/









































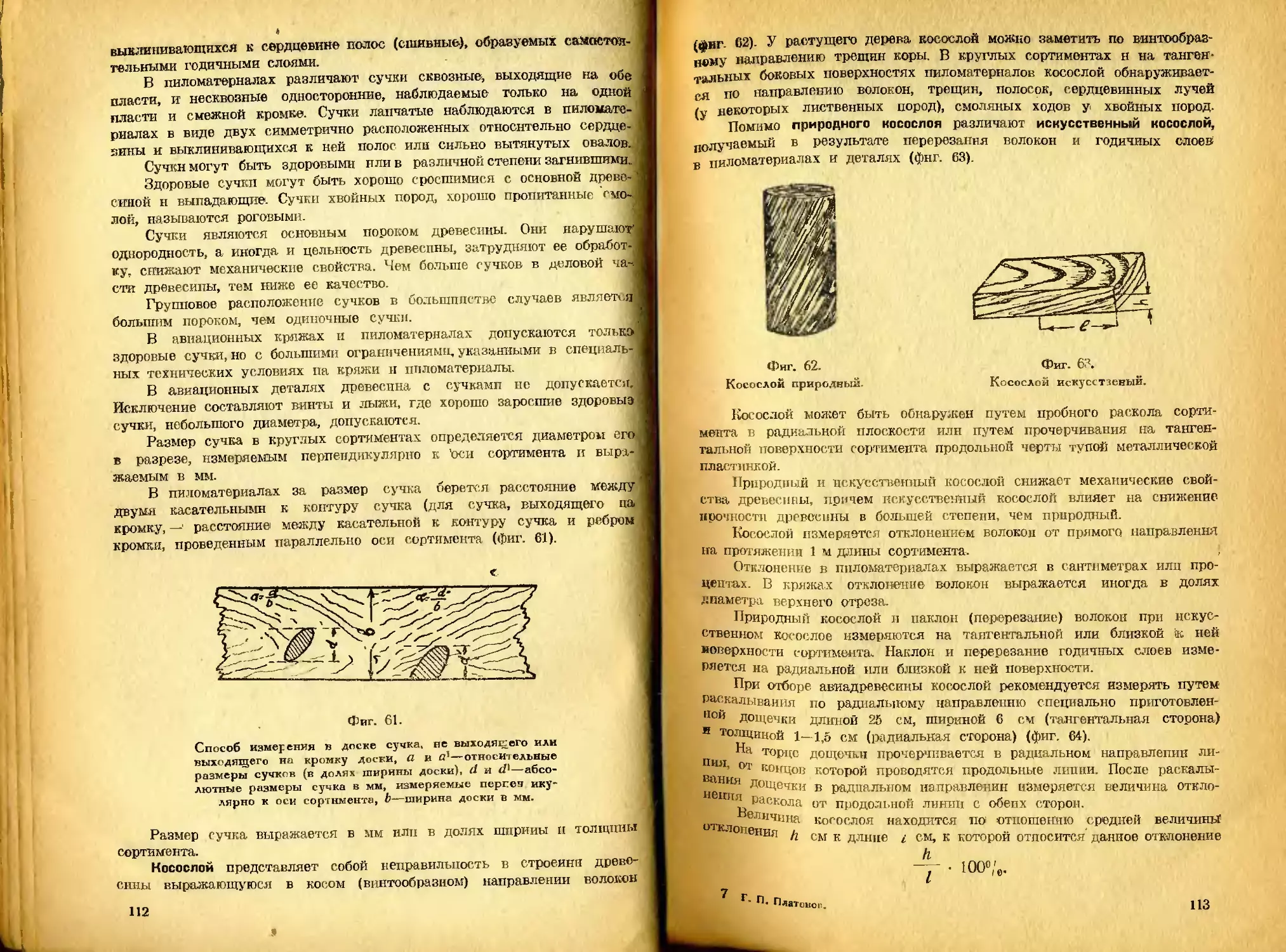



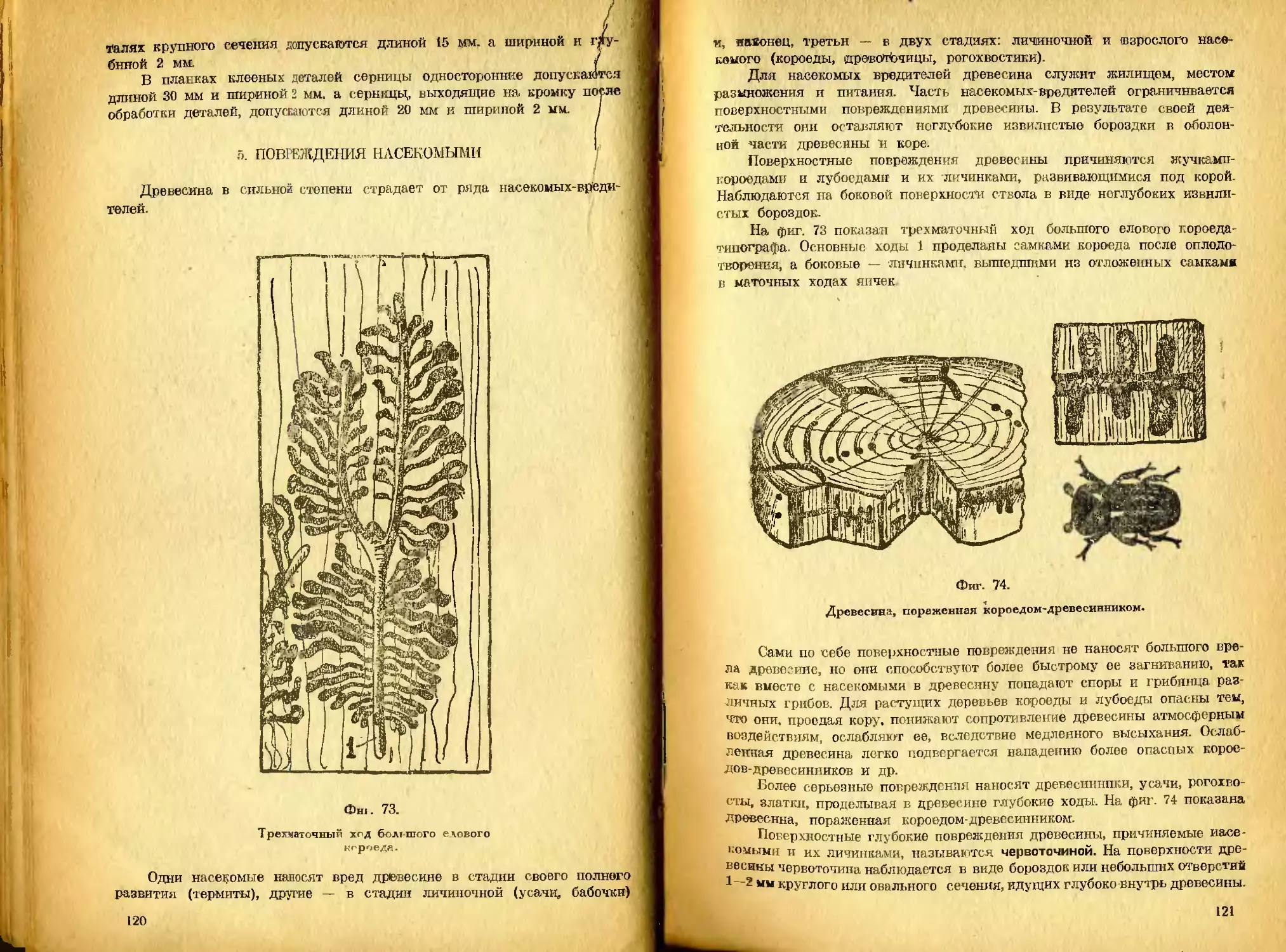


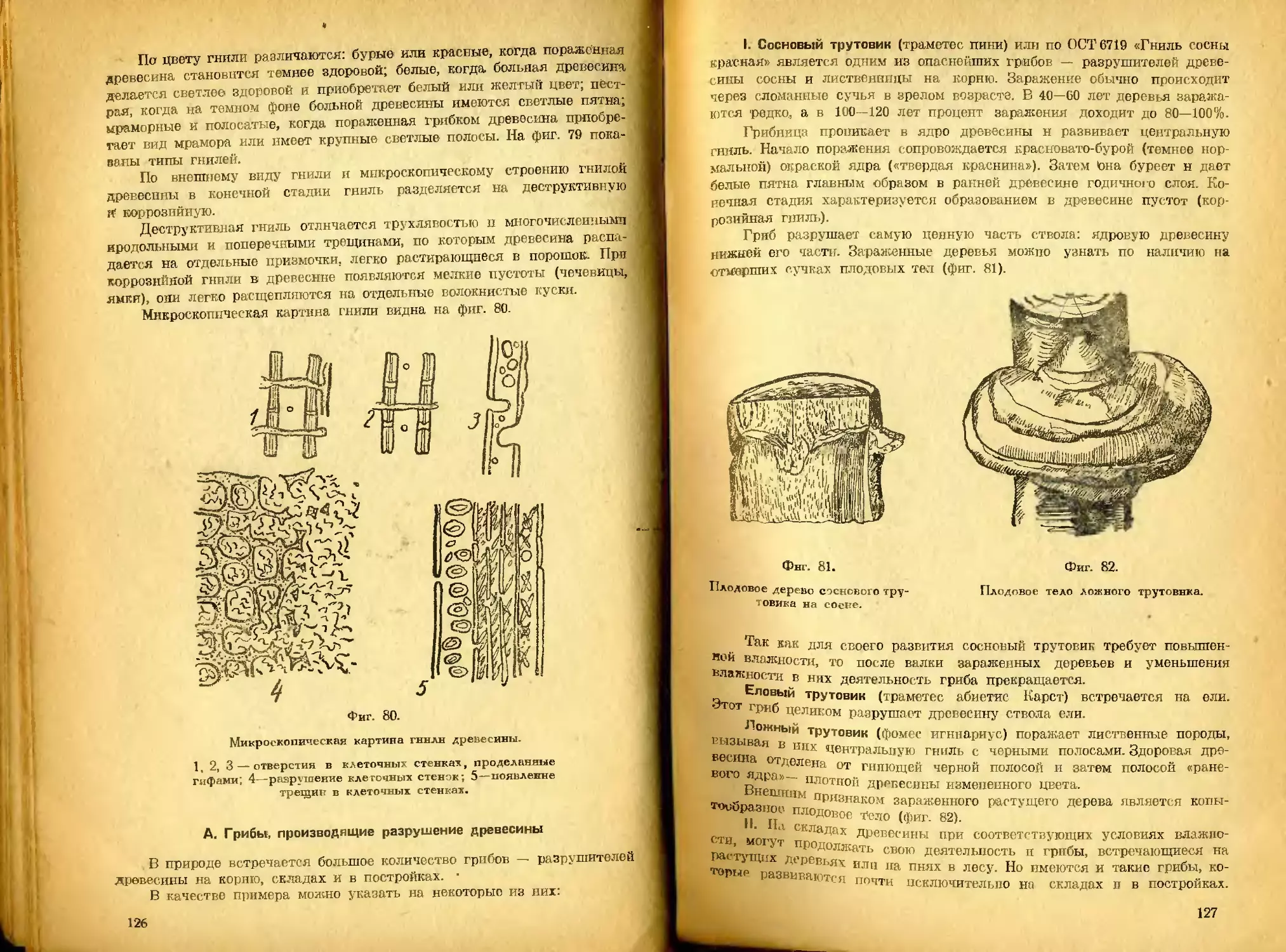



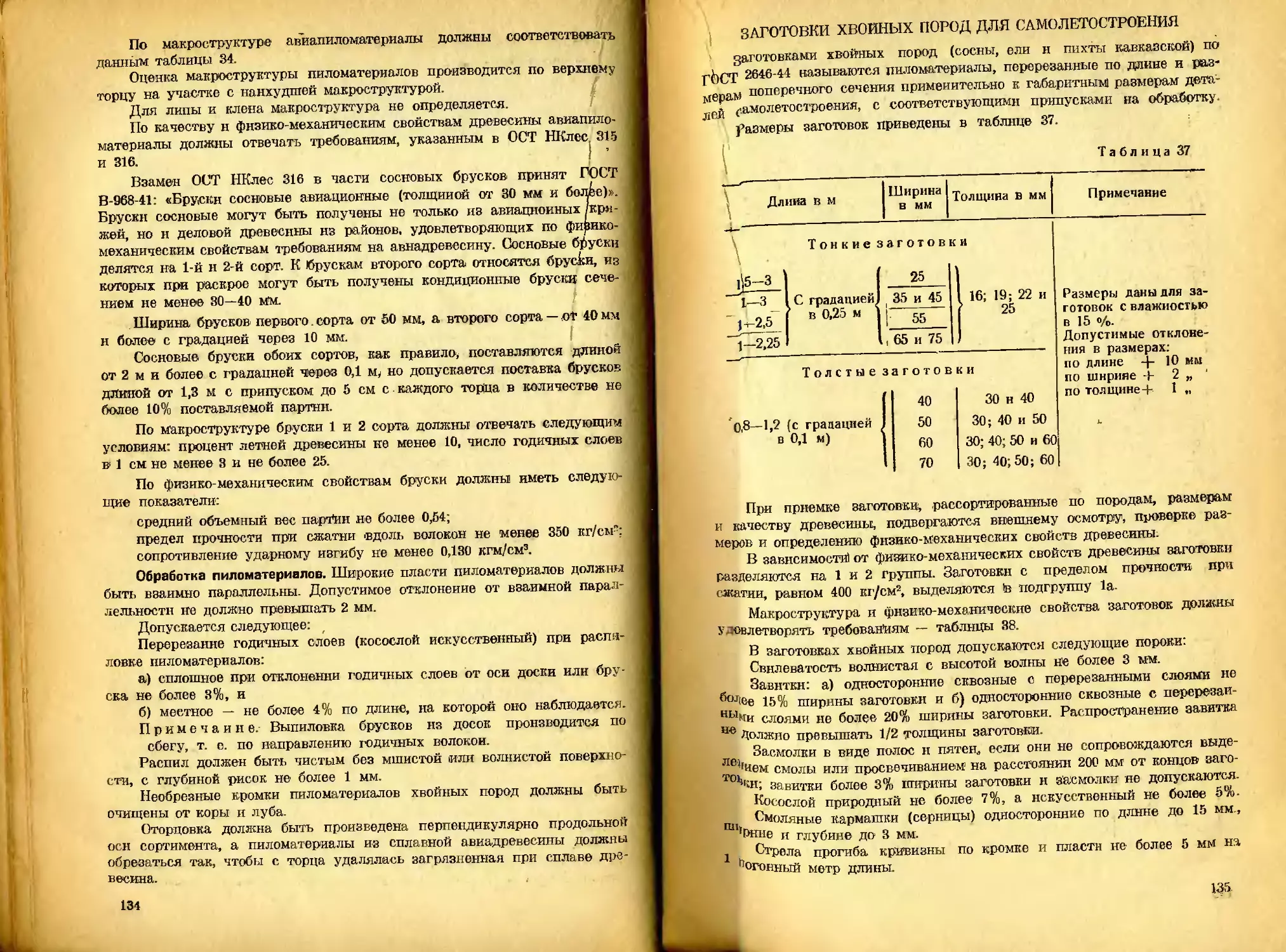



























































































Текст
%
]раднознаменная ордена Ленина Военно-Воздушная
енерная Академия имени профессора Н. Е. Жуковского
ГП. Платонов
КМК
•i
й
X f
el
no
0>4
ИЗДАНИЕ АКАДЕМИИ
19 4 7
| ft 1ъЛ
ПРНЙНА ВОЕННО-ВОЗДУШНАЯ f-f
НЛМВННАЯ ОРМНА.ЛВНИНЛ в жуковского________
-Ш-оЛ
аг
Генерал-майор
инженерно-авиационной службы
Г. П. ПЛАТОНОВ
ТЕХНОЛОГИЯ
ДРЕВЕСНЫХ
МАТЕРИАЛОВ
ж
f-Q
ВВЕДЕНИЕ
Среди большого количества разнообразных строительных материа-
древесные материалы занимают одно из первых мест. Они находят
менение во всех отраслях народного хозяйства, включая и оборон
промышленность.
Авиационная промышленность, предъявляющая повышенные требо-
1Я к своим материалам, широко использует древесные материалы
постройки самолетов.
}3 начальный период развития авиации древесина являлась почти
гственным основным самолетостроительным материалом. Появление
лх высококачественных авиаматериалов не снизило ценности
весины как авиационного материала. Она до сего времени приме-
тся в деревянных и смешанных конструкциях самолетов различ-
> типа. Истребительная, разведывательная, штурмовая и другая
гая авиация может' в значительной степени базироваться
древесные материалы. В строительстве средних бомбардировщиков
весные материалы также могут и находят применение. Известно,
за границей ведутся успешные работы по постройке сверхтяжелых
молетов из древесных материалов. В годы Великой итечественной
ны лишний раз подтвердилось значение древесины, как авиационного
1териала. В тяжелы® дни немецкого наступления, когда основные
рьевые базы алюминия были временно захвачены врагом, а новые
не были освоены, древесные материалы сыграли большую роль
деле сохранения и роста нашей авиационной мощи. Наши лучшие
зые самолеты-истребители и штурмовики прославленных конструкто-
!ковлева, Лавочкина, Ильюшина и др. строились с применением
ных материалов!, тем самым давая возможность использовать
иеся запасы высококачественной стали и дуралюмина для произ-
а тяжелых самолетов и других конструкций оборонного значения,
виация наших союзников имела в своем составе прекрасный цель-
евянный двухмоторный самолет многоцелевого назначения (в част-
I средний бомбардировщик) «МОСКИТО».
Этот самолет, благодаря оригинальной конструкции крыла и фюзе-
* позволил использовать, наряду с высококачественной древесиной,
Малоценную породу (бальзу) с малым объемным весом, древесина
toofi является заполнителем в трехслойной обшивке самолета.
3
Основное достоинство древесины, как авиационного материала
заключается в ее малом объемном вс ? ч относительно высокой мроч-
ности, что особенно ценно для сам» / ©строения. Огромные сырьевые
запасы древесины в СССР способствуй г развитию деревянного самолето-
строения.
Наряду с положительными свойствами, древесина имеет ряд
серьезных недостатков.
Древесина неоднородна. Даже одна и та же порода' в зависимости
от ряда различных факторов может иметь очень резкие колебания
в физико-механических свойствах древесины. Более того, свойства
древесины неодинаковы в пределах одного кряжа, доски и бруска.
Весьма серьезным недостатком древесины является ее гигроскопич-
ность, вызывающая изменение размеров, формы и механических свой-
ств, а Факже способствующая быстрому загниванию и разрушению дере-
вянных конструкций.
Необходимо отметить, как недостаток, и быструю воспламеняемость
древесины.
В течение ряда лет ведутся работы по устранению или ослаблению
недостатков древесины, препятствующих ее более широкому применению.
Работы научно-нсследовательскнх институтов показали, что основ-
ные недостатки древесины — неоднородность, влажность, а с нею и низ-
кая грибоустончивость — могут быть в большой степени ослаблены
широким применением склейки клеями, па основе искусственных смол (
высококачественными покрытиями и другим i мероприятиями На основе ‘
искусственных смол в последнее время получены высококачественные |
древесно-слоистые материалы.
Для рационального использования древесины при постройке <
и ремонте самолетных конструкций и правильной их эксплоатацаи необ-
ходимо твердое знание основных технических свойств древесных ма-
териалов, их дефектов, сортимента древесных материалов, применяемых
в самолетостроении, приемки, хранения, сушки и других мер предо-
хранения от загнивания, методов обработки, станков, инструмента, при-
способлений для обработки, технологии соединений и производства дета-
лей и агрегатов самолета.
В настоящем учебнике все эти вопросы освещаются в сжатом виде,
применительно к программе Инженерного факультета! ВВА имени
проф. Н. Е. Жуковского.
Более подробные сведения по каждому отдельному вопросу можно
получить в специальных курсах:
1. Древесиноведение.
2. Гидротермическая обработка древесины.
3. Механическая обработка древесины, станки и 'инструмент.
4. Технология соединений.
5. Производство деталей и агрегатов самолетов.
4
Глава I
СТРОЕНИЕ ДРЕВЕСИНЫ
Дерево — многолетнее растение, состоящее из трех основных ча-
стей: корней, ствола и кроны (ветвей с листьями или хвоей). Каждая
из этих частей выполняет определенные функции в жизненном про-
цессе дерева.
Широко разветвленная корневая система плотно закрепляет дерево
в земле и при помощи огромного количества тонких корневых волосков,
охватывающих большую зону питания всасывает воду с растворенными
в ней минеральными веществами и азот в виде аммиака и аммиачных
солей. Корни при этом проявляют исключительную разборчивость: берут
только то, что необходимо для жизни и роста дерева.
Из корней раствор минеральных веществ направляется по пери-
ферическим частям сечения ствола и ветвей к листьям. В листьях
90—99% влаги испаряется, а остальная часть ее поступает с углекисло-
той воздуха в химическое взаимодействие, причем под влиянием сол-
нечного света образуются крахмал и свободный кислород.
Крахмал нерастворим ни в воде, ни в клеточном соке, поэтому он
сначала превращается в сахар, и только затем растворенный сахар из
листьев по лубяной части коры направляется вниз по всему дереву.
В клетках раствор сахара снова превращается в крахмал, а' за-
тем — в клетчатку.
Помимо двух основных питательных потоков — восходящего и ни-
сходящего — в дереве имеется и поперечное движение по сердцевинным
Л} чам.
Ствол в общей схеме жизненных процессов, происходящих в дереве,
несет функции соединительного звена между корневой системой и кро-
ной. По стволу проходят восходящий, нисходящий и поперечный пита-
тельные потоки. Кроме того, ствол поддерживает крону и накапливает
запасы питательных веществ для образования листьев в начале вегета-
тивного периода.
В строительстве применяется, главным образом, древесина ствола,
а в самолетостроении — только древесина первых 3—7 м ствола, даю
щих наиболее ценную древесину.
При изучении строе пгя и в дальнейшем при изучении других
технических свойств придется касаться только древесины ствола.
5
мощь?^ение Древесины, различаемое невооруженным глазом или с по-
' простой лупы, называется макроструктурой, а строение, рвали-
при помощи микроскопа, называется микроструктурой.
1. МАКРОСТРУКТУРА
I
стволу
ному,
честа,.
^кроструктура древесины изучается по трем основным разрезам
(фиг. 1): поперечному или торцевому, радиальному н тангенталь-
<Эти три разреза дают отчетливое представление о породе и ка-
дровесниы при отборе леса для технических нужд.
Фиг. 1.
Основные разрезы ств >ла.
лярн/а п°перечном разрезе ствола, сделанном плоскостью, перпендику-
дрещ/* оси ствола> различают следующие основные части (фиг. 2): керу,
^Нну и сердцевину.
6
Нора состоит из корки, пробкового слоя и луба.
В растущем дереве кора выполняет следующие основные функ-
Цди: 1) предохраняет внутренние слои дерева и в первую очередь слой
юЛмбия от воздействия резких перемен температуры, высыхания и внеш-
них механических повреждений: 2) проводит (по лубу) питательные
вегаества из листьев по всему дереву (нисходящий поток); 3) является
местом отложения запасов питательных веществ.
\Намбий. Непосредственно под лубяным слоем расположен тонкий,
невидимый невооруженным глазом, слой камбия. Камбий представляет
матешискую живую ткань, способную к образованию новых клеток дре-
весину и дуба, причем клеток древесины камбий образует в десять раз
болыпк чем клеток луба. Деятельностью камбия объясняется рост де-
рева вгголщину и высоту. Камбий развивает свою деятельность в весен-
ний и Летний периоды, в остальное время года камбиальный слой на-
ходится в состоянии покоя. Камбий со 'слоем молодых клеток легко
обнаружить весной в молодых побегах в виде слизистого слоя, по ко-
торому легко сдирается кора.
Образовавшиеся из камбия в течение вегетационного периода
клетки ральнейшего роста не имеют, и у большинства пород в более
позднем возрасте в древесине происходят лишь изменения содержи-
мого клеток, состава их стенок и физиологических функций.
Сер, цевина дерева находится обычно в 1середин-е ствола, (с неко-
торым ел ещением от геометрического центра, что вызывается условиями
h рева. Сердце-вина состоит из крупных тонкостенных клеток
или многогранной формы, называемых паренхимными.
Непосредственно к ней примыкает первичная древесина, т. е. дре-
1и, образовавшаяся в первый год роста побега. Вместе с первичной
древесиной сердцевина образует так называемую сердцевинную трубку
или Сердцевинный цилиндр.
продольном разрезе сердцевинная трубка представляет из себя
я рыхлую полосу, легко выкрашивающуюся. В поперечном ряз-
роста
кругл»
весш
f
узкук
’.ердцевинная трубка у большинства пород имеет форму круга
резе
и в з< висимости от породы имеет диаметр от 1 до 10 мм (бузина). Ряд
пород
равну
; имеет сердцевину и другой формы, например: дуб — звездооб-
о, ясень — четырехугольную, а ольха — треугольную. От сердце-
вины ствола берут начало сердцевины всех сучков или по одной в попе-
речно! сечении, или по нескольку. В первом случае сучки располага-
ются в поперечном сечении ствола по одному (одиночные), а во втором
случаз группами, образуя мутовки при наружных и заплывших сучках
пли розетки при внутренних (фиг. 3).
Вследствие низких механических свойств сердцевины, а также,
благодаря сосредоточению около нее сучков, сердцевина и прилегающая
к неф часть древесины диаметром до 60 мм в самолетостроении не
применяется.
Древесина. Между сердцевиной и корой, точнее, камбиальным сло-
ем, находится основная масса ствола —- древесина. Древесина накапли-
вается в результате ежегодной деятельности камбия; она состоит в ог-
ромном большинстве из омертвевших и отвердевших клеток. Омертвение
клеток древесины происходит постепенно. В непосредственной близости
от камбиального слоя в стволе еще имеются живые клетки древесины.
7
Возраст живых клеток обычно невелик. У сосны 30—40, редко
)—60 лет. С возрастом клетки древесины пропитываются различным!
йодистыми, дубильными, красящими и другими защитными вещества
>торые делают древесину более стойкой по отношению к загнивану*о.
следствие закупорки клеток всякое движение соков прекращается,
зеина превращается в совершенно мертвую ткань, выполняющую
э механические функции.
е-
Схема расположения сучков в продольном и попереч-
ном сечении ствола:
1 —одиночное; 2—групповое: а—внутренний; г—розетка;
б и д—заплывные; в и е—наружные.
и спелая древесина. Многие древесные т|ороды
сечении различную окраску древесины и,
содержат в центральной
кроме
части
чем в1 периферийной. Древесина центр льной
ядрi или
назы-
юлед-
>боло-
Ядро, заболонь
меют в поперечном
ого, в свежесрубленном' состоянии
твола меньше влаги,
асти, наиболее старая, окрашена темнее и носит название
Яровой древесины, а периферийная, более молодая и светлая, —
зется оболопыо или заболонью. Ядро образуется с возрастом
гвие постепенного отмирания клеток и заполнения полостей и
ек клеток различными «ядерными» веществами. «Ядерпые» вегйества
всцветны или слабо окрашены, ио под действием кислорода воздуха
емнеют, поэтому свежесрубленное дерево имеет в начале слабо ^амет-
ое ядро и только с течением времени под действием воздуха и света
риобретает темную окраску.
Относительное содержание ядровой древесины в ствола
г породы и возраста: чем старше возраст дерева, тем больший
моется в нем ядровой древесины it меньший заболонной,
ревесина вследствие закупорки полостей клеток мало проницаема для
оды и воздуха и обладает более высокими физико-механическими свои-
твами, чем заболонь
зависит
процент
Ядровая
8
Заболонная Древесина содержит живые элементы древесины; он»
участвует в физиологических процессах растущего1 дерева. По заболони
идет восходящий поток, поэтому она содержит значительно больше
влаги, чем ядро. Наличие питательных веществ в заболони способст-
вует ее быстрейшему загниванию. Заболонь таких авиационных пород,
как дуб, ясень манчжурский, лиственница сибирская, отличающаяся мень-
шей прочностью по сравнению с ядром, легче подвергающаяся загни-
ванию, и довольно узкая в самолетостроении совершенно не применяется.
Заболонь сосны применяется во всех самолетных деталях за исключе-
нием подводных деталей гидросамолетов.
Для изготовления гнутых деталей заболонная древесина имеет
значительные преимущества, как более эластичная.
Из авиационных пород к ядровым относятся: сосна, дуб, ясень,
лиственница. К ядровым породам также относятся: орех грецкий, ка-
штан съедобный, вяз, акация белая, тополь, кедр, тисс и др.
Породы, имеющие центральную и периферическую части древесины,
одинаковые и по цвету, но с меньшим содержанием влаги в централь-
ной части, носят название спелодревесных.
Из авиационных пород к спелодревесным относятся: бук, липа, ель,
пихта кавказская.
Породы, у которых не замечается разницы между центральной
и периферийной частями древесины ни по цвету и ни по содержанию
влаги, называются заболонными.
К таким Породам Относятся: клен, береза, осина, ольха черная
п серая, граб, каштан конский и другие.
Очень часто у спелодревесных и заболонных пород наблюдается
потемнение центральной части ствола, напоминающее ядро. Таког»
рода образование носит название — ложного ядра.
Ложное ядро можно наблюдать у бука, осины, березы, клена, ели
и некоторых других пород. Появление ложного ядра может быть вы-
звано как физико-химическими, так и биологическими факторами.
Древесина с ложным ядром в самолетостроении не применяется.
Некоторые порЬды, как «.например, ясень,; вишня, можжевельник
и др имеют заболонь, ядро и спелую древесину
Годичные слои. На поперечном разрезе ствола хорошо заметны
концентрически расположенные круги, которые носят название годич-
ных слоев, годичных колец или слоев прироста. В русской ботаниче-
ской литературе принято название годичные слои, а в технических
условиях на авиаматериалы — годовые слои. В данном учебнике при-
нято название годичные слои.
Годичные слои образуются в результате неравномерной деятель-
ности камбиального слоя в течение вегетационного периода. Ранней
весной камбий образует преимущественно тонкостенные и широко-
полостные проводящие клетки, составляющие внутренний (ближе к цен-
тру) слой годичного кольца. Летом камбий образует, главным образом,
толстостенные с узкими полостями клетки, составляющие внешний слой
(ближе к камбию) годичного кольца.
Такая неравномерная деятельность камбия даёт возможность в хвой-
ных породах и некоторых лиственных легко различать две зоны
годичного слоя: весеннюю или раннюю более светлую и летнюю илн
9
позднюю — более темную. Поздняя древесина, как более плотная,
обладает и более высокими механическими свойствами, чем ранняя
древесина, поэтому чем больший процент будет составлять поздняя
древесина, тем выше будут физико-механические свойства древесины
данной породы.
Ширина годичных слоев колеблется от доли мм до 10 мм и более
и зависит от многих причин: породы дерева, условий произрастания,
возраста, климата, почвы и пр. Благоприятные условия роста способ-
ствуют образованию широких годичных слоев и наоборот. Имеются по-
роды, которые даже при самых благоприятных условиях образуют узкие
слои, например: тисс, самшит.
В молодости у деревьев годичные слои из года в год увеличи-
ваются до определенной максимальной ширины, а за пределами спело-
сти камбий образует мелкие годичные слои со слабой древесиной.
Ширина и равномерность годичных слоев являются довольно хоро-
шими макроскопическими показателями качества древесины некоторых
иород, например, дуба, ясйтя.
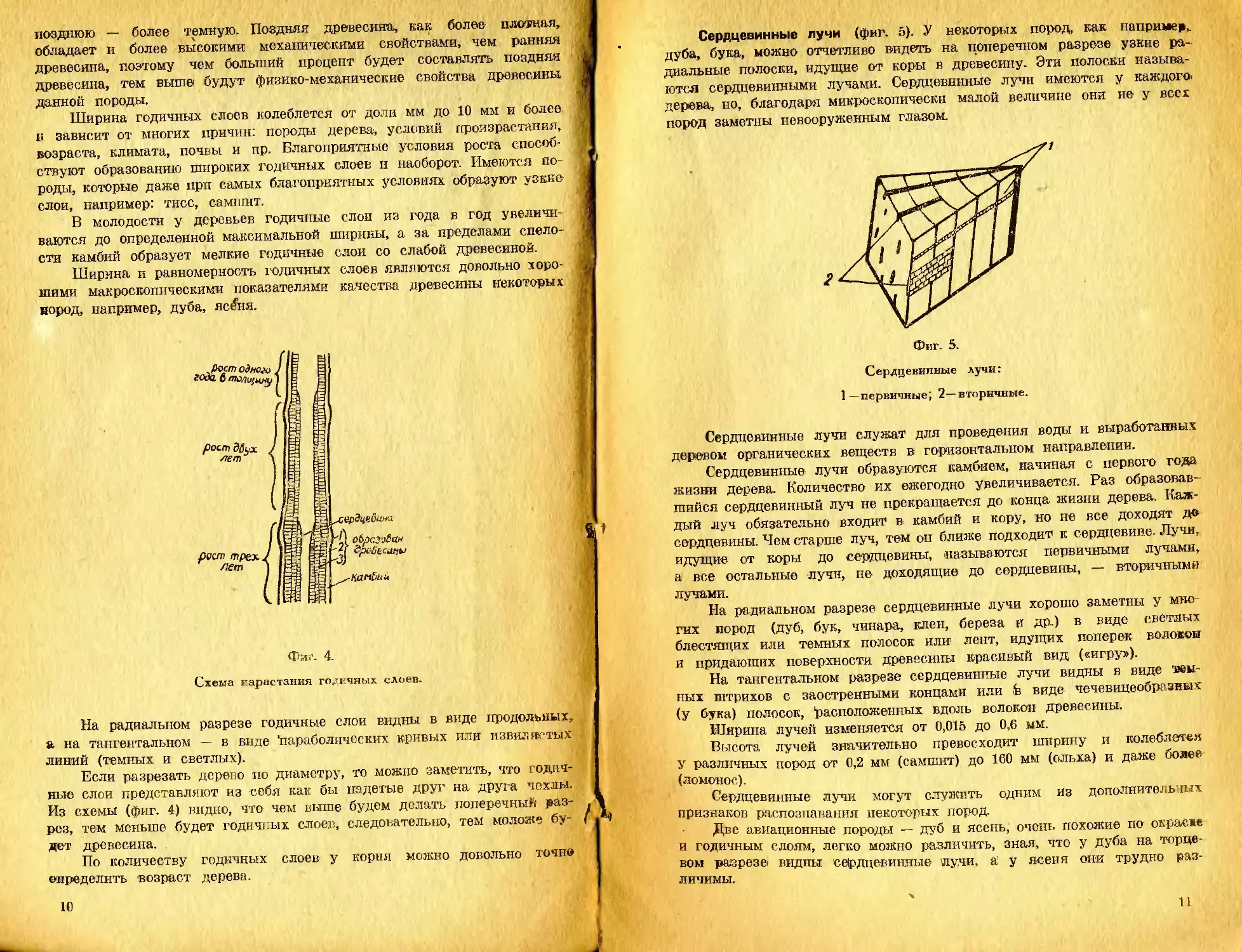
Фиг. 4.
Схема гарастания годичных слоев.
На радиальном разрезе годичные слои видны в виде продольных,
а на тангентальном — в виде *параболических кривых или извилистых
линий (темных и светлых).
Если разрезать дерево по диаметру, то можно заметить, что годич-
ные слои представляют из себя как бы надетые друг на друга чехлы.
Из схемы (фиг. 4) видно, что чем выше будем делать поперечный раз-
рез, тем меньше будет годичных слоев, следовательно, тем моложе бу-
дет древесина.
По количеству годичных слоев у корня можно довольно точно
определить возраст дерева.
10
Сердцевинные лучи (фиг. 5). У некоторых пород, как например,,
дуба, бука, можно отчетливо видеть на поперечном разрезе узкие ра-
диальные полоски, идущие от коры в древесину. Эти полоски называ-
ются сердцевинными лучами. Сердцевинные лучи имеются у каждого,
дерева^ ио, благодаря микроскопически малой величине они не у всех
пород заметны невооруженным глазом.
Фиг. 5.
Сердцевинные лучи:
1—первичные; 2—вторичные.
Сердцевинные лучи служат для проведения воды и выработанных
деревом органических веществ в горизонтальном направлении.
Сердцевинные лучи образуются камбием, начиная с первого года
жизни дерева. Количество их ежегодно увеличивается. Раз образовав-
шийся сердцевинный луч не прекращается до конца жизни дерева. Каж-
дый луч обязательно входит в камбий и кору, но не все доходят до
сердцевины. Чем старше луч, тем он ближе подходит к сердцевине. Лучи,
идущие от коры до сердцевины, называются первичными лучами,
а все остальные лучи, не доходящие до сердцевины, — вторичными
лучами.
На радиальном разрезе сердцевинные лучи хорошо заметны у мно-
гих пород (дуб, бук, чинара, клен, береза и др.) в виде светлых
блестящих или темных полосок нли лент, идущих поперек волокон
и придающих поверхности древесины красивый вид («игру»).
На тангентальном разрезе сердцевинные лучи видны в виде тюы-
ных штрихов с заостренными концами или fe виде чечевицеобразных
(у бука) полосок, “расположенных вдоль волокон древесины.
Ширина лучей изменяется от 0,015 до 0,6 мм.
Высота лучей значительно превосходит ширину и колеблется
У различных пород от 0,2 мм (самшит) до 160 мм (ольха) и даже более
(ломонос).
Сердцевинные лучи могут служить одним из дополнительных
признаков распознавания некоторых пород.
Две авиационные породы — дуб и ясень, очень похожие по окрасив
и годичным слоям, легко можно различить, зная, что у дуба на торце-
вом разрезе видны сердцевинные лучи, а у ясеня они трудно раз-
личимы.
11
То же относится к двум, сходным по цвету авиационным породам:
«резе и клену. На поперечном разрезе клена сердцевинные лучи
:орошо видны, а у березы их незаметно.
Бук легко различается среди других пород по его характерным
расноватым лучам, хорошо заметным на всех срезах.
Сердцевинные лучи состоят из тонкостенных клеток, имеющих
аиравление по радиусам поперечного сечения ствола. По направлению
ердцевинных лучей чаше всего происходят трещины при усушке.
2. МИКРОСТРУКТУРА
Древесина состоит из микроскопически малых клеток. Отдельные
метки имеют различное строение, форму, величину, внутреннее седер-
:ание, в зависимости от выполняемых ими функций при жизни дерева.
Клетки растущего дерева в огромном большинстве мертвые и толь-
9 сравнительно небольшая часть из них — живые.
Камбий состоит из одного ’слоя живых клеток, способных к обра-
)ванию новых клеток путем деления. Живая клетка состоит из обо-
эчки и внутреннего содержимого — протопласта, включающего в себя
нвую часть — протоплазму и ядро и ряд неживых включений, вроде
spen крахмала, масла, кристаллов и пр. По мере роста клеточки, в ней
/являются полости, заполненные клеточным соком. Полости эти назы-
цотся вакуолями (фиг. 6).
Фиг. 6.
Поперечное сечение живых клеток.
Клеточная оболочка представляет собою продукт протоплазмы,
яко отличающийся от нее пр химическому составу.
Молодая оболочка состоит из вещества, называемого целлюлозой
ii,, Q. . У некоторых клеток оболочка на всю жизнь остается цел-
лозной, но у большинства она претерпевает изменения, подвергаясь
ювеснению и кутннизацин. Одревеснение клеточной оболочки проис-
щт в результате появления в ней особого вещества — лигнина,
яическая природа которого до сего времени еще неизвестна.
•Сутинизация или опробковение оболочки происходит в резуль-
е появления в ней пробкового вещества — суберина, состав которого
же в точности неизвестен.
>
Микроскопическое1 строение оболочки весьма сложно. На попереч-
ном разрезе клеточной оболочки 'можно заметить, что она состоит из
трех различных слоев (фиг. 7); 2 — первичного наружного, наиболее
одеревеневшего; 3 — вторичного — наиболее мощного, но содержащего
в меньшем количестве лигнин; 4 — третичного слоя, состоящего из.
целлюлозы и незначительного по толщине.
Фиг. 7.
Схема строения оболочек одревесневши клеток
(трахеид);
1—межклеточное вещество; 2—первичный слой;
3—вторичный слон; 4—третичный слой оболочки;
5—полости клеток; 6—7—толщина оболочек двух
смежных клеток.
Первичными слоями клетки соприкасаются друг с другом и при
помощи межклеточного вещества 1 склеиваются в кажущуюся одно-
родной срединную пластинку. Срединная пластинка под действием
хромовой кислоты или смеси азотной кислоты с бертолетовой солью
(смесь Шульце) растворяется, а склеенные волокна разъединяются.
Получается мацерированная древесина (расщепленная на отдельные
волокна).
Кроме слоистости оболочки, можно наблюдать при рассматривании
волокон сбоку еще волосатость, идущую под углом по спирали. Обо-
лочка представляется как бы закрученной в виде каната.
Каждая клетка сообщается с соседними клетками через поры
Через; поры проходят растворы питательных веществ из клетки в клетку.
Порами в анатомии растений называются не отверстия в обычном смы-
сле, а неутолщенные места оболочки, через которые и происходит
фильтрация воды.
Поры имеют различную величину fa форму в зависимости от вида
клеток. На фиг. 8 даны основные два типа пор.
13
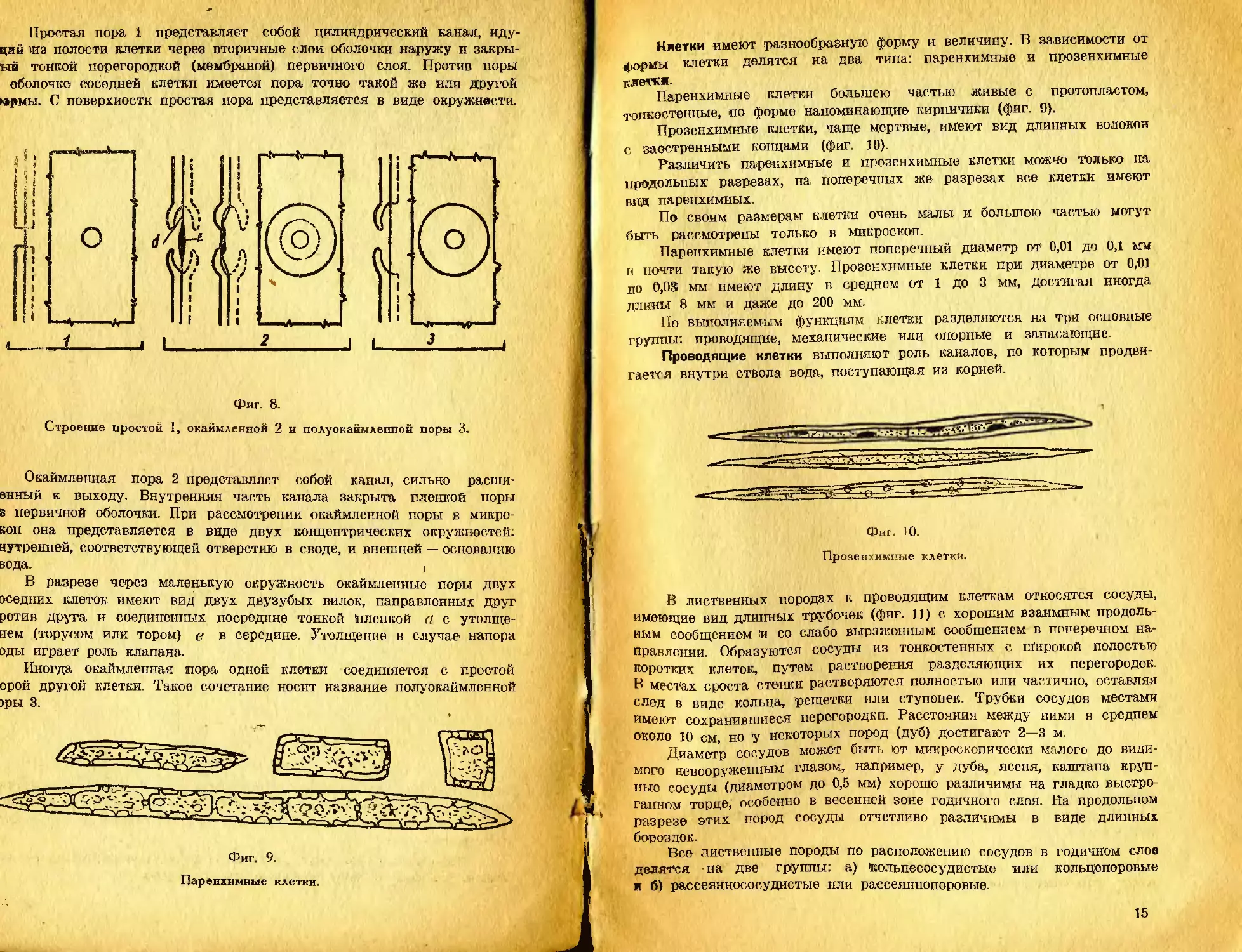
Простая пора 1 представляет собой цилиндрический канал, иду-
щий 'из полости клетки через вторичные слои оболочки наружу н закры-
ый тонкой перегородкой (мембраной) первичного слоя. Против поры
оболочке соседней клетки имеется пора точно такой же или другой
»рмы. С поверхности простая пора представляется в виде окружности.
Фиг. 8.
Строение простой 1, окаймленной 2 и полуокаймленной поры 3.
Окаймленная пора 2 представляет собой канал, сильно расши-
жный к выходу. Внутренняя часть канала закрыта пленкой поры
s первичной оболочки. При рассмотрении окаймленной поры в микро-
код она представляется в виде двух концентрических окружностей:
1утренней, соответствующей отверстию в своде, и внешней — основанию
юда. ,
В разрезе через маленькую окружность окаймленные поры двух
эседних клеток имеют вид двух двузубых вилок, направленных друг
эотив друга и соединенных посредине тонкой пленкой а с утолще-
гем (торусом или тором) е в середине. Утолщение в случае напора
>ды играет роль клапана.
Иногда окаймленная пора одной клетки соединяется с простой
эрой другой клетки. Такое сочетание носит название полуокаймленной
>ры 3.
Фиг. 9.
Паренхимные клетки.
Клетки имеют разнообразную форму и величину. В зависимости от
<юрмы клетки делятся на два типа: паренхимные и прозенхимные
клетки.
Паренхимные клетки большею частью живые с протопластом,
тонкостенные, по форме напоминающие кирпичики (фиг. 9).
Прозенхимные клетки, чаще мертвые, имеют вид длинных волокон
с заостренными концами (фиг. 10).
Различить паренхимные и прозенхимные клетки можно только на
продольных разрезах, на поперечных же разрезах все клетки имеют
вид паренхимных.
По своим размерам клетки очень малы и большею частью могут
быть рассмотрены только в микроскоп.
Паренхимные клетки имеют поперечный диаметр от 0,01 до 0,1 мм
н почти такую же высоту. Прозенхимные клетки при диаметре от 0,01
до 0,03 мм имеют длину в среднем от 1 до 3 мм, достигая иногда
длины 8 мм и даже до 200 мм.
По выполняемым функциям клетки разделяются на три основные
группы: проводящие, механические или опорные и запасающие.
Проводящие клетки выполняют роль каналов, по которым продви-
гается внутри ствола вода, поступающая из корней.
Фиг. Ю.
Прозенхимные клетки.
В лиственных породах к проводящим клеткам относятся сосуды,
имеющие вид длинных трубочек (фиг. 11) с хорошим взаимным продоль-
ным сообщением 'и со слабо выраженным сообщением в поперечном на-
правлении. Образуются сосуды из тонкостенных с широкой полостью
коротких клеток, путем растворения разделяющих их перегородок.
В местах сроста стенки растворяются полностью или частично, оставляя
след в виде кольца, решетки или ступенек. Трубки сосудов местами
имеют сохранившиеся перегородки. Расстояния между ними в среднем
около 10 см, но у некоторых пород (дуб) достигают 2—3 м.
Диаметр сосудов может быть от микроскопически малого до види-
мого невооруженным глазом, например, у дуба, ясеня, каштана круп-
ные сосуды (диаметром до 0,5 мм) хорошо различимы на гладко выстро-
ганном торце; особенно в весенней зоне годичного слоя. На продольном
разрезе этих пород сосуды отчетливо различимы в виде длинных
бороздок.
Все лиственные породы по расположению сосудов в годичном слое
делятся на две группы: а) *кольпесосудистые или кольцепоровые
и б) рассеяннососудистые или раесеяннопоровые.
15
Cvr. 11.
Микроструктура лиственной породы.
1, 2, 3, 4—сосуды; 5—древесная паренхима.
В кольцепоровых породах крупные сосуды расположены тальк*
в весенней зоне годичных слоев. На торцевом разрезе они видны
в виде колец, идущих по границе годичного слоя (фиг. 12).
Фиг. 12.
Схема колтпепоровой листвен-
ной породы.
Кроме крупных сосудов, имеются еще малые сосуды, расположен-
ные в поздней зоне годичного слоя.
Из пород, применяемых в авиастроении, к кольцепоровым относятся
дуб и ясень.
В рассеяннопоровых породах сосуды распределены боле® или менее
равномерно по всей ширине годичного слоя, вследствие чего границы
между годичными слоями этих пород не ярко выражены (фиг. 13>-
16
Схема рассеяннопоровои лист-
венной породы.
Из пород, применяемых в самолетостроении, к рассеяннопоровым
относятся: бук, береза, клен и липа.
Механическими или опорными клетками в лиственных породах
служат так называемые либриформенные клетки, имеющие очень тол-
стые стенки и малую внутреннюю полость.
Наиболее толстые стенки встречаются у опорных клеток твердых
пород. Внутренняя полость у этих клеток едва заметна.
Фиг. 14.
Опорные клетки лиственных пород:
1—мягкой; 2—твердой.
На фиг. 14 даны опорные клетки древесины мягких 1 и твердых 2
лиственных пород.
Строение древесины хвойных пород проще лиственных. В хвойных
породах роль подводящих и опорных клеток выполняют одни и те же
опорно-подводящие клетки (трахеиды) (фиг. 15).
® ®~о°аП0 0 8° ® ©(f
OeDDjeg) ®
)
Фиг. 15.
Трахеиды.
Опорно-подводящие клетки имеют вытянутую форму, концы их ско-
шены и заострены, крепко взаимно связаны. Длина отдельной клетки
от 1 до 5 мм.
2 Г. П. Платонов.
=НHfegKИц,егитут ГВф I
БИБЛИОТЕКА |
м.
17
Весной опорно-подводящие клетки образуются камбием тонкостен-
ными, с большим поперечным сечением. Вследствие малой длины
опорно-подводящих клеток, они являются менее совершенными провод-
никами, чем сосуды, так как водный ток на своем пути встречает через
1—5 мм перегородки, создающие большое препятствие движению.
В летнее время опорно-подводящие клетки образуются с толстыми
стенками и малой внутренней полостью, сплющенные в радиальном
направлении (фиг. 16). Вследствие этого летняя (поздняя) древесина
отличается большей крепостью, чем весенняя (раиияя).
Фиг. 16.
Микроскопическое строение древесины сосны. Попе-
речный разрез.
1—смоляной ход; 2—сердцевинный луч; 3—граница го-
дичного слоя; 4—равняя древесина; 5—поздняя древесина.
Питающие или запасающие клетки служат для хранения запаса
питательных веществ (крахмала, масла), необходимых в начале вегета-
ционного периода для образования листьев и хвои.
К запасающим клеткам относятся клетки древесной паренхимы,
имеющей вид продолговатого волокна (фиг. 9, 11), разделенного попереч-
ными перегородками на паренхимные клетки.
Верхние и иижиие клетки волокна имеют заостренную форму.
Сердцевинные лучи, состоящие из паренхимных клеток, частично живых,
также являются местом накопления крахмала.
18
Все три разобранные группы клеток имеют самую тесную связь
ДРУГ
с другом, помогающую им выполнять положенные функции.
Группы клеток с одинаковым строением и функцией называются
тканями.
Смоляные ходы представляют собой каналы, ие имеющие самостоя-
тельных стенок. Каналы внутри выстланы паренхимными клет-
ками (фиг. 17).
Фиг. 17.
Строение смоляного хода в поперечном (1 и 2) и про-
дольном (3) разрезах.
а.—выстилающие клетки; б—мертвый слой; в—сопрово-
ждающие клетки; г—межклетники; д—трахеиды.
Часть этих клеток выделяет смолу, представляющую собой
защитное вещество, предохраняющее древесину от вредных последст-
вии при ранении, высыхания и вредителей (грибов, бактерий и насе-
комых).
Смоляные ходы имеются у сосны, ели, лиственницы и других
хвойных пород. Не имеют смоляных ходов тисс, пихта кавказская
и сибирская, кипариа
2*
19
3. ПРОСТЕЙШИЕ, СПОСОБЫ ОПРЕДЕЛЕНИЯ ПОРОД
ДРЕВЕСИНЫ
В авиастроении применяется древесина ряда хвойных и лиственных
пород. В практической работе требуется из ряда пород отобрать нуж-
ную породу для определенного изделия. Обычно этот отбор произво-
дится на основании осмотра ыакроскопич!еского строения древесины
невооруженным глазом или с помощью лупы 3—5-кратного увеличения.
При осмотре обращают внимание на следующие характерные особен-
ности строения древесины: наличие или отсутствие ядра, сосудов,
смоляных ходов, сердцевинных лучей, степени видимости годичных
слоев, поздней и ранней древесины, цвет и строение .коры.
Осмотр ведется преимущественно на хорошо обработанной торцевой
поверхности.
Сначала выясняется, хвойная это или лиственная порода.
Характерные отличительные признаки хвойных пород следующие:
годичные слои хорошо различимы; поздняя зона плотная, коричневато-
серого цвета, ранняя менее плотная, светлая; сердцевинные лучи не
заметны; сосудов нет.
Лиственные породы из группы кольцепоровых имеют хорошо замет-
ные годичные 'слои, с ранней зоной, состоящей из кольца сосудов,
ясно видимых на торцевой поверхности. Поздняя зона, плотная, имеет
группы дополнительных мелких сосудов в виде более светлых участ-
ков, характерного для каждой породы рисунка.
Рассеяннопоровые породы имеют однородное строение годичного
слоя; ранняя и поздняя зоны годичного слоя неразличимы; границы го-
дичных слоев слабо различимы; сосуды не видны за исключением некото-
рых пород (орех и красное дерево); распределение сосудов равномерное.
При определении авиационных пород можно пользоваться при-
знаками, приведенными в таблицах:
1 — для ‘хвойных пород,
2 — для лиственных пород.
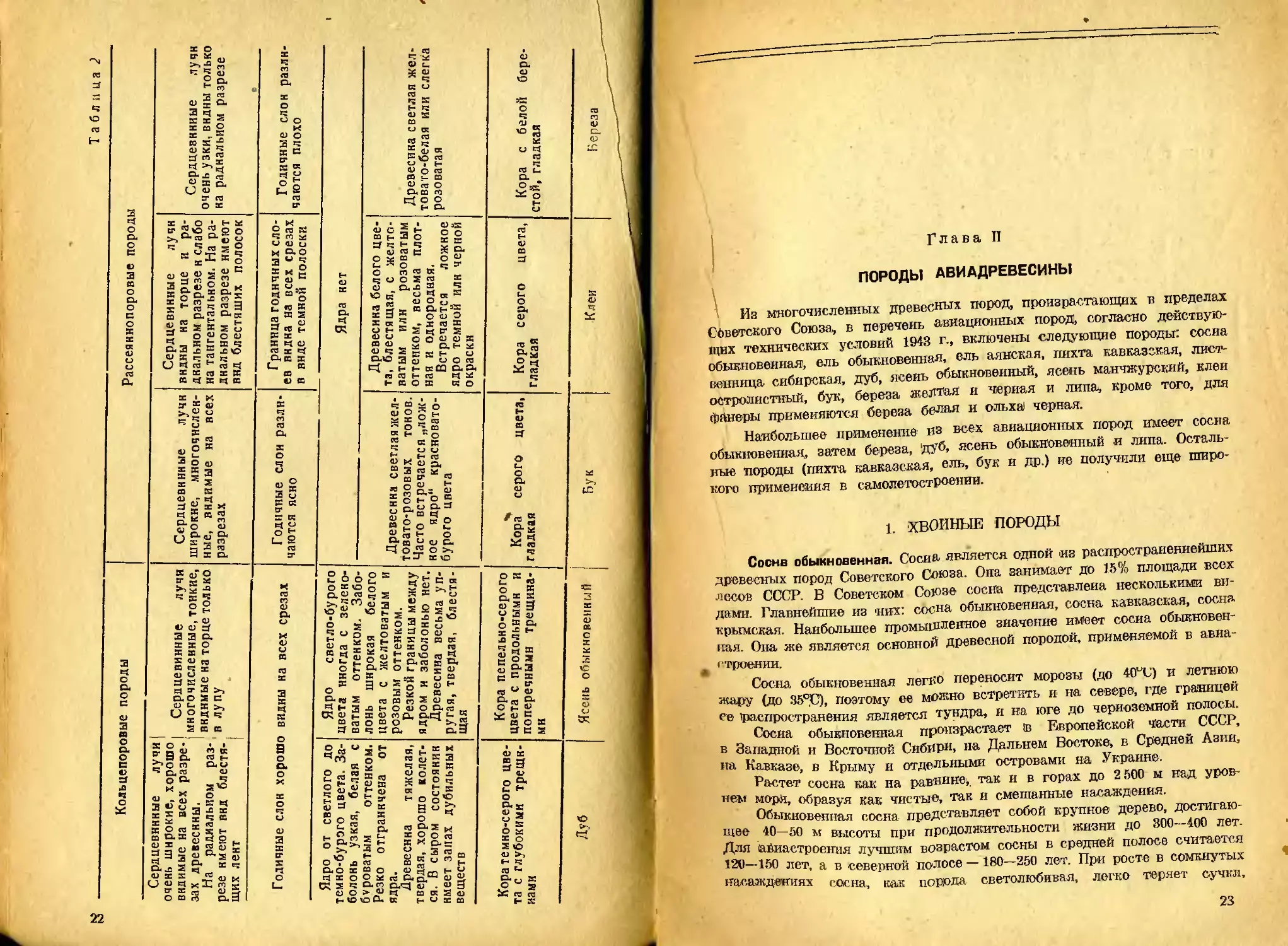
есть Смоляные ходы мелки н не» многочисленны Годичные слои различаются очень резко. Поздняя древесина хорошо развита, имеет характерный буровато-коричневый оттенок. Граница между раиней и позд- ней зонами резкая Заболонь узкая, желтовато- белая, резко отличается от яд- ра красиобурого цвета. Древесина смолистого запаха не имеет. Тяжелее сосновой « Сучья расположены в беспо- рядке. Кора красновато-бурого цве- та. Чешуя с загнутыми наружу краями. Лиственница сибирская
Ядро Смоляных ходов очень много. Сосредоточены они главным образом в поздней части го- пичнпгп глпя Годичные слои узкие, резко различающиеся. Поздняя дре- весина хорошо развита, имеет характерный красновато-ко- ричневый оттеиок. Граница между ранней и позд- ней зонами резкая Заболонь желтовато-белая, 1 резко отличается от ядра, ок- рашенного в розоватый, крас- новатый или буровато-красный цвет. Древесина имеет сильный смо- листый запах Сучья овальной формы распо- ложены в мутовках, выходят из ствола под острым углом. Кора темно-бурого цвета с глубокими трещинами и тол- стой чешуей Сосна обыкновенная
Ядра иет Смоляные ходы имеются в не- . Смоляных ходов в древесине большом количестве. На торце нет. В коре они наблюдаются они заметны в виде светлых в виде желваков, заполненных точек, а на продольных раз- пихтовым маслом резах — в виде темных штри- хов Переход от раиней древесины к поздней постепенный Древесина белая с розовым Древесина почти белая со сла- или желтоватым оттенком, бым розовым оттенком, до- мягкая и легкая вольно мягкая, легкая, слегка блестящая, иногда краснова- того оттеика Сччья в мутовках и еднннч- Сучья окРУглоП Ф°РМЫ МУ‘ товчатые и одиночные между но-разбросанвые между му- МуТовкамн выходят из ствола Кора сероватого цв'еТа с не- ^красТова^ерая с мел- ГЛва?л”МпИртТурйЦИНаИЙ ” УГ” кими Пашинами н округлой лова той чешуей чешуей Пихта кавказская Ель обыкновенная
21
i
Сердцевинные лучи очень узки, видны только на радиальном разрезе Годичные слон разли- чаются плохо
Сердцевинные лучн видны на торце и ра- диальном разрезе и слабо на тангентальном. На ра- диальном разрезе имеют внд блестящих полосок I Граница годичных ело- i ев видна на всех срезах в виде темной полоски
Сердцевинные лучн широкие, многочислен- ные, видимые на всех разрезах Годичные слои разли- чаются ясно
1 Сердцевинные лучи многочисленные, тонкие, видимые на торце только в лупу [ Годичные слон хорошо видны на всех срезах
Сердцевинные лучи' очень широкие, хорошо, видимые на всех разре- зах древесины. На радиальном раз- резе имеют внд блестя- щих лент
Глава П
ПОРОДЫ АВИАДРЕВЕСИНЫ
Из многочисленных древесных пород, произрастающих в пределах
Советского Союза, в перечень авиационных пород, согласно действую-
щих технических условий 1943 г., включены следующие породы: сосна
обыкновенная!, ель обыкновенная, ель аянская, пихта кавказская, лист-
венница сибирская, дуб, ясень обыкновенный, ясень манчжурский, клеи
остролистный, бук, береза желтая и черная и липа, кроме того, для
фанеры применяются береза белая и ольха черная.
Наибольшее применение из всех авиационных пород имеет сосна
обыкновенная, затем береза, ‘дуб, ясень обыкновенный -и липа. Осталь-
ные породы (пихта кавказская, ель, бук и др.) ие получили еще широ-
кого применения в самолетостроении.
1. ХВОЙНЫЕ ПОРОДЫ
Соснв обыкновенная. Сосиа является одной из распростраиениейших
древесных пород Советского Союза. Она занимает до 15% площади всех
лесов СССР. В Советском Союзе сосна представлена несколькими ви-
дами. Главнейшие из иих: сосна обыкновенная, сосна кавказская, сосна
крымская. Наибольшее промышленное значение имеет сосиа обыкновен-
ная. Она же является основной древесной породой, применяемой в авиа-
строении.
Сосна обыкновенная легко переносит морозы (до 4041) и летнюю
жаРУ (до 35°JC), поэтому ее можно встретить и на севере, где границей
ее Фаспространения является тундра, и на юге до черноземной полосы.
Сосиа обыкновенная произрастает 1в Европейской части СССР,
в Западной и Весточкой Сибири, на Дальнем Востоке^ в Средней Азин,
на Кавказе, в Крыму и отдельными островами на Украине.
Растет сосиа как на равнине, так и в горах до 2500 м над уров-
нем моря, образуя как чистые, так и смешанные насаждения.
Обыкновенная сосна представляет собой крупное дерево, достигаю-
щее 40—50 м высоты при продолжительности жизни до 300—400 лет.
Для авиастроения лучшим возрастом сосны в средней полосе считается
129—150 лет, а в северной полосе —180—250 лет. При росте в сомкнутых
насаждениях сосна, как порода светолюбивая, легко теряет сучки.
23
начиная, примерно, с 8—10-летнего возраста, что дает возможность
получать от сосны хороший пиломатериал. На свободе сосна! быстро
разрастается в низко сидящую крону и становится 1мало пригодной
для строительства.
Отличительными внешними признаками сосны па корню является
толстая кора с красновато-желтой, быстро сбрасывающейся тонкими,
пластинками корой в верхней части ствола и бурокоричневой с крупл
ными продольными трещинами в нижней части. Сучья расположены и:;
стволе правильными кольцами (мутовками). <
На тангентальном разрезе сучья имеют форму эллипса. Хвоя длин
ная, парная, состоит из двух жестких, колючих, длиной в 50—60 мм,
хвоинок, всегда сидящих вместе.
Сосна принадлежит к Идровым порогам. Древесина мягкая, смо-
листая, слегка блестящая. В свежесрублениом состоянии ядро не всегда
заметно, но затем сильно темнеет и резко отличается от заболони.
Цвет ядра красновато- или розовато-желтый, а иногда буровато-крас-
ный, заболони • — светлый, желтовато-белых тонов. Ширина заболони
в значительной степени зависит от условий роста и возраста. Годар-
ные слои хорошо заметны на всех разрезах. Ранняя древесина годичных
слоев светлая, а поздняя — темная. Переход от ранней к поздней чадги
годичного слоя резкий. /
Сердцевинные лучи ие видны ни на одном из разрезов. /
Древесина и кора сосны пронизаны большим количеством смоля-
ных ходов. Основная масса смоляных ходов сосредоточена в поздней
древесине.
На торцевом разрезе смоляные ходы хорошо видны в виде свет-
лых точек; на радиальном и тангентальном .разрезах 1смоляные ходы
имеют вид беловато-матовых черточек различной длины.
Технические свойства древесины сосны зависят от многих факто-
ров и в первую очередь от почвенно-грунтовых, климатических и Других
условий роста.
Условия роста отражаются /на ширине заболони, относительной
ширине ранней и поздней древесины годичного слоя, а следовательно,
и на физико-механических свойствах древесины.
Из сосны изготовляют все основные детали самолета; лонжероны
фюзеляжа, полки лонжеронов крыла, центроплан, оперения, стрингеры
крыла и фюзеляжа, полки килевой балки и кильсонов, бобышки. Кроме»
того, из древесины сосны изготовляют шпон строганый (ножевой) авиа-
ционный, фанеру н плиты фанерные авиационные.
Древесина сосны хорошо колется и обрабатывается режущими
инструментами, но плохо поддается поверхностной отделке.
Ядровая часть Древесины сосны более стойка в отношении загни-
вания, чем заболонная. Заболонь легко подвергается загниванию, особен
но быстро поражается грибками синевы, поэтому заболонь сосны не
может употребляться па подводные детали гидросамолетов.
Ель. В пределах СССР имеют широкое распространение несколько
видов ели. В Европейской части СССР, примерно, в тех же районах,
что и сосна, произрастает ель обыкновенная или европейская.
В отличие от сосны ель требует более богатых и влажных почв,
избегая песчаных и болотистых.
24
Ель образует как чистые насаждения, так и входит в состав сме-
шанных лесов, произрастая совместно с сосной, пихтой, осикой, бере-
зой и др. Ель — порода теневыносливая, вследствие чего сильно Сучкова-*
тая. Сучки расположены в мутовках, как у сосны, и, кроме того, между
мутовками. По высоте ель в спелом возрасте уступает сосне, достигал
лишь 30—40 м.
Продолжительность жизни 300—400 лет. Возраст спелости наступает
в 100—120 лет.
Ствол ели одет коричнево-серой сравнительно тонкой корой, со
слабыми трещинами.
Ель относится к спелодревесным породам. Заболонь не отличается
по цвету от спелой древесины. Древесина легкая, мягкая, светлого,
почти белого цвета, иногда со слабым желтоватым отгенком, слегка
блестящая. Ели, выросшие на болотистых почвах, имеют древесину
со слабо красноватым! оттенком.
Годичные слои хорошо видны на всех разрезах.
Ранняя древесина годичного слоя белого цвета, более развита, чем
поздняя темного цвета. Переход от раиией дрейесины к поздней по-
степенный.
Сердцевинные лучи не видны ни на одном разрезе.
Смоляные ходы менее многочисленны, чем у сосны. На торцевом
разрезе они видны в виде светлых точек, а на продольных разрезах —
в виде темных черточек.
В отличие от сосны, иа тангентальном разрезе сучки видны
в форме круга. Кроме крупных основных сучков, расположенных в му-
товках, имеются еще промежуточные мелкие.
Ель обыкновенная имеет более низкие механические свойства
п меньшую стойкость против загнивания, чем сосна, ио обрабатывается
режущим инструментом труднее, что объясняется наличием большего
количества сучков, 'отличающихся значительной твердостью. Особенно
препятствуют обработке так называемые роговые сучки.
Кроме оли обыкновенной, у нас в Сибири встречается, очень сходная
с обыкновенной елью, ель сибирская.' ч
В Дальневосточном крае па берегу Охотского моря, иа Камчатке
и на Сахалине 'встречается в большом ^количестве ель аяискал или
дальневосточная, произрастающая иа возвышенных местах не нижа
500—700 м иад уровнем моря. В возрасте до 300 лет она достигает
диаметра 50 см и высоты до 30 м.
По своим физпко-мехапичее.ким свойствам древесина ели аяиской
одинакова с елью обыкновенной и она также включена в список авиа-
ционных пород.
Ель кавказская или восточная — горное дерево, произрастающее на
Кавказе на высоте 1300—2100 м над уровнем моря. По своим размерам
эта ель превосходит все другие виды, достигая 50 м высоты и до 2 м
в диаметре.
Древесина ели находит весьма широкое применение в различных
областях промышленности.
Ель обыкновенная и ель аякская включены в список авиационных
пород и рекомендуются для применения на те же детали, что и сосна,
25
ио до сего времени не получили широкого применения в авиастроении,
за исключением виито- и лыжестроения.
При ремонте деревянных самолетов ель может широко применяться
вместо сосны.
Пихта кавказская. В СССР имеется два основных вида пихты:
кавказская и сибирская. Наиболее пригодна для самолетостроения кав-
казская пихта. Оиа растет в высокогорном районе Западного Кавказа
и Закавказья на высоте 1200—2000 м над уровнем моря.
Кавказская пихта — очень стройное высокое дерево, покрытое глад-
кой темно-серой корой, достигающее 50 м высоты и диаметром до 2 м,
освобождающееся примерно на 6 м от сучков.
Пихта встречается как в- чистых насаждениях, так и в смеси
с буком, березой, елью и другими породами.
Пихта растет очень медленно, ее средний авиационный возраст
240 лет (180-300).
Предельный возраст достигает 500 и более лет.
Пихта относится к спелодревесным породам. Древесина мягкая
и легкая светлых тонов, почти белая с розовым или желтоватым отген-
ком. Заболонь по цвету не отличается от спелой древесины.
Годичные слои заметны иа всех срезах. Поздняя часть годичного
слоя более темная, чем ранняя древесина, развита слабее. Переход от
ранней древесины к поздней постепенный.
Сердцевинные лучи невооруженным глазом не видны ни иа одном
разрезе. 1
Смоляные ходы в древесине отсутствуют, имеются только в коре.
Встречаются иногда сердцевинные повторения.
Сучья располагаются мутовками и .единично между мутовками.
Физико-механические свойства пихты кавказской хорошо изучены.
По своему коэфициенту качества пихта кавказская стоит на первом
месте среди авиационных пород. Применение в самолетостроении имеет
еще недостаточное.
По техническим условиям рекомендуется для Тех же силовых
элементов самолета, что и сосиа. Шпон пихтовый находит применение
при изготовлении обшивки самолетов.
Механическая обработка пихты несколько труднее, чем сосны.
Режущий инструмент требует более частой точки.
На территории СССР встречаются н другие виды пихты, например,
пнхта сибирская белокорая или амурская пихта и цельнолистная пихта.
По своим механическим свойствам они уступают пихте кавказской, а. поэ-
тому и не рекомендуются для самолетостроения.
Лиственница сибирская. Лиственница сибирская произрастает иа
северо-востоке Европейской части СССР, в Западной и Восточной Сибири
и в Дальневосточном крае.
Встречается оиа главным образом з смешанных насаждениях среди
сосны, ели, пихты, кедра сибирского и березы. Порода светолюбивая,
поэтому быстро теряет нижние ветви, образуя стройный ствол, выс' чо
очищенный от сучков. Достигает до 45 м высоты я до 17 м в диаметре
Растет быстро, спелость древесины наступает kt 60 годам, но лучший
авиационный возраст около 150 лет. Предельный возраст 500 лет.
Кора старой лиственницы толстая, изрытая глубокими трещинами,
26
красновато-пепельной окраски; цвет коры молодой лиственницы желтый.
Порода ядровая с резко выраженным ядром красновато-бурого-
цвета и узкой заболонью слабо желтого и розового тона.,
Годичные слои резко выделяются иа всех разрезах. Поздняя древе-
сина хорошо развита, темно-бурого цвета, резко отличается от ранней
древесины светло-бурого оттенка. Ранняя древесина лиственницы окра-
шена значительно темнее, чем у древесины сосны, что может служить
макроскопическим признаком, различия двух пород.
Сердцевинные лучи невооруженным Глазом не различимы ни на
одном разрезе.
Смоляные ходы мелкие, немногочисленные, на торцевом разрезе
заметны в виде светлых точек, а На тангентальном — в !виде (светлых,
продольных штрихов.
Древесина не имеет смолистого запаха, достаточно твердая и
тяжелая.
По своим физико-механическим свойствам древесина лиственницы
стоит выше сосны, приближаясь к дубу. Лнствеиница отличается плот-
ностью, хорошо колется, стойка против загнивания и насекомых вреди-
телей, не коробится, прекрасно сохраняется в воде; в силу чего древе-
сина лиственницы широко употребляется на ответственные гидротехни-
ческие сооружения. В самолетостроении древесина лиственницы на-
ходит применение в гидросамолетостроении (полки лонжеронов, килевые
балки, кильсоны, стрингеры).
Лиственница имеет и ряд недостатков, например: сильно подвер-
жена растрескиванию, вследствие резкой разницы в плотности поздней
и ранней древесины годичного слоя, в лиственнице часто образуются
отлупы. Обработка, особенно в ручную, трудна. Сушка требуется более
медленная.
2. ЛИСТВЕННЫЕ ПОРОДЫ
Дуб имеет очень большое распространение в Европейской части
СССР. Северная граница его произрастания идет от Ленинграда иа
Вологду, Киров и до Урала, а на юге от Чкалова на Куйбышев, Сара-
тов, Сталинград к нижнему течению Дона н Днепра. Спустившись по
Днепру почти до его устья, граница идет к западу и уходит в Белоруссию.
Лесные массивы дуб образует лишь на юге РСФСР, а также
в БССР и УССР. В этих местах СССР большей частью распространен
дуб летний. На Кавказе и Крыму, помимо летнего дуба, растет еще
дуб зимний.
По Своим физико-механическим свойствам дуб летний от зимнего-
ле отличается, а различается только по ботаническим признакам.
Дуб — порода светолюбивая и в частых насаждениях очень скоро-
цзреживается, ио долго сохраняет мертвые сучки. Лишь особо тенистые
насаждения ускоряют отпадение и зарастание мертвых сучков.
\ Растет дуб, особенно в молодости, медленно. Возраст спелости на-
ступает в 80—120 лет. Авиационный Возраст —150—200 лет. Предель-
ный — 400—500 лет и выше. По размерам дуб представляет дерево пер-
вой величины. Достигает 35—40 м высоты н до 1 м в диаметре. Встре-
чаются экземпляры и больших размеров.
\
27
На свободе дуб дает очень густую крону и короткий в 4—5 м ствол.
Кора дуба в ранние годы гладкая, серебристо-серая, а. в более
позднем возрасте делается грубой с глубокими трещинами, н принимает
темно-бурый или темно-серый цвет.
На торцевом разрезе дуба хорошо различается ядро 'от Светло-
бурого до темно-бурого цвета и узкая желтовато-белая заболонь. Годич-
ные слои хорошо видны на всех разрезах. 11оздняя древесина годичных
слоев плотная с Мелкими, едва заметными группирующимися в радиаль-
ные полоски сосудами.
Ранняя древесина состоит из одного или нескольких рядов весьма
широких сосудов, образующих кольцо пор.
Сердцевинные лучи в виде блестящих широких или узких прямых
линий на торцевом разрезе являются хорошими отличительными при-
знаками дуба. На радиальном разрезе сердцевинные лучи имеют вид
длинных и довольно широких лент в зависимости от освещения то
темных и матовых, то светлых и блестящих. На тангентальном разрезе
сердцевинные лучи заметны в поздней древесине в виде продольных,
слегка утолщенных по середине узких полосок темного цвета.
