/

















































































































































































































Автор: Шишкин О.А.
Теги: одежда личная гигиена домоводство азбука быта
ISBN: 5-86020-184-2
Год: 1997


Текст
УДК 646.6
Р38
ББК 17.279
Серия основана в 1994 году '
Р37 Ремонт одежды и обуви в домашних усло-
виях. —Чимкент. МП «Аурика», 1997. — 464 с.
ISBN 5-86020-184-2.
Новая книга серии «Азбука быта» рассчитана на
домашних умельцев, которым пригодятся полезные сове-
ты по ремонту обуви и одежды своими руками. В ней
последовательно описывается технология ремонта, при-
меняемые при этом инструменты и материалы. Выполне-
ние отдельных операций иллюстрируется подробными
рисунками и схемами.
Книга научит тому, как выполнить своевременный и
качественный ремонт обуви и одежды, удлинить срок их
носки и, значит, сэкономить деньги в семейном бюджете.
Р 6460600000
ББК 17.279
о 9гг с о сшлямдиёля
В этой книге для домашних умельцев под одной
обложкой приводятся наиболее полные сведения по
ремонту обуви и одежды.
Как правильно поставить набойку, прикрепить
каблук или вернуть на место «запросившую каши»
подошву — ответы на эти житейские вопросы можно
получить в первой части данного издания. В ней
последовательно описывается технология ремонта ко-
жаной обуви ручными и клеевыми методами; отдель-
ные главки посвящены вопросам ремонта резиновой и
валяной обуви. Причем выполнение операций проил-
люстрировано на многочисленных подробных схемах
и рисунках.
После выполнения ремонта обувь нужно привести '
в порядок и ухаживать за ней постоянно. О том, как это
сделать, рассказано в отдельной главе.
Нужно помнить одну простую истину: своевремен-
ный и доброкачественный ремонт обуви удлиняет
сроки ее носки и, значит, экономит деньги в вашем
бюджете.
Вторая часть книги целиком посвящена пробле-
мам ремонта одежды. Отдельная глава посвящена раз-
нообразным способам штопки, дающим возможность
полностью восстановить поврежденную ткань. Вы
узнаете, как перевязать отдельные изношенные дета-
ли, отремонтировать перчатки и варежки, подкладку у
края рукавов и множество других полезных вещей.
Так же как в первой части, приводятся рекоменда-
ции по уходу за одеждой, ведь чтобы вещи, которые мы
носим, всегда были привлекательными, имели товар-
ный вид, надо уметь ухаживать за ними.
В своем стремлении стать хорошим хозяином или
хозяйкой мы нуждаемся в рекомендациях и советах.
Книга «Ремонт обуви и одежды в домашних условиях»
адресована и опытным хозяевам, и начинающим.
РЕМОНТ
ОБУВИ
Общие Сведения
9
ОСНОЯНЫё Н0ЯЯ9ПМя
<И О <ПР & <D $<Н ИЯ
Стопа. Размеры стопы
и голени
При изготовлении обуви в
основном учитывается строение
стопы, в меньшей степени — строение голенной части
ноги.
Наибольшая подвижность костей при ходьбе, беге
и прыжках наблюдается в суставах — голеностопном,
сочленяющем стопу с голенью, и плюснофаланговых,
сочленяющих кости плюсины (средней части стопы) с
фалангами (косточками пальцев). Положение голе-
ностопного сустава на ноге определяют по лодыжкам
(рис. 1). Внешняя лодыжка расположена ниже внут-
ренней, ее принимают во внимание при определении
высоты задника, который не должен соприкасаться с
ней.
Положение плюснофаланговых суставов опреде-
ляют на ноге по пучкам — выступам костей стопы с
внутренней и наружной стороны в самом широком е е
10 Ремонт Одежды и Обуви
Рис. 1. Положение на
ноге важнейших для
построения обуви
месте у основания пальцев. Для
правильного построения колодки
и обуви важное значение имеют:
точка сгиба — она легко находится
при сгибании ноги в голеностоп-
ном суставе; точка подъема — вы-
ступающая точка на верхней ли-
нии средней части стопы; точка
середины внутреннего продоль-
ного свода (вершина свода).
Стопа касается опоры не всей
поверхностью, а только пяткой,
пучками и пальцами. Часть подо-
швы, находящаяся между пяткой
1 - пучок; 2 - точка и пучками, у человека со здоровой
подъема; 3 - сгиб; 4 - до- сТОрОНОЙ образует СВОД И ПОЧТИ Не
дыжка; 5 — вершина внут-
реннего свода соприкасается с опорой.
Деформации и различные за-
болевания стопы весьма распространены. Их появле-
ние и развитие зависят от многих причин: походки
человека, особенностей костного строения стопы, фун-
кций мышечно-связочного аппарата нижних конеч-
ностей в связи с общим состоянием организма челове-
ка, возрастных изменений, профессии человека,
неправильной пригонки обуви, нерациональной фор-
мы и конструкции обуви, несимметричности левой и
правой стоп и др.
Наиболее распространенными отклонениями в стро-
ении и функциях стопы являются: плоскостопие (пони-
жение продольных сводов стопы, особенно внутренне-
го), отклонение большого пальца от прямого положения
(может возникнуть при ношении обуви с узкими носка-
ми и на высоком каблуке), молотообразность пальцев
(пальцы согнуты в межфаланговых суставах, напоминая
своей формой молоточки; тыльная поверхность пальцев
Общие Сведения 11
в области суставов сильно выступает вверх и легко
натирается обувью), омозоленность и мозоли, потер-
тость (представляет собой поверхностное повреждение
кожи, чаще всего на подошвенной поверхности стопы;
основные причины появления потертости — плохая
пригонка обуви, неправильная форма обуви, складкй и
неровности на внутренней поверхности обуви, а также
в колготах, носках и портянках, повышенное потоотде-
ление (является результатом расстройства функций
потовых желез организма в целом).
Важнейшими размерными признаками стопы и
голени являются следующие (рис.2):
Рис. 2. Основные размерные признаки стопы и голени
♦ длина стопы — расстояние от наиболее выступа-
ющей точки пятки 1 до наиболее удаленной точки 2 на
первом или втором пальце;
♦ ширина стопы — расстояние по линии сечения I,
проведенной через наружный пучок (точка 3) перпен-
дикулярно касательной ОУ к внутреннему краю стопы;
♦ ширина пятки — расстояние по линии сечения
Ш, проведенной через центр пятки перпендикулярно
касательной ОУ;
♦ периметр поперечного сечения стопы по линии
12 (Ремонт Одежды и Обуви
I, проходящей через наружный пучок (точка 3) пер-
пендикулярно касательной ОУ;
♦ периметр поперечного сечения стопы по линии
II, проходящей через середину стопы (точка 4) перпен-
дикулярно касательной ОУ;
♦ периметр косого сечения стопы по линии IV,
проходящей через сгиб голеностопного сустава(точка 5)
и наиболее выпуклую точку 6 пятки (косой подъем);
♦ периметр сечения по линии V, проходящей через
наиболее выпуклое место мыщелок;
♦ периметр сечения по линии VI, проходящей
через наиболее узкое место голени над мыщелками;
♦ периметр сечения по линии VII, проходящей
через наиболее широкое место голени (икроножную
мышцу);
♦ наибольшая высота 1-го и 2-го пальца от опор-
ной поверхности по сечению VIII (точка 7);
♦ высота первого пальца в плюсно-фаланговом
сочленении по линии сечения IX (точка 8);
♦ высота середины стопы в сечении X (точка 4);
♦ высота сгиба стопы по линии сечения XI (точка 5).
Распределение стоп по размерам и соотношение
между отдельными размерными признаками подчиня-
ются определенным закономерностям. Одна из наибо-
лее важных закономерностей заключается в том, что
распределение стоп по размерам однородных групп
людей (например, мужчин, женщин) соответствует
закону нормального распределения. Эта закономер-
ность выражается кривой нормального распределения
(рис. 3), где по оси абсцисс X отложены длины стоп, а
по оси ординат У — количество случаев (на 1000
мужчин, имеющих соответственную длину стопы).
Кривая показывает, что мужчин с очень малой и очень
большой длиной стопы немного, наибольшее же число
мужчин имеет длину стопы, близкую к средней —
Общие Сведения
13
Рис. 3. Кривая нормального распределения стоп по длине
М = 264 мм. Стопы с размерами, отклоняющимися от
средней в большую или меньшую сторону, располага-
ются равномерно влево и вправо от точки максималь-
ного числа случаев; чем больше выражено отклонение
длины стопы от средней, тем меньше случаев соответ-
ствует этому отклонению.
Выделяют три основных типа стопы: узкую, сред-
нюю и широкую; встречаются также особо узкие и
особо широкие стопы.
Размеры левой и правой стоп не всегда одинаковы:
у некоторых людей правая стопа больше левой, и
наоборот; только около 40% общего числа людей имеет
стопы, равные по длине и обхвату в пучках.
Размеры и форма стопы изменяются при измене-
нии величины нагрузки на нее, а также во время
движения. При длительных переходах размеры стопы
также не остаются неизменными, они уменьшаются
или увеличиваются, а иногда то уменьшаются, то
увеличиваются.
14 Ремонт Одежды и Обуви
Обмер стопы начинают со снятия ее наружного и
подсводного контуров. Для этой цели на специальной
доске, установленной на полу, расстилают лист белой
бумаги; на бумагу ставят ногу (обычно правую, обутую
в носок), а затем тонко заостренным карандашом,
направленным перпендикулярно бумаге, обводят сто-
пу кругом от середины пятки до наиболее выступаю-
щего вперед пальца по одной стороне и таким же
порядком по другой стороне и получают наружный
контур стопы. Для большей точности работы рекомен-
дуется срезать у карандаша одну сторону до графитно-
го стержня. Оставив ногу в том же положении, снима-
ют на этой же бумаге подсводный контур стопы,
подводя карандаш как можно дальше под стопу. На
бумаге получают две замкнутые кривые контурные
линии: внешнюю и внутренние.
По контуру стопы определяют длину стопы, ши-
рину ее в пучках, переймах и пятке. Подсводный
контур помогает определить состояние сводов стопы
и высоту тюдъема. Чем больше выемка в переймах с
внутренней стороны, тем выше подъем стопы. На
контуре дополнительно зарисовывают все отклоне-
ния от нормальной формы тыльной стороны стопы,
которые должны быть учтены при подборе и приправ-
ке колодки: выступы на пучках, мозоли и т. д. Зари-
совки таких отклонений имеют вид кружков, овалов,
расположение, размеры и форма которых должны
возможно точнее отражать имеющиеся отклонения.
Внутри зарисовок проставляют высоту выступов,
выраженную в сантиметрах.
После снятия контуров переходят к измерениям
стопы. Она должна быть обута в носок такой толщи-
ны, на какой будет носиться обувь. Для измерений
целесообразно пользоваться измерительной нерастя-
гивающейся лентой длиной 56—60 см, шириной
Общие Сведения
15
0,5—1 см с нанесенными на нее делениями с одной
стороны в сантиметрах и миллиметрах, а с другой в
штихах.
Измерительную ленту нужно накладывать при рав-
номерном натяжении, не сдавливая ноги. Вначале
измеряют длину стопы, затем производят замеры об-
хватов стопы в пучках, прямом взъеме, косом подъеме,
обхватов голени над лодыжками и в икре (рис. 4).
Измерение обхвата в пучках производят вокруг стопы
в самом широком месте. Обхват в прямом взъеме
измеряют вокруг стопы через вершину продольного
свода (середину геленочной части) и точку подъема.
Обхват в косом подъеме измеряют наискось через
выпуклость пятки и через точку сгиба голеностопного
сустава. Обхват в икре измеряют в месте наибольшей
выпуклости голени.
Все измерения переносят на тот же лист бумаги, на
котором были сняты контуры стопы. Рекомендуется _
располагать записи на мерке в следующем порядке:
размеры обхватов в пучках, прямом взъеме, косом
подъеме записывать внутри контура стопы, а размеры
обхвата голени — вне контура, причем размеры голени
записывать в виде дроби: в числителе проставить
высоту места измерения над уровнем опоры стопы, а в
знаменателе — результат измерения. Все размеры запи-
сывают в сантиметрах с точностью
до 0,5 см.
Рис. 4. Снятие мерки с ноги
(положение измерительной ленты
при снятии обхватов):
1 — обхват стопы в пучках; 2 — обхват стопы
в прямом взъеме; 3 — обхват стопы в косом
подъеме; 4 - обхват голени над лодыжками;
5 — обхват голени в икре
16 Ремонт Одежды и Обуви
Поскольку в момент измерения нога находилась в
покое, необходимо к полученным размерам сделать
припуски, учитывающие увеличение размеров ноги во
время ее движения. С этой целью размер обхвата в
пучках увеличивают на 0,5 см; размеры обхвата в
прямом взъеме и в косом подъеме увеличиваются.
Припуск к длине стопы делают в размере 10 мм для
обуви с обычным носком, 15—20 мм — с удлиненным
носком, 5 мм для женской обуви с высоким каблуком.
Длину стопы, обхват в пучках, обхват в прямом
взъеме используют для подбора и приправки колодок,
обхваты в косом подъеме и икре — для определения
основных размеров заготовки сапог при крупном ре-
монте.
Детали обуви и способы их соединения
Сложная форма обуви создается путем соединения
большого количества деталей.
Верхняя часть обуви или заготовка. Состоит из трех
групп деталей: наружных (верх), внутренних (подклад-
ки) и промежуточных (межподкладки и др.). Сшитые
и склеенные, они образуют заготовку. В некоторых
конструкциях обуви подкладка и межподкладка отсут-
ствуют.
К промежуточным деталям относят также подно-
сок и жесткий задник, которые вклеивают в собранную
заготовку в ходе выполнения последующих операций.
Исключение — заготовка сапога, которую собирают
с присточенным задником.
На рисунке 5 представлены детали заготовки юф-
тевого прикройного сапога: детали верха (1 — перед,
2 — голенище, 4 — наружный задний ремень); детали
подкладки (6 — поднаряд, 3 — подшивка); промежу точ-
ная деталь (5 — задник).
Общие Сведения
17
Рис. 5. Детали заготовки юфтевого прикройного сапога:
1 — перед; 2 — голенище; 3 — подшивка; 4 - наружный задний ре-
мень; 5 — задник; 6 — поднаряд
На рисунке 6 представлены детали заготовки муж-
ского хромового ботинка: детали верха (3 — носок,
4 — союзка, 5 — задинки, 2 — берцы, 6 — задний
наружный ремень, 1 — язычок, 7 — закрепка); детали
подкладки (8 — основная подкладка, 9 — подблочные
ремни, 10 — штаферка, И — внутренний задний
ремень); детали межподкладки (12 — межподкладка
под задинки, 16 — межподкладка под союзку и
13 - под берцы, 15 — межподкладка кармана под-
носка, 14 — боковинки).
Детали заготовок скрепляют друг с другом на
швейных машинах различных классов ниточными
швами. По способу взаимного расположения скрепля-
емых деталей заготовки различают тачные, переметоч-
ные, настрочные, выворотные швы (рис. 7).
18 , Ремонт Одежды и Обуви
Рис. 6. Детали заготовки ботинка с отрезными деталями:
1 — язычок; 2 — берцы; 3 — носок; 4 — союзка; 5 — задинки;
6 — задний наружный ремень; 7 — закрепка; 8 — основная подкладка;
9 — подблочные ремни; 10 — штаферка; 11 — внутренний задний ре-
мень; 12 — межподкладка под задинки; 13 — межподкладка под бер-
цы; 14 — боковинки; 15 — межподкладка кармана подноска; 16 — меж-
подкладка под союзку
При выполнении тачного шва детали складывают
лицевыми (иногда нелицевыми) сторонами, простра-
чивают, разворачивают на 180°С, околачивают шов и
настрачивают на него с наружной стороны ремешок
или с внутренней стороны тесьму.
При выполнении переметочного шва края соеди-
няемых деталей укладывают встык и скрепляют зигза-
гообразным швом.
Общие Сведения
19
Рис. 7. Виды заготовочных швов:
1 — тачной; 2 — тачной с прошвой; 3 — переметочный; 4 — настроч-
ной; 5 - выворотный
При выполнении настрочного шва нелицевую сто-
рону одной детали накладывают на лицевую сторону
другой и пристрачивают одной или несколькими строч-
ками.
При выполнении выворотного шва верх и под-
кладку складывают лицевыми сторонами и прострачи-
вают по верхнему краю одной строчкой; затем вывора-
чивают деталь верха до соприкосновения ее нелицевой
поверхности с нелицевой поверхностью подкладки и
прострачивают еще одной строчкой, параллельной
первой строчке.
Низ обуви (рис. 8) также состоит из наружных
деталей (1 — подошва, 10 — набойка, 11 — каблук);
внутренних — (2 — стелька); промежуточных (6 — теле-
нок, 7 — простилка, 13 — обводка, рант). В некоторых
конструкциях теленок заменяют или дополняют жест-
кой полустелькой.
20 Ремонт Одежды и Обуви
Рис. 8. Детали низа и промежуточные детали обуви:
а — женской; б — мужской;
1 - подошвы; 2 — стельки; 3 — задники; 4 — подметки; 5 — подносоч-
ники; 6 — геленки; 7 — простилки; 8 — флики; 9 — кранцы; 10 —
набойки; И — каблуки; 12 — супинаторы; 13 — ранты
Обувные колодки
Основная роль колодок в обувном производстве
заключается в придании обуви формы стопы. Обувные
колодки разделяются по технологическому назначе-
нию на основные (затяжные) и вспомогательные (от-
делочные, растяжные, расправочные). Затяжные ко-
лодки применяют при формовании верха обуви,
отделочные — для предотвращения деформации обуви
в процессе ее отделки, растяжные — для растяжки
Общие Сведения
21
ношеной и новой обуви, расправочные — преиму-
щественно для хранения обуви в домашних условиях.
Основные затяжные колодки подразделяют по сле-
дующим принципам:
♦ половозрастному назначению, длине и полноте;
♦ приподнятости пяточной части и форме носоч-
ной части;
♦ конструкции;
♦ материалу, из которого они изготовлены;
♦ по целевому назначению (виду обуви, изготовля-
емой на колодках).
По половозрастному назначению затяжные колод-
ки, так же как и обувь, разделяются на 10 групп. В
пределах каждой группы колодки различаются подли-
не, характеризуемой номером.
В соответствии с метрической системой нумера-
ции номер обуви и колодок обозначает длину стопы в
сантиметрах, для которой предназначена данная обувь
и затяжные колодки; интервал между смежными номе-
рами колодок и обуви равен 5 мм (табл. 1).
При одних и тех же длинах колодки выпускают с
различными поперечными размерами, т. е. разной пол-
ноты, обозначаемой условными номерами: от 1-йдо9-й
или от 1-й до 7-й в порядке возрастания полноты.
Интервал по периметру (обхвату) сечения колодок 0,55,
0,68, 0,72 мм от длины стопы (считая от крайней точки
пятки) между колодками двух смежных четных или
нечетных номеров установлен 6 и 8 мм. При интервале
6 мм по нормативам предусмотрены колодки девяти
полнот (от 1 -й до 9-й), при интервале 8 мм — 7 полнот
(от 1-й до 7-й). Практически колодки применяют в
ограниченном числе полнот: одну для колодок пинеток,
две для колодок гусариков, малодетской и детской
обуви, три и четыре — для колодок остальной обуви.
22 Ремонт Одежды и Обуви
Таблица 1
Номера обуви и колодок по метрической системе нумерации
№ групп Наименование групп Метрические номера обуви и колодок Минимальное количество полнот, в которых должны выпускаться колодки при интервале по обхвату в мм
6* 8
0 Пинетки 9; 9,5; 10 — —
1 Гусарики 10; 5; 11; 11,5; 12; 12,5; 13 1 -
2 Малодетская 13,5; 14; 14,5; 15; 15,5; 16; 16,5 2 —
3 Детская 17; 17,5; 18; 18,5; 19 2 -
4 Школьная для девочек 19,5; 20; 20,5; 21;.21,5 2 —
5 Девичья 21,5; 22; 22,5; 23; 23,5; 24 - 3
6 Школьная для 19,5; 20; 20,5; 21; 21,5; 22 — 3
мальчиков
7 Мальчиковая 22,5; 23; 23,5; 24; 24,5; - 3
8 Женская 21,5; 22; 22,5; 23; 23,5; 24; 24,5; 25; 25,5; 26; 26,5; 27; 27,5 4* 3
9 Мужская 24,5; 25; 25,5; 26; 26,5; 27; 27,5; 28; 28,5; 29; 29,5; 30; 30,5 4* 3
* Интервал по обхвату 6 мм при четырех полнотах предусматри-
вается для колодок женской обуви с приподнятостью пяточной части
50 мм и более, а также для колодок модельной обуви
По приподнятости пяточной части и форме носоч-
ной части колодки в зависимости от высоты каблука
подразделяются на следующие подгруппы:
♦ для обуви без каблуков;
♦ для обуви с низкими каблуками (приподнятость
3, 5, 10, 15, 20 и 25 мм);.
Общие Сведения
23
♦ для обуви со средними каблуками (приподня-
тость 30, 40 мм);
♦ для обуви с высокими каблуками (приподня-
тость 50, 60 мм);
♦ для обуви с особо высокими каблуками (припод-
нятость более 60 мм).
В колодках величину приподнятости пяточной
части определяют по вертикали — от точки ребра следа
пяточного закругления до опорной поверхности (в
обуви высоту каблуков измеряют с полевой стороны
посередине боковой поверхности, по вертикали, от
ходовой поверхности до грани пятки).
Колодки для вечерней, выходной и летней откры-
той обуви со средними, высокими и особо высокими
каблуками могут выпускаться также с интервалом по
приподнятости пяточной части 5 мм. Для колодок
гусариков и малодетской обуви приподнятость пяточ-
ной части установлена 8 мм.
По конструкции затяжные колодки подразделяют-
ся на сочлененные с выпиленным клином, цельные и
раздвижные. Сочлененные колодки и с выпиленным
клином используют при изготовлении обуви с внеш-
ним формированием заготовок, раздвижные — с внут-
ренним формованием; цельные колодки предназначе-
ны для изготовления обуви сандального, выворотного
и бортового методов крепления низа, а также комнат-
ной обуви.
По видам укрепления следа различают колодки:
♦ с металлической пластиной по всему следу для
тексовой затяжки верха обуви;
♦ с металлической пластиной в пяточной части для
тексовой затяжки лишь пяточной части верха обуви,
гвоздевого крепления пяточной части подошв и гвоз-
девого крепления каблуков снаружи обуви;
♦ без металлической пластины для изготовления
24 Ремонт Одежды и Обуви
обуви ручным способом, для ремонта обуви, а также
для сандальной затяжки.
Затяжные колодки также подразделяют по матери-
алу. В основном затяжные колодки изготовляют из
буковой или грабовой древесины. Колодки для произ-
водства сандалий, чувяк, комнатных туфель, а также
пинеток, гусариков, малодетской и детской обуви
изготовляют из березовой древесины. Применяют пласт-
массовые и металлические колодки.
Подразделение затяжных колодок по целевому на-
значению. В зависимости от вида изготовляемой обуви
колодки подразделяются на 9 групп:
♦ для закрытой обуви;
♦ для легкой летней открытой обуви;
♦ для открытой обуви;
♦ для утепленной обуви и полусапожек на резин-
ках;
♦ для туфель-лодочек;
♦ для юфтевых сапог;
♦ для хромовых сапог;
♦ для спортивной обуви;
♦ для обуви специального назначения.
Размеры затяжных колодок. Основными нормиру-
емыми размерами затяжных колодок являются длина
следа (стельки), ее ширина в сечениях 0,18, 0,50 и
0,68 мм, а также обхват (периметр) в сечениях 0,55,
0,68-0,72 мм от длины стопы, считая от крайней точки
пятки.
Система обозначения фасона затяжных колодок.
В основу системы обозначения фасона колодок пол-
ожены цифровые индексы отдельных групповых при-
знаков. Обозначение (артикул) колодок состоит из
пяти-шести цифр, каждая из которых характеризует
определенный групповой признак (табл. 2).
Общие Сведения
25
Порядковый номер модели колодок, (5-я или 5-я и 6-я иифры артикула) В зависимости от общего числа ранее утвержденных моделей колодок данной группы
Форма носочной части (4-я цифра артикула) Широкая Средняя по ширине Суженная Узкая
Приподнятость пяточной части, мм (3-я цифра артикула) S Q >. ЦП «п «п «п £ VO '2 04 «А 40 Г- ОС о Л I 1 .г. .г, . г. Д «А о о о о о о я S
Целевое назначение (2-я цифра артикула) Обувь закрытого типа (ботинки, полуботинки, туфли) Обувь легкая (сандалии, чувяки, туфли спортивные, комнатные и дорожные) Обувь летняя открытого типа (туфли с открытыми носами, пятками) Обувь утепленная, полусапож- ки на резинках Туфли-лодочки Сапоги хромовые Сапоги юфтевые Обувь спортивная Обувь специального назначе- ния (производственная и др.)
Половозрастное 1 назначение (1-я цифра артикула) К к § 5 5 5 s g 1 R f- R I i s s s M S 5 -h Hb * * Ц § ё 2g | 5 S £ e £ 2 ч 2
Номер индекса1 о -и cm m «а чо г-- qo os
26 Ремонт Одежды и Обуви
Первая цифра артикула обозначает половозраст-
ное назначение обуви, изготовляемой на данной ко-
лодке, вторая — вид обуви, третья характеризует высоту
приподнятости пяточной части колодки, четвертая
характеризует форму носочной части колодки, пятая и
шестая цифры артикула обозначают порядковый но-
мер фасона колодок в данной группе. Например,
колодке мужской для утепленных ботинок с высотой
каблука 20 мм и средней по ширине носочной частью
присваивается артикул 94224, где последняя цифра 4
показывает, что в данной группе колодок уже имеются
три ранее утвержденные колодки.
Вспомогательные обувные колодки. Отделочные
колодки несколько отличаются от затяжных по форме
и размерам. Пяточная часть этих колодок округлена,
ребро носочной части скошено фаской по длине и
высоте. Размеры отделочных колодок меньше разме-
ров соответствующих затяжных колодок: длинаследа —
на 10 мм, ширина следа в пяточной части — на 5 мм,
а в остальных участках — на 1 мм, обхват — на 8 мм.
Растяжные колодки наиболее простой конструк-
ции состоят из двух деревянных частей, шарнирно
соединенных металлической петлей, клином и вин-
том. При повороте рукоятки винта клин продвигается
вперед или назад и соответственно раздвигает или
сдвигает деревянные полуколодки. Для растягивания
отдельных участков верха обуви на каждой полуколод-
ке высверлены отверстия, в которые может быть встав-
лен хвостовик выпуклой накладки, вытягивающей тре-
буемый участок.
Для растягивания обуви в длину, а также верха
обуви в разных направлениях применяют специальные
колодки, являющиеся неотъемлемой частью аппара-
тов для растяжки обуви.
Общие Сведения
27
Назначение ремонта обуви
Основным назначением ремонта обуви является
удлинение сроков носки, восстановление первона-
чальной формы верха обуви, улучшение внешнего вида
обуви в период ее носки.
Под ремонтопригодной обувью подразумевается
обувь постоянного пользования, условия носки кото-
рой обусловливают восстановление эксплуатацион-
ных дефектов, вызывающих потребность в ее ремонте,
а сам ремонт целесообразен в техническом и экономи-
ческом отношениях. К ремонтопригодной обуви отно-
сятся круглосезонная, весенне-летняя, осенне-зимняя
и выходная обувь, используемая практически в тече-
ние всего года. Из общей номенклатуры обуви к
ремонтопригодной относятся туфли, сапоги, полубо-
тинки и сандалеты с верхом из кожи, кожевенных и
текстильных материалов, а также отдельные виды обу-
ви с верхом из искусственной кожи, легкая и комнат-
ная обувь и др.
При ремонте обуви различают доремонтные, меж-
ремонтные сроки носки обуви и гарантийные сроки
носки отремонтированной обуви.
Доремонтные сроки носки обуви определяются
возникновением потребности первого ремонта обуви,
не обусловленного гарантийными сроками носки на
готовую обувь.
Межремонтные сроки носки определяются про-
должительностью периода ее эксплуатации до необхо-
димости повторного ремонта.
Гарантийные сроки носки отремонтированной
обуви определяются временем ее эксплуатации, в тече-
ние которого могут быть выявлены производственные
дефекты.
28 Ремонт Одежды и Обуви
Сложность задачи определения доремонтных и
межремонтных сроков носки обуви заключается в
разнообразии обуви по видам, половозрастному на-
значению, материалам низа и верха, конструкции,
методам крепления низа, климатических особеннос-
тей географических районов носки обуви и т. д.
Установлено, что средний доремонтный срок нос-
ки обуви равен 4 месяцам. Определены также доремонт-
ные сроки службы отдельных деталей (дни):
Кожаные подошвы мужской обуви.......... 100
Резиновые подошвы мужской обуви......... 225
Кожаные подошвы женской обуви..........130
Резиновые подошвы женской обуви........250
При этом обуви с кожаными подошвами поступает
в ремонт в 1,6 раза больше, чем с резиновыми. Опре-
делено, что в первичный ремонт поступает около 50%
от общего количества ремонтопригодной обуви, во
вторичный ремонт — около 25%, остальная часть обуви
ремонтируется более двух раз. Характерно, что число
ремонтов одной пары женской обуви составляет 2,18,
а мужской обуви — 1,85.
Классификация обуви, поступающей в ремонт. Ре-
монтируемую обувь подразделяют на отдельные груп-
пы по следующим основным признакам:
♦ целевое назначение;
♦ половозрастное назначение;
♦ способ производства;
♦ вид, материалы верха и низа;
♦ метод крепления низа;
♦ высота каблуков;
♦ размер (номер) обуви.
Целевое назначение обуви. По целевому назначению
кожаную обувь подразделяют на бытовую, спортивную
и профессиональную.
Большая часть производимой кожаной обуви от-
Общие Сведения
29
носится к бытовой группе, в которой в свою очередь
различают: массовую (рядовую) обувь, модельную, а
также легкую. Модельная обувь — особо изящная,
изготовляемая из наиболее высококачественных мате-
риалов верха, разнообразных фасонов, усложненных
моделей, с декоративными элементами и особо тща-
тельной отделкой. Характерной особенностью модель-
ной обуви является частая смена фасонов, связанная с
изменением моды на одежду. К легкой обуви относятся
сандалии, чувяки, комнатные и дорожные туфли.
Особое место в группе бытовой обуви занимают
профилактическая и ортопедическая обувь. К профи-
лактической обуви относится обувь, предназначенная
для предупреждения развития заболеваний стопы, к
ортопедической — обувь для больных.
Спортивная обувь, поступающая в ремонт, подраз-
деляется по видам спорта.
Профессиональная обувь употребляется для носки
в различных условиях трудовой деятельности человека.
Половозрастное назначение обуви. По половозраст-
ному назначению ремонтируемая обувь подразделяет-
ся на мужскую, женскую, мальчиковую, девичью,
школьную для мальчиков, школьную для девочек,
детскую, малодетскую. Модельную обувь ремонтируют
только мужскую и женскую.
Способ производства кожаной обуви. По способу
производства кожаную обувь подразделяют на обувь
механического и ручного производства. К обуви руч-
ного производства относится обувь, при изготовлении
которой процесс формования обуви на колодках и
операция пришивания рантов осуществляется вруч-
ную. Ручное производство сохранилось в основном
при изготовлении обуви по индивидуальным заказам.
Вид обуви. Видовое назначение обуви обуславлива-
ется степенью открытости верха обуви и способом
30 Ремонт Одежды и Обуви
закрепления верха обуви на ноге. Основные видовые
группы ремонтируемой обуви: сапоги, сапожки, полу-
сапожки, ботинки, полуботинки, туфли с закрытыми
носками и пятками, туфли с открытыми носками и
пятками, сандалеты, сандалии, чувяки, комнатные и
дорожные туфли.
Материалы верха и низа. В зависимости от вида
материалов и наружных деталей верха обувь разделяет-
ся на следующие группы: юфтевую, хромовую (с вер-
хом из искусственное кожи), текстильную (с верхом из
тканей и нетканых материалов), комбинированную,
фетровую.
Из деталей низа определяющим является вид мате-
риалов подошв. По данному признаку различают обувь
на кожаной, резиновой, пористой, непористой, коже-
подобной и транспарентной подошве, каучуковой, по-
ливинилхлоридной, полиуретановой, двухслойной и др.
Методы крепления подошв. В зависимости от вида
применяемых креплений ремонтируемая кожаная обувь
подразделяется на клеевую, рантовую, рантово-клее-
вую, прошивную, рантово-прошивную, сандальную,
полусандальную, полусандально-клеевую, «парко»,
прессовой вулканизации, с литьевым низом, гвозде-
вую, деревянно-шпилечную, строчечно-клеевую, опан-
ковую, опанково-клеевую, опанково-прошивную, ни-
точно-клеевую и др.
Высота каблука. По высоте каблуков различают
обувь с низкими каблуками (до 25 мм), средними
(30—45 мм), высокими (50—70 мм) и особо высокими
каблуками (более 70 мм).
Распределение обуви, поступающей в ремонт. Для
правильной организации ремонта, образования запаса
материалов для ремонта и необходимых механизмов и
приспособлений надо знать, как распределяется обувь,
поступающая в ремонт.
Общие Сведения
31
Распределение обуви
На 100 пар, %
по половозрастному назначению
мужская...........................,....40,4
женская и девичья........................53,6
мальчиковая и школьная....................4,7
детская...................................1,3
Всего... 100,0
по материалам верха
шевро....................................40,2
лицевая хромовая кожа....................21,7
свиная хромовая кожа.................... 10,4
лаковая кожа..............................6,6
велюр................................... 10,2
искусственная кожа........................0,4
текстиль..................................0,5
Всего... 100,0
по материалам низа
кожа.....................................43,8
кожа и резина (комбинированная)..........22,4
кожеподобная, транспарентная резина......16,8
пористая резина......................... 16,7
пласткожа.................................0,2
поливинилхлорид, полиуретан...............0,7
Всего... 100,0
по каблукам
резиновые низкие формованные..............1,7
кожаные наборные средние..................2,0
деревянные высокие.......................44,2
пластмассовые средние, высокие...........45,2
деревянные высокие........................6,9
Всего... 100,0
32 Ремонт Одежды и Обуви
по методам креплений
клеевые.............................59,8
рантовые.......................... 12,6
рантово-клеевые......................5,7
сандальные..........................3,4
прошивные........................... 6,3
строчечно-клеевые....................8,2
опанково-прошивные...................2,9
горячая вулканизация.................0,7
гвоздевые............................0,3
деревянно-шпилечные................... 0,1
Всего... 100,0
Эксплуатационные дефекты кожаной обуви. Возни-
кающие в процессе носки кожаной обуви эксплуата-
ционные дефекты, подлежащие устранению при ре-
монте, подразделяются на дефекты деталей верха и
подкладки и их скреплений и на дефекты деталей низа
и их скреплений.
Дефекты деталей верха и подкладки и их скреплений.
К наиболее распространенным эксплуатационным де-
фектам верха обуви и его скреплений относятся:
♦ изнашивание отдельных участков союзок и зади-
нок (или пяточного участка берец и голенищ);
♦ разрыв союзок по затяжной грани;
♦ протертость подкладки в пяточной и носочной
частях;
♦ разрыв верхнего канта заготовок туфель;
♦ деформация верха обуви с образованием на
союзках грубых складок;
♦ загрязнение верха обуви (в особенности светлых
тонов и белой, а также с верхом из велюра и замши);
♦ нарушение (осыпание) покрытия на коже верха
обуви;
♦ разрыв ремешков в обуви ремешкового типа, а
Общие Сведения
33
также пряжечных ремней; утеря накладных украше-
ний, блочков и крючков;
♦ порча застежек-молний; нарушение швов, со-
единяющих наружные детали верха обуви, подкладоч-
ные детали друг с другом и наружные детали с подкла-
дочными (в особенности тачных швов, соединяющих
полусоюзки и полуголенища в сапожках по переднему
краю, закрепочных швов, строчек канта в пяточной
части, швов, соединяющих детали верха с обтяжками
в строчечно-клеевой обуви).
Дефекты деталей низа. Изнашивание подошв, под-
меток, каблуков или набоек обуви проявляется в умень-
шении их толщины. Изнашивание в этом случае сво-
дится в основном к последовательному механическому
разрушению поверхностных слоев вследствие относи-
тельного перемещения подошв, подметок, каблуков
или набоек по опорной поверхности.
Величина износа при прочих равных условиях
прямо пропорциональна величине удельного давле-
ния. Разными участками подошвенной поверхности
давление воспринимается в неодинаковой степени,
что приводит к неравномерному распределению изно
са площади подошв, под-
меток, каблуков или набо-
ек. В подошвах и подметках
зона максимального изно-
са сосредоточена в носоч-
ной части (рис. 9), в каблу-
ках и набойках — в задней
части с уклоном во внеш-
нюю сторону (рис. 10).
Рис. 9. Топография износа
кожаных подошв (заштри-
хованы места наибольшего
износа)
2 Зак. 925
34 ДРемоцт Одежды дл Обуви
Рис. 10. Топография износа резиновых
набоек и нижней части каблуков
(заштрихованы места наибольшего
износа):
1 - 96,8% случаев износа; 2 - 2,2% случаев
износа; 3—1% случаев износа
Набойки в первоначальный период носки изнаши-
ваются значительно интенсивнее, чем в последующие
периоды (рис. 11): за первые 10 дней носки толщина
резиновых набоек мужской обуви в заднем крае умень-
шается примерно на 35%, в последующие 10 дней
примерно на 20% и, наконец, за дальнейшие 10 дней
примерно на 10%. В обуви с кожаными подошвами,
подметками и набойками неравномерность износа
резче выражена, чем в обуви с резиновыми деталями
низа.
. i Н' j
Продолжительность носки обуви, дни
Рис. 11. Кривая зависимости изнашивания резиновых набоек
(в заднем крае) от продолжительности носки обуви
Общие Сведения
35
Особенностью износа резиновых пористых по-
дошв являются выкрашивание краев в носочной части
из-за систематических ударов при ходьбе переднего
края подошвы о неровности опорной поверхности.
Иногда наблюдается также перелом подошв в пучко-
вой части по линии изгибания обуви, связанный с
неудовлетворительным сопротивлением многократно-
му изгибу материалов подошв.
Основной формой износа кожаных стелек обуви
является образование в них поверхностных трещин
разной глубины, переходящих при продолжительной
носке обуви в сквозные трещины и изломы. Износ
стелек из искусственной кожи типа картона в зависи-
мости от их качества проявляется в расслаивании и
скатывании (истирании), образовании неровностей,
складок и иногда переломов.
Характерными формами износа задников обуви
являются искривление и оседание, размягчение (в
задниках из искусственных материалов) и истирание
со стороны, соприкасающейся со стопой.
Каблуки (за исключением резиновых), как прави-
ло, не подвергаются непосредственному износу. Утон-
ченные каблуки во многих случаях (при неправильной
конструкции каблуков или применении для их изго-
товления материалов с неудовлетворительными меха-
ническими свойствами) подвергаются излому. Довольно
часто в процессе носки, независимо от изнашивания
каблуков, изнашиваются обтяжки средних и высоких
каблуков, сдирается лицевая поверхность кожаных
обтяжек и истирается нижняя часть обтяжек (при
интенсивном износе набоек и прилегающей к ним
поверхности каблуков).
Скорость и характер износа деталей низа зависят
от многих факторов: свойств материалов деталей низа,
пола и возраста лиц, пользующихся обувью, индивиду-
36 Ремонт Одежды и Обуви
Общие Сведения
37
альных особенностей походки, конструкций деталей
низа, обуви в целом и т. д.
Дефекты скреплений деталей низа. К скреплениям
деталей низа обуви относятся:
♦ клеевые и гвоздевые затяжные скрепления;
♦ ниточные скрепления рантов со стельками (или
ее губой) и затяжной кромкой верха;
♦ клеевые скрепления подошв с затяжной кромкой
верха, подложкой или платформой, а также подложек
и платформ с затяжной кромкой верха;
♦ двухниточные скрепления подошв с рантами;
♦ двухниточные и однониточные скрепления по-
дошв со стельками и затяжной кромкой верха;
♦ стержневые (гвоздевые, деревянно-шпилечные)
скрепления подошв со стельками и затяжной кромкой
верха;
♦ гвоздевые и клеевые скрепления каблуков с
пяточной частью обуви.
Затяжные скрепления в процессе носки обуви
разрушаются редко, так как они не несут основной
нагрузки, а связаны с другими скреплениями: детали
обуви, соединяемые при формовании верха, обычно
упрочняют при последующем прикреплении низа
обуви.
Подошвенные клеевые скрепления (подошв, под-
ложек, платформ) разрушаются довольно часто. Обыч-
но подошвы отклеиваются в носочном участке, а также
в прилегающем участке наружного или внутреннего
пучка (рис. 12а).
Ниточные звенья шва, прикрепляющего рант к
затяжной кромке верха и губе стельки, участки губы
стельки разрушаются относительно редко, так же как
и губа редко отрывается от стельки. Ниточные звенья
шва, межзвеньевые участки губы стельки, а также
соединение губы со стелькой обладают значительным
б
41,6% 9,1%
Рис. 12. Топография
нарушений скреплений низа
обуви в эксплуационных
условиях:
а - отклейка подошвы в клеевой
обуви; б — отрыв ранта в рантовой
обуви; в - отрыв подошвы от ранта
в рантовой обуви (пунктиром обоз-
начены линии нарушенных скреп-
лений)
38 Ремонт Одежды и Обуви
запасом прочности. Наименьшей прочностью в систе-
ме рант — затяжная кромка верха — губа стельки
обладают межзвеньевые участки ранта: в наиболее
распространенной рантовой обуви со стельками из
кожаного слоя и приклеенной формованной губы из
ткани или тесьмы межзвеньевые участки ранта разру-
шаются в процессе носки раньше, чем губа стельки или
нитки, образующие шов. Поэтому поступление в ре-
монт рантовой обуви с нарушенным скреплением
рантов в подавляющем большинстве случаев связано с
отрывом и разрушением рантов, при этом преимущест-
венно в носочной части обуви (рис. 126).
Разрушение двухниточных скреплений подошв с
рантами в процессе носки обуви при ненарушенных
стежках шва может возникнуть при грубых нарушени-
ях технологического процесса изготовления обуви,
влекущих за собой пересекание скрепленных деталей
по линии строчки или же обрыв ниток, образующих
шов. Шов представляет собой прерывистое стержне-
вое скрепление, в котором роль стержней играют
пропитанные варом нитки, залегающие в подошве. В
период носки обуви прочность подошвенных ниточ-
ных скреплений резко снижается, что приводит к
отрыву подошвы от ранта, проявляющемуся наиболее
часто в носочном участке обуви (рис. 12в).
Характерным дефектом подошвенных однониточ-
ных скреплений, используемых при изготовлении про-
шивной обуви механического производства, является
распускание шва при нарушении какого-либо одного
ниточного звена в скреплении. Поэтому надежность
подошвенных однониточных скреплений в эксплуата-
ционных условиях в основном зависит от степени
углубления шва внутри подошвы и износостойкости
последней.
Двухниточные скрепления подошв со стельками и
Общие Сведения
39
затяжной кромкой верха, применяемые при ручном
изготовлении прошивной обуви, а в отдельных случаях
(при наличии соответствующего оборудования) и ме-
ханическом производстве, по эксплуатационным свой-
ствам несколько уступают скреплениям подошв с ран-
тами. В ремонт такой обуви поступает очень мало из-за
незначительного ее производства.
Гвоздевые подошвенные скрепления в первона-
чальный период носки обуви, когда головки гвоздей
еше не изношены, разрушаются редко. Лишь в более
поздние периоды носки обуви, после износа головок
гвоздей, подошвенные скрепления разъединяются в
результате соскальзывания подошвы со стержней гвоз-
дей.
Ослабление деревянно-шпилечных подошвенных
скреплений связано преимущественно с чередующи-
мися намоканием и высушиванием обуви, а вместе с
ней и деревянных шпилек. Наибольшее ослабление
деревянно-шпилечного скрепления наблюдается в ге-
леночном участке подошвы (до 75% всех случаев нару-
шений скрепления).
Нарушение каблучных скреплений низких каблу-
ков в эксплуатационных условиях внешне выражается
в отслаивании задней части каблука от подошвы или
совместном отслаивании пяточной части подошвы и
каблука по заднему краю. Случаи полного отрыва
низких каблуков наблюдаются относительно редко.
Гораздо чаще частично или полностью отрываются
средние и высокие каблуки. Характер разъединения
скрепления меняется в зависимости от конструкции
каблучного скрепления, т. е. перекрывания фронталь-
ной поверхности каблука крокульной частью подошвы
или перекрывания каблуком язычка подошвы. В пер-
вом случае наиболее подвержены нарушению скрепле-
ния в задней части каблука, во втором — в передней. В
40 Ремонт Одежды и Обуви
обоих случаях имеется косой отрыв, требующий при-
ложения значительно меньших усилий, чем прямой. В
некоторых случаях средние и высокие каблуки отрыва-
ются от обуви вместе с крокульной частью подошв.
Раскрой и разруб обувных материалов
Обувные материалы кроятся и разрубаются цен-
трализовано, отдельно детали низа из кожи, детали
низа из резиновых пластин, детали верха и подкладки
из кожи.
В отдельных случаях материалы раскраивают и
обрабатывают самостоятельно.
Выкрой и обработка деталей низа. При выполнении
этой операции пользуются индивидуальными лекала-
ми: накладывают лист бумаги на низ ремонтируемой
обуви и проводят рашпилем по следу края детали или
обминают лист по грани обуви и вырезают лекало по
следу обуви на бумаге. К полученному лекалу делают
требующиеся по характеру работы припуски. Для об-
легчения раскроя кожи ее увлажняют, сначала погру-
жая в холодную воду, а затем провяливая в течение
0,5—2 ччасов.
Выкрой деталей верха и подкладки. Юфть и хромо-
вые верхние кожи раскраивают ручным путем. Кожи
укладывают на закройную доску, склеенную из верти-
кально поставленных липовых или березовых брусков,
раскрой ведут по окантованным металлической лентой
закройным моделям.
При раскладке моделей на коже должны учитывать-
ся технические требования к деталям, свойства различ-
ных участков кожи, направление тягучести, ее пороки.
Переда, союзки, носки, наружные задние ремни
могут выкраиваться только из чепрачной части кожи.
При выкрое крупных деталей (передов, союзок) для
Общие Сведения ; 41
лучшего, более экономичного использования кожи
рекомендуется вводить в ассортимент раскроя и мел-
кие детали.
Мягкие задники, вкладные стельки и полустельки
чаще всего вырубают из подкладочных кож на выруб-
ных прессах.
Для вырубания деталей низа из кожи, резиновых
пластин и других материалов применяются прессы
ПВ-18-0, ПВГ-18-1-0. Детали низа вырубают при по-
мощи резаков на вырубочных подушках из древесины,
специального картона и пластических масс или метал-
лических плитах.
Для вырубания деталей верха и подкладки обуви из
натуральной кожи, тканей и других материалов приме-
няются прессы ПВГ-8, ПВГ-8-2-0.
Обработка деталей низа обуви
Общими операциями для большинства способов
обработки деталей низа обуви являются клеймение,
выравнивание (двоение), спускание края, шлифова-
ние и формование.
Клеймение деталей низа. Детали низа клеймят в
установленных местах: подошвы — в середине геленоч-
ной части, подметки — у прямого края, стельки — в
пяточной части, задники — в одном из крыльев. Нали-
чие клейма на деталях низа облегчает их подбор при
выполнении ремонта обуви, устраняет перепутывание
деталей и использование не по назначению. Глубина
оттиска клейма должна быть не более 0,5 мм. Детали
низа (кроме резиновых) клеймят на машине НИВ.
Оттиск на детали получается при ударе по ней клей-
мил ьной головки.
Выравнивание деталей низа обуви по толщине.
Детали низа обуви, вырубленные из кожевенных, а в
42 Ремонт Одежды и Обуви
ряде случаев и из других материалов, неоднородны по
толщине. Правильное проведение технологических
операций сборки и отделки ремонтируемой обуви
возможно лишь при условии использования деталей
низа установленной равномерной толщины.
Выравниванию подлежат подметки и рубцы для
среднего и мелкого ремонта кожаной обуви, а также
подошвы, стельки, задники и подноски — для крупно-
го ремонта кожаной обуви.
В некоторых случаях в процессе ремонта возникает
необходимость не в выравнивании деталей низа, а в
раздваивании (двоении) для уменьшения их толщины,
(например, двоение пористых резиновых подошв при
крупном ремонте рантово-клеевой обуви или порис-
тых резиновых полосок для получения бортовых об-
клеек).
При выравнивании деталей низа предусматривают
определенный припуск толщины по отношению к
толщине этих деталей в готовой обуви на дальнейшее
их шлифование. Для кожаных подошв и подметок
клеевой обуви этот припуск равен 0,3 мм, рантовой
обуви — 0,2 мм, для кожаных стелек клеевой обуви —
0,2 мм, стелек обуви других методов крепления низа —
0,1 мм, кожаных задников — 0,2 мм. Разница в толщине
одноименных деталей низа в партии не должна превы-
шать 0,5 мм. Выравнивание деталей по толщине и их
двоение осуществляют в цехах централизованного раз-
руба и обработки деталей.
Спускание краев деталей низа. Подметки и рубцы
спускают с нелицевой стороны по прямому краю для
ровной ходовой поверхности обуви. Кожаные подо-
швы для обуви на среднем и высоком каблуке спускают
с бахтармяной стороны в геленочной части и в язычке
для придания большей гибкости краям подошв в этих
участках и более плотного прилегания к следу обуви и
Общие Сведения
43
фронтальной поверхности каблуков. Задники и под-
носки, вырубаемые из жестких кож, спускают с бах-
тармяной стороны по всему периметру для облегчения
проведения затяжных операций, улучшения формы
пяточной и носочной частей обуви, предотвращения
вылетания краев задников и подносков на верхе обуви.
Ширина спущенной части подметок для ремонта
мужской обуви — 25—30 мм; женской, девичьей и
мальчиковой — 20—25 мм; школьной и детской —
15—20 мм; ширина спущенной части рубцов — 12—15 мм;
жестких подпяточников — 5—6 мм. Крокульную часть
или язычок подошв женской обуви на среднем и
высоком каблуке спускают до толщины 1—1,8 мм.
Кожаные задники для мужской обуви спускают по
нижнему краю на ширину 14—16 мм до толщины
0,8—1,2 мм; по остальным краям — на ширину! 8—20 мм
до толщины 0,5—0,8 мм, для женской обуви соответ-
ственно на ширину 16—18 мм до толщины 0,6—0,8 мм
и на ширину 18—20 мм до толщины 0,5—0,8 мм.
Кожаные подноски плавно спускают по краю наи-
меньшей кривизны или прямому краю на ширину
8—10 мм, по закруглен ному краю — на ширину!5— 18 мм;
толщина спущенных краев 0,5—0,6 мм.
Края деталей спускают на машинах для спускания
края деталей низа обуви.
Шлифование деталей низа. Подметки, подошвы и
рубцы для ремонта обуви клеевых и ниточных методов
крепления низа шлифуют с нелицевой стороны по
всей поверхности для прочного приклеивания; кожа-
ные подметки и подошвы шлифуют также с лицевой
стороны при последующей их отделке в обуви воско-
выми красками, а резиновые подошвы, не совмещен-
ные с каблуками, — с ходовой стороны в пяточной
части для последующего приклеивания резиновых каб-
луков. При крупном ремонте обуви с постановкой
44 Ремонт Одежды и Обуви
кожаных подошв и профилактических резиновых под-
меток шлифованию подвергают подметочную лицевую
поверхность подошв и нелицевую поверхность подме-
ток. Кожаные задники шлифуют по всей поверхности
с бахтармяной стороны, а подноски — с бахтармяной
и лицевой для прочного склеивания с материалами
заготовок и устранения неровностей в местах перехода
от неспущенной к спущенной поверхности. Кожаные
стельки шлифуют с лицевой стороны для лучшего
впитывания потовых выделений стопы и пред-
упреждения коробления стельки в процессе носки
обуви; при последующей клеевой затяжке заготовок
стельки шлифуют также с бахтармяной стороны. Рези-
новые каблуки шлифуют по поверхности верхней пло-
щадки для обеспечения последующего прочного их
приклеивания к подошвам.
Нелицевую поверхность подошв, подметок, руб-
цов шлифуют шлифовальной шкуркой №№63—100, а
лицевую поверхность кожаных подошв и подметок —
шкуркой №№12—16; при постановке профилактичес-
ких резиновых подметок лицевую поверхность кожа-
ных подошв в подметочной части шлифуют шкуркой
№№63—100. Кожаные задники и подноски шлифуют
шкуркой №№32—63, кожаные стельки - шкуркой
№№12—32, резиновые каблуки — шкуркой №№63—80.
Детали низа обуви шлифуют централизовано на
машинах.
Обработка гибкой стельки. В конструкции стелек
решающее значение для создания гибкой обуви имеет
конструкция основной стельки, в которой необходимо
сочетание высокой гибкости в пучковой части с устой-
чивостью пяточно-геленочного участка. Существует
три способа обработки основных стелек для придания
им необходимой гибкости.
Стельку кожаную с утоненной пучковой частью
Общие Сведения 45
(рис. 1 За) толщиной 1,9 мм для женской обуви и 2,1 мм
для мужской стеклят с лицевой и бахтармяной стороны
и утоняют с лицевой стороны от линии пучков в
сторону носка на ширину 30—40 мм до толщины
0,8—1,0 мм. Утонение должно быть плавным, без
резких граней при переходе к утоненной части. На
геленочно-пяточную часть стельки наклеивают полу-
стельку из спецкартона толщиной 1—2 мм.
Стелька кожаная имеет надсечки глубиной
0,7—0,9 мм, которые наносят с бахтармяной стороны в
пучковой части (рис. 136). Стельки надсекают на специ-
альном станке, на валу которого закреплены ножи.
Ножи расположены таким образом, что надсекают
стельки на расстоянии 14 мм от края с каждой стороны.
Чтобы надсечки были сплошными и располагались в
шахматном порядке, в ножнах выфрезерованы зубцы.
Стелька комбинированная из кожи и картона для
женской клеевой обуви на высоком каблуке состоит из
слоя эластичной кожи, картонной полустельки и ме-
таллического супинатора, впрессованного между ними,
а б в
Рис. 13. Стельки:
а - кожаная с утоненной пучковой частью; б — кожаная с надсечка-
ми; в — комбинированная из кожи и картона
46 Ремонт Одежды и Обуви
а также из картонной носочной накладки (рис. 13в).
Стельку вырубают из эластичных кож толщиной
1,8—2,0 мм; с лицевой и бахтармяной стороны стельку
стеклят по всей поверхности.
Картонную полустельку вырубают из кожевенного
картона однослойного отлива толщиной 2,1—2,5 мм;
полустельку спускают по переднему краю на ширину
14-15 мм, по остальному периметру — на 8—10 мм.
Во избежание вылетания супинатора в полустельке
вырубают паз, в котором размещается ребро жесткости
супинатора. Носочную накладку вырубают из стелеч-
ного картона толщиной 1,5—1,8 мм и спускают по
всему периметру на ширину 8—9 мм. Соединяют стель-
ку с носочной накладкой, полустелькой и супинатором
резиновым клеем с последующим формованием. Стель-
ки формуют по одной паре. Профиль следа стельки
после формования должен соответствовать профилю
следа колодки данного фасона и размера.
М Т! С Д[ Р У М £ Т! ДГ
При производстве ремонта обуви используется
специальный инструмент.
Ножи. Применяются для раскроя и обработки
материалов, деталей и ремонтируемой обуви. Различа-
ют ножи для резания деталей низа и верха обуви.
Закройный нож (рис. 14а) предназначен для выкра-
ивания деталей верха и подкладки. Представляет из
себя стальное полотно длиной 150—180 мм, шириной
8—12 мм. Режущим лезвием служит конец ножа, сре-
занный под углом 12—15°.
Клинок ножа должен быть закален с отпуском
на 2/3 длины, отполирован на половину длины и
заточен в рабочей части.
Нож, заложенный между двумя штифтами при
Общие Сведения 47
Рис. 14. Ножи:
а — закройный; б — сапожный нож с клиновидным острием; в — са-
пожный нож с криволинейным острием; г — ляписный; д — нож для
спускания ранта; е — урезной; ж ~ прошвенный
расстоянии между ними 75 мм и изогнутый до величи-
ны прогиба 16—20 мм, не должен обнаруживать оста-
точный прогиб, а также изломы или трещины.
Неработающую часть ножа — ручку — обтягивают
кожей или вставляют в металлическую ручку.
Закройным ножом пользуются при выкройке и
спускании заплат, деталей заготовки, спускания лице-
вого слоя верха обуви в месте постановки заплаты и
других операций.
Сапожные ножи являются универсальным инстру-
ментом и используются для срезания с обуви изношен-
ных деталей и их частей, вырезки деталей из нового
материала и пригонки их к месту, отделки отремонти-
рованной обуви и многих других операций.
Ноже клиновидным острием (рис. 146) представля-
ет собой стальную полосу длиной 210—225 мм, шири-
ной 20-25 мм, толщиной 1,5—2 мм. Клиновидное
острие образуется косым срезом на его конце и имеет
длину 45—80 мм.
Длина ножа с криволинейным острием (рис. 14в)
48 Ремонт Одежды и Обуви
210 мм, длина криволинейной режущей части65—80 мм,
толщина ножа 1,2—2 мм.
Нерабочая часть сапожного ножа для удобства в
работе обтягивается кожей.
Ножи специальные используются для выполнения
узкого круга операций.
Ножлялисный (рис. 14г) используется для выборки
вогнутых мест при обработке деревянных каблуков.
Для этой же цели пользуются полукруглой стамеской.
Ножи для спускания ранта предназначены для
спускания края лицевой стороны ранта, обводки, кран-
ца, прикрепленных к обуви.
На рисунке 14д изображен нож, используемый при
выполнении отделочных операций ручным способом. Он
представляет из себя стальное полотно фигурной фор-
мы и имеет ширину 8—10 мм, толщину 1,5 мм. Лезвие
затачивается уже полотна, этим создается защитный
выступ для обуви.
Ножом урезным (рис. 14е) пользуются при механи-
ческой отделке обуви. Для защиты верха обуви от
порезов в нем предусмотрена предохранительная плас-
тинка, закрепляемая винтом. Передвигая пластинку,
можно регулировать глубину резания.
Нож прошвенный (рис. 14ж) используется для сре-
зания прошвы в голенищах сапог заподлицо (в уро-
вень) с поверхностью голенищ.
Шилья различают прямые и кривые.
Прямое шило (рис. 15а) — прямой металлический
стержень круглого или ромбовидного сечения с соот-
ветствующей заточкой острия. Длина прямых шильев
45, 75 и 100 мм. Их применяют при прокалывании
отверстий, для вбивания деревянных шпилек.
Кривые шилья отличаются изогнутой формой ра-
бочей части, они предназначены для прокалывания
Общие Сведения
49
В 6
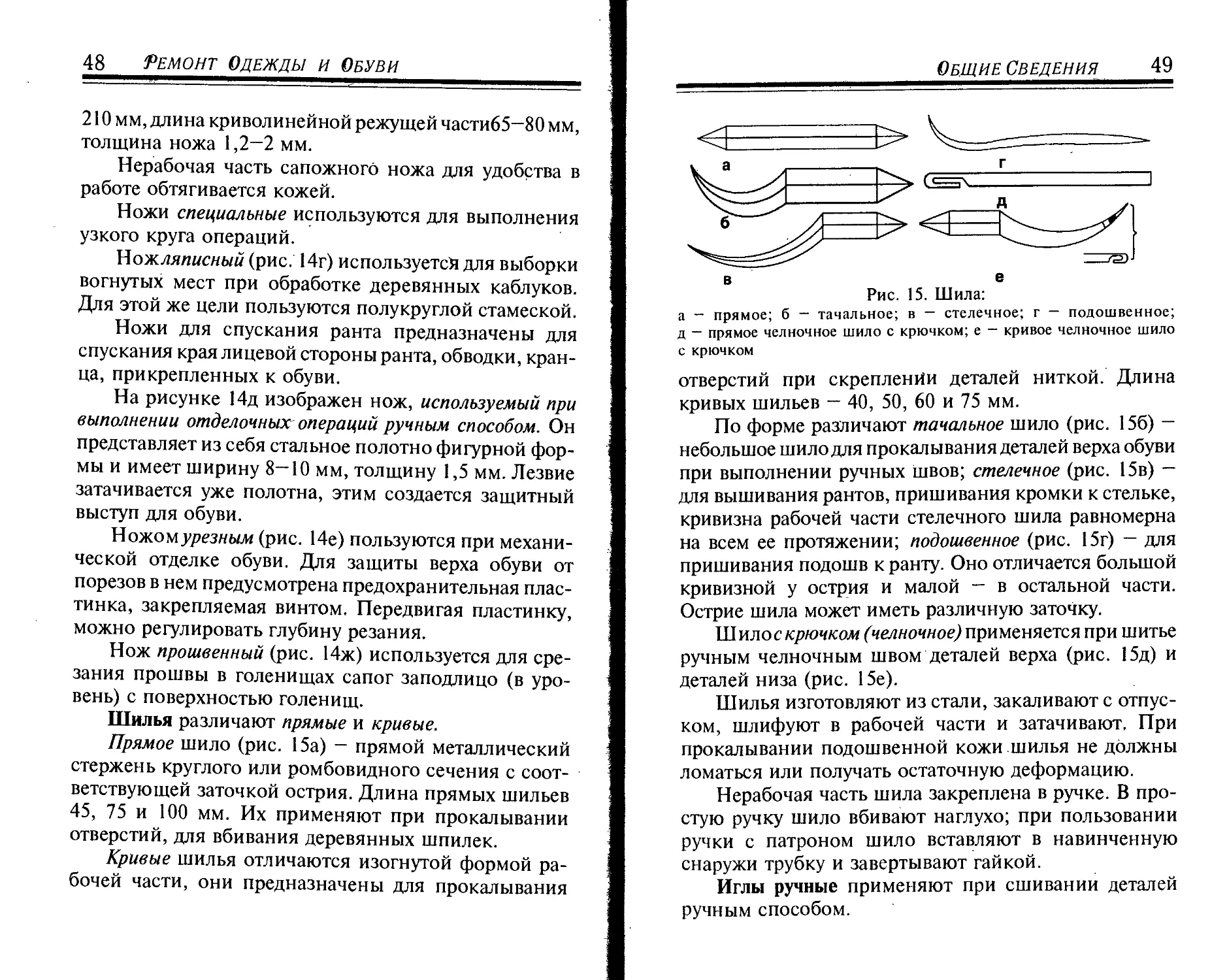
Рис. 15. Шила:
а - прямое; б — тачальное; в — стелечное; г — подошвенное;
д — прямое челночное шило с крючком; е — кривое челночное шило
с крючком
отверстий при скрепленйи деталей ниткой. Длина
кривых шильев — 40, 50, 60 и 75 мм.
По форме различают тачальное шило (рис. 156) —
небольшое шило для прокалывания деталей верха обуви
при выполнении ручных швов; стелечное (рис. 15в) —
для вышивания рантов, пришивания кромки к стельке,
кривизна рабочей части стелечного шила равномерна
на всем ее протяжении; подошвенное (рис. 15г) — для
пришивания подошв к ранту. Оно отличается большой
кривизной у острия и малой — в остальной части.
Острие шила может иметь различную заточку.
Шилос крючком (челночное) применяется при шитье
ручным челночным швом деталей верха (рис. 15д) и
деталей низа (рис. 15е).
Шилья изготовляют из стали, закаливают с отпус-
ком, шлифуют в рабочей части и затачивают. При
прокалывании подошвенной кожи шилья не должны
ломаться или получать остаточную деформацию.
Нерабочая часть шила закреплена в ручке. В про-
стую ручку шило вбивают наглухо; при пользовании
ручки с патроном шило вставляют в навинченную
снаружи трубку и завертывают гайкой.
Иглы ручные применяют при сшивании деталей
ручным способом.
50 Ремонт Одежды и Обуви
Размер иглы определяется ее номером. Выпускают
иглы двенадцати номеров: чем выше номер, тем круп-
нее игла. Для ремонта обуви применяют иглы №8,
диаметром I мм, длиной 40 мм; №9 — диаметром 1 мм,
длиной 50 мм; № 10 — диаметром 1,2 мм, длиной 50 мм.
Рашпили применяют двух видов: кривые и прямые.
Кривой рашпиль предназначен для внутренней отделки
обуви — отпиливания концов гвоздей и шпилек. Длина
двустороннего кривого рашпиля — 350 мм, односто-
роннего — 140 мм.
Прямой рашпиль используют для наружной отдел-
ки подметки, подошвы и каблука. Его длина
200 — 250 мм, ширина 18, 22 и 26 мм.
На 20 мм длины сапожного рашпиля —9— 10 зубцов,
на 20 мм ширины — 7—8 зубцов. Зубцы рашпиля
пирамидальной формы и в направлении длины пере-
крывают друг друга.
Рашпили изготовляют из инструментальной стали,
рабочую часть закаливают. Твердость и остроту зубцов
проверяют путем пробного опиливания контрольной
пластинки из инструментальной стали. При такой
пробе зубцы рашпиля должны сцепляться с пластин-
кой и не скользить по ней.
Напильники применяют двух типов: плоские и
трехгранные. Плоские служат для спиливания металли-
ческих шпилек и гвоздей на поверхности набоек;
трехгранные — для заточки шильев и другого инстру-
мента. Изготовляют напильники из стали, насекают
более мелкой насечкой и закаливают до более высокой
твердости, чем рашпили.
Клещи затяжные используют для ручной затяжки
отдельных участков затяжной кромки верха обуви,
нарушенных в процессе удаления подошв или их
изношенной подметочной части.
Затяжные клещи выпускают с молотком, составля-
Общие Сведения
51
ющим одно целое с половинками клещей, и без молот-
ка. Рабочую часть клещей (губки) и молоток подвергают
термической обработке для повышения их твердости.
Соединение половинок клещей осью должно быть плот-
ным, без перекосов; клещи должны иметь легкий ход и
раскрываться под собственной массой. Рабочие
поверхности губок должны на всем протяжении плотно
сходиться. Внешняя поверхность губок клещей — поли-
рованная, остальные поверхности — оксидированные.
Кусачки боковые, острогубцы и клещи — предна-
значены для удаления металлических крепителей из
деталей обуви или перекусывания крепителей запод-
лицо с поверхностью деталей, а также для срывания
изношенных деталей. Плоскогубцы применяют для
удаления металлических крепителей в труднодоступ-
ной части обуви.
Кусачки боковые и острогубцы, плоскогубцы и
клещи состоят из двух половинок, соединенных между
собой шарнирно посредством оси. Режущие кромки
кусачек-острогубцев и клещей, губки плоскогубцев
должны при сжатии плотно сходиться по всей длине,
без просвета. Соединение в шарнире
должно быть плотным, без перекосов,
иметь легкий ход. Инструменты до-
лжны раскрываться под собственной
массой. Материалом для их изготов-
ления служит сталь. Рабочие части
инструментов должны быть закалены.
Гвоздевытаскиватели (рис. 16)
предназначены для извлечения ме-
таллических крепителей при удале-
нии подошв или их изношенной под-
меточной части. Гвоздевытаскиватель
состоит из стального изогнутого стерж-
ня 1 с прорезью для захвата головки
— 1
Рис. 16. Гвозде-
вытаскиватель
52 Ремонт Одежды и Обуви
гвоздя, деревянной ручки 2 и металлического колпачка
3, предохраняющего ручку от раскалывания.
Молотки используются разных видов.
Молоток сапожный служит для вбивания гвоздей и
шпилек, отлаживания и околачивания обуви, имеет
боек с выпуклой рабочей поверхностью и удлиненную,
частично изогнутую хвостовую часть. Вес молотка 350 г.
Молотокплиточный используется для выколачива-
ния кожаных деталей низа — подметок, набоек — с
целью их уплотнения. Каждый конец рабочей части
молотка имеет боек. Вес молотка — 800 г. В комплекте
с этим молотком при выколачивании кожи использу-
ется прямоугольная стальная плитка размером
180х 130x30 мм.
Молотоксудлиненным бойком (рис. 17а) применяет-
ся для прибивания каблуков, расклепывания венчиков,
каблучных втулок и т. п. Хвостовик молотка раздвоен и
сильно намагничен, что позволяет притянуть гвоздь за
головку и легко вставить его в нужное место.
Молоток с приклеенной резиновой пластинкой
(рис. 176) служит для околачид^нця верха обуви.
Молотки изготовляют из стали. Боек и конецэсвос-
товика закаливают. Боек не должен выкрашиваться,
сминаться и давать изломы при ударе по незакаленной
инструментальной стали. Молоток плотно без люфта
насаживают на ручку при помощи заклинка.
Урезник (рис. 18а) предназначен для полирования
уреза кожаной или
пласткожаной подмет-
ки. Имеет сложный
профиль, в котором
Рис. 17. Молотки:
а - с удлиненным бойком;
б- с резиновой накладкой
"Общие Сведения
53
различают полку, наружную и
внутреннюю бородки, две ка-
навки.
При полировании уреза го-
рячим урезником не только за-
глаживается урез, но на нем вы-
давливаются жилки; подметка
обжимается со стороны ходовой
поверхности, а рант с верхней
стороны.
Для ручной отделки урез-
ники выпускают с различной
шириной полки —от 3 до 10 мм,
Рис. 18. Урезники:
а — обычный: б — пяточный
соответствующей различной толщине обрабатывае-
мых подметок. На каждом урезнике имеется два проф-
те же номера, что и
Рис. 19. Рис. 20.
Кантик Токмач
иля с различной шириной полок. Стандартныйнабор —
7 двойных профилей с шириной полки 3—4, 4—5, 5—6,
6-7, 7-8, 8-9, 9-10 мм.
Для полировки уреза, обработанного фрезеровани-
ем, разработаны урезники, профиль которых повторяет
профиль фрезы, а ширина полки меньше полки фрезы
на 0,5 M1W. Эти урезники имеют
соответствующие им фрезы.
Урезник пяточный (рис.
186) одной бородкой предна-
значается для полировки пя-
точной части подошвенного
уреза.
Кантик (рис. 19) предна-
значен для полирования геле-
ночной части подошвенного
уреза. По сравнению с урезни-
ком имеет более округленный
профиль без канавок.
Токмач (рис. 20) применяют
54 Ремонт Одежды й Обуви
для полирования боковой поверхности и фронта каблу-
ков, ходовой поверхности набоек и подошв, а также для
разглаживания клеевых заплат на верхе и подкладке.
Рабочая часть токмача может быть разной формы: вы-
пуклой, плавной или с уступом.
Рантовое колесико, или накатник для ранта, пред-
назначено для накатывания гребневой дорожки на
верхнюю поверхность пришитого ранта. Колесико смен-
ное, может иметь 15, 20, 25 зубцов, его подбирают в
зависимости от частоты шва и рисунка.
Колесико для нанесения узора на подошве или подмет-
ке имеет гравированную поверхность, которой наносит-
ся узорный след на ходовую поверхность кожаных по-
дошв и подметок. Применяется преимущественно для
заделки закрытой подрезки на подошве или подметке
при ремонте обуви ниточных методов крепления.
Пяточное колесико применяется для накатывания
декоративной линии вокруг кожаного наборного каб-
лука.
Отводка (рис. 21) используется для отделки кроку-
лей каблука и строчек задника. Рабочей частью явля-
Рис. 21.
Отводка
Рис. 22.
Гладилка
ется желобок с двумя тупыми
ребрами, оставляющими след в
виде параллельных бороздок.
Гладилка (рис.22) предназна-
чена для разглаживания и поли-
рования ходовой поверхности ко-
жаной подошвы или подметки.
Представляет собой металличес-
кий стержень с одной или двумя
ручками по концам.
Корпус полировочного ин-
струмента изготовляют из стали.
Рабочую часть шлифуют, а поли-
рующие поверхности полируют.
Общие Сведения
55
Металлическую часть плотно вставляют в деревянную
ручку. Перед использованием полировочный инстру-
мент обычно нагревают.
Колесико наметочное, шпилечное или колесико стро-
чечное предназначены для обозначения на подошве
точек, в которых будут сделаны проколы шилом для
вбивания шпилек или прохождения нитей. Оба колесика
обеспечивают одинаковое расстояние между проколами
и от края подошвы.
Крючок для вытаскивания колодок из обуви выги-
бается из круглой стали диаметром 8 мм.
Кисти служат для нанесения на обувь красок, лаков,
апретур, клеев и т. д. Применяются различной жесткос-
ти и формы (круглые или плоские). Выбирают кисти с
учетом вязкости и количества наносимого раствора.
Подрезка — пластинка со спущенным краем, изго-
товляется из пластмассы, применяется для защиты заго-
товки от порезов при обрезке каблука и уреза подошвы.
Доска используется в качестве основания или под-
ложки при различных работах: раскрое, спуске края
деталей, строжке деревянного каблука и т. д. Доска
изготовляется из дерева мягких пород.
Гвозди
Для скрепления деталей широко применяют гвозди
и шпильки (гвозди без головок). Обувные гвозди изго-
товляют из стальной проволоки или ленты, а иногда из
цветных металлов, шпильки — из стальной проволоки
или древесины. Мелкий обувной гвоздь называется
тексом. Номер гвоздя означает длину его стержня без
головки, выраженную в мм.
Характеристика гвоздей и шпилек, применяемых
для ремонта подметочной части низа обуви, приведена
в таблице 3.
56 Ремонт Одежды и Обуви
Таблица 3
Обувные гвозди
№ п/п Наименование Форма головки Форма острия Форма стержня, его диа- метр, мм Выпус- каемые №
1 Текс ручной из стальной ленты Эллипсо- видная длинная (жало) Пирамидаль- ная Граненая 9-19 нечетные
2 Текс ручной из проволоки Плоская, круглая Круглая 7-17 нечетные
3 Текс машинный для рантовой затяжки — Четырехгран- ная пирами- дальная — — 12-15
4 Текс машинный для глухой затяжки — — Копьевидная — — 6-15
5 Г возди проволочные каблучные Четырехгран- ная, пирами- дальная или круглая, кони- ческая диаметр 1; 1,2; 1,4; 1,6 15, 20, 25, 30, 35
6 Гвозди подошвенные Коничес- кая Копьевидная „ диаметр 1,8-2 10-22 четные
7 Шпильки стальные Без головки Пирамидаль- ная (жало) диаметр 1,6-2,6 10-19
8 Шпильки деревянные Двухгранная Квадратная 12-20 четные
Гвозди, заканчивающиеся длинным тонким ос-
трием — жалом, как текс ручной, шпилька стальная,
удобны для ручной работы, они вкалываются в кожу
при слабом нажиме и держатся в ней, что позволяет
отнять пальцы левой руки в момент удара молотком.
РЕМОНТ ДЕТАЛЕЙ ВЕРХА
И ПОДКЛАДКИ ОБУВИ
Ремонт Деталей Рерха и Подкладки обуви 59
Я И © U
О ЪУ® И
Значительная часть обуви,
поступающей в мелкий и средний
ремонт, имеет повреждения верха и
подкладки.
Механические повреждения, глубокие трещины и
сквозной износ отдельных участков деталей верха,
преимущественно союзок (передов) обуви, устраняют
различными способами, которые зависят от располо-
жения ремонтируемого участка верха обуви и характе-
ра его износа.
Мелкий ремонт верха обуви заключается в поста-
новке заплат, ушивках, а также в замене фурнитуры
для закрепления обуви на ноге: крючков, блочков,
пуговиц, пряжек.
Ушивки делают в местах разрушения ниточных
швов, они могут выполняться машинным и ручным
способом.
Подкладку ремонтируют преимущественно в пя-
точной части.
Заплаты ставят в местах сквозного износа деталей.
60’ Ремонт Одежды и Обуви
Конструкция заготовки верха обуви
Конструкция заготовки верха кожаной обуви оп-
ределяется степенью открытости обуви, способом за-
крепления ее на стопе, характером расчленения верха
и подкладки обуви на отдельные детали, способом
совмещения деталей верха и подкладки.
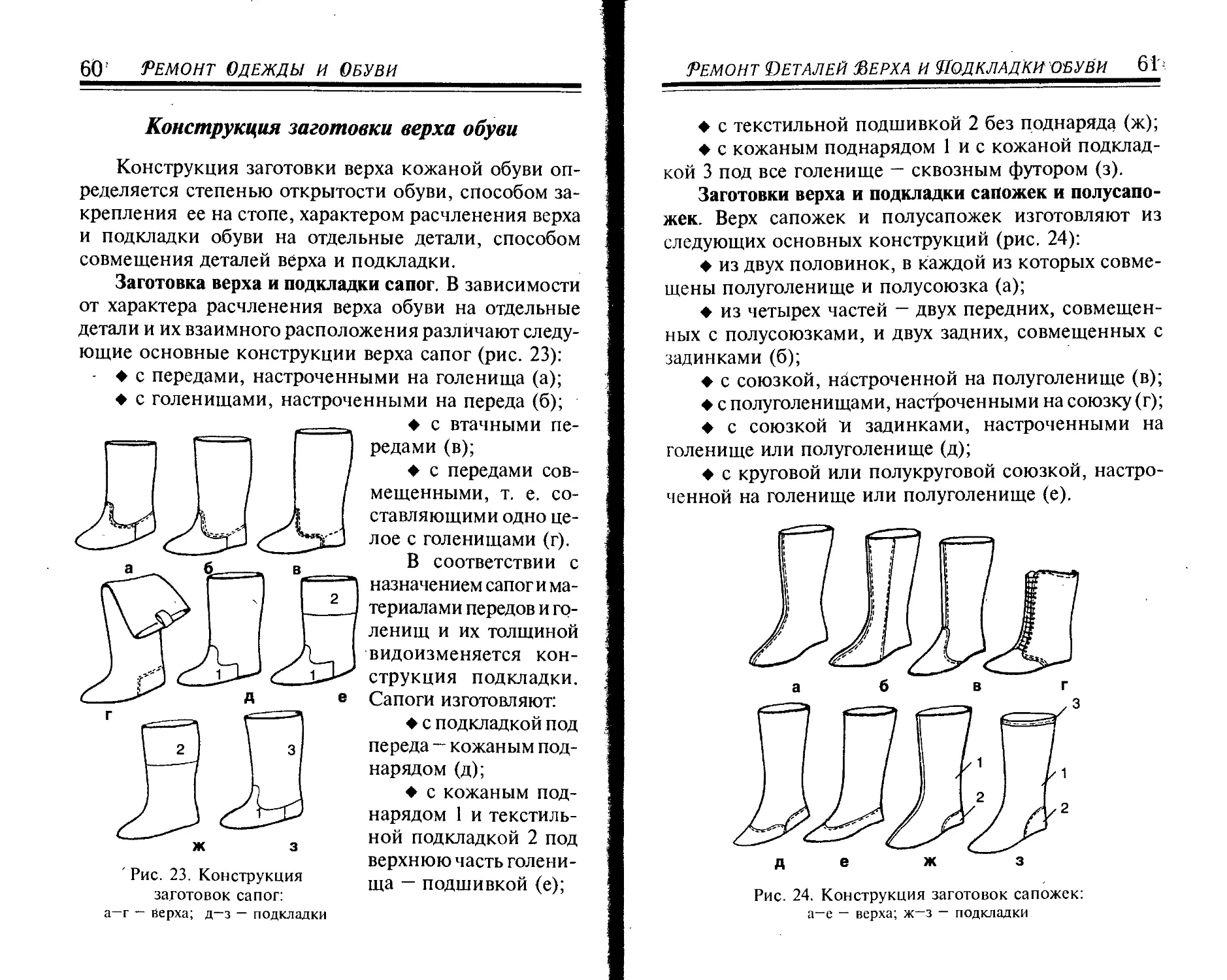
Заготовка верха и подкладки сапог. В зависимости
от характера расчленения верха обуви на отдельные
детали и их взаимного расположения различают следу-
ющие основные конструкции верха сапог (рис. 23):
- ♦ с передами, настроченными на голенища (а);
♦ с голенищами, настроченными на переда (б);
' Рис. 23. Конструкция
заготовок сапог:
а-г - верха; д-з — подкладки
♦ с втачными пе-
редами (в);
♦ с передами сов-
мещенными, т. е. со-
ставляющими одно це-
лое с голенищами (г).
В соответствии с
назначением сапог и ма-
териалами передов и го-
ленищ и их толщиной
видоизменяется кон-
струкция подкладки.
Сапоги изготовляют:
♦ с подкладкой под
переда — кожаным под-
нарядом (д);
♦ с кожаным под-
нарядом 1 и текстиль-
ной подкладкой 2 под
верхнюю часть голени-
ща — подшивкой (е);
Ремонт Деталей (Верха и Яодкладки обуви 61
♦ с текстильной подшивкой 2 без поднаряда (ж);
♦ с кожаным поднарядом 1 и с кожаной подклад-
кой 3 под все голенище — сквозным футором (з).
Заготовки верха и подкладки сапожек и полусапо-
жек. Верх сапожек и полусапожек изготовляют из
следующих основных конструкций (рис. 24):
♦ из двух половинок, в каждой из которых совме-
щены полуголенище и полусоюзка (а);
♦ из четырех частей — двух передних, совмещен-
ных с полусоюзками, и двух задних, совмещенных с
задинками (б);
♦ с союзкой, настроченной на полуголенище (в);
♦ с полуголенищами, настроченными на союзку (г);
♦ с союзкой и задинками, настроченными на
голенище или полуголенище (д);
♦ с круговой или полукруговой союзкой, настро-
ченной на голенище или полуголенище (е).
Рис. 24. Конструкция заготовок сапожек:
а—е — верха; ж~з — подкладки
62 Ремонт Одежды и Обуви
Последние две конструкции применяют при изго-
товлении сапожек с облегающими голенищами из
искусственной кожи, союзками и задинками из хромо-
вых кож.
Сапожки и полусапожки выпускают без застегива-
ющих приспособлений, в особенности при голенищах
из облегающих голень материалов, а также с застежка-
ми-молниями, на блочках и крючках со шнурками, с
ремнями на пряжках и т. п.
Конструкция подкладки сапожек и полусапожек
находится во взаимосвязи с -конструкцией деталей
верха. Обычно подкладка сапожек и полусапожек
состоит из двух текстильных половин 1 и кожаного
мягкого внутреннего задника 2 (рис. 24ж) или ремня;
в ряде случаев верхний кант сапожек укрепляется
штаферкой 3 (рис. 24з). При изготовлении сапожек и
полусапожек с застежкой-молнией, блочками и крюч-
ками дополнительно прикрепляют внутренний кожа-
ный язычок.
Заготовки верха и подкладки ботинок. По призна-
кам расчленения наружных деталей верха и характеру
их взаимного соединения различают следующие ос-
новные конструкции верха ботинок (рис. 25):
♦ с накладной союзкой (а, б);
♦ с накладными берцами (в, г, д);
♦ с овальной вставкой в союзке (д);
♦ кроя типа мокасин (е);
♦ цельного кроя (ж, з);
♦ из двух половин, соединенных тачным или
настрочным швом (и, к).
Конструкция подкладки ботинок, так же как и
подкладки других видов обуви, связана с конструкцией
наружных деталей верха. Основная подкладка боти-
нок, кроме подкладки под язычок, состоит из тек-
Ремонт Деталей (Верха и Подкладки обуви 63
Рис. 25. Конструкция верха ботинок
стильной подкладки 1 (рис. 26) под союзку и текстиль-
ной подкладки 2 под берцы (а, б) или из двух текстиль-
ных половинок, в каждой из которых совмещены
подкладка под союзки и берцы (в, г, д). Пяточную
часть подкладки в большинстве видов ботинок офор-
мляют в виде кожаного ремня 3 большей или меньшей
ширины (а, б, в, д, е, ж, з, л). Верхний край подкладки
ботинок обычно укрепляют штаферкой 4 из кожи или
тесьмы (а, б, в, и, л), а передний край — кожаным
64 Ремонт Одежды и Обуви
Рис. 26. Конструкция
поодкладки ботинок
подблочным ремнем
5 (а, в, г, д). Некоторые
виды ботинок имеют
подкладку усложненной
конфигурации — это бо-
тинки с боковой застеж-
кой-молнией или шну-
ровкой (е, и), ботинки
на резинках (ж, к), бо-
тинки с ремнями на
пряжках (з).
Заготовки верха и
подкладки полуботинок.
По характеру членения
верха обуви на отдель-
ные детали и способу их
взаимного соединения
полуботинки близки к бо-
тинкам. Основными кон-
струкциями наружных
деталей верха полуботи-
нок являются (рис. 27):
♦ с накладными бер-
цами (а, б, в);
♦ с накладной союз-
кой (г, е);
♦ с овальной вставкой в союзке (е, ж);
♦ кроя типа мокасин (з);
♦ с круговыми полусоюзками, совмещенными с
берцами (и);
♦ с клапаном (в) и резинкой (д, к);
♦ кроя «деленка» типа летних полуботинок (л).
Подкладка верха полуботинок, не считая подкладку
под язычок, обычно состоит из двух — четырех частей:
Ремонт Деталей Яерха и Подкладки обуви 65
Рис. 27. Конструкции верха полуботинок
♦ текстильной подкладки 1 (рис. 28) под союзку и
подкладки 2 под берцы, выкраиваемой из натуральной
или искусственной кожи (а, б);
♦ текстильной подкладки 1 под союзку и подклад-
ки под берцы, расчлененной на детали 2 и 3, выкраи-
ваемые из натуральной или искусственной кожи (в);
♦ текстильной подкладки 1 под союзку, подкладки
пяточной части 2 в виде одной или двух деталей,
текстильной подкладки пяточной части берцев 3 и
подблочных ремней 4 (г);
3 Зак. 925
66 Ремонт Одежды и Обуви
Рис. 28. Конструкции подкладки полуботинок
♦ детали 2 и 4 выкраивают из натуральной или
искусственной кожи.
В некоторых видах полуботинок подкладка видо-
изменяется или усложняется: в пяточной части загото-
вок выделяют кожаную подкладку 3 под чересподъем-
ный ремень (д, е), применяют сквозную полукруговую
или круговую подкладку 1 из подкладочной кожи (ж)
и т. п.
В летних полуботинках типа сандалет ставят кожа-
ную подкладку в пяточной части или в пяточной и
геленочной частях сквозную кожаную подкладку.
Подкладка пяточной части берцев в полуботинках
(а также в туфлях) составная из двух-трех деталей,
соединенных ниточным или клеевым швом, целая без
разреза или с разрезом в нижней части, соединенных
ниточным швом.
