/













































































































































































































































Текст
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИИ
ПАЙКИ
МЕТАЛЛИЧЕСКИХ
ИЗДЕЛИЙ
Справочник
МОСКВА «МЕТАЛЛУРГИЯ» 1983
»¦ /1И iiii) /Hi;!, f" '¦¦'¦>¦
L. В. ЛАШКО, Н. Ф. ЛАШКО, И. Г, НАГАПЕТЯН,
В. М. ПИЧУГИН, А. П. СУХАЧЕВ, А. М. ШВАРЦБР
Рецензент: проф., докт. техн. наук Р. Е. Есенбершн
УДК 621.791.3
Проектирование технологии пайки металлических изделий: Справоч-
Справочник. Л а ш к о С. В., Л а ш к о Н. Ф., Н а г а п е т я н И. Г. и др.
М.: Металлургия, 1983. 280 с.
В книге на основе современных представлений об условиях
обеспечения высокого качества паяных изделий и о дефектах пая-
паяных соединений рассмотрены блок-схема проектирования технологии
пвйки, критерии совместимости конструкции изделия, конструкцион-
конструкционного матсриалй, технологии пайки, позволяющие получать оптималь-
оптимальные механические, физические и химические свойства паяных соеди-
соединений и изделий. Приведены важнейшие данные для выбора спосо-
способов пайки, технического и вспомогательного материалов, режимов
и циклои найкн, нагревательного оборудованяя.
Предназначен для конструкторов, проектировщиков н техноло-
технологов различных отраслей промышленности, в которых изготавливают
паяные изделия. Ил. 48. Табл. 96. Библиогр. список: 87 назв.
(g) Издательство «Металлургия», 1983
ОГЛАВЛЕНИЕ
Предисловие 6
Введение 9
Глава I. Условия, обеспечивающие высокое качество паяных
изделий 12
1. Значение проектирования технологии пайки при
конструкторской и технологической подготовке
производства 12
2. Качество паяных изделий и производственная
система пайки 13
3. Условия формирования паяного соединения и
способы пайки 16
4. Технологические материалы при пайке ... 21
5. Вспомогательные материалы при пайке и их
классификация 26
6. Факторы, определяющие свойства и качество
паяного соединения . 27
7. Блок-схема проектирования технологии пайки
изделий 31
Глава II. Совместимость паяемого, технологического, вспо-
вспомогательного материалов и шва с термическим
режимом пайки 34
1. Температурный критерий совместимости мате-
материалов, шва и термического режима пайки . 34
2. Критические температуры и температурные ин-
интервалы паяемых материалов . " 35
3. Особенности поведения сплавов при нагреве
и их критические температуры ". 38
4. Особенности поведения сталей при нагреве и
их критические температуры 40
5. Температурные интервалы плавления припоев 44
6. Температура распайки 45
Глава III. Совместимость паяемого материала с припоем.
Методы оценки 5в
1. Физико-химический критерий совместимости пая-
паяемого материала с припоем 58
2. Процессы, определяющие смачиваемость паяе-
паяемого металла жидким припоем, "растекание и за-
текаиие его в зазор 62
3. Общая и локальная межзерениая и межблоч-
межблочная химическая эрозия паяемого металла в кон-
контакте с жидким припоем 66
4. Рост прослоек химических соединений в паяных
швах. Методы оценки 69
5. Охрупчивание паяемого металла в контакте с
жидким припоем. Методы оценки 71
3
6. Совместимость основы конструкционного ма-
материала с основой припоя 72
7. Пути легирования основы припоя для улучше-
улучшения ее совместимости с паяемым материалом . 77
Глава IV. Совместимость конструкционного материала и
припоя со вспомогательными материалами при
пайке 88
1. Особенности окисления металлов и сплавов . 88
2. Методы подготовки поверхности металлов и
сплавов перед пайкой и нх совместимость с кон-
конструкционными, масштабными факторами и мас-
массой изделий 94
3. Способы пайки по удалению окисной пленки . 110
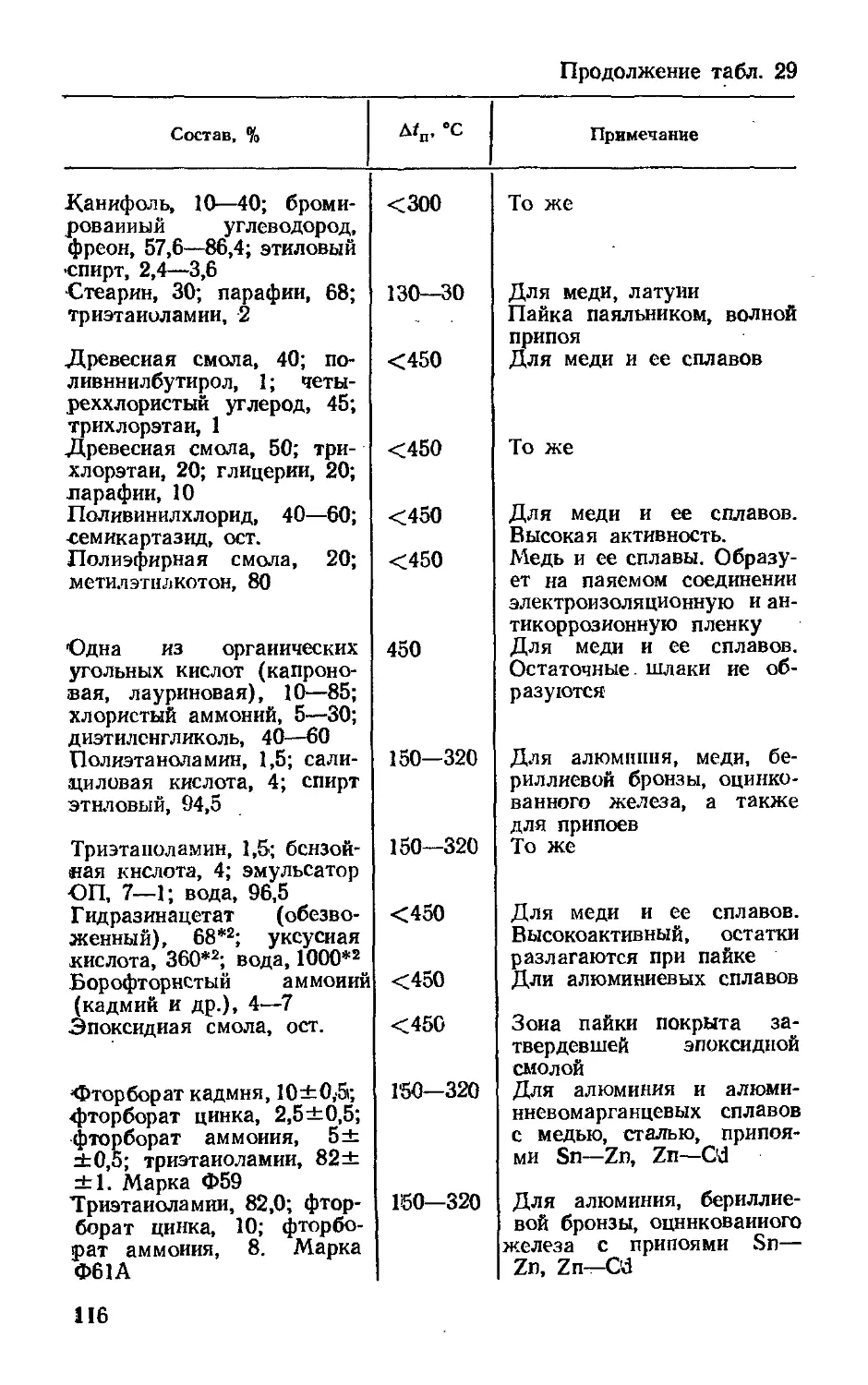
4. Флюсы для низкотемпературной пайки, их тем-
температурные интервалы активности и применение . 113
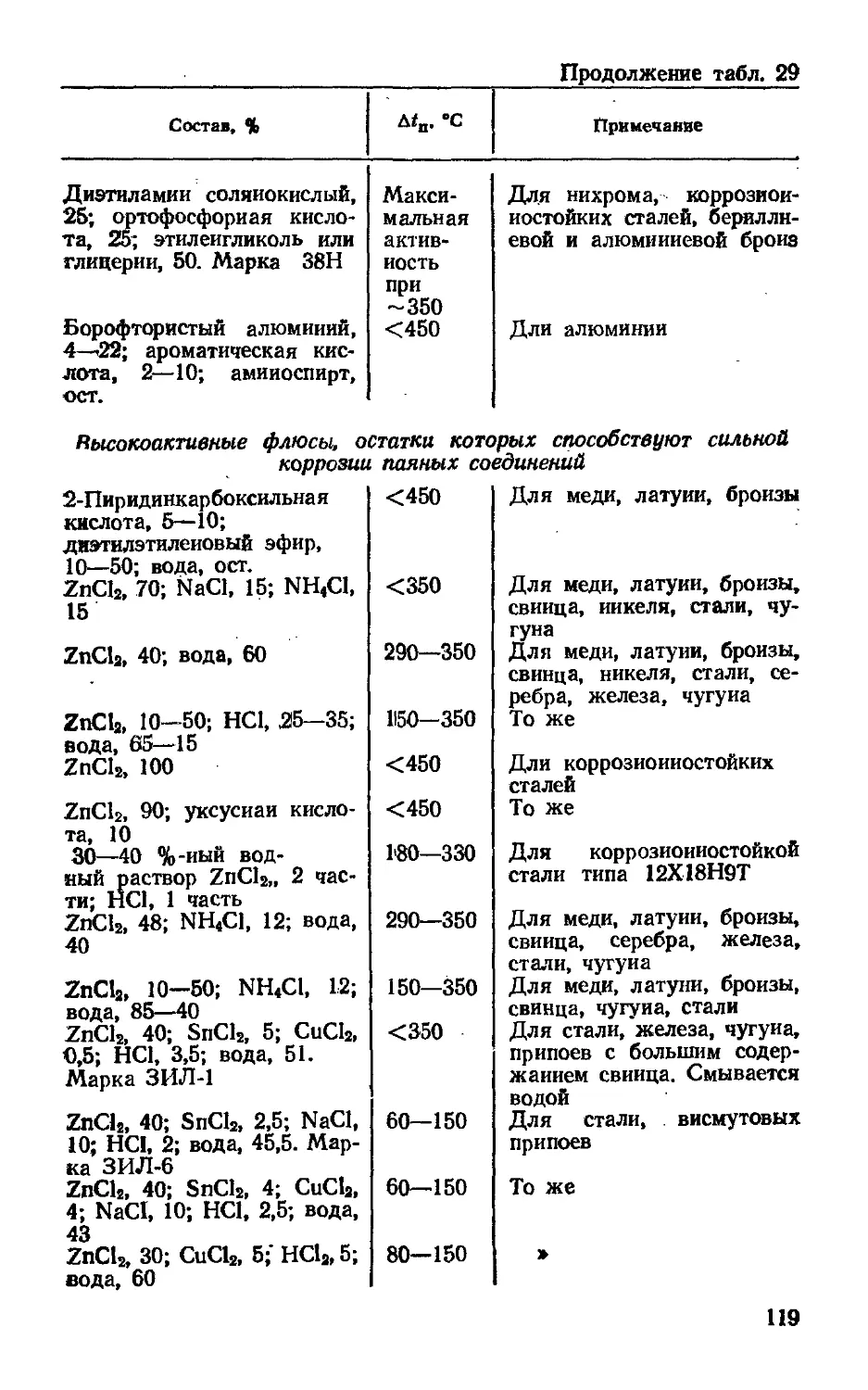
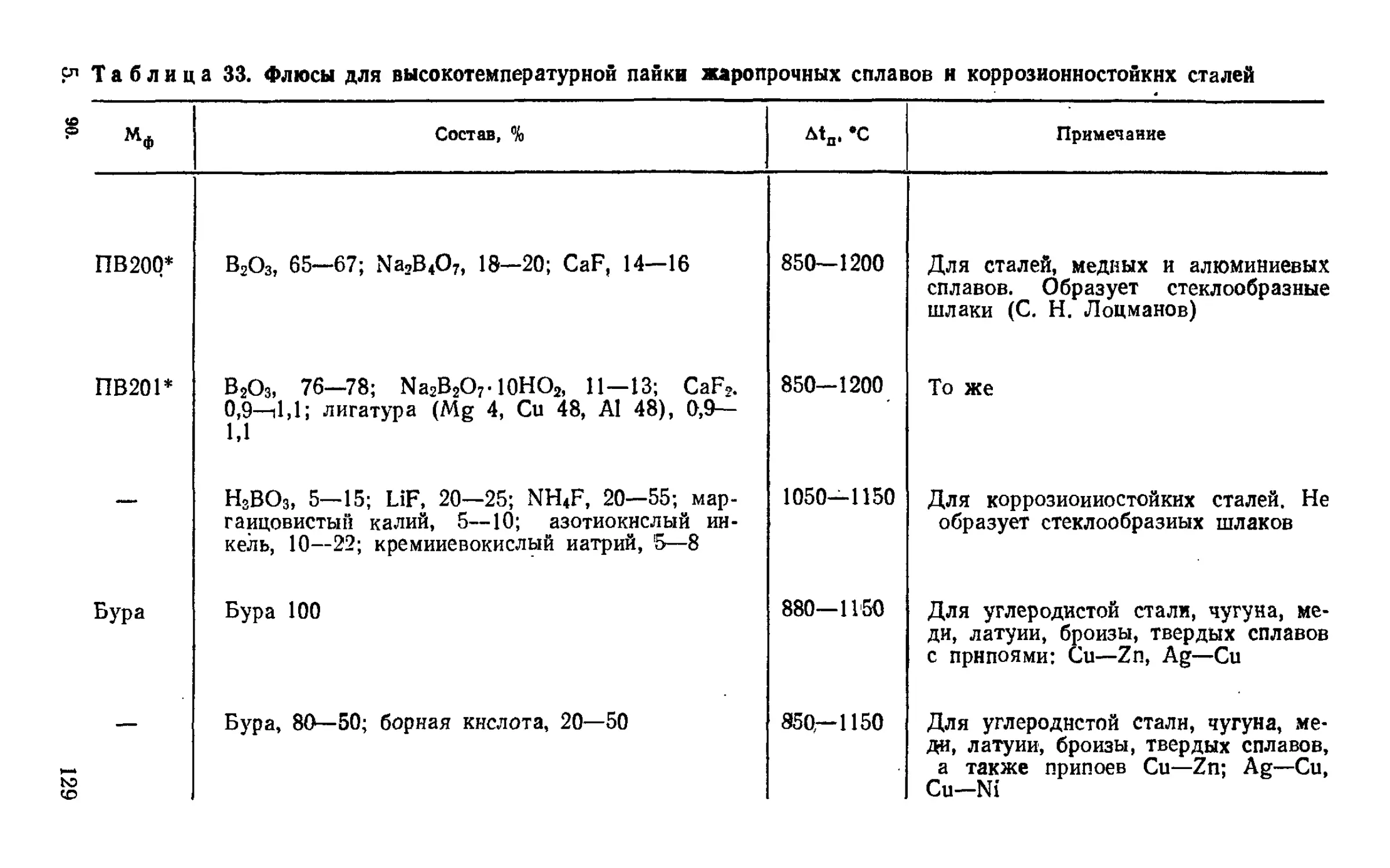
5. Флюсы для высокотемпературной пайки, их тем-
температурные интервалы активности и применение.
Критерии активирования 114
6. Абразивный и ультразвуковой способы пайки,
их температурные интервалы. Критерии активи-
активирования 133
7. Активные газы, их температурные интервалы
активности при пайке. Критерии активирования 136
8. Пайка металлов в ввкууме, инертной и нейт-
нейтральной газовой средах и их температурные ин-
интервалы активности. Критерии активирования . 146
Глава V. Совместимость конструкционного, технологического
и вспомогательного материалов, способов пайки
СП1, СП2 и ТРП с требованиями, предъявляе-
предъявляемыми к механическим свойствам паяных соеди-
соединений . . 149
1. Механические характеристики и распределение
напряжений в паяных соединениях при статиче-
статическом разрыве 149
2. Механические свойства и их зависимость от
конструкционных факторов паяных соединений.
Условия равиопрочиости паяных соединений . . 152
3. Механические свойства припоев и паяных сое-
соединений 162
4. Механические свойства соединений, выполнен-
выполненных диффузионной и композиционной пайкой . 170
5. Механические свойства паяных соединений при
пониженных и повышенных температурах и влия-
влияние напаянного слоя на механические свойства
конструкционного материала 183
Глава VI. Совместимость конструкционного, технологиче-
технологического, вспомогательного материалов, способов
пайки СП1, СП2 и ТРП с требованиями, предъ-
являемыми к физическим и химическим свойствам
паяных соединений. Оптимизация режимов пайки 191
1. Физические и химические свойства паяных сое-
соединений и их зависимость от компонентов при-
припоев 194
2. Физические свойства припоев н паяиых соеди-
соединений 198
3. Коррозионная стойкость паяных соединений в
различных условиях . . . . . ' . . . . 203
4. Токсичность компонентов припоев в прнпои-
заменнтели 210
5. Оптимизация факторов пайки . 216
Глава VII. Совместимость способов пайки СП), СП2, кон-
конструкционных, масштабных факторов и массы из-
изделия со способами пайки по нагреву СЛЗ, ТЦП,
оборудованием и ииструмеитом . . . . . 229
1. Особенности различных способов теплопере-
теплопередачи 229
2. Возможности использоваивя способов нагрева
при пайке изделий 231
3. Термический цикл пайки изделий .... 237
4. Выбор оборудования и инструмента для ва-
грева паяемых изделий 250
5. Технологвческая оснастка и способы фиксации
деталей и зазора между ними 260
6. Технологичность паяемых соединений и изделий
и требования, предъявляемые к их конструкцион-
конструкционному оформлению 262
Предметный указатель 276
Библиографический список 277
ПРЕДИСЛОВИЕ
Преимущества пайки перед другими способами получения не-
неразъемных соединений все чаще привлекают внимание конструкто-
конструкторов и технологов во многих отраслях производства современной
техники.
Учитывая необходимость реализации важнейших задач, постав-
поставленных XXVI съездом КПСС в области совершенствования техно-
технологических процессов и их оснащенности с целью дальнейшего по-
повышения эффективности производства и качества выпускаемых изде-
изделий, а также ускорения темпов развития современного производства
путем резкого сокращения сроков освоения и выпуска новых изде-
изделий, периодичности обновления и переналадки оснащения производ-
производства, в справочнике сделана попытка" дать основы проектирования
технологии пайки изделий, необходимой для выбора оснащения про-
процесса пайкн, проектирования участка или цеха, технологической
документации, отработки технологичности конструкции изделия.
В монографиях и справочниках по пайке, изданных до настоя-
настоящего времени, содержится достаточно большой объем разнообраз-
разнообразных сведений о припоях, флюсах, газовых средах для пайки, спосо-
способах и технологий пайки различных материалов, защите, контроле
паяных соединений, технике безопасности при пайке, прочности пая-
паяных соединений и их конструировании, о контактных металлургиче-
металлургических процессах при пайке и др. Вместе с тем вопросам проектиро-
проектирования технологии пайки изделий уделено весьма скромное место.
Одну из первых попыток математического моделирования про-
процессов пайки предпринял В. П. Фролов '. Автор исходил из понятия
о математической модели реального процесса как некоторого матема-
математического объекта, соответствующего данному физическому, процес-
процессу. Математическая модель процесса изготовления паяного изделия
представлена им как система условий в виде уравнений, неравенств
и формул, описывающих наиболее важные и характерные особен-
особенности процесса пайки. Им определены (в первом приближении) не-
некоторые условия изготовления паяных изделий: температура, проч-
прочность и равнопрочность паяных соединений, выносливость, смачи-
смачиваемость и растекаемость, конструктивная преемственность изделия,
тепловой баланс.
В работе Н. Ф. Лашко и С. В. Лашко [1] на основе представ-
представлений о производственной системе пайки, единстве и совместимости
ее элементов как условий обеспечения высокого качества паяных
соединений и изделий предложена блок-схема проектирования тех-
технологии пайки по ТЗ иа паяное изделие. Однако в этих работах
1 Фролов В. П. Справочник паяльщика. М.: Машиностроение, 1976.
407 с. и л.
дана лишь постановка проблемы. iM.HOroe в них осталось ие проана-
проанализированным. В предлагаемом справочнике сделана попытка иа
основе теоретических представлений и производствеиио-технологиче-
ского опыта пайки с использованием критериального подхода оцен-
оценки совместимости основных элементов производственной системы
пайки подойти к решению этой сложной проблемы.
Справочный материал в книге рассмотрен в соответствии с
блок-схемой проектирования технологии пайки, что должно облег-
облегчить читателю задачу" поиска и выбора фактических данных. Блок-
схема проектирования технологии пайки позволяет целенаправлен-
целенаправленно систематизировать теоретические и экспериментальные данные.
Основная цель справочника — дать основы проектирования тех-
технологии пайки по техническим заданиям на изделия, обеспечиваю-
обеспечивающей оптимальные свойства, высокое качество паяных изделий и
сокращение сроков такого проектирования.
Справочник написан С. В. Лашко и Н. Ф. Лашко. При написа-
написании раздела 2 гл. III участвовал И. Г. Нагапетяи, разделов I—3
гл. 7— В. М. Пичугин; раздел 5 гл. 6 написан А. М. Шварцером,
разделы 2 гл. 4 и 4 гл. 7 — А. П. Сухачевым под научным руковод-
руководством С. В. Лашко.
Все полезные критические замечания и пожелания будут при-
приняты авторами с благодарностью п учтены в дальнейшем.
Юсновные условные обозначения.
К — конструкция изделия;
КК—конструкционный класс изделия;
КФ —! конструкционные факторы изделия;
Г—(габариты изделия;
Мш — масштабный фактор изделия;
ТПС— тип паяного соединения;
Мс —масса паяного изделия;
ДПШ — длина паяного шва (общая);
ППШ — площадь паяного шва;
ПИ —i паяное изделие;
ПС—-паяное соединение;
ЗП -- зазор паяльный;
ФЗ — фиксированный зазор;
РЗ — равномерный зазор;
ПРЗ — пространственное расположение зазора;
ПлС — площадь спая;
Нх — нахлестка;
РПП — рельеф паяной поверхности;
Шх — шероховатость паяемого металла;
УС — угол скоса;
Мк — конструкционный материал;
Мт — технологические паяльные материалы;
JM-bco — вспомогательные материалы для пайки;
М.п — припой;
Мф — флюс;
Маг — активная газовая среда;
ЗМИ.Г — инертная газовая среда;
М„ — вакуум;
Т—технология оснащенная техникой;
¦СП1 — способы пайки по формированию паяного шва;
>СГО — способы пайки по удалению окисиой пленки;
¦СПЗ — способы пайки по нагреву;
•СП4 — способы пайки по давлению;
ТРП — температурный режим пайки;
ТЦП — термический цикл пайки;
ТПП — технологический процесс пайки;
РД — режим давления при пайке;
Тп — температура пайки;
ха,— выдержка при температуре пайки;
Обд — оборудование для пайки;
Оси — оснастка для пайки;
Инт — инструмент для пайкн;
Мх — средства механизации при пайке;
Авт — средства автоматизации при пайке;
Э — эксплуатационные характеристики изделия;
Эй —экономика;
ОУ — организация и управление производством.
ВВЕДЕНИЕ
В современной промышленности виды производства различаются по
методу изготовления заготовки, детали, сборочной единицы, изделий.
Наиболее широко применяются литейное производство, термическая
обработка, прокатное, штамповочио-ковочное, прессовое, механосбо-
механосборочное, сварочное.
Для сварочного производства соединение деталей может быть
осуществлено методами сварки плавлением, сварки в твердой фазе;
пайки; разделение материала заготовки — методами тепловой нл»
контактно-реактивной резки; наращивание поверхностного слоя —
методами наплавки, плакированием или напайкой; разъединение ра-
ранее полученных швов возможно только после пайки — методом рас-
распайки. ¦
Важнейшая особенность пайки — контактное плавление кон-
конструкционного материала, т. е. плавление ниже его температуры со-
лидуса в контакте с другими твердыми, жидкими или газообраз-
газообразными материалами [1, 2]. Вследствие этого технология пайки су-
существенно отличается от технологии сварки плавлением и сварк»
в твердой фазе и требует специального оборудования и технологичен
ских материалов.
Преимущества пайки как технологического процесса и особен-
особенности паяных соединений обусловлены главным образом формиро-
формированием паяного шва ниже температуры автономного плавления кон-
конструкционного материала и образованием плавных галтелей после
заполнения жидким припоем зазора между соединяемыми деталя-
деталями. Эти основные особенности пайки создают1 большие потенциаль-'
иые возможности высокой производительности процесса вследствие-
допустимости общего нагрева изделий и групповой пайки, а также-
мехаиизации и автоматизации процесса. Образование плавных гал-
галтелей во многих случаях обеспечивает увеличение выносливости*
паяных соединений в условиях длительных знакопеременных нагру-
нагрузок. Применение пайки вместо сварки плавлением способствует сии-
жеиию металлоемкости изделий. Так, при замене аргоио-дуговойз
сварки труб' на высокотемпературную' пайку масса стыка по срав-
сравнению с массой точеных труб снижается иа 20—30%, а сборка ста-
становится возможной в монтажных условиях.
Возможность соединения деталей при температуре ниже тем-
температуры солидуса конструкционного материала позволяет соеди-
соединять детали в скрытых или малодоступных местах, т. е. широко,
использовать пайку при изготовлении конструктивно сложных тон-
тонкостенных изделий, имеющих иногда десятки метров паяного шва
или квадратных метров его площади, выбирать температуру про-
процесса с учетом влияния нагрева на свойства материала изделия,,
совмещать пайку с термической обработкой, предотвращать разви-
развитие значительных термических деформаций в элементах изделия,.
т. е. обеспечивать высокую прецизионность последнего. Эти особен-
особенности обусловливают специфичность конструкционных факторов*
паяных изделий и соединений, которые в большинстве случаев отли-
отличаются от конструкционных факторов сварных изделий и соеди-
соединений.
Если раньше пайка применялась главным образом в ювелирном?
деле и при изготовлении посуды, то в условиях современной науч-
научно-технической революции особенности пайки способствовали интен-
интенсивному ее развитию и использованию в различных отраслях ма-
шипостроения и приборостроения, в изделиях с принципиально но-
новыми эксплуатационными характеристиками и конструкционными
решениями на основе новых металлических и неметаллических мате-
материалов, изготовление которых во многих случаях невозможно дру-
другими методами получения неразъемных соединений.
По данным РЖ «Сварка», за последние 20 лет пайка нашла
применение в авиа-, судо-, тракторостроении, в различных отраслях
машиностроения — атомном, горном, сельскохозяйственном, транс-
транспортном, химическом, нефтеперерабатывающем, а также в электро-
электроэнергетике, электронике, радиотехнике и технике связи, в строи-
строительстве, при изготовлении медицинского инструмента, коммуналь-
коммунального, бытового и торгового оборудования и др. К изделиям,
изготавливаемым в этих отраслях пайкой, относятся разнообразные
теплообменники, теплоизлучатели и радиаторы, трубопроводы, ро-
роторы электродвигателей, разнообразные топливные форсунки и
фильтры, коллекторы, трубчатые сопла и инжекторы реактивных
двигателей, сборки энергетических реакторов ускорителей протонов,
контейнеры для натрия и реактивных веществ, испарители сжн-
женных газов, сотовые и слоистые панели, гибридные схемы и мно-
гокристальиые модули, печатные платы, термодатчики, магнито-
стрикционные преобразователи, сантехническое и отопительное обо-
оборудование, пояски вращения с оболочкой корпуса управляемых сна-
снарядов, сложные пресс-формы, гибкие шланги для заправки горю-
горючим, диски сцепления, консервные банки и многое другое.
В современном производстве сварка и пайка взаимно допол-
дополняют друг друга и обеспечивают реализацию оптимального решения
важнейших технологических задач ео многих отраслях промыш-
промышленности.
Составной частью Единой системы технологической подготовки
производства является проектирование прогрессивной технологии и
на ее основе — типовых технологических процессов, обеспечивающих
высокое качество изделий, эффективность их изготовления, сокраще-
сокращение сроков разработки и освоения производства новых изделий, вы-
высокую точность и стабильность технологии, использование средств
вычислительной техники. Такое проектирование позволяет также
проверить оптимальность применяемой технологии и технологических
процессов, что является существенным резервом повышения качест-
качества изделий эффективности их изготовления и экономии мате-
материалов.
При проектировании технологии пайки прежде всего должна
быть обеспечена совместимость конструкции изделия, конструкцион-
конструкционного материала и технологии — трех основных элементов современ-
современного производства [I—3]. Обеспечить такую совместимость можно
на основе критериального подхода, что требует понимания механиз-
механизма и направления развития процессов взаимодействия паяемых, тех-
технологических и вспомогательных материалов, применения стандарт-
стандартных методик оценки совместимости, изучения тепловых процессов
я структурных изменений в материалах при пайке, а также изуче-
изучения влияния конструкционных факторов соединений и изделий на
механические и технологические свойства изделий.
При математическом моделировании физико-химических, тепло-
тепловых и других детерминированных процессов при пайке для прогно-
прогнозирования совместимости материалов, способов и режимов пайки
могут быть использованы формулы или критерии, описывающие
наиболее важные и характерные черты отдельных процессов. При
10
оптимизации технологии, зависимость между факторами которой
часто неизвестна или неоднозначна, моделирование имеет ряд су-
существенных особенностей по сравнению с математическим модели-
моделированием детерминированных систем.
При математическом моделировании стохастических систем
(статистические системы с так называемым нормальным — гауссов-
ским — распределением) обычно применяют методы статистического
анализа, в которых наиболее вероятным значением случайных ве-
величин служит средняя арифметическая величина, а мерой рассея-
рассеяния— дисперсия или квадратичное отклонение от средней арифме-
арифметической. -
Прн отсутствии данных о совместимости Мк, СП, РП и др. не-
необходимо экспериментальное исследование с оптимизацией режи-
режимов пайки и использованием методов математического планирования.
Рассмотрение механизмов влияния структурных, тепловых, фи-
физико-химических, химических процессов, технологических и конст-
конструкционных факторов на свойства паяных соединений позволяет
выбрать модель процесса и метод оптимизации факторов, устано-
установить пределы варьирования и оценить эффекты их взаимодействия.
Предложенная блок-схема проектирования технологии пайки в
общем виде может быть использована при разработке технологии
других видов производства.
В связи с тем что при контактном плавлении конструкционно-
конструкционного материала может быть осуществлено не только соединение (пай-
(пайка), но также и наращивание (напайка), разъединение (распайка)v
разделение (контактно-реактивная резка) [1—3], приведенные в
справочнике данные и положения могут быть использованы при:
проектировании, например, технологии напайки, коитактно-реактив-
ной резкн, распайки (при ремонте) нли для подпайки дефектов
швов.
Глава I
===== УСЛОВИЯ, ОБЕСПЕЧИВАЮЩИЕ
ВЫСОКОЕ КАЧЕСТВО
ПАЯНЫХ ИЗДЕЛИИ
1. ЗНАЧЕНИЕ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ ПАЙКИ
ПРИ КОНСТРУКТОРСКОЙ И ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКЕ ПРОИЗВОДСТВА
Высокая эффективность производства, высокое качество изделий,
сокращение сроков освоения и периодичности обновления выпускае-
выпускаемых изделий возможны лишь при конструкторской и технологиче-
технологической подготовке производства в соответствии с техническим зада-
заданием на изделие.
Конструкторскую документацию на изделие в промышленности
создают в несколько стадий (ГОСТ 2.103—68). Сначала выдают
техническое задание, на основе которого выбирают конструкцион-
конструкционный материал и разрабатывают техническое .предложение на изде-
изделие. На основе технического предложения осуществляют конструк-
конструкторское проектирование изделия, которое обычно состоит из трех
этапов: 1) эскизного проектирования; 2) создания технического
проекта; 3) рабочего проектирования.
На первом этапе обеспечивают принципиальную возможность
осуществления различных конструкторских решений и оценивают их
технологическую целесообразность.
На втором этапе разрабатывают несколько вариантов конструк-
конструкции основных деталей, сборочных единиц и изделия в целом и вы-
выбирают тот, который наиболее полно удовлетворяет важнейшим
техническим требованиям, предъявляемым к эксплуатационным ха-
характеристикам изделия. Наряду с этим следует учитывать эконо-
экономичность производства, массу изделия и другие факторы.
На третьем этапе осуществляют детальную технологическую
проработку конструкции изделия, важнейших его узлов и сбороч-
сборочных единиц, отработку технологических условий на них, а также
условий на сборку, монтаж, испытание изделия. Затем разрабаты-
разрабатывают конструкторскую документацию для изготовления и испыта-
испытания опытного образца или опытной партии, необходимую для даль-
дальнейшей корректировки конструкторской документации.
При рабочем проектировании паяемых изделий должна быть
обеспечена технологичность их конструкции, т. е. совокупность
свойств, создающая объективную возможность изготовления паяно-
паяного изделия по спроектированной технологии пайки. Поэтому тех-
технологию пайки изделия следует проектировать до начала рабочего
этапа.
Техническое задание иа проектирование технологии пайки долж-
должно содержать данные о выбранном для изделия конструкционном
материале, служебных (эксплуатационных) свойствах паяных соеди-
соединений, конструкционных и масштабных факторах паяного изделия,
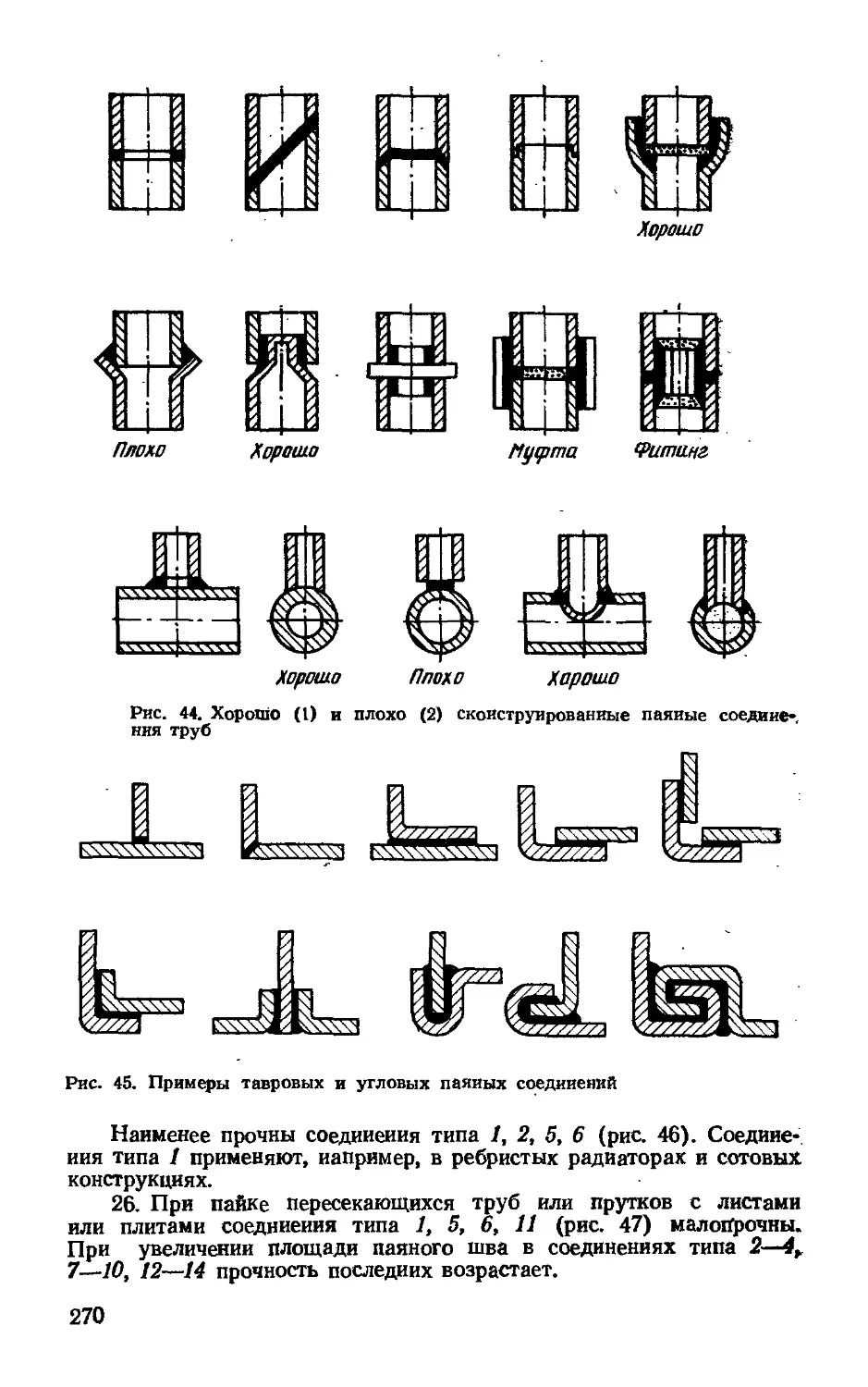
«го массе (рис. 1).
На основе спроектированной технологии пайки составляются
требования по обеспечению технологичности конструкции, необходи-
12
мые для выполнения третьего этапа конструкторского проектирова-
проектирования изделия, выдается техническое задание иа приобретение или на
проектирование и изготовление средств оснащения процессов пайки
и технологическое задание, иа основе которого разрабатывается
рабочая документация иа технологический процесс пайки (техноло-
(технологические карты н др.), иа проектирование производственного участ-
участка или цеха.
2. КАЧЕСТВО ПАЯНЫХ ИЗДЕЛИИ
И ПРОИЗВОДСТВЕННАЯ СИСТЕМА ПАЙКИ
Качество продукции — это совокупность ее свойств, удовлетворяю-
удовлетворяющих определенным требованиям в соответствии с ее назначением.
Качество паяных изделий — это совокупность их свойств, обу-
обусловливающих успешное изготовление, эксплуатацию и ремонт изде-
изделий в соответствии с их назначением и заданным ресурсом. Каче-
Качество изделия характеризуется его технологическими свойствами,
обусловливающими трудоемкость изготовления, эффективность эксп-
эксплуатации, в том числе надежностью, безотказностью, долговечнос-
долговечностью, внешним видом изделия, и конструкционными — технологич-
технологичностью конструкции.
Эскизное
проектирование
конструкции
изделия
Техническое
проектирование
конструкции
изделия
ТЗ на техно-
технологию
Проектирование
Конструкции
изделия
Обеспечение
технологичности
конструкции
изделия
Проектирование
и изготовление
средств
оснащения
процесса пайки
ТЗ на проектиро-
проектирование участка
или цеха
Технологическое
задание на ТД
Овионмм
¦цюнмвдвтт)
тдмня
Разработка
рабочей
документации
ни ТИП
Pic. 1, Блок-схема проектирования конструкции и технологии пайки изделия.
Технологичность конструкции изделия обусловливает оптималь-
оптимальность затрат труда, средств, материалов и времени при технологи-
технологической подготовке его производства, изготовлении, эксплуатации и
ремонте по сравнению с изделиими того же назначения, при обес-
обеспечении установленных требований к изделию и принятых условиях
изготовления (производственная технологичность), при эксплуата-
эксплуатации (эксплуатационная технологичность) и при ремонте (ремонтная
технологичность) (ГОСТ 18831—73). Технологичность конструкции
13
изделия определяется с учетом ие только его эксплуатационных ха-
характеристик, но и степени соответствия конструкторских решений
техническим, организационным и экономическим условиям пред-
предприятия.
К технологическим свойствам паяемых изделий относятся преж-
прежде всего паяемость материала изделия, т. е. относительная его
характеристика, оценивающая возможность прн выбранных спосо-
способах пайки, технологических и вспомогательных материалах образо-
образовывать паяные соединения, способные сопротивляться воздействию
силового и температурного полей и внешней среды.
При плохой паяемости материала и плохой технологичности
конструкции изделия в процессе производства и при ремонте в пая-
паяных соединениях возникают дефекты, форма, размеры и располо-
расположение которых обусловливают несоответствие изделия требованиям,
установленным нормативной технической документацией, и исклю-
исключают использование изделия по назначению.
Причиной плохой паяемости может быть ухудшение свойств
паяемого, технологического, вспомогательного материалов в про-
процессе нагрева при пайке. В этом случае говорят о несовместимости
материалов с термическими циклами пайки. Если плохая паяемость
обусловливает образование некачественного паяного соединения, то
имеет место плохая совместимость конструкционного материала с
технологическими и вспомогательными материалами, термическим
режимом и циклом пайки.
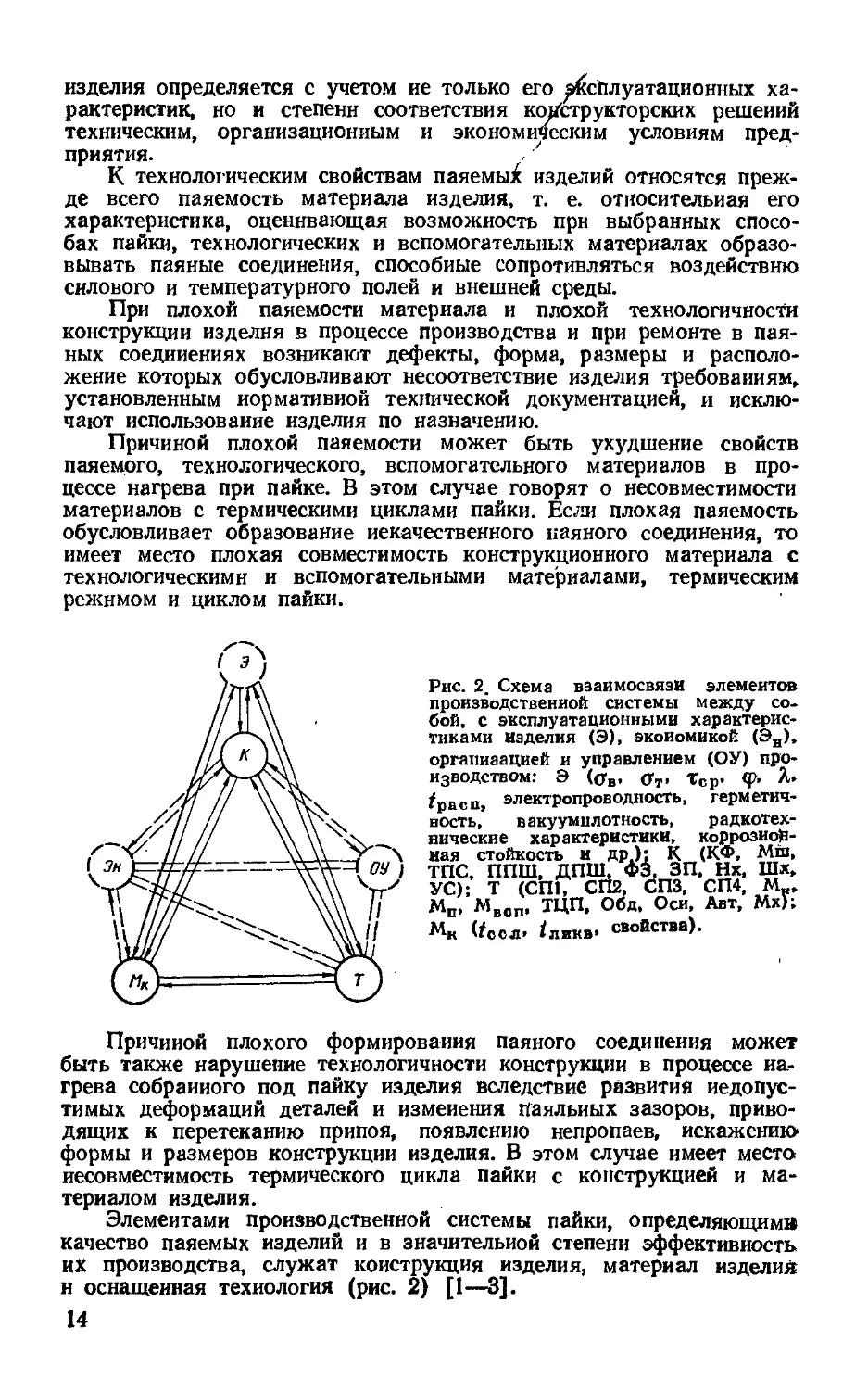
Рис. 2. Схема взаимосвязи элементов
производственной системы между со-
собой, с эксплуатационными характерис-
характеристиками изделия (Э), экономикой (Эн),
организацией и управлением (ОУ) про-
производством: Э (огв, OV Тер- <Р> Л.
tpacu, электропроводность, герметич-
герметичность, вакуумплотность, радиотех-
радиотехнические характеристики, коррозиой-
~~\ иая стойкость и дрА); К (КФ, Мш,
ОУ ) ТПС, ППШ, ДПШ, d>3, ЗП, Нх, Шх,
' УС); Т (СП1, СП2, СПЗ, СП4, М,
/ Мп, Мвоп> ТЦП, Обд, Оси, Авт, Мх>;
Мк <fCOJI, *„„„„, свойства).
Причиной плохого формирования паяного соединения может
быть также нарушение технологичности конструкции в процессе иа-
грева собранного под пайку изделия вследствие развития недопус-
недопустимых деформаций деталей н изменения Паяльных зазоров, приво-
приводящих к перетеканию припоя, появлению непропаев, искажению
формы и размеров конструкции изделия. В этом случае имеет место
несовместимость термического цикла пайки с конструкцией и ма-
материалом изделия.
Элементами производственной системы пайки, определяющими
качество паяемых изделий и в значительной степени эффективность
их производства, служат конструкция изделия, материал изделия
и оснащенная технология (рис. 2) [1—3].
14
Для обеспечения высокого качества изделия необходимым и
достаточным условием является единство и совместимость всех
трех определяющих элементов этой системы (К, Мк, Т) и состав-
составляющих их факторов на трех стадиях реализации изделия: при его
проектировании, изготовлении и эксплуатации (в том числе при
ремонте). <
Кроме того, эффективность производства качественного изде-
изделия в комплексном технологическом процессе его изготовления
определяется экономичностью производства (Эн), его организацией
и управлением (ОУ).
Первый элемент производственной системы — конструкция изде-
изделия характеризуется двумя группами факторов: 1) для паяного
соединения — его типом, зазором (величиной и равномерностью,
пространственным расположением), площадью спая или величиной
нахлестки, шероховатостью паяемой поверхности и ее рельефом,
углом скоса, наличием и толщиной покрытий, расположением при-
припоя при сборке, фиксацией зазоров; 2) для паяного изделия — его
масштабными факторами, к которым относятся толщина стенки де-
деталей изделия, размеры, протяженность паяных швов, а также кон-
конструкционным классом изделия, массой изделий, точностью изго-
изготовления деталей, факторами, ограничивающими термическое сокра-
сокращение паяемых деталей, т. е.
Кпс =/(ТПС, Зз, РЗ, Нх, Шх, РПП, УС, НП, Псе, ФЗ),
а КПИ=/(ТСУ, Г, ППШ, ККИ, Мс, ТСД).
Второй элемент производственной системы — материал изде-
изделия — характеризуется важнейшими для пайки факторами — тем-
температурой солидуса, химическим и фазовым составом, свойствами,
в том числе коэффициентами термического расширения и электро-
электропроводности, теплопроводности, температурио-времеиным интерва-
интервалом допустимого иагрева, коррозионной стойкостью, коэффи-
коэффициентом надреза и другими, т. е. MK=f(tc-w, К о, a, AtB, KH и др.).
Третий элемент производственной системы — оснащенный тех-
технологический процесс пайки — включает две группы факторов: тех-
технологические и технические.
К технологическим факторам относятся технологические' мате-
рнялы Мг (припои), вспомогательные материалы МВСп (флюсы,
активные и инертные газовые среды, обеспечивающие контакт
нвшмого н жидкого припоя, стоп-пасты н покрытия, предотвращаю-
предотвращающие чреамериос растекание припоя и др.), способствующие форми-
ровмнпю лепного шна, но ие являющиеся непосредственно его со-
составляющими компонентами; способы пайки, термический цикл и
режимы пайки, режим и цикл давления при пайке, способы подго-
подготовки паяемого материала к пайке и обработки соединений после
нее.
Технические факторы характеризуют оснащенность технологи-
технологического процесса — его оборудование, оснастку, инструмент, сред-
средства механизации и автоматизации, т. е. Т=ДОбд, Осн, Инт, Авт,
Мх).
Эффективность производства изделий зависит от стоимости ма-
материалов и нх дефицитности, стоимости оснастки, расхода энер-
энергии, трудоемкости технологии и себестоимости изделия.
Все три элемента производственной системы К, Мк, Т, а также
Эн и ОУ тесно связаны между собой. Производственная система
15
(К—Мк—Т) определяется требованиями, предъявляемыми к свойст-
свойствам готового изделия, его эксплуатационным характеристикам (Э).
На разных этапах развития производства/>сновным становится
один нэ трех элементов производственной си/етемы. Обычно на пер-
первом этапе развития производства определяющей является конструк-
конструкция изделия. Характеристики изделия совершенствуются также бла-
благодаря развитию материалов. Когда исчерпаны возможности мате-
материалов и конструкции основным элементом производственной си-
системы становится развитие технология.
На современном этапе развития производства во многих слу-
случаях важную роль играет технология, в том числе технология по-
получения соединений. При этом технология ассимилирует современ-
современные достижения фундаментальных и прикладных знаний и в свою
очередь стимулирует их развитие.
В связи с этим Б. Е. Патон писал: «Мы убеждены в том, что
здесь (в технологии.— Прим. авт.) главнейшие резервы иаучно-тех-
иического процесса. Сегодня мы, пожалуй, больше всего отстаем (в
отдельных отраслях промышленности) именно в области техноло-
технологии. А ведь в технологии заложены огромные резервы для дальней-
дальнейшего повышения производительности труда, повышения качества
продукции. Поэтому одну из главиейгаих задач мы видим в ши-
широком развитии работ по технологии» [4]. Критерием выбора окон-
окончательного варианта технологии пайки изделия может стать эффек-
эффективность его производства.
3. УСЛОВИЯ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
И СПОСОБЫ ПАЙКИ
Пайкой называется получение соединений с межатомными связями
путем нагрева соединяемых материалов ниже температуры их авто-
автономного плавления, смачивания их припоем и затекания припоя в
зазор и последующей его кристаллизации (ГОСТ 17325—79).
При пайке автономное плавление паяемого материала не про-
происходит, а имеет место плавление его в контакте с жидким при-
припоем при температурах ниже температуры солидуса паяемого ма-
материала в результате термодинамического перехода его поверхност-
поверхностного слоя из лабильного или метастабильного состояния в более
стабильное [1—3]. Такой переход происходпт самопроизвольно в
результате конечных флуктуации местной или общей потенциальной
энергии (энергии активации) контактирующих материалов.
Переход термодинамической системы из лабильного или мета-
метастабильного состояния в стабильное происходит необратимо и со-
состоит из активируемой и самопроизвольной неактивируемой стадий.
Энергетическим стимулом первой стадии перехода системы при
постоянном давлении Р и температуре t служит непрерывное увели-
увеличение потенциальной энергии активации по границе Мк с Мп за
счет кинетической энергии, а второй стадии — непрерывное умень-
уменьшение изобарного потенциала.
Наиболее известны две формы движения и фазовых переходов:
диффузионные и бездиффузиоиные. Для диффузионных форм дви-
движения и фазовых переходов спонтанные перемещения атомов и
вакансий происходит статически, с обменом местами.
Под бездиффузиопным движением или переходом понимают
процесс, при котором перемещение атомов происходит кооперативно
16
(коллективно) в одном акте или последовательно за несколько»
актов без обмена местами атомов и вакансий иа расстоянии, не-
непревышающие межатомные.
Степень активирования атомов поверхностного слоя припоя бо-
более высокая, чем у находящегося при смачивании в контакте с
ним паяемого твердого металла вследствие большей подвижности-
атомов в жидком состоянии.
Более равновесное состояние системы' в контакте твердого»
паяемого металла и жидкого припоя при смачивании (состояние D
на рис. 3), вероятнее всего, может быть достигнуто при преодоле-
преодолении относительно высокой энергии активации ВС и расплавление
твердого тела по кинетическому режиму, т. е. практически по без-
диффузиониому механизму и поэтому с большой скоростью.
По расчетам А. А. Шебзухова, бездиффузиоиный этап пайки?
имеет длительность ~0,01 с. После смачивания жидким припоем»
твердого металла наступает его контактное плавление (бездиффу-
Рис 3. Изменение функции состояния сис-
системы t при переходе системы в более
равновесное состояние:
'В, ?> —метастабилыше'состояния; С —ла-
—лабильное.
Время
знойная стадия), а затем растворение, т. е. переход атомов твер-
твердого тела из прилежащего расплавленного слоя в остальной объеж-
жпдкой фазы (диффузионная стадия). Такое плавление твердого»
кристаллического тела в контакте с жидкостью иного состава бы-
было названо контактным твердожидким плавлением [1—3].
Вследствие контактного плавления металлических деталей мо-
может изменяться их форма, размеры и состояние материала. Чисто-
физический разъем паяемого соединения, аналогичный, например,,
развинчиванию, разъему механических соединений с прокладками,,,
невозможен. Возможна лишь распайка, разъединение по шву в
результате нагрева выше его температуры солидуса, после чего,,
строго говоря, нельзя получить детали в состоянии, аналогичном
исходному, так как изменено состояние паяемого металла в местах,
смоченных припоем и подвергнутых нагреву при пайке, а также мо-
может быть изменена их форма и размеры. Поэтому паяные соеди-
соединения не являются разъемными, т. е. такими, форма, размеры и>
состояние материала деталей которых после разъема ие изменяются.
Пайка металлов возможна при обеспечении их физического кон-
контакта и физико-химического взаимодействия с жидким, припоем
при пагрепе по термическому циклу пайки и обеспечении зазора.
В гоотпстствии с этим важнейшими классификационными признаками"
способов пайки являются физико-химические, определяющие осо-
особенности формирования паяного шва (СП1), химические и электро-
электрохимические признаки удаления окисной пленки (СП2), физические
признаки по получению и передаче энергии, непосредственно исполь-
используемой для образования паяного соединения (СПЗ), и по наличию-
давления при пайке (СП4), а также технические признаки, опре-
деляющие одновременность выполнения паяных соединений изделия
и степень механизации и автоматизации процесс/пайки.
Технологическая классификация способов ,иайки базируется на
альтернативности нх признаков [1].
•Способы пайки по формированию паяного/ива ,
Способы пайки по формированию паяного шва включают спосо-
способы по получению припоя, по заполнению зазора и кристаллизации
лаяиого шва (рнс. 4).
Припой может быть получен: 1) предварительно (пайка гото-
готовым припоем); 2) в процессе пайки в результате локального кон-
контактного плавления соединяемых материалов между собой или
-с контактирующим покрытием, прокладкой (такой способ получил
название контактно-реактивного); 3) контактным плавлением по-
ясрытия, припоя или прокладки с газом или паром депрессанта, на-
находящегося в атмосфере, окружающей паяемое изделие (такой спо-
«соб был назван контактным твердогазовым) [1—3]; 4) взаимодей-
взаимодействием паяемого материала с реактивным флюсом, в результате
чего из последнего вытесняется металл, играющий роль припоя
(такой способ пайки был назван реактивио-флюсовым).
Особенности заполнения паяльного зазора жидким припоем
шрежде всего зависят от ширины зазора. Пайка как технологичес-
жий процесс получения соединений нашла наиболее широкое при-
применение для случая, когда зазор между соединяемыми деталями
капиллярный. При этом происходит самопроизвольное заполнение
зазора под действием капиллярных сил. Такой способ получил на-
название капиллярной пайки. Капиллярная пайка может происходить
жак при фиксированном капиллярном зазоре, так и при нефиксиро-
нефиксированном зазоре (под повышенным давлением, способствующим умень-
уменьшению зазора в процессе заполнения его припоем).
Некапиллярная пайка характеризуется тем, что зазор между
соединяемыми деталями заполняется жидким готовым припоем не
самопроизвольно под действием капиллярных сил, а главным обра-
образом под действием гравитационных, электромагнитных сил, под
.действием разницы давлений внутри и снаружи изделия и др. При
иекапиллярной пайке обычно используют три формы зазоров: за-
зазор, ограниченный двумя параллельными стенками (для тонкостен-
тонкостенных деталей); Y-образный и Х-образный зазоры (для толстостен-
«ых деталей). К некапиллярной пайке относят процессы пайки при
зазоре между соединяемыми деталями более 0,5 мм или с раздел-
жой кромок, выполняемой так же, как перед сваркой плавле-
плавлением [1].
Некапиллярную пайку применяют во многих случаях для
^исправления дефектов литья, в том числе раковип, широких трещии,
для соединения алюминиевых, магниевых толстостенных деталей,
латунных и медных деталей, стальных труб и т. д. Такую пайку
•осуществляют главным образом при газопламенном нагреве и го-
горизонтальном расположении зазора.
При пайке изделий с некапиллярными зазорами возможен пе-
переход к капиллярной пайке в результате предварительного запол-
леиия зазора частицами или волокнами сравнительно более туго-
тугоплавкого металлического наполнителя, образующими систему ка-
капилляров, но которым проникает жидкий припой и удерживается
¦ш зазоре при пайке. Для этой цели используют припои с иапол-
Я8
Готовым полностью расплавляемым припоем
Композиционная
Контактно-реактивная
Реактивно-флюсовая
Контактно-твердогазовая
Капвляирпая
Нёкапиллярная
Диффузионная
Кристаллизация при охлаждении
Флюсовая
Ультразвуковая
В активной газовой среде
В нейтральной газовой среде
В вакууме
Паяльником
Нагретыми штампами
Нагретыми блоками
Нагревательными матами
Нагретым газом
Погружением в расплавленную соль
Погружением в расплавленный припой
Волной припоя
Экзотермическая
Электролитная
В печи
Гвюплвменноя
Световыми лучами
Инфракрасными лучами
Лазерная
Электронно-лучевая
Плазменная
Дуговая
Тлеющим разрядом
Индукционная
Электросопротивлением
Дуговым разрядом полым китодом ¦ вакуум*
Конденсационная
-.
-*—-
-.
-*
¦^
По получению
припоя
По заполнению
зазора припоем
По кристаллиза-
кристаллизации паяного шва
По удалению
окиснои пленки
По источнику
нагрева
-*-
-•
СП1
СП2
СПЗ
Под пилением
Вея ашлмпш
Г Ртупничатая
Одиоврплвнтя
По наличии шшяаон
на паяемые детали
По одновременности
выполнения паяных
соединений
СП41
Рис. 4. Классификация способов пайки.
иителем, температура автономного и контактного плавления частищ
которого выше температуры пайки. Такой припой получил назва-
название композиционного или металлокерамического, а пайка с компо-
композиционным припоем или с предварительным заполнением зазора на-
наполнителем — композиционной или металлокерамической.
Образование системы капилляров в иекапиллярном зазоре воз-
возможно также путем удержания в последнем в процессе пайки час-
частиц наполнителя с помощью магнитного поля. Такой способ был
предложен А. Н. Табелевым и получил название магнитной пайки.
Л 9-
Кристаллизация паяного шва может происходить в процессе
«го охлаждения или при температуре выше/бтквидуса припоя в
результате отвода из шва депрессантов или легкоплавких составля-
составляющих припоя (диффузионная пайка). Тако» отвод может происхо-
происходить главным образом в результате их /иффузии в паяемый ма-
материал. Отвод депрессантов путем их испарения из шва или свя-
связывания в тугоплавкие соединения оказался пока малоэффективным.
-Способы пайки по удалению опасной пленки
Пайка без флюса в обычной среде, где парциальное давление кис-
кислорода равно 19,6 кПа, невозможна почти для всех известных метал-
металлов и сплавов, так как температура диссоциации их окислов зна-
значительно превышает температуру их плавления. Исключение сос-
составляют платина, золото, серебро, а также их сплавы, окислы ко-
которых способны диссоциировать на воздухе при температурах ниже
-температуры плавления этих металлов C00, 250 и 300°С соответ-
соответственно) и их сплавов.
Разрушение окисной пленки при пайке возможно различными
лгутями: механическим (с помощью абразива), физическим (ультра-
(ультразвуком), химическим, или электрохимическим (диссоциацией окис-
окислов, восстановлением из них металлов, связыванием окислов в легко-
удаляемые летучие или легкоплавкие соединения), физико-химиче-
физико-химическим (подпдавлением основного металла под окнсиой пленкой в
контакте с жидким припоем), растворением окисла во флюсе или
«сочетанием этих путей.
Разрушение окислов на паяемой поверхности обычно происхо-
происходит неравномерно, в результате чего при пайке прежде всего об-
обнажаются отдельные ее участки [1, 3]. Для предотвращения пов-
повторного окисления таких участков они должны быть изолированы
-от контакта с воздухом. Это может быть достигнуто при защите
их слоем жидкого флюса, припоя, помещении паяемого изделия и
ярипоя в атмосферу инертных и нейтральных газовых сред нли ва-
•жуум.
Неравновесность окислов, образующихся на поверхности паяе-
паяемого металла и припоя, может быть использована для их разложе-
разложения в процессе приближения всей системы к равновесию при усло-
условии прекращения доступа кислорода к месту пайки. Этот способ
эффективен только тогда, когда кислород заметно растворим в
шаяемом металле или припое. Нагрев сплавов с окисленной поверх-
поверхностью в вакууме или в нейтральной газовой среде в этом случае
-может приводить к разрушению окислов в результате постепенного
/растворения кислорода в основном металле.
Разложение окяслов, образующихся на паяемом металле и при-
припое, растворимость кислорода в которых незначительна, возможно
«без применения жидких флюсов или самофлюсующих припоев, на-
например в активной газовой среде. При этом должно быть обеспечено
¦ие только отделение атомов или иоиов металла от кислорода, ио и
удаление нежелательных продуктов разложения окислов л сопут-
сопутствующих им продуктов реакции из зоны пайки.
При достаточно большой растворимости паяемого металла в
жидком припое или эвтектике полное удаление окисной пленки с
'Поверхности паяемого металла или сплава необязательно: для ак-
активирования этой поверхности и смачивания ее жидким припоем
.достаточно образование локальных нарушений ее сплошности. Пол-
¦-20
ное удаление окисцой пленки происходит в результате контактного
твердожидкого плавления паяемого металла под ней в жидком
припое или жидком Металле, вытесненном из флюса. Такой же ме-
механизм полного удаления окисной пленки с паяемой поверхности
имеет место и при абразивном или ультразвуковом локальном раз-
разрушении окисной пленки.
В связи с этим при пайке нашли применение следующие спо-
способы по удалению окисной пленки: флюсовая с флюсами химичес-
химического или электрохимического действия и бесфлюсовая — абразивная,
ультразвуковая, в активных, инертных и нейтральных газовых сре-
средах, вакууме.
Способы пайки по источнику нагрева, по давлению
и техническим признакам
К старым способам пайки паяльником, горелкой, электросопротив-
электросопротивлением, в печи, погружением, индукционному, электролитному в
последнее время прибавились способы с использованием новых ис-
источников нагрева светом, лазером, теплотой химических реакций,
потоками ионов, инфракрасным излучением, волной припоя, элек-
электронным лучом-, теплотой конденсации.
Способы пайки различаются, кроме того, по наличию давления
«а паяемые детали. Обычно при укладке припоя у зазора задается
фиксированный сборочный зазор. При укладке припоя в зазор
при сборке необходимо прикладывать давление на соединяемые де-
детали в процессе пайки, чтобы удалить избыток жидкого припоя,
уменьшить зазор н предотвратить появление непропаев в шве.
В паяемых изделиях (илн сборбчных единицах) число паяных
швов может быть различным — от одного до нескольких. При ло-
локальном нагреве швы могут быть выполнены последовательно, а
при общем нагреве изделия происходит одновременное формиро-
формирование всех паяных швов за один нагрев или за несколько нагревов
^ступенчатая пайка).
К техническим признакам классификации способов пайки отно-
относятся характер их выполнения: вручную или с использованием
средств механизации нли автоматизации. Классификация способов
пайки на основе перечисленных выше признаков представлена на
рис. 4.
Для полной характеристики способа пайки конкретного изде-
изделия в наименование способа должно войти, по крайней мере, по
одному нз каждого классификационного признака. В некоторых
случаях в каждом признаке может сочетаться несколько наимено-
наименований, например контактно-реактивная диффузионная вакуумио- печ-
печная автоматизированная одновременная пайка.
4. ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ ПРИ ПАЙКЕ
К технологическим материалам при пайке относятся припои. При-
Припои подразделяются на две группы — готовые и образующиеся при
лайке. Ко второй группе относятся контактно-реактивные припои,
получающиеся при контактно-реактивном плавлении паяемого ма-
материала с контактными прокладками илн покрытиями или послед-
последних между собой; контактные твердогазовые припои, образующиеся
21
в результате контактного твердогазового плав/ення паяемого ме-
металла, контактных прокладок или покрытий/ с парами металлов-
или неметаллов, находящихся в атмосфере /течи; реактивно-флюсо-
реактивно-флюсовые, образующиеся в результате вытеснения нз компонентов реак-
реактивных флюсов металлов.
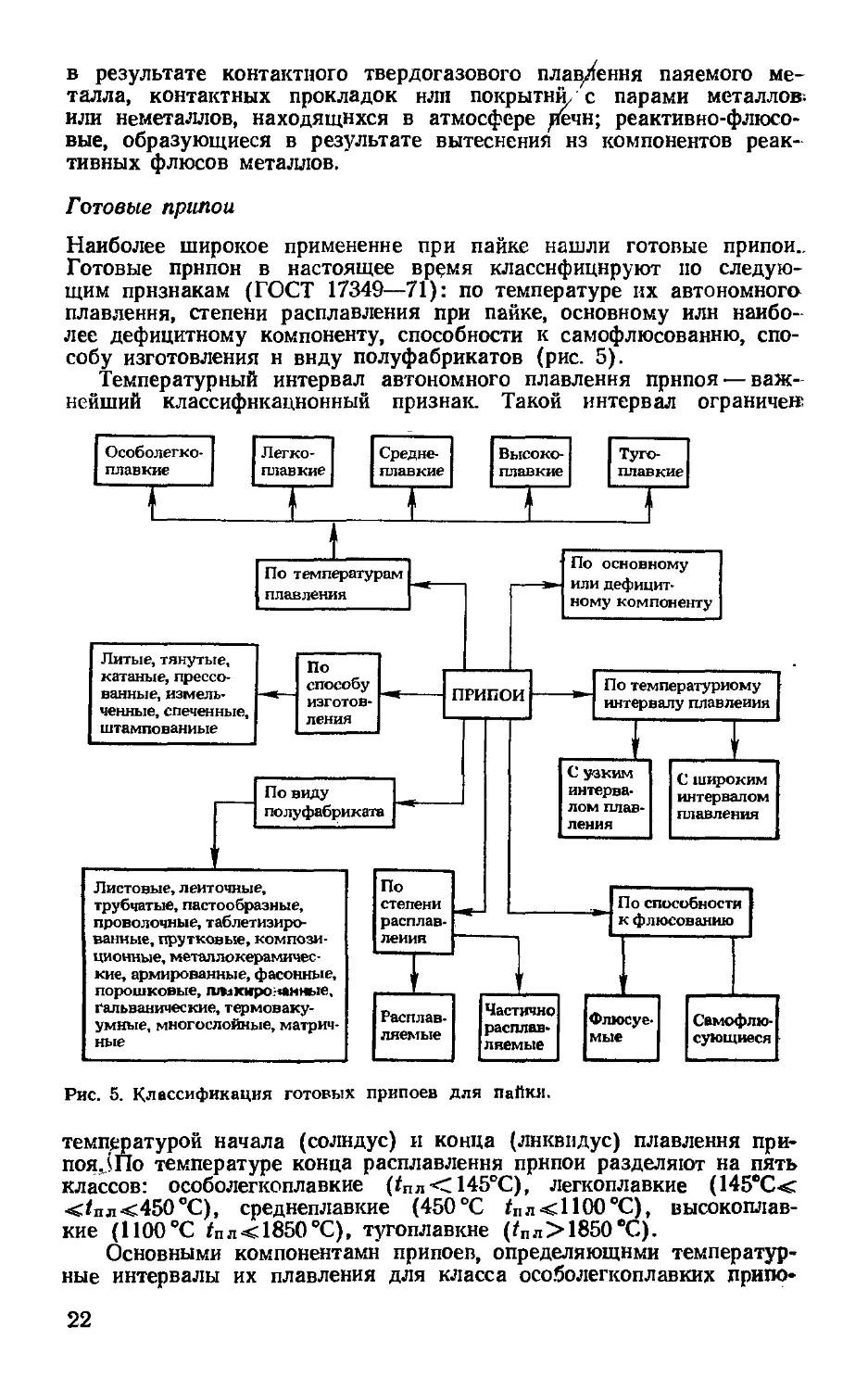
Готовые припои
Наиболее широкое применение при пайке нашли готовые припои..
Готовые прнпон в настоящее время классифицируют по следую-
следующим признакам (ГОСТ 17349—71): по температуре их автономного
плавления, степени расплавления при пайке, основному илн наибо-
наиболее дефицитному компоненту, способности к самофлюсованню, спо-
способу изготовления н виду полуфабрикатов (рис. 5).
Температурный интервал автономного плавления припоя — важ-
важнейший классификационный признак. Такой интервал ограничен:
Особолегко-
плавкие
Легко-
Легкоплавкие
[Средне-
плавкие
Высоко-
Высокоплавкие
Туго-
Тугоплавкие
По температурам
плавления
Литые, тянутые,
катаные, прессо-
прессованные, измель-
измельченные, спеченные,
штампованные
По
способу
изготов-
изготовления
По основному
или дефицит-
дефицитному компоненту
ПРИПОИ
По виду
полуфабриката
Листовые, ленточные,
трубчатые, пастообразные,
проволочные, таблетизиро-
ванные, прутковые, компози-
композиционные, металлокерамичес-
кие, армированные, фасонные,
порошковые, 1иькмро:-*яиные,
гальванические, термоваку-
термовакуумные, многослойные, матрич-
По
степени
расплав-
расплавления
По температурному
интервалу плавления
С узким
интерва-
интервалом плав-
плавления
С широким
интервалом
плавления
Расплав-
Расплавляемые
По способности
к флюсованию
Частично
расплав-
расплавляемые
Флюсуе-
Флюсуемые
Самофлю-
Самофлюсующиеся
Рис. 5. Классификация готовых припоев для пипки.
температурой начала (солндус) и конца (лнквндус) плавления при-
поя,Шо температуре конца расплавления припои разделяют на пять
классов: особолегкоплавкие (<Пл<145°С), легкоплавкие A45°С<:
<<пл<450"С), среднеплавкие D50°С /пл<1100сС), высокоплав-
высокоплавкие A100°С *пл<1850°С), тугоплавкие (^Ол>1850"С).
Основными компонентами припоев, определяющими температур-
температурные интервалы их плавления для класса особолегкоплавких лрипо-
22
ев, являются восемь металлов: ртуть (<пл =—38,87°С), галлий
B9,78°С), индий A56,4°С), олово B31,9°С), висмут B71,3°С),
свинец C27°С), кадмий C2ГС), цинк D19°С). Для классов сред-
неплавкнх припоев такими компонентами ивляются алюминий
(*,1л=660оС), магний F50°С), серебро (960°С), золото A063°С),
медь A083 "С), никель A453 °С), марганец A225°С), титан
A660 °С), а также неметаллы — фосфор, бор, сурьма. Для клас-
классов высокоплавкнх припоев такими компонентами являются никель,
кобальт (<пЛ=1495сС, палладий A552СС), хром A845°С), железо
{1534°С), титан, цирконий A852°С). Для класса тугоплавких при-
припоев основными компонентами служат металлы — молибден
О„Л = 1625°С), ниобий B420°С), титан, вольфрам C410°С), вана-
ванадий A860°С), цирконий A860сС), тантал C000°С) и неметаллы—
кремний.
Верхней температурной границей классов особолегкоплавкнх
припоев условно выбрана температура плавления тройной эвтектики
Cd—Sn—Pb A45 °С), легкоплавких припоев — температура 450 "С,
близкая к температуре плавления тройной эвтектики AI—Си—Mg
D49°С). Класс среднеплавких припоев имеет верхнюю температурную
границу 1100°С, близкую к температуре плавления эвтектнк бора с
железом A080°С), кобальтом A095°С), плавления медн A083°С).
В этот класс входят припои на основе алюминия, серебра, меди, а
также ннкель-марганцевые, ннкель-медно-марганцевые, титан-нике-
титан-никелевые, тнтан-медные н др. Верхней температурной границей класса
высокоплавкнх припоев выбирают температуру плавления наиболее
легкоплавкой среди известных эвтектик на основе тугоплавких ма-
материалов Мо—Si (/пл= 1850°С). Припои на основе тугоплавких
металлов с температурой плавления выше 1850°С относятся к клас-
классу тугоплавких.
Количество различных припоев, разработанных к настоящему
времени, весьма велико и продолжает непрерывно увеличиваться,
что обусловлено повышением требований, предъявляемых к меха-
механическим и служебным свойствам паяных соединений, н необходи-
необходимостью улучшения паяемости существующих и новых материалов.
Во многих странах существуют ГОСТы на припои различных
классов. Данные о составах и температурных интервалах припоев,
как отечественных, так и зарубежных, достаточно широко представ-
представлены в литературе [1, 2, 5—8]. Сведения о вновь разработанных
припоях публикуются в реферативном журнале «Спарка», издавае-
издаваемом ВИНИТИ АН СССР.
Припои, образующиеся при пайке
Контактно-реактивные припои. Образование контактно-реактивных
припоев возможно между паяемыми разнородными металлами илн
между паяемым металлом, прокладками, покрытиями (технологи-
(технологический материал), если они или нх основы образуют эвтектики либо
непрерывный ряд твердых растворов с минимумом, температура
плавления которых ниже температуры пайки. При этом контактно-
реактивное плавление металлов через несплошности в их окненых
пленках развивается только пря достаточном содержании в эвтекти-
эвтектике или твердом растворе контактирующих металлов [3]. Процесс
контактно-реактивного плавления в этом случае протекает весьма
быстро и прекращается сразу же после расхода одного из контак-
контактирующих металлов. Вследствие этого регулирование количества
жидкого припоя в изотермических условиях пайки наиболее удобно
23
путем регулирования толщины контактирующих прокладок или
покрытий. Высокая поверхностная активность эвтектики в момент
ее образования часто позволяет вести процесс пайки с такими при-
припоями без флюса в безокислительной атмосфере.
Для фольги слоистого контактно-реактивного припоя сущест-
существенное значение имеет соотношение объемов контактирующих сло-
слоев, которое должно быть таким же, как в эвтектике (или в твер-
твердом растворе с минимальной температурой плавления), а располо-
расположение прослоек или покрытий должно обеспечивать контакт реаги-
реагирующих материалов. Если одни нз контактирующих элементов
имеет повышенную упругость испарения, то его помещают между
прослойками других металлов, имеющих относительно меньшую
упругость испарения в условиях пайки.
Использование хрупких припоев системы N4—Сг—В в виде плас-
пластичной иихромовой фольги, насыщенной с поверхности бором, так-
также обеспечивает достаточно высокую пластичность припоя при
сборке.
Количество контактно-реактивного припоя увеличивается не толь-
только с увеличением толщины контактирующих прослоек, но и с по-
повышением температуры пайки вследствие контактно-твердожидкого
плавления паяемого материала в образующемся жидком припое
Поэтому строгая дозировка жидкого припоя необходима для пред-
предотвращения образования подрезов в паяемом, материале и заплав-
ления рабочих полостей изделий и др. Если образующиеся при
контактно-реактивной пайке эвтектики содержат в качестве фаз-
хрупкие химические соединения, то возможно повышение пластич-
пластичности шва разбавлением эвтектики паяемым материалом или плас-
пластичным готовым припоем, вводимым предварительно в зазор или на-
наносимым на паяемый материал в виде плакированного слоя.
В табл. 1 приведены некоторые сочетания элементов, пригод-
пригодные для получения контактно-реактивных припоев в процессе пайки.
Контактные твердогазовые припои получают в результате кон-
контактного твердогазового плавления соединяемых металлов, метал-
металлических прокладок, покрытий, компактных кусков, отличающихся*
по составу от паяемого материала и взаимодействующих с парам»
элементов, с которыми они образуют эвтектики или твердые раст-
растворы с минимальной температурой плавления (ниже температурь»
пайки). Такой процесс осуществляется без флюсов в вакууме ил»
инертном газе, в которых возможно испарение элемента; пары эле-
элемента химически адсорбируются на поверхности твердого техноло-
технологического металла и вступают с ним в контактное плавление. Для>
этой цели могут быть использованы пары марганца, цинка, магния,.
лития и др. Такие пары дополнительно очищают вакуум или инерт-
инертный газ от следов воздуха илн влаги, связывая их, и поэтому
процесс пайки становится возможным в более низком вакууме,
менее очищенном или осушенном инертном газе.
В табл. 2 приведены элементы с высоким давлением пара в ва-
вакууме A3,3—0,133 Па), образующие с некоторыми металлами эв-'
тектики или непрерывные твердые растворы с минимальной темпе-
температурой плавления. При этом пары магния, цинка, лития, кадмия,
сурьмы, висмута выше температуры 627 °С связывают в вакуумном
объеме кислород, а пары магния, лнтия, цинка также и воду [3].
Реактивно-флюсовые припои образуются в результате восста-
восстановления металлов из компонентов флюсов или диссоциации одно-
одного из них. Нелетучие составляющие компонентов флюса (металлы^
24
Таблица 1. Состав, пластичность и
двойных эвтектик некоторых элементов
температура плавления
Система
А—В
Низкая
Ag—Al
Ag—Ge
АГ—Си
Al—Ge
Al—Mg
Co—Ti
Cu—Ge
Cu—Ti
Cu—Zr
Fe—Ti
Fe—Zr
Ge—Ni
Mn—Ti
Ni—Si
Ni—Zr
А в эвтек-
эвтектике, %
<пл
эвтекти-
эвтектики, *С
пластичность
29,5
81,0
67,0
46,5
32,3
28,0
60,0
72,0
54,0
32,0
16,0
66,8
43,5
88,5
17
556
651
548
424
437
1025
641
880
885
1085
934
775
1175
1125
961
Система
А—В
Ni—В
Ti—Ni
Со—Zr
А в эвтек-
эвтектике, %
96,0
87,0
88.0
<пл
эвтекти-
эвтектики, *С
1040
956
1960
Высокая пластичность
Ag—Си
Ag-Si
Al—Si
Al—Zn
Аи—Ge
Аи—Sb
Аи—Si
Си—Mn*
Ni—Mn*
Nb—Ti*
Ni—Pd
Ni—Au
71.9
95,5
88,3
5.0
88,0
75,0
94,0
65,0
60,5
51,6
40,0
75,0
779
830
577
382
357
360
370
870
1018
1175
1237
950
* Твердые растворы с минимумом температуры плавления.
могут служить припоем при пайке или при напайке, летучие — соз-
создавать активную газовую среду для пайки. Возможность восста-
восстановления металлов из флюсов определяется термодинамическими
условиями предпочтительного протекания реакций, в результате
Таблица 2. Сочетание металлов для получения коитактио-твер-
догазовых припоев
Элемент*
Bi
Cd
Mn
Sb
Zn
As
Bi
M,
Железо**
Pb
Pb
Sn
Cu
Ni
Cu
Pd
Ag—Cu
Cu
Медь**
Pb
Sn .
>125
>248
>177
>870
>1018
>1020
>1020
>660
>782
>1|25
>K39
Элемент*
Bi
Zn
As
P
TI
Bi
Cd
Mn
Mg,
M,
Медь**
Au
Sn
Ag
Ni
Sn
Au
Алюминий**
Силумин
*
»
>373
>1G8
>i830
>880 '
>170
>131
570
570
570
>380
>462
* С высоким давлением пара в вакууме.
*• Металлическая основа паяемого элемента.
25
которых свободная энергия системы изменяется на возможно боль-
большую величину.
Сравнительная активность различных металлов в водных раст-
растворах определяется так называемым рядом напряжений: Li, К, Са,
Na, La, Nd, Mg, Be, Al, Zr, Mn, Nb, Zn, Cr, Ga, Fe, Cd, In, Co, Ni,
Mo, Si, Pb, H, Cu, Hg, Ag, Pd, Pt, Au.
Для расплавов солей компонентов флюсов характерна ионная
структура, и вблизи температуры плавления эти расплавы, так же
как и водные растворы солей, состоят преимущественно из отдель-
отдельных нонов. Однако ряды напряжений металлов, входящих в рас-
расплавы солей, отличаются от ряда напряжений для их водных раст-
растворов. По данным Ю. К. Делимарского, ряды напряжений для
металлов в расплавах соответствующих галогенидов имеют вид:
во фторидах—Li, К, Ва, Na, Ca, Mg; в хлоридах — Li, Ba, Sr, К,
Са, Na, Mg, Be, Cu, Ni, Ag, Al, Zn, Cd, Sn, Pb, Bi, Co, Sb; в бро-
мндах —К, Ва, Li, Sr, Ca, Na, Mg, Al, Mn, Zn, Cd, Pb, Sn, Ag, Cu,
Bi, Sb, Co; в иодндах —Li, Sr, K, Na, Cu, Sb, Mg, Mn, Zn, Cd, Al,
Sn, Pb, Ag, Cu, Bi, Co.
В таких рядах каждый металл способен вытеснять нз соответ-
соответствующих солей все другие металлы, расположенные правее его.
На примере алюминиевых сплавов показано [3], что восста-
восстановление металлов нз расплавов хлоридов может протекать с вы-
выделением тепла, достаточного дли нагрева при пайке. Температура
начала такой самопроизвольной экзотермической реакции при взаи-
взаимодействии паяемого металла нли технологического контактного
металла с расплавом хлоридов определяется изменением ее изобар-
изобарного потенциала и составляет для хлорида висмута BiCl3 220°C,
для бромида висмута BiBr3 327°С. Восстановленные металлы обра-
образуют на поверхности паяемого металла или технологического кон-
контактного материала (покрытие или закладные детали) жидкий ме-
металлический слой (припой).
Реактивно-флюсовые припои в настоящее время нашли приме-
применение главным образом в сочетании с готовым припоем; они вос-
восстанавливаются нз хлоридов цинка, олова, кадмия, свинца, сереб-
серебра (при пайке сталей), серебра (при пайке меди, олова, кадмия,
цинка), бромидов и хлоридов висмута (при пайке алюминия).
5. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ПРИ ПАЙКЕ
И ИХ КЛАССИФИКАЦИЯ
К вспомогательным материалам при пайке относятся прежде всего
флюсы, применяемые для удаления окислов с поверхности металла
и припоя, а также для предотвращения нх образования.
Флюсы, применяемые при пайке, могут быть классифицированы
по следующим признакам (рнс. 6): по характеру нх взаимодействия
с металлами — химического н электрохимического действия; по на-
назначению (для флюсования и консервирования паяного соедине-
соединения); по природе составляющих солей — органические и неоргани-
неорганические); по температурному интервалу действия (для пайки легко-
легкоплавкими припоями — низкотемпературные флюсы и дли пайки
среднеплавкими и высокоплавкимн припоями — высокотемператур-
высокотемпературные флюсы); по природе растворителя (водные н неводные).
Флюсы, состояшие нз слабо диссоциирующего растворителя и
активатора (ноногенное вещество, участвующее в электрохимиче-
электрохимических процессах), относятся к флюсам электрохимического действия.
26
Флюсы, восстанавливающие металл нз окислов по химической
реакции, относятся к флюсам химического действия.
Неограническне флюсы могут быть как низкотемпературными,
так и высокотемпературными. Органические же флюсы применяют-
применяются лишь в качестве низкотемпературных и являются чаще всего
флюсами химического действия.' Важнейшими характеристиками
флюсов являются температурно-временная область их активности и
"ременной интервал сохранения активности при температуре пайки
Мк в этой области.
Защита паяемого материала и жидкого припоя в месте пайки
от непосредственного контакта нх с кислородом воздуха, а также
посстановлёние металлов из окислов возможны с помощью инерт-
инертных газовых сред, активных газовых сред и вакуума.
Вспомогательные материалы
Для удаления окислов и предотвра-
предотвращения их образования на Мк при
пайке и хранении
Для предотвращения смачивания
Мк жидким Мп
1
Флюсы
химического
действия
электрв химичес-
химического дойетяии
защитного дейст-
действия от коррозии
J Газовые среды I
| нейтральные
Покрытия
I
Стоп-пасты
гальванические
напыляемые
j пульверизируемые I
1 вакуум
Рис. G. Классификация вспомогательных материалов для пайки.
Важнейшими характеристиками инертных газовых сред и ва-
вакуума при пайке металла с выбранным припоем является темпера-
температурный интервал восстановимое™ в ннх окислов, а активных газо-
иых сред — температурный интервал нх активности.
К вспомогательным материалам для пайки относятся также
веществе, используемые при подготовке поверхности конструкцион-
конструкционного материале и наносимые на паяемый материал в местах, где не-
нежелательно смачивание паяемого металла жидким припоем. Такие
вещества подразделяют на стон-пасты и покрытия, наносимые, на-
например гальваническим методом, путем распыления нли пульвери-
пульверизацией.
в. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ СВОЙСТВА
И КАЧЕСТВО ПАЯНОГО СОЕДИНЕНИЯ
Эксплуатационные свойства паяного изделия определяются способ-
способностью нагреваемого при пайке металла изделия и паяных соеди-
соединений выполнять Свои функции и соответствием формы и размеров
изделия проектируемым.
27
Необходимые механические, физические и химические свойства
Мн и паяных соединений обеспечиваются подбором припоев, вспо-
вспомогательных материалов, способа нагрева, режима и термического
цикла пайки, а также подготовки поверхности паяемого материала
и устранением остатков флюсов. Обеспечение высокого качества
паяных соединений возможно прежде всего иа основе анализа и
устранения причин образования дефектов в паяном соединении, так
как последние могут понизить его качество.
Соответственно с особенностями образования паяного соедине-
соединения различают следующие его зоны: 1) паяный шов —зона, закрис-
закристаллизовавшаяся при пайке или последующем охлаждении, состоя-
состоящая из капиллярного участка и галтельных участков, образовав-
образовавшихся на наружных поверхностях паяных элементов; 2) диффу-
диффузионная— зона, примыкающая к шву, с измененным химическим
составом основного материала, возникшая в результате его взаим-
взаимной диффузии с компонентами припоя, флюса, газовых сред, ва-
вакуума; 3) зона сплавления (спая) — поверхность между паяным ма-
материалом и паяным швом;. 4) зона термического влияния — зона с
измененными под влиянием термического цикла пайки структурой в
свойствами основного материала.
В шве паяного соединения могут образовываться следующие
дефекты:
1. Газовые поры, возникающие вследствие локальной несмачи-
несмачиваемости Мк флюсом и (или) припоем: кратковременности терми-
термического цикла пайки в условиях выделения растворенных в жид-
жидком припое газов или испарения компонентов припоя, паяемого ма-
материала, связующих материалов паст; слишком большой нахлестки
или площади шва при горизонтальном зазоре, слишком малом за-
зазоре. Газовые поры снижают вибрационную прочность, радиотех-
радиотехнические свойства, электро- и теплопроводность паяных соеди-
соединений.
2. Усадочные поры, возникающие вследствие уменьшения
объема металла шва при его широком интервале затвердевания.
Усадочные поры снижают герметичность, вакуумплотность и электро-
электропроводность паяных соединений.
3. Флюсовые включения, возникающие вследствие большей
плотности флюса по сравнению с плотностью припоя, особенно в
условиях быстрого охлаждения, широкой нахлестки, горизонталь-
горизонтальности зазора. Флюсовые включения снижают коррозионную стой-
стойкость соединения после механической обработки шва и вскрытия
пор, наполненных флюсом.
4. Кристаллизационные трещины, возникающие вследствие чрез-
чрезмерно широкого интервала твердожидкого состояния шва в усло-
условиях значительных растягивающих напряжений в паяемом изделии,
при смещении деталей в процессе пайки, при большом различии
коэффициентов линейного расширения материала изделия и припоя
[9, 10]. Кристаллизационные трещины снижают прочность, плас-
пластичность, герметичность, вакуумплотность, физические и химические
свойства паяных соединений.
На границе Шва и паяемого материала могут возникать сле-
следующие дефекты:
1. Непропаи, возникающие в результате полного и частичного
иезаполнення паяльного зазора жидким припоем вследствие плохой
смачиваемости Мк флюсом и (или) припоем, увеличения или не-
неравномерности паяльного зазора, недостаточного количества жид-
28
кого припоя, вытекания его из слишком широких зазоров, перете-
перетекания в расположенные ниже участки зазора, застревания воздух»
и зазорах («воздушные мешки»), неправильной укладки припоя при
сборке. Непропаи снижают механические свойства, герметичность,,
пакуумплотность паяных соединений, их электро- и теплопровод-
теплопроводность, радиотехнические свойства и коррозионную стойкость пая-
паяных соединений.
2. Неспаи, возникающие в местах отсутствия межатомной свя-
связи Мк с паяным швом из-за слишком широких зазоров при пло-
плохой смачиваемости припоем. Неспаи снижают все свойства паяных,
соединений.
3. Прослойки хрупких химических соединений, образующиеся в=
результате химического взаимодействия основ или компонентою
паяемого металла и припоя. Такие прослойки снижают прочность и-
пластичность паяных соединений.
В паяном металле рядом со швом при пайке могут развиваться?