Древесина дуба отличается высокими физико-механическими свой-
ствами и находит весьма широкое применение во многих областях
строительной техники. Особенно хорошо переносит дуб (ядровая часть)
переменную влажность.
Дубовая древесина находит применение в гидроавиации, виито-
строеиии и при изготовлении гнутых элементов п деталей фюзеляжа,
врыла и лодки.
Заболоиь дуба легко подвержена загниванию и червоточине, вслед-
ствие этого в самолетостроении совершенно не применяется.
Древесина дуба хорошо обрабатывается режущими инструментами
", п шлифуется. Трудно полируется, но хорошо поддается протравам
с,окраской в темные цвета.
Древесина требует тщательной, медленной сушки, вследствие
склонности к растрескиванию.
От длительного пребывания в воде под действием растворенных
Солей железа древесина дуба приобретает темную, а иногда и черную
окраску (морёный дуб). Механические свойства мореного луба ниже
обыкновенного. /
Ясень, подобно Дубу, порода светолюбивая и требовательная/
к почве. В пределах СССР встречаются два вида: ясень обыкновенный;
и ясёнь манчжурский.
Обыкновенный ясень произрастает в средней и южной полосе
Европейской части. СССР. На севере ясень встречается у Ленинграда
и Казани, на востоке до Саратова, на юге — в Крыму и на Кавказе.
Чистых насаждений ясень почти не образует. Растет исключительно
в виде примеси в смешанных лиственных и хвойных насаждениях.
В хороших условиях ясень достигает до 40 м высоты и до I м
в диаметре. Спелость достигает в 80 лет. Предельный возраст 200 Лет.
Порода с ядром и спелой древесиной. Заболонь широкая светлого,
почти белого цвета с желтоватым пли розоватым оттенком. Переход
ОЙ
к ядру постепенный. Ядро светло-бурого цвета иногда с зеленоватым
(у[ТОНКОМ.
Годичные слои, хорошо заметные на всех разрезах, состоят из
плотной поздней древесины и ранней, состоящей нз крупных сосудов.
Поздняя часть темнее ранней. В поздней части заметны мелкие
сосуды, собранные в группы.
Сердцевинные лучи, очень мелкие и многочисленные, трудно раз-
личимые па-глаз.
Кора ясеня пепельно-серая, с мелкими продольными и поперечными
трещинами. У молодых экземпляров кора зеленая гладкая.
Древесина ясеня обладает высокими механическими свойствами,
отличается вязкостью, твердостью, хорошо полируется, не склонна
к растрескиванию, хорошо сохраняется в воде и сухом воздухе.
В самолетостроении ясень применяется на гнутые элементы и де-
тали фюзеляжа крыла, лодки, впиты и лыжи.
Порода весьма ценная для самолетостроения, по, ввиду широкого
употребления в других отраслях народного хозяйства, дефицитная. Как
показали опыты, рост ясеня можно значительно ускорить.
Ясень манчжурский произрастает в Дальневосточном крае, по
своим физико-механическнм свойствам .уступает несколько обыкновен-
ному ясеню, ио все же рекомендуется для применения в самолето-
строении на те же детали, что и ясень обыкновенный.
Бун произрастает главным образом на Кавказе и в Крыму. Опти-
мальная высота для Кавказа 900 м над уровнем моря, а для Крыма —
700 м. Небольшие буковые насаждения встречаются и на Украине.
Особенно велики запасы бука на Кавказе, где он встречается
сплошными насаждениями.
Ствол бука, особенно выросшего в Густом лесу, стройный мало-
сбежистый, почти цилиндрический, высоко очищенный от ветвей, дости-
гает к 150 годам 40 м высоты и 1—2 м в диаметре.
Кора бука серая гладкая.
-Цорода спелодревесная. Древесина бука, розовато-белого цвета.
Годичные слои хорошо различимы на всех разрезах.
Сердцевинные лучи видны на всех разрезах. На торцевом разрезе,
имеют вид блестящих линий, меняющих оттенок в зависимости от
освещения; на радиальном наблюдаются в виде блестящих, различной
ширины лент или пятен, а на тангентальном имеют вид темных и уз-
ких чечевицеобразных полосок, придающих древесине характерный
рисунок.
Механические свойства буковой древесины высоки. Она отличается
твердостью и крепостью, очень плотна, хорошо колется и обрабатывается
режущими инструментами, прекрасно отделывается. В распаренном виде
хорошо (гнется.
Буковая древесина имеет большое применение в пашем народном
хозяйстве.
В самолетостроении применяется на винты, гнутые элементы и де-
тали фюзеляжа, крыла, лодки и для изготовления буковой авиационной
Фанеры.
К недостаткам буковой древесины следует отнести склонность
29
<ве к формоизменяемости, растрескиванию и легкому (загниванию в пе
ременных условиях влажности. В воде бук сохраняется хорошо.
У старых деревьев очень часто появляется вследствие микологиче-
ских заболеваний так называемое ложное ядро.
Клен встречается в лесах западной и средней части СССР и на
Кавказе в виде примеси в лиственных лесах.
В молодости клен теневынослив, к старости становится светолю-
бивым. К 150 годам достигает 30 м высоты н свыше 1 м в диаметре.
Очень редко доживает до 300—400 лет.
Кора молодого клена светло-серая, гладкая, старого — черновато-
серая с многочисленными мелкими трещинами. ,
Порода спелодревесная. Древесина желтовато-белая; заболонь не
отличается от спелой древесины. Появление темно-серой или бурой
окраски в центральной части (ложное ядро) является признаком
начала загнивания. ,
Годичные слои хорошо видны на всех разрезах, благодаря темной
полосе, идущей по наружному краю слоя.
Многочисленные узкие сердцевинные лучи нН торцевом разрезе
имеют вид хорошо заметных блестящих тонких линий, а на радиальном —
узких отрезков блестящих ленточек и пятнышек с более темной окра-
ской, чем основной фонд окружающей древесины. Благодаря большому
количеству сердцевинных лучей, радиальный разрез (имеет характерно-
рябоватый вид.
На тангеитальном разрезе лучи слабо заметны.
Древесина клена обладает хорошими механическими свойствами,
очень плотная, твердая, трудно колется, хорошо обрабатывается, не
коробится. В условиях переменной влажности клей быстро загнивает.
Древесина клена имеет значительное применение в различных
отраслях нашего хозяйства.
В самолетостроении кленовая древесина пока имеет недостаточное
применение.
Клеи остролистный включен в список авиационных пород в годы
Отечественной войны.
Береза является одной нз наиболее распространенных лиственных
пород в СССР. Из значительного числа ее видов в самолетостроении
находят применение: белая береза (пушистая н бородавчатая), даурская
или черная и желтая или ребристая березы.
Наиболее благоприятными областями для произрастания белой бе-
резы являются северная и средняя полосы РСФСР. Встречается она как
в чистых, так и в смешанных (с сосной и елью) насаждениях.
В спелом возрасте (50—80 лет) береза достигает 25—30 м высоты
и до 80 см в диаметре. В возрасте свыше 100 лет обычно поражается
грибками. Кора имеет белую бересту. Порода заболонная. Древесина бе-
лая с желтоватым пли розоватым оттенком, отличается однородностью
строения, довольно твердая и тяжелая.
Годичные (слон на (всех разрезах различаются плохо и только после
смачивания водой становятся более заметными. Сосуды невооруженным
глазом не видны.
Сердцевинные лучи заметны только на радиальном разрезе, где они
30
меют пид узких и коротких полосок и пятнышек, придающих поверх-
ности рябоватость. Сердцевинные повторения видны иа всех разрезах.
На торцевом разрезе они заметны в виде темных точек или коротких
чщггочек, а на радиальном и тангеитальном — в виде темнобурых пя-
тен или линий, идущих вдоль волокон.
Древесина березы является основным сырьем для получения Лучших
авиационных сортов шпона, файеры переклейки и древесно-слоистых
пластиков (дельта-древесины и балинита). Кроме того, она находит
широкое применение в производстве лыиц ружейных лож, мебели и дру-
гих изделий.
Хорошо обрабатывается режущими инструментами, отделывается
и имитируется под красное дерево.
Крайне неустойчива в отношении загнивания в условиях перемен-
ной влажности, но хорошо сохраняется погруженной в воду.
Даурская или черная береза распространена в южной полосе Даль-
невосточного края. Порода светолюбивая, достигает до 20 м высоты и до
70 см в диаметре. Кора от коричнево-серого до темно-коричневого оттенка
с глубокими трещинами. Древесина желтоватого или буровато-красного
цвета, темнее и тяжелее белой березы. Обладает высокими механиче-
скими свойствами. В самолетостроении рекомендуется на полки лонже-
ронов крыла, центроплана, лонжероны фюзеляжа и стрингеры.
Береза желтая или ребристая, произрастающая па Дальнем востоке,
представляет собой высокое, стройное дерево, достигающее до 25 м вы-
соты, но сравнительно небольшого диаметра — 40 см с гладкой и блестя-
щей светложелтой или желтой корой. Древесина по своим механическим
свойствами и применению аналогична березе черной.
Липа мелколистная и крупнолистная растет в южной и средней
полосе Европейской части СССР, в Крыму и иа Кавказе. Порода тене-
выносливая и медленно растущая. Спелости достигает в 50—60 лет.
В самолетостроении применяется ие старше 80 лет, хотя продельный
возраст липы 300—400 лет. По высоте достигает 28 м. Очень райо стано-
вится дуплистой.
Древесина белая с розоватым или красноватым оттенком, мягкая.
Заболонная часть не отличается по цвету' от спелодревееиой. Годичные
слои различаются на всех разрезах нерезко; по наружному краю слоя,
на торцевом разрезе, видна узкая светлая плотная полоска- поздней дре-
весины. Сердцевинные лучи — узкие, многочисленные, почти одноцвет-
ные с основным фоном древесины, заметны на торцевом и радиальном
разрезах.
Древесина липы однородная, легкая, мягкая, хорошо режется и ко-
лется, мало трескается и коробится.
В самолетостроении идет на бобышки и мелкие соединительные
части, применяется для резных и токарных изделий, на чертежные
доски, модели и пр. Хорошо поддается отделке (полировке и золочению).
Нестойка к загниванию.
Кроме выше описанных древесных пород, в самолетостроении и осо-
бенно при ремонте в полевых условиях в той или иной мере могут
быть использованы (или же частично используются) и ряд других пород,
встречающихся в различных районах СССР и достаточно хорошо изучен-
ных. К таким породам можно отнести: ольху черную, орех грецкий, орех
31
манчжурский, тополь Максимовича, осокорь, каштан съедобный, бархат п др.
Ольха черная имеет значительное распространение в СССР. Пред-
ставляет собой в возрасте спелости (60—80 лет) дерево высотой до
25—30 м. Ствол ольхн прямой и полнодревесный, достигает 60 см в диа-
метре!, сучья малочисленные, короткие тонкие; кора темно-бурая с трещи-
нами. Порода рассеянно-поровая заболонная. Древесина легкая и мяг-
кая, в свежесрубленном состоянии весьма светлая, почти белая, но на
воздухе быстро принимает светлокрасную окраску. Мало усыхает, но
сильно коробится и трескается, имеет повышенную хрупкость-, непрочна
на воздухе, но в воде прекрасно сохраняется. Обрабатывается и отделы-
вается хорошо. Идет для имитации красного и черного дерева.
Обладая хорошей плотностью, древесина ольхн находит широкое
применение в фанерной промышленности. Авиационная ольховая фанера
по своим механическим качествам уступает березовой.
Орех грецкий встречается на юге СССР, в Крыму, на Кавказе
и в Туркестане. Представляет собой крупное быстрорастущее дерево до
20 м высоты и до 1 м и более в диаметре. Порода ядровая и рассеянно-
поровая. Цвет заболони серовато-желтый, ядра темный, серо-коричневых
гонов. Чем южнее растет орех, тем темнее имеет ядро. Кора светло-се-
рая с глубокими трещинами. Древесина умеренно тяжелая и довольно
твердая, часто красивой текстуры, хорошо обрабатывается режущим
инструментом и полируется. Имеет высокие механические свойства. На-
ходит весьма широкое применение в мебельном и Фанерном производстве.
Является хорошим материалом для ружейных лож. воздушных винтов
и отделки самолетов.
Орех мвнчжурский, произрастающий на Дальнем востоке, по своим
механическим свойствам уступает ореху грецкому.
32
ГЛАВА III
ФИЗИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Физические свойства древесины характеризуют ее внешний вид
(цвет), вес, отношение к влаге, теплу, электричеству и т. д.
Из всех физических свойств, характеризующих древесину, наиболь-
шее значение для самолетостроения имеют: цвет, вес, влажность, усушка
и разбухание.
Цвет, блеск и текстура. Древесина каждой породы имеет свой опре-
деленный цвет, являющийся ее макроструктурным признаком. Наблю-
дение нормального цвета древесины лучше производить на свежих рас-
иилах и расколах, так как под действием некоторых факторов окраска
древесины с течением времени меняется. Точно определить цвет дре-
весины довольно трудно. Для определения цвета имеются специальные
карты и атласы, включающие в себе до тысячи и более стандартных
цветов, имеющих специальные названия; калориметры монохроматиче-
ские и трехцветные. В монохроматических калориметрах; например
В. ®. Шулейкина, измерение цвета производится путем подыскания
спектрального цвета, соответствующего измеряемому, при добавлении
к спектральному цвету белого цвета.
Определение цвета трехцветным калориметром производится путем
подбора определяемого цвета смешиванием трех основных цветов: красного
синего и зеленого.
Большей частью в литературе и практике цвет древесины харак-
теризуется словесным описанием.
Для работников самолетостроения и ремонта необходимо твердо
изучить цвет нормальной древесины каждой из авиационных пород,
особенно сосны, как наиболее широко применяемой для изготовления
и ремонта всех основных деталей деревянного самолета.
Окраска древесины легко изменяется в результате действия дерево-
разрушающих грибов или вследствие физико-химических причин.
В результате действия грибов древесина может принять синюю,
желтую, розовую или другую какую-либо несвойственную ей окраску.
Действие Физико-химических причин вызывает в древесине посере-
ние, пожелтение, побурение, позеленение и покраснение1.
Посерение древесины хвойных и лиственных пород происходит на
открытом 'воздухе в случае попеременного действия сухости и сырости.
3 Г. Г. Платонов.
33
Поверхность древесины при посерении делается волосистой или волокни-
стой и легко размочаливается. Физико-химическая сторона этого явле-
ния состоит в вымывании из поверхностных слоев древесины раство-
римых веществ и окислении древесины.
Пожелтение и побурение вызываются главным образом действием
света и, отчасти, воздуха и водяных паров. Действуя очень медленно,
гораздо медленнее, чем грибы и бактерии, свет и воздух все же произ-
водят длительный процесс окисления древесины. В результате окисле-
ния происходит медленное разрушение древесины — истлевание.
Изменение нормального цвета! древесины невсегда свидетельствует
об изменении ее технических свойств. Свежесрубленная древесина липы
н ольхи меняет свою окраску под влиянием химических причин, не
снижая механических свойств. Древесина липы зеленеет, вследствие
реакции соли, закиси железа с дубильными веществами древесины.
Древесина ольхи краснеет в результате окисления на воздухе содержи-
мого живых клеток.
Древесина некоторых пород обладает блеском, особенно заметным
на свежих радиальных расколах. Блестят сердцевинные лучи, которые
в большом количестве обнажаются при радиальных расколах.
Сердцевинные лучи почти всех пород имеют блеск только в том
случае, если древесина здоровая. Поэтому по блеску можно судить до
некоторой степени о состоянии древесины, о ее пригодности для техни-
ческих целей. ,
Волокна, сосуды, сердцевинные лучи создают так называемую тек-
стуру или рисунок древесины (фиг. 18). Текстура зависит не только
от породы, но и от плоскости разреза.
Фиг. 18.
Текстура древесины ясеня
Для получения красивой текстуры делают специальные разрезы.
Древесный материал, предназначенный для авиастроения, обычно
обладает простой текстурой, вследствие специального раскроя кряжей,
при котором по возможности избегают перерезания волокон, снижаю-
щих механические свойства древесины.
•и
Хвойные породы имеют более простую текстуру, чем лиственные.
Влажность. Влажностью древесины называется относительное со-
держание в ней воды, удаляемой путем высушивания древесины до
постоянного веса при температуре 100%). Влажность определяется отно
пгепием веса влаги, находящейся в 'древесине, к весу абсолютно сухой
древесины и выражается в процентах.
Для растущего дерева наличие влаги является необходимым усло-
вием поддержания жизни. Без влаги дерево гибнет на корню.
Количество влаги в растущем дереве зивисит от породы, места
и условия произрастания, места взятия образца в стволе и, в незначи-
тельной степени, — от времени года. Хвойные породы содержат влаги
больше, чем лиственные, а из лиственных — мягкие больше, чем твер-
дые. Деревья, растущие на сырой болотистой почве, содержат влаги
больше, чем деревья, растущие на сухой возвышенной почве.
Ядровая часть хвойных пород содержит около 30% влаги, в то же
время влажность оболониой древесины доходит до 100—150%.
В спелодревесных породах соде ание влаги также увеличивается
от спелой древесины к коре. W
Заболонные породы в отличие от ядровых и спелодревесиых имеют
равномерное распределение влаги в поперечном сечении ствола.
Ствол содержит максимум влаги в комлевой своей части.
На основании многочисленных опытов выяснено, что в течение
года влажность древесины изменяется незначительно. У одних пород
древесина имеет наибольшую влажность весною, у других — осенью,
а у некоторых — зимою.
Обильное выделение влаги из мест поранения Дерева) в весеннее
время объясняется повышенным давлением, наблюдаемым в дереве до
полного развития листьев.
Вода, находящаяся в древесине, пропитывает стенки клеток, запол-
няет полости клеток (фиг. 19) и межклеточные промежутки. Кроме того,
вейа входит в состав химических :веществ, заключающихся в живых
клетках.
Вода, пропитывающая стенки клеток, называется имбибиционной или
гигроскопической, а также связанной, а вода, заполняющая полости
клеток п межклеточные промежутки, называется капиллярной или
свободной.
Свежесрубленная древесина начинает постепенно высыхать. Особен-
но интенсивное высыхание происходит после разделки кряжей на доски,
бруски или другой какой-либо сортимент. Сначала высыхает свободная
влага и только после полного удаления свободной влаги начинает
испаряться связанная или гигроскопическая влага.
Состояние древесины, при котором полностью отсутствует свобод
пая влага, а связанная находится в максимальном количестве, назы-
вается состоянием насыщения древесного волокна, а влажность древесины,
соответствующая этому состоянию,— точкой насыщения волокна.
Точка насыщения волокон соответствует 23—30% влажности.
Древесина является материалом гигроскопичным, т. е. обладающим
способностью обмениваться влагою с воздухом. Сырая древесина отдает
излишнюю влагу воздуху (высыхает), а сухая поглощает пары воды или
другой жидкости из воздуха. Как высыхание, так и увлажнение древесины
3'
35
происходит до тех пор, пока не установится равновесная или устойчивая
влажность, соответствующая определенной температуре и влажности
воздуха. Таким образом, каждому сочетанию температуры и влажности
воздуха соответствует вполне определенная влажность древесины, при-
обретаемая ею при более или меиее длительном хранении при данном
состоянии воздуха..
Фиг. 19.
Схема заполнения клет-
ки влагой:
1 — свободная’влага;
2 — связаннаявлага.
Фиг. 20.
Днагр: мма I — у — W.
Влажность древесины, соответствующая состоянию равновесии,
характеризует влагоемкость древесины, при данных условиях.
Профессор Чулицкий составил : ср W диаграмму (фиг. 20)
зависимости влажности древесины от температуры t'; С и относитель-
ной влажности воздуха <р.
6
Ha f _ if — W диаграмме по горизонтальной линии отложены
емнератУРЫ воздуха, а по вертикальной — влажность воздуха: наклонная
линия соответствует влажности древесины.
Пользуясь этой диаграммой, можно легко определить, во-первых,
с точностью ± 0,5 — 0,75%, предельную влажность, которую может до-
стичь древесина при данной температуре t и влажности воздуха <р,
г во-вторых, какую температуру и влажность воздуха нужно поддер-
живать, чтобы древесина не превысила заданной величины влажности W.
Например: 1. В помещении, где постоянно поддерживается тем-
пература на уровне 20°', а влажность воздуха на уровне 55%, древесина,
после некоторого пребывания, достигает равновесной влажности W,
равной 10%.
2. Чтобы сохранить влажность древесины W на уровне 12% при
температуре 20°С, необходимо поддерживать влажность воздуха на
уровне 65%.
По t — <о— W диаграмме возможно учитывать влажность древесины
только до 28%. Сухая древесина, окруженная насыщенным влагой воз-
духом, будет увлажняться небеспредельно. Влагоемкость древесины
яри а = 100% будет зависеть от температуры. Согласно более точных
исследований, она будет равна:
при г = 20°; t = 40°; t = 60°; t = 80°
1Г==ЗО°/о; «7^22,50/„; ^26,5%; Г^-230',.
Равномерная влажность по толщине сырой доски или бруска наблю-
дается лишь в первый момент выхода сортимента из-под пилы. В даль-
нейшем, под влиянием омывающего древесину воздуха, влажность
поверхностных слоев сортимента начинает быстро падать, стремясь
принять равновесную влажность, соответствующую состоянию омываю-
щего их воздуха.
С начала испарения влаги с поверхностных слоев устанавливается
процесс медленного продвижения влаги из внутренних слоев более
влажных к внешним менее влажным, т. е. устанавливается процесс
выравнивания влажности соседних слоев.
При этом распределение влажности в древесине принимает форму
кривой, носящей название кривой градиента < влажности.
Изменение влажности на единицу длины пути кривой, выраженное
в процентах, называется градиентом влажности. Градиент влажности
зависит от ряда факторов: температуры и влажности окружающей среды,
влажности древесины, ее распределения, размеров сортимента, анатоми-
ческого строения и других факторов.
На фиг. 21 приведены кривые градиента влажности по толщине
соснового бруска сечением 8 X12 см, высыхающего при переменном
состоянии воздуха. Каждому состоянию воздуха соответствует своя
кривая градиента влажности. Верхняя кривая характеризует начало
сушки, а нижняя — конец.
Симметричность кривых относительно толщины указывает на рав-
номерность сушки бруска с двух Ъторон.
Скорость высыхания и увлажнения древесины зависит от ряда
факторов и в первую очередь от скорости продвижения влаги в древе-
37
сине. Влагопроводимостъ древесины различна в разных направлениях.
По направлению длины волокон вода движется в 10—12 раз быстрее,
чем в поперечном направлении. В радиальном направлении, благодаря
сердцевинным лучам; вода движется нисколько быстрее, чем в танген
тальнсм.
Вода в древесине всегда движется от более сырых мест к сухим.
Влагопроводимостъ древесины увеличивается с ростом влажности
и температуры и с уменьшением плотности древесины. Заболонь более
влагопроводна, чем ядровая и спелая древесина.
Исходя из этого, все породы делятся на две группы, харакгери
зующиеея движением свободной влаги в древесине.
Высыхание заболонных пород и заболони ядровой и спелой древе-
сины характеризуется градиентом влажности, изображенным на фиг. 22.
В атом случае наблюдается свободное течение Bjiani изнутри к поверх-
ности.
<Тнг. 21.
Грндиеит влажности по толщине со-
снового бруска сечевхем 9X12 см.
Расстояние от поверхности 8 7-7. толщины
Фиг. 22.
Градиент влажности в заболонпем
древесине.
На фиг. 23 изображены градиенты влажности в доске ядровых
н спелодревесных пород. Движение свободной влаги в этом случае
затруднено.
Движение связанной воды в древесине обеих групп характери-
зуется градиентом влажности, изображенным на фиг. 21.
38
Определение влажности. Влажность оказывает большое влияние
на механические свойства древесины, ее формоизменяемость, объемный
пес, а также способствует более быстрому загниванию, поэтому опреде-
ление влажности древесины производится во всех случаях употребления
ее на ответственные сооружения. .
Для древесины, поступающей в производство, устанавливается
определенная норма конечной влажности, зависящей от назначения
сооружений. Конечная влажность древесины, поступающей в производ-
ство, большей частью отличается от эксплоатационной влажности.
Например, для самолетостроения конечная влажность древесины,
поступающей в производство, Должна быть равна —7—10%, а для ре-
монта—12%, в то время, как деревянные детали самолета в эксплоата-
цин -имеют 1в среднем 12—15% влажности.
Требование более низкой влажности для древесины, поступающей
*. иг. 23.
Градиент влажности в ядровой древесине.
1, 2, 3—различные периоды сутки материала.
обработки и склейкн самолетных деталей. Кроме того, при эксплоата-
цни самолетов в сухих районах, более низкая влажность поступающей
в производство древесины вызывается необходимостью предохранить
самолетные детали от растрескивания и усыхания при потере ими из-
лишней влаги.
39
Измеряется влажность отношением веса воды, содержащейся
в пробе (навеске) древесины, к весу той же пробы древесины., высушен-
ной прн 1004) до постоянного веса:
Guz — Go
№ = —Ю0"/с,
где W — влажность пробы тесины в процентах; 7
Gw — вес пробы др .,1ны до высушивания; 1
Go ~ вес той же пробы, высушенной до постоянного веса.
Эта формула для определения влажности принята ОСТ/НКлес 250,
186 СТУ НКАП и техническими условиями ВВС КА. /
Для определения влажности бруска или доски длине/ более 1 м
берется навеска не ближе 0,5 м от торца. С торца древесина высыхает
и увлажняется быстрее, и потому навеска, взятая непосредственно
у торца, не может служить показателем влажности всего бруска или
доски.
При длине бруска или доски меньше 1 м, навески вырезаются по-
середине нх длины.
Размер навески в направлении волокон берется в пределах от 10
до 20 мм.
Фиг. 24.
Схема приготовления образцов
для определения градиента
влажности.
Если нужно определить среднюю влажность сортимента, то выпи-
ленный образец принимается за одну навеску, а если требуется выяс-
нить распределение влажности'по сечению сортимента1, то образец де-
лится на боны и каждая зона принимается за самостоятельную навеску.
При толщине материала от 25 до 50 мм образец делится на две
зоны — наружную ,i, равную 'Л толщины материала, ц внутреннюю;
образец из материала толщиной более 50 мм делится на три зоны, при
чем толщина наружной I и промежуточной II зон в отдельности берртся
равной 1 0 толщины материала (фиг. 24).
40
Древесина иавескн не должна иметь сучков, смолистости, трухляво-
сти я других видимых недостатков.
Выпиливается навеска острой ручной пилой без соблюдения формы
и размера.
После выпиливания навески, ее очищают от приставших опилок,
могущих отпасть в процессе операций взвешивания и высушивания.
При определении влажности древесины деталей самолета навески
берутся по всему наиболее характерному сечению данной детали.
Место, где должна быть вырезана навеска, должно быть тщательно
.освобождено от лакокрасочных покрытий и клея.
Вес навески должен быть не менее 10 г. Навески весом в 10—20 г
тотчас же по приготовлении должны помещаться в чистую, предвари-
тельно взвешенную бюксу (стеклянный стаканчик с притертой пробкой).
Бюкса с навеской взвешивается с точностью до 0,01 г. Номер бюксы,
се вес и вес бюксы с навеской до высушивания заносятся в журнал.
После взвешивания, навеска в открытой бюксе ставится в сушиль-
ный ткаф, где и высушивается до постоянного веса при температуре
на полках 95—105“С. Сушильный шкаф (фиг. 25) обычно применяется
< электрическим подогревом и автоматическим регулятором температуры.
Сушильный шкаф с нлектрическим подогревом.
В процессе сушки производятся контрольные взвешивания: первое
через 6 часов после начала высушивания, а последующие через
2—3 часа одно за другпм до тех пор, пока два последовательные взвеши-
вания не дадут одинаковых результатов. Все результаты взвешиваний
записываются в журнал.
Перед каждым взвешиванием навеска охлаждается до комнатной
температуры в эксикаторе.
Эвсикатор (фнг. 26) представляет из себя -стеклянный сосуд, верх-
няя часть которого цилиндрическая, а нижняя — конусообразная. На дне
41
нижней конусообразной части помещается поглотитель влаги — серная
кислота -или хлористый кальций. Образец в бюксе кладется на фарфоро-
вую решетку цилиндрической части.
Влажность навесок, помещенных в бюксу, определяется по формуле:
О3 — о
где (7| — вес древесины с бюксой до высушивания в граммах;
О2— вес древесины с бюксой после высушивания в граммах;
G — вес бююсы в граммах.
Влажность навесок, не помещенных в бюксу, определяется по формуле:
Ощ — Gn
w = - _—~ - 100%.
Влажность И' в процентах при навеске не менее 10 г подсчиты-
вается |с точностью до 0,5%.
Фжг. 26.
Эксикатор. Внутри бюкса с об-
разцом.
Для определения влажности партии пиломатериала должны быть
взяты 2% от количества штук (но не менее 3 шт.), характерных для дай-
ной партии.
В случае малого сечения материала следует* брать рядом несколько
отрезков и соединить их в одну навеску. Взвешивание производится
в данном случае с точностью до Q.1 г., а результат подсчитывается
с точностью до 1%.
Определение влажности древесины методом взвешивания и высуши-
вания навесок требует 12—24 часов, а иногда и более.
В последнее время у нас и заграницей сконструированы переносные
42
электроприборы для быстрого определения влажности древесины в пре-
делах 7—24% с точностью 1,5—2%.
Принцип действия этих приборов основан на влиянии влагосодержа-
яия на электропроводимость древесины.
Один из таких приборов показан на фиг. 27.
Для определения влажности с помощью подобного прибора доста-
точно, после несложной настройки, ввести игольчатые контакты в обра-
зец древесины на. глубину 5—10 мм и величину влажности прочитать hi
имеющейся на приборе шкале.
Переносные электроприборы имеют большое значение для ремонт-
ных органов ВВС ВС.
К сожалению, производство этих приборов у нас крайне недостаточно.
1Усушиа и разбухание. Усушкой древесины называется ее способ-
ность уменьшать свои размеры при высыхании.
Уменьшение размеров древесины происходит только при высыхании
в пределах от точки насыщения волокон древесины до абсолютно сухог»
состояния (30%—0%).
Фиг. 27.
Электровлагомвр.
Явление усушки при высыхании древесины объясняется удалением
влаги из толщи стенок клеток и сближением мельчайших элементов
(мицелл), из которых эти стенки построены.
Это объяснение основано на том, что усушка наблюдается только-
при удалении из древесины гигроскопической или связанной влаги.
При удалении свободной влаги никаких видимых изменений разме-
ров древесины нс наблюдается (фиг. 28).
Усушка древесины происходит неодинаково в различных направле-
ниях. Больше всего древесина усыхает В тангентальном направлении
(6—10%), затем в радиальном (3—5%). Меньше всего древесина усыхает
в продольном направлении, в среднем для наших пород продольная
усушка равна 0,10%. Практически продольной усушкой пренебрегают.
Одной из причин большего усыхания древесины в тангентальном
направлении служит то, что сильно усыхающая, более плотная поздняя
древесина вызывает усадку менее усыхающей ранней древесины годич-
4.
того слоя и поэтому величина усушки Равна(>тся величине усушки плот-
ной поздней древесины, тогда № в PaWlajlbllOM направлении суммарная
усушка складывается из усушки поздней й ^^0 древесины ГОДИЧНого
СЛОЯ.
Величина объемной усушки выражается формулой:
у,
У« =-------------------------Р2 • ’Мо,
•где У, — объем образца до вЫсУвп1вания’ а \/ — объем образца после
высушивания до абсолютно сух°го состояния.
Объемная усушка определЯется на °бРДЗцах, имеющих форму приз-
мы размером 2X2X3 см.
Замеры образцов до и посЛ® в,лсУ1пив;шия производятся микромет-
дюм в одном и том же месте с точностью др 0 мм
Фиг- 28.
Диаграмма сушки древес(1ни
1—объемвая УсУшка< 2 'р<1ди-
альвая; 3~вдоль воло»<он.
Средняя объемная усушка авнаяионны‘х1^ород приведена в таблице 3.
Практически представляет нятеРсс не в<я усушка от точки насыще
'пня волокон до абсолютно сухоГ® состояния, а так назь1ваемый коэфи-
циепт усушки, т. е. величина усыхания Древесины при уменьшения
влажности на один процент.
Коэфициент объемной усушкП К:. вы'1ИСлцется в’ процентах по сле-
дующей формуле.
V. — V,
К> = — 10QX
где У — объем образна до высушигания;
1/г — объем образца в абсол!01®0 сУхом ССустоянии;
W — начальная влажность обраэпа.
4<
Не все породы усыхают одинаково. Плотные и тяжелые породы усы-
хают больше, чем рыхлые (и мягкие, так как у первых больше древе-
сной массы.
Средние коэфициенты объемной усушки различных пород даны
в таблице 3. Для приближенных подсчетов коэфициент объемной усушки
может быть принят 0,5.
Определение линейной усушки производится иа образцах, имеющих
форму призмы, размером 3X3X1 см (последний размер по длине во-
локон), изготовленных из свежесрубленной древесины. Образец должен
быть изготовлен так, чтобы годичные слои на торцевых поверхностях
были параллельны одной паре противоположных граней и перпенди-
кулярны другой (фиг. 29). Все поверхности должны быть гладко выстро-
ганы, строго под угольник. Отклонения от указанных размеров допуска-
ются + 0,5 мм. Замеры до и после высушивания производятся с точно-
стью до 0,01 мм.
Фиг. 29.
Образец для определения линейной
усушки древесины.
Линейная усушка в процентах по тангентальиому (Ут) н радиаль-
ному ( Ур I направлениям вычисляется с точностью до 0,1% по формулам
а — 'а, b — Ь,
Ут = —~ 100%; УР = —• 100%,
где а и Ъ — размеры образца по тангентальному и радиальному на-
правлениям до высушивания; а и 6, — размеры образца по Тем жо
направлениям после высушивания.
Коэфициенты линейной усушки вычисляются с точностью до 0,01%
по формулам:
Ут _ ур
л/; Лр—
где Ут и УР — усушка в процентах по тангентальному и радиальному
направлениям, a U? — начальная влажность образца, которая должна
быть не более 25%.
Средние величины линейной усушки даны в Таблице 3.
45
Таблица 3.
Порода Линейная усушка Объемная усушки в % Коэфнциент объемной усушки В °/в
Радиальная в •/. Тангенталь- нан в %
<4 8,1 12,5 0,5
Вль 4,7 9.3 14.1 0,55
Лисгвеп»«ца 5,3 10,4 15,1 0,65
Ясень . . . . . . 4,8 8,2 13,5 0,5
Луб 4,7 8,4 12,8 0,45
Бук .... 4,9 10,8 15,3 0,5
Вследствие неодинаковой усушки в тангентальном и радиальном
маправлеииях, древесина изменяет ие только свои размеры, но и форму
поперечного сечения. На фиг. 30 показан характер изменения попереч-
ного сечения бруска в зависимости от направления годичных колец.
♦иг. 30.
Схема усушки брусков в зависимости от напра-
вления годичных колец.
Во всех трех случаях видно, Что усыхание происходит в большей
«тепенн по направлению годичных слоев, т. е. в тангентальном направ-
лении, поэтому в случае 1 квадрат превратится в прямоугольник, а ок-
ружность 2 — в эллипс. В случае 3 квадрат превратился в ромб, так
как годичные слои направлены по диагонали.
На фнг. 31 показано коробление досок, вырезанных из кряжа. Все
доски, за исключением середовой, имеют выпуклость в сторону сердце-
вины и принимают вид жолоба или? корыта. Причина этого явления объяс-
няется тем, что сторона, расположенная ближе к сердцевине, прибли-
жается больше к радиальному сечению, а противоположная сторона -
к ггангентальному. Соответственно этому, сторона, обращенная к сердце-
вине, усыхает меньше, чем сторона противоположная.
46
При неравномерной усушке иногда происходит продольное короб
ленив (фиг.. 32).
Причина итого Явления лежит в .неправильности строения древе-
сины: косослойности или волнистости.
Фиг. 31.
Схема коробления досок.
Тонкий материал более равномерно просыхает и имеет большую
усушу.
Фиг. 32.
Продольное коробление.
В толстом материале верхние слои могут высохнуть быстрее внут-
ренних и подвергнуться растягивающим усилиям и в растянутом состо-
янии подсохнуть. В конечном результате после высыхания всего бруска
получится неполная усушка. На фиг. 33 показана усушка тонкого и тол-
стого материала.
Учитывая зависимость величины усушки от толщины материала по
ОСТ 7367 (табл. 4), дается различный припуск на усушку сосно-
вого и елового материала от свежее рубленного состояния до 15% влажно-
сти, в зависимости от1 размеров.
Неравномерность высыхания древесины легко может вызвала, на-
столько значительные внутренние напряжения, что древесина дает тре-
щины, идущие обычно по направлению сердцевинных лучей.
Усушка древесины является весьма нежелательным, но неизбежным
явлением в деревянном самолетостроении, а поэтому необходимо прини-
мать ряд мер к устранению ее вредных последствий. Этн моры должны
быть приняты с момента посту пения древесины на склад и включи
тельно до хранения готовой про кцни.
Во время хранения матерт.л требует соответствующей укладки,,
обмазки торцов н других мероприятий, о которых будет сказано ниже.
Сушка и механическая обработка требуют определенных режимов:
температуры, влажности воздуха в цеховых помещениях 'и т. д.
Наличие внутренних напряжений в древесине можно обнаружить^
вырезая так называемые силовые секции (см. главу «Сушка и хране-
ние древесных материалов»).
голег»^ / /
СРиг. 33.
Усушка тонкого н толстого материала.
Разбуханием или набуханием называется свойство сухой древесины
мри увлажнении увеличивать свои линейные и объемные размеры.
Увеличение размеров при разбухании происходит в тех же преде-
лах изменения влажности, что и изменение размеров при усушке, т. е.
от 0 и до точки насыщения волокон.
Разбухание является свойством, противоположным усушке. Сущ-
ность этого явления! объясняется тем, что в результате поглощения воды
стенками клеток, вода раздвигает мельчайшие элементы (мицеллы/, из
которых построено вещество стенок клеток.
Разбухание, как и усушка, в различных направлениях происходит
неодинаково: наибольшее разбухание наблюдается в тангентальном на-
правлении (6—10%), затем в радиальном (3—5%) и в направлении длины
волокон (0,1—0,6%).
Разбухание древесины может происходить и при поглощении дру-
гих жидкостей, например: керосина, глицерина, ацетона, спирта м дру-
гих, мо в меньшей степени, чем от воды.
Определение линейного разбухания можно производить на образцах
той же формы н размеров, что и для определения линейной усуш-
ки (фиг. 29).
48
Образцы изготовляются из древесины влажностью не выше 12%.
Вычисление разбухания производится с точностью до 0,1% по
формулам:
а. — а b, — b
Рт= —— 100»/, и РР =------------~--- 1ОО’/о,
где а и Ъ — размеры по Тангенталыгому и радиальному направлению
после высушивания, а а1 и Ь, — размеры по тем Же направлениям
после увлажнения.
В самолетостроении разбухание является отрицательным свойством
древесины. В процессе эксплоаТадии и ремонта деревянных самолетов
необходимо строго следит!, за предотвращением появления разбухания
отдельных деревянных деталей самолета, так как разбухание вызывает
ряд отрицательных явлений: уменьшение крепости, загнивание и т. п.
Прн отборе лесоматериалов необходимо учитывать, что после увлажне-
ния сухого материала имеющиеся в досках и брусках трещины дела-
ются незаметными.
Водопоглощение древесины. Древесина, помещенная в воду, в силу
своей капиллярности, способна поглощать воду, которая заполняет, веро-
ятно, сначала полости клеток и межклеточные пространства, а затем уже
входит в стенки клеток (в промежутки между мицеллами, из которых
построены стенки клеток). Способность древесины поглощать воду назы-
вается водопог.лощением. Водопоглощение — процесс очень сложный
и довольно медленный. Количество воды, поглощенной древесиной, зави-
сит от времени пребывания образна в воде, а скорость впитывания
воды зависит от породы, температуры, формы и размеров образца,
первоначальной влажности и других факторов. Предельное количество
воды (в процентах к сухому весу древесины), которое может быть
поглощено древесиной, характеризует ее водоемкость. Водоемкость забо-
лонной древесины больше водоемкости ядра. Породы с большим объем-
ным весом обладают меньшей водоемкостью.
Объемный вес древесины. Объемным весом древесины называется
вес единицы объема древесины. Измеряется объемный вес в г/см3 и со-
гласно 197 СТУ приводится к нормальной влажности —15%.
Объемный вес имеет большое практическое значение1, так как он
является надежным показателем при отборе древесины для нужд само-
летостроения н ремонта: пб нему судят о весе древесины, сравнивают
одну породу < другой, определяют механические свойства древесины.
Объемный вес древесины не является постоянной величиной, а за-
висит от многих факторов: породы, строения, местопроизрастания, влаж-
ности н др.
При увеличении влажности объемный вес увеличивается. Это уве-
личение в пределах от 0 до 30%, т. е. До точки насыщения волокон не-
значительно, по при дальнейшем увеличении влажности объемный вес
начинает возрастать быстрее. При уменьшении влажности до> точки насы-
щения волокон изменение объемного веса идет довольно быстро, а после
этого объемный вес начинает уменьшаться медленнее, так как с этого
момента начинается уменьшение объема древесины (усушка).
Кроме объемного веса в практике сушильного дела пользуются еще
4 Г. П. Платонов.
49
приведенным объемным весом, под которым разумеется отношение вест
образца в абсолютно сухом состоянии к объему этого же образца, в све-
же-срубленном состоянии. Приведенный объемный вес называется также
условным объемным весом
Преимущество условного объемного веса перед объемным весом
заключается в том, что он не зависит о'г величины усушки.
Величина условного объемного веса -у сд очень близка к величине
объемного веса -р, в абсолютно сухом состоянии. Зависимость между
ними выражается следующим образом:
Туся
ъ = Г_ 2Z’
1 100
где Jz0 — полная объемная усушка в процентах.
В некоторых случаях, например, при производстве древесной массы
определяют удельный вес древесинного вещества, освобожденного от
присутствия воздуха. Как показали опыты различных исследователей
(Гартига, Дзевульского, Дэнлепа, Дипвар и других), удельный вес дре-
весинного вещества различных пород выше единицы и мало зависит от
породы. В среднем для всех пород его можно принять равным 1,54.
Определение объемного веса при приеме пиломатериалов произво-
дится следующим образом.
Изготовляется образец в форме прямоугольной призмы с. основанием
2X2 см и высотой 3 см. Отклонения от указанных размеров допу-
скаются +0,6 мм, причем каждый размер на всем протяжении должен быть
выдержан с точностью до 0,1 мм.
Образец не должен иметь никаких дефектов древесины: сучков, смо-
листости, гнили и др. Все грани его должны быть выстроганы гладко
н строго под угольник.
Влажность древесины образца должна быть в пределах от 8 до 20%.
Измерение образца производится по середине штангенциркулем
с точностью до 0,1 мм.
Вычисление объема производится по формуле:
где А ВиС ~ размеры образца.
Подсчет производится на счетной линейке с точностью до 0,01 см5.
Взвешивание производится в бюксе с точностью до 0,01 г.
Объемный вес -[к- при данной влажности U/ вычисляется с точ-
ностью до 0,01 г/см3 по формуле:
Git?
= —
где Gw •— вес образца при данной влажности, а V* — объем образца
при той же влажности.
Для приведения объемного веса 7 if к 16% влажности у,.,
определяется влажность образца W способом, указанным выше.
50
Зная -у и W. по специальным таблицам, легко можно опре-
делить 7>в.
Для сосны, пихты, елц, дуба, ясеня обыкновенного, бука и липы
находится по табл, б, а для лиственницы, березы и ясеня маня-
курского — по табл. 6.
Пользование таблицами производится следующим образом. В таб-
лице влажности «117» находится влажность данного образца, а ъ столбце
* , _ объемный вес образца при этой влажности. Обозначения столб-
цов 0,01; 0,02 и 0,03 указывают; сколько сотых долей должно быть при-
бавлено к уп или отнято от yl!Z для нахождения у,. . Если влаж-
ность образца U7 меньше 15%, то сотые прибавляются, а если больше,
то отнимаются.
Например: для соснового образца нашли, что у^ =0,50, a W —
= 10%. По таблице 5 по горизонтали против U7 =10% находим ув-:
=0,50 (0,35—0,59). Так как вверху данного столбца стоит цифра ±0,01, то
для нахождения у,- необходимо прибавить 0,01.
y1S = 0,50 ± 0,01 = 0,51,
При производстве точных определений объемного веса (исследова-
ние новых пород) у к* находится выше описанным способом или с по-
мощью ртутного волюменоме гра ОБрейля, а уг определяется по формуле:
•U = luz [1 + 0,01 (1 -Яо) (15- 117)],
где К9 ~ козфициент объемной усушки данной породы древесины.
Определение объемного веса с помощью волюменометра О’Брейля
(фиг. 34) дает более точные результаты. Прибор этот состоит нз верти-
Фиг. 34.
Волюменометр О‘Брбйля
4*
51
Таблица 5
К» = 0.5»/
Таблица нахождения
для сосны, пихты, ели, дуба, ясеня обыкиопенного, бука, липы
7W 7W
Влаж- ность W + 0,01 + 0,02 4-0,03 Влаж- ность W -0,01 —0.02
7 0,35—0,37 0,38-0,68 0,63-0,85 л
7 0,35-0,38 0,39-0,64 0,65- 0,85 — -— —
7 0,35—0,39 0,40-0,66 0,67—0,85 — — — л
7 0,35—0,41 0,42—0,68 0,69-0,85 — — —•
8 0,35-0,42 0,43—0,71 0,72-0,85 16 0,80-0,85
8 0,35—0,44 0,45—0,74 0,75—0,85 16 0,67-0,85 —
8 0,35-0,46 0,47-0,76 0,77-0,85 16 0,58-0,85 —
8 0,35—0,47 0,48—0,79 0,80-0,85 17 0,50-0,35 —
9 0,35—0.49 0,50-0,83 0,84-0,85 17 0,45-0,85
9 0,35-0,52 0,53-0,58 17 0,40-0,85 —- я
9 0,35-0,54 0,55-0,85 17 0,37-0,85 — .
9 0,35-0,57 0,58-0,85 — 18 0,35-0,85 —
10 0,35—0,59 0,60-0,85 18 0,35—0,85
10 0,35-0,63 0,64-0,85 — 18 0,35—0,85 —
10 0,35—0,66 0,67—0,85 — 18 0,35-0,79 0,80-0,85
10 0,35—0,70 0,71-0,85 — 19 0,35-0,74 0,75—0,85
11 0,35-0,74 0,75—0,85 19 0,35-0,70 0,71—0,85
и 0,35—0,79 0,80-0,85 • 19 0,35-0,66 0,67—0,85
11 0,35—0,85 — 19 0,35—0,63 0,64-0.85
11 0,35-0,85 — —
20 0.35-0,59 0,60—0,85
12 0,35-0,85 — — — — — !
12 0,37-0,85 — — — — —
12 0,40-0,85 — — — — —
12 0,45-0,85 — — — — —
13 0,50-0,85
13 0,58—0,85 — — — — —
13 0,67—0,85 — — — — —
13 0,80-0,85 — — — — —
1 Если данное значение W или 7 не находится в таблице, это значит,
что в этом случае у15 принимается равным уда.
52
Таблица 6
К, = 0,6»/.
Таблица нахождения ?16
для лиственницы, березы и ясеня манчжурского
——— ' YW YW
Влаж- НОСТЬ W + 0,01 + 0.02 + 0,03 Влаж- ность W —0,01 -0,02
7 0,35—0,46 0,47-0,78 0,79-0,85
7 0,35-0,48 0,49-0,80 0,81—0,85 — ——
7 0,35—0,49 0,50-0,83 0,84-0,85
7 0,35—0,51 0,52-0.85 — — — —
8 0,35—0,53 0,54—0,85 16 0,84—0,85
8 0,35-0,55 0,56—0,85 — 16 0,72-0,85 —
8 0,35-0,57 0,58-0,85 17 0,63—0,85 —
8 0,35—0,59 0,60-0,85 — 17 0,56-0,85 —
9 0,35-0,62 0,63-0,85 __ 17 0,50-0,85
9 0,35—0/5 0,66—0,85 — 17 0,46-0,85
9 0,35—0,68 0,69-0,85 — 18 0,42-0,85 —
9 0,35—0,71 0,72—0,85 — 18 0,35-0,85 —
10 0,35-0,74 0,75—0,85 18 0,36-0,85
10 0,35-0,78' 0,79-0,85 — 18 0,35—0,85 —
10 0,35-0,83 0,84—0,85 — 19 0,35—0,85 ——
10 0,35-0,85 — — 19 0,35—0.85 —
11 0,35-0,85 19 0,35-0,83 0,84—0,85
11 0,35-0,85 — 19 0,35—0,78 0,79-0,85
11 0,36-0,85 20 0,35-0,74 0,75—0,85
11 .0,39—0,85 — — —
12 0,42-0,85 -
12 0,46-0,85
12 0,50-0,85
12 0,56—0,85 — — — —
13 0,63-0,85
13 0,72-0.85
13 0,84—0,85
53
кального 1 и горизонтального 2 цилиндров, наполненных ртутью. Вег
тикальный сосуд закрыт крышкой с резьбой. В центре крышки встав
лена стеклянная трубка с шарообразным расширением вверх, закреплен
пая гайкой 4 'с набивкой кожаных колец. Горизонтальный цилиндр встаг
лен в вертикальный; в нем движется гри помощи рукоятки 6, скреплен
ной с обоймой 7, поршень 5, укреплённый на микрометрическом винт
с шагом резьбы в 1 мм. Обойма разделена на 160 делений. При повороте
рукоятки на одно деление поршень вытесняет из горизонтального цнлин
дра 0,3 см3 ртути. Сверху на поверхности горизонтального цилиндра на
несена шкала с ценой деления 0,3 см3.
Фнг. 35.
Диаграмма для определения веса древесины при
данной ее влажности.
Определение объема образца производится следующим образом
Перед открытием волюменометра опускают уровень ртути в вертикаль
ном цилиндре ниже его краев. Отвертывают и снимают крышку со стек-
лянной трубочкой и вводят в вертикальный цилиндр образец под прово-
лочную скобу и завертывают крышку. Вращением микрометрического винта
поднимают уровень ртути до указателя на стеклянной трубке и по шка-
лам производят отсчет г,, после этого, прн помощи микрометрического
54
винта, снижают уровень ртути в цилиндре настолько, чтобы можно было*
открыть волюменометр, не проливая ртуть и, сияв крышку, вынимают'
образец. Волюменометр закрывается и ртуть в нем доводится до преж-
ней высоты, отмеченной указателем, и берут второй отсчет . Объем*
вычисляется по формуле:
з (*t - Z,)
1000
см3.
На фиг. 35 дана диаграмма влияния влажности на объемный вес древе-
сины. По этой диаграмме, зная объемный вес древесины при какой-либо
влажности, можно определить вес древесины при любой влажности.
Пример. Древесина сосны при 15% влажности имеет объемный
вес 0,50. Чтобы Определить вес той же древесины при 120% влажности,
достаточно пройти вверх по наклонной, пересекающей пунктирную ли-
нию против объемного веса 0,50.
Пересечение наклонной линии с горизонтальной соответствующей
влажности в 120% даст точку, Опуская 'из которой перпендикуляр на
горизонтальную ось, мы получим искомый объемный вес 1,00. Значит,
вес 1 м3 древесин!,I будет равен 1000 кг.
В таблице 7 даны пределы колебаний и средний объемный вес авиа-
ционных пород.
Таблица 7.
Объемный вес древесины у16
Порода Колебание Г/см3 Средняя величина г/см3
Сосна . .... 0,39- 0,68 0,51
Ель обыкновенная . . . 0,35-0,67 0,47
Ель .... .... 0,34-0,57 0,46
Пихта кавказская . . . 0,31-0,60 0,44
Лиственница сибирская 0,50—0,93 0,70
Ясень обыкновенный . . 0,59-0,92 0,73
Ясень манчжурский . . 0,50-0,84 0,68
Дуб .... ... 0.61-0.84 0,71
Ьук... 0,54-0,77 0,65
Береза желтая и черная 0.57-0.84 0,72
Липа 0,31-0,63 0,48
.'5
Теплоемкостью древесины называется ее способность поглощать
тепло. Характеризуется теплоемкость количеством тепла (в калориях),
необходимого для повышения температуры единицы массы древесины
на 1”
Теплоемкость в значительной степени зависит от влажности древе-
сины. Складывается она из теплоемкости абсолютно сухой древесины
и теплоемкости находящейся в ней вода.
Теплоемкость древесины в абсолютно сухом состоянии мало зависит
от породы и, по иселедоваииям Дэнлепа, в пределах от 0 до 106° рав-
няется 0,327.
По Зиберу теплоемкость абсолютно сухой древесины равна 0,34.
Теплоемкость при любой влажности можно определить по следуют
щей формуле:
26,6 + 0,116 < + W / кал \
Cw ~~ 100 +W \ кг °C/’
где Суу — теплоемкость древесины при заданной влажности, № —
влажность древесины, t — температура древесины.
Теплопроводностью древесины называется ее способность проводить
тепло. Характеризуется она коэфициентом теплопроводности X пред-
ставляющим собой количество тепла (в больших калориях), проходящее
в 1 час через м2 материала при толщине его в 1 мм и разности темпера-
тур в 1а
кал
— № час “С '
Теплопроводность древесины недостаточно изучена, но известно,
что Зависит она Ьт объемного веса, влажности и направления передачи
тепла по отношению длины волокон. С увеличением объемного веса
и влажности древесины, теплопроводность ее увеличивается. Теплопро-
водность в направлении волокон больше, чем поперек волокон, что
видно из табл. 8.
Таблица 8.
Порода Направление в отношении ДЛИНЫ волокон Коэфицнеит теплопро- водности в граммкало- риях в сек. через 1 см8 при толщине в 1 см и для разницы темпера- туры в Г при 2t)°C
Сосна .... Поперек . . . 0,00010
» Вдоль . ... 0,00030
Пихта Поперек . . . 0,00009
» Вдоль .... 0,00030
66
Тепловое расширение древесины характеризуется коэфициентом
линейного расширения, который представляет собой изменение единицы
длины При нагревании на 1°,
Коэфициент линейного расширения у древесины зависит от направ-
ления волокон: он меньше всего в направлении волокон н больше всего
в направлении тангентальном.
Ввиду незначительного коэфициента линейного расширения вдоль
волокон древесины, применение ее в строительстве не требует специаль-
ных приспособлений для устранения вредных последствий изменений
размеров конструкции, что наблюдается в железных, бетонных и других
конструкциях. В' поперечном направлении коэфициент линейного расши-
рения древесины значительно больше, чем у железа, меди и бетона, как
это видно нз таблицы 9. (Из Kollmana).
Таблица 9.
Название материала Коэфициент линейного расширения
вдоль ВОЛОКОН поперек волокон
Ель ....... 5,4 • 10-6 34,1 • Ю-6
Пихта 3,7 10-6 58,4 - 10-6
Веймутова сосна . . - 3,6 10-6 63,6 10-6
Липа 5,4 1-0-6 44, • 10-6
Медь красная .... 17 • 10-6 —
Железо 11 10-6 —
Бетон 14 —6
Электропроводность древесины. Электропроводностью древесины на-
зывается ее способность проводить электричество. Эта способность древе-
сины очень низка и зависит от целого ряда факторов: от влажности дерева,
температуры, породы дерева и других. С увеличением влажности и тем-
пературы электропроводность древесины сильно увеличивается. На
практике интересуются не электропроводностью, а электрическим сопро-
тивлением древесины, так как сухая древесина, подвергнутая специальной
обработке с целью понижения ее гигроскопичности, с успехом может
быть употреблена в качестве изоляционного материала (ролики, под-
кладки в Трансформаторах, пазовые клинья в генераторах и др.). Без осо-
бой обработки сухая древесина может быть применена в качестве кон-
структивного материала (ящики, футляры для приборов, каркасы и па-
нели для монтажа, ручки и др.) и опорного (телеграфные и телефон-
ные столбы).
57
Электрическое сопротивление различных пород еще недостаточно-
изучено, но, как видно из таблицы 10, для разных пород оно различно.
Т а б л и ri а 10.
Порода Направление Влаж- ность В о/о Удельное сопро- тивление в о.м.см Автор
Береза . . . Радиальное 7,95 8.6 • 10’1 Михайлов
Вдоль волокон 8,2 4,2 • Ю’о
Отьха Радиальное 7.5 1,6 • 10’2
Дуб Радиальное — 1 • 10’0 и
Кедр — 8,8 2,4 • 10’1 Дудецкий
Лиственница . . — 9 1.4 ОН
Электросопротивление древесины одной породы зависит от направ-
ления волокон. В направлении длины волокон оно будет меньше, чем
в радиальном и тангентальном направлениях, что видно из таблицы 11.
Таблица 11.
Порода Влаж- ность в о/о Удельное объемное сопротивление в ом.см Автор
вдоль волокон в радиаль- юм направ- лении в танген- талыюм на- правлении 14,5 • IO»
Лиственница . . Береза 7,95 7,95 3,8 101" 4.2 10Ю 19,0 • 10W 8.6 • 10” Михайлов
При увеличении влажности до точки насыщения волокон, элелтрв-
сопротивление уменьшается очень сильно, ио в дальнейшем это умень-
шение идет гораздо слабее, что видно из таблицы 12.
Таблица .12.
Порода Влажность В°/о Удельное объем- ное сипротивле- Автор
ние в ом. см
Кедр 0 2,5 0» Дудецкий
22 100 »
- ICO 1,8 • 10" »»
Лиственница .... 0 8,6 013 »♦
.. 22 6,6 • 10" . и
100 2,0 • 10" я
58
Пропитка древесины солями металлов уменьшает ее электрическое
сопротивление.
Как видно из фигуры 36, повышение температуры вызывает резвое
падение электрического сопротивления древесины, поэтому следует из-
бегать применения древесины в тех случаях, где температуры
выше 120°.
В аппаратах и электрических машинах с рабочей температурой
около 80° возможно применение древесины.
При применении материала в качестве диэлектрика весьма важно
знать еще так называемую электрическую прочность, т. е. свойство вы-
держивать напряжение электрического тока.
Фиг. 36.
Кривая зависимости электросопротив-
ления древесины пихты (дугласовой)
от температуры.
Электрическая прочность характеризует древесину как изолятор
п измеряется напряжением, при котором испытываемый образец толщи-
ной в 1 см не пробивается электрической искрой.
Электрическая прочность древесины неодинакова в различных на-
правлениях; меньше всего она в направлении вдоль волокон. С повыше-
нием влажности и температуры электрическая прочность понижается..
Электрическая прочность зависит также от породы. Наиболее пригод-
ными породами для применения в качестве диэлектрика являются:
клеЦ, орешник, винтя, ясень, желтая сосна, бук, красное дерево.
По электроизоляционным свойствам, как видно из таблицы 13, дре-
весина стоит ниже таких Диэлектриков, как слюда, фарфор, стекло,
бакелит, парафин. ,
59
Таблица 13.
Электрическая прочность различны! материалов
Название материала
Влаж-
ность
В %
Электрическая
прочность
в 1000 V на
1 см толщины
Примечание
Асфальт ... — 140 200 Из Александрова
Трансформаторное масло .... — 100 •
Парафин — 150
Слюда .... — 1500 »»
Стекло — 300 ♦>
Фарфор — 100 *
Эбонит — 20
береза (в радиальном направлении) 7,9 59,8 По Михайлову: испытания про*
Береза (в торцевом направлении) . 8,2 15,2 изводились пе- ременным то-
Ольха (в тангентальном направлен.) 7.5 60,5 ком частотою 50 Нд
•Ольха (в радиальном направлении) 7,5 56,4
Дуб (в радиальном направлении) . 9,3 39,1
Дуб (в торцевом направлении) . . 9,3 47.0
Фиг. 37.
Схема установки для исследования лучами
Рентгена:
1—деревянный ящик; 2—камера для про-
свечивания; 3—рентгеновская трубка; 4—эк-
ран; 5—исследуемый предмет; 6—аппарат
высокого напряжения-
О»
О методах улучшения диэлектрических свойств древесины будет
сказано в главе «Методы защиты древесных' материалов от воздействия
физических и биологических факторов».
1. ИССЛЕДОВАНИЕ ДРЕВЕСИНЫ ПРИ ПОМОЩИ ЛУЧЕЙ СВЕТА
И РЕНТГЕНА
Для обнаружения скрытых дефектов в тонких пластинках древесины
можно пользоваться лучами света, хорошо проходящими через пластинку
толщиной до 3 мм.
Для контроля сортиментов и деталей с большой толщиной приме-
няются лучи Рентгена. Лучи Рентгена пропускаются древесиной не
с одинаковой интенсивностью, в зависимости от ее строения, поэтому
с помощью их легко можно вскрыть на большой глубине различные де-
фекты древесины и деталей из нее: сучки, трещины, непроклейку и т. л.
Для исследования древесины лучами Рентгена можно пользоваться уста-
новкой, показанной на фиг. 37.
64
Глава IV
МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
1. ОБЩИЕ ПОНЯТИЯ
Механическими свойствами древесины называются свойства, опреде-
ляющие ее способность сопротивляться действию различных усилий.
Всякая сила, приложенная к древесине, вызывает деформацию кле-
ток, а тем самым создает внутренние напряжения.
Действие сил различается по виду вызываемых нми деформации:
сжатие, растяжение, изгиб, кручение, скалывание, раскалывание и прочее.
В применении к древесине, как материалу анизотропному, каждый
из перечисленных видов действия сил подразделяется на не-
сколько случаев в зависимости от направления действия сил, по отно-
шению к направлению волокон или годичных слоев.
Например: сжатие вдоль волокон, поперек волокон (в радиальном,
тангентальном, под углом к годичным слоям) и под углом к волокнам
{фиг. 38).
фиг. 38.
Схема действия сил при сжатии древесины.
1-—вдоль древесины; 2—поперек волокон в радиальном
направлении; 3—поперек волоков в тангентальном на-
правлении; 4 и 5—поперек волокон под углом к годич-
ным слоям; 6—под углом в волокнам.
Ио характеру действия сил различаются нагрузки статические
,я динамические. Статические нагрузки вызываются силами, медленно
н плавно изменяющимися по величине, но постоянными по направлению
при неподвижной точке приложения.
Динамические нагрузки могут быть: 1) очень быстро и однократно
изменяющиеся по величине1, но постоянные по направлению (мгновен-
ные); 2) однократные, ударные и 3) очень быстро и многократно изме-
няющиеся по величине и направлению, с ударом или без удара (вибра-
ционные нагрузки).
Сопротивление древесины различным силам происходит до опреде-
ленного предела, после достижения которого древесина разрушается.
Напряжение, при котором древесина разрушается, называется раз-
рушающим напряжением.
Свойство древесины сопротивляться разрушению называется проч-
ностью, причем прочность при статической нагрузке характеризуется
пределом прочности и измеряется te кг/см2; прочность при ударном
изгибе характеризуется ударной вязкостью и измеряется в кгм/см3;
прочность при вибрационной нагрузке характеризуется пределом выно-
сливости прн симметричных циклах, т. е. наибольшим напряжением
в кг/см2 симметричного цикла с максимальной амплитудой, допускающим
повторение цикла без разрушения образца V раз, где Л/ — заданное
техническими условиями большое число перемен, например: 10е, 107, 10s.
2. МЕТОДЫ ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
ДРЕВЕСИНЫ
Испытание механических свойств древесины производится с различ-
ными целями: в целях изучения новой породы древесины, для выявле-
ния зависимости механических свойств от каких-либо факторов, напри-
мер: влажности, объемного врса и других, при отборе древесины для
самолетостроения и т. п.
По объему испытания могут быть разделены на следующие виды:
а) полные испытания, когда характеризуются все свойства древесины;
б) сокращенные, когда определяются Дольке основные свойства и по ним
уже судят об остальных; в) частичные, когда испытываются только спе-
цифические для данного производства отдельные свойства и г) упрощен-
ные, применяемые в полевых условиях, на складах и на месте заготов
кл древесины.
Необходимо отметить, что конечное результаты испытаний во многом
зависят от выбранного Метода исследований: отбора н разделки Модель-
ных кряжей, формы и размеров образцов и точности их изготовления, от
состояния машин, точности установки образцов на машине, скорости
передачи нагрузки, ее отсчета, замера деформаций и т. п. Всякое испы
тание древесины должно обязательно сопровождаться определением ее
влажности П момент испытания. Для сравнения полученных результатов
необходимо приводить их к 15% влажности.
Число испытанных образцов играет немаловажную роль при выне-
сении окончательной характеристики механических свойств древесины.
Древесина — материал весьма неоднородный, поэтому, чем больше будет
испытано образцов при определении какого-либо ее свойства, тем досто-
вернее будут результаты.
63
Результаты испытаний при определений какого-либо свойства имеют
большие колебания, подчиняющиеся так называемому закону нормаль
него распределения.
Обработка результатов испытаний производится по методам Варна
циоиной статистики.
Важнейшей количественной характеристикой изучаемого свойства
древесины является средняя величина И его показателя, полученияи и
некоторого числа п результатов испытания.
Средняя величина М может быть получена, как средняя арнфмети
веская из всех показателей результатов испытаний, т. е. по формуле:
Л7 =-----,
И
где М — среднее арифметическое; S — знак суммы; V — отдельные
показатели (варианты); п — число испытаний (вариант).
В вариационной статистике применяются иные методы нахоядени
средней величины /И .
Для характеристики степени изменчивости или величины отклоие
ний отдельных показателей (вариант) X от средней величины М , »кр«
деляют среднеквадратичное отклонение 6 по формуле:
Выражается ф в том же измерении, что и М
Среднеквадратичное отклонение:, выраженное в процентах от
ьазывается вариационным коефициентом т илн коэфициентом измени
ста данного признака. Определяется вариационный козфициент
формуле-
® 100°/-
Понятие о точности определений М. дает его средняя ошибка
вычисляемая по формуле:
Если m выразить в процентах от /|4, то получится
точности определений, наблюдений или измерений Р :
показатель.
m
р=~1уГ- 1ОО°/о-
Таким образом, показатель точности представляет собой относи
тельное значение средней ошибки, взятое в процентах к средней вели
чине М, и, следовательно, не зависит от единиц измерений.
Все зависимости между статическими величинами носят название
корреляционных. Степень связи между двумя статистическими величинами
при линейной зависимости характеризуется коэфициентом корреляции
64
1) при г = ± 1 зависимость называется функциональной. В этом
случае все точки располагаются на прямой;
2) при г > 0 имеет место возрастающая, а при г <С 0 — убываю-
щая функция;
3) при /- = О зависимость или отсутствует, или может быть толь-
ко криволинейной.
Связь может быть различной степени: очень высокой при г = 0,90,
высокой при г в пределах 0,75—0,00, средней — от 0,5 до 0,75, малой —
от 0,4 до 0,5 и очень малой — от 0,2 ДО 0,4.
Зависимость с ц <7 0,2 для характеристики свойств авиационной
древесины значения не имеет.
При использовании различных литературных данных, характеризую-
щих Ту или иную породу древесины со стороны ее физико-механических
свойств, необходимо обращать внимание на тот метод испытания, с по-
мощыо которого получены данные результаты.
В авиапропзводстве физико-механические испытания древесины про-
водятся по ОСТ/НКлес 250 с некоторыми отступлениями.
3. ИЗГОТОВЛЕНИЕ, ХРАНЕНИЕ И ИЗМЕРЕНИЕ ОБРАЗЦОВ
Испытания механических свойств древесины проводятся на малых
чистых образцах, изготовленных нз выдержанных до устойчивой влаж-
ности (8—20%) брусков. Никакие пороки в образцах не допускаются.
Волокна в образцах (образующие годичных слоев) должны быть
направлены параллельно длинным ребрам образца. Годичные слои на
торцевой поверхности долйны быть параллельны одной паре противопо-
ложных граней и перпендикулярны другой.
Поперечное сечение большинства стандартных образцов 20 X 20 мм.
Образцы изготовляются с допуском в поперечных размерах ±0,5 мм,
hoi каждый размер должен быть выдержан на всем протяжении данного
измерения с точностью до 0,1 мм. Боковые поверхности образца должны
быть гладко выстроганы. Торцовые поверхности тщательно обрабатыва-
ются лишь в тех образцах, где это имеет значение (образцы для объем-
ного веса, сжатия вдоль волокон, скалывания, раскалывания и торцевой
твердости). В этих случаях торцевые поверхности должны быть глад-
кими, без выбоин и отщепов кромок. В остальных образцах (на стати-
ческий и динамический изгиб, на сжатие поперек волокон, кручение,
растяжение), торцевые поверхности должны быть гладко опилены, с до-
пуском по длине образца +1 мм.
Изготовление образцов должно производиться опытными рабочими
с помощью хорошо отлаженного и выверенного режущего инструмента.
Массовое изготовление образцов лучше всего производить иа. фре-
зерном станке илп специальных переносных малых станках, пользуясь
хорошо выверенными приспособлениями.
Для разметки образцов (центры отверстий в образцах на раскали-1
ванне и растяжение поперек волокон!) хорошо применять специальные
шаблоны.
Изготовленные образцы до момента испытаний необходимо хранить
в стеклянных банках с притертой пробкой.
5 Г. П. П том».
65
Перед испытанием образцы замеряются. Точному замеру (штанген-
циркулем с точностью до 0,1 мм) подвергаются лишь те размеры, ко-
торые заносятся в журнале в формулу для вычислений. Остальные раз-
меры только контролируются.
4. ИСПЫТАНИЕ НА СЖАТИЕ ВДОЛЬ ВОЛОКОН
Испытание на сжатие вдоль волокон является одним из важней
ших видов механических испытании древесины и наиболее изученным.
По результатам испытаний на сжатие можно с большой достоверно-
стью определить и другие механические свойства, а следовательно,
и пригодность древесины для самолетостроения. Поэтому очень часто
при отборе древесины ограничиваются только одним испытанием па
сжатие.
Образец для испытания на сжатие изготовляется в форме прямоуголь-
ной призмы с основанием 20 X 20 мм |и высотой (вдоль волокон) 30 мм.
Расположение годичных слоев и образующих годичных слоев указаны
на фиг. 39.
Фиг. 39.
Образец для испытания древе-
сины на сжатие вдоль волокон.
По ОСТ-250 разрешается изготовление образцов с любым направ-
лением годичных слоев на торцевой поверхности в случае, когда образцы
иа сжатие изготовляются отдельно от образцов для других испытаний.
По ОСТ/НКлес 315 при испытании пиломатериалов толщиной до
30 мм допускается изготовление образцов на сжатие размером
1,7 X 1,7 X2.5 см, я по ТУ/НКлес 30 при испытании сосновых заготовок
малого сечения , допускается изготовление образцов на сжатие размерами
10 X ю X 15 мм.
Перед испытанием на половине высоты образца измеряются штан-
генциркулем с точностью до 0,1 мм размеры поперечного сечения
(гг и ”), которые записываются в журнал.
Испытание на сжатие проводится иа гидравлическом или механи-
ческом прессе с ручным пли электрическим приводом. Образец уста-
66
павливается в центре шаровой опоры пресса, с тем, чтобы усилие было
направлено во все время испытания вдоль волокон образца. Скорость
„рпложения нагрузки должна быть равномерной и в среднем равняться
4000 кг в минуту на весь образец. Отклонения от указанной скорости
допускаются ±25%.
При испытании образпов размером 1,7 X 1,7 X 2,5 см нагрузка дол-
жна производиться со средней скоростью 1500кг/мии. (1300—1700 кг/мин.),
а при испытании образцов размерами 10 X 10 X15 м. — со средней
скоростью 1000 кг/мин. i
Испытание доводится до разрушения образца, т. е. 'до момента,
когда стрелка силоизмерителя пойдет обратно. Отсчет нагрузки PradX
в кг производится с точностью 5 кг.
После испытания производится определение влажности. В качестве
пробы берется весь разрушенный образец. До момента первого взвеши-
вапия разрушенный образец немедленно после испытания помещается
в бюксу с притертой крышкой.
Влажность образца 1Г записывается в журнал.
Предел прочности при сжатии при влажности Д' в момент разру-
шения определяется с точностью до 1 fcr/см2 по формуле:
Р max
~:— кг /см-,
ао
I
где Ртах — максимальная нагрузка в кг, при которой разрушился
образец, а а и b — размеры поперечного сечения в cml
Предел прочности [)wr пересчитывается на 'стандартную влажность
15% по формуле:
Dlt, = £>щ[1 ±а (U7 - 15)],
D . —предел прочности при сжатии вдоль волокон при 15% влажности;
а — поправочный коэфицнент на влажность;
W — влажность образца в момент испытания в %.
Для древесины всех авиационных пород, кроме пихты и липы.
а средн. = 0,05, а для пихты и липы а средн. = 0,04.
Для сосны, ели обыкновенной и аянской и пихты кавказской пере-
счет предела прочности при сжатии вдоль волокон 'Dк влажности 15%
производится по формуле:
Dlt == KDw,
где
О iv — предел прочности при влажности W —% в момейт испытания;
К ~ переводный коэфицнент, вычисленный с учетом применения ди-
ференцпровашюго я
Значения переводного коэфициента приводятся в таблице 14.
Пределы колебаний и средние величины предела прочности при
сжатии авиадревесины даиы в таблице 15, а расчетные — в таблице 36.
5’
67
Таблн ца
Переводный коэфициент К для пересчета предела прочности прн
сжатии вдоль волокон древесины D!6 прн влажности 15%
Влажность W%
1/4
1/2
3/4
1. Для сосны
8 0,683 0,693 0,704 0,714
9 0,725 0,735 0,746 0,757
10 0,767 0,778 0,789 0,800
11 0,811 0,823 0,834 0,845
12 0,857 0,858 0,880 0,891
13 0,903 0,915 0,927 0,939
14 0,951 0,963 0.975 0,988
15 1,000 1,013 1,025 1,038
16 1,050 1,063 1,076 1,089
17 1,102 1,115 1,128 1,141
18 1,165 1,168 1,182 1,195
19 1,209 1,223 1,236 1,250
20 1.264 — — —
2. Для ели обыкновенной и аянской
7 0,722 0,729 0,736 0,743
8 0,749 0,757 0,764 0,771
9 0,779 0,786 0,794 0,802
10 0,810 0,818 0,826 0,835
11 0.843 0,852 0,860 0,869
12 0,878 0,888 0,897 0,906
13 0,916 0,926 0,936 0,946
14 0,956 0,967 0,978 0,989
15 1,< НЮ 1,012 1,023 1,035
16 1,047 1,059 1,072 1,085
17 1,098 1,111 1,125 1,138
18 1,152 1,167 1,182 1,197
19 1,212 1,229 1,245 1,261
20 1,277 1,295 1,313 1,330
3. Для пихты кавказской
8 0,724 0,733 0,741 0,750
9 0,760 0,769 0,778 0,788
10 (,798 0,807 0,818 0,828
И 0,838 0,848 0.858 0,868
12 0,879 0,889 1,899 0,909
13 0,920 0,930 0,940 0,950
14 0,960 0,970 0,980 0,990
15 1,000 1,010 1,019 1,029
16 1,038 1,047 1,056 1,065
17 1,073 1,081 1.090 1,098
18 1,105 1,113 1,120 1,127
19 1,133 1,140 1,146 1,152
20 1,157 — — —
68
Таблица 15
Предел прочности при сжатии вдоль волокон Р|5__
Порода 1 * ! i-9 1 ' I Средняя величина кг/см2 Вариацион. коэфициент Показатель точности °/о
С сна . . - 238 —637 422 13 0,4
Ель обыкновенная . • . . . 263-637 419 12 С,4
Ель аяиская 300—517 394 13 0,8
Пихта кавказская 250—632 422 15 0,5
Лиственница сибирская 324—722 515 15 0,6
Ясень обыкновенный .... 321-680 526 13 0,7
Ясень манчжурский . . - . 253-692 458 16 0,7
Дуб 421-640 525 10 1,3
Бук 320-725 474 13 1,0
Береза желтая и черная . . 327-728 551 11 0,5
Липа 227-585 380 — —
5. ИСПЫТАНИЕ НА СЖАТИЕ ПОПЕРЕК ВОЛОКОН
Сопротивление древесины сжатию поперек волокон ® 5—10 раз
меньше, чем вдоль волокон.