Заготовки верха и подкладки туфель. К группе
туфель относятся туфли-лодочки, туфли и сандалии с
одним или двумя (иногда тремя) чересподъемными
Ремонт Деталей Яерха и Подкладки обуви 67
ж
3
ремнями, туфли кроя
типа «деленка», ком-
натные и дорожные
туфли, спортивные и
др. Верх туфель состо-
ит из одной, двух, трех
и более деталей, со-
вмещенных ниточны-
ми швами в одну или
две (в туфлях типа «де-
ленка») общие состав-
ные детали (рис. 29).
В туфлях-лодочках <
и с чересподъемным
ремнем подкладка рис 29. Конструкции верха туфель
сквозная кожаная или
же составная из двух-трех частей (рис. ЗОа, б, в):
передней 1, выкраиваемой из текстильных материа-
лов, и пяточной 2, выкраиваемой из натуральной и
искусственной кожи в виде одной или двух деталей.
В некоторых видах туфель подкладка 1 состоит из
двух сквозных кожаных деталей (рис. 30 г). В беспод-
кладочных туфлях (так
же как и в бесподкла-
дочных полуботинках)
имеется лишь подклад-
ка 2 в пяточной части,
выкраиваемая из нату-
ральной или искусст-
венной кожи (рис. ЗОд).
К группе туфель
относятся также туфли
с открытой носочной
или пяточной частью
(рис. 31а, б, в), туфли с
Рис. 30. Конструкции
подкладки туфель
68 Ремонт Одежды и Обуви
Рис. 31. Конструкции верха туфель с открытой носочной
и пяточной частями и типа сандалет
открытой носочной и пяточной частью (рис. 31г, д, ж,
е), туфли-сандалеты с верхом, состоящим из отдель-
ных разобщенных деталей или ремешков (рис. 31 з, и),
туфли-пантолеты без носочной и пяточной частей
верха или без одной пяточной части (рис. 32).
Количество и норма подкладочных деталей в пере-
численных видах туфель соответствует наружным дета-
лям верха; детали подкладки данной обуви выкраива-
ют из натуральной или искусственной кожи.
Для выполнения ушивок и заплат ручным спосо-
бом применяют концы варные — хлопчатобумажные,
капроновые или льняные нитки, покрытые воском;
если же обувь предназначена для систематического
ношения в сырых условиях, нитки покрывают варом,
Ремонт Деталей Яерха и Подкладки обуви 69
а затем воском. Для этого нитки нарезают на отрезки
нужной длины, так называемые концы, проводят не-
сколько раз по ним куском черного вара, охватив его
лоскутом кожи или ткани, и, нажимая на нитку таким
же порядком, протирают ее тряпкой, а затем куском
пчелиного воска.
Проваривание нитки предохраняет ее от гниения,
заполняет прокол в материале и препятствует проходу
воды через прокол.
Вощение после проваривания облегчает скольже-
ние нити, предотвращает ее растрепывание при шитье,
помогает получить хорошую утяжку шва. Вощение без
проваривания способствует лучшему скольжению нити
и частично предохраняет нить и обувь от воды.
Края варного конца (около 15 см) не покрывают
варом и воском, их заправляют в иголку. Для этой цели
движением ладони поперек лежащей на колене нитки
раскручивают край до разъединения его на отдельные
ниточки. Часть волокон выдергивают до получения
70 Ремонт Одежды и Обуви
плавного спуска края на нет — так называемая вычин-
ка, — обратным движением ладони снова скручивают
край нитки, вдевают его в ушко иглы, перегибают
нитку в ушке и скручивают вычинку с основной
ниткой; игла оказывается закрепленной в петле(рис. 33).
Для закрепления петли возле нее прокалывают
нитку шилом и продергивают в прокол иглу с ниткой.
Заправку вычинки в иглу можно заменить прису-
чиванием щетинки. Для этого раздваивают кончик
щетинки, вычинку скручивают в два конца, скручива-
ют каждую половину щетинки с
(половиной вычинки, а затем обе
половинки кончика щетинки скру-
чивают вместе, делают в нитке
прокол и продергивают в него
щетинку с ниткой.
Ушивки
*
Место укола
Рис. 33. Заправка
варного конца в
иглу
Нарушение целостности швов
заготовки при носке обуви проис-
ходит в различных местах. Чаще
всего расходятся швы, прикрепля-
ющие носок к союзке, союзку к
переднему краю берцев, наруж-
ный задний ремень к задникам
или берцам, задний шов обуви,
строчки жесткого задника.
Ремонт начинают с удаления
ниток, оставшихся от нарушенной
старой строчки и очистки ремон-
тируемого места от загрязнений.
Необходимо восстановить пер-
воначальное взаимное расположе-
ние деталей заготовки и простро-
Ремонт Деталей Яерха и Подкладки обуви 71
чить их вновь на швейной машинке двухниточным
швом по старым проколам. Цвет нитки должен совпа-
дать с цветом ниток заготовки.
В соответствии с толщиной ниток выбирают номер
иглы и частоту шва, как это указано в таблице 4.
Таблица 4
Подбор игл и частоты шва
№ ниток № иглы Количество стежков на 10 мм длины строчки
0-1 170-150 3-3,5
6-10 130-120 4-5
30-40 90-85 5-6
40-50 85-75 6-8
Шов должен быть туго и равномерно утянут, пере-
плетение нитей челночного шва должно проходить в
толще материала. Во избежание при носке саморас-
пускания строчки, концы ее должны быть закреплены,
для чего достаточно 2—3 первых и 2—3 последних
стежка строчки сделать по ненарушенному шву. Вы-
полненную строчку оглаживают бойком молотка и
слегка околачивают.
В тех случаях, Когда ушивка не может быть выпол-
нена на швейной машине, например, в непосредственной
близости от стельки или при восстановлении строчки
жестких задников и тачного заднего шва сапога, а также
когда требуется сделать водонепроницаемый шов, на-
пример, при ремонте охотничьих сапог, нарушенный
шов восстанавливают двухниточным ручным швом. Для
таких работ используют толстые нитки и ручные иглы
№№8, 9, 10.
Приемы шитья следующие (рис. 34): совместив
старые проколы сшиваемых деталей, продевают игол-
ку в первый прокол, доводят до середины длины нити;
затем с двух сторон вводят поочередно навстречу друг
72 Ремонт Одежды и Обуви
другу иглы во второй прокол, протаскивают их в обе
стороны и резким движением обеих рук утягивают
стежок. Для образования дальнейших стежков пользу-
ются обеими половинами
конца, как двумя самостоя-
тельными нитями, и, по-
вторяя те же приемы, полу-
чают простой ручной шов.
Ручной шов в завойку
(рис. 35) начинают так же,
как и простой: протащив
через прокол обе иглы, одну
из них проводят сквозь пет-
лю, образованную еще не
утянутой нитью второй
иглы. После утяжки стежки
нити окажутся в проколе
взаимно перевитыми, что
усиливает их взаимное тре-
ние и способствует сохра-
нению утяжки. Необходи-
мое условие прочности шва
ри носке — сильная утяжка
стежей. При надлежащей
утяжке нить лежит не на
поверхности, а несколько
вдавливается в материал. Так
же, как и при шитье на ма-
шине, ручной шов должен
быть длиннее нарушенной
части строчки: его начало и
конец должны на 2—3 стеж-
ка заходить на ненарушен-
ную строчку.
При пользований кон-
Рис. 34. Образование
первого стежка при
выполнении простого
ручного двухниточного
шва
Ремонт Деталей Яерха и Подкладки обуви 73
Рис. 35. Образование первого стежка при выполнении
ручного шва в завойку
цом с заправленными щетинками обе щетинки не
поочередно, а одновременно вводятся в прокол с обеих
сторон навстречу друг другу. В остальном приемы
шитья такие же, как и при пользовании иголками.
Ручным способом может быть выполнен также
челночный шов, показанный на рисунке 36. Для этой
цели пользуются шилом с крючком у острия.
Приемы шитья (рис. 37) следующие: совместив
проколы сшиваемых деталей, вводят снаружи крючок
в первый прокол, изнутри обуви накидывают нить на
крючок (рис. 37а), протас-
кивают сквозь прокол на на-
ружную сторону до середи-
ны (рис. 376) и пользуются в
дальнейшем обеими полови-
нами конца как самостоя-
тельными нитями. Сначала
Рис. 36. Строение
челночного шва
74 Ремонт Одежды и Обуви
вводят крючок во второй прокол и, накинув на него
внутреннюю ветвь нити (рис. 37в), вытягивают петлю
на наружную сторону. Вводят в петлю наружную ветвь
нити (рис. 37г) и, потянув за внутреннюю ветвь,
втягивают узел сплетения обеих ветвей внутрь матери-
ала и утягивают стежок (рис. 37д). Повторяя те же
приемы, получают требуемый шов. Для получения
хорошей утяжки необходимо при вводе в петлю наруж-
ной ветви не оставлять на наружной поверхности
конца излишней длины. Утяжка шва должна быть
сильной, а узел переплетения обеих нитей находиться
в толще материала.
Шитье шилом-крючком более производительно,
чем иглами или щетинками, можно его применять в
узких местах обуви, где работа иглой затруднена.
При работе шилом-крючком очень внимательно
надо выбирать шило: при пользовании излишне широ-
ким и толстым шилом происходит расширение проко-
ла, он не заполняется ниткой и через него свободно
проходит вода внутрь обуви.
При ремонте сапог встречаются сложные ушивки.
Распоровшийся тачной задний шов ремонтируют руч-
ным способом по старым проколам с восстановлением
Рис. 37. Приемы выполнения ручного челночного шва
Ремонт Деталей Яерха и Подкладки обуви 1Ь
тачного шва. Сшиваемые детали увлажняют до ушив-
ки. Если часть прошвы износилась, ее заменяют но-
вой, голенище выворачивают, если это облегчает до-
ступ к ремонтируемому месту.
При разрушенной строчке жесткого задника сапо-
га или полусапога сшиваемые детали также увлажня-
ются. Ушивку ведут вручную по старым проколам.
Прокол должен плотно заполняться ниткой и обеспе-
чивать водонепроницаемость шва.
Ремонт деталей подкладки
Этот вид ремонтных работ выполняют при сквоз-
ном износе или разрыве подкладки в пяточной части
обуви.
Ремонт подкладки пяточной части туфель или
полуботинок заключается в пристрачивании, прикле-
ивании и формовании внутреннего мягкого задника с
последующей вклейкой полустельки или стельки.
Мягкие внутренние задники выкраивают из подкла-
дочных кожевенных материалов толщиной от 0,5 до
1,5 мм или из искусственной кожи (при ремонте
модельной обуви мягкие задники из искусственной
кожи не применяются).
Длина мягких задников должна быть равна длине
изношенного участка подкладки с припуском 8-10 мм
на обе стороны. Внутренние задники спускают по
верхнему и боковым краям на ширину 4—5 мм до
толщины 0,5—0,6 мм. В нижнем крае мягких задников
делают 3-5 вырезов треугольной или овальной формы
глубиной 10—12 мм. Мягкие задники не должны иметь
дефектов, отражающихся на внешнем виде обуви и
ухудшающих ее эксплуатационные свойства.
Вкладные стельки и полустельки предварительно
отгибают во внутреннюю сторону или, при непригод-
76 Ремонт Одежды и Обуви
ности для дальнейшего пользования, удаляют. Мягкие
подпяточники, независимо от их пригодности, удаля-
ют из обуви. Края изношенных участков подкладки
пяточной части обуви выравнивают и приклеивают к
жесткому заднику. Мягкие задники прикрепляют к
пяточной части обуви внакладку, если верхний край
подкладки пяточной части был обработан в обрезку, и
в выворотку, если в подкладке верхний край был
первоначально обработан взагибку или в выворотку.
В первом случае мягкие задники накладывают
ровно, без сдвигов и перекосов, нелицевой стороной
внутрь на подкладку пяточной части обуви и прикреп-
ляют однорядным ниточным швом к верхнему краю
пяточной части. При прикреплении мягких задников
в выворотку их верхний край накладывают лицевой
стороной на верхний край подкладки пяточной части
на ширину 5—7 мм и скрепляют с последним одноряд-
ным ниточным швом. Шов, скрепляющий мягкий
задник с пяточной частью обуви, должен проходить по
линии первоначальной строчки канта, заходить за
боковые края мягкого задника на 8—10 мм на обе
стороны, быть ровным, хорошо утянутым; концы ни-
ток должны быть аккуратно обрезаны. Частота машин-
ной строчки 4—5 стежков, ручной — 3—4 стежка на
10 мм шва.
Пристроченные мягкие задники по всей поверх-
ности с нелицевой стороны и пяточную часть обуви
изнутри промазывают тонким ровным слоем резино-
вого клея. После 5—10 минут просушки мягкие задни-
ки загибают или выворачивают внутрь обуви, плотно
прижимают к пяточной части и приклеивают по всей
поверхности. Мягкие задники должны плотно приле-
гать к пяточной части обуви, быть хорошо отформо-
ванными, не иметь на поверхности складок, морщин и
вздутий. В нижней части задники должны заходить на
Ремонт Деталей Яерха и Подкладки обуви 77
поверхность основных стелек на ширину 10—12 мм,
быть ровно уложены и прочно приклеены к основным
стелькам. Верхний край мягких задников в процессе
прикрепления в выворотку тщательно околачивают, а
внакладку — ровно обрезают без заусенцев и повреж-
дения верха обуви.
Отогнутую часть вкладных стелек, полустелек или
новых вкладных стелек и полустелек, а также загнутую
кромку мягких внутренних задников и соответствую-
щую часть основных стелек промазывают ровным тон-
ким слоем резинового клея; после просушки в течение
5-10 минут при температуре 18-20°С вкладные стель-
ки, полустельки или подпяточники приклеивают к
основным стелькам без сдвигов, складок и морщин.
Ремонт подкладки пяточной части ботинок и сапо-
жек. Внутренние кожаные ремни ботинок и сапожек в
зависимости от характера износа полностью или час-
тично заменяют. В сапожках и ботинках с подкладкой
из натурального или искусственного меха в изношен-
ной пяточной части срезают кривыми ножницами
волос, наклеивают мягкие задники или внутренние
ремни из подкладочной кожи и пристрачивают на
швейной машине однорядной строчкой, проходящей в
ботинках по верхнему канту, в сапожках — по средней
вертикальной линии.
На изношенные участки кожаных, меховых или
текстильных подкладок сапожек и ботинок наклеива-
ют заплаты, выкроенные из подкладочных материа-
лов, соответствующих подкладке обуви. В кожаных и
меховых заплатах края спускают по периметру на
ширину 6—8 мм до толщины 0,4—0,5 мм.
Затем края кожаной подкладки зачищают, а в
меховой срезают мех на ширину 10—12 мм по всему
периметру наклейки заплат. Края кожаной, меховой и
текстильной подкладок с лицевой стороны и заплаты
78 Ремонт Одежды и Обуви
с нелицевой стороны однократно промазывают ров-
ным тонким слоем клея и просушивают в тече-
ние 5—10 минут при температуре 18—20°С.
Заплаты наклеивают на ремонтируемые участки
так, чтобы края заплат совпадали с подготовленными
и промазанными клеем краями подкладки.
Ремонт кожаной подкладки. Пяточную часть обуви
подготовляют к вставке мягкого задника следующим
образом: удаляют подпяточник или отклеивают пяточ-
ную часть вкладной стельки (полустельки). Края под-
кладки в проношенном месте выравнивают ножом или
ножницами до получения плавных очертаний проно-
шенного участка.
Если подкладка отделилась от жесткого задника, ее
приклеивают. Из подкладочной кожи, однородной по
цвету и виду ремонтируемой подкладки, вырезают
мягкий задник по форме (рис. 38). Высота задника
должна быть равна внутренней высоте пятки обуви с
добавлением 14—16 мм, адлина — длине проношенно-
го места также с добавлением 14—16 мм. По нижнему
краю вырезают 3—5 зубцов для более удобного загиба-
ния кромки задника на закруглении пятки. Верхний и
Спуск края до пунктирной линии
Jlo длине изношенного
места + 15 мм
Рис. 38. Форма мягкого задника
оба боковых края задни-
ка спускают на нет на
ширине 4—5 мм. Если
кожаная подкладка в
пяточной части сильно
изношена, изношенную
часть вырезают в виде
полосы, расположенной
симметрично к заднему
шву заготовки. Для это-
го подпарывают шов по
верхнему канту пятки,
делают на кожаной под-
Ремонт Деталей Яерха и Подкладки обуви 79
кладке два вертикальных разреза, отделяют ее от зад-
ника и отрезают у стелечной грани. Длину мягкого
задника в этом случае принимают равной длине выре-
заемой части кожаной подкладки с добавлением при-
пуска 14—16 мм.
Кожаную подкладку и жесткий задник обуви на
поверхности, соответствующей наклеиваемому мягко-
му заднику, очищают от грязи, остатков клея и слегка
зачищают шкуркой.
Если верхний край кожаной подкладки обработан
в загибку, то и верхний край мягкого задника также
должен быть загнут, т. е. обработан в выворотку. Для
этого верхний край мягкого задника с лицевой сторо-
ны, а верхний край пяточной части обуви с внутренней
стороны промазывают резиновым клеем. Клей подсу-
шивают и мягкий задник краем лицевой стороны
приклеивают к краю обуви; ширина склейки — 3—4 мм.
Обувь надевают на платформу швейной машины и
пристрачивают мягкий задник одной строчкой. Строч-
ка должна проходить по линии строчки верхнего кан-
та; ее частота 5—8 стежков на 10 мм длины шва.
Игольная нитка должна быть в цвет верха заготовки, а
челночная — в цвет кожаной подкладки. Игла
№№85-90.
Шов должен с обоих концов заходить за пределы
мягкого задника на 3—4 стежка.
После пристрочки мягкого задника и сколачива-
ния шва нелицевую сторону задника, внутреннюю
поверхность пяточной части обуви и прилегающую к
жесткому заднику часть стельки промазывают тонким
ровным слоем резинового клея. Клей просушивают,
мягкий задник перегибают по верхнему краю, при-
клеивают к пяточной части обуви; нижний край
мягкого задника свырезаннымиуголками загибают на
стельку и приклеивают к ней (рис. 39а).
80 Ремонт Одежды и Обуви
JJ
а б
Рис. 39. Схематические разрезы мягкого задника:
а — с загнутым верхним краем; б — с обрезным верхним краем
Околачивают молотком сначала верхний край зад-
ника по линии загиба, а затем и всю боковую поверх-
ность пяточной части обуви.
В обувь вклеивают подпяточник или приклеивают
ранее отогнутую вкладную стельку (полустельку), при-
крывая ими загнутый нижний край мягкого задника.
Если верхний край кожаной подкладки обработан
в обрезку, то и верхний край мягкого задника также
обрабатывают в обрезку. В этом случае обработку ведут
следующим порядком: бахтармяную поверхность мяг-
кого задника, внутреннюю поверхность пяточной час-
ти обуви и прилегающую к ней часть стельки промазы-
вают резиновым клеем и просушивают. Мягкий задник
вклеивают в обувь так, чтобы он закрыл изношенное
место с припуском 6—8 мм на каждую сторону. Верх-
ний край мягкого задника должен незначительно
(до 2 мм) выступать за кант обуви, а зубцы нижнего
края задника должны быть загнуты на стельку. Верх-
ний край вклеенного задника пристрачивается к обуви
одной строчкой, которая должна проходить по линии
строчки верхнего канта.
Пяточную часть обуви околачивают, после чего
срезают вровень с верхним кантом обуви припуск
Ремонт деталей яерха и Подкладки обуви 81
мягкого задника (рис. 396). Если кожаная подкладка
изношена на небольшом по площади участке, можно
ограничиться заплатой. Заплату подбирают в цвет
кожаной подкладки из однородного с ней материала,
выкраивают с припуском к проношенному месту
6-8 мм. С верхней стороны заплата должна дойти до
верхнего края заготовки. Края заплаты спускают на
нет, заплату приклеивают резиновым клеем, а верхний
ее край пришивают одной строчкой. Способ выполне-
ния такой заплаты в основном аналогичен описанному
способу вставки мягкого задника.
Заплаты
Клеевые заплаты. На обуви с верхом из хромовых
кож при тщательном выполнении и точном подборе
материала они почти незаметны для глаза. Подобран-
ный для заплаты кусок кожи должен соответствовать
верху не только по основным признакам — виду и
цвету, — но также по толщине, рисунку мереи (крупная
или мелкая), оттенку цвета.
Необходимо, чтобы заплата точно совпадала по
форме и размеру с подготовленным под заплату местом
на обуви. Достигается это таким образом: на ремонти-
руемом верхе вокруг проно-
шенного места прочерчива-
ют мелом линию границы
заплаты с припуском по все-
му периметру 6—7 мм. За-
плата должна иметь плав-
ные выпуклые очертания без
острых углов и впадин: на-
иболее подходит форма кру-
га или овала (рис. 40). Вы-
бранный для заплаты кусок
Рис. 40. Определение
формы заплаты:
1 — меловая черта
на обуви
82 Ремонт Одежды и Обуви
кожи накладывают бахтармяной стороной на ремонти-
руемое место, приглаживают рукой и отнимают. По
следу меловой линии ножницами вырезают заплату.
Заплату накладывают на мраморную доску или
толстое стекло и спускают край ее ножом с бахтармы
на нет по всему периметру. Ширина спуска должна
равняться ширине принятого при вырезе заплаты при-
пуска, среднюю часть заплаты, закрывающую проно-
шенный участок обуви, оставляют неспущенной. При-
подняв изнутри пальцами соответствующий участок
верха обуви, срезают остро отточенным ножом тонкий
лицевой край кожи с того места обуви, на которое
должна быть наложена заплата, также на нет спускают
край проношенного места на ширину 3—4 мм. Лицевой
слой можно удалить при помощи мелкой шкурки.
Чтобы обеспечить точное совпадение формы и разме-
ров зачищенного места с формой и размерами запла-
ты, перед зачисткой рекомендуется наложить на место
подготовленную заплату и сверить ее размеры с нане-
сенной ранее на обувь меловой чертой.
После зачистки верха на заплату и зачищенное
место наносят и слегка втирают кисточкой тонкий
слой клея; не допуская подсушки клея, быстро накла-
дывают заплату край в край на подготовленное место,
сильно прижимают ее рукой, заложив изнутри обуви
тампон или просто пальцы другой руки. После этого
заплату оглаживают умеренно нагретым токмачом (тем-
пература не более 6О°С). При сглаживании пленка клея
подсушивается и уплотняется, разглаживаются мор-
щины на заплате и на верхе.
Переход от заплат к неповрежденным участкам
верха должен быть плавным и малозаметным.
Сквозные разрывы на верхе обуви из искусствен-
ной кожи ремонтируют заплатами из материала, ана-
логичного верху обуви. Края заплаты с тканевой или
Ремонт Деталей Яерха и подкладки обуви 83
волокнистой стороны спускают на нет по всему пери-
метру. Место под заплату протирают растворителем.
На ремонтируемое место наносят один слой клея. Не
допуская высыхания клеевых пленок, точно наклады-
вают заплату и прижимают рукой, а затем оглаживают
токмачом, нагретым до температуры 50—60°С.
Сквозные разрывы и трещины на верхе обуви из
искусственной кожи с поливинилхлоридным покры-
тием ремонтируют также наклеиванием поливинил-
хлоридной пленки с лицевой стороны и кожаной
заплаты с нелицевой стороны верха обуви. В этом
случае поливинилхлоридную пленку, соответствую-
щую по фактуре и цвету ремонтируемой обуви, отделя-
ют от тканевой или волокнистой основы искусствен-
ной кожи, используемой в качестве ремонтируемого
материала, предварительно опущенной на 10—15 ми-
нут в раствор этилацетата. Из пленки выкраивают
заплату по форме и размерам поврежденного участка
с припуском 15—20 мм по периметру; края заплаты по
возможности спускают на нет.
Со стороны подкладки наклеивают заплату из
кожи. Нелицевую сторону заплаты из пленки и ремон-
тируемый участок верха обуви протирают тампоном,
смоченным этилацетатом или ацетоном. Заплату на-
кладывают на ремонтируемый участок, покрывают
сверху целлофаном и тщательно оглаживают токма-
чом, нагретым до температуры 130—150°С до полного
приплавления пленки к верху обуви. При отлаживании
токмач не должен касаться верха обуви за пределами
ремонтируемого участка. Заплата должна быть при-
плавлена к верху обуви без морщин и складок, переход
от края заплаты к верху обуви должен быть плавным и
малозаметным.
При выполнении клеевых заплат часто встречают-
ся нарушения:
84 Ремонт Одежды и Обуви
♦ материал заплаты не точно соответствует мате-
риалу верха или заплата испачкана клеем и поэтому
очень заметна;
♦ вместе с тонким лицевым слоем при подготовке
верха обуви и заплаты срезается также наиболее проч-
ный средний слой верха — этим ослабляется прочность
обуви;
♦ на заплату и верх наносится излишнее количест-
во клея — заплата получается жесткой;
♦ промазанная клеем заплата несвоевременно на-
кладывается на обувь, происходит местная подсушка
клея, и заплата частично отслаивается от верха;
♦ края заплаты не совпадают с краями зачищенного
места. Незакрытая заплатой зачищенная полоска обра-
зует на обуви заметное пятно, и в то же время прочность
ее ослаблена зачисткой. Попавший на незачищенное
место край заплаты обычно вскоре отслаивается;
♦ оглаживают заплаты слишком горячим токма-
чом, при этом заплата становится жесткой на ощупь,
на ее поверхности при носке появляются трещины, а
иногда заплата с нижележащей частью верха спустя
непродолжительное время носки отваливается, остав-
ляя на обуви сквозное отверстие.
Пришивные заплаты. Их ставят на обуви с верхом
из юфти или сильно жированных хромовых кож, так
как здесь клеевое крепление не обеспечивает достаточ-
ной прочности.
Подбор материала, форма заплаты и размер при-
пуска к проношенному месту, вычерчивание заплаты
мелом на верхе обуви, перенос меловой черты на
бахтармяную поверхность материала, вырезка заплаты
выполняются так же, как и при клеевых заплатах.
Вырезанная заплата спускается с бахтармы до
толщины, равной 1/3 полной толщины материала.
Ремонт Деталей Рейха и Подкладки обуви 85
Ширина спуска должна равняться ширине принятого
припуска к размеру проношенного места.
Место на верхе обуви, куда должна быть наложена
заплата, зачищается мелкозернистой шкуркой. На за-
чищенное место на верхе обуви и бахтармяную сторону
заплаты наносят тонкий слой резинового клея и остав-
ляют для подсушки. Затем заплату накладывают на
подготовленное место и прижимают рукой.
Приклеенную заплату пристрачивают по всему
контуру на швейной машине двухниточным швом.
Строчка проходит параллельно краю заплаты на рас-
стоянии от него 1,5—2 мм. Концы шва должны быть
закреплены, для этого достаточно последние два стеж-
ка повторно пройти по проколам начала шва. Стежки
должны быть равномерно и туго утянуты и одинаковой
длины. Цвет ниток должен соответствовать цвету за-
платы. Заплату околачивают и оглаживают бойком
молотка.
Предварительное приклеивание заплаты резино-
вым клеем предотвращает возможность смещения ее
во время пристрочки и обеспечивает более плотное ее
прикрепление — отсутствует зазор между заплатой и
верхом.
Заплаты в обуви, систематически соприкасающей-
ся с водой, а также расположенные в местах, трудно-
доступных для швейной машины, пришивают ручным
двухниточным швом. ШОв должен проходить парал-
лельно краю заплаты на расстоянии 1,5—2 мм от края.
Стежки должны быть равномерно и туго утянуты.
Если пришивная заплата кладется на проношен-
ный участок, расположенный у шва заготовки или у
затяжной грани обуви на расстоянии от них меньшем,
чем 6—7 мм, то край заплаты заправляется под шов или
под затяжную кромку.
86 Ремонт Одежды и Обуви
Прикрепление заплат с нарушением скреплений де-
талей. При расположении поврежденного участка вер-
ха обуви на расстоянии менее 7 мм от швов верха или
затяжной грани обуви близлежащий участок подпары-
вают, промазанную клеем заплату подкладывают под
шов на 6—8 мм и приклеивают. Затем нарушенный
участок шва восстанавливают, сострачивая детали по
линии старых проколов (рис. 41).
Рис. 41. Клеевое скрепление
заплат при расположении
поврежденного участка на
расстоянии не менее 7 мм от
шва верха обуви:
1 — заплата
При расположении поврежденного участка верха в
клеевой обуви вдоль затяжной грани обуви на рассто-
янии менее 7 мм от нее в этом участке сначала
отсоединяют подошву от затяжной кромки верха. За-
плату выкраивают из кожи, совпадающей с кожей
верха обуви по цвету и мереи. Размеры заплаты по
длине должны превышать размеры поврежденного
участка верха обуви на 8—10 мм с обеих сторон; по
ширине заплату выкраивают с расчетом перекрывания
ее верхним краем поврежденного участка верха обуви
на 8—10 мм и обеспечения загибания нижнего ее края
на 14—16 мм под подошву. Заплату спускают по вер-
хнему краю с нелицевой стороны на ширину 8-10 мм.
Верх обуви на поврежденном участке выше линии
разрыва на 8—10 мм, и заплату с лицевой стороны по
нижнему краю на ширину 14—16 мм взъерошивают
(зачищают) абразивным полотном. Поврежденный
участок верха обуви и ее затяжную кромку на этом
участке, заплату с нелицевой стороны и подошву с
г
Ремонт Деталей Яерха и Подкладки обуви 87
нелицевой стороны промазывают клеем. После крат-
ковременной подсушки кожаную заплату приклеивают
к поврежденной части верха и затяжной его кромке и
восстанавливают клеевое крепление подошвы (рис. 42).
Рис. 42. Общий вид обуви
после заправки заплаты под
подошву при расположении
поврежденного участка на
расстоянии не менее 7 мм от
затяжной грани обуви при
клеевом скреплении заплат:
1 - заплата
Ремонт верха обуви при разрыве верхнего канта и
окантовок верхнего края. При разрыве верха туфель и
другой обуви по верхнему канту на нарушенный учас-
ток с внутренней стороны наклеивают заплату из
подкладочной кожи вровень с верхним кантом, допол-
нительно скрепив этот участок зигзагообразным ни-
точным швом перпендикулярно линии разрыва канта.
При разрыве и износе окантовки верхнего края
заготовок, вызывающих необходимость замены окан-
товки, ее аккуратно удаляют, перерезая ниточные
стежки, соединяющие окантовку с заготовкой. Новую
окантовку из кожи (или кожеподобной тесьмы) при-
крепляют настрочным или выворотным способом.
При настрочном способе кожаную окантовку спус-
кают с бахтармяной стороны по краям на ширину
1,5—2 мм. Верх обуви и подкладку по верхнему краю на
ширину 4—5 мм и окантовку по всей поверхности
промазывают резиновым клеем. После 8—10-минут-
ной сушки при температуре 13—20°С окантовку накле-
ивают на верх обуви параллельно краю, загибают на
подкладку, околачивают верхний кант и прострачива-
ют его по всему периметру, захватывая строчкой на-
ружный и внутренний края окантовки.
88 Ремонт Одежды и Обуви
При выворотном способе кожаную окантовку с
бахтармяной стороны по верхнему краю спускают на
ширину 3—4 мм и накладывают лицевой стороной на
верх обуви так, чтобы верхний край окантовки совпал
с верхним краем заготовки. Окантовку и заготовку
скрепляют однорядным швом, проходящим на рассто-
янии 1—1,5 мм от края. Подкладку обуви по верхнему
краю на ширину 3—4 мм и окантовку по нелицевой
поверхности промазывают резиновым клеем, подсу-
шивают в течение 8—10 минут при температуре 18—20°С,
окантовку выворачивают, загибают на подкладку, око-
лачивают кант и прострачивают его по всему перимет-
ру, частота строчки — 4~5 стежков на 10 мм шва;
расстояние строчки от нижнего края окантовки —
1—1,5 мм.
При ремонте обуви сандального и полусандально-
го креплений, у которой затяжная кромка отогнута в
наружную сторону, край заплаты у затяжной грани
также отгибают в наружную сторону, смазывают кле-
ем, заправляют между затяжной кромкой верха и
рантиком и пришивают к краю подошвы. Шов должен
по возможности проходить по старым проколам в
подкрой подошвы; по окончании прошивки вскрытая
часть подкроя должна быть закрыта и отделана(рис. 43).
Ремонт верха из натуральной лаковой кожи. Лако-
вое покрытие ввиду его малой эластичности (меньшей,
чем у кожи) имеет тенденцию к образованию трещин
как во время изготовления обу-
2к ГА 1 ви (в процессе затяжки), так и
у А / в процессе носки.
Рис. 43 Схематический разрез
клеевой заплаты под сандальный
Г рантик:
X______________ И 1 “ заплата; 2 — ремонтируемая деталь
Ремонт Деталей Яерха и Подкладки обуви 89
Мелкие трещины на лаковой пленке без поврежде-
ния кожи зачищают пемзой или мелкозернистой шли-
фовальной шкуркой до полной ликвидации поврежде-
ния и удаляют пыль. Затем зачищенное место
проглаживают утюжком, нагретым до температуры не
более 100°С, после чего наносят беличьей кистью
бесцветный нитролак для обуви, окрашенный спирто-
растворимым красителем в нужный цвет (для обуви
черного цвета — лак черный).
Трещины лаковой кожи образуются обычно в пе-
риод носки (лаковая пленка трескается вместе с ко-
жей). В этом случае необходимо восстановить повреж-
денные участки самой кожи, составляющей основу
лакового покрытия, с последующим перекрытием бес-
цветным лаком.
Технологический процесс заделки трещин лако-
вой обуви включает следующие операции: промывку
верха обуви, разглаживание верха обуви, ремонт сквоз-
ных повреждений, грунтовку поверхности обуви, за-
делку трещин, нанесение полиуретанового покрытия
на верх обуви.
Промывка верха обуви от загрязнений перед ремон-
том. Поверхность обуви протирают тампоном, смочен-
ным ацетоном, а затем сушат 20—30 минут при темпе-
ратуре 20°С.
Разглаживание верха обуви в местах повреждения
(трещины и складки) производится горячим роликом
или токмачом через фторопластовую пластинку шири-
ной 50—90 мм. Чтобы предотвратить плавление лако-
вой пленки, горячий ролик должен двигаться равно-
мерно, не задерживаясь на одном месте.
Ремонт сквозных повреждений включает в себя
ремонт подкладки заплатами из подкладочной кожи
или двухслойной кирзы. Клей наносят на внутреннюю
заплату и подкладку обуви вокруг сквозной трещины.
90 Ремонт Одежды и Обуви
Если подкладка отклеилась от верха, клей наносят
между ним и подкладкой. Не давая просохнуть клею,
заплату накладывают и плотно прижимают рукой,
сближая края трещин по возможности вплотную.
Имеющуюся на обуви металлическую фурнитуру для
защиты от пигментированного уретанового покрытия
покрывают резиновым клеем. Обувь сушат в течение
3—5 минут при температуре 18-20°С, после чего наде-
вают на колодки.
Грунтовка поверхности обуви из натурального лака
производится клеем УР-3, представляющим собой
8—10%-ный раствор полиуретана УК-1 в ацетоне. Грунт
наносят равномерно на всю поверхность обуви тонким
слоем мягкой кистью с последующей сушкой не менее
1 часа и не более 24 часов.
Заделка трещин глубоких и сквозных с предвари-
тельно отремонтированной подкладкой производится
раствором ПУР-30 или ПУР-25, представляющим со-
бой 25—30%-ный раствор полиэфируретана. Раствор
наносят в трещины тупым ножом в несколько приемов
до уровня лицевого слоя кожи верха обуви. Каждый
слой сушат. При ремонте лаковой обуви черного цвета
в раствор добавляют красящий раствор (КРВ) черного
цвета, при ремонте цветной обуви в раствор добавляют
пигментную уретановую пасту, подбирая цвет лаковой
кожи.
Нанесение полиуретанового покрытия для вырав-
нивания цвета и восстановления блеска производится
раствором ПУР—6, представляющим собой 6%-ный
раствор полиэфируретана, при помощи краскораспы-
лителя. Раствор ПУР-6 подкрашивают соответствую-
щим раствором КРВ. Обувь светлых и мягких тонов
покрывают бесцветным раствором ПУР-6. Если отте-
нок заделанной трещины отличается от оттенка всей
поверхности ремонтируемой обуви, всю лакирован-
Ремонт Деталей Рерха и Подкладки обуви 91
ную поверхность обуви покрывают не менее чем двумя
слоями пигментированного раствора ПУР-6 до полной
укрывистости. После нанесения каждого слоя обувь
сушат. После окончательного высушивания обувь сни-
мают с колодок.
Изменение формы и размеров обуви
Этот процесс включает в себя повышение полноты
и увеличение размеров обуви за счет растяжки ее на
специальных устройствах в продольном и поперечном
направлении, а также удлинение, укорачивание, суже-
ние и расширение голенищ сапожек.
Растяжка применяется для расширения сапожек в
тех случаях, когда увеличение объема голенищ требу-
ется в минимальных пределах. Растяжке подвергают
также все виды женской и мужской обуви с верхом из
лицевых кож, замши, велюра, нубука и спилка. Ис-
пользование при этом специальных смачивателей для
увлажнения верха обуви и соблюдение оптимальных
технологических параметров выдержки и сушки обуви
обеспечивают хороший ее внешний вид и необходи-
мую устойчивость формы.
Укорачивание голенищ обуви осенне-зимнего се-
зона делает ее легкой и удобной. При укорачивании
сапожек делают упор на линию и оформление верхне-
го канта в виде фигурных изгибов, обработанных в
обсечку; браслетов с застежками на чересподъеме или
сбоку; отворотов, отделанных перфорацией, строчка-
ми, проложенным шнуром и сгруппированных фи-
гурных беек.
Сужение голенищ решает проблему плотного обле-
гания обувью ноги, если сапожки не в полной мере
удовлетворяют этим условиям. Голенища сужают в
основном по переднему или заднему швам заготовки
92 Ремонт Одежды и Обуви
верха, не нарушая при этом крепление союзки с низом
обуви.
Сужая голенища сапожек, предварительно снима-
ют мерку голени клиента так же, как и для расширения.
В сапожках с голенищами, закрывающими голень
выше ее наиболее выпуклого места (икры), мерку
снимают в этом месте, а также по линии верхнего канта
сапожек. Если величина сужения не превышает
10—20 мм, голенища сужают только по заднему шву;
при сужении больше 20 мм — по заднему и переднему
швам. При сужении голенищ сапожек без застежки-
молнии следует учитывать, что периметр (внутренний,
по подкладке) суженного голенища не должен быть
меньше периметра сечения косого подъема; в против-
ном случае надевание сапожек будет затруднено.
Сужение начинают с распорки голенищ по верхне-
му канту и отделения верха от подкладки. Верх сапожек
выворачивают на нелицевую сторону и наносят на него
карандашом новую линию прохождения заднего шва
или заднего и переднего швов соответственно снятой
мерке. Переход от новых линий прохождения швов к
линиям швов, имевшимся в обуви, должен быть плав-
ным, а новая линия шва — по возможности более
длинной. Загнутый верхний край голенища отгибают
на длину 15—20 мм по обе стороны от намеченных
новых линии швов. Передний и задний швы голенища
сострачивают тугим тачным швом по намеченным
линиям на швейных машинах хлопчатобумажными
нитками №№6—10 в 9 сложений, капроновыми нитка-
ми №№64/3—64/4 или лавсановыми нитками №34/2.
Строчку начинают от линии верхнего канта и в конеч-
ной точке сужения плавно переводят на старый шов,
перекрывая его на 10—15 мм; начало строчки закреп-
ляюттремя-четырьмя дополнительными стежками. Шов
должен быть ровным, хорошо утянутым; частота строч-
Ремонт Деталей Рейха и Подкладки обуви 93
ки - 6-8 стежков на 10 мм шва в голенищах из
натуральной кожи и 5—6 стежков — из искусственной.
Излишки верха по швам срезают параллельно линии
строчки на расстоянии 1 — 1,5 мм от нее. Швы тщатель-
но разглаживают, места соединения голенища тачны-
ми швами промазывают с бахтармяной стороны на
ширину 10—15 мм, этим же клеем промазывают тесьму,
подсушивают клеевой слой в течение 5—10 минут при
температуре 18—20°С и наклеивают тесьму без складок
и морщин на разглаженные швы.
Подкладку под голенище расправляют, намечают
на ней линии заднего или заднего и переднего швов,
сострачивают по намеченным линиям края подкладки,
а затем (аналогично предыдущему) обрезают излишки
подкладки и разглаживают швы. Расстояние строчки
до края подкладки из-натурального меха 1—1,5 мм, из
тканей и искусственного меха — 1,5—2,5 мм; частота
строчки — 5—6 стежков на 10 мм шва.
Верхний край голенища, отогнутый на 15—20 мм от
линии заднего и переднего швов, промазывают рези-
новым клеем, подсушивают клеевой слой в течение
5—10 минут при температуре 18—20°С, загибают этот
край и выворачивают голенище на лицевую сторону.
Голенище и подкладку по верхнему краю промазывают
резиновым клеем и взаимно склеивают без перекосов,
сдвигов и складок, а затем сострачивают по верхнему
канту однорядной строчкой по линии старых проко-
лов; при этом задние и передние швы голенища и
подкладки должны совпадать.
Для расправки голенищ рекомендуется надеть са-
пожки на правила и разгладить морщины электро-
утюжком или токмачом, нагретым до температуры
80- 100°С.
Расширение голенищ изменяет конструкцию моде-
ли верха, не затрагивая внутренние детали и детали
94 Ремонт Одежды и Обуви
низа. Один из вариантов расширения голенищ —
вставка в голенище застежки-молнии. Ее располагают
сбоку, с внутренней стороны, по переднему или задне-
му шву. Застежка может быть «открытой» или распола-
гаться под пристроченным клапаном, украшенным
мелкими пуговицами или строчкой.
Расширяя голенища сапожек, предварительно оп-
ределяют величину требуемого расширения верхней
части голенищ, для чего измеряют голень ноги клиента
в месте, требующем расширения, и внутренний пери-
метр голенища сапожка по верхнему канту (со стороны
подкладки). Разница обоих измерений соответствует
необходимой величине расширения голенища. В верх-
ней части голенища от верхнего канта вниз делают
вырез в виде прямоугольника или закругленной трапе-
ции, а также в виде ряда параллельных, одинаковых по
длине вырезов и др. Форму и размеры вырезов и их
расположение на внутренней, наружной или передней
стороне голенищ устанавливают в зависимости от
требуемой величины расширения, наличия или отсут-
ствия в сапожках застежек-молний, украшений, деко-
ративных строчек и др.
Рис. 44. Способы расширения
верхней части голенищ сапожек
Вырезы в верхней
части голенищ остав-
ляют открытыми и
соединяют шнуров-
кой или ремешками
(рис. 44а, б, в) или же
заполняют деталью из
башмачной резинки
(рис. 44г, д, е). В этом
случае шов по верх-
нему канту распары-
вают в обе стороны
выреза на 12— 15 мм и
Ремонт Деталей Яерха и Яодкладки обуви 95
аккуратно отделяют верх голенища от подкладки. Ре-
зинку выкраивают соответственно форме и размерам
выреза с припуском 8—10 мм. Края резинки, предна-
значенные под пришивание, спускают по всему пери-
метру на нет на ширину 3—4 мм и промазывают с двух
сторон клеем НИТХИ-62 или «Крокус» на ширину
8—10 мм. Верх и подкладку с внутренних сторон также
промазывают этим клеем на ширину 8—10 мм, а затем
после подсушки клеевого слоя в течение 5—10 минут
при температуре 18—20°С вклеивают резинку между
верхом и подкладкой. Затем резинку пристрачивают к
верху и подкладке двухрядной строчкой на швейных
машинах хлопчатобумажными нитками №№20—30 в 6
и 9 сложений, капроновыми нитками №№64/3—64/4
или лавсановыми нитками №34/2. Частота строчки —
4—5 стежков на 10 мм шва; расстояние первой строчки
от края 1 — 1,5 мм, между строчками — 1—2 мм; верхний
кант голенища прострачивают по старым проколам.
Если вырез приходится на наружную сторону голе-
нища сапожек, то деталь из башмачной резинки следу-
ет предварительно обтянуть кожей в цвет верха или
контрастной.
Удлинение голенищ осуществляют за счет настра-
чивания широких клапанов, обручей, накладных раз-
личных форм, широких кантов, декоративных полос,
создающих должный отворот, бахромчатых пластро-
нов, сгруппированных ремешков, застегивающихся на
пряжки, пуговицы, кольца или саморегулирующихся,
настрочных деталей и др.
Удлиняя голенища сапожек, мерку снимают в
наиболее выпуклом месте икры голени клиента или
также дополнительно на высоте, до которой необходи-
мо удлинить голенище. По данным обмера голени и с
учетом особенностей удлинения строят модель верха
для удлинения голенищ, стремясь при этом к обеспе-
96 Ремонт Одежды и Обуви
чению хорошего внешнего вида обуви. При построе-
нии моделей деталей для наращивания верха и под-
кладки голенищ учитывают припуски под загибку,
стачивание и настрачивание деталей, а также толщину
подкладки.
Для удлинения голенищ применяются материалы,
аналогичные верху обуви, а также тисненые кожи,
велюр, искусственные кожи и другие материалы, могу-
щие одновременно служить и отделкой сапожек. Для
удлинения подкладки под голенища применяют в ос-
новном подкладочные кожи.
При удлинении сапожек выше наиболее выпукло-
го места икры голени необходима (кроме случаев,
когда для удлинения сапожек применяют облегающую
искусственную кожу) замена или постановка вновь
застежки-молнии.
Основные технологические операции при удлине-
нии голенище постановкой застежки-молнии следую-
щие:
♦ выкраивание деталей верха и подкладки для
наращивания голенищ;
♦ обработка краев выкроенных деталей верха под
загибку и стачивание;
♦ распорка голенищ по верхнему канту, заднего и
переднего швов в верхней части голенищ на длину
15—20 мм;
♦ настрачивание деталей верха, обработанных по
нижнему краю взагибку, на наращиваемые голенища
двумя параллельными строчками;
♦ стачивание передних краев деталей верха, нара-
щенных на голенища;
♦ намазывание клея, сушка клеевого слоя и загиб-
ка верхнего края деталей верха, наращенных на голе-
нища;
Ремонт Деталей Яерха и Подкладки обуви 97
♦ стачивание задних краев деталей верха, нара-
щенных на голенища;
♦ отворачивание голенищ и настрачивание дета-
лей кожаной подкладки на удлиняемую подкладку
голенищ двумя параллельными строчками;
♦ стачивание передних и задних краев кожаной
подкладки;
♦ приклеивание кожаной подкладки по верхнему
краю к деталям верха, наращенным на голенища;
♦ вставка и пристрачивание застежки-молнии;
♦ выстрачивание верхнего канта;
♦ обрезка излишков кожаной подкладки по верх-
нему канту;
♦ расправка и разглаживание обуви на правилах.
Замена и установка фурнитуры и украшений. Укра-
шения и фурнитура дифференцируются в зависимости
от вида и цвета обуви, для которой они предназначены.
Одним из наиболее удобных видов отделочной фурни-
туры для женской обуви являются украшения в виде
различных «клипсов». Для украшений используют так-
же банты, которые в основном прикрепляют на туфли-
лодочки. Банты могут быть гладкими, фасонными,
украшенными строчками и тиснением, с двойной или
тройной складкой, расшитые бисером, отделанные
всевозможными кантами.
Банты изготавливают из различных материалов:
натурального и искусственного лака, кожи, замши,
велюра, нарядных тканей, бархата, кружев и др. Для
отделки женской обуви, как нарядной, так и повсе-
дневной, можно использовать пластмассовые и метал-
лические украшения в виде пуговиц из «золота» и
«серебра», пряжек, колец, медальонов, цепочек, рель-
ефных накладок, сферических пуговиц, шаров, рамок
и др. По линии соединения деталей заготовки верха
4 Зак. 925
98 Ремонт Одежды и Обуви
могут быть использованы как для ремонта швов, так и
для отделки разнообразными заклепками, фигурными
блочками и пр.
Прикрепление ремешков, пряжек, пуговиц, бантов.
Этот вид ремонтных работ выполняют при замене
изношенных и деформированных деталей новыми,
прикреплении новых деталей взамен утерянных и
восстановлении нарушенных скреплений этих дета-
лей.
Деформированные и изношенные ремешки, пряж-
ки, пуговицы и банты, а также оставшиеся швейные
нитки или скобки удаляют ножницами или ножом.
Изношенные ремешки в местах скрепления пряжек
при установке новых ремешков удаляют полностью, а
при наращивании — частично.
Вновь поставленные или наращенные ремешки по
цвету, форме, размерам и характеру обработки краев
должны совпадать с ранее имевшимися. Новые ремеш-
ки или наращиваемые новые части ремешков при
отсутствии в них подкладки приклеивают и пристра-
чивают двухрядной строчкой с закрепкой внакладку.
При наличии подкладки ремешки спускают на нет на
ширину 8~ 10 мм и устанавливают между верхом и
подкладкой берец (задинок) или ремешков, подлежа-
щих наращиванию, а затем прострачивают по всему
периметру; в месте соединения ремешки пристрачива-
ют двухрядной строчкой с закрепкой.
При замене пряжечные ремешки с нелицевой сто-
роны промазывают резиновым клеем, надевают на них
пряжки, а затем складывают вдвое; концы ремешков
на ширину 8—10 мм устанавливают между верхом и
подкладкой заготовки обуви и прострачивают по всему
периметру, одновременно закрепляя двухрядным швом
место соединения и расположения пряжки. Концы
ниток в начале и в конце строчки выпускают на
Ремонт Деталей Яерха и Подкладки обуви 99
сторону подкладки, завязывают узлом и отрезают на
расстоянии 4—5 мм от основания узла.
Пуговицы прикрепляют ручной иглой по месту
первоначального расположения не менее чем пятью
стежками с расстоянием между проколами (с внутрен-
ней стороны) 4—5 мм; ушко пуговицы должно быть
плотно притянуто к верху обуви.
Банты прикрепляют также по месту первоначаль-
ного их расположения без перекосов и сдвигов; креп-
ление бантов должно быть прочным и не нарушать
внешний вид обуви. При постановке новых бантов
взамен утерянных или деформированных их размеры,
форму и цвет согласовывают с заказчиком.
Прикрепление блочков и крючков. Блочки и крюч-
ки ставят взамен утерянных, деформированных или
изломанных. Деформированные и изломанные блочки
и крючки удаляют с помощью отвертки, клещей или
кусачек. При расширении голенищ сапожек в них
заново устанавливают блочки и крючки.
Для вставки блочков, крючков и хольнитенов при-
меняют приспособление ВБК—Р настольного типа с
ручным приводом.
Размеры, форма и цвет вновь устанавливаемых
блочков, крючков и хольнитенов должны совпадать с
имеющимися на обуви: при полной замене блочков и
крючков их цвет должен соответствовать цвету берцев
или голенищ обуви. Блочки и крючки должны быть
симметрично расположены на обоих берцах или голе-
нищах, одинаково в обеих полупарах и тщательно
расклепаны на подблочниках и подкрючниках.
Замена застежек-молний. При деформировании и
износе застежек, а также при затруднительности наде-
вания сапожек застежки следует заменить, предвари-
тельно удалив непригодные. Для этого ножом или
ножницами распарывают швы, соединяющие тесьму
100 Ремонт Одежды и Обуви
застежки с верхом и подкладкой обуви и удаляют
застежку. Затем голенище сапожек вместе с подклад-
кой с внутренней стороны разрезают подлине, исклю-
чая нижнюю часть на расстоянии не менее 25 мм от
грани подошвы.
Края ленты новой застежки с двух сторон и нели-
цевые стороны верха и подкладки промазывают рези-
новым клеем, не загрязняя клеем верх, подкладку,
звенья и замок застежки, подсушивают в течение 5—10
минут при температуре 13—20°С. Раскрытую полностью
застежку вклеивают между верхом и прокладкой обу-
ви, а затем пристрачивают хлопчатобумажными швей-
ными нитками №№20—30 в 6 и 9 сложений к верху и
подкладке обуви параллельными строчками с каждой
стороны. Расстояние первой строчки от линии звеньев
застежки 5—8 мм, второй строчки от первой — 2—3 мм;
длина стежков 2—2,5 мм. В нижней части застежки
допускается дополнительное укрепление ленты вруч-
ную ниточным швом; длина стежков 2,5—3,5 мм.
При наличии в обуви языч кд застежку пристрачи-
вают с одной стороны к верху ^подкладке обуви, с
другой — к верху и подкладке вместе с язычком.
Строчка должна проходить по всей длине язычка на
расстоянии 6—8 мм от его края. Концы ниток в начале
и в конце строчки выпускают на наружную сторону
подкладки, завязывают узлом и отрезают на расстоя-
нии 4—5 мм от основания узла.
Размеры новых застежек должны соответствовать
ранее имевшимся, цвет текстильной ленты должен
гармонировать с цветом верха обуви.
РЕМОНТ НИЗА ОБУВИ
Ремонт Лиза Обуви ЮЗ
Особенности изнашивания
низа обуви
Детали низа обуви, располо-
женные под стопой и защищаю-
щие ее от непосредственного воз-
действия опорной поверхности,
подвергаются сильному изнашиванию. На низ обуви в
период ее носки оказывают влияние различные дина-
мические и статические деформации и атмосферное
воздействие. Дефекты низа при эксплуатации обуви
наиболее часто выражаются в износе подметочной
части подошвы, каблуков и набоек. Проблема восста-
новления и повышения эксплуатационных свойств
ремонтируемой обуви — одна из главных задач при
ремонте. Ее решение достигается за счет использова-
ния износостойких ремонтных деталей, увеличения
прочности крепления низа.
При ремонте низа обуви широко применяются
профилактические подметки, представляющие собой
тонкие профилированные накладки со сходящими на
нет краями. С ходовой стороны они имеют рифленый
рисунок, уменьшающий скольжение во время ходьбы,
104 Ремонт Одежды и Обуви
что имеет особое значение в зимнее время. Профилак-
тические подметки устанавливают на все виды мало-
ношенной мужской и женской обуви как осенне-
зимнего, так и весенне-летнего ассортимента. При
установке профилактических подметок на обувь с кожа-
ной подошвой срок носки ее увеличивается в три раза.
Большую роль в увеличении долговечности обуви
играют конструкция и материал набойки. Ассорти-
мент набоечных материалов очень велик. Из всех
видов полимерных материалов, применяемых для на-
боек, наилучшим комплексом свойств обладают поли-
уретановые эластомеры.
Большая износостойкость полиуретана обеспечи-
ла ему универсальное применение для изготовления
ремонтных деталей низа. Для зон максимального из-
носа низа обуви с успехом применяются рубцы (для
носочной части подошвы) и косички (на каблук).
Рубцы применяют не только для ремонта носочной
части подошв, но и для профилактического ремонта
взамен металлических косячков, набиваемых на но-
Рис. 45. Формы
рубцов
сочную часть подошв.
Рубцы можно приклеивать к
деталям низа обуви из кожи и лю-
бых видов резины: монолитной,
кожеподобной, пористой (рис. 45).
Косячки приклеивают к кожа-
ному каблуку или к каблуку из
монолитной или перистой резины
при износе тыльной части каблука
не выше 5 мм. Полиуретановые
косячки целесообразно применять
также при ремонте изношенной
части набоек кожаного наборного
каблука.
Особенно широкое примене-
Ремонт Лиза Обуви 105
ние полиуретан находит при изготовлении набоек, т. к.
его износостойкость в 7—8 раз превышает износостой-
кость набоек из кожи и в 3 раза — из обычной резины.
Таким образом, цель ремонта низа обуви — восста-
новление нарушенных скреплений, замена изношен-
ных деталей низа, а также повышение эксплуатацион-
ных свойств за счет проведения профилактического
ремонта.
Виды работ при ремонте низа обуви
В зависимости от природы дефектов ремонт низа
обуви можно разделить на две основные группы:
♦ ремонт и замена подошв;
♦ ремонт и замена каблуков и набоек.
Ремонт и замена подошв. Ремонту подлежит кожа-
ная мужская, женская, школьная, мальчиковая и Ма-
лодетская обувь всех размеров и полнот. Ассортимент
ремонтируемой обуви: туфли, полуботинки, ботинки,
туфли летние открытые, сандалии, сапожки, полуса-
пожки, легкая обувь и т. п.
В зависимости от видов эксплуатационных дефек-
тов, характера и степени износа ремонт подошвенной
части подразделяется на следующие виды:
♦ укрепление подошв (подметок) в клеевой обуви;
♦ прикрепление рубцов в обуви клеевого метода
крепления;
♦ ремонт подметочной части подошв с постанов-
кой новых подметок в клеевого обуви, в том числе
удлиненных подметок;
♦ клеевое крепление профилактических подметок;
♦ восстановление нарушенного ниточного скреп-
ления подошв (подметок) в обуви рантового, ранто-
прошивного, «парко», сандального и полусандального
методов крепления;
106 Ремонт Одежды и Обуви
♦ восстановление нарушенного ниточного скреп-
ления внутреннего слоя подошв в обуви рантового,
полусандального и клеевою методов крепления;
♦ восстановление нарушенного ниточного скреп-
ления ранта в обуви рантового, рантопрошивного
методов крепления, «парко»;
♦ восстановление нарушенного ниточного скреп-
ления ранта в обуви рантоклеевого метода крепления;
♦ восстановление нарушенного шва, прикрепляю-
щего подошву в обуви выворотного метода крепления;
♦ восстановление нарушенного шва, прикрепляю-
щего подошву в обуви прошивного метода крепления;
♦ восстановление нарушенного скрепления подо-
швы (подметки) в обуви гвоздевого и винтового мето-
дов крепления;
♦ прикрепление рубцов в обуви рантового, ран-
топрошивного, «парко», сандального и полусандаль-
ного методов крепления;
♦ прикрепление рубцов в обуви рантоклеевого и
полусандального методов крепления;
♦ прикрепление рубцов в обуви прошивного мето-
да крепления;
♦ ремонт подметочной части подошв с постанов-
кой новых подметок в обуви рантового, рантопрошив-
ного, «парко», сандального и полусандального мето-
дов крепления;
♦ прикрепление рубцов в обуви гвоздевого, дере-
вянно-шпилечного и винтового методов крепления;
♦ ремонт подметочной части подошв с постанов-
кой новых подметок в обуви рантового и полусандаль-
ного методов крепления;
♦ ремонт подметочной части подошв с постанов-
кой новых подметок в обуви прошивного метода креп-
ления;
♦ ремонт подметочной части подошв с постанов-
Ремонт Лиза Обуви 11)7
кой новых подметок в обуви гвоздевого, деревянно-
шпилечного, винтового методов крепления;
♦ замена подошв в обуви клеевого, ниточного,
гвоздевого и деревянно-шпилечного методов крепле-
ния.
Ремонт и замена каблуков и набоек. В ремонт
поступает женская обувь на низких, средних и высоких
каблуках, девичья обувь на низких и средних каблуках,
мужская, мальчиковая и школьная обувь на низких
каблуках.
Ремонт каблуков включает следующие работы:
♦ укрепление низких, средних и высоких каблу-
ков;
♦ замена набоек в высоких и средних пластмассо-
вых, деревянных и наборных кожаных каблуках;
♦ замена набоек в наборных низких кожаных
каблуках;
♦ замена кожаных (наборных) и резиновых (фор-
мованных) низких каблуков;
♦ замена пластмассовых, деревянных и наборных
кожаных средних и высоких каблуков;
♦ установка косячков из натуральной кожи, искус-
ственных материалов, а также металлических.
Разнообразные конструкции каблуков изготовля-
ют из различных материалов:
♦ высокие женские каблуки — из капрона, поли-
этилена, полистирола, поливинилпропилена. В зави-
симости от высоты и площади набоечной части каблу-
ки из пластических материалов изготавливают
монолитными с отверстием под стержень-усилитель
или со втулкой. Большое распространение имеют каб-
луки с вкладышем, изготовленным из дерева или
пластмассы. Для облегчения веса каблуки со стороны
ляписа в некоторых случаях имеют выемки;
♦ средние женские каблуки — деревянные, из
108 Ремонт Одежды и Обуви
пластических масс (капрона, полиэтилена, полисти-
рола, полипропилена), наборные кожаные;
♦ низкие женские и мужские каблуки — наборные
кожаные, из пластических масс (капрона, полиэтиле-
на, полистирола, полипропилена), резиновые формо-
ванные монолитные и пористые. Для облегчения веса
каблуки из пластмасс имеют со стороны ляписа полос-
ти со значительной степенью углубления и различной
конфигурации;
♦ безобтяжные каблуки, изготовленные главным
образом из полипропилена и сополимеров акрилонит-
рила, стирола, бутадиена.
Ремонт и замена подошв
клеевого метода крепления
Основными преимуществами клеевых методов
крепления по сравнению с ниточными, гвоздевыми и
шпилечными являются:
♦ отсутствие проколов в подошве и подметке, а при
клеевой стяжке также и в стельке, уменьшающее про-
мокаемость обуви;
♦ надежное держание подошвы и подметки, почти
не снижающееся при износе этих деталей;
♦ уменьшенная толщина подошв, подметок и сте-
лек, облегчающая обувь, увеличивающая ее гибкость,
придающая ей более изящный вид;
♦ простота технологического процесса, примене-
ние относительно менее сложного оборудования, бо-
лее высокая производительность: клеевое крепление
выполняется за один прием.
Вместе с тем удельный вес обуви клеевых методов
крепления низа обуви среди обуви, поступающей в
ремонт, достигает 80%.
Ремонт подошв в обуви клеевого метода крепления
Ремонт Лиза Обуви 109
заключается в постановке подметок при изнашивании
подметочной части или рубцов при изнашивании но-
сочного или другого отдельного участка подметочной
части подошв. Широкое распространение имеет про-
филактический ремонт подошв, заключающийся в
наклеивании формованных резиновых подметок на
кожаные подошвы малоношенной или новой обуви.
В тех случаях, когда ремонт сложен и нецелесооб-
разен, например, при переломе подошв из пластмасс
по линии изгибания обуви, их заменяют новыми.
Новые подошвы ставят также при реставрации и об-
новлении обуви, сопровождающимися заменой дета-
лей низа или деталей верха и низа.
Нарушение подошвенных клеевых скреплений в
кожаной обуви заключается в отслаивании подошвы
от затяжной кромки верха, от платформы или обтяжки
платформы, а также подошвы вместе с платформой от
затяжной кромки верха обуви.
Конструкция низа обуви клеевого метода крепления
определяется видами деталей, образующих ее низ, а
также конструкцией затяжных и подошвенных скреп-
лений обуви.
Низ обуви состоит из подошвы и стельки вместе с
затяжной кромкой верха (рис. 46а, б, в, г); подошвы и
стельки, открытой или обтянутой материалом верха
платформы вместе с затяжной кромкой верха (рис. 46д,
е); подошвы, втачной стельки, платформы, обтяжки
платформы (рис. 46ж); подошвы, стельки, затяжной
кромки верха, бортовой обклейки (рис. 46и, к); подо-
швы, мягкой стельки, затяжной кромки верха и окан-
товки (рис. 46з).
Конструкция затяжных скреплений обуславлива-
ется способом формования верха обуви на колодках
(внешнее, внутреннее); деталями, участвующими в
затяжном скреплении; расположением затяжной кром-
ПО Ремонт Одежды и Обуви
Рис. 46. Схема скрепления деталей низа в обуви клеевого
метода крепления:
а — с клеевой затяжкой; б — с гвоздевой затяжкой; в — опанко-клее-
вой; г — с краем стельки, обтянутым материалом верха: 1 — верх;
2 — подкладка; 3 — стелька; 4 — подошва; 5 — затяжной гвоздь;
9 — ниточный шов; 11— простилка; д — с открытой платформой;
е — с платформой, обтянутой материалом верха: 1 — верх; 2 — под-
кладка; 3 — стелька; 4 — подошва; 7 — платформа; 8 — обтяжка плат-
формы; 11 — простилка
Ремонт Ми'ЗА Обуви 111
ки верха по отношению к плоскости подошвы (гори-
зонтальное во внутреннюю или внешнюю сторону,
вертикальное или наклонное); способом крепления
(клеевой, тексовый, скобочной затяжкой).
Клеевые подошвенные скрепления осуществляют
нанесением клея на поверхность подошвы по ее пери-
метру и на затяжную кромку верха с последующей
(после сушки клеевого слоя) термоактивацией клеевых
пленок и завершающим прессованием обуви с нало-
женной подошвой.
К обуви клеевых подошвенных конструкций отно-
сится не только обувь, в которой подошвы приклеены
Рис. 46.
ж — строчечно-клеевой: 1 — верх; 2 — подкладка; 4 — подошва;
6 — втачная стелька; 7 платформа; 8 — обтяжка платформы;
9 — ниточный шов; и, к — с бортовой обклейкой: 1 — верх; 2 — под-
кладка; 3 — стелька; 4 — подошва; 11 — простилка; 12 — бортовая
обклейка; з — с втачной стелькой и окантовкой: 1 — верх; 2 — под-
кладка; 3 — стелька; 4 — подошва; 9 — ниточный шов; 10 — окантовка
112 Ремонт Одежды и Обуви
непосредственно к затяжной кромке верха, но и стро-
чечно-клеевые и опанко-клеевые методы, а также
обувь прессовой вулканизации, литьевая (с литьевым
низом на основе поливинилхлорида и полиуретанов) и
др. В конструктивном отношении клеевые подошвен-
ные скрепления связаны преимущественно с затяжны-
ми, характеризующимися загибанием затяжной кром-
ки верха или обтяжки внутрь на стельку или платформу.
Клеи для ремонта и замены подошв и восстановле-
ния подошвенных скреплений. При подборе клея для
ремонта обуви, так же как и при ее производстве,
исходят из определенного комплекса технологических
и эксплуатационных требований, которым он должен
отвечать. Клей должен быть:
♦ универсальным, т. е. широко применяться для
прикрепления деталей низа к верху обуви из различ-
ных материалов;
♦ образовывать прочный клеевой шов, надежно
приклеивать подошвы, подметки и рубцы, чтобы при
носке обуви на прочность клеевых соединений не
оказывали отрицательного действия влажность, высо-
кая и низкая температура окружающей среды и т. п.;
прочность клеевого шва не должна снижаться также
при длительном пользовании обувью или продолжи-
тельном ее хранении, клеевой шов должен быть элас-
тичным для обеспечения требуемой гибкости перед-
ней части обуви;
♦ не должен изменять своих свойств при длитель-
ном хранении до поступления в производство и с
момента поступления на рабочее место до его полного
использования, т. е. должен сохранять первоначаль-
ную вязкость, не расслаиваться, не терять клеящую
способность; клей должен быть по возможности не
токсичным, не иметь неприятного запаха, не вызывать
раздражения кожи рук;
Ремонт Лиза Обуви ИЗ
♦ должен быть удобен в работе: легко наноситься
на склеиваемые поверхности, не растекаться за уста-
новленные границы, в особенности при намазке клеем
следа обуви во избежание загрязнений; быстро сох-
нуть; клеевые пленки должны сохранять липкость до
момента приклеивания деталей; клей должен обеспе-
чивать быстрое схватывание и фиксацию (в течение
нескольких секунд) для уменьшения продолжитель-
ности прессования и для избежания едвигов и смеще-
ний приклеиваемых деталей.
В полной мере клеи, применяемые в производстве
и ремонте обуви, всем вышеперечисленным требова-
ниям не отвечают, однако это не препятствует их
широкому использованию.
Наиболее широко применяют наиритовые и поли-
уретановые клеи.
Наиритовые быстросхватывающие клеи —
НИТХИ-62, «Крокус» и «Ропид»; для приклеивания
подошв или подметок из натурального каучука непо-
средственно к затяжной кромке используют клей
«Креп». t
При срочном ремонте обуви обычно применяют
клей «Крокус», который используется для приклеива-
ния деталей не только из кожи, пористой или непорис-
той резины, но также из транспарентной и полиурета-
новой резины.
При пользовании наиритовыми клеями следует
иметь в виду, что посуда для клея должна быть сухой
и чистой, не следует допускать попадания влаги в клей;
растворители для разбавления клея не должны содер-
жать примесей воды; кисточки должны храниться в
сосуде с бензином или ацетоном.
Полиуретановые клеи типа УР применяют при
ремонте обуви с верхом из искусственной кожи с
поливинилхлоридным покрытием и поливинилхло-
114 Ремонт Одежды и Обуви
ридной подошвой. Полиуретановые клеи — двухком-
понентные: компонентом А служат термоэластоплас-
ты на основе полиуретанов, компонентом Б — отвер-
дители на основе полиизоцианатов. Клей типа УР
изготовляют, растворяя компонент А в ацетоне, этила-
цетате или смеси обоих растворителей. Перед употреб-
лением в клей при перемешивании вводят компонент
Б — отвердитель.
Полиуретановые клеи применяются для приклеи-
вания подошв, подметок и рубцов из различных мате-
риалов и в этом отношении являются наиболее уни-
версальными. В частности, благодаря устойчивости
полиуретановых клеевых пленок к действию пласти-
фикаторов полиуретановые клеи обеспечивают высо-
кую прочность приклеивания деталей на основе поли-
винилхлорида.
В производстве ремонтных работ по удобству по-
лиуретановые клеи уступают наиритовым. У них невы-
сокая начальная прочность схватывания, что вынуж-
дает пользоваться прессами при приклеивании деталей
низа обуви (вместо часто применяемого сколачивания
подметок при наклеивании их с помощью наиритовых
клеев) и удлинять время прессования. Кроме того, у
полиуретановых клеев малая жизнеспособность с вве-
денным отвердителем, вследствие чего ограничивается
время пользования клеем и продолжительность хране-
ния намазанных клеем деталей низа до их приклеива-
ния.
Процесс клеевого скрепления деталей низа обуви
при ее ремонте осуществляется в последовательности:
♦ перевод клеящего вещества (в основном его
растворением в органических растворителях) в состо-
яние, пригодное для нанесения клея на поверхности
склеиваемых деталей;
♦ подготовка поверхностей склеиваемых деталей к
Ремонт Низа Обуви 115
нанесению клея (удаление изношенных заменяемых
деталей, обработка абразивными материалами и т. п.);
♦ нанесение клея на поверхности склеиваемых
деталей и образование на них клеевых пленок путем
сушки;
♦ придание клеевым пленкам липкости (с по-
мощью термоактивации) на поверхности одной или
обеих склеиваемых деталей и взаимное склеивание
деталей при приложении внешнего давления.
Прочность клеевых скреплений обуславливается не
только природой клеящего вещества, но также и приро-
дой и свойствами материалов склеиваемых деталей,
характером подготовки поверхностей склеиваемых де-
талей, толщиной клеевых пленок, рецептурой клея,
методикой его нанесения на склеиваемые поверхности,
правильностью обработки клеевых пленок перед скле-
иванием деталей, условиями прессования обуви и др.
Так, прочность приклеивания кожаных подошв и
подметок, как правило, более низкая, чем резиновых.
При прочихравныхусловияхлучшие показатели проч-
ности приклеивания достигаются при использовании
кожаных подошв и подметок более мягкого типа, с
меньшим наполнением жирующими и другими вещест-
вами. Прочность приклеивания резиновых подошв и
подметок также различна в зависимости от рецептуры
резиновых смесей и технологического режима изго-
товления этихдеталей. Прочность приклеивания рези-
новых пористых подошв и подметок обычно превыша-
ет прочность приклеивания подошв и подметок
монолитной структуры.
Высокая прочность приклеивания кожаных по-
дошв и подметок достигается при использовании на
верх обуви лишь плотных хромовых кож. В клеевой
обуви с верхом из слабой, рыхлой кожи прочность
приклеивания подошв и подметок пониженная. Кроме
116 Ремонт Одежды и Обуви
того, при использовании тонкой и слабой кожи взъеро-
шенные участки затяжной кромки верха резко ослаб-
ляются, что приводит к разрыву верха вдоль затяжной
грани в процессе носки обуви.
На прочности клеевых скреплений резко отража-
ется состояние поверхностей склеиваемых деталей,
зависящее от характера подготовки затяжной кромки
верха, подошв и подметок перед нанесением клея. Для
полученияпрочного клеевого шва необходимо удалить
поверхностный лицевой слой в хромовой коже затяж-
ной кромки верха и отшлифовать поверхности прикле-
иваемых подошв и подметок. Невзъерошенные участ-
ки на затяжной кромке верха, подошве и подметке, так
же как их чрезмерное разрыхление и ослабление во-
локнистой структуры кожи в поверхностном слое,
участвующем в клеевом скреплении, могут вызвать
отслаивание подошвы или подметки в процессе носки
обуви. Длительное хранение отшлифованных деталей
низа, в особенности резиновых подошв, до нанесения
на них клея также снижает прочность склеивания из-
за возникающих изменений сврйсдв отшлифованного
поверхностного слоя материала.
Толщина клеевых пленок и швов зависит от вяз-
кости и концентрации клея, способа его нанесения на
склеиваемые поверхности, количества наносимых слоев.
С увеличением количества наносимого клея и толщи-
ны клеевых пленок прочность склеивания увеличива-
ется, но до определенного предела. Оптимальное коли-
чество клея, наносимого на поверхность склеиваемых
изделий, непостоянно для разных видов клея, а также
для одного и того же клея при различном характере
склеиваемых поверхностей.
При склеивании деталей из негибких материалов с
неровной склеиваемой поверхностью и глубокими от-
крытыми порами прочность связи между деталями и
Ремонт Лиза Обуви 117
образование непрерывного контактного слоя между
ними достигается заполнением клеем всех пор и неров-
ностей. При склеивании деталей из более мягких и
гибких материалов с относительно ровной склеивае-
мой поверхностью непрерывный контактный слой
образуется меньшимколичеством нанесенного клея. В
зависимости от свойств клея, материалов склеиваемых
деталей низа и верха обуви толщина клеевого шва
колеблется в пределах 0,2—0,3 мм.
Глубина проникновения клея внутрь склеиваемых
деталей зависит от его вязкости и способа нанесения.
Глубина проникновения клея в подошвенную кожу в
зависимости от вида и вязкости клея, свойств подо-
швенной кожи и характера обработки ее поверхности
составляет 0,1—0,3 мм. Менее вязкий клей при прочих
равных условиях глубоко проникает внутрь порйстых
склеиваемых деталей, в частности, в кожаные подо-
швы, подметки и затяжную кромку верха. Поэтому
двукратное нанесение с промежуточной подсушкой на
детали низа из кожи сначала жидкого клея, а затем
более концентрированного обеспечивает более высо-
кую прочность приклеивания по сравнению с одно-
кратным.
Клей наносят на склеиваемые поверхности вруч-
ную жесткими кистями, по возможности втирая его в
подготовленные поверхности затяжной кромки верха
и следа обуви или деталей низа.
На прочность склеивания определенное влияние
оказывает также режим сушки клеевых слоев, нанесен-
ных на склеиваемые детали обуви. Клеевые пленки на
поверхностях склеиваемых деталей образуются вслед-
ствие улетучивания растворителя из нанесенного клея
сначала из его поверхностного слоя, граничащего с
окружающим воздухом, а затем из нижележащих сло-
ев. Частицы клеящего вещества при этом сближаются
118 Ремонт Одежды и Обуви
и образуют непрерывную клеевую пленку, в которой,
однако, некоторое время сохраняется остаточный рас-
творитель. Большое количество остаточного раствори-
теля из-за неправильных условий сушки нанесенного
клея или неудовлетворительного подбора растворите-
лей снижает когезионные свойства клеевых пленок, и
соответственно, прочность склеивания. При слишком
быстром улетучивании растворителя в клеевых плен-
ках возникают усадочные напряжения, также отрица-
тельно влияющие на прочность клеевых швов.
Завершающие процессы приклеивания подошв и
подметок — термоактивация клеевых пленок и прессо-
вание обуви с наложенными деталями также сущест-
венным образом влияют на прочность клеевых швов.
Недостаточная температура термоактивации пленок
наиритовых клеев (менее 80°С) и малая продолжитель-
ность их нагрева, так же как и излишне интенсивный
нагрев (при 140—150°С), снижают прочность приклеи-
вания. Потеря клеевыми пленками липкости из-за
задержки загрузки обуви в пресс или ее околачивании,
недостаточное и неравномерное давление при прессо-
вании, неудовлетворительное выполнение операции
околачивания при приклейке подметок уменьшают
надежность приклеивания подошв и подметок.
Ремонт и замена подошв. Процесс ремонта и заме-
ны подошв излагается применительно к основным
конструкциям клеевой обуви, характеризующимся
прикреплением затяжной кромки верха на стельку
(или обтяжку платформы в строчечно-клеевой обуви)
и приклеиванием подошвы к затяжной кромке (или к
обтяжке).
Технологический процесс ремонта и замены по-
дошв включает следующие операции:
♦ удаление (или выравнивание) изношенной части
подошв, удаление подошв;
Ремонт Низа Обуви 119
♦ подбор колодок и надевание обуви на колодки;
♦ взъерошивание затяжной кромки верха или сле-
да обуви;
♦ нанесение клея на затяжную кромку верха или
след обуви, подметки, рубцы или подошвы;
♦ сушка клеевого слоя на затяжной кромке верха
или следе обуви, подметках, рубцах или подошвах;
♦ термоактивация клеевых пленок;
♦ приклеивание подметок, рубцов или подошв;
♦ обрезка излишков подошв и подметок;
♦ отделка верха обуви;
♦ отделка низа обуви.
Удаление или выравнивание изношенной части по-
дошв. Клеевое крепление новых подметок при ремонте
подошв, как правило, производится непосредственно
к затяжной кромке верха обуви. Этим обеспечивается
сохранение отремонтированной обувью гибкости, пред-
отвращаются утяжеление обуви и ухудшение ее внеш-
него вида. Ремонт подошв путем постановки подметок
начинают с удаления изношенной подметочной части
подошв.
Изношенную подметочную часть подошв удаляют,
предварительно ослабив соединяющий клеевой шов
механическим или химическим способом.
Механический способ предусматривает предвари-
тельный нагрев изношенной подметочной части. Для
этого обувь устанавливают подошвенной частью к
источнику тепла и выдерживают при температуре
100—110°С в течение 2—3 минут до заметного ослабле-
ния клеевого крепления, а затем вручную при помощи
клещей отделяют подошву.
Химический способ предусматривает удаление из-
ношенной подметочной части под действием раство-
рителей, являющихся смесью равных весовых частей
этилацетата и бензина (соотношение по объему 1:1,23).
120 Ремонт Одежды и Обуви
Эту смесь из масленки или капельницы осторожно,
чтобы не нарушить окраску кожаного верха обуви,
наносят на стык подошвы и верха или на ходовую
поверхность по краю кожаной подошвы. По истечении
1—3 минут подошву отделяют от обуви, начиная с
носочной ее части. Если подошва отделяется с трудом,
смесь дополнительно наносят непосредственно на кле-
евые пленки по месту отрыва и продолжают отделять
подошву, не допуская повреждения затяжной кромки
верха обуви.
Для ослабления клеевого шва в обуви с кожаной
подошвой целесообразно применять растворители, в
обуви с резиновыми подошвами, а также с верхом из
цветных лицевых кож — нагрев.
Подготовка подметочной части подошв к склеива-
нию. Задний прямой край неудлиненных подметок по
средней осевой линии должен отстоять от линии пуч-
ков на расстоянии не менее: в мужской обуви 35 мм, в
женской и девичьей обуви — 30 мм; в обуви с удлинен-
ными подметками их задний прямой край должен
отстоять соответственно на 55 и 50 мм. Чтобы отремон-
тированная обувь отвечала вышеприведенным норма-
тивам, отсоединенную от затяжной кромки верха из-
ношенную подметочную часть подошвы срезают по
линии, проходящей на 5—10 мм ниже линии пучков
при постановке неудлиненных подметок и примерно
на 25—30 мм ниже при постановке удлиненных подме-
ток в мужской и женской обуви.
Геленочную часть подошвы, оставшуюся после
срезания изношенной подметочной части, спускают
(утоняют) ножом с лицевой стороны на нет.
Оптимальная прочность приклеивания подметок в
задней их части достигается при равенстве ширины
спуска в геленочной части подошвы и у прямого края
подметок. Поэтому ширина спуска геленочной части
Ремонт Миза Обуви 121
подошв (так же как и подметок) должна быть при
ремонте мужской обуви 25—30 мм, при ремонте жен-
ской обуви — 20—25 мм; ширина спуска для девичьей
и мальчиковой обуви — 20—25 мм, школьной и дет-
ской — 15—20 мм.
Непригодную простилку в обуви после удаления
изношенной подметочной части подошвы заменяют
новой, которую прикрепляют на 3—5 ручных текса
№№7—9 или приклеивают резиновым клеем, клеем
НИТХИ-62 или «Крокус». Простилка должна пол-
ностью заполнять углубление в подметочной части,
образуемое затяжной кромкой верха. Края картонной
и войлочной простилок по всему периметру спускают
ножом до уровня затяжки кромки верха обуви. Поверх-
ность простилки в обуви должна быть ровной, без
бугров и впадин; средняя часть простилки должна быть
на 1—1,5 мм выше ее краев; острие тексов должно быть
загнуто на внутренней поверхности стельки.
Поврежденные участки затяжной кромки верха
восстанавливают заплатами; участки с нарушенным
креплением затяжной кромки подтягивают клещами,
укладывают на край стельки и закрепляют. Если в
ремонтируемой обуви затяжная кромка прикреплена к
стельке тексом, то прикрепление заплат и закрепление
затяжной кромки верха выполняются также с по-
мощью текса: край стельки промазывают казеиновым,
резиновым или наиритовым клеем, накладывают за-
плату или приклеивают затяжную кромку верха к
стельке с последующим закреплением ручным тексом
№№7—9. Текс забивают так, чтобы острия гвоздей
загнулись на внутренней поверхности стельки обуви,
надетой на металлическую колодку стойки-упора. В
обуви, при изготовлении которой была применена
клеевая затяжка, заплаты и затяжную кромку прикле-
ивают. Край стельки и бахтармяную (нелицевую) сто-
122 Ремонт Одежды и Обуви
рону затяжной кромки в отсоединившейся части зачи-
щают тупиком или рашпилем, промазывают клеем
НИТХИ-62 или «Крокус» и подсушивают при темпе-
ратуре 20±3°С в течение 5—10 минут, затем подтягива-
ют и укладывают затяжную кромку или накладывают
заплату, прижимают их рукой и околачивают молот-
ком.
При местном несквозном износе подметочной части
подошвы и сохранности ее клеевого крепления с вер-
хом обуви допускается (за исключением модельной
обуви) ее выравнивание вместо удаления изношенной
части. Для этого места, создающие неровности, среза-
ют или же наклеивают накладки из кожи или резины,
“соответствующие по форме, размерам и толщине из-
ношенным участкам подошвы. Кроме того, подметоч-
ную часть подошвы спускают по периметру до толщи-
ны 1,5—2 мм; ширина спуска — 18—20 мм. Места
перехода от спущенных краев подметочной части по-
дошвы и геленочной части спускают на нет на ширину
15—20 мм. Поверхность обработанной подметочной
части подошв должна быть ровной, с заметно выра-
женной выпуклостью в средней части.
При вторичной постановке подметок изношенные
подметки, если они приклеены не к затяжной кромке
верха обуви, а к выровненной подошве, должны быть
полностью удалены. Удаление подметок не должно
сопровождаться ослаблением клеевого скрепления
подошвы с затяжной кромкой верха и повреждением
затяжной кромки и верха обуви. Изношенные участ-
ки подошвы при необходимости вторично выравни-
вают.
При местном износе, вызывающем необходимость
в постановке рубцов, подошвы на участке наложения
рубца полностью срезают косым резом на нет; ширина
среза 12—15 мм. Допускается наклеивать рубец без
Ремонт Лиза Обуви 123
полного срезания подошвы в ремонтируемом участке,
но лишь после его выравнивания.
Удаление подошв и подготовка следа обуви к скле-
иванию. При выполнении крупного ремонта, связан-
ного с полным удалением изношенной подошвы, сна-
чала удаляют низкие каблуки (если они не составляют
одно целое с подошвой) или средние и высокие каблу-
ки (если язычок подошв перекрывает верхнюю пло-
щадку каблука). Затем нагревом или обработкой рас-
творителем ослабляют клеевой шов, осторожно
отделяют всю подошву от носка к пяточной части или
от фронтальной поверхности каблука, не допуская
порывов и разрушений затяжной кромки верха обуви.
Непригодную простилку заменяют новой. Простилку
из простилочного картона, войлока, сукна и подобных
материалов и стельку обуви промазывают клеем типа
НИТХИ-62, просушивают, затем накладывают на обувь,
сильно околачивают и спускают ножом таким обра-
зом, чтобы ее края были вровень с внутренним краем
затяжной кромки (или обводки, ранта), а середина
простилки была выше ее краев на
1 — 1,5 мм. Поврежденные участки за-
тяжной кромки верха и ее участки с
нарушенным креплением ремонти-
руют, как и при удалении изношен-
ной подметочной части подошв.
Удаление подошв и подготовку
следа обуви выполняют на специаль-
ном приспособлении стойке-упоре
У-P (рис. 47). Стойка-упор состоит из
основания 1 чугунного литья;трубы 2,
закрепленной в основании; подпру-
жиненной тяги, закрепленной в ос-
новании и проходящей внутри трубы;
наконечника 3, вставленного в верх-
—2
Рис. 47. Стойка-
упор У-Р:
1 — основание;
2 — труба; 3 — на-
конечник; 4 — ко-
лодка
124 Ремонт Одежды и Обуви
ний конец трубы и соединенного с тягой; набора
съемных колодок 4 чугунного литья.
На наконечник стойки-упора устанавливают ко-
лодку нужного размера и фасона, надевают на нее
обувь, поворачивают наконечник в удобное положе-
ние и выполняют требуемые операции.
Инструментами для ремонта и замены подошв
клеевого метода скрепления служат сапожные ножи,
гвоздевытаскиватели, кусачки (боковые и острогуб-
цы), плоскогубцы, хозяйственные клещи, затяжные
клещи, обувные молотки, проволочные щетки, раш-
пили, шлифовальные шкурки и др.
Подбор колодок и надевание обуви на колодки.
Подбирают колодки в соответствии с родом, размером,
фасоном и высотой каблука ремонтируемой обуви.
Колодки должны быть исправными и парными. При
деревянно-шпилечном и рантовом креплении подме-
ток колодки подбирают без металлической пластины
по следу; колодки для гвоздевого крепления должны
иметь по следу металлическую пластину. Колодки для
клеевого крепления подбирают без металлической
пластины, если подметку крепят к затяжной кромке и
с металлической пластиной, когда подметку приклеи-
вают к обводке.
Сейчас надевание обуви на колодки выполняют
только при замене подошв. Прежде эту операцию
выполняли также при замене изношенной подметоч- •
ной части подошв. В настоящее время подметки при-
клеивают на прессах, предназначенных для прессова-
ния обуви без колодок, т. е. с помощью специальных
вкладышей (пластин, адаптеров), или ограничиваются
надеванием обуви на колодку стойки-упора и сколачи-
ванием поверхности наклеенных подметок молотком.
При наклеивании профилактических резиновых под-
Ремонт Низа Обуви Г25
меток и рубцов операция подбора колодок и надевания
обуви на колодки во всех случаях исключается.
При надевании обуви на колодки не должны быть
нарушены швы верха обуви и деформированы носки и
задники обуви.
