/

























































































































































































Текст
A Short Course
Eskild Tjaive in Industrial Design
Э.Тьялве КРАТКИЙ КУРС
ПРОМЫШЛЕННОГО
ДИЗАЙНА
Э.Тьялве
КРАТКИЙ КУРС ПРОМЫШЛЕННОГО ДИЗАЙНА
A Short Course in
Industrial Design
Eskild Tjalve
Senior Lecturer, Department ot Engineering
Design, The Technical ' Jniversity of Denmark
NEWNES BUTTERWORTHS
LONDON - BOSTON
Sydney - Wellington - Durban • 1 oronto
Э.Тьялве
КРАТКИЙ КУРС
ПРОМЫШЛЕННОГО
ДИЗАЙНА
Перевод с английского П.А.Кунина
Москва
« Машиностроение »
19 84
ББК 30.18
Т94
УДК 658.512.2-03.20-82
Э. Тьялве
Т94 Краткий курс промышленного дизайна. Пер. с анг,
П. А. Кунина. — М.: Машиностроение, 1984, 192 с., ил.
85 к.
В книге преподавателя промышленного дизайна Датского технического универ-
ситета Э. Тьялве рассмотрены основы художественного конструирования промыш-
ленных изделий. Указаны факторы, влияющие на выбор формы. Описано последова-
тельное развитие проектов конкретных технических изделий. Книга иллюстрирована
многочисленными фотографиями и эскизами вариантов конструкторских решений. Осо-
бую ценность книге придает методический характер изложения, что является крайне
редким явлением в зарубежной литературе по рассматриваемому вопросу.
Для инженеров-конструкторов и художников-конструкторов предприятий различ-
ных отраслей промышленности. Представляет интерес для преподавателей, занима*
ющихся подготовкой художников-конструкторов.
2109000000-79 ББК 30.18
Т ---------------79-84
038(01 )-84 605.7
© Е. Tjalve, 1979
© Перевод на русский язык, Машиностроение, 1984 г.
ОГЛАВЛЕНИЕ
Предисловие............................................................ 6
I. Создание изделия................................................... 8
1.1. Представление о форме........................................... 8
1.2. Существование изделия.......................................... 10
1.3. Свойства изделия............................................... 12
1.4. Последовательное создание изделия.............................. 13
2. Методы конструирования формы ...... 21
2.1. Ограничения.................................................... 21
2.2. Изменение структуры............................................ 24
2.3. Изменения формы ............................................... 47
3. Факторы формы..................................................... 88
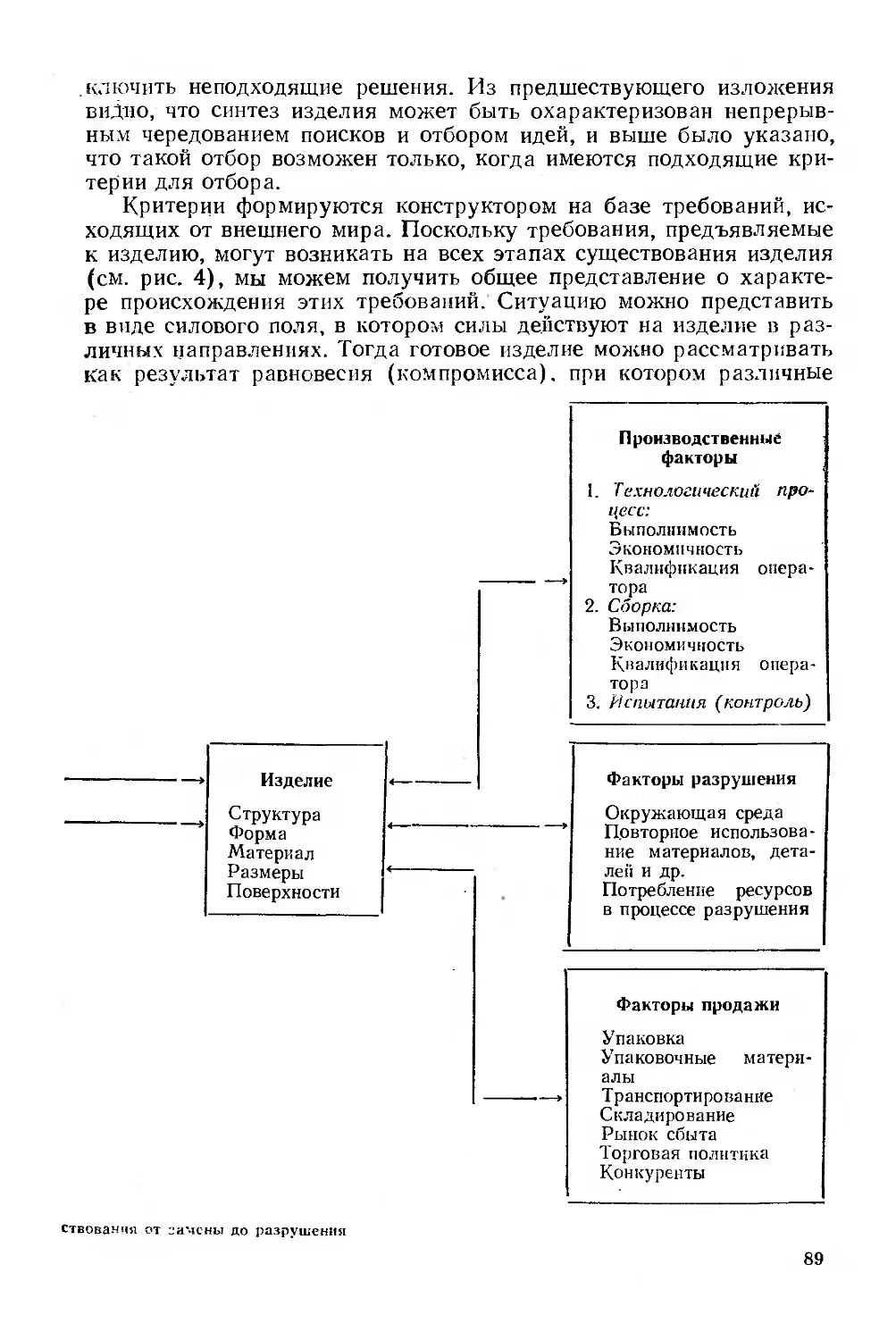
3.1. Происхождение требований, предъявляемых к форме................ 88
3.2. Взаимозависимость основных свойств............................. 90
3.3. Факторы конструирования........................................ 92
3.4. Производственные факторы....................................... 95
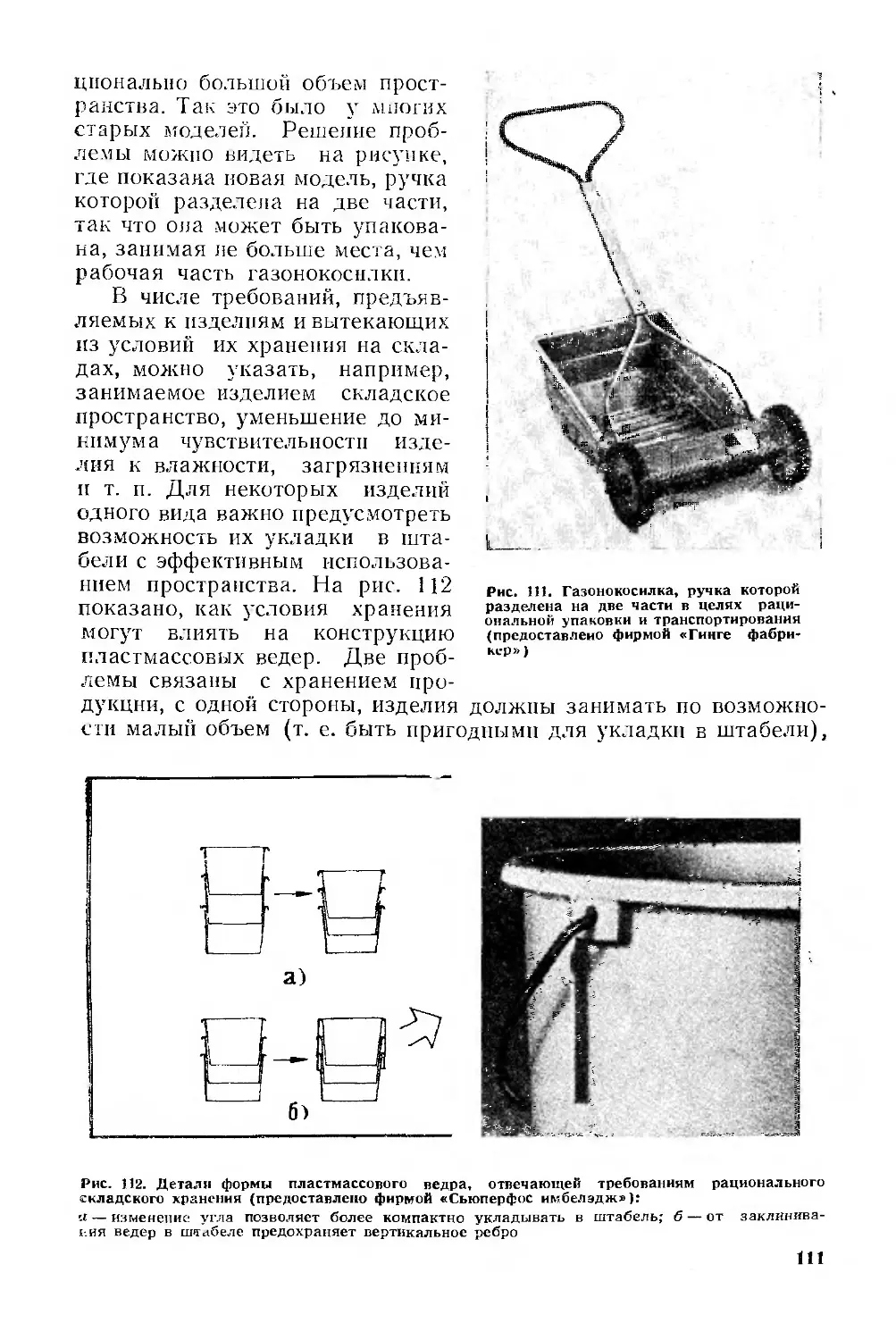
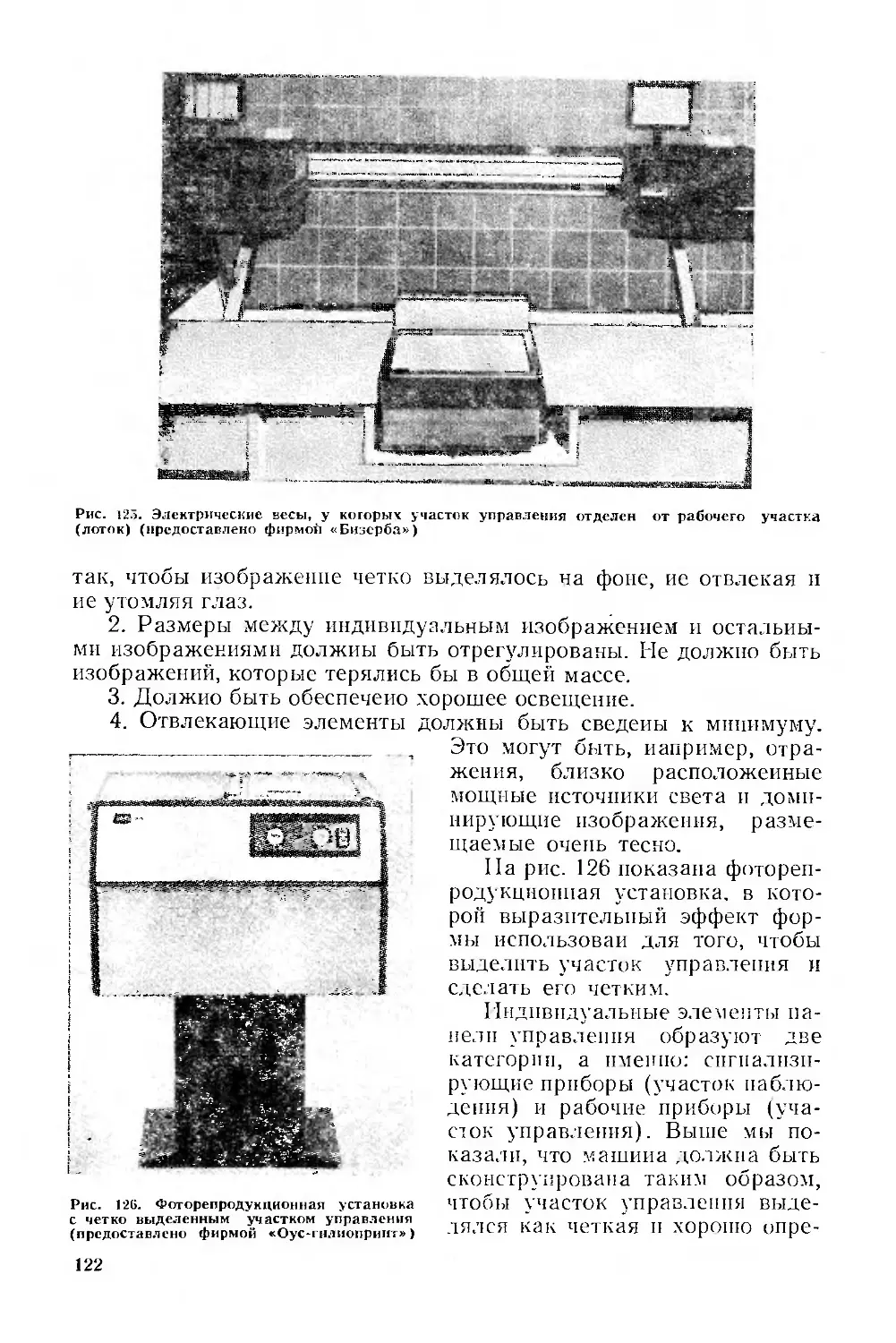
3.5. Факторы, влияющие на продажу и распределение .................. ПО
3.6. Факторы, связанные с эксплуатацией изделий.................... 112
3.7. Факторы разрушения............................................ 133
3.8. Оценка предложений по конструированию формы . ................ 133
4. Внешний вид изделия.............................................. 135
4.1. Представление о внешнем виде.................................. 135
4.2. Элементы формы................................................ 139
4.3. Объединение элементов формы................................... 143
4.4. Средства выразительности...................................... 152
5. Процесс коиструироваиия прибора для анализа хромосом............. 161
5.1. Введение в проект............................................. 161
5.2. Основная структура............................................ 165
5.3. Количественно определенная структура........................ 169
5.4. Общая форма системы........................................... 171
5.5. Форма элементов............................................... 171
ПРЕДИСЛОВИЕ
Создание нового изделия требует многосторонней деятельности и
большого искусства, прежде всего от инженеров-конструкторов и
дизайнеров промышленного профиля. Нетрудно определить степень
ответственности каждого, когда сравниваются деятельности инже-
нера-конструктора и дизайнера, но не так легко установить, где
кончается ответственность одного и начинается ответственность
другого.
Инженер-конструктор участвует в конструировании, которое
часто называют по-другому, например эскнзированне, деталирова-
ние, определение размеров и т. д. Значительную часть работы ин-
женеров-конструкторов и дизайнеров составляют одни и те же ви-
ды деятельности, т. е. формулирование предложений по форме из-
делий, моделирование их (эскнзированне, вычерчивание или вы-
полнение материальных моделей), исследование и оценка возмож-
ностей. Эти виды деятельности, предполагающие творчество, явля-
ются предметом книги, которая не только знакомит учащегося с
принципами развития конструкции, но и рассматривает критерии,
посредством которых конструкции оцениваются. По всей книге сло-
во конструктор используется в широком значении для обозначения
лиц, занятых конструированием изделий (т. е. инженеров, дизай-
неров и др.).
Содержание книги следует рассматривать как часть методики
конструирования. В общем виде описаны только методы оценки
проекта и разработки конструкции, связанные с заключительными
ступенями процесса конструирования.
Принципиальный недостаток принятых формулировок систем-
ных методов конструкторской работы состоит в том, что они позво-
ляют думать о возможности получения при системном подходе пра-
вильного результата в любом случае. А это совсем не так. Наибо-
лее эффективное решение достигается при сбалансированном соче-
тании системного подхода и интуиции. Поэтому системный подход
надо рассматривать как основание для ума, склонного к новаторст-
ву и понимающего, что сознательными усилиями можно объектив-
но и системно изучить все критерии конструкции и предпосылки,
на которых основывается любое частное решение.
В качестве примеров в большой степени использованы сущест-
вующие изделия. Выбраны были такие изделия, которые иллюстри-
руют возможность различных подходов к одной и той же проблеме
и получение при этом разных результатов, а не потому, что они хо-
6
роши или плохи. Таким образом, выбор этих изделий не подразу-
мевает какой-либо оценки их качества.
Я хотел бы выразить благодарность фирмам, которые помогли
проиллюстрировать текст книги примерами, предоставив материа-
лы различного рода. Ряд фотографий выполнен по моему поруче-
нию Ф. Шмидтом, которому я очень благодарен.
Я надеюсь, что многие из тех, кто участвует в процессах созда-
ния изделий, найдут эту книгу полезной, будь они инженерами пли
дизайнерами. Я надеюсь также, что книга заполнит пробел в лите-
ратуре, предназначенной для обучения конструированию в техниче-
ских школах. При традиционном подходе необходимо делать чер-
новые эскизы создаваемого изделия, прежде чем можно будет при-
ступить к специальным расчетам и разработке чертежей деталей.
Очень много времени затрачивается на эти важные процессы и, все
же, очень часто никто не спрашивает, как появилась идея, стоящая
за какой-либо частной схемой. Слишком распространено ошибочное
отношение к первой появившейся идее конструкции, заключающее-
ся в том, что на нее смотрят как на единственную или даже как на
самую лучшую. В заключение я выражаю надежду, что книга, воз-
можно, вдохновит промышленных дизайнеров, обучающихся или
работающих, так как им очень важно иметь представление об эта-
пах, которые проходит в процессе своего создания сложное изде-
лие, и усвоить общий взгляд на критерии его оценки.
Э. Тьялве
СОЗДАНИЕ ИЗДЕЛИЯ
1.1. ПРЕДСТАВЛЕНИЕ О ФОРМЕ
Большая часть окружающего нас мира состоит из объектов, обла-
дающих одним основным свойством — формой, т. е. определенными
очертаниями, устройством частей и общим расположением послед-
них. Форма может быть результатом одного из следующих четырех
видов процессов (рис. I).
I. Неуправляемые процессы, когда форма зависит только от
условии окружающей среды, например образование булыжника,
гальки, гор.
2. Процессы, подчиняющиеся физическим и химическим зако-
нам, а также условиям окружающей среды, например образование
кристаллов льда, слюды.
3. Процессы, управляемые генами и условиями окружающей
среды, например живые организмы.
4. Процессы, регулируемые желаниями людей пли инстинктами
животных и условиями окружающей среды, например, промышлен-
ные изделия, плотины бобров, птичьи гнезда.
В настоящее время, когда промышленные изделия во все воз-
растающей степени доминируют в повседневной практике (особен-
но там. где окружающая среда создается руками человека), появи-
лась необходимость в более пристальном анализе процессов, опре-
деляющих форму изделий, для того, чтобы мы могли проектировать
окружающую нас среду максимально соответствующей нашим по-
требностям.
В качестве первой попытки такого анализа рассмотрен клапан
(рис. 2). Конструкция клапана и детали, из которых он собран,
описаны ниже.
Чтобы сделать возможной сборку клапана с помощью регули-
руемого гаечного ключа, соединяемые детали вентиля снабжены
шестигранниками. Вращающаяся гайка под маховичком также
выполнена шестигранной, и, следовательно, ее можно затянуть га-
ечным ключом. Маховичку придана круглая форма, чтобы человек
мог крепко захватить его рукой в любом положении. На стержне
клапана нарезана резьба, так как его функция состоит в преобра-
зовании вращательного движения (маховичка) в поступательное
движение относительно седла клапана. Седло клапана имеет коль-
цевую форму, а его лицевая сторона обрабатывается фрезой, чтобы
обеспечить плотный контакт с прокладкой. Внутренней полости
клапана придана форма, облегчающая движение потока. Внешние
очертания клапана образованы двумя пересекающимися цилиндра-
S
Рис. I. Четыре возможных пути возникновения формы
ми. Форма цилиндра определяется литейной формой, в которой от-
ливают корпус клапана.
Подобным образом можно проанализировать чашку и блюдце,
показанные на рис. 3. Чашка и блюдце имеют симметрию враще-
ния в результате вращения заготовки на гончарном станке или (ес-
ли изделия получены в литейной форме) потому, что они традици-
онно имеют симметрию вращения. Чашка выполнена цилиндриче-
ской, потому что этот внешний вид был найден удобным и жела-
тельным. Диаметр чашки в основании сделан меньше, потому что
в этом случае чашка удобна для установки одна в другую, а также
по соображениям внешнего вида. Желобок в основании чашки поз-
воляет стекать воде при мытье чашки в моечной машине. Ручке при-
дана такая форма, чтобы опа не нагревалась чрезмерно при по ш-
зовании чашкой. Кромка блюдца поднята кверху, потому что блюд-
це должно удерживать жидкость, выплеснувшуюся из чашки.
Даже если эти два примера немного упрощенные, они все-таки
ясно показывают, что конструкция изделия и его элементов зависит
9
Рис. 2. Форма клапана определяется
большим количеством факторов
Рис. 3 Ферма чашки определяется многими
факторами (фирма «Рорстрэнд»)
от многих различных факторов, например от производственного
процесса, функционального назначения, удобства транспортирова-
ния, внешнего вида и экономики. Другой, очень ва/кный фактор,
который нельзя забывать, это личность конструктора (дизайнера)
изделия. Несмотря на многие требования, предъявляемые к изделию
в технических условиях, всегда остаются возможности для того,
чтобы конструктор мог выразить свои идеи и суждения.
Понимание факторов, влияющих на конструкцию, должно ос-
новываться на знании различных этапов существования изделия.
Поэтому ниже рассмотрена модель существования изделия от за-
мысла до разрушения, а также более детальная модель процесса
создания изделия.
1.2. СУЩЕСТВОВАНИЕ ИЗДЕЛИЯ
Все изделия создаются, используются и, в конце концов, приходят
в негодность. Поэтому рассмотрим поближе, что происходит с изде-
тием до эксплуатации, в процессе эксплуатации и после эксплуата-
ции. Эксплуатация изделия представляет собой процесс, который
вызывает внешние изменения, выражающиеся в переходе из одного
состояния в другое. Необходимость этого превращения является
причиной создания изделия, например: ножницы (целый лист бу-
маги— бумага, разделенная на два куска), напильник (заготовка с
заусенцами — заготовка со снятыми фасками на кромках), телеви-
зор (человек с потребностью в развлечениях и информации — чело-
век, удовлетворивший потребность в развлечениях и информации),
экструдер (пластмасса в гранулах — пластмассовый профиль не-
прерывной длины с требуемым поперечным сечением).
Прежде чем изделие поступает в эксплуатацию, потребитель
покупает его у торговой фирмы, которая приобретает это изделие
у изготовителя. Когда изделие выполнило свое назначение, износи-
лось пли разрушилось, оно уничтожается. Если эти события распо-
19
Информация
о потребностях
Информация обратной связи
Конструирование Ц
Технические условия ‘
на изделие !
Исходные ---------———
материал ы
Объект
в первом состоянии
изделие
I Процесс .
эксплуатации [
------------J
Разрушение
I : Объект во
втором состоянии
Отработав ь№
материалы
।
Рис. 4. Схема процессов, охватывающая период существования изделия
ложить последовательно, то можно проиллюстрировать период су-
ществования изделия, как показано на рис. 4. Исходной точкой слу-
жит информация о потребностях, для удовлетворения которых пред-
назначено изделие. Первый этап — это процесс конструирования, в
ходе которого рассматриваются возможные методы удовлетворения
нужд потребителя и окончательно отрабатываются технические ус-
ловия на готовое изделие.
Для деталей, которые производятся в больших количествах, про-
цесс конструирования и выбор метода производства рассмотрены
ниже; на рис. 4, в целях сохранения его ясности, этот вид произ-
водства не отражен. Далее следует процесс производства изделия,
после которого изделие сбывается торговой фирме, а последняя
продает его потребителю. Только теперь изделие может функ-
ционировать согласно запланированному назначению. Период
существования изделия оканчивается его разрушением. Этот про-
цесс может быть активным, т. е. изделие подвергается раздробле-
нию, разбирается на части или переплавляется, или пассивным; в
последнем случае изделие ржавеет, крошится или распадается
и т. д.
Рис. 4 показывает, что в процесс конструирования вводится
информация о всех этапах существования изделия. Процесс конст-
руирования может быть эффективным только в том случае, если
конструктор будет полностью осведомлен о том, что происходит с
изделием вне чертежной доски. Таким образом изделие создается
в процессе конструирования с учетом всех требований и пожела-
ний, возникающих на всех этапах.
Важно иметь в виду, что на рис. 4 показано общее направление
создания изделия в промышленных условиях. Если изделие конст-
руирует и изготовляет одно и то же лицо, то первые два этапа мо-
гут быть объединены. Заметим, что процесс конструирования может
определяться не только информацией, касающейся потребностей
или функций, но и самой идеей создания изделия или новых кон-
курирующих изделий. Однако входная информация, показанная
на рис. 4, рассматривается как основная, потому что в других си-
11
туациях может возникнуть необходимость вернуться назад и начать
с анализа потребностей.
1.3. СВОЙСТВА ИЗДЕЛИЯ
Любой объект (какое-либо изделие, машина или система) облада-
ет характерными свойствами. Некоторые из этих свойств полезны,
но другие могут быть более или менее нежелательными. Наиболее
важное свойство из всех — это основная функция изделия, потому
что она помогает потребителю в удовлетворении его нужд. Други-
ми желательными свойствами могут быть приятный внешний вид,
легкость перемещения, безопасность, долговечность и надежность.
Прежде чем приступить к конструированию, конструктор дол-
жен, может быть в сотрудничестве с потребителем, составить пере-
чень желаемых свойств изделия. В процессе конструирования, когда
изделие создается, именно эти свойства определяют выбор прини-
маемых конструктивных решений.
