























































































































































































































Автор: Палицкий А.Я. Дейч М.М.
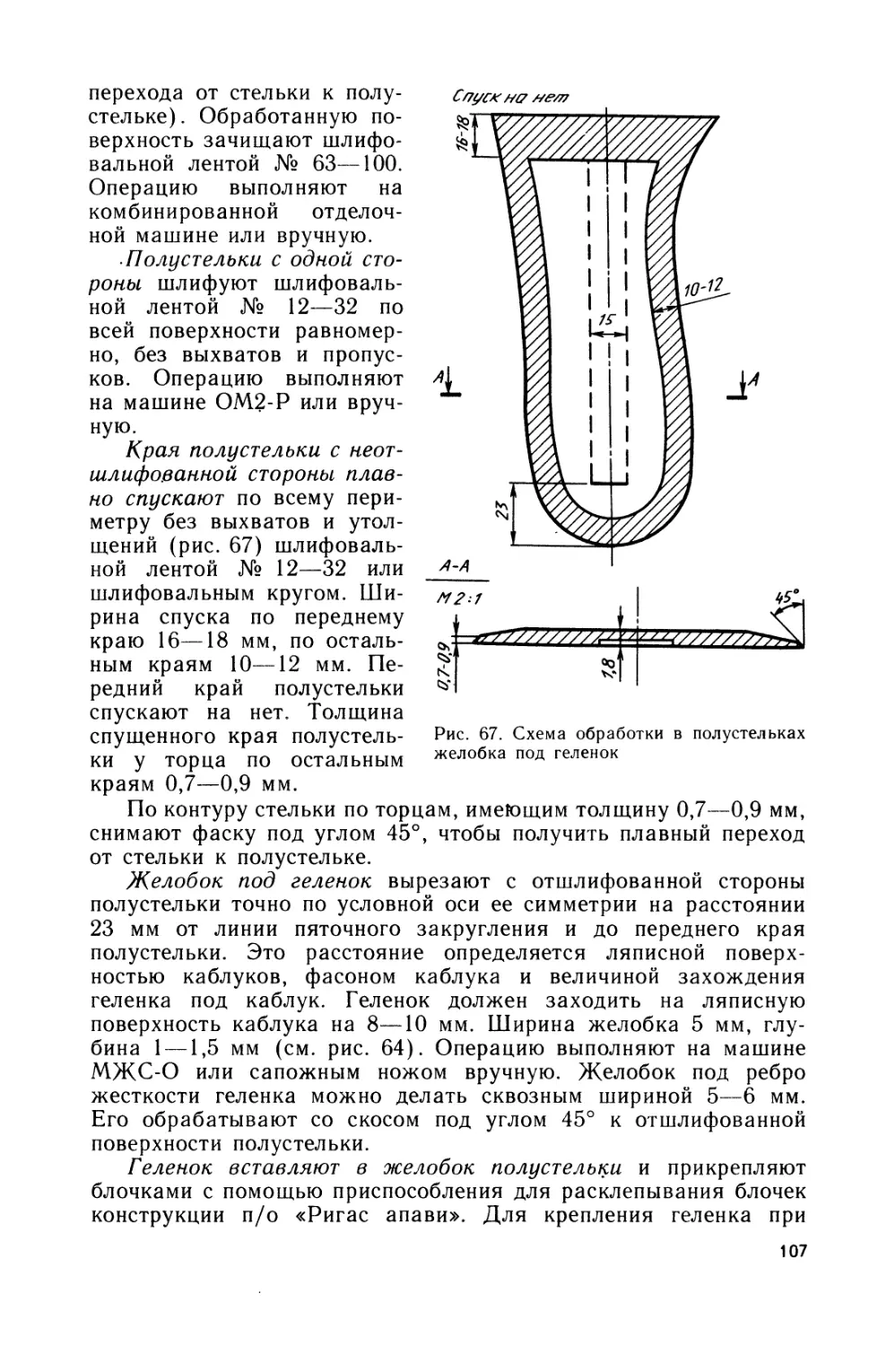
Теги: обувное производство вспомогательные принадлежности для ходьбы домашнее хозяйство домоводство коммунально-бытовое хозяйство производства легкой промышленности промышленность
ISBN: 5-7088-0373-8
Год: 1990



УЧЕБНИКИ
ДЛЯ СРЕДНИХ
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКИХ
УЧИЛИЩ
А.Я.ПАЛИЦКИЙ
М.М. ДЕЙЧ
ИЗГОТОВЛЕНИЕ
ОБУВИ
ПО ИНДИВИДУАЛЬНЫМ
ЗАКАЗАМ
Допущено Государственным комитетом
СССР по народному образованию в
качестве учебного пособия для
профессионально-технических училищ
cxJD
ПБ
МОСКВА
ЛЕГПРОМБЫТИЗДАТ
1990
ББК 37.255
П14
УДК 685.341.16.02:64@75.32)
Рецензенты: 3. С. Воробьева (Главмосбыт), Т. Л. Навалов
(Госкомлегпром СССР)
Палицкий А. Я., Дейч М. М.
П14 Изготовление обуви по индивидуальным заказам:
Учеб. пособие для проф.-техн. училищ. — М.: Лег-
промбытиздат, 1990. — 256 с: ил. —
ISBN 5-7088-0373-8.
В работе изложены вопросы организации производства
обуви по индивидуальным заказам, контроля качества продукции и
профессиональной этики работников бытового обслуживания.
Материал изложен на основе опыта работы производственного
объединения по ремонту и индивидуальному пошиву обуви «Ри-
гас апави».
Для учащихся профессионально-технических училищ.
3402010000—061
П 61—90 ББК 37.255
044@1)—90
ISBN 5-7088-0373-8
© Палицкий А. Я., Дейч М. М., 1990
ВВЕДЕНИЕ
Для защиты стопы и голени от механических повреждений,
охлаждения или перегревания, от воздействия воды,
загрязнений и других факторов человек пользуется обувью. В
доисторические времена он защищал ноги кусками шкур животных,
которые обертывали вокруг стопы и закрепляли на ней
кожаными полосками или жилами.
Самая древняя обувь — сандалии. Их носили в Алжире,
Египте, Греции и Риме. Первоначально сандалии представляли
собой дощечку, которую привязывали к стопе ремешками.
Ремешки пропускали между большим и средним пальцами и
обвязывали вокруг лодыжек. В дальнейшем дощечка была заменена
многослойной подошвой, которая защищала стопу от неровностей
почвы. Изготовляли сандалии с закрытой носочной или пяточной
частью (рис. 1).
В местах с умеренным климатом была необходимость
защищать не только след стопы, но и всю стопу. В результате
появились поршни и сапоги. Поршни (рис. 2) изготовляли
из одного куска кожи, согнутого в носочной и пяточной частях
и стянутого по верхнему краю ремешком. Сапоги изготовляли в
виде чулка и носили в районах с более холодным климатом.
Форму такой обуви создавала сама стопа в процессе
эксплуатации обуви.
Нижняя часть поршня, прикрывающая след стопы,
изнашивалась быстрее верхней. Чтобы продлить срок носки такой обуви,
снизу стали прикреплять еще один слой шкуры (подошва) и
несколько дополнительных слоев в пяточной части (каблук).
По мере развития ремесел и появления выделанных кож
более мягкие кожи стали применять для изготовления верха обуви,
а более жесткие — для низа обуви. Вместо примитивного поршня
и сапога (чулка) стали изготовлять ботинки и сапоги, состоящие
из двух деталей.
Конструкция обуви постепенно совершенствуется. В ней
появляется новый конструктивный элемент — стелька, которая
позволяет прикреплять подошву не только жилами или нитками,
но и деревянными шпильками и металлическими гвоздями.
Первые швейные машины появились в середине XVIII
столетия. Серийный выпуск швейных машин начался в 1857 г.
Появление швейных машин способствовало изменению
конструкции обуви — верх обуви стали изготовлять из нескольких
деталей.
Во второй половине XIX столетия появились прошивные,
обтяжные, затяжные и другие обувные машины, что позволило
3
Рис. 1. Сандалии Рис. 2. Поршни
механизировать операции по изготовлению обуви, повысить
производительность труда и увеличить объем выпуска, обуви.
Форму готовой обуви стали придавать с помощью болванок,
которые позже были заменены колодками для формирования
деталей обуви. С конца XIX столетия обувь стали изготовлять
отдельно для правой и левой стопы (до этого ее изготовляли
на симметричной колодке, одинаковой для обеих стоп). Тогда
же для создания устойчивости обуви укрепили ее пяточную
часть с помощью жесткого задника, а верх обуви стали
изготовлять из нескольких деталей, скрепленных швами, и с подкладкой.
Сапоги носили только знатные люди, их изготовляли из
цветного сафьяна, бархата и атласа и украшали золотым шитьем,
жемчугом и драгоценными камнями.
В России первой обувью считают сплетенные из лыка лапти
и поршни, а также рабочие сапоги и ботинки из грубой кожи.
В XX столетии конструкция и форма обуви претерпели
значительные изменения в связи с внедрением искусственных и
синтетических материалов (заменителей кожи для изготовления
деталей верха и низа обуви) и появлением новых методов крепления
низа обуви. Ниже приведена последовательность разработки этих
методов:
Винтовой
Деревянно-шпилечный
Прошивной
Рантовый
Клеевой
Доппельный
Горячей вулканизации
Строчечно-клеевой
Литьевой
Опанковый
Год разработки
1813
1833
1861
1887
1910
1937
1938
1946
1965
1968
4
Дореволюционная обувная промышленность была крайне
отсталой и представляла собой разбросанные по всей стране
кустарные предприятия. Обувь изготовляли ручным методом,
оборудование, основные и вспомогательные материалы
поставляли в основном иностранные фирмы.
В первые годы Советской власти были сконцентрированы и
реконструированы мелкие предприятия и построены новые
крупные обувные фабрики в Киеве, Минске, Ростове-на-Дону,
Кузнецке, Новосибирске, Свердловске и Тбилиси. В последующие
годы строительство обувных фабрик расширилось, особенно в
районах Дальнего Востока, Восточной Сибири, Казахстана,
Киргизии, Узбекистана и Поволжья.
В 70-х годах были созданы крупные производственные
обувные объединения «Скороход» им. Я.А.Калинина (Ленинград),
«Заря» (Москва), «Уралобувь» (Свердловск) и др.
Обувная подотрасль бытового обслуживания населения до
1957 г. была сосредоточена в артелях промысловой кооперации
и комбинатах бытового обслуживания населения. После
ликвидации промысловой кооперации существовавшие в ней и в
комбинатах бытового обслуживания обувные ателье и мастерские по
изготовлению и ремонту обуви по заказам населения были
объединены в обувные фабрики или комбинаты. В
результате этих мер была ликвидирована часть мощностей и потеряно
значительное количество квалифицированных кадров по
индивидуальному изготовлению обуви.
В 70-х годах в результате проходившей дальнейшей
концентрации обувной подотрасли бытового обслуживания были
созданы производственные объединения с централизованными выру-
бочными, раскройно-заготовочными и сборочными цехами
(участками) и сетью приемных салонов или пунктов.
В ателье высшего разряда, изготовляющих особо элегантную
обувь по заказам населения, также существует законченный
цикл производства (за исключением раскроя и частичной
обработки деталей низа обуви, которые поставляются из
централизованных вырубочных цехов).
Таким образом, обувное производство в бытовом
обслуживании населения страны превращено в крупную подотрасль
бытового обслуживания.
Глава I. КЛАССИФИКАЦИЯ ОБУВИ
Обувь классифицируют по следующим функциональным
признакам: назначению, высоте заготовки верха, половозрастным
группам, материалам, применяемым для изготовления деталей верха
и низа обуви, конструкции заготовки верха и низа, методам
крепления деталей низа к заготовке верха.
§ 1. НАЗНАЧЕНИЕ ОБУВИ
В зависимости от назначения обувь делят на следующие виды:
повседневную — обувь для повседневной носки;
модельную — обувь для кратковременной носки в
торжественных случаях;
домашнюю — обувь для носки в домашних условиях;
дорожную — обувь для кратковременной носки в дороге;
пляжную — обувь для отдыха, занятий физкультурой;
национальную — обувь, имеющую различные национальные
традиционные элементы конструкции и отделки;
зимнюю — обувь для носки в холодный период, обладающую
хорошими теплозащитными свойствами;
круглосезонную — обувь для систематической
продолжительной носки в течение года;
летнюю — обувь для носки в летний период;
весенне-осеннюю — обувь для носки в весенне-осенний
период;
для людей пожилого возраста — обувь, конструкция которой
разработана с учетом анатомо-физиологических особенностей
людей пожилого возраста;
спортивную — обувь для занятий различными видами спорта;
специальную — обувь для защиты ног от определенных видов
опасных воздействий;
производственную — обувь для общих работ без применения
защитных материалов и деталей;
ортопедическую — обувь, конструкция которой разработана с
учетом патологических отклонений в стопе, голени или бедре;
профилактическую — обувь, конструкция которой
разработана с учетом предупреждения развития патологических
отклонений в стопе.
§ 2. ВЫСОТА ЗАГОТОВКИ ВЕРХА
В зависимости от высоты верха обувь делят на туфли,
полуботинки, ботинки, полусапоги и сапоги с удлиненными
голенищами.
6
Туфли — обувь с высотой берцев ниже лодыжки и заготовкой
верха, не полностью закрывающей тыльную поверхность стопы.
Полуботинки — обувь с высотой берцев ниже лодыжки и
заготовкой верха, закрывающей всю тыльную поверхность стопы.
Ботинки — обувь с берцами, закрывающими лодыжку или
доходящими до начала икры.
Полусапоги — обувь с берцами, доходящими до половины
икры (разновидностью полусапог являются полусапожки).
Сапоги — обувь с голенищами, закрывающими икры
(разновидностью сапог являются сапожки).
Сапоги с удлиненными голенищами — обувь с голенищами
выше колен.
§ 3. ПОЛОВОЗРАСТНЫЕ ГРУППЫ
В соответствии с ГОСТ 11373—75* «Обувь. Размеры» в
метрической системе нумерации установлены размеры в зависимости
от интервала между смежными размерами обуви по длине
E и 7,5 мм). Размер обуви определяется длиной стопы,
выраженной в миллиметрах. При определении размера обуви длину
стопы округляют до 0,5 мм в меньшую сторону. Внутренние
размеры обуви (табл. 1) в метрической системе нумерации
должны соответствовать требованиям ГОСТ 3927—75*.
Учитывая, что стопы при одной длине имеют различные
поперечные размеры, обувь одного размера выпускается с разными
полнотами. Полнота обуви характеризуется внутренними
размерами по обхвату пучков. Условно полноту обозначают цифрой, с
увеличением которой обхват пучков возрастает. По ГОСТ 3927—
75* «Колодки обувные» предусмотрено 12 полнот.
В метрической системе существуют различные интервалы
между смежными полнотами. Для модельной обуви интервал
составляет 6 мм, повседневной из кож хромового дубления — 8,
а с верхом из юфти — 10 мм.
Для предприятий по индивидуальному пошиву обуви
допускаются отклонения от стандарта: женская обувь бывает длиной
менее 210 и более 275 мм, а мужская обувь — менее 245 и более
305 мм; встречаются стопы 15-й полноты, а иногда и более.
Наряду с метрической системой нумерации иногда применяют
штихмасовую систему нумерации (табл. 2,3), в которой размер
обуви определяется длиной следа колодки, выраженной в штих-
масах. Штихмас — это единица измерения длины, равная
6,67 мм.
§ 4. МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ ВЕРХА
В зависимости от применяемого материала для деталей верха
обувь подразделяют на обувь из кожи, текстильную, из
искусственной и синтетической кожи и обувь с комбинированным
верхом.
7
Табл. 1. Размеры обуви
Группа обуви
Номер
Наименование
Размеры в метрической
системе, мм
Исходный размер
группы, мм
Все виды обуви (кроме юфтевой и специального назначения)
с интервалом 5 мм между смежными размерами
0
1
4
5
6
7
8
9
Пинетки
Гусарики
3 Дошкольная
Школьная для
девочек
Девичья
Школьная для
мальчиков
Мальчиковая
Женская
Мужская
95, 100, 105, ПО, 115, 120, 125
105, ПО, 115, 120, 125, 130, 135,
140
145, 150, 155, 160, 165, 170, 175,
180, 185, 190, 195, 200
205, 210, 215, 220, 225
230, 235, 240, 245, 250, 255, 260
205, 210, 215, 220, 225
230, 235, 240, 245, 250, 255, 260,
265, 270, 275, 280
210, 215, 220, 225, 230, 235, 240,
245,250,255,260, 265;270,275
245, 250, 255, 260, 265, 270, 275,
280, 285, 290, 295, 300, 305
ПО
135
185
215
235
215
240
240
270
Обувь юфтевая и специального назначения с интервалом 7,5 мм
между смежными размерами
185
215
245
240
270
3
6
7
8
9
Дошкольная
Школьная
Мальчиковая
Женская
Мужская
177,
207,
237,
217,
262,
240,
285,
185, 192. 200
215. 222, 230
245, 252, 260
225. 232, 240, 247, 255,
270, 277, 285
247, 255, 262, 270, 277
292, 300, 307
Табл. 2. Примерное соответствие штихмасовых
и метрических размеров (номеров) обуви
группа обуви
(
0
Пинетки
1
Гусарики
Размер
в
метрической
системе
Г интервале
95
100
105
ПО
115
120
125
105
ПО
115
120
125
обуви
в штих-
масовой
системе
ш 5 мм ме:
16
16,5 1
17
18
19
19,5
20
17
18
19 1
19,5
20 !
группа обуви
жду смежными раз
6
Школьная для
мальчиков
7
Мальчиковая
Размер
в
метрической
системе
мерами
205
210
215
220
225
230
240
245
250
255
260
265
обуви
в штих-
масовои
системе
32
33
34
34,5
35
36
37,5
38
39
40
40,5
41
Окончание табл. 2
Наименование и
группа обуви
Размер обуви
в
метрической
системе
в штих-
масовой
системе
Наименование и
группа обуви
Размер обуви
в
метрической
системе
в штих-
масовой
системе
2—3
Дошкольная
4
Школьная для
девочек
,
5
Девичья
130
135
140
145
150
155
160
165
170
175
180
185
190
195
200
205
210
215
220
225
230
235
240
245
250
255
260
270
21
22
22,5
23
24
25
25,5
26
27
28
28,5
29
30
31
31,5
32
33
34
34,5
35
36
37
37,5
38
39
40
40,5
42
Женская
Мужская
275
280
210
215
220
225
230
235
240
245
250
255
260
265
270
275
245
250
255
260
265
270
275
280
285
290
295
300
305
43
43,5
33
34
34,5
35
36
37
37,5
38
39
40
40,5
41
42
43
38
39
40
40,5
41
42
43
43,5
44
45
46
46,5
47
3
Дошкольная
6
Школьная
7
Мальчиковая
8
Женская
С интервалом
177
185
192
200
207
215
222
230
237
245
252
260
217
225
232
240
7,5 мм
28
29
30,5
31,5
32,5
34
35
36
37
38
39,5
40,5
34,5
35,5
36,5
37,5
ме
>жду смежными
9
Мужскяя
размерами
247
255
262
270
277
285
240
247
255
262
270
277
285
292
300
307
38,5
40
41
42
43
44,5
37,5
38,5
40
41
42
43
44,5
45,5
46,5
47,5
9
Обувь из кожи — обувь, детали верха которой изготовлены из
натуральной кожи (или преимущественно из нее).
Наиболее распространенными материалами для изготовления
обуви являются кожи хромового дубления. Они обладают
необходимыми упругопластическими и гигиеническими свойствами,
достаточной формоустоичивостью и имеют хороший внешний
вид.
Различают следующие виды кож хромового дубления: опоек,
выросток, полукожник, яловка, свиные, жеребок, выметка,
конские передины, верблюжонок, собачьи, шевро, козлина,
шеврет.
Кожи хромового дубления с индексом М (модельная)
используют для изготовления модельной обуви.
По способу отделки кожи хромового дубления подразделяют
на гладкие и тисненые с естественной лицевой поверхностью,
гладкие со шлифованной лицевой поверхностью, нубук (с под-
шлифованной лицевой поверхностью), велюр (со шлифованной
бахтармой) и с лаковой пленкой (лаковая кожа).
По мерее кожи подразделяют на гладкие и тисненые.
По цвету кожи могут быть черные, цветные (коричневые),
яркие (красные, синие, голубые, зеленые, желтые, бордо, темно-
серые), светлые (серые различных оттенков, бежевые),
золотистые, серебристые, белые и натуральные.
Лучшими видами кож хромового дубления, используемых при
изготовлении модельной обуви по заказам населения, являются
опоек, нубук, велюр, замша и лаковая кожа с полиуретановым
покрытием.
Обувь из текстильных материалов — обувь, детали которой
изготовлены из текстильных материалов (или преимущественно
из них).
Для верха летней обуви используют обувной атлас,
гладкокрашеную замшу, вельвет-корд, ткани Яхта, Черевички,
Юбилейная и др.
Для деталей верха модельной и домашней обуви используют
шелковые ткани в основном из вискозных нитей. Эти ткани
могут быть гладкокрашеными, набивными или пестроткаными.
К шелковым тканям относят плюш, ткань Мечту и др.
Для изготовления домашней обуви применяют также
хлопчатобумажные и шерстяные ткани с ворсовой поверхностью:
полубархат, вельвет-корд, вельвет-рубчик, ткани с начесом типа
Зимняя или Замша спортивная, шерстяные ткани (такие, как
драп, бобрик и др.).
К внешнему виду тканей для верха обуви предъявляют
определенные требования. Рисунок переплетения на деталях
верха обуви не должен искажаться, а окраска тканей должна
быть равномерной и устойчивой к трению в сухом и мокром
виде.
Обувь из искусственной кожи — обувь, детали верха которой
ю
изготовлены из искусственной кожи (или преимущественно
из нее).
При изготовлении обуви по индивидуальным заказам
применяют различные искусственные кожи.
Винилискожа — искусственная кожа с поливинилхло-
ридным покрытием. Винилискожу изготовляют на тканевой,
трикотажной и нетканой основе с монолитной лицевой пленкой.
Поливинилхлоридное (ПВХ) покрытие на ощупь кожеподобное,
обладает высоким сопротивлением к истиранию и высокой
термопластичностью. Недостатком винилискожи является низкая
морозостойкость. Обычно винилискожу используют для
изготовления деталей верха летней обуви. Наибольшее распространение
получили винилискожа — Т обувная лаковая, винилискожа — Т
замшевая обувная, шарголин, винилискожа — Т Юфтин,
винилискожа—НТ обувная, винилискожа—ТР обувная пористая.
Эластоискожа представляет собой искусственную кож>
с каучуковым покрытием на тканевой основе. Эластоискожа
используется для изготовления голенищ сапожек. Наиболее
широкое распространение получили кирза обувная,
эластоискожа—Т замшевая обувная, ворсит и др.
Винилуретанискожа — Т обувная изготовляется
на вискозной основе с двухслойным покрытием: внутренний
слой — пористый ПВХ, лицевой слой — полиуретановый
монолитный. Выпускается толщиной 0,9±0,1 и 1,3±0,1. Такую
искусственную кожу применяют для изготовления деталей верха обуви
широкого ассортимента, используемой при температуре не
ниже — 15 °С.
За рубежом выпускают искусственные кожи цеелан-лак
(ФРГ), фловер-лак (Италия). Эти искусственные кожи
используют в основном для изготовления голенищ сапожек.
Для окантовки деталей верха обуви применяют различные
виды тесьмы из искусственных кож (например, винилискожа—Т
окантовочная, морозостойкая). Основа винилискожи — бязь или
миткаль с ПВХ-покрытием. Окантовочная тесьма может
использоваться при температуре не ниже — 25 °С.
Нитроискожа — Т окантовочная представляет
собой хлопчатобумажную окрашенную ткань, на которую
нанесено нитроцеллюлозное покрытие. Ее используют для окантовки
деталей верха обуви.
Обувь из синтетической кожи — обувь, детали верха которой
изготовлены из синтетической кожи или преимущественно из
из нее.
Синтетические кожи изготовляют на нетканой иглопробивной
основе или комбинированной с пропиткой полиуретановым
раствором и покрытием из композиции полиуретанов. При
изготовлении обуви по заказам населения применяют различные
синтетические кожи.
Синтетическая кожа С К-8 изготовляется на нетка-
11
ной иглопробивной основе, пропитанной раствором полиуретана
и покрывается пористым полиуретаном.
За рубежом выпускают следующие синтетические кожи:
кларино, ксиле, барекс, патора, полькорфам и др.
§ 5. МАТЕРИАЛЫ ДЛЯ ДЕТАЛЕЙ НИЗА
В зависимости от материала, используемого для изготовления
подошвы, различают обувь с подошвой из натуральной кожи,
резины, пластиков, поливинилхлорида, термопластичного
эластомера, полиуретана, дерева и войлока.
Кожаные подошвы должны обладать хорошей
сопротивляемостью истиранию, водостойкостью, быть легкими, гибкими и не
изменять формы в процессе эксплуатации. Кожа не в полной
мере соответствует этим требованиям: она быстро намокает,
скользит при ходьбе по мокрому и обледенелому грунту, быстро
изнашивается и теряет форму при эксплуатации. Учитывая
имеющиеся недостатки, можно объяснить замену кожи для
изготовления подошвы искусственными материалами.
Для изготовления подошв применяют резины различных
марок и групп. Резины марки Б и БШ выпускают толщиной от
4,4 до 8,7 мм и делят на четыре группы. Резину марки В
выпускают толщиной 6—12 мм трех групп, а марки ВШ—толщиной
3—16 мм десяти групп. Резинам марок Б, БШ, В, ВШ
свойственна низкая плотность, хорошие теплозащитные свойства и
водостойкость. Недостатками этих марок являются переломы
толстых подошв, большая усадка и недостаточное сопротивление
истиранию.
Пористые пластины марки ИШ применяют для
изготовления деталей низа обуви клеевого метода крепления.
По толщине пластины подразделяют на три группы: I группа
14—16 мм, II группа 16,1 —18 мм, III группа 18,1—20 мм.
Эти пластины содержат большее количество каучука, чем
пластины марки ВШ, и обладают большой износостойкостью и
большим сопротивлением многократному изгибу.
Пористые пластины Мипора по сравнению с
маркой ВШ имеют мелкопористую структуру с увеличенным
содержанием высококачественного наполнителя. Мипора имеет
более высокий показатель прочности склеивания.
Пористую резину Порокреп изготовляют в виде
пластин (толщиной от 6,1 до 23 мм пяти групп) и деталей.
Порокреп по внешнему виду напоминает натуральный каучук
и обладает мелкой пористостью, высокими износостойкостью и
эластичностью.
Пористая резина Эластопора относится к
легкому виду резин, имеет мелкую пористость и высокую прочность.
Эту резину ярких расцветок применяют для производства
домашней и спортивной обуви.
12
Пористая резина Эвапора характеризуется
мелкими порами, красивым внешним видом и улучшенными
физико-химическими показателями по сравнению с резиной ВШ.
Пористые резины Депора и Талка отличаются
яркими и светлыми расцветками.
Кожеподобную резину с волокнистым
наполнителем кожволон — выпускают в виде пластин и
деталей и используют для изготовления низа обуви клеевого
метода крепления. По твердости, пластичности и толщине
кожволон аналогичен подошвенной коже, но имеет более высокие
сопротивление истиранию, водостойкость и лучшие
технологические свойства.
Полиуретановые подошвы используют для модельной и
повседневной обуви различного назначения. Такие подошвы имеют
высокое сопротивление износу. Это свойство определяется не
толщиной, а физическими характеристиками материала.
Подошвы из термопластичного полиуретана имеют монолитную
структуру и используются в основном для открытой обуви.
Жидким формованием изготовляют также двухслойные
полиуретановые подошвы. В таких подошвах неходовой слой имеет
низкую плотность, а ходовой более плотен и износостоек.
Двухслойные подошвы имеют хороший внешний вид и
эксплуатационные свойства.
Методом жидкого формования из полиуретанов можно
изготовить деталь, представляющую собой подошву с каблуком и не
требующую дополнительной обработки. Полиуретановые
подошвы очень разнообразны по конфигурации, толщине и виду
поверхности. Конфигурация подошв зависит от назначения обуви.
Подошвы могут быть с бортиком по всему периметру или только в
носочной части. Толщина подошв, высота, форма каблука и цвет
определяются назначением обуви и направлением моды.
Боковая и ходовая поверхности подошв могут иметь рефле-
ния под пробку, соломку, ткань и т. п. По многим
показателям полиуретановые подошвы превосходят резиновые подошвы и
подошвы из термопластов по сопротивлению, истиранию,
многократному изгибу и пределу прочности при растяжении,
твердости и удлинению при разрыве. Эти свойства обеспечивают в
несколько раз большую долговечность при эксплуатации полиу-
ретановых подошв по сравнению с верхом обуви, поэтому
полиуретан является наиболее перспективным материалом для низа
обуви.
К недостаткам полиуретана можно отнести излом подошв в
пучковой части при носке в зимнее время (при температуре
ниже— 10 °С воздействие воды приводит к образованию
микротрещин) .
Поливинилхлоридные подошвы изготовляют методом литья
под давлением. Подошвы бывают двух видов: монолитные и
пористые.
13
Монолитные подошвы обладают высокими сопротивлением к
истиранию, эластичностью и стойкостью к действию агрессивных
сред. К недостаткам подошв относится низкая морозостойкость.
Подошвы из вспененного поливинилхлорида используют для
изготовления летней и домашней обуви. Поливинилхлорид по
больишнству показателей уступает полиуретану, но все же
имеет перспективу из-за дешевизны, недефицитности и
возможности широкого применения для изготовления подошв.
Для производства формованных подошв применяют литье
подошв из термоэластопластов. Такие подошвы по своим
свойствам превосходят резиновые, но уступают полиуретановым.
Учитывая недефицитность сырья, а также невысокую стоимость
подошв, их можно считать перспективными. Хороший комплекс
свойств этих подошв дополняется высоким коэффициентом
трения по льду и мокрому грунту, что обеспечивает хорошее
сцепление подошв с любым грунтом.
Деревянные подошвы применяют для изготовления обуви по
заказам населения. В последнее время подошвы стали
изготовлять не из куска древесины, а формованием клееной фанеры.
Фанера лучше поддается механической обработке и формованию,
недорога и обладает высокими физико-механическими
свойствами. Слои фанеры склеивают фенолформальдегидной смолой.
К недостаткам деревянных подошв относятся быстрая
истираемость, малая водостойкость, большая материалоемкость и
жесткость. Разновидностью таких подошв являются деревянные
подошвы, обтянутые натуральной пробкой.
Подошвы из войлока используют для изготовления домашней
обуви. Эти подошвы должны отвечать следующим требованиям:
толщина подошвы для мужской обуви должна быть 10 ± 2 мм, а
для женской и школьной 8 dz 2 мм. В подошвах содержание
растительных примесей не должно превышать 2,5 %, а нешерстяных
волокон — 15 %.
§ 6. МЕТОДЫ КРЕПЛЕНИЯ ДЕТАЛЕЙ НИЗА
К ЗАГОТОВКЕ ВЕРХА
Крепление деталей низа к заготовке верха производится
различными методами.
Рантовый метод. Подошву прикрепляют нитками к ранту,
который предварительно соединен (вместе с заготовкой верха)
нитками с губой стельки (рис. 3,а).
Рантово-прошивной метод. Подошву прикрепляют нитками к
ранту, который предварительно соединен нитками с плоской
стелькой и затяжной кромкой заготовки (рис. 3,6).
Доппельный метод. Подошву прикрепляют до пяточной части
нитками к накладному ранту и заготовке верха, отогнутой на
наружную сторону по отношению к ребру следа колодки и
расположенной горизонтально (рис. 3,ej.
14
Рис. 3. Схемы прикрепления деталей низа различными методами:
а — рантовый; б — рантово-прошивной; в — доппельный; г — сандальный; д — парко; е — выворотный;
ж — втачной; з — прошивной; и — строчечно-рантовый; к — клеевой; л — горячей вулканизации и
литьевой; м — гвоздевой; я — гвозде-клеевой; о — винтовой; п — деревянно-шпилечный; р — ранто-
клеевой; с — строчечно-клеевой; т — доппельно-клеевой; у — клеепрошивнои; ф — строчечно-клеепро-
шивной; х — строчечно-горячей вулканизации и строчечно-литьевои; ц — бортовой; / — заготовка;
2 — стелька; 3 — подкладка; 4 — простилка; 5 — подошва; 6 — подложка; 7 — втачная стелька; 8 —
рант; 9 — отводка; /0 — обтяжка; // — платформа; 12 — текс; 13 — гвоздь; /4 — ниточный шов;
15 — клеевой шов; 16 — винт; 17 — деревянные шпильки; 18—скобка; 19—вкладная стелька; 20 —
шнур
Сандальный метод. Подошву прикрепляют нитками по всему
периметру к накладному ранту и заготовке верха, отогнутой
на наружную сторону по отношению к ребру следа колодки и
расположенной горизонтально (рис. 3,г).
Метод парко. Подошву прикрепляют нитками к ранту,
соединенному нитками с заготовкой верха по всему периметру (без
основной стельки) или до пяточной части (с основной стелькой),
рис. 3,C.
Выворотный метод. Подошву прикрепляют нитками к
заготовке потайным швом (рис. 3,е).
Втачной метод. Подошву прикрепляют нитками к заготовке
верха тачным швом (рис. 3,ж).
Прошивной метод. Подошву прикрепляют капроновыми или
льняными нитками к заготовке верха и основной стельке. Этот
метод также применяют для пришивания геленочной части
женских туфель рантового метода крепления и носочной части туфель
с открытым носком (рис. 3,з).
Строчечно-рантовый метод. Подошву прикрепляют нитками к
ранту, соединенному с заготовкой верха, рантовым методом
крепления (рис. 3,и) .Заготовка предварительно отформована на
раздвижной колодке.
Клеевой метод. Подошву прикрепляют клеем к затяжной
кромке заготовки верха. Крепление затяжной кромки к стельке
производится клеем, тексом или нитками. Клеевое крепление
широко применяют для модельной обуви с кожаными
подошвами или подошвами из полимерных материалов (рис. 3,/с).
Прессовой метод вулканизации. Подошву прикрепляют к
заготовке верха в вулканизационных прессах с
одновременным формованием подошвы из сырой резиновой смеси (рис. 3,л).
Литьевой метод. Подошву прикрепляют к заготовке верха
методами литья под давлением или жидкого формования
(см. рис. 3,л).
Гвоздевой метод. Подошву прикрепляют к стельке и
заготовке верха гвоздями (рис. 3,ж).
Гвозде-клеевой метод. Подошву прикрепляют клеем к
подложке, соединенной с заготовкой верха гвоздевым методом
(рис. 3,я).
Винтовой метод. Подошву прикрепляют к стельке и заготовке
верха навинтованной проволокой (рис. 3,о).
Деревянно-шпилечный метод. Подошву прикрепляют к
стельке и заготовке верха деревянными шпильками (рис. 3,п).
Рантоклеевой метод. Подошву прикрепляют клеем к
подложке, соединенной с заготовкой верха рантовым методом
крепления (рис. 3,р).
Строчечно-клеевой метод. Подошву прикрепляют клеем к
затяжной кромке обтяжки, затянутой на платформу и
предварительно прикрепленной нитками к объемной заготовке верха
(рис. 3,с).
16
Доппельно-клеевой метод. Подошву прикрепляют клеем к
подложке, соединенной с заготовкой верха доппельным методом
(рис. 3,г).
Клеепрошивной метод. Формованную подошву с отогнутым и
расположенным выше ребра следа колодки краем прикрепляют
к заготовке верха клеем, нитками или полоской из других
материалов (рис. 3,1/).
Строчечно-клеепрошивной метод. Формованную подошву
прикрепляют клеем к заготовке верха клеепрошивным методом
(рис. 3,0).
Метод строчечно-прессовой вулканизации. Подошву
прикрепляют к заготовке верха методом прессовой вулканизации
(рис. Зд).
Строчечно-литьевой метод. Подошву прикрепляют к заготовке
верха литьевым методом (см. рис. 3,х).
Бортовой метод. Формованную подошву прикрепляют к
заготовке верха нитками или плетением при помощи шнура из кожи
или различных материалов (рис. 3,^).
§ 7. КЛАССИФИКАЦИЯ КАБЛУКОВ
Каблуки делят по различным признакам (высоте, виду,
конструкции, материалу и размеру):
по высоте (рис. 4) —на низкие (до 29 мм), средние C0—
49 мм), высокие E0—60 мм) и особо высокие (свыше 60 мм);
по виду — на столбик с выступающей верхней поверхностью,
полуклиновидный, клиновидный и др.;
по конструкции — на целые, многослойные, с вкладышем и
без вкладыша, с запрессованной втулкой и без нее, с
металлической насадкой и без нее, с цельной и
имитированной набойкой, с углублением («замок») (рис. 5) и с прорезью по
фронтальной поверхности для заправки концов обтяжки;
по использованному материалу — на деревянные,
пластмассовые, кожаные (сборные), резиновые, комбинированные (дерево
с пластмассой или металлом) и пробковые;
по размеру — каблуки одного номера высотой менее 50 мм
(за исключением клиновидных каблуков и каблуков для
школьной обуви — мальчиковой и для девушек) проектируют на три
смежных размера обуви; каблуки высотой более 50 мм
проектируют на два смежных размера. Клиновидные каблуки для обуви
школьной, мальчиковой и обуви для девушек конструируют на
два смежных размера независимо от высоты.
При необходимости подгонки деревянных каблуков (верхней,
набоечной и фронтальной частей) на болванку накладывают
лекала верхней и набоечной частей и очерчивают. Пользуясь
боковым и фронтальным лекалами, подрезают болванку до
требуемой формы.
2—939
17
Рис. 4. Высота и виды каблуков:
а -— высокие каблуки; б— средние каблуки; в — низкие каблуки; 1,2 — столбик; 3 — шпилька; 4 —
французский; 5 — талированный; 6 — английский; 7 — прямой; 8, 12 — венский; 9 — приталенный;
10 — расширенный к набойке; // — удлиненный; 13 — клиновидный
Высота каблука в готовой обуви определяется фасоном
колодки, на которой изготовлена обувь, и измеряется по
исходному номеру по вертикали от грани следа пяточного
закругления по заднему шву до ходовой поверхности набойки за
вычетом толщины деталей низа в пучковой части (подошвы,
платформы, подложки, круговые декоративные ранты).
Рис. 5. Конструкция
каблуков:
а—с углублением («замок»);
б — с прорезью
18
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Как подразделяют обувь по назначению?
2. Как подразделяют обувь по высоте заготовки верха?
3. Как подразделяют обувь по половозрастным группам?
4. Как подразделяют обувь по материалам для деталей верха?
5. Как подразделяют обувь по материалам для деталей низа?
6. Как подразделяют обувь по методам крепления деталей низа к заготовке
верха?
7. Расскажите о классификации, строении и размере каблуков.
Глава II. КОНСТРУКЦИИ ЗАГОТОВОК ВЕРХА
И НИЗА
§ 1. КОНСТРУКЦИИ ЗАГОТОВОК ВЕРХА
Заготовкой верха обуви называют комплект деталей верха
обуви, закрывающих часть или всю тыльную поверхность стопы
или голени, или ее часть. Заготовка верха обуви может
закрывать и бедро.
Различают следующие виды конструкций заготовок верха
обуви:
обувь типа мокасин — обувь, у которой овальная
вставка соединена с заготовкой верха нитками или шнуровкой;
сандалеты — обувь, заготовка верха которой по
конструкции соответствует полуботинкам и имеет разнообразные по
форме и размерам перфорационные отверстия;
пантолеты — обувь, заготовка верха которой закрывает
тыльную поверхность области плюснефалангового сочленения
стопы и имеет только союзку;
о п а н к и — обувь, изготовленная бортовым, клеепрошивным
или строчечно-клеепрошивным методом крепления;
чувяки — обувь с каблуком высотой не более 5 мм или
набойкой;
сандалии — обувь без подкладки и основной стельки,
изготовленная сандальным методом крепления;
туфли-лодочки — обувь, заготовка верха которой
закрывает не полностью тыльную часть стопы и не имеет
приспособления для закрепления на стопе;
туфли с чересподъемным ремнем
(ремнями) — обувь, заготовка верха которой имеет один или несколько
чересподъемных ремней с функциональной закрепляющей
фурнитурой;
открытая обувь — обувь, у которой носочная, геленоч-
ная или пяточная части открыты;
бесподкладочная обувь — обувь, внутренние
детали которой состоят из штаферки, кармана, задника и
подкладки под берцы. Наличие внутренних деталей может меняться
в зависимости от модели обуви;
2* 19
мокасины — обувь, заготовка верха которой
представляет конструктивное единство со стелькой и в передней части
имеет овальную вставку;
ремешковые сандалии — обувь, заготовка верха
которой состоит из ремешков;
спортивные туфли — обувь, заготовка верха которой
соответствует туфлям для занятий общей физической
подготовкой;
кроссовая обувь — обувь, заготовка верха которой
соответствует полуботинкам или ботинкам для активного отдыха.
Заготовки верха обуви бывают: с овальной вставкой; с
целыми или отрезными деталями; с целой союзкой, с целыми
берцами; с отрезным носком; с настрочными союзками, когда
заготовка верха имеет настроченную на берцы союзку; с настрочными
берцами, когда заготовка верха имеет настроченные на союзку
берцы; с разрезными деталями, когда заготовка верха имеет
разрезную союзку вдоль следа.
Все детали верха обуви можно разделить на наружные
(расположенные снаружи), внутренние (соприкасающиеся с
ногой) и промежуточные (расположенные между наружными и
внутренними деталями).
К наружным деталям верха обуви относятся следующие:
перед — деталь сапога, закрывающая пальцы и тыльную
поверхность плюсны стопы;
голенище — деталь сапога, закрывающая голень (иногда
часть ее) или бедро;
союзка — деталь, закрывающая тыльную поверхность
плюсны стопы;
берцы — деталь, закрывающая тыльную поверхность
пальцев стопы;
носок — деталь, закрывающая тыльную поверхность
пальцев стопы;
зад инка — деталь, закрывающая пяточную часть стопы;
задний наружный ремень — деталь для укрепления
заднего шва заготовки верха, которая может одновременно
служить карманом для размещения задника;
обтяжка — деталь, закрывающая боковую и фронтальную
поверхности каблука или торец платформы, подложки стельки;
язычок — деталь ботинок или полуботинок, расположенная
под передней частью берцев для предохранения стопы от
повреждения блочками и давления шнурками;
овальная вставка — деталь, соединенная с союзкой
нитками;
прошва — деталь в виде полоски материала,
расположенная между задними краями голенища для повышения прочности;
клапан обуви — наружная деталь, соединенная нитками
с берцами или голенищами, или внутренняя деталь подкладки
под застежку-молнию;
20
о к а н т о в о ч н а я деталь верха обуви — деталь в
виде тесьмы или полоски материала для отделки видимых краев
обуви;
з а к р е п к а— деталь для упрочнения соединения деталей
верха обуви;
ушки — детали в виде петель, соединенных с голенищами
или берцами нитками для удобства надевания обуви.
К внутренним деталям верха обуви относятся следующие:
подкладка — комплект внутренних деталей верха обуви
для улучшения гигиенических и теплозащитных свойств, формо-
устойчивости и изоляции ноги от швов наружных деталей верха;
футор — внутренняя деталь сапога, по форме и размерам
соответствующая голенищу;
поднаряд — внутренняя деталь сапога, по форме и
размерам соответствующая переду;
подшивка — внутренняя деталь сапога, по форме и
размерам соответствующая верхней части голенища;
карман заготовки обуви — деталь, расположенная
в пяточной или носочной части заготовки для размещения
задника или подноска;
задний внутренний ремень — деталь для
укрепления заднего шва;
уширенный задний внутренний ремень —
деталь для повышения износостойкости пяточной части деталей
верхя обуви;
подблочник — деталь для повышения прочности
прикрепления блочек к берцам;
подкрючочник — деталь для повышения прочности
прикрепления крючков к берцам;
штаферка — деталь для укрепления верхнего канта
заготовки;
подушечник — деталь, настрачиваемая на нижнюю
часть ушка для обеспечения прочности соединения ушка с
голенищем или берцем;
стелька — деталь, расположенная под всей плантарной
поверхностью стопы;
вкладная стелька — деталь по форме
соответствующая основной стельке и служащая для улучшения внутреннего
вида и гигиенических свойств обуви;
втачная стелька — деталь, пристрачиваемая к
заготовке верха по всему периметру до геленочно-пяточной или
пяточной части обуви;
вкладная полустелька — деталь, по форме
соответствующая пяточно-геленочной части основной стельки и
выполняющая функции вкладной стельки;
подпяточник — деталь, соответствующая по форме
пяточной части основной стельки и выполняющая функции
вкладной стельки;
21
подносочник — деталь открытой обуви в носочной
части, соответствующая форме носочной части основной стельки
и выполняющая функции вкладной стельки.
К промежуточным деталям верха обуви относятся
следующие:
межподкладка — комплект деталей обуви для
повышения ее формоустойчивости;
боковинка — деталь, расположенная в геленочно-пучко-
вой части для повышения формоустойчивости обуви;
межподблочник — деталь для повышения прочности
прикрепления блочков к деталям верха;
задник — внутренняя или промежуточная деталь,
расположенная в пяточной части, для сохранения формы обуви;
подносок — деталь, способствующая сохранению формы
носочной части обуви, а также придающая ей стойкость,
необходимую для защиты пальцев стопы от ушибов и повреждений.
Кроме того, подносок предохраняет заготовки верха обуви от
протирания пальцами.
Конструкция заготовки верха обуви состоит из комплекта
отдельных деталей, применяемых для производства различных
видов обуви.
Заготовки сапог могут быть прикройные и вытяжные. В
зависимости от способа соединения отрезных передов с
голенищами сапоги могут быть с настрочными (рис. 6, а) и с втачным
(рис. 6, в) передом, а также с настрочным голенищем (рис. 6, б).
Голенища сапог могут иметь отрезные задинки (рис. 6, г).
Сапоги из юфти предназначены для носки в специальных условиях.
Заготовки полусапог могут быть с целыми берцами (рис. 7, а)
или с берцами с отрезными задинками (рис. 1,6). В полусапогах
должны быть глухие или полуглухие клапаны, пристрачиваемые
к верхнему краю союзок и передним краям берцев. Полусапоги
из юфти предназначены для носки в специальных условиях.
Заготовки сапожек и полусапожек (рис. 8) по конструкции
могут быть с составными голенищами из двух деталей
(наружная и внутренняя), с голенищами из трех и четырех деталей
и с накладными союзками. Голенища сапожек и полусапожек
могут иметь отрезные задинки. Сапожки и полусапожки могут
закрепляться на ноге при помощи застежек-молний, ремней,
ленты велкро или пряжек.
Заготовки ботинок (рис. 9) по конструкции могут быть с
накладными союзками и с накладными берцами. Заготовки
могут иметь целые берцы или берцы с отрезными задинками, целые
союзки или союзки с отрезными носками и круговые союзки.
Ботинки закрепляются на стопе с помощью шнурков, ремней и
пряжек, пуговиц, кнопок, резинок, застежек-молний, ленты велкро.
Заготовки полуботинок (рис. 10) по конструкции могут быть
с накладными союзками, с накладными берцами, с резинкой
(лаофер), с овальной вставкой и др. Заготовки могут быть с це-
22
Рис. 8. Конструкции заготовок сапожек и полусапожек:
а — с составными голенищами из двух деталей наружного и внутреннего голенищ; б — с составными
голенищами из трех деталей — наружного голенища и внутреннего голенища, включающего союзковую
и задниковую части; в — с составными голенищами из четырех деталей — двух союзковых и двух
задниковых частей; г, д — с накладными союзками; е —- с овальной вставкой; ж — голенища сапожек
и полусапожек с отрезными задинками; з — заготовки сапожек и полусапожек с задними наружными
ремнями или без них, комбинированных с голенищами из дублированных тканей с передними
наружными ремнями из кожи
Рис. 9. Конструкция заготовок ботинок:
а — с целыми накладными союзками; б — с целыми союзками и накладными бериами; в ¦¦-¦¦ с берцами
с отрезными задинками; г—с круговыми союзками
Рис. 10. Конструкция заготовок полуботинок:
а — с целыми накладными союзками, б •¦- с целыми союзками и накладными берцами; в — лаофер с
резинкой; г — типа лаофер с резинкой под язычком, д •¦ с овальной вставкой; в — союзки с отрезными
носками
Рис. 11. Конструкции заготовок туфель:
а ¦¦¦- туфли-лодочки с круговой или отрезной союзкой; б -¦¦ туфли-лодочки с отрезной союзкой; в —
туфли-лодочки с чересподъемным ремнем; <> --- туфли с череснодъемными передними ремнями; д — туфли
с открытыми носочной и пяточной частями; е — туфли с открытой носочной частью; ж — туфли
с открытой пяточной частью; з — туфли ремешкового типа
т~*^^^* Рис. 12. Конструкция заготовок чувяк:
а — с полукруговыми союзками; б — с полусоюзками
и и отрезными задинками
Рис. 13. Конструкция
заготовок сандалий:
а — с фигурной союзкой; б —
с отрезными передним и черес-
подъемным ремнями; в — с черес-
подъемным ремнем
лыми берцами и берцами с отрезными задинками, целыми
союзками или союзками с отрезными носками. Вариантом
облегченных полуботинок являются сандалеты. Полуботинки
закрепляются на стопе с помощью шнурков, резинок, ремней, пряжек
или ленты велкро.
Заготовки туфель (рис. 11) по конструкции могут быть с
круговой или отрезной союзкой, с чересподъемным и передним
ремнями, с открытыми носочной и пяточной частями, с открытой
пяточной или носочной частью, ремешковой конструкции. Туфли
закрепляются на стопе с помощью пуговиц, пряжек и кнопок,
ленты велкро.
Заготовки чувяк (рис. 12) по конструкции могут быть с
полукруговыми союзками, с полусоюзками и отрезными задинками.
Чувяки являются разновидностью туфель.
Заготовки сандалий (рис. 13) по конструкции могут быть с
фигурной союзкой, с чересподъемным ремнем, с отрезным
передним и чересподъемным ремнями. Сандалии закрепляют на
ноге с помощью пряжек или ленты велкро.
Заготовки домашней обуви (рис. 14) по конструкции
разнообразны. Они могут быть типа ботинок, полуботинок,
полусапожек, туфель-лодочек, туфель с открытыми носочной и
пяточной частями и др. В зависимости от конструкции домашняя
обувь закрепляется на стопе указанными выше способами.
Домашнюю обувь украшают различными бантиками, пуховками,
окантовкой и др.
Рис. !4. Конструкция заготовок домашней обуви:
« — типа полусапожек; б — типа ботинок; в — типа полуботинок; г — типа туфель-лодочек; д — с
открытой пяточной частью; е — с открытыми носочной и пяточной частями
25
§ 2. ДЕТАЛИ НИЗА ОБУВИ
К деталям низа обуви относят детали, расположенные под
плантарной поверхностью стопы.
Все детали низа можно разделить на наружные
(расположенные снаружи), внутренние (соприкасающиеся со стопой)
и промежуточные (расположенные между наружными и
внутренними деталями).
К наружным деталям низа обуви относятся следующие:
подошва — деталь, расположенная под всей плантарной
поверхностью стопы;
составная подошва — подошва, состоящая из детали,
расположенной под носочно-пучковой и геленочной частями
стопы, и приставки в пяточной части;
приставка подошвы — деталь составной подошвы,
расположенная в пяточной части;
подошва с языком — подошва, у которой укороченная
пяточная часть в готовой обуви заходит под каблук;
подошва с кр о кул ем — подошва, пяточная часть
которой имеет форму фронтальной поверхности каблука;
плоская подошва — подошва, имеющая одинаковую
толщину по всей длине;
профилированная подошва — подошва, имеющая
различную толщину различных участков;
формованная подошва — подошва из искусственных
материалов или кожи, изготовляемая методом формования на
прессах;
подметка — наружная или промежуточная деталь, по
форме и размерам соответствующая носочно-пучковой части
подошвы и предназначенная для продления срока службы
подошвы;
накладка — деталь с рифлением, по форме и размерам
соответствующая носочно-пучковой части подошвы или всей ее
поверхности, предназначенная для уменьшения скольжения
обуви, повышения теплозащитных свойств и продления срока
службы подошвы;
несущий рант — деталь, к которой прикрепляют подошву
или подложку в обуви рантовых и парко методов крепления;
накладной рант — деталь, повышающая прочность шва,
скрепляющего подошву с заготовкой верха, и улучшающая
внешний вид обуви доппельного и сандального методов
крепления;
декоративный рант — деталь в виде полоски для
улучшения внешнего вида обуви;
каблук — деталь для подъема пяточной части стопы на
определенную высоту;
верхняя поверхность каблука — поверхность каблу-
26
ка, в готовой обуви обращенная к следу затянутой обуви или
подошве;
фронтальная поверхность каблука — поверхность
каблука, в готовой обуви обращенная к носочной части обуви;
набоечная поверхность каблука — поверхность
каблука, в готовой обуви обращенная к опоре;
боковая поверхность каблука — поверхность
каблука, заключенная между фронтальной, верхней и набоечной
поверхностями и определяющая форму каблука;
формованный каблук — каблук, представляющий
конструктивное единство с набойкой;
клиновидный каблук — каблук, имеющий клиновидную
форму;
наборный каблук — каблук, состоящий из фликов;
набойка — деталь, прикрепляемая к набоечной
поверхности каблука или пяточной части подошвы;
флик — промежуточная деталь из кожи или резины
различной толщины, соответствующая форме наборного каблука;
обводка — промежуточная деталь в виде полоски из кожи
или искусственных материалов, прикрепляемая по краю
неходовой поверхности подошвы и обеспечивающая плотное
прилегание ее к следу затянутой обуви.
К внутренним деталям низа обуви относятся следующие:
основная стелька — деталь, к которой прикрепляют
затяжную кромку заготовки верха и детали низа обуви;
плоская стелька — основная стелька, имеющая плоскую
форму;
формованная стелька — основная стелька, имеющая
пространственную форму и соответствующая форме следа;
рантовая стелька — основная стелька, имеющая губу,
к которой прикрепляют затяжную кромку заготовки верха и
рант;
комбинированная стелька — основная стелька,
состоящая из двух слоев, изготовленных из разных материалов;
двухслойная стелька — основная стелька, состоящая
из двух слоев, изготовленных из одного и того же материала;
пол у стелька — внутренняя или промежуточная деталь
низа обуви, по форме и размерам соответствующая пяточно-
геленочной части основной стельки;
подложка — внутренняя или промежуточная деталь низа
обуви, по форме и размерам соответствующая подошве.
Подложка применяется для повышения прочности и улучшения
гигиенических и теплозащитных свойств низа обуви.
К промежуточным деталям низа обуви относятся
следующие: '
платформа—деталь, по форме соответствующая носочно-
пучковой части подошвы или всей ее поверхности;
жесткий подпяточник — деталь, соответствующая фор-
27
ме пяточной части основной стельки, служащая для повышения
прочности крепления каблука;
мягкий подпяточник — деталь, расположенная в
пяточной части под вкладной стелькой, полустелькой или
подпяточником, служащая для улучшения комфортности стопы;
геле но к — деталь, служащая для повышения формоустой-
чивости геленочной части низа обуви;
простилка — деталь, заполняющая пространство,
ограниченное краями затяжной кромки следа затянутой обуви;
кранец — деталь в форме подковки, прикрепляемая по
краю верхнего флика наборного каблука и служащая для
плотного прилегания каблука к подошве.
§ 3. КАТЕГОРИИ СЛОЖНОСТИ МОДЕЛЕЙ ОБУВИ
По степени сложности женскую модельную обувь делят на три
категории, а мужскую — на две.
К первой категории относят заготовки мужской и женской
обуви гладкого кроя с дополнительной отделкой или сложными
накладками, а также заготовки несложного фигурного кроя
без дополнительной отделки.
Ко второй категории относят заготовки мужской и женской
обуви гладкого или несложного фигурного кроя со сложной
отделкой или накладками, а также заготовки сложного
фигурного кроя без дополнительной отделки.
К третьей категории относят заготовки только женской обуви
сложного фигурного кроя со сложной отделкой или накладками.
Повседневную женскую обувь по степени сложности модели
делят на три категории, а мужскую — на две.
К первой категории относят заготовки женской и мужской
обуви гладкого кроя с несложной отделкой или без нее.
Ко второй категории — заготовки женской и мужской обуви
гладкого кроя с дополнительной отделкой.
К третьей категории — заготовки только Женской обуви
фигурного кроя с дополнительной отделкой или без нее.
Отделки могут быть в виде перфорации, декоративных
строчек, бизиков, бантов (одноцветных или разных цветов),
украшений в виде пластмассовых и металлических накладок,
тиснения и тонирования деталей.
Все требования, предъявляемые потребителями к обуви,
условно можно разделить на три группы:
требования социально-экономической целесообразности;
требования, обусловленные анатомо-физиологическими
особенностями человека;
требования, обусловленные особенностями окружающей
среды.
Социально-экономическая целесообразность заключается в
том, что выпускаемая обувь должна быть необходима и полезна
28
обществу и конкретному человеку. Кроме того, обувь должна
быть экономически выгодна как для производства, так и для
потребителя.
Требования, обусловленные анатомо-физиологическими
особенностями человека, делятся на антропометрические,
биомеханические и гигиенические.
К антропометрическим требованиям можно отнести удобство
обуви и ее соответствие внутренней форме и размерам. Обувь
должна равномерно облегать стопу, обеспечивать удобство
расположения стопы, не должна сдавливать мягкие ткани стопы,
причинять ей в состоянии покоя и движения болезненных
ощущений, вызывать нарушения структуры стопы и сковывать
движение ее суставов. Необходимо, чтобы форма обуви
обеспечивала свободу мышцам во время движения стопы, а носочная
часть обуви по длине, ширине и высоте создавала возможность
свободного движения стопы. Геленочная часть обуви должна
быть изогнута соответственно продольному своду стопы и
обладать амортизационными свойствами. Форма пяточной части
обуви должна обеспечивать равномерный обхват пятки и
удерживать ее от соскальзывания вперед. Контуры подноска и
задника не должны вызывать болезненных ощущений при носке
обуви. Конструктивные линии верха и подкладки не должны
совпадать и создавать утолщений. Применяемые материалы
должны обладать свойством приформовываться, т. е. принимать
и сохранять форму стопы. Для верха заготовок следует
использовать эластичные материалы, способные восстанавливаться
и приспосабливаться к дневному ритму изменения размеров
стопы.
К биомеханическим требованиям относится соответствие
обуви силовым, скоростным и энергетическим особенностям
человека при его движении. Низ обуви должен обладать
амортизирующей способностью для ослабления силы удара при
движении. Обувь должна обладать необходимой гибкостью в пучковой
части. При носке негибкой (жесткой) обуви увеличиваются
энергетические затраты человека на движение, а также
появляются болевые ощущения, потертости и другие неприятные явления.
При повышенной жесткости низа обуви уменьшается площадь
соприкосновения с опорной поверхностью стопы и ухудшаются
амортизационные свойства обуви. Обувь должна иметь
минимальную массу. Масса подошв составляет от 14 до 40 %, каблуков —
от 8 до 30 %, стелек — от 12 до 20 % общей массы обуви.
Уменьшить массу обуви представляется возможным за счет уменьшения
толщины деталей верха и низа обуви, применения тонких
материалов верха и низа, высокой износостойкости, внедрения
бесподкладочной обуви, резиновых подошв и каблуков повышенной
пористости, термопластичных задников и подносков. Небольшую
массу имеет обувь без основной стельки (бортового, выворотного
и других методов крепления). Масса рантовой обуви занимает
29
промежуточное место между обувью шпилечного и клеевого
методов крепления.
В обуви с подошвами-блоками для обеспечения нормальной
ходьбы необходимо увеличить на 5 мм скос в носочной части
подошвы, который облегчает перекат стопы при движении. По
конструкции обувь должна обеспечивать устойчивое положение
тела при стоянии и ходьбе.
С точки зрения гигиены обувь должна выполнять терморегу-
лирующую функцию и способствовать снижению теплопотерь
организма человека. Обувь должна обеспечивать доступ
кислорода к коже ног и удаление продуктов распада
жизнедеятельности человека из внутриобувного пространства. Комфортность
обуви создает и микроклимат внутри нее. Микроклимат внутри
обуви зависит от температуры, относительной влажности
воздуха внутри нее и от постоянства этих параметров. Оптимальные
условия для стопы обеспечиваются при температуре 28—32 °С
и относительной влажности воздуха 60—65%.
Требования, обусловленные особенностями окружающей
среды человека, заключаются в том, что обувь должна
предохранять стопу от различных физических воздействий: ударов,
трения, давления, вибрации, скольжения, влаги, температуры,
радиации, электротока и т. д.
Специальная обувь должна защищать человека от
химических воздействий кислот, щелочей, масел и т.д.
Конструкция обуви должна обеспечивать легкость, простоту,
быстроту надевания и снятия обуви, а также
ремонтопригодность (смена каблуков, набоек и т. д.). Обувь должна быть
формоустойчива и износостойка.
§ 4. ИЗНОС ОБУВИ
В процессе ходьбы или бега форма и размеры стопы значительно
изменяются, а следовательно, изменяются форма и размеры
обуви. При опоре на носочно-пучковую часть стопы происходит
максимальный изгиб, при котором увеличивается периметр стопы
по плюснефаланговому сочленению и по ее ширине в пучках
на 6—8%.
В результате детали верха обуви и скрепляемые швы
испытывают давление и подвергаются растяжению в поперечном
направлении, от чего прочность скрепления деталей верха и
подкладки снижается. Наружные детали верха обуви испытывают
механические воздействия посторонних предметов (удары,
трение).
Износ деталей верха обуви происходит также под влиянием
грязи, пыли, потовых выделений стопы, повышенной температуры
и влажности воздуха и т. д.
Указанные факторы повышают жесткость материалов, что
приводит к ускорению износа обуви. Детали подкладки верха
зо
обуви изнашиваются от их взаимного трения о стопу и верх
обуви при одновременном давлении стопы на детали подкладки.
Наибольший износ подкладки происходит в местах, прилегающих
к жестким задникам и подноскам.
Распространенными эксплуатационными дефектами деталей
верха обуви и его креплений являются следующие: разрыв
союзок по затяжной грани, износ отдельных участков союзок
и задинок или пяточного участка берцев и голенищ, протертость
деталей подкладки в носочной и пяточной частях, деформация
деталей верха с образованием складок на союзках, загрязнение
верха обуви (особенно светлых тонов из велюра, замши), разрыв
ремешков в обуви.ремешкового типа, осыпание красителей,
нарушение швов наружных и подкладочных деталей верха,
соединяющих детали одну с другой, а также деталей верха с
подкладкой, нарушение тачных швов, соединяющих полусоюзки и
полуголенища в сапожках по переднему краю, закрепочных швов,
строчек канта в пяточной части, швов, соединяющих детали
верха с обтяжками в строчечно-клеевой обуви и др.
Износ деталей низа обуви (подошвы, подметки, каблуки,
набойки) приводит к уменьшению их толщины. При ходьбе
происходит истирание подошв, подметок, каблуков, набоек за счет
трения низа обуви об опорную поверхность.
Величина износа деталей низа обуви при прочих равных
условиях прямо пропорциональна величине удельного давления.
Разные участки подошвенной поверхности обуви в неодинаковой
степени воспринимают давление, что приводит к неравномерному
износу поверхности деталей. В подошвах и подметках
наибольший износ происходит в носочной части, в каблуках и
набойках— в задней части (обычно с уклоном во внешнюю сторону).
Износ обуви с кожаными подошвами, подметками и набойками
выражен резче, чем в обуви с деталями из заменителей кожи.
Износ кожаных стелек приводит к появлению поверхностных
и сквозных трещин, изломов. Стельки из искусственной кожи
при носке могут расслаиваться и образовывать неровности,
складки и переломы. Задники в процессе носки искривляются,
оседают, размягчаются (задники из искусственных материалов)
и истираются со стороны, соприкасающейся со стопой.
Деревянные, капроновые и полиуретановые (в литой
подошве) каблуки частично или полностью раскалываются,
отрываются, также встречаются изломы и переломы. Особенно это
характерно для средних, высоких и особо высоких каблуков.
Часто изнашиваются обтяжки таких каблуков (сдиры лицевой
поверхности и нижней части обтяжек).
Быстрота и характер износа деталей низа зависят от
качества и свойств материалов, пола, возраста человека, его походки,
конструкции деталей и других факторов.
Ряд дефектов деталей низа обуви выявляется в процессе
носки обуви. Часто разрушаются подошвенные клеевые скрепле-
31
ния — подошвы, подложки, платформы (особенно в носочной
части). В рантовой обуви разрушение в подавляющем
большинстве случаев происходит в носочной части обуви. Двухниточ-
ные скрепления подошвы со стелькой и затяжной кромкой
верха, применяемые при ручном прошивном методе крепления
обуви, несколько уступают рантовому методу. В процессе носки
затяжные скрепления разрушаются редко.
Обувь гвоздевых методов крепления в начальный период
(при наличии неизношенной головки) практически не
разрушается. После износа головок гвоздей скрепления разъединяются,
в результате подошва соскальзывает со стержней гвоздей.
Ослабление деревянно-шпилечных скреплений (особенно в ге-
леночной части) происходит в основном за счет чередующегося
намокания и высушивания обуви, а вместе с ней и деревянных
шпилек.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Расскажите о делении обуви по конструкции заготовки верха обуви.
2. Назовите и охарактеризуйте наружные детали верха обуви.
3. Назовите и охарактеризуйте внутренние детали верха обуви.
4. Назовите и охарактеризуйте промежуточные детали верха обуви.
5. Расскажите о конструктивных особенностях заготовки верха сапог, ботинок
и полуботинок.
6. Назовите и охарактеризуйте наружные детали низа обуви.
7. Назовите и охарактеризуйте внутренние детали низа обуви.
8. Назовите и охарактеризуйте промежуточные детали низа обуви.
9. Как определяется степень сложности модели обуви?
10. Какие требования к обуви предъявляются потребителями?
11. Каков порядок разработки общих направлений моды?
12. Как делят обувь в зависимости от сезонности?
13. Какие факторы влияют на износ обуви?
Глава III. СТОПА ЧЕЛОВЕКА
§ 1. ПОНЯТИЕ ОБ АНАТОМИЧЕСКОМ СТРОЕНИИ
И ФУНКЦИЯХ СТОПЫ
Правильное построение колодки и создание рациональной
конструкции и формы обуви в значительной степени определяются
строением стопы и в меньшей степени строением голеннои части
ноги.
Кости ноги человека. Они состоят из трех подвижно
соединенных частей: бедренной, голеннои и стопы.
Средняя часть ноги — голень — состоит из двух берцовых
костей: большой 3 (рис. 15) и малой 4. Нижние концы большой
и малой берцовых костей имеют выступы по обеим сторонам
голени, которые образуют наружную 6 и внутреннюю 5 лодыжки.
Положением наружной лодыжки определяется высота жесткого
задника.
32
Рис. 15. Скелет голени и стопы:
/ — стопа; 2 — голень; 3 большая берцовая кость; 4 — малая берцовая кость; 5 — внутренняя
лодыжка; 6 — наружная лодыжка
Нижняя часть скелета ноги — стопа — состоит из
предплюсны, плюсны и пальцев (рис. 16). Скелет предплюсны состоит
из семи костей, плюсны — из пяти и пальцев — из четырнадцати.
Отдельные кости пальцев называются фалангами.
Кости стопы сочленяются между собой и с костями голени
при помощи суставов. Строение суставов допускает
некоторую подвижность сочленяемых костей, чем определяется высокая
эластичность стопы и обеспечивается возможность выполнения
разнообразных движений. При стоянии и движении человека
стопа касается опоры не всей своей поверхностью, а только
пяткой, пучками и пальцами.
Часть подошвы, находящаяся между пяткой и пучками, у
человека со здоровой стопой не соприкасается с опорой. Это
объясняется строением плюсны и предплюсны, кости которых
образуют свод сложной формы, имеющий три точки опоры: в
пятке, в головке первой плюсневой кости и в головке пятой
плюсневой кости (рис. 16, а). Между этими тремя точками
различают три свода: продольный внутренний, продольный наруж-
3—939 33
Пальць/ I Плюсна Предплюсна
Головка первой
плнусневой /со с/пи
а
Ось голеностопного
бугор ладьевидной кос/пи сустава
Продольный внутренний свой
б
Рис. 16. Скелет стопы:
а — вид сверху; б — вид сбоку
ный и поперечный (рис. 16,6). Высота свода у людей бывает
различной.
Мышцы и сухожилия. В результате работы мышц кости
стопы получают движение. Тело мышцы состоит из пучков
поперечно-полосатых волокон, связанных рыхлой волокнистой
соединительной тканью. Основным свойством ткани мускулатуры
(мышц) является способность к сокращению. Волокна мышц,
сокращаясь, увеличиваются в объеме.
Сухожилия представляют собой придаток мышцы, при помо-
34
Рис. 17. Мышцы и сухожилия правой
стопы (с внешней стороны)
щи которых она прикрепляется
к костям. Мышцы делятся на
длинные и короткие. Длинные
мышцы соединяют переднюю,
наружную и заднюю части
стопы с голенью. Короткие мышцы
расположены на тыльной и
подошвенной сторонах стопы
(рис. 17).
Сосуды и кожа. Кровь
к тканям стопы подводится по
артериям, которые проходят по
тыльной и подошвенной
сторонам стопы, а отводится по венам. Межклеточная жидкость,
которой заполнены все пространства между клетками организма
человека, состоит из плазмы крови и лимфы. Лимфатические и
кровеносные сосуды оканчиваются капиллярами,
пронизывающими мышцы и кожный покров человека.
Кости, сухожилия и мышцы снаружи покрыты кожей. Кожа
защищает стопу от вредных воздействий и способствует
терморегуляции и восприятию различных внешних раздражений.
Кожа состоит из трех слоев: верхнего — эпидермиса, дермы
(собственно кожа, состоящая из плотной соединительной ткани,
которую пронизывают кровеносные сосуды, окончания нервов,
жировые и потовые железы и волосяные сумки) и нижнего
(подкожная клетчатка, в которой отлагается большое количество
жира). Жировые клетки способствуют равномерному
распределению давления стопы на опорную поверхность при ходьбе и
стоянии.
Изменения стопы при передвижении. При нагружении стопы
ее длина увеличивается на 2—3 мм, ширина — на 2,5 мм, обхват
в пучках — на 7—12 мм, обхват в подъеме — на 4—8 мм.
При ходьбе и беге длина стопы увеличивается на 5—11 мм,
обхват внутреннего пучка и середины стопы — до 14 мм. В
приподнятом свободном состоянии стопа на 6—7 мм короче, чем в
нагруженном. При опоре на пучки ширина стопы в пятке
уменьшается на 4—6 мм.
Под влиянием усталости и выделения пота стопа
увеличивается на 4—5 %, а у тучных людей — до 10 %. Во время отдыха
(ночью) первоначальные размеры стопы восстанавливаются.
Топография стопы. Взаимное расположение костей, связок
и мышц определяет внешнюю форму стопы (рис. 18). Нижняя
опорная поверхность стопы — подошвенная, верхняя— тыльная.
Широкое место передней части стопы называется пучками.
Сочленение первой плюсневой кости с основным суставом большого
пальца с внутренней стороны стопы — внутренний пучок, а
сочленение пятой плюсневой кости с суставом мизинца с
наружной стороны стопы — наружный пучок.
з*
35
Рис. 18. Топография стопы:
а — вид с наружной стороны; б — вид со
стороны ходовой поверхности; в — вид
с внутренней стороны; / — передняя часть
стопы; // — средняя, или геленочная,
часть стопы; /// — задняя, или пяточная,
часть стопы; / — пальцы; 2 — наружный
пучок; 3 — наружная лодыжка; 4 —
место сгиба стопы; 5—гребень (подъем);
6 — внутренняя лодыжка; 7 —
внутренний пучок
По внешнему виду на стопе различают переднюю (или носоч-
но-пучковую), среднюю (или геленочную) и заднюю (или
пяточную) части. Наиболее выступающие вперед точки пальцев
называются пальцевой дугой.