следующие процессы и дефекты:
1. Общая химическая эрозия, образующаяся в результате фрон-
фронтального плавления Мк в контакте с жидким припоем вследствие"
большой растворимости нх друг в друге. Общая химическая эрозия
приводит к утонению паяемого металла и изменению формы паяе-
паяемых деталей.
2. Локальная химическая эрбэия, образующаяся в результат
повышенной растворимости Мк в жидком припое в местах скопле-
скопления жидкого припоя и (или) пластической деформации Мк. Такая
эрозия снижает механические свойства, искажает форму соединяе-
соединяемых деталей, образует <подрезы>, уменьшает рабочее сечение де-
деталей.
3. Межэеренная и межблочная химическая эрозия, образую-
щаяси в результате преимущественного плавления Ми по границам
зерен и блоков в контакте с жидким припоем вследствие повышен-
повышенной растворимости Мк в Мп и незначительной растворимости Мп
в Мк. Такая химическая эрозня снижает механические свойства:
паяемого металла вследствие ослабления его межзеренных и меж-
межблочных связей.
4. Релаксационные трещины в паяемом материале, возникаю-
возникающие при контакте его с жидким припоем при наличии внутренних,
или внешних растягивающих напряжений вследствие снижения по-
поверхностного натяжения иа границе Мк и Мп или развития меж-
аереииой, межблочной химической эрозии Ми. Такие трещины сни-
снижают прочность и пластичность, ухудшают герметичность и ваку-
вакуум— плотность паяных соединений.
В шве, диффузионной зоне или прослойках химических соеди-
соединений образуются следующие дефекты:
1. Диффузионная пористость, возникающая вследствие разви-
развития некомпенсированной диффузии между компоиеитами Мк и Мп.
Такая пористость снижает прочность, вакуумплотность и другие
свойства паяного соединения.
2. Трещины термические, возникающие в шве или паяемом ма-
материале из-за высокой скорости растягивающих напряжений в
паяном соединении при охлаждении ниже температуры солидуса
шва, превышающих предел прочности в одной из зои паяного со-
соединения. Такие трещины резко снижают все свойства паяных соеди-
соединений.
В зоне термического влияния под действием нагрева при пайке
могут снижаться механические, физические и химические свойства
яаяного соединения, например его коррозионная стойкость.
Вопрос о допустимости дефектов, выявленных при контроле
паяных соединений конкретного изделия, может быть решен с по-
помощью эталонов на такие дефекты, но с обязательным учетом
места их расположения в соединении. Расположение дефектов в
эдаяных швах существенно влияет на вибрационную и усталостную
'Прочность паяных соединений, их коррозионную стойкость. При этом
особенно опасны поверхностные дефекты — открытые непропан,
неспан, трещины, подрезы. Допустимость дефектов без указания
мест их расположения может существенно различаться даже при
•одинаковом составе М„, М„ и одинаковых способах пайки. В изде-
изделиях, работающих при повышенных температурах, решающее зна-
значение может иметь максимальная величина дефектов, а не их сред-
среднее значение. Так, по данным А. В. Орлова, дефекты, занимающие
площадь >10% от площади швов телескопических соединений
труб с фланцами из стали 08X18HI0T (припой П100, диаметр
труб 13 мм, толщина 1,5 мм), приводят к недопустимому снижению
прочности шва.
Радиографический контроль [11] показал, что дефекты, ухуд-
аиающне вакуумплотность паяных соединений, можно располо-
расположить в следующем порядке: мелкие газовые поры — непропаи —
¦сообщающаяся газовая и усадочная пористость — трещины. По-вн-
лимоыу, в таком же порядке указанные дефекты ухудшают и гер-
герметичность паяных соединений.
Дефекты, снижающие прочность паяных соединений, можно
.расположить в следующей последовательности: мелкая пористость —
жрупные газовые поры — неспаи — непропаи—.прослойки химических
соединений—трещины. Существенное значение имеют также форма
дефектов и их расположение в паяном шве. Дефекты округлой
«формы, например газовые поры, снижают прочность паяных соеди-
соединений на ~10%, а остроугольные дефекты (непропаи, нсспаи)—на
~25%. Особенно резко снижают прочность паяных соединений тре-
адины и подрезы.
Оценка ¦ дефектов в паяных соединениях зависит не только от
природы дефектов, их размеров, формы, расположения, но также от
требований, предъявляемых к эксплуатационным характеристикам,
конструкционным и масштабным факторам изделия, запасу проч-
прочности паяных соединений.
С увеличением нахлестки, т. е. запаса прочности соединения, не-
несмотря на снижение относительного предела прочности шва вслед-
вследствие, например, ухудшения его плотности [12], общая несущая
нагрузка паяного соединения может возрастать. В этих условиях
возможно повышение значения допустимых дефектов. Следователь-
Следовательно, допустимость дефектов зависит не только от типа соединения,
величины, формы и места их расположения, но и от коэффициента
прочности паяного соединения. Вопрос о допустимости дефектов в
яаяном шве конкретного изделия должен решаться также с учетом
требований предъявляемых к эксплуатационным характеристикам
паяных соединений в изделиях.
Своеобразным показателем ремонтопригодности паяного соеди-
соединения является температура распайки. При необходимости ремонта
'паяного изделия путем замены отдельных его деталей нлн секций
¦температура распайки паяных швов должна быть ниже температу-
¦30
ры солидуса паяемого материала: гр«мк. Эта же температура
tp при необходимости ступенчатой пайки или последующей терми-
термической обработки паяного соединения должна быть выше темпера-
температуры ведения этих процессов.
Температура распайки паяного соединения определяется струк-
структурной неоднородностью паяного шва и характером физико- хими-
химического взаимодействия паяемого материала с припоем.
Качество паяных соединений нзделня обусловливается тепло-
тепловым воздействием на структуру и свойства основного, технологи-
технологического и вспомогательного материалов, на контактные процессы,,
происходящие при пайке; оно также зависит от механических, фи-
физических и химических свойств технологических материалов, спо-
способа нагрева, температуры ввода в контакт с паяемым металлом;
припоя, формы припоя, взаимного направления сил гравитации в.
капиллярных снл н технологичности паяных соединений и конструк-
конструкции изделий.
Требования, предъявляемые к этим процессам, а также к:
снойствам материалов и технологичности конструкции паяных со-
соединений и изделий, служат своеобразными критериями, совокуп-
совокупность которых определяет высокое качество соединений и изделий..
7. БЛОК-СХЕМА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ
ПАЙКИ ИЗДЕЛИИ
При проектировании технологии пайки изделия должны быть про-
проанализированы условия совместимости факторов важнейших эле-
элементов производственной системы (см. рис. 2). Только на основе-
такого анализа могут быть выбраны Мт, Мвсп, СП1„ СП2, СПЗ^
СП4, ТПР, ТЦП и другие составляющие технологии пайки.
Цель анализа совместимости факторов — сохранение свойств
паяемого материала, обеспечение бездефектности паяных соедине-
соединений, эксплуатационных свойств паяных соединений и изделия в це-
целом. При этом последовательность анализа совместимости различ-
различных факторов определяется необходимостью перехода от общих
требований сохранения свойств конструкционного материала т
обеспечения бездефектности паяных соединений к частным требова-
требованиям обеспечения эксплуатационных характеристик паяных соеди-
соединений и изделия.
Для сохранения эксплуатационных свойств конструкционных
материалов изделия необходимо, чтобы температура пайки находи-
находилась вне интервалов критических температур Мк. Это требование
налагает определенные ограничения на температуру плавления при-
припоя, температуру эффективного воздействия вспомогательных ма-
материалов, термический режим и цикл пайки. В связи с этим преж-
прежде всего необходимо выбирать припой по температуре плавле-
плавления Мц.
Для обеспечения высокого качества паяных соединений необ^
ходнмо, чтобы технологические свойства Мт и МВСп в процессе на-
нагрева перед пайкой не ухудшались, а при формировании паяного
соединения между Мк, Мт, МВСп не развивались процессы физико-
химического взаимодействия, приводящие к образованию в зонах
паяного соединения дефектов, снижающих эксплуатационные свой-
свойства швов и изделия в целом. Эти условия ограничивают выбор!
ЗГ,
основы и легирующих элементов припоев, Мвоп при заданном Мн
и выбранном Мт, способов пайки по иагреву СПЗ и приложению
.давления СП4, ТРП.
Для обеспечения служебных свойств паяных соединений не-
необходимо выбрать оптимальные Мт и Мвоп» обеспечивающие не
только их бездефектное формирование, но и требуемые эксплуа-
эксплуатационные свойства.
Совместимость паяемого, технологического и вспомогательных
.материалов и ТРП обычно оценивают иа лабораторных или неболь-
Ш1их технологических образцах, что намного экономичнее по затра-
затратам средств и времени, чем оценка совместимости на изделиях.
Однако режим пайки, отработанный в лабораторных условиях, ие
учитывает особенностей изделия — конструкционного и масштабно-
масштабного факторов, массы. Между тем масштабный фактор изделия н его
>масса могут существенно влиять на температурное поле, поле на-
напряжений и время пребывания материалов при повышенной темпе-
температуре в процессе нагрева и охлаждения.
Конструкционный фактор изделия и его масса влияют иа воз-
возможность осуществления выбранной технологии пайки и последую-
последующую обработку, например промывку изделия от остатков флюсов,
.закалку и др.
Пренебрежение конструкционным и масштабным факторами из-
изделия и его массой может привести к образованию дефектов в пая-
паяном соединении вследствие развития недопустимых термических де-
деформаций паяемых деталей, изменения ширины паяльного зазора, а
следовательно, к незаполнению его жидким припоем, перетеканию
последнего в нижерасположенные участки изделия, отклонению раз-
размеров и формы изделия от предусмотренных чертежами и т. д.
Поэтому для обеспечения пригодности спроектированной техноло-
технологии для пайки изделий необходим анализ и обеспечение ее совмес-
совместимости с масштабными, конструкционными факторами изделия н
его массой.
На рис. 7 в общем виде даиа блок-схема проектирования тех-
технологии пайки по заданным Мк, эксплуатационным свойствам пая-
паяных соединений, конструкционным факторам соединения и изделия,
масштабным факторам изделия и его массе с учетом оснащения
A]. В соответствии с этой схемой в справочнике последовательно
рассмотрены условия и важнейшие экспериментальные и теоретиче-
теоретические данные, позволяющие обеспечить совместимость Мк, Мт, Мвсп
¦с температурным режимом пайки с учетом критических темпера-
температурных интервалов конструкционных материалов н температуры рас-
распайки паяного соединения; совместимость конструкционного мате-
материала с технологическими материалами и способами пайки по фор-
формированию паяного шва; совместимость конструкционного материа-
материала и Мт со вспомогательными материалами и способом пайки по
удалению окисных пленок СП2 с учетом метода подготовки поверх-
поверхности, температурных интервалов активности флюсов, влияния га-
газовых сред, вакуума и конструкционных факторов паяных соеди-
соединений и изделий; совместимость Ми, Мт, Мвоп, СП1, СП2 и ТРП с
конструкционными факторами паяных соединений с учетом требо-
требований, предъявляемых к механическим, физическим и химическим
свойствам паяных соединений, а также методов оптимизации режи-
режимов пайки с учетом технологических факторов, нх уровней и ин-
интервалов варьирования; совместимость СП1, СП2 конструкционных,
масштабных факторов и массы изделия со способами пайки по
32
Вход
Выход -
Служебные
свойства ПС
Кф
1. Мк, М„, Мвсп, ТРП:
2. Мх,ТРП,Кф,
мш-мп{ст).
3. Мк, Мп, ТРП, Кф,
Мш—МВСП(СП2).
4. Мк, Ма, Мвсп,
трп, рд, cm,
СП2,Мш,Э-Я-Пс
м„
Оптимизация
факторов
пайки
Мп, СП1, СП2,
ТРП,ТПС,ЗП,
РД,Шх,Нх
Оборудование,
оснастка
СП1, СП2,
ТРП, Кф,
мт, мс-спз,
тцп
ТРП, РД
Тип произ-
производства
ТЦП,Кф,Мщ,
мс, ста—обд,
Оси, Инт
спз, тцп
Обд, Осн, Инт
Выбор
средств
Авт, Мх
Авт, Мх
Рис. 7. Блок-схема проектирования технологии пайки по ТЗ на изделие.
нагреву СПЗ, ТЦП, нагревательным оборудованием н совместимость
конструкционных факторов паяемых соединений и изделий для. обес-
обеспечения нх технологичности.
Процесс проектирования технологии пайки изделия предусмат-
предусматривает обратную связь между его этапами с целью корректировки
конструкции изделия и паяных соединений, способов пайки, техно-
технологического н вспомогательных материалов, средств оснащения, а
в некоторых случаях замены паяемого материала, необходимой для
обеспечения требуемого качества изделия и эффективности его про-
производства. В последующих главах рассмотрены критерии и возмож-
возможности такого обеспечения.
Вследствие все усложняющихся взаимосвязей прн проектиро-
проектировании технологии пайки возникает необходимость использования
ЭВМ н методов математической оптимизации с учетом различных
факторов процесса н критериев совместимости.
Процесс проектирования технологии пайкн по этапам может
быть представлен с помощью соответствующих детерминированных
алгоритмов. Фактическим обеспечением для такого проектирования
является совокупность теоретических и экспериментальных данных,
полученных к моменту проектирования. В справочнике приведены
важнейшие из этих данных.
Глава II
- СОВМЕСТИМОСТЬ ПАЯЕМОГО,
ТЕХНОЛОГИЧЕСКОГО,
ВСПОМОГАТЕЛЬНОГО МАТЕРИАЛОВ
И ШВА С ТЕРМИЧЕСКИМ РЕЖИМОМ
ПАЙКИ
I. ТЕМПЕРАТУРНЫЙ КРИТЕРИЙ
СОВМЕСТИМОСТИ МАТЕРИАЛОВ, ШВА
И ТЕРМИЧЕСКОГО РЕЖИМА ПАЙКИ
Получение паяного соединения высокого качества возможно лишь
прн нагреве его в некотором температурном интервале, ограничен-
ограниченном минимальной и максимальной температурами пайкн. Темпе-
Температура, при которой происходит выдержка при пайке, называется
рабочей температурой пайкн. Температурный режим пайки (ТРП)
характеризуется рабочей температурой пайки и длительностью вы-
выдержки при ней.
Для обеспечения требуемых эксплуатационных характеристик
паяного соединения и изделия в целом прежде всего необходимо
установить ТРП, при котором сохраняются эксплуатационные свой-
свойства паяемого материала.
Рабочая температура пайки ta должна быть не ниже температуры
34
солидуса паяемого металла (tc-к), но выше температуры солидуса
(<с:п) [ИЛИ ЛИКВИДуСа (<л.п)] ПрнПОЯ: *с.п<*п<<с.м ИЛИ Ап-п«п<
«см.
При ступенчатой пайке, подпайке, ремонте и эксплуатации тем-
температура допустимого нагрева должна быть ниже наименьшей тем-
температуры распайки fpacn ранее выполненных соединений, а послед-
последняя равна нлн ниже температуры солндуса паяемого материала:
Во всех случаях температура эксплуатации паяного изделия ta
должна быть ниже температуры распайки соединений: <э<<расп<
</с.м-
Равенство /расп=^с.м может быть достигнуто только после диф-
фу.чионной иайкн. Если паяемый металл паять припоем, слабо с
¦him взаимодействующим, то tv&cn~tc.u. Если паяемый металл и
припой образуют непрерывный ряд твердых растворов с повышаю-
повышающемся температурой солндуса, то fpacnMc.n: Для твердых раство-
|нI1 с неограниченной растворимостью, имеющих минимум, /расп<
С учетом приведенных соотношений и того, что tc.n<tc.M для
случая, когда припой при пайке образует с паяемым металлом
сил ивы с температурой солидуса ниже температуры солидуса при-
припои, справедливо неравенство fa<fpacn<fc.n<fc.M.
Когда припой и панеммй металл образуют сплав в шве с тем-
шфитурой солидуса, равной или выше температуры солидуса припоя,
ТО l\t<itc.n-<.tpacn<-tc.M.
Равенство <расп"»/с.ц соответствует случаю, когда температу-
температуря солидуса спляаы, образующегося в шве, равна температуре со-
лвдусв припоя (например, при отсутствии взаимодействия между
А и В или при образовании между ними эвтектики или перитекти-
isii, темпервтура плавления которой мало отличается от температу-
температуры плпплеиия припоя). Поэтому в общем случае температура пай-
пайки tn может быть и выше и ниже температуры распайки выпол-
выполненных рапсе швов tn^tpacn, а го<1'с.н-
Следовательно, зависимость между характеристическими темпе-
рятурами пяяного соединения, паяемого металла и припои и тем-
температурой пайки в общем случае должна быть записана в виде
1в*Ср(*ВпШ|: 111 К, (fi.M.
Одшко тикне ограничения температуры пайки хотя и необходи-
необходимы, но еще недостаточны. К последнему условию должны быть
Д(»Й§ШЛA1Ы и другие.
Твмгщритурныи интервал пайки должен находиться вне ннтер-
Ййдоо запрещенных температур для паяемого металла и припоя
~1ч-м И f,i п, п которых паяемый металл нлн припой претерпевают
структурные, химические нлн фазовые превращения, недопустимо
укудшающпе их свойства.
I, КРИТИЧЕСКИЕ ТЕМПЕРАТУРЫ И ТЕМПЕРАТУРНЫЕ
ИНТЕРВАЛЫ ПАЯЕМЫХ МАТЕРИАЛОВ
Кйчйстно паяного изделия существенно зависит не только от свойств
ннинмх соединений, ко и от того, как изменяются свойства паяемого
(оснонмого) материала под действием нагрева при пайке и мате-
матери или деталей, не подвергаемых непосредственно пайке, ио нагревае-
V 35
мых в процессе ее выполнения. Ухудшение свойств конструкцион-
конструкционного материала и прежде всего его механических и коррозион-
коррозионных свойств под действием нагрева в процессе пайки связано с
его структурными изменениями, проходящими при этом: снятие
эффектов нагартовки и термической обработки, ростом зерна н
изменением состояния сплава по границам зерен. Поэтому при вы-
выборе припоев по температуре их плавления н при разработке ре-
режима и термического цикла пайки необходимо учитывать критиче-
критические температуры, выше и ниже которых в конструкционном ма-
материале начинают развиваться упомянутые процессы. Необходимо
ограничивать температурный режим н термический цикл пайки в
соответствии с условиями сохранения эксплуатационных свойств.
Разупрочнение деформированного металла или сплава при на-
нагреве является результатом процессов возврата, первичной и соби-
собирательной рекристаллизации, а в некоторых случаях и вторичной
рекристаллизации [13, 14].
При нагреве холоднодеформированного металла до температуры
0,2Тпл идет первая стадия — возврат или отдых; при этом вакан-
вакансии перемещаются к границам зерен с межузельными атомами,
что приводит к уменьшению количества дислокаций и снижению
микронапряжений в металле н, следовательно, к понижению проч-
прочности и повышению пластичности металла.
При нагреве слабодеформированных железа, алюминия и нх
сплавов до температуры ~0,3 71пл в них наступает вторая стадия
возврата — полигонизация; при этом формируется ячеистая струк-
структура, являющаяся следствием образования субзерен с угловыми
границами, и пластичность металла еще более повышается.
При иагреве слабо холодиодеформированного металла в интер-
интервале температур 0,4—0,5 ТВц в местах наибольшей концентрации дис-
дислокаций (на границах старых деформированных зерен) зарожда-
зарождаются и растут новые равновесные зериа (первичная рекристаллиза-
рекристаллизация). При достаточной выдержке или при дальнейшем повышении
температуры текстурированная структура металла заменяется рав-
равноосными зернами рекрнсталлизованной структуры. Все это при-
приводит к снижению прочности и дальнейшему повышению пластич-
пластичности металла.
Величина рекристаллизованного зерна зависит от степени де-
деформации, температуры и времени рекристаллизации исходного раз-
размера зерна. Максимальный размер зерна характерен для рекри-
рекристаллизации металла, подвергнутого критической степени деформа-
деформации C—15%). Прн этом в металле при рекристаллизации обра-
образуется ограниченное число зародышей рекристаллизованных зе-
зерен.
Дальнейшее повышение степени деформации приводит к уско-
ускорению роста числа центров рекристаллизованиых зерен по степенно-
степенному, а повышение температуры нагрева — по экспоненциальному за-
закону. При дальнейшем повышении температуры рост зерен вслед-
вследствие усиления диффузионных процессов резко возрастает.
Температура рекристаллизации сильно деформированных чистых
металлов по правилу А. А. Бочвара составляет 0,3—0,4 Гпя, а
у сплавов и сталей она существенно выше. Данные о такой темпе-
температуре для сплавов могут быть определены по их диаграммам ре-
рекристаллизации, представляющим зависимость температуры начала
и конца этого процесса от степени деформации при заданной дли-
длительности нагрева, или по трехмерным диаграммам рекристаллиза-
36
цин, представляющим собой зависимость средней площади зерна
от степени деформации и температуры [15].
У таких металлов, как молибден и хром, рекристаллизация при-
приводит к снижению их пластичности при комнатной температуре и
предела ползучести при повышенных температурах.
Уже после первичной рекристаллизации изменяются также
электрическое сопротивление, удельный объем, т. з. д. с. и другие
физические свойства металлов и сплавов, приближаясь к таковым
для отожженного состояния.
Собирательная рекристаллизация характеризуется дальнейшим
ростом зерен, возникающих в результате первичной рекристаллиза-
рекристаллизации. Прн этом происходит аномальный рост крупных зерен за счет
мелких, уменьшение общей длины границ зерен, понижение поверх-
поверхностной энергии металла, образование тройных стыков зерен под
углом 120°.
Собирательная рекристаллизация протекает тем интенсивнее,
чем выше температура иагрева. Включения дисперсных фаз тормо-
тормозят первичную и собирательную рекристаллизацию. При еще более
высокой температуре нагрева металлов и сплавов может получить
развитие вторичная рекристаллизация, при которой.происходит ано-
аномальный рост некоторых крупных зерен и образование разнозереи-
ной грубой структуры металла.
Изменение коррозионной стойкости н разупрочнение состарен-
состаренных нли закаленных сплавов при нагреве происходит в результате
искусственного (f»20°C) илн естественного (?«20°С) распада пе-
пересыщенных твердых растворов. Такой распад может происходить
прерывисто (локально) или непрерывно (однородно).
Для прерывистого распада пересыщенных твердых растворов ха-
характерно протекание его сначала по дефектным местам решетки, на-
например по границам зерен. В этих местах начинается образование
областей распада твердого раствора. Это приводит к формирова-
формированию так называемой ячеистой структуры сплава. Такой процесс ста-
|н'1шя характерен для твердых растворов сплавов систем меди с
ггребром, бериллием, индием, никеля с бериллием, свинца с оловом,
железа с углеродом н происходит сразу с образованием выделений
чистнц новой фазы. Старение с выделением частиц новой фазы
по границам зерен сплава может приводить к его охрупчнванию (на-
(например, к отпускной хрупкости в сталях); чаще всего подобное яв-
Jii-iiiie имеет место при распаде твердых растворов внедрения.
Распад твердых растворов по всему объему характерен для
случая, когда фаза выделения когерентна, т. е. близка по парамет-
параметрам н структуре, твердому раствору. Примером служат твердые
ргн'тпоры на основе никеля с алюминием, титаном, кремнием, хро-
хромом, медью, кобальтом, алюминия с медью и т. п. При этом за-
зарождение центров новой фазы происходит в результате межатом-
межатомного взаимодействия с образованием новой фазы через промежу-
промежуточные метастабильные фазы.
Изменение состояния металлов и сплавов по границам зерен
может быть следствием перегрева или пережога. При перегреве в
мгтлллах и сплавах образуется крупнокристаллическая структура,
п результате чего ухудшаютси их механические, особенно динами-
динамические, свойства. К перегреву не склонны наследственно мелко-
1г|шнстые стали, содержащие 0,03—0,04% А1. или 0,1—0,4% Ti,
ни склонны стали с наследственно крупным зерном. Структурные
1ПМСПС1ШЯ материала при перегреве могут быть устранены после-
37
дующей нормализацией п сплавах, не испытывающих фазового на-
наклепа.
Пережог сплавов независимо от их исходного состояния насту-
наступает вследствие оплавления или окисления границ зерен при на-
нагреве их вблизи температуры солидуса, что существенно снижает
их пределы прочности, усталости, пластичность и вязкость.
Пережог в сталях-и- сплавах протекает в три стадии. На пер-
первой стадии происходит обогащение границ зерен легирующими эле-
элементами. На второй стадии по границам зерен возникают пусто-
пустоты без признаков окисления металла. На третьей стадии происхо-
происходит окисление границ зерен. Исправление структуры конструкцион-
конструкционных материалов после пережога возможно только после первой его
стадии путем последующей гомогенизации н отжига. Структурные
изменения на второй н третьей стадиях пережога — неустраняемый
дефект.
При определении совместимости паяемого материала с терми-
термическим режимом пайкн необходимо учитывать также влияние тем-
температуры пайки на предел текучести паяемого материала, так как
при резком его снижении и достаточно малой толщине стенок воз-
возможна потеря устойчивости нлн возникновения тепловых дефор-
деформаций н изменения вследствие этого формы и размеров изделия.
3. ОСОБЕННОСТИ ПОВЕДЕНИЯ СПЛАВОВ ПРИ НАГРЕВЕ
И ИХ КРИТИЧЕСКИЕ ТЕМПЕРАТУРЫ [16]
Алюминиевые и магниевые сплавы склонны к пережогу при нагре-
нагреве нх на 5—10 °С выше температуры солидуса. Поскольку темпера-
температура нагрева перед закалкой алюминиевых сплавов средней и вы-
высокой прочности близка к температуре их солидуса (так как
растворимость легирующих элементов в алюминии максимальна
при температуре эвтектики), пайка таких сплавов выше темпера-
температуры закалки недопустима, так как это может привети к пережогу.
Для совмещения нагрева алюминиевых сплавов средней и высокой
прочности при пайке с нагревом под закалку требуется быстрое
охлаждение изделия в воде, что накладывает ограничения на его
конструкционные н масштабные факторы и массу (кроме самоза-
самозакаливающихся иа воздухе алюминиевых сплавов (Д20 и др.) и
может привести к смещению паяемых деталей. Это затрудняет пай-
пайку изделий из сплавов средней и высокой прочности. Перезакалка
паяных изделий нз таких сплавов возможна только в случае, если
температура закалкн ниже температуры распайки швов, а кон-
конструкция и габариты изделия таковы, что не препятствуют закалке
изделия в воде.
Температура искусственного старения алюминиевых сплавов не
превышает 195 СС. Поэтому совмещение нагрева при пайке с на-
нагревом при старении не обеспечивает достаточно высокой прочности
паяных соединений из-за низкой прочности легкоплавких припоев
и высокой коррозионной их стойкости. Температура отжига алюми-
алюминиевых сплавов в нагартованном состоянии близка к их темпера-
температуре рекристаллизации и находится в интервале 260—420"С
(табл. 3). Это в значительной степени явилось причиной того, что
для паяемых изделий нашли применение главным образом алюми-
алюминиевые сплавы низкой и средней прочности, не упрочняемые тер-
термической обработкой [1].
38
Таблица 3. Критические температуры некоторых конструкцион-
конструкционных материалов
Марка
Мк
рекри-
сталл»
зация
собира-
собирательной
рекрн-
сталли-
зации
резкого
снижения
плав-
плавления
(конец)
А1 99,99
АД1, АД
АМц
АМг2, АМгЗ
АМг4
АМгб
Си
Латунь
БрОФб—5
БрОЦ—4—3
Л63
Л80
Нейзильбер
Мельхиор
МНЖМцЗО—0,8—0,1
Строительная
08кп
ВТ1
Пережога.
Алюминиевые сплавы
350—420
350—420
350—420
300-—350
300—370
100 —
150
250—
290
—
—
Медные сплавы
600—700
600—650
600—650
450—650
450—650
200
300
350—
360
360—
380
370
/1
мин)
—.
750
775
750
775
—
Никелевые сплавы
,
,
750—810
700
500
—
1100
800
—*
Стали
550
600
850
1100
Титановые сплавы
500—700
150 .
250; 590*
200; 650*
200; 550*
>710*
800—
900*
900*
980*
660
660
650
620
590
650
1083
900-
905
1550
ИЗО
1000—
1100
Предел текучести большинства деформируемых алюминиевых
сплавов резко снижается уже в интервале температур 200—300 "С.
Эта обстоятельства при тонкостенностн и сравнительно больших
габаритах изделия в условиях общего иагрева до такой темпера-
температуры могут привести к недопустимому изменению формы и размеров
изделия под действием собственного веса. Все это необходимо учи-
учитывать при определении совместимости алюминиевых сплавов с
39
режимом и термическим циклом пайки, массой, масштабными и
конструкционными факторами паяемых изделий, особенно при пай-
пайке с общим нагревом или при последующей перезакалке.
При пайке изделий из алюминия и его сплавов следует учи-
учитывать также, что чем чище алюминий или менее легирован сплав,
тем выше его склонность к росту зерна: сплав АМп, например, ме-
«ее склонен к росту зерна, чем чистый алюминий.
Некоторые критические температуры меди и ее сплавов — тем-
температуры плавления, отжига, рекристаллизации, сильного роста и
пережога — приведены в табл. 3. Медные сплавы склонны к пере-
пережогу в интервале температур 800—900 "С. В медных сплавах пе-
пережогу способствуют примеси висмута, в никелевых сплавах — се-
серы, т. е. приводящие к горячеломкрсти вследствие образования
легкоплавких эвтектик с основой сплава. Для предотвращения пе-
пережога медных сплавов процесс пайки следует вести иа 100 °С ниже
температуры их солидуса [12, 17].
Для меди при нагреве существует также опасность возникнове-
возникновения водородной хрупкости. При наличии малых примесей кислорода,
.например в виде окислов, в меди и ее сплавах, нагреваемых в во-
дородсодержащей газовой среде, возможна диффузия в них водо-
водорода с образованием воды (Cu+2H=H2O+2Cu). Вследствие боль-
большого давления паров воды, образующейся в металле, возникают
местные разрывы, охрупчнвающие его. Склонность к водородной
хрупкости возрастает с повышением температуры и возникает глав-
главным образом при высокотемпературной пайке. Поэтому высокотем-
высокотемпературной пайке в водородсодержащих газовых средах подвергают
только рафинированную от водорода медь марки МБ. При введении
в медь до 0,01—0,04% Р кислород из иее полиостью удаляется,
однако при этом снижается ее электропроводность.
Другая важная особенность медных сплавов, легированных ком-
компонентами с высокой упругостью пара (цинк в латуиях, марганец
и фосфор в бронзах),— обеднение сплавов этими элементами, осо-
особенно при нагреве в вакууме вследствие испарения или в окисли-
окислительной газовой среде вследствие окисления последних. Обеднение
начинается с поверхности сплава и продолжается в результате диф-
<фузик легкоиспвряющихся элементов из глубинных слоев к. поверх-
поверхностным. Такой процесс также характерен для высокотемператур-
высокотемпературной пайки.
4. ОСОБЕННОСТИ ПОВЕДЕНИЯ СТАЛЕЙ ПРИ НАГРЕВЕ
И ИХ КРИТИЧЕСКИЕ ТЕМПЕРАТУРЫ
В процессе воздействия термического цикла пайки в сталях проис-
происходят фазовые и структурные изменения, существенно влияющие
на их механические, а иногда и коррозионные свойства после
пайки.
Ферритная сталь при иагреве до температуры выше 850 "С мо-
может приобретать крупнозернистую структуру и охрупчиватьСя; Тем-
Температура начала первичной собирательной рекристаллизации строи-
строительной стали и стали 08кп соответственно 550—850 и 600—1100 °С
{16]. Особенно склонны к росту зерна ферритные стали с крупным
«аследствеиным зерном.
Интенсивный рост зерна- наблюдается выше температуры раст-
растворения нитридов, карбоиитридов, третичного карбида, например в
40
сталях 08кп; 30 и других — выше 950—1000 °С, а также стойких
карбидов титана, ванадия, ниобия — выше 1100—1200"С [13—15]-
Интенсивный рост зерна может способствовать снижению прочности
стали, особенно при сохранении нестабильного пересыщения твер-
твердого раствора при быстром охлаждении.
При естественном старении такого раствора будет повышаться
прочность и хрупкость стали. Это явление особенно выражено в>
сталях 08кп; 10; 30.
При охлаждении после пайки от температуры выше А\ в ста-
сталях происходит распад аустеиита. Для оценки характера влияния
на этот процесс состава стали и скорости охлаждения могут быть
использованы соответствующие диаграммы изотермического превра-
превращения переохлажденного аустенита в паяемой стали — так назы-
называемые С-кривые. По таким диаграммам можно судить о характере
распада аустенита также и при не-
непрерывном охлаждении с задан-
заданной скоростью [18—20]. На ряс. 8
приведена схематическая диаграм-
диаграмма изотермического превращения
аустеиита углеродистой стали. Ее
характер определяется процесса-
процессами, происходящими в стали при
охлаждении инже температуры
Ап превращением y-Fe—*-«-Fe н
Рис. 8. Схематическая диаграмма изо-
изотермического превращения переохлаж-
переохлажденного аустеиита:
П — перлит; С — сорбит; Т — троостит;
Б — бебиит; М — мартенсит; А — аусте-
иит; а, в, д, ж, з —кривая начала
превращения; б, г, е, и —кривая кон-
конца превращения аустенита; vt, va v3.
vt — скорости охлаждепия аустенита
диффузией углерода в переохлажденном аустеиите в процессе под-
подготовки к образованию цементита. Эти два процесса связаны со.
скоростью охлаждения; поэтому до некоторой температуры
превращения v-Fe-»a-Fe, при которой скорость диффузии уг-
углерода еще недостаточна, определяющим процессом является пе-
переход "y-Fe—их-Fe и поэтому с понижением температуры распада
аустенита уменьшается время до начала и продолжительность это-
этого превращения.
При температуре ниже t2, когда лимитирующим процессом
распада аустенита становится скорость диффузии углерода в аус-
тените, 'замедляющаяся с понижением температуры, время до нача-
начала и продолжительность превращения резко увеличиваются. При
температуре начала мартенситного превращения, когда диффузия
углерода затормаживается, происходит частичное превращение
Y-Fe-HX-Fe, а пересыщение углеродом феррита приводит к дефор-
деформации решетки последнего и превращению ее из о. ц. к. в тетраго-
тетрагональную' (с/а>.1, мартенеят). Полное превращение аустенита в
мартенсит наступает только при переохлаждении аустенита до тем-
температуры конца мартенситного превращения. В соответствии с ха-
t,
\)
\l
\
-
Mh
mk
А+Ф
4 >
VN
\
\
A
4
X
\
\
*l c
\ T
\r* Б
\« '
^. ^
V M+A
У^ M
6
рактером распада аустеиита изменяется и структура охлажденной
после нагрева стали.
Прн непрерывном охлаждении стали распад аустенита в отли-
отличие от изотермических условий распада приводит к образованию
смеси структур: в начале превращения образуется структура, со-
соответствующая температурной области пересечения прямой vu с
кривой — геометрическим местом точек, определяющим начало рас-
распада, а в конце превращения — структура, соответствующая темпе-
температурной области пересечения той же прямой va с кривой — геомет-
геометрическим местом точек, соответствующим концу распада аустенита.
В легированных сталях, кроме железа и углерода, содержатся
и другие легирующие элементы, которые могут существенно влиять
на процессы, происходящие при нагреве и охлаждении по терми-
термическому циклу пайки. Такие элементы могут входить в твердый
раствор, замещая железо, или образовывать с углеродом карбиды.
Химическое сродство углерода к легирующим элементам ста-
200
WO
Al
i
Co
_^—¦•
-Si
"•^Cr
ч а
Z 4 6 Z
Легирующий элементам
Рис. 9 Влияние легирующих элементов в стали с 1% С на их
температуру мартенситцого превращения — положение точки М(а)
и количество остаточного аустеннта jVF) при изотермическом рас-
распаде
лей возрастает в следующем порядке: Мп, Cr, W, V, Nb, Ti. Поэто-
Поэтому при легировании сталей ванадием, ниобием, титаном образуются
главным образом стойкие карбиды типа Ме2зСв, Ме?С3 и др. На
рис. 9 приведены данные, характеризующие влияние легирующих
элементов на температуру мартеиситиого превращения сталей и
количество остаточного аустенита при изотермическом охлажде-
охлаждении [18].
С увеличением степени химического сродства легирующих эле-
элементов к углероду возрастает температура их плавления или раст-
растворения. Поэтому следует ожидать, что более стойкие карбиды
растворяются в стали при более высокой температуре, чем цемен-
цементит. В условиях быстрого нагрева при пайке растворение карбидов
легирующих элементов может происходить с перегревом, тем боль-
большим, чем больше размеры их частиц и температура растворения.
К таким карбидам относятся химически стойкие карбиды титана,
молибдена, кремния, вольфрама.
Росту зерна стали при высокотемпературном нагреве благо-
благоприятствует марганец; никель и кремний слабо влияют на рост
зерна; элементы с высоким химическим сродством к углероду тор-
тормозят рост зерна.
42
В сталях с содержанием до 0,5% С температура пережога на-
находится в интервале 1200—1300 "С; в сталях с содержанием более
0,5% С температура пережога равна 1200 CG. Наступлению пере-
пережога в сталях способствуют сера и фосфор, образующие с желе-
железом относительно легкоплавкие эвтектики. Поэтому для предотвра-
предотвращения пережога в сталях нагрев при пайке следует вести, по
крайней мере, на 100—200 °С ниже температуры их солидуса.
Очень важное значение в сталях имеет отпускная хрупкость.
Под отпускной хрупкостью понимают хрупкость сталей, возникаю-
возникающую в ннх под влиянием длительного нагрева или замедленного
охлаждения в интервале температур 400—600 "С после высокотем-
высокотемпературного отпуска. Отпускная хрупкость обнаруживается, как
правило, при 20 °С или близких к ней температурах и не вызывает
изменений всех остальных механических н физических свойств ста-
стали [15, 20, 21].
Такая хрупкость обусловлена неравномерным распадом пере-
пересыщенного твердого раствора a-Fe и выделением вторичных фаз в
стали, содержащей фосфор, серу, азот, водород, кислород. Хруп-
Хрупкость стали можно устранить после нагрева выше 600 °С без пере-
перевода стали в состояние твердого раствора и быстрого охлаждения.
Поэтому такая хрупкость получила название обратимой отпускной
хрупкости. Для устранения склонности стали к отпускной обрати-
обратимой хрупкости в нее иногда вводят 0,2—0,3% Мо.
К обратимой отпускной хрупкости склонны некоторые перлит-
перлитные стали, например ЗОХ, 40Х, 35ХГ, 30ХН4, 35ХН, 35ХГН и др.
Нечувствительны к отпускной хрупкости нержавеющие и окалино-
стрйкие стали, высоко- и среднелегированные стали ферритиого и
полуферритного класса с большим содержанием элементов, способ-
способствующих образованию oc-Fe.
Критический интервал обратимой отпускной хрупкости с уве-
увеличением времени охлаждения (охлаждение в масле при скоростях
охлаждения 10—30°С/ч или многочасовой выдержке прн темпера-
температуре 400—500°С) перемещается в область более низких темпе-
оатур.
Обратимая отпускная хрупкость возникает по всей массе изде-
изделия (детали) и не зависит от его формы и наличия в нем кон-
концентраторов напряжений, например надрезов. Хрупкое разрушение
при испытании на ударную вязкость происходит по границам пер-
первичных аустеинтных зерен.
С увеличением времени выдержки при температуре отпускной
хрупкости или замедленном охлаждении интервал отпускной хруп-
хрупкости перемещается в область более низких температур. В зависи-
зависимости от этого, а также от состава стали пониженная ударная вяз-
вязкость может обнаруживаться как при комнатной, так и при более
высоких или более низких температурах.
Различают три типа взаимного расположения кривых зависи-
зависимости ударной вязкости стали от температуры испытания (рис. 10):
а — когда повышенная хрупкость проявляется относительно сла-
слабо— интервал 0—100 СС; б — когда повышенная хрупкость стали
проявляется сильно — интервал от —100 до 100 °С; в — когда по-
повышенная хрупкость проявляется весьма сильно — интервал от —60
до 150 СС. Тип й расположения кривых зависимости ударной вяз-
вязкости от температуры испытания характерен для углеродистой, ни-
никелевой и хромомолибденовой сталей; тип б — для хромоникель-
молибденовых сталей; тнп в — для хромистых, марганцовистых, хро-
43
моникелевых, хромомаргаицовистых, марганцовоннкелевых и других
перлитных сталей [21].
Такие легирующие элементы, как хром, марганец, в чисто угле-
углеродистых и никелевых сталях способствуют сильному развитию
отпускной хрупкости. Молибден способствует ее устранению. Ва-
Ванадий не оказывает заметного влияния на отпускную хрупкость.
В температурном интервале 250—400 °С в ферритиых сталях
может развиваться необратимая отпускная хрупкость. Ее развитие
не зависит от скорости охлаждения с температуры отпуска. Склон-
Склонность сталей к необратимой от-
отпускной хрупкости обычно устра-
устраняют при вакуумной плавке, при
которой из стали удаляют фос-
фосфор, сурьму, олово и мышьяк,
или частично специальными до-
добавками [20].
В табл. 4 приведены данные
о критических точках некоторых
конструкционных сталей, а кри-
критические температурные области t
нержавеющих сталей — в табл> 5.
Рнс. 10. Схема изменения интервала
температур пониженной удараой вяз-
вязкости вн сталей в зависимости от
температуры испытания; / — после нор-
нормальной термической обработки на вы-
высокую вязкость; 2 — закалка+выдержка
при температурах отпускной хрупкости
400—БОО'С (В. А. Мнхеев-Мнхайлов)
'1
г
¦+-—
н
-I
а
6
в
-200 -100 0 20 100
200
t,°C
Температурный интервал резкого снижения предела текучести
у конструкционных сталей 450—500 °С, у аустенитных хромоинке-
левых >500°С, у жаропрочных деформируемых сталей >700°С.
В настоящее время имеется лишь ограниченное число данных
о влиянии режима охлаждения при пайке на свойства паяемых ма-
материалов, на процесс роста зериа, развитие отпускной хрупкости.
Поэтому при разработке термического цикла пайкн необходимы
такие исследования с учетом ТЦП конкретного изделия.
5. ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ ПЛАВЛЕНИЯ ПРИПОЕВ
Для сохранения требуемых механических и других свойств "паяемо-
"паяемого металла после нагрева при пайке согласно температурному кри-
критерию совместимости Мк и ТРП необходимо прежде всего ориен-
ориентировочно выбрать температурный интервал плавления припоя. При
этом следует учитывать, что рабочая температура пайки обычно
превышает температуру ликвидуса припоя. Рабочая температура
пайки корректируется впоследствии с учетом выбранного способа
пайкн по формированию паяного шва, способу удаления окисиой
пленки при пайке, характеру физико-химического взаимодействия
Мк и Мп и другим параметрам. Например, рабочая температура
Таблица 4. Температура критических точек А, и Л3 конструкци-
конструкционных сталей
Марка
стали
А,, «С
Аг,'С
Марка
стали
А,, "С
А„'С
Малолегированные стали [15]
20Г
ЗОГ
40Г
БОГ
725
725
725
725
812
790
774
45Г2
ЗОХ
40Х
38ХА
715
730
730
730
725
815
785
785
Сред нелегированные термически обрабатываемые стали [14]
20ХФ
40ХФА
ЗОХМ
ЗОХМА
35ХМ
35ХМФА
38ХА
23Х2НВФА
30Х2Н2ВФА
20ХНЗА*
ЗОХНЗА*
37ХНЗА*
ЗОХГСА
ЗОХГСНА
ЗЗХС
38ХС
25ХГСА
40ХН
50ХН
40ХНМА
40ХНВА
Высокопрочные стали
768
765
755
755
757
765
740
760
770
840
790
805
805
802
845
780
805
840
760
750
760
763
760
730
730
710
730
830
805—830
860
850
850
770
755
790
770
700
715
710
760
775
770
ЗЗХНЗМА
18ХНВА
25ХНВА*
720
700
700
790
810
720
• Наблюдается склонность к отпускной хрупкости, у двух других высо-
высокопрочных сталей такая склонность не наблюдается.
флюсовой пайки ие превышает температуру ликвидуса припоя на
50 °С; при пайке в вакууме, активных и инертных газовых средах
это превышение обычно несколько больше.
На рис. 11 приведены температурные интервалы плавления су-
существующих систем припоев, а в табл. 6—17 — составы и темпера-
температурные интервалы плавления наиболее широко применяемых
припоев.
Состав, %, и температуры ликвидуса нестандартных серебря-
серебряных припоев с пониженной температурой плавления, легированных
сурьмой, приведены ниже: 1) 60Ag, 20Cu, 20Sb, <Лнкв =480°С;
2) 70Ag, 20Cu, lOSb, *„„.«=520 °C; 3) 60Ag, 19,0Cu, 19,5Sb, 1.5P,
*лвкв=500°С; 4) lOAg, 40Cu, 20Sb, 20Zn, lOCd, *„„к,=460°С.
Все эти припои имеют низкую пластичность.
6. ТЕМПЕРАТУРА РАСПАЙКИ
Взаимодействие. между паяемым материалом и прийоем при пай-
пайке— необратимый процесс, сопровождающийся изменением химиче-
химического состава припоя в паяном шве и паяемого материала в диф-
45
С палладием
Медно-HUKi
мареанце*
Молибденовые
Циркониевые
Титано-
ванадиевые
Платиновые
КобольтоВые
Титановые
Циркониевые
Марганцевые
Никелевые
Серебряные
Медно-никелевые
Алюминиевые
Магниевые
Оловянно -цинков'ые
Оловянно - свинцовые
свинцово -оловянные
с серебром
Многокомпонентные
на свинцоВо-оловшой
основе
Висмутовые
Галлиевые,
Рнс. П. Температурные интервалы плавления некоторых систем припоев 1 —
особолегкоплавкие; II — легкоплавкие; III — среднеплавкне; / V — высокоплав-
кне; V — тугоплавкие
фузионной зоне соединения. Эти изменения в зависимости от ха-
характера физико-химического взаимодействия Мк и Мп могут быть
незначительными или весьма существенными. Они возникают в
процессе пайки, а также после пайки при гомогенизирующем отжи-
отжиге паяного соединения или при высокотемпературной эксплуатации.
Изменение химического состава припоя в шве вызывает, в
частности, изменение его температур солидуса и ликвидуса и ши-
ширины интервалов твердожидкого н жидкотвердого состояния, ко-
которые во многих случаях могут существенно отличаться от темпе-
температуры солидуса и ликвидуса припоя в исходном состоянии.
46
Таблица 5. Критические температурные области нержавеющих сталей[16]
Класс стали
Аустенитные с хромом,
никелем, марганцем
дестабилизированные
Нестабилизнрованные
с низким @,03—
0,06%) содержанием
углерода
Сталь типа 18-8 стаби-
стабилизированная титаном:
(% С-0,02) Ti>5%
Нержавеющие аусте-
нито-ферритные
Мартеиситно-ферритные
Марка стали
08Х18Н10,
06Х18Н11,
12Х18Н9,
17Х18Н9,
20Х13Н4Т9
12Х17Г9АН4,
15Х17АГ14
04X18Н10;
12Х17Н9АН4
12Х18Н9Т;
12Х18Н10Т
12X21Н5Т,
08Х20Н14С2,
08Х21Н6М2Т,
20Х20Н14С2
14Х17Н2
д'кр,
•с
700-900
500-700
500-700
>1000
550-900
Характер и причина
ухудшения свойств
Резкое снижение вследст-
вследствие образования хрупкой
о-фазы
Склонность к межкрнстал-
литной коррозии вследст-
вследствие диффузии хрома с гра-
границ в зерно
То же
Ухудшение коррозионной
стойкости в результате
связывания титана в сое-
соединения с азотом
Охрупчивание н склонность
к межкристаллитиой кор-
коррозии вследствие выделе-
выделения о-фазы
Резкое снижение ударной
вязкости и коррозионной
стойкости вследствие пе-
перехода в аустенитное со-
состояние
Не склонна к отпускной
хрупкости вследствие по-
повышенного содержания
хрома
Условия ухудшения
свойств
Длительный нагрев
или медленное
охлаждение от
более высокой тем-
температуры
Длительный нагрев
(>30 мни)
То же
Длительный нагрев
на воздухе
Длительный нагрев
Отпуск
_
Условия улучшения
свойств
Быстрый нагрев
>900 °С и быстрое
охлаждение для пере-
перевода ст-фазы в твердый
раствор
Закалка на аустенит
с 1000—1100 °С в воде
То же
—
_
Продолжение табл. 5
Класс стали
Марка стали
>
Характер и причина
ухудшения свойств
Условия ухудшения
свойств
Условия улучшения
свойств
Ферритные
Ферритные
Мартенситного класса
Феррнтные
Феррнтные
с 25-30% Сг
Ферритные с 25% Сг
(и титаном)
15Х25Т, 15X28
12X17, 08X17Т
20X13, 3X13,
4X13
12X17
15X28, 15Х25Т
Те же марки при
большом содержа-
содержании в структуре
феррвтйой состав
ляющей
15Х25Т
500-700
500-700
400-550
>950
>850
>1000
700—750
475
>1000
Склонность к межкристал-
лнтной коррозии
Ухудшение коррозионной
стойкости
Ухудшение коррозионной
стойкости вследствие вы-
выпадения карбидов
Снижение пластичности н
коррозионной стойкости
нз-за роста зерен
Увеличение хрупкости нз-
за роста зерен
Высокая склонность к меж-
кристаллнтной коррозии
вследствие образования ге-
гетерогенной крупнозернис-
крупнозернистой структуры
Повышение хрупкости
вследствие выделения
сг-фазы
Повышение хрупкости и
снижение коррозионной
стойкости при увеличении
содержания хрома
Снижение ударной вязкос-
вязкости
Длительный нагрев
Длительный нагрев
Отпуск после за-
закалки при темпе-
температуре
>1000 °С
Нагрев и быстрое
охлаждение
Длительный нагрев
Пониженная кор-
коррозионная стой-
стойкость
Нагрев
Нагрев
Закалка с 950—
1000 "С в воде или при
обдуве воздухом
Отжиг при 720—760 "С
с охлаждением на воз-
воздухе
При последующей
термической обработке
свойства не улучша-
улучшаются
При последующей тер-
термической обработке
хрупкость не устра-
устраняется
Нагрев при 760—780 'С
(хрупкость при этом
не устраняется)
Кратковременный на-
грев+кратковременный
отжиг при 760-780 °С
для получения мелко-
мелкозернистой структуры.
Для стали с 27% Сг
отпуск при 600 °С для
устранения хрупкости
При последующей- тер-
термической обработке
свойства ие восстанав-
восстанавливаются
Таблица 6. Состав,
интервалом плавления
о, особолегкоплавких припоев с узким
Bi
40,6
49,4
50,0
49,5
57,0
45,5
— ¦
51,65
50,0
50,0
50,0
50,0
54,0
50,6
40,0
50,0
50,0
55,0
33,3
56,0
58,0
60,0
—
Sn
10,8
10—20
11,6
12,5
13,1
17,0
9,2
45—48
17,0
25,0
18,75
19,0
22,0
26,0
—
20
22
25
—
33,4
40,0
42,0
47,0
—
49,8
Cd
8,2
1—10
—
12,5
10,1
— "
—
8,15
—
—
—
—
20,0
7,0
—
—
—
—
—
—
—¦-
17,0
40,0
18,2
РЬ
22,4
Ост.
18,0
25,0
27,3
—
45,1
—
40,2
25,0
31,25
31,0
28,0
43,0
40,0
28,0
25,0
43,0
33,3
—
—
36,0
—
32,0
Другие
In 18,0
In 20—50
In 21,0
—
—
In 26.0
—
In 50—53;
Ga 2—3
—
—
—
—
—
—
Ga 2
—
Ga 4
— ¦
—
—
СОЛИ-
дуса
46,5
50,0
58,0
60,5
71,0
78,8
79,0
90,0
91,5
94,0
96,0
95,0
—
103
91,5
95,0
95,0
95,0
124
130
130
139
142
144
145
ликви-
ликвидуса
46,5
55,0*
58,0
60,5
—
78,9
79,0
95o0**
91,5
94,0
96,0
100
100
103
115
120
120
125
124
130
130
139
142
144
145
Примечание
—
Сплав Вуда
—.
Сплав
Д'Арсен-
валя
Сплав Розе
_
Для пайки
свинца
—
—
ПОСВ 33;
,
ПОСК 47
—
ПОСК 50
* Припой для пайки изделий криогенной техники (Н. С. Баранов,
Е. И. Сторчай, А. В. Соколова). •¦ Припой для пайки золотых или сереб-
серебряных покрытий (Л. И. Андреева, М. А. Македонцев, А. И. Южни).
Таблица 7. Состав, %> нестандартных особолегкоплавких
и легкоплавких припоев с интервалом плавления*1
ПИГ52
ПИК75
ПВГ55*2
РЬ
4,0
Sn
47,5
40,7
Cd
25,0
Zn
—
Ge
0,5
оТб
In
Ост.
»
t,°c
соли-
дуса
114
123.
106
лик'-"
виду-.
са
129
123
146
49
Продолжение табл.7.
ПВГ-50*2
ПВ-50*2
ПВ50-5*2
ПВ-40*2
—
—
—
РЬ
4,0
15,0
16,0
14,0
37,5
—
Ост.*3
Sn
45,7
10,0
12,0
11,0
37,5
—
—.
Cd
0,6
15,0
15,0
8,0
82,5
11—
50
Zn
10,0
2,0
8,0
17,5
Ge
0,5
In .
.
18
25
0,01—
0,02 Mg
t, °C
СОЛН
Дуса
89
85
85
46
134
—
240
ЛНКВН
дуса
135
100
95
50
181
265
250
*" Применяют для ультразвуковой пайки алюминиевых сплавов ниже
150 °С, а также для устранения течей в швах емкостей, так как припои с
висмутом, германием, кремнием при затвердевании расширяются. *' Осталь-
Остальное висмут. w Припой для пайки изделий криогенной техники (Е. И. Стор-
•чай, А. И. Соколова, Н. С. Баранов).
Таблица 8. Состав*1, %, температурный интервал плавления оло-
вянно-свиицовых припоев (по ГОСТ 1499—70)
ПОС90
ПОС61
ПОС40
ПОС10
ПОС61«
ПОСК50—18«
ПОССУ61—05
ПОССУ50-0.5
ПОССУ40—0,5
ПОССУ35—0,5
ПОССУЗО—0,5
ПОССУ25—0,5
ПОССУ18—0,5
ПОССУ95—5
ПОССУ40—2
ПОССУ35—2
ПОССУЗО—2
ПОССУ25—2
ПОССУ18-2
ПОССУ15—2
ПОССУЮ—2
ПОССУ8—3
ПОССУ5—1
ПОССУ4—6
Sn
Sb
' Бессурьмянистые
89-91
60—62
39—41
9—100
60—62
49—51
_
—
Малосурьмянистые
60-62
49—51
39—41
34-36
29—31
24-26
17—18
0,2—0.5
0,2—0,5
0,2—0,5
0.2—0,5
0,2-0,5
0,2—0,5
0,2—0,5
Сурьмянистые
94—96
39—41
34—36
29—31
24-26
17-18
14-15
9—10
7—8
4—5
3—4
4.0-5.0
1.5—2,0
,5—2,0
,5—2,0
,5—2,0
,5—2,0
1,5—2,0
1.5—2.0
2,0—3,0
0,5—1,0
5,0—6,0
<пл, "С
соли-
дуса
183
183
183
268
183
142
183
183
183
183
183
183
183
183
185
185
185
185
186
184
268
240
275
244
ликви-
ликвидуса
220
190
238
299
192
145
189
216
235
245
255
266
277
277
229
243
250
260
270
275
285
290
308
270
р,
г/см3
7,6
8,5
9,3
10,8
8,5
8,8
8,5
8,9
9,3
9,5
9,7
10,0
10,2
7,3
9,2
9,4
9,6
9,8
10,1
10,3
10,7
10,5
11,2
10,7
" Остальное свинец. м 1,5—2,0 % Си, *а 17—19 % Cd.
SO
Тааблнца 9. Состав, %, н температурный интервал плавления средненлавкнх серебряных припоев н легко-
легкоплавких припоев, содержащих серебро (по ГОСТ 19738—74)
Мд
¦
ПСрС2^58*'
ПСрОСЗ—58"
ПСрОСЗ,5-95
ПСрОЗ-97
ПСр1*>
ПСр2®'
ПСрМ05
ПСрОСув
ПСр1,5*'
ПСрОЮ—90
ПСр2,5"
ПСр2,5С*'
ПСрЗКд
ПСр40«
ПСрМЦКд45-15
16-24
ПСрКдМ50—34—16
ПСрМО68—27—5
ПСр70
ПСр37,5«
ПСр25
flCp72
ПСр71"
ПСр25Ф«
ПСр15«
ПСр12М
ПСрЮ
ПСр50
Ag
2,0±0,3
3,0±0,4
3,5±0,4
3,5±0,3
1,0±0,2
2,0±0,3
5.0±0,5
9 П-1-П Ч
8,0±0,5
1,5±0,3
Ю,0±0,5
2,5±0,3
2,5±0,2
2,5±0,2
3,0±0,5
Ifi 74-П 7
ID,/ niU)/
45±0,5
50,0±0,5
68,0±0,5
70,0±0,5
37,5±0,5
25,0±0,3
72,0±0,5
71,0±0,5
25,0±0,5
15,0±0,5
12,0±0,3
10,0±0,3
50,0±0,5
Си
—
—
—
, —
—
—
_
—
—
Ост.
»
26,0±0,5
Ост
40tt'l,0..
Ост.
»
>
»
52,0±1,0
53,0±1,0
—
Zn
¦_
__
__
1,0±0,5
17,0±0,8
16,0±1,0
—
Ост.
5,5±0,5
Осп —,
—
z
_
Ост.
—
Sn
58,8±1,0
57,8±1,0
Ост.
>
35,0±1,0
30,0±1,0
Ост.
>
1,5±1,0
Ост.
5,5±0,5
__
—
—
5,0±0,5
__
¦ __
z
—
__
Sb
0,5±0,3
0,5±0,3
0,9±0,4
1,0±0,2
7,5±0,5
__
—
—_
Cd
1 —.
2,5±0,5
5,0±0,5
_
—
...И
Ост.
24,0±1,0
34,0±1,0
—v
-г
—
—
<дл- "С
СОЛИ-
дуса
183
180
220
221
225
235
235
235
273
221
304
304
314
590
615
630
655
715
725
..-740
779
645
645
640
793
822
779
ликви-
ликвидуса
183
190
2Й4
225
235
?<38
250
250
280
280
306
306
342
610
615
685
765
770
810
775
779
795
725
810
830
850
860
ел
*' Оставдо?
0,3% N}, « 3,2±0,3% Мп. ,0*0,2% Р, « 5,0* 0,5Р.,
Таблица 10. Состав, %, я температурный интервал плавлений кадмиевых и цинковых припоев [1]
ПСрбКЦН
ПСр8КЦН
ПЦА8М
ПАКЦ
П425
ПЗОО
—
Cd
91
84
'
40
—
Ag
Б
8
_.
—
Zn
2
6
85
80
65
60
95
Другие
.Ni 2 '
Ni 2
Al 8; Си 5; P 1,4;
Sn 0,6
Al 20; Si<0,15
Al 20; Си 15
Al 5
t,
солндуса
315
330
. 360
410
415
266
380
"С
ликвидуса
355
380
410
480
. 425
350
380
Таблица 11. Состав, %, и температурный интервал плавления магниевых припоев [1]-
мд
П380Мг
ГНЗОМг
AZ-92
AZ-125
Mg
87—89,7
•52,5
72,5
72-75
84—i86,2
88—90
83
Al
8,3—9,7
21,5
26
2,0—2,5
0,7—1,0
8,3—9,7
12
Zn
1,7-2,3
0,3
1,2
23—25
13—15
1,7—2,3
5
Mn
>0,l
0,2
0,2
_
0,1
Другие
Si 0,3
Cd 125,5
__
__
—
Be 0,002
t,
солндуса
435
—
—
—
595
560
°C
ликвидуса
¦ 564
415
435
560
600
600
625
Таблица 12. Состав, %, и температурный интервал плавления алюминиевых припоев [1]
мд
В62 .
Германиевый 1
Германиевый 2
Германиевый 3
Германиевый 4
34А
ГО50А
П124А
П575А
П590А
Эвтектические
силумины
—
—
—
—
А1
52,5—50,5
64,5
66,5
Ост.
»
68—65
67
53
80
89
88,3
Ост. A)
»
»
»
»
2)
43!
5)
Zn
24
—
—
—
—
—
—
—
20
—
—
7—16
—
—i
—4
5-15
7>т-16
30—315
0,5-495
Си
20
—
—
—
—
27-^29
27
10
—
10
—
15-22
—
—
10—A5 .
15—10
15-22
10-20
0,5
Si
3,5
4,5
5,5
4,0
3,5
6
—
7
—1
1
4,7
1—5
4-ili2
5—12
5—12
3—12
1—5
5—10
0,5—14
Другие
Мп 1,5
Qe ai
Qe 28
Qe 34
Qe 36
_.
——
__
Mg 4—6
Ni 2-6
Qe 5—10
Mg 1—6
Mg 1—10
__
—
t,
плавления
490-600
460—480
440—460
455—485
422—486
525
530
575
590
577
480—560
—
480
400
400
•с
пайки
505—510
530—550
—
1530—550
550
540—580
600
610—620
600—610
——
566—635
__
560
600
540
Примечание. Припой A) пригоден для пайки стеклянных отражателей с алюминиевой подложкой (К. Дж. Миллер);
припой B) — имеет повышенную коррозионную стойкость по сравнению с припоем A) (К. Н. Башков); припой C) — имеет
пониженную эрозионную активность по отношению к алюминию (А. А. Суслов); припой D)—имеет повышенную коррозионную
стойкость и низкое электросопротивление в паяных соединениях; припой E)—образует прочные и коррознонностойкие паяные швы,
пригодные для анодирования.
Таблица 13. Состав*, %, н температурный интервал плавления,
медных припоев [1]
МФ1
МФ2
ПМцЗб
ПМц48
ПМц54
Л63
• Остальное
Р
Zn
Медно-фосфоритные
9,5—11,0
7,5—9,5
—
—
Медно-фосфоритные
—
—
—
—
медь.
34—38
46—58
52—56
62—64
t.
солидуса
"С
ликвидуса
(ГОСТ 4515—81)
714
714
900
750
(ГОСТ 4515—81)
800
850
876
906
825
865
880
905
р, г/см»
-
—
7,7
8,2
8,3
—
Таблица 14. Состав, %> медио-цинковых припоев, содержащих
кремний [1]
ЛК62—0,5*'
ЛОК62—06—04*2
ЛОК59—1—06
ЛОК59—1—03*1
ЛНМц56*3
Си
60,5—63,5
60,5—63,5
95—57,5
58—60
54—59
Sn
—
0,4—
0,6
0,7-
U
—
Si
0,3—0,7
0,3-0,4
0,25—0,3
0,2—0,4
Ni
— '
—
5,5—
6
3,5—
5,5
Другие
Pb 0,08;
Fe 0,2
Pb 0,1;
Fe 0,2
Pb 0,1;
Fe 0 2
Pb 0,08;
Fe 0,10
Mn 3,5—5,5
<сол=905°С. « <ЛНКВ=000°С; 1(,ОЛ=905°С. П
54
Таблица
Мд
ПМ38МЛ
ВПр2 '
ВПр4
ПЖ45—81
ПМН-10
ГПФ
КП
—
—
15. Состав,
Мп
за-40
22—26
27—30
,2,0—3,0
—
4,2-5
22
,15—30
28—32
—
%, и температура плавления некоторых медных припоев с никелем и марганцем [1]
№
4-6
5-Я
28—30
20—35
10
10—14
61,5
0—10
3-5
19—28
Si
—
0,8—1,2
1,5-2,0
—
1,0—1,8
0,2
—
—
Fe
0,8—1,2
1,0-1,5
2,5-3,0
—
18—A4
—
—
1-1,4
Другие
Li <0,2
Li 0,5-0,25
Со 4—6; Li 0,15—0,3;
В 0,15—0,25; К 0,01—0#;
Na 0,05-0,15; Р 0,1—0,2
Сг 2,5—3,5
Сг 2—3
' —
Си 25; Сг 0,5; Мо 0,9;
А1 0,05; В 0,2
Zn 15—30
Ni 0,25—0,75
Zn 29—31; Bi 1,2—1,4;
Si 0,4—0,8
t,
СОЛИ-
дуса
880
960
940
1120
1110
1190
—
8 IS
870
950
•C
ЛИК
вндуса
900
980
980
1200
1140
1280
-1070
830*i
890*2
980*3
*' Припой для пайки стали и чугуна в эндогазе (П. Дж. Кэскон). « Припой для пайки стали в инертных газах и ваку-
вакууме при зазорах до 0,5 мм. •» Л. В. Парфенова. А. С. Екатова, Н. С.Шнякнн.
сд
сд
Таблица 16. Состав, %• и температурный интервал плавления
марганцевых и железных припоев [6]
Мп
60
60
54
50
14,5—16,0
40
30
36
40
4,2
-4,7
Си
10
—1
10
4,5-5,0
—
С
_
С
в
Si
Сг
Fe
Другие'
10
0,8—.1,0;
0,1—0,4;
0,1—0,4;
0,1-0,4;
ост.
'вл. °С
начала
—
1070
конца
1005
1170
иоа
Примечание. Марка последнего прнпоя ВЗМИ-49.
Таблица 17. Состав и температурный интервал плавления стан-
стандартных золотых припоев (ло ГОСТ 6835—72)
ЗЛПл2 *•
ЗЛПлб*1
ЗЛПл7*'
ЗЛПлЮ*1
ЗЛПд16*2
ЗЛПд*2
ЗЛПд*2
ЗЛПдПлЗО—10«
Аи, %
9,8 ±0,3
35,0+0,3
93,0+0,4
90,0+0,4
84,0+0,5
80,0±0,5
60,0±0,5
60,0+0,6
/, °с
солидуса
1080
1A00
1A00
Ш20
1300
1350
1445
1458
лнквндуса
11100
изо
11160
1200
1325
1375
•1452.
1472
р, г/см3
19,34
19,40
19,44
19,50
«7,64
\1&t
1*5,63
16,55
•' Остальное платина. *• Остальное палладий. *' 30,0±0,5 Pd, остальное
платина.
Температурный уровень работоспособности паяного соединения
в значительной степени определяется температурой солидуса шва,
так как вблизи и выше этой температуры резко уменьшается его
прочность и пластичность. Структура и состав по сечению паяного
шва неоднородны, поэтому в качестве температуры его распайки
принимают максимальную температуру, при которой происходит
кратковременное разрушение шва под удельной нагрузкой, харак-
характерной для большинства сплавов в твердожидком состоянии A0—
20 кПа) [9, 10].
Возможность повышения температуры распайки швов по срав-
сравнению с температурой солидуса припоя не только повышает тем-
температуру их работоспособности, но и позволяет осуществлять сту-
пеичатую пайку изделий, а также, пайку и подпайку одним и тем
же припоем.
56
Характер изменения температуры солидуса паяного шва по
сравнению с температурой солидуса припоя определяется характе-
характером его физико-химического взаимодействия с паяемым металлом,
а также режимом и способом пайки СП1. Если основы и легирую-
легирующие элементы паяемого материала и припоя образуют эвтектики
или непрерывный ряд твердых "растворв с минимумом, то при пайке
с затвердеванием паяного шва при охлаждении температура рас-
распайки обычно понижается. Температура распайки повышается после
диффузионной пайки. Если припой и паяемый металл имеют сла-
слабое химическое сродство и не растворяются друг в друге в твердом
состоянии, то температура распайки шва обычно находится в тем-
нературирм интервале плавления припоя.
Рис 12 Схема установки для определения температуры рас-
распайки шва: / — печь; 2 — паяный образец; 3 — груз
Стандартная методика определения температуры распайки пая-
паяных соединений по ГОСТ 20487—75 состоит в том, дто образец,
паянный внахлестку по заданному режиму, подвешивают в уста-
установке (рис. 12), обеспечивающей требуемую скорость нагрева до
температуры испытания и газовую среду, т. е. условия нагрева
соединения при эксплуатации, ремонте или ступенчатой пайке.
Температуру шва регистрируют с помощью термопары) горячий
слай' которой предварительно крепят в глухом отверстии одной из
половин образца с внешней стороны нахлестки. Термопару под-
подключают к регистрирующему потенциометру КСП4. Температуру
распайки образца, находящегося под напряжением при постоянной
57
статической нагрузке 10 кПа (с учетом веса нижней половины
обраэца)у1«нределяют в процессе его нагрева.
Образцы из стали 12Х18Н10Т толщиной 2 мм (зазор 0,10 мм),
паянные внахлестку в чистом проточном аргоне самофлюсующимся
припоем ВПр2 по режиму 1050 °С, 5 мин, подвергали распайке
при иагреве в^ чистом проточном аргоне в электропечи со скоростью
нагрева 20 "С/с. Температуру распайки фиксировали при киносъем-
киносъемке показаний потенциометра ЭПВ и сигнальной лампочки. Испы-
Испытания показали, что температура распайки 1150—1195 °С (fp«cn.ep=
= 1168°С), температура ликвидуса припоя 970"С.
Температура распайки швов нахлесточиых соединений из алю-
алюминия, плакярованного силумином (АПС), паянных без флюса на
воздухе, с предварительным лужением паяемой поверхности припоем
П200А (Sn—10% Zn) при слое полуды 10 мкм находится в пре-
пределах 583—600 °С, а образцов из того же материала, выполненных-
способом контактно-реактивной пайки в проточном аргоне через
термовакуумиое медное покрытие, толщиной 10 мкм — в интерва-
интервале 570—598 °С.
К настоящему времени имеется ограниченное число система-
систематических данных о температуре распайки соединений. Некоторые
из них приведены в табл. 18, 19."
Глава III
eeeeeeeese; СОВМЕСТИМОСТЬ ПАЯЕМОГО
МАТЕРИАЛА С ПРИПОЕМ.
МЕТОДЫ ОЦЕНКИ
1. ФИЗИКО-ХИМИЧЕСКИЙ КРИТЕРИЙ СОВМЕСТИМОСТИ
ПАЯЕМОГО МАТЕРИАЛА С ПРИПОЕМ
Совместимость Мк и Мп при пайке многообразна и проявляется
при формировании паяного соединения в особенностях смачивания,
растекания и затекания припоя в зазор, в процессах образования
твердых и жидких растворов, развития общей и локальной хими-
химической эрозии паяемого металла, роста прослоек химических соеди-
соединений, охрупчнвания паяемого металла, газовой, диффузноииой и
усадочной пористости.
Для «беспечения высокого качества паяемых изделий необхо-
необходимы условия (критерии), обеспечивающие бездефектность паяных
соединений. Такие условия должны учитывать многообразие про-
процессов, протекающих между Мк, МП и паяным швом при формиро-
формировании паяных соединений, а иногда и при высокотемпературной их
эксплуатации, и накладывать определенные ограничения на основ-
основные технологические параметры пайки: температуру, при которой
происходит процесс пайки изделия (рабочая температура пайки
РТП); выдержку при РТП, термический цикл пайки (ТЦП) и ре-
режим давления (РД); способы пайки, технологические и вспомога-
вспомогательные материалы.
58
Таблица 18. Температура распайки образцов из меди Ml в за-
зависимости от величины зазора, состава припоя, я температуры на-
нагрева после диффузионной пайки
т.
мни
15
30
60
90
15"
30
60
90
без
нагре-
нагрева*
242
165
'раск« °С. прн fHirp после пайки.
320
779/—
101Q/i—
1040/818
790/822
363/—
80Q/782
820/—
690/—
450
550
Припой олово
1023/—
836/—
904/790
898/865
982/—
931/—
846/889
938/900
Припой ПОС-50
936/—
935/808
851/—
1040/—
830/—
832/911
850/—
994/—
°с
700»
1083
1020
1030
Оплавленный
образец
1034
1036
1015
Оплавленный
образец
Примечания: 1. Пайка с флюсом «Прима 2», нагрев на воздухе.
2. В числителе приведены значения для зазора 0,01 мм, в знаменателе — для
зазора 0.2 мм.
• Зазор 0,2 мм. •• Зазор 0,01 мм.
Таблица 19. Температура распайки нахлесточных соединений
некоторых пар М„—М„ в зависимости от типа диаграмм состояния
Мк и Мп, режима и способа пайки СП1 (зазор 0,1 мм) [25]
мк
Ni
ВТ1
п
Си
Ni—
60% Мп
Ni—
¦11% S4
Ni—
Ag° -
СП!
Готовым
прнпоем,
диффузи-
диффузионная
То же
»
*
СП2
Вакуум
1,33 Па
Аргои
»
»
Вакуум
0,133 Па
Режим
распайки
*,-с
;1200
1200
1200
1100
1000
т,
мин
.20
.20
.20
60
60
*
*расп»
°С На
воз-
воздухе
1290
1300
1290
1290
1300
Тип
диа-
диаграммы
на
рис. 18
Ж
Ж
е
д
г
59
ОТ4
Армко- "
железо
Ковар +
+желе-
+железо*
№
Си
Си
Си
Ag
Fe—
20% Si
Паста
с гал-
галлием**
cm
Контактно-
реактивная
диффузия
То же
>
»
Готовым
припоем
То же,
диффузи-
диффузионная
Компози-
Композиционная
диффу-
диффузионная
П р о д о л ж
СП2
То же
>
>
»
Автова-
Автовакуум
Вакуум
0,133 Па
Водород
е н и е табл. 19.
Режим
распайки
t,°C
1900
210
970
1000
,1000
1200
600
мин
120
10
60
1
1,6
0,3
1,5
'расп'
С, нв
воз-
воздухе
1250
900
950
1Й90
960
1290
1040-
1050
Тип
диа-
диаграммы
на
ряс. 1&
3
К!
к
к
б
3
—
* Медиенные или никелированные. ** Паста 60% Ga, 30% порошка меди
ПМ2 и 10% In (InO).
Время, затрачиваемое на пайку тОбщ определяется выражением
Тобщ=Тн+Тп+тОхл, где тн — продолжительность нагрева паяемых
деталей до рабочей температуры пайки в контакте с припоем;
Тп — продолжительность выдержки при РТП; тОхл—продолжитель-
тОхл—продолжительность охлаждения изделия от рабочей температуры пайки до тем-
температуры окружающей среды.
Совокупность значений температуры паяемых деталей у места
их контакта, с припоем, при которой происходит нагрев, выдержка
и охлаждение при пайке, называется термическим циклом пайки.
Рабочая температура пайки и выдержка при ней задаются в
некоторых интервалах их значений, поэтому пайка может происхо-
происходить в некоторой температурно-времеииой области S(t, i).
Если Тп=0, т. е. паяемый металл и жидкий припой вводятся
в контакт при рабочей температуре пайки (изотермический кон-
контакт), то для обеспечения высокого качества паяных соединений
необходимо, чтобы температурно-временная область пайки нахо-
находилась:
1) в температурно-временной области смачивания паяемого ме-
металла припоем: S(t, z)nCzS{t, т)см;
2) ниже температурно-временной области недопустимо повы-
повышенной химической эрозии паяемого металла в контакте с жидким
припоем S(t, т): S(t, x)B<S{t, т)х.о;
3) вне температурно-временной области интенсивного роста
прослоек химических соединений S(t, т)х.с: т. е. S(t, т)п^
ё S(t, T)i.c;
4) вне температурно-временной области развития диффузион-
диффузионной пористости в паяном соединении при его гомогенизации
S(t, т)д.п: т. е. S(t, T)B*?S(t, т)д.„;
60
5) вне температурно-временной области охрупчивания паяемого
металла в контакте с жидким припоем S(t, т)Охр: т. е. S(t, т)п э
*?S{t,%)oxv
При заданном постоянном температурном интервале пайки» ил»
при заданном постоянном интервале выдержки условия A)—E),
примут соответственно вид:
; Д/„<^.э и Дт„<тх.э,
и Дт„<Дтх.э;
где А<п — температурный интервал пайки; Дтп — интервал выдерж-
выдержки при температуре пайки.
При предварительной укладке припоя у зазора или в зазор мес-
место контакта его с паяемым металлом в процессе нагрева до рабо-
рабочей температуры пайки (неизотермический контакт) может попа-
попадать в температурпо-временную область пониженной смачиваемости,,
повышенной химической эрозии паяемого металла в жидком припое
или в результате контактно-реактивного плавления Мк с компо-
компонентами Мп, развития диффузионной пористости, охрупчивания:
паяемого металла в контакте с жидким припоем, интенсивного рос-
роста химических соединений и др.
В этих условиях выполнить указанные ограничения не всегда
возможно, так как формирование паяного соединения начинается
сразу же после расплавления припоя. Для предотвращения появле-
появления дефектов в этом случае существует несколько путей.
1. Максимальное увеличение скорости нагрева изделия с тем,,
чтобы приблизить условия контакта Мк и М„ к изотермическим:
i>h>i>k.h, где vк.н — критическая скорость нагрева, выше которой:
не успевают произойти нежелательные процессы физико-химическо-
физико-химического взаимодействия между Мк и Мп. Экспериментально установлена
[22], что при этом сокращается время формирования паяного шва,
снижается количество непропаев, предотвращается развитие порис-
пористости и химической эрозии.
2. Замена флюса или газовой среды для снижения темпера»
турно-временной границы области смачивания S(t, 0см с выбран-
выбранным припоем и выполнения условия A).
3. Замена припоя для устранения образования химических про-
прослоек или развития недопустимой химической эрозии, повышения,
температуры плавления припоя выше температуры рекристаллиза-
рекристаллизации паяемого металла и исключения контактно-реактивного плав-
плавления его с Мк при температуре ниже Тп, т. е. соблюдения усло-
условий B), D), E).
4. Изменение рабочей температуры пайки и выдержки при ней
для активирования процесса гомогенизации и предотвращения обра-
образования диффузионной пористости, т. е. для выполнения усло-
условия D).
5. Изменение способа пайки СП1, например применение диф-
диффузионной пайки для устранения прослоек химических соединений,
т. е. для выполнения условий C), применение контактио-реактивиой
пайки для улучшения смачивания паяемого металла жидким при-
припоем и др.
При диффузионном, композиционном и контактно-реактивном
способах пайки важное значение имеет также режим давления на
соединяемые детали по месту соединения.
61
Режим давления при пайке характеризуется следующими пара-
параметрами: TJJ—временем до начала приложения давления; т^ —
длительностью нарастания давления до заданной температуры; ч? —
длительностью приложения максимального давления Ртчх; if —
длительностью снижения давления и, наконец, тр — общим време-
временем приложения давления (тр=т{) -{-т^ +т| ). При отсутствии ста-
стабильного по времени режима панки момент приложения давления
может быть задан по температуре, в соответствии с влиянием дав-
давления, физико-химических процессов при пайке и т. д.
Температурная область плавления припоя может существенно
изменяться в зависимости от скорости нагрева припоя, уложенного
у зазора, вследствие изменения при этом его состава в результате
испарения депрессантов, вытекания легкоплавких составляющих,
взаимодействия с Мк и т. п., поэтому TH<T^'in где г mfn —мини-
—минимальное время недопустимого изменения состава припоя при нагре-
нагреве в процессе пайки вследствие испарения его компонентов, выте^
каиия легкоплавких составляющих и других составляющих нлн на-
наступления контактно-реактивного плавления паяемого материала с
компонентами припоя.
Активность флюса, нанесенного предварительно на паяемые по-
поверхности, может также уменьшаться в процессе слишком длитель-
длительного нагрева до температуры расплавления припоя, поэтому
TH<Tmin, ф, где т ^'1п ф—минимальное время недопустимого изме-
изменения флюса при нагреве.
Длительное время нагрева изделия до рабочей температуры
пайки может оказать влияние на состав и структуру поверхностного
слоя металла, что также может ухудшить условия смачивания рас-
растекания и затекания припоя в зазор.. Поэтому тн<т,^п, где
TmiM, м — минимальное время изменения состава поверхностного слоя
материала изделия вследствие испарения его компонентов, изби-
избирательного нх окисления в газовой среде или растворения во флю-
флюсе и т. д. при нагреве до температуры расплавления припоя.
2. ПРОЦЕССЫ, ОПРЕДЕЛЯЮЩИЕ СМАЧИВАЕМОСТЬ
ПАЯЕМОГО МЕТАЛЛА ЖИДКИМ ПРИПОЕМ,
РАСТЕКАНИЕ И ЗАТЕКАНИЕ ЕГО В ЗАЗОР
Смачивание припоем соединяемых материалов — непременное усло-
условие пайки. Только при смачивании паяемого материала обеспечи-
обеспечивается растекание и затекание припоя в зазор.
Возможность смачивания металла жидким припоем при обра-
образовании адгезионной связи между ними в равновесных условиях оп-
определяется соотношением межфазных поверхностных энергий и оце-
оценивается по краевому углу смачивания (условия равновесия жид-
жидкой капли на твердой поверхности): оч-г—ат-ж—Om-rCosG=0.
Чем лучше способность жидкости к смачиванию твердой по-
поверхности, тем меньше краевой угол смачивания.
Реальные процессы растекания и затекания припоя в зазор до-
достаточно сложны и только приближенно описываются с помощью
теоретических представлений об изотермическом растекании н за-
62
текании припоя в зазор, не учитывающих фнзико-хнмнческого взаи-
взаимодействия припоя с паяемым материалом и температурных усло-
условий контакта.
Характеристикой способности припоя к растеканию по паяемо-
паяемому материалу может служить величина контактного угла G, а так-
также площадь под растекшимся припоем или толщина слоя растекше-
растекшегося припоя. Сопоставление результатов возможно только при ис-
испытании по одинаковой методике. Судить о способности жидкого
припоя к смачиванию паяемого материала припоем при растекании
на образцах, охлажденных до комнатной температуры, можно лишь
в известном приближении. Для более точной оценки контактного
угла смачивания необходимо измерять его при температуре пайки
В поверхностном слое паяемого материала всегда имеются по-
поверхностные дефекты, выходы дислокаций, которые могут явиться
местами активирования смачивания паяемого металла жидким при-
припоем. Поэтому процесс смачивания при пайке начинается в местах
активирования поверхностного слоя. Такие места могут существо-
существовать до начала контакта или возникать при пайке. Как показали
исследования, процесс растекания припоя по паяемому материалу
B,d
Вг
Рис. 13. Схема изменения контактного
угла смачивания в и условного диа-
диаметра капли d во времени при расте-
растекании припоя по паяемому материалу в
условиях изотермического и иеизотер-
мического контакта при слабом (/) и
сильном B) химическом воздействии
Мк и Мп:
61 — угол при входе припоя в зазор;
62 — угол заполнения зазора припоем;
63 — угол при выходе припоя из за-
зазора; в> — контактный угол галтели
В,
0 r,
и процесс затекания его в зазор в зависимости от температурных
условий контакта не различаются по характеру, однако различа-
различаются по кинетике.
При изучении кинетики процессов изотермического и неизотер-
мнческого растекания н затекания припоев в зазор методом кино-
киносъемки иа примере меди и легкоплавких припоев при флюсовании
было установлено [3, 22], что в условиях неизотермического кон-
контакта паяемого металла и химически активно взаимодействующего
с ним припоя последний после расплавления смачивает паяемую
поверхность лишь спустя некоторое время и начинает растекаться
по поверхности паяемого образца в процессе дальнейшего нагрева.
Контактный угол смачивания в при этом резко снижается. При
нагреве образца до температуры пайки и последующем охлаждении
краевой угол смачивания остается постоянным, а перед затверде-
затвердеванием припоя может несколько возрастать (рис. 13). При расте-
растекании припоя, активно взаимодействующего с паяемым металлом,
наблюдается образование ореола из компонентов припоя и вытес-
вытесненного из флюса металла, а непосредственно перед фронтом при-
63.
поя движется жидкая блестящая кайма легкоплавкой части жид-
жидкой фазы, облегчающая ее растекание.
Припой, химически слабо взаимодействующий с паяемым ме-
металлом, после расплавления сразу же смачивает паяемую поверх-
поверхность и растекается по ней. Контактный угол смачивания по мере
повышения температуры образца неравномерно уменьшается до
некоторой его величины и при дальнейшем нагреве до температуры
пайки и охлаждении остается неизменным. Краевой угол смачива-
смачивания немного уменьшается лишь при затвердевании, что может быть
связано с увеличением при этом поверхностного натяжения жидкой
фазы.
Температура начала смачивания Мн жидким припоем зависит
также от состава флюса. При применении реактивных флюсов эта
температура может быть ниже температуры ликвидуса припоя, что,
по-видимому, обусловлено плавлением последнего в контакте с вы-
вытесненным из флюса металлом.
Растекание припоев по механически полированной н протрав-
протравленной поверхности Мк происходит почтя концентрически, а по по-
поверхности, зачищенной механически — вдоль направления рисок, на-
нанесенных при зачистке. При растекании-припоя иногда наблюдается
неравномерное снижение контактного угла смачивания, связанное
с локальной несмачиваемостью.
Затекание жидкого припоя в зазор при неизотермнческих усло-
условиях контакта начинается сразу же после его расплавления и сма-
смачивания соединяемых деталей и может быть закончено до того, как
<будет достигнута заданная температура пайки (например, в печи).
Только после'смачивания соединяемых деталей в зазоре образуетси
симметричный мениск жидкого припоя с постоянным контактным
углом. Различные по массе, размерам и физическим свойствам ма-
материала детали даже в печи нагреваются неодновременно, что уси-
усиливает нензотермнчность условий нагрева.
На поверхности паяемого металла, очищенного перед пайкой
от окислов, при последующем нагреве и недостаточной активности
флюсов могут снова возникать окисленные участки, иесмачнваемые
припоем.
Такие участки тормозят процесс затекания припоя. Вблизи вы-
выхода припоя из зазора контактный угол смачивания увеличивается,
что обусловлено, по-видимому, снижением капиллярного давления
при выходе жидкой фазы из зазора. На последней стадии затекания
в условиях расширяющегося зазора и резкого снижения капилляр-
капиллярного давления формируется галтельный участок паяного соединения
(рис. 14).
С понижением температуры пайки длительность заполнения за-
зазора и углы 02 и 04 возрастают. При изотермическом контакте при-
припоя и паяемого металла общий характер изменения контактного
угла смачивания при затекании припоя в зазор сохраняется, но дли-
длительность его заполнения по сравнению с иензотермическими усло-
условиями сокращается почти на порядок, а величина углов смачива-
смачивания &2 и 64 уменьшается. При изотермическом контакте в темпера-
температурном интервале активности флюса непропаи не образуются.
Галтели паяных соединений — весьма ответственные участки
шва, так как они подвергаются действию повышенных нагрузок при
статических и динамических нагруженнях. Однако чрезмерно раз-
развитые галтели приводят к дополнительному расходу припоев, уве-
увеличению массы изделия, а вследствие большого объема жидкого
€4
металла в галтельных участках швов может получить усиленное
развитие локальная химическая эрозия паяемого материала, усадоч-
усадочная и газовая пористость, скопление хрупких структурных состав-
составляющих. При большом отношении объема припоя к объему капил-
капиллярного зазора (>500%) н невысокой смачивающей способности
припоя галтель может потерять свою плавность и стать выпуклой.
При заполнении жидким припоем неравномерного зазора @,0—
0,5 мм) со стороны узкой его части характер заполнения остается
таким* же, как и при раввемерном капиллярном зазоре. Однако
продолжительное*^ яакого заполнения в два раза сокращается, а
коэффициент пористости становится ниже, чем при заполнении за-
зазора эт широкой его части. Поэтому при пайке деталей, собранных
с неравномерным зазором, для сокращения длительности его за-
заполнения припоем и предупреждения возникновения пористости в
швах припой следует располагать со стороны узкой части зазора.
Ь'С
Рис. 14. Схема изменения
контактного угла смачива-
смачивания 6, длины I зазора (гори-
(горизонтальный зазор), запол-
заполненного припоем, во време-
времени; <„ и tB — температуры
нижней и верхней половины
образца — соответственно.
На высоту подъема жидкого припоя в вертикальном капилляр-
капиллярном зазоре при изотермическом контакте с паяемым металлом ре-
решающее влияние оказывает ширина зазора и смачивающая способ-
способность припоя: с уменьшением ширины зазора и улучшением сма-
смачиваемости припоя высота его подъема в зазоре возрастает. При
прочих равных условиях максимальная высота подъема припоя в
зазоре тем больше, чем меньше плотность припоя.
Сравнение кинетики заполнения вертикального зазора жидким
припоем в различных условиях температурного контакта Мк н Мп
показало, что при нензотермическом контакте и увеличении ширины
зазора заметно возрастает контактный угол смачивания в. Приме-
Применение менее активных флюсов также приводит к увеличению этого
угла и снижению высоты подъема припоя.
Затекание припоя в вертикальные зазоры сверху, без технологи-
технологической стенки, возможно только при использовании припоев, ак-
активно взаимодействующих с паяемым металлом. Технологическая
стенка при затекании припоя в вертикальный зазор сверху оказы-
оказывается необходимой лишь для слабо взаимодействующих с паяемым
металлом припоев [3].
При определении совместимости Мк и Мп прежде всего необхо-
необходимо установить температурно-временные области смачивания и за-
затекания в зазор. Методы определения смачиваемости материалов
3.
65
припоями приведены в ГОСТ 23904—79, а методы оценки способ-
способности припоя к затеканию в зазор — в ГОСТ 20485—75 и в рабо-
работе [24].
3. ОБЩАЯ И ЛОКАЛЬНАЯ МЕЖЗЕРЕННАЯ
И МЕЖБЛОЧНАЯ ХИМИЧЕСКАЯ ЭРОЗИЯ
ПАЯЕМОГО МЕТАЛЛА В КОНТАКТЕ С ЖИДКИМ ПРИПОЕМ
Общей химической эрозией называют дефект паяного соединения,
проявляющийся в разрушении паяемого материала при пайке. Рав-
Равномерно развитая - химическая эрозия называется общей, развитая в
отдельных участках, паяемого металла — локальной, развитая по
границам зерен или блоков — межзерениой или межблочной.