К сожалению, нельзя конструировать изделие таким путем, что-
бы желаемые свойства определялись одно за другим, так как эти
свойства не являются независимыми переменными. Однако мы счи-
таем, что пять свойств можно выделить среди всех, которые в сум-
ме полностью определяют изделие. Для изделии в целом таким
свойством является структура (т. е. элементы изделия и их взаимо-
зависимость), а для каждого элемента — форма, материал, разме-
ры, поверхность. Эти пять свойств принимаются за основные свой-
ства. Важно подчеркнуть, что эти свойства являются переменны-
ми, которыми конструктор может манипулировать, а изделие соз-
дается последовательными решениями вопросов, связанных с этими
переменными. Таким образом, все другие свойства, как полезные,
так и нежелательные, выводятся из этих основных свойств. Однако,
поскольку эта цель не всегда достигается, необходимо различать
желаемые свойства и фактически полученные свойства.
Таким образом, мы приходим к модели процесса конструирова-
ния, показанной на рис. 5. Эта модель охватывает все этапы про-
цесса от анализа проблемы до готового изделия. На начальном
этапе анализа проблема изучается со всех сторон. Результаты это-
го изучения выражаются, с одной стороны, в конкретной формули-
ровке требуемой функции, а с другой стороны, — в перечне требуе-
мых свойств, которые образуют критерии, служащие фундаментом
Рис. 5. Основные свойства являются переменными параметрами, которыми конструктор мо-
жет манипулировать; от этих свойств зависят другие свойства изделия
12
для выбора решений. Далее следует этап синтеза, т. е. этап, на ко-
тором создается конструкция изделия. Это выполняется путем
предварительного (грубого) определения шаг за шагом основных
свойств — структуры, формы, материала, размеров и поверхности.
Когда решены вопросы основных свойств, конструирование из-
делий завершено, и оно может быть изготовлено. После изготов-
ления изделие обладает свойствами, которые, как можно надеять-
ся, близки к требуемым свойствам, установленным в процессе пер-
воначального анализа.
1,4. ПОСЛЕДОВАТЕЛЬНОЕ СОЗДАНИЕ ИЗДЕЛИЯ
Модель процесса конструирования, показанная на рис. 5, упроще-
на с целью дать только общую схему процесса конструирования.
Данной схемой нельзя пользоваться как рецептом для конструиро-
вания изделия, но ее можно, однако, развить, чтобы попытаться до-
стичь этого. Так как мы интересуемся преимущественно качеством
«формы», то детализируем только те этапы модели, где устанав-
ливаются основные свойства.
Мы называем детализированную модель синтезом изделия, так
как она показывает ступени создания изделия (рис. 6). Черные
Рис. 6. Синтез изделия. Мо-
дель процесса конструирова-
ния, показывающая ступени
создания изделия
13
стрелки указывают последовательность ступеней во времени. В на-
чальной точке синтеза изделия встречаются два вида выходных
данных, вытекающих из анализа проблемы, а именно: с одной сто-
роны, определение требуемой функции — основной функции (воз-
можно несколько подчиненных основных функций), а с другой сто-
роны— перечень требуемых свойств, которые могут быть также
описаны, как критерии оптимального изделия.
На рис. 5 видно, что следующей ступенью является определение
структуры. В синтезе изделия эта очень важная ступень разделена
на ряд шагов, начиная с деления требуемой функции на подфунк-
ции. Затем следует изучение возможных средств реализации под-
функций, сочетание их в основной структуре и, наконец, адаптация
в количественно определенной структуре, где решающие параметр^!
оптимизированы и где определено относительное расположение эле-
ментов. Форма рассматривается в двух параллельных ветвях, по-
скольку общая форма и формы составляющих элементов определя-
ются одновременно. Подробная форма элементов включает специ-
фикацию материалов, размеров и поверхностей.
Из схемы синтеза изделия (см. рис. 6) видно, что критерии для
оптимального изделия используются на протяжении всего процесса
конструирования в качестве руководящих данных и для управле-
ния каждым шагом при принятии решений.
Ниже даны обзор индивидуальных ступеней синтеза изделия и
типичные примеры.
Основные функции. Основная функция изделия есть способ, с
помощью которого выходные данные определяются посредством
входных данных. Если рассматривать изделие как сложную систе-
му, то мы можем анализировать его функции на всех уровнях от
функции общей системы (основная функция или, возможно, не-
сколько параллельных основных функций) до функций подсистем
и элементов (подфункции). Представление о функции является
очень важным инструментом для анализа проблемы с ясно опреде-
ленными деталями, которые выражают то, что иделие должно быть
в состоянии выполнять.
Подфункции и средства. Под средством мы понимаем решение,
т. е. метод, подсистему или элемент, посредством которого может
быть осуществлена данная функция. Деление основной функции на
подфункции и затем на суб-подфункции и т. д. может проводиться
попеременно с поиском средств для их реализации. Один из воз-
можных методов выполнения этой работы состоит в построении так
называемой древовидной схемы функция — средство. На рис. 7 по-
казано, как может выглядеть в начале процесса древовидная схе-
ма функция — средство автоматической чаеварки. Теоретически
древовидная схема функция — средство может быть детализирова-
на вплоть до ступени получения средства в виде элемента машины
или части элемента машины. Построение прекращается, когда най-
дены средства для наиболее важных подфункций.
Основная структура. Решение достигается путем составления
процесса для каждой подфункции, который мы называем основной
14
Риг. 7. Древовидная схема функция — средство для автоматической чаеварки
Рис, 8, Варианты основной структуры автоматической чаеварки
18
Рис. 9. Количественно определенные структуры основных элементов автоматической чаеварки
структурой. Основная структура может быть выражена структур-
ными схемами, рабочими (основными) чертежами (условные обо-
значения машин, электрической аппаратуры, гидравлических, пнев-
матических устройств и т. д.) или упрощенными чертежами друго-
го рода. На этой ступени не принимают какие-либо «количествен-
ные» решения, например, касающиеся размеров, относительного
расположения и т. д. На рис. 8 показаны различные основные
структуры автоматической чаеварки (см. рис. 7).
Количественно определенная структура. В количественно опре-
деленной структуре важные параметры отдельных элементов обо-
значены и оптимизированы наряду с относительным расположени-
ем элементов. Однако на этой ступени никакие решения, касающие-
ся конструктивной формы элементов, еще не принимают. Различные
количественно определенные структуры показаны на рис. 9.
Общая форма. Общая форма изделия определяется поперемен-
но с формой элементов. Требования, предъявляемые к общей кон-
струкции, зависят от изделия, с которым приходится иметь дело.
16
Если эстетические критерии имеют важное значение (например,для
автомобилей, прогулочных лодок, фотоаппаратов), то конструкция
элементов должна быть приспособлена к общей конструкции. Когда
преобладает значение технических и экономических критериев (на-
пример, для карбюраторов, коробок передач, сателлитов плане-
тарных зубчатых передач), то преимущество в пределах общей кон-
струкции принадлежит конструкции элементов. На рис. 10 пока-
заны возможные варианты общей формы автоматической чае-
варки.
Формы элементов. Конструктивные формы индивидуальных эле-
ментов определяются на ступени детальной разработки конструк-
ции изделия. Отправным пунктом этой ступени может служить рас-
смотрение формы функциональных поверхностей. Эффективные
критерии в этом случае находятся преимущественно на основе
функций, прочности и методов производства деталей.
Типичными видами деятельности, выполняемой на данной сту-
пени, прежде всего являются расчет, разработка эскизов, изготов-
ление чертежей. Здесь чрезвычайно полезно пользоваться эскиза-
ми, быстро набрасываемыми от руки, с помощью несложной мето-
дики (рис. 11). Постепенно, по мере того как определяются Лормы
Рис. Ю. Варианты общей формы автоматической чаеварки:
1 — выбранная количественно определенная структура
17
Рис. 11. Эскизы, сделанные л процессе разработки детп„ чертежей элементов Жваимж»
тической чаеварки:
* — может быть использована листовая пружина; 2 — шпилька; 3 — отливка
элементов, эти эскизы заменяются другими, выполняемыми с по-
мощью чертежных приборов, и масштабными чертежами.
Для разработки окончательного чертежа каждого элемента тре-
буется решение вопросов выбора материала, размеров, поверхно-
стей, допусков и технологии производства. В рабочих чертежах
приводят характеристики элементов изделий, отражающие четыре
основных свойства (форму, материал, размеры и поверхности), а
также другую информацию, например программу выпуска, данные
технологического процесса, номер чертежа, дату и т. д. Пятое ос-
новное свойство (структура) указывают в сборочных чертежах
(рис. 12), которые показывают, как должна производиться сборка
деталей (элементов). Готовая автоматическая чаеварка показана
на рис. 13.
Синтез изделия. Каждая ступень синтеза изделия приближает
конструктора к цели — готовому изделию. Несмотря на различное
содержание ступеней, все они имеют следующую типичную последо-
вательность: 1) поиск решений; 2) изучение решений; 3) оценка
и выбор решений для дальнейшей работы. Эта последовательность
приведена на рис. 14, где число принимаемых решений дановфунк-
18
Рис. 13. Готовая автоматическая чаеварка (ла-
боратория конструирования Технического уни-
верситета Дании)
Рис. 12. Сборочный чертеж и чертеж детали
Рис. 14. Характерная последовательность про-
цессов синтеза изделия: поиск и изучение
решений, оценка и выбор
1»
ции времени. Каждый пик кривой соответствует какой-либо ступени
синтеза изделия.
Поиск решений проводится путем генерации идей — интуитивно
или системно; выбор наиболее подходящего метода зависит от сту-
пени синтеза изделия. Цель поиска решений на какой-либо ступе-
ни состоит в исследовании области, образуемой множеством теоре-
тически возможных решений. Редко имеется возможность изучить
все решения, так как обычно они бесчисленны. Однако область все-
таки должна быть тщательно изучена, чтобы все основные типы ре-
шений вошли в сферу изучения. Только тогда можно логически обо-
снованно говорить, что существует возможность выбора наилучшего
решения.
Оценка решений проводится на основе критериев, которые изме-
няются в зависимости от ступени и степени детализации решения.
Таким образом, интуитивная оценка может быть удовлетворитель-
ной только на первых ступенях, а на последующих может оказать-
ся необходимым использовать достаточно большое число взаимно
взвешенных критериев. Следовательно, окончательный результат
(изделие) зависит от двух фундаментально различных факторов:
во-первых, от генерируемых идей и, во-вторых, от критериев, с по-
мощью которых решается вопрос, какие идеи должны быть выбра-
ны. С этих двух точек зрения может быть проведен более тщатель-
ный анализ идеи формы. Поэтому в гл. 2 рассмотрены методы, ко-
торые могут быть применены при поиске идеи формы, а в гл. 3 опи-
саны факторы, на основе которых производится выбор критериев.
2 МЕТОДЫ КОНСТРУИРОВАНИЯ ФОРМЫ
2.1. ОГРАНИЧЕНИЯ
Окончательные решения, касающиеся формы изделия, обычно при-
нимают на последних этапах процесса конструирования, однако
важно, чтобы еще до этого конструктор обдумал и принял решения,
которые оказывают решающее влияние на образование формы из-
делия. В п. 1.4 мы познакомили читателя с примером подобного
процесса. Ниже рассмотрены примеры, которые позволят читате-
лю лучше уяснить значение предварительных решений, принимае-
мых на ранних этапах и непосредственно влияющих на образова-
ние формы изделия.
Основная функция, устанавливаемая на первой ступени синтеза
изделия, имеет решающее влияние на вид изделия, например, яв-
ляется ли оно машиной или инструментом. Поэтому два изделия
с разными основными функциями будут настолько различными, что
невозможно создать промежуточное изделие, так как эти изделия
коренным образом различаются. На рис. 15 представлен пример та-
кого различия, а именно: между счетной машиной и обычными сче-
тами. Счетная машина служит тем же потребностям, что и обычные
счеты.
Метод, с помощью которого основная функция подразделяется
на подфункции, как и выбор средств для реализации подфункций,
имеет почти такое же значение для конструирования, что и основ-
ная функция. Это можно проиллюстрировать путем сравнения двух
изделий с одной основной функцией, но с различными основными
структурами.
Рис. 15. Настольная счетная машина и ручные счеты. Эти два изделия удовлетворяют одной
и той же потребности, но их основная функция (счет) различна (фото настольной машины
предоставлено фирмой «Кэйнонэ)
21
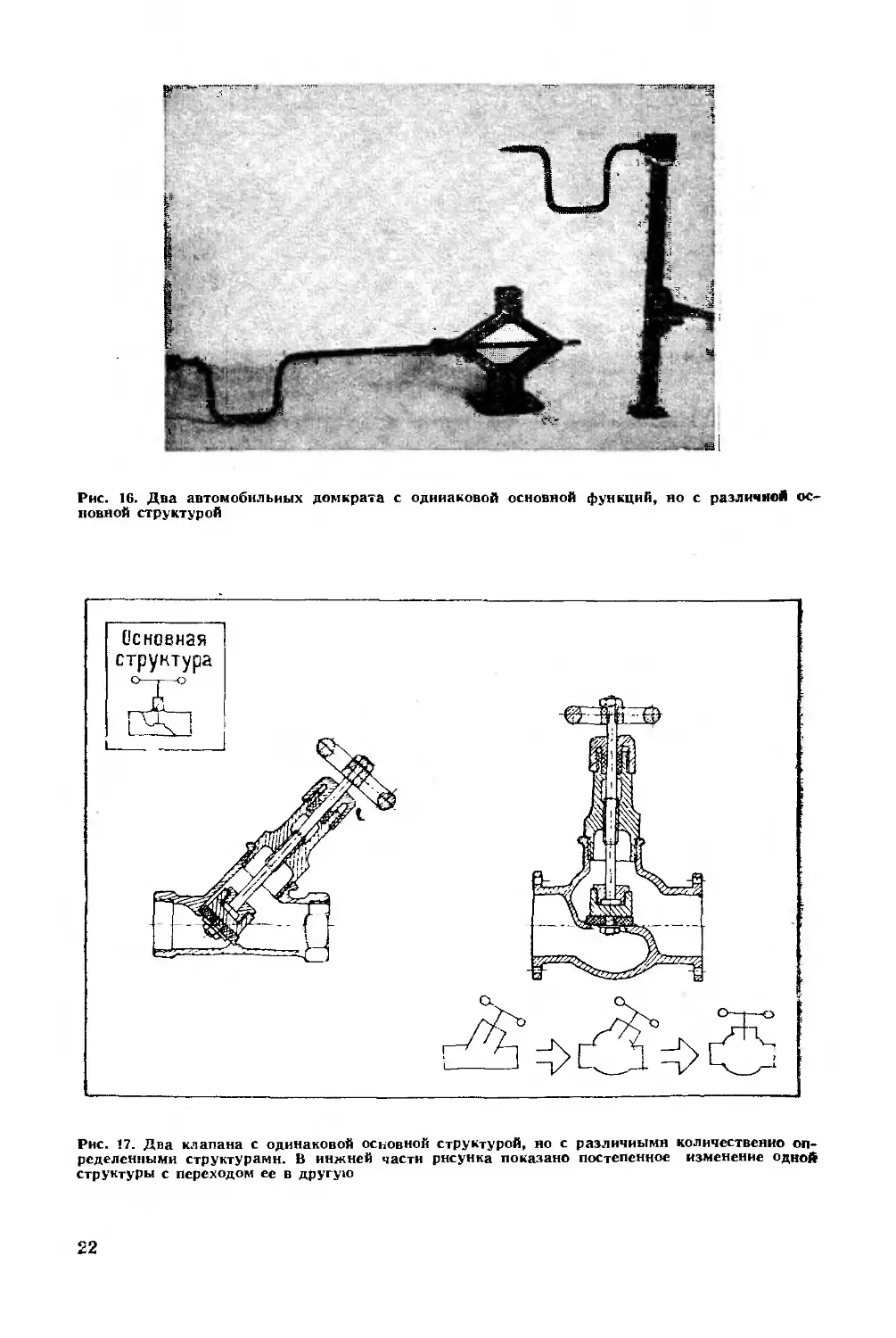
Рис. 16. Два автомобильных домкрата с одинаковой основной функций, но с различной ос-
новной структурой
Рис. 17. Два клапана с одинаковой основной структурой, но с различными количественно оп-
ределенными структурами. В нижней части рисунка показано постепенное изменение одной
структуры с переходом ее в другую
2
Фис. 18. Три различные кофеварки с одинаковой основной
структурой. Форма двух верхних изделий почти одпна-<
«сова, а форма изделия, помещенного внизу, отличается
от первых двух (предоставлено фирмами «Мелнтта»,
«НГ-Электрик», «Браун»)
На рис. 16 показаны два различных автомобильных домкрата,
-оба с основной функцией выигрыша в силе с преобразованием вра-
щательного движения в поступательное. Форма обоих домкратов
различается коренным образом, потому что для реализации инди-
видуальных подфункций использованы разные средства, т. е. основ-
ные структуры различны. Заметим, что форма одного домкрата не
может быть постепенно преобразована в форму другого.
Количественно определенная структура приводит нас к такому
уровню синтеза изделия, когда мы можем постепенно двигаться от
одного решения к другому. Показанные на рис. 17 два клапана
имеют различные количественно определенные структуры, но одну
и ту же основную структуру, т. е. с точки зрения функций они со-
стоят из одинаковых элементов. Клапаны различаются формой эле-
ментов и различными углами наклона стержня и маховичка. Рис. 17
иллюстрирует также путь, идя по которому, форма двух клапанов
может быть постепенно видоизменена одна в другую.
Методы синтеза формы имеют целью охват всего диапазона кон-
структивных решений. Мы видим, что для выбранной основной
структуры форма может постепенно изменяться при переходе от од-
ного решения к другому. Поэтому лучше описывать методы синтеза
формы, как методы изменений, в процессе которых некоторые ха-
рактерные параметры изменяются таким образом, что охватывает-
23
ся вся область решений. Вопрос о том, какие параметры могут быть
целесообразно изменены, рассмотрен в последующих главах, в ко-
торых изложены методы, относящиеся к последним ступеням син-
теза изделия, а именно: количественно определенной структуре,
общей форме и форме элементов.
2.2. ИЗМЕНЕНИЕ СТРУКТУРЫ
Метод изменения структуры. Рассмотрим три кофеварки, показан-
ные на рнс. 18. Все онн работают по одному н тому же принципу
(т. е. они имеют сходную основную структуру). Но почему две из
них похожи одна на другую, а третья совершенно от них отлича-
ется? Ответ лежит в количественно определенной структуре.
В первых двух кофеварках относительное расположение состав-
ляющих элементов почти одинаково, а в третьей нх расположение
другое. Относительное расположение составляющих элементов яв-
ляется важным свойством количественно определенной структуры.
Другим важным свойством являются размеры детален, в данном
случае размеры сосудов н расстояние между ними.
Относительное расположение и размеры составляющих элемен-
тов могут быть использованы как переменные параметры при по-
иске конструктивных решений. Этот метод может быть назван ме-
тодом изменений структуры. Наибольший эффект достигается, ког-
да, иллюстрируя индивидуальные решения (здесь возможно моде-
лирование в трех измерениях), опускают все излишние подробно-
сти. Таких: путем можно экономить время прн формулировании ре-
шений и достигать большей ясности прн нх сравнении.
На рис. 19 показана основная структура кофеварок, а также нл-
Рис. 19. Количественно определенные структуры кофеварок (изменение относительного распо-
ложения)
24
люстрируется метод образования нескольких количественно опре-
деленных структур путем изменения относительного расположения
элементов и их размеров. На рис. 20 приведены примеры типичных
кофеварок. Рисунок показывает, как обыкновенная количественно
определенная структура для каких-либо двух изделий приводит к
конструкции обычного характера, тогда как различные количест-
венно определенные структуры позволяют создавать изделия с ши-
роким разнообразием конструкций.
25
Метод изменения структуры позволяет легко генерировать идеи
для новых структур. Этот метод основывается на предпосылке, со-
гласно которой необходимо проанализировать ряд решений, преж-
де чем одно из них может быть признано удовлетворительным. Ме-
тод был испытан в различных ситуациях конструирования и может
быть применен на многих уровнях, например, для построения об-
щей системы, создания малых подсистем.
Количественно определенная система может быть использована
с двух точек зрения, зависящих от того, учитывается функциональ-
ная связь между элементами или не учитывается. Если такая функ-
циональная связь игнорируется, метод изменения структуры позво-
ляет получить ряд предложений для очень грубых конструкций
изделия. Если функциональная связь учитывается, то основная
структура получает дальнейшее развитие в целях оптимизации со-
ответствующих параметров и установления технических требований
к ним. Это показано на примерах, приведенных ниже.
Рис. 21. Количественно определенные структуры пылесосов (изменения относительного распо-
ложения)
26
Рис. 22. Пылесосы с количественно определенными структурами (предоставлено фирмами
-«Нилфнск» и «Миле»)
Изменения структуры основных элементов. Основными являют-
ся элементы, оказывающие наибольшее влияние на форму изделия.
Поэтому с успехом можно приложить метод изменения структуры
к некоторому числу основных элементов изделия, чтобы осущест-
вить первый обзор возможностей создания конструкции. Эскизы
моделей, выполняемые на этом этапе, создают предпосылки для
первого, предварительного, разбора решений в соответствии с таки-
ми критериями, как пространство и внешний вид. На рис. 21 пока-
зано несколько количественно определенных структур пылесоса с
различным относительным расположением трех основных элемен-
27
тов. Функциональная связь между элементами не показана. На
рис. 22 приведены несколько современных пылесосов, на примере
которых видно, как велико влияние относительного расположения
элементов на конструкцию пылесоса.
Теперь рассмотрим, как метод изменения структуры может быть
применен к проектированию микроскопа. Основная структура мик-
роскопа характеризуется линзами и плоскостями изображений. Что-
бы определить производную структуру, необходима информация о
размерах и фокусной длине линз, расстоянии между ними и их
относительном расположении. На рис. 23 показаны количествен-
ные определенные структуры, полученные на основе изменения от-
носительного расположения трубки и плоскости предмета относи-
тельно столика.
Функциональные связи между элементами (например, направ-
ление лучей и фокусирование) не включены в количественно опре-
деленные структуры, но они могут быть очень быстро установле-
ны. Два микроскопа, показанные на рис. 24, сконструированы по
различным количественно определенным структурам, которые легко
просматриваются в разных конструкциях.
Часто оказывается возможным использовать еще один перемен-
ный параметр, а именно: каждый из составляющих типов элемен-
тов. В принципе, изменение числа элементов относится к основной
структуре, но в тех случаях, когда элемент может быть разделен на
несколько частей или удвоен (без изменения характера основной
структуры), число элементов с равным правом может быть измене-
но в количественно определенной структуре.
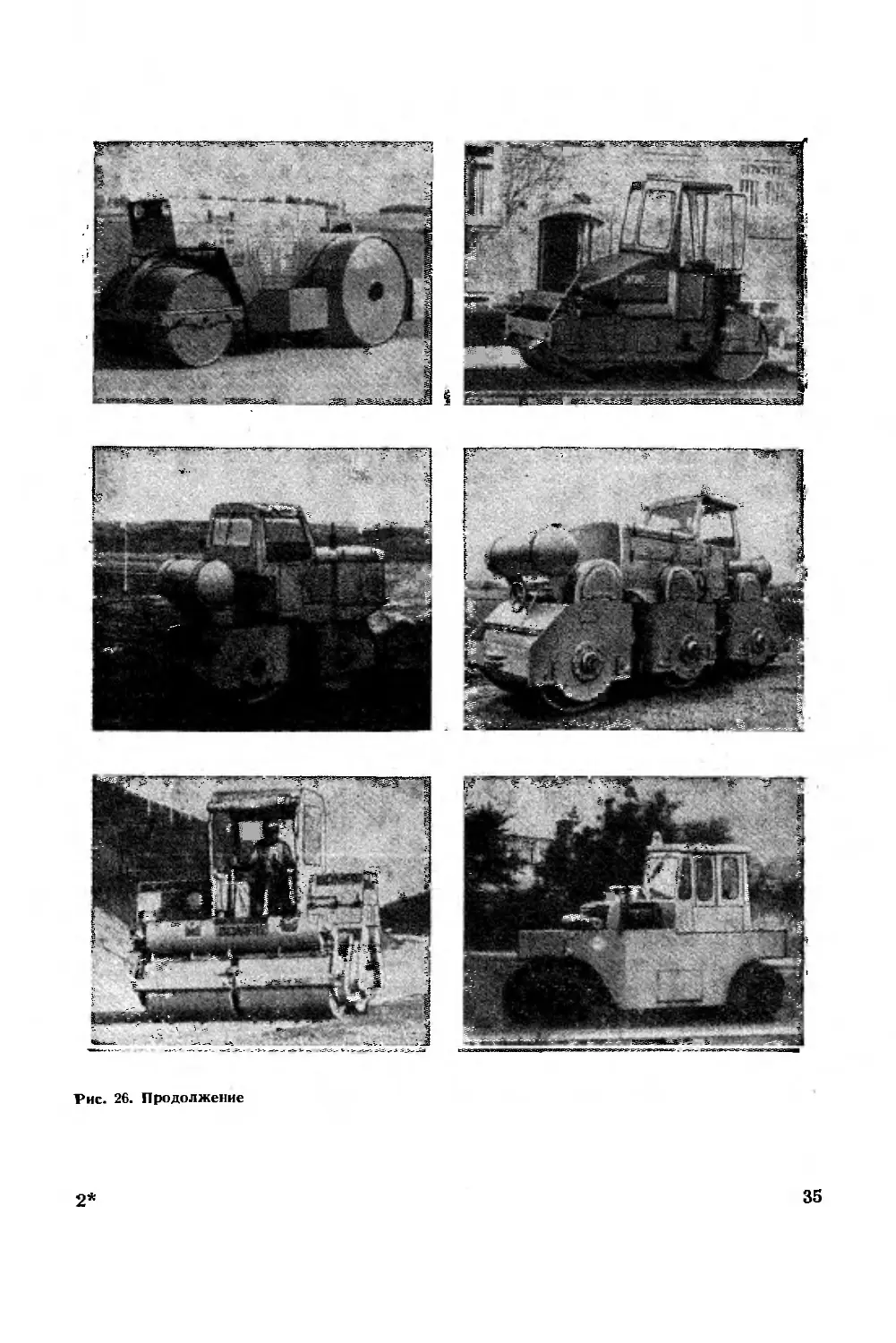
На рис. 25 показаны возможные количественно определенные
структуры дорожных катков, для которых переменными параметра-
ми являются относительное расположение и число элементов. Рас-
смотрению подлежат колеса, двигатель и положение водителя. Ана-
лизируются только построенные ио традиционному принципу до-
рожные катки, у которых укаточные колеса и транспортные колеса
одинаковы.
Заметим, что на рис. 25 диапазон решений значительно сужен
ввиду того, что все колеса должны находиться на одном и том же
уровне и ни один элемент не должен быть ниже этого уровня. За-
метьте также, что ключ к системному расположению, охватывающе-
му весь спектр решений, лежит в малых составных изображениях.
Эти изображения отражают уровни, на которых элементы находят-
ся по отношению к земле. Конечно, элемент (например, двигатель)
может лежать на уровне, расположенном между рассматриваемыми
уровнями, однако, поскольку возможности, очевидно, бесчисленны,
мы начнем с разделения задачи на целесообразное число категорий
(в данном случае — четыре). Когда структура выбрана для более
близкого изучения, должны еще сохраняться достаточные возмож-
ности для изменения расположения элементов, хотя и в узких пре-
делах. На рис. 26 показаны несколько современных дорожных кат-
ков.