На тыльной стороне в средней части находится подъем.
В верхней части тыльной стороны стопы над подъемом находится
сгиб стопы. В пяточной части стопы с боков в месте ее
сочленения с голенью выделяются лодыжки. Наружная лодыжка
находится несколько ниже внутренней. Над лодыжками
расположено наиболее узкое место голени, а в средней ее части наиболее
широкое место голени — икроножные мышцы.
Работа стопы. У стоящего человека работают немногие
мышцы, так как напряжены только сухожилия (почти без участия
мышц).
Если человек стоит симметрично, тяжесть тела
распределяется равномерно на обе стопы. При движении человека стопа
опускается на опорную поверхность пяточной частью, а затем
перекатывается к передней части и отталкивается от опоры
пучками и пальцами. Период опоры на пяточную часть составляет
7%, на всю стопу — 43% и на переднюю часть стопы — 50%
всего опорного периода.
§ 2. ОСНОВНЫЕ РАЗМЕРЫ СТОПЫ И СПОСОБЫ ЕЕ ИЗМЕРЕНИЯ
При изготовлении обуви по индивидуальным заказам, когда
оформление заказов производят в приемных пунктах, салонах
обувных предприятий (объединений) или комплексных приемных
пунктах (КПП) районных центров, а подбор, подгонку колодок
и закройных лекал и пошив обуви — в централизованных
цехах, важное значение имеет правильный обмер стопы и голени.
Эту операцию должен производить
высококвалифицированный обувщик или приемщик заказов, прошедший специальную
подготовку. Целесообразно измерять стопы обеих ног, так как
часто правая и левая стопы имеют различные размеры и
строение. Обследования стоп у населения показали, что у 28,5 %
людей левая стопа длиннее правой, а у 13,5%—наоборот,
причем величина асимметрии достигает 1—3 мм, а в отдельных
случаях даже 10—12 мм. 56,6% населения имеет асимметричные
стопы по величине объема в пучках.
36
Размеры стопы. При изготовлении обуви по заказам
населения большое значение имеет знание важнейших размерных
признаков стопы и голени:
длина стопы — расстояние от наиболее выступающей точки /
(рис. 19) пятки до наиболее удлиненной точки 2 на первом или
втором пальце;
ширина стопы — расстояние по линии сечения /, проведенной
через наружный пучок (точка 3) перпендикулярно касательной
ОУ к внутреннему краю стопы;
ширина пятки — расстояние по линии сечения ///,
проведенной через центр пятки перпендикулярно касательной ОУ\
периметр поперечного сечения стопы по линии /, проходящей
через наружный пучок (точка 3) перпендикулярно касательной
ОУ;
периметр поперечного сечения стопы по линии //, проходящей
через середину длины стопы (точка 4) перпендикулярно
касательной ОУ (прямой подъем);
периметр косого сечения стопы по линии IV, проходящей
через сгиб голеностопного сустава (точка 5) и наиболее выпуклую
точку 6 пятки (косой подъем);
периметр сечения по линии V, проходящей через наиболее
выпуклое место лодыжки;
периметр сечения по линии VI, проходящей через наиболее
узкое место голени над лодыжкой;
периметр сечения по линии VII, проходящей через наиболее
широкое место голени (икроножную мышцу);
наибольшая высота 1-го и 2-го пальца от опорной
поверхности по сечению VIII (точка 7);
высота 1-го пальца в плюснефаланговом сочленении по
линии сечения IX (точка 8);
высота середины стопы в сечении X (точка 4)\
высота сгиба стопы по линии сечения XI (точка 5).
Рис. 19. Основные
размерные признаки стопы и
У 2
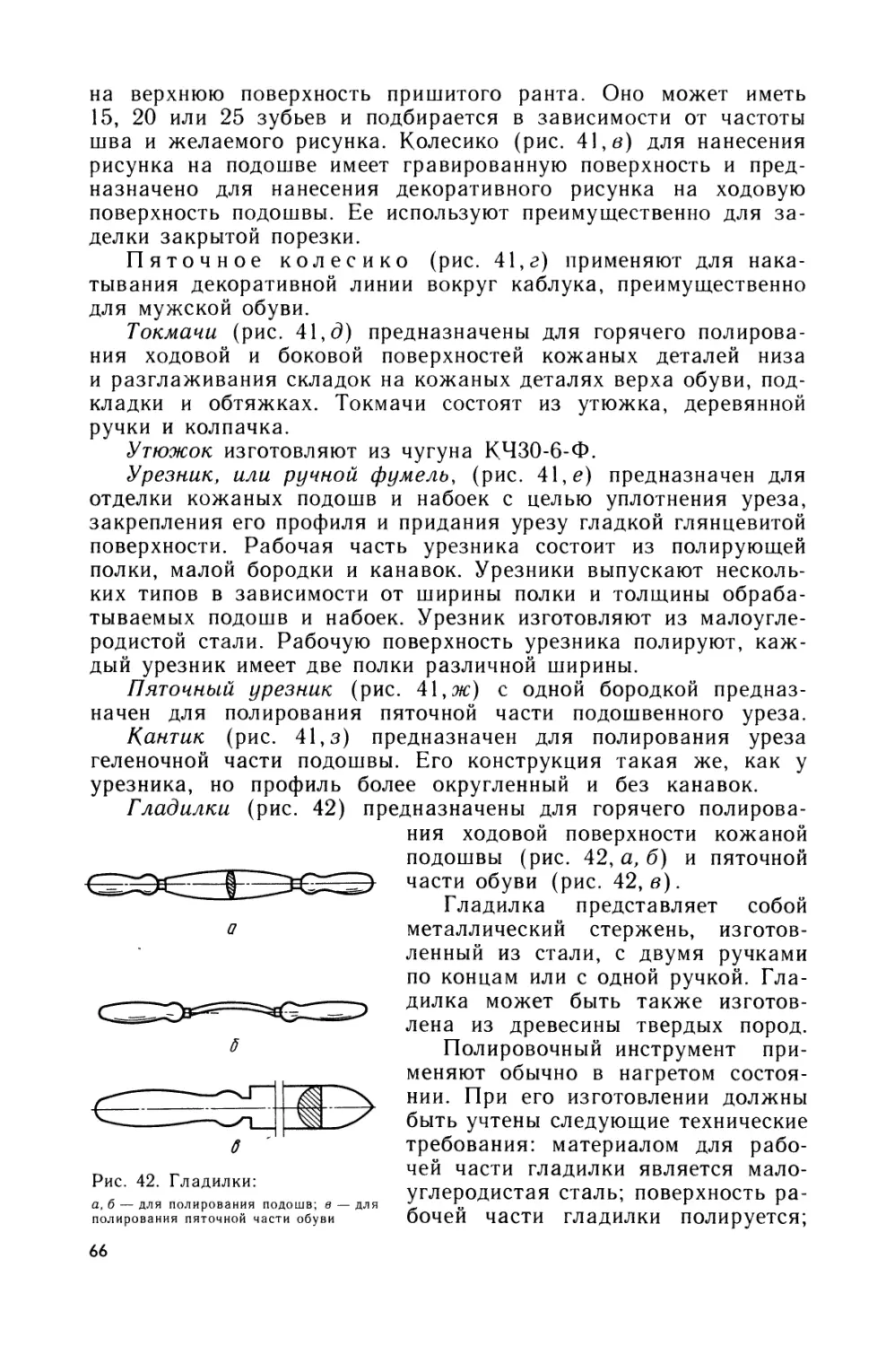
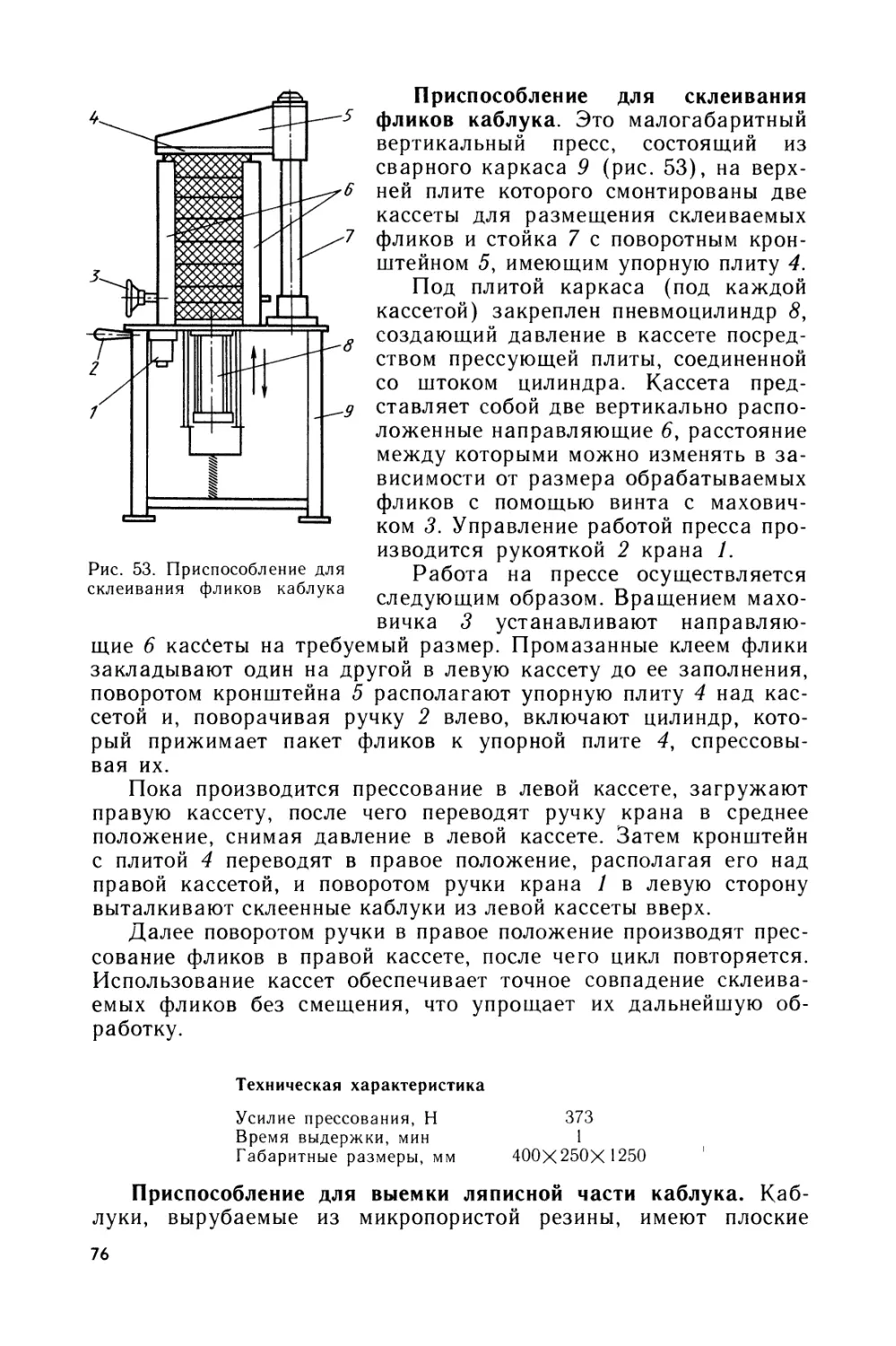
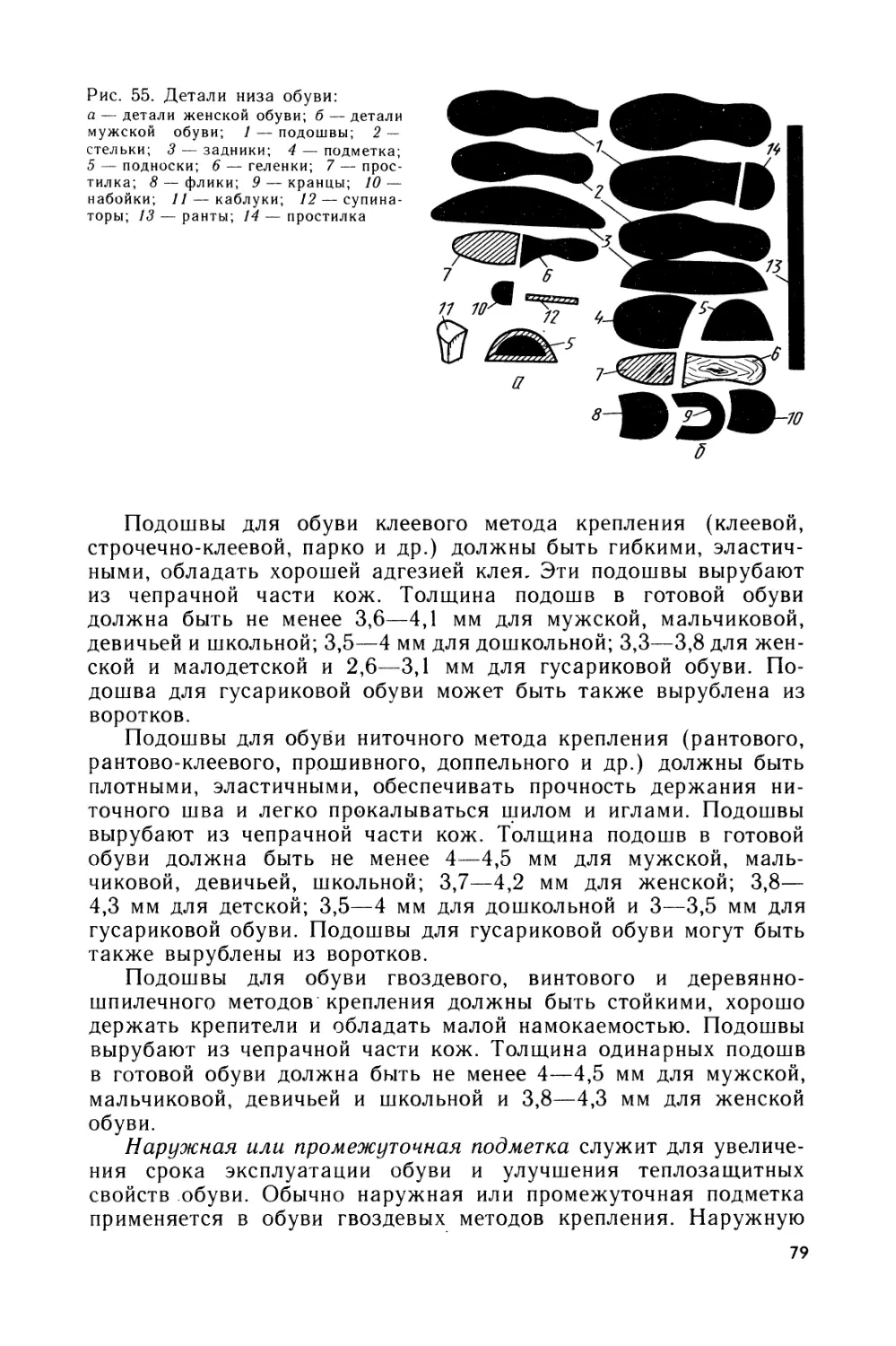
Снятие мерки при пошиве закрытой обуви. Для пошива
закрытой обуви измеряют след стопы: периметр поперечного
сечения стопы по линии /, проходящей через наружный пучок
(точка 3) перпендикулярно касательной ОУ (объем пучков);
периметр поперечного сечения стопы по линии //, проходящей через
середину длины стопы (точка 4) перпендикулярно касательной
ОУ (прямой подъем); периметр косого сечения стопы по линии
IV, проходящей через сгиб голеностопного сустава (точка 5)
и наиболее выпуклую точку пятки (косой подъем); периметр
сечения по линии VI, проходящей через наиболее узкое место
голени на расстоянии 2—3 см над лодыжкой; периметр сечения
по линии VII, проходящей через наиболее широкое место
голени — икроножную мышцу (для сапожек и сапог); окружность
голени на уровне верхнего канта обуви (для ботинок). При
изготовлении ботинок, сапог, сапожек, полусапожек при объемных
измерениях также указывают высоту от опорной поверхности.
Результаты измерений записывают в порядке обмера на
обмерочном листе.
Начинают обмер стоп со снятия наружного и подсводного
контура, как правило, с правой ноги.
Для снятия мерки на специально оборудованное рабочее
место съемщика мерок стопы и голени кладут обмерочный лист
бумаги размером 320X250 мм. Края бумаги со всех сторон
должны выступать за контуры стопы.
На обмерочный лист бумаги ставят ногу (в носке или чулке)
таким образом, чтобы в сидячем положении голень обмеряемого
была в вертикальном положении по отношению к опорной
поверхности.
Для получения правильного контура очерчивание производят
расколотым в продольном направлении заостренным
карандашом так, чтобы грифель касался стопы и карандаш был
перпендикулярен бумаге. Обводят стопу кругом от середины задней
точки пятки стопы, продолжая по внутреннему контуру стопы до
конца большого пальца.
Затем проводят очерчивание наружной стороны, начиная с
пятки и кончая большим пальцем. Таким образом получают
наружный контур стопы. После этого, не изменяя положения
ноги, снимают на том же бланке бумаги подсводный контур,
располагая его под определенным углом.
Таким образом на бумаге получают две замкнутые кривые
контурные линии: внешнюю и внутреннюю.
Контур опорных мест также получают посредством отпечатка
стопы. На рис, 20 показан контур стопы и отпечаток следа.
Контур опорных мест стопы получают методом отпечатка стопы,
на которую наносится легко смываемая краска или вазелин.
Контур стопы дает возможность определить длину стопы,
ее ширину в пучках, переймах и пятке, положение пальцевой
дуги, а следовательно, целесообразную форму носка в обуви.
38
Подсводный контур (отпечаток стопы)
определяет состояние сводов стопы: чем больше
выемка в переймах с внутренней стороны, тем
лучше выражены своды и тем выше подъем
стопы.
Расстояние между контурами стопы в
пучках и пятке показывает, является ли стопа
полной или худой.
Для измерения стопы и голени
целесообразно ПОЛЬЗОВаТЬСЯ Измерительной нераСТЯГИ- Рис. 20. Контур сто-
ваЮЩеЙСЯ Гибкой ленТОЙ С МИЛЛИМетроВЫМ де- пы и отпечаток
лением. Измерительную ленту нужно наклады- следа
вать при равномерном натяжении, не
сдавливая ногу. Приемы обмера стоп показаны на рис. 21. Длина стопы
измеряется от наиболее выступающей точки пятки до конца
первого или второго пальца.
При определении объема стопы в пучках край измерительной
ленты должен находиться с внутренней стороны стопы на
наиболее выпуклом месте внутреннего пучка, а с наружной
стороны— на наиболее выпуклом месте наружного пучка.
Объем стопы в подъеме определяют измерительной лентой,
накладываемой на наиболее высокую точку гребня стопы в
верхней ее части и на наиболее вогнутый участок в ее нижней под-
сводной части.
Для измерения объема стопы через сгиб и пятку ленту
располагают на стопе у ее сгиба, а в задней части — через нижнюю
точку округлости пятки.
Голень внизу измеряют в наиболее узком месте — над
лодыжкой. Лента должна находиться на одном уровне и не
иметь перекосов.
Данные обмера и отдельные отклонения в строении, а также
разновидность стопы (рис. 22) и пожелания заказчика
заносятся на бланк с контурами стопы. Эти данные используются для
Рис. 21. Обмер стопы:
а — очерчивание стопы; б — обмер пучков; в — обмер подъема; г — обмер объема через сгиб и пятку;
д — обмер голени
и
39
Рис. 22. Разновидность
стоп:
а -- узкая; б — средняя; в
широкая
подбора и приправки колодок. При изготовлении
индивидуальных заказов в условиях ателье, мастерских с законченным
производственным циклом обмер стопы и голени должен производить
высококвалифицированный обувщик (мастер, бригадир).
§ 3. ОТКЛОНЕНИЯ В СТРОЕНИИ И ФУНКЦИЯХ СТОПЫ
И ОСОБЕННОСТИ СНЯТИЯ МЕРОК
Отклонения от нормального строения стопы — весьма
распространенные явления, которые зависят от ряда причин:
особенностей костного строения стопы, функций мышечно-связочного
аппарата нижних конечностей в связи с общим состоянием
организма человека, возрастных изменений, походки человека, его
профессии, неправильной пригонки обуви, несимметричности
левой и правой стоп и др.
В этих случаях большое значение имеет, наряду с
проведением общих профилактических мер (лечебная гимнастика,
физкультура и др.), такое мероприятие, как ношение специально
приспособленной ортопедической обуви, которая делится обычно
на обувь малой сложности и сложную.
К ортопедической обуви малой сложности относят обувь,
которая незначительно отличается от обычной. Такая обувь может
быть изготовлена в ателье, мастерских при условии
консультации врача-ортопеда и наличия подготовленного
высококвалифицированного обувщика для снятия мерок и подгонки колодок
по снятой мерке. Сложную ортопедическую обувь можно
изготовить только в условиях специализированного
протезно-ортопедического предприятия.
К числу наиболее часто встречающихся отклонений от
нормального строения стопы, требующих изготовления
ортопедической обуви малой сложности, относятся следующие:
плоскостопие, молотообразные пальцы, отклонения большого пальца от
нормального положения, пяточная шпора, болезненные
изменения кожи (такие, как омозолелость, мозоль, потертость) и др.
Плоскостопие бывает врожденное и приобретенное; последнее
является результатом травмы, паралича или статического
развития. Плоскостопие статического развития характеризуется
понижением сводов стопы, что большей частью является
результатом систематической перегрузки стопы (например, при ноше-
40
нии тяжестей, продолжительной
работе стоя) и ослабления ее
связочного и мышечного аппаратов.
Понижение сводов ослабляет их
рессорную функцию, затрудняет
ходьбу, вызывает взаимное смещение
костей стопы, что связано с появ- п по п
^ „ Рис. 16. Скелет стопы при плос-
лением ООЛеи. костопии третьей степени
Различают три степени
плоскостопия.
При плоскостопии первой степени наблюдается
уплощение внутреннего продольного свода. Оно резко выражено и
заметно в основном при нагрузке, ходьба несколько затруднена,
но нарушение функций стопы незначительное.
При плоскостопии второй степени отчетливо выражено
уплощение стопы из-за растяжения мягких тканей, но без
деформации костей. Уплощение затрагивает как оба продольных свода,
так и поперечный свод, пятка искривляется, ее верх смещается
к внутренней стороне, появляются боли в стопе и голени.
Третья степень плоскостопия (рис. 23) представляет
собой серьезную болезнь. Она отличается значительным
уплощением свода и сопровождается деформацией костей. Опорой
служит внутренняя сторона стопы, причем носок отведен в
наружную сторону. Боли ощущаются во всей ноге и в пояснице.
Конструкция обуви для больных плоскостопием должна
обеспечить искусственное поддержание свода стопы, предотвратить
его опускание. При плоскостопии первой и второй степени это
достигается применением супинатора — стельки или полустельки,
имеющей выпуклости в местах расположения сводов стопы.
По своей форме выпуклости соответствуют полостям,
образующимся между стопой здорового человека и опорой, и
называются выкладкой свода.
В обуви с супинатором свод нагруженной стопы при
усталости ложится на выкладку свода и сохраняет свою
естественную форму, за счет чего предотвращается чрезмерное
растяжение связок и других тканей и происходящая из-за этого
деформация стопы.
При ношении супинатора увеличивается площадь
соприкосновения стопы и опоры и соответственно уменьшается удельное
давление стопы на единицу площади опоры, что также
способствует улучшению самочувствия человека, носящего подобную
обувь. Супинаторы изготовляют из кожи, пробки, резины,
дюралюминия.
При плоскостопии первой степени супинатор большей частью
представляет собой отдельную деталь, вкладываемую в
обычную нормальную обувь. При плоскостопии второй степени
изготавливают специальную обувь с постоянно закрепленной
выкладкой свода. При плоскостопии третьей степени на специализиро-
41
ванном протезно-ортопедическом предприятии
производят сложную ортопедическую обувь по
гипсовому слепку больной стопы.
Молотообразные пальцы — это деформация
пальцев, при которой основные фаланги
пальцев согнуты в суставе в тыльную сторону
(кверху), а срединные и ногтевые — в
подошвенную (книзу), придавая пальцу вид
молотка. Тыльная поверхность пальцев в области
суставов выступает вперед и вверх и легко
натирается обувью..
Молотообразные пальцы часто являются
следствием ношения короткой обуви. Для
защиты больных мест от натирания делают обувь
с приподнятым жестким носком, а заготовку шьют без
накладного носка. Кроме того, в обуви делают выкладку поперечного
свода.
Отклонение большого пальца (рис. 24) от нормального
положения в сторону мизинца обычно сопровождается отклонением
первой плюсневой кости внутрь. При запущенной болезни
большой палец либо накладывается на второй палец, либо
подходит под него. Головка первой плюсневой кости утолщается, а
кожа на ней воспаляется от натирания обувью. На подошве
стопы образуется омозолелость в области головки второй
плюсневой кости, изменяется походка, появляются боли. В этих случаях
носочную часть обуви расширяют в области большого пальца,
чтобы дать ему возможность отклониться внутрь и предоставить
свободу пальцам. В пучках и пятке обувь должна плотно
облегать стопу. Делают выкладку сводов. В месте нахождения
головки первой плюсневой кости отформовывают по ее размерам
углубления как вверху обуви, так и в стельке. В стельке, в
местах, соответствующих омозолелостям, также отформовывают
углубления.
Пяточная шпора — шиловидное разрастание в области
пяточной кости, вызывающее боль при ходьбе. Для разгрузки пятки
делают стельку с углублением в области шпоры. В некоторых
случаях такое углубление приходится делать в жестком
заднике. Кроме того, для общей разгрузки пятки проводят
выкладку продольного, а иногда продольного и поперечного
сводов.
Укорочение одной ноги — небольшая разница в длине обеих
ног. В этом случае устанавливают косок (клинообразная деталь
из пробки или пористой резины) под пяточную и геленочную
части стельки короткой ноги, а также прикрепляют более
высокий каблук. При укорочении ноги, превышающем 3 см, требуется
изготовление сложной ортопедической обуви.
Омозолелость является следствием длительного давления
обуви на отдельные участки стопы. Постоянное давление на стопу
w
42
вызывает сжатие кровеносных сосудов, что в свою очередь ведет
к утолщению эпителиального слоя. После прекращения
давления обычно омозолелость постепенно исчезает. Повышенная
потливость (гипергидроз) также может вызывать омозолелость.
Мозоль является разновидностью омозолелости и
характеризуется рогообразным образованием в части кожи. Ороговелость
уходит в глубь кожи, давит на нервные окончания, причиняя
боль.
Потертость, водяные пузыри, изъязвления являются
следствием ношения неправильно подобранной обуви или наличия
складок внутри нее. Плохое качество чулок, носков и неумелое
их ношение также приводит к болезненным явлениям. Для их
устранения требуется изготовлять обувь, лишенную недостатков,
вызвавших болезненные изменения (т. е. просторную обувь с
мягким верхом, гладкой стелькой и вытянутой подкладкой, не
имеющей складок). При наличии мозолей на подошвенной
поверхности стопы делают в соответствующих местах стельки
углубления.
Бывают также отклонения, не связанные с изменением
скелета ноги. К ним относится, например, разрастание суставных
сумок на головках 1-й и 5-й плюсневых костей, что создает в
пучках болезненные бугры. В таких случаях требуется
изготовление обуви с увеличенной полнотой в пучках.
При наличии в стопе отклонений, требующих изготовления
ортопедической обуви малой сложности, заказ может быть
принят лишь в специализированных ателье или мастерских, где
обеспечена консультация врача-ортопеда. При снятии мерок на
контуре стопы обозначают черточкой положение каждого пучка.
Если на подошве имеются болезненные выступы (мозоли,
пяточная шпора и др.)> отдельно снимают отпечаток стопы — следа,
для чего подошвенную поверхность смазывают легкосмываемой
краской или вазелином. Босую стопу ставят на бланк, где
выступы оставляют отпечаток; на той же бумаге зарисовывают
и наружный контур. Выпуклости, расположенные на тыльной
стороне стопы, зарисовывают на контуре. Затем переходят к
измерениям длиннотно-широтных объемных показателей стопы.
Измерения проводятся описанным выше способом.
Все размеры стопы и голени, выраженные в сантиметрах,
наносят на бланк со снятой меркой. Внутри контура подошвы
помещают размеры объема пучков и подъема и объема стопы
через сгиб и пятку; вне контура подошвы на свободном месте
проставляют размеры объема голени в виде дроби: в числителе
записывается высота замера, в знаменателе — соответствующая
этой высоте величина объема голени.
Для ортопедической обуви предусматривается нанесение на
бланк снятой мерки дополнительных данных, рекомендуемых
врачом-ортопедом. Так, например, если врач-ортопед
предусматривает в обуви косок под пяточную, носочную или пучковую час-
43
S3
2S
25 1/Z h
Рис. 25. Пример записей
на бланке мерки для
изготовления
ортопедической обуви
ти, то на бланке мерки вне контура
указывают высоту и ширину коска (рис. 25).
Все измерения, сделанные при снятии
мерки, отражают размеры стопы в
состоянии покоя и без нагрузки. Между
тем в движении и под нагрузкой размеры
стопы увеличиваются, что необходимо
учесть путем прибавления к снятым
размерам припусков как для ортопедической,
так и для обычной обуви. Снятый размер
объема стопы в пучках записывают без
припуска, если верх обуви будет сшит из
эластичного или мягкого материала
(замша или шевро) и состояние стопы дает
возможность плотно обтянуть ее
заготовкой.
В колодках для обуви со значительными деформациями стоп
(в том числе для лиц пожилого возраста) ширина пучков
должна быть увеличена на 3 мм относительно ширины пучков
исходной б-й полноты с 6-м следом для всех видов обуви.
Припуск обеспечивает возможность свободного надевания и снятия
обуви с ноги.
Размеры объемов голени записывают на бланке мерки без
изменений, так как необходимые припуски для изготовления этой
части заготовки устанавливаются модельером.
На контуре бланка мерки дополнительно зарисовывают
также все отклонения от плавной формы тыльной стороны стопы,
которые должны быть учтены при подборе и правке колодки
(выступы на пучках, мозоли и др.). Зарисовки таких отклонений
имеют вид кружков, овалов и других фигур, расположение,
размеры и форма которых должны возможно точнее отразить
имеющиеся отклонения. Внутри фигуры проставляют высоту выступа,
выраженную в сантиметрах.
После снятия контуров стопы производят ее обмер етопо-
мерами различных конструкций, периметры окружности
измеряют нерастягивающейся гибкой лентой, а размеры ширин — по
обрисовке и отпечатку стопы снятием плантографических
отпечатков.
Для примера приведем описание наиболее совершенного
прибора, позволяющего снимать линейные и объемные размеры
стопы конструкции Д. Е. Медзеряна.
Стопу устанавливают на поверхность прибора и с помощью
передвижения движка по закрепленной масштабной линейке
определяют длину стопы. Для определения форм поперечных
сечений стопы и пяточного закругления на приборе имеются
радиальные щиты с измерительными стержнями, расположенными
в отверстиях щитов через каждые 15°. В заданном сечении
стопы устанавливают щит, опускают на стопу стержни и фикси-
44
руют их в положении, соответствующем контуру поперечного
сечения. Таким способом получают плоскость и совмещенный
с ней отпечаток подошвенной (плантарной) части. По планто-
граммам определяют характер внутреннего продольного свода,
положение большого пальца, пятки и пр.
В городах Латвийской ССР (Рига, Резекне и Вентспилс)
было проведено антропометрическое обследование стоп. Всего
было обмерено 600 стоп женщин. При этом было
установлено значительное отклонение в полнотных и широтных
размерах.
Большое количество подогнанных колодок подтверждает
наличие существенных отклонений размеров стоп заказчиков
обуви от средних размеров стоп населения, что можно
проиллюстрировать распределением видов подгонки:
Число случаев, %
Накладка на внутренний пучок 6,9
» на наружный пучок 2,5
» на пяточную часть 0,4
» в пучково-геленочной части 7,8
Поднятие клина 45,8
Накладка на подъем и верхнюю 32,4
пучковую часть
Накладка на пучково-носочную часть 2,8
» в носочной части 0,8
Прочие случаи подгонки 0,6
Всего 100
За один случай подгонки принята подгонка одного вида в
обеих полупарах колодок. Во многих случаях в одной паре
колодок производилась подгонка двух и более видов. Например,
накладка на внутренний пучок, поднятие клина и накладка на
подъеме и в верхней пучковой части.
Как видно из распределения видов подгонки, наибольшее
количество приходится на поднятие клина D5,8%) и на
накладки на подъеме и верхней пучковой части C2,4%), что связано
с увеличенными размерами обхвата в пучках и прямом подъеме
стоп заказчиков.
§ 4. ПОДБОР И ПРИПРАВКА КОЛОДОК
Удобство изготовляемой обуви в значительной мере зависит от
точного соответствия колодки индивидуальным размерам и
форме стопы заказчика. Это достигается правильным подбором
колодки и ее приправкой по мерке.
Подбор колодки начинают с определения по мерке номера
колодки, полноты и высоты каблука. Получив из хранилища
колодку, удовлетворяющую основным размерам — длине, объему
в пучках и высоте каблука, ее вновь детально сличают с
меркой.
45
Для этого колодку ставят на мерку так, чтобы пучки
совпали, а наиболее выступающее назад место выпуклости
пяточной части колодки оказалось над линией пяточного контура
стопы. В зависимости от вида обуви и строения стопы след
колодки в носочной части должен быть длиннее мерки на величину
припуска E—10 мм и более) в зависимости от формы носочной
части (фасона колодки), а ширина следа колодки может быть
уже контура стопы.
Сделав на колодке отметки о необходимой дальнейшей
обработке, измеряют прямой подъем и приступают к обработке.
Перед началом для экономии времени необходимо подготовить
набивки разных величин. Обработка включает два вида
операций: срезание излишков материала и наращивание материала в
местах, где его не хватает. Небольшие излишки материала
срезают ножом, стамеской или рашпилем. Наращивание
выполняют путем приклеивания к колодке стелечной кожи с
прибиванием ее деревянными шпильками, образуя так называемые
набивки.
Иногда набивки приходится делать в несколько слоев.
Прикрепленную набивку обрабатывают ножом и рашпилем до
получения указанной в мерке формы и размеров. Назначение
набивок разнообразно, некоторые из них имеют свои названия
(рис. 26). Так, набивка,
прибиваемая к нижней части
клина колодки для увеличения
объема в пучках, называется
личинкой. Такая же набивка,
увеличивающая объем в
пучках и в прямом подъеме,
называется горбовиком, набивка,
увеличивающая высоту
колодки в носочной части, — персто-
виком, или мозольником.
Делают также безымянные
набивки на пятку, пучок, геленоч-
ную часть и др.
Набивки не должны
нарушать плавности очертаний
колодок. Набивки используют
Рис. 26. Виды набивок:
/ — личинка; 2 — горбовик; 3 — перстовик или
мозольник; 4 — набивки на пятку; 5,6 — набивки
на пучки; 7 — набивки на носок; 8 — набивка на
геленочную часть; 9 — набивка на подметочную
часть
46
для увеличения полноты колодки и для создания местных
выпуклостей в соответствии с отклонениями от нормальной формы
стопы, указанными на мерке (мозоли, разрастание суставных
сумок, деформация костей и др.).
После подгонки колодки по форме и размерам ее
обрабатывают стеклом и мелкой'шлифовальной бумагой для придания
гладкости и создания плавного перехода от набивки к телу
колодки.
В некоторых случаях на приправляемой колодке требуется
создать не выпуклости, а, наоборот, выемки. Так, для
изготовления ортопедической обуви с выкладкой свода необходимо для
нее подготовить выемку в геленочной и пяточной частях следа
колодки. Такие выемки делают в теле колодки с помощью ножа,
рашпиля и шлифовальной бумаги.
Приправка колодок по мерке — ответственная и сложная
операция. Она должна выполняться высококвалифицированным
обувщиком. Если колодка подверглась сложной приправке по
размерам стопы заказчика, то в дальнейшем целесообразно
персонально закрепить колодку за заказчиком, хранить ее в
отдельном стеллаже или продать ему.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. От чего зависит создание рациональной конструкции и формы обуви?
2. Что вы знаете о костях ноги человека?
3. Какую роль играют мышцы и сухожилия?
4. Какую роль играют кровеносные сосуды?
5. Какую роль играет кожа человека?
6. Какие изменения претерпевает стопа при передвижении?
7. Что вы знаете о топографии стопы?
8. Какую работу выполняет стопа?
9. Какие важнейшие размерные признаки стопы вы знаете?
10. Что вы знаете об основных размерах стопы, способах ее измерения и снятия
мерки при пошиве различных видов обуви?
11. Какие отклонения в строении и функциях стопы вы знаете?
12. Назовите особенности снятия мерки при изготовлении ортопедической обуви
малой сложности.
13. Сколько существует степеней плоскостопия? Чем характеризуется каждая?
14. Чем характеризуется молотообразность пальцев и отклонение большого
пальца от нормального положения в стопе?
15. Что вы знаете об отклонениях в стопе, связанных с наличием омозолелости,
мозолей и потертостей?
16. Какие существуют приборы для снятия мерок стопы? Дайте краткую
характеристику каждого прибора.
Глава IV. ОБУВНЫЕ КОЛОДКИ И ПРАВИЛА
§ 1. КЛАССИФИКАЦИЯ КОЛОДОК
Колодочный парк обувного предприятия представляет собой
совокупность затяжных, отделочных, гладильных и прессовых
обувных колодок.
Обувные колодки в производстве обуви являются оснасткой.
Форма колодки зависит от фасона, размера, полноты и высоты
каблука. Правильный выбор колодки определяет удобство и
внешний вид обуви — свойства, которые прежде всего ценятся
в обуви, изготовляемой по индивидуальным заказам
населения.
Классификация колодок по технологическому назначению.
В зависимости от технологического назначения затяжные
колодки изготовляют:
с металлической пластиной по всему следу;
с металлической пластиной в пяточной части;
с металлической пластиной в пяточно-геленочной части или
носочной части;
без металлической пластины.
Колодки затяжные с металлической пластиной по всему
следу используют для гвоздевой и клеевой затяжки заготовок;
колодки с металлической пластиной только в пяточной части и с
металлической пластиной в пяточно-геленочной части—для
рантовой обуви; без металлической пластины — для сандалий и
другой обуви.
Обувная подотрасль бытового обслуживания населения
использует стандартные колодки, выпускаемые промышленностью в
основном с металлической пластиной в пяточной части колодки
и без пластины.
При изготовлении обуви по индивидуальным заказам
населения в зависимости от особенностей стопы заказчика колодки
подвергают дополнительной обработке (приправка) с учетом
отклонений длиннотно-широтных размеров стопы.
Отделочные колодки отличаются от затяжных по форме и
размерам. В отделочных колодках пяточная часть округлена,
ребро носочной части скошено фаской по длине и высоте.
Размеры отделочных колодок меньше соответствующих
размеров затяжных колодок для более легкого надевания и снятия
обуви с колодок и предотвращения деформации обуви в процессе
ее отделки.
На следе колодки металлическая пластина отсутствует.
Колодка применяется в обуви прошивного, гвоздевого, деревянно-
шпилечного и винтового методов крепления после снятия обуви
с затяжной колодки.
Гладильные колодки служат для оглаживания подошвы на
48
гладильной машине. Изготовляют гладильные колодки из
древесины граба или алюминия.
Размеры гладильных колодок меньше размеров затяжных.
Установочная площадка укреплена металлической пластиной.
Прессовые колодки (пуансоны) применяют для прикрепления
низа обуви, изготовляемой методами горячей вулканизации и
литьевыми.
Растяжные колодки и приспособления широко применяют в
обувных ателье, мастерских, выполняющих заказы населения.
Для растяжения отдельных участков верха обуви служат
растяжные колодки. Приспособлением типа РОС-2 растягивают
обувь по ширине и в подъеме.
В соответствии с ГОСТ 3927—75* колодки подразделяются
по группам, номерам и полнотам (табл. 3).
Классификация колодок по целевому назначению. В
зависимости от целевого назначения обувные колодки подразделяют
на следующие виды:
для закрытой обуви (ботинки, полуботинки, туфли, опанки,
Табл. 3. Колодки для обуви (кроме обуви с верхом из юфти и специального
назначения). Интервал между смежными номерами 5 мм
Группа
колодок
Наименование
обуви
Исходная
полнота
колодки
Количество
полнот
Число
полнот колодок
при
изготовлении
обуви
Номер колодки
Исходный
номер
0 Пинетки
1 Гусарики
2—3 Дошкольная
4 Школьная
для девочек
5 Девичья
6 Школьная
для
мальчиков
7
Мальчиковая
Женская
Мужская
5 с 1 по 7
4 с 1 по 7
3 с 1 по 9
3 с 1 по 9
3 с 1 по 9
4 с 1 по 9
4 с 1 по 9
4 с 1 по 12
4 с 1 по 12
95, 100, 105, ПО,
115, 120, 125
105, ПО, 115, 120,
125, 130, 135, 140
145, 150, 155, 160,
165, 170, 175, 180,
185, 190, 195, 200
205, 210, 215, 220,
225
230, 235, 240, 245,
250, 255, 260
205, 210, 215, 220,
225
230, 235, 240, 245,
250, 255, 260, 265,
270, 275, 280
210, 215, 220, 225,
230, 235, 240, 245,
250, 255, 260, 265,
270, 275
245, 250, 255, 260;
265, 270, 275, 280,
285, 290, 295, 300,
305
ПО
135
155
185
215
235
215
240
240
270
Примечание. Исходная полнота дана для всех видов обуви, кроме утепленной.
4—939
49
сандалеты, сапожки и полусапожки с облегченными голенищами
и на подкладке из неутепленных материалов);
для легкой обуви (сандалии, туфли спортивные, домашние,
дорожные и чувяки);
для летней открытой обуви (туфли с открытой или закрытой
носочной или пяточной частью, пантолеты);
для утепленной обуви;
для особо изящной обуви;
для юфтевых сапог и полусапог;
для хромовых сапог;
для обуви специального назначения.
Для утепленных ботинок групп 4, 5 исходная полнота — 4-я,
для остальных групп — 5-я; для утепленных сапожек групп 4,
5 след по 4-й полноте, обхват в сечении 0,68/072 L — по 5-й
полноте; для остальных групп след по 5-й полноте, а обхват в
сечении 0,68/072 L по 6-й полноте.
Колодки для легкой и летней открытой обуви во всех
половозрастных группах должны изготовляться в двух полнотах.
Интервал между смежными полнотами должен быть для хромовой
повседневной обуви 8 мм, модельной обуви — 6 мм.
Для женской модельной высококаблучной обуви в качестве
исходной допускается 3-я полнота.
В колодках для обуви лицам с начальными стадиями
деформации и пожилого возраста за исходную полноту для всех
видов обуви, кроме утепленной, принимают 6-ю полноту с 6-м
следом.
Для утепленной обуви за исходную полноту принимают для
ботинок 7-ю полноту с 7-м следом, для сапожек 8-ю полноту
с 7-м следом.
В обувных колодках для заказчиков со значительными
деформациями стоп, в том числе для лиц пожилого возраста,
ширина пучков должна быть увеличена на 3 мм относительно
пучков исходной полноты.
По заказу рижского производственного объединения по
ремонту и индивидуальному пошиву обуви «Ригас апави» (далее
п/о «Ригас апави») с учетом зарубежного опыта изготовлено
несколько фасонов колодок для женской обуви клеевого метода
крепления, отличающихся интервалом между смежными
номерами в 3 мм вместо 5 мм установленных ГОСТ 3927—75*.
Изменение интервала между смежными номерами облегчает подбор
колодок по стопе заказчиков.
Интервал между полнотами для обуви специального
назначения из юфти должен быть 10 мм, для обуви с верхом из кож
хромового дубления — 8 мм.
Колодки для обуви юфтевой и специального назначения
(табл. 4) изготовляют в трех полнотах с унифицированным
следом по средней полноте.
Высоту подъема носочной части колодки измеряют по верти-
50
Табл. 4. Колодки для обуви юфтевой и специального назначения (интервал
между смежными номерами 7,5 мм)
Группа
колодок
Наименование
обуви
Число
полнот
-iOMep колодки
Исходный
номер
Дошкольная
Школьная
Мальчиковая
Женская
Мужская
3 177, 185, 192, 200
3 207, 215, 222, 230
3 237, 245, 252, 260
Примечание. При определении номера колодок 0,5 мм округляют в меньшую сторону.
185
215
245
3 217, 225, 232, 240, 247, 255, 262, 240
270, 277, 285
3 240, 247, 255, 262, 270, 277, 285, 270
292, 300, 307
кали от опорной поверхности до точки минимального припуска
(рис. 27). Минимальная высота носочной части колодок в
сечении 0,9L определяется коэффициентом 0,11, а в сечении XL —
коэффициентом 0,09 от обхвата сечения 0,68/072 L.
Колодки групп 0 и 1 необходимо изготовлять в одной полноте,
групп 2 и 3 — в двух полнотах, групп 4, 5, 6, 7, 8 и 9—в трех
полнотах.
При изготовлении обуви по заказам населения
удовлетворяются все запросы заказчиков, имеющих отклонения от ГОСТ
3927—75* в полнотно-длиннотных размерах.
Так, в районных центрах и городах Прибалтийских
республик у заказчиков встречается довольно часто 15-я полнота, а
иногда и большая, а также размер стопы по длине более 305 и
менее 245 мм для мужской обуви и более 275 и менее 215 мм
для женской обуви.
По приподнятости пяточной части в зависимости от высоты
каблуков колодки подразделяют на следующие группы:
для обуви без каблуков;
для обуви с низкими каблуками с приподнятостью 5, 10, 15,
20, 25 мм;
для обуви со средними каблуками с приподнятостью 30,
40 мм;
для обуви с высокими
каблуками с
приподнятостью 50, 60 мм;
для обуви с особо
высокими каблуками с
приподнятостью более 60 мм.
Колодки для вечерней,
выходной и летней
открытой обуви со средними,
высокими и особо высоки-
Рис. 27. Измерение высоты подъема носочной
части колодки
4*
51
ми каблуками выпускают также с интервалом по приподнятости
пяточной части 5 мм.
Величину приподнятости пяточной части (см. рис. 27)
определяют по вертикали от точки ребра следа пяточного
закругления до опорной поверхности.
Носочная часть следа колодки исходного номера в точке
минимального припуска по длине следа должна отстоять от
опорной поверхности на следующем расстоянии (не менее):
в колодках с низкой приподнятостью пяточной части для
группы 9—15 мм; для групп 4, 5, 6, 7 и 8 — 12 мм; для групп 2 и
3—10 мм; для группы 1—8 мм; для группы 0—16 мм;
в колодках с приподнятостью пяточной части 30 — 40 мм —
10 мм;
в колодках с приподнятостью пяточной части 50—60 мм и
более — 8 мм;
в колодках для летней открытой обуви приподнятость
носочной части увеличивается на 3 мм;
в летней обуви с низом из деревянных блоков
приподнятость носочной части увеличивается на 5 мм по сравнению с
приподнятостью носочной части обычной летней обуви для
нормального перекатывания деревянного блока при ходьбе.
§ 2. КОНСТРУКЦИИ КОЛОДОК
Фасон обуви определяется формой и размером ее носочной
части, т. е. фасоном затяжной колодки, а также формой и
высотой каблука.
Смена фасонов колодок связана с изменением моды на
обувь и диктуется направлением моделирования ансамбля
одежды в целом.
В зависимости от фасона колодок носок в обуви может быть
широким или узким, тупым или острым, овальным или граненым,
вытянутым или усеченным, высоким или опущенным.
По конструкции колодки подразделяются на следующие виды:
с выпиленным клином, сочлененные, раздвижные и цельные.
Колодки с выпиленным клином применяют для изготовления
обуви методом внешнего формования. В этих колодках верхняя
съемная часть (клин) удерживается пружинным
замком,-расположенным в гребне колодки. Преимуществом данного вида
колодки является жесткость конструкции, что удобно при
выполнении операций формования следа и приклеивания подошв.
Удаление клина перед снятием обуви с колодки в значительной
степени предохраняет заготовки от разрыва, а обувь — от
значительной деформации.
Сочлененные колодки (рис. 28) применяют для изготовления
обуви внешнего, а иногда внутреннего способа формования.
Сочлененные колодки имеют преимущество перед другими в том,
что обувь снимается с них без деформации.
52
Раздвижные колодки (рис. 29) применяют при изготовлении
обуви методом внутреннего формования. Раздвижные колодки
в зависимости от конструкции могут быть увеличены по длине
на 9—16 мм.
Цельные колодки находят применение при изготовлении
обуви сандального и выворотного методов крепления, а также
домашней обуви.
В затяжных деревянных колодках со стороны металлических
пластин должны быть вставлены пробки из дерева или
пластмассы на глубину 15 мм. Расстояние от крайней точки
пяточного закругления следа колодки до центра пробки в пяточной
части должно быть равно 32 мм. В колодках со средним
каблуком это расстояние может составлять 22 и 27 мм. Для
укрепления высоких каблуков в женской обуви на шуруп в пяточной
части колодки делают сквозное отверстие.
Материалы для изготовления колодок. Затяжные колодки
изготовляют из буковой или грабовой древесины; колодки для
отделки обуви и для пошива сандалий, чувяк, домашних туфель
могут быть изготовлены из березовой древесины. Допускается
изготовление колодок из березовой древесины групп 0, 1, 2, 3.
Колодки могут изготовляться клееными из нескольких слоев
древесины. При этом прочность клеевого шва не должна быть
ниже прочности древесины.
Колодки также изготовляют из полиэтилена низкого
давления в композиции с полиэтиленом высокого давления.
Для обуви, изготовляемой методом горячей вулканизации
и литья, применяют колодки из алюминия.
Для изготовления колодок широко применяют полиэтилен
низкого давления марок 21006-75 и 20906-40 в композиции с
полиэтиленом высокого давления марок 10802-02 и 10702-02, а
также другие марки полиэтилена низкого и высокого давлений,
не уступающие по
прочности технологическим и
эксплуатационным
свойствам указанных выше
марок.
По сравнению с
деревянными колодками
полиэтиленовые имеют более
стабильные размеры и
большую устойчивость к
нагрузкам. Колодки
поддаются ремонту путем
s наплавления и приклеива-
"*" ния. Вышедшие из строя
полиэтиленовые колодки
подлежат повторной пере-
Рис. 30. Основные параметры колодок паботке
Соотношение размеров
длины стопы и колодки. Основными нормируемыми размерами
затяжных колодок являются длина следа L, ее ширина в
сечениях 0,07, 0,18, 0,68, 0,90, а также обхват в наклонных сечениях
0,55, 0,68/0,72 от длины стопы, считая от крайней точки пятки
(рис. 30, 31).
При установлении длины следа L колодок (см. рис. 30) к
длине стопы добавляют величину Р — 5, т. е. L = D + (Р — S),
где L — длина колодки; D — длина стопы; Р — припуск для всех
родовых групп и видов обуви, соответствующий 10 мм, кроме
летней обуви и обуви с овальной вставкой типа мокасин, для
которых припуск составляет 5 мм; S — сдвиг крайней точки
следа (стельки) в пяточной части к наиболее выступающей части.
Припуск Р может быть увеличен в зависимости от формы
носочной части колодки. В модельной обуви с узкими носками
припуск может быть 15—25 мм. Это связано с тем, что сужать
форму носочной части можно только за пределами
расположения пальцев стопы.
Серия колодок. Серией называют колодки одного фасона, но
разных размеров, связанные определенной закономерностью
изменения основных параметров. В массовом производстве обувь
изготовляют в ограниченных количествах полнот. Повседневную
закрытую в трех полнотах с интервалом по обхвату в сечении
0,72/0,68 L — 8 мм, модельную четырех полнот с интервалом
6 мм. В приложении к ГОСТ 3927—75* приведены параметры
для каждого номера колодки всех половозрастных групп. Так,
например, интервал между смежными полнотами для повседневной
обуви принят 4 мм, а для модельной — 3 мм.
Условно установлено 12 полнот (от 1-й до 12-й). Колодки
одной полноты при переходе от одного номера к другому
отличаются следующими данными:
54
?ЛС/Н
/7&лебая староно
Зну/лренняя
сторона
Рла/цадка
боковая
лаверхнос/ль
След
обхват в сечениях, мм
0,55L — 3;
0,72/0,68L — 3.
Рис. 32. Затяжная колодка
Рис. 31. Основные сечения колодок и
расположение наколов для проверки
размеров колодки
ширина стельки в сечениях, мм
0.18L —0,7...0,8;
0,68L.— 1;
Вследствие небольшого количества размерных показателей
затяжных колодок в обувной промышленности страны
используют в основном колодки с унифицированными пяточно-геле-
ночной частью или по всем поперечно-вертикальным сечениям,
исключая носочную часть.
Такое положение облегчает проектирование и изготовление
нового оборудования и разработку прогрессивной технологии на
основе формованных деталей и отдельных узлов обуви.
Топография колодки. На обувных колодках различают три
поверхности: верхнюю (называемую площадкой), нижнюю, или
стелечную (называемую следом), и боковую (расположенную
между площадкой и следом).
Кроме этого на колодке различают внутреннюю и полевую
сторону колодки (рис. 32). Верхняя съемная часть подъема
колодки называется клином. Клин прикрепляют к колодке при
помощи пружинного замка. След колодки делится на три части:
заднюю — пяточную часть, опирающуюся* на каблук; среднюю —
геленочную часть; переднюю — носочную часть (см. рис. 28).
Самая широкая передняя часть колодки называется пучковой,
внутренняя наиболее выступающая — внутренним пучком,
наружная— наружным пучком. Выступ верхней средней части
колодки называют подъемом, а наиболее высокую часть подъема —
гребнем.
Система нумерации колодок. Каждая .колодка должна иметь
маркировку с указанием следующих обозначений: размера,
номера полноты и индекса колодки.
55
Индекс колодки содержит пять и
более знаков, каждый из которых
характеризует определенный признак
колодки в соответствии с принятой
классификацией по ГОСТ 3927—75*.
Первая цифра индекса обозначает
:осоЧ^ой^Гкое"оИдкГРМЫ половозрастное назначение обуви, из-
готовляемои на данной колодке:
пинетки — 0, гусарики — 1, малодетская — 2, детская — 3,
школьная для девочек — 4, девичья — 5, школьная для мальчиков — 6,
мальчиковая — 7, женская — 8, мужская — 9.
Вторая цифра индекса обозначает вид обуви: обувь
закрытая (ботинки, полуботинки, туфли, сандалеты, опанки) — 1;
легкая обувь (сандалии, обувь спортивная, домашняя,
дорожная и чувяки) — 2; летняя открытая обувь (туфли с открытыми
носками или пятками) — 3; утепленная обувь (полусапожки с
резинками) — 4; особо изящная обувь — 5; сапоги и полусапоги
юфтевые — 6; хромовые сапоги — 7; обувь специального
назначения — 9.
Третья цифра характеризует высоту приподнятости
пяточной части колодки: без каблука — 0; низкая E—10 мм) — 1;
низкая A5—25 мм)—2; средняя C0 мм)—3; средняя
D0 мм)—4; высокая E0 мм)—5; высокая F0 мм)—6;
особо высокая G0 мм) —7; особо высокая (80 мм) —8; особо
высокая (90 мм) —9.
Четвертая цифра (коэффициент К) характеризует форму
носочной части колодки и определяется отношением припуска а
по следу (рис. 33) в носочной части к ширине следа колодки В
в сечении L, находящемся на расстоянии, равном длине стопы,
считая от крайней точки пятки, т. е. К—а/В. При /(=0,25 —
носочная часть широкая (обозначается цифрой 1), при К =
= 0,251...0,549 — средней ширины (цифра 2), при К = более
0,55 — узкая (цифра 3).
Пятая и последующие цифры обозначают порядковый номер
фасона колодок в данной группе. Так, в колодке мужской для
утепленных ботинок с высотой каблука 20 мм и средней по
ширине носочной частью присваивают индекс 94224, где последняя
цифра 4 показывает, что в данной группе имеются три ранее
утвержденные колодки.
Для примера расшифруем индекс колодки 81233. Цифры
индекса имеют следующее значение: 8 — женская, 1 — туфли, 2 —
низкий каблук A5—25 мм), 3 — узкая форма носочной части,
3 — в данной группе колодок имеются две ранее утвержденные
модели.
Индекс колодок модельной обуви дополняется буквой М, а
индекс колодок обуви, предназначенной для лиц с начальными
и значительными деформациями стоп (в том числе для лиц
пожилого возраста), — буквой П.
56
§ 3. ЭКСПЛУАТАЦИЯ КОЛОДОК
Технические требования, предъявляемые к колодкам. Основные
параметры колодок должны соответствовать приложениям 1—4
ГОСТ 3927—75*. В затяжных колодках допускаются отклонения
от шаблона по длине следа в большую сторону до 1 мм, по
ширине— до 0,5 мм. По объемным размерам допускаются
отклонения по обхвату в сечениях 0,55L, 0,72L и 0,68L в большую
сторону до 2 мм.
При проверке колодок шаблонами продольного и
поперечного сечений допускаются следующие отклонения: на 0,5 мм с
каждой стороны в меньшую сторону у поперечных сечений и на
0,5 мм в меньшую сторону у продольного сечения в носке, в
отдельных местах и внизу по следу.
Правые колодки одного фасона, размера и одной полноты
должны быть зеркальным отображением левых.
В колодках не должно быть трещин, гнили, червоточин,
сучков по линии выреза клина и прикрепления пластины в
носочной и пяточной частях, а в колодке для рантового и клеевого
методов крепления также и в пучковой части по затяжной
кромке.
На колодках должно быть отчетливо видно клеймо фасона,
размера и полноты. Металлические пластины должны быть
прочно прикреплены к следу, а клин должен плотно прилегать к
телу колодки.
Деревянные пробки вставляют заподлицо с металлической
пластиной. Древесина в готовых колодках должна содержать не
более 8±2 % влаги, в противном случае в процессе
эксплуатации колодки усыхают, изменяют свои размеры и
трескаются.
Методы контроля колодок. Размеры и форму колодок
проверяют по контрольным точкам в соответствии с ГОСТ 3927—75*.
На деревянных колодках контрольные точки делают в виде
наколов, а на полиэтиленовых нешлифованных колодках — в виде
«маячков».
Наколы, или «маячки», для проверки размеров колодок
должны быть сделаны в следующих местах (см. рис. 31):
в пяточной части на боковой поверхности — с каждой
стороны два накола у ребра следа в сечении 0,07L и 0,18L;
в геленочной части — на гребне колодки на расстоянии 0,55L,
откладывая этот размер по оси следа и восставляя
перпендикуляр до пересечения с продольно-осевым профилем гребня;
в пучковой части верхняя точка — на гребне на расстоянии
0,72L, откладывая размер по оси следа и восставляя
перпендикуляр до пересечения с профилем гребня, нижние точки — у
ребра следа на расстоянии 0,68L, откладывая размер по
развертке следа колодки по оси.
Точки накола в пяточной части служат для контроля шабло-
57
70\\
8Л
*%
!^1
А
О
\б //
Рис. 34. Шаблон для проверки
построения следа колодки
нами формы пяточной части
колодки, в геленочной и пучковой
частях — для контроля размеров
обхватов (гибкой лентой).
Высоту приподнятости пяточной
части от опорной поверхности
измеряют металлическим угольником по
вертикали в точке ребра следа
пяточного закругления по оси.
Правильность построения следа
колодки определяют специальным
шаблоном (рис. 34), на котором по
контрольным сечениям нанесены
размеры следа согласно
коэффициентам, приведенным в
государственном стандарте.
Работоспособность колодок
определяют многократными
преломлениями. Механизм колодки должен
выдерживать не менее 600 циклов преломлений.
Влияние состояния колодок на качество обуви. Состояние
колодок существенно влияет на качество выпускаемой обуви. Так,
к снижению качества обуви приводят следующие причины:
отклонение размерных показателей колодок сверх
допустимых стандартом;
несоответствие правой колодки одного фасона, размера и
полноты левой колодке;
усушка колодок с большой влажностью в помещениях с
низкой влажностью и восприятие влаги колодками с меньшей
влажностью, приводящее к разбуханию и изменению их размеров;
плохая обработка (с заусенцами) металлических пластин в
пяточной части или по всему следу колодок, что в процессе
формования заготовки может привести к повреждению подкладки
и верха обуви;
неплотно прилегаемый клин колодки, необработанные
заподлицо с металлической пластиной, деревянные или пластмассовые
пробки, плохое совмещение составных частей сочлененной
колодки;
запуск в производство неотремонтированных и
необработанных колодок;
использование колодок, имеющих пороки (трещины, гнили,
червоточины, сучки по линии выреза клина и прикрепления
пластины в носочной и пяточной частях, а в колодке для обуви
рантового метода крепления — также и в пучковой части по
затяжной кромке).
Уход за колодками, хранение и способы ремонта. Колодочное
хозяйство требует специального ухода за ним. Для ухода за
колодками в централизованных цехах, в ателье и мастерских вы-
58
деляются квалифицированные обувщики, разбирающиеся в
фасонах, полнотах, размерах колодок и умеющие их подогнать по
мерке стопы заказчика, а также отремонтировать.
Колодки необходимо хранить в сухих отапливаемых
помещениях при температуре 16—20 °С с относительной влажностью
40—60%. Полиэтиленовые колодки должны быть защищены от
попадания на них прямых солнечных лучей. Хранят колодки в
специальных стеллажах с ячейками по фасонам, размерам и
полнотам.
В п/о «Ригас апави» для хранения колодок применяют
механизированные стеллажи. Необходимо следить, чтобы не
нарушалась парность колодок. Не реже одного раза в квартал
тщательно проверяют состояние колодочного хозяйства. При этом
негодные колодки изымают из производства, а нуждающиеся в
ремонте ремонтируют. К числу негодных к эксплуатации бтно-
сят колодки, в которых вышел из строя механизм сочленения,
колодки с расколотой верхней площадкой, расколотыми или
деформированными носочными и пяточными частями, расколотыми
боковыми поверхностями, утерянными клиньями, а также не
соответствующие по своим размерам ГОСТ 3927—75*.
Колодки со следом, пробитым гвоздями или шпильками, с
частично сбитой верхней площадкой и частично неисправными
замками, механизмом сочленения по возможности ремонтируют.
Ремонт сбитого следа и верхней площадки производят
наклейкой и прибивкой кусков кожи. Сбитые части следа
выбирают стамеской. В образовавшийся желобок вклеивают
соответствующего размера полоску жесткого кожевенного материала и
закрепляют ее. Сбитую часть площадки скалывают и заменяют
куском кожи необходимой толщины. Все выступающие над
поверхностью колодки части кожи срезают ножом и обрабатывают
рашпилем.
Механизм сочленения и втулки заменяют новым или
ремонтируют.
Основные причины схода обуви с мерки:
неправильное снятие мерок стопы и голени заказчика при
очерчивании стопы, обмере пучков, подъема, объема через сгиб
и пятку, голени, контура стопы и отпечатка следа;
несогласованность в работе съемщика мерок, приправщика
колодок и подгонщика лекал;
неправильный подбор и приправка колодок по снятой с
заказчика мерке стопы и голени;
изменение размеров стопы при движении человека в течение
дня.
§ 4. ПРАВИЛА И ИХ ПРИМЕНЕНИЕ ПРИ ИЗГОТОВЛЕНИИ САПОГ
Правила применяют при расправке голенищ сапог и сапожек
для ликвидации на них складок и морщин и незначительного
изменения объемных размеров голенища в сторону его увеличе-
59
ния. Перед расправкой голенища увлажняют, протирая губкой,
смоченной в воде.
При применении деревянных правил голенище разогревают
над горячей электрической плиткой. Эта операция производится
два раза. Все морщины и шероховатости разглаживают
горячим утюжком (или токмачом) с температурой нагрева не
более 90 °С.
В п/о «Ригас апави» при применении металлических правил
из алюминия расправка голенищ сапог и сапожек производится
горячим воздухом, поступающим из сопла приспособления к
машине.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какое назначение имеют обувные колодки?
2. На какие виды подразделяют обувные колодки по назначению?
3. Расскажите о классификации обувных колодок по технологическому
назначению.
4. Как подразделяют обувные колодки по размерам и полнотам?
5. Чем определяется фасон обувной колодки?
6. Как регламентируется величина приподнятости носочной части обуви?
7. Как подразделяют обувные колодки по конструкции?
8. Какие материалы применяют для изготовления обувных колодок?
9. Какие новые материалы применяют для изготовления обувных колодок?
10. Какие нормируемые размеры затяжных обувных колодок вы знаете?
11. Что называется серией обувных колодок?
12. Что вы знаете о топографии обувных колодок?
13. Что вы знаете о системе нумерации обувных колодок?
14. Какие технологические требования предъявляют к обувным колодкам?
15. Какие существуют методы контроля обувных колодок?
16. Какое влияние на качество обуви оказывает состояние колодок?
17. Каким должен быть уход за обувными колодками?
18. Какие способы ремонта обувных колодок вы знаете?
19. Определите по индексу колодки род, вид и назначение изготовляемой обуви.
Глава V. ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ
§ 1. РУЧНОЙ ИНСТРУМЕНТ
На предприятиях пошива обуви по заказам населения
используют различные виды инструмента, приспособлений и средств
малой механизации.
Режущий инструмент. Ножи применяют для раскроя и
обработки обувных материалов и полуфабрикатов из них. Различают
ножи, предназначенные для раскроя кож для верха обуви и
подкладки, для раскроя и обработки деталей низа обуви, для
обработки деревянных каблуков. Для ручного раскроя верхних и
подкладочных кож применяют закройный нож, представляющий
собой ножевое полотно 2 (рис. 35, а) шириной 18 мм, длиной
225 мм и ручку 7, закрепленную на полотне винтом 3, Ножи
изготовляют из стали Р9Ф5.
60
Рис. 35. Закройные ножи:
а — для деталей верха обуви; б, в — для
деталей низа обуви
Ножи сапожные длиной 300 мм
и шириной 25 мм с клиновидным
острием (рис. 35, б)
предназначены для раскроя и обработки
деталей низа обуви, ножи сапожные
с криволинейным острием (рис.
35, в) предназначены для
обработки деревянных каблуков.
Режущая кромка ножей должна
быть остро заточена.
Кроме описанных
универсальных ножей применяют специальные ножи (рис. 36), снабженные
предохранителем для защиты обуви от случайных порезов.
Нож для срезания края ранта (рис. 36, а) применяют для
спускания края ранта, прикрепленного к обуви. Ножевое полотно
имеет толщину 1,5 мм, ширину 8—10 мм и заточено таким
образом, что образуется уступ, предохраняющий при работе обувь
от царапин и подрезов. Полотно ножа изготовляют из стали
Р9Ф5. Рабочую часть полотна подвергают термообработке.
Нож для подборки (рис. 36,6) используют для срезания по
толщине, спускания кожаного ранта, обводки и кранца. Удобен
при работе стоя. Для устранения порезов и царапин верха
обуви этот нож имеет передвижной упор — предохранительную
пластинку, укрепленную винтом. Меняя положение пластинки,
можно регулировать глубину резания.
Нож для срезания прошвы (рис. 36, в) используют для
срезания прошвы заподлицо с поверхностью голенищ. Нерабочая
часть ножа закрепляется в деревянной ручке.
Шилья. Для скрепления деталей обуви капроновыми или
льняными нитками, деревянными шпильками предварительно
делают проколы шильями. В образующиеся отверстия
протягивают льняные или капроновые
нитки посредством иглы или
щетинки, либо забивают
деревянные шпильки. Различают
шилья прямые и кривые.
Прямые шилья (рис.
37, а) представляют собой
металлический стержень.
Рабочая часть стержня имеет
круглое или ромбовидное сечение,
нерабочая вставляется в
деревянную ручку. Прямые шилья
бывают трех размеров по длине:
45, 75 и 100 мм. Их применяют
для прокола отверстий под
деревянную ШПИЛЬКу. ШИЛО Рис- 36- Специальные ножи:
должно быть не длиннее шпиль- * Z ?яя Ц%1™ nKS3Ta: б'
¦ для подборки;
61
ки. Для установления длины шила на
него нанизывают кусочки подошвенной
кожи, которые ограничивают глубину
а прокола. Толщину шильев подбирают
на 0,1—0,2 мм меньше толщины
деревянных шпилек. Шилья выпускают
диаметром 2, 2,5 и 3 мм. При
необходимости шилья подтачивают.
Рис. 37. Шилья, вставленные Кривые шилья (рис. 37, б)
в ручку с винтовым патро- применяют для скрепления деталей
ном: ? г
обуви льняными или капроновыми нит-
а — прямое; б — кривое J Tr r
ками. Кривые шилья выпускают пяти
размеров. Различают следующие кривые шилья: тачальное —
небольшое шило для прикрепления деталей верха обуви при
выполнении ручных швов; стелечное — для вшивания ранта,
пришивания затяжной кромки к стельке (кривизна стелечного шила
равномерная на всем его протяжении); шило-крючок — для
пришивания подошв к ранту (оно отличается большой кривизной
у острия и малой кривизной в остальной части). Заточка острия
шила-крючка может быть продольной или поперечной по
отношению к направлению шва. Ручки для шильев изготовляют из бука
I сорта. Ручка должна быть насажена на цангу плотно без
перекоса и люфта. Ручка после сборки с цангой не должна иметь
трещин, сколов и царапин и должна быть покрыта лаком
НЦ-222.
К шильям предъявляют следующие технические требования:
материалом для изготовления шильев служит сталь У8А, шилья
закаливают с отпуском, в рабочей части затачивают и шлифуют,
при прокалывании подошвенной кожи шилья не должны
ломаться или получать остаточную деформацию.
Рашпили. Для изготовления обуви применяют рашпили двух
видов: кривые и прямые. Кривые рашпили предназначены для
внутренней отделки обуви (опиливание концов шпилек и
гвоздей), а прямые — для наружной отделки подошвы и каблука.
Рашпили* изготовляют из углеродистой стали с цементацией и
термообработкой рабочих поверхностей. Рабочей частью
рашпиля является насечка в виде пирамидок (зубцов). Обувной
рашпиль имеет на 10 мм длины 4—6 зубцов, на 10 мм ширины 3—
4 зубца.
Зубцы рашпиля в направлении его длины должны
перекрывать друг друга. Длина кривого рашпиля 375 мм, прямого
220 мм, ширина кривого рашпиля 25 мм, а прямого 22 мм.
Твердость и остроту зубцов рашпиля проверяют путем пробного
опиливания контрольной пластинки из углеродистой стали,
имеющей твердость HRC 35.
Напильники. При изготовлении обуви применяют напильники
плоские (для спиливания шпилек с поверхности подошвы и
набойки) и треугольные (для заточки инструмента).
62
Выскребной бурав применяют
для спиливания деревянных шпилек
в пяточной части обуви (рис. 38).
к
Инструмент для вытягивания и
околачивания деталей обуви. Для
захватывания и натягивания края
заготовки на колодку в процессе
обтяжки и затяжки обуви используют
затяжные клещи. Существуют
клещи Двух ТИПОВ: Обыкновенные затЯЖ- Рис. 38. Выскребной бурав
ные (рис. 39, а) и затяжные с
молотком (рис. 39, б).
Молоток у второго типа затяжных клещей служит
одновременно упором и приспособлением для забивания гвоздей или
текса. При наличии такого упора облегчается затяжка плотных
материалов.
К затяжным клещам предъявляются следующие технические
требования: материалом для их изготовления служит
конструкционная сталь; губки клещей и молотков термически
обрабатываются; клещи не должны иметь острых ребер на рабочих
частях; рабочие концы губок должны быть слегка закруглены.
Вращение клещей должно быть легким, без шатаний и
перекашивания. При сжимании ручек губки должны плотно сходиться.
Рабочую часть клещей полируют, а остальную поверхность
оксидируют.
Клещи-острогубцы, или кусачки, предназначены для
откусывания верхней части гвоздей заподлицо с поверхностью стельки
или подошвы (рис. 39, в). Материалом для изготовления
клещей-острогубцев служит инструментальная или конструкционная
сталь с цементацией. Рабочую часть клещей подвергают
термообработке. Режущие кромки губок должны быть прямолинейны,
остро заточены под углом 55—60° и находиться в одной
плоскости, не иметь закруглений и выкрошенных мест. Все части
клещей-острогубцев, за исключением губок, оксидируют.
Клещи обыкновенные с тупыми губками предназначены для
удаления гвоздей.
При изготовлении обуви применяют молотки трех типов.
Заготовочный молоток (рис. 40, а) предназначен для
выполнения ручных операций при изготовлении заготовок
(загибке края, разглаживании швов, околачивании мест
соединения деталей). Масса молотка 200 г. Изготавливается из
конструкционной стали. Боек и рабочая часть хвостовика
закаливается и полируется.