Относительное количество расплавившегося паяемого металла
при химической эрозии определяется объемом жидкого, припоя Уж,
находящегося в контакте с ним, и плотностью припоя, а также
площадью его контакта с паяемым материалом и предельной раство-
растворимостью Сж паяемого металла в жидком припое при температуре
пайки: <2=Рж V.C./&
Скорость потери массы паяемым металлом за время йт в ре-
результате его контактного твердожндкого плавления с припоем оп-
определяется уравнением
С учетом этого потеря массы М за время т составит:
где а — коэффициент растворения атомов твердого материала в
жидком припое.
Из приведенных уравнений следует, что химическая эрозия
является монотонной функцией пяти переменных Сж, Vm, S, т, а
(a=aoe-c/RT), т. е. первая производная этой функции не меняет
знак. Отсюда следует, что:
1) с увеличением времени взаимодействия т„ химическая эрозия
увеличивается;
2) скорость химической эрозии dQIdx является монотонно убы-
убывающей функцией. Поэтому при легировании припоя паяемым ме-
металлом до С<СЖ скорость эрозии может быть значительно умень-
уменьшена, а при С=СЖ — станет равной- нулю. Например, скорость .хи-
.химической эрозии меди в жидком припое ПОС61 при пайке умень-
уменьшается примерно в 100 раз при введении в припой до 2% Си;
3) Q(t) — монотонно убывающая функция. Следовательно, ско-
скорость химической эрозии уменьшается с понижением температуры;
4) Q возрастает с увеличением предельной концентрации Сж
паяемого металла в припое; ' .
5) концентрация Сж паяемого металла в жидком припое при
прочих равных условиях возрастает с уменьшением объема при-
припоя и поверхности их контакта S;
6) при уменьшении объема (количества) жидкого припоя Уж
химическая эрозия уменьшается.
66
а
1
в
Общее время изотермического контактного плавления паяемого
металла в жидком припое и растворения в нем до предельной раст-
растворимости (Cm) может быть рассчитано в первом приближении по
формуле х=Хг1BОТ) и происходит в течение нескольких секунд.
Возможную степень химической эрозии паяемого металла в
более легкоплавком жидком металле можно в первом приближении
определить по Сж на их двойной диаграмме состояния. .
Наличие на границе паяемого металла и припоя прослойки хи-
химического соединения, нарушающего их непосредственный контакт,
уменьшает скорость развития химической эрозии или прекращает
ее развитие. Установлены три типа зависимости развития общей
химической эрозин от температуры [25] (рис. 15): а) непрерывное
развитие; б) повышение химической эрозии, затем торможение ее
развития в некотором интервале температур и снова повышение;
в) возрастание скорости химической эрозин с последующим, ее за-
замедлением..
Первый тип зависимости имеет место при пайке металлов при-
припоями, основы которых образуют с ними диаграммы состояния с
непрерывным рядом твердых раст-
растворов или ограниченными твер- v3
дыми, растворами. Развитие хи- 1
мической эрозии по второму типу I
наблюдается при большом коли-
количестве жидкого припоя, образу-
образующем в контакте с паяемым
металлом прослойки химических
соединений. Третий этап зависи-
зависимости имеет место при контакте
Ми с ограниченным количеством
припоя независимо от характера
их взаимодействия, когда процесс химической эрозии при повыше-
повышении температуры замедляется.
Избирательная (селективная) химическая эрозия корррзйоино-
стойких сталей в жидких металлах наблюдалась при использова-
использовании жидких металлов лития, натрия, калия в качестве теплоноси-
теплоносителей; при этом происходил интенсивный переход хрома из стали
в жидкий расплав с последующим образованием в нем окислов
хрома [26].
Локальная поверхностная химическая эрозия Мк в виде «ручь-
ев> наблюдалась при взаимодействии хромоникелевой стали
12Х18Н9Т с припоем системы Ni—Сг—Мп при 1250°С в течение
2,5 ч [25].
Межзерениая и межблочная эрозни снизаны с особым энерге-
энергетическим состоянием границ зерен. Особое дислокационное строе-
строение металлов и наличие разорнентировки способствуют повыше-
повышению энергетического состояния по границам зерен и скорости диф-
диффузии вдоль них компонентов припоя, особенно компонентов, об-
образующих твердые растворы внедрения (углерод, бор и др.). Осо-
Особое энергетическое состояние границ зерен и блоков служит основ-
основным стимулом локального контактного твердожидкого плавления
в начальной его стадии и происходит самопроизвольно вследствие
термодинамического стимулирования. Развитие межзереиной эро-
эрозни облегчается лри условии, если предельная растворимость жид-
жидкой фазы в твердой достаточно мала, а при температуре пайки на
диаграмме состояния Мк—Мп имеет место большой концентрацио1й
Рис. 15. Зависимость скорости раз-
развития химической эрозии паяемого
металла в жидком припое от тем-
температуры
67
иыи перепад между температурами солидуса и ликвидуса. Методы
оценки склонности Мк к химической эрозии в контакте с жидким
Мп приведены в ГОСТ 1549—76.
Склонность паяемых материалов к эрозии в условиях погру-
погружения тонкостенных элементов соединений в жидкий припой опре-
определяют иа образцах размером 51X6 мм, вырезанных из листа тол-
толщиной 0,2—0,45 мм вдоль направления прокатки. На расстоянии
6 мм от края образец изгибают под углом 90° с радиусом изгиба
~1 мм (рис. 16, а).
Поверхность образца очищают от окислов, обезжиривают, по-
покрывают флюсом и погружают коротким изогнутом концом в рас-
расплавленный припой массой 25 г (для каждого образца следует
брать свежую порцию припоя). Затем его охлаждают со скоростью,
соответствующей скорости охлаждения элемента изделия, и готовят
продольные шлифы для микроисследования.
Глубину эрозии Нэ рассчитывают по формуле Яэ= (бс—6i)/2,
где 6о и б| — толщина образца до и после погружения.
Температурный режим испытаний контролируют с помощью
термопары. Измерения проводят иа горизонтально погруженной в
припой части образца. В условиях погружения в припой образцов
с зазором [23] склонность к химической эрозии определяют на об-
образцах размером 60X60X0,27, вырезанных вдоль направления про-
прокатки и изогнутых так, чтобы обеспечить зазор между параллельно
расположенными поверхностями 0,01—5 мм (рис. 16,6).
L
a
i—^П?
L
Рис. 16. Эскиз тонкостенного образца для испытания на развитие химической
эрозии при погружении в жидкий припой:
а — по поверхности; б — в зазоре
Поверхность образца очищают от окислов, обезжиривают по-
покрывают флюсом и погружают в тигель со свежей порцией расплав-
расплавленного припоя массой 25 г. После выдержки образец' с тиглем
охлаждают на воздухе до затвердевания припоя. Затем готовят
микрошлнф и измеряют расстояние по нормали к поверхности об-
образца и толщину ленты.
Температурный режим испытаний, контролируемый с помощью
термопары, устанавливают с учетом градиента температуры, имею-
имеющего место при пайке конкретного изделия (через 10—15СС).
Глубина эрозии в условиях погружения образца с открытой
поверхностью составляет половину разности толщин ленты в исход-
исходном состоянии н после погружения, измеренных иа микрошлифе.
Глубина эрозии со стороны зазора равна глубине эрозии образца
с открытой поверхностью плюс разность толщин образца после по-
погружения припоя с открытой поверхностью и зазором.
4. РОСТ ПРОСЛОЕК ХИМИЧЕСКИХ СОЕДИНЕНИЙ
В ПАЯНЫХ ШВАХ. МЕТОДЫ ОЦЕНКИ
Если паяемый металл взаимодействует с припоем с образованием
между ними химических соединений, то при пайке и высокотемпе-
высокотемпературной эксплуатации паяных изделий в шве на границе с паяемым
металлом могут возникать и расти сплошные прослойки таких со-
соединений. Прослойки химических соединений, как правило, хрупкие
и значительно отличаются от паяемого металла н припоя по
коэффициенту термического расширения; все это может способство-
способствовать хрупкому разрушению паяных соединений [25].
Образование прослойки химических соединений при пайке и
эксплуатации паяного соединения возможно по трем механизмам:
1) в результате химической реакции на границе Ми н жидкого
Мп при условии, что скорость роста такой • прослойки больше ско-
скорости ее растворения в жидком припое (Мп);
2) в результате диффузии элементов припоя Мп в паяемый ме-
металл Мн н перестройки кристаллической решетки твердого раство-
раствора после достижения предельной растворимости Сж в кристалли-
кристаллическую решетку химического соединения;
3) в результате обогащении жидкого припоя атомами паяемого
металла вблизи границы их контакта и образования химического
соединения при их охлаждении и затвердевании жидкой фазы в
объеме, прилежащем к паяемому металлу.
Во многих случаях металлы А и В способны к образованию
нескольких химических соединений. М. Г. Окиов экспериментально
показал, что в контакте твердого и жидкого металлов, способных
к образованию нескольких химических соединений, возникает и рас-
растет прежде всего химическое соединение, наиболее богатое легко-
легкоплавким металлом; менее богатые легкоплавким металлом прослой-
прослойки химических соединении образуются в контакте между ними в
процессе последующей выдержки тп при повышенной температуре.
На скорость роста прослойки химического соединения при пай-
пайке существенное влияние может оказывать удельный объем жид-
жидкого припоя. Этот рост будет тем больше, чем больше отношение
предельной растворимости паяемого металла в жидком припое при
температуре пайки Сж к его растворимости при температуре соли-
дуса шва Ст, т. е. чем больше растворенного паяемого металла
выделится из жидкого раствора при затвердевании. Так как с уве-
увеличением температуры пайки соответственно возрастает и предельная
растворимость С„, паяемого металла в жидком припое, то при
прочих равных условиях этот рост будет тем • больше, чем выше
температура пайки.
Начальная стадия возникновения прослойки химического соеди-
соединения на границе Т—Ж изучена слабо. Практически в результате
шероховатости поверхности паяемого металла, несовершенств крис-
кристаллической решетки, зерен и других дефектов химическое соеди-
соединение образуется сначала в отдельных центрах контакта, вдоль
межфазной границы с последующим образованием сплошной про-
прослойки, которая затем растет по толщине. Параболический закон
роста прослоек химических соединений прн фронтальном их про-
продвижении во многих случаях является первым приближением, так
как часто по фронту роста прослойки наблюдаются отдельные ее
выступы, растущие со скоростью выше средней.
69
Время подготовительного периода образования прослойки хи-
химического соединения определяется кинетикой диффузионных про-
процессов на этом этапе и энергией активации процесса: xe=K^)iBTt
где k — постоянная времени.
Энергия активации подготовительного периода может быть
определена по данным о продолжительности подготовительных пе-
периодов Ti н Тг полученных экспериментально для двух различных
температур Г, и Тг [2]. Отсюда r,fri=eQalRTl/e Сп№.
Скорость и направление роста прослойки химического соеди-
соединения в изотермических условиях определяются соотношением ско-
скоростей парциальных коэффициентов диффузии атомов твердого и
жидкого металлов через эту прослойку.
Рост прослоек химических соединений с переменным. составом
происходит путем диффузии за счет градиента концентраций на их
границах. Рост прослоек, точного стехнометрического состава воз-
возможен только в результате самодиффузин и туннельного эффекта.
При больших значениях энергии активации Q и достаточно
низкой температуре пайки tn подготовительный период т0 может
оказаться настолько большим, что станет соизмеримым- со. време-
временем пайки. В этих условиях прослойка химического соединения
может ие образоваться или иметь достаточно малую толщину.
Скорость роста прослоек химических соединений, их состав и
структура определяются не только термодинамическими,, но и ки-
кинетическими факторами — скоростью протекания реакции и харак-
характером перехода химического соединения нз одного равновесного
состояния в другое, иногда через метастабильное состояние. В этих
условиях порядок появления прослоек химических соединений мо-
может не соответствовать порядку их чередования, предусмотренно-
предусмотренному равновесной диаграммой состояния.
При взаимной диффузии твердых металлов рост прослойки
химического соединения происходит по параболическому закону:
xs*=2kTT, где х— толщниа прослойки химического соединения;
т— время; kr — константа, зависящая от температуры.
Впоследствии было указано на возможность более общего па-
раболитического закона роста: xn=kTx, где п=3 или иному дроб-
дробному или целому числу. Практически для обработки результатов
экспериментов обычно используют параболическую зависимость
с п=2. Такая кинетика роста прослоек химических соединений в
твердом состоянии отвечает многим случаям диффузионной кине-
кинетики, устанавливаемой уравнением диффузии Фнка.
Параболический закон используют иногда для определения
энергии активации роста прослоек химических соединений между
твердыми металлами по уравнению \пх?1х=*\п b— (QfR)(ljT), где
Q — энергия активации; R — газовая постоянная; Ь — безразмерная
константа.
Исследование скорости роста прослойки химических соединений
нри пайке проводят на образцах по ГОСТ 1548—74.
Период активации роста прослойки химического соединения
изучают на образцах, аналогичных тем, какие используются в мето-
методике испытаний для оценки склонности паяемого металла к хими-
химической эрозии по ГОСТ 1548—74.
Для определения периода активации роста прослойки при за-
заданной температуре используют метод последовательных прибли-
приближений. Если в изотермических условиях контакта паяемого ма-
70
териала и жидкого припоя за время Т| металлографически обнару-
обнаруживают интерметаллидную прослойку то следующая выдержка
должна быть Tj=Ti/2. При образовании прослойки и за промежу-
промежуток времени Тг исследуют образец после выдержки при Тз="*2/2
и т. д. Если после выдержки при тп=Тп-|/2 прослойка не выявля-
выявляется, то исследуют образец, полученный после выдержки 3/4тя-и
пока не будет определено максимальное время контакта, при ко-
котором прослойка не обнаруживается при тысячекратном увеличении.
Это время в первом приближении может быть принято за период
активации возникновения прослойки химического соединения.
5. ОХРУПЧИВАНИЕ ПАЯЕМОГО МЕТАЛЛА В КОНТАКТЕ
С ЖИДКИМ ПРИПОЕМ. МЕТОДЫ ОЦЕНКИ
При наличии в паяемом металле растягивающих напряжений, воз-
возникающих при его наклепе, образовании неравновесных структур
или концентрационных изменений в них, температурном градиенте
в контакте паяемым металлом жидким припоем, может наступить
охрупчнвание Мк и образование в нем трещин.
Многие авторы связывают самопроизвольное хрупкое разруше-
разрушение твердых металлов при контакте их с жидкими только с по-
поверхностным фактором — уменьшением поверхностного натяжения
твердого тела (эффект адсорбционного понижения прочности и
пластичности, эффект Ребнндера). Вместе с тем некоторые авторы
[27, 26] указывают на возможность решающего значения объемно-
объемного фактора и фактора, связанного с напряженным состоянием и
растворением твердого металла в жидком. Полагают, что при этом
в процессе образования трещин происходит спонтанная релаксация
напряжений растяжения.
Наиболее сильное охрупчиванне и понижение прочности имеют
место при контакте твердых материалов с жидкими с аналогичной
химической связью (металлы с металлическими расплавами,
ионные кристаллы с расплавами солей). Потеря прочности
или пластичности особенно резко проявляется при контактно-реак-
контактно-реактивном плавлении металлов, находящихся под действием растяги-
растягивающих напряжений. Оказалось, что многие случаи самопроизволь-
самопроизвольного разрушения твердых металлов в контакте с жидкими сопро-
сопровождаются химической эрозией по границам твердых зерен, хотя
наблюдались разрушения и без видимого проникновения жидких
металлов по границам твердых, а также в монокристаллах.
Опыт показал,, что остаточные растягивающие напряжения в
Ми могут быть устранены в процессе пайки при применении при-
припоев с температурой плавления выше температуры снятия остаточ-
остаточных напряжений при достаточной длительности нагрева изделия.
Развитие хрупкого разрушения происходит только в условиях
непрерывного поступления жидкой фазы к вершине трещины со
скоростью не меньше скорости ее раскрытия.
Анализ данных по охрупчиванию твердых металлов в контакте
с жидкими дает основание считать, что причины самопроизвольного
и вынужденного хрупкого разрушения весьма разнообразны.
Метод оценки склонности паяемого материала к охрупчиванню
в контакте с жидким припоем дан в ГОСТ 20487—75 (рис. 17).
Экспериментальные данные показывают, что охрупчивание Мк в
контакте с жидким Мп в условиях растягивающих напряжений
71
имеет место при пайке: никеля припоем ПСр15, фосфористых, крем-
кремниевых, никелевых бронз и латуней легкоплавкими припоями. По
данным Н. А. Барескова н Др. [29], наименьшей чувствительностью
к охрупчиванню прн пайке медными припоями обладают двухфаз-
двухфазные аустеиито-ферритные стали с содержанием 20—60% б-феррита.
Сталь 12Xi8H10T содержит до 20% б-феррита. Наиболее склон-
склонны к хрупкому разрушению в контакте с медными припоями в усло-
условиях действия растягивающих напряжений, в том числе в местах,
подвергнутых пластической деформации или наклепу, стали марок
115*0,5
Рис. 17. Форма и размеры образца для оценки влияния жидкого
припоя па механические свойства паяемого металла (ГОСТ
20487-75)
12Х18Н10Т (содержание б-феррита <20%) н 09Х16Н4Б. При пай-
пайке припоем ПСр72 трубок нз стали 12Х18Н9Т в местах их изгиба
или сборки «взамок» со значительной пластической деформацией
кромок или при контактно-реактивной пайке гальванически посе-
посеребренных поверхностей сталей с медным листом происходит рас-
растрескивание стали с заполнением трещин припоем.
6. СОВМЕСТИМОСТЬ ОСНОВЫ КОНСТРУКЦИОННОГО
МАТЕРИАЛА С ОСНОВОЙ ПРИПОЯ
Совместимость Мк и Мп прежде всего определяется характером
физико-химического взаимодействия их металлических основ, опре-
определяемого диаграммой состояния. Хотя диаграмма состояния ха-
характеризует зависимость структуры сплавов от их химического со-
состава лишь в равновесных условиях, термодинамически неравно-
неравновесная система паяемый металл — припой в условиях пайки стре-
стремится к стабильному или метастабильному равновесию, и поэтому
диаграмма состояния с учетом кинетического фактора позволяет
прогнозировать направление развития физико-химических процессов
на их границе как при пайке, так н прн эксплуатации паяных сое-
соединений.
На рис. 18 представлены типы диаграмм состояния двойных
систем, расположенные в порядке возрастания химической связи
между элементами А и В.
Результаты анализа влияния характера диаграммы состояния
основ паяемого материала и припоя на контактные процессы их
взаимодействия — смачивание, химическую эрозию, газовую н диф-
диффузионную пористость, образование прослоек химических соедиие-
72
ний, охрупчивание паяемого металла в контакте с жидким припоем,
температуру распайки представлены в табл. 20.
При отсутствии химической связи компоненты системы А и В
не образуют между собой сплавов ни в твердом ни в жидком со-
состояниях [2]. По мере возрастания химической связи компоненты
А и В образуют ограниченные жидкие (рис. 18, б, б'), неограни-
неограниченные жидкие, но ограниченные твердые (в, г, д) или неограничен-
неограниченные твердые (<?, е', ж, ж1) растворы. При сильной химической свя-
связи компоненты А и В способны к образованию неконгруэнтных,
плавящихся с разложением (и', з) и более химически прочных
конгруэнтных, плавящихся без разложения (м) химических сое-
соединений.
Элементы, расположенные в периодической системе рядом, чаще
всего образуют между собой ограниченные или неограниченные
твердые растворы. Элементы, расположенные не рядом н удовлет-
А Ст С„ Сж- В А
3
А В
и'
Рис. 18. Типы диаграмм состояния двойных систем
воряющие условию стабильности пли метастабнлыюстн существо-
существования химических соединений по размерному, структурному или
химическому соответствию, образуют между собой химические сое-
соединения. На диаграммах состояния их сплавов имеются открытые
или закрытые максимумы, соответствующие этим химическим сое-
соединениям. Элементы, расположенные в периодической системе
Д. И. Менделеева далеко друг от друга, ограниченно растворимы
в твердом состоянии или нерастворимы ни в твердом, ни в жид-
жидком состояниях и образуют между собой диаграммы состояния
типа а и б (см. рис. 18).
О характера физико-химической связи шва с основным мате-
материалом можно судить по виду границы их раздела.
73
Таблица 20. Характер контактных процессов взаимодействия
в зависимости от характера их диаграммы состояния [1, 3]
Тип ди-
аграм-
аграммы ва
рве. 18
а
б
в
г
д
е
ж
8
и
Смачи-
Смачивание
Адге-
зион-
зионное, об-
обратимое
Слабо-
коге-
знонное
То же
> >
Коге-
знониое
>
»
»
Кайма пе-
перед расте-
растекающимся
припоем
Не обра-
образуется
То же
Образу-
Образуется при
содер-
содержании
4-5% А
в эвтек-
эвтектике
То же
Образу-
Образуется
>
Не обра-
Образу-
ется при
содержа-
содержании 4 %
А в эвтек-
эвтектике
Образу-
Образуется
Химическая эрозия
общая
Нет
Пропор-
циональ-
циональна Сж
То же
> >
> »
> *
» »
Затруд-
Затруднена в
области
темпера-
температур рос-
роста про-
прослойки
То же
локальная
Нет
Межзе-
ренная,
весьма раз
вита
Межзерен-
ная, раз-
развита при
малом Ст
То же
> »
Нет
»
Диффузион-
Диффузионная пайка
Невоз-
Невозможна
Возможна
при боль-
большой Ст
То же
» >
Возможна
> >
Вблизи и
выше тем-
температуры
плавле-
плавления АхВу
То же
Примечания: 1. В случае о днепергацня оквеной пленки
растворимость А в жидком В, Ст — растворимость В в твердом А).
остальных случаях — образуется. 3. Температура распайки в случаях
—tBK В при значительное Сж. 4. Газовая пористость в случае а повышенная,
в остальных случаях газовая пористость меньше, чем в случае о.
• А в контакте с жидким В.
74
металлических основ паяемого материала А и припоя В при пайке
Диффу-
Диффузионная
порис-
пористость
Нет
>
Воз-
Возможна
при,
боль-
большой Ст
То же
» »
> >
> >
Воз-
Возможна
ниже
АХВУ
То же
Контактио-
реактивиая
пайка
Невоз-
Невозможна
>
Возможна
при содер-
содержании
4-5% А
в эвтек-
эвтектике
То же
Возможна
>
Невоз-
Невозможна
Возможна
>
Охрупчива-
иве*
Может
быть при
поверх-
ностно-ак-
ностно-активном В
Есть
При ма-
малой Ст
То же
> »
Нет
>
>
>
Типичные двойные системы
Ag—Fe, Bi—Fe
Ag—Mn, Ag—Ni, Al—Bi,
Al—Cd, Al—In, Al—Pb,
Bi—Ga, Bi—Si, Bi—Zn,
Cd—G, Cu—Pb, Fe—Pb.
Pb—Zn,
Л1—Ga, Al—Hg,
Al—Zn, Bi—Cu, Bi—Hg,
Cu—Li
Cu—Fe
Ag—Cu, Ag—Ge, Ag—Pb,
Ag—Si, Al—Ge, Al—Si,
An—Ge, Au—Si, Bi—CJ,
Bi—Sn, Cd—Pb, Cd—Zn,
Zn—Sn
Au—Cu, Au—Ni, Cu—Mn,
Fe—Pd, Fe—Ni, Ni—Mn,
Ni—Pd
Ag—PJ, Bi—Sb, Cu—Ni,
Cd—Mg, Cu—PJ
Ag—Mg, Ag—Cd, Ag—In,
Ag—Ga, Ag—Sb, Ag—Ti,
Ag—Zn, Ag—Sn, Ag—Bi,
Al—Ti, Au—Bi, Au—Pb,
Bi—Ni, Cu—Ga, Cu—In,
Cu—Sn, Cu—Zn, Fe—Zn,
Al—Cu, Al—Mg, Au—Cd,
Cu—P, Fe—Si, Ti—Sn
невозможна, в остальных случаях возможна при значительной Сж, (Сж —
2. Прослойка химического соединения не образуется в случаях а—е, в
о, б, ж—и равна *„л основы припоя (В), в остальных случаях tpacn—
в случае з пористость наблюдается при плохом диспергировании окислов,
75
Форма границы раздела основного металла и жидкого припоя
после их взаимодействия зависит от характера контактного жидко-
твердого плавления, которое может быть межзереипым или фрон-
фронтальным (общая химическая эрозия). Форма границы спая опреде-
определяется характером взаимодействия Мк и Мп.
Когда основной металл и контактирующий с ним жидкий при-
припой не растворяются друг в друге (диаграмма состояния типа а),
а следовательно, не происходит и твердожидкого плавления паяемо-
паяемого металла, на границе шва может происходить обмен только
электронами, ио не атомами, т. е., по существу, происходит не
пайка, а склеивание «металлическим клеем». Граница раздела шва и
основного металла прн этом повторяет профиль последнего (без
слоя совместной кристаллизации).
Совместная кристаллизация на поверхности спая при затвер-
затвердевании шва возможна только тогда, когда в жидкой фазе, обра-
образовавшейся при взаимодействии жидкого припоя В н паяемого ме-
металла А, содержатся атомы последнего н растворимость их резко
уменьшается прн понижении температуры [25]. При этом образо-
образование и рост первичных кристаллов на основе А оказываются
энергетически более выгодными на поверхности паяемого метал-
металла А.
Когда в результате коитакного твердожидкого плавления паяе-
паяемого металла п припое (диаграмма состояния типа б) химическая
эрозия имеет межзерениын характер, в шов могут переходить це-
целые зерна паяемого металла, ire образующего твердых растворов
с припоем, и может происходить совместная ориентированная крис-
кристаллизация чистого паяемого металла А на поверхности его зерен
в шве н по всей сложной межзеренной поверхности спая. Толщина
такого слоя зависит от величины растворимости А в В (Сж) прн
температуре пайки.
Когда компоненты А и В образуют между собой ограниченные
(диаграммы состояния типа в, г, й) или неограниченные (диаграм-
(диаграммы состояния тина е, ж) твердые растворы, обычно развивается
общая химическая эрозия паяемого металла, а при кристаллизации
от поверхности спая образуется слой совместной кристаллизации,
состоящий нз твердого раствора на основе металла А. Связь меж-
между швом и паяемым металлом в этом случае, как и в предыдущем,
металлическая, а прочность соединения определяется прочностью
закристаллизовавшегося твердого раствора. Слой совместной кри-
кристаллизации тем больше, чем больше растворяемость А в В (Сж).
Если компоненты А и В образуют между собой твердые раст-
растворы по пернтектической реакции (диаграмма состояния типа г),
то слой совместной кристаллизации может иметь кайму другого
твердого раствора, образующегося при температуре перитектики.
Если компоненты А к В образуют одно или несколько хими-
химических соединений (диаграммы состояния тина и, и'), то на грани-
границе шва н основного металла обычно развивается прослойка хими-
химического соединения, богатая наиболее легкоплавким компонентом
припоя. Связь между слоем химического соединения и паяемым
металлом не чисто металлическая. Прочность паяемого соединения
определяется в этом случае прочностью связи этого слоя и паяемо-
паяемого металла, прочностью и пластичностью слоя химического сое-
соединения.
При пайке припоем на той же основе, что н паяемый металл,
возможно лишь слабое развитие общей химической эрозии; разви-
76
тие совместной кристаллизации твердого раствора в этом случае
аналогично совместной кристаллизации при сварке плавлением с
присадочным материалом на той же основе, что и свариваемый
металл. Такое паяное соединение является наиболее прочным и
пластичным.
В табл. 21 приведены данные о физико-химической совмести-
совместимости Мй и Мп при капиллярной пайке, полученные эксперимен-
экспериментально (значения без скобок) и путем предварительного прогно-
прогнозирования по характеру диаграмм состояния основ н легирующих
компонентов Мк и Мп (значения в скобках).
7. ПУТИ ЛЕГИРОВАНИЯ ОСНОВЫ ПРИПОЯ
ДЛЯ УЛУЧШЕНИЯ ЕЕ СОВМЕСТИМОСТИ
С ПАЯЕМЫМ МАТЕРИАЛОМ
Улучшение совместимости основы паяемого металла А с основой
припоя В в требуемом температурном интервале пайки возможно
при специальном, легировании последнего. Ниже рассмотрены не-
некоторые возможности легирования основы припоя для улучшения
совместимости его с А.
Смачивание, затекание в зазоры. Как следует из табл. 22, при
адгезионном характере взаимодействия А и В в процессе пайки не
развиваются химическая эрозия паяемого металла, прослойки хи-
химических соединений, диффузионная пористость, охрупчиваиие паяе-
паяемого металла в контакте с жидким припоем. Вместе с тем полу-
полученные при этом паяные соединения из-за слабой химической связи
шва и паяемого материала характеризуются сравнительной склон-
склонностью к развитию щелевой коррозии. Для улучшения совмести-
совместимости Л и В при таком виде диаграммы состояния необходимо
увеличение степгнн их химического взаимодействия. Это может быть
достигнуто при активировании основы припоя В компонентами со
сравнительно большим химическим сродством к основе А паяемого
металла, образующими с ним широкие области твердых растворов
или химические соединения. Содержание легирующих элементов в
последнем случае должно быть инже критического, т. е. такого,
начиная с которого становится возможным образование по границе
шва и паяемого материала прослоек химических соединений, охруп-
чивающих паяное соединение. Этот принцип был использован раз-
разными авторами для улучшения смачиваемости меди висмутовыми
припоями путем введения в них .добавок никеля, кольбата, плати-
платины, золота, палладия; меди н латуни цинковыми припоями путем
введения в лих кадмия или алюминия (ПЦКдСрСу25—5—5,
ПКдСрСу16—4—3, ПЦА8М); коррозиониостойкнх сталей кадмиевы-
кадмиевыми припоями путем введения в них цинка F0—85% Cd,
15—30% Zn, 0,4—5% Ni, <пЛ=270-н290°С); меди и низкоуглеро-
низкоуглеродистых сталей кадмиевыми припоями при введении в них цинка и
титана (Cd 10—40% Zn, 0,05—0,5% Ti); стали припоями, содержа-
содержащими >60% Ag, при введении в них марганца; меди при пайке
ПОС61 при введении в него Mg @,09—0,10%).
Подобное активирование припоя В может повлиять также на
температуру распайки, упрочнить паяный шов частицами химиче-
химических соединений, привести к развитию допустимой общей химиче-
химической эрозии, обеспечивающей металлическую связь между швом и
паяемым материалом.
77
Таблица 21. Фактическая и прогнозируемая физико-химическая совместимость М„ с готовыми припоями при
капиллярной пайке
Zn
Mg-сплавы
АД1
АМц
АМг2
АМгб
АВ
Д20
Ag
Аи
Ml
Латунь
Бронза
ВТ1
ОТ4
ВТ14
Стали:
08кп
10
45
12Х18Н10Т
08X13
ЖСбкп
Ga
(См)
&
С6,4
(См)
(Се)
(С4>6)
См)
С)
Св)
с5
с5
Св)
(Св)
с5
Cs)
(С)
(С)
(С)
С
(С)
С)
Bi
(См)
С4,6.8
(С4,6,з)
(С4,б,в)
(С4,6,в)
Сз)
Сз,5)
См)
С.)
С.)
Св)
Св)
(Cs)
(Ci,2
(С„2
(с!',2
С, ,2
<
Sn
с6
Нз,5,9'
Сб,8
Сб>8
С6,8
(Сел)
(Сел
С6>8
(С5,3
Сз,5
с5
С5
Cs
Cs
Cs
(Се)
(Сш)
(См)
(См
(См)
(См)
С5
Совместимость Мк с Мп на (
Sn—РЬ
(С6,«)
н5
Cs,8
(Сел)
(Сел)
(Сел)
(Сел)
Сз,5
с5
С5
Cs
(Cs)
(Св)
(Се)
(С2>5,б)
(С5)
(С5)
С
—
(Cs)
Sn—Zn
(См)
Hs
Сб>з
Сб,8
с8
(С6>8)
(Се)
(Се)
(Свл)
«3,5
С)
{* 1
С5)
Cs)
С,)
(Cs)
(Св)
(Cs)
'(Се)
—
(Св)
РЬ
Сб,4
Нз,5
(С«,6,8)
(С«л)
С4.6.8
Н4,6
Н4,6
Н4,в
(Се)
Нз,5
с2>6
С2,6
С2,в
(Cs)
(Cs)
(Cs)
. (См)
(С,)
(С,
(С,)
¦ Iе»)
^>4г6
зенове
Cd
С
св
Н4,6
Н4,6
ff5)
i~l4i6
(См)
(Св)
Cs
Сз,5
Сз,5
(Се*)
(См
(С4>6)
Сз>5)
(С,)
С 1,2,6
Ci 2ls
(Cs)
Zn
н7
Сз
Сз
С
Сз
(С,)
(Сз)
(Сз)
(Cs)
(Сел)
С3
(Сз
Сз
Cs
Cs
с5
с5
С5
н5
Н5
(Cs)
Mg
н7
Н4,6
н5
н5
н5
н5
н5
Н5
(Нм)
(НЫ)
н5
Н5
Н5
н5
н5
н5
н5
н5
н5
н5
. н5
Нз,5
Al-Si
н7
с5'7
с
с
н7
с
н,-
(Сз!5)
н5
Hs
С
с
(С)
с8
с5
с5
с
(С5)
¦'(См)
Совместимость Мк с Мп на основе
А1—S1-
Си
Аи
Си
Си-Р
Си—Zn
Си-
Sn
Си-
N1
N1
Ti
Мл
Zn H7 H7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
Mg-сплавы Н5>7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
АД1 С5 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
АМц (Се Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
АМг2 (Се Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
АМгб (С9 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
АВ (Се Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
Д20 (С49) Н, Н7 Н7 Н7 Н7 Н7 Н7 Н7 Н7
Ag H5 (С) Н7 Н7 С С С Н7 Н7 Н7
Аи (С5,з) С С Н7 Н7 Н7 Н7 Н7 Н7 Н7
Ml Н5 С С Н7 С С С Н7 Н7 Н7>3
Латунь Н5 С (С) Н7 С Н7 Н7 Н7 Н7 Н7
Бронза Hs С (С) Н7 С Н7 Н7 Н7 Н7 Н7
ВТ1 С5 Cs Н5 С3,5 (С5) (С5) (С5) — (С5) С
ОТ4 С5 Се Н5 С3>5 (С5) (Cs) (С5) — С5) С
ВТ14 С5 (С) Н5 С3,5 (Cs) (C5) (Cs) — (С5) С
Стали:
08кп Н5 С (С) С Н5 С4 (С) (С) Н7 Н7>5
10 Н5 С (С) С Н5 С4 (С) (С) Н7 Н7>5
45 Н5 Се (С) С Н5 С4 (С) (С) Н7 Н7>5
12Х18Н10Т Н5 С5 (С) (С6) Н5 С«л С С5 С Н5 С'
08X13 (Qs) С6,6 С С Н5 С«л С С С С Н5
ЖСбкп - (С) (С) (С) (С) (С) (С) (С! (С) С Н5
Примечание. Н — несовместимы; С— совместимы; С с цифровым индексом — условно совместимы; цифровые индексы
означают причину условий совместимости; 1— адгезионная смачиваемость; 2 — плохое затекание в зазор; 3 — общая химичес-
химическая эрозия; 4 — межзереииая химическая эрозия; 5 — прослойки химических соединений; 6 — охрупчивание в контакте с жидким
припоем; 7 — слишком высокая температура плавления и пайки Мп; 8 — щелевая коррозия П/С; 9 — пониженная коррозиои-
«о ная стойкость. Обозначения в скобках — прогнозируемые совместимости, без скобок — экспериментальные.
Н7
Н7
Н7
Нг
Н7
Н7
Н7
Н7
Н7
Н7
Н7
Н7
Н7
Н7
Н7
Н7
При диаграмме состояния монотектнческого типа (рис. 18, б, з)
средний состав паяного шва определяется растворимостью при
температуре пайки паяемого металла А в жидком припое В.
Важнейшим признаком совместимости конструкционного мате-'
риала с припоем служит способность жидкого припоя не только
смачивать паяемый материал, но и растекаться по нему, затекать
в зазор и удерживаться в нем при пайке. Наилучшими свойствами
в этом отношении обладают металлы А и В, образующие между
собой сплавы с эвтетнкамн или твердые растворы с минимумом
(рис. 18, в, д, е, е'). Процессы смачнвання, растекания н затекания
в зазор при этом существенно активируются вследствие образования
жидкой каймы эвтектики или легкоплавкого раствора перед фрон-
фронтом растекающейся или затекающей в зазор жидкой фазы. Напри-
Например, прн растекании по меди олова или припоя ПОС61 с флюсами,
содержащими ZnCl2, образуются черный и блестящий ореолы. По
данным рентгеноструктурного анализа черный ореол состоит из оло-
олова, свинца н меди, блестящий — из олова, свинца н цннка [3].
На растекание припоя по паяемому металлу н затекания его
в зазор н формирование галтелей влияет также его температурный
интервал кристаллизации. Наиболее плавные и тонкие галтели обра-
образуются с припоями, имеющими нулевой или близкий к нему тем-
температурный интервал плавления. Однако прн малейшем перегреве
выше температуры плавления такие припои становятся полностью
жидкими и не удерживаются в широких капиллярных зазорах.
Это приводит к образованию в швах непропаев, не обнаруживае-
обнаруживаемых при изготовлении изделия и приводящих к разрушению пая-
паяных соединений прн эксплуатации. Поэтому прн пайке такими при-
припоями определяющее значение имеет величина зазора и необходима
весьма точная сборка. С увеличением шнрнны температурного
интервала кристаллизации припоя или прн значительной химической
эрозии металла в жидком припое и расширении при этом интерва-
интервала кристаллизации жидкой фазы до определенного предела послед-
последняя приобретает способность удерживаться п относительно широких
зазорах (до 0,6 мм) и ие требует точной сборки деталей перед
пайкой. Поэтому припои часто легируют компонентами, позволяю-
позволяющими регулировать ширину нх интервала кристаллизации.
Для предотвращения вытекания припоев из относительно ши-
широких капиллярных зазоров в ннх вводят компоненты, расширяю-
расширяющие их температурный интервал нланлеиия. Например, в припой
ПОС61 вводят 3—8% Си.
Наиболее широкий интервал плавления среди серебряных при-
припоев имеет припой ПСр37,5. Прн пайке коррозионностойких сталей
он удерживается в зазорах до 0,5 мм, тогда как припой ПСр40
при пайке тех же сталей удерживается в зазорах до 0,2 мм.
Развитие химической эрозии: При характере диаграмм состоя-
состояния, представленных на схемах о, г, д, причинами плохой совмес-
совместимости может быть недопустимое развитие межзерешюй и общей
химической эрозии паяемого металла А в контакте с жидким при-
припоем (б). Развитие химической эрозии паяемого металла в кон-
контакте с жидким припоем при температуре пайки определяется ве-
величиной растворимости паяемого металла в жидком припое (Сж) и
припоя в паяемом металле (Ст) и нх соотношением. Прн Ст-Я),
а С>ц>0 в паяемом металле развивается межзереиная, а при Ст>0
и С ж ^>0 — общая эрозия.
Особенно высокой химической эрозионной активностью харак-
80
теризуются цинковые припои по отношению к меди н алюминию,
олово и оловянные припон по отношению к золоту и другим ме-
металлам (см. табл. 21).
С повышением температуры пайки скорость развития общей хи-
химической эрозни может стать равной нлн большей скорости раз-
развития межзеренной химической эрозин. При этом ширина паяль-
паяльного зазора может резко возрасти, что приведет к вытеканию из
него жидкой фазы и появлению вследствие этого непропаев.
При резком изменении растворимости Ст в температурном
интервале пайки в области более низких температур возможно раз-
развитие межзеренной химической эрозин паяемого металла, а в об-
области более высоких температур — развитие общей химической
эрознн.
Предотвратить развитие обоих видов химической эрозни можно
при легировании припоя В паяемым металлом А в количестве,
близком к предельной растворимости А в жидком В при темпера-
температуре пайкн.
Например, для уменьшения химической эрозии медного жала
паяльников в оловянио-свинцовых припоях в последние вводят до-
добавки меди в количестве, близком к ее растворимости в припое при
температуре пайки.
Склонность паяемого металла к химической эрозни в контакте
с жидким припоем можно снизить введением в последний депрес-
депрессантов, понижающих его температуру плавления (например, гер-
германий в припон Al—Si) и (нли) предельную растворимость паяемо-
паяемого металла в припое при температуре пайки.
Дли предотвращения развития межзерениой эрозии основного
металла припой можно легировать компонентами, образующими с
А широкую область твердых растворов. Так, никелевые припои с
кремнием и марганцем химически менее активны по отношению к
нержавеющей стали, чем припои с бором.
Химическая эрозия, как было показано в работах [3, 25], рез-
резко снижается в температурной области образоаання по границе шва
и паяемого металла прослоек химических соединений. Отсюда был
сделан вывод, что при введении в припой достаточно малого коли-
количества компонента, образующего с паяемым металлом весьма тон-
тонкие (<1 мкм) прослойки химического соединения, не снижающие
прочности паяного соединения, должна резко снижаться склонность
Мк к химической эрозии в Мп- Этот принцип был использован в
последние годы для снижения склонности алюминиевых сплавов
к химической эрозии при пайке в силумине, содержащем 5—12% Si
и 1,5—6% Mg при добавке в них 2—6% Ni, образующего с алю-
алюминием тонкие прослойки химического соединения. Установлено,
что образование прослойки химического соединения АнРЬ при пай-
пайке золота свинцовыми припоями ограничивает развитие в нем хи-
химической эрознн по сравнению с оловянными припоями вследствие
более высокой тмепературы плавления интерметаллида AuPb
D18°С), чем интерметаллида AuSn2 C09°C).
По данным В. Т. Мухина и др., для уменьшения химической
эрозии серебросодержащих проводников при пайке оловянно-евнн-
цовыми припоями A50—350 °С) в последние было введено 18—
32% Cd, имеющего более высокое химическое сродство к меди,
чем олово, и снижающего температуру плавления припоя.
При высокой растворимости паяемого металла А в припое В
состав жидкой фазы при пайке может существенно изменяться по
81
сравнению с составом припоя. При этом может расшириться интер-
интервал ее кристаллизации и ухудшиться вследствие этого растекае-
мость и затекаемость жидкой фазы в тонкие капиллярные зазоры,
увеличиться дендритная ликвация шва и усадочная пористость.
В относительно широких капиллярных зазорах лучше удержива-
удерживаются узкоинтервальные припои, эвтектики и чистые металлы.
Пористость. Заполнение зазора между паяемыми деталями про-
происходит в течение 0,5—50 с [3, 22]. В условиях быстрого заполне-
заполнения зазора и быстрого охлаждения шва, например при газопламен-
газопламенной пайке, образование иесплошностей в шве может иметь место
в результате «застревании» в жидкой фазе флюсов и газов, нерав-
неравномерного смачивания паяемой поверхности жидким припоем, обра-
образования усадочной пористости в
шве, испарения компонентов
М„ и Мп с высокой упругостью
испарения (магний, цинк, мар-
марганец, кадмий), неравномерного
нагрева паяемых деталей у за-
зазора.
Образование зародышей га-
газовых пор в паяемом шве об-
облегчается при неполной смачи-
смачиваемости Мк жидким припоем.
Работа образования зародыша
пара или газа, заполняющего
впадниу, в месте несмачивания,
определяется по формуле W=
=2я0ж-гг2A—sim6), где г —
критический радиус зародыша
пара (газа); 6 — краевой угол
1
а
е s
Рис 19. Зависимость коэффициента
пористости Кр от величины паяльного
зазора
смачивания впадииы припоем; W-+-0, если 6>90°. т. е. когда
впадииа не смачивается. При этом работа отрыва жидкости от
диа невелика и впадина быстро заполняется газом (паром) и обра-
образуется пора. Под действием подъемной силы газовая пора отры-
отрывается от поверхности паяемого металла, всплывает и дрейфует
вдоль стенки зазора. Такой дрейф газовых пор в направлении к
халтельиым участкам может происходить как под действием других
газовых пор, так и в результате движения жидкой фазы и первич-
первичных кристаллов под действием механического, электромагнитного,
травитациоиного, высокочастотного и других полей
В паяных соединениях иахлестиого типа застреванию флюсов
я газов особенно благоприятствуют малые капиллярные зазоры.
Хотя с увеличением зазора возрастает количество жидкой фазы и,
следовательно, газа, однако при этом облегчаются условия дрей-
дрейфа пор и выхода их из шва. Поэтому в рассматриваемом случае
зависимость коэффициента пористости от величины зазора может
¦быть иллюстрирована рис, 19: в области а коэффициент пористости
снижается с увеличением зазора, в области б число пор возрастает
с увеличением количества жидкого припоя, в области в число пор
снижается (несмотря иа значительное количество жидкой фазы)
вследствие того, что облегчается выход пор при дальнейшем уве-
увеличении зазора. Поскольку несмачивание имеет место преимущест-
преимущественно в результате адсорбции кислорода или образования окисиой
ялеики на поверхности твердого тела, все факторы, способствующие
процессам раскисления иа границе жидкой и твердой фаз, должны
82
снижать или ¦ предотвращать образование газовых пор. Для умень-
уменьшения пористости паяных швов необходимо предотвратить испаре-
испарение таких компонентов припоя и паяемого сплава, как цинк, кад-
кадмий, марганец и др. Например, введение 0,3% Са снижает испаре-
испарение цинка из припоя А1—1,5% Zn и уменьшает пористость в шве.
Введение в бескадмиевые серебряные припои 0,5—2% Ni предотвра-
предотвращает испарение цинка и образование пор в паяных соединениях.
Цинк необходим в таких припоях для снижения их температуры
плавления и улучшения смачивающей способности.
¦ Прослойки химических соединений. Если сплавы системы А—В
образуют диаграмму состояния типа (и) или (з), то в контакте А
с жидким В в процессе кристаллизации паяного шва нлн при вы-
высокотемпературной эксплуатации паяных изделий на границе шва
(илн прослойке химического соединения) и основного материала в
температурном интервале устойчивости химического соединения мо-
могут образоваться и расти их прослойки. Скорость образования и
роста прослойки химического соединения при пайке зависит не толь-
только от температуры, но и от энергии активации этого процесса. При
достаточно высокой энергии активации процесса роста и образо-
образовании прослойки химического соединения такая прослойка может
начать расти в процессе затвердевания паяного шва как избыточ-
избыточная фаза в обогащенной компонентом приграничной области жид-
жидкой фазы илн при эксплуатации паяного изделия при повышенной
температуре, достаточной для протекания химического взаимодей-
взаимодействия Ми и Мп. При относительно низкой энергии активации хи-
химические соединения образуются непосредственно в контакте М„
и Мп.
Для стабильного или метастабилыюго существования химичес-
химических соединений необходимо и достаточно, чтобы составляющие их
элементы имели размерное, структурное илн химическое соответст-
соответствие. Размерный фактор соответствия определяется близостью атом-
атомных или ионных радиусов элементов. Структурное соответствие опре-
определяет идентичность кристаллической структуры элементов. Хими-
Химическое соответствие определяется идентичностью или подобием»
строения внешней оболочки атомов.
Основным критерием оценки степени химического сродства меж-
между основами паяемого металла А и припоя В или между компо-
компонентами, вводимыми в припой, в первом приближении служит
температура плавления или" разложения соответствующего химиче-
химического соединения;, в большей степени его характеризует теплота
сублимации [30]. Вблизи температуры плавления или разложения
химических соединений скорость их роста резко затормаживвет-
ся [3].
В контакте Л и В могут образоваться прослойки только тех
химических соединений, которые на диаграмме состояния А—В
располагаются между паяемым металлом и припоем. При исполь-
использовании в качестве припоя сплавов той же системы, но располо-
расположенных на диаграмме состояния между паяемым металлом А и
ближайшим к нему химическим соединением АХВУ, прослойки хи-
химических соединений по границе шва и паяемого ^металла разви-
развиваться не будут. Торможение роста прослойки химического соеди-
соединения на границе шва и паяемого материала А при пайке возмож-
возможно при введении в припой В компонентов, вступающих с ним »
химическое взаимодействие, но ие образующих химических соеди-
соединений с паяемым металлом А, как, например, серебро при пайие
83-
меди оловом, серебро при пайке стали 12Х18Н9Т жидким алюми-
алюминием и др.
. В припое иа основе В, не образующем химического соединении
с А, но содержащим химически активный элемент D в количестве
выше критического, введение компонента Е с большим химическим
сродством к элементу Д чем к паяемому металлу А и припою В,
и связывающего избыток D в новое химическое соединение, равно-
равномерно распределенное в виде отдельных изолированных включений
в шве, предотвращает образование прослоек химических соединений
по границе шва и основного металла.
Предотвращение образования и роста прослоек химических сое-
соединений в паяных швах возможно также путем легирования при-
припоя третьим компонентом С, не образующим ни с паяемым метал-
металлом А, ни с основой припоя В химических соединений, т. е. раз-
разбавляющим химически активный припой В. При содержании в
припое конпонента С в количестве, обеспечивающем содержание в
шве компонента В ниже критического, прослойки химических сое-
соединений не возникают. При содержании в припое компонента В в
количестве несколько выше критического скорость роста прослой-
прослойки будет меньше, чем при пайке припоем В, не содержащем С.
Торможение процесса образования и роста прослойки химичес-
химического соединения на границе жидкого припоя В и паяемого метал-
металла А может быть достигнуто также при легировании припоя В
элементом D с большим химическим сродством к А, чем к б, и в
количестве, при котором на границе припоя с паяемым металлом
¦образуется достаточно тонкая прослойка химического соединения,
нарушающая их контакт, но не снижающая прочности паяного сое-
соединения. Примером такого компонента D служит кремний при
панке стали 12Х18Н9Т алюминиевыми припоями, олово при пайке
железа медно-фосфористым припоем, содержащим 1% Р, кремний
при пайке титана алюминием и др. [2, 3].
При панке латуней для предотвращения образования прослой-
прослойки химического соединения SnSb в свинцовые припои вместо сурь-
сурьмы вводят небольшое количество цннка, имеющего большее хи-
химическое сродство к меди, чем сурьма.
v,f Для предотвращения образования химических прослоек при
пайке стали цинковыми припоями в них добавляют небольшое ко-
количество алюминия, имеющего большее химическое сродство к же-
улезу, чем циик. По данным М. С. Делиигера, введение в припои
Pb—Zn кадмия приводит к образованию при пайке соедннеий из
меди прослойки тройного соединения Cu.3Cd3Zn толщиной 1—2 мкм,
предотвращающего рост нерегулируемого по толщине химического
соединения меди с цинком. Е. Ф. Аникеева и другие показали, что
введение 2—10% Sri или Sb в припой Си—15%Ag —5%P при
пайке в печи меди, латуни, стали 12Х18Н10Т G00°С в среде ар-
гоиа) приводит к уменьшению содержания фосфора на межфазной
границе паяемый металл — паяный шов и уменьшению толщины
прослойки химического соединения Такое действие олова и сурьмы
связано с большим химическим сродством фосфора к этим элемен-
элементам, чем к паяемому металлу.
Диффузионная пористость. Пористость, развивающаяся в зонах
паяного соединеиня в условиях нескомпенсированиой диффузии
компонентов припоя и паяемого металла при диффузионной пайке
или высокотемпературной эксплуатации паяных соединений, назы-
называется диффузионной пористостью.
«4
Диффузионная пористость особенно опасна в прослойках хи-
химических соединений на границе шва вследствие их высокой хруп-
хрупкости и характерна главным образом для нестехиометрического их
типа; т. е. когда на их основе образуются твердые растворы с ком-
компонентами Мк н (илн) Мп. К такого типа-химическим соединениям
относятся, например, химические соединения в системах Си—Sn,
Ti—Ge, Ti—Fe, Ni—Ge, Ni—Sn, Fe—Al, Al—Ti, Ag—Ge, Ag— Sn.
В прослойках химических соединений стехиометрического типа
диффузионная пористость образуется только при взаимодействии
технически чистых металлов или сплавов и протекает медленно
(Ti—Sn, Co—Al, Ni—Al, Pd—Al, Pd—Cu, Cr—Cu, Mg—Mn, Mg—Pb,
Cu—Mg).
Другой путь предотвращения диффузионной пористости в паяе-
паяемом соединении — введение в припой В компонентов, образующих
широкую область твердых растворов с паяемым металлом Л (на-
(например, легирование олова цинком при высокотемпературной диф-
диффузионной пайке им меди) [31, 32], а также снижение содержания
в припое диффундирующего в паяемый материал депрессанта.
Устранение диффузионной пористости в прослойках химических
соединений возможно прн пайке выше температуры существования
химического соединения (его устойчивости; при выдержках, доста-
достаточных для заращивания пор, образовавшихся прн более низкой
температуре в процессе нагрева.
Охрупчивание Ми в контакте с жидким Мп. Проникновение
жидких припоев по границам первичных или рекристаллизованных
зерен н блоков чаще всего приводит к снижению механических
свойств паяемого материала после пайки а при пайке способствует
хрупкому разрушению паяемого материала в контакте с жидким
припоем, наступающему при низком значении Сш-г и действии рас-
растягивающих напряжений.
Важнейшими условиями наступления хрупкого разрушения пая-
паяемого материала в контакте с жидким припоем, являются достаточ-
достаточная величина растягивающих напряжений и температура пайки, ко-
которые при прочих равных условиях определяют время до наступ-
наступления хрупкого разрушения. Поэтому предотвратить наступление
хрупкого разрушения Мк в контакте с жидким припоем можно сле-
следующими путями:
1) устранением внешних растягивающих напряжений в паяемом
металле в результате снижения жесткости конструкции изделия;
устранением внутренних растягивающих напряжений в паяемом
материале, возникающих при пластической его деформации, при
предварительном отжиге или при использовании припоев с темпе-
температурой плавления существенно выше температуры рекристаллиза-
рекристаллизации паяемого металла. Например, при пайке нагартованной корро-
зионностойкой стали марки I2X18H9T с температурой рекристал-
рекристаллизации 750 °С в контакте ее с жидкими припоями ПСр45 при
780°С илн ПСр72 при 820сС при индукционном нагреве в ией
возникают трещины. При индукционной же пайке такой стали ни-
никелевыми припоями или медью с температурами плавления соот-
соответственно 1150 и 1083 СС трещины в стали не возникают, так
как при нагреве под пайку в ней успевает пройти процесс полной
рекристаллизации;
2) легированием припоя для повышения сж-т и предотвраще-
предотвращения развития локальной химической эрозни Мк или для образова-
образования по границе шва прослоек химических соединений достаточно
85
тонких (<0,51 мкм), ие снижающих прочность паяного соединения;
но устраняющих контакт М„ с жидким припоем. .При этом под-
подготовительный период роста прослойки химического соединения иа
границе с паяемым материалом должен быть меньше, а время до
начала развития локальной химической эрозии больше, чем время
до наступления хрупкого разрушения паяемого материала;
3) легированием паяемого металла для повышения сж-т, тор-
торможения развития локальной химической э'розин с заданным при-
припоем или образования допустимых по толщине прослоек химиче-
химических соединений. Экспериментально подтверждено, что малоугле-
малоуглеродистые стали более склонны к хрупкому разрушению в контакте
с медью или латунью, чем нержавеющие стали типа 18—8, что, по-
видимому, обусловлено присутствием в них легирующих элемен-
элементов — иикеля, хрома, титана, понижающих склонность этих сталей
в химической локальной эрозии в контакте с жидкой медью и
латунью, так как никель, хром и титаи увеличивают химическое
сродство стали к меди по сравнению с ее сродством к железу.
По данным В. М. Никитина и В. С. Мурашкина, при введении
в медь, обладающую весьма малым химическим сродством к же-
железу и, по-видимому, снижающую аж_т на их границе, таких ком-
компонентов припоя, как марганец, никель, хром, палладий, образую-
образующих с железом твердые растворы, и элементов, образующих с же-
железом химические соединения (бор, кремний, цинк), склонность
сталей к охрупчиванию в контакте с жидким медным припоем
резко снижается (Zn»50%, Si<l%, B<0,2%).
В пределах температурной области термической устойчивости
химических соединений на границе Мк—Мп склонность к охрупчи-
охрупчиванию резко снижается. Характерно, что при пайке малоуглеро-
малоуглеродистых сталей цинком склонность к хрупкому их разрушению не
имеет места до 750—780 СС, т. е. до температуры, выше которой
химические соединения становятся неустойчивыми. Выше 780 СС
склонность сталей к хрупкому разрушению в контакте с цинковы-
цинковыми припоями становится значительной.
Управление свойствами припоев и качеством паяных ими сое-
соединений возможно в ряде случаев при легировании припоев' отно-
относительно небольшими количествами компонентов, обеспечивающих
их самофлюсуемость (фосфор, литий и др), измельчающих их
структуру (натрий, кремний и др.), снижающих их окисляемость в
жидком состоянии, что особенно важно при пайке в ваннах с
жидким припоем, повышающих смачиваемость Мк, жаростойкость,
жаропрочность, теплостойкость ПС, стойкость ПС в различных га-
газовых, жидких средах, хладостойкость, герметичность и вакуум-
плотность паяных соединений и др.
Депрессанты припоев — неметаллы с направленной связью
(кремний, сурьма, фосфор, углерод, бор, германий) способствуют
снижению Пластичности припоев и паянных ими соединений. Одна-
Однако введение таких компонентов в припой во многих случаях явля-
является единственным путем снижения температуры плавления и изме-
изменения температурного интервала кристаллизации припоя.
Компоненты паяемого сплава, перешедшие в жидкую фазу в
процессе пайки, также могут оказывать определенное влияние на
свойства паяного шва и совместимость Мк с Мп. Поэтому данные
о совместимости основы паяемого материала с основой припоя
иногда недостаточны для суждения о совместимости конкретного
конструкционного материала и припоя, ио позволяют в ряде слу-
86
чаев судить об этом с учетом анализа действия их легирующих
компонентов.
При введении в припоя нескольких легирующих компонентов
для улучшения совместимости его с паяемым металлом необходи-
необходимо учитывать, что в большинстве случаев соответствующие мно-
многокомпонентные диаграммы состояния с числом компонентов более
двух отсутствуют. Однако в первом приближении совместимость Мк
и МП можно прогнозировать по соответствующим двойным диаграм-
диаграммам состояния их основ и легирующих компонентов.
При этом, конечно, остаются неучтенными возможность обра-
образования тройных и более сложных химических соединений, трой-
тройных и более сложных эвтектик, твердых растворов, влияние ком-
компонентов припоя на изменение температуры ликвидуса припоя, а
также критическое количество компонентов припоя, образующих с
паяемым металлом по границе паяемого шва прослойки химиче-
химических соединений и др.
В современном металловедении и теории контактных процессов
пайки установлены некоторые положения, позволяющие судить о
характере таких процессов, протекающих в многокомпонентных
припоях и на их межфазной границе с паяемыми сплавами. Исполь-
Использование этих положений облегчает прогнозирование влияния ком-
компонентов в сложных припоях на их совместимость с паяемыми
металлами. Важнейшие из этих положений следующие:
температура плавления n-компонентной эвтектики всегда ниже
температуры плавления других эвтектик той же системы, состоя-
состоящих из меньшего количества компонентов;
снижение температуры ликвидуса припоя при введении в него
компонентов, порознь понижающих температуру плавления его
основы, в первом приближении аддитивно;
предельная растворимость каждого из легирующих компонен-
компонентов, входящих в твердый раствор, как правило, снижается при
увеличении числа таких компонентов;
в контакте твердого металла с припоем, легированным несколь-
несколькими компонентами, способными к образованию химических соеди-
соединений с паяемым металлом по границе шва, прежде всего образу-
образуется прослойка химического соединения с компонентом припоя,
имеющим наибольшее химическое сродство к паяемому металлу
(при условии, что содержание этого компонента в припое выше
критического).
Данных о критическом содержании легирующих компонентов
в припоях весьма мало, и поэтому его обычно устанавливают
экспериментально для паяемого металла конкретного состава, при-
припоя и выбранного термического режима пайки.
Анализ характера физико-химического взаимодействия основ
припоя и паяемого металла и влияния их легирования на совмести-
совместимость при пайке дает возможность:
1) выбирать припои, совместимые с заданным конструкционным
материалом;
2) прогнозировать возможности легирования припоев для улуч-
улучшения их совместимости с заданным конструкционным материалом;
•3) находить пути улучшения совместимости паяемого металла
с припоями с учетом их физических и химических свойств, харак-
характера диаграмм состояния между их основами и легирующими
компонентами припоя между собой и с паяемым металлом.
Глава IV
СОВМЕСТИМОСТЬ
КОНСТРУКЦИОННОГО МАТЕРИАЛА
И ПРИПОЯ СО ВСПОМОГАТЕЛЬНЫМИ
МАТЕРИАЛАМИ ПРИ ПАЙКЕ
Известно, что силы взаимодействия атомов металлов действуют
на расстоянии до 1 нм. Наличие на поверхности металла, подле-
подлежащего пайке, толстых окисных, жировых и других неметалличе-
неметаллических пленок, не удаляемых с помощью флюсов и активных газовых
сред, препятствует его физическому контакту с жидким припоем.
Поэтому для получения высокого качества паяных соединений и
изделия наряду с температурным критерием совместимости Мк и
ТРП, физико-химическим критерием совместимости Ми и Мп, а
также с критериями обеспечения оптимальных механических, физи-
физических и химических свойств паяных соединений следует учитывать
критерий активирования Мк н Мп, определяющий требования, не-
необходимые для обеспечения совместимости их со способами под-
подготовки поверхности перед пайкой и способами устранения окис-
окисных пленок при пайке.
Возможность активирования поверхности Мк и М„ определя-
определяется прежде всего их составом, характером роста на них окисных
пленок в процессе изготовления, хранения, сборки и пайки дета-
деталей, а также конструкционными и масштабными факторами изде-
изделия и его массой.
1. ОСОБЕННОСТИ ОКИСЛЕНИЯ МЕТАЛЛОВ И СПЛАВОВ
Взаимодействие кислорода с поверхностью металла начинается с его
адсорбции, затем может наступить растворение кислорода в М„ и
(или) образование и рост слоя окисла.
Реакция между металлом н газообразным кислородом пМе+
+tnj202=^Men02 может протекать по-разному в зависимости от
различных параметров, влияющих на процесс [33—35].
Процесс окисления определяется химическим сродством метал-
металла к кислороду и оценивается изменением изобарного потенциала
реакции окисления ДО0 и значением энтальпии образования окисла
А//с, отнесенной к 1 .молю кислорода. Исходя из значений ДЯ°
нли ДО0 при 298 К, наиболее широко применяемые конструкционные
металлы н компоненты припоев разделяют на следующие группы:
1. Благородные металлы (ДЯ298К <210 Дж/моль О2). Окислы
этих металлов нестойки и диссоциируют при нагреве. Окисел Аи2О
выше 200 °С разлагается на металл и кислород. Окисел Ag2O на-
начинает диссоциировать при 205—210 "С, а при 250 "С его диссоциа-
диссоциация полностью заканчивается. Платина не окисляется на воздухе
при нагреве до любых температур. К этой группе относится также
индий.
2. Металлы со слабым химическим сродством к кислороду
B10 кДж/моль <Д#2°98^<546 кДж/моль О2). К ним относятся
медь, никель, кольбат, железо. Окислы этих металлов более ста-
88
бильны, чем окислы благородных металлов. Высшие окислы этих
металлов могут восстанавливаться при нагреве; например, Fe2O3
восстанавливается до Fe3O4 при 1350 СС и давлении 19,6 кПа.
К этой группе относятся также висмут, свинец, кадмий, германий,
сурьма, галлий.
3. Металлы с большим сродством к кислороду E46 кДж/моль
<АЯ2^ к<840 кДж'моль О2). К ним относятся тугоплавкие (мо-
(молибден, вольфрам, рений), щелочные ¦ (натрий, каллй), переходные
(хром, марганец) металлы, а также олово и цинк.
4.-Металлы и неметаллы с очень большим сродством к кисло-
кислороду (АН 298 к >840 кДж/моль О2) и большой теплотой окисления.
К ннм относятся кремний, алюминий, титан, цнрконнй, магний, бе-
бериллий, литий, бор. Их окислы весьма стабильны и не восстанавли-
восстанавливаются при иагреве металлов до температуры их плавления.
Единого механизма окисления нет, так как этот процесс су-
существенно зависит от условий его протекания.
При комнатной температуре пористость окиспой пленки, осо-
особенно иа границах зерен металла, как наиболее реакционных его
участках, благоприятствует доступу кислорода. При повышенных
температурах после образования зародышей окисла скорость их
локального роста без изменения состава постоянна и объем превра-
превращения металла в окнеел происходит по кубическому закону х3=
=Rlx+cl, где х — толщина слоя окисла; т — время; Rt и cv—
постоянные.
После слияния локальных зародышей окисла скорость его
роста резко замедляется и в дальнейшем регулируется перемеще-
перемещением реагирующих веществ через слой окисла.
Диффузия металла и кислорода через слой окисла под дейст-
действием градиента концентраций может происходить: а) через пос-
постоянно образующиеся поры и трещины в окисной пленке, когда
на металле образуются летучие окислы, например вольфрама, мо-
молибдена, рения, или когда коэффициент Пиллннга — Бедворта
А — коэффициент увеличения объема окисла относительно объема
исходного мсталля, определяемый как A — ATp/Afp', где М" — мас-
масса окисла; М — масса металла; р'— плотность окисла; р — плот-
плотность металла к соотнетстнующему объему металла меньше еди-
единицы, например для щелочноземельных металлов. Основное влия-
влияние в последием случае оказывает характер распределения пустот
в возникающем слое окисла. Подобные условия роста окнела на
металлах могут быть также при высокотемпературном нагреве
и низком давлении кислорода, когда скорость реакции окисления
иа поверхности окисла меньше или близка к скорости движения
ионов металла к этой поверхности, а также когда слой окисла
становится слишком толстым, пористым или отслаивается.
Трещины в окненой пленке могут возникать под давлением
интенсивно испаряющегося металла (или компонентов сплава), а
также в результате большой разницы коэффициентов линейного
расширения окисла и металла, при их полиморфных превращениях.
При таких условиях имеет место линейный закон роста окисной
пленки: *=#гт+сг, где R2 и с2 — постоянные.
После того как пленка окисла полностью покрывает поверх-
поверхность металла, диффузия реагирующих металла и кислорода воз-
возможна только по несовершенствам в решетке окисла (вакансии,
дислокации), возникающим при иестехиометричиости окисла, а так-
89
же в присутствии примесных атомов. Передвижение заряженных
ионов металла и кислорода происходит под действием химического
или электрического потеиц&ала градиентов. При таких условиях
рост окисла может происходить по параболическому или логариф-
логарифмическому законам: *2=/?зТ+с3; *=/? lg (В%+1) и R/x—A— lgT,
где Rs, R, Сз, А — постоянные.
Для металлов с переменной валентностью, при окислении ко-
которых одновременно может образоваться несколько слоев окислов
разного состава, применимость обычно параболического закона как
в отношении общей толщины слоя окалины, так и каждого ее слоя
отдельно не всегда справедлива. Этот закон. может соблюдаться
только в некоторых пределах изменения толщины каждого слоя.
На металлах-геттерах, способных растворять кислород, при усло-
условии, что химический потенциал кислорода в металле не может
достичь значения, необходимого для дальнейшего роста окисной
пленки, справедлива кубическая зависимость скорости окисления от
времени.
При образовании на металле нескольких окислов при высоких
температурах более устойчива закись, а при низких температурах—
окись. Так, для железа температурной границей существования оки-
окиси и закиси является 570 СС. Ниже этой границы закись железа
распадается с образованием окиси металла, выше — сохраняется.
Окислы с Д>1, не растворяющие ионы металла или кислорода,
относятся к типу стехиометрических химических соединений;
такой окисел относительно плотный. Взаимодействие металла с
кислородом при образовании стехиометрического окисла может
идти преимущественно через разрывы в окисной пленке, образую-
образующиеся вследствие различия коэффициентов термического расшире-
расширения окисла и паяемого металла при нагреве и охлаждении или в
результате метастабильиости слоя окисла вследствие эпитаксиаль-
ного его роста и образования локальных напряжений, приводящих
к образованию в нем пор и отслоений.
Для нестехиометрических окислов характерно присутствие в
них большего или меньшего количества вакансий по кислороду или
металлу. Это облегчает протекание диффузии через слой окисла от
металла к поверхности окисла и от его поверхности к металлу
и рост окисла. Это может привести также к обеднению поверхност-
поверхностного слоя металла легирующими элементами при пайке в присут-
присутствии кислорода.
Для металлов со слабым химическим сродством к кислороду—
железа, меди, никеля, кобальта, легкоплавких (ртуть, галлий)—ха-
галлий)—характерно образование иестехиометрических окислов. Такие окислы
рыхлые, температура плавления у них выше температуры плавле-
плавления металла. В условиях пониженного давления кислорода в актив-
активных газовых средах или в контакте с флюсом такие окислы в силу
своей ¦ пористости и рыхлости легче устраняются с поверхности
паяемого металла, чем плотные окисные пленки.
Окисление железа. Растворимость кислорода в зоноочищениом
железе весьма мала и может достигать (по Эллиоту) 0,002% при
850вС- и возрастать с повышением температуры. В зависимости от
легирования стали, температуры среды и длительности нагрева на
ее поверхности вследствие переменной валентности железа образу-
образуются три- устойчивых окисла: ближе к железу располагается наибо-
наиболее бедный, а дальше — более богатые кислородом окислы (в по-
порядке убывания кислорода): F3O3, F3O4, FeO. -
90
"Толщина каждого слоя определяется, как и при однослойном
окисле,, скоростью диффузии иоиов металла и кислорода через ¦ этот
<уюй и. ие зависит от. времени при параболическом характере роста.
Весовая доля окислов железа при разных температурах пр» нагре-
нагреве иа. воздухе [34] следующая:
Температура, °С 700 800 900 950
Доля окисла
Fe2O3 . . 1,0 0,75 0,66 0,78
Fe3O4 . 5,0 4,1 4,3 4.4
FeO Остальное
Окисел FeO (вюстит) выше 560 "С распадается на a-Fe и
FejO4 нестехиомегричеи, так как суммарная валентность Nero 14. По
данным В. И. Архарова, при нагреве и образовании иа поверхности
стали окисла Fe3O4 процесс окисления идет очень быстро, т. «. этот
окисел ие защищает железо от окисления, несмотря, иа то, что
Д>1
Окисел FeaO4 (магнетит) при температуре низке 900 °С сте-
хиометричеи [36]; выше этой температуры он имеет область го-
гомогенности (возможно, вследствие изменения валентности . железа
при этих условиях).
Окисел Y-FejO3 (гематит) образуется вследствие окисления
железа при 200^—400 °С, имеет сетку вакансий по октаэдрическим
пустотам решетки, т. е. пестехиометричеи [37]. Растворимость кис-
кислорода в нем при 1457 "С достигает 1,28%.
При иагреве до 80—120°С на поверхности железа образуются
•у-ТегОз, выше 130 "С a-Fe2O8, выше 300—350 СС а-1;е203 и РезО4.
Выше 200 СС C25 СС по Эвансу) скорость окисления "контролирует-
"контролируется диф'фузией ионов металла, ниже 200 "С быстрее диффундируют
ионы кислорода и скорость роста окисла контролируется скоростью
реакции иа поверхности реагирующих фаз (логарифмический закон
роста пленки). При 605—1250 С окалина на чистом железе состоит
из' трех слоев FesO, РезО4 и FeO, при 400—570 "С — из двух слоев
FejOj ft Fe3O4.
Следовательно, окислы, образующиеся иа железе и нелегиро-
ванных сталях, не защищают их от окисления ни при каких темпе-
температурах, так как количество стехиометрического окисла РезО4,в них
всегда .мало и окисление определяется нестехиометрическими окис-
окислами, присутствующими в окисной пленке в больших количествах.
Небольшие добавки (несколько процентов) никеля,, меди, ко-
кобальта мало влияют на стойкость железа против окисления. При
содержании 20% Сг резко снижается окисление сплава Fe—С. Во
внешних слоях окалины образуются твердые растворы типа
(Fe, Сг)гОз. Введение в стали более 20% Сг может привести к обра-
образованию на поверхности плотных шпинелей типа FeCr204<FeAl204
или силикатов FejSiO4.
Окисление никеля. Окисел никеля NiO нестехиометрический
(область гомогенности по кислороду 1,002—1,32% [36, 37]. Окисел
NiO дефектен по никелю, ои рыхлый и через него легко проходят
легирующие элементы никелевых сплавов [38]. NiO плавится при
1960 °С.
. Окисление меди. Растворимость кислорода в меди даже при
l'OOQ°C мала (-0,011%).'
91
В системе Си—О существуют два окисла Си2О (куприт) и СиО
(тенорйт) {34], которые являются фазами постоянного состава.
Окисел "СиО стехиометрический, плотный с моноклинной решеткой,
располагается при окислении на поверхности меди между нею и
слоем окисла СиО, нмеет дефектную решетку [35], что подтверж-
подтверждает существование области однородности [36], хотя такая область
обычно и не указывается на диаграмме состояния. Окисел СиО
нмеет кубический закон роста при 185 "С.
Прн 100 °С на меди образуется несплошная окисная пленка
СигО. Окисел СигО нестабилен ниже 375 °С и очень медленно раз-
разлагается на СиО и Си. Диффузия меди через CujO происходит при
800—1000 °С. При высоких температурах и низком давлении кисло-
кислорода процесс роста слоя окисла СигО происходит через стадию
зародышевого развития. Максимальное содежание СиО в пленке
окисла СигО нмеет место при 300—500 СС; при дальнейшем повы-
повышении температуры ее содержание снова снижается. Окись меди
СиО всегда образуется в результате окисления закиси меди Си2О.
Таким образом, на поверхности меди всегда присутствует окисел
СигО с дефектной решеткой, не защищающий ее от окисления.
Окисление молибдена. Начиная с 300 СС, молибден при нагре-
нагревании на воздухе тускнеет, а при 600 °С иа нем образуются прочно
связанные с металлом окислы. При 550 СС на молибдене ближе к
металлу обнаружен окисел МоО2, снаружи — окисел МоОэ. При
525 °С имеет место параболический закон роста окисной пленки в
течение 20 ч. Выше 600 "С наружный слой МоО3 гранулируется,
плавится и улетучивается.
Вследствие того что тугоплавкие металлы — молибден я воль-
вольфрам— образуют летучие окислы, высокотемпературный нагрев их
проводят в вакууме или инертных газетах средах. - ,
Окисление хрома. Окисел CrsO3 считается нестехиометрическим
по металлу. Он устойчив вблизи 2000 °С. При толщине окисной
пленки 0,5—4,2 мкм имеет место параболический закон роста. При
большой толщине пленка утрачивает свои защитные свойства из-за
слабой связи с металлом. При 950—1050"С скорость испарения
хрома сравнима со скоростью ее окисления [37].
Окисление алюминия. На поверхности алюминия и его сплавов
при 20 °С образуется окисел А1гО3, который состоит из двух слоев.
Внутренний слой, прилежащий к металлу, аморфный, который мо-
может перейти в кристаллическую модификацию при длительной вы-
выдержке на воздухе или после двухчасовой выдержки при темпера-
температуре более 200 °С [35]. Наружный слон так называемый, воздушио-
окисиой пленки состоит из более проницаемого, пористого окисла,
толщина которого зависит от продолжительности реакции и влаж-
влажности окружающей среды. При небольших выдержках при 500 СС
еще происходит образование аморфного окисла и требуется 2—4 ч,
чтобы окисел начал переходить частично в кристаллическое состоя-
состояние. Этот окисел стехиометрический, плотный, защищающий алю-
алюминий от окисления. При зарождении окисной пленки во влажной
среде на поверхности алюминия мгновенно образуется ллеика
байерита (AfeOs-HsO), а также гидрат окиси алюминия. Окислы —
гидраты АЬОэ-НгО (диспор, бемит) являются стехнометрическими и
плотными.
На сплавах алюминия с магнием B,8—8% Mg) при нагреве
до 120 СС образуется пленка A12OS, при 120—350 "С — а-АМЭз. 'При
нагреве выше 400 СС растет двухслойная окисная пленка: сверху
92
окисел MgO, а под ним а-А12О3, что обусловлено большим давле-
давлением паров магния.
Растворимость кислорода в чистом алюминии составляет де-
десятые доли процента (по массе). При 20СС пленка окиси алюми-
алюминия сначала растет быстро, а затем, достигнув толщины 2—3 нм,
замедляет рост.
При 300 "С толщина окисной пленки А12О3 может достигать
20 нм, а при 500—600 "С сотавляет 200 нм [35], а затем окисление
прекращается.
Окисная пленка АЬОз растет при 350—600 СС по параболи-
параболическому закону, рост сопровождается диффузией ионов металла на
поверхность окисла, а с 500—550 СС — по линейному закону, путем;
диффузии ионов кислорода к поверхности алюминия.
Внутренний слой окисиой плеики алюминия компактный, и его
толщина зависит от температуры; внешний слой, окисла пористый*
и его толщина зависит от продолжительности реакции и влаж-
влажности атмосферы.
Окисление магния. Окисел магния в системе Mg—О стехиомет-
рический, плотный и хорошо защищает металл от окисления.
При 475 "С пленка окисла магния достигает 70 нм и более.
Магний интенсивно испаряется выше 450 СС; под давлением его
паров пленка окисла может растрескиваться.
Окисление титана и циркония. Состав окислов на поверхности
титаиа зависит не только от температуры, ио также и от содержа-
содержания в нем кислорода. На чистом титане образуется обычно рутил
TiO2 с весьма малой областью гомогенности, хорошо защищающий
титан от окисления [37, 38]. Окисел Т)зО2 имеет область гомоген-
гомогенности, что может быть обусловлено наличием у титана переменной
валентности.
Параболический закон, определяющий рост слоев, образующих-
образующихся на титане, выполняется при температурах ниже 800 °С; при
800—1000 "С происходит проникновение кислорода через окалину
во внутренние слои металла. При этом в окалиие формируются два
слоя: плотный наружный ТЮг и прилегающий к металлу рыхлый,
порошкообразный, представляющий собой смесь окислов TiO2, Ti3O?
и растущий по лилейному закону.
Цирконий до 600 "С имеет параболический закон роста. При
600—985 СС рост окисла происходит только по кубическому за-
закону. Однако с увеличением выдержки более 15 мин при 985 °С
имеет место линейный закон роста, вероятно, вследствие интенсив-
интенсивного растворения кислорода в цирконии, при 1Ю0сС снова имеет
место параболический закон роста окисиой пленки.
Окисление легкоплавких металлов. Особенности окисления лег-
легкоплавких металлов — основ припоев н некоторых их компонен-
компонентов— обусловлены прежде всего значением теплоты образования
нх окислов. По этому важнейшему признаку наименьшим сродством
к кислороду обладают нндий, ртуть; слабым — висмут, свинец, кад-
кадмий, германии, а также сурьма и галлий; большим сродством —
олово и цинк.
Свинец с кислородом образует два окисла РЬО и РЬ3О4. Тетра-
Тетрагональный РЬО красного цвета стабилен при относительно низких
температурах; PbeO4— желтый, ромбический, стабилей при высоких
температурах. Свинец окисляется по параболическому закону. При
475—575 "С имеет место аллотропический переход РЬО->РЬзО4.
Выше 630 °С скорость окисления свинца возрастает, по-видимому,
93
в результате ускоренного процесса диффузии ионов металла через
окисел.
Твердый кадмий на воздухе окисляется при 300 СС по парабо-
параболическому закону. При 390—520 °С окись CdO спекается, что уси-
усиливает ее защитную способность. В присутствии олова и сурьмы
иа поверхности кадмия образуются губчатые окислы, резко сни-
снижающие сопротивление кадмия окислению.
При температурах ниже 170 °С окисные пленки олова аморф-
аморфны. В интервале температур 200—270 СС образуется тетрагональный
окисел олова, при 280—390 СС обнаружены окись SnO и двуокись
Sn2O олова. В вакууме до 0,013 Па при температуре <400°С обра-
образуется SnO и при 600 °С — Sn2O и SnO. Окись олова SnO неустой-
неустойчива при всех температурах и появляется в результате иеравновес-
ности процессов окисления. Выше 300 СС устойчива только двуокись
олова БпгО. Рост окисла олова при 180—450°С происходит по
параболическому закону. Выше 475 °С окисление происходит пре-
преимущественно по линейному закону, так как в окисле появляются
трещины.
На окисление жидкого олова ие влияют металлы, имеющие
меньшее сродство к кислороду, чем олово (сурьма, свинец, висмут,
медь). Свинец в больших количествах несколько замедляет окис-
окисление олова. Менее благородные металлы, чем олово (магний, ли-
литий, натрий), повышают скорость окисления олова с образованием
порошкообразной окалины; циик, фосфор, индий, алюминий сни-
снижают окисляемость олова даже при введении их в сотых долях
процента.
Окислы на цинке. При температурах 200—400сС иа поверх-
поверхности цинка в условиях нагрева в атмосфере кислорода образуется
окись цинка ZnO, характер строения которой пока ие известен [34].
В интервале температур 225—375 °С циик окисляется по логариф-
логарифмическому закону, а выше 375 °С — наблюдается параболический
закон роста слоя окисла. Считают, что этот процесс контролирует-
контролируется диффузией ионов металла через слой окисла.
Суммарная валентность окиси цинка ZnO равна 8. Данные
практики подтверждают, что окисел цинка хорошо защищает его
от окисления.
2. МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛОВ
И СПЛАВОВ ПЕРЕД ПАЙКОЙ И ИХ СОВМЕСТИМОСТЬ
С КОНСТРУКЦИОННЫМИ, МАСШТАБНЫМИ ФАКТОРАМИ
И МАССОЙ ИЗДЕЛИЯ
Вспомогательные материалы, режимы обработки и подготовки по-
поверхности паяемых материалов и припоя перед пайкой должны
обеспечивать успешное применение способов пайки по удалению
окисной пленки.
Схема технологических операций подготовки паяемых поверх-
поверхностей в зависимости от материалов деталей представлена иа
рис. 20.
Механическая зачистка паяемой поверхности перед травлением
производится лишь при необходимости снятия химически трудно-
удаляемых окисиых пленок. Такая зачистка обеспечивает требуе-
94
мую шероховатость поверхности, что улучшает растекание и зате-
каиие расплавленного припоя в зазор. Однако при этом трудно
дозировать слой удаляемого паяемого материала. Ручная очистка
напильниками, шаберами, абразивным инструментом — малопроиз-
малопроизводительный процесс и поэтому применяется в основном в индиви-
индивидуальном производстве. После ручной механической очистки обра-
обработанные поверхности обычно, обезжиривают путем протирки бязе-
бязевыми салфетками, смоченными в бензине, ацетоне и спирте.
Обрабатываемый Последовательность выполнения операций
металл, сплав
Чугун 1~~2С ^6 — 7 — 10—7—11—7—13—15
Стали углеродно- ^^>*.
тые,визко-и 3—15—1—2. 6—7—8—6—7—10—7—11—7—12—
сдавммгярееш- 5
ные, коррозиен- — 7—13—6—7—14— 7— 6-15
ностоякке
Никелевые
^6^,^x0-7-13-6-7-14-7-15
Бериллиевые
бронзы
3-.
,6—7—8—6 — 7—10—11 — 7—15
го а_Я^*^в—7-»10-в -7, -11-7 -»
1-2;" *6 -7 -8 -в -7 -10 — 7- -11 -7 -14--7—1Ь
"*¦ 4
^6-7-9-6-7-10 -7 -15
Молибденовые ?,_,_„,_,_„ ., .15
Рис. 20. Последовательность выполнения операций при подготовке к пайке
конструкционных материалов:
1 — механическая зачнепка; 2 — обдувка сжатым воздухом; 3 — обезжири-
обезжиривание органическими растворителями; 4 — химическое обезжиривание; 5 —
электрохимическое обезжиривание; 6 — промывка в горячей воде; 7 — про-
промывка в холодной воде; 8 — разрыхление окалины; 9 — удаление старой
окисной пленки; 10 — травление; // — снятие травильного шлама; 12 — освет-
осветление; 13 — пассивирование; 14 — нейтрализация; 15 — сушка
Более производительными являются механическая очистка ме-
металлическими щетками, которую рекомендуется применять для под-
подготовки поверхностей паяемых деталей из алюминия, магния в
сплавов на их основе, галтовка, при которой окисные пленки и
заусенцы удаляются в результате треиия поверхностей обрабаты-
обрабатываемых деталей с кусками абразива при их перемешивании в спе-
специальном барабане. Данный способ широко применяется для очист-
очистки мелких деталей с открытым доступом к паяемым поверхностям.
Наиболее эффективен и экономичен метод струйной очистки
поверхностей, применяемый для удаления окалины, окислов, других
загрязнений после термообработки, ковки, штамповки, а также в-
случаях, когда нельзя применять травление или возникают труднос-
трудности в удалении травильного шлама. Для гидропескоструйной обра-
95
ботки используют смесь песка и воды в следующих объемных соот-
соотношениях, %: для цветных металлов — песок 20, вода 80, для ста-
сталей— весок 30, вода 70; для чугуна — песок 40, вода 60 нлн пе-
песок 50, вода 50. В качестве ингибиторов коррозии при обработке
черных металлов в смесь песка с водой добавляют азотнокислый
натрий и кальцинированную соду (песок кварцевый электродный
370—410 г/л); сода кальцинированная D—6 г/л); иатрий азотнокис-
азотнокислый A8—22 г/л). Кварцевый песок можно заменять шлифпорош-
ком электрокорунда в том же количестве.
При гидропескоструйной обработке давление воздуха составля-
составляет 150—200, 500 н 600 кПа для толщины стенки <1, 1—3 и >3 мм
соответственно. Размер зерна кварцевого песка 0,15—0,50 мм, по-
порошка электрокорунда 0,08—0,12 мм.
После гидропескоструйной обработки детали из цветных метал-
металлов промывают в чистой воде до полного удаления песка. Детали
нз черных металлов промывают в антикоррозионном растворе со-
состава, г/л; натрий азотнокислый 100—150; сода кальцинированная
8—12. Температура раствора 70 СС, время выдержки в растворе
1,5—2.0 мин. Применяют также следующие растворы, г/л, при той
же выдержке: 1) натрий азотнокислый 30—150; натрий углекислый
10—15 (температура 20—80 СС); 2) сода кальцинированная 3—5;
калий двухромовокислый 3—5 (температура 18—35 СС); 3) сода
кальцинированная 30—50; тринатрийфосфат 5—10; жидкое стекло
5—10 (температура 60—80 СС).
Затем детали промывают в проточной водопроводной воде в
течение 15—30 с и сушат в сушильном шкафу при температуре
"90—100°С в течение 3—5 мин. Для сушки может быть использован
сжатый воздух, нагретый до температуры 50 СС.
Прн обработке поверхности деталей сухими шлифпорошками
используют чистый сжатый воздух, не содержащий масла, влаги,
эмульсии и ныли. Давление воздуха Р и номер зерна шлифпорош-
ка (размер зерна) выбирают в зависимости от толщины стенок h
обрабатываемых деталей:
ft, мм До 1 1—3 >3
Р, кПа 50—152 152—254 304-406
Номер зерна 14; 16 14; 16 16; 18
Металлопескоструйную н дробеструйную обработку осуществ-
осуществляют металлическим порошком из стали или чугуна, а также ли-
литой и колотой чугунной и стальной дробью нли стальной дробью,
рубленной из проволоки. Лучшая очистка достигается металличес-
металлическим песком, изготовленным из того же материала, что и обрабаты-
обрабатываемая деталь.
Очистке металлическим песком и дробью подвергают детали с
параметром шероховатости поверхности /?г*-1,25 мкм. Этот спо-
способ непригоден для гофрированных и тонкостенных (толщина до
0,8 мм) деталей. Размер зерна металлического песка d и давление
воздуха выбирают, исходя из толщины стенки детали:
Л, мм До 1 1—2,5 2,5—5,0 >5,0
Р, кПа 203—507 405—507 405—608 405—608
d, мм ...... 0,15—0,30 0.30—0,500,50—0,80 0,80—1,00
96
Обработанные детали обдувают сжатым воздухом при дявле-
нни 122—203 кПа для удаления остатков металлического пески.
Метод непригоден для поверхности деталей из алюминия, магния
и их сплавов. Для очистки паяных поверхностей деталей из корро-
зионностойких сталей, титана, алюминия и их сплавов (плотная
трудноудаляемая окалина) применяют электрокорунд зернистостью
№ 16—80 в сочетании с гидропескоструйным методом обработки.
Прн металлопескоструйной обработке деталей из коррозиониостой-
ких сталей во избежание контактной коррозии оставшиеся частицы
песка удаляют травлением или электрополированием.
Обезжиривание
Обезжиривание относится к химическим методам очистки и при-
применяется для удаления остатков различных смазок и других жи-
жировых загрязнений. Составы растворов для химического обезжири-
обезжиривания различных металлов и режимы обработки приведены в
табл. 22.
Химическим обезжириванием обрабатывают металлы н сплавы,
химически не реагирующие со щелочами, а также детали сложной
конфигурации с точными размерами, внутренними полостями и глу-
глубокими отверстиями.
Для ускорения процесса обработки в щелочных растворах при-
применяют электрохимическое обезжиривание. Процесс ведут при по-
постоянном токе и различают по способу электродного подключения
обрабатываемого изделия — анодное и катодное обезжиривание.
Для исключения наводороживания материала процесс ведут при
переменном полярности — вначале в режиме катодной, затем анод-
анодной обработки. Электрохимическое обезжиривание применяют для
изделий из стали, меди, алюминия и их сплавов. Составы электро-
электролитов и режимы электрохимического травления приведены в
табл. 23.
