайки целе-
сообразнее всего в соответствии со способом подвода тепла. Ни-
же рассмотрены четыре таких способа: теплопроводность, кон-
векция, радиация и специальные способы.
ПАЙКА ПРИ НАГРЕВЕ ТЕПЛОПРОВОДНОСТЬЮ
6.9. Сущность процесса
Под теплопроводностью понимают способность передачи теп-
ла через теплопроводящий материал, находящийся в физическом
контакте с нагреваемым телом, без заметного перемещения моле-
кул материала.
Инструменты, относящиеся к этой группе, сначала нагревают-
ся сами, и затем тепло к участку пайки подводится при прямом
контакте, как например, при пользовании паяльником. Следова-
тельно, крайне необходимо поддерживать теплопередающие по-
верхности чистыми и свободными от каких-либо слоев, например
окислов, которые образуются при высоких температурах. Это
требование имеет в пайке настолько большое значение, что будет
13 Заказ 941 193
отмечаться при рассмотрении каждого из последующих методов
пайки. В данный раздел включена также и пайка с подводом при-
поя в жидком виде (пайка погружением, волновая, каскадная и
струйная), так как при этих видах теплоподвод осуществляется
путем проводимости.
6-10. Паяльник
Паяльник является самым распространенным инструментом,
относящимся к данной группе. Он выполняется разнообразной
формы и снабжается нагревательными элементами различного
типа. Паяльники с электроподогревом, которые в настоящее вре-
мя распространены более других, подробно рассмотрены в гл. 7.
Остальные паяльники нагреваются факелом пламени или при
погружении в ванну с расплавленным припоем. Хотя в гл. 7 опи-
саны только электропаяльники, все сказанное там относительно
материалов наконечников и тепловых параметров, необходимых
для хорошего паяльника в каждом конкретном случае, примени-
мо и к паяльникам с газовым или любым другим способом на-
грева.
К числу паяльников относят и так называемые «паяльные
пистолеты». У них контроль температуры более затруднителен, и
количество тепла, выделяемого паяльником, является прямой
функцией времени нажатия спускового крючка (электрического
контакта). В большинстве пистолетов наконечник представляет
собой одновитковую вторичную обмотку трансформатора, через
которую, поэтому, идет сильный ток, быстро нагревающий нако-
нечник. Такие паяльники имеют большие габаритные размеры,
тяжелы и неудобны в работе; их применение целесообразно лишь
там, где приходится паять большое количество неоднотипных
узлов.
6.11. Нагрев горячими плитами
Тепло к паяемым деталям можно подводить также от поверх-
ности плиты, нагретой до высокой температуры. Такой способ
довольно прост и дешев, по обычно требует создания и примене-
ния определенного количества специальных приспособлений. Все
тсплопроводящие поверхности необходимо поддерживать доста-
точно чистыми. Данный способ нагрева вполне приемлем для
автоматизации; мерой против превышения максимально допусти-
мой температуры паяемого узла является контроль температуры
горячей плиты.
Поверхности можно нагревать открытым пламенем или
электротоком. В некоторых случаях нагревательные элементы
встроены непосредственно в приспособление, в котором собирают
партию подготовленных к пайке узлов. Недостатком данного спо-
соба является большая длительность охлаждения паяных узлов.
194
Если в установке отсутствует устройство для быстрого охлажде-
ния приспособления, то применение такого способа нагрева всег-
да сопряжено с рядом трудностей.
6.12. Пайка в ванне с припоем
Другим распространенным способом пайки, как ручной, так и
автоматической, является погружение в ванну с припоем. Пред-
варительно офлюсованные детали медленно погружают в припой
п через небольшой промежуток времени вынимают из него. Пре-
имуществом данного способа пайки является то, что сила тяже-
сти и температура припоя определяют его количество, оставшее-
ся па детали. Если оно превышает допустимые пределы, то из-
лишний припой можно сбросить, слегка встряхивая деталь после
изъятия ее из ванны.
Поверхность ванны припоя необходимо непрерывно очищать.
Слой загрязнений обычно удаляют песмачивающимся материа-
лом, который выдерживает рабочие температуры папки, не рас-
творяясь в припое и нс загрязняя его.
К числу таких обычно используемых материалов относятся
тефлон, жароупорное стекло и керамика, нержавеющая и воро-
неная стали. Поверхность жидкого припоя можно поддерживать
чистой не только непрерывной очисткой, но и защитой ее слоем
жидкости или газа. Некоторые жидкости, например пальмитино-
вую и стеариновую кислоты, являющиеся мягкими флюсами,
можно использовать как для защиты поверхности от образования
окислов, так и для восстановления некоторой части уже имею-
щихся окислов. Инертные жидкости, например жидкие и конси-
стентные силиконовые смазки, и различные нефтепродукты, при
их нанесении па поверхность припоя также могут защищать его
от дальнейшего окисления. Если температура плавления жидко-
сти на несколько градусов ниже температуры пайки, то, покры-
вая деталь, жидкость затвердевает и делает ее контакт с припоем
невозможным. Применение таких жидкостей рекомендуется в тех
случаях, когда имеется опасность получения «намороженных» со-
единений, т. е. соединений, возникающих при недостаточном
теплоподводе.
Возможно также поддерживать над припоем слой инертного
газа, например азота или двуокиси углерода. В некоторых слу-
чаях поверхность припоя посыпают твердыми материалами, на-
пример кусочками активированного угля, дробленой ореховой
скорлупой и гранулированным асбестом. Эти материалы служат
главным образом физическим экраном между атмосферным кис-
лородом нприпоем.
Ванну необходимо конструировать таким образом, чтобы ее
дно было нагрето сильнее стенок, и тогда благодаря конвекции
будет происходить непрерывное перемешивание припоя. При
13* 195
этом достигается высокая степень однородности припоя, без
«глухих карманов» у дна, где могут скапливаться сегрегировав-
шиеся фазы. Это требование легко выполняется, если нагреватель
поместить у дна ванны.
Ванны для пайки обычно снабжают вентиляционной установ-
кой того или иного типа, удаляющей все вредные газы и дым, вы-
деляющиеся при разложении флюсующих материалов.
Качество и однородность паяного соединения в значительной
степени зависят от чистоты припоя в ванне.
Загрязнения попадают в припой с паяемых узлов. Например,
медь легко растворяется в оловянно-свипцовом сплаве, и для
того чтобы по возможности уменьшить ее переход в расплав, те
участки медной детали, которые не подлежат пайке, необходимо
закрывать маской. При деталях очень малого сечения, например
при тонкой проволоке, в случае пайки погружением возникает
еще одна опасность — под действием припоя на основной металл
в последнем может возникнуть хрупкость или произойти полное
его растворение, как эго имеет место при погружении топкой
(диаметром 0,025 лш) медной или золотой проволоки на 10 сек в
ванну с расплавом оловяпно-свинцового припоя. Загрязнения в
расплав попадают также с приспособлений или зажимов, кото-
рые непрерывно вводятся в ванну. Одним из таких вредных за-
грязнений является алюминий. Ванны, зажимы и приспособления
обычно изготовляют из стали или других конструкционных мате-
риалов (см. разделы 6.28—6.30). При разогреве ванны припой
необходимо тщательно перемешивать, чтобы устранить результа-
ты возможной сегрегации компонентов сплава и добиться надле-
жащей однородности состава ванны.
Медь, например, образует интерметаллическое соединение
Cu6Sn5, что уменьшает содержание олова в припое; в результате
повышается температура ликвидуса и, следовательно, температу-
ра, необходимая для получения качественной пайки. Однако уве-
личивать температуру ванны было бы неправильно, так как при
этом возрастает скорость растворения меди в припое и тем самым
повышается количество образующегося интерметаллического со-
единения. Становится необходимым еще больше повышать
температуру припоя, и в результате возникает порочный
круг. Таким образом, если содержание интерметаллического
соединения меди с оловом достигает уровня, при котором
припой становится зернистым и начинает загустевать, сле-
дует охладить ванну до температуры на 5° С выше нор-
мальной температуры ликвидуса применяемого припоя.
При столь низкой температуре кристаллы интерметаллида выде-
ляются из раствора и их можно удалить перфорированной лож-
кой. После того как осадок вычерпан, ванну снова подогревают
до температуры пайки и дополняют ее свежим припоем, который
может содержать олова на несколько процентов больше, чем пер-
196
вопачальпый припой в ванне. Это избыточное количество олова
служит для компенсации его потерь с интерметаллическим соеди-
нением.
Иптерметаллиды образуются также и другими металлами»
например железом, которое плавает на поверхности ванны. Эти
соединения можно удалять с поверхности ванны по мере их на-
копления, причем менять температуру ванны нет необходимости.
Некоторые из загрязнений, например кадмий, можно оставлять
в ванне до конца рабочей недели, так как присутствие этого ме-
талла не сказывается на качестве паяных соединений сколько-ни-
будь значительно. Кадмий скапливается па дне ванны, и его зер-
нистый осадок можно удалить в конце педели, как это описано
для меди.
6.13. Волновая пайка
Волновая пайка относится к числу автоматических способов
ввода припоя. Насос непрерывно накачивает жидкий припой
в установленное под углом к горизонту сопло, и струя образует
своего рода дугу-волну, через гребень которой проводят деталь
(рис. 98—101). Такой способ пайки обладает многими достоипст-
Рис. 98. Волновая пайка
вами. Движение припоя по поверхности, подлежащей смачива-
нию, значительно уменьшает время пайки.
Это меньшее время смачивания можно связать как с ростом
теплопередачи вследствие течения припоя, так и с механическим
перемещением припоя по паяемым поверхностям. В результате
общий рост температуры и термическое коробление детали умень-
шаются, так что можно паять узлы, гораздо более чувствитель-
ные к действию температуры. Так, например, в плате с печатной
197
схемой, движущейся через гребень, в ооласти контакта платы с
припоем возникает некоторое коробление. Это коробление пере-
Рис. 99. Волновая пайка
мещастся по плате по мерс ее прохождения через волну припоя.
15 тот момент, когда плата теряет контакт с припоем, коробление
Рис. 101. Маслонагнетающее приспо-
собление для волновой пайки
Рис. 100. Волновая пайка с одновре-
менной подачей масла
также исчезает. Такая картина противоположна той, которая
наблюдается при обычной пайке погружением. 1о обстоятельст-
во, что в гребень непрерывно подается свежий припой, предотвра-
198
щаст контакт детали со шлаком, плавающим на поверхности.
В результате устраняется необходимость в непрерывном очище-
нии припоя. Кроме того, флюс и его остатки, смываемые с дета-
лей и обычно остающиеся сверху ванны, уносятся припоем в
специальный резервуар, так что они уже не могут контактиро-
вать с последующими деталями. Другим важным фактором при
волновой пайке является то обстоятельство, что припой, откачи-
ваемый со дна резервуара, всегда имеет одну и ту же температу-
ру, а припой, попадающий в гребень, не успевает охладиться под
влиянием сквозняков или каких-либо иных посторонних воздей-
ствий. Таким образом, припой, приходящий в контакт с деталью,
всегда имеет постоянную температуру, которую легко контроли-
ровать и поддерживать. Эта благоприятная комбинация свойств
делает волновую пайку очень выгодной с точки зрения автомати-
зации и пригодной для пайки массовой продукции с высокой
с гоненью воспроизводимости характеристик и надежности пая-
ных соединений. Промышленностью выпускается в продажу ряд
материалов, плавающих па поверхности резервуара и снижаю-
щих образование шлаков па припое, а также, в некоторых случа-
ях, попадание шлаков в припой.
Вместе с припоем можно подавать масло, так чтобы оба эти
вещества попадали па деталь одновременно. Масло в таком слу-
чае служит, по-видимому, экраном между припоем и атмосферой,
предотвращая окисление жидкого металла. Окислы, как извест-
но, приводят к образованию более толстого спая и препятствуют
стеканию припоя с поверхности деталей, когда их выводят из
гребня. Аппарат, в котором припой и масло подаются на деталь
одновременно, показан на рис. 100. На рис. 101 представлена
маслонагнетающая приставка, которую можно присоединять к
аппарату, показанному на рис. 98. Приставка дает равномерное,
с однородной дисперсностью распыление масла по всему гребню
припоя. Количество впрыскиваемого масла легко регулировать.
Масло вводится у корней турбинных лопаток, где скорость при-
поя имеет наибольшую величину, и впрыск масла осуществляется
при одновременном его распылении, так что мелкие капельки
масла покрывают всю поверхность гребня припоя. В этом аппа-
рате масло, в которое попадают остатки флюса, не циркулирует
в системе. В тех случаях, когда масло, применяемое при волно-
вой пайке, или материалы, покрывающие расплав припоя в ре-
зервуаре, приходят в контакт с паяемым узлом, последний после
пайки необходимо тщательно промыть.
Так как при рассматриваемом способе пайки время выполне-
ния соединения уменьшается, то при этом возрастает роль пред-
варительного подогрева детали, так как нужно успеть довести
флюс до требуемой температуры и дать ему возможность очис-
тить поверхность и подготовить се под пайку. Чаще всего флю-
сование в некоторой степени выполняют еще во время такого по-
199
догрева, но это не относится к волновой пайке, где флюс при пер-
вом же контакте гребня припоя с деталью смывается с нее.
При волновой пайке загрязнение припоя деталью имеет еще
большее значение, чем при других методах» несмотря на то, что
пайку можно вести быстрее и при более низких температурах.
Активное перемещение гребня припоя по поверхности, подлежа-
щей пайке, может повысить скорость растворения в припое неко-
торых загрязнений, так что иногда имеет смысл рассмотреть воз-
можность плакирования узла каким-либо металлом, более стой-
ким к эрозии горячим припоем. Прекрасным барьером между
легко растворимой медью и оловом, содержащимся в припое,
служит никель, даже в тонких покрытиях, хотя он паяется хуже
меди. Если же ввиду характера флюса, который может быть при-
менен в рассматриваемом случае, процесс пайки затруднителен,
то в тех же целях медную деталь подвергают предварительному
облуживанию. Иногда для того, чтобы в печатной схеме умень-
шить площадь поверхности меди, смачиваемой припоем, приме-
няют маски, селективно прикрывающие схему (см. раздел 6.38).
6.14. Каскадная пайка
Каскадная пайка (рис. 102 и 103) представляет собой разви-
тие волновой пайки — здесь поток припоя направляют по наклон-
ному поддону, напоминающему стиральную доску, так что обра-
Рис. 102. Каскадная пайка платы с печатной схемой
зуется серия гребней, в каждом из которых процесс пайки ана-
логичен описанному выше. Все сказанное относительно волновой
пайки относится и к каскадной пайке.
200
Рис. 103. Схема установки для каскадной многоволно-
вой пайки
6.15. Струйная пайка
Волновая и каскадная пайка основаны на том, что жидкий
припой принудительно подается вверх, после чего стекает вниз
под действием силы тяжести. Деталь соприкасается с припоем в
верхних точках потока. Но и поток припоя может иметь любое
направление — горизонтальное или какое угодно другое, причем
припой направляют непосредственно на участок, подлежащий
смачиванию. Такой способ пайки называется струйным. Все ска-
занное относительно волновой и каскадной пайки относится так-
же и к струйной. Струйная пайка довольно сложна в выполнении
и применяется в редких случаях.
ПАЙКА ПРИ НАГРЕВЕ КОНВЕКЦИЕЙ
6.16. Сущность процесса
Одним из видов данной группы является газопламенная пай-
ка. Теплопередающей средой могут быть не только газы — для
расплавления припоя применяются многие жидкости. При по-
добных способах пайки теплопередающая среда часто использу-
ется или в качестве флюса, или в комбинации с ним.
Если применяются термически устойчивые флюсы, то защит-
ной или восстановительной среды пе требуется. Однако в тех слу-
чаях, когда металл очищают от окислов в ходе предшествующих
операций, то в качестве теплопередающей среды, свободной от
флюса, можно применять защитный газ (аргон, гелий, азот и
т. д.), так что термическая устойчивость флюса заменяется химп-
201
ческой инертностью атмосферы, и па поверхности основного ме-
талла пе возникает никаких загрязнений, могущих препятство-
вать его смачиванию.
Иногда бывает желательно паять слегка загрязненные по-
верхности в среде, свободной от вводимого извне флюса, чтобы
не появлялись загрязнения, которые позднее пришлось бы уда-
лять. В таком случае чрезвычайно выгодно применять восстано-
вительную среду, служащую одновременно и флюсом. Наиболее
активной средой, хотя и самой дорогой, является чистый водород.
От водорода, применяемого при пайке полупроводниковой аппа-
ратуры (данная область техники является наиболее крупным
потребителем этой свободной от загрязнений флюсующей и те-
плопередающей среды), требуется очень низкая точка росы. Бо-
лее дешевой и менее опасной восстановительной средой служит
диссоциированный аммиак. Если газообразный аммиак нагреть
до 925° С, то он разлагается, давая восстановительную среду.
Применяется также смесь 10—15% водорода в азоте. Наиболее
дешевую и чаще всего применяемую в промышленности среду по-
лучают при неполном сгорании некоторых газообразных углево-
дородов. Такие газы обычно содержат в основном азот, а также
окись углерода, водород и двуокись углерода.
6.17. Газопламенная пайка
Газопламенная пайка выполняется главным образом вруч-
ную.
Газопламенный нагрев можно осуществлять не только факе-
лом. В автомобильной промышленности паяемые детали часто
пропускают через зону стационарного пламени. Как было отмече-
но раньше (раздел 6.16), пламя может быть различного характе-
ра, в том числе и восстановительным, которое обладает рядом
достоинств, весьма выгодных для образования паяного соедине-
ния. Например, пламя может выжигать изоляцию с провода,
которым обмотан электромагнит, и т. д., причем восстановитель-
ное пламя предохраняет обнажившуюся поверхность металла от
окисления.
Здесь заслуживает упоминания один специализированный ап-
парат для пайки. На рис. 104 показан небольшой газогенератор,
посредством электролиза превращающий дистиллированную во-
ду в горючую смесь на базе водорода. Газ из генератора по гиб-
кому шлангу подается в горелку, корпус и сопло которой выпол-
нены из стали. Наконечник представляет собой притупленную
иглу для подкожных впрыскиваний. Применяя сменные иглы,
изменяют диаметр факела. Давление газа регулируют, настраи-
вая посредством трансформатора напряжение тока на входе в га-
зогенератор.
202
Длину факела можно настраивать о г язычка, почти незамет-
ного невооруженным глазом, до пламени длиной 40 лш. Диаметр
факела лежит в пределах от 0,08 до 0,5 мм. Смена игл и регули-
ровка длины факела не влияют на рабочую температуру; пере-
менной величиной является лишь количество тепла, подводимого
к детали. Температура нормального пламени превышает 3300е С,
тсплоподвод при этом составляет 75 ккал/ч.
Описанный аппарат применяется для местного нагрева и
быстрой пайки, а также для расплавления дефектных соедине-
ний под повторную пайку.
6.18. Пайка в печи
Печи как источник
тепла при пайке также
относятся к нагрева-
тельному оборудова-
нию конвекционного
типа. Предпочтитель-
ными для пайки явля-
ются методические пе-
чи, оборудованные ка-
ким-либо конвейером
для транспортировки
Рис. 104. Газогенератор для получения водоро-
да и кислорода путем гидролиза воды
деталей через зону пай-
ки. При выборе методи-
ческой печи для ука-
занных целей нужно принимать во внимание следующие их пара-
метры.
В печи весь узел в целом подогревается до температуры пай-
ки. Поэтому большое значение имеет скорость, с которой подво-
дится тепло. Кроме того, детали необходимо выдерживать доста-
точно долгое время при температуре активации флюса и образо-
вания соединения. Еще одним важным фактором является
охлаждение паяного узла, так как в это время нельзя допускать
относительного смещения его деталей, в противном случае воз-
можно появление холодных соединений. Все это требует чрезвы-
чайно плавного перемещения деталей в печи и достаточно длин-
ного участка охлаждения, чтобы температура солидуса припоя
достигалась еще в печи.
В то время как при всех рассмотренных ранее способах пайки
не было необходимости накладывать флюс и вводить припой до
подогрева деталей, при пайке в печи вводить эти материалы при
движении деталей через зону нагрева просто невозможно. Поэто-
му детали необходимо собирать в узлы предварительно офлюсо-
ванными и закладывать между ними надлежащим образом от-
формованный припой.
203
Пайка в печи широко применяется при изготовлении полупро-
водниковых приборов. Как уже отмечалось, пайку ведут либо в
восстановительной, либо в нейтральной среде, которую строго
контролируют. Детали обычно собирают в узел в специальном
приспособлении, выполненном из чистого графита или подобного
ему жаростойкого материала (нержавеющей стали, алюминия и
т. и.), который, с одной стороны, не загрязняет полупроводнико-
вый прибор, а с другой, гарантирует физическую фиксацию дета-
лей друг относительно друга.
6.19. Пайка под слоем горячего газа
При пайке небольших узлов, в особенности в электронике,
применять большие печи или другое громоздкое оборудование,
создающее защитную среду, не всегда экономично. Малые разме-
ры изделий и характер операций, выполняемых при пайке, могут
сделать целесообразным применение пайки под слоем горячего
газа.
При данном способе пайки используются самые обычные
принципы и оборудование. Защитный газ находится в баллоне
или каком-либо ином промышленном контейнере (возможно так-
же применение сжатого воздуха). Газ через обычные регуляторы
и расходомеры пропускают в воздушный подогреватель, где он
подогревается до необходимой температуры пайки. Затем подле-
жащий пайке узел проводят под слоем горячего газа, так что при-
пой плавится и создает паяное соединение.
Пайка под слоем горячего газа обладает многими достоинст-
вами. Инертная или слегка восстановительная среда, применяе-
мая обычно при данном способе, предотвращает окисление дета-
лей при высоких температурах пайки. Систему нередко дополня-
ют охлаждающей струей того же газа. При таких условиях
требования к термической стабильности флюса значительно пони-
жаются, так что в процесс можно вводить материалы, обычно
непригодные для флюсования в условиях высоких температур.
Ход процесса определяется температурой трубки, расходом газа
и временем выдержки: эти параметры легко удерживаются в за-
данных пределах, что позволяет получать надежные соединения
стабильного качества. Оборудование сравнительно просто, и на-
чальные затраты малы по сравнению, например, с пайкой в печи.
Сборка узлов в приспособлениях и применение припоев в виде
закладных деталей или пасты желательны, по не обязательны;
припой можно вводить и в то время, когда узел находится под
слоем горячего газа.
6.20. Пайка расплавлением ранее нанесенного слоя припоя
Если две предварительно облуженные детали нагреть, одно-
временно поддерживая контакт между ними, то может возник-
нуть паяное соединение.
204
Облуженные поверхности обычно нагревают погружением
в теплопередающую среду. Данный способ применяют также для
улучшения электролитически нанесенных легкоплавких сплавов.
Поверхность можно нагреть также потоком горячего газа или
каким-либо другим методом, наиболее целесообразным в данном
конкретном случае.
Для нагрева деталей применяются разнообразные тсплопере-
дающие среды. Ими обычно являются материалы с высокой тер-
мостабильностью в комбинации с некоторой химической активно-
стью и тенденцией к снижению угла смачивания. Перечень мате-
риалов подобного рода представлен в табл. 31. Их выбор при
одинаковой флюсующей способности обусловливается в основ-
ном рабочим температурным диапазоном и удобством удаления.
Операция расплавления припоя контролируется температурой
теплопередающей среды и временем выдержки при этой темпера-
туре. При пайке деталей, чувствительных к нагреву, когда темпе-
ратуру среды приходится поддерживать вблизи нижней границы
рабочего диапазона, среду целесообразно выбирать такой, что-
бы ее температура плавления равнялась минимальной рабочей
температуре пайки. В таком случае деталь, погруженная в тепло-
передающую среду, будет вначале окружена твердым слоем ма-
териала, который но достижении надлежащей температуры пай-
ки расплавится. В результате устраняется опасность прежде-
временного удаления детали из ванны, так как это сразу же
можно будет обнаружить.
Температурный диапазон, в котором данный сплав использу-
ется при пайке рассматриваемым способом, зависит главным об-
разом от желательной толщины и формы соединения и его назна-
чения. Возможно, например, погрузить равномерно облуженную
проволоку в теплоперсдающую среду, нагретую до температуры
на 30° С выше точки ликвидуса припоя, в результате чего на кон-
це проволоки образуется капля жидкого металла, а на ранее об-
лужепной поверхности останется очень тонкая пленка припоя.
С другой стороны, если деталь с плоской поверхностью поместить
в горизонтальном положении в ту же самую среду при той же
температуре, то неравномерно нанесенный на поверхность слой
полуды распределится равномерно. Если перетекание припоя не-
желательно, то поверхность с предварительно нанесенным на нее
покрытием из легкоплавкого металла иногда нагревают до тем-
пературы вблизи солидуса или между солидусом и ликвидусом,
так что металл нс может свободно течь.
При пайке с нагревом нанесенного па деталь покрытия время
выдержки при температуре пайки играет существенную роль, так
как все проблемы, рассмотренные в гл. 3, становятся очень суще-
ственными. Следует избегать применения низкоплавких солей с
ионами металлов, которые могут загрязнить припой в результате
реакции обмена ионами.
205
206
Таблица 31
Свойства сред, применяемых при пайке расплавлением ранее нанесенного слоя припоя
№ по пор. Среда Плотность при 20е С в г/сл18 Темпера- туря плавления или раз- мягчения в сС Темпера- тура кипения в °C Темпера- тура вспышки (в откры- той чашке по Клив- ленду) в *С Флюсую- щие свойства Корро- зионность Токсич- ность Раство- ритель 2
1 I. Неорганические соли Хлористый цинк 2,907 297 1 Отличные Сильная Слабая 1
2 Хлористый аммоний 1,527 335 — — » 1
3 Хлористое олово 3,393 246 62.3 — » » » 1
4 Смесь нитритов и нитратов (243° С) 1,840 143 —— —"• Плохие — Опасная 1
5 (40-50% NaNO„ 60-50% KNOS) 11. Смолы Экстракционная канифоль 1,070 75а 204 Средние О тс у'г- 2, 3, 4, 5
6 (?i абилизованная канифоль 1,060-1,097 51—166а — 224—280 » ствует То же — 2, 3, 4
7 (гидрогенизовапная и поли- меризованная) Синтетические смолы (гидро- 1,020 Жидко- 364 183 Плохие » » 2, 3, 4
8 ревизованные и алкилиро- ванные эфир ы к а н нфо л и) 111. Жирные кислоты Олеиновая кислота 1,895 сти 14 360 189 Хорошие Следы6 Слабая 2, 3, 4
9 Стеариновая кислота (25° С) 0,847 68 393 196 » 2, 3, 4 16,2, 3, 4
10 Азеламповая кислота 1,038 102 356 Высокая » » Отеут-
И Пальмитин ова я кисло га (110° С) 0,853 63 214 j 216 » » ствует Слабая —
Продолжение табл. 31
'don ОП ЭД Среда । Плотность при 2 0е С В S/CAJ* Т емпера- тура плавления или раз- мягчения в СС Темпера- тура кипения в °C Темпера- тура вспышки (н откры- той чашке по Клив- ленду) в °C Флюсую- щие свойства Корро- зионность Токсич- ность Раствори- тель1
IV, Продукты перегонки нефти Плохие Слабая
12 Сульфоны 1,266 (30° С) 27 285 180 Отсут- ствует 1,2, 3, 4, 5
13 Смазкив 0,980 —30 232 296 » То же » 3, 4, 5
14 Тяжелые фракции нефти V. Другие органические соединения 0,950 —7 316 307 » » » » 3, 4, 5
15 Силиконовое масло 1,100 —22 250 302 Инертно » » Отсут- ствует 4, 5, 6
16 Гликолевые эфиры 0,952 Жидко- сти 231 116 Плохие » » То же Все
17 Полиалкилгликоли (полиэти- лен или полипропилен) 1,010-1,204 От -55 до -}-61 — 196—246 » > » 1, 2, 3
18 Пол ифе н я л эфиры (фе и оке и л фе- нилы) 1.204 Жидко- сти 528 288 Плохие, инертно » » ' — 2, 3, 4
19 Г а б в Хлорированпые полифенилы 1 р и м е ч а н и я: Испытание по ASTM на приборе «кс 1,540 )льц,о и шарл. То же 365 Нет Хорошие Сильная Средняя
Жирные кислоты дают с металлами, очищенными от загрязняющих пленок, окрашенные соединения (зеленые с медью Смазки, помимо продуктов перегонки нефти, ем. .Ye 15г 18 и 19. и т. п.).
г Обозначения: 1—вода; 16 —кипяченая вода: 2 — спирты; 3 — рованныс растворители. эфиры; 4 — ароматические углеводороды; 5 - - нафта; 6 - - хлор и-
ПАЙКА ПРИ НАГРЕВЕ ИЗЛУЧЕНИЕМ
6.21. Сущность процесса
Под излучением понимается суммарный эффект испускания,
передачи и поглощения энергии. Пайка связана главным образом
с излучением тепла. На практике в ряде видов оборудования, при-
меняемого при пайке, отделить способы нагрева конвекцией,
проводимостью и излучением весьма затруднительно. Так, напри-
мер, в высокотемпературных печах имеет место значительная
теплопередача излучением, а для того чтобы конвекция стала
возможной, требуется некоторая степень теплопроводности.
В нашей классификации оборудование относится к тому или
иному типу в соответствии с преобладающим в данном случае ви-
дом теплопередачи. Пайка с теплоподводом чистым излучением
в настоящее время применяется в очень ограниченном масштабе.
Обычно при этом используется нагрев инфракрасными лучами;
данный способ применяется только при пайке миниатюрных уз-
лов и электроники. Однако возможность нагрева деталей, нахо-
дящихся под стеклянным кожухом и т. п., делает пайку с нагре-
вом излучением весьма хорошим способом соединения деталей,
находящихся в контролируемой защитной среде (такой нагрев
совершенно не загрязняет деталей, отсутствуют и загрязнения,
вводимые рабочим инструментом). Дополнительным преимуще-
ством является то, что нагреваются только верхние слои детали,
чем устраняется возможность повреждения узла вследствие тер-
мических деформаций.
6.22. Нагрев несфокусированным излучением
Наиоолее распространенным источником тепла для нагрева
излучением являются световые волны в диапазоне частот от чисто-
Рис, 105. Схема двустороннего
нагрева
го белого цвета до инфра-
красных лучей.
Очень простое оборудо-
вание используется при пай-
ке с применением обычных
нагревательных ламп. Схема
нагревательного кожуха с
двусторонним расположени-
ем ламп дана на рис. 105.
Деталь пропускают между
панелями с лампами, при-
чем кожух можно монтиро-
вать внутри аппарата, в ко-
тором создается защитная
среда. Температура детали определяется временем выдержки и
расстоянием между ламповыми панелями. На рис. 106 приведена
208
типичная тарировочная кривая, показывающая температуру на
поверхности платы с печатной схемой в функции расстояния
между лампой и платой и времени выдержки. Расстояние между
Военя
I
Рис. 106. Рост температуры платы
XXXF с печатной схемой, заме-
ренный на глубине 0,025 мм под
поверхностью платы. Нагрев вели
инфракрасной лампой мощностью
500 вт, устанавливаемой на раз-
личном расстоянии от платы:
/ — 150 лмг. 189° С; 2 — ]75 жл,
176* С; 3 — 200 мм, 153* С
центрами ламп определяется требованиями равномерности поля
температур, получаемого на расстоянии, па котором смонтирова-
на деталь, и устанавливается чисто эмпирическим путем. Это
же относится и к соотношению между расстоянием от детали до
лампы и выдержкой, которую необходимо эмпирически подбирать
для каждого конкретного случая пайки (при более коротком
расстоянии нужна меньшая выдержка и наоборот).
6.23. Нагрев фокусированным излучением
При пайке миниатюрных узлов энергию, излучаемую источни-
ком, можно сфокусировать и направить па желательный участок,
Рис. 107. Пайка при нагреве фокусированным излучением:
1 — пятно нагрева; 2 — охлаждаемые диафрагма и затвор; «? — система
линз; 4 — источник тепла; 3 —отражатель
создавая на нем интенсивный нагрев и не затрагивая окружаю-
щие детали. Концентрированный световой пучок обладает боль-
шими достоинствами, так как его можно направить на труднодо-
ступные участки паяемого узла или пропустить через стеклянную
стенку. Схема установки для пайки по такому способу приведена
на рис. 107.
J 4 Заказ 941
209
ПАЙКА ПРИ СПЕЦИАЛЬНЫХ СПОСОБАХ НАГРЕВА
6.24. Специфичность рассматриваемых ниже
способов нагрева
До сих пор мы классифицировали источники тепла в соответ-
ствии с используемыми в них методами теплопередачи. Однако
такой принцип классификации неприменим к случаям пайки с
нагревом методом сопротивления или с индукционным нагревом.