Сапожный молоток (рис. 40, б) используют при сборке
обуви (затяжка, околачивание, забивание шпилек и гвоздей).
Боек молотка имеет выпуклую поверхность, хвостовая часть
удлинена и несколько изогнута. Масса молотка 350 г.
Плиточный молоток (рис. 40, в) предназначен для уп-
63
Рис. 39. Затяжные клещи:
а — обыкновенные б—с молотком;
острогубцы
О
Рис. 40. Молотки:
а — заготовочный; б — сапожный; в — плиточный
лотнения (выколачивания) кожаных деталей низа обуви —
подошв, стелек, задников и т. д. Каждый конец рабочей части
молотка имеет боек. Масса молотка 300 г. При выколачивании
кожи в комплекте с плиточным молотком применяется стальная
прямоугольная плитка размером 180X130X30 мм. Ее рабочая
сторона представляет собой строганую или фрезерованную
плоскость.
К молоткам предъявляют следующие технические
требования. Материалом для изготовления молотков служит
конструкционная сталь, боек и рабочая часть хвостовика молотка
закаливается и полируется. Молотки должны быть тщательно
отшлифованы и не должны иметь пороков на бойке и хвостовике.
На нерабочей части допустимы раковины глубиной до 0,75 мм.
На молотках не должно быть заусенцев и острых ребер.
Ручки молотков изготовляют из древесины (бук влажностью
8±2%). Древесина должна быть прямолинейной, без сучьев,
трещин, признаков гниения и разрушения. Насадка молотка на
ручку должна быть плотная.
Полировочный инструмент. При обработке обуви применяют
отводки, колесики, токмачи, урезники, кантики (рис. 41).
Отводки (рис. 41, а) применяют при изготовлении сапог для
64
Рис. 41. Полировочные инструменты:
а — отводка; б — рантовое колесико; в — колесико для нанесения рисунка на подошве; г — пяточное
колесико; д — токмач; е — урезник и его профили; ж — пяточный урезник; з — кантик
отделки линии строчек прошв при тачном шве, строчек задника
и граней фронта каблука. Рабочей частью отводки является
желобок с двумя тупыми ребрами, оставляющими след в виде
параллельных бороздок или жилок. Кроме того, имеются отводки
геленочная (для горячего полирования уреза геленочной части
кожаных подошв) и крокульная (для горячего полирования
уреза крокульной части кожаных подошв женской обуви). Отводки
состоят из металлического стержня, деревянной ручки и
колпачка. При работе рабочая поверхность отводок нагревается на
электроплитке.
Колесики-накатники применяют для обработки обуви.
Операция по обработке выполняется нагретым вращающимся
колесиком. Накатники выпускают нескольких типов, отличающихся
диаметром, шириной колесика и числом зубьев. Колесико, или
накатник, изготовляют из конструкционной стали и подвергают
термообработке.
Рантовое колесико, или накатник для ранта,
(рис. 41,6) предназначено для накатывания гребневой дорожки
5—939
65
на верхнюю поверхность пришитого ранта. Оно может иметь
15, 20 или 25 зубьев и подбирается в зависимости от частоты
шва и желаемого рисунка. Колесико (рис. 41, в) для нанесения
рисунка на подошве имеет гравированную поверхность и
предназначено для нанесения декоративного рисунка на ходовую
поверхность подошвы. Ее используют преимущественно для
заделки закрытой порезки.
Пяточное колесико (рис. 41,г) применяют для
накатывания декоративной линии вокруг каблука, преимущественно
для мужской обуви.
Токмачи (рис. 41,d) предназначены для горячего
полирования ходовой и боковой поверхностей кожаных деталей низа
и разглаживания складок на кожаных деталях верха обуви,
подкладки и обтяжках. Токмачи состоят из утюжка, деревянной
ручки и колпачка.
Утюжок изготовляют из чугуна КЧ30-6-Ф.
Урезник, или ручной фумель, (рис. 41, е) предназначен для
отделки кожаных подошв и набоек с целью уплотнения уреза,
закрепления его профиля и придания урезу гладкой глянцевитой
поверхности. Рабочая часть урезника состоит из полирующей
полки, малой бородки и канавок. Урезники выпускают
нескольких типов в зависимости от ширины полки и толщины
обрабатываемых подошв и набоек. Урезник изготовляют из
малоуглеродистой стали. Рабочую поверхность урезника полируют,
каждый урезник имеет две полки различной ширины.
Пяточный урезник (рис. 41, ж) с одной бородкой
предназначен для полирования пяточной части подошвенного уреза.
Кантик (рис. 41, з) предназначен для полирования уреза
геленочной части подошвы. Его конструкция такая же, как у
урезника, но профиль более округленный и без канавок.
Гладилки (рис. 42) предназначены для горячего
полирования ходовой поверхности кожаной
подошвы (рис. 42, а, б) и пяточной
части обуви (рис. 42, в).
Гладилка представляет собой
металлический стержень,
изготовленный из стали, с двумя ручками
по концам или с одной ручкой.
Гладилка может быть также
изготовлена из древесины твердых пород.
Полировочный инструмент
применяют обычно в нагретом
состоянии. При его изготовлении должны
быть учтены следующие технические
требования: материалом для рабо-
.0 _ чей части гладилки является мало-
Рис. 42. Гладилки:
углеродистая сталь; поверхность ра-
а, о — для полирования подошв; в — для V- «
полирования пяточной части обуви оочеи части гладилки полируется;
66
металлическую часть гладилки вставляют в ручку плотно. Ручку
изготовляют из древесины бука или граба. Древесина должна
быть прямослойной, без сучков, трещин и гнили, влажность
8±2 %. Ручку покрывают олифой.
§ 2. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Заточку ножей производят на вращающемся круглом точильном
камне или вручную на бруске.
После употребления бруски следует вытереть мокрой тряпкой,
засалившиеся бруски очищают, промывая бензином.
Изношенный брусок с неровной поверхностью может быть восстановлен
путем ручного шлифования на вращающемся металлическом
круге, на поверхности которого нанесен наждак, смоченный
водой.
После заточки лезвие инструмента подвергается правке, при
этом снимают зазубрины — следы зерен точильного камня. Для
правки лезвий различных ножей применяют стальку с
полированной поверхностью из чугуна СЧ24-44. Сталька имеет длину
250 мм с диаметром в широком месте 21 мм, в середине 15 мм
и узком месте 6 мм.
Крючок представляет собой проволочный стержень, один
конец которого загнут под углом 85° и образует крючок длиной
35 мм, другой конец стержня заканчивается овальным кольцом-
рукояткой. Крючок изготовляют из малоуглеродистой стали. Он
служит для освобождения клина и облегчения вытаскивания
колодок из обуви.
Гвоздевытаскиватель (рис. 43, а) предназначен для
удаления гвоздей и тексов.
Наметочные колесики бывают шпилечные и строчечные.
Шпилечное колесико (рис. 43,6) предназначено для наметки на
подошве мест вбивания деревянных шпилек; строчечное колесико
служит для наметки на подошве проколов для стежков. Оба
колесика обеспечивают одинаковое расстояние проколов друг от
друга и от края подошвы.
Шпандырь предназначен для закрепления обуви на коленях
и представляет собой ремень из кожи, сыромяти, тесьмы и т. п.
шириной 2—2,5 см и длиной 1,5 м. ^
Концы шпандыря застегивают на (^^?^^^^К%|щШ1Г^
пряжку, пуговицу или кольцо. ^^r^f""W^
К ручным инструментам предъ- о
являются следующие общие требо- /^ - • ^^—--^р^ шь
металлические поверхности дета- д
лей инструментов не должны иметь ^ п п
трещин, расслоений И заусенцев. Не- ^J?: Вспомогательный инст-
рабОЧИе КРОМКИ ДОЛЖНЫ быТЬ При- а „ гв03девь,таск„ватель; 6 - шпилеч-
туплены;
мое колесико
5*
67
металлические покрытия по внешнему виду должны отвечать
требованиям стандарта и быть прочно сцеплены с основным
материалом без шелушения, сколов, вздутий, растрескиваний и
выдерживать испытания на прочность сцепления в соответствии
с ГОСТ 9.302—79*;
качество лакокрасочных покрытий должно соответствовать
IV классу по ГОСТ 9.032—74, условия эксплуатации 4/1 по
ГОСТ 9.104—79*;
детали из пластмассы не должны иметь острых кромок,
заусенцев, трещин и других дефектов, снижающих их прочность;
ручки к инструменту должны быть изготовлены из древесины
твердых лиственных пород по ГОСТ 2695—83. Древесина должна
быть без трещин, гнилья и червоточин;
рабочие части ножей должны иметь твердость не менее HRC
58...62, а для просечек и крючков HRC 52...56;
режущая кромка инструмента должна быть остро заточена.
Выкрашивание на режущих кромках не допускается. Влажность
деталей из древесины должна быть 8±2%.
§ 3. СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ
Приспособление для крепления каблуков. Оно состоит из двух
конструктивных самостоятельных частей. Первая часть
предназначена для забивания гвоздей, вторая является упором для
фиксации каблука.
Техническая характеристика
Производительность, пар в час 8
Максимальная длина забиваемого гвоздя, мм 30
Диаметр шляпки гвоздя, мм 3,2
Глубина утопления шляпки гвоздя в стельку, мм 1—2
Высота укрепляемых каблуков, мм До 100
Габаритные размеры, мм
приспособления для забивания гвоздей 400X60X60
упора 70X70X100
Масса, кг
приспособления для забивания гвоздей 1,9
упора 1,5
Приспособление для забивания гвоздей состоит из
направляющей трубки / (рис. 44) с патроном 7 и ударником 5,
смонтированным внутри трубки и имеющим возможность
перемещаться вверх и вниз. Патрон 7 имеет центральное отверстие для гвоздя
и наклонный канал для подачи гвоздя из гвоздеподающей
трубки 8 в центральное отверстие патрона.
На верхнюю часть стержня ударника навинчена и
зафиксирована штифтом рукоятка 2, а в отверстие нижнего торца
стержня вставлен и застопорен винтом молоточек 6. Для
предотвращения полного выхода ударника из направляющей трубки в
процессе работы на верхнюю часть трубки навинчена упорная
гайка 3, которая застопорена контргайкой 4. С помощью упор-
68
Рис. 44. Приспособление для
забивания гвоздей в каблук
Ф60
А-А
ной гайки 3 производится также регулирование величины
выхода молоточка из патрона, а следовательно, глубина забивания
гвоздя в стельку при укреплении каблука.
Для увеличения выхода молоточка гайку навинчивают на
трубку, для уменьшения — отвинчивают.
69
Упор для фиксации каблука (рис. 45) служит опорой для
каблука при забивании в него гвоздя и состоит из стойки 5 и
трех сменных матриц 1, 2, <?, закрепленных на стойке с помощью
винта 4. Гнезда матрицы по форме боковой поверхности каблука
отличаются одно от другого размером и профилем. С целью
исключения возможности повреждения поверхности каблука
гнездо оклеивается войлоком.
Приспособление для пробивки отверстий на ремешках. Оно
состоит из перфоратора 2 (рис. 46) с просечками,
закрепленного на плите, жестко связанной с двумя тягами 4. Под
перфоратором на верхней плите корпуса 5 размещен узел укладки
ремня 3. Тяги 4 ходят в направляющих отверстиях плиты
корпуса, нижние концы их шарнирно связаны с якорем
электромагнита У, расположенного внутри корпуса 5.
Узел укладки ремешков состоит из основания 2 (рис. 47),
медной пластинки <3, на которой производится просекание
отверстий и раздвижных пластин 7, выполняющих роль
направляющих для ремешка.
Рис. 45. Упор для фиксации каблука Рис. 47. Узел укладки ремешков
70
Техническая характеристика
Производительность, пар в час 300
Габаритные размеры, мм 170ХЮ0Х120
Масса, кг 5
Приспособление для клеймения цены и размера. Его
используют для клеймения цены и размера на подошвах готовой обуви
через фольгу. Оно состоит из корпуса 3 (рис. 48) с рукояткой,
в вилке которого на оси надеты четыре поворотных диска 6.
Диски имеют десять выступов, на которых выгравированы
цифры (от 0 до 9). Внутри корпуса во втулке 4 смонтирован
фиксатор 5, представляющий собой стержень, на нижнем конце
которого имеется планка с пазом по ширине выступов дисков.
Под действием пружины / фиксатор прижимается к дискам так,
чтобы диски своими выступами входили в паз планки и
фиксировались от поворота.
В фиксаторе закреплен стержень 2, который служит для
отвода фиксатора от дисков и предотвращает поворот фиксатора
вокруг продольной оси. Необходимое сочетание цифр
устанавливают путем нажима на стержень 2 с поворачиванием
соответствующих дисков на оси.
Приспособление устанавливают в специальном штативе на
электрическую плитку для разогрева дисков. На подошву обуви
накладывают фольгу и, нажимая на рукоятку, прижимают к ней
диски приспособления, которые отпечатывают на подошве
выбранные цифры. Целесообразно оснастить приспособление
встроенным электронагревателем для нагрева клеймильных дисков.
Рис. 49. Приспособление для
разглаживания швов заготовок
Рис. 48. Приспособление для
клеймения цены и размера
71
Рис. 50. Приспособление для обсечки краев вкладных стелек
Приспособление для разглаживания швов заготовок. Оно
предназначено для разглаживания задних швов заготовок обуви,
включая сапоги. Приспособление состоит из деревянного правила
/ (рис. 49) по форме задней части голенища сапога и
разглаживающего устройства <?, смонтированных на рабочем столе 5.
Разглаживающее устройство представляет собой металлический
стержень с рукояткой, конец которого связан с шарнирным
соединением 4, закрепленным на столе. Правило монтируют на
столе 2, вокруг которого оно поворачивается.
Приспособление для обсечки краев вкладных стелек. Обсечку
краев вкладных стелек для открытой обуви производят
несколькими способами.
Основным рабочим органом ручного приспособления
настольного типа является дисковый нож 3 (рис. 50) с фигурной
нарезкой по окружности. Нож консольно закреплен на валу 4,
смонтированном на подшипниках качения в корпусе 5 и приводимом во
вращение рукояткой 7 через зубчатую передачу 6. Зубчатая
передача 6 служит для изменения направления вращения вала
так, чтобы подача обрабатываемой стельки производилась от
рабочего. Весь ножевой блок крепится к швеллерной стойке
сварного каркаса 1.
Под ножом 3 расположен опорный ролик #, состоящий из
текстолитового кольца, насаженного на шариковый подшипник,
смонтированный на оси. Ролик опирается на вилку 9 так, что
концы его оси свободно входят в пазы вилки. Вилка одним
концом шарнирно связана со стойкой каркаса, другой конец ее
подпружинен пружиной 10, которая прижимает ролик через вилку
к ножу 3. Усилие'прижима регулируется гайкой 11. Установка
рабочей поверхности ролика параллельно режущей поверхности
ножа осуществляется винтами 12.
Для обработки стельку размещают на рабочем столике 2,
на котором имеется упор для ориентирования края стельки. Край
стельки вводят между ножом 3 и роликом 8 и вращают правой
рукой рукоятку 7, прижимая край стельки к упору. В процессе
обработки стельки нож отсекает ее край и одновременно
транспортирует ее.
Техническая характеристика
Диаметр ножа, мм 54
Ширина рабочей части ножа, мм 3
Толщина обрабатываемых стелек, мм 0,6—1,5
Габаритные размеры, мм 310X190X210
Масса, кг 7,5
Приспособление для пробивки отверстий в подошвах. При
изготовлении обуви на кожаной подошве типа опанок с шнуровым
методом соединения заготовки с подошвой переплетение шнуром
является сравнительно трудоемкой операцией.
На рис. 51 показано приспособление, изготовленное на базе
приспособления ВБК-Р, для вставки блочков.
73
Рис. 51. Приспособление для пробивки
отверстий в подошвах типа опанок
Основными рабочими
органами приспособления являются
пуансон / с
ножом-пробойником <?, закрепленный на
подвижном штоке 2, и матрица 4,
смонтированная на основании
станины 6.
Нож-пробойник имеет три
режущие полки,
расположенные на разном уровне по
высоте, что снижает усилие
резания, так как отверстия
пробиваются последовательно.
В матрице 4 имеются три
отверстия 5 для прохода
режущих полок ножа-пробойника и
паз, куда заправляется бортик
обрабатываемой подошвы. Для
удаления отходов кожи в
нижней полке матрицы
предусмотрено горизонтальное отверстие.
Работа на приспособлении
осуществляется следующим
образом.
Бортик формованной подошвы заправляется в паз матрицы
до ™ в заднюю стенку паза. При повороте рукоятки нож-
проЯик опускается и последовательно пробивает три
отверстия в бортике подошвы. При опускании рукоятки нож-пробои-
Гкподнимается в верхнее положение, подошву перемещают по
пазу матрицы на требуемый шаг, и далее цикл повторяется.
На п/о «Ригас апави» и других предприятиях
индивидуального пошива обуви внедрено усовершенствованное
приспособление которое, кроме прокалывания отверстий, одновременно
производит обрезку излишков подошвы по контуру бортика.
Техническая характеристика
Производительность, пар в час
Частота вращения перфоратора, с
Расстояние между отверстиями, мм
Мощность двигателя, кВт
Габаритные размеры, мм
Масса, кг
60
0—0,83
4
0,25
500X400X1300
83
Приспособление для изготовления кожаного шнура Оно
предназначено для изготовления кожаного шнура из верхнего
кожевенного материала для соединения заготовки с подошвой
опанковой обуви методом переплетения*. ПЯР1.ППЙ
Приспособление ручного действия закрепляется на раскрои-
74
ной доске двумя гвоздями и представляет собой скобу / (рис. 52),
изготовленную из жести, с окном 4 в верхнем и нижнем крыльях
скобы. В окно вставляется и врезается на 4—5 мм в
раскройную доску 5 нож 6. Между верхним и нижним крыльями скобы
размещают круг 2 из верхнего кожевенного материала
диаметром 170—180 мм. Предварительно край круга надрезают и
протягивают надрезанный конец 3 между ножом и стенкой
скобы. При вытягивании конца круг вращается и по спирали
раскраивается на шнур шириной, равной расстоянию между ножом
и стенкой скобы.
Ширина окна 4 сделана больше толщины ножа, что дает
возможность регулировать ширину выкраиваемого шнура
установкой ножа ближе или дальше от стенки скобы. Приспособление
позволяет получить шнур большой длины и одинаковой ширины
по всей длине.
ччччччч
Рис. 52. Приспособление для изготовления кожаного шнура
75
Приспособление для склеивания
фликов каблука. Это малогабаритный
вертикальный пресс, состоящий из
сварного каркаса 9 (рис. 53), на
верхней плите которого смонтированы две
кассеты для размещения склеиваемых
фликов и стойка 7 с поворотным
кронштейном 5, имеющим упорную плиту 4.
Под плитой каркаса (под каждой
кассетой) закреплен пневмоцилиндр 5,
создающий давление в кассете
посредством прессующей плиты, соединенной
со штоком цилиндра. Кассета
представляет собой две вертикально
расположенные направляющие 6, расстояние
между которыми можно изменять в
зависимости от размера обрабатываемых
фликов с помощью винта с
маховичком 3. Управление работой пресса
производится рукояткой 2 крана /.
Работа на прессе осуществляется
следующим образом. Вращением
маховичка 3 устанавливают
направляющие 6 кассеты на требуемый размер. Промазанные клеем флики
закладывают один на другой в левую кассету до ее заполнения,
поворотом кронштейна 5 располагают упорную плиту 4 над
кассетой и, поворачивая ручку 2 влево, включают цилиндр,
который прижимает пакет фликов к упорной плите 4,
спрессовывая их.
Пока производится прессование в левой кассете, загружают
правую кассету, после чего переводят ручку крана в среднее
положение, снимая давление в левой кассете. Затем кронштейн
с плитой 4 переводят в правое положение, располагая его над
правой кассетой, и поворотом ручки крана / в левую сторону
выталкивают склеенные каблуки из левой кассеты вверх.
Далее поворотом ручки в правое положение производят
прессование фликов в правой кассете, после чего цикл повторяется.
Использование кассет обеспечивает точное совпадение
склеиваемых фликов без смещения, что упрощает их дальнейшую
обработку.
Рис. 53. Приспособление для
склеивания фликов каблука
Техническая характеристика
Усилие прессования, Н
Время выдержки, мин
Габаритные размеры, мм
373
1
400X250X1250
Приспособление для выемки ляписной части каблука.
Каблуки, вырубаемые из микропористой резины, имеют плоские
76
поверхности. Чтобы
обеспечить плотное
прилегание каблука к подошве,
необходимо обработать
его ляписную часть,
сделав углубление,
соответствующее форме пяточной
части обуви.
Приспособление
состоит из следующих узлов и
механизмов: сварной
станины, главного вала с
рашпилем 6 (рис. 54),
механизма подачи и
зажима каблука.
Возвратно-поступательное
движение механизма подачи
осуществляется от
электродвигателя через клино-
ременную и зубчатую
передачи, редуктор и кри-
вошипно-шатунный меха
Возёух
Рис. 54. Приспособление для выемки
ляписной части каблука
BUUiniinW-J-UCl I у UUU1H itx-w...-
низм, состоящий из кривошипного диска 7 и шатуна 2У шарнирно
соединенного с толкателем 4.
Глубина обработки ляписа каблука регулируется поворотом
эксцентрика 3 с помощью маховичка 8.
Работа приспособления осуществляется следующим образом.
При включении электродвигателей начинает вращаться рашпиль
и перемещаться возвратно-поступательно механизм подачи
каблука. В заднем (от рашпиля) положении толкателя рабочий
закладывает каблук / ляписной частью вверх в клещи 5,
которые под действием пружины 10 находятся в раскрытом
состоянии При движении вперед клещи, взаимодействуя с планками 9,
зажимают каблук и подают его под вращающийся рашпиль,
который обрабатывает ляпис каблука. При движении назад
клещи разжимаются, обработанный каблук снимается и
закладывается следующий.
Техническая характеристика
Производительность, пар в час
Частота вращения рашпиля, с™1
Электродвигатель рашпиля
мощность, кВт
частота вращения, с
Электродвигатель механизма подачи каблука
мощность, кВт
частота вращения, с
Габаритные размеры, мм
240
30
3,5
24
1
16
1200X800X1300
77
На этом приспособлении можно обрабатывать ляпис
клиновидных каблуков (отпадает необходимость выполнения
операции взъерошивания ляписа каблука).
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какой ручной инструмент для изготовления обуви вы знаете?
2. Дайте краткую характеристику ручного инструмента.
3. Какие ручные инструменты применяют при выполнении ручной обтяжки и
затяжки обуви?
4. Какой полировочный инструмент вы знаете?
5. Дайте краткую характеристику полировочного инструмента.
6. Перечислите вспомогательный инструмент и дайте его краткую
характеристику.
7. Перечислите общие технические требования к ручным инструментам.
8. Перечислите приспособления и средства малой механизации, применяемые
при изготовлении обуви по заказам населения.
9. Дайте краткую характеристику приспособлениям и средствам малой
механизации, применяемым при изготовлении обуви по заказам населения.
Глава VI. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ НИЗА ОБУВИ
§ 1. ЭКСПЛУАТАЦИОННЫЕ И ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ДЕТАЛЯМ НИЗА ОБУВИ
Конструкция обуви состоит из множества деталей, которые
имеют различное назначение, форму и изготовляются из различных
материалов.
Требования к деталям низа определяются назначением
каждой детали в конструкции обуви, условиями эксплуатации, а
также технологическими особенностями обработки и изготовления
обуви. Детали низа обуви (рис. 55) делят на наружные,
внутренние и промежуточные.
Наружные детали низа обуви. К наружным деталям
относятся следующие: подошва, наружная и внутренняя подметки,
набойка, обводка для подошвы, обводка для каблука (кранец),
поднабоечный флик, флик с обводкой, внутренние флики,
несущий, накладной и декоративный ранты.
Подошва — ответственная деталь, предназначенная для
изоляции стопы человека от соприкосновения с опорной
поверхностью, смягчения механических воздействий на стопу при
ходьбе и предохранения обуви от проникания влаги. При
эксплуатации обуви подошва подвергается многократным изгибам,
сжатию и трению. Материалами для подошв служат кожа,
каучук, полиуретан, кожволон, термопластический эластомер, поли-
винилхлорид, дерево или пробка.
78
Рис. 55. Детали низа обуви:
а — детали женской обуви; б — детали
мужской обуви; / — подошвы; 2 —
стельки; 3 — задники; 4 — подметка;
5 — подноски; 6 — геленки; 7 — прос-
тилка; 8 — флики; 9 — кранцы; 10 —
набойки; 11—каблуки; 12 —
супинаторы; 13 — ранты; 14 — простилка
12 4-
Подошвы для обуви клеевого метода крепления (клеевой,
строчечно-клеевой, парко и др.) должны быть гибкими,
эластичными, обладать хорошей адгезией клея. Эти подошвы вырубают
из чепрачной части кож. Толщина подошв в готовой обуви
должна быть не менее 3,6—4,1 мм для мужской, мальчиковой,
девичьей и школьной; 3,5—4 мм для дошкольной; 3,3—3,8 для
женской и малодетской и 2,6—3,1 мм для гусариковой обуви.
Подошва для гусариковой обуви может быть также вырублена из
воротков.
Подошвы для обуви ниточного метода крепления (рантового,
рантово-клеевого, прошивного, доппельного и др.) должны быть
плотными, эластичными, обеспечивать прочность держания
ниточного шва и легко прокалываться шилом и иглами. Подошвы
вырубают из чепрачной части кож. Толщина подошв в готовой
обуви должна быть не менее 4—4,5 мм для мужской,
мальчиковой, девичьей, школьной; 3,7—4,2 мм для женской; 3,8—
4,3 мм для детской; 3,5—4 мм для дошкольной и 3—3,5 мм для
гусариковой обуви. Подошвы для гусариковой обуви могут быть
также вырублены из воротков.
Подошвы для обуви гвоздевого, винтового и деревянно-
шпилечного методов крепления должны быть стойкими, хорошо
держать крепители и обладать малой намокаемостью. Подошвы
вырубают из чепрачной части кож. Толщина одинарных подошв
в готовой обуви должна быть не менее 4—4,5 мм для мужской,
мальчиковой, девичьей и школьной и 3,8—4,3 мм для женской
обуви.
Наружная или промежуточная подметка служит для
увеличения срока эксплуатации обуви и улучшения теплозащитных
свойств обуви. Обычно наружная или промежуточная подметка
применяется в обуви гвоздевых методов крепления. Наружную
14 ЧП.
V
79
подметку вырубают из чепрачной части кожи, а
промежуточную — из плотных воротков. Толщина подметки в готовой обуви
должна быть не менее 4—4,5 мм для мужской и мальчиковой,
3,5—4 мм для женской, девичьей и школьной обуви.
Набойка представляет собой наружный слой нижней
поверхности каблука, который в процессе эксплуатации обуви
подвергается значительному износу, поэтому набойка должна быть
стойкой и плотной. Ее вырубают из стойких и плотных чепрачных
частей кож крупного рогатого скота и конских хазов. Толщина
набоек в готовой обуви должна быть не менее 4—4,5 мм для
мужской, женской, мальчиковой, девичьей, школьной,
дошкольной; 3,5—4 мм для малодетской и 3—3,5 мм для гусариковой.
Набойки для гусариковой обуви могут вырубаться из хорошо
разглаженных воротков.
Обводку для подошвы применяют для более плотного
прилегания одинарных подошв к следу обуви. Обводка повышает
прочность крепления низа обуви и снижает водопроницаемость обуви.
Обводку для каблука (кранец) применяют для более плотного
прилегания каблука в пяточной части подошвы. Кранец
выкраивают из воротков и пол методом косого двоения. Кранец должен
быть плотным и эластичным.
Поднабоечный флик применяют в качестве основы для
крепления набойки.
Флик с обводкой (кранцевый) применяют для более плотного
прилегания каблука в пяточной части.
Внутренние флики служат для комплектования каблука и
расположены между фликом поднабоечным и фликом кранцем.
Количество фликов определяется в зависимости от их толщины и
высоты каблука. Флики вырубают из плотных участков кожи.
Толщина поднабоечного и кранцевого фликов должна быть не
менее 1,5—2 мм, а внутренних — не менее 1 мм.
Несущий, накладной и декоративный ранты служат
промежуточным связующим звеном между затяжной кромкой заготовки
и стелькой с одной стороны и подошвой с другой, а также
применяются в качестве декоративных деталей.
В сандальной и доппельной обуви рант выполняет функции
уплотнения и укрепления шва, соединяющего затяжную кромку
верха обуви с подошвой. В этой и другой обуви рант также
является декоративной деталью. Рант несущий и накладной
выкраивают из специальных чепраков, получаемых из шкур
крупного рогатого скота. Ранты декоративные изготовляют из
натуральной кожи, поливинилхлоридной фасонной жилки, а также
кожеподобной и пористой резины.
Внутренние детали низа обуви. Ответственной деталью и
основанием, к которому прикрепляют заготовку и почти все
детали низа обуви, является стелька. Она должна принимать
форму следа и обеспечивать надежное крепление низа обуви.
В процессе эксплуатации обуви она работает на истирание и
80
сжатие, поэтому должна обладать гибкостью, пластичностью и
высокими санитарно-гигиеническими свойствами. Стельку
изготовляют из кожи и ее заменителей. В зависимости от вида
обуви, метода крепления и способов затяжки к стельке
предъявляют различные требования.
Стелька для деревянно-шпилечного, винтового и гвоздевого
методов крепления должна быть стойкой и гибкой. Стелька
для юфтевой обуви винтового метода крепления вырубается
из чепрачной части кожи. Для обуви хромовой винтового метода
крепления можно использовать стельки из конских хазов и
воротков.
Для юфтевой обуви гвоздевого метода крепления стельку
вырубают из конских хазов, а для хромовой обуви — из пол и
плотных частей свиных кож.
Минимальная толщина указанных стелек в готовой, обуви
колеблется от 2,3 (для дошкольной) до 3 мм (для мужской и
мальчиковой обуви).
Для обуви ниточных методов крепления применяют рантовую
стельку. Изготовляют одинарные с односторонней подрезкой
губы и комбинированную (кожа и губа из тканевой ленты).
Губа должна быть прочной и устойчивой, так как в процессе
изготовления обуви к губе вместе с заготовкой пришивают рант,
к которому пристрачивается подошва. Рантовая стелька с
кожаной губой должна быть плотной, эластичной с чисто омездрен-
ной бахтармой.
Стельку вырубают из чепрачной части рантовой кожи —
из шкур крупного рогатого скота и свиных кож, а также из
плотных воротков специальной выработки. Минимальная толщина
стелек в готовой обуви колеблется от 2,5 (для дошкольной) до
2,8 мм (для остальной обуви).
Кожаную одинарную стельку применяют для
ниточных методов крепления при изготовлении обуви по заказам
населения. При прошивном методе крепления низа обуви
подошву со стелькой скрепляют сквозным ниточным швом машинным
или ручным способом.
Стелька для ниточного шва должна быть мягкой и
эластичной, чтобы не затруднять прокалывание иглой и утяжку
ниточного шва. Вырубают стельку из стелечных чепраков, воротков
и пол, рантового типа, свиных кож и конских хазов.
Минимальная толщина стелек в готовой обуви колеблется от
2 (для дошкольной обуви) до 2,5 мм (для мужской и
мальчиковой) .
Стелька для доппельной обуви является менее
ответственной деталью, так как затяжка тексом производится
только в пяточной части, а на остальную часть стельки
затягивают лишь подкладку заготовки. Стельку вырубают из
воротков, пол и плотных частей свиной кожи, а также из конских
хазов, применяемых для рантовой обуви. Минимальная толщина
6—939
81
стелек в готовой обуви колеблется от 1,5 (для гусариковой) до
2,2 мм (для мужской и мальчиковой).
При изготовлении обуви методом горячей вулканизации
применяют кожу (воротки и полы) специальной выработки —
термоустойчивую, предохраняющую стельку от сваривания и
усадки. Минимальная толщина стельки в готовой обуви
колеблется от 2,5 (для дошкольной) до 2,8 мм (для мужской и
мальчиковой).
Для данного метода крепления широко применяются
комбинированные стельки (кожа и картон). Толщина кожаного слоя,
прилегающего к стопе, колеблется от 1,4 до 1,7 мм.
Стелька клеевого метода крепления должна
обеспечивать надежное приклеивание затяжной кромки при
клеевой и тексовой затяжке и обладать способностью впитывать
клей. Стелька должна быть плотной, эластичной, с подстроганной
или с чисто омездренной бахтармой. Вырубают стельку из
стелечных чепраков, воротков и пол, а также из плотных частей свиной
кожи и конских хазов, используемых для обуви рантово-клеевого
метода крепления.
Промежуточные детали низа обуви. К ним относят подложку,
платформу, простилку, геленок, полустельку взамен теленка и
подпяточник.
Подложка является деталью, повышающей прочность
крепления низа обуви и способствующей приформованию подошвы
к следу. Так как из-за расположения в обуви подложка
изолирована от воздействия внешней среды, то требования к ней
значительно меньше, чем к подошве и стельке. Подложку вырубают
из воротков, пол, конских хазов, кожевенного шпальта, спилка
жестких кож, корполона или войлока.
Платформа является деталью низа обуви, повышающей срок
носки подошвы и способствующей лучшему приформованию
обуви к стопе. В процессе эксплуатации обуви платформа
подвергается таким же воздействиям, как и подложка. Платформу
вырубают из воротков, пол, конских хазов, картона марки ПЛ,
спилка жестких кож, корполона, стелечно-целлюлозного
материала (СЦМ), войлока, пробки и др.
Простилка служит для выравнивания следа обуви, прифор-
мования стельки к следу стопы и равномерного распределения
давления стопы на подошву. Для простилки применяют отходы
кож, войлок, текстильные материалы, бересту, картон, резиновую
и кожаную пыль в смеси с вяжущей массой.
Геленок служит упругой опорой для свода стопы,
предохраняет геленочную часть обуви от прогиба и износа от давления
стопы и заполняет пространство между краями затяжной кромки.
Геленки вырубают из плотных участков кожи, картона марки ГЛ
или изготовляют из синтетических материалов, пластмассы, а
также металла.
Полустелька служит для укрепления пяточно-геленочной
82
части стельки. Полустелька в процессе эксплуатации
изгибается, поэтому она должна быть упругой и плотной. Полустелька
взамен теленка вырубается из воротков и пол, картона марок С-1,
С-2 и ГЛ.
Мягкий подпяточник служит для улучшения комфортности
стопы. Подпяточник вырубают из поролона.
Жесткий подпяточник служит для укрепления пяточной части
стельки. Он должен обладать значительной плотностью.
Вырубают подпяточник из воротков, пол, картона марок С-1, С-2 и ГЛ.
§ 2. РАЗРУБ И РАСКРОИ ДЕТАЛЕЙ НИЗА ОБУВИ
Кожи, предназначенные для изготовления деталей низа обуви,
разрубают методом сквозного разруба без учета комплектности.
Это диктуется неоднородностью топографических участков по
толщине и плотности. Для получения комплектности деталей
низа обуви необходимо подбирать производственные партии с
учетом вида кожи и категории толщины.
Разруб кож без соблюдения комплектности методом сквозного
разруба повышает эффективность использования кожи, выход
ответственных деталей, производительность труда и улучшает
качество. В отдельных случаях кожи для низа обуви разрубают
методом неполного сквозного разруба. При этом методе все
крупные детали низа обуви вырубает более квалифицированный
вырубщик, оставляя небольшие участки кожи менее
квалифицированному для вырубания мелких деталей (набойки, флики
и др.).
Жесткие кожи разрубают по приведенным ниже системам,
которые обеспечивают высокое качество деталей низа и
эффективное использование площади и толщины кожи.
Разруб или раскрой искусственных кож также производится
по рекомендуемым схемам разруба.
Оборудование и инструмент. Для вырубания деталей низа
обуви из кожи, резины, картона и других искусственных
материалов применяют электрогидравлические прессы ПВГ-18-2-0,
ПВГ-18-1300 и ПВГ-18-1600 с опускающейся траверсой.
Техническая характеристи
Производительность,
деталей в час
Максимальное усилие
прорубания, кН
Ход траверсы, мм
Ширина рабочего
прохода, мм
Габаритные размеры, мм
Масса, кг
ка
ПВГ-18-2-0
248
176,5
20—70
1600
2600Х825Х
X 1900
1850
ПВГ-18-1300
280
176,5
20—70
1300
1760Х825Х
X 1920
1450
ПВГ-18-1600
280
176,5
20—70
1600
2060Х825Х
X 1920
1850
6*
83
Эти прессы снабжены подъемными столами для укладки
разрубаемого материала и передним столом для укладки резаков.
Разруб производится резаками (рис. 56) высотой 100 мм с
козырьками, угол заточки резаков 26—27°.
При разрубе кож на металлической плите режущая кромка
резака должна иметь притупление размером 0,2—0,3 мм. При
разрубе резиновых пластин лучше применять пресс ПВГ-8-2-0 с
поливинилхлоридными плитами толщиной 12—15 мм. Разруб
в этом случае производится тонкостенными резаками высотой
19 мм.
Для раскроя материалов вручную применяют сапожные
ножи и деревянные доски.
Организация труда вырубщика. Она во многом определяет
производительность труда вырубщика и эффективность
использования площади материала, а также качество вырубленных
деталей.
Рабочее место вырубщика деталей низа обуви должно быть
организовано так, чтобы обеспечить расположение материалов,
резаков и вырубленных деталей поближе к вырубщику. До
начала работы вырубщик должен проверить состояние вырубоч-
ной колоды, исправность пресса, резаков и правильность их
подбора в соответствии с дневным заданием. Ровность
поверхности колоды проверяется наложением линейки. При наличии в
колоде выемок глубиной 3—4 мм она не может быть
использована и должна быть передана на обработку поверхности. Высота
резаков должна быть одинаковой. Резаки располагаются на
столе, установленном перед прессом.
Ближе к вырубщику в середине стола располагаются резаки,
которыми он чаще пользуется при вырубании основных деталей
низа обуви. Обычно резаки для деталей низа обуви на левую
полупару располагают на левой стороне стола, а на правую
полупару — на правой стороне. Резаки для вырубания мелких и
вспомогательных деталей располагают по краям стола. Такое
расположение резаков способствует сокращению затрат времени на их
нахождение.
Перед началом разруба
материалов вырубщик
проверяет правильность
подбора производственной партии
кож, резины и других
материалов по наименованию,
количеству, общей площади
и назначению, согласно
заданию на разруб. При
разрубе кож проверяют
также категорию толщины и
сорт.
Рис. 56. Резак для разруба деталей низа Разруб необходимо начи-
84
нать с -кож лучшего качества и большей площади, из которых
вырубают детали больших размеров. Выбор вариантов
совмещения деталей зависит от качества кож, расположения пороков
и ассортимента вырубаемых деталей низа обуви.
Кожу укладывают на вырубочную подушку (колодка)
лицевой стороной вверх. Искусственные материалы для низа обуви
разрубают в один или несколько слоев в зависимости от толщины
материала, физико-механических свойств и требований точности
кроя.
Вырубщикам рекомендуется следующая последовательность и
приемы труда:
уложить кожу или другие материалы для разруба на детали
низа обуви на опущенный задний стол;
осмотреть кожу с бахтармяной, а затем с лицевой стороны,
отметить пороки с лицевой стороны;
включить механизм подъема заднего стола пресса и поднять
стол до поверхности вырубочной колоды;
переместить материал с заднего стола на вырубочную колоду;
взять резак со стола и установить его на материале;
включить пресс и вырубить деталь;
переместить резак на другой участок материала;
повторно включить пресс и вырубить следующую деталь и
т. д. до полного заполнения проходного резака деталями или
замены другим резаком;
перенести резак с деталями на стол, вынуть детали из резака
и проверить их качество.
По мере необходимости вырубщик перемещает вырубаемый
материал по поверхности колоды и сбрасывает отходы.
На рабочем месте должна быть технологическая карта
разруба кож и искусственных материалов для низа обуви, в
которой указаны схемы разруба на детали низа и технические
требования к ним.
Системы разруба и раскроя жестких кож. Разруб и раскрой
кож производят по системе параллелограмма, при которой
детали низа обуви совмещают пучковыми или пяточными частями
или в одну сторону.
По первому варианту внутренние пучковые части деталей
максимально сближают (рис. 57, а). По второму варианту
пяточную часть одной детали совмещают с линией пучков смежной
детали (рис. 57, б).
По варианту совмещения в одну сторону все детали
направлены носочными или пяточными частями в одну сторону
(рис. 57, в), при этом у деталей, смежных по горизонтали,
наружные пучки максимально сближают с внутренними, а у
деталей, смежных по вертикали, носочные части совмещают с
пяточными.
Существует вариант совмещения деталей носочными
частями встык (рис. 57, г) системы «елочка» и делюжечная.
85
Рис. 57. Схема разруба чепрака:
а — толщиной более 5 мм по варианту совмещения пучковыми частями; б — толщиной 4,1—4,5 мм
по варианту совмещения пяточными частями; в — толщиной 4,6—5 мм по варианту совмещения в
одну сторону; г — толщиной 3,1—3,5 мм по варианту совмещения носочными частями встык (цифрами
показана последовательность разруба)
При разрубе чепраков применяют три основных начала
разруба: вдоль хребтовой линии, начиная от огузка; вдоль
хребтовой линии, начиная от линии реза воротка (порядок разруба
обратный предыдущему); вдоль линии реза полы, начиная от
линии реза воротка.
При разрубе пол (рис. 58) используют систему
параллелограмма, разруб начинают от задней лапы вдоль линии реза полы.
При разрубе воротков используют систему параллелограмма
с совмещением деталей в пучках. Разруб начинают с правого
или левого угла, вдоль линии реза воротка или под углом.
86
Прямолинейно-поступательная система является наилучшей
системой разруба жестких кож и обеспечивает более
эффективное использование кожи, чем при произвольном разрубе.
В некоторых случаях, например на участках кож с большим
количеством пороков вблизи краев, где не удается проводить
разруб по системе, ведут произвольный разруб. Если в середине
кожи попадаются пороки, то, для того чтобы не нарушить
систему разруба, на месте порока очерчивают форму вырубаемой
детали и продолжают вырубать по системе. По окончании
разруба из участка с пороком вырубают какую-либо мелкую
деталь.
С точки зрения укладываемости, износостойкости деталей,
ценностного использования кожи и производительности труда
наиболее целесообразным является вариант совмещения пучковыми
частями. Затем идут варианты совмещения деталей пяточными
частями, под углом и встык.
По прямолинейно-поступательной системе может быть
разрублена не вся площадь кожи. Это зависит от варианта
совмещения деталей, вида и категории кожи, плотности, размера и
сорта. Наилучший результат при применении прямолинейно-
поступательной системы достигается при использовании кож I и
II сорта, большой и средней площади и нормальной сбежистости.
Система «елочка» характеризуется расположением деталей
поперек кожи продольными рядами (рис. 59).
Детали каждого ряда направлены носочными частями в одну
сторону. Носочные части деталей одного ряда совмещают с
носочными частями деталей смежного ряда. При этом в крайних
рядах слева и справа детали направлены пяточными частями к
линии реза полы.
При вырубании деталей по этой системе остаются отходы,
которые по форме похожи на елочку, откуда она и получила свое
название. Эта система применяется для кож небольшой площади
(80—110 дм2), повышенной сбежистости и низких сортов.
Делюжечная система (рис. 60) может быть применена при
разрубе кож на прессах, а также при ручном раскрое деталей
низа обуви.
Рис. 58. Схема разруба полы на стельки по системе параллелограмма
87
Рис. 59. Схема разруба подошвенного Рис. 60. Схема разруба подошвенного
чепрака на стельки по системе «елоч- чепрака на стельки по делюжечной
ка» (начало от линии реза воротка системе (начало от линии реза воротка
по хребтовой линии) по линии реза полы)
При применении делюжечной системы детали располагаются
поперечными рядами, напоминающими делюжку. При разрубе
кожу не делят на делюжки. Разруб по этой системе из чепраков
начинают от линии реза воротка или огузка. По этой системе
разруба получается больше межлекальных отходов по сравнению
с системой прямолинейно-поступательной, поэтому ее применяют
ограниченно.
Система разруба искусственных кож отличается от систем
разруба натуральных кож. Для изготовления деталей низа обуви
применяют подошвенные, каблучные и набоечные резины
различных марок, обувной картон, обувную нитроискожу — Т,
термопластическую винилискожу — НТ и др.
Вышеуказанные искусственные материалы имеют
стандартную форму, размеры и одинаковые физико-механические
свойства по всей площади. Это облегчает их разруб.
Разруб искусственных кож ведется по
прямолинейно-поступательной системе. Исключение составляют резиновые пластины
из-за их незначительных размеров. По
прямолинейно-поступательной системе разрубают искусственные материалы, площади и
линейные размеры которых относительно велики по сравнению с
площадью и линейными размерами деталей низа обуви. По
прямолинейно-поступательной системе разрубают обувную
нитроискожу — Т на задники и подноски, термопластическую винилис-
88
Рис. 61. Схема разруба резиновых пластин на подошвы:
а -- в одном направлении; б — в двух взаимно перпендикулярных направлениях
кожу — Т — на задники, обувной картон — на полустельки,
подпяточники и простилку.
Резиновые пластины, площадь и линейные размеры которых
относительно малы по сравнению с площадью и линейными
размерами деталей низа обуви (подошвы, стельки), разрубают в
одном направлении (рис. 61) или в двух взаимно
перпендикулярных направлениях.
При разрубе обувной нитроискожи — Т и эластичного
материала (рис.62) на задники и подноски большую сторону резаков
располагают вдоль, основы настила. Детали в четных рядах
поворачивают на 180 ° относительно деталей в нечетных рядах.
На обувном картоне стельки располагают продольно в
поперечном направлении листа, так как в этом направлении лист
картона обладает большей устойчивостью к излому.
Контроль качества вырубленных или раскроенных деталей
низа обуви. Детали низа обуви в соответствии с назначением,
фасоном и размером подсчитывают, складывают и комплектуют в
пачки и перевязывают. В выру-
бочной или раскройной карте
отмечают количество
фактически вырубленных деталей.
Детали низа обуви
проверяются контролером. При
проверке контролер уделяет особое
внимание показателям
толщины и плотности деталей,
расположению допустимых
пороков.
Детали, КОТОрые Не уДОВ- рис. 62. Схема разруба обувной нитро-
летворяют Требованиям ГОСу- искожи — Т и эластичного материала
89
дарственных стандартов по качеству, бракуются и заменяются
другими — качественными — деталями. Забракованные детали
перерубаются на более мелкие, к которым предъявляются менее
высокие требования по качеству. Для поднятия ответственности
вырубщика за качество работы рекомендуется клеймить детали
закрепленным за ним номером.
§ 3. ОБРАБОТКА ДЕТАЛЕЙ НИЗА ОБУВИ
В ЦЕНТРАЛИЗОВАННЫХ ВЫРУБОЧНЫХ ЦЕХАХ
Вырубленные детали низа обуви, а также формованные детали
подвергаются обработке, которая производится для подготовки
деталей низа к сборке обуви.
Характер обработки деталей низа обуви зависит от
следующих факторов: назначения деталей и материалов, из которых
они изготовлены, конструкции обуви и технологии процесса
сборки обуви.
Детали низа обуви, вырубаемые из плоских материалов,
имеют ряд общих технологических операций, которые выполняются
независимо от вида материалов.
К этим операциям относятся следующие: клеймение деталей,
выравнивание по толщине, шлифование и др.
Клеймение размера. Эту операцию производят для облегчения
подбора деталей низа обуви по размеру и фасону. Клеймение
размера деталей, которые по периметру не обрабатывают,
производят с использованием гофр (меток) в резаках. Каждый
размер детали имеет свою метку по форме и количеству гофр.
Гофры располагают с внутренней стороны пяточного закругления
на подошвах и стельках, а на зятяжной кромке — в задниках.
Клеймо размера на подошвах ставят методом холодного
тиснения на машине УКМ-О. Размер ставят на ходовой стороне
подошв из кожи и кожволона в середине геленочной части
каждой полупары. В подошвах из пористой резины с ходовой
поверхности предварительно выфрезеровывают площадку и на
нее наносят клеймо размера.
Операцию выполняют на машинах конструкции московского
производственного объединения по выпуску деталей низа обуви
«Пролетарий».
Выравнивание деталей по толщине. Для качественного
изготовления обуви по индивидуальным заказам населения
необходимо, чтобы детали низа обуви имели одинаковые размеры,
форму и толщину. Выравниванию по толщине подвергаются в
основном кожаные детали и в ряде случаев детали из других
материалов, неоднородных по толщине. После выравнивания
деталей по толщине они должны быть одинаковыми по всей
площади. Выравнивание деталей низа по толщине производят с
учетом припуска 0,1—0,5 мм на дальнейшую обработку. Для вы-
90
равнивания деталей низа обуви по толщине применяют машины
ДН-2-О и 05260/Р1 (ЧСФР).
Шлифование деталей. Эта операция имеет различное
назначение. Лицевую сторону кожаных подошв подвергают
шлифованию для удаления имеющихся пороков и более качественной
отделки подошвы красками. Кожаные стельки подвергают
шлифованию для лучшего впитывания пота, выделяемого стопой,
предотвращения коробления стельки и проникания клея в
процессе сборки обуви. Кожаные задники и подноски подвергаются
шлифованию для лучшего проникания клея в процессе
производства и для предотвращения коробления при намокании,
высыхании и в процессе эксплуатации обуви.
Шлифование кожаных деталей со стороны бахтармы
обеспечивает лучшее проникание клея и качественное скрепление с
другими деталями. Шлифование резиновых полиуретановых и
других подошв производят с неходовой стороны для повышения
возможностей проникания клея и качественного скрепления
подошв со следом обуви, а с лицевой стороны в пяточной
части — для качественного прикрепления каблуков.
Шлифование производят шлифовальным полотном № 32—63
по участкам деталей низа обуви на машине ШН-1-0, а по всей
поверхности деталей низа — на машинах 04163/РЗ (ЧСФР) и
ОМ2-Р.
Срезание (спускание) краев деталей низа обуви. Эту
операцию производят для уменьшения толщины краев деталей низа.
Нормативы срезания зависят от следующих факторов: вида
материала, расположения деталей в обуви и конструкции.
Срезание краев деталей производят на машинах АСГ-12 и 04211/Р6
(ЧСФР).
Увлажнение кожаных деталей. Для улучшения формовочных
свойств подошву, стельки, задники из кожи перед формованием
увлажняют. Увлажнение производят в увлажнительных
установках различных конструкций или примитивным способом — путем
окунания в воду и провяливания в мешковине.
Режим работы увлажнительной установки
УДВ-0
Температура влажного воздуха, °С 35 ±3
Влажность воздуха, % 98± 1
Скорость движения воздуха, м/с 1—2
Время увлажнения, ч 2—2,5
Окончательная влажность в кожаных деталях должна
составлять 18—20 %. Время хранения увлажненных деталей в
открытом виде не более 15 мин. Детали после увлажнения
помещают в закрытый ящик с сеткой (над водой).
Формование. Подошвы, стельки и задники из жесткой кожи
для обуви на среднем, высоком и особо высоком каблуке после
соответствующей обработки должны быть подвергнуты формова-
91
нию, что значительно облегчает сборку и улучшает качество
обуви. Формование проводят на двухсекционных прессах
ПФГ-1-О, которые оснащены пресс-формами. Профиль подошвы
после формования должен соответствовать профилю следа обуви,
а профиль стельки — профилю следа колодки.
ОБРАБОТКА СТЕЛЕК
При изготовлении обуви используют стельки из различных
материалов и конструкций.
Наиболее широкое применение получили стельки из жестких
кож. В ряде видов обуви допускается применение стелек из
заменителей кожи — тексона, картона СЦМ и обувного картона.
По конструкции основные стельки подразделяют на
одинарные и комбинированные, которые в свою очередь
подразделяются на стельки с полустельками или подпяточниками, стельки
с полустельками или простилками и теленком между ними,
рантовые стельки.
Кожаные одинарные стельки для обуви клеевого и ниточных
методов крепления. Такие стельки применяют для обуви
клеевого, ниточных, гвоздевого методов крепления и горячей
вулканизации на низком каблуке. Технологический процесс обработки
одинарных стелек слагается из следующих операций:
выравнивание стелек по толщине, шлифование кожаных стелек с лицевой
и бахтармяной сторон, надсекание пучковой части стелек, снятие
фаски стелек по периметру, формование стелек и пробивание
центрирующих отверстий (для обуви, изготовляемой методом
горячей вулканизации).
Надсекание пучковой части стелек (рис. 63) производят с
неходовой стороны прерывающимися линиями параллельно линии
пучков на ширину 25—60 мм. Расстояние между линиями
составляет 5—10 мм, между отдельными надрезами 4—6 мм,
глубина надреза не более !/з толщины стельки. Надрезы должны
быть расположены симметрично по отношению к линии пучков.
Надсекание стелек производят на машине и штампом
конструкции московского производственного объединения по выпуску
деталей низа обуви «Пролетарий».
Снятие фаски стелек по периметру производят для
предохранения лицевого слоя заготовок верха обуви от разрыва и
перетирания в процессе формования на
колодке и эксплуатации обуви. Эту
операцию производят с нелицевой
стороны по всему периметру. В
стельках с полустелькой спуск
производят в пяточно-геленочной части.
Ширина и толщина спущенного края
Рис. 63. Стелька кожаная с над- ОДИНарнЫХ СТелек 1 — 1,5 ММ. Для
сечками стелек с полустельками спуск в пя-
92
точно-геленочной части составляет от 1,5 до 4 мм. Торец
пяточной части стелек для модельной обуви спускают так, чтобы он
являлся продолжением боковой поверхности колодки.
Операцию производят на машине ШН-1-О или 04127/Р10
(ЧСФР) шлифовальной лентой № 63—100 или шлифовальными
камнями 150 и 60.
Пробивание центрирующих отверстий диаметром 7 мм в
пяточной части стелек производят прессом горячей вулканизации
в затянутой на колодках обуви с лицевой стороны стелек.
Центр отверстия должен находиться на одинаковом
расстоянии от боковых сторон стельки на расстоянии 20—45 мм от
пяточного закругления (расстояние зависит от фасона обуви).
Операцию выполняют на машине конструкции ленинградского
производственного обувного объединения «Скороход» им. Я. А.
Калинина.
Кожаные одинарные стельки с кожаными или картонными
подпяточниками для обуви клеевого метода крепления.
Обработка таких стелек включает следующие операции: выравнивание
стелек по толщине, шлифование кожаных стелек с лицевой и бах-
тармяной сторон, надсечка пучковой части стелек, снятие фаски
стелек по периметру, удаление пыли, прикрепление
подпяточников, формование стелек.
Спускание краев полустелек производят плавно по всему
периметру, а прямого края подпяточника — по переднему краю.
Ширина спуска переднего края подпяточника 15—17 мм, пяточ-
но-геленочного края 12—14 мм. Толщина спущенного края
должна быть 1+0,2 мм. На спущенной поверхности не должно быть
выхватов и утолщений. Для спускания краев полустелек и
прямого края подпяточников применяют машины АСГ-12 и 04111/Р6
(ЧСФР).
Отшкуренные поверхности стелек очищают от пыли на
машине ХПП-3-0 для холодной полировки и чистки обуви или на
машине ОМ2-Р.
Прикрепление подпяточника производят следующим образом.
Подпяточник накладывают на пяточную часть стельки так, чтобы
контур подпяточника совпал с контуром стельки, и прикрепляют
тремя крепителями: два располагают на расстоянии 10—12 мм от
переднего края и 5—7 мм от боковых краев и третий — на осевой
линии на расстоянии 5—7 мм от края пяточного закругления
стельки. При креплении подпяточника клеевым способом на-
иритовым или другим клеем он должен быть прочно склеен со
стелькой без зазоров и сдвигов. Подпяточник прикрепляют на
машине ПДН-1-0 или 04040/Р1 (ЧСФР).
Стельки кожаные с полустельками из картона и геленок
между ними для обуви клеевого метода крепления.
Технологический процесс сборки и обработки кожаных стелек с
полустельками из картона и теленком между ними (рис. 64)
включает следующие операции: выравнивание стелек по толщине,
93
шлифование кожаных стелек с
лицевой и бахтармяной сторон, удаление
пыли, надсечку пучковой части стелек,
спускание краев полустельки,
вырезание желоба в полустельках под геле-
Рис. 64. Стелька комбиниро- НОК, пробивание ОТВерСТИЙ на ПОЛу-
ванная из кожи и картона стельках для прикрепления теленка,
прикрепление теленка к полустелькам,
нанесение клея на стельки, полустельки, сушку клея и
склеивание деталей стелек, формование стелек.
Вырезание желоба под теленок производят по осевой линии
картонной полустельки. Глубина желоба 1—2 мм, ширина 14 мм,
длина 80—130 мм. Желоб располагается на расстоянии 10—
12 мм от пяточной части закругления полустельки. После этого
картонную полустельку спускают на машине АСГ-12 по
периметру: передний край на ширину 12—17 мм, а пяточно-геленоч-
ный край на 8—14 мм. Толщина спущенного края должна быть
0,8—1 мм. На спущенной поверхности не должно быть вых-ватов
и утолщений. Вырезку желоба под теленок производят на
машине МЖС-О.
Для пробивания или сверления отверстий 10 пар полустелек
вкладывают в специальную кассету, подобранную в соответствии
с размером стельки, устанавливают на столе сверлильного
станка и пробивают или просверливают отверстие по центру
полустельки на расстоянии 35 мм от линии закругления пяточной
части. Диаметр отверстия должен составлять 4,8—5 мм.
Отверстие должно быть расположено строго по условной оси
симметрии полустельки.
Для прикрепления геленка к полустельке на неспущенную
сторону полустельки накладывают геленок так, чтобы он входил
в желоб или паз полустельки и вогнутый конец был обращен
к пяточной части, а отверстия на теленке и полустельке
совпадали. Геленок к полустельке прикрепляют металлическими
блочками на машине МКС-О. Блочки должны быть хорошо
расклепаны.
На пяточно-геленочную часть стельки со стороны бахтармы
и на полустельки с теленком наносят равномерный слой клея (на-
ирит НТ), просушивают при температуре 18—20 °С в течение
5—7 мин и склеивают с предварительной активацией клеевых
пленок в течение 1—2 мин при температуре 85—90 °С. Стельки,
предназначенные для обуви на низком каблуке, дополнительно
пропускают между рабочими обрезиненными валиками машины
ДН (без ножа). Слой стелек должен быть прочно (без зазоров)
склеен с полустелькой, а их края должны совпадать.
Для намазки стелек применяют клеенамазочные машины
различных конструкций. Термоактивацию клеевой пленки
производят в термоактиваторах ТА-0 и Т-Р. Для подсушки применяют
сушилку СОВ-1.
94
Изготовление кожаных стелек с пластмассовыми
полустельками. Предварительно обработанная по описанной технологии
кожаная стелька собирается с полустелькой и теленком методом
литья в пресс-форме. Для выполнения этой операции в кожаной
стельке предусмотрено два центрующих отверстия, а в матрице
пресс-формы — два пуансона. На пуансоны накладывается
стелька и металлический геленок, после чего происходит операция
соединения стельки теленка с литьевой пластмассовой
полустелькой. Пластмассовая полустелька изготовляется из сополимера
этилена с пропиленом. Максимальное время выдержки в пресс-
форме — 3 мин. Пресс-форма охлаждается, после чего из нее
выбирается готовая стелька с пластмассовой полустелькой.
С пластмассовой полустельки срезаются выпрессовки. На
поверхности пластмассовой полустельки не должно быть неровностей
и заусенцев. Полустелька не должна быть деформированной,
а металлический геленок должен быть полностью залит
пластмассой. Стелька с пластмассовой полустелькой увеличивает
устойчивость высоких и особо высоких каблуков и исключает отход
каблука от его центра.
Операцию выполняют при помощи пресс-формы и пресса
конструкции п/о «Ригас апави».
Стельки с натуральной губой. Их используют для
изготовления высококачественной рантовой обуви. Стельки вырубают из
чепрачной части кожи.
Для создания возможностей подъема губы после операции
выравнивания по толщине и шлифования с лицевой стороны
производят надсекание на машине 05145/Р2 (ЧСФР) с бахтар-
мяной стороны в носочной и пяточной частях на половину
толщины. В носочной части стельки надсекают в виде
треугольника со сторонами 6—7 мм и основанием 3—5 мм. В пяточной
части длина надсечки 10—11 мм с каждой стороны. Удаление
надсечки от пяточного закругления зависит от размера обуви
и составляет 45—77 мм по оси следа.
Затем на машине 05022/Р1 (ЧСФР) с торцовой стороны
примерно на У2 толщины стельки производят подрезку губы на
глубину 5—7 мм. После этого стельку увлажняют погружением
в ванну с водой при температуре 35—40 °С на 35—40 с, затем
производят провяливание в камере над ванной с водой не менее
2 ч. Отгибание губы производят на машине 05134/РЗ (ЧСФР).
Отгибание губы осуществляют по всей надрезанной части
стельки под прямым углом к ее плоскости. Высота губы с
наружной стороны должна составить не менее 4,5—5,5 мм. Для
упрочнения губы стельки ее обклеивают ревентухом (льняное
полотно). После обклеивания тканью губу формуют на машине
05038/РЗ (ЧСФР). К готовым стелькам прикрепляют
подпяточник, который торцовой частью должен вплотную подходить к губе
стельки. Для изготовления рантовой обуви применяют рантовые
стельки с формованной губой из тесьмы.
95
ОБРАБОТКА ПОДОШВ
Способ и технологический процесс обработки подошв зависит от
материала, метода крепления низа, высоты каблука и
конструкции обуви.
Низ обуви изготовляют из листовых материалов — кожи,
пористой резины, кожволона и других видов материалов, а также
из формованных профилированных подошв с каблуком или без
него, не требующих обработки на обуви и изготовляемых из
кожволона, поливинилхлорида, термоэластопласта и других
материалов.
Обработка кожаных подошв с язычками для обуви клеевого
и ниточных методов крепления включает следующие
технологические операции: выравнивание подошв по толщине,
шлифование подошв с ходовой стороны, удаление пыли, спускание перейм
и язычка подошв, шлифование подошв с неходовой стороны,
взъерошивание подошв с неходовой стороны, удаление пыли,
нанесение клея на неходовую сторону, сушка клея.
Для подошв ниточных методов крепления операции
взъерошивания подошв с неходовой стороны, удаление пыли и
нанесение клея на неходовую сторону подошв и сушка клея не
производятся.
Подошвы выравнивают с неходовой стороны. Толщина
подошв в готовом виде должна соответствовать требованиям
государственных стандартов на определенный вид обуви, а припуск
на дальнейшую обработку составлять 0,1—0,5 мм. Толщину
деталей измеряют в середине пучковой части. В пяточной части
подошв толщина может быть на 0,5 мм, а в геленочной — на 0,3 мм
меньше, чем в середине пучковой части. Выравнивание подошв
по толщине производят на машинах ДН-2-0, 05260/Р1 (ЧСФР).
Для облагораживания кожаных подошв их равномерно
шлифуют с ходовой стороны до полного удаления лицевого слоя.
.Операцию производят на машинах ШН-1-0 и 04163/РЗ (ЧСФР).
Шлифование производят шлифовальной лентой № 12—16. После
шлифования удаляют пыль.
Подошвы в переймах спускают в виде сегментов с бахтар-
мяной стороны на участке между передней линией крокуля и
линией, отстоящей от пучков на 10—12 мм. Ширина спуска в
наиболее широком месте 14—17 мм. Язычок подошвы равномерно
спускают по всей площади с заходом за переднюю линию
крокуля на 10—12 мм для подошв с язычком на каблук и на 25—
35 мм для подошв с язычком под каблук. Толщина спущенного
края подошв в переймах 0,7—2,5 мм, язычка подошвы — 0,7—
1,8 мм. Спускание переймы и язычка подошв производят на
машинах АСГ-12 и 04211/Р6 (ЧСФР) для спускания краев
деталей низа обуви.
Подошвы равномерно шлифуют с неходовой стороны по всей
поверхности без выхватов и пропусков. Резкие переходы от
96
спущенной части переймы к остальной части подошвы должны
быть устранены. Операции шлифования подошв с неходовой
стороны производят шлифовальной лентой № 63—100 на машинах
ШН-1-0 и 04163/РЗ (ЧСФР) для шлифования плоских
неприкрепленных деталей низа обуви.
Подошву взъерошивают с неходовой стороны на ширину
18—20 мм. В формованных подошвах взъерошивают также
внутреннюю сторону бортика. Взъерошивание должно
производиться без выхватов, пропусков и нарушений бортика подошв.
Операцию взъерошивания подошв с неходовой стороны
производят на машинах ВПН-1, ВФП-0 для взъерошивания по
контуру плоских неприкрепленных деталей низа обуви и ФУП-3-0
для фрезерования уреза подошв с применением шарошки. Пыль
должна быть удалена.
На взъерошенную поверхность подошв наносят равномерный,
без пропусков и утолщений слой наирита НТ или клея Ропид-3.
Клей наносят по краю подошв на ширину 16—18 мм. Подошвы
из кожи промазывают два раза. Сушат клей при температуре
18—20 °С после первого нанесения 10—15 мин, после второго
45—65 мин. Для ускорения процесса сушки подошв в
централизованных штамповочных цехах применяют сушилки СОВ-1 для
подсушки обуви и ее деталей.
Технологический процесс обработки кожаных подошв с
круглой пяточной частью включает следующие технологические
операции: выравнивание подошв по толщине, тиснение
декоративного рисунка на ходовой стороне кожаных подошв, шлифование
подошв с неходовой стороны, шлифование пяточной части
подошв с ходовой стороны, взъерошивание подошв с неходовой
стороны, удаление пыли, нанесение клея на неходовую сторону
подошв, сушку клея.
Нанесение декоративного рисунка на ходовую поверхность
подошв производят тиснением на прессе МП-150 нагретыми
металлическими матрицами с рисунком. Длительность прессования
5—10 с, температура матриц 110—120 °С.
Подошвы шлифуют с ходовой стороны в пяточной части, не
допуская выхватов и пропусков. Операцию шлифования
пяточной части подошв с неходовой стороны производят
шлифовальной лентой № 63—100 на машинах ШН-1-0 и 04163/РЗ
(ЧСФР) для шлифования плоских неприкрепленных деталей
низа.
Подошвы из кожволона, пористой резины для обуви клеевого
и ниточных методов крепления. Технологический процесс
обработки таких подошв включает следующие операции:
фрезерование площадки на ходовой стороне подошв из пористой резины
для реквизитов, выравнивание подошв по толщине, шлифование
подошв с неходовой стороны, шлифование пяточной части
подошв с ходовой стороны, удаление пыли, нанесение клея на
неходовую сторону подошв, сушку клея.
7—939
97
На подошвах, предназначенных для ниточного метода
крепления, выравнивание подошв по толщине, нанесение клея на
неходовую сторону подошв и сушка клея не производится.
Подошвы с наклеенным рантом. Их применяют для низа
обуви клеевого метода крепления. Декоративные ранты
изготовляют из кожи и пористой резины. Рант наклеивают на
предварительно обработанную подошву, отшлифованную с неходовой
и в пяточной части с ходовой стороны. На подошву по периметру
и на рант наносят клей из наирита НТ 23—25 %-й концентрации
и высушивают. До приклеивания ранта клеевую пленку на
подошве активируют.
Рант наклеивают с помощью зажимного устройства точно по
краю периметра подошвы. Температура в зоне приклеивания
120—130°С (температура создается при помощи сопла горячим
воздухом). Наклеивание ранта производят при помощи
модернизированной швейной машины 94 кл. Концы ранта на подошве
должны быть обрезаны.
Подошвы для обуви прошивного и рантового методов
крепления. Для обуви прошивного метода крепления после операции
выравнивания по толщине и шлифования с ходовой и бахтар-
мяной сторон подошву равномерно подрезают на машине
05100/Р2 (ЧСФР) с ходовой стороны под углом 15° к ее
плоскости по периметру до пяточной или крокульной части. Глубина
подрезки должна быть одинаковой на всем протяжении, концы
подрезки должны заходить на подкаблучную часть на 5—10 мм
(удаление края подрезки от края подошвы 2—2,5 мм), ширина
подрезанного слоя составляет 7—8 мм, глубина подрезки
составляет 1/з толщины подошвы. Одновременно производят желобле-
ние. Желобок проходит по всей длине подрезки от края подошвы
на 6—7 мм, ширина подрезки 1,5 мм.
Подрезку для рантового метода крепления производят на
машине 05100/Р2 (ЧСФР) с торцовой стороны с заходом конца
подрезки на подкаблучную часть на 20—30 мм, глубина подрезки
16—20 мм, толщина подрезанного края 2—2,4 мм.
ОБРАБОТКА ЗАДНИКОВ И ПОДНОСКОВ
Обработке подвергаются задники и подноски, изготовляемые из
кожи, термопластичных эластичных материалов и нитроис-
кожи — Т. Кожкартонные задники поступают на предприятия
обработанными и формованными.
Кожаные задники и подноски выравнивают с бахтармяной
стороны. Толщина выравненных задников и подносков должна
быть одинаковой по всей площади и соответствовать
требованиям государственных стандартов на определенный вид обуви.
Припуск на дальнейшую обработку 0,1—0,5 мм. Выравнивание
задников и подносков по толщине производят на машинах
ДН-2-0 и 05260/Р1 (ЧСФР) для выравнивания по толщине
деталей низа обуви.
98
Задники и подноски шлифуют с лицевой стороны
шлифовальной лентой № 20—63 по всей поверхности так, чтобы не было
выхватов. Обработанные детали очищают от пыли. Шлифование
задников и подносков производят на машине ШН-1-0 и 04163/РЗ
(ЧСФР) для шлифования плоских неприкрепленных деталей низа
обуви.
Задники и подноски равномерно спускают с бахтармяной
стороны по всему периметру. Ширина и толщина спущенных
краев должны соответствовать нормативам (табл. 5).
Табл. 5. Нормативы размеров спущенных краев деталей
Род
обуви
Задники
Ширина спущенных
краев, мм
нижнего
верхнего
Толщина
спущенных
краев, мм
Подноски
Ширина спущенных
краев, мм
прямого
криволинейного
Толщина
спущенных
краев, мм
Мужская 14—16 18—20 0,8—1 8—10 — 0,6—0,8
Женская 16—18 18—20 0,8—1 — 15—18 0,8—1
Задники и подноски равномерно шлифуют шлифовальной
лентой № 32—63 с бахтармяной стороны по всей поверхности
без выхватов. Переход от неспущенной части к спущенной
должен быть плавным с равномерным уменьшением толщины
к краям. Шлифование задников и подносков с бахтармяной
стороны производят на машинах ШН-1-0 и 04163/РЗ (ЧСФР)
для шлифования плоских неприкрепленных деталей низа обуви.
Задники из обувной нитроискожи — Т. Обработка двух-, трех-
и четырехслойных задников заключается в их сборке. При сборке
трехслойного задника наименьший по площади слой располагают
между двумя большими слоями. При четырехслойном заднике
наименьший слой располагается между вторым и третьим
слоями. Нижние края слоев должны находиться друг от друга на
расстоянии 5 мм, боковые — на расстоянии 10 мм и верхние —
на расстоянии 6 мм. Слои четырехслойного задника скрепляют
ниточным швом на одноигольной швейной машине 2823 кл.
Строчка должна проходить в середине задника по всей высоте.
Двух- и трехслойные задники, вырубленные сдвоенными и
строенными резаками, складывают и оглаживают на машине
специальной конструкции.
Однослойные задники из термопластической винилискожи —
НТ. Их спускают по верхнему краю так, чтобы была снята
полоска покрытия на ширину 8—10 мм. Толщина спущенного
края должна быть 0,8—1 мм. Спуск края производят на машине
АСГ-12. При использовании термопластичных задников для
создания липкости и размягчения заготовки со вставленным
задником подвергают термоактивации при температуре 100—110°С
7*
99
продолжительностью 25—30 с. Затем производят продольную
вытяжку и формуют боковую поверхность на охлажденных
пуансонах с помощью обжимной матрицы.
Одно- и двухслойные подноски из обувной нитроискожи — Т.
Их спускают на машине АСГ-12 по прямому краю, а меньший
слой двухслойных подносков — по всему периметру на ширину
5—10 мм. Толщина спущенного края должна быть 0,5—0,6 мм.
При сборке двухслойных подносков меньший слой располагают
на одинаковом расстоянии от краев большого слоя. Собранные
двухслойные подноски скрепляют ниточным швом, проходящим
по осевой линии. Скрепление производят на швейной машине
2823 или 3823 кл.