Очистка поверхностей мелких деталей сложной формы с огра-
ограниченным доступом к местам скопления загрязнений (узкие щели,
выточки, замкнутые каналы, глубокие отверстия, изгибы и др.) воз-
возможна лишь ультразвуковым методом. В качестве омыливающих
веществ в растворах используются щелочи (едкий натр, углекислый
натрий, тринатрийфосфат и др.). Для улучшения смачиваемости по-
поверхности деталей моющей жидкостью в их состав добавляют мыло
или поверхностно-активные вещества (ОП-7, ОП-10, сульфаиол,
НТ-3, еннтанол ДС-10, сиптамид-5 и др). К универсальным моющим
средствам относятся препараты МЛ-51, МЛ-52, ГМС-31, «Прогресс»,
«Триалон». В некоторых случаях в качестве моющих жидкостей ис-
используют органические растворители.
Очистку паяемых поверхностей от эмульсий, минеральных ма-
масел и коисервационных смазок осуществляют органическими раство-
растворителями — трнфтортрихлорэтаном, дихлорэтаном, трихлорэтаиом,
трихлорэтаном, трихлорэтнленом—хорошо раствооряющими жировые
загрязнения, легко поддающимися регенерации. Эти растворители не
воспламеняются на воздухе, поэтому обезжиривание можно вести
прн повышенных температурах, что ускоряет и улучшает очистку
поверхности, а для трифтортрихлорэтана очистка возможна в па-
парообразной фазе. Поскольку указанные растворители ядовиты, об-
обработку ведут на специальном оборудовании.
4. во. 97
Таблица 22. Составы растворов и режимы химического обезжиривания
Обрабатываемый
материал
Все металлы и спла-
сплавы
Стали различных ма-
марок и чугун
Алюминий и его
сплавы
Медь н ее сплавы
Титан н его сплавы
Никель н его сплавы
Магиий и его сплавы
Свинец и его сплавы
Состав среды, г/л
Моющее средство ТМС-31, 60—80
Моющее средство МЛ-51 илн МЛ-52, 15—35
Трниатрийфосфат, 5-35; сода кальцинированная, 15—35; сннтанол ДС-10,
3—5.
Натр едкий, 2—15; натрнйфосфат, 15—36; сннтанол ДС-,40, 3—5
Натр едкий, 100—150; натрий углекислый, 30—50; стекло жидкое, 3—5
Натр едкий, 50—100; трннатрийфосфат, 30—40; контакт Петрова, 40—50
Натр едкий, 8—12; натрийфосфат, 20—50; стекло жидкое, 25—30
Натрий углекислый, 40—50; трииатрийфосфат, 3—5
Стекло жидкое, 20г-30; контакт Петрова, ilO—15
Натр едкий, 40—50; натрий углекислый, 40—50; трннатрийфосфат,
30—40; контакт Петрова, 15—20
Натр едкий, 20—50; натрий углекислый, 30—50; стекло жидкое, 3—5
Натрий углекислый, 30—50; тринатрнйфосфат, 30—50; стекло жидкое,
20—30
Натр едкий, 5—20; тринатрнйфосфат, 15—70; эмульгатор ОП-7; 5—7
Натр едкий, 10—20; натрий углекислый, 25—30; стекло жидкое, 3—5
Натр едкий, 10—15; иатрий углекислый, 20—25; стекло жидкое, 1—2
Натр едкий, 5—'20; тринатрийфосфат, J00; стекло жидкое, 2—3
Режим
обработки
t, 'С
70—80
70—80
60—80
60-80
60—70
60—70
40—70
60—90
60—70
60—70
60—90
60—90
60—90
60—70
60-70
60—70
т, мяв
5—10
1—5
5—20
3—20
5—30
5-30
3—10
2—10
5—30
5-30
3—15
3-20
3—20
3-^5
5—30
3—5
Таблица 23. Составы электролитов для электрохимического
обезжиривания
Материал
Все металлы
и сплавы
Стали всех
марок, ковар
Алюминий
и его сплавы
Медь и ее
сплавы
Магний и его
сплавы
Цинковые
сплавы
Цинковые
сплавы
Электролит
Трииатрийфосфат
Сода кальцинирован-
кальцинированная
Натр едкий
Трииатрийфосфат
Сода кальцинирован-
кальцинированная
Натрий углекислый
Стекло жидкое
Натрий углекислый
Тринатрнйфосфат
Натр едкий
Натрий углекислый
Трииатрийфосфат
Натрий цианистый
Стекло жидкое
Натр едкий
Трииатрийфосфат
Натрий углекислый
Натр едкий
Трииатрийфосфат
Сода кальцинирован-
кальцинированная
Стекло жидкое
Натрий углекислый
Сульфанол НТ-3
Натрий цианистый
Содержание
компонентов, г/л
20—40
120—40
120—40
00—40
20—40
—
_
20
20
13-J6
8—10
3—5
1—2
,
16—30
20—30
8—12
4—6
8—12
25—30
0,1-
Л Q
_
80—90
—
60—80
6
6
35—40
20-,25
20-425
3-J5
15—20
10-15
10—15
10—15
15—20
10—15
—
_
_—
30—40
НО—№
—
20^30
8—10
—
_
__
5—10
30—40
3—5
.
45-60
_ , -
15-120
—
10—15
Примечание. Температура электролита 60—90°С, продолжительность
обработки иа катоде 3—10 мин (для цинковых сплавов 1—2 мии), иа аиоде
1—3 мнн. Плотность тока 2—10 А/дм1, номинальное напряжение 6—12 В. Ано-
Аноды — никель, никелированная сталь.
Обезжиривание возможно также этиловым спиртом, ацетоном,
бензином, уайт-спиритом и смесью уайт-спирита и смывки СД (СП)
в соотношении 1:1.
В зависимости от конфигурации и габаритов обрабатываемого
изделия обезжиривание осуществляют одним из следующих спосо-
способов: струйным, ультразвуковым, дождеваиием, заливкой, прокачкой,
окунанием, протиркой, в парах растворителя.
Окунание удобно для мелких деталей. Детали, закрепленные в
специальных приспособлениях или помещениях в сетчатый контей-
контейнер, обезжиривают прополаскиванием в ваииах с моющим средст-
средством. При этом должно быть не менее двух ваий: одна для предва-
предварительного обезжиривания, другая — для окончательного. Детали
сложной конфигурации лучше обезжиривать струйным методом в
закрытых устаио'вках, исключающих выход паров в помещение. Мою-
Моющее средство подают под давлением через сопловые устройства.
4» 99
Дождевание — разновидность струйного метода с малым напо-
напором моющего средства — применяется для обработки наружных по-
поверхностей деталей.
Внутренние полости деталей целесообразно обезжиривать за-
заливкой. Обезжиривание осуществляют либо путем заливки всего
объема внутренней полости моющим средством с последующей вы-
выдержкой, либо путем частичного заполнения внутренней полости с
последующим вращением, барботажем, кантованием или прополаски-
прополаскиванием.
Методом прокачки моющего средства рекомендуется обезжири-
обезжиривать детали большого объема и с отверстиями. Моющее средство
подают под давлением.
Обезжиривание в парах растворителя проводят в специальной
камере путем подачи горячего моющего раствора с некоторым ко-
количеством пара или путем заполнения камеры насыщенным паром.
Прн комбинированном методе обезжиривания детали очищают
окунанием, а затем помещают в камеру с парообразным раствори-
растворителем. Данным методом обрабатывают детали, к качеству поверх-
поверхностей которых предъявляют высокие требования..
Протирку применяют при локальном обезжиривании. Локальное
обезжиривание производят бязевыми или фторлоиовыми салфетка-
мн, смоченными в растворителе и отжатыми от его избытка, а
также щетками или кистями.
Химическое травление
Метод высокопроизводителен и эффективен в условиях массового и
крупносерийного производства. Метод непригоден для деталей слож-
сложной конфигурации, имеющих острые кромки, щелевые зазоры и
замкнутые полости, из которых трудно удалить остатки травиль-
травильных растворов, а также деталей, имеющих отдельные участки по-
поверхности из неметаллических материалов или с защитными по-
покрытиями. Поверхность детали перед травлением следует очистить
от смазок и жировых загрязнений. Поверхность протравленных де-
деталей должна иметь цвет обрабатываемого металла, быть блестя-
блестящей или матовой. На поверхностях паяемых деталей после трав-
травления не должно быть остатков окалины, а также общих, местных
или точечных, видимых невооруженным глазом растравленных мест,
шлама, трещин, следов неотмытых солей, растворов и влаги, следов
от захвата рукамн. Допускаются неоднотониость, неравномерная ма-
матовость, следы от потоков воды, риски, забоины, царапины и другие
механические повреждения, которые были до травления на детали.
На меди, титане и их сплавах возможно выявление зернистости
структуры основного металла.
Составы растворов и режимы обработки для предварительного
разрыхления окалины приведены в табл. 24.
,- Поверхность деталей из меди и ее сплавов перед травлением
(обрабатывают 20%-ным раствором соляной или серной кислоты до
появления желтого оттенка иа слое окислов.
w Составы растворов и режимы химического травления различных
металлов и сплавов приведены в табл. 25.
Для замедления растворения металла в кислотах и предотвращения
вредного действия выделяющегося водорода в составы травнтелей
вводят различные присадки типа 4М, КС, ЭКП или ингибиторы
И—1—А, И—1—6, ПБ-5, уиикол, катапин, уротропин.
100
Таблица 24. Составы растворов и режимы обработки паяемых
поверхностей для разрыхления окалины
Обрабатываемый
материал
Стали углеро-
углеродистые
Стали коррозион-
ностойкне
Медь и ее спла-
сплавы
Титаи и его
сплавы
Бериллиевые
бронзы
Состав, г/л
Натр едкий, 400—600;
натрий азотнокислый,
100—200
Натр едкий, 200—500;
калий маргаицевокислый,
30—60
Натр едкий, 400—600;
натр азотнокислый, 200—
250
Натр едкий, 75—80*;
натрий азотнокислый,
25—20
Кислота серная, 80—A40**
Натр едкий, 75—80*; нат-
натрий азотнокислый, 25—20*
Кислота серная, 15—20;
ангидрид хромовый, 5ft—
100
Натр едкий, 400—650;
натрий азотнокислый,
75—125
Режим обработки
t, -с
135—145
90—100
135—1415
350—450
50—60
350—450
15—30
135—146
X, МИН
30—150
30—1B0
30—150
15—45
До уда-
удаления
окислов
15—20
5—10
5—10
'Содержание компонентов — % (по массе); ** — мл/л.
Для локального удаления окиспой пленки с поверхности дета-
деталей из коррозиопностойких сталей применяют раствор состава: кис-
кислота ортофосфорная 500—600 г/л, спирт этиловый 290—210 г/л с
добавкой гидрохинона в количестве 1 г/л. Операцию выполняют
вручную с помощью белых бязевых салфеток, смоченных в раст-
растворе. После травления остатки ортофосфорной кислоты должны
быть полностью удалены путем тщательной протирки обрабатывае-
обрабатываемых поверхностен салфеткой, смоченной этиловым спиртом.
По донным А. М. Никитинского н других [43], удаление окис-
нон пленки с поверхности сплапов АМц и АМцПС в растворе кис-
кислот HNO3 и HF вызывает меньшее растворение поверхности (алю-
(алюминия и его сплавов и обеспечивает большую чистоту поверхности
перед пайкой, чем щелочное травление. При кислотном травлении
нет необходимости в осветлении деталей и в пять раз реже заменя-
заменяют раствор в ванне травления. Площадь растекания эвтектического
силумина с флюсом 34А по сплаву АМц после кислотного травле-
травления 185 мм2, а после щелочного травления 161 мм2, краевой угол
смачивания соответственно 7,13 и 7,31°.
Полноту удаления кислоты контролируют с помощью салфетки,
смоченной 0,02%-ным спиртовым раствором метилового красного
101
g Таблица 25. Составы раствором н режимы химического травлений паяемых металлов
К*1
Состав раствора, т/л
Режим обработки
t, "С
т, нии
Назначение
Кислота серная, 150—250; катапнн, 3—5; сульфанол
НП-3 илн сиитаиол ДС-10, 3—5
Кислота серная, 175—200; кислота соляная, 80—100;
уротропин, 40—50; сиитанол ДС-10, 3—5
Чугун
40—80
40—50
1-3
1-3
Удаление окалины
То же
Стали углеродистые низко- и среднелегированные
Кислота соляная, 150—350; уротропин, 40—50
Кислота серная, 100—200; калий иодидный, 0,8—
1,0; катапин, S—10
Кислота фтористоводородная, 15—20; кислота азот-
ая, 50—150,
Кислота азотная, 220—240; натрий фтористый, 20—
25; натрий хлористый, 20—25
Кислота фтористоводородная, 15—25; кислота азот-
азотная, 350—450
Кислота серная, 80—110; кислота фтористоводород-
фтористоводородная, 15—50; кислота азотная, 70—200; сульфоуголь,
1,0-1,6
Кислота соляная, 90—ПО
Кислота серная, 350—450; кислота азотная, 70—90;
кислота соляная, 70—90
15—45
60—80
15—30
15—30
15-30
15—30
40—45
40—45
10—30
15—30
До 60
До 60
15—20
10—60
10-15
1-2
Бесшламовое травление
Для поверхностей с окалиой
и без иее
Удаление окалины и ржав-
ржавчины
То же
Удаление окалины
чины
То же
и ржав-
Продолжение табл. 25
Состав раствора, г/л
Режим обработки
t, "С
т, мни
Назначение
Натр едкий, 75—80*'; натрий азотнокислый, 25—
20*1
Калий марганцовокислый 35—50; натр едкий,
140-250
Коррозионностойкие стали и сплавы на никелевой основе
10—20
30—90
Кислота азотная, 120—150; кислота .фтористоводо-
.фтористоводородная, 40—50; кислота серная, 80—110
Кислота соляная, 150—200; присадка КС, 1—3
Кислота азотная, 35—50; кислота соляная, 200—
220; железо хлористое, 50—120
Кислота соляная, 150—195; кислота азотная, 7—8;
присадка КС, 0,15—0,2
Кислота соляная, 500—550; кислота азотная, 70—
80; присадка КС, 1,8—2,2
Кислота соляная, 150—350; уротропин, 40—50
Кислота азотная, 450—490; кислота фтористоводо-
фтористоводородная, 80—180
Кислота азотная, ЗЗ*2, кислота фтористоводород-
фтористоводородная, 4*2
- Аммиак водный, 10Q*3; вода дистиллированная, 900*3
8
350-
450
От 80
до ки-
кипения
15—35
15—35
15-35
40-60
40—50
15—45
15—35
65—75
18-20
До полного уда-
удаления окалины
15—30
До полного уда-
удаления окалины
3-5
3—5
10—40
3—5
Дву-, трехрактиое
погружение
Разрыхление толстого слоя
окалины
То же
После технологического иа-
грева при 900—1100 "С
Для поверхностей механичес-
механически обработанных
Для штампованных деталей
Для хромистых сталей
Для хромоникелевых сталей
Бесшламовое травление ко-
вара
Для сплавов на никелевой
основе
Для инкоиеля
Для коистантана
Продолжение табл. 25
Состав раствора, г/л
Режим обработки
t, °С
г, мии
Назначение
Медь и сплавы на ее основе
Натрий азотнокислый, 600—800
Кислота соляная, 1000*4
Кислота серная, 430—400*4; кислота азотная, 70—
75*4; кислота соляная, 2—4*4
Кислота серная, 600*3; натрий или аммоний азот-
азотнокислый, 260—290
Кислота серная, 25—35; ангидрид хромовый, 80—
100; натрий хлористый, 0,5—3,0
Ангидрид хромовый, 300*5; кислота' серная, 50*3;
вода дистиллированная, 950*3
Кислота серная, 15—20; ангидрид хромовый, 50—100
Кислота азотная, 170—220; ангидрид хромовый,
250—300; кислота серная, 15—25
15—30
15—30
15—30
15—30
15—35
18—20
15^—30
15—35
10—30
30—60
5-10
До 10
0,5—10
Дву-, трехкратное
погружение
—10
2-3
Алюминий и сплавы на его основе
Натр едкий, 50—150
Кислота фтористоводородная, 120—140; кислота
азотная, 660—680
Натр едкий, 40—60; натрий фтористый, 20—50
Кислота ортофосфорная, 25*2; хромпик, 0,2*2; вода
ост.
45—80
15—30
50—70
18—25
До 1,5
» 3
1-15
5—10
Предварительное травление
То же
Окончательное травление
Удаление окалины
То же
Для латуни
Для бериллиевой бронзы
То же
Для штампованных деталей
Для деформируемых сплавов
Для всех поверхностей без
плакировки и с технологиче-
технологической плакировкой
Удаление окисной пленки
Продолжение табл. 25
Состав раствора, г/л
Режим обработки
i, °C
т, мии
Назначение
Титан и сплавы на его основе
Кислота фтористоводородная, 20—180; кислота
азотная, 450—490
Кислота фтористоводородная, 70—80; кислота сер-
серная, 80—100
Кислота фтористоводородная, 50*2; натрий двухро-
мовокнслый, 50*2
15-35
18—30
70—80
В зависимости
от состояния по-
поверхности
То же
20
Магний и сплавы на его основе
Натр едкий, 200—600
Кислота ортофосфорная, 40; кислота азотная, 60
Кислота азотная, 60; кислота серная, 100 '
Ангидрид хромовый, 25—35; натрий азотнокислый,
8-10
70—80
20—25
18—20
15—35
0,5-15
0,5—6,0
0,5—1,0
2-5
Серебро и его сплавы
Кислота азотная, 6
Кислота серная, 90—95; кислота азотная. 10—5
18—25
18—25
Для сплавов любого фазо-
фазового состава
То же
Удаление старой окисной
пленки
Удаление окисных пленок
То же
Удаление окислов.
То же .
•'Содержание крмпонентов, % (по масре); *!—% (рбъемн.); *3 —МЛ; *4 —
спирта; сохранение первоначльного цвета салфетки указывает на
отсутствие кислоты на обрабатываемых поверхностях.
В ряде случаев для увеличения площади сцепления припоя с
паяемым материалом нримеияют глубокое травление углеродистых
сталей в 25—30%-ном растворе соляной кислоты, коррозионностой-
ких сталей, содержащих хром и молибден, в 10%-ном растворе
царской водки (водный раствор 3%-ной азотной и 7%-иой соляной
кислот) при 80 ЙС.
Плотный слой окалины на деталях из титана и его сплавов,
образовавшейся при температуре >600сС, перед травлением удаляют
гидропескоструйиым методом или обдувкой дробью (возможна обра-
обработка сухим кварцевым песком). В случае перерыва между гидро-
гидропескоструйной обработкой и травлением обработанные детали про-
просушивают горичим (80—120сС) сжатым воздухом или в сушильном
шкафу при температуре 100— 120сС (в течение 10—15 мии). После
кратковременного нагрева на воздухе при температуре <60(РС
или после термообработки в защитной атмосфере детали травят
без предварительной механической очистки.
При травлении титана и его сплавов важна полнота удаления
альфироваииого слоя, присутствие которого контроля^ется метал-
металлографическим методом иа образцах-свидетелях, прошедших трав-
травление одновременно с обрабатываемыми деталями.
Электрохимическое и ультразвуковое травление
Составы электролитов и режимы электрохимического травления раз-
различных металлов и сплавов перед пайкой приведены в табл. 26
?10].
Ультразвуковое" травление особенно эффективно для очистки
поверхностей мелких и тонкостенных деталей, а также деталей
сложной конфигурации с ограниченным доступом к паяемой по-
поверхности. Травильный шлам с поверхностей деталей из сталей,
бериллиевой бронзы, титана и сплавов на его основе удаляют сле-
следующими способами: химическим в растворах, составы которых и
режимы обработки приведены в табл. 27; электрохимическим (для
сталей) в растворах для обезжиривания по режиму: температура
раствора 15—35°С, продолжительность обработки 5—10 мии, анод-
анодная плотность тока 3—10 А/дм2; механической очистки — для угле-
углеродистых, низко- и среднелегированиых сталей путем обдува квар-
кварцевым и металлическим песком, для коррозиониостойких сталей —
электрокорундовым порошком или нейтральной солью (сернокис-
(сернокислый калий) с последующим пассивированием.
Шлам с поверхности детали из алюминиевых сплавов удаляют
промывкой сильной струей холодной воды или в ваиие с холодной
водой протиркой волосяными капроновыми щетками или ветошью,
а также химическим методом. С поверхности деталей из сплавов иа
основе молибдена шлам снимают методом последовательного трав-
травления в азотной кислоте (плотность 1,3—1,36) при 15—35СС в те-
течение 5—20 с, затем в растворе, содержащем хромовый ангидрид
130—150 г/л, серную кислоту 5—10 г/л при 25—35°С в течение
20—30 с.
Пассивирование. Коррозионную стойкость травленых поверхнос-
поверхностей деталей обеспечивают пассивированием. Составы растворов и
режимы пассивирования различных металлов и сплавов приведены
в табл. 28. Поверхность коррозиоииостойких сталей, прошедших
306
Таблица 26.
Обрабатываемый
материал
Составы
электролитов и режимы
Электролит, г/л
электрохимического
травления
Режим обработки
t, *С
т, мин
А/дм'
Примечание
Углеродистые
стали
Легированные
стали
Углеродистые
стали
Легированные
стали
Коррозиоинрстой-
Кислота серная, 200—250
Кислота серная, 10—20
Железо сернокислое, 200—300;
Анодное травление
натрий
хлористый, 30—50
Железо хлористое, 150; натрий хлорис-
тый, 50; кислота соляная, 10
Кислота серная, 50
Натр едкий, 500
Кислота серная, 80—100
Кислота серная, 100—150
40—60
40—60
18—20
20—50
30
60—70
150
40—50
10—20
10—20
15—30
10—15
0,5
10—15
10
5—10
5—10
5—10
5—10
5—10
10
20—30
10
20—30
Катодное травление
Кислота серная, 50; кислота соляная, 30;
натрий хлористый, 20
40—50
60—70
10-15
10—15
3-^10
8—10
Травление на переменном токе напряжением 15—20 В
5—10
Кислота серная, 35—40; кислота азотная,
25—30
Кцслота серная, 7Q— 10Q
15—20
15-35
5-10
1-2
1Q-15
Удаление окалнны
То же
Удаление тонкого
слоя
То же
Анодом служит свинец
или его сплавы с сурь-
сурьмой • •
Анодом служит крем-
кремнистый чугун B0—
24%) или сплав евнн-
ца с сурьмой '
Удаление
Продолжение табл. 26
Обрабатываемый
материал
кие стали
Никель, ковар
Молибден
Вольфрам
Медь
Электролит, г/л
Кислота азотная, 200—250; кислота фто-
фтористоводородная, 200—250
Кислота серная (плотность 1,84), 500*1;
Вода, 500*'
Натрий азотнокислый, 500*2
Вода дистилированная, 500*'; 20%-ный
раствор едкого натра (плотность 1,2—
1,3), 500*'
Две последовательные операции:
1) кислота серная, 100*1; вода дистилли-
дистиллированная, 900*1
2) ортофосфорная кислота (плотность
1,5-1,7)
Режим обработки
t, "С
15—35
20—25
20—25
т, мин
1 о—40*3
30—60
5—10
10—60*3
I, АДм5
5—10
40—
180
10—30
5—7
2—10
30—40
Примечание
То же
Удаление окислов
Переменный ток
До полного удаления
окалины
Таблица 27. Составы растворов и режимы обработки для снятия травильного шлама
Обрабатываемый
материал
Чугун
Стали углеродистые, низко-
и среднелегированные
Раствор, г/л
Кислота фтористоводородная, 250; ангидрид хромовый, 200'
Кислота серная, 80—100; кислота азотная, 70—80
Натр едкнй, 50—100
Кислота серная, 15—30; ангидрид хромовый, 70—120; нат-
натрий хлористый, 3—5
Режим обработки
t, °С
«0—SO
14—30
60м80
15—30
т, мии
3-5
5*
1-3
15—A0
Продолжение табл. 27.
Обрабатываемый
материал
Стали коррознонностойкие
Алюминий н его сплавы
Титан й его Сплавы
Состав раствора, г/л
Кислота азотная, 350—450; кислота фтористоводородная,
4—5
Кислота азотная, 250—700; натр едкий, '50—250; натрий
хлористый, 50-7-100
Кислота азотная, 300—400
Кислота азотная, 300—400; кислота фтористоводородная,
10—30
Режим обработки
t, "С
15—35
15—35
15—35
15-30
t, мни
5—30
5-120
5-20
5—30*
§
* Продолжительность обработки, с.
Таблица 28. Составы растворов и режимы пассивирования
Обрабатываемый
материал
Чугун
Стали углеродистые, иизко-
и среднелегироваиные
Стали коррозионностойкие
Медь и ее сплавы
Состав раствора, г/л
Натрий углекислый, 2—3; нитрат натрия, 15—20
Кислота ортофосфорная, 80—100; ангидрид хромовый
150—250
Натрий азотнокислый, 30—200
Кислота серная, 1—12; ангидрид хромовый, 100—Д50
Кислота ортофосфорная, 40—80; ангидрид хромовый, 200—
300
Кислота азотная, 280—500
Кислота азотная, 180—220; натрий двухромовокислый, 20—
25
Кислота серная, 5—10; ангидрид хромовый, 80—100
Кислота серная, 15—25; натрий двухромовокнслый 90—130
Режим обработки
t, °С
18Н25
85—95
115—35
70-75
90-Н100
45—55
45—55
15—30
15—30
т, мин
3-5
10—40
3—5
IS—20
15—20
115—20
20—30
0,35—
0,3
0,25—
0,6
травление в растворах, содержащих азотную и фтористоводород-
фтористоводородную кислоту, не пассивируют.
Нейтрализация. Для нейтрализации остатков кислот, не удален-
удаленных промывкой в воде, детали из стадий-и сплавов на никелевой
основе, а также детали сложной «™afrwpypaimH ug_ тдц титана и
их сплавов рекомендуется обрабатывать в раствореуглекислого нат-
натрия A0—100 г/л) прн 15—35°С в течение 3—5 мин с последую-
последующей тщательной промывкой в воде.
n Промывка и сушка. Промывка — промежуточная операция тех-
технологического процесса подготовки паяемых поверхностей, прово-
проводимая после обезжиривания, травления, снятия травильного шлама,
нейтрализации. Сушка — заключительная операция данного процес-
процесса. Для промывки применяют воду без специальной бактериологи-
бактериологической очистки (техническая вода), а также прозрачную воду без
посторонних примесей (артезианская и речная). Вода, предвари-
предварительно использованная для других целей, для промывки непригодна.
Для промывки особо ответственных деталей применяют обессо-
обессоленную воду с жесткостью не более 1,8 моль/л.
После завершения всех операций технологического процесса
подготовки поверхности перед пайкой детали сушат в сушильных
шкафах или чистым сухим сжатым воздухом, нагретым до 50—60°С.
Чистоту сжатого воздуха проверяют не реже одного раза в смену
обдувом в течение 20—30 с листа белой фильтрованной бумаги,
расположенного на расстояние 100 мл от выхода струн воздуха.
На бумаге после обдува ие должны появляться влажные или
масляные пятна и грязь.
3. СПОСОБЫ ПАЙКИ ПО УДАЛЕНИЮ ОКИСНОИ ПЛЕНКИ
Для обеспечения физического контакта Мн и Мп в процессе пай-
пайки применяют различные способы удаления окисной пленки —флю-
—флюсовой и бесфлюсовые. К бесфлюсовым способам пайки относят аб-
абразивную и ультразвуковую пайку, пайку в активных и инертных
газовых средах и в вакууме.
Для смачивания паяемого металла жидким припоем ие всегда
необходимо полиостью удалять с его поверхности окисную пленку.
При возможности плавления паяемого металла под окисной плен-
пленкой (в контакте с жидким припоем или вытесненным из флюса
жидким металлом) достаточно локальное нарушение ее сплошнос-
сплошности. Смачивание поверхности паяемого металла припоем и его зате-
затекание в зазор при этом будут происходить в результате отделения
окисиой пленки от паяемого металла в процессе его контактного
подплавления под пленкой и диспергацией последней. Плавление
паяемого металла в жидком припое под окисиой пленкой от мест
нарушения ее сплошности ускоряет процесс флюсования Мк.
Для развития химической эрозии материала изделия через раз-
разрывы в окисиой пленке необходима существенная растворимость
его в жидком припое при температуре пайки, а при контактно-реак-
контактно-реактивном плавлении — достаточное его содержание в образующейся
эвтектике. При этом химическая эрозия паяемого металла в контак-
контакте с жидким припоем должна быть сравнительно большой для под-
плавления окисной пленки, но достаточно малой, чтобы не приводить
к заметному развитию подрезов, сквозных проплавлений Мк или
недопустимому уменьшению толщины стенки изделия,
ПО
Процессы подплавлеиия в диспергации окисной пленки с по-
поверхности паяемого металла, по-видимому, вносят определенный
вклад как при флюсовой, так и бесфлюсоиой пайке и начинаются
сразу же от мест нарушения сплошности окисиой пленки. Поэтому
оценку активности флюса или газовой среды неправомерно прово-
проводить по времени полного удаления окисиой пленки с паяемого
металла. Такая оценка без учета воздействия жидкого припоя воз-
возможна только в тех редких случаях, когда последний способен
лишь к весьма слабому взаимодействию с паяемым металлом, а
флюс иереактивеи.
Паяльным флюсом называют неметаллическое вещество, приме-
применяемое для полного или локального удаления окисиой пленки с по-
поверхности паяемого металла и припоя, для предотвращения ее об-
образования при пайке, а также для изменения, чаще всего снижения,
поверхностного натяжения припоя, иногда для вытеснения металли-
металлического слоя на поверхности паяемого материала с целью его об-
луживания или в качестве припоя. Активность паяльного флюса оп-
определяется его способностью выполнять эти функции.
Активную часть флюсов называют активатором, а основу —
растворителем. Флюсы, кроме растворителя и. активатора, могут
содержать поверхностно-активные вещества, улучшающие смачи-
смачивание флюсом паяемого металла и окислов. Растворители обычно
выбирают в зависимости от применяемых активаторов и от- тре-
требуемой температуры пайки, а активаторы — в зависимости от хими-
химической стойкости окислов, образующихся на металле.
Для защиты металла от окисления в процессе пайки флюс
должен иметь температуру ликвидуса ниже температуры солидуса
припоя, так как твердый флюс не способен эффективно защищать
поверхность металлов от контакта с воздухом, смачивать и расте-
растекаться по поверхности паяемого материала и припоя, затекать в
зазор между паяемыми поверхностями, удалять адсорбированные
иа них газы, сохранять покровное действие до конца пайки, дол-
должен быть легче припоя и образовывать с ним два иесмешивающих-
ся слоя. Последнее требование обусловлено тем, что флюсовые
включения ослабляют паяный шов, а после вскрытия, например
при механической обработке галтельных участков, могут способство-
способствовать развитию коррозии паяного соединения.
Флюс в условиях неконтролируемого нагрева, например при га-
газопламенной или индукционной пайке, имея температуру плавления
на 50°С ниже температуры ликвидуса припоя, является своеобраз-
своеобразным индикатором подачи припоя в зазор. Если флюс более туго-
тугоплавок, чем припой, то поверхность металла к моменту расплавле-
расплавления припоя может остаться окисленной.
Флюсы классифицируют по следующим признакам (ГОСТ
19250—73): 1) температурному интервалу их активности; 2) природе
растворителя и природе активатора; 3) механизму действия; 4) аг-
агрегатному состоянию при поставке.
По температурному интервалу активности различают низкотем-
низкотемпературные (<450°С) и высокотемпературные (>450°С) флюсы.
По природе растворителя низкотемпературные флюсы могут быть
водными и спиртовыми. По природе активатора такие флюсы мож-
можно в свою очередь подразделить на неорганические и органические,
кислотные, остатки которых способствуют развитию коррозии пая-
паяных соединений", и бескислотные. К кислотным флюсам относятся
флюсы, остатки и шлаки которых после пайки имеют рН<7. При
111
значении рН>7 остатки флюсов и шлаки после пайки коррозионно
неактивны.
По механизму действия флюсы подразделяют на защитные,
электрохимического, химического и растворно-химического действия.
По агрегатному состоянию при поставке различают твердые, жид-
жидкие и пастообразные флюсы. Солевые флюсы выполняют свою функ-
функцию только после расплавления и диссоциации входящих в них
солей, например: 3ZnClr->ZnCi;!~ +2Zn2+; SnCl2-*-Sn2++2Cl-.
Степень такой диссоциации характеризуется проводимостью соле-
солевого расплава.
Твердые при комнатной температуре флюсы наносят иа паяе-
паяемые участки деталей в виде порошка, водных или спиртовых раст-
растворов, паст, вводят в смесь с порошком, зернами или стружкой
припоя, иногда в виде таблетизированной снеси с припоем, в труб-
трубках из припоя, заполненных флюсом. В трубчатых припоях ПОС40
и ПОС61 количество флюса составляет 2—2,5% от массы припоя.
Проволока припоя может иметь вместо внутреннего канала или
нескольких каналов сплошные или прерывистые углубления, запол-
заполняемые предварительно расплавленным флюсом. Такие углубления
обычно располагаются иа поверхности поперек оси проволоки, что
предотвращает выкрашивание флюса при ее изгибе; углубления мо-
могут располагаться по спирали. Длина углублений ~2 см; их нано-
наносят режущим инструментом нли путем накатки. Подготовленную
таким образом проволоку припоя погружают в жидкий флюс, за-
заполняющий углубления, снаружи проволоки стирают излишки флю-
флюса. Для улучшения затекания жидкого флюса в углубления послед-
последние предварительно заполняют быстроиспаряюшейся хорошо сма-
смачивающей жидкостью, например спиртом [1J.
Возможно дозированное флюсовое покрытие с двух сторон лен-
ленты припоя. При нанесении флюсов для легкоплавкой пайкн в ка-
качестве связующего может служить раствор канифоли с добавлением
воды и натурального каучука.
Тамада Минору показал, что применение мелких зерен припоя
с охлажденной на них тонкой пленкой флюса предотвращает окис-
окисление поверхности припоя в течение длительною срока хранения.
Применение прутков серебряных припоев с углублениями, предва-
предварительно заполненными флюсом, позволило понизить требования к
точности подгонки н сборки под пайку [1].
Дозирование флюса обеспечивает равномерную его подачу,
устраняет или облегчает трудоемкую операцию по удалению остат-
остатков флюса и продуктов флюсования после пайки, предотвращает
попадание флюса на участки деталей, не подвергаемые пайке.
Флюсы не являются нейтральными по отношению к паяемому
материалу. Они могут взаимодействовать с его компонентами. Так,
электронографически показано, что в местах контакта латуни Л62 с
флюсами, содержащими хлориды, или с хлором иа поверхности
образуется тонкий слой меди, покрытый хлоридом цинка [44].
При взаимодействии окислов металлов с кислотами, входящи-
входящими во флюсы или образующимися в них (например, при нагреве),
имеет место реакция замещения:
Мет0п + хИпК -* МетК* + « • Н2О ,
где К— кислотный остаток; т, п, х — коэффициенты.
112
При флюсовании М„, покрытого слоен окисла, протекают анод-
анодные и катодные окислительно-восстановительные реакции. При этом
металл — окисел, погруженный в электролит (флюс), представляет
собой соответственно анод и катод. На аноде-металле происходят в
основном анодные (окислительные) реакции, а на катоде-окисле —
катодные (восстановительные) реакции. Эти реакции эффективны
только тогда, когда флюс контактирует одновременно с окислами
и металлом, например через трещины и разрывы в окисной пленке.
Изолированные окислы, например, железа растворяются во флюг
се значительно медленнее, чем в контакте с Мн. Для предотвра-
предотвращения сильного растворения металла при наличии на нем окислов
во флюсы иногда добавляют ингибиторы.
4. ФЛЮСЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ,
ИХ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ АКТИВНОСТИ
И ПРИМЕНЕНИЕ
Активаторами флюсов для низкотемпературной пайки являются не-
некоторые неорганические и органические кислоты и их соли. Иа
неорганических кислот применяют неокислительные нх представите-
представители—соляную (ИС1) и ортофосфориую (Н3РО4).
Согласно Людеру, флюсование моноокисла на паяемом металле-
происходит в результате гидролиза в водном растворе по реак-
реакциям: ZnCl2+H2O-*ZnO+2HCl; 2HCH-MeO->MeCl2+H2O .
Предполагается, что хлорид (МеС\) растворяется в воде.
Согласно Б. В. Некрасову, а также Ф. Манко, при пайке в вод-
водном растворе ZnCl2 протекает реакция ZnCl2+H2O-»-Zn(OH)Cl+
Выделяющийся при этом НС1 разрушает окислы, например*
медн, по реакции: СиО+2НС12+И2О.
Водный раствор хлорида аммония NH4C1 более активен, чем
хлорид цинка. В спиртовых растворах хлорида цинка НС1 не обра-
образуется, поэтому такие флюсы слабо активны (например, флюсКЭЦ).
Наиболее активные неорганические флюсы содержат одновре-
одновременно ZnCl2 и NH4C1. Активны как их водные, так и спиртовые
растворы благодаря протеканию реакции ZnCl2+NH4Cl=
=Zn(NH3)Cl2+HCl. При соотношении ZnCl2:NH4Cl=3:l в водных
флюсах после испарения воды (флюсы Прима I и Прима III)
образуется эвтектика ZnCl2 и NH4C1, также выполняющая функции
флюса.
Хорошим активатором водных флюсов является хлорид олова
в связи с протеканием реакции SnCl2+H2O=SnOHCl+HCl.
В качестве активаторов используют органические соли, от ко-
которых в процессе пайки отщепляется хлористый водород или фос-
фосфорная кислота.
Малая активность флюсов с добавками слабых органических
кислот, например абиетиновой, бензойной, олеиновой, стеариновой
A,4%), объясняется тем, что носителем кислотных свойств у иих
является иои водорода в радикале R—СООН*±СОО-Н+. Прн
воздействии на окисную пленку ионы водорода связывают кис-
кислород.
В последние годы для низкотемпературной пайки сталей и
сплавов нашли применение флюсы с таким активатором, как мио-
113
товалеитный спирт маииит (СвН^Ов), Образующий растворы с не-
незначительной диссоциацией; по флюсующей активности этот спирт
аналогичен канифоли. Вместо маннита используют также сорбит и
(или) гексатриол. Для усиления флюсующего действия в такие
«флюсы добавляют органические кислоты — янтарную и (или) ща-
щавелевую, амины (уретаиа, триэтаиоламииа, этилендиамнда), анинг
тидрохлориды (гидразиигидрохлорнд, гидрохлорид глутамииовоЙ
жислоты, диэтиламии гидрохлорид, анилиигидрохлорид).
По данным Б. С. Лисицкого и др., наиболее активирующими
добавками в канифольио-спиртовые флюсы типа КЭ при пайке
эдеди, латуни, гальванического никеля являются салициловая
{2—3%), адиптииовая E%), уксусная C%) кислоты, а также три-
этаноламин A,2%), карбомид G%), тетрабромид депентаиа @,1%)
и особенно катапин-ингибитор КП-1 B0%).
Среди веществ, применяемых в качестве компонентов флюсов
для низкотемпературной пайки меди погружением и защищающих
Sn—Pb припой от окисления, следует отметить фосфорнокислое
¦слово, в три раза снижающее количество непропаев.
Для пайки алюминия и его сплавов цинковыми припоями
¦К. С. Thomas предложил бездымный флюс, содержащий 50—
70% (мол.) бромидов калия, натрия, лития, остальное — бромид
цинка. Температура пайки с таким флюсом >215°С. Флюс приме-
применяется в виде водных растворов. Длительность пайки алюминия
цинковыми припоями должна быть менее 1 мни, перегрев не вы-
выше 50 °С.
Повышению верхней температурной границы активности и уве-
увеличению времени действия флюсов может способствовать ведение
процесса пайки в безокислительной газовой среде [25].
В табл. 29 по данным РЖ «Сварка» за 1970—1980 гг. приве-
приведены составы некоторых флюсов для низкотемпературной пайки.
5. ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАНКИ,
ИХ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ АКТИВНОСТИ
М ПРИМЕНЕНИЕ. КРИТЕРИИ АКТИВИРОВАНИЯ
Шайка алюминия и его сплавов.
1При высокотемпературной пайке алюминия используют флюсы сле-
следующих систем: 1) КО—Lid—NaCl—ZnCl2 (с добавкой фторидов);
2) КС1—LiCI—NiCl—SnCl2 (CdCl2); 3) KC1—LiCl—NaCl (с криоли-
криолитом или KF и A1F3); 4) KCI—NaCl—BaCl2.
Флюсы систем 1 и 2 относятся к реактивным; оии кашли при-
применение при пайке в печах (система 2), газопламенным нагревом
щ погружением (система 1). Флюсы систем 3 и 4— иереактивиые —
ярименяются в основном для пайки во флюсовых ваннах.
В процессе флюсования алюминия и его сплавов в расплавах
•систем 3 и 4 имеет место механизм электрохимического разрушения
¦окисной пленки на паяемом металле и твердом припое [45]. По-
Поверхность окисленного алюминия в расплавах хлоридиых и хлорид-
ио-фтористых солей заряжена положительно. Поэтому на первой
•стадии флюсования иа межфазиой границе окисел — расплав флю-
¦са адсорбируются поверхностно-активные ноны — преимущественно
анионы. Ионы А13+ из металла мигрируют через несплошиостн
114
Таблица 29. Флюсы для низкотемпературной пайки
Состав, %
Примечание
Флюсы, остатки и шлаки которых не вызывают коррозии
паяных соединений
Канифоль, 25—30; этило-
этиловый спирт, 75—70. Марка
КЭ
Канифоль, 24; стеарин, 1;
этиловый спирт, 75
Канифоль, 20; молочная
кислота, 5; этиловый
спирт, 75
Канифоль, 5—10; карбо-
мид, 5—10; этиловый
спирт, 90—95
Стеарин, 30; парафин, 68;
триэтаиоламин, 2
Полиэтаноламин, 1,5; сали-
салициловая кислота, 4; спирт
этиловый, 94,5
30 %-иый канифольный
флюс, 82*'; муравьиная кис-
кислота, б*1; аммиачная вода
B4-25 %-ная), 12*i
Канифоль, 20; триэтанол-
амин, 2; лимонная кислота,
2,5—4; этиловый' спирт,
64—81,5
Канифоль, 15; олеиновая
кислота, 1; гидроокись ам-
моиия, 5; гидрохлорид мо-
ноэтаноламина, 2; изопро-
пиловый спирт, 75; вода, 2.
Канифоль, 20—25; анилин
солянокислый, 3,5—5; три-
этаноламин, 1—2; бензо-
триазол, 2,8—3,2; этиловый
спирт, ост.
Канифоль, 50; полиамидная
смола, 50
Канифоль, 50; муравьиная
кислота, 40; щавелевая
кислота, 10
Канифоль, 20—25;- нмидо-
зол, 3—5; триэтаноламин,
1—-2; этиловый спирт, ост.
150—320
il60—300
200—260
250—280
130-300
150-320
<320
<300
<450
<450
150—300
<300
<450
Для меди и ее сплавов
То же
Для меди н латуней
То же
Для меди н латуней. Пай-
Пайка паяльником н волной-
припоя
Для алюминия, бериллие-
вой броизы, оциикованно*
го железа. С припоям»
Sn—Zn и Zn—Cd
Для меди, никеля н их
сплавов
Для медн и ее сплавов.
Нетоксичен
Для меди и ее сплавов..
Выделяет летучие вещест-
вещества и оставляет водонепро-
водонепроницаемую защитную пленку
Для меди и ее сплавов.
Обеспечивает повышенную-
коррозионную стойкость,
предотвращает обесцин-
кование латуни
Для меди и ее сплавов.
То же
Для меди
115
Продолжение табл. 29
Состав, %
Примечание
Канифоль, 10—40; броми-
роваиный углеводород,
фреон, 57,6—86,4; этиловый
•спирт, 2,4—3,6
Стеарин, 30; парафин, 68;
триэтаиоламии, 2
Древесная смола, 40; по-
ливннилбутирол, 1; четы-
реххлористый углерод, 45;
трихлорэтаи, 1
Древесная смола, 50; три-
трихлорэтаи, 20; глицерин, 20;
ларафии, 10
Поливинилхлорид, 40—60;
¦семикартазид, ост.
Полиэфирная смола, 20;
метилэтилкотон, 80
Одна из органических
угольных кислот (капроно-
(капроновая, лауриновая), 10—85;
хлористый аммоний, 5—30;
диэтиленгликоль, 40—60
Полиэтаноламин, 1,5; сали-
салициловая кислота, 4; спирт
этиловый, 94,5
Триэтаноламин, 1,5; бензой-
бензойная кислота, 4; эмульсатор
ОП, 7—1; вода, 96,5
Гидразинацетат (обезво-
(обезвоженный), 68*2; уксусная
кислота, 360*2; вода, 1000*2
Борофторнстый аммоний
(кадмий и др.), 4—7
Эпоксидная смола, ост.
Фторборат кадмня, 10±0,5;
<рторборат цинка, 2,5±0,5;
фторборат аммония, 5±
±0,5; триэтаиоламии, 82±
±1. Марка Ф59
Триэтаиоламии, 82,0; фтор-
фторборат цинка, 10; фторбо-
фторборат аммония, 8. Марка
Ф61А
<300
130—30
<450
<450
<450
<450
450
150—320
150—320
<450
<450
<450
ISO—320
150—320
То же
Для меди, латуни
Пайка паяльником, волной
припоя
Для меди и ее сплавов
То же
Для меди и ее сплавов.
Высокая активность.
Медь и ее сплавы. Образу-
Образует на паяемом соединении
электроизоляционную и ан-
антикоррозионную пленку
Для меди и ее сплавов.
Остаточные- шлаки ие об-
образуются
Для алюминия, меди, бе-
риллиевой бронзы, оцинко-
оцинкованного железа, а также
для припоев
То же
Для меди и ее сплавов.
Высокоактивный, остатки
разлагаются при пайке
Для алюминиевых сплавов
Зона пайки покрыта за-
затвердевшей эпоксидной
смолой
Для алюминия и алюми-
нневомарганцевых сплавов
с медью, сталью, припоя-
припоями Sn—Zn, Zn—Od
Для алюминия, бериллие-
вой бронзы, оцннковаииого
железа с припоями Sn—
Zn, Zn—Cd
116
Продолжение табл. 29
Состав, %
Триэтаноламии, 82,0; фтор-
борат кадмня, 10; фторбо-
рат аммония, 8
Моиоперфтороалконат гид-
разика (с 7—16 атомами уг-
углерода), 100. Марка Ф54А
Гидразин солянокислый, 5;
вода, 95
Гидразин солянокислый, 4;
этилеигликоль, 46; спнрт
этиловый, 50
Дихлорнд гидразина, 3;
дигидробромид гидразина,
30; иайлон, 12; спирт эти-
этиловый, 82
Бромид висмута, 7; уксус-
уксусная кислота, 47,9; олеино-
олеиновая кислота, 55,1
Парафин, 90; двойной эфир
сульфамалеиновой кислоты,
10
"„¦с
И50—320
<450
A50—330
150—320
200—250
380
<100
Примечание
То же
Для меди и ее сплавов,
оцинкованного железа с
припоями Sn—Pb, Zn—C'J,
Qn 7n
OH'—L.YY
После пайки флюс обра-
образует коррозиониостойкое
полимерное покрытие
Для железа, стали, меди и
ее сплавов, бериллиевой
бронзы
Для меди и ее сплавов,
стали
Для сплавов драгоценных
металлов
Для лужения алюминия и
его сплавов в жидком оло-
пе. Более активен, чем
Ф54А
Для медн. Предохраняет
паяные соединения от кор-
коррозии
Слабоактивные флюсы, остатки которых оказывают слабое
коррозионное воздействие на паяные соединения
Молочная кислота, IS; во-
вода, 85
Канифоль, 40; салициловая
кислота, 3; триэтаноламин,
2; спирт этиловый, 55
Канифоль, 30*2; фосфорная
кислота, 100*'; спирт эти-
этиловый или этиленгликоль,
400*'. Марка ЛМ1
Канифоль, 30; уксусная
кислота, 10; спирт этило-
этиловый, 60*3
Канифоль, 44 анилии со-
солянокислый, 9; молочная
кислота, 36; спирт этило-
этиловый, М
Триэтаноламии, 44; цинк
фтористый, 16; аммоний
борфтористый, 40
180—280
<350
240—250
<300
<300
150—320
Для меди, латуни, бронзы.
Слабо активен. Остатки
смываются водой
Для меди и ее сплавов, а
также легкоплавких припо-
припоев
Для хромистых коррози-
оииостойких сталей. Для
припоев с содержанием
олова 30%
Для меди и ее сплавов
То же
Для алюминия, меди, бе-
бериллиевой бронзы, оцинко-
оцинкованного железа; припоев
117
Продолжение табл. 29
Состав, %
Л'п. "С
Примечание
Карбомид, 1—5; аммоний
салициловокислый, *8—10;
триэтаноламнн, 1—2; спирт
этиловый, ост.
Канифоль, 28; триэтанол-
амии, 2; метафенилдиамин,
4; этиловый спирт, 70
Канифоль, 24; триэтанол-
триэтаноламнн, 2; диэтиламин соля-
солянокислый, 4; этиловые
спирт, 70
Канифоль, 5; скипидар, 23;
олеин, 22; этиловый
спирт, 50
Канифоль, 55; аиилии со-
солянокислый, 2; глицерин, 2;
этиловый спирт, 41
Канифоль, 25; гидразин со-
солянокислый, 15; этиловый
спирт, 70
Канифоль, 44; анилин со-
солянокислый, 9; молочная
кислота, 36; этиловый
спирт, 11
Иодид титаиа,4,2— 10; ка-
канифоль, 16,8—22; капроно-
капроновая кислота, ост.
Канифоль, 24; циик хлорис-
хлористый, 1; спирт этиловый, 75.
Марка КЭЦ
Хлористый аммоний, 1;
хлорид цинка, 3; спирт эти-
этиловый, 65
Бромид висмута, 5—8,6;
капроновая кислота, 23—
39,8; канифоль, ост.
Анилин солянокислый, 18—
20; карбомид, 75—77; хло-
хлорид аммония, 4—5
Салициловая кислота, 10*2;
трнэтаноламин, ilO*2; спирт
этиловый, 40*2; вазелин,
100*s
Триэтаноламии, 2; анилин
солянокислый, 5; хлорид
аммония, 18; спирт этило-
этиловый, 30; глицерин, 45
<300
<350
<350
И50—300
150—300
<300
<300
<450
<350
<350
<300
<450
180—280
150—320
Для меди и ее сплавов.
Флюс разлагается и испа-
испаряется при пайке
То же
Для меди и ее сплавов
То же
Для алюминиевых спла-
сплавов; флюс с повышенной
активностью
Для меди, латуни
Для меди и ее сплавов
Для алюминия и его спла-
сплавов
Для медн, цинка, никеля
Для меди, серебра, золо-
золота, платины и их сплавов.
При быстром нагреве сох-
сохраняет .активность до
330°С
Для бериллиевой бронзы;
оцинкованного железа, а
также припоев ;
118
Продолжение табл. 29
Состав, %
Диэтиламии солянокислый,
25; ортофосфориая кисло-
кислота, 25; этилеигликоль или
глицерин, 50. Марка 38Н
Борофтористый алюминий,
4—'22; ароматическая кис-
кислота, 2—10; амииоспирт.
ост.
д*п. -с
Макси-
Максимальная
актив-
активность
при
-350
<450
Примечание
Для нихрома, коррозион-
ностойких сталей, берилли-
евой и алюминиевой бронз
Для алюминия
RbicoicoatCTueHbie флюсы, остатки которых способствуют сильной
коррозии паяных соединений
2-Пиридинкарбоксильная
кислота, 5—10;
днэтилэтилеиовый эфир,
10—50; вода, ост.
ZnCl2, 70; NaCl, 15; NH4C1,
15
ZnCb, 40; вода, 60
ZnCls, 10-50; HC1, 35-35;
вода, 65—15
ZnCl2, 100
ZnCl2, 90; уксусная кисло-
кислота, 10
30—40 %-иый вод-
водный раствор ZnCls,, 2 час-
части; НС1, 1 часть
ZnCl2, 48; NH4C1, 12; вода,
40
ZnCls, 10-50; NH4CI, 12;
вода, 85—40
ZnCl2, 40; SnCl2, 5; CuCl2,
0,5; НС1, 3,5; вода, 51.
Марка ЗИЛ-1
ZnCU, 40; SnCl2, 2,5; NaCl,
10; HC1, 2; вода, 45,5. Мар-
Марка ЗИЛ-6
ZnCl2, 40; SnCl2, 4; CuCl2,
4; NaCl, 10; HC1, 2,5; вода,
43
ZnCl2, 30; CuCl2, 5;" HCl2,5;
вода, 60
<450
<350
290-350
1150-350
<450
<450
Ш—330
290—350
150—350
<350
60—150
60—150
80—150
Для меди, латуин, броизы
Для меди, латуни, броизы,
свинца, никеля, стали, чу-
чугуна
Для меди, латуни, броизы,
свинца, никеля, стали, се-
серебра, железа, чугуна
То же
Для коррозиоииостойких
сталей
То же
Для коррозиониостойкой
стали типа 12Х18Н9Т
Для меди, латуни, броизы,
свинца, серебра, железа,
стали, чугуна
Для меди, латуни, броизы,
свинца, чугуна, стали
Для стали, железа, чугуна,
припоев с большим содер-
содержанием свинца. Смывается
водой
Для стали, висмутовых
припоев
То же
119
Продолжение табл. 29
Состав,
Примечание
ZnCl2, 67; NaCl, 14; AgCl2>
7,5; HF, 1,5; вода, 20
ZnCl2, 36; NH4C1, 3; SnCl2,
3; HC1, 1; вода, 57
ZnCl2, 40; NaCl, 5; KC1, 1;
вода, 45
ZnCl2, 6; NH4C1, 4; HC1, 5;
вода, 85. Марка Прима 2
ZnCl2, C0—50); NH4C1,
7—14; SnCl2, 1,5; HC1, 1—
5; CrCl3, 0,5-8; ПАВ, 1;
вода, ост.
Вазелин, 66; ZnCl2, 20;
NH4CI, 3,5; вода, 11,5
H3PO4, 100
Смесь (NaCl, 42+КОН, 58),
20—30*4, вода, 2—З*4; гли-
глицерин, ост.
Н3РО4, 50; НС1, 10; ZnCl2,
9; вода, 30
ZnCl2, 73*2; NH4CI, 27*2;
глицерин, 60*2; спирт мети-
метиловый, I*4; вода, I*4. Мар-
Марка Прима 1
КС1, 35; LiCl, 30; ZnF, 10;
C'dCl2, 15; ZnCl2, 10. Мар-
Марка Ф134
SnCl2, 9—11; CuCl2, до 0,1;
глицерин, 44—46; дистил-
дистиллированная вода, 42,6—47.
Марка Ф10
SnCl2, 4—6; CdCl2, 9—11;
НС1, 3—5; глицерин, 38—
42; дистиллированная, 40—
42. Марка Ф25.
OdCl2, 10—15*4; бифторид
калия, 55—60; борная кис-
кислота, 30—32,5
245—305
<450
<450
210—370
(медь),
210—350
(Л62),
250—400
(Сталь
10)
<450
<450
<450
<450
<450
230—365
(медь),
210—300
(Л62)
390—420
<350
210-380
<350
Для чугуна, свинцовых
припоев
Для коррозионностойких
сталей
Для стали, оцинкованного
железа, хромистых спла-
сплавов, свинцовых припоев
Для меди, латуни, малоуг-
малоуглеродистой стали
Для хромированной стали,
коррозионностойкой стали,
чугуна, хрома, латуни, лег-
легкоплавких припоев
Для меди, латуни, стали
(для пасты)
Для коррозионностойких
сталей, легкоплавких при-
припоев
Для цинка и сплавов Zn—
А1, оцинкованного алюми-
алюминия
Для коррозионностойких
сталей
Для меди и ее сплавов,
металлов платиновой груп-
группы
Для алюминия и алюми-
алюминиевых сплавов типа маг-
нелий, припоев на основе
цинка
Для малоуглеродистых и
конструкционных сталей,
припоев на основе олова
Для коррозионностойких
сталей, ковара, инвара и
других припоев на основе
олова
Для коррозионностойких
сталей
*' Содержание компонентов, мл; *2 — г; *» — л; ** — '
120
в слое окисла, обусловленные нестехиометричностью его состава,
к границе раздела "его с флюсом под действием поля напряжением
— 100 В/см при толщине пленки 100 нм. Окисная пленка разру-
разрушается, когда стационарный потенциал алюминия ?ст в расплаве
флюса становится более положительным, чем потенциал активации
Ея. При потенциале Еа галогениды вытесняют ионы гидроокисла с
поверхности алюминия, препятствуя его электрохимическому окис-
окислению. При этом химическое сродство алюминия к кислороду умень-
уменьшается и становится меньше, чем сродство алюминия к иону С1~.
Условие Ест~>Е& возможно при образовании в расплаве флю-
флюса аниона (ион F~), активно разрушающего окисел алюминия, и
деполяризатора катодного процесса [комплексный катион (A1FJ+].
Последний возникает прн термической диссоциации криолитовой
группировки (A1F6K~.
При пайке алюминия реактивными флюсами 1 и 2 деполяри-
деполяризатором катодного процесса служат катионы солей тяжелых ме-
металлов, разряжаемые в дефектных местах окисной пленки. Кроме
дефектных мест, образующихся в окисной пленке при нагреве (в
условиях защиты ее от воздуха) вследствие разницы коэффициен-
коэффициентов линейного расширения пленки и металла, присутствия в метал-
металле включений других фаз, скопления дислокаций на границе плен-
кн с металлом из-за несоответствия параметров и структур крис-
кристаллических решеток окисной пленки и металла [1], нарушение
сплошности окисной пленки при флюсовой пайке происходит также
под действием галогенидов, особенно ионов F [45]. Дальнейшее
удаление окисной пленки с алюминиевых сплавов интенсифициру-
интенсифицируется в результате ее диспергирования при тнердожидком плавлении
алюминия под иен и контакте с жидким припоем или с вытеснен-
вытесненным из флюса тяжелым металлом [3].
Термическая стойкость флюсов системы КС1—LiCl—NaCl—A1F3
относительно мала вследствие образования легко гндрализующе-
гося и летучего А1С1;. По данным Е. И. Сторчая, такие флюсы мо-
могут быть стабилизированы при введении в них KF, подавляющего
образование А1С13. Наиболее термостойки солевые системы, содер-
содержащие 4% (nKF—A1F3), с мольным отношением KF : AlFs>2. Все
флюсы для пайки алюминиевых сплавов коррозноиноактивны.
.Составы флюсов для пайкн алюминиевых сплавов даны в
табл. 30.
Пайка магния.
Трудности пайки магниевых сплавов обусловлены прежде всего
образованием на их поверхности пленки окисла MgO, обладаю-
обладающего высокой химической стойкостью и практически ие восстанав-
восстанавливающегося в аргоне, вакууме, активных газовых средах. Для
удаления окисной пленки MgO применяют высокоактивные флюсы,
состоящие из фторидов и хлоридов лития, калия и натрия. Эти
флюсы гигроскопичны, а поэтому могут быть отнесены в основном
к' флюсам электрохимического действия. Особенность этих флю-
флюсов — большая их плотность, чем плотность магниевых припоев,
что приводит к образованию флюсовых включений в швах. Составы
и температурные интервалы активности флюсов при пайке магние-
магниевых сплавов даны в табл. 31.
121
^ Таблица 30. Флюсы* для высокотемпературной пайки алюминия и его сплавов
Состав флюса, %
'С
Примечание
Ф34А
ФЗ
Ф5
ФВЗ
Ф320
Ф380
17
Ф435АП
Пайка в пеяи и при газопламенном нагреве
КС1, 54—56; LiCl, 29—30; NaF, 9—11; ZnCl2,
8—12
КС1, 47; LiCl, 38; NaF, 10; SnCl2, 5
KC1, 45; LiCl, 38; NaF, 10; SnCl2, 3; CdCl2, 4
Марка Ф5 ,
KC1, 40; LiCl, 36; OdCl* 16; NaF, 8.
NaCl, 12; KC1, 44; LiCl, 34; KF, 4,6; A1F, 5,4;
ZnCl2 (нлн CJC12), 0,1
420—620
420—620
420—620
Для газопламенной пайки **
Для АД1, АМц, АМг; пайка в печи
То же
КС1, 23; LiCl, 42; NaF, 6; ZnCl2, 24
КС!, 47; LiCl, 38; NaF, 5; ZnCl2, 10
KC1, 51; LiCl, 41; карналлит, 8
KC1, 55—57; LiCl, 30—55; фторцирконат калия
(или фтортитанат калия), I—10
КС1, 49—51; NaCl, 15—17; LiCl, 23—25; A1F3,
3—5; KF, 3—5
A1F3) 4—6; KF4, 6; NaCl, 8—12; LiCl, 30—40;
KCI, 40—50; SiO2, 0,5—5,0
NaCl, 12; KCI, 44; LiCl, 34; KF; 4,6; A1F, 5,4;
ZnCl2, 0,1
>450 Для припоев на основе цинка
450 | Для припоя (эвтетика А1—Si с вытес-
вытесненным цинком; пайка погружением
или в печи)
Пайка погружением (флюсовая ванна),
коррозионноактивные флюсы
420—620 Для пайки погружением алюминиевых
сплавов
560—620 То же
560—620 > »
480—615 Для сплавов А1—Mg, Al—Mg—Si,
Al—Si
>570 Для АМцПС и АПС (Е. И. Сторчай,
С. Н. Баранов)
580-^590 Для сплавов алюминия, в том числе
сплавов А1—Мп
450 . То же
• Флюсы коррозиониоактявиы; после пайки требуется промывка изделий. ** За исключением кисдородно-ацетнлелоаого пла»
пени.
Таблица 31. Коррозионнвактивные флюсы для пайм магния и его сплавив магниевыми припоями [2SJ
Марка
—
ДАУ-450
ДАУ-451
ДАУ-452
—
_
Состав флюса. %
КС1, 55; MgCl2, 34; ВаС12, 9; NaCl, 2
KCl, 60; NaCl, 15; LiCl, 17; LiF, 3; NH,F, 5
BaCl2, 8—12; фторид щелочноземельного метал-
металла, 1—7; плавленый карналлит, ост.
КС1, 46; NaCl, 24; LiCl, 26; NaF, 4
KCl, 42; NaCl, 21; LiCl, 23; NaF, 4; LiF, 10
KCl, 42,5; NaCl, 10; LiCl, 37; NaF, 10; крио-
криолит, 0,5
Карналлит плавленый, 80; криолнт, 15; окись
цинка, 5
Карналнт плавленый, 89; криолит, 8; окись ции-
ка, 3
КС1 35; LiCl, 30; ZnF2, 10; OJC12, 15; ZnCl2, 10
«„. 'С
430—540
>420
>420
540—600
540—600
>400
>450
420—620
420—430
Примечание
Для паст на спирте, припои
Для магния и сплавов А1—Mg
То же
Промывка после пайки в 0,5%-ном
растворе двухромовокислого кадия
То же
> >
> >
> >
Флюс повышенной активности
(И. Ю. Маркова)
Пайка меди и латуни.
При пайке в интервале температур 550—750 "С нашли применение
флюсы ВП209, ВП284 (табл. 32). Эти флюсы гигроскопичны и
поэтому также должны относиться к флюсам электрохимического
действия. Они были разработаны для пайки коррозионностойких
сталей серебряными припоями, содержащими 30—45% Ag, в интер-
интервале 620—750 °С. В последствии эти флюсы нашли применение
также и для пайки меди и ее сплавов теми же припоями. Однако
практика показала, что при газопламенной пайке крупногабаритных
изделий из латуни серебряными припоями с флюсами такого типа
в .паяных швах возникает значительное количество пор и неп]эо-
паев, снижающих их герметичность, а после удаления галтельных
участков швов — ухудшающих микрогеометрию их поверхности [3].
Подпайка дефектных мест соединений изделий увеличивает трудо-
трудоемкость их изготовления, а следовательно, и нх себестоимость,,
ухудшает эксплуатационные характеристики изделий.
В связи с этим был разобран новый флюс «Салют 1» для га-
газопламенной пайки латунных, в том числе крупногабаритных, из-
изделий [46].
Термографические, рентгеноструктурные и химические исследо-'
вания флюсов 209, «Салют 1» и их шлаков после переплава, после
растекания их по латуни и меди, а также после пайки серебряны-
серебряными припоями показали, что в процессе нагрева флюса ПВ209 про-
происходят реакции между его компонентами с расплавлением обра-
образующихся продуктов:
2В2О3 + KF = KF • 2В,О3 • *™ > 290 ч- 310°С;
KBF4 + 2В2О3 = BF3 + KF • 2В2О3, tm > 300°C;
2KBF4 = BF4 + KBF6, tm > 580°C .
При 400—445 °C плавятся KF и KBF4. Начиная с 500 °C во-
флюсе образуются простые и комплексные соединения фторидов,
которые при дальнейшем повышении температуры растворяются в
жидком флюсе. При нагреве до 750 °С и выше образуются комп-
комплексные соединения боратов.
Растекание жидкого флюса по поверхности латуни происходит
с образованием четырех зон, различающихся по фазовому составу
[46]. Во второй зоне содержится больше соединений бора, чем в
первой, центральной, зоне. В результате окислительно-восстанови-
окислительно-восстановительных реакций и обесцинкования поверхностных слоев латуни на
них появляется слой чистой меди.
Как показали рентгенограммы шлаков, образовавшихся на по-
поверхности латуни, подвергнутой предварительно флюсованию, н
окислов, образовавшихся на иеофлюсовашюй поверхности, окисле-
окисление металла под слоем флюса происходит более интенсивно, чем
без него. Медь в контакте с флюсом окисляется в два раза быст-
быстрее, чем латунь.
Взаимодействие жидкого припоя с паяемым металлом, флюсом
и компонентов флюса между собой способствует увеличению про-
продуктов реакции. Изменение состава флюса в процессе его расте-
растекания и затекания в зазор между деталями ухудшает условия сма-
смачивания паяемого металла жидким припоем, а выделение газообраз-
газообразных составляющих BF3, H2 и др. в зазоре при недостаточно быст-
124
Таблица 32. Состав, температурные интервалы активности и назначение флюсов электрохимического дейст-
действия для высокотемпературной пайки
мф
ПВ209**
ПВ209Х**
ПВ284**
ПВ284Х**
«Салют 1»
ТУ 48-0537—78
__
Состав, %
KF, 41--43; В2О3, 34—36; KBF4, 22—24
Н3ВО4, 34,8-36,8; КОН, 27,9—29,9; KF,34,3—
36,3
В2О3;25±2; KF, 35±2 (обезвоженный); KBF4,
40±2
Н3ВО4, 29—31; КОН, 25-427; KF, 43—45
Н3ВОз, 36; KNO3, 3,5; KF-2HA 40; KBF4, 6,0;
NaF, 4,5; KC1, 3,0; KHF2, 7,0
KBF4, 52—58; ZnC!2, 26—28; BaCl2, 8—10; LiF,
8—10
KHF2, 55; OJCb, 12,5; H3BO3, 32,5
KBF4, 15—22; крнолнт, 8—10; ZnCl2, '5—8;
CaF2, 8—10; MgCl2> 9—11; тетраборнокнслый
натрий, ост.
500—750 '
500—1750'
500—750
500—750
550—750
>450
>450
450
> Примечание
Для коррознойностойких сталей
(С. Н. Лоцманов)
Для коррознонностойкнх сталей
Для коррознонностойкнх сталей
(С. Н. Лоцманов, В. М. Госте-
нина)
Для коррозионностойких сталей
Для латуней (Б, С. Шеер,
С. В. Лашко, Г. Л. Аснновская
и др.)
Для алюминиевых бронз
(В. Р. Бойко)
То же
(В. Р. Бойко, С. В. Лашко)
Для алюминиевых бронз
(М. Р. Лепнско и др.)
g> * В зависимости от состава Мк и М„ Д/ может изменяться, цо находится э указанном интервале. •¦ ГОСТ 23O8—78,
ром их дрейфе в галтельные участки паяных швов способствует
образованию газовых пор. ~
Наличие на поверхности образцов углублений и. инородных
частиц, несмачиваемых флюсом и жидким припоем, приводит к
увеличению количества пор [3]. В некоторых случаях поры могут
концентрироваться около таких углублений.
Процесс флюсования при газопламенной пайке является слож-
сложным: при повышении температуры происходят различные электро-
электрохимические и химические процессы взаимодействия компоиеитов
флюсов между собой и с парами воды, с окислами и паяемым ме-
металлом, продуктов реакции между собой.
В начале нагрева иа поверхности паяемого металла окислы,
образовавшиеся под действием паров воды из пасты флюса и газо-
газового пламени, переходят в гидроокислы меди и цинка: Zn(OHJ и
Си(ОНJ. При нагреве выше 80 °С гидроокислы разлагаются, что
приводит к нарушению сплошности окисной пленки иа металле:
МеО+Н2О (г)*±Ме(ОНJ.
Расплав флюса через иесплошности в окисной пленке раство-
растворяет под ней паяемый металл вследствие преимущественного про-
протекания процесса по термодинамически менее равновесным местам.
В результате этого, как и при растворении паяемого металла в
жидком припое, окисная пленка диспергирует и. переходит в рас-
расплав флюса с образованием комплексных соединений фторидов
цинка в результате обмена катионами между фторидами щелочных
металлов и диссоциированными окислами цинка. Дальнейшее по-
повышение температуры ускоряет этот процесс; медь и цинк восста-
восстанавливаются, взаимодействуют с компонентами флюса и при 600 "С
образуют соединения, растворимые во флюсе.
При дальнейшем повышении температуры до 700 °С из распла-
расплава флюса испаряются борный ангидрид и соединения BFs (BOF3),
что приводит к выпадению избыточных комплексных соединений ме-
меди и циика, диссоциирующих вслед за этим с образованием прос-
простых фторидов. Эти фториды взаимодействуют с парами воды, гид-
рализуются с образованием окислов и фтористого водорода. При
700—800 °С образуются комплексные соединения боратов типа
КгВвОю, а ионы О2~ и катионы К+ образуют высокоактивную окись,
которая далее соединяется с борным ангидридом, . а последний",
взаимодействует с окислами меди и цинка, образует с ними комп-
комплексные соединения. Все эти процессы активизируются в присут-
присутствии жидкого припоя. В результате этих процессов активность
флюса понижается.
Состав шлаков после газопламенной пайки латуни с флюсом
ПВ209 зависит от массы паяемых узлов вследствие ее влияния иа
продолжительность, степень завершенности процесса флюсования и
снижения активности флюса. В шлаках этого флюса при пайке
мелких деталей содержатся KZn4F7 и KsZnjF?, которые отсутст-
отсутствуют в шлаках, образующихся при пайке более крупных и массив-
массивных изделий. Вместе с тем в шлаках появляются новые фториды
K2CUF4, ZnF2, что характерно для более длительного процесса флю- .
сования. Независимо от массы деталей в шлаках флюса ПВ209
после пайки латуни Л63 присутствуют ZnO и следы CujO.
Различие процессов флюсования меди и латуни состоит в
том, что в последнем случае комплексные соединения фторидов ие
образуются; при более высоких температурах получаются простые
бораты циика и меди, которые гидролизуются парами воды.
126
Таким .образом, непропаи при газопламенной пайке массивных
изделий из латуни обусловлены большей продолжительностью про-
процесса их нагрева и окисления, после чего активность флюса ока-
оказывается недостаточной и окисленные участки препятствуют равно-
равномерному смачиванию М„ жидким припоем.
При газопламенном нагреве газовая пористость в шве возни-
возникает главным образом вследствие воздействия BF3, а также во-
водорода и частично азота, попадающих в зону пайки из газового
пламени. При этом применение слабовосстановительного пламени
способствует некоторому снижению пористости в швах.
Флюс «Салют 1», основу которого составляют соединения
НзВОа—KF-2H2O с отношением 0,9, содержит также компоненты,
препятствующие скоплению газов в зазоре, более эффективно за-
защищающие паяемый металл от окисления и способствующие раст-
растворению окисиой пленки. Введение KNO3 защищает металл от окис-
окисления и понижает количество непропаев в шве. Установлено, что
KNO3 защищает латунь в интервале 400—700 °С, но окисляет медь»
начиная от 500 °С, и поэтому для высокотемпературной пайки ме-
меди флюс «Салют 1» не рекомендуется.
В процессе растекания флюса («Салют 1») его состав не из-
изменяется, газовые включения не образуются, что способствует
затеканию припоя в зазор ровным фронтом; флюс имеет больший:
интервал температурно-временной активности, чем ВП209.
При пайке с флюсом «Салют 1> величина зазора @,01—
0,5 мм) и нахлестки B—5 мм) не оказывает существенного влия-
влияния иа качество паяного соединения. Это обусловлено отсутствием
в шлаках окислов металлов. Температурный интервал активности
флюса «Салют 1» при пайке с серебряными припоями составляет
650-750 °С.
Остатки и шлаки коррозиоиноактивиых флюсов-электролитов,
имеющих рН<7, удаляют с поверхности паяного изделия путем
тщательной промывки в растворителях, например воде.
Пайка сталей и никелевых сплавов
при температуре выше 750—800 "С
Химические реакции образования из компонентов флюса и окислов
металлов относительно легкоплавких сложных соединений, раст-
растворяющих окислы, всплывающих и защищающих металлы от окис-
окисления, вероятно, имеют место при пайке сталей, меди, никеля и их
сплавов высокотемпературными припоями при применении в каче-
качестве флюсов расплавов негигроскопичных солей (борный ангидрид
ВгОз, *„л=580оС), бура (Na2B4O7, *„л=743°С) и др.
Борный ангидрид В2О3 образует с окислами меди, никеля, же-
железа сравнительно легкоплавкие бораты и метабораты, однако он
слабо взаимодействует с окислами хрома, цинка, кремния. Бо-
Бораты меди, никеля, железа слабо растворяются в В2О3. Поэтому
В2О3 применяют при пайке слаболегироваииых сталей медью и сла-
болегироваииыми медными припоями.
Бура Na2B4O7 в расплаве распадается на метаборат я борный
ангидрид: ЫагВ^г-^-ЫаВОг-ВгОз.
Окислы циика, кадмия, никеля, меди и железа растворяются
в жидкой буре в большей степени, чем в борном ангидриде В2О3,
127
так как образующиеся при распаде буры соединение Na2BO2 акти-
активирует процесс растворения окислов. Поэтому буру применяют
при пайке меди и слаболегированных сталей серебряными припоя-
припоями, содержащими цинк и кадмий.
Бура, борный ангидрид и их смеси слабо флюсуют сплавы, со-
содержащие много хрома. Для активации таких флюсов в них до-
добавляют фториды и фторбораты щелочных металлов. Особенно
активно действуют тетрафторбораты KBF4 и NaBF4, хорошо сма-
смачивающие металлы и окислы и активирующие разложение пос-
следних.
Расплавы борного ангидрида и буры с фторидами щелочных и
щелочноземельных металлов более тугоплавки и применяются для
пайки в интервале 850—1200 °С (табл. 33).
Оценка активности флюса и критерий активирования
при флюсовании
К моменту расплавления припоя паяемая поверхность металла
должна быть очищена от окислов полностью или (при возможности
диспергирования окисной пленки жидким припоем) частично.
Условия, необходимые для успешного флюсования следующие:
а) хорошая смачивающая способность жидкого флюса или его
пасты по отношению к Мк и Мп, особенно при вертикальном или
наклонном их расположении; б) способность флюса в жидком со-
состоянии защищать паяемый металл и припой от окисления в про-
процессе нагрева до температуры пайки и выдержки при ней; в) до-
достаточная активность паяльного флюса при температуре пайки и
выбранных Мк и Мп. Только при- этих условиях будет обеспечен
контакт Мк с жидким М« при пайке.
Хорошая смачивающая, способность жидкого флюса или его
пасты определяется по углу смачивания Мк и Мп и вязкостью
флюса. Места, несмачиваемые флюсом, а следовательно, и припоем,
могут быть выявлены при технологической пробе на образце после
его охлаждения и разъема по зазору, заполненному твердым флю-
флюсом. Непропаи и пористость после флюсовой пайки могут быть
выявлены при рентгеновском просвечивании паяного соединения,
разъеме при температуре несколько ниже температуры распайки,
раздире или после сострагивания одной из половин образца парал-
параллельно плоскости спая.
При оценке пригодности флюса важно также учитывать его
склонность к вытравливанию паяемого материала по границам зе-
зерен, а при пайке деталей с неполным погружением их в жидкий
флюс — возможность образования «ватерлинии».
При выборе флюса необходимо учитывать его активность при
пайке. Активность флюса в контакте с Мк и Мп существенно изме-
изменяется в зависимости от температуры пайки и времени выдержки
при ней, что обусловлено процессами испарения, разложения или
окисления составляющих флюса [1—3]. Поэтому качественное фор-
формирование паяного шва при флюсовой пайке возможно лишь в
определенной температурно-временной области активности флюса.
Для каждого флюса в сочетании с заданным паяемым материалом
и выбранным припоем величина и форма этой области индиви-
индивидуальны. При отсутствии данных о такой области активности флю-
флюса выбор термического режима и термического цикла пайки мо-
128
р1 Таблица 33. Флюсы для высокотемпературной пайки жаропрочных сплавов и коррозионностойкнх сталей
" Мф
ПВ200*
ПВ201*
—
Бура
S3
to
Состав, %
В2О3, 65—67; Na3B4O7, 18—20; CaF, 14—16
В2О3, 76—78; Na2B2O7-ЮНО2, 11—13; CaF».
0,9—il,l; лигатура (Mg 4, Си 48, Al 48), 0,9—
Н3ВО3, 5—15; LiF, 20—25; NH4F, 20—55; мар-
марганцовистый калнй, 5—10; азотнокислый нн-
кель, 10—22; кремнневокнслый натрий, 5—8
Бура 100
Бура, 80—50; борная кислота, 20—50
Atn. «С
850-1200
850—1200
1050—1150
880—1150
850—1150
Примечание
Для сталей, медных и алюминиевых
сплавов. Образует стеклообразные
шлакн (С. Н. Лоцманов)
То же
Для коррозноиностойких сталей. Не
образует стеклообразных шлаков
Для углеродистой стали, чугуна, ме-
меди, латунн, бронзы, твердых сплавов
с припоями: Си—Zn, Ag—Си
Для углеродистой стали, чугуна, ме-
меди, латунн, бронзы, твердых сплавов,
а также припоев Си—Zn; Ag—Си,
Cu-Ni
мф
18В
АНП1
АНП2
—
Ф100
Состав, %
KF обезвоженный, 40; борная
ВгОз, 62; Na2B4Or, 16; KF,
KsZrFe, 3
В2О3, 68; Na2B4O7, 20; КВ5О8,
Бура, 90; NaF, 2,6-2,8; NaCl,
KBF4, 46,5; Na2BO7, 36,5; WO3,
кислота, 60
10; KB5O7, 9;
9; KsZrCe, 3
7,2-7,4
13,5; Co2O3, 3,5
Atn, "C
650—850
850—1260
800-1100
800-1150
900—1100
(<пл«=
500eC)
Продолжение табл. 33
Примечание
Для коррозионностойких, конструкци-
конструкционных жаропрочных сталей, а также
никелевых, медных, серебряных, ла-
латунных припоев (Лоцманов С. Н.)
Для высоколегированных сталей. Тем-
Температура плавления 720"С
(Ю. И. Людвиг)
Для высоколегированных сталей.
Температура плавления 650вС
(Ю. И. Людвиг)
Для чугуна и латунных припоев
Для твердосплавного инструмента
(Н. А. Клочко и др.)
• ГОСТ 23178—Гв.
жет оказаться не оптимальным, что приведет к дефектам в швах,
а следовательно, к снижению эксплуатационных характеристик
изделия.
Однако сведения о температурио-времеиной области активнос-
активности флюса, полученные для конкретных Мк и М„ на лабораторных
образцах небольших размеров и масс, не могут быть использованы
для пайки массивных и конструкционно-сложных изделий. В этом
случае необходимо зиать условия контакта Ми, Мп и Мф при
используемом способе нагрева.
Условия контакта Мк, Мп и Мф при пайке изделий зависят
от ряда обстоятельств: способности Мк и Мп к окислению при на-
нагреве на воздухе, размеров и массы соединяемых деталей, конст-
конструкционной сложности изделия, тепловых характеристик Мк и др.
В зависимости от этого паяльный флюс может быть уложен предва-
предварительно при сборке, наноситься на М„ при нагреве соединяемых
деталей до температуры плавления припоя или при температуре
пайки, вноситься при пайке вместе с припоем.
Введем некоторые понятия, необходимые при рассмотрении
условий контакта Мк и Мп, Мф. Под мгновенным изотермическим
контактом при флюсовой пайке будем понимать такой контакт
паяемого металла, припоя и флюса, который наступает при темпе-
температуре пайки без предварительного флюсования Мк и Мп, Мгно-
Мгновенный изотермический контакт возможен только при пайке слабо
окисляющихся металлов слабо окисляющимися припоями.
Изотермический контакт Мк, Мп и Мф при большой окисляе-
мости Мк и Мп при иагреве до температуры пайки требует исполь-
использования флюсов с высокой активностью, способных устранять окис-
иые пленки перед изотермическим контактом в течение т секунд.
В этом случае требование сохранения активности флюса в течение
т секуид может быть представлено в виде неравенства
Тя-а>Тп>Тк.а, где Тя.а и Тк.а — соответственно начальная и конеч-
конечная временные границы активности флюса при температуре пай-
пайки tu.
При изотермическом контакте паяемого металла, припоя и
флюса временной интервал активности последнего Дта.ф определя-
определяется как разность Та.фтртк.а—тя.а при постоянном времени пайки
Tn=const. В этом случае может быть определен температурный
интервал активности флюса Д/а.ф=/в.а.ф—'я.а.ф, где *В:а:ф и
*н.а:ф — соответственно верхняя и .нижняя границы температурного
интервала активности флюса при выдержке перед пайкой в те-
течение тп.
При интенсивной окислясмости паяемого металла и припоя в
процессе нагрева соединяемых деталей до температуры пайки, на-
например при большой их массе, флюсование металла при изотерми-
изотермическом контакте в течение т секунд может оказаться неэффектив-
неэффективным из-за слишком большой толщины окисной пленки. В этом
случае необходима предварительная защита паяемого металла и
припои слоем жидкого флюса путем нанесения его перед пайкой
при сборке или при нагреве в интервале температур, в котором Мк
и Мп еще слабо окисляются (неизотермический контакт Мк, Мп,
Мф).
Неизотермический контакт Мк, Мп и Мф необходим также и
в том случае, когда флюс, содержащий легкоиспаряющийся раство-
растворитель, например воду или спирт, при нанесении его иа паяемый
материал, нагретый до температуры пайки, не смачивает его вслед-
5* 131
ствие скатывания в виде капель при быстром вскипании раствори-
растворителя. При предварительном нанесении таких флюсов на холодный
паяемый металл и припой их растворитель испаряется относительно
медленно в процессе нагрева деталей до температуры пайки. После
этого твердый активатор флюса, покрывающий паяемую поверх-
поверхность, расплавляется и смачивает ее.
При неизотермическом контакте паяемого металла и припоя с
флюсом и слишком длительном иагреве паяемых деталей до тем-
температуры пайки активность флюса может быть частично или пол-
полностью утрачена. В этом случае необходимо применять флюсы с
достаточно большим температурно-времениым интервалом актив-
активности. Следовательно, при выборе флюса необходима совместимость
его с конструкционными, масштабными факторами изделия и его
массой.
Другой важной характеристикой флюсов в жидком состоянии
является их температурно-временная область сохранения активности
Рнс. 21. Схема расположения тем-
пературно-врёменной области ак-
активности флюса и скорости нагре-
нагрева паяемого изделия:
/ — граница области активности не.
реактивного флюса (заштрихована) ;
" — граница области активности
реактивного флюса; 1>>зд — ско-
скорость нагрева изделия; 1>ир — кри-
критическая скорость нагрева
вне контакта с паяемым материалом и припоем — так называемая
термическая стойкость флюса, весьма существенная при пайке по-
погружением в жидкий флюс или припой. Таким образом, высокое
качество флюсования при пайке обеспечивается при выполнении
соотношения S(f,Tb=>S(f,T),j,.Mn=>S(f,T)n, где S(f,T)$—темпе-
S(f,T)$—температурно-временная область термической стойкости флюса;
S(*,T)n — температурно-временная область пайки; 5(*,т)ф.мп — тем-
температурно-временная область активности флюса в контакте паяемо-
паяемого металла с жидким припоем.
На рис. 21 представлена схема температурио-временной области
активности флюса при пайке в условиях изотермического контакта
Мк, Мп, Мф и возможные варианты скорости иагрева паяемого
изделия до температуры пайки. Пайка при иеизотермическом кон-
контакте возможна, если скорость нагрева паяемого металла превысит
критическую скорость ин.иР, при которой и ниже которой флюс те-
теряет свою активность до того, как расплавится припой, т. е.
Критическая скорость нагрева паяемого изделия при неизотер-
неизотермическом контакте может быть понижена, а рабочая температура
пайки и ее продолжительность повышены при введении во флюс
компонентов, при взаимодействии которых с паяемым металлом
вытесняется слой жидкого металла (реактивный флюс), слабо
132
окисляющегося и диспергирующего окисную пленку на паяемом
металле, смачивающего его и обеспечивающего растекание и зате-
каиие в зазор жидкого припоя за температурю)- временной облас-
областью активности флюса. При сравнительно высокой окисляемости
Мк, вытесняемого из флюса металла, или окислении составляющих
флюса расширение температурно-временной области активности воз-
возможно при флюсовании в среде, инертного газа.
Флюсовая пайка находит особенно широкое применение при
газопламенной, индукционной, печной пайке, пайке погружением и
других способах нагрева. Необходимость удаления коррозионно-
активных остатков и шлаков флюсов путем промывки изделия
после пайки ие позволяет применять этот способ для конструкцион-
конструкционно-сложных крупногабаритных и массивных изделий из-за нена--
дежности или невозможности такой операции. Тем не менее отсут-
отсутствие эффективных способов бесфлюсовой пайки для ряда конст-
конструкционных материалов при выбранных режимах пайкн, большая
стоимость специального оборудования, например вакуумных печей
для предприятий единичного и мелкосерийного производства,
является причиной широкого применения флюсовой пайки.
6. АБРАЗИВНЫЙ И УЛЬТРАЗВУКОВОЙ СПОСОБЫ ПАЙКИ,
ИХ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ.
КРИТЕРИИ АКТИВИРОВАНИЯ
Важная особенность пайки при абразивном или ультразвуковом
способах удаления окисных пленок — осуществление процесса в два
ятяпа: 1) лужение паяемой поверхности легкоплавким припоем;
2) собственно пайка по облуженньш поверхностям, выполняемая
путем прижима деталей и нагрева их до полного расплавления
нанесенного легкоплавкого слоя без внесения или с внесением при-
припоя, в том числе среднеплавкого. Удаление окисных пленок абра-
абразивным и ультразвуковым способами нашло широкое применение
для алюминия и его сплавов. Окислы на паяемой поверхности под
слоем жидкого припоя могут быть разрушены с помощью абразива,
а также острого шабера, металлической щетки, конца прутка при-
припоя, асбеста, хлопчатобумажной ткани, металлических сеток и т. п.
Для этой же цели в припоях с узким интервалом пайки могут
быть использованы мелкая стружка латуни, измельченный асбест,
пемза и другие материалы, первичные кристаллы широкоинтерваль-
широкоинтервальных сплавов, находящихся в жидкотвердом состоянии.
Порошок абразива смешивают с порошком или стружкой при-
припоя и полученную смесь прессуют в форме стержней или дисков.
Поверхность металла лудят с помощью посторонних частиц
абразива при температуре выше температуры полного расплавления
(ликвидуса) припоя. Абразивные частицы, имеющие меньшую
плотность, чем припой, всплывают на его поверхность при луже-
лужении, что облегчает их удаление.
При использовании в качестве абразивных частиц первичных
кристаллов припоя, находящегося в жидкотвердом состоянии (кри-
(кристаллы разделены жидкой фазой), окисные пленки облуживаемого
металла сдираются с поверхности Мк при вращательном или посту-
поступательном относительном перемещении детали и массы припоя.
Для пайки алюминия абразивно-кристаллическим способом пригод-
133
ны широкоинтервальные припои состава, %: 1) Zn50, Sn50, /H=
= 199-s-355eC, *луж=250-5-275С°, *„=375-г-425 43; 2) Zn85, A115,
*пл=380-8-453 °С, tnym=390—400 °С, *п=450-*-500°С.
Лужение деталей, имеющих форму тел вращения или скручен-
скрученных концов проводов, возможно при вращении их в массе жидко-
твердого припоя со скоростью 25—75 об/мии в одну сторону
(например, в сторону навивки провода), а затем в другую сто-
сторону.
Лужение относительно слабо окисляющимися припоями, на-
например оловянио-цинковым припоем П250А, позволяет вести после-
последующую пайку иа воздухе без флюса.
При ультразвуковой пайке (УЗП) окисиую пленку со сплавов
удаляют путем воздействия иа нее кавитации в жидком припое,
возникающей при его ультразвуковых колебаниях.
Ультразвуковое лужение осуществляют с помощью ультразву-
ультразвуковых паяльников и в ультразвуковых ванночках. В качестве гене-
генераторов ультразвуковых колебаний используют магнитострикциои-
ные преобразователи, генерирующие ультразвуковые колебания при
температуре до 400 "С, например ферромагнитные сплавы инвар
(Ni 36%, Fe остальное), люиель (Ni 68%, Си остальное), пермал-
пермаллой (Ni 45%, Fe остальное), пермеидур (Ni 50%, Си остальное),
которые изменяют свои размеры при изменении магнитного поля
(эффект Джоуля). Магнитострикционный эффект в металлах осла-
ослабевает по мере повышения температуры и при температуре Кюри
сплава исчезает совершенно. Пермендур применяют при темпера-
температуре до —400 "С.
Ультразвуковая пайка и лужение возможны для большинства
цветных металлов — алюминия, ков ара, никеля и др. (табл. 34).
Такой способ имеет ряд преимуществ: уменьшается длительность
пайки, снижается ее стоимость, исключается необходимость пред-
предварительного удаления окислов с паяемого материала (достаточно
лишь обезжиривание) и последующей промывки паяных изделий.