6.25. Пайка при нагреве методом сопротивления
В основном оборудование для пайки по данному способу со-
стоит из источника переменного тока и ряда контактов с высоким
сопротивлением. На рис. 108 и 109 показаны примерные схемы
пайки с нагревом методом сопротивления, различающиеся спосо-
Рис. 108. Электросхема регулирования ручного
паяльника с нагревом методом сопротивления:
1 — линия питания; 2 — пауэрстат; 3 — педаль уп-
равления, 4 — амперметр; 5 — трансформатор;
6 — инструмент; 7 — электрод; 8 — деталь; 9 —
линия заземления
бом включения нагре-
ва (педалью или авто-
матически) , трансфор-
матором (автотр а пс-
форматор или понижа-
ющий трансформатор)
и рабочим инструмен-
том (один электрод с
линией заземления или
два электрода).
При данном методе
нагрева нужно строго
следить за тем,- чтобы
па пути прохождения
тока не было элементов, чувствительных к температуре, и избе-
гать их чрезмерной нагрузки. При локализации нагрева на паяе-
мой поверхности нужно руководствоваться общими соображе-
ниями. В частности, при изготовлении соединений с множеством
точек контакта, например при пайке штыревых разъемов, в цепь
можно ввести специальное приспособление, посредством которо-
го осуществляется заземление всех линий со стороны штырей,
а пайка всех проводов к местам их подсоединения осуществляет-
ся одним общим электродом. Такой электрод может иметь фор-
му диска с высоким сопротивлением нагревающего полосы мате-
риала, заземленные и пропущенные сверху или снизу диска. Дан-
ное приспособление целесообразно применять, например, при за-
пайке консервных банок. Электроды подобного типа удобны для
включения в автоматическую линию. Здесь особый интерес пред-
ставляет мгновенное локализованное выделение тепла, и при
пайке в приспособлении подобного рода облуженные поверхно-
сти перед их сжатием слегка флюсуют.
210
В двухэлектродной установке (рис. 109) оба электрода фик-
сированы в общей державке, и подлежащий нагреву металл за-
мыкает цепь между этими электродами. Если количество тока,
проходящего через электроды, задавать электронным таймером,
то можно добиться очень высокой однородности соединений. Ко-
личество выделившегося тепла,
если только нагреваемый металл
не обладает чрезмерно большим
сопротивлением, зависит главным
образом от сопротивления элект-
родов. Последние обычно изготов-
ляют металлическими, а не уголь-
пыми, чтобы избежать изменения
геометрии последних из-за выго-
рания угля.
При надлежащем контроле
пайка с нагревом сопротивлени-
ем дает стабильные результаты.
Ее легко автоматизировать, она
требует для выполнения мало времени и дешева. Термические
деформации узла ввиду быстрого нагрева и охлаждения ограни-
чиваются небольшими участками.
Рис. 109. Электросхема автомати-
ческого паяльника с нагревом ме-
тодом сопротивления:
/ — линия питания; 2 — понижающий
трансформатор; 3 — таймер; 4 — ин-
струмент; 5 — деталь; & электроды
6.26. Пайка при индукционном нагреве
В случае пайки при индукционном нагреве паяемая деталь
служит вторичной обмоткой трансформатора, преобразующего
электрическую энергию в тепловую.
В магнитных металлах, например в железе и стали, электро-
магнитная индукция приводит к более сильному нагреву, чем в
Рис. 110 Зависимость глубины прогрева от часто-
ты для ряда основных металлов:
1 — железо (выше точки Кюри); 2 — свинец (260° С);
3 — олово (20^ С); 4 — железо (20° С); 5 — латунь
(60% меди и 40е/» цинка, 2<ХГС); 6— медь (260е С): 7 —
алюминий (260° С)
14*
211
немагнитных. Кроме того, большое значение имеет теплопровод-
ность материала, так как от этого зависит отвод тепла от поверх-
ностных слоев, где оно образуется.
Глубина прогрева в функции частоты для ряда металлов
представлена на рис. 110. То обстоятельство, что нагреваются
только поверхностные слои металла, чрезвычайно выгодно с точ-
ки зрения пайки, так как смачивание имеет место на поверхности,
и данный способ нагрева уменьшает вероятность деформации и
окисления па участках, не подлежащих пайке. В некоторых слу-
чаях индукционная пайка обходится намного дешевле обычных
способов нагрева.
При пайке с индукционным нагревом флюс и припой необхо-
димо вводить в соединение до нагрева.
При индукционной пайке чаще всего применяют токи радио
частотного диапазона (400—500 кац), так как эти частоты дают
высокие скорости подвода мощности и позволяют локализовать
тепловыделение па небольших участках поверхности. Можно ра-
ботать и с меньшими частотами, даваемыми машинными генера-
торами (до 10 кгц). Вообще же надо отметить, что чем больше
детали, входящие в паяемый узел, тем меньше рабочая частота.
6.27. Ультразвуковая пайка
Термин ультразвуковая пайка не относится к способу'нагрева
деталей. Оп говорит лишь о применении при пайке вспомогатель-
ного устройства, используемого для облегчения пайки, но не вли-
яющего сколько-нибудь значительно на температуру паяемого
узла. После того как система нагрета до температуры пайки, в
расплаве припоя создают высокочастотные волны (с частотой
намного выше диапазона слышимых звуков, откуда и название
метода пайки). Эти волны свободно проходят через жидкий сплав,
но при их падении на границу раздела между твердым металлом
и жидкостью возникает так называемая кавитация. Упрощенно
кавитацию можно объяснить как процесс возникновения в жид-
кости областей сжатия и расширения (образования и смыкания
полостей), происходящих с частотой падения волн. Результатом
обработки поверхности ультразвуком является ее эрозия, так что
с основного металла удаляются посторонние частицы и пленки
загрязнений. Поэтому припой может смачивать поверхность и без
наложения на нее флюса. Эта особенность ультразвуковой пайки
делает се весьма выгодной в случаях, когда применять флюс по
тем или иным причинам невозможно.
Оборудование для ультразвуковой пайки состоит из нагрева-
тельного устройства, преобразователя ультразвуковых колебаний,
стержня-передатчика колебаний и ультразвукового генератора.
Преобразователи в целом можно разделить па две группы:
212
Магнитострикционные преобразователи. В них обычно исполь-
зуются никель и его сплавы, являющиеся ферромагнитными ма-
териалами. Эти материалы, будучи внесенными в переменное
магнитное поле, меняют свои размеры. Изменяя направление
магнитного поля, можно генерировать механические колебания
с ультразвуковой частотой. Величина приращения размеров яв-
ляется функцией напряженности наложенного магнитного ноля
(независимо от его знака), свойств материала и температуры,
которую он имеет. Частоты магнитострикционных приборов, при-
меняемых при пайке, лежат в пределах 18—26 кгц. Чем выше
частота, тем сильнее кавитация действует на паяемую поверх-
ность. Магнитострикционные преобразователи обычно очень чув-
ствительны к температуре. При нагреве до 80—95° С магнито-
стрикционные приборы, в которых применяются сплавы никеля,
теряют свою способность генерировать ультразвуки.
Пьезоэлектрические преобразователи. В этих приборах ис-
пользуются кристаллы кварца и турмалина или поликристалли-
ческие материалы, например титанат бария (точка Кюри 100° С)
и цирконат свинца (точка Кюри 260°С). При наложении на эти
вещества электрического потенциала они меняют свои размеры.
В поликристаллических материалах этот эффект называют иног-
да также электрострикцией или поляризационной электрострик-
цией. В данном случае 'изменение размеров является функцией
наложенного потенциала (независимо от его знака), температу-
ры и свойства материала. Пьезоэлектрические устройства, ис-
пользуемые при пайке, обычно создают колебания с частотами
в диапазоне 20—60 кгц. Они более термостабильны, чем магни-
тострикционные генераторы, и обладают значительно более вы-
соким к. п. д. В результате стоимость генераторов и другого обо-
рудования, создающих кавитацию тон же интенсивности, при
пьезоэлектрическом методе ниже, чем при магнитострикционном.
В соответствии с физическими свойствами и геометрией пре-
образователя в некотором диапазоне, частот возникает его резо-
нанс с возбуждаемыми колебаниями. Тогда, если ток питания
имеет синусоидальную форму, появляются вибрационные коле-
бания с большой амплитудой. Такие частоты более эффективны
в отношении эрозии металла и поэтому используются при пайке.
Так как резонансные частоты обычно зависят от нагрузки, соз-
даваемой на преобразователе при данной операции пайки, гене-
ратор обладает возможностью «настройки». Многие устройства
настраиваются «па слух», что является более простой операцией,
чем это обычно считается. Однако в промышленности применяют
автоматическое регулирование частоты, которое чаще всего осу-
ществляют применением добавочного пьезоэлектрического крис-
талла, с высокой точностью преобразующего размерные измене-
ния в электрический ток. Эта обратная связь и используется для
автоматической настройки.
213
Так как материалы преобразователей в большинстве своем
чувствительны к температурам, которые намного ниже темпера-
тур пайки, то эти приборы не должны контактировать с паяемым
участком; кроме того, их необходимо охлаждать либо воздуш-
ной, либо водяной циркуляционной системой. В связи с этим при-
меняют так называемые переходные стержни.
Стержень крепится на конце преобразователя и служит для
передачи энергии колебаний в расплавленный припой. Длина
стержня непосредственно зависит от частоты механического ре-
зонанса. В качестве материала для стержня очень выгодно брать
нержавеющую сталь, так как она сравнительно плохо проводит
тепло и почти ие демпфирует колебаний. Наконечник стержня,
Рис. 112. Небольшая ванночка с припоем
для ультразвуковой пайки. Охлаждение
воздухом
Рис. 111. Водоохлаждаемый ультра-
звуковой преобразователь, погру-
женный в тигель с припоем
минимальной. Водоохлаждаемый ультразвуковой преобразова-
тель, стержень которого погружен в тигель с припоем, показан
на рис. 111. Преобразователь состоит из набора никелевых пла-
стинок, твердой пайкой соединенных с переходным стержнем из
нержавеющей стали, введенным под углом в тигель. Маломощ-
ные преобразователи обычно охлаждаются не водой, а воздухом.
Преобразователь такого типа показан на рис. 112. В данном слу-
чае ванночка с расплавленным припоем располагается у верхнего
конца переходного стержня, а преобразователь фиксирован на
нижнем его конце. Несколько воздухоохлаждаемых ультразвуко-
вых паяльников показано на рис. 113.
Наконец, еще одним важным узлом оборудования для ульт-
развуковой пайки является генератор, который подает ток в пре-
образователь и в нагреватель припоя. Нагрев припоя осущест-
вляют катушками сопротивления или каким-либо иным обычным
способом. Нередко тепло генерируется каким-нибудь элементом,
214
Рис. 113. Ультразвуковые паяльники.
Два нижних инструмента имеют воз-
душное охлаждение
внешним по отношению к паяльнику, что неизбежно вызывает
затруднения при конструировании и применении оборудования
для ультразвуковой пайки. Количество подводимого тепла обыч-
но невелико, чтобы избежать перегрева преобразователей, так
что пайка отнимает сравнительно много времени. Однако эту
трудность можно устранить, применив дополнительные нагрева-
тели. Ультразвуковая пайка в последние годы получает все более
широкое распространение.
Вначале данный способ
пайки применялся главным об-
разом для пайки алюминия без
флюса, но вскоре ультразвуко-
вые приборы начали применять
и в других случаях, например
для смачивания кремния, гер-
мания и магния. С помощью
ультразвука можно, не поль-
зуясь флюсами, паять почти
любые металлы. Однако при
этом необходимо учитывать
еще и экономическую сторону
вопроса. Стоимость оборудова-
ния, необходимость принятия
мер против чрезмерного нагре-
ва преобразователя и меньшие
возможности в отношении теп-
лопередачи являются лишь
частью тех факторов, которые
более чем перекрывают эконо-
мию на стоимости флюса, его наложении и удалении.
Ультразвуковые приборы могут оказаться также весьма цен-
ными при определении свойства припоя. В частности, автор ус-
пешно пользовался ультразвуком для обезгаживания образцов
припоя и измельчения -их зерна в условиях глубокого вакуума
при измерении удельного сопротивления, коэффициентов линей-
ного расширения и т. п.
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОРУДОВАНИЯ,
ИСПОЛЬЗУЕМОГО ПРИ ПАЙКЕ
6.28. Требования к материалам
Материалы для изготовления оборудования, используемого
при пайке, должны удовлетворять нескольким требованиям. Они
должны обладать достаточной прочностью, теплопроводностью
и термостойкостью, а также быть стойкими к действию сплавов
215
при рабочих температурах пайки. Последнее требование имеет
двойную цель: исключить разъедание оборудования расплавлен-
ным припоем и загрязнение самого припоя продуктами эрозии.
Кроме того, материал должен быть стойким по отношению к
флюсам и защитным средам.
6.29. Действие компонентов жидкого припоя на материалы
оборудования
Висмут и свинец. Эти два металла можно объединить в дан-
ном отношении в одну группу, так как они одинаково действуют
на конструкционные материалы, хотя висмут несколько агрессив-
нее свинца. Если приходится иметь дело со сплавами висмута, то
нужно иметь в виду, что они при затвердевании расширяются;
если этого не учитывать, то может произойти деформация или
даже разрушение контейнера. Сказанное особенно относится к
керамическим материалам (более подробно данный вопрос рас-
смотрен в разделе 3.22).
Наиболее стойки к этим двум металлам железо и сплавы на его
основе, нержавеющие стали с высоким содержанием хрома, тан-
тал, ниобий и бериллий. Все эти материалы обладают высокой
стойкостью до температуры 540е С. Хром при этой температуре
обладает лишь удовлетворительной стойкостью. Никель не вы-
держивает действия свинца и висмута уже при температуре
350° С.
Индий. Легкоплавкий индий легко диффундирует и сплавля-
ется с большинством металлов. Железо, нержавеющая сталь 18/8,
вольфрам, тантал, молибден, ниобий и кобальт при обычных
температурах пайки устойчивы к действию индия.
Кадмий. Расплавленный кадмий активно действует на медь,
никель и большинство других металлов, но железо, хром и не-
которые тугоплавкие металлы обладают высокой коррозионной
стойкостью по отношению к жидкому кадмию.
Олово. Оно является самым агрессивным компонентом обыч-
ных припоев и вызывает в большинстве металлов коррозию по
границам зерен. При температурах в диапазоне 425— 480° С оло-
во разъедает сплавы железа лишь незначительно, но с ростом
температуры коррозия очень быстро усиливается. Хорошей стой-
костью к действию олова обладают бериллий, тантал и иногда
плакированные хромом материалы.
Серебро. Этот металл, обладающий высокой температурой
плавления, в большинстве припоев присутствует лишь в незначи-
тельных количествах и почти не действует на конструкционные
материалы. Если процесс пайки будет производиться при высоких
температурах, следует применять железо и его сплавы.
Сурьма. Сурьма сильно действует на большинство металлов,
и для работы с чистой сурьмой рекомендуется применять графит.
216
Однако для сурьмянистых сплавов с относительно малым коли-
чеством этого металла можно применять контейнеры из железа,
а также из углеродистой и нержавеющей сталей.
Цинк. Этот металл при повышенных температурах сравни-
тельно активен но отношению к большинству сплавов на желез-
ной основе. Контейнеры для цинка можно изготовлять из ниобия,
хрома, тантала, титана, ванадия, молибдена.
6.30. Материалы для пружин, работающих
при высоких температурах
В зажимных устройствах часто бывает необходимо применять
для пружин материал, не теряющий своей упругости при темпе-
ратурах пайки. Некоторые такие материалы перечислены в
табл. 32, в порядке возрастания их рабочей температуры; там же
указаны соответствующие режимы термообработки.
Таблица 32
Материалы для пружин, работающих при температурах пайки
Материал Рекомен- дуемая рабочая предель- ная тем- пература в °C Цикл старения Модуль упругости
Е при растяжении в кГ.см- Е при кручении в кГ'см2
Нержавеющая сталь 302 290 Нет 1,86-10е 0,70-10е
Ин конель .... 345 Нет 2,18-106 0,73-10е
Сталь 17-7РН 370 1 ч при 480° С 2,10.10е
Инконель X 125 20 ч при 660- -720= С 2,18.10е 0,77-10®
Репе 4! .... 540 16 ч при 760° С 1,82-10е —
6.31. Тепловые экраны и холодильники
Термические характеристики различных теплопередающих
материалов, используемых в оборудовании для пайки, рассмот-
рены в разделе 7.3 и приведены в табл. 34. Однако в оборудова-
нии часто применяются металлы и неметаллические материалы,
от которых не требуется высокая теплопередача. Так, например,
при пайке часто бывает необходимо защищать некоторые участ-
ки паяемого узла от нагрева. В данном случае применяют тепло-
вые экраны или холодильники или то и другое одновременно.
Холодильник обычно представляет собой некоторое количест-
во металла, которое вводится в контакт с паяемым узлом на том
его участке, где масса металла холодильника, способствуя отво-
ду тепла от данного участка, предотвращает чрезмерный нагрев
наиболее температурочувствительных элементов узла. Холоднль-
217
ники обычно изготовляют из металла с хорошей теплопровод-
ностью и с высокой теплоемкостью, например из меди. Несколько
холодильников, применяемых при пайке узлов в электронной
промышленности, показано на рис. 114. Они зажимаются между
выводом и чувствительной к нагреву деталью. Холодильники
крайне необходимо применять при пайке многожильной проволо-
кн, так как они, вызывая затвердевание припоя в месте контакта,
не позволяют такому проводу действовать наподобие фитиля
(т. е. вызывать подъем припоя по капиллярным зазорам между
жилами провода).
Рис. 114. Поимеры конструктивного оформле-
ния холодильников. Внизу показано примене-
ние холодильников при пайке с нагревом ме-
тодом сопротивления
^Дополнительные све-
дения по затронуто-
му вопросу даны в
разделе 5.4, на рис.
65 и в разделе 7.7.
Описанные здесь
холодильники явля-
ются искусственны-
ми дополнительными
элементами паяемо-
го узла. Однако’в не-
которых узлах при
их нерациональной
конструкции воз-
можно появление
своего рода холо-
дильников, отнимаю-
щих от участка
пайки тепло, столь
необходимое для хо-
рошего смачивания.
В таких случаях хо-
рошее смачивание
наступает только после продолжительного нагрева или в случае,
если весь узел в целом нагревается до температуры пайки. Избе-
жать всех этих неполадок можно рациональным конструирова-
нием паяемого узла или локализованным быстрым нагревом сма-
чиваемого участка, например методом сопротивления или индук-
ционным методом.
Тепловые экраны представляют собой материалы с низкой
теплопроводностью, или термоизоляторы. Их применяют, если
нужно предотвратить нагрев какого-либо ограниченного участка.
Они эффективны при нагреве не только проводимостью, но также
излучением и конвекцией. В число таких материалов входят ас-
бест, различные керамики и, в меньшей мере, твердое дерево и
пластмассы. В частности, из дерева до сих пор изготовляют ру-
коятки большинства паяльников.
218
ОЧИСТКА ПАЯНЫХ УЗЛОВ
6.32. Важность удаления остатков флюса
Важность тщательного удаления остатков флюса после пайки
трудно переоценить. На поверхности узла можно оставлять толь-
ко остатки чистой светлой канифоли или надлежащим образом
обработанной активированной канифоли (например, в трубчатых
припоях), да и то при соблюдении ряда условий. Даже при этом
флюсе вопрос о возможности оставления его на паяемом узле
нужно решать в каждом конкретном случае в отдельности, и
безусловно можно утверждать, что в технологию для по-
лучения качественного соединения необходимо включать опера-
цию удаления флюса или его остатков.
Выбор способа удаления флюса определяется его свойствами.
Применяемая для этого жидкость должна включать в себя ком-
поненты, растворяющие как носитель, так и самый флюс в его
исходной форме, а также продукты его разложения. В качестве
примера такого процесса можно привести флюсы на базе активи-
рованной канифоли. После пайки из флюса образуются материа-
лы двух типов — канифоль и продукты ее разложения, которые
переходят в органический растворитель, и активатор с его про-
дуктами распада, растворимые в воде. Если при очистке паяемо-
го узла применять только растворитель или только воду, то одна
или другая часть остатков флюса не будет смыта и останется на
поверхности узла. Необходимо сначала снять канифоль и ее ос-
татки каким-либо растворителем, а затем водой смыть ионизиро-
ванный активатор.
Здесь следует заметить, что эффективность очистки можно
повысить и другими средствами, применяя, например, мешалки,
ультразвуковую кавитацию и обезжиривание струей пара.
6.33. Водорастворимые остатки флюса
Когда флюс и его носитель водорастворимы, деталь тща-
тельно промывают в воде. Однако промывки в одной ванне недо-
статочно, так как вода быстро загрязняется веществом, удаляе-
мым с поверхности паяемого узла, и после сушки на нем остается
тонкая пленка коррозионного флюсующего материала. Пленка
равномерно покрывает всю поверхность, которая контактировала
с водой. Этот недостаток можно устранить одним из следующих
способов.
Промывка в нескольких ваннах. Деталь сначала погружают в
наиболее загрязненную ванну, затем последовательно перемеща-
ют в ванны со все меньшей степенью загрязненности и заканчи-
вают промывку в ванне со свежей водой.
219
Промывка с применением нейтрализующихприсадок. При этом
способе первая для промывки ванна имеет чистую воду, иногда с
добавлением в нее присадок, улучшающих смачивание и облегча-
ющих удаление остатков флюса. Вторая ванна содержит вещест-
во, которое реагирует с коррозионным материалом флюса и дает
соединение, хорошо растворимое в воде. Выбор нейтрализатора
зависит от свойств флюса. Чаще всего нейтрализатор состоит из
основания, которое связывает кислотный компонент, присутствую-
щий в большинстве флюсов. В частности, такими материалами
служат двууглекислый натрий и нашатырный спирт. Предпочте-
ние следует отдать нашатырному спирту, так как он осветляет
медь и ее сплавы. Кроме того, этот реактив образует с большин-
ством хлоридов металлов комплексные соединения, очень хорошо
растворимые вводе. Если на металле и останутся какие-либо сле-
ды аммония, их легко испарить, так что деталь будет очищена
от ионизуемых соединений. После нейтрализации деталь необхо-
димо промыть в воде. Деталь, вынутую из последней ванны, про-
мывают горячей водой, чтобы нагреть металл до температуры,
при которой деталь, оставленная на воздухе или обдуваемая воз-
душной струей, могла бы быстро высохнуть. Иногда для ускоре-
ния сушки в воду добавляют хорошо смешивающиеся с ней быст-
росохнущие растворители, например спирты.
При заполнении водой последней промывочной ванны нужно
быть крайне осторожным. Дело в том, что в водопроводную воду
часто добавляют различные химикалии, назначением которых яв-
ляется поддержание ее биологической чистоты. Эти вещества, ча-
ще всего хлориды, оказывают на промываемые узлы отрицатель-
ное действие, так как на них появляются новые ионизуемые мате-
риалы. Поэтому последнюю промывочную ванну, в особенности
при производстве электронного оборудования, необходимо зали-
вать дистиллированной или деминерализованной водой. Такая
вода, подвергшаяся предварительной обработке, стоит дорого»
и поэтому ее применяют в непроточных ваннах. Степень загряз-
ненности таких ванн контролируется по их электропроводности
или реакцией серебряного зеркала. Но необходимо помнить, что
все эти операции по очистке паяного узла еще не гарантируют
его безотказной работы, если пе принять мер к защите узла от
повторного загрязнения вследствие прикосновения рук операто-
ра, оседания пыли и т. п. Более подробно данный вопрос рассмот-
рен в разделах 4.9 и 8.6.
6.34. Водные моющие средства
Многие компоненты промышленных флюсов непосредственно
в воде не растворяются. В таких случаях полного удаления флю-
сующего материала можно добиться, добавив к воде некоторые
поверхностно-активные вещества.
220
Многие водные моющие средства хорошо смешиваются с
нейтрализующим реагентом, в особенности с аммиаком. Благода-
ря этому устраняется необходимость в дополнительной операции
промывки. Вместе с тем необходимо строго выполнять инструк-
ции фирмы-изготовителя флюса в отношении температуры про-
мывки, так как многие водные моющие средства, если их ие уда-
лять в соответствии с указаниями фирмы, имеют тенденцию
оставлять на паяном узле топкий налет. Общая последователь-
ность операций аналогична описанной выше для удаления водо-
растворимых остатков флюса.
Иногда в промывочный раствор необходимо добавлять такие
вещества, как, например, соляную кислоту, чтобы удалить с по-
верхности деталей остатки флюса, нерастворимые в воде или в
щелочном растворе. Типичным примером может служить образо-
вание оксихлорида цинка, когда в состав флюса входит хлорис-
тый цинк или нашатырь (см. раздел 2.17). Оксихлорид цинка об-
разует поверх паяного соединения и прилегающего к нему участ-
ка темную пленку загрязнений. В таком случае обработка двух-
процентным раствором соляной кислоты в значительной степени
облегчает удаление пленки и восстановление блестящей поверх-
ности. Большинство фирм-изготовителей флюсов включает указа-
ния подобного рода в инструкции по использованию выпускаемых
ими флюсов.
6.35. Остатки флюсов, удаляемые специальными растворителями
К числу таких материалов относятся главным образом кани-
фольные флюсы. Удалить канифоль и ее остатки водными мо-
ющими средствами крайне трудно, а чистой водой — вообще не-
возможно. Однако жидкости, которые смывают канифоль, чаще
всего неспособны удалить активаторы и их остатки, являющиеся
ионизуемыми веществами, которые крайне нежелательны в
электротехнических соединениях. Поэтому в типичном случае
обработки паяного узла вначале удаляют канифоль и ее остатки
(возможно вазелин или какой-либо другой носитель, снимаемый
моющим средством), после чего следует нейтрализация реаген-
том на водной основе. В заключение проводится очистка как опи-
сано в разделе 6.33.
Если узел выдерживает температуры, при которых проводит-
ся обезжиривание струей пара, то данный способ устранения
загрязнений является чрезвычайно эффективным и быстрым. Схе-
ма соответствующей установки показана па рис. 115. Жидкость
доводится до кипения в баке 5, в котором помещена нагреватель-
ная спираль; образующиеся при этом пары поднимаются и кон-
тактируют с холодным паяным узлом, введенным в установку.
Пар конденсируется, и дистиллированный растворитель смывает
переходящие в него вещества. Жидкость с растворенными в ней
221
Рис. 115. Схема установки для парового
обезжиривания;
1 — насос; 2 — нагревательная спираль; <3 —
рабочая среда; 4— змеевик водяного охлажде-
ния; 5 — бак с нагревателем; 5 — резервуар;
7 — распылитель
веществами сливается в испаритель, а на поверхности детали
конденсируются новые порции пара, и узел подвергается даль-
нейшей очистке. После того как узел удален из установки, он до-
статочно нагрет для того, чтобы происходила сто сушка. Неотра-
ботанный пар конденсируется на стенках установки и стекает в
резервуар 6, в котором собирается чистая жидкость. Благодаря
перетеканию жидкости через край резервуара ее уровень в испа-
рительной камере поддерживается постоянным. Промышлен-
ность выпускает подобного рода установки в ряде модификаций.
В одних паровая обработ-
ка производится после
промывки узла в ванне
с растворителем, который
подвергается ультразву-
ковой активации. В дру-
гих предусматривается
насос /, который подает
чистый растворитель из
резервуара 6 в распыли-
тель 7, что ускоряет уда-
ление флюса. Известно
также и применение авто-
матического оборудова-
ния подобного назначе-
ния.
6.36. Техника безопасности при работе
с органическими растворителями,
используемыми при пайке
Когда тот или иной растворитель применяется в производст-
венных условиях, необходимо принимать ряд мер техники
безопасности. Большинство органических растворителей облада-
ет свойствами, которые без соблюдения ряда условий делают ра-
боту с этими жидкостями чрезвычайно опасной. В частности, они
могут быть пожаре- и взрывоопасными, а их пары при вдыхании
или действии на кожу — токсичными, приводя к серьезным раз-
дражениям или даже удушению. Не все растворители опасны в
одинаковой мерс, однако любое рабочее место, на которой прово-
дится очистка узлов до или после пайки, необходимо оборудовать
достаточно мощной вентиляционной системой и другими защит-
ными устройствами. Кроме того, оператор должен всегда рабо-
тать в резиновых перчатках, чтобы не смыть с кожи покрываю-
щих ее жиров и масел, так как это может повлечь за собой появ-
ление дерматоза.
В табл. 33 дан перечень органических растворителей и приве-
дены некоторые их показатели. Таблица рассчитана па лиц, уже
222
Таблица 33
Органические растворители и характеристика в отношении их безопасности
Растворитель Максималь- ная допусти- мая концент-; рация Температура кипения в °C Т емпературл вспышки в °C
Амилацетат 200 142,1 29
Амиловый спирт 100 131,0 53
Ацетон 1000 57 —9
Бензол СО СП 80 — И
Изопропиловый спирт .... 400 82 21
Керосин 500 175—325 38—74
Ксилол 200 138—144 25—46
/Метиловый спирт . ... 200 65 18
Мети лэт ил кетон . . . . 250 80 —5
Скипидар 100 154—170 35
Толуол . 200 110 4
Трихлорэтилен ... 200 87 Нет
Хлористый метилен 500 38 Нет
Целлозоль-растворигель . . 230 135 41
Четыре.ххлорисшй углерод ... 25 77 Нет
Э1 иловый спирт . 1000 78 16
знакомых с основными понятиями техники безопасности. Однако
настоятельно рекомендуется всем, кто недостаточно хорошо осве-
домлен в области органической химии и техники безопасности,
прежде чем принять какое-либо решение в данном вопросе, обя-
зательно проконсультироваться с компетентными организациями.
В табл. 33 указана максимально допустимая концентрация ве-
ществ, выраженная в миллионных долях количества растворите-
ля. Эта величина показывает концентрацию органического веще-
ства, в атмосфере которого человек может работать ежедневно
по 8 ч в течение многих месяцев без ущерба для своего здоровья.
Чем меньше максимально допустимая концентрация, тем силь-
нее токсичность растворителя; по мнению многих компетентных
органов, вещества, для которых этот показатель ниже 500, явля-
ются токсичными, а те, для которых он превышает 1000, можно
' считать сравнительно безопасными. Однако одной только величи-
ны максимально допустимой концентрации еще недостаточно
для суждения об опасности данного вещества для здоровья чело-
века. Например, играет роль и та скорость, с которой воздух на-
сыщается данным паром или газом; об этой скорости можно су-
дить по приведенной в табл. 33 температуре кипения жидкости,
гак как опа служит показателем давления паров данного ве-
щества.
Другим важным фактором является пожаро- или взрыво-
опасность жидкости. В данном отношении чрезвычайно полезной
может оказаться классификация, оценивающая относительную
223
пожароопасность горючих жидкостей по определенному эталону.
Эта величина также приведена в табл. 33. Наконец, в таблице
указана температура вспышки, т. е. наиболее низкая температура
жидкости, при которой возможно воспламенение находящейся
над пей смеси ее паров с воздухом. Для определения температу-
ры вспышки разработаны соответствующие стандартные методы
и приборы.
Вообще говоря, с точки зрения низкой пожаро- или взрыво-
опасности предпочтение следует отдать хлорированным раство-
рителям, например трихлорэтилену и перхлорэтилепу, по они
сравнительно токсичны. Курить при работе с ними категорически
воспрещается, так как при контакте с открытым пламенем эти ве-
щества разлагаются, давая ядовитые газы, в частности фосген.
Нехлорировапные спирты, например изопропиловый, безопаснее
с точки зрения токсичности, но они довольно легко воспламеня-
ются, к при работе с ними необходимо принимать меры противо-
пожарной защиты. Из числа спиртов лучше всего применять изо-
пропиловый, так как он сравнительно безвреден для кожи, хотя
в некоторой мере и смывает накожные жиры.
6.37. Достоинства промывки с применением ультразвука
Ультразвуковая очистка заслуживает особого внимания при
рассмотрении возможности ее использования не только для под-
готовки деталей под пайку, по и для удаления флюсов и их остат-
ков. Оборудование, применяемое для этой цели, подобно описан-
ному в разделах, посвященных ультразвуковой пайке.
Возникающая в жидкости кавитация приводит к эрозии по-
верхностей деталей, подлежащих очистке, и к их промывке (при
условии, что применен соответствующий растворитель). В ре-
зультате флюс или его остатки быстро удаляются с поверхности.
В этой быстроте и заключается основное достоинство ультразву-
ковой обработки — она уменьшает время очистки на несколько
порядков величины. Далее, ультразвук облегчает промывку труд-
нодоступных мест. Все это делает ультразвуковую очистку срав-
нительно экономичной и целесообразной со многих точек зрения.
Ванны для ультразвуковой промывки выпускаются промыш-
ленное гью нескольких типоразмеров. Преобразователи могут
быть либо погружными, либо крепиться снаружи ванны. Большое
значение при ультразвуковой промывке имеет надлежащий вы-
бор жидкости. Так, водные растворы благодаря их высокому по-
верхностному натяжению дают наиболее сильный кавитационный
эффект. Из числа органических растворителей, не обладающих
вообще высокими акустическими свойствами, что способствова-
ло бы кавитации, наилучшими являются хлорированные соеди-
нения. Это же относится и к различным реагентам, улучшающим
224
смачивание,— они могут усилить или, наоборот, ослабить кавита-
ционный эффект в водных растворах.