28
Рис. 25. Количественно определенные структуры дорожных катков (изменение относительного
расположения и числа элементов)
Рис. 24. Микроскопы с различными количественно определенными структурами (предоставле-
но фирмами «Олимпус» и «Монолиикс»
29
Диапазон решений для двух и трех элементов. Необходимо за-
даться вопросом: «Сколько можно реально составить количествен-
но определенных структур и возможно ли получить ясное представ-
ление о всем диапазоне решений?». Во многих случаях это может
быть сделано, если в качестве основы для изменений используют
наиболее важные элементы. Возможности для двух и трех элемен-
тов рассмотрены ниже.
Если мы исследуем относительное расположение двух элемен-
тов приблизительно равных размеров, то мы можем составить схе-
мы возможностей, представленные на рис. 27. Очевидно, угол на-
клона одного элемента относительно другого может постепенно из-
меняться, поэтому диапазон решений можно иллюстрировать по-
казанными углами.
Относительное расположение трех элементов с размерами того
же порядка можно подчинить тем же соображениям. На рис. 28
представлен ряд комбинаций, возможных при выбранном уровне
детализации. Очень большое число решений, появляющихся при
перестановках трех различных элементов в каждом из показанных
Фнс. 25. Количественно определенные структуры дорожных катков (изменение относительного
расположения н числа элементов)
30
Рис. 25. Продолжение
3t
Элементы
расположены
на двух уровнях
^-0^
Два колеса
-У-...I-
оио иоо
Рнс. 25. Продолжение
32
Элементы
расположены
на двух уровнях
_м_
Два колеса
Три колеса
•ЕЛ" У У—Е?
ООО 000
Четыре колеса
-Н” ?• -У- Н"
оооо оооо
Элементы
расположены
на трех уровнях
0 ©
Четыре
колеса
Два
колеса
оо
» •
оооо
Три
колеса
Рис. 25. Продолжение
33
положений, всегда сильно ограничено при работе с конкретным из-
делием. Пример такого ограничения приведен ниже для чаеварки.
Изменения структуры, связанные с функцией. Функциональные
связи между наиболее важными элементами выражают в основной
структуре чаще всего в виде показывающих принцип конструкций
эскизов, в которых обычно используют условные обозначения из-
вестных элементов (обозначения, принятые в машиностроении для
гидравлических, пневматических, электрических устройств и т. д.).
Поскольку эти эскизы выражают основную структуру, в них отсут-
ствуют какие-либо определенные размеры или формы, но они могут
быть отправными для ряда количественно определенных структур,
строящихся с помощью метода изменения структур, в котором от-
носительное расположение используется в качестве параметра для
каждого элемента основной структуры.
На рис. 29 показана количественно определенная структура на-
соса, предназначенного для откачивания воды из пришвартованной
лодки, источником энергии для которого являются качательные дви-
жения лодки. При качании лодки маятник, установленный на вер-
тикальной оси, отклоняется из стороны в сторону, приводя таким
образом в движение поршень насоса. В верхней правой части
рис. 29 показана основная структура.
Рис. 29 иллюстрирует и тот факт, что существует много возмож-
ных вариантов, так как относительное расположение и размеры мо-
Рис. 26. Дорожные катки (см. рис. 25)
34
Рис. 26. Продолжение
2*
35
Рис. 27. Возможности относительного расположения двух элементов:
/ — означает расположение одного элемента в другом
гут изменяться непрерывно. Поэтому важно правильно выбрать
этапы для разработки вариантов; это означает, что число рассмат-
риваемых элементов не должно быть слишком большим (менее
важные элементы надо оставлять для последующего использова-
ния) и что параметры следует изменять на удобных для этого сту-
пенях. Таким образом, к каждому предлагаемому в эскизах реше-
нию нужно относиться как к представляющему категорию решений.
Позднее, при отборе наилучших предложений, частные категории
решений могут быть рассмотрены более подробно.
На рис. 30 показано несколько количественно определенных
структур зубчатых передач, построенных на базе основных струк-
тур, которые приведены на этом же рисунке. В данном случае от-
носительное расположение и размеры не изменяются независимо.
Полезно ли изменять оба параметра раздельно в процессе поиска
решений, зависит от существа проблемы, — факт также очевидный
из других примеров, приведенных ниже. На рис. 31 приведены при-
меры изменений структуры маркировочной машины. В верхней час-
ти рисунка показаны количественно определенные структуры четы-
рех существующих маркировочных машин, а в нижней части — дру-
гие возможные варианты. На рис. 32 показано несколько количе-
ственно определенных структур экскаватора, а рис. 33 демонстриру-
ет использование трех из этих структур в существующих экскава-
торах.
Чаеварка как наглядный пример. Здесь рассматривается воз-
можность успешного использования двух методов изменения струк-
туры. Например, представим себе чаеварку, в которой кипящей во-
дой заливают чайные листья, и чай заваривается перед тем, как
листья удаляются из готового чая. Будем считать, что мы достигли
36
Рис. 28. Варианты относительного расположения трех элементов
37
Рис. 29. Количественно определенные структуры вычерпывающего насоса (изменение относи*
тельного расположения и размеров):
а— изменение относительного расположения; б — измерение размеров А, В, L, D, V; 1—•
маятник; 2 — выход воды; 3 = вход воды; 4 — поршневой насос
38
Рнс. 30. Количественно определенные структуры зубчатой передачи (изменение относительного
расположения и размеров)
той ступени в процессе конструирования, когда основные структу-
ры уже рассмотрены, поэтому обсуждению подлежат только коли-
чественно определенные структуры.
В качестве первого приближения к количественно определенной
структуре мы обратимся к относительному расположению трех ос-
новных элементов: сосуда для холодной воды, сосуда для чая в
процессе заварки и, наконец, сосуда для готового чая, причем по-
следний можно представить себе в виде традиционного чайника.
Число вариантов, представленных на рис. 28, уменьшилось, так как
структуры, симметричные относительно вертикальной оси, являются
идентичными. Относительное расположение элементов показано на
рис. 34. Заметим, что простые эскизы заметно облегчают процесс
системного изменения. Изменения можно проводить постепенно, пе-
реходя от одного решения к другому.
Среди решений, представленных на рис. 34, имеются такие, ко-
торые можно исключить на основании критерия удобства обраще-
ния (чайник не должен быть расположен внутри другого сосуда),
39
Рис. 31. Количественно определенные структуры маркировочных машин (изменение относи-
тельного расположения и размеров):
а — существующие; б — возможные варианты; 1 — этикетка; 2 — датчик; 3 — рулон этикеток;
4 — элетродвигатель; 5 — опорный ролик для полосы
40
Рис. 32. Количественно определенные структуры экскаватора (изменение относительного рас-
положения и размеров)
41
Рис. 33. Экскаваторы с различными количественно определенными структурами (см. рис. 32)
42
Условные обозначения:
| К~|~ кипятильник
| Т ]~заварочный сосуд
(р)-чайник
Рис. 34. Относительное расположение кипятильника, заварочного сосуда и чайника (к про-
екту конструкции чаеварки):
1^44 — варианты относительного расположения
43
Рис. 35. Основная структура и 20 количественно определенных структур автоматической чае-
варки (позиции ОТНОСЯТСЯ к рис. 34)
Рис. 35. Продолжение
Рис. 36. Изготовление трехмерных моделей количественно определенных структур чаеваркн с
помощью игрушечных деталей (см. рис. 34)
или исходя из пространственных задач (например, варианты, в ко-
торых три элемента расположены в ряд, могут быть опущены).
Следующий шаг решения при более детализированных количе-
ственно определенных структурах состоит в привязке используемых
структур рис. 34 к основной структуре, которая, как предполагает-
ся, была выбрана для рассмотрения относительного расположения
элементов. На рис. 35 представлен черновой эскиз предложенной
основной структуры. Нагревательный элемент Н в сосуде /\, нагре-
вая воду до кипения, заставляет кипящую воду поступать в зава-
рочный сосуд Т. После заварки оставшаяся вода кипит, в резуль-
тате чего чай нагнетается в чайник Р. Основная часть рис. 35 по-
казывает 20 различных количественно определенных структур, вы-
ражающих относительное расположение элементов и функциональ-
ную зависимость между ними.
При рассмотрении схем, показанных на рис. 35, имеется воз-
можность некоторые из них отбросить. Факторы, которые можно
использовать как критерии, следующие: цена (сложность), внешний
вид, удобство обращения и эффективность. Окончательный выбор
структуры может быть сделан с уверенностью только после рас-
смотрения возможностей создания конструкции на базе некоторых
наиболее перспективных структур.
Моделирование структур. Изменяя структуру, всегда необходи-
мо представлять варианты в наглядной форме. Для этой цели удоб-
ны схемы с упрощенными условными обозначениями. Это видно из
приведенных выше примеров. Однако вполне уместно пользоваться
также трехмерными моделями. На рис. 36 показано несколько
структур чаеварки, смоделированных с помощью простых игрушеч-
ных деталей (см. рис. 34).
46
Рис. 37. Трехмерные модели количественно определенных структур к машине для напол-
нения пробирок. Наилучшая структура может быть выбрана на основе оценки пространствен-
ных условий и условий управления
Если рассматриваются более сложные структуры, то эскизов бы-
вает недостаточно, и в таких случаях трехмерное моделирование
остается единственно возможным. Типичная трехмерная модель по-
казана на рис. 37, где представлены количественно определенные
структуры машины для наполнения пробирок (более подробное
описание машины см. в п. 2.3).
Так как назначение подобной модели состоит в том, чтобы най-
ти, какие из вариантов относительного расположения элементов бу-
дут реалистичными, модель должна быть сконструирована таким
образом, чтобы элементы можно было быстро передвигать в новые
положения. Для этой цели особенно полезны детали из полистиро-
ла, с одной стороны, потому что он легко поддается резке, а с дру-
гой стороны, эти детали, вследствие своей малой массы, прочно за-
крепляются в любом положении накалыванием иа тонкую шпиль-
ку. Заметим, что мы описываем структурные модели, а не модели
формы. Это означает, что от составляющих деталей требуется толь-
ко то, чтобы они моделировали пространство, которое оип будут
занимать, а не точную форму изделия (см. гл. 5, в которой рассмот-
рены трехмерные структурные модели).
2.3. ИЗМЕНЕНИЯ ФОРМЫ
Идея функциональных поверхностей. В п. 2.2 было показано, как
путем выбора количественно определенной структуры создается ос-
нование для конструирования формы изделия. Если этот выбор сде-
лан, то можно начинать работу по конструированию действитель-
ной формы изделия. Как было показано при рассмотрении синтеза
изделия, имеются два аспекта конструкции, которые надо анализи-
ровать совместно, а именно: общая форма изделия и форма элемен-
тов. Методы, которые могут быть применены для этих видов аиа-
47
Рис* 38. Две различные открывалки для буты*
лок^ внешне не имеющие ничего общего
Рис. 39* Функциональные поверхности
двух открывалок для бутылок
лиза, во многом схожи. Таким образом, методы, предложенные там,
где описаны примеры конструирования элементов, могут быть при-
менены к конструированию как общей формы, так и элементов.
Как приступить к конструированию формы определенного эле-
мента? Прежде всего мы должны выяснить, что характеризует дан-
ный элемент. Элемент является частью как основной структуры,
так и количественно определенной структуры. Поэтому мы можем
считать, что элемент определяется только его функцией и его функ-
циональной зависимостью от окружающей среды. Следовательно,
отправным пунктом при конструировании формы должно быть фор-
мулирование функции, которую должен выполнять элемент. После
этого можно эскизировать наиболее важные поверхности (или
функциональные поверхности) и затем конструировать остальные
части элемента.
В книге под Функциональной поверхностью понимается поверх-
ность, выполняющая активную функцию в процессе эксплуатг щи,
например шлиц в головке винта, ударная поверхность головки мо-
лотка, поверхность сиденья стула, зубья шсетерин и т. д.
Теперь рассмотрим связь между функциональными поверхностя-
ми и формой. Возьмем простой элемент — бутылочную открывалку.
На рис, 38 показаны два типа открывалок, у которых, по-видимо-
му, мало общего том не мекее их функциональные поверхности
почти одинаковы (.рис. 39). Как видно, бутылочная открывалка об-
ладает тремя функциональными поверхностями. Различие между
двумя показанными типами открывалок состоит в различном про-
странственном расположении материала звена, соединяющего
функциональные поверхности.
Отсюда мы можем установить два направления в процессе кон-
струирования элемента: с одной стороны, определение функцио-
нальных поверхностей и с другой — решение задачи соединения их.
Как уже указывалось, рис. 39 демонстрирует этот последний шаг,
а на рис. 40 показано, как другое расположение функциональных
48
Рис. 40. Выбор различных функциональных поверхностей открывает возможности создания
различных конструкций
поверхностей создает новые возможности для конструирования
формы.
Функциональные поверхности являются основой конструирова-
ния формы любого изделия. Поэтому уместно обсудить более под-
робно то, что, в сущности, представляют собой функциональные
поверхности. В изделии, состоящем из более чем одного элемента,
Рис. 41. Тиски. Отправной пункт для рис. 42—44
49
Рис. 42. Тиски. Взаимное
расположение элементов:
1 — границы системы; 2
объект; 3— ходовой винт;
4 — рама с неподвижной губ-
кой; 5 — подвижная губка;
6 — ручка; 7 — опора
имеются два типа функциональных поверхностей: наружные и
внутренние. Наружные поверхности выполняют активную функцию
по отношению к окружающей среде, например ручка, опорная по-
верхность и т. д. Внутренние поверхности обладают активной функ-
цией по отношению к другим элементам изделия. Это можно про-
иллюстрировать, если представить изделие как систему, состоящую
из некоторого числа элементов с определенными взаимосвязями.
Таким образом, тиски, показанные на рис. 41, можно описать как
систему, представленную на рис. 42, где элементы даны в виде бло-
ков, а зависимости между ними и окружающей средой — лини-
ями.
Если рассматривать отдельную деталь тисков, например подвиж-
ную губку, то видно, что зависимости точно соответствуют упомя-
нутым выше функциональным поверхностям. Наружные поверхно-
сти подвижных губок включают поверхность, которая передает дав-
ление на зажимаемый предмет, а также верхнюю горизонтальную
поверхность. Внутренние поверхности состоят из отверстия для хо-
Рис. 43. Тиски. Функциональные поверхности подвижной губки
50
Рис. 44. Предлагаемые конструкции формы подвижной губки, основанные на двух различных
группах функциональных поверхностей
дового винта и двух отверстий для направляющих стержней. Функ-
циональные поверхности показаны на рис. 43.
Как видно на рис. 44, приведенное расположение функциональ-
ных поверхностей может служить основанием для получения раз-
ных форм и, естественно, это другое расположение может дать но-
вые варианты формы.
Описывая метод изменения формы, мы показали путь, следуя
которому, можно решать задачи конструирования формы на основе
функциональных поверхностей. Из дальнейшего изложения будет
видно, что надо затратить большие усилия, чтобы определить, ка-
кие функциональные поверхности должны быть взяты за основу
при конструировании.
Метод изменения функциональных поверхностей. Перечень па-
раметров, определяющих функциональные поверхности элемента,
может составить основу метода изменений в целях генерации идей.
51
Путем системного изменения параметров можно установить много
вариантов расположения функциональных поверхностей элемента.
Параметры, которые могут быть изменены, следующие: число эле-
ментов, расположение, геометрическая форма и размеры. На рис. 45
и 46 показано несколько примеров изделий, на которых отмечены
функциональные поверхности. Изделия представлены парами, что-
бы можно было увидеть все четыре варианта изменений парамет-
ров, частично для внутренних функциональных поверхностей и час-
тично для наружных. Так как эти поверхности, естественно, состав-
ляют часть окончательной формы, мы снова встретимся с четырь-
мя вариантами параметров в связи с описанием методов изменения
формы.
Ниже показано, как изменения функциональных поверхностей
могут быть применены к решению частных задач. Это относится к
поверхностям, предназначенным для установки уплотнителей под
крышки, колпаки, пробки и тому подобные предметы. Задача про-
иллюстрирована на рис. 47. Изучение задачи путем изменения четы-
рех параметров может, например, позволить выдвинуть предложе-
ния, показанные на рис. 47 и 48. Эти предложения нельзя рассмат-
Рис. 45. Примеры изменения внутренних функциональных поверхностей, основанные на четы-
рех вариационных параметрах: петли, верхний проектор, патрон для объектива съемочного
аппарата, патрон для электрической лампочки
52
Рис. 46. Примеры изменения наружных функциональных поверхностей, основанные на четы-
рех вариационных параметрах: колесико для кресла, электродрель, нагревательная плитка,
электрический выключатель
ривать как окончательные; они являются только категориями ре-
шеннй, так как каждое из показанных предложений должно быть
подвергнуто дальнейшей проработке на этапе детальной разработ-
ки конструкции.
Изменяемые параметры обыкновенно могут свободно варьиро-
ваться в пределах, в которых функциональные поверхности выпол-
няют свои функции. Если необходимо тщательно изучить весь диа-
пазон решений, то следует оценить пределы индивидуальных пара-
метров. При общей проверке предельных размеров полезно изучить
функциональные поверхности с наибольшей протяженностью, а так-
же функциональные поверхности наименьшей протяженности. Та-
кие поверхности удобно называть максимальны?,™ и минимальными
(рис. 49).
Конечно, личное дело каждого, применять ли вариационные
принципы системно или просто использовать максимальные и ми-
нимальные поверхности, дополнив их несколькими промежуточны-
ми вариантами. Во всяком случае, знание изменений числа элемен-
тов, расположения, геометрии формы и размеров важно, независимо
от того, применяют ли его сознательно или только в качестве части
-53
Рис. 47. Изменения функциональных поверхностей крышки с уплотнением:
а — количество; б — расположение
54
Рис. 48. Изменения функциональных поверхностей крышки с уплотнением;
а — размеры; б — геометрия формы
общего подхода к решению данной задачи. Поэтому рассмотрим
несколько подробнее конкретную машину на основе более гибкого
подхода, преимущественно изучая максимальные и минимальные
поверхности.
На рис. 50 показана машина, которая может выполнять ряд
процессов с пробирками с питательными средами для бактериоло-
гических исследований. Пробирки проходят следующие операции:
стерилизацию (нагреванием), охлаждение, наполнение питательной
средой, закупорку куском стерильной ваты и наклеивание этикет-
ки. Пробирки загружаются в машину и выгружаются вручную, а
перемещаются на круговом непрерывном конвейере. Функци-
ональные поверхности конвейера должны образовывать опору
таким образом, чтобы пробирки не могли зацепиться за что-
либо. Максимальную поверхность можно представить в виде глухо-
а)б)
Рис. 49. Минимальная и максимальная функциональные поверхности крышки с уплотнением:
« — минимальная; б — максимальная
55
Рис. 50. Машина для наполнения пробирок. Эта машина автоматически выполняет операции
стерилизации, дозированного наполнения, закупорки и наклеивания этикеток (Датский тех-
нический университет)
го отверстия с круглым дном, которое может полностью окружить
пробирку. Минимальная поверхность определяется тремя точками,
поддерживающими пробирку, но так как пробирка не должна иметь
возможности изменить положение вследствие какого-либо аварий-
ного случая, то она должна опираться по крайней мере на пять или
шесть точек. Конструкция конвейера показана на рис. 51. Он спро-
ектирован таким образом, что пробирки поддерживаются в пяти
точках конвейера и в шестой, нижней, точке — верхом поворотного
стола, по которому скользят пробирки. В данном случае поверхно-
сти для конвейера выбраны минимальными, потому чго ом, как и
пробирки, проходит через нагреватель и зону охлаждения, к следо-
вательно, теплоемкость конвейера должна поддерживаться па ми-
нимальном уровне.
В загрузочной системе имеется воронкообразный магазин, кото-
рый вмещает 30 пробирок. Пробирки захватываются но одной ба-
рабаном. после чего они скатываются : в круговой конвейер
(рис. 52). Если загрузочная система будет сконструирована с ис-
пользованием максимальных поверхностей, то пробирки должны
иметь максимально возможное число опор и направлении. Резуль-
тат можно видеть в левой нижней части рисунка. Сконструировать
функциональные поверхности как минимальные можно, поскольку
пробирки постоянно опираются в четырех точках (см. нижшою пра-
вую часть рис. 52). Загрузочная система машины сконструирована
с использованием максимальных поверхностей, чтобы предохранить
пробирки от повреждений и пальцы оператора от травм. Когда пос-
ле завершения цикла пробирки сходят с кругового конвейера, их
захватывает барабан, который направляет пробирки в магазин, от-
56
Рис. 51. Функциональные поверхности в круговом конвейере машины для наполнения проби-
рок, сконструированные с минимальными размерами:
а — вид сверху; б — вид сбоку; 1 — пробирка; 2 — направляющая; 3 — цевочное колесо
куда их может удались оператор. Операция разгрузки барабана
показана на рис. 53. Барабан вращается вокруг наклонной оси, так
что пробирки движутся по гиперболической поверхности. Когда
пробирки проходят половину пути, они подаются в магазин. Если
для барабана используют максимальные поверхности, то получают
конструкцию, подобную той, что показана на рис. 53. Минималь-
ная поверхность аналогична показанному выше круговому конвей-
еру, так как достаточно иметь по две точки контакта вверху и вни-
зу, а также по точке в середине и у донышка. У данной машины
барабан сконструирован с функциональными поверхностями, близ-
57
Рис. 52. Загрузочная система машины для наполнения пробирок; показаны действующая кон-
струкция и другие функциональные поверхности:
а — функция; б — максимальная поверхность; в — минимальная поверхность.
кими к максимуму. Это сделано в целях предупреждения повреж-
дений пробирок.
Ограничения при конструировании формы. Представим себе, что
нам предложены формы функциональных поверхностей элемента.
Как поступить дальше? Как уже указывались выше, функциональ-
58
ные поверхности должны быть соединены вместе. Проблема, сле-
довательно, сводится к расположению элементов соединения таким
образом, чтобы каждый элемент мог работать при эксплуатации.
Поэтому роль элемента во время эксплуатации должна быть оце-
нена и принята во внимание.
Условия, которые могут быть приняты в расчет при конструиро-
вании формы элемента, можно сформулировать таким образом. За-
претными зонами являются следующие.
1. Участки пространства, структурно обусловленные, не дол-
жны быть стеснены, т. е. не должно быть препятствий действию дру-
Рис. 53. Разгрузочная система машины для наполнения пробирок:
а. — функция: б — максимальная поверхность; в — минимальная поверхность
59
гих элементов (это относится как к стационарным, так и к подвиж-
ным элементам).
2. Участки пространства, функционально обусловленные, не дол-
жны быть стеснены (например, объекты, находящиеся в производ-
стве, световые лучи и водяные струи).
3. Участки пространства, обусловленные требованиями, предъ-
являемыми к выполнению операций (например, место для руки,
место для оператора и т. д.).
Исходя из этих запретных зон можно сделать ряд предложений
по форме, которые вчерне покажут, где в пространстве могут быть
Рис. 54. Изменяемые параметры количества и расположения могут быть использованы в со-
четании с расположением материала, соединяющего функциональные поверхности. Примеры
показывают два спринклерных клапана и две газонокосилки:
а — количество; б — расположение
60
a)
б>
Рис. 55. Изменяемые параметры геометрии формы и размеров могут быть использованы для
определения формы, когда участки расположения материала (см. рис. 54) выбраны. Приме-
ры показывают два приспособления для раскалывания орехов н две струбцины:
л — геометрия формы; б — размеры
Рис. 56. Функциональные по-
верхности и запретные зоны
при конструировании формы
гидравлического пресса:
1 — место присоединения
гидравлического цилиндра
(функциональная поверх-
ность); 2— место присоеди-
нения прессовальной плиты
(функциональная поверх-
ность); 3 — пространство для
размещения прессуемой за-
готовки и поршня (запрет-
ная зона); 4 — пространство
для прессуемой заготовки и
рук, а также рычагов при
установке и съеме заготовки
(запретная зона)
61
размещены места соединения. Следующим шагом будут простран-
ственное решение формы и определение размеров — сперва в виде
черновых эскизов, а затем в виде детальных чертежей, отвечающих
технологическим или эстетическим критериям (см. гл. 3).
Из сделанных выше замечаний важно понять, что конструкция
формы элемента содержит как качественную, так и количественную
части. Любое решение, применяемое относительно размеров, преж-
девременно, если не решено, как будет размещаться материал, т. е.
будет ли функциональная поверхность опираться на одну или не-
сколько точек. Число элементов и относительное расположение эле-
ментов соединений относятся к качественной части конструкции
формы, а геометрия и размеры—к количественной. Ниже объяс-
нено, как применяется изменение параметров.
Метод изменения формы. Изменяемые параметры (число эле-
ментов, относительное расположение, конфигурация формы и раз-
меры) являются общими параметрами формы, и мы уже показали,
как можно их использовать при поиске возможных функциональ-
ных поверхностей. Взаимодействие четырех параметров в форме
звена, соединяющего функциональные поверхности, иллюстрируют
рис. 54 и 55.
Взяв типичный пример (станину гидравлического пресса), мы
видим, как изменения параметров могут быть использованы при
конструировании элемента. Корпус пресса содержит две функцио-
нальные поверхности, а именно: участки крепления соответственно
гидравлического цилиндра и прессовальной плиты (рис. 56). При
конструировании станины надо иметь в виду три запретных зоны:
1) должно быть предусмотрено место для поршня во всех его по-
ложениях; 2) должно быть предусмотрено место для заготовки
максимального размера; 3) должно быть предусмотрено место, не-
обходимое для заготовки при установке ее на пресс и съеме с
пресса.
Другими словами, станина пресса должна быть сконструирова-
на таким образом, чтобы при соединении двух функциональных по-
верхностей были приняты в расчет запретные зоны, и станина вы-
полняла свою функцию — передавала необходимые усилия. На
рис. 57 показано, как изменение количества элементов и их распо-
ложения может быть использовано для изучения вопроса, где мож-
но расположить соединительный элемент. После этого изменения
формы и размеров можно разработать ряд черновых эскизов или
получить представление о форме станины. Для сравнения на рис. 58
представлены конструкции нескольких существующих прессов.
Более детальные разработки с использованием изменяемых па-
раметров можно проводить при большей конкретизации расположе-
ния соединительного элемента между функциональными поверхно-
стями. Это иллюстрируют следующие примеры.