Взъерошивание затяжной кромки или следа. Как
уже ранее отмечалось, прочность клеевых скреплений
низа обуви зависит от состояния поверхностей склеи-
ваемых деталей. Основное средство улучшения состо-
яния поверхности затяжной кромки верха — ее взъеро-
шивание проволочной щеткой или абразивной лентой,
что значительно увеличивает поверхность склеивания,
обеспечивает контакт клея с наиболее прочными внут-
ренними слоями кожи, удаляет с поверхности затяж-
ной кромки верха загрязнения, жирующие вещества,
пластификаторы (в верхе из искусственной кожи).
Поиски способов исключения операции взъерошива-
ния верха обуви из лицевых кож до сих пор не
увенчались успехом. Только появление обуви с верхом
из искусственной кожи с поливинилхлоридным по-
крытием дало возможность исключить эту операцию.
В этом случае взъерошивание заменяется протиркой
поверхности затяжной кромки верха органическим
растворителем — бензином, ацетоном, этилацетатом;
Затяжную кромку верха обуви из лицевых кож
взъерошивают проволочной щеткой или абразивной
лентой №№32—50 по всей поверхности, отступая от
грани следа обуви на 0,5—1 мм. При ремонте обуви без
удаления изношенной подметочной части, т. е. с вы-
равниванием, взъерошиванию подвергают подошву
обуви по поверхности наложения подметки. На обра-
ботанной поверхности затяжной кромки верха или
подошвы обуви не должно быть пропусков невзъеро-
шенных мест, выхватов и сквозных повреждений, а
126 Ремонт Одежды и Обуви
также длинных, легко отрывающихся волокон. Пыль,
образовавшуюся при взъерошивании, удаляют с обра-
ботанной поверхности волосяной щеткой.
Нанесение клея на затяжную кромку верха или след
обуви, подметки, рубцы или подошвы. Перед нанесени-
ем клея детали низа подбирают попарно в соответст-
вии с дефектами ремонтируемой обуви. Для ремонта
обуви используют подметки, рубцы и подошвы, вы-
рубленные из чепрачной части кож крупного рогатого
скота, пористой, непористой и кожеподобной резины,
а также формованные или вырубленные и заранее
обработанные профилактические резиновые подметки.
При ремонте обуви с кожаными подошвами наря-
ду с кожаными подметками и рубцами применяют
подметки и рубцы из кожеподобной резины и рубцы из
полиуретанового вулканизата. Резиновые подметки и
рубцы должны по материалу и цвету соответствовать
резиновым подошвам ремонтируемой обуви. Толщина
подметок и рубцов в неспущенной части должна сов-
падать с толщиной подошв обуви или незначительно
отличаться от нее. По фасону и размерам подметки и
подошвы должны соответствовать ремонтируемой обу-
ви, а рубцы — ремонтируемым участкам подошвы.
На затяжную кромку верха или след обуви и
подготовленные детали низа наносят вручную жесткой
кистью клей тонким равномерным слоем, без пропус-
ков, сгустков и потеков, один раз или два раза с
промежуточной сушкой. При приклеивании подметок
и рубцов клей наносят, отступив от грани следа на
0,5—1 мм, на затяжную кромку верха и спущенный
край подошвы или на след обуви по поверхности
наложения - подметки либо рубца (если изношенная
часть подошвы не удалена, а выровнена). При замене
изношенных подошв клей наносят на всю поверхность
затяжной кромки верха, отступив от грани следа на
Ремонт Миза Обуви 127
0,5~ 1 мм, а также на фронтальную поверхность каблу-
ка (в обуви со средним и высоким каблуком). Подмет-
ки и рубцы промазывают клеем по всему периметру на
ширину 18—22 мм, а в крокульной части — по всей
поверхности.
На затяжную кромку верха из хромовых лицевых и
искусственных кож клеи НИТХИ-62, «Крокус» и типа
УР наносят один раз; на затяжную кромку верха из
велюра, замши и тканей клей НИТХИ-62 наносят два
раза, клей «Крокус» и типа УР — один раз; применяя
клей «Креп», затяжную кромку верха, независимо от
вида материалов верха, промазывают клеем два раза.
Детали низа из подошвенной кожи промазывают кле-
ем НИТХИ-62 два раза, детали из других материалов —
один раз. Клей «Крокус», типа УР и «Креп» наносят на
детали низа один раз независимо от вида материала.
Сушка клеевого слоя на затяжной кромке верха или
следе обуви, подметках, рубцах или подошвах. Клеевой
слой на поверхностях деталей низа и обуви, подлежа-
щих склеиванию, сушат в основном при комнатной
температуре — 18—20°С. Продолжительность сушки
изменяется в зависимости от свойств применяемого
клея, количества нанесенных слоев клея, а также от
применения или исключения последующей термоак-
тивации клеевых пленок.
Промежуточную сушку клеевого слоя (при двухра-
зовом нанесении клеев НИТХИ-62 и «Креп») проводят
в течение 15—20 минут. Окончательную сушку после
одно- или двухразового нанесения клея проводят с
применением последующей термоактивации клеевого
слоя клея НИТХИ-62 и «Креп» в течение 45—60 минут,
клея типаУР — в течение 60—90 минут. При наклеива-
нии деталей низа без последующей термоактивации
продолжительность сушки клеевого слоя сокращают
для клея НИТХИ-62 до 15—30 минут, клея типа УР —
128 Ремонт Одежды и Обуви
до 5~10 минут, клея «Крокус» — до 5—15 минут.
Следует отметить, что сокращение продолжительнос-
ти сушки клеевого слоя клея НИТХИ-62 с целью
сохранения липкости клеевых пленок и исключения
термоактивации нельзя признать рациональным вслед-
ствие затруднительности точного регламентирования
режима сушки, возможности частичного пересушива-
ния клеевых пленок или, наоборот, сохранения в
клеевых пленках избыточного количества растворите-
лей. Для двухкомпонентного клея типа УР с введенным
отвердителем и для клея «Крокус» более приемлемо
сокращение продолжительности сушки и исключение
операции термоактивации.
Термоактивация клеевых пленок. Высушенные кле-
евые пленки большинства клеев не обладают требую-
щейся липкостью. Способность к взаимослипанию
клеевых пленок восстанавливается при термоактива-
ции обеих или одной поверхности, на которую нанесен
клей. При нагреве в термоактиваторах рефлекторного
типа необходимо, чтобы источник нагрева был на-
правлен непосредственно на клеевые пленки. При
пользовании клеем НИТХИ-62 термоактивации под-
вергают детали низа; температура в зоне расположения
клеевых пленок 100—110°С, продолжительность нагре-
ъа 2—3 минуты. Клеевые пленки клея типа УР термо-
активируют не только на поверхности деталей низа, но
и на поверхности затяжной кромки верха или следа
обуви; температура нагрева не выше 80°С, продолжи-
тельность нагрева 2—3 минуты. Клеевые пленки клея
«Креп» подвергают термоактивации только на поверх-
ности затяжной кромки верха при температуре 80— 100°С
в течение 2—3 минут. Клей «Крокус» используют без
термоактивации клеевых пленок, поэтому его целесо-
образно применять при срочном ремонте обуви, а
также для приклеивания деталей низа из кожеподоб-
Ремонт Лиза Обуви 129
ной резины, приобретающих пластичность при нагре-
ве, что приводит к вылетанию неровностей на поверх-
ности приклеенных деталей.
При срочном ремонте обуви термоактивацию впол-
не можно совместить с сушкой клеевого слоя. Для
этого время нагрева в термоактиваторе увеличивают до
3—5 минут, а склеивание осуществляют до остывания
клеевых пленок и потери ими липкости.
Приклеивание подметок, рубцов или подошв. Под-
метки, рубцы или подошвы, приготовленные к склеи-
ванию, накладывают на след обуви без перекосов и
сдвигов; края деталей должны равномерно —на 2—5 мм —
выступать но всему периметру за грань следа обуви.
При этом должно быть обеспечено соответствие их
длины по расстоянию прямого заднего края от линии
пучков требованиям, предусмотренным стандартом.
Промежуток времени от конца термоактивации клее-
вой пленки до накладывания приклеиваемой детали на
след обуви должен быть минимальным и не превышать
10—15 секунд во избежание остывания разогретой
пленки и снижения прочности склеивания.
Обувь с наложенной деталью подвергается прессо-
ванию, обеспечивающему контакт склеиваемых по-
верхностей и взаимное соединение клеевых пленок на
затяжной кромке верха или следе обуви и на деталях
низа с образованием монолитного клеевого шва.
Для приклеивания подошв в обуви со средним и
высоким каблуком используют прессы и пресс-сек-
ции, обеспечивающие необходимый прижим крокуль-
ной части (язычка) подошвы к фронтальной поверх-
ности каблуков. Обувь с наложенными подметками
подвергают прессованию в прессах, предназначенных
для бесколодочного ремонта, т. е. с надеванием обуви
на специальные вкладыши (пластины, адаптеры). Про-
филактические резиновые подметки, а также рубцы
5 Зак. 925
130 Ремонт Одежды и Обуви
приклеивают, околачивая молотком, а также с исполь-
зованием стойки-упора У-P. При клеевом креплении
клеями типа УР и «Креп» вследствие'уменьшенной
скорости схватывания клеевого шва околачивание не
применяют.
Продолжительность прессования при клеевом креп-
лении клеем типа УР 3—5 минут, другими клеями —
1—3 минуты. При клеевом креплении клеем «Креп»
обувь после прессования выдерживают в течение
1—2 часов.
Подметки, рубцы и подошвы должны быть при- :
клеены к следу обуви прочно, без зазоров и расщелин.
Поверхность следа обуви после приклеивания подме-
ток и подошв должна быть ровной, без бугров и
впадин.
Обрезка излишков подошв и подметок. Выступаю-
щие края подошв и подметок срезают по всему пери-
метру ножом вручную или на машинах ОС-P и ОК1-Р.
Механизм обрезки подошв и подметок по периметру j
состоит из двух валов, размещенных в рукавах маши-
ны: на верхнем валу закреплен дисковый нож, на
нижнем — транспортирующий ролик с канавкой для
захода ножа. В процессе обрезки излишков подошв и
подметок по периметру выступающий их край в обра-
батываемой полупаре обуви направляют между тран-
спортирующим роликом и дисковым ножом и после-
дующим вращением рукоятки машины по часовой
стрелке срезают излишки подошв и подметок по тре-
буемому контуру.
В отдельных случаях практикуется дополнитель-.
ное укрепление подметок и рубцов (за исключением
удлиненных подметок, деталей из пористой резины и
профилактических резиновых подметок) контрольны-
ми гвоздями (ручным тексом №№7—11): подметок —
тремя в носочной части и по одному в углах прямого
Ремонт Низа Обуви 131
края, рубцов — одним в носочной части и по одному в
углах прямого края; расстояние гвоздей от краев под-
меток и рубцов 5—6 мм.
Восстановление нарушенных подошвенных скреп-
лений. Отклеившуюся часть подошвы приклеивают в
соответствии с технологическим процессом в основ-
ном аналогичным процессу ремонта и замены подошв
клеевой обуви.
Технологический процесс восстановления нару-
шенных подошвенных скреплений клеевой обуви вклю-
чает следующие операции:
♦ частичное отсоединение подошв от затяжной
кромки верха обуви;
♦ взъерошивание затяжной кромки верха и по-
дошв обуви;
♦ нанесение клея на затяжную кромку верха и
подошвы обуви;
♦ сушку клеевого слоя на затяжной кромке верха
и подошвах обуви;
♦ термоактивацию клеевых пленок на затяжной
кромке верха и подошвах обуви;
♦ приклеивание подошв.
Подошву сначала отсоединяют от обуви по на-
правлению от носочной к геленочной части; размеры
отслаиваемой части подошвы зависят от местораспо-
ложения и протяженности участка с нарушенным
клеевым скреплением. При нарушении клеевого шва в
носочной части подошву отсоединяют до линии, от-
стоящей от границ нарушенного участка в сторону
пяточной части на 10—20 мм; при нарушении шва с
полевой или внутренней стороны на значительном
протяжении и по всей ширине затяжной кромки верха
требуется почти полное отсоединение подошвы. При
незначительной местной отклейке (до 10 мм по следу
подошвы) и надежном креплении подошвы в целом
132 Ремонт Одежды и Обуви
допускается приклеить отклеившийся участок подо-
швы, не отсоединяя ее от обуви. Если надежность
крепления подошвы в целом недостаточная, что легко
определить по усилию, требующемуся для ее отслаива-
ния, подошву полностью отсоединяют, а затем при-
клеивают с соблюдением технологического процесса,
принятого при замене подошв.
Для облегчения частичного отсоединения подо-
швы в отдельных случаях клеевой шов предварительно
ослабляют термоактивацией или обработкой органи-
ческими растворителями с применением защитных
козырьков для предохранения от нагрева шва за пре-
делами участка с нарушенным клеевым креплением.
При отсоединении подошвы от обуви затяжная
кромка верха и подошва (как и при ремонте и замене
подошв) не должны быть повреждены, а связь затяж-
ной кромки верха обуви со стелькой не должна быть
нарушена.
Подошву с неходовой стороны и затяжную кромку
верха обуви очищают от песка, пыли и других загряз-
нений, а затем взъерошивают при помощи специаль-
ного приспособления типа дрели с гибким шлангом,
заканчивающимся узким валиком, обтянутым абра-
зивным полотном или металлической шарошкой. При
отсутствии такого приспособления взъерошивание
выполняют на специальной машине или вручную с
помощью абразивного полотна и рашпиля. Подошву
взъерошивают по всей поверхности отсоединенной
части, а затяжную кромку верха — отступив от грани
следа обуви на 0,5—1 мм. После очистки от пыли,
образовавшейся при взъерошивании, определяют (для
правильного выбора клея) вид материалов верха и низа
обуви, отворачивают отсоединенную, подлежащую
приклеиванию часть подошвы и закрепляют ее
П-образным ключом или гвоздем.
Ремонт Низа Обуви 133
На взъерошенные участки затяжной кромки и
подошвы наносят без пропусков, сгустков или потеков
тонкий равномерный слой клея НИТХИ-62, «Крокус»
или «Ропид» при ремонте обуви с верхом из натураль-
ной кожи и тканей и подошвами из кожи и резины, а
клея типа УР с введенным в него отвердителем — при
ремонте обуви с верхом из искусственной кожи с
поливинилхлоридным покрытием и поливинилхло-
ридной подошвой. Клей НИТХИ-62 наносят на кожа-
ную подошву и затяжную кромку верха обуви из
велюра и замши два раза (с промежуточной сушкой),
на детали обуви из других материалов, так же как и при
пользовании клеями «Крокус», «Рапид» и типа УР, —
один раз.
Последующие операции восстановления нарушен-
ных клеевых скреплений выполняют аналогично соот-
ветствующим операциям ремонта и замены подошв.
Отсоединенную часть подошвы приклеивают после
полного высушивания клеевых пленок и их дальней-
шей термоактивации или же клеевые пленки недосу-
шивают, сохраняя их липкость, и подошву приклеива-
ют без термоактивации пленок. Помещаемую в
термоактиватор обувь устанавливают так, чтобы нагре-
валась только неходовая поверхность подошвы в ре-
монтируемой части и соответствующий участок затяж-
ной кромки верха. Ремонтируя обувь с кожеподобной
резиновой подошвой, термоактивации целесообразно
подвергать клеевые пленки на затяжной кромке верха
для предупреждения вылегания следа обуви или поль-
зоваться клеем «Крокус», не требующим термоактива-
ции пленок.
Далее из подошвы извлекают крючок иди гвоздь,
накладывают отсоединенную часть подошвы на след
обуви, не допуская ее смещения относительно следа
обуви, и подвергают обувь прессованию.
134 Ремонт Одежды и Обуви
В тех случаях, когда отсоединять и отворачивать
отклеившийся участок подошвы нецелесообразно
вследствие малой протяженности участка и особен-
ностей месторасположения, клей наносят в образовав-
шийся между подошвой и затяжной кромкой верха
зазор. После непродолжительной сушки при темпера-
туре 18—20°С, сопровождающейся сохранением клее-
выми пленками липкости, отклеившийся участок по-
дошвы прижимают к затяжной кромке верха.
Замена подошв и рантов в обуви
ниточного метода крепления
К обуви ниточных методов крепления низа отно-
сятся рантовая и рантово-клеевая, полусандальная и
полусандально-клеевая, прошивная, опанко-прошив-
ная, «парко», сандальная и выворотная.
Среди обуви ниточных методов крепления низа,
поступающей в ремонт, наиболее распространена ран-
товая и рантово-клеевая, менее — полусандальная и
полусандально-клеевая. Рантовая и рантово-клеевая
обувь обладает повышенной надежностью в носке,
хорошими влаго- и теплозащитными свойствами. Но
ее производство связано с наиболее высокими матери-
альными и трудовыми затратами, что обуславливает
сокращение удельного веса этой обуви в общем объеме
ее производства.
Полусандальная и полусандально-клеевая обувь
по внешнему виду и надежности в носке отличается от
рантовой и рантово-клеевой обуви незначительно. Ее
производство требует меньших трудовых и материаль-
ных затрат по сравнению с рантовой и рантово-клее-
вой обувью. В отличие от рантовой и рантово-клеевой
обуви, в которой рант играет существенную роль
несущей детали, в полусандальной и полусандально-
Ремонт Низа Обуви 135
клеевой обуви рант накладной, выполняющий второ-
степенные функции. Он служит для более равномер-
ной утяжки шва, некоторого повышения его прочнос-
ти и для предохранения затяжной кромки верха от
прорыва швом, а также улучшения внешнего вида
обуви. Полусандальную обувь изготовляют в основном
для носки в весенне-летнее время года, полусандаль-
но-клеевую обувь — для круглогодовой носки или для
носки в осенне-зимний период.
Прошивной метод крепления низа вследствие не-
удобств, возникающих в процессе его выполнения, и
меньшей надежности в носке используют для изготов-
ления обуви в ограниченной степени: для изготовле-
ния домашней обуви, отдельных видов спортивной
обуви, а также для модельной обуви ручного производ-
ства. Количество поступающей в ремонт прошивной
обуви, так же как обуви сандального и выворотного
методов крепления, используемых для изготовления
только легкой обуви, незначительно. Практически не
поступает в ремонт также обувь, изготовленная мето-
дом «парко», из-за резкого сокращения ее выпуска и
применения этого метода для изготовления только
детской и малодетской обуви, которую не сдают в
ремонт, так как дети вырастают из нее ранее наступле-
ния сроков ремонта.
Конструкция низа. Обувь ниточных методов креп-
ления по конструкции низа отличается большим раз-
нообразием. В зависимости от вида деталей и кон-
струкции подошвенных скреплений ее можно разделить
на следующие основные группы:
♦ рантовый и рантово-клеевой методы крепления
низа;
♦ сандальный, полусандальный и полусандально-
клеевой;
♦ прошивной.
136 Ремонт Одежды и Обуви
Ниточные швы, скрепляющие детали низа обуви,
выполняют льняными или капроновыми нитками.
Ниточные швы, соединяющие детали низа обуви,
подразделяются на двухниточные (строчечные) внут-
реннего переплетения и однониточные (цепные) на-
ружного переплетения (рис. 48). В образовании двух-
ниточного шва внутреннего переплетения участвуют
две нитки (или два конца одной нитки), переплетаю-
щиеся между собой в середине толщины скрепляемых
деталей. Однониточные швы наружного переплетения
образуются одной льняной или капроновой ниткой; по
Рис. 48. Структура ниточных звеньев шва:
а — двухниточного (строчечного) внутреннего переплетения; б — одно-
ниточного (цепного) наружного переплетения
плетения (с одной стороны скрепляемых деталей) не
отличается от двухниточного шва внутреннего пере-
плетения; с противоположной стороны однониточный
шов имеет вид цепочки, составленной из соединяю-
щихся друг с другом петель.
В образовании конструкции низа обуви механи-
ческого производства (рис. 49) рантового и рантово-
клеевого методов крепления участвуют подошва, губа
стельки вместе с затяжной кромкой верха и рант или
эти же детали и дополнительно подложка (внутренняя
подошва). Рант прикрепляют к губе стельки вместе с
затяжной кромкой однониточным швом наружного
переплетения; при этом петли шва располагаются в
наружном углу губы стельки. Подошва в обуви ранто-
Ремонт Низа Обуви 137
Рис. 49. Схемы скрепления деталей низа рантовой и рантово-
клеевой обуви механического производства:
а — скрепление деталей низа в рантовой обуви; б — скрепление дета-
лей низа в рантово-клеевой обуви: 1 — верх; 2 — подкладка; 3 — стель-
ка; 4 — губа стельки; 5 — подошва; 6 — рант; 7 — ниточный шов; 8 —
подложка (внутренняя подошва)
вого метода крепления и подложка в обуви рантово-
клеевого метода крепления прикреплены к ранту двух-
ниточным швом внутреннего переплетения; в обуви
рантово-клеевого метода крепления подошву прикле-
ивают к подложке.
Низ обуви ручного производства рантового метода
крепления образуется прикреплением ранта вместе с
затяжной кромкой верха к стельке, а подошвы — к
ранту (рис. 50). Рант и подошву сшивают ручным
а б
Рис. 50. Схемы скрепления деталей низа рантовой и рантово-
клеевой обуви ручного производства:
а — скрепление деталей низа в рантовой обуви; б — скрепление дета-
лей низа в рантово-клеевой обуви: 1 — верх; 2 — подкладка; 3 — стель-
ка; 4 - ниточный шов; 5 - подошва; 6 - рант; 7 — конец нитки;
8 — подложка (внутренняя подошва)
138 Ремонт Одежды и обуви
двухниточным швом внутреннего переплетения, про-
ходящим при пришивании ранта в горизонтальной
плоскости, а подошвы — в вертикальной.
В рантово-клеевой обуви ручного производства
подложку (внутреннюю подошву) прикрепляют к ран-
ту ручным двухниточным швом внутреннего перепле-
тения с последующим наклеиванием подошвы.
Низ обуви сандального метода крепления образу-
ется верхом, подошвой и накладным рантом; полусан-
дал ьного — верхом, подкладкой, стелькой, подошвой и
накладным рантом (рис. 51). В образовании низа обуви
полусандально-клеевого метода крепления (рис. 52)
Рис. 51. Схемы скрепления
4 деталей низа обуви:
а, б - сандальной; в — полусандаль-
ной: 1 — верх; 2 — подкладка;
3 — стелька; 4 — подошва; 5 — рант;
6 — ниточный шов
Рис. 52. Схема скрепления
деталей низа полусандально-
клеевой обуви:
1 — верх; 2 — подкладка; 3 — стелька;
4 - подошва; 5 — рант; 6 — ниточный
шов; 7 — подложка (внутренняя по-
дошва)
РемонтИиза Обуви 139
дополнительно участвует подложка. Подошва в обуви
сандального и полусандального методов крепления,
подложка и подошва в обуви полусандально-клеевого
метода крепления прикреплены аналогично обуви ран-
тового и рантово-клеевого методов крепления.
Низ обуви прошивного метода крепления образу-
ется подошвой, стелькой и затяжной кромкой верха
(рис. 53). В обуви механического производства подо-
шва прикреплена однониточным сквозным швом на-
ружного переплетения; стежки шва располагаются с
одной стороны на стельке, с другой углублены в
подошву. В обуви ручного производства подошва при-
крепляется сквозным ручным двухниточным швом
внутреннего переплетения. При наличии соответству-
а б
Рис. 53. Схемы скрепления деталей низа прошивной обуви:
а — с клеевой затяжкой; б — с гвоздевой затяжкой: 1 — верх;
2 — подкладка; 3 — стелька; 4 — подошва; 5 — ниточный шов;
6 — затяжной гвоздь
ющего оборудования подошвы в обуви прошивного
метода крепления прикрепляют машинным двухни-
точным швом внутреннего переплетения.
Кроме перечисленных основных групп обуви ни-
точных методов крепления низа, некоторое распрос-
транение имеет обувь опанко-клеепрошивного, «пар-
ко», выворотного, втачного методов крепления низа, а
также обувь бортового метода крепления (опанки),
которая может быть отнесена к обуви ниточных мето-
дов крепления низа (рис. 54).
140 Ремонт Одежды и Обуви
Д е
Рис. 54. Схемы
скреплений деталей
низа обуви ниточных
и комбинированных
методов крепления низа:
а — опанко-клеепрошивной с
однониточным или двухни-
точным креплением бортиков
подошвы; б — «парко»; в —
выворотный; г, д — втачной;
е — бортовой: 1 — верх;
2 - подкладка; 3 - стелька;
4 — подошва; 5 — мягкая по-
дошва; 6 — рант; 7 — ниточ-
ный шов, соединяющий верх
обуви с бортиком подошвы
Двухниточные скрепления деталей. В образовании
двухниточного шва внутреннего переплетения при
скреплении подошвы, подметки или ранта на машинах
СПР и СПР-1-Р участвуют две нитки; стежки шва
располагаются с одной стороны на поверхности или
внутри подошвы, подметки или рубца, с другой — на
ранте. Нитку, проходящую по подошве, подметке или
рубцу, пропитывают расплавленным варом для защи-
ты от атмосферных влияний, укрепления шва и обра-
зования в прикрепляемых деталях низа своеобразных
шпилек.
Когда подошва, подметка или рубец еще мало
изношены и стежки шва не нарушены, шов внутренне-
Ремонт Лиза Обуви 141
го переплетения представляет собой прочное звень-
евое скрепление. Разрушение шва в процессе носки
обуви при ненарушенных стежках может быть вызвано
только грубыми нарушениями технологии в процессе
производства обуви или применением недоброкачест-
венных материалов для деталей низа и их прикрепле-
ния, что может вызвать пересекание скрепленных
деталей по линии строчки или обрыв ниток шва. По
мере износа подошвы, подметки или рубца стежки шва
нарушаются; шов в этот период представляет собой
прерывистое стержневое (шпилечное) скрепление, в
котором роль стержней (шпилек), играют пропитан-
ные варом отрезки нитки, залегающие внутри этих
деталей низа обуви; прочность ниточного скрепления,
в особенности резиновых деталей, при этом резко
снижается.
На прочность двухниточных скреплений внутрен-
него переплетения влияют следующие основные фак-
торы:
♦ свойства материалов подошв, подметок, рубцов
и рантов;
♦ диаметры иглы и шила и их соотношение;
♦ толщина и прочность ниток;
♦ влажность кожи скрепляемых деталей;
♦ частота шва;
♦ пропитка челночной и игольной ниток;
♦ утяжка шва и расположение узла переплетения
челночной и игольной ниток;
♦ глубина и тип подрезки подошв, подметок или
рубцов.
Прочность двухниточных скреплений деталей низа
обуви при ненарушенных стежках зависит непосред-
ственно от сопротивления материала деталей разрыву
и прорыву ниткой; на прочность скреплений при
нарушенных стежках влияет более сложный комплекс
142 Ремонт Одежды и Обуви
свойств материалов подошв, подметок и рубцов (вяз-
кость, упругость, влажность и т. д.), определяющий
силу контактного трения между нитяной шпилькой и
охватывающей ее поверхностью отверстия в коже.
В зависимости от свойств материалов подошв,
подметок и рубцов прочность двухниточных скрепле-
ний колеблется в широких пределах. При ненарушен-
ных стежках скрепление кожаных деталей низа с ран-
том разрушается в основном вследствие разрыва
ниточных звеньев шва, а резиновых — из-за прорыва
межзвеньевых участков резины ниточным швом.
Ослабление материалов скрепляемых деталей и
ниток в процессе пристрачивания также сказывается
на прочности двухниточных скреплений. От степени
ослабления кожи или резины, прокалываемой шилом
машины, зависят рассечение скрепляемых деталей при
строчке, разрушение ниточных звеньев шва и сила
держания нитяными шпильками после истирания при
носке обуви участков стежков шва, прилегающих к
ходовой поверхности обуви.
В зависимости от условий пристрачивания потеря
прочности подошвенной кожи при прокалывании
шилом машины составляет23— 37%, резины — 14—48%,
а игольной нитки, образующей шов со стороны ран-
та, — 10—45%.
Прочность кожаных подошв, подметок, рубцов и
рантов в процессе их взаимного скрепления зависит и
от содержания в них влаги. При низком содержании
влаги шило не раздвигает волокна прокалываемой
кожи, а перерезает и разрушает их. С другой стороны
при излишнем увлажнении в процессе последующей
сушки обуви в ниточных звеньях шва возникают боль-
шие напряжения, ослабляющие или разрушающие
стежки. Кроме того, из-за повышенной усадки подо-
швы или подметки след обуви теряет форму. Опти-
Ремонт Пиза Обуви 143
мальная влажность кожаных деталей, участвующих в
образовании скрепления, составляет 30—35%.
Диаметры шильев и игл и их соотношения во
взаимосвязи с толщиной ниток оказывает большое
влияние на прочность прикрепления подошв, подме-
ток и рубцов к рантам. Шилья и иглы увеличенных
размеров дают возможность увеличивать толщину ни-
ток и соответственно силу держания нитяной шпиль-
ки, но в то же время ограничивать применение более
частой строчки, так как скрепляемые детали в местах
проколов больше разрушаются. Кроме того, большие
проколы шила недостаточно заполняются нитками,
перетирание ниточных звеньев шва на стыке скрепля-
емых деталей ускоряется. Чем меньше отверстия от
проколов, тем сильнее нитки зажаты в материале
подошв, подметок или рубцов и тем до известного
предела выше прочность скрепления при нарушенных
стежках, но при чрезмерном уменьшении диаметров
шильев и игл трение ниток о стенки проколов в
процессе строчки увеличивается, нитки больше ослаб-
ляются, что также снижает прочность скрепления.
Аналогичное влияние оказывает также повышение или
снижение отношения диаметра шильев к диаметру игл.
Для пристрачивания подошв, подметок и рубцов к
рантам применяют шилья, площадь поперечного сече-
ния которых несколько меньше площади поперечного
сечения игл, так как при разных площадях поперечных
сечений нитки не полностью заполняют проколы.
Нитка с бобины (игольная) в процессе образования
шва, проходя через направляющие и натягивающие
механизмы машин СПР и СПР-1-Р, ослабляется боль-
ше, чем челночная, поэтому, а также для лучшей
укладки челночной нитки в подрезку прикрепляемой
детали, игольные нитки должны быть толще челноч-
ных.
144 Ремонт Одежды и Обуви
Прочность двухниточных скреплений внутреннего
переплетения зависит также и от частоты строчки.
Частотой шва определяется сопротивление разрыву в
процессе носки обуви межзвеньевых участков матери-
алов скрепляемых деталей и ниточных звеньев скреп-
лений. С увеличением до известного предела частоты
строчки прочность прикрепления кожаной подошвы
при ненарушенных и нарушенных стежках возрастает;
после достижения частоты 2,7—3 стежка на 1 см шва
(что соответствует шагу шва 3,3—3,7 мм) увеличение
прочности скрепления замедляется, а в пересчете на
1 стежок и ниточную шпильку снижается.
Для резиновых деталей низа обуви, характеризую-
щихся пониженным сопротивлением разрыву и про-
рыву ниткой по сравнению с кожаными деталями,
прочность двухниточного скрепления при ненарушен-
ных стежках определяют сопротивлением прорыву
межзвеньевых участков. Приуменьшении частоты шва
сопротивление резины прорыву стежком, естественно,
повышается, однако общая прочность шва на 1 см
скрепления по отношению к оптимальной частоте при
этом снижается, так как повышение сопротивления
прорыву резины каждым стежком не компенсирует
уменьшения общего числа стежков в единице длины
шва.
Практически кожаные подошвы, подметки и руб-
цы пристрачивают с частотой строчки 2,8—3,3 стежка
на 1 см, т. е. с шагом строчки 3—3,5 мм; резиновые
подошвы, подметки и рубцы — с частотой строчки
2—2,5 стежка на 1 см, т. е. с шагом строчки 4—5 мм.
Пропитка игольных (катушечных) ниток мыльной
эмульсией увеличивает их скольжение при прохожде-
нии через рабочие органы машины и проколы в
скрепляемых деталях, благодаря чему нитки в меньшей
степени ослабляются в процессе работы машины.
Ремонт Лиза Обуви 145
Пропитка челночных (шпулечных) ниток расплавлен-
ным варом способствует их склеиванию со стенками
проколов в скрепляемых деталях, образованию нитя-
ных шпилек при застывании вара и обеспечивает
общее повышение прочности скрепления, в особен-
ности при нарушенных стежках.
Степень натяжения игольной и челночной ниток в
процессе образования стежков, определяющая распо-
ложение узла переплетения обеих ниток в стежке,
также заметно влияет на прочность шва. В зависимос-
ти от правильности утяжки ниток узел переплетения в
двухниточном шве может оказаться на поверхности
подошвы, подметки, рубца, ранта или в толще скреп-
ляемых деталей. Наибольшая прочность шва достига-
ется в том случае, когда обе нитки переплетаются в
середине общей толщины скрепляемых деталей. Узлы
переплетения ниток при этом располагаются на рас-
стоянии примерно 2/3 толщины подошвы от ее ходо-
вой поверхности, скрепляемые детали плотно прижа-
ты друг к другу, образующиеся внутри прикрепленной
детали утолщения узлов переплетения ниток в проко-
лах способствуют повышению надежности скрепле-
ния, удерживая деталь и после ее частичного истира-
ния и нарушения стежков. Если же нитки из-за
неодинакового натяжения переплетаются на поверх-
ности подошвы, подметки, рубца или ранта, то проч-
ность шва при нарушенных стежках снижается по
сравнению с оптимальным расположением примерно
вдвое. При слабой утяжке шва в процессе носки обуви
подошва, подметка или рубец могут сместиться к
ранту, в этом случае ниточные звенья быстро перетрут-
ся, скрепление разрушится.
Так как прочность двухниточных скреплений низа
при нарушенных стежках значительно меньше, чем до
их нарушения, то эффективным средством повышения
146 Ремонт Одежды и Обуви
надежности обуви, особенно на резиновой подошве и
подметке, является отдаление шва от ходовой поверх-
ности. Для этого кожаные подошвы, подметки и рубцы
подрезают на глубину 0,8—1,2 мм и в полученную
подрезку укладывают стежки шва.
Подрезание кожаных деталей с лицевой стороны и
укладку стежков шва в вертикальную подрезку(рис. 55)
осуществляют непосредственно в процессе пристрачи-
вания этих деталей. При ручной пришивке кожаных
подошв, подметок и рубцов применяют наклонную
подрезку (рис. 56), которую выполняют до накладки
прикрепляемых деталей на обувь.
Рис. 55. Вертикальная
подрезка в кожаной
подошве для защиты
двухниточного шва
внутреннего
переплетения
Рис. 56. Наклонная подрезка в
кожаной подошве для защиты
двухниточного шва внутреннего
переплетения:
а — подрезка до пришивки подошвы;
б — закрытая подрезка после пришивки
подошвы
Для резиновых пористых подошв, подметок, иног-
да рубцов применяют торцевую подрезку (рис. 57),
выполняемую предварительно, до пристрачивания де-
талей; глубина торцевой подрезки примерно равна
половине первоначальной толщины резины. В резино-
вых пористых подошвах шов от ходовой поверхности
отдаляют раздваиванием с последующим пристрачи-
Ремонт Низа Обуви 147
Рис. 57. Торцевая подрезка в резиновой пористой подошве
для защиты двухниточного шва внутреннего переплетения:
а — подрезка до пришивки подошвы; б — закрытая подрезка после
пришивки подошвы
ванием к ранту одного слоя и наклеиванием второго
слоя; изготовленную таким образом обувь обычно
называют рантово-клеевой.
Однониточные скрепления деталей. Однониточные
швы наружного переплетения служат для прикрепле-
ния рантов (в меньшей степени — подошв, подметок и
рубцов) к затяжной кромке верха и стельке на машинах
03012/Р2, ОЗО12/РЗ и ПНК. Продольные одинарные
участки шва укладывают на внутренней поверхности
стельки, а двойные участки стежков — на ранте или
утапливают в подошве, подметке или рубце.
В настоящее время в производстве обуви однони-
точные подошвенные скрепления распространены мало.
Это объясняется недостаточной надежностью про-
шивной обуви, так как при нарушении одного какого-
либо звена в скреплении шов распускается; увеличен-
ной массой обуви из-за утолщенной подошвы,
неровностью внутренней поверхности стельки вслед-
ствие выступа шва; технологическими трудностями
при изготовлении прошивной обуви (деформирование
обуви в процессе пришивания подошв, обязательное
снятие обуви с колодок перед пришиванием подошв и
др.).
148 Ремонт Одежды и Обуви
Прошивной метод крепления низа кроме ремонта
кожаной обуви применяют также и для ремонта низа
валяной обуви.
В начальный период носки обуви, когда однони-
точный шов еще не нарушен, прочность подошвенно-
го скрепления достигает значительной величины. Пос-
ле нарушения стежков при износе подошвы прочность
скрепления резко снижается до уровня, не обеспечи-
вающего держание подошвы в обуви.
Прочность однониточных скреплений зависит от
сопротивления разрыву и прорыву ниткой скрепляе-
мых деталей, степени ослабления этих материалов при
прокалывании иглой прошивной машины, частоты
шва и др. При пришивании кожаных деталей применя-
ют иглы с плоским острием. Они легче проникают в
кожу, меньше разрушают волокна. При пришивании
резиновых деталей иглы с круглым острием меньше
ослабляют резину, чем с плоским острием.
С увеличением шага шва до известного предела (до
длины стежков 5~6 мм для кожаной подошвы и 7—8 мм
для резиновой непористой) прочность скрепления уве-
личивается как при целых, так и при нарушенных
стежках. При дальнейшем увеличении шага строчки
прочность скрепления уменьшается: шов с ненару-
шенными стежками в этом случае разрушается из-за
преимущественного разрыва ниточных звеньев, а не
межзвеньевых участков материала деталей низа, а шов
с нарушенными стежками ослабляется из-за уменьше-
ния числа стежков на единицу длины шва.
Резкое снижение прочности прошивного скрепде-
ния после нарушения стежков вызвало необходимость
при пришивке подошв, подметок или рубцов углубить
шов внутрь этих деталей. В прошивной обуви с кожа-
ными подошвами звенья шва укладывают в предвари-
тельно сделанную торцовую подрезку с желобком
Ремонт Шиза Обуви 149
(рис. 58), который располагают на глубине 1 — 1,3 мм от
лицевой поверхности деталей низа. Резиновые детали
низа углубляют предварительным желоблением по
линии шва без подрезания (рис. 59) или с подрезанием
торцовой стороны на глубину 1,2—1,5 мм и ширину
12—14 мм и последующим желоблением. При пришив-
ке ранта звенья шва укладывают в желобке на нелице-
вой стороне ранта. Желобление и подрезание улучша-
ют эксплуатационные свойства однониточного шва,
но при этим необходимо увеличивать толщину по-
дошв, что утяжеляет обувь и уменьшает ее гибкость.
Рис. 58. Схема однониточного
подошвенного скрепления
кожаной подошвы с торцевой
подрезкой:
1 — верх; 2 — шов; 3 — стелька;
4 — простилка; 5 — подошва;
6 — рант
Рис. 59. Схема однониточного
подошвенного скрепления
резиновой подошвы
с открытым швом:
1 — верх; 2 — шов; 3 — стелька;
4 — простилка; 5 — подошва;
6 — рант
Ручные скрепления деталей. При ремонте обуви во
многих случаях машинное прикрепление деталей низа
ниточными швами оказывается нецелесообразным
вследствие относительно малой потребности в данном
виде ремонтных работ, малой протяженности требуе-
мых швов, опасности чрезмерного ослабления скреп-
ляемых деталей при вторичном прокалывании шиль-
ями и иглами машины и др. В этих случаям детали низа
прикрепляют вручную строчечным швом. Примене-
ние этого шва обеспечивает высокую производитель-
ность труда и позволяет выполнять крепление в тесных
150 Ремонт Одежды и Обуви
участках обуви, в которых пользование иглами и ще-
тинками весьма затруднительно.
Строчечный шов (рис. 60) выполняют прямыми
или криволинейными шильями-крючками. Шило-крю-
чок вводят в первый прокол скрепляемых деталей,
накидывают на крючок отрезок навощенной или про-
питанной варом и навощенной нитки, протаскивают
нитку сквозь прокол до середины ее длины, вводят
шило-крючок во второй прокол, накидывают на него
ветвь 1-й нитки, вытягивают петлю и продевают через
нее ветвь 2-й нитки. Потянув за ветвь 1-й нитки,
втягивают узел переплетения обеих ветвей внутрь скреп-
ляемых деталей и далее сильно утягивают стежок.
Снова вводят шило-крючок в следующий прокол,
накидывают на крючок ветвь 1-й нитки и цикл повто-
ряют.
Строчечный ручной шов применяют при ремонте
низа обуви ниточных методов крепления для сквозно-
го (через затяжную кромку верха и стельку прикрепле-
ния рантов, подошв, подметок и рубцов) и несквозно-
го (аналогично шву взавойку) прикрепления рантов к
затяжной кромке верха и примерно к половинной
2
Рис. 60. Схема образования ручного строчечного шва
Maw
2
PTZlXl
1
Ремонт Низа Обуви 151
толщине стелек. По конструкции стежков строчечный
ручной шов похож на двухниточный шов внутреннего
переплетения. На прочность ручного строчечного шва
влияют в основном те же факторы, что и на прочность
двухниточного шва внутреннего переплетения, т. е.
свойства материалов скрепляемых деталей и ниток,
степень ослабления этих материалов в процессе об-
разования шва, диаметр шила-крючка, расположение
узла переплетения в ниточном стежке, утяжка шва и др.
На прочности ручных ниточных скреплений и их
надежности в процессе носки обуви особенно сильно
сказывается степень утяжки шва. При недостаточной
утяжке шва подошвы или подметки в процессе изгиба-
ния обуви при ходьбе могут смещаться относительно
друг друга, ниточные стежки при этом подвергаются
большей нагрузке и истиранию, что чаще всего явля-
ется причиной нарушения ручных скреплений низа
при носке обуви. Большая или меньшая утяжка шва
зависит от величины приложенных при шитье усилий,
свойств и влажности кожаных скрепляемых деталей.
Применение жестких и недостаточно увлажненных
кожаных подошв, подметок, рубцов и рантов, так же
как и недостаточное увлажнение кожаных стелек ре-
монтируемой обуви, приводит к необходимости при-
ложения больших усилий при прокалывании этих
деталей шилом-крючком, более слабой утяжке шва
при одновременном снижении производительности
труда.
Ремонт и замена подошв и рантов в обуви рантового
метода крепления. Этот вид ремонтных работ выполня-
ют при общем или местном износе подметочной части
подошв, сопровождающемся износом рантов и нару-
шением их скреплений с затяжной кромкой верха и
стелькой, а также при крупном ремонте кожаной
обуви, связанном с заменой деталей низа.
152 Ремонт Одежды и Обуви
Современная технология ремонта подметочной
части подошв в рантовой обуви основана на сочетании
приклеивания подметки или рубца (клеем НИТХИ-62
или другим наиритовым клеем) с последующим при-
страчиванием к ранту.
Рантовую обувь в настоящее время изготовляют в
основном на кожаной подошве с вертикальной или
наклонной подрезкой, на низком каблуке, с некруго-
вым рантом. В незначительных количествах изготов-
ляют рантовую обувь на резиновой пористой подошве,
с торцевой подрезкой, также на низком каблуке, с
некруговым рантом.
Технологический процесс ремонта и замены кожа-
ных подошв рантовой обуви включает следующие
операции:
♦ подбор колодок и надевание обуви на колодки;
♦ удаление изношенной части подошв;
♦ удаление подошв;
♦ замену и укрепление рантов;
♦ взъерошивание следа обуви;
♦ прикрепление супинаторов и геленков;
♦ простилание следа обуви;
♦ нанесение клея на след обуви, подметки, рубцы
и подошвы и сушку клеевой пленки;
♦ увлажнение и провяливание кожаных подметок,
рубцов и подошв;
♦ приклеивание подметок, рубцов и подошв;
♦ обрезку подметок, рубцов и подошв;
♦ пристрачивание подметок, рубцов и подошв;
♦ закрытие подрезки в подметках, рубцах и подо-
швах;
♦ прикрепление пяточной части подошв.
Подбор колодок и надевание обуви на колодки.
Операцию выполняют при ручном креплении рантов,
Ремонт Низа обуви 153
подметок и рубцов, ручном и машинном креплении
подошв к рантам в процессе крупного ремонта обуви.
Машинное крепление рантов производят, не надевая
обувь на колодки, крепление подметок и рубцов к
рантам — надевая или не надевая обувь на колодки.
По фасону и размеру колодки должны соответ-
ствовать ремонтируемой обуви. На колодку, посажен-
ную на штуцер, надевают с помощью рожка полупару
обуви, не допуская при этом нарушения швов верха
обуви, порывов подкладки и деформирования обуви.
Удаление изношенной части подошв и удаление
подошв. Стежки ниточного шва, соединяющего подо-
шву с рантом, перерезают вручную ножом по перимет-
ру, соответствующему последующему наложению под-
метки и рубца или по всему периметру шва при замене
подошвы. Затем подошву осторожно отделяют по на-
правлению от носочной к пяточной части. Изношен-
ную подметочную часть подошвы срезают по линии,
проходящей ниже линии пучков на 5—10 мм при
постановке неудлиненных подметок или ниже линии
пучков на 25—30 мм при постановке в мужской и
женской рантовой обуви удлиненных подметок. Геле-
ночную часть подошвы (оставшуюся после срезания
подметочной части), также как и подметки, по прямо-
му краю спускают на ширину 25—30 мм при ремонте
мужской обуви и на 20—25 мм при ремонте женской,
девичьей и мальчиковой обуви. В участке наложения
рубца подошву срезают косым резом на нет; ширина
среза подошвы, так же как и рубца, — 12—15 мм.
При полной замене подошв в процессе крупного
ремонта кожаной обуви каблуки (если они не пред-
ставляют одно целое с подошвами) предварительно
удаляют, а лишь затем отделяют подошвы. Если каблу-
ки и пяточная часть подошв прикреплены гвоздями, то
154 Ремонт Одежды и обуви
их перед удалением каблуков и подошв аккуратно
извлекают, не допуская повреждения верха и стельки
обуви.
Остатки перерезанных стежков шва, соединяюще-
го подошву с рантом, полностью удаляют с помощью
кривого шила и плоскогубцев.
Замена и укрепление рантов. В тех случаях, когда
ранты изношены, а их скрепление с затяжной кромкой
верха и стельками повреждено- вследствие прорыва
межзвеньевых участков материала рантов, возникает
необходимость в полной или частичной замене по-
следних. В других случаях, когда ранты полностью
сохранились, нигде не порваны стежками, а лишь в
отдельных местах отсоединились от затяжной кромки
верха и стелек или неплотно с ними скреплены, огра-
ничиваются только укреплением рантов. Ранты могут
быть заменены или укреплены механическим или
ручным способом. До пришивки рантов укрепляют
затяжную кромку верха, если она в некоторых местах
отстала от стельки; свободные края заплат, наклеен-
ных на изношенные места верха обуви, расположен-
ные на расстоянии менее 7 мм от затяжной грани,
загибают за грань стельки и прикрепляют тексом или
приклеивают клеем НИТХИ-62 или «Крокус» к затяж-
ной кромке верха. Изношенный участок рантов среза-
ют со спуском на нет с бахтармяной стороны на
8—10 мм. При машинном креплении ранта, вкладную
стельку или полустельку в зависимости от степени их
износа и месторасположения ремонтируемого участка
ранта удаляют или отгибают в сторону пятки.
Кожаные ранты, используемые при машинной
пришивке в виде мотков, должны по качеству соответ-
ствовать установленным требованиям, быть равномер-
ными по плотности, ширине и толщине; ширина
рантов для ремонта мужской обуви 14—16 мм,женской —
Ремонт Низа Обуви 155
12—14 мм. Один из концов ранта в мотке (от начала
пришивки) спускают на нет с бахтармяной стороны на
ширину 8—10 мм.
Ранты увлажняют погружением в воду температу-
рой 20-25°С на 1—2 минуты с последующим провяли-
ванием под влажной мешковиной в течение 30—60
минут. Кожаную стельку с внутренней стороны (при
ручной пришивке и с наружной) и старый рант в
ремонтируемом участке увлажняют кистью, смочен-
ной водой.
Пришивая рант на прошивной машине, обувь
надевают на разогретый рог, подводят под иглу место
начала пришивки и делают 2—3 стежка, не накладывая
ранта. Затем накладывают рант лицевой стороной на
затяжную кромку верха, чтобы внутренний его край
проходил на расстоянии 6—7 мм от грани стельки. При
ремонте рантовой обуви механического производства
рант необходимо пришивать так, чтобы шов попал во
внешний угол, образованный стелькой и ее губой
(рис. 61). Для этого при пришивке мастер держит обувь
с уклоном на себя. В рантовой обуви ручного произ-
водства шов прошивной машины должен пройти через
рант, затяжную кромку верха и стельку параллельно
грани следа обуви на расстоянии 3—5 мм от края
стельки. Перед окончанием при-
шивки ранта машину останавлива-
ют, отрезают рант сверх требуемой
длины, спускают его конец с бах-
Рис. 61. Схема прикрепления
ранта в рантовой обуви
механического производства
на прошивной машине:
I - рог машины; 2 — стелька; 3 — рант;
4 — игла машины; 5 — верх обуви
156 Ремонт Одежды и Обуви
тармяной стороны на нет на ширину 8—10 мм и
продолжают пришивку, сделав 2—3 стежка за предела-
ми спущенного конца ранта.
При частичной замене ранта вновь пришиваемый
отрезок ранта подкладывают спущенным с лицевой
стороны концом (по ходу шва) под бахтармяную сто-
рону конца старого ранта, а в конце шва рант срезают
со спуском на нет на ширину 8—10 мм с бахтармяной
стороны и накладывают на второй спущенный конец
старого ранта. Нарушенное крепление ранта к стельке
при пригодности ранта восстанавливают прошивкой
этого участка по старым проколам аналогично при-
креплению нового ранта.
При замене и укреплении рантов в мужской обуви
применяют иглы №284, льняные нитки №9,5/8 или
капроновые нитки №1,3; при ремонте женской обуви
применяют иглы №268, льняные нитки №9,5/7 или
капроновые нитки №1,8. Ни^ки пропитывают рас-
плавленным варом: температура вара для пропитки
льняных ниток 70 ±5°С, капроновых — 55 ±5°С; длина
стежков 6—7 мм.
По окончании пришивки ранта подрезают ножом
нитку последней петли шва, снимают обувь с рога
машины, проверяют правильность пришивки и при
необходимости исправляют обнаруженные дефекты,
дополнительно прикрепляя рант по старым проколам,
срезают нитки внутри обуви, надевают обувь на колод-
ку стойки-упора и околачивают молотком рант и след
обуви. В процессе околачивания рант в носочной
части надсекают с бахтармяной стороны на 1 /3—1/2 его
толщины под углом 30°; длина надрезов 1,5—2 мм,
число надрезов — 4—5.
Ранты, подошвы и подметки прикрепляют на ма-
шине 03012/Р2 или ОЗО12/РЗ.
Прикреплению ранта ручным способом при пол-
Ремонт Низа Обуви 157
ной замене или при большой протяженности заменя-
емого участка предшествует удаление простилки, а в
некоторых случаях — прикрепление к стельке кожано-
го вкладыша. Так как ручным швом можно захватить
только около половины толщины стельки, то при
отсутствии вкладыша в процессе носки отремонтиро-
ванной обуви возможен прорыв ниточными звеньями
шва стельки, если она потеряла гибкость и прочность
в результате длительного воздействия потовых выделе-
ний стопы.
Вкладыш вырезают из кожи для низа обуви толщи-
ной 1,8—2 мм. По форме и размерам он должен соответ-
ствовать поверхности, ограниченной губой стельки в
рантовой обуви механического производства или за-
тяжной кромкой верха в рантовой обуви ручного про-
изводства. Вкладыш увлажняют, погружая в воду темпе-
ратурой 20—25°С, провяливают под влажной мешковиной
в течение 30—60 минут, промазывают бахтармяную
поверхность вкладыша казеиновым, декстриновым или
мучным клеем и наклеивают на стельку, предваритель-
но удалив простилку. Вкладыш временно прикрепляют
к стельке двумя проволочными гвоздями.
Для ручной пришивки рантов применяют льняные
нитки №№9,5/7—9,5/8 или капроновые №1,8 в виде
отрезков требуемой длины. Для лучшей сохранности
ниточных звеньев шва в процессе носки обуви и
облегчения скольжения нитки в проколах скрепляе-
мых деталей льняные нитки предварительно натирают
пчелиным воском или сначала варом, а потом воском;
капроновые нитки натирают пчелиным воском.
Ранты для ручной пришивки вырезают из соответ-
ствующей кожи в виде ремешков, подбирая их ширину
в соответствии с шириной рантов в ремонтируемой
обуви и припуском 1,5—2 мм на последующую обра-
ботку. Новые ранты, подлежащие прикреплению, ре-
158 Ремонт Одежды и Обуви
монтируемые участки старых и стельки с наружной
стороны увлажняют так же, как и при машинной
пришивке. Внутренний край рантов по всей длине
спускают с лицевой стороны на 5—6 мм при ремонте
мужской обуви и на 4—5 мм — при ремонте женской
обуви. Один из концов ранта (от начала пришивки)
спускают на нет с бахтармяной стороны на ширину
6—8 мм. При использовании составных рантов из двух-
трех частей их концы в местах соединения спускают на
нет с противоположных сторон, промазывают резино-
вым клеем и накладывают друг на друга.
При ремонте рантовой обуви механического про-
изводства ориентирами для выполнения ручного шва
служат наружная сторона губы стельки и линия на
вкладыше, прочерчиваемая острием шила на расстоя-
нии 12—15 мм от наружной стороны губы. В рантовой
обуви ручного производства для правильного располо-
жения шва прочерчивают две линии: первую по затяж- х
ной кромке верха на расстоянии 1 — 1,5 мм от грани
стельки при открытом ранте и 2-3 мм при закрытом
ранте, вторую — по вкладышу на расстоянии 12—15 мм
от первой. По прочерченной на вкладыше линии
ножом, поставленным под углом 30—40° к поверхности
вкладыша, делают наклонную подрезку глубиной око-
ло 1 мм.
Рант накладывают лицевой стороной на затяжную
кромку верха обуви и приступают к его прикреплению
ручным строчечным швом по проколам, выполняе-
мым кривым шилом-крючком. Проколы начинают с
подрезки вкладыша, захватывают шилом-крючком
половину толщины стельки, выводят шило-крючок у
основания губы стельки с наружной стороны или у
линии, прочерченной на затяжной кромке верха
(рис. 62), и далее прокалывают затяжную кромку
верха и рант посередине его спущенной части. Рассто-
Ремонт Низа Обуви 159
Рис. 62. Схема прикрепления ранта ручным способом:
а — в рантовой обуви механического производства; б — в рантовой
обуви ручного производства: 1 - верх обуви; 2 — рант; 3 — вкладыш;
4 — стелька; 5 — линия прокола и прохождения шва
яние между смежными проколами, определяющее длину
его стежков в направлении, параллельном длине ран-
та, в пучковой части 7—8 мм, в носочной — 5—6 мм. В
пучковой части при пришивке рант несколько вытяги-
вают, а в носочной слегка посаживают. Для лучшего
прилегания ранта в носочной части с внешней его
стороны делают 4—5 коротких надрезов. Перед окон-
чанием пришивки оставшийся конец ранта отрезают
косым резом со спуском с бахтармяной стороны на нет
на ширину 6—8 мм, пришивают спущенный конец
ранта, завязывают нитку узлом и отрезают ее излишки.
Если рант изношен в каком-либо одном неболь-
шом участке, его отрезают косым резом со спуском
оставшейся части ранта с бахтармяной стороны на нет
на ширину 5—7 мм. В соответствии с протяженностью
ремонтируемого участка ранта, его шириной и толщи-
ной выкраивают отрезок нового ранта, увлажняют и
провяливают его, спускают оба конца с лицевой сторо-
ны, промазывают резиновым клеем спущенные концы
старого и нового рантов и, совместив их, пришивают
ручным швом, не приклеивая вкладыш на стельку. В
начале и в конце пришивки шов должен заходить на
2—3 стежка на неспущенные концы старого ранта.
Прикрепленный рант околачивают молотком, вы-
160 Ремонт Одежды и обуви
равнивают поверхность отлаживанием на доске; от-
крытый рант с лицевой стороны прокатывают нагре-
тым рантовым накатником.
Вручную ранты прикрепляют при помощи шильев
и крючков.
Взъерошивание следа. Спущенный край подошвы»
на поверхности наложения подметки или рубца взъеро-
шивают абразивным полотном №№32—50 на машине
МВК-0, не нарушая целостности шва, скрепляющего =
рант, затяжную кромку верха и стельку. На взъерошен-
ной поверхности не должно быть пропусков и выхва-
тов. Пыль, образовавшуюся на следе обуви при взъеро-
шивании, удаляют волосяной щеткой.
Прикрепление супинаторов и геленков. При полной
замене подошв, а иногда и при постановке подметок'
возникает необходимость в замене изношенных супи-
наторов и геленков новыми. Супинаторы соответству-
ющего размера и профиля накладывают на середину
геленочной части следа обуви и прикрепляют вручную
к стельке двумя тексами. Передний край супинаторов
на 10—12 мм не должен доходить до линии пучков, а
задний край должен не менее чем на 20 мм заходить на
подкаблучную часть стельки.
Жесткие кожаные и картонные геленки применя-
ют взамен супинаторов в обуви с низким каблуком; в
отдельных случаях кожаные и картонные геленки ста-
вят в дополнение к супинаторам. Геленки подбирают
в соответствии с фасоном и размером ремонтируемой
обуви. Передний край геленков спускают на ширину
10-15 мм до толщины 1-1,5мм. Стельки у геленков по
поверхности наложения последних промазывают ре-
зиновым клеем или клеем НИТХИ-62. После кратко-
временной сушки (около 5 минут) геленки устанавли-
вают встык с краями затяжной кромки верха или
Ремонт Ми за Обуви 161
внутренними краями губы стелек и околачивают мо-
лотком.
Передний край геленков на 10—12 мм не должен
доходить до линии пучков. Излишки геленков, выхо-
дящие из края затяжной кромки верха или губы стелек
срезают, а боковые края выравнивают до толщины
затяжной кромки верха или высоты губы стелек.
Обработанная поверхность следа обуви должна
быть ровной, без бугров и впадин.
Простилание следа. Непригодную простилку в ре-
монтируемой обуви заменяют новой из картона, вой-
лока или отходов тканей и нетканых текстильных
материалов. Простилку приклеивают резиновым, ка-
зеиновым или клеем НИТХИ-62 либо прикрепляют
3—5 тексами или деревянными шпильками. Простилка
должна заполнить углубление в подметочной части,
образуемое затяжной кромкой верха или внутренними
краями губы стельки, заходить на теленок на 10—15 мм
и возвышаться на 1—1,5 мм над затяжной кромкой
верха или губой стельки; края простилки из картона и
войлока спускают на нет на ширину 10—15 мм запод-
лицо с затяжной кромкой верха или губой стельки.
Переход от простилки к теленку должен быть плавным.
Увлажнение и провяливание кожаных подметок,
рубцов и подошв. Подлежащие приклеиванию кожа-
ные подметки, рубцы и подошвы увлажняют погруже-
нием в воду при температуре 18-20°С на 5—10 минут с
последующим провяливанием под влажной мешкови-
ной в течение 1—2 часов; влажность увлажненных
кожаных деталей 30—35%.
Нанесение клея на след обуви, подметки, рубцы и
подошвы и сушка клеевой пленки. При ремонте обуви
с кожаной подошвой на след обуви (включая рант) по
поверхности наложения подметки или рубца, а также
6 Зак. 925
162 Ремонт Одежды и Обуви
на кожаное подметки или рубцы наносят два раза
жесткой кистью (с промежуточной сушкой) тонкий
равномерный слой клея НИТХИ-62 без пропусков,
сгустков и потеков; на рези новые подметки или рубцы
клей наносят один раз. Промежуточную сушку клеево-
го слоя производят при температуре 18—20°С в течение
15—20 минут, окончательную — при температуре
18—20°С в течение 45—60 минут. При использовании
сушильного устройства рефлекторного типа с инфра- <
красным излучением продолжительность сушки клее-
вого слоя может быть сокращена до 3—5 минут.
При замене подошв на след обуви (включая ранты
и простилку) и подошву по всей поверхности, кроме
пяточной части (при некруговом ранте), наносят тон-
кий равномерный слой резинового клея, клеевой слой
на следе обуви, внутреннем резиновом слое или под-
ложке высушивают при температуре 18—20°С в течение
10—15 минут.
Верх обуви и ходовая поверхность ремонтируемой
подошвы, а также подлежащие приклеиванию подмет-
ки, рубцы и подошвы не должны быть загрязнены
клеем.
Приклеивание подметок, рубцов и подошв. Подмет-
ки и рубцы приклеивают согласно технологии, преду-
смотренной при ремонте клеевой обуви. Подметки и
рубцы, покрытые клеевой пленкой, сначала подверга-
ют термоактивации, а затем наклеивают на след обуви,
обжимают клещами на машине ОС-P по краю вместе
с рантом и далее тщательно околачивают молотком
или обувь помещают в пресс.
Подошвы, соответствующие фасону и размеру обу-
ви, накладывают на след обуви без перекосов и сдви-
гов, с равномерным припуском по всему контуру,
обжимают по краю вместе с рантом и прикрепляют на
прессах ПП-Р и ПКП-Р. Пяточную часть подошв
Ремонт Лиза Обуви 163
временно закрепляют одним гвоздем №№18—20; го-
ловка гвоздя должна выступать на поверхности подо-
швы на 1/3 длины.
Подметки, рубцы и подошвы должны быть прочно
приклеены к следу обуви, без зазоров и расщелин.
Поверхность следа обуви после приклеивания должна
быть ровной, без бугров и впадин.
Обрезка подметок, рубцов и подошв. Излишки
подметок, рубцов и подошв обрезают на машинеОС-Р
или вручную по всему их периметру. Срез подметок,
рубцов и подошв должен быть ровным, перпендику-
лярным поверхности этих деталей, равномерно отсто-
ять от грани следа обуви, соответствовать контуру
следа обуви.
Пристрачивание подметок, рубцов и подошв. Под-
метки, рубцы и подошвы прикрепляют с помощью
шила-крючка ручным строчечным швом или на маши-
нах СПР и СПР-1-Р двухниточным швом.
При ручной пришивке подметки, рубцы и подо-
швы предварительно подрезают ножом с ходовой сто-
роны: подметки й рубцы — по всему периметру, подо-
швы — по всему периметру, за исключением
подкаблучной части. Расстояние подрезки от края
подметок, рубцов и подошв обуви при открытом ранте
3-4 мм, при закрытом — 1,5—2 мм; глуби на подрезки —
1—1,2 мм; угол наклона подрезки к ходовой поверхнос-
ти подметок, рубцов и подошв 45°. Концы подрезки
при постановке подошв должны на 10—12 мм заходить
на подкаблучную часть. Подрезку увлажняют Смочен-
ной в воде кистью, а затем подрезанный слой отвора-
чивают тупиком. Подметки, рубцы и подошвы при-
страчивают льняными нитками №№9,5/5, 9,5/6 или
капроновыми нитками №1,8, пропитанными варом;
при ремонте светлой модельной обуви с открытым
рантом нитки рекомендуется не пропитывать варом, а
164 Ремонт Одежды и Обуви
натирать пчелиным воском. Проколы делают кривым
подошвенным шилом или шилом-крючком со сторо-
ны ранта; конец шила или шила-крючка должен про-
йти в подрезку на подметке, рубце или подошве.
Шов, соединяющий подметку, рубец или подошву
при машинном и ручном пристрачивании, должен
быть ровным, без пропусков, обрывов и узлов, хорошо
утянутым, проходить по ранту параллельно грани сле-
да обуви, полностью уложенным в подрезку рубца,
подметки или подошвы. Расстояние шва от грани
обуви при открытом ранте 2—3 мм, при закрытом — до
1 мм. Шов, прикрепляющий подметку или рубец,
заканчивается на расстоянии 6—8 мм от их прямого
заднего края; первый и последний стежки шва, при-
крепляющего подошву, должны захватывать спущен-
ные концы ранта и заходить на подкаблучную часть на
10—12 мм. Длина стежков при машинном и ручном
креплении 3—4 мм; нитки шва должны переплетаться
в середине толщины скрепляемых деталей обуви.
Закрытие подрезки в подметках, рубцах и подошвах.
Края подрезки закатывают вращающимся рифленым
валиком, ручной гладилкой или же околачивают мо-
лотком поверхность подметки, рубца или подошвы.
Иногда подрезку подошвы предварительно промазы-
вают резиновым клеем или смесью перхлорвинилово-
го либо нитроцеллюлозного клея с кожаной пылью, а
также смесью казеинового клея с тальком.
Прикрепление пяточной части подошв. При круп-
ном ремонте кожаной рантовой обуви с некруговым
рантом пяточную часть подошв прикрепляют одним
рядом деревянных шпилек №№9~ 12 или подошвен-
ных гвоздей №№12-15. Шпильки и гвозди должны
быть расположены на расстоянии 8—9 мм от края
подошвы и проходить через затяжную кромку верха,
задник и стельку; расстояние между шпилькамиб—8 мм,
Ремонт Шиза Обуви 165
между центрами гвоздей 10— 12 мм. Деревянныешпиль-
ки на поверхности подошвы должны быть чисто сре-
заны, острия гвоздей должны быть загнуты на внутрен-
ней поверхности стельки. Гвоздь, прикрепляющий
пяточную часть подошвы, удаляют.
Ремонт и замена подошв и рантов в обуви рантово-
клеевого метода крепления. Обувь рантово-клеевого
метода крепления изготовляют в основном на двух-
слойной подошве, состоящей из кожаной подложки
или внутреннего слоя из пористой резины, пристро-
ченной к ранту, и наружного слоя из пористой резины,
приклеенного к подложке или внутреннему резиново-
му слою, на низком наружном или внутреннем каблу-
ке, с некруговым или круговым рантом. В небольшом
количестве изготовляют рантово-клеевую обувь с двух-
слойной подошвой из натурального каучука «Креп».
Износ низа рантово-клеевой обуви проявляется
преимущественно в уменьшении толщины или выкра-
шивании наружного резинового слоя подошвы; реже
наблюдаются износ подложки и внутреннего резино-
вого слоя, нарушение скрепления подложки и внут-
реннего резинового слоя подошвы с рантом и ранта с
затяжной кромкой верха и стелькой.
В тех случаях, когда в рантово-клеевой обуви
ремонту подлежит лишь подметочная часть наружного
резинового слоя подошвы, а скрепления кожаной
подложки или внутреннего резинового слоя подошвы
с рантом и ранта с затяжной кромкой верха и стелькой
не нарушены, ограничиваются удалением изношен-
ной части наружного слоя подошвы, избегая при этом
повреждения стежков шва, соединяющего внутренний
слой подошвы (подложку) с рантом. Для облегчения
удаления изношенной части наружного слоя подошвы
обувь подвергают нагреву, устанавливая ее подошвой
к источнику нагрева аналогично удалению изношен-
166 Ремонт Одежды и Обуви
ной подметочной части клеевой обуви. Отделив на-
ружный слой подошвы, отрезают изношенную часть и
далее ремонтируют по технологии, принятой при ре-
монте клеевой обуви.
Технологический процесс ремонта изношенной
подметочной части наружного резинового слоя подо-
швы с нарушенными скреплениями подложки или
внутреннего резинового слоя с рантом и ранта с
затяжной кромкой верха и стелькой, а также полная
замена обоих слоев подошвы при крупном ремонте
кожаной обуви разделяются на следующие операции:
♦ подбор колодок и надевание обуви на колодки;
♦ удаление изношенной части наружного резино-
вого слоя подошв;
♦ отсоединение или удаление подошв;
♦ замену и укрепление рантов;
♦ прикрепление супинаторов и геленков;
♦ простилание следа обуви;
♦ нанесение клея на след обуви, подложки или
внутренний резиновый слой подошв;
♦ сушку клеевого слоя;
♦ приклеивание кожаных подложек или внутрен-
него резинового слоя подошв;
♦ пристрачивание подложек или внутреннего ре-
зинового слоя подошв;
♦ прикрепление пяточной части подложек или
внутреннего резинового слоя подошв;
♦ нанесение клея на след обуви, подметки, рубцы
и наружные резиновый слой подошвы;
♦ сушку клеевого слоя;
♦ приклеивание подметок, рубцов и наружного
резинового слоя подошв.
Подбор колодок и надевание обуви на колодки. Эту
операцию выполняют при ручном креплении рантов к
затяжной кромке верха и стелькам, ручном и машин-
Ремонт (/1иза Обуви 167
ном креплении внутреннего слоя подошвы, ручном
креплении подметок и рубцов. Машинное крепление
рантов выполняют, не надевая обувь на колодки;
подметок и рубцов — надевая или не надевая обувь на
колодки.
Удаление изношенной части наружного резинового
слоя подошв, отсоединение и удаление подошв. Изно-
шенную часть наружного слоя подошвы срезают по
линии, проходящей на 5—10 мм ниже линии пучков.
Геленочную часть наружного слоя подошвы, так же
как и подметки, по прямому краю спускают на нет на
ширину 25—30 мм при ремонте мужской обуви и на
20—25 мм при ремонте женской, девичьей и мальчико-
вой обуви. В участке наложения рубца наружный слой
подошвы срезают косым резом на нет шириной среза,
как и у рубца, 12—15 мм.
При глубоком износе носочной части подложки
или внутреннего резинового слоя подошвы эту часть
срезают косым резом на ширину 12—15 мм. Стежки
ниточного шва, соединяющего подложку или внутрен-
ний резиновый слой подошвы с рантом, перерезают по
периметру, соответствующему протяженности участка
с износом и нарушением скрепления подложки, внут-
реннего резинового слоя или ранта. Внутренний рези-
новый слой или подложку после перерезания стежков
для облегчения последующего ремонта ранта и его
скрепления отгибают в сторону пяточной части обуви
и закрепляют одним гвоздем. Остатки перерезанных
стежков на поверхности ранта и внутреннего слоя
подошвы или подложки удаляют с помощью кривого
шила и плоскогубцев.
При полной замене подошв в процессе крупного
ремонта обуви стежки шва, соединяющего подложку
или внутренний резиновый слой с рантом, перерезают
по всему периметру, а затем оба слоя подошвы удаляют
168 Ремонт Одежды и Обуви
вместе с каблуком; гвозди, прикрепляющие каблук,
предварительно удаляют, не допуская повреждения
верха и стельки обуви.
Замена и укрепление рантов, прикрепление супина-
торов и геленков, простилание следа. Эти операции
выполняют таким же образом, как и при ремонте
рантовой обуви.
Нанесение клея на след обуви, подложки или внут-
ренний резиновый слой подошв, сушка клеевого слоя.
Подложки и внутренний слой резиновых подошв при
полной замене подошв в процессе крупного ремонта
обуви должны предварительно быть взъерошены на
машине МВК-0: подложки с лицевой стороны — абра-
зивным полотном №№ 12— 16, с бахтармянойстороны —
абразивным полотном №№63—80, внутренний рези-
новый слой подошв — с обеих сторон абразивным
полотном №№63—100.
На след обуви, включая бахтармяную поверхность
ранта, на подложку с лицевой стороны и на внутрен-
ний резиновый слой со стороны, обращенной внутрь
обуви, наносят тонкий равномерный слой резинового
клея. При полной замене подошв резиновый клей
наносят на всю поверхность следа обуви, кожаной
подложки или внутреннего резинового слоя, за исклю-
чением пяточной (подкаблучной) части (при некруго-
вом ранте). Клеевой слой на следе обуви и деталях
подсушивают при температуре 18—20°С в течение 10—15
минут.
Приклеивание кожаных подложек или внутреннего
резинового слоя подошв. Загнутые в сторону пятки
обуви подложку или внутренний резиновый слой по-
дошв отсоединяют. Кожаную подложку в отделенной
от ранта части увлажняют кистью, смоченной в воде;
заново приклеиваемую кожаную подложку при круп-
ном ремонте обуви увлажняют, погружая на 2—5 минут
Ремонт Низа Обуви 169
в воду при температуре 18—20°С с последующим про-
вяливанием под влажной мешковиной в течение 30—60
минут.
Подложку или внутренний резиновый слой подо-
швы приклеивают к следу обуви на прессах ПП-Р и
ПКП-Р без перекосов и сдвигов, обжимают по краю
вместе с рантом и околачивают молотком. Края под-
ложки или внутреннего слоя подошвы должны совпа-
дать с краями ранта; при постановке новых подложек
или внутреннего слоя подошв их края должны равно-
мерно выступать по всему контуру по отношению к
ранту.
Иногда, при местном износе, после приклеивания
подложки или внутреннего резинового слоя их изно-
шенные места выравнивают и заполняют накладками
из кожи и пористой резины, приклеиваемыми резино-
вым клеем или клеем НИТХИ-62. Если ранее была
удалена носочная часть подложки или внутреннего
резинового слоя, то дополнительно приклеивается
рубец из кожи или пористой резины.
Пристрачивание подложек или внутреннего резино-
вого слоя подошв. Заново приклеенные подложки или
внутренний резиновый слой подошв обрезают по все-
му периметру вручную или на машине ОС-P. Подлож-
ку и внутренний резиновый слой пристрачивают на
машине СПР-1 льняными или капроновыми нитками
так же, как подметки, рубцы и подошвы в рантовой
обуви, но подрезание подложки или внутреннего рези-
нового слоя и укрытие шва в подрезке при этом
исключаются. При замене подложки или внутреннего
резинового слоя шов должен проходить на расстоянии
2-3 мм от грани затянутой обуви, длина стежков шва
при кожаной подложке 3—4 мм, при внутреннем рези-
новом слое подошвы — 4—5 мм. Если же подложку или
внутренний резиновый слой подошвы не заменяют, то
170 Ремонт Одежды и Обуви
шов должен проходить по линии старых проколов.
Шов должен быть ровным, без пропусков, обрывов и
узлов, хорошо утянутым, не вылетать на поверхности
подложки или внутреннего резинового слоя подошвы,
заходить на 2—3 стежка по обе стороны ремонтируемо-
го участка.
Прикрепление пяточной части подложек или внут-
реннего резинового слоя подошв. При некруговом ранте
пяточную часть вновь пристроченных подложек или
внутреннего резинового слоя подошв прикрепляют
вручную подошвенными гвоздями к стельке обуви.
Гвозди должны проходить через подложку или внут-
ренний резиновый слой подошвы, затяжную кромку
верха, задник и стельку и загибаться своими остриями
внутри стельки. Расстояние гвоздей от края стельки
5 мм, между центрами гвоздей — 10—12 мм.
Нанесение клея на след обуви, подметки, рубцы и
подошвы; сушка клеевого слоя. На кожаную подложку
наносят двукратно (с промежуточной сушкой) тонкий
равномерный слой клея НИТХИ-62 без пропусков,
сгустков и потеков; на внутренний резиновый слой
подошвы и приклеиваемые детали из пористой резины
(подметки, рубцы, подошвы) клей наносят один раз.
Промежуточная сушка клеевого слоя производится
при температуре 18-20°С в течение 15-20 минут,
окончательная — при температуре 18—20°С в течение
45—60 минут.
Приклеивание подметок, рубцов и подошв. К кожа-
ной подложке или внутреннему резиновому слою по-
дошв подметки, рубцы и подошвы приклеивают в
основном по технологии, предусмотренной при ре-
монте клеевой обуви. Наружный слой приклеиваемых
резиновых подошв накладывают на кожаную подлож-
ку, начиная с пяточной части. Края подметок, рубцов
и подошв должны совпадать с краями кожаных подло-
Ремонт Шиза Обуви 171
жек или внутреннего слоя резиновых подошв. При
замене подошв в обуви с вкладным внутренним клино-
видным каблуком сначала наклеивают на пяточную
часть подложки или внутреннего резинового слоя
каблук, а затем, начиная с каблучной части, приклеи-
вают наружный слой подошвы.
Ремонт и замена подошв в обуви прошивного метода
крепления. Среди прошивной обуви, поступающей в
ремонт, основное место занимает женская модельная
обувь на кожаной подошве со средним или высоким
каблуком, изготовленная ручным способом. Спортив-
ная, домашняя и другие виды легкой обуви для ремон-
та подошв, как правило, не поступают. Также не
подлежит полной замене подошв женская модельная
обувь с прошивным методом крепления низа.
Ремонт подошв женской прошивной модельной
обуви заключается в удалении изношенной части по-
дошв, приклеивании кожаных подметок и рубцов без
последующего их пришивания. Применяется также
комбинированный метод: приклеивание и пришива-
ние подметок и рубцов.
В первом случае, т. е. при приклеивании кожаных
подметок и рубцов клеем НИТХИ-62 (или другим
быстросхватывающим наиритовым клеем) без после-
дующего пристрачивания, технологический процесс
ремонта совпадает с процессом ремонта подошв клее-
вой обуви.
Во втором случае после нанесения на кожаные
подметки и рубцы клея НИТХИ-62 (или другого быс-
тросхватывающего наиритового клея) их увлажняют,
провяливают, приклеивают, а затем пришивают сквоз-
ным вертикальным ручным строчечным швом к затяж-
ной кромке верха и стельке. Вкладные стельки или
полустельки при этом предварительно удаляют или
отгибают к сторону пятки обуви, а основные стельки
172 Ремонт Одежды и Обуви
по поверхности наложения подметок или рубцов
увлажняют с внутренней (обращенной к стопе) сторо-
ны. Подметки и рубцы подрезают с ходовой стороны
на глубину 1 — 1,2 мм; угол наклона подрезки и ходовой
поверхности 45°; расстояние подрезки от края подме-
ток и рубцов 5~8 мм. Подрезку увлажняют кистью,
смоченной в воде, а затем подрезанный слой отворачи-
вают при помощи тупика.
Подметки и рубцы пришивают льняными нитками
№9,5/6 и №9,5/7 или капроновыми нитками №1,8,
пропитанными сначала варом, а затем пчелиным вос-
ком. Шов должен быть ровным, без пропусков и
обрывов ниток, хорошо утянутым и утопленным в
подрезке; шаг стежков 6—7 мм; расстояние шва от края
стельки 3—5 мм. Шов должен заходить на 2—3 стежка
по обе стороны от ремонтируемого участка подошвы.
После пришивки подрезку на подметках и рубцах
закрывают и тщательно околачивают; вкладные стель-
ки вклеивают заново или отгибают и приклеивают
ранее имевшиеся.
Восстановление нарушенных ниточных швов. Нару-
шение ниточных швов деталей низа обуви в процессе
носки заключается в отсоединении ранта вместе с
подошвой от затяжной кромки верха и стельки, подо-
швы или внутреннего ее слоя (подложки) от ранта,
подошвы от затяжной кромки верха и стельки.
Восстановление нарушенного ниточного скрепления
ранта с подошвой от затяжной кромки верха и стельки.
Этот вид ремонтных работ выполняют при нарушении
ниточного скрепления ранта и отсоединении его вмес-
те с однослойной или двухслойной подошвой в обуви
рантового и рантово-клеевого методов крепления.
В участке с нарушенным скреплением перерезают
ножом стежки, соединяющие подошву или ее внутрен-
ний слой (подложку) с рантом. При ремонте обуви
Ремонт !Низа Обуви 173
рантово-клеевого метода крепления подошву вместе с
внутренним слоем отделяют по направлению от носоч-
ной части до участка с нарушенным скреплением
ранта, отгибают и закрепляют одним гвоздем или 11-
образным крючком. Если рант пришивают сквозным
ручным строчечным швом или сквозным машинным,
то вкладную стельку или полустельку (в зависимости
от месторасположения ремонтируемого участка ранта)
удаляют из обуви или частично отделяют от основной
стельки и отгибают к пяточной части обуви. Нарушен-
ные стежки на рантах и подошве удаляют; кожаные
рант, стельку и подошву (подложку) увлажняют кистью,
смоченной в воде, и выдерживают 15—30 минут.
Рант в ремонтируемом участке пришивают к за-
тяжной кромке верха и стельке (или ее губе) ручным
горизонтальным или сквозным вертикальным швом
либо на прошивной машине льняными или капроно-
выми нитками, пропитанными варом. По возможнос-
ти шов должен проходить по старым проколам и быть
хорошо утянут. Рант в отремонтированном участке
тщательно околачивают. Внутреннюю поверхность от-
соединенной подошвы, след и рант промазывают рези-
новым клеем, просушивают в течение 10—15 минут и
склеивают без сдвигов и перекосов.
Ремонтируя обувь рантового метода крепления с
кожаной подошвой после пришивки ранта, ранее ото-
гнутую подошву отворачивают и слегка углубляют в
ней подрезку, а затем пришивают (в основном вруч-
ную) к ранту льняными или капроновыми нитками,
пропитанными варом. Шов должен проходить по ста-
рым проколам, быть хорошо утянут и утоплен в под-
резке, заходить на 2—3 стежка по обе стороны от
участка с нарушенным скреплением ранта; длина стеж-
ков шва 6—7 мм.
Дальнейший ремонт обуви рантово-клеевого мето-
174 Ремонт Одежды и Обуви
да крепления после пришивки ранта можно выполнять
следующим образом. Кожаную подложку, предвари-
тельно отсоединенную в ремонтируемом участке от
наружного резинового слоя подошвы, наклеивают на
подложку наружного слоя подошвы. Для этого след
обуви и внутреннюю поверхность кожаной подложки
или внутренний резиновый слой подошвы промазыва-
ют резиновым клеем, подсушивают, приклеивают под-
ложку или внутренний резиновый слой подошвы вмес-
те с наружным к следу обуви и пришивают вручную к
ранту, подрезая подложку или наружный резиновый
слой подошвы. Шов должен быть хорошо утянут и
околочен, не вылетать на поверхности, проходить (по
возможности) по линии старых проколов ранта, быть
ровным, без пропусков, обрывов и узлов; длина стеж-
ков 6—8 мм. Если пришивалась лишь кожаная подлож-
ка, наружный резиновый слой приклеивают клеем
НИТХИ-62 или другим быстросхватывающим наири-
товым клеем на прессах ПП-Р и ПКП-Р.
Описанные способы ремонта обуви рантово-клее-
вого метода крепления с резиновой подошвой могут
быть применены и при ремонте обуви с двухслойной
подошвой из натурального каучука «Креп» или с на-
ружным слоем подошвы из этого каучука и кожаной
подложкой. Такие подошвы приклеивают резиновым
клеем или склеиваемые поверхности сначала смачива-
ют бензином, а затем слой каучука к подложке прикле-
ивают клеем «Креп».
Восстановление нарушенного скрепления подошвы
или внутреннего ее слоя (подложки) с рантом. Этот вид
ремонтных работ выполняют при нарушении подо-
швенного скрепления в обуви рантового, рантово-
клеевого, полусандального и полусандально-клеевого
методов крепления при отсутствии износа ранта и
подошвы и без нарушения скрепления ранта с затяж-
Ремонт ‘Низл обуви 175
ной кромкой верха!и стелькой. Нарушенные подо-
швенные скрепления восстанавливают пристрачива-
нием подошвы к ранту в этом участке, на Машинах
СПР-1 и СП-P, предварительно удалив кривым шилом
и плоскогубцами остатки поврежденных стежков, а
затем, увлажнив кистью, смоченной в воде, кожаные
ранты, подошву или подложку. Выдержав увлажнен-
ную обувь в течение 15—30 минут, отворачивают и
углубляют подложку в кожаной подошве. Кожаные
подошвы и подложку вместе с наружным резиновым
слоем подошвы или оба слоя резиновой подошвы
пристрачивают к ранту так же, как и при восстановле-
нии нарушенного крепления ранта.
Восстановление нарушенного скрепления подошвы
с затяжной кромкой верха и стелькой. Этот вид ремонт-
ных работ выполняется при нарушении ниточного
скрепления подошвы в обуви прошивного и выворот-
ного методов крепления.
При ремонте обуви прошивного метода крепления
вкладные стельки, в зависимости от расположения и
протяженности участка нарушенного шва, удаляют из
обуви или отделяют и отворачивают к пяточной части,
затем извлекают нарушенные стежки шва, увлажняют
кистью, смоченной в воде, кожаные подошву и стельку
в ремонтируемом участке, отворачивают и углубляют
подрезку в кожаной подошве. Подошву пришивают
ручным сквозным строчечным швом. Ранее имевшие-
ся в обуви или новые вкладные стельки приклеивают
К основным стелькам резиновым или казеиновым
клеем.
Восстанавливая подошвенное скрепление в обуви
выворотного метода крепления, удаляют вкладную
стельку, увлажняют и провяливают под влажной меш-
ковиной в течение 30—60 минут подошву и верх обуви.
Если восстанавливается шов в пучковой или геленоч-
176 Ремонт Одежды и Обуви
но-пяточной части, то обувь полностью выворачивают
на внутреннюю сторону; при восстановлении шва в
носочной части выворачивают носочно-пучковую часть :
обуви; в процессе выворачивания не должны быть
повреждены верх, подошва и швы заготовок обуви.?
Далее пришивают подошву вручную горизонтальным
строчечным швом по старым проколам при помощи
шила-крючка. После восстановления шва обувь выво-
рачивается на лицевую сторону и надевается на колод-
ки для придания требуемой формы. Отремонтирован-
ный участок подошвы околачивают молотком и
устанавливают новые или вклеивают ранее удаленные
вкладные стельки.
Ремонт и замена подошв в обуви гвоздевого и
деревянно-шпилечного методов крепления
Гвоздевой метод крепления низа широко распрос-
транен при производстве юфтевой обуви и отдельных
видов производственной обуви на подошве из непо-
ристой резины. Иногда гвоздевой метод крепления
низа применяют также при изготовлении хромовой
обуви, в частности, хромовых сапог на подошве из
непористой резины.
Обувь деревянно-шпилечного метода крепления
низа выпускают в ограниченном количестве в виде
юфтевых и хромовых сапог и обуви специального
назначения на кожаной подошве. Резкое сокращение
производства этой обуви, ранее широко распростра-
ненной, объясняется специфическими недостатками
метода ее производства. Метод непригоден для изго-
товления обуви на резиновой подошве из-за недоста-
точной надежности скреплений. Кроме того, для про-
изводства такой обуви необходимо применять
высококачественные подошвенные и стелечные кожи
Ремонт Низа Обуви 177
повышенной толщины, что удорожает ее стоимость.
Несмотря на это, обувь недостаточно надежна в носке,
так как прочность прикрепления подошвы или под-
метки уменьшается при намокании и обратном высу-
шивании в процессе ее носки; эта обувь тяжела и
жестка по конструкции.
Обувь гвоздевого и деревянно-шпилечного мето-
дов крепления низа поступает для ремонта и замены
подошв или восстановления нарушенных подошвен-
ных скреплений в небольших количествах, преиму-
щественно от населения сельских местностей.
Крепителями в обуви гвоздевого метода крепления
низа являются подошвенные гвозди, изготовляемые из
стальной низкоуглеродистой проволоки и проволоки
из медно-алюминиевого сплава (латуни) и алюминие-
вого сплава. Подошвенные гвозди представляют собой
цилиндрический стержень диаметром 1,8—2,05 мм с
круглой конической головкой диаметром 3,2—3,8 мм и
удлиненным острием овального сечения.