Подноски из эластичных термоустойчивых материалов
однослойные спускают по прямому краю для снятия полоски
покрытия на ширину 5 — 10 мм на машине АСГ-12.
ОБРАБОТКА КАБЛУКОВ
Обработка каблуков зависит от материалов, из которых они
изготовлены, и их конструкции. Каблуки могут быть резиновые
формованные, из пористой резины и кожаные наборные.
Технологический процесс обработки каблуков включает
следующие операции: выравнивание фликов по толщине,
шлифование ляписа каблука и каблучных заготовок, фликов, удаление
пыли, нанесение клея на ляпис каблуков, каблучные заготовки,
сушку клея, активацию клеевой пленки, склеивание каблучных
заготовок, прикрепление набоек, сборку фликов каблуков,
выемку ляписной части каблуков, шлифование фронта каблуков.
Резиновые формованные каблуки. Обработка таких каблуков
включает следующие операции: шлифование ляписа каблуков,
удаление пыли, нанесение клея на ляпис каблуков.
Каблуки из пористой резины. Обработка таких каблуков
включает следующие операции: шлифование каблучных
заготовок, удаление пыли, нанесение клея на каблучные заготовки,
сушку клея, активацию клеевой пленки, склеивание каблучных
заготовок, выемку ляписной части каблуков, удаление пыли,
нанесение клея на ляпис каблуков.
Кожаные наборные каблуки. Обработка таких каблуков
включает следующие операции: выравнивание фликов по
толщине, шлифование фликов, удаление пыли, сборку фликов
каблуков, прикрепление набоек, шлифование фронта каблуков.
Флики кожаных каблуков выравнивают с бахтармяной
стороны. Толщина выравненных фликов должна быть одинаковой
по всей площади и соответствовать требованиям
государственных стандартов. Выравнивание фликов по толщине производят
на машинах ДН-2-0 и 05260/Р1 (ЧСФР).
Верхнюю поверхность ляписа формованных каблуков
взъерошивают перед приклеиванием к низу обуви. Взъерошивание
100
производят по всей поверхности металлической щеткой из
стальной проволоки диаметром 0,25—0,4 мм, завулканизированной
в резине, или шлифовальной лентой № 63—80. Эту операцию
выполняют на машине конструкции московского
производственного объединения по выпуску деталей низа обуви «Пролетарий».
С ляписа каблука должен быть удален глянец без нарушения
боковой грани каблука.
Резиновые каблучные заготовки и кожаные внутренние флики
шлифуют шлифовальной лентой № 63—80 с обеих сторон (или
с одной стороны для набоечного флика). Шлифование
производят равномерно по всей поверхности без выхватов и пропусков
до полного удаления рисунка поверхности и глянца на резиновых
заготовках. Эту операцию выполняют на машинах ШН-1-0,
04163/РЗ (ЧСФР).
Удаление пыли с отшкуренных поверхностей каблуков
производят волосяными щетками на машине ХПП-3 для холодной
полировки и чистки обуви или комбинированной отделочной
машине ОМ2-Р.
Нанесение клея. На отшлифованные поверхности ляписа
резиновых каблуков и каблучных заготовок наносят
равномерный слой клея из наирита НТ без пропусков, утолщений и
просушивают в течение 40—60 мин при температуре 18—20 °С.
Для ускорения подсушки обуви применяют сушилку СОВ-1.
Активацию клеевой пленки на склеиваемых поверхностях
производят в течение 4—6 с при температуре 110—120 °С.
После активации клеевая пленка должна быть липкой. Эту
операцию выполняют в термоактиваторах Т-Р и ТА-О.
После активации клеевой пленки каблучные заготовки
складывают склеиваемыми поверхностями точно, без перекосов
и сдвигов. Сложенные каблучные заготовки прессуют на
горизонтальном прессе конструкции московского производственного
объединения по выпуску деталей низа обуви «Пролетарий»
(СССР) или прессе 05163/Р2 (ЧСФР). После прессования
каблучные заготовки должны плотно прилегать одна к другой.
Кожаные каблуки набирают из фликов. Для создания
вогнутости верхней площадки каблуков на верхнем флике должна
быть расположена обводка (кранец) по всему периметру, кроме
фронтальной линии. Внутренний край обводки утоняют, флики
с обеих сторон промазывают клеем из наирита НТ, подсушивают,
собирают в каблуки, скрепляя тремя гвоздями, расположенными
в виде треугольника. Собранные кожаные каблуки прессуют на
прессе 05136/Р2 (ЧСФР) или ручном горизонтальном прессе.
Продолжительность прессования 40—60 мин. После прессования
флики каблука должны быть прочно склеены между собой,
а края фликов совпадать по всему периметру. Фронтальную
поверхность выравнивают до прикрепления каблука, а
боковую — после его прикрепления.
Прикрепление набоек к кожаным каблукам осуществляют
101
гвоздями № 11—20 или навинтованной проволокой по всему
периметру, включая фронт каблука. Длина шпилек из
навинтованной проволоки зависит от высоты каблука. Расстояние от
края набойки до гвоздей должно быть 8—10 мм, а между
центрами гвоздей или шпилек — 6—7 мм. Расстояние от крайних
гвоздей или шпилек до фронта набоек 3—5 мм. Концы шпилек
не должны выступать над поверхностью набойки. Прикрепление
набойки к каблуку производят на машине ПНЖ-Р, 05243/Р1
(ЧСФР). При отсутствии машин набойки можно прикреплять
к каблуку вручную (соблюдая указанные нормативы).
Выемку ляписной части каблуков производят, вставляя
резиновый наборный каблук в кассету соответствующего фасона.
Кассету закрепляют на столе и, нажимая на педаль, производят
выемку ляписа каблука. Ляпис каблука должен быть ровным,
без выхватов и перекосов. Выемку ляписа пористых резиновых
каблуков производят на машине конструкции московского
производственного объединения по выпуску деталей низа обуви
«Пролетарий».
Выравнивание фронтальной поверхности каблуков производят
путем обрубания на специальной машине типа конструкции
московского производственного объединения по выпуску деталей
низа обуви «Пролетарий». В зависимости от условий и
возможностей выравнивание фронтальной поверхности может также
производиться сапожным ножом ручным способом. Обрезанная
фронтальная поверхность должна быть перпендикулярна
плоскости набойки.
Фронт кожаных сборных каблуков шлифуют дважды на
машинах ШН-1-О, 04127/Р10 (ЧСФР): первый раз
шлифовальной лентой № 63—80, второй раз — шлифовальной лентой № 12.
Фронт каблука должен быть отшлифован равномерно, без
выхватов. В случае отсутствия машин шлифование можно
производить вручную.
ОБРАБОТКА РАНТОВ
Декоративные ранты изготовляют из кожи и пористой
профилированной резины. Технологический процесс обработки
декоративных рантов включает следующие операции: вырубание
делюжек, разрезание пластин на делюжки, выравнивание
делюжек по толщине, спускание краев делюжек, шлифование
делюжек с бахтармяной (гладкой) стороны, удаление пыли,
нанесение клея на делюжки, сушка клея, разрезание делюжек на
ранты, прострачивание рантов.
Декоративные кожаные ранты. Обработка таких рантов
включает следующие технологические операции: вырубание
делюжек, выравнивание делюжек по толщине, спускание краев
делюжек, шлифование делюжек с бахтармяной стороны,
удаление пыли, разрезание делюжек на ранты, прострачивание рантов.
102
Декоративные ранты из профилированной резины. Обработка
таких рантов включает следующие технологические операции:
разрезание пластин на делюжки, шлифование делюжек с гладкой
стороны, удаление пыли, нанесение клея на делюжки, сушка,
клея, разрезание делюжек на ранты.
Делюжки для декоративных рантов вырубают из чепрачных
плотных частей кожи. Размеры делюжек определяет лаборатория
или экспериментальный участок предприятия (объединения) в
зависимости от утвержденной модели. Делюжки вырубают на
прессах ПВГ-18-1300, ПВГ-18-1600.
Пластину из профилированной резины разрезают на делюжки
шириной 100—ПО мм на машинах ДСО-Р, ОС-Р.
Кожаные делюжки выравнивают по толщине на машине
ДН-2-0 для выравнивания и двоения деталей низа обуви.
Толщина делюжек после выравнивания должна быть 1,8—2 мм.
На дальнейшую обработку дается припуск 0,1—0,3 мм.
Боковые (узкие) края делюжек спускают на ширину 8—10 мм
до толщины 0,8—1 мм на машине АСГ-12 для спускания краев
деталей низа обуви. Спуск должен быть ровным, без выхватов.
Кожаные делюжки для рантов равномерно шлифуют с бах-
тармяной стороны, а резиновые — с гладкой нерифленой стороны
на машине ШН-1-О, 04163/РЗ (ЧСФР) для шлифования плоских
неприкрепленных деталей шлифовальной лентой № 63—80.
Делюжки должны быть отшлифованы по всей поверхности
равномерно (без выхватов и пропусков) и очищены от пыли.
На отшлифованную нерифленую сторону делюжек наносят
клей из наирита НТ или клей Ропид-3 и высушивают в сушилке
СОВ-1 при температуре 18—20 °С в течение 30—40 мин.
Разрезание делюжек на ранты производят на машине ДН-2-0
с фигурными валиками для нарезки рантов. Ширина
разрезаемых полосок 7—8 мм. Рант должен быть ровным, а срез чистым.
Кожаные ранты прострачивают на машине 2823, 3823 кл.
Расстояние от строчки до края 2—2,5 мм, частота строчки
2—2,5 стежка на 1 см длины шва. Строчка должна быть ровной,
хорошо утянутой и проходить на одинаковом расстоянии от
края.
§ 4. РАСКРОИ И ОБРАБОТКА ДЕТАЛЕЙ НИЗА
ПРИ РУЧНОМ СПОСОБЕ ИЗГОТОВЛЕНИЯ ОБУВИ
Обувная подотрасль бытового обслуживани населения в
основном обеспечивается деталями низа обуви централизованными
вырубочными цехами, где вырубку и обработку деталей низа
производят на высокопроизводительном оборудовании.
В ателье при изготовлении особо элегантной и модельной
обуви получаемые из централизованных цехов детали низа
проходят доработку ручным способом. В отдельных ателье
высшего разряда, рядовых ателье, мастерских, эксперименталь-
103
ных участках и лабораториях
предприятий раскрой и обработка деталей
могут производиться ручным способом.
Раскрой кож вручную на делюжки.
Чепрачную часть подошвенных и сте-
,r ^ лечных кож разрезают на делюжки
!^я 2-,SeKa„aPy„S-r перпендикулярно линии хребта (рис.
65). Ширина каждой делюжки должна
быть равна длине подошв или стелек, которые будут из нее
выкроены.
Увлажнение делюжек, воротков и пол. Для облегчения
раскроя и обработки деталей делюжки, воротки и полы
предварительно помещают в воду, затем вынимают и дают воде стечь.
Увлажнение рекомендуется производить в воде температурой
18—20 °С в течение 5—8 мин.
Провяливание. Во время увлажнения только поверхностный
слой делюжки, воротка и полы впитывает влагу. Чтобы влага
равномерно распределилась по всей толщине, необходима
операция провяливания. Для этого делюжки, воротки и полы
складывают в штабель для провяливания во влажную мешковину.
Провяливание производят в течение 2—3 ч. Провяленная кожа
приобретает мягкость и легко режется сапожным ножом; она
содержит 30—35 % влаги.
Раскрой делюжек, воротков и пол. Подошвенные делюжки
в соответствии с их толщиной и плотностью раскраивают на
подошвы, а более тонкие периферийные участки, прилегающие
к полам и воротку, кроят на стельки. Стелечные чепраки
соответственно кроят на стельки. Раскрой производят по лекалам
сапожным ножом. Продольная ось подошв и стелек
располагается поперек делюжек. Для экономного раскроя смежные
подошвы и стельки укладывают носками в разные стороны. При
раскрое необходимо учитывать, что при уплотнении подошв и стелек
на металлической плите молотком они увеличиваются в ширину
и длину, а толщина их уменьшается. Из воротков плотных пол
подошвенных кож в первую очередь раскраивают задники,
из пол и более тонких, но плотных мест воротков — стельки
и подноски. Остатки кожи после раскроя основных деталей
используют для обводок, кранцев и фликов.
Раскрой кожаных рантов. Ранты выкраивают из плотных
эластичных рантовых кож. При раскрое рантов из рантовых кож
вырезают прямоугольники, длина которых должна быть равна
длине ранта. Прямоугольники параллельными разрезами
раскраивают на ранты. Раскрой рантов производят на специальном
приспособлении или ручным способом сапожным ножом на
деревянной доске.
Уплотнение деталей. После раскроя провяленных делюжек
на стельки и подошвы детали уплотняют путем проколачивания
утяжеленным молотком на металлической плите с бахтармянои
104
стороны. При проколачивании слабые участки уплотняются,
в результате чего достигается равномерная плотность по всей
площади деталей.
ОБРАБОТКА СТЕЛЕК
Сборка и обработка агрегированных стелек для обуви клеевого
метода крепления ручным способом включает следующие
операции: выравнивание по толщине, вырезание лицевого слоя
пучковой части стелек, шлифование стелек с лицевой стороны в
пучковой части, подгонка стелек по контуру колодки, спускание
краев стелек в носочной части, шлифование стелек с бахтармя-
ной стороны, удаление пыли, надсекание стелек в пучковой
части, снятие фаски стелек в пяточно-геленочной части,
шлифование полустелек, удаление пыли, спускание краев полустелек,
снятие фаски по контуру полустелек, вырезание в полустельках
желобка под теленок, прикрепление теленка к полустелькам,
нанесение клея на стельки и полустельки, сушка и склеивание
кожаных стелек с полустельками.
Стельки выравнивают по толщине с бахтармяной стороны
по всей площади сапожным ножом на мраморной доске.
Толщина стелек после обработки должна быть для мужской
обуви 2,3—2,5 мм, для женской — 2,1—2,3 мм. Толщину стелек
измеряют в середине пучковой части.
Вырезание лицевого слоя и шлифование пучковой части
стелек. Симметрично линии середины пучков на стельках с
лицевой стороны вырезают полоски (рис. 66) шириной 30—35 мм,
плавно, без выхватов. Толщина среза на линии середины пучков
составляет 'Д толщины стельки. После шлифования толщина
среза на линии середины пучков должна составлять '/з толщины
стельки без резких переходов.
Стельку шлифуют с лицевой стороны шлифовальной лентой
№ 12—32 по всей поверхности равномерно, снимая тонкий
лицевой слой без выхватов и пропусков. После обработки
толщина стелек должна составлять для мужской обуви 2,5—2,7 мм,
для женской — 2,3—2,5 мм. Обработанную поверхность очищают
от пыли. Операцию выполняют на машине ОМ2-Р или вручную.
Стельку прикрепляют к колодке тремя гвоздями № 20 по
одному в носочно-пучковой, геленочной и пяточной частях.
Гвозди должны выступать на ]/з своей длины над поверхностью
стельки. Стельки после подгонки колодки по мерке обрезают
по контуру следа колодки. Контур среза должен совпадать
с контуром следа колодки.
Края стельки в носочной части плавно спускают с
бахтармяной стороны на ширину 10—12 мм до передней линии среза.
Толщина торца в носочной обработанной части должна быть
для мужской обуви 1,3—1,4 мм, а для женской 1,2—1,3 мм.
Стельки шлифуют с бахтармяной стороны равномерно по
105
всей поверхности без выхватов и пропусков шлифовальной
лентой № 32—63. Толщина стелек в носочной части после
обработки должна быть для мужской обуви 2,3—2,5 мм, а для
женской 2,1—2,3 мм. Отшлифованная поверхность должна быть
очищена от пыли.
Стельки надсекают (см. рис. 66) с бахтармяной стороны
прерывающимися линиями параллельно линии середины пучков.
Надсекаемый участок шириной 25—60 мм располагают по обе
стороны от линии середины пучков на расстоянии 15 мм в
сторону геленочной части, а остальной участок надсекаемой зоны —
в сторону носочной части. На стельку наносят 5—10 линий.
Расстояние между линиями 5—10 мм, между отдельными резами
4—6 мм, длина каждого надреза 6—10 мм, глубина надреза
равна Уз толщины обработанной стельки в пучковой части.
Снятие фаски стелек в пяточно-геленочной части производят
под углом 45° к лицевой поверхности стельки (для плавного
W-V
линия
сере&ины
лучков
Лицевая
Рис. 66. Схема и
нормативы обработки кожаной
гибкой стельки с
утоненной пучковой частью для
клеевого метода
крепления
106
А-А
М2'1
\-г*Т7///////Л^
У~ш;;;;;;.
перехода от стельки к полу- Сщс* не?//е/я
стельке). Обработанную по- &>
верхность зачищают
шлифовальной лентой № 63—100.
Операцию выполняют на
комбинированной
отделочной машине или вручную.
Полустельки с одной
стороны шлифуют
шлифовальной лентой № 12—32 по
всей поверхности
равномерно, без выхватов и
пропусков. Операцию выполняют
на машине ОМ2-Р или
вручную.
Края полустельки с
неотшлифованной стороны
плавно спускают по всему
периметру без выхватов и
утолщений (рис. 67)
шлифовальной лентой № 12—32 или
шлифовальным кругом.
Ширина спуска по переднему
краю 16—18 мм, по
остальным краям 10—12 мм.
Передний край полустельки
спускают на нет. Толщина
спущенного края
полустельки у торца по остальным
краям 0,7—0,9 мм.
По контуру стельки по торцам, имеющим толщину 0,7—0,9 мм,
снимают фаску под углом 45°, чтобы получить плавный переход
от стельки к полустельке.
Желобок под геленок вырезают с отшлифованной стороны
полустедьки точно по условной оси ее симметрии на расстоянии
23 мм от линии пяточного закругления и до переднего края
полустельки. Это расстояние определяется ляписной
поверхностью каблуков, фасоном каблука и величиной захождения
геленка под каблук. Геленок должен заходить на ляписную
поверхность каблука на 8—10 мм. Ширина желобка 5 мм,
глубина 1 — 1,5 мм (см. рис. 64). Операцию выполняют на машине
МЖС-0 или сапожным ножом вручную. Желобок под ребро
жесткости геленка можно делать сквозным шириной 5—6 мм^.
Его обрабатывают со скосом под углом 45° к отшлифованной
поверхности полустельки.
Геленок вставляют в желобок полустельки и прикрепляют
блочками с помощью приспособления для расклепывания блочек
конструкции п/о «Ригас апави». Для крепления геленка при
107
Рис. 67. Схема обработки в полустельках
желобка под геленок
1,6-1,7
Линия
сере&инь/
rrt/чков
Лицевая
с/лорона
Рис. 68. Схема и
нормативы обработки
кожаной стельки для
женской обуви
прошивного метода крепления
помощи блочков необходимо предусмотреть отверстия в
полустельке в соответствии с расположением их на геленке.
На пяточно-геленочную часть стельки с бахтармяной стороны
и полустельку с отшлифованной (неспущенной) стороны наносят
равномерный слой клея из наирита НТ дважды с просушкой
пленки по установленным режимам. Полустельку накладывают
на стельку по месту обработки и тщательно околачивают
молотком. Полустелька и стелька должны быть склеены между
собой прочно, без зазоров. Края торца полустельки и стельки
должны совпадать и образовывать ровную линию.
Нормативы обработки стелек в носочной части прошивного
метода крепления. Края стенок в носочной части и на 15—17 мм
за линию пучков (рис. 68) спускают с бахтармяной стороны
на ширину 10—12 мм. Толщина торца в обработанной части
стельки должна быть для мужской обуви 1,7—1,8 мм, для
женской 1,6—1,7 мм.
108
ОБРАБОТКА ПОДОШВ
Обработка кожаных подошв для обуви клеевого метода
крепления включает следующие операции: выравнивание подошв по
толщине, спускание подошв по периметру в носочно-пучковой
части, спускание подошв в геленочной, крокульной частях или
язычке, шлифование подошв по периметру в носочно-пучковой
части, в геленочной и крокульной частях или язычке, удаление
пыли.
Подошвы выравнивают по толщине с бахтармяной стороны.
Выравнивание производят сапожным ножом (на мраморной
доске) и шлифовальной лентой № 32—63. Толщина после
обработки должна составлять для мужской обуви 3,6—3,8 мм, для
женской 3,3—3,5 мм. Припуск на дальнейшую обработку
составляет 0,2 мм. Толщину подошв измеряют в середине пучковой
части.
После подгонки по следу обуви подошвы спускают с
бахтармяной стороны по периметру в носочно-пучковой части на
ширину 7—8 мм (рис. 69) шлифовальной лентой № 32—63 или
шлифовальным кругом на машине ОМ2-Р. Толщина
обработанной поверхности у торца подошвы должна быть для мужской
обуви 3,2—3,5 мм, для женской 2,8—3 мм.
После подгонки по следу подошву равномерно спускают
в геленочной части с бахтармяной стороны в виде сегментов
на участке между линией фронта каблука и отметкой,
находящейся на расстоянии 18—20 мм от линии середины пучков.
Ширина в наиболее широком месте спуска 16—18 мм.
Толщина обработанной поверхности у торца подошвы 1,5—2 мм.
Подошву для женской обуви после ее подгонки по следу колодки
равномерно спускают в геленочной части с бахтармяной стороны
в виде сегментов на участке между передней линией крокуля
и отметкой, находящейся на расстоянии 18—20 мм от линии
середины пучков. Ширина в наиболее широком месте спуска
14—17 мм. Толщина обработанной поверхности у торца подошвы
1,5—2 мм. Крокульную часть подошвы равномерно
спускают по всей площади, заходя за переднюю линию крокуля на
10—12 мм. Толщина подошвы в крокульной части должна быть
1,2—1,4 мм. Язычок подошвы равномерно спускают по всей
площади. Толщина язычка после обработки должна быть
1,2—1,4 мм. Припуск на дальнейшую обработку в геленочной
и крокульной частях или язычке подошвы составляет 0,5 мм.
Спускание подошв в геленочной и крокульной частях или язычке
производят сапожным ножом, шлифовальной лентой № 63—100
или шлифовальным кругом на машине ОМ2-Р.
Подошву равномерно шлифуют по периметру в носочно-
пучковой, в геленочной частях, а в женской обуви в геленочно-
крокульной части. После обработки не должно быть резких
переходов от спущенной к остальным частям подошвы. Толщина
109
Рис. 69. Схема и нормативы обработки Рис. 70. Схема и нормативы обработки
кожаной подошвы для женской обуви кожаной подошвы для женской обуви
клеевого метода крепления прошивного метода крепления
обработанной поверхности у торца подошвы в носочно-пучко-
вой части соответствует: для мужской обуви 2,9—3,2 мм, для
женской обуви 2,5—2,7 мм. Толщина обработанной поверхности
у торца подошвы в геленочнои части должна быть для мужской
и женской обуви 1,2—1,7 мм. Припуск на дальнейшую обработку
в носочно-пучковой и геленочно-крокульной частях 0,2 мм.
Отшлифованную поверхность очищают от пыли. Шлифовку
подошв по периметру в носочно-пучковой, геленочнои и крокульнои
частях производят шлифовальной лентой № 63—100 на машине
ОМ2-Р или вручную. Очистку от пыли производят на этой же
машине с помощью щеток или вручную. Нормативы обработки
женских подошв приведены на рис. 69. Линия надрезки подошвы
располагается на расстоянии 7—8 мм от края подогнанной
подошвы.
Нормативы обработки подошв для прошивного метода
крепления приведены на рис. 70 для женских подошв с крокулем.
Линия подрезки располагается на расстоянии 7—8 мм от края
подогнанной подошвы.
110
ОБРАБОТКА ЗАДНИКОВ, ПОДНОСКОВ И ГЕЛЕНКА
Кожаный задник спускают с бахтармянои стороны. Верхний
край спускают для женской обуви на среднем, высоком и особо
высоком каблуке на 20—25 мм, мужской и женской обуви на
низком каблуке — на 18—20 мм. Ширина спуска нижнего края
задника должна быть равна ширине затяжной кромки
A4—16 мм).
У задников спускают верхний край с лицевой стороны, срезая
его на ширину 8—10 мм. Такой спуск дается для того, чтобы
при высыхании верхний край не завертывался внутрь обуви.
Толщина верхнего края задника после спуска должна быть
0,2—0,3 мм, нижнего— 1,1 —1,3 мм, чтобы обеспечить стойкость
задника. Операцию производят сапожным ножом на мраморной
доске.
Боковые края кожаного подноска спускают со стороны
бахтармы, передний — с бахтармянои и лицевой стороны. Ширина
спуска переднего края с бахтармянои стороны не менее
12—15 мм, ширина спуска затяжной кромки 10—12 мм, ширина
спуска переднего края с лицевой стороны 6 мм. Толщина края
подноска, идущего под затяжку должна быть 0,75 мм, а передний
край спускают на нет. Операцию производят сапожным ножом
на мраморной доске.
Кожаный теленок спускают со всех сторон. Ширина спуска
боковых сторон должна быть 10—12 мм, передней стороны
12—14 мм, задней под каблук 20—25 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какие существуют правила приемки материалов для низа обуви?
2. В чем заключается подбор производственных партий материалов для низа
обуви?
3. Как должно быть организовано рабочее место, вырубщика деталей низа обуви?
4. Какие существуют приемы работ вырубщика деталей низа обуви?
5. Какие методы разруба деталей низа обуви вы знаете? В чем их различие?
6. Какие требования предъявляют к наружным деталям низа обуви?
Перечислите их.
7. Какие требования предъявляют к стелькам различных методов крепления?
8. Какие требования предъявляют к промежуточным деталям низа обуви?
Перечислите их.
9. Какие системы размещения резаков вы знаете?
10. Какие системы размещения резаков применяют при разрубе искусственных
материалов для деталей низа обуви?
11. Какие марки прессов применяют для разруба деталей низа обуви?
12. Какие инструменты применяют для вырубания и раскроя деталей низа обуви?
13. Из каких материалов изготовляют вырубочные колоды? Чем они отличаются?
14. Как осуществляют контроль качества вырубаемых деталей?
15. Какие требования предъявляют к деталям низа обуви, предназначенным для
изготовления модельной обуви по заказам населения?
16. От каких факторов зависит обработка деталей низа обуяй?
17. Перечислите основные операции по обработке деталей низа обуви.
18. Перечислите способы увлажнения деталей низа при изготовлении модельной
обуви по заказам населения.
111
19. Перечислите операции по обработке подошв в централизованных
штамповочных цехах.
20. Перечислите операции по обработке кожаных задников и подносков.
21. Перечислите операции по обработке задников из винилискожи — НТ.
22. Перечислите операции по обработке и сборке подносков из нитроискожи.
23. Перечислите операции по сборке каблуков из пористой резины и из кожи.
24. Перечислите операции по обработке декоративных рантов из кожи и
профилированной резины.
25. Какие операции выполняют при сборке агрегированных стелек для обуви
клеевого и прошивного методов крепления при пошиве особо элегантной
модельной обуви?
26. Какие операции выполняют при обработке подошв для пошива особо
элегантной модельной обуви?
27. Какие операции выполняют при раскрое и обработке деталей низа ручным
способом?
Глава VII. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ВЕРХА ОБУВИ
§ 1. ЭКСПЛУАТАЦИОННЫЕ И ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ
К ДЕТАЛЯМ ВЕРХА ОБУВИ
Детали верха обуви (заготовки) подразделяют на наружные,
внутренние, прилегающие непосредственно к стопе, и
промежуточные, располагающиеся между верхом и подкладкой заготовки.
Наружные детали верха обуви. При формовании верха обуви
на колодке эти детали испытывают деформации изгиба и
растяжения. При эксплуатации обуви детали верха подвергаются
повторным деформациям, связанным с передвижением человека и
изменением формы и размеров стопы.
Наружные детали также подвергаются физико-химическим
воздействиям пыли, изменений температуры, выделения пота,
влаги и химических веществ. Все указанные факторы
отрицательно воздействуют на структуру и состав материалов и
влияют на их механические и эксплуатационные свойства.
Наружные детали верха обуви в зависимости от их
расположения в заготовке и выполняемых функций делят на
ответственные (носки, союзки, переда, наружные задние ремни, черес-
подъемные ремни), менее ответственные (берцы, задники,
голенища, прошвы, бизики, надблочные .ремни, обтяжки платформы и
каблуков, декоративные детали), малоответственные (язычки,
клапаны, закрепки и др.).
Степень ответственности участков наружных деталей верха
обуви из кожи неодинакова для различных видов обуви. На
рис. 71 показаны участки наружных деталей верха, имеющие
различную степень ответственности в обуви.
Наружные детали верха обуви изготовляют из различных
112
в г
Рис. 71. Степень ответственности участков наружных деталей из кож для верха
обуви (стрелками указано направление наименьшего удлинения):
а — туфли-лодочки; б — полуботинок с накладными берцами; в — ботинок с накладной союзкой;
г - сапог с целыми голенищами
материалов: натуральных кож, синтетических и мягких
искусственных кож, фетра, меха, войлока.
На текстильных материалах, применяемых для изготовления
деталей верха обуви, не допускаются следующие пороки: близны,
подплетины, просечки, пробоины, пролеты, недосеки, узлы,
петли, нарушение ткацкого рисунка и др.
На синтетических и мягких искусственных кожах не
допускаются следующие пороки: шероховатость, поверхностные
царапины, пятна, разнооттеночность, нечеткий рисунок и др.
Допустимые пороки и толщины, деталей верха обуви и их
участков определены ГОСТ 19116—84*Е «Обувь модельная»,
ГОСТ 26167—84*Е «Обувь повседневная», ГОСТ 26166—84*
«Обувь повседневная из синтетических и искусственных кож».
Ответственные наружные детали. В процессе формования
верха обуви (заготовки) на колодке носок подвергается
максимальной деформации растяжения, а в процессе
эксплуатации обуви — воздействию окружающей среды. Носок также
подвергается трению с внутренней стороны обуви пальцами стопы
во время ходьбы. Носок выкраивают из чепрачной части кожи,
он должен обладать красивым внешним видом. На носке
модельной обуви I сорта пороки не допускаются. На носке повседневной
обуви I сорта допускаются отдельные пороки, например стяжка
лицевой поверхности, слабо выраженные молочные полосы, без-
личины и др.
Союзка является ответственной деталью верха обуви
(заготовки). Ее выкраивают из чепрачной части кожи. Оба
крыла союзки должны иметь одинаковую тягучесть, в противном
8—939
113
случае при формовании верха обуви на колодке произойдет
перекос заготовки, что повлияет на качество обуви.
При формовании верха обуви (заготовки) на колодке и
эксплуатации обуви союзка подвергается значительным
изменениям: растяжению и изгибам. Наибольшее растяжение и изгиб
происходят в поперечном направлении при опоре стопы
на пучки во время ходьбы, в результате чего получаются
складки в направлении, перпендикулярном продольной линии
союзки. Материал, из которого выкраивают союзку, должен
выдерживать до разрушения не менее 1,5 млн повторных
изгибов.
На союзке модельной обуви I сорта пороки не допускаются,
на союзке повседневной обуви I сорта допускаются такие же
пороки, как и на носке. Кроме того, на крыльях союзки
допускаются следующие пороки: слабо выраженная и хорошо
разглаженная воротистость, оспины заросшие и нескученные —
до 10 шт. (кроме союзки женской обуви на высоком каблуке)
и др.
В процессе формования верха обуви (заготовки) на колодке
и в эксплуатации обуви перед подвергается таким же
воздействиям, как носок и союзка. Шейка переда подвергается
значительным растяжениям в процессе формования верха обуви
(заготовки) на колодке и снятия с нее, а при эксплуатации
обуви — подвергается изгибам и растяжению.
Перед полусапожек, сапог и сапожек выкраивают из чепрач-
ной части кожи.
На переде модельных полусапожек и сапожек I сорта пороки
не допускаются. На переде повседневной обуви I сорта
допускаются такие же пороки, как на носке и союзке.
В процессе формования верха обуви (заготовки) и удаления
колодок задний наружный ремень подвергается
растяжению, а при эксплуатации обуви — и изгибу.
Задний наружный ремень выкраивают из чепрачной части
кожи. В заднем наружном ремне модельной обуви I сорта пороки
не допускаются. На задних наружных ремнях повседневной
обуви I сорта допускаются следующие пороки: слабо выраженная
жилистость, хорошо разглаженная воротистость, стяжка лица,
слабо выраженные молочные полосы, хорошо заросшие роговины
и др.
Чересподъемный ремень предназначен для
удержания обуви на стопе. В процессе формования верха обуви
(заготовки) на колодке и эксплуатации обуви чересподъемный
ремень подвергается значительному растяжению.
Чересподъемный ремень выкраивают из чепрачной части кожи.
В модельной обуви I сорта пороки не допускаются. В
повседневной обуви I сорта допускаются следующие пороки: слабо
выраженная жилистость, слабо выраженная хорошо
разглаженная воротистость, стяжка лица и др.
114
Менее ответственные наружные детали. При формовании
верха обуви (заготовки) на колодке и эксплуатации обуви б е р ц ы
подвергаются меньшим деформациям, растяжениям и изгибам,
чем союзка. Метеорологические условия воздействуют на берцы
меньше, чем на союзку. В нижней передней части берцы по
качеству должны быть близки к союзкам.
К качеству берцев туфель и полуботинок предъявляются
более высокие требования, чем к берцам ботинок, так как
верхние края этих видов обуви подвергаются значительным
деформациям. Верхнюю часть берцев ботинок выкраивают из менее
плотных периферийных участков кожи (воротки, полы, лапы).
На берцах модельной обуви I сорта пороки не допускаются.
На берцах повседневной обуви I сорта допускаются следующие
пороки: слабо выраженная жилистость, слабо выраженная
хорошо разглаженная воротистость, стяжка лица, слабо
выраженные молочные полосы, оспины, хорошо заросшие и не в
скученном , виде (до 20 шт.), безличины, ссадины и лизуха,
не затрагивающие дерму кожи, хорошо заросшие или
заделанные роговины общей площадью до 1 см2 и др.
За динки подвергаются незначительной деформации во
время формования заготовки на колодке и эксплуатации обуви.
Те части задинок, которые закрывают жесткие задники, могут
быть выкроены из менее плотных участков кожи, за
исключением верхних частей задинок, граничащих с берцами, и
верхних частей задинок в полуботинках и туфлях. Эта часть
задинок выкраивается из более плотных участков воротков
и пол.
На задинках повседневной обуви допускаются такие же
пороки, как и на берцах. Кроме того, с внутренней стороны задинок
допускаются заросшие роговины и кнутовины общей длиной
10 мм, В модельной обуви I сорта пороки не допускаются.
В процессе формования заготовки на колодке нижняя часть
голенища подвергается растяжению, а в процессе
эксплуатации обуви — изгибу. Голенище подвергается также изгибу,
трению и растяжению при надевании и снятии полусапожек,
сапожек и сапог с ноги.
Голенище выкраивают из всех плотных участков кожи,
кроме пашин. На голенищах допускаются такие же пороки кож,
как и на берцах.
Прошва должна быть плотной и устойчивой к
продольному растяжению. Выкраивают прошву из всех участков кожи.
Допускаются такие же пороки, как на нижней части берцев,
кроме подрезей с бахтармяной стороны. В модельной обуви
I сорта пороки не допускаются.
Обтяжку выкраивают из плотных и эластичных
периферийных участков кожи. На обтяжках для платформы
повседневной обуви I сорта допускаются пороки, аналогичные порокам
в нижней части берцев, кроме подрезей с бахтармяной стороны.
8*
115
Обтяжка для каблука должна быть тонкой, эластичной и
легко растяжимой в поперечном и продольном направлениях.
Выкраивают обтяжку для каблука из периферийных участков
кожи. На обтяжке допускаются такие же пороки, как и на
нижней части берцев, без подрезей с бахтармяной стороны.
Малоответственные наружные детали. К клапану и
язычку предъявляются пониженные требования по качеству,
поэтому их выкраивают из периферийных частей кожи. На
клапане и язычке допускаются такие же пороки, как и на берцах.
Закрепки выкраивают из отходов кожевенных
материалов.
В соответствии с техническими требованиями
ГОСТ 19116—84*Е «Обувь модельная» для изготовления
наружных деталей верха модельной обуви должны применяться
материалы с индексом М.
Внутренние детали верха обуви. К ним относят детали
подкладки, которые не имеют контакта с внешней средой. В
процессе эксплуатации обуви детали подкладки испытывают
повторные деформации в результате изменения формы и размеров
стопы при движении человека.
Детали подкладки, особенно в пяточной и пучковой частях,
подвергаются значительному трению в процессе ходьбы человека.
Кроме этого подкладка подвергается действию пота и влаги.
Наибольшему разрушению подвергается пяточная часть
подкладки. Пяточная часть подкладки выкраивается из
подкладочной кожи, а подкладка под союзку — из текстильных материалов.
Так, в полуботинках и туфлях пяточная часть выкраивается
из кожи, а подкладка под союзки — из текстильных материалов.
Детали кожаной подкладки,
так же как детали верха обуви,
в зависимости от выполняемых
функций делят на
ответственные, менее ответственные и
малоответственные. Степень
ответственности участков деталей
кожаной подкладки
неодинакова (рис. 72).
Ответственные внутренние
детали. К ним относят
подкладку под берцы и союзки,
карманы заготовки обуви,
уширенный задний внутренний
ремень, втачную стельку,
поднаряд.
В процессе формования
верха обуви подкладка
растягивается в продольном и
поперечном направлениях. При экс-
с^т
Рис. 72. Степень ответственности
участков деталей кожаной подкладки
для различных видов обуви (стрелками
показано направление наименьшего
удлинения; условные обозначения см.
на рис. 71):
а — туфли с чересподъемным ремнем; б
—полуботинки с накладными берцами; в — ботинок;
г — сапог
116
плуатации обуви подкладка подвергается деформации, связанной
с изменением размеров стопы, а также трением в пучковой и
пяточной частях и воздействию влаги и пота.
Детали подкладки из кож под кожаные берцы должны быть
плотные, эластичные и устойчивые к истиранию и иметь
наименьшее удлинение в продольном направлении, в то же время детали
подкладки из текстильных материалов должны иметь наибольшее
удлинение в продольном направлении. Эти свойства материалов
дают возможность приблизить удлинение текстильной подкладки
к удлинению деталей кожаного верха.
Подкладку под берцы раскраивают из чепрачной части
подкладочной кожи и других участков кожи (кроме пашин). В
модельной обуви подкладку под берцы раскраивают также из кож,
предназначенных для верха обуви. Подкладку под союзки
раскраивают из текстильных материалов: тик-саржа, тик-ластик,
диагональ, шелковый репс, трикотаж, холстопрошивное полотно
и др.
В отдельных видах обуви (ремешкового типа, с верхом из
замши, с крупной перфорацией) ставят сплошную кожаную
подкладку. Детали кожаной подкладки раскраивают из
подкладочной кожи различных видов кожевенного сырья. Для
изготовления внутренних деталей модельной обуви высшей категории
качества применяют прочно окрашенные барабанного или
покрывного крашения гладкие кожи с естественной лицевой
поверхностью (кроме свиных), а также натуральный или
искусственный мех. Для изготовления внутренних деталей верха
повседневной обуви высшей категории качества применяют кожи, в том
числе выработанные из бахтармяного спилка, гладкие с
естественной и шлифованной лицевой поверхностью и ворсовые.
При изготовлении утепленной обуви (ботинки, полусапожки,
сапожки) для подкладки под берцы, голенища и союзки
применяют шерстяные и полушерстяные ткани, натуральный и
искусственный мех, трикотаж, дублированный с поролоном и др.
Карман заготовки обуви раскраивают из плотных
частей подкладочной кожи.
Уширенный задний внутренний ремень
раскраивают из подкладочных кож в направлении наименьшей
тягучести по длине.
Втачную стельку выкраивают из плотных частей
кожи.
Поднаряд служит для предохранения переда сапог и
полусапог от деформации и износа, повышает формоустоичивость
и прочность заготовок и улучшает гигиенические свойства обуви.
Для сапог с верхом из хромовых кож, поднаряд выкраивают
из подкладочных кож, а также тканей — кирзы двухслойной
и башмачного полотна. Кожаные поднаряды выкраивают из
плотных участков кожи (кроме пашин).
Поднаряды для сапог с верхом из юфти выкраивают из
117
юфти, кож хромового дубления, бахтармяного спилка,
подкладочных кож и тканей (кирза двухслойная и башмачное полотно).
Менее ответственные внутренние детали. К ним относят:
подблочники и подкрючечники, штаферку, подушечник, футор,
подшивку, стельку, вкладную стельку, вкладную полустельку,
подпяточник, подносочник.
Подблочники и подкрючечники раскраивают
из плотных участков подкладочной кожи, а также кож для
верха обуви, бахтармяного спилка и юфти (для юфтевой обуви).
Подблочники и подкрючечники для модельной обуви выкраивают
из кож хромового дубления, для верха обуви, используя все
участки кож, кроме пашин.
Штаферку выкраивают из плотных участков
подкладочной кожи, кож для верха обуви, бахтармяного спилка и юфти
(для юфтевой обуви). Для повседневной обуви и обуви с верхом
из юфти можно использовать штаферку из штаферочной тесьмы.
Подушечник выкраивают из любых участков
подкладочной кожи.
Футор служит для придания устойчивости голенищам
сапог, а также для улучшения их гигиенических свойств. Футор
выкраивают из эластичных подкладочных кож, кож для верха
обуви, а также из бахтармяного спилка и из всех плотных
участков кожи.
Подшивку выкраивают из таких же участков кожи, как
и футор.
Стельку выкраивают из плотных частей кожи.
Вкладную стельку выкраивают из всех участков
кожи, кроме пашин.
Вкладную полустельку выкраивают из тех же
участков подкладочных кож, что и вкладную стельку.
Подпяточник выкраивают из тех же участков
подкладочных кож, что и вкладную стельку.
Подносочник выкраивают из тех же участков
подкладочных кож, что и вкладную стельку.
Малоответственные внутренние детали. К ним относят:
подкладки под язычок, банты и др.
Подкладка под язычок служит для придания
стойкости язычку. Она должна быть эластичной. Подкладку под
язычок обязательно применяют в утепленной обуви, для язычков
из кожи толщиной менее 0,7 мм в повседневной обуви и менее
1,2 мм в модельной обуви. Независимо от толщины подкладку
применяют в язычках из шевро, шеврета. Для ботинок на язычки
ставят текстильную подкладку; для полуботинок — текстильную
или кожаную; для утепленной обуви — материалы, используемые
для основной подкладки. Кожаную подкладку под язычок
выкраивают из всех участков кожи.
Подкладка под банты предназначена для придания
им стойкости. Её выкраивают из всех участков кожи.
118
Промежуточные детали верха обуви. К ним относят
межподкладку, боковинки, межподблочник и межподкрючечник, задник
и подносок.
Меж подкладка служит для выравнивания тягучести
деталей заготовки при формовании обуви на колодке, укрепления
декоративных строчек и заготовочных швов и выравнивания
толщины деталей. Межподкладка должна попадать под затяжку.
Детали для межподкладки раскраивают из бязи, бумазеи-корда
и др.
Межподкладка должна обладать наибольшим удлинением в
продольном направлении и наименьшим в поперечном.
Детали верха обуви, раскроенные из велюра, замши, шевро,
козлины, шеврета, укрепляются межподкладкой независимо от их
толщины, а детали из других кож — только в случае, если их
толщина меньше указанной, мм.
Из хромовой Из остальных
свиной кожи хромовых кож
Детали верха для модельной — 1,2
мужской обуви
Детали верха для модельной — 1,1
женской обуви
Союзки для мужской и мальчиковой 1,2 1,1
обуви
Союзки для остальных групп 0,9 0,8
Берцы и задинки для всех групп 0,8 0,7
Детали верха легкой обуви всех групп 1,1 1
Межподкладку не применяют в обуви со сквозной кожаной
подкладкой, с подкладкой из натурального меха, а также в обуви
из дублированных текстильных материалов.
Боковинки сохраняют формоустойчивость крыльев
союзки, предохраняют союзку от растяжения при эксплуатации обуви.
Боковинки должны иметь в продольном направлении наименьшее
удлинение. Боковинки не применяют в обуви с верхом из
выростка, полукожника, яловки, бычка (кроме мужской обуви), в
летней открытой обуви, в обуви из дублированных текстильных
материалов, в обуви со сквозной кожаной подкладкой и подкладкой
из меха. Для боковинок применяются следующие ткани:
бумазею-корд, аппретированную спецдиагональ, тик-саржу,
двунитку.
Для межподблочников и межподкрючечни-
к о в применяют следующие ткани: бумазею-корд,
спецдиагональ, тик-саржу, двунитку и др.
Задники вырубают из чепрачной части кожи, плотных
участков воротков, нитроискожи — Т обувной,
термопластической винилискожи — НТ, картона.
Подноски вырубают из кожи, нитроискожи — Т обувной,
эластичных и термопластических материалов.
119
§ 2. РАСКРОИ МАТЕРИАЛОВ НА ДЕТАЛИ ВЕРХА ОБУВИ
Раскрой кож. На обувных предприятиях (в объединениях),
изготовляющих обувь по заказам населения, в большинстве
случаев раскрой кож на детали верха и подкладки производят
в централизованных раскройных или раскройно-заготовочных
цехах (участках); обувь по заказам населения раскраивают
ручным способом, обувь массового производства —
механизированным способом. При индивидуальном пошиве обуви для
населения ручной способ раскроя экономически оправдан.
Нецелесообразно изготовлять дорогостоящую оснастку для выполнения
отдельных заказов населения.
Перед тем как начать раскрой, закройщик должен проверить
подобранную производственную партию кож по количеству,
качеству, целевому назначению и соответствие данных записям
в закройной карте, отметить имеющиеся пороки с лицевой и бах-
тармяной стороны и намечает план раскроя.
Для механизированного раскроя подбирают комплект резаков,
а для ручного — комплект лекал в соответствии с заданием на
раскрой. Резаки и лекала должны быть проверены по
комплектности и качеству. Расположение резаков и лекал должно быть
таким, чтобы обеспечить наименьшие затраты времени на их
использование. Резаки и лекала, которыми пользуются чаще,
должны лежать ближе к закройщику, используемые реже —
дальше.
Подобранная производственная партия кож располагается
на рабочем месте так, чтобы сверху лежали лучшие по качеству
кожи, с которых и начинается раскрой.
Кожи с небольшой площадью (например, шевро)
раскраивают, используя симметричную укладку по обе стороны от
хребтовой линии. Так же раскраивают кожи больших размеров,
разрезанных по хребту на полукожи.
При раскрое необходимо учитывать плотность, толщину,
направление тягучести кожи (рис. 73) и качества лицевого слоя.
Лучшие кожи раскраивают без соблюдения для каждой из них
принципа полной комплектности. При этом необходимо
учитывать свойства топографических участков кожи с точки зрения
целесообразности их использования и качества раскраиваемых
деталей.
Доукомплектование недостающих деталей после раскроя
лучших кож производят из кож более низких сортов.
Кожи с наличием скученных пороков раскраивают от
порока, сохраняя выбранную систему размещения резаков и
лекал.
Комбинирование кроя (рис. 74) модельной обуви с
небольшим количеством кроя повседневной обуви, особенно при раскрое
кож низких сортов, способствует повышению качества кроя и
лучшему использованию площади кож.
120
Рис. 73. Направление
наименьшего удлинения кож для верха
и подкладки обуви по
топографическим участкам:
/ — чепрак; 2 — лапа; 3 — машина; 4 —
пола; 5 — вороток
Рис. 74. Схема раскроя шевро
на детали туфель-лодочек в
комбинации с деталями женских
полуботинок
При раскрое цветных кож особое внимание следует обращать
на комплектование деталей по оттенкам.
При раскрое шевро выкраиваемое место на коже растягивают
в поперечном направлении, чтобы обнаружить скрытые дефекты.
Из хребтовой части мереи, которая недостаточно красива,
не выкраивают такие детали, как союзки и носки.
При ручном раскрое деталей верха обуви и подкладки из
кожи следует плотно прижимать левой рукой лекало к коже
до получения на ней устойчивого оттиска кнопок и краев деталей
и, не ослабляя нажима, провести ножом вдоль края лекала.
На прямых участках лекал закройный нож держат с наклоном
вперед, на закруглениях и поворотах — почти вертикально. Весь
контур детали должен быть вырезан за два приема. Чистота
реза в значительной степени зависит от состояния лезвия ножа:
его необходимо часто точить на точильном камне с мелкой
зернистостью и править на стальке.
При применении лекал из электрокартона вместо кнопок
наносят отверстия, по которым делают отметки тупиком на
выкраиваемых деталях для последующей правильной сборки
деталей верха обуви.
Раскрой средних и больших размеров кож на детали верха
и подкладки основан на принципах параллелограммного
совмещения. В практической работе применяют пять вариантов
совмещения деталей:
I вариант — последующую деталь одного ряда располагают
в направлении, противоположном направлению предыдущей
121
Рис. 76. Совмещение деталей по II
варианту:
- положения деталей
Рис. 75. Совмещение деталей по I
варианту:
а — совмещение союзок; б — совмещение берцев;
/—6 — положения деталей
детали (рис. 75). Этот вариант используют для укладки деталей
с отрезной союзкой типа «конверт» с отрезным носком, берцев
ботинок и полуботинок и др.;
II вариант — детали одного ряда укладывают в определенном
направлении, а смежного ряда — в противоположном (рис. 76).
Этот вариант совмещения применяют при размещении цельных
союзок ботинок, полуботинок типа «конверт», туфель-лодочек
с отрезными деталями, берцев, задинок и др.;
III вариант — детали обуви во всех рядах направлены в одну
сторону (рис. 77). Этот вариант совмещения применяют при
укладке туфель-полулодочек,
вкладных стелек, задних внутренних
ремней и отдельных деталей подкладки;
IV вариант — детали
располагают под углом 50—60 °С (рис. 78).
Этот вариант совмещения
применяют при укладывании деталей
союзок, полуботинок типа «конверт» с
сильно закругленной блочковой
частью берцев;
V вариант — при этом варианте
несколько деталей комплекта
образуют гнездо, которое совмещают с
другим гнездом по любому из ука-
Рис. 77. Совмещение деталей по занных вариантов (рис. 79) . Таким
III варианту
образом укладывают союзки со
122
Рифу;'7б: Совмещение
деталей по IV варианту
вставками, язычки декоративного назначения, союзки туфель,
разрезанные по сложным линиям, и другие детали.
Раскрой текстильных материалов, искусственных и
синтетических кож. Ткани, искусственные и синтетические кожи
представляют собой материал, значительно более однородный,
с меньшем количеством пороков, чем натуральная кожа, что
облегчает их раскрой. Раскрой рулонных материалов может
производиться в виде многослойных настилов на прессах,
вручную или на ленточных машинах.
При составлении настила нужно соблюдать следующие
правила:
длина настила должна быть не менее 5 м;
все слои должны быть выравнены по ширине по одной
кромке так, чтобы можно было ставить резак не дальше 5 мм от
края;
при раскрое на ленточной машине длина настила должна
соответствовать длине трафарета;
настил должен быть скреплен так, чтобы не было сдвигов
слоев;
многослойные настилы раскраивают по
прямолинейно-последовательной системе (система параллелограмма).
Текстильные материалы используют в обувном производстве
для наружных, внутренних и промежуточных деталей заготовок
верха обуви. Наружные детали должны обладать наименьшим
удлинением в продольном
направлении (их располагают в продольном
направлении по основе ткани).
Таким же образом располагают
боковинки. Детали основной подкладки
и межподкладки располагают
продольным направлением по утку.
Этим достигается приближение
тягучести деталей из текстильных
материалов к тягучести наружных
деталей из кож для верха обуви.
Обтяжки для каблуков и
платформ должны обладать повышенной
тягучестью для лучшего
формования, ПОЭТОМУ ИХ располагают В про- рис. 79. Совмещение деталей по
дольном направлении по диагонали. V варианту
123
Раскрой подкладки и межподкладки и текстильных
материалов производят* ручным способом в два настила длиной 2,5 м.
Раскрой начинают, отступив от переднего края настила на
2,5—3 мм от кромки с левой стороны. Межшаблонные мостики
не должны превышать 1,5 мм.
Детали подкладки и межподкладки располагают следом по
утку. На деталях подкладки не допускаются следующие пороки:
близны, подплетины, пролеты, забоины, пятнистость, шишкова-
тость, неравномерная окраска и узлы. На деталях межподкладки
не допускаются пороки ткани, создающие неровности и
ослабляющие ее прочность.
Выкроенные детали должны соответствовать лекалам. На
деталях не должно быть надрезов, выхватов и неровного реза
ножом.
Раскрой тканей на детали верха и боковинок аналогичен
раскрою текстильной подкладки и межподкладки. Боковинки
располагают следом по основе, обтяжки для каблука и платформы
и другие детали, которые для лучшего формования должны
обладать повышенной тягучестью, располагают продольным
направлением по диагонали.
Раскрой искусственного меха на трикотажной основе
производят ручным способом в один слой. Расположение лекал
производят следом по утку. Выкроенные детали должны
соответствовать лекалам. На деталях не допускаются выхваты, надрезы
и неровный рез. На деталях из искусственного меха не должно
быть мест с отсутствием ворса. В искусственном мехе
допускается использование кромки на подкладке только под затяжную
кромку на расстоянии не более 10 мм.
Технологические операции, завершающие раскрой деталей
верха обуви. К ним относят следующие операции: наколку
кроя надсечками, комплектование, контроль качества
продукции.
Наколка и надсечка деталей кроя. При механизированном
раскрое применяют резаки с надсечками (гофрами),
обозначающими размер обуви. При раскрое текстильных материалов на
ленточных машинах детали накалывают по линии припусков под
швы.
Клеймение деталей. Для быстрого подбора кроя в комплекты
перед сборкой заготовки (при отсутствии гофров на резаках)
детали кроя клеймят краской с нанесением номера партии,
парника и раскройщика. Реквизиты ставят с лицевой или бахтар-
мяной стороны затяжной кромки. В соответствии с ГОСТ 7296—81*
«Обувь, упаковка, маркировка, транспортирование и хранение»
на каждой полупаре обуви на подкладке с левой стороны должны
быть проставлены реквизиты (на вкладных стельках или
полустельках должен быть товарный знак изготовителя). При
изготовлении обуви по заказам населения каждая полупара готовой
обуви должна включать товарный знак предприятия-изготовите-
124
ля, артикул, размер, дату выпуска, номер республиканского
стандарта «Обувь. Изготовление по индивидуальным заказам».
Товарный знак наносят на вкладную стельку, полустельку в ге-
леночной части или на ярлык из кожподкладки (для меховых
стелек) четко и ясно, без перекосов и смещений. Центр товарного
знака должен совпадать с центром осевой линии стельки,
полустельки или ярлыка. Товарный знак наносят через фольгу,
температура печати 100—110°С, длительность выдержки
1,5—2 с.
Артикулы, размер, дату выпуска, цену, номер
республиканского стандарта наносят несмываемой краской на ремень из
кожподкладки (тесьму), штаферку или левую сторону верхней
части подкладки берцев обеих полупар обуви без перекосов
и смещений. Шрифт должен быть четким, его высота — не более
4 мм, на деталях подкладки сапог — не более 8 мм.
Процесс клеймения реквизитов выполняют на машине
КДВ-1-О, 06049/РЗ (ЧСФР).
Комплектование деталей верха обуви. Весь крой
укомплектовывают и подбирают производственные партии одного вида,
цвета, связывают в пачки и отправляют в комплектовочное
отделение, где их дополняют деталями подкладки из кожи и тканей,
комплектуют в производственные партии и отправляют в
заготовочный цех.
При изготовлении обуви по заказам населения все
одноименные детали в паре: верхний крой, кожподкладку, текстильную
подкладку, межподкладку и боковинки — связывают между
собой, прикладывают квитанцию и комплектуют с лекалами
модели. При комплектовании одноименные детали верхнего кроя,
кожподкладки, текстильной подкладки и межподкладки в паре
обуви должны быть одинаковыми по цвету, оттенку,
конфигурации, толщине и плотности. На всех одноименных деталях верха
обуви в паре должен быть проставлен парник восковым
карандашом.
Контроль качества, выкроенных деталей. Качество
выкроенных деталей должно соответствовать требованиям
государственных стандартов на обувь и утвержденной технологии. Проверку
этого соответствия выполняют контролеры-комплектовщики или
бригадиры ателье, мастерских. Детали проверяют по толщине,
плотности, наличию пороков, тягучести и однородности деталей
в паре. Детали, качество которых не соответствует
предъявленным требованиям, бракуют и заменяют другими.
При раскрое деталей рерха обуви и кожподкладки
необходимо строго соблюдать требования государственных стандартов
на обувь, которые гарантируют высокое качество обуви.
Государственные стандарты регламентируют толщину кожаных деталей
верха и подкладки, а также топографические участки кожи,
из которых необходимо выкраивать детали.
В чепраке удлинение кожи во всех направлениях почти
125
одинаково, поэтому из него
выкраивают ответственные
детали верха обуви — носки,
союзки, переда, задние наружные
ремни, чересподъемные ремни
и кожподкладку. Союзки и
переда размещают на ноже в
поперечном направлении, при
этом оба крыла союзки
должны находиться на одинаковом
расстоянии от хребтовой линии
(рис. 80).
Берцы, задинки, обтяжки
для платформ и каблуков
выкраивают из плотных участков
кожи (кроме пашин). При этом
продольное направление бер-
Рис. 80. Схема расположения союзок ВДВ И задинОК ДОЛЖНО СОВПа-
в поперечном направлении дать с направлением
наименьшего удлинения кожи.
При раскрое берцев и задинок из лап их располагают вдоль
лап, из пол — параллельно линии хребта, из воротка —
веерообразно. Язычки, клапаны, закрепки выкраивают из всех
участков кожи. Одноименные наружные детали верха обуви и кожаной
подкладки в паре должны быть одинаковы по размерам,
толщине, плотности и иметь ровную одинаковую и прочную окраску
и однородную мерею.
Одноименные детали из велюра и замши, кроме указанных
требований, должны иметь ворс одинаковой длины. Вкладные
стельки и полустельки, которые не подвергаются растяжению
при производстве и эксплуатации обуви, могут выкраиваться
по основе и утку.
При раскрое наружных и внутренних деталей верха обуви
из мягких искусственных кож на тканевой основе
придерживаются таких же правил расположения деталей относительно
нитей основы и утка, как и на соответствующих деталях при
раскрое ткани.
Основы рационального использования материалов. В
себестоимости обуви материалы занимают от 42 до 87%. Поэтому
раскрой материалов является ответственным процессом. От него
зависит насколько рациональным будет использование материала,
каким будет качество деталей верха обуви, насколько снизится
себестоимость изделия.
Отходы. Рациональное использование материалов зависит от
факторов, влияющих на появление отходов. При раскрое
возникают межмодельные нормальные, межмодельные дополнительные
и краевые отходы.
Межмодельные нормальные отходы возника-
126
ют в результате невозможности совмещения лекал и резаков
на площади раскраиваемого материала из-за сложной
конфигурации деталей.
Величина отходов зависит от укладываемости деталей,
определяемой по модельным лекалам, основанным на построении
параллелограмма.
Отношение площади деталей к площади параллелограмма,
в который вписаны детали, выраженное в процентах,
характеризует укладываемость деталей (она колеблется от 88 до 95%).
Межмодельные нормальные отходы при раскрое деталей верха
составляют 5—12 %.
Межмодельные дополнительные отходы
образуются в результате наличия на материале отдельных
дефектных участков, не допускаемых в раскраиваемых деталях обуви.
Эти отходы зависят от сортности материала, характера
имеющихся на кожах дефектов и требований, предъявляемых к
качеству раскраиваемых деталей.
Отходы по сортности зависят от количества и протяженности
дефектов, а также от средней площади выкраиваемых деталей.
При одной и той же площади дефекты, имеющие длинную узкую
форму, ведут к большим потерям, чем короткие широкие
дефекты. Чем меньше площадь детали, тем меньше влияние дефекта
на использование кожи.
Межмодельные дополнительные отходы получаются также в
результате произвольного совмещения деталей.
Краевые отходы являются следствием соотношения
между площадью кожи и средней площадью выкраиваемых
деталей. Чем больше площадь кожи и меньше средняя площадь
детали, тем меньшим будет процент краевых отходов.
Для определения использования площади кожи при раскрое
разработаны формулы, которые дают возможность расчетным
путем вычислить процент использования кожи. Для расчета норм
расхода материалов на тот или иной вид обуви или на
отдельные детали необходимо знать чистую площадь детали или
комплекта деталей и процент использования материала.
Чистую площадь детали определяют измерением ее при
помощи фотоэлектронной машины или планиметром.
Процент использования берут из таблицы, утвержденной
вышестоящей организацией, чистую площадь делят на процент
использования, умножают на 100 и получают норму
расхода.
Подбор производственной партии кож для раскроя. При этом
используют следующие принципы:
1. Для раскроя женских сапожек и полусапожек, а также
мужских сапог необходимо подбирать кожи с небольшим
количеством пороков, плотные и большой площади.
2. Для раскроя мужских модельных полуботинок с целыми
союзками и берцами используют кожи более крупные, чем для
127
раскроя полуботинок с отрезными союзками и берцами, с
небольшим количеством пороков.
3. Туфли-лодочки выкраивают из кожи с минимальным
количеством пороков.
4. При сортировке лаковых кож и шевро необходимо
обращать внимание на рисунок мереи. Кожи с крупным рисунком
мереи раскраивают на мужскую обувь, а с мелкой — на
женскую.
5. Для модельной обуви, изготовляемой по индивидуальным
заказам населения, отбирают кожи высоких сортов, с хорошей
отделкой лицевой поверхности, без разнооттеночности, с ровным
рисунком мереи и хорошо разделанными воротком и лапами
(с индексом М).
6. Кожи низких сортов раскраивают на летние модельные
туфли с разрезными деталями в комбинации с повседневной
обувью.
7. При сортировке замши необходимо учитывать величину
ворса. Для модельной обуви, изготовляемой по индивидуальным
заказам населения, используют замшу с низким и ровным
ворсом.
8. При подборе производственной партии для изготовления
модельной обуви по индивидуальным заказам населения с
комбинированным верхом (замша и лак, шевро яркое с белым и в
других вариантах) необходимо учитывать ответственность каждой
детали и выкраивать вместе с повседневной обувью.
9. Теоретически и практически установлено, что наиболее
экономичный раскрой получают при комбинировании крупных
деталей с мелкими, поэтому в массовом производстве
выкраивают одновременно ботинки мужские и мальчиковые, туфли
женские и девичьи, туфли женские модельные, туфли-лодочки
и туфли школьные, сапоги и ботинки и т. д.
При индивидуальном пошиве обуви по заказам населения
диспетчерская служба предприятия или мастер-бригадир ателье
или мастерской производит такой набор заказов обуви по виду,
материалу, цвету, толщине, рисунку мереи, который обеспечивает
хорошее качество обуви и использование кожи, оформляет
закройную карту, на основании которой производится подбор
производственной партии на складе цехов, ателье, мастерских
предприятий (объединений).
На каждом предприятии (объединении) по изготовлению
обуви по заказам населения вопросы подкроя к основному крою
решаются самостоятельно в зависимости от поступающего
ассортимента и моделей обуви по заказам. Так, на производственном
объединении «Ригас апави» для подкроя к женским сапожкам и
полусапожкам используют летние открытые и закрытые туфли,
опанки, кроссовки, домашнюю обувь, детали для ремонта обуви
и другие варианты.
10. Не рекомендуется выкраивать без комбинирования муж-
128
ские сапоги, женские сапожки и полусапожки, женские туфли-
лодочки цельного кроя, одни модельные туфли.
11. Подсортированные кожи комплектуют в производственные
партии по виду, сорту, цвету, рисунку мереи, назначению и
группам площади и толщины.
После подсортировки кожи получают назначение на
изготовление обуви определенного вида и рода (например, женские
сапожки и полусапожки, мужские полуботинки, женские туфли
открытые или закрытые и т.д.).
Подбор кож и других материалов для раскроя проводят
на основании задания на раскрой, которое записывают в
закройной карте. Состав партии кож и других материалов заносят
в закройную карту. Скомплектованная производственная партия
кож вместе с закройной картой, комплектом резаков или лекал
подается к рабочему месту закройщика. После раскроя в
закройной карте отражают фактический выход деталей и результаты
раскроя.
Методы раскроя. Существует три метода раскроя: сквозной,
выборочный и неполный сквозной.
Сквозным методом раскроя кожу выкраивает
один закройщик. Преимуществом этого метода является
повышенная ответственность закройщика за качество деталей и
рациональное использование кожевенных товаров.
В обувной подотрасли бытового обслуживания населения
используют в основном сквозной метод раскроя.
При выборочном методе раскроя один
закройщик выкраивает наиболее ответственные детали основного кроя,
оставляя краевые участки другому, менее квалифицированному,
закройщику для раскроя менее ответственных деталей. Этот
метод приводит к нерациональному использованию кожевенных
товаров. Выборочный метод раскроя применяют для раскроя
отдельных деталей или комплектов из материалов, в которых
имеются дефекты.
При неполном сквозном методе раскроя
один закройщик выкраивает все детали основного кроя, оставляя
краевые участки кожи менее квалифицированному закройщику
для раскроя мелких вспомогательных деталей. Этот метод также
приводит к нерациональному использованию кожевенных
товаров. Неполный сквозной метод раскроя применяют в случаях
небольшой потребности во вспомогательных деталях из кож для
верха обуви.
Совершенствование методов раскроя материалов. В данное
время ведутся опытные работы по совершенствованию раскроя
кожи, меха, тканей и мягких искусственных кож лучом лазера,
струей жидкости и микроплазменной струей. Эти методы
являются одними из перспективных методов раскроя и позволяют
значительно увеличить производительность труда.
Применение луча лазера для раскроя материала осно-
9—939
129
вано на поглощении тепловой энергии, в результате чего
материал разрушается. Существует опытная установка ЛУРМ-1600-О.
Перспективный метод раскроя материала струей
жидкости заключается в воздействии на материал струи из смеси
воды с полимером с длинной молекулярной цепью. При этом
методе струя жидкости под давлением должна подаваться через
насадку сопла со скоростью, превышающей скорость звука.
Струя жидкости может использоваться для раскроя кожи,
каучука, резины, картона, мягких и искусственных кож.
Ведутся опытные работы по использованию для раскроя
материалов микроплазменной струи. Этот метод
основан на том, что материал в месте разрезания нагревается
вследствие механического воздействия струи, стекающей из
плазмотрона под давлением, в результате чего материал
разрушается. Механизм разрушения материала является
термомеханическим.
Микроплазменная струя может быть применена для раскроя
хлопчатобумажных тканей с применением в качестве плазмо-
образующего газа аргона, который не вызывает воспламенения
ткани.
§ 3. ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ РАСКРОЯ
Вырубание деталей заготовок верха обуви осуществляют на
электрогидравлических прессах ПВГ-8-1-0, ПВГ-8-2-0 и ПКП-10.
Рабочим органом этих прессов является консольно закрепленный
поворотный ударник. В указанных прессах ударник
поворачивается автоматически. Изменение положения ударника по высоте
в этих прессах механизировано.
Пресс ПКП-10 оснащен сенсорной системой защиты рук.
Эта система срабатывает только от рук рабочего (оператора).
Техническая характеристика
Производительность, пар
деталей в час
кожподкладки
верха обуви
Максимальное усилие, кН
Ход ударника, мм
Установленная мощность, кВт,
не более
Габаритные размеры, мм
Масса, кг
ПВГ-8-2-0
285
—
—
100
0—30
2
1270ХЮ50Х
X 1470
1100
ПКП-10
—
200
111
100
0—30
2
1175ХЮ80Х
X 1463
1100
Для раскроя многослойных настилов применяют прессы
ПОТГ-20 и ПОТГ-40 с устройством для подачи настила.
Применение этих прессов повышает производительность труда
на 40%.
130
Рис. 81. Резак для
вырубания деталей верха
обуви
Основным инструментом при механизированном раскрое
является резак, а при ручном раскрое — узкие закройные ножи.
Резак представляет собой нож замкнутого контура, лезвие
которого по своим размерам и конфигурации соответствует
контуру подлежащей вырубанию детали (рис. 81, а). Резаки
изготовляют из специального проката инструментальной стали
марок У7 и У8.
Заготовку резака изгибают по контрольному шаблону и
сваривают ее края встык. Для вырубания деталей верха обуви
на неметаллических плитах или колодах применяют резаки
с острой режущей кромкой (рис. 81,6). При раскрое деталей
верха обуви на металлических плитах применяют резаки с
режущей кромкой, притуплённой на ширину 0,2—0,3 мм (рис. 81, в).
Лезвие резаков на высоту 5—8 мм подвергают термической
обработке до твердости HRC 50...52.
Резаки изготовляют высотой 22, 32 или 48 мм с толщиной
стенок 6 мм. Применяют также тонкостенные резаки,
изготовленные методом холодной гибки из полосовой стали
(предварительно термообработанной и заточенной) высотой 19 и толщиной
2 мм односторонние (рис. 81, г) и двусторонние (рис. 81, д).
Эти резаки изготовляют на гидравлических гибочных станках
с набором пуансонов. При помощи пуансонов создаются
различные формы резаков. Они могут иметь дополнительные
устройства или приспособления, позволяющие одновременно с раскроем
намечать контрольные точки для правильной сборки верха обуви,
наносить декоративное тиснение, надсечку краев деталей и т. д.
Резаки, имеющие периметр более 800 мм, во избежание их
деформации и нарушения конфигурации вырубаемых деталей
снабжаются стяжками (см. рис. 81, а).
К резакам предъявляются следующие требования:
9*
131
разность по высоте между резаками одного комплекта с
притуплённой режущей кромкой не должна превышать 0,15 мм,
с острой режущей кромкой — 0,25 мм, между резаками
различных комплектов соответственно 0,25 и 0,5 мм;
зазор между поверхностью подушки и режущей кромкой
резаков для раскроя деталей верха периметром до 1000 мм
не должен превышать 0,2 мм и периметром более 1000 мм —
0,3 мм;
резаки должны быть хорошо заточены, на режущих кромках
не должно быть заусенцев, трещин, вмятин и других дефектов;
хранение резаков должно осуществляться на специальных
стеллажах;
не допускается хранение и падение резаков на
металлические поверхности и укладка резаков один на другой;
необходимо постоянно осуществлять контроль за техническим
состоянием резаков.
Вырубочные колоды из древесины (рис. 82, а) являются
основанием для вырубания деталей с помощью резаков. Их
склеивают из брусков твердых пород (дуб, бук или граб),
предварительно очищенных и имеющих влажность 15—18%.
Для вырубания деталей низа обуви применяют
прямоугольные колоды размером 900X420X300 или 1500X420X300 мм.
Для вырубания деталей верха обуви применяют
прямоугольные колоды размером 550X420X130, для вырубания мелких
деталей из ткани и других рулонных материалов — колоды
размером 900X420X130 мм.
Все вырубочные колоды из древесины стягивают по периметру
металлическими обручами или стяжками.
Вырубочные колоды из спецкартона (рис. 82, б) собирают
путем склеивания блоков из предварительно склеенных и
спрессованных пластин.
Собранную колоду стягивают двумя или тремя
металлическими стержнями с помощью гаек. Под стяжки кладут стальные
пластины и деревянные бруски.
Колоды из спецкартона имеют те же размеры, что и из
древесины.
Металлические вырубочные плиты (рис. 82, в) отливают из
чугуна марки СЧ 18—36. Рабочие плоскости таких плит для
повышения их стойкости защищают стальными накладками
толщиной 12—20 мм. Габаритные размеры таких плит для пресса
ПВГ-2-0 равны 500X350X60 мм.
В данное время широко применяют алюминиевые плиты
с изолирующей пленкой, наклеенной на плиту. Пленка
представляет собой ткань, на поверхность которой нанесен латекс. При
работе на такой плите лезвие резака прорубает материал и
пленку, гарантируя полное вырубание деталей.
Вырубочные плиты из пластмасс (рис. 82, г) изготовляют
литьем в формы или прессованием из смеси на основе поливини-
132
2 Рис. 82. Вырубочные колоды и плиты
ловых смол (поливинилхлорида). Для вырубания деталей верха
применяют плиты размером 500X350X30 мм.
Раскройные доски для ручного раскроя изготовляют из
липовых или березовых брусьев с влажностью 15—18 % одинаковой
твердости и плотности. Для повышения эластичности волокон
поверхности колод и досок из дерева их периодически
смазывают минеральным маслом.
Срок службы колод при механизированном разрубе 2—3 дня,
досок при ручном раскрое — 5—7 дней. Использовать другую
сторону колод и досок можно только при условии выравнивания
изношенной стороны. При раскрое необходимо стремиться к
тому, чтобы колоды и раскройные доски использовались
равномерно по всей поверхности. Габаритные размеры раскройных
досок 500X350X60 мм.