Важным является также метод загрузки ванны, в которой
производится ультразвуковая промывка. Свободное размещение
в ванне отдельных деталей дает лучшие результаты, чем хаотиче-
ское их расположение в той же ванне. Если выбрать несоответ-
ствующий растворитель, неправильно разместить детали в ванне
или работать не с оптимальной частотой, то процесс может ока-
заться совсем неэффективным.
От применения ультразвуковой очистки часто отказываются
из боязни повредить очищаемые узлы. Конечно, в электронике
частота колебаний какой-либо небольшой детали, например тран-
зистора, при некоторых исключительных условиях может попасть
в резонанс с частотой ультразвуков, возбуждаемых в жидкости.
Если конструкция узла позволяет, то амплитуда колебаний и
возникающая при этом сила могут превысить допускаемые преде-
лы, и произойдет поломка детали. Однако опыт показывает, что
эти опасения неоправданны. Многие фирмы, выпускающие полу-
проводниковые приборы, в которых используются топкие прово-
лочные детали, в своих технологических линиях применяют уль-
тразвуковую промывку. Автору неизвестны случаи, когда
ультразвуковая промывка ухудшала бы качество паяемого узла.
Наоборот, опа применяется при некоторых операциях автомати-
ческой герметизации электронного оборудования, чтобы обнару-
жить дефектные узлы. Среднее количество энергии, с которым
приходится иметь дело при ультразвуковой очистке, меньше ее
величины при падении детали со стола на пол. Из всего сказан-
ного следует, что ультразвуковая промывка пригодна для обра-
ботки большей части паяных узлов.
Ультразвуковая обработка применяется главным образом на
тех этапах цикла очистки, на которых наибольшее значение име-
ют промывка и механическое перемешивание жидкости вблизи
поверхности. Такие условия соответствуют первым этапам
очистки.
6.38. Защитные покрытия
При пайке некоторых узлов применяют покрытия. По их
функциям эти покрытия различны; их можно разбить на две ос-
новные группы:
Защитные маски. Сюда относятся покрытия, обычно из эпо-
ксидных смол, наносимые на те участки поверхности детали, на
которых смачивание нежелательно. Примером может служить
печатная схема с узкими полосками изоляторов и сложно перепле-
тенной схемой проводников, в которой образование металличе-
ских перемычек совершенно недопустимо. Если такую схему се-
лективно перекрыть защитным материалом, так что свободными
останутся лишь те участки, к которым необходимо припаивать
15 Заказ 941 225
детали, то возможность образования перемычек полностью
устраняется.
Экранирующие материалы обычно изготовляются па базе
эпоксидных смол и наносятся наложением пленки, напылением
и кистью. Покрытие до пайки необходимо подвергать отвержде-
нию, после чего оно может выдерживать рабочие температуры
пайки, не теряя своих защитных свойств в течение достаточно
долгого времени. Нет необходимости говорить о том, что поверх-
ность перед нанесением покрытия необходимо тщательно очи-
щать. Не менее важно предварительно проверить совместимость
покрытия с используемым флюсом. В некоторых случаях флюсы,
несовместимые с материалом покрытия (в особенности с амина-
ми), вызывали отслаивание и разрушение материала маски со
всеми вытекающими отсюда последствиями (сказанное относится
к большинству нсэпоксидпых материалов). Маски, служа барь-
ером между атмосферой и печатной схемой, обладают еще и до-
полнительным преимуществом, устраняя опасность коррозии и
утечки тока. Дополнительная стоимость маски компенсируется
уменьшением расхода припоя при пайке и тем, что, в случае пе-
чатных схем, можно применять медную проводку без оловяпно-
свинцового или какого-либо другого защитного покрытия.
Одним из самых существенных недостатков масок является
то, что в случае их применения ремонт схемы сильно затрудняет-
ся. Для того чтобы провести ремонтную пайку, маску необходи-
мо соскоблить или удалить каким-либо другим способом.
Большинство выпускаемых промышленностью растворителей для
эпоксидных смол вредно действует на другие детали электронно-
го или электротехнического оборудования.
Покрытия для паяных соединений. Материалы этой группы
наносятся на выполненные паяные соединения после их тщатель-
ной промывки и удаления флюса. Назначением покрытия являет-
ся сохранение чистоты поверхности после пайки, в особенности в
электронных и электротехнических узлах. Химически чистую по-
верхность паяного узла, полученную после удаления флюса, не-
обходимо защитить от последующих воздействий. Прикосновение
потных рук, контакт с запыленной средой, в которой работают
бытовые или производственные приборы,— все это может повли-
ять на качество большинства печатных схем. Опасность указан-
ных факторов рассматривается в разделах 4.9 и 8.6. Материалы
покрытия паяных соединений отличаются от материалов масок
тем, что первые благодаря подбору компонентов допускают пай-
ку без удаления покрытия с проводников. Это обстоятельство
весьма ценно с точки зрения возможности ремонтной пайки. За-
щитные покрытия также служат барьером для влаги, и ее конден-
сация не может повлиять на надежность соединения. В этом от-
ношении они аналогичны лакам, наносимым на электролитически
осажденные декоративные покрытия. Наносят защитные покры-
226
тия обычными способами — пульверизатором, кистью или погру-
жением.
Защитные покрытия применяются нс только в электронной и
электротехнической промышленности. В паяных механических
узлах серьезную опасность представляет соединение разнород-
ных металлов или даже электродный потенциал между припоем
и основным металлом. В данном случае покрытия служат в ос-
новном барьером для паров, чтобы предотвратить возникновение
коррозионных электрохимических элементов. В этом отношении
нанесение защитных покрытий аналогично окрашиванию.
15*
Глава 7. ПАЯЛЬНИК
7.1. Введение
В настоящее время в промышленности применяются паяльни-
ки самых различных размеров и формы.
Паяльники начали применяться давно, но до настоящего вре-
мени этот инструмент не был подвергнут детальному техническо-
му исследованию, что становится настоятельной необходимостью
вследствие ужесточающихся условий его применения. В особен-
ности это относится к хрупким узлам электроники, которые тре-
буют строго определенных термических характеристик паяль-
ника.
Проводимое ниже исследование конструкции паяльника явля-
ется анализом его термических характеристик. Здесь будут опре-
делены методы подбора этих характеристик в соответствии с
конкретной выполняемой работой, рассмотрены вопросы выбора
материалов и конструкции промышленных паяльников, приведе-
ны тарировочные кривые для промышленных моделей и даны
указания по рациональному пользованию паяльниками и по ухо-
ду за самими паяльниками и их наконечниками.
7.2. Конструкция паяльника
Хотя паяльник служит лишь средством подвода тепла к па-
яемому соединению, он представляет собой инструмент, конструк-
ция которого основана на использовании многих технических
принципов. Электрический паяльник представляет собой нагре-
вательную обмотку, обычно из нихромовой проволоки. Диаметр
и длина* проволоки определяют ее сопротивление и, следователь-
но, количество выделяемого тепла, которое выражается в ваттах.
Однако классифицировать паяльники только по их мощности не
следует. При оценке или классификации паяльников, кроме их
мощности, следует учитывать и такие показатели, как к. п. д.
паяльника, его теплоемкость и максимальную температуру на-
конечника. Более подробно данный вопрос рассмотрен в разде-
ле 7.6.
228
Тепло, выделяемое нагревательной обмоткой, необходимо
подвести к наконечнику паяльника. Это достигается применением
металлических тсплопроводящих стержней, главным образом из
меди или се сплавов. Стержни служат не только для подвода теп-
ла к наконечнику, по и для накопления его с целью отдачи нако-
нечнику по мере охлаждения последнего во.время пайки (подроб-
нее об этом см. в разделе 7.4). При выборе материала и формы
стержня нужно учитывать следующие факторы: теплопроводность
материала, так как необходимо, чтобы время между выделением
тепла в обмотке и его наличием на жале наконечника было по
возможности меньшим; удельную теплоемкость материала, так
как она определяет теплоемкость паяльника, что всегда обуслов-
лено объемом стержня, а объем, в свою очередь, диктуется назна-
чением паяльника; коррозионную стойкость поверхности, так как
образование окисной пленки на поверхности стержня снижает
общую его теплопроводность и тем самым понижает к. п. д. паяль-
ника; поэтому от материалов для стержней требуется способность
выдерживать рабочие температуры пайки без существенного
окисления.
Наконечники паяльников подробно рассмотрены в разде-
ле 7.3; к ним приложимо все сказанное относительно стержней,
проводящих тепло от нагревательной обмотки к наконечнику, к
которому предъявляется еще дополнительное требование — при
рабочих температурах пайки его материал должен хорошо сма-
чиваться припоем, не растворяться в нем и не образовывать с
ним интерметаллических соединений.
Паяльник снабжают неметаллической рукояткой, чаще всего
из дерева; в последние годы рукоятки чаще изготовляют из раз-
личного вида пластмасс. Иногда для понижения температуры
наружной поверхности рукоятки ее обтягивают пробковой ру-
башкой.
Ток подводится к паяльнику по гибкому шнуру. От гибкости
шпура в значительной мере зависит удобство работы паяльни-
ком, и это обстоятельство всегда нужно учитывать при оценке
паяльников нового типа.
Все паяльники необходимо заземлять, чтобы не причинить
вреда ни рабочему, пи паяемому узлу. Заземлить паяльник не
представляет труда. Паяльники более совершенной конструкции
выпускаются либо с заземлением (в случае трехпроводною шну-
ра), либо снабжаются приспособлением — заземляющим винтом
(в случае двухпроводного шнура).
На рис. 116 и 117 показано устройство двух рационально
сконструированных паяльников. Рассмотрим конструкцию паяль-
ника, представленного на рис. 116. На разрезе видна деревянная
рукоятка с заделанным в нее железным сердечником и с пробко-
вой теплоизоляционной рубашкой. Шпур вводится через отвер-
стие в основании рукоятки, а на выводной колодке предусмотрен
229
заземляющий винт. Два провода шнура подключаются к двум
другим таким же винтам на той же колодке. В металлический
сердечник ввинчен кожух из нержавеющей стали, в котором рас-
полагается нагревательная обмотка и фиксируется наконечник.
Цилиндр из нержавеющей стали служит теплозащитным кожу-
хом для нагревательного элемента и его деталей. Нержавеющая
сталь в меньшей мере подвержена действию флюсов, чем боль-
шинство других металлов, и обладает достаточной прочностью.
Рис. 116. Паяльник среднего раз-
мера:
I — выводная колодка (с заземлени-
ем): 2 — деревянная рукоятка: 3 —
пробковая изоляционная рубашка;
4 — нагревательны/) «цемент; 5 —
тсплопсрсдающая втулка; 6 — медный
наконечник (срезан); 7—наконечник,
плакированный железом; 6 накопи-
тель тепла; 5 — кожух из нержавею-
щей стали; 10 — винты
Рис. 117. Паяльник малой мощно-
сти:
1 — алюминиевая несущая трубка:
2--пластмассовая рукоятка; 3 теп-
ловой экран из нержавеющей с<али;
4— защитный изолятор: .5 — наконеч-
ник» плакированный железом; б —
корпус из мягкой стали; 7 — нагрева-
тельный элемент; 3 — алюминиевый
воротник, предотвращающий скаты-
вание паяльника; 9 — остов паяльни-
ка; 10 — трубчатый экран из нержа-
веющей стали; 11 — коаксиальный
ввод с проводами
Между кожухом и нагревательным элементом расположена ла-
тунная гильза, повышающая объем металла внутри паяльника и
служащая накопителем тепла. Внутри элемента помещена теп-
лопсредающая бронзовая втулка, в которой винтом (он виден
сбоку) крепится наконечник.
На рис. 117 показан паяльник несколько иной конструкции,
в котором рукоятка выполнена из пластмассы. Рукоятка зафор-
мована вокруг трубки из нержавеющей стали, служащей как
экраном для стрежня, так и опорой для нагревательного элемен-
та. Паяльник снабжен алюминиевым воротником, предотвраща-
ющим скатывание инструмента с наклонной поверхности, и теп-
ловым экраном из нержавеющей стали.
230
В данном паяльнике применен нагревательный элемент пла-
вающей конструкции, смонтированный в корпусе из мягкой ста-
ли, в который на резьбе посажен наконечник, плакированный
сталью; между нарезным хвостовиком наконечника и нагрева-
тельным элементом поставлен защитный изолятор. Этот паяль-
ник предназначен для пайки миниатюрных детален и почти ли-
шен теплоемкости для запасания тепла.
В некоторых случаях нагревательный элемент располагают в
наконечнике, благодаря чему уменьшается количество теплопе-
редающих деталей, подверженных коррозии. Однако такой кон-
струкции свойственен большой недостаток, а именно, при перего-
рании элемента приходится выбрасывать и наконечник, и наобо-
рот, когда выхолит из строя наконечник, то теряется и элемент.
Вообще говоря, модели, в которых большая часть наконечника
вставлена в нагревательный элемент, предпочтительнее тех, у ко
торых меньшая часть наконечника ввинчена в кожух. Прессовой
посадки наконечника на нагревательный элемент следует избе-
гать, потому что такое соединение ненадежно, а его тсплопере-
дающие характеристики нестабильны. Па практике принципиаль-
ную конструкцию паяльника и характеристики отдельных его
элементов, а также форму крепления наконечника определяют
тип паяльника и его предполагаемое применение.
Так как в наиболее рациональных конструкциях паяльников
всегда предусматривается заземление, то в трансформаторах для
понижения питающего напряжения уже пет необходимости.
Паяльники для питающего напряжения 6 в выпускались главным
образом для того, чтобы при работе с ними уменьшить вероят-
ность поражения рабочего, а также предотвратить повреждение
деталей паяемого узла. В настоящее время можно рекомендовать
применять паяльники на 110 в с заземлением, что дает хорошие
тепловые показатели пайки и облегчает работу паяльником.
7.3. Наконечники паяльников
Наконечник служит для передачи тепла от паяльника к паяе-
мому узлу. Форма и размеры наконечника определяются глав-
ным образом назначением паяльника. Наряду с хорошими тепло-
выми характеристиками наконечник должен обладать высокой
стойкостью в тех условиях и в той среде, в которых ему прихо-
дится работать, поэтому монолитные наконечники не должны
подвергаться сильной эрозии и растворяться в жидком припое.
В прошлом наконечники чаще всего изготовляли из меди, что
объясняется ее высокой теплопроводностью, большой объемной
теплоемкостью и сравнительно низкой стоимостью. К сожалению,
оловяпно-свинцовые припои постепенно растворяют медь во вре-
мя рабочего цикла пайки, в результате чего медные наконечники
никогда не сохраняют своей формы в течение длительного вре-
231
мени и их неооходимо периодически приводить в порядок напиль-
ником. В результате медный наконечник сравнительно быстро
срабатывается (опыт показывает, что для этого достаточно 8 ч
работы), и хотя стоимость такого наконечника составляет лишь
незначительную долго стоимости более совершенных наконечни-
ков новой конструкции, все же, ввиду отсутствия расходов на
приведение в порядок и потерь времени при этом, наконечники
последнего типа с течением времени оказываются более эконо-
мичными.
Другим важным соображением является сравнительно боль-
шое количество загрязнений, вводимых в паяное соединение на-
конечником из чистой меди. Правда, добавка теллура в медь
несколько повышает стойкость наконечника к износу и к окисле-
нию, но и наконечники из теллуристой меди все же слишком
быстро теряют свою форму.
Рассмотрим другие металлы, которые можно использовать
для изготовления наконечников (табл. 34 и 35); при этом нужно
Таблица 34
Тепловые характеристики некоторых металлов
Металл или сплав Теплопроводность Удельная теплоемкость в кал/См* X X град
в кал.!см X X сек град в % этой величины для меди при темпера- туре в сС
Алюминий ... 0,461 50,0 0 0,56
Вольфрам 0,383 41,5 0 0,62
Железо (1% С) . 0,1085 11,8 18 0,82
Золото . . . 0,744 81,0 0 0,60
Латунь . 0,204 23,0 0
Медь 0,920 100,0 0 0,81
Нейзильбер ... 0,070 7,6 0 —
Никель 0,140 15,2 18 0,92
Серебро ... 1,096 120,0 0 0,59
Тантал 0,130 14,0 17 0,60
иметь в виду, что приводимые здесь данные относятся к оловяп-
но-свинцовым припоям, по крайней мере к большинству высоко-
оловянистых припоев, и проблемы, связанные с эрозией под дей-
ствием других сплавов, нужно рассматривать отдельно. Серебро
и золото обладают превосходной теплопроводностью, по их объ-
емная удельная теплоемкость ниже, чем у меди; кроме того, вы-
сокая стоимость этих металлов вообще исключает их рассмотре-
ние как материалов для наконечников, тем более, что они, как и
медь, легко растворяются в жидких сплавах.
Латунь и другие сплавы меди менее теплопроводны, чем медь,
по так же, как и она, эродируют под действием жидких металлов,
хотя и с несколько меньшей скоростью. Нейзильбер не эродирует
232
Таблица 35
Характеристики наконечников, выпускаемых промышленностью США
Фирм а - изготовитель .Vn по ката- логу Материал стержня Материал и толщина покрытия в мм Примечание Фирмен- ное название
Нехасоп Elcktric Со 1 HT 866D H Г 6030 НТ 603Х НТ 603 Латунь Теллури- стая медь То же » » Железо (- 0,07) облужешюе Железо (—0,2) об л уженное То же » » Соединение только па резьбе Хвостовик из нер- жавеющей стали3 (0,075 мм) Железный хвосто- вик3 (0,025 льм) Железный хвос- товик (0,025 мм) Duro- therm Duro- therm Xtradur Hexclad
American Heater Со (American Beauty) В-3 I77PAR Медь » Железо (- 0,075) медь6, золото6 Железо (-0,180) облужеиное Покрыт ИС по резьбе Железный хвос- товик3 (0,150 мм) Superior Paragon
Ungar Co. (Imperial) 6319 6407 Медь Теллури- стая медь Железо (-0,180) медь6, золото6 Никель6, медь6 —- ——
General Electric Co 6Л-214 Медь Железо (-0,5) облуженное Нагреватель смон- 1ирован в нако- нечнике —
Oryx Co Тип J Медь Никель (-0,0075) Блестящее нике- левое покрытие на хвостовике —
Специальная обработка.
Блестящее покрытие.
столь сильно, но зато его теплопроводность составляет всего 8%
этой величины для меди.
Вольфрам и тантал при рабочих температурах пайки не сма-
чиваются большинством припоев и поэтому служат для изготов-
ления нссмачиваемых теплопередающих наконечников, применя-
емых в специальных целях при пайке миниатюрных узлов. Из
этих двух металлов чаще применяется вольфрам, имеющий более
высокую теплопроводность и лучшую объемную удельную тепло-
емкость.
233
Железо и никель, хотя и обладают низкой теплопроводностью,
зато хорошо смачиваются и обладают наибольшим (из всех рас-
смотренных металлов) сопротивлением эрозии. Это, а также вы-
сокая удельная теплоемкость по объему (примерно такая же,
как у меди), является причиной того, что данные металлы очень
выгодны для наконечников. Для того чтобы повысить теплопро-
водность этой детали и в то же время сохранить высокое сопро-
тивление поверхности эрозии, часто применяют медные наконеч-
ники, плакированные железом или никелем. К данному типу от-
носится значительный процент наконечников современных
электрических паяльников.
В связи с изложенным представляют интерес некоторые свой-
ства алюминия. Его теплопроводность лишь вдвое ниже, чем у
меди, но удельная теплоемкость — одна их самых низких. Кроме
того, смоченный алюминий быстро загрязняет припой и вызывает
зернистость последнего.
В табл. 34 удельная теплоемкость отнесена к единице объема.
Это облегчает сравнение характеристик наконечников данной
геометрии, изготовленных из различных металлов, когда постоян-
ной величиной является объем, а не вес детали.
Сечение медного наконечника с покрытием из железа показа-
но на рис. 118, где два участка даны в десятикратном увеличении.
Па снимке видны слой припоя (ввиду своей малой толщины он
выделяется при данном увеличении не совсем четко), железное
покрытие и медное тело наконечника. На сечении стержня видно
покрытие из нержавеющей стали. Рассмотрим причины этой
разнородности покрытий на наконечнике. Как уже отмечено вы-
ше, медь была бы наиболее подходящим материалом для пего,
если бы она в расплавленном оловянно-свинцовом припое не эро-
дировала столь быстро. Поэтому наконечник покрывают желе-
зом. обладающим примерно той же теплоемкостью, что и медь, но
имеющим значительно меньшую теплопроводность. Так как желе-
зо не реагирует с расплавленным припоем, такое покрытие придает
наконечнику достаточную долговечность. Однако вследствие не-
прерывного истирания поверхности наконечника о паяемые дета-
ли покрытие разрушается, и после того как обнажится медь, на-
конечник необходимо менять. Само по себе железо с трудом сма-
чивается припоем, если не принять каких-либо мер, и поэтому
наконечники при их изготовлении облуживают на некоторую вы-
соту, как показано па рис. 118. Если применяется необлуженный
покрытый железом наконечник, то его следует офлюсовывать еще
в холодном состоянии и сразу же по достижении температуры
пайки смачивать оловяшю-свинцовым припоем, предпочтительно
погружением в тигель с припоем. В противном случае сильное
окисление покрытия затруднит смачивание, делая его в некото-
рых случаях вообще невозможным. Правила ухода за наконечни-
ком приведены в разделе 7.8.
234
Рис. 118. Схема устройства наконечника с покрытием железом. Два участ-
ка, приведенные с десятикратным увеличением, показывают жало и стер-
жень наконечника:
1 — технологическое сверление; 2 — медь; 3 — нержавеющая сталь; 4 — стержень;
5 — припой; 6 — покрытие из железа; 7 — предварительно обл уженное жало
А
Рис. 119. Основные формы и типы наиболее часто применяе-
мых наконечников:
А — основные формы наконечников: 1 — пирамидка; 2 — короткий
клин; 3 -- длинный клин; 4 — клин со скошенными боковыми гра-
нями: 5 — клин с узким лезвием; 6 — острый конус; 7 — притуплен-
ный конус; 5 — конус со скошенным острием; 9 — конус с клином
на конце; 10 — цилиндр с косым срезом; 11 — полусфера; Б — ос-
новные типы хвостовиков наконечников: 1 — цилиндрический (п —
цилиндр постоянного диаметра, б — ступенчатый цилиндр); 2 —
резьбовой
235
Для стержня наконечника покрытие железом необязательно.
Его можно покрывать любым металлом, обладающим высокой
стойкостью к окислению. Однако в большинстве случаев счита-
ется, что нанесение железа в производственном отношении про-
ще, да и образование окалины при температурах пайки в этом
случае идет не столь быстро. Некоторые фирмы для получения
высокой коррозионной стойкости покрывают стержни наконечни-
ков благородными металлами, например тонким слоем золота
или серебра. Опыт показал, что покрытия из таких металлов,
Рис. 120. Наконечники для паяльников
обычно наносимые очень тонкими слоями, неспособны надолго
предохранять наконечник от окисления.
Отверстие па торце наконечника является технологическим,
используется в процессе плакирования и для работы паяльника
значения не имеет.
Некоторые формы и основные типы наконечников представле-
ны на рис. 119. На рис. 120 даны фотографии наконечников ряда
стандартных паяльников, за исключением наконечников с резь-
бовым хвостовиком.
7.4. Выбор температуры наконечника
в соответствии с паяемым узлом
Как уже упоминалось, мощность, потребляемая паяльником,
еще не определяет собой температуры наконечника. Большинст-
во фирм — изготовителей паяльников стремится поддерживать
на постоянном уровне температуру наконечников всей гаммы ти-
поразмеров паяльников данного назначения (например, предназ-
236
каченных для пайки миниатюрных узлов электроники, электро-
технических узлов и т. п.); так, например, у паялышка, предназ-
наченного для выполнения электротехнических соединений,
максимальная температура наконечников составляет 400—425° С
независимо от размера паяльника. Паяльники для неэлектротех-
пических работ нагревают до значительно более высокой темпе-
ратуры, причем они обычно имеют значительные размеры, обус-
ловленные высокими тепловыми требованиями конструктивной
пайки. Поэтому нельзя сравнивать паяльники по потребляемой
ими мощности; гораздо правильнее делать это по максимальной
температуре наконечника.
Необходимо также учитывать к. п. д. паяльника (отношение
количества тепловой энергии, подведенной к наконечнику и к па-
яемой поверхности), его теплоемкость и время повторного разо-
грева. Эти три параметра, индивидуальные для каждой модели
паялышка, и следует брать за основу при сравнении и оценке
паяльников любых типов. Рассмотрим каждый из этих парамет-
ров в отдельности.
Максимальная температура наконечника. Максимальная тем-
пература берется для установившегося теплового режима нако-
нечника, когда количества тепла, выделяемого нагревательной
обмоткой и рассеянного наконечником в окружающую среду,
равны. При выбранном расчетном напряжении, постоянном для
определенной модели, рационально сконструированный паяльник
должен обладать неизменной максимальной температурой нако-
нечника.
Теплоемкость паяльника. Эта величина является показателем
количества тепла, которое запасено в паяльнике для выполнения
операции пайки. Оно зависит от теплоемкости металлических дета-
лей, расположенных между нагревательной обмоткой и паяемыми
деталями. Количество тепла, накопленного в каждой из этих де-
талей, является прямой функцией температуры и объема мате-
риала. Несоответствие теплоемкости паяльника требованиям вы-
полняемой работы возможно двоякого характера. Во-первых,
теплоемкость паяльника может быть слишком мала. При выпол-
нении уже только одного соединения температура наконечника
понижается настолько, что приходится ждать, пока паяльник ра-
зогреется снова, а это приводит к потере времени. Во-вторых,
теплоемкость паяльника может оказаться слишком большой.
В результате к участку пайки будет подведено слишком много
тепла, что может отрицательно сказаться на качестве паяемого
узла.
Время повторного разогрева паяльника. Под этой величиной
понимается период, необходимый для того, чтобы температура
наконечника, тепло от которого было отведено во время цикла
пайки, снова достигла максимального значения. Это время явля-
ется косвенной функцией мощности паяльника, его теплоемкости
237
и раоочеи нагрузки на паяльник и ограничивается условиями
установившегося режима, к которым рабочий режим паяльника
асимптотически приближается. Если время повторного нагрева
паяльника чрезмерно велико, то для массового производства та-
кой паяльник непригоден.
Мощность, теплоемкость и рабочую нагрузку подбирают та-
ким образом, чтобы при высокой температуре наконечника или
большой теплоемкости получить медленный повторный разогрев
паяльника. Наоборот, малая теплоемкость при низкой температу-
ре сделает возможным более быстрый разогрев. Если паяльник
предназначается для какой-либо конкретной работы, то нужно
рассмотреть все три его параметра и подобрать наиболее удачное
их соотношение, удовлетворяющее всем поставленным требова-
ниям. Очень важно установить метод определения характеристик
паяльников, входящих в основной комплект этих инструментов,
располагая которым можно выполнять работы в широком диапа-
зоне условий. В основном комплекте должны быть паяльники с
различными температурами наконечников, что связано с боль-
шим разнообразием в свойствах припоев.
Так как источником тепла в паяльнике является элемент со-
противления, то теплоподвод к паяльнику можно регулировать,
меняя напряжение тока. В связи с этим было исследовано изме-
нение температуры паяльников в зависимости от напряжения
тока. Результаты такого исследования (см. рис. 122) позволили
подобрать характеристики паяльников в основном комплекте в
расчете на широкий диапазон требований к рабочим температу-
рам пайки.
Исследование можно проводить на сравнительно несложной
установке. Напряжение меняют посредством автотрансформато-
ра (вариака или пауэрстата) L В частности, от пауэрстата одно-
временно может работать 5—10 паяльников. Всегда существует
вероятность того, что в течение рабочего дня напряжение в сети
на 5—10 в отклоняется от номинальной величины, и если от ре-
зультатов исследования требуется большая достоверность, то
между сетью и пауэрстатом рекомедуется поставить стабилиза-
тор напряжения. Установка подобного типа показана на рис. 121.
Как можно видеть, число штепсельных разъемов ограничивается
только характеристиками оборудования. По мощности паяльни-
ка и напряжению сети подсчитывается потребляемый каждым
паяльником ток. В тех случаях, когда требуется проверить одно-
родность характеристик некоторых моделей или когда мощность
на паяльнике не указана, ее можно определить исходя из сопро-
тивления, воспользовавшись рис. 123 (следует иметь в виду, что
на данном рис. при построении кривых сдвиг фаз не учитывался).
1 Вариак (variac) и пауэрстат (powerstat) — фирменные названия авто-
трансформаторов, выпускаемых в США. Прим, перев.
238
Рис. 121. Схема регулирования напряжения для производ-
ственной линии пайки. Число подключаемых паяльников за-
висит только от мощности, потребляемой оборудованием:
/ —линия питания; 2 ~ стабилизатор напряжения (если он тре-
буется); 3 — вольтметр; 4 — трансформатор
Таким способом определяется количество паяльников, которые
можно подключить к одному варнаку или пауэрстату, Из рис. 121
видно, что регулировка
каждого отдельного па-
яльника не представляет
труда.
На рис. 122 приведены
кривые температур нако-
нечника в зависимости от
напряжения. Несомненно,
возможны отклонения от
этих кривых, так как фир-
мы— изготовители паяль-
ников гарантируют для
своей продукции мощ-
ность с отклонениями в
±5% от номинальной ве-
личины; опыт показал, что
фирмы выдерживают бо-
Те мп ера тура наконечника
Рис. 122. Кривые зависимости температуры
наконечника от напряжения:
1 — 13 вт; 2 — 25 бт\ 5 — 40 вт\ 4 — 170 вг
лее узкие допуски на мощность, и различия в температурах па-
ялышка, обусловленные ее отклонениями, обычно пренебрежимо
239
малы. Поэтому рекомендуется брать по семейству кривых опти-
мальную температуру, учитывая при этом также все возможные
ее изменения.
Значение имеет не только мощность паяльника, но и его тип,
модель и номер по каталогу. Поэтому на графике зависимостей
температуры от мощности нужно регистрировать наряду с харак-
теристиками каждого из паяльников также и указанные выше
сведения. Подробно методика данного испытания описана в раз-
деле 7.5.
7.5. Оценка характеристик промышленных паяльников
В литературе отсутствует достаточная техническая информа-
ция по промышленным паяльникам. Поэтому возникла необходи-
мость разработки серии испытаний для оценки этих инструмен-
тов. Программа испытаний была рассчитана на получение мак-
симального объема информации при использовании простейшего
оборудования и самых обыкновенных методик; это позволяет
каждому оператору провести дополнительные испытания, чтобы
получить характеристики того паяльника, с которым он работает.
Методика испытания описана ниже.
Еще раз напомним, что ввиду колебаний напряжения на испы-
тательной установке, при всех испытаниях рекомендуется приме-
нять стабилизаторы напряжения; такая же рекомендация целе-
сообразна и для случая, если па том или ином предприятии
наблюдаются значительные колебания напряжения на рабочих
местах. При стабилизованном источнике напряжения нами была
проведена серия описываемых ниже испытаний с целью опреде-
лить указанные выше параметры.
Контроль мощности паяльника
Мощность паяльника является показателем количества тепла,
выделяемого нагревательным элементом. Хотя мощность сама по
себе еще не определяет термические характеристики паяльника,
она является одним из основных параметров. Как уже упомина-
лось, фирмы обычно указывают, что мощность паяльника может
отклоняться от номинальной величины не более чем на 5%. Опыт
показывает, что большинство фирм укладывается в значительно
более узкие пределы. Все же имеет смысл проверить мощность
нового паяльника, чтобы установить отклонение действительной
мощности от номинальной и тем самым избежать чрезмерных
изменений температуры наконечника при замене паяльников.
На рис. 123 дана зависимость мощности паяльника от сопротив-
ления холодного элемента. Эта кривая очень удобна для контроля
однородности показателей паяльников в какой-либо одной пар-
тии. Абсолютная величина мощности данного паяльника большо-
го интереса не представляет. Гораздо важнее убедиться в том,
240
что в данной партии паяльников, предназначенных для какого-
Мощностъ паяльника
Рис. 123. Кривые зависимости мощности паяль-
ников от сопротивления
При испытании применяется обычный омметр, и сопротивление
паяльника замеряется по двум штырям штепсельной вилки. Раз-
бирать паяльник при этом испытании не требуется.
Определение зависимости температуры
наконечника от напряжения
При данном напряжении максимальная температура наконеч-
ника должна быть для каждого значения мощности постоянной.
Эта зависимость дастся на рис. 122, где приведено типичное се-
мейство кривых для паяльников, выпускаемых одной из фирм.
После того как потребитель выбрал некоторый комплект паяль-
ников, такой диаграммы вполне достаточно для рационального
контроля температур при пайке в выбранных условиях.
Если речь идет о каком-либо конкретном паяльнике, то целью
испытания является определение температуры наконечника дан-
ной модели при данном напряжении. После того как эти сведения
получены, паяльник может стать инструментом широкого приме-
нения, т. с. паяльник высокой мощности можно подключить к ре-
гулятору напряжения, снизить силу тока и произвести пайку со-
единений, для выполнения которых требуется подвод большого
количества тепла при сравнительно низкой температуре. Для по-
лучения указанной информации в наконечниках были выполнены
напильником V-образные канавки для снятия покрытия из желе-
за (или другого металла) и введения в них термопары с последу-
ющей их припайкой твердым припоем. Канавки располагались
16 Заказ 941
на расстоянии 19 мм от лезвия наконечника, так что при испыта-
нии погружением они лежали вне пределов рабочей площадки.