Крепителями подошвы (подметки) обуви деревян-
но-шпилечного метода крепления служат деревянные
шпильки, нарезаемые при механическом производст-
ве обуви из деревянной ленты непосредственно в
процессе шпилькования. Ленту изготовляют из пря-
мослойной березовой или кленовой древесины. Ши-
рина деревянной ленты, определяющая длину шпи-
лек, — 12,5—20 мм с интервалом 1,5 мм; толщина ленты
1,75—2 мм; сечение нарезаемых шпилек — квадратное
или близкое к нему; лента (а также шпильки) имеет с
одного конца конусообразное заострение, облегчаю-
щее прохождение шпильки внутрь скрепляемых дета-
лей низа обуви.
Конструкция низа. В образовании конструкции
низа обуви гвоздевого метода крепления участвуют
резиновая подошва вместе с кожаной подложкой,
178 Ремонт Одежды и Обуви
затяжная кромка верха и кожаная или комбинирован-
ная стелька (рис. 63); подошва в такой обуви прикреп-
ляется к затяжной кромке одним рядом гвоздей, про-
ходящих по всему периметру.
Низ деревянно-шпилечной обуви образуется ко-
жаной подошвой вместе с обводкой, затяжной кром-
кой верха и кожаной стелькой (рис. 64); в отдельных
случаях обводка заменяется внутренней или наружной
подметкой. В обуви деревянно-шпилечного метода
крепления подошвы в носочно-пучковой части при-
крепляются двумя рядами шпилек, в геленочной —
тремя, в пяточной — одним; шпильки в рядах распола-
гают в шахматном порядке.
Рис. 63. Схема гвоздевого
скрепления деталей низа
обуви:
1 — верх; 2 — подкладка;
3 - стелька; 4 - подложка;
5 — подошва; 6 — затяжной
гвоздь; 7 - подошвенный гвоздь
Рис. 64. Схема деревянно-
шпилечного скрепления
деталей низа обуви:
1 — верх; 2 — подкладка
3 — стелька; 4 — обводка; 5 — по-
дошва; 6 — затяжной гвоздь
7 — деревянные шпильки
Подошвенные гвоздевые и деревянно-шпилечные
скрепления. Прочность гвоздевых и деревянно-шпи-
лечных скреплений зависит от свойств подошвенных и
стелечных материалов, видов крепителей, особеннос-
тей технологического процесса прикрепления подошв
(подметок).
В обуви гвоздевых методов крепления в начале
носки, когда головки гвоздей еще не изношены, реша-
Ремонт Низа Обуви 179
ющее влияние на прочность прикрепления подошвы
оказывает диаметр головки гвоздей и характер загиба-
ния их острия в стельке. В этой стадии носки обуви
подошвенное скрепление может разъединиться в ре-
зультате прорыва подошвенного материала головками
гвоздей или отгибания или обламывания их загнутых
концов в стельке и дальнейшего выскальзывания из
нее стержней гвоздей. После износа головок гвоздей
подошвенное скрепление может нарушиться в резуль-
тате соскальзывания подошвы со стержней гвоздей.
Главными факторами, обусловливающими проч-
ность гвоздевых подошвенных скреплении, кроме
физико-механических свойств материалов подошв и
стелек, формы и размеров гвоздей, являются: |
♦ соотношение диаметров шила гвоздильной ма-
шины и стержня гвоздя;
♦ влажность кожаной стельки в момент забивания
гвоздей;
♦ частота забивания гвоздей;
♦ равномерность толщины скрепляемых деталей и
степень их прессования при забивании гвоздей;
♦ конструкция кнопки рога гвоздильной машины
и взаимное расположение осей молотка машины и
лунки кнопки рога, определяющие характер загибания
острия гвоздей.
Прочность деревянно-шпилечных скреплений, по-
мимо физико-механических свойств подошвенных и
стелечных материалов, зависит главным образом от
соотношений между диаметром шила деревянно-шпи-
лечной машины и толщиной шпилек, профиля шила,
вЬажности подошвенных и стелечных материалов, а
также деревянно-шпилечной ленты в момент шпиль-
кования, характера обработки концов шпилек внутри
обуви, числа рядов шпилек и частоты шпилькования.
Ослабление деревянно-шпилечных скреплений в
180 Ремонт Одежды и Обуви
процессе носки обуви вызвано в основном чередую-
щимся намоканием и высушиванием. Наиболее сла-
бый участок подошвы деревянно-шпилечного скреп-
ления — геленочный (до 75% всех случаев нарушения
скреплений).
Ремонт подошв в обуви гвоздевого метода крепле-
ния. Этот вид ремонта заключается в постановке рези-
новых подметок при общем износе подметочной части
подошв и резиновых рубцов при местном ее износе.
Этот метод крепления, применяемый в основном при
изготовлении юфтевых сапог с кирзовыми голенища-
ми, отличается высокими показателями прочности.
Такую обувь экономически нецелесообразно переде-
лывать, так как необходимость в этом возникает лишь
при полном износе верха и низа. Поэтому в обуви
гвоздевого метода крепления подошвы не заменяют.
Технологический процесс ремонта подошв вклю-
чает следующие операции:
♦ подбор и надевание обуви на колодки;
♦ удаление изношенной части подошв;
♦ подготовку следа обуви, подметок и рубцов;
♦ накладку и прикрепление подметок и рубцов.
Подбор и надевание обуви на колодки. Колодки
подбирают в соответствии с половозрастным назначе-
нием, размером и фасоном ремонтируемой обуви.
Колодки должны иметь металлическую пластину по
всему следу обуви и быть исправными. Прежде чем
надеть обувь на колодки, из нее извлекают вкладные
стельки. Надевая обувь на колодки, нельзя допускать
нарушения швов верха обуви, разрывов верха и под-
кладки. При машинном креплении подметок и поста-
новке рубцов эта операция исключается.
Удаление изношенной части подошв. Изношенную
часть подошвы отсоединяют от подложки, а затем
срезают по линии пучков при общем износе подметоч-
Ремонт Риза Обуви 181
ной части подошвы или в соответствии с протяжен-
ностью изношенного участка и требуемыми размерами
рубца. Гвозди, оставшиеся в ремонтируемой обуви
после удаления изношенной части подошвы, извлека-
ют с помощью тексодера, кусачек или клещей. При
отсоединении изношенной части подошвы и извлече-
нии гвоздей не должны быть повреждены стелька,
затяжная кромка верха и подложка. В отдельных слу-
чаях удаление изношенной части подошв заменяют
выравниванием всей поверхности.
Подготовка следа обуви, подметок и рубцов. Срезав
изношенную подметочную часть, подошву спускают
до толщины 0,5—1 мм на ширину 25—30 мм в мужской
обуви и 20—25 мм в женской; в участке наложения
рубца подошву спускают на ширину 10—12 мм.
Подметки и рубцы по форме и размерам должны
соответствовать фасону и размерам ремонтируемой
обуви. Задний прямой край подметок в мужской обуви
спускают до толщины 0,5—1 мм на ширину 25—30 мм
и на 20—25 мм в женской; прямой край рубцов спуска-
ют до этой же толщины на ширину 10—12 мм. Подошву
и подложку в участке наложения подметки или рубца,
а также подметки и рубцы с нелицевой стороны обра-
батывают абразивным полотном №№63—100.
Накладка и прикрепление подметок и рубцов. Подо-
шву и подложку в участке наложения подметки или
рубца, а также подметки и рубцы промазывают рези-
новым клеем, подсушивают в течение 10—15 минут при
температуре 18—20°С. Подметки и рубцы накладывают
на след обуви без смещений и перекосов; подметки
дополнительно прикрепляют пятью подошвенными
гвоздями, которые располагаются по линии последую-
щего гвоздевого крепления.
Подметку и рубец обрезают вровень с краями
подложки и прикрепляют одним рядом подошвенных
182 Ремонт Одежды и Обуви
гвоздей. Расстояние гвоздей от грани стельки 3—6 мм,
от заднего прямого края подметок и рубцов — 5—8 мм;
расстояние между центрами гвоздей в носочной части
8—10 мм, в остальных местах — 10—12 мм. Длина
гвоздей должна на 2—3 мм превышать общую толщину
скрепляемых деталей, чтобы острие могло загнуться в
стельке; головки гвоздей должны быть утоплены в
подошве на 1 — 1,5 мм.
Прикрепленные подметки и рубцы тщательно око-
лачивают, чтобы их поверхность была ровной. Обувь
снимают с колодок, выступающие над поверхностью
стельки концы гвоздей зачищают рашпилем, извле-
ченные из обуви или новые вкладные стельки устанав-
ливают в обувь. Ремонт и замену подошв, подметок и
рубцов, а также нарушенных подошвенных скрепле-
ний в обуви гвоздевого и деревянно-шпилечного мето-
дов крепления обычно выполняют вручную. Лишь в
отдельных случаях эти операции выполняют на маши-
нах АСГ-19 и ДШ.
Рабочие инструменты. Для ремонта и замены по-
дошв и восстановления нарушенных скреплений низа
обуви гвоздевого и деревянно-шпилечного методов
крепления применяют ножи, кусачки (боковые) и
острогубцы, хозяйственные и затяжные клещи, молот-
ки, рашпили и др.
Ремонт и замена подошв в обуви деревянно-шпилеч-
ного метода крепления. Ремонт подошв обуви этого
вида заключается в постановке кожаных подметок и
рубцов; замену подошв производят при крупном ре-
монте.
Технологический процесс ремонта и замены по-
дошв состоит из следующих операций:
♦ подбор и надевание обуви на колодки;
♦ удаление изношенной части или подошв цели-
ком;
Ремонт Шиза Обуви 183
♦ подготовка следа обуви, подметок, рубцов и
подошв;
♦ накладка и прикрепление кожаных подметок,
рубцов и подошв;
♦ подбор колодок и надевание обуви на колодки.
Операции выполняются также, как и при ремонте
обуви гвоздевого метода крепления.
Удаление изношенной части или целиком подошв.
Изношенную часть подошвы вместе с обводкой отсо-
единяют от затяжной кромки верха обуви аналогично
выполнению операции при ремонте обуви гвоздевого
метода крепления. При полной замене подошв в про-
цессе крупного ремонта предварительно удаляют каб-
луки.
Подготовка следа обуви, подметок, рубцов и по-
дошв. Подошву и обводку после срезания изношенной
подметочной части по линии пучков спускают до
толщины 0,5—1 мм на ширину 25—30 мм в мужской
обуви и на 20—25 мм в женской; в участке наложения
рубца подошву спускают до толщины 0,5—1 мм на
ширину 10—12 мм.
Обводку, выкроенную из стелечной кожи толщи-
ной 1,8—2,0 мм и шириной 16—18 мм, увлажняют,
провяливают, уплотняют околачиванием и спускают
один конец обводки с бахтармяной стороны до 1/2
первоначальной толщины на ширину 6—8 мм. Запра-
вив под край подошвы спущенный конец, обводку
прикрепляют лицевой стороной к затяжной кромке и
стельке ручным тексом или деревянными шпильками
по проколам. Расстояние текса и деревянных шпилек
от грани стельки 5—6 мм; расстояние между гвоздями
и деревянными шпильками в носочной части 10— 12 мм,
в пучковой — 12—15 мм. Второй конец укрепленной
обводки также спускают с бахтармяной стороны до 1 /2
первоначальной толщины на ширину 6—8 мм и заправ-
184 Ремонт Одежды и Обуви
ляют под подошву. Затем обводку околачивают молот-
ком, спускают ее внутренний край на ширину 5—6 мм
до 2/3 первоначальной толщины, сглаживают и обре-
зают по внешнему контуру на расстоянии 5—6 мм от
грани обуви. При замене подошв обводку прикрепля-
ют в носочно-пучковой и геленочной частях аналогич-
но прикреплению о&водок при постановке подметок
или рубцов.
По мере необходимости новую простилку при-
крепляют 3—5 деревянными шпильками, ручным тек-
сом или приклеивают казеиновым или резиновым
клеем; при замене подошв прикрепляют также новые
металлические супинаторы или картонные геленки и
простилки.
Подметки, рубцы и подошвы по форме, размерам
должны соответствовать фасону и размерам ремонтируе-
мой обуви. Задний край подметок спускают до толщины
0,5—1 мм на ширину 25—30 мм при ремонте мужской
обуви и на 20—25 мм — женской; прямой край рубцов
спускают до толщины 0,5—1 мм на ширину 10—12 мм.
Накладка и прикрепление кожаных подметок, руб-
цов и подошв. Подметки и подошвы для лучшего
прилегания к следу обуви и облегчения процесса их
прикрепления увлажняют, погружая в воду на
3—5 минут, и провяливают под влажной мешковиной
в течение 1—1,5 часа. Подметки, рубцы и подошвы
накладывают на след обуви без перекосов, с равномер-
ным припуском по всему периметру; во избежание
последующего смещения подметки закрепляют двумя
деревянными шпильками или гвоздями (не забивая их
до конца): одним — в носочной части, другим — по
линии пучков. Подошвы закрепляют пятью—семью
гвоздями или деревянными шпильками: одним—двумя
в носочной части, по линии пучков, тремя — в пяточ-
ной части.
Ремонт Низа Обуви 185
Излишки подметок, рубцов и подошв обрезают по
контуру обводки на машине ОС-P; в геленочно-пяточ-
ной или пяточной части подошвы обрезают по грани
следа обуви с припуском 1 — 1,5 мм на обработку
подошв. Подметки и подошвы в паре обуви должны
иметь одинаковые размеры и форму.
При ручном креплении по всему периметру подме-
ток и рубцов, включая прямой край, делают два ряда
проколов; в подошвах по всему периметру, кроме
пяточной части, делают два ряда проколов, в пяточной
части — один. Расстояние первого ряда проколов от
грани стельки 3—5 мм, между рядами — 4—6 мм. По
прямому краю подметок расстояние первого ряда от
края 7—8 мм, второго ряда от первого — 3—4 мм.
Расстояние между проколами в одном ряду 5—6 мм. В
рубцах расстояние первого ряда проколов от грани
стельки по всему контуру 3—5 мм, второго ряда от
первого — 3—4 мм; расстояние между проколамиб—7 мм.
Проколы в обоих рядах прикрепляемых деталей распо-
лагают в шахматном порядке, т. е. проколы одного ряда
должны располагаться в середине промежутков между
шпильками другого ряда.
В проколотые отверстия вбивают деревянные
шпильки, длина которых на 2—3 мм больше толщины
скрепляемых деталей обуви. Шпильки должны прохо-
дить сквозь прикрепляемые детали, затяжную кромку
верха, подносок, задник (при замене подошв) и стель-
ку. Торцы шпилек на ходовой поверхности спиливают
абразивным полотном. Выступающие концы шпилек
на поверхности стелек устраняют рашпилем.
Восстановление нарушенных подошвенных скреп-
лений в обуви гвоздевого и деревянно-шпилечного мето-
дов крепления. Нарушенные подошвенные скрепления
гвоздевой обуви восстанавливают забиванием подо-
швенных гвоздей, деревянно-шпилечной — шпилек.
186 Ремонт Одежды и Обуви
Из обуви удаляют вкладные стельки или же частично
отделяют и отгибают. Гвозди и деревянные шпильки
забивают по старым отверстиям или независимо от
них. Головки гвоздей должны быть утоплены в подо-
шве на 1 — 1,5 мм, острия загнуты на поверхности
стельки, но не выступать над ней. Деревянные шпиль-
ки забивают в шахматном порядке, подошвенные гвоз-
ди — в один ряд. Расстояние гвоздей от края подошвы
6—9 мм, между центрами — в носочной части —
8—10 мм, в остальных местах — 9—12 мм. Расстояние
первого ряда шпилек от края подошвы 7—9 мм, второго
ряда от первого — 3—4 мм, между шпилек в ряду —
5—6 мм.
После укрепления участков с нарушенным подо-
швенным скреплением зачищают выступающие кон-
цы гвоздей на стельке, концы шпилек на ходовой
поверхности подошвы и на стельке; ранее удаленные
или отогнутые вкладные стельки вставляют или вкле-
ивают в обувь.
Ремонт и замена каблуков
Ремонт каблуков, заключающийся в основном в
замене изношенных набоек или в постановке новых
каблуков, представляет собой один из наиболее рас-
пространенных видов ремонтных работ, ввиду того что
каблуки в процессе носки подвергаются ускоренному
изнашиванию в результате интенсивных механичес-
ких воздействий, в особенности трению об опорную
поверхность.
Каблуки в обуви заменяют при их поломке или
значительном износе, предопределяющем большие тру-
довые затраты на их ремонт, чем на замену, а также при
устарении фасона каблука. Необходимость восстанов-
ления нарушенных каблучных скреплений возникает в
Ремонт Низа Обуви 187
результате их расшатывания в процессе носки из-за
слабого прикрепления каблуков или несоответствия
требованиям, предъявляемым к материалам стелек и
каблуков.
Конструкция каблуков и набоек обуви и их скрепле-
ний. В каблуке (рис. 65) различают верхнюю площадку
(ляпис) — поверхность, прилегающую к пяточной час-
ти обуви, набоечную площадку,фронтальную — перед-
нюю поверхность каблука, боковую поверхность, кро-
кули — боковые грани фронтальной поверхности.
Каблуки различают по ряду признаков:
♦ высоте: низкие — до 25 мм, средние — 26—45 мм,
высокие — 46—70 мм, особо высокие — более 70 мм;
♦ форме: прямые, фигурные, клиновидные;
♦ материалу: кожаные, резиновые, деревянные,
пластмассовые, комбинированные.
Конструкция каблуков тесно связана с их матери-
алом и высотой.
Кожаные каблуки собира-
ют из отдельных слоев (фли-
ков), склеиваемых друг с дру-
гом и скрепляемых гвоздями.
Специальное формование ко-
жаных сборных каблуков или
приклеивание соответствую-
щих каблучных обводок
(кранцев) с последующим
формованием придает верх-
ней площадке каблуков необ-
ходимую вогнутость. С ходо-
вой стороны на кожаные
каблуки прикрепляют кожа-
ные и резиновые набойки,
иногда резиновые полукаблу-
ки. Кожаные каблуки изго-
Рис. 65. Конструкция
каблука:
I — ляписная поверхность;
2 — вкладыш; 3 — боковая
поверхность; 4 — набоечная
площадка; 5 — фронтальная
поверхность
188 Ремонт Одежды и Обуви
товляют низкими и лишь в отдельных случаях средни-
ми по высоте.
Резиновые каблуки по конструкции подразделяют-
ся на формованные, штампованные, вырубаемые из
пористых каблучных пластин и сборные. Резиновые
формованные каблуки выпускают в основном низки-
ми (высотой до 25 мм) в разнообразном ассортименте
по фасонам, размерам, цвету, структуре и рисунку
ходовой поверхности. Менее распространены каблу-
ки, вырубаемые из резиновых каблучных пластин, а
также наборные резиновые каблуки.
Деревянные каблуки средние и высокие в настоя-
щее время вытеснены пластмассовыми и утратили свое
значение; их изготовляют в небольших количествах,
преимущественно клиновидными или полуклиновид-
ными.
Пластмассовые каблуки (из пластических масс по-
лиамида, полиэтилена и полипропилена) отличаются
большим разнообразием по форме, размерам, кон-
струкции и другим признакам. Пластические массы
используют в основном для производства высоких и
средних каблуков; низкие каблуки (главным образом
из полиэтилена) применяют более ограниченно — при
производстве отдельных видов обуви на кожаной по-
дошве, каблуки из пластических масс (так же как и
деревянные) обтягивают материалами верха обуви или
же окрашивают в разные цвета; иногда обтяжка пласт-
массовых каблуков имитирует кожаные наборные каб-
луки. Пластмассовые каблуки изготовляют: без вкла-
дышей и с вкладышами из древесины и полиэтилена в
верхней части для повышения прочности гвоздевого
крепления каблуков и предотвращения их раскалыва--
ния; с отдельными полостями или пустотелые для
уменьшения их массы и снижения расхода материа-
Ремонт Лиза Обуви 189
лов; с гнездами для совмещения со штырями набоек
или без гнезд.
Комбинированные тонкие каблуки имеют ножку из
металла и верхнюю часть из древесины. Соединение
обеих частей достигается путем плотной насадки вы-
ступа металлической части в дерево. Такие каблуки
встречаются в импортной обуви.
Форма и высота каблука. Низкие каблуки обычно
имеют простую форму, их набойка мало отличается по
форме и размерам от пяточной части следа обуви. По
мере увеличения высоты каблука набойка делается все
меньше, а профиль каблука приобретает сложную
форму. Профиль каблука должен быть увязан с про-
филем пяточной части обуви. Выпуклая фигурная
пятка обуви находит свое продолжение в вогнутой
криволинейной поверхности тонкого каблука, уме-
ренно выпуклая часть обуви хорошо увязывается с
массивным каблуком (рис. 66). Сочетание каблука-
столбика с выпуклой фигурной пяткой или фигурного
каблука с относительно прямой пяткой недопустимо.
Для устойчивости каблука необходимо, чтобы центр
полуокружности набойки находился точно под цент-
ром опоры пятки, который
расположен в середине само- г“Н ,—|—.
го широкого места пятки У) \ / ' \
(рис. 67). Если каблук пра- / 1 I \
вильно центрован, опора че- I I И । )
ловека будет устойчивой даже -I—\
при небольших размерах на- \ 1 / \ 1 /
бойки. Если набойка смеще- \ | / \ I
на из правильного положе- \_щ I । I
ния вперед или назад, то и рис Увязка очертаний
весь каблук при опоре будет каблуков с очертаниями
стремиться к смещению впе- пятки
190 Ремонт Одежды и Обуви
Рис. 67. Центровка
набойки по пятке
Рис. 68. Увязка высоты каблука
с профилем колодки
ю
3
ред или назад и быстро выйдет из строя. Увязка высоты
каблука с профилем колодки проверяется при установ-
ке надетой на колодку обуви на плоскости (рис. 68).
При этом положении обувь должна касаться опоры
всей поверхностью набойки и линией пучков подо-
швы, а носочная часть подошвы отстоять от опоры на
8— 10 мм при среднем и высоком каблуках, на 10— 15 мм
при низком каблуке.
Каблучные скрепления характеризуются взаимным
расположением каблука и пяточной части подошвы,
видом крепителей и способом прикрепления.
По характеру взаимного расположения каблука и
пяточной части подошвы различают следующие кон-
струкции каблучных скреплений:
♦ с пяточной частью подошвы, полностью пере-
крывающей верхнюю площадку каблука (рис. 69а);
♦ частично перекрывающей верхнюю площадку
каблука (рис. 696);
♦ перекрывающей нижнюю площадку каблука
(рис. 69в);
Ремонт Низа Обуви 191
Рис. 69. Перекрытия:
а - полное перекрытие верхней площадки каблука пяточной частью
подошвы; б частичное перекрытие верхней площадки каблука языч-
ком подошвы; в - перекрытие нижней площадки каблука пяточной
частью подошвы; г — перекрытие фронтальной поверхности каблука
пяточной (крокулыюй) частью подошвы
Рис. 71. Совмещение каблука с
пяточной частью подошвы
Рис 70. Соединение каблука
язычком подошвы «в замок»
♦ перекрывающей фронтальную поверхность каб-
лука (рис. 69г);
♦ соединяющейся с каблуком «в замок» (рис. 70);
♦ совмещенной с каблуком (рис. 71).
По виду крепителей конструкции каблучных скреп-
лений подразделяются на гвоздевые, клеевые и комби-
нированные, в которых гвоздевое крепление дополня-
ется клеевым.
Для гвоздевого крепления используют гвозди раз-
личных типов:
♦ гвозди с конической головкой, с коротким пира-
мидальным острием, общей длиной 14—34 мм, стерж-
нем диаметром 1,8—2,1 мм, а также гвозди с удлинен-
ным овальным острием, общей длиной 22—34 мм,
стержнем диаметром 2,1 мм — для прикрепления
192 Ремонт Одежды и Обуви
кожаных и резиновых каблуков изнутри обуви!
(рис. 72А); гвозди с конической головкой, коротким
пирамидальным острием, общей длиной 10—20 мм$
стержнем диаметром 1,2 мм — для прикрепления!
деревянных каблуков, а также набоек; I
В е
Рис. 72. Гвозди:
А — с конической головкой и с коротким пирамидальным и удлинен-
ным овальным острием для прикрепления каблуков; Б — с плоской
головкой с коротким (в) и удлиненным (г) пирамидальным острием, С
удлиненным овальным острием (д) для прикрепления каблуков; В —
навинтованные с плоской головкой, без острия (е) и с коротким пи-
рамидальным острием (ж) для прикрепления каблуков; Г — с шести-
гранным стержнем с утолщенной головкой с пирамидальным острием
для прикрепления каблуков; Д — гвоздь, отрезанный от проволоки со
спиральной накаткой, до (з) и после (и) прикрепления детали к обуви
♦ гвозди с плоской головкой, коротким пирами-
дальным острием, общей длиной 12—24 мм, стержнем
диаметром 1,2 мм — для прикрепления набоек и
деревянных каблуков; гвозди длиной 12—19 мм, стер-
жнем диаметром 1,5—1,8 мм — для прикрепления
деревянных каблуков и сборки кожаных каблуков из
фликов; гвозди с плоской головкой, удлиненным ос-
трием, общей длиной 33—72 мм, стержнем диаметром
1,6—1,8 мм — для прикрепления средних и высоких
каблуков изнутри обуви; гвозди длиной 12—30 мм,
Ремонт Низа Обуви 193
стержнем диаметром 2 мм — для прикрепления резино-
вых каблуков снаружи в обуви тяжелого типа; гвозди
длиной 13—30 мм, стержнем диаметром 1,8 мм — для
прикрепления формованных резиновых набоек к ко-
жаным каблукам (рис. 72Б);
♦ навинтованные гвозди с плоской головкой, без
острия или с пирамидальным острием, общей длиной
11—25 мм, внутренним диаметром стержня 1,8 мм и
наружным диаметром стержня 3,5 мм — для прикреп-
ления пластмассовых и деревянных каблуков(рис. 72В);
♦ гвозди с шестигранным стержнем, утолщенной
конической головкой, пирамидальным острием, об-
щей длиной 22—36 мм, поперечником стержня2,9 мм —
для прикрепления формованных пластмассовых набо-
ек (рис. 72Г).
Низкие каблуки и набойки прикрепляют также
стальной проволокой со спиральной накаткой
(рис. 72Д), с наружным диаметром 1,4 и 1,2 мм, с
шагом спиральной накатки не менее 9 и 12 мм.
Конструкции гвоздевых каблучных скреплений,
отличающиеся значительным разнообразием (рис. 73),
широко распространены. Приклеивание наиритовы-
ми или другими клеями применяют исключительно
для прикрепления резиновых
каблуков, иногда с по-
следующим креплением гвоз-
дями снаружи или (реже)
Рис. 73. Схемы гвоздевых
каблучных скреплений обуви:
а — кожаного каблука изнутри обу-
ви; б — резинового каблука снаружи
обуви; в — деревянного каблука ме-
таллической втулкой и гвоздями из-
нутри обуви; г — пластмассового и
деревянного каблуков навинтован-
ными гвоздями изнутри обуви
7 Зак. 925
194 Ремонт Одежды и Обуви
изнутри. Отдельные виды пластмассовых каблуков
также сначала приклеивают, а затем крепят гвоздями
изнутри.
Конструкции набоек и их скреплений. Набойки каб-
луков по конструкции подразделяются на три группы:
♦ несовмещенные с крепителем, без центрального
отверстия для крепителя;
♦ совмещенные с крепителем (рис. 74а);
♦ несовмещенные с крепителем, с центральным
отверстием для крепителя (рис. 746).
К первой группе относятся кожаные набойки,
вырубаемые из чепрачной части подошвенных кож,
резиновые и полиуретановые формованные набойки
или вырубаемые из соответствующих пластин. Эти
набойки прикрепляют к каблукам гвоздями (шпилька-
ми) по периметру боковой поверхности или (реже)
приклеивают.
Ко второй группе относятся пластмассовые набой-
ки, преимущественно из первичной и вторичной кап-
роновой смолы; их применяют в обуви со средним и
высоким каблуком при малой поверхности нижней
площадки каблуков и прикрепляют одним шестигран-
ным гвоздем с утолщенной головкой, вводимым во
втулку каблука; форма и размеры головки гвоздя соот-
ветствуют центральному отверстию в набойке, а разме-
ры поперечника гвоз-
Г__________J дя — диаметру втулки
----х. каблука.
/ \ ) Рис. 74. Набойки:
«у—\ а — набойки к пластмас-
/U *\ I f совым каблукам, совме-
/ 'Op шенные с крепителем;
A Z/ & б - набойка к пластмас-
// совым каблукам с цен-
тральным отверстием для
а б крепителя
Ремонт Шиза Обуви 195
Третью группу составляют пластмассовые набой-
ки, совмещенные с крепителями, которые используют
в сочетании с пластмассовыми каблуками; крепителя-
ми являются два-три и более штыря, возвышающиеся
над поверхностью набойки.
Каблучные скрепления. Прочность прикрепления
каблуков определяется материалами деталей, образую-
щих каблучные скрепления, и способами прикрепле-
ния каблуков. Эти два фактора в известной мере
взаимосвязаны, так как от свойств материалов й высо-
ты каблуков зависит й способ их прикрепления.
Клеевые каблучные скрепления, применяемые для
прикрепления резиновых каблуков, в условиях носки
обуви вполне надежны: значительная толщина и высо-
кая жесткость резиновых каблуков препятствует их
частичному или полному отслаиванию от обуви. Проч-
ность этих скреплений определяется теми же фактора-
ми, что и клеевых подошвенных скреплений.
На прочность гвоздевых каблучных скреплений
низких каблуков наибольшее влияние оказывают спо-
соб забивания гвоздей (^наружи или изнутри обуви),
длина и диаметр стержней гвоздей, сочетание гвозде-
вого крепления каблуков с предварительным их при-
клеиванием и др.
Прочность прикрепления каблуков снаружи ци-
линдрическими гвоздями с плоскими головками и
длинными остриями определяется теми же факторами,
что и подошвенных гвоздевых скреплений. Как и в
последних, острия гвоздей загибают на внутренней
поверхности стелек, а головки утапливают в толще
каблуков. Отрыв каблуков, прикрепленных цилиндри-
ческими гвоздями снаружи, как правило, сопровожда-
ется вырыванием гвоздей из стелек в результате рас-
прямления и обламывания загнутого острия или
прорыва им материала стельки. Только в редких случа-
196 Ремонт Одежды и Обуви
ях возможен прорыв головок гвоздей сквозь каблук,
поэтому прочность крепления почти не зависит от
свойств материала каблуков. При правильном подборе
гвоздей по диаметру и длине стержней, надлежащем
угле наклона гвоздей, хорошем загибании острия гвоз-
дей на поверхности стелек (а при креплении гвоздями,
нарезаемыми из проволоки со спиральной накаткой,
также загибании их противоположного конца), соот-
ветствующем утапливании (углублении) забиваемых
гвоздей в каблуки с ходовой стороны достигаются
высокая прочность и надежность каблучных скрепле-
ний.
Прочность прикрепления каблуков изнутри ци-
линдрическими гвоздями с коническими или плоски-
ми головками и короткими остриями обуславливается
силами контактного трения, развивающимися между
поверхностью стержней гвоздей и стенками проколов
в материале каблуков. При отрыве каблуков, прикреп-
ленных изнутри гвоздями, последние обычно вырыва-
ются из каблуков, так как сопротивление прорыву
стелек головками гвоздей значительно больше сил
контактного трения. Лишь иногда при подборе особо
плотной кожи на каблучные флики или при недоста-
точной плотности стельки гвозди остаются в отрывае-
мом каблуке. На прочность прикрепления каблуков
изнутри обуви существенное влияние оказывают диа-
метр и длина стержней гвоздей, угол их наклона,
характер поверхности стержней гвоздей. В частности,
прочность прикрепления пластмассовых и деревян-
ных средних и высоких каблуков навинтованными
гвоздями, несмотря на то что их вбивают, значительно
выше прочности прикрепления гладкими гвоздями.
Ремонт каблуков и набоек. Ремонт каблуков заклю-
чается в замене и постановке каблуков и набоек, а при
Ремонт Лиза Обуви 197
ремонте низких резиновых и кожаных каблуков —
также и косячков.
Ремонт резиновых каблуков. Технологический про-
цесс ремонта резиновых каблуков состоит из следую-
щих операций:
♦ подготовка резиновых каблуков, набоек и косяч-
ков;
♦ нанесение клея на поверхность каблуков, набоек
и косячков;
♦ сушка нанесенного клеевого слоя;
♦ приклеивание набоек и косячков.
При подготовке резиновых формованных каблу-
ков изношенный участок срезают ножом под прямым
или острым углом. В резиновых наборных каблуках
удаляют изношенную набойку, а также изношенные
флики вручную или на станке до образования ровной
горизонтальной поверхности. Концы выступающих
гвоздей после удаления деталей срезают кусачками,
извлекают с помощью клещей и гвоздевытаскивателя
или обрабатывают на абразивном круге.
Набойки, флики и косячки.по виду и цвету должны
соответствовать ремонтируемым каблукам; толщина на-
боек и косячков не менее 5 мм, толщина набоек из
кожеподобной резины не менее 4 мм. Набойки и
косячки обрабатывают абразивным полотном №№32—50
с неходовой стороны, флики — с обеих сторон. Косячки
при косом срезе предварительно спускают по внутрен-
нему краю с нелицевой стороны на нет; спущенный
край должен соответствовать наклону среза каблука.
Ремонтируемые каблуки обрабатывают абразив-
ным полотном №№32—50 по поверхности склеивания
с набойками.
Для удаления изношенных низких каблуков пред-
назначена машина ОК-Р.
198 Ремонт Одежды и Обуви
Нанесение клея на поверхность набоек, фликов,
косячков и каблуков производят тонким равномерным
слоем на склеиваемые поверхности без пропусков, ?
сгустков и потеков. Клеевые пленки клея НИТХИ-62 :
высушивают при температуре 18—20°С в течение 15—30 ,
минут, клея «Крокус» — 10—15 минут.
Приклеивание набоек, фликов и косячков клеем
НИТХИ-62 и «Рапид» с нагревом клеевых пленок при
температуре 100—ПО’С в течение 1—3 минут до их
расплавления; при использовании клея «Крокус» кле-
евые пленки не нагревают.
Непосредственно после разогревания клеевой плен-
ки, а при использовании клея «Крокус» — после
кратковременного подсушивания клеевого слоя на ,
ремонтируемые каблуки накладывают набойку, флик,
косячок, прижимают рукой детали и околачивают
молотком. Сверх флика дополнительно наклеивают
еще одну набойку. Набойки, флики и косячки должны
быть прочно приклеены, без расщелин и сдвигов.
Отремонтированные каблуки должны быть одинако-
выми по форме, высоте и размерам в паре; при
постановке на горизонтальную плоскость каблуки долж-
ны соприкасаться с ней по всей поверхности.
Ремонт кожаных каблуков. Технологический про-
цесс ремонта кожаных каблуков включает следующие
операции:
♦ подготовка кожаных каблуков к прикреплению
косячков или набоек (полукаблуков);
♦ прикрепление косячков или набоек (полукаблу-
ков).
Подготовку кожаных каблуков при местном незна-
чительном износе набойки производят, прорезая но-
жом под прямым углом ее изношенную часть до 1 /3
площади, и затем клещами и отверткой срывают или
срезают с наклоном, соответствующим спуску косяч-
Ремонт (11иза Обуви 199
ка. При значительном износе набойки и поднабоечные
флики удаляют отверткой и клещами или на машине
ОК-Р или ОК-1 -Р. Оставшиеся гвозди удаляют клеща-
ми и гвоздевыдергивателем или же срезают кусачками
и околачивают молотком.
Удалив изношенные поднабоечные флики, каблу-
ки наращивают кожаными фликами цельными или
составными (не более чем из трех частей) до первона-
чальной их высоты (исключая толщину набойки). В
составных фликах отдельные части соединяют встык;
стыки не должны быть расположены один над другим.
Флик, непосредственно прилегающий к набойке, дол-
жен быть цельным (несоставным). Наращиваемые
флики прикрепляют к каблуку гвоздями, нарезаемыми
из проволоки со спиральной накаткой диаметром 1,4
или 1,2 мм, проволочными гвоздями №№15—20 или
деревянными шпильками. Высота наращенных каблу-
ков должна быть одинаковой в обеих полупарах; нара-
щенные каблуки при постановке обуви на горизон-
тальную поверхность должны соприкасаться с ней
всей поверхностью.
Поверхности поднабоечного флика и набойки на
участке наложения косячка или на всю поверхность
при наложении набойки взъерошивают на абразивном
круге, на абразивном полотне №№32—50 либо вруч-
ную рашпилем.
Прикрепление набоек (полукаблуков) или косячков,
вырубленных из чепрачной части подошвенных кож круп-
ного рогатого скота и конскиххазов, резиновых непорис-
тых и кожеподобных пластин, полиуретановых пластин
или выполненных в виде резиновых и полиуретановых
формованных деталей. Полукаблуки должны поступать
в виде резиновых формованных деталей. Толщина
кожаных и кожеподобных набоек и косячков не менее
4 мм, полиуретановых — не менее 3 мм, резиновых
200 Ремонт Одежды и Обуви
непористых — не менее 5 мм, толщина (высота) полу-
каблуков 10—12 мм.
Поверхность поднабоечного флика, набойки (или
полукаблука) и косячка взъерошивают (шлифуют) на
абразивном круге или на абразивном полотне
№№32—50. Косячки при косом резе должны быть
предварительно спущены по внутреннему краю с не-
лицевой стороны на нет; спущенный край должен
соответствовать наклону среза набойки. На взъеро-
шенные поверхности поднабоечного флика, набойки
(или полукаблука) и косячка наносят тонкий слой
резинового клея, который в течение 10—15 минут
подсушивают при температуре 18—20°С. Набойки (или
полукаблуки) и косячки накладывают на ремонтируе-
мое место каблука без сдвигов и перекосов, околачи-
вают молотком и прикрепляют по внешнему краю
проволочными гвоздями №№12—14 с плоской голов-
кой или гвоздями, нарезаемыми из проволоки со
спиральной накаткой. Расстояние гвоздей от края
набойки (или полукаблука) 7—8 мм, между центрами
гвоздей при кожаных набойках — 5—7 мм, при резино-
вых и полиуретановых — 8—10 мм, расстояние крайних
гвоздей от фронтальной поверхности каблука 3—5 мм.
Расстояние гвоздей от края прикрепленного косячка
над поверхностью набоек должно быть таким же, как
и в неизношенной части набойки, а между центрами
гвоздей — как при прикреплении набоек. Головки
гвоздей не должны выступать над поверхностью набо-
ек (или полукаблуков) и косячков.
Каблуки с прикрепленными набойками (или полу-
каблуками) должны быть одинаковыми в паре обуви
по форме и размерам; при постановке обуви на гори-
зонтальную плоскость каблуки должны соприкасаться
с ней всей поверхностью. Ходовые поверхности каблу-
ка и косячка должны совпадать.
Ремонт Низа Обуви 201
Ремонт пластмассовых и деревянных каблуков. Про-
цесс ремонта заключается в замене изношенных набо-
ек и складывается из следующих операций:
♦ удаление изношенных набоек;
♦ подготовка каблуков к прикреплению набоек;
♦ прикрепление набоек;
Удаление изношенных набоек осуществляют в за-
висимости от конструкции каблуков, конструкции и
способа прикрепления набоек.
Набойки, прикрепленные гвоздями непосредствен-
но к поднабоечной части пластмассовых и деревянных
каблуков или же к деревянной пробке, закрепленной
во втулке утоненных пластмассовых каблуков, удаляют
отверткой и клещами. Одновременно клещами и ку-
сачками извлекают гвозди, оставшиеся в каблуке или
в деревянной пробке его втулки. Таким же образом
удаляют изношенные набойки, прикрепленные к пласт-
массовым каблукам штырями, совмещенными с на-
бойками и введенными в соответствующие гнезда
каблуков.
При частичном износе набоек в утоненных пласт-
массовых каблуках без втулки с удлиненным стерж-
нем, служащим крепителем набоек, последний удаля-
ют вместе с набойкой.
При полном износе набоек в утоненных пластмас-
совых каблуках без втулки, но с удлиненным стерж-
нем, и возникновении затруднений при удалении стер-
жня из-за невозможности захвата конца стержня каблук
в нижней части срезают на 1—1,5 мм при помощи
фрезерного устройства или вручную ножом, а затем
удаляют стержень вручную. Для облегчения удаления
стержня из каблуков его можно предварительно на-
греть в электронагревательном аппарате специального
типа. При удалении набоек и их крепителей не должны
быть повреждены обтяжки каблуков.
202 Ремонт Одежды и Обуви
Подготовка каблуков к прикреплению набоек за-
ключается в отделении нижней деформированной (смя-
той, сморщенной) части обтяжки от каблука. Затем
тщательно расправленную обтяжку промазывают кле-
ем. НИТХИ-62 или «Крокус»; клей наносят также на
нижнюю часть каблука. Клеевой слой подсушивают ;
при температуре 18—20°С в течение 5—10 минут, а
затем обтяжку приклеивают к каблуку и проглаживают
токмачом, нагретым до температуры 50—60°С. Обтяж-
ки должны быть плотно, без морщин и складок,
приклеены к каблуку, покрывать всю его боковую
поверхность и на 2—3 мм заходить на поднабоечную
поверхность.
При износе нижней части обтяжку каблука нара-
щивают наклеиванием нароста внакладку. Наростки
по материалу, цвету и фактуре должны совпадать с
материалом обтяжки или дополнительно подкраши-
ваться после приклеивания. Наростки спускают по
верхнему краю с бахтармяной стороны на нет на
ширину 4—5 мм. Наращенные обтяжки в нижней части
аккуратно обрезают и спускают с лицевой стороны на
нет на ширину 4—5 мм. Наростки должны быть плотно,
без морщин и складок, приклеены к каблуку и заходить
на 2—3 мм на фронтальную (с обеих сторон) и подна-
боечную поверхности. Переход от обтяжки каблука к
наростку должен быть ровным и малозаметным.
Отклеившуюся от каблука крокульную часть подо-
швы и соответствующую фронтальную поверхность
каблука взъерошивают рашпилем или абразивным
полотном и промазывают тонким слоем клея НИТХИ-
62 или «Крокус», подсушивают при температуре 18—20°С
в течение 10—15 минут. Затем крокульную часть подо-
швы приклеивают к каблуку, закрепляя ее специаль-
ным приспособлением или прижимая рукой.
Ремонт Лиза Обуви 203
При частичном износе крокульную часть подошвы
наращивают приклеиванием наростка из кожи или
кожеподобной резины. Наростки спускают по верхне-
му краю с нелицевой стороны на нет на ширину
4—5 мм; изношенный участок крокульной части по-
дошв срезают с лицевой стороны также на ширину
4—5 мм. Наросток подошвы по плоскости среза кро-
кульной части и фронтальную поверхность каблука
взъерошивают рашпилем или абразивным полотном и
промазывают тонким слоем клея НИТХИ-62 или «Кро-
кус», подсушивают при температуре 18—20°С в течение
10—15 минут. Затем наращенную крокульную часть
подошвы приклеивают к каблуку, закрепляя специаль-
ным приспособлением или прижимая рукой.
При износе поднабоечного флика, а также подна-
боечной части деревянных и пластмассовых каблуков,
предназначенных для прикрепления набоек непосред-
ственно к поднабоечной части, крокульную часть по-
дошвы отделяют от каблука, отгибают ее по направле-
нию к носочной части обуви и временно прикрепляют
одним гвоздем к геленочной части подошвы. Обтяжки
отделяют от поднабоечной части каблуков и отворачи-
вают кверху выше изношенного поднабоечного флика
или изношенной части каблука на 5—6 мм. Изношен-
ную часть каблука не более чем на 8—10 мм срезают и
выравнивают ножом или на абразивном круге. К под-
готовленному для взъерошивания каблуку прикрепля-
ют гвоздями кожаные флики до уровня первоначаль-
ной высоты каблука (без набойки). Острия гвоздей
должны заходить в каблук не менее чем на 6 мм.
Прикрепленные флики обрезают так, чтобы плоскость
обреза служила продолжением боковой поверхности
каблука, а затем наращенную часть каблука по повер-
хности реза обрабатывают рашпилем или шлифоваль-
204 Ремонт Одежды и Обуви
ной шкуркой. Далее отворачивают обтяжку каблука и
крокульную часть подошвы и приклеивают их в соот-
ветствии с приведенными выше нормативами.
Каблуки в паре обуви должны быть одинаковыми
по форме, размерам и высоте.
Прикрепление набоек производят гвоздями, наре-
заемыми из проволоки со спиральной накаткой на
машинах ПКМ-Р и ПНЖ-Р, или вручную цилиндри- .
ческими гвоздями с плоской головкой к пластмассо-
вым каблукам, предназначенным для прикрепления
набоек непосредственно к поднабоечной части (без
втулки или отверстий для стержня либо штырей), а
также к деревянным каблукам. Набойки к высокому и
среднему утоненному каблуку прикрепляют тре-
мя-пятью гвоздями №№18—20, к неутоненному —
пятью—семью гвоздями №№12—14, к низкому —
семью—девятью гвоздями №№10—12. Гвозди забивают
наклонно внутрь каблука (рис. 75) на расстоянии
6 мм от края набойки, на 9~
10 мм
между
центрами
гвоздей; расстояние крайних гвоздей от фронтальной
линии каблука 3—5 мм.
При ремонте обуви с пластмассовыми каблуками,
5
имеющими внутренние втулки, при-
меняют пластмассовые набойки с от-
верстием для крепителя или совме-
щенные с крепителем; пластмассовые,
резиновые и полиуретановые — без
отверстия для крепителя. Пластмассо-
вые набойки с отверстием для крепи-
теля перед прикреплением к каблукам
Рис. 75. Прибивание пластмассовой
набойки к тонкому каблуку:
1 - гвозди; 2 — набойка; 3 — поднабоечный
флик; 4 — каблук; 5 — деревянная пробка;
6 — цельнотянутая металлическая втулка
Ремонт Низа Обуви 205
должны быть посажены на шестигранный, четырех-
гранный или круглый специальный гвоздь. Отверстие
гвоздя в набойке должно быть на 0,2—0,3 мм меньше
поперечника крепителя и раззенковано для утаплива-
ния головки гвоздя. Пластмассовые набойки, совме-
щенные с крепителем — гвоздем, прикрепляют к каб-
лукам вручную молотком; диаметр поперечного сечения
гвоздей должен на 0,1—0,2 мм превышать внутренний
диаметр втулки. Для повышения прочности крепления
пластмассовой набойки в каблуке допускается рас-
плющивание крепителя молотком или введение дере-
вянной пробки во втулку каблука.
Пластмассовые набойки, совмещенные со стерж-
нем-усилителем, прикрепляют к каблукам вручную
молотком; длина стержней-усилителей должна состав-
лять не менее 2/3 высоты каблука, а диаметр на
0,2—0,3 мм превышать диаметр отверстия в каблуке.
Пластмассовые набойки, не совмещенные с кре-
пителем и не имеющие раззенкованного отверстия для
крепителя, а также резиновые, полиуретановые и ко-
жаные набойки прикрепляют к пластмассовым каблу-
кам со втулкой одним четырехгранным гвоздем №20 и
двумя цилиндрическими гвоздями №10 или тремя
цилиндрическими гвоздями №20. Предварительно во
втулку или отверстие каблука вводят деревянную проб-
ку. Гвозди забивают в пробку вручную наклонно к
вертикальной оси, предварительно накалывая отвер-
стия шилом.
Набойки к пустотелым каблукам прикрепляют в
зависимости от толщины их стенок. Если толщина
стенок достигает 10—12 мм (или на нижней поверхнос-
ти каблуков имеются выступы-приливы соответствую-
щей ширины), то со стороны поднабоечной поверх-
ности высверливают 5—7 отверстий для среднего каблука
и 3—5 отверстий для высокого; диаметр отверстий
2Q6 Ремонт Одежды и Обуви
2—3 мм. В эти отверстия забивают деревянные пробки,!
которые должны плотно заполнять отверстия и не!
выступать над поверхностью стенок или выступов!
каблуков. Набойки наклеивают на поднабоечную по-1
верхность каблуков клеем НИТХИ-62 или «Крокус»,$1
затем прикрепляют гвоздями, забиваемыми в деревянн!
ные пробки. I
При поступлении в ремонт обуви с тонкостенными!
пластмассовыми каблуками, в которых прикрепление!
набоек гвоздями невозможно, для увеличения поверх-1
ности и, следовательно, прочности приклеивания на-1
боек рекомендуется внутренние полости каблуков за-1
полнить вкладышем, вырезанным из каблучной или!
фличной пористой резины. Диаметр вкладыша должен!
быть на 2—3 мм больше поперечных размеров внутрен-1
ней полости каблука, для облегчения установки и|
более плотного прилегания во вкладыше делают 1— 2 1
продольных треугольных выреза!
(рис. 76). J
Замена каблуков. Резиновые!
каблуки заменяют при значитель-1
ном их износе, предопределяю- !
щем нецелесообразность их ре-1
монта. Кожаные сборные каблуки, |
как правило, целиком не заменя- 1
ют, так как имеется возможность 1
заменять отдельные изношенные флики каблука. Плас-1
тмассовые и деревянные средние и высокие каблуки |
заменяют главным образом при крупном ремонте обу-1
ви из-за устарелых фасонов. |
Замена резиновых каблуков. Технологический про- 1
цесс замены резиновых каблуков включает следующие 1
операции: 1
♦ удаление изношенных резиновых каблуков; 1
Рис. 76. Пустотелый
пластмассовый каблук
и вкладыш из пористой
резины
Ремонт Миза Обуви 207
♦ подготовку обуви и резиновых каблуков к при-
креплению;
♦ прикрепление резиновых каблуков.
Изношенные резиновые каблуки удаляют на маши-
не ОК-Р или вручную с помощью отвертки и клещей.
Гвозди, оставшиеся в подошве после отрыва каблуков,
удаляют вручную клещами и гвоздевыдергивателем, не
повреждая пяточную часть подошвы и верха обуви.
Подготовка обуви и резиновых каблуков к прикреп-
лению. При гвоздевом креплении каблуков вкладную
стельку или полустельку в пяточной части обуви отде-
ляют от основной стельки и загибают к носочной
части; мягкие подпяточники удаляют. Концы гвоздей,
выступающие над поверхностью стельки, удаляют гвоз-
девытаскивателем, кусачками или клещами.
Для увеличения прочности гвоздевого крепления
каблуков в обуви при разрушении пяточной части
стельки вклеивают жесткие подпяточники из кожи или
картона толщиной 1,5—2,0 мм. Прямой край подпя-
точников с нелицевой стороны спускают на нет на
ширину 8—10 мм. Перед приклеиванием подпяточни-
ки с нелицевой стороны взъерошивают на машине
МВК-0 абразивным полотном №№32—50, а поверх-
ность стельки в месте наложения подпяточника очи-
щают от загрязнений абразивным полотном или раш-
пилем, пыль удаляют. Склеиваемые поверхности
покрывают тонким слоем резинового клея и после
просушки вклеивают подпяточники.
Верхнюю площадку резиновых каблуков и пяточ-
ную часть подошвы обрабатывают абразивным полот-
ном №№32—50 или на абразивном круге; отшлифо-
ванная поверхность должна быть ровной, без выхватов
и пропусков. Пыль, образовавшуюся в процессе обра-
ботки, удаляют волосяной щеткой.
208 Ремонт Одежды и Обуви
Прикрепление резиновых каблуков. По форме и
размерам каблуки должны соответствовать пяточной
части подошвы и быть одинаковыми в обеих полупа-
рах.
При клеевом креплении каблуков на подлежащие
склеиванию поверхности наносят однократно тонкий
слой клея НИТХИ-62 или «Крокус», высушивают при
температуре 18—20°С в течение 15—30 минут; при
использовании сушила рефлекторного типа с инфра-
красным излучением — в течение 3—5 минут. Каблуки,
приклеивают с предварительным нагревом клеевых,:
пленок (клей НИТХИ-62) или без нагрева (клей «Кро-
кус») при температуре 100—110°С в течение 1—3 минут
до расплавления клеевых пленок. Непосредственно
после разогревания клеевых пленок или непродолжи-
тельной сушки (при использовании клея «Крокус»)
каблук накладывают на обувь, прижимают рукой и
тщательно околачивают молотком или загружают в.
пресс. Каблуки должны быть приклеены без расщелин
и сдвигов.
При гвоздевом креплении каблуки предварительно
приклеивают резиновым клеем, который наносят на
пяточную часть подошвы и на верхнюю площадку
каблука тонким равномерным слоем; сушку произво-
дят при температуре 18—20°С в течение 10—15 минут.
Каблуки должны быть приклеены без сдвигов, переко-
сов и расщелин.
Гвоздевое крепление каблуков производят: снару-
жи обуви на машинах для прикрепления каблуков
ПКМ-Р и ПНЖ-Р гвоздями, нарезаемыми из проволо-
ки со спиральной накаткой, или вручную проволочны-
ми гвоздями с плоской головкой; изнутри обуви — на
машине для прикрепления каблуков ПК-1-Р или вруч-
ную гвоздями с конической головкой. Количество
вбиваемых гвоздей: в мужской обуви 10—12, в жен-
Ремонт Миза Обуви 209
ской, девичьей и мальчиковой — 9—10, детской — 7—9.
Расстояние между центрами гвоздей 12—15 мм, от
грани стельки — 4—7 мм, от краев каблука — 7—10 мм.
Головки гвоздей при креплении снаружи должны быть
на 1-1,5 мм утоплены в каблуке, а при наличии гнезд
для гвоздей — упираться в основание гнезда; острия
гвоздей длиной 2—3 мм должны быть загнуты на
поверхности основной стельки обуви или жесткого
подпяточника. При креплении каблуков изнутри обу-
ви головки гвоздей должны не выступать над поверх-
ностью стельки или подпяточника и не доходить до
ходовой поверхности каблука на 2—3 мм.
Прикрепленные каблуки должны плотно приле-
гать к подошве, а при постановке на горизонтальную
плоскость соприкасаться с ходовой поверхностью.
Прикрепив каблуки, отогнутую пяточную часть
вкладной стельки или полустельки приклеивают к
основной стельке или же вклеивают мягкие подпяточ-
ники. Изношенные вкладные стельки, полустельки и
подпяточники заменяют новыми.
Замена кожаных каблуков. Удаление кожаных каб-
луков и подготовку обуви к прикреплению новых
кожаных каблуков производят в основном так же, как
и резиновых, но без шлифования верхней площадки
каблуков и пяточной части подошв.
Прикрепление кожаных каблуков. Сборные кожа-
ные каблуки (без набоек или с набойками), заранее
приготовленные, должны соответствовать по форме и
размерам ремонтируемой обуви.
Каблуки снаружи обуви прикрепляют на специ-
альных машинах ПКМ-Р и ПНЖ-Р гвоздями, нареза-
емыми из проволоки со спиральной накаткой; изнут-
ри — на машине ПК-1-Р или вручную проволочными
гроздями с конической головкой №№22—30. При
поступлении кожаных каблуков без набоек допускает-
210 Ремонт Одежды и Обуви
ся прикреплять каблуки вручную снаружи гвоздями с
плоской головкой; количество вбиваемых в каблук
гвоздей в мужской обуви 10—12, в женской, девичьей
и мальчиковой — 9—10, детской — 7—9.
Гвозди, забитые в каблук обуви изнутри, должны
на 2—3 мм не доходить до ходовой поверхности каблу-
ка; острия гвоздей, забитых снаружи, должны быть
загнуты на длине 2—3 мм на поверхности стельки или
внутри нее. Расстояние между центрами гвоздей 10—12
мм, центров гвоздей от грани стельки — 4—7 мм, от
краев каблука — 7—10 мм.
Каблуки должны плотно, без щелей, прилегать к
пяточной части обуви. При постановке обуви на гори-
зонтальную плоскость каблуки должны всей ходовой
поверхностью соприкасаться с последней. Отогнутую
пяточную часть вкладных стелек и полустелек или
мягкие подпяточники прикрепляют к основной стель-
ке резиновым или казеиновый клеем.
Замена пластмассовых и деревянных средних и
высоких каблуков. Технологический процесс состоит
из следующих операций:
♦ удаление каблуков и отрезание крокульной части
(язычка) подошв;
♦ подбор и подготовка каблуков;
♦ подготовка обтяжек и обтягивание каблуков;
♦ прикрепление каблуков;
♦ приклеивание крокульной приставки к подошве
и крокульной части подошвы к фронтальной поверх-
ности каблука;
♦ прикрепление набоек.
Удаление каблуков и отрезание крокульной части
(язычка) подошв. Пяточную часть вкладных стелек
или полустелек отделяют и отгибают к носочной части
обуви. Крокульную часть подошвы отделяют от фрон-
тальной поверхности каблука. При плохой сохранное-
Ремонт Низа Обуви 211
ти крокульной части подошвы и несоответствии этой
части форме и размерам новым утолщенным каблу-
кам, ее отрезают несколько выше передней грани
верхней площадки каблука. Край подошвы в геленоч-
ной части спускают с лицевой стороны на нет на
ширину 8—10 мм.
Каблуки отделяют от пяточной части обуви вруч-
ную. При удалении каблуков, прикрепленных шурупа-
ми, последние предварительно извлекают при помощи
отвертки. Гвозди, оставшиеся в пяточной части, удаля-
ют клещами или кусачками. При отделении каблуков
и крокульной части подошв не должна быть поврежде-
на затяжная кромка верха обуви.
Подбор и подготовка каблуков. По высоте каблуки
должны соответствовать размерам ремонтируемой обу-
ви, а по форме — требованиям клиентов. Если каблуки
подлежат последующему обтягиванию материалами
верха, то боковую поверхность, верхнюю и нижнюю
площадки и фронтальную поверхность каблука шли-
фуют абразивным полотном №№16—20 или металли-
ческой щеткой. Все неровности, заусенцы и выпрес-
совки, оставшиеся после литья в пластмассовых
каблуках, должны быть удалены.
При несовпадении размеров верхней площадки
каблуков с пяточной частью обуви каблуки на верхней
грани обрабатывают на абразивном круге, абразивным
полотном №№16—20 или рашпилем и абразивным
полотном. Каблуки после шлифования очищают от
пыли волосяной щеткой. Обработанная грань верхней
площадки каблуков должна быть четко выраженной,
гладкой, без выхватов и заусенцев.
Обтягивание каблуков. Обтяжки каблуков должны
соответствовать фасону и размеру каблуков, материалу
и цвету верха обуви; толщина обтяжек 0,5—1 мм. При
невозможности подбора обтяжек в соответствии с
212 Ремонт Одежды и Обуви
цветом верха обуви допускается применять обтяжки
более светлых тонов с последующей окраской под цвет
верха или (по согласованию с заказчиком) применять
обтяжки другого цвета. Края обтяжки с нелицевой
стороны обуви спускают по всему периметру на шири-
ну 6—8 мм; толщина спущенных краев 0,4—0,5 мм.
При использовании на изготовление обтяжек не-
достаточно мягких кожевенных материалов обтяжки
увлажняют погружением на 2—3 минуты в воду темпе-
ратурой 18—20°С; обтяжки из велюра увлажняют с
бахтармяной стороны кистью, смоченной в воде.
Увлажненные обтяжки провяливают в течение
10—15 минут.
На всю боковую и фронтальную поверхность каб-
луков, края верхней и нижней площадок по периметру
на ширину 6—8 мм и обтяжку с нелицевой стороны по
всей поверхности наносят тонкий равномерный слой
клея. При обтягивании пластмассовых каблуков при-
меняют клей НИТХИ-62 и «Крокус», деревянных —
эти же клеи или резиновый. Клеевой слой высушивают
в течение 10—15 минут при температуре 18—20°С.
Подготовленную обтяжку накладывают нелицевой
стороной на каблук так, чтобы центральная продоль-
ная линия обтяжки совпадала с задней линией боковой
поверхности каблука. Обтяжка должна по всей поверх-
ности плавно прилегать к каблуку; края ее должны
быть загнуты: на верхнюю и нижнюю площадку каблу-
ка — не менее чем на 5 мм, на фронтальную поверх-
ность каблука — до стыка в нижней части и не менее
чем на 8 мм с каждой стороны в верхней части. Для
лучшего прилегания краев обтяжки в местах изгиба
фронтальной поверхности каблука на них делают по
два-три надреза с каждой стороны; надрезы на 2—3 мм
не должны доходить до граней (крокулей) каблука. Для
устранения морщин обтянутый каблук приглаживают
Ремонт Низа Обуви 213
электротокмачом или токмачом, разогретым до темпе-
ратуры 80~85°С. Края обтяжки, загнутые на верхнюю
и нижнюю площадки и фронтальную поверхность
каблука, обрабатывают абразивным полотном или
ножом для последующего приклеивания каблука к
обуви, а также крокульной части подошвы к фронталь-
ной части поверхности каблука.
Прикрепление каблуков. При наличии разрушений
пяточной части стельки в обувь, как правило, вклеива-
ют жесткий подпяточник из кожи или картона толщи-
ной 1,5—2,0 мм. Подпяточники должны соответство-
вать по форме и размерам пяточной части стельки.
Подпяточники спускают с нелицевой стороны по пе-
реднему краю на нет на ширину 6—8 мм.
В отдельных случаях возникает необходимость в
замене сломанных и деформированных металлических
супинаторов. Для замены супинаторов удаляют гвозди,
скрепляющие супинатор со стелькой обуви, извлекают
сломанный или деформированный супинатор, встав-
ляют и прикрепляют двумя ручными тексами новый
супинатор, соответствующий фасону и размеру ремон-
тируемой обуви. Задний конец супинатора должен
заходить до половины верхней площадки каблука, а
передний перекрываться простилкой. Язычок подо-
швы при установке его над верхней площадкой каблу-
ка прикрепляют двумя-тремя ручными тексами №№7—9
к пяточной части стельки, предварительно срезав его
края на нет соответственно форме и размерам вогну-
тости верхней площадки каблука.
Затяжную кромку верха обуви в пяточной части и
верхнюю площадку каблука промазывают нитроцел-
люлозным клеем или клеем НИТХИ-62, либо «Кро-
кус» на расстоянии 3-4 мм от граней. Клеевой слой
нитроцеллюлозного клея не подвергают высушива-
нию, а клеев НИТХИ-62 и «Крокус» высушивают при
214 Ремонт Одежды и Обуви
температуре 18—20°С; клеевые пленки клея НИТХИ-
62 на пяточной части обуви и верхней площадке
каблука разогревают в течение 1—2 минут в термоакти-
ваторе рефлекторного типа при температуре 100—110°С
или над электроплиткой. Подготовленный каблук на-
клеивают на пяточную часть обуви так, чтобы грани
верхней площадки каблука совпадали с гранями, обра-
зованными в пяточной части обуви имевшимся ранее
каблуком.
Приклеенные каблуки прикрепляют изнутри обу-
ви на машинах ПК-P и ПК-1-Р навинтованными
гвоздями №№ 18—20. Гвозди должны быть расположе-
ны на расстоянии 7—10 мм от грани стельки; головки
гвоздей не должны выступать над поверхностью стель-
ки или жесткого подпяточника. Каблуки должны быть
прочно прикреплены без зазоров, перекосов и сдвигов.
Приклеивание крокульной приставки к подошве и
крокульной части подошвы к фронтальной поверхности.
Крокульная приставка, вырубленная из кожи для низа
обуви или кожеподобной резины, должна быть от-
шпальтована до толщины 1,5—1,8 мм, спущена с нели-
цевой стороны на нет на ширину 8—10 мм в участке
соединения с геленочной частью подошвы, по форме
и размерам соответствовать фронтальной поверхности
каблука с припуском 2,0—2,5 мм с каждой боковой
стороны.
На спущенный край подошвы, крокульную при-
ставку и фронтальную поверхность каблука наносят
тонкий ровный слой клея НИТХИ-62 или «Крокус»,
высушивают при температуре 18—20°С соответственно
в течение 20—30 и 10—15 минут. Клеевые пленки клея
НИТХИ-62 на деталях низа разогревают в течение 1—3
минут в термоактиваторе рефлекторного типа при
температуре 100—110°С или над электроплиткой. Кро-
кульную приставку приклеивают на геленочную часть
Ремонт Лиза Обуви 215
подошвы, а затем составную геленочно-крокульную
часть подошвы приклеивают к затяжной кромке верха
и фронтальной поверхности каблука, закрепляя ее в
приклеенном состоянии с помощью специального
приспособления или прижимом рукой. Аналогичным
образом приклеивают крокульную часть подошвы при
отсутствии необходимости в постановке приставки.
Нижний край крокульной части подошвы или ее
приставки может быть загнут на поднабоечную по-
верхность каблука.
Излишки наклеенной крокульной части подошв
срезают вровень с боковыми гранями (крокулями)
каблука на специальной машине или вручную с после-
дующей зачисткой шлифовальной шкуркой. Рез кро-
кульной части подошв должен быть ровным, без за-
усенцев. Переход от геленочной части к крокульной
части подошв должен быть плавным.
Прикрепление набоек. Пластмассовые и деревян-
ные каблуки обычно заменяют пластмассовыми каблу-
ками монолитной структуры, т. е. без втулок и отвер-
стий для крепителей. Соответственно этому набойки
прикрепляют непосредственно к поднабоечной поверх-
ности каблуков.
Нижний край крокульной части подошвы, загну-
тый на поднабоечную поверхность каблука, спускают
ножом и прикрепляют к поднабоечной поверхности.
Если нижний край крокульной части подошвы на
поднабоечную поверхность не загнут, его обрезают
вровень с этой поверхностью. Набойку и поднабоечную
поверхность каблука промазывают клеем НИТХИ-62
или «Крокус», подсушивают клеевой слой, разогревают
клеевые пленки клея НИТХИ-62 аналогично приклеи-
ванию каблуков, а затем набойку накладывают на
поднабоечную поверхность каблука и прикрепляют на
машинах ПКМ-Р и ПНЖ-Р или вручную гвоздями с
216 Ремонт Одежды и Обуви
плоской головкой, соблюдая технологические нормати-
вы, принятые при ремонте пластмассовых каблуков.
Восстановление нарушенных каблучных скрепле-
ний. Восстанавливая нарушенные каблучные скрепле-
ния, предварительно отделяют вкладную стельку или
полустельку от основной стельки и загибают отсоеди-
ненную часть вкладной стельки или полустельки к
носочной части обуви; мягкие подпяточники из обуви
удаляют.
Концы гвоздей, выступающие над поверхностью
стельки в пяточной части, а также гвозди, слабо
удерживаемые в каблуке, удаляют клещами и кусачка-
ми. При разрушении стельки в пяточной части необ-
ходимо поставить подпяточники из кожи или картона
толщиной 1,5—2,0 мм. Прямой край подпяточников с
нелицевой стороны обуви спускают на нет на шири-
ну8—10 мм; подпяточники взъерошивают с нелицевой
стороны и поверхность стельки в месте наложения
подпяточника очищают от загрязнений абразивным
полотном или рашпилем. Скрепляемые поверхности
промазывают ровным слоем резинового клея, а затем
вклеивают подпяточники.
Резиновые и кожаные каблуки снаружи прикреп-
ляют на машинах ПКМ-Р и ПНЖ-Р, изнутри — на
машине ПК- 1-Р или вручную; количество забиваемых
гвоздей от 3 до 9 в зависимости от степени ослабления
каблучного скрепления и размеров каблука. Пластмас-
совые средние и высокие каблуки прикрепляют тре-
мя-пятью навинтованными гвоздями на машинахПК-Р
и ПК-1-Р.
Отогнутую пяточную часть вкладной стельки или
полустельки либо подпяточники приклеивают к ос-
новной стельке резиновым или казеиновым клеем.
ОТДЕЛКА
ОТРЕМОНТИРОВАННОЙ
ОБУВИ И ПОВСЕДНЕВНЫЙ
УХОД ЗА НЕЙ
Отделка Отремонтированной Обуви 219
О 9JID О «'Уиб М
Л О СЛ$ МсЛ
Отделка обуви включает ком-
плекс операций, выполняемых с
целью придания низу и верху отре-
монтированной и обновленной обу-
ви требуемого внешнего вида.
Основными отделочными операциями являются :
♦ обрезка, обрубка и фрезерование боковой поверх-
ности деталей низа;
♦ шлифование боковой и ходовой поверхностей
деталей низа;
♦ окрашивание боковой и ходовой поверхностей
деталей низа;
♦ полирование боковой и ходовой поверхностей
деталей низа;
♦ вклеивание мягких стелек и полустелек;
♦ чистка верха, подкладки и низа;
♦ расправка голенищ и утюжка верха;
♦ полирование, аппретирование и освежение верха.
Обрезка, обрубка и фрезерование боковой поверх-
ности деталей. Вновь поставленные подошвы, плат-
220 (Ремонт Одежды и Обуви
формы, полуплатформы, подметки, рубцы и набойки
из всех видов материалов, кроме натурального каучука
«Креп», подвергают обрезке по периметру с последую-
щим фрезерованием; подошвы, подметки, рубцы и
набойки из натурального каучука «Креп», а в отдель-
ных случаях из пористой резины, а также косячки из
всех видов материалов подвергают обрезке без после-
дующего фрезерования; фрезерованию без предвари-
тельной обрезки или с обрезкой подвергают также
кожаные сборные и резиновые каблуки.
Обрезка или обрубка боковой поверхности деталей
низа в подавляющем большинстве случаев имеет вспо-
могательное значение, уменьшая трудоемкость после-
дующих операций фрезерования этих деталей. Обрезку
по периметру обрабатываемых деталей низа обуви
выполняют вручную или на машине ОС-P, обрезку
набоек — на машине ОН-Р.
Боковую поверхность деталей низа фрезеруют для
удаления излишков материалов по контуру подошв,
платформ, подметок, рубцов, набоек и боковой поверх-
ности резиновых и кожаных каблуков и придания этим
поверхностям определенной формы. Фрезерование
деталей выполняют в основном на комбинированных
многооперационных отделочных машинах ОМ-Р,
ОМ-1-Р, ОМС-Ридр.
Направление подачи ботинка
Урез подошв по всему
периметру (рис. 77, 78, 79),
или исключая геленочную
часть, подметок и рубцов
должен быть перпендику-
Рис. 77. Положение
фрезеруемой обуви по
отношению к фрезеру
Отделка Отремонтированной Обуви 221
Рис. 78. Схема проходов при Рис. 79. Схема проходов
фрезеровании подметки и подошвы при шкурении каблука
лярен ходовой поверхности обуви; урез набоек в низ-
ких каблуках — вертикальный, в средних и высоких —
вертикальный или слегка наклонный. Боковая поверх-
ность каблуков должна быть вертикальной или не-
сколько наклонной. Урезы должны быть гладкими,
ровными, с четко выраженными жилками. Переходы
от подметочной к геленочной части уреза и от геленоч-
ной к ниточной или крокульной части подошвы долж-
ны быть плавными, незаметными. При фрезеровании
не должны быть повреждены детали верха и швы,
соединяющие подошвы, подметки и рубцы с рантами.
Шлифование боковой и ходовой поверхностей дета-
лей. Шлифованию подвергают боковую поверхность
подошв, открытых платформ, полуплатформ, подме-
ток, рубцов и набоек из пористой резины, кожаных и
резиновых каблуков, набоек из пластических масс,
косячков из всех видов материалов. В модельной обуви
шлифуют ходовую поверхность вновь поставленных
кожаных подошв, подметок и набоек для последующе-
го окрашивания.
Для шлифования используют те же многоопераци-
онные отделочные машины, что и для фрезерования.
222 Ремонт одежды и Обуви
Рабочими органами машин для шлифования явля~|
ются вращающиеся металлические разъемные валики,я
обтянутые по окружности войлоком, а поверх него — >|
абразивным полотном; для тонкого шлифования ходо-J
вой поверхности — закрепленная на валу электродви^Я
гателя шлифовальная (пемзовальная) головка с кол^а
пачком из пористой резины, обтянутым абразивным I
полотном. I
Боковую поверхность резиновых каблуков шлифу-1
ют два раза — крупнозернистым абразивным полотном |
(№№32, 50 или №№20, 32), затем более мелким 1
(№№12, 20 или №№8, 10). Боковую и фронтальную ]
поверхности сборных кожаных каблуков шлифуют три 1
или два раза полотном последовательно уменьшаю- 1
щейся зернистости: №№63, 100; 20, 32; 12, 20 или |
№№32, 50; 20, 32; между вторым и третьим или первым 4
и вторым шлифованием на боковую поверхность каб- *
луков наносят, а затем высушивают слой закрепителя )
(спиртового раствора идитола или водного раствора!
мездрового клея). I
Урезы резиновых пористых деталей низа шлифуют |
один или два раза абразивным полотном №№20, 32/1
12, 16 или №№16, 20. 1
Боковая поверхность подошв, подметок, рубцов и |
набоек должна быть перпендикулярна плоскости этих |
деталей. Переход от отшлифованных рубцов к подме- |
точной части подошв, от подметок или подметочной 5
части к геленочной по урезу должен быть плавным. .
Верх обуви, обтяжки каблуков и швы, соединяющие 1
подошвы, подметки и рубцы с рантами, не должны
быть повреждены в процессе шлифования боковых \
поверхностей деталей низа.
Окрашивание боковой и ходовой поверхностей де-
талей. Окрашиванию подвергают урезы вновкпостав-
Отделка Отремонтированной Обуви 223
ленных кожаных подметок, рубцов, набоек, геленоч-
ной части кожаных подошв, а также боковую и фрон-
тальную поверхность вновь поставленных кожаных
каблуков. В отремонтированной модельной обуви ок-
рашивают ходовую поверхность кожаных подметок,
подошв в геленочной и крокульной частях и набойки.
Для окрашивания применяют восковые подошвен-
ные краски и шеллачно-казеиновые.
Окрашивая боковые поверхности, на урезы кожа-
ных подметок, рубцов, набоек, геленочной части по-
дошв, боковую и фронтальную поверхности кожаных
каблуков наносят тонкий слой краски, без пропусков,
сгустков и потеков. Урезы деталей низа и боковую
поверхность каблуков в обуви черного цвета окраши-
вают черной краской, а в цветной — темно-коричневой
краской.
При окраске ходовой поверхности кожаных под-
меток, геленочной и крокульной частей подошв и
набоек краску наносят кистью тонким ровным слоем,
без пропусков, сгустков и потеков.
Нанесенную восковую краску высушивают при
температуре 18—20°С в течение 20—30 минут, шеллач-
но-казеиновую краску не подсушивают или подсуши-
вают при той же температуре в течение 3—5 минут.
В обуви светлых тонов и белой, а также с верхом из
замши, велюра и нубука окрашивание ходовых поверх-
ностей заменяют аппретированием бесцветной шел-
лачной аппретурой с последующим полированием бес-
цветным воском. На ходовую поверхность низа обуви
ровным тонким слоем, не допуская потеков, тампоном
наносят аппрет, затем в течение 3—5 минут подсуши-
вают при температуре 18—20°С и полируют на враща-
ющейся щетке, на которую предварительно нанесен
бесцветный отделочный воск. Полирование продол-
224 Ремонт Одежды и Обуви
жают до тех пор, пока ходовая поверхность не приоб-
ретет равномерный блеск. <
В обуви светлых тонов и белой, а также с верхом из]
замши, велюра и нубука аппретированию с последую-'
щим полированием подвергают всю ходовую повер-г
хность низа обуви. ;
Рекомендуется покрывать аппретом урезы по-<
дошв, подметок, рубцов и набоек из кожеподобной!
резины, а также ходовую поверхность подошв из*
пористой, непористой и кожеподобной резины (кож-t
волокна). |
Полирование боковой и ходовой поверхностей дета-t
лей. Холодному или горячему полированию подверга--
ют урезы кожаных подметок, рубцов, набоек и геле-
ночной части подошв; холодному полированию —
боковую и фронтальную поверхности вновь постав-;
ленных кожаных каблуков и боковую поверхность,
резиновых каблуков, а также кожаные подметки, по-'
дошвы в геленочной и крокульной частях и набойки
отремонтированной модельной обуви. 1
Для полирования используют комбинированные'
отделочные машины ОМ-Р, ОМ-1-Р, ОМС-Р и др.;]
предназначенные для обувной промышленности ма-
шины ГП для горячего полирования; предназначен-
ные специально для предприятий по ремонту обуви]
машины для холодного полирования Ч-1-Р и Ч-Р.
Горячее полирование выполняют для уплотнения .
и выравнивания поверхности уреза кожаной подошвы,
придания ему определенной формы, равномерного
распределения воска и образования блеска; холодное
полирование производят только для образования блес-
ка на окрашенных восковыми красками деталях низа.
Полирование выполняют отделочными восками,
представляющими собой сплав восков и воскоподоб-
Отделка Отремонтированной Обуви 225
ных веществ (монтанового, пчелиного, шеллачного,
карнаубского восков, парафина, церезина).
По твердости отделочные воски подразделяют на
твердые и мягкие, а по цвету — на окрашенные (чер-
ные, коричневые, светло-коричневые, пигментиро-
ванные), неокрашенные и бесцветные.
При холодном полировании урезы кожаных под-
меток, рубцов, набоек и геленочной части подошв, а
также ходовые поверхности кожаных подметок, по-
дошв в геленочной и крокульнбй частях и набоек
полируют вращающейся волосяной щеткой, на кото-
рую предварительно наносят отделочный воск.
При горячем полировании на урезы кожаных по-
дошв, подметок, рубцов и набоек наносят расплавлен-
ный отделочный воск, без пропусков, наплывов, а
затем последовательно совмещают урезы по всему
контуру с рабочим профилем разогретого вибрирую-
щего фумеля машины марки ГП или разогретым руч-
ным фумелем; профили рабочей поверхности фумелей
должны соответствовать профилю рабочей поверхнос-
ти фрезы; ширина полки фумеля обязательно должна
быть на 0,5 мм меньше ширины полки фрезы. При
использовании машины со ступенчатыми фумелями
урезы совмещают с фумелем требуемой ширины.
Боковую и фронтальную поверхности кожаных
каблуков полируют сначала вращающейся кожаной
катушкой, а затем вращающейся волосяной щеткой
или же одной вращающейся волосяной щеткой. Бо-
ковую поверхность резиновых каблуков полируют
вращающейся волосяной щеткой. На кожаную ка-
тушку и волосяную щетку до полирования наносят
отделочный воск, цвет которого должен соответство-
вать цвету боковой поверхности каблуков; при холод-
ном полировании используют две волосяные щетки —
8 Зак. 925
226 Ремонт Одежды и Обуви
для отделочного воска черного и темно-коричневого :
цвета. о ,
Отполированные урезы подогцв, подметок, рубцов
и набоек и боковая поверхность каблуков должны
иметь хороший равномерный бле:ск, без сожженных
мест, с четко выраженными полками и жилками уре-.
зов. .
Ходовые поверхности низа обуви светлых тонов,
белой, а также с верхом из замши, велюра и нубука,
покрытые аппретурой и просушенные, полируют на
вращающихся щетках, на которые предварительно
нанесен бесцветный отделочный воск, до образования
на их поверхностях равномерного блеска.
Вклеивание мягких стелек и полустелек. Заменяе-
мые мягкие стельки и полустельки выкраивают из
подкладочных кож толщиной от 0,6 до 1,5 мм или из
искусственных кож по утвержденным образцам. При
ремонте и обновлении модельной обуви стельки и
полустельки из искусственных кож не допускаются.
Стельки и полустельки по фасону и размерам
должны соответствовать ремонтируемой обуви, не иметь
дефектов, ухудшающих внешний вид и эксплуатаци-
онные свойства обуви, быть одинаковыми по виду и
цвету материалов в обеих полупарах.
На полустельки и стельки, а при приклеивании
резиновым клеем также на соответствующие поверх-
ности основных стелек наносят тонкий ровный слой
клея, без сгустков и пропусков, а затем их вклеивают
с помощью специальной металлической вилки.
Полустельки и стельки приклеивают вручную к
основным стелькам прочно, без сдвигов, перекосов,
складок и вздутий и тщательно разглаживают; края
вкладных полустелек и стелек должны совпадать с
краями основных стелек.
Отделка Отремонтированной Обуви 227
Отделка верха. К операциям по отделке верха отре-
монтированной или обновленной обуви относятся:
♦ расправка голенищ и утюжка верха;
♦ полирование;
♦ аппретирование;
♦ освежение.
Утюжку выполняют электротокмачом, токмачом и
утюжком, нагретыми до температуры 90—100°С. Голе-
нища сапожек расправляют с помощью правил. Лице-
вая поверхность должна быть без стяжек.
Утюжку выполняют при отделке отремонтирован-
ной обуви (за исключением обуви с верхом из лаковой
кожи, замши, велюра и нубука) по мере необходимости.
Полирование производят для придания блеска и
обеспечения хорошего внешнего вида обуви из лице-
вых хромовых кож черного и коричневого цвета.
Верх обуви обрабатывают или обувным кремом с
последующим холодным полированием, или покры-
вают аппретом без последующего полирования, или
освежают смывочными и аппретирующими препа-
ратами.
Верх обуви из лицевых хромовых кож белого,
светлых и ярких цветов освежают смывочными и
аппретирующими препаратами.
Верх отремонтированной или обновленной обуви
полируют на специальных машинах. Кожаный верх
обуви (за исключением верха обуви белого цвета,
ярких расцветок, а также из лаковой кожи, замши,
велюра и нубука) полируют вращающейся волосяной
щеткой, на которую предварительно наносят обувной
крем, соответствующий цвету обуви.
При отсутствии необходимости смывки загрязне-
ний с верха обуви из нелицевых кож белого цвета,
светлых и ярких расцветок, а также при отделке верха
228 Ремонт Одежды и Обуви
обуви из лицевых кож черного и коричневого цвета без
полирования на щетках допускается аппретирование.
Аппретирование производится шеллачным или по-
ливинилбутиральным и поливинилацетатным аппре-
том. Обувные аппретуры представляют собой жидкос-
ти, обладающие способностью при нанесении на
поверхность кожаного верха обуви образовывать на
ней блестящие пленки.
Аппретуру наносят слегка смоченной раститель-
ной губкой или тампоном плавными движениями,
тонким равномерным слоем. Аппретированную обувь
в течение 10—15 минут просушивают при температуре
18—20°С. Если после аппретирования блеск недостато-
чен, аппретуру наносят вторично. Вид аппретуры вы-
бирают в зависимости от цвета верха обуви.
Чистка верха отремонтированной обуви от пыли и
загрязнений. Пыль удаляют щеткой, грязные пятна —
водой или смывочной жидкостью, жирные пятна —
бензином «галоша», пятна от клеев на органических
растворителях — растворителем малой концентрации,
пятна от водных отделочных красок — водой. При
производстве этой операции надо иметь в виду, что
пленка красителя не должна быть повреждена.
Освежение верха заключается в последовательной
обработке обуви (исключая велюр, замшу и лаковую
кожу) смывочными препаратами типа ОС для удале-
ния загрязнений с поверхности кожи и смягчения ее,
а также аппретирующими препаратами для придания
блеска поверхности кожи.
Препарат ОС-1 предназначен для удаления (смыв-
ки) загрязнений и смягчения верха кожаной цветной
обуви; препарат ОС-2 применяется для удаления за-
грязнений, смягчения кожи и закрашивания отдель-
ных потертых мест кожаной обуви черного цвета, так
Отделка Отремонтированной Обуви 229
как содержит дополнительно краситесь — водораство-
римый нигрозин.
Загрязнения кожаного верха обуви смывают поро-
лоновой или резиновой губкой, смоченной в растворе
препарата ОС-2 при освежении верха обуви черного
цвета и препарата ОС-1 — верха обуви других цветов.
Для лучшего удаления загрязнений следует часто от-
жимать излишнюю жидкость из губки. Сильно загряз-
ненные места чистят повторно. По окончании смывки
верх обуви протирают мягкой сухой хлопчатобумаж-
ной тканью, а затем подсушивают при температуре
18—20°С в течение 10—15 минут.
После этого обувь аппретируют препаратом
«Блеск-2» для обуви черного цвета, «Блеск-1» — для
обуви других цветов.
Обработанный верх обуви должен иметь ровный
блеск, не быть марким и липким. Подкладка обуви не
должна быть загрязнена кремом или аппретурой.
УХОО
3J ОЪУЯЪЮ
Чтобы обувь была в хорошем состоянии, прежде
всего ее следует хранить в проветриваемом месте в
специальном шкафчике. Ставят обувь на хранение
предварительно хорошо очищенной и сухой. В этом
же шкафчике, как правило, хранится все, что требу-
ется для ухода за обувью. В зависимости от цвета
имеющейся обуви — черной, желтой и т. д. надо
обзавестись и соответствующим кремом, а также иметь
отдельные щетки или бархотки или суконца. Кроме
того, нужна жесткая щетка с короткой щетиной для
удаления с обуви засохшей грязи перед чисткой кре-
мом.
230 Ремонт Одежды и Обуви
Для чистки обуви применяйте высококачествен-
ные кремы, так как от них зависит эластичность и
прочность кожи.
Прежде чем приступить к чистке желтой, коричне-
вой или красной кожаной обуви, ее очищают от пятен,;
если они имеются. Пятна смываются мылом и холод-
ной водой или раствором стирального порошка. После
этого обувь промывается водой так, чтобы внутрь не
попали вода, и вытирается насухо. Крем наносится
только на сухую обувь.
Застарелые и более стойкие пятна счищают бензи-
ном, лимонным соком или луком, а чтобы вернуть
коже эластичность, ее протирают тряпкой, смоченной
в молоке.
Жирные пятна на кожаной обуви можно удалить
раствором соды в воде (чайная ложка соды на полста-
кана воды). Пятна протирают раствором до образова-
ния пены. После этого обувь вытирают сухой мягкой
тряпкой.
Белая обувь хорошо очищается, если ее намазать
свежим молоком и после высыхания обтереть чистой
мягкой тряпкой. Отдельные пятна можно удалить,
потерев их мягкой резинкой.
Сильно загрязненную белую обувь чистят бензи-
ном, в который добавляют немного порошка жженой
магнезии.
Кожу старой обуви желтого, коричневого или крас-
ного цвета можно освежить, если хорошо ее натереть
мягкой тряпкой, смоченной в скипидаре с добавлени-
ем нескольких капель свежего молока. После этого
обувь надо намазать кремом и чистить бархоткой.
Гуталин и крем храните плотно закрытыми. Если
они все-таки засохли, следует добавить немного сосно-
вого скипидара.
Отделка Отремонтированной Обуви 231
Чтобы обувь долго сохраняла свою форму, в нее
вставляют выпрямительные колодки или заполняют
бумагой. Размер выпрямительной колодки должен
соответствовать размеру обуви, чтобы она не растяги-
валась. Для длительного хранения обувь должна быть
предварительно вычищена и обильно смазана кре-
мом; лакированную обувь следует слегка протереть
касторовым маслом или чистым глицерином. Кожа-
ные подметки смазывают натуральной льняной оли-
фой. Резиновые боты или сапоги натирают глицери-
ном.
Обувь нельзя сушить близко от отопительных при-
боров, так как от этого кожа высыхает, теряет эластич-
ность и трескается, а подошва сжимается.
Замшевую обувь, если она влажная, надо сначала
высушить и лишь после этого счистить грязь. Затем,
чтобы восстановить ворс, потереть мелкой наждачной
бумагой, коркой хлеба или резиновой щеткой.
Загрязненную текстильную обувь надо высушить и
почистить щеткой, а пятна удалить бензином.