Лужение может быть легко автоматизировано, толщину полуды
легко контролировать.
Применение ультразвукового лужения (УЗЛ) ограничено отно-
относительно низкой предельной температурой действия источников
ультразвуковых колебаний (tnVHt<400 С) и возможной эрозией
паяемого металла в жидком припое.
Ультразвуковые колебания вызывают более интенсивное раство-
растворение алюминия в. жидких легкоплавких припоях, чем при абразив-
абразивном лужении, что ограничивает применение УЗЛ для фольги и про-
проволоки толщиной <0,5 мм. Подобное интенсивное растворение Мк
при ультразвуковом лужении алюминиевых сплавов обусловлено не-
необходимостью проведения его в кавитациоииом режиме.
Качественное лужение алюминия в олове и припоях Sn—Zn
возможно при иитеисивиостях ультразвуковых колебаний, меньше
«пороговых» при наличии в расплаве (припоев) твердых частиц, об-
облегчающих «разрыв» жидкости и оказывающих механическое воз-
воздействие на поверхностный слой обслуживаемого металла (абразив-
ио-кавитационное лужение). Для этого пригодны, например, по-
порошки ферротитана (в олове 4—7%), первичные кристаллы циика
в припое Sn^20% Zn (П250А) в области Ж—Т [10] на диаграмме
состояния. Глубина эрозии алюминия при абразивио-кавитационном
лужении иа порядок ниже, чем при обычном ультразвуковом лу-
лужении, т. е. такая же, как и при абразивном лужеини [1]. Совме-
134
Таблица 34. Совместимость способа УЗП и лу:
плавкими припоями
(погружением) различных металлов и сплавов легко-
«к
Фосфорная бронза
Сплавы никеля
Иивар, ков ар
латунь
Беряллиевая бронза
Цинк
Серебро
Платина
Никель
Магний
Свинец
Индии
Золото
Медь
Кадмий
Висмут
Алюминий
с
от
н
—
"с
—
Н
Н
н
с
с
О.
с
н
_
SI
—
н
с
н
с
н
t
с
от
с
С
с
с
с
н
"с
с
н
с
н
с
с
с
с
н
-Sb
с
н
н
—
н
н
н
с
н
т
от-
с
н
н
—
н
н
с
с
н
Совместность
-1п-РЬ
Й
С
н
н
—
н
...
—
н
с
н
t
с
от
С
н
н
с
н
н
н
с
н
•о
1"
с
н
н
—
н
н
н
с
н
Мки
-Pb—Bi
5
с
W
-
н
с
н
О
н
МП на основе
g
С
н
н
н
с
н
г.
н
-Pb-Bi-In
н
н
с
ту
н
н
^_
и
И
W
И
С
¦ N
н
н
с
1
н
н
н
н
н
н
н
н
с
N
н
н
н
н
н
м
н
н
н
с
н
н
н
с
н
S
н
н
с
с
с
н
н
н
с
н
яя
н
с
н
?
с
N
н
н
с
с
с
U
н
н
н
с
н
н
н
с
н
с
1
с
N
н
н
с
соо
н
н
н
с
н
н
н
н
с
н
-Sn—Cd
Zn
н
н
с
с
н
н
н
с
н
н
н
н
с
н
Примечание. Н — несовместимы; С — совместимы.
стимость Мк и Мп при ультразвуковой пайке иллюстрируют данные
табл. 35.
Для возможности абразивно-кристаллического лужения важно,
чтобы Д<^_т:эД*лущ;, где Д'^—т —температурный интервал Ж—Т.
состояния припоя; Д^луж — температурный интервал . лужения.
Для УЗЛ необходимо, чтобы At ]^ж >f ?икв; для абразивно-ультра-
абразивно-ультразвукового лужения AtЛ^сД/?_т .
Нарушение сплошности окисной пленки при абразивном или
ультразвуковом лужении происходит локально; полное удаление
окисной пленки с поверхности паяемого металла возможно только
при достаточной растворимости Мк в жидком Мп при температуре
лужения (пайки); при этом 0< (cffc)^ <{C }*j) fKp, где
(С 5д")'луж — растворимость Мк в Мп при температуре лужения
нли пайки, a (Cjjjj) tKp— критическая величина растворимости Мк
в жидком Мп, выше которой возможно развитие в нем недопусти-
недопустимой глубины эрозии.
Существенным требованием является также слабая окисляе-
мость слоя полуды при хранении облуженных деталей перед пайкой
и при нагреве их до температуры пайки: т |^с <%^Спол '• ^н" <
<т Jj пол где Тхр, ТОК..ПОЛ, т^1 — продолжительность хранения,
время до начала окисления полуды, время иагрева при температу-
температуре пайки соответственно.
7. АКТИВНЫЕ ГАЗЫ, ИХ ТЕМПЕРАТУРНЫЕ
ИНТЕРВАЛЫ АКТИВНОСТИ ПРИ ПАЙКЕ.
КРИТЕРИИ АКТИВИРОВАНИЯ
Пригодность активного газа для пайки металлов определяется: ^тер-
^термодинамическими условиями протекания реакции его взаимодействия
с окислами в сторону их восстановления; 2) состоянием продуктов
реакции. Термодинамические условия в равновесном состоянии оп-
определяются величиной изобарного потенциала реакции ДО: при
ДО<0 реакция взаимодействия активного газа с окислом идет в
сторону восстановления окисла, при ДОО — в сторону окисления
паяемого металла. Если продукты реакции находятся в твердом
состоянии, то они препятствуют смачиванию и растеканию жидкого
припоя по паяемому металлу и активная газовая среда, несмотря
на благоприятные термодинамические условия восстановления окис-
окислов металлов, может оказаться непригодной для пайки.
Согласно современной автокаталитической теории восстановле-
восстановление окислов при воздействии активных газов состоит из следующих
стадий: адсорбции активного газа на поверхности окисиой пленки;
отрыва кислорода от окисла и адсорбции его молекулой активного
газа; образования новых фаз — продуктов реакции газа восстано-
восстановителя и окисла; десорбции образовавшегося соединения с контакт-
контактной поверхностью взаимодействия.
Контактная поверхность взаимодействия во многих случаях слу-
служит катализатором происходящей реакции. В этом случае процесс
восстановления окислов является каталитическим. Катализаторами
136
взаимодействия окислов и активных газов являются также соли и
окислы щелеяныхи щелочноземельных металлов. Поэтому для уско-
ускорения воздействия активных газовых сред целесообразно вводить
малые количества таких веществ на паяемую поверхность, доста-
достаточные для ускорения процесса, ио не остающиеся после
пайки.
При восстановлении металла из окислов под действием актив-
активных газов имеет место принцип Байкова, согласно которому такой
процесс идет ступенчато, путем отщепления кислорода от высшего
окисла к низшему или от низшего к высшему. Активные газы через
поры и трещины проникают в пленку окисла и взаимодействуют с
ним по всей толщине, пленки. В результате этого зерно окисла мо-
может оказаться многослойным: в центральной его части зерно может
состоять из высшего окисла, на границе — из восстановленного ме-
металла, а между ними—из промежуточных окислов [48]. Наиболее
широкое применение в качестве активных газовых сред нашли во-
водород и углекислый газ. Ниже приведены основные данные, харак-
характеризующие активные газы для пайки металлов, а также темпера-
температурные интервалы, в которых изменение изобарного потенциала
окислов металлов меньше нуля.
Газ
Реакция взаимодействия
с окислами металла
Металлы
д*. °с
Продукт
реакции
н2
—-МетО„+Иа= Afe+H2O Cd, Си, Mo, Ni, Газообраз-
п п Pb, Sn, Co, Fe ный
(Fe2O3)
1000—1200
СО ——МетОп+СО= Me+COi Cd, Co, Си,
n n Mo, Ni, Sn Твердый
Pb, W
<810
* Металлы, окислы которых взаимодействуют с газом по данной реакции.
Существенное влияние на активность водорода и углекислого
газа оказывает содержание в них примесей кислорода и следов
влаги. По данным Г. А. Яковлева, пайка меди свинцом в водороде
возможна только при температуре >900° и точке росы —E0—
60) °С. При использовании спеченной пористой ленты из меди или
никеля, располагаемой предварительно в зазоре, вследствие, очень
малого содержания кислорода в порах и подвода жидкого свинца,
уложенного у зазора, через капилляры ленты, активного взаимо-
взаимодействия материала леиты с паяемым материалом, температура пай-
пайки меди свинцом в водороде снижается до 430 °С, для медной и
до 340 °С — для никелевой ленты.
Водород способен взаимодействовать не только с окислами,
но и с углеродом, входящим, например, в карбиды стали, с обра-
образованием летучих соединений СН4:
A/6) ЛГеаСь+2Н2= (а/6) Afe+CH4;
137
Изменение изобарного потенциала для этой реакции показы-
показывает, что в водороде карбиды хрома, марганца, вольфрама, цирко-
циркония восстанавливаются при температуре<327—527°С. Для пре-
предотвращения обезуглероживания стали в водороде в него вводят
метай СН4, который активно взаимодействует со сталью при тем-
температуре >577—677 СС.
Существенное влияние на активность газов оказывает содер-
содержание в иих примесей кислорода и влаги, так как при нестацио-
нестационарном давлении водорода изобарный потенциал реакции ДСТ =
=AGT°+7?71lnpH2o/PH2, т. е. с изменением соотношения рн,о/рн2
изменяется и химическая активность газа по отношению
к окислам.
Если сталь содержит легирующие компоненты с высокой' актив-
активностью к кислороду, которые ие образуют сплошной окисиой плен-
пленки на ее поверхности, то пайка в водороде также возможна. Одна-
Однако ,в этом случае необходима тщательная очистка водорода от при-
примесей кислорода и следов влаги.
На обезуглероживание или науглероживание стали при пайке
в водороде влияет содержание в нем паров воды и кислорода. Уве-
Увеличение влажности водорода усиливает обезуглероживание. Разбав-
Разбавление водорода нейтральными газами в соотношении, достаточном
для восстановления окислов, заметно снижает эффект обезуглеро-
обезуглероживания стали.
Окись углерода СО взаимодействует с окислами металлов,
если ДОт=ДОсо2—AGco——ДСд[епот<0.
С повышением температуры >810сС восстановительные свойст-
свойства окиси углерода ухудшаются. Поэтому для пайки при темпера-
температуре до 810 °С более активна окись ^углерода, а выше 810 °С бо-
более активен водород.
Как и в водороде, в окиси углерода возможен процесс обез-
обезуглероживания или науглероживания стали BСО=СО2+С).
Согласно термодинамическим расчетам [48], при нагреве кад-
кадмия, кобальта, меди, железа, германия, молибдена, вольфрама, ни-
никеля в окиси углерода до 720—920 "С не возникает опасности на-
науглероживания. Для кремния, марганца, хрома, ниобия, титана
окись углерода выше 1230°С является окислительной и науглеро-
науглероживающей средой.
Двуокись углерода СО2 до 827 °С не окисляет кадмий, ко-
кобальт, медь, германий, никель, молибден, свинец и сурьму, но окис-
окисляет железо выше 827 °С с образованием РегОз, а выше (до
1103 °С) — с образованием FeO. При более высоких температурах
окись углерода не окисляет молибден.
Для пайки часто используют смеси водорода и окиси углеро-
углерода, содержащие также продукт их окисления, полученный при го-
горении по реакции Нг+СО^СО+НгО.
В табл. 35 приведены данные о требуемой точке росы актив-
активных газовых сред, содержащих Н2 и СО для пайки сталей [48].
Следовательно, одним из активных газов при пайке является
водород, хорошо очищенный от влаги и кислорода. Однако из-за
высокой взрывоопасное™ его применяют только в случаях, когда
невозможно использовать менее взрывоопасные азото-водородные
138
Таблица 35. Состав, точка росы водородсодержащм восстановительных газовых сред и пригодность их
для пайки сталей
Газовая среда
Состав газовой среды,
% (объемв.)
Пригодность для пайки
Водород, взрывоопасен
Диссоциированный аммиак (атмосфе-
(атмосфера ДА). Взрывоопасен
Смеси, получаемые при частичном
сжигании диссоциированного аммиа-
аммиака в кислороде воздуха (атмосфера
ПСА-0,8)
Генераторный газ, пропущенный че-
рез раскаленный древесный уголь
(атмосфера ГГС)
100 Н2
75 Н2, 25 N2
7—10 Н2, N2 ост. После уда-
удаления Н2О в трубчатом ох-
охладителе, а затем в рефри-
рефрижераторе содержание Н2О
составляет 0,7—0,8%
38—35 СО; 5-6 Н2;
2—7 ССу, 0,25—:2Н2О; до
0,5% Oj; N3 ост.
От —60
до —80
От —40
до —60
Стали всех марок
Стали углеродистые легиро-
легированные, коррозноиностойкие
Малоуглеродистые стали
То же
Продолжение табл. 36
Газовая среда
Состав газовой среды,
% (объемн.)
Пригодность для пайки
Генераторный газ, полученный с по-
подогревом зоны генератора до ilOOO°C
(атмосфера ГГ-ВО)
Генераторный газ из антрацита, с по-
последующей очисткой (атмосфера
ГГ-0)
Эндогаз (атмосфера КГ-ВО). Не
взрывоопасна
Эндогаз, о=0,6 (атмосфера ПСО-06)
Эндогаз, о=0,9 (атмосфера ПСО-09).
Не взрывоопасна
34 СО; 8 Н2; 1 СН4; 0,2—
0,7 СО2; 0,05 Н2О; N2 ост.
25 СО; 12 Н2; 1—2 СН4;
62 N2
0,1—2,3 Н4; 20 СО; 0—1,5
СО2; 40 Н2; 2 СН4; N2 ост.
0,6—10 СО; 16 Н2; 1,5 СН4;
N2 ост.
1—3 СО; 1—3 Н2; N2 ост.
40
20
От —40
до —60
Газовая смесь повышенной
активности
Средне- и высокоуглеродис-
высокоуглеродистые и легированные стали
Углеродистые
Легированные стали и жа-
жаропрочные сплавы
Углеродистые стали
То же
газовые смеси, "например при печной пайке высоколегированных ста-
сталей (см. табл. 36).
Азото-водородиая смесь, получаемая цри диссоциации аммиа-
аммиака в присутствии в качестве катализаторов окислов железа и при
нагревании до 500—600 °С, содержит 75% (объеми.) водорода, ос-
остальное составляет азот. Разложение аммиака при этом должно
быть полным, так как иедиссоциированиый аммиак, соединяясь с
кислородом, образует окись азота, которая способствует обезугле-
обезуглероживанию стали (при ^содержании >0,2% окиси азота). Азото-
водоррдную смесь надежно очищают от недиссоциированного аммиа-
аммиака, пропуская ее через слой воды, которая интенсивно растворяет
аммиак при нормальной температуре и давлении.
Азото-водородная смесь может быть получена из аммиака при
его диссоциации с последующей сушкой (атмосфера ДА), при час-
частичном сжигании аммиака, диссоциированного на воздухе (атмо-
(атмосфера ПСА) или при смешивании азота с диссоциированным
аммиаком.
Для пайки в качестве активных газовых сред нашли достаточно
широкое применение также искусственные промышленные газы, полу-
получаемые при частичном или неполном сжигании предельных углево-
углеводородов (эндотермические газы). Такие активные газовые среды
получают сжиганием метана при коэффициенте избытка воздуха
а=0,25 (атмосфера КГ—ВО). Если эидогаз с коэффициентом
а=0,6 и а=0,9 пропустить через раскаленный древесный уголь,
то содержание Н8О и СО2 соответственно понизится до 0,06% и
0,2% (атмосфера ПССЭ).
Введение в медные припои 0,2% Gc (например, в припой
Си—37—38% Мп—2,1— 2,7% Не—1,2—1,6% Ni) исключает необхо-
необходимости специальной сушки водорода, азота, аргона, диссоцииро-
диссоциированного аммиака вследствие высокой химической активности герма-
германия. Соотношение в такой смеси содержания Н2О, СО2, СО, Н2
определяет не только направление реакции окисления — восстанов-
восстановления, но и процессы науглероживания — обезуглероживания стали.
Для этого регулируется так называемый «углеродный потенциал»
газовой среды, т. е. концентрации СОг и НгО.
Достаточно широкое применение пайки в печах с водородсо-
держащими газовыми смесями началось с 30-х годов в связи с
необходимостью развития массового производства стальных узлов
из сравнительно мелких деталей.
В 60-е годы в связи с автоматизацией процессов пайки в пе-
печах широкое применение нашли припои в виде паст. На ВАЗе для
процесса пайки стальных деталей автомобиля «Жигули> в печах
с водородсодержащими газами была использована паста марки ППВС
(ТУ 48-03-25—71) состава, %: Си2О 68,6; Fe2O3 3,45; Н2О 3,5—12;
этилеигликоль 3,5; ПАВ 0,01—1-,0. Такую пасту используют для
пайки в печах Линдберга. Пайка с такой пастой оказалась возмож-
возможной ие только в диссоциированном аммиаке, но и в эндогазе с
«=25%. Эндогаз содержит, %: Н2 40; СО 21; СО2 0,5; СН4 2;
N2 остальное.
В момент восстановления из окислов медь имеет высокую хи-
химическую активность, что весьма важно для хорошего смачивания
стали и активного взаимодействия с ней.
При пайке никеля или сталей, содержащих никель в водороде
дольше 10—15—мин, возможно охрупчивание Мк и шва из-за ра-
растворения в них водорода.
141
Другими важными восстановительными газами для пайки явля-
являются боргалогенидные соединения ВГ3, где Г — галогены (фтор,
хлор, бром)'.
Восстановительно-окислительная реакция для окислов метал-
металлов в этом случае.
-?-Мет0„ + ВГ3= ^-МеГ2п,т +-~В2О3.
В результате реакции образуются галогениды паиемого метал-
металла. Если они при этом находятся в газообразном или жидком со-
состоянии, то пайка возможна (табл. 36).
Химическая активность ВС13 по отношению к окислам ряда
металлов выше химической активности BFs; кроме того, ВС1»
образует с металлами более легкоплавкие и легковозгоняющнеся
хлориды, чем фториды соответствующих металлов. Окислы бериллия
молибдена, вольфрама, сурьмы, никеля, ниобия, меди не реагируют
с ВСЬ ни при каких температурах.
Борирование металла происходит в этих средах особенно ин-
интенсивно, если хлорид металла газообразен. Твердые и жидкие хло-
хлориды металлов мешают доступу ВС13 к поверхности паяемого ме-
металла, и восстановление окислов в этих условиях может прекра-
прекратиться.
Трехбромистый бор с позиции термодинамики еще более акти-
активен, чем BF3 и ВС13, и реагирует со всеми окислами, кроме ВеО.
Для МоО и WO2 атмосфера ВВг3 инертна.
Для большинства металлов особенно активен РС13; он не при-
пригоден лишь для пайки магния вследствие образования твердого
MgCU, покрывающего паяемый металл и мешающего растеканию
припоя. РС1з не диффундирует в металл вследствие его много-
атомиости.
Данные, о совместимости основ М„ с активными газами пред-
представлены в табл. 37.
Среди галогенидных активных газовых сред наибольшее при-
применение в производственных условиях нашел фтористый бор BFs.
Данные об активности других галогенидных газовых сред во мно-
многих случаях получены в результате термодинамического анализа
и опробованы пока лишь в лабораторных условиях.
Достижение оптимальных условий пайки, при которых на паяе-
паяемом металле не будут образовываться окислы, твердые хлориды и
бор, возможно при применении смеси нейтральных газов (Аг, Не,
N2 и др.) с достаточно малыми добавками активных газов. Опти-
Оптимальная концентрация BF3 в такой газовой среде, уменьшающая
количество выделяющихся твердых галогенидов и бора, которые
затрудняют контакт Мк и Мп, устанавливается экспериментальным
путем.
Оптимальное соотношение газов ВС13 н РС13 в смеси с аргоном
составляет О.М-ЧЩЙ ВС13 н 0,001—0,002 РС13> % (объемн.). Сме-
Смеси аргона с ВРз и HF достаточно химически активны при пайке
многих нержавеющих сталей и жаропрочных сплавов при
Л,»100О°С.
Смесь Аг+ВС1з+РС13 успешно применена при пайке сталей
СтЗ и ЗОХГСА оловом, ПОС40 C00 °С), Пср40 F40 °С), латунью
(950 °С) и высокомарганцевым припоем A000 °С), стали 12Х18Н9Т
142
Таблица 36. Реакции взаимодействия боргалотшдных соединений с окислами важнейших металлов и состоя-
состояние продуктов реакции (по данным Р. Е. Есенберлшн)
Активный
газ
BFS •
ВС13
ВВгз
гЫз
Реакция взаимодействия с окислами металлов
3 Зт Г
~ МвтОп+BF3 = ~ AleFjn/m + г~ВаОз
2п
3 Зт
AfemO»+BBr3= —МеВтщ/т
2л In
3 Зт 1
-~~ МвщОп+РС1з= МеСАъп/т + ~РаО3
2n ft 2
Металл*
Fe, Ni, Cd
Mn, Be, Ti
Al, Mg
Mg
Ti, Al, Be, Mn
Ag, Pb, Sn, Cd, Co, Ni,
Fe, Mn, Ge и др.
Mg
Al
Cu, Mo, W
Пригоден для восста-
восстановления окислов почти
всех металлов, в том
числе и алюминия. Ат-
Атмосфера достаточно
инертна по отношению
к ге
Mg
Продукт реакции
Газообразный
Твердый бор
Твердый MgF2, AlFs с темпе-
температурой плавления 1272°С
Твердый MgCl2
Твердый бор
Твердые бромиды металла в
бор
Твердый MgBr2
Легко возгоняемый А1Вгз+
4- твердый борный ангидрид,
ие образующий легкоплавких
соединений с А1В3
Бромиды и бор ие образуются
РгО3 кипит при 175,5вС Все
продукты реакции выше
180°С газообразные
...
Твердый MgCl2
> Металлы, окислы которых взаимодействуют с газом по данное реакции.
? Таблица 37. Совместимость основ Мк с активными газами и температурные интервалы пайки (по данным
*¦ Р. Е. Есинберлина)
Активный
газ
н2
СО
ВС13
BF3
ВВгз
РС13
СО2
Совместимость газа с основой паяемого сплава
Me
Нз
Нз
н,
н,
н,
н,
—
А1
Н*з
Нз
н,
н,
н,
С>180'С
—
Be
Нз
Нз
н2
Hi
н2
Hi
—
—
С <810'С
—
н2
н,
—
Си
С A000—1200*0
—
- н2
—
с
НС
С
N1
С A000—1200°С)
С <810"С
н2
с
Hi
—
с
Мп
¦ —
ГНУ
и>1230"С
н2
н,
н,
н,
—
Со
С A000—1200*0
C<810°G
—
н2
Hi
—
с
* При точке росы —40°С возможна пайка алюминиевых сплавов припоем А1 — 6,8—8,2 Si, содержащим примеси Fe<0,08%,
Мп<0,1%, Zn<0,2%, С<0,25%, если толщина окисной пленки на Мк<1 мкм (Фукумаки, Такаси н Ясуда Томнро).
Продолжение табл. 37
Активный
газ
Hi
со
ВС13
BF3
ВВгз
РС13
СО2
Ti
Нз
н2
н,
н2
С
—
Fe(Fe2O,)
С A000-12О0"С)
С >810*С
—
C>iooo°c
н,
Нз
Hs
Совместимость
Сг(СггО,)
С (т. р.-80"С)
С >1230"С, НУ
—
н2
н2
— ¦
—
газа с основой паяемого
Ио
С A000—
1200°С)
С>800°С
н2
н2
с
С<иоз'с
С < ноте
Nb
С1230"С
н2
н2
н2
—
—
сплава
W
С <810"С
н2
н2
с
с
C<uoal°c
<Zt
с
—
н2
н2
С
' —
Оа
С <810"С
—
н2
н,
—
с
Si
С>1220*С
—
_ .
—
С
Примечание. НУ — науглероживание; Б — борирование, Об —обезуглероживание, С—совместимы в температурном интерва-
интервале, указанном в индексе (в стандартных условиях P^I.033'10* Па); Hi •— несовместимы из-за образования твердых продуктов
реакции; Hs — несовместимы из-за пассивности газа; На — несовместимы из-за неблагоприятного изменения изобарного потенциала;
НС — слабо взаимодействуют с М„.
оловом C00 °С); ПСр40 F50 вС), меди оловом, ПОС40 C00 СС),
ПСр40 F50 °С), латунью (950 °С) в течение 10 мин.
По данным М. Хилла, для удаления окислов с поверхности
припоев иа основе свинца при 328—420 "С можно использовать
газообразные ацетатные соединения СН3СООН, (СНзС0JО или
их смеси с инертным газом. Такие активные газовые смеси вос-
восстанавливают свинец из окиси.
Активные газы, используемые для пайки, ядовиты и (или)
взрывоопасны н требуют соблюдения специальных мер техники без-
безопасности. Взрывоопасны водород и окись углерода, смеси водо-
водорода с азотом при содержании в них 3,3—81,5% (объемн.)Нг.
Критерий совместимости активных газовых сред с Мн и Мд
яри пайке определяет, следующие требования: 1) А<псА<а1,'
мм
где Afn — температурный интервал пайки; Af а кг' п — температур-
температурный интервал активности газовой среды с применяемыми Мн и
Мп; 2) продукты взаимодействия окислов Мк, Мп и Ма.г должны
находиться при температуре пайки в жидком или газообразном
состоянии; 3) активный газ в температурно-временном интервале
пайки не должен ухудшать свойств Мк и Мц.
8. ПАЙКА МЕТАЛЛОВ В ВАКУУМЕ,
ИНЕРТНОЙ И НЕЙТРАЛЬНОЙ ГАЗОВЫХ СРЕДАХ
И ИХ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ АКТИВНОСТИ
КРИТЕРИИ АКТИВИРОВАНИЯ
Направление реакции окисления (восстановления) металла опре-
определяется температурой и давлением кислорода окружающей среды:
МепОт ^ пМе + (т/2)О2.
В изотермических условиях отклонения от равновесия в ка-
какую-либо сторону и направление реакции определяют по констан-
константе равновесия
где рме, рог, Рме о —давление паров металла, кислорода и
окисла.
При увеличении константы равновесия Кр реакция идет в сто-
сторону образования окисла. Так как конденсированные фазы—металл
и окисел — имеют при данной температуре постоянное давление па-
паров, то Кр =constp^2=poa.
Если при протекании реакции парциальное давление кислорода
возрастает, это значит, что окисиая пленка диссоциирует иа ме-
металл и кислород. В изотермических условиях этот процесс посте-
постепенно замедляется. Если при протекании реакции (9) парциальное
давление в окружающей среде уменьшается, то происходит процесс
окисления металла и пайка становится невозможной.
Если образующийся при диссоциации окисла кислород непре-
непрерывно удалять из зоны пайки так, что остаточное парциальное
146
давление кислорода рог будет оставаться меньше равновесного г
при данной температуре, то будет происходить восстановление
окислов иа паяемом металле и процесс пайки станет возможным.
Константа равновесия гомогенной нлн гетерогенной реакции и
давление диссоциации окислов обычно увеличиваются с повыше-
повышением температуры. Однако для большинства металлов и сплавов,
температура протекания реакции иа воздухе в сторону диссоциа-
диссоциации окислов (температура обратимой реакции) превышает темпе-
температуру их плавления. Поэтому обычно реакцию диссоциации (вос-
(восстановления) осуществляют не иа воздухе, а в газовых средах с
малым парциальным давлением кислорода (инертные и нейтраль-
нейтральные газы) или в вакууме.
Диссоциация окислов в газовых средах с пониженным пар-
парциальным давлением кислорода может стать возможной ниже тем-
температуры обратимой реакции вследствие растворения кислорода в
паяемом металле. Поэтому существенное значение при пайке в
вакууме и инертных газах имеют величина изолированного объема
вокруг паяемого изделия и присутствие окислов иа поверхности
металлической осиастки: чем меньше такой объем и меньше окислов
на металле оснастки, тем меньшее количество кислорода содер-
содержится в атмосфере вокруг паяемого изделия и, следовательно,
менее развита пленка иа поверхности паяемого металла.
Для уменьшения величины изолированного объема вокруг паяе-
паяемого изделия последнее перед загрузкой в вакуумную печь, в ва-
вакуумный контейнер или контейнер с проточным аргоном помещают
в специальную коробку или под колпак из нержавеющей стали. Во
многих случаях без этих мер высокое качество паяемых соединений
нз высокоактивных металлов, сплавов на их основе или сплавов,,
легированных такими металлами, не обеспечивается.
При нанесении иа паяемые поверхности гальванических и осо-
особенно термовакуумиых покрытий последние лишь в известной сте-
степени изолируют паяемый материал от контакта с внешней газовой
средой и таким образом тормозят образование и рост окисиых пле-
пленок высокоактивных компонентов.
Использование для улучшения смачиваемости коррозиоииостой-
ких сталей никелевых или медных барьерных покрытий лимитиру-
лимитируется прочностью сцепления таких покрытий с паяемым материалом.
Более экономична пайка таких сталей самофлюсующимися припоя-
припоями с литием или бором в среде чистого аргона или в вакууме
~1,33 Па. Однако изготовление фольги таких припоев, особенно
иа медной основе (ВПр2, ВПр4 и др.), вследствие присутствия в.
них лития или лития и бора требует жидкой прокатки и последую-
последующей прокатки листа с промежуточными отжигами. С учетом этого
литий можно вводить ие в припой, а в камеру печи при остаточном
давлении ~27—107 Па, что позволяет вести бесфлюсовую пайку
без расхода аргона и облегчает прокатку припоев Си—Ni—Мп.
Снижение парциального давления кислорода в инертной, за-
защитной атмосфере или вакууме, а также снижение вследствие этого
температуры смачивания Мк жидким Мп или снижение вакуума
возможно в результате поглощения оставшегося кислорода парами
элементов с высокой упругостью испарения — марганца, лития, фос-
фосфора, цинка, висмута, кадмия и др. Данные, приведенные нижеь
подтверждают влияние паров лития на температуру и угол смачи-
смачивания в коррозионностойкой стали 12Х18Н10Т в вакууме ~0,03 Па:
147
Мп Пары Мк t. "С в"
Свинец
ПСр72
Литий
Магний
.
Литий
800
550
880
1000
810
100
30
130
30
10
• тп=1б мин, в остальных случаях тп=5 мин.
К таким элементам относятся также висмут, кадмий, цинк, ли-
литий, вводимые в рабочее пространство вакуумной печи при высоко-
высокотемпературной пайке алюминия, марганец, цинк, литий — при кон-
тактно-твердогазовой пайке сталей медью; магний — при контактио-
твердогазовой пайке алюминия силумином. Пары висмута, магния,
лития, цинка, кадмия способны связывать остатки кислорода в ваку-
вакууме, а пары магния, лития, цинка связывать также и воду.
При печной пайке в вакууме площадь растекания ряда легко-
легкоплавких металлов (свинец, висмут, олово, индий, кадмий) по ме-
меди, железу, никелю экстремально зависит от степени вакуумирова-
ния. Однако площадь растекания тех же металлов при вакууми-
роваиии камеры пайки «по аргону> не зависит от степени разре-
разрежения.
Такая зависимость площади растекания и угла смачивания при-
припоев от степени вакуумирования сохраняется при электроконтактном
и индукционном способах нагрева.
Влияние способа нагрева и степени вакуумироваиия на растека-
растекание припоя по металлу обусловлено [49] изменением свойств окис-
ных пленок на меди при переходе их из активного состояния в
пассивное и изменением концентрации дефектов в окисной пленке.
Металлы геттеры — титан и цирконий — обладают высокой
способностью к растворению кислорода в твердом состоянии. Раст-
Растворимость кислорода особенно велика в Р-титаие. При нагреве ти-
титана выше температуры перехода a-Ti->-p-Ti в слабо окислительный
газовой среде (вакуум, инертные газы), когда скорость поступле-
поступления атомов кислорода к поверхности металла меньше, чем ско-
скорость их растворения, происходит смещение реакции [39] в сторону
восстановления металла из окисла.
Экспериментально показано, что чистая от окислов поверхность
для титана и его сплавов может быть получена при нагреве >830'С
в вакууме —0,1—0,01 Па, а циркония и его сплавов — в вакууме
—0,001—0,0001 Па, тогда как, по данным термодинамических расче-
расчетов, восстановление этих окислов при 900"С возможно лишь при
давлении ~10~18 и ~10-11 Па соответственно. Однако окислы тита-
титана или циркония, образующиеся на сплавах железа и других метал-
металлов, сравнительно слабо растворяющих кислород, удаляются лишь
с применением флюсов, так как температура их диссоциации даже
в вакууме весьма высока.
В этих случаях вакуум 133,3—0,133 Па используют главным
образом как защитную среду, тормозящую рост окисиой пленки
при нагреве до температуры пайки; для устранения окисиой пленки
используют возможность растворения кислорода в металле (титан,
цирконий) и диспергирование окисла при плавлении паяемого ме-
металла в контакте с жидким припоем от мест нарушения сплош-
сплошности.
148
В вакууме происходит дегазация жидких металлов, что спо-
способствует снижению в них газовой пористости. Если в припоях
или паяемом материале содержатся компоненты с высокой упру-
упругостью пара, то при пайке в вакууме в шве могут возникать газо-
газовые поры, а состав поверхностного слоя обедняется этими компо-
компонентами. К таким легирующим элементам относятся, в частности,
кадмий, цинк, фосфор, сурьма, мышьяк, марганец.
При пайке припоями, компоненты которых предварительно на-
наносятся на паяемые поверхности путем термовакуумного напыле-
напыления и имеют при температуре пайки в заданном вакууме доста-
достаточно вёсокую упругость испарения в твердом состоянии, существу-
существует опасность испарения таких покрытий раньше, чем произойдет
их автономное или контактное плавление, что приведет к неспаю
соединяемых деталей. Испарение компонентов припоя и паяемого
материала может быть задержано напуском в вакуумное простран-
пространство печи инертных газов — азота, водорода, аргона до давления
-0,1—1,0 Па.
Экспериментальные данные показывают, что на качество пая-
паяного соединения при печной пайке сталей влияет форма припоя.
При использовании припоя в виде фольги толщиной 0,05—0,127 мм
дефекты в паяном шве имеют постоянную форму и значительно
мельче чем при использовании припоя того же состава в виде про-
проволоки. При прочих равных условиях дефектов меньше при пайке
в среде проточного аргона, чем при пайке с флюсом.
Глава V
^^=== СОВМЕСТИМОСТЬ
КОНСТРУКЦИОННОГО,
ТЕХНОЛОГИЧЕСКОГО
И ВСПОМОГАТЕЛЬНОГО
МАТЕРИАЛОВ,
СПОСОБОВ ПАЙКИ СП1, СП2
И ТРП С ТРЕБОВАНИЯМИ,
ПРЕДЪЯВЛЯЕМЫМИ
К МЕХАНИЧЕСКИМ СВОЙСТВАМ
ПАЯНЫХ СОЕДИНЕНИЙ
1. МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
И РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В ПАЯНЫХ
СОЕДИНЕНИЯХ ПРИ СТАТИЧЕСКОМ РАЗРЫВЕ
Обычно паяные соединения должны противостоять внешним меха-
механическим нагрузкам: статическим и динамическим с различным вре-
временем н знаком нагружения как в обычных, так и высокоили низ-
низкотемпературных условиях. Растягивающие или сжимающие нагру-
нагружения могут развиваться в изделиях, практически не работающих
под действием внешних нагрузок, но испытывающих периодический
149
нагрев и охлаждение и находящихся под действием электрического
тока, фазовых превращений материала и др. Поэтому механические
свойства в большинстве случаев служат важнейшими характеристи-
характеристиками иаяиого соединения и во многом определяют качество и ра-
работоспособность паяного изделия.
При работе паяных соединений в изделиях устанавливается
сложное напряженное состояние. Поэтому надежность и ресурс
паяных изделий могут быть определены только непосредственно
при испытании в эксплуатационных или имитирующих их условиях.
Механические характеристики паяных соединений в лаборатор-
лабораторных условиях оценивают иа специальных образцах с паяным швом,
что позволяет судить о влиянии на них конструкционных факто-
факторов соединения, состава припоя и паяемого материала, вспомога-;
тельных материалов, способов и режимов пайки, различных условий
иагружения, коррозии и температурных условий.
При растяжении сплошного металлического образца для ме-
механических испытаний напряжения равномерно распределены по его
сечению, и весь объем его рабочей части подвергается сначала
упругой, а затем пластической деформации.
В отличие от сплошного паяный образец состоит из зон, раз-
различных по составу, структуре и свойствам. Кроме химической н
структурной неоднородности паяного соединения, в нем под дей-
действием механического нагружения возникает неоднородное поле на-
напряжений, определяемое типом паяного соединения. Поэтому пая-
паяный образец сопротивляется действию нагружения неравномерно.
Типы паяных соединений
Для обеспечения работоспособности паяных изделий одним из важ-
важнейших конструкционных факторов является тип паяного соедине-
соединения.
При капиллярной пайке типы паяных соединений различают по
расположению и форме соединяемых деталей, продолжающих одна
другую, пересекающихся или соприкасающихся. При этом поверх-
поверхность спая может быть параллельной, перпендикулярной или на-
наклонной под углом направлению внешней нагрузки. В соответст-
соответствии с этим различают следующие простейшие типы паяных соеди-
соединений (рис. 22): иахлесточиое (а), в том числе телескопическое,
а 6 В г
Рис. 22. Основные типы паяных соединений
стыковое (б), косостыковое (в), соприкасающееся (г), тавровое (д)
(ГОСТ 19249—73).
Конструкционные элементы паяного соединения — капиллярный,
и галтельиый участки. Капиллярный участок шва характеризуется
толщиной, шириной и длиной. Под толщиной шва понимают рас-
расстояние между поверхностями соединяемых деталей. При слабом
физико-химическом взаимодействии Мк и Мн при пайке это рас-
расстояние примерно равно величине паяльного зазора. В общем слу-
случае толщина шва зависит от характера и развития при пайке про-
150
цессов физико-химического взаимодействия паяемого материала и
припоя. ,.
Под шириной шва понимают протяженность его капиллярного
участка в сечении, характеризующем тип паяного соединения (ха-
(характерное сечение). Ширина шва в соединениях внахлестку и те-
телескопическом равна величине нахлёстки. Под длиной паяного шва
понимают его протяженность вдоль оси, перпендикулярной плос-
плоскости характерного сечения. Галтельный участок шва характеризу-
характеризуется радиусом галтели и ее высотой.
Важнейшие механические характеристики паяных соединений:
1) временное сопротивление разрыву Ов.п стыковых образцов с
паяным швом, расположенным перпендикулярно их продольной оси
и действующим усилиям; 2) сопротивление срезу тСр образцов
(листовых или телескопических), паянных внахлестку, разрушение
которых при статическом растяжении происходит под действием
усилий, направленных параллельно плоскости спая иахлесточиого
соединения; 3) ударный изгиб а* паяных образцов.
Распределение напряжений е стыковом паяном
соединении при статическом растяжении
Исследования распределения напряжений возникающих в швах сты-
стыковых паяных соединений, для случая, когда предел текучести
пластичного паяного шва меньше предела текучести паяемого мате-
материала о~х.ш<о~т.мк, показали [50], что в пределах упругих дефор-
деформаций при растяжении паяный шов упрочняется.
При растяжении паяного образца из стержней круглого сечения
паяный шов (более пластичный, чем основной металл) подвергается
равномерному растяжению по радиальным направлениям при на-
напряжениях Or—Еш (e'z-Ez)h , где Еш — модуль упругости шва;
е, — продольные деформации в шве; е* — продольные деформации
Мк; ц — коэффициент Пуассона.
В окружном направлении at=r
=<тг (рис. 23). Поэтому уже в пре-
пределах упругих деформаций в шве
возникает трехосное растяжение.
Возникновение напряжений at и
ov, хотя и значительно меньших,
чем аг, повышает предел текучес-
текучести и снижает пластичность шва
(контактно упрочнение паяного
шва) [51, 52].
Наибольшие напряжения воз-
возникают в пзяиом шве в области
поверхности спая. Поэтому плас-
пластичное разрушение его при Е\Ф
фЕ невозможно. Вследствие такой
неоднородности концентрации на-
напряжений временное сопротивле-
сопротивление разрыву паяного шва резко
повышается: тем больше, чем выше прочность, паяемого материа-
материала. Временное сопротивление ов.пс соединения, паянного встык,
состоящего из разных по составу и свойствам сплавов, является
на самом деле условным сопротивлением разрыву стыкового сое-
соединения.
Рис. 23. Поле напряжений иа кон-
контактных поверхностях стыкового
паяпого соединения
151
Распределение напряжений в нахлесточном
соединении при- статическом растяжении
При растяжении соединений деталей с одинаковым поперечным
сечением F, паянных внахлестку, напряжения в шве распределяются
неравномерно. Эпюра распределения а по длине нахлестки пред-
представлена иа рис. 24. На рисунке видно, что наибольшее значение
напряжений о~тах на единицу длины паяного шва (из условий его
статической равнопрочности с основным материалом и при отсутст-
отсутствии галтелей) имеет место на его концевых участках [10] и опре-
определяется уравнением
аР
где / — длина нахлестки; G — модуль упругости паяного шва при
сдвиге; Ъ — ширина образца Мк; Е — модуль упругости Мк прн
растяжении; бш — толщина шва. Лишь при значительных деформа-
деформациях шва коэффициент концентрации напряжений снижается у
галтельиых участков, и эпюра распределения ст выравнивается [52].
В процессе растяжения иа-
хлесточного соединения вслед-
вследствие эксцентриситета в нахле-
нахлесточном паяном шве возникает
изгибающий момент. Величина
'-*¦ I ШШ I W~ °Ь' \i?A изгибающего напряжения тем
1 *!ш& I—I w^ больше, чем больше длина на-
, хлестки и тоньше паяемые де-
тали
Рис. 24. Нахлесточиые соединения: Рягнрт пяянытг гпрпинриий
а — иагружение осевыми силами; б— насчет паяных соединеиик
изгиб элементов иахлесточного соеди- в настоящее время представля-
нения при растяжении ет значительные трудности в
связи с влиянием многих фак-
факторов, определяющих прочность полученного соединения. В пер-
первом приближении при расчете прочности соединения ориентиру-
ориентируются на предел текучести или временное сопротивление разрыву
паяемого материала и на допустимое расчетное усилие F, опреде-
определяемое с помощью этих двух характеристик прочности в наиболее
слабом месте паяного соединения: РпЯов.ыкЗцс, где Snc—
площадь поперечного сечеиия соединения в наиболее слабом месте;
R — коэффициент безопасности.
2. МЕХАНИЧЕСКИЕ СВОЙСТВА
И ИХ ЗАВИСИМОСТЬ ОТ КОНСТРУКЦИОННЫХ
ФАКТОРОВ ПАЯНЫХ СОЕДИНЕНИЙ.
УСЛОВИЯ РАВНОПРОЧНОСТИ ПАЯНЫХ СОЕДИНЕНИЙ
Формально расчетное уравнение при условии совпадения плоскости
приложения усилий и расположения шва записывают в виде: a,,S =
=TcpSe, где с в.мх—временное сопротивление основного материала;
SB — площадь нахлестки; S — площадь поперечного сечения рабочей
части образца.
152
Условия равиопрочности нахлесточиого паяного соединения
записываются в виде:
1) для плоского паяного соединения 0вблгк=Тсра, где бмк —
толщина основного материала, мм; а—ширина нахлестки; мм;
Тер — сопротивление срезу паяного соединения, МПа;
2) для телескопического соединения а=(ав/тср) A—b\/d\)U, где
fii—толщина стенки внутренней трубы, мм; di— внешний диаметр
внутренней трубы, м;
3) для телескопического соединения, когда стенки внешней
трубы тоньше, чем внутренней:
где 6г—толщина внешней трубы, мм; di—внешний диаметр внут-
внутренней трубы.
В реальных случаях образующиеся при испытании листовых
образцов напряжения изгиба, а также сопротивление отрыву дела-
делают величину Тер неопределенной [25]. Некоторую неопределенность
в расчете прочности на срез нахлесточных образцов вносит также
непостоянство среднего значения тСр при испытании образцов с раз-
разной площадью нахлестки.
Влияние галтели. В изделиях, паяные швы которых подверга-
подвергаются вибрационным нагружениям, существенную роль играют ра-
радиус RT и высота Нт галтели. Галтель снижает концентрацию на-
напряжений и способствует существенному повышению вибрацион-
вибрационной -прочности паяных соединений. Радиус галтели и ее высота
зависят от объема припоя по отношению к объему капиллярного за-
зазора. С увеличением объема припоя растут радиус и высота галте-
галтели [3]. При объеме припоя, равном объему капиллярного зазора,
галтель не образуется: после затвердевания шва формируется утя-
жипа, направленная внутрь зазора и обусловленная объемной
усадкой жидкого металла.
Влияние объема припоя иа размеры галтели из меди Ml, паян-
паянной в печи припоем ПОС61 с флюсом Прима 3 при 260 °С, иллю-
иллюстрируют приведенные ниже данные:
^Мп ^г' мм ^г Примечание
Утяжина
Плавная галтель
То же
»
Выпуклая галтель
* По отношению к объему капиллярного зазора.
По данным [53], увеличение объема припоя >400% приводит
к некоторому увеличению сопротивления срезу, а >500%—к об-
образованию выпуклой галтели. Это может отрицательно влиять на
вибрационную прочность нахлесточных паяных соединений. В изде-
изделиях, ие подвергаемых вибрационным нагрузкам, влияние галтели
на статическую прочность соединения незначительно; развитая гал-
галтель приводит лишь к перерасходу припоя и утяжелению паяного
изделия. Положительное влияние плавных галтелей иа вибрацион-
вибрационную прочность паяных изделий может быть реализовано только при
153
100
150
200
300
500
—4
7
15
35,3
51,7
-0,3
0,8
1,6
2,0
2,5
достаточной пластичности металла в иих. Если в галтельном участ-
участке шва металл хрупкий или в нем развита усадочная пористость
(рыхлость), то галтель может способствовать появлению трещин —
очагов разрушения. Склонность металла шва к развитию рыхлот
тем больше, чем шире его интервал кристаллизации. При малых
радиусах галтелей (до 0,5 мм) предел усталости низок из-за кон-
концентрации напряжений в зоне шва. При радиусе галтели 1,5—2,5 мм
предел усталости увеличивается и соединение разрушается по ос-
основному материалу.
Сопротивление разрушению стыковых паяных соединений о»пс,
как правило, больше, чем нахлесточных (тСр). Отношение Тср/ав.пс
зависит от формы испытываемых образцов н процессов, протекаю-
протекающих при пайке, свойств паяемого металла и припоя и не является
постоянной величиной.
На значение механических характеристик паяных соединений су-
существенно влияют также размеры образца. Поэтому при опреде-
определении механических свойств паяных соединений при - статическом
разрыве пользуются стандартными образцами (рис. 25, 26), фор-
форма, размеры, изготовление и испытание которых регламентирова-
регламентированы ГОСТ 23047—78.
Тип Ш
Тип Ш
Образцы с головками
Рис. 25. Типы стандартных иахле-
сточиых паяных образцов для ис-
испытания иа статический разрыв
Образцы
без
~t
!
головок
r
\t4i
V
ft/
/
/>,•._ Ц.15
А
L=2(h,+L)-B
При испытании паяных образцов иа ударный изгиб существен-
существенное влияние могут оказывать тип паяного соединения, размеры
образцов, величина нахлестки, ширина зазора и расположение пая-
паяного шва по отношению к направлению удара. Поэтому для возмож-
возможности сопоставления получаемых результатов форма, размеры образ-
образцов, нх подготовка к испытанию н проведению испытаний стандар-
154
тизованы (ГОСТ 23046—78). Форма и размеры образцов для испы-
испытания на ударный изгиб приведены на рис. 27.
Испытания образцов в зависимости от температуры эксплуа-
эксплуатации паяных изделий могут быть проведены как при f=B0±5)°C,
так и в интервале температур от —100 до 1000 "С. Порядок испы-
испытаний на ударный изгиб должен соответствовать разделу в ГОСТ
9454—78, 9455—78. 9456—78.
TunI
L
— 15ЭПЗ
Образцы с головками
L
Образцы без головок
L
*,\| f
а-толщина полного шва
h2
Lis12
rh
Ф
щя
—м>
1
1
¦*m—
к
L
k
LJsn J_
к..-
RW
\
\
h2
_.
__
mi
Рис. 26. Типы стандартных стыковых паяных образцов для испытания иа ста-
статический разрыв
Влияние величины аазора и шероховатости Мк. К важнейшим
конструкционным факторам, влияющим на механические свойства
паяного шва, относятся зазор между соединяемыми деталями и ше-
шероховатость паяемого металла, в нахлесточных соединениях — так-
также величина нахлестки, в косостыковых — угол скоса. Влияние этих
факторов иа механические свойства паяного шва иеодиозиачио и
зависит от физико-химического взаимодействия паяемого металла
н припоя, режимов и способов пайки.
Анализ литературных данных по влиянию зазора на механи-
механические свойства стыковых соединений показывает, что для запол-
155
нения припоем зазора величина последнего должна находиться в
определенном интервале (табл. 38), а для обеспечения оптимальной
прочности этот интервал должен быть еще более узким.
При исследовании зависимости временного сопротивления сты-
стыковых паяных соединений цилиндрических образцов от зазора ^>ыли
обнаружены четыре ее варианта (при условии, что временное со-
сопротивление паяемого металла выше, чем у литого припоя) (рис. 28).
Типы зависимости бив характерны для случая пайки пластичны-
пластичными припоями, слабо взаимодействующими с основным металлом
(например, коррозиониостойкая сталь при пайке серебряными при-
припоями). При уменьшении зазора в этом случае от 0,6 до 0,04 мм
временное сопротивление стыковых соединений резко повышается
с 294 до 880 МПа (Р. Н. Лич), при дальнейшем уменьшении за-
зазора происходит снижение Ств паяных образцов, *гго объясняется
появлением дефектов в паяных швах — пористости, непропаев, обус-
обусловленных недостаточной смачивающей способностью припоя или
включениями флюса.
При высокой смачиваемости паяемого металла жидким при-
припоем при бесфлюсовой пайке (пайка малоуглеродистых сталей медью
в активных газовых средах) и флюсовой пайке временное сопротив-
сопротивление разрыву паяного соединения увеличивается и при дальнейшем
уменьшении зазора. В этих условиях при посадке с натягом теле-
телескопических образцов предел прочности паяного встык соединения
повышается с 206 до 274 МПа, что объясняется контактным упроч-
упрочнением пластичного паяного шва.
С увеличением временного сопротивления паяемого материала
временное сопротивление паяного соединения в результате контакт-
контактного упрочнения шва также возрастает, о чем свидетельствуют при-
приведенные ниже данные:
о,.Мк, МПа .... 680—700 >700 1006 1800
а „. пс МПа .... 490—637 666—686 480—627 343—627
Примечани е. Пайка в водородной печи медью МБ. Ширина зазора
0,1 мм, режим пайки: <=1Ю0°С, т=°1 мнн. Мк — сталь 45.
Соединения, полученные при пайке пластичными припоями, у
которых временное сопротивление разрыву соизмеримо с той же
характеристикой паяемого металла, не упрочняются в узких капил-
капиллярных зазорах. Зависимость временного сопротивления разрыву
стыковых паяных соединений от ширины зазора имеет вид, пред-
представленный на рис. 28, а. Примером могут служить соединения из
углеродистых сталей, паянных серебряными припоями с временным
сопротивлением разрыву соответственно: 420 и 410 МПа; у паяных
соединений в первом случае <твПС=441 МПа, а во втором овПС =
411 МПа.
Эффект контактного упрочнения ие имеет места при испытании
на статический разрыв нахлесточиых образцов и при циклических
испытаниях иа кручение [52, 53].
Оптимальная ширина зазора а, обеспечивающая достаточную
прочность соединения, составляет <0,10 мм, а при весьма слабом
взаимодействии Мк и М» а<0,05 мм.
В табл. 39 и 40 приведены данные, иллюстрирующие влияние
ширины зазора на прочность паяемых седииеиий.
156
Тип I
27.5Js15 Направление
Тип И faifQ
Направление V
удара S10JS13
Тип Ш
Направление
удара
Рис 27. Форма и размеры образцов для испытания на ударный изгиб
б/
\
Рис. 28. Типы зависимости прочности стыковых паяных соединений от
ширины зазора О
157
Таблица 38. Величина капиллярных зазоров,
ную прочность паяных соединений
обеспечивающих заполнение их жидким припоем и оптималь-
мп
Медно-фосфористый . .
Серебряный
Серебряный с кадмием
Алюминиевый ....
Магниевый
Нихромовый ....
Серебряно-марганцевый
Серебряно-марганцево-
палладиевый ....
Легкоплавкий ....
медь
0,07&—0,40
0,02—0,10
0,05-0,37
—
—
—
—
—
0,03—0,50
медные
сплавы
0,075—0,40
0,025—0,12
0,05-0,37
—
—
—
—
—
—
0,030-0,40
б3, мм, при т
углеродистые
стали
0,001—0,050
0,01—0,025
0,025-0,15
0,25
_
—
0,075—0,125
0,025—0,125
0,026—0,125
0,025-0,2
1айке материалов
коррозноняостой-
кне стали
0,025—0,075
—
0,075—0,3175
—
—
—
0,075—0,25
0,075-0,125
0,02-0,175
никелевые
сплавы
0,075---0,37
0,075-0,37
—
__
—
0,075-0,25
0,075—0,125
0,013—0,06
—
другие сплавы
—
—
0,12—0,30* >
0.05-0.25*2
0,12—0,25м
—
0,05-0,075«
—
Алюминиевые. « Титановые. « Магниевые,
Таблица 39. Влияние ширины зазора на временное сопротив-
сопротивление разрыву соединений из железа и сталей, паянных медными
припоями
в,, мм
вв.псМПа
Пайка медью Ml в водородной
печи ПФПОСРС, т=/ мин).
Армко-железо*'
0,03—0,05
0,4—1,0 „
1,5
2,0
313,6—333,2
294,0—313,6
225,4—303,8
205,8—284,2
Пайка в зндогаэе*2
СтЗ+СтЗ
0,1
0,2
0,3
0,4
0.1
0,2
0,3
294.0*3
274,4*»
254,8*»
215,6*» -
411,6
401,8
382,2
0,1
0,2
0,3
0,4
0,1
0,2
0,3
0,4
0,1
0,2
0,3
0,4
0,1
0,2
0,3
0,4
мм
*в.пс-МПа
Стали 35+45
362.6*3
323.4*3
313,6*3
245.0*3
450,8
421,4
392,0
372,4
Ст. 5+сталь 20
294.0*3
274.4*3
264.6*3
215,6*з
421,4
407,7
392,0
372,4
* При зазоре <0,25 ын разрушение по основному металлу.
** Состав газа, %: Hj58; N,22;CO16; CO24. Площадь спая 120 мм».
а-0,26-5-0,40. " Припой МЗ, <п—1090+1100 °С. <росы=а0<>С, в ос-
остальных случаях при пайке в эндогазе припой ЛОК 62-06-04, *ц=
-960+980 «С. tpocH 50 "С.
Таблица 40.- Влияние ширины'зазора на временное сопротивле-
сопротивление разрыву стыковых соединений из сталей типа 50 и 70, лаянных
медью с флюсом в пламени газовой горелки [1].
°а- мм
0,1
0#
0,3
0,4
0,5
0,6
0,9
1.3
°в.ПС. МПа-
сталь 50
388,1—512,5
367,5—497,8
288,2-393,0
397,9—439,0
3*0,2—380,2
247,9—361,6
283,2—327,3
126,4—126,4
прн пайке основного
сталь 70
461,6—461,6
'543,9—543,9
350,8—440,1
. 321,4—382,2
361,6—361,6
- 360,6-360,6
—
— -
15»
При образовании между паяемым металлом и припоем огра-
ограниченных или неограниченных твердых растворов и развитии лни-
вации в шве величина зазоров влияет иа структуру и механические
свойства паяного шва. Для относительно широких зазоров (до
0,50 мм) характерно развитие дендритной структуры в шве; для за-
зазоров шириной 0,4—0,30 мм характерна ячеистая структура вдоль
межфазной границы, состоящая из равноосных кристаллов в центре
шва с развитой зональной ликвацией, для зазоров шириной <:
<0,Ю мм характерна структура «плоского слоя> кристаллов.
Исследование кинетики дрейфа газовых пор методом рентге-
рентгеновского просвечивания, проведенное Тэдзука Кейдзо и Онитабо
Иосини, показало, что из зазоров шириной 0,10—0,30 мм газ не
удаляется, а из зазоров шириной 0,50 мм — удаляется полиостью
в течение 10—15 мин.
Прочность паяных соединений при зазорах 0,05—0,07 мм за-
зависит от шероховатости паяемой поверхности. Наибольшее времен-
временное сопротивление D50 МПа) стыковых паяных соединений из ма-
малоуглеродистых сталей, паянных припоем 72Ag—28Gu при зазоре
0.05 мм, обеспечивается при относительно высокой шероховатости,
получаемой после фрезерования. После электролитического полиро-
полирования при той же ширине зазора предел прочности снижается иа
60—70 МПа, ио при уменьшении ширины зазора до 1,6. мкм а»
мдя стыковых соединений повышается на 36—118, а для нахлесточ-
ных — на 21% [54].
Если компоненты припоя и паяемого материала имеют высокое
химическое сродство, то с расширением зазора, а следовательно, с
увеличением количества припоя в зазоре растет толщина прослойки
хрупкого интерметаллида и прочность соединения понижается.
При образовании между паяемым металлом и припоем неогра-
неограниченных или достаточно широких областей твердых растворов, об-
общий характер зависимости прочности стыковых соединений от за-
зазора выражается в виде кривой с максимумом, который соответст-
соответствует определенным значениям зазора.
Сборочный стыковой зазор при отсутствии ограничителей пере-
перемещения свободных концов деталей, особенно при локальном на-
треве, может существенно отличаться от паяльного зазора вследст-
вследствие теплового расширения паяемого металла и градиента по изде-
изделию. В этом случае необходимо ограничение перемещения свободных
концов деталей и сборка их с учетом последующего теплового рас-
расширения деталей. Такое расширение может быть определено экспери-
¦ ментально или рассчитано по формуле, предложенной в работе
J55]:
где tn — температура пайки; /Окр — температура окружающей сре-
среды B0°С); I — расстояние от стыка до точки, в которой определя-
определяется температура; т — коэффициент, определяемый выражением
•m= (aoPASI/2, в котором аа— коэффициент теплообмена поверх-
поверхности нагреваемого изделия с окружающим воздухом (ао=О,ОО4Х
Х104 Вт/(м2-К); Я —периметр образца, м; К — коэффициент тепло-
теплопроводности, Вт/(м. К); S—-площадь поперечного сечеиия детали, м2.
Как показала практика, величина зазора зависит от способа
нагрева при пайке. Практически большинство металлов паяют с за-
160
зорами 0,05—0,25 мм. При пайке вручную зазоры не превышают
0,50 мм. Флюсовую пайку выполняют с зазорами не более 0,05 мм.
При пайке в вакууме, в инертных или газовых средах величину
зазора несколько увеличивают.
Для паяных соединений из тонких листов из стали и латуни
величина нахлестки должна быть в 3—6 раз больше наименьшей
толщины соединяемых деталей; при пайке труб разных диаметров
при зазоре<0,5 мм нахлестка должна в 3—6 раз превышать тол-
толщину наиболее тонкой из соединяемых труб.:
Экспериментальные данные по влиянию величины зазора на
временное сопротивление стыковых соединений из железа и стали,
паянных медью с использованием газопламенной горелки, приведе-
приведены в табл. 40.
Влияние величины нахлестки. Сопротивление срезу тСр, опре-
определяемое при испытании пахлесточного паяного образца, сущест-
существенно зависит от величины нахлестки. Максимальное напряжение
Отах, отнесенное к сечению основного материала, растет почти пря-
прямолинейно при увеличении площади нахлестки в случае разрушения
по паяному шву и становится равным временному сопротивлению
основного материала [25].
Сопротивление срезу тСр при увеличении площади нахлестки
непрерывно уменьшается и может быть приближенно записано в
виде степенной функции TCp=flS6 (где S — площадь нахлестки, а
и Ь — константы) независимо от места разрушения паяного сведи-:
нения. Наиболее точные результаты получаются при испытании об-
образцов с двойной нахлесткой, когда устраняются деформации изги-
изгиба. При затекании припоя в зазор вследствие образования дефектов
в паяном шве при большой величине нахлестки иногда невозможно
достичь равнопрочное™. Не случайно в практике пайки отношение
нахлестки к толщине основного материала обычно составляет 3—5.
При применении фольги припоя и предварительной правильной
укладке его в зазор качество паяного шва можно улучшить при
условии равномерно приложенного достаточного давления на соеди-
соединяемые детали. Поэтому прочность паяного соединения лишь в
известной степени можно регулировать величиной площади спая.
Вуих предложил эмпирическую формулу расчета длины нахлестки
I в зависимости от толщины детали 6, числа соединяемых дета-
деталей N, прочности паяемого металла Ов-мк н припое 0в.мп:/=
= бОв. М itM'Cu. М п.
Влияние угла скоса. Для увеличения прочности соединений
иногда вместо стыкового соединения применяют косостыковое. При-
Применение такого соединения эффективно только при угле скоса
<р>55°С (табл. 41). Перед пайкой труб соединяемые кромки обра-
обрабатывали механически, а припой располагали в виде колец внутри
трубы. Нагрев осуществляли кислородно-ацетиленовым пламенем.
Характер изменения прочности косостыкового соединения от
угла скоса объясняется тем, что вследствие различия модулей упру-
упругости паяного шва и паяемого металла, начиная с некоторого зна-
значения угла скоса, в шве появляются срезывающие напряжения, ко-
которые с увеличением этого угла растут быстрее, чем площадь спая.
Для малоиагруженных соединений применение косостыкового
соединения нерационально, так как требует дополнительных затрат.
Условия, обеспечивающие равнопрочность -паяных соединений.
Паяные соединения, равнопрочные основным материалам, можно
получить в следующих случаях:
6. ^. 161
Таблица 41. Влияние угла скоса иа временное сопротивление
разрыву соединения труб из стали 35, паянных*' припоем ПСр40
0
15
30
45
55
65
75
Число
образцов
8
9
9
11
И
11
11
*в.ПС'МПа
338,1—442,0
316.&-425.3
303,8—402,8
303,8—407,7
337,1—429.2
398,9—521,4
398,9—563,5
о СР*2
«. пс •
МПа
Э80.2
362,6
354,8
365,5
386,1
465,5
482,2
К", %
63,5
60,6
59,4
61,2
66,5
78,0
80,5
*' Флюс типа 209, зазор 0,1 мм. *• Разрушение по основному мате-
материалу. *' Коэффициент прочности паяного соедннення, % от прочности
основного материала.
1) если припой и паяный шов имеют большую прочность, чем
основной материал, и по границе шва и основного материала не
образуется прослойки хрупких химических соединений;
2) если припой и паяемый материал имеют одинаковую метал-
металлическую основу, а депрессант припоя при диффузионной пайке
может быть удален из паяного шва;
3) если при пайке сплавов, более прочных, чем однофазный
пластичный припой, слабо взаимодействующий с ними, в паяном
шве образуется трехосное напряженное состояние при очень тон-
тонком, приближающемся к нулю зазоре;
4) при достаточно большой нахлестке при условии обспечения
качественного заполнения зазора жидким припоем и отсутствии
прослоек химических соединений по границе шва и основного ма-
материала.
3. МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
И ПАЯНЫХ СОЕДИНЕНИЙ
За последние 20—25 лет накопилось много данных о статической
прочности паяных соединений из различных конструкционных ма-
материалов. Анализ этих данных показывает, что прочностные харак-
характеристики паяных соединений определяются прочностью н пластич-
пластичностью приноя, прочностью паяемого материала, характером фи-
физико-химического взаимодействия Мк и Мп, а также способами и
режимом пайки.
Во многих исследованиях прочности паяных соединений ука-
указания о зазорах, величине нахлестки, шероховатости М„ отсутст-
отсутствуют; нет также сведений о термических режимах пайки. Поэтому
многие из опубликованных данных о прочности паяных соединений
могут быть использованы лишь как ориентировочные.
Влияние прочности припоя на прочность
паяных соединений
С повышением температуры плавления металлов повышается пре-
предел прочности как самих металлов, так и сплавов на нх основе.
Поэтому основы легкоплавких припоев менее прочны, чем средие-
162.
шишких, а высокоплавких более прочны, чем среднеплавких, и ме-'
нот прочны, чем тугоплавких (табл. 42).
Таблица 42. Механические свойства некоторых припоев в ли-
литом состояний [1, 56]
Легкоплавкие
()лово
ПОС 30
НОС 61
ПОС 10
ИОССу 95-455
ПОСу4—6
IIOC61M
ПОСК50—18
11ОССу61-4),5
РЬ-Й0% Sn
Pb-40% Sn
Pb^.S% Ag
Pb -2.5% Ag
I'l) -30% Su КЩЦ
ВПрв
Hllptt
ПСрЗ
Цинк
ШИК
ргкцп
ICpBKHH
In-16% Al
oB, МПа
25,5
48,0
42,1
31,4
39,2
63.7
44,1
39,2
44.1
56,4
52,4
33,3
34,3
58,8
98,0—127,4
83
50,0
ОС
31
29,4—39,2
110,7—130,3
112,7
117,6
176,4
147,0
151,9
31,3
Среднеплавкие
Al-11,7% SI
Ai
Ai- 20% Cu
ПСр70
IICp4B
пори
A|™iO% Cu-22% Cd-22,5% Zn
Al-iei Cu-26,8% Cd-17,8% Zn
А|-1В% Cu—22% Cd—18% Zn
Ai--IB% Cu—19% Cd—16% Zn
Au
Cu
r:u n% Sn
Ci|.|4%Mn
157
392.0
539,0
303,8
362,6
357,7
362,6
372.4—431,2
441,0
460,6
323,4
147,0—196,0
274,4—490,0
509,6—548,8
АЛ.
—
40
4&
44
46
15
40
40
35
60
_
4.0
4,0
8.8
23
45
0,3—0,5
31,3
40
—
3,0
3,6
5
15
2
32
30,5
10,0
35,5
—
—
—
—
3
15—25
—
—¦
163
Продолжение табл. .42
... Мп
Л83
Л62
Л60
ПМцЗб
ПМц48
ПМц54
Л68 .
ЛОК62—06—04
Си—38,2% Zn—1% Ag—0,4% Si
Си—43,5% Zn—16,5% Ni
ПСрФ2—5
Си—12% Zn—22% Mn
Си—29% Zn—13% Mn
Си—33% Zn—14% Ni
ПСрФ15—5
Си—33% Zn—11% Ag '
Ов- МПа
225,4
313,6
392,0
29,4
205,8
254,8
294,0
441
429,2
137,2
190,1
392,0
450,8
392,0
240,1
303,0
34
40
35
0-1
3
5
40
—<
43
—
33,4
-—
—
41,1
Ni (литой)
Ni—15% Си
Ni—70% Си
Ni—20% Си
Ni—60% Си—20% Zn
Высокоплавкие
784,0
656,6
970,2
695,8
470,4
2
2
2
2
22
• Состав, %: Cd 6—10; Zn 0,5—1,5; Sb 1—1,5; Na до 0,3; Pb остальное.
Сопротивление срезу соединений из меди, паянных особо лег-
легкоплавкими малопрочными припоями, легированными висмутом, весь-
весьма низкое и составляет (в зависимости от конструкционных и
технологических особенностей) 14—32 МПа. Для висмутовых при-
припоев в качестве упрочиителей применяют германий, кремний, гал-
галлий.
Среди весьма распространенных припоев системы Sn—Pb мак-
максимальную прочность имеет припой с 73% Sn [25]. Важнейшим
упрочнителем оловянно-свинцовых припоев служит сурьма, од-
однако в количестве >0,5% она понижает пластичность этих при-
припоев, а в количестве >6% также и прочность свинцовых припоев;
По данным А. С. Медведева, стыковые соединения из меди, паян-
паянные припоем, например ПОС40, имеют после пайки предел проч-
прочности 25,9 МПа, а через 450 сут старения при 20 "С 0„=24,5 МПа,
после старения 140 ч при 160°С а=23,5 МПа. После старения при
170°С в течение 200 ч тСр=17,1 МПа. Процесс старения обусловлен
выделением, олова из твердого раствора на основе свинца.
Для упрочнения припоев в них вводят компоненты, образую-
образующие с основой ограниченные или неограниченные твердые раство-
растворы; более эффективным путем упрочнения паяного шва при ком-
комнатных и повышенных температурах является введение ¦ в припой
164
компонентов, имеющих высокое химическое сродство между собой
нлн с основой припоя, но не образующих прослоек химических
соединений с паяемым материалом." Количество компонентов, вво-
вводимых в припой, должно быть таким, чтобы образующееся хи-
химическое соединение не располагалось в шве в виде сплошной сет-
сетки, а имело вид дисперсных включений в пластичной матрице шва,
форма которых отличается от иглообразной нли пластинчатой. Это
может быть достигнуто при измельчении (модифицировании) вклю-
включений химического соединения путем образования в припое друго-
другого более тугоплавкого химического соединения, равномерно рас-
распределенного в шве, высокодисперсные частицы которого могут
быть центрами кристаллизации для хрупкой фазы шва вследствие
размерного и ориеитационного их соответствия. Примером такого
упрочнения является легирование припоев Си—Р кремнием
(»0,1%), образующим с медью химическое соединение Ci^Si, бо-
более туголлавкое, чем фосфид меди C113P, с гексагональной решет-
решеткой и близкими параметрами (а=0,7045 и 0,6954 нм соответствен-
соответственно). Экспериментально показано измельчение структуры эвтек-
эвтектики в сплаве Си—7%Р при введении 0,1% Si и повышение его
прочности от 280 до 450 МПа.
По данным работы [57], введение в припой ПОС40 и ПОС61
магния в количестве 0,09—0,10%, образующего химическое соеди-
соединение MgSn2, повышает их прочность, а также прочность соедине-
соединений из меди Ml, покрытой гальваническим слоем Sn—40% Pb,
паянных электропаяльником с флюсом Прима 3 (ZnCb 45%,
NH4CI 9%, Н2О —остальное), с 61,4 до 67,3 МПа, резко улучшает
смачиваемость, замедляет старение паяных швов. Максимальное
снижение сопротивления срезу после старения при ПО "С в тече-
течение 120—720 ч по сравнению с той же характеристикой соединен
ний после пайки составляет для ПОС6;1и ПОС40 без магния и с
добавкой магния 24,8 и 15%, 30 и 17,6% соответственно.
На прочность паяных соединений при прочих равных условиях
может оказывать влияние конструкционный, масштабный парамет-
параметры изделия, его масса, способ нагрева.
При прогнозе возможности упрочнения припоя частицами хи-
мнческнх соединений при сохранении достаточной его пластичности
следует учитывать характер химической связи (степень металлич-
пости н металлоидное™ фаз в сплавах).
Высокая прочность серебряных, золотых, медных, палладиевых
и никелевых припоев реализуется в паянцх соединениях сталей,
меди, медных, никелевых и других сплавов, ие образующих с эти-
этими металлами прослоек хрупких химических соединений по грани-
границе шва и паяемого металла. Упрочнение припоев при сохранении
достаточно высокой их пластичности позволяет использовать упроч-
упрочнение паяных соединений также за счет их конструкционных фак-
факторов, активности' флюсов или газовых сред, режимов пайкн.
На прочность паяных соединений при прочих равных условиях
могут оказывать влияние КФ, Мш, Мс, факторы изделия и спосо-
способы нагрева: с увеличением температурного градиента по изделию,
например в условиях локального нагрева, ухудшаются условия
растекания и затекания припоя в зазор и понижается прочность
паяных соединений. Прочность паяных соединений лимитируется
также прочностью связи паяного шва с основным материалом.
При адгезионном характере взаимодействия Мк с Мп (отсут-
(отсутствие растворимости в жидком состоянии, тип диаграммы состоя-
165
ния а иа рис. 18 и в табл. 20) прочность связи между швом я
основным материалом мала и прочность соединения может быть
ниже прочности каждого из них.
При слишком активном химическом взаимодействии Мк н Мп,
по границе шва н паяемого материала могут образоваться про-
прослойки хрупких химических соединений, по которым легко проис-
происходит разрушение паяных соединений, поэтому их прочность ниже
прочности шва и паяемого материала.
При образовании между Мк н М„ ограниченных или неограни-
неограниченных твердых растворов и при большей прочности паяемого ме-
металла, чем прочность паяного шва, последняя лимитирует проч-
прочность паяного соединения. Дополнительное упрочнение паяного шва
при этом может быть обеспечено не только диффузионной пайкой
или созданием в шве трехосного напряженного состояния, ир так-
также и специальным легированием твердого раствора, образбванием
в шве тонкодисперсных высокотвердых включении химических со-
соединений, введением в зазор перед пайкой или в припой частиц
наполнителя, введением в шов частиц паяемого металла, дисперги-
диспергированного под действием жидкого припоя. Как показали М. М. Ка-
Калинин, Л. Л. Гржимальский и др., подобное диспергирование зерен
вольфрама при пайке металлокерамического сплава ВНМ-3-2 при-
припоем состава, % Ni 39,4; Мп 30; Сг 15; Fe 6; Со 9; В 0,15;
¦WC 0,3; Zr 0,3 достигается при температуре выше температуры
.рекристаллизации вольфрама и происходит по границам декристал-
лизованных зерен. Глубина диспергирования зерен вольфрама аа-
висит от глубины поверхностного наклепанного слоя. Диспергиро-
Диспергирование вольфрама вносит больший вклад в упрочнение паяного шва,
чем частицы химических соединений бора, циркония и карбидов
вольфрама или вольфрама, перешедшего в твердый раствор шва.
Деформирование поверхностного слоя зерен вольфрама возможно
при механообработке материала; диспергация зависит от темпера-
температуры, времени, ширины зазора при пайке.
Механические свойства соединений, паянных
особолегкоплавкими и легкоплавкими припоями
Ориентировочные пределы изменения сопротивления срезу паяных
соединений, выполненных особолегкоплавкими и легкоплавкими при-
припоями, указаны в табл. 43.
Следует учитывать, что на сопротивление срезу паяных со-
соединений оказывают существенное влияние, кроме конструкционных,
также технологические факторы, к которым прежде всего относят-
относятся состав н активность флюсов. Чем более активен флюс, тем вы-
выше прочность паяного соединения при прочих равных условиях.
Учитывая площадь растекания припоя ПОС61 по меди при печиом
нагреве в течение 50 с, флюсы по мере убывания их активности
можно расположить в следующий ряд: Прима 3, паста НИСО,
Прима 2, ЛК2, ЛТИ120, стеарино-парафиновый флюс, Ф55, 5%-ный
гидразиновый флюс, КЭЦ, КЭ, ВТС, Ф59А.
Аналогичный ряд для растекания ПОС61 по латуни при том
же способе нагрева выглядит следующим образом: Ф55; Прима 2;
5%-иыи гидразиновый флюс; паста НИСО, ЛТИ120, ЛК2; парафи-
яо-стеарииовый; КЭЦ; ВТС; КЭ. Для растекания припоев по ста-
стали 10 флюсы по убыванию активности располагаются в ряд: Ф16,
166
Таблица 43. Ориентирвмчные данные о сопротивлениях срезу
сплавов, паянных легкоплавкими и осободегкоплавкими припоями
мп
«Розе»
ПОСЗО
посад
посэо
ПОС61
Sn—5%Ag
Sn-5% Sb
•rcp, МПа, соединения с основным материалом
Ml
25—32
37,3-^
29,4
45—56
40—46
45
46
Л60, Л63
29—31
35-42
35—42
41—56
38—58
30—35
41,0
бронза
алюминиевая
38—48
ПСр2,5
ПСр1,5
ПСрЗ
ПСрЗКд
ПСр2?
ПСр12
ПОС61
«Розе»
тср, МПа,
Ml
31—59
27—56
73—76
52,6—80
31,3—59,8
31,0
—
—
соединения с основным материалом
другие
_
—
—
—
—
38—48 (бронза алюминиевая)
39,2—66 (сталь 10)
20—40 (сталь 10)
Ф10, 38Н, ЛТИ120, ЛК2, К.ЭЦ, а по стали 12Х18Н9Т —в ряд: Ф25,
38Н, ЛМ1. Характерно, что, например, флюс ЛМ1 обеспечивает
сопротивление срезу паяного соединения из стали 12Х18Н9Т на
30% ниже, чем флюс Ф25.
Предварительное лужение паяемой поверхности с флюсом спо-
способствует повышению сопротивления срезу паяного соединения не
менее чем иа 30%.
По данным ряда авторов, растекание оловянно-свиицовых
припоев по коррозиониостойким сталям существенно улучшается
после гальванического нанесения на иих олова. Наилучшее расте-
растекание отмечается для припоя РЬ—63% Sn с каиифольиым флюсом
или флюсом ZnCb—NH4CI при соотношении ZnCl2:NH,|Cl=3:1.
Прочность паяных соединений при блестящем оловянном покрытии
на 20% выше, чем при матовом.
" По данным К- Дж. Твитеса и В. Б. Хамре-Хаера, телескопи-
телескопические соединения медных труб имеют наивысшее сопротивление
срезу после пайки припоем Sn—48% РЬ и Sn—58% Sb. Наиболь-
Наибольшее временное сопротивление разрыву после пайки имеет место при
использовании припоев Sn—58% РЬ—2% Sb и Sn—3,5% Ag. При
этом чем выше' скорость деформации образцов, паяных при раз-
разрыве, тем выше прочность.
167
Наибольшим сопротивлением ползучести при 20 СС обладают
образцы из меди, паянные припоем Sn—58% Pb—2% Sb, а при
100°С —паянные припоем Sn—36% Pb—2°/o Ag.
При пайке меди кадмиевыми и свинцовыми припоями актив-
активными флюсами являются водный раствор ZnCb и ЛТИ120.
Влияние на прочность паяных соединений в некоторых слу-
случаях может оказывать и способ нагрева (вследствие влияния его
на изменение активности флюса). При низкотемпературной пайке
с флюсами из неорганических солей нагрев паяльником или газо-
газопламенный нагрев не оказывают существенного влияния. При пайт
ке в печи сопротивление срезу паяных соединений может нёскольт
ко снижаться. При пайке органическими флюсами для пайки осо-
болегкоплавкими припоями использование газопламенного нагрева
нли нагрева в печи чаще всего нецелесообразно, так как .прн этом
резко ухудшается активность флюса. Наилучший способ- нагрева
при пайке легкоплавкими и особолегкоплавкими прнпоямн — нагрев
терморегулируемыми электрическими паяльниками в температур-
температурном интервале активности флюса.
При пайке или лужении в ванне с жидким флюсом исполь-
используют флюсы с большой термической стойкостью, например пара-
фиио-стеариновые и др. При низкотемпературной пайке алюминие-
алюминиевых сплавов способ удаления окисной пленки не оказывает су-
существенного влияния на сопротивление срезу паяного соединения.
Ориентировочные данные о сопротивлении срезу паяных соедине-
соединений из алюминиевых сплавов приведены в табл. 44.
Таблица 44. Ориентировочные данные о сопротивлении срезу
соединений из алюминиевых сплавов
«п
П150А
П200А
Авиа
П250А
П300А
П425А
ПОСК50
34А
В62
Эвтектический
силумин
тср, МПа, соединения
АМц
72,0
63,0
73,0
74,0
74—107
«г 120
55
80—110
110—120
90—118
D20*
_
—
200
——
282
233
.
с основным материалом
другие
—
—
—
—
208АМг2
55—94 АМцПС,
343—350 АМгб
* После искусственного старения паяных образцов прн 170° в течение
30 сут. .
Сопротивление срезу соединений из АМцПС зависит от тол-
толщины плакированного слоя силумина и, по данным Н. С, Барано-
Баранова, может быть описано уравнениями: т^р с«=21,16~~' и т ~р =
=49,866 ~0>24, где б —толщина плакированного слоя, мкм, при
оптимальном зазоре 0—0,05 мм и режиме пайки 605—630 СС, 2 мин.
168
Обычно толщина плакированного слоя припоя составляет 3,5%— 7%
па одну сторону от толщины листа.
На предел прочности паяных соединений оказывает сущест-
существенное влияние скорость охлаждения. По данным Ю. Ф. Шеииа,
увеличение скорости охлаждения с 0,5 до 100°С/мнн при пайке меди
оловом при температуре 850 °С обеспечивает повышение прочности
соединений с 44,1 до 87,2 МПа.
Механические свойства при 20 "С соединений,
паянных среднеплавкими припоями
Механические свойства соеднненнй, паянных среднеплавкнми при-
припоями, выше, чем паянных особолегкоплавкнми и легкоплавкими
припоями.
Важной особенностью припоев системы Си—Mn—Ni при содер-
содержании в них более 4% Мп (например, припои марок ВПр2, ВПр4,
ПМ38МЛ) является невозможность их использования прн газо-
газопламенной плавке из-за образования в шве пузырей вследствие
интенсивного испарения марганца, а при нагреве в вакууме из-за
возгонки марганца, оседания его на паяемом металле и снижения
теплопроводности последнего, что недопустимо, например, для та-
таких изделий, как теплообменники.
За рубежом в электронной, космической и ядерной технике
достаточно широкое применение получил припой, содержащий
82% Аи и 17,5% Ni, с температурой плавления 950°С, отличаю-
отличающийся высокой пластичностью, прочностью, коррозионной стой-
стойкостью, не содержащей элементов с высоким давлением пара<
Временное сопротивление разрыву паяных соединений из сплава
Нимоник-90, полученных при индукционной пайке в вакууме
~10~2 (зазор 0,06 мм) таким припоем, равно 730 МПа. Припой
применяется для изделий из мартенситных сталей, работающих при
температуре до 400 "С.
Соединения из углеродистых сталей 45, У8, У10, полученные
пайкой в вакуумных печах припоями с медью, а .также ВПр!<
ПМ17, ПЖК1000 и другими, имеют низкое сопротивление ударно-
ударному изгибу, так как в шве в области поверхности спая 'таких со-
соединений при пайке выпадает избыточная фаза Сг2зСв, размеры
зерна которой увеличиваются после изотермического отжига. Коли-
Количество избыточной- фазы возрастает с увеличением в стали угле-
углерода.
По данным В. Н. Радзиевского и других, при пайке припоем
типа ПЖК1000, не содержащим хрома, удается обеспечить рав-
иопрочность паяных соединений прн испытании на ударный изгиб.
Припой ПЖКЮ00, с предварительным никелированием низко-
низколегированных сталей и при' зазоре »0,2 мм обеспечивает
а„=50 Дж/м2.
При пайке стали 09Х15Н8Ю припоем ПЖКЮ00 увеличение за-
зазора от 0,07 до 0,40 мм приводит к незначительному снижению
предела прочности стыковых соединений, но сопротивление удар-
ударному изгибу паяных соединений растет с увеличением ширины шва,
т. е. объема металла, втянутого в пластическую деформацию.
Существенное влияние при слабом химическом сродстве Мк и Мп
может оказывать длительность пайки. Обнаружено [25], что при
печной пайке трубок из стали 12Х18Н9Т припоем ПСр40 при 620 С
169
в течение 10 мин сопротивление срезу паяного соединения дости-
достигает 300—310 МПа, а при индукционной пайке (длительность пай-
пайки «50 с)—всего 100—120 МПа.
Данные о механических свойствах соединений, паянных неко-
некоторыми среднеплавкими припоями, в зависимости от конструкцион-
конструкционных факторов, способов и режимов пайки приведены в
табл. 45—49.
Ниже приведены данные, иллюстрирующие влияние серебря-
серебряных припоев на сопротивление срезу соединений из конструкцион-
конструкционных и нержавеющих сталей, паянных в печи с флюсом 209:
Сталь 12Х18Н9Т
Тер, МПА, соединений,
паяных:
ПСр40*' 235,2—
;284,2
ПСр45*2 323,4—
352,8
ПСр25КН*2 .... 343,0—
450,8
40ХНМА ЗОХГСА 12Х18Н10Т*3
176,4—
254,8
186,2—
235,2
343—372
343—372
343,0— 343,0—
401,8 401,8
•< <п-6Я0°С; х-Ю мнн; «<п-780°С, Т=Ю мин; " Припой с флюсом, со-
содержащим 12,5% фтористого кадмия. 55% бифторида калия, 32,5% борной
кислоты.
4. МЕХАНИЧЕСКИЕ СВОЙСТВА СОЕДИНЕНИЙ,
ВЫПОЛНЕННЫХ ДИФФУЗИОННОЙ И КОМПОЗИЦИОННОЙ
ПАЙКОЙ
Важнейшая особенность диффузионной пайки — затвердевание
паяного шва и гомогенизация его в процессе выдержки выше тем-
температуры ликвидуса припоя для выравнивания химической неод-
неоднородности в паяном соединении и улучшения в результате этого
его прочности, пластичности, коррозионной стойкости и других
эксплуатационных свойств, а также повышения температуры рас-
распайки.
В первой стадии диффузионной пайки происходит заполнение
зазора припоем, во второй — затвердевание паяного шва, в тре-
третьей — гомогенизирующий отжиг.
Длительная выдержка при диффузионной пайке выше темпера-
температуры ликвидуса активирует процессы диффузионного взаимодейст-
взаимодействия его с основным материалом на второй и третьей стадиях про-
процесса и приближает систему паяный металл — паяное соединение
к более равновесному состоянию.
Если паяемый металл и припой образуют лишь твердые раст-
растворы, то зависимость прочности паяного соединения от длитель-
длительности процесса диффузионной пайки имеет форму плавной кривой
с максимумом, соответствующим образованию в шве наиболее проч-
прочного и пластичного твердого рветвора.
Анализ особенностей диффузионной пайки показывает, что воз-
возможности получения соединений с высокими механическими свойст-
свойствами определяются, во-первых, условиями диффузионного отвода
легкоплавкой основы или депрессанта припоя (при одинаковой
170
осноре Мк и Мп) в паяемый материал, во-вторых, условиями пре-
предотвращения образования диффузионной пористости в паяном со-
соединении, в-третьих, легированием основы припоя для обеспечения
требуемых механических свойств паяного соединения.
Условия диффузионного отвода легкоплавкой составляющей
или депрессанта припоя в паяемый металл. Эти условия определя-
определяются коэффициентом распределения К*п=Ст/Сж, т. е отношением
предельной растворимости легкоплавкой основы или депрессанта
припоя Ст в паяемом металле к его концентрации в жидкой фа-
фазе при температуре пайки. Коэффициент распределения К *п может
изменяться в интервале от 0 до 1: чем больше Kta, т. е. чем
больше разница концентрации Ст и Сж при температуре пайки,
тем при прочих равных условиях более интенсивно происходит
процесс диффузии из жидкой фазы в твердую. При К *•>-»! вы-
выравнивание концентрации в твердой и жидкой фазах происходит
уже в процессе плавления Мк в жидком припое. При К<п =0
жидкий припой не растворим в твердом Мн и диффузионная пайка
невозможна. При зпачении 0</С'п <1 выравнивание состава в
паяном соединении происходит частично при плавлении Мв в жид-
жидком припое Мп, а частично в процессе последующей гомогениза-
гомогенизации после затвердевания шва.
Коэффициент К '» зависит и от температуры пайки tn. С ее
t P
ростом К » увеличивается, т. е. улучшаются условия диффузион-
р
ной пайки. Однако учитывая существование запрещенных темпе-
рвтурно-времеииых интервалов для паяемого материала, темпера-
турно-времеииой интервал диффузионной пайки должен быть огра-
ограничен.
В процессе выдержки на втором этапе диффузионной пайки
происходит обогащение паяемого металла компонентами припоя и
припоя паяемым металлом. Нестабильное равновесие на границе
Мк — паяный шов нарушается до тех пор, пока не наступит пол-
полное выравнивание по составу шва и основного материала. Однако
длительность такого процесса при недостаточно высокой темпера-
температуре диффузионной пайки может быть слишком большой для усло-
ний производства. Поэтому обычно второй этап диффузионной
пайки сокращают, а необходимую степень выравнивания химиче-
«¦кой неоднородности в паяном соединении, обеспечивающую тре-
требуемые механические свойства паяного соединения, получают при
последующем гомогенизирующем отжиге при температуре ниже
критических температур паяемого материала tT-o<t M« и допусти-
„ ¦ Кр
мой выдержке; характер взаимодействия Мк и Мв и возможность
диффузионной пайки иллюстрируют данные табл. 50.
Условия предотвращения образования диффузионной порис-
пористости. В результате нескомпенсированной диффузии между паяемым
металлом и паяным швом при выдержке выше температуры лик-
индуса припоя и при гомогенизирующем отжиге паяного соединения
« последнем возможно развитие диффузионной пористости.
171
— Таблица 45. Сопротивление срезу*1 соединений, паяных среднеплавкими припоями (данные разных авторов)
ми
АМц
Д20
АМгб
АМц
Ml
Ml
Стали: 35
45
60
35
45 I
60
35
45
60
34А
В62
34А
В62
Эвтектиче-
Эвтектический силумин
»
ПСр25
ПСр25ф
ПСр40 .
ПСр71
ПСр40
ПСр45
ПСр12
ТРП
t, "С; т, мин
¦550; 20
510; 15
558; 20
510; 16
570; 15
570; 15
—
—
620; 6
—
—
_
—
—
—
—
—
—
спз,
мвсП
Ф34А, печной
То же
»
В аргоне с пара-
парами Mg, печной
То же
Ф209, газопла-
газопламенный
Газопламенный
Ф209, газопла-
газопламенный
Ф209, печной
Ф209, газопла-
1IAIF1TT тЛг
мениыи
То же
То же
»
»
»
»
»
Зазор
нахлестка
мм
0,2/3
0,2/3
0J/3
0J2/3
0J2/3
0,1/4,0
0,1/4,0
0,1/4
о,1»Ч
0,11/4
__
—
—
—
—
Тер,
МПа
78,4-107
117,6
283,2
233,2
343—350,8
112,7—117,6
184,2—240,1
101
157,8—208,8
360
133,3—136,3
161,8
168,8
243,1
203,9
201,0
279,4
161,7
169,6
198
Примечание
¦
После искусственного
старения
То же
—
i—
Образец толщиной
5 мм
То же
Образец из листа тол-
толщиной 5 мм
Образцы из медного
трубопровода
То же
Площадь спая 126 мм2
То же
»
; »
—
—
12XJ8H9T
40ХНМА
ЗОХГСА
1,2ХД8Н9Т
ЗОХГСА
12Х18НЭТ
12Х18Н9Т
08ХК5Н8Ю
08Х17Н5МЗ
12XJ8H10T
Сталь 10
L2X18H10T
34ХН1М
12Х18Н9Т
ПСр40
ПСр45
ВПр1
ВПр1
ВПр2
ПЖ45.