При изготовлении обуви по индивидуальным заказам раскрой
деталей верха обуви производят ручным способом по лекалам
узким закройным ножом. Лекала изготовляют из плотного
картона толщиной 2—2,5 мм и окантовывают по периметру
металлической лентой специального профиля. Лекала могут быть
изготовлены из электрокартона толщиной 0,5—1 мм без
окантовки металлической лентой.
На картонные лекала наносят наколочные кнопки, которые
при нажиме в процессе раскроя оставляют метки на деталях,
являющиеся ориентиром при сборке деталей верха обуви и
одновременно предотвращающие смещение деталей. Кнопки вставляют
с двух сторон лекала на специальном аппарате. Края лекал
окантовывают на машине МОМ-1.
На лекалах из электрокартона делают отверстия, по которым
133
ставят отметки тупиком на деталях верха обуви для
последующей правильной сборки заготовки. На лекалах ставят клеймо
с обозначением номера модели, фасона и размера детали.
§ 4. ОБРАБОТКА ДЕТАЛЕЙ ВЕРХА ОБУВИ
Выравнивание деталей по толщине. Эта операция связана с тем,
что разную толщину могут иметь не только отдельные кожаные
детали, но и отдельные места в одной детали.
Основные детали верха обуви выравнивают по всей площади
до следующих толщин, мм:
Эластичные хромовые
кожи
Велюр, опоек, выросток
Шевро
Женская обувь
.0,8—1
0,7—0,9
0,6—0,8
Мужская обувь
0,9—1,1
0,8—1
0,7-0,8
Толщина закрепок, язычков, штаферок, обтяжек для каблуков,
окантовок и других из эластичных кож должна быть 0,7—0,8 мм,
а из всех остальных — 0,5—0,6 мм. Толщина кожподкладки,
вкладных стелек и заднего внутреннего ремня 0,6—0,8 мм.
Спускание краев деталей. Детали верха обуви спускают
с бахтармянои, а в отдельных случаях и с лицевой стороны
в зависимости от назначения спуска. Спускание краев деталей
производят для того, чтобы их толщина после загибки была
равна первоначальной толщине материала. Края деталей
спускают с помощью чашеобразного ножа на машинах АСГ-13
и АСГ-13-1, 01291/Р21 (ЧССР).
Профиль спуска зависит от профиля лапки и ее наклона
по отношению к столу машины. Под загибку делается четыре
профиля спуска (рис. 83): наклонный, с желобком, прямой
и наклонный под обжиг и строчку.
При отсутствии машины АСГ спускание производят вручную.
Нормативы спускания краев деталей верха и кожподкладки
даны в табл. 6.
Горячее формование (обжиг). Эту операцию производят для
улучшения внешнего вида краев деталей. Видимые края деталей
верха обуви с бахтармянои стороны обрабатывают специальной
скобой на машине 333 кл. при высокой температуре. Профили
видимых краев деталей верха обуви показаны на рис. 84.
Намазка клеем деталей верха обуви и наклеивание кожпод-
/7 Л /? ^
^^^
а б в
Рис. 83. Профили спущенных краев деталей верха обуви:
а — наклонный; б — наклонный с желобком; в — прямой; г — наклонный под обжиг и строчку
134
Табл. 6. Нормативы спускания краев деталей верха и кожподкладки при
изготовлении модельной обуви из шевро, опойка, выростка, замши,
велюра, нубука
Детали
Ши|
жна спущенного
края, мм
Толщина спущенного
края по отношению
к первоначальной
толщине
Под строчку
Союзки, задники, берцы
Детали кожаной подкладки
Язычки с лицевой стороны
Союзки (в крое типа «конверт»)
Под загибку
Все детали верха, кроме задних
наружных ремней
Задние наружные ремни
по верхнему краю
по боковым краям
4±1
4±1
9+1
9+1
7 + I
И+ 1
6+1
'Л
У/
/2
72
П р и м е ч а н и е: Толщина спущенного края деталей из лаковых кож под загибку на 0.1 мм больше
указанных в таблице.
кладки. Клей из натурального каучука 8—10%-й концентрации
наносят равномерным слоем по всей поверхности деталей с
нелицевой стороны полосками шириной от 2 до 3 мм, расстояние
между полосками 5—6 мм. На промазанные детали верха без
складок и морщин наклеивают межподкладку.
В последние годы в централизованных цехах, изготовляющих
обувь по заказам населения, для межподкладки стали применять
ткани с клеевым термопластичным слоем, исключающие клеена-
мазочные операции. При применении таких тканей производится
дублирование деталей верха обуви с межподкладкой на прессах
ДВ-1-0. Продолжительность прессования 10—15 с, температура
нагретой верхней плиты зависит от температуры плавления
клеевого слоя на межподкладке и может быть 110—180 °С.
В зависимости от способа обработки видимых краев деталей
верха обуви и вида скрепляющего их шва установлены
следующие расстояния от краев деталей до краев межподкладки, мм:
^1
№ЖУМ
2-3
90°
Рис. 84. Профили обработанных краев деталей верха обуви:
а — после спуска под обжиг; б — после обжига; в — после горячего формования
135
Расстояние межподкладки
от краев деталей
От загибаемых краев
без перфорации
при наличии перфорации
От краев деталей, скрепляемых
тачным швом
От краев деталей, скрепляемых
настрочным швом
От верхнего края берцев (под
выворотный кант)
От краев затяжной кромки
5—6
8—9
Вровень
0,8—1
10—12
10—12
Загибка видимых краев деталей. Эту операцию проводят для
повышения прочности краев и их сопротивления растяжению
при пошиве заготовки и в процессе эксплуатации обуви, а также
для улучшения ее внешнего вида. Ширина загнутой кромки
видимых краев деталей верха обуви из кожевенных материалов,
мягких искусственных кож и тканей для верха обуви должна
быть 4—5 мм.
Загибку краев деталей верха обуви производят с
предварительной намазкой краев деталей клеем, сушкой клея, наклейкой
тесьмы и с нанесением клея из раствора или расплава на
загибаемую кромку и наклеиванием укрепляющей тесьмы в процессе
загибки. Последний способ является наиболее производительным.
Для загибки с предварительным нанесением клея применяют
растворы натурального каучука (НК) 8—10%-й концентрации.
Клей наносят на ширину 8—10 мм и высушивают. Этот
способ главным образом применяют при изготовлении обуви по
заказам населения.
Загибку с использованием клея из раствора в крупных
заготовочных цехах обувной подотрасли бытового обслуживания
производят на машине 01280/Р1 (ЧСФР), с использованием
термопластического клея — на машине ЗКД1-0.
В зависимости от конструкции верха обуви (заготовки) на
расстоянии 4—5 мм от краев деталей, подлежащих загибке,
наклеивают предварительно промазанную клеем из натурального
каучука и просушенную тесьму. В модельной обуви,
изготовляемой по заказам населения в ателье, загибку видимых краев
деталей верха обуви производят вручную на мраморной плите
специальным молотком.
Загибку производят по загибочным лекалам, размеры
которых меньше деталей на величину загибаемой кромки. При
выполнении операции загибки лекала наклеивают или закрепляют
зажимами так, чтобы загибаемые видимые края деталей верха
обуви выступали равномерно за грани лекала на величину
припуска на загибку, равного 3—4 мм. Загнутые видимые края
деталей верха обуви околачивают специальным молотком для
прочности склеивания. Вогнутые или выпуклые места загибаемых
видимых краев деталей верха обуви надсекают на глубину
136
2—2,5 мм. Загнутые наружные края деталей верха обуви
должны совпадать с лекалами и быть прочно склеены с
нелицевой стороной детали.
Украшение деталей верха обуви. Для украшения деталей
верха обуви, кроме сочетаний цветов материалов, применяют
строчку декоративных и выпуклых линий, перфорацию, тиснение,
тонирование, метод печати через фольгу и прикрепление
декоративных элементов.
Строчка декоративных выпуклых линий. Перед выполнением
операции строчки декоративных и выпуклых линий на деталях
верха обуви производят наметку линий строчек, а для получения
выпуклых линий с бахтармянои стороны детали наклеивают шнур,
капроновые или льняные нитки и закрепляют их липкой лентой.
Линии для декоративных строчек наносят тупым шилом,
цветным карандашом, тиснением, специальными устройствами на
резаках в процессе выкраивания деталей и другими способами.
Для нанесения декоративных строчек на детали верха обуви
с бахтармянои стороны необходимо наклеивать межподкладку
или тесьму из ткани.
Декоративные строчки производят на следующих швейных
машинах: одноигольных 330-8 кл., двухигольных 224 и 430 кл.,
01231/Р2 (ЧСФР) и др.
Для выполнения декоративных строчек, расположенных вдоль
видимых краев деталей верха обуви, на швейных машинах
устанавливают направляющие упоры. Строчки должны быть
ровными, хорошо утянутыми, без пропусков стежков и проходить
точно по намеченным ранее линиям.
Перфорация. Эту операцию (рис. 85) выполняют методом
пробивки отверстий различных форм (круглой, овальной,
трехгранной, квадратной, прямоугольной) и размеров на деталях
верха обуви из натуральных и искусственных кож.
Отверстия пробивают параллельно краю детали, в
промежутке между двумя строчками, а также в середине детали по
определенному рисунку. В модельной обуви, изготовляемой по
заказам населения, используют сложную перфорацию, а в
повседневной обуви — более простую.
Перфорация деталей верха обуви приводит к снижению
прочности натуральных и искусственных кож. При выборе рисунка
и размера отверстий нужно руководствоваться нормативами.
В централизованных закройно-заготовочных цехах
предприятий бытового обслуживания перфорация деталей верха обуви
производится на электрогидравлических прессах ПГТП-45-О,
ПГТП-100-О, 06045/Р1, 06066/Р1 и 06099/Р1 (ЧСФР), а в ателье
и мастерских — на швейных машинах 330-8 кл., в которых вместо
иглы вставлен пробойник. Под обрабатываемую просечкой
деталь подкладывают лист картона или кожволона.
В редких случаях пробивку отверстий производят вручную
пробойником при помощи молотка на листе картона или кож-
137
Рис. 85. Рисунки перфорации
волона. Такой метод используют в лабораториях предприятий
при создании новых рисунков на моделях. Рисунок перфорации
должен быть четко выражен, а отверстия должны иметь чистый
срез без остатков высечки. В одноименных деталях в паре
рисунок должен быть одинаковым по узору и положению и
соответствовать утвержденной на художественном совете модели.
Перфорация не должна попадать под затяжную кромку и
должна быть расположена на 8—10 мм выше нее.
Тиснение. Это процесс нанесения узорной плитой
углубленного или рельефного изображения на детали верха обуви.
Тиснение рисунка на деталях верха обуви или их участках широко
применяют для украшения обуви и одновременно для более
эффективного использования кожевенных товаров за счет
скрытия при тиснении прижизненных пороков на коже.
На лицевую поверхность кожевенных материалов наносят
искусственную мерею одноцветного и специально разработанного
двухцветного рисунка глубокого тиснения, создающего иллюзию
фактур кожи крокодила, змеи, ящерицы и др.
Тиснение производят при температуре 60—150 °С под
давлением 3—10 МПа в течение 5—30 с в зависимости от толщины
и вида покрытия материала, метода дубления кожи, а также
типа оборудования.
Для тиснения применяют электрогидравлические прессы
ПГТП-45-0 и ПГТП-100-О.
Тонирование. Эту операцию производят путем нанесения
краски по имеющемуся на деталях рисунку или на всю
площадь детали с постепенным изменением тона.
138
Тонирование производят методом распыления краски с
помощью краскораспылителя на установке АК-1-О.
Перед тонированием рекомендуется очищать детали верха
обуви этиловым спиртом для лучшей адгезии краски.
Тонирование в основном производят нитрокраской. Краска должна быть
нанесена равномерно, без потеков. Тон краски должен быть
одинаковым в паре обуви.
W/
Ш
ШХ&. о »°яяямя [///А
tfjfi
Рис. 86. Украшение деталей декоративными элементами:
а — банты; б — декоративная фурнитура
139
Метод печати через фольгу. Он заключается в переносе
красочного слоя с фольги на детали верха обуви методом горячего
тиснения. При помощи этого метода можно получать
многоцветные детали из кожи и мягких искусственных материалов. Этот
метод печати способствует экономии основных материалов.
Прессование на специальных прессах типа РР-33 производят
при температуре 90—100 °С и давлении 0,2—0,3 МПа. Время
прессования от 2 до 3 с.
Украшение деталей декоративными элементами. Верх обуви
украшают декоративными элементами, которые являются частью
конструкции заготовки. К декоративным элементам верха обуви
относятся: канты, вставки, завязки, банты, отвороты, окантовки,
язычки и др. (рис. 86). Декоративные элементы также
создаются путем сочетания деталей из различных материалов, цветов
и оттенков. Кроме того, как декоративные элементы используют
застежки, пуговицы, пряжки, кнопки, блочки, застежки-молнии,
отделку мехом и др.
§ 5. СКРЕПЛЕНИЕ ДЕТАЛЕЙ ВЕРХА ОБУВИ
Швы для скрепления наружных и внутренних деталей заготовок
верха обуви. При сборке наружных и внутренних деталей
заготовок верха обуви в основном используют шов, образованный
двухниточными стежками внутреннего переплетения (рис. 87).
Верхняя нитка, протянутая через ушко иглы, переплетается
с нижней ниткой, намотанной на шпульку. Такое переплетение
достаточно прочно и не распускается при обрыве нитки. Одно-
ниточный стежок наружного переплетения образуется на
швейных машинах с вращающимся петлителем одной ниткой.
Основным недостатком строчки однониточным стежком является
легкое распускание при разрушении стежка. Этот шов используют
для пристрачивания ранта к губе стельки в рантовой обуви
механического производства, а также в прошивном методе
крепления подошв.
Ниточные швы, скрепляющие наружные и внутренние детали
верха заготовок обуви, подразделяют по способу образования
стежка, виду строчки, числу строчек и взаимному расположению
скрепляемых деталей.
Швы бывают одно-, двух-,
трех- и многострочные. При
скреплении наружных и
внутренних деталей заготовок
верха обуви применяют
тачной, переметочный, настроч-
ной, выворотный, обметоч-
ный, закрепочный и декора-
Рис. 87. Шов двухниточными стежками ТИВНЫЙ ШВЫ.
внутреннего переплетения Для образования тачного
140
а 5 в
Z Рис. 88. Виды тачных швов
шва наружные и внутренние детали верха обуви складывают
лицом к лицу или бахтармой к бахтарме, выравненной по краю,
прострачивают на швейной машине, разворачивают на 180° и
разглаживают. Такой шов в основном используют для
соединения передних и задних краев голенищ сапог, сапожек,
полусапожек, задних краев берцев, задинок ботинок, полуботинок, туфель.
Тачным швом также соединяют задние и передние края
внутренних деталей верха обуви.
Для предохранения тачного шва от разрушения на лицевую
сторону накладывают задний наружный ремень так, чтобы
продольная осевая линия ремня совпадала с линией тачного
шва, и пристрачивают одной или двумя строчками с каждой
стороны (рис. 88, а). Тачной шов можно укреплять тесьмой.
Тесьму накладывают или приклеивают с бахтармяной стороны
и пристрачивают с лицевой стороны двумя строчками,
параллельными тачному шву (рис. 88, б). Тачной шов можно укрепить
прошвой при скреплении задних краев голенищ сапог (рис. 88, в).
Прошва способствует уплотнению шва. Бизиком скрепляют
передние края полусоюзок в заготовках (рис. 88, г).
Для образования переметочного шва голенища сапожек,
полусапожек, а также задники или берцы верха обуви ботинок,
полуботинок, туфель, подкладки из искусственного и
натурального меха складывают плотно встык друг к другу (рис. 89, а)
и сшивают зигзагообразным швом или накладывают друг на
друга (рис. 89, б) одноименными сторонами вровень с краем
детали и сшивают. Переметочный шов встык по сравнению с
тачным швом является менее прочным, но более экономичным и не
требующим разглаживания заднего шва.
Рис. 89. Виды переметочных швов
141
Рис. 90. Виды настрочных
швов
Для образования настрочного шва на лицевую сторону одной
детали накладывают другую деталь бахтармяной стороной и
скрепляют однорядным или многорядным швом. Настрочной шов
применяют для соединения носков с союзками, союзок с берцами
и задинками, берцев с задинками, передов с голенищами, кож-
подкладки с текстильной подкладкой, а также для
настрачивания задних наружных ремней и надблочников (рис. 90, а).
Разновидностью настрочного шва является шов, при котором
детали складывают одноименными сторонами и прострачивают
одной или двумя строчками (рис. 90,6). Такой шов применяют
для сострачивания деталей верха с подкладкой по канту.
Для образования выворотного шва (рис. 91) детали
складывают лицом к лицу, прострачивают по выравненному краю
тачным швом. После этого детали разворачивают на 360° так,
чтобы детали верха и подкладки соприкасались бахтармяными
сторонами, а линия тачного шва находилась внутри заготовки
на расстоянии 3—4 мм от верхнего края наружной детали. Затем
околачивают шов и прострачивают одной строчкой параллельно
верхнему краю наружной детали верха обуви. Строчка должна
проходить только по краю наружной детали.
Выворотный шов применяют для обработки верхнего канта
сапожек, полусапожек, ботинок, реже полуботинок и туфель.
Обметочный, или краевой, шов предназначен для
обметывания краев деталей, например язычка или деталей из войлока,
фетра, сукна и других материалов.
При обметочном шве детали складывают нелицевыми
сторонами и скрепляют по выравненным краям двухниточной цепной
строчкой. Нитки должны переплетаться на грани скрепляемых
деталей.
Закрепочный шов применяют для закрепления концов
строчек, например, у нижнего края берцев, при прикреплении пряжек
и на других операциях.
Декоративные швы служат только в качестве украшения
деталей верха обуви. Эти швы могут быть плоскими, выпуклыми,
однорядными или многорядными.
Иглы швейные. Игла (рис. 92) к швейной машине
ГОСТ 22249—82 Е «Иглы к швейным машинам. Типы и основные
размеры» состоит из утолщенной части — колбы (верхней части,
служащей для закрепления иглы в иглодержателе), лезвия,
длинного и короткого желобков, ушка, острия, которые создают
возможность нитке перемещаться по игле без трения о
сшиваемые материалы. Игла должна быть обращена выемкой к челноку.
Ограниченное протяжение желобка благоприятствует подъему
142
Кол&а
5 Стержень
Рис. 91. Выворотный шов
Рис. 92. Машинная швейная
игла:
D\ — диаметр лезвия; D2 — диаметр
кол бы
Острие
иглы и образованию петли, через которую должен пройти носик
челнока для скрещивания нитей.
Острие иглы может иметь различные заточки: овальные,
ромбовидные, квадратные, оказывающие существенное влияние
на внешний вид и прочность шва. Согласно ГОСТ 22249—82 Е
«Иглы к швейным машинам. Типы и основные размеры», иглы
делятся на девять типов. Тип характеризует конструкцию иглы.
Номер иглы определяется путем умножения диаметра
цилиндрической части стержня в мм на 100. Каждый тип в зависимости
от комбинации основных размеров и исполнений колбы, стержня
и острия подразделяется на модели. При маркировке игл
указывают их модель и номер. Например, 0335—100, где 0335 —
модель иглы, 100 — ее номер.
При изготовлении заготовок обуви из кожи, мягких
искусственных кож и текстильных материалов применяют следующие
номера игл: 75, 80, 85, 90, 100, 110, 120, 130, 140, 150, 160, 170,
180, 190, 200.
При выборе номера иглы необходимо учитывать структуру,
плотность, толщину скрепляемых материалов и диаметр
применяемых ниток. Чем толще материал, тем больше должен быть
номер иглы. Диаметр нитки должен быть меньше ширины ушка
и глубины длинного желобка иглы, что необходимо для
нормального процесса образования стежков и предохранения нитки от
трения.
Нитки швейные. Для скрепления деталей заготовок обуви
применяют нитки хлопчатобумажные швейные по ГОСТ 6309—80*
следующих марок: специальные в 6 сложений № 10, 20, 30, 40,
50, 60, особо прочные в 12 сложений № 00 и в 9 сложений
№ 0, 1, 3, 4, 6, 30, 40.
Для скрепления деталей верха модельной обуви из выростка
и полукожника, яловки хромового дубления применяют особо
прочные хлопчатобумажные нитки в 9 сложений № 30, 40. Для
скрепления деталей из опойка хромового дубления, шевро,
замши, велюра применяют нитки хлопчатобумажные в 6 и 9
сложений № 40, 50, 60.
143
Для сборки заготовок модельной обуви и выполнения
декоративных строчек можно применять шелковые нитки с условным
обозначением: 65, 65а, 33, 33а, 18, 18а, 13, 13а.
Особо большая прочность требуется при сострачивании
задних краев задинок и берцев, а также у закрепочных швов,
скрепляющих берцы с союзками. Для этих операций применяют
синтетические нитки (капроновые, лавсановые, анидные).
Капроновые нитки по своим качествам превосходят
хлопчатобумажные нитки по прочности и удлинению. Капроновые нитки
обладают устойчивостью к действию влаги, пота, жиров, кислот,
щелочей и других активных сред. Капроновые нитки выпускают
по ОСТ 17-303—83.
Условные обозначения (торговый номер) — 800К, 500К, 400К,
ЗООК, 750К, 565К, 470К, 280К, 95К, 65К, 50К. Нитки № 65К
и 95К используют для сборки заготовок из кож хромового
дубления. Для пристрачивания подошв используют нитки № 565К
и 470К.
Лавсановые нитки превосходят хлопчатобумажные своей
прочностью и удлинением. Лавсановые швейные нитки
выпускают следующих торговых номеров: 22Л, ЗЗЛ, 55Л и ЭОЛ.
Недостатком лавсановых ниток является их невысокая
термостойкость, что во многих случаях приводит к расплавлению ниток
при высоких скоростях работы швейной машины.
Для повышения термостойкости ниток их пропитывают
индустриальным маслом или жировыми эмульсиями.
Для скрепления деталей верха обуви применяют также
хлопколавсановые нитки следующих торговых номеров: 44ЛХ-1,
65ЛХ-1. Хлопколавсановые нитки по прочности, удлинению
и стойкости к истиранию превосходят хлопчатобумажные.
Опытные партии анидных ниток, опробованные на п/о «Ригас
апави», показали значительное преимущество перед
капроновыми по относительной разрывной нагрузке, более высокой
температуре плавления и стойкости к истиранию.
Нитки, окрашенные по разработанной технологии, имеют
хороший прокрас. В анидных обувных нитках в три и более
раза уменьшено количество узлов в бобине, что способствует
повышению производительности труда швей за счет сокращения
времени на заправку нитки при обрыве.
Результаты технологического опробования сборки обуви и
опытной носки показали, что анидные нитки обладают высокими
пошивочными, эстетическими и эксплуатационными свойствами
и перспективны для применения при сборке заготовок верха
обуви.
Анидные нитки для пошива заготовок выпускают следующих
торговых номеров: 29 текс X 3 и 29 текс X 2.
Факторы, влияющие на прочность ниточного шва. Прочность
ниточного шва зависит от его утяжки, длины стежка, диаметра
иглы, заточки острия иглы, расстояния шва от края, количества
144
рядов шва и расстояния между ними. Утяжка шва достигается
регулировкой швейной машины.
Для плотного и прочного соединения деталей верха обуви
необходима достаточная частота строчки, однако слишком
частая строчка вызывает ослабление материала проколами,
а уменьшение частоты строчки уменьшает прочность шва.
Толстые нитки обладают более высокой прочностью, чем
тонкие, но они не могут быть использованы в тонких иглах, так
как ослабляются при прохождении через небольшое ушко тонкой
иглы. При сшивании толстых и плотных материалов тонкие
иглы не будут обладать необходимой прочностью для
прокалывания. С другой стороны, увеличение толщины иглы связано
с увеличением диаметра прокола и вызывает ослабление
материала.
При подборе иглы и нитки для выполнения операций сборки
деталей верха обуви необходимо учитывать материал деталей
и назначение шва.
Заточка острия иглы влияет как на прочность шва, так и на
его внешний вид. Иглу с круглой заточкой острия применяют
для сшивания тканей, такое острие раздвигает нитки ткани, не
разрушая их. При шитье кожи иглой с круглой заточкой острия
шов получается некрасивым, игла перегревается из-за большого
трения о кожу.
Для выполнения операций сборки деталей верха обуви из
кожи применяют иглы с овальной (левой или правой) заточкой
острия или заточкой лопаткой (продольной или поперечной)
с режущими гранями.
Швейные машины. При сборке заготовок применяют машины
различных классов, отличающиеся устройствами для
транспортировки скрепляемых материалов, производительностью,
максимально допустимой толщиной скрепляемых материалов, числом
одновременно выполняемых строчек, конструкцией платформы,
наличием приспособлений (например, для обрезки подкладки).
Одноигольная машина 330-8 кл. с непрерывной подачей
материала предназначена для скрепления деталей заготовок
верха обуви из кож и искусственных материалов двухниточным
челночным беспосадочным швом.
Машины 141-705/03-900/56А кл. и 463-944/01-900/57В кл.
фирмы «Пфафф» (ФРГ) отличаются от машины 330-8 кл.
отсутствием принудительного вращения верхнего ролика, наличием
автоматического устройства для останова главного вала в
исходном положении механизма обрезки нитки.
Одноигольная колонковая машина 332 кл. предназначена
для строчки канта заготовок верха обуви с одновременной
обрезкой излишков кожаной подкладки с поднутрением под
кант. Машина сшивает детали двухниточным челночным
беспосадочным швом.
Машина 332 кл. сконструирована на базе машины 330-8 кл.
10—939
145
и обеспечивает более удобное выполнение операций при сборке
замкнутых объемных заготовок.
Праворукавная машина 550 кл. предназначена для окантовки
тесьмой или лентой краев деталей заготовки верха обуяй. Вместо
плоской платформы машина имеет цилиндрический рукав.
Двухниточная машина 224 кл. имеет плоскую платформу,
два челнока, вращающихся в горизонтальной плоскости под
платформой, игловодитель с двумя иглами, совершающий
возвратно-поступательное движение вверх и вниз, кулисно-стержне-
вой нитепритягиватель с двумя ушками и реечный транспортер
с нажимным роликом. Машина 224 кл. быстроходна, надежна
и удобна в эксплуатации, имеет улучшенную форму корпуса,
удовлетворяющую требованиям современной эстетики.
Двухигольная машина 1224 кл. предназначена для вшивания
застежек-молний в заготовки верха обуви. Машина
сконструирована на базе машины 224 кл, и отличается от нее более сложной
конструкцией механизма перемещения материала, более широким
расположением игл и челноков, наличием приспособления для
направления застежек-молний при их пристрачивании к
заготовке обуви. Машина скрепляет детали двумя параллельными
беспосадочными строчками.
Двухигольная машина 430 кл. предназначена для скрепления
деталей заготовки обуви по прямым и криволинейным линиям
двумя параллельными беспосадочными строчками.
Двухигольная колонковая машина 1324 кл. предназначена
для скрепления деталей заготовок верха обуви объемной формы
из кож хромового дубления, тканей и искусственных материалов
двумя параллельными челночными строчками.
Двухигольная колонковая машина 324 кл. предназначена
для выполнения на заготовках обуви двух параллельных строчек
с поворотом под различными углами с одновременным
отключением правой или левой иглы.
Одноигольная колонковая машина 2324 кл. предназначена
для пристрачивания мягкой стельки или обтяжки платформы
к нижнему краю заготовки верха обуви беспосадочным
челночным швом. Машину можно также использовать для других
операций сборки заготовок верха обуви из кож хромового
дубления, искусственных кож и тканей. На колонке машины
смонтировано направляющее устройство, обеспечивающее заданное
расстояние от строчки до края сшиваемых деталей.
Машина 26-А кл. предназначена для соединения деталей
заготовок верха обуви двухниточным челночным
зигзагообразным швом. На машине можно соединять встык детали
одинаковой и различной толщины, для чего применяют сдвоенную
шарнирную лапку.
Одноигольная машина 1126 кл. предназначена для сшивания
деталей заготовок обуви двухниточным челночным
зигзагообразным швом. Машина 1126 кл. заменяет машину 26-А кл.
146
Табл. 7 Технологические нормативы сборки наружных деталей верха заготовки обуви
Вид
операции
Материал
деталей
верха
Припуск под
настрачиваемые детали,
мм
Расстояние, мм
первой строчки от
края при толщине
детали, мм
0,5- 0,9
между смежными
строчками
без перфс
рации
с
перфорацией
Число стежков
на 10 мм
длины
строчки
Номер ниток
(ОСТ
17-303 83)
Игла (ГОСТ 22249—82)
модель номер
Настрочной
шов при
одной
строчке
Настрочной
шов при
двух
строчках
Тачной шов
Строчка
канта
Опоек,
выросток
Замша,
лаковая
кожа, велюр,
нубук,
шевро
Текстильные
материалы
Опоек,
выросток
Замша,
лаковая кожа,
велюр,
нубук,
шевро
Опоек, В
выросток,
замша,
лаковая кожа,
велюр,
нубук
Текстильные
материалы
Опоек,
выросток
Замша,
лаковая кожа,
велюр,
нубук, шевро
Текстильные
материалы
5-
5-
5-
7-
7-
р о
-6
-6
-7
-8
-8
вен
0,
0,
0,
0,
ь
з,<
с
1—1
1,2
2
1 — 1,5
1 — 1,2 1 — 1,5
1 — 1
1 — 1
3,5—4
1 — 1,5
1 — 1,5
2—2,5
7—9
6—8
1,2 0,8-
1,2 0,8-
—
-1,5 2—3 + ди-
аметр
-1,5
перфорации
2—3+диа-
метр
перфорации
5—6
7—9
6—8
5—7
5—6
7—9
6—8
5—6
0335
0335
0335
0203
75—90
75—90
0335
0335
90—100
75—90
75—90
90-100
0335
0335
0335
100—110
75- 90
75—90
90—100
Технологические нормативы сборки наружных и внутренних
деталей заготовок. Эти нормативы для всех видов обуви,
изготовляемой по индивидуальным заказам населения приведены
в табл. 7 и 8.
При наличии перфорации или большом количестве строчек
припуск под настрачиваемые детали должен быть увеличен в
соответствии с размерами перфорации и расстояниями между
второй и последующей строчками.
Расстояние между смежными строчками может быть
увеличено в соответствии с утвержденными моделями обуви.
Частоту проколов иглой следует выбирать с учетом толщины
кожаных деталей: большую для тонких деталей и меньшую для
толстых.
Нормативы расстояний строчек от краев должны быть не
менее толщины скрепляемых кожаных деталей; при сборке кожпод-
кладки с подвнутрением расстояние строчки от наружных
краев деталей верха должно быть увеличено на 0,5 мм.
Технологические требования, предъявляемые к ниточному
скреплению наружных и внутренних деталей заготовок верха
обуви.
1. Детали верха обуви следует собирать по наколкам,
предварительно отмеченным линиям, шаблонам.
2. Резиновый клей 8—10 %-й концентрации необходимо
наносить тонким ровным слоем без сгустков.
3. Строчки должны проходить на одинаковом расстоянии от
краев скрепляемых деталей, а в двух- и многорядном швах —
Табл. 8. Технологические нормативы сборки внутренних деталей верха заготовки
обуви (капроновые нитки № 50К, ОСТ 17-303—83)
Вид
операции
Настроч-
нои шов
при одной
строчке
Настроч-
нои шов
при двух
строчках
Тачной
шов
Материал
детали
подкладки
Кожа
подкладочная
Натуральный мех
Кожа
подкладочная
Натуральный мех
Кожа
подкладочная
Натуральный мех
Припуск
под
настрачиваемые
детали,
мм
3—6
3—6
5—8
5—8
—
Расстояние, мм
нерпой
строчки
от края
1 — 1,5
1 — 1,5
1 — 1,5
1 — 1,5
1 — 1,5
1 — 1,5
между
смежными
строчками
1—2
1—2
—
Число
стежков
на 10 мм
длины
строчки
5—6
4—5
5—6
4—5
5—6
4—5
Иглы и
(ГОСТ 21
модель
0335
0335
0335
0335
0335
0335
!вейные
249—82)
номер
75—90
75—90
75—90
75—90
75—120
75—120
148
параллельно друг другу и перфорации, проходящей между
строчками. Швы должны быть хорошо утянуты, а проколы иглы
заполнены нитками. Расстояния строчки от края, между строчками,
а также от перфорации должны соответствовать нормам,
указанным в нормативах и технологических картах изготовления
заготовок.
4. В строчке не должно быть обрывов ниток и пропусков
стежков; тачные швы должны быть хорошо разглажены; концы
ниток на краях деталей, остающихся в обуви открытыми, должны
быть завязаны узлом на изнаночной стороне или приклеены.
Концы капроновых ниток должны быть сварены.
5. Детали не должны быть стянуты и иметь морщин по линии
шва.
6. Длина стежка, количество стежков на 1 см длины, число
строчек в шве, расстояние между строчками и перфорацией и
строчки от края деталей должны соответствовать технологическим
требованиям, указанным в таблицах и технологических картах
изготовления заготовок обуви для каждой отдельной операции.
7. Цвет ниток должен гармонировать с цветом скрепляемых
деталей.
8. На деталях верха и кожподкладки не должно быть
повреждений ножом, ножницами и иглой, загрязнений швов маслом,
клеем и разлохмаченных ниток в строчке.
9. Гофры, наколки, насечки служат указателями при
накладывании скрепляемых деталей. Точность накладывания деталей
одна на другую должна быть + 1 мм.
10. Выбор иглы и нитки должен соответствовать толщине и
виду материала. Рабочие должны иметь контрольные
приспособления (шаблоны и стежкомеры) для периодического контроля
точности выполнения операции. Нарушение вышеуказанных
технологических требований приводит к ухудшению внешнего вида,
прочности скрепляемых деталей заготовок и перекосу при
формовании заготовки на колодке.
Дефекты, возникающие при пошиве заготовок верха обуви.
Большое влияние на качество обуви оказывает точность
выполнения процесса сборки деталей верха. При сборке деталей верха
обуви могут возникнуть дефекты, снижающие прочность их
скрепления, что может повлиять на долговечность обуви.
Дефекты при пошиве верха обуви подразделяют на три
группы: критические, значительные и малозначительные.
Критическим дефектом называется дефект, при котором
использование обуви невозможно или недопустимо.
Значительным дефектом называется дефект, значительно
влияющий на использование обуви по своему назначению, а также
на ее долговечность.
Малозначительным дефектом называется дефект, существенно
не влияющий на использование обуви по ее назначению и на ее
долговечность.
149
К критическим дефектам относят: просекание деталей верха
обуви строчкой, крупные складки на подкладке и другие дефекты,
не допустимые стандартами. Критические дефекты могут быть
выявлены в процессе формования заготовок на колодке,
например оттяжка строчек, обрыв ремешков или пряжек и др.
К значительным дефектам относят, например, пропуски
нескольких стежков с повторным креплением.
К малозначительным дефектам относят, например,
незначительные искривления строчки. Несколько малозначительных
дефектов могут быть эквивалентны значительному или даже крити-
ч ес ко м у д е ф е кт у.
Причины возникновения дефектов при пошиве верха обуви
могут быть следующие: использование материалов низкого
качества, плохая работа оборудования, неточная регулировка
исполнительных механизмов, неправильно подобранные
инструменты, нарушение организации труда и технологического процесса,
нетехнологичность конструкции модели верха обуви, плохая
упаковка, неправильные транспортировка и хранение обуви. Основной
причиной появления дефектов является нарушение
технологического процесса при сборке верха обуви.
Так, например, несоблюдение припуска под загибку влечет за
собой различную ширину задних ремней в паре, разную высоту
задинок, берцев голенищ в полупаре и в паре.
Неправильное расположение деталей при их скреплении ведет
к перекосу в паре носков, союзок, берцев задинок, передов и
задних наружных ремней.
При сборке деталей верха обуви могут возникнуть и такие
дефекты, как несимметричное расположение блочков, крючков,
пряжек, накладных украшений, декоративных строчек
перфорации и др.
Для предупреждения дефектов необходимо точно соблюдать
технологические требования к скрепляемым деталям верха обуви,
точно регулировать исполнительные механизмы машин, а также
правильно подбирать иглы и нитки.
Немаловажным фактором повышения качества сборки верха
обуви и устранения дефектов является повышение квалификации
исполнителей.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
i. Какие требования предъявляют к наружным, внутренним и промежуточным
деталям верха обуви?
2. От чего зависит рациональное использование материалов?
3. Какие методы раскроя вы знаете?
4. Какими способами производят раскрой кож и какие факторы необходимо
учитывать при этом?
5. Какие варианты совмещения деталей вы знаете?
6. Какие требования предъявляют к качеству выкроенных деталей?
7. Какие правила необходимо соблюдать при ручном раскрое текстильных
материалов, натуральных и мягких искусственных кож?
150
8. Какие виды обработки краев деталей верха обуви вы знаете?
9. Назовите виды украшений деталей верха обуви.
10. Для чего наклеивается меж подкладка? Перечислите требования,
предъявляемые к наклейке; межподкладки.
11. Какие вы знаете ниточные швы и каково их назначение?
12. Какие факторы влияют на прочность ниточных швов?
13. Какие нитки применяют при сборке деталей верха?
!4. Какие требования предъявляют к ниточным скреплениям деталей верха обуви
и подкладки?
15. Какие существуют нормативы сборки наружных и внутренних деталей верха
обуви?
16. Какие технологические требования предъявляют к ниточному скреплению
наружных и внутренних деталей верхи обуви?
17. Какие новые методы скрепления деталей" верха обуви вы знаете?
18. Какие машины применяют для изготовления заготовок?
Глава VIII. ФОРМОВАНИЕ ЗАГОТОВОК ВЕРХА ОБУВИ
§ 1. МЕТОДЫ ФОРМОВАНИЯ
Сущность метода формования верха обуви заключается в
приложении растягиваюгцих усилий извне, загибании затяжной
кромки верха обуви и прикреплении ее к стельке
соответствующими крепителями (текс, нитки, клен) в зависимости от метода
крепления подошвы с заготовкой верха обуви.
В массовом производстве обуви применяется глухая, клеевая
и рантовая затяжка, а при изготовлении обуви по
индивидуальным заказам в основном применяется клеевая затяжка носочно-
пучковой, геленочной и пяточной частей верха обуви. Глухую
затяжку пяточной части производят при наличии на колодке
металлической пластины.
Затяжка может быть однооперационной, когда один рабочий
обрабатывает заготовку по всему периметру, и
многооперационной, когда отдельно обрабатывают пяточную, пеленочную и
носочную части заготовки.
При формовании заготовок верха модельной обуви, кроме
того, отдельно затягивают носочную чапь подкладки с жестким
подноском. Затяжку можно производить последовательным.,
параллельным и последовательно-параллельным способами. При
последовательной затяжке клещи затяжной машины затягивают
затяжную кромку на ширину клещей участок за участком. При
затяжке параллельным способом операция выполняется
пластинами машины, при этом за один прием пластины затягивают
целый участок (пяточный, геленочный или носочно-пучковый).
Затяжку можно производить последовательно-параллельным
способом, при этом одни участки затягиваются последовательно, а
другие параллельно. Затяжку можно производить с
окончательным или временным прикреплением затяжной кромки к стельке.
Металлические крепители проходят через затяжную кромку
заготовки и, ударяясь о металлическую пластину, находящуюся
151
на следе колодки, загибаются на внутренней поверхности
стельки, наглухо соединяя скрепляемые детали.
Формование верха заготовок на колодке можно
производить следующими методами: внутреннего, объемного и обтяжно-
затяжного наружного формования.
Ниже дается описание каждого метода.
Метод внутреннего формования. Внутренний параллельный
способ формования отличается от обтяжно-затяжного метода
тем, что в этом методе применяется объемная заготовка в
виде чулка и раздвижная колодка, которая в сомкнутом
состоянии вводится в объемную заготовку, после чего с помощью
механизма все размеры приводятся к размерам, предусмотренным
стандартом, а заготовке придается форма колодки. Этот метод
по сравнению с обтяжно-затяжным имеет ряд преимуществ: сам
процесс формования несложен; отпадает необходимость
использования сложных обтяжно-затяжных машин; производительность
труда повышается по подготовительным и сборочным операциям;
расход материалов уменьшается до 10 % в зависимости от
применяемого метода крепления низа обуви.
Этот метод требует высокой точности сборки заготовки верха
обуви. При конструировании заготовки необходимо учитывать
требуемую деформацию для получения высококачественного
формования. Для получения более равномерного распределения
деформации рекомендуется применять пространственную форму
заготовки.
Метод внутреннего формования заготовок может быть
использован при изготовлении обуви рантовым, сандальным, клеевым,
строчечно-клеевым, литьевым, прессовой вулканизации и другими
способами.
Метод объемного формования. Сущность метода объемного
формования верха обуви заключается в том, что операцию
формования производят на обогреваемых формующих пуансонах.
Операции, связанные с формованием и термофиксацией верха
обуви, выполняют одновременно. При объемном методе
формования верха обуви можно использовать заготовки из разных
материалов не только пространственных, но плоских и
полуплоских.
Объемное формование применяют при изготовлении обуви
методами прессовой вулканизации и литьевым.
О бтяжно-затяжной метод наружного формования. Обтяжно-
затяжной метод наружного формования является основным при
производстве по индивидуальным заказам обуви клеевого,
рантового, рантово-клеевого и других методов крепления.
Процесс формования обуви обтяжно-затяжным методом с
закреплением затяжной кромки на стельке включает операции
надевания, установки и обтяжки заготовки на колодке, перетяжки
заготовки в висках, пучках и переймах и собственно затяжки на
колодке в носочной, геленочной и пяточной частях.
152
§ 2. ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ,
ПРЕДШЕСТВУЮЩИЕ ФОРМОВАНИЮ ЗАГОТОВОК ВЕРХА ОБУВИ
Процессу формования заготовок верха обуви предшествует ряд
подготовительных операций: увлажнение заготовок (для
облегчения формования и обеспечения лучшего сохранения приданной
при формовании формы); подбор, чистка и смазка затяжных
колодок парафином, тальком или другими средствами (для
устранения загрязнения и приклеивания подкладки заготовок верха
обуви к колодкам, а также облегчения съема обуви с последних);
размягчение или увлажнение задников и по^ носков из
заменителей кожи на тканевой основе или натуральной кожи; вклеивание
задников и подносков; прикрепление стелек к поверхности следа
затяжных колодок; фрезерование или обрезка прикрепленных к
колодкам стелек для удаления излишка последних по отношению
к грани следа колодок.
Одной из важнейших проблем в обувном производстве
является сохранение формы, полученной при формовании верха
обуви на колодке. Улучшение формоустойчивости натуральных и
синтетических кож, а следовательно, и качества обуви
достигается влажно-тепловым воздействием.
В связи с совершенствованием технологического процесса с
учетом применения термопластичных материалов для задников и
подносков, формованных кожкартонных задников, кожаных
задников возросла роль влажно-теплового воздействия на детали
верха и низа обуви.
Увлажнение заготовок верха обуви. Заготовки увлажняют
теплой водой температурой 30—40°С, нанося воду губкой на
бахтармяную сторону, или паровоздушной смесью на
увлажнительных установках УУЗ-О, ТУВ-0 непрерывного или
периодического действия. Режим увлажнения: температура влажного
воздуха 50—60 °С,относительная влажность воздуха 100 %,
время увлажнения 45—60 мин.
Увлажненные заготовки можно хранить в открытом виде не
более 15 мин. Более длительное время можно хранить заготовки в
полиэтиленовых мешках или в закрытом металлическом шкафу с
сетчатым дном над водой. Привес влаги в заготовках должен
быть 2—3 %. Верх обуви, изготовленной из лаковой кожи,
замши, велюра, увлажнению не подлежит.
Увлажнение и провяливание кожаных подносков и задников
с последующей их обработкой. Кожаные подноски и задники
увлажняют погружением в воду температурой 18—22 °С с
последующим их провяливанием под влажной мешковиной или в
увлажнительном шкафу в течение 1,5—2 ч.
При сгибании задников на 180° на их поверхности не должна
выступать влага. Края подносков и задников спускают с бахтар-
мяной стороны по всему контуру ножом и выравнивают
спущенную поверхность краем стекла.
153
Задники и подноски спускают равномерно, без выхватов.
Переходы от одной толщины к другой должны быть гладкие по
всей поверхности, с лицевой стороны задники и подноски
шлифуют шлифовальной лентой № 20—32, а с бахтармяной —
№ 32—63.
В табл. 9 приведены нормативы обработанных кожаных
задников и подносков для модельной мужской и женской обуви.
Табл. 9. Нормативы обработки кожаных задников и подносков
Род обуви
Зад
Ширина спущенной,
к р а я, м м
нижнего верх неге
н и к и
Толщина
спущенного
края, мм
Ширина с
края
прямого
Подноски
пшенного
, мм
криволинейного
Толщина
спущенного
края, мм
Мужская 14—16 18—20 0,8—1 8—10 — 0,6—0,8
Женская 16—18 18—20 0,8—1 - 15—18 0,8—1
Подбор, ремонт, подгонка и чистка колодок. Колодки
подбирают по фасону, размеру и полноте. Они должны быть парными
с исправными клиньями, замками, верхними площадками и
втулками, а при глухой затяжке пятки должна быть металлическая
пластина в пяточной части следа колодки.
Все трещины, выбоины и выкрашенные места в колодках
необходимо тщательно заделать кусочками кожи или другими
материалами. Неисправные пробки на следе колодки заменяют
новыми.
Колодки подгоняют по снятой мерке стопы заказчика с
помощью кусочков кожи. После ремонта и подгонки колодок по
размерам стопы заказчика колодка должна иметь гладкую
поверхность с плавным переходом от одной поверхности к другой.
Колодки должны быть чистыми, без остатков клея, талька и
других загрязнений.
При необходимости поверхность колодок (кроме следа)
очищают губкой, смоченной смывочной жидкостью, и сушат 10—
15 мин при температуре 18—20 °С. После этого колодки чистят
на машине ХПП-3 или комбинированной отделочной машине
щеткой, на поверхность которой нанесен воск. На колодку может
быть нанесена восковая эмульсия, которую просушивают в
течение 10—15 мин при температуре 18—20 °С, после чего колодку
полируют на щетках или суконкой вручную.
Прикрепление стелек, предварительно собранных с
полустелькой и геленком, и обработка их по контуру. Скомплектованный
стелечный узел прикрепляют к следу колодки. Стелечный узел
лицевой стороной накладывают на след колодки так, чтобы его
края по всему контуру совпадали с гранью следа, и
прикрепляют тремя скобками или гвоздями № 20 в носочной (на расстоя-
154
нии 40—45 мм от переднего края), геленочной и пяточной частях.
Края стелечного узла должны плотно прилегать и совпадать со
следом колодки по всему контуру. Головки гвоздей должны
выступать над поверхностью стельки на !/з длины, а скобки — на
2—3 мм.
Края стельки, выступающие за грань колодки, фрезеруют или
срезают сапожным ножом вручную так, чтобы они после этого
полностью совпадали с контуром следа колодки, а профиль среза
являлся продолжением профиля боковой поверхности колодки.
Предварительное прикрепление стелек скобками производят
на машинах ППС-С, ПДН-1-0, 04054/Р1 (ЧСФР) или их
прикрепляют гвоздями № 20 сапожным молотком вручную. Для
фрезерования стелек применяют машину ФУП-З-О.
Смазка колодок. Поверхность носочной и пяточной частей
колодок покрывают тонким слоем расплавленного парафина или
тальком. При употреблении талька колодку смачивают водой с
помощью губки в пяточной и носочной частях и окунают в
баночку с тальком. Эта операция необходима для того, чтобы
предупредить приклеивание подкладки к колодке и облегчить
снятие обуви.
§ 3. ПРЕДВАРИТЕЛЬНОЕ ФОРМОВАНИЕ ЗАГОТОВОК
ВЕРХА ОБУВИ
Обработка и вставка задников из термопластичных материалов.
Для производства модельной обуви применяют термопластичные
задники и задники из нитроискожи — Т. Для применения
термопластичных задников заготовки со вставленным задником
должны быть подвергнуты термоактивации (для создания липкости).
После размягчения задника пяточную часть подвергают
формованию на охлажденных пуансонах. Термоактивацию проводят
при температуре 100—110°С в течение 20—30 с.
Термопластичные подноски вставляют в заготовку на расстоянии 8—10 мм
от края затяжной кромки.
После формования на охлажденных пуансонах верх обуви,
задник и подкладка должны быть соединены без морщин,
складок, грань задника должна быть четко выражена.
Задники из нитроискожи — Т (для придания им пластичности
перед вклеиванием) размягчают в растворителе АКР (смесь
этилового спирта, сложных эфиров и ацетона) и провяливают.
Пердварительное формование пяточной части верха обуви.
Эта операция улучшает качество и облегчает установку
заготовки на колодку перед обтяжно-затяжными операциями.
Заготовку со вставленным задником надевают на пуансон,
имеющий форму пяточной части колодки, и вытягивают так,
чтобы задник плотно прилегал к верху и подкладке. Верх и
подкладка должны быть хорошо расправлены, а швы заготовки
не повреждены. Предварительное формование производят на ма-
155
шинах ЗФП-О, ЗФП-1-0, 9162/Р2 (ЧСФР) приспособлением для
предварительного формования пяточной части заготовки.
Температура нагрева пуансона 90—110°С, продолжительность
формования 20—30 с.
В ателье, где по заказам населения изготовляют особо
элегантную модельную обувь, предварительное формование
кожаного подноска и задника производят ручным способом.
Предварительное формование кожаных подноска и задника
при изготовлении модельной обуви. Увлажненные и
обработанные кожаные подноски накладывают на носочные части колодок
и обтягивают их. Длина подноска должна быть равна !/з длины
носочно-пучковой части колодки. Обтяжку подноска производят
с помощью шпилек, находящихся на расстоянии 10—12 мм от
грани колодки, расстояние между шпильками 3—4 мм. Подноски
околачивают и высушивают на колодке. Затем их
дополнительно обрабатывают ножом и взъерошивают шлифовальной
лентой № 20—32 для лучшего склеивания с верхним материалом
заготовки. После этого шпильки удаляют. Ширина затяжной
кромки подносков после обработки должна составлять 5—6 мм.
. Предварительное формование кожаного задника при
изготовлении модельной обуви производят аналогично предварительному
формованию подноска. Высота задника в отформованном виде
должна соответствовать: в кожаной обуви № 240—245 — 45 мм, в
мужской обуви (кроме сапог) № 270—275 — 50 мм, в мужских
сапогах № 270—275 — 55 мм. Разница в высоте задников обуви
двух смежных размеров должна быть 2 мм.
Вставка и обработка подносков из термопластичных
материалов. Для производства модельной обуви применяют подноски
из термопластичных материалов, которые подвергают
термоактивации, после чего затягивают на носочную часть затянутой
подкладки. Затяжная кромка подноска должна составлять 6—8 мм.
Подносок должен плотно, без морщин и складок облегать
носочную часть колодки, а грань следа в носочной части должна быть
четко выражена. Длина подносков в паре должна быть
одинаковой.
Подноски из нитроискожи — Т для придания пластичности
перед вклеиванием размягчают в растворителе АКР и
провяливают. Операцию затяжки подносков из нитроискожи — Т
выполняют аналогично описанной операции по затяжке подносков
из термопластичных материалов.
Спускание кожподкладки по затяжной кромке при
изготовлении модельной обуви. Лицевую сторону подкладки заготовки,
обращенную к колодке, спускают, снимая лицевой слой на
ширину затяжной кромки, равномерно и без выхватов. При глухой
затяжке спускание кожподкладки в пяточной части не
производят. Толщина спуска составляет 1/4 исходной толщины
кожподкладки.
Вклеивание подносков и дублирование верха с подкладкой.
156
Эластичные подноски промазывают с обеих сторон тонким слоем
латексного клея и накладывают на носочную часть союзки на
расстоянии 8—10 мм от края затяжной кромки. Затем
расправляют и накладывают подкладку на подносок и прочно склеивают.
Вставка кожаных задников и вклеивание их в заготовку. На
обработанные кожаные задники наносят тонкий слой декстрино-
мучного клея и вставляют в заготовку между верхом и кожпод-
кладкой так, чтобы их бахтармяная сторона прилегала к верху
заготовки, а лицевая сторона была обращена к кожподкладке.
Отогнув кожподкладку, промазывают тем же клеем лицевую
сторону задника и приклеивают его к кожподкладке. Задники
должны быть расположены симметрично относительно заднего
шва, без перекосов и не доходить до края затяжной кромки
заготовки на 2—3 мм. Верх и подкладка заготовки должны быть
хорошо расправлены и склеены с задником так, чтобы на
поверхности заготовки не было складок. Верх заготовки и подкладка,
обращенные к колодке, не должны быть загрязнены клеем.
Предварительное формование пяточной части. Заготовку со
вставленным задником надевают на пуансон, имеющий форму
пяточной части колодки, и вытягивают так, чтобы задник плотно
прилегал к верху и подкладке, которые должны быть хорошо
расправлены. Формование производят на машинах ЗФП-0 и 02031/Р1
(ЧСФР) или на приспособлении. Температура нагрева
пуансона 90—110°С, продолжительность формования 20—30 с.
§ 4. ОБТЯЖКА И ЗАТЯЖКА ЗАГОТОВОК
Надевание заготовки на колодку и установка пяточной части
заготовок. Заготовка должна соответствовать колодке по фасону
и размеру. Заготовку надевают на колодку и прикрепляют к
стельке одним ручным тексом № 9—11. Текс должен проходить через
задний шов (ремень) заготовки, задник и подкладку. Задний
шов располагают посередине закругления пяточной части
колодки. Высота задника в паре должна быть одинаковой. Расстояние
от текса до грани стельки 9—11 мм.
Обтяжка заготовок. Носочную часть заготовки вытягивают
клещами, обтягивают и прикрепляют затяжную кромку к стельке
на машине или вручную: одним гвоздем или тексом в передней
части и двумя с каждой стороны носка. Заготовка должна быть
хорошо вытянута и симметрично расположена на колодке.
Носки и союзки в паре должны быть одинаковыми по длине и
положению на колодке. На подкладке не должно быть складок.
Ширина затяжной кромки должна составлять 14—16 мм,
расстояние от центра тексов до грани стельки 8—10 мм. Головки
гвоздей или тексов должны выступать над поверхностью следа
на 2—3 мм.
Обтяжку осуществляют на машине ОМ-5 или ОМ-6 машин-
157
ным тексом № 7—9, а при ручной обтяжке применяют ручной
текс № 17—19 или гвозди с плоской головкой № 17—20.
Механизированная затяжка пяточной части. Глухую затяжку
пяточной части можно производить на машине ЗВ-2-О. Для
формования и гвоздевой затяжки пяточной части заготовки
можно применять полуавтоматы 02038/Р1, 02038/Р2 (ЧСФР),
на которых число гвоздей, одновременно забиваемых, в
зависимости от размера затягиваемой заготовки составляет 12, 14,
16.
Для формования и клеевой затяжки пяточной части верха
обуви применяют машины ЗПК-3-0 и ЗПК-4-0. На ЗПК-3-0
необходимо предварительно затяжную кромку промазать клеем
из наирита НТ, а на машине ЗПК-4-0 склеивание
обеспечивается подачей клея-расплава на стельку и затяжную кромку
заготовки. Боковая поверхность пяточной части обуви должна быть
ровной, без бугров и впадин, по грани стельки не должно быть
морщин и складок. Ширина затяжной кромки 14—16 мм.
Расстояние гвоздей от грани стелек 8—10 мм, а между центрами
гвоздей 5—7 мм, гвозди должны выступать над поверхностью
затяжной кромки на */з длины.
Ручная затяжка пяточной части заготовок. Заготовку
отгибают и промазывают клеем из наирита НТ затяжную кромку и
стельку в пяточной части. Ширина затяжной кромки должна
быть 14—16 мм. Клей наносят равномерным слоем, без сгустков.
Сушат клеевую пленку при температуре 18—20 °С в течение
2—3 мин. Подкладка и верх должны быть хорошо вытянуты и
плотно облегать пяточную часть колодки без морщин и складок.
Затяжную кромку пяточной части приклеивают и наглухо
прикрепляют при наличии металлической пластины ручными текса-
ми № 9—11. Тексы должны проходить через затяжную кромку
верха обуви, задник, стельку и загибаться на лицевой
поверхности стельки. Расстояние от текса до грани следа 8—10 мм,
между центрами тексов в местах закругления — 5—7 мм, а на
прямых участках — от 7 до 12 мм.
При отсутствии металлической пластины в пяточной части
колодки затяжная кромка, предварительно затянутая на клее из
наирита НТ, временно прикрепляется к следу колодки гвоздями
№ 20. Расстояние от центра гвоздей до грани следа колодки
должно быть 8—10 мм, а расстояние между центрами гвоздей —
5—7 мм. Гвозди должны выступать над поверхностью затяжной
кромки на Уз длины. Незабитую часть гвоздей плотно
пригибают по направлению к середине стельки.
При вытяжке верха в закругленной части пятки необходимо
захватить заготовку клещами, вытянуть и повернуть их на 90°,
в результате чего заготовка плотнее ложится на стельку, лучше
вытягивается и не образует больших складок. Молотком
околачивают всю пяточную часть, чтобы уплотнить задник.
Пяточная часть должна соответствовать форме колодки и иметь четко
158
выраженную стелечную грань. Боковая поверхность пяточной
части должна быть ровной, без бугров и впадин.
Ручная перетяжка пучков и перейм. Эту операцию
выполняют вручную для фиксирования правильного положения задника,
расправления подкладки и боковинок. Верх обуви (заготовку)
вытягивают так, чтобы он плотно облегал колодку, и
прикрепляют гвоздями № 17—20 в пучках и переймах (по одному с
каждой стороны). Подкладка заготовок не должна иметь
складок и морщин на грани стельки, союзки не должны быть
перекошены, средняя линия заготовки должна проходить посередине
гребня колодки. Расстояние от центра текса (гвоздя) до грани
следа в пучках должно быть 8—10 мм, в переймах — 6—8 мм.
Головки гвоздей должны выступать над поверхностью
затяжной кромки на 1/з длины.
Механическая клеевая затяжка носочной части. Обтяжной
текс с носочной части заготовок удаляют. На затяжную кромку
заготовки и стельки наносят тонкий равномерный слой клея из
наирита НТ, подсушивают в течение 10—15 мин и затягивают
носочную часть пластинами, прикрепляя затяжную кромку к
стельке клеевым швом (при работе на ЗНК-2М-0 и ЗНК-З-О),
либо затягивают пластинами с последующим закреплением
затяжной кромки скобой на расстоянии не менее 12 мм от грани
стельки (при работе на машинах АСГ-26, 02097/Р5 (ЧСФР).
Верх заготовки должен плотно облегать носочно-пучковую
часть колодки без перекосов, складок и морщин. Грань следа
должна быть четко выражена, а длина союзок в паре —
одинакова. Ширина затяжной кромки 14—16 мм. Температура нагрева
пластины машин ЗНК-2М-0 и ЗНК-З-О 110—120 °С. Время
формования носочной части 15—20 с.
Ручная клеевая затяжка геленочной части заготовок.
Обтяжной текс в геленочной части заготовок удаляют. На затяжную
кромку и стельку в геленочной части наносят равномерный слой
клея наирита НТ, после чего боковые стороны заготовки
затягивают на свеженанесенный клей с временным креплением
гвоздями № 24—25 с плоской головкой так, чтобы заготовка по
грани стельки плотно облегала колодку.
Подкладка должна быть хорошо вытянута. Ширина
затяжной кромки 14—16 мм. Расстояние гвоздей от грани стельки
8—10 мм, между центрами гвоздей — 12—13 мм. Гвозди должны
выступать над поверхностью затяжной кромки на */з длины.
Незабитую часть гвоздей плотно пригибают по направлению к
середине стельки. Затянутая заготовка должна быть
симметрично расположена на колодке, тщательно околочена, грань по
всему периметру должна быть четко выражена.
Механическое горячее формование пяточной части обуви.
Пяточную часть обуви формуют на машине ФП-1-0 в течение
20—40 с при температуре матриц 90—100 °С. После горячего
формования грань пяточной части (следа пуансона) должна
159
быть четко выражена и полностью соответствовать форме
пяточной части колодки. След должен иметь правильную форму гнезда
для установки каблука, а задник плотно облегать пяточную
часть колодки и соответствовать ее форме. На верхе обуви не
должно быть складок, морщин и неровностей.
Сушка обуви. Эту операцию производят на колодках при
температуре 18—20 °С в течение 24 ч.
При наличии сушильного устройства ПРКС-О, ПРКС-1-О
сушку производят при температуре 60 °С, относительной
влажности воздуха 30 % и скорости движения воздуха 1 м/с.
Продолжительность сушки 7—9 ч.
Содержание влаги в кожаных деталях после сушки должно
быть не выше 18 %.
Удаление гвоздей, обрезка излишков затяжной кромки.
Затяжные гвозди, выступающие над затяжной кромкой и
прикрепляющие стельки, удаляют. При удалении гвоздей не должна
быть повреждена затяжная кромка. Излишки затяжной кромки
обрезают сапожным ножом с таким расчетом, чтобы ширина ее
составляла 14--16мм. Складки в носочной части срезают
вровень с толщиной затяжной кромки.
Механическое горячее формование носочной части обуви.
Носочную часть обуви формуют на прессе ФПН-0 в течение
20 с при температуре матриц 90—100 °С. Максимальное усилие
прижима 36 кН. После формования грань носочной части обуви
должна быть четко выражена и полностью соответствовать
форме колодки. Материал верха не должен быть пережжен.
Ручная клеевая затяжка подкладки в носочной части
заготовок и наклеивание боковинок. Гвозди или тексы по затяжной
кромке в носочной части удаляют и отгибают переднюю часть
верха заготовок на гребень колодки. Стельку в носочной части
и подкладку по краю промазывают ровным слоем клея из наири,-
та НТ на ширину затяжной кромки, отступая от грани стельки
на 2 мм.' Клей должен быть нанесен без сгустков и пропусков.
Клеевые пленки в течение 2—3 мин сушат при температуре
18—20 °С. Подкладку затягивают на стельку клещами по всему
периметру. Ширина затяжной кромки 12—14 мм. Подкладка
должна плотно, без морщин и складок облегать носочно-пучко-
вую часть колодки. Складки околачивают молотком. Излишки
затяжной кромки подкладки обрезают. Ширина затяжной кромки
подкладки 10—12 мм.
При изготовлении особо элегантной обуви наклеивают
боковинки на подкладку, которые промазывают равномерным слоем
клея из наирита НТ. Боковинки должны заходить на крылья
кожаного задника и под кожаный носок на 5—6 мм, а на грань
стельки — на 6—8 мм.
Ручное вклеивание и обтяжка кожаных подносков. На
затянутую подкладку в носочной части и кожаный подносок с
лицевой стороны наносят тонкий ровный слой клея из наирита НТ
160
или декстриномучного клея и наклеивают подносок на носочную
часть затянутой подкладки. Затем подносок обтягивают и
закрепляют со стороны следа колодки тремя ручными тексами
или гвоздями № 18—20 с плоской головкой. При
изготовлении особо элегантной обуви отформованные подноски с бахтар-
мяной стороны и носочную часть затянутой подкладки
равномерно, без сгустков промазывают декстриномучным клеем. Клей
сушат 2—3 мин. Подноски накладывают на носочную часть
затянутой подкладки и приклеивают.
Подноски должны быть расположены симметрично, плотно
облегать носочную часть подкладки, не доходя до края
затяжной кромки подкладки 5—6 мм. Подноски должны быть
одинаковые в паре, а прямые края — ровными по всей длине.
Стелечная грань затянутых подносков должна быть четко выражена.
Затяжка кожаных подносков (из верхних и подкладочных
кож). Обтяжной текс в крыльях и в носочной части подноска
удаляют. На подкладку и подносок по затяжной кромке
наносят тонкий равномерный слой клея их наирита НТ. После
этого подносок затягивают, закрепляя его затяжную кромку
гвоздями № 18—20 с плоской головкой на расстоянии 9—10 мм
от грани стельки. Затянутый подносок должен плотно, без
морщин и складок облегать носочную ча'сть колодки. Грань следа
в носочной части дожна быть четко выражена. Форма
подносков должна соответствовать форме колодки, а длина
подносков в паре — быть одинаковой.
Затяжку подносков из верхних подкладочных кож
разрешается производить после подсушки клеевой пленки в течение 10—
15 мин без дополнительного крепления гвоздями.
Сушка затянутых кожаных подносков и задников. Обувь
с затянутой пяточной частью и подносками подвергают сушке
в течение 1 ч в сушилке ПРКС-О или ПРКС-1-0 при температуре
60 °С с относительной влажностью 30 % и скоростью движения
воздуха 1 м/с или при температуре 18—^20 °С в течение 2—
2,5 ч.
Удаление затяжных гвоздей и обрезка излишков затяжной
кромки кожаных подносков. Гвозди, закрепляющие
затяжную кромку подноска, удаляют, не повреждая кромки
и не нарушая прочности его закрепления. После затяжки
подноска клеевая пленка должна быть хорошо просушена.
После удаления гвоздей излишки затяжной кромки кожаных
подносков срезают. Ширина затяжной кромки по всему
периметру должна быть 11 —13 мм, складки срезают вровень с затяжной
кромкой подносков.
Обработка кожаных подносков. Наружную поверхность
затянутого кожаного подноска шлифуют шлифовальной лентой
№ 20—32 для придания более четко выраженной формы.
После обработки поверхность подноска должна быть ровной, без
бугров и выхватов. В процессе обработки подкладка не должна
П—939
16*
повреждаться. Обработку кожаных подносков производят на
машине МЩК-1-О или вручную.
Ручная клеевая затяжка носонно-пучковой части заготовки.
На подносок, затяжную кромку подкладки и носочную часть
союзки наносят тонкий слой клея из наирита НТ. После
просушки клеевых пленок в течение 2—3 мин заготовку затягивают
при помощи клещей и тщательно околачивают. Заготовка
должна плотно, без морщин и складок облегать носочно-пучковую
часть колодки. Затяжную кромку в носочно-пучковой части
следует затягивать с небольшими равномерными складками,
ширина затяжной кромки 14—16 мм. Союзки в паре должны иметь
одинаковые размеры и быть симметрично расположены на
колодке.
При клеевой затяжке затяжная кромка может дополнительно
временно прикрепляться гвоздями № 20—24. Гвозди забивают на
расстоянии 9—11 мм от грани стельки так, чтобы они выступали
на */з длины над поверхностью. Гвозди пригибают по
направлению к середине стельки. Расстояние между центрами гвоздей
должно быть в носочной части 5—6 мм, пучковой — 6—8 мм.
Ручная клеевая затяжка носочно-пучковой и геленочной
частей заготовок при изготовлении модельной обуви. На лицевую
поверхность подноска и бахтармяную сторону верха обуви
наносят равномерный, без сгустков слой декстриномучного клея.
На затяжную кромку верха с бахтармы и затяжные кромки
подкладки с подноском наносят равномерный слой клея из
наирита НТ. Затем просушивают нанесенные клеевые пленки в
течение 2—3 мин при температуре 18—20 °С.
Верх заготовки затягивают при помощи клещей и тщательно
околачивают по всей носочно-пучковой части. Затяжную кромку
дополнительно крепят при помощи гвоздей. Выступающие концы
гвоздей отгибают к середине стельки. Расстояние от гвоздей до
грани стельки 9—11 мм. Расстояние между центрами гвоздей в
носочной части 5—7 мм, в пучковой — 6—8 мм. Заготовка
должна облегать колодку плотно, без морщин и складок на грани
стельки. Затяжная кромка должна быть шириной 14—16 мм и
прочно приклеена. Форма и размеры затянутой обуви должны
быть в паре одинаковыми.
В перейменной части удаляют гвозди. Затяжную кромку
подкладки с лицевой спущенной стороны и стельку промазывают
клеем из наирита НТ и сушат в течение 2—3 мин при
температуре 18—20 °С. Затягивают затяжную кромку при помощи
клещей и тщательно ее околачивают сапожным молотком.
После этого промазывают клеем из наирита НТ затяжные кромки
подкладки и верха с бахтармы. Просушивают пленку в течение
2—3 мин при температуре 18—20 °С и затягивают при помощи
клещей.
Заготовка должна быть хорошо вытянута. Затяжную кромку
прочно приклеивают и дополнительно укрепляют гвоздями. Заго-
162
товка должна облегать колодку плотно, без морщин и складок на
грани стельки. Выступающие концы гвоздей отгибают к середине
стельки.
Расстояние между центрами гвоздей в носочной части 5—
7 мм, пучковой — 6—8 мм, геленочной — 12—13 мм.
Ручное горячее формование пяточной части. Для устранения
неровностей в пяточной части и складок на затяжной кромке
проводят горячее формование с помощью токмача, нагретого
до температуры 90—100 °С. Горячее формование должно
обеспечить четко выраженную грань и полностью соответствовать
форме колодки. Не должно, быть пережога материала
верха.
Ручное формование и околачивание боковых поверхностей
носочной и пяточной частей обуви. Боковые поверхности
носочной и пяточной частей обуви тщательно околачивают молотком
до получения четко выраженной грани, без складок и морщин.
Они должно быть гладкими без бугров и впадин, не должно быть
морщин и складок.
Затяжка заготовок верха обуви при рантовом методе
крепления подошвы. Рантовую затяжку применяют при
изготовлении обуви с рантовой стелькой, имеющей губу до пяточной
части или круговую. Ниточные швы образуют эластичные и
прочные соединения. Обувь с ниточными швами имеет уменьшенную
массу и большую гибкость по сравнению с обувью с
металлическими крепителями.
При затяжке заготовки верха обуви на стельку с губой до
пяточной части ее прикрепляют к стельке тексами наглухо на
полуавтомате 02146/Р2 (ЧСФР) для затяжки пяточной части
заготовок верха обуви.
Формование заготовок верха обуви из лаковой кожи,
замши, велюра, кожи белой и светлых тонов следует проводить в
особых условиях.
Для того чтобы лаковая пленка при формовании не лопнула и
не потеряла блеск, необходимо обтяжку и затяжку производить
равномерно и плавно, заготовку околачивать осторожно. При
затяжке подкладки и жесткого подноска верх заготовки из лаковой
кожи необходимо заворачивать трубочкой не на лицевую, а на
бахтармяную сторону.
Верх обуви из замши и велюра, кожи белой и светлых тонов
требует большой чистоты на рабочем месте при выполнении
обтяжно-затяжных операций, так как с ворсовых, белых и
светлых кож трудно удалить загрязнения. Рекомендуют верх обуви
из замши, велюра, кож белых и светлых тонов помещать в
специальные тканевые чехлы, которые затем снимают с готовой
обуви.
Верх обуви из замши при выполнении обтяжно-затяжных
операций необходимо вытягивать равномерно в длину и ширину.
Замша пропускает влагу, поэтому не следует допускать обильно-
п*
163
го смазывания подносков и задников клеем, так как он может
проступать на поверхность замши.
Верх обуви из кожи белой и светлых тонов нужно
предохранить от загрязнений, покрывая защитными пленками
каучукового клея. Эту пленку стирают после проведения
технологических операций.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Для чего производят формование верха обуви?
2. Какие методы затяжки обуви вы знаете?
3. Какие особые условия должны быть соблюдены при формовании верха
обуви из лаковой кожи, замши, велюра и кожи белой и светлых тонов?
4. Назовите подготовительные операции при формовании верха заготовок.
5. Для чего производят увлажнение заготовок?
6. Какие существуют увлажнительные установки и каков режим увлажнения?
7. Расскажите о режиме увлажнения кожаных подносков и задников и каковы
нормативы их обработки?
8. Какие требования предъявляют при подборе, ремонте, подгонке и чистке
колодок?
9. Какие требования предъявляют к операции прикрепления стелек, собранных
с полустелькой и теленком?
10. Для чего производят смазку колодок?
11. Расскажите об операциях обработки и вставки задников и подносков из
термопластических материалов.
12. Для чего проводят операции по предварительному формованию пяточной
части верха обуви, кожаного подноска и задника?
13. Какие технологические требования и нормативы нужно соблюдать при
вставке и вклеивании задников в заготовку?
14. Расскажите об операции механической обтяжки заготовок. Какое
оборудование и металлическую фурнитуру применяют на этой операции?
15. Расскажите об операции механической и ручной затяжки пяточной части
заготовок.
16. Расскажите об операции механической затяжки носочной части заготовок.
17. Расскажите об особенностях ручной затяжки заготовки носочно-пучковой
и геленочной частей при изготовлении модельной обуви.
18. Для чего производят операцию горячего формования и околачивания
поверхности носочной и пяточной частей заготовок верха обуви?