Полотняную обувь после удаления пыли щеткой
протирают водным раствором нашатырного спирта
(чайную ложку на полстакана воды) и вытирают
чистой тряпкой, смоченной в воде. Белую полотня-
ную обувь чистят кашицей из бензина и жженой
магнезии.
Лакированную обувь нельзя чистить кремом, так
как лак тускнеет. Рекомендуется чистить лаковую
обувь разрезанной луковицей, а затем сухой мягкой
материей. Можно также чистить лакировайную обувь
тампоном, смоченным в молоке. После высыхания
обувь смазывают растительным маслом.
Со временем кожа обуви покрывается толстым
слоем краски или крема, которые придают ей загряз-
232 Ремонт Одежды и Обуви
ненный вид. Избавиться от налета можно при помощи
тампона, смоченного в минеральном скипидаре. Од-
нако в этом случае кожа немного темнеет.
Если обувь хранилась во влажном помещении и
покрылась плесенью, плесень снимают бензином.
РЕМОНТ РЕЗИНОВОЙ
И ВАЛЯНОЙ ОБУВИ
Ремонт Резиновой и валяной Обуви 235
Р$М 0Н9П
Р&ЗММОЯОЙ ОЪУЯИ
Резиновая обувь предназнача-
ется для защиты ног от воды, а
также от химически активных ма-
териалов (кислоты, щелочи), от
высокого электрического напряже-
ния и др. За небольшим исключением (чуни, купаль-
ные туфли) резиновая обувь имеет многослойную кон-
струкцию, внутренние и промежуточные детали создают
каркас обуви и защищают ноги от холода. Наружные
детали обеспечивают водонепроницаемость и опреде-
ляют внешний вид обуви.
Готовую резиновую обувь классифицируют:
♦ по целевому назначению — на обувь бытового
назначения и обувь техническую;
♦ по способу использования — на обувь, одеваемую
на другую обувь, и обувь, одеваемую на ногу;
♦ по конструкции верха — на галоши, боты, ботин-
ки, туфли, сапожки, сапоги;
♦ по материалам верха — с цельнорезиновым и
текстильным верхом;
236 Ремонт Одежды и Обуви
♦ по фасону носка — обувь с узким, полукруглым,
широким, тупым носком;
♦ по высоте каблука — с низким, высоким, сред-
ним каблуком, без гнезда для каблука (в обуви, пред-
назначенной для одевания на ногу);
♦ по роду и размеру — обувь, предназначенную для
одевания на ногу (сапогй, туфли), собирают и форму-
ют на колодке, близкой по форме и размерам к
затяжным колодкам кожаной обуви, и сохраняют та-
кую же нумерацию, какая принята для кожаной обуви.
Износ резиновой обуви и виды ее ремонта. В про-
цессе носки резиновой обуви встречаются разнообраз-
ные нарушения целостности резиновой обуви: мест-
ные износы подошвы, износ каблука, отрыв подошвы
от верха, порезы переда, износ задника, разрывы в
подъеме, разрывы верха и др.
В зависимости от характера износа может возник-
нуть необходимость выполнения следующих ремонт-
ных работ:
♦ постановка заплаты на верхе;
♦ укрепление разорванного угла;
♦ ремонт задников;
♦ постановка рубцов на подошву;
♦ постановка косячка на каблук;
♦ постановка набойки;
♦ постановка подметки;
♦ постановка союзок и головок с новыми подо-
швами к резиновым сапогам.
Ремонт резиновой обуви может быть произведен
двумя способами: холодным и горячим. При холодном
способе починочным материалом является вулканизи-
рованная листовая резина. Ее приклеивают ручным
способом, не применяя специального оборудования.
При горячем способе ремонта починочным материа-
лом является невулканизированная листовая резина,
г
Ремонт Резиновой и Валяной Обуви 237
ее приклеивают к обуви вулканизующимся клеем и
вулканизируют в прессах или вулканизационном кот-
ле. Ремонт горячим способом позволяет получить
обувь более прочную и лучшего внешнего вида.
Холодным способом ремонтируют обувь с цвет-
ным или текстильным верхом и обувь, ослабленную
продолжительной ноской, которая не выдерживает
высокой температуры при вулканизации.
Ремонт резиновой обуви холодным способом. Обувь
очищают от грязи и сушат. Старые заплаты, если они
частично изношены, удаляют. В изношенных частях
срезают оборванные участки, неровные края у дыр,
бугры, излишнюю толщину до получения в ремонтиру-
емых местах ровной поверхности и равномерной тол-
щины.
Подлежащую ремонту поверхность подвергают ше-
рохованию. При шероховании верха под заплаты дела-
ют круговой припуск 6—8 мм к размеру проношенного
места. Шерохование под вставку задников, носков,
союзок делают на всей площади, закрываемой этими
деталями, а также захватывают прилегающий край
ходовой поверхности подошвы на ширине 5—6 мм.
Шерохование подошвы в случае постановки подметки
или набойки делают от грани до грани, с заходом на
геленочную часть на 15—20 мм. Шерохование выпол-
няют при помощи абразивного круга или крупной
шкурки на машине для взъерошивания или вручную
рашпилем или шкуркой, прибитой к деревянной до-
щечке. '
При постановке косячка или рубца делают при-
пуск к изношенному месту 10—15 мм. Площадь косяч-
ка должна составлять не менее 1/3 площади набойки.
При наличии сквозных разрывов верха стороны
разрыва должны быть сшиты и стянуты нитками хлоп-
чатобумажными №0,00 или льняными в 3—4 сложения
238 Ремонт Одежды и Обуви
при помощи шила и иглы. Если разрыв начинается от
края, то подкладка на ширине 5 мм от края должна
быть удалена, а обнажившаяся нелицевая сторона ;
резины зашерохована. При наличии расслоившихся
внутренних деталей они должны быть очищены от ;
грязи и зашерохованы. Зашерохованную поверхность
протирают бензином.
Подбирают вулканизированную резину требуемой
толщины и шерохуют по нелицевой поверхности; све-
жеотшпальтованная шерохования не требует. Зашеро-
хованные поверхности также желательно протереть
бензином.
Вырезают ремонтные детали в соответствии с раз-
мерами зашерохованной поверхности: небольшие за-
платы точно по размеру зашерохованного места, круп-
ные — на 1—2 мм меньше, с учетом вытягивания
заплаты при ее накладке, детали низа — с припуском
2—3 мм по грани на обрезку. Края заплат и верхние
края задников и союзок отлого спускают на нет.
Зашерохованные места на обуви и на ремонтных
деталях жесткой кистью промазывают резиновым кле-
ем без вулканизирующих добавок. Клей должен быть
тщательно втерт. Промазку делают два раза и два раза
просушивают: после первой промазки 10—15 минут,
после второй — 25—30 минут. Недосушка, так же как и
чрезмерно длительная сушка, снижают прочность скле-
ивания.
Подготовленные детали накладывают на ремонти-
руемое место, прижимают рукой и околачивают мо-
лотком. Переносить детали на обувь нужно, поддевая
их тупиком или захватывая плоскогубцами. Наложен-
ная и прижатая деталь сразу схватывается клеем и не
может быть передвинута, поэтому до приклейки ее
следует примерить по месту, уточнить положение,
Ремонт Резиновой и Валяной Обуви 239
после чего наложить и прижать рукой. Небольшие
заплаты сначала прижимают посередине, а затем раз?
глаживают пальцем и тупиком от середины к краю,
после чего околачивают молотком. Большие заплаты
прижимают вдоль одной стороны, затем слегка вытя-
гивают и приглаживают, начиная от приклеенного
места.
При накладке союзки ее прижимают к грани Обуви
у середины носка, оставляя кромку шириной 5 мм для
загибки. Слегка вытягивают союзку от середины носка
к середине верхнего выреза и приклеивают к сапогу по
ее средней линии; затем вытягивают одно крыло и
прижимают его к союзке, разглаживая от приклеенной
средней линии к краям. Также приклеивают второе
крыло. Кромку союзки загибают на ходовую поверх-
Рис. 80.
' Прикаточные
ролики
ность подошвы.
Задник наклеивают так же, как и союзку.
Край заплаты, находящейся от грани подошвы на
расстоянии менее 10 мм, также загибают на ходовую
поверхность подошвы. Загнутые края заплат, задни-
ков, союзок, носков шерохуют с ходовой стороны,
затем промазывают клеем ходовую поверхность обуви
и накладывают детали низа. Для этого
деталь кладут на верстак клеевой плен-
кой кверху, обувь точно устанавлива-
ют на деталь, руководствуясь положе-
нием грани надетали. Когда произойдет
схватывание клея, обувь переворачи-
вают подошвой кверху и разглаживают
деталь от середины к краям.
Все приклеенные детали низа и
верха околачивают молотком, а края
прикатывают прикаточным роликом
(рис. 80). В местах разрыва верха, а
240 Ремонт Одежды и Обуви
также в местах несквозного, но глубокого износа для
заполнения пространства вклеивают подзаплатник —
узкую заплату из тонкой резины. На подзаплатник ;
наклеивают заплату. . i
Если имеются разрывы по краю обуви, заплату
огибают вокруг края и приклеивают с внутренней
стороны на ширине 4—5 мм к освобожденному от
подкладки месту.
При постановке нового задника его верхний край
также огибают вокруг верхнего края галоши и прикле-
ивают изнутри.
При большом износе задника иногда кроме наруж-
ного вклеивают и внутренний задник из тонкой рези-
ны. Отслоившиеся внутренние детали склеивают рези-
новым клеем.
Отремонтированную обувь отделывают: обрезают
и обрабатывают шкуркой края вновь приклеенных
деталей низа; лакируют верх нитроглифталевым ла-
ком, пользуясь мягкой кистью или тампоном. Лаки-
ровку и сушку производят при температуре 18—20°С,
продолжительность сушки 25—30 минут.
Р&М0Н9Н ЯЛАЯНОМ ОЪУЯИ
Валяная обувь отличается высокими теплозащит-
ными свойствами. Различают грубошерстную и фетро-
вую валяную обувь. Грубошерстную делят на тонкую,
среднюю и утяжеленную. По отделке — на крашеную и
некрашеную.
Размер валяного и фетрового сапога определяется
его номером, который соответствует выраженной в
сантиметрах длине следа внутри сапога. Выпускают
обувь размерами от 13 по 32 с интервалом 1 см. При
увеличении длины следа на 1 см увеличиваются обхват
в пучках на 6 мм, в косом подъеме и голенище на 10 мм.
Ремонт Резиновой и Валяной Обуви 241
Обувь выпускают:
♦ для детей дошкольного возраста — №№13—19;
♦ для детей школьного возраста — №№20—22;
♦ женская обувь — №№23—27;
♦ мужская обувь — №№26—32.
Минимальная толщина подошв сапога колеблется
в пределах от 7 до 15 мм, головок — от 5,5 до 8 мм,
голенищ — в верхней части 3—4 мм, средней 3—5 мм,
нижней 4,5—9 мм, в области задника 6—13 мм.
Утяжеленные и средние валяные сапоги носят в
морозную погоду без галош. Износ их происходит в
первую очередь по ходовой поверхности, большей
частью неравномерно. Верх валяного сапога изнаши-
вается медленнее, чем низ, но поскольку он значитель-
но тоньше, то к моменту ремонта подошвы появляются
проношенные, а иногда и сожженные при сушке места
на голенищах и, в особенности, на заднике.
Сапоги грубошерстные тонкие и фетровые носят с
галошами или к ним пришивают подошвы из кожи или
резины, после чего они изнашиваются и ремонтируют-
ся как кожаная обувь.
Так как толщина всех видов валяной обуви значи-
тельно превышает толщину кожаной обуви, то при
износе появляется значительная разница в толщинах
изношенных и малоизношенных мест. Отличительной
особенностью почти всех видов ремонта валяной обу-
ви является вставка вкладышей в проношенные места.
Только выровняв таким путем толщину, возможно
приступить к постановке ремонтной детали: заплаты,
напяточника, подошвы.
Основной материал для ремонта валяной обуви —
войлок подошвенный. Подошвенный войлок делится
на войлок для мужской, женской и детской обуви.
Толщина войлока для мужской обуви должна быть не
менее 13 мм, для женской и детской — 10 мм.
242 Ремонт Одежды и Обуви
Подошвенный войлок сортируется по качеству
^а 1-й и 2-й сорт. Его выпускают обычно пластинами
длиной 100—150.см, но могут быть и другие размеры
пластин. , . . . - . / .
Иногда голенища изношенныхваляных сапог от-
резают и используют в качестве ремонтного материала
на вкладыши к проношенным местам подошвы, в
отдельных случаях на заплаты и напяточники.
Подошвы из разрезанных старых голенищ делают
в два слоя. Их подбирают так, чтобы общая толщина
оказалась равномерной, с некоторым увеличением к
носку.
Допускается составление внутреннего слоя из двух
или трех кусков, причем место соединения может
находиться на пяточной, геленочной, но не на подме-
точной части подошвы. Стык составляют путем спус-
кания краев и накладывания их одного на другой.
Части составной подошвы соединяют, пристрачивая
их к цельному наружному слою.
Напяточники и заплаты выкраивают из кожи хро-
мовой или юфтевой, толщиной не менее 0,8 мм; ранты,
подошвы, подметки, рубцы выкраивают по тем же
нормативам, что и при ремонте кожаной обуви.
Ремонт верха. При ремонте верха валяной обуви
делают ушивки, пришивают заплаты и напяточники.
Если на верхе имеются старые изношенные заплаты,
их до ремонта удаляют ножом. При постановке запла-
ты проношенное насквозь место очищают от волокон,
потерявших связь с основой сапога, придают дыре
плавные очертания и спускают вокруг нее края на нет
на ширине 10—12 мм. Подбирают материал для вкла-
дыша (вметки), одинаковый по толщине со смежным
участком сапога. Вырезают вкладыш, точно соответ-
ствующий форме и размеру подготовленного к заплате
места с припуском 10—12 мм к размерам отверстия.
Ремонт Резиновой и Валяной Обуви 243
Припуск спускают на нет. Вкладыш (вметку) наклады-
вают на место и пришивают проваренной льняной
ниткой №7,5/5 через край однониточным, зигзагооб-
разным обметочным швом при помощи шила-крючка,
иголки или щетинки. Прокол должен дойти до полови-
ны толщины материала и захватить одновременно обе
соединяемые детали. Длина стежков 10— 12 мм, рассто-
яние между ними 5—6 мм. Шов следует туго утягивать,
детали соединять заподлицо. Последний стежок закре-
пить узлом.
Заплаты можно ставить и из другого материала,
например, из кожи или тонкого войлока. Заплату выре-
зают по форме и размеру вметки с круговым припуском
8—9 мм. Ее приклеивают к ремонтируемому месту
резиновым клеем и пришивают к голенищу сквозным
двухниточным ручным швом проваренной хлопчатобу-
мажной ниткой №00, шилом-крючком, иголкой или
щетинкой, длина стежков 3,5—5 мм. Допускается также
пристрочка заплат без приклейки (рис. 81). В тонких
местах голенища заплаты пришивают на швейной ма-
шине двухрядной строчкой. Шов должен проходить на
расстоянии 2—3 мм от края заплаты. Если расстояние от
края заплаты, до грани по-
дошвы менее 10 мм, длину
заплаты увеличивают, заги-
бая ее за грань на ходовую
поверхность подошвы на
длину 8—10 мм и приметы-
вают загнутый край к следу.
Если износ ремонтиру-
емого участка не сквозной,
также делается войлочная
вметка для выравнивания
толщины со смежными
участками. Края вметки
Рис. 81. Разрез заплаты с
вкладышем:
1 — голенище; 2 — заплата;
3 — вкладыш; 4 — обметоч-
ный шов; 5 — сквозный шов
244 Ремонт Одежды и Обуви
спускают на нет на ширине 20—30 мм. Прикрепляют
вметку и пристрачивают заплаты так же, как и при
сквозном износе.
Прикрепление вметок и заплат при сквозном и
несквозном износе может быть выполнено нитроцел-
люлозным клеем. Клей наносят дважды. После второй
намазки заплату накладывают на обувь без сушки,
прижимают рукой и проглаживают умеренно нагре-
тым токмачом.
Ушивку урезанных или разорванных мест произ-
водят проваренной льняной ниткой №№7,5/5—7,5/6
зигзагообразным швом. Стянув края разреза, наклады-
вают кожаную заплату и пришивают по краю двухни-
точным швом.
При износе задника выравнивают ножом края
проношенного места прямым резом, без спуска. Под-
бирают по толщине материал и вырезают вкладыш по
размеру отверстия также прямым резом без спуска.
Вкладыш вставляют на место и пришивают проварен-
ной льняной ниткой обметочным швом, как и при
постановке заплаты, вырезают напяточник изкожи или
тонкого войлока. Верхний край напяточника должен
быть выше следа, оставленного галошей, на 12—15 мм;
нижний край должен заходить на след обуви на
15-18 мм. Напяточник накладывают на место при-
крепления, приметывают к валенку двумя стежками по
верхнему краю и пришивают к сапогу сквозным двух-
ниточным ручным швом проваренной хлопчатобу-
мажной ниткой при помощи шила-крючка, иголок
или щетины. Нижнюю кромку напяточника, загнутую
за грань, приметывают к следу.
Ремонт низа. При ремонте низа применяют как
пришивной, так и клеевой способ.
Пришивной способ. Подбирают колодку нужного
размера и фасона, надевают на нее обувь и закрепляют
Ремонт Резиновой и Фалиной Обуви 245
на колодке двумя проволочными s'х.
гвоздями, вбитыми в подъеме и за- f \
днике. По возможности для удобст- / |
ва работы заворачивают вверх голе- I /
нища. \ <'> /
Если обувь оказалась слишком |
широкой, вырезают продолговатую 1 <
полоску войлока посреди следа обу- ( <
ви прямым резом и сшивают края \ У
разреза однониточным обметочным
(через край) швом (рис. 82). Когда Рис 82 сшивание
валенок при носке сузился, его след краев разреза
также прорезают продольным резом обметочным швом
посередине, вставляют кусок войло-
ка, соответствующий толщине, и также пришивают
обметочным однониточным швом к краям разреза.
Длина стежка 16—18 мм, расстояние между стежками
10 мм. Соединение в стыке должно быть плотным.
Шов околачивают молотком.
При наличии сквозного износа края изношенного
места выравнивают ножом и спускают на нет на
ширине 12—15 мм. Подбирают войлок, соответствую-
щий толщине смежных участков следа, вырезают вкла-
дыш в точном соответствии с формой и размером
подготовленного места, спускают края на такой же
ширине, как и на следе, вкладывают на место и
пришивают обметочным швом проваренной льняной
ниткой №№7,5/5—7,5/6 при помощи шила-крючка.
Толщина следа после ремонта обуви должна быть не
менее 6 мм. Длина стежков 10—12 мм; последний
стежок закрепляют узлом; шов околачивают молот-
ком.
При необходимости ремонта подошв и набоек
подбирают войлочные подошвы и набойки нужного
размера и толщины, накладывают набойки на подо-
246 Ремонт Одежды и Обуви
швы и прострачивают их прова-
ренной льняной ниткой в восемь
сложений на прошивной машине.
При отсутствии оборудования про-
строчку подошв и набоек выпол-
няют вручную проваренной льня-
ной ниткой в восемь сложений
№7,5/8 челночным швом шилом-
крючком, длина стежков 8—10 мм.
Прострочка ведется тремя продоль-
ными швами; первый проходит по
средней линии подошвы, второй и
третий — вдоль края, на расстоя-
нии 25 мм от него и соединяются в
носочной и пяточной частях в замкнутую кривую
(рис. 83).
Войлочные подошвы и стельки прострачивают для
того, чтобы стянуть и уплотнить материал, предотвра-
тить его растрепывание при носке. Прострочка боль-
шей частью выполняется на предприятиях, располага-
ющих прошивной или тяжелой швейной машиной.
Пришивание подошв с набойками к следу обуви
является основной и наиболее трудоемкой операцией.
Подошвы с набойками накладывают на след обуви и
временно прикрепляют тремя проволочными гвоздями
в носочной, геленочной и пяточной частях и при-
шивают к краю обуви (рис. 84).
Шитье начинается в геле-
ночной части с полевой сто-
роны правой полупары и внут-
Рис. 84. Пришивание войлочной
подошвы к валяному сапогу за
край:
1 — подошва; 2 — низ сапога; 3 — шов
пришивки за край
Ремонт Резиновой и Валяной Обуви 247
ренней стороны левой полупары; шов ведут по направ-
лению к носку и далее по часовое стрелке вокруг всего
контура. Уколы шилом-крючком делают со стороны
верха обуви на расстоянии 7— 10 мм от грани и выводят
шило со стороны подошвы на расстоянии 8—10 мм от
уреза (считая положение уреза после обрезки).
При повторном ремонте проколы шилом делают
на расстоянии 10—12 мм от грани и выводят шило со
стороны подошвы на расстоянии 9—И мм от уреза.
Шьют проваренной льняной ниткой в десять сло-
жений, что достигается путем сложения двух ниток в
пять сложений №7,5/5. Длина стежков 8—10 мм; шов
должен быть хорошо утянут, а стежки должны утопать
в войлоке. В пяточной части стежки должны захваты-
вать подошву вместе с набойкой. Последний стежок
закрепляется узлом. Шов должен образовать плавную
линию без зигзагов.
Пришивка подошвы к тонким сапогам может быть
выполнена сквозным швом, проходящим внутри обуви
(рис. 85). Для этого используют прошивную машину.
После подготовки следа и подошвы подошву наклады-
вают на след обуви, временно прикрепляют за край
следа по одному стежку в носке и пятке и снимают с
колодки.
Сапог с отвернутым голенищем надевают на рог
прошивной машины и проши-
вают проваренной льняной нит-
кой в восемь сложений №9,5/8,
начиная от перейм к носку, и
далее вокруг всего сапога. Шов
Рис. 85. Пришивание войлочной
подошвы к валяному сапогу
сквозным швом:
I — подошва; 2 — низ сапога; 3 — сквоз-
ной шов
248 Ремонт Одежды и Обуви
должен проходить на расстоянии 6—8 мм от внутрен-
ней грани, длина стежка 10—12 мм.
При отсутствии необходимого оборудования сквоз-
ную прошивку выполняют вручную челночным швом
шилом-крючком. Сквозная прошивка подошв утяже-
ленной и средней обуви не дает хороших результатов,
так как расстояние на подошве от уреза получается
большим из-за толщины переда сапога, и край подо-
швы при носке отжимается от следа обуви.
Клеевое крепление войлочной подошвы. Войлочные
подошвы могут быть приклеены к валяной обуви
нитроцеллюлозным или перхлорвиниловым клеем. Под-
готовительные операции: насадка на колодку, вметка
вкладыша, прострочка подошв с набойками — выпол-
няются так же, как и при пришивном креплении.
Затем след обуви и неходовую поверхность подошвы
взъерошивают, очищают щеткой от пыли и промазы-
вают клеем; просушивают в течение 45—60 минут при
температуре 18—20°С; затем клеевую пленку на подо-
шве освежают растворителем или повторно намазыва-
ют клеем. Подошву наклеивают на след обуви, времен-
но закрепляют двумя проволочными гвоздями и ставят
под пресс не менее чем на 60 минут. Для прессования
валяных сапог применяют клеевые прессы со специ-
альными приспособлениями.
Войлочные подошвы с набойками, прикреплен-
ными к следу нитками или клеем, обрезают по урезу
ножом и отделывают по урезу на абразивном круге или
шкуркой, затем удаляют гвозди временного крепления
и снимают обувь с колодки.
Прикрепление кожаных и резиновых подошв к валя-
ной обуви. Кожаную подошву пришивают обычно к
фетровым или тонким сапогам, пользуясь рантовым
методом. Ремонт верха, насадку обуви на колодку,
подготовку следа выполняют обычным способом. Из
Ремонт Резиновой и Яаляной Обуви 249
увлажненной и провяленной стелечной кожи выкраи-
вают рант толщиной 1,8—2 мм, шириной 14—16 мм. По
внутреннему краю ранта делают спуск с лицевой сто-
роны на ширине 5—6 мм, срезая до 1 /3 толщины кожи,
и пришивают его к следу обуви.
Простилают след, накладывают увлажненную и
провяленную подошву, пришивают ее к ранту на
машине или вручную, прикрепляют каблук и выполня-
ют остальные пошивочные и отделочные операции в
соответствии с технологией ремонта кожаной обуви.
Резиновую подошву прикрепляют преимуществен-
но клеевым способом или горячей вулканизацией.
Ремонт верха, насадку на колодки и подготовку следа
выполняют так же, как и при прикреплении войлоч-
ной подошвы.
Для клеевого крепления вырезают из резины об-
водку шириной 20—25 мм и обводят ею след обуви по
всему контуру, прикрепляя обводку к следу утолщен-
ной или средней обуви вручную за край валяного
сапога, а к следу тонкой или фетровой обуви — вруч-
ную или на прошивной машине сквозным швом,
проходящим внутрь сапога.
Для прикрепления резиновой подошвы способом
горячей вулканизации подготовительные операции вы-
полняют обычным порядком. Сапог снимают с дере-
вянной колодки и подбирают прессформу требуемого
размера. Внутрь сапога вкладывают металлическую
пластину и надевают сапог на металлическую колодку.
След обуви формуют при помощи полого металли-
ческого валика, на след наносят резиновую мазь,
изготовленную путем растворения в бензине каблуч-
ной резиновой смеси. Этой же мазью промазывают
предварительно взъерошенную грань сапога до высоты
7—8 мм от следа. На нагретую до температуры 160—170°С
прессформу накладывают пласт невулканизированной
250 Ремонт Одежды и Обуви
подошвенной резины, а на пяточную часть — пласт
каблучной резины, имеющей набойки. Сапог ставят в
прессформу и запрессовывают, заворачивая прессую-
щий винт. Выступающие при прессовании излишки
резины сразу снимают. Продолжительность прессова-
ний 6—8 минут. По окончании вулканизации обувь
снимают с пресса, освобождают от колодки и удаляют
металлическую пластину. При помощи ножа, шлифо-
вальной шкурки и абразивного круга удаляют заусен-
цы резины.
МАТЕРИАЛОВЕДЕНИЕ
ОБУВНОГО ПРОИЗВОДСТВА
Материаловедение Обувного Производства 253
кожи
Кожу применяют для изготов-
ления деталей верха, низа и под-
кладки, а также промежуточных
деталей обуви. Технологические и
эксплуатационные требования к де-
талям различны, поэтому для изготовления обуви ис-
пользуют разные по свойствам и внешнему виду кожи.
Виды кожевенного сырья. Для изготовления кожи
применяют в основном шкуры крупного рогатого ско-
та, свиней, лошадей, овец, коз, а также шкуры верблю-
дов, ослов, буйволов, оленей. В небольших количест-
вах перерабатываются шкуры земноводных и
пресмыкающихся (крокодилов, ящериц, змей) и рыб.
Приведем краткую характеристику наиболее широко
применяемых для изготовления обувных кож видов
кожевенного сырья.
Опоек — шкуры телят в возрасте до 6 месяцев с
первичной шерстью, не перешедших на растительную
пищу.
Выросток — шкуры телят в возрасте до 7 месяцев,
254 Ремонт Одежды и Обуви
перешедших на растительную пищу. Масса шкуры в >
парном состоянии до 10 кг.
Полукожник — шкуры телят и бычков массой от 10
до 13 кг.
Бычок — шкуры бычков массой от 13 до 17 кг.
Яловка — шкуры коров массой более 13 кг. Эти
шкуры делят на легкие (масса 13—17 кг), средние ?
(17—25 кг) и тяжелые (более 25 кг).
Бычина и бугай — шкуры соответственно кастриро- :
ванных и некастрированных быков массой более 17 кг.
Козлина — шкуры коз. Козлину делят на группы —
хлебная, степная и шкуры диких коз.
Овчина — шкуры овец, чаще всего русской и
степной пород.
Свиные шкуры — шкуры свиней, боровов и хряков.
Их разделяют на мелкие (площадью 30—70 дм2), сред-
ние (70—120 дм2) и крупные (более 120 дм2).
Жеребок — шкуры жеребят массой в парном виде
до 5 кг.
Выметка — шкуры молодняка лошадей массой в ’
парном состоянии от 5 до 10 кг. :
Конина — шкуры взрослых лошадей массой в пар-
ном состоянии более 10 кг.
Особенностью строения шкуры является сущест-
венное различие свойств ее участков. В шкуре и коже
крупного рогатого скота различают следующие топо- :
графические участки: чепрак 7 (рис. 86), воротник 5,
полы 3, пашины 2, челку 4, лапы 1 и огузок 6.Чепрак —
наиболее плотный и прочный участок шкуры, занимаю-
щий 50—55% ее площади. Вороток, включающий чел-
ку, занимает до 20% площади кожи, столько же зани-
мают полы с пашинами. На лапы приходится до 10%
площади.
Кожи для верха обуви изготовляют из шкур
Материаловедение Обувного Производства 255
крупного рогатого скота
(опойка, выростка, по-
лукожника; яловки, быч-
ка, бычины), свиных,
овчины, козлины, конс-
ких передни и спилка.
Юфть для верха сапог и
Рис. 86. Топография шкуры
крупного рогатого скота:
1 — лапы; 2 — пашины; 3 — полы;
4 — челка; 5 — вороток; 6 — огу-
зок; 7 - чепрак
сандалий вырабатывают из шкур крупного рогатого
скота, конских и свиных; кожу подкладочную — из
опойка, выростка, полукожника, овчины, козлины,
свиных шкур, спилка; кожу для низа обуви (подошв
и стелек) — из бычины, бугая, яловки, конских хазов.
Производство кожи. Производство кожи представ-
ляет собой чередование химических и физико-химичес-
ких процессов, а также механических машинных опера-
ций.
Отмока. Отмока заключается в промывке шкуры
водой с добавлением ускорителей процесса (главным
образом сульфида натрия) для приведения шкуры в
состояние, близкое к парному. При промывке шкуры
из нее удаляется кровь, консервирующие вещества,
водорастворимые белки. Длительность отмоки зависит
от вида сырья, температуры воды, количества добав-
ленных химических веществ, интенсивности механи-
ческих воздействий. Отмоку производят в чанах, бар-
касах, барабанах различных конструкций или шнековых
аппаратах.
256 Ремонт Одежды и Обуви
Обезволашивание, золение и сгонка волоса. Обез-
волашивание уменьшает прочность связи волоса с
дермой, а золение разрыхляет волокнистую структуру
дермы.
При производстве кож для верха обуви из шкур
крупного рогатого скота, овчины и козлины на бахтар-
мяную сторону наносят обезволашивающую смесь,
дают пролежку, а затем производят сгонку волоса на
машине и золение. При производстве кож для низа
обуви выполняют обезволашивающее золение (безна-
мазное), а затем сгонку волоса.
Ослабление связи волоса с дермой, достигнутое
обезволашиванием и золением, позволяет легко уда-
лить его на волососгонных машинах. Полуфабрикат,
полученный после удаления волоса, называют гольем.
Мездрение. В результате выполнения этой опера-
ции мездра отделяется от дермы. Первое мездрение
выполняют еще во время отмоки для удаления поверх-
ностного слоя мездры, препятствующего прониканию
в шкуру обрабатывающих составов, второе мездре-
ние — после сгонки волоса или золения. Операцию
выполняют на мездрильной машине.
Чистка лицевой поверхности голья. Операция про-
водится для удаления остатков волоса и грязи. Чистку
осуществляют на волососгонных или чистильных ма-
шинах, а также вручную.
Двоение. Двоение состоит в выравнивании по
толщине и разделении голья на слои. Верхний слой
называют лицевым спилком, нижний — бахтармя-
ным. Раздваивают недубленое или выдубленное голье.
Операцию выполняют на двоильно-ленточной ма-
шине.
Раскраивание. Для удобства обработки и улучше-
ния использования кожи крупный полуфабрикат рас-
краивают. Существует несколько вариантов раскраи-
МАТЕРИАЛОВЕДЕНИЕ ОБУВНОГО ПРОИЗВОДСТВА 257
вания голья, предназначенного для изготовления кож
для верха обуви: по хребту на две полукожи; на вороток
и кулат (кожа без воротка) или вороток и два полуку-
лата; вороток, полы и чепрак и т. д.
Мягчение. Голье, предназначенное для производ-
ства кожи для верха обуви, мягчат специальными
составами. После мягчения голье промывают.
Дубление. Дубление — это процесс превращения
голья в кожу в результате взаимодействия дубящих
веществ с белками. Выдубленная кожа существенно
отличается от голья по своим свойствам. Она не
загнивает при увлажнении и не становится более
жесткой при сушке. Выдубленная и отделанная кожа
имеет более высокие показатели физико-механичес-
ких и гигиенических свойств, лучшие эстетические
свойства.
Цель последубильных и отделочных операций —
придание коже мягкости, водостойкости, полноты,
необходимой толщины. Во время отделочных опера-
ций из кожи удаляется лишняя влага, ей придаются
необходимые физико-механические свойства и внеш-
ний вид.
Все эти операции производятся на специальном
оборудовании.
Ассортимент и качество кож
Различные участки верха обуви в процессе носки
подвергаются разнообразным влияниям: растяжению,
сжатию, изгибу, истиранию, причем воздействия мно-
гократно повторяются в условиях увлажнения деталей,
действия солнца, пыли, микроорганизмов и т. п. Стой-
кость кож к этим воздействиям зависит от толщины,
прочности, удлинения, жесткости.
Верх обуви участвует в процессе тепло- и влагооб-
9 Зак. 925
258 Ремонт Одежды и Обуви
мена организма человека с окружающей средой, по-
этому материал для верха обуви должен быть паро- и
воздухопроницаемым, гигроскопичным, хорошо по-
глощать влагу с бахтармяной стороны и отдавать ее в
процессе сушки, но быть водостойким.
Для верха обуви применяют широкий ассортимент
кож. Выделяют такие группы кож для верха обуви: из
шкур крупного рогатого скота, спилок, свиные, шевро
и козлину, шеврет, конские, велюр и нубук, лаковые,
юфть, замшу.
Кожи хромового дубления для верха обуви
В эту группу входят кожи, наиболее широко при-
меняемые для производства обуви. Кожи хромового
дубления вырабатывают из шкур крупного рогатого
скота, свиней, овец, коз, лошадей, оленей и т. д. Они
отличаются ило отделке: с естественной или облагоро-
женной лицевой поверхностью, гладкие или нарезные,
со шлифованной поверхностью. Кроме того, кожи
отличаются по способу крашения и виду покрытия:
пигментные, анилиновые или полуанилиновые. Кожи
отличаются также по цвету, толщине и площади, назна-
чению и сортам.
Опоек вырабатывают из шкур телят площадью
45—100 дм2, выросток и полукожник — из шкур пло-
щадью соответственно 90—150 и 120—200 дм2.
Опоек по толщине разделяют на тонкий, средний
и толстый.
Спилок вырабатывают из шкур крупного рогатого
скота повышенных развесов. Спилок используется для
производства велюра и подкладочных кож.
Спилок для верха обуви изготовляют в основном с
искусственной лицевой поверхностью.
Спилок для верха обуви делят по толщине на
Материаловедение Обувного Производства 259
тонкий (1—1,2 мм), средний (1,2—1,5 мм) и толстый
(1,5-1,8 мм).
Эластичные кожи. Среди кож, выработанных из
шкур крупного рогатого скота средних и тяжелых
развесов, большую долю составляют эластичные ножи.
Эластичные кожи вырабатывают из шкур крупно-
го рогатого скота, свиных и козлины с естественной
или слегка подшлифованной лицевой поверхностью
или с двухцветными эффектами: анилиновым, полу-
анилиновым, «Антик», «Флорантик».
Эластичные кожи в максимальной степени сохра-
няют повышенную тягучесть, мягкость, гриф (ощупь),
мерею и красивый внешний вид.
Высокоэластичную кожу стивале (толщиной не
менее 0,9—1,2 мм) применяют для верха женских
сапожек и детских туфель.
Анил имеет меньшую эластичность, чем стивале.
Анил толщиной 1,2—1,4 мм применяется при изготов-
лении женских туфель и сапожек, а толщиной
0,9—1,2 мм используют для детской обуви.
Уррако имеет анилиновую отделку, меньшую элас-
тичность и толщину 1,2—1,4 мм. Применяется для
изготовления мужской и детской обуви.
Бэби-уррако сходна по свойствам с уррако, ис-
пользуется для женских сапожек и мужских сапог,
различных туфель.
Миура имеет повышенную эластичность и мягкую
лицевую поверхность.
Свиные кожи хромового дубления имеют более
высокую жесткость и водопроницаемость. Толщина
свиных кож колеблется в пределах 0,6—1,6 мм.
Свиные кожи изготовляют с естественной или
облагороженной лицевой поверхностью. Они широко
применяются для изготовления различных видов по-
вседневной и домашней обуви.
260 Ремонт Одежды и Обуви
Шевро и козлина. Кожи из козлины площадью до
60 дм2 называют шевро, а более крупные — козлиной.
Толщина шевро — 0,4—1 мм, козлины — 0,7—1,5 мм.
Шевро и козлину по толщине делят на тон- •
кие (0,5—0,7 мм), средние (0,7—1 мм) и толстые (более ;
1 мм) шкуры.
При носке обуви с верхом из шевро и козлины ;
быстро протирается лицевая поверхность и наблюда- ,
ется потеря формы обуви. Благодаря красивому виду j
шевро и козлина нашли самое широкое применение
при производстве модельной обуви.
Шеврет. Шеврет вырабатывают из овчины, глав-
ным образом, не используемой для выделки меховой и
шубной овчины. Применяется в основном, из-за низ- :
кой прочности при натяжении и растяжении, для ..
изготовления верха комнатной и летней обуви.
Велюри нубук. Велюр получают из опойка, вырост- '
ка, полукожника, козлины и свиных шкур. Лицевая
поверхность велюра имеет низкий, густой, однотон- )
ный ворс. При выделке велюра ворс образуют на ’
бахтармяной стороне.
Велюр имеет небольшую прочность. В процессе
носки верх обуви из велюра быстро промокает, загряз-
няется и теряет форму, поэтому он проходит специаль-
ную обработку. Велюр используют для производства i
некоторых видов женской обуви. J
Нубук получают из опойка, выростка и полукож- ;
ника сошлифовыванием верхнего слоя, имеющего
пороки. Из нубука натурального цвета или окрашен-
ного в светлые тона изготовляют летнюю обувь.
Лаковые кожи. Лаковая кожа представляет собой
кожу хромового дубления с блестящей поверхностью,
образованной лаковым покрытием из полиуретановой
смолы.
Лаковые кожи по своей толщине делятся на тонкие
Материаловедение Обувного Производства 261
(0,7—0,9 мм), средние (0,9—1,1 мм) и толстые
(1,1 —1,5 мм). Выпускаются черными или цветными.
Лаковая кожа не должна изменять своих свойств
при хранении и эксплуатации. Она должна иметь
высокий блеск при сохранении естественной мереи,
глубокую окраску, поверхность без трещин и морщин.
Лаковые кожи применяют для производства модель-
ной обуви.
Юфть. Юфть вырабатывают из шкур яловки, быч-
ка, бычины, полукожника, конских и свиных. Основ-
ными требованиями к обувной юфти являются повы-
шенная водонепроницаемость и мягкость.
Из юфти изготовляют верх водостойкой обуви
(сапоги, полусапоги), а также сандалий, поэтому
юфть выпускают двух видов — обувную и сандаль-
ную.
Обувная юфть должна быть мягкой и полной на
ощупь, а сандальная — упругой, с хорошей лощеной
лицевой поверхностью и равномерным блеском.
Замша
Замшу изготовляют из шкур оленей, лосей, овец,
коз, крупного рогатого скота (опоек). Невысокий ворс
придает замше красивый внешний вид. Замша мягка и
водостойка, имеет хорошую воздухопроницаемость.
Замшу обычно красят в черный цвет. Используют ее
для изготовления модельной обуви.
Кожи для верха бесподкладочной обуви
Вырабатывают из шкур крупного рогатого скота
средних и тяжелых развесов. При этом их не двоят, а
поставляют, толщиной 2,5—4 мм для производства
бесподкладочной обуви.
262 Ремонт Одежды и Обуви
Подкладочные кожи
Подкладочные кожи изготовляют из шкур крупно-
го рогатого скота, козлины, овчины, свиных и конских
шкур.
Подкладочные кожи изготовляют с естественной,
облагороженной, ворсованной, лицевой поверхностью,
а также покрывного крашения. По толщине подкла-
дочные кожи делят на группы: для обуви повседнев-
ной — 0,6—0,9; 0,9—1,2; 1,2—1,5 мм, для модельной —
0,6-0,9; 0,7-1; 0,9-1,2 мм.
Подкладка обеспечивает нормальные условия эк-
сплуатации обуви. К деталям подкладки предъявляют
разные требования, наиболее высокие — к подкладке
для пяточной части туфель и полуботинок.
Кожи для низа обуви
Из кожи изготовляют главным образом подошвы,
стельки, рант, задники, подноски, подложки, флики.
Требования к этим материалам различны, так как
разные материалы используются для изготовления
деталей, эксплуатирующихся в разных условиях.
Подошвы. Эти детали должны хорошо сопротив-
ляться истиранию, быть водостойкими, легкими, гиб-
кими, не изменять форму в процессе эксплуатации.
Кожа не в полной мере соответствует этим требовани-
ям, так как быстро намокает, скользит при ходьбе по
обледенелому и мокрому грунту, быстро изнашивает-
ся, обладает плохими теплозащитными свойствами в
увлажненном состоянии, теряет форму в процессе
носки. Именно по этой причине натуральные кожи
практически вытеснены искусственными.
Рант должен обладать повышенным сопротивле-
Материаловедение Обувного Производства 263
нием прорыву ниточным швом, так как несущий рант
пришивают двумя нитками.
Задники должны иметь определенное соотноше-
ние жесткости и упругости, чтобы препятствовать их
оседанию в процессе носки. Поэтому практически
повсеместно вместо кожи для задников применяют
картон и термопластичные материалы.
Стельки подвергаются воздействию потоотделения
стопы. Увлажнение стелек потом, неравномерное вы-
сушивание, разрушающее действие бактерий повыша-
ют жесткость и ломкость, изменяют цвет стелек.
В связи с различными требованиями к подошвам и
стелькам выпускают два вида кож для низа обуви: для
винтового и гвоздевого, ниточных и клеевых методов
крепления. Кожи толщиной более 3,6 мм считаются
подошвенными, а менее 3,5 мм — стелечными. Сырьем
для изготовления кож для низа обуви являются шкуры
крупного рогатого скота.
В наиболее сложных условиях эксплуатируется
обувь гвоздевого и винтового методов крепления —
сапоги, полусапоги и ботинки. Подошвы для обуви
этих методов крепления должны иметь большую тол-
щину, высокое сопротивление вырыванию винта и
шпильки, водостойкость. Обувь ниточных и клеевых
методов крепления эксплуатируется в менее трудных
условиях. Подошвы для такой обуви должны быть
плотными, гибкими, прочными, хорошо сопротив-
ляться прорыву швом, не должны деформироваться
при увлажнении и сушке. Обувь гвоздевого и винтово-
го методов крепления встречается весьма редко.
Средний срок службы кожаных подошв (до сквоз-
ного износа) составляет 3—5 месяцев и зависит от вида
сырья, метода дубления, толщины и жесткости подошв
и т. д.
264 Ремонт Одежды и Обуви
Для ранта вырабатывают специальные кожи тол-
щиной 1,8—3 мм.
' Некоторые изделия из кожи в зимнее время года
эксплуатируются в условиях пониженных температур.
В этом случае главным требованием к обуви является
защита от холода. Это требование выполняется за счет
многослойности конструкции изделия, одним из слоев
которой может быть натуральный мех, обладающий
высокими теплозащитными свойствами.
Мех применяют для изготовления верха и подклад-
ки утепленной обуви, а также.для отделки различных
видов обуви.
Шкурки кролика. Выпускаются натуральными, кра-
шеными, имитирующими различные виды пушнины,
длинноволосыми, стрижеными и щипаными.
В зависимости от степени развития волосяного
покрова шкурки кролика разделяются на три сорта;
стриженые — на два сорта, а по наличию пороков — на
четыре группы.
Шкурки кролика обладают высокой прочностью.
Суммарное тепловое сопротивление шкурок кролика
зависит от вида стрижки. Более высокий показатель
теплозащитных свойств характерен для шкурок длин-
новолосого кролика. Износостойкость шкурок кроли-
ка невелика и составляет 15% износостойкости меха
выдры, принятой за 100%. Устойчивость к истиранию
зависит от способа выделки. Длинноволосые шкурки
истираются быстрее.
Шкурки собак. Их изготовляют стрижеными, кра-
шеными, с облагороженным волосяным покровом или
в натуральном виде. В зависимости от состояния воло-
Материаловедение Обувного Производства 2&5
сяного покрова нестриженые шкурки собак подразде-
ляются на три сорта, стриженые — на один сорт.
К I сорту относят шкурки с длинным или средней
высоты волосяным покровом с частой сетью и густым
пуховым волосом. Ко II сорту относят шкурки с
низким волосяным покровом, густой, но короткой
остью и низким густым пуховым волосом. К III сорту
относят шкурки с низким грубым волосяным покро-
вом почти без пуха.
Шкурки собак имеют наиболее высокий среди всех
мехов, кроме белки, предел прочности при растяже-
нии. Они имеют высокие теплозащитные свойства.
Износостойкость шкурок собак достаточно высока.
При использований шкурок собак в качестве утеплен-
ной подкладки в унтах мех не вытирается в течение
всего периода их носки.
Шкурки зайца-беляка. Шкурки добывают охот-
ничьим промыслом. По степени развития волосяного
покрова шкурки разделяют на три сорта.
Шкурки зайца-беляка принадлежат к группе особо
густоволосых мехов. По мягкости волосяного покрова
шкурки зайца-беляка принадлежат к группе особо
мягких. Мех зайца-беляка имеет высокие теплозащит-
ные свойства. Однако износостойкость его очень мала
и уступает всем известным мехам.
Шкурки ягнят (мерлушечная группа). В эту группу
входят выделанные, некрашеные и крашеные шкурки
различных методов отделки волосяного покрова, с
первичным волосяным покровом, полученные от яг-
нят тонко- и полутонкорунной, полугрубо- и грубо-
шерстной пород овец (кроме шкурок ягнят каракуль-
ной и смушковой пород и их помесей). По состоянию
волосяного покрова шкурки ягнят делят на муаре,
клям, мерлушку, лямку, трясок и сак-сак.
266 Ремонт Одежды и Обуви
Муаре, клям — шкурки выпоротков или выкиды-
шей овец грубошерстных пород с коротким прилегаю-
щим или несколько приподнятым волосяным покро-
вом, образующим муаристый рисунок.
Мерлушка — шкурки ягнят грубошерстных пород
овец. Различают мерлушку степную и русскую. Воло-
сяной покров образован рыхлыми, бобовидными, коль-
цеобразными, горошковидными и штопорообразны-
ми завитками или прямым волосом длиной (в вытянутом
состоянии) не более 5 см.
Лямка — шкурки ягнят тонкорунных, полутонко-
рунных и полугрубошерстных пород овец. Они имеют
мягкий или грубоватый волосяной покров, состоящий
из кольчатых, горошковидных или других малоценных
завитков.
Трясок, сак-сак — шкурки ягнят-молочников гру-
бошерстных пород (кроме романовской) в возрасте
старше 1 месяца. Волосяной покров состоит из мягких
штопорообразных завитков, отделяющихся один от
другого до основания, или из рыхлых кольцеобразных
завитков.
Прочность шкурок ягнят различна: более высокая
у мерлушки и лямки, более низкая — у муаре и кляма.
Износостойкость волосяного покрова удовлетвори-
тельная и более высокая, чем у шкурок зайца и
кролика.
МЛМ&РМЛЛЫ
К текстильным материалам относят волокна, нити
и состоящие из них материалы — ткани, трикотаж,
нетканые полотна, искусственный мех. При изготов-
лении обуви используют многие виды текстильных
материалов, а также нити и текстильную фурнитуру,
относящуюся к вспомогательным материалам.
Материаловедение Обувного Производства 267
Текстильные волокна
По структуре текстильные волокна делятся на
элементарные, т. е: не делящиеся в продольном направ-
лении, и комплексные, состоящие из продольно скреп-
ленных элементарных волокон.
Все текстильные волокна по происхождению де-
лятся на натуральные и химические, а натуральные
волокна в свою очередь на волокна растительного —
целлюлозные (хлопок, лен и др.), животного — белко-
вые (шерсть, шелк) и минерального (асбест) проис-
хождения.
Химические текстильные волокна вырабатывают
из природных или синтетических высокомолекуляр-
ных соединений. Первую группу волокон называют
искусственными, вторую — синтетическими.
Хлопковые волокна. Представляют собой тонкие
волоски, покрывающие семена хлопчатника. Из более
тонких волокон можно получить пряжу более высоко-
го качества. Хлопок состоит в основном изцелл юлозы —
устойчивого к действию влаги, тепла и микроорганиз-
мов высокомолекулярного соединения. Хлопковые
волокна являются основным сырьем для производства
обувных тканей и ниток.
Льняные волокна. Вырабатывают из стеблей льна-
долгунца. Применяют для производства обувных тка-
ней и ниток.
Шерстяные волокна. Для производства текстиль-
ных материалов в основном применяют шерсть овец.
Предел прочности при растяжении шерстяных воло-
кон в два-три раза меньше предела прочности при
растяжении хлопковых и льняных, однако более высо-
кое удлинение способствует сохранению прочности
изделий при эксплуатации.
Из шерстяных волокон изготовляют шерстяные и
268 Ремонт Одежды и Обуви
полушерстяные ткани, нетканые материалы для верха
и подкладки обуви, а также трикотаж, фетр и войлок.
Натуральные шелковые волокна. Получают путем
обработки коконов червей — тутовых шелкопрядов.
Прочность волокон шелка близка к прочности хлопка,
а растяжимость в два-три раза выше.
Шелк, как и шерсть, характеризуется низкой тер-
мостойкостью и высокой гигроскопичностью. Из шел-
ка изготовляют ткани для женской модельной обуви, а
также нитки для сборки заготовок верха обуви.
Вискозные и ацетатные волокна. Вискозные волок-
на получают из целлюлозы щепы ели. Вискозные
волокна имеют прочность, близкую к прочности хлоп-
ка.
Ацетатные волокна вырабатывают из ацетилцел-
люлозы — продукта обработки целлюлозы.
Полиамидные волокна. К группе волокон, изготов-
ляемых из полиамидов, относятся капрон, нейлон,
анид, дедерон, силон, перлон. Эти волокна получают
путем продавливания расплава или раствора полимера
через калиброванное отверстие — фильеру. Полиамид-
ные волокна имеют высокие прочность и сопротивле-
ние истиранию, низкие гигроскопичность и термо-
стойкость, они стойки к гниению.
Полиэфирные волокна. Типичным представителем
этой группы волокон является полиэтилентерефталат,
известный под названием лавсан. Лавсановые волокна
имеют высокие показатели прочности, устойчивости к
многократному изгибу, сопротивления истирания, но
они менее растяжимы и гигроскопичны, чем поли-
амидные волокна.
Некоторые свойства лавсана сходны со свойства-
ми шерсти, поэтому его часто используют вместо
шерсти для удешевления ткани и придания ей водо-
стойкости.
Материаловедение Обувного Производства 269
Полиакрилонитрильные волокна. Волокна (нитрон,
орлон, прелан) получают из расплава полиакрилонит-
рила. Свойства полиакрилонитрильных волокон сход-
ны со свойствами шерсти, но в отличие от полиэфир-
ных волокон первые значительно дешевле. Прочность
их выше прочности натуральных и искусственных
волокон.
Пряжа
Пряжа состоит из скрученных текстильных воло-
кон. Прядение производят, когда волокно имеет не-
большую длину. Нити из химических волокон имеют
большую длину, поэтому прядение заменяется скручи-
ванием нескольких нитей в одну.
В зависимости от типа волокон и назначения
пряжи меняется способ прядения. Из хлопка выраба-
тывают пряжу карданного, гребенного и аппаратного
прядения. Карданную пряжу применяют для произ-
водства обувных тканей, гребенную — для обувных
ниток, аппаратную — для сукон и технических тканей.
Ткани
Ткани вырабатывают из пряжи и нитей различных
видов путем переплетения их на ткацких станках в двух
взаимно перпендикулярных направлениях. Для изго-
товления деталей обуви используют как специально
разработанные ткани, так и ткани, предназначенные
для одежды и технических целей.
Ткани разделяют по виду волокна, назначению,
способу выработки, способу отделки и расцветке.
По виду волокна ткани делят на однородные, неод-
нородные и смешанные. К однородным относят ткани,
которые выработаны из одного вида пряжи илинитей —
270 Ремонт Одежды и Обуви
хлопчатобумажные, льняные, шерстяные, шелковые, а
также ткани из синтетических и искусственных нитей.
Неоднородные ткани вырабатывают из различных
нитей, например, основу — из хлопчатобумажных,
уток — из капроновых.
Смешанные ткани изготовляют из смеси волокон,
например, шерстяных и вискозных.
Все ткани по виду используемого волокна делят на
хлопчатобумажные, льняные, полульняные, чисто- и
полушерстяные, шелковые и полушелковые, синтети-
ческие.
По назначению различают обувные ткани для дета-
лей верха обуви, подкладочные и Межподкладочные.
По способу выработки обувные ткани могут быть
гладьевыми, фасонными, ворсовыми и многослойными.
Гладьевые ткани имеют гладкую поверхность, фа-
сонные — рельефную, ворсовые — пушистый ворс.
Многослойные ткани вырабатывают из нескольких
систем нитей. Ткани, выработанные из разноцветных
нитей, называются пестроткаными, а из разноцветных
волокон — меланжевыми.
По способу отделки ткани делятся на суровые,
беленые, гладкокрашенные (одноцветные) и набивные
(с печатным рисунком).
Виды переплетений
Вид переплетения основы и утка определяет свой-
ства и внешний вид тканей. Переплетения тканей
делят на четыре класса: главные (простые) — полотня-
ное, саржевое и атласное (сатиновое);мелкоузорчатые —
производные простых переплетений; сложные — из
нескольких систем нитей основы и утка, т. е. много-
слойные; крупноузорчатые — сочетание различных
переплетений с образованием крупных узоров.
Материаловедение Обувного Производства 271
Переплетения изображают на клетчатой бумаге,
принимая за нити основы вертикальные ряды, а за
нити утка — горизонтальные. Квадраты, в которых
основная нить находится над уточной, закрашивают.
Повторяющийся рисунок ткани называют раппортом.
Полотняным переплетением (рис 87а) вырабатыва-
ют бязь, ситец, равентух и другие хлопчатобумажные и
льняные ткани. Лицевая и изнаночная стороны ткани
имеют одинаковый рисунок. Частое переплетение ни-
тей обеспечивает высокую прочность ткани.
Саржевым переплетением (рис. 876) изготовляют
саржу, тик-саржу, спецдиагональ, бумазею-корд. В сар-
жевых переплетениях основа и уток перекрываются
через 2—4 нити. На тканях саржевого переплетения
видны характерные диагональные полосы. По прочнос-
ти они уступают полотняным тканям вследствие мень-
шей частоты переплетения, но тягучесть их больше.
Атласным (сатиновым) переплетением (рис. 87в)
вырабатывают ластик, байку и сукно. В тканях атлас-
ного переплетения нить утка перекрывает 4—5 и более
нитей основы, или наоборот. Если лицевая сторона
ткани образована перекрытиями уточных линий, то
Рис. 87. Схемы переплетений:
а — полотняного; б — саржевого; в — атласного (сатинового)
272 Ремонт Одежды и Обуви
переплетение называется сатиновым. Места перекры-
тия нитей удалены друг от друга, поэтому на ткани нет
диагональных полос.
Мелкоузорчатыми переплетениями вырабатывают
репс, рогожку, молескин, усиленные баржу и сатин.
Такие переплетения получают видоизменением полот-
няного, саржевого и атласного переплетений. Напри-
мер, репсовое переплетение является разновидностью
полотняного, в котором имеются удлиненные пере-
крытия нитей основы или утка. Переплетениерогожка—
также разновидность полотняного переплетения, в
котором одновременно две или три нити основы пере-
крывают столько же нитей утка.
Сложными переплетениями являются двойные, вор-
совые и многослойные. Двухлицевое двойное перепле-
тение образуется одной нитью основы и двумя нитями
утка или наоборот. Ткани вельвет, бархат, плюш имеют
на поверхности ворс, образованный при разрезании
нитей утка или основы. Многослойным переплетени-
ем вырабатывают двух- и трехслойную кирзу.
Крупноузорчатые переплетения образуются на жак-
кардовых ткацких станках. Такие переплетения при-
меняют для выработки декоративных тканей.
Ассортимент и качество тканей
Все ткани, применяемые для производства обуви,
делят по назначению на ткани для верха, подкладки и
промежуточных деталей.
Ткани используются для верха утепленной, прогу-
лочной и домашней обуви. Хлопчатобумажные и льня-
ные ткани для верха летней обуви должны быть устой-
чивыми к истиранию, прочными, легко формуемыми.
Высокие требования предъявляют к внешнему виду
тканей для верха обуви: рисунок переплетения не
Материаловедение Обувного Производства 273
должен искажаться на деталях обуви, окраска должна
быть равномерной и яркой, устойчивой к сухому и
мокрому трению.
Для верха домашней обуви применяют хлопчато-
бумажные, шерстяные и шелковые ткани. При этом
важную роль играют эстетические и теплозащитные
свойства тканей. Для утепленной обуви используют
шерстяные и полушерстяные ткани.
Подкладочные ткани должны быть устойчивы к
истиранию, обладать хорошими гигиеническими свой-
ствами. Требования к внешнему виду подкладочных
тканей по сравнению с требованиями к тканям для
верха обуви значительно ниже. Детали подкладки обыч-
но изготовляют из хлопчатобумажных тканей, а детали
утепленной обуви — из полушерстяных и шерстяных
тканей.
Ткани для верха утепленной обуви. Верх утеплен-
ной обуви изготовляют дублированием двух или трех
слоев материалов. Дублирование увеличивает толщину
и улучшает теплозащиту. Для лицевого слоя дублиро-
ванных систем используют обувные драпы и пальто-
вые ткани (сукно, бобрик), для подкладки — обувные
байки, для изнаночного слоя — нетканые материалы.
Драп — это толстая тяжелая ткань с густым ворсом,
состоящая из шерстяных волокон, иногда из их смеси
с хлопковыми или вискозными волокнами.
Сукном называют однослойные шерстяные ткани
полотняного переплетения с ворсовой поверхностью,
на которой не виден рисунок переплетения.
Бобрик — чистошерстяная ткань с коротким ворсом
на лицевой поверхности.
Среди пальтовых тканей для верха утепленной обу-
ви наиболее широко применяют ткани типа «Рогожка»,
«Садко», «Аленка», «Юношеская», «Спорт» и т. д.
Для верха утепленной обуви типа лыжной также
274 Ремонт Одежды и Обуви
используют трехслойный материал: капроновая ткань
+ пенополиуретан + трикотажное полотно.
Ткани для верха прогулочной обуви. Длительность и
температурные условия эксплуатации прогулочной и
утепленной обуви различаются, поэтому для верха
прогулочной обуви используют как дублированные,
так и одинарные материалы. Лицевым слоем дублиро-
ванных материалов являются шерстяные, шелковые,
хлопчатобумажные ткани. Наиболее широко приме-
няются пестротканые шерстяные ткани «Гномик»,
«Следок», «Регата», «Сеточка» и др.
Из шелковых тканей для изготовления верха про-
гулочной обуви используют ткани «Агат», «Отдых»,
«Звездочка», «Эра». Их разрывная нагрузка выше, чем
у шерстяных тканей, а гигроскопичность ниже.
Из хлопчатобумажных тканей для верха прогулоч-
ной обуви широко применяют вельветы — ткани с
ворсом в виде округлых продольных полосок, а также
«Ионика», «Джинсовая», «Прогулочная», кирза двух-
слойная, «Капронит» и др.
Ткани для верха домашней обуви. Для верха домаш-
ней обуви используют шерстяные и шелковые ткани.
Шерстяные ткани для верха домашней обуви имеют
меньшую толщину и поверхностную плотность, чем
ткани для утепленной обуви. Их дублируют подкладоч-
ным материалом без промежуточного слоя.
Для верха домашней обуви используются шелко-
вые ткани «Майя», «Искорка», «Отдых», «Эра», «Агат»
а также пестротканый бархат из синтетических воло-
кон. Шелковые ткани для верха домашней обуви
имеют худшие показатели механических свойств, чем
ткани для верха прогулочной обуви.
Ткани для подкладки обуви. Для подкладки обуви в
основном применяют отбеленные или светлоокрашен-
Материаловедение Обувного Производства 275
ные хлопчатобумажные ткани, для утепленной — также
шерстяные и полушерстяные ткани, искусственный
мех на трикотажной основе.
Ткани для подкладки должны предохранять стопу
от натирания швами, быть прочными и гибкими,
иметь тягучесть, близкую к тягучести материалов для
верха обуви, быть стойкими, к истиранию, воздейст-
вию пота, влаги и тепла.
Наиболее широко для подкладки используют тик-
саржу — отбеленную аппретированную ткань саржево-
го переплетения из хлопчатобумажной ткани. Тик-
саржа имеет по основе высокую разрывную нагрузку и
небольшое удлинение при разрыве. Разрывная нагруз-
ка и сопротивление истиранию по утку значительно
ниже, чем по основе, а удлинение выше. Кроме того,
для повседневной обуви используют диагональ и тик-
ластйк, для модельной — репс и саржу, для утеплен-
ной — байку, фланель и искусственный мех.
Хлопчатобумажную байку вырабатывают полотня-
ным и саржевым переплетениями с двусторонним
начесом. Несколько лучшие теплозащитные свойства
имеют полушерстяная байка с утком из шерстяной
пряжи и байка с утком из капроновой пряжи.
Для подкладки легкой обуви применяют также
фланель — хлопчатобумажную ткань саржевого пере-
плетения с двусторонним начесом. Фланель имеет
меньшую массу, прочность, сопротивление истира-
нию, чем байка.
Ткани для промежуточных деталей обуви. Проме-
жуточные детали служат для придания верху обуви
жесткости и уменьшения его тягучести или для обра-
зования кармана, в который вставляют задник или
подносок. К промежуточным относят ткани для окан-
товывания краев деталей, образования второго слоя
276 Ремонт Одежды и Обуви
комбинированных рантовых стелек, изготовления
вкладных стелек, полустелек и подпяточников, для
дублирования материалов верха обуви.
Для межподкладки обычно применяют бязь и бу-
мазею-корд — ткани полотняного или саржевого пере-
плетения. Эти ткани имеют небольшое удлинение и
низкую плотность. Бумазея-корд содержит большое
количество аппретирующих веществ, придающих ей
повышенную жесткость.
Для изготовления вкладных стелек применяют от-
беленную аппретированную спецдиагональ саржевого
переплетения.
Для окантовывания деталей верха обуви использу-
ют аппретированную полую ткань полотняного пере-
плетения.
Для изготовления формованной губы комбиниро-
ванных рантовых стелек применяют трехслойную кир-
зу. Эта ткань полотняного переплетения отличается
большой поверхностной плотностью и разрывной на-
грузкой.
Нетканые текстильные материалы
Нетканые текстильные материалы получили самое
широкое распространение в производстве обуви. В
отличие от тканей нетканые материалы изготовляют в
три этапа: образование волокнистого холста из смеси
волокон, соединение волокон, отделка.
Производство нетканых материалов. На первом
этапе волокна хлопка, шерсти, вискозы, лавсана, кап-
рона, полипропилена и их смеси очищают от примесей
и разрыхляют. Затем волокна обрабатывают на чесаль-
ных машинах, в результате чего образуется ватка про-
чеса. Ватку прочёса собирают в многослойный пакет.
Различают три вида волокнистого холста:
Материаловедение Обувного Производства 277
♦ волокна в слоях ориентированы в одном направ-
лении — вдоль или поперек холста;
♦ волокна в слоях ориентированы в разных на-
правлениях;
♦ волокна расположены беспорядочно.
Второй этап — соединение волокон. Известно три
способа соединения волокон: клеевой, вязально-про-
шивной и иглопробивной.
При клеевом способе волокнистый холст проклеи-
вают водными дисперсиями или пастами полимеров.
Возможно также использование волокон из термо-
пластичных полимеров, которые при горячем прессо-
вании холста расплавляются и проклеивают всю массу.
Клеевым способом изготовляют некоторые виды мате-
риалов для подкладочных и промежуточных деталей.
При вязально-прошивном способе используют хол-
сты с волокнами, расположенными поперек холста, и
прошивают их на вязально-прошивных машинах в
продольном направлении. Таким образом, волокнис-
тый холст закрепляется ниточным каркасом.
Вязально-прошивным способом изготовляют ос-
нову винилискожи, а также нетканые материалы для
верха и подкладки обуви.
При иглопробивном способе холст прокалывают
иглами, иглы захватывают пучки волокон и, протаски-
вая их через холст, делают его более плотным.
Иглопробивным способом получают главным об-
разом основы синтетических кож для верха и подклад-
ки обуви.
Разновидностью нетканых материалов являются
войлок и фетр. Войлок изготовляют из шерсти с
добавкой хлопка, а также искусственных (вискозы) и
синтетических (капрона) волокон.
При производстве фетра применяют более ценные
виды шерсти.
278 Ремонт Одежды и Обуви
Иногда войлок и фетр изготовляют каркасными,
т. е. в слой волокнистой массы закладывают тонкую
и прочную ткань — рединку.
Вязально-прошивные нетканые материалы для под-
кладки утепленной обуви ворсуют, а для деталей верха
обуви — красят и наносят печатный рисунок.
Ассортимент нетканых материалов. Нетканые мате-
риалы применяют для верха, подкладки и промежуточ-
ных деталей обуви. Войлок используют для верха,
подошв и стелек домашней обуви, фетр — для верха
утепленной обуви.
Наиболее широко применяют холсто- и нитепро-
шивные полотна. Для снижения удлинения полотен
они дублируются малорастяжимой подкладкой.
Для верха домашней обуви используют нетканые
полотна типа шелковых и шерстяных тканей (по внеш-
нему виду).
Для верха утепленной обуви используют нетканые
материалы «Милиполь», «Малимо», а также войлок и
фетр. Материалы применяют в дублированном виде.
Трехслойные материалы состоят из нетканых полотен
для верха и подкладки, соединенных пастой ПХВ или
пенополиуретаном.
Для подкладки утепленной и домашней обуви
применяют ворсовые нетканые полотна из смеси хлоп-
ковых и шерстяных волокон, прошитых хлопчатобу-
мажной пряжей или капроновыми нитками (напри-
мер, «Дружба», «Новинка», «Элегия»), материалы
«Милиполь», «Малимо», «Маливатт», «Арахне».
Для промежуточных деталей обуви используют,
как правило, клеевые нетканые полотна. Нетканые
полотна, пропитанные термопластичными полимера-
ми, применяются для межподкладки и межподблочни-
ков, а нетканый материал с однострочным точечном
клеевым покрытием — для межподкладки.
МАТЕРИАЛОВЕДЕНИЕ ОБУВНОГО ПРОИЗВОДСТВА 279
Трикотажные полотна
Трикотажные полотна вы-
рабатывают из хлопчатобумаж-
ных, шерстяных и шелковых
нитей или из пряжи, состоящей
из смеси волокон. Трикотажные
полотна (трикотаж) применяют
для верха и подкладки обуви.
Трикотаж представляет со-
бой систему нитей, изогнутых в
петли, расположение и связь
которых определяются перепле-
тением. На рисунке 88 показана
А
Рис. 88. Схема строения
поперечно-вязаного
трикотажа
схема строения поперечно-вязанного трикотажного
полотна. За элемент строения трикотажа принимают
петлю, которая состоит из остова 1—4 и платинной
дуги (протяжки) 4—6. Петли, расположенные подлине
трикотажного полотна, образуют — петельный столбик,
а петли, расположенные по ширине, петельный ряд.
Расстояние между двумя соседними петлями по линии
петельного ряда называютлетель/уь/лг шагом и обознача-
ют буквой А. Расстояние между соседними петлями по
линии петельного столбика называют высотой петель-
ного ряда и обозначают буквой Б. По способу образова-
ния петельного ряда различают основовязанное и попе-
речно-вязаное трикотажные полотна. Трикотаж
изготовляют одинарным или двойным переплетением.
В отличие от тканей, трикотажные полотна имеют
высокую растяжимость и упругость. Растяжимость
трикотажа в ширину значительно больше, чем в длину.
Целесообразность использования трикотажных по-
лотен для верха и подкладки обуви объясняется их
высокой растяжимостью в длину. Трикотаж имеет
меньшую прочность по ширине.
280 Ремонт Одежды и Обуви
Целесообразность использования трикотажных
полотен для верха и подкладки обуви определяют их
высокая растяжимость, хорошая формируемость, ориги-
нальный внешний вид. Недостатками некоторых ви-
дов трикотажных полотен являются закручиваемость
краев и распускаемость петель, трикотажные полотна
двойного переплетения не закручиваются, а основовя-
зального переплетения почти не распускаются.
Ассортимент обувных трикотажных полотен не
очень широк.
Трикотажные полотна, кроме изготовляемых на
кругловязальных машинах, имеют высокие удлинения
при разрыве, вследствие чего их нужно дублировать в
два или три слоя.
Для прогулочной обуви используют сеточное три-
котажное полотно. Основоуточный кулирный трико-
таж выглядит с изнанки как ткань.
Для верха домашней обуви применяют капроаце-
татное гладкое или ворсованное трикотажное полотно,
дублированное пенополиуретаном и капроновым по-
лотном.
Искусственный мех
Искусственный мех изготовляют на тканевой, нет
тканой или трикотажной основе обычно из натураль-
ных волокон, а ворс — из химических.
Для выработки тканевой основы искусственного
меха применяют хлопчатобумажную ткань полотняно-
го или репсового переплетения, для ворса — лавсано-
вые, вискозные и шерстяные волокна.
При прутковом способе производства искусствен-
ного меха основа состоит из трех систем нитей (основ-
ной, уточной и ворсовой). Слабо натянутая ворсовая
нить образует петлю, в которую закладывается пруток.
Материаловедение Обувного Производства 281
После закрепления петли уточной нитью пруток уда-
ляют. При своем движении пруток разрезает петлю.
Для получения ворсовой нити применяют фасонную
крученую пряжу из нитей разной крутки и извитости,
поэтому жесткость, цвет, высоту и толщину ворса
можно регулировать.
Искусственный каракуль и смушку изготовляют
способом приклеивания завитой фасонной пряжи (си-
нели) кткани (миткалю, ситцу). Синель вырабатывают
из капроновой нити или хлопчатобумажных швейных
ниток. Клей изготовляют на основе полиизобутилена.
При выработке искусственного меха на трикотаж-
ной основе кулирной гладью в каждую петлю ввязыва-
ют пучок волокон, при выработке плюшевым перепле-
тением увеличивают протяжки с изнаночной стороны.
Искусственный мех на тканевой основе имитирует
такие натуральные меха, как каракуль, котик, медве-
жий, а на трикотажной основе - овчину, норку,
лисицу, однако уступает им по теплозащитным свой-
ствам.
На свойства искусственного меха влияют вид ос-
новы, способы получения ворса и соединения основы
с ворсом. Искусственный мех на тканевой основе
имеет меньшее удлинение и большую прочность, чем
искусственный мех на трикотажной основе.
Искусственный мех применяют в качестве под-
кладки в зимней обуви, а также для отделки домашней
обуви.
P$3MH0£U$ MC9WU
И ОЛЯ ОЗЛ OWH
Низ обуви в процессе носки подвергается различ-
ным динамическим и статическим деформациям, воз-
действию атмосферы и потовыделения стопы.
282 Ремонт Одежды и Обуви
От вида материалов деталей низа и способа их
соединения между собой и верхом зависят такие важ-
ные показатели обуви, как масса, гибкость, теплоза-
щитные свойства и др.
Материалы для низа обуви должны обладать высо-
кими влаго- и теплозащитными свойствами, сопро-
тивлениями многократному изгибу, низкой плотностью.
Натуральная кожа не удовлетворяет этим требова-
ниям, поэтому для низа обуви применяют резину и
другие полимерные материалы.
Резина представляет собой вулканизированный ка-
учук с добавками, придающими ей определенные свой-
ства. В резиновую смесь входят вулканизирующие
вещества, ускорители, активаторы, наполнители, мяг-
чители, регенерат, антистарители, порообразователи,
пигменты и красители, другие добавки.
Каучуки. По происхождению каучуки делят на
натуральный (НК) и синтетические (СК). Абсолютное
большинство обувных резин изготовляют из синтети-
ческих каучуков, в виду своей дешевизны практически
полностью вытеснивших натуральный каучук.
Натуральный каучук. Получают из млечного сока
(латекса) каучуконосного дерева — бразильской гевеи,
произрастающей в Бразилии, Индонезии, Малайзии и
на Цейлоне. Латекс, вытекающий из коры дерева при
подрезании, представляет собой частички каучука,
распределенные в водной среде.
Особенностью натурального каучука по сравне-
нию с большинством искусственных каучуков являет-
ся высокая прочность в невулканизированном состо-
янии. Обычно его применяют как добавку к
синтетическим каучукам для их улучшения.
Синтетические каучуки.Получают методами поли-
меризации и поликонденсации. Исходным сырьем
Материаловедение Обувного Производства 283
являются продукты переработки нефти, природный
газ, ацитилен и др.
Ассортимент обувных резиновых
пластин и деталей
Обувные резины классифицируют по назначению
(подошвенные, набоечные, каблучные и т. д.), струк-
туре (пористые, непористые), цвету (черные, цвет-
ные), условиям эксплуатации (обычные, маслбстой-
кие, кислотостойкие), виду изделий (пластины,
подошвы, каблуки и т. д.).
Широкое применение резиновых изделий для низа
обуви обусловлено многими их свойствами, сущест-
венно отличающимися от свойств натуральной подо-
швенной кожи. Резина водонепроницаема, может из-
готовляться мягкой, гибкой и легкой. Срок носки
обуви на резиновой подошве не менее года.
Равномерность толщины, неизменяемость свойств
резиновых пластин по площади, отсутствие значитель-
ных дефектов поверхности позволяет более рацио-
нально и с высокой производительностью раскраивать
резиновые пластины и обрабатывать детали из них.
Из-за меньшей стоимости резин по сравнению с ко-
жей, более высокой степени использования их площа-
ди и частичной регенерации отходов использование
резины вместо кожи для низа обуви имеет большую
экономическую эффективность.
Резиновые изделия низа обуви (подошвы, каблу-
ки, набойки, полукаблуки, флики и подметки) выруба-
ют из резиновых пластин или изготовляют формован-
ными.
Резиновые подошвенные пластины и штампованные
подошвы. Резиновые подошвенные пластины выпус-
284 Ремонт Одежды и Обуви
кают пористыми и непористыми прямоугольной фор-
мы размерами 525x525, 525x690 мм и др.
Пластины пористые марок Б, БШ, В, ВШ исполь-
зуют для подошв, прикрепляемых ниточными или
клеевыми методами.
Резины делят по толщине на группы. Резины
марок Б и БШ (толщина 4,4—8,7 мм) распределены на
четыре группы, марки В (толщина 6—12 мм) — на три
группы, марки ВШ (толщина 3—16 мм) — на 10 групп.
Для пористых резин марок Б, БШ, В, ВШ харак-
терны низкая плотность, хорошие теплозащитные свой-
ства, водостойкость. Подошвы из этих резин имеют и
некоторые недостатки: большую усадку, переломы,
особенно при толщине более 14 мм из-за недостаточ-
ного сопротивления многократному изгибу, малый
предел прочности при растяжении и недостаточное
сопротивление истиранию.
Пластины пористые марки ИШ предназначены для
низа обуви клеевого метода крепления. По толщине
пластины подразделяют на три группы: I — 14—16 мм,
II — 16,1—18 мм, III — 18,1—20 мм. Пластины марки
ИШ содержат больше каучука, чем пластины марки
ВШ, поэтому обладают большей износостойкостью и
высоким сопротивлением многократному изгибу.
Пористая резина «Малыш» предназначена для по-
дошв детской и дошкольной обуви. Выпускается в виде
пластин и формованных деталей. Для уменьшения
выделений из резины свободного стирола и других
незаполимеризовавшихся соединений, которые могут
оказать токсичное воздействие на кожу и дыхательные
органы носчика, проводят глубокую пластикацию ка-
учука, используют нетоксичные порообразователи и
ускорители. Резина «Малыш» имеет высокую проч-
ность и износостойкость при малой усадке.
Материаловедение Обувного Производства 285
Пористая резина «Минора» отличается от резины
марки ВШ мелкопористой структурой, увеличенным
содержанием каучука, применением наполнителя высо-
кого качества, что улучшает физико-механические свой-
ства материала. Резина имеет более высокую прочность
связи с тканью, что удлиняет срок эксплуатации обуви.
Пористая резина «Порокреп» изготовляется в виде
пластин и деталей пяти групп толщин (от 6,1 до 23 мм).
По внешнему виду резина на основе синтетического
каучука напоминает натуральный каучук. Резина име-
ет мелкопористую структуру, высокую износостой-
кость, большую эластичность, рельефный рисунок
поверхности.
Пористая резина «Эластопора» легкая, имеет мел-
копористую структуру и обладает высокой прочностью.
Резину ярких расцветок применяют для подошв до-
машней и легкой обуви.
Пористая резина «Эвапора» имеет мелкие поры,
красивый внешний вид, улучшенные по сравнению с
резиной марки ВШ физико-механические свойства, в
частности, более высокое сопротивление разрастанию
трещин и раздиру, минимальную усадку.
К облегченным пористым резинам относятся ре-
зины марок «Новопора», «Вулкапора», «Напора», «Тал-
ка». Эти резины рекомендованы для всех видов обуви
(кроме дошкольной и гусариковой) клеевого метода
крепления.
Для подошв всех видов обуви могут использовать-
ся резины марки ПШ с обработкой под пробку и
«Депора» для гусариков и дошкольной обуви.
Кожеподобная пористая резина с волокнистым напол-
нителем кожволон предназначена для низа обуви клеево-
го метода крепления. Пластины и подошвы по толщине
разделяют на четыре группы в интервале 2,6—4,7 мм.
286 Ремонт Одежды и Обуви
В кожволон вводят наиболее активные наполните-
ли, а также искусственные волокна, улучшающие внеш-
ний вид, теплозащитные и механические свойства
резины, снижающие ее термопластичность. Кожволон
сходен с подошвенной кожей по толщине, твердости,
пластичности, но имеет более высокие сопротивление
истиранию, водостойкость и значительно лучшие тех-
нологические свойства.
Для модельной обуви разработан облегченный кож-
волон марки КО. Материал имеет декоративную тис-
неную Лицевую поверхность.
Непористые резиновые пластины производят марок
А и АШ толщиной 5,4-6,1 мм, Б и БШ толщиной
3,9—6, Г мм, В и ВШ толщиной 1,7—5 мм, Г и ГШ
толщиной 4,6—5,3 мм. Пластины марок А и АШ
предназначены для изготовления подошв обуви гвоз-
девого и винтового методов крепления, Б и БШ —
ниточных методов крепления, В и ВШ — клеевого
метода крепления, Г и ГШ — для набоек.
Непористые резиновые пластины применяют в
основном для подошв рабочей обуви. Они имеют
высокую износостойкость — срок износа 1 мм толщи-
ны подошвы превышает 120 дней. Большая плотность
и неудовлетворительные теплозащитные свойства по-
дошв ограничивают их использование.
Для подошв туристской, производственной и
другихвидов обуви, которые должны обладать повы-
шенной износостойкостью, применяют транспарен-
тную резину стиронип на основе синтетических
каучуков. Для этих резин характерны высокие пред-
елы прочности при растяжении и сопротивление
истиранию.
Резиновые формованные подошвы. Формованные
подошвы различаются по конструкции, степени по-
ристости, расцветке, виду рифления и другим призна-
Материаловедение Обувного Производства 287
кам. Формованные подошвы иногда совмещают с
каблуками различной высоты и конструкции. Несов-
мещенные подошвы изготовляют профилированными
и непрофилированными.
Профилированные подошвы имеют рельефную хо-
довую поверхность для уменьшения скольжения и
изнашивания. Такие подошвы имеют наибольшую
толщину в носочной части. Профилированные подо-
швы изготовляют из монолитной, кожеподобной и
транспарентной резины.
Толщина всех участков непрофилированных фор-
мованных подошв одинакова.
Более предпочтительно применение профилиро-
ванных подошв. Толщина участков подошв, подверга-
ющихся в обуви наибольшему истиранию, больше
толщины участков, практически не истирающихся
(например, геленочная часть). Такое перераспределе-
ние массы резины значительно удлиняет срок носки
подошв по сравнению с непрофилированными подо-
швами из резины того же рецепта и улучшает их
внешний вид.
Конструкции формованных подошв разнообразны.
В монолитных подошвах (рис. 89а) совмещены низкий
каблук, простилка и накатной рант, в полумонолитных
(рис. 896) — простилка и накатной рант.
Рис. 89. Подошвы:
а — монолитная резино-
вая подошва с креплени-
ем под каблук; б — полу-
монолитная резиновая
подошва с креплением
под каблук: 1 — ходовая
поверхность; 2 — неходо-
вая поверхность
б
288 Ремонт Одежды и Обуви
Некоторые подошвы имеют углубления в пяточ-
ной и геленочной частях для уменьшения массы,
утолщенную пучковую часть с неходовой стороны —
для замены простилок, пяточную часть в виде язычка —
для крепления к каблуку взамок и т. п. Распространены
формованные подошвы с бортиком (чашеобразные).
Большинство подошв, особенно из транспарентной и
кожеподобной резины, имеет рифление на подметоч-
ной части.
Резиновые формованные каблуки и набойки. В ре-
зиновых формованных каблуках различают боковую 4
(рис. 90), фронтальную 3, ходовую 1 и неходовую
2 (ляпис) поверхности. Во многих конструкциях каб-
луков предусмотрены углубления для уменьшения рас-
хода резины и их массы.
1
3 Рис. 90. Резиновые
формованные каблуки для
гвоздевого метода крепления:
1 — ходовая поверхность; 2 — неходо-
вая поверхность (ляпис); 3 — фрон-
тальная поверхность; 4 — боковая по-
верхность
В основном резиновые каблуки имеют высоту до
25 мм; а резиновые формованные набойки — толщину
до 6 мм.
Резиновые формованные каблуки и набойки изго-
товляют из непористой или пористой кожеподобной
резины различных размеров, фасонов, конструкций,
рисунков ходовой поверхности.
Для набоек, подвергающихся сильному трению
при ходьбе, используют также износостойкие резины
на основе уретановых и бутадиенстирольного каучуков
и фенолформальдегидных смол и т. д. Набойки из
Материаловедение Обувного Производства 289
полиуретана имеют высокое сопротивление истира-
нию и могут использоваться значительно дольше набо-
ек из обычных резин.
Один размер резиновых каблуков и набоек соот-
ветствует смежным размерам обуви. Высота каблуков
и набоек одного фасона разных размеров не меняется,
а размеры верхней и нижней поверхностей изменяют-
ся. Номер фасона, размеры каблуков и набоек должны
быть отформованы на их неходовой стороне.
Каблучные и набоечные резиновые пластины, штам-
пованные каблуки и набойки. Каблучные резиновые
пластины изготовляют марок Д и ДШ, Е и ЕШ, а также
марок «Новопора»., «Талка», «Вулкапора», «Напора».
По толщине каблучные пластины марок Д и Е делят на
шесть групп (от 8 до 23 мм), марок ДШ и ЕШ - на
десять групп (от 6 до 24 мм). Каблуки вырубают также
из непористых резин марок А, АШ, Б, БШ, В, ВШ.
В некоторых видах обуви каблук располагается
между ее следом и пяточной частью подошвы или
между слоями подошвы. Для изготовления внутренних
каблуков из пластин вырубают деталь овальной фор-
мы, а затем под углом разрезают ее на два каблука.
Набоечные непористые резиновые пластины ма-
рок Г и ГШ имеют толщину 3,5—5,3 мм; из кожеподоб-
ной непористой резины — 4—6,6 мм. Набоечные по-
ристые резиновые пластины изготовляют марок Д,
ДШ, Е, ЕШ.
ИСКУСОМ кожи
Искусственной кожей называют мягкие и тонкие
кожеподобные материалы, заменяющие натуральную
кожу для верха, подкладки и внутренних деталей
обуви.
10 Зак. 925
290 Ремонт Одежды и Обуви
Искусственные кожи широко применяют для
производства обуви. Свойства этих материалов оди-
наковы на всех участках. Повышенная пластичность
покрытий искусственных кож при обычном или
высокочастотном нагревании позволяет использо-
вать высокопроизводительные методы тиснения,
сварки, вакуумного формования.
Замена натуральных кож искусственными снижает
себестоимость и расширяет ассортимент обуви.
Искусственные кожи в большинстве случаев име-
ют многослойную структуру, состоящую из волокнис-
той основы (ткань, трикотаж, нетканый материал),
пропиточных составов и отделочных покрытий, не
обладающих сквозной пористостью.
Названия искусственных кож характеризуют вид
покрытия и тип основы. Покрытия имеют следующие
обозначения:
винил-поливинилхлоридные;
эл асто- каучуковые;
нитро-нитроцеллюлозные;
амид-полиамидные;
уретан-полиэфируретановые.
Для основ применяются следующие символы: тка-
невая — Т, трикотажная — ТР, нетканая — НТ. В
соответствии с этой символикой полиамидно-латекс-
ная подкладочная искусственная кожа на тканевой
основе называется амидэластоискожа — Т.
В 60-е годы было начато производство искусствен-
ных кож улучшенного качества, которые называют
синтетическими. Эти материалы на нетканых волок-
нистых основах или без основы характеризуются высо-
кой кожеподобностью и пористой структурой, обеспе-
чивающей гигиенические свойства, близкие к свойствам
натуральной кожи.
Материаловедение Обувного Производства 291
Ассортимент искусственных кож
В зависимости от требований, предъявляемых к
деталям изделий, искусственные и синтетические кожи
изготовляют различной структуры и с различными
свойствами для верха, подкладки, задников, поднос-
ков и ранта обуви.
Искусственные и синтетические кожи для верха
обуви. Искусственные кожи используют для верха
летней обуви, голенищ сапог и сапожек, синтетичес-
кие кожи — для верха осенне-весенней обуви. Из
искусственных кож наиболее широко применяют раз-
личные виды винил- и эластоискож.
Винилискожа — Т обувная пористо-монолитная.
Искусственная кожа имеет высокое сопротивление
истиранию, однако недостаточно морозостойка и па-
ропроницаема. Ее используют для верха сапожек,
эксплуатируемых в осенне-весенний период, а также
для верха легкой обуви.
Винилискожа — Т обувная лаковая. Ее используют
для изготовления обуви весенне-осеннего ассортимен-
та, эксплуатируемой при температуре не ниже минус
5°С, а также для изготовления летней обуви. Материал
имеет гладкую блестящую лицевую поверхность и
низкие гигиенические свойства.
Винилискожа — Т обувная замшевая. Предназначе-
на для изготовления обуви, эксплуатируемой при тем-
пературе не ниже минус 5°С.
Замша искусственная обувная. Замшу искусствен-
ную обувную применяют для верха комнатной обуви,
а также для отделки деталей. Она имеет плохие формо-
вочные свойства.