На рис. 59 показаны функциональные поверхности шарнирного
вилочного соединения с подшипником на одном конце и двумя под-
шипниками на другом. При варьировании соединительного элемен-
та удобно пользоваться тремя условными обозначениями: линией —
62
Функциональные
поверхности
a)
б)
В)
г)
Рис. 57. Представления о форме станины гидравлического пресса:
а — количество: б — расположение; о — геометрия формы; а размеры
63
Рис. 5S. Гидравлические прессы (см. рис. 57)
64
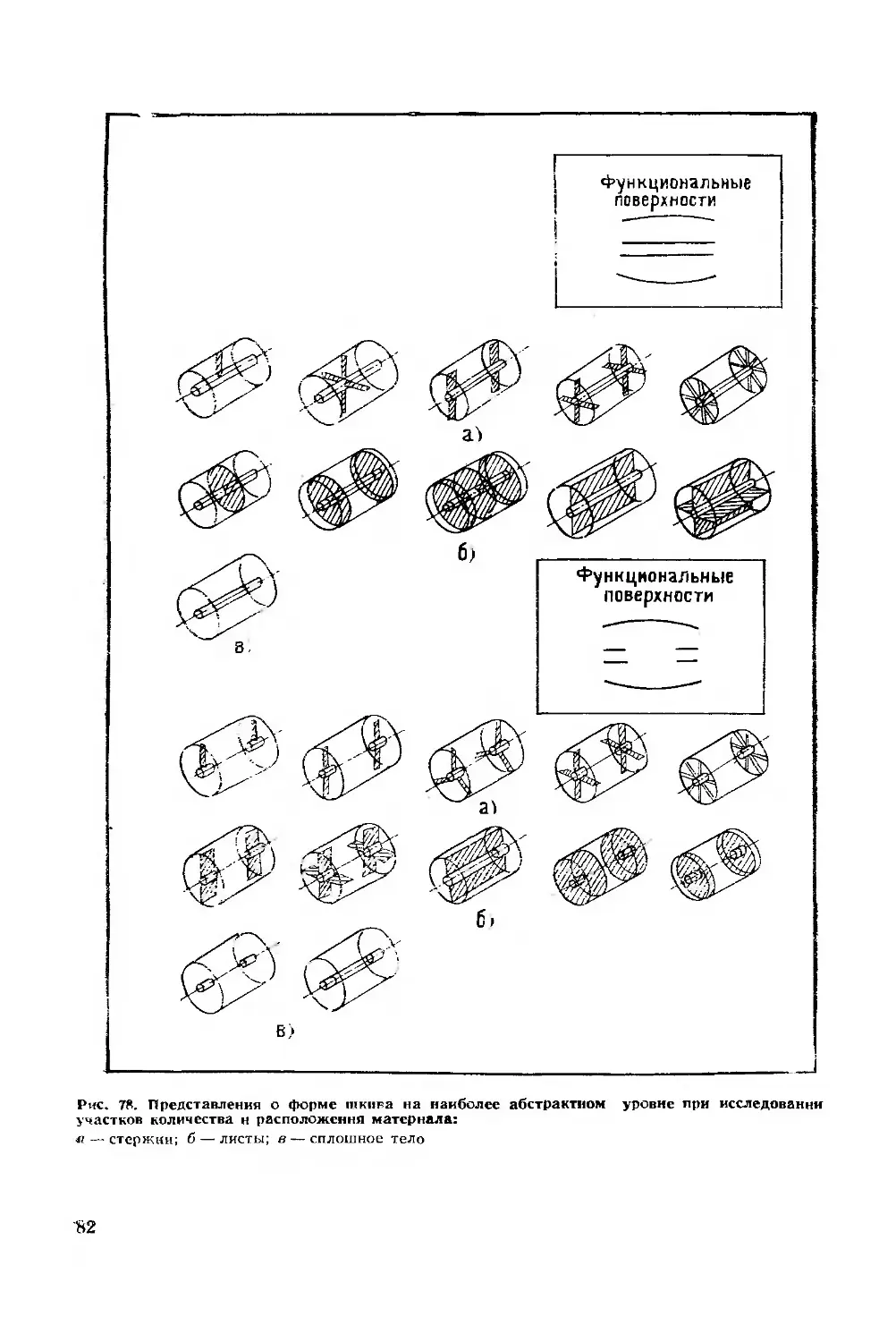
Рис. 59. Представления о форме вилочного соединения на наиболее абстрактном уровне, ког-
да исследуются количество н распределение материала:
а — стержни; и — плоскости; в — сплошные тела; г — сочетания
для обозначения элементов, имеющих приблизительно форму стерж-
ня (прямого или криволинейного), штрихованной плоскостью для
обозначения плоских элементов и, наконец, штрихованной трехмер-
ной поверхностью для обозначения каких-либо сплошных тел. В ре-
зультате вариации формы и размеров можно получить формы, по-
казанные на рис. 60. Заметим, что полезно одновременно оценивать
решения обоих видов, а именно: решения, в которых изменяются
количество и расположение (см. рис. 59), и решения, в которых из-
меняются геометрия формы и размеры (см. рис. 60). Обратите вни-
мание на значительную разницу в методике показа.
Теперь необходимо детализировать дальше предложенные фор-
мы, поэтому следует принять во внимание факторы формы (см.
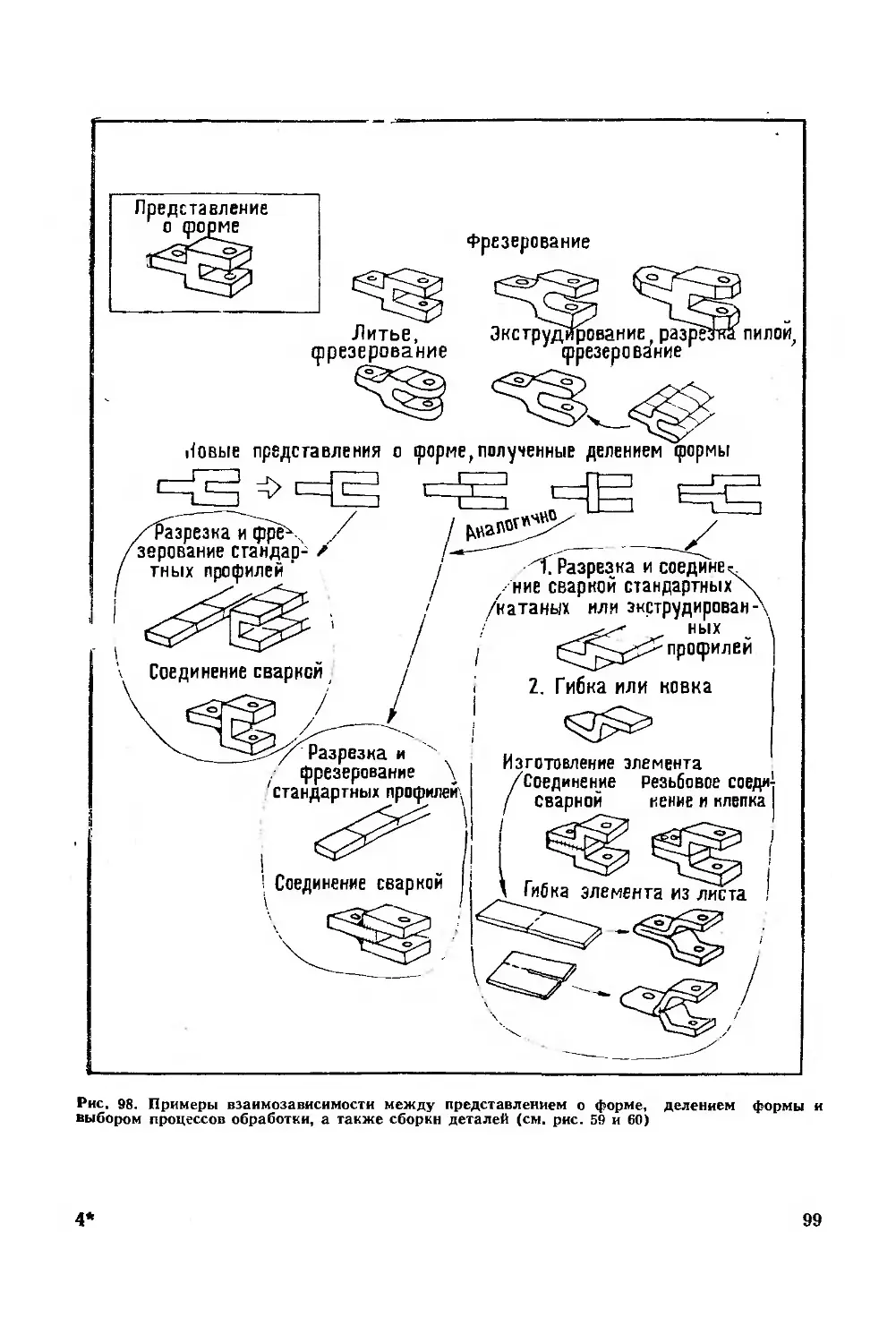
п. 3.2), которые фактически существуют. В примере вилочного со-
единения решающим фактором при выборе конструкции является
производственный процесс (см. рис. 60 и 98).
Проиллюстрируем метод применения формы на несколько более
сложном примере — на микроскопе. Мы уже рассматривали коли-
65
Рис. 60. Представления о форме вилочного соединения, построенные на основе рис. 59 и из-
менений геометрии формы и размеров (см. рис. 98):
а — стержни; б — плоскости; в — сплошные тела; г — сочетания
чественно определенную структуру микроскопа, сконструированно-
го по традиционному принципу (см. рис. 23). Когда тубус микро-
скопа установлен вертикально или слегка наклонно, условия кон-
струирования рамы микроскопа могут быть такими, как показано
на рис. 61. Наиболее важные функциональные поверхности — это
поверхности, фиксирующие тубус, предметный столик, ручку ре-
гулирования, зеркальце, а также поддерживающее основание. За-
претными зонами являются тубус, предметный столик, ручка регу-
лирования, зеркальце и верх стола, а также путь прохождения лу-
чей от источника света через зеркальце к предмету и в тубус. За-
66
Ряс. 61. Функциональные поверхности и запретные зоны для штатива микроскопа
претные зоны имеются также выше окуляра. Они расположены про-
тивоположно предметному столику и ручке регулирования (где
должно быть предусмотрено пространство для движений рук опера-
тора во время работы).
Когда указанные выше условия выполнены, материал штатива
можно свободно расположить в пространстве; иа рис. 62 пред-
ставлены формы, полученные путем изменении количества и распо-
ложения элементов. Как и в предыдущем примере, формы разделе-
ны иа группы, соответствующие стержням, плоскостям и сплошным
телам. Отметим, что у некоторых параметров можно рассматривать
3*
67
Рис. 62- Представления о форме штатива микроскопа:
а — стержни; о— плоскости; в — сплошные юл.” а — сочетания; i — тубус; 2 — столик; 5 —
основание
68
Рис. 63. Представления о форме штатива микроскопа:
а — стержни; б — плоскости; в — сплошные тела; г — сочетания
максимальные и минимальные величины. На рис. 63 представлены
в общем виде формы, возникшие в результате изменений формы и
размеров.
На рис. 62 и 63 видно, что изменения количества элементов и
их расположения могут быть проведены системно, в то время как
системность при изменениях геометрии формы и размеров являет-
ся нереалистичной. Поэтому наиболее правильный путь заключает-
ся в том, чтобы сочетать предположения, вытекающие из изменений
количества и расположения элементов, с различными основными
геометрическими формами и затем использовать полученные варп-
69
Рис. 64, Различные типы микроскопов (см. рис. 62 и 63) (предоставлено фирмами «Олимпус»,
анты как источник идей для разработки формы. На рис. 64 пред-
ставлено несколько существующих микроскопов.
Метод деления формы. При внимательном изучении приведен-
ных выше примеров можно установить еще один параметр. В ходе
его изменения можно получить импульс к выработке новых предло-
жении по разработке конструкции. Если сравнить типы микроско-
пов, приведенные на рис. 64, то станет очевидным, что штатив одно-
го микроскопа состоит из большего числа элементов, чем другого.
Возможность выбора между делением на большее число элемен-
тов или объединением в целях образования малого числа элементов
всегда имеется. Не обязательно, чтобы деление приводило к образо-
ванию большего числа физически раздельных элементов, поскольку
70
«Карл Цейс», «Карл Цейс Иена», «Лейтц», «Илинг бек», «Виккерс»)
этого можно добиться визуальным делением физически цельных
элементов. Рис. 65 иллюстрирует точки зрения, исходя из которых
изделие или машину можно разделить на элементы. Деление может
быть произведено, во-первых, по функциональным признакам, во-
вторых, по физическим качествам, т. е. в зависимости от того, мо-
жет ли один элемент быть отделен от другого, и, в-третьих, по ви-
зуальным признакам.
Обдуманное изменение числа элементов с достаточным основа-
нием можно произвести методом деления формы, имея в виду, что
под этим подразумеваются как деление на большее число элемен-
тов, так и объединение в малое число элементов, или даже в единое
целое.
71
Рис. 65. Возможность деления изделия на элементы с различных точек зрения
В примерах, приведенных ниже, рассмотрены физические и ви-
зуальные деления. В общем случае не оговорено, что элементы фи-
зически разделимы или не разделимы, так как каждый тип деления
возможен, когда рассматривается какая-либо специальная конст-
рукция.
На рис. 66 показана собачка с четырьмя функциональными по-
верхичэстями: участком размыкания, опорным участком, участком
давления пальца и участком давления, связанным с механической
системой; эти поверхности должны двигаться одновременно при
расцеплении собачки. Если принять, что форма собачки должна
конструироваться приближенно, как показано иа рисунке, т. е.
участки расположения материала установлены, то метод деления
формы может дать импульс к разработке предложений. Заметим,
что число деталей-элементов составляет от одной (полное объеди-
нение) до пяти. Подчеркнем, что деление формы ие является важ-
ным в функциональном отношении, ио оно может быть очень важ-
ным для производственного процесса и, следовательно, для эконо-
мики.
Из показанных конструкций собачка 4 (см. рис. 66) будет са-
мой дешевой в индивидуальном производстве, но в массовом про-
изводстве самой дешевой будет собачка 1.
Продемонстрируем применение метода деления формы иа эле-
менты еще на одном примере. Представленный на рис. 67 подшип-
ник имеет два опорных участка и поддерживающую поверхность;
на рисунке приведена также приближенная конструкция формы.
Рисунок содержит несколько эскизов, отражающих идеи копструк-
72
Рис. 66. Представления о форме собачки, основанные на изменениях деления формы
ции формы подшипника, полученные с помощью метода деления
формы. Здесь снова при выборе конструкции формы очень важное
значение имеет производственный процесс. Во введении к этой гла-
ве было указано, что обсуждаемые методы могут быть использова-
ны при конструировании как элементов, так и изделий в целом. Это
применимо также и к методу деления формы.
В качестве примера исследуем чаеварку (см. рис. 35). Примем,
что иследовать мы будем только формы, которые окажутся воз-
можными в случае выбора сосудов коробчатого типа, помещенных
рядом бок о бок, как показано вверху справа на рис. 68. Таким же
путем можно изучать сосуды других форм. На рисунке представ-
лено несколько вариантов деления или объединения трех элементов,
состоящих из кипятильника, заварочного сосуда и цокольной части.
Более гибкое применение метода деления формы демонстрирует
рис. 69, на котором представлена вычислительная машина. Возмож-
ности варьирования здесь огромны, поскольку любая плоскость
73
Рис. 67. Представления о форме сдвоенного подшипника (деление формы)
может быть объединена с другими плоскостями нлн отделена от
них. При решении вопроса выбора конструкции формы надо руко-
водствоваться следующими критериями: производственный процесс,
внешний вид, удобство очистки и т. д. (см. гл. 3). Несколько вычис-
лительных машин показано на рис. 70 п 71.
Вариации деления формы, если в их создании участвует вообра-
жение, могут помочь получить много различных интересных кон-
струкций изделия. Поэтому будет полезным показать несколько
примеров изделий, представленных попарно, чтобы можно было за-
метить разницу в делении формы (рис. 72—76). Из этих примеров
ясно, что изменение в делении формы может иногда вызвать ра-
дикальную перемену формы хорошо известного изделия.
Шкив как наглядный пример. Обычно бывает удобно проводить
изменения пяти вариационных параметров формы в следующем по-
рядке: количество и расположение; геометрия формы и размеры:
деление формы. Однако это не означает, что в любой ситуации мо-
гут быть использованы все пять параметров. Например, располо-
жение элемента может быть подчинено столь многим условиям, что
только одно место оказывается пригодным. С другой стороны, мо-
жет быть решено сперва определить геометрию формы. Но это
74
Расположение ; Приблизительная
элементов конструкция
Рис. 68. Представления о ферме чаеварки, основанное на делении формы (см. рис. 35)
подводит нас к критериям и условиям, которые относятся к особым
ситуациям, являющимся предметом рассмотрения гл. 3. Пример си-
туации общего характера, в которой могут быть использованы все
пять параметров, приведен ниже.
Объектом изучения является шкив, например шкив транспорте-
ра. Шкив имеет две функциональные поверхности: поверхность ка-
чения и опорную поверхность. Изменения функциональных поверх-
ностей представлены на рис. 77, который иллюстрирует четыре ва-
риационных параметра, а также максимальные и минимальные по-
верхности. Для дальнейшего изучения выбраны две группы функ-
циональных поверхностен, а на рис. 78 показаны возможные участ-
ки расположения материала, полученные на основе изменений ко-
личества и относительного расположения. Полезно проводить деле-
ние участков материала в форме стержней, плоскостей и сплошных
тел. Рис. 79 показывает, как, варьируя геометрию формы и раз-
меры, можно представить идеи более специализированных конст-
рукции формы. Возможные деления формы для нескольких таких
идей показаны на рис. 80.
75
Рис. 69. Представление о форме вычислительной машины (деление формы)
Окончательное решение формы зависит преимущественно от вы-
бора материала и производственного процесса (см. п. 3.4), а также,
возможно, от оценки внешнего вида. Используя эскизы, модели и
масштабные чертежи, можно найти форму всех деталей, которые
затем документируются в виде комплекта рабочих чертежей с со-
ответствующими сборочными чертежами. Рис. 77—80,, естественно,
очень схематичны. Это сделано с целью подчеркнуть ступени, кото-
рые считаются основными при конструировании. Более гибкий под-
ход к ним будет, вероятно, и более реалистичным, как это видно
также из содержания гл. 5.
Применение методов синтеза формы. Изучив основы методов
синтеза формы, мы получили возможность ознакомиться с их при-
менением. Методы изменения структуры, функциональных поверх-
ностей и формы могут быть применены в самих различных ситуаци-
ях, например, как уже упоминалось, при решении общей формы,
а также при решении формы детален изделия. Эти методы могут
быть использованы также для составных изделий (машин, аппара-
те
Рис. 71. Типы вычислительных машин (предоставлено фирмами «Олимпия», «Дил» и
«Фэсит»)
Рис. 70. Типы вычислительных машин (предоставлено фирмами «Олимпия», «Фэсит» и
«Кэннон»)
77
Рис. 72. Пневматические двигатели с различным делением формы (гредостаглено фирмой
«Этлас копко»)
Рис. 73. .Мотоциклы с различным делением формы
.Рис. 74. Лейки с различным делением формы
Грис. 75. Нефтяные насосы с различным делением формы (Датский промышленный синдикат)
79
Рис. 76. Дыроколы с различным делением формы
тов и т. д.) и для изделий, состоящих из одного элемента (бутылоч-
ные открывалки, фитинги, гнутые трубки и т. д.), с той разницей,
что метод изменения структуры в этом случае не требуется.
Конечно, при описании этих методов не было намерения дока-
зывать, что они применимы для всех элементов изделия. Это бы-
ло бы не реально. С другой стороны, эти методы могут дать импульс
к сознательному системному подходу к особенно важным элемен-
там для того, чтобы конструкции последних создавались на воз-
можно более высоком уровне.
Данные методы могут быть использованы с большим успехом
также и в ситуациях, когда приходится упорно работать над кон-
струированием какого-либо элемента.
Для сотрудничества между конструктором и технологом идея
функциональных поверхностей может быть особенно ценной. Напри-
мер, если обсуждается деталь формы для того, чтобы лучше скоор-
динировать форму и производственный процесс, легче изменить
форму соединительного элемента, чем формы функциональных по-
верхностей, потому что последние регулируются в связи с соответ-
ствующими поверхностями других элементов.
Кроме указанных выше обстоятельств, которые следует учиты-
вать при использовании методов изменения формы, последние мо-
гут также служить основанием для формирования ума с обострен-
ным восприятием и оценкой элементов изделия, работающих в ре-
альной ситуации (структура, функциональные поверхности, фор-
ма), что приводит к изобилию идей, рождаемых посредством более
или менее сознательного варьирования формы.
Изготовление моделей. Работа по конструированию формы лю-
бого изделия может быть выполнена с помощью различных видов
моделей. Для инженеров-конструкторов наиболее важным видом
80
Рис. 77. Изменения функциональных поверхностей шкива транспортера:
а — количество; б—расположение; в — геометрия формы; г — размеры; д и е — соответст-
венно максимальная и минимальная поверхности; 1 — возможные варианты
81
Рис. 78. Представления о форме шкива на наиболее абстрактном уровне при исследовании
участков количества н расположения материала:
« — стержни; б — листы; в — сплошное тело
82
Рис. 79. Представления о форме шкива, полученные изменением формы и размеров для ре-
шений, выбранных на рис. 78
моделей являются графические, т. е. эскизы и чертежи. Поэтому
до сих пор мы пользуемся исключительно ими для описания мето-
дов изменения формы. Однако другие виды моделей также от-
носятся к инженеру-конструктору. Модели формы могут быть
использованы во многих различных ситуациях при конструиро-
вании.
Решающий фактор — предназначение модели. На основе этого
фактора можно решить, в какой степени должна быть детализиро-
вана модель и из какого материала опа должна быть сделана.
Вдумчивое решение степени детализации и выбор материала необ-
ходимы для создания оптимальной модели, т. е. модели, которая,
будучи максимально дешевой, выражает то, что требуется от изде-
83
Рис. 80. Представление о форме шкива. Два решения из предложенных на рис. 79 детализи-
рованы до некоторою уровня путем изменений деления формы. Перед разработкой оконча-
тельного проекта конструктор должен решить, какой технологический процесс будет принят
в производство
S4
Рис. 81, Л’одели ршы дизельною ДЕиииля. in-отопленные и< пенистой резины. С помощью
чачик 1рубы\ »><пе.,ей можно получить первое представление о зависимости между жестко-
стью конструкции и различными племен > а ми жесткости
лия. Влияние предназначения изделия, для которого модель сде-
лана, на выбор степени детализации и материала мотели проиллю-
стрировано на рис. 81 -86.
На рис. 81 показаны модели, которые были использованы для
оценки относительной жесткости различно сконструированных рам
дизельных двигателей. Модели использованы на ранних ступенях
конструирования, когда надо было решать вопрос пространствен-
ной концентрации материала (в форме ребер). Поэтому здесь под-
ходят относительно грубые модели из пенистой резины частично
потому, что их можно быстро и дешево изготовить, и частично по-
тому, что степень жесткости может быть легко определена легким
нажатием пальца, так как можно наблюдать за выпучиванием ма-
териала.
На рис. 82 показана модель чаеварки, рассмотренной в гл. 1.
'Модель была использована только для определения условии, воз-
никающих в процессе употребления, и поэтому была сконструирова-
на очень грубо в пенопласте. Модель не использовалась для оценки
внешнего вида, так как в этом случае она должна была быть более
детализированной и, следовательно, стоила бы слишком много.
О внешнем виде чаеварки судили по модели другого типа, а имен-
но: по трехразмерным эскизам.
На рис. 83 и 84 представлены две модели, которые были ис-
пользованы для оценки работы, пространства и внешнего вида. Обе
модели были выполнены из пенопласта, картона и дерева. На
рис. 83 изображена модель рассмотренной выше (см. рис. 50) ма-
шины для наполнения пробирок, а на рис. 84 — модель машины
для автоматического наклеивания этикеток на заполненные про-
бирки.
Модель (рис. 85) была изготовлена для оценки основной фор-
мы телефона-автомата; опа выполнена из глины. На рис. 86 пред-
85
Рис. 82. Модель часварки* выполненная
из пенопласта. Эту модель можно при-
менить для оценки условий пользования
изделием
Рис. S3. Модель машины для наполне-
ния пробирок (см. рис. 50), изготовлен-
ная из пенопласта, картона и дерева*.
Модель используется для оценки усло-
вий эксплуатации (фото предоставлено
Институтом усовершенствования продук-
ции Технического университета Дании>
Рис. S4. Модель машины для автоматической наклейки этикеток на пробирки. Модель изготов-
лена из пенопласта и картона и используется для оценки условий эксплуатации и внешнего
вида (учебный проект лабораторки конструирования Технического университета Дании)
86
Рис. 85. Модель телефона-автомата, выполненная из глины. Используется для оценки основ-
ной формы телефона (модель изготовлена X. Андреасеном для фирмы «Джи—эн—ти отома-
«як»)
Vue. 86. Модель телефона-автомата, выполненная из алебастра. Степень детализации модели
делает ее неотличимой от окончательно готового телефона (модель изготовлена X. Андреа-
сеном)
ставлена модель готового телефона. Эта модель использовалась
для демонстрации прибора потенциальным покупателям еше до за-
пуска его в производство. Модель выполнена из алебастра и дета-
лизирована так, чтобы не отличаться от реального телефона.
87
3 ФАКТОРЫ ФОРМЫ
3.1. ПРОИСХОЖДЕНИЕ ТРЕБОВАНИЙ.
ПРЕДЪЯВЛЯЕМЫХ К ФОРМЕ
Большое разнообразие возможностей, которые могут появиться в
особых ситуациях при конструировании формы с помощью методов,
описанных в гл. 2, или просто благодаря интуиции, может испугать
неподготовленного человека. Сразу же возникает вопрос, как ис-
Факторы проектирования
1. Конструктор: Способности (знания) Воображение Творчество Привычки Склад ума Личный вкус Затраты времени 2. Фирма: Цели фирмы Навыки Условия работы Экономика Контракты Лицензии Политика обслужи- вания Типы изделий Типизация изделий фирмы 3. Общество: Законы Нормы (стандар- ты) Возможное финаи сированне Ресурсы Патенты Регистрация об- разцов
______________________________________________________1____________________________________________________
Факторы, связанные с эксплуатацией
1. Процесс эксплуатации: 2. Потребитель: 3. Окружающая
Входные данные Монтаж и приработка среда:
Характер функции Нормальная работа Влияние изделия
Выполнимость Редкие работы на окружающую
функции Аварийные работы среду
Качество функции Другие обстоятель- ства, кроме непосред- ственного использо- вания Экономика Предварительные ус- ловия потребителя Субъективные условия Влияние окру ж а- ющей среды на из- делие
Рис. 87. Факторы, определяющие свойства изделия на протяжении всего периода его суще
88
ключпть неподходящие решения. Из предшествующего изложения
видно, что синтез изделия может быть охарактеризован непрерыв-
ным чередованием поисков и отбором идей, и выше было указано,
что такой отбор возможен только, когда имеются подходящие кри-
терии для отбора.
Критерии формируются конструктором на базе требований, ис-
ходящих от внешнего мира. Поскольку требования, предъявляемые
к изделию, могут возникать на всех этапах существования изделия
(см. рис. 4), мы можем получить общее представление о характе-
ре происхождения этих требований. Ситуацию можно представить
в виде силового поля, в котором силы действуют на изделие в раз-
личных направлениях. Тогда готовое изделие можно рассматривать
как результат равновесия (компромисса), при котором различные
ствования от замены до разрушения
89
силы взаимно уравновешены. Рис. 87 иллюстрирует эту ситуацию.