Испытание на сжатие поперек волокон производится как в тайге и
тальном, так и в радиальном направлениях. Хвойные породы лучше со-
противляются (примерно в 1,5 раза) в тангеитальиом направлении, чем
в радиальном. В первом случае участвуют в сопротивлении одновременно
ранняя и поздняя зоны годичных слоев древесины, а во втором случае
сперва разрушается слабая ранняя зона.
Породы, имеющие хорошо развитые сердцевинные лучи, например,
дуб, сопротивляются лучше в радиальном направлении, чем в танген-
тальном. Остальные лиственные породы оказывают, примерно, равное
сопротивление в тангентальном и радиальном направлениях.
Древесина при сжатии поперек волокон сильно уплотняется, умюиь-
шаясь иногда до '/з первоначальной высоты без разрушения, поэтому
при испытании определяют только предел пропорциональности путем
снятия диаграммы сжатия.
Образец изготовляется в форме призмы квадратного сечения
26X20X60 мм.
Перед испытанием на половине длины образца измеряется штанген-
циркулем ширина а по тангеитальному направлению при радиальном
сжатии с точностью до 0,1 м!м.
6?
Размер ширины образца 'а записывается в журнал.
Испытание может производиться на любом прессе, имеющем само-
устанавливающуюся головку и допускающем установку прибора для
измерения деформаций.
Схемы испытания иа сжатие поперек волокон в радиальном 1
и тангентальном 2 направлениях показаны на фиг. 40.
6
Фаг 40,
2
1
Схема испытания па сжатие поперек волокон.
Нагрузка передается через стальную призму а шириной 2 см, т. е
равной нормальной ширине образца Ь, установленную на середине
образца. Нагружение производится со средней скоростью 100 кг/мии. на
весь образец с допускаемыми отклонениями ±20%. Одновременно с иа
гружением при помощи мессуры измеряются с точностью 0,005 мм де-
формации через каждые 20 кг груза для древесины мягких пород и че-
рез 40 кг для древесины твердых пород. Перерывы в нагружения для
отсчета по мессуре не допускаются. Испытание продолжается до явного
перехода предела пропорциональности.
Парные отчеты груза Р и деформации Д й записываются
в журнал.
После испытания определяется влажность образца U7’ и записывает-
ся в журнал. , .
В качестве пробы для определения влажности вырезается средняя
часть образца, длиной 3 см.
По парным отчетам Р и Дй вычерчивается диаграмма. По оси
абсцисс откладываются (деформации, а по оси ординат — грузы.
По диаграмме находят с точностью 5 кг груз при пределе дефор
Мадии, как ординату точки перехода прямолинейного участка диаграммы
в криволинейный.
Напряжение при пределе пропорциональности на 1 см® площади
сжатия d\f, подсчитывается с точностью 1 кг/см® по формуле:
70
2 а '
где Р — общий груз предела пропорциональности;
I — ширина образца в см;
2 — ширина стальной призмы в см.
Пересчет предела пропорциональности dw к 15% влажности про-
изводится по формуле:
rf,- => dw [1 + a (И — 15)],
где d^ —напряжение при пределе пропорциональности при 15 % влажности;
W — влажность образца в момент испытания;
а — поправочный коэфицнент на влажность, равный 0,035 независимо
от направления сжатия и породы.
Пределы пропорциональности в радиальном направлении принято
обозначать через {Гц,-, а предел пропорциональности в тангентальном
направлении — через d" .
Расчетные величины предела пропорциональности при сжатии по-
перек волокон даны в таблице 30.
6. ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ ВДОЛЬ ВОЛОКОН
Древесина хорошо сопротивляется растяжению вдоль волокон, ио
вследствие того, что осуществление захвата концов для передачи уси-
лия растяжения связано с большими трудностями, а для самолетострое-
ния, кроме того; связано с увеличением веса конструкции — чистого
растяжения деревянных самолетных деталей избегают.
Растягивающим усилиям подвергаются лопасти деревянного винта,
нижние полки коробчатого лонжерона при изгибе во время нормального
полета и некоторые другие детали самолета.
По ОСТ-250 испытание на растяжение древесины производится на
образцах, форма и размеры которых показаны иа фиг. 41; годичные слон
в образце должны быть перпендикулярны ширине рабочей (средней)
части образца.
фиг. 41.
Образец для испытания древесины на растяжение вдоль волокон.
71
Толщина рабочей (средней) части не должна превышать 4 мм. Пере-
ход головок в рабочую часть должен быть плавным и строго симметрич-
ным с обеих сторон головок.
Измерение ширины и толщины рабочей части образца перед испы-
танием производится штангенциркулем с точностью до 0,1 мм в трех
местах: в середине образца и на расстоянии 35 мм от середины. В журнал
записываются средние арифметические ширнибг а и толщины Ь.
Испытание производится на машине, имеющей саМоустанавливаю-
щуюся головку.
При закреплении образца между рифлеными шоками, во избежание
раздавливания головок при испытаний, в каждую головку необходимо
вставлять стальную цилиндрическую пробку высотой 17 мм, т. е. на
3 мм меньше толщины головки. Высота пробок время от времени про-
веряется и при уменьшении ее на 0,3 мм пробка заменяется новой.
Нагружение образца должно производиться равномерно со средней
скоростью 1500 кг в минуту иа все сечение образца с допускаемыми
отклонениями +25%.
Нагрузка отсчитывается с точностью 5 кг Ртах записывается
в журнал.
Результаты испытаний образпов, не давших разрушения рабочей
части, во внимание не принимаются.
Для определения влажности, после испытания вырезается вся ра-
бочая (средняя) часть образца, которая иемедленио помещается в бюксу.
Предел прочности определяется с точностью 5 кг/см2 по формуле-
I
где Ртп — максимальная нагрузка в кг;
а и b — средние ширины и толщины рабочей части в см.
Пересчет на 15% влажность для древесины хвойных пород не про-
изводится, ввиду незначительного влияния влажности на придел проч-
ности при растяжении. Для лиственных пород в случае необходимости
пересчет производится по формуле:
= + « (W— 15)],
где г 5 — предел прочности при растяжении вдоль волокон при 15%
влажности;
°- — поправочный коэфициеит на влажность, равный для лиственных
пород 0,015.
В таблице 16 даны пределы колебаний и средние величины предела
прочности при растяжении некоторых авиационных пород.
Расчетные величины предела прочностп при растяжении даны
в таблице 30.
Таблица 16.
Предел прочности при растяжении вдоль волокон Z
к-— Порода Z кг/см2 Средняя величина кг/см2 Вариациои. коэфициент v°l0 Показатель точности Л, %
Сосна • • • 680-1866 1234 17 1,2
Ель обыкновенная ..... 693—1522 1076 10 2,2
Ель айнская - .... 696—1889 1263 20 2,9
Пихта кавказская ... 510-2034 1118 21 1,0
Лиственница сибирская 346-1914 1291 20 1,8
Я-еяь обыкновенный .... 900—2730 1806 23 2,7
Ясень манчжурский . 1078-2258 1648 18 1,9
Бук 700—2000 1391 21 2,0
Б греза желтая и черная . . 1288-2724 2030 15 1,7
7. ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ ПОПЕРЕК ВОЛОКОН
По ОСТ-250 испытание на растяжение поперек волокон производится
на образцах, размер и форма которых показаны на фиг. 42. Испытания
производятся на радиальное и на таигентальное растяжение.
Фиг. 42.
Образец для испытания древе-
сины па растяжение поперек
волокон.
Перед испытанием в каждом образце по середине его высоты из-
меряется с точностью до 0,1 мм толщина, образца <z ' и длина площади
Разрыва 1> ,, причем длина замеряется с двух сторон, а 'искомый раз-
мер определяется как среднее арифметическое из двух величин.
73
Испытание производится на машине Михаэлиса.
Нагружение производится равномерно со скоростью 250 кг в минуту
иа весь образец с допускаемым отклонением + 20%.
Предел прочности прн растяжении поперек волокон zw при влаж-
ности в момент испытания И? вычисляется с точностью 1 кг/смг но
формуле:
Ршах
Zw = ~а- b ’
гД* ₽га,х — разрушающий груз в кг;
а — толщина образца;
Ь — длина площади разрыва в см.
Пересчет на влажность ;15% производится по формуле:
~16 = ^ Ц -j-a (IF-15)],
где г.,. —предел прочности при растяжении поперек волокон при 15%
влажности, а а — поправочный коэфициент иа влажность, равный 0,01
при радиальном растяжении и 0,025 при тангеитальном для древесины
всех пород.
Сопротивление растяжению поперек волокон в 10—30 раз меньше
сопротивления растяжению вдоль ролокон.
Расчетных величин предела прочности при растяжении поперек
волокон ’для авиадревесины пока неустановлено.
8. ИСПЫТАНИЕ НА СТАТИЧЕСКИЙ ИЗГИБ
Древесина, предназначенная для самолетостроения, подвергается
обязательному испытанию на статический изгиб вследствие того, что
многие детали самолета работают на изгиб, напрпмер: лонжероны, полкп
нервюр и другие.
В результате изгиба древесина подвергается, с одной стороны,
сжимающим усилиям, а с другой,— растягивающим. Разрушение всегда
начинается со стороны сжатой зоны, так как временное сопротивление
сжатию меньше временного сопротивления растяжению.
Образец для испытания на изгиб изготовляется в форме прямо-
угольной призмы 2X2X30 см. Направление волокон должно быть
параллельным продольным ребрам образца, а торцевые грани должны
иметь ребра в тангентальчом и радиальном направлениях.
Измерение ширины b по радиальному направлению и высоты h
по тангентальиому производится штангенциркулем с точностью до
0,1 мм по середине длины образца. В целях проверки качества изготов-
ления образцов Иногда следует производить измерение ширины н высо-
ты в трех местах р в случае допустимой разницы в размерах (не бо-
лее + 0,1 мм) брать размеры среднего сечения образца. При отклонении
одних и тех же размеров иа всем протяжении данного измерения более,
чем иа ± 0,1 мм образец бракуется.
Испытание древесины на статический изгиб производится обычно
на тех же прессах, на каких испытывается и на сжатие.
74
Для (испытания на изгиб в тангентальном направлении образец
кладется на опоры радиальной поверхностью, так как усилие должно
быть направлено вдоль годичных слоев поперечного сечения (фиг. 48)
На авиазаводах испытание на статический пзгпб обычно производят
только в тангентальном направлении.
Фжг. 43.
Схема жспмтания древесины на статжчесжнй изгиб » таигоиталивом
направлении.
Радиус опор и «иожа» равняется 15 мм.
Нагружение образца производится равномерно со скоростью в сред
нем 500 кг в минуту на весь образец, устанавливаемой в начале на-
гружения. Допустимое отклонение от средней скорости нагружеижя
равно +20%.
Испытание проводится до полного излома образца.
Максимальная нагрузка Ртах отсчитывается с точностью 1 кг
и записывается в журнал.
Для определения влажности тотчас, после испытания, вырезается
проба вблизи места излома по одному кубику (2X2X2 см) из каждой
половины.
Кубикн немедленно помещаются в бюксу.
Влажность U7 в момент испытания образца записывается в журнал.
Определение предела прочности Bw при влажности W провзви-
дитея по формуле:
1,5 Ртах / л
В ~ --------ЬЛг----- кг/см'’
где РШах— разрушающее усилие в кг;
I — расстояние между опорами, равное 24 см;
h — высота образца, совпадающая с направлением усилия в см;
Ь — ширина образца в ext
Пересчет предела прочности Bw иа 15% влажности производите./
по формуле:
Bn^Bw [1 +а (1F-15)],
где Д1й — предел прочности при изгибе при 15% влажности;
а — поправочный коэфициент, равный для всех пород 0,04;
75-
В таблице 17 даны пределы колебаний и средние величины предела
прочности при изгибе авиационных пород. Расчетные величины даны
sb таблице 30.
Таблица 17.
Предел прочности при изгибе древесины В|5
Порода кг/см2 Сред велнчи кг см Варнацнон. коэфициент V % Показатель ТОЧНОСТИ Ра %
Сосна - 475-1175 829 13 0,5
Ель обыкновенная 475—1054 750 12 0,5
Ель аянская 402-975 748 13 1,1
Пихта кавказская ... 330-1189 743 16 0,6
Лиственница сибирская . . 626—1560 974 18 0,7
Ясень обыкновенный . . . 781—1580 1169 12 1.0
Ясень манчжурский .... 598-1417 969 15 0,9
Дуб 761-1280 1036 14 1,7
Бук 647-1258 933 14 1,5
Береза желтая и черная . . 642-1514 1100 14 0.7
Ляпа 403-1310 700 — —
9. ИСПЫТАНИЕ НА УДАРНЫЙ ИЗГИБ (ПОПЕРЕЧНЫЙ)
При отборе авиадревесины для самолетостроения очень важно знать
ее сопротивление ударному изгибу (хрупкость), так как самолетные
детали очень часто подвергаются ударным нагрузкам. Для выявления
сопротивления ударному изгибу производятся испытания на ударный
(поперечный) изгиб. Образцы для испытания иа ударный изгиб берутся
те же, что и для испытания на статический изгиб.
Перед испытанием замеряется штангенциркулем с точностью до
0,1 мм ширина образца ' b по радиальному направлению и высота Л
по тангентальному направлению. Размеры j и h записываются в журнал.
Испытание производится на маятниковом копре. Расстояние h
между опорами равно 24 см. Опоры копра в боек маятника должны иметь
закругления размером 15 мм.
Образец устанавливается па опорах так, чтобы удар был направлен
поперек волокон по касательной к годичным слоям (тангеитальный изгиб).
5 дар должен быть произведен но 'середине длины образца.
76
Залас энергии маятника по ОСТ-250 должен быть равным '10 кг»
Схема действия маятникового копра показана иа фиг. 44.
В случае испытания иа ударный изгиб авиационных пиломатериа-
лов толщиной до 30 мм допускаются образцы размерами 1,7 X 1,7 X 26 см.
Расстояние между опорами в этом случае устанавливается равным 20,4 см
Схема действия маятникового копра.
1—маятник копра; 2—указатель; 3—образец;
4—шкала; 5—верхнее положение маятника
до удара; 6—нижнее положение маятника
после удара.
При испытании сосновых заготовок для авиадеталей образцы нл:
ударный изгиб изготовляются размером 10 X10 X150 мм. Расстояние
между опорами равно .12 см. Запас работы копра может быть снижен
до 1,0 кг.
По шкале копра или по таблицам отсчитывается с точностью 0,1 кгм
работа Q , пеглощеиная образцом при изломе.
Работа 'Q записывается в журнал.
Сопротивление ударному изгибу Ар определяется по формуле:
Q
A w — “„j-кгм/см3,
где Q — работа, затраченная иа разрушение образца в кгм.
b и h — размеры поперечного сечения образца в см.
Определение влажности образцов после испытания на ударный из-
гиб не производится, так как влажность не оказывает Заметного влия-
ния на работу, затраченную на разрушение образца. В случае необхо-
димости для определения влажности вырезается два кубика 2X2X2 см
из двух половин разрушенного образца.
Сопротивление ударному изгибу авиационных пород (пределы коле-
баний, средние и минимальные величины) даны в таблице 18.
77
Таблица 18.
Сопротивление ударному изгибу древесины в тангентальном
направлении А
Порода А кгм/см8 Средняя величина кгм/см3 Мннимальн. величина кгм/см3
£осяа 0,063-0,412 0,220 0,130
Ель обыкновенная . . . . 0,037—0,637 0,193 0,100
Ель янская 0,058-0,350 0,203 0,100
Пихта кавказская . 0,070-0,430 0,216 0,120
Лиственница сибирская 0,051-0,550 0,258 0,100
Ясень обыкновенный 0,209-0,880 0,410 —
Ясень манчжурский ....... 0,209—0,542 0,364 —
Дув 0,087—0,628 0,303 —
0,121-0,702 0,353 —-
Береза желтая и черная 0,085-1,069 0,462 —
Липа . . 0,311—0,513 0,395 —
10. ИСПЫТАНИЕ НА СКАЛЫВАНИЕ
На фиг. 45 показаны случаи действия сил, стремящихся разрушить
^образец путем параллельного перемещения одной его части относитель-
но другой (случай действия сил при сдвиге). Сдвиг древесины в плос-
кости, перпендикулярной волокнам (случаи 1 и 2) называется пере-
резанием. Остальные случаи называются скалыванием параллельно
волокнам (3 и 4) и вдоль волокон (5 и 6).
Фиг. 45.
Случаи действия сил при сдвите.
1 и 2—перерезание древесины по тангентальному и радиаль-
ному направлениям; 3 и 4 —скалывание параллельно волокнам
но тангентальном и радиальной плоскостям; 5 и 6—скалыва-
нме древесины вдоль волокон по тангентальной и радиальной
плоскостям.
Все эти случаи сдвига могут встретиться в различного рода инже-
нерных сооружениях.
Деревянные самолетные детали чаще всего скалываются вдоль воло-
кон, в месте болтовых соединений, например, может быть вырван сты-
ковой узел крепления лонжеронов к центроплану.
Испытание древесины на скалывание производится только вдоль
волокон в двух плоскостях: в радиальной и тангентальной.
По ОСТ-250 образец для испытания на скалывание принят формы
и размеров, указанных на фиг. 46.
При испытании авиадревесины допускается изготовление образца
по методу ЦАГИ (фиг. 47).
Фиг. 46.
Образец для испытаний
древесины иа скалывание
по ОСТ-250.
Фиг. 47.
Образец для испытания
древесины на скалывание
по методу ЦАГИ.
Образец должен быть изготовлен согласно требованиям, предъяв-
ляемым к образцам для испытания механических свойств древесины.
В случае испытания на скалывание вдоль волокон в тангентальном
направлении, годичные слои на торцах образца должны быть параллель-
ны плоскости скалывания, а при испытании в радиальном направле-
нии — перпендикулярны плоскости скалывания.
В каждом образце, перед испытанием производятся замеры по
линии ожидаемого скалывания с точностью до 0,1 мм толщины образ-
ин ' b и длины площади скалывания I Каждый замер производится
г двух сторон. Среднее арифметическое полученных размеров b и I
заносится в журнал.
Перед испытанием образец вставляется в специальный прибор
(фиг. 48).
Прибор со вставленным образцом! устанавливается на опорную плат-
форму машины так, чтобы верхняя торцевая поверхность длинной части
.> разца находилась точно под нажимным приспособлением машины.
Одна из головок должна быть самоустанавливающейся.
Нагружение должно производиться па выступающую часть образца
со средней скоростью 1250 кг в минуту на весь образец. Допустимое
отклонение скорости + 20%.
79
Максимальная нагрузка Рт„у отсчитывается с точностью 5 кг.
Для определения влажности берется большая часть разрушенного
образца Рт„ и U? записываются в журнал.
Подсчет предела прочности при скалывании Q производится по
формуле:
Ргаах
CiF = кг/см-,
где Ли / — размеры площади скалывания.
Пересчет C'uz иа 15% влажности производится по формуле:
Cis-cw[14-a(r- 15)1.
где С, г, — предел прочности при скалывания вдоль волокон при 157»
влажности.
а — поправочный коэфициент на влажность, равный 0.03, незавп- I
симо от породы и вида скалывания (радиальное или тапгентальное).
В таблице 19 приведены предел колебаний и средине значения пре- I
дела прочности при скалывании древесины авиационных пород.
- Таблица 19
Предел прочности при скалывании древесины вдоль волокон н
Порода По радиальной плос- кости Cj5 По тангеитальной плоскости С\а
С15 кг/см2 средняя величина кг/см2 С'а кг/см2 средняя величина кг/см2
Сосна« ’ • • • 50—109 76 35-85 64
Ель обыкновенная* «... 45-104 75 44-104 74
Ель аянская . 32-103 72 46-101 64
Лнхта кавказская ..... 36-129 72 36-107 76
Лиственница сибирская . . 81—173 115 80—159 125
Ясень обыкновенный . . . 100—169 128 91—210 139
Ясень манчжурский .... 82-161 123 76-147 111
Бук 57-129 103 103—155 134
Береза желтая и черная . . 79—221 122 68—213 149
Расчетные величины предела прочности при скалывании приведены
в таблице 30.
11. ИСПЫТАНИЕ НА РАСКАЛЫВАНИЕ
Раскалывание является следствием действия растягивающих усилий
поперек волокон, обычно в результате введения в древесину гвоздей,
80
шурупов, заклепок и болтов. Раскалывание происходит и в результате
действия внутренних напряжений в древесине (трещины при усушке).
Раскалывание, или способность разрушаться по длине волокон, по-
казывает, как и скалывание', силу сцепления аолокон. Чем прямослойное
древесина, тем она легче раскалывается. Свилеватость древесины сильно
увеличивает ее сопротивление раскалыванию. Различные породы по раз-
ному сопротивляются раскалыванию. Нердлшнгер разбивает древесные
породы па 8 классов по отношению их к колкости. в
Из авиационных пород только клеи остродшстный и ясень относятся
к III классу колкости (туго копятся), остальные (сосна, ель, пихта, дуб,
бук) легко копятся.
Наличие большого количества сердцевинных лучей увеличивает спо-
собность раскалываться. ,
В пределах влажности, допускаемой авиастроением, содержание
влаги не оказывает влияния на изменение предела прочности при
раскалывании.
Прибор для установки образца при
испытании на скалывание.
Образец для испытания древе-
сяны на раскаль-вавие.
Самолетные детали (полкп нервюр, шпангоутов и др.) раскалывают-
ся при введении в них гвоздей, шурупов и заклепок.
Лонжероны раскалываются от введения болтов. При отрыве обшивки,
от каркаса раскалываются обшивка и детали каркаса.
Раскалывание происходит в тангеитальцой и радиальной плоскостях.
Испытание па раскалывание производится на образцах специальной
формы (фиг. 49).
Разметка центров сверления производится по металлическому шаб-
лону, показанному на фиг. 50.
Оси сверления должны быть перпендикулярны к продольным плос-
костям ц. параллельны торцевой плоскости, не имеющей выреза. Откло-
нения центров не должны превышать + 1)5 мм.
Вырез клипа делается пилой и другой обработке ие подвергается.
При радиальном раскалывании плоскость раскалывания должна быть
перпендикулярной, а при тангентальном — параллельной годичным слоям.
б г, п. плвговов
81
Перед испытанием производится один замер толщины а . с точно-
стью до 0,1 мм на уровне линий раскалывания.
Испытание производится на приборе Михаэлиса, который снабжает-
ся для этой цели специальными захватами (стременами).
Нагружение должно производиться центрально по отношению к' ши-
рине а площади раскалывания с равномерной скоростью 60 + 10 кг
в минуту на весь образец.
Фнг. 50.
>
Шаблон для разметки центров для
сверления образцов на раскалы-
вание.
Предел прочности при
стью 0,1 кг/см по формуле:
раскалывании Suz вычисляется с точно-
Sw =-----~ кг/см,
где Ргаях — разрушающая нагрузка в кг;
а — толщина образца в см.
Предел прочности при раскалывании не используется при расчетах,
но, характеризуя напряжение на 1 см ширины, дает возможность делать
сравнительную оценку качествам древесипы различных пород.
В таблице 20 даны средние величины и пределы колебаний пре-
дела прочности при раскалывании древесины авиационных пород.
82
Таблица 20. Предел прочности при сопротивлении раскалыванию древесины S и S'
Порода По радиальной плос- кости По тангеитальяой плоскости
S к '/см Средняя величина кг/см S' кг/см Средняя величина кг/см
Сосна ... 60—12,9 9,7 5,0-11,9 8,4
Ель обыкновенная - . . 6,6-11,5 8,8 6,6-13,5 9,5
Ель аянская 5,9-11.2 8,6 5,8-11,5 8,6
Пихта кавказская 4,4-11,5 7,6 5,3-16,3 9,1
Лиственница сибирская . . 8,6—15,2 12,0 8,2-17,8 —
Ясень обыкновенный . . 15,0-34,0 22,5 17,0-46,0 25,7
Ясень манчжурский .... 14,1-25,1 20,1 14,5-27,7 20,4
Бук 12,1-25,0 17,6 17,7-36,0 26,0
Береза желтая и черная • . 14,5-27,7 21,0 18,6—37,5 26,3
12. ИСПЫТАНИЕ НА КРУЧЕНИЕ
Многие детали самолета работают на кручение, например: воздуш-
ный пинт, лонжероны н другие.
Образцы для испытания на кручение изготовляются по форме,
н размерам, указанным на фиг. 51.
--------_—-----------
Фиг. 51.
Образец для испытания древисияы да кручение.
Предел прочности при кручении /\х определяется по формуле:
16 -/ИП1ах
7w — кг/см2,
7Г U
где ЛГтах — максимальный крутящий момент, предшествовавший раз-
рушению образца.
d ~ диаметр цилиндрической части образца.
6*
83
Испытание на кручение производят на специальных машинах.
Скорость нагружения при кручении применяется 20е в минуту (ЦАГИ).
Пересчет 7\v к 15% влажности не производится.
В таблице 21 даны пределы колебаний и средине значения пре-
дела прочности при кручении авиационных пород.
Расчетные реличины предела прочности при кручении авиационных
пород даны в таблице 30.
Таблица 21.
Предел прочности при кручении древесины Т]г
Порода 7'ц кг/см2 Средняя величина КГ/СМ2
Сосна 70-130 98
Ель обыкновенная ..... 66-134 ПО
Ель аянская 86-159 120
Пихта кавказская 65-104 92
Лиственница сибирская . . 96—186 139
Ясень обыкновенный .... 160-243 198
Ясень манчжурский 72-175 145
Бук 149-200 171
Береза желтая и черная . . 148-276 210
13. ИСПЫТАНИЕ НА ТВЕРДОСТЬ
Твердостью древейины называется 'способность сопротивляться
проникновению в нее постороннего твердого тела. Это механическое
свойство древесины имеет большое практическое значение, вследствие
простоты методов определения.
В литературе описано большое количество методов определения
твердости. |
По ОСТ-250 рекомендуются два метода определения твердости
древесины: а) определение торцевой твердости и б) определение удар-
ной радиальной твердости. Ни один из этих двух методов не приме-
няется при отборе авиадревесины.
При отборе авиадревесины определение твердости производится
по методу Бринеля. По этому методу стальной шарик диаметром 25 мм
вдавливается в древесину с постоянной нагрузкой Р, равной 200 кг,
в течение 1 мин.
Определение твердости по методу Бринеля может производиться
как на специально изготовленных образцах, так и непосредственно на
пиломатериале. В последнем 'случае может быть применен специальный
переносный прибор ВИАМ-Т,
84
Образцы для определения твердости по методу Бринеля изготов-
ляются размером 2X2X6 ем. Можно использовать для этой цели
половинки сломанного образца после испытания на статический изгиб.
Испытание производится на любом прессе, ,на котором может быть
установлен индикатор для измерения глубины вдавливания шарика.
Вдавливание производится в тангентальном направлении.
Определение твердости, производится по следующей формуле:
Р Р 200 2,56
= F = r.Dt “3,14.25-# = ’"# кг/мм’’
где Hw — число твердости;
Р — постоянная нагрузка, равная 200 кг;
F — площадь углубления;
D диаметр шарика;
t — глубина вдавливания. <
Влажность оказывает на число твердости заметное влияние: а
в среднем равна 4%.
Пересчет на 15% влажности можно производить по формуле:
А#16 = [1 + a (W — 15) ],
где H.s, — число твердости при 15% влажности.
В таблице 22 даны пределы колебаний и средние величины числа
твердости по Бринелю Hltl дан авиационных пород.
Таблица 22.
Порода Число твердости по Бринелю Н15 кг/ммг
Пределы колебаний Средняя величина
Сосна 0,4-1,5 1,0
Ель аянская 9,4-1,2 0,8
Пихта кавказская . 0,4-0,8 0,6
Ясень обыкновенный .... 1,0-2,5 1.7
Береза желтая 1,2-2,2 1,7
Более точный пересчет на 15% влажность р|екомендуется произ-
водить по формуле:
А#16 = tfw +₽ (W'—15),
гДе р __ параметр, зависящий от породы древесины.
85
14. УСТАЛОСТЬ ДРЕВЕСИНЫ
Под усталостью древесины понимается постепенное разрушение
материала при большом Числе Повторно-переменных напряжений.
Свойство древесины выдерживать, не разрушаясь, большое число
повторно-переменных напряжений называется выносливостью древесины.
Переменная нагрузка называется вибрационной, когда продолжи-
тельность одного цикла мала, Т. е. частота перемен нагрузки велнка.
Деревянные детали самолетов во время работы моторов испыты-
вают вибрационную нагрузку.
Все материалы при повторных нагрузках, после более или менее
значительного числа циклов, разрушаются при напряжениях, значитель-
но меньших по сравнению со статической нагрузкой.
Для каждого материала существует предельное напряжение’, кото-
рое может быть безопасно приложено бесконечно большое число раз.
Такое предельное1 напряжение назы1ва!етоя пределом выносливости.
Помимо предела выносливости строителями введен еще1 термин предела
долговременного сопротивления сил. Пределом долговременного сопро-
тивления называется напряжение, не вызывающее разрушения материала
при сколько угодно продолжительном действии постоянных сил.
Усталость древесины еще недостаточно изучена. По этому вопросу
имеется небольшое количество работ.
На основании своих опытов А. Ю. Предер установил следующее:
1) предел выносливости для всех исследованных пород близок
к пределу упругости прн растяжении и в среднем составляет 0,25 пре-
дела прочности при изгибе;
2) влажность древесины мало • влияет на величину выносливости
при повторных изгибе и кручении;
3) предел выносливости при кручении составляет в среднем 0,40
от предела выносливости при изгибе;
4) при повторном изгибе приложенная нагрузка, равная 1/3 нагруз-
ки при сопротивления статическому Изгибу, вызывает быстрое разру-
шение древесины;
5) центральные части древесины прн повторном кручении устают
значительно ранее периферических;
6) древесина нижней части ствола при повторном кручении выно-
сливее верхней;
7) предел усталости древесины повышается с увеличением объем-
ного веса;
8) при частоте колебаний 7000 циклов в минуту замечается неко-
торое увеличение предела усталости по сравнению с пределом устало-
сти, полученным пр!и опытах со скоростью ОТ 50 до 3 000 циклов
в минуту.
Стандартных методов определения предела усталости не установлено.
Предел усталости для некоторых пород, по данным Предера, при-
веден в таблице 23.
86
Таблица 23.
Порода Влажность К7 % Предел усталости в кг/см*- Отношение предела усталости к времен- ному сопротивлению при изгибе
Прн изгибе
12,5—13 191 0.25
Ель • 14,0-14,7 214 0,28
Лиственница 12,7-13,5 326 0,33
При кручении
Сосна 12,5—13 76 —
Ель сухая — 87 -
Лиственница 11,9 147 —
. Предел долговременного сопротивления
торых древесных пород приведен в таблице
(по Белянкину) для неко-
24.
Таблица 24.
Порода Предел долговремен- ного сопротивления на изгиб в кг/см2 Предел долговремен- ного сопротивления в с/0 вт времени сопро- тивления на изгиб
Сосна 490 80,5
Ель 410 74,8
Дуб 680 80,8
Ольха 710 72,0
Осина 620 65,5
Клен 855 75,0
Ясень 700 74,0
15. КОЭФИЦИЕНТ К АЧЕСТВА
Для сравнения различных пород с точки зрения использования их
самолетостроении иногда пользуются отношениями коэфициентов проч-
-ти древесины к ее объемному весу. Как известно, при Условии равно-
Шости элементов конструкции, работающих на сжатие и растяжение,
87
пес их обратно пропорциочвлеп отношениям:
Г °ь«S/"
тающих на статический пзгпо — - •
°6С>« „ °ье
--------J,} — -
7 7
, а для рабо-
Этн отношения называются коэфициентом качества и являются
характеристикой древесных пород, как авиационных материалов.
Вычисление коэфициентов качества для основных МехаНичеЬкцх
свойств производится по следующим формулам:
для сжатия — ?*-сж ;
100 т1С
Одр
для растяжения — —- ? — •
100 71й
для статического изгиба — :
100 ъ5
2^4
для ударного изгиба — - , где — сопротивление удар-
7'1=
пому изгибу кгм/см3.
Множитель 100 в знаменателе первых трех формул и множитель 2
в числителе последней формулы введены для упрощения и удобства.
В таблице 25 приведены коэфициенты качества авиационных пород,
подсчитанные, исходя из расчетных величин для клееной древесины
и наиболее вероятного числа планок в поперечном сечении сплошных
деталей или в полках деталей несплошного сечения от. 4 до 8. Из
Таблицы видно, что наиболее легкий самолет мог бы (быть построен из
древесины пихты кавказской.
Таблица 25.
Порода Коэфициент качества
При сжатии ВДОЛЬ волокон При растя- жении вдоль во- локон При стати- ческом из- гибе При ударном изгибе
Сосна 7,4 18,4 1,6 1,0
Ель аяиская н ель обыкновенная 7,5 18.4 1,7 0,9 •'
Пихта кавказская 8,5 18,8 1,8 1,2
Лиственница сибирская . . 6,8 15,7 1,3 0,6
Ясень обыкновенный . . . 6,2 17,8 1,4 0,9
Ясень манчжурский .... 5,7 16,4 1,3 0.6
Дуб . . . 6,3 16,4 15 0,6
Бук 6.6 16,5 1.4 .0,8
Береза желтая н черная . . 6,8 18,9 1.4 0,7
Липа . 6,2 14,4 1,4 1,6
88
16. СОПРОТИВЛЕНИЕ ВЫДЕРГИВАНИЮ ГВОЗДЕЙ И ШУРУПОВ
Это свойство характеризует крепость соединений древесины гвоз-
дями и шурупами. Способность древесины удерживать гвозди пли дру-
гое какое-либо постороннее тело зависит от силы трения, развивающей-
ся между поверхностью древесины и гвоздя.
Сила трения оависит от породы, объемного веса, твердости, упру-
гости, направления волокон, влажности древесины, характера поверхно-
сти соприкосновения гвоздя с древесиной и конструкции гвоздя.
Авиационные породы по колкости в отношении гвоздей и шурупов
разделяются на следующие четыре группы:
неколкие — липа, бук;
средней колкости — сосна, пихта, ель;
колкие — дуб, ясень;
весьма колкие — лиственница.
Увеличение объемного веса, твердости и упругости определенной
породы увеличивает сопротивление- вытаскиванию гвоздей.
Наименьшее сопротивление вытаскиванию гвоздей будет парал-
лельно волокнам, т. е. при введении гвоздя или шурупа в торец. Для
шурупов сопротивление вытаскиванию вдоль волокон на 25—35% -меньше,
чем поперек волокон. Неоцннкованные гвозди сопротивляются вытаски-
ванию лучше в радиальном направлений, -чем в тангентальном. Для
оцинкованных гвоздей эта разница почти исчезает при вытаскивании
гвоздей и шурупов из древесины сосны, пихты, ели и дуба.
Для шурупов завинчивание в тангентальном направлении в древе-
сину сосны, лиственницы, бука и липы дает более благоприятные
результаты.
ПовыШен1ие влажности на 1% (в пределах 8—25%) снижает сопро-
тивление вытаскиванию гвоздей и шурупов в среднем на 3%.
Влага и дубильные вещества, содержащиеся в некоторых породах
(дуб, ольха, береза), вызывают ржавление гвоздя и, вследствие этого,
разрушение прилегающей к ней -древесины.
В самолетостроении гвозди и шурупы лучше применять оцинко-
ванные или латунные. При применении оцинкованных гвоздей необхо-
димо обращать внимание на качество оцинковки.
Нельзя допускать гвозди с большими заусеницами, с грубой по-
верхностью оцинковки. Такие гвозди при забивке разрушают древесину.
Смазка и полировка гвоздей снижают их сопротивление вытаски-
ванию.
Раскалывание древесины можно устранить рациональным выбором
диаметра гвоздя или шурупа, а также предварительным засверлива-
пием отверстий особенно для шурупов.
Для гвоздей васверлпвание применяется лишь в деталях малого
сечения.
Диаметр сверла для предварительного засверливания должен быть
Равным внутреннему диаметру нарезки шурупа. Для лиственницы диа-
метр сверла должен быть больше внутреннего диаметра нарезки шурупа
на 0,2—0,3 мм.
Гвозди и шурупы в самолетостроении применяются небольших раз-
меров. диаметр гвоздей (1,7—2.6 мм при длине 6—40 мм, а шурупов —
89
диаметр 1,4—5 мм при длине 9—60 мм. На фнг. 52 показаны шурупы-
и гвозди, применяемые в самолетостроении.
Лучше применять гвозди и шурупы более длинные, но до извест-
ного предела, во избежание срезания головки. Гвозди следует забивать
в деталь, являющуюся базой для крепления другой детали, не менее,
чем на 2/3 всей длины, а шурупы ввертывать иа всю длину нарезной
части.
Фиг. 52.
Шурупы и гвозди, применяемые в самолетостроении.
Сопротивление вытаскиванию шурупа, примерно, вдвое больше,
чем гвоздя того же диаметра.
В таблице 26 даны максимальные диаметры гвоздей, не вызывающие
раскалывания деревянных деталей, изготовленных из различных авиа-
ционных пород.
Таблица 26.
Раскалываемость древесины и файеры при забивке гвоздей
' Максимальный диаметр гвоз-
леи (в мм), не вызывающий
I раскалывания деталей с разме-
1 _ рами 2) не менее (мм)
Порода Степень колкости ’) 1 i 5X5X30 10X10X30 20X20X30 1 30X33X40 1 25X25X30
Липа Бук | Неколкне ... 1,0 1,4 1,8 2.6 —
90
Продолжение табл. 26.
Порода Степень колкости i) Максимальный диаметр гвоз- дей (в мм), не вызывающий раскалывание деталей с разме- рами 2) не меиее (мм)
1 oexs хе 10X10X30 ot’X 03X05 30X30X10 25X25x30
Сосна Пихта | Средней колкости . 0,83) 1,4 1,8 2,3
Ель Дуб . - | Колкие 0,8 1,2 1,6 2,0
Ясень Лиственница .... Очень колкая . . . 0,0 0,9 1.4 2,0 —
Фанера (в торце). . — — — — — 1,4
При необходимости увеличить диаметр гвоздя, указанный я таблице,
следует прибегать к предварительной засверловке:
1) при забивке поперек волокон;
2) последний размер вдоль волокон;
3) за исключением ели.
При предварительной засверловке для гвоздей разность в диамет-
рах гвоздя и сверла должна быть согласно таблицы 27.
Таблица 27.
Разность н диаметрах гвоздя и сверла
Порода Размеры деталей не менее мм
5X5X30 10X10X30 20X20X30
Липа 0,4 0,7 1,0
Сосна 0,2 0,4 1,0
Лиственница .... — 0,1 0,4
Сопротивление вытаскиванию гвоздей и шурупов поперек волокон
Древесины приведено в таблицах 28 и 29.
9г
Таблица 2?.
&
ЪЭ я
Сопротивление гвоздей вытаскиванию поперек волокон древесины в кг
[Расчетные (минимальные) величины]
Размеры гвоздей мм
Порода Оцинкованные Неоцпнкованные
X о 0,8X9 0,9X12 еч А 1—< SIXO'I 1,2X15 1,2X20 1,2X25 । i е> >< тг 1,4X20 1А сч X «5 2,0X35 1 о е$ 2,6X40
Сосна 4 8 9 10 13 13 16 16 20 9 10 14 17 17
Ель 4 6 10 10 12 14 17 18 24 10 12 14 20 20
Пихта • 3 5 7 8 10 11 16 16 22 10 10 18 20 20
Лиственница 3 6 И 12 13 16 22 22 30 13 13 19 19 19
Ясень 10 14 22 25 25 25 41 — — 53 41 — — —
Дуб 7 10 15 18 21 23 28 28 37 18 18 30 35 30
Б v к 7 12 17 20 24 25 34 34 44 20 27 36 43 50
Липа 2 3 5 6 7 8 10 11 14 10 11 13 16 16
Примечание. На практике целесообразнее применять гвозди, по возможности, тонкие и длинные.
Т а б л и ц а 29.
Сопротивление шурупов вытаскиванию поперек волокон древесины, кг
[Расчетные (минимальные) величины]
Порода Размеры шурупов (мм): диаметр X длина
X гн сь X । 2,0X9 1 2,0X15 1 2,3X12 2.3X18 2,6X15 i 2,6X26 3,0X22 1 1 3.0X30 3,5X26 3,5X35 4,0X22 4,0X50 4,5X50 5,0X30 X 1 с wS 1
Сосна 12 14 14 22 22 40 32 55 45 68 64 94 63 140 151 101 150
Ель 9 11 12 22 16 28 23 48 42 66 62 80 42 116 130 75 112
Пихта . 8 11 11 19 19 28 24 42 39 45 39 62 39 97 104 66 100
Лиственница . ... 12 12 12 24 26 52 40 81 77 83 75 103 70 184 187 117 178 1
Ясень . ...... 12 16 22 41 44 73 56 91 116 116 106 142 102 230 276 186 271
Дуб 16 18 19 32 41 72 56 82 74 102 92 124 74 214 263 157 217
Бук - . 14 19 20 30 24 49 41 73 70 102 103 146 76 188 214 140 209
Липа • ..... 8 8 8 13 15 25 20 34 36 43 47 58 50 119 121 83 104 1
Рекомендуемые диаметры шурупов в мм
Длина шурупов 9- 12 15 18 22 26 1 30 !
Диаметр шурупов ... 2,0-2,3 2,3-3,0 2,6-3,0 2,6-3,0 3,0-4,0 3,5-4,0 5,0 1
Примечание. С точки зрения крепости при вытаскивании гвозди) целесообразно применять по возможности тонкие и длинные. и выигрыша в весе, шу рупы (т и J
17. БОЛТОВЫЕ СОЕДИНЕНИЯ
Болтовые соединения имеют большое применение в самолетострое-
нии. Болты применяются из углеродистой -стали марок 40 и 45, а для
особо ответственных соединений — из стали 30 ХГСМ.
Болты могут быть сплошным^ и полыми (пистоны).
Сплошные болты применяются диаметром в 4, 5, 6, 8, 10, 12, 14, 18
и 22 Мм, а полые — от 6 до 50 мм с относительной толщиной стенки
от 1/6 до 1/4 и реже 1/2 (отношение толщины стенки о к наибольшему
радиусу поперечного сечення 1 А ).
При осуществлении болтовых соединений следует обращать особое
внимание на подготовку отверстий под болты и их пригонку.
Отверстия под болты необходимо просверливать специальными свер-
лами для древесины, наблюдая при этом за тем, чтобы сверло не от-
ходило от оси проектного отверстия более, чем на 0,5 мм
Диаметр отверстия должен быть немного более (не свыше 0,2 мм)
диаметра болта.
18. ЗАВИСИМОСТЬ МЕЖДУ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ
Между отдельными механическими свойствами древесины наблю-
дается корреляционная зависимость, имеющая большое значение при
приемке древесины и при установлении расчетных величин для нее.
Зависимость между механическими свойствами прямая и линейная и
выражается уравнением
V - ах 4- Ь.
Как установлено многочисленными исследованиями, наиболее тесно
связаны показатели механических свойств с пределом прочности при
сжатии вдоль волокон [),._, поэтому предел прочности при сжатии
и считается основной характеристикой прочности древесины.
Наибольшая степень связи наблюдается между пределами прочно-
сти при изгибе А,- и 'сжатии вдоль волокон £),. . Эта зависимость
не уступает зависимости между пределом прочности при сжатии вдоль
волокон Dj. и объемным весом -[1г.. Средний коэфицнент корреляции
г —0,76. Такая высокая степень связи дает возможность с большой
степенью достоверности определять А,- по £).Г1.
На фиг. 53 приведена диаграмма зависимости между пределами
прочности древесины дуба при сжатии вдоль волокон н изгибе в тан-
гентальном направлении.
Наличие связи . между пределом прочности при сжатии вдоль
волокон и числом твердости по Бринелю, характеризующимся козфи-
циентом корреляции г — 0,70—0,72, имсот большое практическое значе-
ние при отборе древесины упрощенным методом.
19. РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ ДРЕВЕСИНЫ
Для характеристики фпзяко-механичеекпх свойств древесины при
расчете авиационных конструкций служат не средние величины, а так
называемые расчетные величины показателей физико-механических
свойств, отнесенных к 15% влажности.
S4
Основной характеристикой физических свойств древесины является
•объемный вес у . . Расчетный объемный вес определяется по средней
его величине, которая увеличивается на 0,01—0,02 с учетом возможного
варьирования объемного веса в отдельных партиях лесоматериала.
Фнг- 53.
Зависимость между пределами прочности древесины дуба при сжатии вдоль
волокон и нагибе в тангентальном направлении.
Механические свойства древесины лучше всего характеризуются
пределом прочности при сжатии £) .. Расчетный предел прочности
при сжатии вдоль волокон устанавливается, исходя из сред-
ней величины М показателя О1Г, н среднеквадратичного отклоне-
ния ф по формуле:
3^сж — ^'1 1 ’Ь
Эта формула соответствует 10% отбраковке некондиционной древе-
сины. Полученный по выше приведенной формуле расчетный предел
прочности будет, примерно, на 20% шгже соответствующей средней ве-
личины. Определение расчетных величин для остальных механических
свойств производится по расчетному- пределу прочности при сжатии
вдоль волокон п соответствующим корреляционным уравнениям.
Основные расчетные величины физпко-механическнх свойств для
неклееной нормальной древесины приведены в таблице 30.
Для клееной древесины расчетные величины, приведенные в таб-
лице 30, могут быть повышены.
Для древесины деталей сплошного сечения плп отдельных полок
95
Расчетные величины для авиадревесины
иинэьЛбя «du pjmsito qvAirojv ICOO кг/см2 ТО_ ТО 1 о с? то о со о со со” тП СО «п со МП
нояопоа чкогн HHXEJKQ и ИИИЭЖ -Bioed wdu ихэоз -XduX чгЛтгодо 1000 кг/см2 о о 1 о ТОТО о о о 8 о
HOHOITOS яadэпон инхвжэ Hdu Р1эонч1гвноип -donodu vsiradu кг/см2 ТО со ТО 1 ТО ТО ’ГЭС о S со Л СО о
иннэьХбя CJ S то 1 ТО 8§ о g § О СО М-)
c s H ПОЯ О If -оя чкога иинеягпгряэ 1 tx: о ТО О ТО 1 ТО 70 85 • S о ТО
прочно 09ИЛЕИ коя -эаьихвхэ 1 то СО о со 1 X- то 750 1 820 о МП 740 § О *П ТО о
4 CD Kt a> Q. НОЯО1Г -OS Ч1Г0Г8 HHH3H<WJ.3Ed кг/см2 ТО 00 то 1 ТО 930 1100 1 С001 930 1200 i
C Ш1ЯОК -os q irons ИИЛВЖЭ “я то со ТО ТО 1 ТО 420 400 а со 450 CNi
1 ээя инннгч-ео г/см3 j ZS‘0 0,47 1 0,44 СО г-. 0,68 О' О 0,73 0.48
Район СССР . 1 Европейская часть СССР, двк ...... Кавказ . Свердловская обл. Вос- точная Сибирь . • Европейская часть СССР ДВК Европейская частьСССР Кавказ ДВК ........ . Европейская частьСССР
Порода Сосна Ель обыкновенная Ель аянская Пихта кавказская .... Лиственница сибирская . Ясень обыкновенный . . . Ясень манчжурский • • । Дуб Бук Береза черная и желтая . Липа
деталей несплопгного сечения с числом планок в поперечном сечении
от 4 до 8, расчетные величины могут быть повышены на 10% для
предела прочности при сжатии вдоль волокон и нзгибе н на 15% для
предела прочности при растяжении вдоль волокон.
Прн наличии в сеченин более восьми планок расчетные величины
следует увеличить: на 15% для предела прочности при сжатии вдоль
волокон и изгибе, на 20% для предела прочности при растяжении вдоль
волокон л па 10% для модуля упругости.
Для более целесообразного использования древесины следует
рекомендовать днференцированное использование древесины; на неответ-
ственные мало нагруженные детали применять древесину с понижен-
ными расчетными величинами, и на ответственные сильно нагруженные
детали — с повышенными расчетными величинами.
Расчетные величины с пониженными и повышенными свойствами
приведены в таблицах 31 и 32.
Для клееной древесины с пониженными механическими свойствами
с числом планок в поперечном сечении от 4-х п выше, в деталях сплош-
ного сечения или отдельных полок деталей несплошного сечения приве-
денные в таблице 31 расчетные величины следует увеличить на 10%
для предела прочности при сжатии вдоль волокон н изгибе и на 15%
для предела прочности при растяжении вдоль волокон.
Для клееной древесины с повышенными механическими свойствами
в тех же случаях, что и для древесины с пониженными механическими
свойствами расчетные величины, приведенные в таблице 31, следует
увеличить на 5% для предела прочности при сжатии вдоль волокон
и изгибе, и на 10% для предела прочности при растяжении вдоль волокон.
При выделении древесины с повышенными механическими свой-
ствами из партии обычного авиаматериала для оставшегося материала
расчетный объемный вес принимается: для сосны — 0,49, для ели — 0,46
и для пихты —0,42.
При замене сосны или дуба следует руководствоваться таблицей 33.
Замена основных пород породами-заменителями дает снижение веса
конструкции, но невыгодна, вследствие повышенной отбраковки при
отборе пород заменителей, как имеющих более низкие механические
свойства.
В более широких размерах должна производиться замена основ-
ных авиационных пород породами-заменителями при ремонте в поле-
вых условиях.
Общее примечание н таблицам 30—33
1. Расчетные величины даны при влажности древесины 15%.
2. Предел пропорциональностей при растяжении и сжатии вдоль
волокон равен 0,75 соответствующего предела прочности
3. Норма технической приемки должна быть равна расчетной
величине предела прочности при сжатии вдоль волокон.
4. Применение разнокачественных групп древесины в авиацион-
ном производстве допускается лишь при условии четкой маркировки
7
Г. П. Платонов.
97
Таблица 31.
Расчетные величины для древесины с пониженными механическими свойствами
Порода Район Расчетные величины Предел прочности. при сжатии вдоль волокон, устанавливаемый кон- трольными испытани- ями при приемке
Модуль упругости при растяжении и сжатии вдоль волокон Модуль сдвига при кручении
Предел прочности при Предел пропорцио- нальн. при сжатии поперек волокон
Л 1 растяжении вдоль волокон статическом из- гибе скалывании вдоль волокон 1 кручении
Объемный вес у сжатии вдоль волокон
г/см5 кг/см5 кг/см2 КГ/СМ2 к г/см2 кг/см2 кг/см2 1000 кг/см* 1000 кг/см2 кг см2
Сосна < СССР 0,43 280 670 520 40 60 30 90 4,5 от 280 до 350
Ель обыкновенная . . . Европейская частьСССР 0,39 280 660 520 40 60 30 100 5,9 „ 280 , 350
Ель аянская ДВК
Пихта кавказская . . . Кавказ 0,39 300 640 510 45 65 30 90 4,5 300 „ 340
Дуб . . . . - • • Европейская частьСССР С,60 350 880 660 60 90 50 80 5,0 „ 350 „ 400
Бук 1 Кавказ 0,58 350 840 660 65 85 50 100 6,5 . 350 „ 390
Береза желтая и черная (двк 0,65 400 1060 760 70 115 60 100 6.5 „ 400 „ 450
Расчетные величины для древесины с повышенными механическими свойствами
Расчетные величины S А , Г, « । s
П редел прочности при , Б. * А г- и i S 1 ь = о 5 s я Оц-Of- s ш 2 v -я о
Порода Район Объемный вес у 1 сжатии 1 вдоль во- 1 локои растяжении вдоль во- локон статичес- ком изгибе скалывании вдоль во- локон кручении i Предел пропо[ 1 циональвости i [ сжатии попер ЙГШЛКПИ Модуль упру- гости при paci женин и сжат! вдоль волокон Модуль сдал при кручен* Предел проч при сжатии волокон, у ci вливаемый i трольн. ИСП1 при приемк
г/см2 кг/см2 кг/см' кг'см' |КГ/см: 1 кг/см- кг/см 1000 кг/см- 1000 кг/смг 1 кг/см2
Сосна СССР 0,48 350 830 650 50 80 35 ПО 5,5 от 350 до 400
0,55 400 940 720 55 80 40 120 6,0
Ель обыкновенная . . . Европейская частьСССР 0,46 320 750 600 50 80 30 ПО 5,0 „ 320 до 400
ДВК 0,51 400 940 720 55 80 40 120 6,0
Пихта кавказская . • . Кавказ . . 0,42 0,47 340 400 720 840 580 670 50 60 75 90 35 40 100 ПО 5,0 5,5 „ 340 до 400 п 400 и выше
Лиственница сибирская Свердловская область . 0,70 450 1000 800 75 100 45 120 6,0 „ 450 „
» и Восточная Сибирь . . . 0,72 500 1100 880 85 125 50 120 6.5 „ 500 „
Ясень обыкновенный . Европейская частьСССР 0,74 450 1300 880 90 130 90 120 6,5 „ 450 „
Ясень манчжурский . . ДВК • . 0,71 400 1100 820 85 120 80 120 6,5 „ 400 „
Дуб Европейская частьСССР 0,73 450 1100 800 75 ПО 65 119 7,0 „ 450 „
Бук Кавказ • . 0,68 450 1070 820 85 125 65 100 6,5 „ 450 ,
Береза желтая и черная ДВК 0,75 500 1300 920 90 135 | 75 100 6,5 » 500 „
Таблица 33.
Расчетные и приемочные характеристики физико-механическнх свойств древесины при замене сосны и дуба
о ?"s X X HHHS^evdU -BH ИОНЧ1ГВА -H9JHB1 я Арил -ей AwoHdevA BHHaifBHxoduoa । д,нэнХ1ифеоя кг/смЗ
Нормы тез к HOHOVOH 4VOV0 ИИХЕЖЭ «du ихэон -hodu vairadii С-1 S *
иииэнХйя ndn влияю 4J/X1CCVJ 1000 [кг/см2
HONOVOH qirotB ИИ1ЕЖЭ и иинажыэвИ wdu HxaojAduA qvXrow ! 1000 кг/см2
ножлгов мэбэиои ИHAEMO Hdu HlOCHGlrCHOHlT -douodu vaVadu <м а
чинь: s иинэьХйя амэ/лм
е вели E X HOMOF -ся ч ifota ИИНЕЯП1ГЕМЭ *2
3 33 си c ЕГ о Э9И.1ЕИ MOM -ЭЭЬН1Е1Э виэ/jm
tr tS c 4! CD E< И0Я0Г -oa Я1/01/Я ИИНЭЖВХЭЕЙ и
CD c HOMOIf -он чготгд НИ1ЕУКЭ кг/см2
£ ээд ипнмэч-90 Еиэ/а
Район
Г-1 »=( о о С
со со
§ ГО О с о о о.
СЧ CN СО -ЧГ-Г
100
Материала и надлежащей организаций производственного процесса
(например, выделение параллельных потоков при ра!скрое бр!усков,
резкое различие в размерах заготовок для разных групп), при которой
устраняется всякая возможность случайного смешивания древесины
разных групп между собой.
5. Расчетный объемный вес, указанный в табл. 30 и 33, за исклю-
чением сосны, ели и пихты с пониженными расчетными величинами,
относится к древесине, давшей прн контрольных испытаниях значения
предела прочности при сжатии вдоль волокон £)10 , равные или выше
соответствующей ему расчетной величине о,,гж .
6. Для древесины с пониженными расчетными величинами объем-
ный вес относится к древесине, давшей прн контрольных испытаниях
значения D,,, в пределах, указанных в табл. 31.
7. Таблицами 30—33 следует руководствоваться при расчете дета-
лей из неклееной древесины, а также тех деталей из клееной древе-
сины, число склеиваемых планок, которых в поперечном сеченин (для
деталей сплошного сечения) или отдельных полок их (для деталей не-
сплошного сечения) не превышает трех. При большем числе планок
следует учеслъ соответствующие примечания к каждой отдельной
таблице, приведенные в тексте.
20 ФАКТОРЫ. ВЛИЯЮЩИЕ НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСИНЫ
Механические свойства древесины зависят от целого 1ряда факто-
ров. Главнейшие из них: строение Sr физические свойства древесины,
различного рода лесоводческие и атмосферные факторы, обработка
и пороки.
Содержание поздней древесины и число годичных слоев в 1 см
ориентировочно могут служить показателями механических свойств
древесины. Колебание механических свойств древесины различных
пород и даже древесины одной и той же породы в большей степени
обусловливается особенностью их строения.
Прочность древесины зависит от наличия большего или меньшего
количества механических или опорных клеток. Механические клетки
г древесине хвойных пород (поздние трахеиды) и лиственных кольце-
поровых (либриформ) сосредоточены в поздней зоне древесины годич-
ного слоя. Поэтому, чем больше относительное содержание поздней
древесины в годичных слоях, тем выше механические свойства древе-
сины.
Определение процентного содержания поздней древесины произ-
водится с помощью масштабной линейки, штангенциркуля, спеппаль-
а *нч Пр™ор0Е’ например, Чулицкого или измерительного микроскопа,
ОпоепМеСТв заг0Т0ЕКП или на складе глазомерно с помощью эталонов.
1цим иГ про,13В0дится на тщательно обработанной острым режу-
v ’ нструментом торцевой поверхности. Измерение суммы ширин
» — а, —г - а । 1
водится si...........поздних зон годичных слоев произ-
Радиальном направлении на длине в 2 см с точностью до
101
0,1 мм (фиг. 54). Процент поздней древесины подсчитывается с точно-
стью 5% по формуле:
т = “2(Г ‘ 100>
где /’ берется в мм.
Прибор Н. Н. Чулицкого дает возможность сразу прочитывать нч
одной ив линеек прибора процентное содержание поздней древесины
с точностью до 2,5% (фиг. 55). •
L
Фиг. 54.
Определение процента поздней
древесины.
В лабораторных условиях пользуются иногда специальным изме-
рительным микроскопом с небольшим увеличением (фиг. 56). Труба
микроскопа 1 может передвигаться в горизонтальном направлении
с помощью микроскопического вннта 2. Образец древесины 3 закреп-
ляется винтом 4, а при помощи винта 5 он может перемещаться в го-
ризонтальном направлении.
♦иг. 55.
Прибор Чулицкого для определения процента поздней древесины.
Отсчеты в целых миллиметрах производятся на верхней плоско-
сти прибора, а доли (до 0,01) — на круговой шкале 6.
Наблюдения показали, что изменение ширины годичного слоя
кольцепоровых лиственных пород (дуба, ясеня) происходит главным
образом за счет изменения ширины зоны поздней древесины.
102
Ранняя зона годичного слоя, наиболее слабая, остается почти-
всегда одной ширины. Поэтому широкослойный дуб и ясень отличаются
лучшими механическими свойствами, чем мелкослойные.
Из рассеяннопоровых лиственных пород, бук дает лучшую древе-
сину в случае широких годичных слоев, а береза — узких.
Из хвойных пород по ширине годичного слоя можно судить о ме-
ханических свойствах пихты кавказской и ели аякской.
Измерительный микроскоп.
Сосна, ель и лиственница сибирская не отличаются постоянством
ширины годичного слоя и поэтому зависимость механических свойств
древесины сосны и ели от ширины годичных слоев не установлена.
Средняя ширина годичного слоя (нли число годичных слоев в 1 см)
является хорошо заметным макроструктурным признаком древесины
и может служить приблизительной оценкой механических свойств ли-
ственных кольцепоровых и некоторых рассеяннопоровых и хвойных
(пихта п ель аянская) пород.
Определение числа годичных слоев в 1 см производится также иа
торцевой поверхности на длине 2 см в радиальном направлении путем
103
подсчета годичных слоев" и делением полученного числа на 2, округ-
ляя полученный результат до целого.
В таблице 34 приведены минимальные значения процентного со-
держания летней древесины и допускаемое число годичных слоев
в 1 см различных авиационных пород древесины.
Таблица 34.
Древесные породы Процент летней дре- весины не менее Число годовых слоев в 1 см
не менее не более
Сосна 10 3 25
Пихта кавказская . . . — 3 » 25
Ель обыкновенная 10 3 20
Ель аянская . — 3 20
Дуб — 1 12
Бук — 1 15
Ясень обыкновенный . . . — 1 10
Ясень манчжурский .... 20 3 30
Лиственница сибирская . . — 1 9
Объемный вес одной н той же породы является надежной харак-
теристикой механических свойств древесины, тик как 'он характери-
зует плотность строения древесины, а следовательно, и прочность.
Зависимость прочности древесины от объемного веса была из-
вестна очень давно. В последнее время эта зависимость рядом наших
и заграничных исследователей подтверждена и уточнена.
Наиболее тесная зависимость, характеризуемая высоким коэфици-
ентом корреляции, существует между объемным весом и основными
механическими свойствами: сопротивлением сжатию, статическому
изгибу и твердостью. Связь между объемным весом и сопротивлением
ударному изгибу оказалась мало достоверной.
Зависимость предела прочности от объемного веса прямая н обыч-
но выражается уравнением прямой линии.
Л",, = + b.
На фиг. 57 и 58 приведены графики зависимости между объемным
весом и пределом прочности при сжатии для сосны и дуба.
Для сосны основные механические свойства могут быть опреде-
лены по следующим уравнениям зависимости от объемного веса:
= 920 — 50.
- 2000 71S - 195;
Zi5 = 1680 7,5 - 250;
101
где Л)6 и Z г, — соответственно — пределы прочность при
сиагяи, изгибе и растяжении в кг/см2, а 7,б — объемный вес.
Зависимость предела прочности при сжатии древесины сосны от
объемного веса.
При сортировке древесины на складах и местах заготовки и осо-
бенно при отборе ее для ремонта в полевых условиях по объемному
весу, определенному упрощенным методом, н уравнениям зависимости
механических свойств от объемного веса можно легко с достаточной
достоверностью определить основные механические свойства древесины.
Фиг 58.
Зазисимосгь предела прочности при сжатии древесины дуба от
объемного веса.
105
Влажность. Влияние влажности на механические свойства, древе-
сины очень велико. С уменьшением влажности в пределах ниже точки
насыщения волокон прочность древесины заметно увеличивается. Это
явление объясняется тем, что при высыхании стонкн клеток уплотня-
ются, межклеточное связующее вещество делается более твердым, ко-
личество клеток, приходящееся на единицу площади, увеличивается.
Обратное явление имеет место при увеличении влажности: стенки кле-
ток пропитываются водой, делаются менее плотными, сила сцепления
между клетками, падает, число клеток, приходящихся на единицу площади,
уменьшается.
Фиг. 59.
Влияние влажности иа прочность древесины сосны.
На фиг. 59 показано влияние влажности на прочность древесины
авиационной сосны (Н. Н. Чулицкий).
В пределах влажности от 8 до 20% экспериментально установлена
обратная зависимость механических свойств от влажности.
106
При уменьшении влажности на 3 % увеличивается прочность дре-
весины на 3—5% и наоборот. Указанная зависимость прочности древе-
сины от ее влажности позволяет приводить коэфициенты прочности
для сравнения к единой стандартной влажности 15%.
Для пересчета пользуются следующей формулой:
А13-Aw[l 4-а (IF- 15)],
где A1S И X w — предел прочности испытанного образца при влаж-
ности 15% и IF;
а — коэфицнент, представляющий собой средний процент измене-
ния величины предела прочности А , приходящийся на каждый про-
цент изменения влажности. Коэфицнент а определяется опытным
Путем.
Значения коэфициентов а , полученных в результате работ ЦАГИ
п ВИА’М, приведены в таблице 35.
Таблица 35.
Порода Значения а при
сжатии ВДОЛЬ во- локон статическом изги- бе в тангеита ль- ном направлении скалы- вании
Сосна 0,05 0,04 о,оз
Пихта 0,04 0,04 0,02
Ель 0,05 0,04 0,03
Лиственнжца 0,06 0,05 0,02
Ясень 0,05 0,04 0,03
Дуб 0.05 0,04 0,03
Бук 0,05 0,04 0,03
Береза 0,05 0,04 0,03
Липа 0,04 0,04 0,03
Белее точные результаты при определении предела прочности при
сжатии древесины сосны, пихты и ели дают вычисления по формуле:
ZJlb = KDw,
гДе О16 и Din — пределы прочности при влажности 15% и IF;
К— коэфицнент, значения которого берутся в соответствующих
таблицах.
Для сравнения произведем определение Dlt авиасосны, образец
которой влажностью U7=9% дал предел прочности при сжатии —
= 490 кг/см3.
107
В первую формулу:
A-10 = Xw[l-t- а (IF — 15)]
.подставляем значения Dw , а также а , равное для сосны 0,05, и вы-
числяем предел прочности при сжатии D :
Dlt = 490 [1 + 0,05. (9 - 15) ] = 343 кг/см2.
Подставляя в формулу Г)<- = KDW значения Dw = 4ЙО кг/см2
м АГ> взятые нз таблицы 14, получаем:
О,- = 0,725 • 490 = 355 кг/см2.
Повышение влажности древесины увеличивает пластичность древе-
сины, но уменьшает предел упругости (фиг. 60), чем в широкой мере
пользуются в самолетостроении при изготовлении деталей криволиней-
ной формы, временно повышая влажность и температуру (распаривая
«или проваривая) заготовок, предназначенных для гнутья.
Фиг. 60.
Влияние влажности на пластичность древесины.
Качество обработки и отделки (лакировки и полировки) улуч-
шается с уменьшением влажности.
Особенно большую роль играет влажность в долговечности древе-
сины, в ее стойкости по отношению к поражению грибами.
№
Древесина с влажностью выше 25—30% легко подвергается загни-
ванию.
Положение образца в стволе заметно сказывается иа механических
свойствах древесины. Наиболее прочной древесиной считается древе-
сина первого кряжа. Ближе к вершине прочность древесины падает. Но
и в первом кряже древесина по радиусу ствола имеет различную
прочность.
В большинстве случаев лучшие механические свойства наблюда-
ются у древесины ствола на некотором расстоянии от периферии и от
сердцевины, хотя строгой закономерности изменений прочности древе-
сины от положений образца по радиусу ствола не установлено.
У сосны наблюдается наибольшая прочность в крайней зоне
ядра, а у пихты ближе к периферии. Ясень и дуб имеют лучшую древе-
сину к сердцевине.
Возраст также оказывает влияние на крепость древесины.
Молодая древесина слабее спелой. Это объясняется улучшением
строения с возрастом. Для каждой породы имеется определенный воз-
раст спелости, при котором она приобретает наплучшие механические
свойства. За пределами спелости прочность древесины уменьшается,
так как камбиальный слой начинает откладывать узкие годичные слои,
состоящие из слабых клеток. В позднем возрасте древесина почти
всегда подвержена микологическим повреждениям, дуплистости и дру-
гим дефектам.
Место произрастания оказывает большое влияние на механические-
свойства древесины, поэтому требуется предварительное изучение
механических свойств древесины каждого нового места заготовки,
предназначенного для самолетостроения.
Температура свыше 80е1 оказывает влияние па понижение механи-
ческих свойств древесины даже сравнительно при кратковременном ее
действии.
По исследованиям Н. Н. Чуличкого, действие температуры в 80-100°-
понижает прочность при сжатии на 5—10%, а ударную вязкость —
на 15—30%.
Низкие температуры (до — 70°), по исследованиям ВИАМ (тов. Пан-
филова), не оказывают влияния на механические свойства древесины
сосны, пихты и березовой фанеры, но прочность склейки, под действи-
ем ннзкнх температур, понижается.
Пропитка антисептиками и антипиренами, в целях предохранения
древесины от загнивания и от возгорания, может оказать вредное влия-
ние иа механические свойства древесины. Ввиду этою при выборе анти-
септиков и антипиренов необходимо избегать веществ, вызывающих разло-
жение древесины, увеличение ее гигроскопичности, разрушение клеток при
образовании кристаллов. Понижение прочности может быть вызвано-
и в результате применения того или иного метода пропитки. Во вся-
ком случае, пропитанная древесина требует внимательного к себе от-
ношения в смысле проверки ее механических свойств.
Транспортировка авиационного лесоматериала без соблюдения тех-
нических условий может вызвать загнивание и растрескивание. Сырой
материал при перевозке в летнее время в крытых вагонах при отсут-
109
ствии вентиляции может загнить, а при перевозке на открытых плат-
формах сильно растрескаться.
Сырой материал может безопасно транспортироваться по железной
дороге только в холодное время года.
После обработки сырого лесоматериала антисептиком, его можно
перевозить в крытых вагонах и в теплое время года.
Материал с влажностью до 20% транспортировать в крытых ваго-
нах и на платформах с навесами безопасно и в летнее время.
Торцы транспортируемого по железной дороге лесоматериала дол-
жны быть обязательно закрашены.
Водный транспорт для авиационной древесины менее пригоден,
чем сухопутный, в силу большой опасности загнивания, но все же
большое количество авиадревесины доставляется водным транспортом.
Во избежание возможности пропуска в производство недоброкаче-
ственной древесины, сплавной лесоматериал подвергают более тща-
тельному контролю.
Хранение древесины без соблюдения соответствующих правил
н требований, о которых будет сказано ниже, может в сильной степени
повлиять на крепость древесины. Легче всего древесина может загнить
на складах при небрежном хранении.
Пороки. В зависимости от вида порока древесина может быть до-
пущена в производство, забракована частично или полностью. Харак-
теристика пороков и их влияние на качество древесины разобраны
в соответствующей главе.
I
110
Г’ лава V
ПОРОКИ ДРЕВЕСИНЫ
Все недостатки п отклонения от нормы, понижающие техническое
применение древесины, называются пороками или дефектами.
Для установления единой терминологии, отличительных признаков
и характеристики пороков, влияния их на качество древесины, указа-
ния, на каких породах они встречаются и какими методами определя-
ются размеры их поражения, все пороки сведены в один стандарт
ГОСТ 2140 43 «Пороки древесины».
Пороки могут иметь различное относительное значение в зависи-
мости от назначения древесины. Наиболее жесткие требования к дре-
весине предъявляет авиационная промышленность. На самолетные де-
тали идет только высококачественная древесина с незначительными допу-
сками пороков, но влияющих совсем или в малой степени влияющих на
механические свойства древесины.
Пороки древесины могут быть вызваны: а) условиями роста дерева;
б) механическими повреждениями, нанесенными людьми, животными
и насекомыми; в) грибами и бактериями во время роста., хранения и
эксплоатации и г) неправильной обработкой.
Знание пороков., причины появления и степени влияния их на
механические свойства древесины позволяет заранее браковать древе-
сину при отборе ее на определенные изделия и тем самым уменьшать
непроизводительные расходы на обработку некондиционной древесины
и устранить последующий брак изделий. Тщательный контроль за
качеством древесины должен быть установлен с момента отбора и раз-
делки лесоматериала и до окончательной сборки изделия.
1. ПОРОКИ, ВЫЗВАННЫЕ УСЛОВИЯМИ РОСТА
..„„.Л С101'ИЯ роста Дают следующие пороки: сучки, сбежистость, косо-
'Л0Й’с3а®итки- свилеватость, врень и др.
ствола>'о'('тпИ.. В сортимеятах называются заключенные в древесине
Наблюла В'ШПЯ Еетвей — живых или отмерших при жизни дерева,
весиш я они на поверхности сортимента или в виде участков дре-
крутой или овальной формы (окрутло-овальиые) или в виде
111
выклинивающихся к сердцевине полос (сшивные), образуемых самостоя-
тельными годичными слоями.
В пиломатериалах различают сучки сквозные, выходящие на обе
власти, и несквозные односторонние, наблюдаемые только на одной
пласти и смежной кромке. Сучки лапчатые наблюдаются в пиломате-
риалах в виде двух симметрично расположенных относительно сердце-
вины и выклинивающихся к ней полос, или сильно вытянутых овалов.
Сучкн могут быть здоровым или в различной степени загнившими.
Здоровые сучки могут быть хорошо сросшимися с основной древе-
синой н выпадающие. Сучки хвойных пород, хорошо пропитанные смо
лой, называются роговыми.
Сучки являются основным пороком древесины. Они нарушают
однородность, а иногда и цельность древесины, затрудняют ее обработ
ку, снижают механические свойства. Чем больше сучков в деловой ча-
сти древесины, тем ниже ее качество.
Групповое расположение сучков в большинстве случаев являете^
большим пороком, чем одиночные сучкн.
В авиационных кряжах и пиломатериалах допускаются тольк!
здоровые сучки, но с большими ограничениями, указанными в специаль
ных технических условиях па кряжи и пиломатериалы.
В авиационных деталях древесина с сучкамп не допускается
Исключение составляют винты и лыжи, где хорошо заросшие здоровыэ
сучки, небольшого диаметра, допускаются.
Размер сучка в круглых сортиментах определяется диаметром а
в разрезе, измеряемым перпендикулярно к 'оси сортимента и выра-
жаемым в мм.
В пиломатериалах за размер сучка берется расстояние между
двумя касательными к контуру сучка (для сучка, выходящего па
кромку, — расстояние между касательной к контуру сучка и ребром
кромки, проведенным параллельно оси сортимента (фиг. 61).
с.
Фиг. 61.
Способ измерения в доске сучка, не выходящего или
выходящего на кромку доски, а к а'—относительные
размеры сучков (в долях ширины доски), (1 и d1—абсо-
лютные размеры сучка в мм, измеряемые персон ику-
лярно к оси сортимента, Ь—ширина доски в мм.
Размер сучка выражается в мм или в долях шприиы и толщины
сортимента.
Косослой представляет собой неправильность в строении древе-
сины выражающуюся в косом (винтообразном) направлении волокон
112
(фиг. 02). У растущего дерева косослой можно заметить по винтообраз-
нему направлению трещин коры. В круглых сортиментах н на тангея-
тальпых боковых поверхностях пиломатериалов косослой обнаруживает-
ся по направлению волокон, трещин, полосок, сердцевинных лучей
(у некоторых лиственных пород), смоляных ходов у. хвойных пород.
Помимо природного косослои различают искусственный косослой,
получаемый в результате перерезания волокон и годичных слоев
в пиломатериалах и деталях (фиг. 63).
Фиг. 62.
Косослой приролвый.
Фиг. 63.
Косослой искусстзеный.
Косослой может быть обнаружен путем пробного раскола сорти-
мента в радиальной плоскости или путем прочерчивания на танген-
тальной поверхности сортимента продольной черты тупой металлической
пластинкой.
Природный и искусственный косослой снижает механические свой-
ств;), древесины, причем искусственный косослой влияет на снижение
прочности древесины в большей степени, чем природный.
Косослой измеряется отклонением волокон о-т прямого направления
на протяжении 1 м длины сортимента.
Отклонение в пиломатериалах выражается в сантиметрах или про-
центах. В кряжах отклонение волокон выражается иногда в долях
диаметра, верхнего отреза.
Природный косослой н наклон (перерезание) волокон при искус-
ственном косослое измеряются на тангентальной или близкой (в ней
поверхности сортимента. Наклон и перерезание годичных слоев изме-
ряется на радиальной или близкой к ней поверхности.
При отборе авиадревесины косослой рекомендуется измерять путем
раскалывания по радиальному направлению специально приготовлен-
ной дощечки длиной 25 см, шириной 6 см (тангентальная сторона)
толщиной 1—1,5 см (радиальная сторона) (фиг. 64).
пил ™ торцс дощечки прочерчивается в радиальном направлении ли-
вапюГ1 КОнчов еотоРой проводятся продольные липни. После раскалы-
нехшя Д01це,1ки в радиальном направлении измеряется величина Откло-
раскола от продольной линии с обепх сторон.
im , ™чина косослоя находится по отношению средней величины
°1 клонения ..
п см к длине / см, к которой относится данное отклонение
h
100%.
7 г п п
к * IJ- Платовой.. 113
В самолетостроении косослой допускается в не клееных деталях мел-
кого сечения до. 3%, крупного сечения до б %, в планках клееных де-
талей для всех видов склейки до 7%, а в воздушных винтах не более
10%. Детали неклееные крупного сечения (толщиной более 10 мм)
имеют площадь сечения более 3 см2. Детали неклееные мелкого сечения
имеют площадь сечения не более 3 см2.
На фиг. 65 показана зависимость предела прочности при сжатии
вдоль волокон (О -), а на фиг. 66— предела прочности при изгибе ( & )
от изменения наклона волокон древесины сосны.
Фиг. 64.
Образец для изме-
рения косослоя.
Фнг. 65.
Влияние! наклона волокон на предел прочности при
сжатии вдоль волокон Д^ древесины сосны:
1—в тангентальной плоскости;
2—в радиальной плоскости.
Влияние наклона волокон на предел прочности при из-
гибе Bj5 древесины сосны:
1—в тангентальной плоскости;
2—в радиальной плоскости.
114
Завитки представляют собой местное искривление годичных слоев,
вызванное влиянием сучков или серииц и проростей.