Шарголин. На лицевой стороне шарголина тиснят
рисунок под юфть. Применяют для голенищ сапог с
верхом из юфти.
292 Ремонт Одежды и ОбУви
_________- ‘ifii-- д--. -
Винилискожа — Т «Юфтин». На лицевой стороне
тиснят рисунок под юфть. «Юфтин» применяют для
голенищ утепленных сапог.
Винилискожа — ТР обувная пористая. Предназна-
чена для голенищ комбинированных женских сапо-
жек, эксплуатируемых при температуре не ниже минус
10°С.
Винилуретанискожа — Т обувная. Выпускается двух
групп толщин: 0,9 ±0,1 и 1,3 ±0,1 мм. Материал
предназначен для верха обуви широкого ассортимен-
та, эксплуатируемой при температуре не ниже минус
15°С.
Винилискожа — НТ обувная. Толщина материала
0,8—1,2 мм. Предназначена для деталей верха летней
открытой обуви, обычно ремешкового типа.
Кирза обувная. Представляет собой трехслойную
кирзу, пропитанную дисперсией синтетического кау-
чука. Кирза предназначена для голенищ сапог. Отли-
чается большой поверхностной плотностью, разрыв-
ной нагрузкой и жесткостью.
Ворсит. Представляет собой ворсовую ткань (вель-
ветон), на которую нанесено несколько слоев бензино-
вого раствора резиновой смеси. Используется для
голенищ сапог с верхом из кож хромового дубления и
верха мужских ботинок.
Эластоискожа — Т обувная замшевая. Представляет
собой кирзу с односторонним пористым покрытием.
Материал предназначен для верха зимней обуви, эк-
сплуатируемой при температуре до минус 35°С.
Свойства указанных искусственных кож зависят от
вида и структуры покрытия, типа основы. Все эти
материалы характеризуются высокой прочностью,
низкой растяжимостью, невысокими гигиеническими
свойствами. Из-за низких гигиенических свойств, не-
достаточных удлинений и, следовательно, плохой фор-
Материаловедение Обувного Производства 293
муемости и формоустойчивости искусственные кожи
применяют только для деталей верха летней обуви,
голенищ сапог и сапожек.
Из синтетических кож наиболее часто используют-
ся СК-8 и «Велюр» (Россия), полькорфам (Польша),
барекс (Чехия), кордлей (США), порвэйр (Великобри-
тания), кларино, ГЛ—50, «Тойо сессина» и патора
(Япония), ксиле (ФРГ).
СК—8. Синтетическая кожа СК-8 применяется для
голенищ женских сапожек и верха мужских полуботи-
нок.
Синтетическая кожа «Велюр». Представляет собой
иглопробивную волокнистую основу, пропитанную
полиуретановой композицией, шлифованную, ворсо-
ванную и подвергнутую мятью. Материал легок, мягок
и паропроницаем.
Полькорфам-216. Полькорфам имеет гладкую
ворсовую или лаковую поверхность. Полькорфам пред-
ставляет собой многослойный материал: нетканая иг-
лопробивная основа из полиэфирных волокон с про-
питкой полиэфир уретанами, армирующая ткань,
пористый полиуретановый слой, окрашенная поли-
уретановая пленка и отделочный слой. Материал име-
ет высокую прочность при небольшом удлинении,
паропроницаемость, близкую к паропроницаемости
кожи, низкие влагопоглощение и влагоотдачу.
Порвэйр. В отличие от других видов синтетических
кож порвэйр не имеет волокнистой основы. Он состо-
ит из двух пористых полиуретановых пленок, между
которыми нет четкой границы. Степень пористости и
размеры по краям различны. Отсутствие основы облег-
чает формование порвэйра.
Кларино. Под этим названием поставляют синте-
тические кожи с гладкой, лакированной и замшепо-
добной поверхностью. Волокна основы кларино про-
294 Ремонт Одежды и Обуви
питаны не все, а только в некоторых точках, что делает
материал мягким и достаточно паропроницаемым.
Синтетическая кожа «Тойо сессина». Представляет
собой ткань с начесом и тонким полиуретановым
покрытием.
Общим недостатком большинства синтетических
кож являются низкие показатели гигиенических
свойств.
Обувные подкладочные искусственные кожи
Для подкладочных кож особое значение имеют
показатели сопротивления истиранию, гигроскопич-
ности, влагопоглощения и влагоотдачи, определяю-
щие эксплуатационные свойства обуви.
Для изготовления подкладок применяют винилис-
кожу — НТ «Молдова», амидэластоискожу — НТ (пока-
затели свойств материала близки к показателям свойств
натуральной подкладочной кожи), эластоискожу —
Т подкладочную (материал имеет ряд недостатков: раз-
лохмачивание краев, быстрая истираемость, низкие
гигиенические свойства), амидискожу — НТ «Нистру».
За рубежом выпускают синтетические подкладоч-
ные кожи: опомат (Чехия и Словакия), дупор (США),
цееф (ФРГ) и др., представляющие собой тонкие во-
локнистые пробивные основы, проклеенные каучуко-
выми латексами, с пористым ПХВ-покрытием. Эти
материалы по гигиеническим свойствам уступают вы-
шеперечисленным.
Искусственные кожи для подносков и задников
Кожу для подносков и задников применяют очень
редко. Для этой цели обычно используют искусствен-
ные кожи на тканевой или нетканой основе.
Материаловедение Обувного Производства 295
Нитроискожа — Т обувная. Представляет собой
ткань (бумазею-корд, бортовку), на обе стороны кото-
рой нанесено покрытие из нитроцеллюлозы с органи-
ческими добавками и минеральными наполнителями.
Для изготовления многослойных деталей применяют
нитроискожу марок НОМТ, НОМБК и НОМБ, для
однослойных деталей — НООБ, НООБК1. Некоторые
виды нитроискожи выпускают со сквозной перфора-
цией для улучшения гигиенических свойств.
Подноски и задники из обувной нитроискожи — Т
хрупки, негигиеничны, способствуют появлению пя-
тен на обуви.
Нитроискожа — Т обувная марки НЦ. Материал
аналогичен описанной выше нитроискоже, но имеет
клеящую пленку на основе термопластичных сополи-
меров. Это дает возможность активировать клеевую
пленку под воздействием тепла.
Термопластичные материалы. Для подносков и зад-
ников широко используют термопластичные материа-
лы, которые легко формуются под действием темпера-
туры.
Искусственные кожи для ранта
Винилискожу — НТ для несущего ранта в зависи-
мости от вида волокнистой основы, состава и направ-
ленности волокна выпускают следующих марок:В-РН —
на прошитой волокнистой основе из хлопкового про-
чеса; В-РС — на волокнистой непрошитой основе из
смеси хлопкового и капронового волокон; В-РВО — на
волокнистой непрошитой основе из смеси синтетичес-
ких волокон и хлопка с однонаправленным располо-
жением слоев.
Винилискожу — НТ для накладного ранта изготов-
ляют на хлопковой непрошитой основе марок В-РМ
296 Ремонт Одежды и Обуви
для мужской, В-РЖ для женской, В-РД для детской
обуви.
Винилискожу — НТ рантовую выпускают в виде
прямоугольных пластин разных цветов.
Окантовочные искусственные кожи
Для окантовывания деталей верха обуви променя-
ют тесьмы из искусственных кож.
Винилискожа — Т окантовочная морозостойкая.
Представляет собой ткань (бязь, вискозную, микталь)
с ПХВ-покрытием, которое может иметь отделку и
печатный рисунок. Окантовочная тесьма из этого ма-
териала может служить при температуре не ниже ми-
нус 25°С.
Винилискожа окантовочная. Представляет собой
нетканое клееное полотно с ПХВ-пленкой.
Нитроискожа — Т окантовочная. Представляет со-
бой хлопчатобумажную окрашенную ткань, на поверх-
ность которой нанесено покрытие на основе нитро-
целлюлозы, имеющее рельефный рисунок. Наиболее
важными технологическими свойствами окантовоч-
ных кож являются удлинение при разрыве и жесткость.
М<ЛЯ1£РМ<ЛЛЫ
Пленочные материалы широко применяют в виде
лент с клеевым слоем для укрепления краев деталей и
ниточных швов обуви. Для этих целей в основном
используют поливинилхлоридные пленки. На поливи-
нилхлоридные пленки наносят ракелем отделочные
покрытия для снижения липкости пленок, печатный
рисунок на тиснильном каландре или многокрасочной
печатной машине.
Материаловедение Обувного Производства 297
Дефектами пленок являются риски, включения
полимера, разнооттеночность, нечеткость рисунка,
царапины и т. д. Пленки выпускают двух сортов.
К I сорту относят пленку без пороков или с наличием
не более 10 точечных включений полимера или мало-
заметных рисок на 3 м пленки. Ко II сорту относятся
пленки с двумя из перечисленных ниже дефектов:
слабозаметная разнооттеночность, нечеткость рисун-
ков, не более 10 царапин длиной не более 1 см.
Картон состоит из волокон, соединенных прокле-
ивающим веществом, а также силами сцепления. Кар-
тон применяют для изготовления стелек и задников
обуви.
Картон изготовляют из целлюлозных и кожевен-
ных волокон.
Ассортимент картонов
Обувные картоны в зависимости от природы во-
локна, способа формирования листа и назначения
разделяют на марки 3-1, 3-2, С-1, С-2, СЦМ, тексон,
П-1, П-2, П-3, ГЛ, ПЛ (см. табл. 5).
Картоны для задников и формованные картонные
задники. Картон марки 3-1, проклеенный латексами,
имеет лучший комплекс свойств, чем картон марки
3-2, поэтому его применяют для широкого ассорти-
мента обуви, в том числе для модельной, детской и
малодетской. Картон марки 3-2 используют для изго-
товления задников повседневной мужской и женской
обуви. Задники выпускают отдельно для левой и пра-
вой полупар обуви. На задниках имеются гофры и
298 Ремонт Одежды и Обуви
клейма, определяющие их размер и назначение. Зад-
ники укладывают по две пары в пачку, а пачки задни-
ков одного размера, фасона и назначения упаковыва-
ют в картонные коробки.
Картоны для стелек и картонные стельки. Стельки
изготовляют из картонов марок С-1, С-2, СЦМ и
дублированием картонов этих марок.
Картоны марки С-1 обладают лучшими свойства-
ми, чем картоны марки С-2. Картоны марки С-2 имеют
низкую прочность и высокую истираемость в увлаж-
ненном состоянии.
Картон СЦМ отечественного производства и ана-
логичный ему тексон (Франция) заменяют стелечную
кожу, так как имеют высокие показатели прочности,
влагопоглощения и влагоотдачи, низкую истираемость
во влажном состоянии.
Для некоторых видов обуви картонные стельки
поступают дублированные кожаной, пенополиуре-
тановой или тканевой стелькой, а также с прикреп-
ленными подпяточниками, полустельками, простил-
ками.
Картоны для простилок, геленков и платформ. Кар-
тон для простилок марки П-1 толщиной 1,8—2,2 мм
имеет наименьшие из простилочных картонов плот-
ность и жесткость.
Геленки изготовляют из картона марки ГЛ, плат-
формы — из картона марки ПЛ толщиной 2—3 мм.
Геленочную часть стелек для обуви на высоком
каблуке изготовляют из специального картона повы-
шенной жесткости, получаемого способом много-
слойного отлива из растительных волокон, проклеен-
ных органическими веществами. Толщина такого
картона 2—2,5 мм для полустелек й 2,5—3 мм для
стелек.
Материаловедение Обувного Производства 299
Таблица 5
Назначение и методы изготовления обувных картонов
Марка картона Метод отлива Сырье Проклеивающие вещества
Для задников 3
3-1 Однослойный Кожевенные Эмульсия полимера или
волокна латекса с жировой эмульсией или без нее
3-2 Многослойный Дл Кожевенные волокна и сульфатная целлюлоза я стелек и полусп Синтетические и органические латексы елек С
С-1 Однослойный Кожевенные волокна Синтетические или при- родные латексы с жировой эмульсией или без нее
С-2 Многослойный Кожевенные и растительные волокна Органические с добавкой латекса или без нее
СЦМ Однослойный Кожевенные волокна и сульфатная облагороженная целлюлоза Синтетические латексы
Тексон Однослойный Сульфатная облагороженная целлюлоза Синтетические латексы
Для простилок П, геленков Г, платформ ПЛ
П-1 Однослойный Растительные волокна Синтетические латексы
П-2 Однослойный Кожевенные волокна, кар- тонные и дру- гие волокнис- тые отходы Синтетические латексы
п-з Многослойный Картонные и другие волок- нистые отходы Синтетические латексы
ГЛ Многослойный Растительные волокна Органические
пл Многослойный Картонные отходы Органические
300 Ремонт Одежды и Обуви
ЮёЯТЛЛМ М3 М Л Л С ММ У £ С К М %
млсс
Пластическими массами (пластмассами) называ-
ют материалы на основе полимеров, способные под
влиянием нагревания и давления формоваться в изде-
лия.
В производстве обуви применяют большой ассор-
тимент деталей из пластмасс, поступающих в готовом
виде и не требующих дополнительной обработки. К
ним относятся пластмассовые подошвы, каблуки, на-
бойки, геленки, декоративный рант, полустельки, зад-
ники, подноски; пряжки, крючки, блочки, украше-
ния, полимерные пленки для укрепления швов и т. п.
Пластмассовые подошвы
Для некоторых видов повседневной, производ-
ственной и спортивной обуви используют подошвы,
полученные методом литья из термопластичных поли-
меров.
Поливинилхлоридные подошвы обладают высо-
кими сопротивлением истиранию, гибкостью, стой-
костью к действию агрессивных сред, но низкой моро-
зостойкостью. Пористые поливинилхлоридные
подошвы применяют для прогулочной и домашней
обуви, а непористые — для обуви весенне-осеннего
сезона.
Новой перспективной группой пластмасс для литья
деталей низа обуви являются термоэластопласты (ТЭП),
сочетающие пластические свойства термопластов и
эластические свойства каучуков. По большинству по-
казателей подошвы на основе ТЭП не уступают другим
подошвенным материалам. К их преимуществам сле-
дует отнести высокий коэффициент трения, обеспечи-
Материаловедение Обувного Производства 301
вающий необходимое сцепление при ходьбе даже по
льду, а к недостаткам — низкую теплостойкость. Струк-
тура изделий из ТЭП интересна тем, что внутренний
слой пористый, а наружный непористый. Наружный
слой обеспечивает высокое сопротивление истиранию
и твердость ходовой стороны подошв.
Для производства подошв используют также тер-
мопластичные АБС-пластики. Подбирая различные
виды АБС-пластиков и добавок можно получать лить-
ем различные изделия — от очень жестких (подошвы
типа сабо) до эластичных. Материалы на основе АБС-
пластиков имеют высокие предел прочности при рас-
тяжении, сопротивление истиранию, теплостойкость,
хорошо склеиваются.
Пластмассовые каблуки
недавнего времени средние и высокие каблуки
для женской обуви изготовляли из древесины. Сейчас
применяют пластмассы. Полимеры для пластмассовых
каблуков должны хорошо сопротивляться многократ-
ным ударным нагрузкам, обладать высокими показа-
телями удельной ударной вязкости, пределов прочнос-
ти при сжатии и изгибе, твердости, низкой плотностью
и малой усадкой. Пластмассовые каблуки изготовляют
из термопластичных полимеров: полиамидов (вторич-
ной капроновой смолы), полиэтилена, полистирола,
полипропилена и др.
Производство каблуков. Пластмассовые каблуки
изготовляют методом литья на высокопроизводитель-
ных термопластавтоматах. Для уменьшения усадки
каблуков, увеличения прочности их крепления к обуви
в верхнюю часть каблука запрессовывают полиэтиле-
новый или деревянный вкладыш. Для уменьшения
302 Ремонт Одежды и Обуви
массы каблуков их выпускают пористыми. Поверх-
ность капроновых каблуков окрашивают или обтяги-
вают кожей. Полиэтиленовые и полипропиленовые
каблуки изготовляют без вкладышей. Полиэтиленовые
каблуки обычно обтягивают кожей, а полипропилено-
вые окрашивают. Это объясняется тем, что полиэтилен
имеет недостаточную твердость и поверхность деталей
быстро покрывается царапинами, а более твердый
пропилен не нуждается в защите.
Ассортимент каблуков. Форма и конструкция каб-
луков разнообразны. На высоту, фасон и конструкцию
пластмассовых каблуков существенно влияет мода,
изменения моды требуют изменения конструкции каб-
луков, применяемого материала, способов крепления
каблука к обуви и способов отделки.
По высоте каблуки разделяют на низкие (до 25 мм),
средние (до 45 мм), высокие (до 60 мм) и особо
высокие (более 60 мм). Низкие каблуки иногда имеют
деревянный или полиэтиленовый вкладыш. Средние И
высокие каблуки могут иметь впрессованные вклады-
ши, стержни-усилители, втулки, отверстия для креп-
ления набоек и т. п. В верхней части некоторых
каблуков имеются пустоты для облегчения массы.
Каблуки, кроме клиновидных и высотой более
50 мм, изготовляют одного размера на три смежных
размера обуви и нумеруют средним размером. Пло-
щадь неходовой поверхности каблуков одного фасона
и размера одинакова для обуви всех полнот. На нехо-
довой поверхности каблуков клеймят фасон.
Прочность крепления каблука зависит от вида
используемого полимера. Наиболее высокую прочность
крепления имеют каблуки из АБС-пластика и вторич-
ного капрона.
Материаловедение Обувного Производства 303
Пластмассовые детали для обуви
Набойки. От конструкции и формы каблуков зави-
сят и конструкции набоек. Набойки для утоненных
каблуков женской обуви имеют малую площадь (до 0,5
мм), вследствие чего удельные давления на них значи-
тельны. Набойки для таких каблуков должны иметь
высокое сопротивление сжатию и истиранию, а также
определенную твердость и эластичность. Эти набойки
изготовляют методом литья из капрона, полиуретана
(витур, эластолан), поливинилхлорида, причем в боль-
шинстве случаев используются вторичные материалы.
Декоративный рант и отделочные профильные дета-
ли. Декоративный рант закрывает зазор между верхом
и низом обуви и таким образом улучшает ее внешний
вид. Декоративный рант изготовляют шприцеванием
резиновых смесей с их последующей вулканизацией
или шприцеванием поливинилхлоридного пластиката.
Поливинилхлоридный рант выпускают одно- или двух-
цветным, с рельефной насечкой или без нее.
Ширина ранта для мужской обуви 7,7 мм, для
женской — 7,2 мм и для детской — 5,6 мм, толщина
ранта 3,2 мм.
Для отделки краевдеталей изделий из кожи, уплот-
нения швов, прокладки под декоративные строчки
применяют различные шнуры, ленты, трубки, кедер и
другие профильные детали. Эти детали изготовляют
шприцеванием поливинилхлоридных композиций.
Профильные детали делят по площади поперечного
сечения на группы I и II.
Внутренние и промежуточные обувные детали из
пластмасс. Из пластмасс изготовляют подноски, зад-
ники, геленки, а также целые узлы из внутренних
304 Ремонт Одежды и Обуви
деталей. Метод литья пластмасс позволяет получать
детали сложной конфигурации и точных размеров без
дополнительной обработки.
Подноски изготовляют литьем пластмасс (напри-
мер, капрона) или вырубанием из пленки, затем их
склеивают с верхом обуви и формуют при нагревании.
Такие подноски изготовляют из полиэфиров, сополи-
меров этилена и винилацетата, смеси перхлорвинило-
вой смолы и полиэтилена и т. д. Разработаны методы
нанесения подносков из расплавов полимеров непо-
средственно на верх обуви.
Большой интерес представляют узлы из внутрен-
них деталей обуви. Так, литьем смеси полиэтилена и
полиизобутилена получают узел, включающий подно-
сок, основную стельку с упрочненной геленочной
частью и задник. Производят и узлы, состоящие из
задника, стельки и теленка, а также из задника и
задинки сапог и др. В узлы можно включать детали из
кожи и капрона.
Вспомогательные детали. Некоторые вспомогатель-
ные детали обуви также изготовляют из пластмасс.
Широко используют геленки из капрона и полипропи-
лена, блочки из капрона, пуговицы из различных
термопластичных и термореактивных полимеров, де-
коративные пластмассовые детали, застежки-молнии
со звеньями из полиэфиров и полиамидов.
Эти детали получают методом литья под давлени-
ем. Разнообразие форм и расцветок позволяет исполь-
зовать их не только для скрепления деталей, но и для
украшения изделий. Пластмассовые детали соединяют
с деталями верха разными способами, например, сбор-
ные заклепки соединяют при воздействии тепла и
малом давлении. Известны методы изготовления и
крепления блочков и других деталей литьем на верх
Материаловедение Обувного Производства 305
изделий, т. е. объединяются процессы изготовления и
скрепления деталей с верхом обуви.
клёящиё м л ятр Р и <лл ы
Классификация клеев
Для соединения деталей обуви широко применяют
клеи. В ряде случаев они вытеснили традиционные
скрепляющие материалы — нитки, гвозди и т. п.
Более 80% всей производимой обуви изготовляют
клеевым методом крепления низа с использованием
полихлоропреновых и полиуретановых клеев. В произ-
водстве более 60% обуви используется затяжка загото-
вок верха полихлоропреновым клеем или клеями-
расплавами. Практически в каждой паре обуви
использованы клеи в виде водных дисперсий полиме-
ров, латексов каучуков и эмульсий.
Основными преимуществами клеев являются:
♦ малая зависимость прочности склеивания от
толщины скрепляемых деталей, отсутствие нарушений
целостности соединяемых материалов;
♦ высокая эластичность большинства клеевых швов,
т. е. отсутствие отрицательного влияния на жесткость
и изгибостойкость склеиваемой системы;
♦ удовлетворительная долговечность и надежность
клеевых соединений.
В производстве изделий из кожи клеи классифи-
цируют по нескольким признакам.
По назначению: на клеи основного скрепления,
обеспечивающие высокую прочность соединения де-
талей (приклеивание подошв и каблуков, затяжка
заготовки на стельку и т. п.); вспомогательного (пред-
варительного) скрепления, облегчающие основное
306 Ремонт Одежды и Обуви
скрепление нитками, гвоздями, винтами, скобками
(предварительное накладывание подошв при ниточ-
ном, гвоздевом, винтовом, методах крепления, загибка
краев деталей ит. п.); второстепенного скрепления, не
требующие высокой прочности склеивания деталей
вследствие малых сил, влияющих на их соединение
при эксплуатации (вклеивание вкладных стелек, на-
клеивание этикеток, приклеивание подкладки и т. д.);
по фазовому состоянию клеев: жидкие (растворы и
водные дисперсии клеящих веществ) и твердофазные
(термопластичные клеи-расплавы);
по виду клеящего вещества: на основе каучуков и их
латексов (полихлоропреновый и бутадиен-стироль-
ный); растворов, дисперсий и расплавов полимеров
(поливинилбутиральный, поливинилацетатная эмуль-
сия, термопластичный полиуретан); растворов низко-
молекулярных веществ (казеиновый, мучной) и т. д.
Для соединения деталей клеи должны обладать опре-
деленными вязкостью и концентрацией, чтобы легко
образовывать тонкие прочные пленки при нанесении,
иметь минимальные периоды сушки и активации при
невысоких температурах, короткие циклы прессования
при небольшом давлении, обеспечивать требуемый уро-
вень прочности шва (быстрое схватывание) для беспре-
рывного выполнения последующих операций.
Условия эксплуатации изделий из кожи предъяв-
ляют к клеевым швам требования высокой стойкости
к механическим (многократный изгиб, растяжение),
химическим (действие кислот, масел, пота, влаги) и
атмосферным (повышенные и пониженные темпера-
туры, инсоляция, озонирование) воздействиям.
Клеевое соединение в производстве изделий из
кожи представляет собой систему (рис. 91), состоящую
из двух одинаковых (например, кожа + кожа) или
Материаловедение обувного Производства 307
Рис. 91. Схемы клеевых швов:
а — до разрушения; б — после адгезионного разрушения; в, г — после
когезионного разрушения; д — после смешанного разрушения:
I — адгезив; 2 — субстрат
разных (например, кожа + резина) материалов (суб-
стратов), соединенных слоем клея (адгезива). Распрос-
транен также вариант соединения путем нанесения
одного и того же адгезива на субстраты и совмещения
адгезивов.
Главной задачей является получение высокой
прочности адгезионных соединений. Под адгезией
понимают сцепление приведенных в контакт разно-
родных материалов, т. е. адгезива и субстрата. Аутоге-
зия характеризует сцепление однородных материалов,
например, двух одинаковых адгезивов. Когезия харак-
теризует прочность однородного материала, т. е. адге-
зива или субстрата.
В образовании прочного адгезионного соединения
решающую роль играет адгезия.
Ассортимент клеев
К группе каучуковых клеев относятся растворы
натурального и синтетических каучуков в органичес-
ких растворителях. Из синтетических смол для приго-
товления клеев чаще всего применяют перхлорвини-
ловую смолу.
308 Ремонт Одежды и Обуви
Клей из натурального каучука (резиновый клей).
Резиновый клей представляет собой раствор натураль-
ного каучука в бензине БР-1. Свойства резинового
клея зависят от типа натурального каучука и способа
предварительной обработки. Клей из вальцованного
каучука имеет более высокую концентрацию и клея-
щую способность и более низкую вязкость, чем клей из
невальцованного каучука. Для снижения вязкости в
клей иногда вводят до 1% этилового спирта. Для
повышения липкости клеевой пленки в некоторых
случаях добавляют канифоль (до 10% массы клея).
Достоинством резинового клея является возмож-
ность склеивания без активации клеевой пленки. Но
резиновый клей характеризуется и рядом недостатков:
низкой клеящей способностью, высокой вязкостью,
затрудняющей его нанесение на детали, падением
прочности склеивания под действием температуры. В
связи с этим резиновый клей применяют для вспомо-
гательных и второстепенных операций (предваритель-
ное крепление подошв, вклеивание вкладных стелек и
т. ц.). В настоящее время резиновый клей заменяют
латексными клеями.
Клей на основе синтетических полихлоропреновых
каучуков. Синтетические полихлоропреновые каучуки
называются наиритами. Среди многих их марок для
обувных клеев используют наириты НТ, НТ-1, НТ-2,
НТ-Н, ОНП, ПХК и серийные марок А, Б, КР.
Применяют и импортные полихлоропреновые каучу-
ки: денкахлоропрен А-90 (Япония), бутахлор (Фран-
ция), неопрен АС (США) и др.
Клеи на основе синтетических полихлоропрено-
вых каучуков применяют для основного крепления,
клеевой затяжки верха обуви, приклеивания каблука,
для обтяжки каблука, для вклеивания эластичных
Материаловедение Обувного Производства 309
май—
подносков, а также при клеевой затяжке заготовок
верха обуви из белых, и светлых кож.
Перхлорвиниловый клей. Перхлорвиниловые клеи
имеют высокую адгезию к коже, тканям и поливинил-
хлориду. Последнее особенно важно в связи с широ-
ким применением искусственных кож с поливинил-
хлоридным покрытием, а также поливинилхлоридных
подошв.
Пленки перхлорвинилового клея жесткие и хрупкие.
Адгезия перхлорвинилового клея к резине невелика.
В настоящее время перхловиниловый клей ис-
пользуют ограниченно для пропитки и приклеивания
текстильного слоя комбинированной рантовой стель-
ки, герметизации низа обуви с верхом из юфти и в
каучукоперхлорвиниловых клеях для приклеивания
верха из искусственных кож с поливинилхлоридным
покрытием к резиновому низу.
Полиуретановые клеи. С недавнего времени стали
применять полиуретановые клеи. Наиболее успешно
их используют в тех случаях, когда другие клеи не
обеспечивают достаточной прочности крепления дета-
лей (например, для соединения деталей из материалов
с поливинилхлоридным и полиуретановым покрыти-
ем, сильно жированных кож и т. д.).
Полиуретановые клеи характеризуются быстрой
схватываемостью и высокой клеящей способностью.
Возможность отказа от взъерошивания затяжной
кромки и обеспечения надежного крепления материа-
лов с повышенным содержанием жира и полимерными
покрытиями, к которым наиритовые клеи имеют ма-
лую адгезию, делают полиуретановые клеи наиболее
перспективными.
Клеи из термоэластопластов. Для приклеивания
подошв из термоэластопластов (ТЭП) применяют клеи
310 Ремонт Одежды и Обуви
на основе ТЭП, так как другие виды клеев, кроме
полиуретановых, не обеспечивают надежного крепле-
ния. Прочность крепления подошв из ТЭП клеями на
этой основе объясняется близостью химического со-
става клея и склеиваемого материала. Клей на основе
ТЭП для приклеивания подошв из ТЭП заменяет
дорогостоящий полиуретановый клей, который требу-
ет еще и предварительной химической обработки (га-
логенирования) подошв.
Клей на основе ТЭП водостойки, но недостаточно
термостойки.
Клеи из расплавов термопластичных смол. Клеи-
расплавы при нормальных условиях представляют со-
бой твердые вещества. При нагревании в определен-
ном температурном режиме они размягчаются и
приобретают высокую клеящую способность. После
прекращения нагревания расплав в течение несколь-
ких секунд остывает, прочно соединяя детали. Среди
многочисленных термопластичных полимеров в ка-
честве клеев-расплавов применяют прежде всего та-
кие, которые имеют узкий интервал температур пере-
хода из твердого состояния в вязкотекучее. Чем уже
этот интервал, тем быстрее затвердевает (схватывает)
клей.
Полимеры для клеев-расплавов должны обеспечи-
вать высокую адгезию к обувным материалам, доста-
точную прочность (когезию) полимерной пленки, гиб-
кость и эластичность клеевой пленки, низкую вязкость
клея в расплавленном состоянии.
Клеи-расплавы готовые к употреблению представ-
ляют собой гранулы, прутки, цилиндры и т. п.
Клеи-расплавы используют для закрепления за-
тяжной кромки заготовки верха обуви при затяжке на
стельке, загибки краев деталей верха обуви. Клеи-
расплавы освобождают от необходимости выполнять
Материаловедение Обувного Производства 311
такие операции как намазка, сушка и активация клея
и его двустороннее нанесение. Клеи-расплавы прочно
скрепляют разнообразные материалы без повышен-
ных давлений при прессовании. Расход клеев-распла-
вов в результате одностороннего нанесения меньше,
чем клеев-растворов. Свойства клея-расплава при хра-
нении в нормальных условиях не меняется в течение
длительного времени (не менее года).
Однако клеи-расплавы имеют некоторые недо-
статки. Для клеев-расплавов определяют так называе-
мое открытое время, в течение которого расплав,
нанесенный на деталь, сохраняет клеящую способ-
ность. Открытое время колеблется от 5 до 20 секунд.
Увеличение времени от момента нанесения клея до
прессования сверх указанного предела приводит к
невозможности склеивания. Из-за быстрого отвержде-
ния расплава при попадании на холодную поверхность
детали клей не проникает глубоко в поры материала,
вследствие чего не всегда обеспечивает высокую проч-
ность склеивания. При использовании клея-расплава
требуется специальное оборудование с устройствами
для поддержания его постоянной температуры.
Клеи-расплавы на основе полиамидов. При произ-
водстве обуви широко используются клеи на основе
смешанных полиамидов марок 548 и 54, модифициро-
ванных различными добавками.
При использовании этилендиамина получают по-
лимер, имеющий температуру плавления 100—1 КУС,
на который загибают края деталей и затягивают геле-
ночную часть заготовки верха обуви.
Совмещая две полиамидные смолы и длительно
нагревая их, получают клеи-расплавы, имеющие тем-
пературу плавления 180—200°С. Эти клеи можно при-
менять для затяжки носочной и пяточной частей заго-
товки верха обуви.
312 Ремонт Одежды и Обуви
Для обтяжки и клеевой затяжки носочно-пучковой
части заготовки верха обуви на машинах фирм «Свит»
(Чехия) и «Анвер» (Англия) применяет клеи-расплавы
марок 622 и 1860.
Для затяжки геленочной части заготовки верха
обуви на машинах типа ЗКГ (Россия), фирм «Шен»
(ФРГ), «Саджитта» (Италия), загибки краев деталей
верха обуви используют клеи-расплавы марок 69Т, 70Т
(Россия), 2064, 9093 и 7274 (ФРГ), 521 (Франция) и др.
Клеи-расплавы на основе полиэфиров. Для получе-
ния клеев-расплавов используют также сложные поли-
эфиры. Свойства клеев существенно зависят от вида и
соотношения использованных кислот и спиртов. Оте-
чественный клей-расплав КР-16-20 выпускается в виде
гранул от белого до желтоватого цвета кубической
формы с ребром длиной 2 мм. Он предназначен для
клеевой затяжки носочно-пучковой и пяточной частей
заготовки верха обуви.
Рабочая температура клея составляет 230—235°С.
Процесс затяжки с использованием клея КР-16-20
длится не более 8 секунд. Применяют также клеи
марок 7242, 7237, 1957, 2008 фирм ФРГ и Франции.
Полиэфирные клеи-расплавы отличаются от по-
лиамидных более высокими температурой плавления и
вязкостью, жесткой пленкой, широким интервалом
времени, в течение которого нанесенный на деталь
клей-расплав сохраняет липкость. В то же время поли-
эфирные клеи-расплавы недостаточно термостабиль-
ны, т. е. длительное нагревание улучшает их качество.
Клеи-расплавы на основе сополимеров этилена и
винилацетата. Эти клеи-расплавы предназначены для
приклеивания каблуков, получения термопластичных
подкладочных материалов, образования клеевого слоя
на подносках и задниках, вклеивания застежек-мол-
Материаловедение Обувного Производства 313
ний. Особенностью клеев-расплавов является высокая
эластичность клеевой пленки.
Широко используют клеи-расплавы из сополиме-
ров этилена и винилацетата КР-ЭВА (сэвилен, Рос-
сия), левапрен450 (ФРГ), элвакс (Великобритания) и
другие с температурой плавления 85~140°С.
Клеи на основе
синтетических латексов и эмульсий
Латекс проставляет собой дисперсию частиц кау-
чука в воде. Синтетические латексы получают полиме-
ризацией различных мономеров в водных эмульсиях. В
производстве изделий из кожи синтетические латексы
применяют в качестве клеев в основном на вспомога-
тельных операциях (вклеивание вкладных стелек, встав-
ка задников, наклеивание межподкладки и др.).
При замене клеев-растворов латексными исклю-
чаются трудоемкие процессы изготовления и раство-
рения клеевой смеси. Латексные клеи при более высо-
ком, чем у клеев-растворов, сухом остатке имеют
низкую вязкость, вследствие чего хорошо проникают в
поры материалов и обеспечивают прочное склеивание
деталей.
Преимуществами латексных клеев перед клеями-
растворами являются также их низкая стоимость и
негорючесть, связанные с применением воды в качест-
ве жидкой среды. Однако вода может ухудшить свой-
ства латексных клеев в процессе хранения их при
отрицательных температурах.
Наиболее широко используют полихлоропрено-
вые (наиритовые) и бутадиен-стиральные латексы.
Полихлоропреновые латексы (ЛНТ-1 и др.) имеют
высокую адгезию к текстильным и кожевенным мате-
314 Ремонт Одежды и Обуви
риалам и к резине. Недостатком полихлоропреновых
латексов является сравнительно высокое содержание
токсичного мономера хлоропрена.
В большинстве случаев (при вспомогательном кле-
ении) наносят один слой латексных клеев на основе
ЛНТ. Детали склеивают без активации клеевой пленки.
Для загибки краев деталей заготовок верха применяют
клей на основе полихлоропренового латекса Л-14-НТ.
Латекс заправлен нетемнеющим стабилизатором, не-
токсичен, обладает высокой способностью к пленкооб-
разованию и быстрым схватыванием.
Бутадиен-стирольные латексы получают совмест-
ной полимеризацией дивинила и стирола в водной
эмульсии. Наиболее широко применяется латекс СКС-
65-КГП. Символы в марке латекса обозначают: СКС —
синтетический бутадиен-стирольный каучук, содер-
жащий 65% связанного стирола; ГП — глубокая поли-
меризация; К — в латекс введен канифольный эмуль-
гатор.
Латекс СКС-65-КГП отличается от других бутади-
ен-стирольных латексов более высоким сухим остат-
ком и клеящей способностью, уступающей, однако,
клеящей способности пилихлоропреновых латексов. В
латексы СКС-65 кроме канифоли могут быть добавле-
ны для повышения вязкости загуститель — мездровый
или казеиновый клей, а также вода и смачиватель
ОП-7 или ОП-10.
Клеи на основе бутадиен-стирольных латексов
применяют только на операциях вспомогательного и
второстепенного склеивания — наклеивание межпод-
кладки, вклеивание вкладных стелек, задников и т. п.
Склеивание производят без сушки и активации клее-
вой пленки.
Латексные клеи позволили заменить в обувном
производстве мучной, казеиновый и декстриновый
Материаловедение обувного Производства 315
клей и значительно сократить применение клея на
основе натурального каучука (резинового).
Клеи на основе водных растворов
клеящих веществ
В эту группу входят клеи, до недавнего времени
широко применявшиеся в производстве обуви: казеи-
новый, мучной, декстриновый, мездровый. Эти клеи в
настоящее время находят ограниченное применение,
так как их заменяют клеи на основе синтетических
латексов.
Около 80% всей производимой обуви изготовлено
клеевым методом крепления низа с использованием
полихлоропреновых и полиуретановых клеев. В произ-
водстве более 60% обуви использована клеевая затяжка
с полихлоропреновым клеем или клеями-расплавами.
Практически в каждой паре обуви при соединении
деталей подкладки, вклеивании задников и вкладных
стелек, на других второстепенных и вспомогательных
операциях использованы клеи в виде водных диспер-
сий полимеров, латексов каучуков и эмульсий.
Наиболее распространены клеи на базе латексов
БС-65, СКС-50 ГП, БНК-302, СКИ-3.
Клеи на базе БС-65 применяют для склеивания
деталей из мягких искусственных кож в сочетаниях
основа с основой и основа с картоном.
Клей на базе латекса СКС-50 ГП применяют для
склеивания деталей из различных искусственных кож
в сочетаниях основа с основой и верх с основой.
Клеи на базе латекса БНК-302 используют при
склеивании деталей из натуральной кожи, в том числе
с загибкой края. В этом случае последующее простра-
чивание деталей нитками не требуется.
Все эти клеи изготовляют растворением или разве- '
316 'Ремонт Одежды и Обуви
дением клеящих веществ животного или растительно-
го происхождения. Недостатком этих клеев является
низкая клеящая способность и быстрое загнивание.
М ё №<Л Л Л И Ч ё С К<Л Я ФУРУШНУРЛ
Фурнитура — это вспомогательные изделия, слу-
жащие для застегивания, прикрепления, упрочения и
удобства эксплуатации изделий.
По назначению фурнитура подразделяется на не-
сколько групп:
♦ для соединения деталей изделий —гвозди, прово-
лока, втулки’,
♦ для укрепления конструкции и увеличения изно-
состойкости изделий — блочки’,
♦ для закрепления или застегивания изделия и его
декоративного оформления —крючки, пуговицы, пряж-
ки, застежки-молнии и т. п.’,
♦ для выполнения специальных целей в производ-
ственной, спортивной, медицинской обуви — шипы,
втулки ит. п.;
Фурнитуру изготовляют из металлов и пластмасс.
Среди многочисленных способов соединения де-
талей обуви наиболее старыми являются стержневые.
В стержневых методах соединение деталей осущест-
вляется гвоздями, винтами, шпильками, скобками и т.
п. Традиционные методы сейчас почти полностью
вытеснены клеевыми и ниточными, однако для скреп-
ления некоторых деталей обуви они еще применяются.
Из стержневых методов крепления наиболее ши-
роко применяют соединение деталей обуви гвоздями.
При этом обеспечивается высокая прочность соедине-
ния деталей за счет сопротивления скрепляемых мате-
риалов прорыву шляпкой и загнутым острием гвоздя и
Материаловедение Обувного, ^^цзводства 31'7
больших сил трения материалов о стержень гвоздя,
препятствующих его вытаскиванию.
Обувные гвозди различают по длине и толщине
стержня, форме его поперечного сечения, головки и
острия, материалу и назначению. Назначение опреде-
ляет конструкцию гвоздя и выбор материала для его
изготовления. По назначению гвозди делят на:
♦ затяжные;
♦ подошвенные;
♦ каблучные;
♦ набоечные.
Большинство гвоздей изготовляют из стальной
низкоуглеродистой проволоки или ленты, а подош-
венные гвозди — из латуни и антикоррозийного
алюминиево-магниевого сплава.
При изготовлении гвоздей из проволоки отрубают
отрезок необходимой длины, один конец которого
прессуют в острие, а другой в головку.
Гвозди полируют, подвергают галтовке, в некото-
рых случаях термообработке (воронению) и оцинков-
ке. Ручные гвозди насыпают в деревянные ящики, а
машинные гвозди — в картонные коробки.
Транспортирование и хранение обувных гвоздей
должны производиться в условиях, исключающих воз-
действие на них химически активных веществ и атмо-
сферных осадков.
Буквенные обозначения гвоздей характеризуют их
назначение и номер, соответствующий длине гвоздя в
миллиметрах. Например, ПЛ 18 — подошвенный ла-
тунный гвоздь длиной 18 мм. В технических условиях
на гвозди нормируются вид материала, поверхностная
обработка, твердость и в некоторых случаях толщина
покрытия.
Качество обувных гвоздей обычно проверяют пу-
318 Ремонт Одежды и Обуви.
тем внешнего осмотра и измерения. При внешнем
осмотре оценивают правильность формы и чистоту
поверхности гвоздей. Измеряют штангенциркулем или
микрометром длину, диаметр стержня и толщину го-
ловки, длину острия и сравнивают эти показатели с
требованиями стандарта.
Твердость гвоздей определяют с помощью копра
(рис. 92). Копер состоит из двух вертикальных
стержней 4, скрепленных планками. Стержни являют-
ся направляющими для груза 3 и планки 2 с защелкой
1, удерживающей груз. Планку 2 закрепляют на стер-
жнях винтами на требуемой высоте. На наковальню 5
кладут гвоздь и открывают защелку 1. Падающий груз
расплющивает стержень. Чем мягче гвоздь, тем мень-
ше его толщина после расплющивания. Твердость
гвоздя определяют по таблицам, исходя из его толщи-
ны до и после испытания. Условная твердость(11—38 ед.)
зависит от материала и размеров гвоздя.
При испытании на загибку острия гвоздь устанав- ;
ливают шляпкой вверх в специальный патрон на ниж- '
нем основании копра. При падении груза массой 3 кг
с высоты 10 см стержень гвоздя не должен
искривляться, а острие гвоздя, упираю-
щееся в металлическую сферическую по-
верхность, должно согнуться в виде дуги
или кольца.
В некоторых случаях определяют тол-
щину цинкового покрытия, которая до-
лжна быть не менее 10 мкм.
Рис. 92. Схема копра для определения
твердости обувных гвоздей:
1 — защелка; 2 — планка, удерживающая груз;
3 — груз; 4 — вертикальные стержни; 5 — нако-
вальня
Материаловедение Обувного Производства 319
На прочность крепления деталей (например, по-
дошв) влияют диаметр стержня, форма и размер ост-
рия, длина гвоздя, шаг гвоздей, форма и размер загну-
той части острия, механические свойства материалов
скрепляемых деталей (плотность, толщина, условный
модуль упругости, жесткость), условия работы для
гвоздевого крепления.
Для соединения деталей большое значение имеет
правильный выбор размеров гвоздя, зависящих от
толщины скрепляемых деталей.
Затяжные гвозди. Затяжные гвозди делят на ма-
шинные и ручные (рис. 93).
Машинный гвоздь имеет цилиндрический стер-
жень и круглую плоскую головку. Машинный гвоздь
типа Т для глухой затяжки и обтяжки заготовок верха
обуви и гвоздь типа ТА для затяжки пяточной части
заготовок верха обуви на полуавтомате имеют коп-
ьевидное острие овального сечения, а гвоздь типа ТБО
для прикрепления набоек не имеет острия. Машинные
гвозди одного типа различаются только длиной —
номером, остальные размеры у них одинаковы.
Гвоздь типа Т изготовляют длиной 6—15 мм, типа
ТА-8—14 мм, типа ТБО-12—16 мм. Отклонения разме-
ров машинного гвоздя от норм затрудняют проведение
процессов скрепления деталей.
Ручные гвозди типов ТРП и ТРА 'ТТ1 4-4 Ч-r1
имеют эллипсовидную головку не-
правильной формы, граненый стер-
жень и тонкое удлиненное острие.
Точность размеров ручного гвоздя не
так важна, как точность размеров
U
Рис. 93. Машинные затяжные гвозди I
типов Т и ТП (а), ТБО (б) и ручной текс
типа ТРП (в) а б в
320 Ремонт Одежды и Обуви
машинного. Ручной гвоздь должен при нажиме паль-
цем на головку углубиться в скрепляемый материал и
сохранить вертикальное положение, а при ударе мо-
лотком по головке пройти через материалы и загнуться
с противоположной стороны. Для этого головка ручно-
го гвоздя расширена, конец удлинен и заострен.
В связи с широким использованием клеевой за-
тяжки заготовок верха обуви применение затяжных
гвоздей сокращается.
Гвозди для прикрепления низа обуви. Делят по
назначению на:
♦ подошвенные;
♦ подошвенно-пяточные (ПП);
♦ крокульные,
♦ подметочные.
Подошвенные гвозди имеют цилиндрический стер-
жень, круглую коническую головку и удлиненное ост-
рие с овальным сечением (рис. 94). Конусная головка
лучше сжимает подошву и удлиняет сроки хранения
головки в процессе износа подошв.
Подошвенные гвозди изготовляют трех типов: ПЛ
(латунные), ПА (из алюминиевого сплава) и ПС (из
стальной проволоки). Размеры подошвенных гвоздей
нормированы. Отклонения диаметра стержня и разме-
___7 ,___, ров головки от норм нарушают работу
\_/ ТТ машины для гвоздевого крепления при
прикреплении подошвы, а отклонение
длины гвоздей, высоты головки и длины
острия ухудшают надежность скрепления
деталей низа обуви.
Подошвенные гвозди типов ПЛ и ПС
Н имеют длину 10, 12, 14, 16, 18, 20 и 22 мм,
’ ’ Рис. 94. Подошвенные гвозди типов ПС, ПЛ
а би ПА (а) и подошвенно-пяточные типа ПП (б)
Материаловедение обувного ЯТроизводства 321
а типа ПА — 12, 14, 16, 18 и 20 мм. Остальные размеры
одинаковы для данного типа гвоздей.
Подошвенно-пяточныегвозди используют для при-
крепления пяточной части подошв. Гвозди типа ПП
имеют цилиндрический стержень, плоскую круглую
головку и четырехгранное пирамидальное острие. Гвоз-
ди ПУ отличаются от гвоздей ПП только удлиненным
острием овального сечения. Гвозди типа ПП имеют
длину 11, 13, 15, 17, 19, 21 и 23 мм, типа ПУ — 10, 12,
14, 16 и 18 мм.
Крокульные гвозди служат для прикрепления кро- -
кульной части подошв женской обуви на высоком и
среднем каблуке. Крокульные гвозди изготовляют без
головки, с круглым цилиндрическим стержнем или
пирамидальным острием.
Подметочные гвозди длиной 10 мм служат для
прикрепления резиновых подметок.
В настоящее время гвоздевой метод крепления
подошв применяют только при производстве специ-
альной обуви.
Гвозди для прикрепления каблуков и набоек. Для
этой цели используют гвозди различной длины, с
плоской и конической круглой головкой, с гладкой и
навинтованной поверхностью стержня, с коротким
или удлиненным острием.
Гвозди с конической круглой головкой и коротким
четырехгранным пирамидальным острием ,_____ !__,
выпускают типа КК для прикрепления из- \/ ТТ
нутри обуви кожаных и резиновых каблу- "
ков и типа КНП — для прикрепления набо-
ек и деревянных каблуков (рис. 95).
Рис. 95. Гвозди каблучно-набоечные типов КК Н V-
и КНП (а), КД, КРН, КР, КЖ и подошвенно- V V
пяточные типа ПУ (б) а б
11 Зак. 925
322 Ремонт Одежды и Обуви
Гвозди с конической круглой головкой и удлинен-
ным овальным острием типа КМ имеют одинаковую
форму с гвоздями типов ПС, ПЛ и ПА для прикрепле-
ния резиновых монолитных каблуков снаружи.
Гвозди с плоской головкой и коротким пирами-
дальным острием выпускают трех типов: каблучно-
набоечные КН, каблучные типа К и каблучные авто-
матные КА. Все они по форме одинаковы с
подошвенно-пяточными гвоздями ПП.
Гвозди с плоской головкой и удлиненным оваль-
ным острием изготовляют четырех типов:
♦ для прикрепления резиновых каблуков детской
обуви — КД;
♦ для прикрепления каблуков женской обуви —
КЖ;
♦ для скрепления резиновой набойки с кожаным
каблуком — КРН;
♦ для прикрепления каблуков тяжелой обуви — КР.
Все они по форме одинаковы с подошвеннб-
пяточными гвоздями типа ПУ.
Каблучные
навинтованные гвозди
имеют
нарезку;
на стержне, плоскую круглую головку, пирамидальное
четырехгранное острие (типа КВО) или не имеют
острия (типа КВ).
Винтовая нарезка на стержне увеличивает поверх-
ность контакта гвоздя с материалами, что повышает
прочность их скрепления. Гвозди этого типа служат
для прикрепления пластмассовых каблуков изнутри
обуви.
Высокие и средние каблуки прикрепляют изнутри
обуви также шурупами.
Обувную проволоку применяют для взаимного
скрепления деталей обуви, временного прикрепления
деталей обуви к колодкам или закрепления сформо-
ванных заготовок верха обуви.
Материаловедение обувного Производства 323
Гладкую обувную проволоку изготовляют из сталь-
ной низкоуглеродистой проволоки или катаной про-
волоки диаметром 5—7 мм путем волочения и терми-
ческой обработки, придающей проволоке необходимые
физико-механические свойства. Винтовую проволоку
изготовляют из гладкой латунной проволоки путем
накатки. Проволоку поставляют в деревянных или
фанерных ящиках в виде мотков.
Качество проволоки определяют путем внешнего
осмотра, измерения диаметра, нахождения предела
прочности при растяжении, удлинения при разрыве и
устойчивости к многократному изгибу. Диаметр про-
волоки измеряют микрометром, а механические ха-
рактеристики — на разрывной машине. Устойчивость
проволоки к многократному изгибу устанавливают на
специальном приборе при изгибе образца на 90° в обе
стороны путем подсчета числа изгибов до разрушения
образца.
Гладкую проволоку типов ПС-5 и ПС-11 применя-
ют для прикрепления стелек к колодкам, типовПС-0,55,
ПС-0,65 и ПГ — для затяжки заготовок верха обуви
скобами, типа НО — для обвязки носочной части
заготовок верха обуви при затяжке, типов Ш-1,2,
Ш-1,4, Ш-1,6 и Ш-1,8 — для крепления набоек и
сборки наборных каблуков.
Наиболее широко используют проволоку типов
ПС-5 и ПС-11 в расплющенном виде с сечением
1,07x0,63 мм: первую для крепления картонных сте-
лек, вторую — кожаных. Стелечная проволока должна
иметь высокую разрывную нагрузку, число перегибов
до разрушения не менее 5 для проволоки типа ПС-5 и
11—16 для проволоки типа ПС-11.
Проволока для затяжки заготовок верха обуви
типов С-0,55 и С-0,65 имеет вдвое больший предел
прочности при растяжении, число перегибов до разру-
324 Ремонт Одежды и Обуви
шения — 5—11. Проволока типа ПГ для затяжки геле-
ночной части имеет средние показатели разрывной
нагрузки, число перегибов до разрушения не менее 6.
Проволока типа НО более мягкая и гибкая (число
перегибов до разрушения не менее 14).
Винтовая проволока предназначена для прикреп-
ления подошв к обуви. Она имеет двухниточную нарез-
ку с шагом 2,6 мм. Надлине 10 мм расположено восемь
витков. За счет винтовой нарезки увеличивается пло-
щадь контакта стержня со скрепляемыми материалами
и, следовательно, прочность крепления. Прочность
крепления зависит от толщины, влажности и условно-
го модуля упругости скрепляемых материалов, числа
витков на единицу длины, правильности работы вин-
товой машины, которая определяется соответствием
размеров винтовой нарезки нормативам.
Винтовую проволоку изготовляют из латуни, со-
держащей 62% меди, 37,5% цинка и 0,5% примесей.
Латунная проволока в отличие от стальной не подвер-
жена коррозии.
Втулки для крепления каблуков изготовляют из
стальной ленты. Они имеют на одном конце венчик, а
на другом — сквозные рассечки.
Заклепки изготовляют из стали и латуни с никеле-
вым, оксидным, лакокрасочным или латунным по-
крытием. По конструкции заклепки бывают пустоте-
лыми (ЗП), разрезными (ЗР) и сборными (ЗС). Наиболее ;
часто применяют сборные заклепки типа ЗСП(рис. 96),
состоящие из заклепок типов ЗС и ЗП.
Блочки представляют собой фасонные втулки с
венчиками, предназначены для упрочения краев от-
верстий, в которые продевают шнурки. Блочки по
форме бывают круглыми, овальными, квадратными и
прямоугольными (рис. 97).
Материаловедение Обувного Производства 325
Рис. 96. Хольнитен
в собранном виде
Рис. 97. Блочок
Крючки предназначены для шнурования обуви.
Они имеют втулку для крепления их к верху обуви и
скобу, за которую заводится шнурок. Крючки изготов-
ляют высотой 10 мм, но с головками различной формы
и методов отделки (рис. 98).
Пуговица — это застежка, соединяющая элементы
изделия посредством петли. Пуговица состоит из кор-
пуса и ушка. Корпус изготовляют из стальной ленты,
а ушко — из стальной проволоки. Пуговицы обычно
имеют никелированную или эмалированную поверх-
ность.
Пряжка — застежка, соединяющая элементы изде-
лия посредством ремня.
Застежка предназначена для соединения расходя-
щихся краев или концов изделий из кожи (голенища
сапожек и т. п.). Наибольшее применение находит
застежка-молния. Она состоит из металлических или
пластмассовых звеньев, закрепленных на тканевой
ленте, и замка для ее замыкания и размыкания.
Застежки-молнии различают по длине, размеру
звена и цвету тканевой ленты. Длину застежки-молнии
измеряют с учетом верхнего и нижнего ограничителей.
Металлические застежки-молнии по длине делят на
виды А (70-160 мм), Б (160—300 мм), В (300—500 мм)
и Г (500—1000 мм).
326 Ремонт Одежды и Обуви
Застежки-молнии проверяют на разрыв в замкну-
том состоянии, многократное замыкание и размыка-
ние, способность сохранять замкнутое состояние при
изгибе на 180° и при растяжении.
Застежки-молнии выпускают трех типов: типа 0
(ширина замкнутых звеньев 4,3 мм), типа 10 (ширина
звеньев 6,5 мм), типа 20 (ширина звеньев 8 мм) с
разъемным и неразъемным нижним ограничителем.
ОЛЯ НМЯИОЧМЫХ
М ё ЯГО £) О £ СКР$ЯЛ$НМЯ
© £ ЧПсЛЛ&Й
В производстве обуви нитки применяют для скреп-
ления деталей и узлов — сборки заготовки верха,
прикрепления рантов и подошв и т. п.
Основные требования к ниткам — высокая проч-
ность при растяжении, которая должна сохраняться
при различных температурах и относительной влаж-
ности воздуха. Удлинение ниток должно быть опти-
мальным. Очень высокое удлинение ниток увеличива-
ет их обрывность, низкое — снижает прочность шва.
Нитки должны иметь невысокие показатели эластич-
ности и усадки, так как в противном случае швы будут
стягиваться и образовывать сборки при влажно-тепло-
вой обработке деталей и эксплуатации изделий.
Поверхность нитки должна быть гладкой для умень-
шения трения, что связано с ее износо- и термостой-
костью. Нитки должны быть водостойкими.
От ниток зависит эстетическое оформление изде-
лия, поэтому они должны иметь хорошую отделку.
Строение ниток. Характеристиками строения ни-
ток являются число сложений, направление крутки и
линейная плотность. При производстве ниток пряжу
или комплексные нити подвергают крутке.
МАТЕРИАЛОВЕДЕНИЕ ОБУВНОГО ПРОИЗВОДСТВА 327
Однокруточные нитки получают скручиванием двух
или трех одиночных нитей. Двухкруточные нитки
получают скручиванием двух или трех нитей и после-
дующим окончательным их скручиванием. Двухкру-
точные нитки по сравнению с однокруточными более
равномерны по сечению, имеют большую прочность.
Направление крутки подразделяют на левое S и правое
Z. Нитки с окончательной круткой Z меньше раскру-
чиваются, поэтому их прочность мало изменяется при
строчке по сравнению с прочностью ниток крутки S.
Каркасные нитки получают скручиванием каркас-
ной пряжи в два или три сложения. Сердечник (каркас)
из полиамидных или полиэфирных нитей восприни-
мает в основном растягивающие усилия. Оплетка из
хлопчатобумажной пряжи обеспечивает ниткам доста-
точную термостойкость. Каркасные нитки имеют боль-
шие прочность, изгибостойкость и удлинение, чем
двухкруточные хлопчатобумажные.
Толщина ниток. Для характеристики толщины ни-
ток используют несколько показателей. Толщину син-
тетических ниток характеризуют линейной плотностью
Т, текс:
Т = m/L
где m — масса ниток, г; L — длина ниток, км.
Толщину хлопчатобумажных ниток характеризуют
торговым номером:
N - L/m
Один и тот же торговый номер ниток может соот-
ветствовать ниткам из пряжи различной толщины и
разного числа сложений. Линейная плотность ниток
равна произведению линейной плотности пряжи на
число сложений.
Прочность ниток. Прочность ниток характеризует-
ся нагрузкой при разрыве, на которую влияют их
волокнистый состав, толщина и структура.
328 Ремонт Одежды и Обуви
Из применяемых для сборки изделий из кожи
ниток наибольшую прочность имеют полиамидные,
среднюю — лавсановые и наименьшую — хлопчатобу-
мажные. С увеличением линейной плотности проч-
ность ниток возрастает.
На прочность ниток влияют также характер окрас-
ки и отделки. Белые нитки прочнее цветных и черных,
а глянцевые — прочнее матовых.
Неравномерность по прочности для разных видов
ниток должна быть не более 6—8,5%.
Удлинение при разрыве. Удлинение ниток зависит
от их волокнистого состава и структуры. Синтетичес-
кие нитки отличаются большим удлинением при раз-
рыве (до 30%) и высокой упругостью. Каркасные
нитки имеют удлинение при разрыве 15—18% и высо-
кую эластичность.
Сопротивление истиранию. Зависит от состава,
структуры и гладкости поверхности ниток. Нитки с
более гладкой поверхностью меньше истираются в
процессе изготовления изделия.
Сопротивление истиранию капроновых ниток в 10
раз выше, чем хлопчатобумажных.
Термостойкость. Термостойкость ниток зависит от
их волокнистого состава. Хлопчатобумажные нитки
выдерживают длительное нагревание до температуры
400°С, капроновые — до 200°С.
Прочность ниток с повышением температуры
уменьшается. С увеличением толщины термостой-
кость ниток повышается.
Обработка ниток различными эмульсиями (замас-
ливание) снижает коэффициент трения ниток и, сле-
довательно, их нагревание при контакте с деталями
швейных машин и сшиваемыми материалами.
Материаловедение Обувного Производства 329
Хлопчатобумажные нитки
Хлопчатобумажные нитки используют для сборки
заготовок верха обуви. Нитки вырабатывают из гре-
бенной пряжи линейной плотностью 5,9—11 текс,
полученной из тонковолокнистого хлопка. По числу
сложений и способу производства хлопчатобумажные
нитки бывают одинарной крутки в три сложения и
двойной крутки в 6, 9 и 12 сложений.
Для соединения деталей обычно применяют нитки
№30 и №40 в девять сложений с окончательной правой
круткой Z. Для соединения деталей из толстых кож
(например, юфти) применяют нитки №№00—20.
По отделке нитки могут быть суровыми, матовыми
и глянцевыми. Последние два вида выпускают белы-
ми, черными или цветными. Матовые нитки покрыты
тонкой пленкой парафина или масла, дающей слабый
блеск. Глянцевые нитки покрывают расплавленным
парафином и шлифуют, поэтому они имеют блестя-
щую поверхность.
Нитки выпускают намотанными на катушки или
жесткие бумажные гильзы и в бобинах. Длина намотки
от 200 до 6000 м.
Нормируется ряд показателей качества хлопчато-
бумажных ниток — линейная плотность, число сложе-
ний, направление крутки, масса 100 м, нагрузка при
разрыве и ее равномерность, удлинение при разрыве
и т. д.
По качеству хлопчатобумажные нитки делят на два
сорта. Сорт определяют по наличию дефектов, оцени-
ваемых баллами. В белых нитках первого сорта допус-
каются дефекты, оцениваемые не более 50 баллами, а
в цветных — не более чем 40.
Основными дефектами ниток являются узлы, круп-
330 Ремонт Одежды и Обуви
ные шишки, присучки, конусность намотки, пятна и
ДР-
Нитки в шесть сложений по сравнению с нитками
в девять сложений того же номера имеют меньшую
нагрузку при разрыве и большую неравномерность по
этому показателю, что приводит к повышенной обры-
вистости ниток.
Детали обуви с верхом из кож хромового дубления
и текстильных материалов скрепляют нитками от №6
до №40, из юфти — от №00 до №20. В последнее время
стали шире применять нитки повышенной толщины
(№№0—4) для сборки заготовок верха обуви и выпол-
нения декоративных швов.
Льняные нитки
Льняные нитки используют для пристрачивания
подошв и ранта. Льняные нитки вырабатывают из
пряжи мокрого и полумокрого прядение Льняное во-
локно значительно длиннее хлопкового, поэтому нит-
ки изготовляют многократным кручением пяти-вось-
ми нитей.
Льняные нитки поступают в виде цилиндрических
бобин массой 500 г.
Наиболее широко применяют льняные нитки в
шесть сложений.
Льняные нитки выпускают двух сортов. Для сни-
жения коэффициента трения и повышения влагостой-
кости их пропитывают варом (шпулечная нитка) или
эмульсиями (верхняя нитка).
Льняные нитки имеют высокую прочность, однако
их большая толщина, малые удлинения, недостаточная
стойкость к действию влаги и гниению приводят к
замене их синтетическими нитками.
Материаловедение Обувного Производства 331
Нитки из синтетических волокон
Нитки из синтетических волокон (синтетические)
вырабатывают из полиамидных (капроновых), амид-
ных и полиэфирных (лавсановых) нитей, штапельных
волокон и мононитей.
Капроновые нитки изготовляют из комплексной
нити. Капроновые нитки по сравнению с нитками из
натуральных волокон более устойчивы к действию
влаги, пота, многократных изгибов, имеют большую
прочность и растяжимость.
Для пристрачивания ранта применяют нитки
№750К, для пристрачивания подошв — №665К (верх-
няя нитка) и №470К (шпулечная нитка), №65К и
№95К — для сборки заготовок верха обуви.
Эксплуатация обуви, для сборки заготовок верха
которой использовались капроновые нитки, показала
их высокую надежность. При опытной носке кожаных
женских сапожек задний шов, состроченный хлопча-
тобумажными нитками, разрушался более чем в 60%
пар, а капроновыми нитками — менее чем в 5%.
Сортность капроновых ниток устанавливают по
нагрузке при разрыве. Ко II сорту относят нитки,
имеющие прочность ниже нормативной для I сорта.
Нитки №№470К—750К наматывают на цилиндри-
ческие деревянные шпули, нитки №65К и №95К
наматывают на бумажные гильзы.
Анидные нитки имеют преимущества перед капро-
новыми: при меньшей линейной плотности они обла-
дают высокими относительной нагрузкой при разрыве
и температурой плавления, вдвое устойчивее к истира-
нию. Анидные нитки для сборки заготовок обуви
изготовляют из нити линейной плотностью 29 текс в
два или три сложения.
332 Ремонт Одежды и Обуви
Лавсановые нитки выпускают торговых номеров
22Л, ЗЗЛ, 60Л, 90Л, 9/2, 9/3 в два и три сложения. Их
используют взамен хлопчатобумажных ниток для сборки
заготовок верха обуви.
Хлопколавсановые каркасные нитки представляют
собой комплексную лавсановую нить с хлопчатобу-
мажной оплеткой, которая придает ей высокую тер-
мостойкость. Каркасные нитки прочнее хлопчатобу-
мажных, имеют более высокое сопротивление
истиранию и удлинение.
Нитки из синтетических волокон практически не
меняют своих свойств при воздействии микроорганиз-
мов, а хлопчатобумажные разрушаются.
Текстильная фурнитура
При изготовлении обуви применяют текстильную
фурнитуру: шнуры, ленты, тесьму.
Шнуры служат для отделки заготовок верха и
шнурования обуви. Отделочные шнуры представляют
собой сердечник из нескольких хлопчатобумажных
крученых нитей, оплетенных на плетельной машине
вискозной или вискозной и хлопчатобумажной круче-
ной пряжей. На концах шнуров для шнурования за-
крепляют пластмассовые или металлические наконеч-
ники. При использовании синтетических волокон
концы шнуров оплавляют. Шнуры изготовляют круг-
лыми или плоскими, пестроткаными или одноцветны-
ми. Длина их зависит от размера и вида обуви.
Ленты применяют для отделки верха обуви, укреп-
ления краев деталей, образования эластичной вставки
в обуви, закрепляемой на стопе без шнурков и застеж-
ки-молнии. Ленту изготовляют на лентоткацких стан-
ках из хлопчатобумажной пряжи, вискозного или кап-
Материаловедение Обувного Производства 333
ронового шелка. Выбор пряжи, типа переплетения и
ширины зависит от назначения ленты.
Ленты вырабатывают следующей ширины:
(мм)
Для отделки верха обуви из нитронового
волокна с капроновой нитью........18,35 и 70
Тканая саржевая....................18 и 32
Техническая лавсановая суровая.....22 и 25
Ленту техническую изготовляют из матированных
или блестящих лавсановых нитей.
Для верха летней бесподкладочной обуви ремеш-
ковой конструкции применяют ленты хлопчатобумаж-
ные, капроновые, нитроновые, вискозные, а также из
смеси волокон.
Тесьму для укрепления и отделки деталей обуви
изготовляют на плетельных машинах из пряжи различ-
ных видов. Тесьму окантовочную выпускают пяти
видов в зависимости от ширины: 1,5 мм — из капроно-
вых нитей, 4 мм — из хлопчатобумажных и капроновых
нитей, 4 и 5 мм — из хлопчатобумажных нитей, 5 мм —
из хлопчатобумажных и капроновых нитей.
Капроновой тесьмой шириной 1,5 мм окантовыва-
ют края заготовок верха обуви.
Для укрепления швов текстильную тесьму заменя-
ют полимерной пленкой со слоем клея.
Тесьму, так же как и ленты, используют для окан-
товывания верха бесподкладочной летней обуви.
О УН <D $ Л О Ч Н Ы $ М<ЯЯ1$РМсЯЛЫ
Отделкой завершается изготовление изделия. В
процессе отделки устраняют дефекты, возникшие в
период изготовления изделия, восстанавливают пер-
334 Ремонт Одежды и Обуви
воначальный внешний вид материала и декорируют
поверхность изделия (придают блеск, тиснят и т. д.).
Иногда к отделке относят обработку поверхности изде-
лия гидрофобизирующими, антистатическими и дру-
гими Препаратами. Некоторые отделочные операции
проводят на промежуточных этапах производства из-
делия (например, тиснение деталей, окраска непри-
крепленных каблуков и др.).
Отделочные операции подразделяют на механи-
ческие (фрезерование, шлифование, чистка и т. п.) и
физико-химические (промывка, окрашивание, рету-
ширование, аппретирование и т. п.). При физико-
химической отделке применяют различные материа-
лы: воски, краски, аппретуры.
Значительную часть отделочных операций выпол-
няют для ликвидации дефектов покрытий материалов
(кожи, искусственные кожи).
Дефекты покрытий, возникающие при изготовле-
нии обуви, можно разделить на три основные группы:
♦ связанные с воздействиями механического ха-
рактера (процессы взъерошивания, фрезерования);
♦ возникающие при проведении термомеханичес-
ких операций (горячее формование, утюжка);
♦ связанные с применением органических раство-
рителей, нарушающих целостность покрытия.
Использование материалов, покрытия которых об-
ладают высокой термо-, водо— и хемостойкостью, и
соблюдение технологии производства позволят умень-
шить число дефектов поверхности изделий и отделоч-
ных операций.
При исправлении дефектов применяют ручное
ретуширование (закрашивание), покрытие воском, ап-
претирование.
Другая важная задача отделки — придание издели-
Материаловедение Обувного Производства 335
ям необходимого цвета, уменьшение проницаемости
и сорбционной способности, защита от механическо-
го, химического, светового, радиационного разруше-
ния. С этой целью поверхность изделия окрашивают,
покрывают воском, лаком или аппретурой.
Выбор отделочного материала и способы отделки
существенно зависят от химической природы обраба-
тываемого материала и характера поверхности.
Вещества для изготовления отделочных
материалов
В составы отделочных материалов входят воски,
связующие, пленкообразующие, красящие вещества, а
также пластификаторы, растворители, разбавители,
поверхностно-активные вещества, пеногасители и т. п.
Отделочные материалы в зависимости от их целе-
вого назначения и вида отделываемого материала де-
лят на группы:
♦ краски;
♦ обувные лаки;
♦ отделочные материалы на восковой основе;
♦ аппретуры;
♦ смывочные жидкости;
♦ пеногасители.
Воски растительного и животного происхождения.
Представляют собой смеси сложных эфиров высокомо-
лекулярных жирных кислот и одноатомных высших
спиртов. Воски имеют повышенную пластичность, спо-
собность размягчаться и расплавляться при сравнитель-
но невысоких температурах (50—90°С), хемостойкость.
Для отделки обуви используют пчелиный, карна-
убский и монтан-воски, атакже воскообразные вещест-
ва парафин и церезин.
336 Ремонт Одежды и Обуви
Связующие и пленкообразующие вещества. Для со-
здания поверхностного покрытия на изделиях из кожи
отделочные материалы содержат связующие и пленко-
образующие вещества. К связующим относятся про-
дукты, отделочные материалы на основе которых не
образуют сплошной пленки при нанесении на поверх-
ность изделия. Покрытия на их основе имеют микро-
чешуйчатую структуру, в связи с чем к ним не предъяв-
ляют требований высокой стойкости к многократному
изгибу, морозостойкости и т. п. Связующими в отде-
лочных композициях являются казеин, шеллак и ла-
тексы.
Казеин — белковый продукт, получаемый сбражи-
ванием молока. Представляет собой порошок от бело-
го до темно-желтого цвета, в воде не растворяется, но
сильно набухает. Казеин растворяется в слабощелоч-
ных растворах (например, в растворах аммиачной
воды, карбоната натрия, едкого натра).
Шеллак представляет собой природную смолу —
продукт жизнедеятельности насекомых, живущих на
индийской пальме. Главной составной частью шелла-
ка являются эфиры. Шеллак имеет вид мелких и
тонких пластинок коричневого цвета. Шеллак не рас-
творяется в воде, но хорошо растворяется в этиловом
спирте. Обычно шеллак поступает в отбеленном виде.
Температура размягчения шеллака 65—75°С, темпера-
тура плавления 115—120°С.
Латексы — водные дисперсии каучуков. Латексы
СКС-65— 1ГП, ДММА-65-1ГП, СВХ являются связую-
щими в отделочных красках. Они представляют собой
жидкости концентрацией 48—51%.
К пленкообразующим относят продукты, отделоч-
ные материалы, на основе которых при нанесении на
изделия образуют сплошную пленку. Пленкообразую-
щими являются нитроцеллюлоза, перхлорвинил, ак-
Материаловедение Обувного Производства 337
риловые и глифталевые смолы, идитол, поливинила-
цетат.
Нитроцеллюлозу получают обработкой хлопковой
ваты смесью азотной и серной кислот. Это белая
волокнистая масса, нерастворимая в воде, но раство-
римая в органических растворителях. Одним из недо-
статков перхлорвиниловой смолы как пленкообразую-
щего материала является низкая температура
размягчения: 100—105°С.
Акриловые смолы — это полимеры и сополимеры
производных акриловой и метакриловой кислот. Они
бесцветны, прозрачны, эластичны. Для приготовления
отделочных покрытий применяют водные дисперсии
акриловых полимеров и сополимеров (например, ак-
риловые эмульсии марок №1 и МБМ-3), продукты
совместной эмульсионной полимеризации дивинила и
метилметакрилата с метакриловой кислотой (ДММА-
65- 1ГП), хлоропрена с метилметакрилатом (дисперсия
МХ-30), стирола, дивинила с метакриловой кислотой
(СКС-50- 1ГП, СКС-65- 1ГП и др.). .
Глифталевые смолы, полученные при конденсации
глицерина и фталевого ангидрида, представляют собой
твердое, прозрачное, нерастворимое и неплавкое ве-
щество. Часто используют глифталевые смолы, моди-
фицированные маслами и жирами.
Модифицированные смолы гибки и прочны, хоро-
шо растворяются в ацетоне и этилацетате.
Термопластичную смолу идитол получают реак-
цией конденсации фенола и формальдегида.
Поливинилацетат является продуктом полимери-
зации винилацетата. Он представляет собой прозрач-
ное бесцветное вещество с температурой размягчения
свыше 40°С. Поливинилацетат хорошо растворим в
этиловом спирте или спиртоводных растворах, но
нерастворим в воде и бензине.
338 Ремонт Одежды и Обуви
Красящие вещества. Для придания необходимого
цвета отделочным материалам и изделиям применяют
пигменты, красители и их смеси. Пигменты — это
растворимые в воде тонкодисперсные порошки опре-
деленного цвета. Пигменты делят на неорганические
(минеральные) и органические.
Из минеральных пигментов в отделочных компо-
зициях используют диоксид титана (титановые бели-
ла), оксиды цинка, железа (редоксайд) и кобальта. Из
органических пигментов чаще всего применяют фта-
лоцианиновый желтый светопрочный, тиоиндиго крас-
ный С, кубовый алый Ж и др.
В отделочных композициях в основном использу-
ют минеральные пигменты или их сочетания с органи-
ческими, что исключает бронзистость покрытия.
Красящие композиции на основе пигментов дают
поверхностную окраску изделия. Более глубокую
окраску дают композиции, в которых используют во-
дорастворимые (например, нигрозин), жиро- и спир-
торастворимые красители или их смеси с пигментами.
Краски
Краски представляют собой жидкие смеси, содер-
жащие связующие или пленкообразующие (казеин,
шеллак, синтетические полимеры), блескообразующие
(воски), красящие и другие вещества. Краски применя-
ют для отделки низа обуви, клеймения, тонирования,
ретуширования, окрашивания краев деталей и т. п.
Краски для отделки низа обуви. На обувных пред-
приятиях в основном отделывают ходовую поверх-
ность и урез кожаных подошв, а также боковую повер-
хность кожаных каблуков. Низ обуви из некожаных
материалов в основном отделывают в процессе произ-
водства этой детали.
Материаловедение Обувного Производства 339
Краски для отделки кожаного низа обуви пред-
ставляют собой водоразбавляемые пасты, состоящие
из связующих или пленкообразующих, пигментов или
красителей, пластификаторов, антистарителей. Перед
употреблением краски разбавляют водой до требуемой
концентрации.
По способу проявления блеска краски делят на
полировочные, после нанесения которых отделанную
деталь необходимо полировать, и бесполировочные
(самоблестящие).
Полировочные краски в качестве связующего со-
держат казеин, а блескообразующим является воск.
Восковые краски изготовляют смешиванием 18—20%-
го водного раствора казеина, 33%-й водной эмульсии
монтан-воска, пигментной пасты или концентрата.
Перемешивание всех компонентов подошвенных
восковых красок продолжается 2—3 часа. Затем краску
перетирают на коллоидной мельнице, фильтруют и
разливают в бочки, бидоны или фляги.
На производство краска поступает в виде концен-
трата, где ее разбавляют теплой водой до концентра-
ции 20—30%. Вязкость готовой краски должна быть
15—20 ед. по вискозиметру ВЗ-4. Восковые краски для
подошв и уреза различаются составом красящей ком-
позиции, только краски для уреза выпускают в мень-
шем количестве расцветок.
Бесполировочные краски не требуют шлифования
кожаных подошв перед нанесением и последующего
полирования окрашенных подошв. Обычно применя-
ют шеллачно-казеиновые или латексные краски.
Шеллачно-казеиновые бесполировочные краски
содержат 7—9% шеллака, 4—6% казеина, 4,5—6% али-
заринового масла и другие компоненты.
Латексные бесполировочные краски изготовляют
на основе латексов ДММА-65-1ГП или СКС-65-1ГП
340 Ремонт Одежды и Обуви
путем смешивания латекса, казеиновосковой краски,
воды и пеногасителя. Применяют рецепты красок,
содержащие также акриловую эмульсию №1.
Для отделки уреза и боковой поверхности кожаных
каблуков применяют казеиновые восковые краски,
аналогичные подошвенным.
Основными показателями свойств красок являют-
ся сухой остаток, укрывистость, время высыхания,
остаток краски на сите при фильтровании.
Сухой остаток краски определяют по такой же
методике, чтои для клеев. Массу краски, оставшейся
после сушки навески, относят к первоначальной массе
навески и выражают в процентах.
Сухой остаток восковых и латексных красок чер-
ного цвета должен быть не менее 12%, шеллачно-
казеиновых — не менее 16%. Для восковых и латексных
красок коричневого цвета сухой остаток должен быть
не менее 25%, шеллачно-казеиновых — 20%.
Укрывистость красок характеризуется их мини-
мальным количеством, необходимым для полного
укрывания 1 м2 стеклянной поверхности. Наибольшую
укрывистость имеют черные краски (восковые 6 г/м2,
шеллачно-казеиновые 10 г/м2), наименьшую — краски
бежевого цвета (восковые 30—40 г/м2, шеллачно-казеи-
новые и латексные 30 г/м2).
При отделке красками с большой укрывистостью
образуется толстая и хрупкая пленка. В связи с этим
для отделки обычно применяют краски с небрлыними
показателями укрывистости, дающие тонкие и, следо-
вательно, гибкие и более дешевые пленки.
Время высыхания подошвенных красок при темпе-
ратуре 20 ±2°С не должно превышать 20 минут.
Краски для клеймения. Клеймение деталей не явля-
ется операцией отделки, но производится в конце
отделки и с использованием отделочных материалов.
Материаловедение Обувного Производства 341
Краски для клеймения деталей обуви по составу
делят на жировые, идитоловые, эмульсионные и казе-
иновые. По виду растворителя их разделяют на спир-
товые и водные. Краски должны давать хороший
отпечаток, устойчивый к сухому трению.
Жировые краски обычно изготовляют на натураль-
ной олифе с добавлением скипидара. Красящими ве-
ществами в жировых красках являются различные
пигменты. Сухой остаток жировых красок составляет в
зависимости от цвета не менее 45—80%, укрывистость
47—280 г/м2, время высыхания на коже не более 3—4
мин при температуре 20 ±2°С. Жировые краски ис-
пользуют для клеймения кожаных деталей.
Идитоловые спиртовые краски содержат раствор
идитола в этиловом спирте с добавкой минеральных
пигментов или органических красителей. В красках
без идитола применяют спирторастворимые органи-
ческие красители (например, нигрозин). Сухой оста-
ток идитоловых спиртовых красок с пигментами зави-
сит от цвета и составляет не менее 18—35%, а с
органическими красителями — не менее 10%. Время
высыхания идитоловых спиртовых красок составляет
не более 2—3 минут, спиртовых красок — не более
1 минуты при температуре 20 ±2°С. Идитоловые спир-
товые краски применяют для клеймения текстильных,
кожаных и резиновых деталей.
Водные краски содержат от 9 до 50% (от массы
краски) пигментов, кислотный казеин и водный рас-
твор технической буры. Водные краски используют
для клеймения текстильных и кожаных деталей.
Фольгу применяют для клеймения реквизитов,
товарного знака и украшений. Фольга — это лента из
воскованной кальки, на одну сторону которой нанесен
термопластичный красочный слой, способный при
горячем тиснении переходить на обрабатываемую де-
342 Ремонт Одежды и Обуви
таль. Красочный слой содержит пигменты, порошок
бронзы или алюминия. Фольгу применяют для клей-
мения кожаной подкладки с бахтармяной стороны или
спилка. Используют также полиграфическую или брон-
зовую фольгу без носителя — кальки.
Наиболее перспективно применение фольги на
лавсановой основе, с помощью которой можно нано-
сить многоцветные рисунки на детали из натуральной
и искусственных кож с покрытием. При изготовлении
фольги на лавсановую пленку наносят три слоя: разде-
лительный из композиции торфяных восков, лаковый
из растворов полимеров (например, ацетобутиратцел-
люлозной смолы) и красочный из пигментированных
водных дисперсий термопластичных полимеров.
Разделительный слой обеспечивает легкий отрыв
переносного покрытия от лавсановой подложки после
горячего тиснения. Лаковый слой предохраняет отде-
лочное покрытие от воздействий тепла, влаги, пыли.
Красочный слой определяет цвет, яркость, оттенок
покрытия. Он должен иметь высокую адгезию к пок-
рытию отделываемого материала. Такая пленка ис-
ключительно долговечна.
Краски для тонирования. При отделке иногда ис-
пользуют тонирование, т. е. нанесение пульверизато-
ром тонкого слоя краски, оттеняющего края деталей,
строчки, перфорации и т. п.
Для тонирования используют нитрокраски (на
основе нитролаков КБ-36 и т. п.), а также смесь
аппретуры акрилон с концентратом покрывной краски
для крашения кож и разбавителем.
Краски для ретуширования. Выбор краски для рету-
ширования зависит от типа покрытия кожи. Для рету-
ширования кож с казеиновым покрытием используют
казеиновые краски, для кож с покрытием на основе
эмульсионных планкообразователей — нитроэмали
Материаловедение Обувного Производства 343
НЦ-583, для кож с полиуретановым покрытием —
нитролаки, для кож с анилиновым крашением — ни-
троводные эмульсии; для окрашивания и ретуширова-
ния обуви с верхом из спилка или велюра — растворы
жиро-, ацетоно- или спирторастворимых красителей,
для покрытия синтетических и искусственных кож —
нитрокраски.
Краски для окрашивания краев деталей верха изде-
лий. Для этой цели применяют разбавленные казеино-
вые краски в тон цвета верха изделия. Края деталей
можно окрашивать также красками на основе нитро-
эмалей или латексов.
Обувные лаки
Обувными лаками отделывают урез и ходовую
поверхность подошв и набоек, а также вводят лаки в
состав аппретур. Наиболее широко применяют шел-
лачный, идитоловый, глифталевый, нитроцеллюлоз-
ный и полиуретановый лаки.
Шеллачныйлак, неокрашенный или черный, изго-
товляют растворением шеллака и пластификатора в
этиловом спирте. Содержание сухого остатка в черном
лаке должно быль не менее 24%, а в неокрашенном —
не менее 30%. Обычно шеллачным лаком отделывают
резиновые подошвы и набойки.
Идитоловыйлак получают растворением идитола в
этиловом спирте с добавкой в некоторых случаях
пластификаторов и красителей. Содержание идитола в
лаке зависит от цвета и составляет от 20 до 40%.
Идитоловый лак используют для отделки резиновых
подошв и набоек, а также в качестве закрепителя при
отделке уреза кожаных подошв. Идитоловый лак де-
шевле шеллачного, но пленки его менее устойчивы к
атмосферным воздействиям.
344 Ремонт Одежды и Обуви
Глифталевый лак представляет собой 25—40-про-
центный раствор глифталевой смолы в органических
растворителях с красителями или пигментами.
Нитроцеллюлозный лак (КБ-36, НЦ-373 и др.) —
это раствор нитроцеллюлозы в смеси органических
растворителей и разбавителей с пластификаторами.
Нитроэмульсионный лак (ЭНЦ-542, ЭНЦ-597 и
др.) представляет собой продукт диспергирования рас-
твора пластифицированной нитроцеллюлозы в воде.
Нитроводные эмульсии хорошо совмещаются с акри-
латами и восками. Нитролаки и нитроэмульсии ис-
пользуют для отделки верха и низа обуви. В отличие от
нитролаков нитроэмульсионные лаки дают покрытие с
меньшим блеском.
Полиуретановый лак (УР-5Н2, НЦУ-573 и др.)
представляет собой раствор гидроксилосодержащего
полиэфируретана в смеси органических растворите-
лей, содержащей добавки и отвердитель. Он использу-
ется для образования лакового покрытия на поверх-
ности деталей.
Отделочные материалы на восковой основе
Отделочный воск представляет собой сплав воска
нескольких марок, воскоподобных продуктов и жиро-
вых красителей. Воск применяют для полирования
кожаного низа обуви, обувных колодок и исправления
дефектов. Воск бывает окрашенным (черный, корич-
невый и т. п.), неокрашенным и бесцветным. По
твердости воск делят на твердый и мягкий. В состав
отделочного воска входят монтан-воск (25—33%), пче-
линый воск (12—15%), парафин (50—70%), церезин
(2%) и жирорастворимые красители. Вместо пчелино-
го воска может быть использовано касторовое масло.
Компоненты расплавляют, смешивают и получают
Материаловедение Обувного Производства 345
отделочный воск. Расплавленный воск заливают в
формы в виде четырехугольных плиток. Масса плиток
от 0,15 до 5 кг.
Наличие в смеси твердого воска (монтан-воска)
придает пленке блеск, а мягкого (пчелиного) и воско-
образных низкоплавких продуктов — легкость нанесе-
ния восков на щетки и отделываемые детали. Для
повышения температуры размягчения отделочного
воска и получения устойчивого блеска в композицию
вводят полиэтиленовый воск.
Основными показателями, характеризующими ка-
чество воска, являются температура каплепадения
(плавления), твердость, вязкость расплава. Температу-
ра каплепадения окрашенного и неокрашенного отде-
лочного воска должна быть 70—95°С, бесцветного — не
менее 60°С. Высокая температура каплепадения за-
трудняет нанесение воска на щетки, а низкая способ-
ствует сильному размягчению его при трении о щетки.
Температуру каплепадения воска определяют методом
кольца и шара.
Твердость воска определяют на пенетрометре. В
воск при температуре 20°С под действием груза массой
100 г в течение 15 секунд погружается игла. Твердость
воска выражается в условных единицах (от 1 до 10),
соответствующих глубине погружения иглы в десятых
долях миллиметра. Чем выше твердость воска, тем на
меньшую глубину опускается игла пенетрометра. Твер-
дый отделочный воск должен иметь твердость 2,6 усл.
ед., мягкий —6—10, воск для полированияколодок— 1.
Полировочная мазь — это сплав воска, воскоподоб-
ных красящих веществ и растворителей. Полировоч-
ную мазь в виде раствора в скипидаре наносят на
подошвы и каблуки после их отделки казеиновосковой
краской и воском. После испарения растворителя на
отделываемой детали образуется тонкая пленка, кото-
346 Ремонт Одежды и Обуви
рая после протирания сукном имеет высокий блеск.
Неокрашенная полировочная мазь состоит из 15%
монтан-воска, 6% пчелиного воска, 20% парафина и
59% скипидара. Сухой остаток полировочной мази
составляет 20—45%, температура каплепадения 38—60°С.