Л63
ЛОК63—0,04
nMtrAQ
ВПр4
Припой*2
' _ '
Припой*3
01
780;
.980;
•0Z9
10
10
То же
¦ —
1050
1260
1260
- 1260
1050
j,
; 5
;б
; 5
; 1
Флюс 209,
То же
»
Ф201, газопла-
газопламенный
Флюс 200; 201
Печной, аргон
То же
¦ »
Ф200, газопла-
газопламенный
Бура, газопла-
газопламенный
То же
Печной, аргон
Печной, вакуум
13,3 Па
Печной, вакуум
0,013 Па
То же
Печной
,(//
0,11/3/)
0,1/3,0
0,1/-
0,2/-
0,1/-
0,2/-
•' По данным испытаний пяти образцов. *> Состав; %: Pd 31; Ni 22,4; Fe Й8; Си 16,7; Мп 1,8; Si 0,08; В 0.02; Li 0,04;
К 0,02; Na 0,62F6). •» Состав, %: Ni 19-28; Zn 29-31; В 1,Й-1,4; Si 0,4-0,8; а в пс - 470+507 МПа (Л. В. Парфенова,
А. С. Екатова, Н. С. ШнякиН).
ОД/4
ОД/4,0
0,1/4,0
0,1/4,0
0,1/4,0
0,1; 3
0,1/3,0
0,1/3,0
0,11/3,0
0,1/3,0
0,11/3,0
235Д—286,2
323,4—352,8
343—450v8
1G6,4—256,8
343—401,8
363—490
362,6—490
245,0—294,0
205,8—294
205,8—343,0
205,8—294,0
441—466
2i70,6
312,7
207,2
323,4—392
920—1040
1020—1060
1040—1100
320—343
_
Mill
JL61
Фольга, укладка в за
зор
То же.
—
—, .
Фольга* укладка в за
зор
—
—
Таблица 46. Сопротивление срезу соединений из сталей, пая-
паяных медными припоями [6]
м„
12Х18Н10Т*1
12Х18Н10Т
08X15Н8Ю
08Х17Н5МЗ
12Х18Н10Т
12Х18Н10Т*1
Сталь 10*1
2Х18Н10Т
Серый чугун*3
ВПр!
ВПр2*2
ВПр2*2
ВПр2*2
ПМ38МЛ
ПЖ45*2
Л63*2
ЛОК62-06-04
ПМЦ 48
ВПр4 v
МШ5—30%;
Znl5—30%;
Ni до 10%;
Си ост.
СП2
Ф200, Ф201
Аргон
»
>
Ф200
Бура
»
»
Аргои
Эидогаз
тср. МПа
362,6—490,0
245,0—294,0
205,8—294,0
204,8—343,0
205,8—294,0
441,0—460,6
262,5
309,7
204,8
323,4—392,0
110 \
•'Газопламенный способ пайки, в остальных случаях печной. *•. На-
Нахлестка 3 мм с предварительной укладкой припоя в зазор 0=0,1 мм).
» а „„ =352,8 МПа.
в. ПС -
Таблица 47. Механические свойства стыковых соединений из
стали, паяииых припоем ПЖК-1000*1 (В. Н. Радзиевскнй)
Армко-
железо
Стали: 20
Ст45
У8
У10
313,6—320
313,6—320
401,8
617,4
637,0
744,8
«Па
ПС
294,0
313,6
313,6
408,8
548,8
617,4
558,6
627,2
597,8
725,2
*а
°н
Дж/м»
0,039
0,1666
0,0588
0,0784
0,0265
0,0431
0,0078
0,0069
0,0049
0,0059
Примечание
После пайки
После нормализа-
нормализации*» прн 900 °С
После пайки
После нормализа-
нормализации*3 при 880"С
После пайки
После нормализа-
нормализации*8 при 840°С
После пайки
После отжига*4
После пайки
После отжига*4
•' Фольга толщиной 0,10 мм, укладка в зазор 0,10 мм, вакуум ~0,01 Па.
пайка при <~12бО"С. т-3 мин. *2 Паяного соединения, •' Нормализация:
нагрев при 840 *С, закалка о 860 °С в воде, отпуск при 600 "С, Я ч, окисле-
окисление на воздухе. " Нагрев до 760 "С, выдержка 30 мин, охлаждение с печью
до 640 °CJ
174
Таблица 48.Влияние давления аргона, вводимого в контейнер
в конце выдержки при пайке, иа сг, стыковых соединений из ста-
стали ЭП56 (пайка в вакууме 2,66 Па)
П70НХ
ВПр4
ПМ17А
ПСр72
оа, МПа, при давления,
бе4 давления
568,4—852,6
274,4—362J6
490—468
225,4—232
98
637—852,6
294—392
572—607,6
225,4—232
кПа
196
666—852,6
588—627,2
232—264,6
П70НХ
ВПр4
ПМ17А
ПСр72
п„, МПа, при давлении, кПа
294
¦676,2—862,4
303,8—392
587,2—637
392
676—862,4
303,8—392
587,2—637
245—274,4
1190—1200
1070—1080
1010—1020
820—830
Примечание Пайка в вакууме ~3 Па. Подготовка поверхности:
пескоструйная обработка + гальваническое покрытие никелем (толщина
4—Ю мкм). Скорость нагружения при механических испытаниях 100 мм/мин.
Таблица 49. Влияние состава припоя на сопротивление срезу
соединений коррозионностойкой стали мартеиситиого класса
Состав М„, %
82Au—!18Ni
18Au—5Cu—27Ni
54Ag—2SPd—21Cu
58,5Cu—31,5Mn— lOCo
83Ni—7Cr—4Si—3B
. 'пл.-С
950
982
950
943
999
tB.°C
996
Щ10
982
966
1038
xcp. МПа
438
288
296
412
195
Примечание. Сталь содержит 12,5% Cr. 0,16% С. Пайка в печи
среде водорода (<рОсы—62°С). Образцы Миллера — Писли.
175
q Таблица 50. Характер взаимодействия Мк и Мп и температуры диффузионной пайки
м
Al.
Си
Ni
Ag
Си
Fe
Fe
Ni
Си
Си
Ti
Ti
Ti
Ti
Ti
Zr
Zn
Mn
Си
Си
Ag
Al
Si
Si
Ga
Sn
if
Си
Ni
Sn
Си
Позиция
на
рис. 18
в
е
Ж
д
д
з, и
3
з, и
3
3
3
3
з, и
з, и
з, и
з, и
пл Мк
380
870
1083
779
779
655
1200
964
1152
29,7
232
960
660
880
955
232
895
t*1
пл.х
конгруэнт-
конгруэнтного
_
—
—
—
1173
1410
1185
1318
—
—
—
1340, 1460
975
1240, 1378
1494, 1663
895, 1115
940, 1000
с--
неконгруэнт-
неконгруэнтного
_
1160, 1158
1232
1250
915
760, 798
1040
660
990, 920
885, 1050
1505, 1552
1070
т.тах
95
-35
91
8,8
8,0
33
34
17
5
9,3
20
13,5
30,5
36
17
13
32
5,3
с*3
ж.max
99
-35
99
28,1
71,9
-50
40
20,5
7
11,5
100
30,6
99,0
38
42
26,5
35
- 2,2
0,69
-1,0
0,92
0,30
0,11
0,66
0,80
0,80
0,70
0,80
0,20
0,43
0,30
0,9
0,4
0,5
0,9
0,22
(« «с
д.тт
»380A)
»870A)
>¦ 1100 A)
>779C)
>779E)
>1173B)
1152A)
>1200A)
964B)
1152
>836D) ¦
>760C)
>1460(Н)
>1460(Н)
990C)
955C)
1663(Н)
1000D)
•' Температура плавления эвтектики (твердого раствора Мп). *2 Температура плавления (разложения) наиболее тугоплавко-
тугоплавкого соединения (М. Хансен), •* Максимальное значение при ta (М. Хансен). *4 Минимальная температура диффузионной Пайки
при одинаковых толщинах шза. Обозначения в скобках: 1 — процесс диффузионной пайкн происходит очень быстро; 2 — быст-
быстро; 3 —со средней скоростью; 4 —медленно; 5 — очень медленно; Н—диффузионная пайка невозможна вследствие образо-
образования очень тугоплавкого химического соединения.
Локализация диффузионной пористости в паяном соединении
при диффузионной пайке возможна как в шве (на границе с паяе-
паяемым материалом), так и в основном материале рядом со швом
(диффузионной зоне). Развитию такой пористости способствует об-
образование на границе шва сплошных прослоек химических соедине-
соединений, особенно нестехиометрического типа, т. е. таких, на основе ко-
которых возможно образование твердых растворов с припоем или с
паяемым металлом. На опасность образования диффузионной но-
ристости при диффузионной пайке в области термической устойчи-
устойчивости химических соединений указывалось ранее [59]. Исследова-
Исследования, проведенные позже, подтвердили этот прогноз.
Локализация диффузионной пористости в паяном соединении в
этом случае возможна как в прослойке химических соединений, так
и вблизи ее границ в шве и диффузионной зоне паяного соединения.
Расположение диффузионной пористости зависит от соотношения
коэффициентов диффузии компонентов основного металла и припоя
в этих участках.
На появление н развитие диффузионной пористости влияет ко-
количество диффундирующего вещества (основы) или депрессанта
припоя. При различных основах припоя и паяемого металла коли-
количество диффундирующего вещества велико; при одинаковой их осно-
основе количество диффундирующего вещества депрессанта меньше..
Поэтому и развитие пористости при прочных равных условиях во
втором случае будет менее вероятным и слабее выраженным.
Один из путей предотвращения развития диффузионной порис-
пористости, а также сокращения времени диффузионной пайки —приме-
—применение в качестве припоя не чистого металла Мп, а его сплава с-
паяемым металлом Мк такого состава, при котором на диаграмме
состояния Мк—Мп нет химических соединений. Примером таких
припоев служит припой Fe—20% Si при пайке железа, Ni—11% Si
при пайке никеля, Си—30% Sn (вместо олова) при пайке меди.
При диффузионной пайке вблизи и выше температуры плавле-
плавления или разложения химического соединения диффузиовная порис-
пористость не образуется.
Таким образом, при пайке припоем Мп, способным к хими-
химическому взаимодействию с Мк и образованию по границе шва хи-
химических соединений диффузионной пористости, температура процес-
процесса должна удовлетворять условию <д.п»<пл.х с
Развитие диффузионной пористости в прослойках нестехиомет-
рнческого химического соединения на границе со швом исследовано
при пайке меди оловом [25]. При этом диффузионная пористость
возникает в прослойке (е-фаза), образующейся между прослойкой
наиболее легкоплавкого химического соединения системы (ii-фаза)
и паяемым металлом. Пористость при выдержках до 60 мин. обра-
образуется при температурах 550—700 °С, т. е. ниже температуры раз-
разложения е-фазы.
Развитие диффузионной пористости в е-фазе резко снижает
сопротивление срезу паяного соединения (до 10—15 МПа). Только-
при диффузионной пайке выше температуры существования е-фа-
е-фазы (»800°С) диффузионная пористость не образуется и прочность
паяного соединения повышается до 150—180 МПа, однако при вы*
держке 60 мнн еще не достигается равнепрочность паяного соеди-
соединения и основного материала.
В процессе весьма длительных выдержек (>10 ч) при темпе-
температурах в интервале 550—700 "С прослойка химического соеднне-
ПТ
ния постепенно рассасывается и диффузионная пористость устра-
устраняется. Однако такие длительные выдержки * условиях производ-
производства резко снижают производительность процесса.
Компоненты припоя, не образующие твердых растворов с пая-
паяемым материалом (например, свинец в ПОС61) в процессе диффу-
диффузионной пайкн, коагулируют. Использование в качестве припоя
вместо олова оловянных бронз с температурой плавления ~700°С
ускоряет процесс диффузионной пайки и позволяет избежать обра-
образования пористости в шве.
Развитие диффузионной пористости в прослойке химического
соединения и в диффузионной зоне паяного соединения обнаруже-
обнаружено при диффузионной пайке стали СтЗ припоя МФЗ и Си—4% Р.
Прнпои, используемые при диффузионной пайке, могут быть
полностью или частично расплавляемыми (композиционными при-
припоями). Наполнитель композиционных припоев чаще всего изготов-
изготовляют из паяемого сплава, его основы или металлов, образующих
с ним твердые растворы. Поэтому депрессант припоя при компози-
композиционной пайке диффундирует не только в основной материал,
но и в частицы наполнителя, суммарная поверхность которых
велика, что способствует сокращению времени диффузионной
пайки.
Для диффузионной пайки удобно дозировать количество припоя
путем контактно-реактивного плавления соединяемого материала с
прослойками других металлов (или их между собой), нанесенными
гальваническим или термовакуумным способом либо уложенными
s зазор между деталями в виде фольги.
Важнейшее преимущество коитактно-реактивиой диффузионной
пайки — возможность тонкого регулирования количества жидкой
фазы и устранения необходимости изготовления весьма тонкой
фольги припоя C0—50 мкм), что является сложной и не всегда
разрешимой задачей.
Образующиеся при контактно-реактивном плавлении эвтектики
при значительном содержании в иих основы паяемого материала
удобны в качестве припоев также потому, что содержание депрес-
депрессанта в них, а следовательно, поток диффузионного вещества в
паяемый Металл из шва уменьшен.
В диффузионной зоне рядом со швом могут образоваться твер-
твердые растворы, которые при охлаждении становятся пересыщенными
(особенно при полиморфном превращении основного материала,
когда растворимость депрессанта припоя в высокотемпературной
модификации Мк выше, чем в низкотемпературной его модифика-
модификации). Распад таких твердых растворов и образование включений
новой коагулирующей фазы понижают прочность и пластичность
материала в зоне шва и диффузионной зоне соединения [6]
(табл. 51). Такой характер процессов имеет место для титановых
сплавов при диффузионной пайке серебром или серебряными при-
припоями, эвтектиками титана с медью, никелем, кобальтом или гото-
готовыми припоями, легированными этими же компонентами, образую-
образующими широкие области твердых растворов с р-титаном, химические
соединения которых с паяемым материалом разлагаются или пла-
плавятся при температуре вблизи а-И->-р-Т1-превращения. В этом слу-
случае неообходимо уменьшить ширину паяного шва и вести процесс
диффузионной пайки по ступенчатому режиму: сначала выше тем-
температуры вторичной рекристаллизации с максимально возможной,
не исключающей заметный рост зерна основного металла выдерж-
178
кой Ат,-2, а затем ниже температуры /рекр с диффузионным отжи-
отжигом в течение Ate-* (рис. 29).
При достаточно малой щириие паяного шва такой ступенчатый
режим диффузионной пайки A1О0°С, 10 мии+960вС, 30 мин) су-
существенно повышает прочность паяных соединений из сплавов. ВТ1
и ОТ4 припоем ПСр72 [25]. Целесообразность применения ступен-
ступенчатого режима пайки и приложения давления подтверждена после-
последующими исследованиями. •
Другой путь предотвращения коагуляции включений новой фа-
фазы—легирование титановых припоев несколькими депрессантами,
но в значительно меньших количествах, чем при легировании каж-
каждым из них порознь. Такое легирование обеспечивает достаточное
снижение температуры плавления припоя и облегчает диффузион-
диффузионный отвод депрессантов в паяемый материал; количество каждого
из депрессантов при этом Оказывается недостаточным для образо-
образования крупных включений новых фаз (табл. 52).
Рис. 29. Ступенчатый термический
режим диффузионной пайки:
*П — температура пайки; <„,„„ —
температура вторичной рекристал-
рекристаллизации; 1ОТН1—температура диф-
диффузионного отжига; At,,: — вы-
выдержка выше температуры <рввр;
Д*з.4 — выдержка при температуре
torn* —Н
Г, ЪТ,
Уменыпение ширины паяного шва до 0,001 мм, достигаемое
при диффузионной пайке под повышенным давлением, позволяет
резко сократить длительность пайки (до нескольких минут) и по-
повысить прочность паяного соединения.
Таким образом, важнейшие факторы, Определяющие механиче-
механические свойства паяных соединении при диффузионной пайке,— со-
состав припоя, характер его физико-химического взаимодействия с
паяемым материалом, ширина' паяного шва, режимы пайки и дав-
давления.
По данным И. Е. Петрунииа и И. Ю. Марковой, сокращение
времени диффузионной пайкн магниевого сплава МА8 эвтектикой
Mg—Ag с 6 ч до 3 ч при обычной изотермической выдержке было
достигнуто при пайке с термоциклированием по режиму: трехкрат-
трехкратный нагрев до 520 "С в аргоне и охлаждение до 200—300 °С. Дейст-
Действие термоциклирования связывают с интенсификацией диффузион-
диффузионных процессов.
В табл. 53—56 приведены данные о механических свойствах
соединений из сплавов различных типов, выполненных диффузион-
диффузионной пайкой, в зависимости от состава припоя, режимов пайки к
давления, толщины припоя илн покрытия, способа удаления окис-
ной пленки.
Контактно-реактивная пайка использована для пайки твердых
сплавов с прослойками из стали 08кп, 45 или никеля толщиной
0,15 мкм, покрытых с двух сторон слоями марганца (толщина
17Э
Таблица 51. Механические свойства соединений из титановых
сплавов ВТ 14, выполненных контактно-реактивным диффузионным
способом с прослойкой меди, никеля, железа, палладия [60, 61]
Прослойка
ме-
металл
Си
Си
Ni
Fe
Pd
толщи-
толщина, мм
0,05
0,10
0,05
0,05
ОД
и
* е
960
1085
1160
* о
**
4
•12
8
¦20
8
о ** , МПа
в
872,2—921,2,
862,4—911,4
891,847A1 Д
833,0—931,0
882,0—921,2
о *°, МПа
т
863,4—823,2
813,4—842,8
823,2—840,8
764,4—®82,0
803,6—942,8
св, кДж/ма
353—535
333—499
30,4—58,8
314—421
392—559
•¦ Время пайки 15 мин Пайка в вакуумной печи, р=0,133 Па. м Тем-
Температура отжига 900 "С. *' Среднее из пяти образцов.
Таблица 52. Механические свойства соединений из титанового
сплава ОТ4 в зависимости от состава контактных покрытий при диф-
диффузионной пайке*
89@
900
910
920
930
940
950
960
970
980
990
1000
тп, мин
30
\30
зо
60
Q0
60
;зо
.60
30
60
115
<30
'45
60
15
30
45
60
15
30
15
15
15
ов паяного шва, МПа, покрытий**
'. Си
833—941
774—956
752—999
911—111598
1019—1695
1176—11735
1176—1764
1176—11764
176—1(86
176—206
147—196
157—196
176-Й05
18&—215
255—274
245—254
315—225
196—205
255—284
196—225
196—206
186—196
147—157
Cu-NI—Си
902—1009
931—1284
951—1411
1098—1715
,1235—1833
1372—1882
147—196
156—206
225—274
264—314
235—284
274—314
284-323
264—284
372^-412
294—304
274—284
245—265
392—421
274—284
245—274
2413—264
196—205
Си— (Co-NI)—Сц
960—1098
960—450
1009—1539
1245—1852
139—187
144—1194
147—196
166—215
362—392
362—401
470—519
539—617
411—498
362—392
656—735
392-619
352—372
294—313
637—6716
30*—313
254—294
245—284
196—205
* Вакуум ~0,1-М,0 Па, ** Наносили гальваническим методом, толщина
20—25 мкм. '
180
Таблица 53. Сопротивление срезу соединений из титановых сплавов, выполненных серебряными припоя-
припоями [1, 60]
м
мк
ВТ,1
ОТ4
ВТ5
ВТ6С
ВТ14
X
м
Ag
ПСр68Мо
ПСрбОК
ПСр40
ПСрбО
ПСр85—15
ПСр72
ПСР68МО
Ag
ПСр85—15
Ag
ПСр72
Ag
ПСр72
ПСр68Мо
Ag
ПСр2
ПСр85—115
6,'мкм
15
1,5
50
A00'
1100
(80
15
25
25
50
50
50
80
100
15
БО
60
50
¦50
,'БО
К00
150
150
ISO '
100
150
Режим
¦
t, «С
1050
1000
880
700
630
900
1000
790
880
950
1050
1160
970
870
а 050
1000
1000
980
1000
960
880
880
1000
880
880
880
пайки
т, мив.
90
2
20
20
20
10
2
25
5
10
30
10
30
Б
90
60
60
115.
10
10
60
A5—20)
10
10
60
!10
¦ ¦
СП2
Аргон или вакуум 0,5 мПа
Аргон
¦Вакуум 0,666 Па
То же
» »
» »
Аргон
Вакуум 0,666 Па
То же
» »
» »
»¦ »
» »
» »
¦»'. »
» »
» »
Аргон
»
»
Вакуум
Аргон
V. >
> ¦¦
Вакуум 0,666 Па
То же
Р -МПя
¦ 1—.
—
—
0,3-0,6
—
0,3—0,6
0,3—0,6
0,3—0,6
—
— .
0,3—0,6
—
20
0,3—0,6
¦—
—
—
—
441,0—490,0
176,4^215,6
147,0—245,0
147,0—274,4
117,6—264,6
137,2—245,0
302,8
343,0
150,9
294,0—392,0
313,6—323,4
431,2—480,2
147,0-245,0
127,4— 1в6,2
441,0—490,0
294,0
147,0—245,0
15F,8—243,0
147,0—245,0
196,0—245,0
637,0
147,0—245,0
156,8-245,0
137,2—225,0
294—5188
2646
Таблица 54. Влияние толщины прослойки серебра и режима
пайки иа механические свойства соединений из сплава ОТ4
Режим
пайки
t, °С
¦с,
МНИ
МПа
град
Ь.
ыкм
Режим
пайки
*. "С
НИИ
МПа
V.
град
Толщина прослойки 50 мкм
Толщина просЯойки 15 мкм
960
960
960
960
1050
1050
J5
30
60
?40
¦240
30,
215,6
245,0
254.8
333,2
539,0
343,0
75
75
74
57
20
50
50
«5
80
340
65
960
960
960
960
960
1050
1050
15
30
60
120
240
240
90
176,4
205,8
245.0
288.1
343,0
558,6
490.0
79
79
79
79
78
50
79
35
40
50
50
80
—I
Примечание. Диффузионная пайка и вакууме ~0,01 Па, прижим
под действием веса образца, Ъ — ширина диффузионной зоны, v — угол
загиба.
Таблица 55. Механические свойства соединений из титановых
сплавов, выполненных контактно-реактивной диффузионной пайкой
с прослойкой* меди или инкелн [60]
«к
ВТ6
АТ6
ВТЗ-.1
Си
Ni
Си
Ni
Режим
пайки
i.'C
Э60
960
1000
1000
1000
1000
1000
960
960
960
960
960
Э60
X, Ч
0
р
8
4
8
Q
4
8
Ь
4
8
о„, МПа
205,8—784,0
613,4—833,0
254,8-372,4
676,2—970,2
931,0—950.6
352,8—940,8
221,2—231,0
406,6—499,8
686,0—752,2
882,0—921,2
0
921,2
894,8
от, МПа
764,4-774,2
0
656,6—872,2
882,0—891,8
872,2
882,0—901,6
480,2—499,8
803,6—852,6
0
882,0
852,6
оя, кДж/м»
29—49
392^480
49—39
118—578
441-1774
127—431
333—676
59—78
216—265
294—314
0
421
421
* Толщина 50 мкм.
182
Таблиц* 56. Механические свойства соединений из титанового
спдая* BTI4, выполненных способом диффузионной пайки готовы-
готовыми припоями с гомогенизирующим отжигом (В. А. Беседный)
Состав Мп, %
50 Си—50 Ti
28 Ni—72 Ti
32 Fe—68 Ti
О„, MM
0,08—0,1
0.08—0Д
0.08— 0,il
ов, МПа
891,8—901,6
891,8—901,6
931,0—9211,2
от, МПа
804—823
803,6—833,0
813,4—833,0
кДж/м»
490—6Щ
372-45G8
530—666
Примечание. Для первых двух случаев <п—960°С, для третьего
fn—1085*С, для всех случаев время пайки 15 мин, режим отжига:
<ОТЖ-900'С, х=2гМ м.
38 мкм) и меди (толщина 38 и 65 мкм соответственно). Поверх-
Поверхность протирали ацетоном или спиртом. Скоррсхь нагрева при пай-
пайке 50—70°С/мин).
Преимущества композиционной пайки показаны на примере
пайки труб из стали 20. Предварительное заполнение зазора желез-
железным порошком ПХ2М2 (ГОСТ 9849—74), а затем жидким при-
припоем Л63 повышает прочность паяного телескопического соедине-
соединения [62]. При этом существенное влияние на прочность оказывает
способ нагрева. Изделия, испытывающие вибрационные и ударные
нагрузки, рекомендуют паять с индукционным нагревом, а изделия,
испытывающие статические нагрузки,— с печным нагревом.
Сопротивление срезу телескопических образцов из труб диамет-
диаметром 10 мм, паяных с нахлесткой 4 мм и зазором 0,5 мм, после
пайки припоем Л63 без наполнителя составляет: при индукционном
нагреве 246 МПа, при печном 216 МПа, газопламенном 198 МПа;
после пайки с железным наполнителем, уложенным предварительно
в зазор, Е63 МПа.
5. МЕХАНИЧЕСКИЕ СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
ПРИ ПОНИЖЕННЫХ И ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
И ВЛИЯНИЕ НАПАЯННОГО СЛОЯ НА МЕХАНИЧЕСКИЕ
СВОЙСТВА КОНСТРУКЦИОННОГО МАТЕРИАЛА
Металлы и сплавы с объемно-центрированной кубической решеткой
склонны к хрупкому разрушению при пониженной температуре. К
ним относятся углеродистые стали, молибден, ниобий и др. Ме-
Металлы и сплавы с гранецеитрированной кубической решеткой (медь,
никель, алюминий, аустенитные стали, легированные никелем) не
склонны к хрупкому разрушению при понижении температуры.
Среди металлов с гексагональной плотноупакованной решеткой
при пониженной температуре охрупчивается цинк, не охрупчивают-
ся цирконий и чистый тнтан.
Хладноломкость характеризуется критической температурой
хрупкости, при которой резко снижается пластичность, и волокнис-
волокнистый излом переходит в кристаллический-
183
Механические свойства припоев и паяных соединений при го>
ниженяых, особенно при криогенных, температурах изучены недоста-
недостаточно.
Механические свойства при пониженных температурах соедине-
соединений из меди, медных сплавов и коррозионностойких сталей, паян-
паянных оловянно-свинцовымн, серебряными и медными припоями,
приведены в табл. 57—60, а также в работах [6, 25, 63].
Для паяных изделий, применяемых в машиностроении и при-
приборостроении, во многих случаях существенной характеристикой
является их механическая прочность при повышенных температурах
и в условиях кратковременных и длительных испытаний (тепло-
(теплостойкость, жаропрочность, сопротивление ползучести).
Ниже приведены значения времени до разрушения при длитель-
длительных испытаниях при напряжении °в при 20 С образцов из меди
Ml, паянных внахлестку (о3=0,1 мм, нахлестка 6 мм):
с, МПа 22 15 12 10 6 4 3
т, ч, припоев:
ПОССу50,5* .... — 9,8 6 25 211 877 —
ПСрОСу2,5** ... 1 — 72 628 2216 1550 2712
" ТСр=381 МПа. ов=12° кДж/м2. •• хср=345 МПа, ав=180 кДж/м2.
В табл. 61—67 приведены некоторые механические характе-
характеристики различных паяемых материалов и припоев.
Оловянно-свинцовые и оловянно-кадмиевые припои не упроч-
упрочняются наклепом при 20 СС, так как температура их рекристалли-
рекристаллизации близка к комнатной. Такие припои и паяные ими соединения
склонны к ползучести.
Аналогичное явление обнаружено и у припоев Ag—28% Си.
Поэтому прочность этих припоев в деформированном состоянии
ниже, чем в литом. С этим связана высокая склонность сплавов
Sn—Pb к ползучести при 20 °С. Крупнозернистые припои обладают
более высокой сопротивляемостью ползучести, чем мелкозернистые.
Ползучесть соединений, паянных этими припоями, зависит также
от состава .основного материала. По степени возрастания сопротив-
сопротивления ползучести паяные соединения в зависимости от основного
материала располагаются в следующий ряд: сталь, медь, латунь.
Циклическая прочность паяных соединений существенно зави-
зависит от влияния термического режима пайки на структуру основно-
основного материала. После нагрева меди до 800—850 СС ее циклическая
прочность снижается приблизительно на 20%, что связано с интен-
интенсивной рекристаллизацией меди и ростом зерна; при нагреве до
•750 CG такое снижение еще незначительно. Поэтому для сохране-
сохранения высокой циклической прочности соединений из меди темпера-
температура пайки не должна превышать 700—750 СС. Для пайки меди
и ее сплавов пригодны припои ПСр45, ПМФОЦР, ПМФОС6—0,5.
Существенным фактором при выборе припоев, содержащих
значительное количество драгоценных металлов, является их высо-
высокая стоимость. Данные об относительной стоимости таких припоев,
применяемых, например, для пайки авиационных газовых турбин,
даны в табл. 68.
В связи с этим актуальна проблема замены припоев на основе
драгоценных металлов припоями, не содержащими совсем или со-
содержащими золото, палладий, серебро в меньшем количестве.
184
Таблица 57. Предел прочности на ере» соединений из стали 12Х18Н10Т, паянных некоторыми серебряными
припоями при комнатной и криогенных температурах (В. И. Соколов, Н. Ф, Лашко)
ПСр45
ПСр40
ПСр37,5
ПСр25
ПСр|12М*2
СрМП5*3
от*4
Ф209
Ф209
Вакуум
5-10-4 Па
ФЭ09
Ф200
Вакуум
Ф200
Вакуум
Газопла-
Газопламенная
»
Печная,
870—1880 "С
То же
» »
Печная
Газопла-
Газопламенная
Печная
300
28,8—31,2/B9,8)
26,9-31,0/B1,1)
22,6-25,8/B5,0)
26,0—27,0/B6,7)
20,0—25,1/B3,4)
25,7 [16,9]
21,0 [17,9]
19,5 [18,0]
Т " , МПа, при температуре, К
77
34,8-35,8/C5,3)
35,0—37,1/C6,2)
35,3—35,3/C5,3)
29,5-49,51/B9,5)
27,6-33,9/C1,3)
32,0 [22,8]
39,1 [13,2]
25,3 [28,4]
20
35,3-40,5/C7,8)
30,4-44,1/C7,2)
22,3—37,0/B8,9)
33,0—38,6/ CSgl)
30,6-32,2/C1,7)
37,6 [21,8]
34,0 [Э1.8]
30,6 [32,8]
4,2
45,3-48,2/D6,4)
26,9—39,0/C1,8)
22,6—37,5/C4,6) '
29,0—45,5/C7,7)
33,1—43,2/C7,6)
39Л [31,4]
39,1 [31,4]
31,8 [31,4]
'¦•' Данные для пяти образцов. 2* Состав, %:' Ag 11,8, Си 52,1, Zn 36,0. Состав, %: Ag 5,0, Си 80,4, ¦ Мп 9,6, Ga 5,0;
<^л=9204-1030 °С. ** Состав, %: Ag 1J.5, Си 64,2, Мп 8,0, Zn 5,4, Cd 10,7; <„„=7604-940 "С. В. квадратных скобках приведены
данные для соединений стали 10Х14П4Н4Т, в круглых скобках — значения цш условиях: Зазор 0,05 мм, нахлестка 5 мм, тол-
толщина листов 1,0 мм.
Таблица 58. Сопротивление срезу при —60°С соединений из
коррозионностойких сталей, паянных медными приноями [6]
м„
12Х18Н10Т*
12Х18Н10Т"
09Х15Н8Ю
12Х18Н10Т
08Х17Н5МЗ
Припей
ВПр1
ВПр2
ВПр2
ВПр4
ВПр2
tcp, МПа
4704—5684
0548—2744
245—294
441—510
186—294
* Пайка газопламенная с флюсом 200, 201. ** Пайка в среде аргона
лечи.
Таблица 59. Временное сопротивление стыковых соединений :
меди Ml, паянных легкоплавкими припоями, при пониженной
криогенной температуре (зазор 0,1 мм, нахлестка 6 мм)
ПОС90
ПОС40
ПОСЗО
ПСр2,5
ов, МПа, при температуре испытания, *С
—40
83,3
107,8
96,0
78,4
—ISO
83,3
1Q7V«
98,0
88,2
—200
78,4
78,4
88,2
88,2
Примечание. Образцы перед лайкой облущены в ванне с припоем.
Зазор 0,1 мм, нахлестка 6 мм.
Таблица 60. Влияние состава основного материала на сопротив-
сопротивление срезу соединений в интервале от —196 до 85°С
мк
МЗ
МЗ*
Л63
12Х18Н9Т
Хср, МПа, при температуре испытания, 'С
—196
34,3
42Д—
53,9—
28,4
29,4
-183
32,3
28.4
33.3
—96
33,3
1—t
30.4
29,4
—60
34,3
26,5
49.0
SO
26.5
15,7—
19,6
21,6
31.4
85
15.7
№1,6
19,6
• Состав припоя, %: Sn 10—?<); In 20—50; Cd I—10; Pb — ост.; *пл—
«50ч-55"С (Н С. Баранов, Е. И. Сторчай, А. В. Соколова). В остальных
случаях припой ПОС40.
186
Таблица 61. Сопротивление срезу и предел выносливости соединений различных сталей и сплавов, паянных
меДиыми припоями ;
, «к
12Х18Н10Т
Bnjjl.
12Х18Н10Т
ПЖ45-81
Сталь 10
Л63
Сталь 10
ЛОК62-06-04
Сталь 10
ПМЦ48
12Х18Н10Т
ВПр2.
08Х1Ш8Ю
ВПр2
О8ШН5МЗ
ВПр2
1I2X18H10T
ПМ38МА
тср, МПа, при температуре, 4J. . ,
ГО |
370^-500
441 461
269,6
309,7
204,86
245,0—294,0
205,8—294,0
206—196
206—294
200
300—400
196,0—294,0
186—?85
400
190-320
186,2—235,2
206*—245
600
90—160
A78—186
117,6—137,2
_
20
250
136
190,1
2I6
* ,
600
1200
167
2401
, МПа, при t,°C
СП2, СПЗ
Ф201, печной
То же
Бура газопламен-
газопламенная
То же
Аргон, в печи
То же
• Предел выносливости на базе 107 циклов.
Таблица 62. Механические свойства стальных. соединений
09Х14Н16Б после пайки в вакууме 2,6—6,5 Па в парах марганца
с контактным материалом М„.м (Ю. Н. Уполовников, С. В. Лашко)
Состав, состояние Мк.м
Режим
пайки
t, °С
X, мин
тср, МПа
Порошок 100% Си
Смесь порошков
5% №, 95% Си
5% №, 95% Си
Смесь порошков
90% Си, 10% Ni
Примечание,
рыв по шву.
Сталь
970
990
ДОЮ
1010
20
25
,15
t5
Сталь 1Х18Н9Т
1030
1030
1010
1010
1030
1030
1010
5
,10
5
10
.5
J5
10
353—325,3
366,5—401,5
278,4—324,4
359,7—386,1
357,7—393,9
392—443,9
386,1—424,3
373,4—374,4
399,8—441
398,9—476,3
406,7—537
Нахлестка 2 мм, зазор 0,10—0,15 мм, в=1,Б мм. Рае-
Таблица 63. Временное сопротивление разрыву легкоплавких
припоев при различных температурах [25]
Cd-5% Ag*
ПСрЗКд
50% Pb—50% Sn
Pb—6% Ag
Cd—@,8—17) Zn
Cd—B,5—3,5)—
-Ag (Kl)
Cd—0,05 Mg—
-B,5-3,5) Ag
(КЗ)
ПСрЗ(РЬ—
2,5%) Ag
Олово
ПСр12К
ПСрвКЦН
20
110,7
—
17,4
1'66,6
—
132,3
112,7
30,4
25,5
176,4
166,6
ов, МПа, при /нсп, "С
150
265,0
—
—
304,3
—.
—
—
—
—
—
200
19J6
108
431,2
104,9
7,8
30,4
402-
11,8
2,9
490,0
4,9
250
11,8
57,8
—,
—i
—.
7,8
314
68,8
0,0
. —i
—
* 6=31,3% при <=20°С; 0=93,7% при <=150сС; в-93% при 200 "С и
6=Й1% при <=250°С.
188
Таблица 64. Временное сопротивление разрыву серебряных припоев при повышенных температурах
40 Ag—20 Cd—19 Cu—21 Zn
30 Ag-20 Cd—28 Cu-21 Zn
20 Ag—15 Cd-40 Cu-25Zn
44 Ag—30Cu-^25Zn
25Ag-41Cu-34Zn
oB, МПа, при не-
непрерывном измене-
изменении t, 'С
20
441
441;
412
490
490
100
412
392
392
431
490
200
372
294
1294
431
431
300
196
1571
2914
294
400
58|8
294
19,6
98
118
мп, %
49 Ag—16 Cu—23 Zn
27 Ag—38 Cu—20 Zn—
9,5 Mn— 5,5 Ni
15 Ag—80 Cu—5 P
85Ag-15Mn
<тв, МПа, при не-
непрерывном измене-
ии» t,, "С '
20
688
508'
588
353
100
¦588
568
490
333
200
588
649
!284
314
300
392
372
15G
294
400
Г18
196
т
Таблица 65. Теплостойкость нахлесточных соединений из меди Ml, паянных кадмиевыми припоями
мп
ПСр1йК
ПСрвКЦН
ПСрбКЦН
Мф
лке
ЛК2
ФКЗО**
т*,р, МПа
20
282—4112:
480—333
461—529 .
100
2в5н-333
333-441
451—402
200
235—294
314—304
294—294
250
235—294
108—206
245—274
300
?35
59—88
37—186
360
1:4,7 '
<g «Данные из пяти образцов. ** Состав, %: NaCl 50) CdCI? 30; ZnCIj 15; NH^CIJ,
Таблица 66. Сопротивление срезу паяных соединений из корро-
коррозионных сталей при повышенных температурах [в]
12Х18Н9Т
15Х18Н12С4НЮ
12Х18Н9Т
О9Х15Н8Ю
10Х17Н5МЗ
12Х18Н9Т
ПСр45
ПСр40
ПСр37,5
ВПр1
ВПр1
ВПр1
*'ср, Mlia. прн <„„„, °С
200
216—314
196—294
186-225
294—392
300
157-Н235
147—167
304—343
400
142—147
49-^38
1864235
2064245
186—21F
600
29-39
108М176
8»-157
Таблица 67. Сопротивление срезу соединений из коррозионно-
стойких сталей при повышенных температурах [58]
Состав Мп. %
82 Аи—18 Ni
18 Аи—45 Си—27 Ni—10 In
54Ag-f25Pd—«21 Си
58,5 Си—311,5 Мп—10 Со
83 Ni—7 Сг—4 Si—3 В—3 Fe
92,6 Ni—4.5 Si—2,9 В
•с
996
1010
982
966
1038
1038
*ср, МПа, пря |„С11, *С
20
4318
288
374
412
195
218
427
274.0
012,7
i206,8
314,6
«13,6
207,8
638
213,6
7|в
13Г7
215j6
649
151,7
99,0
104
1163*
190,6
Примечание. Стали мартеиситиого класса с 12,5% Сг и 0,15% С.
Пайка в водороде 10 мин. Точка росы —68 "С. Образцы Миллера—Писли.
* Разрушение по основному металлу.
Таблица 68. Относительная стоимость припоев на основе Аи, Ag,
Си, Pd, применяемых для пайки авиационных газовых турбин [58]
'лике,
•с
950
982
950
948
999
1038
•с
996
1010
9|8в
996
1038
10Э8
Стои-
Стоимость,
%
Аи
Аи, In
Ag, Pd
82 Аи—18 Ni
!8 Аи—45 Си—27 Ni—10 In
54 Ag—25 Pd—Ш Си
58.5 Си—31,5 Мп—10 Со
83 Ni—7 Сг—4 Si—3 В—3 Fe
92.6 N—4,5 Si—2.9B
100
30
40
—50
2,0
2,0
* Дорогостоящий компонент. •• Относительная.
190
Вместо, припоя Аи—18% Ni предложен припой с пониженным
содержанием золота состава 35—45% Аи—О—31% Si—0,2—2»/о В—
Ni — остальное. Исследования показали, что снижение серебра в
припоях не всегда экономично из-за необходимости увеличения за-
зазоров и повышения температуры пайки. Припои системы Си—Ag—Sn
с пониженным содержанием серебра вполне пригодны для пайки
меди и сталей и значительно экономичнее припоя ПСр72.
- Припои — заменители серебряных приведены в табл. 69. При
выборе припоев необходимо учитывать влияние облужеиного слоя
на механические свойства конструкционного материала, поскольку
такой слой может образовываться вблизи галтельного участка шва,
при напайке,. оплавлении контактных покрытий, наносимых перед
контактно-реактивной пайкой. До настоящего времени опубликовано
немного данных о таком влиянии (таб. 70—72).
Глава VI
===== СОВМЕСТИМОСТЬ
КОНСТРУКЦИОННОГО,
ТЕХНОЛОГИЧЕСКОГО,
ВСПОМОГАТЕЛЬНОГО МАТЕРИАЛОВ,
СПОСОБОВ ПАЙКИ СП1, СП2
И ТРП С ТРЕБОВАНИЯМИ,
ПРЕДЪЯВЛЯЕМЫМИ К ФИЗИЧЕСКИМ
И ХИМИЧЕСКИМ СВОЙСТВАМ
ПАЯНЫХ СОЕДИНЕНИЙ.
ОПТИМИЗАЦИЯ РЕЖИМОВ ПАЙКИ
Физические и химические свойства паяных соединений наряду с
механическими во многом определяют эксплуатационные характе-
характеристики паяных изделий (Э). К важнейшим физическим свойствам
паяных соединений относятся тепло- и электропроводность, вакуум-
плотность, герметичность, работоспособность в условиях нейтрон-
нейтронного облучения и др. К химическим свойствам паяных соединений
относятся коррозионная стойкость в различных атмосферных усло-
условиях, агрессивных рабочих средах, стойкость в металлических теп-
теплоносителях, парах легкоиспаряющихся веществ и металлов.
Сведения о свойствах паяных соединений и припоях, обеспе-
обеспечивающих их, весьма ограниченны, методы испытания во многих
случаях не стандартизованы.' Однако анализ данных с позиций
современных представлений об этих свойствах элементов и сплавов
позволяет прогнозировать пути легирования припоев.
Таблица 69. Припои — заменители серебряных припоев и свойст-
свойства наянных ими соединений на Л 63
м„
оп, МПа
Назначение, форма припоя
372—441 Взамен ПСр45; для пайки ла-
латуни и меди; при разнообраз-
разнообразных способах нагрева. Фор-
Форма — паста, проволока, лента
(С, В. Лашко, О. П, Бондар-
Бондарчук и др.)
392—470 То же, что и для ГЩФС6—0,15,
но для изделий, подвергаемых
повышенным ударным нагруз-
нагрузкам (С. В. Лашко, О. П. Бон-
Бондарчук и др.)
2538 Для газопламенного нагрева;
прутки диаметром 3 мм
(Г. А. Асиновская, И. И. Ильи-
Ильина)
147—245 Припой хрупкий
157—B45 Припой хрупкий для изделий,
не подвергаемых ударным на-
нагрузкам
* Проволоку из припоев диаметром 0,5—1,5 мм получают методом гидро-
гидроэкструзии, диаметром 1,5—3 мм — пневмоэкструзии.
Таблица 70. Относительное удлинение листовой меди Ml при
20 °С после контакта жидкого слоя олова (~10 мкм) с медью при
340°С в зависимости от толщины листа
ПМФС6—0,15
ПСрМФС—3—6—0,15*
ПМФОЦрб—0,03*
ПМФ7
ПФОЦ7—3—2
h листа, мм
0,85
1,05
1J50
2,05
в, %
Мк — в исходном
состоянии
38,6
50,4
51,6
51,0
после лужения
при 340 "С, 5 мин
41,0
50,4
51,2
54,2
после лужения
лрн 340"С, 10 мин
32,2
40,8
4E,2
43,0
Таблица 71. Влияние напаянного слоя на предел выносливости
или предел прочности Основного материала при 20 СС
Режим
пайки
"С
т, мин
Влияние на выносливость
Ml
12Х18Н9Т
192
Серебро, 6= 10 мкм
Медь F=4 мкм),
серебро F=6 мкм]
820
820
2—10
2—10
Сильно уменьшается*
Не оказывает сущест-
существенного влияния
Продолжение табл. 71,-
мк
Ml
i2xi8HioT
BTl
мп
Олово
ВПр2
Эвтектика
Си—Ti
Режим
пайки
"С
320
980
9,00
X, МИИ
1
1
1
Влияние иа выносливость
Повышает пластичность
и не влияет на времен-
временное сопротивление 0В
Не влияет иа временное
сопротивление ав
Снижает временное со-
сопротивление Он
* На предел выносливости сильно влияет выдержка при пайке.
Таблица 72. Влияние нагрева в вакууме по режиму диффузион-
диффузионной пайки иа временное сопротивление разрыву и относительное уд-
удлинение титанового сплава ВТ 1-0 без покрытия и с медным покры-
покрытием
Режим
нагрева
t, °С
900
940
ВДО
900
9,40
980
900
940
т, мин
60
60
60
90
90
90
|1!20
¦1Э0
ез экра-
а
ю я
58,0
56,0
52,9
47,3
5Q.5
60,4
65,6
57,0
0В. МПа
k
О X
40,2
45V9
45,7
4,3,8
39J8
47,0
45,0
44,0
медным
окры-
ием
о ЕЗ Р
-/-
68,4/65,0
71,5/72,5
—/—
—/—
i
70,5/71,4
—1—
« се
а В
ш се
уо а
10J5
2J5
5,0
6,0
1,0
Q,5
0,5
2,5
о, %
о.
sg .
О S
26
20
12
ее
20
18
28
13
медным
окры-
ием
оси
-/-
12/9
6/6
—/—
—1—
10/10
—1—
Примечание. Вакуум 0,133-Ю-1 Па. Толщина листа из сплава
ВТ1-0. В числителе приведены данные для покрытия толщиной 5, в знаме-
знаменателе— толщиной 8 мкм.
Таблица 73. Теплопроводность
Металл
Cd
Zn
Ni
Fe
Сг
Mn
Sn
К Вт/(м-к)
118,92
110,96
92,11
74,11
66,99
66,62-
65,37
t. 'С
S25
26
20
25
20
25
20
чистых металлов [66]
Металл
РЬ
Sb
to
Ti
Щ
Mo
К Вт/(м-К)
34,75
18,185
25,12
16,75
8,37
108,49
t, 'С
18
@)
0—100
0—1200
20
927—1627
7. во.
193
1. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
ПАЯНЫХ СОЕДИНЕНИИ И ИХ ЗАВИСИМОСТЬ
ОТ КОМПОНЕНТОВ ПРИПОЕВ
Физические и химические свойства паяных соединений обусловле-
обусловлены прежде всего местом, занимаемым основой и компонентами при-
припоя в периодической системе элементов, принцип построении ко-
которой состоит в том, что свойства элементов определяются поло-
положением их в таблице, а свойства сочетаний элементов (сплавов)—
их взаимным расположением.
На рис. 30 представлен один из вариантов периодической си-
системы элементов, в котором элементы-аналоги размещаются по вер-
вертикали и различаются строением внешней электронной оболочки.
S
dS
у •
и
13,96
Li
463,7
6,6.10" э
Na
371,0
2,64
К
336,4
2,6
Rb
312,7
3,1-Ю
Cs
301,6
7-Ю
Fr
300,0
'—\
Be
1660
6.10
Mg
923,0
2,1
Са
1123,0
8,6
Sr
1043,0
4-10
Ва
983,0
Б.10
Ra
973,0
ыо-">
/
Sc
1803,0
в-10
Y
177,3
2,8-1в
La
1190,0
13-10" 3
Ac
1323
F.НГ10)
Ti
1941,0
6.10"'
Zr
2128,0
2.10" 2
Hf
2222,0
3B.10"'
Th
1968,0
8-10
V
2190,0
1,5.10"'
Nb
27,0
1.10
Та
3270,0
2.10
Pa
1878,0
A.10" '•)
Cr
2176,0
Mo
2890,0
s.io-4
W
3660,0
1.10
и
1406,0
3.10
Мл
1617,0
9.10"'
Тс
2400,0
Re
3450,0
МО
Np
913,0
-
Fe
1811,0
6,1
Ru
2623,0
F.10"')
Os
3320,0
6.10
Pu
912,7
MO" "
Co
1767,0
3.10
Rh
2236,0
1.10"'
k
2720,0
1.10
Am
1128,0
¦—
\
Ni
1728,0
8.10
Pd
1827
1.10"'
Pt
204Б
Б.10
Рис 30. Периодическая система элементов с вертикальным расположением
Относительная способность элементов к пластической деформа-
деформации, их тепло- и электропроводность, а следовательно, и степень
их металличиости увеличиваются с увеличением порядкового номе-
номера элемента в каждой группе (по вертикали) периодической си-
системы.
Наибольшая металличность наблюдается у элементов группы
194
меди, низкая —у марганца и, возможно, его аналогов. На рис. 30
для каждого элемента в числителе приведена его температура плав-
плавления, К, в знаменателе—его содержание в земной коре, •/•.
Получение требуемых эксплуатационных свойств паяемых сое-
соединений возможно только при правильном выборе системы леги-
легирования припоя для введения в него элементов, обеспечивающих
его физико-химическую совместимость с паяемым материалом. В пе-
периодической системе существуют отдельные группы элементов s, ds,
sd, ps, характеризующиеся общностью свойств.
Щелочные металлы s-группы (Li, Na, К, Rb, Cs) сравнительно
легкоплавки; будучи введены в припои, они могут сообщать им
свойства самофлюсуемостн; эти металлы легко окисляются; их
хлориды, фториды, бромиды, подиды входят в паяльные флюсы.
Рубидий и цезий обладают высоким селективным фотоэлектриче-
Sd
/ N
Си
1367,0
1-МГ»
Ag
1235
1105
Аи
1337,6
6.10'7
Zn
692,7
в.10~3
Cd
594,3
Hg
234,3
7.10-»
/
Й
2348
8J0
Al
833,5
8,8
Gs
302,8
1.5.МГ1
in
.429,8
1.10*5
Tl
677,0
(8.10-4)
С
4020
{MO)
Si
1688
27,6
Ge
1210,4
B.10
Sn
?06,0
5.МГ3
Pb
600
l.e.lO
PS
N
63,1
p
Kp.870
ело
As
1090,0
-
Sb
903,9
t4.1O)
Bi
544,6
B.1СГ»)
О
54,4
47,2
s
832,0
S.HTJ
Se
490,0
1,В.МГ«
Те
723,0
die-6)
Po
527,0
2.104
H
F
63,0
2.7-10
Cl
172,16
4.6.10-1
Br
266,9
I
386,«
3-10"s
At
675,0
\
He
Ne
24.66
Ar
83,78
Kr
115,76
Xe
161,3
Rn
202,2
элементов-аналогов
ским эффектом — испускают электроны под действием света. Метал-
Металлические рубидий и цезий могут работать в вакууме как геттеры [64].
В ds-rpynue щелочноземельных металлов бериллий обладает
особыми свойствами: малой величиной захвата тепловых нейтронов
и относительно высоким эффектом* рассеяния, высокой проницае-
проницаемостью рентгеновских лучей (в 17 раз выше, чем алюминий), хоро-
7* 195
шим распространением звука (в 2,5 раза выше, чем сталь), малой
плотностью, высокими удельной жесткостью, хладноломкостью и
прочностью. Бериллий стоек в воде и расплавленной щелочи, имеет
высокую упругость и коррозионную стойкость (как у титана).
Бериллий как легирующий элемент способствует старению
сплавов меди, сопровождающемуся упрочнением, повышает тепло-
теплопроводность, обеспечивает устойчивость против усталости и ударных
нагрузок, хладостойкость, электропроводность, высокую коррозион-
коррозионную стойкость, близкую к коррозионной стойкости нержавеющей
стали, высокую прочность и упругость, аналогичную' для высоко-
высокопрочных легированных сталей.
В сплавах алюминия бериллий резко повышает механические
свойства, жаропрочность, жидкотекучесть, измельчает зерно, резко
уменьшает закаляемость окисляемость алюминиевых н магниевых
сплавов.
В сталях бериллий сохраняет компенсирующие термоупругие
свойства, обеспечивает малый или нулевой КЛР, хорошую устой-
устойчивость против коррозии.
К благородным металлам ds-группы относятся золото, серебро
и металлы платиновой группы — платина, палладий, иридий, осмий,
рубидий, рутений. Платина, золото и серебро имеют малую твер-
твердость и высокую пластичность, а также электропроводность (боль-
(больше, чем у меди). Все благородные металлы немагнитны. Особен-
Особенность платины состоит в том, что ее КТР близок к КТР стекла и
фарфора. Палладий более химически активен, чем платина. Элек-
Электросопротивление благородных металлов убывает в следующем по-
порядке: Pt-*-Pd-»-Ir-*-Rh-»-Au->-Ag.
Все благородные металлы, кроме рения, весьма устойчивы в
серной, соляной, фосфорной, фтористой и уксусной кислотах [65].
Среди sd-элементов металлы группы цинка (кадмий, ртуть)
характеризуются высокими значениями давления насыщенного пара,
возрастающими вместе с ростом легкоплавкости и атомной массы.
Цинк относительно малопластичен, ps-металлы группы алюминия
(галлий, индий, таллий) имеют высокую пластичность, низкую тем-
температуру плавления, малую прочность. От галлия к таллию, тем-
температура плавления повышается, а температура кипения понижа-
понижается. Все эти металлы имеют сравнительно малую теплоту образо-
образования окислов.
Индий и таллий обладают высокой стойкостью в щелочах;
индий не тускнеет на воздухе, по галлий и таллий иа воздухе быст-
быстро окисляются с образованием слоя окислов (Ga2Os и Т12О), за-
замедляющих дальнейшее окисление этих металлов. Индий также
относительно стоек во фтористой кислоте при 20 "С, а таллий —
в соляной кислоте.
Галлий и таллий хорошо смачивают металлы и неметаллы —
кварц (>1150°С), алунд (>1000°С), графит (>800СС), стекло
пирекс (>500°С).
Все эти металлы вследствие их легкоплавкости и особенностей
свойств нашли применение в качестве компонентов припоев.
Возрастание металличности в каждой группе периодической
системы по мере увеличения атомной массы элементов обусловли-
обусловливает существование среди элементов на границе металлов и неме-
неметаллов таких,. одна из модификаций которых имеет характерные
свойства металлов, а другая — неметаллов (олово и висмут). По-
Подобный полиморфизм у олова наблюдается с изменением темпе-
196
ратуры и (или) давления. Белое р-олово (металлическая модифи-
модификация имеет плотность 7,28 гс/м3) переходит в серое а-олово (плот-
(плотность 5,82 г/см3) при температурах ниже 13,2 °С. Это превращение
сопровождается большим изменением объема металла, что вызывает
его разрушение н превращение в серый порошок («оловянная чу-
чума»); скорость р-ня-превращения при 13,2°С очень мала и дости-
достигает максимума лишь при —30-*—50°С, а с дальнейшим понижением
температуры снова уменьшается.
В олове р—а-превращению способствуют зародыши серого
олова, напряженное состояние в олове, повторные нагревы и охлаж-
охлаждения, а также легирование олова алюминием, цинком, германием,
медью, железом, кобальтом, марганцем, магнием. Это превращение
задерживается при введении в олово висмута, сурьмы, свинца, кад-
кадмия, серебра, индия, золота и никеля. При содержании в олове
0,3-^-0,5% Bi, или 0,5% Sb, или 1% РЬ р-мх-превращение при низ-
низких температурах становится невозможным. Поэтому для пайки де-
деталей, работающих при пониженных температурах, применяют не
чистое олово, а его технические марки.
При 20сС висмут почти диэлектрик с ромбической структурой.
Полиморфизм висмута при '20°С проявляется только при повышении
давления. Превращение Bii-»-Bixi с моноклинной структурой происхо-
происходит при давлении 2,5 ГПа, превращение Bin-*Bim со структурой
г. п. у. происходит при 2,7 ГПа, превращение Binr-*Biiv со струк-
структурой о. ц. к. имеет место при 4 ГПа, а превращение Biiv-»-Biv со
структурой о. ц. к.— при 7,75 ГПа. Все модификации висмута обла-
обладают высокими значениями электросопротивления, плотности, модуля
упругости и коэффициента Пауссона. Висмут из неметаллического
переходит в металлическое состояние. При давлении —100 кПа вис-
висмут обладает сверхпроводимостью (ГК=6К), при затвердевании он
расширяется.
Другим легкоплавким металлом, расположенным вблизи гра-
границы с областью неметаллов и имеющим полиморфное превращение
(при 300°С и давлении—16 ГПа), является свинец. Важнейшие
особенности свинца следующие: отсутствие хладноломкости, повы-
повышение прочности и пластичности с понижением температуры, низ-
низкая температура рекристаллизации (ниже комнатной), что приво-
приводит к невозможности упрочнения его наклепом, пониженная кор-
коррозионная стойкость.
Важным параметром припоев и их компонентов является сте-
степень упругости испарения. Очень высокой упругостью испарения
среди металлов обладают, кроме цинка, кадмия и ртути, также
марганец, магний и литий, а среди неметаллов — мышьяк и сурьма.
Неметаллы бор, углерод, кремний, фосфор, сера, германий, мышьяк,
сурьма — важнейшие депрессанты припоев, а неметаллы фтор, хлор,
бром , иод — основные составляющие компонентов паяльных
флюсов.
Ниже приведены важнейшие физические и химические свойства
элементов [64—66], введение которых позволяет во многих случаях
обеспечить специфические свойства припоев:
_ . Металл, обладающий
свойство данным свойством
Особая легкоплавкость Ga, Hg, In
Хорошая смачиваемость, в том числе не- Tl, In, Ti, Zr
металлов
197
Свойство
Повышенная тугоплавкость и прочность
Расширение при затвердевании
Высокая упругость испарения при давле-
давлении ~100 кПа и низком вакууме
Особо высокая пластичность
Особо высокая износостойкость
Малая разница КТР металла со стеклом,
керамикой, фарфором
Высокая теплопроводность
Сверхпроводимость
Стойкость:
в кислотах НС1, H2SO<( H3PO4
уксусной и ледяной
при давлении ~ 100 кПа
в щелочи
в парах ртути
Высокие фотоэлектрические свойства
Хорошее распространение звука
Хорошая проницаемость рентгеновских
лучей
Малая величина захвата тепловых ней-
нейтронов
Высокий эффект рассеяния электронов
Высокая отражательная способность
Геттерные
Неокисляемость при высоких температу-
температурах
2. ФИЗИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
И ПАЯНЫХ СОЕДИНЕНИЙ
Теплопроводность. Теплопроводностью называют перенос тепла,
обусловленный наличием в материале градиента температуры, а
иногда и градиента концентрации компонентов (эффект теплопро-
теплопроводности Дюфо).
Теплопроводность в металлах обусловлена движением и взаи-
взаимодействием электронов зоны проводимости и подсчитывается как
сумма электронной и решеточной проводимости: Я=Х.вл+Яреш.
Электронная проводимость преобладает при нысоких температурах
и подсчитывается по формуле: KaloT)=nba(R/e)a, где о* — электро-
электропроводность; е — заряд электрона; Т—абсолютная температура;
R — постоянная Больцмана.
Решеточная проводимость обусловлена коллективными колеба-
колебаниями атомов кристаллической решетки и подсчитывается по фор-
формуле:. Я.рещ=1/3сгра', где су — теплоемкость при постоянном объеме;
р — плотность металла: v — средняя скорость распространения
квантов поля колебаний кристаллической решетки (фоноиов); / —
средняя длина пробега фоноиов.
При низких температурах с ростом температуры средняя теп-
теплопроводность металлов увеличивается, а при высоких — убывает,
асимптотически приближаясь к значению электронной теплопровод-
теплопроводности.
Металл, обладающий
даияыы свойством
Nb, Mo, Та, W, Ru, Pd,
Rh, Ir, Os, Cr, Pt
Bi, чугун
Li, Mn, Bi, Hg, Cd, Zn,
As, Sb, P, Mg
Au, Ag, Pt, Pb, Sn, Tl, In
Ir
Pt
Au, Ag, Pt, Cu, Al
BiGK=6K)
Pt, Pd, Ir, Rh, Au, Ag. Tl
To же и In
Al, Cr, Ni, Au, Pd, Pt
Be, Tl, In, Те, Re, Au, Cd
Fe
Cs, Rb
Be, "
Be,
Be, Tc
Be
Au, Ag, Al, Rh
Ti, Zr, Ba, Та, Nb, Ce, La
Rh
198
Коэффициент теплопроводности показывает, какое количество
тепла передается за единицу времени через единичную площадь
стеики единичной толщины при разности температур между поверх-
поверхностями стенки й одни градус. Коэффициент теплопроводности ме-
металлов изменяется в широких пределах. Наиболее теплопроводны-
теплопроводными металлами являются (в порядке ее убывания) серебро, медь,
золото, алюминий D22,8; 385,85; 311,53; 226,69 Вт/м-К). при 20°С.
Теплопроводность других металлов- приведена в табл. 73.
Теплопроводность технических сплавов металлов изменяется
в пределах 56,53—83,14 Вт/(м-К), жидких металлов — в пределах
3,14—37,62 Вт/(м-К). Теплопроводность чистых металлов снижает-
снижается при введении компонентов, образующих с основой твердые
растворы; снижение теплопроводности металлов тем сильнее, чем
шире область твердого раствора и чем больше легирующего зле-.
мента находится в растворе.
Наивысшей теплопроводностью среди серебряных припоев
обладает серебряный . припои ПСр72. Теплопроводность припоев
Си—Р того же порядка, что и теплопроводность меди. Среди из-
известных припоев наименьшей теплопроводностью обладают припон
на основе свинца и на основе олова. Их теплопроводность находит-
находится в пределах 0,334—5,65 Вт/(м-К); заметно понижает теплопро-
теплопроводность оловянных, свинцовых и оловянио-свинцовых припоев
сурьма.
Теплопроводность никелевых, бронзовых припоев 38,4—
314,08 Вт/(м-К), латунных 46,05—314,08 Вт/(м-К). Это указывает
на то, что теплопроводность припоев в значительной степени опре-
определяется теплопроводностью основы: чем оиа выше, тем более теп-
теплопроводен припой. Наименьшее понижение теплопроводности меди
отмечается при введении в нее серебра или хрома, наибольшее —
при введении марганца и никеля, образующих с ней непрерывные
ряды, твердых растворов. Данные о теплопроводности некоторых
среднеплавких и легкоплавких припоев приведены ниже [6]:
Припой Я,, Вт/(м-К) Припой Я, Вт/(м-К) Припой Я, ВтДм-К)
ВПр1 32,33 ПФ07 29,31 ПОСК60—18 5,44
ВПр2 12,98 ПОС90 5,44 ПОССу15—2 3,35
ВПр13 10,05 ПОС61 5,40 ПОССуЮ—2 3,35
ПЖ45—81 23,92 ПОС61М 5,40 ПОССу4—6 3,35
Данные о теплопроводности оловяино-свинцовых стандартных
припоев приведены в ГОСТ 1499—70.
Теплопроводность паяных соединений в значительной степени
определяется теплопроводностью припоя, особенно при его слабом
химическом сродстве с паяемым металлом. Однако при образова-
образовании между ними ограниченных или неограниченных твердых раство-
растворов теплопроводность паяных соединений может снижаться по
сравнению с теплопроводностью припоя.
Теплопроводность припоев и паяных соединений является важ-
важным параметром для изделий, в которых интенсивный теплообмен
служит .определяющей эксплуатационной характеристикой, напри-
например, для теплообменников. Высокая теплопроводность припоев важ-
важна и для обеспечения высокого качества паяных изделий из дета-
деталей с различными коэффициентами теплопроводности. Пониженная
199
теплопроводность паяных соединений необходима для предотвра-
предотвращения или торможения теплопередачи при эксплуатации изделий.
К припоям с повышенной теплопроводностью относятся припои
типа ПСр92 и припои, легированные никелем и палладием, %:
Ag—3,9—4,9 Си—0,9—1,2 Ni—4,5—5,2 Pd или Ag—1—7,5 Си—0,5—
3,5 Ni—1—10 Pd с содержанием примесей менее 0,15%. Специаль-
Специально разработанный припой с низкой теплопроводностью типа ПСр92,
легированный кремнием, индием и палладием, состава, .%: Ag—7,5
Си—0,2 Si—5,5 In—2,2 Pd; индий и палладий вводятся вместо
серебра.
Электропроводность и электросопротивление. Мерой электропро-
электропроводности является удельная объемная электропроводность о, рав-
равная отношению плотности тока проводимости к напряженности
электрического тока. Для проводников (металлов) характерна
электронная проводимость, ионная составляющая в них ничтожна.
Обратной величиной электропроводности является электросо-
электросопротивление р, которое чаще всего и используется для характерис-
характеристики материалов. Значения электросопротивления для важнейших
элементов, применяемых в качестве компонентов конструкционных
материалов и припоев при 20 °С [66], приведены ниже:
Металл
Ag
Си
Аи
А1
Mg
Mo
W
Zn
Ni
Cd
In
Pt
•При 0°С.
p-10»,
Om-mm2/m
1,62
1,70
2,30
2,62
4,00
5,00
5,0
6,10
7,50
7,5G
8,45
9,81*
Металл
Fe
Sn
Pd
Та
Nb
Pb
Sb
Ti
Zr
Bi
Mn
p-10»,
Om-mm2/m
10,00
11,30
13,00
14,00*
16,00
19,00*
39,00
44,00
50,00
109,0*
258,0*
При слабом химическом сродстве паяемого металла и припоя
электросопротивление паяного соединения близко к электросопро-
тявлению припоя; при более высоком их химическом сродстве элек-
электросопротивление паяного соединения может существенно отличать-
отличаться от электросопротивления припоя в сторону его увеличения, так
как твердые растворы имеют большой коэффициент электросопро-
электросопротивления, чем чистые металлы.
Низкое электросопротивление весьма важно для соединений,
длительно работающих под действием электрического тока, и явля-
является во многих случаях характеристикой, определяющей работоспо-
работоспособность, надежность и ресурс паяных изделий. Значения электро-
электросопротивления некоторых припоев приведены ниже:
Припой p.io»F Припой р-108. Припой р-10»,
Мп Ом-мм*/м Мп Ом-мм'/м Мп Ом-мм*/м
ПМ36 3 ПФ097—3—2 31,7 ПСрвОК 7,8
ПМц48 3,6 ПСр71 4,3 ПСр45 10,0
200
Припой р-10'. Припой р-10", Припой р-10",
Мп Ом-мм2/м Мп Ом-мм2/м Мп Ом-мм2/м
ПМц54 4,0 ПСр70 4,2 ПСр40 7,0
Л63 7,1 ПСр!2б 6,9 ПСр37,5 37.fi
Л68 7,1 ПСрЮ 6,5 ПСр62 25,5
ВПр2 8,0 ПСр12 7,6 ПСрБО* 2,5
ПЖ45—81 41,0 ПСр25 18,6 Пср72 2,1
ПМФЗ 1,7 ПСр15 20,7
Коэффициент электросопротивления для оловянно-свинцовых
припоев, припоя ПОС61М, оловянно-свинцовых припоев с 0,6% Sb
составляет A,2—2%)-10-8, 14,3-10~8 и A3,3—18,8)-И)-8 Ом-мм2/м
соответственно.
При содержании в оловянно-свинцовых припоях 2% Sb коэф-
коэффициент электросопротивления находится в интервале A7,2—•
20,8)-Ю-8 Оммм2/м. Наименьшее электросопротивление имеют
припои системы Ag—Си, латунн, бронзы Си—Р.
Известны припои, обеспечивающие низкое электросопротивле-
электросопротивление паяных соединений. Такими припоями для коррозионностойких
сталей, меди и алюминиевой бронзы являются следующие, %:
Sn—0,5-^20 РЬ—0,2-10 Ag—0,1—5 Си—0,1—3 Zn—0—3 Si с тем-
температурой плавления 295—Э45°С и значением р= 1,18-10—8 Ом-мм2/м,
а для флюсовой пайки алюминия и его сплавов припои состава, %:
А1—Гб>—22 Си—1—5 Si—7—16 Zn с температурой плавления
480—560°С и электросопротивлением р=2,11-Ю"8 Ом-мм2/м.
Сверхпроводимость соединений из меди обеспечивает припой
состава, %: 20—40 РЬ—10—15 Sn—10 Cd—10 Sb—<18 In. Этот
припой проводит ток силой до 352 А.
Дж. Р. Томпсон и Дж. О. Томпсон обнаружили, что припой
состава, %: Ag 50±1, Си 1S.,5±O,3, Zn 15,5+2^ Cd 16±1, Ni±0,3
с температурой плавления 680—740 "С обладает сверхпроводимос-
сверхпроводимостью. Поэтому применение этого припоя нежелательно в изделиях,-
где есть приборы, чувствительные к изменению магнитного поля.
Герметичность, вакуумная плотность и вакуумная стойкость
паяных соединений. Герметичность — способность материалов со-
сопротивляться вытеканию наружу из герметизированных областей
изделия газов или жидкостей, находящихся под давлением. Ваккум-
ная плотность — способность материалов сопротивляться проникно-
проникновению газов внутрь герметизированных областей изделия из окру-
окружающего его пространства.
Материалов с абсолютной вакуумной плотностью н герметич-
герметичностью не существует. Любой материал способен пропускать газы, .
и эта способность зависит от температуры окружающей среды,
толщины стенки и разности давлений по обе ее стороны. Наибо-
Наиболее легко проникают газы и жидкости через дефекты—поры, тре-
трещины, раковины в металлах и швах сварочных и паяных соединений.
Герметичность паяных соединений зависит также н от влияния
температурного режима пайки на свойства основного материала.
Так, при высокотемпературном (>650—700°С) отжиге меди (миг-
кая, нагартованная или полунагартованная),— сопровождаемом
интенсивным ростом ее зерна в результате собирательной рекри-
рекристаллизации, резко снижается прочность меди в зоне термического
влияния пайки и соответственно герметичность паяного соединения.
201
Внутреннее давление Р, Па, выдерживаемое, например, пая-
паяным телескопическим соединением медных труб, рассчитывается по
формуле Р—172,4 -1066ав/Д где 6 —толщина стеики трубы; о,—
временное сопротивление разрыву паяного соединения; и — диаметр
трубы. Экспериментальные данные по герметичности паяных мед-
медных труб приведены в табл. 74.
Таблица 74. Герметичность паяных медных труб
ПСр40
ПСр45
4g-17% Zn-22%
Си—5%Sn
ПСрФ15—5
Zn—Ag
Sn—Pb
Sn—Ag
610
660—725
60&-725
646—810
550
183—325
182—325
Примечание. СПЗ для припоя
иых припоев — электросопротивлением.
6а
0,02—0,3
0,10
0,02—0,3
0,3
—
—
СП2
Флюс
типа
209
То же
> ¦
Без
флюса
Флюсо-
Флюсовая
>
—
Г1Ср40 газопламенный, ;
Р-172,4
МПа
320*
120*
180
180
330**
330**
330**
шя осталь-
* Данные В. Вуиха. "Данные из Warme, Kllma u. Sanitantechnik, 1971,
Bd 23, /ft 6, S. 241—242.
Эти данные показывают, что существенное влияние на герме-
герметичность соединений оказывает температура плавления припоя:
соединения из медных труб, паянные при температуре выше 725СС,
имеют существенно меньшую герметичность (из-за роста зерна
меди).
При достаточной нахлестке в случае пайки оловянно-свинцо-
выми припоями можно обеспечить более высокую герметичность
паяных соединений медных труб, чем при пайке более прочными,
но более высокотемпературными припоими на основе серебра.
Для устранения в емкостях течей, обнаруженных в процессе
испытаний на герметичность, иногда используют висмутовые при-
припои, характеризующиеся способностью увеличивать свой объем при
переходе из жидкого состояния в твердое. Этот эффект может быть"
усилен введением в висмутовые припои галлия, кремния, или гер-
германия, также увеличивающих свой объем при затвердевании [67].
В условиях работы паяных соединений в вакууме при повы-
повышенных температурах их герметичность может быть нарушена в
результате потери ими вакуумной стойкости — свойства материалов
сопротивляться термическому разрушению в вакууме. Мерой ва-
вакуумной стойкости для металлических материалов принята скорость
испарения их в вакууме и давление образовавшегося пара.
Среди тугоплавких металлов минимальным значением скорос-
скорости испарения в вакууме обладают вольфрам, скорость испаре-
испарения которого при 2500—3000 К составляет Ю-11 г/(см2-с), затем
202
следует тантал, ниобий, молибден, имеющие такую же скорость
испарения при 2100, 1930 н 1750 К соответственно. Данные о дай»
ленки пара металлов приведены, например, в справочных изданиях
[16, 66] и др.
Припои, предназначенные для пайки узлов электровакуумных
приборов, должны быть легированы элементами с малым давле-
давлением пара. Их интервал кристаллизация, как правило, достаточно
узок, что предупреждает развитие усадочной пористости. Такие
припои хорошо смачивают паяемый материал в вакууме.
К компонентам медных припоев, обеспечивающим образование
вакуумплотных швов, относятся германий, кобальт, олово, галлий.
Обычно высокая пластичность таких припоев сохраняется при со-
содержании этих компонентов в пределах их растворимости в припое.
В табл. 75, 76 приведены составы некоторых ирипоев, обеспе-
обеспечивающих получение паяных швов с высокой вакуумной плотностью.
Припои с давлением насыщенных паров не выше 0,133-Ю-8 Па
при 800 °С, применяемые для пайки коррозиониостойких сталей,
образуют тонкие галтели и ие стекают в вертикальных зазорах,
К ним относятся, например, припои, %; Sn 48 Си—8 Ni—1Д. Si
(<п-1220вС); 73,4 Си—25 Ni—1,5 Si (<n=1150 "С); 92,8 Си—5
Sn— US Si—0,6 Be—0,1 В (<n=lOOO°C).
Все припои пластичны и могут быть изготовлены в виде фоль-
фольги, проволоки. Коэффициенты термического расширения припоев а
при 100—800 "С изменяется в пределах A2—17)-10е 1/°С.
Припои пригодны для пайки в чистом водороде с точкой росы
ниже —110 "С (с предварительной откачкой контейнера до
6,66 Па).
3. КОРРОЗИОННАЯ СТОЙКОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
В РАЗЛИЧНЫХ УСЛОВИЯХ
Характер коррозии в паяных соединениях
Коррозионная стойкость паяных соединений в различных условиях
хранения и эксплуатации во многом определяет их надежность,
долговечность и работоспособность.
Коррозия в паяных соединениях развивается в основном ло-
локально. При плотном контакте двух разнородных в электрохимиче-
электрохимическом отношении металлов или сплавов один из них, обладающие
более отрицательным потенциалом, функционирует в качестве ано-
да и корродирует, а более благородный — становится катодом и кор-
коррозии не подвергается. При локальной коррозии на участках кон-
контакта основного металла с контактирующим сосредоточивается
анодная реакция ионизации металлов, тогда как иа остальной по-
поверхности основного металла протекают преимущественно катод-
катодные ревкции.
Скорость разрушения анода зависит от разности потенциален,
возникающих в электролите между иим и катодом; она тем больше,
чем больше эта разность. Однако разность потенциалов ие явля-
является единственным критерием развития контактной коррозии, так
как при этом могут существенное влияние оказывать и вторичные
явления — накопление продуктов коррозии, чистота контактирую-
контактирующих поверхностей металлов, жесткость условий испытания, пло-
площадь контакта [70]. При пайке может существенно влиять также
203
Таблица 75. Свойства припоев с низким давлением насыщенного
пара*1 для пайки меди, ее сплавов, ковара и тугоплавких метал-
металлов [68]
мп, %
Си—10 Ge—3 Sn
Си—10 Ge—1,5 Ni
Си—4 Ge—2,5 Ni
Си—5 Ge—2,5 Ni
*ЛИКБ"
"С
965
1003
1006
1069
Р'ЮД
кг/м3
8,59
8,54
8,58
8,6
*2
<*в •
МПа
323
343
215
B38
в, %
3,7
26,3
6,3
19,8
а"-1О-о,
1ГС
18,2
17,6—20,7
17,8—19,3'
17,3—16,3
*' р=1О Па. *' Временное сопротивление разрыву соединений MWg, ни-
никеля, ковара, молибдена в пределах 175—363. *3а в интервале 20—7(ИгС.
Таблица 76. Системы припоев, обеспечивающие вакуумплотиость
соединений
Состав Мп •>, %
72 Ag—Си
Ag
Аи
Pd
Pt
5 Pd—Ag—Си
10 Pd—Ag—Си
10 Pd—Ag—Си
15 Pd—Ag—Си
20 Pd—Ag—Си
25 Pd—Ag—Си
5 Pd—Ag—Си
18 Pd—Си
30 Pd—Ag
60 Pd—Ni
80 Аи—Си—Fe
62,5 Аи—Си
37,5 Аи—Си
30 Аи—Си
70 Аи—Си
82,5 Аи—Ni
68 Аи—Си—Ni—Сг—В
75 Аи—Ni
ПСр72
68 Ag—27 Си—5 Sn*2
62 Ag—28 Си—10 Sn*3
53 Ag—32 Си— 15Sn
ПСрОМ425*<
779
962
1064
1*552
1762
807—810
830—840
824—850
850--880
876—900
901—950
970—1010
1080—1090
1150—1225
1237
908—910
930—940
980—996
996—1018
1030—1040
950
950—980
950—990
779
600—700
598—713
670—690
214—462
68
0,025—0,1
0,025—0,1
0,025—0,1
0,025—0,1
0,025—0,1
0,025—0,1
0,025—0,1
0,07Б-0,2
0,0715—0,2
0.071S—0,2
0.07&-0.2
0,076—0,2
0,075-0,2
0,075—0,2
0,025—0,1
0,025—0,1
0,025—0,1
0,025—0,1
0,025—ОД
0,025—0,1
0,025—0,1
0,025—0,1
0,075—0,2
0,022—0,05
0,03—0,10
0,03—0,10
0,025—0,08
Нефиксиро-
Нефиксированный зазор
*' Для первых 23 припоев данные взяты из работы [69]. " Суммарное со-
содержание Zn+Cd меньше или равно 0,015. " Электропроводность припоя в
10 раз ниже электропроводности ПСр72. •* Для пайки в вакууме 0,133 Па или
в защитных средах. Слоистая лента из пластичных составляющих припоя
(Н. Н. Хуторская). Давление насыщенного пара при 500°С 1,33-10-тПа.
204
характер физико-химического взаимодействия между паяемым ме-
металлом и припоем, кислотность остатков флюса и его шлаков и др.
Поэтому необходимо проводить испытания паяных соединений на
коррозионную стойкость в условиях, имитирующих условия хра-
хранения и эксплуатации.
В табл. 77 дано распределение металлов и сплавов по груп-
группам, в пределах которых потенциалы металлов близки. Металлы
одной группы не имеют большой склонности к контактной корро-
коррозии и относительно безопасны в случае применения их в контакте
друг с другом.
Таблица 77. Распределение материалов по группам, внутри
которых потенциалы металлов близки [70]
Груп-
Группа
1
2
3
-4
• Материал
Магниевые спла-
сплавы; цинк
Алюминий и
сплавы АМц,
АМт, АВ, АД 33
Кадмий
Литые алюминие-
алюминиевые сплавы
Сталь, железо
Нержавеющие
стали
Sn—Pb-припои
Свинец
Олово.
Никель
—1,51;
—1,09
—О<75
—0,73
—0,70
—0J55-
—0i53
—0,52
—О?1
—0,47
—0,25
Груп-
Группа
4
Материал
Инконель
Латуни
Медь
Бронза
Медноникелевые
сплавы
Нержавеющие
стали (все
типы)
Монель
Серебряный при-
припой
Серебро
Золото
Платина
v.-в
—0,25
—0,22
—0,22
—0,22
—0,20
—0,15
—0,10
—0,07
—0,05
0,18
0,33
* Электродные потенциалы металлов в морской "воде и нейтральных
растворах по отношению к насыщенному каломельному полуэлемеиту.
. Влияние площади контакта металлов на коррозию отражают
данные табл. 78, составленной Английским комитетом коррозии и
электроосаждения, где А означает, что коррозия металла при боль-
большой площади поверхности не возрастает под действием контакти-
контактирующего с ним металла; В — коррозия металла может незначитель-
незначительно возрастать под действием контактирующего металла; С — кор-
коррозия металла заметно возрастает, особенно при увлажнении
электролитом; D — комбинация металлов нежелательна без про-
проверки даже в малоагрессивных средах; S — возможна щелевая
коррозия.
Коррозионная стойкость паяных соединений
в атмосферных условиях.и воде
Коррозионную стойкость металлов в контакте и паяных соединений
обычно проверяют в электролитах, имитирующих условия корро-
коррозионного воздействия среды, или после натурных длительных испы-
испытаний в условиях эксплуатации и хранения и оценивают по сниже-
205
§ Таблица 78. Коррозия биметаллических контактов в нейтральных средах* [70]
Коррозия Мк в контакте с
э
g
Чтя
№
Аи, Ag
Монель, инконель
Си—Ni-сплавы, А1, Sn-бронзы
Си, латунь, нейзильбер
Никель
Сталь, чугун
Mg н его сплавы (юоиатиро-
ваиные)
Аустенитная хроионикелевая
сталь 18-8
Хроионикелевая сталь 18-2
Титан
AI и его сплавы
В
С
С
С
С
D
А
А
А
А
В, С
В
с
D
А
А
А
А
С
D
A, C(S)
А
А
А
А
В, С
А
С
С
А
А
В, С
А
А
А
А
А
А
В, С
В, С
А
А
А
А
А
А
А
А
В,С
В. С
А
А
А
А
А
А
А
А
А
А
А
А
А
В, С
В, С
В, С
С
А
А
А
А
А
А
А
В
С
В
А
А
А
* Атмосферные услёвия я кадмое «огружеиае в морскую иоду.
шло механических свойств, изменению формы образцов и их микро-
микроструктуры.
• В настоящее время накоплены данные о коррозионной стой-
стойкости паяных соединений в нейтральных средах, влиянии на нее
легирования припоев, остатков флюсов и их шлаков, а также дан-
данные о физико-химическом взаимодействии паяемого металла и
припоя.
При слабом физико-химическом (адгезионное и слабо когезион-
ное) взаимодействии паяемого металла и припоя коррозионную
стойкость паяных соединений в значительной степени определяет
их контакт, а при более сильном (когезыонное) — действие остат-
остатков флюса и его шлаков.
При образовании сплавов в шве электрохимические потенциа-
потенциалы Мк и Ми влияют на коррозионную стойкость паяных соедине-
соединений в меньшей етепени; важнее в этом случае соотношения элек-
электродных потенциалов паяемого металла и шва.
Таблица 79. Характер физико-химического взаимодействия пар
М„ и Мп, склонных к контактной коррозии
Алюминий и
его сплавы
Медь, ла-
латунь
Нейзильбер,
бронзы
Алюминие-
Алюминиевые и оло-
оловянные.
бронзы,
Си—Ni-
сплавы
мп
Sn
Pb
Pb
Ag
Ag,
Sn,
Pb
Характер
взаимодейст-
взаимодействии
Слабо ко-
гезионный
То же
» »
Когезион-
ный
мк
Никель
Сталь,
чугун
Хромони-
келевая
сталь 18-8
Ag, Ti
Ag
Pb
Sn, Cu,
латунь
Cd
Zn,Ti,
Al
Характер
взаимодейст-
взаимодействия
Когезион-
ный
Адгезион-
Адгезионный
Слабо ко-
гезионный
Когезион-
ный
Адгезион-
Адгезионный
Когезион-
ный
Данные, приведенные в табл. 78 и 79, подтверждают, что осо-
особенно склонны к развитию контактной (щелевой) коррозии соеди-
соединения алюминия и его сплавов, паяные оловом, свинцом и их спла-
сплавами, ферритные стали и чугун, паянные серебром, серебрянными
припоями, свинцом, соединения меди, паянные свинцовыми припоя-
припоями ПСр2,5 и ПСрЗ, имеющими слабое химическое сродство с пая-
паяемым металлом и неблагоприятное соотношение электрохимических
потенциалов в условиях коррозионных испытаний. Данные по корро-
коррозионной стойкости паяных соединений в основном подтверждают
такой вывод.
На рис. 31 и 32 приведены данные С. В. Лашко и В. П. Бат-
Батракова, полученные при исследовании коррозионной стойкости пая-
паяных соединений из алюминиевых сплавов, нержавеющих сталей в
полупромышленной атмосфере, тропической камере и камере морско-
морского тумана с выдержкой в течение 6 мес. Образцы из алюминия АД1,
паяииые легкоплавкими припоями марок П150А (Sn—Pb—Cd),'
ВП200А (Sn—1О»/о Zn) и ВП250А (Sn—20% Zn), оказались весьма
207
too
80
60
НО
20
0
-
-
-
-
X.
. , x7 «5
д 2 ? 6
»J
o«
о»аи хл*о»01-хй»оЮ1
ДО
' -1
.oil
of
• 2
xj
д5
Lx-Д-А.
# iff1
I
I
-
\ 1
1
f
1
1
<j
)
\ .
(
i
t8
•>9
1
V
I ", , I i,
—:
:—t
i
;
:
i
i
• 7
i
л J
>
ft
100
80
60
to
20
0
-y
-
-
-
-
1
с
1
—I
¦)
• 7 iJ
a
•.x.ui*L,.xlli
E Ш
Коррозионная среда
I П Ш
Коррозионная среда
Рис. 31. Изменение сопротивления срезу образцов из алюминия и его спла-
сплавов, паянных припоями иа алюминиевой (а), оловянной F) и цинковой (в)
основе, после коррозионных испытний в течение 6 мес:
/ — морской туман; // — тропическая камера; /// — полупромышленная атмо-
атмосфера; / — П550; 2, 3, — ПБ75; 4, S — ПБ90; 6. 7 — Ф34А; 8 — ВП250А; 9 —
П150А; W— П150А; //— П425А; 12 — П480А; 13 — ПСр5АКЦ; U 2, 4, 6,
8-12 — Ф34А; 3, 5, 7, 13 — Ф5
Рнс. 32. Изменение сопротивления срезу паяных образцов из коррозионно-
стойкой стали 12Х18Н9Т после коррозионных испытаний в течение 6 мес.
склонными к щелевой коррозии во всех условиях испытаний; сое-
соединения, паяные цинковыми припоями П425 и П480А с флюсами
34А и Ф5 (пайка в пламени пропан-бутановой горелки), оказались
стойкими в полупромышленной и тропической атмосферах, но весь-
весьма нестойкими в атмосфере морского тумана.
Среднеплавкие припои на основе алюминия (П550А, П590А)
после пайки с флюсами 34А н Ф5 и тщательного удаления остатков
флюсов и их шлаков обеспечивают высокую коррозионную стойкость
паяных соединений в полупромышленной и тропической атмосферах,
а паянные припоем П550А и в атмосфере морского тумана. Сое-
Соединения, паянные припоем П590А, нестойки в атмосфере морского
208
тумана, по-видимому, вследствие невозможности полного удаления
остатков флюсов и шлаков из участков усадочной пористости в шве,
к которой весьма склонен этот припой с относительно широким ин-
интервалом плавления (Д*пл~100°С).
Систематические исследования коррозионной стойкости образцов
из коррозионпостойкой стали 12Х18Н10Т, паянных оловянно-свинцо-
выми, медными, никелевыми и марганцевыми припоями и подверг-
подвергнутых коррозионным испытаниям в полупромышленной атмосфере,
тропической камере и морском тумане в течение 6 мес, показали, что
на эти характеристики существенно влияют не только состав при-
припоя, но и состав флюса. Максимально допустимую потерю сопротив-
сопротивления срезу после коррозионных испытаний в течение 6 мес прини-
принимали равной 10%-
Исследования показали, что соединения, паянные припоем ВПр2
с флюсом 200, в условиях испытаний в тропической камере и по-
полупромышленной атмосфере имеют пониженную коррозионную стой-
стойкость. Учитывая, что соединения, паянные тем же припоем в арго-
аргоне, не склонны к коррозии в тех же условиях испытаний, следует
считать, что остатки и шлаки флюса 200 при данном сочетании
стали и припоя способствуют развитию коррозии.
Соединения нз коррозионной стали 12Х18Н10Т, паянные сереб-
серебряными припоями ПСр25, ПСр40, ПСр70 с флюсом 209, обнаружи-
обнаружили повышенную склонность к коррозии во всех условиях испыта-
испытаний; особенно высока такая склонность в среде морского тумана:
потери сопротивления срезу составляют 80—90%.
Коррозионная стойкость соединений из стали 12X18Н1 ОТ, паян-
паянных легкоплавкими припоями, существенно зависит от применяе-
применяемых флюсов. Учитывая, что нержавеющие стали, свинец, олово и
их сплавы имеют близкие электродные потенциалы в условиях ней-
нейтральных растворов, следует предположить, что, несмотря на тща-
тщательную промывку остатков флюсов и шлаков, на поверхности пая-
паяных образцов остаются соединения н создают условия для разви-
развития коррозии.