(Подробно это испытание описано ниже; здесь укажем лишь, что
при нем наконечники быстро погружали в расплав припоя на глу-
бину 13 мм от лезвия. Если бы термопары тоже погружались в
расплав, то регистрирующее устройство записывало бы темпера-
туру не наконечника, а жидкого припоя).
В соответствии с размерами испытывавшихся наконечников
были применены железо-константановые термопары длиной 635±z
Рис. 124. Схема лабораторной уста-
новки для определения зависимости
температуры паяльника от напряже-
ния и других его термических харак-
теристик:
1 — самописец; 2 — медь; 3 — ванна со
льдом; 4 - термопара; 5 — переключа-
тель на 12 позиций; 6 — паяльник; 7 —
паяльник; Л* — полы метр; 9 сариак.
G1)—120 я; 10—стабилизатор, 115 в; It —
питание, Ня в номинально
±13 мм. Термопарные прово-
локи соединяли точечной свар-
кой, и образовавшийся шарик
вводили в канавку, после чего
ее полностью заполняли твер-
дым припоем. При запайке ка-
навки количество припоя кон-
тролировали таким образом,
чтобы избежать появления теп-
лоотводящих масс и получить
однородные образцы. Холод-
ные спаи термопар были погру-
жены в ванну со льдом.
Наконечники вставляли в
соответствующие п ая л ьн и ки.
Одновременно на испытатель-
ной установке монтировали
шесть паяльников; проверку
паяльников вели попарно, по
три пары за один этап.
К паяльникам подводили
напряжение от 40 до ПО в, по-
вышая его интервалами по
10 в. Перед каждым повышением напряжения паяльнику давали
выйти на установившийся режим. При данном напряжении запи-
сывали установившуюся температуру паяльников. Ток, подводи-
мый к паяльникам, устанавливали посредством стабилизатора
напряжения и регулятора (рис. 124).
В линию был введен постоянно включенный вольтметр, что
позволяло обнаруживать колебания входного напряжения и про-
водить соответствующую регулировку. Температуру регистриро-
вали на самописце со скоростью протяжки бумажной ленты
4,5 м/ч. В схеме имелся 12-контактпый переключатель, так что
регистрацию результатов можно было выполнять, не выключая
паяльник после снятия отсчета.
Была также исследована зависимость температуры от измене-
ния свойств теплопередающих поверхностей паялышка со време-
нем. Было обнаружено, что через несколько часов работы паяль-
242
ника его характеристики действительно меняются, ио после того
как инструмент подвергся достаточной прокалке и им работали
в течение нескольких часов, его тепловые характеристики в даль-
нейшем остаются неизменными. В наиболее высококачественных
паяльниках зарегистрированные отклонения температуры не пре-
вышали 10° С.
Определение зависимости охлаждения от времени
Так как качество паялышка оценивается нс только температу-
рой наконечника, по и количеством тепла, которое он может от-
дать при выполнении пайки, то были проведены определения теп-
лоемкости паяльников. Целью этих испытаний было также
установить время, необходимое для достижения паяльником тем-
пературы пайки.
Для выполнения поставленной задачи нужно было распола-
гать теплопоглотителем, термические характеристики которого не
зависели бы от теплоемкости деталей паяемого узла. Дело в том,
что для получения качественного паяного соединения все детали
паяемого узла нужно нагреть до оптимальной температуры пай-
ки. Потребное для этого количество тепла для различных деталей
будет зависеть от их геометрии и материала. Однако если при оп-
тимальной температуре пайки воспользоваться изотермическим
стоком тепла, то тепловыми характеристиками деталей можно
пренебречь. При таких условиях теплоемкость и другие тепловые
характеристики паяльников возможно изучать без учета их раз-
меров и формы. В качестве изотермического стока был применен
тигель емкостью 270 кг припоя. Описанная методика испытаний
позволила получить такие сведения, как теплоемкость наконечни-
ка, которая является функцией теплопотерь паяльника в изотер-
мическую ванну расплавленного припоя, время повторного нагре-
ва паяльника (т. е. время, необходимое для повышения темпера-
туры наконечника до се начальной величины) и теплоемкость
паяльника после отключения тока. Результаты испытаний даны
на рис. 125. Отметим, что малые паяльники обладают меньшей
теплоемкостью и более коротким периодом повторного разогрева,
чем паяльники большого веса.
Паяльники монтировали в приспособлении, предназначенном
для их погружения в тигель, с термопарами, которые после пре-
дыдущих испытаний не подвергались никаким изменениям.
На основе данных, полученных для новых паяльников, напряже-
ние регулировали с расчетом поддержания температуры наконеч-
ника, равной 370° С. Для паялышка мощностью 12 вт температу-
ра была ниже 370° С и составляла примерно 357° С. Объяснялось
это тем, что ко времени испытания уже длительное время паяль-
ником работали. По достижении максимальной температуры на-
конечник погружали в расплавленный припой на глубину 13 мм,
16* 243
в результате чего он быстро охлаждался. Припоем служил
сплав 60% олова и 40% свинца, который благодаря своей хоро-
шей смачивающей способности мгновенно отводил тепло от па-
яльника. Температура ванны поддерживалась равной 218+1,6° С.
Рис. 125. Термические характеристики паяльников при изо-
термических рабочих условиях:
1 — зек включен: 2 — ток выключен; 3 — изотермическая ванна;
4 — паяльник погружен; 5 — паяльник вынут
Ввиду того, что в тигле находилось большое количество припоя,
температура расплава оставалась неизменной. Через 1 мин нако-
нечник вынимали из тигля и давали паяльнику прийти в равно-
весное состояние. Питание подводили и регулировали непрерыв-
244
но в течение всего цикла. В ходе испытания регистрировали ско-
рость охлаждения и нагрева паяльника.
По достижении установившейся температуры паяльник ох-
лаждали второй раз, однако при этом непосредственно перед по-
гружением наконечника в припой от паяльника отключалось пи-
тание. Паяльник выдерживали в припое 1 мин, вынимали и ох-
лаждали до комнатной температуры. Регистрировали цикл от мо-
мента погружения наконечника до полного его охлаждения;
этот период составлял для всех паяльников примерно 3 мин.
Запись результатов вели одноканальным самописцем марки
AZAR фирмы Leeds Northrup, дававшим непрерывную кривую.
Требуемую величину мощности, подводимой к паяльнику, уста-
навливали с помощью стабилизатора и регулятора напряжения.
Испытание рукоятки на нагрев
Перед замером температуры рукоятки через неработающий
паяльник в течение 200 пропускали ток напряжением 115 в.
Температуру определяли термокарандашами при вертикальном
и горизонтальном положении рукоятки. Целью испытания было
определить как температуру рукоятки, так и ее зависимость от
положения паяльника. Результаты замеров показали, что в гори-
зонтальном положении рукоятка нагревается слабее, чем в вер-
тикальном, так как в последнем случае сказывается конвекцион-
ный перенос тепла. Разность температур для этих двух положе-
ний в зависимости от конструкции и характеристик паяльника
доходила до 27—55° С. Другим обстоятельством, способствую-
щим понижению температуры рукоятки, является применение
пробковой изоляционной рубашки. К такому же результату при-
водят придание паяльнику формы молотка и установка экранов
позади наконечника.
Общие принципы компоновки паяльника
Наилучшими с точки зрения теплопередачи, теплоемкости и
жесткости оказались инструменты с наконечником, вставленным
в барабан, в котором расположен нагревательный элемент. Затем
идут паяльники, в которых наконечник ввинчен в нагревательный
элемент; данная конструкция уступает первой в отношении тепло-
передачи и теплоемкости.
7.6. Выбор паяльника
Число факторов, влияющих на определение размера паяльни-
ка для выполнения той или иной работы, настолько велико, что
дать какие-либо строгие правила для выбора инструмента невоз-
можно. Рассмотрим эти факторы, и определение их относитель-
2^5
пой важности значительно облегчит подбор инструмента в каком-
либо конкретном случае пайки. Факторы подразделяются па три
группы:
Количество тепла, необходимое для данного случая пайки.
Эта величина зависит от свойств металла конструкции (теплоем-
кости и теплопроводности) и параметров соединения (его массы
и геометрии), а также от общих условий пайки (окружающей
температуры, степени окисления поверхностей и т. п.) и выбран-
ной комбинации припоя и флюса.
Требования условий пайки. Факторы этой группы зависят от
производственных условий (массовая продукция или индивиду-
альные соединения), темпа производства (он обусловливает вре-
мя повторного нагрева и теплоемкость паяльника) и характерис-
тик паяемого узла, могущих ограничить температуру и время на-
грева.
Теплопередача от паяльника. В данном случае теплоемкость
паяльника и температура наконечника в значительной мере свя-
заны с размером, геометрией и мощностью паяльника. Для каж-
дой комбинации собственно паяльника и наконечника характерен
свой к. п. д. (т. е. отношение количеств тепла, подведенного к на-
конечнику и выделенного нагревательным элементом). Это и яв-
ляется в основном причиной, почему для оценки и классификации
паяльников используется не столько мощность, сколько темпера-
тура наконечника.
В повседневной практике опытные рабочие могут выбрать наи-
более рациональный паяльник па основании своего личного опы-
та, но чтобы облегчить эту задачу, предлагается пользоваться
следующими данными:
Тип
Миниатюрный . . .
Малый.............
Средний .........
Большой .........
Для легких работ
Для тяжелых работ
Мощность
в вт
До 25
25—35
35—45
45—60
60—100
Более 100
Здесь указаны шесть основных групп паяльников. При выборе
паяльника, оптимального для данной работы, следует начинать с
наименее мощного паяльника, и если он окажется непригодным,
нужно испытать сильнее нагреваемый паяльник. Если же и самой
малой мощности инструмент окажется чрезмерно большим, то,
работая с ним, нужно уменьшать напряжение, как описано
ранее.
Выбор паяльника независимо от наконечника может привести
к ошибочным результатам. Для удовлетворительного выполнения
работы необходим тщательный выбор как паяльника, так и нако-
246
нечника. Здесь в качестве руководства можно дать следующие
рекомендации.
Выбирать наконечник такой формы, которая давала бы мак-
симальную контактную площадь как для паяемого узла, так и для
наконечника, что значительно облегчит теплопередачу.
Определять наиболее удобный подход к месту пайки. Возмож-
но, придется применять либо торцовый, либо молотковый паяль-
ник.
Подбирать наконечник с более коротким коническим хвосто-
виком, чтобы улучшить теплопередачу к лезвию наконечника,
так .как у длинных хвостовиков сечение теплопередачи мень-
ше.
Выбирать наиболее короткий стержень, чтобы уменьшить
путь прохождения тепла от элемента.
Определять наилучший источник тепла, учитывая при этом,
что диаметр хвостовика обусловливает характер теплопередачи
от элемента (чем диаметр больше, тем лучше) и что диаметр на-
конечника обусловливает теплопередачу к детали. Наконечники
малого диаметра дают более высокую температуру, но обладают
меньшей теплоемкостью; при большом диаметре наконечника
наблюдается обратная картина.
Выбирать для наконечника наиболее подходящий материал.
Покрытые железом наконечники остаются работоспособными
дольше, но их нельзя заправлять напильником; кроме того, теп-
лоперелача^у медного наконечника лучше, чем у покрытого.
7.7. Приспособления к паяльникам
Промышленность выпускает приспособления к паяльникам
самой различной формы, размеров и назначения. Укажем приспо-
собления, наиболее широко применяемые в электронной промыш-
ленности.
Холодильники и экраны. Холодильник (рис. 126) предназначен
для того, чтобы не допускать теплоподзода к темпер атурочувст-
вительпым участкам паяемого узла. Холодильники обычно изго-
товляют из меди. Применяют также и алюминий с его хорошей
теплопроводностью, но малой теплоемкостью, в частности там,
где большой вес холодильника может вызвать повреждение дета-
ли. Алюминиевые холодильники дешевле в изготовлении. Холо-
дильникам придаются самые разнообразные размеры и форма,
но чаще всего применяются пружинные скобы-зажимы аллига-
торного типа, которые удобно закреплять па детали. Более по-
дробно холодильники описаны в разделах 5.4 и 6.31.
Так называемые приспособления антифитилыюго действия
(обычно имеющие вид небольшого пинцета) представляют собой
холодильники двойного назначения. Их применяют для того,
247
чтобы предотвратить подъем жидкого припоя под действием ка-
пиллярных сил в многожильном проводе, так как в противном
случае возможно обугливание или расплавление изоляции, а так-
же ухудшение гибкости провода. Эти приспособления покрывают
несмачиваемым металлом, например хромом. Диаметр зева гу-
бок берется в соответствии с диаметром провода.
Теплоизолирующие экраны служат для того, чтобы детали,
окружающие соединение, не отбирали от него чрезмерное коли-
чество тепла, и они выполняют, таким образом, функции, обрат-
ные холодильникам. По конструкции экраны аналогичны холо-
дильникам, но металл заменен изолятором. Это приводит к более
быстрому нагреву паяемого участка и, следовательно, к меньше-
му времени пайки, что является чрезвычайно желательным фак-
тором.
Рис. 126. Вспомогательное оборудование для пайки.
В коробке показана целлюлозная губка. Щипцы в пра-
вом верхнем углу оснащены кусками резины
Неметаллические и металлические стержни. Стержни и вилки
представляют собой инструменты для выпрямления или навивки
проволоки, а также для удержания паяемых деталей. Неметалли-
ческие стержни применяют в тех случаях, когда имеется опасность
физического повреждения деталей или образования холодильни-
ка (неметаллические материалы являются плохими проводника-
ми тепла). Стержни необходимы для того, чтобы предотвращать
перегибы и другие виды деформации проволоки, значительно по-
нижающие прочность соединения. По своему размеру стержни
похожи на карандаши, но последние в указанных целях непри-
годны ввиду наличия в них графита, могущего оказать отрица-
тельное влияние. Одному концу стержня обычно придается фор-
ма затупленного конуса, а другому — форма вилки.
248
Кисти. Чаще всего флюс наносят кистью. Кисги выпускаются
диаметром от 50—75 мм до нескольких щетинок. Практика пока-
зала, что при пайке миниатюрных узлов более жесткая кисть
дает гораздо лучшие результаты, чем мягкая соболья кисточка.
Вторым назначением кисти является удаление посторонних
частиц с паяемого участка перед его флюсованием. Нередко вы-
пускается комбинированный стержень-кисть. Этим инструментом
следует пользоваться лишь до пайки. Если же приходится при-
менять его после пайки, то нужно следить за тем, чтобы пе повре-
дить готовое соединение.
Целлюлозные губки. Губки для вытирания и очистки наконеч-
ников находят в промышленности все более широкое применение.
Они не портят поверхность наконечника, как некоторые случай-
ные материалы, которые могут даже принести вред (например,
от тряпок могут остаться обугленные обрывки нитей, от абразив-
ных частиц — царапины и т. д.). Губка все время должна быть
смочена водой; если воды недостаточно, то возникает обуглива-
ние.
Когда пайка ведется миниатюрным паяльником, то после про-
тирки его губкой нужно выждать несколько секунд, чтобы охлаж-
денный наконечник снова успел нагреться.
Чрезмерно вытирать наконечник не следует, и ни в коем слу-
чае нельзя вытирать его досуха. После того как наконечник очи-
щен, рекомендуется сразу же нанести на него свежий
припой.
Подаватели припоя. Наилучшим путем надежной защиты при-
поя от загрязнений является применение подавателей (рис. 127).
Они исключают возможность перегибов и потери проволоки, а
также облегчают оператору ввод припоя .в труднодоступные мес-
та. Имеются подаватели для хранения и подачи припоя в виде
проволоки сплошного и трубчатого сечения. Некоторые фирмы
выпускают в продажу небольшие количества припоя в контейне-
рах, которые иногда ошибочно считают подавателями; они разли-
чаются между собой в отношении удобства подачи проволоки.
Трубчатые припои с флюсовой набивкой ни в коем случае не сле-
дует резать кусачками или каким-либо другим инструментом,
сжимающим проволоку, так как при этом возможно закрытие
канала и, как следствие, получение некачественного соединения.
Если наконечник подавателя служит для фиксации проволоки во
время охлаждения паяльника после работы с ним, то при возоб-
новлении пайки нужно соблюдать осторожность так как флюс
может высыпаться из трубки даже и тогда, когда припой не
плавится.
Один из видов подавателей заслуживает особого внимания.
Приспособление, показанное на рис. 127, можно монтировать на
любом стандартном паяльнике. Припой с флюсом или без него
вводится в паяемое соединение той же рукой, которая держит
249
паяльник. Вторая рука оператора во время пайки свободна
и может подавать и фиксировать в нужном положении детали па-
яемого узла. Проволоку подают небольшим храповым механиз-
мом, устроенным сверху приспособления. Трубка, по которой
подается припой, соединена с рукояткой посредством шарнира,
что облегчает ввод припоя в соединение.
Плитка с емкостью под жидкий припой. При внедрении пла-
кированных наконечников стало необходимым поддерживать
их все время в хорошо облуженном состоянии. Это достигается
облуживанпем наконечника непосредственно перед пайкой. Од-
нако если имеются длительные перерывы в работе, то при высо-
ких температурах поддерживать наконечник смоченным трудно.
Поэтому было выпущено в продажу приспособление, представля-
ющее собой асбестовую плитку с емкостью под жидкий припой.
Рис. 127. Пайка паяльником, снабженным трубкой
для подвода припоя
Последний предназначен не для ввода в соединение, а лишь для
поддержания наконечника смоченным в перерывах между пай-
кой.
Температура припоя в емкости имеет большое значение, ее
необходимо строго контролировать. Припой в емкости должен
быть нагрет на несколько градусов выше точки его плавления.
Паяльник еще больше повысит температуру расплава. Поэтому
при выборе паяльника нужно учитывать и это обстоятельство.
250
Регулятор температуры. Регуляторы температуры служат для
автоматического контроля степени нагрева паяльника. В регуля-
тор входит датчик температуры, обычно биметаллический, кото-
рый по мере необходимости включает или, наоборот, выключает
питание паяльника в перерывах между пайкой.
7.8. Уход за паяльником и его облуживание
Отсутствие ухода за паяльником нс только усложняет работу
оператора, но может привести к появлению дефектных соедине-
ний. Поэтому, чтобы повысить срок службы инструмента и пол-
ностью использовать все заложенные в нем возможности, нужно
соблюдать следующие правила:
а) Не включать паяльник со снятым наконечником. Если это
сделать, то элемент нагреется, что вызовет уменьшение срока
службы и чрезмерное окисление внутренних деталей бара-
бана.
б) При первом включении нового паяльника наконечник нуж-
но покрыть активированным канифольным флюсом и облудить
его в емкости с припоем. Если плитка с емкостью отсутствует,
то для этой цели можно воспользоваться трубчатым припоем с
флюсовой набивкой. Припой следует наносить сразу, как только
наконечник будет нагрет до температуры- плавления припоя. При
выключении паяльника наконечник нужно очистить и обильно
облудить. Такая операция позволит без затруднений повторно
разогреть паяльник.
в) Когда разогревают паяльник, бывший в употреблении, то
наконечник подготовляют так же, как и в случае нового наконеч-
ника, если не было проведено указанное выше облуживание.
Если вследствие недостаточного ухода бывший в употреблении
паяльник не облуживаегся, то для удаления окислов железа
нужно воспользоваться кислотным флюсом и наждачной бума-
гой, после чего можно провести описанное выше облужи-
ванис.
г) В перерывах между пайкой на наконечник время от време-
ни нужно наносить припой, чтобы избежать несмачивания, кото-
рое возникает при высоких температурах наконечника, так как
припой окисляется на воздухе и уже не защищает сталь покры-
тия. После того как железо окислится, активированная канифоль
недостаточна для повторного облуживаиия.
д) По паяльнику никогда нельзя ударять, даже для удаления
окисных пленок. Для очистки наконечника его нужно осторожно
протереть целлюлозной губкой. Однако при очистке надо соблю-
дать осторожность, так как если полностью удалить припой, то
произойдет окисление железа.
е) После охлаждения паяльника наконечник нужно вынуть из
барабана и очистить внутреннюю поверхность отверстия. В зави-
251
симости от типа наконечника и покрытия такую чистку следует
производить раз в день или раз в неделю. Если при конструиро-
вании наконечника приняты меры против его заклинивания в по-
садочном отверстии, то его можно оставлять в барабане, не вы-
нимая длительное время.
Под один и тот же корпус и рукоятку обычно изготовляют
несколько различных нагревательных элементов. Так как заменя-
ются только элементы, а корпус с его маркировкой остается преж-
ним, то перед началом работы с новым паяльником рекоменду-
ется определить его мощность, замерив сопротивление элемента.
В указанных целях по штыревой половине штепсельного разъема
замеряют сопротивление, после чего по рис. 123 находят мощ-
ность паяльника. Если паяльник будет поврежден или перегорит
нагревательный элемент, то выбрасывать паяльник не следует,
нужно лишь заменить неисправную деталь.
Глава 8. КАЧЕСТВО ПАЯНЫХ СОЕДИНЕНИЙ
И ЕГО КОНТРОЛЬ
ПРИНЦИПЫ КОНТРОЛЯ КАЧЕСТВА
8.1. Три фактора обеспечения надежности
Паяные электротехнические соединения являются наиболее
простыми и самыми распространенными неразъемными соедине-
ниями.
Имеются три фактора, обусловливающих надежность паяного
соединения. Рассмотрим их вкратце.
Выбор материалов. Одним из наиболее важных условий высо-
кого качества соединения является соответствие флюса основно-
му металлу. Если выбор флюса сделан неправильно, то смачива-
ние металла будет неудовлетворительным, а соединение не-
надежным. Вопросы выбора материалов достаточно подробно
рассмотрены в гл. 2, 3 и 5.
Что касается контроля выбора материалов, то взаимное соот-
ветствие флюса и основного металла можно установить простым
испытанием на паяемость. Методика такого испытания будет рас-
смотрена ниже.
Другой проблемой является контроль поступающих материа-
лов. Для получения данных об основных компонентах припоя
используют мокрый анализ, а степень чистоты припоя определя-
ют спектрографическим методом. В сведениях о флюсе доста-
точны некоторые основные показатели, например плотность (так
что можно определить содержание твердого вещества в флюсе,
если речь идет о канифоли), коэффициент растскаемости (ука-
зывающий степень активности флюса) и минимальные химиче-
ские данные, позволяющие установить наличие или отсутствие
некоторых веществ, желательных или нежелательных для флюса.
Геометрия соединения. Вторым важным фактором, определя-
ющим качестве соединения, является его геометрия. Соединение
должно обладать необходимой токонесущей способностью и ме-
ханической прочностью. Если эти требования не выполнены, то
всегда существует опасность перегрева соединения или его раз-
253
рушения под нагрузкой (подробно этот вопрос рассмотрен в
гл. 5). Другим требованием к геометрии соединения является воз-
можность его осмотра. Соединения, не допускающие визуально-
го осмотра, следует браковать па стадии конструирования. На
этой стадии можно установить и требования к размерам соеди-
нения, которыми должен будет руководствоваться контролер.
Технология пайки. Технологические процессы пайки необхо-
димо строго контролировать, чтобы устранить возможность от-
клонений таких параметров, как температура и время пайки,
плотность флюса и эффективность очистки поверхности.
ВЫХОДНОЙ КОНТРОЛЬ
8.2. Преимущества визуального осмотра
Вначале необходимо изготовить прототип паяного узла, выб-
рав для него надлежащий материал, соблюдая все принципы
рационального конструирования и применив соответствующую
технологию пайки. Этот прототип нужно подвергнуть в металлур-
гической лаборатории разрушающему контролю, применив один
из методов, описанных ниже в данной главе. В число таких мето-
дов входит испытание на механическую прочность, проверка то-
конесущей способности (по замерам сопротивления) и разрезка
соединения с целью обнаружить, если они есть, песмоченные
участки и дефекты в спае. После того как прототип успешно
пройдет все проверки, визуальный осмотр производственной про-
дукции получает надежную основу: положительный результат
такого осмотра позволяет утверждать, что качество данного па-
яного соединения равноценно качеству тех соединений, которые
прошли всестороннюю проверку в лаборатории.
8.3. Угол смачивания
Как мы видели в гл. 1, в качестве характеристики степени
смачивания в системе припой — основной металл — флюс можно
воспользоваться так называемым углом смачивания. Двумя пре-
дельными условиями смачивания являются: а) полное несмачи-
вание, когда угол смачивания 0 — 180°, и б) полное смачивание,
когда 0—0°. Между этими двумя крайними состояниями сущест-
вует непрерывный ряд состояний частичного смачивания. Состо-
яние частичного смачивания нуждается в дополнительных разъ-
яснениях, в особенности если мы вспомним, что система во время
пайки редко достигает истинного равновесия. Обычно время пай-
ки слитком мало, и система затвердевает до того, как будет до-
стигнуто равновесие. В этом отношении полезно рассмотрение
угла смачивания. Он характеризует как направление, в котором
254
Таблица 36
Оценка качества паяного соединения по внешнему виду
5
Вил соединения
Угол
омичива-
ния
Внешний вил соединения
Несма-
чивание
нсние
по кани-
фоли
Хорошее
смачива-
ние
Плохое
смачива-
ние
/И—90°
Недоста-
точный <
теп то-
подвод
Обычно
большой
О—ЛГ
90—180°
Обычно
большой
Припой образует хорошую
галтель, с небольшим углом
смачивания. Поверхность сое-
динения блестящая и гладкая,
поры имеются в небольшом
количестве или отсутствуют
(см. рис. 128)
Припой дает большой угол
смачивания. Поверхность сое-
динения неровная. Границы
галтели неправильной формы
(см. рис. 130)
Припой неполностью покры-
вает паяемую поверхность.
Большой угол смачивания.
Припой имеет вид капелек
или шариков, образовавшихся
вследствие его скатывания с
первоначально смоченных со-
седних участ ков или в резуль-
тате полного их несмачивания
(см. рис, 129)
Припой затвердевает до то-
го, как к нему подводится
достаточное количество тепла.
Обычно флюс в таких случа-
ях недостаточно активируется
и загрязнения не удаляются
полностью. Припой имеет глад-
кую сплошную поверхность
Соединен ие ос у ществляется
через слой затвердевшего флю-
са. обычно канифольного. В
предельном случае полностью
разрушается металлический
континуум, что приводит к
потере электропроводности и
низкой прочности соединения.
Припой имеет сплошную по-
верхность
255
Продолжение табл. 36
Вид соединения
Угол
смачива-
ния
Внешний вид соединения
«Холод-
ное»
соедине-
ние
Обычно
мал
Соединение имеет шерохо-
ватый зернистый вид вслед-
ствие о 1 носителыюго переме-
щения деталей во время за-
твердевания припоя. В пре-
дельном случае соединение
получается негодным (см.
рис. 131)
развивается смачивание, так и достигнутую степень смачивания.
Разобьем диапазон 0—180° на три участка:
а) 0<АГ. Это условие указывает на хорошее смачивание.
За предельную величину Л4 произвольно берется 75° и даже мень-
ше, если от соединения требуется исключительно высокое каче-
ство.
б) 90°>0>А1. Такое соотношение означает условие предель-
ного смачивания; оно приемлемо только в случае, если имеют ме-
сто какие-либо специфичные условия.
в) 0^90°. Данное условие соответствует отсутствию смачива-
ния, или несмачиванию. Припой затвердевает до наступления
смачивания или при несмачивании паяемой поверхности. В слу-
чае нссмачивания сила, действующая на жидкий припой, застав-
ляет его стягиваться, и скорость этого стягивания является пря-
мой функцией угла смачивания.
В целях контроля качества паяных соединений величину М
необходимо строго определять, так как она является критерием
хорошего смачивания и бездефектного паяного соединения.
Дальнейшую информацию об оценке угла смачивания при конт-
роле паяных соединений можно найти в табл. 36 и в раз-
деле 1.2.
К сказанному выше относительно угла смачивания следует
добавить, что угол, образованный между основным металлом и
припоем по периферии последнего, на практике является функ-
цией взятого количества припоя и основного металла. В целях
иллюстрации этого утверждения рассмотрим два предельных
случая. Бесконечно большая поверхность основного металла с
нанесенным па нес ограниченным количеством припоя даст
истинную картину смачивания. С другой стороны, если имеется
небольшая площадка основного металла и значительное количе-
ство припоя на ней, то припой неизбежно образует толстый вы-
пуклый слой, и в таком случае угол между поверхностями при-
256
поя и основного металла не имеет с истинным углом смачивания
ничего общего (см. также рис. 36).
Условия смачивания тесно связаны с доступностью паяемых
узлов для осмотра. Избыток припоя на ограниченной площади
маскирует доступные для осмотра участки, так что контроль при-
водит к ошибочному заклю-
чению; это еще раз говорит
против избытка припоя в
соединении.
Далее, напомним, что
процесс пайки протекает в
ограниченный промежуток
времени, и это не дает си-
стеме припой — флюс — ос-
новной металл возможности
достичь равновесия. Поэто-
му замеренный угол смачи-
Рис. 128. Хорошее смачивание
вания лишь свидетельствует
о достигнутом состоянии
смачивания и не дает абсо-
лютных характеристик рас-
сматриваемой системы. Од-
па и та же комбинация ос-
новной поверхности, припоя
и флюса при идеальных ус-
ловиях и длительном време-
ни пайки даст, как правило,
гораздо меньший угол сма-
чивания, чем при обычных
условиях выполнения про-
цесса.
Для того чтобы проде-
Рис. 129. Плохое смачивание
монстрировать возможности использования угла смачивания для
оценки качества паяного соединения, ниже приводится несколь-
ко взятых из практики примеров. На рис. 128 показано соедине-
ние, выполненное на печатной схеме при хорошем смачивании.
На рис. 129 представлена несмочснпая поверхность. Под не-
смачиванисм мы понимаем процесс, когда сначала припой смачи-
вает поверхность, по затем вследсгвие недостаточного смачи-
вания стягивается, оставляя за собой на поверхности основного
металла тонкий слой загвердевшего сплава. Основная масса
припоя свертывается в шарики. Такая картина обычно является
результатом неудовлетворительной подготовки поверхности и в
качественном соединении недопустима.
Так как при выполнении паяного соединения всегда приходит-
ся иметь дело более чем с одной поверхностью, то все они долж-
ны хорошо смачиваться. В соединении, показанном на рис. 130,
17 Заказ 941
257
это условие не было соблюдено, так как хорошее смачивание име-
ло место только для печатной схемы, а выводы полупроводника
оказались нссмочеппыми.
На рис. 131 дано «холодное» соединение. Так называется со-
единение, в котором детали во время затвердевания припоя были
смещены друг относительно друга. В результате возникает по-
трескавшаяся, неровная поверхность, и в конечном итоге в со-
единении могут появиться дефекты. Прочность таких соединений
всегда остается под сомнением, и там, где требуется высокое ка-
чество, они недопустимы. Угол смачивания в таких случаях мо-
жет привести к ошибочному выводу, так как само соединение,
Рис. 131. Холодное соединение
Рис. 130. Плохое смачивание провод-
ников. Хорошее смачивание отмеча-
ется лишь для печатной схемы
возможно, характеризуется хорошим смачиванием, но большин-
ство холодных соединений обнаруживает такое разнообразие
поверхностных условий, что даже само определение угла смачи-
вания становится невозможным.
8.4. Условия приемки паяных соединений
Определяя условия приемки паяного соединения при визуаль-
ном контроле, обычно оговаривают увеличение, при котором сле-
дует производить осмотр.
Ввиду ошибок наблюдателя и недостаточной стабильности ка-
чества в серии соединений одной и той же конструкции можно
ожидать, что в ряде узлов возникнут некоторые отклонения от
четко очерченных групп качества. Поэтому необходимо оговорить
допустимую величину той части поверхности, которая не отвеча-
ет техническим условиям па качество. В результате типичные
технические условия могут, например, говорить, что «если более
5% поверхности соединения смочено неудовлетворительно, то
узел следует считать браком».
Этот процент (5%) неудовлетворительно смоченной поверх-
ности зависит главным образом от типа узла и от качественных
258
показателей, требуемых от соединения. Указанная выше величи-
на 5% соответствует узлам высокой надежности. Для обычных
узлов электроники вполне приемлема величина до 10—15% пло-
щади соединения. Возможны даже еще большие значения, если
заранее известно, что при обработке деталей до пайки их поверх-
ность может оказаться поврежденной.
В технических условиях на контроль соединения необходимо
четко указывать минимальные требования к соединению, вклю-
чая коэффициент запаса, и пет необходимости требовать от каж-
дого соединения стопроцентного идеального качества, когда эти
условия удовлетворяются уже частью соединения.