Восковую эмульсию получают сплавлением мон-
тан-воска с мылом и щелочью или поверхностно-
активным веществом с последующим разбавлением
горячей водой до концентрации 5%.
Восковой карандаш — сплав воска нескольких ма-
рок, пигментов и красителей, отлитый в виде палочек.
Он предназначен для ретуширования кожаных дета-
лей. В зависимости от цвета он состоит из монтан-
воска или шеллачного воска, а также парафина и
концентрата красок для крашения кожи.
Крем обувной предназначен для выравнивания цвета
верха обуви из кож анилинового и полуанилинового
крашения. В состав крема входят окрашенные или
неокрашенные эмульсии восков и воскоподобных ве-
ществ (монтан-воск, стеарин, парафин), органических
растворителей, эмульгатора и концентрата покрывных
красок.
Аппретуры
Аппретуры — это растворы пленкообразователей в
воде или органических растворителях, предназначен-
ные для восстановления первоначального блеска по-
верхности детали, утраченного в процессе изготовле-
ния, или создания блестящей пленки на ее матовой
поверхности. При нанесении аппретуры необходимо
добиться совместимости ее с закрепителями покры-
тия. Наилучшие адгезия и блеск достигаются при
отделке аппретурами, составленными на основе связу-
Материаловедение Обувного Производства 347
ющих, растворимых в закрепителе покрытия. В част-
ности, при закреплении покрытия водными система-
ми не допускается применение спирторастворимых
аппретур.
Шеллачная аппретура. Широко распространены
аппретуры на основе окрашенных или бесцветных
водных и спиртовых растворов шеллака. Водные шел-
лачные аппретуры используют для отделки кож с
казеиновым покрытием, а спиртовые шеллачные — с
эмульсионным или нитроэмульсионным покрытием.
В раствор шеллака добавляют бикарбонат натрия,
ализариновое масло, триэтаноламин, нигрозин. Али-
зариновое масло служит пластификатором, увеличи-
вает эластичность пленки, замедляет побеление пле-
нок аппретуры.
В спиртовых шеллачных аппретурах содержится
10—14% шеллака, 2,5—3,5% ализаринового масла и
82,5—87,5% этилового спирта. В водных аппретурах
содержание отбеленного шеллака составляет 12—13%,
а неотбеленного — 17,9%. В окрашенных аппретурах
содержится триэтаноламин, ализариновое масло, ни-
грозин и этиловый спирт. В неокрашенные аппретуры
вместо триэтаноламина, нигрозина и ализаринового
масла вводят бикарбонат натрия. Спиртовая шеллач-
ная аппретура обеспечивает больший блеск и меньшее
время высыхания после нанесения, чем водная шел-
лачная аппретура.
Добавление в водную шеллачную аппретуру спир-
та улучшает свойства отделочной пленки. Положи-
тельно влияет на сопротивление пленки многократно-
му изгибу введение пластификатора, например,
дибутил фталата. Аппретура из отбеленного шеллака не
полностью прозрачна, поэтому не обеспечивает высо-
кого качества отделки изделий из белых и светлых кож.
348 Ремонт Одежды и Обуви
Недостатками пленок шеллачных аппретур являются
шелушение, трещины, полосы (при нанесении губ-
кой).
Шеллачная композиция представляет собой смесь
отбеленного шеллака и ализаринового масла в соотно-
шении 70:30. Растворяя эту композицию в воде или
спирте, получают аппретуру. Для получения аппретур
черного цвета в раствор добавляют нигрозин, для
получения аппретур, пригодных для отделки светлых
кож, — отбеленный шеллак.
Казеиновая аппретура. Казеиновую аппретуру из-
готовляют растворением в воде, содержащей щелочь и
краситель, кислотного казеина и введением в раствор
ализаринового масла и антисептика (фенола). В неко-
торых случаях изготовляют шеллачно-казеиновую ап-
претуру, вводя в раствор неотбеленный шеллак. Казе-
иновые аппретуры дешевле шеллачных, но уступают
им по степени блеска. Чаще всего казеиновые аппре-
туры применяют для отделки деталей из кож с казеи-
новыми покрытиями, так как к другим видам покры-
тия эти аппретуры не имеют необходимой адгезии.
Поливинилацетатная и поливинилбутиральная ап-
претуры. Поливинил ацетатная аппретура представляет
собой поливинилацетатный лак ВА—558, содержащий
пластификатор (дибутилфталат). Она содержит 13%
поливинилацетата, 2% пластификатора и 85% этило-
вого спирта. Ее используют для отделки изделий из
кож светлых тонов с нитроакриловым покрытием.
Поливинилбутиральная аппретура содержит 6%
поливинилбутираля лакового, 3% дибутилфталата и
91 % этилового спирта.
Этими аппретурами отделывают детали из кож с
покрытием на основе эмульсионных пленкообразова-
телей, а также кожеподобных резин.
Материаловедение Обувного Производства 349
Акрилатная аппретура. Аппретуру акрилон изго-
товляют из смеси акриловых эмульсий БМ—12 и
МБМ—3 с добавкой аммиака и пластификатора в
спиртовом растворе. Акрилон используют самостоя-
тельно или с добавкой нитролака для отделки изделий
из кож с покрытием на основе эмульсионных пленко-
образователей и с казеиновым покрытием.
Восковые аппретуры. Применяют для отделки вер-
ха обуви из коже казеиновым покрытием. Используют
водные эмульсии различных восков (монтан-воск, пче-
линый, шеллачный).
Для отделки модельной обуви с верхом из кож
анилинового крашения используют комбинирован-
ную шеллачно-восковую аппретуру с добавкой латек-
са. Полученная пленка имеет блеск без полирования
щетками.
Аппретуры наносят на поверхность кожи, после
кратковременного высыхания образуется тонкая блес-
тящая пленка, прочно связанная с кожей, устойчивая
к атмосферным воздействиям и многократным дефор-
мациям, не изменяющая своих свойств в процессе
эксплуатации обуви.
Время высыхания шеллачных аппретур:спиртовой —
7 мин, водной — 9 мин. Время высыхания восковых
аппретур — 12 мин; акрилатных — 6—7 мин.
При нанесении аппретуры распылителем скорость
высыхания и блеск несколько выше, чем при нанесе-
нии губкой.
Смывочные жидкости
Смывочные жидкости используют для удаления
загрязнений с изделия, образовавшихся в процессе его
изготовления.
350 Ремонт Одежды и Обуви
Смывочные жидкости должны легко удалять за-
грязнения, не нарушать покрытия и быстро сохнуть.
В качестве смывочных жидкостей используют водные
и водно-спиртовые растворы мыла и поверхностно-
активных веществ, смеси органических растворителей.
Например, для чистки обуви белого цвета применяют
смывочный состав из 5% ОП—7 или ОП—10, 60%
бензина, 20% спирта этилового, 15% скипидара.
Пеногасители
При нанесении на детали красок и аппретур воз-
можно образование пены, что ухудшает качество от-
делки. Для предотвращения этого-явление в отделоч-
ный раствор добавляют молоко или его смесь с жидким
казеиновым клеем и антистатик (фенол).
РЕМОНТ
ОДЕЖДЫ
Общие Сведения. Инструмент и Материалы 355
ОЪЩМ (> С $НИЯ
Волокнами называются гибкие,
тонкие и прочные тела, у которых
длина во много раз превосходит их
поперечные размеры. Текстильные
волокна используются для изготов-
ления пряжи, ниток, тканей и др. Все
волокна делятся на натуральные (природные), минераль-
ные и химические в зависимости от их происхождения.
К натуральным волокнам относятся: хлопок, лен,
шерсть, натуральный шелк; к химическим: вискоза,
ацетат, капрон, анид, лавсан, нитрон и др. (рис. 1).
Хлопок является основным сырьем для текстиль-
ной промышленности. Длина и толщина волокон вза-
имосвязаны и зависят от сорта хлопчатника. Коротко-
волокнистый хлопок перерабатывается в толстую и
пушистую пряжу для изготовления байки, фланели и
др. Из средневолокнистого хлопка вырабатывается
пряжа средних номеров для изготовления ситцев, са-
тинов; из длинноволокнистого хлопка вырабатывается
тонкая и гладкая пряжа для изготовления высокока-
чественных тонких хлопчатобумажных тканей — ба-
тиста, маркизета.
356 Ремонт Одежды и Обуви
Лен относится к лубяным волокнам, которые по-
лучают из стеблей и листьев растений.
Шерсть представляет собой волосяной покров жи-
вотных. В текстильной промышленности используется
овечья, верблюжья, козья шерсть, а также кроличий
пух. В зависимости от толщины и строения различают
основные виды волокон шерсти: пух (наиболее тонкое,
мягкое, извитое волокно), переходный волос, ость
(более толстое жесткое волокно, почти не имеет изви-
тости). «Мертвый волос» — малопрочное, жесткое
волокно. В зависимости от высоты завитка различают
шерсть нормальной, высокой и пологой извитости.
Коротковолокнистая шерсть высокой извитости ис-
пользуется для изготовления толстой и пушистой су-
Общие Сведения. Инструмент и Ма териалы 357
конной пряжи. Длинноволокнистая шерсть пологой
извитости используется для изготовления тонкой и
гладкой гребенной пряжи.
Шелк — это натуральная текстильная нить живот-
ного происхождения, продукт, выделяемый гусеницей
тутового шелкопряда — шелковичным червем. На шел-
комотальных фабриках коконы тутового шелкопряда
разматывают, получают шелк-сырец, из которого вы-
рабатывают крученый шелк, используемый для полу-
чения шелковых ниток.
Химические волокна подразделяют на искусствен-
ные и синтетические (рис. 2). Искусственные волокна
получают из продуктов химической переработки при-
родных полимеров. Синтетические волокна получают
из синтетических полимеров.
Прежде чем приступить к ремонту одежды, нужно
Синтетические волокна
Рис. 2. Классификация синтетических волокон
358 Ремонт Одежды и Обуви
предварительно определить, из какого волокна выра-
ботана ткань. Если вызывает сомнение строение тка-
ни, ее структура и на глаз трудно определить, из какого
волокна она сделана, поступают таким образом: вдоль
и поперек ткани выдергивают по нитке и поджигают
их. По запаху сжигаемых ниток, по характеру их
горения и образования остатка с помощью таблицы 1
можно узнать, из чего состоит ткань.
Пряжей называются нити, образованные из воло-
кон ограниченной длины, соединяемые в процессе
прядения посредством скручивания. Строение ткани
определяется взаимным расположением и связью ос-
новных и уточных нитей. На строение ткани оказывают
влияние: пряжа или нити, из которых образована ткань;
плотность основы и утка; вид переплетения, толщина,
крутка и строение самой пряжи. Из пряжи низких
номеров получаются более толстые и грубые нитки.
Сочетание основных и уточных нитей разной толщины
дает возможность получить в тканях продольные и
поперечные рубчики, выпуклые клетки, полоски.
С увеличением крутки нитей пряжи толщина тканей
уменьшается, а упругость и жесткость возрастают.
По строению (конструкции) пряжа делится на
однородную, крученую, трощеную и фасонную. Однород-
ная пряжа состоит из отдельных волокон, скрученных
в процессе прядения. При раскручивании однородная
пряжа распадается на составляющие волокна. Круче-
ная пряжа скручена из двух нитей и более. При
раскручивании крученая пряжа распадается на состав-
ляющие нити. Трощеная пряжа состоит из двух нитей
и более, не скрученных между собой. Фасонная пря-
жа — с определенным внешним эффектом (узелковая,
петлистая, волнистая, с участками ровницы и др.) —
вырабатывается путем скручивания нитей, имеющих
разную длину.
Общие Сведения. Инструмент и Материалы 359
Таблица 1
Определение класса волокна
Наименование волокна Результаты сжигания
Хлопок, лен, пенька Загорается легко, горит быстро, без копоти, имеет запах жженой бумаги. Вне пламени горение продолжается с образованием серого рассыпчатого пепла
Шерсть, шелк натуральный Загорается легко, горит умеренно, без копоти, имеет запах жженого рога; образует хрупкий пористый шарик черного цвета. Вне пламени горение прекращается
Вискозное и медноаммичное Загорается легко, горит быстро, без копоти; имеет запах жженой бумаги. Вне пламени горение продолжается с образованием серого рассыпчатого пепла
Ацетатное и триацетатное Загорается легко, горит без копоти; имеет запах жженой бумаги и уксусной кислоты; образует на конце нити пористый твердый шарик темно-бурого цвета. Вне пламени горение продолжается
Полиамидное (капрон, нейлон и др.) Загорается с трудом, горит без копоти, умеренно; имеет запах сургуча; образует твердый блестящий шарик. Вне пламени горение прекращается
П ол иакрилонитрил ьное (нитрон, орлон и др.) Загорается легко, горит быстро, с копотью; имеет едкий запах; образует рыхлый матовый шарик. Вне пламени горение продолжается
Полиэфирное (лавсан и др.) Загорается легко, горит быстро, с копотью, имеет едкий запах; образует твердый блестящий шарик черного цвета. Вне пламени горение продолжается
П ол и винилхлоридное (хлорин и др.) Загорается легко, горит быстро, с копотью; имеет едкий запах; образует твердый пористый шарик черного цвета. Вне пламени гаснет
Полиолефиновое (полиэтилен, полипропилен и др.) Загорается легко, горит быстро, с копотью; имеет запах парафина; образует твердый шарик. Вне пламени горение продолжается
360 Ремонт Одежды и Обуви
К свойствам тканей, которые необходимо знать,
относятся толщина крутки, прочность, растяжимость,
ровнота.
Прочность пряжи и нитей, как и волокон, характе-
ризуется минимальной нагрузкой, достаточной для ее
разрыва; растяжимость пряжи определяется одновре-
менно с прочностью при разрыве пряжи. Растяжимость
характеризуется удлинением пряжи в момент разрыва и
зависит от волокнистого состава и крутки пряжи.
Неровнота — это неравномерность пряжи и нитей
по свойствам: по внешнему виду и строению, толщине,
крутке, прочности и удлинению ткани. Нити из хими-
ческих волокон и штапельная пряжа более равномер-
ны по свойствам, чем изделия из натуральных волокон
и комплексные нити из натурального шелка.
Ткань — это текстильное изделие, образованное
переплетением взаимно перпендикулярных систем ни-
тей. Нити, идущие вдоль ткани, называются основной
системой, или основой. Нити, идущие поперек ткани,
называются уточной системой, имл утком. Переплете-
ние основы и утка происходит на ткацком станке.
Совокупность физико-химических и механичес-
ких процессов, в результате которых из суровья полу-
чается готовая ткань, называетсяо/идел/со« ткани. Цель
отделки тканей — улучшение свойств, облагоражива-
ние тканей и придание им товарного вида. В зависи-
мости от назначения ткани проходят специальные
обработки. При заключительной отделке ткани воз-
можны дефекты: неровнота отделки, разрыв ткани по
длине, ослабление ткани при каландровании и другие
дефекты, которые необходимо учитывать при выпол-
нении такого вида ремонта одежды, как штопка.
В зависимости от вида волокон, входящих в состав
пряжи, из которой выработана ткань, все ткани делят-
ся на однородные и неоднородные.
Общие Сведения. Инструмент и Ма терн алы 361
Однородными называются ткани, состоящие из
одинаковых волокон (например, только волокна хлоп-
ка или натурального шелка).
Неоднородными называются ткани, состоящие из
волокон различного вида, например, из шерсти и
вискозных волокон и др.
Все неоднородные ткани делятся на три группы:
♦ смешанно-смесовые, которые в составе основы
и утка имеют различные волокна;
♦ смешанные, которые состоят из различных по
виду волокна систем нитей;
♦ смешанные-полусмесовые, которые имеют одну
систему нитей однородную, а вторую из смеси воло-
кон, например, основа ткани может быть хлопчатобу-
мажной, а уток — из смеси со штапельными вискозны-
ми волокнами.
Важно знать плотность ткани, которая характери-
зуется количеством нитей, приходящихся на единицу
длины ткани, обычно на 10 см. Различают и всегда
определяют плотность ткани отдельно по основе и
утку. Если плотность ткани по основе и утку одинако-
вая, ткань называется равноплотной. Если плотность
по основе и утку различная, ткань называется нерав-
ноплотной (рис. 3). Различают плотность ткани факти-
ческую, максимальную и
относительную.
Ткацкие переплетения
весьма разнообразны и оп-
ределяют строение и свой-
ства тканей. От вида пере-
плетения основы и утка
зависит характер и рисунок
лицевой стороны ткани, ее
рельефность или гладкость,
наличие поперечных или
а
О О О О О
ОО ООО
ооооооо
□ оооооооо
б
Рис. 3. Расположение нитей
различной толщины:
а — при одинаковой фактичес-
кой плотности; б — при макси-
мальной плотности
362 Ремонт Одежды и Обуви
продольных рубчиков и полос, блеск лицевой повер-
хности и т. д. В зависимости от сложности ткацкие
переплетения делятся на четыре класса: простые (глад-
кие), мелкоузорчатые, сложные и крупноузорчатые.
При зарисовке ткацких переплетений на клетчатой
бумаге условно принято каждый вертикальный ряд
клеток считать основной нитью, а каждый горизон-
тальный ряд — уточной нитью. Каждая клетка пред-
ставляет собой перекрещивание двух нитей (основной
и уточной) и называется перекрытием. Если на лице-
вую поверхность ткани выходит основная нить, пере-
крытие называется основным и при зарисовке заштри-
ховывается. Если на лицевую поверхность ткани
выходит уточная нить, перекрытие называется уточ-
ным и при зарисовке остается белым. Повторяющийся
рисунок переплетения называется раппортом.
В каждом ткацком переплетении различают рап-
порт по основе и утку. Раппорт по основе — это
количество основных нитей, образующих рисунок пе-
реплетения. Раппорт по утку — это количество уточных
нитей, образующих рисунок переплетения.
К простым (гладким) переплетениям относятся
полотняное, саржевое, атласное и сатиновое. Отличи-
тельные особенности всех гладких переплетений: в
раппорте каждая основная нить переплетается с уточ-
ной только один раз; раппорт по основе всегда равен
раппорту по утку.
Наиболее распространенное из всех ткацких пере-
плетений полотняное. В полотняном переплетении
основные и уточине нити чередуются через одну: на
лицевую поверхность ткани попеременно выходит то
основная, то уточная нить (рис. 4а). Полотняное пере-
плетение применяется для выработки хлопчатобумаж-
ных тканей — ситца, бязи и др.; льняных тканей,
шелковых тканей — крепдешина, креп-шифона и др.;
Общие Сведения. Инструмент и Материалы 363
шерстяных тканей — сукна, некоторых плательных и
костюмных тканей. Если при полотняном переплете-
нии основа толще, чем уток, на ткани возникает
поперечный рубчик (фай, поплин и др.). Такие ткани
называются ложнорепсовыми, так как по своему виду
они напоминают репс. При выполнении штопки на
такие ткани следует обратить особое внимание.
Отличительной особенностью тканей саржевого
переплетения является рубчик, идущий по диагонали
ткани (саржа, шотландка и др.). На лицевой поверх-
ности саржевых тканей рубчик идет обычно снизу
вверх, слева направо, реже справа налево. Характер-
ные признаки образования саржи: наименьшее коли-
чество нитей в раппорте (3); при каждом следующем
прокладывании уточной нити производится сдвигткац-
кого рисунка на одну нить. Саржевое переплетение
обозначается дробью, в числителе ставится количество
основных перекрытий в каждом ряду раппорта, в
знаменателе — количество уточных перекрытий
(рис. 46). Дано саржевое переплетение 1/2. Раппорт
саржи по основе равен раппорту по утку и равен сумме
цифр числителя и знаменателя. Если на лицевой по-
верхности преобладают основные нити, саржевое пе-
реплетение называется основным (2/1, 3/1,4/1), если
на лицевой поверхности
преобладают уточные
нити, саржа называется
уточной (1/2, 1/3, 1/4). В
зависимости от числа ни-
тей в раппорте саржи и
плотности основы и утка
угол наклона рубчика в
саржевом переплетении
будет различным.
Ткани сатиновых и
□ Основная нить
Уточная нить
Рис. 4. Переплетения:
а — полотняное; б — саржевое
О У
б
364 Ремонт Одежды и Обуви
атласных переплетений имеют на лицевой поверхнос-
ти удлиненные перекрытия (застилы), поэтому лице-
вая поверхность ткани гладкая и блестящая. В раппор-
те сатинового и атласного переплетений должно быть
не менее пяти нитей (рис. 5а); атласное переплетение
образуется аналогично сатиновому, но в пятиниточ-
ном атласном переплетении каждая основная нить в
раппорте покрывает четыре уточные нити и под одну
уточную нить проходит. Лицевой застил тканей атлас-
ного переплетения состоит из основных нитей (рис.
56).
Мелкоузорчатые переплетения делятся на произ-
водные переплетения, полученные путем изменения,
усложнения простых переплетений; комбинирован-
ные переплетения, полученные путем чередования и
комбинирования простых переплетений. В отличие от
простых переплетений раппорт по основе и утку в
мел ко узорчатых переплетениях может быть различ-
ным. К производным полотняного переплетения отно-
сятся репсовое переплетение и рогожка.
Репсовое переплетение образуется путем удлине-
ния основных и уточных перекрытий полотняного
переплетения. Каждая основная нить в репсовом пере-
плетении может идти через две, три и более уточных
нитей. При этом на поверхности ткани возникает
поперечный рубчик, и репс называется поперечным
б
в
□ Основная нить
Уточная нить
Рис. 5 . Переплетения:
а — пятиниточный сатин; б — атласное; в — поперечный репс;
г — продольный репс
Общие Сведения. Инструмент и Материалы 365
(рис. 5в). Если каждая уточная нить в репсовом пере-
плетении идет через две, три или несколько основных
нитей, на ткани возникает продольный рубчик и репс
называется продольным (рис. 5г).
Рогожка (рис. 6а) — это двойное или тройное полот-
няное переплетение, которое образуется путем симмет-
ричного увеличения основных и уточных перекрытий.
Рогожка может быть выработана и в четыре нити.
Производные саржевого переплетения — это уси-
ленная саржа (рис. 66), сложная саржа (рис. 6в),
обратная и ломаная саржа (рис. 6г).
К комбинированным (рис. 6д) относятся орнамент-
ные, креповые, рельефные и другие переплетения.
Орнаментные переплетения создают на поверхнос-
ти ткани простые узоры в виде продольных и попереч-
ных полос, клеток, контуров. Образуются эти перепле-
тения путем чередования или сочетания простых
переплетений. Особенностью креповых переплетений
(рис. бе) являются разбросанные по лицевой поверх-
ности ткани удлиненные перекрытия, которые прида-
ют ей характерную мелкозернистую поверхность. Кре-
повые переплетения могут быть получены, путем
удлинения перекрытий или путем совмещения двух
переплетений.
Креповые переплетения чрезвычайно разнообраз-
г
д
□ Основная нить
Уточная нить
е
Рис. 6. Переплетения:
а — рогожка; б — усиленная саржа;
в — сложная саржа; г — ломаная сар-
жа; д — комбинированное; е — кре-
повое
366 Ремонт Одежды и Обуви
ны и применяются для выработки шерстяных, хлопча-
тобумажных, льняных и других тканей.
Рельефные переплетения образуют на тканях рису-
нок с выступающими основными и уточными нитями.
К рельефным переплетениям относятся диагональ-
ные, вафельные или рубчиковые ткани. На поверхнос-
ти тканей, выработанных рубчиковым переплетением,
образуются две выпуклые рельефные полоски, кото-
рые идут вертикально или наклонно.
Сложные переплетения образуются из нескольких
основных и уточных нитей. К сложным переплетениям
относятся: двухлицевые, двухслойные, ворсовые, пе-
тельные, перевивочные и другие ткани.
Двухлицевые и двухслойные переплетения применя-
ются для выработки хлопчатобумажных тканей (пике,
трико, байка) и драпов. Дополнительные системы
нитей при выработке драпов используются для увели-
чения толщины, плотности и улучшения теплозащит-
ных свойств тканей. Двухлицевые переплетения обра-
зуются из трех систем нитей, которые плотно
переплетаются между собой: две основы и один уток
или два утка и одна основа. Двухслойные переплетения
образуются из четырех или пяти систем нитей и могут
состоять из двух отдельных тканей, соединенных меж-
ду собой одной из составляющих четырех систем или
дополнительной, пятой системой.
Ткани ворсовых переплетений имеют на лицевой
поверхности разрезной, вертикально стоящий ворс.
Ворс может быть сплошной или рисунчатый в виде
полосок разной ширины. Ворсовые переплетения об-
разуются из трех систем нитей: одна система ворсовая
и две системы коренные — основа и уток. Ворсовые
переплетения придают тканям красивый внешний вид,
увеличивают теплозащитные свойства и износостой-
кость, но они усложняют обработку тканей при штоп-
Общие Сведения Инструмент и Материалы 367
ке, влажно-тепловую обработку, а поэтому необходи-
мо учитывать наличие в ткани ворса, направление
ворсовых полосок и некоторый наклон ворса.
Крупноузорчатыми переплетениями вырабатывают
ковры, гобелены, покрывала, скатерти, которые штоп-
ке подвергаются крайне редко. Крупноузорчатые пере-
плетения делятся на простые и сложные. Простые
крупноузорчатые переплетения состоят из двух систем
нитей и применяются для выработки хлопчатобумаж-
ных тканей (сатина), шелковых («Юбилейная», «Вес-
на»), шерстяной плательной ткани «Эффект», льня-
ных, декоративных тканей и др.
Наиболее легкие по массе ткани предназначаются
для изготовления платьев, блузок; наиболее тяжелые —
для пальто.
Для производства ремонта одежды нужен опреде-
ленный набор инструментов: две пары ножниц (с
загнутыми концами — для обрезания концов нитей, с
прямыми концами — для рассечения углов), наперсток
по пальцу, колодки различных размеров, сукно на
колодку, подушечка из ваты для отпарки, проутю-
жильник, нитки, иглы и другие инструменты в зависи-
мости от вида ремонта.
На ножницах не должно быть трещин, темных
пятен, следов ржавчины; на кольцах — острых граней,
царапающих пальцы рук при работе. Соедине-
ние половинок ножниц должно быть прочным, чтобы
при смыкании они соприкасались по всей длине и не
перекашивались. Очень важно, чтобы у ножниц был
плавный ход. Ножницы должны храниться в сухом
месте, лучше всего в закрытой коробке.
От качества швейных ниток зависит качество ра-
368 Ремонт Одежды и Обуви
боты, поэтому к строению и физико-механическим
свойствам ниток предъявляются повышенные требо-
вания. Прежде всего — это высокая прочность ниток.
Нитки должны быть ровными, гладкими, упругими,
хорошо уравновешенными по крутке, химически стой-
кими и термостойкими. Суровые и белые нитки
обладают большей прочностью, чем черные и цвет-
ные того же номера. Глянцевые нитки более прочные,
чем матовые. Растяжимость ниток зависит от номера
ниток, числа сложений крутки, способа отделки.
Ровнота — это равномерность ниток по толщине,
прочности, растяжимости и массе. В зависимости от
дефектов внешнего вида нитки делятся на два сорта:
первый и второй. В штопке используется первый сорт
ниток.
Хлопчатобумажные швейные нитки в 3, 6, 9 и 12
сложений вырабатываются из высококачественной гре-
бенной пряжи путем вращения, кручения и отделки. В
штопке применяются нитки в 3 и 6 сложений. Нитки
марки «Экстра» более прочные. Нитки в 6 сложений
обладают более высокой прочностью, чем нитки в 3
сложения.
Торговый номер швейных ниток — условный но-
мер, характеризующий их толщину. По толщине хлоп-
чатобумажные швейные нитки выпускаются торговых
номеров: 10, 20, 30, 40, 50, 60, 70, 80, 100, 120. Чем
выше торговый номер, тем тоньше нитки. Самые
толстые нитки №10, более тонкие №№60 — 100.
Швейный шелк вырабатывается из шелка-сырца
путем двойного кручения. Сначала соединяют по не-
сколько нитей шелка-сырца и скручивают, затем уже
крученые нити еще раз соединяют и скручивают.
Швейный шелк выпускается следующих торговых но-
меров: 75, 65, 33, 18 и 13. Для штопки используют
номера 75 и 65. Не следует пользоваться швейным
Общие Сведения. Инструмент и Материалы 369
шелком с различными дефектами: штопорность, не-
прокрас, резкая разоттеночность и др.
Нельзя пользоваться синтетическими нитками, хотя
прочность ниток из капрона в 1,5—2 раза выше нату-
ральных шелковых и хлопчатобумажных ниток.
Необходимо знать, что штопка (мерсеризованная
или матовая хлопчатобумажная нитка в 4 сложения)
совершенно непригодна для художественной штопки,
а также комбинированные нитки, в составе которых
70% синтетических волокон.
На рабочем месте должны быть все виды шелка,
крученного в два и три сложения, различных цветовых
гамм, иглы всех размеров.
Иглы ручные подразделяются на обыкновенные,
специальные и штопальные. Обыкновенные иглы вы-
пускаются под номерами от I до 12. Иглы штопальные
имеют притупленный конец и более удлиненное ушко
по сравнению с обыкновенными; они выпускаются
длиной 30,40 и 58 мм. Такие иглы для художественной
штопки непригодны. Для художественной штопки
применяются только ручные иглы. Ручные иглы необ-
ходимо подбирать по видам ткани (табл. 2).
Таблица 2
Подбор ручных игл по тканям
Виды тканей Номера хлопчатобумажных ниток Номера игл
Тонкие ткани (крепдешин, батист и др.) 100-80 1
Легкие платьевые ткани (полотно, штапель и др.) 80-60 1, 2, 3
Легкие шерстяные ткани, тяжелые ткани из искусственного шелка 60-40 4, 5, 6, 7
Тяжелые шерстяные ткани 40-30 8, 9, 10
Грубые ткани (сукно и др.) зо-ю 11, 12
370 Ремонт Одежды и Обуви
Номер иглы определяет ее размер по длине (от 30
до 80 мм) и диаметру (от 0,6 до 1,8 мм). Самая тонкая
игла №1 имеет длину 35 мм, а диаметр 0,6 мм. Часть
обыкновенных игл для облегчения вдевания нитки
выпускается с покрытыми медью ушками. Для облег-
чения вдевания нитки в ручную иглу применяется
специальный нитковдеватель (рис. 7).
ЯМ&Ы ЧИ Я О %
При ручном шитье применяются в основном сле-
дующие виды швов.
Прямой сметочный стежок («вперед иголку») ис-
пользуется при сшивании деталей изделия, наметке,
сборке, оборках. Делается такой шов длинной игол-
кой, позволяющей производить несколько стежков
сразу и затем один раз протянуть нитку. Шьют при
этом справа налево. Стежки должны быть одинаковы-
ми (рис. 8а).
Стачечный стежок («за иголку») употребляется при
основной вшивке материи. Делается маленький сте-
жок, иголка пропускается с лицевой стороны на из-
нанку, затем на расстоянии, вдвое большем, иголку
выводят опять на лицевую сторону, делают снова
маленький стежок, на этот раз в обратном направле-
Общие Сведения. Инструмент и Мл териады 371
нии, и т. д. (рис. 86). Этот шов прочнее, чем шов
«вперед иголку».
Комбинированный шов ускоряет работу. Сначала
делают небольшой закрепительный стежок, затем на-
бирают на иголку сразу несколько стежков, протягива-
ют нитку, закрепляют маленьким стежком и т. д.
Строчевой шов состоит из последовательных ров-
ных стачечных стежков без промежутков. При тщатель-
ном выполнении такой шов как бы заменяет машин-
ный. Иголку надо пропускать точно в конец предыдущего
прокола. Строчевой шов рекомендуется в тех случаях,
когда он виден с лицевой стороны, например, при
пришивании наружных накладных карманов.
Потайной подшивочный шов («простой подрубоч-
ный») выполняют так. Закладывают рубчик не более
2 мм на всю длину подрубки и крепко проводят по нему
пальцем в наперстке. Затем материю завертывают более
широким рубцом по длине всей подрубки, наметывают
и шьют мелкими стежками ближе к краю(рис. 8в). Если
подрубается длинный отрезок, рекомендуется загото-
вить бумажную полоску с отметкой ширины подрубки
и по мере витья проверять по ней, ровен ли загиб.
Отделочный стежок («декоративная подрубка») вы-
полняется крупными стежками, как бы половиной
Рис. 8. Стежки и швы:
а — прямой сметочный стежок («за иголку»); б — стачечный стежок
(«за иголку»); в — потайной подшивочный шов
372 Ремонт Одежды и Обуви
крестика, справа налево. Окончив подрубку с одной
стороны, второй половинкой крестика проходит шов
слева направо.
Подшивка с закрученным краем применяется для
очень тонких тканей (шифон, жоржет, тюль), а также
при подрубке носовых платков, рюшей, оборок и т. п.
Указательным и большим пальцами правой руки край
материи закручивают внутрь, затем кладут его на указа-
тельный палец левой руки и очень маленькими скошен-
ными стежками крепко подшивают, не стягивая шва.
Бельевой шов (запошивочный) делается так. Два
куска ткани кладут один на другой так, чтобы край
верхнего куска отступал от края нижнего на 5—7 мм, и
сшивают куски одним из простых швов (рис. 9а). Затем
выступающий край нижнего куска загибают на сделан-
ный шов (рис. 96) и застрачивают на расстоянии 2 мм
от края (рис. 9в).
Этот шов употребляется чаще всего при шитье
постельного и нижнего белья. Выполнять его легче на
швейной машине.
Обметочный шов бывает двух видов:
♦ шов через край применяется при обметке швов на
изнанке. Для этого края материи после сшивки скла-
дывают, аккуратно подрезают ножницами и обметыва-
ют. Если материал плотный, лучше обметывать каж-
дый край отдельно.
а б в
Рис. 9. Бельевой запошивочный шов:
а — простой шов; б — загиб края; в — строчка
Общие Сведения. Инструмент и Материалы 373
♦ петельный шов используют при обметке петель
(стежки должны прилегать плотно один к другому, без
промежутка) и для обметки края ткани (стежки долж-
ны быть на значительном расстоянии друг от друга).
Работу надо положить на указательный палец левой
руки, придерживая большим пальцем. Иголку вывести
на лицевую сторону, а нитку, не притягивая до конца,
поддеть иголкой снизу и легонько затянуть образовав-
шуюся петлю, чтобы она была на самом краю обшива-
емой материи (рис. 10). Шов получается красивее при
равном расстоянии между стежками. Когда нитка кон-
Рис. 10. Петельный шов
мм); затем петельку
чилась, новую закрепляют с
изнанки точно в том месте, где
закреплена при окончании пер-
вая нитка, иначе следующий
стежок ровно не ляжет.
Скрепками заканчивают
углы (на карманах, встречных
складках юбок, на петлях и т.
п.). В конце кармана на шири-
ну рамки протягивают две-три
нитки, образуя петельку (5—15
обвивают нитками, захватывая при этом ткань у уголка
кармана. В конце скрепки нитку выводят на изнанку и
закрепляют несколькими стежками.
Сшивание кромок производится так. Полотнища
сметывают край с краем, чтобы кромки не сдвигались
при шитье. Затем их сшивают мелкими, ровными и
частыми стежками, держа иголку вертикально(рис. 11).
Вшиваемые полотнища должны находиться справа от
швеи. Нитку не следует слишком стягивать. После
окончания работы шов расправляют ушками ножниц
или наперстком.
Мережка делается следующим образом. Выдерги-
вают несколько продольных ниток материи, набивают
374 Ремонт Одежды и Обуви
Рис. 11. Сшивание
кромок
на иголку три-пять попереч-
ных ниток, пропускают их под
иголку с ниткой, доводят до
основания, придерживают
пальцем, подхватывают «кус-
тик» иголкой с ниткой и выво-
дят иголку на лицевую сторону.
Шить надо слева направо.
Ширина мережки зависит
от количества выдернутых ниток.
Мережку можно использовать для подрубки, осо-
бенно полотенец, простынь, пододеяльников и т. п.
Сперва нужно выдернуть нитки, затем подметать рубец
к нижнему краю выдернутых ниток, а потом мережить.
Мережка бывает односторонняя и двусторонняя;
во втором случае по «кустикам» Первой мережки дела-
ют вторую (рис. 12).
Узелок на нитке можно сделать так:
♦ на ногте указательного пальца левой руки нитку
обертывают колечком несколько раз. Затем движени-
ем пальцев скатывают это колечко с ногтя, чтобы под
пальцем конец закрутился, а правой рукой тянут игол-
Рис. 12. Мережка
ку с ниткой; кольцо образует
узел;
♦ на конце иголки, кото-
рую держат в левой руке, пра-
вой рукой наматывают несколь-
ко раз нитку (в зависимости от
величины узелка). Потом паль-
цами левой руки всю намотан-
ную нитку спускают с иголки, а
правой рукой тянут нитку, и
узел готов.
ВИДЫ РЕМОНТА
ОДЕЖДЫ
Яиды Ремонта одежды 377
шшопкл
Выбор способа ремонта для всех
видов текстильных изделий зави-
сит от степени износа изделия,вида
дефекта и способа его ликвидации;
бывает мелкий, средний и круп-
ный ремонт.
Мелкий ремонт заключается в том, что художес-
твенная штопка выполняется без дополнительной тка-
ни; небольшой изъян можно ликвидировать способом
двустороннего переплетения, нитями из той же ткани,
взяв их с'боков или подпушки низа изделия.
Для среднего и крупного ремонта требуется допол-
нительный материал. Этот ремонт выполняется спосо-
бом распошива, штуковки и др.
Выбор способа художественной штопки определя-
ется характером изъяна, наименованием и группой
ткани. Чтобы правильно выбрать способ художествен-
ной штопки, нужно предварительно определить, из
какого волокна выработана ткань. Ткани вырабатыва-
ются из многих волокон, часто смешанных, поэтому
иногда бывает трудно определить, из какого волокна
378 Ремонт Оцежцы и Обуви
сделана ткань. Качество же таких видов художествен-
ной штопки, как вплетение латки с концами, односто-
роннее и двустороннее переплетение, находится в
полной зависимости от того, насколько точно опреде-
лен состав нитей, из которых выработана ткань, под-
вергающаяся ремонту.
На махровых тканях, поверхность которых покры-
та мелкими петлями, образующими так называемый
петельный ворс, художественную штопку лучше не
производить, их ремонтируют на швейной машине
путем втачивания вставки на изъяне.
Мерсеризация некоторых видов тканей, т. е. обра-
ботка дорогих тонких сортов хлопчатобумажных тка-
ней (сатин) 25%-процентным раствором едкого натра
при температуре 15—18°С, затрудняет художественную
штопку на них. В результате такой обработки волокна
набухают, распрямляются, поверхность их делается
гладкой и блестящей, прочность на растяжение повы-
шается, а поэтому качество художественной штопки
понижается. На таких тканях использовать можно
только способ распошива.
Распошив применяется также на всех дешевых
сортах тканей, выработанных саржевым и комбиниро-
ванным переплетением с открытым кипером. Большие
поперечные разрывы на пальто, брюках, пиджаках
ремонтируют способом распошива, причем линию
разрыва доводят до шва. Распошив дает возможность
взять на шов минимальное количество нитей ткани
(3—4 мм), что в таких случаях очень важно. Распошив
применяется также при ремонте повреждений на лок-
тях, под мышками. В тех случаях, когда нельзя сделать
вставку из-за недостатка материала, для ремонта берут
материал изделия: в брюках — шлевки, гульфик, под-
зоры у карманов, запас в заднем шве, в крайнем случае,
пояс и ниже пояса (места, закрытие пиджаком). В
Ниды Ремонта Одежды 379
пальто женском и мужском — борт под пуговицами,
материал в складках, в шве спинки; в юбке — материал
в месте застежки, в боковых швах и складках; низ юбки
(подгиб); в платье — материал в швах, складках, под-
манжетниках, в подворотнике; в жакете и пиджаке —
подворотник, подбортник.
Способом штуковки обрабатывают в основном
ворсовые ткани. Штуковка применяется в основном
на пальто: мужских и женских; детских вещах.
Если одежда в первый же день ее носки была
разорвана, то на такой одежде необходимо применить
художественную штопку, которая обеспечит качест-
венное восстановление изъяна на новом изделии: спо-
соб двустороннего переплетения или комбинирован-
ный способ — двустороннее переплетение с
односторонним; распошив с вплетением вставки с
концами. Все эти виды художественной штопки при
добросовестном выполнении их обеспечат качествен-
ное восстановление ткани на изделии. Высокое качество
художественной штопки получается на байке.
Байка — мягкая, рыхлая, тяжелая хлопчатобумаж-
ная ткань с густым двусторонним начесанным вор-
сом — широко используется для женской и детской
одежды. Детская одежда в носке чаще подвергается
повреждению, и ее приходится чаще ремонтировать.
Под названием «байка» вырабатывается также плотная
грубосуконная шерстяная ткань с начесанным ворсом
на лицевой стороне.
Букле — ткани, вырабатываемые из нитей фасон-
ной крутки, на которых утолщения (узелки, шишки)
чередуются с участками нити нормальной крутки (тон-
кими), они имеют своеобразную шишковатую поверх-
ность. Из-за такой структуры ткани художественную
штопку высокого качества на ней выполнить нельзя.
Вставка с концами и без концов может быть выпол-
380 Ремонт Одежды и Обуви
нена на всех осыпающихся тканях, даже на драпе.
Двустороннее переплетение производится на дорого-
стоящих тканях с постоянным строением. Односторон-
нее переплетение — на любых тканях с комбинирован-
ным переплетением. Двустороннее переплетение и
комбинирование двустороннего переплетения с од-
посторонним применяются для ремонта бостона, ко- ;
веркота, габардина; одностороннее переплетение и ком-
бинированный распошив с вплетением вставки — для;
тех же тканей, что и вплетение вставки без концов. .
Выбор способа ремонта зависит также от степени!
износа одежды. При большой степени износа трудоем-
кие способы художественной штопки — двустороннее
переплетение, комбинирование двустороннего пере-
плетения с односторонним — могут быть заменены
распошивом.
В процессе носки ткань испытывает действие све-
та, солнца, трения, многократного растяжения, сжа-
тия и т. д. Износ верхней одежды, которую чаще;
приходится ремонтировать способом художественной;
штопки, происходит преимущественно от трения, а
также других разрушающих факторов, поэтому при
выборе способа художественной штопки необходимо
учитывать, что разрушение ткани происходит медлен-
нее, если истирание направлено вдоль нитей, образу-
ющих лицевой застил ткани.
Стойкость ткани многократно повторяющимся ме-
ханическим воздействиям называется выносливостью.
Каждая ткань имеет предел выносливости, после кото-
рого вткани возникают и накапливаются необратимые
изменения. Такие ткани ремонтировать не имеет смыс-;
ла. Долговечность изделия увеличивается, если в про-’
цессе эксплуатации нагрузка на ткань не превышала^
пределов ее выносливости. Так как износ одеждьн
Яиды Ремонта Одежды 381
происходит в результате сложного комплекса воздей-
ствий внешней среды и зависит от условий эксплуата-
ции, пока еще не установлено единого стандартного
метода определения Износостойкости.
Сильно изношенные изделия необходимо ремон-
тировать способом обыкновенной заплаты.
Штуковка
Штуковка — простейший и дешевый вид ремонта
одежды, которым полностью восстанавливается по-
врежденная ткань или остается лишь незначительный
след от повреждения в виде текстильного брака (утол-
щение ткани). Штуковка применяется при ремонте
драпа, сукна, пальтовых и всех ворсовых тканей.
Драп — тяжелая, плотная суконная ткань, состоит
обычно из двух слоев. Лицевая сторона ткани часто
вырабатывается из более высококачественной пряжи,
чем изнанка. По виду и толщине пряжи драп подраз-
деляется на тонкосуконный и грубосуконный, чисто-
шерстяной и полушерстяной; по строению лицевой
стороны — на гладкий, т. е. безворсовый, и ворсовый —
с пушистым и запрессованным ворсом. Чем выше и
гуще ворс на тканях, тем лучше качество штопки. Все
ткани, имеющие ворс, такие как драп «Девиз», «Юби-
ляр», «Эврика», «Витязь» и др., очень хорошо подвер-
гаются штуковке. На тканях «Дипломат», «Яуза», «Жен-
ский ратин», «Снежинка», «Раздумье» качество
штуковки хуже.
Штуковать можно разными способами в зависи-
мости от величины повреждения материала. На глад-
кошерстном драпе (без рисунка, полоски или клетки)
повреждение шириной до 0,8 мм (длина повреждения
не ограничена) можно отремонтировать без примене-
382 Ремонт Одежды и Обуви
ния дополнительного материала. Повреждение на сук-
не может быть обработано этим способом, если оно не
шире 5 мм, на других тканях — не шире 3 мм.
Штуковка без применения дополнительного мате-
риала производится следующим образом: края по-
вреждения необходимо аккуратно, гладко обрезать, сводя?
две противоположные стороны повреждения к одной
точке на линии, проходящей посередине повреждения.
Линию повреждения следует продлить на 4—5 мм в обе
стороны на неповрежденную ткань (рис. 13).
Рис. 13. Зачистка
поврежденного вдоль ткани
участка при штуковке:
а — изъян; б — зачищенный
изъян
Если же размеры повреждения превышают указан-
ные нормы для ремонта, необходим дополнительный
лоскут ткани, соответствующий по цвету и качеству
ремонтируемому изделию. В этом случае следует обре-
зать поврежденное место строго по долевой и попереч-
ной линиям (по утку и основе). Срезов по косой линии,
т. е. под углом к утку и основе, допускать ни в коем
случае нельзя. Углы повреждении надо аккуратно за-
чистить, доведя их до прямых (рис. 14).
Для заделки обработанного повреждения исполь-
зуют лоскут ткани, изъятый из одежды, или запасной
лоскут. Из него вырезают квадрат (так называемая
вставка) такого же размера, что и зачищенный повреж-
денный участок ткани. При этом необходимо прини-
мать во внимание рисунок ткани, т. е. все детали
рисунка на изделии и вставке
должны полностью совпадать.
Рис. 14. Зачистка поврежденного
участка и подготовка к штуковке: •
1 правильная; 2 — неправильная
Ниды Ремонта Одежды 383
При зачистке поврежденного участка необходимо
сохранить рисунок ремонтируемого изделия и обяза-
тельно проследить за положением ворса, в противном
случае рисунок вставки будет резко выделяться, под-
черкивая произведенный шов. Для определения раз-
мера квадрата нужно подвести лоскут ткани под обра-
ботанное повреждение и очертить все его стороны
тонко заостренным кусочком туалетного мыла или
простым карандашом, затем обрезать по наведенным
линиям контура по утку и основе. При этом обеспечи-
вается размер вставки (квадрата) в пределах равного
или незначительно меньшего размера обработанного
участка ткани (на 1—2 мм), но не больше его.
Вставка должна быть подложена и вырезана строго
по утку и основе. Далее ее вставляют в отверстие на
ткани изделия так, чтобы она не сжималась в углах.
Приметывают вставку с изнанки, придерживая левой
рукой одну сторону соприкосновения вставки и ткани
изделия, причем указательный палец руки находится
на лицевой стороне, а большой палец на изнаночной.
Для приметывания используются игла №2 и белые
нитки различных номеров: для драпа — №№30—40, для
сукна — №№40—50, для хлопка — №№50—60. Опытные
специалисты делают приметку шелком по цвету ре-
монтируемого изделия. Приметка производится следу-
ющим образом: каждым стежком следует захватывать
2—3 мм ткани по обе стороны от линии соприкоснове-
ния вставки с тканью изделия, укладывая стежки
параллельно нити ткани. При выполнении стежка
нужно захватывать не всю ткань по толщине, а только
половину ее толщины, чтобы на лицевой стороне не
было белых стежков и даже проколов иглы. Для этого
под каждым стежком нужно все время подводить
указательный палец левой руки со стороны ладони,
держа изделие свободно на левой руке.
384 Ремонт Одежды и Обувь
Необходимо следить за каждой стороной ткани, за
каждым стежком отдельно, чтобы не «посадить» (т. е.
не натянуть одну сторону и не ослабить другую) ткань
вставки или обработанные стороны повреждения. Во
избежание этого нужно отводить придерживающие
работу пальцы на величину одного стежка; расстояние
между стежками должно равняться 2—3 мм.
Особенно аккуратно следует обращаться с углами.
При выполнении приметки с изнаночной стороны
углы должны оставаться свободными, последний сте-
жок по каждой обрабатываемой стороне делается на
расстоянии 2 мм от угла. Дойдя до угла, шов резко
поворачивают, укладывая первый стежок на новой
стороне перпендикулярно предыдущему, т. е. при лю-
бом положении стежки укладываются поперек шва (а
не вдоль и не по диагонали). Когда приметочными
стежками вставка пройдена вокруг, производится об-
ратный (второй) шов так, чтобы новые стежки пересе-
кали прежние. Вторым швом достигается прочное
закрепление вставки со всех сторон и ее неподвиж-
ность. На этом работа с изнаночной стороны ткани
заканчивается (рис. 15).
Для штуковки поврежденного участка на лицевой
стороне нужно подобрать шелк в соответствии с цве-
том и качеством ткани.Необходимо использовать шел-
ковую нитку, так как
Рис. 15. Приметывание
с изнаночной стороны
шелк и шерсть окра-
шиваются одними и
теми же красителями, в
то время как красители
для хлопка обладают
особыми свойствами.
Для крашения тканей
из хлопка в основном
применяются синтети-
®иды Ремонта Одежды 385
ческие красители, на этих тканях часто встречаются
дефекты крашения. Для работы с драпом, особенно
мужским, следует употреблять шелк, крученный в три
сложения; для работы с сукном и женским драпом —
прочный шелк, крученный в два сложения. Иглу №1
или №2 с шелком прокалывают с изнанки, прокол
производится на расстоянии 2 мм от стороны и уголка
вставки (шелк в конце работы можно уничтожить).
Нитку закрепляют двумя-тремя стежками на одном
месте, захватывая край ткани изделия и сторону квад-
рата так, чтобы нитка была внутри ткани, а игла едва
поблескивала при стежке. После закрепления нитки
выполняют штуковочный шов.
Штуковочный шов производится следующим об-
разом: иглу направляют по диагонали (наискосок) от
себя влево, с ткани изделия на квадрат. Затем прока-
лывают иглу второй раз в то же место, откуда вышла
игла с ниткой, с правой стороны нитки; этим закреп-
ляется движение нитки, и игла возвращается на ткань,
делая прямой (перпендикулярно линии соприкосно-
вения вставки с тканью) стежок. Притягивать нитку
при стежке нужно только слегка, дернув один раз, т. е.
так, чтобы не затянуть материал. Это очень важно.
Главные правила при выполнении шва — вводить иглу
в то место ткани, откуда вышла нитка, нитка должна
проходить внутри ткани, игла едва поблескивать при
стежке — следует строго соблюдать, в противном слу-
чае с лицевой стороны будут видны проколы и стежки,
не поддающиеся уничтожению и препятствующие впо-
следствии поднятию ворса на тканях, что приводит к
браку. В суконных тканях нитка может проходить
ближе к поверхности, так как эти ткани имеют ворс,
хлопчатобумажные, кроме ситца, саржи и др., не имеют
ворса, и поэтому нить должна проходить глубже.
Уголки с лицевой стороны тщательно заделывают.
13 Зак. 925
386 Ремонт Одежды и Обуви
Обработав одну сторону повреждения (квадрата) на
расстоянии 1—1,5 мм до ее конца, нужно произвести
три-четыре прямых стежка на одном месте перпенди-
кулярно обработанной стороне, затем, повернув изде-
лие на 45°, снова произвести три-четыре таких же
прямых стежка перпендикулярно второй обрабатыва-
емой стороне; этим достигает-
ся полное закрепление угла
(рис. 16).
Рис. 16. Штуковочный шов при
обработке острого угла
Если при обработке изнаночной стороны был допу-
щен прокол или виден стежок белой нитки на лицевой
стороне, то при обработке лицевой стороны необходимо
уничтожить этот дефект непосредственно перед выпол-
нением стежка штуковочного шва, т. е. если стежки
белой нитки видны по всей стороне, их нельзя уничто-
жать сразу, а нужно убрать постепенно, сделав два—три
прокола от работающей иглы. Таким же образом штуку-
ют и разрыв на изделии без применения вставки.
Если повреждение на ткани имеет форму треуголь-
ника, то на некоторых материалах (драп, сукно) допус-
тима штуковка со вставкой-треугольником (при отсут-
ствии материала для вставки-квадрата) или же
использование оторванного треугольника, если он рас-
сыпан незначительно. Правила штуковки остаются
прежними, но требуется особое внимание при заделке
косой линии и острых углов. При вытягивании нитки
после стежка нужно зажимать весь стежок большим и
указательным пальцами левой руки, чтобы избежать
деформации стороны. У острого угла прошиваются
одновременно обе стороны в направлении к вершине
угла и обратно до того места, где расстояние между
Риды Ремонта Одежды 387
сторонами треугольника будет равно 8 мм, а затем шов
постепенно переводят на вторую сторону обрабатыва-
емого повреждения (рис. 17).
Рис. 17. Закрепление углов с лицевой
стороны ткани при штуковке
Дальнейшая обработка одно- и двустороннего ма-
териала различная. На одностороннем материале стежки
белой нитки, которые были уничтожены при обработ-
ке лицевой стороны, должны быть восстановлены с
изнанки, так как это обеспечивает качество работы. На
двустороннем материала следует удалить все белые
стежки с изнанки и произвести такую же работу, как на
лицевой стороне (штуковочный шов). При устранении
случайного повреждения любой ткани (одно-и двусто-
ронней) на ткацких фабриках необходимо тщательно
произвести штуковочный шов с двух сторон; при этом
штуковочный шов сначала выполняется с лицевой
стороны с легким натяжением шелковой нитки, чтобы
не получилось выпуклости при работе на изнанке,
затем с изнаночной стороны.
Следующая за штуковочным швом операция обра-
ботки повреждения — выравнивание ворса. Иглу сле-
дует зажать в трех пальцах правой руки, чтобы ушко
упиралось в указательный палец, сама игла лежала
между большим и средним пальцами вдоль среднего
пальца, а конец иглы (3—4 мм) оставался свободным.
Игла устанавливается на ткань под прямым углом
(рис. 18а). Водя иглу по ткани с некоторым усилием
вдоль линий прокола с одной и с другой стороны шва,
следует поднять ворс до предела, но не отрывать его от
ткани (рис. 186). В последнюю очередь следует с
большой осторожностью провести иглу по самомушву.
388 Ремонт Одежды и Обуви
Рис. 18. Движение иглы
при поднятии ворса:
а — на штуковочном шве; б — на вы-
полненной работе
Далее пальцами при-
жимают ворс вдоль
шва, добиваясь того,
чтобы не было ни од-
ного прогиба или
утолщения.
Поднятию ворса
подвергаются все об-
рабатываемые штуко-
вочным швом ткани.
На тканях с высоким
ворсом эта операция
производится по воз-
можности до восста-
новления ворса. Место повреждения должно принять
вид неповрежденной ткани (рис. 19). Если материал
не ношен или в носке был мало, то ремонт должен
быть незаметен. Если ткань на одежде выношена, а
вставка взята новая, может быть виден темноватый
оттенок. При носке цвет вставки и изделия станет
одинаковым.
Ворсование — образование ворса на поверхности
тканей для придания им мягкости, пушистости и
улучшения теплозащитных свойств. Ворсованию под-
вергаются драпы, хлопчатобумажное сукно и многие
другие ткани, предназначенные для зимней одежды.
При ворсовании на ткани возможно возникновение
следующих дефектов:
ослабление ткани,
плохой начес. Поэто-
Рис. 19. Ремонт
способом штуковки:
а изнаночная сторона;
б - лицевая сторона
Риды Ремонта Одежды 389
му поднятие ворса на штуковочном шве необходимо
проводить очень осторожно, чтобы ворс не выпадал из
ткани, и учитывать имеющиеся ткацкие дефекты на
тканях, подвергающихся штуковке.
По назначению ткани делятся на плательные, кос-
тюмные, пальтовые. К основным видам пальтовых
тканей относятся: драп, сукно, трико и др. Драп —
наиболее распространенная и тяжелая ткань суконно-
го ассортимента. Драпы вырабатываются сложным и
реже мелкоузорчатым переплетением. В зависимости
от переплетения драп бывает однослойным или двух
систем, полутораслойным — из трех систем и двухслой-
ным — из четырех-пяти систем; относительная плот-
ность драпов обычно бывает более 100%. Это очень
важно учитывать при штуковке. Драпы применяются
для мужских и женский демисезонных и зимних паль-
то. Ассортимент чистошерстяных и полушерстяных
драпов разнообразен. Чистошерстяные драпы: «Ве-
люр», «Велютин», «Ратин», «Новый» и др.
Драп «Велюр» — гладкокрашеная, плотная ткань,
двусторонняя, с коротким вертикально стоящим вор-
сом. Штуковку надо производить очень внимательно и
строго учитывать строение ткани этого драпа.
Драп «Ратин» — гладкокрашеная или меланжевая
мягкая эластичная ткань — имеет ратинированную
лицевую поверхность; ворс закатан в виде «елочки»
или диагоналевых полосок. Если этого не знать, качество
штуковки будет плохое.
Производя штуковку на драпе «Кастор», необходи-
мо помнить, что на лицевой поверхности его имеется
запрессованный ворс, обладающий большой упру-
гостью.
Качество выполненной работы проверяется сгиба-
нием ткани в месте ремонта в различных направлени-
ях; стык ткани со вставкой (шов) должен перегибаться
390 Ремонт Одежды и Обуви
так же легко и свободно, без какого бы то ни было
разъединения шва, как и неповрежденная ткань.
Последняя операция — утюжка — имеет очень
большое значение для завершения выполненной рабо-
ты. Если работа производилась на темной и плотной
ткани, то поврежденное место кладется на колодку
изнанкой к подошве утюга и опрыскивается водой до
увлажнения. Можно положить на колодку тонкий слой
бязи, тогда лас будет меньше. В зависимости от состава
ткани температура нагрева гладильной поверхности
утюга должна быть доведена до средней или чуть ниже
ее (180—220°С). Для проверки степени нагрева утюг
ставят на 2—3 минуты на белую ткань. Если ткань не
желтеет, можно приступать к утюжке.
Утюжка производится медленно, мысом утюга, с тем
чтобы добиться распрямления и уравнивания ткани по
толщине (вставка должна быть одинакова по толщине со
всей тканью). Если влажно-тепловая обработка мысом
утюга дала некоторое растяжение ткани, то его следует
уничтожить проутюживанием ткани всей гладильной
поверхностью утюга. Далее изделие переворачивают на
лицевую сторону, вновь укладывают на колодку, накла-
дывают на него какой-либо тонкий материал, хорошо
опрыскивают и проутюживают утюгом с несколько боль-
шим нагревом, чем при работе на изнанке, для снятия лас
с лицевой стороны. Тонкие ткани требуют при утюжке с
изнанки подкладывания нетолстой прокладки, а при
утюжке с лицевой стороны — более толстой прокладки,
чтобы неровности колодки не отразились на ткани, т. е.
не дали лас. Для светлых тканей во всех случаях требуется
чистая подкладка из ткани белого цвета и осторожная
обработка утюгом.
Под режимом влажно-тепловой обработки пони-
мается: соответствующая температура гладильной по-
£иды Ремонта Одежды 391
верхности утюга, степень увлажнения ткани, величина
давления утюга на ткань, продолжительность обработ-
ки ткани. Режим влажно-тепловой обработки ткани
зависит от ее волокнистого состава. Продолжитель-
ность влажно-тепловой обработки зависит от толщи-
ны ткани. В таблице 3 приводится режим влажно-
тепловой обработки некоторых видов тканей различного
волокнистого состава.
Таблица 3
Режим влажно-тепловой обработки тканей различных видов
Ткань Темпе- ратура утюга,°C Увлажненность ткани, % Давление утюга, кгс/кв. см Время выдержки, секунды
Хлопчатобумажная, льняная 180-200 10-20 0,05-0,25 30
Чистошерстяная и шерстяная, содер- жащая раститель- ные волокна 180-200 Через влажный проутюжил ьни к 0,15-2,5 30
Шерстяная, содержащая 35-50 % нитрона 150-160 Через фланель, 20-30 0,1-0,30 35-60
Ткань, содержащая ацетатное волокно 130-140 Через слегка увлажненный проутюжил ьник 0,02-0,10 20-30
Ткань из вискозных волокон 160-180 Через слегка увлажненный проутюжильник 0,02-0,10 20-30
При выполнении художественной штопки спосо-
бом штуковки могут быть неровности в работе, вы-
званные сутюжки (принудительной усадкой) или от-
тяжки (принудительным растягиванием). Недостатки
392 Ремонт Одежды и Обуви
участка, подвергавшегося штуковке, можно устранить.
Для сохранения одинаковой формы ремонтируемого
участка и изделия сутюжку и оттяжку необходимо
проводить до полного высушивания ткани. Способ-
ность ткани сутюживаться и оттягиваться называется
ее пластическими свойствами. Пластические свойства
ткани зависят от ее волокнистого состава, плотности
отделки. Наибольшими пластическими свойствами
обладают рыхлые суконные чистошерстяные ткани.
Гребенные чистошерстяные и крученые пряжи, имею-
щие высокую относительную плотность и большую
упругость (габардины, костюмные крепы) сутюжива-
ются с большим трудом. Это объясняется в основном
тем, что при высокой относительной плотности
(120—140%) возможность уплотнения нитей мини-
мальная.
Шерстяные ткани с высоким содержанием синте-
тических волокон также плохо сутюживаются. Если
ткани с лавсаном прошли специальную отделку —
термофиксацию, то они практически не сутюживают-
ся. Это необходимо учитывать при обработке утюгом
ремонтируемого участка. При проведении влажной
тепловой обработки необходимо учитывать характер
структуры лицевой поверхности ткани. Ткани с корот-
ким вертикально стоящим ворсом (велюр, бобрик,
вельветы) и с ратинированной лицевой поверхностью
(ратин) рекомендуется утюжить на очень мягкой под-
кладке (подушке), только с изнаночной стороны через
сильно увлажненный проутюжильник при минималь-
ном давлении на ткань и соблюдении режима влажно-
тепловой обработки. Ткани с выпуклым рельефным
рисунком (типа «Космос») не подвергаются влажно-
тепловой обработке или очень осторожно утюжатся с
изнаночной стороны на весу, на мягкой подушке. При
нарушении режима влажно-тепловой обработки на
Яиды Ремонта Одежды 393
тканях могут возникнуть дефекты. В результате превы-
шения температуры на тканях из натуральных волокон
образуются опалы (от желтого до бурого цвета). В
местах опалов ткань теряет прочность на 50% и сильно
или полностью разрушается.
На тканях, содержащих лавсан, при увеличении
влажности и температуры могут появиться ни чем не
устранимые пятна, т. е. происходит изменение цвета
при уплотнении ткани.
При температуре более 140°С и сильном увлажне-
нии ацетатные ткани плавятся, а на тканях, содержа-
щих ацетатные волокна, образуются трудноустрани-
мые блестящие участки, ласы. На ворсовых тканях
(бобрик и др.) ласы возникают вследствие заминов
ворса. На плотных гребенных тканях (габардин) ласы
возникают при сильном давлении утюга в результате
расплющивания в местах штуковочного шва.
Распошив
Этот вид художественной штопки применяется
при ремонте тканей, которые легко осыпаются (рас-
плетаются): грубые чистошерстяные, полушерстяные
и шерстяные ткани (например, трико и др.), хлопчато-
бумажные ткани (вельвет).
Вельвет — прочная хлопчатобумажная ткань с труб-
чатым ворсом на лицевой стороне — бывает двух видов:
вельвет-корд «Молодежный» и вельвет-рубчик. Вель-
вет-корд «Молодежный» — распространенная ткань,
имеет сравнительно широкий (около 5 мм) рубчик и
высокий ворс (до 1,5 мм). Вельвет-рубчик отличается
узким (2—3 мм) рубчиком и низким (до 1 мм) ворсом.
Вельвет имеет очень густой, упругий и стойкий к
истиранию ворс, а поэтому, применяя художествен-
ную штопку, в частности распошив, нужно обязатель-
394 Ремонт Одежды и Обуви
но учитывать строение этой ткани и ее особенности
для того, чтобы выполнить штопку качественно. К
другим видам тканей, на которых трудно выполнять
этот способ художественной штопки, относятся раз-
личные костюмные и брючные трико, крепы, бостон и
другие камвольные ткани, вырабатываемые из пряжи
гребенного (камвольного) способа прядения. При этом
способе прядения шерстяное волокно однородное по
толщине многократно прочесывается гребнями при
подготовке к прядению. Гребенным прядением выра-
батывается тонкая, гладкая, равномерная по толщине
шерстяная и полушерстяная пряжа, идущая на изго-
товление высококачественных гладких и тонких тка-
ней. По сравнению с другими видами шерстяных
тканей, камвольные ткани отличаются небольшой
массой и повышенной прочностью, они плотны и
упруги. Недостаток камвольных тканей в том, что они
лоснятся (приобретают сильный блеск) в местах, под-
вергающихся сильному трению, и легко осыпаются в
местах разрыва (т. е. одиночные нити легко отделяют-
ся), особенно в тканях, выработанных из полугрубых
волокон, поэтому разорванное место необходимо сра-
зу починить.
Полушерстяные камвольные ткани вырабатыва-
ются из полушерстяной гребенной пряжи (смесь шер-
стяного волокна со штапельным и вискозным волок-
ном), из полушерстяных нитей (нить шерстяной или
полушерстяной пряжи скручена с нитью хлопчатобу-
мажной пряжи) или из смеси шерстяных и хлопчато-
бумажных нитей (хлопчатобумажные нити в основе,
шерстяные в утке и наоборот). Они часто имеют
рисунок в полоску, клетку, что важно учитывать при
ремонте одежды способом распошива.
При распошиве прежде всего необходимо обрезать
поврежденное место по утку и
чтобы
основе так,
Риды Ремонта Одежды 395
получился квадрат или прямоугольник. Обрезая сторо-
ну поврежденного участка вдоль полоски ткани, нужно
оставить 0,5 см неповрежденной ткани до полоски.
Поперечные линии обрезаются по поперечной нитке
ткани, т. е. под прямым углом к полоске. Если полосы
расположены очень часто, то следует выбрать более
резкую полоску по цвету или выделке и обработать
края повреждения на расстоянии 0,5 см от выбранной
полоски (рис. 20). Далее нужно подобрать однородный
лоскут ткани, величина которого должна быть на
1—1,5 см больше зачищенного поврежденного участка
по длине и ширине. Расположение рисунка, цвет и
кипер на вставке и ткани ремонтируемой одежды
должны совпадать абсолютно точно.
Изделие, подлежащее ремонту, следует уложить на
рабочий стол или, в случае работы с затрудненным
участком (рукав, верх спинки и др.), на картонку так,
чтобы поврежденный участок ткани оказался наплос-
кости. Можно подложить пластмассовую дощечку. В
рабочем положении обрабатываемое изделие должно
быть обращено лицевой стороной к работающему.
Приготовленный для вставки лоскут ткани накладыва-
ют на поврежденное место, проверяют совпадение
рисунка и направление диагоналей (кипера ткани)
обрабатываемом изделии и
вставке. Далее вставку пе-
рекладывают так, чтобы ее
лицевая сторона была обра-
щена к лицевой стороне из-
делия, нити утка вставки и
изделия были параллельны,
и сторона вставки на 1 —2 см
не доходила бы до зачищен-
ной стороны поврежденно-
го участка. Затем вставку
на
Рис. 20. Обработка
поврежденного участка ткани
с рисунком при распошиве
396 Ремонт Одежды и Обуви
приметывают по утку, переворачивают по наметанной
линии так, чтобы закрыть зачищенное отверстие, и в
том же направлении по лицевой стороне вставки про-
изводят вторичную приметку (рис. 21). Необходимо
предварительно проверить абсолютное совпадение ри-
сунка вставки и всей ткани на противоположной сторо-
не повреждения. Если рисунок несколько перекошен,
это следует исправить при вторичном приметывании.
Если первичное приметывание одной стороны
привело к сильному перекосу рисунка на противопо-
ложной стороне, который не может быть исправлен
вторым приметыванием первоначальной стороны, то
следует выровнять вставку до полного совпадения
рисунка на противоположной стороне. Придерживая
левой рукой эту сторону, правой удалить первичную
приметку, выровнять рисунок с обеих сторон, распра-
вить вставку и вновь заметать начальную сторону. Для
получения правильной ровной линии приметки по
второй стороне вставки нужно проверить совпадение
рисунка на подгибе вставки со вставкой, чтобы не
допустить перекоса линии. Перекос получается в
случае неточной зачистки повреждения и несовпаде-
ния уточных нитей вставки и ткани.
Распрямив пальцами приметанную сторону и всю
вставку, большими и указательными пальцами обеих
рук следует подогнуть край противоположной стороны
вставки на 0,5 см, держа вставку в выровненном и
1 2 натянутом виде. Не отпус-
Рис. 21. Приметка одной
стороны по утку
при распошиве:
1 — вставка, приметанная по од-
ной линии; 2 — линия приметки;
3 — обработанный поврежденный
!Виды Ремонта Одежды 397
кая подогнутого края, постепенно заменить пальцы
правой руки большим и указательным пальцами левой
руки, освободив правую для дальнейшей работы. Затем
приметать вторую сторону вставки по утку, причем
вставка должна быть натянута (рис. 22). Лучше натя-
нуть вставку на 2—3 мм, чем ослабить ее, так как
натяжение вставки может быть постепенно уничтоже-
но при утюжке, а ослабление нельзя сутюжить из-за
небольших размеров вставки, что приведет к браку.
Приметывание всегда производится белой ниткой.
Для дальнейшей работы нужно взять шелковую
нитку в цвет ткани и такой же толщины или чуть
тоньше, чем нить, из которой выработана ткань. Поль-
зоваться следует только шелковой ниткой, так как она
легко входит в шерстяную ткань, при каком-либо
допущенном браке в процессе наметки и в конце
работы от нее легко освободиться, в то время как от
хлопчатобумажной нитки освободиться очень трудно,
и при этом она может деформировать ткань.
Выбор шелковой нитки по цвету имеет большое
значение для качественного выполнения работы. Если
шелк излишне перекручен, его нужно распрямить,
пропустив несколько раз через кусок зажатой в руке
шерстяной ткани. Это предохранит от появления за-
хлестывающих петель при работе.
При выполнении распошивочного шва нельзя при-
менять нитки из капрона, так как они обладают спо-
собностью расплавляться
стойкость. По внешнему
виду их иногда трудно от-
личить от шелка.
Рис. 22. Приметанная
вставка:
а - по основе; б - по утку
и имеют низкую термо-
а б
398 Ремонт Одежды и Обуви
При выполнении распошивочного шва игла с нит-
кой вводится в ткань с изнанки на лицевую сторону,
узелок остается на изнанке; прокол нужно выполнять
на вставке на расстоянии одной—двух нитей от про-
дольной полосы, выбранной как ориентир.
Ткань перегибается так, чтобы линия соединения
вставки и ткани изделия была на сгибе и зажимается
большим и указательным пальцами левой руки у само-
го края обрабатываемой стороны, возле иглы (рис. 23).
Вставка пришивается к ткани распошивочным швом,
повторяющим собой штуковочный шов, но в ином
положении вставки по отношению к ткани, т. е.
проколы иглой делают от себя влево наискосок, по
диагонали, через края сгиба ткани и вставки (рис. 24)
и возвращаются обратно стежком, перпендикулярным
линии сгиба, вводя иглу в те же места, откуда вышла
нитки.
В начале и в конце шва производят два-три прямых
стежка на одном месте для прочности. На иглу надо
захватывать при первом стежке несколько нитей, из
скольких переплетается сама ткань, а при обратном,
Рис. 23. Положение большого
пальца левой руки при
выполнении распошивочного
шва
Рис. 24. Положение иглы
при распошивочном шве
г
[
Риды Ремонта Одежды 399
втором стежке, количество набираемых нитей должно
быть несколько уменьшено, чтобы не создать утолще-
ния на шве. Такие стежки обладают прочностью ма-
шинного шва, так как нитка в каждом стежке затянута
мертвым узлом.
Выполняя распошивочный шов, следует придер-
живаться одной выбранной глазом текстильной линии
на ремонтируемом изделии и на вставке (латке), нахо-
дящихся на сгибе; если такой линии нет, необходимо
точно придерживаться одной текстильной нити. Вслед
за первой поперечной линией делается распошивоч-
ный шов по второй поперечной линии вставки. Попе-
речные линии вставки обрабатывают распошивочным
швом вторично, если первый шов не дал абсолютно
гладкой поверхности на стыке вставки и ткани. При
этом следует захватывать в стежки как можно меньше
нитей, добиваясь выравнивания шва, а не его прочнос-
ти. Выполняя распошивочный шов поперечной ли-
нии, приближаясь к полоске или рисунку, нужно
захватывать на иглу одновременно соответствующие
друг другу части рисунка, закрепляя их лишним стеж-
ком. Этим будет достигнуто точное совпадение рисун-
ка на ткани и вставке. Доведя шов до конца попереч-
ной линии вставки на расстоянии одной—двух нитей
до выбранной в виде ориентира продольной полосы,
как и в начале линии шва, следует проколоть иглу на
изнанку и оставить нитку, освободив ее от иглы.
После того как произведены швы по обеим попе-
речным линиям вставки, нужно удалить приметку на
этих сторонах и, захватив шов большими пальцами
сверху и продвинув указательные между вставкой и
основной тканью, разгладить шов руками, держа его в
натянутом состоянии. Такое первоначальное разгла-
живание выполняется для того, чтобы обнаружить все
допущенные в шве дефекты (недосоединение ткани,
400 Ремонт Одежды и Обуви
редкое соединение, большой стежок), заметные для
глаза. Их необходимо устранить до утюжки, так как
при тщательной замедленной утюжке ткань декатиру-
ется, спрессовывается, не пропускает иглу, и дефекты
уже устранить невозможно. При окончательной обра-
ботке утюгом шов должен быть отутюжен до такого
состояния, чтобы он не выделялся на ткани и был
эластичным.
Таким образом обрабатываются две стороны вставки
по утку (поперечные линии). Далее изделие перевора-
чивают наизнанку и все четыре угла вставки рассекают
по направлению к вершине ножницами так, чтобы не
затронуть две-три нити в вершине угла (рис. 25). Затем
концы вставки вытаскивают наизнанку и, когда уголки
тщательно распрямлены, приметывают оставшиеся две
противоположные стороны вставки по основе так,
чтобы полоска на ткани изделия оставалась свобод-
ной, а полоска на вставке была точно заметана в шов.
Если полоску на вставке оставить на лицевой поверх-
ности ткани (изделия), то произойдет утолщение в этой
части рисунка, которое разбить при влажно-тепловой
обработке утюгом будет невозможно, а поэтому необхо-
димо строго следить за тем, чтобы полоска рисунка
была на изнаночной поверхности изделия, иначе будет
дефект при выполнении распошивочного шва.
Уголки оставляют непроколотыми на 3—4 мм от
вершины, наметку закрепляют перекидными прокола-
ми в концах стороны так, чтобы последние стежки
были перекинуты через уголок до краев вставки, а
Рис. 25. Рассечение
углов с изнанки
распошивочного шва
уголок закреплен, но
не задет иглой. После
Риды Ремонта Одежды 401
этого изделие снова переворачивают на лицевую сто-
рону и продольные линии вставки, так же как и
поперечные, обрабатывают распошивочным швом, но
с учетом того, что полоска на изделии остается непри-
косновенной, т. е. игла в каждом стежке прокалывает-
ся под нее, а полоска на вставке забирается в шов
(кроме нее в шов не захватывается более ни одной
нити).
Если полоса на ткани не выпуклая, то нужно
оставить за ней не затронутой еще одну нить на ткани,
чтобы полоса не ушла в шов; если полоса выпуклая (на
комбинированных тканях, тканях саржевого перепле-
тения), этого делать не надо. Если полоса на ткани
случайно захвачена в приметку или выпущена полоса
с вставки, то при обработке лицевой стороны следует
освободиться от приметки на 1—1,5 см от работающей
иглы (разметывать сразу всю сторону нельзя) и про-
должать выполнять распошивочный шов по указан-
ным правилам, исправив ошибки приметки. Если
полоса с ткани затянута в шов на 1—1,5 мм или же ткань
сильно изношена (а вставки большого размера нет),
нужно взять из запасов небольшие лоскуты и распо-
шить их, чтобы получить необходимую вставку.
Большое внимание следует уделить закреплению
уголка двумя-тремя стежками распошивочного шва, с
каждой стороны угла, как и при штуковке (рис. 26).
Углы требуют особенно аккуратной обработки, чтобы
ткань не высыпалась, их обрабатывают ножницами с
изнанки. Уголок укладывают на указательный палец
левой руки со стороны ладони и обрезают, насколько
захватывают ножницы. Затем снимают
приметку по продольным швам, это дела- «s
Рис. 26. Закрепление углов при распошиве
14 Зак. 925
402 Ремонт Одежды и Обуви
ется для того, чтобы не вытянуть одну из сторон
вставки.
При ремонте одежды способом распошива необхо-
димо учитывать структуру ткани. Так, ткани с полот-
няным переплетением (2/2) имеют на поверхности
выпуклости и впадины, которые легко могут быть
затянуты в шов; однако их нужно сохранить без изме-
нений для восстановления первоначального вида тка-
ни. Для этого при приметке и при выполнении шва
следует выбрать одну ориентировочную выпуклость
(или впадину) у шва и при соединении вставки с
тканью добиться того, чтобы за выпуклостью шла
впадина (или за впадиной выпуклость), что сделает
рас пошивочный шов совершенно незаметным, так как
внешний вид ткани будет восстановлен. Несколько
отличается ремонт шерстяных изделий из тканей с
особым рельефным переплетением нитей (переплете-
ние со сдвигом 2/6). К рельефным переплетениям
относятся вафельные, диагональные и рубчиковые
ткани. На лицевой поверхности тканей диагоналевых
переплетений образуются мелкие выпуклые рельеф-
ные полоски, идущие снизу вверх слева направо.
Наклон рубчика в диагоналевом переплетении зависит
от плотности основы и характера переплетения. Диа-
гоналевым переплетением вырабатываются габарди-
ны. На поверхности ткани, выработанной рубчиковым
переплетением (комбинированным или рельефным),
образуются две выпуклые рельефные полоски, кото-
рые идут вертикально или наклонно. Рубчиковым
переплетением вырабатывается ткань типа пике. По-
врежденное место на таких тканях вырезают для полу-
чения квадрата не по прямой линии (по утку и основе,
как обычно), а по направлению диагоналей (рис. 27)
так, чтобы полученный квадрат располагался в на-
клонном положении к горизонтали. Это необходимо
Риды ремонта Одежды 403
Рис. 27. Обработка распошивом шерстяных тканей
с двойным переплетением:
а — обработка поврежденного участка; б — расположение стежков на
шве
потому, что указанные ткани очень плотные и не
поддаются большому растяжению. Удлинение ткани
оказывает влияние на качество распошива, а поэтому
при выполнении распошивочного шва необходимо учи-
тывать процент удлинения и соотношение исчезающего
и остающегося удлинений. Качество ткани в большой
степени определяется соотношением доли упругого,
эластичного и пластического удлинения ткани. Если
ткань обладает большой долей упругого удлинения, она
мало сминается, возникающие на ткани в процессе
эксплуатации замины быстро исчезают. Упругие ткани
труднее поддаются влажно-тепловой обработке, но хо-
рошо держат форму участка изделия, на котором про-
изводилась художественная штопка. Величина полного
удлинения ткани и доля упругого, эластичного и плас-
тического удлинения в составе полного удлинения за-
висят от волокнистого состава строения и отделки
ткани. Наибольшей упругостью обладают синтетичес-
кие ткани, чистошерстяные плотные ткани из крученой
пряжи, плотные ткани из шерсти с лавсаном.
Ткани из натуральных волокон животного проис-
хождения (шерсть) имеют большой процент эластич-
ного удлинения, поэтому мало сминаются и постелен-
404 Ремонт Одежды и Обуви
но восстанавливают первоначальную форму. Льняные,
хлопчатобумажные, вискозные ткани, т. е. ткани из
растительных волокон, имеют большой процент плас-
тического удлинения, поэтому они сильно сминаются
в процессе носки и самостоятельно (без влажно-тепло-
вей обработки) не восстанавливают свою первоначаль-
ную форму. Наибольшей долевой пластической де-
формацией обладаеГлен, а поэтому, производя ремонт
одежды способом распошива (этот способ, как извест-
но, самый дешевый, он применителен к дешевым
тканям), следует учитывать пластичность и деформа-
цию этих тканей. В процессе эксплуатации ремонтиру-
емой одежды ткань сильно сжимается, особенно на
участках ремонта, испытывающих наибольшую растя-
гивающую нагрузку; если выполнить распошивочный
шов, не учитывая этого, то происходит искажение
формы ремонтируемого участка, т. е. дефект в работе
(сильно вытянута вставка, т. е. сборки, которые нельзя
сутюжить, или наоборот).
Следует знать, что производить распошивочный
шов на этих тканях по косой линии легче, чем по
прямой, так как косой шов не ведет к утолщению
ткани, но качество выполняемой работы будет хуже.
Сначала приметывают и обрабатывают распоши-
вочным швом продольные стороны вставки, причем
две диагонали объединяют в одну. При этом необходи-
мо предварительно проверить совпадение количества
диагоналей по поперечным линиям, для чего подсчи-
тывают количество диагоналей по краю повреждения
на ткани и отмечают такое же число диагоналей по
стороне вставки, а затем приметывают вставку. При
выполнении поперечных швов проколы нужно произ-
водить прямо в диагональ, набирая одновременно
нити со вставки и изделия. При обратном стежке
(закрепляя его) следует набирать на иглу уменьшенное
Риды Ремонта Одежды 405
количество нитей и добиваться выравнивания линии
этих двух диагоналей (со вставки и изделия), присо-
единенных одна к другой. Дальнейшая обработка идет
по обычным правилам распошива.
В ассортименте льняных тканей до 30% приходит-
ся на ткани бытового назначения. Льняные ткани
обладают стойкой структурой, незначительной растя-
жимостью, прочностью, износостойкостью. При штоп-
ке на таких тканях применяется в основном распошив.
Если при ремонте одежды с большими разрывами
(от пуговицы к борту, от кармана в боковую или
нижнюю часть изделия) имеющийся запас материала
не может закрыть поврежденного участка, его можно
отремонтировать без дополнительного лоскута ткани.
Для этого нужно разрезать линию разрыва до конца
борта (бокового шва или низа одежды) и ткань изделия
заметать с изнанки на расстоянии 3—4 мм от зачищен-
ного края поврежденного участка. На неповрежденной
части ткани, следующей за поврежденной, нужно по-
степенно сводить на нет приметку, захватывая непо-
врежденную ткань на 2—3 мм.
Далее обработку проводят с лицевой стороны.
Если ткань гладкая, без полос, то первый стежок
распошивочного шва производится еще до приметки,
причем на иглу захватывается минимальное количес-
тво нитей, постепенно увеличивающееся до необходи-
мых размеров в последующих стежках. Если ткань в
полоску или клетку, то при выполнении шва берут
полоску или клетку на иглу, не затягивая ее в шов.
Если на гладкокрашеной ткани поврежден неболь-
шой по размеру участок (от 3 до 5 см) в форме уголка
и нет ткани для ремонта, то уголок следует разрезать по
ткани примерно на 3—4 см в каждую сторону, прило-
жить оторванный уголок к ткани изделия лицевой
стороной к лицевой, соединив ткань по линии разры-
406 Ремонт Одежды и Обуви
ва, и занести вершину уголка на поврежденную ткань
на расстоянии от 8 мм до 1 см, чтобы получить
возможность выполнить распоши-
вочный шов с двух сторон угла
(рис. 28).
Рис. 28. Ремонт изделия в форме угла
с рассыпанной вершиной
Затем приметывают одну сторону, начиная с угол-
ка, захватывая в приметку 4—5 мм по неповрежденной
ткани. Производя приметку, нужно равномерно уло-
жить лишнюю ткань изделия, натянув со стороны
уголка, и продлить наметку на неповрежденную ткань
на 2,5 см, сводя ее на нет в противоположную от
вершины уголка сторону.
Перед дальнейшей обработкой нужно сутюжить
допущенную посадку с изнанки изделия.
Не приметывая второй стороны уголка, обрабаты-
вают распошивочный шов по прометанной стороне
угла с лицевой стороны, не доходя на 4—5 мм до
вершины. Далее с изнанки рассекают вершину угла,
оставляя незатронутыми две-три нити до вершины
(как и обычно при распошиве). Уголок выворачивают
наизнанку и приметку второй стороны повреждения
начинают не от вершины угла, а с противоположного
края поврежденного участка ткани, захватывая непо-
врежденную ткань на 2—3 мм (при этом нельзя перека-
шивать линию при метки). Затем также равномерно
укладывают и сутюживают лишнюю ткань и выполня-
ют распошивочный шов с той же стороны, откуда
начиналась приметка. Это способствует более равно-
мерному распределению ткани на посаженном участ-
ке. Уголки, полученные в концах распошивочных
швов, следует рассечь по направлению к вершине на
Яиды Ремонта Одежды 407
8— 10 см. Далее освобождаются от приметки и произ-
водят утюжку, причем уголки в противоположных
концах разрыва должны быть аккуратно разложены на
обе стороны и приутюжены в таком положении, а
средние угол разутюживается как обычно.
Особым приемом можно воспользоваться при ре-
монте повреждения в форме угла с рассыпанной верши-
ной. В этом случае нужно отдельно отремонтировать
вершину угла по всем правилам распошива, т. е. зачис-
тить стороны вершины угла до прямоугольника и про-
извести распошив вставки с двух сторон, оставив с двух
других сторон припуск ткани на 2—3 мм в каждую
сторону (рис. 29). Дальнейшая обработка производится
так же, как и при уголке с сохранив-
шейся вершиной.
Рис. 29. Обработка изъяна
с рассыпанным углом
Последняя операция при распошиве — утюжка.
Утюжка при распошиве несколько отличается от утюжки
при штуковке. Если поврежденный участок находится
на открытом, удобном для утюжки участке изделия (на
полочке, спинке или юбке), то разутюживать распо-
шивочный шов можно на гладильной доске. Если же
поврежденный участок ткани находится на неудобном
для утюжки месте (в области плеча, верха рукава, верха
спины, груди), то нужно подложить под изделие от-
шлифованную, очищенную от смолы дощечку или
фасонную колодку, обтянутую белым полотном. Сте-
пень нагрева утюга та же, что и при штуковке.
Однако влажно-тепловая обработка распошивоч-
ного шва проводится при слабом увлажнении и темпе-
ратуре утюга 140°С, если ремонт производится на
льно-лавсановых тканях. При повышении температу-
408 Ремонт Одежды и Обуви
ры и сильном увлажнении может произойти измене-
ние цвета и возникновение жестких неустранимых
пятен. Если же распошив производится на чистошер-
стяных плательных тканях, тогда можно увеличить
увлажнение и повысить температуру утюга на 5— 10°С.
Стойкость окраски ткани к термообработке проверяют
при помощи утюга, нагретого до 190—210°С, — для
вискозных, шелковых и шерстяных тканей, до
115—120°С — для ацетатных и капроновых тканей. При
испытании на влажно-тепловую обработку берут не-
большой образец этой ткани, ставят на него горячий
утюг на 15 секунд и определяют реакцию ткани.