В литературе отмечаетси, что для возможности работы паяных
соединений из хромистых сталей, коррозионностойких в атмосфере
морского тумана или в воде, серебриные припои системы Ag—Си—
Zn должны содержать не менее 43, а припои системы Ag—Си—Zn—
Cd — не менее 50% Ад. Кроме того, такне припои должны быть ле-
легированы 2—3% Ni. При замене кадмия оловом в серебряных при-
припоях содержание серебра в них должно быть повышено до 55%,
а при добавке 2—3% Ni— до 50%. После пайки Припоями с добав-
добавкой никеля по границе шва образуется тонкий слой последнего.
Цинковые припои благодаря обеспечению высокой коррозионной
стойкости паяных соединений из алюминия и его сплавов нашли
применение, например, для пайки в ультразвуковых ваннах авто-
автомобильных радиаторов. При этом используют припой состава
95 % Zn—5% А1, температура пайки 425°С. Паяные соединения ха-
характеризуются достаточно высокой механической прочностью.
Соединения из коррозионностойких сталей менее склонны к
коррозии в различных атмосферных условиих, если в припой Ag>—
15% Мп введен палладий.
Введение в серебряный припой ПСр92 (Ag—7,5% Си) 5—7% Sn
повышает коррозионную стойкость паяных соединений из коррози-
коррозионностойких мартенситных сталей в морской воде, при нагреве на
воздухе, а также в атмосфере, содержащей H2S н SO».
209
Введение в серебряный припой ПСр72 палладия в количестве
1—5% повышает коррозионную стойкость соединений из никелевых,
кобальтовых, медных, золотых сплавов, а также молибдена и воль-
вольфрама [1]. Палладий в количестве 9—11%, введенный в припой
¦Си—(9—П)% Ag, повышает стойкость в тропической атмосфере
¦соединений из коррозионностойких сталей, паинных этим припоем
{легирующие элементы введены за счет основы припоя). Соединения
коррозионностойких сталей и никелевых сплавов типа иимоник, паян-
паянные никелевым припоем Ni— A6—50)% Сг— (9,5—12,5)% Р, стойки
в атмосфере СО2 и паров воды C00 ч в СО и атмосфере пара
при 700сС). Эта стойкость на 30—60% выше стойкости при пайке
¦аналогичным припоем, содержащим 13% Сг (пайка в вакууме, на-
нагрев индукционный).
Анализ данных по коррозионной стойкости паиных соединений
приводит к выводу, что повышение ее возможно путем легирова-
легирования припоев с целью приближения электрохимического потенциала
данного шва н паяемого сплава и увеличения химического сродства
лаяемого сплава и припоя.
Наиболее высокая коррозионная стойкость соединений может
'быть обеспечена при бесфлюсовой пайке припоями на той же ос-
основе, что и основной материал, и при условии малой разницы
электрохимических потенциалов последнего и паяного шва.
Составы припоев, обеспечивающих высокую стойкость^ паяных
•соединений в агрессивных средах, приведены в табл. 80, а данные
о сопротивлении газовой коррозии соединений из коррозиониостой-
-кнх мартенситных сталей — в табл. 81.
Соединения из высокохромистых аустенито-ферритных сталей,
паянные свинцовым припоем, по данным Р. Е. Есепберлина, пока-
показали высокую стойкость к контактной коррозии в агрессивной среде,
например серной кислоте любой концентрации, при следующем сос-
составе припоя, %: Sn 1,0—1,4; Ni 1—1,4; Al 0,08—0,12; Na 0,51—0,55;
Ca 0,61—0,65, Pb — остальное; температура пайки <380°С. Пайку
этим припоем осуществляют с флюсом на основе хлорида цинка с
добавками, %: KFHF1-2; NaCl 0,5—1,0; NiCl2 0,5—1,0; KJ 2—3;
НС1 2—3; CaCI2 0,5—1,0. Повышение стойкости свинцовых припоев
в кислотных травителях может быть достигнуто при легировании
их германием и серебром.
В табл. 82 приведены данные [71] о пригодности среднеплавких
припоев для пайки конструкционных материалов в изделиях, ра-
работающих в различных газах и воде, а в табл. 83 — данные о га-
газовой коррозии паяных соединений коррозионностойких сталей.
4. ТОКСИЧНОСТЬ КОМПОНЕНТОВ ПРИПОЕВ
К ПРИПОИ-ЗАМЕНИТЕЛИ
При выборе припоев следует учитывать возможную токсичность их
компонентов. Прн повышенной токсичности компонентов припоев
или их окислов необходимы затраты на приточно-вытяжиую венти-
вентиляцию и другие мероприятия, обеспечиваюище безопасность работы,
или замена токсичных компонентов припоев менее токсичными нли
¦нетоксичными.
В настоящее время уже проведены специальные исследования
токсичности важнейших компонентов припоев и в ряде случаев ус-
установлены причины такого воздействия [72, 73].
210
Таблица 80. Припеи, фбесмечивающие работу паяных соединений в агрессивных средах
вест»» Мп. %
Агрессивная среда
Примечание
Медь и ее
сплавы
Медь
Керамика с
металлами
Коррозион-
иостойкие
сталЕ
Хромони-
келевые и
to хромистые
S стали
РЬ—25 In
37,5 Sn-37,5 Pb-25 In
Pb-@,2-0,3) Sn—@,01—2.) Ni-
0,8 Fe—0,4 Co— B,5—10) Hg
Цинковые припои
Си—Р-врипои ПСр45
A0-50) Pd; до 30 Си; B—12) Сг;
10-30 Ni E-30) Mo
Паста из галлия и порошка иеди
(зазор 20—100 ики)
РЬ—A—1,4) Sn—П—1,4)—Ni—
@,51—0,55) Na—@,61—0,65) Ca-
@,08-0,12) AI
Щелочные растворы
То же
Щелочь
Технический антифриз; вода, со-
содержащая ионы С, В, Са, Na
(сотни часов при 74—93 °С)
Щелочь
В парах щелочных металлов
Жидкий натрий
Растворы серной кислоты
Плавление припоя
при 230°С
Плавление припоя
при 135—180вС
Свинцовые припои
менее стойки,
чем цинковые
Плавление припоя
при 135—1804;
Плавление припоя
при C80±5)*С
Продолжение табл. 80
мк
Керамика с
металлом
Тугоплав-
Тугоплавкие металлы
Графит
Коррозиои-
ностойкие
стали
А1
Сталь 10
(ковар,
Н29К18)
Состав Мп, %
68,4 Ag— 26,6 Си—5 Pd
58,5 Ag—31,5 Си—10 Pd
20—60Pd; 20—40V (илн Nb)
Fe-4Cr— IB
43—68 Pd—30—45 Ni—2—12 Cr
23,5 Pd—46,5 Au—6,5 Cr—23,4 Ni—
0,10% Y
Ag—Cu—Zn—Cd-припон с 50 Ag,
3Ni
40 Ag—Cu—Zn—2 Ni
Al-E—10) Cr—C—12),
Si—E^-15) Zn—A—10) Mg
Fe—3 Si—3 В
Агрессивная среда
Пары щелочных металлов
То же
» »
Статический раствор соды G00—
7000 ч); в термокавитационной
ванне с жидким висмутом G00—
2000 ч)
Расплав фторидов LiF—BeF—
ZrF4—ThF4—VF4; жидкие Bi,
Li, галогениды, растворы соды
700°C, 1000 ч
Морская вода, каустик
Пищевые продукты
Типа амила
Ртуть и пары ртути (до 800 °С)
Примечание
Плавление припоя
при 807—810 °С,
пайка при 815°С
Пайка в инертном
газе илн вакууме
—
—
- —
Таблица 81. Влияние состава припоя на сопротивление газовой
коррозии соединений из коррозиоиностойкой стали мартеиситиого
класса A2,5% Сг и 0,15% С) [69]
82 Аи—18 Ni
18 Аи—45 Си—27 Ni
54 Ag—25 Pd—21 Си
58,5 Си—31,5 Mn—10 Со
83 Ni—7 Сг—4 Si—3
В—3 Fe
92,6 Ni—4,5 Si—2,9 В
Коррозия* при условиях
испытания: t, "С/т, ч
305
1000
А
А
А
А
А
А
427
500; 1000
А; А
А А
Б Б
А А
А А
А А
538
500; 1000
А; А
А А
В Г
В В
А А
А А
649
500
А
В
•Д
А
А '
.Окисление
Очень
слабое
Слабое -
Полное
Сильное
Очень
слабое
Очень
слабое
• Глубина коррозии, мм; А<0,025; Б=0,027—0,054; В=0,054—0,135; Г>
>0,135; Д — полное окисление. *• Сопротивление газовой коррозии.
Таблица 82. Пригодность средиеплавких припоев для пайки кон-
конструкционных материалов в изделиях, работающих в различных га-
газах и воде [71]
Условия работы
Воздух, 200—
Воздух,
<200°С
Воздух,
>200°С
Пресная вода
Морская вода
Горячие сер-
сернистые газы,
>250°С
Горячие сер-
сернистые газы,
2В0°С
Вакуум,
<200°С
Вакуум,
>2оа°с
мк
Си
»
»
»
»
»
»
пригодны
Ag—Си типа ПСр72
Cu—Ag—P
{до 6,5% Р)
ПСр72
Си D,6—6J5) % Р;
Си—Ag—P
Припои, ие содер-
содержащие цинка
Припои на основе
благородных ме-
металлов
Ag—Cu—Cd
Припои Си—Р или
Си—Р—Ag
Припои иа основе
благородных ме-
металлов с ?Ол<850°С
непригодны
Cu—Ag—P
—
Припой, содер-
содержащий цинк
—
Припои с фос-
фосфором
—
—
213
Условия работы
Воздух, 200—
250°С
Морская вода
Вакуум,
>100°С
<100°С
Воздух,
<250°С
Воздух, от 250
до 300°С
Воздух,
>300°С
Вода
Морская вода
Вакуум
Воздух,
<250°С
Воздух, от
250°С до
ЗОО°С
Морская вода
Вода
Вакуум
Латуни,
бронзы
Алюми-
Алюминиевая
бронза
Латуни
Мягкая
сталь
То же
»
»
>
Нержа-
вегашая
сталь
То же
Нержа-
Нержавеющая
сталь
»
«п
пригодны
Серебряные припои
без фосфора типа
ПСр40, ПСр45
50 % Ag—Cu—Zn—
Cd—Ni
Возможно испаре-
пие цинка из ла-
латуни
Припои Сц—Р;
Си—Ag—Р или се-
серебряный с 5 % Pd
Серебряные без фос-
фосфора, медь
Типа ПСр72 илн
серебряные с 5 % Pd
То же
Припои без цинка
То же
Припои на основе
благородных ме-
металлов с *пл<850сС,
никелевые
Серебряные припои
без фосфора
ПСр72 или припой
с 5 % Pd; припои
на основе Аи, Pd, Co
Серебряные припои
с никелем
То же
Припои на основе
благородных метал-
металлов или никеля
- непригодны
Приной с фос-
фосфором
—
С фосфором
—
С цинком
—
—
С фосфором
—
Серебряные без
никеля; соедине-
соединения склонны к
щелевой коррозии
То же
.—
Таблица 83. Влияние состава нрипоев иа сопротивление газовой
коррозии1 соединений из коррозиоииостойкой стали мартенснтшдг»
класса A2,5 % Сг в 0,15 % С
мп
Коррозия1 при условиях
испытании: t, "С/т, ч
305
4000
427
500; 1000
638
500; 100
649
500
Окисле-
Окисление
82 Аи—18 Ni
А; А
А; А
Очень
слабое
214
мп,%
18 Аи—25 Си—27 Ni
54 Ag—25 Pd—21 Си
Б8,5 Си—31,5 Mn—10 Со
Коррозии1 при условиях
испытания: t.°C/x, ч
305
1000
А
А
А
427
500; 1000
А; А
Б; Б
А; А
¦538
500; 100
А; А
В; Г
В; В
649
600
В
г
г
Окисле-
Окисление
Слабое
Полное
Силь-
Сильное
« А — очень слабая, Б — слабая, В — сильная, Г — очень сильная.
Токсичность химических элементов определяется прежде всего
Способностью к накоплению их в органах, тканях и клетках орга-
организма.
: Токсические свойства различных металлов весьма разнообразны.
Концентрации токсичных металлов, вызывающие острое ©травление,
достаточно велики и в производственных условиях ие встречаются.
Чаще всего имеют место хронические отравления.
Некоторые металлы и их соединения могут способствовать воз-
возникновению аллергических заболеваний, особенно при их многократ-
многократном воздействии (бронхиальная астма, некоторые заболевания серд-
сердца, глаз, носа, кожи). Свойствами аллергена обладают ртуть, ко-
кобальт, и его окись, никель, его окись и сульфиды, хром, платина,
бериллий, мышьяк, золото, цинк и ряд их соединений.
Наибольшую опасность в производственных помещениях пред-
представляют пары и аэрозоли токсичных металлов и их соединений.
При этом необходимо учитывать, что испарение некоторых метал-
металлов начинается до их расплавления.
Наиболее токсичны свинец, бериллий, соли и оксиды кадмия,
ртуть и все ее соединения, селен, сурьма; при длительном воздей-
воздействии весьма токсичны марганец, таллий, фтористый бор, германий,'
соли золота, лнтий, медь; слаботоксичны алюминий, висмут, гал-
галлий, кобальт, никель и его окислы, соединения хрома, кремний, се-
серебро, церий, цинк; нетоксичны — олово, платина, палладий, ти-
титан 173].
Оценить опасность загрязнения воздуха парами металлов и
их соединений и предельно допустимую концентрацию в воздухе ра-
рабочей зоны (ПДК) можно, в частности, по данным, приведенным
в СН 247—71.
Пайка оловяино-свинцовыми припоями, как и пайка свинцом,
сопровождается выделением свинца в воздух производственных по-
помещений. Теоретически при испарении жидкостей концентрация па-
паров металлов q над их поверхностью определяется по формуле
^=1600/>Л1л/B73+/), гАе М — молекулярная масса вещества; п —
мольная доля вещества в растворе; t — температура раствора, °С;
Р — давление насыщенного пара над поверхностью жидкого припоя.
Для ПОС40 при 500°С Р=0,116 мкПа и <?=2,3-10~8 мг/м*. что
не представляет -опасности. Однако этот расчет верен только для
условий, когда газовая среда, куда испаряется металл, имеет ту же
температуру, что и расплав E00°С).
215
При температуре окружающе-
окружающего воздуха 20—25° С пары свинца
мгновенно превращаются в твер-
твердую аэрозоль, после рассеивания
которой испарение свинца продол-
продолжается. Поэтому удаление аэро-
аэрозоля свинца непосредственно из
конвективного потока совершенно
необходимо, например, с помощью
электропаяльника со всесторонним
местным отсосом (рис. 33). По-
Подобные меры необходимы и при
работе со свинцовыми и оловян-
но-свинцовыми припоями [74].
В связи с высокой токсич-
токсичностью окиси кадмия и повышен-
повышенным содержанием ее в атмосфере
при применении серебряных при-
припоев системы Ag—Си—Cd—Zn*,
особенно в невентилируемых про-
производственных помещениях, в ряде стран (Англия, Швеция, Норве-
Норвегия, Дания), начиная с 1978 г. содержание кадмия в серебряных
припоях снижают или заменяют кадмий оловом.
В табл. 84 приведены номинальные составы серебряных прнпо-
ев, в которых кадмий заменен на олово нлн на олово и марганец.
Полагают, что, несмотря на необходимость в этих случаях некото-
некоторого повышения содержания серебра н температуры пайкн, такая
замена дешевле, чем создание специальных установок для удале-
удаления паров и окислов кадмия из зоны пайки и очистки воздуха.
В табл. 85 приведены данные по влиянию замены кадмия в
серебряных припоях оловом или полного его устранения на раз-
разницу в стоимости припоев и на изменение температуры их плав-
плавления.
Рнс. 33. Схема электропаяльника
с местным отсосом паров флюсов:
1 — фильтр (АФА-В-18); 2 — коль-
кольцевой вакуумный насос типа
РМК-4; 3 — трубка; 4 — паяльник
5. ОПТИМИЗАЦИЯ ФАКТОРОВ ПАЙКИ
Выбор метода математического планирования
при оптимизации факторов пайки
После выбора способов пайки по формированию паяного шва и уда-
удалению окисной пленки, а также температурного интервала пайки
н марки припоя необходимо определить значения параметров тех-
технологии пайки, обеспечивающих оптимальные свойства паяных сое-
соединений.
Для экономии материала н времени экспериментального опреде-
определения оптимальных значений параметров технологии пайки (кри-
(критерии оптимизации) используют методы математического планиро-
планирования экспериментов. Применение таких методов уменьшает ошибку
определения значений параметров по сравнению с традиционными
методами исследования, при которых все факторы, кроме одного,
полагают постоянными. В многофакторных задачах можно варьиро-
1 Данные интернациональной конференции по пайке в Нью-Орлеане,
3—8 апреля 1978 г.
216
Таблица 84. Номинальный состав, %, я температура плавления
серебряных, припоев, в которых кадмий заменен оловом.или оловом
и марганцем
Ag
ВО
415
42!
39
30
30
•зо
Ои
21,5
25
21
31
36
34
318
Zn
27
25,5
27
Й7.5
32
1312
82
Sn
1
3
2
Й|,5
2
4
Ni
0,5
1,5
4
—
—
Мп
—',
4
—,
,
—
'па
солидуса
660
645
665
635
655
705
1750
•с
ликвидуса
680*
700*
750.*
710*
755*
735**
775**
* Данные П. М. Робертса. •• Данные Морисава Масахито.
Таблица 85. Изменение стоимости и температуры плавления се-
серебряных припоев при замене в них кадмия оловом
Состав МП. %
с кадмием
50 Ag—Cu—Zn—Cd
42 Ag—Си—Zn—Cd
34 Ag—Си—Zn—Cd
30 Ag—Cu—Zn—Cd
38 Ag—Cu—Zn—Cd
без кадмия
50 Ag—Cu—Zn—Sn
55 Ag—Cu—Zn—Sn
33 Ag—Cu—Zn
30 Ag—Cu—Zn
43 Ag—Cu—Zn
Разница
в стоимос-
стоимости,,%
10
30
—3,0
-1,0
¦13
20
40
70
ПО
125
вать все параметры сразу, при этом учитывают и взаимное их влия-
влияние [75, 76, 77]. Для возможности сопоставления результатов экспе-
эксперимента используют стандартные методы испытаний.
При математическом планировании эксперимента для определе-
определения оптимальных параметров прежде всего задаются критерием оп-
оптимизации, в качестве которого принимают механические и другие
эксплуатационные свойства паяных соединений и показатели паяе-
мости основного материала. После этого выбирают влияющие на
критерий оптимизации управляемые факторы. Такие факторы могут
быть как количественными, так и качественными.
Важнейшие конструкционные параметры паяного соединения:
количественные — паяемый зазор, нахлестка, шероховатость поверх-
поверхности, угол скоса, материал изделия; качественные — тип паяного
соединения.
Основные технологические факторы пайки: количественные —
температура, давление, продолжительность нагрева до температуры
пайки Тя, выдержки при температуре пайки тп, охлаждения после
пайки То г л, объем припоя, флюса, дисперсность наполнителя (при
композиционной пайке), состав припоя и флюса в пасте, толщина
217
контактного покрытия прокладки; качественные — метод подготов-
подготовки поверхности перед пайкой, марка припоя, флюса, способ пайки.
Изменение качественных факторов обычно дискретно, а коли-
количественных -г- в определенных интервалах. Поэтому на следующем
этапе выбирают основные уровни и интервалы варьирования коли-
количественных факторов, в которых будет проведена оптимизация ре-
режимов процесса пайки.
Выбор факторов, области их определения, уровня
и интервалов варьирования
На любой объект исследования теоретически влияет неограничен-
неограниченное число факторов, однако степень влияния их неодинакова. Чис-
Число факторов, существенно влияющих иа процесс, зависит от тре-
требований к объекту исследования н условий проведения экспери-
эксперимента.
Если фактор влияет на процесс существенно, то его заданное
изменение вызывает значимое изменение критерия оптимизации при
стабилизации значений других факторов. При выборе фактора ис-
исследования одновременно решается вопрос об области его опреде-
определения, т. е. о совокупности всех значений, которые может. прини-
принимать данный фактор.
Область определения температурного интервала пайки и про-
продолжительности выдержки могут быть выбраны в соответствии с
рекомендациями табл. 86.
Интервал варьирования факторов не может быть меньше ошиб-
ошибки эксперимента и должен обеспечить попадание верхнего и ниж-
нижнего уровня в область определения. При затруднении выбора ии-
Та блица 86. Границы (/, (т)-области пайки а зависимости от
свойств Мк, Мп и процессов взаимодействия М„—М„ и Мк—Мп—
Мвсп при пайке
Границе
t, (т)-об-
ласти
Верхняя
Нижняя
' к
Выше кото-
которой ухудша-
ухудшаются свой-
свойства Мк
Ниже кото-
которой ухудша-
ухудшаются свойст-
свойства Мн
п
Выше кото-
которой ухудша-
ухудшаются свой-
свойства М^,
Ниже (цЛ
Мв
к п
Выше кото-
которой появля-
появляются дефек-
дефекты в ПС
вследствие
физико-хи-
физико-химических
взаимодей-
взаимодействий Мн
И Мп
Ниже кото-
которой плохо
формирует-
формируется ПС и в
нем возни-
возникают дефек-
дефекты
Мк-Мп-
м
sen
Выше кото-
которой ухудша-
ухудшается актив-
активность М1СП
Ниже кото-
которой Мвсп
перестает
быть актив-
активным
218
тервала варьирования принимают, что .он составляет от 10 до
50% области определения фактора.
Интервал варьирования по каждому фактору выбирают таким,
чтобы приращение величины критерия оптимизации было заметным
при изменении фактора от нижнего к верхнему уровню при не-
небольшом числе параллельных опытов.
Выбор плана эксперимента, и его проведение
Если необходимо изучить модель процесса, определить значимость
факторов и их взаимодействий, то можно использовать Методы
полного и дробного факторного эксперимента (ПФЭ и ДФЭ).
Метод ПФЭ целесообразно использовать, если количество ис-
исследуемых факторов не больше трех-четырех. Оптимизацию в этом
случае осуществляют по методам Гаусса — Зайделя, методу гра-
градиента или крутого восхождения.
В случае исследования влияния режимов пайки и давления
наряду с конструкционными факторами модель процесса усложня-
усложняется, число взаимодействий увеличивается и использовать ДФЭ
затруднительно, а ПФЭ — нецелесообразно из-за слишком боль-
большого числа опытов. В этом случае можно использовать метод симп-
симплексной оптимизации, позволяющий найти оптимальный режим пай-
пайки при очень большом числе факторов и минимальном числе опытов.
При исследовании качественных факторов вместе с количест-
количественными можно применять сложные совмещенные планы. Экспери-
Эксперимент, обработку его результатов, оптимизацию осуществляют по
типовым схемам [75, 76].
После нахождения области определений факторов, их уровней
и интервалов варьирования, определения метода оптимизации строят
матрицу планирования эксперимента, устанавливают число повтор-
повторных (параллельных) опытов, проводят рандомизацию. После это-
этого выполняют эксперимент и обрабатывают .его результаты. Для
методов ПФЭ и ДФЭ обработку результатов ведут по схеме; про-
проверка воспроизводимости, вычисление коэффициентов регрессии, про-
проверка значимости коэффициентов, проверка адекватности модели н
интерпретации полученных результатов.
Затем проводят оптимизацию, т. е. поиск наилучших условий
процесса, например, методом крутого восхождения. Для симплекс-
симплексного метода оптимизации обработка данных эксперимента заклю-
заключается в отбросе наихудших результатов, построении нового симп-
симплекса и т. д.
Для сложных совмещенных планов обработка результатов на-
начинается с нахождения оптимального уровни качественного фак-
фактора (факторов), дальнейшая схема аналогична ПФЭ и ДФЭ.
Если в результате оптимизации значение критерии удовлетво-
удовлетворяет требованиям, предъявляемым к эксплуатационным характе-
характеристикам паяного соединении, то исследование закончено, задача
решена. Значения факторов, соответствующих наилучшему критерию
оптимизации, также оптимальны.
Пример 1. Применение метода симплексного планирования при
нахождении оптимальных режимов композиционной пайки.
Исследовали влияние восьми факторов иа прочность паяного
соединения. Критерием прочности паяного соединения (критерий
оптимизации) выбрано временное сопротивление разрыву (ов, МПа).
219
Введем обозначения: Xt — температура пайки; Х2 — температура го-
гомогенизации; Х3— скорость нагрева паяного соединения до темпе-
температуры плавления припоя; Х4— скорость нагрева паяного соеди-
соединения от температуры плавления припоя до температуры пайки;
Х$— давление; Хй — содержание наполнителя в припое; Xj— время
выдержки при температуре пайки; Хй — время гомогенизации. Пайка
композиционная, вакуумная, печная. Образцы из сплава ОТ4 паяли
втавр. Зазор между паяемыми поверхностями изменяли от 0,8 до
1,5 мм. В качестве припоя применяли эвтектический сплав D9%
Си—51% Zr) с температурой плавления 877 СС. В качестве напол-
наполнителя применяли титановый порошок ПТС дисперсностью 80—
100 мкм. Расплавление легкоплавкой составляющей припоя и сма-
смачивание ею тугоплавких частиц происходят во времени, поэтому до
температуры плавления припоя образцы нагревали со скоростью
и и а до температуры пайки — со скоростью v2. Образцы фиксиро-
фиксировали в приспособлении и паяли в вакуумной печи (вакуум ~1 мПа).
Область определения, основной уровень и интервалы варьиро-
варьирования факторов приведены ниже:
Основной уровень . . 1100 940
Интервал варьирования 20 20
Область определения . 980—1150 920—960
>1, "G/МНН 1>г, "С/МНВ
10
4
2—14
10
4
6—20
Основной уровень . ,
Интервал варьирования
Область определения .
Р. МПа
300
100
100—400
"наполи" %
№)
60
10
40—60
тп, мнн
№)
20
10
0—120
ГОМО/Г*
мин
40
10
0—90
Выбор плана эксперимента и построение матрицы планирова-
планирования. Количество факторов — восемь. Вид модели неизвестен. Априор-
Априорно можно предположить, что будут иметь место многие двойные
и тройные взаимодействия. Построить дробную реплику, при кото-
которой главные эффекты будут смешаны с априорно ие имеющими мес-
место взаимодействиями ие представляется возможным. При ПФЭ чис-
число опытов слишком велико: 28=512. Выбираем метод симплексной
оптимизации.
Преимущества метода — небольшое число опытов, однако этот
метод не позволяет описать область оптимума, построить модель
процесса, оценить значимость отдельных факторов их взаимодей-
взаимодействия.
Принцип симплексного планирования состоит в том, что усло-
условия первой серии опытов соответствуют координатам точек, обра-
образующих правильный симплекс, состоящий из /С+1 точек, распо-
расположенных на равном расстоянии друг от друга, в /(-мерном прост-
пространстве, где А — число факторов. При этом в одномерном простран-
пространстве (один фактор) симплекс — это отрезок прямой, при двух фак-
факторах— равносторонний треугольник, при трех— тетраэдр и т. д.
Затем этот симплекс перемещают (каитуют) по поверхности откли-
отклика в следующей последовательности.
220
Ряс. 34. Порядок постановки опы-
опытов при симплексном планировании
Из опытов первой серии (вер« X,
шины симплекса) выбирают точку 1
с наихудшим результатом. Опреде- у
ляют координаты новой точки,
представляющей собой зеркальное
отражение точки с наихудшим
результатом относительно проти-
противоположной' грани симплекса. При
замене точки с наихудшим резуль-
результатом новой точкой образуется
новый симплекс, смещенный (в
общем случае) в сторону лучше-
лучшего результата. В этой новой точ-
точке вновь ставят опыт. Выбирают
опять наихудший результат, нахо-
находят его зеркальное отображение
и т. д. Так, симплекс перемещают
до тех пор, пока ие будет достигнута область оптимума. Если две
точки имеют одинаковый наихудший результат, то решение об
отбросе одной из них принимают случайным образом. Если значение
критерия оптимизации во вновь определенной точке (вершине) вновь,
окажется минимальным, то отбрасывают вершниу со следующим
по порядку минимальным значением.
На рис. 34 изображен порядок постановки опытов при симплекс-
симплексном планировании. В первой серии ставят k+1 опыт (точки /, 2; 3).
Последующее перемещение симплекса осуществляют с учетом полу-
полученных результатов. В точке / получен наихудший результат. Симп-
Симплекс поворачивают вокруг грани 2—3, в точке 4 ставят опыт. Да-
Далее анализируют результаты опытов в точках 2, 3 и 4. Отбрасывают
результат точки 2 (наихудший) и поворачивают симплекс вокруг
грани 3—4. Определяют координаты точки 5, в которой снова ста-
ставят опыт и т. д.
Критерием выхода в район оптимума служит прекращение по-
поступательного движения' симплекса, ои начинает вращаться вокруг
одной из вершин: например, значения в последовательно отбрасы-
отбрасываемых точках 8, 9, 10 ие превышают значения в точке 7__с наилуч-
наилучшим результатом, вокруг которой вращается симплекс.
Выбрано число параллельных опытов: т=3. Рассчитаны значе-
значения факторов в первой серии из девяти опытов. Опыты рандомизи-
роваиы. Построена матрица исходного симплекса, получены резуль-
результаты опытов (табл. 87). Результат каждого опыта есть среднее
арифметическое трех повторных опытов. Значения факторов округ-
округляли, учитывая точность их фиксирования. При этом значения фак-
факторов не должны выходить за границы обласгя их определения.
Например, параметр Хъ в первых пяти опытах имеет значение:
Х5A-Б>=*?+Д*БвБ=30+10-0,129=31,3, в шестом опыте Х5,6=-Х5 +
+дХ5(—РБ)=30—10-0,645=23,5, в остальных ХШ-9)=Х1 +0=30.
Аналогично получены значения других факторов. Зиачеив»
/(-факторов в первой серии из К+1 опытов находят из выражения
Xij—Xf +&XiZij, где Хц — числовое значение t-того фактора в
/-том опыте; &Х{'— интервал варьирования (-того фактора; Дг,-,—
координата симплекса для (-того фактора н /-того опыта берется и*
справочных данных.
221
Таблица 87. Матрица планирования эксперимента и результаты
опытов
Номер от-
брошенно-
брошенного опыта
1
7
2
5
6
3
9
7
11
14
1
8
4
12
.13
28
Номер
опыта
1
2
3
4
5
6
7
8
9
Iff
11
12
13
J4
15
16
17
18
19
20
21
22
23
31
1110
1090
1100
1100
1100
1100
1100
1100
1100
1100
1115
,1100
1110
1110
1115
1120
11@5
1110
1110
1120
1125
1120
1125
1150
х,
945
945
930
940
940
940
940
940
940
940
935
940
940
950
945
945
950
940
940
945
950
950
950
960
11
11
11
7.5
10
10
10
10
10
10,0
9.0
9.5
9,5
8,0
8,5
8.0
9,0
10
7
7
9,5
7.5
6,5
65
10,6
10,5
10,5
10.5
7.5
10
10
10.
10
10,0
9.5
13,0
11,0
10,5
11,0
11.5
12,5
12,5
12,5
13
14
12
14
14
х,
31,3
31,3
31,3
31,3
31,3
23.5
30
30
30
30
28,4
27,7
36,6
30,0
31,3
31.6
34
33,5
32,4
35
35
38
31
40
X,
51
51
51
51
51
51
43,5
50
50
58,0
48,5
48.0
47,0
46,0
4,65
53,5
60
53
49
49,5
49
51
53
50
X,
20,9
20.9
20,9
20,9
20,9
20,9
20,9
14,4
20
М8
18,8
18,3
17,6
16,8
16,9
15.0
16.1
18
13
20
13,8
14,3
1:5
15
х.
40,8
40,8
40,8
40,8
40,8
40,8
40,8
40,8
33,3
38,9
38,9
38,5
37.9
37,2
45,6
39,3
41.3
44
41,3
41,4
42
45
47
60
°ш-
(Y»)
МПа
311
236
266
320
250
260
228
315
276
227
284
325
344
288
351
391
391
352
354
355
390
424
384
501
* Среднее арифметическое трех повторных опытов.
Обработка результатов эксперимента. Проверка значимости раз-
различий повторных опытов показала их воспроизводимость.
Из табл. 87 видно, что в седьмом опыте получена наименьшая
прочность, т. е. значение параметра оптимизации минимально. Зер-
Зеркальное отображение этой точки получено в опыте 10
Хцк+2) -
Х1Л + Хьг +
XUP-i
где Р — номер опыта, в котором значение Y минимально.
Например, ХМк»=2E1,6+50,2)/8—43,5=58, т. е. новое значение
фактора равно удвоенному среднему арифметическому всех его
значений без учета отброшенного минус отброшенное (минимальное)
значение. Для фактора Хз получим
= 2C,11 + 7,5 + 4,10)/8 - 10 и т. д.
Значение параметра оптимизации Yl0 вновь оказалось мини-
минимальным. Результаты опыта 10 исключаем из дальнейших расчетов.
Возвращаемся к исходному симплексу и отбрасываем вершину со
следующим по порядку минимальным значением — опыт 2.
222
Находим значения факторов в:опыте 11. Например:
; . Х<цщ - 2 E1,5 + 43,5 + 303I8 — 51 - 48,5 и т. д.
Получаем новый симплекс, в котором опыт 2 заменен опытом
1.1 и т. д. Аналогично рассчитываем значения факторов в последую-
последующих опытах. Опыт 7 вторично отбрасывали в опыте 16.
Результаты- эксперимента. Наилучшее значение критерия опти-
оптимизации (с»=501 МПа) получено в опыте 31. Значения У в после-
последующих пяти опытах не превышают значения, полученного в опы-
опыте 31, т. е. симплекс начал свое вращение вокруг этой точки.
Пример 2-. Применение полного факторного--эксперимента при
нахождении оптимальных режимов контактно-реактивной диффузи-
диффузионной пайки сплава ОТ4. - -
Изучали механические свойства паяных иахлесточных соедине-
соединений. Критерием оптимизации была выбрана кратковременная проч-
прочность паяного соединения на срез Тер, МПа, при 2(гС. Цель экспе-
эксперимента — исследование влияния на прочность соединения следую-
следующих факторов режима пайки: Xi— температура пайки, °С; Х2 —
выдержки при температуре пайки, мин; Х3 — толщина покрытия
припоя, мкм.
Способ пайки — контактно-реактивная диффузионная пайка; в
качестве контактного покрытия использовали никель. Пайку прово-
проводили в вакуумной печи, при температуре пайки вакуум —0,01 Па,
Припой в виде покрытия наносили на одну из паяемых пластин.
В процессе пайки к паяемым поверхностям прикладывали неболь-
небольшое -давление. .Скорость нагрева образцов регулировали мощ-
мощностью установки, паяное соединение охлаждали вместе с печью.
Поверхности перед пайкой были очищены н протравлены. Величину
нахлестки регламентировали конструкцией изделия.
Область определения, основной уровень и интервалы', варьиро-
варьирования факторов. Фактор Х\. Учитывая температурные интервалы не-
недопустимого роста зерна в сплаве ОТ4, начала контактно-реактив-
контактно-реактивного плавления титана с никелем, устойчивого существования ии-
терметаллидов, температуры рекристаллизации паяемого материа-
материала, была выбрана область определения для температурного интер-
интервала пайки от 950 до 1050сС.
Фактор Х2. Учитывая время до начала недопустимого роста
зерна сплава ОТ4 при температуре пайки и образования прослойки
жидкой фазы в контакте с припоем, выбрана область определения
для времени выдержки при температуре пайки от 0 до 240 с.
На основе априорной информации и предварительных экспери-
экспериментов были выбраны основные уровни и интервалы варьирования
факторов:
х, хг Ха
Основной уровень .... 975 45 —
Интервал варьирования . . 25 15 —
Верхний уровень 1000 60 50
Нижний уровень .... 950 30 15
Выбор плана эксперимента и построение матрицы планирова-
планирования. Число факторов — три. Вид модели неизвестен. Выбираем
полный факторный эксперимент. Тогда вид модели — неполная ква-
223
Таблица 88., Матрица планирования опытов
Номер
опыта
1
2
3
4
5
6
7
8
X,
+
,
+
—
х,
+
,Ф
—
X,
+
+
t—
t—
(—
+
,+
—
_
j-f
х,ха
+
,
_
—
+
ХЛ
,ф
—
—.
—.
+
f—•
4.
—.
—
Примеча ине. Знак «+» — значение верхнего уровня фактора,
знак «—» — значение нижнего уровня фактора.
Таблица 89. Порядок проведения и результаты опытов
Номер
опыта
1
2
3
4
5
6
7
8
Порядок повтор.
ных опытов
8; 18; 13
3; 12; >2А
11; 22; 15
6; 17; 14
2; 4; 19
23; 5; Ч
1; 21; 9
20; 10; 16
У,
31,6
25,9
28,3
23,1
|3$,1
32,3
30,9
219,0
Уг
32,0
26,1
28,4
/23,1
34.9
32J5
31,0
12Э.6
Y,
32,2
26,0
28,6
23,1;
34,9
32,6
аи
28,7
''у
31,93
26.00
28,43
23,10
35,00'
Э»,47
31,00
28,77
дратичная, с учетом всех взаимодействий факторов. Матрица пла-
планирования приведена в табл. 88.
Переход от натуральных значений факторов к кодированным
значениям задается формулами:
i —975
25
15
Xlmln=(950—975)/25=
Например: Xlmai=(l000—975)/25=
I
Рассчитано число повторных опытов. Из предварительных экс-
экспериментов были определены коэффициент вариации y=0,03; до-
допуск Да=0,05. Находим число повторных опытов: оно равно трем.
Рандомизация. Чтобы исключить влияние систематических оши-
ошибок, вызванных внешними условиями (например, изменение среды),
т. е. при постановке опытов, запланированных матрицей, выбрана
случайная их последовательность. Общее число опытов 24. Полу-
Получаем последовательность проведения опытов по таблице случайных
чисел. Из произвольного места таблицы случайных чисел выписы-
224
щйкуг.тояя.,Например,.при 24 опытах с 1 по 24.с отбрасыванием
уже'выписанных. В табл. 89 приведены порядок выполнения опы-
опытов и их результаты (Кь У* и Yt — результаты трех повторных опы-
опытов, "У—среднее значение).
Таким образом, первым реализуется опыт 7, вторым опыт 5
и т. д. - , . - -
Обработка результатов экспериментов. Проверка значимости
различий повторных опытов показала значимость всех опытов.
Для проверки воспроизводимости результатов подсчитывали дис-
дисперсии в каждой строке матрицы (табл. 90) по формуле: S2» =>-
1 J* _
TjJ, где /=1,2 N — номер опыта (стро-
(строки); о=1, 2, . . . , m — номер среднего арифметического.
Гипотеза об однородности дисперсий проверяется с помощью
8
критерия Кохрена: Орасч - S*Jma / 2 SV ™ °.089/0,228 = 0,43.
Для степеней свободы ft=m—1=2 и fj=Af=8 табличное значе-
значение критерия равно 0,516 (а=0,05). Гипотеза об однородности дис-
дисперсий принимается.
Если проверка на однородность дала отрицательный результат,,
то остается признать невоспроизводимость экспериментальных дан-
данных вследствие наличия неучтенных факторов, произвольно изме-
изменяющихся от опыта к опыту, несовершенства методики эксперимен-
эксперимента и т. д. При этом следует увеличить число повторных опытов,,
включить в план новые факторы, усовершенствовать методику и т. д.
Определяют дисперсию воспроизводимости, как среднее ариф-
8 :
метическое всех дисперсий:
S2
{у}
SV8 =
- °.°26-
Таблица 90. Дисперсии среднего арифметического
Номер
опыта
1
2
3
4
5
6
7
8
|7-д^Г
0,33
0,10
0,13
0
0,20
0,17
0,10
0,23
1У-1У-
-ДГ«
0,07
0,10
0,03
0
0,10
0,03
0
0,17
0,27
0
0,17
0
0,10
0,13
0,10
0,07
AV2
ДУ,
0,101
0,010
0,017
0
0,04
0,029
0,010
0,053
ак|
0,005
0,010
0,001
0
0,04
0,001
0
0,029
лу2
ДУ3
0,0073
0
0,028
0
0,010
0,017
0,010
0,005
0,099.
0,010
Q.02&
0
0,010
0,023
0,010
0.043
Итого: 0,228- 2s
Примечав не. S у -Ду 1 +Лу +Ду 3C—1),
874 90
225-
Число степеней свободы втой дисперсии ЛГ(т— 1J-18. Вычие»
1 "
¦пение коэффициентов регрессии Ы — ~Гг
Ьо =- C1,93 +26 +28,43 +23,1+ 35 +32,37+ 31+28,77)/8 =29,59;
bt =C1,93 —26 +28,43 -23,1+ 35 -32,47+31— 28,77)/8 = 2,0;
b2 = C1,93 +26—28,43 - 23,1 +35 +32,47-31—28,77)/8 = 1,76;
*3 = C1,93 +26 +28,43 +23,1-35 -32,37—31-28,77)/8 = - 2,22»
*ia «¦ C1,93 -26 —28.43 +23,1 +35 — 32,47-31 + 28,27.)/8 = 0,11;
bl3 = C1,93—26 +28,43—23,1 -35 +32,47—31+ 28,77)/8 = 0,81
йаз = C1,93 +26 —28,43—23,1-35 -32,47+31+28,77)/8 0,16;
bm - C1,93 -26 — 28,43 +23,1—35 +32,47+31—28,77)/8 => 0,04.
Проверка значимости коэффициентов. Дисперсия ошибки опре-
определения коэффициентов Ь<;
S|6 . = S? к, INm -. 0,026/8 • 3 =- 0,001;
Гипотезу о значимости коэффициентов регрессии проверяют е
«омощью /-критерия Стьюдента: U=\bt\/Si^ , ,
При f=N(m—1) = 16 степеням свободы fa=0,05) табличное зна-
значение ^-критерия равно 2,119;
tt - 2,0/0,033 = 60,76; tia - 0,11/0,033 - 3,34;
ta - 1,76/0,033 = 53,47; t13 =- 0,81/0,033 - 24,61;
<8 = 2,22/0,033 = 67,45; <и - 0,16/0,033 = 4,86;
<ii» = 0,04/0,033 = 1,21.
Если найденная величина параметра *<>/тасл при данных f и
«, то коэффициент bt признается значимым. Значимыми оказались
все главные эффекты и эффекты парных взаимодействий, эффект
Тройного взаимодействия (Х\ Хъ Х%) оказался незначимым, т. е. рав-
равным нулю, так как <ш<<табл-
Незначимость коэффициента Ь{ может быть обусловлена сле-
следующими причинами: точка оптимума близка, шаг варьирования
&Xt выбран малым, ошибка эксперимента вследствие неучтенных
факторов велика; данный фактор не связан функционально с крите-
критерием оптимизации, т. в. действительно равен нулю.
Следовательно, математическая модель процесса имеет вид:
Г-
Проверка адекватности модели. По полученному уравнению pt-
грессяи шычисляют значения У в условиях каждого из восьми опЫ-
то», т. е, предскааанное аначение Kj?
m
y\ -29,59 + 2+ 1,76 - 2.22 + 0,11 + 0,81 —0,16 - 31,89;
К, - 29,59 — 2 + 1,76 — 2,22 - 0,11 - 0,81 - 0,16 - 26,03;
? - 29,59 + 2 - 1,76 — 2,22 - 0,11 + 0,81 + 0.16 - 28,47;
? - 29.59— 2—1.76 — 2,22 — 0.11 - 0,81 + 0,16 - 23,07;
Yl - 29,59 + 2 -f-1,76 + 2,22 -f- 0,11 - 0,81 + 0,16 - 35,03;
Yt - 29,59 - 2 + 1,76 + 2.22 — 0,11 + 0,81 + 0,16 - 32,43;
Y) - 29,59 + 2 — 1,76 + 2,22 — 0,11 - 0.81 — 0,16 =- 30,97 j
ft - 29,59 — 2 —1,76 + 2,22 + 0,11 + 0.81 — 0,16 - 28,81.
Определяют разницу между экспериментальными (см. табл. 91}
в вычисленными вначениями Y или невязку AYf. Невязка показыв«#
отклонение между вкспериментальиыми и вычисленными по урМ*
иеиню регрессии значениями Y в /-той экспериментальной точ»
АУ, - J31.93 — 31,89| -0.04; АУ, = |35,0 — 35,03|- 0,03;
А?а- |2б,0 - 2б,05| -0,05; а? -132.47 —32,43| - 0,04 ;
А У*, - |28,43 — 28,47| - 0.04; А?, = |31,0 — 30,97| -0,03;
АУ; - |23,1 - 23,071 . 0,03; А?, - |28,77 — 28.8Ц * 0,04.
Определяют дисперсию адекватности:
2д^,
-0,04»
"••» N—a 8-7
где d — число членов найденного полинома с учетом свободного
члена; 2^ ' —сумма квадратов всех невязок; d—7.
Проверяют гипотезу об адекватности модели с помощью /-кри-
/-критерия Фишера!
/ркч - S2a4/S?K} =» 0,0116/0,026 - 0,449.
При числе степеней свободы /i="N—d—1 и fg—N(m—1) —lft
табличное значение F-критерия равно 4,49.
Ffnc\<Ftien, т. е. гипотеза об адекватности модели принима-
принимается.
Необходимо отметить, что адекватность дайной модели сразу
была очевидна, так как табличные значения критерия Фишера всег-
всегда больше единицы, т. е. математическая модель адекватно пред-
представляет объект для любого числа степеней свободы (\ и f2.
Проверка адекватности возможна при /«.д=Л^—d>0, если ЛГ=
8» 227
=d, проверить адекватность модели невозможно. Неадекватность
модели может быть вызвана следующими причинами: велик шаг
варьирования, основной уровень выбран далеко от центра области
-определения, не учтены значимые эффекты, взаимодействия, модель
действительно неадекватна, т. е. надо переходить к более сложной
форме модели или к другому методу планирования.
Интерпретация результатов. Все лниейные эффекты значимы,
т. е. все исследуемые факторы (температура пайки, время выдержки
и зазор) оказывают существенное влияние на предел прочности
паяного соединения при срезе. Из уравнения A0) видно, что наи-
наибольшее влияние оказывает Хз— толщина покрытия (зазор) (бе——
—2,22), далее следует Xi—температура пайки (*i=2,0) и затем
Jfa — время выдержки F2=1.76). Таким образом, можно написать
следующий ранжированный ряд для линейных эффектов: b>b>
ц
Знак коэффициента Ь указывает, как влияет фактор на резуль-
результат • опыта.-С увеличением всех факторов, кроме толщины покры-
тяя, прочность'паяного соединения при срезе увеличивается и нао-
•15орот.
Эффекты взаимодействия составляют нелинейную часть урав-
гнеиия A0). Смысл этого эффекта состоит в том, что действие фак-
фактора зависит от того, на каком уровне находится другой фактор.
В уравнения A0) значимы все взаимодействия первого порядка, ио
их влияние невелико по сравнению с главными эффектами; &12~0,11;
-прочность (У) будет увеличиваться с увеличением температуры пай- .
ки и времени выдержки и наоборот. 6,3=0,81; оба фактора дейст-
действуют также в одном направлении. Ьц=—0,16; увеличивается с уве-
личением времени выдержки (Ь2>0) и уменьшением толщины про-
прокладки припоя Fз<0) и наоборот. '
Крутое восхождение. Изменяя независимые переменные пропор-
пропорционально величинам коэффициентов регрессии, совершают движе-
лие в направлении градиента функции отлика по самому коротко-
короткому (крутому) пути к вершине — оптимуму. Рассчитывают составляю-
здие градиента, определяют шаг движении по градиенту и проводят
новую серию опытов.
Фактор, для которого произведение Ь<ЛХ< максимально, прини-
принимают за'базовый, для него выбирают шаг движения по градиенту,
оставляя старый или вводя более мелкий. Шаг Я,< может быть как
больше, так .и меньше нуля. Нижняя граница. шага должна позво-
позволять фиксировать два соседних опыта, верхняя — область опреде-
определения фактора. Если при восхождении достигается граница области
¦определения одного из факторов, то следует зафиксировать значе-
значение этого фактора и дальше двигаться по остальным. Крутое вос-
восхождение эффективно, если хотя бы одни результат лучше наилуч-
наилучшего в серии.
Значение фактора Xs при крутом восхождении приняли равиым
15 мки, т. е. по нижнему уровню, так как уменьшение этого
.фактора приводит К увеличению параметра оптимизации B>3<*
=—2,22).
При крутом восхождении фактор Xi достиг границы области
¦определения в опыте 11, это значение было зафиксировано, далее
двигались по фактору Xs.
Ниже приведены данные, характеризующие условия движения
ло градиенту при оптимизации режимов контактно-реактивной пайки
-сплава ОТ4 с припоем на основе никеля:
228
Основной уровень 975 45
Интервал варьирования 25 15
Коэффициент регрессии bi 2 1,76
Составляющая градиента Л{=Ь<АХ; . . 50 26,4
Шаг при изменении Хх в два ра-
раза Х4=Л4/2 25 13,2
Округление шага 25 15
Крутое восхождение оказалось эффективным. Значения отклика
У(тс.р, МПа — среднее трех повторных опытов) в новой серии опы-
опытов приведены ниже:
Номер v v
опыта л' л' '
9 1000 60 —
10 1025 75 36,4
11 1050 90 —
12 1050 105 39,2
13 1050 120 39,4
14 1050 135 39,3
15 1050 150 38,7
16 1050 165 38,2
Наибольшее значение прочности на срез достигнуто в опытах
12—14. Область оптимума достигнута. Исследование можно прекра-
прекратить.
Результаты экспериментов. Было получено максимальное значе-
значение прочности на срез (тСр=392-н394 МПа) при следующих значе-
значениях факторов: Xi=1050cC (верхняя граница области определения);
Х2=105-н135 мин; Х3=15 мкм.
Глава VII
==== СОВМЕСТИМОСТЬ СПОСОБОВ ПАЙКИ
СП1, СП2, КОНСТРУКЦИОННЫХ,
МАСШТАБНЫХ ФАКТОРОВ И МАССЫ
ИЗДЕЛИЯ СО СПОСОБАМИ ПАЙКИ
ПО НАГРЕВУ СПЗ, ТЦП,
ОБОРУДОВАНИЕМ И ИНСТРУМЕНТОМ
1. ОСОБЕННОСТИ РАЗЛИЧНЫХ СПОСОБОВ
ТЕПЛОПЕРЕДАЧИ
Распространение тепловой энергии в пространстве осуществляется
тремя способами — теплопроводностью, конвекцией и излучением.
Теплопроводность — атомарно-молекулярный перенос теплоты
от частиц с более высокой энергией к частицам с меньшей энергией
в рассматриваемом объеме пространства.
8У2- 90. 229
Распространение тепловой энергии с нагреваемой поверхности
в глубь твердого тела происходит только теплопроводностью. Ско-
Скорость распространения тепловой энергии и изменения температуры
по общему нагреваемого тела характеризуется коэффициентами теп-
теплопроводности %, Вт/(м-К) и температуропроводности а, м2/с.
Теплопроводность металлов зависит от температуры: максимум
теплопроводности металлов находится в области температур сверх-
сверхпроводимости B0 К). Выше и ниже этой температуры теплопро-
теплопроводность металла уменьшается. Так, для меди при 20 К Я=4,8 кВт/
/(м-К), а при 293 К Х=393 кВт/(м-К).
Зависимость теплопроводности металлов и сплавов от темпера-
температуры определяется уравнением Ят=ЯоA+аГ), где а — коэффициент,
определяющий изменение Ят от температуры.
С изменением температуры теплопроводность может изменяться
не только по величине, ио и по знаку. Например, теплопроводность
железа и малоуглеродистой стали с повышением температуры сни-
снижается, а аустенитиой стали повышается.
Теплопроводность сплавов ухудшается при развитии внутрен-
внутренних напряжений третьего рода (в пределах кристаллической ре-
решетки), например в результате образования твердых растворов в
сплавах с непрерывным рядом твердых растворов. При этом мини-
минимум теплопроводности имеет место примерно при равной концент-
концентрации компонентов. Теплопроводность металлов возрастает с уве-
увеличением их зерна [78]. Считают, что коэффициент теплопровод-
теплопроводности аддитивен для многофазных сплавов.
Теплопроводность неметаллических жидкостей и газов на не-
несколько порядков меньше теплопроводности твердых металлов и
ёплавов. Поэтому тепло в жидкостях и газах распространяется
практически только конвекцией и излучением.
Конвекция — это процесс переноса тепла путем перемещения
в пространстве отдельных объемов жидкости или газа, нагретых
до различной температуры. В самой движущейся среде перенос
тепла осуществляется теплопроводностью. Величина удельного кон-
конвективного теплового потока, переносимого жидкостью или газом
с плотностью р, кг/м3, определяется по формуле gK=pvH, где v —
скорость потока жидкости (газа), м/с; Н — энтальпия, Дж/кг.
Перенос тепловой энергии к поверхности паяемого изделия
потоком жидкости (газа) описывается законом Ньютона—Рихмаиа:
dQ=aK(t—tDKp)dF, где dQ— тепловой поток, Вт; dF — элемент по-
поверхности, м2; t — температура поверхности паяемого изделия, "С;
^окр — температура окружающей среды, °С; ак — коэффициент теп-
теплоотдачи конвекцией, Вт/(м2-К).
Коэффициент теплоотдачи характеризует тепловую проводи-
проводимость окружающей жидкости или газообразной среды и численно
определяет интенсивность теплоотдачи к поверхности тела. Коэф-
Коэффициент теплоотдачи при пайке зависит от конструкции паяемого
изделия, его габаритов, температуры и скорости движения окру-
окружающей с'реды, ее физических свойств. Наибольший коэффициент
теплоотдачи имеют жидкие расплавы солей и металлов [232—
1163 Вт/(м2-К)]. Поэтому скорость иагрева деталей в них, особенно
при низкотемпературной пайке, в 3—6 раз выше, чем при нагреве
в печах с газовой атмосферой.
Излучение — процесс распространения тепловой энергии в виде-
электромагнитных волн. Электромагнитные волны возникают вслед-
вследствие движения заряженных частиц — электронов и ионов.
230
Частотный диапазон электромагнитных колебаний достаточно
широк. Длина радиоволи составляет от нескольких километров до
1 мм; теплового (инфракрасного) излучения — от 0,8-10~3 до 0,8 мм,
светового от 0,4 до 0,8-10~3 мм, ультрафиолетового — от 2-10~5 до
0,4- ДО-3 мм, рентгеновского — от Ы0~8 до 2-10~5 мм, у-излучения
@,5—0,1) -10—° мм; космического излучения 0,05-10~3 мм.
Тепловая энергия передается электромагнитным излучением с
длиной волиы Я.=0,4-?-800 мкм, т. е. световым и тепловым излу-
излучением.
Величина радиационного теплового потока зависит от темпера-
температуры и длины волны — закон Планка:
где К — длина волиы, м; Ct — первая константа излучения (Ci =
=5,944-10-17 Вт/м2); С2 — вторая константа излучения* (С2=1,4388-
¦Ю-2 м-К); Т — температура паяемого изделия.
По закону Планка плотность потока излучения при заданной
температуре имеет максимальное значение для определенной длины
волны. Если в выражении закона Планка вторая константа С23>
3>ЛТ, то он сводится к простому соотношению между температу-
температурой и длиной волны, соответствующей максимальной плотности
радиационного теплового потока—закону Вина: ЯтатТ^согк!.
Следовательно, с повышением температуры тела большую часть
тепловой энергии переносит тепловое излучение, а меньшую — све-
световое излучение.
Способность тел воспринимать эти виды излучения существенно
зависит от величины и состояния их поверхности. По закону Сте-
Стефана—Больцмана удельный радиационный тепловой поток твердого
тела, нагретого до температуры Т, через его поверхность qT=C(TJ
/100L, т. е. пропорционален четвертой степени абсолютной темпе-
температуры поверхности твердого тела и зависит от ее состояния. Ко-
Коэффициент лучеиспускания серого тела С=вСц, где e=0-i-l,0(e —
степень черноты серого тела). Абсолютно черное тело поглощает
любое световое излучение [Со=5,76 Дж/(м2-с-К4)]-
К серым относится большинство тел, поглощающих лишь часть
светового излучения. Так, для окисленной металлической поверх-
поверхности при 20°С е=0,6ч-0,95, а для полированной е=0,2-г-0,4. С по-
повышением температуры твердого тела е возрастает, а при плавлении
достигает 0,9—0,95.
Если распространение тепловой энергии осуществляется одно-
одновременно несколькими способами, то говорят о сложном теплооб-
теплообмене. Так, перенос теплоты теплопроводностью и конвекцией назы-
называют конвективным теплообменом, теплопроводностью и излучени-
излучением — радиационио-коидуктивным, теплопроводностью, конвекцией и
излучением — радиациоино-коивективным теплообменном. В практи-
практике нагрева при пайке встречается как простой, так и сложный тепло-
теплообмен.
2. ВОЗМОЖНОСТИ ИСПОЛЬЗОВАНИЯ
СПОСОБОВ НАГРЕВА ПРИ ПАЙКЕ ИЗДЕЛИИ
Нагрев собранных под пайку изделий или сборочных единиц может
быть локальным или общим. Степень локальности зависит от тепло-
тепловой мощности источника тепла: чем она 'больше, тем по меньшей
87а* -231
поверхности (объему) может быть осуществлен Нагрев соединяе-
соединяемых деталей до температуры пайки за время т«. Локальность на-
нагрева определяется отношением нагреваемой поверхности Sm (объ-
(объема VB) ко всей поверхности деталей изделий S0(V0). Если SB/
/S0=l, то нагрев общий, если SmISu<l, to нагрев локальный. Ло-
Локальный нагрев при пайке обусловливает развитие меньшего тем-
температурного градиента в соединяемых деталях, чем при сварке
плавлением, а следовательно, и развитие меньших тепловых дефор-
деформаций и растягивающих внутренних напряжений в готовом изделии.
Различные способы нагрева имеют свои преимущества н недостат-
недостатки, которые необходимо учитывать при' их выборе для пайки изде-
изделия.
В табл. 91 приведены некоторые сведения об основных видах
теплопередачи при различных способах нагрева, ограничениях в их
использовании, обусловленных особенностями формы и конструкции
изделия, характером выполнения швов, определяющим производи-
производительность процесса.
Наряду со способами, для которых характерен преимущественно
«один вид теплопередачи между источником энергии и изделием
(деталью) A—6,8—11, 14, 16—19), есть способы, при которых
¦однов'ременно осуществляются два вида теплопередачи G, 12,
13, 15).
Нагрев деталей с поверхности характерен для большинства
способов. Нагрев в объеме происходит только при прямом электро-
электроконтактном и при некоторых режимах индукционного нагрева.
Не каждый способ нагрева пригоден для пайки изделия слож-
сложной формы. Так, нагревы в экзотермических реактивных флюсах,
индукционный, электролитный пригодны главным образом для не-
небольших изделий, имеющих форму тел вращения; нагрев блоками
и экзотермическими твердыми смесями — для изделий, состоящих
из двух или нескольких деталей простой геометрической формы и
небольших размеров; нагрев световым лучом, газопламенный, плаз-
плазменный, электродуговой — для относительно простых изделий с воз-
возможностью локального иагрева паяемых деталей по месту пайки,
инфракрасный нагрев (ИКН) и нагрев матами — преимущественно
для изделий малой толщины и простой формы; электронно-лучевой
нагрев сканирующим лучом — для одновременной пайки большого
числа мест соединения, находящихся в одной плоскости, размеры
которой ограничены размерами вакуумной камеры и площадью
сечения сканирующего луча; дуговым разрядом — для пайки в ва-
вакууме плоских и криволинейных деталей, размер которых ограни-
ограничен размерами вакуумной камеры.
В паяемых изделиях сложной конструкции при радиационном
нагреве необходимо учитывать возможность экранирования одних
деталей другими. С увеличением температуры нагрева в печах
выше 400° С и соответственно с ростом удельного вклада радиацион-
радиационного вида теплопередачи возрастает роль взаимного экранирования
деталей изделия, что приводит к росту температурного градиента
вдоль их поверхности. Это может при определенных условиях
(сравнительно невысокая теплопроводность паяемого материала,
снижение предела упругости при нагреве, малая его толщина
« др.) привести к развитию недопустимых локальных тепловых
деформаций в тонкостенных элементах. Характерный пример
таких изделий — решетчатые конструкции и пластинчато-ребристые
теплообменники.
232
Таблица 91. Особенности способов иагрева и возможности их использования при пайке изделий
Способ иагрева
1. Нагретыми бло-
блоками
3. Паяльником
3. Электролитный
4. Экзотермиче-
Экзотермический
5. Погружение в
расплавленную
соль (флюс, припой)
6. Электросопротив-
Электросопротивлением
7. Индукционный
нагрев
8. Световым лучом
9. Инфракрасными
лучами
10. Электронным
лучом
Вид теплопередачи
Теплопровод ность
>
»
Теплопроводность
»
Теплопроводность
и излучение
Излучение
Использование способа с учетом
особенности нагрева
При плотном прилегании бло-
блоков к паяемым деталям
В местах контакта паяльника
с паяемыми деталями через
слой жидкого припоя
В местах доступа электролита
к паяемым деталям
По поверхности контакта пая-
паяемых деталей с жидким флю-
флюсом
В местах контакта с жидким
теплоносителем. Ограничен
объемом ванны и теплоемко-
теплоемкостью расплава
В местах доступа электрокон-
электроконтактов к соединяемым деталям
В местах ввода индуктора
В местах, доступных воздей-
воздействию лучей
По поверхностям, параллель-
параллельным плоскости нагревателя
В местах, доступных для по-
потока электронов
конструкции изделия (детали)
Для изделий с большой площадью
шва несложного профиля
Для изделий простой конструкции
н небольшой массы
Для изделий, имеющих форму
тел вращения, размеры которых
ограничены размерами ванны и
мощностью источников постоян-
постоянного тока
Для деталей с формой тел вра-
вращения, размеры которых ограни-
ограничены размерами ванны
Для нзделнй без замкнутых по-
полостей
Для изделий с местами пайки,
доступными для подвода тока
Преимущественно для изделий с
формой тел вращения
Для изделий с расположением
мест пайки в плоскости пятиа
нагрева
Для изделий плоской формы
Для изделий с расположением
мест пайки в плоскости пятна
нагрева
Характер
нагрева
Одновременный
или участками
Последователь-
Последовательный
Одновременный
»
»
Одновременный
Последователь-
Последовательный или одно-
одновременный*
Одновременный
Последователь-
Последовательный или одно-
одновременный
8
*•
Способ нагрева
П. Потоком ионов
(в Тлеющем раз-
разрезе)
12. В печи
13. В печи с при-
принудительным цир-
циркулированием газо-
газового теплоиосвтеля
14, Газопламенный
15. Электродуговой
(косвенного дей-
действия)
16г Плазменный
17. Экзотермический
(с- твердыми экзо-
экзотермическими сме-
смесями) . -
18. Нагревательными
матами
19. Дуговой разряд
в мкууме : >•¦
Внд теплопередачи
Излучение
Излучение и тепло-
теплопроводность
Вынужденная кон-
конвекция и теплопро-
теплопроводность
Излучение
Излучение н кон-
конвекция
Излучение
Теплопроводность
Теплопроводность
Излучение
Использование
особенности нагрева
В местах, доступных для по-
потока частиц
По поверхности в в объеме
изделия
В местах, омываемых газовым
теплоносителем
В местах доступа газового
пламени к месту пайки
При доступе дуги к месту
пайкн
При доступе плазмы к месту
По поверхности спая, располо-
расположенной под твердой экзотер-
экзотермической смесью
По поверхностям, параллель-
параллельным плоскости нагревателя
В местах, доступных действию
потока частиц
способа с учетом
конструкции изделия (детали)
Для изделий с расположением
мест пайкн в плоскости пятна
нагрева
Для изделий любой конструк-
конструкционной сложности, размеры ко-
которых ограничиваются размерами
рабочего пространства печи
Для изделий любой конструкци-
конструкционной сложности, размеры кото-
которых ограничиваются размерами
рабочего пространства печн и
температурой газа
Для изделий простой формы
Для изделий простой формы
То же
Для плоских изделий
Для изделий с расположением
мест пайки в плоскости пятна
нагрева
Характер
нагрева
Последователь-
Последовательный или
одновременный
Одновременный
То же
Последователь-
Последовательный илн одно-
одновременный
То же
>
Одновременный
»
Одновременный*,
последователь-
последовательный
; ч ^*;При размере; деталей;; со'йзмерймНх с размерами пятна нагрева.
При печиом иагреве в изделиях, собранных под пайку
и состоящих из тонкостенных плоских деталей, у которых внутрен-
внутренние участки экранированы, а края относительно свободно пере-
перемещаются и подвергаются прямому облучению, может развиваться
пластическая деформация, например, в виде «сборок». Подобные
сборки на стали 12Х18Н9Т образуются при иагреве в интервале
606—800" С, т. е. при температуре снижения модуля упругости
паяемого материала. Поэтому нагрев при пайке выше температу-
температуры, при которой основной материал теряет свои упругие свойства,
в условиях значительных тепловых перепадов (>100°С) вдоль
тонкостенных деталей может приводить к деформации их краев.
С увеличением размеров изделия, уменьшением толщины стен-
стенки деталей, увеличением температурного перепада между наружны-
наружными иеэкранированными их участками и внутренней областью, где
нагреа происходит замедленно, вероятность развития тепловых
пластических1-деформаций свободных краев тонкостенных элемен-
элементов резко возрастает.
Для предотвращения коробления тонкостенных элементов
собранных под' пайку изделий время иагрева в печах должно
быть регулируемым. Необходимо, чтобы в температурной области,
в которой модуль упругости паяемого материала резко снижается
и близок к нулю, температурный градиент между краями и середи-
серединой тонкостенных элементов изделия не превышал определенной
величины (для 12Х18Н9Т Д/<100°С). Этого можно достичь при
управлении' процессом иагрева.
Для уменьшения составляющей теплового излучения изделия
целесообразно экранировать при условии достаточных зазоров
между экранами, необходимыми для циркуляции газа.
Снижение температурного градиента в пластинах возможно
прн применении для пайки нейтральных или активных газовых
сред с большей теплопроводностью, чем аргои, например гелия
или водорода. Теплопроводность гелня, водорода, и аргона по
Отношению' к теплопроводности воздуха соответственно составляют
6,22; 7,01 и 0,74.
Режим нагрева и охлаждения при пайке крупногабаритного
изделия, обеспечивающий высокое его качество, может быть
определен экспериментально. [79].
Эффект экранирования тонкостенных элементов изделия прн
печной пайке можно устранить также применением печей с принуди-
принудительной циркуляцией газового теплоносителя.
Широкое применение при пайке получил индукционный
нагрев, при котором под влиянием индукции быстроменяющегося
электромагнитного поля свободные электроны в металлах и спла-
сплавах приобретают большое ускорение, а двигаясь в кристалличе-
кристаллической решетке, обеспечивают их нагрев (джоулево тепло).
При одинаковой радиочастоте удельная мощность, поглощае-
поглощаемая сталью, приблизительно в восемь раз выше мощности, поглоща-
поглощаемой при тех же условиях медью, что обусловлено малой величиной
магнитной проницаемости |х для немагнитных материалов (ц**!)-
Поэтому немагнитные материалы нагреваются токами высокой
частоты намного медленнее, чем ферромагнитные. В немагнитных
металлах нагреваемый поверхностный слой расплывчатый и более
толстый, чем в магнитных. Скорость нагрева металлов в индукцион-
индукционном поле зависит от характера электрического тока (частота,
напряженность поля, эффект близости и др.), а для ферромагинт-
235
ных металлов н сплавов (железо, сталь, никель и др.) также от
их магнитной проницаемости.
При печной или индукционной пайке крупногабаритных изде-
изделий, имеющих форму тел вращения, ось которых расположена
горизонтально, а диаметр достаточно велик (>50—100 мм), воз-
возможно перетекание жидкого припоя в вертикальных или иаклои-
иых зазорах из верхних в нижние участки и вследствие этого
недопустимое развитие химической эрозии основного материала.
Для предотвращения перетекания Припоя при пайке необходимо
вращать изделие с определенной скоростью или строго дозировать
припой н укладывать его перед пайкой в «пнтатели>, выточенные
в одной из соединяемых деталей.
При коитактио-реактивиой пайке изделий с наклонным распо-
расположением зазоров для предотвращения перетекания припоя удобен
радиационный нагрев, например последовательный нагрев кварце-
кварцевыми лампами отдельных участков с небольшим перекрытием,
на которых стеканне приноя не успевает произойти [80].
Процесс пайки погружением высокопроизводителен, так как
допускает одновременную пайку нескольких изделий и легко может
быть механизирован. Изотермический контакт паяемых изделий
с жидкой средой теплоносителя при пайке погружением возможен
практически одновременно по всей его открытой поверхности. Все
это обеспечивает минимальный тепловой градиент вдоль и в глубь
паяемых деталей изделия и поэтому уменьшает опасность их
коробления и развития внутренних термических растягивающих
напряжений. Это также устраняет опасность хрупкого разрушения
паяемого материала в контакте с жидкой средой и в том числе
с жидким припоем. Кроме того, при кратковременном нагреве
уменьшается рост зерна, интенсивное развитие контактных метал-
металлургических процессов на границе паяемого металла с припоем
и флюсом. Слой жидкой соли или припоя защищает изделие от
окисления при пайке и охлаждении иа воздухе после удаления
его из ванны.
Способ ограничен соотношением размеров изделия н ванны
и возможным снижением температуры жидкой среды в результа-
результате нагрева массивных изделий при погружении. Поэтому тепло-
теплоемкость ваииы должна быть больше теплоемкости изделия, а пая-
паяемые детали не должны образовывать изолированных полостей, пре-
препятствующих погружению изделия в жидкую ванну и всестороннему '
их контакту с нагретой жидкой средой. Существенное преимущество
пайки деталей в соляных и флюсовых ваннах — возможность
совмещения этого процесса с нагревом под закалку.
Перенос тепла от нагретого твердого тела к нагреваемым дета-
деталям через прослойку жидкого припои реализован при пайке паяль-
паяльником. Скорость переноса тепла с паяльника иа паяемые детали
через прослойку жидкого припоя растет с увеличением тепло-
теплопроводности материала жала паяльника, припоя и материала
паяемых деталей, а также с увеличением массы паяльника н
поверхности, по которой контактируют жидкий припой и нагревае-
нагреваемые детали. Скорость нагрева и температуру пайки регулируют
температурой и массой паяльника. С увеличением массы паяльника
увеличивается производительность процесса пайки при сохранении
высокого качества паяного соединения. Количество тепла, необхо-
необходимое для прогрева деталей по месту пайки возрастает с увеличе-
увеличением массы детали. Однако масса паяльника для ручной пайки
236
ограничена @,25—2 кг) и паяльник пригоден для пайки деталей
небольшой массы. При пайке или лужении паяльником крупных
деталей последние предварительно нагревают с помощью других,
более мощных источников тепла, например газовых горелок.
Наиболее производительными способами Пайки по иагреву
в настоящее время являются печной, погружением и индукционный.
3. ТЕРМИЧЕСКИЙ ЦИКЛ ПАЙКИ ИЗДЕЛИИ
Пайка возможна прежде всего при условии, что соединяемые
детали нагреты по месту пайки до температуры смачивания их
жидким припоем. Если одна из соединяемых деталей не догрета
до этой температуры, то она не смачивается припоем, н затекание
последнего в зазор и формирование паяного шва не происхо-
происходит [3].
Термический цикл пайки состоит в общем случае из трех
этапов: 1) нагрева до температуры пайки (длительность иагрева
тв); 2) выдержки при этой температуре (ти); 3) охлаждение после
пайки {длительность охлаждения тОхл).
Общее время термического цикла пайки т-гщ^Тн+Тв+Тохл.
Для определения термического цикла пайки недостаточны
одни лишь данные о совместимости паяемого материала с припоем,
флюсом, газовыми средами, а также оптимальной температуре
пайки и выдержки при ней, полученные на лабораторных образцах
без учета масштабных н конструкционных факторов изделия и его
массы. Лабораторные образцы сравнительно малы по размеру
и просты по конструкции. Режимы пайки, полученные в лаборатор-
лабораторных условиях, можно применять лишь для простых по конструкции
изделий, размеры которых соизмеримы с размерами лабораторных
образцов. Для конструктивно сложных изделий относительно
больших размеров и массы, особенно при пониженной теплопро-
теплопроводности паяемого материала, при лабораторных испытаниях
остаются ие выясненными длительность иагрева изделия до тем-
температуры пайки и длительность его охлаждения после пайки.
Между тем при иагреве и охлаждении изделия процесс контактно-
контактного взаимодействия иа границе паяемого металла с технологически-
технологическими и вспомогательными материалами развивается во времени.
Поэтому влияние цикла пайки иа протекание таких процессов,
а следовательно, и иа качество изделия в целом может быть
весьма существенным. Кроме того, анализ конструкционной слож-
сложности и учет масштабного фактора и массы изделия необходимы
как при выборе способа иагрева, так и при расчете термического
цикла пайки для предотвращения развития в его элементах не-
недопустимых тепловых пластических деформаций.
В сложных изделиях и паяемых деталях тепловые растягиваю-
растягивающие напряжения, возникающие при пайке, могут изменить форму
и размеры паяного изделия, в частности после его механической
обработки. В этом случае необходимо выбирать ступенчатый
термический цикл пайки, обеспечивающий нагрев паяемого изде-
изделия до температуры несколько ниже температуры резкого снижения
предела упругости паяемого материала, выдержку при ией длят
уменьшения температурного градиента по экранированным деталям
и последующий нагрев до температуры пайки.
При слишком быстром локальном нагреве наружных деталей;
при телескопическом типе соединения возможно чрезмерное рас-
237
ширеиие паяльного зазора и вытекание из него жидкого припоя.
При пайке пастами с легко испаряющимися связующими вещества-
веществами в условиях быстрого иагрева из-за разности скоростей газо-
газообразования и истечения газов (паров) через пористую массу
пасты может иметь место выброс последней из зазора и развитие
иепропаев в шве.
Между тем во многих случаях достаточно большая скорость
иагрева собранного под пайку изделия крайне, необходима для
ограничения развития контактных процессов взаимодействия пая-
паяемого материала с технологическими и вспомогательными материа-
материалами и структурных изменений материала изделия. Нагрев паяемо-
паяемого материала в контакте с припоями и флюсами необходимо
вести с такой скоростью, чтобы предотвратить наступление,
необратимых изменений в их составе и свойствах из-за испарения
я окисления компонентов, расплавления и вытекания легкоплав-
легкоплавких составляющих. . .
При флюсовой пайке может Произойти потеря активности
¦флюса до того, как расплавится припой, что приведет к развитию-
непропаев или незаполиеиию зазора припоем.
При выборе скорости охлаждения необходимо учитывать
влияние скорости охлаждения на свойства конструкционного
материала, иа образование тепловых дефо'рмаций и изменение
размеров и формы паяных деталей, на возможность образования
трещин под действием растягивающих термических, напряжений
при охлаждении изделия ниже температуры затвердевания паяно-
паяного шва.
Следовательно, выбор способа нагрева и расчет термического'
цикла пайки в целом должны основываться на предварительном
анализе конструкционной сложности, масштабного фактора и. мас-
массы изделия, теплофизических характеристик паяемого металла,
данных о допустимой длительности иагрева и охлаждения,
паяемого металла, припоя, флюса при выбранном на стандартных
образцах режиме пайки. При этом важно также учитывать
особенности способов нагрева, возможности их использования
при пайке изделия и обеспечения требуемой производительности
процесса.
Кривые нагрева деталей собранного йод пайку изделия можно
¦также получить, экспериментально с помощью термопар [80].
Расчет температурного цикла пайки изделий
Идея расчета ТЦП сложного изделия заключае-^ся в условной
замене его моделью «массивного» сплошного тела с простой фор-
формой поверхности (цилиндр, пластина или шар), материал которого
обладает той же теплопроводностью, что и материал изделия,
а тепловые свойства эквивалентного массивного тела выражены
в виде эквивалентных коэффициентов [81]. В этом случае расчет-
яре время. иагрева и охлаждения массивного тела будет совпадать
•с временем иагрева и охлаждения паяемого изделия с достаточ-
достаточной для практики точностью.
В ряде случаев также важно знать распределение температу-
температуры по объему паяемого изделия и изменение температурного
поля при пайке. Для решения этой задачи испойьзуют известные
методики расчета, учитывающие особенности конструкции паяемо-
паяемого изделия, его форму и конечные размеры. '
238
Для расчета термических циклов при пайке с локальным
источником нагрева, например газопламенным или электрической
дугой, может быть использована теория движущихся сосредоточен-
сосредоточенных источников тепла с учетом влияния размеров и формы
изделия, разработанная применительно к сварке академиком
Н. Н. Рыкалниым.
Существует общий подход к расчету термического цикла
пайки изделий, при общем нагреве не зависящий от вида тепло-
теплообмена и конструкции паяемого изделия. Если известен способ
нагрева при пайке, конструкция паяемого изделия, температура
и давление при пайке, то можно определить вид теплообмена
между паяемым изделием и окружающей средой и условия одно-
однозначности теплообмена.
Условия однозначности включают физические параметры ма-
материала конструкции и окружающей с'реды (физические условия);
геометрическую форму и габариты изделия (геометрические усло-
условия); температурное поле в начале иагрева или охлаждения
(начальные условия); закон теплообмена на границе паяемого
изделия с окружающей средой (граничные условия).
Закон теплообмена на границе паяемого изделия с окружаю-
окружающей средой может быть задан в виде известной температуры иа
поверхности паяемого изделия на протяжении общего времени пай-
пайки (граничное условие 1-го рода). Граничное условие 2-го рода
определяет значение теплового потока, поглощаемого (выделяемо-
(выделяемого) изделием за общее время пайки. Граничное условие^Зто рода
определяет температуру окружающей среды и зак©» Теплообмена
на поверхности паяемого изделия: а(То.с—Тп) —^QinfdT'fdtij где а —
коэффициент теплопередачи, ВТ/м2-К); %п—коэффициент тешюпро-;
водности паяемого материала, Вт/(м2-К); То.с—температура окру-
окружающей среды, К; Тп — температура ^поверхности паяемого изде-
изделия, К; дТ/дп — градиент температуры,, К/м/ г; •¦'>' . ,/. ,7
Граничное условие третьего, рода,,является.,математической за-
записью закона сохранение энергии. .:, ,..... !.,:_'../,'. '-'..j . i
Граничное . условие 4-го рода описывает, кондукгивньш,' тепло-
теплообмен между поверхностью, паяемого изделия.; и окружающей .сре-
.средой, когда температура поверхности паяемого йздели^я равна „тем-!
пературе окружающей среды.. Это условие математически .формули-
.формулируется в виде равенства тепловых.'потоков от окружающей феды
к паяемому изделию, и.обратного:,. . . , ,. , ,_,",''... , ,,'-, ',.'„ ,
' - Х0-с (dT0.Jdn) = -litdTvJdn). \ ;;;¦¦ ;';¦ '_;•¦¦¦
Выбор модели паяемого изделия в виде массивного сплошного
тела простой геометрической формы основывается на близости форм
поверхностей паяемого изделия и тела. Если паяемое изделие пред-
представляет собой тело в'ращеииея, то., выбирают цилиндр; или шар.
Для цилиндра определяющий размер: рассчитывается по формуле:
#.,== V F/k, для пластины. 7=F/26, для Шара Д'—^Зу]Щс ,
где F — площадь поперечного сечения пластины или цилиндра, м2;
б— половина толщниы пластины, м; У-^^б^ем. щрра, м3. . , [
•; Дальнейший ход расчета определяется..;^ видом ^еплообмеиа ,меж-
,между паяемым изделием и окружающей средой. .,, : / .! ,.. . ."..".'
.Условия одиозиачиости, определяющие радй^р'„изДеййя и. вид
теплообмена, позволяют рассчитать критерий мррсившр^в Бйо.'паяе-.
мо»о изделия: Bi=allk, где а — кр^ффициёкт теплоотдачи, Вт/(м2;
239
•К); Я — коэффициент теплопроводности паяемого материала, .Вт/4
/(м-К); I—размер паяемого изделия, м.
Если в процессе нагрева (охлаждения) можно пренебречь гра-
градиентом температуры в объеме паяемого изделия (Bt<0,25), то-
последнее считается теплотехнически «тонким»; если градиент тем-
температуры значителен (Bt>0,5), то изделие считается теплотехни-
теплотехнически «толстым».
Расчет времени нагрева и охлаждения тел
при кондуктивном теплообмене (теплопроводность)
Процесс нестационарной теплопроводности (нагрев и охлаждение)*
опысывается дифференциальным уравнением
T ,д*Т ,дЧ\
где а — температуропроводность, мг/с
Граничное условие задано в виде известного закона теплооб-
теплообмена и температуры окружающей среды.
Решение уравнения A) определяет температуру тела как функ-
функцию трех координат и времени: t=f(x, у, г, т).
Рассмотрим случаи двустороннего нагрева бесконечной пластины;
толщиной 26. Бесконечной считается пластина, у которой толщина
значительно меньше ее ширины и длины. В этом случае коэффи-
коэффициент теплоотдачи неизменен по всей поверхности пластины; следо-
следовательно, изменение температуры происходит вдоль одной оси.
Общее решение уравнения A) (в безразмерной форме) для;
пластины можно записать в виде
6 = 2 г^5 cos ((*„*) ехр (-№), B),
fi [A + sinncosn
где в — температура; х — координата; Fo — критерий Фурье; |Л —
постоянная, определяемая значениями критерия Био [82].
Безразмерная температура в=(Г0.с—ТI(То.с—Т0), где Г —тем-
—температура тела в данный момент времени, К; Го — начальная темпе-
температура тела, К-
Значение ц критерия Фурье рассчитывается по формуле Fo=
—ах/Р, где t — время нагрева (охлаждения); I — размер изделий,м.
. Ряд B) быстро сходится, причем для критерия Фурье Fo»0,2S>
величина относительной температуры определяется с достаточной;
точностью первым членом ряда (п—1):
Sin |Xi COS |xt
Величина относительной температуры для заданного сечения
пластины определяется значениями критериев Фурье и Био. Это-
условие позволяет графически решить уравнение B). Для поверх-
поверхности н середины пластины графическое решение представлено на-
рнс. 35. Эти графики позволяют оценить максимальный темпера-
температурный перепад по сечению пластины при нагреве (охлаждении)
паяемого изделия. Аналогичные графики построены и рассчитаны
для цилиндра и шара.
Для определения температурного поля по объему паяемого-
изделия выбирают координату точки в объеме паяемого изделия,
задают максимальный возможный градиент температуры (gradr=
240
—То.е—Т), исходя из теплофизнческих параметров паяемого мате-
материала и конструкционных особенностей изделия, определяют по
-заданному градиенту величину относительной температуры, опре-
определяют по таблице значение коэффициента К, подставляют полу-
полученные значения х, 0 в уравнение A) или B) и рассчитывают время
нагрева (охлаждения) паяемого изделия до заданной температуры
в точке, выбранной в его объеме.
Выбирая последовательно координаты точек от поверхности к
.центру, можно получить изменения во времени температурного поля
по объему паяемого изделия.
Насчет времени нагрева и охлаждения тел конвекцией
Конвективный теплообмен — процесс передачи тепла движущейся
газовой или жидкой средой. В самой движущейся среде передача
тепла осуществляется теплопроводностью. Конвективный теплооб-
теплообмен в общем случае описывается системой дифференциальных урав-
уравнений теплопроводности в движущейся среде, движения вязкой
жидкости, непрерывности для жидкости и условиями однозначности.
Решение системы дифференциальных уравнений представляет
большие трудности, поэтому с помощью теории подобия отдельные
¦физические величины объединяют в безразмерные комплексы:
Критерий
подобия
Расчетная формула
Физический смысл критерия
Нуссельта Nu=al/k Отношение тепловой проводимости
{число) на границе тело — среда к тепловой
проводимости среды
Грасгофа Gr=g$&Tl3/v2 Подъемная сила нагретой среды
при естественной конвекции
Пекле Pe—Vl/a Отношение теплоты- конвекции к
теплоте, которая передается тепло-
теплопроводностью
Рейнольдса Re<=Vl/v Отношение сил инерции к силам
вязкого трения
Прандтля Pr=vfa Отражает физические свойства сре-
среды
Это позволяет перейти к системе безразмерных дифференциаль-
дифференциальных уравнений, решение -которых определяет функциональную
связь критериев (независимые комплексы) и чисел подобия, вклю-
включающих в себя определяемую величину: Nu=f(Gr, Pr, Ре).
Для естественной конвекции справедлива зависимость Nu=
=f(Gr, Pr)n.
Величина критерия Прандтля практически не зависит от тем-
температуры и давления, а зависит от атомарности газа:
Атомарность газа 1 2 3 4
Рг 0,67 0,72 0,80 1,00
Коэффициенты Сап имеют следующие значения:
Рг, Сг
С . .
\. 10-3—5-102
1,180
1/8
5-10*-2-107
0,540
1/4
2-Ю7—1013
0,135
1/3
241
10 1Z Щ 1В 18 20 22 2f 26 28 30
Ц01
8 10 12 Ш W IB 20 22 2t 26 28 30
Рис. 35. Графическое рещение уравнения A2) для поверхности (а) и серединм E) пластинм
Величина критерия Грасгофа рассчитывается по таблицам. Та-
Таким образом, число Нуссельта определяет значение коэффициента
теплоотдачи конвекцией ак.
Время нагрева н охлаждения теплотехнически тонкого тела
рассчитывается по формуле
тн = (Мфк) lg [(Т0.с- Гн)/(Г0.с - Гк)], C)
где М — массивность тела, кг/м2; с — удельная теплоемкость паяе-
паяемого материала, Дж/(кг-К); Го.с—температура окружающей сре-
среды, К; Тв, Тк — начальная и конечная температуры тела, К.
Время нагрева теплотехнически толстого тела конвекцией и
изменение температурного поля по объему тела определяются теп-
теплопроводностью. Коэффициент теплоотдачи конвекцией определяет
граничные условия 3-го рода. Для вынужденной конвекции число
Нуссельта находится в функциональной зависимости от критериев
Рейнольдса и Прандтля: Nu=f(Re, Рг).
Расчетные формулы числа Нуссельта и критериев подобия для
тел простой формы и ламинарного или турбулентного характера
движения среды приведены в работе [84].
Расчет времени.охлаждения деталей
при радиационном теплообмене
Величина лучистого теплового потока определяется температурой
источника энергии. Предположим, что при радиационном теплооб-
теплообмене температура окружающей среды постоянная G.c=const)
н тепловая энергия, передаваемая изделию, поглощается нм без
потерь. В этом случае уравнение, выражающее закон сохранения
энергии, принимает вид [84]:
где с — удельная теплоемкость паяемого материала, Дж/(кг-К),
F — площадь поверхности изделия, м2; С — коэффициент лучеис-
лучеиспускания серого тела; Т—температура изделия, К-
Если теплоемкость паяемого материала не зависит от темпе-
температуры, а нагреваемое изделие является теплотехнически тонким, то
решение уравнения C) можно представить в следующем виде:
х = (Мс Го.с/3600с6) (vK - vH), D)
где v — функция, зависящая от отношения температуры окружаю-
окружающей среды. Так, если Гт/7'о.с=0,2, то функция v=Tt/T0.e. Индексы
«к» и «н» относятся к температуре тела в конце и начале нагрева
соответственно.
Время охлаждения теплотехнически тонкого изделия опреде-
определяется по формуле D), однако в этом случае нужно поменять знаки
леред vK и vH. Расчет времени нагрева и охлаждения теплотехни-
теплотехнически толстого изделия относится к сложному теплообмену и изло-
изложен в следующем разделе.
¦Расчет времени нагрева и охлаждения
паяемого изделия при сложном теплообмене
Радиационно-кондуктивный теплообмен. Типичным примером радиа-
цнонно-кондуктивного теплообмена может служить нагрев в ин-
индукционных нагревательных установках
.244
Тепловая энергия от индуктора к паяемому изделию переда-
передается излучением. Электродвижущая сила, наведённая в поверхност-
поверхностном слое изделия, создает поле переменного тока, которое обуслов-
обусловливает -*¦ проводнике выделение- джоулевого тенла. Поэтому, расчет
радиационио-коидрстивиогб теплообмена ведут в две стадии: на
первой определяют лучистый тепловой'потея, поглощаемый издели-
изделием (граничное условие 2-го рода), или температуру поверхности
паяемого изделия; на второй — рассчитывают время нагрева или
охлаждения паяемого изделия теплопроводностью с граничными усло-
условиями, определенными на первой стадии;
Если' граничное условие представлено в виде постоянного во
времени теплового потока, то время нагрева паяемого изделвя
рассчитывается по формуле
J
тде d — диаметр нагреваемого изделия, mj S—:функцня, значения
которой даны в работе [84].
Если граничное условие задано в виде постоянной температуры
на поверхности паяемого изделия, то время нагрева определяется
¦теплопроводностью.
Радиационно-конвективный - теплообмен. Этот-вид теплообмена
имеет место при нагреве паяемых изделий в печах сопротивления
с принудительной подачей газа для низкотемпературной пайки.
Цель расчета радиацнонно-коивектнвного теплообмена' состоит
в определении суммарного коэффициента теплоотдачи ест, который
учитывает теплообмен между нагреваемым телом и окружающей
.средой конвекцией и излучением.
Для практических расчетов радиацнонно-конвективного тепло-
теплообмена удобно пользоваться графиками, построенными на основе
расчета коэффициентов теплоотдачи.
Определив величину суммарного коэффициента теплоотдачи как
ат"=аг+а«вл, рассчитывают величину крнтерняБно.
Расчет времени нагрева и охлаждения изделия — теплотехниче-
теплотехнически тонкого тела—:проводят по формул* (б), ж которой вместо
коэффициента теплоотдачи конвекцией а* надо поставить аначенне
суммарного коэффициента теплоотдачи с*т.