8.5. Возможность осмотра и размер спая
Отклонения, делающие визуальный контроль невозможным,
устранимы с учетом следующих соображений. Так, паяное соеди-
нение нельзя располагать в местах, недоступных для непосред-
ственного осмотра или осмотра с помощью зеркальных приспо-
соблений. На контролере лежит прямая обязанность браковать
любое соединение с избыточным количеством припоя на том ос-
новании, что качество такого соединения сомнительно, и поэтому
надежность узла при некоторых обстоятельствах может оказать-
ся пониженной.
Тщательное рассмотрение свойств паяных соединений показы-
вает, что одно лишь увеличение массы припоя еще не улучшает
качества соединения — его механической прочности и токонесу-
щей способности. Несомненно, количество припоя обязательно
должно быть достаточным для заполнения всего зазора; но из со-
ображений возможности осмотра требуется, чтобы припой не за-
крывал контуров обеих деталей па участках, входящих в паяное
соединение. Напомним, что это условие являлось основной пред-
посылкой при рассмотрении нами конструкции паяных соеди-
нений (гл. 5).
8.6. Чистота поверхности паяного соединения
Если узел после пайки плохо очищен, в особенности если флю-
сы вообще пе удалены, то визуальный контроль просто становит-
ся невозможным. Поэтому требование чистоты паяного узла обя-
зательно должно включаться в технические условия на контроль
качества пайки.
При пайке слаботочных цепей (в частности печатных схем
узлов электроники), к которым предъявляются требования высо-
кой надежности, особую важность имеет чистота соединений в
связи с опасностью коррозии. Коррозия всегда вызывает непо-
ладки. Более подробно источники коррозии материалов и сущ-
ность коррозии рассмотрены в разделах 4.7—4.9.
17* 259
Проверка паяного узла после проведения очистки не пред-
ставляет труда (см. гл. 6). Как было показано, опасность для
узла представляет присутствие ионизуемых материалов, главным
образом хлоридов. Одним из самых простых и в то же время на-
дежных способов определения степени очистки узла является ме-
тод, требующий применения дистиллированной или деминерали-
зованной воды и электрической батарейки. Возможны два метода
определения загрязненности поверхности: ионизуемые материа-
лы с поверхности переводят в раствор либо смывая их с поверх-
ности узла определенным количеством воды, либо погружая узел
в воду, после чего определяют сопротивление раствора. Правда,
таким способом можно определить присутствие лишь ионизуемых
материалов. Но так как коррозия обусловлена в основном хлори-
дами и они являются главным источником ионов в паяном узле,
многие фирмы стандартизовали у себя простую пробу реакцией
серебряного зеркала па присутствие хлоридов.
ИСПЫТАНИЯ НА ПАЯЕМОСТЬ
8.7. Методика испытаний
Испытанием на паяемость называется определение смачивае-
мости в данной системе основной металл — флюс — припой и об-
щих характеристик этой системы во время образования соедине-
ния. Хотя возможны различные методы испытания системы па
паяемость, причем некоторые из них имеют преимущества перед
остальными в ряде частных случаев пайки, общепринято выпол-
нять следующее простое испытание (см. раздел 8.8), стандартизо-
ванное Вооруженными силами США и Ассоциацией электронной
промышленности, а также большинством фирм, применяющих
пайку или заказывающих узлы, изготовляемые пайкой. Рассмот-
рим некоторые из таких методов в отдельности и опишем лабора-
торное оборудование, необходимое для подобного рода исследо-
ваний.
8.8. Испытание на паяемость
в соединении проволоки и деталей
Прежде чем приступить к производственному выпуску узлов,
целесообразно провести испытание рассматриваемой системы на
паяемость. Ниже описывается одно из таких испытаний, разрабо-
танных в электронной промышленности для пайки проволок и де-
талей и являющееся модификацией испытания по нормали
RS.178, выпущенной Ассоциацией предприятий электронной про-
мышленности США.
Детали испытывают в состоянии поставки. На месте проведе-
ния испытания всегда находится тигель с припоем при требуемой
температуре (см. ниже). Если пайке подлежит электротехниче-
' 260
►
ское соединение, то применяется припой ASTM В 32, класс А, но-
минального состава: 60% олова и 40% свинца, в остальных слу-
чаях — тот же припой, что и в действительном соединении. При
электротехнических соединениях в качестве флюса используется
смесь 25% чистой светлой канифоли и 75% изопропилового
спирта концентрацией 99%. Никакие другие добавки в флюс не
вводятся. Для других соединений и в тех случаях, когда чистая
канифоль неэффективна, используют тот же флюс, которым на-
мечается паять на практике. Перед каждым испытанием припой
в тигле тщательно перемешивают (мешалкой из нержавеющей
стали или другого песмачиваемого материала), чтобы гаранти-
ровать однородность его состава. После того как температура
припоя стабилизуется, с поверхности расплава удаляют шлаки и
окислы; тигель должен быть заполнен припоем до краев.
Сразу же после очистки припоя испытываемые детали погру-
жают в флюс и затем в расплав припоя на ту же глубину. В слу-
чае применения припоя, содержащего 60% олова и 40% свинца,
температуру припоя поддерживают на уровне 246+2,5° С; при
других сплавах температура должна на 55—60° С (с отклонением
+2,5° С) превышать их точку ликвидуса.
Скорость погружения детали в припой берут равной примерно
2,5 см!сек. После выдержки в течение 2 сек образец вынимают из
припоя со скоростью 2,5 см/сек и охлаждают на воздухе. Указан-
ная выдержка в 2 сек достаточна для электротехнических дета-
лей, проволоки и небольших конструкционных деталей; для боль-
ших деталей (с большей теплоемкостью) выдержку необходимо
соответственно увеличивать.
Деталь считается удовлетворяющей требованиям испытания
на паяемость, если ее поверхность при рассмотрении через лупу
с десятикратным увеличением оказывается покрытой припоем на
95%. Когда от припоя свободно более 5% поверхности, то деталь
считается непригодной, если при рассмотрении поверхности с
150- или 200-кратным увеличением наблюдаются:
а) песмочеппые пли плохо смоченные участки; нссмочеиной
считается площадь, которая после погружения детали в тигель с
припоем остается непокрытой им и на которой кромка припоя со-
ставляет с поверхностью проволоки угол 90° или больше
(рис. 132); для плохо смоченной поверхности этот угол лежит в
пределах 75—90°;
б) полная площадь пссмоченных участков превышает 10%
площади проволоки, погруженной в тигель с припоем; несмочен-
ная площадь определяется как площадь которая после погруже-
ния детали в тигель с припоем осталась свободной от припоя; хо-
рошее смачивание характеризуется тем, что угол между кромкой
припоя и поверхностью проволоки не превышает 75е (рис. 133).
На основе этого испытания можно без труда составить и дру-
гие технические условия, имея в виду, что целью испытания явля-
261
стся установление граничного состояния и что испытание нужно
всегда проводить при использовании самого слабого флюса и на-
именьшей температуры пайки, только при этом можно будет вы*
Рис. 132. Несмачива-
ние основного метал-
ла припоем;
1 — несмещенная пло-
щадь; 2 — припой;
3 — деталь
Рис. 133. Хорошее
смачивание основно-
го металла припоем:
/ — несмочснная пло-
щадь; 2 — припой;
3 — деталь
явить вероятные недостатки процесса. Испытание подобного рода
обнаруживает плохую очистку поверхности или значительные ме-
ханические ее повреждения. Время выдержки погруженной в
припой детали зависит от ее размера. Можно рекомендовать сле-
дующее хорошее практическое правило: выдержка должна быть
несколько меньше предполагаемого времени действительной
пайки.
8.9. Испытание на паяемость проволоки в капле припоя
Рассмотрим еще один метод, разработанный специально для
оценки паяемости проволоки. Этот показатель в данном случае
Рис. 134. Принцип испытания на паяемость .
проволоки в капле припоя:
1 — навеска припоя; 2 — шарик, образовавший-
ся при расплавлении навески припоя; 3 — гори-
зонтально лежащая проволока; 4 -- проволока,
смоченная припоем яа определенный промежуток
времени: 5 — проволока, смоченная припоем
лишь частично
выражают индексом
иаяемосги в капле при-
поя, представляющим
собой время контакта,
необходимое для того,
чтобы сферическая кап-
ля расплавленного при-
поя смочила перифе-
рию проволоки, лежа-
щей горизонтально
(рис. 134).
Для проведения ис-
пытания необходимо
следующее оборудова-
ние: а) тигелек, в кото-
ром навеска припоя на-
ходится при постоян-
ной и однородной тем-
пературе; б) регулятор температуры припоя; в) подъемный сто-
лик для закрепления образца и ввода его в контакт с каплей
262
расплавленного припоя (рис. 135); г) автоматический контактор,
показывающий время, за которое заканчивается смачивание про-
волоки, и д) лупа для удобства наблюдения за ходом испытания.
Такая система, разработан-
ная Уэйдом и Драуном (ла-
боратория химического ана-
лиза и процессов фирмы
IBM, Эндикотт, штат Нью-
Йорк) , представлена на
рис. 136.
Проволоку закрепляют в
зажимах, показанных на
рис. 135, и в тигелек под
проволокой закладывают
определенную навеску при-
поя. Тигелек нагревают до
расплавления металла, и
Рис. 135. Столик, на котором произ-
водится определение паяемости про-
СТОЛИК поднимают ДО КОН- волоки в капле припоя
такта припоя с проволокой.
В этот момент включается прибор, автоматически определяющий
время, необходимое для того, чтобы припой полностью смочил
Рис. 136. Общий вид прибора для определения паяе-
мости проволоки в капле припоя
проволоку (см. позицию 4 на рис. 134). Это время, измеряемое
в миллисекундах, называется временем смачивания проволоки.
Если наблюдается картина, представленная позицией 5 на
рис. 134, то проволока считается частично смоченной, или непро-
паянной. Иными словами, чем больше время смачивания для
данной проволоки, тем хуже паяемость. Так как в большинстве
263
случаев автоматической и ручной пайки необходимо, чтобы она
заканчивалась за 3 сек, то максимальный индекс наяемости ра-
вен 3000.
8.10. Испытание на паяемость для плоского материала
Если требуется проверить на паяемость деталь плоской или
какой-либо иной формы перед ее окончательной постановкой в
узел, то пробный образец можно подготовить двумя путями: либо
одновременно с деталью отрезать от заготовки специальный об-
разец для испытания, либо отрезать от одной детали полоску,
пригодную для пайки погружением. В любом случае испытание
проводится аналогично описанному в разделе 8.8, за исключени-
ем того, что детали погружают в припой на время, зависящее от
их объема. После того как деталь нагреется до температуры пай-
ки, ее медленно вынимают из ванны и дают возможность припою
стечь с поверхности. Можно резко встряхнуть деталь, чтобы уда-
лить избыток припоя, иногда даже постучать ею о твердое тело.
Затем припою дают затвердеть, как описано в разделе 8.8, и
осматривают поверхность детали.
8.11. Испытание на паяемость системы
основной металл — флюс — припой
До сих пор описывались лишь методы определения пригодно-
сти поверхности для той или иной технологии пайки. Теперь об-
ратимся к рассмотрению оборудования, служащего для оценки
взаимного соответствия трех компонентов системы, возникающей
при пайке, и рассмотрим, как та или иная система будет вести
себя при различных условиях пайки. Для этой цели разработано
несколько методов, которые будут разобраны ниже в порядке
возрастания их сложности.
Испытание скрученных проволок
Это испытание предназначено для оценки способности припоя
затекать в узкие щели. Для его проведения, по существу, обору-
дования нс требуется. Один из методов предложен Шумейкером,
Болтоном и Фиппсом I Две проволоки скручивают в спираль с
шагом 25 мм. Получившуюся скрутку обмакивают в флюс и за-
тем на определенное время (обычно на 15 сек) погружают в ван-
ну с припоем, после чего проволоки тщательно промывают и ви-
зуально определяют высоту подъема припоя по канавке. Метод
испытания очень прост. Однако у него есть существенный недо-
1 Shumaker, Bolton and Phipps. Materials and Methods, 1945,
vol. 22, p. 1407.
264
статок— сегрегация припоя по мере его подъема между витками
проволоки, так как более высокоплавкие фракции сплава отлага-
ются в нижней части скрутки, и в верхней части затвердевает
почти чистая эвтектика. Кроме того, на капиллярные силы вли-
яет изменение плотности скрутки проволок по их длине и рела-
ксация напряжений в проволоке, так что испытание дает неста-
бильные результаты.
Испытание на растекаемость
Это испытание было предложено Пессслом *. Специально под-
готовленные образцы припоя (обычно трубчатые с флюсовой
набивкой) наносят на испытуемый материал, который предвари-
тельно окисляют до любой выбранной степени. Металл вместе с
припоем на определенное время вводят в нагретую печь. После
того как растекание закончится, деталь вынимают из печи и очи-
щают. Растекание припоя определяют по его высоте над поверх-
ностью металла. Данный метод, однако, не позволяет получить
информацию относительно скорости растекания припоя или о
захваченной растеканием зоне в каждый отдельный момент вре-
мени. Пластинку с припоем нагревают до температуры пайки во
время самого испытания, причем в это время протекает также и
реакция флюсования. Эти недостатки устранены в следующем
методе, который основан на только что описанном, по требует
более сложного оборудования.
Измерение скорости растекания припоя
Для проведения исследовательских работ и для оценки харак-
теристик припоев автор разработал специальный прибор, полу-
чивший название измерителя скорости растекания (рис. 137).
Прибор и методика испытания основаны на хорошо известных
принципах и за очень малое время выдают информацию о различ-
ных флюсах, припоях, основных металлах, покрытиях, процессах
очистки и т. п. Кроме того, с помощью прибора можно, пользуясь
статистическими методами, быстро проконтролировать выбран-
ную технологию пайки новых материалов.
По сравнению с обычными методами испытаний, описанными
в литературе, измеритель имеет следующие основные преимуще-
ства. Во-первых, вместо определения времени, необходимого для
достижения конечных состояний смачивания, в данном случае
сравнивают этапы смачивания по времени. Описываемый метод
чувствителен к небольшим отклонениям в параметрах процессов
и дает более четкое представление об исследуемых свойствах.
Во-вторых, не требуя сборки паяемого узла при низких темпера-
турах и подогрева его до нужного уровня во время самого испы-
1 Pessel L. ASTM Special. Tech. Publ., 189, p. 159.
265
тапия, предлагаемый метод позволяет наносить флюс и припой
па определенное время на поверхность, уже нагретую до жела-
тельной температуры. К этому нужно добавить чрезвычайно
быстрый нагрев и охлаждение, которые можно контролировать в
отношении как времени, так и температуры. В-третьих, все навес-
ки припоя вырубаются специальным штампом, что гарантирует
Рис. 137. Измеритель для определе-
ния скорости растекания припоя
ле се растекания через II, можем
камня (в процентах) в виде
высокую точность анализа.
Рассмотрим сферическую
каплю припоя, масса кото-
рой равна массе стандарт-
ного образца. Если на нее
не действуют никакие до-
полнительные силы, напри-
мер сила тяжести, то кап-
ля характеризует наимснь-
шую возможную растекае-
мость, и угол смачивания
равен 180°. С другой сторо-
ны, если капля припоя бес-
предельно растекается по
основному металлу и се вы-
сота поэтому приближается
к нулю, то такая картина
соответствует полному сма-
чиванию и нулевому углу
смачивания. Любые проме-
жуточные состояния означа-
ют частичное смачивание.
Обозначив диаметр гипоте-
тической сферической капли
через D и высоту капли пос-
заиисать коэффициент расте-
D — H
•100.
(8-1)
В данной формуле совершенно не учитываются физические и
химические факторы, могущие отрицательно повлиять на систе-
му; нас интересует только статистическая оценка относительных
достоинств показателей системы. В формуле (8.1) величина Н
определяется непосредственно как разность между суммарной
высотой металлической подложки и капли припоя и толщиной
подложки. Замер можно производить различными способами, но,
как установлено автором, достаточную точность при малом вре-
мени операции дает применение высотомера.
266
Величину D для сферической капли припоя можно подсчитать
по формуле
3
1
(8-2)
где U7 — вес и у — удельный псс припоя.
Здесь следует сделать замечание относительно применения
трубчатых припоев. Так как они содержат флюс, то их вес и
удельный вес нужно соответствующим образом корректировать.
Ввиду того что для большинства промышленных трубчатых при
Угол смачивания
Рис. 138. Зависимость растекаемости от угла смачи-
вания.
Оценка растекаемости:
1 — идеальная: 2 — отличная; 3 — очень хорошая; 4 - - хо-
рошая; 5 — достаточная; 6 — удовлетворительная:
7 — плохая
поев отношение весов флюса и металла известно, то корректиров-
ка полученных величии труда не представляет.
Для того чтобы сделать найденные результаты более нагляд-
ными и удобными для практического использования, представим
их в виде графика на рис. 138. Иными словами, можно установить
следующую шкалу растекаемости в зависимости от угла смачи-
вания.
Угол смачи-
вания
н град
55—40
40—30
30—20
20—10
10—0
Растекание
Коэффициент
растекаемос ги
в %
Очень плохое >60
Плохое, удовлетворитель-
ное 60—70
Достаточное 70—80
Хорошее 80—85
Очень хорошее 85—90
Отличное 90—95
Идеальное 95—100
267
Рис. 139. Нагреватель измерителя для оп-
ределения скорости растекания
Измеритель устроен следующим образом. Нагревательный
элемент измерителя (рис. 139) состоит из вольфрамовой или гра-
фитовой нити диаметром 0,125 мм, подвешенной между медными
шинами большого сечения. Благодаря своим малым размерам
элемент нагревается и остывает очень быстро. Термопара непо-
средственно контактирует с нижней поверхностью пластинки, так
что все изменения температуры сразу же регистрируются. С точ-
ки зрения точности и размеров графит предпочтительнее воль-
фрама.
Питание к прибору подводится от трансформатора. А1ощ-
ность, подаваемую к трансформатору, регулируют двумя пауэр-
_ сгатамн на 10 а; ток на вхо-
де определяют небольшим
амперметром. Стандартный
ток на выходе составляет
300—350 а в режиме нагре-
ва и 200—250 а для поддер-
жания температуры на по-
стоянном уровне. Время на-
грева составляет 1—2 сек.
В схему введен регуля-
тор температуры, который
переключается с одного пау-
эрстата на второй при лю-
бой желательной температу-
ре, чтобы избежать перегре-
ва образца. На входе в
трансформатор также по-
ставлен таймер, и с помощью специального переключателя воз-
можно получить один из четырех режимов: выходная мощность
контролируется по времени и температуре, только по времени,
только по температуре и вообще не контролируется. Во всех этих
режимах мощность па входе в трансформатор регулируется по-
средством пауэрстата, задающего величину тока.
Дым, образующийся в результате нагрева флюса, отсасы-
вается по трубе, которая соединена с небольшим вентилятором,
смонтированным сзади установки. Сразу же после окончания
нагрева число оборотов вентилятора повышают, чтобы усилить
течение воздуха вокруг образца с целью его охлаждения. Во
время нагрева число оборотов вентилятора, а следовательно, и
интенсивность охлаждения образца припоя можно регулировать.
Цикл испытания включают либо педалью, либо кнопкой.
Материалы и оборудование должны отвечать нижеуказанным
требованиям.
Подложка. В большинстве случаев, когда определяется сма-
чиваемость меди, пластинки вырубают из материала высокой
чистоты. Пластинка с однородно обработанной поверхностью
268
имеет размер 25 мм. Когда исследуются плакированные поверх-
ности, то из листа вырезают квадратики размером 25 X 25 мм,
у которых для удобства работы с ними отгибают уголки.
Образец припоя. Как уже упоминалось, расчет проводится в
предположении гипотетической сферы с массой, равной массе
навески припоя. Поэтому необходимо, чтобы образцы припоя
имели одинаковый вес. Все исследованные навески отрезались
от проволоки постоянного диаметра на штампе, отрубавшем
отрезки строго одинаковой длины. Если такой однородной про-
волоки не было, то припой экструдировали через специальный
фильер. Наилучшие результаты дают навески припоя в 0,5 г.
Флюс. Необходимо предусмотреть меры, гарантирующие, что-
бы при всех испытаниях использовалось одинаковое количество
флюса. Если в ходе испытаний состав флюса изменяется, то
нужно применять количества флюса с эквивалентным содержа-
нием сухого вещества или активирующего компонента. Сравни-
тельно удобно и с довольно высокой точностью это можно сде-
лать, применяя глазные пипетки с одинаковым диаметром
отверстия.
Оборудование. При проведении испытания необходимо тща-
тельно регистрировать все его параметры на случай, если при-
дется провести дополнительные испытания. Для этой цели дол-
жен быть заготовлен специальный бланк протокола.
По окончании цикла нагрева образец отводят от нагрева-
тельного элемента. С образца каким-либо подходящим методом
удаляют флюс, затем образец тщательно просушивают и уста-
навливают на высотомер. Установка нуля высотомера отвечает
чистой подложке, так что этот измеритель непосредственно по-
казывает высоту припоя над поверхностью подложки. Щуп вы-
сотомера заканчивается большой плоской головкой, которая
всегда контактирует с самой высокой точкой образца припоя.
Это значение Н заносят в протокол, и в соответствии с разме-
ром партии определяют среднюю величину не менее чем по
10 образцам.
В большинстве случаев навеску припоя размещают вместе
с образцом половинного сечения в капсуле для металловедче-
ского исследования. Затем проводят исследование микрострук-
туры с целью определить однородность припоя и выявить
возможные неравномерности образца. В ходе испытания и после
него производят тщательный визуальный осмотр узлов, и опыт-
ный оператор легко отличает нормальные системы от не-
обычных.
Для каждой группы образцов рекомендуется записывать,
растекся ли припой сразу же после расплавления или с неко-
торой задержкой. Если при условиях испытания растекание не
достигло желательного уровня, то иногда проводят повторное
испытание, но уже в течение более длительного времени, чтобы
269
установить, не объясняется ли медленность пайки влиянием того
или иного параметра и не даст ли она удовлетворительного
смачивания, если время пайки увеличить. Из сказанного сле-
дует, что условия испытания нужно выбирать в соответствии с
тем, результаты какого характера желательно получить. Все
измерения времени проводят хронометром, включаемым в мо-
мент начала плавления припоя.
Метод испытаний можно усовершенствовать, установив над
образцом высокоскоростную съемочную камеру и снимая за
время испытания серию кадров, позволяющих составить более
точную картину процесса растекания по времени.
ФИЗИКО-МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ ПАЯНЫХ СОЕДИНЕНИЙ
8.12. Общие положения
Как уже отмечалось в гл. 3, механическая прочность какого-
либо сплава является функцией главным образом технологии
изготовления отливки и условий ее старения. В частности, в
оловянно-свинцовой системе также отмечалось изменение ее
прочности с течением времени. ПоэтОхМу, для того чтобы при
проведении повторных испытаний получить однотипные резуль-
таты, необходимо в каждом случае отмечать хотя бы прибли-
женно время, прошедшее после пайки данного соединения.
Другим фактором, который нельзя упускать из виду, является
уровень температуры во время испытания.
Так как большинство легкоплавких сплавов обладает срав-
нительно низкой температурой рекристаллизации, весьма близ-
кой к комнатной, уже небольшие изменения температуры испы-
тания могут привести к существенным отклонениям в свойствах
паяных соединений. Эти сплавы гораздо более чувствительны
к изменениям температуры, чем обычные основные металлы, с
которыми приходится иметь дело при пайке. Далее, мы уже ви-
дели, что прочность соединения зависит от величины зазора
между деталями, так что и его нужно тщательно регистриро-
вать. Кроме того, играет роль и длительность процесса пайки, а
также дальнейший тепловой режим соединения, обусловливаю-
щий количество образующихся интерметаллических соединений,
а они, как отмечено ранее, сильно влияют на механические
свойства соединения. С учетом всех этих факторов рассмотрим
сейчас испытания, предназначенные для определения ряда
свойств соединения, и характер даваемой ими информации.
8.13. Испытание паяных соединений на растяжение и срез
Когда рассматривается прочность паяного соединения на рас-
тяжение и срез, эти показатели для припоя могут дать лишь
общее представление о величинах прочности, которые можно
270
предполагать у соединения. Поэтому было бы правильно ввести
для соединения и собственно припоя различные термины, на-
пример несущая способность спая или сопротивление спая срезу.
В данном разделе речь идет об определении специфичных
характеристик соединения с рационально подобранными пара-
метрами и технологией выполнения пайки. В таком случае
необходимо принять обычные меры предосторожности для пра-
вильной сборки деталей в узле и воспроизвести наиболее тяже-
лые условия работы соединения, возможные в эксплуатации.
Нужно поддерживать реальную скорость приложения нагрузки,
так как этот фактор сильно влияет па прочность (более высокая
скорость растяжения данного соединения приведет к завышен-
ным прочностным характеристикам).
Наконец, разрушенный в ходе испытания образец необходи-
мо тщательно осмотреть, чтобы установить, произошло ли раз-
рушение по соединению или по основному металлу. Если
образец разрушился по граничным поверхностям, то нужно ис-
следовать степень смоченности поверхности и определить, есть
ли в соединении поры и полости, чтобы можно было принять
надлежащие меры и скорректировать выбор материалов и
технологии пайки.
Если испытанию подвергается образец, изготовленный из
припоя, то для получения результатов, сравнимых с данными
других авторов, можно рекомендовать следующую методику.
Образец для испытания на растяжение отливают в форму,
подогретую до 100° С, и быстро охлаждают отливку. Температу-
ра заливки превышает точку ликвидуса на 50° С. Образцы
обычно имеют сечение 6,35 X/12,7 леи; длина рабочего участка
составляет 51 мм, а вся длина образца определяется глубиной
его ввода в зажимные губки. Приводимые ниже температуры
даны для оловянно-свинцовых припоев с диапазоном температур
плавления 183—232° С. При отливке более высокотемператур-
ных припоев можно рекомендовать более высокий подогрев
формы, чтобы избежать неоднородных образцов или образцов
с большим количеством полостей и пустот в них. После испытания
образец следует тщательно осмотреть в месте разрушения и удос-
товериться в том, что на поверхности разлома нет полостей и то-
му подобных дефектов, могущих дать ошибочный результат при
пересчете найденных цифр, показывающих сопротивление припоя
разрыву. Если разрыв образца происходит па участке, зажатом в
губках (результаты таких испытаний во внимание не принима-
ются), то между образцом и приспособлением рекомендуется
закладывать топкую пленку майлара.
8.14. Определение предела ползучести паяных соединений
Предел ползучести паяного соединения является показате-
лем изменений, происходящих в данном соединении при наличии
271
в нем длительных напряжений, иногда при повышенных темпера-
турах. Для определения этого параметра применяются обычные
методы испытаний, регистрация результатов которых также не
отклоняется от нормальной практики. Для легкоплавких припоев
такая информация представляет значительную ценность, так как
большинство таких сплавов обладает низким сопротивлением
ползучести. Правда, иногда некоторые легирующие присадки, на-
пример сурьма в оловянно-свинцовых системах, повышают со-
противление соединения ползучести до уровня, позволяющего
успешно использовать данные припои в большинстве паяных сое-
динений.
8.15. Испытание паяных соединений на вибрацию
Так как припой обычно является самым слабым звеном пая-
ного узла, то важность рассмотрения вибрации и ее влияния на
прочность соединения не вызывает сомнений. Однако низкая тем-
Рис. 140. Паяный узел, подвергавшийся
вибрационным испытаниям. Провода, на
которых висит трансформатор, припа-
яны к корпусу
ка диаметром 1 мм разорвалась
пература рекристаллизации
припоев и значительное уд-
линение, характерные для
большинства сплавов подоб-
ного рода, в значительной
мере компенсируют вредное
влияние вибраций. Автор
провел серию испытаний
паяных соединений на стан-
дартном вибрационном сто-
ле в диапазоне ускорений
до 10 g, причем ни одно из
соединений не разрушилось.
В одном случае небольшой
трансформатор весом не-
сколько более 30 г, к кото-
рому были припаяны вывод-
ные провода (рис. 140), под-
весили за эти провода и
подвергли вибрационному
испытанию. Медная проволо-
вблизи паяного соединения
вследствие наклона, обусловленного концентрациями механиче-
ских напряжений в этих местах; само же соединение осталось не-
тронутым. Однако испытание на вибрацию еще не гарантирует
надежности паяного соединения. Если возникают сомнения в
прочности какого-либо паяного узла, то его необходимо подверг-
нуть тщательной и всесторонней проверке.
272
8.16. Испытание паяных соединений
на стойкость к воздействию окружающих условий
В данном случае проверяется как коррозионная стойкость ме-
талла, так и его стойкость к действию неудаленных остатков
флюса. Обычно испытания подобного рода ведут в камерах с по-
вышенной влажностью воздуха, в которых узлы выдерживают в
течение различных периодов времени в условиях действия повы-
шенной температуры и влажности, создаваемых в целях искус-
ственного старения. Контроль на отсутствие остатков флюса на
открытой поверхности проводят такими простыми методами, как,
например, реакция серебряного зеркала для галогенидов. Однако
коррозионные материалы часто впитываются пористой поверх-
ностью и проникают в трещины. В таком случае они обнаружи-
ваются с трудом, но под действием влаги они медленно высту-
пают наружу; данное явление часто называют отпоте-
ванием.
При этом нужно учитывать, что при многих испытаниях необ-
ходима влажность до 96% при температуре 38° С. Уже самые не-
большие изменения в условиях испытания могут вызвать образо-
вание внутри камеры тумана или дождя, что приведет к смыву с
узла водорастворимых загрязнений и, следовательно, к повыше-
нию коррозионной стойкости соединения.
Если на деталях имеются водорастворимые материалы, то
температуру и влажность внутри камеры нужно подбирать таки-
ми, чтобы исключить возможность конденсации паров воды на
паяных узлах. Так как при относительной влажности 80—85% и
температуре 38° С конденсация невозможна, то автор принял эти
параметры для большинства выполнявшихся им испытаний па-
яных узлов на действие окружающих условий, и испытания всег-
да проходили успешно.
Если заранее известно, что в окружающей среде, в которой
предстоит работать паяному узлу, содержатся те или иные специ-
фичные химикаты или пыль, то эго обстоятельство необходимо
учитывать, вводя в камеры вместе с водой аналогичное химичес-
кое соединение. Возможность проведения таких испытаний пре-
дусматривается в некоторых камерах, выпускаемых промышлен-
ностью.
При испытаниях рассматриваемого вида иногда на деталь на-
правляют струю воды с растворенной в ней солью. Целесообраз-
ность применения данного метода зависит от того, будет ли сое-
динение в процессе эксплуатации находиться в аналогичных ус-
ловиях. Однако испытание струей соленой воды является для не-
защищенного соединения чрезвычайно жестким, и опыт показал,
что в большинстве случаев при этом вокруг спая возникает очень
сильная коррозия, исключающая возможность работы открытого
соединения в морской среде.
18 Заказ 911 273
ЭЛЕКТРОТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ОСТАТКОВ ФЛЮСА
8.17. Испытание паяных соединений
на утечку тока вследствие наличия остатков флюса
Рис. 141. Форма образца
для определения сопротив-
ления поверхности платы пе-
чатной схемы
Испытание подобного типа, предусматриваемое стандартом
ASTM D257—54, проводится в условиях повышенной влажности.
Узел выдерживают 100 ч при относительной влажности 96% и
температуре 38° С, после чего па деталях, еще не вынутых из ка-
меры, замеряют сопротивление изоляции, которое должно пре-
вышать некоторую определенную
величину. В частности, для печат-
ных схем применяют специальную
конфигурацию проводника, пока-
занную на рис. 141. Минимальное
удельное сопротивление поверхно-
сти в печатных схемах произвольно
установлено в пределах 25—100 ком;
точная его величина зависит от тре-
бований, предъявляемых к данной
схеме, и от ее назначения. Однако
при рациональном методе очистки и
соблюдении мер предосторожности
при обычных материалах печатных
схем можно легко получить удель-
ное сопротивление порядка 108 ком.
При выполнении данного испытания
необходимо помнить, что хотя удель-
ное сопротивление изолятора и яв-
ляется функцией расстояния между проводниками, находящи-
мися под напряжением, прямой зависимости между этими пара-
метрами не наблюдается. В упомянутом выше стандарте ASTM
удельное сопротивление поверхности определяется следующим
образом: «Удельное сопротивление поверхности материала чис-
ленно выражается сопротивлением поверхности между двумя
электродами, образующими противоположные стороны квадра-
та, причем размер квадрата роли не играет».
Испытания подобного рода легко обнаруживают разницу меж-
ду хорошо очищенной поверхностью и поверхностью с остатками
флюса па ней. Далее, у некоторых печатных схем необходимо
проверять расстояние между проводниками, которое не должно
быть меньше величины, допустимой при наиболее тяжелых усло-
виях работы. Здесь следует предостеречь против применения ис-
пытательных установок, в которых за время испытания отмеча-
ются изменения относительной влажности. В этом отношении осо-
бо выделяются камеры с паровым увлажнением. Испытание очень
274
чувствительно даже к самым небольшим изменениям относитель-
ной влажности, и если в камере возможны или действительно
имеют место периодические изменения содержания паров воды,
то все замеры нужно проводить в один и тот же момент цикла,
т. е. при одинаковой относительной влажности. Обычно при испы-
тании к схеме подводят напряжение 500 в в течение 1 мин, одпа-
ко эти величины можно менять в зависимости от других условий
испытания.