Утюжка должна производиться замедленно, с оста-
новками, мысом утюга, чтобы добиться не только
разравнивания швов, но и одинаковой поверхности
ткани по толщине и общему виду. Особо тщательно
следует разутюжить уголки, расправив все нити по их
направлениям. Это обеспечит получение прямого и
красивого уголка с лицевой стороны (рис. 30). После
утюжки изнаночной стороны ткани нужно перевер-
нуть изделие на лицевую сторону, уложить на отпароч-
ную подушечку или мягкое сукно и отпаривать распо-
шивочный шов, с тем чтобы снять блеск и придать
ткани матовость.
Рис. 30. Ремонт способом
распошива рассыпанных углов:
а — изнаночная сторона; б — лицевая
сторона
Выполняя ремонт способом распошива нужно учи-
тывать следующие моменты:
♦ поперечные линии повреждения при ремонте
способом распошива обычно обрабатывают распоши-
вочным швом два раза. Это вызвано тем, что в носке
Риды Ремонта одежды 409
поперечные линии испытывают большую нагрузку,
чем продольные, и быстрее могут быть повреждены;
♦ если отремонтированный способом распошива
участок находится на открытом месте, то его необходи-
мо закрыть с изнанки подкладочным шелком со всех
сторон на 1 см. Шелковую ткань пришивают, не
подворачивая краев, чтобы не утолщать ткань изделия.
Подкладка предотвратит заворачивание распошивоч-
ного шва на одну сторону;
♦ распошивочный шов будет правильным в том
случае, если стежки выполнены настолько часто, что
между пройденным швом и работающей иглой нельзя
вставить даже кончика иглы.
Качество выполненной работы проверяется растя-
жением ткани. При этом швы должны растягиваться
не более, чем неповрежденная ткань.
Вплетение односторонней вставки с концами
Этот способ ремонта поврежденной одежды дает
возможность максимально сохранить изделие, не уда-
ляя поврежденных мест. Его применяют, как правило,
при ремонте камвольных высококачественных тканей
(креп, трико и др.).
Креп — общее название тканей с шероховатой
волнистой поверхностью, получаемой путем примене-
ния нитей с очень большой (креповой) круткой, а
также в некоторых случаях специальным ткацким
(креповым) переплетением. Креповая крутка повыша-
ет упругость нитей и вызывает в процессе отделки
большую усадку ткани. При усадке, а также благодаря
различным направлениям крутки на поверхности тка-
ни создается мелкозернистый теневой рисунок. В шер-
стяных, полушерстяных и хлопчатобумажных легких
тканях, выпускаемых под названием «креп», внешний
410 Ремонт Одежды и Обуви
вид креповой поверхности достигается применением
мелкоузорчатых креповых переплетений.
Следует помнить, что не все шерстяные ткани дают
ощущение шерстистости. Большую помощь в опреде-
лении вида ткани может оказать ручная проба на
сминаемость: на чистошерстяной ткани образуются
мелкие складки, исчезающие при разглаживании ру-
кой; на шерстяной ткани с лавсаном, отличающейся
некоторой жесткостью на ощупь, образуются крупные
складки, исчезающие при разглаживании рукой. Со-
держание примесей в шерстяной ткани можно опреде-
лить по характеру горения основной и уточной пряжи.
Действием ацетона на ткань можно легко отличить
ацетатное волокно от вискозного: ацетатное растворя-
ется в ацетоне, вискозное — не растворяется. Убедив-
шись в том, что изделие, которое необходимо отремон-
тировать, из чистошерстяной или другой ткани, можно
приступать к его ремонту способом вплетения одно-
сторонней вставки с концами.
Прежде чем приступить к ремонту таких тканей,
необходимо приготовить вставку-лоскут из ткани ре-
монтируемого изделия, осыпать ее края, вытянув нити
по утку и основе на 2—3 см, т. е. расплести ткань со всех
четырех сторон (рис. 31). Вставка должна иметь пло-
щадь не менее 1,5—2 см2. Подготавливая вставку,
необходимо сохранить рисунок ремонтируемого изде-
лия и на.вставке (как при распошиве).
Поврежденный участок ткани изделия прикрыва-
ют вставкой так, чтобы на лицевую сторону изделия
легла изнанка приготовленной вставки. Нерасплетен-
ная часть вставки должна превышать
__ _ площадь поврежденного участка ткани
Рис. 31. Подготовка вставки с концами
на изъян изделия
(Виды (Ремонта Одежды 411
на 1,2 см с каждой стороны. Вставку накладывают на
поврежденный участок ткани утком по утку и основой
по основе, причем должно быть точно соблюдено
совпадение всех соответствующих друг другу частей
рисунка на вставке и основной ткани. Изделие с
вставкой кладут на плоскость и приметывают вставку
с лицевой стороны вокруг и с угла на угол по диагонали
вставки на расстоянии 2—3 мм от расплетения частыми
стежками (рис. 32). Приметывая
вставку, следует держать поврежден-
ный участок изделия на плоскости и
пальцами левой руки прижимать его
к плоскости.
Рис. 32. Приметка односторонней
вставки с концами
Затем вдевают белую нитку, лучше с глянцевой
отделкой, сложенную вдвое, в возможно более тонкую
иглу так, чтобы в конце нитки была петля, опускающа-
яся ниже концов. Белая нитка, в отличие от цветных,
не оставляет следов на ткани изделия. Нитку с петлей
не следует завязывать узелком и закреплять на матери-
але, так как с ее помощью нужно протаскивать на
изнанку расплетенные концы вставки. Работать следу-
ет, держа изделие не на весу, а положив его на правое
колено ноги, лежащей на левой ноге (это положение
самое удобное при выполнении всех видов художес-
твенной штопки).
Начальной операцией является протаскивание до-
левых нитей. Верхний и нижний ряды нитей на распле-
тенной стороне вставки разъединяются постепенно.
Разъединенные концы отстраняют и прижимают в
противоположную сторону. Игла должна быть опуще-
на в ткань с лицевой стороны на изнаночную под
412 Ремонт Одежды и Обуви
прямым углом к расплетенным нитям у основания
вставки, точно под поднятую нить. Под иглу с изнанки
подводят указательный палец левой руки со стороны
ладони. Далее производят три-четыре очень мелких
стежка иглой так, чтобы игла даже не поблескивала с
лицевой стороны, и затем один стежок в 1—1,5 см,
после чего иглу прокалывают и нить продергивают на
лицевую сторону.
Продергивают не всю нить, а только часть ее,
оставляя не тронутой петлю в конце белой нитки на
лицевой стороне. Приготовленные разъединенные
концы долевых нитей вставки отводят в противопо-
ложную их положению сторону на изделие и зажимают
между указательным и большим пальцами левой руки,
причем большой палец находится на лицевой стороне,
а указательный — на изнанке (обрабатываемые концы
вставки направлены к работающему). Затем берут на
иглу петлю белой нитки, зажимают ее в том же направ-
лении под большим пальцем левой руки, освобождают
от петли иглу, подкладывают йетли под приготовлен-
ные концы и до основания продергивают в нее пооче-
редно концы шерстяных нитей вставки (рис. 33).
Далее отпускают белую петлю, переносят левую
руку (большой и указательный пальцы) на продолже-
ние продергивающихся концов на вставке, и концы
шерстяных нитей, лежащие в белой петле, продергива-
ют наизнанку.
Концы нитей верхних и нижних
рядов протаскивают по-разному. Кон-
цы нитей нижних рядов протаскива-
ют двумя потайными стежками в тка-
ни и выводят наизнанку, а концы
Рис. 33. Вплетение односторонней
вставки с концами
Риды Ремонта Одежды 413
нитей верхних рядов должны быть проведены в соот-
ветствии со структурой ткани последовательно по
одной нити. Это обеспечит плотность ткани и точность
восстановления рисунка.
Концы шерстяных нитей на вставке нужно тща-
тельно придерживать, но так, чтобы не выдернуть
совсем нити из вставки и не нарушить положение нити
в ткани. При обработке нити верхнего ряда следует
закладывать в петлю по одной нити и выполнять
три—четыре мелких стежка для закрепления нити,
учитывая особенности переплетения ткани.
Трико — наиболее многочисленная группа костюм-
ных тканей, вырабатываемая не только саржевым, но и
комбинированным креповым переплетением, по окрас-
ке бывает пестротканым, с цветными просновками и с
малозаметными цветными просновками и рельефными
полосками, выработанная в основе и утке из тонкой
крученой гребенной пряжи. У таких тканей концы верх-
них рядов вставки должны быть протянуты через середи-
нуткани, не выходя ни в коем случае на поверхность даже
проколом иглы, иначе получится грубое утолщение тка-
ни по всей поверхности повреждения, т. е. художест-
венная штопка будет выполнена некачественно (брак).
Первый прокол иглы на вышеперечисленных и подоб-
ных им тканях и многих других производится у основа-
ния расплетенных шерстяных нитей.
На тканях полотняного переплетения, таких как
сукно (в зависимости от заключительной отделки де-
лятся на ворсовые и без ворса), проработка верхних
рядов вставки производится одинаково в соответствии
со структурой ткани 5—6 закрепляющими проколами.
Большое количество закрепляющих проколов связано
с тем, что ткани полотняного переплетения не облада-
ют такой прочностью, как ткани саржевого и комби-
нированного переплетений.
414 Ремонт Одежды и Обуви
Производя ремонт способом «вплетение односто-
ронней вставки с концами», на таких тканях необходи-
мо сохранять правильность направления каждой нити
по утку и основе, так как нарушение этого правила
может привести к перекосу и нарушению рисунка на
тканях, т. е. к браку.
В пальтовую группу гребенных (камвольных) тка-
ней входят габардины, крепы и др.
Габардин — гладкокрашеная ткань диагонального
переплетения с мелким рубчиком, идущим обычно под
углом 75°. Отличительной особенностью габардинов
является высокая относительная плотность, достигаю-
щая по основе 140%. Ранее габардины широко приме-
нялись для летних и зимних мужских и женских
пальто. В настоящее время не модны и используются
в основном для форменной одежды. В художественной
штопке трудоемки, качество выполняемой работы не-
высокое, при выполнении художественной штопки это
необходимо учитывать.
Особое внимание необходимо уделять способу ху-
дожественной штопки — вплетение вставки с конца-
ми — на габардине. Наиболее совершенными по струк-
туре и красивыми по внешнему виду являются
различные виды чистошерстяного габардина, выраба-
тываемого из тонкой крученой пряжи высокого качест-
ва. Полушерстяной габардин вырабатывается из шер-
стяной пряжи в основе и хлопчатобумажной крученой
пряжи в утке. Шелковый и хлопчатобумажный габар-
дины относятся к легким видам габардина. Все виды
габардина выпускаются гладкокрашеными, штапель-
ный выпускается также меланжевым, а хлопчатобу-
мажный — пестротканым. При выполнении художест-
венной штопки необходимо знать особенности строения
габардина, иначе нельзя добиться высокого качества
£>иды Ремонта Одежды 415
штопки. Меланжевые ткани бывают хлопчатобумаж-
ные и шерстяные, вырабатываются из меланжевой
ткани, т. е. из пряжи, образованной не из одноцвет-
ных, как обычно, волокон, а из смеси волокон двух
цветов и более. Это придает тканям более привлека-
тельный вид. Нити нижнего ряда этих тканей продер-
гивают в основном двумя-тремя потайными стежками
по нижнему ряду между диагоналями. Нити верхнего
ряда при работе на габардине и подобных тканях
продергивают в диагональ на 4—5 мм, для чего проколы
выполняют прямо по диагонали по ее верхнему ряду.
Затем большим стежком по изнанке ткани с проколом
на лицевую сторону вытаскивают на поверхность кон-
цы верхних рядоЬ. При этом не должна быть пропуще-
на ни одна диагональ, иначе работа будет некачествен-
ной.
Нити верхнего ряда протаскивают не по одной
нити, а в соответствии со структурой ткани. Если
диагональ состоит из двух-трех нитей, то их протаски-
вают одновременно по две-три нити. Если же диаго-
наль состоит из трех-четырех нитей или же из толстых
нитей, то часть нитей верхнего ряда должна быть
опущена, как нити нижнего ряда, но не продернута в
диагональ, чтобы не создавать утолщения диагонали
при стыке. По долевой линии пропускают поперечные
нити, которых наполовину меньше, чем продольных.
Их протаскивают по одной, причем нити, лежащие
между диагоналями, укладывают также между диаго-
налями наискосок, а нити, находящиеся в диагонали,
протаскивают по диагонали у их основания тоже наис-
косок.
Ни в коем случае нельзя допускать проколов иглы
на лицевую сторону, так как это повлечет за .собой
резкий текстильный брак. Если трудно выполнять
416 Ремонт Одежды и Обуви
мелкие (через одну диагональ) стежки, то можно вы-
полнять более крупные на изнаночной стороне (через
две-три диагонали).
Продернув две-три пары концов верхнего и ниж-
него рядов для закрепления угла, следует в дальнейшем
обработать, т. е. перетянуть изнанку, все яркие пере-
ходные линии рисунка с обрабатываемой стороны,
укладывая их очень точно по рисунку ткани, а остав-
шиеся концы поперечных нитей протянуть в опреде-
лившиеся границы рисунка на ткани.
Протаскивая конец яркой долевой нити, проколы
делают прямо в рисунок на ткани изделия, повторяя
стежками текстильную работу, и только последний
стежок выполняют 1,5—2 см по изнанке. Обработав
таким образом долевые нити с одной стороны до
конца, переходят к обработке поперечных нитей, ни в
коем случае не затрагивая иглой и стежками яркой
отделочной полосы долевой нити. Поперечные нити
обрабатывают так же, как и долевые, но без пропусков,
подряд. Две другие стороны обрабатывают так же, как
противоположные стороны.
Ни ослаблять, ни натягивать вставку при работе не
следует; однако допускается натяжение вставки
на 1—2 мм (это лучше, чем ослабить на столько же), так
как от него можно избавиться, производя надсечку
углов поврежденной ткани с изнаночной стороны.
При ослаблении же вставка провалится и штопка будет
выделяться на изделии, деформируя его. Заканчивая
продергивание нитей, нужно со всех четырех сторон
вытащить наизнанку концы в большом стежке и тща-
тельно подтянуть их, захватывая по две-три нити
обеими руками с противоположных сторон. Концы
нитей с изнаночной стороны обрезают на расстоянии
1 см от основания, а края поврежденной ткани слегка
приметывают тонким шелком (при необходимости и
(Виды Ремонта Одежды 417
на местах одежды, подвергающихся в носке трению).
Затем освобождают работу от приметки и производят
утюжку на изделии.
При выполнении работы на тканях незнакомой
структуры необходимо разобраться в особенностях
переплетения нитей в ткани в каждом отдельном
случае.
Качество выполненной работы проверяют продав-
ливанием ткани пальцем. Отремонтированный учас-
ток должен деформироваться не более, чем неповреж-
денная ткань на изделии.
Вплетения односторонней вставки с концами на
различных тканях проводятся по-разному. Ткани с
выпуклым рельефным рисунком незначительно ув-
лажняют и слабо нагретым утюгом обрабатывают ре-
монтируемый участок. Некоторые ткани от действия
утюга, увлажнения и неравномерного движения утюга
по изделию способны плиссироваться. Зависит это от
волокнистого состава ткани. Если устойчивость плис-
се на тканях из лавсана или нитрона принять за 100%,
то устойчивость плиссировки на шерстяных тканях
составит 25%.
При сильном давлении утюга на всех плотных
гребенных тканях (габардин и др.) в результате рас-
плющивания в местах вплетения односторонней вставки
с концами возникают блестящие участки — ласы. Ласы
с изнаночной поверхности изделия устранять необяза-
тельно, но с лицевой стороны изделия их необходимо
устранить, производя легкое постепенное отпаривание
ткани. При проведении дальнейшей влажно-тепловой
обработки необходимо соблюдать для каждого вида
ткани строгий температурный режим, который обес-
печивает высокое качество художественной штопки
изделия и сохранение прочности и износостойкости
тканей.
418 Ремонт Одежды и Обуви
Вплетение односторонней вставки без конца
Этот способ художественной штопки, так же как и
вплетение односторонней вставки с концами, приме-
няют при ремонте высококачественных тканей (кам-
вольных и тонкосуконных), например, диагонали —
плотной ткани с рельефными рубчиками на лицевой «
стороне. Чистошерстяная диагональ вырабатывается
из тонкой крученой пряжи. Это красивая прочная
ткань, из нее шьют главным образом мужские костю-
мы и форменную одежду. Этот способ художественной
штопки применяют в тех случаях, когда нет целого
лоскута для вставки (при разрыве большого размера)
или когда при раскрое изделия нужно составить из
лоскутов манжеты, воротник, карманы и пр.
Для составления вставки подготавливают два лос-
кута. Срезы, которые нужно соединить, осыпают на
2—2,5 см и приметывают друг к другу так, чтобы
совпали все однородные части рисунка по утку и
основе.
Обработку (продергивание нитей на изнанку) про-
дольных и поперечных нитей выполняют так же, как и
при художественной штопке способом вставки с кон-
цами. Обработав лицевую сторону стыка, переходят к
изнаночной, при этом нить продергивают по изнаноч-
ной же стороне, не прокалывая лицевую (рис. 34, 35).
1 2
Рис. 34. Проработка концов
при вплетении вставки без
концов:
1 - с лицевой стороны; 2 — с изна-
ночной стороны
Рис. 35. Продергивание
нитей
Риды Ремонта Одежды 419
Чтобы обеспечить плотность стыка, следует подтянуть
концы продернутых нитей, также как и при вплетении
вставки с концами.
Далее, слегка увлажнив оставшиеся концы с изна-
ночной стороны, нужно их потрепать так, чтобы они
стали пушистыми. Этим достигается окончательное,
равномерное закрепление между собой двух соединя-
ющихся лоскутов. Затем, распрямив ножницами кон-
цы, следует обрезать их, зажав каждые два-три конца
большим и указательным пальцами левой руки и
натянув их у самого основания. Натянутые обрезанные
нити, стремясь восстановить свое первоначальное по-
ложение, углубятся немного в ткань, и стык получит
вид незначительного текстильного брака, т. е. будет
почти незаметен.
Качество вплетения односторонней вставки без
концов зависит от структуры, прочности, удлинения,
износостойкости, усадки и способности ткани к фор-
мованию при влажно-тепловой обработке. Усадка —
это уменьшение размеров ткани под действием тепло-
ты и влаги. Усадка ткани может привести к уменьше-
нию замера стыкуемых деталей ткани (воротника,
манжет и др.), к искажению формы деталей, что
нежелательно при выполнении ремонта. Основной
причиной усадки является то, что на всех этапах
текстильного производства (в процессе прядения, тка-
чества, отделки тканей) волокна, пряжа, нити испыты-
вают сильное натяжение, особенно в направлении
основы, и в таком состоянии закрепляются аппретиро-
ванием, прессованием, каландрованием. Поддействи-
ем теплоты и влаги проявляется упругость волокон, в
результате чего ткань дает усадку: уравнивается сте-
пень натяжения систем нитей. Практикой установле-
но, что усадка тканей, применяемых для изготовления
одежды, не должна превышать 4%. Однако многие
420 Ремонт одежды и Обуви
хлопчатобумажные и штапельные ткани дают значи-
тельно больший процент усадки. Плотные ткани с
лавсаном практически не дают усадки. Поэтому при
выполнении художественной штопки на таких тканях
необходимо учитывать усадку материалов, особенно
на маленьких деталях. Для быстрой проверки усадки
ткани можно привести пробную декатировку: раз-
брызгать воду по ткани у кромки, ткань тщательно
увлажнить и проутюжить. Если в месте испытания
ткани кромка вытягивается, то такая ткань при влажно-
тепловой обработке может дать значительную усадку.
Утюжка выполненного шва способом вплетения
односторонней вставки без концов производится так
же, как при распошиве, и так же проверяется качество
выполненной работы.
Одностороннее переплетение
Этот способ художественной штопки можно при-
менять при ремонте повреждений на любых видах
тканей. Он особенно ценен тем, что дает возможность
выполнять работу на камвольных тканях, на тканях с
комбинированным переплетением. Односторонним
переплетением ремонтируют поврежденные участки
ткани различных размеров от 10 до 30 см.
Для работы берут иглу №3 и нити из той же ткани,
что и ремонтируемое изделие, причем эти нити долж-
ны быть разделены на нити утка и
основы — поперечные и долевые
(рис. 36, 37). Первоначально работа-
ют по утку, так как структура ткани
по утку сложнее, чем по основе.
Рис. 36. Настил нитей на изъян изделия
по основе
Ниды Ремонта Одежды 421
Иглу с шерстяной уточной
нитью прокалывают на расстоя-
нии 2—2,5 см от повреждения и
ниже его на 0,5 см с лицевой
стороны на изнанку стежком 0,5
см. Затем для закрепления нити
иглу прокалывают с изнанки на
5—8 мм и вытягивают с лицевой
Рис. 37. Настил нитей
стороны на расстоянии пример- иа изДелия п0 УТКУ
но 0,5 см от поврежденного участка ткани (рис. 38).
Далее, закрепленную таким образом нить укладывают
по поверхности поврежденного участка и новый сте-
жок выполняют опять на расстоянии 0,5 см с его
противоположной стороны. Нить закрепляют, как и в
начале процесса, и как бы прокладывают и вытягивают
большими стежками на лицевую сторону. Большие
стежки необходимы для того, чтобы по окончании
работы перетянуть через них концы нитей на изнанку
(по утку и основе). Таким способом укладывают шер-
стяные нити плотно по всей поверхности поврежде-
ния. Далее обрабатывают поврежденный участок тка-
ни по основе нитями, взятыми из основы, в соответствии
с порядком расположения нитей на ткани по цвету.
Нити основы закрепляют так же, как и нити утка, следя
за тем, чтобы сохранилось направление рисунка на
ткани. По основе усадку ткани производят тем же
способом, что и при двустороннем
переплетении (см. раздел «Двусто-
роннее переплетение»).
Закончив работу и вытащив
концы нитей на изнанку, следует
оттянуть их со всех четырех сто-
Рис. 38. Положение пальцев левой
руки при работе
422 Ремонт Одежды и Обуви
рон, чтобы уплотнить середину отремонтированной
ткани. Если ткань получилась редкой, необходимо
дополнить настил нитей и добиться, чтобы плотность
ткани на ремонтируемом участке была приближена к
плотности ткани изделия. Затем длинные концы нитей
обрезают, оставив их не более чем на 1 см.
На тканях с полотняным переплетением 1/1 (см.
рис. 4), укладывая нить по основе, забирают одну
уточную нить вверх и одну вниз, во втором ряду
верхнюю нить забирают вниз, а нижнюю — вверх. При
переплетении 2/2 поднимают по две уточные нити
вверх на иглу, а в следующем ряду две верхние нити
опускают вниз, а две нижние поднимают на иглу вверх.
На тканях с саржевым переплетением, если кипер идет
слева направо, берут на иглу одну нижнюю и одну
верхнюю нити, затем опускают под иглу одну верхнюю
и одну нижнюю нити. Так прорабатывают все последу-
ющие ряды, причем чередуют нити, а способ перепле-
тения остается тот же.
В процессе штопки необходимо учитывать направ-
ление долевой нити. Особенно важно правильно опре-
делить основу на тканях с рисунком. При перекосах
основы происходит искажение рисунка и возникает
разнооттеночность.
Основные признаки, по которым определяют в
тканях направление основы:
♦ основа всегда идет вдоль кромки;
♦ если ткань имеет ворс, полученный при начесы-
вании, то направление ворса совпадает с направлени-
ем основы;
♦ если при ручной пробе на растяжимость оказы-
вается, что образующие системы растягиваются не-
одинаково, то менее растяжимая система обычно ос-
новная (исключение могут составлять эластичные нити,
крепы);’
£>иды Ремонта Одежды 423
♦ рассматривая малоплотные ткани на просвет,
можно заметить, что основа располагается более рав-
номерно и прямолинейно, чем уток;
♦ направление основы совпадает с направлением
полосок и просновок (нити основы, которые отлича-
ются по цвету и толщине);
♦ в полушелковых тканях основа обычно шелковая;
♦ в полушерстяных тканях основа обычно хлопча-
тобумажная.
Сравнивая вид и отделку лицевой и изнаночной
поверхностей, ткани можно разделить на равносто-
ронние и разносторонние. Равносторонними называ-
ются ткани, которые имеют абсолютно одинаковый
вид с двух сторон. Это большинство гладких пестрых
тканей полотняного переплетения. Разносторонние
ткани делятся на двухлицевые и однолицевые. Двухли-
цевыми называются ткани, которые имеют различный
вид лицевой и изнаночной поверхности, но могут
использоваться в швейном производстве на ту и дру-
гую сторону.
Прежде чем приступить к ремонту изделий из
такой ткани, необходимо определиться, как произво-
дить штопку: только с одной стороны или с двух сторон
изделия.
Однолицевыми называются ткани, которые офор-
мляются только с лицевой стороны, а на изнаночной
не используются (бархат, вельветы и др.).
Основные признаки определения в ткани лицевой
и изнаночной поверхностей:
♦ в набивных тканях печатный рисунок на лицевой
стороне более яркий;
♦ в гладких тканях изнаночная сторона более
пушистая, так как с лицевой стороны ткань отпарива-
ется. Чтобы заметить пушистость ткани, рекомендует-
ся рассматривать ее в проходящем свете на уровне глаз;
424 Ремонт Одежды и Обуви
♦ отдельные ткацкие дефекты (узелки, петельки)
могут выводиться на изнаночную сторону, поэтому с
лицевой стороны количество дефектов меньше;
♦ в тканях саржевых переплетений на лицевой
стороне обычно кипер идет снизу вверх, слева напра-
во;
♦ наиболее дорогие нити обычно выводятся на
лицевую сторону. Например, в полушерстяных тканях
на лицевой стороне преобладает шерстяная пряжа, а в
полушелковых тканях — шелковые нити;
♦ если рисунок переплетения с двух сторон одина-
ковый, то на лицевой он обычно более четкий;
♦ в драпах и ворсовом сукне на лицевой стороне
ворс располагается более упорядоченно, а на изнаноч-
ной хаотически. Если кипер идет справа налево, как в
некоторых костюмных тканях, то на иглу берут сначала
одну верхнюю нить, затем нижнюю и спускают под
иглу одну нижнюю и одну верхнюю нити, т. е. на иглу
опускаются сразу две нити, сначала верхняя и нижняя,
а затем нижняя и верхняя.
Одностороннее переплетение на коверкоте (2/3)
выполняют следующим образом. По утку нити прокла-
дывают также, как было указано выше. По основе нить
переплетают так: если кипер идет справа налево, то
берут на иглу две верхние нити и одну нижнюю, под
иглой останутся одна верхняя и одна нижняя нити; в
следующем ряду также нужно взять на иглу две верхние
нити с кипера и одну нижнюю, под иглу — одну
верхнюю и одну нижнюю.
На габардине с переплетением 2/2/5, который по
изнанке имеет сатиновое переплетение, первоначаль-
но прокладывают нити на поверхности поврежденного
участка по основе, так как основа на габардине имеет
сложное переплетение. Делая переплетения по уточ-
ным линиям, необходимо соблюдать правила работы
®иды Ремонта Одежды 425
по основе на тканях с саржевым переплетением. На
тканях с комбинированным переплетением следует
учитывать изменения в структуре ткани, чтобы восста-
новить ее как можно точнее.
Если поврежденный участок незначителен по раз-
мерам (3—4 нити) и находится в скрытом месте (на
нижней стороне рукава, внизу юбки, пальто, в области
бокового шва под рукавом), то его можно заштопать
таким образом: закрепить поврежденный участок тка-
ни с изнанки шелковой ниткой, не прокалывая лице-
вой стороны и не затягивая противоположных сторон;
затем шерстяной нитью с лицевой стороны (нить
должна быть взята из запаса ремонтируемой ткани)
наложить стежки по диагонали, а по утку пересечь их
два-три раза и отутюжить.
Одностороннее переплетение (рис. 39) — сравни-
тельно легкий способ художественной штопки, кото-
рый может быть применен для ремонта тканей самой
сложной структуры.
В процессе утюжки ткани испытывают воздейст-
вие высоких температур, давления, влаги. Выполняя
утюжку на участке, где проведена штопка способом
одностороннего переплетения, это необходимо учиты-
вать.
При проведении всех операций влажно-тепловой
обработки необходимо соблюдать строгий режим, кото-
рые обеспечивает качество художественной штопки и
сохранение прочности и износостойкости ремонтируе-
мой ткани. Для сохране-
ния формы ремонтируе-
мого участка изделия
Рис. 39. Одностороннее
переплетение:
а — изнаночная сторона; б — ли-
цевая сторона а б
426 Ремонт Одежды и Обуви
сутюжку (если она требуется) и оттяжку необходимо
проводить до полного высушивания ткани. Качество
художественной штопки легко проверить по внешнему
виду, сравнив его с общим видом ремонтируемого
изделия.
Двустороннее переплетение
Этот вид художественной штопки применяют в тех
случаях, когда площадь повреждения на тканях не
превышает 3—10 мм2 (повреждения на изделии от
моли, прожог, прокол острым предметом и пр.).
Знать строение ткани при выполнении художест-
венной штопки двусторонним переплетением очень
важно, так как необходимо точно воспроизвести такие
переплетения, какие выполнены на данной ткани
ткацким производством.
Способом двустороннего переплетения ремонти-
руют главным образом ткани одинакового, постоянно-
го переплетения (бостон, габардин); габардин имеет
особый вид переплетения — сложное саржевое, т. е. на
лицевой поверхности образуется резко выраженный
мелкий рубчик, идущий под углом 60—70°. Ткани
комбинированного переплетения (трико) — это такие
ткани, на которых кипер представляет собой диагона-
ли, направленные слева направо по лицевой стороне,
когда ткань положена по основе, или справа налево,
когда ткань положена по утку. Для определения лице-
вой и изнаночной сторон каждого лоскута ткани нуж-
но зажать его с двух сторон между пальцами и с
усилием потянуть в разные стороны. По утку ткань
будет растягиваться, расстояние между киперами будет
увеличиваться, а по основе ткань не растягивается.
Кроме того, изнаночная сторона ткани отличается
большей ворсистостью, чем лицевая сторона.
Яиды Ремонта Одежды 427
Для ремонта изделий способом двустороннего пе-
реплетения необходимо знать строение ткани. Для
того, чтобы узнать строение ткани ремонтируемого
изделия, нужно где-нибудь в запасных местах протя-
нуть белую нитку (рис. 40). Для продергивания необ-
ходимо оголить край нитей ткани, захватить его указа-
тельным и большим пальцами левой руки и, скручивая
шерстяную нить перед каждым проколом, проколоть
ее два—три раза иглой с белой ниткой, примерно той
же толщины, что и шерстяная нить. Протянув белую
нитку по вытянутой шерстяной, следует придерживать
место соединения нитей. Далее, оголив конец той же
шерстяной нити с противоположной стороны, надо
потянуть ее за этот конец и таким образом перетащить
белую нитку на место вытягиваемой шерстяной (как
при отделке носовых платков). Разъединяя нити шер-
стяной ткани по белой нитке, принятой за основание,
можно узнать строение ткани.
Начинают ремонт с определения границы повреж-
дения. Затем освобождают все концы нитей повреж-
денного участка, дойдя до неповрежденных нитей.
Найдя неповрежденную нить, нужно разорвать ее и
таким образом убедиться в том, что точно найден
предел поврежденной ткани.
Оторванный конец первой неповрежденной шер-
стяной нити вытаскивается концом иглы на три кипе-
ра на неповрежденную ткань. Далее эта шерстяная
нить закрепляется белой ниткой, ...
которую следует протянуть через .. -.7 .
5—6 переплетений шерстяной 'Г ' ‘т - ' '
нити до основания вытащенного • ,
конца шерстяной нити и у осно- i
Рис. 40. Схема двустороннего
переплетения
428 Ремонт Одежды и Обуви
вания вытянуть на лицевую сторону. Затем белая нитка
должна произвести переплетение, соответствующее :
структуре ткани, т. е. на тканях с полотняным перепле-
тением нужно брать на иглу две нити, и опускать под j
иглу две нити. Дойдя до повреждения, нужно протя- »
нуть через него белую нитку, а с противоположной J
стороны повреждения произвести такое же переплете- л
ние на месте вытянутого противоположного конца ;
обрабатываемой шерстяной нити. Втягивать белую
нитку следует на расстоянии 12-14 парных нитей от 1
повреждения и закрепить ее, как и противоположный '
конец, 5—6 стежками по направлению шерстяной нити, i
Так обрабатывают все нити в одном направлении,
необходимо только соблюдать чередование концов, 1
т. е. вторая обрабатываемая шерстяная нить должна -
быть вытянута на расстоянии 12—14 переплетений и i
затем закреплена через 5—6 переплетений от первона-
чального конца, а с противоположного конца она
вытягивается через 3 переплетения и закрепляется
снова через 5-6 переплетений нитей. Таким образом
получается четыре ряда концов нитей (два ряда концов
белых ниток и два - шерстяных нитей), причем их
чередование должно быть абсолютно точным: корот-,
кие ряды с концами чередуются через один с длинны-
ми рядами с концами. С каждой стороны повреждения
концы шерстяных нитей и белых ниток не соприкаса-
ются, а находятся на равном расстоянии друг от друга
и расположены симметрично (на одной определенной
линии должны быть расположены концы шерстяных
нитей коротких рядов, на другой определенной линии -
концы шерстяных нитей длинных рядов, и также
симметрично располагаются концы белых ниток).
Концы белых ниток длиной 5—6 мм оставляют свобод-
ными для дальнейшей работы, а имеющиеся размеры
шерстяных нитей сохраняются.
Яиды Ремонта Одежды 429
После того как проложены белые нитки по всем
поврежденным шерстяным нитям, до продолжения
работы в том же направлении нужно протянуть одну
белую контрольную нитку перпендикулярно проло-
женным нитям, причем протягивать эту контрольную
нитку нужно в соответствии со структурой ткани, т. е.
на тканях полотняного переплетения следует брать на
иглу две нити и опускать под иглу две нити тоже. Если
ткань имеет переплетение 1/1, то на иглу берут одну
нить и опускают под иглу тоже одну нить. Контрольная
нитка облегчит начало работы в противоположном
направлении. Если при продергивании белых ниток в
первоначальном направлении было нарушено положе-
ние неповрежденных шерстяных нитей возле повреж-
дения, то следует эти шерстяные нити удалить до
продолжения контрольной перпендикулярной нитки
и контрольную нитку проложить там, где структура
ткани не нарушена.
Далее продолжается работа в первоначальном на-
правлении. Обработка выполняется шерстяной нитью,
взятой из запаса ткани обрабатываемого изделия. Если
идет обработка уточных нитей, следует протягивать
уточные нити; если работа производится по основе, то
она выполняется нитью, взятой из основы. Для про-
дергивания в ткань следует приготовить шерстяные
нити, равные по длине белым ниткам (или на 2—3 мм
короче).
Шерстяная нить должна быть протянута на место
белой нитки на поврежденной ткани. Для этого иглу с
шерстяной нитью прокалывают два-три раза в раскру-
чиваемую белую нитку, производя объединение шер-
стяной нити и белой нитки. Протянув противополож-
ный конец белой нитки, нужно втянуть шерстяную
нить на место белой нитки. Это произойдет легко, если
предварительная работа проделана аккуратно. Для
430 Ремонт Одежды и Обуви
облегчения продергивания шерстяную нить нужно все
время поддерживать левой рукой, причем ногтем ука-
зательного пальца следует поцарапывать продергивае-
мую нить, чтобы избежать ее натяжения. Если шерстя-
ная нить не продергивается, то белую нитку вытягивают
в этом месте на 2—4 мм, разрезают ее, удаляют шерстя- ;
ную нить, вновь протягивают белую нитку и лишь -
тогда продолжают работу.
В противоположном направлении производятся те
же операции с учетом нового направления кипера.
При значительных размерах повреждения для облегче-
ния работы белыми нитками обрабатывают не все
поврежденные шерстяные нити сразу, а протянув 6—7
белых ниток, оставляют последнюю белую для ориен-
тировки, а все предыдущие заменяют шерстяными
нитями. При этом выполняют усадку протянутых шер-
стяных нитей до конца работы, повторяя ее через
каждые 6—7 нитей.
Усадку выполняют следующим образом: иглу за-
жимают в пальцах, как при поднятии ворса, и произ-
водят проколы под прямым углом в каждый кипер по
всей длине разрыва так, чтобы нить заняла прочное
положение в ткани, т. е. чтобы ткань приобрела свою
первоначальную плотность. При усадке ткань нужно
держать в натянутом состоянии. Для этого правая рука
должна лежать на изделии, прижимая его кистью к
колену (пальцы остаются свободными для работы), а
левая рука - кистью и двумя пальцами придерживать
ткань, остальными тремя пальцами натягивать ткань в
противоположном правой руке направлении. В завер-
шении работы, если это необходимо, подтягивают
концы нитей со всех сторон.
Обработанное место надо хорошо увлажнить — так,
чтобы ткань увлажнилась насквозь, после чего крепко
ее отжать. Оставшиеся свободными концы нитей
Яиды Ремонта Одежды 431
(рис. 41) нужно свалять и обрезать, как при выполне-
нии художественной штопки способом вставки без
концов. После этого ткань проутюжить до полного
просушивания и уничтожения блеска (лас).
Если повреждение находится на краю изделия (в
неудобном для работы месте), то следует подшить
кусок любого другого материала, чтобы обрабатывае-
мое изделие можно было держать в натянутом положе-
нии на колене, или же наложить на него груз для
натяжения; если повреждение в середине, то необхо-
димо изделие распороть, чтобы повреждение оказа-
лось на плоскости.
Качество выполненной работы способом двусто-
роннего переплетеция проверяется продавливанием
ткани пальцем. Переплетение должно деформировать-
ся не более, чем неповрежденная ткань.
При ремонте изделия саржевого переплетения нуж-
но учитывать его отличие от полотняного переплете-
ния. Бостон имеет диагонали, направление которых
необходимо восстановить при ремонте. Вся работа
выполняется по описанным выше правилам, но при
протягивании нитей следует учитывать направление
диагоналей. Если диагонали идут справа налево, то
нужно две нити, составля-
ющие диагональ, разъеди-
нить и взять на иголку одну
нить с диагонали (верх-
нюю) и одну нить снизу, а
затем опустить под иглу
одну нижнюю нить и одну
нить со следующей диаго-
нали. Для правильного
восстановления диагона-
лей следует отыскать при
сравнении парных нитей,
а б
Рис. 41. Ремонт способом
двустороннего переплетения:
а — изнаночная сторона; б — ли-
цевая сторона
432 Ремонт Одежды и Обуви
составляющих переплетение на бостоне, более длин-
ную (по-фабричному ее называют «ножкой») нить.
Если диагонали идут слева направо, то нужно брать на
иглу сначала одну нижнюю нить у основания диагона-
ли, а потом одну верхнюю нить (с диагонали). Таким
путем будет восстановлено направление диагоналей
(кипера). При направлении диагоналей справа налево
длинная нить («ножка») будет расположена в диагона-
ли первой работающей иглы; если кипер идет слева
направо, то эта нить будет второй. Нить служит ориен-
тиром при выполнении переплетений в каждом ряду.
На бостоне необходимо чаще производить усадку шерс-
тяных нитей, так как бостон плотнее тканей с полот-
няным переплетением.
Коверкот плотнее бостона и имеет переплетение
2/3 и 3/3. Коверкот — плотная тяжелая ткань — выра-
батывается из односторонних (темных) нитей утка и
основы, скрученных из двух нитей различного тона.
Благодаря этому на поверхности коверкота образуется
характерный мелкий пестрый рисунок. Для полушер-
стяного коверкота основа скручивается из хлопчатобу-
мажной и шерстяной или полушерстяной нити, нити
утка — шерстяные или полушерстяные. Хлопчатобу-
мажные нити понижают упругость ткани. Коверкот
хлопчатобумажный и штапельный, выработанный из
крученной вискозной пряжи, двустороннему перепле-
тению не поддается, т. е. изъян на нем художественно
заделать нельзя. Двустороннее переплетение на ковер-
коте выполняется по типу переплетения на бостоне,
но, дойдя производящей переплетение иглой до диаго-
нали, состоящей из трех нитей, одну первую нить с
диагонали опускают под иглу и берут на иглу две
следующие нити с диагонали и одну снизу. Если
переплетение ткани 2/3, то под иглой будут находиться
две нити; если 3/3 — под иглой останутся три нити. При
Яиды Ремонта Одежды 433
переплетении по второму направлению нужно брать на
иглу одну нить (нижнюю) у основания диагонали и
одну нить с диагонали, как у бостона (если кипер идет
слева направо).
Особого внимания требует ремонт габардина с
переплетением нитей 2/2/5. Структура его переплете-
ний по утку меняется через ряд, изнанка имеет сетку
типа сатинового переплетения, и потому габардин
этого типа сложен для обработки. Первоначально
прокалывают нити по утку, соблюдая переплетение
нитей, т. е. структуру ткани (2/2/5). Прокладывая
первую нить, берут на иглу две нити, под иглу тоже две
нити, затем прокалывают ткань насквозь и берут на
иглу пять нитей. Прокладывая следующую нить, остав-
ляют пятерку там, где были две двойки, и такое
чередование переплетений в рядах соблюдают до кон-
ца работы. Производя работу по направлению основы,
нужно выполнять обычное переплетение на основе.
Габардин имеет очень высокую плотность, поэтому
усадку следует делать тщательно, через 2—3 нити.
Двустороннее переплетение — трудоемкий способ
художественной штопки одежды, но он обеспечивает
полное восстановление прежнего вида ткани. Этот
способ можно использовать при ремонте изделий с
небольшим процентом износа, так как на выношен-
ном материале нити плохо поддаются переплетению,
рвутся при натяжении и не могут создать однородной
со всем материалом поверхности.
Производя ремонт изделий способом двусторон-
него переплетения, надо знать строение не только
ткани, но и пряжи, из которой выработана ткань, и
применять этот способ художественной штопки на
малоизношенных изделиях.
Двустороннее переплетение — дорогой вид худо-
жественной штопки, так как приходится выполнять
15 Зак. 925
434 Ремонт Одежды и Обуви
ткацкое переплетение на изъяне. В основном этот
способ штопки производится на дорогих чистошерстя-
ных тканях, которые чаще всего имеют дефекты пряжи
и нитей. Причиной дефектов пряжи и нитей является
низкокачественное и засоренное сырье, разладка ме-
ханизмов и плохое содержание машин. Если изъян на
изделии находится на участке с дефектом ткани, про- J
изводить художественную штопку в этом месте нельзя, г
так как переплетение нитей будет некачественным.
Необходимо знать дефекты тканей:
♦ переслежены и пересечки — чередование в пряже
утолщенных и тонких участков;
♦ непропряды — утолщения пряжи, возникающие ;
при недостаточном скручивании волокон на отдель- :
ных участках пряжи; 1
♦ шишки — короткие утолщения, возникающие в
результате прикручивания к пряже пуха (утолщения
нити возникают при обрыве ровницы, конец которой
прихлестывается и прикручивается к соседней нити);
♦ усы — торчащие на поверхности ткани нити.
Дефекты пряжи и нитей>яяртят внешний вид и
снижают качество изделий; там, где есть дефекты в
тканях, художественную штопку способом двусто-
роннего переплетения выполнить качественно невоз-
можно.
Кроме того, имеются дефекты ткацкого производ-
ства, возникающие при обрыве нитей и разладке
механизмов станка. Такие дефекты влияют на сорт-
ность тканей и швейных изделий. К ткацким дефектам
относятся:
♦ близна — отсутствие одной или двух соседних
нитей основы;
♦ прометка, или пролет — отсутствие одной или .
двух соседних нитей утка;
♦ неподработка основы — основа на определенном
^иды Ремонта Одежды 435
участке лежит на поверхности ткани и не переплетает-
ся с утком;
♦ поднырка — уточная нить на определенном
участке лежит на поверхности ткани и не переплетает-
ся с основой;
♦ недосека — разреженная полоса по утку;
♦ забоина — плотная полоса по утку;
♦ парочка — две основные нити переплетаются как
одна;
♦ слет утка — короткий утолщенный участок по
утку, возникающий в том случае, если уточная нить
слетает пакетиком с конца початка и в таком виде
зарабатывается в ткань;
♦ уточные петли — возникают в том случае, если
уточная нить слабо натянута;
♦ подплетина — основные нити неправильно пере-
плетаются с утком.
К дефектам ткацкого переплетения относится ис-
кажение ткацкого рисунка в отдельных местах изде-
лия. Если дефект на изделии расположен на расстоя-
нии от участка, на котором необходимо проводить
художественную штопку, тогда на качестве художест-
венной штопки влияние дефектов не отразится. Необ-
ходимо обращать внимание и на дефекты крашения
тканей, например, непрокрас — ткань белесая, краси-
тель не прошел в толщину ткани, полосатость, пятна,
крапины и др.
Важно учитывать дефекты печатания тканей —
перекос рисунка, непропечатанные, затемненные мес-
та и другие дефекты ткацкого производства.
На качество художественной штопки способом
двустороннего переплетения влияет износостойкость
ткани. Сложный комплекс механических, физико-
механических и бактериологических воздействия при-
водит к постепенному ослаблению и затем к разруше-
436 Ремонт Одежды и Обуви
нию ткани. Наиболее изношенные изделия лучше
ремонтировать способом распошива.
Дальнейшая обработка выполненной работы —
утюжка. Если двустороннее переплетение выполнено :
качественно и не требуется ни сутюжка, ни усадка,
тогда проводится обычная влажно-тепловая обработка «
изъяна, на котором производилась художественная ;
штопка. Если двустороннее переплетение выполнено i
так, что произошло увеличение размера ремонтируе-
мого участка, тогда при влажно-тепловой обработке i
необходимо сутюжить это место, т. е. прибегнуть к <
принудительной усадке ткани. Достигается местная ]
усадка путем утюжки увлажненной шерстяной ткани,
собранной в виде небольших волнистых складок. {
Распошив с вплетением вставки с концами
Помимо основных видов художественной штопки
существуют комбинированные методы ремонта, объ-
единяющие различные виды штопки при ремонте одно-
го повреждения на изделии. Комбинированный способ'
художественной штопки производится При ремонте
повреждений больших размеров или при большом про-
центе износа ткани.
Один из комбинированных способов ремонта -
Рис. 42. Распошив
с вплетением вставки
с концами
соединение распошива с
вплетением вставки с кон-
цами (рис.42). Он приме-
ним ко всем дорогостоя-
щим тканям, имеющим
сложный рисунок. Ис-
пользование комбиниро-
ванного способа ремонта
вместо вплетения встав-
ки с концами объясняет-
Яиды Ремонта Одежды 437
ся еще тем, что вплетение со всех четырех сторон
вставки — трудоемкая работа, а распошив по всем
сторонам, особенно по поперечным, дает грубый,
малоэластичный стык. Комбинированная работа ха-
рактеризуется более высокими качественными пока-
зателями (как по прочности, так и по внешнему виду).
Объединение распошива с вплетением вставки с
концами должно быть выполнено по следующим пра-
вилам. Для работы необходимо подготовить вставку,
превосходящую повреждение по размерам на 1,5—2 см
с каждой стороны, и осыпать концы на двух попереч-
ных (уточных) сторонах, как при вплетении вставки с
концами, а продольные (основные) стороны оставить
нерасплетенными. Необходимо следить за совпадени-
ем рисунка на ткани и вставке.
Вставку приметывают к изделию, как при вплете-
нии (вокруг вставки и по диагоналям). Далее вплетают
концы по поперечным линиям по правилам вплетения
вставки с концами. Затем приметку убирают, с изнан-
ки рассекают все четыре угла поврежденного участка
по направлению кверадине (как при распошиве),
стороны повреждения^ зачищают, причем оставляют
0,5 см неповрежденной ткани со всех сторон, и второй
раз приметывают долевые стороны с изнанки (как при
распошиве). Далее выполняют распошивочный шов с
лицевой стороны по общим правилам распошива. При
выполнении художественной штопки этим способом
необходимо учитывать характер рисунка на тканях и
его направление. Основные группы рисунков на тка-
нях:
♦ горошек — белые, одноцветные или многоцвет-
ные кружки;
♦ полоска — поперечные или продольные, одно-
цветные и многоцветные полоски или орнаменты в
виде полос;
438 Ремонт Одежды и Обуви
♦ клетка — чередование продольных и поперечных i
полос, образующих на тканях клетки и шашки, цветоч- •
ный рисунок, мелко- и крупнофигурный рисунки. j
Меланжевая ткань, как известно, вырабатывается j
из волокон разного цвета. Меланжевыми вырабатыва- =
ются некоторые драпы, пальтовые, костюмные и плать- j
евые ткани. В последние годы изделия из таких тканей
чаще встречаются в ремонте. 1
Производя ремонт комбинированным способом, |
необходимо строго соблюдать рисунок на тканях, осо- j
бенно при вплетении вставки с концами. Если про- ’
изойдет перекос (даже незначительный) полоски или 1
клетки, необходимо работу начать сначала. Обработка
утюгом проводится по правилам утюжки при распо- ,
шиве. Качество выполненной работы проверяется так:
стороны, где произведен распошивочный шов, — по -
правилам распошива; стороны, где произведено впле-
тение, — по правилам вплетения. Влажно-тепловая
обработка художественно штопки на синтетических
тканях выполняется слабо нагретым утюгом (60—70°С).
Разутюжка выполненной работы на таких тканях тре- :
бует в два—три раза больше времени, чем на тканях из ?
натуральных волокон.
Для тканей, выработанных из пряжи, содержащей i
50% лавсанового волокна, температура утюга должна ‘
быть не более 140°С. Увлажнение всех тканей с лавса- ‘
ном должно быть умеренным (20—30%). Если в про-
цессе влажно-тепловой обработки некоторых тканей ;
наблюдается изменение окраски и происходит местная 1
тепловая усадка ткани изделия и ремонтируемого участ- j
ка, то температуру утюга необходимо снизить на
15—20°С. При снижении температуры утюга увеличи-
вается время на обработку ремонтируемого участка
изделия.
Во время утюжки нельзя допускать заломов и
Яиды Ремонта Одежды 439
заминав ткани, так как они трудно или совсем не
устраняются на тканях из синтетических волокон,
даже с последующей дополнительной влажно-тепло-
вой обработкой. На этих тканях влажно-тепловую
обработку необходимо производить тщательно, не до-
пуская дефектов, требующих переделки.
Ткани с лавсаном жесткие («сухие»), поэтому их
лучше обрабатывать утюгом при малом увлажнении,
небрежное сбрызгивание (наличие капель) может дать
нежелательные дефекты (пятна) на самом изделии и
ремонтируемом участке. При разутюживании изъяна
нельзя допускать случайных морщин и складок, чтобы
избежать трудноисправимых дефектов в работе.
При образовании заутюженных морщин или скла-
док их можно устранить путем поднятия температуры
утюга, но не более 140°С, и через несильно увлажнен-
ную тряпку гладить до исчезновения дефектов.
Комбинирование двустороннего переплетения с
односторонним переплетением
Комбинирование'Двустороннего переплетения с
односторонним рекомендуется применять для тканей,
выработанных полотняным и саржевым переплетени-
ем, а также на тканях из шерсти с синтетическими
волокнами, которые получают все более широкое рас-
пространение. Добавление синтетических волокон уве-
личивает прочность, упругость тканей. Наиболее ши-
рокое распространение получили ткани с добавлением
лавсана. Ткани из шерсти с лавсаном имеют высокую
механическую прочность, обладают упругостью и стой-
костью к действию погодных условий, стойкостью к
сминаемости; имеют незначительную усадку. Недо-
статок тканей с лавсаном в том, что они усложняют
технологический процесс художественной штопки, так
440 Ремонт Одежды и Обуви
как почти не сутюживаются, а поэтому особо важное
внимание следует уделить влажно-тепловой обработке
этих тканей. При сильном увлажнении и нагревании в
процессе влажно-тепловой обработки на тканях могут
возникнуть неустранимые пятна. В качестве проутю-
жильника рекомендуется использовать мягкую ткань
(фланель, бумазею, миткаль). Если применять в качестве
проутюжильника бортовку, на ткани может возник-
нуть оттиск переплетения бортовки. Все это необходи-
мо учитывать при комбинированном способе художест-
венной штопки.
Этот способ ремонта дает возможность облегчить
процессы двустороннего переплетения. Отремонтиро-
вать поврежденный участок очень большой площади
способом двустороннего переплетения сложно (почти
невозможно), а комбинированным способом можно
обработать площадь в 20—30 см2. По одному, первона-
чальному направлению (по утку или основе), повреж-
денный участок обрабатывают по правилам двусторон-
него переплетения, а по другому, перпендикулярному
первому направлению, — по правилам одностороннего
переплетения. Выбор первоначального направления,
по которому выполняется двустороннее переплетение,
зависит от структуры ткани. На тканях полотняного
переплетения (1/1,2/2) можно начинать работу в любом
направлении. На тканях саржевого переплетения сна-
чала выполняется двустороннее, а затем одностороннее
переплетение. Во всех остальных случаях на тканях
сложной структуры двустороннее переплетение перво-
начальное делают в том направлении, где обнаружено
большое количество нитей. Особенно важно иметь в
виду сложные переплетения в тканях, которые образу-
ются из трех и более систем нитей. К сложным перепле-
тениям относятся двухлицевые, двухслойные, ворсо-
вые, петельные, перевивочные. Двухлицевые и
®иды Ремонта Одежды 441
двухслойные переплетения применяются для выработ-
ки хлопчатобумажных тканей (сатин, трико, байка и
др.) и некоторых сортов драпов. Такие ткани комбини-
рованным способом лучше не штопать, а выполнить
простую заплату на изъяне.
Все двухлицевые переплетения образуются из трех
систем нитей, которые плотно переплетаются между
собой: две основы и один уток, два утка и одна основа.
Двухслойные переплетения образуются из четырех
или пяти систем нитей и могут состоять даже из двух
отдельных тканей, соединенных между собой одной из
составляющих четырех систем, или дополнительной,
пятой системой. В таких тканях лицевая и изнаночная
стороны могут быть из нитей различного качества и
волокнистого состава, лицевая поверхность может быть
гладкокрашеная, а изнанка — пестротканая в клетку
или в полоску или же обе гладкокрашеные, но разного
цвета.
Некоторые ткани вырабатываются с применением
дополнительной системы, например, лицевая поверх-
ность вырабатывается полотняным переплетением, а
дополнительная система стягивает его, образуя выпук-
лый узор. Это очень важно знать и учитывать при
выполнении художественной штопки.
Особенностью перевивочных, т. е. ажурных, пере-
плетений является взаимная перевивка нитей основы
и утка. Простейшие перевивочные переплетения со-
стоят из трех систем нитей: две основы и один уток.
При выработке плательных тканей перевивочные пе-
реплетения могут сочетаться с другими переплетения-
ми, а поэтому, работая с такими тканями по основе,
надо проводить двустороннее переплетение, а по утку —
одностороннее.
Последовательность операций в комбинирован-
ном способе ремонта такая же, как в двустороннем и
442 Ремонт Одежды и Обуви
одностороннем переплетениях, удаление концов про-
изводится так же, как и при двустороннем переплете-
нии. Концы оборванных нитей должны быть удалены
как с лицевой стороны, так и с изнанки. Если не
удается уничтожить концы ножницами, их можно
тщательно приутюжить (значительного ухудшения
внешнего вида работы это не дает). Указанный способ
ремонта одежды облегчает двустороннее переплетение
ткани, но требует тщательной обработки утюгом заде-
ланного повреждения.
р$мо <нм трикотажных
мзоялмй
После длительной носки вязаные изделия теряют
свою форму, у жакетов и свитеров растягиваются
резинки, протираются локти, у перчаток рвутся паль-
цы. Обычная штопка или заплата портят вид изделий.
И тут на помощь приходят спицы. Умея вязать на
спицах, можно отремонтировать изделие так, что де-
фекты не будут заметны. Спущенную петлю можно
поднять крючком.
Вязаные заплаты
Вязаные изделия можно отремонтировать различ-
ными способами в зависимости от степени изношен-
ности.
Если вязаное изделие изношено только частично
(например, протерлись локти), лучший методремонта -
вязаные заплаты.
Приступая к ремонту, изделие распарывают по
швам, очищают швы от концов ниток, а затем спосо-
бом разъединения петель отделяют изношенную часть
от целой. Для этого на 1 см выше и ниже изношенной
Яиды Ремонта Одежды 443
части делают петлю и, подхватив пальцами конец
нитки, осторожно вытягивают ее, как при вышивке
мережкой. По вертикальным линиям изношенную
часть вырезают острыми ножницами по петельным
столбикам. Открытые петли верхней стороны разреза
надевают на спицы и вяжут узором, каким выполнено
изделие, используя распущенные нитки с добавлением
для прочности одной новой.
Провязав необходимое количество рядов, все дета-
ли верхнего и нижнего краев осторожно освобождают
от спицы, слегка приглаживают утюгом и соединяют
способом «петля в петлю». Иглой с ниткой в цвет
изделия начинают сшивать по лицевой стороне работы
обе части детали справа налево следующим образом:
иглу вводят с внутренней стороны в первую петлю
нижнего края разреза, захватывают первую петлю
верхнего края и выводят во вторую петлю верхнего
края, затем снова вводят иглу в первую петлю нижнего
края и выводят ее во вторую петлю нижнего края ит. д.,
пока все петли верхнего и нижнего края не будут
соединены. После этого обе стороны связанной запла-
ты сшивают по вертикальным линиям с боковыми
сторонами, иглу вводят в промежуток между петельны-
ми столбиками.
Способом «петля в петлю» можно также укрепить
ослабленный участок изделия, не вырезая его. Для
этого иглой с ниткой в цвет изделия прошивают новые
петли поверх старых, изношенных. Этот процесс напо-
минает вышивание орнамента иглой.
Перевязывание отдельных изношенных деталей
Никогда не следует выбрасывать старые вязаные
изделия, даже если они очень изношены и отремонти-
ровать их нельзя. Из нескольких гармонирующих по
444 Ремонт Одежды и Обуви
цвету вязаных изделий, распустив их, можно связать
новое. '
Иногда путем частичной реставрации удается изме-
нить фасон изделия. Например, из длинного жакета
можно сделать короткий. Для этого прежде всего жакет
распарывают на отдельные детали (спинка, полочки и
рукава). Затем способом разъединения петель ниж-
нюю часть полочки и спинки отделяют по линии талии
от верхней. В освободившиеся петли верхней части
вставляют спицы и вяжут вниз 6—8 см 1x1, а затем все
петли закрывают в одном ряду.
Если джемпер или жакет короток, его можно
удлинить. Для этого отделяют методом разъединения
петель нижние резинки у спинки и переда и, сохранив
основной узор, вяжут вниз до необходимой длины, а
затем переходят на вязку резинкой и вяжут примерно
5—6 см, или вяжут подшивку высотой 3—4 см, после
чего все петли закрывают в одном ряду.
Таким же способом изношенные резинки рукавов
и низа заменяют новыми. В случае недостатка шерсти
можно связать полосатую резинку, использовав для
этого остатки шерсти другого цвета, красиво сочетаю-
щегося с основным.
Изношенный воротник жакета можно снять и
закончить ворот резинкой. Для этого набирают при-
мерно 135—140 петель на спицы №2 (расчет петель по
окружности шеи делается без растяжки резйнки) и
вяжут резинку 1 х 1 высотой 3 см. Связанную резинку
пришивают по вырезу горловины.
Если у джемпера или жакета сильно износились
рукава, их выпарывают и распускают. Если джемпер
выгорел, поблек, подкрашивают все детали и распу-
щенные нитки от рукавов, а затем вяжут новые рукава.
Для прочности к распущенным ниткам добавляют
Яиды Ремонта одежды 445
новую нитку контрастного цвета (например, кчерной —
красную, к васильковой — черную, к терракотовой —
зеленую и т. д.) или в тон кофточки. Если спинка и
перед связаны чулочным вязанием, то рукава можно
связать- рельефной вязкой. Если изделие связано ка-
ким-либо узором, то рукава можно связать этим же
узором или чулочным вязанием.
Изношенные рукава джемпера можно снять и
сделать джемпер без рукавов, закончив пройму резин-
кой. Кольцевыми спицами (две спицы, соединенные
между собой гибким тросиком) набирают по закон-
ченному краю проймы новый ряд петель и вяжут
резинкой 1x1 полосу высотой 3 см, после чего все
детали закрывают в одном ряду.
Если дыры на локтях небольшие, можно ввязать
заплату.
Если у джемпера износилась верхняя часть переда,
можно исправить этот дефект, связав кокетку. В месте
перехода от основной части джемпера к кокетке можно
вывязать орнамент. Можно связать полосатую кокетку
из остатков шерсти других цветов, красиво сочетаю-
щихся между собой. Полосы на кокетке могут быть
расположены как в горизонтальном, так и в вертикаль-
ном направлениях. В последнем случае кокетку вяжут
отдельно, начиная вязание со стороны проймы.
Ремонт рейтуз
В рейтузах чаще всего изнашивается ластовица.
При износе ластовицы ее заменяют вновь связанной.
Для этого выпарывают старую ластовицу и вяжут
новую в соответствии с вырезанной изношенной.
Обычно ластовицу вяжут, начиная с трех петель и
постепенно прибавляя по одной петле с каждой сторо-
446 Ремонт Одежды и Обуви
ны. Вывязываемую ластовицу периодически, по мере
прибавления петель, прикладывают к старой вырезан-
ной ластовице, чтобы она не отклонялась от заданных
размеров. Когда ширина ластовицы будет соответство-
вать размеру, начинают убавлять постепенно по одной
петле до тех пор, пока на спицах не останется три
петли, которые закрепляют снизу. Связанную ластови-
цу втачивают на место изношенной швом «впритык».
На коленные части рейтуз чаще всего вяжут заплаты.
Ремонт перчаток и варежек
В зависимости от степени износа можно подвязать
пальцы перчатки, мыс и палец варежки, а также
манжеты.
При ремонте перчаточных изделий часто бывает
трудно подобрать нитку в цвет ремонтируемого изде-
лия. В таком случае можно соединить несколько ниток
разного цвета, хорошо сочетающихся с основным
цветом перчатки. Ладонь можно подвязать пестрой
ниткой, а пальцы ниткой основного цвета перчатки.
Пальцы ремонтируют следующим образом: от-
страняют изорванную часть и освобождают петли от
концов ниток. Надевают на эти петли три чулочные
спицы и надвязывают палец до нужной длины, а затем
убавляют петли провязыванием по две петли вместе в
начале каждой спицы.
Перчатки, связанные на двух спицах (со швом),
ремонтируют несколько иначе: распарывают боковой
шов ремонтируемого пальца, отстраняют изорванное
место так же, как и в первом случае, и, подобрав
освободившиеся петли на спицу, подвязывают палец,
после чего снова сшивают боковой шов.
Если в варежке порван мыс и палец, то эти места
хорошо надвязать также пестрой ниткой или ниткой
Яиды Ремонта Одежды 447
контрастного цвета (васильковую — красной, черную —
красной, зеленую — черной и т. д.).
Заканчивают мыс варежки, провязывая по две
петли вместе в начале первой и в конце второй спиц,
в начале третьей и в конце четвертой. Последнею
петлю туго затягивают ниткой и закрепляют по изнан-
ке варежки.
Ремонт носков
Носки и чулки прежде всего изнашиваются на
пальцах и пятках.
Если протерлась пятка, то края изношенного места
обрезают и осторожно вытягивают обрезанные концы
ниток по обеим линиям разреза и бокам пятки, пока не
покажутся ровные ряды петель. Затем надевают осво-
бодившиеся петли нижней части разреза на одну, а
петли верхней части — на две другие спицы. Кроме
того, этими двумя спицами подхватывают еще по
несколько петель с боковых сторон пятки в зависимос-
ти от их высоты, после чего начинают вязать только
петли нижней части разреза. Вяжут лицевыми петлями
по лицу и изнаночными — по изнанке работы. При
этом каждый раз, прежде чем повернуть работу на
другую сторону, последнюю в ряду петлю провязывают
вместе с одной петлей, находящейся на рядом лежащей
спице. Такое соединение нижней части разреза с
боковыми сторонами пятки продолжают, пока в верх-
ней части разреза не останется то количество петель,
которое было надето вначале на одну спицу, после чего
провязывают еще 10 рядов уже без соединения и
начинают выполнение колпачка пятки.
Пятка вяжется следующим образом: отводят
30 петель для прямой части пятки, остальные две
спицы — по 15 петель на каждой — временно оставляют
448 Ремонт Одежды и Обуви
открытыми. Петли, предназначенные для пятки, про-
вязывают на 6 см чулочной вязкой, а затем приступают
к спуску петель: по лицевой стороне работы провязы-
вают 19 петель, а 20-ю и 21-ю петли провязывают
вместе. Поворачивают работу наизнанку. Снимают
первую петлю с левой спицы на правую без провязы-
вания и с этого момента вяжут в каждом ряду только
9 средних петель, а 10-ю и 11-ю петли от края
провязывают вместе с лицевой или изнаночной пет-
лей, как того требует сторона вязания, до тех пор,
пока на спице не останется 10 петель, а пятка примет
форму колпачка.
Закончив выполнение колпачка пятки, петли верх-
ней части разреза надевают на одну спицу, отсчитыва-
ют такое же количество петель, какое осталось при
вывязывании колпачка пятки, и соединяют их с петля-
ми нижнего ряда. Оставшиеся по бокам петли сшива-
ют с боковыми частями пятки.
Чтобы надвязать носок, изорванный на пальцах,
обрезают негодный мыс носка и осторожно, стараясь
не распустить петель, вытягивают концы обрезанных
ниток, складывают носок пополам и распределяют все
петли поровну на четыре чулочные спины. Вяжут
кругами, провязывая через каждые два круга по две
петли вместе в начале первой и в конце второй спицы,
в начале третьей и в конце четвертой спицы. Когда на
спицах останется 10—12 петель, петли прошивают
иглой с ниткой.
Перевязывание трикотажных изделий
Прежде всего необходимо приготовить шерсть к
перевязыванию. Перед роспуском вязаного изделии
распарывают все швы. Распускают трикотажные изде-
Риды Ремонта Одежды 449
лия чаще всего сверху вниз (от плеч, от ворота, от
головки рукава). При роспуске старых вязаных вещей
всегда получается много отходов. Это уменьшает коли-
чество годных к использованию ниток. Поэтому реко-
мендуется иметь в запасе белую шерсть, которую
можно подкрасить в любой нужный цвет, или исполь-
зовать ее неокрашенной в сочетании со старой.
При перевязывании старых вязаных вещей можно
использовать имеющиеся в наличии нитки разных
цветов.
Нитки, полученные после роспуска изделий ма-
шинной вязки, обычно очень тонкие, поэтому соеди-
няют 4—5, а иногда и больше ниток в зависимости от
того, какой толщины нужна нитка для выполняемой
работы. Полученные при роспуске концы связывают
так, чтобы до узла оставалось 2—3 см. При вязке узлы
переводят на изнаночную сторону и концы их заправ-
ляют в разные стороны.
Чтобы распущенная шерсть стала мягкой и элас-
тичной, ее надо выстирать. Для этого шерсть перема-
тывают с клубков в мотки — пасмы — весом 100—150 г.
Готовый моток перевязывают в нескольких местах
белой бумажной тесьмой.
Стирают шерсть в мыльной воде температурой
30°С. После стирки шерсть несколько раз прополаски-
вают в воде той же температуры. При последнем
полоскании в воду добавляют столовую ложку уксуса.
Чтобы шерсть после сушки не кудрявилась, каж-
дый моток встряхивают и подвешивают для просушки,
прикрепив к нижней части мотка небольшой груз.
Когда шерсть просохнет, ее без натяжения снова
перематывают в клубок. Если клубок смотать туго,
нитка получится тонкой и потеряет свою эластич-
ность.
450 (Ремонт Одежды и Обуви
МОЧИККЛ ill я о я, лоркалокм,
(НМЗЛ ърюк
Ремонт распоровшихся швов
Если распоролся боковой шов на пиджаке, пальто
ит. п., распарывают боковой шов подкладки. Если шов
распоролся на небольшую длину, порядка 2—З см, его
сшивают вручную строчными стежками. При длине
распоровшегося шва более 3 см детали сначала сметы-
вают, тщательно совмещая края, и прострачивают на
машинке так, чтобы строчка точно продолжала старую
строчку. Удалив наметки, шов разутюживают, рас-
правляют подкладку полы и прикрепляют к боковому
шву верха. Подкладку спинки пришивают к подкладке
полы потайными стежками вручную.
При ремонте шва проймы на разрушенном участке
отпарывают подкладку рукава от шва проймы и приме-
тывают рукав к краю проймы так, чтобы его посадка
была ровной.
Вметанный отрезок рукава сшивают с краем про-
ймы вручную, строчными стежкамй- Они должны
точно продолжать старую строчку. Частота стежков —
4—5 на 1 см строчки. После этого тщательно расправ-
ляют подкладку спинки вдоль края проймы и прикреп-
ляют ее разметочными стежками к шву проймы. Шов
плотно приутюживают, сутюживая посадку и разгла-
живая помятости. После этого расправляют подкладку
рукава и пришивают ее к шву проймы потайными
стежками.
Швы подкладки соединяют потайными подши-
вочными стежками.
Если ремонтируют шов, скрепляющий подкладку с
низом изделия, то низ сначала очищают с изнанки от
пыли, а затем пришивают подкладку.
Яиды Ремонта Одежды 451
Ремонт подкладки у края рукавов
Приступая к ремонту низа рукавов, приметывают
подкладку к верхней части рукава, на уровне локтя, а
затем отпарывают подкладку от низа рукава.
Изношенную часть подкладки отрезают на 10—12
см; швы на отрезанных частях распарывают. По этим
частям подкладки выкраивают новую, такой же фор-
мы, на каждый шов делая припуск в 2 см. Новые части
подкладки поочередно притачивают к подкладке верх-
ней и нижней половинок рукава швом шириной 1 см.
Швы притачки разутюживают и стачивают передние и
локтевые края на новых участках подкладки. Швы на
этих участках должны быть точным продолжением
старых строчек как по ширине, так и по направлению.
Заутюживают швы в сторону верхней половинки,
загибая при этом края по линии строчки.
Отремонтированную подкладку прикрепляют к лок-
тевому шву рукава. Подкладку расправляют внутри
рукава. Приметывают к низу рукава в 5—7 см от края
и пришивают потайными подшивочными стежками.
Отремонтированный рукав утюжат и отпаривают.
Ремонт низа брюк
Если износилась тесьма, пришитая к краям брюк,
ее заменяют новой. Отпоров старую тесьму, края брюк
тщательно очищают от пыли и концов ниток. Новую
тесьму накладывают по низу брюк так, чтобы ее
утолщенный край на 1—1,5 мм выдавался из-под низа
брюк. Тесьму пришивают подшивочными стежками с
обоих краев.
Для того, чтобы отремонтировать манжеты брюк,
сначала отпарывают весь подогнутый край низа брюк.
Очищают его от пыли, ниток и утюжат. Штукуют
452 Ремонт Одежды'и Обуви
изношенные участки с открытыми дырами. После
штуковки швы снова утюжат. Намечают новую линию
для подгиба низа брюк. Она должна пройти на 3—4 мм
выше шва штуковки.
По новой линии край низа брюк подгибают наиз-
нанку, заметывают, подшивают вручную и проутюжи-
вают. После этого к краю низа брюк подшивают
специальную тесьму. Плотно приутюживают низ, а
затем утюжат и отпаривают всю вещь.
Ремонт дублированных деталей одежды
В швейных изделиях широко применяется дубли-
рование отдельных деталей — подбортов, воротников,
лацканов, низа изделия, рукавов и т. п. — с ткаными и
неткаными клеевыми прокладочными материалами с
целью придания деталям и изделию устойчивой фор-
мы. Наибольшее распространение в последнее время
для этой цели получили вискозная или вискозно-
лавсановая ткань, на одну сторону которой нанесено
регулярное точечное или сплошное клеевое покрытие,
которое получают из полиамидных порошков.
В процессе носки может произойти раздублирова-
ние материала верха и прокладочного. На изделии
появляются пузыри и вздутия, морщинистость, чаще
всего в местах наибольшего трения. Для установления
причины дефекта следует слегка подпороть подкладку
и проверить прочность сцепления прокладочной тка-
ни и ткани верха. Если произошло раздублирование,
то дефект устраняется следующим образом. Для прида-
ния ткани некоторой жесткости и лучшего сцепления
готовят 5-процентный раствор поливинилацетатной
дисперсии (ПВА). Изделие раскладывают на столе
лицевой стороной вверх. На сдублированный участок
накладывают смоченную в растворе ПВА, слегка отжа-
Ниды Ремонта Одежды 453
тую и сложенную вдвое бязь и быстро проглаживают ее
тяжелым утюгом при температуре 140°С. Затем увлаж-
ненный участок расправляют вручную, натягивают и
вновь проглаживают через два слоя бязи до полного
высыхания. В результате термообработки происходит
расплавление полиамидной крошки, прилипание про-
кладочной ткани к ткани верха, и вздутия на лицевой
стороне исчезают.
Если первая попытка прочно сдублировать ткани
оказалась неудачной, процесс повторяют. Если и во
второй раз устранить дефект не удается, дублирование
прекращают.
Образовавшиеся в процессе сдублирования залос-
ненные места устраняют отпариванием: на обрабаты-
ваемое место кладут два слоя бязи, смоченной водой и
отжатое досуха, и слегка прикасаются утюгом.
Если произошла усадка прокладочной ткани, то ее
полностью отсоединяют от ткани верха, отглаживают
ткань верха с изнаночной стороны, повторно дублиру-
ют, после чего подшивают подкладку.
Р<ЛЗРЫ£Ы М 3 Л Я Л Л ШЫ
Прямой разрыв зашивают так. Вещь кладут на стол
лицевой стороной, место разрыва стягивают с изнанки
и сливают тонкой ниткой швом «вперед иголку»(рис. 43).
Затем все нитки подстригают ножницами, а место
разрыва прошивают мел-
кими стежками(рис. 44).
Шов с изнанки тщатель-
но проглаживают через
влажную ткань.
Прямой разрыв на
толстых тканях (драп,
толстое сукно и т. п.)
454 Ремонт Одежды и Обуви
Рис.45
ликвидируется несколько иначе: шить надо с изнанки,
но так, чтобы игла входила в край лицевой стороны
разрыва, прокалывая не весь слой материала. Стежки
делаются как при штопке: вперед-назад. Когда места
разрыва будут таким образом стянуты, нужно всю
линию разрыва прошить с изнанки швом «через край»,
и притом так, чтобы не захватывать последнего (лице-
вого) покрова ткани (рис. 45).
Этот шов закрепляет всю рабо-
ту. Затем места разрыва надо
прогладить и с лица распушить.
Сложный разрыв. Если ткань
разорвана вдоль и поперек, надо
разложить вещь на столе так, чтобы все места разрыва
оказались на твердой поверхности. Затем порванное
место разглаживают с изнанки. Отдельные линии раз-
рыва, предварительно стянутые по краям тонкой ни-
ткой, начиная с самых коротких, сшивают сначала
швом «за иголку», а потом, подрезав все нитки, — швом
«через край» (рис. 46). Затем все швы проглаживают
через влажную ткань горячим утюгом.
Заплаты нужно делать наименее заметными. Луч-
ше всего, если сохранился лоскут материи, из которой
была сшита ремонтируемая вещь.
Перед тем как наложить заплату, надо аккуратно
обрезать ножницами края дыры и придать ей опреде-
ленную форму: квадрат, пря-
моугольник, круг, овал и т. д.
Затем из приготовленной для
заплаты материи вырезают лос-
кут такой же формы, с припус-
ком 1,5—2 см со всех сторон на
загибку швов. Если заплата на-
кладывается из куска новой тка-
ни, ее надо предварительно на-
Рис. 46. Ремонт
сложного разрыва
Ниды Ремонта Одежды 455
мочить и выгладить, чтобы материал не дал усадку и не
сморщил заплату.
Существует несколько видов заплат.
Вставная (втачная) заплата. Вырезанный лоскут
кладут на изнанку и приметывают любым простым
швом. Затем подгибают края на лицевой стороне и
аккуратно подшивают потайным швом самыми мелки-
ми стежками — от этого зависит качество починки.
Можно прострочить и на машине, поставив регулятор
шва на самое мелкое деление. Затем вручную подши-
вают лоскут с изнанки, выдергивают наметку и прогла-
живают.
Накладная заплата, приметывается на лицевую сто-
рону изделия, пришивается потайным швом или про-
страчивается на машине с отступом от края заплаты
1 мм. После ремонта починенное место проглаживают
через ткань.
Двусторонняя заплата накладывается на повреж-
денную часть одежды с лицевой стороны и с изнанки.
Приготовляются две заплаты — большего и меньшего
размера. Приметывают их так, чтобы проношенное
место оказалось между ними. Сначала пришивается
меньшая заплата (на изнанке), а затем — верхняя
(лицевая), которая должна покрывать шов меньшей.
Двусторонняя заплата очень прочна.
Художественная заплата — из аппликации или
вышивки — может иногда спасти испорченную одежду.
Ставить такую заплату нужно с учетом специфики
покроя изделия и ткани.
Последнее время большую популярность приобре-
ли всевозможные клеи из сухих пластических масс.
Они предназначаются для починки текстильных изде-
лий из самых разнообразных тканей. В инструкции к
каждому такому средства излагаются его особенности,
которые необходимо соблюдать, но главный принцип
456 Ремонт Одежды и Обуви
действия у всех этих средств одинаковый: на повреж-
денный участок насыпается порошок, накрывается
кусочком подходящей ткани и проглаживается разо-
гретым до определенной температуры утюгом — и
заплата готова.
КЛёёЯОЙ И 3 2) $ Л И Й
В процессе носки на изделиях появляются поры-
вы, протертости, вытертости, плешины. Такие дефек-
ты можно исправить методом клеевого ремонта.
Клеевой ремонт можно осуществлять на изделиях
из меха натурального, овчины, велюра мехового, кожи
ворсовой и плащевых материалов. Для ремонта ис-
пользуют клей «Момент», «Феникс», суперцемент и
многие другие.
Если у изделия из натурального меха ослаблена
кожаная ткань и она рвется, ее можно укрепить тонким
плотным текстильным полотном. Делают это так: клей
равномерно наносят на предварительно обезжирен-
ную бензином поверхность кожевой ткани. Намазыва-
ют клеем предварительно вырезанную по форме дета-
ли ткань. Клеевые пленки на склеиваемых деталях
подсушивают в соответствии с рекомендациями для
конкретного используемого вида клея, а затем их
медленно соединяют, слегка поглаживая рукой, чтобы
избежать пустот и складок. После этого изделие сушат
в соответствии с рекомендациями для данного вида
клея.
Ремонт потертостей и плешин на изделиях из
овчины шубной и велюра мехового сводится к прикле-
иванию заплат, вырезанных из мехового лоскута, кото-
рый по цвету и характеру волосяного покрова подходит
к ремонтируемому изделию. Кожевая ткань заплаты
должна быть тонкой.
Яиды Ремонта Одежды 457
Изделие расстилают на столе кожевой частью вниз,
поврежденному участку придают нужную форму (обыч-
но овала или круга), подстригают оставшийся волос и
с помощью шлифовальной шкурки взъерошивают по-
верхность. Поврежденное место очерчивают мелом, на
него накладывают лоскут кожевой тканью вниз и
прижимают рукой так,.чтобы меловые линий перешли
на лоскут. После этого по внешнему контуру меловой
линии ножницами вырезают заплату, не надрезая во-
лос. Ножевую ткань заплаты также взъерошивают
шлифовальной шкуркой. После этого на обе поверх-
ности наносят тонкий равномерный слой клея, дают
подсохнуть клеевым пленкам и склеивают, как сказано
выше.
Ремонт изделий из плащевых материалов сводится
к приклеиванию заплат из ткани типа «болонья»,
подобранных по цвету или цветовому тону.
При ремонте разрывов по прямой линии вырезают
полоску шириной 1,2—1,5 см и длиной на 1,5 см
длиннее разрыва. Углы полоски закругляют. Подлежа-
щие ремонту места и заплату с изнанки обезжиривают
бензином, после чего на заплату наносят тонкий слой
клея. Разрыв соединяют и заплату с изнаночной сторо-
ны накладывают на изделие. С лицевой стороны сты-
ковые швы аккуратно промазывают клеем и соединя-
ют. Излишек клея снимают тампоном, смоченным в
бензине. Клеевой шов проглаживают и оставляют под
прессом.
При ремонте прожогов, протертостей (дыр) пре-
жде всего срезают бахрому и нитки. Из материала
изделия вырезают заплату по форме и размеру разры-
ва, по ней — такую же заплату из ткани типа «болонья»,
но на 1,5 см больше. Подклейку делают так же, как и
при разрывах по прямой линии. С изнаночной сторо-
ны приклеивают заплату из ткани «болонья», с лице-
458 Ремонт Одежды и Обуви
вой — заплату из ткани изделия. Излишек клея, попав-
шего на лицевую сторону, снимают тампоном, смочен-
ным в бензине. Изделие помещают под пресс.
«Приваривание» заплат
Можно производить ремонт на вещах «приварива-
нием» заплатки или закреплением порванного места
на любой ткани с помощью полиэтиленовой пленки.
Если дыра на ткани рваная, края разлохматились,
вокруг нее вырезается аккуратное прямоугольное от-
верстие. Точно такой же формы вырезается из ткани
заплата. На стол кладется кусок резины толщиной
2—3 мм (для изоляции). Выкраивается из полиэтилена
(годится обычный пакетик) заплата размером наЗ—4 мм
больше, чем заплата из ткани, с закругленными угол-
ками. Далее подбираются соответствующих размеров
два кусочка фольги. На резину кладется фольга, а ткань
с аккуратно вставленной заплаткой кладется изнанкой
кверху, затем накладывается полиэтиленовый прямо-
угольник и снова фольга. Нагретым утюгом (терморе-
гулятор на положении «шелк») на 10—15 секунд при-
жимается ремонтируемый участок ткани. После того
как ткань остынет, фольга отделяется.
Если заплата не нужна, достаточно проложить
одну лишь полиэтиленовую пленку. Так же можно
«приваривать» и отошедшую подшивку рубашек и
платьев.
Стирать отремонтированные таким образом вещи
надо с большой осторожностью, не выкручивая их.
СОДЕРЖАНИЕ
От составителя.......................3
РЕМОНТ ОБУВИ.........................5
ОБЩИЕ СВЕДЕНИЯ.......................7
Основные понятия и определения.......9
Стопа. Размеры стопы и голени......9
Детали обуви и способы их соединения .... 16
Обувные колодки...................20
Назначение ремонта обуви..........27
Раскрой и разруб обувных материалов.40
Обработка деталей низа обуви......41
Инструмент....................-.....46
Гвозди............................55
РЕМОНТ ДЕТАЛЕЙ ВЕРХА
И ПОДКЛАДКИ ОБУВИ...................57
Виды повреждений обуви..............59
Конструкция заготовки верха обуви...60
Ушивки..............................70
Ремонт деталей подкладки............75
Заплаты.............................81
Изменение формы и размеров обуви....91
РЕМОНТ НИЗА ОБУВИ.....................101
Особенности изнашивания низа обуви..103
Виды работ при ремонте низа обуви...105
Ремонт и замена подош вклеевого метода
крепления........................108
Замена подошв и рантов в обуви ниточного
метода крепления.................134
Ремонт и замена подошв в обуви
гвоздевого и деревянно-шпилечного
методов крепления................176
Ремонт и замена каблуков..........186
ОТДЕЛКА ОТРЕМОНТИРОВАННОЙ
ОБУВИ И ПОВСЕДНЕВНЫЙ УХОД
ЗА НЕЙ............................217
Отделка обуви после ремонта........219
Повседневный уход за обувью........229
РЕМОНТ РЕЗИНОВОЙ И ВАЛЯНОЙ
ОБУВИ........................... 233
Ремонт резиновой обуви.............235
Ремонт валяной обуви...............240
МАТЕРИАЛОВЕДЕНИЕ ОБУВНОГО
ПРОИЗВОДСТВА.......................251
Натуральные кожи...................253
Ассортимент и качество кож.......257
Кожи хромового дубления для верха обуви 258
Замша............................261
Кожи для верха бесподкладочной обуви.... 261
Подкладочные кожи................262
Кожи для низа обуви..............262
Мех.......................'........264
Текстильные материалы..............266
Текстильные волокна..............267
Пряжа............................269
Ткани............................269
Виды переплетений................270
Ассортимент и качество тканей....272
Нетканые текстильные материалы..... 276
Трикотажные полотна..............279
Искусственный мех................280
Резиновые пластины и детали для низа
обуви..................................281
Ассортимент обувных резиновых пластин
и деталей............................283
Искусственные кожи....................289
Ассортимент искусственных кож.......291
Обувные подкладочные искусственные
кожи................................294
Искусственные кожи для подносков
и задников........................ 294
Искусственные кожи для ранта........295
Окантовочные искусственные кожи.....296
Пленочные материалы...................296
Картон................................297
Ассортимент картонов................297
Детали из пластических масс...........300
Пластмассовые подошвы...............300
Пластмассовые каблуки...............301
Пластмассовые детали для обуви......303
Клеящие материалы.....................305
Классификация клеев.................305
Ассортимент клеев................. 307
Клеи на основе синтетических латексов
и эмульсий..........................313
Клеи на основе водных растворов
клеящих веществ......................315
Металлическая фурнитура............. 316
Материалы для ниточных методов
скрепления деталей.....................326
Хлопчатобумажные нитки..............329
Льняные нитки.......................330
Нитки из синтетических волокон......331
Текстильная фурнитура...............332
Отделочные материалы..................333
Вещества для изготовления отделочных
материалов..................... 335
Краски............................338
Обувные лаки......................343
Отделочные материалы на восковой
основе............................344
Аппретуры.........................346
Смывочные жидкости................349
Пеногасители......................350
РЕМОНТ ОДЕЖДЫ......................351
ОБЩИЕ СВЕДЕНИЯ.
ИНСТРУМЕНТ И МАТЕРИАЛЫ.............353
Общие сведения.....................355
Инструмент и материалы.............367
Виды швов..........................370
ВИДЫ РЕМОНТА ОДЕЖДЫ................375
Художественная штопка..............377
Штуковка..........................381
Распошив..........................393
Вплетение односторонней вставки
с концами.........................409
Вплетение односторонней вставки
без конца.........................418
Одностороннее переплетение........420
Двустороннее переплетение.........426
Распошив с вплетением вставки
с концами.........................436
Комбинирование двустороннего
переплетения с односторонним
переплетением.....................439
Ремонт трикотажных изделий.........442
Вязаные заплаты...................442
Перевязывание отдельных изношенных
деталей...........................443
Ремонт рейтуз.................... 445
Ремонт перчаток и варежек........ 446
Ремонт носков......................447
Перевязывание трикотажных изделий...448
Починка швов, подкладки, низа брюк....450
Ремонт распоровшихся швов..........., 450
Ремонт подкладки у края рукавов....451
Ремонт низа брюк...................451
Ремонт дублированных деталей одежды.452
Разрывы и заплаты.....................453
Клеевой ремонт изделий................456
«Приваривание» заплат.................458