На Т1ищрматер|иале завитки имеют вид частично .перерезанных
скобообразных изогнутых или замкнутых контуров, образованных
искривленными годичными слоями.
В круглых сортиментах завитки иногда обнаруживаются по
вздутиям.
Завитки называются односторонними, когда отклонение и перере-
зание годичных слоев имеется только на одной кромке (фиг. 67) и дву-
сторонними, когда отклонения и перерезания волокон имеются на обеих
кромках (фиг. 68).
Фиг. 67.
Завиток односторонний.
Фиг. 68.
Завиток двусторонний.
Величина завитка в пиломатериалах определяется наибольшей ши-
риной полосы с перерезанными годичными слоями, выражаемой в про-
центах от всей ширины сортимента,
h
100°/,
где h — ширина полосы с перерезанными волокнами, а, b — ширина
сортимента.
В неклееных самолетных деталях мелкого сечения завитки не
допускаются.
В неклееных деталях крупного сечения и в планках клееных де-
талей для всех видов склейки, кроме сжатой полки лонжерона коробча-
того сечения, завитки сквозные односторонние допускаются не более
10%, а односторонние, проходящие не более, чем на половину толщины
тернала — 15%. В планках сжатой полки лонжерона коробчатого се-
чения завитки сквозные односторонние допускаются не более 20%
1 односторонние, проходящие не более, чем на половицу материала,—30%.
местах среза на ус завитки не допускаются.
аи,ткл двухсторонние не допускаются во всех самолетных до-
„„„„ ^естное искривление слоев (фиг. 69) за исключением деталей мел-
РоейкеНИЯ допускается-
дающая 3 1,ЛП продольное углубление в комлевой части г.гвола, прп-
На пилом°МЛеВ°Му торцу вместо округлого очертания волнообразное,
ных бо о ‘1териалах наблюдается в комлевой части в виде продоль-
ломатер ал-i ^ЛуЖИТ однор из причин искусственного косослоя в пи-
7*
115
Определяется наибольшая глубина ройки в долях среднего диа-
метра сортимента в месте ее нахождения; в пиломатериалах измеряет-
ся длина ройки в сантиметрах или в долях длины сортимента
Сбежистостью называется постепенное уменьшение толщины кряжа
или ширины необрезной доски на всем протяжении от комля к вершине,
превышающее норму (около 2—3%).
Сбежистость является причиной искусственного косослоя в пило-
материалах и фанере. Она определяется путем деления разности ниж-
него и верхнего диаметров в см (у необрезных пиломатериалов — между
шириной комлевого и вершинного конца) на число м длины сортимента.
В комлевых бревнах измерение нижнего диаметра производится на 1 м
выше комлевого отреза.
Фиг. 70. ч иг. 71.
Свилеватость волнистая (струй- Свилеватость путаная,
чатая).
Свилеватость характеризуется неправильностью в строении древе-
сины, выражающейся в резко волнистом или путаном расположении
древесных волокон. Смотря по характеру расположения волокон, раз-
личают свилеватость волнистую (струйчатую) (фпг. 70) и путаную
(фиг. 71). Свилеватость понижает сопротивляемость древесины изгибу,
а также и ее модуль упругости.
Обработка свилеватой древесины Затруднительна, сопровождается
выдирамн. В самолетных деталях свилеватость путаная не допускает-
ся, свилеватость волнистая в деревянных авиадеталях допускается
при высоте волны: в неклееных деталях мелкого сечения не более
1 мм, н в планках клееных авиадеталей для всех видов склейки не
более з мм. ’
116
Пренью называется неправильное утолщение летней части годич-
ных слоев с резким повышением их Твердости. Наблюдается па торцах
хвойных пород, особенно часто на ели, в виде участков древесины,
более темно окрашенной по сравнению с окружающей нормальной дре-
весиной. На боковых поверхностях пиломатериалов наблюдается в виде
сплошной полосы темно окрашенной твердой древесины с тусклой
текстурой.
Различают однобокую крень, захватывающую большое количе-
ство годичных слоев по одну сторону сердцевины и сопровождаемую
эксцентричностью (фиг. 72) и кривизной ствола, и местную крень, имею-
щую на торце вид отдельных лунок, полуколец или колец, а иа боковой
поверхности пиломатериала — узкой полосы на участке одного или
нескольких годичных слоев.
Фиг. 72.
Образование крени.
Пиломатериалы с кренью склонны к короблению, отличаются хруп-
костью и повышенным объемным весом. Сопротивляемость сжатию,
статическому изгибу и твердость у Креневой древесины выше, чем
у нормальной.
Размеры поражения кренью определяются на торцах круглых
сортиментов в процентах площади Креневой древесины по отношению
ко всей площади торца; в пиломатериалах величиной полос крени, вы
раженной в долях ширины и толщины крени; в файере — в процентах
к площади листа.
В неклееных самолетных деталях мелкого сечения крень совер-
шенно не допускается, а в остальных случаях допускается не свыше
О Л (по сечению).
чпо ^нутреннвя заболонь (двойная заболонь), характеризующаяся нали-
ствам Ядровой Древесине нескольких годичных слоев, по цвету и свой-
м ' ПОхожих на заболонь^ -считается пороком, вследствие худших
нических свойств заболонной древесины.
2 ТРЕЩИНЫ
как они14ИНЫ Являются весьма существенным дефектом древесины., так
нарушают целостность древесины и тем самым снижают ее
117
механические свойства. В зависимости от времени появления и харак-
тера повреждения разделяются на трещины растущего дерева (метик,
отлуп и морозобоина) и трещины усушки, появляющиеся вследствие
резкого высыхания, в кряжах, пиломатериалах, заготовках и авиаде-
талях.
В мелких сортиментах трещины следует рассматривать как еди-
ный порок, не разделяя их по характеру происхождения. Трещины
усушки могут наблюдаться па торцах (торцевые) и на пластях (пла-
стовые или боковые). Трещины толщиной 0,5 мм и глубиной до 5 мм
называются волосными. Волосные трещины допустимы почти во всех
высокосортных сортиментах, так как они отходят при обработке. Дре-
весина с трещинами, выходящими за пределы допусков на обработку,
на самолетные детали не допускается.
3. РАНЫ
К этой группе пороков относятся последствия механических, огне-
вых или паразитарных ранений: механические повреждения, прорость,
су хобо кость и смоляной рак.
Механическими повреждениями называются поверхностные и глу-
бокие повреждения, нанесенные стволу каким-либо острым инструмен-
том, падающим деревом, животным и т. д. Различают: обдир коры,
затеску, заруб и карры.
Обдир корь:, затеска и заруб могут способствовать загниванию
ствола. Кроме того, заруб в зависимости от глубины может влиять
в той или иной степени на выход пиломатериалов и фанеры.
Карры — следы подсочки <в виде ряда углубленных в древесину
комлевой части ствола бороздок. Карры вызывают сильную смолистость
ближайших к бороздкам слоев древесины.
Проростью называется омертвевшая в результате наружных по-
вреждений древесина или кора, заросшая в Стволе полностью (про-
рость закрытая) или частично (прорость открытая). Нарушая цельность
древесины и искривляя годичные слои, прорость снижает сортность
древесины.
В пиломатериалах определяются количество проростей в сорти-
менте или на 1 погонный м и размеры наибольшей из них по длине,
ширине и глубине в сантиметрах и миллиметрах или в долях длины,
ширины и толщины сортимента.
В шпоне и фанере определяются: длина прорости в сантиметрах,
ширина в миллиметрах и количество проростей на 1 м2 поверхности
пли на листе.
За глубину прорости открытой принимается расстояние от ее
омертвевшего дна до уровня поверхности сортимента.
В пиломатериалах прорость закрытая (за исключением пихты кав-
казской и березы черной и желтой ) не допускается. Открытая прорость
глубиной не более 1,5 см по необрезной кромке допускается только' на
сортиментах крупного сечения.
Сухобокостью называется наружное одностороннее омертвение древе-
сины ствола, часто с вдавлением по отношению к остальной поверхности
118
ствола п с наплывами по краям в виде валиков. Сухобокобть образуется
вследствие обдира и ушиба коры и повреждения огнем (пожарная под-
суйина), наблюдается на кряжах и на обзолах пиломатериалов в виде
участков омертвевшей, но по загнившей древесины, иногда отличающейся
по | цвету от нормальной.
В пиломатериалах длина, шприна и глубина сухобокостн определя-
ются в линейных мерах или в долях.длины, ширппы и толщины сорти-
мента. Сухобокостн понижает сортность древесины.
Смоляной рак (серянка) встречается на сосне, характеризуется на-
личием отдельных участков древесины ствола с отмершей, но не отпав-
шей, сильно просмоленной корой. Древесина у места поражения также
пронизана смолой. Ствол с противоположной неповрежденной стороны
сильно утолщается. Поров этот причиняется грибом.
В пиломатериалах величина смоляного рака определяется измере-
нием глубины поражения в см. В самолетных деталях смоляной рак не
допускается
4 НЕНОРМАЛЬНЫЕ ОТЛОЖЕНИЯ
К этой группе относятся пороки, происходящие от избытка воды
нлп смолы в отдельных участках ствола растущего дерева (водослой,
засмолок и смоляные кармашки).
Водослой наблюдается на некоторых хвойных и лиственных по-
родах в виде мокрых -или мерзлых стекловидных пятен различной
формы и величины на торцах 4t в виде полос или пятен на продоль-
ных разрезах.
После высыхания водослойной древесины появляются трещинки,
которые и понижают механические свойства древесины. В пиломате-
риалах водослой определяется в долях длины, ширины и толщины сор-
тимента пли в абсолютных мерах.
Засмолок — участок древесины, обильно пропитанный смолой
в местах поверхностного механического повреждения.
Равномерная смолистость, не сопровождающаяся выделением смо-
лы, пятнами или просвечиванием допускается во всех авиадеталях..
Смолистость местная в завитках, в срезах на ус, рядом с серни-
цей не 'Допускается.
Смоляными кармашками (сернпцей) называются полости между
1 одичпыми слоями, полностью пли частично заполненные смолой и со-
провождающиеся обычно небольшим изгибом прилегающих годичных
шею °Р0К встретается только у хвойных пород, располагается боль-
ленни1астью оболонн и имеет небольшие, размеры в направ-
дается Т1родопьыои оси ствола. На торцевом разрезе серница наблю-
а иа прол ПДе дагооб^яы* трещин (луночек), заполненных смолой,
висимостц ЛЬПЬ1Х’ Б БиДе смоляных скоплений различной формы в за-
Разме и 11аправленпя разреза при обработке древесины.
В неклёе ееРНИ1'Ь1 опрЕДеляготся по Длине, ширине и глубине.
ных для обпаг Х Леталях мелкого течения и в местах, предназиачен-
°ткп па ус, серницы пе допускаются; в неклееных де-
119
Талях крупного сечения допускаются длиной 15 мм. а шириной н глу-
биной 2 мм. /
В планках клееных деталей серницы односторонние допускаются
длиной 30 мм и шириной 2 мм. а серницы, выходящие на кромку после
обработки деталей, допускаются длиной 20 мм и шириной 2 мм. I
5. ПОВРЕЖДЕНИЯ НАСЕКОМЫМИ
Древесина в сильной степени страдает от ряда насекомых-вреди-
телей.
Фи. 73.
Треяматочнын хсд болгшого енового
кгроеда.
Одни насекомые наносят вред древесине в стадии своего полного
развития (термиты), другие — в стадии личиночной (усачи, бабочки)
120
и, имонец, третьи — в двух стадиях: личиночной и (взрослого насе-
комого (короеды, древоПочицы, рогохвостики).
Для насекомых вредителей древесина служит жилищем, мостом
размножения и питания. Часть насекомых-вредителей ограничивается
поверхностными повреждениями древесины. В результате своей дея-
тельности они оставляют неглубокие извилистые бороздки в оболон-
ной части древесины и коре.
Поверхностные повреждения древесины причиняются жучками-
короедами и лубоедами и их личинками, развивающимися под корой.
Наблюдаются на боковой поверхности ствола в виде неглубоких извили-
стых бороздок.
На фиг. 73 показан трехматочный ход большого елового короеда-
типографа. Основные ходы 1 проделаны самками короеда после оплодо-
творения, а боковые — личинками, вышедшими нз отложенных самками
в маточных ходах япчек
Фиг. 74.
Древесин.!, пораженная короедом-древесинником.
Сами по себе поверхностные повреждения не наносят большого вре-
да древесине, но они способствуют более быстрому ее загниванию, так
как вместе с насекомыми в древесину попадают споры и грибница раз
личных грибов. Для растущих деревьев короеды и лубоеды опасны тем,
что они, проедал кору, понижают сопротивление древесины атмосферным
воздействиям, ослабляют ее, вследствие медленного высыхания. Ослаб-
ленная древесина легко подвергается нападению более опасных корое-
дов-древесинников и др.
Более серьезные повреждения наносят древесинники, усачи, рогохво-
сты, златки, проделывая в древесине глубокие ходы. На фиг. 74 показана
древесина, пораженная короедом-древесинником.
Поверхностные глубокие повреждения древесины, причиняемые насе-
комыми и их личинками, называются червоточиной. На поверхности дре-
весины червоточина наблюдается в виде бороздок или небольших отверстий
1—2 мм круглого или овального сечения, идущих глубоко внутрь древесины.
121
Некоторые насекомые, проделывают и более крупные отверстия величи-
ной в 1-2 см.
В самолетостроении материал с червоточиной совершенно не ири-
меняется.
Фиг. 75.
LСвайный червь или шашень А и ходы, проделанные им в древесине.
Помимо насекомых, на древесину нападают водные животные." мол-
люски н ракообразные. Из моллюсков особенно вреден встречаюцяйся
у нас в Черном море свайный червь или шашень. На фиг. 75 показаны
ходы, проделанные свайными червями, и сам червь р
6. МИКОЛОГИЧЕСКИЕ ПОВРЕЖДЕНИЯ
Гниль древесины вызывается простейшими растительными организ-
мами — грибами, наука о которых называется микологией.
Грибы, в отличие от высших растений, не имеют нелепого вещества
хлорофилла и поэтому лишены возможности самостоятельно вырабаты-
вать питательные органические вещества. Для своего существования
грибы принуждены пользоваться готовыми органическими веществами
живых и мертвых растений.
В зависимости от способов питания грибы делятся на: а) паразиты,
развивающиеся на живых растениях, б) сапрофиты, развивающиеся па
мертвых растениях или-разлагающихся органических веществах, и в) ®©лу-
иаразиты, использующие для своего развития как живое, так и мертво?
растение. Грибы, разрушающие древесину, в большинстве своем явля-
ются полупаразитами.
Тело гриба состоит нз тонких бесцветных пли окрашенных нитей
гиф (фиг. 76). Сплетения пир образуют грибницу пли мицелий.
Мицелий обычно бывает скрытым в древесине, по иногда появляет-
ся на поверхности в виде плесневого налета пли в виде плотной ткани
(фиг. 77).
То, что в общежитии называется грибом (ножка и шляпка), являет-
122
ся одним из видов плодового тела гриба. Плодовое тело гриба образуется
так же, как и грибница, из сплетения гиф, с той лишь разницей, что
р плодовом теле гифы сплетены и срослись гораздо плотнее. В плодовых
телах образуется огромное количество спор, служащих для размноже-
ния. Средний размер споры меньше одной сотой миллимзтра, поэтому
они настолько легки, что свободно переносятся малейшими течениями
воздуха. Растущее дерево чаще всего заражается спорами и, роже, гриб-
ницей через резличного рода ранки: затесы, обшмыги, надрезы, сломан-
ные сучки, трещины, повреждения насекомыми. Попадая в подходящую
среду, споры прорастают и образуют гифы и мнцелпй.
Фиг. 76.
Гифы грибов синевы.
Фиг. 77.
Мицелий гриба.
Здоровая кора препятствует проникновению в древесину грибковой
заразы. Срубленное дерево заражается гораздо легче, благодаря наличию
открытой древесины 'в местах среза и трещины, поэтому древесина на
складах и сооружениях очень легко может заразиться каким-либо грибком.
Развитие споры н грибницы требует определенных условий, без ко-
рых они остаются совершенно безопасными для древесины.
„ иапие условий развития дереворазрушающих грибов помогает и₽е-
«охранпть древесину от разрушения.
123
Для развития гриба требуются определенные температура, влаж-
ность, а также наличие воздуха и отсутствие вреднодействующнх и ядо-
витых веществ.
Дереворазрушающие грибы в большинстве своем развиваются в пре-
делах температуры от 3 до 44%'.
Оптимальная температура для них лежит между 18—36°С. Пределы
же температуры,' при которых сохраняют свою жизнеспособность споры,
очень велики. Во всяком случае, на них не действует максимальная темпе-
ратура лета и минимальная — зимы. Споры некоторых грибов переносят
—253°, грибница +100° в сухом и +55 во влажном воздухе.
Споры и грибница для своего развития требуют от 20—25% влажно-
сти древесины. Древесина с влажностью ниже 20% не может служить
средой для развития грибов. Очень большая влажность- от 70% и выше —
до 200%, в зависимости от объемного веса древесины, препятствует раз-
витию грибов вследствие недостатка воздуха. На фнг. 78 дана диаграмма
максимальных и оптимальных значений влажности W' для развития
грибов в зависимости от объемного веса у древесины.
Фнг. 78.
Диаграмма максимальных н минимальных значений влаж-
ности для развития грибов в зависимости от обт,емного
веса.
При понижении влажности древесины, когда в ней снова появляется
достаточное количество воздуха, деятельность грибов может возобновиться.
Грибы лучше всего развиваются при рассеянном свете. Прямой сол-
иечный свет является губительным для спор некоторых грибов.
124
Полное отсутствие света задерживает развитие грибов и в особешю-
сти из плодовых тел.
На развитие грибов оказывают вредное влияние некоторые веще-
ства, содержащиеся в древесине, например: дубильные вещества и смола.
Смола замедляет рост грибов, действуя чисто механически и физически,
но не оказывая токсического влияния.
В древесине гриб развивается или за счет содержимого клеток, или
за счет состава клеточных стенок. Для того, чтобы питательное вещество
было усвоено, оно предварительно растворяется грибом. Роль раствори-
теля выполняют различные химические вещества — Ферменты, выде-
ляемые грибом.
Фиг. 79.
Типы гнилей:
1—сердцевинная; 2—смешанная; 3—пестрая,
4—-периферическая; 5—ямчатая; 6—призма-
тическая; 7—трещиноватая.
Древесина под влиянием развивающихся за ее счет грибов начинает
подвергаться, в зависимости от вида грибов, различного рода физичес-
ким и химическим изменениям или гниению. Гниение происходит посте-
пенно и имеет две стадии: начальную, сопровождающуюся обычно изме-
нением естественной окраски древесины, и конечную, в которой древе-
сина:, помимо изменения цвета, сильно меняет и свою структуру — де-
лается рыхлой, трепшноватой, иногда легко растирается в порошок.
Па цвету гнили различаются: бурые или краевые, когда пораженная
древесина становится темнее здоровой; белые, когда больная древесина
делается светлее здоровой и приобретает белый или желтый цвет; пест-
рая, когда на темном фоне больной древесины имеются светлые пятна;
мраморные и полосатые, когда пораженная грибком древесина приобре-
тает вид мрамора или имеет крупные светлые полосы. На фиг. 79 пока-
заны типы гнилей.
По внешнему виду гнили и микроскопическому строению гнилой
древесины в конечной стадии гниль разделяется на деструктивную
и коррозийную.
Деструктивная гниль отличается трухлявостью и многочисленными
иродольными и поперечными трещинами, по которым древесина распа-
дается на отдельные призмочки, легко растирающиеся в порошок. При
коррозийной гнили в древесине появляются мелкие пустоты (чечевицы,
ямки), они легко расщепляются на отдельные волокнистые куски.
Микроскопическая картина гнили видна на фиг. 80.
Фиг. 80.
Микроскопическая картина гнили древесины.
1, 2, 3 — отверстия в клеточных стенках, проделанные
гифами; 4—разрушение клеточных стенок; 5—появление
трещин в клеточных стенках.
А. Грибы, производящие разрушение древесины
В природе встречается большое количество грибов — разрушителей
древесины на корню, складах и в постройках.
В качестве примера можно указать на некоторые из них:
126
I Сосновый трутовик (траметес пини) или по ОСТ 6719 «Гниль сосны
красная» является одним ив опаснейших грибов — разрушителей древе-
сины сосны и лиственницы на корню. Заражение обычно происходит
через сломанные сучья в зрелом возраста. В 40—60 лет деревья заража-
ются редко, а в 100—120 лет процент заражения доходит до 80—100%.
Грибница проникает в ядро древесины и развивает центральную
гниль. Начало поражения сопровождается красновато-бурой (темнее нор-
мальной) окраской ядра («твердая краснина»). Затем Она буреет н дает
белые пятна главным образом в ранней древесине годичного слоя. Ко-
нечная стадия характеризуется образованием в древесине пустот (кор-
розийная гниль).
Гриб разрушает самую пенную часть ствола: ядровую древесину
нижней его части. Зараженные деревья можно узнать по наличию на
отмерших сучках плодовых тел (фиг. 81).
Фнг. 81.
Плодовое дерево соснового тру-
товика на сосне.
Фиг. 82.
Плодовое тело ложного трутовика.
Так как для своего развития сосновый трутовик требует повышен-
вой влажности, то после валки зараженных деревьев и уменьшения
влажности в них деятельность гриба прекращается.
Этот Л0ВЬ'й тРутовик (траметес абиетис Карст) встречается на ели.
от гриб целиком разрушает древесину ствола ели.
вызьи10ЖН,а,й трутовик (фомес игннариус) поражает лиственные породы,
весина Е НПХ чентРалы1ую гниль с черными полосами. Здоровая дре-
вого я ^тделена от гниющей черной полосой и затем полосой «ране-
пн„ плотной древесины измененного цвета.
признаком зараженного растущего дерева является копы-
Т п" ПЛОДОБОе 7,6310 (фИГ- 82>-
сти Morv^ СКЛадах Древесины при соответствующих условиях влажпо-
раступтихТ ~ЖаТЬ свото деятельность и грибы, встречающиеся на
торые т ачЖ РеБЬЯХ ИЛП 1га пнях в лесу. Но имеются и такие грибы, ко-
виваются почти исключительно на складах п в постройках.
127
Из складских грибов можно указать иа ленцитес сернариа, «мою-
щийся одним из наиболее опасных грибов — разрушителей древесиых
материалов на складах и в сооружениях.
В первой стадии пораженная древесина слегка желтеет, а затем ста-
новится красноватой и на ней появляются трещины. Зараженная Древе-,
сина приобретает ароматически! запах.
Во второй стадии гниения древесина становится светло-коричневой.
Конечная (третья стадия) характеризуется темно-коричневой окра-
ской древесины и большими трещинами, в которых наблюдается скопле-
ние коричневого мицелия.
III. Из грибов — разрушителей сооружений, особенно жилых дере-
вянных построек — следует указать на гриб домовый (Мерулиус лякрп-
манс).
Фиг. 83.
Плодовое тело домового гриба.
Гриб домовый является настоящим бичом деревянных построек. Паи- <
более благоприятные условия для развития домового гриба имеются,]
в сырых и малопроветрнваемых помещениях. В начале заражения на по-1
верхности древесины появляется грибница в виде ватообразных скоплен
ний. Под грибницей образуются деревянистые шнуры белого или корич- <
Новато-серого цвета. По мере проникновения грибницы в древесину, по-
следняя становится бурой и покрывается трещинами. В результате Дей-
ствия гриба лесоматериалы и целые постройки в течение нескольких
К8
месяцев совершенно разрушаются. Легче всего домовый гриб разрушает
древесину хвойных пород: сосны и елн. На фиг. 83 показаны гниль дре-
весины сосны от домового гриба и плодовое тело
Близко по своим разрушительным свойствам к настоящему домо-
вому грибу подходят домовый грнб пленчатый и домовый гриб белый.
Б. Грибы, вызывающие ненормальную окраску древесины
Очень часто древесина теряет свою нормальную окраску, приобретая
ненормальную несвойственную ей окраску. Появление ненормальной
окраски невсегда сопровождается снижением механических свойств.
Чаше всего встречается синяя или снневатосерал окраска древесины
или так называемая синева.
Особенно подвержены засинению заболонная часть сосны и ель.
Ядровая и спелая часть древесины обычно не подвержены засинению-.
Возбудителями синевы являются несколько десятков сходных между
собой грибов. Заражение синевой происходит спорами или грибницей.
Гифы, проникающие в древесину, питаются содержимым клетки. Для Сво-
его продвижения в соседние клетки гнфы пользуются окаймленными
порами, продырявливая в них маленькие отверстия. В благоприятных
условиях синева развивается очень быстро. Оптимальная температурх
для развития синевы 22,5—29РС при влажности от 20- 25% и до 175%
и отсутствии вентиляции. Предельные температуры для развития от 0 до
MFC, в зависимости от вида грибка.
Хотя и невсегда наблюдается снижение механических свойств дре-
весины, зараженной синевой, но одно ее появление указывает на неудов-
летворительные условия хранения и возможность поражения древесины
другими грибками.
В самолетостроении древесина, с синевой совершенно >ю применяется.
Ввиду исключительно легкого заражения древесины на складах,
в цехе, в готовых изделиях и быстроте ее распространения как в аниа-
пронзводстве, так и в эксплоатации необходимо строго соблюдать сани-
тарно-технические условия хранения древесины н экоплоатацин само-
летов. ’
Помимо синевы наблюдается и ряд других цветных окрасок на хвой-
ных и лиственных породах: желтая, лиловая, розовая, бурая н другие —
вызываемых различными грибами. Эти грибы разрушают клеевую про-
слойку, а поэтому древесину с цветной окраской в самолетостроения по
Допускают.
К явлениям ненормальной окраски относятся также ложное ядро
и сердцевинные повторения.
Сердцевинные повторения или пятна относятся к патологическим
образованиям. Встречаются они чаще всего в древесине ольхи, рябины,
березы и нвы
На поперечном разрезе ствола сердцевинные повторения наблюдаются
в виде бурых продолговатых нли округленных пятен, а ла радиальном —
в виде длинных полос, напоминающих сердцевину, но но имеющих н»-
9
Г. П. Платонов
и 129
Tjer0 общего ни с сердцевиной, ни с сердцевинными лучами. Сердпевий-
ИЫ8 повторения появляются в результате повреждения камбия насеко-
мыми или морозом:. Так как сердцевинные повторения состоят из рыхлых
паренхимных клеток, слабых в механическом отношении, то наличие их
п большом количестве в древесине снижает ее техническое применение.
Березовая фанера при наличии большого количества сердцевинных
повторений относится к низшему сорту.
Для некоторых пород, например, ольхи, сердцевинные повторения
могут служить макроскопическим: признаком распознавания породы.
130
Глава VI
СОРТИМЕНТЫ И ЗАГОТОВКИ ИЗ ДРЕВЕСНЫХ МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ В САМОЛЕТОСТРОЕНИИ
Лесными авиационными материалами, поступающими в настоящее
время на авиационные заводы, являются: доски, бруски, авиазаготовки из
хвойных пород шпон, фанера, фанерные плиты и заготовки фанерные для
авиадеталей.
Доски получаются путем распила авиакряжей на лесопильных ра-
мах (фиг. 84) или ленточных пилах, а бруски и авиазаготовки — путем
дальнейшего распила досок на круглопильных станках.
♦г. 84.
Лесопвльная рама.
131
Авиаиряжи. Авиакряжами называются отрезки ствола установлен-
ных размеров по длине и толщине, предназначенные для распиловки на
ааиапиломатериалы.
В зависимости от размеров авиационной зоны кряжи подразделяют-
ся иа Два сорта: первый сорт, у которого протяжение авиационной зоны I
не менее 3/4 окружности кряжа, и второй сорт с протяжением авиацион-
ной зоны от 1/2 до 3/4 окружности кряжа.
Авиационной зоной считается периферийная часть кряжа от коры
к центру (включая ядро н заболонь), отвечающая по качеству древесины
требованиям стандарта. Размер зоны определяется шириной по радиусу
торца и протяжением по окружности торна н боковой поверхности кряжа.
У дуба, ясеня манчжурского и лиственницы сибирской ширина
авиационной зоны определяется без заболони.
Длина кряжей: для липы — от 1,5 м, а для остальных пород — от
2 м и более с градацией через 0,1 м.
Толщина (без коры) в верхнем отрезе сосны, ели обыкновенной,
дуба, ясеня манчжурского — от 27 см; пихты кавказской и ели аяк-
ской — от 34 см; ясеня обыкновенного, клена остролистного — от 25 см;
бука, березы желтой, березы черной и лиственницы сибирской — от 30 см;
липы — от 22 см.
Ширина авиационной зоны по радиусу торца кряжа, должна быть
не менее 5 см.
По макроструктуре авиационные кряжи должны соответствовать
таблице 34.
По качеству древесины (наличие допускаемых пороков) кряжи дол-
жны соответствовать требованиям ОСТНКлес 313 н 314 и ГОСТ В-1015-41.
Как правило, кряжи должны оставляться в коре, причем кора у ли-.
ствениых пород должна быть очищена от мха и лишайника.
Авнакряжи маркируются буквой «А», которая ставится иа обоих тор-
цах по одной на несплавных кряжах и по две на сплавных, причем на
сплавных расположение букв на противоположных торцах должно быть
взаимно-перпендикулярно.
На сплавных кряжах наносится еще по коре вокруг кряжа яркой
краской кольцо.
Авиакубатура древесины кряжей 1 сорта принимается равной их
полному объему, а кряжей 2-го сорта — половине их объема.
Пиломатериалы авиационные. По форме понеречного сечения пило-
материалы разделяются на бруски и доски. Пиломатериалы называются
брусками, если толщина материала составляет более одной трети его
ширины, и досками, если толщина материала равна нли меиее одной
трети его ширины.
Авиационные пиломатериалы вырабатываются из следующих пород:
сосиы, пихты кавказской, ели обыкновенной, ели аянской, лнственнипы
сибирской, дуба, бука, ясеня обыкновенного, ясеня манчжурского, клена
остролистного, березы желтой, березы черной и липы.
По способу выработки доски подразделяются на необрезные и одно-
сторонние обрезные (однокромочный обрез — фнг. 85).
В зависимости от толщины авиационные пиломатериалы разделяют-
ся иа две группы; толщиной до 30 мм (ОСТ НКлес 315) и толщиной от
40 мм и более с градацией через 10 мм (ОСТ НКлес 310).
13?
Размеры пиломатериалов толщиной до 30 мм устанавливаются со-
гласно таблицы 30.
Таблица 36
Толщина Длина от 2 до б м с градацией через С, 1 м Ширина в мм
Планок хвойных и лиственных пород Досок листвен- ных пород
30 60; 70; 80: 90; 10; ПО; 120; 130 от 120 и более с градацией через 10 мм
19 н 22 70; 80; 90; 100; 110; 120; 130
Планками называются узкие доски шириной от 60 до 130 мм, имею-
щие, как правило, одну обрезную кромку.
Длина пиломатериалов толщиной от 40 мм и более всех пород,
кроме липы, устанавливается от 2 м и более, а для липы — от 1,5 м
и более с градацией через 0,1 м.
Ширина досок устанавливается от 120 мм, а ширина брусков — от
50 мм и более с градацией через 10 мм.
Ширина И необрезных материалов определяется по узкой плести
В] — по наименьшему расстоянию между обзолами (фиг. 85).
Фиг. 85.
Необрезные 1 н односторонние обрезные 2 доски-
Для пиломатериалов нз древесины дуба, ясеня манчжурского и ли-
ственницы сибирской ширина определяется по ядровой части без учета
заболони.
Все размеры установлены для материала с влажностью древесины
н< ' Быше 20%. При большей влажности пиломатериалы должны иметь при-
пуски на усушку: сосновые и еловые пиломатериалы согласно ОСТ 7367,
ДУ овне — согласно ОСТ НКлес 8791/172, а в отношении пиломатериа-
других пород припуски на усушку устанавливаются производствеи-
Усуп"киРГаНВ88ЧИЯМ11 в зависимости от факторов, влияющих на величину
д Откл°нения от установленных размеров допускаются по толщине:
-УШ пиломатериалов толщиной до 30 мм +1 мм, а для пиломатериала
ной от 40 мм и более + 2 мм, по ширине + 3 мм и — 2 мм.
133
По макроструктуре авиапиломатериалы должны
соответствовать
данным таблицы 34.
Оценка макроструктуры пиломатериалов производится по верхнему
торцу на участке с нанхудшей макроструктурой.
Для липы и клена макроструктура не определяется.
По качеству н фнзико-механическим свойствам древесины авиапило-
материалы должны отвечать требованиям, указанным в ОСТ НКлес 315
и 316.
Взамен
ОСТ НКлес 316 в части
сосновых
брусков
принят
ГОСТ
В-968-41: «Бруски сосновые авиационные (толщиной от 30 мм и более)».
Бруски сосновые могут быть получены не только из авиационных /кря-
жей, но н деловой древесины нз районов, удовлетворяющих по фирнко-
механическим свойствам требованиям на авнадревесину. Сосновые бруски
делятся на 1-й н 2-й сорт. К (брускам второго сорта относятся бруски, из
которых при раскрое могут быть получены кондиционные бруски сече-
нием не менее 30—40 мм.
Ширина брусков первого. сорта от 50 мм, а второго сорта — от 40 мм
н более с градацией через 10 мм.
Сосновые бруски обоих сортов, как правило, поставляются длиной
от 2 м и более с градацией через 0,1 м, но допускается поставка брусков
длиной от 1,3 м с припуском до 5 см с каждого торца в количестве не
более 10% поставляемой партии.
По макроструктуре бруски 1 и 2 сорта должны отвечать следующим
условиям: процент летней древесины не менее 10, число годичных слоев
в 1 см не менее 3 и не более 25.
По физико-механическим свойствам бруски должны иметь следую-
щие показатели:
средний объемный вес партии не более 0,54;
предел прочности при сжатии .вдоль волокон не менее 350 кг/см":
сопротивление ударному изгибу не менее 0,130 кгм/см3.
Обработка пиломатериалов. Широкие пласти пиломатериалов должны
быть взаимно параллельны. Допустимое отклонение от взаимной парал-
лельности не должно превышать 2 мм.
Допускается следующее:
Перерезание годичных слоев (косослой искусственный) при распи-
ловке пиломатериалов:
а) сплошное при отклонении годичных слоев от оси доски или бру-
ска не более 3%, и
б) местное — не более 4% по длине, на которой оно наблюдается.
Примечание Выпиловка брусков нз досок производится по
сбегу, т. е. по направлению годичных волокон.
Распил должен быть чистым без мшистой или волнистой поверхно-
сти, с глубиной рисок не более 1 мм.
Необрезные кромки пиломатериалов хвойных пород должны быть
очищены от коры и луба.
Оторцовка должна быть произведена перпендикулярно продольной
осн сортимента, а пиломатериалы из сплавной авиадревесины должны
обрезаться так, чтобы с торца удалялась загрязненная при сплаве дре-
весина.
134
ЗАГОТОВКИ ХВОЙНЫХ ПОРОД ДЛЯ САМОЛЕТОСТРОЕНИЯ
Заготовками хвойных пород (сосны, ели н пихты кавказской) по
rbCT 2646-44 называются пиломатериалы, перерезанные по длине и раз-
мерам поперечного сечения применительно к габаритным) размерам дета-
лед самолетостроения, с соответствующими припусками на обработку,
размеры заготовок приведены в таблице 37.
Таблица 37
Длина в м
Ширина
в мм
Толщина в мм
Примечание
Тонкие заготовки
]^2,5
1-2.25
С градацией
в 0,25 м
16; 19; 22 и
25
Толстые заготовки
0,8—1,2 (с грапацией
в 0,1 м)
40
50
60
70
30 н 40
30; 40 и 50
30; 40; 50 и 60
30; 40; 50; 60
Размеры даны для за-
готовок с влажностью
в 15 %.
Допустимые отклоне-
ния в размерах:
по длине 4“ Ю мм
по шнрияе + 2 „ ‘
по толщине )- I „
При приемке заготовки, рассортированные по породам, размерам
и качеству древесины, подвергаются внешнему осмотру, проверке раз-
меров и определению физико-механических свойств древесины.
В зависимости) от физико-механических свойств древесины заготовки
разделяются на 1 и 2 группы. Заготовки с пределом прочности при
сжатии, равном 400 кг/см2, выделяются !в подгруппу 1а.
Макроструктура и физико-механические свойства заготовок должны
Удовлетворять требованиям — таблицы 38.
В заготовках хвойных пород допускаются следующие пороки;
Свилеватость волнистая с высотой волны не более 3 мм.
Завитки: а) односторонние сквозные с перерезанными слоями не
f’o-’iee 15% ширины заготовки и б) односторонние сквозные с перерезаи-
ныМи слоями не более 20% ширины заготовки. Распространение завитка
не Должно превышать 1/2 толщины заготовки.
Засмолки в виде полос и пятен., если они не сопровождаются выде-
'ием смолы или просвечиванием на расстоянии 200 мм от концов заго-
ни; завитки более 3% ширины заготовки и засмолки не допускаются.
Косослой природный не более 7%, а искусственный не более 5%.
Ш| Смоляные кармашки (серницы) односторонние по длине до 15 мм ,
Рние и глубине до 3 мм.
2 Стрела прогиба кривизны по кромке и пласта не более 5 мм на
огонный метр длины.
135.
Химические (цветные) окраски, не сопровождающиеся грибными по-
ражениями.
Транспортировка производится в крытых вагонах. Материал в теп-
лое время года, а на Кавказе круглый год, должен иметь влажность не
более 20%.
Заготовки фанерные для авиадеталей. По специальному заказу за-
рода-потребителя могут быть доставлены фанерные заготовки авиадета-
лей, представляющие собой плоские листы, полученные путем раскроя
фанеры по шаблонам согласно спецификации потребителя.
Глава VII
ШПОН, ФАНЕРА, ДРЕВЕСНОСЛОИСТЫЕ МАТЕРИАЛЫ И ДЕТАЛИ
ИЗ ДРЕВЕСНЫХ МАТЕРИАЛОВ
1. ШПОН
Шпоном называется топкий лист древесины, полученный одним иа
трех способов: 1) пилением, 2) строганием и 3) лущением. Для получения
авиационного шпона применяются только два последних способа.
Лучшей древесной породой для изготовления авиационного шпона
является береза. Помимо древесины березы на изготовление авиационного
шпона употребляется древесина бука, ольхи и .сосны.
В мебельном производстве находит широкое применение шпон и
других пород особенно дубовый.
Пиленый шпои получается в результате отпиливания специальными
пилами от кряжа, обычно дорогих пород, тонких (минимум 0,8 мм) листов..
Пиленый шпон получается очень красивого рисунка и находит себе боль-
шое применение в столярном деле для отделочных работ. Для этих же
целей он может быть применен и в гражданской авиации. Схема полу-
чения шпона пилением показана на фиг. 86.
Ножевой или строгвный шпон получается на специальных фанерно-
строгальных станках. На фиг. 87 дана схема строгания шпона.
I Схема пиления
Горизонтальное
положение кряжа
Фнг. 86.
Схема получения шпона пилением.
138
Минимальная толщина строганого шпона 0,28 мм. Преимущество
этого способа перед первым (пиленым) заключается в том, что при нем
отсутствуют потери на пропил. Этим способом приготовляется «шпон со-
сновый строганый (ножевой) авиационный».
В Схема строгания
Германский способ
Пая подданный-
нря» не дВигаета
Фиг. 87.
Схема строгания шпона.
Лущеный шпон. Распространенным и общеупотребительным спосо-
бом получения шпона является способ лущения. При этом способе не
получается красивого рисунка шпона, но зато могут быть получены
длинные (несколько метров) листы шпона при ширине до з м и мини-
мальной толщине менее мм.
Лущение производится на специальном лущильном станке (фиг. 88).
Схема лущения приведена па фиг. 89.
Фнг. 88.
Лущильный станок.
Кряж, предназначенный для изготовления шпона лущением, предва-
рительно очищается от коры,, разрезается на чураки в зависимости от
Размеров лущильного станка. Чураки затем распариваются, или провари-
ваются. Подготовленный таким образом чурак закрепляется в центрах
139
лущильного станка, напоминающего токарный станок с поперечным само-
ходным суппортом, на котором закрепляется длинный нож.
Во время вращения чурака суппорт автоматически подает нож
вперед, по мере срезания древесины и уменьшения диаметра чурака.
Процесс лущения напоминает развертывание рулона бумаги.
В результате получается длинная и широкая лента, которая иа спе-
циальных ножницах разрезается на листы стандартных размеров. Неис-
пользованная часть чурака носит название карандаша.
Способом лущения получается авиационный шпон березовый, буко-
вый, ольховый и сосновый.
Шпон березовый применяется для выклейки обшивки фюзеляжей
типа мопокок, поплавков для гидросамолетов, обшивки деталей само-
лета» имеющих сложную конфигурацию, изготовления фанеры-переклейки
и древеспослоистых материалов типа дельта-древесины и балинита.
Лущеный шпон нз древесины бука, ольхи и сосны применяется
только для изготовления фанеры.
Шпон березовый авиационный изготовляется толщиной 0,40; 0,55;
0,70; 0,95; 1,15 и 1,50 мм с допуском ие более ±0,05 мм.
№ Схема лущения
Онг. 89.
Схема лущения шпона.
Размеры листов шпона устанавливаются: а) по длине — от 1100 мм
и более, с градацией через 50 мм; б) по ширине — 230 мм и кратные ей.
Отклонения размеров шпона от номинальных по длине и ширине
листа допускаются не более ±5 мм.
В авиационном березовом шпоне допускаются следующие пороки:
1. Глазки светлые без ограничения размеров и количества, черные —
не более 5 мм без ограничения количества.
2. Косослой природный не более 5%.
3. Косослой искусственный при расстоянии между годичными сло-
ями не менее 10 мм.
4. Завитки без ограничения размеров и количества.
5. Прорости светлые сросшиеся: а) без завитков и свилеватости без
ограничения размеров и количества и б) с завитками и свилеватостью
с размером завитка или свилеватости до 50 мм без ограничения длины.
6. Слабая свилеватость без ограничения, а сильная не более 25%
площади листа.
7. Прожилки (сердцевидные повторения) желтоватокоричневые ши-
риной до 3 мм боз ограничения количества.
140
8. Сучки, вполне сросшиеся (со светлой или черной сердцевиной),
диаметром ие более 10 мм, если общая длина завитков, сопровождающих
сучки, составляет менее 40 мм, при расстоянии между ними по длине
волокон ие менее 230 мм.
9. Пятнистость (продольные прожилки матового цвета) шириной и&
более 2 мм без ограничения длины.
10. Цветные окраски, ие сопровождающиеся внешними признаками
разрушения древесины.
11. Трещины торцовые допускаются с одной стороны листа длиной
не более 75 мм в количестве 4 шт. на ширину полоски 230 мм.
12. Гофр при длине волны не менее 15 мм.
Из физико-механических свойств шпона определяются влажность
и предел прочности при растяжении вдоль волокон.
Испытание шпона на растяжение вдоль волокон производится иа
образцах формы и размеров, указанных на фиг. 90.
Фиг. 90.
Образец для испытания шпона на растяжение
В рабочей части образцов не должно быть дефектов (сучков, завит-
ков и пр.).
Продольные кромки прострагиваются параллельно волокнам. На кон-
цах наклеивается плотная бумага или фанера размером 20 X 30 мм.
Толщина образца измеряется с точностью до 0,01 мм, а ширина —
с точностью до 0,1 мм. Замеры производятся в трех местах: посредине
и по концам. В журнал заносится среднее арифметическое трех измерений.
Отклонение от номинальных размеров допускается по ширине
+ 0,5 мм, по длине + 1 мм образца.
Ширина в пределах одного образца должна быть выдержена с точ-
ностью + 0,1 мм.
Площадь поперечного сечения подсчитывается с точностью до 0,01 см3.
Нагружение образца производится равномерно со скоростью не
свыше 2000 кг/см2 в минуту.
Предел прочности при растяжении Z подсчитывается с точностью
До 10 кг/см3 по формуле:
Р
Z ₽ кг/см:,
еде
р
г максимальная нагрузка в кг;
— площадь поперечного сечения в см3.
141
Предел прочности при растяжении вдоль волокон шпона должен
удовлетворять следующим требованиям:
для шпона толщиной 0,44 мм —800 кг/см2;
для шпона толщиной 0,50—0,95 мм —850 кг/см2;
для шпона толщиной 1,15—1,50 мм —900 кг/см2.
2. ФАНЕРА
Авиационная фанера представляет собой фанеру-переклейку, со-
стоящую из трех или более склеенных между собой слоев лущеного
шпоиа.
В столярном деле фанерой называют шпон, идущий на фанеровку
(отделку под дорогую древесину) всевозможных столярных изделий.
Для изготовления авиационной фанеры-переклейки применяется
шпон следующих древесных пород: березы, бука, ольхи и сосны. Наи-
большее применение в самолетостроении имеет березовая фанера, как
имеющая лучшие механические свойства (ГОСТ 102—43), Буковая и оль-
ховая фанера, уступающая по своим механическим свойствам березовой,
имеет незначительное применение.
Для склейки авиационной фанеры в настоящее время применяют
только искусственную смолу в жидком виде или в виде пленки. Белко-
вые клеи, вследствие своей малой водостойкости и грибостойкости, для
склейки авиационной фанеры оказались непригодными.
Авиационная фанера, склеенная жидкой смолой или пленкой, назы-
вается «бакелитовой». В зависимости от клеящего материала бакелитовая
фанера маркируется:
БС — бакелитовая фанера, изготовляемая с применением фенольно-
формальдегидной смолы, наносимой на шпон в жидком виде.
БП — бакелитовая фанера, склеенная бакелитовой пленкой, пред-
ставляющей собой тонкую бумагу, пропитанную спиртовым раствором
феиольно- или крезольно-формальдегидной смолы.
Бакелитовая фанера обеих марок в процессе изготовления запрес-
совывается в горячих прессах в течение 7—10 минут при температуре
140 -150° и давлении около 25 кг/см2.
Под действием высокой температуры искусственная смола пере-
ходит в твердое нерастворимое состояние, образуя грибостойкий клеевой
шов, практически независящий от клеящего материала, малоподдающийся
переменному воздействию влаги и температуры. Температура 70? прак-
тически ие оказывает заметного влияния на прочность склейки.
Бакелитовая фанера отличается высокой атмосферо-стойкостыо,
термостойкостью (от —60 до 160Р) и вначнтельной сопротивляемостью
действию гнилостных грибов.
Влажность фанеры, поступающей на заводы, не выходит за уста-
новленные пределы 5—9%, только в условиях эксплоатации влажность
бакелитовой фанеры может достигнуть 12%.
Влагоемкость бакелитовой фанеры, характеризуемая равновесной
влажностью, по сравнению с древесиной, имеет меныпие значения, что
видно из фиг. 91, где показана зависимость равновесной влажности авиа-
ционной фанеры от влажности воздуха при температуре t 20°С.
142
ВодопоглощаемостЬ бакелитовой фанеры за 24 часа составляет
25—35%, а за 30 суток — около 70% (фиг. 92).
Водопроницаемость бакелитовой фанеры при непосредственном воз-
действии воды на изолированную с торцов поверхность незначитель-
ная—через 60 суток достигает всего 1 г/м2 поверхности.
Фиг. 91.
Зависимость равномерной влажности авиа-
ционной фанеры н сосны от влажности воз-
духа при температуре 20°С.
В годы Отечественной войны начала изготовляться бакелитовая
огнестойкая авиафанера. Шпон огнестойкой фанеры до склейки пропиты-
вается смесью буры к борной кислоты в отношении 2:3. Пока огнестой-
кая фанера еще не получила широкого применения в самолетостроении.
в СУТКЛН
Фиг. 92.
Водопоглощаемость авиационной фанеры,
склеенной бакелитовой пленкой.
Толщина листа авиафанеры устанавливается 1; 1,5; 2; 2,5; 3; 4; 5;
8» Ю и' 12 мм. Фанера толщиной 15 мм и выше называется фанерными
"литами.
143
В зависимости от толщины, авиафанеру изготовляют из следующего
числа слоев:
Фанера толщиной 1, 1,5 и 2 мм ... из 3 слоев.
, „ 2,5 и 3 м............из 3 и 5 слоев
„ „ 4 и 5 мм............из 5 слоев.
„ „ 6 и 8 мм............из 5 в 7 слоев.
„ „ 10 мм.................из 7 и 9 слоев,
„ , 12 мм.................из 9 и 11 слоев.
Трехслойная авиационная фанера изготовляется равнослойной,
а пятислойная и выше изготовляется как равнослойной, так и неравно-
слойной.
Размеры листов авнафанеры всех толщин устанавливаются от
1000 X 800 м и более с градацией через 50 мм. Размер первый — длина
вдоль волокон рубашки, размер второй ширина поперек волокон
рубашки.
Листы фанеры и фанерные плиты должны быть обрезанными
под прямым углом гладким и ровным ревом.
Стыковка наружных листов шпона (рубашек) не допускается. Внут-
ренние слои могут быть стыкованы из полос шпона шириной не
менее 100 мм.
В фанере могут встречаться как природные дефекты (пороки древе-
сины), так и производственные дефекты (дефекты обработки). К первой
группе относятся: глазки, завитки, косослой, природный и искусствен-
ный, прорость, свилеватость, сердцевинные повторения, сучки, цветные
окраски. Ко второй группе относятся: вмятины, коробление, негладкое
лущение, окраска от металла, риски и пр.
Нормы допускаемых пороков и дефектов древесины в наружных
и внутренних листах шпона авиационной березовой фанеры установлены
в ГОСТ 102-43. Они мало чем отличаются от норм допускаемых пороков
и дефектов для березового авиационного шпона.
Фанера березовая обшивочная повышенной жесткости. Авиационная
березовая многослойная фанера, представляющая собой фанеру-пере-
клейку, состоящую из пяти или более склеенных между собой слоев
лущеного березового пшона по ТУ НКлес, называется фанерой бере-
зовой обшивочной повышенной жесткости. Такая фанера изготовляете.?
толщиной 2; 2,5; 3; 4 и 5 мм. Размеры листов 1200 X1200 и более с гра-
дацией через 50 мм.
Фанера повышенной жесткости изготовляется с применением шпона
следующих толщин:
Фанера толщиной 2 и 2,5 мм из шпона 0,4 я 0,55 из 5 слоев.
. . 3 „ 0,55 и 0,8 „7 ,
„ и 4 0,55 и 0,8 „ 7 „
„ „ 5 0,8 и 0,95 . 7 .
Слои шпона расположены симметрично.
Более толстый шпон употребляется на рубашки.
Физико-механические свойства соответствуют березовой фанер
ГОСТ 102-43.
Из фнзико-мехаиических свойств фанеры определяются влажност:
объемный вес, предел прочности при растяжении и прочность склейкт:
144
Влажность образцов для определения физико-механических свойств’
фанеры должна быть в пределах от 5 до В%.
Для определения объемного веса вырезаются образцы квадратной
формы:
75X75 мм для фанеры толщиной 1; 1,5; 2 мм;
50X50 мм для фанеры толщиной 2,5 мм и выше.
Длина и ширина измеряются в двух местах (по краям образца)
с точностью до 0,1 мм.
Толщина измеряется в четырех точках (по середине каждой стороны
образца) с точностью до 0,01 мм. Для вычисления объема берутся сред-
ние арифметические замеров длины, ширины и толщины.
Взвешивание производится с точностью до 0,01 г.
Вычисление объемного веса у производится с точностью до 0,01 см?
ио формуле:
7 = г/см3,
।
где О —вес образца в г, а V — объем в см3.
Объемный вес фанеры колеблется от 0,77 до 0,80.
Вместе с объемным весом в журнал заносится и влажность образца;
в момент определения объемного веса.
Определение влвжности производится на образцах весом не менее
5 г. Методы определения влажности — общепринятые для древесины.
Определение предела прочности фанеры лри растяжении производит-
ся на образцах формы и размеров, указанных на фиг. 93. Образцы фа-
неры дли испытания на растяжение вдоль и поперек и под углом 45°
к ним выпиливаются так, чтобы продольные кромки их были соответ-
ственно параллельны, перпендикулярны или под углом 45° к волокнам
рубашки.
Фиг. 93.
Образец для испытания фанеры иа растяжение.
В рабочей части образца: в шейке и закругленной части не должно
ь дефектов (сучков, завитков, вмятин и др.).
г... _ибразЦЫ должны быть изготовлены симметрично в отношении обеих
осей симметрии.
10 г П г,
• **. Платонов.
145
Перед испытанием каждый образец должен быть измерен. Толщина
и'-ширина .измеряются в трех местах рабочей части: по середине и кон-
цам шейки. Точность измерения ширины —0,01 мм.
. Точность изготовления образцов по ширине +0,5 мм; в пределах
одного образна эти отклонения не должны превышать +0,1 мм. Откло-
нение от номинальных размеров по длине — +1 мм.
Отклонений размеров толщины образца не устанавливается.
..Испытание на растяжение производится на разрывных машинах
с самоустанавлйвающейся головкой.
. Зажим образца производится до половины закруглений фрезерован-
ной- Части.
Нагружение образца производится равномерно до полного его раз-
рушения со скоростью при растяжении вдоль волокон — не свыше
2000 кг/см? в минуту; при растяжении поперек волокон—не свыше 1000 кг/см5
в минуту, а при растяжении под углом в 45° — не свыше 500 кг/см‘!
в минуту.
Точность отсчета нагрузки зависит от соответствующих делений
силоизмерительной шкалы.
Предел прочности при растяжении Z подсчитывается с точностью
до' 10 кг/см2 при растяжении вдоль волокон, а в остальных двух случаях
с точностью до 5 кг/см2 по формуле:
Р
Z = р кг/см2,
где-, Р—максимальная нагрузка в кг;
площадь поперечного сечения в см2.
При приемке фанеры производится определение предела прочности
только для растяжения вдоль волокон.
Определение прочности! склейки в сухом и увлажненном состоянии
производится на образцах, указанных на фиг. 94 и 95.
Образцы на испытание прочности склейки вырезаются так, Чтобы
продольные кромки были параллельны волокнам рубашки.
Длина скалываемой поверхности устанавливается следующая:
для 3-слойной фанеры толщиной 1,5 - 2,5 мм I = 15 мм;
для „ „ „ 3 мм и выше 1 = 20 мм;
для 5-слойной „ „ 1,5 — 2,0 мм 1=10 мм;
для „ „ „ 2.5—4,0 мм 1 = 15 мм;
для , „ „ 5 мм I = 20 мм;
лля 7- 9- и 11-слойной фанеры толщиной 6—12 мм I = 20 мм.
Ширина скалываемой поверхности во всех случаях равна 25 мм.
Внутренние отверстия в образцах из 5-, 7-, 9- и 11-слойной фанеры
сначала должны быть высверлены по кондуктору, а затем разделаны до
прямоугольной формы.
При измерении образцов на прочность склейки должны соблюдаться
те же требования, что и при измерении образцов на растяжение.
Образцы захватываются зажимными губками головок разрывной ма-
шины на расстоянии 5 мм от вырезов.
Нагружение образца производится равномерно до полного разруше-
ния ей? ср скоростью не свыше 100 кг/см2 в минуту.
146
Предел прочности при скалывании по вклейке S подсчитывается
( Точностью до 1 кг/см2 по формуле:
2 PmaJ[
S = a-b[n—\) кг/см’
r,(t, ршах — максимальная нагрузка в кг;
а — длина скалываемой поверхности в см;
b — ширина скалываемой поверхности в см;
п — число слоев шпона.
Фнг. 94.
Образцы для испытания крепости склейки
фанеры:
1—Заслонной; 2—5-слойяон; 3—7-слонной,
При всех измерениях, отсчетах нагрузки и подсчетах предела проч-
ти доли, равные и менее половины точности, указанной в каждом
10*
147
случае, в расчет не принимаются, а доли более половины считаются за
целую единицу.
Образцы, предназначенные для испытания прочности склейки в ув-
лажненном состоянии, после обмера для увлажнения помещаются иа 1 чае
в кипящую воду таким образом, чтобы вода свободно омывала образец
со всех сторон. Спустя 10 минут после кипячения, без подсушивания
и обтирания, образцы испытываются так же, как и сухие.
Фиг.
Образцы для испытания прочности склейки
фанеры:
1 —9-слойной; 2—1' -слонной.
Расчетные характеристики физико-механических свойств авиафл-
иеры, удовлетворяющей требованиям ГОСТ 102-43, приведены в таблице 39.
По ГОСТ 102-43 авиационная фанера по механическим свойствам Pt
делается на два сорта.
3. ДРЕВЕСНОСЛОИСТЫЕ МАТЕРИАЛЫ
В целях улучшения механических свойств древесины и для сния
ния ее неоднородности применяют методы уплотнения ее структуры п
высоким давлением порядка 150—350 кг/см1 2 и выше и при температу
до 160°. Прессование производится как с предварительной пропиткой
химическими составами, так и без пропитки. Полученные таким метод
материалы (баркалаит, месонит, лигностон и др.) имеют повышенные
ханические свойства и объемный вес, но обладают в различной степ
склонностью к разбуханию и поэтому не находят применения в самол<
строении.
148
Расчетные характеристики физико-механических свойств авиафанеры, удовлетворяющей
требованиям ГОСТ 102—43
Предел проч- ности при сре- де ппи nene- кашивании кг/см9 og{7 HOUjX VOL!
НЯПТГО^Й нояокоа qirova
Предел прочности при чистом срезе । кг/см2 иягпвдАс! ноя -ОКОН яэбэиои
HOIfjX VOL! нятвдАй нояокои qirotfs
Модуль | упругости I при сдвиге 1000 кг/см2 1 cg^ hokjX ton
wwmegAd НОЯОТГОЯ 4ITOVH
Коэфициент Пуан- к -> а _ =-? a s = 73 £ Э Hwmeg.^d ноя -О1ГО0 яэёэиои og^ hoitjA too ияшярЛй HOHOIfOH 41TOVS
1 Модуль упругости а I о. £ ° к lT с * а о с nnniEgVd ноя -огон sodouoii
o££- wokjA ton
няшвдАё нояокоя qirova
Предел проч- ности при раз- । рыве кг,см2 иягпрдЛй ноя -окоп яэбэиои
(,gv ио if j Л vo и
иягпвд \d НОЯО1ГОЯ 4lfOV8
gWO/JX О ЭЯ Н1ЧНИЭЧ.9О ИМнЯЭЙЗ НЭ01ГЭ (НГЭИ^
И И я нбэнсф BHlitniTOJL
180 ISO 180 180 180 180 180 180 150
150 150 180 150 180 180 150 180 150
250 200 200 200 200 200 1 - 1 160 160 160
450 400 400 350 350 350 1 280 280 280
200 150 200 150 150 150 1 1 120 120 120
r>) CM HO cm >© tie I Tf -t* । 1 to о се 'сг О
TO СОС0 01С0 01Ф | 1 а 7,5 8,0 с.
О 0,04 0,04 0,05 0,04 0,05 0Л5 I орт 0,01 0,05 0,06
О 0,71 0,71 0,67 0,71 0,67 0,67 1 гос 0,71 0,67 0,70
- 0,07 0,07 0,08 0,07 0,08 °^8 1 з 2 - 0,07 0,08 0,06
02 X l© t© О ЮО О I CD CD oo CD 00 00 1 1 н е р ; 55 70 IQ
<a e 28 28 30 28 •30 30 1 Ф а 26 27 Ю СМ
no 130 , 120 130 120 120 1 ©W СМ О 100
450 450 600 410 600 I 500 450 450 250 350 1 250 250 0SZ 1
300 250 300 250 300 1 300 300 300 о О О О О о не lq щ ю С-1 С-1 СМ СМ СМ
750 750 75'i 750 750 750 700 610 550 ! 550 I 500 500 1 450
0,80 0,80 0,80 0/0 0,80 1 0,77 ! 0,77 I I zz'o! 1 1 0,80 0,80| 0,77| 1 0,77 о
3 3 5 3 5 5 5и7 'И7 7и9 9и11 со не *-© г-
1.0 ,5—2,5 9 .=> з’ 3-4 5 6 ОООСМ 1-3 2,5-6 8 6-10
149
Лучите результаты дает метод получения слоистой древесины пу-
тем горячего прессования шпона, предварительно пропитанного спирто-
вым) или водным раствором специальной фенольно- или крезольно-фор-
мальдегидной смолы. Таким методом получаются древесно-слоистые
материалы: лигнофоль, дельта-древесина и балинит. Последние два при-
меняются в самолетостроении.
Дельта-древесина авиационная (ДСП-10)
Дельта-древесина) авиационная представляет собой слоистый мате-
риал (пластик), изготовленный в виде досок путем горячего прессования
березового шпона толщиной 0,5 мм, пропитанного спиртовым или водным
раствором фенольно- или крезольно-формальдегидных смол.
Предварительно пропитанный и высушенный до 3—4% влажности
шпон укладывается в пачки, причем через каждые десять листов1, уло-
женных вдоль волокон рубашки листа или доски), кладется один
лист поперек волокон. Набранные таким путем пачки шпона прес-
суют под давлением до 160 кг/см2 при температуре около 150°С.
Доски дельта-древесины выпускаются двух сортов: короткие —
1400—1600 мм и длинные — 1650—5000 мм. Толщина досок — 15 и 17 мм,
ширина 200 мм и более.
Нормальная доска дельта-древесины не должна иметь выпучиваний,
трещин и углублений. Выступы и углубления допускаются не более
± 0,5 мм. Влажность дельта-древесины при ее приемке должна быть 4—6%.
Объемный вес дельта-древесийы равен 1,25—1,40 г/см3. Водопогло-
щаемость за 24 часа —3%. Перед отправкой потребителю доски должны
быть промазаны по продольным и поперечным торцам смолой марки СБС-1.
В дельта-древесине содержится шпона 80—88%, а смолы — 12—20%
по Весу. ,
Дельта-древесина обладает малой гигроскопичностью и абсолютной
грИбостойкостыо, хорошо обрабатывается специальным инструментом
и склеивается казеиновыми и смоляными клеями.
В зависимости от основных физико-механических свойств дельта-
древесина делится на четыре сорта: А, А» Б и В, характеризуемые дан-
ными таблицы 40.
___________________Таблица 40.
Показатели механических свойств дельта-древе- сины прн влажности ее 5% и объемном весе г/см3 Сорта дельта-древесины
А А1 Б в
1. Предел прочности при растяжении вдоль во-
2650 2600 2400 2200
2. Предел прочности при сжатии вдоль волокон (2550) (2500) (2300) (2100)
в кг/см2, не менее * 17.50 1600 1700 1550
3. Сопротивление ударному изгибу параллель- (1650) (1500) (1600) (1450)
ио плоскости склейки в кгсм/см2, не менее .... 80 80 80 70
4. Предел прочности при скалывании по склей- (70) (70) (70) (60)
ке по продольным слоям в ki/cm2, не менее . . . 140 (120) 140 (120) 140 (120) 120 (100)
Примечание. В ск «бкак указаны коэфнциенты прочности, до-
пускаемые в одном из трех-пяти или в двух нз образцах. шести испытуемых
150
Сорта дельта-древесины Z, Д и А применяются для силовых эле-
ментов самолета: лонжероны, усиленные шпангоуты, лопасти воздушного
винта и т. д. Сорт В применяется для различных приспособлений,
штампов для штамповки цветных металлов, органического стекла и др.
Физико-механические испытания дельта-древесины проводят со-
гласно ГОСТ-В-226-41.
Фнг. 96.
Образец для испытания дельта-древесины на растяжение.
Определение объемного веса и испытание на сжатие производится
на образцах размером 15X15X15 мм.
Предел прочности сжатию аг . пересчитывается с точностью до
5 кг/см! к 5% влажности (аси1( р)) по формуле:
°ок(5) = Aca(W).
Переводный коэфициент R — _°с>к(5) берется из таблицы 46.
°cw(W)
Образец для испытания на растяжение изготовляется по форме
п размерам, указанным на фиг. 96, а для испытания па скалывание по
склейке вдоль волокон параллельно плоскости склейки — по фиг. ВТ-
Фиг. 97
Образец для испытания дельта-древеснны
на скалывание по склейке вдоль волокон.
15»
Таблица 4L
Переводный коэфицнент для дельта-древесины
о cjk(W)
Влажность % Десятые доли процента влажности
0 ОД 0.2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
3 0,812 0,821 0,830 0,839 0,848 0,857 0,866 0,875 0,885 0,894
4 0,903 0,913 0,922 0,932 0,942 0,951 0,961 0,971 0,980 0,990
5 1,000 1,010 1,020 1,030 1,039 1,049 1,059 1,069 1,079 1,088
6 1,098 1,108 1.117 1.127 1,137 1,146 1,155 1,165 1,174 1,183
7 1,192 1,201 1,210 1.218 1,227 1,235 Д.243 1,251 1,259 1,266
8 1,274
Для испытания на ударный изгиб берется брусок квадратного сече-
ния размерами 15 X15 X 225 мм.
Определение влажности производится на всех образцах размерами
15 X15 X 15 мм, подвергнутых испытанию на сжатие.
Перед взвешиванием образцы размельчаются и помещаются в бюксы.
После взвешивания образцы высушиваются в открытых бюксах
tn сушильных шкафах при температуре 100—105°' в течение 12 часов,
а затем после охлаждения в эксикаторе взвешиваются вторично с точ-
ностью до 0,01 г. Влажность подсчитывается с точностью 0,1% по формуле:
О, - G,
VT = '-----х • 100 + 0,3,
Оа — и
где G, — вес бюксы с навеской до высушивания в г;
(7,— вес бюксы с навеской после высушивания в г;
Q — вес бюксы в г;
0,3 — поправка на ускоренный метод определения влажности.
Дельта-древесина листовея (по ТУ НКлес 75)
Дельта-древесина листовая представляет собой слойстый материал,
изготовленный путем горячего прессования, в виде листов толщиной от I
до 10 мм из березового шпона, пропитанного спиртовой или водно-эмуль-
сионной фенольно- или крезольно-формальдегидиой смолой марок СВ-1,
СКС-1, СБС-2 или СКС-2.
Дельта-древесина листовая изготовляется двух сортов А. и В
и предназначается для силовой обшивки и деталей несилового назначения
Объемный вес колеблется от 1,25 до 1,40, влажность от Здо 8%.
Предел прочности при растяжении приведен в таблице 42.
152
Таблица 4*2.
Толщина листа м м Предел прочности при растяжении не менее кг/с№
Сорт А Сорт В
Вдоль волокон Попер 'к волокон Под углом 45° Вдоль волокон Поперек волокон Под углом 45“
1 1600 1200 850 1300 900 700
1,5-3 1850 1600 900 1500 1250 800
4—10 1750 1550 900 1400 1200 800
Балинит листовой
Балинит листовой представляет собой слоистый материал, изго-
товленный посредством горячего прессования химически обработанного
древесного шпона, пропитанного водным или спиртовым раствором спе-
циальных фенольно- или крезольно-формальдегидиых смол.
Химическая обработка вызывает усадку шпона и придает ему повы-
шенную крепость (в 2,5—3 раза).
Расположение листов шпона в листах балипита взаимно-перпен-
дикулярное.
Шпон прессуют под давлением 50—70 кг/см2 при температуре около
150е.
Объемный вес Салинита 1,20—1,45 г/см3.
Влажность для всех марок от 2 до 8,5%. Водопоглощаемость за
24 часа 8—10%.
Балинит листовой выпускается толщиной 1—6 мм трех сортов: А,
1? и и десяти марок, характеризуемых толщиной шпона. Показатели
временного сопротивления растяжению приведены в таблице 43.
Таблица 43.
-— . Сорт Предел прочности при растяжении, кг/см2 при толщине листа
1,0 мм 1.5—3,0 мм 3 5—6,0 мм
Вдоль волокон ‘ Поперек волокон Под углом 4о’ I Гдоль волокон Поперек волокон Под углом 45° Вдоль волокон Поперек ВО ЮКОН Под углом 45’
А 1400 900 гоо 1800 1400 800 1700 Г200 700
1000 700 700 1500 1000 700 1200 900 600
с 850 595 595 1275 850 595 1020 725 510
153
Определение объемного веса и влажности производится по образцам
размером 50X50 мм
Предел прочности при растяжении определяют на образцах, изобра-
женных на фиг. 98. Скорость нагружения при испытании должна - быть
в пределах 2000—2500 кг/мин.
235т 1.0
Фнг. 98.
Образед для испытания балниита листового на растяжение.
При разрыве указывают место разрыва (у головки, в рабочей ча-
сти). Результат вычисляют, как среднее трех определений.
Балинит сортов А и Р применяется для силовых элементов само-
лета, а сорт С — для несиловых деталей.
Балинит хорошо обрабатывается и склеивается казеиновыми и смо-
ляными клеями.
Хранить балинит, как и дельта-дровесину, следует в сухих складах
с влажностью воздуха не более 75%. Доски и листы укладываются
в штабели или стопы без прокладок. Расстояние штабеля от пола должно
быть не менее 0,3 м.
4. ДЕТАЛИ САМОЛЕТА ИЗ ДРЕВЕСИНЫ, ФАНЕРЫ И ШПОНА
Детали из древесины в зависимости от конструкций и размеров
разделяются на:
а) детали неклееные мелкого сечеиия при площади сечеиия ле
более В см2;
б) детали неклееные крупного сечения (толщиной более 10 мм) при
площади сечения более 8 см2;
в) детали клееные сложного сечения;
г) детали коробчатого сечеиия и ферменные
Для силовых деталей, по выбору конструктора, могут быть приме-
нены любые из следующих пород: сосна, ель обыкновенная, ель аяк-
ская, пихта кавказская, а в особых случаях — дуб, бук, ясень обыкно-
венный, ясень манчжурский, береза желтая и черная, .лиственница,
сибирская.
Для несиловых деталей могут быть применены: сосна, ель обыкно-
венная, ель аянская, пихта кавказская с пониженными свойствами и липа.
Древесина, предназначенная на изготовление силовых элементов,
должна удовлетворять требованиям (табл. '30).
154
Главный конструктор может разрешить применение древ'есНны'Ufi'
силовые детали с физико-механическими показателями в пределах зна-
чений их, приведенных в таблицах 31, 32.
К древесине, применяемой на несиловые детали, требований к меха-
ническим свойствам не предъявляется.
Для изготовления деталей применяются заготовки длиной от 1 до
3.5 м с градацией через 0,25 м.
Сечение планок в деталях при влажности 7—10% устанавливается
согласно таблицы М. -
Таблица 44.
Толщина мм Ширина мм
10 25 35 — —
13 25 35 45 55
16 25 35 45 55
19 25 35 — —
Клееные детали изготовляются путем склейки отдельных планок
по толщине, ширине и длине. Они могут быть сплошного 1, 2 и короб-
чатого сечений (фиг. 90). В клееных деталях коробчатого сечения приме-
няют склейку вертикальную 3, 4, 5, 8: наклонную 7; горизонталь-
ную 6 и комбинированную 9. По длине отдельные планки склеиваются
Виды склеек плавок в сплошных
Фиг. 99.
в коробчатых сечениях:
1—сплошное сечение без фанеры; 2—сплошное сечение с фа-
нерной прослойкой; 3—коробчатое сечение с двумя фанерными
стенками; 4, 5—коробчатое сечение с несколькими фанерными
стенками; 6—горизонтальная склейка; 7—наклонная, 8—верти-
кальная; 9—комбинированная.
155
хна-ус» 1:12 — 1:15 (отношение толщины планки к длине скоса). Рас-
стояние по длине / между стыками «на-ус» (фиг. 100) устанавливается
от 1,5 до 2,5 м для планок древесины н те менее 1,1 м для планок
дельта-древесины. Стыки должны распола! аться по возможности в менее
нагруженных участках и, ни в коем случае, не под узлами.
Расстояние /, стыка от конца детали устанавливается не менее
ООО мм в клееных деталях сплошного сечения и не менее 300 мм в пол-
ках коробчатых лонжеронов
12a-t5a
Па-15а
Фиг. 100.
Размеры и расположение стыков по длине рейкн.
В смежных рейках расстояние /. между стыками должна быть
равно ие менее, чем двойной длине стыка (фиг. 101).
Количество стыков в одном сечении допускается не свыше 50% от
числа склеенных планок, причем стыки должны располагаться не менее,
Мак через одну планку.
Фи.. 101.
Расположение стыков в сечении прн склейке щитков
из планок.
Направление стыков в лонжеронах сплошного сечения дается в раз-
Зежву, а в полках лонжеронов коробчатого сечения и ферменных направ-
ление стыков берется любое.
Толщина планок для склейки деталей коробчатого сечения допу-
скается от 10 мм и выше, за исключением одной крайней, которая может
быть и тоньше 10 мм.
Минимальная ширина планок для склейки щитков берется не менее
26 мм. Крайние планки могут быть и менее 25 мм.
При склейке щитков по толщине, фуги смежных щитков должны
быть в разбежку и не ближе 10 мм (фиг. 102).
На фиг. 103 показаны клеевые соединения при различном направ-
лении волокон древесины к плоскости склейки.
Склейка торцевая и полуторцевая не дает надежных соединений
без приклейки дополнительных фанерных книц (фиг. 104) или сплошной
фанерной обшивки (фиг. 105).
156
Детали из фанеры и шпона. Фанерные детали изготовляются из
фанеры, склеенной смоляными клеями и бакелитовой пленкой. Расчет-
ные характеристики фнзико-механических свойств березовой авиафанеры
должны удовлетворять ГОСТ 102-43.
Фиг. 103.
Фиг. 102.
Склейка щитков по
толщине.
Клеевые соединения при различном направлении
волокон древесины к'лплоскости склейки.
Фиг. 104.
Соединение кницами на клею в подкрепление торцевой
и полуторцевой склейки стоек и подкосов с полками
нервюры.
Фиг. 105.
Клеевое соединение каркаса нервюры с обшивкой.
Склейка фанеры по длине и ширине при изготовлении обшивка
агрегатов самолета производится «на-ус» при отношении толщины
157
Способы стыковки фанеры:
1 „на-ус ; 2 впрйтык с накладкой; 3—внакладку; К—длина уса.
Схема выклейки обшивки сложной кривизны из полос шпона.
158
склеиваемой фанеры к длине скоса, от 1: 10 до 1:12. Допускается сты-
кование фанеры впритык с накладкой и внакладку (фиг. 106).
При склейке впритык накладка на стык берется длиной равной
20 —30 толщинам стыкуемой фанеры.
Из шпона выклеивается обшивка для фюзеляжа и других агрегатов
самолета, имеющих сложную кривизну. Выклейка производится из полос
щпона шириной от 80 до 250 мм с взанмноперпеидикулярным располо-
жением соседних слоев и несовпадающими стыками смежных полос по
толщине обшивки (фиг. 107). Для выклейки обшивок применяется бере-
зовый лущеный шпои Толщиной 0,40; 0,55; 0,70; 0,95; 1,15; 1,50.
Прочность склейки полос шпона в обшивке должна удовлетворять
требованиям ГОСТ 102-43.
Из шпона соснового строганого толщиной от 0,55 до 6 мм включи-
тельно, шириной не менее 80 мм и1 длиной от 2 до 3,3 м выклеиваются
гнутые детали.
Влажность шпона всех толщин должна быть в пределах 7—10%.
159
Глава VIII
ПРИЕМКА И РАСКРОЙ ДРЕВЕСНЫХ МАТЕРИАЛОВ
1. ПРИЕМКА ДРЕВЕСНЫХ МАТЕРИАЛОВ
Приемка древесины. Для обеспечения высоких требований авиапро-
мышленности к физико-мехаиическим свойствам древесины, идущей
в самолетостроение, производится отбор ее, начиная с лесозаготовок
и кончая отбраковкой готовых деталей по дефектам материала.
Лесные заготовки производятся после предварительного обследова-
ния данного лесного района с целью выявления запасов и качестве!
сырья. Для поверки физико-механических свойств древесины отбираются
модельные пробные кряжи из типичных деревьев. Только после получе-
ния удовлетворительных результатов лабораторных испытаний начинает-
ся отбор и клеймение авиадеревьев на корню.
Заготовка авиадревесины производится в холодное время года.
Вывоз заготовленных авиакряжей к лесопильным заводам произво-
дится любым1 видом транспорта, с соблюдением мер предосторожности
от гниения и растрескивания.
При доставке авиакряжей сплавом следует наблюдать за тем, чтобы
авиакряжи не подвергались загниванию. В плотах авиакряжи помеща-
ются в нижние ряды, полностью погруженные в воду.