В центре рисунка приведены пять основных свойств, характери-
зующих изделие: структура, форма, материал, размеры и поверх-
ности. Эти свойства взаимосвязаны с требованиями и производст-
венными факторами, возникающими на различных этапах перио-
да существования изделия, влияние которых на изделие анализи-
руется посредством сформулированных критериев. Упомянутые
свойства устанавливаются в процессе синтеза изделия такими, что-
бы критерии удовлетворялись в максимальной степени. Из основ-
ных свойств выводятся все остальные свойства изделия, в частно-
сти функция, которая является основным свойством изделия в про-
цессе эксплуатации.
Если мы, например, рассмотрим основное свойство формы, то
найдем, что влияние оказывают, с одной стороны, упомянутые вы-
ше призводственные факторы, а с другой стороны, другие основ-
ные свойства, поскольку они не являются независимыми перемен-
ными.
Зависимость формы от других основных свойств рассмотрена ни-
же. В остальной части главы описана зависимость формы от про-
изводственных факторов, которые в этой связи называются факто-
рами формы. Отдельные факторы формы рассмотрены кратко с
целью продемонстрировать только их взаимозависимость. Более
глубокие исследования отдельных факторов, например технологи-
ческих, можно найти в других литературных источниках.
3.2. ВЗАИМОЗАВИСИМОСТЬ ОСНОВНЫХ СВОЙСТВ
Тот факт, что основные свойства не являются независимыми, ил-
люстрируется практической невозможностью раздельно решать во-
просы, связанные с тем или другим основным свойством, т. е. не
Структура
Форма
Материал
Размеры
Поверхности
считаясь с характеристиками других основных свойств. Структура
не может быть окончательно выбрана, пока не будет оценено ее
влияние на форму, а форма не может быть определена, пока не бу-
дут рассмотрены материал, размеры и поверхности. Поэтому очень
важно осознать взаимозависимость между основными свойствами
и-формой.
Структура прямо влияет на форму, как указывалось (пп. 2.1 и
2.2); кроме того, это демонстрирует рис. 88. Установить зависи-
мость формы от материала, размеров и поверхностей немного труд-
нее, потому что эта зависимость проявляется косвенно.
90
Рис. 88. Два чертежных прибора с различными структурами иллюстрируют зависи-
мость формы от структуры
Уис. 89. Пружины, изготовленные из двух различных материалов: резины и стали.
Уазиые свойства материала отражаются в очень различных конструкциях формы
Рис. 90. Зубчатые колеса, иллюст-
рирующие влияние размеров на
форму
91
Взаимодействие материала и формы происходит двояко. Во-пер-
вых, форма зависит от производственных процессов, посредством
которых может быть произведено формоизменение материала, и та-
ким образом косвенно зависит от материала. Во-вторых, свойства
материала играют очень важную роль в определении формы, на-
пример: прочность, упругость и вес материала (рис. 89).
Влияние размеров на форму иллюстрирует рис. 90, который под-
тверждает тот факт, что с увеличением размеров предмета практи-
чески доступные производственные процессы изменяются. Критерии,
например стоимость материала и вес, также изменяются. Влияние
поверхности на форму проявляется косвенно через выбор производ-
ственного процесса.
3.3. ФАКТОРЫ КОНСТРУИРОВАНИЯ
Конструктор. Конструктор оказывает решающее влияние на форму
изделия, так как он один должен выдвигать идеи и выбирать кон-
струкцию. Конструктор влияет на форму частично с помощью спо-
собностей, знаний и воображения — поскольку это касается поисков
решений. На выбор влияют личные качества конструктора — вкус,
склад ума и привычки. Даже когда существуют условия, связыва-
ющие конструкцию формы, всегда имеется некоторая свобода во-
ображения, которую конструктор может использовать.
Фирма. Среди многих производственных факторов, происхожде-
ние которых связано с фирмой, можно указать ее цели, навыки,
условия работы, экономику, контракты, лицензии, политику обслу-
живания и т. д. Ни один из этих факторов не имеет прямого влия-
ния на форму.
Тем не менее, часто бывает, что в изделиях форма в большей
или меньшей части имеет общий характер. Этот факт особенно яс-
но виден на примере типовых изделий, т. е. групп изделий с отно-
сительно одинаковыми функциями. Пример этого показан на
рис. 91. Иногда фирма сознательно стремится выдержать опреде-
ленную типизацию своей продукции (рис. 92). Одна из целей та-
кой типизации состоит в том, чтобы создать доверие к фирме, а так-
же отличительную черту своей продукции по отношению к другой,
сравнимой с ней продукции; при этом потребитель с каждым разом
накапливает больше опЬгга в эксплуатации продукции фирмы.
То, что потребитель во многих случаях пользуется несколькими,
связанными между собой изделиями одной и той же фирмы, дела-
ет целесообразным создание общих черт во внешнем виде изделий.
Такой «домашний стиль» может быть основан на общих характер-
ных чертах формы так же, как и на выборе типовых материалов и
поверхностей.
Общество. С обществом, эксплуатирующим изделие, связаны две
проблемы, которые должны быть приняты во внимание в конструк-
ции формы (и, конечно, на ранних ступенях процесса создания из-
делия). Это, во-первых, соображения, касающиеся членов общест-
ва, и, во-вторых, необходимость удовлетворения требований норм и
92
рнс. 91. Различные изделия в пределах одного типа изделий обычно конструируют таким
образов;, чтобы в них использовать воз*ло,кно большое число узлов и деталей общего харак-
тера (фирма «Дапфос»)
Рис. 92. Грхнпа ипслий с общими Еопс!рукцкями формы помогает создать лицо» фирмы
(фирма «Банг и Олафсея»)
93
Рис. 93. Запатентованная фоторепродукционная установка» Характерной особенностью уста-
новки является закладка оригинала сверху и изготовление копии в вертикальном положении
(фирма «Цойтен энд Аагаард»)
законов общества. Среди членов общества прежде всего надо иметь
в виду потребителя — обстоятельство, которое обсуждено ниже. Во
внимание принимаются также все люди, которые так или иначе
входят в контакт с изделием. Это могут быть люди, которым при-
дется слушать шум двигателя газонокосилки, принадлежащей их
соседу, шум от самолета или моторной лодки, и все те, кому прихо-
дится каждый день смотреть на автомобили, экскаваторы, краны,
автобусы, поезда и т. д.
Нормы и стандарты существуют в областях, в которых факторы
безопасности являются решающими. Кроме того, частое употребле-
ние делает стандартизацию необходимой, например: гайки и болты,
шайбы, железнодорожные пассажирские вагоны, контейнеры. Ре-
гистрация образцов является законной защитой изготовителя, не
94
дает другим лицам права просто копировать спроектированное
впервые изделие. Закон об образцах, в числе прочего, говорит сле-
дующее.
Под образцом понимается модель внешнего вида предмета или
орнамента.
Лицо, производящее прототип или получившее права от другого-
лица, может согласно этому закону, путем регистрации, приобрести
монополию на коммерческое использование конструкции.
Образец может быть зарегистрирован только в том случае, если
он существенно отличается от того, который был известен до даты
подачи заявки.
Патентная регистрация при конструировании изделия может
быть применена в двух случаях — как ограничение возможностей-
конструкций, если на рынке существуют изделия сходного харак-
тера, и как защита собственного изделия какого-либо лица. На
рис. 93 приведен пример запатентованного изделия.
Патенты могут также играть роль части технических условий
при конструировании изделия, так что некоторые возможности
формы могут быть опущены, если они описаны в существующем
патенте. Обычно патенты касаются принципов и структур.
3.4. ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
Один из наиболее важных вопросов, с которыми приходится встре-
чаться при конструировании изделия, заключается в том, как будет
организовано производство. Производство можно подразделить на
изготовление детале7, сборку, испытания и контроль. Процессы,
изготовления и сборки очень тесно связаны с формой деталей.
В п. 2.3, где говорилось об изменениях формы, излагаемый ма-
териал не ограничивался примерами конструктивных предложений,,
а завершался представлениями о форме. Для этого есть естествен-
ная причина, смысл которой в том, что изделие или деталь не мо-
гут быть сконструированы, пока не выбраны материал, процесс
изготовления деталей и сборочный процесс.
Этапы конструирования элемента отражены на рис. 94, начиная
с рассмотрения функциональных поверхностей на двух уровнях
представлений о ф°Рме Д° выбора технологических процессов и
разработки окончательных детальных чертежей. Обходной путь
вокруг этапа выбора технологических процессов означает, что в
любой точке можно разделить элемент на несколько частных эле-
ментов, которые позднее будут собраны воедино. Соответственно
иногда возможно объединить несколько элементов в один. Таким
образом этап деления (объединения) формы должен быть послед-
ним, если невозможно изготовить и собрать элементы.
На рис. 95 показаны различные детальные чертежи шкива (см.
рис. 77—80). Из этих рисунков следует, что существует тесная за-
висимость между элементами, процессами изготовления детален и
сборочными процессами. На рис. 96 показаны два подшипника; у
первого корпус выполнен цельным (литым), а у второго сделан из
95.
Рис. 94. Этапы конструирования формы изделия; эти этапы проходит каждъ^й элемент
двух частей, отштампованных из листового металла. На рис. 97
показаны два варианта каркаса электросчетчика. В одном вариан-
те принята цельная конструкция (литье под давлением), а в дру-
гом — детали выполнены штамповкой и соединены точечной дуго-
вой сваркой. В обоих случаях имеются различия в выборе мате-
риала, делении формы, а также в процессах изготовления деталей
и сборки.
Если мы вернемся к модели этапов конструирования формы на
рис. 94, то будет уместно дать пример того, как может выглядеть
синтез на последних этапах. Для рис. 98 мы приняли в качестве
отправного пункта упоминавшееся выше вилочное соединение (см.
рис. 59 и 60). Представление о форме, на основании которого были
построены предложения, касающиеся детальных чертежей, пока-
зано на рисунке вверху слева, причем принято, что длина соедине-
ния равна приблизительно 100 мм и материалом является сталь.
Сперва мы изучим, с помощью каких процессов или их комбина-
ций вилочное соединение может быть изготовлено как один эле-
мент. Далее мы рассмотрим четыре новых представления о форме,
полученные путем деления формы, и, наконец, каждое из этих
представлений будет изучено с точки зрения возможностей изготов-
ления элементов и выполнения сборочного процесса.
96
1 2
6
7 8
Рис. 95. Различные рабочие чертежи шкива (см. рис. 77—80):
1 — литье; 2 — точение; 3 — сварка, точение и соединение болтами; 4 — сварка, точение,
резьбовое соединение; 5 — точение, соединение болтами; 6 — сварка, точение, соединение
болтами; 7, 8— точение, резьбовое соединение с помощью болтов; 9 — точение, штамповка,
соединение болтами; 10— точение, штамповка, горячая запрессовка
4—548
97
Рис. 9G. Два подшипника соответственно с литым и штампованным корпусами. Последний
стягивается болтами (предоставлено фирмой СКФ)
Пример дает 14 практических способов, с помощью которых
может быть выполнено соединение. Очевидно, не все они в равной
мере подходят для ситуаций различного характера. Выбор зависит
от количества производимых изделий, требуемых допусков и мно-
гих других факторов. Эти требования рассмотрены более подробно
ниже.
Технологических процесс. Условие возможности выбора опти-
мального технологического процесса состоит в том, чтобы можно
было достичь наилучшего доступного согласования между конст-
рукцией и требованиями технологического процесса. Из порядка
Рис. 97. Два каркаса элект-
росчетчика. Один каркас из-
готовлен литьем под давле-
нием, а другой с применени-
ем пробивки, гибки и точеч-
ной сварки
98
Представление
Фрезерование
Литье,
фрезерование
пилой,
Экструдйфование разре
фрезерование
шорне, полученные делением формы
о
Новые представления
азрезка и фре^
зерование стандар- г
тных профилей '
'Л. Разрезка и соедине^
Соединение сваркой
Резьбовое соеди^
пение и клепка
Изготовление элемента
/Соединение
( сварной
/катаных или экструдирован -\
ных w \
профилей
2. Гибка или ковка
Разрезка и
. фрезерование
'стандартных профилей^
' Соединение сваркой
'[ Гибка элемента из листа
Рис. 98. Примеры взаимозависимости между представлением о форме, делением формы и
выбором процессов обработки, а также сборки деталей (см. рис. 59 и 60)
4*
99
следования этапов конструирования, показанного на рис. 94 (полу-
чение представления о форме, выбор технологических процессов
изготовления деталей и сборки, изготовление детальных чертежей),
видно, что прежде всего создается представление о форме, затем
исследуются возможности технологического процесса и, наконец,
окончательно выбираются представление о форме и процессы обра-
ботки и сборки, по возможности, одновременно. Если поставлена
задача производства оптимального изделия, то для этого обычно
недостаточно только приспособить формы деталей к технологиче-
скому процессу.
Проблема выбора технологического процесса до изготовления
рабочих чертежей слишком часто является предметом дискуссии
между конструкторами и технологами. Первые часто проявляют
тенденцию забывать о технологическом процессе, в результате чего
технологи теряют возможность постоянного совершенствования ре-
зультатов своего труда. Было бы идеальным, если бы технолог мог
принимать участие в оценке представления о форме уже на первом
этапе. В возможных дискуссиях о предложенных изменениях, ос-
нованных на технологическом процессе, важное место занимает
идея функциональных поверхностей. Функциональная поверхность
может быть изменена только в том случае, если одновременно вез-
де в системе будут проведены другие необходимые изменения, в то
время как изменения участков между функциональными поверхно-
стями осуществить намного проще.
Как правило, конструктор должен близко знать технологичес-
кие процессы. Тот факт, что в крупных фирмах имеются технологи,
способные помочь в разработке детальных чертежей, не освобож-
дает конструкторов от необходимости хорошо знать существующие
технологические процессы. Конструктор должен иметь представле-
ние о геометрии формы, которую можно создать посредством дан-
ного технологического процесса, включая инструменты и крепления.
Он должен также знать, какие материалы могут быть использова-
ны в условиях данного технологического процесса, какие допускае-
мые отклонения могут быть выдержаны, а также возможность вы-
полнения требований, предъявляемых к отделке поверхностей. Ис-
пользуя эту информацию в качестве основы, конструктор должен
быть в состоянии сконструировать свой объект так, чтобы он был
дешев в производстве.
Какая на практике имеется возможность выбрать наилучшее,
при данных обстоятельствах, представление о форме и наиболее
эффективный технологический процесс? Очевидно, это может быть
сделано с помощью некоторого числа критериев, которые можно
подразделить на следующие категории: выполнимость, экономич-
ность и квалификация рабочих.
Технологический процесс: выполнимость. К факторам, касаю-
щимся выполнимости в связи с выбором технологического процес-
са, относятся следующие: геометрия формы, материал, величина
(размер), требования, предъявляемые к поверхности п допускам,
форма исходного материала. Первые три фактора позволяют ре-
100
Размеры Длина L, мм Диаметр D, мм
Возможные 1—10 000 0,5—1500
Обычные 10—1500 2—360
Рис. 99. Возможности получения геометрии формы и размеров, которые могут быть реализо-
ваны токарной обработкой; радиус R может быть равен 0,4; 0,8; 1,0; 1,2 мм
Рис. 100. Кронштейн подшипника, при изготовлении которого должны быть приняты во вни-
мание действующие на него силы, чтобы могли быть выдержаны допускаемые отклонения:
J—силы, действующие в процессе изготовления; 2— ребро жесткости
101
Рис. 101. Два варианта маховичков управления фоторепродукциоииой установки^ Прототип
маховичка выточен и отфрезерован (слева), окончательный вариант отлит под давлением
(предоставлено фирмой «Цойтеи энд Аагаард»)
шить, является ли данный технологический процесс вообще возмож-
ным. Каждый процесс имеет свои собственные характеристики и
ограничения, как показано на рис. 99. При первоначальном рас-
смотрении различных процессов не следует выбирать их при край-
них значениях, так как, например, величина, теоретически возмож-
ная, на практике может оказаться трудно достижимой.
Факторы, касающиеся требований, предъявляемых к поверхно-
сти и допускаемым отклонениям, также должны учитываться в
выборе процесса. Недостаточно, чтобы эти требования могли быть
удовлетворены теоретически, так как они могут быть применены
также и к специальным объектам. В качестве примера на рис. 100
приведен кронштейн подшипника, конструкция которого рассчита-
на на силы, действующие на него в процессе изготовления. Един-
ственным назначением ребра жесткости является, в данном случае
ограничение гибкости, необходимое для того, чтобы могли быть
выдержаны требуемые допуски. Последний, упомянутый в перечне
фактор касается формы используемого материала. Необходимо,
чтобы требуемый материал имел или мог иметь желаемую форму.
Технологический процесс: факторы экономичности. К факторам
экономичности, участвующим в выборе процесса, относятся сле-
дующие: число требуемых процессов, материалы (поставщик, це-
на, количество), программа выпуска, оборудование, капиталовло-
жения в новое оборудование, специальные инструменты.
В удачном случае изделие может быть изготовлено в пределах
одного технологического процесса или могут потребоваться несколь-
ко последовательных процессов. Экономичность производства за-
висит от того, какие процессы и сколько их должно быть осуществ-
лено, прежде чем изделие будет закончено. Надо также рассмо-
треть транспорт, переброски и устройства, используемые между
отдельными процессами. Наличие требуемых материалов должно
быть проверено. Следует решить, могут ли материалы быть купле-
102
ны в желаемой форме, и на каких условиях, или фирма сама долж-
на их изготовить.
Количество планируемых к выпуску изделий является решаю-
щим фактором при выборе наиболее экономичного технологическо-
го процесса. Процессы, требующие больших капиталовложений в
оборудование и инструмент (например, литье под давлением и го-
рячая штамповка), могут рассматриваться только при условии
больших объемов выпуска продукции, а процессы, которые могут
быть введены в производство немедленно, например точение, фре-
зерование и сварка, хорошо подходят для единичного или серийно-
го производства изделий. Пример этого показан на рис. 101.
Как уже указывалось, последние три фактора (оборудование,
капиталовложения и специальные инструменты) тесно связаны с
количеством планируемой к выпуску продукции.
Технологический процесс: оператор. К тому времени, когда объ-
ект производства сконструирован и технологический процесс выб-
ран, устанавливается работа оператора. Это должно быть сделано
целенаправленно, чтобы учесть квалификацию оператора при оп-
ределении конструкции формы и выборе процесса. Необходимо
обеспечить оператору возможность удовлетворительно выполнять
Рис. 102. Конструкции формы, в которых принята во внимание экономичность продукции (ко-
личество и характер креплений):
/ — фрезерование; 2 — газопламенная резка
103
Рис. 103. Конструкции формы, в которых принята во внимание экономичность продукции
(число и вид инструментов):
а — две разные детали; б — две одинаковые детали
104
Рис. 104. Конструкции формы, в которых принята во внимание экономичность продукции (чис-
ло и протяженность процессов):
1 — стандартные втулки
105
Рис. 105. Конструкции формы, в которых принята во внимание экономичность продукции (до-
ступ для инструментов)
Рис. 106. Конструкции формы, в которых принята во внимание экономичность продукции (рас-
ход материалов)
106
Конструкция резьбового пальца Программа выпуска, штук в гол Фактор Харак'1 ери с i ика фак гора
fl 1 5000 Исходный материал Латунный пруток 020
Обработка Точение. Нарезание резьбы. Фрезерование.
1^— ^1
Расход материале! Деталь массой 25 г. Стружка массой 70 г
Капиталовложения —
Штучная стоимость 50 пенсов
50 000 Исходный материал Латунный пруток 020
Обработка Горячая штамповка. Точение. Нарезание резьбы
}
Расход материалов Деталь .массой 25 г Стружка массой 25 г
Капиталовложения 900 фунтов
Штучная стоимость 35 пенсов
1 200 000 Исходный материал Шестигранный латун- ный пруток 12 мм. Латунная полоса тол- щиной 1,5 мм
Обработка Точение. Нарезание резьбы. Вырубка. Сборка.
1
Расход материалов Детали массой 20 г и 3 г. Стружка массой 20 г. Отходы при штампов- ке составляют 2 г.
Капиталовложения 3600 фунтов
Штучная стоимость 25 пенсов
Рис. 107. Наиболее важные факторы экономичности трех вариантов конструкции резьбового
пальца, соответствующих различным количествам выпускаемой продукции
107
Рис. 108. Детали конструкции прототипа (действующая модель) и окончательного варианта
фоторепродукцнонной установки. Вверху показано крепление зеркала к раме, внизу—креп-
ление зубчатого колеса на оси (представлено фирмой «Цойтен энд Аагаард»):
а — прототип; б — окончательный вариант; / — зеркало; 2 — зубчатое колесо; 3 — свободпо-
сидящий штифт, 4 — зажим
технологический процесс без излишней работы и в безопасных ус-
ловиях и, например, без предъявления необоснованных требований
к точности или скорости его работы. Однако, если даже условия
работы оператора могут быть в принципе приняты, все еще остает-
ся решающий фактор: имеется ли у фирмы необходимый опыт, мо-
гут ли быть обучены другие квалифицированные рабочие или долж-
ны быть приняты на работу новые рабочие?
Технологический процесс: экономичность чертежей деталей.
После того как выбраны технологический процесс и представление
о форме в соответствии с критериями выполнимости, экономично-
сти и квалификации оператора, все еще остается не решенным во-
прос детальных чертежей (см. рис. 94). Последняя задача состоит
в конструировании деталей таким образом, чтобы объект мог быть
изготовлен наиболее подходящим технологическим методом и что-
бы желаемая функция могла быть достаточно хорошо реализо-
вана.
Руководящие указания по конструированию формы для всех
обычных технологических процессов можно найти в специальной
литературе, поэтому характеристики различных процессов здесь
не приведены. Однако дано несколько руководящих указаний в от-
ношении экономичности и конструкции формы. К этим указаниям
относятся следующие: число и характер креплений, число и харак-
тер инструментов, число и протяженность процессов, доступ для
инструментов, расход материалов. Эти руководящие указания про-
108
Рис. 109. Конструкции формы деталей, иллюстрирующие учет требований сборки:
й — для облегчения ориентации; б — для обеспечения введения
иллюстрированы рис. 102—106. На рис. 107 представлен пример,
который содержит многие экономически важные факторы.
Технологический процесс: сборка. Тесную связь между процес-
сами обработки деталей и сборочным процессом можно видеть на
рис. 98, кроме того, она проиллюстрирована последующими при-
мерами. При выборе процесса сборки применяют те же оценки, что
ц для процесса обработки, т. е. выполнимость, экономичность и ква-
лификацию оператора, а факторы полностью подобны факторам,
действующим при выборе процесса обработки (см. рис. 103—106).
На рис. 108 приведены примеры прототипа фоторепродукционной
установки и ее окончательная конструкция. Вверху рисунка пока-
зан способ, позволяющий уменьшить число операций, выполняемых
при установке зеркала, если пойти на затраты, чтобы использовать
оборудование для литья под давлением. На рисунке внизу показан
пример того, как можно упростить традиционный способ установки
свободносидящего штифта, если тщательно продумать процесс
сборки. После того как выбран сборочный процесс (а также про-
цессы обработки деталей), детали изделия должны быть окончи*
тельно сконструированы так, чтобы обеспечивался оптимальный
процесс сборки. Для контроля можно использовать следующий пе-
речень наиболее общих операций сборочного процесса: определить,
какая деталь требуется; взять, продвинуть к поверхности контакта,
ориентировать, установить соосно, вставить, продвинуть вдоль по-
верхности контакта, закрепить.
На рис. 109 показаны примеры способа, с помощью которого
некоторые операции сборки можно облегчить, используя конструк-
109
Рис. НО. Детали формы, обеспечивающие правильное положение кнопки останова при сборке
(фирма «Данфос»)
цию формы. Эти соображения распространяются на ручную и ав-
томатическую сборки. На рис. ПО показана сборка кнопки оста-
нова элсктровыключателя. На кнопке выштамповано слово STOP,
а чтобы обеспечить правильность ее установки, низ кнопки скон-
струирован с канавкой, которая соответствует выступу на кромке
отверстия.
3.5. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОДАЖУ И РАСПРЕДЕЛЕНИЕ
Факторы, влияющие на продажу и распределение, образуют боль-
шую смешанную группу, состоящую как из физических условии,
например упаковка, упаковочные материалы, транспортирование
и складские операции, так и из условий рынка п из торговой ситуа-
ции фирмы.
Соображения, касающиеся транспортирования, имеют в виду
необходимость предвидеть результаты возможных ударов и тряски.
Хрупкие, чувствительные части должны быть закреплены пли ог-
раждены; следует также принимать во внимание влажность, за-
грязнения, дымы, обладающие коррозионными свойствами, и т. д.
Если масса изделия создает проблемы, то может возникнуть необ-
ходимость в делении больших тяжелых частей на элементы мень-
ших размеров. Надо также проверять габариты изделия, чтобы его
транспортирование было экономичным, например проходит ли оно
через двери?
Способ, позволяющий найти конструкцию формы, подходящею
для обычного транспорта, можно проиллюстрировать на примере
газонокосилки, показанной на рис. 111. Самой большой частью та-
кой газонокосилки является, несомненно, ручка, и так как она
выполнена из цельного отрезка материала, то занимает непропор-
по
циональио большой объем прост-
ранства. Так это было у многих
старых моделей. Решение проб-
лемы можно видеть на рисунке,
где показана новая модель, ручка
которой разделена на две части,
так что она может быть упакова-
на, занимая ле больше места, чем
рабочая часть газонокосилки.
В числе требований, предъяв-
ляемых к изделиям и вытекающих
из условий их хранения на скла-
дах, можно указать, например,
занимаемое изделием складское
пространство, уменьшение до ми-
нимума чувствительности изде-
лия к влажности, загрязнениям
и т. и. Для некоторых изделий
одного вида важно предусмотреть
возможность их укладки в шта-
бели с эффективным использова-
нием пространства. На рис. 112
показано, как условия хранения
могут влиять на конструкцию
пластмассовых ведер. Две проб-
лемы связаны с хранением про-
Рис. 111. Газонокосилка, ручка которой
разделена на две части в целях раци-
ональной упаковки и транспортирования
(предоставлено фирмой «Гинге фабри-
кер»)
дукцни, с одной стороны, изделия должны занимать по возможно-
сти малый объем (т. е. быть пригодными для укладки в штабели),
Рис. 112. Детали формы пластмассового ведра, отвечающей требованиям рационального
складского хранения (предоставлено фирмой «Сьюперфос имбелэдж»):
«— изменение угла позволяет более компактно укладывать в штабель; б — от заклинива-
ния ведер в штабеле предохраняет вертикальное ребро
Ш
с другой стороны, они должны легко поддаваться делению на ча-
сти. Изменение угла конуса ведра позволяет более компактно ус-
танавливать ведра в штабель. Заклинивание ведер в штабеле мож-
но предупредить с помощью вертикального ребра.