Время нагрева и охлаждения теплотехнически толстого тела
определяется теплопроводностью. Расчет этого времени приведен
-выше. Значение суммарного коэффициента теплоотдачи в атом слу-
случае определяет граничное условие третьего рода. Рассмотренные
методики расчета времени и нагреве и охлаждения справедливы
для бесконечных пластины, цилиндра и шара. В практике нагрева
Прн пайке имеют дело с изделиями конечной формы. При этом
заменяют паяемое изделие на тело конечных размеров простой фор-
формы поверхности (параллелепипед, прямоугольный стержень, цилиндр,
и ша°р).
Параллелепипед конечных размеров можно рассматривать как
тело, образованное пересечением бесконечных пластин. Поэтому ме-
метод расчета, относящийся к бесконечной пластине, можно отнести
й к параллелепипеду. Это положение подтверждено правилом пе-
перемножения температурных критериев [84], иоторо* определяет от-
относительную температуру сплошного изделия конечных размеров
как произведение относительных температур тс?«х бесконечных плас-
пластин.
'145
Относительная температура цилиндра конечных размеров равна
произведению относительных температур неограниченного цилиндра
и пластины.
Расчет критерия Био по трем координатным осям показывает,
в каком направлении имеет место наибольшее изменение темпера-
температуры: чем меньше значения критерия Био, тем быстрее^изменяется
температура по сечению детали или изделия. Расчет времени нагре-
нагрева н охлаждения следует начинать д*я минимального значения кри-
критерия Био, так как в этом случае Ьначдаеяьне сокращается число
расчетных точек. Расчет ведут обычно до момента времени, при
котором значение относительной температуры 8<0,1.
Величину перепада температур ДГ, К, между поверхностью
и центром цилиндрического тела при его нагреве в индукторе при
условии постоянства температуры иа его поверхности в зависимости
от времени нагрева определяют по формуле АТ=То-1,61 ехр(—5,8f«),
где Л>—критерии Фурье (/?о>0,3).
Для сохранения постоянства температуры на поверхности мас-
массивной детали при индукционном нагреве последний ведут с пере-
перерывами, чтобы избежать плавления нагреваемой детали с поверх-
поверхностью. Глубинный нагрев металла при индукционном нагреве
подчиняется законам теплопередачи теплопроводностью. Скорость,
индукционного нагрева связана с глубиной проникания тока.
Расчет времени нагрева и охлаждения
для деталей с ребристой поверхностью
Для изделий со сложной формой поверхности в общем случае рас-
рассчитывают приведенный коэффициент теплоотдачи, который опре-
определяет закон теплообмена между окружающей средой и изделием.
Так, для тела с ребристой поверхностью приведенный коэффициент
теплоотдачи определяется выражением [83]
опр — арЕ (FpIFp.c) - ас {FJFp.c)t
где Е—коэффициент еффектнвности ребра, равный
fp —площадь боковой поверхности ребра, м*; Fc — площадь глад-
гладкой части ребристой поверхности, м2; Fv.a— суммарная площадь
боковой поверхности, м*; ар — коэффициент теплоотдачи ребра; <хс —
коэффициент теплоотдачи гладкой стенки.
Формула приведенного коэффициента теплоотдачи для изделий
сложной формы Даны в работе [87].
Термическое сопротивление
и термическая проводимость sasopoe
между деталями паяемых изделий
При нагреве изделия, собранного из деталей с капиллярными зазо-
зазорами между ними и находящихся под давлением, может иметь место
контактный теплообмен, влияющий иа продолжительность нагрева
собранного иод пайку изделия.
24в
Непосредственный контакт деталей при их механическом сопри-
соприкосновении происходит в отдельных точках (пятнах) или в группах
Точек с номинальной поверхностью, что обусловлено шероховато-
шероховатостью, волнистостью н макроиеровностями на сопрягаемых поверх-
поверхностях. Вследствие более высокой теплопроводности контактирую-
контактирующих металлов по сравнению с межконтактной средой между выс-
выступами неровностей линии теплового потока стягиваются к местам
контакта н между ними образуется температурный градиент.
При малой высоте контакта пренебрегают теплообменом вдоль
зазора и теплообменом от свободной конвекции, а при нагреве
ниже 700—750°С — и от излучения.
Исследования контактного теплообмена показали [86], что-тер-
что-термическое сопротивление контакта Лк"=1/аи (где.Ок — коэффициент
теплопередачи контакта) с увеличением нагрузки иа соприкасаю-
соприкасающиеся поверхности понижается по линейному закону для - относи-
относительно твердых н малотеплопроводных материалов (например, ста-
стали) н по экспоненте—для мягких и высокотеплопроводных (напри-
(например, алюминий, медь, броиза).
С увеличением чистоты обработки контактирующих поверхно-
поверхностей термическое сопротивление понижается и при высокой ее чис-
чистоте мало зависит.от нагрузки. RK также повышается о повыше-
повышением температуры в зоне раздела.
Величина термического сопротивления контакта может быть
снижена путем введения в зону контакта газов с повышенной теп-
теплопроводностью, жидкостей или фольги нз мягких металлов.
Термическая проводимость контакта для плоских поверхностей
может быть подсчитана по уравнению
1 ~*с
где hcvi и Лсра — средняя высота выступов микронеровностей пер-
первой и второй поверхностей.
Первое слагаемое в этом уравнении — тепловая проводимость
межконтактной среды, второе — тепловая проводимость через места
теплового контакта металлов; Яс — коэффициент теплопроводности
межконтактной среды; Хк — приведенная теплопроводность контак-
контактирующих металлов .JXm=2XmiXM2/(X,mi+^m2)]; N— номинальная на-
нагрузка; о"„ — временное сопротивление разрыву; SH — номинальная
(геометрическая) 'площадь контакта.
Термическое сопротивление межконтактной среды /?с=ЛСр1 +
0-/icp2/2?wc наиболее эффективно снижается при укладке в зазор
олова, при гальваническом покрытии стали медью и при давлении
8—5 МПа в 8—10 раз.
Термическое сопротивление контакта уменьшается с повышением
теплопроводности контактирующих материалов, увеличением сжа-
сжатия, повышением класса чистоты обработки. В условиях глубокого
вакуума наблюдается значительное увеличение термического сопро*
: тивлення контактов.
Термическое сопротивление физического контакта описывается
выражением /?м"~[30в5н/B,1ЛД,м)]-1О-4. Как следует из формул
для Re и RK, их минимальное значение для плоских шероховатых
поверхностей обеспечивается при отсутствии .волнистости и микрв-
неровностей.
Ш
После расплавления Припоя и заполнения ям зазоров Между
деталями . термическое сопротивление контактов, резко снижается
и определяется. теплопроводность паяного, шва.
Расчет тепловых полей при пайке стального
пластинчато-ребристого теплообменника [87]
Расчет температурного поля по объему пластинчато-ребристого
теплообменника при пайке его в печи сопротивления косвенного
действия необходим для отработки оптимальных режимов его на-
нагрева при пайке, предотвращающих тепловую деформацию тонко-
тонкостенных элементов. Такой расчет сводят к расчету сплопитого тела
конечных размеров AXBxL с эквивалентными" коэффициентами
тепло- и температуропроводности, приведенной плотности и еди-
единицы массы теплообменника.
1. Эквввалентный коэффициент теплопроводности для элемен-
элементарного объема AxBXL теплообменника рассчитывают без учета
влияния фиксаторов, располагающихся по его углам. Конструкция
теплообменника и условия его нагрева в печи обусловливают теп-
тепловую симметрию нагрева относительно осей х к у. Поэтому коэф-
коэффициенты теплопроводности для условия, когда тепловой поток
направлен параллельно слоям пакета, а гофрированные пластины
имеют угол а=60°, при непокрытых припоем элементах теплооб-
теплообменника равны:
»*» = №. + 1.258,) Хмк/(82 + А) = Ху9кв,
где 6i н в2— толщина гофрированной и разделительной пластин
соответственно; h — высота гофрированной пластины; Ям*— коэф-
коэффициент теплопроводности основного материала.
Для разделительных пластин, покрытых припоем при толщине
слоя последнего бмп:
**» = (-3, + 1 '258i) Ч + 2ЧХм„]/А,
где X — коэффициент теплопроводности нанесенного слоя припоя.
Эквивалентный коэффициент теплопроводности в направлении,
перпендикулярном слоям пакета теплообменника, набранным с за-
зазором (с учетом внутреннего теплоизлучения), определяют по фор-
формуле Г. П. Иванцова [81]:
* °% °66
где A=(A+6i)/2—усредненная для упрощения расчета толщина
пластин; а» — коэффициент теплоотдачи через зазор при конечной
температуре нагрева.
При 6=0,1-5-0,5 мм, Кг .«."Сббаа^+Д). '
2. Эквивалентные коэффициенты температуропроводности рас-
рассчитывают, учитывая тепловую симметрию в направлении вдоль
слоев теплообменника Ox—at:
где ри —масса единицы объема вакета: См» — теплоемкость М»
548
[Рр/ В L)t где Vu — объем металла; А, В, L — ширина,
длина н высота элемента теплообменника соответственно].
Для теплообменника без покрытия разделительной пластины
слоем прнпоя
«жэКВ= (82 + 1.258,) ХМк/[(82 + 28,) рМкСМк] .
Коэффициент температуропроводности в направлении, перпен-
перпендикулярном слоям пакета:
л щ f
С< Рп о РМк Мк
При печной пайке коэффициент теплопередачи аСум=аНзл +
+аКОнв, где аИзл — коэффициент теплоотдачи теплоизлучением.
Коэффициент аковв мало зависит от температуры, н его зна-
значение может быть принято таким же, каким оно принято для
условий печного нагрева в неподвижном воздухе: аКонв«*42 кДж/
/(м*-ч-°С).
3. Расчетные значения критериев Фурье Fo и Бно-Bt в направ-
направлениях х, у, z равны:
луэкв
р
Г Oz
Г°хр • ГОг _ , Г Oz,
1 х 1 у 1 г
где а — коэффициент теплопередачи излучением: т — время нагре-
нагрева.
Зная критерии Фурье и Бно, по таблицам и графикам опреде-
определяют относительную температуру G, а по ней — истинную темпе-
температуру *псв н t4: *пов=<о+6по1.(*п—to); *ц=<о+вц(<п—to), где ©ц —
относительная температура в центре теплообменника, а бпов—: от-
относительная температура на его поверхности.
Расчетные данные изменения температуры на поверхности тепло-
теплообменника н в центре (размер теплообменника 270X270X234 мм,
6'2=0,2 мм, 6i=0,l мм, материал — сталь 12Х18Н10Т без гальвани-
гальванического покрытия разделительных пластин припоем) показали доста-
достаточно хорошую для практики точность расчета по предложенной
методике (несмотря на ряд допущений) в отлнчне от полученных
ранее экспериментальных данных [79].
В некоторых работах приведены расчеты температурно-времен-
ного цикла пайки сотовых панелей [85], теплообменников с трубной
доской [86], трубопроводов [85]. Очевидно, что число типов паяемых
изделий значительно превышает число методик расчета. Поэтому
большую роль играют общие методики расчета простого и слож-
сложного теплообмена тел, на основе которых можно разработать новую
методику для конкретного типа изделий. Важное значение для
определения точности расчета термического цикла пайки изделий
имеет экспериментальная проверка.
9. 90. 249
4. ВЫБОР ОБОРУДОВАНИЯ И ИНСТРУМЕНТА
ДЛЯ НАГРЕВА ПАЯЕМЫХ ИЗДЕЛИЙ
Нагревательное оборудование н инструмент должны прежде всего
обеспечивать возможность реализации выбранного для пайкн изде-
изделия термического цикла пайкн. Среди близких по техническим воз-
возможностям н характеристикам представителей нагревательного обо-
оборудования н инструмента выбирают наиболее экономичные.
Исходной информацией при этом служат технические тре-
требования к готовому изделию, план выпуска изделий и сроки их
изготовления, технические возможности технологического оборудо-
оборудования.
Выбор нагревательного оборудования начинают с анализа га-
габаритных размеров паяемого изделия, его массы и особенностей
конструкций, способов пайки СП1, СП2, СПЗ, цикла давления и
ТЦП.
Оборудование выбирают по параметру, в наибольшей степени
выявляющему его функциональное назначение и технические возмож-
возможности. Физическая величина, характеризующая главный параметр
оборудования, устанавливает взаимосвязь последнего с размерами
обрабатываемого на нем изделия. Производительность оборудования
определяется на основе анализа времени изготовления изделия за-
заданного качества.
Современное паяльное производство характеризуется многооб-
многообразием применяемого нагревательного оборудования, большая часть
его заимствована из других видов производств/При этом заимство-
заимствованное оборудование используется либо непосредственно, либо дора-
дорабатывается с учетом специфических особенностей паяемых изделий,
Процесса их изготовления и характера производства.
К первой группе оборудования с общим нагревом относятся
электротермические установки, установки со сканирующим элект-
электронным лучом, оптического нагрева н для пайки волной припоя.
Во вторую группу оборудования с локальным нагревом входят
паяльники, газопламенные горелки, паяльные лампы, плазменные
горелки, установки с нагревом электросопротивлением и посты ин-
индукционной пайкн.
Такое разделение является условным, поскольку не всегда
можно нрнвестн четкое разграничение между указанными группами
оборудования. Например, пайку нескольких составных частей мало-
малогабаритного изделия можно осуществить за счет одновременного
наГрева всех соединений с использованием оборудования второй
группы. И наоборот, оборудование первой группы можно применять
для раздельного нагрева каждого места пайки.
По способу преобразования электрической энергии в тепловую
н привода тепла к нагреваемому объекту электротермические уста-
установки подразделяются на электроустановки сопротивления и индук-
индукционные нагревательные установки. В установках электросопротив-
электросопротивления тепло выделяется в проводниках при прохождении по ним
электрического тока. При этом проводники могут быть твердые
и жндкне. К установкам с твердыми проводниками относятся элект-
электропечи сопротивления и установки инфракрасного нагрева, а к
установкам с жидкими проводниками — электрические ванны.
Электропечи сопротивления—наиболее распространенный вид
нагревательного оборудования, применяемого в производстве па»-
250
иых изделий. Электропечи сопротивления разделяются по следую-
следующим основным признакам [84]:
1) по роду работы н конструктивным признакам — на печн
периодического (камерные, шахтные и колпаковые) и непрерывного
(конвейерные с рольганговым подом, толкательные н карусельные)
действия;
2) по атмосфере в рабочем- пространстве — на печи с окисли-
окислительной (воздушной) средой, с контролируемыми (защитными или
восстановительными) атмосферами н вакуумные;
3) по рабочей температуре — на низкотемпературные (до
450°С), среднетемпературные (до 1000°С) н высокотемпературные
{до 1600°С).
В электропечах периодического действия паяемое изделие через
загрузочное отверстие (окно) загружают в рабочее пространство,
в котором изделие, как правило, неподвижно в течение нагрева и
выдержки прн температуре пайки. Выгружают изделие из печи
¦через то же отверстие.
Камерные печи просты по конструкции, универсальны н позво-
позволяют в широких диапазонах варьировать параметры температурно-
временного режима пайкн. К недостаткам камерных печей относятся
трудность обеспечения равномерного нагрева по всему объему ра-
рабочего пространства н создания в печи газовой среды заданного
состава прн кратковременных режимах пайки, сложность механиза-
механизации загрузки и выгрузки.
Печи с конвективной теплоотдачей снабжены вентиляторами,
создающими принудительную циркуляцию в рабочем пространстве.
Печи, рассчитанные на работу с контролируемыми атмосферами,
полностью герметизированы (табл. 92).
Таблица 92. Рабочие характеристики камерных электропечей со-
сопротивления ^^
Тип печи
Размеры рабочего прос-
пространства, мм
Без защитой среды
СНЗ-2,5.5.1,7/10
СНЗ-5.10.3,2/10
СНЗ-11.22.7/12
СНЗ-2,5.5.1,7/13
СНЗ-6,5.13.4/13
СНО-2,4.1,4/15
СНО-3.6,5.2/15
СНО-3.4,5.2/15
GHO-4.8.2,6/16
СНО-6,5.9.4/16
СНО-8,5.11.5/16
СНЗ-8.16.5.5/12-М1
СНЗ-4.8.2.5/12-М1
СНЗ-6.12.4/12-М1
« Установленная
(сверху вниз) 10—13;
ратура.
12
45
125
25
100
7,7
17,5
18,3
18,2
27,7
44,5
1000
1000
1200
1350
1350
1500
1500
1500
1600
1600
1600
500x250X170
1000X500X320
2200X1100X700
500X250X170
1300X650X400
400X200X140
650X300X200
450X300X200
800X400X260
900X650X400
1100X850X500
С защитной средой*2
71
19
52
1200*3
1200*3
1200*3
1600X800X500
800X400X250
1200X600X400
мощность. *2 Расход защитной среды для печев
4 н 7—8 М3/ч соответственно. « Максимальная темпе.
9*
251
Шахтные печн выполняются в виде круглых, квадратных или
прямоугольных шахт, открытых сверху и прикрываемых крышкой.
Шахтные печи просты н компактны, легки в обслуживании; для их
загрузки можно использовать цеховые подъемно-транспортные меха-
механизмы; относительно просто обеспечить их герметизацию. Недостат-
Недостатки таких печей — меньшая универсальность по сравнению с камер-
камерными печами; сложность эксплуатации в случае применения конт-
контролируемых атмосфер при кратковременных режимах дайки; повы-
повышенный удельный расход электроэнергии.
В печах с диаметром рабочего пространства 400 и 600 мм для
подъема крышки используют ручной рычажный механизм, в печах
диаметром 1000 и 1500 мм — электромеханический, диаметром
2500 мм н выше — с пневмоприводом. Печн с рабочей температурой
до 700°С предназначены для работы с окислительной и активной
газовой средами, а печн с рабочей температурой до 1000 и 1300°С—
для работы с активной газовой средой. Печи с рабочей температу-
температурой до 700°С оборудованы центробежным вентилятором, смонтиро-
смонтированным на выемной- подовой пробке. Для защиты изделия от пря-
прямого излучения нагревателей между изделием и нагревателями
устанавливают тепловые экраны. Ниже приведены основные пара-
параметры некоторых шахтных электропечей сопротивления с контро-
контролируемой атмосферой:
Тнп печи СШЗ-25.50/10-Л1 ЗСШЗ-8.40/10 ОКБ-3176А
N, кВт 600 336 285
*ра6, °С 1000 1050 900
Размеры рабочего про-
пространства, мм:
d 2500 800 1350
h 5000 4000 3000
Колпаковые печи могут быть цилиндрическими или прямоуголь-
прямоугольными, одно- или многоколпаковымн. Их используют для пайки изде-
изделий больших размеров. Колпаковые печн просты и надежны, дают
возможность в широких диапазонах варьировать режимы пайки,
позволяют беспрепятственно монтировать и устанавливать изделия.
Недостатки колпаковых печей обусловлены необходимостью исполь-
использования цеховых кранов большой грузоподъемности. Нагреваемое
изделие устанавливают на футерованный стенд, перекрытый подо-
подовой плитой, и закрывают колпаком.
В зависимости от технологического процесса одни колпак мо-
может обслуживать несколько стендов. В печах с контролируемой
атмосферой нзделне закрывают муфелем, в который подают рабочий
газ. Одновременно муфель защищает изделие от непосредственного
излучения нагревателя. В безмуфельных печах для этого служит
тепловой экран. Уплотнение колпака и муфеля и герметизацию
внутренних пространств обеспечивают с помощью песочных затво-
затворов, установленных на стенде. Напряжение подводят к стенду,
а через контактные соединения — к нагревателям колпака.
Водородные колпаковые печи используют для пайки изделий
в активной газовой среде, создаваемой чистым водородом или смет
сями водорода с другими газами. В отлнчне от печей с атмосферой
нз инертных газов водородные печи взрывоопасны. Для безопас-
252
Расход
газа.
М3/Ч
0,5
0,7
1,5
1,0
3,5
0,06
d, мм
1700—1800
450
500
200
670
170
h, мм
2050
900
500
300
1400
250
N, к]
40
27
200
118
250
20
ностн 'работ в водородных печах предусмотрены системы продувки,
отбора проб газа, взрывные клапаны, блокировка н сигнализация
при повышении давления, контроль расхода газа, «сброс» водорода
(горящие факелы) и т. п.
Нагреватели в печах с рабочей температурой. 1200 и 1800°С
изготавливают нз молибдена, а с температурой 2200°С— из воль-
вольфрама. Водородные печн имеют водоохлаждаемые колпаки (камеры)
н тепловые экраны. Ниже приведены основные параметры колпако-
вых электропечей для пайки в атмосфере водорода:
Тнп печн *Р?в,
С
СКБ-7001А 1200
СКБ-7001Б 1200
СКБ-7018 1600
СКБ-7049 2000
4059.005 1200
ЛН-3360 1200
Электропечи сопротивления непрерывного действия. В электро-
электропечах непрерывного действия паяемые изделия с помощью транс-
транспортирующего устройства передвигаются от загрузочного окна к
разгрузочному, нагреваясь до заданной температуры. Печи непре-
непрерывного действия имеют большую производительность л их срав-
сравнительно просто компоновать и встраивать в поточные и автомати-
автоматические линии.
Печн, как правило, имеют несколько тепловых зон с самосто-
самостоятельной регулировкой температуры, что позволяет с достаточной
точностью выдерживать различные графики нагрева изделия. Обыч-
Обычно протяженность тепловой зоны составляет от 1,5 до 2 м, но при
необходимости получения точной температуры на небольшом участке
зону укорачивают до 1 м. Температура в зонах колеблется в пре-
пределах ±A0—15) "С. В случае необходимости печи комплектуют ка-
камерами охлаждения. В зависимости от скорости охлаждения камеры
охлаждения конструктивно могут быть выполнены с водоохлаждае-
мымн стенками, с водоохлаждаемыми стенками и вентиляторами,
с обрызгиванием изделия (допустимо при работе в воздушной ат-
атмосфере), с футерованными стенками (без нагревателей илн с ннмн),
Печн непрерывного действия рассчитаны на работу с .окисли-,
тельной (воздушной) и контролируемыми атмосферами. В послед-
последнем случае камеры нагрева и охлаждения выполнены герметичными,
для чего они снабжены загрузочными и разгрузочными шлюзовыми
камерами.
По типу транспортирующего устройства электропечи непрерыв-
непрерывного действия подразделяются на конвейерные и карусельные.
Конвейерные печи применяются для пайки мелких н средних
изделий массового и крупносерийного производства.. По плоскости
перемещения изделий печи бывают горизонтальные и вертикальные.
Однако вертикальные печн, хотя н занимают меньшую площадь,
вследствие неравномерности рапределения температуры по высоте
печи, необходимости устройств для крепления изделий и сложности
обслуживания не нашли широкого применения, хотя они удобны
для пайки однотипных изделий.
253
Преимущество карусельных печей заключается в возможности
использования их при высоких температурах, так как несущая
часть подины может быть выполнена керамической, а рабочая ка-
камера печн не имеет металлических деталей, ограничивающих тем-
температуру нагрева.
В карусельных печах можно нагревать изделия сложной кон-
конфигурации без поддонов, что не всегда возможно в конвейерных
лечах. Недостатки карусельных печей заключаются в трудностн ме-
механизации и неудобстве использования их в поточных линиях из-за
того, что загрузочное н разгрузочное окна расположены рядом.
Для пайки в контролируемых атмосферах используют печи,
оконные проемы которых снабжены пламенной завесой.
Вакуумные электропечи сопротивления. По конструкции ваку-
вакуумные электропечи сопротивления подразделяются на садочные и
методические.
Садочные печн, как правило, предназначены для инднвидуаль-
иого или серийного производства. В таких печах изделие в течение
всего цикла пайки остается неподвижным, а его загрузку и вы-
выгрузку осуществляют через одно окно. - - • - -
Методические печи предназначены для массового производства;
в них паяемое изделие в процессе пайки перемещается непрерывно
«ли дискретно от загрузочного окна к разгрузочному. Существует
также группа печей полунепрерывного действия, представляющих
¦собой соединения нескольких камер, через которые последовательно
яроходнт паяемое изделие. К подобному соединению относятся,
-например, сочетания камер загрузки, предварительного нагрева, ра-
рабочей и охлаждения. В этих печах, как и в методических, загрузку
и выгрузку осуществляют через вакуумные шлюзы, но перемещение
¦изделия здесь всегда дискретно.
По рабочей температуре вакуумные печи разделяются на сред-
нетемпературные A100—1200°С) н высокотемпературные (>1200С),
а по остаточному давлению в рабочей камере — низковакуумные
{до 13,3 Па), средневакуумные A3,3—1,33-10-' Па), высоковакуум-
высоковакуумные A,33-Ю-2—1.33-10-* Па), сверхвысоковакуумные (ниже 1,33-
• 10-* Па). За основной параметр садочных печей приняты размеры
«рабочего пространства, а методических — размеры прохода вакуум-
вакуумных технологических затворов шлюзовых камер.
Главное требование, предъявляемое к футеровке вакуумных
печей,— хорошая способность нх к дегазации. Поэтому в этих пе-
печах широко применяют экранную теплоизоляцию, а в случае при-
применения огнеупорных и теплоизоляционных материалов число экра-
экранов сводят до минимума. В печах с рабочим давлением до 1,33-
-10-' Па допустимо применение керамической футеровки, а с дав-
давлением 1,33-Ю-2 Па и ниже используют металлическую экранную
изоляцию.
Для обеспечения длительной и надежной работы нагревателей
из тугоплавких металлов необходимо, чтобы при нагреве давление
в печн постоянно поддерживалось не выше 1,33-10-'—1,33-10-*,
Па, а величина натекания была минимальной.
В паяльном производстве среди садочных печей наибольшее рас-
распространение получили камерные, шахтиые и колпаковые печи
<табл. 93).
Камерные вакуумные печи — садочные с боковой загрузкой. По
своей разновидности камерные печн могут быть безмуфельные, му-
муфельные, муфельные с контрвакуумом.
254
Таблица 93. Основные характеристики вакуумных электропечей
сопротивления
Тнп печи
V.kBt
Р. Па
Размеры рабочего
пространства, ым
Без форсированного охлаждения
СНВ-1.3.1/1641
СГВ-2.3/15ЭМ1
ОКБ-8086
СЭВ-2.5.5/223
СШВ-6.5.16/12М
СШВ-2,5.10/16
СШВ-1.2.5/25-МО2
СШВ-8.11/25М-01
СШВ.8.12/13ЭМ1
СЭВ-2.4/20МО2
СЭВ-5.5/11.5ЭМ2
СЭВ-5.5/16ЭМ1
СЭВ-11.5.5/16ЭМ1
ОКБ-420
ОКБ-391
ОКБ-531
ОКБ-360
СКБ-5003
СКБ-5015
25
29
128
380
48
84
60
342
303
250
34
380
320
1600
1500
1700
2200
1200
1600
2500
2500
1300
2000
1150
1600
1600
4
20
;ioo
ПО
132
132
1300
1100
1800
1400
1200
1200
6.65-10-3
6,65- Ю-з
1.33-Ю-з
1,33 A0-5—
—ю-6)
1,33-Ю-2
6,65-Ю-3
1,33 10-2
1,33-Ю-2
1.33-Ю-з
1,33-Ю-3
1,33-10-'
1,33-Ю-3
1,33- Ю-з
хлаждением
1.33-Ю-з
1,33
6,65-10-2
1,33-10-'
1.33-10-'
1.33-10-'
100X100
200
250
250
650
250
100
800
800
200
300
500
1100
25
100
200
1000Х
Х250**
/и
190
300
300
500
500
1600
1000
250
1100
120G
400
300
500
550
100
200
350
250
1250
2500
* Тепловая зона одна. ** Размеры в плане.
В муфельных печах нзделне помещают в металлический муфель
(контейнер), внут'ри которого создают вакуум. Жаропрочный герме-
герметичный муфель, как правило, цилиндрической формы, помещают в
обычную (ие вакуумную) электропечь. К муфелю подсоединяют
откачную систему. Поскольку в муфеле, кроме паяемого изделия,
нет других предметов, требующих обезвоживания, он может быть
откачан быстро и до высокого вакуума. Однако эти печн работают
при сравнительно низких температурах (800—1100°С); прочность
разогретого муфеля невелика. Кроме того, при высоких температу-
температурах увеличивается диффузия воздуха через сварные швы н стенки
муфеля.
Электронагревательные ванны лрнменяют для нагрева изделий
под пайку за счет теплопередачи от нагретых жидкостей — масла,
расплавленных солей и щелочей. В паяльном производстве наи-
наибольшее распространение получили соляные ванны цилиндрической
255
«ли прямоугольной фо'рмы с внешним или внутренним обогревом.
Внутренний обогрев осуществляется электродными группами или
трубчатыми электронагревателями (ТЭН). По рабочей температуре
соляные ванны подразделяются на ванны с температурой до 650,
850, 1300-С.
Электронагревательные ванны Обладают следующими преиму-
преимуществами перед электропечами сопротивления: 1) высокой равномер-
равномерностью нагрева изделий вследствие значительно большей теплопро-
теплопроводности жидкости по сравнению с теплопроводностью газов; 2) вы-
высокой скоростью нагрева изделия благодаря высоким значениям
коэффициента теплоотдачи от жидкости к металлу; 3) большой
производительностью; 4) защитой изделий от окисления; изделия в
процессе нагрева и выдержки изолированы от воздушной среды
и при извлечении из ванны покрыты тонким слоем соли или флюса.
К недостаткам нагрева в электронагревательных ваннах следует
отнести: 1) большой удельный расход электроэнергии из-за повы-
повышенных тепловых потерь зеркалом ванны; 3) необходимость непре-
непрерывной эксплуатации нз-за сложности н длительности разогрева
до рабочего состояния; 3) тяжелые и вредные условия труда;
4) необходимость очистки изделий, от соли или флюса; 5) расход
соли нлн флюса н необходимость предварительной сушки их перед
загрузкой.
Ванны с внутренним обогревом по сравнению о ваннами с внеш-
внешним обогревом меньше по габаритам, имеют меньшие теплопотери
и меньший удельный расход электроэнергии. Кроме того, для си-
литровых ванн внутренний обогрев более безопасен, так как при
этом менее вероятен перегрев дна ванны из-за загрязнения нижних
слоев селитры. Недостаток такого обогрева состоит в малом сроке
службы нагревательных элементов вследствие эрозии трубчатого
кожуха нагревателя при высоких температурах. Более экономичным
является электродный нагрев, так как при этом имеется возможность
передвигать электроды по мере сгорания, что увеличивает срок их
службы. Одновременно конструкция электродных групп обеспечи-
обеспечивает электромагнитную циркуляцию соли в ванне. Соляные ванны
питаются через понижающий трансформатор (табл. 94).
Индукционные нагревательные установки могут быть разделе-
разделены на следующие группы:
1. По частоте питающего тока. Установки промышленной час-
частоты, питающиеся от сети 60 Гц, непосредственно или через спе-
специальные понизительные трансформаторы; установки повышенной
частоты E00—10 000) Гц, питающиеся от электромашинных преоб-
преобразователей частоты.
2. По принципу действия. Установки могут быть методические
и садочные. В методических установках изделие нагревается по
мере его продвижения через индуктор. Электрические параметры
этих установок в процессе работы не изменяются. В методических
установках прн измененном темпе движения обеспечивается вос-
воспроизводимость режима пайки всех изделий, последовательно проис-
происходящих через индуктор. В садочных установках все участки изде-
изделия, помещенного в индуктор, нагреваются до заданной темпера-
температуры одновременно. Электрические параметры этих установок в про-
процессе нагрева изделия могут меняться в зависимости от изменения
физических характеристик изделия при повышении их температуры.
¦; Для серийного н массового производства однотипных изделий,
подвергаемых пайке, целесообразно применять печи методического
256
Таблица 94. Основные характеристики
Тип ванны
С-50*3
В-10*4
В-20*4
С-25*5
В-30*4
С-100*3
С-35*6
С-20*5
С-75*6
С-45*5
СВС-35/13
СВС-60/13
СВС-75Х2/13Г
СВС-100/13
СВС-75Х2/13
СКБ-5152*6
N, кВт
50
10>
20
B5
30
100
35
20
75
45
60
60
150
100
150
120
t
раб1
"С
600
600
600
850
850
850
850
850
850
8Б0
1300
1300
1300
1300
1300
1300
Q, *'
100
30
;80
90
130
1160
30
90
155
200
,
и—
1—
320
,
140
соляных ваин
d
12001
300
380
400
220
220 -
340
340
—
—.
—.
'—
Размерь
г
рабочего
пространства, мм
1
900
- -
- ,
900
;*.
. ; -
Г50
150
315
350
500
950
6
600
¦ ¦
.
600
¦
.
100
150
360
200
360
250
45ft
350
535 .
475
555.
450
4120
460
580
600
320
320
1600
320
1500
475
41 Производительность. *2 Глубина. *s Соляные, электродные, прямо*
угольные. *• Тигельные соляные. *5 Соляные электродные однофазные с цир-
циркуляцией соли. *е Соляные, электродные, трехфазные.
действия, которые имеют по сравнению с садочными более высокую»
производительность, более полную загрузку источника питания во>
времени (высокий коэффициент использования мощности) и боль-
большую стабильность режима пайки.
Для мелкосерийного и опытного производства, где приходите»
часто перестраивать нагреватель на другое изделие, что занимает
значительное время, применяют сравнительно простые садочные ус-
установки, обеспечивающие возможность регулирования режима пайки
в широком диапазоне, режима «ожидания» при перебоях в работе
оборудования, смежного по технологическому процессу пайки с ин^
дукционной установкой.
3. По характеру атмосферы в рабочем пространстве. Установки
подразделяются на установки с окислительной (воздушной) средой,,
активной газовой средой и вакуумные. Основным элементом индук-
индукционных нагревательных установок служит индуктор, представляю-
представляющий собой катушку (соленоид), изготовленную нз медной водрох-
лажденной трубки.
4. По форме индуктора. В установках могут быть цилиндриче-
цилиндрические, прямоугольные и щелевые индукторы.
Индукционные установки состоят из камеры нагрева с индук-
индуктором конденсаторной батареи, механизма загрузки изделия, шкафов
коммутации и управления. В установках методического действия
все операции по загрузке изделий, их перемещению через индук-
индуктор и выгрузке полностью автоматизированы. Установки питаются
257
от индивидуальных генераторов повышенной частоты или центра-
централизованной сети частотой 50, 1000, 2500 и 8000 Гц.
Для пайки малогабаритных изделий используют специальные
автоматические или полуавтоматические установки, в которых
паяемое изделие помещают под кварцевый колпак, внутри которого
создается необходимый вакуум или поддается контролируемая
атмосфера. Нагревательный индуктор помещают снаружи колпака.
Для пайки в вакууме широкое применение получили вакуумные
индукционные установки (печи), обладающие рядом преимуществ
по сравнению с печами электросопротивления, главное из которых —
создание высоких температур без применения сложных н дорогих
нагревательных элементов. Конструктивно индукционные печи под-
подразделяются иа шахтиые и камерные и представляют собой
герметичный сварной кожух, внутри которого находится индуктор.
Недостаток данных установок состоит в том, что наличие кожуха
увеличивает электрические потери; токи в кожухе создает магнит-
магнитный поток, ослабляющий поток индуктора.
Вследствие интенсивной ионизации" электрическая поверхность
газового промежутка между витками индуктора падает с давле-
давлением. В зависимости от технологического назначения конструкции
камерных печей подразделяются иа садочные и методические.
В первом — изделие перемещается челночным способом, во втором—
на проход.
Горелки. При ручной пайке высокотемпературными припоями
«зделия нагревают газовыми горелками. В качестве горючих
газов в них используют ацетилен, пропаио-бутановую смесь, метан
. (природный газ), коксовый и «городской» газ, а также пары
бензина и керосина.
Окислителем для горючих газов служит кислород или воздух.
Конструктивно горелки состоят из ствола (ручки) с двумя
запорио-регулирующими вентилями и наконечника. Горючий газ
н окислитель подаются раздельно по шлангам. Наконечник — смен-
сменный узел—состоит из смесительной камеры-и сопла (мундштука).
По- способу подачи горючего газа горелки подразделяются иа
инжекторные (низкого давления 1—4 кПа) и безынжекториые
¦(высокого давления 40—100 кПа). Мощность пламени (предел
устойчивого горения) определяется объемом смесительной камеры
и диаметром сопла и регулируется изменением давления кислоро-
кислорода (в инжекторных горелках) или обоих газов (в безынжекторных
горелках). Наличие сменных наконечников позволяет использовать
одну горелку для пайки металлов различных толщин и тепло-
физических свойств. >
Технические данные горелок приведены в табл. 95.
Паяльник — нагревательное устройство, используемое при низко-
низкотемпературной пайке. Рабочим элементом паяльника служит
наконечник (жало).
По способу нагрева наконечника паяльники подразделяются
на паяльники непрерывного и периодического действия. Непрерыв-
Непрерывный нагрев наконечника осуществляют газовым, бензиновым,
керосиновым пламенем, а также электрическим током. В электро-
электропаяльниках нагревательный элемент располагается с внешней сторо-
стороны наконечника или внутри его. В условиях серийного и массового
производства электропаяльники снабжены устройствами, обеспечи-
обеспечивающими механическую, полуавтоматическую и автоматическую
подачу припоя.
258
Таблица 95. Технические характеристики некоторых газопламен-
газопламенных горелок
Тип горелки
ГС-2
«Звездочка»
ГСМ-53
СУ
«Звезда»
ГС-3
ГС-53
ГХМ-62
ГЗМ-2—62М
ГПВ-ЗМ*2
ГПВ-4«
ГЗУ-1—6
ГЗУ-2—62
ГЗМ-62
ГЗМ2-62М
ГКР-1-157
ГКУ-56'
Бензовоздушная*2
Номер нако-
наконечника
С 0 по 3
С 0 по 3
С 0 по 3
С 0 по 7
С 1 по 7
С 1 по 7
С 1 по 7
0
С 0 по 3
Сетчатый
»
С 1 по 7
С 1 по 7
С 1 по 3
С 1 по 3
С 1 по 5
С 2 по 7
20—30*3
в*1, мм
0,2—4,0
0,2—4,0
0,2-4,0
0,3—30
0,5—30
0,5—30
0,5—30
0,2-0,6
0,2—4,0
0,2—4,0
0,2-4,0
0,5—30
0,5—30
0,5—4,0
0,5-4,0
0,5—11,0
1,0—30
0,2—4,0
Горючий газ
(пасы)
Ацетилен
»
»
»
»
»
»
Пропан-бута».
»
»
»
»
»
»
Керосин
»
Бензин
*' Толщина стенки паяемых деталей. *3 Окислитель — воздух, в ост&иь*
ных случаях — кислород. *3 Диаметр — сопла, мм.
Таблица 96. Основные технические характеристики электропаяль-
электропаяльников
Марка
ПВ-5
ПВ-10
ПВ-15
ПВ-30
ПВ-40
ПВ-150
ПВ-175
ПВ-100
ПВ-150
ПВ-300
Молотковый
Дуговой
Плазменный
'раб-
"С
350
Э50
500
950—
1000
т, г
1—1,5
2—3
7—8
40—45
50—55
60—65
Г50—160
350—400
500—600
800—900
1000—
2000
1000
50—200
Мощность
Вт
5
10
15
30
40
50
75
100
150
300
более
300
1500—
ОПЛП
ZUVJU
2500
Напряжение, В
36
36
36
36; 127; B20
36; 127; B20
36; 127; 220
36; 127; 220
36; 127; 220
36; 127; S20
36; 127; 220
127; 220
124
,24
3x25
4X3»
5X50
8X75
10X80
10X90
15Х10О
——
—*
45X110
10
Примеча иие. t^a6, — температура рабочей части накопечннка; тг
d, I — масса меди, диаметр и длина наконечника.
25»
В паяльниках периодического действия наконечник нагревают
внешним источником тепла или встроенным в паяльник источником,
работающим в импульсном режиме.
При низкотемпературной пайке металлов со стойкой окисной
пленкой применяют специальные паяльники — ультразвуковые и
абразивные, а также с вибрирующей щеткой. К высокотемператур-
высокотемпературным паяльникам, обеспечивающим разогрев наконечника до 900° С,
^относятся паяльники с плазменным нагревом. Технические данные
паяльников приведены в табл. 96.
S, ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И СПОСОБЫ
ФИКСАЦИИ ДЕТАЛЕЙ И ЗАЗОРА МЕЖДУ НИМИ
При сборке изделия с фиксированными зазорами базирование и
закрепление деталей может быть осуществлено с помощью при-
приспособлений или без них. Без сборочных приспособлений закрепле-
закрепление деталей возможно под действием их веса за счет посадки —
яа резьбе, взамок, запрессовкой, по накатке и др., с помощью
дополнительных конструктивных элементов (штифты, вкладыши,
сухари, клинья, винты, заклепки др.), за счет технологических
приемов (прихватка сваркой, кериовка, зачеканка, развальцовка,
загибка кромок, обжатие, выдавливание металла, расчленение
выступающих концов, скрутка концов, обвязка проволокой
я др.).
Пр|
Три сборке с нефиксированными паяльными зазорами базиро-
базирование и закрепление составных частей изделия обеспечивают толь-
только с помощью приспособлений, конструкция которых одновремен-
одновременно рассчитана на возможность приложения давления в местах
пайки для прижима соединяемых деталей.
Прижим паяемых деталей изделия по месту пайки может быть
осуществлен с помощью груза, за счет разности термических
коэффициентов линейного расширения паяемого материала и мате-
материала приспособления, пневматическим давлением, вакуумированием
внутренней замкнутой полости изделия, вакуумированием внутрен-
внутренней замкнутой полости контейнера, вакуумированием внутренней
замкнутой полости изделия или приспособления при избыточном
внешнем давлении.
По функциональному назначению приспособления для сборки
и пайки можно разделить на следующие группы:
1. Установочные сборочно-паяльные приспособления, предназна-
предназначенные для базирования и закрепления паяемых деталей в положе-
положении, отвечающем конструкции изделия.
2. Силовые сборочно-паяльные приспособления, обеспечивающие
базирование паяемых деталей изделия, их закрепление и одновре-
одновременное приложение сжимающих усилий в местах соединения.
В пневматических приспособлениях возможны следующие
варианты создания сжимающих усилий: 1) в результате непосред-
непосредственного воздействия давления (нормальное или избыточное)
•окружающей газовой среды на паяемые детали. При этом паяе-
паяемые детали могут непосредственно контактировать с окружающей
средой (в случае пайки слоистых оболочек) или через промежуточ-
промежуточный элемент (в случае контейнерной пайки слоистых панелей);
в первом случае сжатие достигается в результате вакуумирования
260
межоболочкового пространства, во-втором —в результате вакууми-
рования внутреннего пространства контейнера; 2) за счет при-
применения специальных пневматических прижимов — воздушных поду-
подушек. Воздушная подушка представляет собой эластичный элемент,
внутренняя герметическая полость которого заполнена воздухом
или нейтральным газом при нормальном или избыточном давлении.
Приспособления подобного типа применяют при пайке изделий
в вакууме. Величина сжимающих усилий определяется начальным
внутренним давлением в подушке и тем давлением, которое создает-
создается вследствие расширения воздуха (газа) при нагреве подушки
в процессе пайки.
Приспособления, работающие по принципу использования раз-
разности термических коэффициентов линейного расширения просты
по конструкции и основаны на подборе материала приспособления
с учетом материала паяемых деталей.
3. Защитные приспособления, обеспечивающие защиту паяемых
изделий (места пайки) от окисления в процессе их обработки
по режиму пайки. К таким приспособлениям относятся контейнеры
различной конфигурации и приспособления местной защиты. По
конструктивному исполнению контейнеры подразделяются на жест-
жесткие и мягкие. Мягкие контейнеры, помимо защитной функции,
выполняют роль устройств, обеспечивающих сжатие составных
частей изделия в процессе пайки. Герметизация контейнеров
обеспечивается сваркой, применением песочных затворов, водо-
охлаждаемых крышек с эластичным уплотнением и через водяной
затвор.
Контейнеры, рассчитанные на работу с газовой средой, выполня-
выполняются самой различной геометрической формы; вакуумные контей-
контейнеры всегда имеют цилиндрическую форму со сферическими дни-
днищами или форму, близкую к шаровой. Это обусловлено необходи-
необходимостью обеспечения достаточной жесткости конструкции контейнера,
работающего при высоких температурах и избыточном внешнем
давлении по отношению к остаточному давлению внутри контей-
нёра. В газовых контейнерах перепад давлений либо отсутствует
вообще, либо составляет незначительную величину. Для подачи
и отвода газовой среды контейнеры снабжены трубопроводом,
состоящим из двух трубок (вводящая и выводящая), вваренных
в стенку контейнера или крышку. В контейнерах, рассчитанных
на работу с газами легче воздуха, выводная трубка крепится
иа уровне дна, а с газами тяжелее воздуха — в верхней части
контейнера на уровне крышки или потолка. Это вызвано необхо-
необходимостью полного удаления воздуха из внутренней полости кон-
контейнера при заполнении его газом.
К защитным приспособлениям относятся также геттерные
экраны, применяемые при вакуумной пайке в печах. Для их изго-
изготовления используют металлы с высокой поглотительной способ-
способностью к газам воздуха: титан, цирконий. Такие экраны позволяют
значительно улучшить состояние вакуума в объеме контейнера.
4. Противодеформационные приспособления, предотвращающее
коробление деталей. К ним относятся, например, фиксирующие
оправки различной формы и сечения, тепловые компенсаторы
и экраны, холодильники с естественным и водяным охлажде-
охлаждением н др.
При пайке с одновременным нагревом деталей и приспособления
к последним предъявляется ряд требований, выполнение которых
261
необходимо для получения качественных паяных соединений:
приспособление должно иметь минимальную массу, минимальную
площадь контакта с паяемыми деталями; обеспечивать быстрый
и равномерный нагрев паяемого изделия без деформация, свобод-
свободную циркуляцию газов в объеме вокруг паяемого изделия (или
затруднять откачку), открытый доступ к местам пайки при визуаль-
визуальном наблюдении за процессом вплавления припоя.
Материал приспособления должен быть совместим с материалом
паяемых деталей по термическим коэффициентам линейного рас-
расширения, не вступать с ним в контактно-реактивное плавление,
не смачиваться жидким припоем; хорошо обрабатываться резани-
резанием, обладать термостойкостью и механической прочностью при
температуре пайки.
Размеры элементов приспособления в местах сопряжения
должны быть согласованы с размерами паяемых деталей с учетом
функционального иазначевия приспособления. При свободном пере-
перемещении паяемых деталей внутри приспособления допустимый
зазор между ними должен соответствовать ходовой или широко-
широкоходовой посадке. Шероховатость поверхности у разъемных соедине-
соединений приспособлений должна быть не ниже 9—10-го класса.
Эти требования прежде всего ограничивают выбор пригодных
материалов. Для изготовления приспособлений используют стали
марок 12Х18Н9Т, 36Х18Н25С2, 45, 20X13, а также нихром, молиб-
молибден, никель, тантал, ковар, керамику различных марок, асбест,
графит.
Выбор технологической оснастки. При выборе технологической
оснастки для пайки изделий необходим предварительный анализ
конструктивных характеристик паяемого изделия и его массы, а
также свойств основного материала, данных с ТЦП, СП1,
СП2 и СПЗ, М„, Мвсв.
Далее устанавливают систему оснастки (специальная, специали-
специализированная, увиверсальная), определяют исходные требования к
технологической оснастке, выбирают конструкцию оснастки в соот-
соответствии с установленными требованиями; определяют исходные
расчетные данные для проектирования и изготовления новых кон-
конструкций освастки; выпускают технические задания на разработку
и изготовление технологической оснастки.
Средства механизации и автоматизации процесса пайки. К сред-
средствам механизации и автоматизации основных операций техно-
технологического процесса пайки относятся различные устройства и
механизмы для выполнения отдельных операций процесса —
устройства для загрузки и выгрузки изделий при пайке в печи
(подъемные столы, загрузочные площадки), устройства для пере-
перемещения деталей при обезжиривании, промывке, химическом
травлении, сушке, химической очистке паяемых поверхностей н др.
6. ТЕХНОЛОГИЧНОСТЬ ПАЯЕМЫХ СОЕДИНЕНИЙ
И ИЗДЕЛИИ И ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ИХ КОНСТРУКЦИОННОМУ ОФОРМЛЕНИЮ
Требования, предъявляемые к конструкционному оформлению паяе-
паяемых соединений и изделий, иные, чем к свариваемым, что связано
с физико-химическими условиями их формирования.
262
Важнейшие конструкционные факторы паяемых соединений —
тип соединения, зазор, нахлестка, шероховатость паиемой поверх-
поверхности, радиус галтели, угол скоса, паяемых изделий — взаимное
расположение деталей, общая длниа швов и их площадь, иаклои
зазоров при пайке, геометрическая форма изделий. *
Масштабными факторами паяемых изделий служат габариты
изделия, суммарная толщина стенок паяемых деталей в месте
пайки, масса изделия. Функциональный- фактор изделия — тип
паяного изделия по назначению.
Все эти факторы изделия являются, по существу, признаками,
важными для технологической классификации и кодирования
изделий, необходимых при разработке типовых технологических
процессов пайки в производстве.
Совместимость конструкционных факторов паяного соединения
и изделяя с учетом его масштабных факторов, массы н материа-
материала с технологией пайки при ее проектировании реализуется при
выборе способов пайки СШ, СП2, СПЗ, СП4, материалов Мт
н Мвеп, температурио-временного н термического циклов пайки.
На этапе рабочего проектирования конструкции изделия эта
совместимость с учетом разработанной технологии пайки реализу-
реализуется в технологичности паяемого изделия и характера введения
или расположения припоя, введения МВСп.
Многолетний опыт применения пайки в промышленности,
подкрепленный современными представлениями об особенностях
процессов при пайке и критериями обеспечения прочности паяных
соединений, позволил сформулировать ряд положений, выполне-
выполнение которых обеспечивает технологичность конструкции паяемых
соединений и изделий.
Технологичность конструкции паяемых соединений
1. При всех типах соединений, кроме соприкасающегося,
капиллярный зазор должен быть раввомериым по толщине ние пре-
прерываться, так как в иекапиллярвые зазоры припои ие затекают,
а в чрезвычайно узкие зазоры могут затекать только припои,
весьма слабо взаимодействующие с паяемым металлом.
2. Обеспечение равномерных по толщине капиллярных зазоров
при сборке, например крупногабаритных тонкостенных изделий
с замкнутой формой швов,— весьма трудоемкая операция. В этом
случае используют композиционную пайку, при которой сохраня-
сохраняются преимущества капиллярной пайки и не требуется дорого-
дорогостоящая операция подгонки капиллярных зазоров при сборке,
или принудительную подачу припоя в зазор. Для большинства
металлов при пайке наибольшее капиллярное давление достигает-
достигается при зазоре 0,05—0,20 мм (рис. 37).
3. Окончательную величину паяльного зазора выбирают в со-
ответствии с требованиями к прочности соединении, характеру
физико-химического взаимодействия Мк и Мш выбранного спосо-
способа удаления окисной пленки, способу пайки по нагреву СПЗ и
давлению СШ, изменению коэффициентов линейного расширении
разнородных паяемых материалов, характеру выполнения процес-
процесса пайки (механизированная, автоматизированная, ручная),
температуре пайки, способу введения припоя, форме паяемой
поверхности.
263
Ниже приведены данные о ширине зазора, используемого
при пайке различными припоями при 'ручной подаче припоя'и при
предварительной укладке припоя у зазора:
Медный, бронзовый
Припои для вакуума
Латунный . . .
Нейзильбер , . .
Серебряный . . ,
Алюминиевый . .
Ширина зазора*, мм
—/0,001—О.Ю
-/0,03—0,10
0,08—0,60/0,08—0,30
0,08—0,60/0,08—0,30
0,05—0,50/0,05—0,20
0,08—0,50/0,08—0,025
* В числителе приведены данные при ручной подаче, в
знаменателе.-гт при предварительной укладке припоя у зазора.
4. При флюсовой пайке капиллярный зазор следует выбирать
несколько большим, чем при бесфлюсовой пайке. При флюсовой
пайке вручную зазоры задают не более 0,5 мм и не менее
0,05 мм. Сборка деталей с зазорами менее 0,05 мм допустима
только при применении активных, инертных газовых сред нлн
вакуума. При плохой смачивающей способности припоя зазоры
необходимо увеличить.
1—J
0,1мм
ш
те
у//////.
У/////Л
У//////..
i
//////А
Рис. 36. Примеры плохой — с неравномерным зазором (верхний ряд) и
хорошей (нижний ряд) сборки паяных соединений
5. При затекании припоя в вертикальные капиллярные зазоры
сверху и слабом их физико-химическом взаимодействии с паяе-
паяемым материалом необходимо предусматривать «технологические»
стенки.
При конструировании изделий, предназначенных для контакт-
контактной твердогазовой пайки, необходимо фиксировать зазоры,' а кон-
контактный материал, взаимодействующий при пайке с паровой;
фазой, располагать у зазора или в открытых питателях.
264
6. Телескопические соединения из разнородных материалов
необходимо конструировать с учетом их коэффициентов термиче-
термического расширения. При аБП3>анаружп. в процессе сокращения
материала внутренней детали при охлаждении в шве могут
возникнуть горячие трещины; при ссвп<^СаПаружн в наружной
детали при обжиме ею внутренней детали при охлаждении могут
возникнуть растягивающие напряжения, способные вызвать ее
хрупкое разрушение в контакте с жидким припоем, оставшимся
в зазоре. В первом случае целесообразно применять муфты, охва-
охватывающие наружную деталь и препятствующие ее расширению,,
а во втором — готовый припой с температурой кристаллизации
выше температуры начала развития в материале наружной детали
'растягивающих напряжений.
7. При проектировании изделий, предназначенных для бес-
бесфлюсовой пайки припоями с легкоиспаряющимнся компонентам»
Рис. 37. Использование областей
зазоров при пайке: / — паяемый
материал с малым химическим
сродством к припою; 2 — паяемый
материал с сильным химическим
сродством к припою; 3 — область
допустимых зазоров при ручной
пайке; 4 — область некапялляриых
зазоров
или требующих весьма тонких капиллярных зазоров, в одной и»
соединяемых деталей следует предусмотреть для припоя откры-
открытые питатели, сообщающиеся с зазо'ром, или технологические
участки с питателями, уделяемые после пайки.
8. Существенное влияние на качество паяных соединений-
оказывает шероховатость паяемой поверхности. Для очень тои-
кнх зазоров в процессе печной пайки и при отличной смачивае-
смачиваемости паяемого металла жидким припоем степень шероховатости
должна быть 1,6 мкм. При локальных способах нагрева очень-
тонкие зазоры не имеют преимуществ и малоэкономичны. Наилуч-
Наилучшей шероховатостью при пайке считают 1,6—25 мкм; такая»
шероховатость не снижает капиллярного давления в зазоре.
Ше'роховатость более 100 мкм не обеспечивает постоянного зазо-
зазора. При шероховатости 25—100 мкм на растекание припоя влия-
влияет направление рисок: растекание ухудшается при расположений-
рисок перпендикулярно к направлению движения припоя и улуч-
улучшается при расположении их в направлении движения припоя.
9. Для обеспечения требуемой величины зазора необходима»
надежная фиксация паяемых деталей при сборке. Для такой
фиксации используют способы крепления деталей сваркой (в то»г
числе точечной, конденсаторной), кериением, а также само-
самоцентрированием и самоудерживанием деталей, проволокой, иакат-
кой, цапфами, впрессовкой, развальцовкой, сборкой взамок, зигов-
кой, заклепками,, штифтами, свинчиванием. В каждом конкретном
случае применение тех или иных способов зависит от конструкции»
паяемого изделия или сборочной единицы. Применение сборочных
265*
ириспособлеиий может существенно удлинять термический цикл
лайки.
10. При конструировании паяемых соединений следует учиты-
учитывать способность припоя к растеканию. При чрезмерной растекае-
мости припоя в галтельиых участках шва следует строго дозиро-
дозировать припой; можно также использовать вспомогательные материа-
материалы в виде покрытий или стоп-паст, а при достаточной толщине
•стенки паяемых деталей—иекапилляриые канавки, препятствующие
растеканию припоя. Растекание припоя уменьшается, если по
краям таких канавок остаются заусенцы, образующие систему
капилляров, дополнительно отводящую припой.
11. Для предотвращения образования подрезов под галтель-
ными участками паяных швов, утяжеления паяного изделия и
дополнительного расхода припоя последний должен быть строго
дозирован по объему A25—150% от объема зазора).
12. Детали с формой тел вращения наиболее пригодны для
сборки с использованием самоцентрирования и самоудерживания
путем вставки этих деталей одна в другую в сквозные или
глухие отверстия. Укладываемый при сборке вне зазора припой
может быть использован в виде колец из проволоки. По данным
Берисдорфа и Рубела, диаметр проволоки может быть определен,
«ели известны длина /, ширина Ь и глубина h зазора. Объем
припоя, необходимый для заполнения капиллярного зазора Ко=
—Ibh; для образования двух галтелей обычно к этому количеству
припоя добавляют 50—65% от Vo; таким образом, максимальный
объем припоя составляет Ki = l,65Vo. Масса такого припоя равна
1,65Уор, где р — плотность припоя, г/см3. Диаметр проволоки
кольца "припоя длиной I может быть подсчитай по формуле
¦d=2(V]/2n)|/2=2(Wi/ji)>/2 или определен из номограмм (рис. 38).
Фиксация деталей под действием собственного веса ие требу-
требует подгоики. Для весьма точной сборки может быть использова-
использовано крепление деталей посредством винта, штифтов (рис. 39 и 40).
На рис. 41 приведены примеры сборки самоцентрируемых
деталей с укладкой кольца припоя вне зазора, а иа рис 42 —
«примеры сборки деталей с использованием припоя в виде кольца
или фольги для получения уплотняющих паяных швов.
13. При фиксировании деталей из листового материала гер-
герметичные и вакуумплотиые паяные соединения, особенно в усло-
условиях контакта шва с газами и жидкостями, получают при исполь-
использовании различного типа «замковых» соединений (рис. 43). Такого
типа соединения чаще всего применяют при низкотемпературной
пайке, хотя есть примеры их использования и при высокотемпера-
высокотемпературной пайке, например для изготовления гибких шлангов из
коррозионностойких сталей.
14. При конструировании паяных соединений с низкой проч-
прочностью паяного шва или работающих при значительных ударных
«агрузках следует по возможности использовать иахлесточный
тип соединений; такие соединения наиболее технологичны и их
прочность в ряде случаев может быть повышена за счет увеличе-
увеличения площади нахлестки. При ударных испытаниях иахлесточных
соединений воздействие нагрузки частично релаксирует в резуль-
результате локальной деформации паяемого материала.
15. При конструировании нахлесточных паяных соединений
талтель шва ие следует располагать в местах повышенной кон-
концентрации напряжений, например у резких переходов.
266
W/Ж'Л
0,5 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0
Глубина шва, мм
Рис. 38. Номограмма для определения диаметра проволоки кольца
припоя (цифры иа кривых — диаметр проволоки, мм) (по Бернсдор-
фу и Рубелу)
Рис. 39. Примеры фиксации деталей при сборке под пайку с использо-
использованием кериеиия (а, 6), утапливаиии впотай (в), клепки (г), сварки (д),
свинчивания (е), иакатки (ж)
Рис 40. Способы фиксирования паяемых деталей посредством цапф
1 2
/
'/
/,
/
/
—1
щ
я
к"
'/
Рис. 41. Расположение припоя при
сборке:
1 — неправильно; 2 — правильно
Фольга
припоя
Кольцо
припоя
Кольцо
припоя
Рис 42 Примеры сборки деталей для получения уплотняющих паяных
швов с использованием припоя в виде проволочных колец (а, в) и
¦фольги (б)
Рис. 43. Типы замковых паяных соедииечий
268
16. Стыковое соединение применяют только при толщине ма-
материала не менее 1 мм, так как при меньшей толщине фикси-
фиксирование деталей затруднено.
17. При локальных способах нагрева избегают больших по
площади паяемых поверхностей из-за возможности непропаев
вследствие температурного градиента по паяемым деталям.
18. Косостыковое соединение деталей из листового материа-
материала труднее в изготовлении, чем стыковое. Однако при телескопи-
телескопическом типе соединения подготовка косостыкового соединения зна-
значительно упрощается, и такое соединение обеспечивает возможность,
самоцентрирования деталей при сборке. Обеспечение равнопрочнос-
ти при косостыковом типе соединения возможно только при угле
скоса >60°.
19. Величина нахлестки при высокотемпературной пайке долж-
иа быть в 3—8 раз больше наименьшей толщины паяемых дета-
деталей. При большей нахлестке вследствие развития больших напря-
напряжений по ее концам сопротивление срезу не увеличивается, а
масса изделия и расход припоя возрастают.
20. В изделиях, подвергающихся после пайки изгибу и штампов-
штамповке или работающих при больших статических нагрузках, а также
в условиях ударного нагружения или сильной вибрации, не ре-
рекомендуется применять паяные стыковые швы.
21. Паяные швы могут быть замкнутыми и незамкнутыми. Из
трубчатых соединений с замкнутым швом чаще всего применяют
телескопические, представляющие собой в продольном (характер-
(характерном) сечении нахлесточное соединение. Соединения с незамкнутыми
паяными швами, у которых основная часть поверхности спая плос-
плоская, называют пластинчатыми.
Длина напуска для косостыковых соединений труб и листов,
а также для соединений боковых стенок со вставными днищами
в зависимости от толщины листа приведены ниже:
Толщина листа,
Напуск, мм . .
мм .
1-1,5
10
2-3
15
3,5—5
20
5-8
25
8,5—13
30
22. В Грубчатых соединениях следует избегать пайки встык
{рис. 44), лучше паять внахлестку, при этом можно увеличить
прочность соединения (чистый срез) и использовать выточки для
уменьшения концентрации напряжений.
23. Для предотвращения кольцевого коробления и утяжек при
пайке труб с фланцами толщина шайбы фланца должна быть больше
толщины стенки трубы. При пайке тонкостенных сосудов толщина
обечайки должна быть больше толщины донышек.
24. Тавровые и угловые соединения применяют сравнительно
редко (рис. 45). Прочность таких соединений в значительной сте-
степени зависит от прочности и формы поверхности паяного шва,
модуля упругости паяемого материала. При хорошей пластичности
паяного шва, в том числе и в галтельном его участке, и относи-
относительно малом модуле упругости паяемого материала достаточно
усиленная галтель паяного шва в таких соединениях обеспечивает
благоприятное перераспределение напряжений при изгибе.
25. Как в пластинчатых и трубчатых, так и в тав'ровых и угло-
угловых соединениях прочность возрастает с увеличением площади
шва.
269
Хорошо
Плохо Хорошо
/iycpma Фитинг
Хорошо Плохо Хорошо
Рис. 44. Хорошо A) и плохо B) сконструированные паяиые соедине-
соединения труб
к\\\\\\\\\\ч
Рис. 45. Примеры тавровых и угловых паяных соединений
Наименее прочны соединения типа /, 2, 5, 6 (рис. 46). Соедине-
Соединения типа / применяют, например, в ребристых радиаторах и сотовых
конструкциях.
26. При пайке пересекающихся труб или прутков с листами
или плитами соединения типа 1, 5, 6, 11 (рис. 47) малетГрочны.
При увеличении площади паяного шва в соединениях типа 2—4У
7—10, 12—14 прочность последних возрастает.
270
Неправильно
Отрыв
фабильно Неправильно,
Неправильно Пра1ШлмС
Можно
нельзя
Рис. 46. Примеры правиль-
правильного и неправильного кон-
конструировании паяных соеди-
соединений
GSSS ^
Рис. 47. Примеры паяных соедине-
соединений с большой площадью шва
27. Способ предварительного размещения припоя при сборке —
один из существенных факторов, определяющих качество соедине-
соединений. Размещают припой перед пайкой с учетом конструкции паяемо-
паяемого изделия, формы припоя и характера его физико-химического
взаимодействия с паяемым металлом, способа нагрева.
Припой, изготовленный отдельна от паяемой детали, обычно
укладывают в зазор или у зазора или вводят последний в процес-
процессе пайки. В первом случае необходимо предусмотреть закрепление
Врипоя при сборке (см. рис. 41)..
28. При выборе способа размещения припоя при сборке необхо-
необходимо учитывать, что в капиллярные зазоры хорошо затекают припои
271
с узким или нулевым интервалом плавления, в том числе металлы
и эвтектики. Поэтому такие припои можно укладывать у зазора
или вводить в зазор в* процессе пайки. Припои с широким интерва-
интервалом плавления необходимо предварительно укладывать в зазор.
29. При большой площади нахлестки с равномерным по толщине
зазором или в соприкасающихся соединениях припой следует
предварительно размещать между паяемыми деталями или наносить
на них, чтобы исключить образование непропаев.
Припой может быть нанесен на паяемые детали до сборки
путем плакирования конструкционного материала при прокатке,
металлизации (термовакуумное напыление, гальваническое покры-
покрытие и др.). При этом обеспечивается наилучшее условие для сборки
деталей перед пайкой и для смачивания паяемого металла расплав-
расплавленным припоем.
30. При пайке вручную готовый припой в виде прутков или
проволоки подают к месту пайки.
31. Перёд пайкой в печи при индукционном нагреве, нагреве
погружением в жидкий флюс или солевой расплав припой уклады-
укладывают при сборке.
32. При сборке трубчатых соединений в виде проволоки, зерен,
стружки, ленты, свернутой в кольцо или спираль, предварительно
укладывают снаружи зазора. При этом припой располагают выше
нижней детали, например фланца, так как расположенный около
нижней детали припой иногда может растечься по ней и не затечь
в зазор.
33. При переменном зазоре припой располагают так, чтобы
он тек от широкой части зазора к узкой, иначе могут остаться
участки зазора, не заполненные припоем. При затекании припоя
воздух и флюс должны свободно выходить нз зазора и не образо-
образовывать «воздушных подушек» или флюсовых включений.
Рис. 48. Возможные варианты расположения флюса иа прутке или прово-
проволоке припоя
/ — припой; 2 — флюс (>по Берисдорфу и Рубелу)
34. Если трудно укрепить припой (например, в форме порошка}1
у зазора, то лучше использовать пасту из. флюса, порошка припо»
и связки, разведенной растворителем. Применение припоя в виде
пасты особенно удобно при механизированном или автоматизирован-
автоматизированном процессе пайки. Флюс может быть уложен на припой, (рис.48).
35. Припой не рекомендуется укладывать у зазора в случае;
если он вызывает интенсивную химическую эрозию паяемого метал-
металла, имеет широкий температурный интервал затвердевания или
плохо смачивает паяемый металл. В этом случае припой лучше-
помещать непосредственно в зазор или наносить, например, в виде
272
плакированного слон, иа паяемый металл до сборки. Примеры
правильного и неправильного расположения припоя перед пайкой
приведены иа рис. 46.
36. При конструировании паяемых деталей с плотной посадкой,
подвергаемых после сборки пайке в активных газовых средах, не-
необходимо предусмотреть канавки и лазы или выемки в более
толстостенной детали для размещения припоя.
37. При конструировании изделий для механизированной пай-
пайки следует предусмотреть возможность введения припоя в виде
фольги, пасты, проволоки в зазСр.
Технологичность паяемых изделий
38. При конструировании изделий, предназначенных для пайки
погружением, необходимо обеспечить возможность проникания в
места пайки флюсов, активных газов, а также стекання остатков
жидких флюсов и припоев после пайки погружением.
39. При проектировании паяемых изделий с приложением давле-
давления на соединяемые детали или собираемых перед пайкой из дета-
деталей, иагартовываемых при сборке, во избежание растрескивания
паяемого металла следует применять припои, не охрупчивающие
паяемый металл, не вызывающие его межзереииую эрозию и рас-
расплавляющиеся при температуре выше температуры рекристаллизации
паяемого металла.
40. При проектировании изделий, изготовляемых контактно-
реактивным, реактивно-флюсовым, диффузионным или композицион-
композиционным способами пайки, необходимо предусмотреть возможность
осуществления незначительного сдавливания соединяемых деталей.
41. При конструировании изделий, паяемых с коррозиоино-
активными флюсами, необходимо предусмотреть возможность надеж-
надежной отмывки их остатков и флюсов после пайки.
42. При конструировании изделий, паяемых с общим нагревом,
по возможности следует уменьшать разницу в толщинах паяемых
деталей.
43. При конструировании сложных изделий, предназначенных
для пайки в печи, минимальная толщина тонкостенных, частично
экранируемых при нагреве деталей должна быть тем больше, чем
меньше теплопроводность материала, из которого они изготовлены.
44. При конструировании изделий, паяемых с 'радиационным
или индукционным нагревом или теплопроводностью, необходимо
предусмотреть возможность нагрева сначала толстостенных, с по-
последующим нагревом тонкостенных деталей и припоя при контакте
с толстостенными деталями.
45. При конструировании паяных изделий, в которых при пайке
могут образовываться значительные по размерам замкнутые объе-
объемы, следует предусматривать дренажные отверстия.
46. Необходимо учитывать, что, во-первых, растачивание отвер-
отверстий правильной геометрической формы и, во-вторых, нарезание
резьбы в телескопических соединениях следует осуществлять только
после пайки. Если необходимо точное совпадение осевых линий
при пайке труб, то следует оставлять припуск на расточку их после
пайки.
Паять трубы со втулками без последующей проточки можно
только в случае, если не требуется большая точность в совпадении
осевых линий.
273
47. При конструировании паяных изделий необходимо учиты-
учитывать возможность применения выбранного способа пайки иа пред*
приятии-изготовителе с учетом размеров изделия, его формы н
оптимального температурного цикла пайки.
На основе анализа путей реализации совместимости К—Мк—Т
ниже приведены этапы проектирования технологии пайки изделий,
позволяющие использовать ЭВМ для получения оптимальных
решений.
1. Определение допустимых интервалов иагрева Мк при пайке
для сохраневня его свойств:
Нет Нет Нет Нет
-> А1 Си Fe Ni Ti
I Да | Да I Да |Да |Да
Табл. Табл. Табл. Табл. |
3 3 3, 4, 5 3 —
2. Выбор основы припоя Мп и СШ в пределах допустимых
интервалов иагрева Мк при пайке:
Нет Нет Нет Нет
Класс М„ -> ОЛ Л С В Т
1Да Да| |Да |Да | Да
Табл. Табл. Табл. Табл. —
6, 7 8 9—16 16, 17
Обозначения: ОЛ — особолегкоплавкие; Л — легкоплавкие; С —
среднеплавкие; В — высокоплавкие; Т — тугоплавкие.
3. Выбор основ Мп (по п. 2), физико-химически совместимых
с основой Ми, для обеспечения бездефектности паяных соединений
(см. табл. 21).
4. Выбор СП2 и Мвсп, обеспечивающих высокое качество паяно-
паяного соединения из заданного М„ и основы Мп (по п. 3):
СП2^-Абр УЗ Ф Ма т Мж г Мв
I I I Г Г I
— Табл. Табл. Табл. Гл. 4, Гл. 4,
34 29—33 35—37 п. 8 п. 8-
5. Выбор легирующих элементов основы припоя и СП2 (по
п. 4) и Кф соединений Мк, обеспечивающих требуемые механические
свойства (см. табл. 38—49, 51—67, 69, гл. 6, п. 2).
6. Выбор легирующих элементов основы припоя и СП2 (по
п. 4), обеспечивающих требуемые физические н химические свойства
паяных соединений из М« (см. табл. 74—83).
7У Выбор состава припоя с основой (по п. 3) и СШ, обеспе-
обеспечивающих; требуемую температуру распайки соединений из Мк
(см. табл. 18, 19).
8. Оптимизация составов припоя, флюса, их расхода, ТРП и
Кф паяных соединений из Мк (гл. 6, п. 5).
9. Выбор СПЗ для найденных М„, М,сп, СП1, СП2 для реализа-
реализации ТРП и ТЦП в соответствии с Кф изделия:
274
Нет
1 —2
Нет
Нет
спз-
Нет
Да /Да
Электрическое сопро-
сопротивление. Индукцион-
Индукционный, газопламенный,
электродуговой, плаз-
меииый, экзотермиче-
экзотермический. (Твердое)
Нет Нет
|Да
Нагревательными ма-
матами. Инфракрасный
Нет
I Да
Световой, электронный,
иоииый, дуговой в ва-
вакууме
1Да
И
/Да|Да
Электролитный, экзо-
экзотермический (жидкий),
индукционный
-8
|Да
та
о
Я
I
Здесь 1 — изделия простой формы и небольшой массы с откры-
открытым доступом к месту пайки; 2 — изделия простой формы с откры-
открытым доступом к месту пайки; 3 — изделия плоской формы (тонко-
(тонкостенные); 4 — изделия с открытым доступом к местам пайки при
расположении последних в одной плоскости; 5 — изделия с боль-
большой площадью или длиной швов без доступа к месту пайки; 6 —
изделия без замкнутых полостей; 7—простые по конструкции изде-
изделия с формой тел вращения и открытым доступом к местам пайки
жидкого теплоносителя или индуктора; 8 — изделия любой кон-
конструкции.
При печной и иидукциоииой пайке крупногабаритных изделий
с формой тел вращения необходимо вращение их вокруг горизонталь-
горизонтальной оси с минимальной скоростью, достаточной для предотвращения
перетекания припоя в нижние участки вертикальных швов.
10. Выбо'р оборудования для СПЗ (по п. 9) с учетом Мт, Мс
изделия (гл. 7, п. 4).
Порядок этапов проектирования технологии пайки дан в общем
виде. Если некоторые технологические и вспомогательные материалы
или способы пайки задаются заранее, то отдельные этапы их выбо-
выбора не иужиы. При отсутствии необходимого фактического материала
на этапах проектирования необходимо их экспериметальное опре-
определение с использованием стандартных методик методами математи-
математического планирования эксперимента.
Предметный указатель
Материал:
вспомогательный 26, 27
паяемый 14, 34—44, 47, 48
— активирование поверх-
поверхности 20, 88, 136, 146—148
— диспергирование окис-
ной пленки ПО, 111
— охрупчивание в кон-
контакте с припоем 71, 85, 86,
192, 193
— плавление 9, 17, 21, 76
— подготовка к пайке
94—110
— смачивание 62—65
— температура критиче-
критическая 35, 38—40, 47, 48
— шероховатость 155, 265
— эрозия химическая 29,
61, 66-68, 76, 80, 81
технологический 21—26
Непропай 28
Неспай 29
Пайка:
абразивная 21, 183
абразивно-кавнтацнонная
133, 134
бесфлюсовая 21, ПО, 183
вакуумная 148, 149
в газе активном 136—146
— инертном 147, 149
диффузионная 20, 170, 171,
176—183, 223
зазоры 65, 155, 156, 158—
161, 163—165
инструмент 258—260
капиллярная 18
композиционная 19, 223
контактная твердогазсшая
148, 188, 264
некапнллярная 18, 19
оборудование 250—260
оптимизация процесса
206—230
оснастка 259—261
паяльником 223
погружением 236
проектирование техноло-
технологии 11—13, 31—34, 274, 275
способы 17—22, ПО
ступенчатая 21
температура рабочая 60,
61
ультразвуковая 134
флюсовая 21, 111, 133
цикл термический 60,
237—249
Плавление автономное 9, 16
— контактное 9, 16, 17, 21, 76
Припои:
вакуумплотные 204
высокоплавкие 23, 55, 56,
164, 192
готовые 18, 22
заменители 191, 192, 210,
217
затекание 64, 65, 77, 80»
интервал плавления 49—
56
композиционные 18, 19
коитактно-реактнвиые 18,
21—24
контактно-твердогазовые
18, 21—25
легкоплавкие 23, 50, 163 '
особолегкоплавкие. 22, 49,
50, 163 •
прочность 162, 164, 188,
189
размещение 268, 270—273
растекание 63, 148, 166
реактивно-флюсовые 24, 26
среднеплавкие 23, 51, 52—
56, 63, 64, 204
стоимость 190, 217
теплопроводность 210,
215—217
токсичность 210, 215—217
тугоплавкие 23
форма 21, 22, 149
электросопротивление 200,-
201, 204
Распайка 30, 34, 45, 46, 56—60
Соединение паяное:
герметичность 201, 203
нахлестка 161
ползучесть 168, 184
пористость диффузионная
84, 85, 171, 177, 178
прочность 154—156, Ц>1—
190
равнопрочиость 152, 153,
161
276
стойкость коррозионная 111, 122—124, 129, 130
203, 205, 207-210, 213, 214 — низкотемпературные
технологичность 263—272 111, 115—119
— реактивные 18, 114, 121
Флюеы 26, 27, 111—119, 121— —спиртовые 111
123, 128, 129
— активность 111—119, Шов паяный:
132, 146 галтель 64, 153
— водные И пористость 28, 82, 148, 149„
— высокотемпературные 171, 178
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лашко Н. Ф., Лашко С. В. Пайка металлов. 3-е изд. М.: Ма-
Машиностроение, 1977. 326 с, ил.
2. Лашко Н.Ф., Лашко С. В. Вопросы теории и технологии пайки.
Саратов: Изд. Саратовского ун-та, 1974, 246 с, ил.
3. Лашко Н. Ф. Лашко С. В. Контактные металлургические про-
процессы при пайке. М.: Металлургия, 1977. 192 с, ил.
4. IJaTOft Б. Е. — Наука и жизнь, 1976, № 4, с. 17—19.
5. Хряпин В. Е., Лакадемонский А. С. Справочник паяльщика..
4-е изд. М.: Машиностроение, 1974, 329 с, ил.
6. Справочник по пайке./Под ред. С. Н. Лоцманова. И. Е. Петру-
нина, В. П. Фролова. М.: Машиностроение, 1975. 407 с, ил.
7. Сланский А., Воллман Я. Капиллярная пайка: Пер. с чешек. М.::
Машгнз, 1963. 199 с, ил.
8. Манко Г. Пайка н припой: Пер. с англ. М.: Машиностроение,.
1968. 323 с, ил.
9. Лашко Н. Ф., Лашко С. В. Некоторые проблемы свариваемости
металлов. М.: Машгиз, 1963. 300 с, ил.
10. Лашко И. Ф., Лашко С. В. Свариваемые легкие сплавы. Л.:.
Судпромгнз, 1960. 437 с, ил.
11. Ковалевский Р. Е., Показаньева Р. С.— В кн.: Пайка в машино-
машиностроении. М.: МДНТП, 1967, с. 66—71.
12. Aspden R. G., Feduska W. — Welding Journal, 1959, Bd, 37,,
. № 3, S. 125—128.
13. Горелик С. С. Рекристаллизация металлов и сплавов. М.: Метал-
Металлургия, 1967. 568 с, ил.
14. Физические основы прочности н пластичности металлов./Герцри-
кен С. Д., Дехтяр И. Я., Кривоглаз М. А. и др. М.: Металлург-
издат, 1963. 322 с, ил.
15. Металловедение и термическая обработка. 2-е изд. т. 1 и 2/Под
ред. М. Л. Бернштейна, И. С. Рахштадта. М.: Металлургиздат,
1961. 380 с, ил.
16. Конструкционные материалы. Т. 1 и 2/Под -ред. А. Т. Туманова.
М.: Советская энциклопедия, 1963, 1964. 824 с, ил.
П.Ковалевский Р. Е., Показаньева Р. С. — В кн.: Пайка в ма-
машиностроении. М.: МДНТП, 1967, с. 26—31.
18. Лившиц Л. С. Металловедение для сварщиков (Сварка сталей).
М.: Машиностроение, 1979. 188 с, ил.
19. Шоршоров М. X., Белов В. В. Фазовые превращения и измене-
изменение состава стали при сварке. М.: Наука, 1972. 281 с, ил.
27Т
20. Новиков И. И. Теория термической обработки металлов. 3-е
Изд. М.: Металлургия, 1974. 400 с, ил.
21. Попов К. В., Савицкий В. Г. Низкотемпературная хрупкость
стали и деталей машии. М.: Машиностроение, 1969. 210 с, ил.
22. Лашко С. В., Нагапетян И. Г. — Сварочное производство, 1980.
№ 8, с. 25—26.
23. Методики определения паяемости металлов. М.: Изд. ВНИИНмаш
Госстандарта СССР, 1973, № 1, 27 с; № 2, 38 с; № 3, 34 с;
№ 4, 37 с.
24. Панченко П.-В., Лашко С. В.— Заводская лаборатория, 1976,
№ 4, с 449—452.
25. Лашко Н. Ф., Лашко С. В. Пайка металлов. 2-е изд. М.:
Машиностроение, 1967. 365 с.
26. Никитин В. И. Физико-химические явления при воздействии
жидких металлов на твердые. М.: Атомиздат, 1967. 442 с, ил.
27. Ростокер В., Мак-Коги Дж., Маркус Г. Хрупкость под действием
жидких металлов: Пер. с аигл. М.: ИЛ, 1962. 192 с, ил.
28. Чаевский М. И. О механизме разрушения металлов под действи-
действием легкоплавких металлических расплавов. Вопросы механики
реального твердого тела: Киев, Изд-во АН УССР, 1962. 157 с,
ил.
29. Баресков Н. Л.— Сварочное производство, 1975, № 11, с. 38—40.
30. Корнилов И. И. Металлиды. М.: Наука, 1971. 350 ?., ил.
31. Грицевец О. И., Лашко С. В. — Сва'рочное производство, 1977,
№ 1, с. 31—32.
32. Лашко С. В., Грицевец О. И. — Сварочное производство, 1976,
№ 3, с. 32—34.
33. Бай А. С., Лайнер Д. И., Слесарева Е. Н. Окисление титана
и его сплавов. М.: Металлургия, 1970. 317 с, ил.
34. Окисление металлов/Под ред. Ж. Бенера: Пер. с фр. М.:
Металлургия, 1969, Т. 1, 1968. 2, 448 с, ил.
35. Кубашевский О., Гопкинс Б. Окисление металлов и сплавов:
Пер. с англ. М.: Металлургия, 1965. 428 с, ил.
36. Физико-химический фазовый анализ сталей и сплавов/Лаш-
сплавов/Лашко Н. Ф., Заславская Л. В., Козлова М. Н. и др. 2-е изд. М.:-
Металлургия, 1978. 335 с, ил.
37. Хансен М., Андерко К. Структура двойных сплавов: Пер. с англ.
М.: Металлургиздат, 1962. Т. 1, 455 с; Т. 2, 472 с, ил.
38. Эллиот Р. П. Структуры двойных -сплавов: Пер. с англ. М.:
Металлургия, 1970. Т. 1, 455 с; Т. 2, 472 с, ил.
39. Третьяков Ю. Д. Химия нестехиометрических окислов. М.:
Изд-во МГУ, 1974. 364 с, ил.
40. Андриевский Д. И., Набитович И. Д. Вестник докладов Львов-
Львовского политехнического института. Физика, 1958, № 3, с. 23—25.
41. Шанк Ф. Структуры двойных сплавов. 2-е изд.: Пер. с. англ.
М.:Металлургия, 1973. 760 с, ил.
42. Салли A-. Spends Э. Хром: Пе'р. с аигл. М.: Металлургия, 1971.
360 с, ил.
43. Никитинский А. М., Никитинская Н. А. — Сварочное производство,
1976, № 9, с. 32.
44. Бойко В. Р., Лашко С. В., Лашко Н. Ф. — Газопламенная рез-
резка, сварка и наплавка: Тр./ВНИИавтогенмаш, М.: Машинострое-
Машиностроение, 1968, вып. XV, с. 80—84.
45. Сторчай Е. И. Флюсовая пайка алюминия. М.: Металлургия,
1980. 123 с, ил.
278
ШЩеер Б. Ш., Лашкв С, В, — Сирочно» прониодвтю, 1919,
Mi 1, с. 30-33.
47. Есенберлин Р. Е. Пиит тчшшт. М,: Мишгот, I960. 17В с,
ил.
48. Есенберлин Р. Е. Пайка и термический обрвботав деталей в газо-
газовой среде и в вакууме. М.: Машиностроение, 1972, 183 с, ил.
49. Петрунш И. ?., Лоцманоо С. Н., Николаев Г. А. Пайка ме-
металлов. М.: Металлургия, 1973. 280 с, ил.
50. Бакши О. А. — Сварочное производство, 1964, № 8, с. 3—7.
51. Николаев Г. А., Киселев А. И.— Сварочное производство, 1969,
№ 12, с. 3—4.
52. Николаев Г. А., Киселев А. И. Справочник по пайке/Под ред;.
С. Н. Лоцмаиова, И. Е. Петрунина, В. П. Фролова. М.: Машино-
Машиностроение, 1975. 407 с, ил.
53. Krell A., Meyer С. — Schweisstechnik (DDR), 1967, Bd 17, № 7„
S. 375—377.
54. Metallharjdwerk techn., 1975, Bd 77, № 6, S. 323—324.
55. Шибалов A. B. — Сварочное производство, 1975, № 8, с. 35—36.
56. Lucler E. Handbuch der Lottechnik, Berlin: Verlag technik, 1952;.
440 S.
57. Лымарь П. И, Лашко С. В., Лашко Н. Ф. — Сварочное произ-
производство, 1980, № 5, с. 28—29.
58. Svhaefer R. P., Flynk J. E., Dayle J. R. — Welding Jourm
September, 1971, v. 50, № 9, p. 394S—396S.
59. Лашко Н. Ф., Лашко С. В. — Цветные металлы, 1964, № 8,.
с. 86—90.
60. Беседный В. А. — Сварочное производство, 1975, № 7, с. 36-^-38.
61. Беседный В. А. — Сварочное производство, 1978, № 12, с. 21—22.
62. Шапиро А. Е., Кудрин Н. А., Каракозов Э. С.— Сварочное
производство, 1979, № 10, с. 24—25.
63. Кошелев П. Ф. Механические свойства сплавов для криогенной
техники. М.: Машиностроение, 1971. 367 с.
64. Перельман Ф. М. Рубидий и цезий. М.: ВИНИТИ, 1959.98 с, ил.
65. Казаков С. А. Благородные металлы служат человеку. -М,г
Металлургия, 1973. 182 с, ил.
66. Свойства элементов: Справочник. 2-е изд. Ч. 1. Физические-
свойства/Под ред. Г. В. Самсоиова. М.: Металлургия, 1976.
598 с.
67. Самсонов Г. В., Абдуса.%ямова М. И., Черногоренко М. И'.
Висмутиды. Киев: Наукова думка, 1979. 176 с.
68. Туторская Н. И., Королева С. П., Юшкина Е. Т. и др. — Сва-
Сварочное производство, 1976, № 12, с. 39—41.
69. Boughton J. D., Roberts P. M., Feme В. — Weldinga metal
Fabrication, April, 1973, p. 126.
70. Розенфельд И. Г. Коррозия и защита металлов. М.: Металлур-
Металлургия, 1970. 448 с, ил.
71. Brooker H. R., Beatson E. V.; London, Jliffe K° Sons Ltd, 1972,.
II Edition. 512 p.
72. Левина Э. Н. Общая токсикология металлов. Л.: Медицина,.
1972. 184 с, ил.
73. Злобинский Б. М., Иоффе В. Г., Злобинский Б. Б. Воспламение-
мость и токсичность металлов н сплавов. М.: Металлургия, 1972^
264 с.
74. Эльтман Е. М., Лысенко А. Г. — Науч. тр./Леиинградский ин-т
профзаболеваний, 1978, № 4, с 54.
279>
75. Налимов В. В., Чернов Н. А. Статистические методы планирова-
планирования экстремальных экспериментов. М.: Наука, 1965. 184 с.
76. Адлер Ю. П., Маркова Е. В., Грановский Ю. В. Планирование
эксперимента при поиске оптимальных условий. М.: Наука»
1976. 278 с, ил. ;
77. Новик Ф. С. Планирование экспериментов в металловедении.
М.: Машиностроение, 1974. 262 с.
78. Карслоу Г., Егер Д. Теплопроводность твердых тел: Пер. с
англ. М..: Наука, 1964. 480 с.
79. Лашко С. В., Барсуков А. М., Музалевский Н. Н. — Сварочное
гГроизводство, 1969, № 3, с. 26. \
330. Чулков Е. И., Лашко С. В. — Сварочное производство, 1974,
№ И, с. 21.
¦ЯП. Иванцов Г. П. Нагрев металла. М: Металлургиздат, 1948.184 с.
.82. Исаченко В. П., Осипова В. А., Сукомел А. С. Теплрпередача.
М.: Энергия, 1975. 485 с.
¦83^ Лыков А. В. Теория теплопроводности. М.: Высшая- школа,
1967. 600 с, ил.
•"84. Электротермическое оборудование: Справочник/Под ред.
А. П. Альтгаузена. М.: Энергия, 1967. 486 с, ил.
85. Шапиро А. Е., Кудрин Н. А., Каракозов Э. С. — Сварочное
производство, 1979, № 10, с. 24—25.
Ш. Попов В. П. Теплообмен в зоне контакта разъемных и не-
неразъемных соединений. М.: Энергия, 1971. 213 с.
?7. Барсуков А. В., Музалевский Н. Г. — Сварочное производство,
1977, № 6, с. 7—9.
Софья Васильевна Лашко
Николай Федорович Лашко
Исраил Галустович Нагапетяи
Владимир Михайлович Пичугин
Александр Петрович Сухачев
Аркадий Михайлович Шварцер
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИИ ПАЙКИ
МЕТАЛЛИЧЕСКИХ ИЗДЕЛИИ
Справочник
Редактор издательства В. П. Молокова
Художественный редактор А. И. Гофштейн
Технический редактор Я. А. Коровина
Корректоры Т. В. Чуприс, Г. Т. Петрова
Переплет художника Е. И. Волкова
ИВ № 1540
Сдано в набор 03.03.82 г. Подписано в печать 12.01.83 г. Т-04110. Формат бу-
бумаги 84Х103'/а2. Бумага типографская № 2. Гарнитура литературная. Пе-
Печать высокая. Усл. печ. л. 14,7. Усл. кр.-отт. 14,96. Уч.-нзд. л. ,10. Тираж
5000 экз. Зак. № 90. Цена 1 р. 20 к. Изд. № 0060.
Ордена Трудового Красного Знамени издательство «Металлургия», 119034,
Москва, Г-34, 2-й Обыденский пер., д. 14.
Областная книжная типография
320091, г. Днепропетровск, ул. Горького, 20.