По прибытии на место кряжи затопляются в проточной воде, где
они и находятся до разделки их иа пиломатериалы.
Все авиапиломатериалы иа предприятиях лесной промышленности
должны высушиваться до влажности не более 25%.
С предприятий лесной промышленности авиапиломатериалы посту-
пают на предприятия авиапромышленности, где и производится их окон-
чательная приемка на основании внешнего осмотра и контрольных испы-
таний физико-механических свойств
В зависимости от метода контроля физико-механических свойств
древесные породы разделяются на два класса. Одни породы, как то:
сосна, пихта кавказская, ель обыкновенная, ель аяиская, лиственница
сибирская, ясень обыкновенный, ясень манчжурский и дуб — допускают
ориентировочную оценку физико-механических свойств древесины по ее
макроструктуре, основными факторами которой являются процентное
содержание поздней древесины н количество годичных слоев я 1 см.
160
Другие породы: бую, липа, береза желтая и черная, клещ остролистный —•
не допускают ориентировочной оценки механических свойств по макро-
структуре.
Для контроля физико-механических свойств древесины по техниче-
ским условиям требуется отбирать худшие штуки материала, т. е. имею-
щие наименьшую плотность древесины, а именно: для сосны ,ели обык-
новенной и лиственницы сибирской — с наименьшим процентом позд-
ней древесины, для пихты кавказской и ели аянской ic наименьшим
числом годичных слоев на 1 см, а для ясеня обыкновенного, ясеня манч-
журского и дуба — с наибольшим.
У кряжей и середовых досок центральная часть «твола с радиусом
в 3 см во внимание не принимается
Для лучшего наблюдения макроструктуры кряжи и пиломатериалы
в верхнем отрезе отторцовываются. В результате осмотра по внешнему
виду (по дефектам и макроструктуре), а также на основании микологи-
ческого контроля, все штуки, признанные кондиционными, сортируются
на три группы: 1 — лучшую, II — среднюю и III — хорошую.
Сортировка пиломатериала по группам производится на основании:
таблицы 45.
Таблица 45.
I группа лучшая II группа средняя III группа худшая
Порода оздней зесины о u X 2 -° £П оздней 1 зесины £ * О ш х * ГО X ° ш 6 X 2 з в
к о £ 2 ° С QJ
с? <3 IT 5 ^«=1 о~~ *3 =г 3
Сосна Пихта кавказская . . • 25 + 8 25—15 8-4 15 4 и менее и более 20 То же
Ель обыкновенная Ель аянская Лиственница сибирская .... Ясень обыкновенный 30 35 10 5 30—20 35—25 10-6 5-7 20 25 4 и менее и более 15 6 и менее и более 15 4 и менее и более 25 более 7
Ясень манчжурский — 5 — 5-9 — более 9
416 ... — 7 — 7—10 — более 10
Данные таблицы 45 в отдельных случаях могут подвергаться кор-
ректировке в пределах 5%. К корректировке следует прибегать лишь
после первой сортировки.
Например, первая сортировка дала неудовлетворительные резуль-
таты Для И группы партии сосны; в таком случае, при вторичной
сортировке в эту группу следует относить материал е содержанием
оздней древесины в пределах 20—30%.
Ч Г. п. Платоиоч, IGIl
Для сосны, ели обыкновенной, ели аянской, пихты кавказской, ли-
ственницы сибирской составляется комплект образцов для Испытания на
сжатие, ударный изгиб и объемный вес, причем из кряжей берется 4 ком-
плекта образцов из разных радиусов на двух взаимно перпендикулярных
диаметрах, из досок — по 2 комплекта из двух разных полуширин, а из
бруска — 1 комплект.
Для ясеня обыкновенного, ясеня манчжурского и дуба производится
испытание только на сжатие.
Образцы для испытаний вырезаются нз отобранной штуки материа-
ла на расстоянии от торца не менее 10 см, а от боковых поверхностей —
не менее 0,5 см, для кряжей и середовых досок — не ближе 3 см от
сердцевинной трубки. Схема разделки авиакряжей при испытании пв-
казаиа иа фиг. 108.
3 4
Фиг. 108.
Схема разделки авиакряжей при испытании.
В случае поштучного испытания досок или брусков берется из
каждой штуки только один образец для испытания на сжатие на рас-
стоянии 10 см от торца. Бруски или доски, давшие при и пытании не-
удовлетворительные результаты, бракуются.
От общего количества штук материала I и II группы для физико-
мехаиических испытаний отбирается по 2% отдельно от каждой группы,
причем минимальное количество контрольных штук от партии должн»
быть не менее 3 — для кряжей, 5 — для досок и 10 — для брусков.
Поштучно испытывается материал III группы.
После поштучного испытания материала III группы иа сжатие, от
брусков и досок, давших удовлетворительные результаты, отбирается
2% штук с наиболее низкими значениями предела прочно'-ти при сжатии.
Общее количество отобранных для контроля штук должно быть
для досок не менее 5, для брусков — не менее 10. Образцы дерутся на
ударный изгиб и для определения объемного веса
Контроль древесины бука, березы желтой и черной и липы пронз
водится иа основании поштучных испытаний на сжатие вдоль волокон.
Образцы для испытаний берутся на 10 см от торца, причём для
162
Нормы технической приемки \
II*
163
кряжа 4 образца по одному из средины каждого из четырех радиусов
расположенных на двух взаимно-перпендикулярных диаметрах, дд4
доски 2 образца, по одному из каждой полуширины; для бруска в сере,
дине его один образец.
В результате контроля физико-механических свойств партии древе
сины -из нее выделяются помимо основной, группы еще две:
а) группа древесины с повышенными механическими свойствами I
б) группа с пониженными механическими свойствами.
Отнесение древесины к той или иной группе производится в соот-
ветствии с данными таблицы 46.
В годы Отечественной войны были установлены ускоренные методы
контроля физико-механических свойств авиадревесины сосны при ее.
приемке.
Ускоренный метод контроля заключается, во-первых, в сортиров»
кондиционного в отношении размеров и дефектов материала, по макро-'
структуре на три группы — лучшую, среднюю и группу поштучных
испытаний и, во-вторых, в разбивке рассортированного материала по
установленной норме объемного веса иа две группы по физико-механи-
ческим свойствам: кондиционную и некондиционную.
Сортировка по макроструктуре производится согласно требованиям
таблицы 47.
Таблица 47.
Место произрастания Процент поздней древесины Число годичных слоев в 1 см
1 группа лучшая 11 группа111 гРУппа средняя поштучн. н испытан.
Европейская часть Сибирь Для определения объем; от 25 н выше от 25 и выше того веса от 15 до! не менее 25 I 10 от 70 до не менее 25 1 10 от материала I и 3 5 II групп 25 25 отбирв -
ются наихудшие до макроструктуре штуки в количестве 2% отдельна
для каждой группы. Для материала III группы определение объемног -
веса производится поштучно.
Образцы для определения объемного веса изготовляются размером
20X30X100 мм (последний размер вдоль волокоп) или 20 X 30 X 30 мм.
Влажность образцов должна быть в пределах 8—20%.
Объемный вес определяется с точностью до 0,01 г. Приведение
объемного веса к 15% влажности производится по таблице 48.
Таблица 43.
Влажность образцов в % Объемный вес образцов при 15% влажности (7п) в г/емз
Для группы с объемн. весом 0,44 г/см8 Для группы с объеми. весом 0,45 г/см3 Для группы с объемн. весом. 0,46 г/см3 1
7-8 0,46 0,47 0,49
9-12 0.45 0,46 0,47
13—17 0,44 0,45 0,46
18-20 0,43 0,44 0,45
Древесина сосны европейской части Союза и Урала, имеющая объем-
„ай в®0 при 1®% влажности не менее 0,45 г/см3, а при 8 — 20% не менее
ц4б г/см3, считается кондиционной.
Допускается также отбор древесины по одному контрольному весу
$ез определения объемного веса. Если образцы размером 20 X 30 X100 мм
gj-дут иметь вес при 8—20% влажности ие ниже 27,6 г, что соответствует
объемному весу 0,46 г/см3, то материал считается кондиционным1. Прн
испытании на одну чашку весов кладется контрольный груз, а на дру
руд _ испытываемый образец. Образец, показавший вес меньше- конт-
рольного, бракуется.
При испытании цельных авиазаготовок до 2 м> при влажности 8—20%
необходимо перед испытанием рассортировать их по размерам и вычис-
лить контрольный вес. Вычисление контрольного веса авиазаготовок
производится путем умножения объема авиазаготовки в см3 иа браковоч-
ную норму объемного веса, к которому следует прибавить 0,01 г/см3. Объем
авиазаготовки берется средний из числа 25—50 штук их из партии.
При контроле древесины сосны европейской части Союза и Урала
объем авиазаготовок следует умножить на 0,46 г/см3.
Пример. Контрольный вес авиазаготовок толщиной 24 мм, шири-
ной 50 мм и длиной 1800 мм при 8—20% влажности равняется:
2,4 X 5,0 X 180,0 х 0,4 = 2160 X 0 46 = 993,6 г.
Отбор древесины по одному контрольному весу следует рекомен-
довать при ремонте деревянных самолетов в полевых условиях.
Приемка шпона. Авиационный шпон при приемке подвергается на-
ружному осмотру каждого листа -и обмеру 5% количества листов в пар-
тии. Обмер по толщине производится микрометром у кромки посредине
каждой стороны листа.
По длине и ширине листы шпона обмеряются с точностью до 5 мм.
Площадь шпона учитывается с точностью до 0,01 м2.
Для определения физйко-механических свойств шпоиа отбирается 3е/.
(три листа от сотни широких листов).
Отбираются листы, имеющие значительное перерезание слоев, серд-
цевинные повторения, твердую темницу и цветные окраски.
Из физико-механических свойств определяется влажность и предел
прочности при растяжении.
Для определения влажности могут быть взяты образцы любого раз-
мера, обеспечивающие навеску в 5 г. Определение влажности может быть
произведено в бюксах и без иих. Влажность определяется с точно-
стью до 0,5%.
Влажность шпона должна быть не выше 10%.
Раскрой комплекта образцов для физико-механических испытаний
Шпона показан иа фиг. 109.
1—1 — место отбора образцов для определения предела прочности
пРи растяжении; I
2 — место отбора образца для определения влажности.
Приемка авиационной фвнеры. При приемке фанеры производится
внешний осмотр или каждого листа предъявленной партии или иа выбор,
но желанию потребителя. У 5% отобранных по внешнему виду листов
фанеры проверяется толщина у кромки по середине каждой стороны ля-
164
165
ста. В случае обнаружения некондиционных по толщине листов фанер,
проверяется вся партия.
Длина и ширина измеряются с точностью до 5 мм. Площадь фанер,
учитывается с точностью до 0,01 м2.
Фиг, 109.
Схема раскроя комплекта об-
разцов для физико-механичес-
ких испытаний шпоиа.
Трехслойная фанера толщиной до 3-х мм включительно, признанна
годной по внешнему виду, просвечивается для установления качеств
внутреннего шпоиа клееной фанеры. Просвечиванию подвергается жажд-.'
отобранный лист.
Прибор для просвечивания (фиг. 110) состоит из ящика, внутри ко-
торого помещен сильный источник света (электролампы 500—1000 U7 с ре-
флектором, равномерно освещающим смотровое отверстие диаметров
в 30 см. Для охлаждения прибора установлен вентилятор.
Фиг. 110.
Прибор для просвечивания фанеры.
Контролируемый лист фанеры кладут на смотровое окно. Просвечи-
вание дает возможность обнаружить имеющиеся дефекты во внутренней
листе шпона и клеевом слое.
Обнаруженные дефекты обводятся карандашом. В местах, имеющие
дефекты в клеевом слое, в дальнейшем вырезаются образцы для испы-
таний на скалывание по склейке.
1G6
Для определения физико-механических свойств фанеры из каждой
запрессовки или из нескольких смежных запрессовок одной рабочей
смены и одного пресса отбираются листы фанеры в пределах 3% общего
числа листов, склеенных в этих запрессовках. Из каждого отобранного
листа вырезаются три комплекта образцов согласно фиг. 111. В каждый
Схема вырезания комплектов образцов для физико-
механических испытаний файеры.
комплект образцов входит: а) одни образец для определения объемного
веса и влажности, б) один образец для испытания на растяжение вдоль
волокон рубашки, в) один образец для испытания прочности склейки
в сухом состоянии и г) один образен для испытания прочности склейки
после увлажнения фанеры. Раскрой комплекта образцов производится
согласие фиг. 112. Цифры показывают место взятия образцов для опре-
-----253
Фиг. 112.
Схема раскроя комплекта
образцов.
деления: 1 — предела прочности при растяжений, 2 — прочности склейки
в сухом состоянии и после увлажнения и 3 — объемного веса и влажности.
Приемочные нормы для авиационной фанеры, удовлетворяющей
требованиям ГОСТ 102—43, приведены в таблице 49.
167
Таблица 49.
Толщина фанеры мм Растяжение файеры вдоль волокон рубашек по сортам Скалывание по склейке всех сортов
Первый сорт Второй сорт В сухом состоянии После кипяче- ния в течение часа
Минимальный предел прочности в кг/см2
I 750 650 — 16
1,5 750 650 18 16
4 750 650 18 14
5 700 650 22 14
6 650 600 22 14
8-12 610 500 27 14
Пониженная прочность склейки фанеры по сравнению с прочностью
склейки других древесных материалов объясняется особенностью испы-
тания на прочность склейки фанеры, при котором, кроме скалывающих
усилий, действуют отрывающие.
2. РАСКРОИ ДРЕВЕСНЫХ МАТЕРИАЛОВ
Раскрой древесины. Расход авиадревесины зависит в первую очередь
от принятой технологии раскроя крупных сортиментов древесины на
планки и рейки размерами по чертежу.
На заводах самолетостроения выделяются два основных метода
раскроя авиадревесины: 1, раскрой на безымянные долгомерные планки
н рейки без учета их дальнейшего использования и 2, раскрой на рейки
и планки именного (целевого) назначения.
Первый метод крайне нерационален, дает большой непроизводитель-
ный расход древесины на отдельный самолет, снижает производитель-
ность оборудования, вносит дезорганизацию в производство, не дает воз-
можности организовать потока и работы мастерской по графику.
Второй метод значительно увеличивает полезный выход древесины,
позволяет организовать работу по потоку, увеличивает коэфициент ис-
пользования оборудования. В основу технологии этого матода раскроя
берутся рейки комплектом по разработанной спецификации. Учитываются
они во время их движения по всем операциям обработки, как детали.
Технологический процесс по второму методу рекомендуется по-
строить по следующей укрупненной схеме:
1. Раскроечная мастерская.
2. Контроль.
3. Склад сырых реек.
4. Сушка сырых реек.
i>. Контроль.
168
6. Заготовительная мастерская.
7. Контроль.
8. Склад сухих чистых реек.
Планировка раскроечной мастерской показана на фиг. 113.
Фиг. 113.
План раскроечной мастерской.
1 — маятниковая пила; 2 — круглопильные станки для распиловки
брусков на плапки; *—круглопильиые станки для распиловки планок
на рейки; 4--фуговочный станок; 5— рейсмусов очный станок; б—сте-
ля контроля; 7—ленточные транспортеры для удаления отходов.
Сырой материал поступает в раскроечную мастерскую на маятни-
ковую пилу для разделки брусков по длине. Станочник, он же разметчик,
исходя из заданных ему 4—6 размеров, раскраивает брусок на самые
длинные и короткие сортименты, выбрасывая при этом дефектные места.
Для быстрого определения заданных размеров на краю раскроеч-
ного стола прибита линейка.
Фиг. 114.
Наб-»р вкладышей для распиловки на
круглопильном станке.
1—даек пилы; 2 -распиливаемый бру-
сок; 3 — вкладыш; 4 — направляющая
линейка.
16&
Полученные после раскроя по длине бруски поступают на кругло
пильный станок для распиловки на планки заданной толщины. Станочнц.
и здесь получает задание на несколько размеров по толщине. Распиловка
производится с помощью набора вкладышей различной ширины 5, щ
15 мм, дающих возможность получить планки любой заданной толщины
не переставляя направляющего угольника (фиг. 114).
На этом же станке или на другом, установленном по потоку, планк
распиливаются на рейки заданной толщины. Шириной реек являете
толщина планок (фиг. 115).
Распиловка брусков и планок на рейки производится только « неоо
резной кромки в целях получения реек, с параллельным направление!
годичных слоев.
Рейки, предназначенные для горячего гнутья, в раскроечной ма
стерской обрабатываются окончательно, т. е. пропускаются через фуга
вальный и рейсмусовый станки.
Все рейки проходят контроль. Врак идет обратно иа м ятииковую
пилу для удаления дефектов: рейки, предназначенные для гнутья, от-
правляются в парилку а остальные сдаются в комплектовочный склад
сырых реек. Сырые рейки, во избежание посинения, укладываются на
складе в ячейки по размерам на прокладках 20 X 25 мм со вшаци|
ями 25—30 мм.
В раскроечной мастерской каждый рабочий закрепляется за опреде!
ленным станком и выполняет определенные операции, что повышает
производительность. Работа выполняется по графику и учитывается
в комплектах на машину. Никакого другого учета в погонных метрах
или кубометрах заготовленных реек не производится.
Заготовленные рейки один раз в сутки сдаются в промежуточный
склад сырых реек.
Стружка, опилки и древесная пыль удаляются эксгаусторной уста-
новкой.
Крупные отходы лучше удалять с помощью ленточных трамспер-
теров.
Поступление брусков и вывоз готовых реек производится иа ваго-
нетках до рельсовому пути.
170
Сырые рейки с промежуточного склада поступают в сушильную
камеру.
При загрузке камер именными рейками увеличивается их произво-
дительность, снижается стоимость сушки и уменьшается брак материала
и деталей вследствие появления трещин.
После сушки, рейкн через остывочиос помещение комплектно посту-
пают в заготовительную мастерскую чистых реек, для их окончательной
обработки до размеров по чертежу.
Заготовительная мастерская оборудуется фуговальными и рейсму-
совыми станками для строжки, круглопильными станками для распи-
ловки реек перед строжкой, круглопильными станками с шелковыми
пилами для распиловки планок на узкие рейки и маятниковыми пилами
для переработки забракованных реек. План заготовительной мастерской
показан на фиг. 116.
Фиг. 116.
Планировка заготовительной мастерской.
1—круглопилъныи станок; 2—фуговальный станок; 3—рейсму-
совочныи станок; 4—бархатная пила; 5—столы контроля, 6—
маятниковая пнла; 7—ленточный транспортер; 8—стол для
укладывания реек, транспортируемых от маятниковой пилы.
Работа заготовительной мастерской производится по суточиему
графику.
Принятые после контроля чистые рейки поступают в склад сухих
чистых реек, где они укладываются по размерам в отдельные ячейки
стеллажей. На каждой ячейке вывешивается табличка с указанием на-
личия реек определенных размеров и количества реек, идущих на изделие.
Раскрой фанеры и шпона. При организации раскроя фанеры и шпо-
на следует добиваться получения заготовок с минимальным количеством
отходов. Это может быть достигнуто выбором наиболее рациональной
схемы размещения на листе заготовок различных деталей, а также под-
бором листа соответствующих размеров. По выбранной схеме необходимо
изготовить шаблон, а в дальнейшем по шаблону производить разметку
листов фанеры.
Обычно размечается по шаблону один лист, а к нему подбираются
несколько других одинаковых размеров. Таким образам составляется
пачка толщиной не более 20—25 мм, сколачивается гвоздями и затем
по размеченному верхнему листу раскраивается на ленточной миле
171
Окончательная обработка по контуру различных заготовок производится
на фрезерном станке. Кромки заготовок, подлежащих склейке, сначала
фугуются на фуговальном станке, а затем обрабатываются на-ус па
фрвзерном или круглопильном станке с помощью шелковых пил.
Раскрой шпона производится в следующем порядке: укладывание
в пачки, раскрой по ширине, торцовка, прямолинейное или фигурное
фрезерование, контроль и комплектовка.
Фиг. 117.
Винтовой пресс для стыкования шпоиа по
длине.
1 — винтовой зажим; 2 — пачка стыкуемого
шпона; 3 — пластинки контактного электро-
нагревателя.
При необходимости получения длинных полос шпона производится
стыковка внахлестку.
Длина нахлестки должна быть не менее шестнадцатикратной тол-
щины шпона.
Склейка производится казеиновым или смоляным (клеями. Запрес-
совка производится сразу до 60—80 полос шпона в специальном винтовом
Фиг. I 18.
Приспособление для прямолинейной
фрезеровки шпона.
1 —фрезеровочный шаблон; 2—шпон;
3—фреза.
Ш
прессе (фиг. 117) при равномерном давлении ат 1 до 3 кг/см2. Места
стыков необходимо зачистить на шлифовальном станке.
Фрезеровка производится на фрезерном станке в 'специальном шаб-
лоне одновременно до 100 н более полос шпона, (фиг. 118).
Раскрой древесных пластииов. При раскрое древесных пластиков
следует обращать внимание на минимальный отход н минимальные при-
пуски в заготовках для обработки. Первое требование вызывается боль-
шой стоимостью древесных пластиков (дельта-древесниы и балинита),
а второе трудностью обработки. Раскрой производится иа ленточных пи-
лах, а окончательная обработка по шаблонам — на фрезерном станке. Необ-
ходимую толщину получают путем строжки на рейсмусовом станке.
I
Глава VH
СУШКА И ХРАНЕНИЕ ДРЕВЕСНЫХ МАТЕРИАЛОВ
ОБЩИЕ ПОНЯТИЯ
Сушка древесины производится почти во всех случаях ев употреб-
ления для строительных целей.
Основная задача сушки состоит в удалении излившей влаги, для
иридаиия древесине необходимых свойств и качеств.
В самолетостроении сушка должна обеспечить равномерную коиеч
иую влажность пиломатериала, частичную стерилизацию его, отсутствие
внутренних напряжений, поверхностных и внутренних трещин и сохра-
нение механических свойств древесины, соответствующих требуемой
конечной влажности ее.
Величина конечной влажности диктуется назначением материала.
Детали деревянных самолетов в процессе эксплоатации принимают
влажность, примерно, до 12—15%, но для лучшей склейки и обработки
необходима влажность ^значительно ниже. Техническими условиями для
авиалеса установлена конечная влажность после сушки 7—10%.
Сушка может быть произведена при обеспечении испарения влаги
с поверхности и при создании условий для продвижения влаги изнутри
к поверхности.
Основными факторами обеспечивающими сушку, являются: 1) теп-
лота, 2)' влажность воздуха и 3) движение воздуха.
Испарение неразрывно связано с поглощением тепла, и поэтому
теплота является необходимым и, пока что, единственным фактором, спо-
собствующим испарению и продвижению воды изнутри дерева к наруж-
ной его поверхности.
Стремление форсировать продвижение воды вызывает повышенный
подвод тепла к древесине. Обычно сушка ведется при температуре
S0—70°, а иногда и выше.
Такая высокая температура обеспечивает настолько быстрое испаре-
жне влаги с поверхности, что подвод воды яЬиутрн начинает сильно
отставать от испарения.
Создается значительный градиент влажности. В итоге, высохший
поверхностный слой начинает сильно сжиматься, внутренний же, оста-
ваясь без изменений, препятствует сжатию. Создавшееся напряжение
мечет за собой растрескивание древесины.
174
Во избежание брака, процесс испарения замедляется путем увеличе-
относительной влажности воздуха.
Влажность воздуха, являясь регулятором интенсивности испарения
гя дает возможность воспользоваться положительными сторонами
^сокой температуры (ускорение продвижения воды и создания пла-
’^чпости дерева).
с Третий фактор сушки — движение воздуха — обеспечивает равно-
оный подвод тепла ко всему материалу и удаление образовавшихся
результате испарения водяных даров.
’ При наличии трех выше указанных факторов качество сушки все-
печо будет зависеть от умелого и сознательного управления ими.
В настоящее время применяются в осиовиом два способа сутки:
1) воздушная и 2) камерная.
1. ВОЗДУШНАЯ СУШКА И ХРАНЕНИЕ ДРЕВЕСИНЫ
Воздушная или естественная сушка имеет огромное применение
в лесообрабатывающей промышленности. Производится она на открытом
воздухе в штабелях, под навесами и в сараях. Основана она иа том, что
воздух в естественном состоянии в наших условиях редко бывает насы
щен влагой, поэтому способен отнимать влагу от более сырого материала.
При воздушной сушке на материал действует комплекс метеорологи-
ческих факторов: температура воздуха, влажность и скорость движения
воздуха. Полностью эти! факторы ие поддаются регулировке, но умелым
подбором дополнительных факторов мы можем оказать значительное
влияние на конечный результат сушки. Воздушная сушка неразрывно
связана с хранением лесоматериала, а поэтому условия нормальной воз-
душной сушки и хранения будут рассматриваться одновременно.
Выбор места для лесного склада, планировка, правильная конструк-
ция штабелей, навесов и фундаментов, квалифицированное наблюдение
за состоянием материала — вот те факторы, которые в сильной степени
могут оказать влияние иа циркуляцию воздуха, иа устранение вредных
влияний на древесину атмосферных осадков и солнечных лучей и на
своевременное удаление других причин, порождающих брак.
Воздушная сушка продолжается месяцами и годами, в зависимости
°т породы, сорта и размера материала. И все же конечная влажность
в условиях средней полосы Союза при воздушной сушке не может дос-
тигнуть воздушно-сухого состояния ниже 15—18%.
Хотя конечный результат воздушной сушки! и ие удовлетворяет
техническим условиям на авиадревесину (7—10%), несмотря на это воз-
душная сушка имеет большое значение для авиационной промышленно
сти. как предшествующая камерной.
Запасы древесины хранятся, а в летнее время и сушатся, иа скла
Дах авиапромышленности.
Место под склады должно выбираться возвышенное, открытое для
господствующих ветров, имеющее хороший сток дождевых и весенних
ВоД. Этим условиям может хорошо удовлетворить ровная площадка с есте-
ственным скатом, с песчаным грунтом и с низким уровнем грунтовых вол
Трава на территории склада должна быть обязательно уничтож
в
так как она. создает повышенную влажность и задерживает продувапц
низа штабеля.
.Трава может быть уничтожена путем поливки весной раствором по
варенной соли (1 кг на 2,5 л воды) или 2,0-процентным раствором серцо|
кислоты, или негашеной извести (20 частей негашеной извести, 1 част-
серного цвета и 100 частей воды). Эти средства являются также и де
зиифицируюгфши.
Границы территории склада должны быть удалены от жилых нома
щений не менее, чем иа 50—100 м от объектов, являющихся источнике!
заражения древесины. С наветренной стороны источники заражеиш
вообще не допускаются.
Правильная планировка склада должна обеспечивать хорошую цир-
куляцию воздуха, доступное наблюдение за материалом и рационально^
выполнение всех необходимых по технологическому процессу операций:
разгрузка, погрузка, хранение и воздушная сушка и т. д.
Территория склада должна включать следующие участки: а) раз*
грузочную и погрузочную площадки, б) участок для вновь прибиваемых
лесоматериалов (карантин), в) участок для длительного хранения лесо-
материалов, г) распиловочный участок, д) участок для хранения брава,
е) участок для утилизации отходов.
Разгрузочная и погрузочная площадки должны быть расположены
на разных участках. Они могут быть как эстакадного типа на каменных
или [деревянных столбах с досщатым настилом из здорового сухого
лесоматериала, обработанного креозотом, так асфальтированные и моще-
ные камнем, снабженные необходимыми механическими средствами для
разгрузки и погрузки.
Для хранения: вновь прибывающей древесины устраиваются на-
весы открытого типа (фиг. 11S) размером 80X8 м, емкостью 150—180 м’.
т. е. на 10 платформ пиломатериала. Основание навеса и основание иод
штабели должны быть иа каменных столбах. Высота основания штабеля
не менее 70 см от уровня грунта.
Деревянные части навеса и основания под штабелем должны быть из
здорового леса и антисептированы.
Крыша навеса должна быть железная или двойная толевая во
сплошной обрешетке со свесом (козырьком) не менее 2,5 м.
В таких навесах древесина хранится в период физико-механических
испытаний, но ие больше одного летнего сезона.
Грунт под штабелями засыпается песком или шлаком, а в место
сортировки древесины покрывается камнем или асфальтируется.
Участок для длительного хранения материала оборудуется навесами
длиной 30—35 м и шириной 12—16 м, емкостью до 300 м3 (фиг. 120).
Пол (3) на слов песчаной подсыпки (4) толщиной в 200 мм и тумбы (1) де-
ревянного подштабельиого основания — бетонные, фундаменты (5) под
стойки навеса — кирпичные. Высота основания штабелей от грунта —
70—100 см. Стены снабжены подъемными щитами (7) и приставными щи-
тами (6) типа жалюзи. На крыше устроены слуховые окна (9) для венти-
ляции и освещения. Крыша толевая на деревянной опалубке (8).
Деревянные части навеса делаются из сухой древесины и в целях
предохранения их от загнивания обмазываются горячим креозотом.
Для стока воды вокруг навеса прорыты канавы (10).
176
174
Фиг, 120.
Навес для достоянного хранения ввиадревесцны.
Г. 11, Платонов.
177
Материал подается на вагонетках по рельсовым путям (2), проло-
женным посреди навеса.
Штабели в навесах укладываются по сторонам рельсового пути
длиной материала параллельно продольной оси навеса.
В навесах длительного хранения укладывается древесина влажно-
стью не более 20%.
На фиг. 121 дана планировка склада для длительного хранения
авиапиломатериала.
Фит. 121.
Расположение навесов для длительного хранения авиа-
древесины на территории лесного склада.
, Укладка производится на прокладках из сухой здоровой древесины
со шпациями (разрывами), между досками и брусками. Размер шпаций
устанавливается в зависимости от влажности и размеров поперечного
сечения пиломатериала: для досок от 50 до 200 мм, а для брусков от
половины ширины бруска до ширины бруска. Прокладки и шпации рас-
полагаются строго друг под другом. Расстояние между прокладками пе
длине штабеля устанавливается от 0,8 до 2,0 м, причем размеры прокла-
док должны быть строго одинаковыми во избежание искривления материала.
Торцы лесоматериала покрываются одним из следующих составов:
а) белила или сурик тертые, густо разведенные на олифе;
б) пековая замазка (пек — каменноугольный —40 частей, смола древес-
ная —36 частей, мел плавленый —24 части);
в) смоляно-известковая замазка (смолы древесной —83 части, изве-
сти —17 частей).
Во время укладки материал проверяется по внешнему виду. Заве-
домый брак отправляется на соответствующий участок. После укладки
отбираются образцы для физнко-механических испытаний.
178
В навесах длительного хранения укладка производится с учетом
r,it ta транспорта (сплавной и сухопутный), породы и размерив.
Ширина штабеля установлена до 4 м, высота 5—6 м, а длина соот-
ветственно длине материала. Расстояние между торцами соседних штабе-
лей не менее 0,8 м.
Для равномерного высыхания материала с влажностью более 25%
в нижней части штабеля устраиваются три вертикальных канала, для
чего пропускают ряд брусков в средине снизу до 2/3 высоты штабеля,
г по краям до 1/3 (фиг. 122).
Фиг. 122.
Укладки брусков в штабель с влажностью более 25°/0. Й—высота шта5еля.
Регулировка скорости воздушной сушки производится изменением
плотности укладки материала и открытием и закрытием боковых и ниж-
них щитов навесов в зависимости от погоды. Сухой материал уклады-
вается плотнее сырого. В сухую не жаркую погоду щитки нижние убира-
ются, а боковые поднимаются. В жаркую погоду необходимо оберегать
лесоматериал от растрескивания, поэтому боковые щитки опускаются,
иногда закрываются и нижние щиты.
В холодную погоду и во время осадков закрываются нижние и верх-
ние щиты.
179
Материал, уложенный на длительное хранение, после первого лет-
него сезона должен быть пересмотрен и выявленный брак удален. В даль-
нейшем просмотр н перекладка проводятся через каждые два года,
что не исключает постоянного наблюдения за состоянием материала па
складах.
Следует установить также постоянное наблюдение н за состоянием
навесов, особенно кровли и подштабельных устройств. Все замеченные
неисправности1 немедленно должны быть устранены.
Пиломатериал, прошедший полную воздушную сушку, перебирается
и укладывается более плотно.
Авиационный брак, не имеющий признаков загнивания, используется
в авиапроивводстве для различных приспособлений, а имеющий признаки
загнивания — немедленно удаляется с территории склада.
2. КАМЕРНАЯ СУШКА
Камерной сушкой называется сушка в специальных помещениях,
сушильных камерах, при температуре' выше атмосферной.
Камерная сушка имеет ряд преимуществ перед воздушной сушкой:
1. Получение любой конечной влажности древесины.
2. Быстрота сушки.
3. Возможность регулирования режима сушки.
4. Частичная стерилизация.
5. Под действием высоких температур смола частью выходит, а ча-
стью затвердевает внутри, что устраняет возможность появления смолы
на поверхности изделия.
6. Древесина камерной сушки менее гигроскопична, а следовательно,
менее> подвержена формоизменяемости.
7. Древесина камерной сушки лучше обрабатывается, склеивается
н отделывается.
Каждая сушильная камера должна быть оборудована следующими
устройствами: 1) для получения тепла, 2) увлажнения воздуха и 3) дви-
жения воздуха.
По способу передачи тепла сушильные камеры делятся на контакт-
ные и конвекционные.
При контактном способе тепло передается материалу непосредствен-
но нагревательными приборами;, а при конвекционном — при помощи
какого-либо носителя тепла или агента сушки.
В самолетостроении применяется конвекционная сушка, а в качестве
агента сушки служит воздух, нагреваемый паровыми калориферами.
В зависимости от характера движения воздуха в камере, все сушила
делятся на вентиляционные или однократной циркуляции воздуха
(фиг. 123) в циркуляционные или многократной циркуляции воздуха
(фиг. 124).
В вентиляционных сушилах нагретый воздух только однажды сопри-
касается с материалом, вследствие чего тепло используется неполностью.
В циркуляционных сушилах главная масса нагретого воздуха со-
вершает многократное круговое движение от нагревателя к материалу.
За каждый цикл происходит лишь частичный обмен воздуха.
180
Эти сушила, как более экономичные, получили большее расп ростра-
ie, чем вентиляционные.
Имеются еще сушила кондесационные (фиг. 125), являющиеся суши-
лам^ с непрерывной циркуляцией одного и того же1 воздуха без всякого
воздухообмена с окружающей средой с начала й до конца сушки. Уда-
ление из камеры водяных паров происходит не путем удаления воздуха
И5 камеры, а путем подведения их к постоянно-охлаждаемой поверхности
(конденсатору),на которой пары конденсируются и в виде воды удаляются
из камеры по специальному жолобу ( ).
Схема вентиляционной
сушильной камеры.
3{н?э; •'сети исполЬ-
.50$osqyкс
р ег- ул е
77 ЛГ77?
Фиг. 124.
Схема циркуляционной сушильной камеры.
Отдав часть воды, воздух снова возвращается к калориферу Б,
затем к материалу Н и конденсатору л , совершая все время цир-
куляционное движение.
Фиг. 125.
Схема конденсационной сушильной камеры.
Циркуляция может быть естественная, когда воздух движется только
п силу физических законов (разности удельных весов холодного и на-
гретого воздуха) и принудительная, когда воздух приводится в движение
вентилятором.
181
По признаку работы сушила делятся па сушила периодического де!
ствия и непрерывного действия.
В сушилах периодического действия материал после загружени
остается неподвижным во все время сушки.
Процесс сушки устанавливается так, что обеспечивает совершенно
одинаковые условия для всей партии материала, загруженного в камеру
После прохождения всех стадий сушки, установленных соотве
ствующим режимом, обеспечивающим конечный результат влаэкности
согласно техническим условиям, материал одновременно выгружается i
камеры. На смену высушенной партии загружается новая.
В работе сушильной камеры имеются периодические перерывы ь
загрузку и выгрузку материала.
Авиационная промышленность работает с сушильными камерам!
периодического действия.
В сушилах непрерывного действия камера устроена так, что об
спечивает по всей своей длине различные температурно-влажностнь
состояния воздуха, соответствующие различным стадиям установленно!
режима сушки.
Камера имеет вход и выход для вагонеток с материалом с двух koi
цов. Сырой материал поступает с одного конца камеры н сразу попадав
в начальную стадию установленного режима сушки.
В дальнейшем, продвигаясь по длине камеры с определенной си-
ростью. материал постепенно проходит все стадии сушки. Высушеннь
материал выходит с другого конца камеры.
В камере все время находится несколько вагонеток с материале»
периодически передвигаемых с одного конца (загрузочного; к другому
(разгрузочному).
Типы сушильных камер
Для сушки древесины имеется большое количество систем су ши л т
ных камер.
В нашей авиационной промышленности приняты паровые сушильны
камеры периодического действия типа ВИАМ-1 и ВИЛМ-11 с внутренними
реверсивными вентиляторами. Эти камеры отличаются одна от друго
расположением вентиляторов, калориферов и паропроводов.
На фпг. 126 дан схематический чертеж сушильной камеры тпт
ВИАМ-1 периодического действия с принудительной реверсивной цирку
линией и с нижним расположением внутренних осевых вентиляторов
Для подогрева воздуха служат паровые калориферы из ребристых труп
расположенных в подвальной части. Над калориферами по всей длине
камеры проходят паровые трубы с отверстиями, служащие для увлаи
нения воздуха в камере.
Движение воздуха внутри камеры осуществляется крыльчатыми nei
тиляторамн, посаженными на общий длинный вал.
Соседние вентиляторы разделяются между собой косыми перегорел
ками, направляющими воздух. Направление вращения вентиляторе!
может меняться, а следовательно, меняется и направление1 движения
воздуха.
182
183
Воздух проходит через горизонтальные ряды штабеля со скоро-
стью 1,0 м/сек.
Выпуск воздуха происходит через вытяжные трубы 6, расположыл-
>ше равномерно по всей длине камеры. Регулировка выпуска вадуха
производится поворотными заслонками (шиберами), сидящими на одном
валу.
Рычаг управления выведен наружу.
Свежий воздух поступает по каналу fl. Лесоматериал, уложенный
на вагонетки, по рельсам закатывается в верхнюю часть камеры.
Контроль за температурой и влажностью входящего в штабель воз-
духа производится при помощи психрометров Августа специальной
формы, установленных в двух окнах с правой и левой сторон штабеля.
Фиг. 127.
Схема расположения оборудования коридора управления:
1 — окно для наблюдения за психрометрами,' 2 — тяги
управления шиберами; 3—вентиль, регулирующий впуск
пара в камеру; 4—вентиль, регулирующий впуск пара
в калор аферы; 5—вентиль, регулирующий впуск пара в
трубы увлажнения; 6—мостик управления; 7—заслонки;
8—реверсивный электродвигатель для вентиляторов.
Управление камерой находится в коридоре, примыкающем к торцу
камеры. На фиг. 127 дана схема расположения оборудовании коридора
управления. Загрузка и выгрузка камеры производятся через торцевые
ворота с противоположного конца камеры.
В сушильных камерах ВИАМ-1, как и других камерах ВИАМ, тем-
184
лсратура воздуха может регулироваться в пределах от 30 ДО "°, а
влажность воздуха от 30 до 100%.
Равномерность температуры обеспечивается с точностью до 3°, а
влажность до 5%i.
К недостаткам камеры ВИАМ-1 следует отнести, во-первых, пере-
еушивание верха штабеля, я, во-вторых, болЫЯие затраты на устрой-
ство подвального помещения.
Сушильные камеры ВИАМ-11 отличаются в основном от ВИАМ-1
верхним расположением вентиляторов и калорИ^Р015- ®ни особенно при-
годны в местах, где близки к поверхности поДйочвеннЬ1е В°ДЫ-
Общими недостатками сушильных каме₽ ВИАМ-1 и ВИАМ-11
являются:
а) трудность балансировки длинного вала,
б) винтообразное движение воздуха в к:'ДОРе> являющееся след-
ствием неудачной формы направляющих переб’родок>
в) излишние повороты воздуха, вызывав’11’16 Расположением вен
тиляторов в плоскости циркуляции воздуха в ®Ta6ene.
Винтообразное движение воздуха устраней0 в каме₽е ВИАМ-40, где
плоскость вращения вентиляторов повернута 1!а 0О° протиЬ вращения
вентиляторов в камерах ВИАМ-1 и ВИАМ-11.
Валы вентиляторов расположены nepnei^™^™11™ к продольной
оси камеры. I
Схема сушнлтной камеры констр)кДнн ВТИ:
1 ““Вентилятор; 2—калорифер; 3 воздуходув; 4—вертикальные каналы; 5—паро-
провод; 6 -вертикальные каналы д\я удаления отРоботанного воздуха; 7—гори-
зонтальный воздуходув, подводящий воэАУх в вентилятор.
Все три камеры ВИАМ дают удовлетворйтслыгуто сушку авиадре-
весины с невысоким процентом брака.
На заводах авиапнонной промышленности встречаются сушильные
камеры н других типов: сушильные камерР конструкции Всесоюзного
'(плотехпического института (ВТИ), камеры ГРУМ-Гржимайло н другие.
Сушильные камеры теплотехнического ряститута (фиг. 128) имеют
принудительную циркуляцию воздуха, прияоЯИМОГО в Движение цея-
гРобежным вентилятором, устанавливаемым аа потолке камеры. Подо-
185
грев воздуха производится ребристым калорифером, расположен
вентилятором. 1И
Движение воздуха горизонтальное ст одной боковой степы пом
гой. Свежий воздух поступает в воздуховод из веитнляторно!4’
щения. Поступление его регулируется шиберами. зфер.
Пар для увлажнения воздуха вводится в воздуховод у кал<Ъпоа1
Иногда вентиляторное помещение у этого типа сушил Г
гается у торцевой стены сушильной камеры. ;|СНтц
Психрометр обычно устанавливается на воздуховоде пере)!
лятором н показывает состояние воздуха, выходящего из камер) .таток
Камеры Теплотехнического института имеют серьезный не?1.мери
заключающийся в неравномерности сушки по сечена» и длине ’.ррую
происходящей вследствие неравномерного распределения цирй ,гулн
щего воздуха по высоте штабеля и по вертикальным каналам, д на
рование сушки затруднено, так. как режимы суши) основывайся п<»
состоянии воздуха, входящего в штабель, а контроль произвоД^беля
приборам, регистрирующим состояние воздуха, выходящего нз Л’.ушйу
Эти камеры дают больший процент брака и более длительную, есте-
На фиг. 129 дана схема сушильной камеры с организовашРДржи
ственной циркуляцией воздуха системы профессора В- Е. Гр}’’
майло.
Фнг. 129.
Схема сушильной камеры конструкции профессора Грум^Грт.смаи^
1 каналы для впуска свежего воздуха; 2—канала! Для удален
отработанного воздуха; 3—калориферы-
по
Воздух, поступающий через приточные каналы 1, поднима^лка.
проходу, образованному штабелем и боковой стеной, вверх до i'^bos-
Омывая штабель, воздух охлаждается и падает впвз. Внизу сме-
духа уходит по каналу 2 в вытяжную трубу, а другая час*1^ по-
шавшись со свежим воздухом, снова обогревается калориферов
вторяет прежний путь. . ости
Скорость движения воздуха в этих камерах зависит от р’
удельных весов воздуха при входе и выходе из штабеля. ^ных
Увлажнение воздуха производится из специальных паропр1’
тРУб. . по
Сушплы подобного типа дают неравномерную сушку матер1
высоте: верх сохнет быстрее, чем низ штабеля."
186
Укладка материала в камере
Качество cyiuKH во многом зависит от способа укладки материала
Б камере. Материал может укладываться в штабелях или непосредствен-
но на полу камеры, иши на вагонетках, которые ввозятся по рельсам
в камеру.
Штабель должен состоять из древесины одной породы, одного раз-
мера и влажности.
Возможные отклонения в размерах не должны превышать +10%
по толщине и т+201С/С1 по ширине.
По влажности материал делится на три категории: 1) мокрый (сплав-
ной), влажностью выше 80%; 2) сырой, влажностью в пределах
30—80%; 3) подсушенный, влажностью ниже 30%.
Основные требования в укладке материала состоят в следующем:
1) создать Наилучшее омывание материала воздухом;
2) предохранить материал от формоизменяемости.
Способов укладки много, но при сушке авиационного материала
наиболее применим: способ горизонтальной укладки с направлением
длины материала перпендикулярно движению воздуха 'в штабеле.
Материал укладывается плашмя в горизонтальные ряды, отделяе-
мые друг от друга прокладками, причем в каждый ряд входят пилома-
териалы одинаковой толщины.
Прокладки применяются нз здоровой древесины, влажностью
7—10%, Сечением 25X40 мм и 15Х25 мм’ располагаются они строго
одна над другой. Крайние прокладки должны зажимать торцы высу-
шиваемого материала, во избежание коробления и растрескивания.
Расстояние между прокладками устанавливается в зависимости от
толщины материала: для материала толщиной до 25 мм расстояние до-
водится до 0,6 м, а при толщине материала от 25 мм н выше — до 1,2 м.
Фиг. 130.
Способы горизонтальной укладкн пиломатериалов в штабель:
I—со шпациями. 2— без шпаций.
В камерах типа ВИАМ материал укладывается без промежутков-
(шпаций) в горизонтальных рядах, а в камерах ВТИ и Грум-Гржи-
мапло со шпациями, равными 0,4—0,5 ширины материала (фиг. 130).
При отставании сушки низа штабеля устраивают каналы (шахты) внизу
штабеля.
Торцы загружаемого материала, кроме заготовок малого сечения
хвойных пород, во избежание растрескивания, закрашиваются одним нз
составов, применяемых прн хранении лесных материалов на складах.
187
На верхние ряды штабеля для устранения коробления материала
во время сушки укладывается груз.
Режим сушки
Сушка может дать только в том случае хорошие результаты, когда
будут предварительно учтены все факторы, обеспечивающие необходи-
мое н достаточное качество материала.
Древесина каждой породы, в силу особенностей своего строения
и физических свойств, в зависимости от состояния начальной влажно-
сти, величины сортимента и1 производственного назначения, требует
установления при сушке определенного режима, т. е. определенной вели-
чины температуры и влажности воздуха, продолжительности) и последо-
вательности воздействия их на материал.
Режимы устанавливаются опытным путем и в каждом отдельном
случае применения их в новых условиях необходимо произвести пред-
варительную проверку, для внесения соответствующих поправок, приме-
нительно к данным условиям.
Для авиационной промышленности ВИАМ разработал и проверил
ряд режимов для сушки различных пиломатериалов хвойных н листвен-
ных пород.
Режим сушки авиационной сосны в заготовках А-4.
183
В таблице 50 приведены режимы! сушки авиадревесины сосны по
нормам Главного Управлении 138 СО-43.
Для каждого режима строятся графики, показывающие изменение
температуры и влажности воздуха в камере. На фиг. 131 приведен
график режима А-4, & на фиг. 132 — А-7.
45 • J л 30 25 20 >5 ifi
Ьлакпсапь древесина в %
Фиг. 132.
Режим сушки авнадревесинът дчба в досках и дроках толп?ииоа до
35 мм А-7.
Каждый режим сушкн состоит из начального прогрева древесины,
собственно сушки, промежуточной обработки (в! случае надобности) и
окончательной обработай древесины воздухом повышенной температуры
и влажности.
Начальный прогрев производится воздухом повышенной темпера-
туры и влажности с целью прогрева материала, устранения в нем внут-
ренних напряжений н его стерилизации, т. е. для прекращения жизне-
деятельности грибов. Проведение режима сушки заключается в после-
довательной смене температуры н влажности воздуха в ’соответствии
с изменением’ влажности высушиваемой древесины.
Влажность древесины определяется по контрольным образцам.
Промежуточная обработка древесины производится после достиже-
ний древесиной влажности ниже 25% и только в случае появления
189
в древесине значительных внутренних напряжений, обнаруживаемых
путем вырезания силовых секций.
При промежуточной обработке температура повышается на 8° (для
бука на 5°) протий той, при которой велась сушка до обработки. Влаж-
ность устанавливают по диаграмме fs U7 (фиг. 20) в зависимости от
средней влажности древесины.
Конечная обработка производится, после достижения древесиной
7% влажности. Назначение ее — уничтожить внутренние напряжения
и уменьшить перепад влажности. Состояние воздуха при конечной об-
работке устанавливается согласно режиму. Продолжительность обработ-
ки зависит от толщины материала и внутренних напряжений в нем.
В процессе сушки подлежат обязательному контролю: температура
и влажность воздуха, влажность древесины, состояние внутренних на-
пряжений и внешний вид древесины.
Контроль состояния воздуха в камере
Контроль температуры и влажности воздуха осуществляется психро-
метрами разных конструкций через 1—2 часа.
Один из наиболее распространенных психрометров является псих-
рометр Августа (фиг. 133).
Фиг. 133.
Психрометр Августа.
Имей показания сухого и мокрого термометров психрометра Августа,
можно легко определить по психрометрической диаграмме влажность
воздуха в камере. Обычно психрометрические диаграммы составляются
для скоростей 2—4,5 м^сек. (фиг. 134).
ISO
Психрометрическая? диаграмма 'ft
Показание сухого термометра t & ° С
Фиг. 134.
Психрометрическая диаграмма.
Пример. Сухой термометр показываем 62°, а мокрый — 57“
Психрометрическая разница равна 5“ В данном примере относительная
влажность воздуха по диаграмме равна 78°.
Ввиду того, что в режимах указываются температура и влажность
воздуха, вступающего в штабель, психрометр необходимо помещать
в потоке входящего в штабель воздуха.
В камере типа ВИАМ устанавливаются два психрометра, по одному
с каждой стороны штабеля. Наблюдение же проводится по одному из
них попеременно, в зависимости от направления циркулирующего воз-
духа.
Чувствительные части психрометра должны быть: защищены от
лучистой теплоты калорифера и охлаждающего действия стен и дверей.
191
Марля или батист на мокром термометре должны меняться после
каждой сушки.
Обычный психрометр' крайне неудобен для наблюдений, так кат
требует входа в камеру для записи показаний термометров.
Удобен для наблюдения психрометр Августа конструкции
(фиг. 135), применяемый ® сушилах типа ВИАМ.
ВИЛМ
Фиг. 135.
Психрометр конструкции ВИАМ.
Для более точного' определения влажности воздуха, особенно при
малых скоростях и низких температурах, а также для контроля пока-
заний психрометра Августа, применяется психрометр Асмана (фиг. 136).
В психрометре Асмана применяется принудительная вентиляция,
осуществляемая вентилятором > . Такое устройство дает возможность
получить постоянную скорость движения воздуха, обтекающего ртутный
шарик, что при стандартных размерах остова и термометров исключает
инструментальные поправки для разных термометров.
Психрометром Асмана следует контролировать состояние воздуха
в помещениях цехов деревянного и смешанного самолетостроения.
Кроме ртутных приборов, менее совершенных и мало удобных для
пользования, употребляются манометрические психрометры, дающие воз-
можность с большей точностью определить температуру и влажность
воздуха на расстоянии.
Манометрические психрометры могут быть показывающими и запи-
сывающими (манометрические психрографы).
Регулирование температуры влажности обычно производится вен-
тилями паровой системы н вентиляцией камеры вручную. В современ-
ных камерах применяется и автоматическое регулирование температуры
и влажности воздуха, что дает возможность очень точного выполнения
заданного режима.
Схема наиболее распространенного автоматического регулятор*
американской фирмы «Фоксборо» приведена на фиг. 137.
192
Чувствительный элемент (термопатрон), наполненный жидкостью,
помещается в камеру, в поток входящего в штабель воздуха, а регу-
лятор помещается вне камеры.
Схема действия регулятора заключается в следующем.
Фиг. 136.
Фиг. 137.
Психрометр Асмана-
Схема манометрического регулятора „Фоксборо’* с
пневматическим сервомотором обратного действия.
Изменение давления в термопатроне 1 передается по капиллярной
тРубке 2 спирали 3, которая в результате изменения давления повора-
чивается и приводит в движение рычаг 4.
13 г. П. Платонов.
93
При движении рычаг закрывает или открывает сопло 5. По труб
ке 6 непрерывно под постоянным давленном поступает сжатый воз
дух, который н вступает в полость 7, а отсюда через трубку 8 и сопло I
уходит наружу, если сопло окажется открытым. При повышенной тем
дературе сопло закрывается, и воздух направляется в меха 9 и, раз
дувая их, передвинет трубку 8 вправо, закрыв тем самым отверстие 1(
ведущее к мембранному вентилю 11. В результате давление под мем
браной падает, и вентиль действием пружины закрывает доступ пар
ж калорифер.
При снижении температуры сопло 5 открывается и дает свободный
выход воздуху наружу. Меха сжимаются и открывают отверстие И
через которое пойдет воздух к мембранному клапану 11 и давлением hi
него откроет доступ пара к калориферу.
Установка на определенные .температуры производится перемеще
иием сопла 5.
Контроль влажности материала
Наблюдение за состоянием влажности материала производится
с начала сушки и до конца через определенные промежутки, в заг
мости от размеров сушимого материала: для брусков ежедневно, а
заготовок два раза в сутки.
Влажность древесины проверяется на контрольных образцах дли
ной
м, которые в количестве 5—6 закладываются в
штабель. Торцы
контрольных образцов покрываются тотчас же после распиловки гу
отыми белилами или суриком на масле.
Кроме того, они взвешиваются с точностью до 5 г и нумеруются.
Контрольные образцы берутся от брусков или досок, характерных1
в своим свойствам для загружаемой партии.
Ч'иг. 138.
Схема вырезания контрольных образцов.
Схема вырезания контрольных образцов показана на фиг.
Первый отрезок длиной 0,5 м удаляется с целью исключения
влияния
торца на влажность контрольного образца 3. 2-я и 4-я секции служат дл
определения влажности контрольного образца, 5-я силовая секци
и 6-й образец используются для вырезания силовых секций.
в 1
194
Имея вес контрольного образца до высушивания Gw н его влаж
ость ’.1'1 определенную но 2-й и 4-й секциям, легко можно определить аб-
солютно сухой вес контрольного образца (Д по формуле:
Gw 100
°" = W + 100 г’
Определив абсолютно сухой вес контрольных образцов, в дальней-
шем можно в любой период сушки определить их влажность. Для этого
достаточно лишь взвесить в нужный момент контрольные образцы.
Влажность /д/ определяется по обычной формуле:
Од — О0
’ юо»/о,
с7»
где Gw — вес контрольного образца в момент определения влажности,
а Со — абсолютно сухой вес контрольного образца, вычисленный
заранее.
Среднюю влажность 5—6 контрольных образцов принимают за
среднюю влажность сушимого материала.
Размещение контрольных образцов в штабеле должно быть таким,
чтобы изменение их влажности полностью характеризовало изменение
влажности всей древесины в штабеле.
Образцы обычно размещаются в штабеле пятеркой, т. е. по два
образца закладываются в 3—5 рядах сверху н снизу н один образец
в центре штабеля.
Контроль за состоянием внутренних напряжений
в материале
Состояние внутренних
силовыми секциями.
напряжений в материале контролируется
Фнг. 139.
Форма силовик секций.
195
196
Для определения внутренних напряжений перед сушкой силовые
секции изготовляются из отрезков 5 (фиг. 138). В дальнейшем в про-
пессе сушки силовые секции изготовляются из силовых образцов, укла-
дываемых в штабеле вместе с контрольными образцами. Перед каждой
сменой температуры шаговые образцы вынимаются из штабеля для вы-
резания силовых секций.
Каждая новая секция вырезается, отступя на 100 мм от торца.
После выреза силовой секции, торец снова закрашивается.
Форма силовых секций показана на фиг. 139, а размеры приведены
в таблице 51.
___________________ Таблица 51.
Толщина мате- риала а в мм — Размеры силовых секций в мм
б В г д к
15 4 7 — — 25
20 5 10 — — 25 •—<
25 6 13 25 СП со
•—1
30 8 14 — — 25 X
О
40 10 20 — — 25
50 13 24 — — 25
60 10 8 8 8 25
70 12 11 8 8 25
80 13 15 8 8 25
90 15 18 8 8 25 сч
100 17 18 10 10 25 о
. *—•
ПО 18 22- 10 10 35 X
120 20 25 10 10 35 е
130 22 28 10 10 35
140 23 32 10 10 35
150 25 25 10 10 35.
О наличии внутренних напряжений в древесине судят по изгибу
зубцов силовых секций тотчас после их вырезания. Но чтобы опреде-
лить причину их вызвавшую, необходимо силовую секцию выдержать
для выравнивания влажности или в сушильном шкафу при температуре
100° в течение нескольких часов, или в помещении цеха около суток.
Прн выравнивании влажности изгиб силовых секций меняется в ту
сторону, где влажность была больше в момент вырезания.
197
На фиг. 140 показаны контуры силовых секций различных случае
состояния древесины во время сушки. Буквами «а» помечены форщ.
секций в момент вырезания, а буквами «б» — формы тех же секций поел
выравнивания. Сравнивая две формы («а» и «б») одной и той же секции!
можно сделать вывод о распределении влажности в материале в мо
Мент вырезания секций и о вероятных внутренних напряжениях в м;
риале после выравнивания влажности.
Фиг. 140.
Контуры силовых секций при различном
состоянии древесины.
1. Н) наружные слои растянуты, а внутренние сжаты;
б) влажность в момент вырезания была ниже в наружных слоях, I
чем во внутренних.
В материале, после выравнивания влажности, можно ожидать ежа- I
тия сухой поверхности.
Состояние, характерное для первого этапа сушки.
Если изгиб зубцов настолько силен, что вызывает растрескивание!
наружных слоев, то следует изменить режим сушки в сторону повыше-
ния влажности воздуха.
2. а) внутренние слон растянуты, наружные сжаты;
б) если зубцы выгибаются еще больше во внутрь, то это указы- I
вает, что середина имела большую влажность, чем наружная, а прн I
уменьшении изгиба, наоборот, — можно ожидать сжатия сухой поверх j
кости.
Состояние, наблюдаемое во второй части сушки.
С целью уничтожения сжатия сухой поверхности, требуется; обработка I
воздухом повышенной температуры и влажности.
198
3. а) наружные слои растянуты, внутренние сжаты,
б) зубры не деформировались, следовательно, влажность распре-
делена равномерно'.
Растяжение поверхности сухого материала вызывается чрезмерно1
сильной обработкой воздухом повышенной влажности. Напряжения такого
рода почти неустранимы.
4. а) напряжений нет;
б) влажность распределена равномерно.
Напряжений не будет.
Такой вид секций может быть или в совершенно сыром материале,
или в правильно высушенном.
Высушенный до 7—10% влажности материал, имеющий нормальную
окраску н не имеющий торцевых и боковых трещин, может быть допу-
щен в производство в том случае, если при ширине пропила 2—3 мм
зубцы силовых секций длиной не более 200 мм при вырезке остаются
параллельными.
При наличии зажима пропила, материал следует подвергнуть допол-
нительной обработке в камере воздухом, повышенной температуры и влаж-
ности.
Градиент ьлеисндсти в %
Фиг. 141.
График перепада влажности.
Перепад влажности между наружной и внутренней зонами не дол-
жен выходить за пределы, указанные в графике (фиг. 141).
Продолжительность сушки
Продолжительность сушкн зависит от целого ряда причин и колеб-
лется от 3—4 дней до 1,5 месяцев, а иногда и больше. Быстрее сохнет
•W всех равных условиях материал мелкого сечения (в заготовках).
На фиг. 142 показан график продолжительности сушки в сушильных
камерах ВИАМ заготовок авиасосны разного сечения.
Продолжительность сушки в камерах других типов должна быть
Увеличена не менее, чем иа 20%.
199
Высушй’1 в материал, если он не ндет сейчас же в производство,
складываете'4 отапливаемые помещения, где поддерживаются темпе-
гратура и в.‘1;’ v °с-ть воздуха, соответствующая 7—10% влажности дре-
весины.
р
Г*зфик
Фиг. 142.
продолжительности сушки авиасосны.
~ РЕГУЛИРОВАНИЕ ТЕМПЕРАТУРНО-ВЛАЖНОСТНЫХ
3. КОНТРОЛЕ т. • J ЛИЬПВАНИЬ 1ЪМ1ШГА1,УГНи-ЬЛАЛШии1П1эи.
РЕЖИМОВ I’ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХАХ АВИАЗАВОДОВ
В прои^°Д''твенньге помещениях заводов деревянного самолето-
строения, а Г ° в стационарных ремонтных мастерских, в целях со-
хранения yd*,. Ленной техническими условиями равновесной влажно-
сти авнадета1'и агрегатов из древесных материалов, следует обяза-
тельно поддеГ ать соответствующие температурно-влажностные режи-
мы воздуха, ^^ответствии с предъявленными требованиями к прово-
димым в пр о Дственных помещениях температурно-влажностным ре-
жимам войду*1 >и разделяются на две группы. К первой группе отно-
сятся помеще^н‘ в которых производятся первичная обработка и хра-
нение высуц*1 древесины: а) остывочныс помещения сушильных
цехов; б) де;У ^готовительные цехи; в) промежуточные склады заго-
товок и некле* < деталей. Ко второй группе относятся цехи по изго-
тавленню де*?’* с агрегатов с применением клеящих п лакокрасочных
материалов: г°лярно-механпческие цехи, изготовляющие авиацион-
ные детали <|'.11е'°РЫ1 Шпангоуты, лонжероны н др.); б) агрегатно-сбо-
рочные цехи . ,,тРопланиые, крыльевые, фюзеляжные); в) малярные
цехи; г) цехи сборки.
В помет1’’ Л первой группы температурно-влажностные режимы
определяет гр* ,с № 1 (фиг. 143), а второй группы — график № 2
(фиг. 144).
Заштриховал часть графиков представляет собой допустимую
зону темпера*’) и влажности воздуха. Всякое отклонение от установ-
2СО
ценных норм требует принятия соответствующих мер по восстановлению
'^рушенного режима.
Если в одном из помещений одновременно производятся работы,
относящиеся по своим технологическим признакам к двум различным
группам, например, в деревообделочном цехе производится механическая
обработка и изготовление деталей с применением казеинового клея, то
требование к температурно-влажностным режимам определяют по гра-
фику J* 1-
График № 1 допустимых параметров воздуха (при
пользовании психрометром Августа).
Для различных производственных объектов устанавливаются сле-
дующие нижние температурные пределы:
а) для остывочных помещений +5°С;
б) для промежуточных складов, столярно-механических, агрегатно-
сборочиых цехов и пехов общей сборки при употреблении казеиновых
клеев или смоляных клеев с электроподогревом, а также для малярных
цехов 4 12°С.
в) для столярно-механических цехов, агрегатно-сборочных и цехов
общей сборки при применении смоляных клеев без электроподогрева
-|16°С.
Контроль состояния воздуха производится с помощью психрометров
Августа нля самопишущими приборами.
201
В последнем случае требования к температурно-влажностным,
жимам регламентируются графиком № 3 (фиг. 145).
Измерительные приборы устанавливаются в наиболее показатель-
ных местах, например: у мест сосредоточенной склейки, сборки или
окраски. Необходимо избегать влияния на приборы стеи, отопления, вен-
тиляции и т. п. Зона обслуживания одним прибором не должна превы-
шать рабочей площади с радиусом 15 м.
Фы. 14’.
График № 2 допустимых параметров воздуха (при
гохьзовании психрометром Августа).
У каждого прибора для суждения о происходящих) изменениях влаж-
ности древесных материалов и деталей помещается контрольно-сигналь-
ный образец, изготовленный нз наиболее характерных сортаментов или
деталей, находящихся • в данном помещении. Торцы контрольно-сигналь-
ных образцов должны быть обязательно закрашены. Вес образцов в абсо-
лютно сухом состоянии желательно иметь равным 100 г., что даст воз-
можность быстро, путем одного взвешивания, определять его влажность.
Например, вес образца в 108 г показывает, что влажность его рав-
няется 8%.
Контроль за состоянием воздуха производится круглосуточно че-
рез каждые 2 часа, а взвешивание сигнально-контрольных образцов
производится ежедневно и только в случае нарушения температурно-
влажностного режима в помещении — ежесменно. Регулирование тем-
202
пературы и влажности воздуха производится отоплением;, вентиляцией и
увлажнением.
Имеются также специальные установки по кондиционированию
воздуха.
Фиг. 1 '15.
График № 3 допустимых параметров воздуха (при
пользовании самопишущими приборами).
4. ХРАНЕНИЕ АВИАЦИОННОЙ ДРЕВЕСИНЫ В ЦЕХАХ
При прохождении авнадревесйны через производственные цехи и
промежуточные склады необходимо заботиться о сохранении предусмот-
ренной техническими условиями равновесной влажности, как самой авна-
древесины, так заготовок и изделий из нее.
0 этой целью в цехах на складах поддерживаются соответствую-
щая температура и влажность воздуха и укладываются определенным
образом пиломатериалы, заготовки н изделия нз них.
В заготовительных цехах и на штабелевочных площадках пилома-
териалы укладываются на деревянных брусках высотой не менее
1,5 см. Укладка авиадревесины на полу воспрещается. Сухой материал
Укладывается в плотные стопки, а сырой — на прокладках. Штабели
Должны располагаться под крышей для предохранения их от дождя и
солнца.
В заготовительном и штабельном помещениях необходимо наличие
хорошо действующей вентиляции.
У станков во время обработки, пиломатериалы укладываются иа
специальных стеллажах или тележках, на которых они и перемещаются
203
по цеху. Высота стеллажа или тележки 0,25 м от уровня пола. Нельзя
ставить стеллажи вблизи нагревательных приборов или подвер-
гать длительному действию солнечных лучей, проходящих через окна.
В промежуточных складах устраиваются из сухой здоровой древе-
c.ины стеллажи, разделенные на секции.
Укладываемые на стеллажи заготовки и детали должны быть уда-
лены от пола и стен на 0,5 м.
Размер и количество секций зависят от размеров и назначения за-
готовок.
В нижние секции укладываются на прокладках крупные заготовки,
а в верхние — без прокладок мелкие заготовки.
В заготовленных цехах и на складе сухого леса древесина должна
иметь влажность в пределах 7—10%.
Влажность древесины с момента поступления в цех и кончая сбор-
кой, вследствие применения склейки казеиновыми клеямй, может воз-
растать в пределах 8—12'%..
Состояние воздуха в цехах контролируется при помощи психро-
метров н термографов.
5. ХРАНЕНИЕ АВИАЦИОННОЙ ФАНЕРЫ И ШПОНА
На базисных складах авиафаиера и шпон хранятся в специальных
отапливаемых крытых помещениях с каменным фундаментом и камен-
ными или деревянными стенами и полом, с плотно закрывающимися
дверями, обеспечивающими свободную загрузку и выгрузку, с окнами и
вентиляцией.
Состояние воздуха в помещении должно обеспечивать влажность
древесины в пределах 8—10%, что соответствует влажности фанеры
5-9%.
Фанера и шпон укладываются пачками в стопы на основаниях вы-
сотой 0,3 м, сделанных из здоровых брусков.
В каждую стопу укладываются пачки фанеры или шпона с одина-
ковыми фнзико-механическими свойствами.
На заводе, изготовляющем авиационные детали, авиационная фанера
и шпон хранятся без упаковки на складе сухого леса или в отдельном
отапливаемом помещении. Фанера и шпон укладываются на специаль-
ные стеллажи из сухого здорового лесоматериала. Стеллажи разделены
на секции для храпения различных сортов фанеры н шпона.
В производственных цехах фанера и шпон хранятся в переносном
или передвижном основании высотой 0,3 м, сделанном из сухого дерева.
Укладка Линеры и шпона непосредственно на полу, хранение у ото-
пительных приборов воспрещается.
Перевозка по железной дороге производится в крытых, подвергну-
тых санитарной обработке вагонах, а прн гужевой перевозке фанера и
шпон накрываются брезентом. ,
Оставлять фанеру на открытом воздухе воспрещается.
204
Глава X
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
1. ОСНОВЫ ТЕОРИИ РЕЗАНИЯ ДРЕВЕСИНЫ
Древесина, предназначенная для использования в деревянных
сооружениях, предварительно подвергается механической обработке,
т. е. изменению ее формы и внешнего вида, но без химического измене-
ния, по заранее намеченному технологическому процессу.
Для каждой отдельной конструкции вырабатывается свой наиболее вы-
годный технологический процесс механической обработки древесины. При
разработке технологического процесса необходимо учитывать особенности
породы древесины, ее сортимент, имеющееся оборудование, количество
объектов производства^ стоимость н т. п.
Механическая обработка древесины базируется на двух ее свой-
ствах — пластичности и) делимости. Свойством пластичности пользуют-
ся в редких случаях. В самолетостроении, например, при изготовлении
гнутых деталей: концевой дуги крыла, полок шпангоутов и нервюр,
криволинейной формы стрингеров, лонжеронов н других деталей.
Для увеличения пластичности древесину распаривают в парильном
котле или проваривают в кипящей воде (см. Гнутье древесины).
Основные способы механической обработки древесины: пиление,
строгание, сверление, отесывание и) т. п. — базируются на ее делимости.
Инструменты, применяемые при пилении, строгании, сверлении
и отесывании, представляют из себя различного рода резцы (рубанок,
стамеска, топор) или систему их (пила, фреза, центровая перка), а сами
процессы сводятся к резанию, т. е. к отделению стружки посредством
клиновидного резца. На фиг. 146 показана схема действия резца А на
обрабатываемом куске дерева Н.
Элементы резца носят определенные названия. Грань 1—2—6—5.
называется передней гранью резца, а грань 1—2—3—4— задней гранью
резца. Линия пересечения передней и задней граней резца 1—2 называет-
ся режущей кромкой, режущим ребром или лезвием.
В каждом резце различают следующие основные углы (фиг. 147):
а — задний угол, образованный задней гранью резца и направле-
нием движения режущей кромки резца;
205
р _ угол заточки" или заострения, образованный передней и задней
гранями резца;
g _ угол резания, образованный передней гранью резца и направ-
лением движения режущей кромки;
— передний угол, образованный передней гранью с перпенди-
куляром к направлению движения режущей кромки.
Фиг. 146.
Схема действия резца.
Все эти углы имеют большое значение при всех видах резания.
Угол о всегда равен а 8.
Для того чтобы было осуществлено резание, необходимо привести
в движение резец или обрабатываемую древесину, или то и другое
одновременно с какой-либо скоростью. При ручной обработке обычно при-
водится в движение резец (топор, рубанок, пила, стамеска), а дерево
остается неподвижным.
Фиг. 147.
Основные углы резца.
Скорость движения резца (фиг. 148), а иногда и древес,ины (фиг. 149),
называется скоростью резания. Скорость резания обычно принято обоз-
начать буквой к.
Для осуществления непрерывного процесса резания вводится допол-
нительное движение резца или материала при основном движении того
или другого со скоростью и .
Это дополнительное движение резца или материала называется по-
дачей, питанием или надвиганием и обозначается буквой -v . На фиг. 150
206
подача осуществляется движением материала 1, а скорость резания —
вращением режущей кромки резца 2. В результате резания отделяется
(срезается) стружка.
Фиг. 148.
Схема движения резца относительно материала.
На характер резания и на форму траектории, описываемой лезвием
па обрабатываемом материале, а следовательно, на форму и толщину
стружки оказывает влияние взаимное сочетание одновременно действую-
щих скоростей резания V н подачи и .
Фиг. 149.
Схема движения материала относи-
тельно резца.
Фнг. 150.
Схема непрерывного резания.
Движение резца происходит по определенной траектории, совпа-
дающей при ручной обработке древесины рубанком с плоскостью обра-
ботки. При такой траектории движения резца толщина стружкн остает-
ся постоянной. На фиг. 151 показана траектория движения резца в виде
циклоиды. Здесь вершины зубьев 1, 2, 3 вращаются <с постоянной ско-
ростью I' по стрелке Д’ и в то же время древесина поступает (надви-
гается) в сторону пильного диска по стрелке Л1 со скоростью v Гео-
метрическая сумма скорости резания V и обратной скорости подачц v
даст относительные и!лн актуальные скорости резания V" и подачи
равные по величине и направлению.
Стружка в данном случае резаиия получается переменного сечеиия
с •утолщением тс нижней части распиливаемого бруска.
В случае резания по фиг. 148 абсолютная скорость резания
207
является в то же время н актуальной скоростью подачи V , а в случае
резания по фиг. 149 абсолютная скорость подачи v дерева тождествен-
на с актуальной скоростью резания
В процессе резания древесина оказывает сопротивление принуди-
тельному внедрению резца. Это сопротивление тем больше, чем боль-
шею крепостью обладает обрабатываемая древесина.
К основному сопротивлению, вызываемому преодолением сцеп-
ления элементов древесины, присоединяются еще добавочные сопротив-
ления: трение резца о материал; трение частиц материала друг о друга
при отделении стружки или при относительном их перемещении; сопро-
тивление вдавливанию резца в материал в направлении более или менее
перпендикулярном к поверхности резания, причиной чего является
упругость резца. Под действием основных сопротивлений режущая
часть инструмента отклоняется от поверхности резания вглубь материа-
ла. Значительное добавочное' сопротивление создает закругленное лез-
вие резца.
Траектория движения резца при непрерывном резаиии.
Вследствие неоднородности древесины сопротивление резанию
в сильной степени зависит от направления движения резца по отноше-
нию к волокнам. Различают три основных случая резания древесины,
для которых характер действующих усилий и разрушение древесины
при образовании стружки и вид последней резко различаются.
1. Резание в торец, когда лезвие резца движется в плоскости,
перпендикулярной к направлению волокон.
2. Резание вдоль волокон или продольное резание параллельно
направлению волокон.
3. Резание поперек волокон в плоскости, параллельной волокнам.
На практике большей частью приходится встречаться со смешанным
резанием вследствие того, что волокна древесины не идут строго парад-
208
лельно друг другу и плоскость розалия ие всегда совпадает с основ-
ными направлениями резания.
Теория резания древесины еще недостаточно хорошо разработана,
особенно это касается смешанного резания, т. е. случая, наиболее
распространенного в производстве.
В данном курсе мы рассмотрим только три основных случая в их
чистом и несколько упрощенном виде.
Резание в торец. На фиг. 152 показана схема процесса резания
древесины в торец. Резец А под действием силы Р перемещается по
линии ad перпендикулярной к направлению волокон обрабатываемого
куска древесины В При своем движении резец постепенно внедряется
в) массу древесины, причем передняя часть af\ вызывает давление
РП9 перпендикулярное к ней. Сила Р в первый момент соприкоснове-
ния лезвия аа равняется 0 но по мере внедрения резца в древе-
сину начинает возрастать до некоторого максимума.
Фиг. 152.
Схема резання вторец.
Разложим силу Р1: на две составляющие: во-первых, Р, , Направ-
ленную параллельно движению резца и равную движущей силе Р и,
во-вторых, Р2 — перпендикулярную движению резца и параллельную
направлению волокон.
Сила Р„ вызывает сжатие или смятие древесины иа площади,
равной по высоте h н ширине b Сила Р. , действуя вдоль волокон,
стремится сколоть отрезанную часть древесины. Скалывание произойдет
в тот момент, когда сила Ра превысит силу взаимного сцепления во-
локон. После скалывания все силы падают до нуля. Так как движение
Резца осуществляется непрерывно, то процесс резания повторяется
снова, т. е. сила р, начиная от нуля, возрастает вновь до максимума»
при котором происходит вторичное скалывание стружки. В результате
Резания в торец получается стружка в виде слабо связанных между со-
бой отдельных призмочек (фиг. 153), легко распадающихся от прикос-
новения.
14 Г. П. Платонов.
209
На фиг. 154 дана диаграмма, показывающая изменение силы р
на участке резания /, в предположении, что сила Pt возрастает про-
порционально величине /.
Фиг. 153.
Схема образования стружки при
резаини вторед.
Изменение силы Р, характеризуется прямой о/. Основание тре-
угольника соответствует длине стружки или пути резца, а высота тре-
угольника — максимальному значению р. Площадь каждого треугольника
на диаграмме выражает работу силы Рг на пути /
Сила рг производит скалывание стружки по площади, равной bh.
Обозначив коэфнциент скалывания параллельно волокнам через
будем иметь:
Рг = bh.
На фиг. 152 видно, что Р, = Рг tg 8.
Подставив в последнюю формулу значение Р, , получим:
Р, = Кек tg obh.
Эта формула показывает, что при данном угле резания о величина
Л’ск tg о постоянна, а следовательно, сопротивление резанию пропор-
ционально площади поперечного сечения стружки. Вставляя в формулу
работы значение , будем иметь:
Кек tg t b h-l
А ~ 2
а после замены ^ск— через Д',! выражение работы примет сле-
дующий вид:
А = Kj bhl.