Еще одно обстоятельство, которое необходимо тщательно про-
анализировать в случае, если возможны утечки тока и если схе-
ма наверняка работает в условиях повышенной влажности, — это
опасность миграции серебра. Данный процесс пока достаточно
полно нс изучен, но установлено, что если к двум проводникам,
материал которых содержит серебро, подвести напряжение, то на-
блюдается миграция ионов этого металла по поверхности подлож-
ки через присутствующую на ней пленку воды. При достаточно
длительном действии таких условий возникает утечка, приводя-
щая к короткому замыканию. Единственным известным средством
предотвращения такого замыкания является, помимо применения
материалов, не содержащих серебра, нанесение на поверхность
защитного покрытия, нс позволяющего влаге оседать на ней.
МЕТАЛЛУРГИЧЕСКИЕ ИССЛЕДОВАНИЯ ПАЯНЫХ СОЕДИНЕНИЙ
8.18. Общие положения
Для большинства описанных выше испытаний все необходи-
мые сведения можно найти в любом общем справочнике. Этого
нельзя сказать относительно металловедческих исследований,
так что здесь приводятся некоторые наиболее специфичные све-
дения, позволяющие инженеру, даже сравнительно слабо знако-
мому с проблемами металловедения, выполнять описываемые
ниже испытания.
8.19. Подготовка образца
Если желательно разрезать паяное соединение для внутрен-
него осмотра, то нужно соблюдать крайнюю осторожность. Вви-
ду низких температур рекристаллизации и плавления припоев
резку следует вести при достаточном охлаждении. Лучше всего
резать металл абразивным кругом, на который подают охлажда-
ющую воду. Место разреза предпочтительно выбирать па рассто-
янии в несколько десятых миллиметра от подлежащей исследо-
ванию поверхности; образец рекомендуется окружать капсулой,
которую позднее заполировывают до уровня исследуемой поверх-
ности. Такой метод разрезки позволяет избежать физического
повреждения спая, который не имеет опоры па какую-либо под-
18* 275
ложку, и перегрева исследуемой области в результате трения.
Иногда бывает целесообразно покрыть наружную поверхность
образца медью, что способствует сохранению его конфигурации.
Промышленность выпускает капсулы самого различного раз-
мера и формы, но чаще других применяются цилиндры диамет-
ром 25—40 мм. Их изготовляют из самых различных материалов,
в частности из термопластичных и термореактивных пластмасс,
накладываемых на образец под давлением при одновременном
нагреве, из одно- или двухкомпонентных органических полимер-
ных систем, затвердевающих в процессе термического отвержде-
ния или при добавке катализатора, и, наконец, из материалов с
низкой температурой плавления, например из сургуча, заливаемо-
го в расплавленном состоянии вокруг образца. Для паяных соеди-
нений удобнее всего пользоваться материалами, которые полиме-
ризуются при комнатной температуре, так как они не влияют на
микроструктуру паяного соединения. Но если на результаты ис-
пытания могут повлиять твердость или какие-либо другие харак-
теристики материала капсулы, то при ее изготовлении можно при-
нять меры предосторожности против вероятных отрицательных
эффектов, связанных с применением таких материалов. Автор
установил, что наиболее пригодными в указанных целях являются
прозрачные эпоксидные смолы, так что через капсулу можно ви-
деть исследуемый участок.
8.20. Указания по подготовке образца
Первой операцией подготовки к исследованию образца, за-
ключенного в капсулу, является удаление избыточного материала,
что делается либо сошлифовкой при подводе охлаждающей жид-
кости, либо обработкой наждачной бумагой. Высокая прочность
материала капсулы способствует предохранению образца от за-
грязнения или повреждений. Операцию нужно проводить, не до-
пуская нагрева обрабатываемой поверхности. Полировку ведут
вручную, переходя от крупнозернистого абразива к мелкозернис-
тому. При очередной смене бумаги направление полировки ме-
няют на 90°. Каждым номером бумаги полируют до тех пор, пока
не исчезнут следы, оставшиеся после предыдущей операции. За-
канчивают полировку металлографическим кругом с тонким аб-
разивом.
Микроскопическое исследование поверхности позволяет быст-
ро выявить ее загрязнение или деформацию вследствие неправиль-
ной полировки. В таком случае травление с последующей пов-
торной полировкой тонкими сортами абразива постепенно снима-
ет дефектный поверхностный слой, выявляя истинную структуру
образна. После некоторой практики оператор средней квалифи-
кации может изготовлять качественные образцы с поверхностью,
свободной от дефектов подобного рода.
276
Электролиты для электрохимической полировки оловянных сплавов а Таблица 37
ТП
Таблица 38
NJ
00
Реактивы для травления оловянных сплавов *
Реактив 1 Значение Действие Время травления
5 мл MCI, 2 г FeCl3, 30 л«л воды, 60 мл абсолютного спир- ja Олово и его сплавы, не со- держащие. свинца. Оловянная полуда Выявляет общую структуру, но действует на соединения Sn — Fe и Sn — Cu Для олова и его спла- вов 10—15 сек, для по- луды 0,5 сек
5%-ный водный раствор пер- сульфата аммония Олово и его сплавы Очень хорошо выявляет гра- ницы зерен 5 сек
2%-ный спиртовый раствор азотной кисло!ы Сплавы Sn — Sb — Cu Четко выявляет соединения Sn — Sb и Sn — Си 3—5 сек
Только что образовавшийся H2S (20%-ный водный раствор сульфида натрия с добавлением нескольких капель концентри- рованной НС!) 1 Сплавы Sn — Sb — Cu. Диф- ферента л ьное тра вление Cu6Sn5 и SbSn Cu6Sn5 окрашивается в ко- ричневый цвет; SbSn остается без изменений Несколько минут !
10 мл HNO3, 30 мл уксусной кислоты, 50 мл глицерина Сплавы Sn — Pb. Оловянная полуда на стали Выявляет общую структх ру. Соединения Sn — Fe остаются без изменений 10 сек
2%-нын спирювый раствор i I 1 Чистое олово Выявляет зернистую струк- туру 20—30 сек
NJ
О
Продолжение табл. 38
Реактив Назначение Действие Время травления
1 капля HNO3, 2 капли MF, 24 мл глицерина6 (применяется при 20—25° С) Луженая жесть Выявляет стык между FeSn2 и оловом 60 сек
5%-ный спиртовый раствор пикриновой кислоты Луженая жесть. Подшип- ники на стальных вкладышах И Т. II. Выявляет стык между FeSn2 и сталью в результате травле- ния стали 5—10 сек
Гидрат окиси алюминия и 2 капли Н2Оо Оловянная полуда на меди. Подшипники на бронзовых вкладышах Выявляет стык между Cu3Sn и медью в результате травле- ния меди 3—5 сек
аGreenfield L. Т., D a v titute, 1951. 6 R о m i n g О. E., Row la n ies 1, Е. «'Preparation of Tin and T d D. H. Metals and Alloys, 1941, Aj in Alloys for Microstructure Examins >ril, p. 436. ition». The Tin Research Ins-
В заключение упомянем еще об одном методе подготовки об-
разцов— об электрополировке. Она заключается в том, что через
образец, погруженный в электролит и служащий анодом, пропу-
скается электрический ток. При этом происходит быстрая поли-
ровка поверхности, пе искажающая структуры образца. Данный
метод, как правило, применяют при повторном контроле неко-
торых паяных узлов, но он не дает столь высокой чистоты поверх-
ности, как механическая полировка. Для тех, кто располагает
оборудованием для электрополировки, в табл. 37 приведены
электролиты, обычно применяемые при подготовке образцов из
сплавов на базе олова.
8.21 Травление
Рис. 142. Газовый карман в пая-
ном соединении
После того как образец отполирован настолько, что видны
все мелкие подробности паяного соединения и количество цара-
пин невелико, можно наблюдать и структуру припоя. На этом
этапе следует осмотреть образец и проверить, снято ли при поли-
ровке достаточное количество мате-
риала. Если нет, то образец нужно
повторно обработать крупнозерни-
стым абразивом и затем снова отпо-
лировать. Окончательно отполиро-
ванный образец можно исследовать
под микроскопом. Если припоем
служил оловянно-свинцовый сплав,
то структура выявляется даже без
травления. Однако применение тра-
вителей (табл. 38) позволяет опре-
делить структуру не только припоя,
но и прилегающего к шву основно-
го металла.
Далее образец исследуют па од-
нородность и структуру припоя. От-
мечают такие факторы, как эвтекти-
ческий состав и однородность струк-
туры. Сетку припоя и промежуточ-
ные поверхности исследуют при
большом увеличении па присутствие интерметаллических соеди-
нений. На промежуточных поверхностях, также при большом уве-
личении, устанавливают наличие (или отсутствие) пепропаев и
других признаков плохого смачивания. На краях соединения оп-
ределяют угол смачивания. Выявляют также газовые карманы
п включения (рис. 142).
Глава 9. СПЕЦИАЛЬНЫЕ ВИДЫ ПАЙКИ
9.1. Введение
До сих пор говорилось о вводе припоя в соединение без рас-
смотрения случаев необходимости его удаления с поверхности
паяного узла. Однако иногда это приходится делать для того,
чтобы исправить дефекты, допущенные при пайке, для внесения
изменений в конструкцию узла, а также при ремонтных работах.
В предыдущих главах подробно не рассматривалось, хотя и
упоминалось в нескольких местах, применение специальных ме-
тодов пайки. К этим методам относятся высоко- и низкотемпе-
ратурная пайка, использование припоев, расширяющихся при
затвердевании, и т. д.
В данной главе подробно рассматривается работа с припоями
в виде закладных деталей. Такой способ ввода припоя и флюса
очень удобен для использования при автоматическом оборудова-
нии и массовом производстве, но требует соответствующего кон-
струирования паяемых узлов и организации работ.
Во многих случаях излагаемый в данной главе материал бу-
дет частично повторять содержание предыдущих глав. Это связа-
но с необходимостью представить те же сведения, но с другой
точки зрения.
ПАЙКА ПРИ НЕКОТОРЫХ ОСНОВНЫХ МАТЕРИАЛАХ
9.2. Пайка алюминия и его сплавов
Пайка алюминия связана с двумя трудностями. Во-первых,
на алюминии, как и на всяком металле, имеется прочно сцепля-
ющаяся с ним пленка окислов.
Вторая трудность связана с положением алюминия в ряду
напряжений. При нормальных условиях пайка алюминия оловян-
но-свинцовыми припоями приводит к возникновению электрод-
ного потенциала, превышающего допустимую величину, так что
во влажной среде соединение быстро разрушается. Из табл. 21
видно, что между алюминием и оловянно-свинцовым припоем этот
потенциал составляет 1,53 в. Однако припой состава Zn—Mg—Al
281
может иметь тот же потенциал, что и алюминий, и применим
для пайки данного металла (рис.143). Состав припоев для пайки
алюминия представлен в табл. 39.
Важной проблемой при пайке алюминия является также то, что
он обладает чрезвычайно высокой теплопроводностью при сравни-
тельно низкой теплоемкости. Поэтому нагрев алюминия нередко
вызывает существенные трудности, в особенности если требуется
локализованный подвод тепла. Еще один существенный фак-
тор— большой коэффициент линейного расширения алюминия,
превышающий этот показатель для большинства обычных копст-
Рис. 143. Промежуточная поверхность на алюминиевом
сплаве при пайке припоем, содержащим алюминий,
цинк и магний. Флюс не применялся
рукционных материалов. Если только нагрев не локализован, то
всегда можно ожидать коробления узла. Наконец, температура
плавления алюминия гораздо ближе к точке плавления припоев,
чем у большинства других основных металлов, так что необхо-
дим источник тепла, который не мог бы довести до плавления
алюминий в зоне соединения.
Выбор флюса для пайки алюминия в сильной степени зави-
сит от легирующих присадок, введенных в металл. Многие из них
повышают прочность пленки, образующейся па алюминии. Эта
пленка представляет собой тугоплавкий материал, с трудом под-
дающийся химическому воздействию, и для обработки алюминия
ни один обычный флюс не пригоден. Кроме того, многие из леги-
рующих элементов, например кремний и магний, также образу-
ют аналогичную пленку, которую можно разрушить лишь со зна-
чительным трудом. Химические флюсы, действующие на алюми-
ний, содержат в носителе органические фториды и термостабпль-
ную соль, например фтороборат кадмия. Кроме того, в состав
флюсов иногда входят также фториды металлов, неорганические
хлориды и соединения аммония.
282
Таблица 39
Припои для пайки алюминия 1
Состав в % Температура в °C Пл от - ность в г, см3 Смачивающая способность но алюминию Обычно применяемый флюс Коррозион- ная стойкость
соли- дуса ликви- дуса
100 Zn 95 Zn, 5 Al 91 Sn, 9 Zn 70 Sn, 30 Zn 60 Sn, 40 Zn 30 Sn, 70 Zn 10 Cd, 90 Zn 40 Cd, 60 Zn 34 Sn, 63 Pb, 3 Zn 1 The Soldering вод: «Руководство г 419 382 199 199 199 199 265 265 170 .Manual ю пайке 419 382 199 311 341 376 399 335 256 . The Л металле 7,10 6,5 7.1 7,1 7,1 7,1 7,1 7,65 9,3 merican >в мягки Хорошая » Удовлетво- рительная То же Хорошая » » Очень хорошая Плохая Welding Society ми припоями», С Реак гивный » Химический и реактивный Реак гивный » » » Химический и реактивный 1959. (Есть г Уборонгиз, 1963 Очень хорошая То же Удовлетво- рительная То же Хорошая Удовлетво- рительная То же Плохая >усский псре- .—Прим. персе.}
По своей природе эти флюсы температурочувствительны и
при температурах выше 315° С непригодны. Их применяют сов-
местно с низкоплавкими припоями, и работа с ними требует при-
нятия специальных мер защиты, связанных с ядовитостью фтори-
дов. После пайки узел необходимо промывать самым тщательным
образом ввиду сильной коррозионности применяемых флюсов. Их
применяют обычно при алюминиевых сплавах с низким содержа-
нием легирующих присадок, в особенности при малом содержа-
нии магния (меньше 1 %.) и небольших добавках кремния (ме-
нее 5%).
Для пайки алюминия наряду с химическими флюсами можно
применять и реактивные. Эти материалы содержат хлористый
цинк и иногда хлористое олово в комбинации с другими галоге-
нидами. Состав флюса подбирается таким образом, чтобы полу-
чить низкую температуру плавления, удобную для проведения
пайки, и хорошую термостабпльность, чем устраняется опасность
повторного окисления. Эти флюсы проникают через пленку окис-
лов, так что соли контактируют с лежащим под ней алюминием.
При температурах пайки (280—380°С) хлориды металлов вос-
станавливаются алюминием с образованием хлористого алюми-
ния, являющегося при этих температурах газом, и металлического
цинка или олова, осаждающегося на поверхности алюминия. Вы-
деление хлористого алюминия разрушает окисную пленку па по-
283
верхности, а свежеобразовавшаяся пленка цинка или олова мо-
жет смачиваться припоем. Ввиду характера реакции необходимо,
чтобы узел был нагрет до соответствующей температуры пайки.
Для хлористого олова она ниже, чем для хлористого цинка. Над-
лежащий выбор реактивного флюса зависит главным образом от
требуемого сопротивления спая коррозии, так как олово в спае
на алюминии дает нежелательный побочный эффект — высокий
электродный потенциал, как уже отмечено ранее в этой главе.
Для пайки алюминиевых сплавов предложено большое коли-
чество разнообразных припоев. В табл. 39 приведены составы
ряда припоев для пайки алюминия и указано их относительное
сопротивление коррозии. Однако действительно хорошая корро-
зионная стойкость достигается только в случае работы цинком
высокой чистоты с небольшим количеством легирующих приса.-
док, чтобы припой имел точно такой же электродный потенциал,
что и сам алюминий. Более подробно данный вопрос рассмотрен
в отчете фирмы Bell
9.3. Пайка бериллиевой бронзы
При пайке бериллиевой бронзы возникают те же трудности,
что и при пайке алюминия. Бериллий образует на поверхности
сплава прочную тугоплавкую пленку, в особенности если перед
пайкой деталь подвергали термообработке без применения за-
щитной среды. Окалину на бериллиевой бронзе можно легко
удалить травлением в 20—30 %-пом (по объему) водном растворе
концентрированной серной кислоты с удельным весом 1,83; тем-
пература травителя 70—80° С. Для того чтобы темный слой ока-
липы исчез полностью, необходимо довольно длительное время.
Затем следует погружение в азотную кислоту, чтобы удалить
все следы отставшей черной окалины, которая представляет собой
в основном окись меди, и красной окалины, являющейся закисью
меди. Эта вторая ванна является 30%-ным (по объему) водным
раствором концентрированной азо гной кислоты (удельный вес
1,40) при комнатной температуре. После удаления окислов де-
таль нужно тщательно промыть в холодной, а затем и в горячей
воде, чтобы удалить следы кислоты, с последующей сушкой в
струе воздуха, в опилках или каким-либо другим методом. Для
того чтобы предотвратить перенос травителей из одной ванны в
другую, между двумя травлениями рекомендуется промыть де-
таль холодной водой.
Только что очищенная поверхность легко паяется с примене-
нием активированной канифоли или несколько более сильных
флюсов, но если после чистки прошло значительное время или
1 Boulton G. М. and White Р. R A Method for Soldering Aluminium.
Bell Lab. Record, May 1958.
284
на поверхности имеется тонкий слой окислов, то требуется сильно
действующий флюс. Имеются сведения о том, что при такой слег-
ка окисленной поверхности хорошие результаты были достигну-
ты с помощью флюса, содержащего молочную кислоту.
9.4. Пайка металла к керамике
Керамика представляет собой неметаллический материал,
не смачиваемый припоем, и для пайки на керамику необходимо
нанести какой-либо промежуточный слой. Обычно на керамику
осаждают тонкий слой металла и закрепляют его каким-либо
способом. Хорошим
примером может слу-
жить стеклянная фрит-
та с содержанием се-
ребра, обжигаемая на
поверхности керамики.
Стекло смачивает как
серебро, так и керами-
ку, создавая таким об-
разом поверхность с
металлическим сереб-
ряным слоем, по кото-
рому возможна пайка
(рис. 144).
Здесь следует ука-
зать, что, независимо
от способа, которым
осуществляется сцепле-
Рис. 144. Сечение спая керамической по-
верхности, на которую наплавлено серебро,
с медной деталью. Припой содержит
97,5% свинца и 2,5% серебра
НИС покрытия С ОСНОВ-
НОЙ поверхностью, и от типа поверхности, к которой должна про-
изводиться пайка, термический удар, неизбежный при пайке, мо-
жет существенно повлиять на структуру керамики, вызывая по-
явление микротрещин, так что впоследствии узел разрушится
уже при незначительной нагрузке. Во избежание этого детали
можно подогреть в расплаве высокотемпературного флюса и
паять при повышенной температуре.
Термический удар можно также ослабить, уменьшая темпе-
ратурный перепад между горячим металлом и керамикой путем
предварительного подогрева и применения низкотемпературного
флюса и припоя, ведя пайку при минимально возможной темпе-
ратуре.
Пайку к слою металла, осажденного на керамике, осущест-
вляют по технологии, указанной ранее для соответствующих ме-
таллов (серебра, никеля и т. д.). Нужно лишь иметь в виду, что
вследствие чрезвычайно малой толщины слоя металла выбор
несоответствующего припоя может привести к полному растворе-
нию в нем осажденного металла покрытия.
285
Оригинальным способом пайки металла к керамике является
использование шлифовального круга, на поверхности которого
нанесен припой; при нагреве вследствие трения припой плавится
и переходит па керамику, надежно сцепляясь с ней*
9.5. Пайка меди и ее сплавов
Медь относится к числу металлов, которые очень хорошо
смачиваются припоем, что объясняется характером образующей-
ся на ней пленки загрязнений. Если эта пленка не слишком толс-
та, то она эффективно удаляется большинством флюсов, в том
числе чистой светлой канифолью. Однако добавление к меди ле-
гирующих элементов сильно изменяет свойства окисной пленки,
так что сплавы меди с бериллием, кремнием и алюминием подда-
ются пайке с большим трудом. Подробнее данный вопрос рас-
смотрен в разделе 9.3.
Добавление к меди цинка или олова (при производстве лату-
ни и бронзы) обычно несколько ухудшает паяемость. Кроме того,
при пайке погружением сплавов, содержащих цинк, оп загрязня-
ет ванну, переходя в нее из основного металла. (Подробно дан-
ный вопрос рассмотрен в разделе 6.12). Кроме того, при пайке
латуней нежелательно присутствие в припое сурьмы (не более
1%) и мышьяка (не более 0,02%), а также наличие в флюсе
аммиака или выделяющих его веществ, так .как при этом наблю-
дается коррозия по границам зерен и охрупчивание основного
металла. Поэтому рекомендуется применять припои с небольшим
количеством сурьмы и нс содержащие мышьяка, а также рабо-
тать с флюсами, не содержащими аммиака или веществ, которые
в условиях высоких температур разлагаются с выделением этого
газа.
На выбор припоя для пайки меди и ее сплавов никаких огра-
ничений, кроме отмеченных выше, не накладывается, а в качест-
ве флюса пригодны все соединения, применяемые в указанных це-
лях, кроме веществ, выделяющих аммиак. Однако иногда паяе-
мость меди несколько ухудшается (в частности, если она
длительное время хранилась на складе), и тогда для восстанов-
ления паяемости детали, если пайка ведется с применением мяг-
ких флюсов, ее необходимо протравить.
9.6. Пайка стекла к металлу
Это соединение выполняется в основном так же, как и в слу-
чае пайки керамики к металлу (см. раздел 9.4). Нужно отмстить,
что при хорошо очищенном стекле (предпочтительно перед пайкой
отожженном до очень высокой температуры) наблюдается нео-
бычное явление, а именно, адгезия к стеклу сплавов олова с вы-
соким содержанием индия, получающаяся в узком диапазоне
температур, близком к температуре плавления самого сплава.
286
Это явление используется при пайке соединений в некоторых
приборах. Такая пайка не получила широкого распространения
ввиду сравнительно высокой стоимости припоя и малой прочнос-
ти получаемого соединения (если нс применяется дополнительное
механическое усиление). Подробности об этом можно найти в
разделе 3.23.
Часто бывает необходимо стекло, которое отличается зна-
чительной хрупкостью, соединять с металлами. К числу таких
металлов относятся сплавы с высоким содержанием никеля и
другие материалы, для которых коэффициенты линейного расши-
рения в точности совпадают с этой величиной для стекла. В не-
которых случаях, пользуясь специальными методами, такое сое-
динение можно выполнять и не прибегая к пайке. Однако в ряде
соединении стекла с металлом приходится окислять основной
металл, а самый процесс вести при температуре расплавленного
стекла (870°С). В результате, например, вплавленные таким об-
разом в стекло провода, если их в дальнейшем нужно паять, не
смачиваются припоем, несмотря на применение соответствующих
флюсов. В этих случаях провода перед пайкой необходимо очи-
щать от окалины, пользуясь реактивами, указанными в табл. 28.
9.7. Пайка золота и других благородных металлов,
а также их тонких пленок
При папке золота и других благородных металлов возникают
в основном вопросы в связи с высокой стоимостью самого мате-
риала и тенденцией применять нс детали сплошного сечения, а
довольно тонкие покрытия на более дешевых металлах. Поэтому
необходимо пользоваться припоем, не растворяющим благород-
ный металл во время короткого цикла нагрева при пайке. Для
того чтобы препятствовать переходу металла покрытия в припой,
в последний добавляют некоторое количество основного металла,
тем самым снижая скорость его растворения. Однако данный
метод вследствие высокой стоимости благородных металлов не
всегда удобен. Кроме того, развитие миниатюризации элементов
электроники потребовало применения чрезвычайно топких покры-
тий (толщиной 3000—4000А), например получаемых осаждением
из паров, причем положение усугубляется тем, что эти пленки
наносят на стеклокерамике или других непроводящих подложках.
Поэтому выбор припоя приобретает особо важное значение.
Вообще говоря, переход основного металла в припой можно
устранить или, по крайней мерс, ослабить, работая при надлежа-
щей температуре пайки — ее нужно сводить к минимуму, чтобы
уменьшить скорость растворения паяемого металла. Кроме того,
требуется подобрать флюс, активный в этом диапазоне темпера-
тур (сведения о температуре активации флюсов приведены в
гл. 2). При пайке топких пленок канифольные флюсы не реко-
287
мсндуются, так как напряжения, возникающие в канифоли во
время ее затвердевания, нередко приводят к возникновению на-
пряжений в пленках и даже к отслаиванию от подложки непроч-
ных пленок, осажденных из паров.
Далее, ввиду высокой стоимости золота и других благородных
металлов, часто стремятся наносить покрытия с таким расчетом,
чтобы они удовлетворяли лишь минимальным требованиям к ним,
и в результате пленки оказываются пористыми и непригодными
для качественной пайки. Когда на основной металл наносят золо-
то или тому подобный материал, то обычно имеется в виду пре-
дотвратить окисление подложки и улучшить ее паяемость. Однако
в случае, если на основной металл нанесена пористая и плохо
сцепляющаяся с ним пленка золота, то кислород воздуха легко
проникает через пленку, достигая лежащего под ней металла, и в
результате металл окисляется.
Если для пайки применяют припой, растворяющий золото, то
оно полностью исчезает с поверхности, и пайка происходит по ос-
новному металлу. Этот металл, уже окислившийся и, к сожале-
нию, не подвергавшийся в процессе пайки флюсованию, обладает
малой площадью сцепления, недостаточной для хорошего смачи-
вания, со всеми вытекающими отсюда последствиями. Кроме то-
го, смачиваются только те места, где основной металл действи-
тельно покрыт золотом. На других участках, окислившихся под
действием кислорода воздуха, смачивания вообще не произойдет.
Нанесенный па поверхности флюс практически действует только
на золото и ввиду малой длительности флюсования не способен
подготовить основной металл к смачиванию. Более подробно дан-
ный вопрос рассмотрен в гл. 4.
В некоторых случаях применение золота и тому подобных
металлов неизбежно; при изготовлении элементов электроники,
например транзисторов, используются различные сильнодейст-
вующие реактивы (в частности для травления). Если плохая па-
яемость таких деталей сильно затрудняет их производство, то
перед пайкой настоятельно рекомендуется их облуживать, поль-
зуясь для этого сильным флюсом и отдельной ванной с распла-
вом припоя.
9.8. Пайка железа и стали
Для изготовления металлоконструкций чистое железо, пайка
которого не вызывает затруднений, почти не применяется. Так
как железо по тем или иным причинам обычно содержит углерод,
то мы будем рассматривать паяемость железа и стали в зависи-
мости от содержания углерода. Чистое железо и низкоуглсроднс-
тыс стали (с количеством углерода меньше 0,3%) обладают на-
илучшей паяемостыо. Стали с 0,3—0,45% углерода паяются не-
сколько хуже, главным образом ввиду наличия других легирую-
щих присадок. Плохой паяемостью отличаются стали, содержащие
288
более 0,45% углерода и другие присадки, вводимые для повыше-
ния прочности. При пайке чугунов, в которых содержится 1,7—
4,5% углерода, встречаются свои специфичные трудности, кото-
рые будут рассмотрены в дальнейшем в этом разделе. Чугуны
паять гораздо труднее, чем стали.
Рассмотрение пайки железа и его сплавов будет неполным,
если не упомянуть о нержавеющих сталях. Эти материалы пред-
ставляют собой сплавы железа с высоким содержанием никеля и
хрома, повышающих коррозионную стойкость стали. Нержавею-
щие стали разделяются па несколько групп в зависимости от соот-
ношения между количествами железа и никеля в сплаве. Однако
тот же механизм, который защищает эти сплавы от действия ат-
мосферных условий и активных химических реагентов, препят-
ствует эффективной очистке поверхности флюсами, так что под-
готовка поверхности к смачиванию с применением только хими-
ческих средств затруднительна. Для нержавеющих сталей
разработаны специальные флюсы, но они эффективны только для
той стали, для которой они предназначены. При чистых поверх-
ностях использование указанных флюсов делает пайку нержавею-
щей стали сравнительно простой операцией. Однако чрезвычайно
высокая химическая активность таких флюсов обусловливает
обязательность очистки поверхностей после пайки.
Чугун, как серый, так и белый, с трудом поддается пайке вви-
ду присутствия в нем графита, который уменьшает возможную
площадь сцепления, что приводит к плохому смачиванию. Чугуны
обоих типов содержат, наряду с углеродом, также кремний и
окислы. При подготовке чугуна под пайку часто прибегают, в чис-
ле других методов, к электрохимической очистке, абразии и
к химическому травлению. После такой обработки хорошее сое-
динение можно получить, пользуясь любым неорганическим
флюсом. При пайке чугуна необходимо уделять должное внима-
ние выбору метода нагрева отливок, чтобы избежать их растрес-
кивания под действием термических ударов. Вместе с тем следует
отметить, что пайка чугунных отливок вообще является относи-
тельно простой операцией.
9.9. Пайка свинца и его сплавов
Пайка свинца и его сплавов практикуется довольно широко,
хотя эта работа и является нелегкой ввиду сравнительно низкой
температуры плавления свинца, которая очень близка к темпера-
туре плавления применяемых припоев. Чистый свинец плавится
при температуре 327° С, так что его без особых трудностей можно
паять обычными оловянно-свинцовыми припоями. Но так как чис-
тый свинец чрезвычайно мягок и не обладает такой же высокой
коррозионной стойкостью, как некоторые сурьмянистые или дру-
гие коррозиеустойчивые сплавы свинца, то при пайке таких
19 Заказ &11 289
сплавов часто применяют припои с температурой плавления око-
ло 232° С. В данном случае необходимо строго контролировать
параметры пайки, чтобы не расплавить основной металл.
Пример сварки (или пайки) свинца приведен на рис. 145, на
котором показано соединение с крюками свинцовых стержней,
служащих анодами при хромировании.
При пайке свинца и его сплавов применяется также метод
«натирания» припоя. Чаще всего применяют для этого оловянпо-
Рис. 145. Припайка свинцовых анодов для хро-
мировочных ванн к крюкам
свинцовый припой, содержащий 30—40% олова (иногда 1—2%
сурьмы), так как он обладает довольно широким диапазоном
температур пастообразного состояния. Температура солидуса та-
кого сплава равна примерно 180° С, а ликвидуса — примерно
235° С, так что «рабочий диапазон» температур составляет 55° С.
В этом диапазоне температур материал ведет себя подобно пасте,
и им можно натирать основной металл, заполняя зазор между
свинцовыми деталями.
Данный метод применяется главным образом для соединения
свинцовых труб и для закрытия стыков в свинцовой броне кабе-
лей. Температура пайки легко поддается контролю, так что всегда
можно избежать чрезмерного перехода сравнительно легкоплав-
кого основного металла в припой. Поверхности под данный способ
пайки обычно подготовляют зачисткой абразивом. Затем паяемый
участок покрывают слабокоррозионным флюсом, например кани-
фолью или гидрогенизованпым растительным маслом. Припой
нагревают в отдельном бачке и при достижении надлежащей
290
температуры ложкой выливают на место стыка, окруженное спе-
циальной оправкой. Затем оператор с помощью асбестовой рука-
вицы или тому подобного изоляционного материала растирает
припой по соединению, пока не образуется плотный спай, хорошо
сцёпляющийся с основным металлом.
9.10. Пайка магния
Магний очень редко используется в паяных соединениях, так
как для этой операции отсутствуют достаточно эффективные флю-
сы. Этот металл можно смачивать припоем с помощью фрикцион-
ного метода, описанного ранее (см. раздел 24), но для массового
производства такая технология непригодна. Детали из магния,
если их необходимо паять в больших количествах, предварительно
электрохимически плакируют, и пайку ведут уже по этому по-
крытию.
9.11. Пайка никеля и его сплавов
Никель и его сплавы благодаря высокой коррозионной стой-
кости и ряду других ценных свойств находят широкое примене-
ние в технике. Если на поверхности деталей из этих материалов
нет ни толстого слоя окислов, ни окалины, то пайку можно вы-
полнять с применением наиболее распространенных флюсов. Ни-
кель входит также в состав нержавеющих сталей, указания по
пайке которых даны в разделе 9.8.
Наиболее распространенные сплавы с высоким содержанием
никеля, а также оценка их паяемости приведены в табл. 40. Опыт
показал, что сплавы с высоким содержанием никеля, только что
подвергшиеся зачистке абразивом, легко паяются с флюсами типа
активированной канифоли, при условии, что поверхность покрыта
этим флюсом немедленно после зачистки (см. раздел 6.5).
Когда требуется, чтобы спай не отличался по цвету от сплава
с высоким содержанием никеля и даже от нержавеющей стали,
то рекомендуется пользоваться высокое л овянистым припоем (на-
пример, содержащим 95% олова и 5%. сурьмы). Однако если эти
поверхности не защитить от изменения цвета термообработкой
или каким-либо оксидировочным процессом, то вскоре обнаружи-
вается разница в цвете между основным металлом и припоем.
Когда такая обработка произведена, то даже при длительном
действии атмосферных условий окраска основного металла и
припоя остается одинаковой.