3.6. ФАКТОРЫ, СВЯЗАННЫЕ С ЭКСПЛУАТАЦИЕЙ ИЗДЕЛИЙ
Оценка процесса: исходное состояние, требуемый результат и
функция. Когда изделие находится в эксплуатации, потребитель
выполняет желаемый процесс (см. п. 1.2). Таким процессом может
Рис. 113- Утюги разных времен, у которых функциональная поверхность, непосредственно вы-
глаживающая материал, остается неизменой во всех этих конструкциях (два нижних рисун-
ка предоставлены фирмами «Ровента» и «Филипс»)
112
Рис. 114. Взаимодействие между функцией и формой. Вверху — абсолютная связь' в середи-
не — некоторая степень связи; внизу связь отсутствует ’
113
быть, например, сверление отверстий (электродрель), приготовле-
ние фарша из мяса (мясорубка), перемещение воды (насос), пере-
мещение пищи (вилка). В этом заключается функция изделия (ос-
новная функция, см. п. 1.4); можно думать, что использование
изделия и его функция — это две стороны одной медали; использо-
вание можно описать посредством объекта, который изменяет
свое состояние, в то время как функция описывает работу, одно-
временно выполняемую изделием (или инструментом). Таким об-
разом, мы имеем факторы, связанные с изделием как с объектом
(в начальном состоянии они называются входными, а в конечном
состоянии — выходными), так и с его функцией.
Если мы будем сначала исследовать влияние входных данных,
то мы должны помнить, что участки поверхностей, которые нахо-
дятся в контакте с окружающей средой, являются наружными
функциональными поверхностями (см. п. 2.3). Это поверхности,
которые в наибольшей мере зависят от исходного состояния и
требуемого результата. Можно было бы привести бесчисленное мно-
жество примеров такого влияния: гайки определяют форму гаеч-
ного ключа, т. е. будет он с открытым зевом или торцовым, выруб-
ные штампы передают свою форму объекту и т. п. На рис. 113 пока-
Рис. 115. Примеры способов, у которых осуществимость желаемой функции связана с формой
функциональной поверхности:
а — разгрузочный магазин машины для наполнения пробирок (см. рис. 53); б—приспособ-
ления для гибки спирали из толстой медиой проволоки; / — пробирки поднимаются кверху
и падают вниз; 2 — прерывистые выступы обеспечивают плавное наполнение; 3 и 4—соот-
ветственно неправильная и правильная формы спирали
114
Рис. 116.
/ — болт, форма стержня которого уменьшает чувствительность паза; 2 — соединение .двух
механических деталей (жесткость узла больше в том случае, когда ось крепится штифтом,
проходящим в середине); 3 и 4 — конструкции формы, обеспечивающие прочность; 5 и 6—
конструкции формы, обеспечивающие жесткость (кузов грузового автомобиля и опорная ра-
ма дизельного двигателя)
чаны утюги различной давности выпуска. В данном случае форма
функциональной поверхности, находящейся в контакте с проглажи-
ваемым материалом, сохранилась почти неизменной на протяжении
веков. Эта форма имеет две характеристики: первая образует
плоскую, гладкую поверхность, вступающую в контакт с ма-
териалом, чтобы придать гладкость последнему, а вторая форми-
рует суженный, заостренный конец, который расправляет материал
перед выглаживанием.
Далее посмотрим на влияние функции на форму. Функции мо-
гут быть найдены на многих уровнях в изделии, отсюда основная
функция может влиять на общую форму изделия, а подфункции —
на форму элементов. Однако влияние функции сильно зависит от
ее назначения. Иногда существует определенная связь между функ-
цией и формой, как в случае кулачка и зеркала на рис. 114. В дру-
гих случаях некоторая связь существует даже при наличии извест-
ной независимости. Примером этого могут служить воздушный
винт и резьба на деталях. Наконец, имеются ситуации, в которых
связь между функцией и формой отсутствует, как в случае кожуха
счетчика или ЭВМ.
115
Реализация процесса: реализация функции. Очевидно, чТо в
простых состояниях существует более или менее тесная связь меж-
ду функцией и формой, не имеющая особого значения в конструк-
ции, но описание участвующих факторов может осветить проблемы,
важные для конструктора. Функциональные факторы можно разде-
лить на две группы: реализация, качество функции. Первая группа
может включить такие факторы: интервал функции (может ли быть
реализована функция требуемой величины?), качество, точность,
мощность, скорость процесса, эффективность. Примеры зависимости
некоторых из этих факторов от формы функциональных поверхнос-
тей показаны на рис. 115.
Реализация процесса: качество функции. Когда решено, что
осуществление данной функции возможно, на следующей ступени
устанавливают, при каких условиях функция будет реализована, и
в какой мере функция может быть осуществлена. Функциональны-
ми факторами на этой ступени могут быть названы факторы каче-
ства функции, например: воспроизводимость, точность, надежность,
безопасность, стабильность. Эти факторы могут быть приняты в
расчет посредством выбора и введения в конструкцию подходящих
качеств, например: прочности, жесткости, твердости, эластичности
и т. д. На рис. 116 показаны примеры конструкции формы, в кото-
рых упомянутые выше факторы качества формы приняты во вни-
мание.
Потребитель или оператор; обзор факторов. Потребитель, есте-
ственно, предъявляет некоторые требования к изделию. Одно из
Рис. 117. Токарный станок, в конструкции которого ие выполнено требование о необходимо-
сти удобной рабочей позы станочника
116
наиболее основных требований сос-
тоит в том, чтобы изделие было про-
стым в употреблении, т. е. чтобы
пользоваться им было легко и не-
сложно.
Чтобы учитывать такие требова-
ния, конструктор должен иметь ин-
формацию по размерам, ощущени-
ям, восприятию, утомляемости и т. п.
человека. Если имеются в виду осо-
бые категории потребителей, на-
пример люди с какими-либо физи-
ческими недостатками, с понижен-
ной трудоспособностью, дети ит. д.,
то необходимо уделить специальное
внимание информации этого рода.
Дальнейшая задача конструкто-
ра >— использовать полученные та-
ким путем знания наряду с общей
оценкой взаимозависимости между
человеком и машиной (что является
предметом эргономики), для того
чтобы конструкция изделия макси-
мально удовлетворяла поставлен-
ным требованиям. Если конструктор
Рис. 118. Счетчик шума, сконструи-
рованный с учетом практических ус-
ловий пользования им
проглядит эти очень важные пред-
посылки, то появится изделие, которым будет трудно пользовать-
ся, или оно будет вынуждать оператора работать в неудобной позе
(что может вызвать боли в спине), или работа будет связана с
риском выпуска брака, и т. д. Пример подобной работы показан на
рис. 117. Конструкция этого токарного станка такова, что опера-
тору с нормальными размерами тела приходится работать в неес-
тественной позе, с большим напряжением спины.
Е1а рис. 118 приведен пример изделия, в конструкции которого
в максимально возможной степени учтены интересы потребителя.
Шумомер построен так, что наверху имеется направленный микро-
фон, который регистрирует входящие шумы. Верхняя часть прибо-
ра выполнена в форме, очень близкой к горлышку бутылки, с целью
избежать отражательных поверхностей, которые могут влиять на
точность регистрации. Шумомер сконструирован так, что его очень
удобно держать во время измерений. Обращение с ним облегчает-
ся удобным расположением таких элементов, как кнопки управле-
ния, циферблаты и т. д. Они сконструированы таким образом, что
остаются легко доступными, когда прибор направлен на источник
шума.
Познакомимся ближе с взаимодействием человека и машины.
Мы может рассматривать машину и оператора как систему, кото-
рая может воздействовать на окружающую среду в желаемом на-
правлении, т. е. осуществлять эксплуатацию изделия. На рис. 119
117
Система
среда
Рнс. 119. Система человек — машина
показана система человек — маши-
на, иллюстрирующая взаимозави-
симость между машиной и операто-
ром, а также между ними и окру-
жающей средой.
Взаимодействие между маши-
ной и оператором можно подразде-
лить на четыре категории, па кото-
рые воздействуют факторы:
условия обращения, связанные
с установкой и пуском;
нормальная работа, например характер операций, удобная ра-
бочая поза, безопасность, легкость движений и доступность;
периодическая работа, например чистка, техническое обслужи-
вание, уход, регулирование и ремонт;
работа в аварийных случаях, например аварийная остановка,
тушение загорания.
Кроме этих четырех категорий, которые касаются работы стан-
ка при различных обстоятельствах, имеются еще четыре дополни-
тельные категории, не связанные прямо с работой:
обстоятельства, лежащие внё непосредственной работы, напри-
мер установка, передвижение, складское пространство;
экономика, например начальная стоимость, текущая стоимость,
обесценивание;
требования потребителей, например предварительное ознаком-
ление, инструктирование, повышение квалификации, обучение;
субъективные обстоятельства, например, обстоятельства психо-
логического характера, связанные с работой машины, внешний вид.
Из перечисленных выше восьми категорий тесно связаны с фор-
мой следующие: нормальная работа, периодическая работа и субъ-
ективные обстоятельства. Эти категории рассмотрены подробно
ниже.
Потребитель или оператор: нормальная работа. В числе факто-
ров, относящихся к нормальной работе машины, надо отметить
характер работы (имеются в виду основные операции); удобная
рабочая поза; безопасность работы; легкость движений; доступ-
ность; удобство работы с машиной; отсутствие неприятных шумов,
выделения тепла, отражений света и т. д.
Три фактора: рабочая поза, движения и доступность — тесно
связаны с конструкцией. Это, в основном, вопрос внимательного,
вдумчивого учета размеров человеческого тела и эксплуатацион-
ных возможностей; при этом условии можно избежать выпуска
плохо сконструированных изделий, подобных токарному станку,
показанному на рис. 117. Имеется много книг по эргономике и
антропометрии (изучение методов измерений человеческого тела),
в которых рассмотрена данная тема.
Связь между оператором и машиной имеет много конструктив-
ных аспектов, которые заслуживают дальнейшего изучения. Без
эффективной связи нельзя удовлетворительно пользоваться изде-
118
лием. Когда информация пе-
редается от одного места к
другому, всегда существует
риск возникновения ошибки.
Это может произойти двумя
путями, как показано на рис.
120. С одной стороны, инфор-
мация может быть потеряна,
ИЛИ может быть введена ОШИ- Рнс. 120. Две возможности возникновения
бочная информация. Ниже ™П>™"«*тей "«формации от
описаны обстоятельства, ко-
торые могут помочь понять связи между оператором и машиной.
Примем в качестве отправной точки систему человек — машина,
приведенную на рис. 119. Более подробная модель показана на
рис. 121. В принципе, можно считать, что оператор имеет три под-
системы, а именно: чувствительный аппарат (глаза, уши и т. д.),
решающий аппарат (мозг) и двигательный аппарат (кисти, руки
в целом и ноги). Машина может быть таким путем разделена на
три подсистемы: подсистема процесса, подсистема наблюдения,
подсистема управления.
Части машины, которые прямо связаны с оператором (заштри-
хованные площади на рис. 121), известны как участок наблюдения,
участок управления операциями и участок открытого процесса.
Взаимовлияние между подсистемами отражено на рисунке. Три
участка символически проиллюстрированы на рис. 122. Участок на-
блюдения и участок управления операциями часто размещают
вместе как участок управления, а участок открытого процесса со-
Машина
Подсистема р
процесса т
Подсистема
наблюдения %
Решающий
аппарат ,
Двигательный
аппарат
Оператор —
Чувствительный
аппарат
J
Рис. 121. Наиболее важные элементы и зависимости в системе человек — машина
119
Рис. 122. Три участка машины, с которыми находится в контакте оператор
храняет свое место отдельно от них. Примеры расположения участ-
ков показаны на рис. 123 и 124.
Участок управления и участок открытого процесса должны
быть размещены на машине таким образом, чтобы они были четко
разделены. Это очень полезно для оператора и способствует свя-
зям его с машиной. Иногда участок управления размещают в уста-
Рис. 123. Участки управления (штриховой контур) и открытого процесса (сплошной контур)
шлифовального станка (справа) н гидравлического пресса (слева)
120
Рис. 124. Участки управления (штриховой контур) и открытого процесса (сплошной контур)
фоторепроаукционной установки и электрической плиты (предоставлено фирмами «Эскофот»
и САГ)
новке, пространственно отделенной от машины. Это может быть
следствием естественного функционального разделения, как в стан-
ках с числовым программным управлением, в которых управление
отделено от остальных частей, или это может быть обусловлено
особыми преимуществами, получаемыми в результате этого при
эксплуатации. Такими преимуществами могут быть более быстрое
и более удобное обслуживание, возможность дистанционного управ-
ления, большая безопасность работы оператора или, может быть,
только более высокая общая гибкость. Пример дан на рис. 125.
С другой стороны, если участок управления помещен в машине
или на машине, то его можно сделать более заметным различными
путями. Важным фактором в этой связи является так называемая
видная фигура, другими словами, форма, обладающая выразитель-
ным эффектом при визуальном восприятии. Эта форма позволяет
нам при взгляде на фигуру всегда замечать предметы или буквы
(цифры), которые таким образом приобретают характерное значе-
ние, в то время как фон, напротив, теряет свое значение и, может
быть, едва оставляет след в нашем сознании.
Если есть намерение привлечь внимание к чему-либо, то это
можно сделать, используя изображения (буквы, цифры), которые
четко выступают на фоне. На основе этих фактов можно сформу-
лировать некоторые требования к конструкции участка управления.
1. Контраст в форме, цвете и поверхности (текстуре) между
изображением и фоном должен быть оптимизирован. Это не озна-
чает, что контраст должен быть максимально большим (черный —
белый, красный — зеленый и т. д.), так как это может создать ощу-
щение мерцания. Напротив, контраст должен быть адаптирован
121
Рис. 12.). Электрические весы, у когорых участок управления отделен от рабочего участка
(лоток) (предоставлено фирмой «Бизсрба»)
так, чтооы изображение четко выделялось на фоне, ие отвлекая и
ие утомляя глаз.
2. Размеры между индивидуальным изображением и остальны-
ми изображениями должны быть отрегулированы. Не должно быть
изображений, которые терялись бы в общей массе.
3. Должно быть обеспечено хорошее освещение.
4. Отвлекающие элементы должны быть сведены к минимуму.
Рис. 126. Фоторепродукционная установка
с четко выделенным участком управления
(предоставлено фирмой «Оус-гнлиопринт»)
Это могут быть, например, отра-
жения, близко расположенные
мощные источники света и доми-
нирующие изображения, разме-
щаемые очень тесно.
Па рис. 126 показана фотореп-
родукцноппая установка, в кото-
рой выразительный эффект фор-
мы использован для того, чтобы
выделить участок управления и
сделать его четким.
Индивидуальные элементы па-
нели управления образуют две
категории, а именно: сигнализи-
рующие приборы (участок наблю-
дения) и рабочие приборы (уча-
сток управления). Выше мы по-
казали, что машина должна быть
сконструирована таким образом,
чтобы участок управления выде-
лялся как четкая п хорошо опре-
122
Рис, 127. Панель управления со многими сходными элементами
деленная часть машины. Ниже дан обзор некоторых принципов раз-
мещения элементов панели управления для эффективной связи
оператора с машиной.
Три главных момента проявляются в компоновке панели уп-
равления, а именно: частота пользования н относительное значе-
ние элементов, а также четкость компоновки. Это означает, что
наиболее важные элементы, например аварийный останов, разме-
щают в центре. Обычно нетрудно решить, какие элементы принад-
лежат к первым двум нз упомянутых групп, более сложной явля-
Рис. 128. Групнрованне элементов на основе близости и сходства (предоставлено фирмой
ИБМ)
123
ется задача размещения элементов по признаку их взаимной связи
и, конечно, так, чтобы было понятно и легко дотянуться. В этом
может помочь психология восприятия, в особенности та ее ветвь,
которая называется кратко: психология восприятия формы. Наибо-
лее важными факторами в этой связи являются идеи формирования
групп и форм на основе близости и сходства.
На панелях управления со многими сходными элементами, на-
пример лампочками, выключателями и ручками, полезно разделять
элементы на малые группы, за которыми будет удобно наблюдать
и которые будет легко рассмотреть. Для группирования элементов
могут быть применены различные средства, а именно: собирание
элементов в малые группы путем расположения их ближе один к
другому или дифференцирование их по группам, например, подби-
рая группы по признаку какого-либо одного цвета. Конечно, можно
также формировать группы, разделяя площадь панели управления
на различные секции с помощью линий и цветов.
На рис. 127 схематично показана панель с 50 элементами. Если
их расположить, как показано на рис. 127, а, то они образуют пло-
щадку однородной структуры, где трудно опознать любой элемент.
В случаях рис. 127, б, в, г, е группирование выполнено соответст-
венно признакам различного расстояния, равного цвета, деления
линиями, деления на площадки разного цвета. Эти деления помога-
ют быстро (не прибегая к счету) указать любой элемент. Другими
словами, с помощью группирования можно обеспечить значительно
более быстрое опознание элементов, чем в случаях, когда необхо-
димо считать элементы, чтобы найти нужные. На рис. 128 показан
другой пример группирования элементов на панели управления.
Рис. 129. Часть пульта управления ЭВМ. Элемент, который выделяется в ряду других одно-
родных элементов, привлекает внимание (предоставлено фирмой ИБМ)
124
рис. 130. Пульт управления с группами элементов, сформированными на основе близости
сходства и ограниченных рамками секций (предоставлено фирмой «ДИСА-Электроник»)
Рис. 131. Операционно-опре-
деленная планировка панели
управления. Элементы пане-
ли расположены в порядке,
соответствующем последова-
тельности, в которой ими
следует пользоваться (предо-
ставлено фирмой «Уотсон-
Марлоу» )
125
Когда на панели имеется ряд сходных элементов, они ощуща-
ются как однородный ряд, в котором нет выделяющихся элементов
или, иначе, в котором отдельные элементы не замечаются. Если
один из этих элементов изменяется, то его надо сразу делать ясно
отличимым от остальных. Этот факт может быть реализован двумя
путями.
1. Ряд одинаковых элементов должен находиться в обычном
нормальном положении, т. е. все указатели должны быть верти-
кальными, все лампочки должны указывать текущие операции,
и т. д. Если один из элементов выйдет из нормального положения,
то это немедленно привлечет внимание и, следовательно, есть уве-
ренность, что изменение будет замечено (рис. 129).
2. Если один из элементов особенно важен, то его можно помес-
тить в ряд других, одинаковых между собой, элементов. Один от-
личающийся от них элемент будет выделяться. В качестве приме-
ров можно указать циферблат, отличающийся от других формой,
или красную кнопку аварийного останова, помещенную между
черными кнопками управления.
Группирование по функциональному признаку часто принимают
за основу компоновки панели управления. Элементы, принадлежа-
щие к одной функциональной единице оборудования, собирают в
одну группу на панели управления, помещая элементы функцио-
нальных групп близко один от другого (близость) и придавая им
одинаковую форму или цвет (сходство), или путем деления панели
на секции, обозначенные линиями, разными цветами или площад-
ками. Пример подобной компоновки панели приведен на рис. 130.
Операционно-определенная компоновка панели управления
удобна, если ее элементы употребляются каждый раз в определен-
ной последовательности. В этом случае элементы, естественно, рас-
полагают в порядке, отвечающем этой последовательности, так,
чтобы при передвижении пальцев оператора от одной кнопки к сле-
дующей заданная последовательность выдерживалась правильно
(рис. 131).
Определенная технологическим процессом компоновка панели
управления целесообразна, если элементы панели управляют зна-
чительным числом компонентов в системе процесса. Применяемая
в этом случае панель должна быть сконструирована, как показано
на рис. 132, в виде упрощенной схемы процесса, причем индивиду-
альные элементы панели следует располагать так, чтобы было яс-
но видно, к каким операциям технологического процесса они отно-
сятся.
Потребитель или оператор: периодическая работа. Под периоди-
ческой работой понимается деятельность, связанная с машиной,
которая не затрагивает непосредственно ее нормальную работу, но
необходима для непрерывного использования машины. К их числу
относятся следующие работы: чистка, техническое обслуживание,
уход, регулирование, ремонт.
Какое внимание следует уделять этим факторам, зависит как
от производимой продукции, так и от окружающей среды. Конст-
126
Рис. 132. Определенная технологическим процессом компоновка пульта управления. На ри-
сунке показана часть пульта управления установки для сушки сена (предоставлено фирмой
«Атлас»)
а)
Рнс. 133. Мясорубки с вакуиным держателем:
о — конструкция, в которой мясной сок н жидкость могут собираться в основании, чю за-
трудняет их удаление; б — новая конструкция, в которой возможность чистки учтена
127
руктор должен помнить о необходимости обдумывать, с какой точ-
ки зрения должны приниматься в расчет эти факторы, например,
должно ли изделие легко поддаваться чистке или оно должно быть
сконструировано так, чтобы в чистке не было необходимости. Дру-
гой пример: следует ли ставить задачу обеспечить при конструи-
ровании легкость регулирования и ремонта изделия или построить
изделие таким образом, чтобы можно было заменять целиком уз-
лы и детали. Легкость чистки достигается прежде всего созданием
легкого доступа к частям и деталям изделия, а также отсутствием,
по возможности, шлицев и отверстий, в которых могла бы собирать-
ся грязь (рис. 133 и 134). Чтобы принять во внимание остальные
факторы, рекомендуется проектировать конструкции, которые так-
же обеспечивают доступность, простоту сборки (разборки) деталей,
относительно небольшие вес и размеры последних и безопасность
работы оператора при выполнении этих операции.
Рис. 134. Два варианта конструкции камеры диализа (искусственная почка). Оборудование
используется н стационарных условиях, в которых требования к удобству и легкости чнеткн
обязательны. Поэтому конструкция, показанная в нижней части рисунка, является предпоч-
тительной
128
Рис. 135. Новый (слева) и старый микроскопы. Однако оба отражают требования эстетики
(фото нового микроскопа предоставлено фирмой «Уайлд гербруг»)
Потребитель или оператор: субъективные обстоятельства. Неко-
торые из наиболее важных и в то же время вызывающих наиболь-
шие трудности факторов, действующих в процессе конструирования
изделия, касаются субъективного отношения к ним со стороны по-
требителя. К ним относятся факторы психологического характера
и внешний вид.
Факторы психологического характера вытекают из реакции по-
требителя на изделие; потребитель может, например, испытывать
при пользовании изделием отталкивающее или притягивающее
ощущение, неуверенность или доверие, угнетенность или непринуж-
денность (см. рис. 190). Эти факторы, может быть, трудно оценить
на этапе конструирования, но если чувствуется, что могут возник-
нуть проблемы, возможно, понадобится трехмерная модель.
С точки зрения потребителя внешний вид изделия играет важ-
ную роль. При оценке внешнего вида изделия может быть проведе-
но различие между эстетическим элементом и влиянием стиля, моды
и привычки. Эстетический критерий не является временным поня-
тием и выражает общепризнанную красоту, в то время как стиль,
мода и привычка зависят от времени и места. На рис. 135 показа-
ны два микроскопа различных времен, которые оба выражают
опыт эстетического конструирования. Частные условия, относящие-
ся к эстетическому аспекту конструирования, более подробно об-
суждены в гл. 4, в которой рассмотрены вопросы внешнего вида
изделий.
Трудно разграничить понятия стиля, моды и привычки. В то
время, как стиль — это род общего знаменателя, влияние которого
5—548 129
Рис. 136. Влияние стиля ча форму иллюстрируют типы телефонов и выключателей (предостав-
лено фирмами «Джи—эв—ти-отоматик» и ЛК—НЕС)
в некоторый период времени сказывается при конструировании из-
делий в промышленности, в прикладных искусствах, архитектуре и
искусстве,— у моды короткая жизнь, и часто она относится лишь
к некоторым видам продукции. Так, например, мода в автомобиле-
строении не имеет ничего общего с модой при конструировании из-
делий домашнего обихода. На рис. 136 и 137 приведены примеры
стиля и моды.
Во время конструирования нельзя также забывать и о привыч-
ке. Если существует широко распространенная привычная идея,
Рис. 137. Мода. Конструкции автомобилей трех марок почти одинаковы
130
Рис. 138. Привычка. Два транзисторных приемника выражают необычную и традиционную
конструкции. В конструкции, показанной справа, можно сразу узнать транзисторный радио-
приемник (предоставлено фирмой «Банг и Олафсеи»)
которой «должна» отвечать конструкция, то игнорирование этой
идеи могло бы стать катастрофическим для фирмы. Один из наибо-
лее известных примеров силы привычки состоит в том, что корабли
до настоящего времени строят с дымовыми трубами, хотя с внедре-
нием дизельных двигателей это перестало быть необходимым. Дру-
гой пример — транзисторный радиоприемник, показанный на рис.
138 (слева). Несмотря на тот факт, что конструкция этого прием-
ника основана на тщательных исследованиях в техническом и экс-
плуатационном отношениях, его не покупали, потому что его форма
была слишком далека от укоренившегося в сознании людей тра-
диционного представления о том, на что «должен» быть похож
транзисторный радиоприемник (рис. 138, справа).
Окружающая среда. Окружающая среда, в которой будет экс-
плуатироваться изделие, имеет важное значение при конструиро-
вании по двум причинам. С одной стороны, в необходимых случаях
окружающая среда должна быть защищена от влияния изделия, а
с другой — изделие равным образом должно быть защищено от
влияния окружающей среды.
В тех случаях, когда существует опасность повреждения или
даже разрушения окружающей среды в процессе эксплуатации из-
делия, в конструкции последнего должны быть предусмотрены
средства защиты от подобных явлений. Если изделием должен не-
посредственно управлять потребитель, то необходимо предвидеть
влияния, которым он подвергается, и принять их в расчет при кон-
струировании. Если речь идет об изделии, которое будет эксплуа-
тироваться на заводе, конструкция изделия должна исключать воз-
можность ухудшения рабочей окружающей среды. Очевидно, теми
же соображениями надо руководствоваться, когда люди могут
проходить вблизи изделия. В упомянутых случаях изделие должно
быть защищено от нагревания, воздействия вибраций и т. д. Пример
показан на рис. 139.
5*
131
Рис. 139. Два котла, работающие и а жидком топливе, предназначенные для различных усло-
вий: помещении общего назначения, в которых требуются чистота и тишина, и подвалов, где
не требуется соблюдение каких-либо особых требований
Рис. 140. Реле давления трех раз-
личных моделей защиты — нор-
мальное, брызгозащищеииое и с
радиактивиой защитой (предос-
ставлеио фирмой «Даифос»)
132
Изделие подвергается многочисленным, более или менее неуп>
равляемым влияниям, например высоким температурам, воздейст*
вию коррозионных жидкостей и газов, сил, вибраций и т. д. Поэто-
му конструкция должна обладать способностью противостоять в
необходимой степени этим факторам.
Конструкция изделия зависит от выбора материалов, а следо-
вательно, и от выбора технологического процесса. На нее также
влияет возможная потребность в специальных покрытиях, защит-
ных экранах и т. д. В качестве примера на рис. 140 приведены реле
давления, сконструированные для трех различных окружающих
сред. Вверху показано реле, предназначенное для обычных очень
сухих помещений, внизу слева — брызгозащищенная конструкция,
т. е. защищенная от влаги и пыли, а справа — реле с противолуче-
вой защитой, т. е. полностью закрытая и герметичная конструкция
для эксплуатации в помещениях, особо подверженных лучевому
воздействию.