210
Из последнего выражения работы видно, что при постоянном угле
е3ания 8 работа, затрачиваемая на снятие элемента стружки, пропор-
ц110иальна начальному объему ' bhl - древесины в этом элементе.
При скорости резания, равной I/ м/сек., число элементов стружки
х V
, снятых в одну секунду, будет равно ----.
* ’ I
Мощность, затрачиваемая на резание в секунду, равна
bhl V K,ehV
N= 75 I ~ 75
Продольное резание. В данном случае резания резец А под дей-
ствием силы Р перемещается параллельно волокнам древесины В
(фиг. 155).
Фет. 155.
Схема продольного резания.
Сила Ро , действующая на стружку н перпендикулярная к перед-
ней грани резца, по мере внедрения последнего в древесину, возрастает
от 0 до максимума. Вместе с ней возрастают н ее составляющие р, н
Р2- Сила Р, равна движущей силе Р и производит сжатие древесины,
а сила Рг стремится срезать волокна в поперечном направлении.
Кроме того, сила Р2 имеет стремление произвести разрыв древесины
вдоль волокон в плоскости резания а b Так как разрыву вдоль воло-
кон древесина оказывает меньшее сопротивление, чем сжатию и срезу,
то сила Р21 достигнув предела сопротивления разрыву, откалывает
стружку на расстоянии, равном, примерно, пяти толщинам стружки 5 h.
Ь этот момент все силы, достигнув максимума, падают до нуля. При
Дальнейшем движении резца отделение стружки продолжается, примерно,
на длине /.^равной 6й—9/г, а иногда и до 12Ливсе силы снова медленно
возрастают до тех пор, пока момент PL, не достигнет предельной своей
величины и стружка не подломится. После зтого процесс повторится
снова.
Характер стружки показан на фиг. 156.
Диаграмма изменения движущей силы Р, для данного случая ре-
зания будет иметь вид, показанный на фиг. 157. На участке / до отщеп-
1ения сила Рг возрастает от нуля до максимума st, при дальнейшем
продвижении резца на пути Ц — I происходит отщепление стружки
и ее излом. После излома стружки резец свободно движется на участке
£ - , до встречи с иеотщепленным участком, когда процесс реэання
повторяется снова.
Схема образования стружки при про- Диаграмма изменения движущей силы
дольном резанни. F\ при продольном резании.
При тонкой стружке излом незаметен, и стружка принимает вид
длинной спиральной ленты.
Описанный процесс резания может происходить только в том слу-
чае, когда волокна древесины параллельны плоскости резания, в случае
резания против наклона волокон поверхность может получиться неровная
с отщепами.
На практике для получения чистой поверхности ставят прижим
(фиг. 158). Рекомендуется расстояние / кромки резца от прижима уста-
навливать равным толщине стружки н с небольшим отклонением в ту
или другую сторону.
Фиг. 158.
Схема образования стружки прн резании
с прижимом.
В рубанках прижимом служит сама колодка; при машинной обработ-
ке прижим устанавливается во всех случаях, где это возможно. Кроме
того, для быстрейшего подлома стружки, а следовательно, н для умень-
шения длины отщепа, в рубанках и фуганках ставят дополнительные
ложные железки, а в ножевых валах строгальных станков для этой же
цели делают специальную выемку d (фиг. 150).
212
При продольном резании с прижимом все формулы, выдвинутые для
случая резания в торец, остаются действительными. Меняется только
коэфициент крепости древесины. Диаграмма изменения силы Р1 на
фиг. 157 принимает вид диаграммы на фиг. 154.
Резание поперечное. Этот случай резания применяется в токарном
деле и прн изготовлении шпона способом лущения.
Резец /А (фиг. 159) перемещается перпендикулярно волокнам, но
в плоскости параллельной волокнам обрабатываемой древесины Д.
Фиг. 159.
Резание поперечное.
Сила Р , равная движущей силе Р , вызывает сжатие древесины
в направлении, перпендикулярном волокнам, а сила Р стремится про-
извести или разрыв волокон подобно продольному случаю резания, или
скалывание волокон по ее направлению, как в случае резания в торец.
Каждое нз указанных трех разрушений может наступить первым, смотря
по состоянию древесины. Чаще всего наблюдается скалывание стружки.
Как видно нз фи]г. 160, вследствие слабой взаимной связи между со-
бой волокон, стружка распадается на отдельные куски.
Фнг. 160.
Схема образования стружкн прн поперечном
резании.
Изменение значения силы, движущей резец Р,, показано на диа-
грамме (фиг. 161), Z есть путь активного резания, a — / —это сво-
бодный ход резца при отгибе элемента стружкн, который происходит
почти без участия силы Р.
213
Примерное соотношение между величинами усилий реаания для трех
случаев будет
I: II: III = 6 : 3 :1.
Некоторые факторы, влияющие на работу. Мы рассматривали основ-
ные случаи резания, предполагая резец с идеально заостренным лезвием,
чего нет иа самом деле.
Диаграмма нзмепсння движущей силы
при поперечном резании.
Лезвие всякого резца в процессе работы тупится или подламы-
вается. В результате резание происходит с закругленным лезвием, как
схематично показано на фиг. 162. Закругленный резец будет давить не
острием п, а закругленной частью а", причем наибольшее давление
будет оказывать резец на древесину в точке а , которая лежит выше
точки п острого резца.
Фиг. 162.
Резание вторец резцом с затупленным лезвием-
Резец с закругленным лезвием испытывает дополнительное усилие,
затрачиваемое на сжатие и вдавливание материала, лежащего между
предполагаемой п 3 н действительной ak плоскостями среза. Это
214
Вред
нне1
боль
дополнительное усилие будет тем больше, чем закругленнее (тупее) ре-
зе^ и чем меньше угол зазора а .
Затупленный резец прн малом угле а может
щое действие закругленного резца может быть
резцов из высококачественной стали, частой
ним углом зазора а.
Угол резания S оказывает большое влияние
С ухеньшеннем угла
энер ии на резание. Но из Формулы 8=р + а
>шить 3 н увеличить
вызывать заедание,
ослаблено примене-
точкой и возможно
на работу резания.
? уменьшается н сопротивление резанию и расход
видно, что стремление
вызывает опасное для прочности резца
гал!
ние
уме]
уменьшение угла заострения р.
На практике встречаются углы резания от 20—25а (фанеро-стро-
шые и лущильные ножи) н более 90°‘ в поперечных пилах. Увеличе-
угла Й часто вызывается необходимостью дать более прочный зуб.
Скорость резания выгодно увеличивать, так как при больших ско-
рое] ях обрабатываемая поверхность получается чище.
На современных деревообрабатывающих станках можно получать
весь на высокие скорости, так например:
на круглопильных станках — 60—80 м/сек.;
на ленточиопильных станках — 40 м/сек.;
на строгальных станках — 40—50 м/сек.
Только на станках с возвратно-поступательным движением режу-
инструмента, к которым относятся лесопильные рамы, из-за сил
цин, возрастающих пропорционально квадрату скорости, нельзя да-
скорость свыше 5—6 м/сек.
щеп
ине]
еатт
2. ОСНОВНЫЕ ПРИЕМЫ РЕЗАНИЯ И ТИПЫ СТАНКОВ
И ИНСТРУМЕНТОВ
А. Пиление
Основным инструментом при пилении служит пила. В зависимости
от назначения, пнлы бывают самой разнообразной формы н величины.
До роду движения пилы подразделяются на пилы, с возвратным
движением и пилы с непрерывным движением. К первой группе принад-
лежат прямые пнлы. Большинство из них приводится в движение руками.
Ко второй группе принадлежат пилы круглые, ленточные, цилиндриче-
ские, бочкообразные и вогнутые. Все эти пилы требуют для работы боль-
шого числа оборотов и приводятся поэтому в движение электромоторами.
В самолетостроении находят применение пилы прямые, круглые и
лучковые.
Каждую пилу можно рассматривать, как ряд резцов, расположенных
на полотне, имеющем форму круга, ленты и др.
Резцы пилы z (фиг. 163) называются зубьями, а промежутки d
между ними носят название впадин или пазух. Весь ряд зубьев пилы
в целом называется зубчатым венцом. Лист / , образующий пилу, назы-
вается полотном. Толщина листа .S является толщиной пилы или полотна
пилы. Грань полотна а—б—в—г, противоположная зубьям, назы-
вается спинкой пилы. Линия 1—2, проходящая через вершины зубьев,
называется линией вершин зубьев, а линия 3—4 — линией оснований
215
вубьев или линией впадин. Расстояние h между линией вершин и
нией оснований зубьев — высота зуба, а расстояние t между порши-
вами соседних зубьев — шаг пилы. I
Каждый зуб имеет три режущих кромки: короткую или нередкою
режущую кромку 5—8 н две боковых режущих кромки 5—6 н 8—7. йти
три кромки участвуют в образовании пропила (фиг. 164); каждая из
них имеет свои углы заточки, резания и зазора, которые играют бол! дую
роль в процессе распиловки.
Фиг. 163. Фиг. 164.
Элементы пилы. Пропил.
Короткая режущая кромка 5—8 имеет: 1) угол заострения^ р
(7—8—10), образованный передней (5—6—7—8) н задней (5—9—10—8) гра-
нями зуба; 2) угол зазора а, образованный задней гранью резца
(5—0—10—8) и задней частью поверхности обработки, и 3) угол реза-
ния S, образованный передней гранью резца и задней частью повррх-
ности обработки. Углы короткой режущей кромки подбираются, исходя
из прочности зуба и условий наивыгоднейшего резания.
Боковая режущая кромка зуба (5—6) имеет свои углы: р — угол
заострения, образованный пересечением передней (5—6—7—8) и боковой
(5—6—9) граней. При прямой заточке угол 8 будет равен 90°. При косой
заточке угол р будет острым. Угол резания 8 образуется передней
гранью 5—6—7—8 и) боковой поверхностью пропила. Угол зазора а
составляется боковой гранью 5—6—9 и боковой поверхностью пропила.
Величина его обычно равна пулю, а так как , то отсюда сле-
дует, что у боковой режущей кромки — р.
Развод пилы. На затрату усилия при пилении оказывает большое
влияние трение полотна пилы о древесину. Самые неблагоприятные
условия создаются при угле зазора режущей боковой кромки рав-
ным 0. Деформированная древесина, в силу своей упругости, стре
мится занять прежнее положение и поэтому зажимает полотно. Проис-
ходит, как говорят, заедание пилы. Пила при этом сильно нагревается
н может в большей степени ухудшить свои механические свойства.
Для устранения заедания пилы применяется в первую очередь раз-
вод пилы, т. е. отклонение четных зубьев в одну сторону, а нечетных
в другую (фиг. 165). При разводе зуб отклоняется не на всю высоту h,
216
г, примерно, иа одну треть или половину высоты. Отклонение на пол-
ную высоту может вызвать в полотне трощины или даже поломку зубьев.
Вопросом величины развода занимались в 80—90 гг. прошлого сто-
летия основоположники механической технологии металла и дерева
Кармаш, Фишер, Гартиг н другие ученые.
Фиг. 165.
Развод пилы.
На Основании исследований того времени выведена была зависи-
мость величины развода от толщины полотна пилы. Величина развода
пилы принималась равной от 1,5 до 2 S, где b — общая ширина
пропила, а 5’ — толщина пилы.
Эти величины развода держались до последних лет. На основании
новейших исследований выяснено, что величина развода не зависит от
толщины полотна, а зависит от упругой деформации древесины, т. е.
от свойства обрабатываемой (смятой до известного предела) древесины
восстанавливать первоначальное положение. Величина упругой дефор-
мации зависит от породы древесины н от усилия, с каким резец давит
на обрабатываемую древесину.
Мягкая сырая древесина дает слабый подпор резцу. Такая древе-
сина под давлением резца до момента перерезания волокон сильно де-
формируется. После перерезания волокон и продвижения резца, дефор-
мированная часть, вследствие упругости, восстанавливает свое началь-
ное положение. При этом она дает большее вспучивание над теоретиче-
ской поверхностью резания по сравнению с сухой твердой древесиной,
перерезаемой, благодаря наличию хорошего подпора, почти без предва-
рительной деформации. Чтобы устранить между поверхностями пропила
п пилой трение, увеличивающееся с увеличением влажности, необходи-
мо дать несколько больший развод для мягкой сырой древесины, чем
Для твердой, сухой.
Проф. Дешевой рекомендует устанавливать развод на одну сторону
0,25—0,5 мм для сухой плотной древесины и 0,5—0,75 мм для мягкой
сырой древесины.
217
Согласно производственным инструкциям ВИАМ по механической
обработке древесины рекомендуется давать развод для ленточных пип
в зависимости от обрабатываемого материала и кривизны ливня
пропила:
для древесины от 0,2 до 0,4 мм на одну сторону;
для фанеры от 0,2 до 0,35 мм на одну сторону;
для дельта-древесины от 0,3 до 0,4 мм на одну сторону.
Для круглых пил следует придерживаться развода 0,4 0,6 мм на
одну сторону, причем для крупнозубых пил развод берется большим,
чем для мелкозубых.
Увеличение развода вызывает непроизводительную трату материала
в виде опилок и увеличивает расход энергии на резание. Слишком
мелкий развод, увеличивая трение, также вызывает увеличение расхода
энергии. Опыты Дрезденской академии показали, что минимальный рас-
ход энергии (киловатт) будет при разводе, равном 0,5 мм на одну сто-
рону для всех пород, независимо от влажности (фиг. 166).
Фиг. 166.
Диаграмма зависимости расхода энер-
гии (kW) на пиление от величины
развода.
Фиг. 167.
Разводки.
Повышение влажности лишь увеличивает расход энергии.
Обычно развод пилы производится ручным способом. Для развода
применяются специальные приспособления (разводки) (фиг. 167) или
обыкновенные отвертки, при помощи которых отклоняют (разводят)
в противоположные стороны два смежные зуба. Зуб отклоняется с от-
воротом н, как было указано выше, отгибать следует только верхушку
3Уба ( 2 Is яе ДеФ°РмнРУя ег0 У основания. Для производства
218
развода пила закрепляется в различного рода тискк- Сначала откло-
няются нечетные зубья в одну сторону, а затем четные — в другую.
Развод проверяется путем просмотра полотна дилы со стороны
зубьев, причем глаз должен находиться на линии зубьев.
Поверку равномерности развода лучше производить с помощью
шаблона, представляющего собой пластинку с вырезом, равным одно-
стороннему разводу (фиг. 168). Водя пластинкой но полотну пилы
у подошвы зубьев, можно легко заметить по зацеплению или зазору
неправильно разведенный зуб. Замеченная неправильность в разводе
устраняется или доводкой, в случае зазора, или нутом поколачивания
молотком через металлическую пластинку по зубьям, имеющим большой
развод.
Фиг. 168.
Шаблон 1 для проверки
развода пилы 2.
Более точный развод производится разводками с упором 1 и клеще-
выми 2 (фиг. 169).
Широкое применение находят станки для автоматической и полу-
автоматической разводки зубьев пил. Эти станки — аппараты особенно
пригодны для ленточных пил, не требующих особой точности развода.
Круглые пилы требуют более высокой точности развода, поэтому,
после применения автоматического развода, необходимо проверку и до-
водку развода производить вручную.
Неравномерность развода может повести к понижению качества
распила, к порче пилы и даже может быть причиной несчастного слу-
чая, вследствие появления трещин и отлома зубьев.
Вместо развода иногда концы зубьев расклепывают или применяют
пилы с трапециевидным сечением зуба (фиг. 170).
На авиационных заводах преимущественно встречаются пилы, имею
Щие развод или трапециевидное сечение зуба — (у так называемых,
строгальных пил).
Периодически следует производить выравнивание зубьев пилы
(фуговку). Фуговка производится плоским напильником, которым спили-
ваются наиболее выступающие вершины зубьев. Фуговка производите»
219
до тех пор, пока напильник не будет, хотя бы слегка, брать вершины
наиболее низких зубьев. После фуговки обязательно нужно произвести
ваточку пилы.
Фиг. 170.
1—зуб с уширением на конце; 2—зуб трапецевидного
сечения.
Форма зубьев пилы. Одно из первых мест среди факторов, влияю-
щих на качество распиловки, занимает форма зубьев пилы. Различают
два основных направления распиловки древесины: вдоль волокон — про-
дольная и поперек — поперечная.
Прп продольной распиловке основная задача пиления заключается
в перерезании древесных волокон короткой (режущей кромкой резца
(зуба), что соответствует резанию в торец.
Боковые режущие кромки работают в данном случае в плоскости
параллельной волокнам. В наиболее трудных условиях) работы нахо-
дится короткая режущая кромка, поэтому в данном случае пиления
главное внимание уделяется основным углам резания короткой режущей
кромки. Характерным признаком пил для продольной распиловки
является угол резания с, который, как правило, берется острым
(фиг. 171). В практике углы 8 берутся от 60 до 75—80₽. Для твердых
пород угол Й берется больше, чем для мягких и приближается к 90°.
Фиг. 171.
Профиль зуба для продольной
распиловки.
Идеальным зубом для продольной распиловки по опытам
проф. Тиме является зуб, имеющий угол резания 8 = 45°, но прн
таком угле зубья получаются непрочными: быстро ломаются и тупятся,
а поэтому и имеют незначительное применение в практике.
220
Угол зазора а берется от 16 до 35°. Углы резания боковых режу-
щих кромок не играют значительной роли при продольной распиловке,
поэтому их можно брать равными 90₽ й меньше.
На фиг. 172 показаны профили зубьев для продольной распиловки
ла круглопильных станках: 1— зуб с прямой спинкой, 2— зуб с выпуклой
спинкой (воронов клюв), 3 — волчий зуб с прямой заточкой спинки и
4 — волчий зуб с косой заточкой спннки.
Фиг. 172.
Профиль зубьев для продельтой распиловки.
Для распиловки хвойных пород наиболее пригодны зубья о про-
филем 1 н 2, для твердых пород — волчий зуб. Волчий зуб со скошен-
ной спинкой (угол скоса 65°) рекомендуется для мягких пород.
Зубья для продольной распиловки круглыми пилами характери-
зуются следующими значениями угловых величин:
Профиль зуба Угловые значения в градусах
а ₽ 1 Б
Зуб с прямой спинкой . . 30—35 45—35 15-30 75-70
0олчий зуб 20-15 60-45 10-30 80-60
Высота зуба h берется от 0,4 до 0,6 t Допуск на высоту
0,5 мм. Радиус закругления впадин зуба г должен быть в пределах
0,15t-0,10 t.
Шаг пилы t определяется диаметром пилы и числом зубьев. Для
продольных пил диаметром от 150 до 300 мм, число зубьев равно 60, а
для пил диаметром от 350 до 600 мм — 64.
Для чистой продольной распиловки брусков1 на рейки в планки,
торцовки, а также для среза кондов заготовок «на-ус», не требующих
дальнейшей обработки строжкой, применяются, так называемые, стро-
гальные круглые пилы.
221
Строгальные пилы обычно называют шелковыми или бархатными
Такие пилы имеют своеобразной формы зубчатый венец (фиг. 173)
Мелкие зубья а являются рабочими, а крупные б служат для уда.
ления опилок, накапливающихся в увеличенного размера впадинах в
Строгальные пилы имеют профиль, позволяющий ими работать без
развода.
На фиг. 173(1) показан разрез пилы, у которой ниже рабочей кром-
ки г имеется вырез глубиной от 2 до 3 мм в зависимости от толщины
полотна. Подобные пилы применяются для чистой торцовки деталей,
зарезки на-ус фанеры и обработки каркасов узловых деталей под при-
клейку обшивки. Для продоль ной чистой распиловки применяются
пилы с профилем, показанным на фиг. 173 (2). Периферийная часть по-
лотна на один-два номера больше, чем у центрового отверстия. Сечение
зуба имеет форму трапеции Угол заострения [) у зуба с прямой спин-
кой строгальных пил равен 47—50°, а угол резания 3 = 77—88°.
Строгальные пилы, давая качественный пропил, не допускают
большой скорости подачи и требуют высокой квалификации от рабочего.
Диаметр строгальных пил колеблется от 100 до 650 мм, а толщина
от 1,7 до 3,8 ММ.
Фиг. 174.
Вид боковых режущих кромок зубьев
для поперечной распиловки.
Фнг. 173.
Строгальные (шелковые) пилы.
Поперечная распиловка отличается от продольной тем, что в ней
основную работу по резанию выполняют боковые режущие кромки.
Каждый зуб bi данном виде резания должен своей боковой, режущей кром-
кой разрезать продольные волокна древесины.
Угол резания боковых рёжущих кромок устанавливается обычно
равным 45—60° для мягких пород и 60—80° для твердых пород при
а =0 (фиг. 174). Боковая режущая кромка принимает вид ножа.
Для получения чистого пропила угол 6 короткой режущей кромки вы
годнее брать как можно большим (тупым). На фиг. 175 даны профили
зубьев для поперечной распиловки: 1— симметричный, 2— несимметрич-
ный и 3— волчий.
222
Боковые кромки у зубьев для поперечной распиловки имеют для
твердых пород угол заточки 0 = 60—80₽, а для мягких 0 =45—60’
Соседние зубья имеют заточку с противоположных сторон.
Профиль зубьев для поперечной распиловки.
На практике чаще всего применяются зубья симметричного про-
филя, как более устойчивые. Эти пилы могут работать как в одну, так
и в' другую сторону.
Волчий зуб рекомендуется для распиловки твердых пород и дре-
весных пластиков. Кроме того, круглые пилы с таким профилем
(фиг., 176) следует рекомендовать для применения в небольших мастер-
ских, где на одном станке без смены пилы производится как продоль-
ная, таж и поперечная распиловка древесины.
Фиг. 176.
Профиль зубьев для универсальной
распиловки.
Для чистой поперечной распиловки применяются пилы с мелкими
зубьями, профиль их показан* на фиг. 177.
Угловые значения профилей зубьев для поперечной распиловки
приведены в таблице 52.
223
Таблица 52.
Профиль зуба Угловые значения в градусах
а ₽ 7 8
Несимметричный зуб . . . 55-60 40-45 5-15 95—105
Симметричный зуб . - . . 70—60 40—60 20—30 110—120
Волчий зуб 30 65 5 95
Мелкозубые пилы .... 45-50 50—70 5-20 95—120
Высота зуба h берется от 0,6 до 0,9 t- Допуск на высоту зуба
+ 0,5 мм. Радиус закругления впадай! зуба! г доджей быть в преде-
лах 0,15 t —0,10 I. Шаг пилы зависит от диаметра и числа зубьев. Для
поперечных пил диаметром от 150 до 600 мм число зубьев устанавли-
вается 80—100.
Профиль зубьев для чистовой
поперечной распиловки.
Характеристики круглых пил для распиловки дельта-древесины
приведены в таблице 53. i
ai) для продольной распиловки — с прямой заточкой;
б) для поперечной и смешанной распиловки — с косой заточкой;
в) для поперечной опиловки концов деталей крупного сечения, на-
пример, лонжеронов высотой до 110 мм, а также для усового соединения.
521
Таблица 53.
Диаметр D мм Толщина полотна S мм Число зубьев Z шт. Разводки иа одну сторону мм Высота зуба h мм Углы в градусах
а ₽ 7
а) 250-350 2-2,5 18-54 0,3-0,4 6-8 25 55 10 8)
б) 300 2—2,5 18-54 0,3-0,4 6-8 25 65 0 90
в) 350-400 не менее 4 54 — 10 30 60 0 90
Пилы для ручной распиловии
В самолетостроении и при ремонте для ручной распиловки древе-
сины, дельта-древесины и фанеры применяются лучковые и ножовочные
пилы, а также ручные и дисковые электропилы.
Лучковая пила (фиг- 178) состоит из деревянного станка (лучка) и
режущего1 полотна 8. Лучок в свою очередь состоит: 1) из двух дере-
вянных планок 1 и 2 с утолщениями на концах 3 и 4, в которых имеются
цилиндрические отверстия для ручек 8 и 10; 2) поперечника 5 с вилками
на концах для помещения боковых планок; 3) тетивы веревочной 6;
4) закрутки 7.
Фиг. 178.
Лучковая пила и профиль зуба для продольной и поперечной
распиловки.
Полотно пилы натягивается тетивой при помощи закрутки. Благо-
даря натяжению тонкого пильного полотна, лучковые пилы дают хоро-
шего качества пропил. Поэтому, во всех случаях, когда возможно, сле-
дует применять лучковую пилу.
Лучковые пилы могут быть применены как для продольной, так и
для поперечной распиловки. Пилы, предназначенные только для про-
дольной распиловки, должны иметь зубья с профилем, изображенным на
15 Г, П* Глатонов.
225
фиг. 179. Шаг зуба пилы — 3—6 мм, угол зазора а —20°, угол заточ-
кн- р__передний угол у — 10°. Косая заточка «в этом случае необяза-
тельна.
^иг. 179.
Профиль зуба лучковой пилы для продольной
распиловки.
Лучковые пилы, предназначенные для поперечной распиловки, дол-
жны обязательно иметь косую заточку, а профиль зуба должен быть,
в виде равнобедренного треугольника (фиг. 180). При заточке такой пилы
угол постановки напильника берется около 45?. Заточка производится
трехгранным или ромбовидным напильником в специальном приспо-
соблении.
Фиг. 183.
Профиль зуба лучковой пнлы для попереч-
ной распиловки.
При использовании одной пилы для продольной и поперечной рас-
пиловки необходимо делать косую заточку зубьев, а угол резания до-
водить до 90°.
Размеры лучковых пил по справочнику Станкоинструментсбыта за
1937 г. следующие:
226
ийДекс 80050
длина полотна (мм) 710
ширина полотна (мм) 12
80051 80052 80053;
710 685 685;
25 35 50.
Лучковые пилы с узким полотном до 15 мм называются выкруж-
ными й служат для фигурной выпиловки вручную.
Более чистую, но медленную распиловку дают лучковые пилы
с мелким зубом, а более грубую, но быструю — с крупным зубом.
Для распиловки дельта-древесины и балинита лучковые пилы сле-
дует применять с малым шагом зуба.
Ножовки (фиг. 181) применяются в случае ограниченности места для
работы с лучковой пилой, особенно при ремонте самолетов.
Ножовки принадлежат к пилам, работающим без натяжения. Режут
они, как и лучковые', от себя. Форма зубьев преимущественно прямо-
угольная. Ножовочные пилы применяются длиной от 350 до 450 мм
Для распиловки дельта-древесины и других древесно-слоистых пла-
стиков лучше применять ножовки короткие и с малым шагом зуба.
Поперечная или дровянвя пила служит для поперечной распиловки
крупных сортиментов древесины. На самолетостроительных заводах она
почти целиком вытесняется маятниковой пилой, но в ремонтных органах,
особенно подвижных, она, является необходимым инструментом.
Форма зуба, характерная для поперечной пилы, — равнобедренный
треугольник.
Станки для распиловки древесины. Для распиловки авиадревесины
применяют круглопильные и ленточнопильные станки.
Круглопильные станки разделяются на: маятниковые пилы, кругло-
ппльные станки для продольной и смешанной распиловки, круглониль-
ные торцовочные станки.
Пильные валы круглопильных станков приводятся в движение
электромотором (через ременную передачу от контрпривода или инди-
видуального мотора, установленного вне станка йлн смонтированного на
15* 227
станке. Современные круглопнльные станки имеют пильный вал, эла-
стично сопряженный с валом мотора, или пильный вал является продол-
жением роторной части мотора (встроенный мотор).
Круглопильные станки авиационных заводов характеризуются следую-
щими режимами резания:
Маятниковые пилы.
Для древесины: скорость резания..........40—60 м/сек.
скорость подачи............1—10 м/сек.
Круглопнльные станки для смешанной распиловки.
Для древесины: скорость резания......... 60—80 м/сек.
скорость подачи:
а) прн поперечном резанин.......5—10 м/мин.
б) прн продольном резании.......2,5—20 м/мин.
Для дельта-древеснны: скорость резания . . . 25—45 м/сек.
скорость подачн . . . 1—4 м/мин.
Скорость резания для круглых пил определяется по формуле:
i^Dn
V = 1000 60 М^сек’
где D — диаметр пилы в мм, ап— число об/мин.
При распиловку дельта-древесины рекомендуется устанавливать
число оборотов в пределах п = 2000—3000 об/мин.
Фиг. 182. Фиг. 183.
Схема маятниковой пилы:
1 кронштейн; 2—станина; 3—элек- Маятниковая пнла с пильным диском
тромотор; 4—пильный вал; 5—корен- на валу мотора.
иые подшипники, 6—шкив; 7—шкив,
#—фланцы; 9—пильный диск; 10—гру-
зовой компенсатор.
Маятниковая пила (фиг. 182) по ходу технологического процесса
устанавливается первой. Ее назначение — поперечная распиловка бру-
сков и досок по заданным размерам.
228
Основные детали маятниковой пилы: длинная рама, подвешенная на
кронштейнах. В нижней части рамы установлен в подшипниках вал
с пильным диском. В нерабочем состоянии пильный диск оттянут гру-
зом 10 назад. Вал с пильным диском приводится во вращательное дви-
жение через ременную передачу от мотора. На фиг. 183 показана со-
временная маятниковая пила с пильным диском; укрепленным на валу
мотора.
При работе на маятниковой пиле материал остается неподвижным,
а пильный диск совершает одновременно вращательное и качательное
движение, наподобие маятника, осуществляя подачу. Иногда при работе
на маятниковой пиле особой конструкции подача осуществляется пря-
молйнейно-поступательным движением.
Маятниковые пилы могут быть подвесными: потолочными и стен-
ными илн педальными (фиг. 184).
Преимущество педальных пил состоит в том, что они могут быть
установлены в любом месте цеха, а наличие педали, освобождая руки
рабочего от необходимости тянуть пилу на себя, ускоряет работу. •
Техническая характеристика маятниковых пил следующая:
диаметр пильного диска .... 400—500 мм;
число оборотов................ 2000 об/мин.;
окружная скорость.............40—50 м/сек.;
полача .......................1 — 10 м/мин.;
высота пропила................150-200 мм:
'длина .пропила............... 500 мм;
потребляемая мощность .... 2—2,5 л с.
Для торцовки материала и деталей заводом «Красный металлист»
выпускается шарнирный круглопильный торцовочный станок типа ЦКШ
(фиг. 185). Основные детали станка: колонка 1 с укрепленной на ней
229
поворотной частью, состоящей из системы балансиров! 2 и рычагов 3,
обеспечивающих на определенной амплитуде качания прямолинейную
траекторию движения пилы. Станок снабжен индивидуальным электро-
Фиг. 185.
Шарнирный круглопильиый торцовочный
станок типа ЦКШ завода „Красный метал-
лист" :
1—колонка; 2—балансиры; 3—рычаги.
мотором трехфазного тока 50 пер/сек., 220/380 , тип ДГ-ЗА, мощности
3,0 квт, 3000 об/мин.
Техническая характеристика станка ЦКШ следующая:
диаметр пилы................................. 450 мм.
число оборотов пилы.......................... 2000 об/мин.
ход пилы .................................... 700 мм.
наибольшая высота пропила (при D = 450 мм) . .100 мм.
Габариты станка: длина .... 1570 мм.
ширина .... 970 мм.
высота .... 1695 мм.
На заводах самолетостроения применяют маятниковые пилы как
заграничные, так и отечественные — завода «Пролетарская свобода».
230
Круглопипьные станки. Круглопильные станки (циркулярные) слу-
жат для продольной и смешанной — под углом в вдоль волокон — рас-
пйловки авпабрусков и досок.
1 По своей конструкции круглопильные станки довольно разнооб-
разны. Встречаются станки:
1) с подымающимся и опускающимся столом;
i2) с наклонно-устапавлнвающимся столом;
3) с ручной и автоматической подачей;
4) станки одно-, двух- и многопильные.
В самолетостроении обычно применяются станки со столом, верти-
кально и наклонно переставляющимся, с одной пилой, ручной, н реже —
с механизированной подачей.
Фиг 186,
Круглопильиый станок.
1—чугунная станина; 2—стол; 3—направляющая линейка; 4—пильный диск;
5—расклинивающий нож; 6—предохранительный щиток; 7—кожух для при-
ема стружки.
Основными деталями всякого круглопильного станка (фиг. 186)
являются: устойчивая чугунная цельнолитая станина со столом, пиль-
ный вал с круглой пилой. Кроме того, иа каждом станке необходимо
231
иметь расклинивающий нож, направляющую линейку и предохранитель-
ный щит.
Расклинивающий нож или клин имеет назначение расклинивать
распиливаемый материал и тем самым устранять возможность несчаст-
ных случаев, вследствие отбрасывания материала назад. Изготовляется
нож односторонним. Одна сторона его, обращенная к зубьям пилы, за.»
острена, а противоположная тупая, по толщине несколько больше
(примерно, на 0,5 мм), чем ширина пропила. Расклинивающий нож дод-
жей быть прочно закреплен, не далее чем в 10 мм от вершин зубьоь
В случае употреблений пил разных диаметров, наиболее подходящей
конструкцией расклинивающего! ножа будет нож, показанный ва
фиг. 187, как допускающий вертикальную и горизонтальную переста-
новки. По вертикали расклинивающий нож должен быть установлен на
15—20 мм ниже вершин зубьев пилы.
Фиг. 187.
Установка расклинивающего ножа на круг-
лопкльном станке:
1—пыльный диск; 2—расклинивающий нож;
3 — крепление расклинивающего ножа к
станку.
Направляющая планка или линейка, параллельно переставляющаяся
в горизонтальном направлении, дает возможность устанавливать опре-
деленную ширину отпиливаемого бруска или планкн. Необходимо следить
за тем, чтобы направляющая линейка была строго параллельна пиль-
ному диску и имела жесткое и надежное крепление.
На станке обязательно должно быть установлено предохранительное
ограждение пильного диска (фиг. 188). Работа без ограждения воспре-
щается. ,
Работа на круглопильном станке требует сугубой осторожности н
внимательности.
Во время работы станочник должен находиться сбоку станка, под
некоторым углом к линии реза. Предохранительный щиток должен под-
ниматься во время работы лишь настолько, чтобы дать возможность
пройти распиливаемому материалу. Короткий материал н в конце распи-
232
диваиня длинный материал необходимо подавать с помощью специаль-
ных упоров (толкачей) (фиг. 189). При проталкивании материала дере-
вянной рейкой или планкой необходимо следить за тем, чтобы толщина
рейки (планки) была меньше ширины отпиливаемого бруска.
Фиг. 188.
Предохранительный щиток к пильному
диску круглопильного станка.
Необрезные доски необходимо класть на стол станка при распиле
обязательно обзольной стороной кверху. Первый распил необрезной
доски следует производить свободно, без упора об линейку, а все по-
следующие, используя линейку как упор.
Обрезной материал с первого распила до последнего распиливать
по направляющей линейке, за исключением дефектных мест.
Фиг. 189.
Толкатель:
1—упор для материала; 2—рукоятка;
3 — щитки для предохранения рук
станочника.
При распиливании смолистого материала на столе и пильном диске
налипает много смолы, которая затрудняет работу.
Для удаления ее необходимо периодически протирать стол и пилу
керосином.
На фит. 190 показан электрифицированный универсальный кругло-
пильный станок типа Ц-2М, применяемый на наших самолетостроительных
заводах для продольной распиловки по направляющей линейке, с накло-
ном в продольном направлении при помощи наклона стола и поперек
волокон-
233
Поперечная распиловка производится с помощью укрепляемой сбоку
станка приставной каретки, а торцовка коротких деталей производится
е помощью съемной каретки, передвигаемой по пазу стола.
Фиг. 190.
Электрофицированный универсальный кру-
глопилькый станок типа Ц-2М.
Техническая характеристика станка Ц-2М следующая:
Наибольший диаметр пильного диска.............530 мм.
Число оборотов пильного диска.................2800 об/мин.
Наибольшая ширина распиливаемого материала . . 400 мм.
Наибольшая толщина распиливаемого материала . . 120 мм.
Наибольший угол наклона стола.................45°
Высота подъема стола..........................100 мм.
Длина стола...................................1100 мм.
Ширина стола..................................7£0 мм.
На фиг. 101 показан современный круглопильный станок с встроен-
жым мотором.
Накладка и экоплоатация круглопильных станков. Пильный вал, осво-
божденный от ремня, должен плавно, без бненйй на конце, вращаться
в подшипниках, не давая люфтов при раскачке рукой.
Зажимная 'шайба, выточенная за одно целое с валом, должна иметь
рабочие поверхности строго перпендикулярные к оси вращении вала.
Круглая пила чаще всего устанавливается на конце вала, что дает
возможность ее легко снимать для производства точки и замены новой.
Материалом для изготовления круглой пилы может служить леги-
рованная сталь марок ШХ12 или ШХ15.
Полотно пилы должно быть плоским во всех направлениях. В случае
изгиба полотна пилы, и обязательно после насечки или пересечки
зубьев должна быть произведена рихтовка или даже ковка полотна пилы.
Рихтовка пплы производится на плоской плите рихтовальным мо-
лотком. Прн этом под пилу подкладывается картон, толщиной к 1—2 мм.
При рихтовке полотно пилы выправляется путем изгибания.
234
Когда рихтовкой нельзя выправить полотно, прибегают к ковке.
Ковка производится на несколько выпуклой (шаровой) наковальне, бев.
всяких прокладок, молотком с круглым бойком.
Фиг. 191.
Круглопильный станок с встроенным мотором.
При ковке полотно пилы искривляется путем уширения поверхно-
сти, вследствие пластической деформации.
Перед постановкой на вал пила должна быть разведена и нато-
чена. Заточка производится на автомате, точильном круге или напиль-
ником.
Круглая пила является пилой самоупругой. Для того, чтобы само-
упругость обеспечила пиле падежную устойчивость в работе, необходимо»
выбрать надлежащего диаметра зажимные шайбы для крепления пилы
на валу, диаметр и толщину самой пилы.
Центральное отверстие пилы по своим размерам должно быть,
больше на 0,05—0,1 мм.
Диаметр d зажимных шайб определяется по формуле:
d = 5 V~D[
где D — диаметр пилы.
Крепление круглой пилы на валу должно обеспечивать строгую-
перпендикулярность диска пилы к оси вращения и совпадения! центра-
пилы с осью пильного вала. Последнее требование обеспечивается на-
личием в шайбе специального конуса 4 (фиг. 192), центрирующего пилу.
235
Центрирующий коиус в направляющем цилиндрическом канале 2 шайбы
под действием пружины 3, вдавливается своей конической частью в цен-
тральное отверстие пилы и центрирует ее. Зажим пилы шайбами осу-
ществляется не всей Их поверхностью, а только кольцевой периферийной
•частью.
Фиг. 192.
Крепление циркульной пилы на пильном
залу:
1 — фланец; 2 — цилиндрический канал;
3 — пружина; 4 — коиус.
В случае чистой распиловки реек толщиной до 20 мм рекомендуется
-зажимать пилу дополнительной шайбой, для придания ей большей
устойчивости. На фиг. 103 показано крепление пилы 1 диаметром в 300 мм
дополнительными шайбами 2 и 3 диаметром в 200 мм.
Перед постановкой пнлы на вал рабочая поверхность зажимных
шайб должна быть тщательно очищена от пыли, грязи и «пилок.
После затяжки пилы гайкой до-отказа, ее проверяют на радиаль-
ное биение зубьев и осевое биение диска.
Прн подборе диаметра круглой пилы необходимо учитывать диа-
метр шайб, толщину стола и распиливаемого материала, запас на точку
и 5—10 мм на выступ пилы из материала (фот. 194).
В справочниках рекомендуется следующая формула для подбора
диаметра пилы:
/73 = з + /io + 2jw,
где Н — толщина распиливаемого материала.
Толщина пилы 5 принимается в зависимости от диаметра пилы D
и определяется приближенно по формуле:
S = 0,l ]/d .
Иногда для установления примерной толщины пилы рекомендуют
пользоваться такими формулами1:
S = & - — для пил диаметром меньше 500 мм.
236
S — — для пил диаметром меньше 500 мм.
Необходимо помнить, чтр1 окончательный подбор толщины пилы,
должен производиться с учетом состояния пилы, характера распиловки,,
породы древесины и других факторов.
Схема подбора размеров диска
пилы.
Фиг. 193.
Крепление, придающее пиле устойчивость.
Характеристика круглых пил по ГОСТ 980-41 приведена в таблице 54-
Таб лица 54.
Диаметр Толщина пил Число зу- бьев для продольной Число зу- бьев для поперечной
В номерах англий-
в мм В мм распиловки. распиловки^
ского калибра шт. шт.
150 19-18-17 1,07-1,25-1,47 60 80 н 100
200 18—17 1,25—1,47 60 80 и 100
250 19—18-17-16 1.07-1,25-1,47-1,65 60 80 и 100
275 17-16-15 1,47-1,65—1,82 60 80 и 100
300 16-15 1,65—1,82 60 80 и 100
350 16—15—14 1,65—1,82—2,10 64 80 н 100
400 15—14 1,82-2,10 64 80 и 100
450 15-14—13 1,82—2,10—2,41 64 80 и ЮО
500 15-14—13 1,82—2,10—2,41 64 80 и 100
550 15—14—13 1,82-2,10—2,41 64 80 и ЮО
600 14—13—12 2,10-2,41-2,77 64 80 и 100
При непрерывной работе на каждый станок необходимо иметь в за-
пасе три-четыре пилы, чтобы избежать простоя во время точки и правки
затупившейся пилы.
237
Для получения чистых срезов на-ус, с помощью строгальных (шел-
ковых) пил, применяется весьма простое приспособление, позволяющее
сразу за один проход срезать на-ус несколько (до четырех) реек
(фиг. 195).
Фиг. 195.
Приспособление к циркульной пиле для одновременного снятия
уса у нескольких реек.
1—нижняя доска приспособления; 2—основной брус; 3—прорезь
для прохождения пилы; 4—пила; 5—рейки; 6—вырез для упора;
7—сулага, 8—эксцентрик.
Для обеспечения устойчивого и падежного движения распиливае-
мой па-ус дельта-древесины применяются специальные каретки.
Ленточнопильные станки. Ленточпопильные станки имеют большое
применение в самолетостроении, главным образом, для распиловки по
внешним кривым контурам. Эти станки применяются также для про-
дольной и поперечной распиловки брусков и досок и для раскроя фанеры.
Крупные ленточпопильные станки (лесопильные), снабженные мощ-
ными моторами, с успехом употребляются для распиловки кряжей на
бруски н доски.
Ленточнопнльный станок (фиг 196) состоит из станины, стола,
двух пильных шкивов, амортизатора и пильного полотна в виде беско-
нечной ленты.
Чугунная станина обычно имеет форму, указанную на схеме со
столом, поворачивающимся под углом к пильному' полотну. Встречаются
и такие станки, у которых стол остается неподвижным, а поворачивает-
ся верхняя часть станины. Пильные шкивы представляют нз себя узкие,
чугунного или стального лнтья, колеса диаметром 600—1000 мм с шириной
•обода от 30 до 50 мм.
Обод для лучшего трения между пилой и шкивом! оклеивается
ременным или резиновым бандажом. Резиновые бандажи эластичнее
238
ременных. Новые бандажи, после наклейки их на ободы, должны быть
зачищены новыми напильниками с крупной насечкой.
Нижний шкив является ведущим, а верхний — ведомым. В отличие
от -нижнего неподвижного шкива, верхний имеет возможность переме-
щаться в вертикальном направлении, что обеспечивает необходимое
натяжение при постановке нового пильного полотна.
Фиг. 196.
Схема столярного ленточного станка.
1—станина; 2,3—пильные шкивы; 4—пиль-
ное полотно; 5—поворачивающийся стол;
6—направляющая линейка; 7 — направля-
ющие ролики; 8—маховичок для натяжения
ленты; 9—груз амортизатора.
Регулировка натяжения полотна в. процессе работы автоматически
осуществляется амортизатором (фиг. 197).
Фиг. 197.
Амортизатор для автоматического натяже-
ния пильного полотна.
239
Оба шкива должны быть установлены строго по отвесу так, чтобы
их торцы находились в одной вертикальной плоскости. Сначала прове-
ряется ннжпий шкив, а затем верхний.
Балансировка шкивов должна быть проведена с особой тщатель-
ностью. Неотбаланснрованный шкив уравновешивается наваркой металла
на облегченную часть.
Нельзя допускать люфтов в подшипнике, биений шкивов ни в ради-
альном, ни в боковом направлениях.
Пильное полотно представляет собой длинную, узкую и тонкую
стальную ленту’, спаянную в одно бесконечное полотно, с насеченными
на режущей кромке зубьями.
Профиль зубьев ленточной пилы.
ь
Пильные полотна для распиловки древесины па ленточных пиль-
ных станках изготовляются из стали марки У10.
Размеры полотна — длина, ширина и толщина — зависят от на-
значения пилы. Кроме того, толщина зависит от диаметра шкива и не
должна превышать 0,001 диаметра последнего.
Диаметр шкивов ленточнопильных станков, употребляемых в само-
летостроении чаще всего не превосходит 700—800 мм.
Пильные полотна шириной до 50 мм называются узкими или сто-
лярными. Они находят широкое применение в самолетостроении. Полот-
на шириной от 50 до 150 мм называются разделочными или широкими.
Для криволинейной распиловки применяются ленточные пнлы ши-
риной до 25 мм, дающие возможность получать минимальный радиус
пропила 280—300 мм. Меньший радиус кривизны пропила (до 20 мм1
дают ленточные пилы с шириной полотна до 6 мм.
240
Профиль зуба ленточной пилы зависит от направления распиловки'
и от свойств древесины. На фиг. 198а показан профиль зуба с прямой
спннкой, с передпим углом р, равным 0.
Такой зуб пригоден для криволинейной распиловки с шириной
полотна 20—25 мм и для распиловки дельта-древесины. Для продольной
распиловки мягких пород применяется профиль с передним углом
т = 5—10° (фиг. 198в) п шириной полотна 25—50 мм.
Угловые, значения профилей зубьев узких пил следующие:
Профиль зуба Угловое значение в градусах
а 7 В
Зуб с прямой спинкой без переднего угла 30 60 0 90
Зуб с прямой спинкой с пе- редним углом 25—35 60-45 5-10 85—8(1
Шаг зубьев t можно определить по формуле:
t = (0,50 -ь 0,25) 3,
где В — ширина пилы.
Большие значения коэфициента применяются для пил шириной
до 25 мм, а меньшие — от 25 до 50 мм.
Высота зуба определяется в зависимости от шага по формуле:
h = (0,5 -н 0,60) t.
Для распиловки дельта-древесины на ленточнопильных стапках
наиболее пригодны полотна со следующей характеристикой:
Ширина по- лотна А мм Толщина полотна .S мм Шаг t мм Высота зуба h мм Задний угол а° Угол заострения г
30-35 0,8—0,85 6-10 2-3 25-30° 65—60"
Развод в зависимости от кривизны пропила и обрабатываемого мате-
риала колеблется от 0,3 до 0,4 мм.
Характеристика ленточных пил, изготовляемых |па завода
им. Кагановича, приведена в таблице 55.
Таблица 55.
Ширина Л мм Толщина 5 мм Шаг / мм Высота зуба h мм
12 0,6 6 4
25 0,8 8 5
с5 0,9 10 6
50 1,05 12 7
75 1,05 15 8
16 г. П. Платонов.
241
Пильные полотна обычно продаются мотками в 50— 70—100 м. От мотка
отрезается ножницами или отрубается па прессе, или даже, в крайнем
случае, зубилом, нужной длины пильная лепта.
Отрезанная лента не должна иметь трещин.
Линия отреза должна быть перпендикулярной спинке полотна ппяы.
Длила полотна L подсчитывается по формуле:
L = 2/ + *D,
где I — максимальное расстояние между центрами шкивов, а £) —
диаметр шкивов.
Перед пайкой необходимо произвести разметку' с соблюдением сле-
дующих требований: сохранить постоянство шага; место пайки располо-
жить посредине между вершинами зубьев; припуск па шов должен
быть равен половине ширины фаски. Ширина фаски для пнл толщиной
0,6 мм принимается равной 8 мм, толщиной 0,8—9 мм и толщиной 1,05—10 мм.
Снятие фаски производится напильником движением; по направ-
лению длины пильного полотна. Поперечные риски па фасках не допу-
скаются (фиг. 199). Направление фасок стыка относительно вращения
шкива должно быть такое, как указано на фиг. 200.
Фиг. 199.
Схема снятия фаски для спайки
пильных лент.
Пайка производится медным или серебряным припоем с помощью
брусков или клещей с губками размерами 20 X 30 X 100 мм.
В качестве флюса для хорошей текучести припоя лучше применять
буру в виде пасты.
Припой толщиной не более 0,15 мм прокладывается между смазан-
ными пастой фасками, которые зажимаются брусками или клещами,
Нагретыми до ярко-красного каления. В запрессовке пила выдерживает-
ся до потемнения. Освобожденная от пресса пила охлаждается струей
воздуха, из ручных мехов или вставляется остывать свободно. В послед-
нем случае спаянные места пилы необходимо дополнительно термически
242
9
обработать путем пагрева до соломенно-желтого цвета побежалости при
помощи приближенных раскаленных до белого каления железных бру-
сков й заТем быстрого охлаждения между металлическймл плитами.
После охлаждения место спайки выправляется легким постукива-
нием: молотка и зачищается напильником. Утолщение места спайки
против полотна не должно превышать 0,1 мм.
Излишнюю толщину необходимо снять напильником.
При установке нового полотна необходимо проверить прямолиней-
ность обуха. Имеющуюся волнистость обуха можно устранить при холо-
стом ходе точильным бруском. Нельзя допускать на пиле более двух
расположенных рядом сломанных зубьев, а также зубьев искаженной
«нормы или плохо проточенных и неправильно разведенных.
Развод ленточной пилы не требует особой точности, поэтому его
следует производить па станке-автомате.
Величина развода устанавливается:
для древесины
для фанеры
для узких ленточных пил
от 0,2 до 0,4 мм;
от 0,2 до 0,35 мм;
от 0,15 до 0,3 мм.
Фиг. 203.
Направление стыков пилы при спайке.
Точку рекомендуется производить на автомате или вручную на
точильном круге с простейшими приспособлениями, обеспечивающими
постоянную ширину ленты. Заточку напильником применять не рекомен-
дуется.
Перед пуском станка необходимо убедиться в правильной уста-
новке пилы на ободе шкива н натяжении, обеспечивающем устойчи-
вость пилы в боковом направлении. Натяжение не должно превышать
1 кг/мм2 сечения пилы.
Полотно пилы при движении должно лежать на цилиндрической
части обода, а зубья — в углублении.
16*
243
Для правильного хода пилы устанавливаются направляющие меха-
низмы (верхние н нижние бобышки, ролики).
На фнг. 201 показаны направляющие ролики) Ролик а съемный и
двусторонний, что увеличивает срок его эксплоатации. Между спинкой
полотна и торцевой частью ролика устанавливается зазор в 2—3 мм.
Нижние ролики со своими боковыми поверхностями соприкасаются в раз-
тичных местах по длине пилы, что способствует свободному’ проходу
между валиками места спайки, обычно более толстого, чем полотно.
Для уменьшения вибрации полотна направляющие приспособления
необходимо устанавливать ближе к обрабатываемому материалу.
В целях предупреждения несчастных случаев прн работе на лен-
точной пиле, оба шкива и полотно пнлы ограждаются щитами нли
футлярами (фиг. 202).
Фиг. 201.
Направляющие ролики.
Для быстрого торможения шкивов при выключении мотора или при
обрыве пнлы устанавливаются тормоза на оба шкнва.
Смола, опилки, пристающие к шкивам, удаляются во время работы
специальными щетками, устанавливаемыми на станке.
По окончании дневной работы полотно пнлы и стол протираются
кербсином.
Во время длительных перерывов (больше 30 минут) следует ослаб-
лять натяжение ленточной пилы и проверить степень нагревания под-
шипников.
Допускаемые скорости резания иа ленточных пилах 25—40 м/сек.,
число оборотов — 800 об/мин. Скорости подачи — 2—2,5 м/мин.
Для дельта-древеснны скорость резания 15—25 м/сек. Число обо
ротон 600 об/мин.
244
Скорость подачи для дельта-древесины при высоте пропила до-
20 мм — от 4 до 8 м/ьСин., свыше 20 мм — от 1 до 8 м/мий.
Из ленточнопильных станков отечественного производства широко
распространен станок ЛС-700 (фиг. 203).
Фиг. 202.
Аеиточиопильный станок с ограждениями
пильного полотна.
Техническая характеристика станка ЛС-700 следующая:
Диаметр пильных шкивов ......... 700 мм.
Наибольшая высота пропила.......... 380 мм.
Наибольшая ширина ленты............30 мм.
Требуемая длина ленты ............. 4500X4750 мм.
Размер поворотного стола........... 750X750 мм.
Наибольший угол наклона стола .... 45°
Диаметр приводного шкива ..... 180 мм.
Ширина приводного шкнва............. . 10 мм.
Мощность мотора....................2 kW.
Число оборотов . ......... . . 1000 об/мин.
Лобзиковые пилы. Лобзиковые или выпиловочные станки (фиг. 204)
применяются для внутренней выпиловки, например' выпиловка облег-
чений в ажурных рамах, в фанерной обшивке нервюр и т. п.
245
Фиг. 203.
Столярный леиточнопильный станок типа ЛС-700.
I—станина; 2—нижний пильный шкив; 3—верхний пильный
шкив; 4 — пильная лента; 5 — наклоняющаяся часть стола;
6—направляющая линейка; 7—направляющий механизм; 8—ма-
ховичок.
24'5
Станки эти относятся к пильным станкам с поступательно возврат-
ным движением, поэтому скорость резания они имеют значительно мень-
шую, а следовательно, и к качеству пил предъявляются меньшие тре-
бования.
Фиг. 204.
Лобзиковый станок.
Часто лобзиковые станки строятся комбинированными со сверлом.
Техническая характеристика лобзикового стайка со сверлом
завода „Красный металлист" следующая:
Наибольшая высота пропила . . . . 60 мм.
Ход питы.......................... .37 мм.
Длина употребляемых пилок ... . . 220—340 мм.
Максимальная глубина сверления ... 80 мм.
Мощность мотора....................1.5 л. с.
На самолетостроительных заводах, лобзиковые пилы вытесняются
фрезерными станками.
Б. Раскалывание, рубка и тесание
Эти виды грубой обработки древесины мало применяются на само-
летостроительных заводах, но при ремонте самолетов в полевых усло-
247
виях они находят большое применение, главным образом, при заготовке
материала, постройке укрытий и приспособлений.
Раскалывание производится клином (фиг. 205), внедряемым в дре-
весину’ ударом тяжелого предмета. Лезвие клипа участвует в раскалы-
вании только в первый момент проникновения в древесину, а затем
расслаивание (раскалывание) идет под действием сил Д’, перпендику-
лярных к щекам клина. Лезвие в дальнейшем идет свободно, ие касаясь
волокон древесины. Щеки клипа обычно наклонены под утлом в 30° и
только на рабочем конце срезаны фасками под углом в1 45°. Раскалыва
ние коротких материалов можно производить топором и особенно хорошо
колуном. Длинный сортимент раскалывается топором с помощью после-
довательно вводимых в раскол клиньев (фиг. 206).
Топор состоит из собственно топора с лезвием и обуха с отвер-
стием для топорища. Он служит для рубки, обтесывания и раскалывания.
Угол заострения топора р = 30,р. Колун имеет прямую рукоятку и бо-
лее узкое, чем у топора, лезвие. Угол заточки у колуна 45—50°. что спо-
собствует лучшему раскалыванию им древесины.
Рубка производится топором. Как прием, рубка предполагает обра-
зование в сортименте впадин различной формы или полное разделение
его путем ударов лезвием топора в перпендикулярном нли косом на-
правлении.
Тесание (обтесывание) показано на фиг. 207. Как видно из рисун-
ков, сначала наносятся удары (надрубы) под утлом к направлению воло-
кон, а затем удаляется (срубается) лишняя часть материала. Последняя
операция и есть тесание.
248
В. Строгание и фрезерование
Строгание является заключительной чистовой операцией при обра-
ботке деталей, грубо, с припуском, заготовленных путем пиления, раска-
лывания, рубки и обтесывания.
Фрезерование является частным случаем строгания.
Строгание может производиться вручную или иа станках.
Ручной инструмент для строгания
Для ручной строжки применяются различные струги нли рубанки:
шерхебель, одинарный рубанок, двойной рубанок, фуганок н другие
инструменты.
Деревянная колодке рубанка (OCT 90088— 40)
249
Прн ручном строгании материал обычно закрепляется неподвижно
а инструмент совершает возвратно-поступательные перемещения.
Каждый рубанок состоит из колодки и железки, закрепленной
в гнезде колодки клином. Для удобства 'работы в передней части рубал i-
ка имеется рожок. Колодки изготовляются из твердого дерева: березы
клена, бука, граба, груши, ясеня и дуба. Размеры колодки рубанка при-
ведены па фиг. 208.
Железка имеет обычно наварной конец нз высокоуглеродистой или
специальной стали, а остальная часть изготовляется из малоуглероди-
стой стали.
Целые железки из стали1 изготовляются лишь для обработки дельта-
древесины. Сталь для этой цели применяется ШХ-15 или Х-12.
Термическая обработка рекомендуется следующая:
Сталь Температура закалки °C Отпуск
ШХ-15 780—800°, в воде Кипячение в масле
Х-12 1000е, в масле 150°
Угол установки железки в колодке (он же резания) для нормаль-
ной древесины 45°, а для дельта-древесины 80°. Угол заточки р для
нормальной древесины 30—35°, а для дельта-древесины — 35—408.
Ширина железок в зависимости от назначения рубанка колеблется
•т 30 до 80 мм. Рекомендуется применять для нормальной древесины
железки размером по фиг. 209. Для дельта-древесины лучше брать же-
лезки шириной 35—40 мм и в крайнем случае 45 мм.
Желевка и горбатик рубанка.
250
Заточка железок производится вручную на плоских брусках, поли-
ваемых время от времени водой. Во время точки железки необходимо
следить, чтобы не получилось заваливания фаски. Во избежание выра-
ботки середины бруска во время точки, передвижения железкп рекомен-
дуется производить по всей длине бруска или пользоваться попеременно,
различными участками бруска.
Фиг. 210.
Шерхебель.
После заточки производится правка железки на оселке. Во время
правки необходимо следить за тем, чтобы не получилось заваливания
как со стороны спинки, так и со стороны грудки железки.
Шерхебель (фиг. 210) предназначается для первоначальной грубой
обработки древесины. Железка у шерхебеля имеет дуговое лезвие. Ши-
рина железки 30—40 мм
Фиг. 211.
Одинарный рубанок.
Одинарный рубанок (фиг. 211) имеет одну железку с прямым лез-
вием. Применяется он для выравнивания поверхности.
251
Двойной рубанок (шлифтик) (фиг. 212) применяется для чистовой
обработки древесины. Помимо рабочей железки двойной рубанок имеет
еще ложную железку (стружколоматель или горбатик) для подламыва-
ния стружки.
Горбатик должен быть установлен так, чтобы его передняя кромка
была параллельна лезвию основной железки, плотно прилегающей к ней,
И отстоять от лезвия на величину 0,8—1—1,5 мм в зависимости от тре-
буемой чистоты обработки. Чем тоньше требуется снять стружку и чище
обработать поверхность, тем меньше должна быть указанная величина.
Угол установки железки в двойном рубанке- лучше применять
50-55°.
На качество обработки двойным рубанком влияет и величина отвер-
стия для прохода стружки (леток). Малые размеры летка затрудняют
проход стружки значительной толщины, а большие — резко ухудшают
качество обработки, благодаря отдалению линии подпора древесины от
режущей кромки. Размеры летка у рубанков для чистовой обработки де-
лаются такими, чтобы зазор между колодкой и режущей кромкой был
«коло 1 мм-
Фиг. 212.
Двойной рубанок.
1—железка. 2—горбатик.
Фиг. 213.
Вид отремонтированной
колодки.
С течением времени, вследствие истирания подошвы колодки, ле-
ток увеличивается. Такую колодку необходимо ремонтировать. Для
этого на подошве колодки у летки выдалбливают выемку глубиной
в 10—15 мм, в которую вклеивается вставка из твердой древесины.
На фиг. 213 показана отремонтированная колодка.
Для обработки дельта-древеснны и для местных прострожек и под-
чисток применяются рубанки с уменьшенной колодкой (фиг. 214).
Большие поверхности лучше обрабатывать фуганком (фиг. 215),
представляющим собой двойной рубанок длиной до 600 мм и более,
с колодкой и железкой шириной 6—8 см.
Цинубель — специальный рубанок с рифленой железкой (фиг. 216),
устанавливаемой в колодке под углом от 80 до 89°. Угол заточки
= 30—35°. Заточка производится только с затылка. Правка на оселке
не производится. Заусеницы после заточкп удаляются путем заколачи-
вания железки в торец бруска мягкой породы на глубину 2—2,5 мм.
Цинубель применяется при обработке дельта-древесины.
252
Фиг. 214.
Рубанок с уменьшенной колодкой.
Фиг. 215.
Фуганок.
253
Для обработки кривых поверхностей применяются рубанки с дуго-
образной подошвой или двуручный струг (фиг. 217).
Очень удобен для выстругивания выпуклых и выгнутых поверхно-
стей разной кривизны американский рубанок-горбач (фиг. 218). Кривизна
его подошвы меняется с помощью винта 1, который соединен с рычагами
S и 3, а последние — с подошвой.
Фиг. 316.
Цинубель.
Стамески и цикли. Стамески служат для снятия небольшого коли-
чества. материала, для подрезки, снятия фасок, пригонки на-ус мало до-
ступных деталей при ремонте, резки фанеры вручную и т. п.
Фиг. 217.
Двуручный струг.
По форме стамески бывают плоские и полукруглые. Ширина ста-
мески колеблется от 4 до 40 мм. Угол заточки р = 25—30°.
Долота имеют угол заточки р = 30—40°. Толщина долот больше
Фиг. 218.
Американский рубанок-горбач.
254
ширины (фиг. 219). Для нанесения ударов по долоту при долблении
применяются киянки (деревянные молотки) (фиг. 220).
Заточка и правка стамесок производи гея аналогично точке и правке
железок рубанков.
При обработке дельта-древесины применяются обычные стамески,
но р большей твердостью режущей части, примерно, 60 (по Роквеллу).
Цикли — плоские стальные пластинки толщиной около 1 мм, дли-
ной, примерно, 120 мм, и шириной 60 мм. Для вогнутых поверхностей
употребляются цикли криволинейного контура.
Фиг. 219.
Стамески.
1—полукруглая; 2—плоская; 3—долото.
Деревянный молоток
(киянка).
Цикли принадлежат к инструментам скоблящим, применяются они
для доводки и зачистки обработанных строжкой поверхностей. Мате-
риалом для циклей могут служить полотна ленточных, ножовочных и
поперечных пил.
Заточка цикли производится сначала личным напильником для со-
здания с двух сторон узких плоскостей, перпендикулярных к основным
плоскостям цикли, а затем производят чистую заточку на плоском бру-
ске. Чтобы цикля была пригодна к работе, предварительно заточенные
ее ребра должны быть отогнуты в стороны с помощью боковой кромки
хорошей твердой стамески или стальной пластинки.
Фиг. 221.
1 правка цикли; 2—профиль цикли после окончатель-
ной правки.
255
Для этой операции циклю кладут на край верстака или замжмают
в верстак и кромкой стамески проводят по кромке никли, сильно надав-
ливая на последнюю, и одновременно смещая стамеску несколько вверх.
На фиг. 221 показаны правка 1 и профиль 2 цнкли после окон-
чательной правки.
Машинная строжка
Машинная строжка прямолинейного материала в самолетостроении
производится на фуговальных и строгальных (рейсмусовочных) станках
с помощью вращающихся ножей, при поступательном движении мате-
риала в направлении, перпендикулярном оси вращения ножей или ноже-
вого вала (патрона).
Ножи строгальных станков (фиг. 222), применяемых на авиазаводах,
представляют из себя, сравнительно, тонкие (2,5—5 мм) и узкие пластины
различной длины 1. Такими ножами можно снимать стружку толщиной
до 3 мм.
фиг. 222.
1—тонкий строгальный нож; 2—толстый строгальный нож.
Для более мощных тяжелых станков применяются толстые (5—12 мм)
ножи 2. Толстые ножи могут сострогать стружку до 9 мм.
Ширина ножа В зависит от числа ножей, устанавливаемых иа но-
жевой головке, и от ее диаметра D
Для круглой ножевой головки с двумя н четырьмя ножами
В = 0,3 В), а с шестью ножами — В = 0,2 D.
Длина ножей зависит от длины ножевой головки н от ширины обра-
батываемого материала. Во всяком случае, нож должен быть длиннее
ширины обрабатываемого материала на 10—20 мм.
В современных стайках ножи применяются длиной от 100 до
1200 мм.
Тонкие ножи изготовляются цельными из углеродистой стали
У 10А и У 12А.
Толстые ножи изготовляются двухслойными (наварными). Режущая
часть ножа, толщиной в 2—4 мм, в зависимости от общей толщины
ножа, изготовляется или из углеродистой стали У 10А и У 12А или из
легированной стали, например, /11, В2 и др. Вся остальная часть
ножа изготовляется из мягкой углеродистой стали.
256
Ножи, числом от 2 до 6 (чаще от 2 до 4), закрепляются на ножевой
головке круглого сечения. Диаметр ножевых головок современных стан-
ков колеблется от ПО до 140 мм, реже выше. На самолетостроительных
заводах фуговальные и строгальные станки применяются со съемными
ножевыми головками круглого сечения диаметром в 125 мм. На фиг. 223
показано крепление ножевой головки 2 на ножевом валу 1 коническими
гайками 3, удерживающими силой трения конических плоскостей голов-
ку в установленном положении. Гайки имеют резьбу, обратную направ-
лению вращения вала.
Фиг. 223.
Крепление ножевой головки на ножевом валу.
1—ножевой вал! 2—ножевая головка; 3—гайкн;
4—конические плоскости.
Иногда ножевой вал представляет собой одно целое с но'жевой
головкой.
Тонкие ножи крепятся на ножевых головках круглого сечения или
с помощью накладок (фиг. 224) или распорными вставками с болтами
(фиг. 225).
Круглая ножевая головка с крепле-
ЕИем ножей накладками.
Фиг. 225.
Круглая ножевая головка с крепле-
нием ножей распорными вставками.
В настоящее время ножевые валы квадратного сечения запрещены.
Их можно встретить только в старых заграничных рейсмГусовочных стан-
ках, например; фирмы «Кирхен».
17 Г. П. Платонов.
257
Угловые значения заточки строгальных ножей приведены в таб-
лице 56.
Т а б л и ц а 5,.
Обрабатываемые материалы Угловые значения в градусах
а В 7 8
Древесина мягких пород . 17 37 36 54
Древесина твердых пород . 14 46 30 60
Древесные пластики: Дельта-древесина, бали- нит и др. . 15—20 65 10-5 80-85
Перед постановкой на ножевую головку, ножи должны быть хорошо
выточены на специальных пожеточильных станках с> чашечными или ди-
сковыми точильными кругами.
При заточке чашечными точильными кругами задняя грань у ножей
получается плоской. Ножи с такой заточкой пригодны для обработки
твердой сучковатой древесины и для особо быстроходный станков. Ди-
сковые круги при заточке дают вогнутую заднюю грань ножа, и этим
ослабляют его.
Ножи с вогнутой задней гранью более пригодны для обработки мяг-
ких пород древесины.
Во время точки необходимо следить за тем, чтобы не происходило
перегревания режущего ребра ножа, что, в зависимости от последующего
охлаждения, может вызвать чрезмерную хрупкость лезвия или сделать
его слишком мягким.
Лучше применять мокрую точку с непосредственным водяным ох-
лаждением режущего ребра.
Правку производить вручную оселком зернистостью в 200 -400, смо-
ченным жидким минеральным маслом или керосином.
После заточки ножи не должны иметь посинений, трещин, выкраши-
ваний лезвия, заусениц и т. п.
Правильность угла заточки проверяется шаблоном (фиг. 226), а пря-
молинейность лезвия ножа — линейкой (фиг. 227). Отклонение от но-
минальной величины угла допускается +1°, а отклонение от прямоли-
нейности (величина зазора между линейкой и лезвием) не должно пре-
вышать 0,05—0,1 мм.
Обнаруженные дефекты в заточенном ноже устраняются способом
в зависимости от дефекта: правкой оселком или переточкой.
Парные ножи перед постановкой на вал должны быть проверены
по размерам; весу и сбалансированы.
Допустимая разница в размерах парных ножей не должна превы-
шать: по. длине 0,5 мм, ширине 0,3 мм и толщине 0,1 мм.
Разница в весе комплекта ножей, подобранных для установки на
ножевую головку, не должна превышать 0,3—0,5 г.
258
Балансировка ножей производится на специальных весах (фиг. 228),
после каждой точки Нож 1 укладывается на плоскость 2 весов вплот-
ную к упору 3 и уравновешивается грузом 4. Затем нож повертывается
по длине на 180^. Если равновесие нарушилось, то нож не сбалансирован
относительно его оси симметрии. Уравновешивание можно производить
снятием части материала с тыльной стороны нли, наоборот, напайкой.
Фиг. 227.
Проверка линейкой 2 прямолинейности
ножа 1.
Фиг. 226.
Шаблон для проверки угла
заточки ножей.
Высокие обороты ножевых валов требуют сугубо внимательного от-
ношения к их эксплоатации.
Периодически, не реже одного раза в квартал, должна быть прове-
ден^ балансировка ножевого вала, проверка установки валов в подшипни-
ках и исправности самих подшипников, крепящих нож болтов и гаек.
Балансировка ножевого вала проверяется на двух жестко укреп-
ленных на общем основании специальных линейках с тоцно горизон-
тальными верхними опорами, шириной не более 0,5—1,0 мм.
Фиг. 228.
Еесы для балансировки строгальных ножей.
Чистота обработки на строгальных станках зависит, при одинаковых
оборотах и числе ножей, от подачи. Для самолетостроения наиболее
пригодной подачей будет от 0,5 до 1,0 мм на один нож за один оборот
•V = In-,
где у — подача,
I — подача на один нож за один оборот или длина волны,
п — число об/мин.,
Z — число ножей на валу.
17*
259
Строгальные станки
Фуговальные станки. Они служат для строжки обрабатываемого
•материала в двух взаимно перпендикулярных плоскостях, которые
п являются исходными поверхностями дальнейшей его обработки иа
строгальных (рейсмусовочных) станках.
Фуговальные станки по размерам и мощности разделяются на
легкие и тяжелые, а по характеру подачи — на станки с ручной подачей
и механизированной (роликовые и конвейерные).
Фуговальный станок (фиг. 229) состоит из массивной чугунной Ста-
лины 1, жестко укрепляемой на фундаменте; стола 2—3, направляю-
щей линейки 4 и ножевого вала 5 с ножевой головкой 6.
Фиг. 229-
Схема фуговального станка.
Стол фуговального станка состоит из двух цельнолитых жестких
плит, называемых передним 3 и задним 2 столами. Каждый из столов
может свободно с помощью штурвалов 7 и 8 подниматься и’ опускаться
по наклонной направляющей станины.
Между столами имеется щель, в которой помещается ножевой вал.
Кромки столов, обращенные к ножевому валу, имеют съемные
стальные накладки, установленные заподлицо с рабочей плоскостью
стола.
По износе накладки могут легко заменяться.
Назначение их заключается в том, что они обеспечивают при ра-
боте минимальный зазор между кромками ножей и плитой, выполняя
роль’ стружколомателя. Во время установки ножей они могут быть сня-
ты для уширения щели между столами.
Задний стол устанавливается на одном уровне с лезвиями ножей,
а передний устанавливается в зависимости от толщины снимаемой
стружки. Чем ниже опущен передний стол по отношению к заднему, тем
глубже будет резание и толще снимаемая стружка. На фуговальных
станках легко можно снять стружку толщиной от десятых долей мил
лпметра до 5—6 мм. Лучше снимать стружку не толще 3 мм.
Периодически!, не реже одного раза в месяц, следует проверят»
параллельность столов станка относительно оси ножевого вала, отсут-
ствие люфтов в направляющих и легкость передвижения стола при по-
мощи маховика.
260
Направляющая линейка чаще всего устанавливается перпендику-
лярно к столу и параллельно продольной оси стола. Закрепляется она
болтами на переднем' столе.
В зависимости от ширины обрабатываемого материала и от износа
режущих кромок ножей, направляющая линейка переставляется по
ширине стола, для чего на переднем столе имеется ряд параллельно
расположенных отверстий.
При фуговании брусков сначала обрабатывается широкая сторона
бруска, причем обработка ведется любой частью ножей без прижима
к направляющей линейке, а затем, прижимая обработанную сторону
к направляющей линейке, о(гфуговывают под прямым углом и узкую
сторону бруска.
Короткие бруски необходимо обрабатывать в специальных держа-
телях.
Для серийного производства применяются конвейерные приспособ-
ления для автоподачи обрабатываемого материала типа СФА-2 завода
им. Кагановича.
Ножовый вал в фуговальных станках устанавливается обязательно
с головкой круглого сечения.
Установка ножей требует особой тщательности. Правильность уста-
новки проверяется хорошо фугованным бруском твердой породы (фиг. 230).
Фиг. 230.
Проверка правильности установки ножей
с помощью бруска.
Процесс проверки заключается в следующем:
Предварительно снимается ремень со шкива станка.
Ножи устанавливаются в гнезда ножевой головки так, чтобы лезвие
выходило за кромку стружколомателя приблизительно на 1—2 мм,
и слегка закрепляются только крайними болтами.
Хорошо выверенный брусок твердой породы кладется к краю ножа
на задний стол, установленный так, что брусок ограничивает выступ
ножа из головки па 1—1,5 мм и, вращая вал, проверяют выступ
каждого ножа. Если нож имеет больший, чем нужно, выступ, то его
опускают легкими постукиваниями по фаске киянкой, предварительно
отпустив установочные вннты. Подъем ножей, в случае надобности!, осу-
ществляется установочным винтом (фиг. 231).
261
После проверки установки ножей с одного конца производится проверка
таким же путем и с другого конца. Точность проверки с помощью бру
ска составляет 0,08—0,15 мм. Гораздо точнее (до 0,64—0,08 мм) произ-
водится проверка установки ножей с помощью индикатора (фиг. 232).
Фиг. 231.
Приспособление для установки (подъема и
опускания) ножей.
1—суппорт; 2—винт передвижения ножа.
Установка ножей для строжки древесных пластиков обязательно
должна быть проверена индикатором, а в случае, если поверхность
круглой головки окажется шлифованой, то проверку можно произвести
выверочным шаблоном (фиг. 233).
Фиг. 232.
Проверка установки ножей с помощью индикатора.
Установленные и проверенные ножи затягиваются болтами от сре-
дины к краям. ,
По требованиям техники безопасности ножевый вал должен быть
перекрыт предохранительным ограждением любой конструкции, надежно
262
предохраняющим пальцы рабочего от попадания в щель ножевого вала.
(На фиг. 234 показан один из распространенных предохранительных
ШИТОВ.
| Рекомендуемое число оборотов ножевого вала 4000—5000 об/мин.,
что при D ножевой головки, равном 125 мм, дает скорость разания от
26\до 32 м/сек.
Фиг. 234.
Предохранительный щит.
^Фиг. 233,
а установки ножей
щью выверочного
шаблона.
1 В настоящее время вполне возможно доводить скорость резания
строгальных станков до 40—50 м/сек.
Из фуговальных станков отечественного производства на самолето-
строительных заводах применяется станок типа СФ-5 завода им. Кага-
новича (фиг. 235) со следующей технической характеристикой:
Фиг. 235.
Фуговальный станок типа СФ-5 завода им. Кагановича:
1- станина, 2 передняя плита стола; 3—задняя плита стола; 4—ножевая го-
ловка, 5—направляющая линейка; 6—электродвигатель.
263
(Наибольшая ширина строгания * . . . . 500 мм.
Длина стола ........................ 2500 мм
Число оборотов ножевого вала........3600—1000 об/мин.
Размер ножа......................... 500X35X3,5 мм
Диаметр и ширина шкива............ 120X100 мм
Погребная мощность .................2,2 kW /
Габариты станка: длина.............. 2500 мм /
ширина............... 920 мм /
высота............... 940 мм /
Вес................................. 920 кг I
Скорость подачи.....................—12 м/мин. Ъ
Строгальный (рейсмусовочный) станок применяется для параллель-
ной строжки брусков и изделий, подготовленных на фуговальном станке.