Пайка к никелевому покрытию также выполняется сравни-
тельно просто. Покрытия, нанесенные электрохимическим и без-
электрическим способами, ведут себя по-разному. Первые паяют-
ся сравнительно легко при условии, что они не подвергались пас-
сивированию или окислению в течение длительного времени, так
как тогда требуется более сильный флюс. При благоприятных
19* Заказ 911 291
Таблица 40
Сплавы с высоким содержанием никеля 1
Сплав Состав в % Паяемость
Ni Си Сг Fe Tl Al
Монель ... .... Никель .... . . Перма никель Дюраникель .... К-монель ...... Инконель ..... Инколой Нимоник 75 .... . Инконель X . . . Ni-Спэп-С ... 1 «The Soldering Mani 67 99 98 94 66 77 34 75 73 42 nab» Th 30 29 в A meric 15 21 20 15 5,25 :an Wei с 7 45 1,75 7 49 ling Soo 0,40 0,50 0,25 2,50 2,00 iely, 19 ООО юф- СЛ -4 CO 1 1 -x] СЛ 1 il ! О СП СП СИ Хорошая » » » Удовлетво- рительная То же » » » > » »
условиях плакированные никелем детали можно паять с примене-
нием активированных канифольных флюсов. Покрытия, нанесен-
ные безэлектрическим способом, требуют к себе особого подхода.
1 ак как в этих покрытиях содержится большое количество фос-
фора, то отношение между содержаниями этого элемента и нике-
ля может сильно различаться в разных плакирующих ваннах и
даже между началом и концом партии. Опыт показал, что высо-
кое содержание фосфора в никеле таких покрытий делает пайку
к ним очень затруднительной или даже вообще невозможной. По-
этому количество фосфора в никелевом покрытии не должно пре-
вышать 5—7%. Данное условие требует более жесткого контроля
качества покрытия, но это способствует улучшению условий пайки.
9.12. Пайка серебра и его сплавов
Пайка серебра не требует каких-либо специальных приемов.
Так как серебро является благородным металлом и в обычных
атмосферных условиях почти не окисляется, то процесс пайки
можно вести с применением большинства припоев и слабых флю-
сов. Трудности при пайке могут вызвать только сульфиты серебра
и другие соединения, содержащие серу, потому что они сущест-
венно загрязняют поверхность серебра, требуя применения более
сильных флюсов.
Так как серебро легко растворяется в олове и свинце, то для
пайки применяют припои, содержащие некоторое количество ос-
новного металла. Подробнее данный вопрос рассмотрен в раз-
деле 3.24.
292
Иногда на неметаллические материалы (например, на кера-
мику) серебро наносят в виде чешуек, взвешенных в стеклянной
фритте, обжигаемой на поверхности материала-подложки, так
что сцепление между неметаллом и частицами серебра осущест-
вляется через стекло. Такие покрытия широко применяются в
электронике. В данном случае присутствие серебра в припое край-
не необходимо, так как его количество в так называемой «краске»
незначительно, и переход этого металла в припой создаст усло-
вия плохого смачивания (см. рис. 144). Температура пайки к по-
верхностям с обжиговым серебряным покрытием должна быть
минимальной, чтобы ослабить переход серебра в припой; кроме
того, время пайки должно быть возможно меньшим.
При разработке технологии пайки подобного рода следует
тщательно исследовать возможность применения подходящего
низкотемпературного флюса. Обычно для данной операции при-
годны органические водорастворимые материалы. Если при пайке
к обжиговым серебряным покрытиям приходится применять высо-
котемпературные припои, то рекомендуется выбирать низкооло-
вяпистые сплавы с высоким содержанием свинца. Эти сплавы, об-
ладающие более высокой температурой плавления, растворяют в
себе сравнительно мало серебра и способны хорошо смачивать
паяемую поверхность.
9.13. Пайка олова
Трудности пайки олова обусловлены, как и в случае пайки
свинца, его низкой температурой плавления, равной 232° С. Одна-
ко олово и его сплавы, например баббиты и орнаментальные
сплавы, часто паяют с применением эвтектического оловянно-
свинцового припоя и тому подобных сплавов, содержащих висмут;
все эти материалы плавятся при значительно более низкой
температуре, чем олово, так что температура пайки мо-
жет приближаться к 232° С. Здесь нередко приходится добивать-
ся цветового соответствия между, например, орнаментальным
сплавом и припоем.
На олове в обычных атмосферных условиях образуется свет-
лая топкая окисная пленка, которую при пайке легко устраняют
самыми мягкими флюсами. Поэтому пайка олова особых труд-
ностей нс вызывает. Подготовка олова под пайку обычно включа-
ет в себя простое удаление поверхностных загрязнений (обезжи-
ривание) и обработку коррозионными канифольными флюсами.
Среди наиболее интересных применений олова и его сплавов,
связанных с использованием пайки, следует отметить изготовле-
ние трубопроводов для дистиллированной и минерализованной
воды в производстве полупроводниковых приборов, в фармацев-
тическом производстве, при изготовлении напитков. Само по себе
олово обычно не применяется ввиду его малой твердости и проч-
ности и высокой пластичности, так что в оборудовании
19** 293
указанного типа из олова изготовляют внутреннюю рубашку, при-
крытую кожухом из железа или меди. Кроме того, пайка олова
используется при изготовлении предметов прикладного искусства
и монтаже органных труб.
УДАЛЕНИЕ ПРИПОЯ С ПОВЕРХНОСТЕЙ ПАЯНЫХ УЗЛОВ
9.14. Химическое удаление припоя
С поверхности медной детали припой можно удалить действи-
ем плавиковой кислоты и перекиси водорода. Рекомендованы
в литературе и широко применяются на практике составы с раз-
личными количествами этих веществ. Для удаления оловянно-
свинцовых припоев с деталей, изготовленных из меди и ее спла-
вов, чаще всего пользуются реактивом следующего состава:
Плавиковая кислота (42%-пая) . . . 0,25 л
Перекись водорода (30%-пая) ........ 0,05 л
Вода (включая присадку, улучшающую
смачивание)....................... ... Остальное
до 1 л
Раствор, для повышения его эффективности, следует приго-
товлять непосредственно перед использованием. Детали погру-
жают на 5—15 мин в раствор при комнатной температуре.
Применяется также раствор, состоящий из 50 %-пой азотной
кислоты и смачивающего агента (используется при повышенных
температурах) или из соляной кислоты с небольшими добавками
трехокиси сурьмы (при комнатной температуре). Известны дан-
ные о том, что для удаления оловянно-свинцовых сплавов с меди
и стали эффективными являются муравьиная кислота и перекись
водорода, которыми работают при повышенных температурах, и
электролиз в ванне с едким натрием при токе обратной полярнос-
ти. Кроме того, многие фирмы-поставщики припоев выпускают
для этой цели запатентованные реактивы.
9.15. Удаление припоя амальгамированием
Раствор какого-либо металла в ртути называется амальгамой,
поэтому удаление припоев посредством обработки их ртутью но-
сит название амальгамирования. Ряд металлов, например висмут,
кадмий, золото, свинец, серебро, олово, цинк, амальгамируются
легко, и естественно, удалить с них припой таким способом невоз-
можно. Кроме того, в ртуги, хотя и с трудом, по все же растворя-
ются и некоторые другие элементы — речь идет о мышьяке, сурь-
ме, меди (правда, в мелкораздробленном виде она амальгамиру-
ется хорошо), платине. Понятно, что с металлов, входящих в эту
группу, припой данным способом удалять нельзя. Нерастворимы
294
в ртути хром, кобальт, железо, никель, так что с этих металлов
припой амальгамировать возможно.
Амальгамирование часто применяется в лаборатории для уда-
ления припоя с флюсового сердечника. Однако при работе труб-
чатым припоем Alpha Ccn-Tri-Corc с канифольной набивкой уда-
ление припоя ртутью неприемлемо ввиду того, что ее доступ к
проволоке-сердечнику затруднен.
Ртуть после растворения в ней припоя можно восстановить,
непрерывно и сильно перемешивая амальгаму при комнатной
температуре с 10—15%.-пой соляной кислотой (применяется, хотя
и редко, азотная кислота).
В США выдано несколько патентов на способы удаления при-
поя жидкой и парообразной ртутью, по в промышленности они
широкого применения не нашли.
9.16. Удаление припоя вакуумированием или выдуванием
Этот метод удаления припоя является механическим. Паяное
соединение нагревают, после чего припой либо отсасывают, поме-
щая соединение в вакуум, либо выдувают, вводя в спай струю
воздуха. Данный метод применяется уже давно. В начале XX сто-
летия были выданы патенты на паяльники, в которых выполнено
небольшое отверстие, ведущее от поверхности в полость, соеди-
няемую с вакуумом или с источником сжатого воздуха, так, чтобы
после нагрева соединения припой можно было удалять одним из
двух способов. В настоящее время для данной цели выпускается
более совершенное оборудование.
В производстве узлов электроники предпочтение отдается ва-
куумированию, так как при этом нет опасности разбрызгивания
припоя и замыкания цепи. При удалении припоя вакуумировани-
ем следует иметь в виду, что чрезмерный нагрев узлов электрони-
ки может иногда привести к их разрушению, а потому при данной
операции нужно применять соответствующие холодильники. При
ремонте плат с печатными схемами также можно пользоваться
вакуумированием, принимая меры против перегрева участков,
на которых возможно повреждение цемента, фиксирующего мед-
ную схему на пластмассовой плате.
ПАЙКА ПЕЧАТНЫХ СХЕМ
9.17. Печатные схемы
В настоящее время печатные схемы широко применяются в
самых различных отраслях промышленности. Они являются час-
тью как сложного электронного оборудования, например счетно-
вычислительных машин и систем вооружения, так и бытовых при-
боров— радиоприемников и телевизоров. Одной из причин,
295
обусловивших широкое внедрение печатных схем, является про-
стота их сборки, надежность паяных соединений и низкая стои-
мость производства.
Принцип печатной схемы основан на пайке как на способе со-
единения деталей. В производстве печатных схем использован
громадный потенциал пайки как метода одновременного получе-
ния множества надежных соединений погружением в расплав или
волновым методом.
Широкое распространение печатных схем и их производства
делает ненужным подробное его описание. Те, кто интересуются
подробностями вопроса, могут обратиться к соответствующей
литературе.
Печатную схему, после того как она изготовлена, можно пере-
давать либо на сборку, либо на склад. Платы, взятые со склада,
необходимо тщательно проверить на паяемость, так как за время
хранения паяемость выводов может по тем или иным причинам
ухудшиться. В таких случаях выводные контакты перед пайкой
слегка облуживают. Для того чтобы паяемость этих поверхностей
за время хранения не ухудшилась, на них следует наносить за-
щитные покрытия, описанные в разделе 6.39. Такое покрытие, на-
несенное сразу же по окончании изготовления платы, гарантирует
возможность качественной пайки после неопределенно долгого
хранения платы со схемой.
9.18. Требования к печатным схемам, обусловленные пайкой
Наиболее существенным преимуществом печатной схемы с
точки зрения пайки является возможность выполнения всех пая-
ных соединений за одну кратковременную операцию. Пайку вы-
полняют либо погружением, либо машинным способом (волно-
вым, каскадным, струйным); тот и другой способ легко автомати-
зировать. Однако пайка любым из этих методов предъявляет к
конструкции соединения определенные требования, выполнение
которых необходимо для использования преимуществ автома-
тической панки. В помощь конструктору можно дать следующие
правила.
В печатной схеме, предоставляющей большие возможности для
достижения высокой плотности проводников, отмечается тенден-
ция сближать проводники до пределов, обусловливаемых элек-
трическими характеристиками схемы. Однако при этом возраста-
ет опасность того, что припой создаст перемычки между провод-
никами, т. е. что капельки припоя замкнут соседние проводники.
Во .избежание этого конструктор должен предусмотреть, чтобы
проводники, расположенные на небольших расстояниях друг от
друга, шли параллельно направлению движения припоя по плате;
этим, кроме того, усиливается смывающее действие припоя, что
дополнительно уменьшает опасность появления перемычек. Иног-
296
да направление погружения платы диктуется ее шириной или
длиной. Контактные участки, покрытые благородными металла-
ми и направленные под углом к кромке, вводимой в припой, дейст-
вуют как козырьки, поднимающие припой поверх схемы, где он
нежелателен. Вообще же достаточно разместить все густо лежа-
щие проводники параллельно какому-либо одному направлению,
учитывая при этом ограничения ширины обычного оборудования
для пайки; поэтому в тех случаях, когда это возможно, погружать
плату в припой нужно короткой ее стороной.
В то время как размер и форма проводников являются функ-
цией требований к токонесущей способности и располагаемого
места, форма контактной площадки проводника (т. е. площадки,
к которой припаивается деталь) определяется в основном самим
конструктором. Некоторые контактные площадки с одним отвер-
стием показаны в табл. 41; применяются и площадки комбиниро-
ванной формы, включая конфигурации с несколькими отверстия-
ми. После того как основная форма площадки выбрана, следует
принять во внимание такие факторы, как направление выводов
деталей и окончательный вид платы. Однако с точки зрения элек-
тротехники значение имеет только длина припаянного проводни-
ка, которому придана та или иная форма. В случае пайки медного
проводника припоем, содержащим 60% олова и 40%. свинца,
можно руководствоваться следующими соотношениями: для одно-
сторонней платы
/ = 9/, (9.1а)
для двусторонней платы с плакированными сквозными гнездами
/=5/, (9.16)
где t — толщина печатного проводника, I — длина паяного соеди-
нения. Механические испытания паяных печатных схем показали,
Что растяжение платы с соединениями, выполненными по пра-
вильно подобранной технологии, вызывает разрушение либо де-
талей, либо самой платы. Это особенно справедливо для двусто-
ронних плат со сквозными отверстиями или вставными пистонами.
Важным параметром является размерная стабильность платы
во время пайки. Большинство фирм указывает коэффициенты
линейного расширения лишь вдоль осей х и у, в то время как его
значение по оси z в три-четыре раза больше двух предыдущих
величин ввиду слоистого характера платы. Имеются сообщения
о том, что некоторые материалы при пайке погружением (прирост
температуры на 205° С) увеличивают свой размер на величину до
0,025 мм. Для односторонних плат это несущественно, но для дву-
сторонних плат со сквозными отверстиями такое расширение не-
обходимо компенсировать применением либо пластичного медно-
го покрытия (например, фторбората меди), либо предварительно
напряженных пистонов.
297
Таблица 41
Форма контактных площадок для печатных схем
форма Предпочтительное направление проводника Контур слоя припоя Примечание
Каплевидная В сторону длин- ного конца Ровный И ПОЧТИ круглый Рациональная кон- струкция. Увеличен- ная площадь кон- такта
Круглая Любое Ровный и круг- лый Универсальная форма
Полуовальная В сторону вер- шины Неровный Применяется срав- нительно редко
Прямоугольная В сторону угла или длинного основания » То же
Треугольная В сторону ос- нования » Применяется при сильно ограниченном месте
298
Другим фактором, влияющим па паяное соединение, являет-
ся влажность платы перед пайкой. Влага может содержаться в
самом материале платы либо вноситься в нее при флюсовании.
В любом случае она приведет к разбрызгиванию припоя, образо-
ванию газовых карманов и полостей. Для устранения избыточной
влажности плату перед флюсованием и пайкой нужно просуши-
вать.
Судя по опубликованным данным, достаточна выдержка в
несколько часов при температуре 70° С. Перед пайкой большую
часть носителя флюса нужно удалить из платы, проведя ее над
источником тепла. Нужно предусмотреть возможность выхода
воздуха из каждого отверстия, так как захваченные воз чух и газы
будут препятствовать заполнению зазора припоем.
Когда в плате имеются сквозные отверстия и требуется, чтобы
припой под действием капиллярных сил поднимался па верхнюю
сторону платы, чрезвычайно большое значение имеет зазор меж-
ду выводом и стенкой отверстия. В качестве оптимального реко-
мендуется зазор в 0,075—0,125 мм. В случае, когда провода
вставляются в отверстия автоматически, такой зазор может ока-
заться нецелесообразным.
После того как соединение конструктивно проработано, необ-
ходимо рассмотреть влияние теплоемкости узла на выполнение
спая. Так как требуется, чтобы за время пайки участок, подлежа-
щий смачиванию, успел нагреться до необходимой температуры,
около соединения не следует располагать больших масс ме-
талла.
С другой стороны, чрезмерный теплоподвод может вызвать
повреждение деталей. Поэтому детали в узле следует распреде-
лять так, чтобы теплоемкость каждого паяемого участка была
равна (или, по крайней мере, близка) этой величине для всех
одновременно паяемых соединений.
Для применения в печатных схемах промышленностью вы-
пускается множество различных покрытий. Некоторые использу-
ются для защиты покрытого участка от смачивания. Они обычно
являются органическими материалами, стойкими к нагреву и к
действию растворителей и оставляемыми па плате. Другие по-
крытия наносятся после операции окончательного монтажа пла-
ты и служат в защитных целях — для того чтобы электрические
характеристики платы не пострадали от загрязнений, оседающих
из окружающей среды, и от посторонних частиц. Независимо от
того, какое покрытие применяется, конструктор должен предус-
мотреть, чтобы оно накладывалось на чистую поверхность. В про-
тивном случае покрытие окажется бесполезным.
Рассмотрим, далее, прохождение платы с печатной схемой в
производственной линии и укажем материалы, рекомендуемые
для выполнения каждой операции.
299
9.19. Производственная линия для пайки печатных схем
Как уже отмечалось, паяемость деталей, передаваемых на
склад, можно сохранить, нанося на них защитное покрытие. Но
если это не сделано, то перед пайкой плату нужно тщательно про-
верить. Испытание на паяемость, проводимое па этом этапе про-
изводства как для самой платы, так и для всех входящих в пе-
чатную схему деталей, может предотвратить появление дефектов
и брака. Если используемая производственная линия выпускает
много бракованных соединений, то рекомендуется проследить, с
какими деталями связаны дефектные выводные линии. В мно-
гих случаях удается установить, что основной брак создается
какой-либо деталью или группой деталей. Такие детали можно
повторно облудить, применяя перед сборкой более активный флюс
и затем смывая его остатки с паяного узла. Облуженную таким
образом деталь монтируют на печатной схеме. Паяемость платы
можно также восстановить посредством химического травления.
Теперь платы готовы к просушке. Так как просушка является
факультативной операцией, то здесь подробно ее рассматривать
не будем. Эту операцию выполняют либо до, либо после монта-
жа деталей, что зависит от условий в каждом конкретном случае.
После монтажа деталей плата готова к флюсованию.
Стандарты США и технические условия большинства фирм,
выпускающих электронное оборудование, требуют, чтобы при
пайке печатных схем применялись канифольные флюсы. Их нано-
сят обычными методами (погружением, кистью, накаткой, на-
брызгиванием и т. д.). При желании эти материалы можно остав-
лять на плате при условии их контроля. Если же технические ус-
ловия требуют удаления флюса, то данную операцию без
каких-либо осложнений выполняют соответствующим раствори-
телем.
Канифольные флюсы выпускаются с самым различным содер-
жанием твердого вещества. Это позволяет наиболее рационально
использовать данные материалы, контролируя количество накла-
дываемого флюса в соответствии со способом наложения. Тем
не менее рекомендуется всегда удалять избыток растворителя
путем предварительного подогрева. При этой операции осуществ-
ляют также предварительный нагрев платы, что уменьшает ее
коробление во время пайки. Если растворитель удален нс пол-
ностью, то существует опасность разбрызгивания припоя, когда
он приходит в контакт с этими чрезвычайно летучими жидкостя-
ми. Капельки припоя, с одной стороны, могут вызвать короткое
замыкание схемы, а с другой, они представляют опасность для
операторов.
Теперь плата подготовлена к пайке. Эту операцию можно вы-
полнять двумя способами —• статическим, погружая плату в ванну
с неподвижным расплавом, или динамическим (волновым, струй-
зоо
ным или каскадным). В обоих случаях обычно применяют оло-
вянно-свинцовый припой 63/37 или 60/40. Ранее уже упоминались
преимущества работы припоями класса вакулой. Однако в зави-
симости от требований каждого конкретного случая пайки состав
припоя можно варьировать.
Температуру ванны с припоем выдерживают в пределах
245—275° С. Точное значение температуры зависит от назначения
паяемого узла. Для того чтобы получать стабильно однородные
результаты, температуру ванны нужно регулировать в очень уз-
ком интервале. На поверхности расплава непрерывно образуется
некоторое количество шлаков; их необходимо время от времени
удалять механическим путем — лопаткой из нержавеющей стали,
асбеста или какого-либо другого песмачиваемого материала. Маг-
ний и алюминий применять не следует, так как они загрязняют
ванну и ухудшают качество припоя. Сразу же после удаления
шлаков узел погружают в ванну на 6—10 сек, причем точная ве-
личина выдержки зависит от характера и назначения паяемого
узла и температуры ванны. Погруженную в припой плату реко-
мендуется слегка покачивать, чтобы припой оказывал на нее смы-
вающее действие и чтобы газы, образующиеся под платой -в ре-
зультате испарения флюса, могли выйти из-под нее. После основ-
ного погружения вручную выполняют кратковременное вторичное
погружение или промывающее движение платой по поверхности
припоя, чтобы получить более высокую однородность пайки мно-
жества соединений и -предотвратить образование перемычек,
замыкающих цепь. Эта операция факультативна, и ее вводят в
технологию в зависимости от результатов предыдущей опе-
рации.
При динамических методах пайки продолжительность процес-
са меньше и температура припоя ниже, чем в предыдущем случае,
что связано с несколькими факторами. Припой, непрерывно пода-
ваемый насосом из нижней части ванны, всегда имеет постоянную
температуру и лишен такой возможности для охлаждения, как по-
верхность ванны, на которую действуют вентиляционные токи и
сквозняки в помещении. Кроме того, этот непрерывный поток при-
поя из нижних слоев ванны не имеет контакта с внешним атмо-
сферным воздухом, так что попадает на плату не загрязненным
пленкой окислов. Эти два фактора, а также смывающее действие
потока припоя на паяемую поверхность в значительной мере спо-
собствуют снижению времени пайки. В результате оказывается
возможным паять плату за 2—3 сек.
До тех пор, пока припой окончательно не затвердеет, узел дол-
жен быть жестко фиксирован и не подвергаться действию вибра-
ций; в противном случае -возможно возникновение холодных спа-
ев. Кроме того, если в это время резко охладить соединение,
например при погружении узла в промывочную ванну, то спай
может приобрести намороженный вид. После затвердевания
301
припоя узел готов к промывке, если она требуется в соответствии
с назначением узла.
Удаление канифоли не представляет труда, если узел погру-
жают в ванну вскоре после пайки. Он еще сохраняет достаточное
количество тепла, что способствует растворению канифоли и ее
остатков. Промывку следует проводить в нескольких ваннах, так
как, если пользоваться только одной ванной, с течением вре-
мени раствор становится все более концентрированным и кани-
фоль из него отлагается на промываемых узлах. Несколько после-
Рис. 146. Схема линии для пайки печатных схем
довательных промывок гарантируют -высокую степень очистки
поверхности от канифоли. Ультразвуковая очистка повышает ско-
рость процесса, но она не обязательна. Нужно иметь в виду, что
органические растворители не удаляют ионизуемого материала
полностью.
Если узел должен работать в агрессивной среде и необходимо*
чтобы па поверхности отсутствовали ионизуемые -вещества, то
следует провести дополнительно нейтрализацию аммиаком и про-
мыть деминерализованной и дистиллированной водой. Принятие
таких мер требуется для удаления нс только остатков веществ,
нанесенных на детали во время пайки, по и главным образом всех
загрязнений, которые могли попасть на детали еще до пайки. Од-
ним из наиболее частых источников копируемых материалов на
деталях электронного оборудования является дыхание оператора.
Значительное количество отложений на деталях появляется так-
же во время их хранения па складе. Загрязнения могут попадать
302
от упаковки и контейнеров. Наконец, в процессе изготовления
печатных схем они подвергаются действию ряда химических реак-
тивов, так что на плате могут задержаться многие коррозионные
материалы. Операция окончательной промывки служит для уда-
ления всех веществ подобного рода.
Для защиты очищенной поверхности от последующего загряз-
нения па псе следует нанести покрытие. После этого плата готова
к монтажу.
Схема линии для пайки печатных плат представлена на
рис. 146.
СПЕЦИАЛЬНЫЕ МЕТОДЫ ПАЙКИ
9.20. Пайка припоями, не дающими термо-э. д. с.
Между двумя различными -металлами, соединенными в точке,
температура которой отличается от температуры остальной части
проволоки, возникает электрический потенциал. Это явление ис-
пользуется в термопарах, для которых подбираются материалы,
развивающие сравнительно большую э. д. с. (электродвижущую
силу) уже при незначительных перепадах температуры.
В паяном соединении -возникает аналогичное явление. Основ-
ной металл (здесь он играет роль проводов) и припой чаще всего
имеют различный состав, так что при некоторых градиентах тем-
ператур в цепи может возникнуть довольно значительной ток.
Поэтому для цепей, в которых ток очень мал, а кумулятивный эф-
фект множества спаев может вызвать возмущения в цепи, пред-
ложено применять специальные припои, не приводящие к возник-
новению заметного потенциала. Такие припои особенно необходи-
мы для счетно-вычислительных машин -и слаботочных устройств.
Каждый такой припой дает незначительную термо-э. д. с. толь-
ко в комбинации с каким-то определенным основным металлом.
Поэтому для каждого основного металла, -применяемого в элек-
тронике, разработан свой припой. Целесообразность применения
припоя, пе развивающего термо-э. д. с., следует определять в за-
висимости от условий в каждом конкретном случае.
При пайке припоями подобного рода необходимо соблюдать
некоторые условия. Так как величина термо-э. д. с. в сильной сте-
пени зависит от чистоты припоя, то допускается работа только
чистыми паяльниками с наконечниками, предварительно облу-
женными тем же самым припоем. Проволоку также нужно облу-
живать этим же припоем, не дающим термо-э. д. с. Флюсы пе
должны содержать ионов металла. Узел необходимо перед пайкой
тщательно очищать, и все спаи, могущие вызвать появление тер-
мо-э. д. с., следует отмечать карандашом, краской или маркером,
так чтобы при ремонте или замене деталей применить тот же при-
пой, что и при изготовлении узла.
зоз
Некоторые из припоев рассматриваемого вида после затвер-
девания приобретают тусклую серую окраску, напоминающую
вид холодных спаев. Поэтому при осмотре таких спаев следует
обращать особое внимание на хорошее растекание припоя и па
малый угол'смачивания по обеим деталям паяемого соединения, а
не на внешний вид спая, который в данном случае обусловливает-
ся свойствами припоя, а не качеством соединения.
9.21. Низкотемпературная пайка
В гл. 3 были рассмотрены возможности использования в ка-
честве припоев ряда легкоплавких сплавов. Кроме того, пробле-
мы, связанные с пайкой такими припоями, уже упоминались в
других местах книги, и здесь будут даны лишь обобщенные све-
дения. Необходимо уделять особое-внимание выбору флюса, имея
в виду, что температура активации обычных флюсов сравнитель-
но высока, так что они для пайки низкотемпературными припоями
непригодны. Флюсы на основе органических кислот вполне доста-
точны для работ рассматриваемого типа, хотя в некоторых случа-
ях приходится прибегать и к флюсам на базе неорганических кис-
лот. Если ни один из этих флюсов нс подходит, то всегда имеется
возможность предварительной очистки поверхности химическим
травлением (см. раздел 6.3) с последующей хорошей промывкой,
после чего выполняют пайку с применением канифольных флю-
сов, назначение которых — предотвращать окисление во время
нагрева и способствовать растеканию припоя по уже очищенной
поверхности.
Для того чтобы полностью использовать преимущества, дава-
емые легкоплавкими припоями и пайкой при низких температу-
рах, нужно применять соответствующий инструмент. В частности,
исключается работа высокотемпературным паяльником. В гл. 7
было показано, что температуру наконечника мощного паяльника
можно уменьшить, подводя к нему низкое напряжение. То же са-
мое относится к тиглям и иным узлам оборудования с пагревом
методом сопротивления. Можно также применять и другие мето-
ды пайки, приняв меры к получению температуры, необходимой
для хорошего смачивания. Легкоплавкими сплавами нужно паять
при температурах на 35—55° С выше их точки ликвидуса. В неко-
торых случаях температура пайки может оказаться еще ниже,
если допустимо достаточно длительное время пайки. При выпол-
нении всех этих требований легко можно производить пайку ряда
соединений припоями с последовательно возрастающей темпера-
турой плавления.
9.22. Высокотемпературная пайка
При данном виде пайки возникают вопросы, отличные от рас-
смотренных в предыдущем разделе. Высокие температуры, тре-
304
буемые для пайки, обычно -превосходят предел термостабильнос-
ти большинства органических флюсов, так что предпочтительнее
пользоваться неорганическими солями. Далее, если неприменимы
и эти флюсы, то решение достигается предварительным облужи-
ванисм паяемых деталей и использованием термостабильных
флюсов малой активности.
Если органические материалы подвержены действию высокой
температуры, они обугливаются, и образующийся черный слой,
трудно удалимый обычными растворителями, может помешать
смачиванию или быть недопустимым из функциональных или
эстетических соображений.
Разработать или приобрести оборудование для высокотемпе-
ратурной пайки при высоком нагреве труда не представляет.
Однако при этом необходимо иметь в виду, что высокая темпера-
тура плавления припоя обусловливает большой перепад между
температурой пайки и ликвидусом припоя. В таких случаях обы-
чен -перепад температур -в 55—85° С. Далее, источник тепла дол-
жен быть достаточно мощным, чтобы время пайки было неболь-
шим. Вопросы выбора оборудования рассмотрены в гл. 6.
Чем выше температура пайки, тем интенсивнее основной ме-
талл растворяется в припое (если он вообще растворяется).
Кроме того, осложнения вызывают загрязнения участков -вблизи
спая, если они недостаточно защищены флюсом. Матовый вид
высокотемпературных припоев, содержащих большое количество
свинца, иногда приводит к ошибочному выводу о том, что спай
получился холодным. Данный дефект, к сожалению, устраняется
с трудом, и поэтому матовую поверхность высокотемпературных
спаев не следует считать признаком плохого смачивания или не-
правильного охлаждения. С другой стороны, при высоких темпе-
ратурах, высокосвинцовистые сплавы не обладают столь сильной
тенденцией к образованию шлаков, как припои с большим коли-
чеством олова.
Процессы высокотемпературной пайки иногда используют для
удаления с проволоки температурочувствителыюй изоляции, на-
пример, различных полиуретановых покрытий (см. раздел 6.4).
Если эта операция имеет большое значение, то до ее выполне-
ния необходимо предварительно рассмотреть свойства про-
волоки.
Например, медную проволоку следует паять низкооловянис-
тыми припоями, так как при высоких температурах медь очень
быстро растворяется в олове.
9.23. Пайка припоями, расширяющимися при затвердевании
Как упоминалось в гл. 3, сплавы, содержащие более 50% вис-
мута, при затвердевании увеличиваются в объеме. Это свойство
припоев данного состава очень выгодно при пайке узлов, детали
305
которых, окружающие соединения, при охлаждении уменьшаются
в размерах. В результате уменьшение размеров деталей компен-
сируется расширением припоя. Сказанное, в частности, относится
к печатным схемам, у которых пайка вызывает высыхание мате-
риала в зоне вблизи отверстий под припой и тенденцию к усадке
(рис. 147). Пользуясь расши-
Рис. 147. Плата ХХХР с печатной схе-
мой, к которой припаяны выводы. Во-
круг штифтов видны трещины, свя-
занные с усадкой материала (пайка
оловянно-свинцовой эвтектикой)
Рис, 148. Та же плата, что на рис. 147,
но при пайке взят расширяющийся
припой. Трещины отсутствуют
ряющимися припоями, растре-
скивание в отверстиях можно
полностью исключить. Иссле-
дования, проведенные с вис-
мутсодержащими припоями
для пайки печатных схем, по-
казали, что соединения по сво-
ему качеству совершенно пе
уступают тем, которые паяны
оловянпо-свинцовыми припоя-
ми. Однако при конструирова-
нии печатных схем, рассчитан-
ных на пайку висмутовыми
припоями, необходимо учиты-
вать сравнительно низкую теп-
лопроводность этих сплавов
(рис. 148).
Расширяющиеся припои
используются при пайке не
только обычных печатных плат,
но и конструкционных соедине-
ний, в которых дополнительное
давление на детали, например
на проволоку, пропущенную
через отверстие, способству-
ет повышению прочности
спая.
Висмутовыми сплавами па-
яют как вручную, так и погру-
жением и волновой пайкой.
Однако их способность к рас-
ширению следует учитывать
при проектировании оборудо-
вания для пайки. Затвердева-
ние припоя в тигле или ванне, несомненно, представляет серьез-
ную опасность. Припой начинает затвердевать с поверхности, и
когда оставшаяся под верхней коркой жидкость застывает и рас-
ширяется. то это приводит к отрыву дна резервуара. Во избежа-
ние такой аварии либо сливают припой из гигля по окончании
работы, либо придают тиглю форму, снижающую нагрузки (степ-
ки тигля выполняют наклонными и т. д.).