3.7. ФАКТОРЫ РАЗРУШЕНИЯ
Заключительный процесс, через который изделие проходит в тече-
ние своего существования (см. п. 1.2),— это разрушение. Все из-
делия постепенно разрушаются в результате воздействия окружаю-
щей среды или специально разрушаются человеком, т. е. сжигают-
ся, дробятся, расплавляются, разрезаются и т. д. Факторы разру-
шения можно подразделить на группы, связанные с окружающей
средой, допускающие повторное использование (цикличность), и
связанные с потреблением ресурсов в процессе разрушения.
Соображения, касающиеся окружающей среды, могут быть ре-
шающими, если предполагается активное разрушение. Если изде-
лие после того, как оно выполнит свое предназначение, будет пред-
ставлять опасность, неприятное зрелище или неудобство, то его
следует конструировать таким образом, чтобы его можно было
легко разобрать или разрушить, или необходимо использовать в
конструкции такие материалы, которые ускоряют процесс естест-
венного разрушения.
При проектировании должны быть рассмотрены возможности
повторного использования материалов, деталей и подсистем. На-
пример, может оказаться, что незначительное изменение в конст-
рукции упростит съем данной детали при разборке, или облегчит
разделение двух материалов. Поскольку ресурсы природных иско-
паемых уменьшаются, учитывать этот фактор становится все более
целесообразным. Потребление ресурсов в процессе разрушения яв-
ляется, главным образом, вопросом использования рабочей силы,
энергии и оборудования.
3.8. ОЦЕНКА ПРЕДЛОЖЕНИЙ ПО КОНСТРУИРОВАНИЮ ФОРМЫ
Очевидно, не все упоминавшиеся выше факторы или критерии фор-
мы могут быть полностью приспособлены к любому решению. При
оценке большого числа предложений по конструированию формы
133
{см. гл. 2) может возникнуть ситуация, когда разные предложения
•удовлетворяют критериям различными путями. Проблема может
быть проиллюстрирована следующим примером. Какое из двух
предлагаемых решений будет наилучшим, когда одно изделие яв-
ляется дешевым в изготовлении, относительно сложным в управле-
нии, дорогостоящим в эксплуатации и хорошим по внешнему виду,
а второе выше по стоимости в изготовлении, легче в управлении,
дешево в эксплуатации, неприятно по внешнему виду. Ответ дол-
жен, естественно, зависеть от того, какие другие критерии следует
также принять во внимание, а равно и от того, какое значение
должно быть придано каждому критерию в сравнении с другими.
Поэтому оценка большого числа предлагаемых решений является
трудной задачей.
Оценка может быть выполнена с помощью более или менее фор-
мализованных методик, начиная с совершенно неформальной оцен-
ки, основанной на интуиции, до оценок, производимых посредством
нескольких сбалансированных критериев, которые взвешиваются
по отдельности, после чего проводится окончательная оценка в со-
ответствии с некоторыми правилами. Выбор методики оценки за-
висит от уровня детализации, на котором сформулированы пред-
лагаемые решения. Эти методики не рассмотрены, поскольку по
этому предмету есть много данных в опубликованной литературе.
Общий для всех ситуаций оценки факт состоит в том, что пред-
лагаемые решения должны быть смоделированы (в самом широком
смысле, например, в виде эскизов или трехмерных моделей, см.
гл. 2) так, чтобы можно было проверить подлежащие оценке каче-
ства, например занимаемое пространство, работа, внешний вид
и т. д. Предлагаемые решения, которые должны быть подвергнуты
сравнительной оценке, необходимо моделировать одинаково под-
робно, с тем чтобы решению, которое, возможно, будет разработа-
но более тщательно, не отдать подсознательно предпочтение перед
другими.
Среди решений, получивших оценку, обычно оказывается не-
сколько таких, которые представляются лучшими. Наилучшее ре-
шение или, возможно, несколько из числа лучших должны быть
подвергнуты дальнейшему, более детальному изучению, которое
даст импульс новым решениям на более детализированном уровне.
Эти решения надо опять оценить и сделать выбор, но на этот раз
в соответствии с другими (более детализированными) критериями.
После этого добавляются новые детали, и, таким образом, процесс
продолжается с последующими решениями, пока не будут оценены
все критерии.
Д ВНЕШНИЙ ВИД ИЗДЕЛИЯ
Л.1. ПРЕДСТАВЛЕНИЕ О ВНЕШНЕМ ВИДЕ
Эстетика. Внешний вид изделия создается в результате выбора
структуры, формы, материала, размеров и поверхностей (включая
цвет), другими словами, выбора именно тех основных свойств, ко-
торые обсуждались в гл. 1.
Внешний вид может быть оценен только субъективно, поскольку
его можно приравнять к визуальному впечатлению, которое созда-
ют пять основных свойств. Поэтому внешний вид не может быть
измерен, и, конечно, этот факт вызывает многочисленные дискуссии,
когда объект выглядит приятно.
При проектировании изделия нельзя не принимать во внимание
его внешний вид, но степень этого влияния зависит от типа изде-
лия. Для некоторых изделий внешний вид является основным ка-
чеством. Это относится, например, к ювелирным изделиям, одежде
и мебели. Существуют также изделия, внешний вид которых не
имеет существенного значения, например карбюраторы, уплотни-
тельные кольца, гвозди и винты. Все другие изделия находятся
где-то между этими крайними положениями, как показано в таб-
лице «Значение внешнего вида».
Что такое хороший внешний вид и что характерно для изделия,
которое мы называем прекрасным? К сожалению, удовлетворитель-
ный ответ не найден. Ближайшее понятие, которое можно привес-
ти, заключается в том, что можно установить некоторые свойства,
которые вместе дают нам представление о том, почему некоторые
вещи некрасивы, а другие прекрасны. С этими вопросами имеет
дело эстетика, т. е. наука о красоте. Невозможно вывести правила,
ЗНАЧЕНИЕ ВНЕШНЕГО ВИДА
Большое значение
Ювелирные изделия
Одежда
Мебель
Бытовые приборы
Радиоприемники, телевизоры, магнитофоны
Конторские машины
Станки
Электротехнические изделия
Электрическое оборудование
Двигатели
Клапаны
Гвозди, винты
Не имеет значения
135
с помощью которых можно было бы обеспечить красоту изделия,
но, с другой стороны, мы можем дать некоторые руководящие ука-
зания, которые конструктор может использовать с высокой вероят-
ностью достижения приемлемого результата. Ниже рассмотрены
такие руководящие указания.
Размышления о том, почему некоторые предметы приносят зри-
телю эстетические ощущения, всегда занимали человечество. Не-
которые люди находят красоту в природе, другие в строгих геомет-
рических формах, третьи в выпуклых кривых линиях и ярких крас-
ках. Все эти люди могут быть правы в выборе собственных оценок
красоты. Разница во вкусах различных людей часто может быть
причиной того, почему некоторые вещи вызывают чувство пре-
красного, а другие нет. Однако, если что-нибудь действительно пре-
красно, то большинство людей может согласиться с этой оценкой.
Поэтому можно найти характеристики, которые являются общими
для определения оценок эстетических ощущений.
В первом приближении красоту предмета можно охарактеризо-
вать противоположным ей понятием — восприятием предмета как
некрасивого или отталкивающего. Когда какой-либо предмет вос-
принимается как некрасивый, это может быть вызвано его несора-
змерностью, грубым, низкосортным материалом, небрежностью
внешнего вида, отсутствием определенного порядка, повреждения-
ми или низкокачественным изготовлением. Красота является неко-
торым дополнением к некрасивому, и отсюда мы можем получить
некоторое представление о том, что представляет собой красота.
Однако необходимо помнить, что между красивым и некрасивым
предметом лежат понятия среднего (неопределенного) и неинте-
ресного. Итак, предмет, обладающий красотой, должен иметь и
другие качества, кроме того, чтобы не быть некрасивым. Наиболее
важные характеристики — это единство и порядок (рис. 141).
Рис. 141. Изделие, отвечающее эстетическим требованиям, которое характеризуют единство и
порядок (предоставлено фирмой «Банг и Олафсен»)
136
Рис. 142. Единство и отсутствие единства:
с металлорежущий станок с программ. 1ым управлением, представляющий собой гармони-
ческое едиьсэво (вредоставлено фирмой «Педерсене машин фэктори»); б—автомобиль,
которого верхняя часть конструкции и шасси не связаны единством конструкции
13Т
Единство. Готовое изделие должно выглядеть как полностью
законченное целое, к которому принадлежат все отдельные элемен-
ты и детали, подчиняясь логическому и гармоническому единству.
В таком изделии не должно быть элементов, выделяющихся так,
как-будто они не принадлежат к единому целому, и вызывающих
этим вопросы или удивление. Неблагоприятное впечатление созда-
ется также тогда, когда изделие выглядит, как-будто у него недо-
стает какой-то части. Отсюда можно сделать вывод, что любое на-
рушение общего впечатления портит внешний вид изделия.
Гармоничное целое получается только тогда, когда составляю-
щие элементы связаны между собой каким-либо образом, напри-
мер общей формой (формой основных частей, кривыми и т. д.),
сходством структуры поверхностей и выбором цветов (рис. 142).
Порядок. Выше уже упоминались два возможных признака
некрасивого изделия — небрежность и беспорядок. Поэтому будет
естественным рассмотреть, в какой степени идея порядка относит-
а?
Рис. 143. Порядок и отсутствие порядка:
а — офсетная пишущая машина, у которой от-
дельные элементы формы выражают порядок
в отношении как формы, так и расположения
(предоставлено фирмой «Гилноприит*); б —
типичный образец, несущий на себе печать
беспорядка. В этом случае не заботились о
внешнем виде машины, имея в виду только
ее рабочие функции
138
ся к эстетическим свойствам изделия. Иногда порядок сам по себе
может удовлетворять эстетическим потребностям.
Самая высокая степень порядка — строгое повторение, однако
часто это приводит к безликости, а изделие, выполненное в свобод-
ном и более разнообразном порядке, может вызывать интерес. Не-
обходимая степень порядка зависит от сложности изделия, т. е.
чем сложнее изделие, тем выше требуемая степень порядка. Во-
прос о том, как можно разнообразить расположение элементов,
более подробно рассмотрен в п. 4.3. Значение порядка для эстети-
ческих ощущений проиллюстрировано на рис. 143.
4.2. ЭЛЕМЕНТЫ ФОРМЫ
Большая часть изделий промышленного производства изготовля-
ется из элементов относительно простых геометрических форм.
В более сложных изделиях и машинах элементы собирают в узлы,
которые опять-таки имеют контуры известных геометрических
форм. Поэтому изделие обычно характеризуется числом элементов
формы, которые вместе образуют внешнюю форму. Эти элементы
формы помогают придать изделию определенный характер незави-
симо от того, было ли это получено обдуманно или случайно.
Элементы формы, которые встречаются чаще всего, имеют фор-
мы куба, цилиндра, шара, пирамиды, конуса и эллипсоида или их
частей (рис. 144). Из элементов формы наиболее часто используют
коробчатую форму и цилиндр, в результате чего большинство из-
делий состоит из линий и плоскостей, сопрягающихся между собой
под прямым углом. Такая ситуация сложилась по нескольким при-
чинам.
1. Мысль. Глаз обычно воспринимает вертикальные и горизон-
тальные линии как главные визуальные направления, поэтому для
человека естественно оперировать этими направлениями.
Рис. 144. Элементы формы:
в —основная форма; б — части основных форм
139
Рис. 145. Ряд деталей, в которых можно узнать элементы формы рис. 144
"Рис. 148. Установка для опреснения воды. Обратите внимание на ясно определенные элемен-
ты формы — как общей формы, так и деталей (предоставлено фирмой «Атлас»)
140
Рис. 147. Автоматический токарный станок со многими элементами формы (предоставлено
фирмой «Берингер»)
2. Модели. Когда необходимо дать дополнительную пищу вооб-
ражению, это можно сделать с помощью модели. Наиболее широко
используемый вид модели — это чертеж, чаще всего в ортогональ-
ной системе координат. При использовании этой системы самыми
легкими для эскизирования оказываются объекты, состоящие из
многих плоскостей, параллельных плоскостям проекций.
3. Технология. При разработке технологических процессов пред-
почтительны объекты с взаимно перпендикулярными плоскостями,
а также объекты, которые можно обрабатывать на токарных стан-
ках.
Приведенные выше комментарии не следует рассматривать как
аргументы в пользу того, чтобы элементы формы всегда имели про-
стые геометрические формы, так как конструктор, конечно, всегда
имеет возможность свободно действовать в пределах установлен-
ных критериев. Однако, если рассматривать изделия на основании
элементов формы, из которых они состоят, то можно убедиться,
что в них использованы основные формы рис. 144. На рис. 145 это
показано для малых деталей. В более сложных изделиях, показан-
ных на рис. 146—149, основные формы используют от самых малых
элементов до конструкции всей системы в целом.
Умение мыслить в категориях элементов формы важно для кон-
структора, потому что основные формы могут быть использованы
в качестве средства генерации идей как при работе над общей фор-
141
Рис. 148. Микроскоп» сконструиро-
ванный с простыми геометрическими
основными формами (предоставлено
фирмой «Карл Цейс»)
Рис. 149. Экскаватор, сконструиро-
ванный с резко выраженными эле-
ментами формы (предоставлено фир-
мой «Бемфорд экскаваторе»)
мой, так и при решении вопросов формы элементов (как описано в
и. 2.3). Однако недостаточно просто подчеркнуть важность идеи
элементов формы. Конструктор должен знать, что правильная ин-
теграция элементов формы имеет существенно важное значение
для внешнего вида изделия. Поэтому в п. 4.3. говорится о том, что
происходит, когда несколько элементов формы объединяют вместе,
и что может быть сделано для достижения гармоничного резуль-
тата.
142
Рис. 150:
<2, б — образование группы двумя элементами; виг — визуальные равновесия, соответст-
венно симметричное и асимметричное; д — визуальный дисбаланс
4.3. ОБЪЕДИНЕНИЕ ЭЛЕМЕНТОВ ФОРМЫ
Визуальное равновесие. Рассмотрим две изолированные единицы
формы или элементы формы и попробуем объединить их. Если эле-
менты формы движутся навстречу один другому, то мы заметим,
что на некотором расстоянии они будут казаться находящимися
вместе и образующими группу (рис. 150, а и б). Идея группы име-
ет решающее значение для нашего визуального восприятия. Когда
мы изучаем элементы в группе, они не только кажутся находящи-
мися вместе, но и каждый из них влияет на другие элементы. Мы
чувствуем, что зрительно элементы более или менее находятся в
равновесии.
Рис. 151. Визальиое равновесие, достигнутое посредством симметрии (предоставлено фирмой
«Брюль и Кьер>)
143
Рис. 152. Визуальное равновесие, полученное без симметрии (предоставлено фирмой «ДИСА-
электроинк»)
Рис. 153. Вакуумный насос, создающий впе-
чатление визуального дисбаланса
Рнс. 154. Визуально уравновешенный верти-
кально-сверлильный ставок
144
Визуальное равновесие может быть получено в результате сим-
метрии или оно может быть асимметричным. В последнем случае
составляющие элементы должны быть по форме и расположению
в таком отношении один к другому, чтобы они представлялись име-
ющими одно и то же «значение» (сочетание формы и цвета) по обе
стороны воображаемой центральной линии. Визуальное равновесие
иллюстрирует рис. 150, в—д, где фрагмент в соответствует равно-
весию, достигнутому симметрией, г — асимметричному равновесию
и д — состоянию визуальной неуравновешенности (дисбаланс).
Когда группа элементов формы не находится в рановесии, они
могут «оскорбить зрение». Надо особенно остерегаться случаев,
когда общая форма очень, но не вполне, близка к симметриии. Су-
ществует хорошее практическое правило, по которому форма долж-
на быть симметричной или достаточно асимметричной, чтобы эта
асимметрия была результатом обдуманного намерения, а не про-
стой кособокостью.
На рис. 151 и 152 приведены примеры визуального равновесия
лицевой стороны двух счетчиков. На рис. 153 показан вакуумный
насос с визуальным дисбалансом (он выглядит так, как будто го-
тов опрокинуться), а на рис. 154 представлен визуально уравнове-
шенный вертикально-сверлильный станок.
Рис. 155. Ритм, достигаемый посредством вариаций расположения, размеров, количества и
формы элементов:
а и б — изменяется количество элементов; в — изменяется расположение элементов; г — из-
меняются размеры элементов; д — изменяются форма и цвет элементов
145
Рис. 156. Судовой радиопередатчик.
Ритм достигнут измеиеиием расположе-
ния и размеров циферблатов, чередова-
нием прямоугольных и круглых элемен-
тов и выбором различных модулей вы-
соты
Ритм. В п. 4.1 написано об од-
ной из важных характеристик
красоты изделия — порядке. Там
же было подчеркнуто, что степень
необходимого порядка зависит от
степени сложности. Таким об-
разом, идея порядка проявляется
наиболее ясно, когда изделие со-
стоит из многих элементов.
Рассмотрим большое количе-
ство сходных элементов, показан-
ных на рис. 155, а. Расположе-
ние элементов через одинаковые
интервалы соответствует самой
высокой степени порядка, но в то
же время не привлекательно. Как
сможем мы создать группу эле-
ментов, более привлекающих вни-
мание? Мы можем ввести неко-
которые различными способами
торую вариацию, повторяя ее с
соответствующими интервалами.
Такой «порядок с вариацией» или
«ритм» может быть выполнен при
помощи вариационных парамет-
ров (параметров изменения),
указанных в п. 2.3. Эти парамет-
ры следующие: расположение,
размеры, количество и форма
элементов (в последний входит и
их цвет). На рис. 155, б показаны
элементы, разбитые на группы, в
введен ритм.
Мера, при помощи которой в
группу элементов вводится ритм,
зависит, как упоминалось, не только от сложности (число элемен-
тов и их несходство), но и от личного вкуса. На рис. 156 представ-
лена конструкция судового радиопередатчика, в которой ритм по-
могает создать привлекательность внешнего вида. Ритм достигнут
изменениями расположения и размеров.
Ритм, основанный на изменении формы элементов, также может
служить сильным средством. У показанных на рис. 157 легковых
автомобилей форма окоп и дверей подчеркнута системой образую-
щих их линий. Расположение, форма и угол наклона линий вместе
образуют ритм, характер которого различен у представленных ав-
томобилей.
Пропорции. Идея единства, о которой говорилось в п. 4.1., яв-
ляется важным качеством. Формы элементов должны быть в ло-
гичной и гармонической связях между собой; поэтому необходимы
общие характерные черты в их поверхности, структуре и цвете.
146
Рис. 157. Три автомобиля, у которых выступающие линии дают различный ритм
147
Рис. 158. Вверху — деление отрезка золотым сечением. Внизу — прямоугольник с пропорция*
ми, соответствующими золотому сечению
Один из параметров, который может помочь подчеркнуть общее
впечатление,— это пропорция.
Человеческая мысль всегда была занята идеей связи между
пропорцией и красотой. Имеются примеры идеальных измерений
для красивых людей, например золотое сечение, которое матема-
тически определяется отношением между длинами двух линий А и
В по формуле А[В=В1{А—В). Отсюда Л/В = 0,5(1+У 5) = 1,618.
Прямоугольник с таким отношением между его сторонами харак-
теризуется способностью делиться на квадраты; другой прямо-
угольник с таким же отношением сторон показан на рис. 158. На
протяжении веков многие люди рассматривали этот прямоугольник
как совершенство.
Существуют отношения, например 2:3; 3:5; 5:8; 8:13 и т. д.,
которые еще больше приближаются к золотому сечению. Эти про-
порции применяют в очень многих областях. Например, руковод-
ства по фотографии рекомендуют помещать наиболее важную
часть изображения таким образом, чтобы стороны делились в от-
ношении 2 :3 или 3 : 5. Эти пропорции можно узнать во многих из-
делиях.
Повторное использование некоторых пропорций в элементах из-
делия может, в частности, выразиться во внешнем виде сходных
элементов. Это может также во многом способствовать формиро-
ванию внешнего вида изделия как гармоничного целого. На рис.
159 показан проигрыватель, характеризующийся четырьмя сходны-
ми прямоугольниками и двумя квадратами.
Для определения пропорций удобно пользоваться модулями,
основным размером или основной площадью, которые различными
путями можно собрать в большие элементы. У модулей, естествен-
но, могут быть многие другие преимущества, например уменьшение
стоимости с помощью стандартизации, а также возможность быст-
рой замены, однако обсуждение этих вопросов выходит за рамки
148
Рис. 159. Деление поверхности проигрывателя. Деление составляют прямоугольники и два
квадрата (предоставлено фирмой «Банг и Олафсен»)
данной книги. Применение модулей для деления площади на сек-
ции, например, у панелей управления является удобным способом
сборки элементов различных размеров в единое целое.
На рис. 160 представлен аппарат для гемодиализа, т. е. уста-
новка управления, используемая в сочетании с искусственной поч-
кой для лечения больных хроническим заболеванием почек. Ци-
ферблаты, контрольные лампочки и др. сгруппированы в секции,
образованные делением наружной поверхности на три и пять час-
тей. /Модули высоты и ширины взяты в отношении 5 : 3.
Линии и плоскости. Иногда, когда элементы формы собираются
в одно целое, возникает неожиданный визуальный эффект. Визу-
альное впечатление, полученное прн взгляде на это целое, не соот-
ветствует в точности сумме впечатлений, получаемых от отдель-
ных элементов. Последние влияют визуально одни на другой.
Визуальный эффект объясняет, почему необходимо уделять вни-
мание линиям и плоскостям в изделии, т. е. конструкция формы
может быть создана при условии, что эти элементы взаимно свя-
заны.
Степень единства и порядка зависит от расположения и направ-
ления линий и плоскостей. Поэтому обычно стремятся придать вы-
ступающим линиям в изделии одинаковый характер, например,
используют прямые линии, кривые или линии под определенным
углом (рис. 161 и 162). Непрерывность хода линий также имеет
149
Рис. 160. Использование Модулей
при делении передней стороны
аппарата для гемодиализа (пре-
доставлено Институтом усовер-
шенствования продукции Техни-
ческого университета Дании)
важное значение. На рис. 163 представлены примеры того, как
прерывистый ход линий вызывает отталкивающее чувство.
Соединения. Соединения между элементами могут способство-
вать возникновению проблем конструктивного и визуального ха-
рактера. Когда две плоскости или кромки плотно состыковывают,
оставляя открытой разделительную линию, часто выдвигают необо-
снованные требования к излишней точности и параллельности. По-
этому следует отметить, что с точки зрения визуальных впечатле-
ний можно принять две позиции по отношению к соединениям.
1. Элементы конструируют таким образом, что соединение цели-
ком остается незаметным; это означает, что принимают требования,
предъявляемые к точности, или соединение закрывают, например,
краской.
2. Соединение подчеркивают и намеренно используют как часть
характеристики формы изделия. Существуют несколько методов,
которые могут быть применены для достижения этой цели: расстоя-
ние между элементами, образование канавок или желобков, окра-
150
Рис. 161. Насос и весы, характеризующиеся соответственно кривыми и плоскими поверхностя-
ми (предоставлено фирмами «ДАЕ пампе» и «Рекс скейлз фэктори»)
Рис. 162. Перфузатор (контейнер с устрой-
ством для сохранения и транспортирования
живых почек перед трансплантацией). Фор-
ма предусматривает ряд сходных наклон-
ных линий (предоставлено лабораторией
конструирования Технического университета
Дании)
151
шивание канавок в темный цвет, покрытие соединения декоратив-
ной рамкой или чем-либо подобным.
На рис. 164—167 даны различные примеры решения проблемы
соединений.
4.4. СРЕДСТВА ВЫРАЗИТЕЛЬНОСТИ
Легкость. Существуют некоторые представления об ожидаемых ка-
чествах изделия, которые основываются на ассоциациях, возника-
ющих при рассматривании формы изделия. Другими словами, фор-
ма может создавать определенный образ. Этот факт может быть
152
Рис. 164. Различные варианты соединения двух элементов встык
Рис. 165. Различные варианты соединения двух элементов под прямым углом
153
Рис. 166. Примеры соединений (см. рис. 164 и 165)
Рис. 167. Примеры соединений (см. рис. 164 и 165)
154
Рис. 168. Две ситуации, когда объект представляется выполненным более легким
сознательно использован конструктором, чтобы подчеркнуть неко-
торые характеристики изделия или смягчить возможные нежела-
тельные характеристики.
Качество, которое форма может успешно подчеркнуть, — это
легкость. На рис. 168 показаны две ситуации, когда объект пред-
ставляется сделанным более легким. В первом примере нижняя
часть объекта оформлена в виде цоколя или ножек, которые созда-
ют впечатление, что объект не давит всей своей массой на основа-
ние. В другом примере представлена выступающая часть, которая
может быть сделана более легкой путем скашивания нижней линии
кверху.
Рис. 169 и 170 показывают, как схематичные примеры рис. 168
могут быть применены при конструировании изделий.
Вес и устойчивость. Средства, которые можно использовать для
выражения веса и устойчивости посредством формы, предусматри-
вают низкое размещение центра тяжести. Для достижения этой
цели 'полезно использовать наклонные линии «тяжелых» кривых.
Поскольку это касается наклонных линий, то установлен факт, что
одна линия выражает неустойчивость, в то время как две линии,
наклоненные одна к другой, выражают высокую степень устойчи-
вости, как показано на рис. 171, а. Рис. 171, б демонстрирует, что
слегка вогнутые тела представляются тяжелыми в сравнении с те-
лами с выпуклыми сторонами. Рис. 171, в показывает примеры
способов, с помощью которых эти два эффекта можно исполь-
зовать, чтобы акцентировать устойчивость тел коробчатой формы.
155
Рис. 169. Изделия, формы которых выражают легкость (см. рис. 168):
а — виброметр (предоставлено фирмой «Брюль и Кьер»); б —чаеварка (предоставлено ла-
бораторией конструирования Технического университета Дании): в — многооперационный
вертикально-сверлильный станок (предоставлено фирмой «Браун и Шарп»)
156
Рис. 170. Другие изделия, формы которых выражают легкость (см. рис. 168):
a — фоторепродукционная установка (предоставлено фирмой «Эскофот»); б—вид спереди и
сбоку передней части автомобиля (предоставлено фирмами «Санбим» и «Опель»); в — те-
левизор (предоставлено фирмой «Банг и Олафсен»); г — консоль управления (предоставлено
фирмой «Диджитал иквипмент»)
157
В некоторых вариантах форма разделена на два элемента,
которые в то же время дают большую свободу выбора Пропер-
ций.
Изделия, которые в силу своих функций выполняются тяжелы-
ми и сплошными, могут быть оформлены так, чтобы эти свойства
выражались в форме. На рис. 172 показаны несколько машин, фор-
мы которых выражают устойчивость и прочность.