Строгальный станок (фиг. 236) состоит из станины 1, приемного
стола 2 со скользящими роликами 10 и 12, механизма подачи, состоя-
щего из переднего рифленого 9 и заднего гладкого 11 валиков, ножевого
вала с ножевой головкой 5,
переднего 6 н заднего 1 прижимов.
Фиг. 236.
Схема одностороннего рейсмусовочного стайка:
1— станина; 2, 3—стол; 4—винт подъемного механизма;
5—ножевая головка; 6 н 1—прижимы; 8—винт для регу-
лировки положения переднего прижима; 9—подающий
рифленый валик; 10 и 12—гладкие валики, облегчающие
подачу; 11—гладкий подающий валик.
Стол рейсмусовочного станка имеет возможность вертикального
перемещения в пределах от 2—3 до 200 мм и выше. Перемещение осуще-
ствляется в направляющих станины с помощью штурвала конической
передачи вертикального винта 4.
264
Благодаря точному вертикальному перемещению стола, на рейсму-
совочном станке можно производить строжку в размер. Установка на
определенную толщину производится по шкале, укрепленной на станине.
Скользящие валики облегчают продвижение материала. При строж-
ке древесины они с помощью микрометрических винтов выпускаются
над столом на 1 мм, а при строжке дельта-древесины — на 0,5 мм.
Подача осуществляется рифленым и гладкими валиками, приводя-
щимися в движение специальным электромотором илн приводом. При
строжке материала различной толщины применяется секционный риф-
леный валик. Сечение секции рифленого валика показано на фиг. 237.
Положение ее относительно вала центрируется четырьмя одинаковыми
пружинами 5. Вращение секции осуществляется выступами на кресто-
вине 3, жестко соединенной с валом. Секция под действием обраба-
тываемого материала может смещаться, что дает возможность обраба-
тывать материал разной толщины.
Фиг. 237.
Секция рифленого валика.
1—секция рифленого валика: 2—вал;
3—крестовина; 4- шпонка; 5—пру-
жины.
Для получения качественной строжки необходимо произвести тща-
тельную регулировку подающих валиков. Рифленый валик должен быть
установлен так, чтобы его кромка в нижнем крайнем положении по всей
Длние была ниже лезвий ножа на 2—3 мм, а вертикальное перемещение
рифленого валика в момент прохождения материала не превышало бы
3—5 мм.
Нижняя поверхность заднего гладкого подающего валика должна
быть на 1—1,5 мм ниже лезвий ножа.
Ножевая головка устанавливается над столом, строго параллельно
последнему.
При работе, отфугованный с двух сторон под прямым углом бру-
сок кладется строганой стороной на стол, предварительно опущенный на
необходимую высоту7. Вблизи места резания брусок прижимается перед-
ним прижимом (он жо стружколомате.чь) и задним. Благодаря тому, что
стол и ножевая головка взаимно параллельны, строжка 3-й и 4-й сторон
265
происходит в плоскостях, параллельных ранее отфугованным 1 н 2 сто-
ронам.
С помощью специальных шаблонов на реГгсмусовочных сталмэх
можно обрабатывать (детали на конус. Такая обработка применяется,
например, прн изготовлении полок лонжерона. Схема снятия скоса в полке
лонжерона показана па Фиг. 23Н.
Приспособления для снятия конуса на рейсмусовочиом станке.
1—сулага; 2—обрабатываемая полка; 2—поверхность стола; 4—ножевая головка.
Обрабатываемая полка 2 устанавливается на специальной сулаге 1
с выступом, соответствующим подлежащей удалению части полки.
Строгальные станки строятся одно-, двух-, трех- н четырехсторон-
ние, т. е. строжка за один проход может происходить с одной, двух,
трех и четырех сторон.
Фиг. 239.
Односторонний рейсмусовочный стаиок типа СР-б-З:
I—станина; 2—стол; 3—мотор привода ножевой головки; 4—мотор
подачи; 5—ножевая головка; 6—маховичок подъема стола; 7—при-
емник эксгаусториой установки.
266
В самолетостроении чаще всего встречаются односторонние и,,
реже — двухсторонние строгальные станки.
Из строгальных станков отечественного производства можно ука-
зать станок типа СР-6-2 завода им. Кагановича (фиг. 239), имеющий
следующую техническую характеристику:
Наибольшая ширина строгания...............60Э мм.
Наибольшая ширина пропускаемых брусков . . 200 мм.
Диаметр ножевого вала................ .125 мм,
Число оборотов вала ..... . 4200 об/мни.
Диаметр подающих вальцев..................95 мм.
Мощность моторов; а) для ножевого вала . . 4,5 kW.
число оборотов. . 3000 об/мин.
б) для подачи...........0,8 kW.
число оборотов. . . 1000 об/мин.
Габариты станка: длина .... ..... 1535 мм.
ширина.................. 1475 мм.
высота................. . . 1100 мм.
Фиг. 240.
Строгальный станок с встроенными моторами.
На фиг. 240 показан строгальный станок с встроенными
моторами.
Фрезерные станки
Фрезерные станки bi авиапромышленности имеют весьма широкое
применение. На этих станках можно выполнять самые разнообразные
работы по плоскому и профильному фрезерованию: обработка лонжеро-
нов и стрингеров^ «ла конус», выбора облегчений, изготовление реек
для полок нервюр и шпангоутов, обработка фанеры на-ус , обработка
деталей с кривыми профилями, выполнение цепнодолбежных и копиро-
вальных работ и т. п. Широкое применение шаблонов при работе на
фрезерных станках обеспечивает хорошую точность и уменьшает опас-
ность работы.
Фрезерный станок (фиг. 241) состоит из чугунной станины, стола,
рабочего вала и сменных шпинделей для непосредственного крепления
разнообразнейших по форме резцов (фрез) и направляющей лннейки.
На рабочей плоскости стола имеются Т-образного или трапецевид-
ного сечения пазы, в которых закрепляются всевозможные приспособ-
ления и по которым для крепления обрабатываемого материала пере-
мещаются специальные кареткн. Пазы имеют направление, обеспечиваю-
щее крепление приспособлений на столе в любом положении относи-
тельно шпинделя.
Фиг. 241.
Фрезерный станок типа ФН-2 завода им Кагановича:
1—станина; 2—стол; 3—шпиндель; 4—маховичок для наклона
стола; 5—электродвигатель.
Направляющая линейка также закрепляется в пазах стола и исполь-
зуется для прямолинейного фрезерования деталей.
Рабочий вал вращается в подшипниках, закрепленных на литой
раме (суппорте), ймеющей возможность перемещаться в вертикальном
направлении по направляющим станины ла 80—100 мм. В верхней ча-
сти рабочего вала закрепляется съемный шпиндель.
Крепление шпинделя может быть осуществлено одним из трех спо-
собов (фиг. 242); 1) клиновое крепление очень распространенное, но
имеющее серьезные недостатки: нарушает балансировку, центровку вала и
ускоряет износ подшипников, а поэтому его нельзя рекомендовать для
окончательной точной обработки; 2) крепление простой гайкой и
2'8
3) днференциальной гайкой. Последние два способа обеспечивают тре-
буемую центровку и жесткость соединения.
В самолетостроении применяются, главным образом, фрезерные
станки одно- и двухншиндельные и копировально-фрезерные, последние
с числом оборотов, достигающим до 25000 об/мин.
Современные фрезерные станки имеют встроенные моторы (шпин-
дель является продолжением роторной части мотора).
Фиг. 242.
Способы крепления шпинделей на
рабочем валу фрезерного станка:
[—-клиновое крепление; 2—простой
затяжной гайкой; 3—диферевдиаль-
иой гайкой.
Фиг. 243.
Цельная фреза.
Обработка древесины на фрезерных станках производится фрезами
различной конструкции. Широкое применение находят цельные фрезы
(фнг. 243). Они легко могут быть сбалансированы, установлены и на-
дежно закреплены на шпинделе, работают ровио. Переточка их ие на-
рушает правильности заточки. Применяются цельные фрезы для фре-
Фиг. 244.
Плоские вставные ножи.
269>
верования криволинейных контуров небольшой высоты, для выборки
облегчений в деталях сплошного сечения и для других работ.
Неменьшее распространение имеют фрезерные головки с плоскими
вставными ножами (фиг. 244). С помощью нх производится прямолиней-
ное и криволинейное фрезерование и заусовка заготовок и деталей.
Кроме того, применяются фланцевые фрезерные головки с дуговыми
ножами (фиг. 245) и реже с плоскими ножами, так как последние опас-
ны в работе.
Фиг. 245-
Фланцевая фрезерная головка
с дуговыми ножами.
1,2—дуговые ножи; 3—выступы
ножа; 4—флаицы; 5—паз.
Фиг. 246.
Концевые фрезы для копировальных
фрезерных станков.
На фиг. 246 показаны концевые фрезы для копировально-фрезерных
станков, а на фиг. 247 — фреза с фасонным профилем резца.
Цельные фрезерные головки имеют характеристику, приведенную
в таблице 57.
Таблица 57,
Обрабатываемый материал Инструмент Углы в радусах
D мм число зубцов задний а заост- рения перед. I реза- ния 3
.Древесина мягких пород .... 90-120 4 12—16 42-50 36—24 54-66
Древесина твердых пород . . 90—120 4 10 50-60 30—2060—70
Дельта-древесина 90-120 3-4 15-20 65 10-5 80-85
Материалом для цельных фрез может служить углеродистая сталь
У 8 н У 10. >
270
Для обработки дельта-древесины применяются цельные фрезы из
углеродистой стали, или стали Х12 и ХВ5 нли для малой высоты обра-
ботки — ножи, наплавленные победитом. Применяются также головки со
вставными тонкими ножами из тех же материалов, что и цельные.
Фиг. 24/.
Фасонная фреза.
Углы заточки копировально-фрезерного инструмента приведены
в таблице 58.
__________ Т а б л'и ц а 58.
Режущие элементы Углы в градусах
а 6
Боковые Ториевые . . . 15-25 45 -59 30—45 40—45 20-45 0 45-70 90
Фрезерные станки работают с большим числом оборотов, поэтому
они требуют тщательной проверки и наладки перед работой.
Каждая фреза перед постановкой на шпиндель должна быть осмот-
рена и сбалансирована. На режущих кромках резпов не должно быть
трещин, выкрашивающихся мест, посинений, заусениц и других пороков.
Балансировка производится на 2-х специальных линейках, жестко
укрепленных на массивных опорах (фиг. 248). Ширина опорных поверх-
ностей линеек не превышает 0,5—1,0 мм.
Горизонтальность поверхности стола проверяется уровнем, а пра-
вильность установки шпинделя — индикатором, устанавливаемым на стол.
Биение шпинделя допускается не более 0,02—0,05 мм, после регу-
лировки шпиндель окончательно закрепляется или клином или гайкой,
льные удары молотком по клину не допускаются, вб избежание по-
вреждений подшипников.
Центральное отверстие режущего инструмента должно точно соот-
ветствовать диаметру шпинделя или оправки. Ощутимый рукой люфт не
допускается.
Для фрезы с большим отверстием при установке на шпиндель при-
меняют центрирующие! втулки (фиг. 249)
271
Перед пуском шпиндель с установленной фрезой снова проверяют
вручную с помощью бруска или индикатора. При вращении каждое лез-
вие фреза должно в одинаковой степени касаться бруска или инди-
катора.
Для устойчивой н безопасной работы режущий инструмент должен,
устанавливаться, как можно ниже на шпинделе.
Фиг. 248.
Балансировка фрезы.
1 — фреза; 2—валик; 3—лезвие линейки.
Фиг. 249.
Центрирующая втулка.
1—режущий инструмент; 2—пшин-
дель станка; 3—конусная втулка;
4—разрезы втулки; 5—гайка.
Направляющая линейка может быть цельной, например, в случае
обработки детали не по всей высоте. Резцы фрезы пропускаются в про-
резь направляющей линейки на величину, равную глубине выборки об-
рабатываемой детали. На фиг. 250 показана установка составной направ-
ляющей линейки, применяемой при обработке деталей по дсей высоте.
Задняя часть направляющей линейки толще передней на глубину фре-
зерования.
Фиг. 250.
Установка направляющей линейки на фрезерный станок.
1—режущий инструмент; 2—задняя направляющая ли-
нейка; 3—передняя направляющая линейка; 4—контроль-
ный брусок, а—зазор, равный глубине резания.
В целях безопасности при тяжелых фрезерных работах шпиндель
укрепляется верхним подшипником в кронштейне, установленном на по-
верхности стола 6 (фиг. 241).
272
При работе станок должен издавать ровный не дребезжащий звук.
Вибрация станка при работе не допустима.
Первый брусок после обработки тщательно осматривается и только
в случае качественной обработки работа продолжается.
В самолетостроении применяются фрезерные станки отечествен-
ного производства и заграничные.
Техническая характеристика фрезерного станка тйпа ФН-2
завода нм. Кагановича (фиг. 241) следующая:
Размер стола............................. 900X1000 мм
Наибольший наклон стола..................30°
Диаметр рабочего шпинделя ......... 30 мм
Число оборотов шпинделя:
для больших фрезерных головок........2900 об/мин.
для средних............................ 4000 об/мин.
для малых.............................. 5000 об/мии.
Наибольшее вертикальное перемещение суппорта 100 мм
Диаметр шкива рабочего шпинделя..........112 мм
Диаметр сменных шкивов электродвигателя:
для больших фрезерных головок............ 200 мм
для средних............................150 мм
для малых..............................115 мм
Мощность мотора..........................4,5 kW
число оборотов ........................ 3000 об/мнн.
Габариты станка: длина................... 1540 мм
ширина............ . . . . 1000 мм
высота.................... 1345 мм
Кроме обыкновенного фрезерного станка для обработки фасонных
деталей на заводах применяют вертикальные копированию-фрезерные
станки.
На этих станках очень сложные работы могут быть выполнены
малоквалифицированными рабочими.
Во время внутренней обработки ажурных деталей, фреза работает
сначала как обычное сверло, а затем, профреверовав отверстие, начи-
нает работать в горизонтальном направлении, как лобовая или торцевая
фреза. Вертикальная подача осуществляется опусканием шпинделя или
поднятием стола.
Для обработки детали по копиру на столе (в центре) имеется на-
правляющая шпилька (штифт).
Имеются конструкции фрезерных станков, в которых горизонталь-
ная подача обрабатываемого изделия в четырех направлениях осуще-
ствляется при помощи горизонтального перемещения стола.
На фиг. 251 показан копированию-фрезерный станок английской
фирмы Вадкин. Стол станка 2 может с помощью маховичка 9 опу-
скаться и подниматься на/ нужную высоту. Управление станка кнопочное.
Техническая характеристика станка Вадкин следующая:
Размер стола......................... 750X750 мм
Вертикальное перемещение стола .... 225 мм
Вылет шпинделя....................... 600 мм
Вертикальное перемещение шпинделя . . (00 мм
Число оборотов шпинделя.............. 18000—24000 об/мин.
Мощность мотора......................1,5-2 kW.
18 Г. П. Платонов.
273
Шлифовальные станки применяются в самолетостроении для окон-
чательной зачистки поверхностей деталей и заготовок. На авиазаводах
применяются шлифовально-ленточные станки, работающие по принципу
бесконечной ленты (фиг. 262), и дисковые с одним или двумя дисками
(фиг. 253).
Как на ленту, так и на диски наклеивается стеклянная бумага.
Работа производится путем прижимания детали к движущейся ленте
или диску со стеклянной бумагой.
Фиг. 251.
Копировально-фрезерный станок фирмы Вадкин:
1 — станина; 2 — стол; 3 — суппорт; 4 — направляющие;
5—электромотор; б—патрон; 7—педаль для перемеще-
ния суппорта; 8—шланг; 9—маховичок; 10—штифт.
На шлифовально-ленточных станках шлифуются детали среднего
размера, например, обшивка нервюр, шпангоутов и т. п.
Ленточно-шлифовальный станок завода «Красный металлист» имеет
ленту шириной 150 мм, число оборотов 750 об/мин. Потребная мощность
около 2 kW.
На шлифовально-дисковых станках шлифуются мелкие детали, а
также кромки средних деталей.
Благодаря наклонно устанавливающемуся столу (наклон под лю-
бым углом до 45°) и поворотному сегменту, устанавливающемуся на столе
станка, можно шлифовать деталь под точно заданным углом как в вер-
тикальной, так и в горизонтальной плоскости.
Для шлифовки по плоскости щитков большого размера, а также
листов фанеры и брусков применяются шлифовально-барабанные станки.
На наших заводах применяется шлифовальный трехбарабанный станок
Фиг. 252.
Схема шлифовально-ленточного станка.
1—ведущий шкив; 2—ведомый шкив; 3—пе-
редвижные подшипники; '1—направляющие;
5—натяжной впит; 6—рабочая ветвь; 7—опор-
ная площадка.
Фиг. 253.
Схема шлифовально-дискового
станка:
1—диск; 2—электродвигатель;
3—стол; 4—установочный винт
для подачи деталей.
типа ШЯ-ЗВ завода «Пролетарская свобода», допускающего шлифова-
ние материала следующих размеров:
Наибольшая ширина
Наибольшая толщина
Наименьшая длина
1850 мм;
200 мм;
400 м.
Г. Сверление
Для образования цилиндрических и продолговатых отверстий в де-
ревянных изделиях употребляются сверла различной формы (фиг. 254).
Процесс резания при помощи сверла называется сверлением.
Форма сверла зависит от ряда факторов и, в первую очередь, от
направления сверления по отношению к направлению волокон древесины.
Сверла ложечные 1, а также улиткообразные применяются для
сверления вдоль волокон, а остальные сверла со 2 по 7 (фнг. 254) при-
меняются для сверления поперек волокон. Качество сверления полу-
чается разное в зависимости от формы сверла и угловых значений его
режущих элементов.
В авиастроительстве наиболее употребительны следующие сверла:
центровое плоское, часто называемое центровой перкой, центровое скру-
ченное, сверло Форстнера, спиральное сверло с конической заточкой
(фиг. 255).
Центровое плоское сверло 1 применяется для неглубокого свер-
ления поперек волокон. Оно дает чистое, по неточное отверстие. Оонов-
16* 275
Фиг. 254.
Сверла различной формы:
1—ложечное; 2—центровое плоское; 3—спиральное по металлу (с фаской);
4—спиральное по дереву (без фаски); 5—шиековоо (одноходное); 5—што-
порное; 7—с головкой и круговыми подрезателями.
ной режущий элемент данного сверла в виде клина отделяет стружку,
а подрезатель а подрезает волокна древесины, центр в виде трехгран-
ной пирамиды центрирует сверло.
Фиг. 255.
Типы сверл, применяемых в самолетостроении:
I—простое центровое сверло; 2—станочное центровое
сверло; 3—сверло Форстнера; 4—спиральное сверло с
конической заточкой, а—подрезатель.
276
Центровое плоское сверло служит, главным образом, для ручной
сверловки с помощью коловорота или дрели. Выход стружки при свер-
лении затруднен.
Центровое скрученное или станочное центровое сверло 2 служит
для неглубокого сверления поперек волокон.
Отверстие в результате сверления получается чистое, но яе точ-
ное. Сверло имеет два основных лезвия с подрезателями на периферий-
ных частях лезвий.
Стружка выходит по двум наклонным прорезям.
Направление сверления дает центр в виде трехгранной пирамиды.
Сверло Форстнера 3 не имеет выступающего центра. Подрезатели
у него расположены по всей боковой кромке. Сверло дает чистое и точ-
ное, но неглубокое отверстие поперек волокон, рекомендуется для свер-
ления сборочных отверстий в деталях.
Спиральные сверла 4 служат для глубокого сврления древе-
сины, а также для сверления деталей с прокладками — из дельта-дре-
весины. Режущие лезвия расположены! по конусу. Стружка отводится
по спиральным канавкам.
Угловое значение режущих элементов сверла приведено в1 таб-
лице 59.
I I
Таблица 59.
Угловые значения в градусах
Типы сверл
Высота
Центровое плоское . .
15—2025—35
45
45—50
2—4
₽1
центра
0,3 d
Станочное центровое
сверло ..............
15-2030—35
40
50
2-1
0,2 d
Сверло Форстнера . .
Спиральное сверло .
30
15
30
40
30
30
60
15
60—80
₽
И
Заточка сверл производится на точильных кругах вручную, либо на
специальных станках для заточки сверл.
На фиг. 256 показано сверло-пилка, служащее для высверливания
отверстий больших диаметров. Сверло своими режущими частями как бы
выпиливает пробку, которая затем выбрасывается пружиной.
з г »
Фиг. 256.
Сверло-пвлка:
1 зубья сверла, 2—выбрасыватель; 3—пруа>нна.
277
Фиг. 259.
Коловорот 1 и ручная дрель 2.
278
Для сверления отверстий под болты и шурупы, головки которых
должны быть утоплены, применяются составные сверла (фиг. 257). Раз-
движное сверло Кларка (фиг. 258) дает возможность сверлить отвер-
стия диаметром от 13 до 40 мм или от 40 до 75 мм.
Фиг.
Составные сверла.
Фиг. 258.
Раздвижное сверло Кларка:
1—режущая пластинка; 2—центрирующий вин
Сверла приводятся во вращательное движение коловоротами, дре-
лями! и специальными сверлильными станками.
Для ручного сверления применяются коловороты (фиг. 259) и тре-
щотки. Трещотки’ удобны в тех местах, где коловорот не может сделать
Фиг. 260.
Специальный коловорот.
полного оборота. Трещотка может быть заменена специальным колово-
ротом (фиг- 260).
В авиапроизводстве имеют большое распространение дрели: элек-
трические (фиг. 261), пневматические и ручные 2 (фиг. 259):
Фиг. 261.
Электрическая дрель.
Особенно незаменимы дрели в сборочных цехах, вследствие удоб-
ства нх употребления в любом малодоступном месте.
Сверлильные станки в авиапроизводстве применяются одно- и мно-
гошпиидельные
подачей.
с вертикальным
расположением шпинделя и ручной
Фиг. 262.
Сверлильный станок.
Основные детали сверлильного станка (фиг. 262): стойка станка или
станина, перемещающийся по высоте стол, шпиндель, упорные шарико-
вые подшипники, в которых крепится шпиндель.
279
Техническая характеристика вертикального трехшпнидельного
сверлильвого станка типа СВС завода им. Кагановича следующая:
Количество шпинделей........................3 шт.
Наибольший диаметр сверления................50 мм
Наибольшая глубина..........................100 мм
Потребная мощность мотора..................1,1—3 kW
На фиг. 263 показано приспособление, с помощью которого* на свер-
лильном станке можно получить отверстие квадратной формы. Свер-
ло 2 высверливает отверстие, а долото 1 своими острым^! кромками
подрезает древесину, образуя квадратное отверстие.
Комбинированный инструмент для станочной вы-
борки квадратных отверстий.
1—полое квадратное долото; 2—сверло; 3—про-
дольный вырез.
Рекомендуются следующие числа оборотов для сверл.
Обрабатываемый матерная Числе оборотов в минуту при глубине сверления
до 60 мм от 60 до 200 мм свыше 200 мм
Древесина Дельт а-древесина .... 3000 400—600 1500-3000 200-600
Скорость подачи при сверлении древесины устанавливается
в 5—25 мм/сек., а для дельта-древесины в 2,5—3,0 мм/сек. Перед выхо-
дом сверла из древеспны необходимо подачу уменьшить, во избежание
расщеплений.
Прн сверлении малых отверстий в древесине следует периодически
вынимать сверло для очистки от стружки.
Под просверливаемую деталь, для получения чистых отверстий,
необходимо подкладывать материал, примерно, такой же твердости!, как
и деталь.
280
В случае работы сверлом с подрезателямн необходимо следить,
чтобы подр'езатель выступал под основным резцом, ие более чем на
0,5—2,5 мм.
Комбинированные станки
Кроме разобранных типов станков, имеются комбинированные, стад-
ии, т. е. объединяющие в единое целое два-три и более станков.
Hal фиг. 264: дан комбинированный станок, состоящий из фуговаль-
ного и строгального станков, а на фиг. 265— станок, состоящий из лен-
точной пилы, фрезерного и фуговального станков.
Фиг. 264.
Комбинированный станок, объединяющий фуговальный 1 и строгальный 2
стаики.
Очень часто встречаются круглопильные станки в комбинации
с фуговальным станком.
Комбинированные станки весьма удобны для подвижных ремонтных
мастерских н небольших стационарных.
Токарные станки
Токарные станки служат для получения цилиндрических, кониче-
ских и шаровых поверхностей деревянных изделий.
В самолетостроении они находят незначительное применение. Го-
281
раздо большее применение токарные станки имеют в модельных цехах
моторостроительных заводов.
Фиг. 265.
Комбшшровашшй станок, состоящий из ленточнопильного 1, фре-
зерного 2 и фуговального 3 станков.
Токарный станок по дереву (фиг. 266) очень прост по своей кон-
струкции. Он состоит из чугунной, а иногда н деревянной станины,
верхняя часть которой называется постелью; передней неподвижной (в)
и| задней подвижной (б) бабок и подручника (г), на который упирается
обтачивающий инструмент. Станок приводится в движение через ре-
менную передачу мотором, мощностью в 0,75—2 kW Встречаются то-
карные станки, приводимые в движение ногой.
Фиг. 266.
Токарный станок по дереву.
282
Обтачиваемый предмет устанавливается между гребенкой (а) перед-
ней бабки и центром задней бабки.
В качестве режущего инструмента на токарных станках применя-
ются косые стамески (плоские и полукруглые — фиг. 267).
Фиг. 267.
Косые стамески для токарных работ
-по дереву.
Техническая характеристика токарного станка по дереву зав. „Красный
металлист" следующая:
Высота центров.............. . 300 мм.
Расстояние между центрами . . . 1000 мм.
Число оборотов шпинделя .... 1000—1500 об/мин.
Потребная мощность...............2 л. с.
Станки-лилипуты и ручной электрифицированный инструмент
Станки-лилипуты и ручной электрифицированный инструмент за
последние десятилетия нашли себе широкое применение в деревообраба-
тывающей промышленности и, в частности, в деревянном самолето-
строении.
Станки-лилипуты, отличаясь небольшими размерами, легко могут
быть переносимы и устанавливаемы в любом месте на столе или вер-
статке. Они заменяют ручной инструмент, а в некоторых случаях и
большие станки соответствующего типа. Из станков-лилипутов иа за-
водах деревянного самолетостроения встречаются круглопильные лен-
точнопильные, фуговальные и шлифовальные станки, электроножи для
раскроя фанеры и шпона, электродрели и др.
На фиг. 268 показан настольный ленточнопильный станок се
встроенным мотором 1, приводящим в движение верхний шкив 2. Ниж-
ний шкив 3, ведомый, в целях натяжения пильной ленты может пере-
двигаться по вертикальной стойке 4. Диаметр шкивов такого станка
300—350 мм.
283
Фуговальные станки-лилипуты (фиг. 269) имеют те же детали, что
а нормальные^ но меньших размеров, например, ширина стола станка-
лилипута не. превышает 300 мм.
На фиг. 270 показан шлифовальный станок-лилипут. Он может быть
аспользован н как ручной.
Фиг. 268.
Настольный ленточнопильный станок.
Электрифицированный ручной инструмент имеет значительное пре-
имущество в производительности по сравнению с ручным обыкновенным
инструментом. Электрифицированный ручной инструмент особенно при-
годен при обработке труднопереносимых и неудобных для обработки на
нормальных станках авиадеталей.
Этот инструмент может быть также с успехом применен в качестве
стационарных станков-лилипутов. Из электрифицированного ручного
инструмента наиболее часто встречаются электропилы, электрорубанки,
электрошлифовальные ручные станки и другие.
Ручная дисковая электропила предназначается для продольной и
поперечной распиловки досок н брусков толщиной до 9 мм. Обслужи-
вается дисковая электропила одним рабочим.
284
Фиг. 270.
Шлифовальный станок-лилипут.
Дисковая электропила состоит из электромотора и пильного диска,,
укрепленного или непосредственно на валу электромотора (безредуктор-
ная Нила) или соединенного с мотором с помощью редукторной передачи
(редукторная пила). Да фиг. 271 показан общий вид редукторной пилы
типа ДПА 27/250 завода «Красный маяк».
Фиг. 271.
Редукторная ручная электрифицированная пила.
Основные технические данные этой пилы следующие:
1. Род тока н напряжение—переменный трех фазный, 220/127.
2. Мощность мотора 0,9 квт.
3. Потребляемая мощность дэ 1,2 квт.
4. Число оборотов электромотора 2850 об/мин.1
5. Число оборотов пильного диска 1140 об/мнн.
6. Габаритные размеры 530 X 160 X 165 мм.
7. Вес 14 кг.
8. Диаметр диска 250 мм.
9. Наибольшая глубина пропила 90 мм.
Дисковая электропила рассчитана иа повторно-кратковременную ра-
боту. При длительной работе необходимо следить за нагревом кожуха,
285
во избежание перегорания обмотки электромотора. Разница между тем-
пературой кожуха работающей пилы и окружающего воздуха не должна
превышать 50°С.
Скорость подачи при распиливании дисковой электропилой колеб-
лется в зависимости от породы древесины и толщины сортимента от
0,6 до 5 м/мин.
При работе корпус пнлы рекомендуется заземлять.
Ручная дисковая пила может быть использована и как стационар-
ная, но с обязательным соблюдением установленного для нее режима
работы.
Электрорубанок может быть использован для строгания и фугова-
ния досок, брусков, заготовок и авиадеталей, особенно крупных и не-
удобных для обработки на стационарном станке.
Производительность работы электрорубанком значительно (от 6 до
12 раз) увеличивается по сравнению с ручным рубанком.
На фиг. 272 показан общий вид электрорубанка ЭРБ-100 завода
«Электросила».
Фиг. 272.
Ручной нлектрорубанок ЭРБ-100 завода „Электросила".
1—рукоятка передняя; 2—рукоятка задняя; 3—курок выключателя; 4—панели;
5 - винты для регулировки подъема панелей; 6—установочная линейка; 7—лапки;
8—вентиляционные отверстия; 9—стяжиые болты; 10—коробка выключателя;
11—масленка штауфера; 12—винты для крепления направляющей: планки;
13—винты крышки коробки выключателя; 14—стяжные болты.
Основные технические данные электрорубайка ЭРБ-100 следующие:
1. Род тока—переменный трехфазный.
2- Напряжение—220/127.
3. Мощность мотора—0,45 квт.
4. Потребляемая мощность—0,65 квт.
5. Число оборотов электромотора—2820 об/мнн.
6. Число оборотов барабана—6800.
7. Габаритные размеры—575 X 200 X 225 мм.
8. Вес—15 кг.
9. Ширина стружки за один проход—100 мм.
10. Толщина стружки—до 2 мм.
На корпусе электрорубанка имеются четыре лапки, которыми он
закрепляется на верстаке в случае его использования как стационар-
ного станка.
2?6
Скорость подачи при работе электрорубанком колеблется от 2 до
S м/мпн. в зависимости от породы древесины и глубины строгания. Для
твердых пород (дуб, ясень) глубина строгания не должна превышать
0 5 мм при скорости подачи в 2—3 м/мин.; для сосны, ели и листвен-
ницы — 1—1,5 мм прн подаче — 8—9 м/мин. Чрезмерное увеличение
подачи и глубины резания может вывести рубанок из строя. Корпус
рубанка во время работы обязательно заземляется.
Точка инструмента
Чистая и производительная работа, нормальный расход энергии на
обработку, даже безопасность в работе во многом зависят от правильно
выбранного и хорошо выточенного инструмента. Несоответствующий
данной работе инструмент или плохо отточенный резко снижает каче-
ство н производительность работы. Поэтому на выбор инструмента и его
точку необходимо обращать особое внимание. Авиационные заводы
имеют для этого дела специальных мастеров, помещение и оборудование.
Следует и в небольших ремонтных мастерских инструментальное
хозяйство, его подготовку и наладку сосредотачивать в одних руках.
Для точки инструмента имеются специальные станки, начиная
с простых точильных камней и кончая сложными автоматами.
В заводских условиях встречаются станки по точке круглых и лен-
точных пил, строгальных ножен и различного рода фрез и сверл.
В СССР хорошие универсальные автоматы для точки пил произво-
дит завод им. Ильича.
Для точки строгальных ножей и круглых пил может применяться
станок, показанный на фиг. 273.
Фиг. 273.
Точильный станок для точки пил и ножей.
287
При наличии строгальных станков с 4, 5, 6-ю ножами на валу луч-
ше применять автоматическую точку ножей непосредственно на станке,
при полном числе оборотов ножевого вала. Это исключает время про-
стоя на сложную установку большого количества ножей.
Точка на станках производится точильными кругами. Материал для
точильных кругов имеет следующую характеристику: зернистость для
фрез, строгальных ножей, круглых пил 46—60, а для ленточных пил
60—80; твердость для заточки фрез М,—СТ, (мягкие — первой степени,
средне-твердые — первой степени); для строгальных ножей — М2—С,
(мягкие — второй степени, средние — первой степени); для круглых
и ленточных пил — С, —СТХ (средние — первой степени, средне-твер-
дые — первой степени); связка бакелитовая; зерна из злектрокорунда.
Форма точильных кругов показана на фиг. 274.
СРиг. 274.
Точильные круги:
1—для заточки пил с шагом больше 10 мм; 2—для заточки пил с
шагом меньше 10 мм; 3 и 4 —для заточки фрез; 5—для заточки
ножен.
Скорость вращения точильных кругов 20—25 м/сек.
Точка на точильных станках производится' согласно соответствующих
инструкций BIIAM — ЦНИИМОД.
Для точки ручного инструмента применяются точильные камни,
бруски, оселки и напильники.
Вспомогательный инструмент и приспособления
Во время обработки древесины, помимо непосредственно обраба-
тывающего инструмента, имеет широкое употребление вспомогательный
288
инструмент и различного рода приспособления, обеспечивающие раз-
меры, форму, точность, удобство обработки и сборки древесины и изде-
лий из нее.
К вспомогательным инструментам относятся: измерительный, по-
верочно-разметочный, чертежный и т. п. инструмент.
Измерительный инструмент применяется с момента заготовки дре-
весины до окончательной сборки целой конструкции.
К наиболее употребляемым в деревообработке измерительным ин-
струментам относятся: метр, рулетка, штангенциркуль (фиг. 275), крон-
циркуль и глубиномер.
К поверочному, разметочному и чертежному инструменту относятся:
угольник 1, малка 2, ярунок 3 и рейсмус 4 (фиг. 276). Сюда же
относятся линейки и циркуль.
Фиг. 276.
Поверочный инструмент;
1—угольник; 2—малка; 3—ярунок; 4—рейсмус.
Такие приборы, как уровень (фиг. 277), отвес, ватерпас (фиг. 278) и
нивелир применяются при установке и нивелировке изделия.
19 Г. П. Платонов.
289
Большое применение имеют и такие инструменты, как столярный
молоток, киянка, клещи, кусачки, молоток для притирки и отвертки
Фиг. 277.
Уровень -
Ив вспомогательных приспособлений при ручной обработке одно из
первых мест занимает столярный верстак.
Фиг. 278.
Плотницкий ватерпас.
Столярный верстак (фиг. 279) служит для закрепления обрабатывае-
мой детали.
Фиг. 279.
Столярный верстак.
Основные части верстака: верстачная доска 1 и подверстачье.
Верстачная доска имеет передние 3 и задние i тиски, в которых и
закрепляется обрабатываемый материал. Отверстия (е) на верстачной
доске и передних тисках дают возможность при помощи деревянных и
290
металлических гребенок (фиг. 280) закреплять различной длины
материал.
Фиг. 280.
Металлическая гребенка.
При обработке очень длинных досок или брускбв передний конец
закрепляется в задние тиски, а задний конец поддерживается специ-
альной поддержкой (козелком).
Фиг. 281.
1, 2, 3, 4 —струбцины, 5—винтовая вайма.
На авиазаводах большое количество приспособлений применяется
при склейке и сборке: струбцины (фнг. 281), винтовые и гидравлические
прессы, шаблоны, стапели и т. п.
Для нарезки деревянных винтов и гаек применяются вннтильня 1
К метчики 2 (фиг. 282).
1!.*
291
1
Фиг. 282.
Винтильня 1, метчик 2.
3. ТЕХНИКА БЕЗОПАСНОСТИ
Работа на деревообделочных станках без соответствующих ограж-
дений представляет серьезную опасность. Основная опасность заклю-
чается в очень большой скорости движения рабочих частей этих стан-
ков. Так, например, окружная скорость круглых пил достигает
60—80 м/сек., а новейшие копировальные — фрезерные станки1 дают до
20—25 тысяч об/мин., строгальные станки 3-6 тысяч Ьб/мин. Опасность
увеличивается наличием большего количества резцов, например, у пнлы.
Кроме того, неоднородность древесины дает прерывистую работу.
Наличие сучков, особенно роговых, вызывает резкие толчки и. вырывание
пз рук рабочего материала. Свилеватость, косослойность и внутренние
напряжения в древесине зазкимают пилу. Смолистость вызывает заеда-
ние и местный нагрев пилы с последующим короблением Особенно
опасно работать на пилах с небрежным разводом, когда имеются от-
дельные сильно выступающие зубья. Такие зубья ломаются, вызывают
трещины в полотне нли отбрасывают материал.
Обрабатываемая древесина дает огромное количество отходов
в Ниде стружек, опилок и обрезков, чем сильно затрудняет передвиже-
ние рабочего.
Первое условие безопасности в работе — это наличие просторных
и светлых мастерских (цехов) с правильной расстановкой станков.
Станки лучше расставлять по потоку, с расстоянием между ними в 1 м
н более (по ширине).
Разрыв по длине между станками должен обеспечить свободное
продвижение обрабатываемого материала, поэтому он не должен быть
меньше его длины.
Перед работой необходимо тщательно проверить состояние станка,
особенно крепление вращающихся частей.
Каждый станок обязательно должен быть снабжен надежным пре-
дохранителем, жестко закрепленным на станке. Предохранитель должен
292
надежно предохранять рабочего от несчастных случаев и не создавать
неудобств и работе.
Для маятниковых пил хорошим ограждением может служить авто-
матическое ограждение фирмы Флека, состоящее из одной неподвиж-
ной 2 и двух подвижных 3 и 4 частей. При надвигании пилы на ма-
G иг. 283.
Автоматическое ограждение фирмы Флек для ма-
ятниковой пилы:
1—пильный диск; 2—неподвижная часть ограж-
дения; 3—задняя подвижная часть ограждения;
4—передняя подвижная часть ограждения; 5—упо-
ры; 6—распиливаемый материал; 7—стол.
териал упор верхней вращающейся части скользит по материалу, а упор
нижней части отводит ее назад, открывая пишу на ширину распиливае-
мого. материала. При отходе назад, вращающиеся части ограждения, под
действием пружин, снова сходятся вместе (фнг. 283). ,
Фиг. 284.
Кинематическая схема педаль-
ной подачи маятниковой пилы.
293
При работе на маятниковой пиле очень важно полностью освободить
руки рабочего от подачи (надвигания) пилы на материал. Это даст воз-
можность рабочему стоять в стороне от вращающейся пилы. Педальная
подача, схема которой показана на фиг. 284, позволяет это сделать.
Фиг. 285.
граждевие пульного диска круглопильных станксв для продоль-
ной распиловки:
1—пильный диск; 2—кожух; 3—тормозные секторы; 4—расклинива-
ющий нож; 5—труба; 6—груз; 7—предельное ребро.
Для ограждения пильного диска круглопильного станка можно ре-
комендовать комплексное ограждение ЦНИИМОД (фиг. 285). Это ограж-
дение целиком смонтировано на горизонтально расположенной трубе.
В него входит: расклинивающий нож 4, тормозные секторы 3,
Фиг. 286.
Английский толкатель:
1—пильный диск; 2—распиливаемый мате-
риал; 3—направляющая линейка; 4—толка-
тель; 5—упор для материала; 6—рукоятка.
294
кожух 2 с прицельным ребром 7. Опорная труба должна устанавли-
ваться на 30 мм выше самой высокой точки пильного диска.
Для продвижения неширокого материала через пилу можно исполь-
зовать английский толкатель (фиг. 286).
На фиг. 287 показано ограждение круглой пилы для поперечной
распиловки. Кожух 4 может быть установлен над пилой по желанию
в любом месте, но так, чтобы он вместе с щечками 9 закрывал пилу.
Во время работы щечки отодвигаются по пазам распиливаемым мате-
риалом, а по окончании реванш пружинами 2 снова возвращаются
на место.
На ленточнопильных станках помимо полного ограждения пильной
ленты и шкивов (фиг. 202) и тормозных приспособлей для быстрой оста-
новки вращающихся шкивов при обрыве пильной ленты, рекомендуется
устанавливать автоматическое ограждение рабочей части пильной ленты
качающимся щитком (фиг. 288).
Фиг. 287.
Автоматическое ограждение пильного диска
круглопильных станков для поперечной распи-
ловки:
1—кронштейн; 2—станина; 2—винты; 4—кожух
ограждения; 5—штанга; 6—прорезн; 7—болты;
8—пильный диск; 9 —щечкн подвижной части
ограждения; 10—ролики; 11 — прорези; 12—пру-
жина.
Фиг. 288.
Автоматическое ограждение ра-
бочего участка пильной ленты
качающимся щитком:
1—вилка; 2—сетчатые рамки;
3—штырь; 4—прорез; 5—стол
станка; 6—обрабатываемый ма-
териал; 7—пильная лента.
Этот щиток, не мешая работать, полностью предохраняет руки ра-
бочего от пореза.
Ножевые головки фуговальных станков представляют серьезную
опасность для рабочих, поэтому они постоянно должны быть закрыты
ограждениями.
Лучшими ограждениями являются автоматические, например, пла-
стинчатые (фиг. 289), веерные (фиг. 290) и клавишные типа! Книзель
(фиг. 291). Все эти ограждения открывают только ту часть ножевой го-
ловки, которая обрабатывает материал.
295
После прохождения материала пружина возвращает ограждение на
место. На фиг. 292 показано ногтевое приспособление, устраняющее об-
ратное выбрасывание материала при фуговании.
Фиг. 289.
Пластинчатые ограждения ножевой головки фуговального станка.
Особую осторожность следует проявлять при обработке коротких
отрезков материала на фуговальных станках. Для предупреждения не-
счастных случаев рекомендуется подачу короткого материала осуще-
ствлять с помощью рычажного толкателя типа Леке (фиг. 293).
Веерное ограждение ножевой головки фуговального
станка:
1—ножевая головка; 2—секпия веерного ограждения;
3—ролик; 4—пружина.
Рейсмусовочные станки для предохранения от обратного выбрасывания
брусков должны снабжаться секционным подающим валиком или тор-
мозными когтями, устанавливаемыми на станке впереди подающего
валика. „
29G
Исключительно большую опасность представляет работа на фрезер-
ных станках без соответствующих ограждений и приспособлений, по-
этому особое внимание должно быть уделено ограждению быстро вра
щающихся фрез. Основная цель ограждения — закрыть всю неработаю-
Клавишное ограждение ножевой головки фуговального станка:
1—ножевая головка; 2—стол станка; 3—обрабатываемый материал;
4 —полуцилиндрический кожух; 5—пружина.
щую часть фрезы — выполнена конструкциями, показанными на
фнг. 294 и 295. Первое ограждение представляет собой колпак, закры-
вающий фрезерную головку сверху и сбоков, а второе состоит из десяти
клавишей с пружинами, возвращающими клавиши в исходное положение.
Фиг. 292.
Когтевое приспособление для устранения
обратного выбрасывания материала при
фуговании.
К работе на станках могут быть допущены только подготовленные
н проинструктированные рабочие.
Хорошо налаженная транспортировка материала и своевременная
297
уборка отходов способствуют уменьшению несчастных случаев при
работе.
Современные заводы и хорошие мастерские оборудованы пневмати-
ческими вытяжными устройствами для автоматического удаления дре-
весной пыли, опилок и мелких стружек.
1—ножевая головка; 2—направляющая линейка; 3—прорезь в на-
правляющей линейке; 4—обрабатываемый материал; 5—толкатель;
» 6—штифт толкателя; 7—прижим; 8—винтовой упор.
Эти устройства удаляют отбросы непосредственно от станка. Каж-
дый станок имеет приемный кожух для стружки (фиг. 186, 190). От ко-
жуха по трубопроводу отходы засасываются всасывающим вентилято-
ром или эксгаустером.
Ограждение режущего инструмента фрезерного станка:
1 — режущий инструмент; 2 — направляющая линейка
станка; 3—ограждение инструмента; 4—шариковый под-
шипник; 5—обрабатываемый материал.
Древесные отходы обычно, пройдя через специальный собиратель,
попадают в топки. Схема эксгаустерной установки приведена на
фиг. 296.
При отсутствии эксгаустерной установки необходимо устраивать
хорошую вентиляцию и своевременную уборку отходов.
298
Много зависит от дисциплины труда. Работа должна производиться,
исключительно внимательно. Небрежное отношение к работе на стайках,
ведет, как правило, к несчастным случаям.
кмрсмениь
notowi ’
Фиг. 295.
Клавишное автоматическое огражде-
ние режущего инструмента фрезер-
ного станка:
1—режущий инструмент; 2—направ-
ляющая линейка; 3—клавиши; 4—про-
рези.
Таблицы и плакаты по технике безопасности, инструкции по уходу
и эксплоатации станков, техминимум, постоянный инструктаж рабочих
по уходу, осмотру, иаладке и работе иа станках, прикрепление рабочих
к определенным станкам — вместе с другими разобранными выше меро-
приятиями — помогут совершенно ликвидировать несчастные случаи,
или, по крайней мере, свести их к минимуму.
Фиг. 296.
Схема установки для удаления пыли, стружки и опилок в деревообделочной,
мастерской:
1—эксгаустер; 2—вытяжные трубы; 3—нагнетательные трубы; 4, 5—станки;.
6—циклон; 7—топка; 8—вагонетка.
299
Глава XI
СКЛЕИВАНИЕ ДРЕВЕСНЫХ МАТЕРИАЛОВ И ДЕТАЛЕЙ
Склеивание, как один из надежных и простых видов соединений
древесных материалов и деталей, играет большую роль в деревянном
самолетостроении.
Достаточно указать иа то, что в современном деревянном самолете
трудно найти деталь, в которой, в той или иной мере, не была бы при-
менена склейка. Лонжероны, нервюры, шпангоуты, обшивка и другие де-
тали изготовляются из брусков, реек, планок, полос шпона и клееной
фанеры.
Применение склейки повышает процент использования высококаче-
ственной древесины и уменьшает отходы, так как увеличивается воз-
можность использования маломерных реек н планок, из которых путем
склейки изготовляют длинные, больших сечений детали, например,
полки лонжеронов длиной 10—15 м и сечением 200 ^300 мм.
Склейкой в комбинации с гнутьем можно получить весьма сложные
конструкции криволинейных контуров, отличающиеся высокой проч-
ностью.
Склеенные детали меньше коробятся, чем детали, изготовленные
из целой древесины.
Склейкой достигается очень прочное соединение отдельных дета-
лей и целых конструкций, отличающихся меньшим весом, чем такие же
конструкции на болтах, шурупах и гвоздях.
История деревянного самолетостроения показывает, что повышение
качества клеющих материалов неизменно расширяет возможности при-
менения древесины, увеличивает надежность и сроки эксплоатации де-
ревянных конструкций.
Склейка древесины производится клеями, т. е. веществами, способ-
ными сцепляться с поверхностью различных материалов, образующими
при высушивании, нагревании или действии химических процессов
твердую связующую прослойку (клеевой шов) между двумя соединяе-
мыми материалами.
Авиационная промышленность предъявляет повышенные требова-
ния к клеям, а именно:
а) авиационный клей должен давать клеевой шов прочностью не
ниже прочности древесины на скалывание;
300
б) клеевой шов должен отличаться абсолютной водостойкостью,
грнбостойкостью, бензо- и маслостойкостъю и вибростойкостью;
в) клей должен легко приготовляться и легко контролироваться до
его употребления в производстве;
г) клеевые компоненты должны легко транспортироваться и сохра-
няться;
д) технология применения клеев должна быть простой и удобной
как в серийном производстве, так и при ремонте.
Если применяемые в настоящее время клеи, более или менее удов-
летворяют поставленным требованиям при употреблении их в завод-
ских условиях, то, как показал опыт Отечественной войны, ни один из
них не пригоден в полной мере для склейки прн ремонте деревянных
самолетов в полевых условиях. Для полевых условий требуется иметь
клей более простой в приготовлении и мало требовательный к условиям
температуры и влажности окружающего воздуха.
В начале развития авиации применялся столярный желатиновый
клей, перешедший в авиационную промышленность из мебельной. При-
менение столярного клея было крайне ограничено, вследствие его
серьезных недостатков. Долгое время столярный клей применялся лишь
в деревянном вннтостроении. ,
В настоящее время в деревянном самолетостроении находят приме-
нение казеиновые кле’и марок В-105 и В-107 н смоляные, на основе фе-
польно-формальдегидных смол ВИАМ-Б и Б, марок ВИАМ-БЗ и КБ-3.
I. СМОЛЯНЫЕ КЛЕИ ВИАМ Б-3 и КБ-3
Смоляные клеи начали применяться в нашей авиапромышленности
перед Отечественной войной.
Обладая рядом существенных преимуществ, они постепенно выте-
сняют казеиновые клеи.
Смоляные клеи абсолютно грибостойки, водостойки, бензо- и масло-
стойки, обладают повышенной прочностью.
Применение смоляных клеев значительно ускоряет производство
деревянных самолетов, особенно при склейке с подогревом, и увеличи-
вает срок их эксплоатации.
В настоящее время применяются смоляные клен ВИАМ-БЗ и КБ-3.
К недостаткам смоляных клеев, помимо повышенной вредности,
следует отнести то, что они не могут быть применены для склейки
поверхностей со следами казеинового клея или сильно пропитанных
им, как например, обшивки, выклеенной из тонкого шпона казеиновым
клеем, или плоскости склейки на-ус, ранее склеенной казеиновым клеем.
Казеиновые клеи могут быть применены для склейки поверхностей
со следами смоляных клеев1, после тщательной зачистки их* наждачной
бумагой № 0-2 или циклей.
Смоляной клей ВИАМ-БЗ приготовляется на месте его потребления
из следующих компонентов:
1) фено л ьно-формальдегидной смолы ВИАМ-Б;
2) ацетона технически чистого или этилового спирта-сырца;
3) контакта керосинового 1-го сорта.
3’»1
До употребления составные компоненты хранятся отдельно.
Фенольно-баритовая смола ВИАМ-Б представляет собой мало вяз-
кую жидкость от желтого до красно-бурого цвета. Получается она при
конденсации фенола и формальдегида в присутствии катализатора.
Смола содержит свободного фенола до 21%, воды до 20%, вязкость
еее 30—60° Ф&-36.
Транспортируется смола в тщательно закупоренных бутылях или
железных бочках емкостью в 250—400 кг. Неплотная упаковка ведет
к быстрому загустеванию смолы, вследствие испарения летучего ра-
створителя.
На каждой бутыли или бочке должна быть бирка с указанием названия
продукта, завода-изготовителя, времени изготовления, веса и номера
партии. ,
Смола не должна иметь посторонних примесей, расслоения, осадка
или сгустков и выделившейся из смолы надсмольной Воды.
Хранить смолу следует в чистом помещении с температурой воз-
духа 0—20°С.
Керосиновый контакт представляет смесь нефтяных сульфокислот,
получаемых при обработке (сульфировании) керосинового дестиллата
дымящейся серной кислотой или серным ангидридом.
По внешнему виду керосиновый контакт — густая сиропообразная
жидкость от светложелтого до темного цвета.
В любых пропорциях керосиновый контакт смешивается с водой.
Содержание сульфокислот составляет в нем ие менее 55%.
При встряхивании в пробпрке или нагревании до 4(1%' раствор
сульфокислот дает сильно устойчивую пену.
Отношение содержания сульфокислот к содержанию минерального
масла ие менее 9,6. Излишнее содержание масла в контакте затрудняет
полимеризацию клея.
Отношение сульфокислот к содержанию серной кислоты ие менее
50. Излишек серной кислоты снижает крепость склейки и механические
свойства древесины (особенно шпона).
Отношение содержания сульфокислот к содержанию золы должно
быть не менее 300,0. Зола замедляет реакцию полимеризации клея
и ухудшает качество склейки.
Содержание воды в контакте не должно превышать 40%, ввиду ее
отрицательного действия иа склейку.
Для характеристики керосинового контакта необходимо знать его
кислотное число, по которому судят о весовых соотношениях смолы
и контакта.
В зависимости от кислотного числа контакт имеет определенный
рабочий номер (см. таблицу 60).
Таблица 60.
Рабочий номер контакта 123
Кислотное число контакта............I от 65 до 751 от 75 до 85 от 85 до 95
302
Избыток керосинового контакта, а такие контакт с кислотным чис-
лом выше 95, отрицательно влияет на жизнеспособность клея и вызы-
вает ускорение старения клея и хрупкость клеевого соединения.
Транспортируется керосиновый контакт в деревянных бочках или
железных цистернах, покрытых внутри специальным изолирующим
слоем.
Хранится в сухом помещении с температурой О—2(1°С.
Ацетон технически чистый принимается и испытывается по
OCT 304-39 Наркомлеса.
Ацетон — бесцветная прозрачная жидкость с характерным запахом,
получается при сухой перегонке дерева или специальном брожении
углеводорода.
Применяется в клее для стабилизации его вязкости. Излишек его
увеличивает жизнеспособность клея, но уменьшает его активность.
Транспортируется в стеклянных бутылях, в железных оцинкован-
ных бочках или в специальных железнодорожных цистернах.
На таре должна быть сделана яркая этикетка с красной полоской
с надписью «Огнеопасно».
Вместо ацетона при приготовлении клея ВИАМ-БЗ можно приме-
нять этиловый спирт (сырец) ГОСТ 131-41. •
Этиловый спирт, как и апетон, огнеопасен.
Все компоненты перед приготовлением клея должны быть прове-
рены й испытаны согласно специальных инструкций.
При приготовлении клея температура компонентов должна быть
15—20аС. Повышение температуры выше 20рС допускать нельзя.
Клей приготовляется по следующим рецептурам:
Первая рецептура клея:
Смолы ВИАМ-Б......................100 весовых частей.
Ацетона технически чистого ...... 10 „ „
, 1400
Керосиновый контакт 1-го сорта . . .--„ ,
а
Вторая рецептура клея
Смолы ВИАМ-Б......................100 весовых частей.
Ацетона технически чистого ....... 10 „ „
1000
Керосинового контакта................. „ „
а
а—кислотное число применяемого керосинового контакта.
В случае применения вместо ацетона этилового спирта (сырца), послед-
него следует брать 8 весовых частей на 190 весовых частей смолы.
Первая рецептура клея предназначается для склейки всех видов
авиадеталей и агрегатов самолета из древесных материалов при нор-
мальных температурных условиях и при подогреве клеевого слоя до
температуры не выше 60°, за исключением обшивок из шпона, склейка
которых при нагреве не выше 60ч производится по второй рецептуре.
Приготовление производится в следующем порядке: в клеемешалку
вливают установленное количество смолы, непрерывно при этом охла-
ждают стенки сосуда холодной водой для поддержания температуры клея
не выше 20°С.
303
При непрерывном перемешивании постепенно вливают ацетон или
спирт-сырец, а затем хорошо перемешанный керосиновый контакт.
Перемешивание вручную или механическим способом продолжается
15—20 мин. до получения однородного раствора.
Клей КБ-3. Смоляной клей КБ-3 приготовляется из следующих ком-
понентов:
1) феиольно-формальдегпдная смола Б;
2) керосиновый контакт 1-го сорта.
Фенольно-формальдегидная смола Б является продуктом конден-
сации фенола с формальдегидом в присутствии катализатора.
Приготовление смолы Б производится по следующей рецептуре:
Фенол синтетический 100% . . 103 вес. частей.
Формалин 37в/0..............150 „ „
Катализатор.................. 5 „ „
Ацетон . . 18 „
Смола имеет следующие физико-механические показатели:
Содержание свободного фенола...........не более 5°/п.
„ „ формальдегида ... не более 4%.
„ ацетона........ . . •........7—12%.
„ » воды..............• .не более 30%.
, . щелочи............- ... не более 1%.
Вязкость при 20° ... ................10—20° ФЭ-36.
Смола Б, благодаря! меньшему содержанию свободного фенола, менее
вредна, чем смола ВИДМ-Б.
Транспортировка и хранение аналогичны со смолой — ВИАМ-Б.
Клей КБ-3 приготовляется по следующим рецептурам:
Первая рецептура клея-.
Смолы Е...........................100 весовых частей.
„ , isoo
Керосинового контакта 1-го сорта . .--- „ „
а
Вторая рецептура клея:
(выклейка обшивок нз шпона с применением подогрева клеевого слон до
температуры ве выше 60° С):
Смолы.............................100 весовых частей.
1600
Керосинового контакта 1-го сорта . .- „
а
я—кислотное число контакта.
Клей приготовляется путем перемешивания смолы Б и керосинового
контакта с непрерывным, охлаждением водопроводной водой для поддер-
жания температуры не выше 21НС.
Перемешивание производится в течение 15—20 мин. до получения
однородного клеевого раствора.
Раствор для приобретения определенной вязкости сливается в спе-
циальные бачки. ।
Для ремонта в полевых условиях смоляные клеи можно готовить
несколько упрощенным методом, а именно: по объему, отмеривая нужное
количество компонентов заранее протарпровакиой посудой, одной — для
ацетона и контакта и другой — для смолы.
304
При составлении смоляных клеев по объему ВИЛМ рекомендуют
пользоваться данными таблицами 61.
Таблица 61.
Необходимое количество составных частей для клея
ВИАМ-БЗ в см3.
Заданное коли- чество клея Смола, марка ВИАМ-Б Ацетон Контакт
100 65 9 14
200 130 18 28
300 195 27 42
и т. д.
Примечание. Таблица составлена из расчета
100 г смолы, 10 г ацетона и 20 г контакта.
Необходимое количество составных частей для клея КБ-3 в см3 при-
ведено в таблице 62.
Таблица 62.
Заданное коли- чество клея Смола марки Б Контакт
100 65 20
200 130 40
300 195 60
И г. д.
Примечание. Таблица составлена нз рас-
чета: 100 г смолы и 30 г контакта.
Если при приготовлении клей будет быстро загустевать, то следует
уменьшить количество керосинового контакта.
Методы испытания смоляных клеев
После приготовления, по внешнему виду клей должен иметь вид
сиропообразной, прозрачной в тойких слоях жидкости, без каких-либо
посторонних примесей, сгустков и т. д. Цвет клея ие нормируется.
Определение качества клея по внешнему виду производится с по-
мощью стеклянной палочки или шпателя, погружаемых в стакан емко-
стью 100—150 см3 со свежеприготовленным клеем (50—100 г) и затем под-
нимаемых иа 10—20 см над стаканом. Наблюдением за стеканием клее-
вого раствора устанавливают характеристику раствора: «однородная
20 Г. П. Платонов.
305
маловязкая жидкость», «однородная вязкая жидкость», «жидкость мало-
яязкая с механическими включениями, сгустками» и т. и.
Общая жизнеспособность смоляных клеев измеряется временем
нарастания вязкости клеевого раствора' с момента приготоЬления н
до 90чФЭ (сопло 2).
Рабочая жизнеспособность измеряется временем изменения вязкости
клея от 20 до 00с’ФЭ (сопло № 2) при температуре 20РС. Она должна
изменяться ие менее', чем за 2,5 часа и ®е более, чем за 4 часа.
Вязкость клея определяется вискозиметром ФЭ-36 (сопло № 2), имею-
щим диаметр отверстия 5 мм (фиг. 297).
Фиг, 297.
Вискозиметр Форд-Энглер-36 для определения вязкости
клея.
Время в секундах Т, необходимое для истечения 50 см3 клеевого
раствора через сопло £№ 2, умноженное на константу сопла (К), и будет
выражать относительную вязкость д°Н?Э в градусах ФЭ
п°ФЭ = ТК.
На фиг. 298 (,) показано изменение вязкости смоляного клея по
времени.
Смоляные клеи применяются в производстве со следующей вязкостью:
а) для склейки древесины вдоль волокон и дельта-древе-
сины 25—90°ФЭ;
б) для склейки усовых, торцевых н полуторцевых соединений,
а также для сборочных работ 40—120^ФЭ;
в) для выклейки обшивки из шпона 25—60°ФЭ.
Определение клеящей способности смоляных клеев первой рецеп-
туры производится на образцах, изготовленных из склеенных брусков
древесины ясеня или дуба (влажностью 7—10% или дельта-древесины
влажностью 4—6% и испытанных иа скалывание методом сдвига.
306
Размеры брусков и образцов произведены на фиг. 299.
Направление волокон) древесины или склеенных полос, шпона (в бру-
сках дельта-древесины) должно быть параллельно плоскости склейки,
направление годичных слоев — под углом 45—90° к плоскысти склейки.
Поверхности брусков древесины ясеня и дуба, предназначенные
для склейки, тщательно строгаются и плотно сфуговываются друг с дру-
гом не ранее, чем за 2 часа до склеивания. Цииублеиие не допускается.
Склеиваемые поверхности дельта-древесины обрабатываются песко-
струйным аппаратом или шлифуются наждачной бумагой № 0-2 иа шли-
фовальном станке или вручную для получения равномерной шероховатости
Перед нанесением клея со склеиваемых поверхностей древесины
ясеня и дуба удаляются с помощью щетки древесная пыль, стружки
и другие виды загрязнений, а поверхности дельта-древесины, кроме того,
обезжириваются тряпками, смоченными в ацетоне.
Фиг. 298.
График изменения вязкости смолнных клеев.
Свеже приготовленный клей вязкостью 25—40° ФЭ наносится иа обе
склеиваемые поверхности слоем равномерной толщины лубяными или
Щетинными кистями движением в одну сторону. Расход клея на 1 м2
склеиваемой площади равен 200—250 г.
При склеивании температура материала и воздуха в помещении
не должна выходить за пределы 18—25°С.
Бруски соединяются для склейки после 5—10 мин. открытой выдержки.
Удельное давление при запрессовке брусков древесины ясеня или
дуба 2,5 кг/см2, а при запрессовке дельта-древесины —5 кг/см2.
Срок выдержки под прессом jte менее 18 часов.
Образцы изготовляются из брусков, после снятия с них пресса, ио
не ранее чем через 24 часа. Число образцов для каждой пробы должно
быть не менее восьми.
Испытание производится не ранее, чем через двое и не позднее
чем через трое суток, после снятия давления.
Испытываемый образец помещается в специальный прибор (фиг. 300),
а прибор с образцом устанавливается на испытательную машину. Ско-
20’ 307
рость погружения на образец должна соответствовать повышению напря-
жения на скалывание, примерно, 120 кг/см2 мин.
Предел прочности при скалывании Л'шях вычисляется с точностью
1 кг/см2 по формуле:
’max
где Ртах — разрушающая нагрузка в кг, р — площадь склей-
ки в см2.
Прочность клеевого соединения ясеня, дуба и дельта-древесины на
скалывание вдоль плоскости склейки должна быть не менее 130 кг/см2
для каждого испытываемого образца.
Образца из древесина ясеня или дуба
Фиг. 299.
Изготовление образцов для испытания крепости клеевсго
соединения.
Для древесины ясеня и дуба допускается минимальная величина
коэфициента клеевого соединения до 110 кг/см2 в случае скалывания по
древесине не менее чем на 75%. Процент разрушения образца по древе-
сине учитывают путем подсчета на площади скалывания мест скалыва-
ния по материалу. Вместе с коэфициентом прочности пропеит скалыва-
ния по материалу обязательно заносится в журнал.
Для проверки клеяшей способности смоляного клея, приготовлен-
ного по второй рецептуре, изготовляют образцы (фиг. 301) из пяти слоев
березового шпона толщиной 0,5 мм и влажностью 7—10%. Выклейка заго-
товок для образцов производится из листов шпона размером
250X250X0,5 мм. Клей наносится на одну сторону в количестве
200—250 г на 1 м2 намазываемой поверхности. Склеиваемые листы шпоиа.
308
соединяют в пакет после 5-минутной открытой выдержки и затем чере’
55 минут помещают под пресс, снабженный обогревательными плитам!1’
размером не менее 250 X 250 мм, обеспечивающими температуру клеевой
щва 50—60qC.
Продолжительность запрессовки при удельном давлении 3—4 кг/сь*
30 минут.
Фиг. 300.
Прибор для испытания на ска-
лывание при склейке :
1—нож; 2—установочный винт;
3—образец.
?3о
Фиг. 301.
Образец для испытания прочности склейк*1
обшивки, склеенной из шпона.
Образцы испытываются не позднее 24 часов после склеивания.
Минимальное значение коэфициента прочности не должно быт1’
ниже 18 кг/см2 при среднем значении — не ниже 25 кг/см. Клей бра,
куется, если один образец из шести даст прочность склейки ниже 18 кг/смг
В настоящее время ведутся работы по получению порошкообразны^
смоляных клеев иа основе фенольно-формальдегидных смол, а также п-
получению клеящих пленок, имеющих большое преимущество пере'1
жидкими смоляными клеями в транспортировке, хранении и применений
в производстве.
2. КАЗЕИНОВЫЕ КЛЕИ В-105 и В-107
Казеиновые клеи в нашей промышленности начали принаняты?1
с 1927 года, когда они появились на смену неводостойким и негрибс?
стойким столярным желатиновым клеем. Заграницей казеиновые кле^1
применялись уже в конце империалистической войны 1914—1918 гг.
И
Первыми нашли применение жидкосмешиваемые казеиновые клег
марок 2 и 6. Они готовились па месте потребления по специал^
ным рецептам.
С 1932—1933 гг. начали применяться порошкообразные казеиновы,
клен. Они готовятся заранее на специальных заводах. На месте потреб’
ления порошкообразные казеиновые клеи разводятся водой.
Стандартные порошкообразный казеиновые клеи В-105 и его замеш/
тель В-107 представляют собой механическую смесь ряда компонентов’
приведенных в таблице 63. I
309
Таблица 63.
Наименование компонентов Количество весовых частей, входящих в клей
В-105 В-107
Казеин 1 сорт—100 I сорт—50 II сорт—50
Гашеная известь (пушонка) . 27 27
Фторнстый натр 12 12
Медный купорос 0,5 0,5
Керосин 2,0 2,0
Для повышения грибостойкости в порошок или в клеевой раствор
обязательно вводится антисептик. Антисептирование клея производится
по особой инструкции.
Основная часть всякого казеинового клея — казеин (творог) полу-
чается пз обезжиренного молока путем самоскисания ийи воздействия на
него молочной, серной или соляной кислот.
Полученный из молока творог хорошо промывают, сушат при низкой
температуре и измельчают.
Казеин ие растворяется в воде, ио набухает и постепенно разру-
шается.
В слабых щелочах казеин растворяется, образуя клеящую массу.
С известью казеин образует водостойкие соединения.
Известь гашеная Са (ОН)2 входит в клеевую смесь в виде пушон-
ки, просеянной через сито с 60 отверстиями на 1 см. В извести не допу
свается наличие нерастворимых в воде веществ (Si08 и СаСОД
Наличие высокого содержания СаО повышает качество извести, как
компонента клея.
Добавленная в определенном проценте известь повышает водостой-
кость клея. Излишек извести в клеевом порошке делает клей хрупким
н сокращает его жизнеспособность.
Фтористый натр No1' (нейтральный) хорошо растворяет казеин
и увеличивает его жизнеспособность. Излишек фтористого натра сни-
жает водоупорность казеинового клея.
Медный купорос CuSO4 удлиняет жизнеспособность и увеличи-
вает водоупорность клея.
Керосин вводится в порошок для устранения комкообразования во
время хранения порошка и приготовления клеевого раствора.
Приемка, испытанне й хранение клеев В-105 и В-107
При приемке казеиновых клеев следует обра!цать внимание на
тщательность упаковки) марку и дату изготовления. Клей в порошке
доставляется потребителю в воздухонепроницаемых банках (белой же-
310
СТИ) весом нетто 30—40 кг (иногда, и меньше), в фанерных барабанах,
обложенных внутри парафинированной бумагой, весом 40—70 кг и в меш-
ках из прорезиненной ткани.
На таре указывается марка клея, вес и дата |изготовлеиия. Нор-
мально срок пригодности клеевого порошка 5 месяцев.
После вскрытия тары порошок проверяется по внешнему виду. Он
должен быть равномерного помола, без следов плесени и гнилостного
запаха.
Не допускается налитое комков, пераспадающихся при легком
растирании между пальцами, а Также личинок и насекомых.
Цвет клея ни в порошке, ни в растворе не нормируется.
Обычно1 клей имеет вид белого порошка с сероватым оттенком.
Каждую партию клея необходимо испытать. Проба для испытания
берется из разных барабанов одного выпуска или каждого барабана
разных выпусков.
Перед взятием пробы порошок должен быть тщательно перемешан
в таре.
Испытание клея производится на растворимость порошка1 в воде,
па жизнеспособность клеевого раствора и связующую способность.
При размешивании 1 весовой части порошка в 2,1 весовых Частях
питьевой воды, в течение одного часа при температуре 15—20“ со ско-
ростью 60/90 об/мин. должен образоваться однородный клеевой раствор
без комков.
Жизнеспособность клеевых растворов характеризуется временем до-
стижения максимально допустимой вязкости с момента окончания заме-
шивания.
В таблице 64 приведены величины нормальной н максимальной
вязкости для различных случаев склейки, а также весовое соотношение'
порошка и воды для получения клеевых растворов требуемой вязкости.
Таблица 64.
ll/и 6.N4N Характер склейки Нормальная вязкость клеевого раствора при выдаче (”ФЭ) Максималь- ная рабочая вязкость СФЭ) Примерное весовое со- отношение порошка и воды
1 Усовые, торцевые и полуторце- вые соединения, а также приклейка уголков и мелкие сборочные рабо- ты с применением склейки .... 120-160 250 1:1,8—1:1,9
2 Склейка дельта-древесины или балинита и в комбинации их с дре- весииой или фанерой ...... 200—230 500 1 :1,6-1:1,7
3 Вы клейка элементов обшивки самолета из шпона с продолжи- тельностью набора до 45 мин. 60-70 Не уста на- 1:2,1—1:2,2
4 Все остальные операции склейки 80—110 вливается 200 1:2
311
Рабочая жизнеспособность клея зависит от температуры окружаю-
щего воздуха и консистенции клеевого раствора и колеблется в преде-
лах от 1—2 до 3—4 часов.
Начальная вязкость определяется через час после начала приго-
товления клея, а затем для построения графика изменения вязкости
определение производится через каждые- полчаса.
Для определения вязкости и рабочей жизнеспособности клея берут
свеже-приготовлеиный клеевой раствор в количстве 150 г и наливают его
в стакаи диаметром 5—8 см, емкостью в 300 см3. Стакан помещают в тер-
мостат с постоянной температурой 20"С (-(- 1°).
Вязкость определяется визкозиметром Форд-Энглера 36 (ФЗ-36)
с соплом № 2 (диаметр 5 мм).
В резервуар вискозиметра, установленный горизонтально, наливает-
ся клеевой раствор. Для поддержания постоянной температуры клеевого
раствора в .20°С в рубашку вискозиметра наливают теплую воду. По
достижении температуры в 20РС из сопла вынимают стержень.
Время истечения 50 см3 клея в секундах, умноженное на константу
сопла, даст вязкость клеевого раствора в градусах ФЭ-36.-
По полученным данным строят график изменения вязкости клеевого
раствора по времени (фиг. 302). По графику можно легко определить
рабочую жизнеспособность клея.
Фиг. 302.
График изменения вязкости казеинового клея.
Связующая способность (прочность клеевого соединения на скалыва-
ние) определяется на ясеневых или дубовых образцах так же, как и для
смоляных клеев с тон лишь разницей, что клей наносится па одну из
склеиваемых поверхностен. Выдержка открытая до складывания брусков
4—6 мин., и закрытая после складывания до запрессовки 10—15 мип.
Выдержка брусков под давлением в 2—3 кг/см2 проводится в течение
24 часов. Из склеенных брусков, спустя 24 часа посйе снятия давления,
приготовляются образцы по фнг. 299. Для каждой пробы изготовляется
по 8 образцов. »
312
Четыре образца испытываются в воздушно-сухом состоянии через
72 часа после склейки, а четыре других — после 24-часового вымачи-
вания в воде. Вымачивание производится не ранее, чем через 72 часа
после склейкн.
Предел прочности при скалывании в сухом состоянии должен быть
не ниже 100 кг/см2 (один из четырех образцов может иметь 90 кг/см2).
Предел прочности при скалывании после 24-часового вымачивания
не должен быть нике 70 кг/см2 (один из четырех образцов может
иметь 60 кг/см2).
В журнал испытаний заносится помимо коэфицнента прочности
и процент разрушения по древесине.
Хранение -клея. Клей в порошке хранится в установленной таре
в сухом помещении при температуре не выше 30°С. По истечении пяти-
месячного срока хранения со дня выпуска партии, клей обязательно
нужно переиспытывать.
Приготовление растворов казеиновых клеев В-105 и В-107
Казеиновые клеи представляют собой антисептированный водный
раствор порошкообразных клеев марок В-105 и В-107.
Чтобы получить клеевой раствор требуемой вязкости, необходимо
взять порошок и воду обязательно в определенном весовом соотношении,
согласно таблицы 64.
При ремонте в полевых условиях можно допустить составление
клеевых растворов по объему, т. е. ие отвешивать порошок и воду, а от-
меривать заранее протарированиой посудой. Объемное соотношение порошка
и воды, соответствующее их весовому соотношению, приведено
в таблице 65.
Вода для приготовления клея берется чистая питьевая с темпера-
турой 10—25°С.
Прн приготовлении клея сначала в сосуд вливается вода и вводит-
ся антисептик зтилмеркурфосфат в 10-процентном водном растворе из
расчета 0,15% сухого вещества антисептика от веса клеевого порошка
(1.5 г сухого антисептика пли 0,015 л 10-процентного раствора на 1 кг
клеевого порошка). При этом необходимо учитывать, что антисептик
этгАямеркурфосфат сильно ядовит и поэтому, при антисептировании клея
необходимо строго руководствоваться специальной инструкцией ВИЛМ
по аптнеептированию.
313
После введения антисептика, раствор перемешать п затем посте-
пенно, при непрерывном размешивании, всыпать клеевой порошок. Раз-
мешивание производится вручную или механическим способом со ско-
ростью 60—90 об/мли. в течение 40—50 мпи. до получения однородного
клеевого раствора без комков
После перемешивания, клеевой раствор обязательно процеживают
через сито № 20 или № 30 и дают ему отстояться 10—15 мин.; образую-
щуюся иа поверхности пену осторожно снимают.
После определения вязкости клея, его выдают в цех иа рабочие
места, причем при температуре воздуха в склеенном помещении 12—20°
клей рекомендуется выдавать с вязкостью, близкой к высшему пределу,
а прн температуре 25—30° — к нижнему пределу нормальной вязкости
клеевого раствора, согласно таблицы 64,
Приготовляется и выдается на рабочие места клей в чистой эмали-
рованной, луженой, фарфоровой или стеклянной посуде.
Необходимо строго следить за тем, чтобы клей расходовался в точ-
но установленные сроки.
Загустевший клей не пригоден к употреблению. Разбавлять его
водой или добавлять в него свежий клей ие разрешается.
Недостатки казеиновых клеев. Основные недостатки казеиновых
клеев следующие:
1. Недостаточная водоупорность и легкая поражаемость грибками.
Под действием влаги и грибов клеевые соедииеийя разрушаются.
Введенные антисептики, улучшая грибостойкость, не защищают клеевой
шов от действия влаги.
2. Казеиновый клей увеличивает влажность склеиваемых деревян-
ных деталей, что при быстром высыхании иногда вызывает появление
трешин и коробление.
3. При склейке казеиновым клеем требуются длительные выдержки
перед обработкой.
4. Обладая большой усадкой, подтеки казеинового клея вызывают
втягивание фанерной обшивки, ухудшая тем самым аэродинамические
свойства самолета.
Кроме того, подтеки клея при растрескивании разрушают внутрен-
ние лакокрасочные покрытия деталей.
5. Склейка облагороженной древесины казеиновыми клеями полу-
чается недостаточно высокого качества.
6. Прочность клеевого шва при длительной эксплоатаппи снижает-
ся, что вызывает в некоторых случаях необходимость применения гвоз-
дей в качестве дополнительного крепления.