306
ПРИПОЙ В ВИДЕ ЗАКЛАДНЫХ ДЕТАЛЕЙ
* 9.24. Введение
Широкому использованию пайки в массовом производстве
способствовал выпуск припоев в виде закладных деталей. Воз-
можности применения закладных деталей весьма широки. Однако
подобно тому, как для получения хорошего паяного соединения
его необходимо специально конструировать под пайку, так и в
производстве закладных деталей необходимо рационально их кон-
струировать и изготовлять по надлежащей технологии, при усло-
вии, конечно, что выбор припоя произведен правильно и что со-
блюдаются требования, предписываемые качественно составлен-
ной технологией.
Закладная деталь представляет собой выпускаемую в боль-
ших количествах деталь постоянного веса из припоя; деталь эта
может иметь (но не обязательно) флюсовую набивку. Деталь рас-
считывается таким образом, чтобы она давала хороший спай для
определенных соединений в узле. Свойства закладных деталей
делают их удобными для автоматической подачи и массового
нагрева.
Применение закладных деталей обладает многими достоин-
ствами. В паяемый узел можно вводить заранее определенные
количества припоя и, если желательно, флюса, что позволяет
получать исключительно однородные соединения. При ручной
пайке количество припоя, введенного в зазор, зависит от квали-
фикации, опыта и внимательности оператора. При пользовании
же закладными деталями достигается более высокая степень од-
нородности спаев, что облегчает контроль качества соединений.
Закладку деталей легко автоматизировать, в результате чего опе-
рация закладки припоя в узел обходится дешево; удешевляется
также и цикл нагрева благодаря применению методов массового
производства. Достигаемая при этом экономия обычно оправды-
вает дополнительные расходы па изготовление закладных де-
талей.
Правда, закладные детали применимы не во всех случаях пап-
ки. При их использовании паяемые детали и припой необходимо
предварительно фиксировать в определенном положении; иногда
закладная деталь вводится в уже горячий или хотя бы отчасти
нагретый собранный узел. Большое значение имеет и метод на-
грева, от которого требуется, чтобы детали доводились до темпе-
ратуры пайки в определенной последовательности, гарантируя
хорошую смачиваемость и заполнение зазора.
9.25. Форма закладных деталей
Закладные детали (рис. 149) конструируются и изготовляют-
ся в соответствии с геометрией конкретных соединений, намеча-
307
емых к пайке, так что продажа их по каталогам не практикуется.
Фирмы, изготовляющие припой в таком виде, располагают боль-
шим набором прессформ для выпуска закладных припоев любого
размера и конфигурации, хотя, конечно, имеется ряд практически
невыполнимых форм.
Наиболее широко применяются следующие закладные детали.
Профилированная проволока. Профилированную проволоку
выпускают из заготовки постоянного сечения или из трубчатого
припоя. В последнем случае следует применять трубку с гаранти-
Рис. 149. Закладные детали различной фор^ы
рованпым непрерывным флюсовым заполнением, например типа
Сеп-ТгЬСоге. Для того чтобы реализовать преимущества надеж-
ности и однородности, которые сообщают спаю закладные детали,
необходимо, чтобы последние были свободны от пустот и содер-
жали одинаковое (в процентном отношении) количество флюса.
Проволока выпускается в виде сегментов, прямых или криволи-
нейных отрезков, колец и спиралей, петель и других специальных
конфигураций.
Детали с просеченными отверстиями. Их также можно изго-
товлять из плоской лепты с флюсовой набивкой или из заготовки
сплошного сечения, придавая им форму дисков, шайб, втулок и
т. и. Диски и шайбы -с флюсовой набивкой обычно имеют участок
сплошного сечения, гарантирующий прочность этой слоистой кон-
струкции.
Шарики. Эти детали выпускаются только сплошного сечения
(рис. 150).
308
Металлические детали с покрытием из припоя. Они представ-
ляют собой куски основного металла, на которые нанесен слой
припоя определенной толщины, так что зазор заполняется как
припоем, так и этим металлом, служащим для тех или иных целей
Такие детали могут иметь покрытие либо кругом, либо с одной
или двух сторон.
Рис. 150. Припой в
форме шариков (дроби)
Какие-либо строгие правила относительно выбора формы и
размера закладных деталей дать невозможно. Ниже будут приве-
дены несколько примеров использования припоев подобного вида.
9.26. Конструктивные требования к закладным деталям
Если паяное соединение конструировалось без расчета на
применение закладных деталей, то приспособлять его для исполь-
зования этого вида припоя уже поздно. Поэтому настоятельно ре-
комендуется, прежде чем выпускать окончательные чертежи на
детали паяемого узла, исследовать возможность и целесообраз-
ность применения закладных деталей. После того как конструк-
ция разработана, нужно проконсультироваться с фирмой-изгото-
вителем припоев относительно возможности экономичного изго-
товления намечаемой закладной детали, и лишь после этого
можно выпускать окончательные чертежи.
Конструирование деталей под пайку с закладными деталями
состоит из следующих этапов:
а) Назначение достаточного зазора (примерно 0,08 жл<) для
выхода флюса и для надлежащего смачивания (см. рис. 41 и 42).
20 Заказ 941 309
б) Проверка закладной детали на правильную посадку в за-
зор, если она больше оптимальной величины зазора. Если посадка
возможна, по требуется строгое соблюдение допусков, то необхо-
димо предусмотреть для улучшения условий сборки фиксирую-
щие или направляющие выступы. В данном отношении следует
шире использовать возможности, предоставляемые приспособле-
ниями (см. разделы 6.28—6.31).
в) Введение конструктивных элементов, ограничивающих рас-
текание жидкого припоя, например канавок, буртиков и т. д. Сле-
дует иметь в виду, что во время пайки жидкий припой имеет тен-
денцию либо скапливаться под действием силы тяжести в наибо-
лее низких участках узла, либо затекать под действием
капиллярных сил в узкие места.
г) Проверка узла на правильность очередности нагрева его
деталей до нужной температуры. Детали более массивного сече-
ния будут нагреваться медленнее тонких, так что расположение
и характеристики источника тепла играют здесь чрезвычайно
большую роль. Растекание припоя и смачивание им поверхности
возможны лишь на достаточно нагретых поверхностях. Если узел
в целом не нагрет до нужной температуры, то возможно смачи-
вание только одной из его деталей, что ведет к некачественному
спаю.
Необходимо избегать появления областей повышенного или,
наоборот, пониженного давления вблизи спая до тех пор, пока
припой не затвердел. Замкнутые полости, заполненные газом,
например детали в виде перевернутой чашки, при нагреве имеют
тенденцию давать рост давления вследствие расширения газов
или воздуха. Если в конструкции узла дренирование не преду-
смотрено, то при пайке газ будет прорываться через жидкий при-
пой. В результате спай получается пористым, а сам припой может
попасть в нежелательное место. При охлаждении сжимающийся
в чашке газ создаст подсос, так что припой может затечь в пес.
Указанные недостатки можно предотвратить надлежащим нагре-
вом узла, избегая чрезмерного перегрева припоя, и рациональ-
ным охлаждением. Далее, для дренажа можно воспользоваться
небольшим отверстием, которое, если необходима герметичность
соединения, впоследствии запаивают.
Спай, образованный закладной деталью из припоя, должен
удовлетворять всем требованиям осмотра, указанным в гл. 8.
9.27. Конструкция закладных деталей
После того, как принято решение выполнять то или иное пая-
ное соединение с помощью закладных деталей, их конструируют
в следующей последовательности.
а) Вычерчивают паяемый узел. Для того чтобы определить
форму и размеры спая, достаточно самого простого эскиза.
зю
б) Определяют геометрию идеального спая, руководствуясь
указаниями гл. 5 в отношении прочности, критериев осмотра и
т. д.
в) Рассчитывают объем идеального паяного соединения, вклю-
чая сюда контуры галтелей, необходимые из соображения осмот-
ра. В этом большую роль могут сыграть номограммы, представ-
ленные в разделах 9.28 и 9.29 и позволяющие определить идеаль-
ный объем по величинам, доступным для непосредственного
замера.
г) Рассчитывают закладную деталь, исходя из ее идеальной
величины. В данном случае снова следует воспользоваться номо-
граммами разделов 9.28 и 9.29. Если применяется трубчатая де-
таль с флюсовой набивкой, то в расчет нужно ввести поправку
на объем, занимаемый флюсом (см. табл. 30). Подробнее данный
вопрос рассмотрен в разделе 9.30 па конкретном примере.
При определении формы детали, наиболее близко подходя-
щей по форме к контурам зазора, необходимо учитывать следую-
щее:
возможность автоматической подачи закладных деталей в
узел:
удобство ввода деталей различной формы (посадку, зазоры
ит.д.);
способность деталей сохранять приданную им форму (тонкие
детали легко изгибаются, разрезные кольца — сцепляются одно
с другим и т. п.);
посадку детали па поверхности, через которую передается
тепло, что важно для правильного нагрева и смачивания;
расстояние, на которое должен распространиться расплавлен-
ный припой под действием силы тяжести и капиллярных сил.
д) Производят лабораторные испытания. После того как зак-
ладная деталь сконструирована в соответствии с предыдущими
указаниями, следует изготовить несколько ее образцов и провес-
ти их испытания в лабораторных условиях. В качестве эквивален-
тов колец и шайб могут служить полые валики или другие круг-
лые предметы. Для изготовления дисков и шайб можно восполь-
зоваться фольгой, для имитации шариков — небольшими
кусочками проволоки.
До передачи заказа на производство закладных деталей нуж-
но обсудить совместно с фирмой-изготовителем припоев следую-
щие вопросы:
возможность изготовления закладных деталей предложенным
способом;
экономичность предложенного способа;
наиболее подходящую замену для предложенного способа
(если ответы па первые два вопроса отрицательны);
способ упаковки деталей для удобства транспортировки и
возможности их автоматической подачи на применяемой машине.
20* 311
Диапетр
Рис. 151. Номограмма для определения объема закладных дета-
лей в форме дисков, шайб, колец и сегментов
312
9.28. Пользование номограммой для определения размеров
закладных дисков, сегментов, шайб и колец
Объем любой детали, имеющей цилиндрическую форму, легко
определить на основе двух ее размеров — диаметра и высоты ци-
линдра, пользуясь номограммой, показанной на рис. 151. Диск
представляет собой цилиндр малой высоты. Объем шайбы опре-
деляется как разность объемов дисков большого и малого диа-
метров, причем последний равен диаметру отверстия. Кольцо
образовано изгибом цилиндра, диаметр которого равен высоте
кольца. Соответственно имеем для высоты Н общую формулу
уу__ наружный диаметр -j- внутренний диаметр
9
Таким образом, проведя линию между значениями диаметра
и высоты, взятыми на левой и правой шкалах соответственно,
можно непосредственно прочитать па средней шкале номограммы
объем цилиндра.
Номограммой можно воспользоваться и для обратного расче-
та — по заданному объему детали и одному из параметров найти
второй параметр.
При определении объема закладной детали учитывают, если
это требуется, объем флюса, для чего пользуются табл. 30.
9.29. Номограмма для определения объема сферы
На рис. 152 представлена номограмма, указывающая соотно-
шение между диаметром сферы и ее объемом. Пользуясь ею,
можно без труда найти объем сферы по ее диаметру или, наобо-
Рис. 152. График зависимости для определения объе-
ма сферы по ее диаметру
313
рот, диаметр по объему. В осталыюзи расчет проводится так же,
как описано в разделе 9.28.
9.30. Пример расчета закладной детали
Предположим, что вал сплошного сечения диаметром 12,7 мм нужно сое-
динить со втулкой, имеющей наружный и внутренний диаметры 19,05 й 12,95 льч
соответственно, пользуясь закладным припоем с набивкой из активированной
канифоли. Высота втулки 6.35 мм, Требуется найти наиболее выгодную заклад-
_ ную деталь для пайки данного соедине-
ния.
Рис. 153. Схема соединения вали-
ка со втулкой. Для учета высоты
галтелей по обеим сторонам втул-
ки к высоте последней добавляют
0,13 мм
Решение задачи будем вести в соот-
ветствии с указаниями, приведенными в
разделе 9. 27.
а) Чертим эскиз (рис. 153).
б) Идеальный спай в форме шайбы
будет иметь следующие размеры: внут-
ренний диаметр de = 12,7 мм, наружный
диаметр dn == 12,95 мм, длина L = 6,35 ч-
+ 0,13 = 6,48 мм (к высоте шайбы до-
бавляется высота мениска галтели).
в) Идеальный объем определяется
следующим образом. По номограмме на
рис. 151 объем цилиндра по наружному
диаметру dn = 12,95 мм и L = 6,48
Уг = 852 лш3.
При внутреннем диаметре 12,7
мм и L = 6,48 мм объем цилиндра
V, = 819 лыг3.
л*
Идеальный объем спая
= 33 мм*.
г) Кольцо трубчатого припоя, содержащего флюс в количестве 20%, имеет
общий объем
he = X 1,2 = ЗЗх 1,2-39,6 лш3.
д) Исходя из только что подсчитанного обьема кольца и длины его ок-
ружности, по номограмме находим диаметр кольца
2
d(t
12,95 -I- 12,7
2
= 12,82 мм.
При L = л • 12.82 = 40,3 мм и Ук = 39,6 мм? получаем
D — 1,07 мм.
е) Ближайший стандартный диаметр D = 1,14 мм.
ж) Действительный объем кольца при D = 1,14 лш и LKVл ьца =“ ) =
— 40,3 мм составляет 43 мм?, и эту величину можно считать приемлемой, хо-
тя спай займет объем несколько больше идеального. Изготовленный образец та-
кой закладной детали нужно проверить в лаборатории; если объем припоя ока-
жется чрезмерно большим, следует применить нестандартную проволоку под-
считанного идеального диаметра.
314
9.31. Пример расчета сферической закладной детали
Проволоку с высаженной головкой диаметром 0,81 льч (рис. 154) нужно
припаять к плоской поверхности, применяя припой из чистого индия. Требует-
ся определить диаметр соответствующего шарика припоя.
а) Идеальный объем спая (включая галтель высотой 0,076 лиг) находим
по piic. 151:
0 = 0,81 + 0,076 = 0,886 мм;
Л = 0,76 лш;
V — 50 • 10 3 лш2.
б) На основании полученной величины по рис. 152 находим диаметр шари-
ка припоя
D = 0,46 мм.
9.32. Пример расчета пайки с
применением закладных деталей
0,81
галтели учи-
на рис. 153
Рис. 154. Схема припайки проволо-
ки с высаженной на ней головкой
к пластинке. Объем
гывается так же, как
Пайку этих деталей
Стойки несут две
обычно ведут
проставочных
Для того чтобы показать разнооб-
разие форм закладных деталей и воз-
можности их использования в электрон-
ной промышленности, рассмотрим мон-
таж низкочастотного кварцевого кри-
сталла в оправе (рис. 155). Опишем от-
дельно каждый узел и укажем заклад-
ные детали различных соединений.
Начнем с основания. Подходящие к
нему снизу штифты соединены с мед-
ными стойками пайкой, причем соеди-
нение обычно выполняется герметичным,
трубчатым припоем с флюсовой набивкой,
шайбы и самый кристалл. Шайбы паяют к предварительно об л уженным стой-
кам с помощью предварительно нарезанных кусков проволоки или трубки
с флюсовой набивкой. Кристалл фиксируется между стойками посредством
тонких пружинящих проволочек, обычно из золоченой фосфористой бронзы,
па одном конце имеющих головку. Проволочки паяют к стойкам с примене-
нием кусочков припоя или трубки с флюсовой набивкой.
Кристалл в местах припайки проволочек покрывают краской, в которой со-
держится серебро, и обжигают при сравнительно низкой температуре. Низкая
температура обжига необходима ввиду того, что при слишком сильном нагреве
может измениться кристаллографическая картина кварца. Поэтому серебряная
краска обжигается не до конца, и пайку приходится вести припоем, который по
возможности меньше растворял бы серебро с поверхности кристалла. В связи
с этим пайку ведут закладной деталью из сплавов с высоким содержанием се-
ребра или серебра и свинца. Деталь обычно имеет вид небольшого шарика,^ко-
торый набирается на головке, пружинной проволочки, служащей, таким обра-
зом, и для ввода припоя в зазор. Так как проволочка покрыта слоем золота,
осажденного из паров, то пайку приходится вести по поверхности обожжен-
ной серебряной краски через тонкий слой золота. Покрытие из золота ввиду
его чрезвычайно малой толщины пе препятствует пайке.
Для того чтобы демпфировать вибрации пружинных проволочек, крепящих
кристалл между стойками и служащих также для подвода тока, на них посре-
дине длины между стойками и кристаллом сажают небольшие шарики припоя;
припой для этой цели наносят в жидком виде, после чего капелька затвердевает
уже на проволочке.
315
После того как кристалл фиксирован, нижнюю кромку колпачка облужи-
вают в ванне припоя или нанося покрытие, и на основание укладывают кольцо
припоя с наклоненной внутрь верхней конической поверхностью; из-за этой его
формы кольцо иногда называют «трековой дорожкой». Чтобы при нагреве под
пайку давление под колпачком не повышалось, в его верхней части предусмат-
Рис. 155. Схема уст-
ройства низкочастот-
ного кварцевого кри-
сталла:
ривают дренажное отверстие. Основание припаи-
вают к штифтам. После окончания пайки либо
откачивают воздух из-под колпачка, либо запол-
няют колпачок инертным газом; перед этой опера-
цией дренажное отверстие герметически запаива-
ют с применением закладной детали.
Таким образом, на примере одного изделия
можно видеть применение различных закладных
деталей, используемых для выполнения различных
задач. И несмотря на то, что в конструкцию дан-
ного узла время от времени вносились некоторые
изменения, пайка неизменно выполнялась с при-
менением закладных деталей.
9.33. Некоторые указания в отношении
пайки в массовом производстве
Хотя закладные детали широко при-
меняются в промышленности, в особенно-
сти при производстве полупроводниковых
приборов, и работа с припоями такой
формы описана в литературе достаточно
полно, считаем нужным еще раз напом-
/ — штифт; 2 — основа-
ние: 3— шайба, 7—
подвесна я и конта ктна я
пружинка в виде пря-
мой пбоволочки; 5 —
облуженна я медиа я
стойка; 6 — кристалл
кварца; 7 — соединение,
выполняемое припоем
Cen-Tri-Core; <*? — дем-
пфирующий шарик при-
поя в виде закладной
детали; 5» — припо;; в
виде закладного шари-
ка; 10 — облуженна я
проволока; // — припой
в виде закладной дета-
ли; 12 - заглушка в
виде закладной де га л и;
13 — облуженна я кром-
ка
дачи. Шарики, шайбы
пусками, и эти детали
пить некоторые простые правила, которы-
ми следует руководствоваться, чтобы
лучше использовать возможности, пре-
доставляемые закладными деталями.
Необходимо всегда иметь в виду, что
закладные детали можно подавать в сое-
динение автоматически и укладывать в
строго определенном положении, чем об-
легчается автоматизация процесса пай-
ки. Но автоматическая подача деталей
требует выполнения их размеров с узки-
ми допусками. Кольца из круглой прово-
локи относятся к числу наименее точных
закладных деталей, и в большинстве слу-
чаев непригодны для автоматической no-
li диски можно изготовлять с узкими не-
удобны для использования в автоматиче-
ском оборудовании. Кроме того, с точки зрения автоматизации
пайки, большую роль играет способ упаковки и транспортиров-
ки, так как при неаккуратном обращении закладные детали мо-
гут деформироваться, после чего они для использования в авто-
матическом оборудовании непригодны.
316
При пайке закладными деталями применимы все виды нагре-
ва. Нужно лишь следить за тем, чтобы припой плотно прилегал
к поверхности, через которую к нему подводится тепло; в против-
ном случае припой будет скатываться с некоторых участков пая-
емого узла. Кроме того, нужно выбирать такой метод нагрева,
чтобы обе поверхности, подлежащие пайке, доводились до темпе-
ратуры смачивания одновременно, иначе припой будет смачивать
высоко нагретую поверхность и скатываться с более холодной.
Большим достоинством пайки с закладными деталями являет-
ся также легкость осмотра, так как достигается высокая степень
однородности соединений ввиду строго определенного веса при-
поя, вводимого в соединение, и выдерживания размеров соединя-
емых деталей в узких пределах. Установить для спая требования
на приемку не представляет труда, и для опенки готовых соедине-
ний иногда применяют такие простые приборы, как визуальные
компараторы.
ОГЛАВЛЕНИЕ
Из предисловия автора............................................ 5
Глава 1. Физика смачивания при образовании паяного соединения 7
1.1. Введение............................. . 7
1.2. Система припой—флюс—основной металл .... 8
1.3. Поправки на площадь сцепления и па другие факторы 10
1.4. Сущность процесса образования паяного соединения . 12
1.5. Заключение . ........ 14
%
Глава 2. Химия флюсов........................................... .15
Теоретические соображения . .15
2.1. Введение . ....................................15
2.2. Химическая активность . , ... 15
2.3. Термическая стабильность . , . . 17
2.4. Температура активации и потери активности флюса . 18
2.5. Сила смачивания . ..........................19
2.6. Активность растекания............................. 19
2.7. Значимость различных факторов в интенсификации рас-
текания . ................. ... 20
2.8. Электрохимическая активность флюса.................21
Производственные и технические требования к флюсам . . 22
2.9. Флюсы, пригодные для практического применения . . 22
2.10. Время пайки................................. . 22
2.11. Температура пайки . ....................... 23
2.12. Коррозия . . ................. . 23
2.13. Безопасность 24
2.14. Экономичность . . . . . 24
Флюсующие вещества........................................25
2.15. Вещества, могущие служить флюсом . . , , 25
2.16. Группа I. Неорганические вещества..................25
2.17. Группа И. Органические вещества (на бесканифоль-
ной основе) . ................. . . 29
2.18. Органические флюсы на основе канифоли .... 30
2.19. Трубчатый припой с канифольной набивкой и рекоменда-
ции относительно удаления активированного флюса 32
Глава <3 Металлургические основы пайки............................35
Физико-химические свойства олова и свинца и диаграмма со-
стояния . 35
3.1. Введение в металлургию пайки ......................35
3.2. Диаграмма состояния................................37
318
3.3. Олово, свинец и их сплавы ... .40
3.4. Олово как химический элемент . , . . . .41
3.5. Свинец как химический элемент . . .41
3.6. Оловянно-свинцовые сплавы ... . . , 42
3.7. Диаграмма состояния системы олово—свинец 44
Посторонние материалы в припое.............................53
3.8. Влияние примесей па систему олово—свинец . . .53
3.9. Типы припоя в функции его чистоты...................53
3.10. Влияние металлических примесей на физические свойства
оловянно-свинцовых припоев............................. .59
3.11. Влияние металлических примесей на характеристики сма-
чивания оловянно-свинцовых припоев......................67
3.12. Влияние больших количеств примесей и присадок на ми-
кроструктуру эвтектического оловянно-свинцового при-
поя .....................................................69
3.13. Опенка влияния присадок и примесей с точки зрения
практики пайки ....... 71
Оловянпо-свинцовые припои, их свойства и применение . 78
3.14, Сравнение собственно припоя с припоем в соединении 78
3.15. Свойства припоя при комнатной температуре . . . 78
3.16. Ползучесть припоев..................................81
3.17. Физические свойства припоев при температурах, отлич-
ных от комнатной.............................. . . 86
3.18. Свойства паяных соединений . 88
Влияние, количества припоя, введенного в соединение, на
предел его прочности при срезе ...... 89
Влияние времени контакта расплавленного припоя на пре-
дел прочности паяных соединений при срезе . - 59
Влияние температуры пайки на предел прочности паяных
соединений при срезе ..... ... 90
Влияние толщины слоя припоя в соединении па прочность
соединения . .... ... 90
Влияние свойств припоя и основного металла на прочность
соединения ...................................... .93
Несколько общих замечаний . , 94
Предел ползучести паяных соединений ... .94
3.19. Сурьмянистые оловянно-свинцовые припои и их свойства 98
Типы сплавов, используемых при пайке . , 102
3.20. Легкоплавкие сплавы как припои.....................102
3.21. Легкоплавкие сплавы, содержащие висмут и кадмий . 103
3.22. Сжатие и расширение сплава после его затвердевания 106
3-23. Припои на основе индия, плавящиеся при умеренных
температурах 109
3.24. Припои, содержащие серебро.........................113
3.25. Другие сплавы, применяемые для пайки .117
Глава 4. Паяное соединение . . ... 118
4.1. Металлургические соединения........................118
4.2. Классификация способов получения соединений . .119
319
4.3. Последовательность процессов при образовании паяного
соединения . .120
4.4. Основной металл ... 120
4.5. Действие флюса . ... 121
4.6 Введение припоя.............................. ... 121
4.7. Чистота паяных поверхностей и коррозия . . . 122
4.8. Цикл коррозии оловянно-свинцовых припоев в присутст-
вии хлоридов . .............. 123
4.9. Общие соображения о влиянии чистоты металла . 124
Глава 5. Конструирование соединений под панку .127
5.1. Необходимость конструирования соединения под пайку 127
5.2. Выбор основного металла . .128
5.3. Выбор флюса 13]
5.4. Выбор припоя ..... 133
5.5. Оценка выбранной комбинации материалов 146
Геометрия соединения ................. 148
5.6. Конструкционные и электротехнические соединения 148
Конорукпиоиное соединение . . . . 148
5.7. Пайка механически прочных соединений . 148
5.8. Основные конструкционные соединения .... 119
5.9. Некоторые общие конструктивные соображения 151
5.10. Расчет паяного соединения на прочности ... 153
5.11. Примеры задач, возникающих при конструировании пая-
ных узлов .159
Электротехническое соединение . . 161
5.12. Электрические характеристики паяного соединения 161
5.13. Анализ основных форм паяных соединений . . .165
Группа I. Паяные соединения без предварительной механи-
ческой фиксации деталей паяемого узла 166
Группа II. Паяные соединения с частичной предварительной
механической фиксацией детален паяемого узла . .171
Группа ГН. Паяные соединения с полной предварительной
механической фиксацией деталей паяемого узла . .172
5.14. Расчет сопротивления паяных соединений . . 176
5.15. Конструирование электротехнических соединений .177
5.16. Пример конструирования электротехнического соединения 178
Глава 6. Оборудование и технология для промышленной пайки 182
6.1. Состояние поверхности . . 182
6.2. Удаление посторонних частиц и веществ 182
6.3. Удаление окалины.................................182
6.4. Удаление изоляции при выполнении электротехнических
соединений . ... .184
6.5. Удаление слоя загрязнений абразивным способом 185
Операция флюсования и оборудование для ее выполнения . 187
6.6. Методы нанесения флюса ... .187
6.7. Продолжительность действия флюса и его температура 192
Операция пайки и оборудование для ее выполнения 193
6.8. Классификация оборудования ... 193
Пайка при нагреве теплопроводностью.............................193
320
6.9.,С ущность процесса .... . 193
6.10. Паяльник......................................... 191
6.11. Нагрев горячими плитами . . 191
6.12. Пайка в ванне с припоем . . . 195
6.13. Волновая пайка . 197
6.14. Каскадная пайка . 200
6.15. Струйная пайка . 201
Пайка при нагреве конвекцией........................... 201
6.16. Сущность процесса 201
6.17. Газопламенная пайка ..... . 202
6.18. Пайка в печи .... . .
6.19. Пайка под слоем горячего газа . ..... 204
6.20. Пайка расплавлением ранее нанесенного слоя припоя 204
Пайка при нагреве излучением........................... . 208
6.21. Сущность процесса .... . - . 208
6.22. Нагрев нефокусированпым излучением 208
6.23. Нагрев фокусированным излучением 209
Пайка при специальных способах нагрева . 210
6.24. Специфичность рассматриваемых ниже способов нагрева 210
6.25. Пайка при нагреве методом сопротивления . . 210
6.26. Пайка при индукционном нагреве . 211
6.27. Ультразвуковая пайка............................ 212
Материалы для изготовления оборудования, используемого при
пайке ................................................215
6.28. Требования к материалам...........................215
6.29. Действие компонентов жидкого припоя на материалы
оборудования .... . . .216
6.30. Материалы для пружин, работающих при высоких темпе-
ратурах ................................................217
6.31. Тепловые экраны и холодильники ... . 217
Очистка паяных узлов.................................. 219
6.32. Важность удаления остатков флюса................ 219
6.33. Водорастворимые остатки флюса 219
6.34. Водные моющие средства .......................220
6.35. Остатки флюсов, удаляемые специальными растворите-
лями ...................................................221
6.36. Техника безопасности при работе с органическими раст-
ворителями, используемыми при пайке..............222
6.37 Достоинства промывки с применением ультразвука . . 224
6.38 Защитные покрытия ..........................225
Глава 7. Паяльник 228
7.1. Введение .... - 228
7.2 Конструкция паяльника . . 228
7.3. Наконечники паяльников . • 231
7.4. Выбор температуры наконечника п соответствии с паяе-
мым узлом..............................................236
7.5. Оценка характеристик промышленных паяльников . 210
Контроль мощности паяльника .... . 240
Определение зависимости температуры наконечника от
напряжения.....................................241
Определение зависимости охлаждения от времени . . 243
Испытание рукоятки па нагрев..................... 245
321
Общие принципы комиоповки паяльника .... 245
7.6. Выбор паяльника , . .......................245
7.7. Приспособления к паяльникам ..... . 247
7.8. Уход за паяльником и его облуживанне . 251
Гласа 8. Качество паяных соединений и его контроль . 253
Принципы контроля качества ....... 253
8.1. Три фактора обеспечения надежности ... 253
Выходной контроль . . 254
8.2. Преимущества визуального осмотра 254
8.3. Угол смачивания.................................. 254
8.4. Условия приемки паяных соединений , 258
8.5. Возможность осмотра и размер спая . 259
8.6. Чистота поверхности паяного соединения 259
Испытания на паяемость . . . . 260
8.7. Методика испытаний................................260
8.8. Испытание па паяемость в соединении проволоки и де-
талей .........................................260
8 9. Испытание на паяемость проволоки в капле припоя 262
8.10. Испытание на паяемость для плоского материала . . 264
8.11. Испытание па паяемость системы основной металл —
флюс—припой 264
Испытание скрученных проволок 264
Испытание па растекаемость ..... 265
Измерение скорости растекания припоя 265
Физико-механические испытания паяных соединений . . . 270
8.12. Общие положения...................................270
8.13. Испытание паяных соединений на растяжение и срез 270
8.14, Определение предела ползучести паяных соединений 271
8.15. Испытание паяных соединений на вибрацию . 272
8.16. Испытание паяных соединений на стойкость к воздейст-
вию окружающих условий........................ . . 273
Электротехнические характеристики остатков флюса 274
8.17. Испытание паяных соединений на утечку тока вследствие
наличия остатков флюса........................ . 274
Металлургические исследования паяных соединений 275
8.18. Общие положения........................ ... . 275
8.19. Подготовка образца........................... .... 275
8.20. Указания по подготовке образца ... ... 276
8.21. Травление . . . . ... 280
Глава 9. Специальные виды пайки................................ 281
9.1. Введение..................................... . 281
Пайка при некоторых основных материалах..................281
9.2. Пайка алюминия и его сплавов......................281
9.3. Пайка бериллиевой бронзы..........................284
9.4. Пайка металла к керамике ..... 285
9.5. Пайка меди и ее сплавов . . ... 286
9.6. Пайка стекла к металлу............................286
9.7. Пайка золота и других благородных металлов, а также
их тонких пленок ... . . . 287
9.8. Пайка железа и стали............................. 288
9.9. Пайка свинца и его сплавов ... ... 289
9.10. Пайка магния......................................291
322
9.11. Пайка никеля и его сплавов 291
9.12. Пайка серебра и его сплавов . 292
9 13. Пайка олова................................... 293
Удаление припоя с поверхностей паяных узлов *91
9.14 Химическое удаление припоя........................291
9.15. Удаление припоя амальгамированием ... 291
9.16. Удаление припоя вакуумированием или выдуванием . 295
Пайка печатных схем ... . . 295
9.17. Печатные схемы........................... .... 295
9.18. Требования к печатным схемам, обусловленные пайкой 296
9.19. Производственная линия для пайки печатных схем . 300
Специальные методы пайки . .... 303
9.20. Пайка припоями, не дающими термо-э. д. с. . . 303
9.21. Низкотемпературная пайка . . . 304
9.22. Высокотемпературная пайка........................304
9.23. Пайка припоями, расширяющимися при затвердевании 305
Припой в виде закладных деталей . . .............307
9.24. Введение . . . . , 307
9.25. Форма закладных деталей..........................307
9.26. Конструктивные требования к закладным деталям . . 309
9.27. Конструкция закладных деталей............. . 310
9.28. Пользование номограммой для определения размеров за-
кладных дисков, сегментов, шайб и колец . . .313
9.29. Номограмма для определения объема сферы . .313
9.30. Пример расчета закладной детали . .314
9.31. Пример расчета сферической закладной детали . . 315
9.32. Пример расчета пайки с применением закладных деталей 315
9.33. Некоторые указания в отношении пайки в массовом про-
изводстве .............................................316