Движение. Впечатление движения и скорости может быть дос-
тигнуто, подобно устойчивости, использованием наклонных линий,
хотя возможны и другие пути. Две линии, встречающиеся в одной
точке, вызывают ассоциацию со стрелой при условии, что угол
между ними не очень велик. Поэтому посредством формы можно
подчеркнуть движение, используя наклонные или слегка кривые
линии при относительно небольшом угле, обращенном вершиной в
сторону движения, как показано на рис. 173. Впечатление движе-
ния может быть усилено применением акцентирующих линий в на-
правлении движения, как мы это знаем из опыта использования
«скоростных полос», на автомобилях, железнодорожных вагонах
и т. д.
158
Рис. 172. Изделия, сконструированные при помощи метода, который подчеркивает вес и ус-
тойчивость:
а — два вильчатых автопогрузчика (предоставлено фирмой «Краун»); б — токарный станок
(предоставлено фирмой «Дребаик», Колчестер; в — экскаватор (предоставлено фирмой
«Бамфорд экскваторс»)
159
Рис. 173. Изделия, сконструированные прн помощи метода, подчеркивающего скорость
5 ПРОЦЕСС КОНСТРУИРОВАНИЯ ПРИБОРА
ДЛЯ АНАЛИЗА ХРОМОСОМ
5.1. ВВЕДЕНИЕ В ПРОЕКТ
В предшествующих главах мы сделали попытку выработать
системный подход, с помощью которого стало бы возможным прой-
ти через все этапы конструирования формы проекта. Примеры в
основном были взяты из среды, к которой они принадлежали или
могли принадлежать. По этой причине не было возможности дать
описание, достаточно детальное для того, чтобы можно было при-
ложить системные методы создания конструкции.
Очевидно, было бы нереально системно прорабатывать все эле-
менты сложного проекта. Однако при достаточном знакомстве с
системными методами ими можно пользоваться во время конструи-
рования. В нашем случае это выражается
в более или менее сознательном приме-
нении системы на каждом этапе, причем
разработка особенно трудных или решаю-
щих элементов ведется по полному си-
стемному процессу.
Более пристально прослеживая этапы
конструирования формы в проекте, мож-
но в разных ситуациях увидеть различия
между системно выведенными решения-
ми и более свободными и смягченными
методами работы с идеями по конструи-
рованию формы. Проект, описанный ни-
же, представляет собой конструкцию при-
бора для анализа хромосом. Чтобы рас-
сматривать процесс конструирования
этого прибора в правильной перспективе,
приведен рисунок, который позволит уви-
деть, какие части проекта исследованы.
Хромосомы несут наши наследствен-
ные характеристики. Каждая клетка де-
лится, что, конечно, является условием
любого роста и жизни, гены собираются
в длинные нити, которые теперь запол-
няют всю клетку. Эти нити и есть то, что
мы называем хромосомами. Под микро-
скопом хромосомы могут выглядеть, как
показано на рис. 174. Когда деление клет-
ки завершено, хромосомы делятся в про-
6—548
161
Рис. 174. Микрокартнна хромосом в клетке
дольном направлении, благо-
даря чему в клетке создаются
новые ядра, образующие осно-
ву для двух новых клеток.
У нормального человека 46
хромосом, но могут быть ненор-
мальные комбинации хромо-
сом, в результате которых воз-
никают различные болезни.
При исследовании хромосом
составляется так называемая
кериотипная карта, где изобра-
жения отдельных хромосом
подбираются системно (рис.
175).
Анализ хромосом использу-
ется в различных ситуациях,
включая анализ и исследова-
ние эмбриональной жидкости, а также научные изыскания. Обос-
нованием использования анализа хромосом в диагностике служит
существование связи между некоторыми болезнями (например,
болезнь Дауна) и составом хромосом у больного. Исследование
эмбриональной жидкости предпринимают в тех случаях, когда су-
ществует подозрение, что у зародыша может быть ненормальный
состав хромосом.
Рис. 175. Кериотипная карта
162
С помощью препаратов эмбриональной жидкости можно наблю-
дать состав хромосом и таким образом определять, является ли
исследуемая жидкость нормальной или имеется какое-либо откло-
нение от нормы. Проверка будущих родителей проводится, если су-
ществует вероятность того, что ребенок может родиться с ненор-
мальным составом хромосом. Такая проверка позволяет опреде-
лить, насколько велика эта вероятность. В исследовательских
работах анализ хромосом применяется с целью установить, могут
ли отклонения хромосом от нормального состояния вызывать бо-
лезни, причины которых до настоящего времени еще не установ-
лены.
Анализ хромосом состоит из следующих этапов: извлечение
соответствующих клеток, препарирование клетки, окрашивание
лиз, т. е. фактический анализ, в ходе которого выполняется керио-
типная карта.
Ниже рассмотрен только фактический анализ. Отправной точ-
кой является препарат эмбриональной жидкости, который устанав-
ливается под микроскопом. Препарат содержит несколько клеток,
и первая задача лаборанта состоит в том, чтобы найти подходя-
щую клетку (т. е. клетку с отчетливо выраженными хромосомами,
которые не перекрываются одна другой). Когда такая клетка найде-
на, ее фотографируют. Из предосторожности обычно делают еще
одну фотографию другой подходящей клетки. Далее, после прояв-
Рис. 176. Процесс изготовления кериотипной карты вручную:
/ — препарат эмбриональной жидкости; 2 — микроскоп; 3 — фотография; 4 — кериотипная
карта
6* 163
Препарат
эмбриональной
жидкости
Прибор Кериотипная карта
для анализа — ------------—!-=»-
хромосом
Рис. 177. Входные и выходные данные прибора для анализа хромосом
ления фотографии, может быть приготовлена кериотипная карта.
Она делается путем вырезки, подбора и наклеивания всех хромо-
сом, на стандартную карту. После этого можно провести оценку
состава хромосом.
Рис. 176 иллюстрирует порядок описанного здесь ручного процес-
са приготовления кериотипной карты.
При оценке возможностей автоматического проведения анализа
хромосом следует помнить, что это может быть выполнено на мно-
гих уровнях. Во многих случаях, например, разрабатывают систе-
му, которая автоматически выполняет все частные процессы, начи-
ная с поиска подходящей клетки до полностью готовой кериотип-
ной карты или сходного материала для ЭВМ. Даже если такие
системы технически могут функционировать, у них есть ряд недо-
статков. Во-первых, для них требуется ЭВМ и, во-вторых, присут-
ствие оператора, который, в зависимости от системы должен про-
изводить различные оценки, чтобы осуществление процесса было
возможным.
В основу настоящего проекта было положено предположение,
что меньшая степень автоматизации будет более эффективна, чем
ручной или полностью автоматизированный процесс. Таким обра-
зом, основной идеей проекта стало конструирование прибора, ко-
торый мог бы автоматически проводить до конца операции, нача-
тые лаборантом. Таким образом, можно выполнить анализ хромо-
сом в значительно более короткое время и уменьшить стоимость
прибора благодаря тому, что сложные операции (отыскание и рас-
познавание хромосом) выполняется оператором, а обычные меха-
нические операции, причиняющие затруднения и требующие боль-
ших затрат времени, выполняются прибором. Другим преимущест-
вом перед ручным методом является тот факт, что кериотипная
карта составляется в то время, когда препарат эмбриональной
жидкости находится под микроскопом, в положении, которое за-
нимает рассматриваемая клетка. Это позволяет сравнивать керио-
типную карту с картиной клетки в случае возникновения любых
сомнений. Теперь .можно более подробно сформулировать за-
дачу.
Мы хотим сконструировать систему, которая посредством ис-
пользования способности человека распознавать хромосомы делает
возможным увеличение производительности лабораторного анали-
164
за хромосом. Выходные данные анализа оформлены в виде керио-
типной карты, отпечатанной на прочном материале, подходящем
для архивного хранения.
Каким образом процесс (рис. 177) может быть разделен на
частные процессы, мы не рассматриваем. Деление может быть вы-
полнено многими путями, но предпочтительный порядок показан
на рис. 178. Из этого рисунка видно, какие частные процессы вы-
полняет прибор п какие должен выполнять оператор. Основные
функции, которые должен выполнять прибор для анализа хромо-
сом, видны из рис. 178, а. К ним относятся создание визуальной
картины, отграничение части препарата эмбриональной жидкости,
Рис. 178. Основные функции, выполняемые прибором для ана-
лиза хромосом:
а — схема основных функций; б — иллюстрации к трем ос-
новным функциям
ориентация и классификация ее (в керио-
типной карте) и фотографирование. Было
решено использовать микроскоп традицион-
ной конструкции и обычный фотоаппарат с
затвором. Тремя основными функциями яв-
ляются отграничение, ориентация и класси-
фикация части препарата Эхмбриональной
жидкости. В п. 5.2 эти три функции приняты
в качестве отправных точек для поиска ос-
новной структуры.
5.2. ОСНОВНАЯ СТРУКТУРА
Три функции, образующие базу для разра-
ботки и определения основных структур, ил-
люстрируются на рис. 178, б. Средства, с
помощью которых эти функции могут быть
Отграничение отобранных;
хромосом от общей
микрокартмкы
Классификация хромосом
в кериотипнок карте
хром о сомм
-4—
□□□ шп
□□□□йпп □
дпа дпп
пт о cja
б)
165
Рис. 179. Средства реализации функций отграничения, ориентации и классификации:
а — оптическое отграничение; б —• оптическая ориентация; в — оптическая классификация;
f — световые лучи; 2 — диафрагма; 3 — операционная бумага; 4— вырезка части микрокар-
тины; 6 — окончательная микрокартииа; 7 — печатание
Рис. 180. Средства реализации функции движущегося пучка световых лучей (в двух вариан-
тах):
а — зеркало: б — линзы; в — призмы; г — волоконная оптика
166
Рис. 181. 14 лучших основных структур:
а — оптические; б —пучок оптических волокон; в — фото-оптические; / — негативная фото-
пленка; 2 — фотобумага
167
Рис. 182. Оптимальная основная
структура:
/ — микроскоп; 2 — подвижная
линза (отграничение); 3 — ди-
афрагма; 4 — призма Аббе (ори-
ентация); 5 — поворотное зерка-
ло (классификация); 6— пле-
ночная кассета
реализованы, показаны на рис. 179. При-
нято, что используются оптические или
фотооптические решения, а не электрон-
ные. Методы, которые демонстрируются
на рис. 179, показаны на относительно
абстрактном уровне, что позволяет свес-
ти задачу к приемлемому числу вариан-
тов. Следующий шаг заключается в том,
чтобы соединить эти три функции в раз-
личных основных структурах. Теоретичес-
ки возможно очень большое число соче-
таний, но многие из них оказываются
сложными, а некоторые имеют очевидные
недостатки в сравнении с другими реше-
ниями. Такие решения могут быть сразу
отброшены. Чтобы двигаться вперед, не-
обходима дальнейшая детализация ре-
шений. Это выполняется путем изучения
возможностей передвижения пучка свето-
вых лучей, как показано на рис. 180, а
также возможностей его вращения, выяс-
нения вопроса, какие механические дви-
жения необходимы, и т. д. Многие воз-
можности можно оценить только после различных расчетов и экс-
периментов на основе критериев, участвующих в процессе конст-
руирования на данном этапе, т. е. качества микрокартины, прост-
ранственных требований, механических сложностей, особых обсто-
ятельств, связанных со стоимостью прибора, затрат времени и т. д.
Окончательный выбор делают только после того, как построено
большое число основных структур.
Зная из рис. 180 частные решения, мы можем большое число
основных структур свести к 14 реальным решениям, показанным
на рис. 181. Среди чисто оптических решений мы не делаем разли-
чия между решениями, в которых используются зеркала, линзы и
призмы, как показано на рис. 180, но решения, включающие воло-
конную оптику, показаны отдельно, так как они существенно от-
личаются от других.
Основная структура, которая была найдена наиболее подходя-
щей, показана подробно на рис. 182. В качестве отправной точки
принято второе решение на рис. 181, а следующая часть решения
взята из рис. 180 — отграничение с помощью подвижной линзы и
классификация посредством поворотного зеркала. Ориентация вы-
полнена при помощи призмы Аббе.
Одна важная часть основной структуры еще не была упомянута,
а именно: та ее часть, в которой участвует оператор. Среди боль-
шого числа вариантов был выбран такой, который позволяет опе-
ратору видеть микрокартину на экране перед собой. Вход инфор-
мации в прибор происходит таким образом, что информация об
отграничении и ориентации поступает через механический видоис-
168
катель, который оператор направляет на желаемую хромосому, а
информация о классификации проходит через панель управления.
5.3. КОЛИЧЕСТВЕННО ОПРЕДЕЛЕННАЯ СТРУКТУРА
На основании выбранной основной структуры (см. рис. 182) долж-
ны быть сформулированы наиболее важные технические требова-
ния и данные, чтобы можно было составить кериотиппую карту
требуемого качества. Исследуются ц решаются вопросы, связанные
с наиболее важными данными составляющих подсистем (тип мик-
роскопа, тип пленочной кассеты, длина световых лучей и т. д.),
после чего можно приступить к разработке моделей различных ко-
личественно определенных структур, как было описано в гл. 2.
В первом приближении составляют эскизы подобно тому, как пока-
зано на рис. 183. Однако эти эскизы могут дать только некоторое
общее представление о возможностях; для более детальной оценки
количественно определенной структуры требуется создание трех-
мерной модели структуры. Модель делают из пенопласта таким
Рис. 183. Количественно определенные структуры, построенные на базе оптимальной основной
структуры, показанной на рис. 182.
169
Рис. 184. Вы браная количественно определенная структура:
/“Поворотное зеркало; 2— призма Аббе; 3— подвижная линза; 4 — микроскоп; 5 — лам-
па; 6 — панель управления; 7 — видоискатель; 8 — система перемещения; 9 — пленочная
кассета
образом, чтобы все элементы можно было легко перемещать вок-
руг осей.
Трехмерные модели структуры позволяют оценивать такие ас-
пекты, как рабочее пространство оператора, механическую слож-
ность, нагрев (пленка не должна быть расположена слишком близ-
ко к лампе), высоту, ширину и длину прибора и т. д. На основе
такой оценки выбрана количественно определенная структура, поме-
ченная на рис. 183 и 185 индексом В9. Более подробно выбранная
структура показана на рис. 184. Перед оператором расположен
экран, на который проецируется микрокартина клетки с хромосо-
мами. Информация о положении и ориентации выбранной хромосо-
мы передается механически к подвижной линзе (три различных
проекционных линзы) и к призме Аббе. Таким путем требуемая
хромосома фокусируется и ориентируется. Поворотное зеркало,
осуществляющее классификацию микрокартины хромосомы, уста-
навливается посредством перемещающей системы, которая приво-
дится в действие с панели управления кнопкой управления, пред-
назначенной для каждой хромосомы. Кроме составления кериотип-
ной карты, прибор для анализа хромосом должен быть в состоянии
фотографировать клетку в целом. Общая микрокартина может быть
получена, если диафрагму удалить и поворотное зеркало устано-
вить в среднее положение.
170
5,4. ОБЩАЯ ФОРМА СИСТЕМЫ
В процессе работы по конструированию формы прибора для ана-
лиза хромосом происходит взаимодействие между работой над
внешней формой и формой элементов, как это обычно бывает в
синтезе изделия. Поэтому ниже описан метод, с помощью которого
найдена общая форма системы. Его необходимо рассматривать
параллельно с содержанием п. 5.5, в котором проанализирована
форма элементов.
Количественно определенная структура (рис. 185) принята в
качестве отправной точки. Поскольку пленочная кассета не долж-
на быть подвержена действию постороннего света, то она должна
быть помещена в светонепроницаемый кожух. Первые, очень гру-
бые конструктивные предложения получены путем варьирования
геометрии формы и деления формы, как видно на рис. 186 и 187.
Дальнейшее развитие процесса конструирования формы представ-
лено на рис. 188 и 189. В п. 5.5 описано, как производился посте-
пенный выбор конструкции.
Идеи моделируются различными способами по мере того, как
продвигается работа. В зависимости от обстановки используются
грубые эскизы, масштабные чертежи и трехмерные модели из пе-
нопласта, дерева и картона. Эти модели очень важны в связи с
выбором идеи формы (рис. 190 и 194).
Критерии, с которыми приходится иметь дело при выборе аль-
тернативных конструкций, исходят прежде всего от потребителя и
производства. Поскольку речь идет о потребителе, то это вопросы
рабочей позы, доступности, очистки, регулирования и обслужива-
ния, психологических факторов (в какой мере конструкция прибора
отвечает имеющемуся опыту) и внешнего вида (единство, порядок,
визуальный баланс). От производства исходят критерии, связан-
ные с технологическим процессом, выбором материалов, масшта-
бом производства и сборкой.
5.5. ФОРМА ЭЛЕМЕНТОВ
Процесс конструирования элементов состоит из ряда очень слож-
ных деятельностей, с одной стороны, потому что приходится иметь
дело со многими элементами, характер которых весьма различен,
с другой стороны, вследствие того, что детали этих элементов кон-
струируются в условиях одновременного выбора материалов, раз-
меров и поверхностей, и, наконец, как уже упоминалось, ввиду того,
что внешняя форма изделия тесно связана с формами элементов.
Во-первых, подчеркнем, что имеется промежуточный этап, охваты-
вающий вопросы проектирования подсистем, например механизм
передачи информации от видоискателя к проекционным линзам, и
подсистема управлении, которая передает информацию от панели
управления к поворотному зеркалу. Эти подсистемы разрабатыва-
ются точно таким же методом, что и общая система, т. е. каждая
подсистема проходит те же ступени разработки основной структу-
171
Рис. 185. Трехмерные количественно определенные структуры, смоделированные в пенопласте,
ко поворачивать
ры, количественно определенной структуры и т. д. в соответствии
с синтезом нового изделия в уменьшенном масштабе. На рис. 195
показан пример, который иллюстрирует механизм передачи движе-
ния к поворотному зеркалу. Рис. 196 показывает, как метод изме-
нения количественно определенной структуры может быть приме-
нен к такой подсистеме.
Конструкция формы штатива иллюстрируется на рис. 197 и
198. Эти рисунки показывают, как, размышляя с точки зрения ис-
пользования функциональных поверхностен, можно сделать не-
сколько предложений с разным расположением материала. Конст-
Некоторые элементы установлены на металлических стержнях, вокруг которых их можно лег-
руированпе формы штатива — это пример связи формы элемента
с внешней формой прибора, поскольку часть штатива является
видимой и даже составляет существенную часть внешней
формы.
Чем дальше продвигается детализация элементов прибора для
анализа хромосом, тем больше изменяется характер работы по кон-
струированию формы в направлении сопряжения деталей в местах
соединения с функциональными поверхностями. Это прежде всего
вопрос конструктивного решения сопряжений, где элементы соеди-
няются вместе, как показано, например, на рис. 199, иллюстриру-
173
Рис. 186. Исходное положение для конструирования формы, получаемое вычерчиванием кон-
турных линий близко вокруг элементов, подлежащих облицовке. Изменение геометрии формы
позволяет предложить первые черновые конструкции формы:
1 — масштаб 1 : 10; 2— рабочее пространство
174
Рис. 187. Изменения деления формы. Эти эскизы образуют отправную точку для предложений,
приведенных ниже
175
Рис. 188. Первые типы представления о форме:
/ — рабочее пространство
176
Рис. 189. Исследование проблемы общего характера — конструкция защитного устройства во-
круг зеркала оператора. В качестве параметров изменений использованы геометрия формы и
деление формы
177
Рис. 190. Детализированные представления о форме, которые кажутся очень реалистичными.
Внизу справа показана предлагаемая трехмерная модель, однако ощущение стесненности
прибора, стоящего подобно стене перед оператором, вызывает отрицательный эффект
178
Рис. 191. На основе опыта предыдущих предложений, можно исследовать возможности конст-
рукции более открытой формы. Сверху — участки, занятые элементами (показаны три воз-
можных участка расположения материала):
а — необходимые участки материала в открытой конструкции
179
Рис. 192. Исследование проблем элементов, окружающих частично открытый штат. Внизу
показаны варианты деления формы
180
Рис. 193. Две предложенные реалистичные конструкции
181
Рис. 194. Модели формы, Соот-
ветствующие двум предложен-
ным конструкциям рис. 193.
Прежде чем может быть сделан
окончательный выбор, одна мо-
дель формы должна быть окра-
шена. Это позволит определить,
могут ли быть преодолены с по-
мощью соответствующего выбо-
ра цвета проблемы визуального
равновесия, характерные для
рис. 19'2
ющем коробчатое основание и защитные стенки прибора. Одну из
внешних функциональных поверхностей большого значения пред-
ставляет собой видоискатель, показанный на рис. 200. Критерии,
используемые при конструировании элементов, связаны преимуще-
ственно с двумя группами факторов: во-первых, это свойства, т. е.
точность, надежность, устойчивость, прочность и жесткость, и, во-
вторых, производство, технологический процесс изготовления дета-
лей, масштаб производства, сборка, и как результат действия этих
факторов появляется существенно важный критерий — стоимость
продукции.
Конструктивное решение всех элементов приборов для анализа
хромосом достигается после разработки эскизов и чертежей; для
окончательного конструктивного оформления элементов составляют
комплекты рабочих и сборочных чертежей, которые образуют ос-
нову для производства продукции. Когда прибор собран, он под-
вергается испытаниям для реалистической оценки его фактическо-
182
Рнс. 195. Основные структуры систем передачи к поворотному зеркалу:
а — поворотное зеркало; б — передаточный механизм (передача движения зеркалу в плоско-
сти пленки производится с уменьшенным наполовину углом поворота); / — поворотное зер-
кало (зеркало должно иметь возможность поворачиватсься в двух взаимно перпендикуляр-
ных направлениях); 2—кассетная пленка; 3 — плоскость симметрии (если зеркало повора-
чивается на угол у, то пучок лучей отклоняется на угол 2у)
183
Рис. 196. Изменения количественно определенной структуры поворотного зеркала. Выбранная
структура показана внизу справа по последнему варианту
184
Рис. 197. Первые ступени конструирования формы штатива:
а— пространство, требующееся для рук (показаны функциональные поверхности, выделены
запретные зоны): б— примеры возможного размещения участков (расположения материала)
185
Рис. 198. Конструкции формы штатива и общей формы тесно связаны. В соответствии с рис.
193 выбрана конструкция общей формы, у которой часть штатива, выполненная в виде ко-
лонны, является видимой. Различные участки расположения элементов на колонне показаны
вверху. Внизу — выбранный штатив
186
Рис. 199. Коробчатое основание и защитная облицовка. Исследование возможностей светоза-
щитных соединений посредством изменения функциональных поверхностей:
1— место соединения: 2 — штатив» видимый спереди
187
Рнс. 200. Изменения функциональных поверхностей видоискателя:
а изменение расположения элементов; б — изменение количества элементов и их распо-
ложения; в—изменение размеров элементов; г — изменение геометрии формы; д — выбран-
ная конструкция
188
Рнс. 201. Готовый прибор для анализа хромосом (предоставлено лабораторией конструирова-
ния Технического университета Данни)
го соответствия ожидаемым качественным характеристикам. Вно-
сятся небольшие поправки и улучшения, после чего полностью го-
товый прибор для анализа хромосом приобретает вид, показанный
на рис. 201.
Необходимо еще раз подчеркнуть, что не все этапы проекта опи-
саны в этом процессе конструирования прибора для анализа хромо-
сом. Ряд экспериментов, касающихся физической выполнимости,
электрической системы управления, различных расчетов, а также
рабочие чертежи опущены.
Основная цель обрисованного выше процесса конструирования
состоит в том, чтобы сопоставить его с системно составленными,
но не связанными между собой примерами, которые проходят по
всей книге, в особенности в гл. 2. Процесс конструирования дает
возможность показать связь между поиском идей и оценкой и, на-
ряду с этим, продемонстрировать, как возникают ситуации, к ко-
189
торым можно приложить методы образования формы. Наконец, в
данном случае есть возможность увидеть разницу в методах мо-
делирования (в особенности это относится к эскизированию).
Примеры, данные вне контекста, должны иллюстрировать метод с
максимально достижимой ясностью, в то время как при практиче-
ском применении методов важно, чтобы они помогали находить
решения с максимально возможной быстротой.
При изучении создания прибора для анализа хромосом стано-
вится очевидным, что системные методы, описанные в гл. 2, могут
быть применены двумя путями. Один из них состоит в точном сле-
довании описанию, т. е. в системном обзоре возможных решений.
Другой (и, может быть, наиболее важный) путь заключается в
приобретении склада ума, позволяющего, на время «забывая» о
методах, автоматически мыслить в плане идей и вариаций описан-
ных моделей, сознательно используя методы только в особо труд-
ных или решающих ситуациях.
Эскиль Тьялве
КРАТКИЙ КУРС ПРОМЫШЛЕННОГО ДИЗАЙНА
Редактор В. Н. Баранов
Художественный редактор С. Н. Голубев
Обложка художника С. Н. Орлова
Технический редактор Т. С, Старых
Корректор Т. В. Багдасарян
И Б № 3762
Сдано в набор 30.03.84. Подписано в печать 02.07.84. Формат 60:<90'.ie. Бумага типограф-
ская № I. Гарнитура литературная. Печать высокая. Усл. печ. л. 12.0.
Усл. кр.-отт. 12,23. Уч.-изд. л. 12,03. Тираж 8000 экз. Заказ 548. Цена 85 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва. Стромынский нор.» 4
Московская типография № 8 Союзнолнграфпро.ма
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
101898, Москва, Центр, Хохловский пер., 7.
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
НОВЫЕ КНИГИ
ПО ТЕХНИЧЕСКОЙ ЭСТЕТИКЕ
Глинкин В. А. Промышленная эстетика на машиностроитель-
ных предприятиях. Л., 1983. 232 с.» ил. В пер.: 1 р. 10 к.
Книга посвящена актуальной теме эстетического совершенство-
вания предприятий машиностроения. Освещен передовой отечествен-
ный и зарубежный опыт использования архитектурно-художест-
венных средств. Разработаны принципы комплексного формирова-
ния эстетических качеств территории предприятия, интерьеров це-
хов и рабочих мест. Освещены вопросы внедрения художествен-
но-конструкторских разработок, а также организации работ на
предприятия и в отрасли.
Для художников-конструкторов и специалистов по технической
эстетике предприятий машине- и приборостроения.
Пузанов В. И., Петров Г. П. Макеты в художественном
конструировании. М., 1984. 160 с., ил. 55 к.
Изложены методические и практические основы работы худож-
ника-конструктора с макетами в процессе создания изделий маши-
ностроения.
Рассмотрено макетирование как форма проектно-исследователь-
ского моделирования, описаны классификации макетов, поисковые,
доводочные, демонстрационные макеты, организация макетирова-
ния, макетные материалы. Даны примеры художественного конст-
руирования станков, средств транспорта, сельскохозяйственной
техники, производственного оборудования.
Для художников-конструкторов, инженеров-конструкторов, пре-
подавателей и студентов вузов художественно-конструкторских и
конструкторских специальностей.
По всем вопросам приобретения новых книг читателям следует
обращаться в местные магазины, распространяющие техническую
литературу, а также в специализированные магазины — опорные
пункты издательства «Машиностроение».