Глава IX. КРЕПЛЕНИЕ ДЕТАЛЕЙ НИЗА
К ЗАГОТОВКЕ ВЕРХА ОБУВИ
В зависимости от вида и назначения обуви, а также исходя из
пожеланий и требований заказчиков при креплении подошвы к
заготовке могут быть использованы различные методы крепления
деталей низа обуви.
Скрепление заготовок верха обуви с деталями низа
производят в определенной технологической последовательности.
Первоначально заготовку соединяют с деталями низа в процессах
формования верха и прикрепления рантов, далее следуют
процессы прикрепления подошв и каблуков.
Из скрепляемых деталей обуви наибольшее значение в
технологическом и эксплуатационном отношении имеют методы креп-
164
ления деталей низа обуви. Они отличаются наибольшим
разнообразием, тесно увязаны с общей конструкцией обуви и ее
назначением. От характера методов крепления деталей низа к
заготовке верха обуви зависит наличие или отсутствие крепления
рантов, платформ и стелек, подбор материалов подошв, стелек и
т.д.
Методы крепления деталей низа обуви можно разделить по
двум основным признакам: по структуре крепления деталей низа
к заготовке верха обуви и по виду примененных крепителей.
Основные методы крепления деталей низа к заготовке верха
обуви подразделяют по структуре крепления на пять групп в
зависимости от деталей, участвующих в креплении:
подошва, верх и стелька;
подошва и верх;
подошва и рант;
подошва, верх и рант;
подошва и обтяжка (окантовка) платформы.
По виду примененных крепителей методы крепления деталей
низа к заготовке верха обуви делят на четыре группы:
стержневые, ниточные, клеевые и комбинированные.
Стержневые методы крепления деталей низа к заготовке
верха обуви характеризуются тем, что в них участвуют подошвы,
верх и стелька. Скрепление производится по периметру подошв
с последовательным закреплением одного участка за другим.
К группе стержневых методов крепления деталей низа обуви
относятся гвоздевой, винтовой и деревянно-шпилечный. Эти
методы крепления относятся к сквозным креплениям. Заготовку
затягивают на колодку и наглухо скрепляют со стелькой тек-
сом, проходящим через стельку насквозь. Подошву прикрепляют
к заготовке и стельке при гвоздевом методе гвоздями, при
винтовом — винтовой латунной проволокой, при
деревянно-шпилечном — деревянными гвоздями. Эти методы крепления образуют
жесткое крепление.
Применение этих методов крепления постоянно сокращается:
они используются в основном для производства специальной
обуви. При изготовлении обуви по индивидуальным заказам
применять эти методы нецелесообразно.
§ 1. НИТОЧНЫЕ МЕТОДЫ КРЕПЛЕНИЯ
Ниточные методы крепления деталей низа обуви осуществляют
при помощи швов двух типов — двухниточных и однониточных.
Ниточные крепления, так же как и стержневые, выполняют
путем последовательного закрепления одного участка низа обуви
за другим.
Двухниточные крепления деталей низа обуви применяют при
изготовлении обуви рантовой, рантопрошивной и по методу
парко, а также для прикрепления подошв к затяжной кромке верха,
165
совместно с рантами (или без них) при изготовлении обуви
сандального или полусандального метода крепления низа.
Двухниточное крепление также применяют при изготовлении
обуви выворотного метода крепления, а в отдельных случаях для
сквозного пришивания подошв к стелькам совместно с затяжной
кромкой верха при изготовлении обуви прошивного метода
крепления деталей низа к заготовке верха.
РАНТОВЫЙ И РАНТОКЛЕЕВОЙ МЕТОДЫ
Механический рантовый метод. Этот метод относится к
классическим методам крепления и довольно часто применяется при
изготовлении модельной обуви по заказам населения.
При рантовом методе крепления подошву крепят двухниточ-
ным швом к ранту, который через затяжную кромку заготовки
прикрепляют однониточным швом наружного переплетения к губе
рантовой стельки. Следовательно, подошву со стелькой
скрепляют двумя ниточными швами, расположенными на разных
уровнях, что дает возможность небольшого смещения подошвы и
стельки, в результате чего обуви придается значительная
эластичность.
Гибкость рантовой обуви придается также за счет
применения эластичных подошв и стелек. Обувь рантового метода
крепления отличается изяществом, прочностью и эластичностью.
Она изготовляется с круговым рантом и рантом до пяточной или
пучковой части (при изготовлении женской обуви на высоком
каблуке).
Подготовка следа обуви к пристрачиванию ранта. Перед
прикреплением ранта удаляют обтяжной и установочные тексы
и проволоку. Излишки затяжной кромки, которые выступают над
губой рантовой стельки более чем на 2—3 мм, срезают на
машине 02016/Р1 (ЧСФР).
Кожаные ранты увлажняют и провяливают, погружая в воду
при температуре 23—27 °С на 10—15 с, затем провяливают в
течение 1,5—2 ч во влажной мешковине или шкафу. При
сгибании ранта на 180° на его поверхности не должна
выступать вода. Содержание влаги в ранте должно быть на уровне
27-33%.
Рант из искусственной кожи увлажняют в ванне с
закрытой крышкой окунанием в воду, нагретую до температуры 60—
70 °С. Увлажняют рант в течение 1 ч, после чего его
провяливают в течение 20—30 мин.
Пристрачивание ранта. Увлажненный рант соединяют с
затяжной кромкой заготовки, подноском, крыльями задника и
губой стельки однониточным швом. Пристрачивание ранта
производят на машинах МВР-1 или 03030/Р2 (ЧСФР). Для
прошивания ранта используют криволинейную иглу без колбы со
специальным спиральным желобком и радиусом кривизны 22,8 мм и
166
капроновые или льняные нитки, пропитанные расплавом вара.
При выполнении этой операции должны соблюдаться
следующие требования:
строчка должна быть хорошо утянута в желобок ранта и в
угол основания губы стельки с внутренней стороны;
концы ранта должны выходить за концы губы стельки не
менее чем на 8 мм, длина стежка должна быть 6—7 мм.
Формование узла рант — губа стельки. Перед выполнением
этой операции производят срезание излишков рантового шва на
машине 04128/Р2 или 04128/РЗ (ЧСФР). Для увеличения
прочности скрепления и уменьшения жесткости рант, затяжную кромку
и губу стельки прессуют по периметру носочно-пучковой части
до остывания вара и сушки увлажненного ранта. Операцию
производят на машине МФГ для формования узла рант —
губа стельки.
Срезание концов ранта. Концы ранта, выступающие за край
губы стельки, срезают косым срезом с шириной спуска 6—8 мм.
Концы ранта закрепляют одним гвоздем с каждой стороны.
Околачивание ранта. Для лучшего прилегания подошвы к
ранту по всему контуру следа обуви пришитый к губе рант
околачивают и надсекают на машине 04268/Р1 (ЧСФР). Рант
околачивают по всей длине для расположения его в
горизонтальной плоскости под прямым углом к боковой поверхности
губы стельки. Для лучшего формования ранта в носочной
части с бахтармяной стороны рант надсекают под углом 30° на
глубину */з—1/2 его ширины. Расстояние между надсечками
должно составлять 9—10 мм при 5—8 надсечках.
Прикрепление подпяточника. После удаления скобок или тек-
сов, крепящих стельку к колодке, прикрепляют подпяточник
лицевой стороной к затяжной кромке заготовки тремя тексами на
машине 02015/Р2 (ЧСФР) или ПДН-1-0.
Прикрепление металлического геленка и простилки.
Металлический геленок прикрепляют точно посередине геленочнои
части обуви на расстоянии 10—14 мм за линию пучков к
носочной части. Задний край геленка должен заходить под
каблук на 18—20 мм. Носочно-пучковую часть, ограниченную
губой стельки, заполняют простилкой из простилочного картона
или войлока и прикрепляют на машине ПДН-1-0. Простилка
должна возвышаться над губой стельки на 1 —1,5 мм.
Спущенная часть простилки должна заходить за линию пучков
и налагаться на спущенную часть геленка (при отсутствии
металлического геленка).
Намазка клеем следа обуви, сушка. После прикрепления
геленка и простилки для правильного наложения подошвы на
след обуви и исключения сдвигов подошвы при строчке, а также
для склеивания ранта с подошвой след обуви и подошву
промазывают клеем НК и высушивают в течение 20—30 мин при
температуре 18—20 °С.
167
Увлажнение и провяливание кожаных подошв. Для
облегчения пристрачивания подошвы и исключения отсечки кожаные
подошвы перед пристрачиванием увлажняют под давлением в
течение 50—60 с и выдерживают 10 мин для стекания воды с
поверхности деталей. Кожаные подошвы должны содержать 30—
35 % влаги.
Приклеивание, прессование и обрубка кожаных подошв.
После увлажнения и провяливания кожаные подошвы или подложки
накладывают на след обуви так, чтобы их края равномерно
выступали за края ранта или совпадали с ним.
Наложенные кожаные подошвы формуют под давлением на
прессе МПС или 04048/Р4 (ЧСФР) в течение 20—25 с, чтобы
ширина видимой части ранта была 6—8 мм. Кожаную
подошву обрубают по всему периметру на машине 04033/Р2 для
обрубки подошв. После обрубки подошвы рант должен быть
плотно приклеен к подошве, а ее контур после обрубки должен
соответствовать фасону колодки.
П р ист ранив ание подложек подошв к ранту. Подошву
пристрачивают к ранту двухниточным швом внутреннего
переплетения на машине СПР или 03028/Р1 (ЧСФР) льняными или
капроновыми нитками.
Верхнюю нитку стежка, расположенного на ранте,
пропитывают мыльной эмульсией. Нижнюю нитку, расположенную на
подложке или подошве, пропитывают варом Меккей
температурой для капроновых нитей 50—60 °С, для льняных 60—70 °С.
Верхняя и нижняя нитки переплетаются на расстоянии 2/з
толщины скрепляемых материалов от ходовой стороны подложки
или подошвы. Длина стежков ниточного шва составляет: для
кожаных подложек или подошв 3—4 мм, для пористых подошв
4—5 мм. Строчка должна проходить на расстоянии 2—3 мм
от грани затянутой обуви. Шпульная нитка должна быть
уложена в порезку подошвы с ходовой стороны. В кожаных
подошвах порезка чаще всего бывает открытой глубиной 0,8—1,2 мм, а
в резиновых подошвах — только закрытой. В резиновых
подошвах закрытая порезка делается с торца подошвы на глубину
12—18 мм, расстояние от ходовой поверхности составляет 2 мм.
Для защиты, стежков от перетирания порезку кожаной
подошвы легко закатывают рифленым валиком на машине
04167/Р2 (ЧСФР). Порезку резиновой подошвы протирают
бензином, промазывают клеем из наирита НТ, сушат и приклеивают
на прессе ППГ-4-0. Подошва и рант должны быть плотно
притянуты друг к другу.
Сушка подложки подошвы и ранта. После пристрачивания
подошв к ранту увлажненные подложки подошвы и рант
высушивают в сушилках при температуре воздуха 45—50 °С в
течение 2—2,5 ч с целью доведения их влажности до 16—18 %, при
температуре 18—20 °С высушивают в течение 10 ч. Сушка
способствует закреплению формы подложки подошвы и ранта и дает
168
возможность в дальнейшем качественно производить
механическую обработку и отделку обуви.
Ручное крепление низа обуви рантовым и рантоклеевым
методами. Рантовый и рантоклеевой методы крепления подошв
широко применяют при производстве модельной обуви по
заказам населения.
Подготовка ранта. Кожаные ранты увлажняют и
провяливают, погружая в воду при температуре 23—27 °С на 10—15 с, а
затем провяливают в течение 1,5—2 ч в шкафу или влажной
мешковине. При сгибании ранта на 180° на его поверхности
не должна выступать вода. Содержание влаги в увлажненном
ранте должно быть на уровне 27—33 %. После этого рант
выравнивают с бахтармы ножом и одновременно его вытягивают.
Толщина ранта в готовом виде должна быть для обуви с
закрытым, рантом 1,8 мм, с открытым рантом — 2 мм. Для хорошего
прилегания к затяжной кромке заготовки внутренний край ранта
с лицевой стороны спускают сапожным ножом на ширину 5 мм
до толщины 0,5 мм.
Увлажнение и подкрои стелек. Для облегчения прокалывания
стелек шилом по линии вшивания ранта стельки увлажняют и
подкраивают, подрезая под углом 30° на !/з толщины на
расстоянии 12—14 мм от края. Это производят для предохранения
нитки от перетирания, а также лучшего утягивания шва
и защиты от действия влаги.
Операцию по подкрою стельки выполняют после
прикрепления стелек на след колодки.
Нанесение черты на затяжную кромку. На затяжную кромку
заготовки острием сапожного ножа или шилом наносят
ориентир для проколов, что очень важно для ровного и плотного
вшивания ранта. Черту наносят на расстоянии 1,5 мм от грани
стельки при закрытом и 2 мм при открытом ранте. Черта должна
проходить посередине спуска стельки.
Вшивание ранта вручную. На бахтармяную сторону стельки
шилом или ножом наносят линию подреза на расстоянии 16—
17 мм от края стельки при изготовлении мужской обуви и 13—
14 мм при изготовлении женской обуви.
Подрез стелек производят с внутренней стороны под углом
30—35° на ширину 4—5 мм и глубину 0,9—1 мм. Прокол
производят кривым шилом со стороны подреза с выходом на линию
на затяжной кромке верха. Пришивку ранта к стельке
производят двухниточным швом капроновыми нитками № 565К A,8),
470К B) или льняными нитками 105 текс X 8 и 105 текс X 7.
Нитки предварительно пропитывают пчелиным воском или варом.
В процессе пришивания ранта одна строчка рантового шва
располагается на его поверхности, а другая — по дну подреза.
Перед каждым уколом конец шила погружают в воск. В носке
и пятке рант пришивают так, чтобы при высыхании его не
коробило. Проколы производят в радиальном направлении (к центру
169
носка). Шов должен быть утянут так, чтобы он составлял
одно целое с материалом.
Вшитый рант околачивают сапожным молотком, закрывая
проколы, уплотняя рант и стельку и выравнивая поверхность
ранта по шву.
Срезание излишков ранта. Излишки ранта с внутренней
стороны срезают ножом на расстоянии 2—3 мм от рантового
шва. Ширина спуска должна быть 4—5 мм. Стелька и стежки
при спуске не должны быть повреждены.
Спускание и закрывание концов ранта. Концы ранта должны
быть спущены с бахтармянои стороны косым срезом на нет на
ширину 10 мм и закреплены ручным тексом №7—9. Текс
забивают на расстоянии 3 мм от края ранта и 5—б мм от края
стельки. Концы ранта должны быть плотно прижаты к затяжной
кромке.
К операции вшивания ранта предъявляют следующие
технологические требования:
глубина прокола стельки должна быть не менее 1,5 мм во
избежание возможного порыва стельки и ослабления шва;
длина стежка для закрытого ранта должна быть в носочной
части — 4 мм, в пучковой — 5—6 мм, для открытого ранта в
носочной части — 5—6 мм, в геленочной — 6—7 мм;
выход шила должен приходиться на черту посередине
спуска края стельки. При несоблюдении этих требований в готовой
обуви рант отжимается и образует щель между рантом и
заготовкой;
расстояние прокола от внутреннего края ранта должно быть
не менее 5 мм;
для лучшего прилегания к боковой поверхности обуви в пятке
и носке необходимо надрезать рант в 4—5 местах под углом
30°, расстояние между надрезами должно быть 10—12 мм, а
глубина надреза 2—3 мм;
внутренний край ранта нужно обрезать на расстоянии не
менее 3 мм от рантового шва;
рант должен быть хорошо расправлен, отогнут от заготовки,
четко обкатан, высушен и околочен. Сколачивание ранта
осуществляют вручную сапожным молотком. Со стороны верха
обуви разглаживание ранта производят отводкой.
Обметка затяжкой кромки и стельки. В обуви с рантом до
пучков или пятки геленочную или пяточную части затяжной
кромки обметывают однониточным швом.
Перед выполнением этой операции производят обрезку
затяжной кромки до необходимой ширины. Острие рантового шила
вводят со стороны стельки, прокалывают на половину ее
толщины и выводят в затяжную кромку. В прокол вводят щетинку,
конец нитки продергивают и утягивают. Во время утяжки шов
подвергают околачиванию для уплотнения затяжной кромки
стельки. Расстояние между местами входа и выхода острия
170
должно быть 6—8 мм, расстояние между центрами проколов
в переймах должно быть 8—10, а в пятке 6—8 мм. После
обметывания нитку прочно закрепляют узлом.
Прикрепление подпяточников или «подковок». Подпяточник
или «подковку» прикрепляют лицевой стороной к затяжной
кромке заготовки тремя ручными тексами № 7—9: один — на
продольной оси пяточной части, два других — на расстоянии 25—
35 мм от передних краев подпяточника или «подковки».
Расстояние от тексов до грани стельки должно составлять 5—6 мм.
Намазка клеем следа обуви, сушка. После прикрепления
теленка и простилки на их поверхность и поверхность ранта с бах-
тармяной стороны, а также подпяточник или «подковку» наносят
ровный тонкий слой клея из наирита НТ и высушивают в
течение 20—30 мин при температуре 18—20 °С. Сушку можно
также производить в сушилке СОВ-1.
Намазка клеем кожаных подложек, подошв, сушка. Кожаную
подложку промазывают клеем из наирита НТ с лицевой стороны
два раза с промежуточной сушкой 10—15 мин при
температуре 18—20 °С, с бахтармяной стороны — один раз. Кожаную
подошву промазывают с бахтармяной стороны клеем один раз
и высушивают в течение 20—30 мин при температуре 18—20 °С.
Для сушки применяют также сушилку СОВ-1.
Увлажнение и провяливание кожаных подложек и подошв.
Кожаные подложки и подошвы увлажняют, погружая в воду на
1—3 мин при температуре 18—20 °С с последующим их
провяливанием в течение 2 ч во влажной мешковине или в шкафу
для провяливания деталей низа обуви конструкции предприятия.
Кожаные подошвы должны содержать 30—35 %, а подложки —
25—30 % влаги.
Приклеивание подложек и подошв. Подложку или подошву
соответствующего размера и фасона обуви накладывают на след
так, чтобы не было перекосов, и околачивают молотком.
Края подложек или подошв должны равномерно выступать за
края ранта или совпадать с ними.
Обрезка подложек и подошв. Кожаную подложку или
подошву обрезают по всему периметру. Рант должен быть плотно
прижат и приклеен к подложке или подошве. Срез должен быть
перпендикулярен ее поверхности и не иметь вихватов. Кочт/р
подложки или подошвы должен соответствовать фасону колодк*.
Ширина видимой части ранта должна быть 6—8 мм. Обрезку
подложек или подошв можно осуществлять на машине ДОС-Р
(СССР) для обрезки и обжима ранта или сапожным ножом.
Околачивание рантов и подошв. Рант по всему периметру и
подошва с лицевой стороны по периметру ранта должны быть
тщательно околочены сапожным молотком. Край подошвы
должен совпадать с краем ранта.
Пришивание подложек или подошв вручную. Подложку или
подошву прикрепляют к ранту двухниточным швом. Перед при-
171
шиванием подложек или подошв вручную намечают линию
подреза. После этого делают подрезку сапожным ножом в
подметочной и перейменной частях с ходовой стороны под углом 45° к
поверхности подошвы. Расстояние подрезки от края подложки,
подошвы при закрытом ранте должно составлять 2 мм, при
открытом ранте — 3 мм. Концы подрезки должны заходить на под-
каблучную часть на 5—10 мм. Ширина подрезки подошвы
должна быть 2—3 мм, а глубина 1,5—2 ,мм. Подрезку
отгибают тупиком и на дне образовавшегося рисса выбирают
желобок. При этом ширина и глубина желобка должны составлять
1,5 мм. Линия подрезки должна быть ровной и параллельной
краю подошвы.
Перед пришиванием рант и подошву по линии подрезки
увлажняют. Для прикрепления подошв применяют капроновые
или льняные нитки. Нитки, расположенные со стороны подошвы,
пропитывают варом Меккей, а нитки, проходящие по ранту,
пропитывают мыльной эмульсией.
Подложки или подошвы прикрепляют к ранту при помощи
шила-крючка. В обуви с открытым рантом применяют шило
для прокалывания с поперечной заточкой, а в обуви с
закрытым рантом — с продольной заточкой.
Прокол производят со стороны ранта с выходом конца шила
в желобок. Стежки должны быть хорошо утянуты, а шаг стежка
должен быть равномерным. Шов должен быть уложен в
подрезку, а концы ниток — завязаны узлом и срезаны.
Прикрепление геленочной части подошв. При изготовлении
женской обуви на среднем или высоком каблуке с рантом до
пучков подошву после снятия обуви с колодки прикрепляют
непосредственно к стельке. Проколы делают со стороны подошвы
точно в желобок подрезки и сквозь стельку на расстоянии
5—6 мм от ее края шилом прямого профиля. Шаг стежка
составляет 5—6 мм. Концы ранта закрепляют двумя или тремя
стежками для увеличения прочности крепления геленочной части.
Закрытие шва на подошвах. Внутреннюю поверхность
подрезки подошвы промазывают клеем из наирита НТ без
сгустков и пропусков и просушивают в течение 10—15 мин при
температуре 18—20 °С. После просушки производят закрытие
подрезки и околачивание сапожным молотком. Ниточные швы
должны быть полностью закрыты подрезкой без вылегания и плотно
склеены с подошвой.
Разглаживание низа обуви. Пришитые подошвы перед
разглаживанием слегка увлажняют водой и оглаживают
деревянной гладилкой в направлении от пятки к носку до полного
закрытия подрезки и получения ровной и гладкой поверхности.
При этом профиль подошвы должен соответствовать профилю
следа колодки.
Прикрепление пяточной части подложек, подошв. Пяточную
часть подложек или подошв прикрепляют снаружи подошвен-
172
ными гвоздями № 13—15. Гвозди должны проходить через
подошву, подпяточник, задник, заготовку и стельку. Расстояние
от гвоздей до края стельки должно быть 3—5 мм. Острие
гвоздей должно быть загнуто на стельку. Расстояние между
центрами гвоздей 10—12 мм.
Сушка рантов, подложек и подошв. Сушку обуви
осуществляют в сушильных устройствах ПРКС-О, ПРКС-1-0 и СОВ
(СССР) в течение 2—2,5 ч для подошв и 1 —1,5 ч для
подложек при температуре 60 °С или при температуре 18—20 °С в
течение 8—10 ч. Содержание влаги в подложках, подошвах
и рантах после сушки должно составлять 16—18 %.
Основные технологические требования при рантовом методе:
при закрытом ранте строчка должна проходить на
расстоянии 1,5—2 мм от грани затянутой обуви, а при открытом
ранте — на расстоянии 2—3 мм;
рант должен быть прочно пришит и плотно притянут швом к
верху и стельке;
длина стежков рантового шва должна быть в носочно-пуч-
ковой части 3—4 мм и в геленочной части 5—6 мм;
не должно быть расщелин между рантом, подложкой или
подошвой, а также зазоров между краем подошвы и крокулем
каблука;
шов должен проходить параллельно грани стельки, уложен
в подрезку и быть туго затянут;
геленок и простилка должны полностью заполнять
пространство, их края находиться на уровне ранта, а середина —
несколько возвышаться, образуя правильную выпуклость;
подложка или подошва должна быть правильно наложена и
обрезана в соответствии с контурами стельки с учетом припуска
на ширину ранта;
порезка должна быть подкроена в соответствии с контуром
подложки или подошвы и на всем протяжении иметь
одинаковую глубину;
все стежки должны быть уложены в порезку и образовывать
правильный красивый шов. Проколы должны быть заполнены
ниткой;
глубина подкроя в подошве должна быть прочно приклеена;
подошва должна быть околочена и иметь правильную форму;
пяточная часть подошвы должна плотно прилегать к
затяжной кромке или обводке и иметь правильную форму;
концы ниток должны быть завязаны узлом и аккуратно
отрезаны.
ПРОШИВНОЙ МЕТОД
При изготовлении модельной обуви по заказам населения часто
применяют прошивной метод крепления. В последнее время этот
метод стали применять при изготовлении особо элегантной
обуви по заказам населения.
173
Обувь прошивного метода крепления более легкая, менее ма-
териалоемкая и высокоэластичная.
Прошивной механический метод крепленая. В этом случае
подошву прикрепляют непосредственно к основной стельке двухни-
точным швом, переплетение нитей которого происходит внутри
системы подошва — стелька.
После выполнения обтяжно-затяжных операций и горячего
формования носочной и пяточной частей следа обуви и ее сушки
обрезают излишки затяжной кромки и складки в носочной
части следа обуви. Эту операцию производят на машине МВК-0 для
взъерошивания затяжной кромки. Затем стельку между
затяжными кромками увлажняют водой температурой 18—20 °С при
помощи кисточки и далее простилают, след обуви и
прикрепляют теленок с последующей обработкой по типовой технологии.
Прикрепление кожаных подошв к заготовке верха.
Увлажненные и провяленные кожаные подошвы прикрепляют к следу
обуви тремя проволочными гвоздями или восемью шпильками.
Снятие обуви с колодок. После прикрепления подошв обувь
снимают с колодок. Снятие обуви с колодок производят на
машине ОКБ-2-0 или 04213/РЗ (ЧСФР).
Смачивание внутренней стороны стельки. Для облегчения
прокола иглой при пристрачивании подошвы внутреннюю
сторону стельки по всей поверхности смачивают водой при
помощи кисти. Температура воды 18—20 °С.
Пристрачивание подошвы. Пристрачивание подошв к
заготовке и стельке производят двухниточным прошивным швом на
прошивной машине для пристрочки подошв 03012/Р2 с
нормальным рогом; 03012/РЗ (ЧСФР) с длинным рогом для пристрочки
подошв к сапогам.
Пристрачивание подошвы производят капроновыми нитками
№ 565К A,8), 470К B), которые должны быть хорошо пропитаны
варом. Расстояние строчки от края стельки должно быть 3—
6 мм, длина стежка 6—7 мм.
Прошивной ручной метод крепления. Этот метод крепления
деталей низа к заготовке верха используют при производстве
особо элегантной обуви по индивидуальным заказам населения.
Увлажнение поверхности стелек снаружи обуви. Стельку с
наружной стороны по всей свободной поверхности между
затяжными кромками смачивают водой при помощи кисти.
Температура воды 18—20 °С.
Увлажнение и провяливание кожаных подошв. Кожаные
подошвы увлажняют, погружая в воду температурой 18—20 °С на
1—3 мин. После увлажнения подошвы провяливают в течение
2 ч во влажной мешковине. Кожаные подошвы должны
содержать 25—35 % влаги по отношению к их массе в увлажненном
состоянии.
Приклеивание подошв. Высушенные клеевые пленки
активируют. Время активации клеевых пленок на затяжной кромке 2—
174
4 мин при температуре 60 °С или 1—2 мин при 80 °С; на кожаной
подошве 0,5—1 мин при температуре 90—100 °С.
Кожаную подошву накладывают на след обуви без смещения
с одинаковым припуском относительно грани следа и
тщательно околачивают молотком. Подошва должна соответствовать
фасону и размеру обуви и прочно держаться на следе, а
края подошвы по всему периметру одинаково выступать за
грань стельки.
Подрезка кожаных подошв. Подошвы равномерно подрезают
с лицевой стороны под углом 15° к их плоскости по периметру
до пяточной или крокульной части. Глубина подрезки должна
быть одинаковой на всем протяжении. Концы подрезки должны
заходить на пяточную (подкаблучную) часть на 5—10 мм.
Ширина подрезанного слоя должна быть 7—8 мм, а глубина
подрезки должна составлять !/3 толщины подошвы.
Подрезку, которая служит для углубления шва и
предохранения его от истирания и действия влаги, отгибают тупой
стороной сапожного ножа. На дне подрезки косточкой
выдавливают желобок, который проходит по всему периметру подошвы
на расстоянии 6—7 мм от ее края. Глубина желобка 0,5 мм,
ширина 1,5 мм. После этого по линии желобка для стежков
ниток делают наколы шилом с частотой 6—7 мм.
Расстояние от наколов до грани стельки 3—6 мм.
Увлажнение поверхности стельки внутри обуви. Стельку
внутри обуви кистью смачивают водой температурой 18—20 °С.
Прошивание подошв. Подошву прошивают со стелькой од-
нониточным петельным швом. Шов должен заходить на
подкаблучную часть не менее чем на 10 мм. Он должен быть хорошо
утянут и проходить по линии желобка. Не должно быть обрывов
ниток и просечек в подошве и стельке. Подошва должна плотно
прилегать к следу обуви, а ее края равномерно выступать за
грань обуви. Для пришивания подошв применяют капроновые
нитки № 565К A,8) или 470К B), пропитанные воском или
варом. Расстояние от строчки до края стельки должно
составлять 3—6 мм, длина стежка в пучковой части 4 мм, в геленоч-
ной — 5—6 мм. Концы ниток связывают на ходовой
поверхности подошвы так, чтобы узел был расположен внутри подрезки,
после чего концы ниток обрезают. Обувь не должна быть
деформирована. Для крепления подошв применяют прямые или кривые
шилья-крючки № 1—2 и сапожный нож.
Чистка подрезки подошв. Всю внутреннюю поверхность
подрезки протирают бензином. На ее поверхности не должно быть
сгустков вара или других загрязнений.
Намазка клеем подрезки подошв. На обе поверхности
подрезки наносят кистью ровный слой клея из наирита НТ без
наплывов и пропусков. Клеевые пленки сушат при температуре
18—20 °С в течение 40—60 мин.
Закрытие подрезки и глаженье подошв. Клеевые пленки на
175
подрезке активируют в течение 1—2 мин при температуре 90—
100 °С. Подрезку плотно прижимают по всему периметру, Она
должна быть плотно приклеена к подошве и не иметь зазоров.
Поверхность подошвы должна быть гладкой, без оттисков
стежков. Подошвы перед глаженьем слегка околачивают сапожным
молотком и оглаживают деревянной гладилкой в направлении
от пятки к носку до получения ровной и гладкой поверхности.
Для выполнения операции применяют сапожный молоток,
тупичок и гладильную деревянную палочку.
Обработка ходовой поверхности подошв и набоек из
осветленной кожи. Операцию выполняют по типовой технологии
с добавлением обработки закрытой подрезки колесиком для
скрытия линии подрезки и отделки ходовой поверхности
подошвы.
§ 2. КЛЕЕВОЙ МЕТОД КРЕПЛЕНИЯ
Прочность склеивания заготовок верха обуви с низом зависит
от качества обработки неходовой поверхности и затяжной кромки
и других факторов.
С затяжной кромки должен быть полностью удален
лицевой слой кожи, что способствует хорошей адгезии.
Образовавшаяся пыль должна быть удалена. Также должны быть удалены
остатки влаги и жира. Неходовая поверхность кожаной подошвы
должна быть взъерошена для облегчения глубокого
проникновения клея.
На прочность приклеивания подошвы оказывает влияние
плотность соединения склеиваемых поверхностей. Более плотного
соединения можно достичь за счет правильной активации
клеевых пленок перед накладкой подошвы и прессованием обуви.
Активацию клеевых пленок осуществляют путем нагрева или
обработкой растворителем. Нарушение температурного режима
активации (низкая или очень высокая температура),
несоблюдение продолжительности разогрева приводит к снижению
прочности склеивания. Недостаточная или слишком большая активность
растворителей (большая или меньшая их летучесть), а также
недостаточное количество растворителя, влажная кожа в момент
нанесения определяют прочность склеивания.
Усадка клеевой пленки. На прочность клеевого шва влияет
усадка клеевой пленки. В толстой клеевой пленке при усадке
возникают значительные напряжения и, наоборот, в тонкой
клеевой пленке эти напряжения незначительны.
Давление при склеивании. Для приклеивания кожаных
подошв необходимо давление 35,3 кПа, а для пористых резиновых
подошв достаточно 20—30 кПа. Увеличение давления ведет к
выдавливанию клея и снижению прочности склеивания.
Взъерошивание затяжной кромки. Взъерошивание затяжной
кромки обуви производят вровень с гранью колодки без нару-
176
шения боковой поверхности по всеми периметру на расстоянии
0,5—1 мм от грани следа обуви шлифовальной лентой № 35—50.
Лицевой слой должен быть удален без повреждения дермы
кожи и без нарушения склеивания затяжной кромки со
стелькой. Пыль с взъерошиваемой поверхности должна быть
удалена.
Обувь, изготовленная из замши или велюра, не подвергается
операции взъерошивания.
Прикрепление геленков. На стельку и внутреннюю сторону
геленков наносят слой клея из наирита НТ и просушивают
его в течение 3—4 мин при температуре 18—20 °С. Геленок
должен быть установлен встык с краями затяжной кромки
и заполнять углубление по следу обуви в этой части. Перед-
ний край геленка не должен доходить до линии пучков на
10 мм. Боковые края геленка выравнивают до толщины затяжной
кромки. Поверхность следа обуви должна быть без впадин
и бугров. Передний край геленка спускают до толщины 1 —1,5 мм
на ширину 10—15 мм.
Простилание следа обуви. Поверхность стельки, органичен-
ную в носочно-пучковой части затяжной кромки, и простилку
промазывают клеем из наирита НТ, не загрязняя верх обуви
и затяжную кромку. Клеевую пленку сушат 2—3 мин при
температуре 18—20 °С. На стельку накладывают простилку,
соответствующую форме следа обуви.
Простилка должна заполнить всю поверхность
носочно-пучковой части, ограниченную затяжной кромкой, и зайти на
теленок на 10—15 мм. Переход от простилки к теленку должен быть
плавным, а к затяжной кромке — ровным.
Подготовка кожаных подошв к клеевому креплению включает
следующие операции: выравнивание подошв по толщине,
спускание подошв по периметру в носочно-пучковой части, спускание
подошв в геленочной, крокульной частях или язычке,
шлифование подошв по периметру в носочно-пучковой части, в
геленочной и крокульной частях или язычке, удаление пыли.
Подготовка каблуков. Боковую, фронтальную, ляписную и
поднабоечную поверхности каблуков равномерно обрабатывают
рашпилем или шлифовальной лентой без выхватов и пропусков,
затем удаляют пыль.
Обтяжки каблуков по цвету, оттенку и мерее должны
соответствовать верху заготовки и быть одинаковыми по
толщине в полупарах обуви. Обтяжку увлажняют, окуная ее в воду,
обтяжки из кож с казеиновым покрытием и велюра увлажняют
с бахтармянои стороны тампоном или губкой и провяливают
10—15 мин. После этого обтяжки с бахтармянои стороны по
нижнему и верхнему краям спускают на нет на ширину 10 мм.
На бахтармяную сторону обтяжек и боковую поверхность
каблука, а также фронтальную, ляписную и поднабоечную поверхности
на ширину затяжной кромки 6—8 мм наносят ровный тонкий
12—939
177
слой клея из наирита НТ, клеевую пленку высушивают в
течение 2—3 мин при температуре 18—20 °С.
Подготовленные обтяжки накладывают на поверхность
каблуков так, чтобы средняя продольная линия обтяжек проходила по
средней линии боковой поверхности каблуков. Их плотно
приклеивают по поверхностям каблука без складок и морщин. В
случае применения подошв с язычками на каблуки для лучшего
прилегания краев обтяжки по фронту каблука на них делают 2—3
надреза, не доходящих до грани каблука.
Ширина затяжной кромки обтяжек по верхней ляписной и
поднабоечным поверхностям 5—6 мм. Края обтяжки каблуков
заправляют в прорезь фронтальной поверхности или
накладывают один на другой на 4—б мм. Затянутый край по ляписной
и набоечной частям сглаживают.
Края обтяжки каблуков в обуви с язычками подошвы на
каблук должны быть загнуты по фронту каблука на 9—10 мм.
Края обтяжки по затяжной кромке на ляписной и
фронтальной поверхностях каблука взъерошивают шлифовальной лентой,
а с обработанных поверхностей удаляют пыль.
Посадка каблука. Пяточную часть следа обуви и ляпис
каблука промазывают ровным тонким слоем клея из наирита НТ.
Клеевую пленку сушат в течение 2—3 мин. Средний или высокий
каблук накладывают на пяточную часть следа обуви и
прикрепляют снаружи одним посадочным гвоздем. Посадочный гвоздь
вбивают вплотную до упорных шайб. Контур пяточной части
подошв должен совпадать с ляписной поверхностью каблуков.
Посадочный гвоздь забивают в колодку или пробку в колодке
на глубину 20—25 мм.
Подготовка затяжной кромки и подошвы. На затяжную
кромку верха обуви, отступив от ее наружного края на 0,5—1 мм
на фронтальную поверхность каблука и неходовую
поверхность подошвы, наносят тонкий слой клея из наирита НТ. Клей
должен быть нанесен без пропусков, потеков и сгустков. На
неходовую сторону подошвы клей наносят дважды. Время сушки
клеевой пленки первый раз 20—30, второй — 30—40 мин. Верх
обуви и ходовая поверхность подошвы не должны иметь следов
клея.
Обработка неходовой поверхности полиуретановых подошв.
Специальным приспособлением (шарошкой) на машине ФУП-
3-0 обрабатывают неходовую поверхность полиуретановых
подошв или тщательно ее промывают ацетоном. Перед нанесением
полиуретанового клея подошвы выдерживают после промывки
ацетоном в течение 3—5 мин.
Приклеивание подошв. После просушки перед накладкой
подошв клеевые пленки активируют: на затяжной кромке в
течение 2—4 мин при температуре 60 °С или 1—2 мин при
температуре 80 °С, на подошве 0,5—1 мин при температуре 90—
100 °С. Кожаную подошву накладывают на след обуви с одина-
178
ковым припуском относительно грани следа и тщательно
околачивают сапожным молотком.
Для приклеивания подошв лучше применять двухсекционные
прессы. В этом случае обувь с наложенными подошвами
помещают в двухсекционным прессе ППГ-4-О на 40—60 с при
максимальном усилии прессования 35,3 кН.
При применении подошв с язычком нанесение клея на след
обуви и подошвы, а также ее приклеивание производят до
операции посадки каблука. При использовании прессов, не
предназначенных для приклеивания крокульной части подошв,
применяют специальные резиновые подложки, прижимающие крокульную
часть подошв.
Обрезка излишков подошв. Урез подошвы обрезают вручную
сапожным ножом с применением подрезки. Окончательно урез
подошвы обрабатывают стеклом и шлифовальным полотном
№ 12—16. После обработки урез подошвы должен быть ровным
и чистым и соответствовать контуру следа обуви и быть
одинаковым в обеих полупарах. Переход от носочно-пучковой части
к геленочной должен быть плавным. Конец крокуля подошвы
срезают вровень с поднабоечной частью каблука.
Технологические требования к приклеиванию подошв:
подошва должна быть прочно приклеена по следу обуви;
склеиваемые поверхности должны быть тщательно
обработаны. Клей должен быть нанесен равномерно по всей
поверхности подошвы;
края подошвы должны равномерно выступать по всему следу
обуви;
края подошвы не должны быть приклеены к боковой
поверхности обуви;
с ходовой стороны подошва должна быть по всей
поверхности ровной, без провалов и выступов от простилки, геленка
и затяжной кромки;
крокульная часть подошвы должна быть прочно приклеена
к каблуку и иметь выступающий над каблуком на 1—2 мм
язычок, который в последующих операциях крепится под
набойку.
§ 3. КОМБИНИРОВАННЫЕ МЕТОДЫ КРЕПЛЕНИЯ
Комбинированные методы крепления низа обуви
характеризуются сочетанием ниточного крепления со стержневым или клеевым
(винтовое крепление подметочной части при ниточном
креплении в геленочной части; ниточное крепление в подметочной
части при клеевом креплении в геленочной и пяточной частях;
ниточное крепление первого слоя подошвы при клеевом
креплении второго слоя и др.).
Строчечно-клеевой метод крепления. Этот метод является
разновидностью клеевого метода крепления. Обувь этого метода
крепления имеет хорошие гигиенические свойства, отличается
легкостью, гибкостью и удобством в носке. Применение в этой
обуви платформы повышает износостойкость подошвы. Такая
обувь, особенно летняя, пользуется повышенным спросом.
Надевание заготовок на колодки и их формование. Заготовку
верха обуви надевают на колодку так, чтобы втачная стелька была
расположена точно по следу колодки, а заготовка плотно
облегала колодку. При этом не должно быть складок и морщин. Все
детали заготовки должны быть симметрично расположены на
колодке. Шов, скрепляющий заготовку со стелькой, должен быть
расположен точно на грани колодки и аккуратно расправлен.
На следе обуви не должно быть морщин и складок. Заготовку
застегивают на пряжку. Обтяжку отгибают по всему периметру
на боковую поверхность колодки.
При изготовлении обуви закрытого типа носочную и
пяточную части колодки обрабатывают парафином или тальком.
Заготовку типа пантолет закрепляют на колодке в пучках
рядом со строчкой одним тексом с внутренней и наружной
стороны.
Намазка клеем следа обуви, платформы и обтяжек (и
клиновидных каблуков), сушка. На след обуви (втачную стельку),
платформу с неходовой стороны или с обеих сторон, бахтармя-
иую сторону обтяжки и верхнюю площадку при изготовлении
обуви на резиновых или клиновидных каблуках наносят тонкий
слой клея из наирита НТ без потеков и сгустков и высушивают
в течение 10—15 мин при температуре 18—20 °С.
Вклеивание мягких прокладок, накладка платформы и
клиновидных каблуков на след обуви. На след обуви (за исключением
обуви на резиновых каблуках) между втачной стелькой и
платформой вклеивают мягкие прокладки, которые должны
соответствовать размеру и фасону обуви. После этого платформу и
клиновидный каблук накладывают на след обуви так, чтобы края
платформы совпадали с гранью следа обуви. Наложенные
детали по всему периметру околачивают сапожным молотком.
Размер и фасон платформы должны соответствовать размеру и
фасону обуви.
Намазка клеем следа обуви, обтяжек, боковой поверхности
платформ, и клиновидных каблуков, сушка. На след обуви, бахтар-
мяную поверхность обтяжки, боковую поверхность платформы и
клиновидного каблука наносят ровный тонкий слой клея из
наирита НТ без сгустков, потеков и пропусков.
Пленку клея высушивают при температуре 18—20 °С в течение
10—15 мин.
Обтягивание платформ и клиновидных каблуков. Обтяжки
платформы и клиновидных каблуков отворачивают и
расправляют к следу обуви клеевым швом. Затяжную кромку и боковую
поверхность платформы околачивают сапожным молотком. При
этом не должно быть повреждения материала обтяжки и заго-
180
Рис. 93. Метод изготовления
обуви типа мокасин:
/ ¦•-- заготовка: 7 -- вставка; 3 — мока-
синпий шов; 4 — рант; 5 -— платформа;
6 — простилка; 7 — стелька: в —
колодка: .9 — подошва; 10— ниточные швы
товки верха обуви. Высота
платформы по всему периметру и в паре
должна быть одинаковой.
При изготовлении обуви на
резиновом каблуке его не обтягивают.
Остальные технологические
операции выполняют по типовой
технологии.
Крепление низа обуви типа
мокасин. В этой обуви определенную
сложность составляет соединение
мокасиновой вставки с основной
союзкой мокасинным швом.
Эту операцию выполняют путем
соединения вставки с союзкой
ручным плетением капроновыми
нитками по заранее пробитым
отверстиям/Нитки соединяют вдвое. Концы ниток должны быть
хорошо закреплены (обожжены), нитки должны быть одного цвета
с верхом заготовки или гармонировать с ним. Шов должен быть
хорошо расправлен.
Остальные операции по изготовлению этой обуви выполняют
по типовой технологии.
На рис. 93 показан поперечный разрез модели обуви типа
мокасин. Верхняя часть спроектирована так, что периметр
нижней части должен максимально соответствовать периметру следа
колодки. При проектировании подошвы учитывают ширину
обтянутой подложки и толщину лицевого материала. Подошва по
всему периметру должна быть на 2—3 мм шире следа колодки.
Из раскроенных деталей верха и подкладки собирают часть
заготовки / без вставки 2. Платформу 5 изготовляют из
нетканого текстиля и предварительно окантовывают рантом 4 из
натуральных или искусственных материалов. Заготовку пришивают
одним или двумя ниточными швами 10 с внешней стороны к
платформе. Перед пришиванием вставки 2 мокасинным швом 3
стельку 7 собирают с эластичной простилкой 6.
Готовую заготовку надевают на колодку 8 (или
приспособление с формой подошвенной части колодки), где и
прикрепляют подошву 9.
Этот метод имеет следующие преимущества:
упрощен технологический процесс благодаря отсутствию
традиционной платформы, по которой обрамляется обтянутая
подложка, и связанные с ним технологические операции;
появилась возможность создания разнообразных видов
обуви за счет использования предварительно обтянутой
платформы;
сократились материальные и трудовые затраты.
181
§ 4. БОРТОВОЙ МЕТОД КРЕПЛЕНИЯ
Бортовой метод крепления низа обуви является старинным
русским методом, при помощи которого изготовляли опанки.
Сущность этого метода заключается в том, что к предварительно
отформованной подошве заготовка крепится вручную кожаным
шнуром. Этот метод применяют для изготовления мужских и
женских летних туфель на формованной подошве с
приподнятыми по периметру бортами под углом 90° к плоскости подошвы.
Изготовленная бортовым методом крепления обувь обладает
легкостью и эластичностью.
Технологический процесс выполняют следующим образом.
Обработка основной стельки. Основную стельку толщиной
2,5 мм накладывают лицевой стороной на след колодки и крепят
тремя гвоздями. Излишки стельки, выступающие за грань
колодки, срезают точно по грани. Грань стельки по всему периметру
спускают на 3—4 мм, а в геленочной части — на 6—7 мм.
Обработка кожаной подошвы. Кожаную подошву толщиной
3,3—3,6 мм спускают по краю на ширину 25—30 мм до толщины
2,5—3 мм, увлажняют и провяливают.
Увлажнение и провяливание подошвы. Подошву увлажняют
окунанием в воду при температуре 18—20 °С в течение 3—5 мин.
Затем подошву провяливают во влажной мешковине 1,5—2 ч.
При сгибании подошвы на 180° на поверхности не должна
выступать вода.
Формование и сушка подошвы. Колодку с прикрепленной
обработанной основной стелькой укладывают на середину
подошвы без перекосов и сдвигов, после чего подошву с колодкой
устанавливают в резиновые пресс-подушки и прессуют на прессе
ППГ-4-0. Форма подошвы должна строго соответствовать форме
колодки. Грань следа колодки на подошве должна быть четко
выражена. После этого подошву сушат в сушильном шкафу при
температуре 50—55 °С в течение 3—3,5 ч или при температуре
18—20 °С в течение 48 ч.
Обрезка бортика подошвы. После формования излишки
бортика подошвы по всему периметру обрезают на машине для
обрезки подошв конструкции п/о «Ригас апави».
После обрезки высота бортика подошвы должна быть по
всему периметру 13 мм, а в пяточной части 14—15 мм.
Отформованную и обрезанную по периметру бортика подошву шлифуют
с ходовой стороны в подметочной части.
Шлифование с ходовой стороны подметочной части подошвы
и профилактической подметки с неходовой стороны.
Подметочную часть подошвы и неходовую часть профилактической
подметки по всей площади шлифуют шлифовальной лентой № 10—
12. Шлифование должно быть равномерным без выхватов и
-царапин. Пыль должна быть удалена с поверхности.
Шлифование производят на машине МШК-1-0.
182
Намазка клеем подметочной части подошвы,
профилактической подметки и ее прикрепление. На подметочную часть подошвы
и профилактическую подметку наносят равномерный слой клея
из наирита НТ. Клеевую пленку сушат при температуре 18—
20 °С в течение 5—15 мин. Профилактическую подметку
накладывают на след подошвы без смещения с равномерным
припуском относительно грани следа. Излишки профилактической
подметки, выступающие за грань следа, обрезают ножом. При
обрезке подошва не должна быть повреждена.
Окрашивание подошвы. На ходовую поверхность кожаной
подошвы и на контур профилактической подметки равномерным
тонким слоем наносят подошвенную краску. Сушку производят
при температуре 18—20 °С в течение 20—30 мин, а окраску —
в камере при помощи краскораспылителя.
После окрашивания подошвы ее снимают с колодки для
прикрепления каблуков. Перед прикреплением каблуков
вклеивают основную стельку с внутренней стороны подошвы на клее
из наирита НТ.
Доработка каблуков. При необходимости боковую поверх-,
ность, верхнюю и нижнюю площадки и фронт каблука шлифуют
шлифовальной лентой № 10—12 равномерно, без выхватов и
пропусков. Все неровности, заусенцы и выпрессовки, оставшиеся
после литья капроновых каблуков, удаляют. Обработанную
поверхность очищают от пыли. Шлифование производят на машине
МШК-1-0.
Посадка капронового или деревянного каблука на клей. На
ляписную часть капронового или обтянутого кожей деревянного
каблука и пяточную часть подошвы наносят ровный тонкий
слой клея из наирита НТ. Клей сушат при температуре 18—20 °С
в течение 5—15 мин. Капроновый или деревянный каблук,
обтянутый кожей, устанавливают на пяточную часть подошвы и
крепят его изнутри семью гвоздями или тремя шурупами. Между
каблуком и пяточной частью подошвы не должно быть зазоров.
Ляпис каблука должен плотно прилегать к пяточной части
подошвы. Каблуки должны соответствовать размеру и модели
обуви.
Вставка вкладной стельки или полустельки. Перед
надеванием отформованной подошвы на колодку вставляют вкладную
стельку или пол у стельку на резиновом клее.
Надевание подошвы на колодку. Подошву надевают на
колодку так, чтобы носок колодки полностью заполнил носочную часть
подошвы. Колодка должна быть расположена точно по следу
подошвы. Излишки вкладной стельки или полустельки должны
быть аккуратно вытянуты так, чтобы по срезу и боковой
поверхности подошвы не было складок и морщин. Подошва должна
быть укреплена четырьмя гвоздями № 20 и околочена. Она
должна иметь четкую грань следа колодки.
Обрезка излишков кожподкладки. Излишки кожподкладки
183
должны быть срезаны вровень с бортиком подошвы по всему
ее периметру. При наличии приспособления операцию выполняют
одновременно с обрезкой бортика подошвы.
Обработка кордовых подносков. Подносок должен иметь
форму носка заготовки. Верхний край подноска должен быть спущен
на ширину 5—6 мм,
Вклеивание подносков в заготовку верха обуви. На обе
стороны подноска, а также на бахтармяную поверхность носочной
части верха и подкладки заготовки наносят тонкий равномерный
слой клея из наирита НТ без сгустков и потеков. Подноски
должны быть хорошо склеены с подкладкой и верхом заготовки
обуви. Подноски должны быть одинаковыми в полупарах и при
вклеивании наружные края не должны доходить до края
заготовки на 4 мм. При применении термопластичных подносков их
предварительно разогревают при температуре 90—100 °С до
размягчения.
Надевание заготовки на колодку и обрезка излишков
заготовки. Заготовку со вставленным подносном и кожаным
задником надевают на колодку и прикрепляют к ее боковой
поверхности 14—18 гвоздями. Край заготовки должен быть ровным и
точно подходить к грани бортика подошвы.
Отметка линий на бортике подошвы для плетения и пробивки
отверстий. На расстоянии 4 мм от канта бортика подошвы
роликом намечают линию для пробивки отверстий и плетения.
Линия должна отстоять на одинаковом расстоянии от верхнего
края бортика подошвы. Отверстия пробиваются
приспособлением, сконструированным в п/о «Ригас апави».
Скрепление подошвы с верхом заготовки обуви. Подошва с
верхом скрепляется плетением с помощью кожаного ремня
шириной 3,5—4 мм. Шилом делают прокол на заготовке на
расстоянии 3,5 мм от ее края. Расстояние между проколами должно
быть 3,5—4 мм. В отверстие специальной иглой протаскивают
ремень, и благодаря узорчатому переплетению создается
бортовой шов, скрепляющий подошву и заготовку. При этом удаляют
гвозди из заготовки. Затем стежки околачивают сапожным
молотком по всей грани колодки до устранения проколов на
заготовке. После плетения обувь подвергают сушке при температуре
50—55 °С в сушильном шкафу в течение 3—3,5 ч или при
температуре 18—20 °С в течение 10—12 ч.
Далее производят операции по прибивке набоек, их
фрезерованию и отделке уреза. После этого обувь снимают с колодки
и отделывают по типовой технологии.
На многих предприятиях (в объединениях) обувной
подотрасли бытового обслуживания сконструированы приспособления
для механизации ряда операций. Так, например, в п/о «Ригас
апави» сконструированы приспособления для формования
подошвы, обрезки излишков кожаной подошвы по периметру
верхнего края и пробивки отверстий по периметру подошвы.
184
§ 5. ВЫВОРОТНЫЙ МЕТОД КРЕПЛЕНИЯ
Выворотным методом крепления деталей низа к заготовке
верха изготовляют спортивную, домашнюю и дорожную обувь.
Эта обувь отличается легкостью, гибкостью и мягкостью.
Характерной особенностью этой обуви является отсутствие в ней
жесткой стельки. Затяжная кромка заготовки крепится
непосредственно к подошве. Подошву выкраивают шире следа колодки:
в носочной части — на толщину заготовки и подноска, в пятке —
на толщину заготовки и задника, в остальной части — на
толщину заготовки. Кроме того, дают припуск на обработку по
периметру подошвы.
Прикрепление подошвы на след колодок. Выкроенную и
увлажненную подошву накладывают на колодку лицевой стороной
к следу и временно прикрепляют тремя гвоздями. После этого
кожаную подошву подрезают со стороны бахтармы на 12—14 мм
от края.
Производство обтяжно-затяжных операций. Заготовку с
вклеенным задником выворачивают на изнаночную сторону, надевают
на колодку и временно прикрепляют гвоздем.
Пришивание подошв и околачивание шва. Перед
пришиванием подошву прокалывают шилом до половины ее толщины:
шов получается скрытым в толще подошвы, а снаружи видны
лишь два параллельных ряда стежков. Кожаную подошву
пришивают горизонтальным двухниточным ручным потайным швом
капроновыми нитками № 565КA,8), пропитанными варом Мек-
кей. Длина стежков должна составлять 5—7 мм.
Съем обуви с колодок. После пришивания подошвы и
оплачивания шва обувь снимают с колодки и выворачивают на
лицевую сторону. В момент выворачивания обуви все жесткие
детали (подошва, задник, подносок) должны быть
предварительно увлажнены. Выворачивать обувь начинают с перейм, затем
выворачивают пяточную часть и в конце — носочную часть.
Вкладывание картонной стельки и надевание обуви на
колодку, сушка. После выворачивания в обувь вкладывают вкладную
стельку из картона, оклеенную тканью, которая предохраняет
стопу от действия шва, а шов — от преждевременного
разрушения. Надевают обувь на колодку, околачивают и оглаживают
сапожным молотком и этим придают окончательную форму
подошве, заднику, носку. Обувь сушат при температуре 18—20 °С
в течение 10—12 ч.
Съем обуви с колодок. После сушки обувь снимают с
колодок и подвергают отделке по типовой технологии.
§ 6. ДЕРЕВЯННО-ШПИЛЕЧНЫЙ МЕТОД КРЕПЛЕНИЯ
Деревянно-шпилечный метод крепления деталей низа к заготовке
верха в обувной подотрасли бытового обслуживания населения
применяется редко (для прикрепления подошв к стельке в
специальной обуви).
Деревянно-шпилечному методу крепления низа к заготовке
верха предшествуют следующие подготовительные операции.
Прикрепление обводки к следу затянутой обуви. Обводку
прикрепляют по периметру носочной, пучковой, а иногда и пяточной
частей. Обводку накладывают на след обуви лицевой стороной
к затяжной кромке и прибивают одним рядом деревянных
гвоздей № 7—8. Деревянные гвозди должны пройти через стельку
на расстоянии 6—7 мм от ее грани. Расстояние между смежными
гвоздями должно быть 12—14 мм. Прикрепленную обводку
околачивают сапожным молотком, начало и конец обводки
спускают косым срезом с шириной спуска 6—8 мм.
Прикрепление геленка. Геленок устанавливают встык с краем
затяжной кромки. Передний край геленка не должен доходить
до линии пучков на 10 мм, а боковые — должны быть спущены
на ширину 10—15 мм до толщины 1 —1,5 мм. Поверхность следа
обуви должна быть ровной, без впадин.
Простилание следа обуви. Поверхность стельки между
затяжными кромками заполняют простилкой из спецкартона, бересты
или других материалов. В зависимости от материала простилку
приклеивают клеем из наирита НТ или прикрепляют гвоздями
вручную или на машине ПДН-1-0. Простилка должна плотно
прилегать к стельке и заполнять все пространство, ограниченное
краями затяжной кромки следа затянутой обуви. Излишки
простилки должны быть срезаны, а края — выравнены. След
обуви после простилания должен быть ровным.
При изготовлении юфтевой обуви бахтармяную поверхность
стельки и прикрепленные теленок и простилку сверху
промазывают варом.
Прикрепление подошвы. Предварительно увлажненную
кожаную подошву промазывают с бахтармы клеем, накладывают на
след обуви и закрепляют шестью деревянными гвоздями.
Подошву обрезают по контуру затянутой обуви с припуском 6—7 мм
к грани.
Крепление подошвы начинают с прокалывания отверстий по
прочерченным линиям. Шило подбирают на 0,2—0,3 мм тоньше,
чем деревянный гвоздь. Оно должно пройти сквозь подошву,
обводку, все слои затяжной кромки, включая задник и подносок
в стельку. Острие его должно на 1,5—2 мм углубиться в колодку.
Длина деревянных гвоздей должна быть на 1,5—2 мм больше
толщины скрепляемых материалов. Деревянные гвозди вбивают
в два ряда по всему периметру, за исключением пяточной части,
которую крепят одним рядом.
Первый ряд деревянных гвоздей должен проходить на
расстоянии 3—5 мм от грани стельки, второй ряд — на расстоянии
2—2,5 мм от первого в шахматном порядке. Расстояние между
смежными деревянными гвоздями одного ряда должно быть
6—7 мм.
В геленочной части специальной обуви из юфтевой кожи при-
186
бивают третий ряд деревянных гвоздей на расстоянии 4—5 мм
от второго ряда. После прикрепления подошву околачивают для
плотного прилегания и получения правильной формы.
§ 7. МЕТОД ПРЕССОВОЙ ВУЛКАНИЗАЦИИ, ЛИТЬЕВОЙ МЕТОД
И СВАРКА
Эти методы имеют следующие достоинства: отсутствие сквозных
проколов в скрепляемых деталях, независимость прочности
скрепления от толщины скрепляемых деталей; сохранение высокой
прочности скрепления деталей в течение длительного времени;
возможность применения этих методов для скрепления деталей из
различных материалов; упрощенная технология изготовления
обуви, герметичность шва, высокая производительность по сравнению
со стержневыми и ниточными методами крепления; снижение
материальных и трудовых затрат. Эти методы крепления деталей
перспективны для широкой механизации и автоматизации
процессов производства.
Метод прессовой вулканизации. Этот метод основан на
прикреплении подошвы к заготовке верха в вулканизационных
прессах ПГВ-3-0 с одновременным формованием подошвы.
При изготовлении обуви этим методом затянутую заготовку
надевают на формовую колодку и сырую резиновую смесь или
гранулы закладывают в пресс-форму, состоящую из формовой
колодки, матрицы и пуансона. При смыкании этих деталей
одновременно происходит формование, вулканизация и прикрепление
низа к верху обуви.
Прессовую вулканизацию производят на прессах ПГВ-З-О,
ПГВС-2. Давление в прессах 2,5 МПа, температура пуансона
170—180 °С, температура матриц 135—140 °С. Время
вулканизации зависит от вида обуви и толщины подошвы.
В настоящее время этот метод получил широкое
распространение при массовом производстве обуви, так как он
обеспечивает высокое качество изготовления и прочность крепления;
отпадает необходимость в отделочных операциях, чем
достигается значительный рост производительности труда по сравнению
с изготовлением обуви клеевых методов крепления; кроме того,
предоставляется возможность частой смены формы низа обуви.
Литьевой метод. На обувных предприятиях массового
производства широкое распространение получило изготовление обуви
литьевым методом на литьевых машинах фирмы «Десма» (ФРГ)
из поливинилхлоридного пластиката и пористого полиуретана.
Эти машины имеют смесительную головку для смешения
компонентов полимерной композиции; механизм впрыска,
электродвигатели на резервуарах для компонентов полимерной
композиции; холодильную установку для отвода теплоты от форм,
дозирующие насосы самоочищающейся смесительной головки;
электрораспределительный и контрольный шкаф с пультом уп-
187
равления и приборами контроля и управления; программируемое
переключение дополнительных компонентов красок;
автоматическое устройство поворачивания клейма для низа в сочетании
с двойными колодками.
Формованный низ на обуви из пористого полиуретана, поли-
винилхлорида пластиката получают в результате реакции
взаимодействия между химическими веществами в шнеках.
Температура в разных зонах шнека 170—180 °С, пресс-форм 50—70 °С,
давление впрыска 0,75—0,85 МПа, продолжительность впрыска
18—20 с.
Сварка термопластичных материалов. Сварку используют для
производства обуви из искусственных и синтетических
материалов.
В данное время в обувной промышленности используют для
сварки контактно-тепловой и высокочастотный методы.
Контактно-тепловую сварку применяют при
соединении деталей верха обуви. Процесс сварки протекает
следующим образом. Соединяемые детали помещают на неподвижную
нижнюю плиту пресса. При опускании верхней плиты создается
давление на шов, при этом нагревателями плит обеспечивается
заданная температура для сварки. Большей частью контактно-
тепловую сварку используют при изготовлении обуви из
полиэтиленовых и поливинилхлоридных пленок. Основными параметрами
при контактно-тепловой сварке являются давление,
продолжительность контакта деталей и температура.
При высокочастотной сварке термопластичный
материал подвергается саморазогреванию сразу по всей толщине до
вязкотекучего состояния. В вязкотекучее состояние под влиянием
токов высокой частоты переходят термопластичные полимерные
материалы, такие, как поливинилхлорид, поливинилацетат и др.
В обувном производстве для сварки применяют поливинил-
хлоридные пленки. Для получения сварочного шва с кожей
необходимо применять промежуточную прослойку из клеевой пленки.
Для сваривания материалов применяют пресс ПГС-ЗО-О с
генератором токов высокой частоты и специальными резаками-
электродами.
§ 8. ПРИКРЕПЛЕНИЕ КАБЛУКОВ И НАБОЕК
Каблуки крепят гвоздями, втулками, шурупами, клеями в
комбинации с металлическими крепителями. Способ крепления
зависит от вида материала, из которого изготовлен каблук, его
высоты, конструкции обуви, метода крепления и материала
подошвы.
Нормы прочности крепления каблуков даны в ГОСТ 179—74**,
ГОСТ 5394—74*.
Прикрепление низких каблуков механизированным способом.
Низкие каблуки могут быть кожаными наборными и резиновыми
188
формованными, Такие каблуки
прикрепляют гвоздями изнутри или
снаружи (рис.. 94). Изнутри каблук
крепят со стороны стельки через нее
и затяжную кромку задника и верха
обуви. Снаружи крепление каблука
производят со стороны ее ходовой
ПОВерХНОСТИ. При креплении ЭТИМ Рис. 94. Способы прикрепления
СПОС060М ГВОЗДИ ДОЛЖНЫ прОЙТИ че- низких каблуков:
реЗ Каблук, ЗаТЯЖНуЮ КрОМКу Верха а~-кожаного гвоздями изнутри; б- ре-
г J ' J г j г зинового формованного клеем и гвоздями
обуви и задника и загнуться в стель- снаружи
ку на 2—3 мм.
Прикрепление каблуков всех видов производят на машине
04222/Р1 (ЧСФР). Так как резиновые каблуки имеют малое
сопротивление вырыванию гвоздя, наиболее рационально такие
каблуки крепить клеевым способом.
При клеевом способе крепления каблуков пяточную часть
ходовой стороны подошвы и верхнюю поверхность каблука шлифуют.
Затем наносят клей из наирита НТ, сушат при температуре 18—
20 °С в течение 1 —1,5 ч, после чего прикрепляют каблуки на
прессах ППГ-4-0.
В обуви клеевого метода крепления операцию по
приклеиванию каблуков производят одновременно с приклеиванием
подошвы.
Ручная сборка каблуков из фликов при производстве
модельной обуви. Кожаные каблуки набирают из фликов, которые
шлифуют с двух сторон и промазывают клеем из наирита НТ. Клеевые
пленки сушат при температуре 18—20 °С в течение 2—3 мин.
Склеивают и скрепляют гвоздями № 18—25 по 2—3 флика. Набор
количества фликов зависит от высоты каблука в соответствии
с фасоном колодки. Поднабоечную поверхность каблука
выравнивают сапожным ножом и шлифуют рашпилем. На поднабоечную
поверхность каблука и бахтармяную поверхность набойки наносят
клей из наирита НТ. Клеевые пленки сушат при температуре
18—20 °С в течение 20—25 мин и перед сборкой активируют в
течение 1—2 мин при температуре 90—100 °С.
Обрезка излишков каблуков. Боковую поверхность каблука
обрезают по форме пяточной части следа обуви. Боковая
поверхность каблука по всему периметру должна выступать за края
пяточной части подошвы не более чем на 2 мм. Фронтальную
поверхность каблуков обрезают вручную с помощью сапожного
ножа, обрабатывают рашпилем и шлифовальными лентами
№ 63—100, 20—32 и 8 — 10.
Первое шлифование боковой, фронтальной и ляписной
поверхностей каблуков и их прикрепление. Боковую и фронтальную
поверхность каблуков шлифуют по всей поверхности
шлифовальной лентой № 63—100, 20—32 и 8—10 на машине
комбинированной отделочной или вручную. После шлифования поверхность
189
каблука должна быть гладкой, форма каблуков в паре должна
быть одинаковой, не должно быть неровностей и обожженных
мест. Пыль с поверхности каблука удаляют. Ляписную
поверхность каблука выбирают по форме пяточной части подошв и
шлифуют до получения гладкой поверхности без выхватов.
Прикрепление кожаных наборных и пластмассовых каблуков
изнутри. Кожаные каблуки прикрепляют внутри обуви каблучными
гвоздями с конусными головками, а пластмассовые — навинто-
ванными № 18—20. Шляпки гвоздей не должны выступать над
поверхностью стельки. Острия гвоздей не должны доходить до
поднабоечной поверхности каблука на 2—3 мм.
Каблук должен быть плотно прижат к подошве. Каблуки
в паре должны быть одинаковыми по высоте, форме и размеру.
Прибивку гвоздей производят при помощи специального
приспособления конструкции Конструкторско-технологического бюро
ремонта и пошива обуви (КТБО) Минбыта РСФСР.
Резиновые формованные каблуки прикрепляют к обуви с
предварительным их приклеиванием клеем из наирита НТ, что
предотвращает появление зазоров между каблуком и подошвой. Клей
из наирита НТ наносят ровным слоем один раз на отшлифованную
верхнюю поверхность (ляпис) каблука и пяточную часть подошвы.
Приклеивание каблуков производят на прессе ППГ-4-0 с
помощью пресс-подушки при максимальном усилии прессования
35—40 кН в течение 25 с с последующей выдержкой до
фрезерования уреза не менее 30 мин. Резиновые каблуки прикрепляют
изнутри такими же гвоздями, как и кожаные. Для прикрепления
резиновых каблуков снаружи применяют гвозди с широкой
круглой шляпкой и удлиненным овальным острием. Шляпка
располагается в специальном углублении каблука, а острие гвоздя
загибается на стельке.
Обтяжка каблуков. Боковую поверхность, нижнюю и верхнюю
площадки и фронт каблуков обрабатывают шлифовальной
лентой № 16—20. С поверхностей удаляют пыль.
На бахтармяную сторону обтяжек, боковую и фронтальную
поверхности каблуков наносят по всей площади ровный слой
клея из наирита НТ (пластмассовые каблуки) или резинового
клея (деревянные каблуки).
Подготовленные обтяжки накладывают на поверхность
каблуков так, чтобы средняя продольная линия обтяжек проходила
по средней линии боковой поверхности каблуков. Обтяжки
должны быть загнуты за грань верхней и нижней площадок
каблуков на 6—8 мм, за грань фронтальной поверхности
каблуков на 9—10 мм.
В местах изгиба для лучшего облегания делают 2—3 надреза
с каждой стороны. Надрезы не должны заходить за грани кроку-
лей каблуков на 2—3 мм. В каблуках для обуви с подошвой под
каблук края обтяжки заправляют в прорезь фронтальной
поверхности каблука или накладывают один на другой на 4—6 мм.
190
На боковой поверхности и гранях каблука не должно быть
морщин и складок. Края обтяжки, загнутые на ляпис и фронт
каблука, взъерошивают шлифовальной лентой, а пыль удаляют
волосяной щеткой.
Прикрепление пластмассовых и деревянных каблуков
механизированным способом. Для изготовления модельной обуви по
заказам населения применяют каблуки различных форм и
высоты из пластмассы и дерева.
Такие каблуки в обуви размеров 215—240 прикрепляют
изнутри пятью, а размеров 245—275 — семью гвоздями на машине
04222/Р1 (ЧСФР). Гвозди должны быть забиты с наклоном
внутрь каблука на расстоянии 9—13 мм от края стельки и только
по осевой линии пятки на расстоянии 12—14 мм от края стельки.
При изготовлении обуви по заказам населения на высоком
или особо высоком каблуке делают предварительную насадку
каблука с помощью насадочного гвоздя снаружи через отверстие,
просверленное в каблуке. Насадку каблука также производят
при помощи шурупа изнутри через специальное отверстие в
пяточной части колодки.
Высокие деревянные и неармированные пластмассовые
каблуки крепят при помощи металлических втулок. Необходимо,
чтобы втулка проходила через каблук и стельку и выступала над
ней на 4—5 мм. После снятия обуви с колодки втулку
расклепывают. Крепление каблука металлической втулкой
предохраняет тонкую часть каблука от поломки. На рис. 95 показаны
способы прикрепления каблуков.
Прикрепление каблуков к подошве с язычком
механизированным способом. При изготовлении обуви с укороченной пяточной
частью подошвы с язычком, язычок заходит под каблук. Средний
и высокий каблук прикрепляют к подошве 4—5 навинтованными
каблучными гвоздями № 18—20.
В обуви на высоком или особо высоком каблуке одновременно
с прикреплением каблука навинтованными гвоздями в середину
каблука вбивают шуруп.
Операцию по прикреплению каблуков производят на машине
04222/Р1 (ЧСФР). Перед прикреплением каблуков на пяточную
часть стельки накладывают подпяточник.
Прикрепление каблуков к подошве с крокулем. Крокуль
подошвы имеет форму фронтальной поверхности каблука. Каблук
предварительно крепят шурупом через втулку в пяточной части
колодки на машинах 04299/Р1 или 04299/Р2 (ЧСФР). К обуви
с предварительно прикрепленным каблуком приклеивают
подошву к следу обуви и фронтальной поверхности каблука.
Необходимо, чтобы язычок подошвы выступал на 2—3 мм за набоечную
поверхность каблука. После предварительного прикрепления
каблука излишки подошвы в крокульнои части обрезают вровень
с фронтальной и набоечной поверхностью каблука.
После отделки подошвы и снятия обуви с колодки каблуки
191
Рис. 95. Способы прикрепления средних и высоких каблуков:
а — среднего пластмассового клеем и гвоздями изнутри; б —- среднего деревянного клеем, насадоч-
ными гвоздями снаружи и гвоздями изнутри; в — высокого пластмассового клеем, шурупом и
гвоздями изнутри; г -- высокого деревянного клеем, втулкой и гвоздями изнутри
крепят окончательно. Расстояние от края стельки 9—13 мм, а
по осевой линии пятки— 12—14 мм. Операцию выполняют на
машине 04222/Р1.
Подготовка к прикреплению средних, высоких и особо
высоких каблуков ручным способом при изготовлении модельной
обуви. Перед прикреплением каблуков производят операцию
горячего формования пяточной части по грани обуви. Горячим
формованием устраняется неровность пяточной части и складки
на затяжной кромке. Горячее формование пяточной части
производят при помощи токмача, нагретого до температуры 100 °С.
Боковые поверхности пяточной части обуви тщательно
околачивают сапожным молотком до получения четко выраженной
стелечной грани, без складок и морщин. При первой посадке
каблука на посадочный гвоздь ляписную часть каблука
подгоняют под пяточную часть колодки так, чтобы каблук плотно
прилегал к колодке и контуры пяточной части подошв и ляписной
части каблука совпадали. Посадочный гвоздь углубляют в
колодку или пробку на 20—25 мм. Между каблуком и пяточной
частью следа обуви не допускаются зазоры. Перед второй
посадкой каблука производят предварительное формование подошв
на прессе ПФГ-1-0 или 05020/Р2, 05020/Р4 (ЧСФР). Профиль
следа подошвы должен соответствовать профилю следа колодки
определенного фасона и размера обуви.