3. СТОЛЯРНЫЕ ЖЕЛАТИНОВЫЕ КЛЕИ
В начале развития авиации применялись столярные желатиновые
клеи, главным образом, кожный нли мездровый клей, а в деревянном
винтостроении — костяной.
Сырьем для производства кожного (мездрового) клея служат все-
возможные отходы боен, кожевенных заводов и кожаное утильсырье:
шкура, обрезки выделанной и невыделанной кожи, копыта, рога, кости,
314
(причем из костей готовится специальный костяной клей), старая кожаная
пбувь, перчатки и др. ,
Приготовление клея в основном состоит из четырех операций:
I) золки, т. е. обработки сырья слабым раствором извести для разрых-
ления белковых веществ мяса и крови, 2) варки te специальных котлах
разрыхленного н тщательно промытого сырья; 3) очистки и выпарива-
нии клеевой массы для сгущения в специальных аппаратах и 4) сушки
разрезанной на куски клеевой массы иа гальванизированных проволоч-
ных ситах.
Столярные клеи высших сортов отличаются высокой связующей
способностью, но имеют низкую водоупорность и представляют из себя
хорошую питательную среду для грибков, а поэтому они мало пригодны
для самолетостроения. Кроме' того, столярные клеи употребляются обя-
зательно нагретые до 50—60°С. Крупные детали перед склейкой также
должны быть подогреты до 50°.
Подготовка клея к производству состоит в следующем: плитки клея,
предварительно раздробленные иа куски, размачиваются в течение полу-
суток в воде. Воды берется в два-три раза больше по весу, чем сухого
клея. Набухший клей нагревают в клеянках с двойными стенками,
между которыми наливается вода, во избежание подгорания клея.
При нагреве кипячение не допускается, так как оно ослабляет
связующую способность клея.
Нанесение клея производится двухстороннее и Затем немедленное
соединение- склеиваемых деталей. Запрессовка производится .с удель-
ным давлением 0,5—2,0 кг/см2.
Допускается склеивание впритир без последующей запрессовки.
4. КАРБАМИДНЫЕ КЛЕИ
Карбамидные клеи приготовляются на основе мочевинно-формальде-
гидиых смол. В этих смолах отсутствует дорогостоящий и дефицитный
фенол.
Карбамидные клеи заграницей применяются как для холодной, так в
горячей склейки прн изготовлении деталей самолетов, автомобилей и ло-
док: обтекатели самолета, воздушные винты, кузова автомобиля, корпуса
лодок и т. д. Клеевое соединение превышает прочность самой древесины.
У нас разработаны и испытаны следующие смоляные карбамидные
клеи: КМ-1, МК-2, КМ-12, КМ-3, ие нашедшие себе применения в само-
летостроении, вследствие хрупкости в- толстой фуге и недостаточной
водоупорности.
5. КАРБИНОЛЬНЫЙ КЛЕИ
Карбинольный клей проф. Назарова, получивший известность, как
клей «все клеящий», в самолетостроении до окончательной отработки
рекомендован не может быть. Прочность клеевого шва слишком неодно-
родна. Для склейки древесины карбинольный клей не пригоден, вслед-
ствие малой водостойкости тонкой клеевой пленки. Плотные материалы,.
3!5
вклеенные карбинолом, не теряют своей прочности после вымачивания
в воде в течение 5—10 суток.
Карбинольный клей приготовляется из карбинола с добавлением
катализатора: перекиси бензоила или крепкой азотной кислоты (удель-
ный вес 1.35—1,40) по следующему рецепту:
Карбинольный сироп или мономерный карбинол —100 вес. частей.
Катализатор:
а) перекись бензоила 1,0—3% по весу
б) крепкая азотная кислота 1—2% по весу.
Смесь перемешивается в течение 30—40 мин. до полного растворе-
ния катализатора.
Применение клея возможно через 40—45 мин. после добавления
катализатора.
Карбинол — бесцветная подвижная жидкость с приятным запахом,
получается конденсацией винилацетилена, с ацетоном, в присутствии
едкого кали в растворе эфира, бензина ими бензола.
При хранении карбинол постепенно загустевает и в конце концов
{примерно, через два месяца) превращается в твердую стеклообразную
массу слабожелтого цвета.
Добавлением азотистых оснований и полифенолов карбинол можно
стабилизировать в определенном состоянии. Обычно карбинол хранится
в виде глицеринообразного стабилизированного 0,25% эджерайта сиропа.
Клеем, приготовленным с добавлением в качестве катализатора
перекиси бензоила, можно склеивать металл, стекло, слюду, пластмассы,
мрамор, фарфор эбонит, фибру 'п их сочетания.
Для склейки пластмасс и эбонита (при ремонте аккумуляторных
'банок) пользуются клеем, приготовленным с добавлением азотной кислоты.
Карбинольный' клей для снижения усадки, горючести и j с горения
полимеризации приготовляется также с добавлением 50% от веса сиропа
порошкообразного наполнителя: окиси цинка, гипса, сернокислого бария,
цемента, мела и др.
Смесь должна быть тщательно растерта до однородной пасты.
Клеевая пленка карбинольного клея не растворяется в обычных
органических растворителях, но набухает в спирте и ацетоне.
Трехсуточное вымачивание в воде снижает крепость склейки
«а 15—20%.
При температуре 70—80° клеевая пленка размягчается, а'при осты-
вании снова затвердевает.
6. ПОМЕЩЕНИЕ И ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ
КЛЕЕВ В ПРОИЗВОДСТВЕННЫХ ЦЕХАХ
В заводских условиях для приготовления клеев должна быть клееза-
готовптельная мастерская со следующими отделениями:
а) дозировочным — разлив, отвешивание и смешивание компонентов
«лея;
б) раздаточным — выдача готового клея в пехп:
в) моечным — мойка посуды и кистей;
316
г) промежуточным складом — хранение недельного запаса компо-
нентов клея, запасного оборудования и приборов.
Первые три отделения должны быть оборудованы отоплением, водо-
проводом, канализацией, освещением, общей приточновытяжной вентиля-
цией и вентиляцией с местным отсосом от клеемешалок и места мойки
посуды.
В небольших ремонтных мастерских с малым расходом клея и за от-
сутствием отдельного помещения необходимо иметь специально оборудо-
ванное рабочее место для приготовления клея под ответственностью
Определенного лица.
Готовить клей должен один постоянный человек, хорошо подготов-
ленный и проинструктированный.
Для приготовления клея необходимо иметь следующее оборудование:
Фиг. 303.
Клеемешалка:
1 —бак; 2—месительная лопатка; 3—
шкив привода; 4—водило; 5—кони-
ческая передача.
В дозировочной: а) клеемешалки (фиг. 303) с механическим приво-
дом, обеспечивающим скорость вращения лопастей 60—80 об/мин., с ба-
ком, имеющим двойные стенки п двойное дно, для обеспечения клеевому
раствору постоянной температуры (водяная рубашка); б) бачки с водяной,
рубашкой для приготовления небольших количеств клея и для времен-
ного хранения готового клея, а также кружки различной емкости для
отвешивания компонентов клея; в) весы чашечные с разновесом; г) тер-
мометры для измерения температуры клея; д) вискозиметр ФЭ-36 с соп-
лом № 2 (диаметр 5 мм)— для определения вязкости клея; е) секундо-
мер; ж) часы стенные; з) сито № 20 или 30 для процеживания готового-
раствора казеинового клея; и) ящик для перемешивания клеевого порошка.
В раздаточной: а) бачки с водяной рубашкой для хранения смоля-
ного клея перед выдачей; б) кружки для отмеривания клея емкость»
317
в 200, 300, 500, 1000 см’; в) клеянки различной емкости (фиг. 304); г) ви-
скозиметр ФЭ-36 с соплом № 2; д) секундомер; е) часы степные.
Фиг. 304.
Клеянка.
В моечной: а) баки для мытья посуды с вытяжным коробом, для
отсоса загрязненного воздуха (фиг. 305); б) сушильные шкафы для уда-
Фнг. 305.
Бак для мытья посуды из-под клея с вытяжным
устройством.
ления остатков смоляного клея из стеклянной и металлической посуды
путем нагревания до 70—80°С; в) баки для мытья кистей (кисти моют
спиртом-сырцом, ацетоном и водой); г) камеры с подводкой сжатого
воздуха для сушки и обдувки мытых кистей; д) стеллажи для клеянок.
7. ПОДГОТОВКА ДРЕВЕСИНЫ К СКЛЕПКЕ
Прочность склейки и склеенной детали в целом завнснт не только
от качества клея, ио п от состояния склеиваемого материала: наличия
недопустимых пороков древесины, влажности, обработки склеиваемых
поверхностей и техники склеивания
318
Самолетные детали выклеиваются нз отдельных планок, реек, полос
шпона. Каждый элемент клееной детали должен быть взят нз брусков,
досок, листов шпона и т. п., удовлетворяющих, по своим физнко-механи-
ческим свойствам, требованиям на авиационные материалы.
Большое влияние на прочность склейкн оказывает влажность древе-
сины, поэтому для склейки допускается только прошедшая камерную
сушку древесина с равномерной определенной влажностью без внутрен-
них напряжений.
Нормальной влажностью древесины при склейке принято считать
7—10%; фанеры бакелитовой склейки 5—9%; шпона для выклейки обшив-
ки смоляным клеем —7—11%, а для выклейки казеиновым клеем —
20 - 30% (производится специальное увлажнение).
Влажность дельта-древесины прн склейке — 4—6%; планок и дрок
из твердых пород для склейки воздушных винтов — 6—9%.
При ремонте деревянных деталей допускается склейка древесины
и ремонтируемых деталей с влажностью до 12%.
Нельзя допускать для склейки древесину с повышенной влажно-
стью, так как детали, склеенные из такой древесины, в условиях произ-
водства н эксплоатации, вследствие усушки, будут трескаться И коро-
биться.
Большая разница во влажиостн (более 1—2%) двух склеиваемых
брусков не допускается.
Раскрой брусков на планки и рейки должен производиться так,
чтобы направление годичных слоев по отношению к плоскости склейки
было под углом от 15 до 90°. Заготовки с углами от О до 15° допуска-
ются только в крайних случаях.
Обработка склеиваемых поверхностей должна обеспечивать плотное
прилегание склеиваемых деталей.
Считается вполне пригодной для склейки поверхность, имеющая
длину волн (следы ^обработки на сйанке) в 3—3,5 мм и глубиной 0,02 мм.
Такую поверхность можно легко получить путем строжки на хорошо
отлаженном рейсмусовочном станке с 5000—6000 об/мин. при
подаче 8—10 м/мии.
Небольшие поверхности можно хорошо обработать и вручную.
Криволинейные детали для склейки обрабатываются на фрезерных
« танках и проверяются шаблонами н лекалами. При ручной обработке
пригонка криволинейных деталей иногда ведется притиркой с древес-
ным углем или графитом. Мел для притирки не допускается, так как
он входит в реакцию со смоляным клеем и препятствует его полиме-
ризации.
Древесные пластики перед склейкой шлифуются наждачной бумагой
Л' 0-2 на ленточношлнфовальных станках или обдуваются на песко-
струйном аппарате для получения равномерно шероховатой поверхности.
Пыль сдувается воздухом или щеткой.
Жирные пятна удаляются тряпкой, смоченной в спирте илн ацетоне.
Фанера с глянцевитой поверхностью в местах склейкн зачищается
циклей или наждачной бумагой.
Обработка «на-ус» склеиваемых планок, реек и фанеры производится
шелковыми пилами без дополнительной обработки. Обработка «на-ус»
вручную требует большего времени.
319
Обработку поверхности для склейки желательно производить перед
самой склейкой.
Ни один из авиационных клеев не дает хорошего шва на поверхно-
сти, загрязненной лаком, краской и жиром, поэтому при ремонте дере-
вянных деталей необходимо тщательно удалять следы лакокрасочных
покрытий и жирных пятен с поверхностей, подлежащих склейке.
Как было указано, смоляные клеи не могут быть применены для
склейки деталей, сильно пропитанных казеиновым клеем.
Для получения надежной склейки на-ус необходимо придерживаться
следующих размеров скоса:
для склейки планок древесины — не менее 12 толщин скашиваемой
планки при склейке деталей коробчатого сечения и не менее 15 толщин
для деталей сплошного сечения или, как принято говорить, ус
берется 1:12 — 1:15 (отношение толщины плаики к длине скоса); для
склейки дельта-древесины — 20—25 толщин или 1: 20 — 1: 25. Фанеры —
10—12 толщин склеиваемой фанеры илн 1: 10 — 1:12, балинита —20 тол-
щин или 1: 20.
8. ТЕХНИКА. СКЛЕИВАНИЯ
Склеивание должно производиться в помещениях, обеспечивающих
необходимую равновесную влажность древесины 7—10% перед склей-
кой и 8—12% после склейки до нанесения лакокрасочного покрытия.
Современные клеи требуют положительной температуры для склей-
ки: смоляные не ниже 16°, а при применении подогрева не ниже 10°;
казеиновые не ниже 12°, а при применении подогрева не ниже 8°.
Склейка при более низких температурах удлиняет сроки выдержки
под прессом и после снятия пресса до обработки склеенной детали.
Фиг. 306.
Двухвальцевый механический клееканосн-
тель для казеинового клея.
1 — нижний резервуар с клеем; 2—верхний
резервуар с клеем; 3—задвиаска; 4—вальцы;
5—пропускаемая через вальцы деталь.
320
Удлинение срока полимеризации смоляного клея может снизить
прочность склейки, вследствие впитывания его древесиной.
Нанесение клея на склеиваемые поверхности производится вручную
с помощью лубяных н щетинных кистей, или с помощью специальных
роликовых клеенаносителей. На фиг. 306 показан двухвальцевый механи-
ческий клеенаиоснтель для казеинового клея, а иа фиг. 307 — для смо-
ляного клея с вытяжным устройством.
Диухнал!.пенни механический клеепапсси-
тель с вытяжным устройством для смоля-
ного клея.
1—резервуар с клеем; 2—охлаждающая ру-
башка; 3—вальцы; 4—пропускаемая через
вальцы деталь; 5—вытяжное устройство.
Клей наносится равномерным слоем или на одну склеиваемую по-
верхность (одностороннее нанесение), или на две (двухстороннее
нанесение) движением кисти или ролика, обязательно в одну сторону.
Толщина клеевого слоя при одностороннем нанесении клея должна
быть такой, чтобы сквозь него слегка просвечивала текстура древесины,
а при двухстороннем — отчетливо была бы видна.
Двухстороннее нанесение клея применяется;
а) почти во всех случаях применения смоляных клеев, за исключением
выклейки обшивки из шпона; б) прн склейке на-ус торцевых и полу-
торцевых соединений; в) при длительной открытой пропитке в течение
15—18 мин. для казеиновых клеев и 20—25 мин. для смоляных клеев
и короткой закрытой пропитке (3—5 мм), например, приклейка обшивки
к каркасу; г) при склейке узких деталей (до 60 мм) из твердых листвен-
ных пород; д) при склейке мелких деталей, например: угольники, на-
21 Г. П. Платонов.
321
гладки, бобышки и т. п.; е) во всех случаях склейки дельта-древесины
и балинита и в сочетании их с древесиной и фанерой; ж) при склейке
деталей из липы и других пород, обладающих большой впитываемостью.
При торцевой склейке иногда рекомендуется также двойное нанесе-
ние клея на торец, причем второй слой наносится после длительной
выдержки первого с целью пропитки торца и подсыхания клея.
Одностороннее нанесение клея применяется при склейке деталей
вдоль волокон из древесины хвойных пород и широких поверхностей
(более 60 мм) твердых лиственных пород.
Расход клея, примерно, должен быть следующим:
Смоляные клеи:
при одностороннем нанесении .... -............- 180—250 г/м2;
при двухстороннем нанесении..................... 250—340 г/м2;
при выклейке обшивки из шпона................... 350--400 г/м2.
Казеиновые клеи:
при одностороннем нанесении 400—600 г/м2 (илн 130—200 г су-
хого порошка);
при двухстороннем нанесении 600—800 г/м2 (или 200—270 г су-
хого порошка);
при выклейке обшивки из шпона около 500 г/м2 (илн 160 г су-
хого порошка).
Излишнее нанесение клея вызывает лишний расход материала,
загрязняет рабочее место н приспособление, и дает толстую клеевую
прослойку, что повышает вес и снижает прочность клеевого шва.
Наиболее прочнаяv склейка получается при толщине клеевого шва
около 0,1 мм.
После нанесения клея, необходимо дать некоторую выдержку
(открытая пропитка) до соединения склеиваемых поверхностен. Откры-
тая пропитка дается для приобретения клеем вязкости, обеспечивающей
получение прн запрессовке шва нормальной толщины. При открытой
пропитке часть влаги (у казеинового клея) и летучих веществ и влаги
(у смоляных клеев) испаряется и поглощается вместе с клеем древесиной.
Чем большая вязкость клея в момент нанесения его на поверхности
и чем выше температура и меньше влажность окружающего воздуха,
тем меньше должна быть открытии пропитка.
В зависимости от вязкости клея и температуры окружающего воз-
духа рекомендуется применять открытую выдержку в следующих пределах.
для казеиновых клеев — 2—6 мйн;
для смоляных клеев — 4—15 мин.
После соединения склеиваемых деталей, процесс поглощения влаги
и клея древесиной продолжается до запрессовки. При этом происходит,
так называемая, закрытая пропитка, продолжительность ее рекомендует-
ся в следующих пределах:
для казеиновых клеев — 4—18 мин;
для смоляных клеев — 5—25 мин.
Склеиваемые детали, после открытой и закрытой пропиток, обяза-
тельно запрессовываются.
Давление при запрессовке должно быть равномерным по всей пло-
щади, а величина его в зависимости от материала п характера склейки
от 0,5 до 5 кг/см2.
322
В таблице 66 приведены характерные случаи склейки и рекоменду-
емые для них удельные давления.
Таблица 66.
Наименование склеиваемых деталей Удельное давление кг/см2
1 При склейке полок лонжеронов, стрингеров и бобышек:
а) из древесины сосны, пихты и липы 2,0—3,0
б) из древесины твердых лиственных пород (ясень, дуб н др.) . . 3,0—4,0
в) из дельта-древесины 4,0-5.0
2. Приклейка фанеры к:
а) каркасу лонжеронов нз древесины • . . 2,0-3,0
б) » „ из дельта-древесины 4,0-5,0
в) каркасам крыла, оперения, нервюрам, шпангоутам и другим
деталям с малым сечением 0,5-2,0
(в зависимости от жесткости каркаса н ширины поверхности
склейки элементов каркаса)
3. Склейка болванок винтов 4,0-5,0
4. Выклекка из шпона толщиной 0,5—1 мм элементов обшивки
самолета в пневматических прессах 2,5—4,0
5. Склейка детален с одновременным гнутьем . ...... 5,0-6,0
Продолжительность выдержки под прессом зависит от вида клея,
температуры воздуха и склеиваемых деталей, а также свойств материала-
Минимальные сроки выдержки под прессом устанавливаются с та-
ким расчетом, чтобы последующие механические воздействия при снятии
пресса, переноске п укладке не отразились на прочности склейки.
Минимальные сроки выдержки склеиваемых деталей в запрессован-
ном состоянии приведены в таблице 67.
Детали, склеенные с одновременным гнутьем (незамкнутые), необ-
ходимо выдерживать в запрессованном состоянии до полного высыхания.
Уменьшение сроков выдержки без подогрева может снизить .проч-
ность клеевого шва.
После снятия пресса, склеенная деталь должна быть выдержана
некоторое время в свободном состоянии, чтобы до обработки детали
вручную и на станках прочность клеевого шва достигла' прочности дре-
весины и чтобы влага, введенная вместе с казеиновым клеем, равномерно
распределилась по' всему сечению детали, а излишек ее испарился.
Продолжительность свободной выдержки зависит от применяемого
клея, свойств древесного материала, температуры воздуха - и изделия,
предстоящего вида обработки детали, размеров сечения, толщины от-
дельных планок п количества фуг.
Л* 323
Таблица 67.
Минимальные сроки выдержки в запрессованно
состоянии, часы
Детали и операции
склейки
Прямолинейные детали из древесины хвойных пород . 3-4
Прямолинейные детали из древесины твердых листвен- ных пород и файеры или сочетание их с древесиной хвойных пород 4-5
Детали, склеиваемые из древесины и фанеры с одно- временным холодным гнуть- ем 6-10
Детали, склеиваемые из дельта-древес ины в сочета- нии с фанерой и древеси- ной 6
Детали, склеиваемые из дельта-древесины —
для казеи-
новых клеев
при
1=16—20
для смоляных клеев
при /—16—20 при /=21-25 при /=26-30
5 4 3
6 5 * 1
10 8 6
10 8 6
.2 10 8
Детали, склеенные казеиновым клеем, требуют большей выдержи ,
чем такие же детали, ио склеенные смоляными клеями.
Выдержка, для деталей из твердых лиственных пород и топкой
фанеры увеличивается против деталей из хвойных и мягких лнствешаВ
пород. Еще более длительные выдержки требуются для клееных Д*'
талей из дельта-древесины.
Чем больше сечение детали и больше в ием фуг, тем продолж»
тельнее выдержка. Она еще более увеличивается при низкой температурв-
Последующая за склейкой станочная обработка требует большей
выдержки, чем ручная обработка.
Особенно долго нужно выдерживать перед обработкой детали?
склеенные с одновременным холодным гнутьем.
Сокращение сроков выдержки деталей до обработки можно достиг-
нуть нагревом.
Обычно нагревают в камерах детали больших сечений и с болыдим
числом фуг, склеенные казеиновым клеем, а также детали из тонки!
планок, склеенных с одновременным гнутьем. Необходимо следить за
тем, чтобы влажность деталей после сушки была в пределах 7—12%(
Преждевременная обработка склеенных деталей может повлечь За
собой снижение прочности клеевого шва, появление трещин или выемок,
вследствие неравномерной усушки древесины (фиг. 308).
324
1
Продолжительность свободной выдержки при склейке смолтаыми
клеями установлена в следующих пределах.
1 Для деталей из древесины и файеры при строжке:
а) иа станках ие меиее..........................12—18 часов;
б) вручную не менее...................... 6—12 „
2. Для деталей из дельта-древесины не меиее . . . 18—24 „
3. Для деталей из дельта-древесины в комбинации с
фанерой или обычной древесиной, не менее . 12—18 .
Фиг. 308.
Схема усушки древесины около
клеевых соединений в сечении
клееной заготовки, вследствие
стножки без достаточной вы-
держки.
Продолжительность свободной выдержки до механической обработки
деталей, склеенных без подогрева казеиновыми клеями В-105 и В-107,
риведеиа в таблице 68.
9. ВИДЫ ЗАПРЕССОВОК
Запрессовка, при склейке деталей производится: al) в пневматических
или гидравлических прессах; б) в винтовых прессах; в) струбцинами;
г) эксцентриковыми зажимами и винтовыми упорами; д) гвоздями (при
выклейке обшивки из шпона, при приклейке обшивки к каркасу); е) гру-
зом, пружинами, резиновыми тросами!, клиньями, рычажными приспособ-
лениями и т. п.
Любой вид запрессовки должен обеспечить равномерное и доста-
точное по величине удельное давление.
Лучшим видом запрессовки является запрессовка в пневматических
к гидравлических прессах, применяемых, главным образом, в массовом
и серийном производстве самолетов. В таких прессах можно получить
определенное (от 0,5 до 5,0 кг/см2), равномерно распределенное по всей
склеиваемой площади удельное давление.
Винтовые прессы и струбцины широко распространены на самолето-
строительных заводах; они применяются для склейки планок и фанеры
«па-ус», склейки полок лонжеронов, приклейки стенок лонжеронов и т. п.
Винтовые прессы дают сосредоточенное давление от 1 тонны до 15 тонн.
Деревянные струбцины обеспечивают сосредоточенное давление от 300
325
Таблица 68.
Продолжительность свободной выдержки до механической обработки
деталей, склеенных без подогрева казеиновыми клеями
'U . U зд-йЯ
Наименование деталей и операций
склейки
Выдержка
до обработ.
в часах прн
t от 12 до
20° С
Последующая
обработка
1 Планки, склеенные на-ус для полок лонжеронов и стрингеров: а) из древесины хвойных пород • . . б) из древесины твердых лиственных пород . 12-16 18-24 Обработка на станке То же
2 Щитки, склеенные из планок для по- лок лонжеронов из древесины хвойных пород 12-18 То же
3 Полкн лонжероновTf стрингеров, скле- енные из планок и секций: а) из древесины хвойных пород . . . 12—18 То же
б) из древесины твердых лиственных пород 18-32 То же
в) из дельта-древеснны с фанерой и сосной 24-48 То же
4 Бобышки, склеенные из сосиы, ели нли пихты с фанерой 12-48 То же
5 Каркасы лонжеронов крыла, после приклейки бобышек, диафрагм и распо- рок: а) из древесины хвойных и листвен- ных пород 12-18 Строгание вруч-<
6) из дельта-древесины с фанерой . . 18-24 ну 10 Строгание вруч-
6 Фанера, склеенная на-ус . 8-12 иую Зачистка вручную
7 Лонжерон, после приклейки фанер- Строгание кромок
ных стенок к каркасу 8—12 вручную или иа
8 * Крыло, центроплан, оперение, фюзе- станке
ляж. после приклейки обшивки .... 6—12 Обработка вруч-
9 Дужки шпангоутов и нервюр, склеен- ну ю
ные из планок малых сечений толщиной 2—3 мм: а) при толщине дужек до 10 мм 18-32 То же С।рогание на стаи-
б) при толщине дужек свыше 10 мм 24-48 ке пли вручную То же
10 Каркасы нормальных и усиленных нервюр и шпангоутов 4-8 То же
11 Нервюры и шпангоуты, после при- клейки фанерных стенок . . 4-8 То же
326
до 400 кг, а металлические — от 700 до 1000 кг. Давление распределяет-
ся на площади склейки через толстую жесткую деревянную прокладку.
Недостаток этих видов запрессовки заключается в трудности контроля
за величиной и равномерностью распределения удельного давления. Для
установления определенного давления на площадь склейки и контроля
за давлением применяют резиновые протарированиые кубнки (в струб-
цинах), специальные подкладные динамометры (фиг. 309) и гидравличе-
ские месдозы (для винтовых прессов).
Подкладной динамометр для измерения да-
вления при запрессовке:
1—корпус; 2—стакан; 3—пружина; 4—осно-
вание: 5—винт пресса; 6— колпачок.
Эксцентриковые зажимы (фиг. 310) применяются иа сборочных шаб-
лонах, плазах и для запрессовкц мелких деталей при обработке агрегатов..
Фнг. 310.
Плаз для сборки каркаса нервюры с эксцентриковыми зажимами.
Внптовые упоры или зажимы применяются при сборке шпангоутов
н для запрессовки обшивки хомутами на каркасе фюзеляжа
и крыла (фиг. 311).
327
Регулировать величину удельного давления при запрессовке
эксцентриковыми и винтовыми зажимами невозможно. Гвоздевая запрес-
совка имеет широкое применение в ремонтных мастерских, опытных
заводах, прн склейке деталей сложной конфигурации иа недостаточно
оборудованных серийных заводах.
Фиг. 31!.
Хомут с винтовой запрессовкой.
1—деревянная половинка хомута;
2—металлическая; 3—резиновые про-
кладки; 4—винты; 5—винты для за-
прессовки по усовому соединению.
Гвоздь дает сосредоточенное давление в несколько кг. Гвоздевая
запрессовка не обеспечивает склейки хорошего. качества. Положительная
ее сторона — простота запрессовки. На фиг. 312 показан способ гвозде-
вой запрессовки при приклейке фанерной обшивки к каркасу.
Запрессовка производится гладкими гвоздями через фанерные пояски
м фанерные подкладки — шайбы толщиной 3—4 мм. Шаг гвоздей уста-
навливается ие меиее 30—40 мм.
Длина и диаметр гвоздей подбираются в зависимости от толщины
>и ширины элементов каркаса. Гвозди не должны проходить сквозь эле-
менты каркаса.
Диаметр гвоздя для различных сечений элементов каркаса рекомен-
дуется брать по таблице 69.
Таблица 69.
Сечение элементов
каркаса Диаметр гвоздей
ширина толщина мм
мм мм
10 10 Не более 1,4
20 20 . 1,8
30 20 . 2,3
Дм дополнительного крепления обшивки (при склейке казеиновым
клеем) применяются гвозди оцинкованные или латунные.
Фиг. 313.
Запрессовка грузом-
Фнг. 314.
Запрессовка пружинами.
Запрессовки грузом (фнг. 313), пружинами (фиг. 314), резиновыми
тросами (фиг. 315), клиньями (фиг. 316) применяются в небольших ма
стерских, особенно при ремонте. Такие запрессовки дают небольшое
(0,5—1,0 кг/см2) и неравномерное удельное давление.
Фиг. 315.
Запрессовка резиновым амортизатор-
ным шнуром.
Сиг. 316. 1
Запрессовка клиньями.
329
При запрессовке необходимо следить за тем, чтобы пресс не попор-
тил склеиваемую деталь, поэтому там, где это нужно, необходимо ста
вить прокладки из древесины или фанеры.
Плиты, шаблоны и сулаги, во избежание приставания к ним клея
необходимо покрывать воском или парафином со скипидаром, тавотом,
интроклеем Ак-20, а в отдельных случаях, под детали следует подкла-
дывать бумагу.
Перед употреблением приспособление для запрессовки должно быть
проверено и исправлено.
10. ПРИМЕНЕНИЕ ПОДОГРЕВА ПРИ СКЛЕЙКЕ
Для ускорения процесса склеивания без снижения крепости клеевого
шва широко применяется подогрев склеиваемых деталей. Особенно
эффективное ускорение процесса склеивания вызывает подогрев прн
склейке смоляными клеями. При повышении температуры клеевого шва
до 50-60%’ процесс полимеризации смоляного клея резко ускоряется
во всех случаях склейки.
При склеивании казеиновым клеем подогрев вызывает в первую
очередь ускорение высыхания клеевого тпва, а затем уже и затвердевание-
В том случае, когда прн подогреве затруднено удаление влаги из
казеинового клеевого соединения, подогрев не применяют. К таким слу-
чаям относятся: выклейка обшивок из шпона, склейка многослойных
плит из фанеры или склейка друг с другом фанерных листов толщиной
до 3 мм при ширине площади склейки до 30 мм.
Максимальная температура клеевого шва (казеинового и смоляного)
прп подогреве не должна быть выше 60°.
Нагрев склеиваемых деталей производят:
а) контактными электронагревателями, передающими тепло к кле-
евым соединениям-путем непосредственного соприкосновения (контакта)
нагревателя с деталью:
б) рефлекторными электронагревателями, передающими тепло
радиационно-конвекционным способом (фиг. 317).
Фиг. 3 '• 7.
Рефлекторный нагреватель в виде короба.
в) воздушными электронагревателями, передающими тепло к клеевым
соединениям конвекцией;
330
г) в сушильных камерах теплым воздухом;
д) токами высокой частоты.
Режим склейки при применении подогрева следующий:
а) подогрев начинать не ранее, как через 10—15 минут после-
запрессовки;
б) продолжительность подогрева зависит от толщины подогревае-
мого материала, применяемого клея, характера склейки и температуры
нагрела;
bi ) выдержка в запрессованном состоянии после подогрева колеблет-
ся от 10 до 30 мин., в зависимости от толщины прогретого материала
и характера детали;
г) свободная выдержка производится при температуре не нижа 16и
п влажности, обеспечивающей равновесную влажность древесины
8-12%.
Детали, склеенные смоляными клеями, перед обработкой вручную
выдерживают 1 час, а перед обработкой па станках — 2 часа.
Детали1!, склеенные казеиновым клеем из 5—10 и более планок тол-
щиной 2—5 мм, вследствие сильного увлажнения требуют продолжи-
тельной (до 10—15 часов) выдержки.
11. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СКЛЕЙКИ И НАИБОЛЕЕ ЧАСТО
ВСТРЕЧАЮЩИЕСЯ ДЕФЕКТЫ В КЛЕЕВЫХ СОЕДИНЕНИЯХ
Контроль качества клеевых соединений может производиться раз-
личными способами:
1. Внешним осмотром открытых клеевых соединений невооруженным
глазом или с помощью лупы, которым легко можно обнаружить непро-
клей, толстую фугу, трещины, пережоги и другие дефекты. На широких
площадях склейки и в замкнутых изделиях этот метод мало пригоден.
2. Определением на-слух качества приклепки обшивки крыла, фюзе-
ляжа, опереиия и т. п. путем простукивания небольшим специальным
молоточком в местах приклейки обшивки к каркасу. В непроклеенных
местах получается резкий звук.
3. Испытанием на скалывание на машинах отдельных стандартных
образцов, изготовленных пз припусков клееных изделий.
4. Испытанием прочности склейки путем разрушения с помощью
стамески обрезков от клоеных изделий и1ли даже целых изделий.
Разрушение по древесине является признаком хорошей склепки.
5. Проведением статических испытаний определенного процента от
серии готовых изделий.
6. Специальными акустическими и электрическими приборами.
Из таких приборов у нас применяются акустический прибор
проф. Соколова и дефектоскоп ВЭД.
Наиболее пригодным является прибор проф. Соколова (фиг. 31&).
Этот прибор состоит из вибрационного молоточка 1, возбуждающего^
вибрацию; иглы с мембраной!, принимающей определенные вибрационные
колебания; усилителя 2 и наушников 3 или регистрирующего устрой-
ства.
331
При проверке качества склейки проводят иглой над местами при-
клейки обшивки к каркасу, при этом вибрационный молоточек автома-
тическим простукиванием вызывает вибрацию, улавливаемую мембра-
ной и усиливаемую усилителем. Звук принимается с помощью наушни-
ков или записывается регистрирующим прибором. Непровлеенные места
обнаруживаются по характерному звуку в наушниках.
Фнг. 3*8.
Акустический прибор проф. Соколова для контроля качества приклейки
обшивки.
Дефекты в клееных соединениях. Из наиболее часто встречающихся
дефектов склейки можно указать следующие:
1. Местный непроилей или неплотное прилегание склеенных поверх-
ностей, полученных от ряда причин: плохой подгонки поверхностей,
подлежащих склейке, недостаточного давления при запрессовке и новы
шейной вязкости в момент запрессовки.,
2. Трещины по клеевому соединению или по материалу вблизи
клеевого шва, появляющиеся вследствие: а) применения древесины
с повышенной влажностью и последующего хранения при высокой отно-
сительной влажности воздуха и повышенной температуре; б) склеивания
деформированных заготовок; в) интенсивного и продолжительного подо
грева и г) несоблюдения сроков выдержки под прессом и вне пресса
до механической обработки.
3. Слабое сцепление, как следствие применения недоброкачо1ствен-
«ого клея.
4. Голодное клеевое соединение, получающееся от применения клея
с пониженной вязкостью, без достаточной открытой пропитки, ио с чрез-
мерно большим давлением при запрессовке.
5. Толствя фуга — толстая клеевая прослойка (более 0,1—0,2 мм),
полученная в результате плохой пригонки и применения клея с повы
шейной влажностью и недостаточного давлении, после длительной откры-
той пропитки.
6. Пережоги, характеризующиеся бурым или черным цветом, проис-
ходят от неправильного использования подогрева или неисправности
подогревателей.
333
Глава XII
ГНУТЬЕ ДРЕВЕСНЫХ МАТЕРИАЛОВ
Авиационные детали и заготовки криволинейной формы из древе-
сины и фанеры изготовляются методом холодного гнутья, осуществляе-
мого одновременно со склеиванием, или методом горячего гнутья после
предварительного увлажнения и нагрева материала и с последующей
сушкой загнутого изделия.
Холодный метод гнутья рекомендуется применять в тех случаях,
когда отношение толщины заготовки или детали к радиусу загиба
больше ’/2о или толщина загибаемой де*галн больше 25—30 мм.
При меньших значениях указанных величин рекомендуется при-
менять горячий метод гнутья.
Сущность холодного метода следующая:
Согласно толщине и наименьшему радиусу загибаемой детали или заго-
товки, набирается определенное количество сухих тонких планок соот-
ветствующей толщины. На отобранные и подготовленные к склейке
планки наносится клей, в соответствии с инструкцией по склейке. План-
ки собираются в пачку и запрессовываются в специальном шаблоне,
придающем заготовке заданную форму. Во избежание повреждений верх-
ней планки при запрессовке на нее накладывается металлическая лен-
та или дополнительная планка без клея, а под струбцины, кроме того, —
сосновые накладки.
При применении казеинового клея планки сильно увлажняются,
поэтому для получения хорошей стабильности криволинейной детали необ-
ходимо выдержать ее в запрессовке для подсушивания до 8—11% влаж-
ности. Для ускорения, если возможно, применять камерную сушку.
Холодным методом лучше гнуть детали из древесины хвойпых по-
род (сосны, ели н пихты кавказской). Особенно пригодны для этой цели
сосновый шпон и радиальные планки.
В случае необходимости можно применять прн холодном методе
1нутья и древесину лиственных пород (дуба, бука и ясеня).
Стабильность криволинейных деталей увеличивается с увеличением
количества планок л уменьшением их толщины.
331
Примерные соотношения толщины деталей, радиусов кривизны,
количества планок и их толщины приведены в таблице 70.
Таблица 70.
Толщина заго- товок или де- тали (мм) Радиус кривизны (мм) Количество планок Толщина планок (мм)
8 50-75 4 2
10 50-75 5 2
12 100 4 3
15 100-200 3 5
21 200- 300 3 7
28 300—500 4 7
Горячий метод гнутья заключается в загибе на шаблоне, придающем
деталям нужную форму, предварительно пропаренной или проваренной
заготовки с доведением ее влажности до 25—30% и в последующей
сушке загнутой детали на шаблоне до 7—10% влажности при режимах,
приведенных в таблице 71.
Таблица 71.
п Древесина Темпера- тура °C Относительная влажность воз- духа if о/о
Сосна, пихта 68 58
Лиственница . 60 56
Дуб 60 50
Пропаривание осуществляется в горизонтальных котлах (фиг. 310)
при давлении 0,2—0,5 ат по манометру и температуре 104—110° а про-
варивание в воде — прн температуре 90—100“.
Детали, загибаемые по всей длине, погружаются в воду полностью
иа 50—100 мм ниже уровня воды, а загибаемые только с конца погружа-
ются в воду на 100—200 мм глубже крайней линии загиба (фит. 320).
Проваривать рекомендуется древесину с влажностью ниже 15—20%.
Продолжительность гидротермической обработки приведена в таб-
лице 72.
335
3 4 $
Фиг. 319.
Пропарочный котел.
1—котел; 2—подставки; 3—барабан; 4 продольные секции бара-
бана; 5—рукоятка для вращения барабана; 6—люк дли загрузки ма-
териала; 7—задвижка; 8 —педаль для поднятия вадвижкн; 9—труба
для подхода пара.
Фиг. 320.
Бак для проваривания древесины.
336
Таблица 72'.
Обработка Порода Начал ьн. влажи. древе- сины Продолжительность гидротермообработки древесины для заготовок толщиной
5 мм 10 мм 15 мм 20 мм
Сосиа, пихта ~30 10 мин. 10—20 мин. 35—40 м. 45—60 мин.
Пропа- ривание Дуб и листвен. Сосна — 30 7-10 30 мин. 2 часа 45 минут 5 часов 60 минут 7 часов 1 час 15 м. 1 час 30 м.
Пихта 7-10 1 час 4 часа 6 часов —
Дуб и листвен. 7—10 4 часа 10 часов 15 часов —
Сосиа и пихта 7—10 35 мин. 1 час 30 м. 2 часа 30 м. —
Провари- вание Листвен- ница 7—10 40 мин. 3 часа 3 часа —
Дуб 7—10 1—2 часа 2—3 часа 3 часа 10—12 час.
Фанера гнется холодным и горячим методом. Холодный метод
гнутья может быть осуществлен как на специальном шаблоне, так н не-
посредственно на каркасе крыла и фюзеляжа и т. п.
Минимальные радиусы кривизны березовой бакелитовой фанеры
приведены в таблице 73.
Таблица 73.
Толщина Минимальные радиусы кривизны березовой бакелитовой фанеры (мм)
Трехслойной Пятислойиой
фанеры, мм загиб вдоль загиб поперёк волокон и под углом 45° загиб вдоль загиб поперек волокон и под у!лом 45°
волокон волокон
1 40 25 60 50
1,5 60 38 90 75
2 80 50 120 100
2,5 100 63 150 125
3 120 75 180 150
4 160 100 240 200
22 Г. П. Платонов. 337
Горячий метод заключается в предварительном проваривании фа-
неры в воде С; температурой 90—100рС, загибе на шаблоне н в последую-
щей сушке для закрепления формы.
Продолжительность проваривания бакелитовой березовой фанеры
приведена в таблице 74.
Сушка загнутых деталей до 7—10% влажности производится в ка
мерах прн температуре 60°С и относительной влажности 60% 'в течение,
примерно, 6—8 часов. Сушка в цехе продолжается для фанеры толщиной
1—2 мм около 24 часов, а для фанеры толщиной 3—4 мм — 36—40 часов.
22*
339
Глава ХШ
МЕТОДЫ ЗАЩИТЫ ДРЕВЕСНЫХ МАТЕРИАЛОВ ОТ ВОЗДЕЙСТВИЯ
ФИЗИЧЕСКИХ И БИОЛОГИЧЕСКИХ ФАКТОРОВ
Для устранения или снижения недостатков древесины с целью
расширения ее применения в ответственных сооружениях и увеличения
срока эксплоатации деревянных конструкций применяется ряд методов,
которые улучшают ее физике-механические свойства, повышают грибо-
стойкость, огнестойкость, однородность и т. д. К таким методам отно-
сятся: сушка, консервирование (антисептирование, окраска и др.), про-
питка антипиренами, получение клееной фанеры и древесно-слоистых
материалов на основе искусственных смол.
1. АНТИСЕПТИРОВАНИЕ ДРЕВЕСИНЫ
Древесина и изделия из нее в неблагоприятных условиях хранения
и эксплоатации быстро загнивают и разрушаются. Для продления срока
службы деревянных конструкций применяются различные методы кон-
сервирования. Из методов консервирования в самолетостроении приме-
няются антисептирование и окраска.
Антисептирование или пропитка древесины ядовитыми веществами
(антисептиками) является одним из лучших методов консервирования
древесины, повышающим ее грибостойкость, а следовательно, и срок
эксплоатации изделий из нее. К сожалению, введение антисептирования
в деревянном самолетостроении шло крайне медленно и даже до сего
времени не получило должного распространения, особенно в ремонтных
органах.
К антисептику предъявляются следующие требования, согласно
которым он должен:
1) обладать высокой токсичностью по отношению к грибам и быть
безвредным для человека;
2) не должен оказывать вредного действия на древесину и металл;
8) должен обладать физическим и химическим постоянством, т. е.
не разлагаться, не вымываться и не улетучиваться в условиях экспло-
атации;
340
4) должен хорошо проникать в древесину и равномерно распро-
страняться в ней;
5) не должен мешать последующей склейке и окраске;
6) не должен давать большого пррвеса;
7) должен быть дешевым и доступным по изготовлению.
В качестве антисептиков рекомендуются: хлористый цинк, фтори-
стый натр, сулема, креозотовое масло, фенолы и их нитропроизводные
и целый ряд других.
В авиапромышленности в последнее время для антисептирования
пиломатериалов, деревянных деталей, белковых клеев и текстильных
изделий рекомендуется антисептик этилмерк1урфосфат, изготовляемый
у нас в достаточном количестве. Рекомендовался также и Антисептик,
сксидифенил, менее токсичный, чем этилмеркурфосфат и менее опасный
для человека.
Антисептирование авиапиломатериалов производится путем погру-
жения их в водный раствор антисептика этилмеркурфосфата не менее,
чем на 30 секунд. Концентрация раствора применяется следующая: для
пиломатериалов сечением до 50 мм — 0,02% (2 г сухого порошка анти-
септика на 10 литров воды), а для пиломатериалов сечением от 50 мм
и выше — 0,04% (4 г сухого порошка антисептика на 10 литров воды).
Механическая обработка антисептированной древесины может произ-
водиться при влажности не свыше 25%.
Антисептирование деревянных деталей самолета, склеенных казеи-
новым клеем, производится путем двухкратного промазывания кистью
предварительно зачищенных поверхностей 0,1% раствором антисептика
этилмеркурфосфат или 5% раствором оксидифенила в этиловом спирте.
После нанесения первого слоя раствора антисептика поверхность
просушивается в течение1 5—10 мни., а после второго слоя — до 30 мин.
Для контроля равномерности промазки поверхности детали в раствор
антисептика вводится какой-либо органический краситель красного
цвета в количестве 0,01 г на 1 литр раствора.
Антисептированные поверхности детали никакой другой обработке,
кроме нанесения лакокрасочного покрытия, не подвергаются.
С повсеместным внедрением смоляного клея в серийное производство
и ремонт самолетов применение антисептирования сохранится только для
авиапиломатериалов.
Техника безопасности при антисептировании
Антисептики должны храниться в отдельном пломбируемом шкафу
под ответственностью специально выделенного и проинструктированного
сотрудника. Сотрудник, отвечающий за хранение антисептиков, должен
вести строгий учет их получения и ежедневного расхода.
При взвешивании и приготовлении растворов антисептиков следует
одевать халат и резиновые перчатки, а при промазке антисептическим
раствором необходимо надевать марлевую повязку или респиратор.
В случае попадания раствора иа лицо необходимо промыть его во-
дой с мылом.
341
После работы необходимо тщательно вымыть руки.
К работе допускать только лиц, прошедших инструктаж по технике
безопасности.
2. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ ДЕРЕВЯННЫХ АГРЕГАТОВ
САМОЛЕТА
Основным отрицательным свойством древесины, как строительного
материала, является ее гигроскопичность, т. е. способность поглощать
влагу из воздуха или отдавать ее.
Изменение влажности влечет за собой целый ряд отрицательных
явлений в древесине: усушку, разбухание, увеличение объемного веса,
снижение механических свойств, загнивание и т. и.
Снижение гигроскопичности древесины повысило бы во много раз
ее ценность как строительного материала.
Нанесение лакокрасочных покрытий на деревянные агрегаты само-
летов, не снижая гигроскопичности, задерживает проникновение влаги
в древесину из воздуха, повышает аэродинамические качества самоле-
тов и маскирует их.
Защитное действие лаков и красок зависит от качества пленки,
образуемой ими, от ее прочности, эластичности, водоустойчивости и адге-
зий ной способности (сцепляемости). От всякого покрытия требуется, что-
бы после высыхания образовалась однородная, глянцевидная твердая, эла-
стичная, крепко связанная с древесиной пленка, максимально замедляющая
проникновение влаги в древесину из воздуха и дающая незначительный
привес на одни кв. м покрытой поверхности.
Лакокрасочные покрытия разделяются на лакомасляные, образую-
щие пленку вследствие физико-химических процессов, происходящих
в слое лака или краски, и эфиро-целлюлозные, образующие пленку
вследствие испарения растворителей.
В настоящее время в* самолетостроении находят большое применение
для покрытия деревянных поверхностей эфиро-целлюлозные покрытия,
отличающиеся быстротой высыхания и хорошей водоупорностью, но
меньшей прилипаемостыо в сравнении с лакомасляными покрытиями.
В состав лаков и красок той или другой группы входят следующие
основные вещества:
1. Масло или эфиры пеллюлозы (нитроцеллюлоза) и ацетилцеллю-
лоза в качестве пленкообразующнх веществ.
В самолетостроении применяются растительные высыхающие масла:
древесное, льняное, конопляное и подсолнечное.
2. Смолы естественные или искусственные для получения боле®
твердой, блестящей пленки и для лучшего ее сцепления с покрываемым
материалом.
Из естественных смол применяются:
а) Копалы — ископаемые смолы, залегающие в земляной коре тро-
пических стран. Это лучшие смолы из естественных, применяемых
в лакокрасочной промышленности.
б) Канифоль, получаемая перегонкой смолы (живицы) хвойных ио-
342
род. Из-канифоли получают (путем нагрева ее с глицерином) эфир гарпи-
ус, который и применяется в лакокрасочной промышленности.
в) Асфальты — углеводороды и их производные, образующиеся из
нефти.
Из искусственных смол применяются:
а) асфальты, или пеки, получаемые из нефти искусственным путем;
б) альбертоли, получаемые взаимодействием фенолов с альдегидами
в присутствии естественных смол.
3. Пигменты, служащие для повышения водостойкости, коррозийной
устойчивости, для получения желаемой расцветки и маскировки.
В качестве пигментов применяются: свинцовые и цинковые белила,
алюминиевый -порошок, охра, свинцовый и цинковый крон, глифталевые
и кумароновые смолы, сажа и др.
4. Растворители — для растворения смол, эфиров, целлюлозы и пла-
стификаторов. Для нитролаков применяются следующие растворители:
ацетон, этилацетат, амилацетат, бутилацетат.
Для масляных лаков применяются растворители: скипидар, уайт
спирт. В качестве разбавителей для масляных лаков применяются бензол
(моторный авиационный), толуол, спирты (этиловый, метиловый и бути-
ловый), растворитель РДВ.
5. Сиккативы — для ускорения процесса высыхания.
В качестве сиккативов применяют: окисп и перекиси свинца, мар-
ганца и кобальта.
6. Пластификаторы (смягчители)— для придания эластичности по-
крытию: дибутилфталат, бензиловый спирт, касторовое масло и др.
К авиационным лако-красочным материалам относятся: грунтовки,
шпатлевки, масляные краски и лаки, эмали, нитролаки, шлифовальные
и полировочные пасты.
Грунтом называется первый слой лакокрасочных покрытий, нано-
симый непосредственно на покрываемый материал, для создания проме-
жуточного слоя с более высокой спепляемостыо. Грунтовки разделяются
на масляные, хорошо кроющие, но медленно сохнущие (18—20 часов)
и нитрогрунтовки1, которые быстро сохнут (1—1,5 часа), водостойки,
ио обладают меньшей сцепляемостью и вредны при работе с ними.
Шпатлевки имеют назначение сгладить все неровности окрашивае-
мой поверхности (древесины, и полотна на древесине). Нитрошпатлевки
быстро сохнут (2—3 часа), водоупорны; масляные и лаковые шпатлевки
хорошо прилипают, но медленно сохну*г (24 часа). Лаковые шпатлевки
лучше маслятах. Для лучшего заполнения пор з шпатлевки вводят
пигменты и наполнители, обладающие мелкой и мягкой структурой.
Масляные краски применяются для покрытия самолетных деталей
в качестве грунтовых и промежуточных слоев.
Масляные лаки применяются для защиты внутренних поверхностей
и для отделки самолетов.
Эмали служат для окраски внутренних поверхностей агрегатов
^самолетов.
Нитролаки, известные .под наименованием аэролаков, находят широ-
кое применение в деревянном самолетостроении для покрытия древесины
и полотна.
343
Аэролаки разделяются на бесцветные или аэролаки 1-го покрытия,
и цветные (пигментируемые) 2-го покрытия.
Шлифовочные и полировочные пасты применяются для окончатель-
ной отделки внешних поверхностей самолетов с целью придания нм
лучших аэродинамических качеств.
Технология окраски деревянных поверхностей агрегатов самолета
Окраска деревянных самолетных агрегатов должна прозводиться
р специальном, отапливаемом, светлом и чистом, помещении (малярном
цехе), оборудованном приточно-вытяжной вентиляцией, обеспечивающей
не менее-, чем 10-кратный обмен воздуха при окраске кистями и не менее
чем 20-кратный при окраске пульверизатором. Температура и влажность
воздуха в цехе должны обеспечивать равномерную влажность древесины
в 8-12%.
Окраска пульверизатором должна производиться в специальной
камере.
Поверхности, подлежащие окраске, подвергаются предварительной
подготовке, заключающейся в устранении всех неровностей и следов
•от гвоздей и шурупов, в зачистке от грязщ подтеков клея, удалении
пыли, обезжиривании с помощью тряпки, смоченной разжижителем РДВ
или смывкой СД (спец). Особенно тщательной подготовке к окраске
подвергается внешняя поверхность, с целью получения хороших аэро-
динамических качеств окрашенной поверхности.
Окраска внутренней поверхности
Все деревянные агрегаты, склеенные казеиновым клеем, перед
окраской должны быть антисептированы, а затем окрашены по одному
из трех вариантов.
По первому варианту сначала наносился кистью нитрогрунт ДД-113,
& затем после сушки в течение 1,5 часов вся поверхность последова-
тельно покрывается двумя слоями алюминиевого аэролака АП ал,
с сушкой каждого слоя в течение 2 часов.
По второму варианту внутренняя поверхность покрывается с по-
мощью кисти двумя слоями хлорвиниловой эмали серого цвета ДД 118-Б
или с помощью пульверизатора тремя слоями хлорвинилов ой эмали
ДД 118-А. В том и другом случае сушка каждого слоя производится
в течение 1,5 часов.
По третьему варианту кистью наносятся два последовательных
слоя масляной эмалн А-14 или глнфталевой А-14 Ф. Первый слой сушит-
ся 16 часов, а второй — 20 часов.
Для самолетов, склеенных смоляными клеями, применяется еще
и четвертый ^вариант.
По четвертому варианту наносится кистью плотный слой смоляного
лака № 1, с последующей сушкой в течение 2 часов.
Приготовление смоляного лака производится аналогично приготов-
лению смоляного клея по следующему рецепту:
344
С'жлы ВИАМ-Б или Б — 100 вес. частей
Ацетона — 15 вес. частей
Керосинового контакта — 20 вес. частей.
Вязкость лака № 1 при нанесении не должна превышать 20—30° ФЭ.
Окраска наружных поверхностей
Грунтование и шпатлевание поверхности. На подготовленную по-
верхность наносятся два последовательных слоя нитроклея АК-20
Каждый слой просушивается 1,5—2 часа.
Примечание. Поверхности со следами смоляного клея пред-
варительно покрываются кистью сплошным тонким слоем глнфталевого
грунта М-138 и просушиваются прн 12—17°С в течение 8 часов.
Торцы, обшивки, лючки и поверхности, стыкующиеся с металличе-
скими узлами и накладками, оклеивают тканью АОД с ваходом ткани
на основную обшивку по 50—60 мм и на внутреннюю поверхность на
15—20 мм. Сухая ткань накладывается на свеженанесенный слой нитро-
клея АК-20 и тщательно приглаживается руками, а затем покрывается
двумя последовательными слоями иитроклея АК-20.
После сушки каждого слоя в течение 1,5 часов и зачистки шкур-
кой № 0 наносится кистью слой алюминиевого аэролака АП ал На
поверхности, которые не будут перекрыты при основной оклейке тканью,
наносятся два слоя аэролака АП ал • Каждый слой сушится не менее
1 часа.
Стыки фанерной обшивки, лобовые поверхности крыла, обшивка,
выклеенная из шпона шпатлюются тонким слоем -нитрошпатлевки
АШ-30. После 2,5-часового высыхания производится тщательная зачистка
шпатлевки шкуркой № 1—3. Пыль удаляется волосяной кистью или
щеткой.
Оклейка тканью
После зачистки поверхности протирают ее сухой чистой тряпкой
н наносят последовательно небольшими участками .жирный слой нитро-
клея и,- не дожидаясь высыхания, немедленно накладывают ткань (АОД
или маркизет «суровье») и тщательно разравнивают ткань руками.
Сверху наносят последовательно два слоя иитроклея АК-20.
После нанесения первого слоя, ткань плотно притирается тряпич-
ным томпоном. Каждый слой сушится 1,5 часа и слегка зачищается
шкуркой № 0.
На приклеенную ткань наносится два тонких слоя шпатлевкн.
Первый слой сушится 2 часа, а второй — 3 часа. Каждый слой зачи-
щается шкуркой №№ 1 и 0.
Грунтование алюминиевым аэролаком и окраска
цветными нитролаками
На верхние и боковые поверхности агрегатов пульверизатором на-
носится один плотный слой алюминиевого аэролака АП ал н сушит-
ся 2,5 часа.
345
Примечание. Аэролак АП ал обладает высокой механической
прочностью, водоупорностью и хорошо защищает древесину и ниж-
ние слои лакокрасочных покрытий от солнечных и ультрафио-
летовых лучей.
После легкой зачистки шкуркой № 0 на загрунтованные поверхно-
сти — верхнюю и боковую, наносится темно-серый аэролак ЛМТ-12 (п>
нлн зеленый аэролак АМТ-4 (п), а на нижнюю поверхность — голу-
<ой аэролак АМТ-7 (п).
Просушить слой аэролака при 12—17°С в течение 2,5 часов и слегка
зачистить шкуркой № 00 и удалить пыль тряпкой или щеткой.
После окончания сборки самолета, наносится второй слой аэролака
согласно утвержденной схеме камуфляжа:
Светлокоричиевого АМТ 1 (п) зеленого АМТ-4 (п).
Серо-голубого АМТ-11 (п) и голубого АМТ-7 (п)
Второй слой сушится при t = 12—17°С в течение 6 час.
Опознавательные знаки 'наносятся аэролаком красного цвета. АП кр
по истечении 2-х часов, после нанесения 2-го слоя аэролака.
Окончательная отделка
Окрашенную поверхность шлифуют и полируют специальной настой
для придания ей хороших аэродинамических качеств. Матовые поверх-
ности только шлифуют.
Шлифовка и полировка производятся вручную или специальным!
электродрелями с числом оборота до 2000 об/мнн.
Полировка производится после облета.
Отделка столярных изделий
Для окончательной отделки ящиков и футляров под приборы при-
меняются лакировка, полировка и вощение. Эти операции заключаются
в нанесении слоя лака, политуры и воска, которые после отвердевания
придают поверхности зеркальный или матовый блеск.
Лаки з зависимости от растворителя называются масляными, спир-
товыми и скипидарными, а в зависимости от смолы, входящей в лак, —
шеллачными, сандорочными и дамаровыми.
По цвету лаки бывают бесцветными, оранжевыми, красными
и черными.
Политурой называется более жидкий слой спиртового лака. В спир
товом лаке содержится 30—35% смолы, а в политуре — 10—12%. Цвет
политуры оранжевый, красный п бесцветный.
Для вощения применяется сплав пчелиного воска со скипидаром.
Перед окончательной отделкой поизводится подготовка поверхности,
заключающаяся в удалении всех неровностей путем шпатлевания и по-
следующей зачистки шпатлеванных мест стеклянной бумагой, а затем
«сей поверхности циклей. После этого приступают к шлифовке. Шлифов-
ка начинается стеклянной бумагой № 2 или 3, с переходом на мелкие
сорта №№ 1 и 0 или! 00, окончательная шлифовка производится пемзой.
Шлифуют обязательно движением стеклянной бумаги и пемзы вдоль
волокон.
346
Особенно тщательная подготовка поверхности производится перед,
полировкой, так как всякие неровности и царапины резко выделяются
на полированной поверхности.
Иногда для придания красивого вида деревянным изделиям или
с целью подделки дерева под дорогую породу прибегают к травлению,
морению и имитации, т е. к изменению цвета дерева красящими веще-
ствами. При травлении красящее вещество проникает на небольшую
глубину. Чаще всего производится травление поверхностей готового-
изделия.
Морение дает глубокую (сплошную) окраску дерева. Процесс до-
вольно длительный и требующий большого количества краски, а поэтому
редко применяющийся.
Для травления и морения широко применяются анилиновые и али-
зариновые краски самых разнообразных цветов.
При имитации дерева подбирают дешевые породы, которые наиболее
легко могут быть подделаны под какую-либо ценную породу. Например:
под красное дерево подделывают бук, липу, березу, светлый орех; под
черное дерево — грушу, клен, березу.
Лакировка заключается в нанесении слоя лака на подготовленную-
поверхность изделия. Масляный лак наносится кистью один или два
раза. При двухкратном нанесении лака поверхность изделия после пер-
вого покрытия шлифуется пемзой с водой.
Спиртовый лак обыкновенно наносится куском ваты, пропитанной
лаком и несколькими каплями сырого льняного масла, сала или пара-
фина. В начале лакировки вату следует лишь слегка смачивать лаком,
чтобы она была только влажной. До получения тонкого слоя лака дви-
жение ваты производится только вдоль волокон, а затем ей сообщается
круговое движение. Если вата при движении начнет прилипать, то необ-
ходимо прибавить масла. Излишек масла удаляется сухой ватой или
пс|ро(шк1ом| венской извести. На поверхности с избытком масла после
проведения пальцем остается след.
Вату рекомендуется употреблять только в начале лакировки,
а в дальнейшем следует заменить ее тампоном, представляющим собой
кусок мягкого войлока, пропитанного лаком и завернутого в мягкую-
тряпку. Тряпка смазывается двумя-тремя каплями масла.
Лакировка производится в два-три приема. Лакированная поверх-
ность не отличается прочностью. Она трескается от усушки дерева
и ударов.
Полировка состоит -в том, что поверхность покрывается более жид-
ким спиртовым лаком (политурой). Слой после полировки остается тон-
кий и более прочный, чем после лакировки.
Процесс полировки длительнее процесса лакировки. Производится
он так же, как лакировка-. Политура наносится тампоном.
Вощение придает деревянной поверхности матовый блеск.
Нанесение состава воска со скипидаром производится ровным слоем
суконкой и растирается сухой суконкой или щеткой.
Один из составов для вощений следующий:
1 часть пчелиного воска и
1 1/2 части скипидара подогревают до тех пор, пока воск не рас-
топится, все время мешая массу.
347
3. огнестойкая древесина
Одним из серьезных недостатков древесины является ее быстрая
воспламеняемость и сгораемость.
Придание огнестойкости древесине вопрос очень важный не только
для самолетостроения, но и для всех деревянных сооружений.
Дерево, как и всякий другой материал органического и неоргани-
ческого происхождения, сделать полностью не поддающимся действию
высоких температур невозможно. Поэтому огнестойкой древесиной при-
нято называть такую древесину, которая под действием высоких темпе-
ратур хотя и обугливается и разрушается, но не горит и не тлеет.
При действии на огнестойкую древесину пламени она медленно
загорается, но горит только в месте действия пламени. Как только
источник огня удаляется, древесина перестает гореть и тлеть.
Для придания огнестойкости древесине ее пропитывают специаль-
ными химическими веществами, называемыми антипиренами или покры-
вают огнезащитными красками! и невоспламеняемыми лаками.
В качестве антипиренов предлагается много различных химических
веществ, но не все они могут удовлетворять полностью предъявленным
к ним требованиям.
Антипирены, предназначенные для пропитки авиадревесины, дол-
жны прежде всего отвечать следующим условиям:
1) давать небольшой привес;
2) не влиять на механические свойства древесины и крепость
склейки;
3) не вызывать коррозии з металлических узлах;
4) не повышать заметно гигроскопичность, не вызывать короблений
и трещин;
5) увеличивать грибостойкость древесины;
6) не быть ядовитыми для человека;
7) должны быть просты в применении и дешевы.
Для самолетостроения наиболее подходящими антипиренами явля-
ются бура, и борная кислота или их смесь.
В таблице 75 показано огнезащитное действие буры и борной
кислоты.
Таблица 75.
N'W п/п. Процент привеса древесины от пропиши Потеря веса при сжигании в про- центах от перво- начального веса через Продолжи- тельность горения после сня- тия горелки в сек.
160 сек. 240 сек.
1 Борная кислота - . • . . 8.6 5,5 7,4 0
2 Бура с борной кислотой 3 :7 7,1 10,4 11,6 0
3 „ v 2:3 11,9 4,4 6,3 0
4 „ „ 4,5:5,5 12,7 8,0 9,4 0
5 Необработанная древесина — 44,6 — 54
348
По данным ВИАМ, наилучшим антипиреном для пропитки авиадре-
весины является смесь буры и борной кислоты в отношении 2:3 при
привесе их к весу сухой древесины в количестве 8—12%.
Пропитка древесины борной кислотой и смесью буры 'с борной
кислотой (2: 3) увеличивает временное сопротивление сжатию и стати-
ческому изгибу, а сопротивление скалыванию по склейке и гигроскопич-
ность при относительной влажности воздуха до 75% остаются почти
без изменения.
Бура и борная кислота в то же время являются хорошими анти-
септиками-
Древесина;, пропитанная бурой и борной кислотой, вызывает значи-
тельно меньшее корродирующее действие на сталь, медь и плакирован-
ный дуралюмин, чем непропитаиная.
Из других (антипиренов можно отметить фосфорно-кислый аммопий,
хорошо защищающий древесину от горения, негигроскопичный и мало
корродирующий железо и сталь. Применяется иногда в смеси с .серно-
кислым аммонием (В отношениях от 3:7 до 7: 3).
На практике большею частью применяют не отдельную какую-либо
соль, а различные смеси солей.
Огнестойкую древесину следует покрывать огнезащитными или
невоспламеняемыми! лакокрасочными материалами. Огнезащитные лаки
и краски предохраняют дерево от воспламенения, а невоспламеняющиеся
не дают пламени распространяться на соседние участки того же лака,
по не защищают древесину, как огнестойкое покрытие.
Из огнезащитных красок получили распространение1 силикатные,
хдоркаучуковые, масляные и другие огнезащитные краски.
Для самолетостроения рекомендуются невоспламеняемые хлоркаучу-
ковые лаки.
Для внутренних покрытий самолетов применяются хлорвиниловые
эмали.
Пленки хлорвиниловой эмали трудно воспламеняются и снижают
горючесть деревянных деталей.
4. УЛУЧШЕНИЕ ДИЭЛЕКТРИЧЕСКИХ СВОЙСТВ ДРЕВЕСИНЫ
Улучшение диэлектрических свойств древесины производится путем
пропитки ее веществами, препятствующими проникновению в нее влаги
и являющимися в то же время диэлектриками.
Лучшими материалами для пропитки являются искусственные' смолы
типа бакелит. Бакелитовые смолы применяются для пропитки или в виде
лака, т. е. спиртового раствора смолы, или непосредственно в стадии А.
После термической обработки пропитанной древесины при 130—145“
смола переходит в стадию С.
Основные достоинства бакелизированной древесины — ее высокие
электроизоляционные и механические свойства.
Удельное объемное сопротивление бакелитовых смол равно прибли-
зительно 104 * * 7 мегом, а пробивное напряжение при 60 периодах
10000 —28000 вольт на 1 мм. Древеснослоистые пластики, полученные
на основе искусственных смол: дельта-древесина и балинит являются
хорошими электроизоляционными материалами.
349
Кроме бакелитовой смолы, для пропитки применяются глифталевые
смолы, изготовленные на основе глицерина и фталевого ангидрида
а также и другие смолы.
В целях улучшения электроизоляционных свойств, древесина, рабо-
тающая в масле, пропитывается льняным маслом (олифой) или тран-
сформаторным маслом, смотря по тому, в каком масле она работает.
Пропитывать маслом древесину следует после доведения ее до
.абсолютно сухого состояния.
Древесина, работающая на воздухе', пропитывается парафином.
В таблице 76 показано улучшение электроизоляционных свойств
древесины березы, после обработки её различными способами.
Таблица 76.
Способ обработки Пробивное напряжение в kW Примечание
Воздушно-сухая древесина 75 По Михайлову
Сухая . 89 Испытание велось с об-
Пропитанная олифой . . - 98 разцами размерами 10 см в направле-
„ трансформаторным маслом 136 НИИ вдоль волокон.
. парафином 145
350
ЛИТЕРАТУРА
1 Абраменко С. Н. — Определитель древесины главнейших пород
СССР- Госле техиздат, 1935 г., Ленинград.
2. Инж. Акимов В. — Технология дерева. ГИЗ, 1930 г.
3. Берд и неких И. П. и Кузнецов М. А. — Производство дере-
вянных самолетов. Оборонгиз. НК АП. Москва, 1945 г.
4. Бородин И. Б. — Курс анатомии растений. Сельхозгиз, 1938 г.
Ленинградское отделение.
5. Б очаров Н. Ф- — Казеиновые клеи, вып. 115. Москва, 1932.
6. Бочаров Н. Ф. — Техника склеивания дерева казеиновыми клеями.
Гостехиздат, Москва—Ленинград.
7. Профессор Банки С- И. — Древесиноведение. Ленинград. Гослес-
технздат, 1940 г.
8. Профессор Ванин С. И.—Синева древесины и меры борьбы с нею.
Сельхозгиз, 1932 г.
9- Профессор Ванин С. И.— Гннль дерева, ее причины и меры борьбы
с нею. Сельхозгиз. Москва—Ленинград, 1931 г.
10. Гроссман, Деммер А. иШтейнингерФ. — Технология де-
рева. Москва—Ленинград, 1933 г.
11. Профессор Дешевой М. А.—- Механическая технология дерева.
Часть I. Ку буч. Ленинград, 1934 г.
12. Профессор Дешевой М. А. — Механическая технология дерева.
Часть II. ОНТИ-НКТП СССР, 1936 г.
13. Древесина. Статья в технической энциклопедии, т. VII, 1938 г.
14. Профессор Иванов Л- А.—Анатомия растений. Гослестехиздат, 1935 г.
15. Колтунов Я Л. — Основы техники безопасности в механической
обработке древесины. Гослестехиздат. Москва, 1941 г.
16. Кузнецов А- — Технология дерева. Москва, 1933 г.
17. Профессор Кротов Е. Г.—Технология дерева. Москва — Ленин-
град, 1932 г.
18. Кроль Б. А. — Деревообделочный завод. Свердловск — Москва,
1935 г.
19. Авиационное материаловедение — под редакцией С, Т. Кишкина и
Н. Н. Ч у л и ц к о г о. Оборонгиз. Москва, 1941 г.
20. Любимов Н. Я. — Теория и практика сушки дерева. Гостехиздат,
1932 г.
21. Лекторский А- Н. — Пропитка древесины. Гостехиздат. Москва,
1940 г‘
22. Михалев И. И. — Склеивание древесных материалов в самолето-
строении. НКАП. Оборонгиз, 1944 г.
23. Доц. Перелыгин и проф. Певцов А. X.—Механические свойства
и испытания древесины. Гослестехиздат. Москва, 1934 г.
24. Инж. Перелыгнн Л. М. — Стандартизация методов испытаний
древесины. Стандартгиз, 1936 г.
25. СелюгннН. С.—Сушка древесины. Гослестехиздат. Ленинград, 1936 г.
26. Проф. СудейкинГ. С. и проф. Слудский Н. Ф. — Вредней-
шие насекомые и грибные болезни леса. Москва- Гослестехиздат, 1939 г.
27. Чулицкий Н. Н. — Влияние влажности на свойства древесины.
Москва, 1933 г.
28. Применение древесины в авиастроении. Материалы сессии под редак-
цией проф. Чулицкого Н. Н. Оборонгиз. Москва, 1940 г.
29. Чулицкий Н. Н. *- Исследование режима сушки древесины авиа-
ционной сосны. Часть I. Труды ЦАГИ, вып. 120, Москва, 1932 г.
30. Чулицкий Н. Н. — Исследование режима сушки древесины авиа-
ционной сосны. Часть II. Труды ВИАМ, вып. 3, Москва, 1934 г.
НКАП Об °ИЗЕОДС™снные инструкции по механической обработке древесины
ЧЧ Стандарты, производственные инструкции и технические отчеты.
’ Инженер Г е р м а н — Современное оборудование деревообделочных
Р дпрнягии. Государственное лесотехническое издательство, 1932 г.
о ‘ У ж ® л Д о р с т р о й — Нормативное бюро. Ииж. М. П. Фомин.
Выпуски 2 н 5. Трансжелдориздат, 1936 г.
351
ОГЛАВЛЕНИЕ
Введение.......................................................... 3
Глава I
Строение древесины............................................... 5
1. Макроструктура................................................ 6
2. Микроструктура.............................................. 12
3. Простейшие способы определения пород древесины............... 20
Глава И
Породы авиадревесины.......................................... 23
1. Хвойные породы ............................................. —
2. Лиственные породы.......................................... 27
Глава III
Физические свойства древесины.................................. 33
1. Исследование древесины прн помощи лучей света и лучей Рентгена . 61
Глава IV
Механические свойства древесины ........................ 62
1. Общие понятия ...............................................
2. Методы испытания механических свойств древесины..............
3. Изготовление, хранение и измерение образцов..................
4. Испытание на сжатие вдоль волокон............................
5. Испытание на сжатие поперек волокон ......... ......
6. Испытание на растяжение вдоль волокон ......................
7. Испытание на растяжение поперек волокон......................
8. Испытание на статический изгиб . . . • •...........•.........
9. Испытание на ударный изгиб...................................
10. Испытание на скалывание ....................................
11. Испытание на раскалывание.......................*...........
12. Испытание на кручение.............’ *.............’.........
13. Испытание на твердость ................ . . ..............
14. Усталость древесины.................. *•’•••
15. Коифнциент качества . . . *...........................• ’ •
16. Сопротивление выдергиванию гвоздей и шурупов................
17. Болтовые соединения ...........• ’ '••••
18. Зависимость между механическими свойствами..................
19. Расчетные характеристики древесины . .................
20. Факторы, влияющие на механические свойства древесины .......
62
63
65
66
69
71
73
74
76
78
80
83
84
86
87
89
94
101
Глава V
Стр.
Пороки древесины........................................... 111
1. Пороки, вызванные условиями ’роста . 1Ц
2. Трещины.................................................. 117
3. Раны.............................. - - . . Ия
4. Ненормальные отложения ..................................... 119
5, Повреждения насекомыми - - ................................ 120
6. Микологические повреждения...................................122
А. Грибы, производящие разрушение древесины............... 126
Б. Грибы, вызывающие ненормальную окраску древесины . 129
Глава VI
Сортименты н заготовки из древесных материалов, применяемых в
самолетостроении............................................131
1. Заготовки хвойных пород для самолетостроения.............. . 135
Глава VII
Шпон, фанера, древеснослонстые материалы и детали из древес-
ных материалов ...........................................138
1. Шпон ... ....................... 138
2- Фанера................... . . . . . 142
3- Древесиослоистые материалы..................... . . .148
4. Детали самолета из древесины, фанеры и шпона............ . 154
Глава VIII
Приемка и раскрой древесных материалов.... . 160
I. Приемка древесных материалов............ 160
2. Раскрой древесных материалов .. ............168
Глава IX
Сушка и хранение древесных материалов , ......................174
Общие понятия......................................*..........174
1. Воздушная сушка и хранение древесины.......................175
2 Камерная сушка....................................... .... 180
3. Контроль и регулирование температурно-влажностных режимов в де-
ревообрабатывающих цехах авиазаводов.......................... - 200
4. Хранение авиационной древесины в цехах .... ..........203
5. Хранение авиационной фанеры и шпона.............................204
Глава X
Механическая обработка древесины ............................. 205
1. Основы теории резания древесины............................ 205
2. Основные приемы резания и типы станков н инструментов........215
А. Пиление............................................... 215
Б. Раскалывание, рубка и тесание......................... 24/
В. Строгание и фрезерование............................. 24У
. ~ Г‘ Сверление - ........................................275
«5. Техника безопасности..........................................
Глава XI Стр‘
Склеивание древесных материалов и деталей................. ^оо
1, Смолящие клеи ВИАМ Б-3 и КБ-3...........
2. Казеиновые клеи В'Ю5 и В-107 .................. ............
3. Столярные желатиновые клеи. . . . . *.................,
4. Карбамидные клеи......... ... ... ...........
5. Карбинольный клей........................................... 13
6. Помещение в оборудование для приготовления клеев в производствен- ~
ных цехах . ...................................... _
7. Подготовка древесины к склейке.......................... ’ о!о
8. Техника склеивания.............................
9. Виды запрессовок............................... ’ 325
10. Применение подогрева при склейке...........................330
11. Метода! контроля качества склейки и наиболее часто встречающиеся’
дефекты в клееви1* соединениях........................ . 331
Глава XII
Гнутье древесных материалов.................................... 234
Глава XIII
Методы защиты древесных материалов от воздействия физических
и биологических факторов............................................
1. Аитисептировапие древесины................................. 34g
2- Лакокрасочные покрытия деревянных агрегатов самолета 342
3. Огнестойкая древесина...................................... 34g
4. Улучшение диэлектрических свойств древесины...............’ 349
Литература.................................................... 351
Киеве, и* Институт Г’"'
Редактор проф. Н. Н. Чулицкий
Техн. ред. Ю. Ю Балль Корректор А. И* Ладыгина
Равр. к печ. 29/XII-1946 г. Г-51248. П. л. 221/4. Авт. л. 20,02. Изд. №2. Зак. 182.
Тнпо-лнтографня ВВА имени проф. Н. Е. Жуковского