Пяточную часть следа обуви и ляпис каблука промазывают
ровным тонким слоем клея из наирита НТ. Клеевые пленки сушат
при температуре 18—20 °С в течение 2—3 мин. Высокий или
средний каблук из пластмассы накладывают на пяточную часть
следа обуви и прикрепляют снаружи посадочным гвоздем,
вбиваемым вплотную до упорных шайб. Контуры пяточной части
подошв должны совпадать с ляписной поверхностью каблуков.
Рунное прикрепление средних, высоких и особо высоких
каблуков. Средний каблук в обуви номеров 210—235 прикрепляют
пятью гвоздями, а номеров 240—275 — семью. Применяют на-
винтованные гвозди № 18—20. Гвозди располагают равномерно
192
и забивают с наклоном внутрь каблука. Исключением является
гвоздь на задней пяточной части стельки, который крепят на
расстоянии 9—13 мм от ее края и по оси от пяточного
закругления на 12—14 мм. Головки гвоздей должны утопать в
подпяточнике или плотно прилегать к поверхности стельки, после
прикрепления каблуков не должно быть зазоров и расщелин.
Высокий и особо высокий каблуки после прикрепления к
следу обуви наиритовым клеем из наирита НТ крепят шурупами
и навинтованными гвоздями. Количество их такое же, как для
прикрепления среднего каблука. Применяют шурупы диаметром
3 мм, длиной 25—30 мм, а навинтованные каблучные гвозди
должны быть длиной не менее 23 мм.
До крепления шурупа отверстие в каблуке сверлят сверлом.
Крепят каблук вращающимся специальным упором конструкции
предприятия. Для прикрепления гвоздей вручную применяют
специальное каблучное приспособление и упор для фиксации
каблука конструкции КТБО Минбыта РСФСР.
Прикрепление набоек. Набойка во время носки обуви
испытывает значительную нагрузку, поэтому ее следует изготовлять
из особо прочных материалов: кожи, кожеподобной резины,
капрона, полиуретана, поливинилхлорида, сплавов металлов.
Набойка при носке обуви работает на истирание. Она не должна быть
ломкой, эластичной и хрупкой.
Учитывая высокие требования к набойкам, с каждым годом
все меньше применяют набойки из кожи и кожеподобной резины.
При изготовлении женской модельной обуви на среднем или
высоком каблуке для прикрепления набоек осторожно удаляют
из каблука посадочный гвоздь, не нарушая клеевой шов каблука,
крокуля и подошвы и не повреждая обтяжки каблука. Набойку
и поднабоечную часть каблука промазывают клеем из наирита
НТ. Клеевую пленку сушат при температуре 18—20 °С в течение
2—3 мин. Перед прикреплением клеевую пленку на набоечной
поверхности каблуков и набойках активируют при температуре
90—100 °С в течение 30—40 с, после чего набойку приклеивают
к каблуку.
Штампованные набойки прикрепляют на машине ПНЖ-Р
гвоздями, нарезанными из проволоки со спиральной накаткой
или вручную гвоздями.
Набойки в паре должны быть одинаковыми по толщине и
цвету, плотно, без зазоров, прилегать к поднабоечной
поверхности каблуков. Если набойки крепят на машине ПНЖ-Р, перед
этой операцией обувь снимают с колодки.
При постановке резиновых набоек они перед прикреплением
гвоздями должны быть предварительно приклеены клеем из
наирита НТ.
Для прикрепления пластмассовых набоек к каблукам
применяют метод запрессовки, который заключается в том, что при
изготовлении каблука методом литья в его теле делают углубле-
13—939
193
ния. С неходовой стороны набойки делают специальные приливы
и выступы, по форме копирующие углубления в каблуке. Набойка,
намазанная с неходовой стороны клеем из наирита НТ,
несильным ударом молотка запрессовывается в тело каблука. Выступ
набойки должен прочно войти в полую часть каблука. Между
каблуком и набойкой не должно быть расщелин.
Применение таких набоек удобно тем, что их легко заменять
на новые без особых затруднений.
Для прикрепления металлической набойки используют гвозди
с шестигранным стержнем, предотвращающим поворачивание
гвоздя и набойки вокруг своей оси. Гвоздь забивают вручную
сапожным молотком так, чтобы головка была утоплена в выемке
металлической набойки.
Технологические требования, предъявляемые к прикреплению
каблуков и набоек. 1. Каблуки в паре должны быть одинаковыми
по высоте, форме, размеру и соответствовать номеру обуви.
2. Количество гвоздей для прикрепления низкого кожаного
каблука изнутри или снаружи зависит от размера обуви:
^13-мер обуви
215-240
250—275
280—305
Количество гвоздей
9—10
10—11
12—13
3. Расстояние от центра гвоздей до края стельки при
прикреплении кожаного каблука 4—7 мм, деревянного или
пластмассового 10—12 мм, а между центрами гвоздей 9—10 мм.
4. Расстояние между центрами гвоздей при прикреплении
изнутри деревянных и пластмассовых каблуков должно быть
И — 13 мм. Гвозди следует вбивать с уклоном внутрь, головки
гвоздей должны быть утоплены в подпяточник.
5. Величина загибки острия гвоздя при прикреплении
каблука снаружи должна составлять 2—3 мм.
6. При прикреплении каблука изнутри головки гвоздей и
шурупов не должны выступать над поверхностью стельки.
7. Каблук должен быть посажен ровно, без перекосов.
Кривизна ляписа среднего или высокого каблука должна совпадать
с кривизной пяточной части обуви, между ними не должно быть
зазоров и расщелин.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Расскажите об операциях подготовки следа обуви в различных методах
крепления низа обуви.
2. Какие методы крепления низа применяют при изготовлении обуви по
заказам населения?
3. Какие клеи применяют для прикрепления низа обуви в зависимости от
склеиваемых поверхностей?
4. Какие машины, прессы, приспособления, инструменты применяют при
подготовке следа и прикреплении деталей низа обуви?
194
5. Охарактеризуйте клеевой метод крепления низа обуви и его преимущества
перед другими.
6. Охарактеризуйте рантовый механический метод крепления низа обуви.
Расскажите о его преимуществах и недостатках.
7. Охарактеризуйте рантовый ручной метод крепления низа обуви.
Расскажите о его преимуществах и недостатках.
8. Расскажите о последовательности выполнения технологических операций
рантоклеевого метода крепления низа обуви.
9. Расскажите о последовательности выполнения операций прошивного метода
крепления низа обуви и его преимуществах перед другими.
10. Расскажите о последовательности и особенностях выполнения операций
строчечно-клеевого метода крепления низа обуви.
11. Расскажите о последовательности выполнения операций выворотного метода
крепления низа обуви.
12. Расскажите о последовательности выполнения операций бортового метода
крепления низа обуви, его преимуществах и недостатках.
13. Какова последовательность выполнения технологических операций
крепления низа обуви деревянно-шпилечным ручным методом? Каковы его
недостатки?
14. Охарактеризуйте сущность изготовления обуви методом прессовой
вулканизации.
15. Охарактеризуйте сущность изготовления обуви литьевым методом крепления.
16. Расскажите об изготовлении обуви методами контактно-тепловой и
высокочастотной сварки.
17. Расскажите о способах прикрепления различных видов каблука.
18. Каковы технологические требования к прикреплению каблуков и набоек?
Глава X. ОТДЕЛКА ОБУВИ
Процесс изготовления обуви по заказам населения
заканчивается отделочными операциями. Благодаря отделке обувь
приобретает красивый внешний вид и правильную форму. Операции
отделки делят на механическую отделку — фрезерование и
шлифование и физико-механическую отделку — окрашивание и
полирование поверхности, ее чистка, аппретирование, тонирование
и др.
Процесс отделки делят на отделку низа и верха. К отделке
низа обуви относится удаление излишков материала по контуру
деталей низа обуви, придание определенной законченной формы
урезу подошвы и получение гладкой поверхности наружных
деталей низа обуви.
К отделке верха обуви относят операции, призванные
восстановить первоначальный внешний вид материалов верха обуви.
§ 1. ОТДЕЛКА НИЗА ОБУВИ
Технология отделки низа обуви зависит от ряда факторов, таких,
как вид обуви, материалы, из которых изготовлена обувь, метод
крепления низа обуви и др. Наиболее трудоемкой является
отделка деталей низа обуви из кожи. Для отделки применяют
отделочные составы, которые требуют полирования после их
нанесения для получения блестящей поверхности, а также бесполи-
13*
195
ровочные составы. Полирование производят в тех случаях, когда
в отделочных составах использованы пленкообразователи из
воска и казеина. Составы, содержащие акриловую эмульсию и
полиуретановые композиции, полирования не требуют, но эти
составы образуют толстую пленку, которая снимает эффект
натуральной кожи.
Отделка низа обуви из кожи с кожаным наборным каблуком
механическим способом включает следующие технологические
операции: фрезерование уреза подошв, каблука и набойки;
шлифование боковой поверхности каблука; окрашивание боковой
поверхности каблука и уреза подошв; полирование боковой
поверхности каблука с воском; первое полирование и уплотнение уреза
подошв; нанесение воска на урез подошвы; второе полирование
уреза, шлифование ходовой поверхности подошвы и каблука;
окрашивание ходовой поверхности подошвы и каблука два раза
с промежуточной сушкой после каждого окрашивания;
полирование ходовой поверхности низа обуви щетками с воском.
В женской обуви на высоком каблуке на кожаной подошве,
где разная толщина уреза, фрезерование, уплотнение и
полирование производят в два приема, а отделку геленочной и кро-
кульной частей подошвы — ручным способом.
При применении в обуви на кожаной подошве резинового
формованного каблука преобладают операции окраски и
полирования каблука.
Основными операциями отделки низа обуви являются
фрезерование, шлифование, нанесение грунтовочных отделочных
составов и полирование.
Фрезерование. Эта операция необходима для снятия
излишков материалов по контуру подошв, каблуков, набоек. Торцу
уреза придается определенная форма и гладкая поверхность.
Обработку производят пучковой и геленочной фрезами на
машинах ФУП-2-0, ФУП-З-О. Профиль зубьев фрезы должен
точно соответствовать профилю подошвенного уреза и совпадать
с профилем ручных отделочных инструментов — урезника и
кантика.
В зависимости от толщины обрабатываемых деталей
применяют фрезы с соответствующей шириной полки. Для обработки
подошв применяют фрезы с шириной полки от 2 до 12 мм, для
обработки набоек — 3,5—7 мм, для каблуков — 29,3—39,3 мм.
Ширина полки фрезы должна быть на 0,5—0,75 мм меньше
общей толщины фрезеруемых деталей. Благодаря этой разнице
происходит уплотнение материала.
Пучковые фрезы для обработки кожи имеют по 12—16 зубьев,
для обработки резины — 8—10 зубьев. Фрезы враи*#ются со
скоростью 167—200 с, при этом с деталей низа обуви снимается
тонкая стружка, отфрезерованная поверхность получается
гладкой и не требует дополнительной механической обработки.
Урезы фрезеруют обычно до посадки каблука. Перед фрезе-
196
рованием производят подборку кранцев — срезание утолщений, а
также лицевого слоя ранта или обводки в виде полоски шириной
2—3 мм от края. Эту операцию производят ножом для подборки.
Фрезерование уреза подошвы заменяет шесть операций
ручной отделки: обрезку, обработку рашпилем, стекление,
шлифование и отводку холодным урезником.
Фрезерование уреза подошвы производят по всему периметру
одной пучковой фрезой или раздельно по участкам
специальными для каждого из них фрезами в зависимости от метода
крепления, материала низа и конструкции.
В модельной обуви на среднем или высоком каблуке носочно-
пучковая часть кожаной подошвы фрезеруется урезной фрезой,
а геленочная и крокульная части — с обеих сторон геленочной
фрезой с косым зубом.
Пяточную часть кожаных подошв в обуви на низком каблуке
фрезеруют цилиндрической, носочно-геленочную часть —
урезной, а внутреннюю сторону геленочной части — геленочной
фрезой.
В обуви рантового и рантово-прошивного методов крепления
подошвы фрезеруют в два приема: носочно-пучковую и геленоч-
ную части — урезной фрезой до снятия обуви с колодки,
пяточную часть фрезеруют после снятия с колодок.
Кожаный наборный каблук модельной обуви обрабатывают
на машинах ФУП-2-О и ФУП-З-О фрезой с 1 пером и 8 зубьями.
Ширина режущей кромки фрезы должна быть на 2 мм меньше
высоты каблука с учетом толщины подошвы. Верхняя грань
каблука должна выступать за грань пяточной части обуви не более
чем на 2 мм, а боковая поверхность каблука должна составлять
90° с плоскостью набойки. Допускается фрезерование каблука
на конус. При этом от геленочной части подошвы к каблуку
должен быть плавный переход.
Носочно-пучковая часть подошвы должна быть ровной и
плавно переходить в геленочную часть.
Урез набойки на деревянных, пластмассовых, обтянутых
кожей средних и высоких каблуках фрезеруют по контуру
набоечной фрезой с прямой полкой, имеющей один желобок и одно
малое перо, или фрезой с фигурной полкой без перьев на
машинах ФУП-2-0 и ФУП-З-О.
Верхний контур набойки должен совпадать с краями ходовой
поверхности каблука, а нижний — выступать за боковую
поверхность каблука на 1 —1,5 мм. С ходовой стороны набойка должна
иметь фаску шириной 1 —1,5 мм и высотой 0,3 мм.
При фрезеровании набойки следует следить, чтобы не была
повреждена обтяжка или покрытие каблука. Урез набойки в
обуви на низком каблуке фрезеруют одновременно с боковой
поверхностью каблука каблучной фрезой на машине ФУП-З-О.
После фрезерования обувь должна отвечать следующим
требованиям:
197
полка уреза подошвы, за исключением внутренней стороны
геленочной части, должна быть перпендикулярна краю подошвы;
внутренняя сторона геленочной части уреза должна быть
овальной;
контуры уреза подошвы должны точно соответствовать
профилю следа обуви и быть одинаковыми в паре без выхватов и
волнистости;
поверхность уреза подошвы должна быть ровной, чистой,
гладкой с четко выраженными жилками;
должен быть плавный переход от пучковой к геленочной
части;
в обуви, изготовляемой ниточными методами крепления,
стежки строчки на подошве не должны быть повреждены;
верх обуви не должен быть поврежден от пера фрезы или
шайбы.
Шлифование. В модельной обуви, изготовляемой по заказам
населения, боковую поверхность наборного кожаного и
резинового каблуков и ходовую поверхность кожаных и резиновых
деталей низа подвергают шлифованию.
Шлифование производят для придания гладкой и ровной
поверхности кожаным и резиновым каблукам и для создания
лучшей адгезии при нанесении отделочных покрытий.
Эту операцию выполняют на машине МШК-1-0 при помощи
валиков, обтянутых шлифовальной лентой № 20—32 или 8—10.
Боковую поверхность кожаного каблука шлифуют три раза,
вначале шлифовальной лентой № 20—32, затем лентой № 8—10.
Боковую поверхность резиновых каблуков шлифуют два раза.
Первое шлифование производят шлифовальной лентой № 20—
32, второе — шлифовальной лентой № 8—10.
При шлифовании боковой поверхности каблука должны быть
соблюдены следующие требования:
верх обуви не должен быть поврежден, на поверхности
каблука не должно быть неровностей, обожженных мест, выхватов
и волнистости;
каблуки в паре по размерам и форме должны быть
одинаковыми, ляписная часть каблука должна соответствовать
пяточной части подошвы.
Подошвы и набойки шлифуют два раза. Первый раз
шлифовальной лентой № 20—32, второй раз — шлифовальной лентой
№ 8—10 для получения гладкой поверхности. Обычно
шлифование начинают в геленочной части, затем переходят в носочно-
пучковую часть подошвы. Подошвы шлифуют по всей
поверхности при их отделке водно-восковыми красками. В случаях
применения бесполировочных красок и при отделке подошв под
натуральный цвет кожи, шлифуют только край ходовой
поверхности подошв и набоек для удаления воска и загрязнений.
Шлифование ходовой поверхности подошв и набоек
производят на машине ШНП-1-0.
198
При шлифовании подошв и набоек должны быть соблюдены
следующие требования:
поверхность подошв и набоек после обработки должна быть
ровной, без царапин, ожогов, неотшлифованных мест,
кольцеобразных следов;
не должны быть повреждены урез подошвы и крокуль
каблука, стенки, прикрепляющие подошву к ранту, и верх обуви,
Нанесение рисунка на боковую поверхность подошв и
каблуков. Для придания хорошего товарного вида на боковую
поверхность подошв из пористой резины наносят рисунок. Рисунок
может быть нанесен двумя способами: шлифовальными кругами
(от приспособления для заточки фрез) и витой проволокой,
согнутой в виде петли. При обработке шлифовальными кругами
на машине ФУП-3-0 глубина насечки может колебаться от 1 до
1,5 мм.
Для нанесения рисунка при помощи витой проволоки
последнюю необходимо разогреть в термоактиваторе ТА-О, Т-Р до
температуры 90—100 °С в течение 10—15 мин, после чего можно
наносить рисунок на боковую поверхность подошв и каблуков.
После нанесения рисунка на поверхность подошв из пористой
резины наносят тонкий слой клея из наирита НТ, который сушат
в течение 60 мин при температуре 18—20 °С.
Нанесение закрепителя на урез подошвы, набойки и
поверхность наборного каблука. На урез подошвы, набойки и боковую
поверхность наборного кожаного каблука наносят закрепитель
с помощью маленькой щетки. В качестве закрепителя
применяют 22—25 %-й раствор канифоли или идитола в спирте,
мыльную или восковую эмульсию, водный раствор мездрового клея.
После нанесения закрепителя производят просушку в течение
5—10 мин при температуре 18—20 °С. Нанесенный закрепитель
склеивает волокна кожи, делает поверхность жесткой и гладкой,
хорошо поддающейся окончательному шлифованию, а также
придает поверхности водостойкость.
Торец подошвы в местах перехода от геленочной части к
каблуку с наружной стороны подправляют урезной фрезой, с
которой удалено большое перо, а с внутренней стороны —
геленочной фрезой. Урез подошвы должен иметь плавный переход от
геленочной части к пяточной.
Первое горячее полирование уреза подложек, подошвы,
набойки и боковой поверхности каблука. Эта операция
предназначена для уплотнения, формования и придания первоначального
блеска урезу подложек, подошвы, набойки и поверхности
каблука.
Горячее полирование производят на машинах ГП и 04207/Р1
(ЧСФР) при помощи фумеля, нагретого до температуры 90—
100 °С. Полка фумеля должна быть уже фрезы на 0,5 мм и
соответствовать ее профилю. Такое соответствие дает возможность
уплотнить урез и получить четко выраженные фаски.
199
По назначению фумели подразделяют на пучковые, геленоч-
ные, кранцевые и каблучные. При одинаковой толщине подошвы
по всему периметру применяют пучковый фумель, урез кожаной
подошвы полируют по всему контуру (кроме пяточной и
внутренней геленочнои частей) пучковым фумелем, внутреннюю геленоч-
ную часть полируют геленочным фумелем. Каблуки полируют
более широкими каблучными фумелями.
В обуви с язычком подошвы на каблук геленочную, крокуль-
ную и пучковые части уреза подошвы полируют раздельно. При
полировании геленочнои части подошвы и язычков переход от
уреза язычка к урезу геленочнои части подошвы должен быть
плавным.
Окрашивание уреза подошвы, набойки и боковой поверхности
каблука. Эти поверхности окрашивают в черный или
темно-коричневый цвет нанесением восковых красок.
Маленькой щеткой ровным слоем наносят краску на урез и
боковую поверхность каблука, а затем сушат при комнатной
температуре A8—20 °С) в течение 20—25 мин. Боковую
поверхность сборного кожаного каблука покрывают краской два раза.
Нанесение воска на урез подложек, подошв и набоек. Для
получения красивого внешнего вида уреза подошвы, подложек
и набойки, а также для придания им лучшей водостойкости на
урез наносят отделочный воск. Для модельной обуви
рекомендуют применять отделочный воск с температурой плавления
80 °С, что дает возможность получить стойкое блестящее
покрытие.
Второе горячее полирование уреза подложек, подошвы и
набоек. Эту операцию выполняют после окрашивания и
нанесения воска тем же фумелем, что и при первом горячем
полировании на машине ГП.
После выполнения этой операции происходит равномерное
распределение воска по урезу подошвы и набойки. Урез
получается гладкий и блестящий с ярко выраженными фасками и
жилками.
В модельной обуви на среднем, высоком или особо высоком
каблуке горячее полирование в геленочнои части подошвы и ее
крокуля производят ручным фумелем (температура фумеля
90—100 °С). Размеры фумеля должны соответствовать ширине
уреза геленочнои части подошвы и язычка.
Нанесение лака на урез подошвы и набойки. Для придания
окончательного внешнего вида урезу подошвы и набойки на их
поверхность наносят отделочный лак, состоящий из раствора
шеллака или идитола в этиловом спирте. В условиях
производства обуви по заказам населения лак наносят вручную
кисточкой. Продолжительность сушки составляет 1,5—2 мин при
температуре 18—20 °С.
Окрашивание кожаного низа обуви. Для улучшения внешнего
вида и повышения водостойкости кожаного низа обуви поверх-
200
ность подошв и набоек покрывают тонким ровным слоем без
сгустков, пропусков и затеков казеиновосковыми или щелочно-
казеиновыми красками.
Окрашивание производят один или два раза плоской беличьей
кистью. После первой окраски дается просушка в течение 20—
30 мин, а после второго нанесения краски — 35—40 мин при
температуре 18—20 °С. При нанесении бесполировочных красок
просушка длится 1,5—2 мин при температуре 70—75 °С в сушилке
СОВ-1.
Подошвенные краски должны обладать высокой кроющей
способностью и легко наноситься на подошву. После высыхания
краски должна быть ровная пленка, без просветов, полос, следов
пены, наплывов, потеков. Верх обуви и урез подошвы не должны
быть загрязнены краской.
Полирование ходовой поверхности подошв и набоек. Для
придания красивого внешнего вида ходовую поверхность подошв
и набоек полируют на машине ХПП-3-0 при помощи
вращающихся волосяных щеток, на поверхность которых наносится
воск. Полирование производят до получения равномерного
блеска. Цвет отделочного воска должен соответствовать цвету
окрашенной подошвы и набойки.
При ручном полировании ходовую поверхность подошв и
набоек натирают воском и полируют нагретой до температуры
70—80 °С металлической гладилкой. Отполированную
поверхность протирают суконкой до получения эффекта равномерного
блеска.
В тех случаях, когда применяют бесполировочную краску,
операцию по полированию ходовой поверхности подошв и набоек
не производят.
Для отделки кожаных подошв в натуральный цвет кожи
используют бесцветный отделочный лак и неокрашенные восковые
эмульсии.
Снятие обуви с колодок и прикрепление каблука изнутри.
При изготовлении модельной обуви по заказам населения на
среднем, высоком или особо высоком каблуке перед их
прикреплением обувь снимают с колодок.
Каблук в обуви размера 210—240 прикрепляют пятью
гвоздями № 20—23, а размера 245—275 — семью гвоздями. Гвозди
забивают с наклоном внутрь каблука и располагают равномерно
(кроме заднего гвоздя) на пяточной части стельки на расстоянии
9—13 мм от ее края и по оси от пяточного закругления на 12—
14 мм.
По центру пяточной части основной стельки дополнительно
ввинчивают шуруп № 23—25 так, чтобы он входил в каблук не
менее чем на 17—20 мм. Головки гвоздей и шурупа не должны
выступать над поверхностью основной стельки (подпяточника).
Концы гвоздей, выступающие над поверхностью стелек, удаляют.
Поверхность стелек должна быть гладкой, без впадин и бугров.
201
Отделка ходовой поверхности подошв и набоек из
искусственных материалов. В обувной подотрасли бытового обслуживания
широко применяют для производства модельной обуви по
заказам населения профилированные подошвы из кожволона,
кожеподобной резины и синтетических материалов.
При изготовлении подошвы способом прессования или
отливки заранее определяют профиль уреза и рисунок следа
подошвы.
При отделке ходовой поверхности подошв и набоек из
указанных материалов основными операциями являются
следующие:
чистка подошв вращающимися щетками;
окрашивание уреза под натуральную кожу;
промывание;
аппретирование или окрашивание подошв;
шлифование ходовой поверхности.
Наиболее широкое применение для производства обуви по
заказам населения получили кожволоновые подошвы и набойки.
При обработке подошв и набоек из кожволона тщательно
удаляют все пятна и загрязнения на ходовой поверхности подошв
и промывают их бензином или смывочной жидкостью при помощи
тампонов. Затем на урез и ходовую поверхность подошв наносят
тонким равномерным слоем лак идитоловыи или шеллачный или
шеллачную аппретуру, не допуская потеков на верх обуви.
Продолжительность сушки нанесенной пленки составляет 5—10 мин
при температуре 18—20 °С.
Декоративная отделка кожаного низа. Для придания
кожаному низу обуви лучшего внешнего вида производят
декоративную отделку, которая заключается в нанесении узорных линий
и рисунков.
При изготовлении обуви клеевого метода крепления в местах
предварительного прикрепления подошвы и закрепления
кранцев в изгибе проставляют звездочки. На боковой поверхности
обтяжки деревянного каблука на расстоянии 0,75—1 мм от
верхнего края и на таком же расстоянии от края крокульной части
подошвы наводят узорную линию нагретой отводкой. Перед
выполнением операции металлическую часть отводки нагревают до
температуры 90—100 °С. Отводку в нагретом состоянии
прижимают к кусочку отделочного воска и наводят узорную линию,
после чего протирают суконкой.
В обуви клеевого метода крепления для создания имитации
искусственного ранта колесиком наносят рисунок в носочно-пуч-
ковой части.
В обуви рантового метода крепления узорную линию
накладывают по линии порезки подошвы. Нанесенные на низ обуви
рисунки и жилки должны быть ровными, четкими и находиться
на одинаковом расстоянии от края каблука или подошвы. Верх
и низ обуви не должны иметь повреждений и ожогов.
202
§ 2. ОТДЕЛКА ВЕРХА ОБУВИ
В процессе производства обуви по заказам населения она
проходит значительное количество ручных и машинных операций,
в результате чего материал верха обуви частично утрачивает
первоначальный внешний вид за счет полученных в процессе
производства загрязнений и механических повреждений.
Для придания обуви товарного вида выполняют целый ряд
отделочных операций. К ним относятся: чистка верха и
подкладки, ручная отделка и ретуширование, вклеивание вкладных
стелек и подпяточников, прикрепление украшений, утюжка,
тоновая отделка верха обуви и аппретирование.
Чистка верха обуви и подкладки. Эту операцию производят
в зависимости от характера загрязнений механическим или
химическим способом. Механическим способом чистки удаляют
загрязнения от пыли, воска и клея. Химическим способом чистки
удаляют с верха и подкладки следы жира, масла, клея, краски,
воска и другие загрязнения. Все загрязнения с верха обуви
удаляют при помощи шлифовальной ленты № 6—8, тупичка,
резинки, кусочка каучука, смывочной жидкостью или растворителями.
При чистке подкладки не должно быть нарушено клеевое
крепление пяточной части подкладки с задником, не должны
быть повреждены материал верха и подкладки.
Ручная отделка и ретуширование. С помощью этой операции
устраняют мелкие повреждения (трещины, осыпание красителя,
изменение тона) и окончательно подправляют низ обуви.
Заделка повреждений может быть произведена качественно
только в том случае, если правильно определено свойство
покрывного крашения кожи, а также если произведен
соответствующий подбор красок. Подкраску верха обуви необходимо
производить теми же красками (по цвету, тону и свойствам),
которыми красились кожи.
Обувь с верхом из замши и велюра подлежит заделке
дефектов в том случае, если на коже изменен цвет и частично ворс.
В этом случае с поверхности удаляют пыль и грязь, а затем
жировые пятна смывочными средствами, после чего промывают
теплой водой и сушат при температуре не выше 35 °С, затем
взъерошивают шлифовальной лентой № 5—6. Повреждения на обуви
с верхом из лака заделывают следующим способом. Имеющиеся
трещины и царапины зачищают шлифовальной лентой № 5—6
до полной ликвидации повреждения, после этого поврежденное
место проглаживают горячим тупичком, нагретым до
температуры не выше 100 °С и наносят лак.
Все механические повреждения на верхе, подкладке, подошве
и каблуке, которые не будут влиять на эксплуатацию обуви,
тщательно заделывают нитролаком^ воском, спиртовым
растворителем шеллака с предварительной обработкой мест
повреждения шлифовальной лентой № 5—6.
203
Царапины на верхе обуви должны быть обработаны
шлифовальной лентой № 5—6 и покрыты краской соответствующего
цвета, проглажены горячим тупичком, после чего наносят
дополнительный слой соответствующей краски. Верх обуви из кожи
акрилового, нитроакрилового и других нитропокрытий
ретушируют нитроцеллюлозными красками; верх обуви казеинового
покрытия ретушируют казеиновыми красками. После отделки и
ретуширования обувь просушивают в течение 15—20 мин при
температуре 18—20 °С.
§ 3. ЗАВЕРШАЮЩИЕ ОПЕРАЦИИ
Вклеивание подпяточников, вкладных стелек и полустелек. При
изготовлении модельной обуви по заказам населения для
улучшения условий эксплуатации обуви вклеивают подпяточники из
поролона. Подпяточник предохраняет стопу от повреждений
гвоздями и шурупами, которыми прикреплен каблук.
На бахтармяную сторону вкладных стелек и полустелек
наносят тонкий ровный слой резинового клея. После этого
вклеивают вкладные кожаные стельки или полустельки, цвет которых
должен соответствовать основной подкладке обуви, а размеры и
фасон вкладных стелек и полустелек должны соответствовать
размеру и фасону обуви.
Стельки и полустельки должны быть вклеены без перекосов,
морщин и складок. На подкладке верха обуви не допускаются
загрязнения клеем.
Прикрепление украшений. Эту операцию производят в
готовой обуви (во избежание их порчи в процессе производства
обуви). Способ прикрепления зависит от вида, конструкции и формы
верха обуви.
Украшения могут быть прикреплены специальным креплением
из мягкой проволоки в виде двух ножек. Пуговицы и пряжки
прикрепляют к верху обуви капроновыми нитками.
Пластмассовые пуговицы и пряжки могут быть приклеены клеем из наирита
НТ или полиуретановым клеем. Банты из кожи прикрепляют к
верху обуви проволочными скобками на машине МКУ-О.
Прогрессивным методом является прикрепление украшений к верху
обуви специальными зажимными клипсами. В этом варианте
крепления украшений не портится внешний вид заготовки за счет
проколов или пятен клея, а сами украшения являются сменными,
что дает возможность носить обувь как с украшениями, так и
без них.
Украшения должны быть прикреплены к верху готовой обуви
точно по линиям наметки так, чтобы на стороне подкладки не
было грубых узлов из острых концов металлических крепителей.
Утюжка верха обуви. Для разглаживания морщин, складок,
полученных в процессе изготовления обуви/производят утюжку
204
электроутюгом или струей горячего воздуха (от специального
приспособления).
Температура утюжки не должна превышать 100 °С, а струя
горячего воздуха 90 °С. При утюжке поверхностные волокна
кожи сжимаются, образуя ровную блестящую пленку,
улучшающую внешний вид обуви.
Голенища женских сапожек утюжат на деревянных или
алюминиевых правилах конструкции предприятия. На алюминиевых
правилах утюжку производят струей горячего воздуха с
температурой не выше 90 °С. Утюжку верха обуви также производят
на машине 04219/Р5 (ЧСФР) для разглаживания морщин на
верхе обуви горячим воздухом температурой не выше 90 °С. На
верхе обуви не должно быть ожогов и стяжки лицевой
поверхности.
Тоновая отделка верха обуви. Для улучшения ассортимента
обуви, изготовляемой по заказам населения, можно применить
специальную тоновую отделку — отделку с подцветкой. Отделку
с подцветкой производят нитрокраской при помощи пистолета-
распылителя. Краску другого оттенка наносят на отдельные
участки, например на ажурные строчки, а после подсушки
наносят шеллачную аппретуру, под которой тонирование выглядит
довольно нарядно.
Аппретирование верха и низа обуви. Для восстановления
блеска верха обуви, утраченного в процессе производства, его
покрывают шеллачной, казеиновой или другой аппретурой в
зависимости от красителя, которым был покрыт верх обуви.
На всю поверхность обуви с верхом из лицевых кож наносят
ровный тонкий слой аппретуры без полос, потеков и пропусков.
Низ обуви также покрывают аппретурой. Если на кожаный низ
обуви были нанесены казеиново-восковые или бесполировочные
краски, тогда его покрывают шеллачно-спиртовой аппретурой;
на резиновый низ обуви наносят шеллачно-водные аппретуры
с повышенным содержанием-спирта или спиртовые аппретуры.
Аппретуру наносят на установке АК-1-Р или вручную один
или два раза текстильными тампонами или мягкими резиновыми
губками. Аппретированную обувь высушивают в течение 8—
12 мин при температуре 18—20 °С.
Шнурование готовой обуви, застегивание пуговиц, пряжек,
застежек-молний. Готовая обувь должна быть зашнурована не
менее чем на две пары нижних блочков, концы шнурков должны
быть вложены внутрь, цвет шнурков должен гармонировать с
цветом верха или отделки обуви. Длина шнурков определяется
видом, родом и размером обуви.
Если верх обуви имеет ремешки, то их застегивают на
пуговицы или пряжки. Сапожки, полусапожки имеют застежку-
молнию.
Клеймение готовой обуви. Клеймение размера и цены
производят методом горячего тиснения в геленочной части кожаных
205
и кожволоновых подошв с ходовой стороны. Клеймо должно
быть четко оттиснено. Клеймение размера и цены на резиновых
подошвах производят в геленочной части подошвы
штемпельными красками.
Для клеймения товарного знака на подошвах применяют
машину КТЗ-1.
§ 4. КОНТРОЛЬ КАЧЕСТВА МОДЕЛЬНОЙ ОБУВИ
Качество модельной обуви, изготовляемой по заказам населения,
определяется следующими признаками:
красивым видом, изяществом, элегантностью, соответствием
направлению современной моды;
пластичностью, легкостью и гибкостью;
удобством обуви в носке, что обусловливается соответствием
внутренней формы и размеров обуви форме и размерам стопы;
способностью изготовленной обуви сохранять внешнюю и
внутреннюю форму и размеры в течение всего срока
эксплуатации.
Требования к качеству выпускаемой обуви определяются
государственными, республиканскими стандартами, а также
соответствием образцу-эталону, утвержденному художественным
советом предприятия.
В этих документах приведены характеристики и
технологические требования к модельной обуви, минимально допустимые
толщины деталей верха и низа, гарантийные сроки службы
обуви, требования к сортировке, маркировке и упаковке.
Для обеспечения выпуска обуви высокого качества
производится ее контроль на всех стадиях производства, а также
контроль готовой обуви.
Обувь, изготовленная по заказам населения, а также товары
народного потребления принимаются отделом технического
контроля предприятия (объединения) на соответствие
образцу-эталону и требованиям государственного и республиканского
стандартов.
В каждую полупару обуви в носочную часть вставляют
картонный или пластмассовый каркас, затем каждую полупару
обертывают в бумагу и укладывают в коробку носками в разные
стороны и подошвами к боковым стенкам коробки. При упаковке
сапожек перегибание голенищ не допускается.
Коробки маркируются согласно ГОСТ 7296—81*. На
коробках для упаковки обуви, выпускаемой по индивидуальным
заказам, наносится номер заказа ручным штампом и прилагается
квитанция заказа и мерка.
Выполненные заказы подбирают по квитанциям, комплектуют
по приемным пунктам, где были приняты заказы. Составляют
реестр и отправляют на склад готовой продукции, откуда их
направляют в соответствующие приемные пункты для выдачи
заказчикам.
206
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Перечислите операции, которые выполняют при отделке низа обуви.
2. Перечислите операции, которые выполняют при отделке верха обуви.
3. Что достигается отделкой обуви?
4. Какие материалы применяют для отделки низа обуви?
5. Какие материалы применяют для отделки верха обуви?
6. Какие операции выполняют при обработке механическим способом
кожаного наборного каблука?
7. Какие фрезы применяют при обработке уреза подошвы на низком, среднем
и высоком каблуке?
8. Какие требования предъявляют при фрезеровании подошвы и набойки?
9. Какие требования предъявляют при шлифовании боковой поверхности
кожаного и резинового каблука?
10. Какие требования предъявляют при шлифовании ходовой поверхности
подошв и набоек?
11. Какими способами наносят краску на боковую поверхность подошв из
пористой резины?
12. С какой целью наносят закрепитель на урез подошвы, набойки и
поверхность наборного каблука?
13. Для чего проводят горячее полирование уреза подложек, подошв, набоек и
боковой поверхности каблука?
14. Для чего производят отделку верха и низа обуви?
15. Какими документами определяются требования к качеству обуви,
изготовляемой по заказам населения?
Глава XI. СТАНДАРТИЗАЦИЯ И УПРАВЛЕНИЕ
КАЧЕСТВОМ ПРОДУКЦИИ
§ 1. СТАНДАРТИЗАЦИЯ
Под стандартизацией понимают установление и применение
правил, упорядочивающих деятельность в определенной области
на пользу и при участии всех заинтересованных сторон, в
частности для достижения всеобщей оптимальной экономии при
соблюдении условий эксплуатации (использования) и
требований безопасности.
Основными задачами стандартизации являются:
установление требований к качеству продукции на основе
стандартов, характеристик качества продукции, а также сырья,
материалов, полуфабрикатов и комплектующих изделий,
необходимых для ее изготовления; определение единой системы
показателей качества продукции, методов и средств контроля и
испытаний уровня надежности в зависимости от назначения изделий
и условий их эксплуатации; определение норм, требований и
методов проектирования и производства продукции для
обеспечения ее оптимального качества и исключения нерационального
многообразия видов, марок и типоразмеров; унификация
промышленной продукции как важнейшее условие специализации
производства, комплексной механизации и автоматизации
технологических процессов, повышения уровня взаимозаменяемости,
эффективности эксплуатации и возможности ремонта изделий;
207
обеспечение единства и достоверности измерений, создание
и совершенствование эталонов единиц физических величин,
методов и средств измерений; разработка единых форм
документации, единых терминов и обозначений в науке и технике, в
отраслях народного хозяйства; установление стандартов
безопасности труда, охраны природы и улучшения использования
природных ресурсов.
Государственная система стандартизации. Она способствует
повышению качества продукции.
Общесоюзным органом государственного управления,
осуществляющим руководство стандартизацией и метрологией,
является Государственный комитет СССР по управлению качеством
продукции и стандартам (Госстандарт СССР).
Госстандарт СССР несет ответственность за состояние и
дальнейшее развитие стандартизации и метрологии и проведение
единой технической политики, направленной на ускорение
научно-технического прогресса в народном хозяйстве,
совершенствование производства и улучшение качества продукции.
В ведении Госстандарта СССР находятся республиканские
управления стандартов, научно-исследовательские институты,
проектно-конструкторские бюро, республиканские и областные
лаборатории государственного надзора за стандартами и
измерительной техникой.
В министерствах (ведомствах) СССР существуют отделы
стандартизации, которые осуществляют
организационно-методическое руководство работами по стандартизации на подчиненных
соответствующему министерству предприятиях и в учреждениях
(разработка, пересмотр, дополнение стандартов, контроль за
внедрением и соблюдением стандартов).
На предприятиях вопросами стандартизации и метрологии
занимаются отделы или отдельные инженерно-технические
работники (в зависимости от численного персонала работающих),
которые организуют работу по разработке стандартов на
производимые на предприятии изделия, своевременно пересматривают
стандарты, внедряют их, контролируют нормативно-техническую
документацию, разрабатываемую на предприятии.
Стандарты являются техническими документами с
соответствующими нормативами, в которых устанавливаются единые
требования к качеству обуви, выпускаемой по заказам
населения.
За соблюдением стандартов установлен контроль со стороны
инспекций по качеству, республиканских и областных управлений
Госстандарта СССР, республиканских министерств бытового
обслуживания населения, отделов технического контроля
предприятий бытового обслуживания.
Государственная система стандартизации (ГОСТ 1.0—85)
включает государственные (ГОСТ), отраслевые (ОСТ),
республиканские (РСТ) и стандарты предприятий (СТП).
208
Государственные стандарты обязательны для всех
предприятий, организаций и учреждений союзного, республиканского и
местного значения. Государственные стандарты утверждает
Госстандарт СССР. Объектами государственной стандартизации
являются важнейшие виды продукции массового и
крупносерийного производства, технические нормы, определения,
обозначения, термины, показатели качества продукции.
Отраслевые стандарты обязательны для всех предприятий и
организаций данной отрасли, а также предприятий и
организаций других отраслей, применяющих продукцию данной отрасли.
Отраслевые стандарты утверждает министерство, являющееся
ведущим по выпуску данного вида продукции. Объектами
отраслевой стандартизации являются некоторые виды продукции
серийного и мелкосерийного производства, не относящиеся к
объектам государственной стандартизации; сырье, материалы и
полуфабрикаты, применяемые в отрасли; технологические нормы
и типовые технологические процессы отраслевого применения.
Республиканские стандарты обязательны для
всех'предприятий и организаций союзно-республиканского, республиканского
и местного значения, находящихся на территории данной рее-'
публики. Республиканские стандарты утверждают Советы
Министров союзных республик или по их поручению Госпланы
союзных республик.
Республиканской стандартизации подвергаются изделия,
носящие национальный характер; изделия, выпускаемые по
индивидуальным заказам; сырье и материалы республиканского
производства; правила и нормы, специфичные для отраслей
народного хозяйства союзных республик.
Стандарты предприятий действуют только внутри
предприятий, утвердивших стандарт. Объектами стандартизации
являются технологические нормы, типовые технологические процессы,
технологическая оснастка, инструменты и др.
Стандарты предприятия разрабатывают в соответствии с
нормативно-технической документацией союзного и
республиканского значения (ГОСТ, ОСТ, РСТ).
Технические условия имеют действие внутри системы одного
министерства, утвердившего данные технические условия.
В зависимости от содержания стандарты всех категорий
делят на следующие виды: стандарты технических условий,
технических требований, параметров (размеров) и типов продукции,
конструкции и размеров, марок, сортамента, правил приемки,
методов контроля, правил маркировки, упаковки,
транспортировки и хранения, правил эксплуатации и ремонта, типовых
технологических процессов.
Государственные, отраслевые и республиканские стандарты
на обувь и материалы для обуви включают следующие разделы:
определение и назначение готовой продукции; виды и размеры
продукции, классифицированной по основным признакам; тех-
14—939
209
нические требования (показатели физико-механических свойств
продукции, требования к качеству, показатели художественно-
эстетических свойств и допустимые отклонения); правила
приемки (условия приемки продукции, метод, порядок, число и
размер отбираемых проб или образцов для проверки качества);
методы испытаний (распространенные методы испытаний,
контрольно-измерительные приборы и инструменты, применяемые для
проверки качества продукции в соответствии с техническими
требованиями); маркировка, упаковка, транспортировка и хранение
(виды, способы маркировки, условия, порядок, способы и виды
упаковки, условия транспортировки и хранения); гарантии
изготовителя (условия, при которых гарантируется соответствие
качества продукции требованиям соответствующего стандарта
и гарантийный срок с момента изготовления, со дня продажи
или начала сезона).
Так например, в РСТ ЛатвССР 621—86 «Изготовление
модельной обуви ручного производства» установлен гарантийный
срок эксплуатации обуви, в течение которого предприятие
принимает претензии на качество изготовления: на кожаной
подошве — 50 дней, на подошве из кожволона и поливинилхлорида —
70 дней, на подошве из Мипоры, Дипоры, каучука, полиуретана,
термопластического эластомера — 80 дней со дня реализации или
начала сезона (весенне-летний сезон — с 15 апреля по 1
сентября; осенне-зимний — с 1 октября по 15 апреля).
В ателье высшего разряда, изготавливающем особо модную
элегантную обувь, гарантия по всем видам указанных
материалов для низа обуви увеличивается на 10 дней.
Технические описания (ТО) дополняют стандарты типа
«Общие технические условия», «Общие технические требования»
указанием внешнего вида изделия, а также дополнительными
требованиями.
Нормативно-техническая документация. К
нормативно-технической документации (НТД) относят: государственные
стандарты на исходные материалы, готовую обувь, методику
производства, технологические карты и предписания, паспорта
изделий, документы аттестации обуви, технические описания
эталонов — образцов обуви, трудовые нормативы качества.
Нормативно-техническая документация должна быть
использована на всех стадиях производства, начиная с
конструирования обуви, проектирования технологического процесса и
заканчивая контролем качества обуви, выпускаемой по заказам
населения.
К нормативно-техническим документам по качеству также
относят типовые методики производства обуви, определяющие
параметры технологического процесса,
тарифно-квалификационный справочник.
Тарифно-квалификационный справочник дает возможность
провести правильную оценку уровня знаний и исполнительского
210
мастерства рабочих и обеспечить выпуск продукции высокого
качества.
К нормативно-технической документации следует относить
паспорта моделей, карты технологических процессов,
инструкционные и технологические карты, технологические предписания
и требования к деталям и узлам обуви.
В паспорте модели указывается техническая характеристика
обуви и ее частей, модель, артикул, метод крепления, фасон
колодки и каблука, чистая площадь деталей верха и другая
нормативная информация.
В карте технологического процесса даются перечень
технологических операций и краткая характеристика всех
технологических и организационных операций, основные технологические
параметры и применяемое оборудование.
В инструкционной карте излагается методика выполнения
операций, технологические нормативы, характеристика
применяемых материалов, инструментов, приспособлений и
оборудования. В ней также указываются нормативы выработки, описание
организации рабочего места, основные положения по технике
безопасности и другие сведения.
В технологической карте операции содержатся следующие
основные нормативы: технологические нормы, краткая
характеристика материалов, удельные нормы их расхода.
В технологических предписаниях указывается порядок
выполнения технологических операций.
В технологических требованиях на детали или узлы
содержится их краткая характеристика, на каждый образец-модель
составляется техническое описание к республиканскому стандарту
на изготовление обуви по заказам населения.
§ 2. МЕТРОЛОГИЧЕСКАЯ СЛУЖБА
Метрология — наука об измерениях, методах достижения их
единства и требуемой точности. Все технические средства, с
помощью которых выполняют измерения, называют
измерительной техникой.
Метрологическая служба представляет собой сеть
государственных метрологических органов, задачами которых является
обеспечение единства измерений и единообразия средств
измерений в стране.
Метрологическая служба призвана осуществлять
стандартизацию единиц физических величин, их воспроизведение с
помощью государственных эталонов, передачу размеров единиц
средствами измерений, государственные испытания новых
образцов средств измерений, надзор за соблюдением стандартов и
качеством выпускаемой продукции, за эксплуатируемыми
средствами измерений путем их периодической проверки и ревизион-
14*
211
ного контроля, метрологическую экспертизу стандартов,
нормативно-технической и проектной документации.
Для достижения единства измерений необходимо
производить правильную градуировку и периодическую проверку всех
средств измерений.
Метрологическая служба страны связана со всей системой
стандартизации. Метрологическую службу страны возглавляет
Госстандарт СССР, в ведении которого находятся
метрологические институты, республиканские, областные и межрайонные
лаборатории государственного надзора за стандартами и
измерительной техникой.
На меры и измерительные приборы, прошедшие проверку
в лабораториях государственного надзора за стандартами и
измерительной техникой Госстандарта СССР, выдаются
свидетельства о государственной поверке, в которых указываются
погрешности показаний приборов или накладывается поверитель-
ное клеймо.
§ 3. КОМПЛЕКСНАЯ СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ УСЛУГ
И ОБСЛУЖИВАНИЯ (КС УКБО)
Повышение качества обуви, изготовленной по индивидуальным
заказам, является одним из направлений технологического
прогресса в бытовом обслуживании населения и приобретает в
настоящее время исключительно важное значение. Повышение
качества продукции существенно влияет на экономику
предприятия, так как увеличивает спрос населения на услуги, повышает
производительность труда и рентабельность производства.
В 60-е годы на предприятиях страны, в том числе на
предприятиях по индивидуальному пошиву обуви, получили широкое
распространение различные системы обеспечения качества
продукции и труда, которые первое время давали определенный
эффект за счет лучшей организации производства,
технологической и трудовой дисциплины, повышения профессионального
мастерства, заинтересованности и ответственности исполнителя.
В начале 70-х годов в промышленность страны стали
внедрять комплексные системы управления качеством продукции
(КС УКП). В середине 70-х годов их начали внедрять и на
предприятиях бытового обслуживания населения, где КС УКП имеет
свою специфику. Бытовое обслуживание состоит из двух
взаимосвязанных и взаимозависимых процессов: производства работ и
услуг и обслуживания населения.
Обслуживание населения — наиболее сложный процесс
хозяйственной деятельности предприятий, так как в отличие от
производства, где он основан преимущественно на хорошо
изученных методах* соответствующих отраслей промышленности, в
системе бытового обслуживания населения процесс этот
предполагает решение специфических вопросов, присущих только ей и
212
связанных с качеством обслуживания населения (т. е. с полным
удовлетворением его потребностей в бытовых услугах и
созданием максимальных удобств в их получении).
КС УКБО на предприятиях по индивидуальному пошиву
обуви способствует улучшению показателей качества:
сокращается время от разработки моделей до их внедрения,
активно внедряются прогрессивные технологии, новые формы
обслуживания, позволяющие экономить время заказчиков (приемка
заказов по месту работы и на дому), осваиваются новые
материалы, совершенствуется режим работы предприятий, чтобы
сделать его наиболее удобным для населения и т. п.
За эти годы уровень качества обслуживания хотя и несколько
повысился, но еще не достиг запланированного. Причиной
низкой эффективности КС УКБО является то, что уже при
разработке в ее основу легло стимулирование качества труда, а не
достижение запланированного уровня качества обслуживания
(выпуск особо модной обуви, эластичность и масса обуви,
удобство получения услуг и т. п.).
Отрицательное влияние на эффективность КС УКБО
оказывает отсутствие регламентированных экономически
межотраслевых прямых и обратных связей. Следует установить
экономическую ответственность смежников в полном объеме потерь в
результате невыполнения договорных обязательств.
Введение КС УКБО на предприятиях по индивидуальному
пошиву обуви способствует достижению следующих целей:
полному удовлетворению потребностей населения в услугах и
созданию максимальных удобств в, их получении. Путями
достижения этой цели являются разработка, внедрение и изготовление
обуви с высокими техническими, физико-механическими и
эстетическими показателями качества в соответствии с запросами
заказчика и направлением современной моды;
определению и уточнению требований к качеству выпускаемой
обуви на основе систематического изучения потребительного
спроса и достижений в области улучшения качества;
разработке и внедрению мероприятий, направленных на
достижение запланированного уровня качества обслуживания
населения;
осуществлению контроля качества по всей технологической
цепочке и оперативному воздействию на достижение заданного
уровня качества;
воспитанию у рабочих и специалистов высокого чувства
личной ответственности за качество своего труда и труда всего
коллектива, инициативного хозяйского и творческого подхода к
достижению поставленной цели;
осуществлению мер морального и материального
стимулирования в достижении высокого уровня качества.
Основной задачей КС УКБО является достижение наиболее
высокого уровня качества обслуживания. Разработка или усо-
213
вершенствование КС УКБО начинается с анализа состояния
качества выпускаемой на предприятии продукции.
Анализу подлежат следующие факторы: достигнутый объем
услуг по индивидуальному пошиву обуви, уровень качества
обслуживания, действующие системы оценки качества труда
работающих, порядок разработки и постановки продукции на
производство, технологическая подготовка производства,
производственная структура предприятия, организация контроля качества
по всей технологической цепочке, метрологическое обеспечение
качества, внешние связи предприятия и др.
На основании проведенного анализа разрабатывается
технический проект КС УКБО. Технический проект содержит
наименование стандартов, подлежащих разработке, сроки разработки и
ответственных за выполнение работы, график внедрения
стандартов предприятия, уровень показателей качества обслуживания,
мероприятия по повышению организационно-технического уровня
производства, улучшению качества обслуживания и
психологического обеспечения.
КС УКБО на предприятиях по индивидуальному пошиву и
ремонту обуви — это регламентированная нормативными
документами совокупность взаимосвязанных организационных,
технических, экономических, социальных, юридических и
идеологических мероприятий, методов и средств, направленных на
установление, обеспечение и поддержание требуемого уровня качества
обслуживания при разработке обуви, ее изготовлении и
эксплуатации. КС УКБО — органическая составная часть системы
управления предприятием в целом.
Важными элементами КС УКБО являются комплексный
подход к решению взаимосвязанных технических, организационных,
экономических, социальных и идеологических мероприятий;
использование моральных и материальных стимулов для
достижения высоких показателей качества личного и коллективного
труда; осуществление управления качеством на всех уровнях (от
директора до бригадира) и во всей технологической цепочке (от
приемки заказа до выдачи готовой обуви заказчику).
Качество производственной деятельности предприятия
складывается из четкой организации производства, соблюдения
строгого ритма трудового процесса, неукоснительного соблюдения
требований технологии и нормативно-технических
документов, постоянного совершенствования планирования и
нормирования, обеспечения экономической заинтересованности в повышении
качества изделий и обслуживания, осуществления
воспитательной работы в трудовых коллективах для постоянного повышения
квалификации каждого исполнителя, повышения чувства
ответственности всех исполнителей за выполнение работы и подлинно
хозяйского отношения к труду.
Управление качеством бытового обслуживания
осуществляется всеми подразделениями на основе реализации взаимосвязанных
214
функций управления. Распределение специальных функций
управления качеством производится в соответствии с
установленной на предприятиях организационной структурой и
функциональными обязанностями подразделений.
Качество обуви — совокупность свойств обуви, определяющих
степень ее пригодности для использования по назначению.
Качество обуви характеризуется ее эстетическими,
конструкторскими и технологическими свойствами, надежностью и
долговечностью.
Качество и культура обслуживания характеризуются
удовлетворением индивидуальных потребностей населения; затратами
времени населения на получение услуги, соблюдением
договорных обязательств предприятием; этикой отношений между
работниками предприятий и заказчиком; эстетическим оформлением
помещений приемной сети, наличием рекламы, соблюдением
удобного для населения режима работы.
Качество обслуживания заказчика складывается из качества
пошива обуви и качества культуры обслуживания.
Качество труда характеризует качество выполнения
функциональных обязанностей (рабочего, бригады, специалиста и др.) в
соответствии с действующей нормативно-технической
документацией.
Качество труда для вспомогательных работ (механики,
грузчики, уборщицы) характеризуют своевременность и полнота
выполнения возложенных на них функций по обслуживанию
производства.
Качество труда для приемщика — это правильное оформление
заказов, соблюдение прейскурантных цен, культура
обслуживания, обеспечение полноты выручки, своевременное и
качественное выполнение заказа.
Качество труда коллектива подразделения и его
руководителей характеризуется выполнением установленных планов и
достижением запланированных технико-экономических показателей, в
том числе уровня качества обслуживания.
Качество труда специалистов и отделов выражается уровнем
принимаемых ими решений и выполняемых инженерных,
технологических, организационных, экономических, технических или
других работ, направленных на достижение запланированного
уровня качества обслуживания.
КС УКБО базируется на стандартах предприятия,
разрабатываемых в полном соответствии с государственными,
отраслевыми стандартами и другими нормативными актами.
Стандарты, составляющие КС УКБО, делят на пять групп.
Первая группа стандартов определяет организационное и
методическое обеспечение управления качеством. Эти стандарты
регламентируют место каждого руководителя, специалиста и
исполнителя в общей системе управления качеством, его
функциональные обязанности, связи между подразделениями, организа-
215
ционные структуры, контроль за соблюдением стандартов и
других нормативных документов.
Вторая группа стандартов относится к планированию и
оценке уровня качества. Эти стандарты регламентируют уровень
качества обуви и культуры бытового обслуживания населения,
оценку качества обуви, учет претензий к качеству работы
исполнителей.
Третья группа стандартов связана с подготовкой
производства. Эти стандарты регламентируют конструкторскую и
технологическую подготовку производства, материально-техническое,
метрологическое и информационное обеспечение.
Четвертая группа стандартов связана с обеспечением
запланированного уровня качества на всех стадиях производства и
обслуживания. Эти стандарты регламентируют входной контроль,
внутрифабричную аттестацию качества деталей, полуфабрикатов
и изделий, самоконтроль, обеспечение качества обуви при ее
хранении, транспортировке и реализации и др.
Пятая группа стандартов определяет вопросы, связанные с
оценкой и стимулированием качества труда: методику оценки
качества труда приемщиков, рабочих, специалистов и
руководителей, моральное и материальное стимулирование работающих
на предприятии.
Системы материального и морального стимулирования
должны быть нацелены на достижение высоких конечных
результатов. С переходом на бригадную форму организации и
стимулирования труда эти вопросы решаются значительно легче.
Стандартами предусмотрено стимулирование за конечный результат
не только за качество, но и за достижение соответствующего
уровня качества. При этом отпадает необходимость
контролировать качество труда каждого работника. В том случае, если кто-
либо внутри бригады не обеспечил высокого качества, другие
постараются исправить его оплошность, не ожидая
вмешательства извне, и в итоге достигается требуемое качество. При этом
бригада вправе лишить бракодела премии или уменьшить ее,
повысив в то же время другим.
Установлено, что хозрасчетные бригады возмещают
материальный ущерб за низкое качество или недопоставку продукции
из своего хозрасчетного дохода.
В прямую зависимость от качества обслуживания поставлены
и руководители всех рангов (от бригадира до директора), и
все специалисты. Премии работников ОТК и контролеров цехов
и участков болъше не зависят от выполнения плана, а зависят
только от качества их работы. Если они пропустили брак,
который обнаружился на последующих стадиях производства или
заказчиком, или если они из-за перестраховки отказываются
принимать качественную продукцию, эти работники ОТК лишаются
премии полностью либо частично в зависимости от серьезности
нарушения.
216
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Что такое стандартизация?
2. Расскажите о государственной системе стандартизации в СССР.
3. Какие документы по качеству относят к нормативно-технической
документации?
4. Расскажите, какую роль играет метрологическая служба в объединении (на
предприятии).
5. В чем заключается сущность комплексной системы управления качеством услуг
и обслуживания?
6. Расскажите об основных понятиях КС УКБО.
7. Какую роль играют стандарты предприятия на предприятиях бытового
обслуживания в повышении качества услуг и культуры обслуживания?
8. Расскажите об организационной структуре КС УКБО.
Глава XII. ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ
ПРОИЗВОДСТВА ОБУВИ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ НАСЕЛЕНИЯ
§ 1. ОСНОВНЫЕ ЗАДАЧИ ПРОИЗВОДСТВА
Основными поставщиками обуви для населения нашей страны
являются обувные предприятия минлегпромов. Они производят
обувь всех видов и родов на стандартных колодках.
Однако опыт показывает (по данным п/о «Ригас апави»),
что при изготовлении индивидуальных заказов обувь
нестандартных полнот составляет 93,7 %, в том числе 13-й полноты и
выше — 34,5%, а стандартных полнот (с 4-й по 7-ю) —только
6,3 %. В задачу обувной подотрасли бытового обслуживания
входит восполнение тех пробелов по полнотам, которые не
предусмотрены стандартами.
Проведенный в 1987 г. Шахтинским технологическим
институтом бытового обслуживания анализ роста количества требуемых
коррекций колодок при индивидуальном пошиве обуви установил,
что только 13,2 % заказов выполнено на стандартных колодках,
а 86,8 % требовали различных коррекций. Причем в каждой паре
колодок производилось от 1 до 5 коррекций.
Таким образом, почти 80 % заказов обуви поступает от
заказчиков на те полноты, которые редко или вообще не бывают
в магазинах.
Опыт работы ателье особо модной обуви в Риге, Ленинграде,
Москве, Саратове и других городах показывает, что модная
обувь пользуется большим спросом. Несмотря на то что выпуск
такой обуви увеличивается ежегодно опережающими темпами,
спрос до сегодняшнего дня полностью не удовлетворяется.
Удовлетворение спроса вышеуказанных групп населения
обувью является основной задачей обувной подотрасли бытового
обслуживания населения.
217
§ 2. ФОРМЫ ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ
На предприятиях по индивидуальному пошиву обуви
применяют следующие формы обслуживания.
Приемка заказов в стационарах. В стационарах (салоны,
приемные пункты, ателье) осуществляют приемку и выдачу
заказов. Эта форма обслуживания населения является наиболее
массовой. В стационарах возможно разместить большое
количество образцов моделей.
Приемка заказов в стационарах для организаций. По
заявкам руководителей предприятий и профкомов предприятие по
индпошиву обуви предоставляет возможность передовикам
производства заказать обувь в специально отведенное для них время.
Этой возможностью, например в Риге, пользуются 25—30
предприятий города. По заявкам предприятий принимают около
2 тыс. заказов. Это очень удобно для занятых на производстве
людей.
Приемка заказов на предприятиях. В определенный день и
час приемщики выезжают на предприятия города, где в
специально отведенном для этого месте принимают заказы. В связи
с тем что при выезде на предприятия берется ограниченное
количество моделей, поступление заказов по этой форме
обслуживания ограничено. В течение года в Риге принимают около
300 заказов. Экономически эта форма невыгодна. Кроме того,
заказчики вынуждены оформлять заказы во время работы, что
наносит ущерб для предприятий, где производят приемку
заказов.
Приемка заказов на дому. Это формой обслуживания в
основном пользуются инвалиды, больные и престарелые люди. И
хотя эта форма для предприятия экономически невыгодна, ее
необходимо поощрять.
§ 3. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Существует две формы организации производства по
индивидуальным заказам:
централизованное производство с сетью салонов по приемке
и выдаче заказов;
ателье (в том числе высшего разряда) по
индивидуальному пошиву обуви, где осуществляют приемку, изготовление и
выдачу заказов.
В ателье, где производство и обслуживание находятся в
одном месте, организационные вопросы решаются проще, чем в
централизованном цехе. Здесь исполнители непосредственно
контактируют с заказчиком и, следовательно, более оперативно
решают возникающие вопросы. Однако при этой организации
производства выбор моделей и материалов ограничен, низка
производительность труда и эффективность производства.
Подготовка специалистов, умеющих выполнять все операции, требует
218
много времени. Ателье целесообразно сохранить для
изготовления особо модной обуви по договорным ценам и в небольших
населенных пунктах.
Опыт создания централизованных цехов по изготовлению
обуви по заказам населения в Москве, Ленинграде, Риге и других
городах показывает высокую эффективность работы таких цехов.
Весь производственный процесс централизованного
производства обуви (по опыту п/о «Ригас апави») разделен на
следующие производственные участки:
склад материалов, на котором производится получение и
хранение материалов, а также подбор производственных партий
материала для раскроя (учет движения материальных ценностей
осуществляется на ЭВМ);
диспетчерская, которая осуществляет руководство и контроль
за ритмичной работой производства, прохождением заказов от
приемки до выдачи его в ателье, подготовляет первичную
документацию;
колодочный участок, который осуществляет подбор и
подгонку колодок;
закройный участок, который осуществляет подбор и
построение лекал, раскрой верха, кожподкладки, меха и ткани;
комплектовочный участок, который производит комплектовку
и контроль качества кроя;
заготовочный участок, который осуществляет пошив
заготовок по индивидуальным заказам, а при их отсутствии пошивает
заготовки без предварительных заказов;
пошивочный участок, который осуществляет пошив обуви. При
пошивочном участке имеется комплектовочное отделение, где
производят комплектовку деталей низа, заготовок, фурнитуры и
колодок;
штамповочный участок, который осуществляет разруб и
раскрой жестких кож и их заменителей для нужд пошивочного
участка и для нужд предприятий по ремонту и индивидуальному
пошиву обуви республики, края, области, города. При
штамповочном участке имеется отделение обработки деталей низа обуви,
которое осуществляет полную обработку деталей низа;
кладовая полуфабрикатов и фурнитуры, которая
осуществляет хранение и выдачу полуфабрикатов и фурнитуры для нужд
производственных участков фабрики и деталей низа для других
предприятий.
Для более оперативного контроля за прохождением и
движением заказов и создания унифицированной тары для
продвижения заказов по всем производственным участкам принята
единая производственная партия в количестве 12 пар.
Для своевременного нахождения даты изготовления заказов и
конкретного исполнителя установлена единая система
маркировки. Детали верха, кожподкладку, бирки и колодки маркируют
единым шифром, состоящим из шести цифр. Первые четыре
219
обозначают номер карты закройщика, а последние две — номер
парника.
Приемку и сдачу полуфабрикатов и готовой продукции
оформляют по заборной карте.
§ 4. ОПЕРАТИВНОЕ ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
Многообразие особенностей производства предопределяет его
организационный тип и обязывает применять такие формы и
методы оперативного планирования производства, которые
соответствовали бы данному типу производства на конкретном
предприятии.
Оперативное планирование производства по индивидуальному
пошиву обуви состоит в организации и обеспечении выполнения
договорных отношений с заказчиками, обеспечении ритмичной
работы предприятий при наиболее эффективном использовании
всех производственных ресурсов.
В отличие от обувных предприятий легкой промышленности,
где в соответствии с Законом СССР о предприятиях в СССР
договоры на производство и поставку товаров народного потребления
заключаются в результате свободной продажи изделий на
оптовых ярмарках, которые являются базой для планирования
ассортимента, предприятия по индивидуальному пошиву обуви
зависят от поступления заказов. Опыт показывает, что заказы
поступают неравномерно не только по дням, но и по месяцам, что
значительно затрудняет нормальную работу производства.
К важнейшим задачам внутрицехового оперативного
планирования относятся следующие:
расчет нормативов, обеспечивающих ритмичную работу всех
участков;
детализация плановых заданий по участкам;
расчет и установление календарных графиков, определяющих
порядок, последовательность и сроки изготовления заказов на
определенной стадии производства;
расчет и установление задания на выпуск товаров
народного потребления;
планирование подготовки производства (осуществляется при
внедрении в производство новых моделей обуви).
Нормативы трудоемкости. Неравномерное поступление
заказов по количеству и ассортименту значительно затрудняет
оперативное планирование производства. Чтобы обеспечить
высокопроизводительный труд на всех участках, необходимо рассчитать
нормативы трудоемкости на все виды и модели обуви не только
в целом, но и по каждой технологической цепочке или по
бригадам.
Наличие нормативов трудоемкости дает возможность
диспетчерам уже при запуске определить напряженность дневного
задания и принять необходимые решения по загрузке мощностей. По
220
показателю трудоемкости более справедливо можно оценить
вклад каждой бригады, участка и цеха в выполнение плана. По
этому показателю можно определить производительность труда
(при этом устраняется влияние разновыгодности розничных цен
на этот показатель).
Детализация плановых заданий. Она заключается в выдаче
ежедневного задания салонам по приемке заказов в
ассортименте (исходя из наличия колодок, материалов и
производственных мощностей); выдаче ежедневного задания участкам для
полной загрузки мощностей.
В задании салонам должно быть определено, сколько
заказов они могут принять с исполнением на один день (их
количество не должно превышать производственной мощности цеха в
день). Необходимо указать, на какие виды обуви установлены
ограничения в приемке заказов и по каким причинам.
График движения заказов. Централизация производства по
индивидуальному пошиву обуви с широкой сетью салонов по
приемке и выдаче заказов обеспечивает более высокую
эффективность работы по сравнению с ателье, где производятся все
работы на месте, зачастую без разделения труда.
Чтобы упорядочить эти вопросы, требуется определить
время, за которое каждый участок обязан обеспечить выполнение
определенного перечня работ. Время выполнения работы зависит
от величины производственной партии и от времени,
затрачиваемого на изготовление обуви, на ее сушку, выстой и
транспортировку. Днем начала движения заказов считается рабочий
день, следующий за днем приема заказов. Для контроля
движения заказов разрабатывают график, в котором указывают
максимальное время (в днях) для выполнения определенных
операций. Исходя из графика движения заказов устанавливают срок
выполнения заказов.
Чтобы дисциплинировать работающих и материально
заинтересовать их в выполнении заказов в срок, за нарушение
графика движения заказов виновные (в зависимости от количества
нарушений) лишаются премиальной оплаты или им снижают ее
размер.
Расчет и установление задания на выпуск товаров
народного потребления. В условиях неравномерного поступления
заказов изготовление обуви без предварительных заказов играет
очень важную роль как для регулирования загрузки рабочих
и мощностей, так и для рационального использования
кожевенных материалов и повышения эффективности производства.
Наличие заказов в ассортименте определяет запуск в производство
обуви без предварительных заказов. Какую обувь запускать в
производство, диктуют приемщики салонов. Два раза в месяц они
представляют в диспетчерскую заявки на товары народного
потребления, в которых указывают номера модели, расцветки,
материал подошвы и размеры. Диспетчерская, составляя
221
задание участкам, в зависимости от наличия заказов и его
ассортимента дает задание на пошив обуви без предварительного
заказа с учетом заявок салонов. Если эти заявки не
обеспечивают полную загрузку мощностей или заявки превышают
имеющиеся возможности, то решение принимают специалисты
цеха. Они имеют право запускать в месяц без заявок не более
60 пар одной модели.
Такой порядок обеспечивает выпуск обуви, пользующейся
спросом.
Установление всем участкам планового задания,
рассчитанного в условных парах, и наличие заявок салонов дает
возможность точно определить количество и ассортимент обуви, которую
необходимо дополнительно запустить в производство, чтобы
полностью загрузить оборудование цеха.
§ 5. ОФОРМЛЕНИЕ ПОМЕЩЕНИИ ДЛЯ ПРИЕМКИ ЗАКАЗОВ
Уровень культуры обслуживания населения зависит от
совокупности условий, отражающих характер непосредственных
взаимоотношений заказчиков с предприятием бытового обслуживания
населения.
Сеть приемных пунктов (салон, ателье, комплексная
приемная) является первичным звеном предприятия по изготовлению
обуви по индивидуальным заказам населения, вступающим в
непосредственный контакт с заказчиком.
Заказчик, придя в ателье, должен почувствовать внимание,
заботу, интерес к себе со стороны обслуживающего персонала.
Помещение ателье следует оформлять в соответствии с
требованиями современного интерьера и обставлять удобной мебелью.
Ателье должно быть достаточно просторным и иметь стол для
приемки и выдачи заказов, кресла или стулья для посетителей,
журнальный столик со свежими газетами, журналами и
альбомами моделей, стеклянную витрину с образцами моделей обуви.
Декоративные растения всегда делают салон привлекательным.
Приспособления для обмера стоп, коврик, на котором заказчик
примеряет обувь, и зеркало создают более комфортные условия
для обслуживания. В удобном для заказчика месте должны
быть расположены образцы кожевенных материалов, каблуков,
фурнитуры, прейскурант, адреса и телефоны руководителей
предприятия и вышестоящих организаций, информация о
времени приема граждан руководителями предприятия, о времени
работы данного и адрес ближайшего ателье, перечень лиц,
пользующихся правами внеочередного обслуживания, информация о
гарантийных сроках, а также рекомендации по эксплуатации и
хранению обуви.
Книга жалоб и предложений должна находиться на видном
месте.
222
§ 6. ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА СЪЕМЩИКА МЕРОК
СТОПЫ И ГОЛЕНИ
В настоящее время в приемных пунктах рабочее место
съемщика мерок оборудовано очень примитивно: подставка для ног
и стул. Поэтому приемщику приходится нагибаться и снимать
мерку, не имея полного обзора стопы и голени.
Такое положение довольно часто приводит к некачественной
съемке мерок и соответственно к некачественному выполнению
заказа. Постоянное нагибание быстро утомляет съемщика и
может привести к профессиональному заболеванию позвоночника.
Рабочее место должно быть оборудовано таким образом,
чтобы создать съемщику мерок нормальные условия для обзора
стопы и голени заказчика.
Для этого на небольшой платформе высотой 250—300 мм,
размером 450 X 750 мм помещают стул для снятия мерок с
заказчика. Перед платформой ставят на пол небольшой табурет
высотой 300—350 мм для съемщика мерок, что дает ему
возможность внимательно рассмотреть и обмерить находящуюся на
платформе стопу и голень.
На рабочем месте съемщика мерок также должны находиться
рисунки размерных признаков стопы и голени, правила обмера
стоп, а также рисунки патологических изменений стопы.
§ 7. ОРГАНИЗАЦИЯ ПРИЕМКИ И ВЫДАЧИ ЗАКАЗОВ
Качество обслуживания во многом зависит от уровня
организации приемки заказов. Приемку и выдачу заказов
преимущественно осуществляют в стационарном ателье. Организуя приемку
и выдачу заказов, необходимо учитывать размещение сети
приемных пунктов, количество приемщиков, режим работы и
потребность в услугах, а также условие минимальных затрат времени
заказчиком и высокой культуры обслуживания.
Приемка является первой, а выдача заказа — последней
технологической операцией при индивидуальном пошиве обуви. От
четкости выполнения этих технологических операций, особенно
первой, во многом зависит качество самих изделий и
обслуживания.
На стадии приемки заказов решаются такие вопросы, как
выбор модели, фасона и цвета, определение параметров будущей
обуви. Опыт показал, что около 35 % отказов от выполненных
заказов связано с неправильным снятием мерок, а 21 % — с
ошибочным выбором модели. Эти операции требуют от
приемщика и съемщика мерок (зачастую каждый из них выполняет
весь этот объем работы) профессионального умения и нужных
качеств характера. Проведение этих операций во многом
определяет и выполнение плана реализации бытовых услуг, а
также настроение заказчика и его желание снова прийти в
данное ателье.
223
Приемщик обязан знать анатомию стопы, направление моды,
основы моделирования, технологию изготовления обуви,
бухгалтерский учет, а также многочисленные прейскуранты.
Приемщик— в большинстве случаев и заведующий ателье, и бухгалтер,
и контролер.
Приемка заказов осуществляется по образцам, находящимся
в ателье, поэтому в ателье должно находиться достаточное
количество моделей, чтобы заказчик мог выбрать ее на свой вкус.
При выборе модели приемщик обязан дать заказчику
квалифицированную консультацию по всем вопросам, в том числе и в
отношении правильного выбора модели, цвета кож, фасона
колодки. Надо объяснить, почему та или иная модель не подойдет,
какие изменения можно, а какие нельзя внести в модель.
Советовать следует ненавязчиво, доказательно, доброжелательно и
со знанием дела.
Приемщик консультирует заказчика при выборе модели и
фасона обуви, снимает мерку, определяет артикул и стоимость
заказа, выписывает квитанцию, своевременно направляет
документы для выполнения заказа, принимает меры, чтобы заказ был
готов в срок, а в случае срыва сообщает об этом заказчику.
Приемщик также проверяет качество готовых заказов и их
соответствие данным квитанции, ведет учет поступления и выдачи
заказов, принимает от потребителей деньги и ежедневно вносит
их в кассу предприятия (банк, почта), сдает отчеты о
движении заказов, денежных средств и выполнении плана реализации.
Приемщик принимает решения об аннулировании заказа и о
возврате в таких случаях денег. Он отправляет обувь на
переделку, принимает меры к ликвидации конфликтных ситуаций.
Приемщик является материально ответственным лицом:
отвечает за сохранность материальных ценностей и денежных
средств. Он также отвечает за выполнение плана реализации
бытовых услуг, порядок и дисциплину в ателье, соблюдение
прейскурантных цен, наличие обязательной информации для
заказчика, за сроки выполнения работ (если по его вине не
приняты все меры для выполнения в срок заказа).
В отличие от рабочих, у которых в основном одно рабочее
место, у приемщика есть несколько рабочих мест. При выборе
модели он вместе с заказчиком работает у витрины с
образцами, снятие мерки осуществляет около специального
приспособления, заказ оформляет за письменным столом, а выдавая
заказ, должен присутствовать при примерке.
Когда в ателье трудятся несколько человек, эти функции
они могут поделить между собой. Выполнение многочисленных
обязанностей требует от приемщика предельной внимательности,
собранности, выдержки. Для этого нужна высокая квалификация
и организованность.
На большинстве предприятий плата за услуги полностью
(или не менее 50 %) взимается с заказчика уже при оформле-
224
нии заказа. В п/о «Ригас апави» от этого отказались еще в
1980 г. Во всех ателье (кроме высшего разряда и малой
ортопедии) при приемке заказа клиент вносит только 5 % его
стоимости. Иначе говоря, взимается лишь надбавка за
индивидуальное выполнение заказа, предусмотренная прейскурантом.
Стоимость заказа (без надбавки) клиент оплачивает при получении
уже готовой обуви. Если же он не выбрал свой заказ в течение
месяца после указанного в квитанции срока, изготовленная обувь
реализуется. Реализация такого заказа в выполнение плана
объема бытовых услуг не включается, а заказчик, не выбравший
заказ, теряет право на получение внесенного им аванса в
размере 5 % стоимости. Если же предприятие нарушило срок
выполнения заказа или если заказчик отказывается от готового изделия,
так как оно его не устраивает (т. е. по вине предприятия),
клиенту возвращается аванс, а новый заказ принимается без
надбавки.
Такой порядок взимания платы себя оправдал. Более четкими
и деловыми стали взаимоотношения приемщика с заказчиком,
меньше случается недоразумений и конфликтов. Значительно
сократилось количество документов, что облегчило работу
приемщика. Выгодно это и заказчику: он платит деньги только тогда,
когда заказ выполнен в соответствии с его пожеланиями.
Оформляя заказ, приемщик обязательно снимает мерку и
записывает все необходимые параметры стопы. В квитанции
указывается дата приемки заказа, артикул обуви, номера расцветки
и модели, срок готовности заказа, фасон колодки и стоимость
работы.
Рядовые ателье должны принимаь заказы на обувь любой
полноты. Люди, страдающие плоскостопием, отечностью ноги,
увеличением головки первой плюсневой кости и другими
патологическими отклонениями, обслуживаются в специализированных
ателье, где есть специалист-ортопед.
Ателье высшего разряда должны принимать заказы у людей
с нормальными стопами и только до 8-й полноты, а сапожки
можно принимать до 9-й полноты, так как обувь больших полнот
по своему внешнему виду не соответствует требованиям особо
модной обуви.
Заказ должен быть выполнен в соответствии с требованиями
действующей нормативно-технологической документации и
утвержденными образцами. Отступление от образцов допускается
лишь по просьбе заказчика, для чего делается специальная
отметка в квитанции и на бланке мерки, а также подтверждается
подписями как приемщика, так и заказчика.
При получении заказа клиенту выдается гарантийный талон,
в котором указывается дата получения заказа (с нее начинается
отсчет гарантийного времени). Гарантийный талон служит
основанием для предъявления претензий предприятию в течение
установленного срока.
15—939 225
Готовые изделия следует маркировать и упаковывать в
соответствии с требованиями стандарта. Цена, отмаркированная на
подошве, должна соответствовать прейскурантной стоимости
обуви без надбавки за индивидуальный заказ.
При утере клиентом квитанции заказ выдается по его
письменному заявлению. Заявление должно содержать данные, по
которым заказ может быть найден (вид обуви, цвет, модель,
дата оформления заказа, дата его готовности). При выдаче
заказа по заявлению должен быть предъявлен паспорт или документ,
заменяющий его. Если заказ был получен до подачи заявления,
предприятие ответственности перед заявителем не несет.
При некачественном выполнении заказа необходимо либо
безвозмездно исправить дефекты, либо оформить новый заказ,
либо возвратить клиенту аванс. Решающим тут является
пожелание заказчика, и выполнять его следует без волокиты и задержек.
§ 8, ОПРЕДЕЛЕНИЕ АРТИКУЛА И РОЗНИЧНОЙ ЦЕНЫ
Артикулы обуви и розничные цены на них тесно связаны
между собой. Можно пользоваться артикулами и ценами,
указанными на образцах, но при этом надо помнить, что они
соответствуют друг другу лишь тогда, когда заказ точно отвечает образцу.
На практике же бывает так, что заказы отличаются от образцов
по применяемым материалам для верха обуви или ее подошвы,
по расцветкам, высоте голенищ для сапожек, высоте каблука и
другим признакам. Приемщику зачастую приходится
самостоятельно определять и артикул, и цену.
Артикул — это условное сокращенное обозначение,
характеризующее совокупность признаков обуви (назначение, вид,
материал, метод крепления) для быстрого и правильного определения
ее цены.
Артикул ставят на внутренней стороне обуви и обозначают
числами и буквами. Артикул модельной обуви перед цифрами
дополняется буквой М, а модельной ручной работы — MP.
Первая цифра в артикуле обозначает род обуви: 1 —
мужская; 2 — женская;
вторая — вид обуви: 1 — сапоги, сапожки, полусапожки;
2 — полусапоги; 3 — ботинки; 4 — полуботинки, туфли,
сандалеты и опанки; 5 — туфли летние; 6 — сандалии; 7 — чувяки,
туфли спортивные, дорожные и комнатные;
третья и четвертая — разновидность обуви. Например, для
сапожек всех видов кроя на низком каблуке: 46 — высота
голенища от 20,1 до 25 см; 47 — высота голенища от 25,1 до 30 см;
48 — высота голенища от 30,1 до 35 см; для полуботинок,
туфель, опанок, сандалет: 00 — гладкие 1-й сложности, 01 —
с отделкой 2-й сложности, 02 — фигурного кроя 3-й сложности;
пятая и шестая — метод крепления подошвы и материал,
из которого она изготовлена. Например (любой род и вид обуви),
226
25 — клеевая на кожаной подошве; 35 — клеевая на пористой
резине марки В; 45 — клеевая на подошве из полиуретана; 55 —
клеевая на подошве из кожеподобной резины.
Буквенное обозначение указывается после чисел. Первая
буква обозначает цвет верха обуви: б — белый, ч — черный, с —
серый, к нему относится и велюр, я — яркий.
Вторая и третья буквы обозначают вид материала, из
которого изготовлен верх заготовки: X — кожа хромовая из шкур
крупного рогатого скота с естественной нешлифованной, с под-
шлифованной и со шлифованной лицевой поверхностью; Ч —
нубук из шкур крупного рогатого скота.
При применении надбавок и скидок необходимо в конце
артикула поставить номер надбавки. Например, взамен кожаной
подошвы применяется каучуковая, номер надбавки 37 (из табл.
надбавки и скидки основного прейскуранта).
§ 9. КОНТРОЛЬ ЗА ВЫПОЛНЕНИЕМ ЗАКАЗОВ
Выполнение заказов в срок — это обязательство предприятия,
зафиксированное договором (квитанция). Он требует от
предприятия выполнить заказ соответствующего качества и в
указанный срок, а от заказчика — оплатить соответствующую сумму.
Несоблюдение договорных условий влечет за собой (по
действующим законам) материальные санкции. Но, к сожалению^ за
срыв срока выполнения заказа они на практике не применяются.
Пострадавшими оказываются только заказчики, которые
вынуждены терять время. Предприятие при этом теряет доверие
заказчиков, что влечет за собой сокращение объемов реализации.
Для любого ателье важно ликвидировать причины,
вызывающие срыв сроков выполнения заказов. Для этого в первую
очередь необходимо вести строгий учет. При небольшом объеме
работы это несложно. В ателье, где заказы выполняются на
месте, таких нарушений практически не должно быть. В ателье
особо модной обуви «Элегант», где изготовляют ежедневно
35 заказов, практически не бывает случаев срыва срока. В
централизованном цехе, где выполняют ежедневно (в среднем)
около 250 заказов, контроль за сроками их выполнения
представляет собой очень сложный процесс. О срыве срока узнавали
только тогда, когда заказчик являлся за своей обувью. В таких
случаях многим специалистам приходилось отрываться от
основной работы и включаться в поиск. Создавалась нервозная
обстановка, поступали устные и письменные жалобы.
Положение изменилось с переходом на универсальную
автоматизированную систему контроля исполнения (УАСКИ).
Благодаря УАСКИ создалась возможность получать информацию о
причинах задержки с выполнением заказов, а следовательно,
и своевременно принимать меры к устранению этих причин. Если
заказ невозможно выполнить в установленный срок, диспетчер
15*
227
сообщает об этом приемщику, а последний в свою очередь в
письменном виде ставит в известность заказчика, когда тот
может получить свой заказ, и приносит извинения администрации.
Все заказы, поступившие с приемных пунктов в
диспетчерскую, сортируются по цвету и комплектуются в партию из 12
заказов (при недостаточном числе заказов допускается и
меньшее их количество в партии). Подбор осуществляют по
следующему принципу: один цвет товара, желательно одной модели
(причем сапожки следует комплектовать обязательно с туфлями
или полусапожками). Скомплектованные 12 пар заносят в
закройную карту, которая принята за единицу задания (ей
присваивается порядковый номер). Ежедневно в установленный час
в ЦПС диспетчер передает следующие данные: номер карты,
количество заказов в ней и окончательный срок готовности. На
основе этих данных ЦПС составляет информационную карту и в
этот же день направляет ее в вычислительный центр.
Данная карта служит не только для ввода информации в
ЭВМ, но и для снятия задания с учета при выполнении
заказа. Если в задании имеются заказы с разными сроками
исполнения, то дата готовности устанавливается по тому заказу,
который должен быть готов раньше остальных. Для исполнения
и контроля составляется список исполнителей и кураторов,
который также вводится в ЭВМ. Куратор контролирует выполнение
задания исполнителем. Например, куратор диспетчерского отдела
является исполнителем закройного участка. Как куратор он
контролирует своевременное и качественное оформление закройных
карт, а как исполнитель в закройном цехе он обязан обеспечить
своевременную передачу заготовочному участку выкроенных
заказов. Если диспетчер задерживает подготовку карт, то
закройщик обязан сообщить об этом ответственному на участке за
работу УАСКИ. Если он этого не сделает, ответственность за
срыв срока ложится на него, и теперь уже закройщику (а не
диспетчеру) будет снижен коэффициент качества, а следовательно,
и премия.
За 4—5 дней до наступления срока готовности заказа ЭВМ
выдает контрольные талоны для исполнителя и для куратора.
Это дает исполнителю возможность принять необходимые меры
к выполнению заказа в срок, а если этого никак нельзя сделать,
он своевременно ставит в известность заказчика.
Вся обувь, изготовляемая по индивидуальным заказам,
принимается ОТК. Каждую пару обуви, входящую в задание,
оценивают по показателям общесоюзного стандарта и согласно
действующему стандарту предприятия «Оценка качества обуви» —
по пятибалльной системе (за каждый дефект снимается
определенный балл). Затем выводят среднюю оценку по заданию.
Наравне с качественными показателями определяют, соответствует
ли выписанной квитанции изготовленная обувь. Оценку качества
сообщают ЦПС, откуда она передается на ЭВМ.
228
В процессе автоматизированной переработки информации
ЭВМ учитывает зафиксированные случаи несвоевременного
выполнения заказа, а также оценку его качества. ЭВМ
рассчитывает текущее значение показателей качества работы, подводит
итоги деятельности каждого исполнителя за неделю, месяц и
квартал.
В конце текущего месяца ЭВМ выдает перечень заданий на
следующий месяц. Это очень важный момент, так как позволяет
сократить ненужную переписку карт в диспетчерской, а затем
сводит до минимума возможность ошибки и высвобождает
диспетчеров. Кроме того, руководство цеха постоянно располагает
оперативными данными на месяц и может правильно
распланировать запуск и прохождение заказов на каждом участке.
По окончании месяца ЭВМ выдает рекомендации об
увеличении или уменьшении премий отдельным работникам в
соответствии с достигнутыми ими качественными показателями.
Опыт применения универсальной автоматизированной
системы контроля исполнения и оценки качества работы (УАСКИ)
для контроля срока выполнения заказов показывает, что уровень
исполнительской дисциплины значительно возрос: изжита
непроизводительная трата рабочего времени, связанная с поиском не
выполненных в срок заказов, намного реже возникают
конфликты с заказчиками, почти вдвое уменьшились случаи срыва сроков,
а когда сроки не соблюдаются, причины, мешающие выполнить
заказ своевременно, становятся известны.
Анализ причин схода с мерки показывает, что 26 % таких
случаев связано с нарушением технологии, механическими
повреждениями в процессе работы, отклонением от параметров,
зафиксированных в квитанции. Все эти ошибки и недочеты
требуют запуска повторного заказа, что в свою очередь
отрицательно сказывается на сроках выполнения. Однако 74 % случаев
схода с мерки связано с отсутствием требуемого размера колодок,
каблуков, кожевенных материалов нужного цвета. Эти причины
при действующей системе устранить весьма сложно.
В настоящее время диспетчер по наличию материалов и
общему количеству колодок определяет, сколько заказов можно
принять, при этом он исходит из среднего расхода материалов
и оборачиваемости колодок. Обычно не принимаются в расчет
размеры колодок, а наличие каблуков, как правило, вообще не
учитывается. Диспетчеру также неизвестно, колодки каких
размеров и фасонов будут в наличии, когда заказ надо будет
запустить в производство, чтобы обеспечить в срок его
выполнение. Устранить эти недостатки можно будет, наладив контроль
не только за движением заказов, но и за движением всех
материальных ценностей. Тогда диспетчер будет иметь полную
информацию о наличии всех компонентов, необходимых для выполнения
заказа, и сумеет оперативно планировать приемку заказов не
только по количеству и расцветкам, но также по размерам, видам,
229
фасонам и т. д. К разработке такой системы специалисты
предприятия уже приступили.
По их замыслу новая автоматизированная система должна
включать в себя все операции — от поступления материальных
ценностей на склад по всей номенклатуре, включая фасоны и
размеры колодок и каблуков, расцветки кожевенных материалов
вплоть до выдачи заказов клиенту. Диспетчер должен
ежедневно получать (кроме сведений о текущем наличии важнейших
материалов) сведения об ожидаемом наличии колодок и
каблуков по размерам на 20 дней вперед.
Внедрение новой системы должно привести к резкому
сокращению срыва сроков выполнения заказов и тем самым к
значительному повышению уровня обслуживания населения.
§ 10. ОРГАНИЗАЦИЯ КОНКУРСОВ И ВЫСТАВОК
НОВЫХ МОДЕЛЕЙ ОБУВИ
Предприятия должны уделять большое внимание разработке
такого количества новых современных моделей, какое
необходимо для удовлетворения разнообразных потребностей населения
в индивидуальном пошиве обуви. Во всех регионах страны
действуют различные организации, разрабатывающие новые
модели обуви и технологию к ним и предлагающие эти модели
для внедрения в производство. Крупные предприятия такие
модели разрабатывают сами. Следует напомнить, что разработкой
колодок предприятиям бытового обслуживания населения
заниматься запрещено, хотя они, будучи непосредственно связаны с
населением и располагая хорошими специалистами, вполне могли
бы разрабатывать удобные и современные колодки. В п/о «Ригас
апави» уже разработаны и внедрены три новые колодки, которые
удостоились положительной оценки заказчиков. Однако усилия
одних лишь моделирующих организаций и подразделений в
разработке новых моделей теперь уже недостаточны.
Удовлетворению спроса населения в обуви современных
моделей и фасонов в значительной степени способствуют конкурсы,
проводимые на предприятиях индивидуального пошива. К этим
конкурсам привлекаются не только штатные модельеры, но также
другие специалисты и рабочие. Участниками конкурса могут быть
как отдельные авторы, так и целые творческие коллективы, в
которые входят модельеры, художники, рабочие, специалисты и
руководители. На конкурсы представляются работы,
отличающиеся не только новизной модели, но и связанные с повышением
технического уровня производства, ростом производительности
труда, экономией материальных ресурсов, совершенствованием
технологии.
Организуются республиканские, областные и районные
конкурсы, а также конкурсы непосредственно на предприятиях.
Наивысшие оценки получают те авторы или коллективы, разработки
230
которых могут обеспечить наибольший социально-экономический
эффект. Для премирования победителей отводится определенное
количество призовых мест и определенная сумма премий. Для
участников конкурсов также предусматриваются поощрительные
премии и Почетные грамоты. Авторы работ имеют право на
получение вознаграждения согласно действующему законодательству,
если их работы оформлены как рационализаторские предложения
или изобретения.
Большое значение для увеличения объема услуг по
индивидуальному пошиву обуви имеет реклама. На предприятиях в
силу ряда обстоятельств нет специальной службы рекламы.
Последняя чаще всего носит эпизодический характер и
осуществляется в виде объявлений в газетах, по радио и телевидению.
Широкой рекламой новинок предприятия, как правило, не
занимаются. Между тем недооценка рекламы как активного
инструмента связи между производством и заказчиком отрицательно
сказывается на количестве заказов.
Выставка образцов моделей обуви также является одной из
форм рекламы, причем наиболее действенной. Выставка образцов
не только рекламирует изделия, но и воспитывает вкус
потенциальных заказчиков. Действенность выставки оценивается ее
способностью привлечь внимание населения к рекламируемым
изделиям. На таких выставках заказчик не только видит готовые
изделия, но также получает от непосредственных исполнителей
квалифицированную информацию об их качестве, назначении и
свойствах.
Выставки образцов бывают постоянными и разовыми.
Постоянные выставки образцов обуви и материалов, применяемых
для изготовления индивидуальных заказов, оборудуются
непосредственно в ателье, салонах, на приемных пунктах, где
потенциальный заказчик имеет возможность ознакомиться с
коллекцией моделей и получить квалифицированную консультацию. Эти
выставки призваны помочь клиентам в выборе конкретной
модели. Разовые выставки проводятся обычно два раза в год. Их
задача — ознакомить население с новыми разработками на
предстоящий сезон, а работники предприятий на этих выставках
получают возможность выслушать мнения, предложения, советы
потенциальных заказчиков. Разовые выставки позволяют также
определить, какие модели будут пользоваться наибольшим
спросом, какие необходимо улучшить, а какие вообще следует снять с
производства. Тем самым предприятие получает возможность
своевременно подготовиться для лучшего удовлетворения спроса
заказчиков.
В п/о «Ригас апави» начали проводить выставки моделей еще
до того, как их утверждает художественный совет.
Разрабатываемые модели по мере их изготовления в натуре направляются
в одно из ателье, где оборудована витрина с перспективными
моделями. По этим образцам проводится опрос населения. Ис-
231
ходя из полученных оценок на предприятии составляется
график запуска моделей в производство. Модели, получившие более
высокую оценку, запускаются в производство в первую очередь, а
те, к которым население не проявило интереса, даже не
представляются на художественный совет. Выставки помогают
предприятию своевременно внедрять в производство изделия,
пользующиеся повышенным спросом, что в свою очередь способствует
успешному выполнению плана и удовлетворению спроса
населения.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. В чем заключаются основные задачи подотрасли индивидуального пошива
обуви?
2. Какие существуют формы обслуживания?
3. Какие существуют типы и принципы организации производства?
4. Какие требования предъявляют к оформлению салона для приемки
индивидуальных заказов населения?
5. Каким образом осуществляется приемка заказов и какие требования
предъявляются к оформлению квитанции?
6. Как определяется артикул и цена обуви?
7. Как осуществляется контроль за выполнением заказов в срок на ЭВМ?
8. Определите артикул обуви.
9. В чем заключается преимущество взимания платы за выполненный заказ при
его получении?
10. Для чего организуются выставки и конкурсы?
11. Какие задачи выполняют выставки и конкурсы на новые модели обуви?
Глава XIII. ПРОГРЕССИВНЫЕ ФОРМЫ ОРГАНИЗАЦИИ
И СТИМУЛИРОВАНИЯ ТРУДА РАБОЧИХ
НА ПРЕДПРИЯТИЯХ
БЫТОВОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ
Бригадная форма организации и стимулирования труда
открывает новые возможности повышения производительности труда и
эффективности производства.
Основным принципом организации бригад является
коллективная материальная заинтересованность рабочих в конечных
результатах труда бригады в целом и коллективная
ответственность всех ее членов за объем и качество производимых работ.
В условиях расширяющейся демократизации многие
учрежденческие функции передаются вышестоящими органами
трудовым коллективам, бригада наделяется реальным правом
участвовать в организации труда, а равно и ответственностью за
конечный результат хозяйственной деятельности.
Коллективные формы* организации и стимулирования труда
должны способствовать коренному решению актуальнейших
проблем, а именно: сближению индивидуальных и общественных
интересов, повышению заинтересованности всех работающих в
232
конечных результатах деятельности первичных ячеек, увеличению
объемов индивидуальных заказов, сокращению численности
работающих, и тем самым ликвидировать дефицит кадров,
повысить качество обслуживания, экономию материальных ресурсов,
трудовую и социальную активность. Надо добиваться
изживания безразличия к работе, уменьшения конфликтов и
психологических травм, формирования коллективизма, хозяйского
отношения к социалистической собственности, расширения
демократических начал в управлении.
В современных условиях наиболее прогрессивной формой
организации труда на предприятиях бытового обслуживания
населения является арендный подряд.
§ 1. БРИГАДНАЯ ФОРМА ОРГАНИЗАЦИИ ТРУДА
По профессиональному составу бригады делятся на
специализированные, комплексные и сквозные.
Специализированная бригада объединяет рабочих одной
профессии одинаковой или разной квалификации (например,
бригада закройщиков верха обуви, где комплекты деталей верха обуви
являются плодами одновременного труда закройщиков разной
или одинаковой квалификации). Эффективность работы такой
бригады заключается в сокращении учетных документов (на всех
выписывается одна закройная карта и один наряд), в
своевременном выполнении заданий (если кто-то не вышел на работу),
отсутствии выгодных и невыгодных работ, упрощении подбора
производственных партий и др. Так, например, перевод шести
закройщиков в ателье «Элегант» п/о «Ригас апави» на
бригадную форму организации и оплаты труда обеспечил рост
производительности труда на 15 %, сократил выписку карт и нарядов
в шесть раз, увеличил экономию материалов на 6 % и улучшил
качество кроя.
Комплексная бригада объединяет рабочих нескольких
профессий и квалификаций. Например, бригада заготовщиков, где
пошитые заготовки являются продуктом одновременного труда
намазчика, загибщика, сборщика и строчильщика.
Эффективность работы таких бригад достигается взаимозаменяемостью,
совмещением профессий, сокращением учетных работ,
избавлением от приписок к зарплате, так как оплата производится
только за изготовленную и принятую ОТК продукцию по
единому наряду. На заготовочном участке п/о «Ригас апави»
действуют комплексные бригады, насчитывающие от 15 до 22 человек.
Сквозная бригада объединяет рабочих всех профессий от
приемки сырья и материалов до выдачи готового заказа. Такими
бригадами могут „стать самостоятельные ателье, мастерские и
салоны. В отличие от специализированных и комплексных
сквозная бригада более прогрессивна, так как в ней ликвидируются
все искусственные барьеры между бригадами, выполняющими
233
только часть (крой, заготовки) полного технологического цикла
(обувь).
При организации специализированных и комплексных бригад
технологическая цепь как бы разбивается на отдельные «дворы»,
ограждаемые заборами. Закройщики свою работу выполнили,
зарплату получили полностью, а при затяжке обуви
обнаруживается скрытый дефект. Требуется заменить деталь, а это
дополнительная работа и для закройной, и для заготовочной бригады,
которые вправе считать это не своим делом. Или, например,
механик закройного участка не заинтересован в оказании
помощи заготовочному участку, что вынуждает каждую бригаду
держать своего механика.
Сквозная бригада связывает рабочих, выполняющих разные
операции, так же, как эти операции связаны между собой в
технологической цепи. Все заинтересованы в конечных
результатах работы не своей специализированной бригады, а в конечных
результатах всей технологической цепи. Они заинтересованы в
выдаче заказчику в срок обуви высокого качества.
Сквозная бригада расширяет рабочее самоуправление,
создает реальную возможность перехода на полный хозрасчет и
реально отвечает за конечные результаты своей работы.
В зависимости от функций, выполняемых бригадами, их
подразделяют на основные (закройщики, заготовщики, мастера) и
вспомогательные (механики, электрики, обслуживающие
основное производство). В последнее время наметилась тенденция
к тому, что основные бригады берут на себя функции
вспомогательных служб, что является более прогрессивной формой.
По экономическому признаку бригады делят на обычные, с
элементами хозрасчета и хозрасчетные.
Обычная бригада планирует объем производства услуг и
фонд или норматив зарплаты. Бригада с элементами хозрасчета
планирует дополнительно нормы расхода по одному или
нескольким видам сырья и материалов и других материальных
ценностей, использование которых непосредственно зависит от
бригады.
Хозрасчетная бригада строится на тех же принципах, что и
хозрасчетное предприятие. Работа таких бригад организуется по
договору между коллективом и администрацией. За бригадой
закрепляют помещения, оборудование и другие материальные
ценности. Для них устанавливают долговременные нормативы по
оплате труда, использованию материальных ценностей и
отчисления от прибылей или от снижения себестоимости. Бригада
несет материальную ответственность за выполнение
определенных договором заданий и показателей.
Вопрос о целесообразности создания хозрасчетной бригады
можно решить после тщательного анализа и обсуждения с
заинтересованными лицами состояния производства, организации
планирования и учета материальных ценностей. При этом следует
234
учитывать не только улучшение экономических показателей в
данное время, но и в длительной перспективе. Обязательно
следует учитывать и психологический фактор.
§ 2. ОПЫТ РАБОТЫ ХОЗРАСЧЕТНЫХ БРИГАД
В П/О «РИГАС АПАВИ»
Для повышения эффективности труда, усиления коллективной
заинтересованности и ответственности за результаты работы,
формирования у работников хозяйского отношения в
расходовании средств производства предприятие использует бригадный
хозрасчет и подряд в качестве основных коллективных форм
организации и оплаты труда, переводит на подрядную форму
участки, цехи и другие подразделения.
В последние годы в системе бытового обслуживания
населения проводятся эксперименты по внедрению хозрасчетных
бригад. Необходимо выявлять, изучать и использовать весь
накопленный опыт как в области формирования бригад, так и
элементов их хозрасчета, опыт, наиболее полно отвечающий специфике
каждого конкретного участка производства.
Коллективы подразделений выполняют весь комплекс работ,
связанных с удовлетворением потребности заказчика.
Большинство подразделений немногочисленны (до 50 человек).
Удельный вес специалистов, вспомогательных рабочих и
обслуживающих подразделений значительно выше, чем в крупных
подразделениях. От подразделений зависит рациональное использование
материальных и трудовых ресурсов, каждое подразделение
отчитывается полностью перед предприятием. Коллектив
подразделения — это практически готовая сквозная хозрасчетная
бригада. На основе таких подразделений в п/о «Ригас апави»
действует 40 бригад, оказывая услуг на сумму 1,5 млн руб. в год.
Важно довести до сознания всех работающих суть
хозрасчета и экономическую эффективность для коллектива и каждого
исполнителя. Для этого следует использовать экономическую
учебу, собрания, беседы, политинформацию. Необходимо на
конкретном, разработанном экономистами, материале доказать не
только возможность заработать рубль, но еще и объяснить, как
заставить в свою очередь этот рубль работать. Надо помочь
коллективам в решении вопросов, связанных с качеством
обслуживания населения. Надо убедить людей в том, что
заработанные деньги они могут сами распределять.
Главный залог успеха перевода подразделений на хозрасчет —
это экономически обоснованный итог. Люди должны знать, что
требуется от бригады и что она за это получит. Итог должен
удовлетворять экономическим интересам общества, коллектива и
каждого работника в отдельности. Только в этом случае
хозрасчетная бригада будет работать с полной отдачей. Любые
чувствительные отклонения в какую-нибудь сторону приводят к не-
235
желательным явлениям (снижению зарплаты при значительном
росте производительности труда, что неприемлемо для рабочих;
опережающему росту средней заработной платы по отношению к
производительности труда, что невыгодно обществу).
Эффективность работы хозрасчетных бригад подтверждает
следующий пример.
За год получен прирост объема услуг на 24,3%, в то время
как работающие по старым условиям снизили объемы. Рост
производительности труда повысился на 75,8 %, средняя
зарплата — на 64,5 %. Повысилось качество обслуживания и
сократились более чем наполовину жалобы. Такой эффект получен за
счет следующих факторов:
сокращения объема учетных работ и выписки квитанций, в
результате чего высвободились приемщики и бухгалтеры;
сокращения мастеров, функции которых выполняют
работающие бригадиры;
сокращения уборщиц, функции которых выполняют сами
рабочие;
сокращения потерь рабочего времени (прогулов на 70 % и
по болезни на 21 %);
рационального использования времени работы и отдыха.
Раньше рабочие строго соблюдали режим работы
независимо от поступления заказов, а при хозрасчете они добровольно
удлиняют рабочий день, когда заказов поступает больше, и затем
берут отгулы за лишние отработанные часы, когда количество
заказов сокращается. Даже в сезонное время при числе заказов,
значительно превышающем нормальные мощности ателье,
бригада не прекращает приемки заказов и не нарушает предельно
допустимых сроков их выполнения. Хозрасчет заставил
коллектив бригады «повернуться лицом к заказчику». Сейчас для
коллектива стало невыгодным плохо работать, так как зарплата
поставлена в прямую зависимость не только от объема
выполненных работ, но и от качества обслуживания. За каждую
жалобу бригада вынуждена вносить дополнительно 50 руб. в кассу
предприятия.
Бригада несет материальную ответственность за нарушение
прейскурантных цен и за низкое качество работы. Ее членам
стало невыгодно перерасходовать электроэнергию и материалы
или получать некачественные сырье и полуфабрикаты, ибо теперь
за все они расплачиваются сами.
Определение плановой выработки на одного работающего
является важнейшим и решающим моментом при переводе на
хозрасчет. Необходимо, чтобы выработка была оптимальной.
Если за основу принять достигнутую выработку в среднем на
одного работающего, то она окажется выгодной для
исполнителей, но не отвечающей общественным и коллективным
интересам.
Проектировать средние показатели выработки при переходе
236
на хозрасчет — значит нацеливать рабочих на вчерашний день,
а не на будущее. Но и завышенная выработка, не
подтвержденная ни теоретически, ни практически, не будет принята рабочими,
и, следовательно, не будет ни бригады, ни хозрасчета. Хозрасчет
станет работать только тогда, когда он будет опираться на
оптимальные количественные параметры, не допускающие ни
низкого, ни высокого хозяйственного давления.
На основании глубокого анализа выработки передовиков
производства, передовых коллективов была принята за основу
расчета выработка на одного работающего в размере 9 000 руб., что
в 1,75 раз выше среднегодовой выработки на одного
работающего. Эта наивысшая выработка достигнута двумя передовыми
коллективами, которые в виде эксперимента были первыми
переведены на хозяйственный расчет.
Конечно, проще и легче, а главное, спокойнее, было бы дать
каждой мастерской прирост от достигнутого, скажем, на 5—7%,
как это сделано на ряде объединений. Но при этом новая форма
организации и стимулирования труда, которая может и должна
обеспечить резкий рост объема услуг и выработки, остается
далеко не использованной.
Экономически выгодно и целесообразно идти не от
достигнутого, а уже в первый год перевода на хозрасчет
максимально использовать все резервы для резкого повышения
эффективности производства переводимых на новые условия работы
подразделений.
При определении роста объема реализации услуг необходимо
учесть место расположения объекта, фактически достигнутый
объем за последние год-два, степень выполнения объема работ
без квитанций и удовлетворенность населения услугами.
Принципиально важно, чтобы при переводе бригад на
хозрасчет объем реализации услуг обеспечил полное
удовлетворение потребностей населения. По подразделениям в п/о «Ригас
апави», переведенным на хозрасчет, прирост составил от 15
до 40%. Чтобы бригады не опасались за такой резкий рост
объема при переходе на хозрасчет, при заключении договора
следует определить прирост на последующие годы. Этот
прирост, по мнению специалистов, должен быть незначительным.
По п/о «Ригас апави» он согласован на общем собрании
работающих хозрасчетных бригад и составляет 0,7—1 % в год.
В п/о «Ригас апави» часть выручки идет еще и на покупку
материалов, оплату электроэнергии, содержание помещений,
премии и выплаты из фонда поощрения, отпускные. Целесообразно
и выгодно, чтобы бригады сами оплачивали транспорт, ремонт
оборудования и ремонт помещения. Все эти вопросы
необходимо решить, исходя из конкретных условий и с согласия
коллектива бригады.
В отличие от данного принципа формирования дохода
хозрасчетной бригады на предприятии успешно работают пять хоз-
237
расчетных бригад по изготовлению товаров народного
потребления, у которых доход формируется по установленному им
нормативу отчисления от объема реализованной продукции.
Взаимоотношения бригады и администрации также регулируются
договором.
Договором определена (после тщательного экономического
анализа) величина норматива отчисления коллективу за
реализованную продукцию, который равен всем планируемым затратам
на производство, зависящим от работы коллектива (стоимость
израсходованных материалов, энергетических ресурсов,
содержания помещения, изготовления оснастки, расходы на транспорт,
ремонт оборудования и все виды оплаты труда — сдельная и
премиальная из фонда зарплаты, отпускные, премии из фонда
стимулирования). Сумма, начисляемая бригаде, уменьшается на
сумму потерь, связанных с низким качеством выпускаемой
продукции и несвоевременным выполнением задания.
Сумма выплаты рабочим составляет разницу между суммой,
начисленной по нормативу, и фактическими расходами на
производство. В хозрасчетных коллективах материальный стимул
побуждает каждого искать пути преодоления сложных
производственных ситуаций, к своевременному и качественному
выполнению задания, активно участвовать в освоении и внедрении новых
видов изделий, пользующихся повышенным спросом. Здесь в
полной мере осуществляется принцип самоуправления и оплата по
конечным результатам.
Высокую эффективность работы этих бригад подтверждают
следующие данные: рост объема производства — 55 %,
производительность труда повысилась более чем в два раза, экономия
материальных ресурсов достигла почти 8%. В коллективах
преобладает высокий морально-психологический настрой. Средняя
зарплата выросла почти на 75 % (составляет более 300 руб.
в месяц).
При внедрении бригадной формы организации и
стимулирования труда необходимо пользоваться существующими
положениями о бригаде и совете бригады в системе бытового
обслуживания населения.
§ 3. КУЛЬТУРА ОБСЛУЖИВАНИЯ ЗАКАЗЧИКА И ТРЕБОВАНИЯ
ПРОФЕССИОНАЛЬНОЙ ЭТИКИ
От приветливости и доброжелательности работников,
обслуживающих заказчиков, зависит не только хорошее настроение
заказчика, но и его желание прийти повторно для заказа обуви.
Каждый заказчик (посетитель) должен почувствовать, что ему
здесь рады. Приемщик заказов обуви должен сразу окружить
вниманием вошедшего посетителя. Желательно первым
обратиться к заказчику и квалифицированно помочь ему в выборе заказа.
Если создалась большая очередь, нужно вежливо проинформиро-
238
вать посетителей о времени (час, день недели, месяц), когда
количество заказчиков меньше, а также подсказать адрес
другого близлежащего, менее загруженного ателье, салона,
мастерской по приемке заказов обуви для населения.
Перед тем как приступить к работе, приемщику следует
проверить наличие необходимой информации для заказчика, книги
отзывов, жалоб и предложений.
Культура обслуживания заказчиков в решающей степени
зависит от того, как приемщик заказов обуви строит свои
отношения с заказчиком и соблюдает общепринятые нормы
поведения.
Очень часто причиной конфликтов является отсутствие
простого человеческого контакта. Необходимо быть тактичным,
вежливым и радушным. Такт — это не только чувство меры в
отношениях с окружающими, но и умение предотвратить и
устранить конфликт. Воспитать в себе чувство такта не так сложно,
если ставить себя на место другого человека. Это поможет
дружески относиться к товарищам по работе, вежливо и
предупредительно к заказчикам.
Как правило, общение приемщика с заказчиком длится не так
долго, но и непродолжительный контакт имеет сильное
воздействие на психологическое состояние обеих сторон. Поэтому
приемщик должен уметь владеть собой, проявлять выдержку и
терпение. Нельзя позволять себе чрезмерно раздражаться.
Когда приемщик заказов обуви или другой работник
чувствует, что он готов вспылить, не стоит отвечать заказчику
резким словом, а лучше переждать. Психологи рекомендуют
в таких случаях сделать три глубоких вдоха и выдоха, считая
про себя до трех, после чего начать говорить с заказчиком.
Если заказчик ведет себя вызывающе, отвечать ему резко —
значит обрекать себя на поражение. На грубость необходимо
отвечать выдержкой и вежливостью.
На большинство заказчиков, ведущих себя грубо, выдержка
и вежливость приемщиков действует обезоруживающе, так как
вести себя грубо с вежливым и спокойным человеком
практически невозможно. Приемщик должен спокойным тоном
аргументировать свое мнение с помощью разумных и понятных
доводов.
Приемщик никогда не должен отвечать заказчику в
безапелляционной форме: «Не может быть», «Я разбираюсь лучше
Вас», «Вы не понимаете этого» и т. д.
Приемщик должен предложить вместе посмотреть заказанную
пару обуви, к которой имеются претензии. Если приемщик
видит, что заказчик прав, необходимо в первую очередь
извиниться.
Искреннее и своевременное извинение — не унижение, а
достойное признание определенной вины. Неправильно говорить
«извиняюсь», так как возвратная форма глагола «извинять»
239
предопределяет прощение самого себя. Правильно сказать
«простите, пожалуйста» или «извините, пожалуйста».
В зависимости от конкретной ситуации приемщик должен
направить заказ на исправление или помочь заказчику оформить
заявление на компенсацию ущерба. По первому требованию
заказчика приемщик должен предъявить книгу отзывов, жалоб
и предложений.
В конфликтной ситуации могут быть неправы обе стороны.
Однако приемщик виноват как минимум в том, что не
предотвратил конфликт, а возможно своим поведением
способствовал его развитию.
Говоря о культуре обслуживания, необходимо иметь в виду,
что ничто так не травмирует психически, не удручает и не
ожесточает, как равнодушие и пренебрежительное отношение
к человеку.
Особенно внимательно нужно относиться к ветеранам,
инвалидам, беременным женщинам, людям престарелого возраста и
детям.
Приемщику необходимо знать направление современной моды
и консультировать заказчиков при выборе моделей, фасона
обуви, а также вида и цвета материала, гармонирующего с
ансамблем одежды.
Самой почетной наградой приемщика и коллектива цеха,
ателье, салона, мастерской, приемного пункта является наличие
постоянных заказчиков, что свидетельствует о добром имени
предприятия.
Нормы взаимоотношений предприятия бытового
обслуживания с заказчиком определены в правилах приемки и выдачи
заказов. Приемщику нужно всегда помнить, что он является
представителем системы бытового обслуживания населения.
Нормы профессиональной этики невозможно исчерпать
инструкцией или стандартом предприятия; все обстоятельства,
которые могут возникнуть в работе, невозможно предусмотреть.
Следует полагаться на такт и сознательность приемщиков,
съемщиков мерок и других работников.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какая существует классификация бригад в объединениях (на предприятиях)
бытового обслуживания населения?
2. Расскажите об опыте работы хозрасчетных бригад в и/о «Ригас апави».
3. Какими качествами должен обладать приемщик заказов обуви?
4. Какие формы проявления профессионального мастерства приемщика заказов
обуви вы знаете?
5. Каково должно быть поведение приемщика заказов обуви во время
обслуживания посетителя?
240
Глава XIV. ОХРАНА ТРУДА НА ПРЕДПРИЯТИЯХ.
ОХРАНА ПРИРОДЫ
§ 1. ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
Нормальное освещение рабочих мест в цехах, ателье, салонах
и мастерских является одним из главных условий успешной
работы предприятия. Рабочие места следует по возможности
размещать таким образом, чтобы к ним был обеспечен
максимальный доступ дневного света. Необходимо регулярно
промывать оконные стекла.
Общее электрическое освещение должно соответствовать
существующим нормам, целесообразно также устанавливать
дополнительные точки у рабочих мест (местное освещение).
Не меньшее значение имеет правильное размещение и
нормальная работа приточно-вытяжной системы вентиляции, аспи-
рационных устройств и местной вентиляции у отдельных рабочих
мест, связанных с выделением вредных испарений и пыли.
Для удовлетворения потребности в воде в цехах, ателье,
салонах и мастерских устанавливают автоматы с газированной
водой, сатураторы или бачки с кипяченой водой.
Чрезмерный шум влияет на нервную и сердечно-сосудистую
систему, на работу органов пищеварения и повышает кровяное
давление. Борьбу с шумом осуществляют путем замены
оборудования ударного действия на гидравлическое, применения
звукопоглощающих материалов, изменения технологических
процессов, выноса из цеха вентиляторов и др.
Обязательным является для каждого цеха, участка, ателье,
салона и мастерской создание условий для соблюдения
рабочими элементарных правил личной гигиены: устройство
индивидуальных шкафчиков для хранения одежды (чистой и рабочей),
обеспечение умывальниками, мылом, полотенцами, кипяченой
водой, аптечкой первой помощи, выделение по возможности
комнаты или уголка для приема пищи и т. д. Необходимо разъяснить
рабочим, как пользоваться обувным инструментом, чтобы
предостеречь от уколов, порезов, ушибов и других травм.
Одновременно нужно объяснить вредность сохранившейся у отдельных
рабочих привычки держать во время работы во рту гвозди, текс
или шпильки.
Необходимо содержать цехи, участки, ателье, салоны,
мастерские и рабочие места в чистоте и порядке. Ежедневная мойка
полов, регулярная уборка в течение рабочего дня, изъятие
ненужных предметов, загромождающих помещение, устройство
специальных закрытых ящиков для материалов и отходов,
правильное хранение и размещение колодок, целесообразное
размещение на рабочих местах инструмента, фурнитуры, деталей и
другие элементарные мероприятия, которые могут быть проведе-
16—939
241
ны независимо от размера и приспособленности помещения,
являются обязательным условием не только с точки зрения охраны
труда, но и правильной его организации.
Составными элементами охраны труда в СССР являются
техника безопасности и производственная санитария,
организация работы которых основана на трудовом законодательстве.
§ 2. ТЕХНИКА БЕЗОПАСНОСТИ
Техника безопасности призвана изучать и выявлять все факторы,
влияющие на возникновение производственного травматизма и
профессиональных заболеваний, и разрабатывать
организационные и технические мероприятия для их предотвращения, а также
обеспечивать безопасность труда при максимальной его
производительности.
Производственной травмой называют повреждение
организма человека в результате несчастного случая при выполнении
работы или служебных обязанностей, вызвавшее утрату
трудоспособности.
Травмой может быть рана, перелом, засорение глаз, ушиб,
вывих, электрический удар, ожог, обморожение, отравление и т. д.
Профессиональные заболевания развиваются постепенно в
результате воздействия на работающего пыли, газов, высокой
температуры, паров органических растворителей высокой
концентрации и других факторов.
К работам повышенной опасности могут относиться: монтаж
и демонтаж тяжелого оборудования; ремонтно-строительные и
монтажные работы на высоте более двух метров без
инвентарных лесов и подмостей; электрогазосварка сосудов с горючими
веществами; обслуживание и ремонт энергоустановок, работы
с применением электроинструмента и электроламп, работы в
закрытых резервуарах; обслуживание и ремонт сосудов,
работающих под давлением; погрузка, разгрузка и перевозка
сильнодействующих ядовитых веществ и кислорода и др.
МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Прессы для разруба материалов необходимо оборудовать
предохранительными устройствами (механизмами) от сдваивания
ударов. На машине для фрезерования уреза подошв фреза должна
иметь предохранительную шайбу от пореза рук,
предохранительное стекло от попадания стружек в глаза рабочего.
На гидравлических прессах, машинах должен быть
установлен предохранительный клапан и манометр с указанием
предельно допустимого давления. В случае ухода рабочего от
машины или пресса электродвигатель нужно выключать.
При работе на отделочных машинах необходимо прочно
закреплять рабочие инструменты (фрезы, валики, круги и др.),
242
чтобы они не отошли во время работы. Точильные камни должны
быть защищены кожухами.
Швейные машины должны снабжаться приспособлениями,
предохраняющими пальцы рук от прокола иглой. Нельзя
допускать к прессам и машинам необученных рабочих и лиц, не
прошедших специального инструктажа по технике безопасности.
При ручном раскрое появляется опасность травмирования рук
рабочего закройным ножом в случае несоблюдения правил и
приемов работы, использования несоответствующего инструмента
и лекал. Наиболее часто случается порез левой руки,
поддерживающей лекало. Травма происходит в результате соскальзывания
лезвия ножа с кромки лекала. Порезы пальцев левой руки
возможны также, если лекало мало или узкое и пальцы частично
выступают за его кромку.
Перед началом работы закройщик должен проверить
состояние поверхности закройной доски на отсутствие царапин и
сучков, правильность ее установки (с наклоном в сторону рабочего),
устойчивость и соответствие положения доски своему росту.
Необходимо также проверить состояние комплектов лекал и
непригодные (с некачественной окантовкой) забраковать,
Закройный нож должен быть остро заточен и оправлен по
лезвию так, чтобы он легко резал материал. Нельзя
пользоваться затупленным ножом, так как это вызывает быстрое
утомление, потерю чувствительности пальцев и понижение реакции.
Лезвие ножа должно выступать из ручки на 3—4 мм. Лезвие,
выступающее из ручки на большую величину, будет увеличивать
опасность порезов, а на меньшую — препятствовать
нормальной работе. В процессе работы лезвие ножа периодически правят
и затачивают.
При раскрое пальцы должны находиться не бдиже 1,5 см от
края лекала. Особую осторожность необходимо соблюдать при
раскрое мелких деталей, так как при этом пальцы часто
выступают за кромку лекала.
ЭЛЕКТРОБЕЗООАСНОСТЬ
Неправильная эксплуатация электроустановок на предприятиях
и нарушение правил техники безопасности способствуют
возникновению опасности поражения работающих электрическим током.
К основным причинам поражения можно отнести следующие:
нарушение правил техники безопасности при работе под
напряжением;
прикосновение к находящимся под током проводам,
рубильникам, щитам;
отсутствие или неисправное состояние заземляющих и
предохранительных устройств;
отсутствие или неисправность индивидуальных средств
защиты.
16*
243
Для обеспечения безопасности труда при работе с
электрооборудованием требуется обязательное проведение следующих
мероприятий: защитное заземление оборудования, пониженное
напряжение в сети, электроизоляция и механическое ограждение.
При установке светильников на высоте менее 2,5 м от пола
напряжение питания не должно превышать 36 В.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Проводимые на предприятиях бытового обслуживания населения
мероприятия направлены на обеспечение защиты людей и
объектов от пожаров.
Основными причинами возникновения пожара могут быть
следующие:
неисправность производственного оборудования, в первую
очередь имеющего электронагревательные устройства;
нарушение правил эксплуатации электрических и
вентиляционных установок и режимов технологических процессов;
попадание металлических предметов в машины и
вентиляционные установки, вызывающее появление искр;
образование зарядов статического электричества;
самозагорание горючих материалов и веществ;
нарушение противопожарных правил (курение, использование
открытого пламени и др.)-
Безопасность производственных процессов обеспечивается
проведением следующих организационно-технических
мероприятий:
обеспечение свободного доступа к производственным зданиям,
складам и другим объектам;
обеспечение свободного проезда пожарных машин по
территории предприятия;
удаление с территории сгораемых отходов и мусора;
запрещение использования открытого огня, в том числе
курения на территории. Курить разрешается только в специально
отведенных для этого местах;
содержание производственных помещений (цех, ателье, салон,
мастерская) в чистоте и порядке.
Проходы и производственные площади не должны
загромождаться готовой продукцией, материалами и оборудованием.
Категорически запрещается оставлять в цехах, ателье, салонах,
мастерских сгораемые отходы и легковоспламеняющиеся и горючие
вещества. Такие вещества следует хранить в специально
отведенных помещениях, оборудованных в соответствии с требованиями
пожарной безопасности. Запрещается работать без спецодежды
и средств защиты, а также принимать пищу на рабочих местах.
Место для работы с органическими растворителями, клеями,
красками и лаками должно быть оборудовано специальными
застекленными шкафами с местной вытяжной вентиляцией.
244
Растворители, клеи, краски и лаки на рабочем месте должны
храниться в металлической таре в количестве, не превышающем
полусменную потребность. Сушка деталей обуви после нанесения
клея, краски, лака должна производиться в специальных
сушилках с местной вытяжной вентиляцией.
Засохшие пленки клея, краски и лака разрешается убирать
скребками только из дерева или цветного металла. Запрещается
применение растворителей для обтирания рук и чистки рабочего
места и спецодежды.
Проходы, выходы, коридоры и лестницы в цехах, ателье,
салонах и мастерских, складах должны быть постоянно
свободными.
Успешному тушению возникшего пожара способствуют
следующие организационные мероприятия:
поддержание в исправном состоянии технических средств
извещения о пожаре и тушения пожара, отличительная окраска
их в красный сигнальный цвет, создание на предприятии
пожарной охраны, а также добровольных пожарных дружин (ДПД)
и пожарно-технических комиссий;
инструктаж и обучение всего коллектива предприятия
правилам противопожарной безопасности, применения первичных
средств пожаротушения и выполнение других обязанностей в
случае возникновения пожара.
При применении легковоспламеняющихся веществ
необходимо строго соблюдать в производственных помещениях следующие
правила: не разводить огня, не зажигать спички, не курить, не
пользоваться открытыми топками (при печном отоплении топка
должна быть вынесена в соседнее помещение). Запрещается
работать при огневых источниках света (керосиновые лампы,
свечи и т.д.), освещение должно быть только электрическим
при хорошо изолированной электропроводке, специальной
электроарматуре, которая должна быть герметически закрыта.
Недопустимо образование искр в результате попадания
металлических предметов в электрооборудование, вентиляционные и аспи-
рационные устройства, так как смесь паров растворителей в
воздухе взрывоопасна.
Можно пользоваться электроплитками только с
изолированными спиралями. Разливать и переносить огнеопасные жидкости
следует крайне осторожно. Быстровоспламеняющиеся жидкости
и материалы нельзя хранить вблизи электродвигателей и
оборудования, имеющего электронагревательные устройства.
Использованное тряпье, ветошь и другие протирочные
материалы необходимо убирать в специальный железный ящик,
находящийся вне производственного помещения.
Территория предприятия, склады, цехи, ателье, салоны,
мастерские должны быть обеспечены первичными средствами
пожаротушения (ломы, багры, топоры, лопаты, ведра, асбестовые
покрывала, огнетушители, ящики с песком), количество и наи-
245
менование которых необходимо согласовать с органами
пожарного надзора.
Для тушения горючих и легковоспламеняющихся веществ
применяют огнетушители ОП-5 или углекислотный ОУ-2. Для
тушения пожаров, возникающих в находящихся под
напряжением электроустановках, следует применять только
углекислотный огнетушитель ОУ-2.
При возникновении пожара должна быть обеспечена
безопасная эвакуация работающих и материальных ценностей через
основные и запасные выходы. Количество выходов в зданиях
цехов, ателье, салонов, мастерских должно быть не менее двух,
расположенных в противоположных стенах.
О возникновении пожара необходимо немедленно сообщить
пожарной охране предприятия, вызвать по телефону или
другими средствами пожарной сигнализации городскую пожарную
охрану и начать своими силами и средствами тушить пожар.
При возникновении пожара необходимо отключить электросеть
и оборудование, вентиляционные устройства,
На территории предприятия, в складах, цехах
устанавливается пожарная сигнализация. Члены ДПД и другие работники
должны оказывать помощь пожарной охране города в
развертывании противопожарных средств и тушении пожара,
ИНСТРУКТАЖ РАБОЧИХ ПО ТЕХМИК5 БЕЗОПАСНОСТИ
По технике безопасности проводят следующие виды
инструктажа: вводный, первичный, периодический (повторный) и
внеплановый.
Вводный инструктаж проводят со всеми вновь принятыми
рабочими и в случаях перевода рабочих из одного
подразделения в другое. Во время вводного инструктажа их знакомят
с основными положениями законодательства о труде, правилами
внутреннего распорядка на предприятии и правилами поведения
на территории предприятия и в производственных помещениях
при несчастных случаях и авариях. После проведения вводного
инструктажа рабочий расписывается в специальном журнале.
Первичный инструктаж проводит мастер или заведующий
ателье, салона, мастерской до начала работы на рабочем месте
на основе письменных инструкций и по программе, утвержденной
главным инженером предприятия (объединения). Рабочего
знакомят с устройством оборудования, предохранительными
приспособлениями, средствами индивидуальной защиты, их
назначением и правилами пользования, а также с инструкцией по технике
безопасности. Показывают опасные зоны оборудования, приемы
безопасной организации труда на рабочем месте, у конвейера
и т. д.
Повторный инструктаж проходят не позднее 10-го числа
первого месяца квартала все рабочие независимо от квалифика-
246
ции и стажа работы на данной операции. Проводит инструктаж
мастер цеха, заведующий ателье, салона, мастерской. Это
мероприятие лучше проводить в виде бесед, вопросов и ответов по
-правилам техники безопасности с разбором конкретных
примеров.
Внеплановый инструктаж проходят рабочие при внедрении
нового оборудования, изменении технологического процесса,
нарушениях правил инструкции по технике безопасности
независимо от принятых к нарушителям мер. Внеплановый инструктаж
проводит мастер цеха или заведующий ателье, салона или
мастерской.
Проведение первичного, повторного и внепланового
инструктажа фиксируется в журнале по технике безопасности, в котором
расписываются инструктируемый и инструктирующий.
ИНСТРУКТАЖ ПО ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
Этот вид инструктажа проводит медицинский персонал
предприятия для предотвращения профессиональных заболеваний,
отравлений и несчастных случаев.
Рабочих знакомят с санитарно-гигиеническими условиями
труда на производстве, с существующими правилами
пользования спецодеждой, защитными очками, защитной мазью для
рук при работе с клеями и органическими растворителями и
другими защитными приспособлениями. Кроме того,
рассказывают рабочему о мероприятиях, необходимых для укрепления
здоровья, о возможных профессиональных заболеваниях в случае
нарушения правил личной гигиены, технологического режима
и плохой организации рабочего места.
ИНСТРУКТАЖ ПО ПРАВИЛАМ ПОЖАРНОЙ БЕЗОПАСНОСТИ
Этот вид инструктажа проводит на крупных предприятиях
бытового обслуживания населения начальник пожарной охраны, а
при ее отсутствии — инженер по технике безопасности. При
проведении инструктажа следует обращать внимание на меры
противопожарной безопасности на территории предприятия и в
производственных помещениях. Рабочих также знакомят с правилами
хранения и применения огнеопасных веществ и материалов, с
устройством и использованием огнетушителей и т. д.
После проведения инструктажа рабочий, прослушавший его,
расписывается в специальном журнале. На небольших
предприятиях бытового обслуживания населения, где инструктаж по
пожарной безопасности обычно проводит инженер по технике
безопасности, он проводится одновременно с инструктажем по технике
безопасности, При этом в специальном журнале расписывается
инструктировавший и инструктируемый.
247
§ 3. ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ ПРИ ПОРАЖЕНИИ
ЭЛЕКТРИЧЕСКИМ ТОКОМ
При поражении электрическим током пострадавшего необходимо
освободить от соприкосновения с источником тока. Для этого
необходимо снять напряжение, выключив рубильник. Если
рубильник расположен далеко, пострадавшего следует оттянуть от
провода, предварительно надев диэлектрические перчатки или боты
или обернув руки сухим шарфом и положив под ноги сухую
одежду, доску, резиновый коврик или другой изолирующий ме-
териал. Оттягивать пострадавшего следует за концы одежды,
избегая прикосновения к незащищенным местам.
После освобождения пострадавшего от соприкосновения с
токоведущими предметами его следует уложить и освободить
от одежды. При прекращении дыхания и биения сердца
(пульса) следует немедленно приступить к проведению
искусственного дыхания и поддержанию у пострадавшего
кровообращения. Эффективный метод искусственного дыхания — вдувание
воздуха изо рта в рот или нос пострадавшего.
Пострадавшего укладывают на спину, и встав сбоку,
подводят под его затылок свою левую руку и откидывают его голову
назад. Такое положение головы способствует восстановлению
проходимости дыхательных путей и отходу запавшего языка от
задней стенки гортани. При этом необходимо проверить, нет ли
посторонних предметов во рту пострадавшего (зубные протезы
и др.) и чистым платком освободить рот от слизи. Затем под
лопатки пострадавшего подкладывают валик из свернутой
одежды. Сделав несколько глубоких вдохов, оказывают помощь,
вдувая через платок или марлю воздух из своего рта в рот или нос
пострадавшего. Вдувая воздух в нос, нужно закрыть рот и,
наоборот, вдувая воздух в рот, закрывают нос.
Искусственное дыхание производят не чаще 10—12 раз в
минуту. После каждого вдувания освобождают рот и нос
пострадавшего для свободного выдоха воздуха. Через 1—2 с после
вдувания воздуха ритмично надавливают ладонями 4—6 раз
на нижнюю треть груди.
Для поддержания кровообращения пострадавшего
укладывают спиной на скамью, стол или пол, расстегивают воротник и
пояс. Затем оказывающий помощь становится сбоку от
пострадавшего, накладывает на нижнюю часть грудной клетки ладонь
вытянутой руки и кладет на нее другую ладонь. Надавливание
на грудь производят 1 раз в секунду толчками с таким расчетом,
чтобы сместить грудину на 4—5 см, после чего быстро отнимают
руки от груди. После 3—4 надавливаний делают перерыв на 2 с.
Во время массажа не следует давить на окончания ребер во
избежание перелома, а при проведении вдоха нельзя
надавливать на грудь, так как это делает неэффективным массаж сердца.
Искусственное дыхание и массаж делают до появления у по-
248
страдавшего самостоятельного дыхания и сердцебиения. Скорую
помощь нужно вызвать немедленно независимо от оказания
первой помощи пострадавшему.
§ 4. ОХРАНА ПРИРОДЫ
ИСПОЛЬЗОВАНИЕ ОТХОДОВ, ПОЛУЧАЕМЫХ В ПРОЦЕССЕ ПРОИЗВОДСТВА
Полезные отходы могут служить исходным сырьем для
изготовления новой продукции или полуфабрикатов. К таким отходам
можно отнести отходы, получаемые при раскрое кож для верха,
низа и подкладки, искусственных, синтетических и текстильных
материалов.
Отходы кож, получаемые при раскрое деталей верха обуви,
используют для изготовления портмоне, кошельков, ковриков,
футляров для ключей. Мелкий лоскут, который получают при
основном раскрое и раскрое полезных отходов, следует
отправлять для переработки на удобрения.
Отходы жестких кож, образующиеся при раскрое деталей
низа обуви, используют для изготовления пуговиц, прокладок,
бижутерии (клипсы, серьги) и других изделий.
Неиспользованные отходы жестких кож необходимо направлять для
переработки на предприятия, изготовляющие искусственные кожи, в
качестве основного сырья для производства обувных картонов.
Отходы резины также используют в качестве добавок при
производстве подошвенной резины. Отходы текстильных
материалов, получающиеся при раскрое подкладочных материалов,
собирают и сдают организациям, перерабатывающим вторичное
сырье. Отходы резины, получающиеся при фрезеровании и
шлифовании деталей обуви, в смеси со связывающими веществами
могут быть использованы в качестве простилки в обуви.
Бросовые отходы резины и картона сжигают или
отправляют на свалки для сжигания, в результате чего происходит
загрязнение окружающей среды.
МЕРОПРИЯТИЯ ПО УМЕНЬШЕНИЮ ЗАГРЯЗНЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ
Для охраны окружающей среды необходимо использовать
малоотходную или безотходную технологию. Это может быть
достигнуто за счет создания территориально-производственных
комплексов, где отходы одного предприятия будут использованы в
качестве сырья другими предприятиями.
Для уменьшения загрязнения окружающей среды необхо1
димо широко внедрять в производство клеи-расплавы, которые
исключают использование органических растворителей.
Уменьшению использования органических растворителей способствует
также применение в производстве обуви по заказам населения
клеев на основе водных растворов и эмульсий клеящих веществ,
казеинового, мездрового, мучного, декстринового; красящих ве-
249
ществ, таких, как водный нигрозин, казеиновые краски и
казеиновая аппретура и др.
Нормальные санитарно-гигиенические условия при работе с
органическими растворителями могут быть обеспечены за счет
применения местной и общей приточно-вытяжной вентиляции,
аспирационных устройств и др.
Концентрации веществ, обладающих вредными свойствами,
и уровни вредных и опасных производственных факторов,
выделяемых в процессе выполнения операций пошива обуви, не
должны превышать значений, установленных стандартом.
Оборудование, при работе которого возможны выделения
вредных газов, пыли, паров, должно иметь соответствующие сани-
тарно-технические устройства (встроенные местные отсосы, пыле-
сборники, фильтры и др.), обеспечивающие требуемую
чистоту воздуха на рабочих местах и уменьшающие выброс этих
веществ в атмосферу.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какими должны быть санитарно-гигиенические условия труда в цехах, ателье,
салоне, мастерской?
2. Какое влияние оказывают на организм человека шум и вибрация?
3. Какие условия должны быть созданы для соблюдения правил личной
гигиены?
4. В чем отличие производственной травмы от профессионального
заболевания?
5. Какие основные требования техники безопасности предъявляют при работе
на машинах?
6. Какие требования необходимо соблюдать для обеспечения
электробезопасности при работе?
7. Какие'вы знаете основные причины возникновения пожаров?
8. Какие организационно-технические мероприятия должны быть проведены
для обеспечения безопасности процессов пошива обуви по заказам
населения в цехах, ателье, салоне, мастерской?
9. Какими средствами достигается успешное тушение пожара?
10. Какие организационные мероприятия способствуют успешному тушению
пожара?
11. Какими первичными средствами пожаротушения должны быть обеспечены
цехи, ателье, салоны, мастерские?
12. Что необходимо предпринять при возникновении пожара в цехе, ателье,
салоне, мастерской?
13. Какие виды инструктажа по технике безопасности вы знаете?
14. Как оказать первую помощь при поражении электрическим током?
15. Какие мероприятия необходимо проводить по охране окружающей среды?
16. Какие факторы производства обуви по заказам населения оказывают
отрицательное воздействие на окружающую среду?
СПИСОК ЛИТЕРАТУРЫ
Лиокумович В. X. Конструирование обуви. М., 1986.
Майорова Н. 3. Технология сборки обуви. М., 1985.
Набалов Т. А. Оборудование предприятий по индивидуальному пошиву и ремонту
обуви. М., 1988.
Технология изготовления особо элегантной обуви по заказам населения/КТБО
Минбыта РСФСР. М., 1984.
Типовая технология изготовления обуви с учетом механизации технологических
процессов и использования новых материалов/КТБО Минбыта РСФСР. М., 1988.
Типовой технологический процесс изготовления модельной обуви ручного
производства по индивидуальным заказам населения в ателье высшего разряда/
Республиканская экспериментальная лаборатория обуви Минбыта
Латвийской ССР. Л., 1986.
Шагапова И. М. Технология сборки заготовок верха обуви. М., 1989.
Швецова Т. П. Технология обуви. М., 1983.
ОГЛАВЛЕНИЕ
Введение
Глава I. Классификация обуви
§ 1. Назначение обуви
§ 2. Высота заготовки верха
§ 3. Половозрастные группы
§ 4. Материалы для деталей верха
§ 5. Материалы для деталей низа
§ 6. Методы крепления деталей низа к заготовке верха . . .
§ 7. Классификация каблуков
Глава II. Конструкции заготовок верха и низа
§ 1. Конструкции заготовок верха
§ 2. Детали низа обуви
§ 3. Категории сложности моделей обуви
§ 4. Износ обуви
Глава III. Стопа человека
§ 1. Понятие об анатомическом строении и функциях стопы
§ 2. Основные размеры стопы и способы ее измерения . . .
§ 3. Отклонения в строении и функциях стопы и
особенности снятия мерок
§ 4. Подбор и приправка колодок
Глава IV. Обувные колодки и правила
§ 1. Классификация колодок
§ 2. Конструкции колодок
§ 3. Эксплуатация колодок
§ 4. Правила и их применение при изготовлении сапог . . .
Глава V. Инструмент для изготовления обуви
§ 1. Ручной инструмент
§ 2. Вспомогательный инструмент
§ 3. Средства малой механизации
Глава VI. Изготовление деталей низа обуви .
§ 1. Эксплуатационные и технологические требования к
деталям низа обуви
§ 2. Разруб и раскрой деталей низа обуви
§ 3. Обработка деталей низа обуви в централизованных
вырубочных цехах
§ 4. Раскрой и обработка деталей низа при ручном способе
изготовления обуви
252
Глава VII. Изготовление деталей верха обуви
112
§ 1. Эксплуатационные и технологические требования к
деталям верха обуви 112
§ 2. Раскрой материалов на детали верха обуви 120
§ 3. Оборудование, инструменты и приспособления для
раскроя 130
§ 4. Обработка деталей верха обуви . . .- 134
§ 5. Скрепление деталей верха обуви . . . 140
Глава VIII. Формование заготовок верха обуви 151
§ 1. Методы формования 151
§ 2. Подготовительные операции, предшествующие
формованию заготовок верха обуви 153
§ 3. Предварительное формование заготовок верха обуви 155
§ 4. Обтяжка и затяжка заготовок 157
Глава IX. Крепление деталей низа к заготовке верха обуви .... 164
§ 1. Ниточные методы крепления 165
§ 2. Клеевой метод крепления 176
§ 3. Комбинированные методы крепления 179
§ 4. Бортовой метод крепления 182
§ 5. Выворотный метод крепления 185
§ 6. Деревянно-шпилечный метод крепления 185
§ 7. Метод прессовой вулканизации, литьевой метод и
сварка 187
§ 8. Прикрепление каблуков и набоек 188
Глава X. Отделка обуви 195
§ 1. Отделка низа обуви 195
§ 2. Отделка верха обуви . 203
§ 3. Завершающие операции 204
§ 4. Контроль качества модельной обуви 206
Глава XI. Стандартизация и управление качеством продукции . . . 207
§ 1. Стандартизация 207
§ 2. Метрологическая служба 211
§ 3. Комплексная система управления качеством услуг и
обслуживания (КС УКБО) . . . 212
Глава XII. Организация и планирование производства обуви по
индивидуальным заказам населения 217
§ 1. Основные задачи производства 217
§ 2. Формы обслуживания населения 218
§ 3. Организация производства 218
§ 4. Оперативное планирование производства 220
§ 5. Оформление помещений для приемки заказов .... 222
§ 6. Оборудование рабочего места съемщика мерок стопы и
голени 223
§ 7. Организация приемки и выдачи заказов 223
§ 8. Определение артикула и розничной цены 226
§ 9. Контроль за выполнением заказов 227
§ 10. Организация конкурсов и выставок новых моделей
обуви 230
253
Глава XIII. Прогрессивные формы организации и стимулирования
труда рабочих на предприятиях бытового обслуживания
населения 232
§ 1. Бригадная форма организации труда 233
§ 2. Опыт работы хозрасчетных бригад в п/о «Ригас апави» 235
§ 3. Культура обслуживания заказчика и требования
профессиональной этики 238
Глава XIV. Охрана труда на предприятиях. Охрана природы .... 241
§ 1. Производственная санитария 241
§ 2. Техника безопасности 242
§ 3. Оказание первой помощи при поражении
электрическим током 248
§ 4. Охрана природы 249
Список литературы 251
УЧЕБНОЕ ИЗДАНИЕ
Анатолий Яковлевич Палицкий, Меер Мордухович Дейч
Изготовление обуви по индивидуальным
заказам
Редактор О. Л. Синадская
Художественный редактор Е. М. Виксне
Технический редактор М. Е. Черепкова
Корректоры В. Д. Четверикова и Е. А. Постникова
ИБ № 173
Сдано в набор 28.03.90. Подписано в печать 14.09.90. Формат 60Х90'/i6- Бумага офсетная № 1.
Литературная гарнитура. Офсетная печать. Объем 16,0 п. л. Усл. п. л. 16,0. Усл. кр.-отт. 16,0.
Уч.-изд. л. 17,44. Тираж 45 000 экз. Заказ 939. Цена 70 копеек.
Издательство «Легкая промышленность и бытовое обслуживание» 113035, Москва, 1-й
Кадашевский пер., д. 12.
Ярославский полиграфкомбинат Госкомпечати СССР. 150014. Ярославль, ул. Свободы, 97.
Вниманию будущих специалистов!
В издательстве «Легкая промышленность и
бытовое обслуживание» в 1991 году выйдет
учебник:
НАБАЛОВ Т. А. Оборудование предприятий по
индивидуальному пошиву и ремонту обуви. — 22 л. — 85 к.
Описаны конструкции основного технологического
оборудования, приведены технические характеристики,
устройство и взаимодействие узлов и механизмов, а также
неполадки в работе и способы их устранения.
В отличие от 2-го издания A988 г.) приведены общие
сведения о машинах и механизмах, гидравлических и
пневматических приводах, смазочных материалах. Более
подробно рассмотрены вопросы техники безопасности при
эксплуатации оборудования.
Для учащихся средних профессионально-технических
училищ.
Предварительный заказ на эту и другие
книги издательства «Легкая промышленность
и бытовое обслуживание» можно оформить в
специализированном книжном магазине № 153
им. Ивана Федорова, направив открытку по
адресу: 125422, Москва, ул. Костикова, 9,
маг. № 153, отдел «Книга — почтой»,.